mejora en el proceso de produccion de una empresa
DESCRIPTION
la mejora en el proceso de producción de una empresaTRANSCRIPT

"AÑO DE LA PROMOCION DE LA INDUSTRIA RESPONSABLE Y EL CAMBIO
CLIMATICO"
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
PROYECTO DE INNOVACION Y/O MEJORA EN EL PROCESO
DE PRODUCCION Y/O SERVICIO EN LA EMPRESA
2014


ÍNDICE
Pág.
1. PRESENTACIÓN DEL PARTICIPANTE ------------------------------------------3
2. DENOMINACIÓN DEL PROYECTO DE INNOVACIÓN-----------------------4
3. ANTECEDENTES-----------------------------------------------------------------------5
4. OBJETIVOS------------------------------------------------------------------------------6
5. DESCRIPCIÓN DE LA INNOVACION---------------------------------------------7
6. PLANO DE LA EMPRESA Y ESQUEMAS --------------------------------------32
7. TIPOS Y COSTOS DE MATERIALES --------------------------------------------41
8. TIEMPO EMPLEADO O ESTIMADO --------------------------------------------42
9. CONCLUSIONES FINALES---------------------------------------------------------46
10. BIBLIOGRAFÍA ---------------------------------------------------------------------47

1 . P R E S E N T A C I Ò N D E L P A R T I C I P A N T E
NOMBRE : ISAAC DAVID
APELLIDOS : ROJAS LEÓN
ID : 623057
PROGRAMA : MEJORA DE METODOS
U.F.P. /U.O : ESCUELA DE AUTOMOTORES
ESPECIALIDAD : MECÁNICO DE BUSES Y CAMIONES
INSTRUCTOR : JUAN D. CONDORI LOZANO
ZONAL : LIMA - CALLAO
5
2 . D E N O M I N A C I Ó N D E L T R A B A J O D E I N N O V A C I Ò N
TÍTULO : “SOPORTE GIRATORIO DE
CORONA”
SECCIÓN : REPARACIÒN DE CORONA.
EMPRESA : EL ROSARIO
DIRECCIÓN : A.H DOS DE DICIEMBRE MZ. D LT 5
DISTRITO : HUARAL.
MONITOR : CARLOS ALZAMORA UBIA
FECHA DE PRESENTACIÓN : 23/07/14
6
3. ANTECEDENTES
Dado el uso de las herramientas mecánicas de baja tecnología para el armado y
desarmado del conjunto diferencial (corona).
Y además del costo hombres/obra que debe ser el menor posible para toda labor
técnica a ejecutar. Se procedió a considerar lo Siguiente:
1. Un solo personal (mano de obra) no podría realizar la labor del armado y
desarmado del conjunto diferencial.
2. La pérdida de tiempo en el armado y desarmado del diferencial.
3. La falta de seguridad en el armado del diferencial, incluso con el equipo de
protección debido.
4. El tipo de diferencial a regular influye en el costo hombre/obra.
5. El esfuerzo adicional físico del personal a laborar, influye en la productividad y
desempeño.
7
4. OBJETIVOS
Los objetivos que se esperan alcanzar en el proyecto de mejora son los siguientes:
1) Minimizar el tiempo empleado por otros métodos de trabajo contando con este
proyecto, llevándolo a la práctica nos ayudará a agilizar las labores en un periodo
más corto mejorando la eficiencia del trabajo, ahorro de tiempo, así como también
mayor productividad para la empresa. .
2) Optimizar el trabajo, de esta manera el trabajador podrá colaborar en la realización
de otras actividades en beneficios de la empresa.
3) Reducir costos. La disminución de tiempos en la utilización de mano de obra es
importante para el progreso de la empres así como también para evitar malograr
materiales.
4) Incrementar la calidad en el trabajo. Y así crear un nuevo método de servicio
cuando se realice el trabajo.
5) Mejor desempeño del trabajador durante la realización de la labor, ya que con esta
nueva herramienta se podrá realizar un trabajo preciso y no muy laborioso como el
método actual.
8
5 . D E S C R I P C I Ó N D E L A I N N O V A C I Ó N
5.1 DIAGRAMA DE ANÁLISIS DE MÉTODO ACTUAL
5.2 PROCESO DE EJECUCIÓN DEL METODO ACTUAL
5.3 DOP ACTUAL
5.4 DIAGRAMA DE ANÁLISIS DEL METODO MEJORADO
5.5. PROCESO DE EJECUCIÓN DEL METODO MEJORADO
5.6. DOP MEJORADO
5.7 FUNDAMENTOS TECNOLÓGICOS
9
“SOPORTE GIRATORIO DE CORONA”
Es un soporte que sirve como base de apoyo de un conjunto diferencial para el armado y
desarmado y regulación de la corona.
Maniobrabilidad
Subimos la corona hacia el soporte que tiene 2 brazos que son el punto de apoyo del
conjunto diferencial. En los brazos encontramos orificios ancho en ambos brazos que
sirven para poner los pernos de sujeción del diferencial, en la parte posterior del brazo
encontramos un sector dentado y tornillo sin fin que nos van a ayudar para el
movimiento del diferencial, ya sea 45 0 90 grados de inclinación con el fin de obtener el
ángulo deseado para el desarmado armado y regulación del conjunto diferencial. En la
parte posterior de los brazos se ejercerá presión de palanca para dar con el ángulo
deseado. Bajo ello encontramos un tubo galvanizado de 2.5m x 10 cm con una plancha
de fierro de sujeción hacia un tubo cuadrado de 1m x 7cm que consta de hacerlo con
una base amplia para que pueda tener mayor estabilidad al momento del desarmado.
10
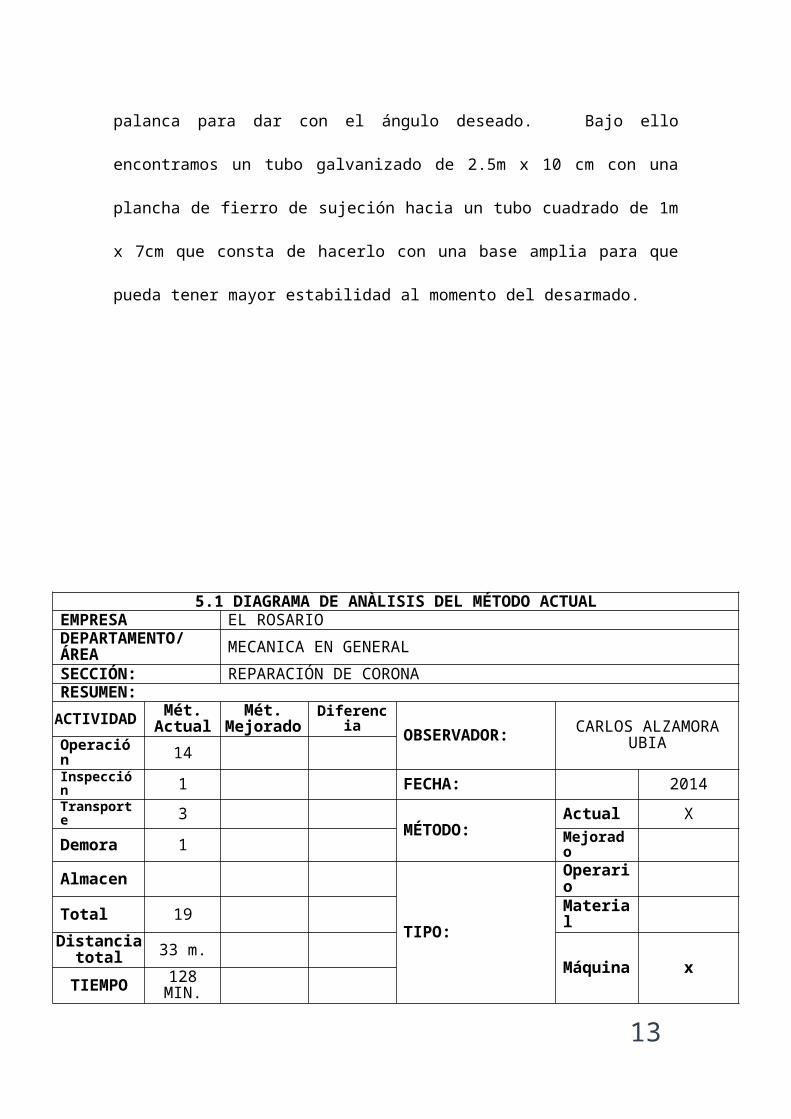
5.1 DIAGRAMA DE ANÀLISIS DEL MÉTODO ACTUALEMPRESA EL ROSARIODEPARTAMENTO/ ÁREA MECANICA EN GENERALSECCIÓN: REPARACIÓN DE CORONARESUMEN: ACTIVIDA
DMét.
ActualMét.
Mejorado Diferencia OBSERVADOR: CARLOS ALZAMORA UBIAOperación 14
Inspección 1 FECHA: 2014Transporte 3 MÉTODO: Actual X Demora 1 Mejorado Almacen
TIPO:
Operario Total 19 Material Distancia
total 33 m.Máquina x
TIEMPO 128 MIN.
Nº DESCRIPCIÓN DIST TIEMP OBSER
1 Recoger la OT del Jefe de Taller. 20 min
2 Desmontar la corona 40 min
3 Llevar la corona al área de reparación 5 min
4 Levantar la corona sobre la mesa
1min
5 Sujetar y apoyar la corona 5 min6 Aflojar los pernos de sujeción de la corona 5 min7 Aflojar los pernos de tapa de bancada 5 min8 Retirar la bancada 5 min9 Asegurar y desmontar la corona 10 min
10 Girar la corona 1 min
11 Sujetar la carcasa 5 min
12 Desajustar los pernos del porta rodaje 5 min
13 Voltear la carcasa 1 min
11
14 Desmontar el piñón de ataque. 5 min
15 Llevar la corona al tornillo de banco, para desarmar
5 min
16 Lavar componentes
30 min
17 Inspeccionar componentes 10 min
18 Hacer pedido de repuesto y recoger ● 20 min
19 Armar la corona ● 50 min
5.2 PROCESO DE EJECUCIÓN DEL MÉTODO ACTUAL
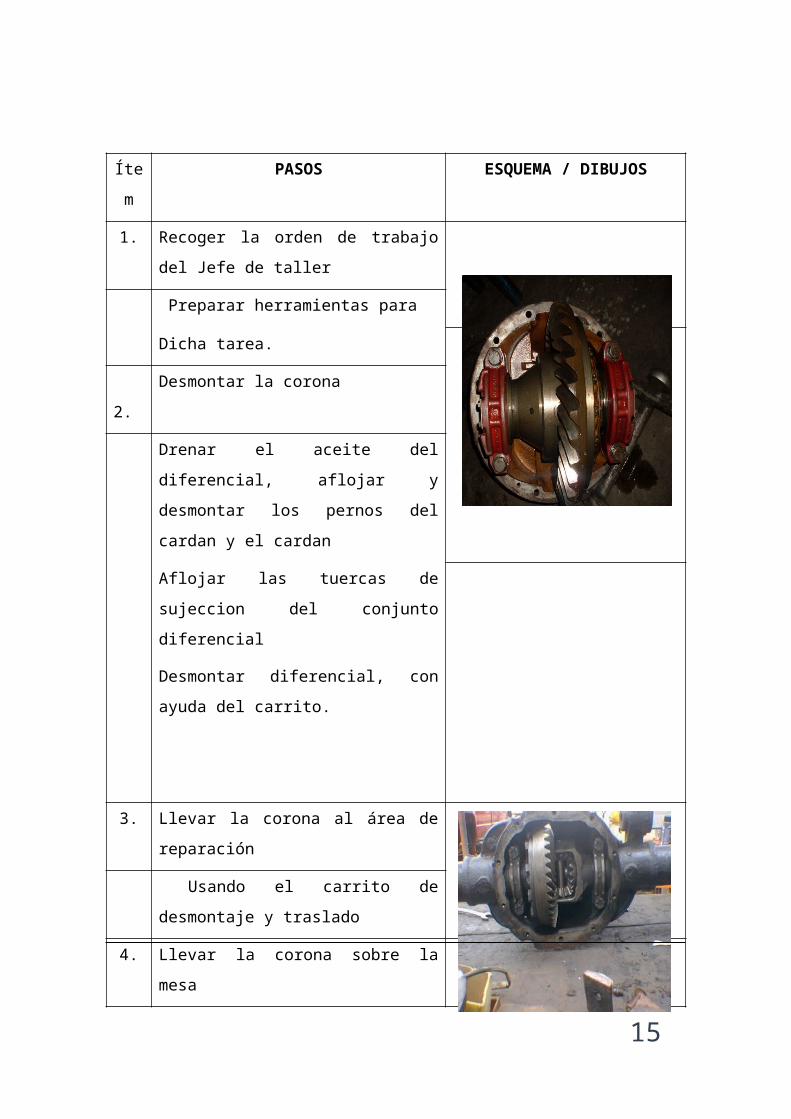
Ítem PASOS ESQUEMA / DIBUJOS
1. Recoger la orden de trabajo del Jefe de
taller
Preparar herramientas para
Dicha tarea.
2. Desmontar la corona
Drenar el aceite del diferencial, aflojar y
desmontar los pernos del cardan y el cardan
Aflojar las tuercas de sujeccion del
12
conjunto diferencial
Desmontar diferencial, con ayuda del
carrito.
3. Llevar la corona al área de reparación
Usando el carrito de desmontaje y traslado
4. Llevar la corona sobre la mesa
Asegurar la corona con una cadena
Usando un tecle.
5. Sujetar y apoyar la corona
Apoyarlo con tacos con el fin de
mantenerlo firme.
Observación:
Este proceso puede mejorar con el
Soporte giratorio de corona.
6. Aflojar los pernos de sujeción de la
corona
13

Usando los dados y la pistola neumática
para aflojar pernos.
7. Aflojar los pernos de tapa de bancada
Con ayuda de la herramienta
neumática.
8. Retirar la tapa de bancada,
Se debe hacer marca con un punto para no
confundir con la otra tapa.
9. Asegurar y desmontar la corona
Con una faja cadena antes de desmontar la
corona y desmontar.
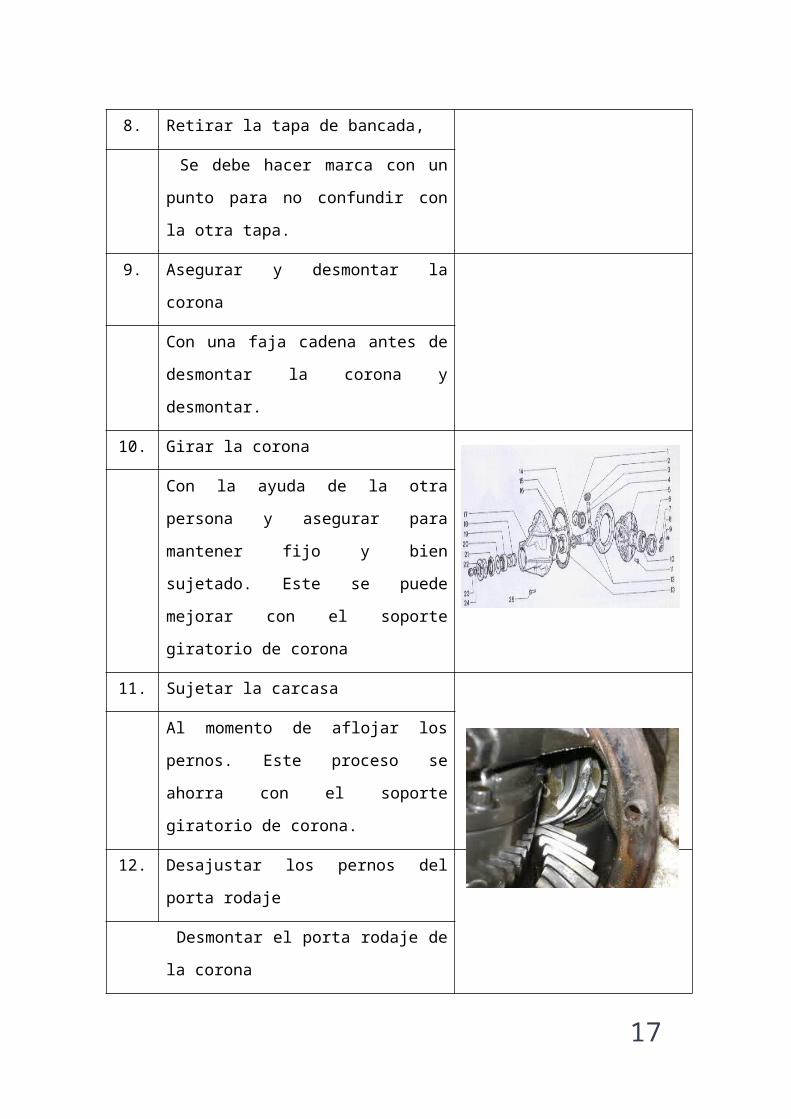
10. Girar la corona
Con la ayuda de la otra persona y asegurar
para mantener fijo y bien sujetado. Este se
puede mejorar con el soporte giratorio de
corona
11. Sujetar la carcasa
14
Al momento de aflojar los pernos. Este
proceso se ahorra con el soporte giratorio
de corona.
12. Desajustar los pernos del porta rodaje
Desmontar el porta rodaje de la corona
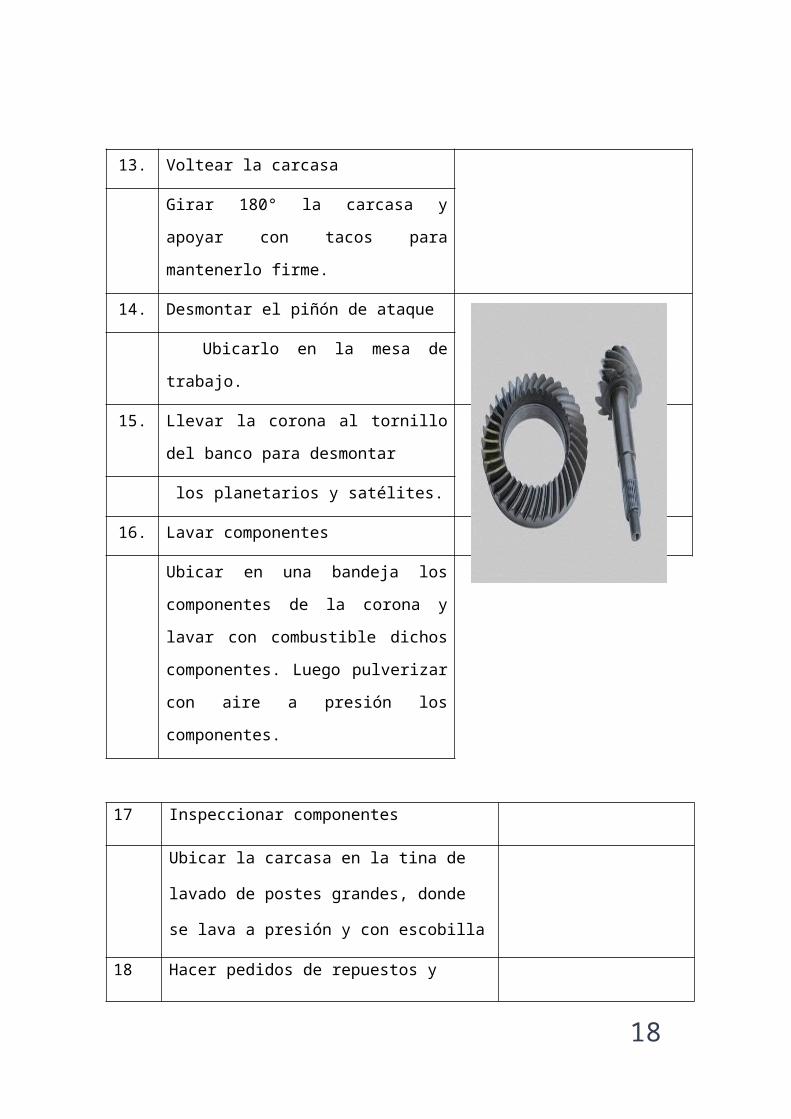
13. Voltear la carcasa
Girar 180° la carcasa y apoyar con tacos
para mantenerlo firme.
14. Desmontar el piñón de ataque
Ubicarlo en la mesa de trabajo.
15. Llevar la corona al tornillo del banco para
desmontar
los planetarios y satélites.
16. Lavar componentes
15

Ubicar en una bandeja los componentes de
la corona y lavar con combustible dichos
componentes. Luego pulverizar con aire a
presión los componentes.
17 Inspeccionar componentes
Ubicar la carcasa en la tina de lavado de postes
grandes, donde se lava a presión y con escobilla
18 Hacer pedidos de repuestos y recojer
ya lavados: Rodajes, piñones, satélites, pistas,
piñón de ataque y como también la cinta de la
corona, etc.
19 Armar la corona
El Técnico Mecánico al armar, regular
y ajustar la corona solicita la ayuda de
otro mecánico, porque es incómodo
armar solo la corona.
Y se demora mucho al realizar este
proceso. Es por el cual que necesito
un soporte giratorio de corona.
16
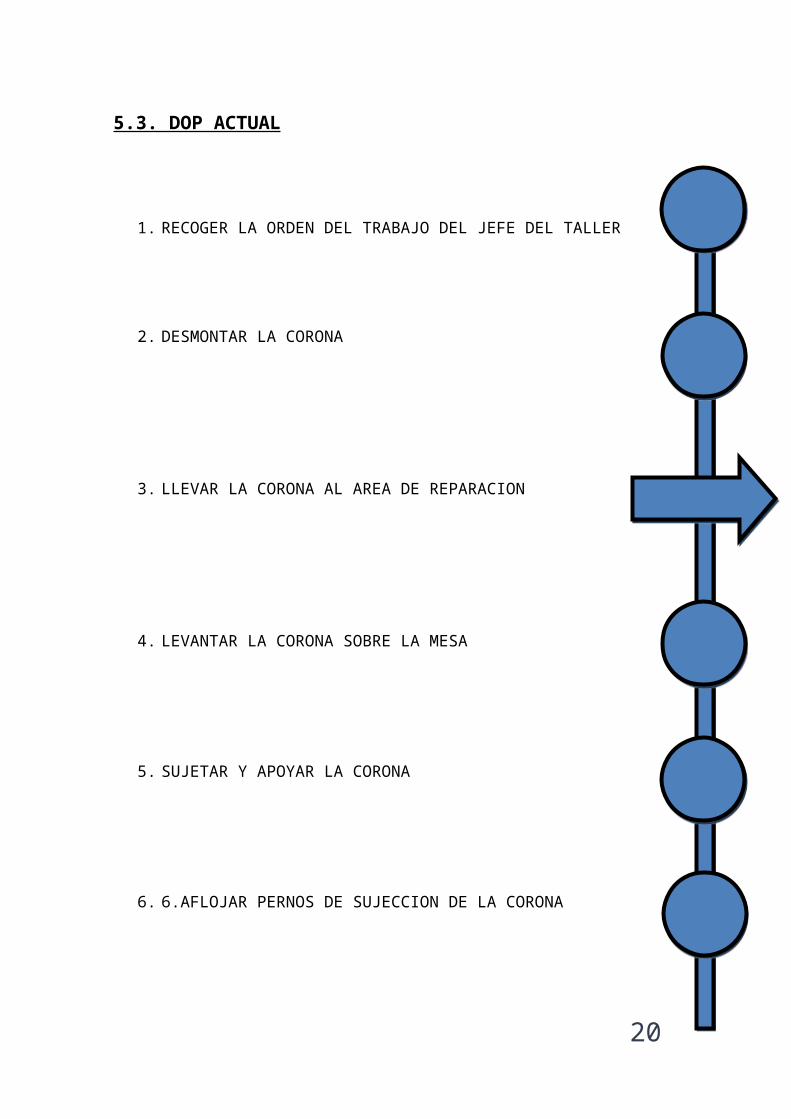
5.3. DOP ACTUAL
1. RECOGER LA ORDEN DEL TRABAJO DEL JEFE DEL TALLER
2. DESMONTAR LA CORONA
3. LLEVAR LA CORONA AL AREA DE REPARACION
4. LEVANTAR LA CORONA SOBRE LA MESA
5. SUJETAR Y APOYAR LA CORONA
6. 6.AFLOJAR PERNOS DE SUJECCION DE LA CORONA
7. AFLOJAR LOS PERNOS DE LA TAPA DE BANCADA
8. RETIRAR LA TAPA DE BANCADA
17
9. ASEGURAR Y DESMONTAR LA CORONA
10. GIRAR LA CORONA
11. SUJETAR LA CARCASA
12. DESAJUSTAR LOS PERNOS DEL PORTARODAJE
13. VOLTEAR LA CARCASA
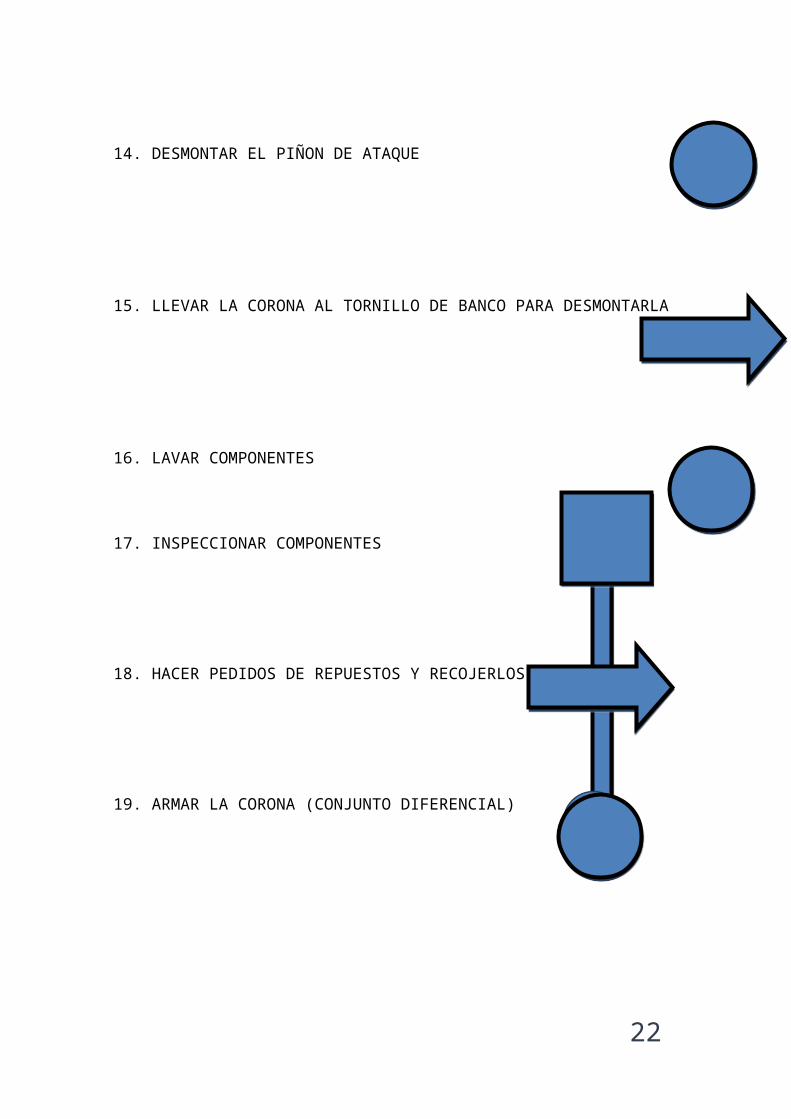
14. DESMONTAR EL PIÑON DE ATAQUE
15. LLEVAR LA CORONA AL TORNILLO DE BANCO PARA DESMONTARLA
16. LAVAR COMPONENTES
18
17. INSPECCIONAR COMPONENTES
18. HACER PEDIDOS DE REPUESTOS Y RECOJERLOS
19. ARMAR LA CORONA (CONJUNTO DIFERENCIAL)
19
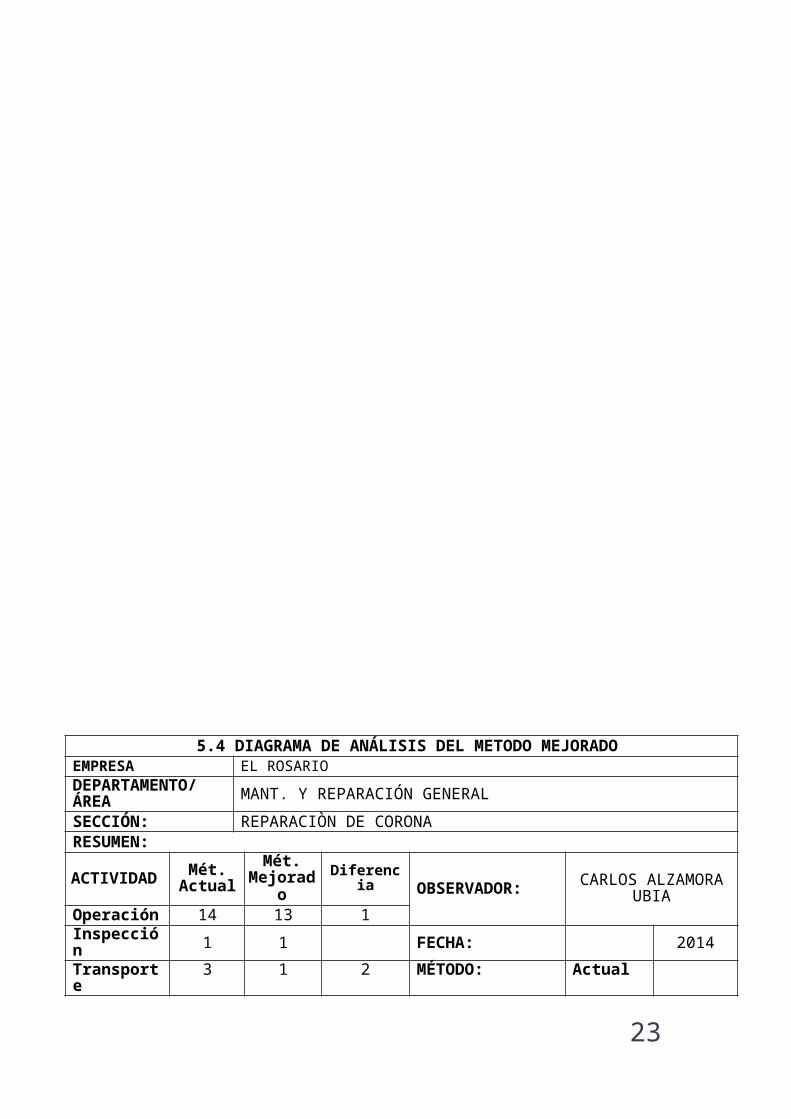
5.4 DIAGRAMA DE ANÁLISIS DEL METODO MEJORADO EMPRESA EL ROSARIODEPARTAMENTO/ ÁREA MANT. Y REPARACIÓN GENERAL SECCIÓN: REPARACIÒN DE CORONARESUMEN:
ACTIVIDAD Mét. Actual
Mét. Mejorado Diferencia
OBSERVADOR: CARLOS ALZAMORA UBIAOperación 14 13 1
Inspección 1 1 FECHA: 2014Transporte 3 1 2 MÉTODO: Actual Demora 1 1 Mejorado XAlmacenaje
TIPO:
Operario Total 19 15 4 Material
Distancia total 22m. 12 m. 10m.Máquina Tiempo 228 min 176 min 52 min
Nº DESCRIPCIÓN DIST TIEMPO OBS.
1 Recibimos la orden. 1 min
2 Desmontamos la corona. 40 min
3 Llevamos al aro para desarmar. 10 min
4 Levantamos la corona en el aro.
1 min
5 Aseguramos la corona. 5 min
6 Aflojamos los pernos de sujeción de la corona y diferencial.
5 min
7 Aflojamos los pernos de la bancada. 5 min
8 Retiramos la bancada. 5 min
20

9 Giramos la carcasa 90º. 1 min
10 Aflojamos los pernos del soporte de rodaje. 5 min
11 Aflojamos la tuerca del piñón de ataque. 5 min
12 Retiramos el conjunto desarmado. 3 min
13 Lavamos todos los componentes. 30 min
14 Verificamos los componentes. 10 min
15 Armar la corona 50 min
5.5 PROCESOS DE EJECUCION DEL METODO MEJORADO
Ítem PASOS DIAGRAMA / DIBUJOS
01. Recibir la OT Orden de Trabajo
del Jefe de taller, preparar las herramientas necesarias para realizar dicho trabajo
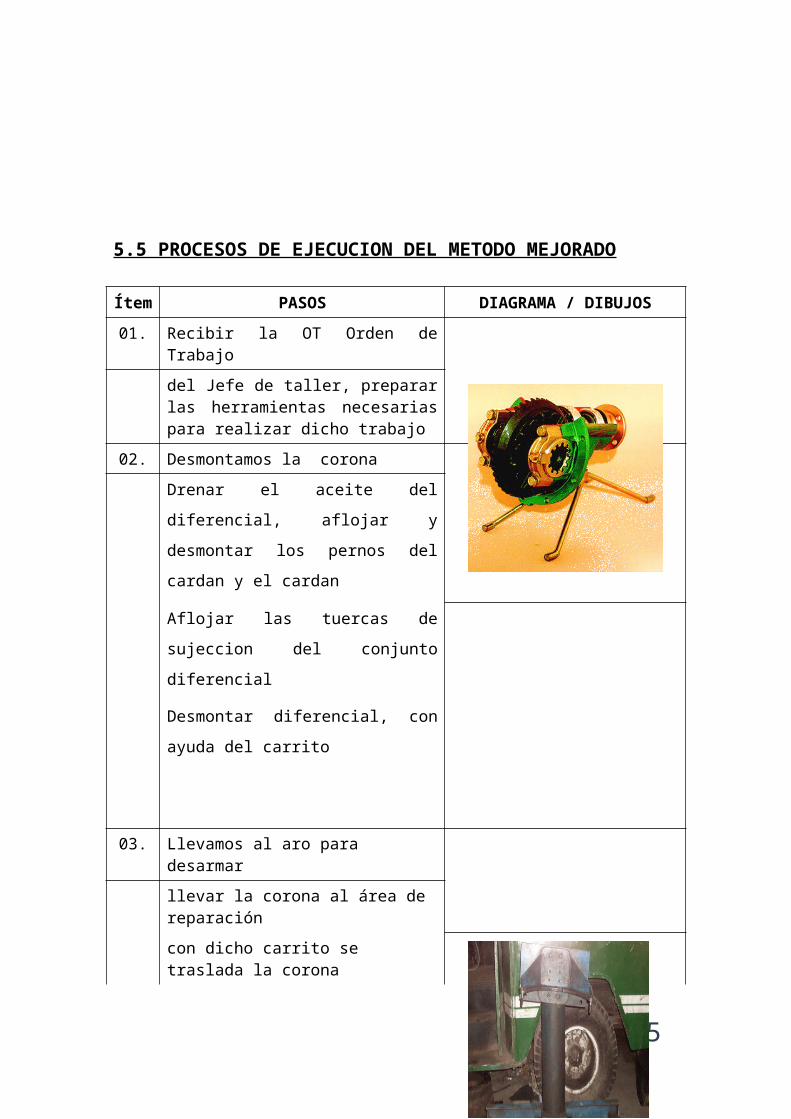
02. Desmontamos la corona
Drenar el aceite del diferencial, aflojar y
desmontar los pernos del cardan y el
cardan
Aflojar las tuercas de sujeccion del
conjunto diferencial
21
Desmontar diferencial, con ayuda del
carrito
03. Llevamos al aro para desarmar
llevar la corona al área de reparación
con dicho carrito se traslada la corona
de un lugar a otro.
Observación:
El lugar debe estar despejado para poder realizar el trabajo con toda comodidad.
04. Levantamos la corona en el aro
Con la ayuda del tecle se levanta y se
fija con pernos la corona en el soporte
giratorio de corona donde el técnico
puede realizar su trabajo solo y con
Seguridad y confianza.
05. Aseguramos el diferencial
Aflojar los pernos de sujeción de la
corona con la pistola neumática
22
06. Aflojamos los pernos de sujeción de la corona y diferencial
Aflojar los pernos de la tapa de bancada y ubicar los pernos en una bandeja.
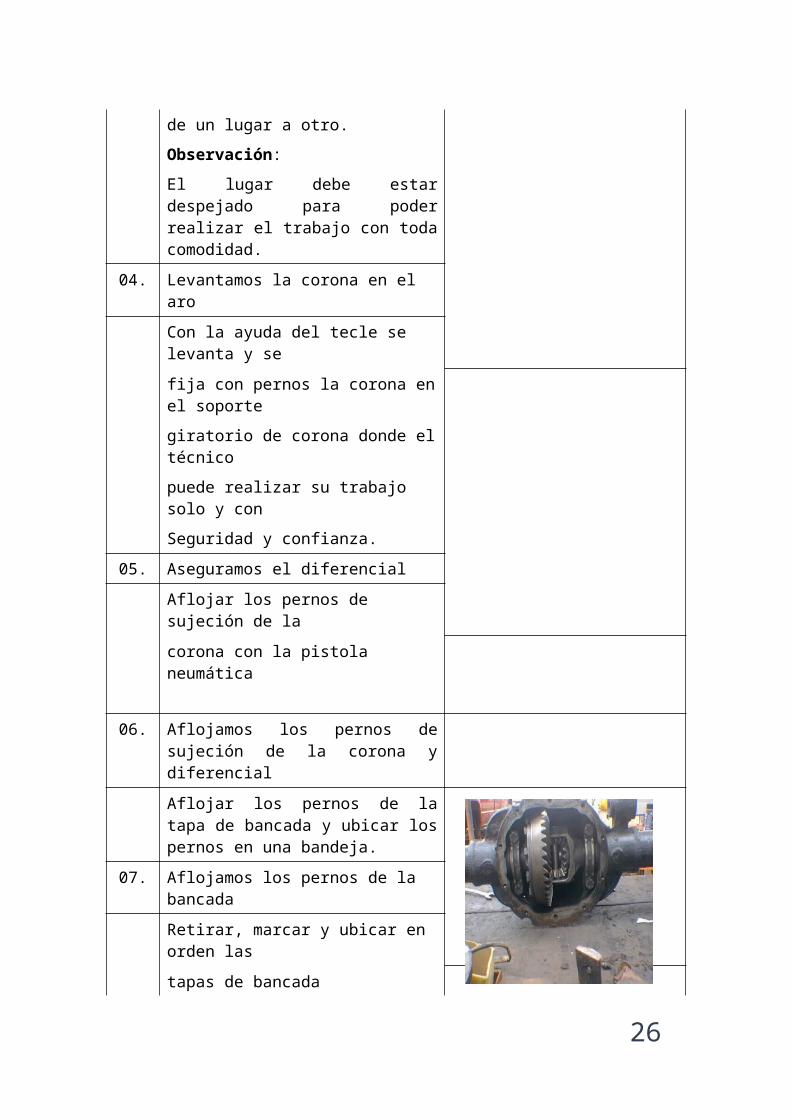
07. Aflojamos los pernos de la bancada
Retirar, marcar y ubicar en orden las
tapas de bancada
Observación.
La marca se realiza para no confundir
al momento del armado de la corona
08. Retiramos la bancadaAsegurar la corona con una hoja o cadena, antes de desmontar. Desmontar la corona de la carcasa con un tecle.
Nota: El tecle ayuda a no hacer demasiado esfuerzo físico y evitar cualquier accidente.
09. Giramos la carcasa 90 grados
Girar 90° el soporte giratorio para poder realizar con mayor facilidad el desarmado.
23

10. Aflojamos los pernos del soporte de rodaje.
Desajustar los pernos del porta rodaje y desmontar el porta rodaje.
11. Aflojamos la tuerca del piñón de ataque
Girar 180° el soporte giratorio de corona
para facilitar el desmontaje de otros
componentes de la carcasa.
Nota: Este trabajo lo realiza un solo
mecánico, no es necesario de otro
mecánico o ayudante.
¿Por qué? El soporte giratorio de corona es
fácil de maniobrar y asegurar.
12. Retiramos el conjunto desarmado
Desajustar los pernos del piñón de ataque y desmontar dicho piñón.
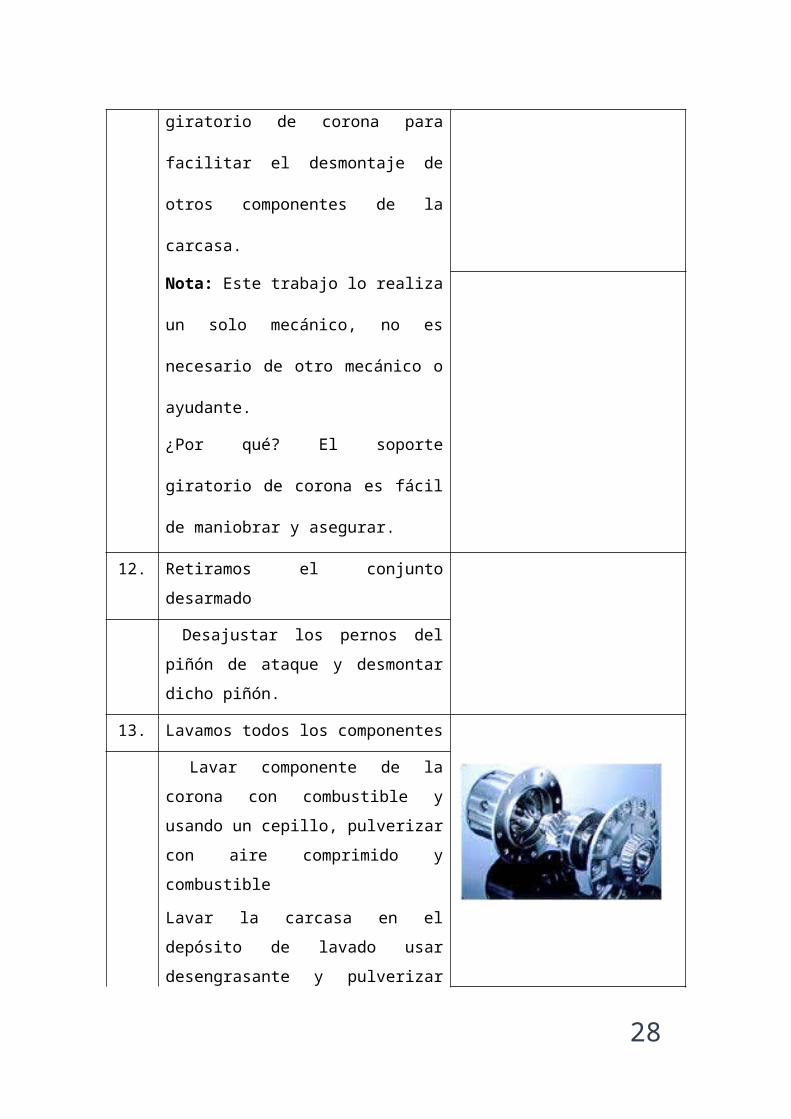
13. Lavamos todos los componentes
Lavar componente de la corona con combustible y usando un cepillo, pulverizar con aire comprimido y combustible
Lavar la carcasa en el depósito de lavado usar desengrasante y pulverizar con combustible
14. Verificamos los componentes
Inspeccionar cada componente de la dientes de la cinta alarma del satélite rodajes, pista, etc.
24
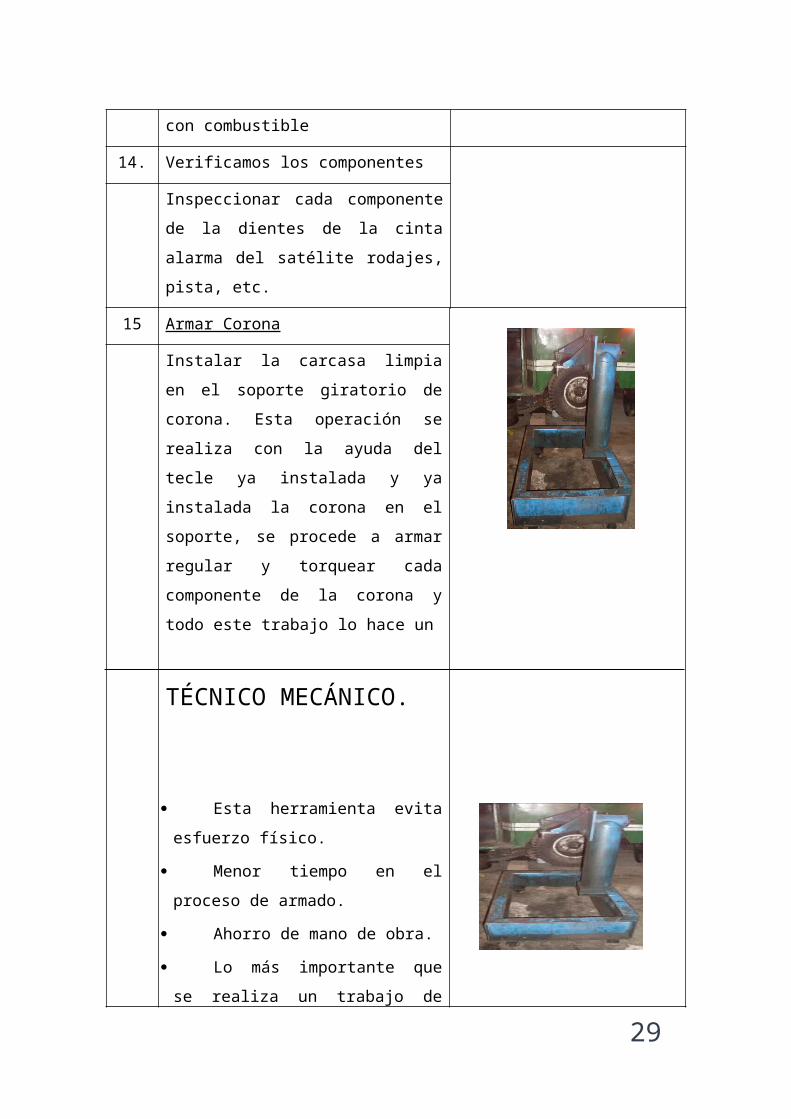
15 Armar Corona
Instalar la carcasa limpia en el soporte giratorio de corona. Esta operación se realiza con la ayuda del tecle ya instalada y ya instalada la corona en el soporte, se procede a armar regular y torquear cada componente de la corona y todo este trabajo lo hace un
TÉCNICO MECÁNICO.
Esta herramienta evita esfuerzo físico.
Menor tiempo en el proceso de armado.
Ahorro de mano de obra.
Lo más importante que se realiza un trabajo de garantía y satisfacción para el cliente, etc.
25
5.6. 5.6. DOP MEJORADO
1. Recibimos la orden.
2. Desmontamos la corona.
3. Llevamos al aro para desarmar.
4. Levantamos la corona en el aro.
5. Aseguramos la corona.
6. Aflojamos los pernos de sujeción de la corona y diferencial.
7. Aflojamos los pernos de la bancada.
26

8. Retiramos la bancada.
9. Giramos la carcasa 90º.
10. Aflojamos los pernos del soporte de rodaje.
11. Aflojamos la tuerca del piñón de ataque.
12. Retiramos el conjunto desarmado.
13. Lavamos todos los componentes.
14. Verificamos los componentes.
15. Armar la corona
27
5.7. FUNDAMENTOS TECNOLÓGICOS
Para el correcto desempeño de las actividades que se realizó en el presente proyecto
debemos conocer las principales propiedades y características del material que se
empleó.
Los metales se encuentran en la naturaleza como materia prima. Se diferencia
considerablemente de las demás materias por su estructura y propiedades. Una de las
características de los metales es la distribución de, sus átomos en una estructura
tridimensional. Tiene color gris, blanco con brillo azulado excepto el oro y el cobre.
Otras de las propiedades características son:
Gran tenacidad.
~ Buena maleabilidad.
Gran conductividad térmica y eléctrica.
PROCESO DE FABRICACIÓN DE LA MATERIA PRIMA DE LA
HERRAMIENTA
Introducción
El hierro en estado puro no posee la resistencia y dureza necesarias para las aplicaciones
de uso común. Sin embargo, cuando se combina con pequeñas cantidades de carbono se
obtiene un metal denominado acero, cuyas propiedades varían en función de su
contenido en carbono y de otros elementos en aleación, tales como el manganeso, el
cromo, el silicio o el aluminio, entre otros.
El acero se puede obtener a partir de dos materias primas fundamentales:
El arrabio, obtenido a partir de mineral en instalaciones dotadas de horno alto
(proceso integral);
Las chatarras férricas,
28
Que condicionan el proceso de fabricación. En líneas generales, para fabrica acero a
partir de arrabio se utiliza el convertidor con oxígeno, mientras que partiendo de
chatarra como única materia prima se utiliza exclusivamente el horno eléctrico (proceso
electro siderúrgico).
PASOS DEL PROCESO DE FABRICACIÓN DEL ACERO
29
LA CHATARRATras el proceso de reconversión industrial de la siderurgia en España se abandona la vía
del horno alto y se apuesta de forma decidida por la obtención de acero a través de
horno eléctrico.
En este proceso, la materia prima es la chatarra, a la que se le presta una especial
atención, con el fin de obtener un elevado grado de calidad de la misma. Para ello, la
chatarra es sometida a unos severos controles e inspecciones por parte del fabricante de
acero, tanto en su Jugar de origen como en el momento de la recepción del material en
fábrica.
La calidad de la chatarra depende de tres factores:
De su facilidad para ser cargada en el horno;
De su comportamiento de fusión (densidad de la chatarra, tamaño, espesor, forma,
etc.);
De su composición, siendo fundamenta la presencia de elementos residuales que sean
difíciles de eliminar en el proceso del horno.
Atendiendo a su procedencia, la chatarra se puede clasificar en tres grandes grupos:
a) Chatarra reciclada: formada por despuntes, rechazos, etc. Originados en la propia
fábrica. Se trata de una chatarra de excelente calidad.
b) Chatarra de transformación: producida durante la fabricación de piezas y
componentes de acero (virutas de máquinas herramientas, recortes de prensas y
guillotinas, etc.).
c) Chatarra de recuperación: suele ser la mayor parte de la chatarra que se emplea en la
acería y procede del desguace de edificios con estructura de acero, plantas
industriales, barcos, automóviles, electrodomésticos, etc.
Los controles a los que se somete la chatarra se producen en tres niveles:
1) Inspección en origen por parte de personal especializado.
2) Inspección visual en el momento de la descarga en puerto para material importado.
3) Control de recepción en fábrica de forma exhaustiva por unidad de transporte, con
independencia de la procedencia del material (nacional o importado), con el fin de
eliminar todo elemento nocivo, materias explosivas o inflamables, material
30
radiactivo, así como de todos aquellos metales no férreos, tierras, cuerpos extraños,
etc.
PRINCIPIOS BÁSICOS PARA LA OBTENCIÓN DEL ACEROLa obtención del acero pasa por la eliminación de las impurezas que se encuentran en el
arrabio o en las chatarras, y por el control, dentro de unos límites especificados según el
tipo de acero, de los contenidos de los elementos que influyen en sus propiedades.
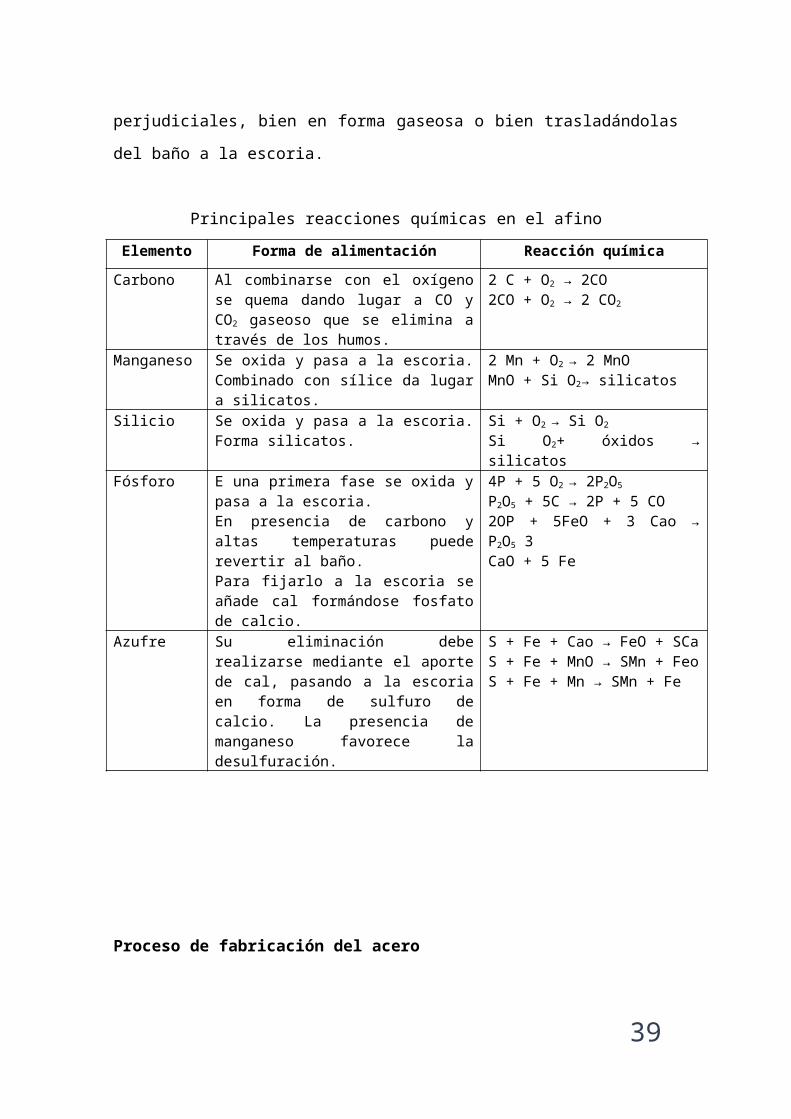
Las reacciones químicas que se producen durante el proceso de fabricación del acero
requieren temperaturas superiores a los 1000 ºC para poder eliminar las sustancias
perjudiciales, bien en forma gaseosa o bien trasladándolas del baño a la escoria.
Principales reacciones químicas en el afino
Elemento Forma de alimentación Reacción química
Carbono Al combinarse con el oxígeno se quema dando lugar a CO y CO2 gaseoso que se elimina a través de los humos.
2 C + O2 → 2CO2CO + O2 → 2 CO2
Manganeso Se oxida y pasa a la escoria. Combinado con sílice da lugar a silicatos.
2 Mn + O2 → 2 MnOMnO + Si O2→ silicatos
Silicio Se oxida y pasa a la escoria. Forma silicatos.
Si + O2 → Si O2
Si O2+ óxidos → silicatosFósforo E una primera fase se oxida y pasa a la
escoria. En presencia de carbono y altas temperaturas puede revertir al baño.Para fijarlo a la escoria se añade cal formándose fosfato de calcio.
4P + 5 O2 → 2P2O5
P2O5 + 5C → 2P + 5 CO2OP + 5FeO + 3 Cao → P2O5 3CaO + 5 Fe
Azufre Su eliminación debe realizarse mediante el aporte de cal, pasando a la escoria en forma de sulfuro de calcio. La presencia de manganeso favorece la desulfuración.
S + Fe + Cao → FeO + SCaS + Fe + MnO → SMn + FeoS + Fe + Mn → SMn + Fe
Proceso de fabricación del acero
El proceso de fabricación se divide básicamente en dos fases: la fase de fusión y la fase
de afino.
31
FASE DE FUSIÓN
Una vez introducida la chatarra en el horno y los agentes reactivos y escorifican tes
(principalmente cal) se desplaza la bóveda hasta cerrar el horno y se bajan los electrodos
hasta la distancia apropiada, haciéndose saltar el arco hasta fundir completamente los
materiales cargados. El proceso se repite hasta completar la capacidad del horno,
constituyendo este acero una colada.
FASE DE AFINO
El afino se lleva a cabo en dos etapas. La primera en el propio horno y la segunda en un
horno cuchara.
En el primer afino se analiza la composición del baño fundido y se procede a la
eliminación de impurezas y elementos indeseables (silicio, manganeso, fósforo, etc.) y
realizar un primer ajuste de la composición química por medio de la adición de ferro
aleaciones que contienen los elementos necesarios (cromo, níquel, molibdeno, vanadio,
titanio, etc.).
El acero obtenido se vacía en una cuchara de colada, revestida de material refractario,
que hace la función de cuba de un segundo horno de afino en el que termina de ajustarse
la composición del acero y de dársele la temperatura adecuada para la siguiente fase en
el proceso de fabricación.
CONTROL DE CALIDAD DEL ACERO. CONTROL DE RECEPCIÓN
El control de calidad de los aceros distingue de nuevo entre productos certificados y no
certificados
32
CONTROL DE CALIDAD DE PRODUCTOS CERTIFICADOS
Según el Artículo 90.3.1 los ensayos de control establecidos por la Instrucción EHE
para los aceros certificados no constituyen un control de recepción en sentido estricto,
sino un control externo complementario de la certificación, dada la gran responsabilidad
estructural del acero.
La Instrucción EHE define como lote a la subdivisión que se realiza de una partida, o
del material existente en obra o taller en un momento dado, y que se juzga a efectos de
control de forma indivisible. El material que forme parte del lote debe pertenecer al
mismo fabricante, tener la misma designación y pertenecer a la misma serie (fina para
diámetros no superiores a 10 mm, media para diámetros de 12 a 20 mm, y gruesa para
diámetros de 25 mm o superiores).
Es suficiente que los resultados de este control se conozcan antes de la puesta en uso de
la estructura.
A los efectos de control, las armaduras pasivas se deben dividir en lotes de un tamaño
no superior a 40 toneladas o fracción.
Como lote se considera la subdivisión que se realiza de una partida, o del material
existente en obra o taller en un momento dado, y que se juzga a efectos de control de
forma indivisible. El material que forme parte del lote debe pertenecer al mismo
fabricante, tener la misma designación y pertenecer a la misma serie. Serie es el
33

conjunto de diámetros del mismo fabricante y designación, clasificados por tamaños del
siguiente modo:
Serie fina: diámetros no superiores a 10 mm.
Serie media: diámetros de 12 a 20 mm, ambos inclusive.
Serie gruesa: diámetros iguales o superiores a 25 mm.
Sobre cada lote se deben realizar los siguientes ensayos.
a) 2 verificaciones de la sección equivalente (no debe ser inferior al 95,5 % de la
sección nominal).
b) 2 verificaciones de la geometría del corrugado (debe estar dentro de los límites
especificados en el certificado de homologación de adherencia).
c) 2 verificaciones del doblado-desdoblado (no deben producirse fisuras).
Adicionalmente, y al menos en dos ocasiones a lo largo de la obra, se deberá realizar un
ensayo completo de tracción como mínimo sobre una probeta de cada diámetro,
fabricante y tipo de acero empleado.
Con el acero certificado, puede hormigonarse la parte de obra correspondiente
aunque no se disponga de los Certificados de Ensayos (la obra no puede ponerse en
uso sin tales Certificados).
Control de calidad de productos NO certificados
Para el resto de los aceros, el control de calidad previsto en el Artículo 90.3.2 es un
control de recepción en toda regla.
Los controles previstos deben llevarse a cabo de forma previa al hormigonado de los
elementos, de forma que todas las partidas que se coloquen en obra hayan sido
previamente clasificadas y aceptadas tras los ensayos de recepción.
34
A los efectos de control, las armaduras pasivas se deben dividir en lotes de un
tamaño no superior a 20 toneladas o fracción, sobre los que deben realizarse
los mismos ensayos descritos en el caso de productos certificados, es decir:
a) 2 verificaciones de la sección equivalente (no debe ser inferior al 95,5 % de la
sección nominal).
b) 2 verificaciones de la geometría del corrugado (debe estar dentro del los
límites especificados en el certificado de homologación de adherencia).
c) 2 verificaciones del doblado-desdoblado (no deben producirse fisuras).
Adicionalmente, y al menos en dos ocasiones a lo largo de la obra, se debe realizar un
ensayo completo de tracción como mínimo sobre una probeta de cada diámetro,
fabricante y tipo de acero empleado.
El muestreo que se prescribe en este caso es débil para garantizar las características
mecánicas y geométricas del material utilizado, aunque suficiente para detectar
rápidamente la existencia de un material defectuoso, dificultando así su empleo.
En el caso de desacuerdo en la interpretación de los ensayos realizados, debería pasarse
a realizar ensayos adicionales sobre un número de muestras suficiente ( 15) para servir
de base estadística a una estimación eficaz de la calidad.
Con acero no certificado, la parte de obra correspondiente no puede hormigonarse
sin disponer de los Certificados de Ensayo.
35

6. PLANOS Y DIAGRAMAS 6. PLANOS Y DIAGRAMAS
36
PLANO UBICACIÓN TALLERMECANICO DE BUSES Y CAMIONES
37
PLANO UBICACIÓN TALLERMECANICO DE BUSES Y CAMIONES
Área de trabajoOFICINA HERRAMI
ENTAS VESTUARIO
PORTON
SS.HH
5 metros5 metros 5 metros
15 metros
30 metros
ÀREA DE TRABAJO

38
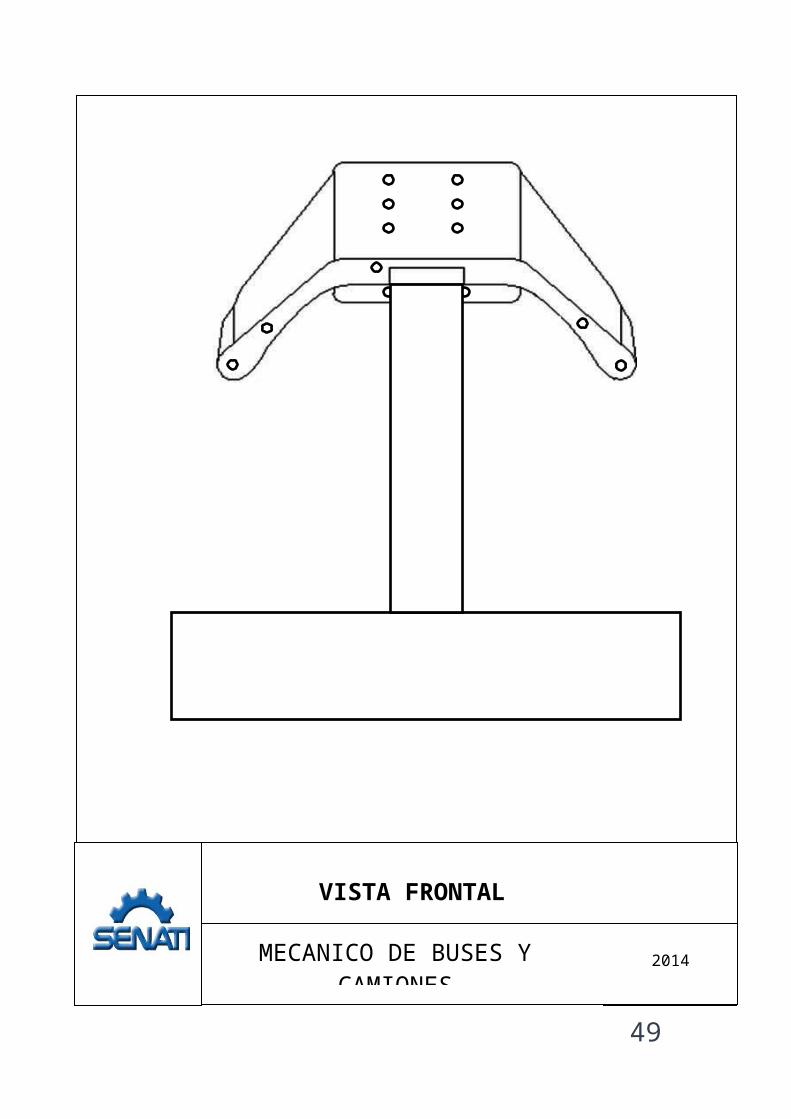
VISTA FRONTAL
MECANICO DE BUSES Y CAMIONES
2014
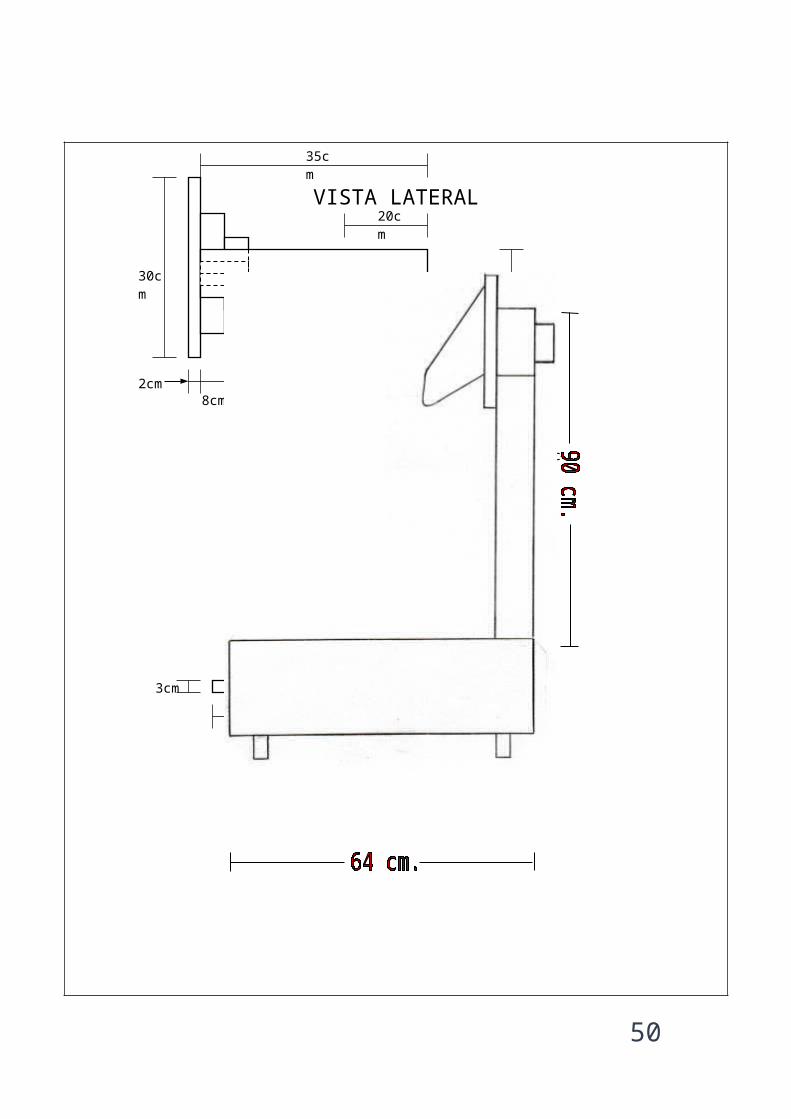
35cm
2cm8cm 7cm
40cm
3cm
20cm
1,20cm
30cm
VISTA LATERAL
SOPORTE GIRATORIO DE CORONA
MECANICO DE BUSES Y CAMIONES 2014
39
35cm
2cm8cm 7cm
40cm
3cm
20cm
1,20cm
30cm
VISTA POSTERIOR
VISTA POSTERIOR
MECANICO DE BUSES Y CAMIONES 2014
40
35cm
2cm8cm 7cm
40cm
3cm
20cm
1,20cm
30cm
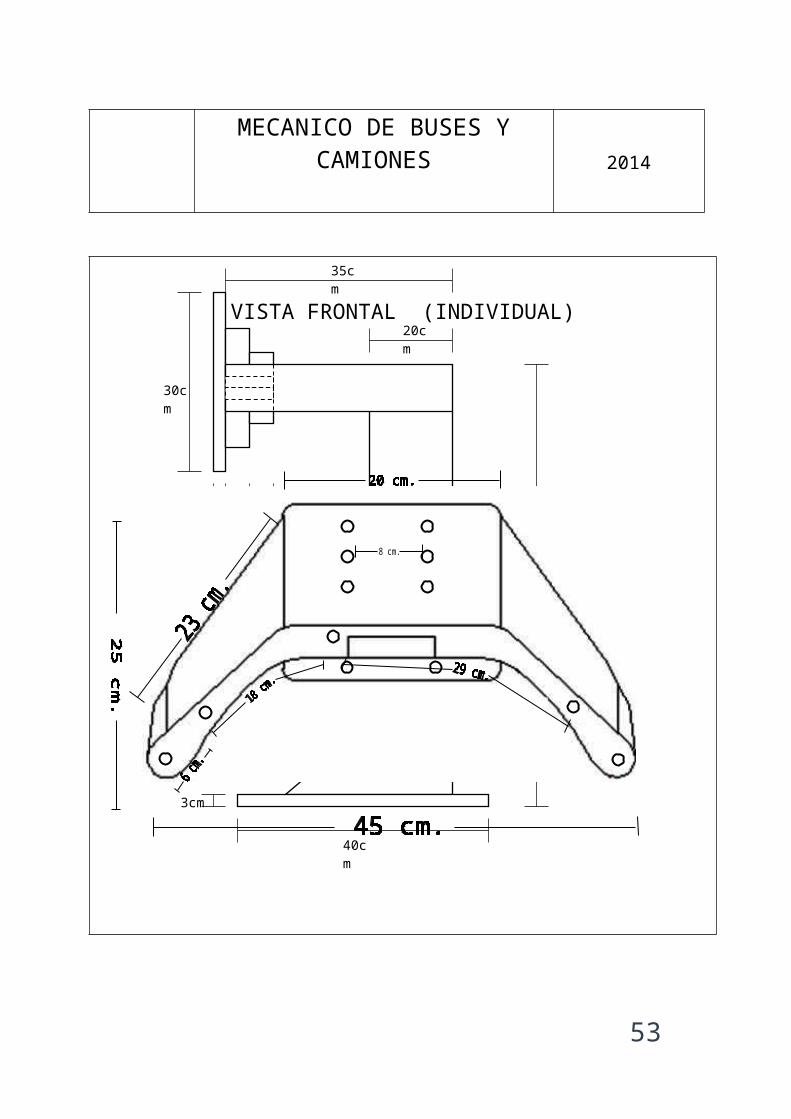
VISTA FRONTAL (INDIVIDUAL)
VISTA FRONTAL (INDIVIDUAL)
MECANICO DE BUSES Y CAMIONES 2014
41

VISTA FRONTAL
VISTA FRONTAL
MECANICO DE BUSES Y CAMIONES
2014
42
VISTA LATERAL
VISTA LATERAL
MECANICO DE BUSES Y CAMIONES 2014
43
VISTA FRONTAL (INDIVIDUAL)
VISTA FRONTAL (INDIVIDUAL)
MECANICO DE BUSES Y CAMIONES
2014
44
7. TIPOS Y COSTOS DE MATERIALES
MATERIALES E INSUMOS EMPLEADOS PARA LA IMPLEMENTACION DEL
PROYECTO DE TRABAJO
ITEM MATERIALES CANT MEDIDAS PRECIO
TOTAL
1 Tubo galvanizado 1 2.5m x 10cm 50.00
2 Barra Circular 1 1.0m x 4cm 20.00
3 Tubo Cuadrado 1 1.0m x 7cm 40.00
4 Plancha de Fierro
(para la base)
1 2.0m x 12cm 40.00
5 Plancha de acero 1 60cm x 60cm 40.00
6 Tubo Circular 1 1.3.m – 40cm - 5mm 150.00
7 Sector dentado y
Tornillo sinfín
1 150.00
8 Pernos de acero 4 1 ½” 15.00
9 Tuercas 4 7/8" 10.00
10 Pernos 12 1/2x2" 40.00
11 Tuercas 8 ¾” 25.00
12 Soldadura 1 16.00
13 Pernos de acero 4 (2”) 16.00
14 Plancha de aluminio 1 40cm x 40cm 40.00
15 Maestro de Maquinas y
Herramienta
1 200.00
S/. 852.00
45
8. TIEMPO EMPLEADO O ESTIMADO
Nº ACTIVIDADES TIEMPO
1 Fabricación de las piezas 1 día
2 Soldar unir las piezas 3 horas
3 Poner los pernos abrazaderas 1 hora
Total 28 horas
Días 1 día 4h
46

CALCULO DE LA REDUCCIÓN DEL TIEMPO
Este proyecto es de suma importancia porque nos ayuda a facilitar el
trabajo y realizarlo en el menor tiempo y por ende más ingresos para dicha
mecánica, mejor presentación y seguridad en el trabajo.
ACTIVIDAD Mét. Actual Mét. Mejorado DiferenciaOperación 14 13 1Inspección 1 1 0Transporte 3 1 2Demora 1 0 1Almacenaje 0 0 0Total 19 15 4
Distancia total 22m. 12 m. 10m.Tiempo 228 min 176 min 52 min
CALCULOS
228…………………….100%
52………………………X
En minutos
T= 176 min.
78% de ahorro de tiempo con el método mejorado
CALCULO DEL TIEMPO DE RECUPERACIÓN DE LA
47
X=(52x100)/228
X=22%
100%- 22%=78%

INVERSIÓN REALIZADA
Se calculará el tiempo en que tiene que transcurrir para que se recupere el dinero
invertido.
El dinero total que vaya a ser calculado, es un aproximado, porque va a depender del
estado de sus componentes.
Si por el trabajo de mantenimiento de corona referencial se cobra S/.200.00 x mano de
obra se multiplica por 8 trabajos semanales.
Antes (sin la herramienta)
200.00 x 6 = 1200.00 soles
Ahora (con la herramienta)
200.00 x 8 = 1600.00 soles
Esto quiere decir que hay una ganancia usando la herramienta de S/. 400 soles
semanales de los cuales, se tomará en cuenta dicha cantidad como recuperación del
dinero de la inversión pasando un período de tiempo:
El costo total de la herramienta = S/. 852.00
48
La ganancia semanal = S/. 1600.00
Entonces, se muestra saber cuanto tiempo tornará en recuperar lo invertido.
Costo total de la herramienta = Tiempo de recuperación (inversión)
Ganancia diaria
800 = 4 trabajos
200
Esto quiere decir que en 4 trabajos aproximadamente se habrá recuperado, el monto
invertido, del cual pasado ese tiempo serían los beneficios para la empresa.
En conclusión, habiendo invertido una suma de S/. 852.00 en la herramienta, podrá ser
cubierto trabajando 4 trabajos por semana.
49
9. CONCLUSIONES FINALES
Finalmente determinaremos que el “Soporte Giratorio de Corona" propone dos
beneficios importantes en una empresa.
Mayor seguridad para el operador, se evita que se provoque pérdidas de aceite hacia el
suelo, y evitar accidentes en el momento del armado de la corona.
Mayor comodidad y facilidad para realizar el trabajo.
No se necesita hacer demasiado esfuerzo físico.
La herramienta produce mejora, rapidez y eficiencia.
El servicio que se brinda al cliente es de calidad (puesto que la herramienta es apropiada
para realizar dicho trabajo).
El trabajador resulta más productivo para la empresa con la ayuda de esta herramienta.
50
10. BIBLIOGRAFÍA
MANUAL DE MEJORA DE MÉTODOS
http://buscador.rincondelvago.com/mecanica
GTZ TECNOLOGÍA TOMO. 1
MANUAL DE MANTENIMIENTO DE SCANIA
www.google.automecanica.com.pe.
http://www.poweredbyzetec.com/zetec2.htm
http://www.ipac.es/acero/fabricacion.asp
http://www.ipac.es/calidad/reglamento.asp
http://www.automotriz.net/tecnica/images/conocimientos-basicos/17/01.GIF
51
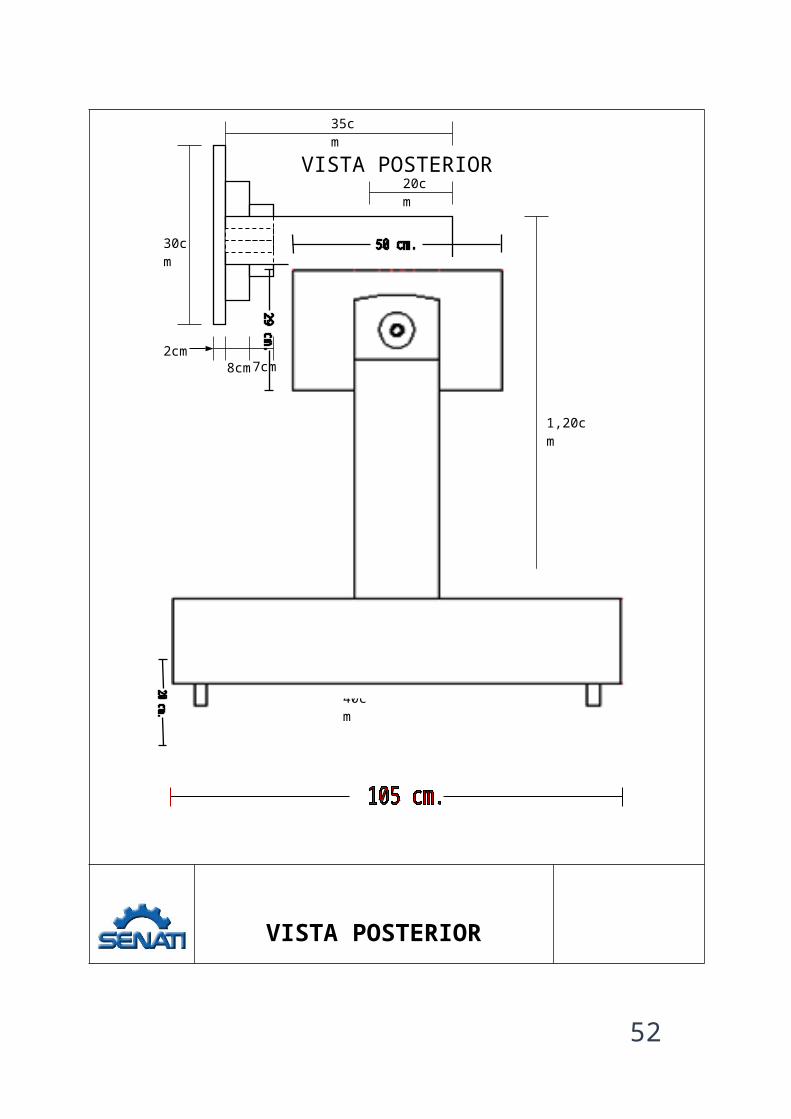
35cm
2cm8cm
7cm
40cm
3cm
20cm
1,20cm
30cm
VISTA LATERAL
SOPORTE GIRATORIO DE CORONA
MECANICO DE BUSES Y CAMIONES 2014
52
35cm
2cm8cm 7cm
40cm
3cm
20cm
1,20cm
30cm
VISTA POSTERIOR
VISTA POSTERIOR
MECANICO DE BUSES Y CAMIONES 2014
53
35cm
2cm8cm 7cm
40cm
3cm
20cm
1,20cm
30cm
VISTA FRONTAL (INDIVIDUAL)
VISTA FRONTAL (INDIVIDUAL)
MECANICO DE BUSES Y CAMIONES 2014
54
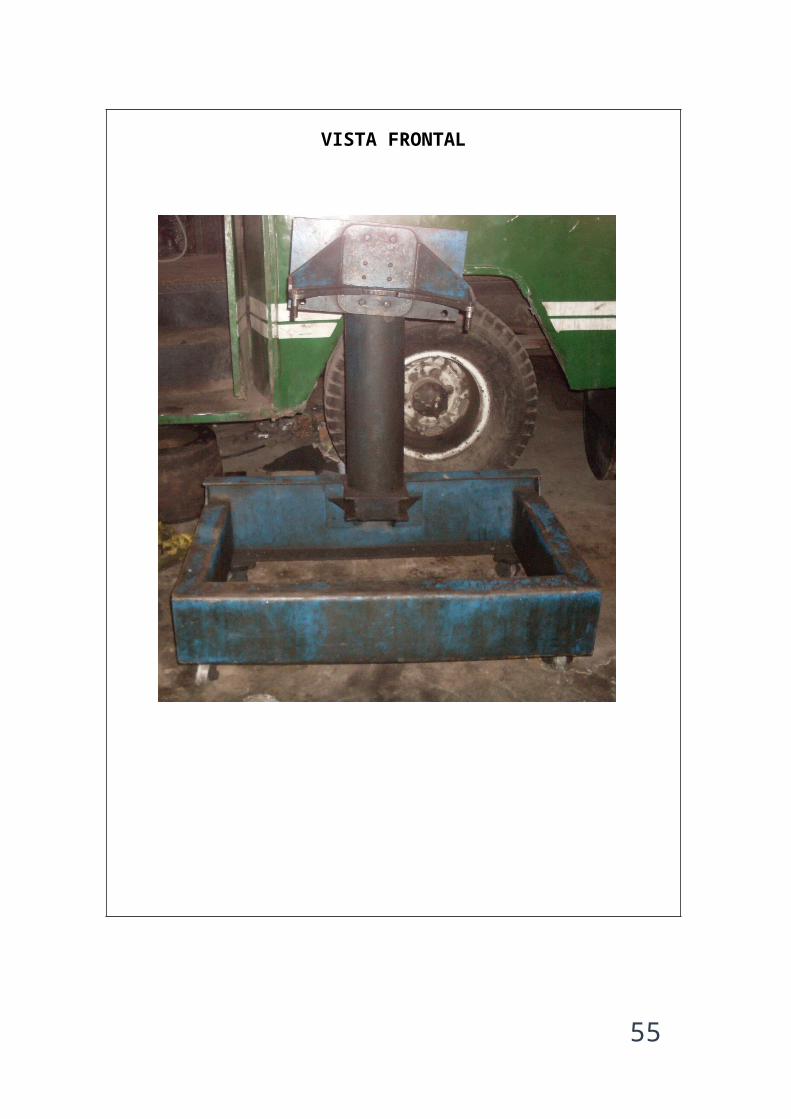
VISTA FRONTAL
VISTA FRONTAL
MECANICO DE BUSES Y CAMIONES 2014
55
VISTA LATERAL
VISTA LATERAL
MECANICO DE BUSES Y CAMIONES
2014
56

VISTA FRONTAL (INDIVIDUAL)
VISTA FRONTAL (INDIVIDUAL)
MECANICO DE BUSES Y CAMIONES
2014
57

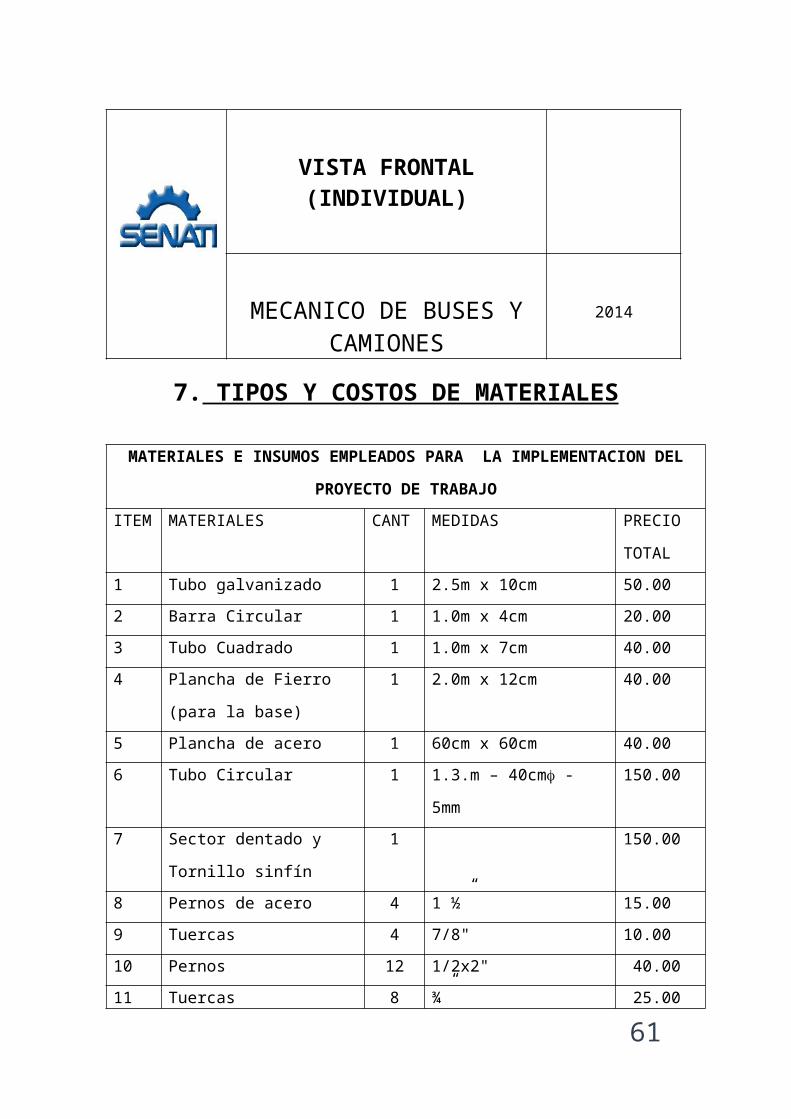
7. TIPOS Y COSTOS DE MATERIALES
MATERIALES E INSUMOS EMPLEADOS PARA LA IMPLEMENTACION DEL
PROYECTO DE TRABAJO
ITEM MATERIALES CANT MEDIDAS PRECIO
TOTAL
1 Tubo galvanizado 1 2.5m x 10cm 50.00
2 Barra Circular 1 1.0m x 4cm 20.00
3 Tubo Cuadrado 1 1.0m x 7cm 40.00
4 Plancha de Fierro
(para la base)
1 2.0m x 12cm 40.00
5 Plancha de acero 1 60cm x 60cm 40.00
6 Tubo Circular 1 1.3.m – 40cm - 5mm 150.00
7 Sector dentado y
Tornillo sinfín
1 150.00
8 Pernos de acero 4 1 ½” 15.00
9 Tuercas 4 7/8" 10.00
10 Pernos 12 1/2x2" 40.00
11 Tuercas 8 ¾” 25.00
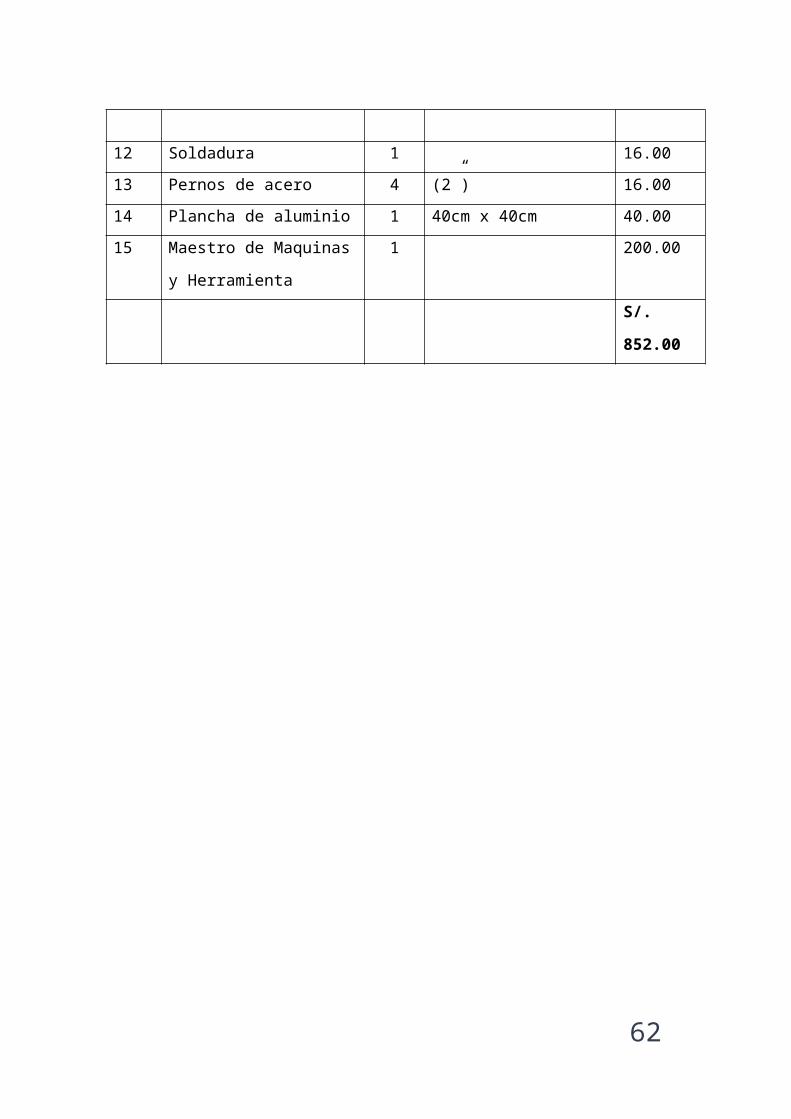
12 Soldadura 1 16.00
13 Pernos de acero 4 (2”) 16.00
14 Plancha de aluminio 1 40cm x 40cm 40.00
15 Maestro de Maquinas y
Herramienta
1 200.00
S/. 852.00
58

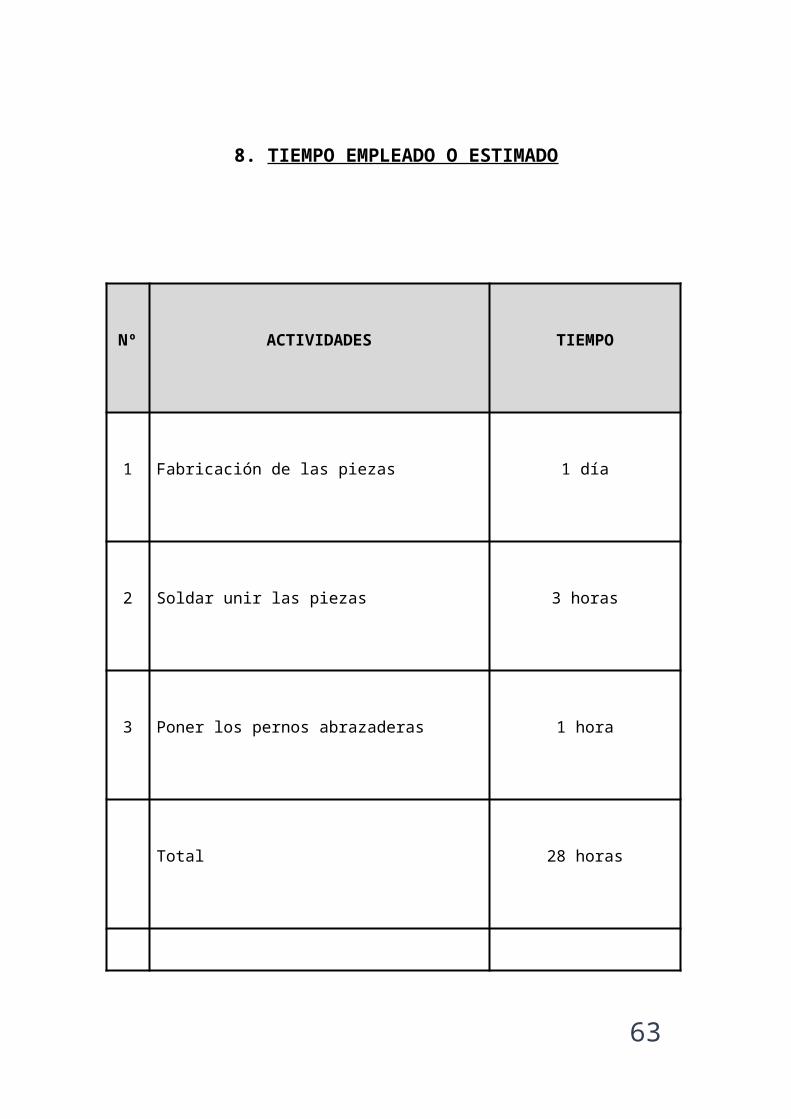
8. TIEMPO EMPLEADO O ESTIMADO
Nº ACTIVIDADES TIEMPO
1 Fabricación de las piezas 1 día
2 Soldar unir las piezas 3 horas
3 Poner los pernos abrazaderas 1 hora
Total 28 horas
Días 1 día 4h
59

9. CONCLUSIONES FINALES
Finalmente determinaremos que el “Soporte Giratorio de Corona" propone dos
beneficios importantes en una empresa.
Mayor seguridad para el operador, se evita que se provoque pérdidas de aceite hacia el
suelo, y evitar accidentes en el momento del armado de la corona.
Mayor comodidad y facilidad para realizar el trabajo.
No se necesita hacer demasiado esfuerzo físico.
La herramienta produce mejora, rapidez y eficiencia.
El servicio que se brinda al cliente es de calidad (puesto que la herramienta es apropiada
para realizar dicho trabajo).
El trabajador resulta más productivo para la empresa con la ayuda de esta herramienta.
60
CALCULO DE LA REDUCCIÓN DEL TIEMPO
Este proyecto es de suma importancia porque nos ayuda a facilitar el
trabajo y realizarlo en el menor tiempo y por ende más ingresos para dicha
mecánica, mejor presentación y seguridad en el trabajo.
ACTIVIDAD Mét. Actual Mét. Mejorado DiferenciaOperación 14 13 1Inspección 1 1 0Transporte 3 1 2Demora 1 0 1Almacenaje 0 0 0Total 19 15 4
Distancia total 22m. 12 m. 10m.Tiempo 228 min 176 min 52 min
CALCULOS
228…………………….100%
52………………………X
En minutos
T= 176 min.
78% de ahorro de tiempo con el método mejorado
CALCULO DEL TIEMPO DE RECUPERACIÓN DE LA
61
X=(52x100)/228
X=22%
100%- 22%=78%
INVERSIÓN REALIZADA
Se calculará el tiempo en que tiene que transcurrir para que se recupere el dinero
invertido.
El dinero total que vaya a ser calculado, es un aproximado, porque va a depender del
estado de sus componentes.
Si por el trabajo de mantenimiento de corona referencial se cobra S/.200.00 x mano de
obra se multiplica por 8 trabajos semanales.
Antes (sin la herramienta)
200.00 x 6 = 1200.00 soles
Ahora (con la herramienta)
200.00 x 8 = 1600.00 soles
Esto quiere decir que hay una ganancia usando la herramienta de S/. 400 soles
semanales de los cuales, se tomará en cuenta dicha cantidad como recuperación del
dinero de la inversión pasando un período de tiempo:
El costo total de la herramienta = S/. 852.00
62
La ganancia semanal = S/. 1600.00
Entonces, se muestra saber cuanto tiempo tornará en recuperar lo invertido.
Costo total de la herramienta = Tiempo de recuperación (inversión)
Ganancia diaria
800 = 4 trabajos
200
Esto quiere decir que en 4 trabajos aproximadamente se habrá recuperado, el monto
invertido, del cual pasado ese tiempo serían los beneficios para la empresa.
En conclusión, habiendo invertido una suma de S/. 852.00 en la herramienta, podrá ser
cubierto trabajando 4 trabajos por semana.
10. BIBLIOGRAFÍA
63
MANUAL DE MEJORA DE MÉTODOS
http://buscador.rincondelvago.com/mecanica
GTZ TECNOLOGÍA TOMO. 1
MANUAL DE MANTENIMIENTO DE SCANIA
www.google.automecanica.com.pe.
http://www.poweredbyzetec.com/zetec2.htm
http://www.ipac.es/acero/fabricacion.asp
http://www.ipac.es/calidad/reglamento.asp
http://www.automotriz.net/tecnica/images/conocimientos-basicos/17/01.GIF
64