mecanizado piezas met sg ast-003
TRANSCRIPT
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
ANALISIS SEGURO DEL TRABAJO
“MECANIZADO DE PIEZAS METALICAS”
“Magnitud del Riesgo”TOLERABLE MODERADO INTOLERABLE
TORNO1 2 3 4 5 6 7 8 9 10 11 12
FRESADORA1 2 3 4 5 6 7 8 9
TALADRO DE PEDESTAL1 2 3 4 5
TABLA DE CONTENIDOS
1.- OBJETIVOS
2.- ALCANCE
3.- REFERENCIAS
4.- RESPONSABILIDADES
5.- DESCRIPCION DEL PROCESO DE TORNERIA
6.- PROCEDIMIENTO DE TRABAJO SEGURO CON TORNO
7.- DESCRIPCION DEL PROCESO DE FRESADO
8.- PROCEDIMIENTO DE TRABAJO SEGURO CON FRESADORA
9.- DESCRIPCION DEL PROCESO DE TALADRADO
10.- PROCEDIMIENTO DE TRABAJO SEGURO CON TALADRO PEDESTAL
1

TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
11.- REGISTRO DE FIRMAS Y TOMA DE CONOCIMIENTO
REVISIONESNºRevisión
NºSección
NºPagina
Fecha: Nombre: Cargo: Firma:
0123
Preparado porNombre : JUAN CORTES
Firma:
Revisado porNombre : PATRICIO CONTRERAS
Firma:
Aprobado por Gerente de OperacionesNombre : FERNANDO RIVEROS
Firma:
2
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
1.- OBJETIVO
Dentro de las Actividades de producción de Piezas Metálicas, Calderería menor como escaleras gato, buzones; Tornería, Hilo Beco, Engranajes Helicoidales, Pasadores, Sinfín, etc. En dependencias y talleres de empresa Metalmecánica y Constructora Calama, las tareas de trabajo con máquinas, son consideradas potencialmente riesgosas debido a su potencialidad de causar Graves Lesiones, de allí la necesidad de establecer procedimientos de Análisis Seguro del Trabajo (AST), relacionados con las actividades de confección de piezas metálicas.La seguridad de las personas en la operación de tornos y fresadoras depende fundamentalmente de que las operaciones se efectúen dentro de las Normas y Estándares de seguridad operacionales que se establezcan en cada empresa.
2.- ALCANCES
Este procedimiento es aplicable a todo el personal propio de M&CC, que realice labores con máquinas de rotación, maquinas eléctricas y máquinas de trabajo en caliente que ejecuten dentro de las instalaciones del taller productos y servicios encomendados y para contratos
asociados a la empresa.
3.- REFERENCIAS
- LEY 16.744 Seguro Social contra Riesgos de Accidentes del Trabajo y Enfermedades Profesionales
3

TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
- D.S. 594 Reglamento sobre Condiciones Sanitarias y Ambientales Básicas en los lugares de Trabajo
- D.S. 40 Reglamento sobre Prevención de Riesgos Profesionales- D.S. 109 Reglamento para la Calificación y Evaluación de los Accidentes del Trabajo
y Enfermedades Profesionales- RIOHS de empresa M&CC- D.S. 18 Exigencias de Calidad de Elementos de Protección Personal- Nch 436 Prevención de Accidentes del Trabajo – Normas Generales
- Nch 2859 Seguridad de Maquinas- Nch 2929- NEO 32- 2005 Tornos- NEO 34 - 2005 Taladros de Pedestal- NEO 58 – 2007 Distancia seguridad maquinas- NEO 57 – 2007 Seguridad de las maquinas- Nch 2843/1 Aplicación de Normas Internacionales- EN 292 Seguridad de las Maquinas- EN 294 Distancia de Seguridad- EN 811 Estándares de seguridad Maquinas- EN 1050 Evaluación del Riesgo- NTP 552 Protección de máquinas frente a peligros mecánicos: resguardos- UNE-EN 12717 Maquinas
4.- RESPONSABILIDADES
Para el entendimiento, canalización y aplicación de los contenidos que se entregan en este documento, es que se indican las responsabilidades que tienen la línea de mando, correspondiendo a:
-GERENTE DE OPERACIONES:Asegurar la aplicación de lo establecido en este procedimiento y proveer los recursos necesarios para ello dentro de sus áreas de responsabilidad.
4
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
-PREVENCIONISTA DE RIESGOS:El asesor en Prevención deberá orientar a todas las líneas de mando, respeto al cumplimiento cabal del Presente Procedimiento.Velara por la divulgación, capacitación y entrenamiento del personal en los trabajos de Soldadura para Proteger la Salud de los Trabajadores.También deberá Supervisar a los trabajadores en lo que respecta al uso correcto de los Equipos de Protección Personal (EPP) y de la aplicación de los Procedimientos de Trabajo Seguro (PTS)
-JEFE DE TALLER:Conocer lo especificado en este procedimiento.Hacer cumplir el presente procedimiento en aquellas actividades donde se requiera realizar labores de confección de piezas metálicas.Revisar y autorizar o rechazar los trabajos, previo análisis de las condiciones de seguridad realizadas por el personal de Prevención de Riesgos, por parte de personal empresa M&CC como de empresas subcontratadas.Verificar en terreno que se han tomado las medidas de control establecidas en el PTS o una HCR de terreno.
-SUPERVISOR:Será responsable de la correcta aplicación de este procedimiento en los trabajos que estén bajo su responsabilidad ya sea de personal propio como de Empresas Colaboradoras, además de asegurar que se solicite la autorización de la ejecución del trabajo mediante el permiso de trabajo si corresponde.Será responsable de que el trabajo se desarrolle de manera Segura aplicando lo establecido en este procedimiento y a los procedimientos operativos específicos
-TRABAJADORES:Aplicar este procedimiento en las actividades que consideren trabajos de soldadura.Ejecutar la actividad de acuerdo a lo establecido por sus supervisores y de acuerdo a lo estandarizado en este procedimiento, realizando su labor cumpliendo con toda la normativa al respecto de seguridad que se requieran o sean indicadas en las charlas diarias por el supervisor o asesor de prevención de riesgos a cargo de la actividad.Utilizar todo los elementos de protección personal que establece este procedimiento o que emanen de los procedimientos específicos del trabajo.Considerar los riesgos identificados en la HCR y en el Procedimiento Trabajo Seguro, aplicando cabalmente todas las medidas preventivas establecidas en estos documentos.Chequear la presencia de materiales y/o componentes inflamables dentro del área de trabajo.
5
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
5.- DESCRIPCION DEL PROCESO DE TORNERIA
5.1 CONSIDERACIONES INICIALES
Como primera actividad a realizar en el taller, debe hacerse una reunión de observación con la participación del APR, Jefe de Taller y Supervisores para verificar en terreno, la existencia de interferencias operativas tales como: Alimentación Eléctrica, Desorden en el Área, Iluminación Deficiente, Condiciones de Superficie, etc.
- Presentación del Análisis Seguro del Trabajo a la Gerencia- Solicitar Permiso de trabajo al jefe de taller.- Charla de 5 minutos donde se dará a conocer el procedimiento al personal- Confección de Análisis Relámpago del Riesgo, evaluando por la línea de mando directa,
todos los posibles riesgos.- Se realizara una inspección de Herramientas y Equipos, verificando cada Check List- Instalación Señalética, Barreras Duras y Letreros de Advertencia si correspondiese.
5.2 EL TORNO:
El Torno, la máquina giratoria más común y más antigua, sujeta una pieza de metal o de madera y la hace girar mientras un útil de corte da forma al objeto. El útil puede moverse paralela o perpendicularmente a la dirección de giro, para obtener piezas con partes cilíndricas o cónicas, o para cortar acanaladuras. Empleando útiles especiales un torno puede utilizarse también para obtener superficies lisas, como las producidas por una fresadora, o para taladrar orificios en la pieza.
6
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
5.2.1 TORNO REVOLVER:
No llevan contrapunto y el cabezal móvil se sustituye por una torre giratoria alrededor de un árbol horizontal o vertical. La torre lleva diversos portaherramientas, lo cual permite ejecutar mecanizados consecutivos con sólo girar la torreta.Se utilizan para el mecanizado de piezas de gran plató, en el eje principal. El avance lo proporciona una cadena que es difícil de fijar en dos puntos. Entonces se fija la pieza sobre un gran plato en el eje principal. El avance lo proporciona una cadena que transmite, por un mecanismo de trinquete, el movimiento al husillo, el cual hace avanzar al portaherramientas
5.2.2 TORNO AL AIRE
Los inconvenientes apuntados para los tornos al aire se evitan haciendo que el eje de giro sea vertical. La pieza se coloca sobre el plato horizontal, que soporta directamente el peso de aquella. Las herramientas van sobre carros que pueden desplazarse vertical y transversalmente.
7
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
5.2.3 TORNO VERTICAL
Es una variedad de tono diseñado para mecanizar piezas de gran tamaño, que van sujetas al plato de garras u otros operadores, y que por sus dimensiones o peso harían difícil su fijación en un torno horizontal. Los tonos verticales tiene el eje dispuesto verticalmente y el plato giratorio sobre un plano horizontal, lo que facilita el montaje de las piezas voluminosas y pesadas. Es pues el tamaño lo que identifica a esta máquina, permitiendo el mecanizado integral de piezas de gran tamaño.
5.2.5 TORNOS AUTOMATICOS
Son tornos revolver en que pueden realizarse automáticamente los movimientos de la torreta así como el avance de la barra. Suelen usarse para la fabricación en serie de pequeñas piezas. Cuyo proceso de trabajo está enteramente automatizado. La alimentación de la barra necesaria para cada pieza se hace también de forma automática, a partir de una barra larga que se inserta por un tubo que tiene el cabezal y se sujeta mediante pinzas de apriete hidráulico.Estos tornos pueden ser de un solo husillo o de varios husillos.
8
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
5.2.6 TORNO CNC
Es una máquina que resulta rentable para el mecanizado de grandes series de piezas sencillas, sobre todo piezas de revolución, y permite mecanizar con precisión superficies curvas coordinando los movimientos axial y radial para el avance de la herramienta.La velocidad de giro de cabezal porta piezas, el avance de los carros longitudinal y transversal y las cotas de ejecución de la pieza están programadas y, por tanto, exentas de fallos imputables al operario de la máquina.
5.3 PARTES DEL TORNO:
9

TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
10
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
5.4 HERRAMIENTA DE CORTES (UTIL DE CORTE):
Por herramientas se entiende a aquel instrumento que por su forma especial y por su modo de empleo, modifica paulatinamente el aspecto de un cuerpo hasta conseguir el objeto deseado, empleando el mínimo de tiempo y gastando la mínima energía.Cabe destacar que, Las herramientas monofilos son herramientas de corte que poseen una parte cortante (o elemento productor de viruta) y un cuerpo. Son usadas comúnmente en los tornos, tornos revólver, cepillos, limadoras, mandriladoras y máquinas semejantes.
5.4.1 Aceros Rápidos (HS’).
Se denomina acero rápido a la aleación hierro-carbono con un contenido de carbono de entre 0.7 y 0.9 % a la cual se le agrega un elevado porcentaje de tungsteno (13 a 19'%), cromo (3.5 a 4.5 %), y de vanadio (0.8 a 3.2 %). Las herramientas construidas con estos aceros pueden trabajar con velocidades de corte de 60 m/min. a 100 m/min. (variando esto con respecto a la velocidad de avance y la profundidad de corte), sin perder el filo de corte hasta, la temperatura de 600° C y conservando una dureza Rockwell de 62 a 64.
5.4.2 Aceros Extra-Rápidos (HSS).
Estos aceros están caracterizados por una notable resistencia al desgaste" del filo de corte aún a temperaturas superiores a los 600° C por lo que las herramientas fabricadas con este material pueden emplearse cuando las velocidades de corte requeridas son mayores a las empleadas para trabajar con herramientas de acero rápido.
5.4.3 Carburos Metálicos o Metales Duros (HM).
También conocidos como METAL DURO (Hard Metal - HM), se desarrolló hacia 1920, con base en los carburos de tántalo (TaC), carburo de titanio (TiC) y carburo de wolframio (WC), los cuales eran unidos por medio del Co y el Ni, previamente molidos (polvos metalúrgicos), la cohesión se obtiene por el proceso de sinterizado o fritado (proceso de calentar y aplicar grandes presiones hasta el punto de fusión de los componentes, en hornos eléctricos).
11
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
5.4.4 Stelitas.
Con base en el acero rápido, se experimento con mayores contenidos de Co y Cr, y pasando el Fe a ser impureza propia del proceso de producción y no admitir tratamiento térmico.Su composición química es aproximadamente la siguiente:C = 2 % Co = 47 % Cr = 29 % W = 16 % Si = 0.2 % Mn = 0.6 % Fe = 5.2 %.Alcanza temperaturas límites de 800° C. y posee una dureza de 65-70 HRC.
5.4.5 Nitruro Cúbico de Boro (CBN).
También conocido como CBN, es después del diamante el más duro, posee además una elevada dureza en caliente hasta 2000° C, tiene también una excelente estabilidad química durante el mecanizado, es un material de corte relativamente frágil, pero es más tenaz que las cerámicas.Su mayor aplicación es en el torneado de piezas duras que anteriormente se rectificaban como los aceros forjados, aceros y fundiciones endurecidas, piezas con superficies endurecidas, metales pulvimetalúrgicos con cobalto y hierro, rodillos de laminación de fundición perlítica y aleaciones de alta resistencia al calor.El nitruro cúbico de boro se fabrica a gran presión y temperatura con el fin de unir los cristales de boro cúbico con un aglutinante cerámico o metálico.
5.4.5 Cermets – Metal Duro.
Cerámica y metal (partículas de cerámica en un aglomerante metálico).Se denominan así las herramientas de metal duro en las cuales las partículas duras son carburo de titanio (TiC) o carburo de nitruro de titanio (TiCN) o bien nitruro de titanio (TiN), en lugar del carburo de tungsteno (WC). En otras palabras los cermets son metales duros de origen en el titanio, en vez de carburo de tungsteno.
5.4.6 Diamante Policristalino (PCD).
La tabla de durezas de Friedrich mohs determina como el material más duro al diamante monocristalino, a continuación se puede considerar al diamante policristalino sintético (PCD), su gran dureza se manifiesta en su elevada resistencia al desgaste por abrasión por lo que se le utiliza en la fabricación de muelas abrasivas.Las pequeñas plaquitas de PCD, son soldadas a placas de metal duro con el fin de obtener fuerza y resistencia a los choques, la vida útil del PCD puede llegar a ser 100 veces mayor que la del metal duro.
12
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
5.5 EQUIPO DE PROTECCION PERSONAL
USO OBLIGATORIO
Los trabajadores deben utilizar anteojos de seguridad contra impactos (transparentes), sobre todo cuando se mecanizan metales duros, frágiles o quebradizos.
Usar calzado de seguridad que proteja contra cortes y pinchazos, así como contra caídas de piezas pesadas.
Es muy peligroso trabajar llevando anillos, relojes, pulseras, cadenas en el cuello, bufandas, corbatas o cualquier prenda que cuelgue.
La ropa de trabajo deberá ser ceñida y cerrada por botones o cremallera hasta el cuello. No deberán tener bolsillos en el pecho, y las mangas deberán ir ceñidas a las muñecas. No deberán usarse cinturones.
La correcta postura, los movimientos correctos y la correcta selección y manejo de las herramientas deberán convertirse en una rutina hasta el punto de que el operario trabaje correctamente incluso en el caso de que disminuya temporalmente su concentración. Entre los puntos importantes de un programa de formación están una postura erguida, el adecuado montaje y desmontaje del plato de garras y la colocación precisa y segura de las piezas a tornear. Los trabajadores deberán estar bien informados sobre los peligros de lesión que pueden correr al hacer trabajos de medición, de comprobación de ajustes y de limpieza de los tornos.
Así mismo es peligroso llevar cabellos largos y sueltos, deben recogerse bajo gorro o prenda similar. Lo mismo la barba larga.
13
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
6.- ANALISIS DE SEGURIDAD DEL TORNO
Magnitud de Riesgo (MR)= P x C
Calificación Valor Criticidad Intolerable 32 a 64 Moderado 8 a 16 Tolerable 1 a 4
CONSECUENCIAPROBABILIDAD Insignificante Baja Media Alta Alta (8) Media (4) Baja (2)Insignificante (1)
ETAPA BASICADEL TRABAJO
PELIGROSASOCIADOS AL
DESARROLLO DE LA ACTIVIDAD
RIESGOS ASOCIADOS AL DESARROLLO DE LA
ACTIVIDADMEDIDAS CONTROL RECOMENDACIONES
1.- Instrucción al personal sobre Procedimiento de Trabajo seguro y limpio
No difusión del Procedimiento
Trabajar sin poseer conocimiento del P.T.S.
Trabajar con el área desordenada y sucia
Instruir a todo el personal y registrar por escrito su aceptación y comprensión.
La zona de trabajo y las inmediaciones de la máquina deben mantenerse limpias y libres de obstáculos y manchas de aceite.
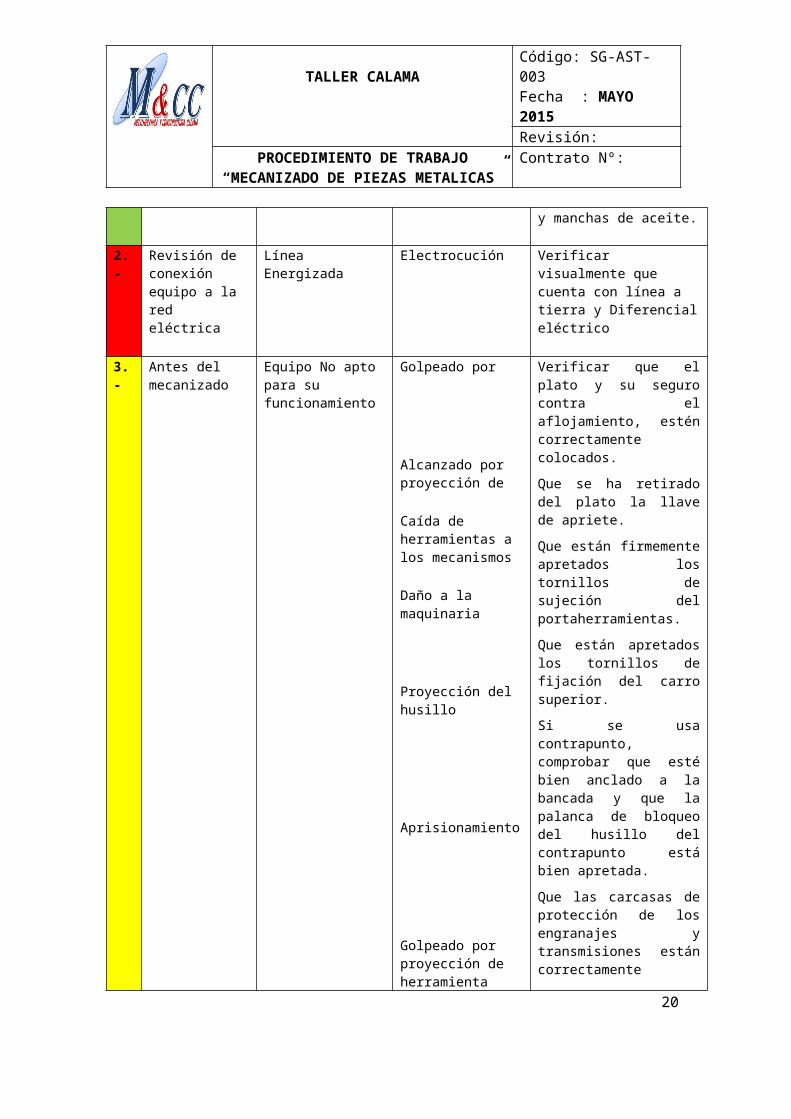
2.- Revisión de conexión equipo a
Línea Energizada Electrocución Verificar visualmente que cuenta con línea a tierra y
14
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
la red eléctrica Diferencial eléctrico
3.- Antes del mecanizado
Equipo No apto para su funcionamiento
Golpeado por
Alcanzado por proyección de
Caída de herramientas a los mecanismos
Daño a la maquinaria
Proyección del husillo
Aprisionamiento
Golpeado por proyección de herramienta
Atrapamiento
Verificar que el plato y su seguro contra el aflojamiento, estén correctamente colocados.
Que se ha retirado del plato la llave de apriete.
Que están firmemente apretados los tornillos de sujeción del portaherramientas.
Que están apretados los tornillos de fijación del carro superior.
Si se usa contrapunto, comprobar que esté bien anclado a la bancada y que la palanca de bloqueo del husillo del contrapunto está bien apretada.
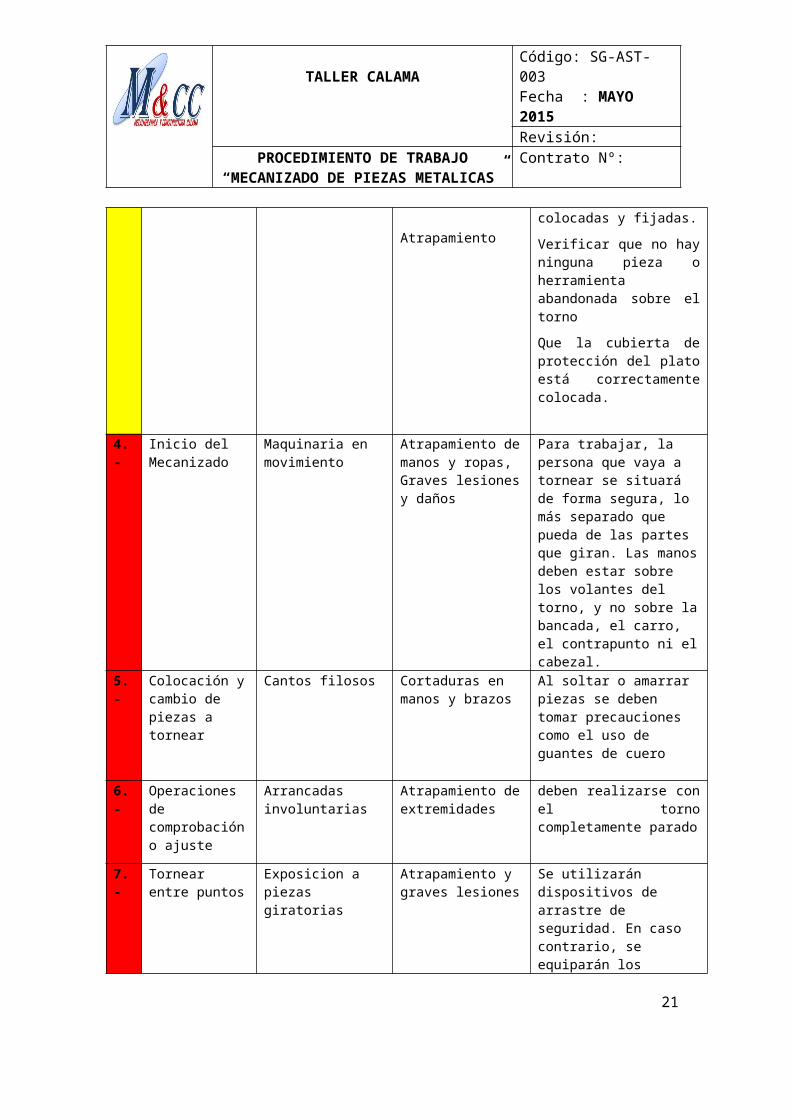
Que las carcasas de protección de los engranajes y transmisiones están correctamente colocadas y fijadas.
Verificar que no hay ninguna pieza o herramienta abandonada sobre el torno
Que la cubierta de protección del plato está correctamente colocada.
4.- Inicio del Mecanizado
Maquinaria en movimiento
Atrapamiento de manos y ropas, Graves lesiones y daños
Para trabajar, la persona que vaya a tornear se situará de forma segura, lo más separado que pueda de las partes que giran. Las manos deben estar sobre los volantes del torno, y no sobre la bancada, el carro, el contrapunto ni el cabezal.
5.- Colocación y cambio de piezas a tornear
Cantos filosos Cortaduras en manos y brazos
Al soltar o amarrar piezas se deben tomar precauciones como el uso de guantes de cuero
15
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
6.- Operaciones de comprobación o ajuste
Arrancadas involuntarias
Atrapamiento de extremidades
deben realizarse con el torno completamente parado
7.- Tornear entre puntos
Exposicion a piezas giratorias
Atrapamiento y graves lesiones
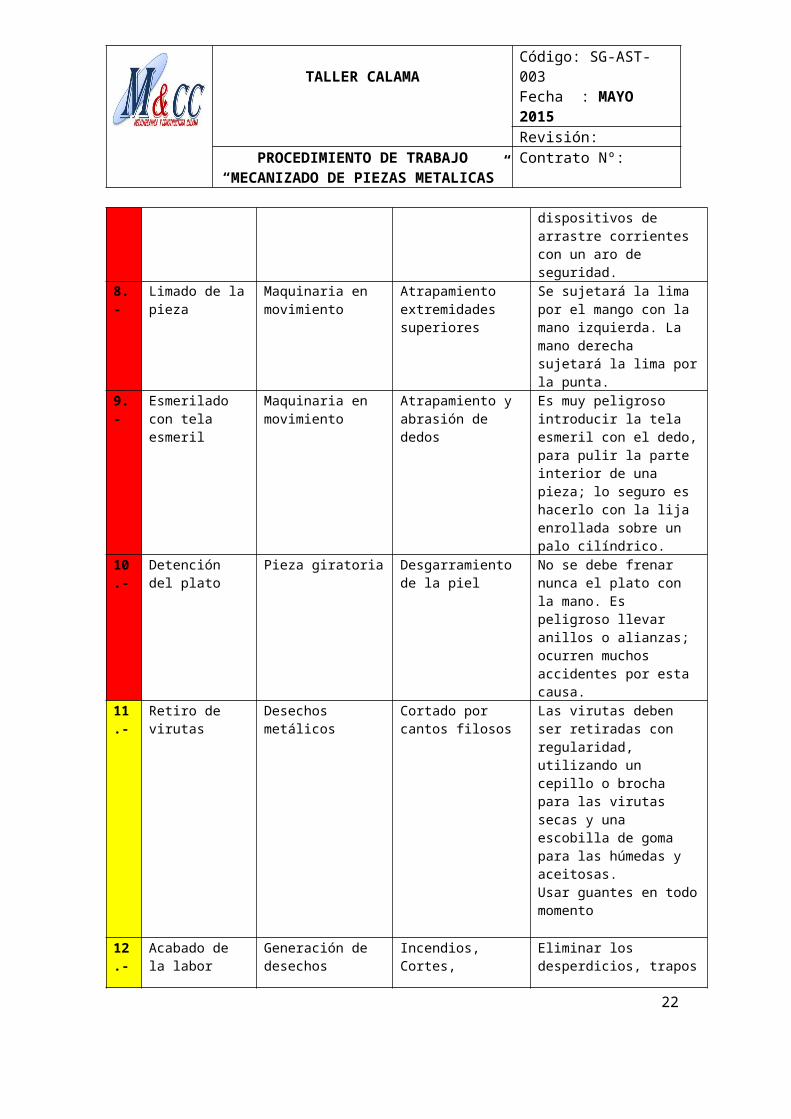
Se utilizarán dispositivos de arrastre de seguridad. En caso contrario, se equiparán los dispositivos de arrastre corrientes con un aro de seguridad.
8.- Limado de la pieza Maquinaria en movimiento
Atrapamiento extremidades superiores
Se sujetará la lima por el mango con la mano izquierda. La mano derecha sujetará la lima por la punta.
9.- Esmerilado con tela esmeril
Maquinaria en movimiento
Atrapamiento y abrasión de dedos
Es muy peligroso introducir la tela esmeril con el dedo, para pulir la parte interior de una pieza; lo seguro es hacerlo con la lija enrollada sobre un palo cilíndrico.
10.- Detención del plato
Pieza giratoria Desgarramiento de la piel
No se debe frenar nunca el plato con la mano. Es peligroso llevar anillos o alianzas; ocurren muchos accidentes por esta causa.
11.- Retiro de virutas Desechos metálicos Cortado por cantos filosos
Las virutas deben ser retiradas con regularidad, utilizando un cepillo o brocha para las virutas secas y una escobilla de goma para las húmedas y aceitosas.Usar guantes en todo momento
12.- Acabado de la labor
Generación de desechos
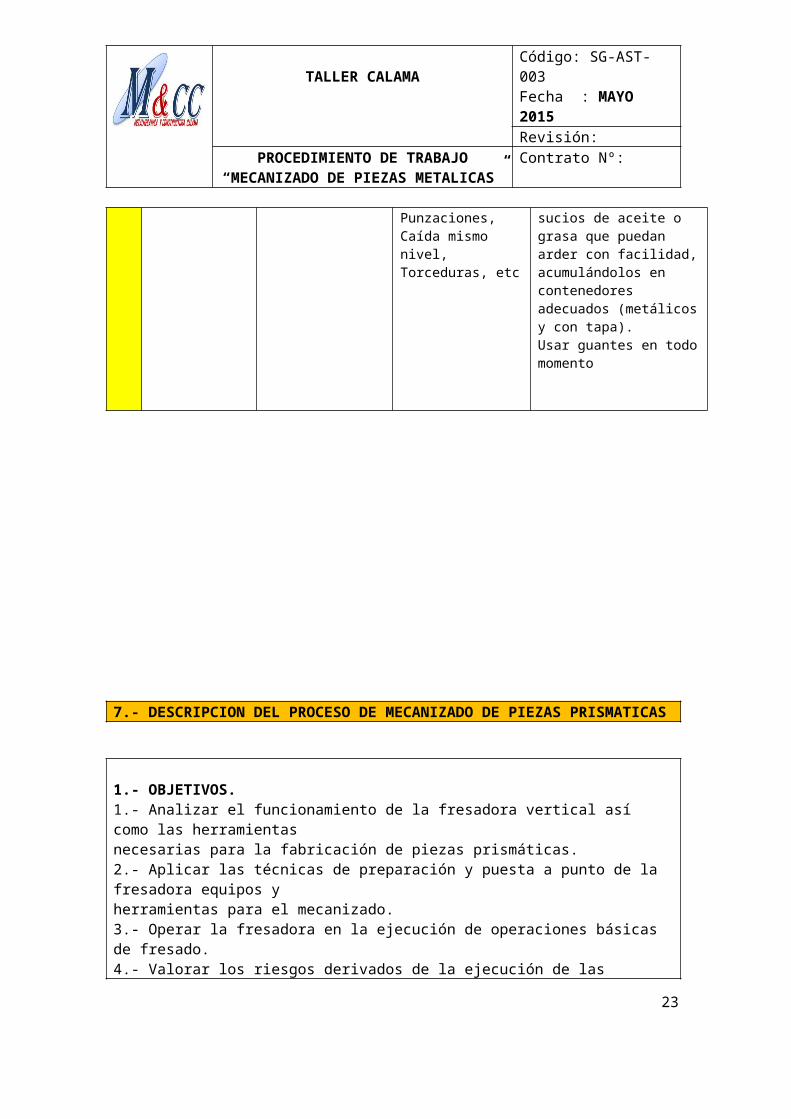
Incendios, Cortes, Punzaciones, Caída mismo nivel, Torceduras, etc
Eliminar los desperdicios, trapos sucios de aceite o grasa que puedan arder con facilidad, acumulándolos en contenedores adecuados (metálicos y con tapa).Usar guantes en todo momento
16
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
7.- DESCRIPCION DEL PROCESO DE MECANIZADO DE PIEZAS PRISMATICAS
1.- OBJETIVOS.1.- Analizar el funcionamiento de la fresadora vertical así como las herramientasnecesarias para la fabricación de piezas prismáticas.2.- Aplicar las técnicas de preparación y puesta a punto de la fresadora equipos yherramientas para el mecanizado.3.- Operar la fresadora en la ejecución de operaciones básicas de fresado.4.- Valorar los riesgos derivados de la ejecución de las operaciones de fresado.5.- Operar con los instrumentos de verificación y medida para el control de la pieza.
2.- INSTRUCCIONES GENERALES DE USO.2.1.- Fresadora vertical. Partes.La fresadora vertical (de torreta) está formada básicamente por los siguientes elementos:
17
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
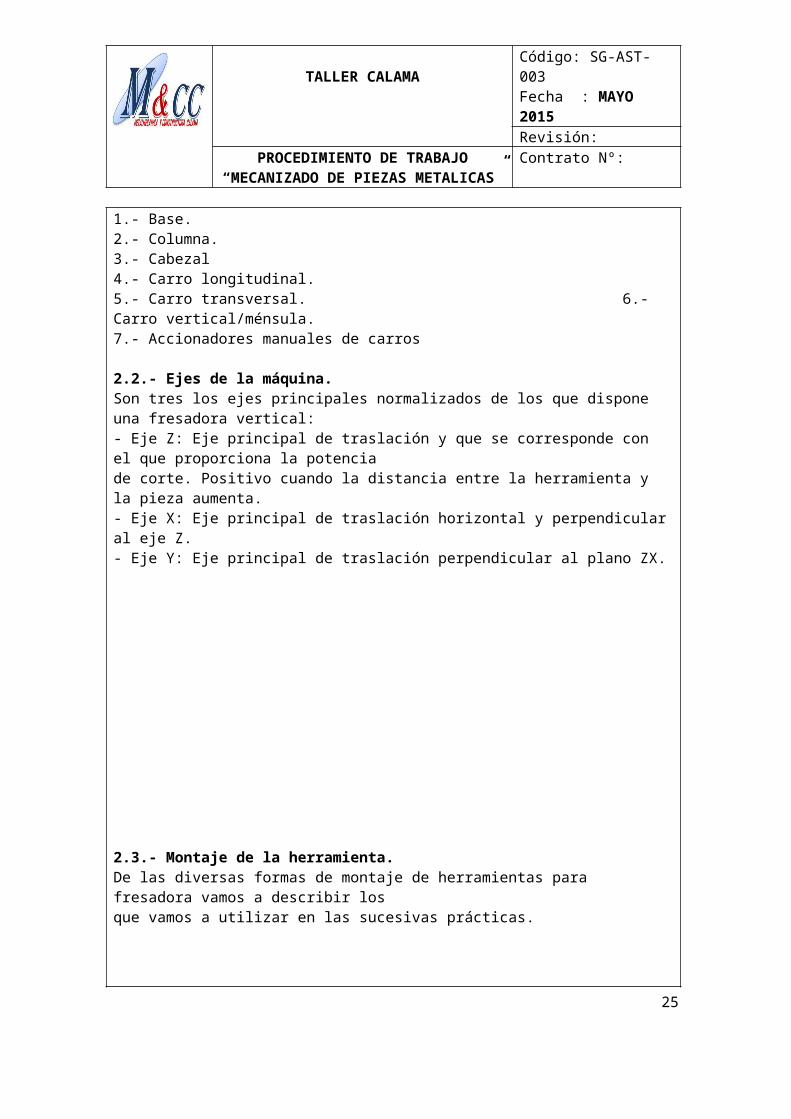
1.- Base. 2.- Columna.3.- Cabezal 4.- Carro longitudinal.5.- Carro transversal. 6.- Carro vertical/ménsula.7.- Accionadores manuales de carros
2.2.- Ejes de la máquina.Son tres los ejes principales normalizados de los que dispone una fresadora vertical:- Eje Z: Eje principal de traslación y que se corresponde con el que proporciona la potenciade corte. Positivo cuando la distancia entre la herramienta y la pieza aumenta.- Eje X: Eje principal de traslación horizontal y perpendicular al eje Z.- Eje Y: Eje principal de traslación perpendicular al plano ZX.
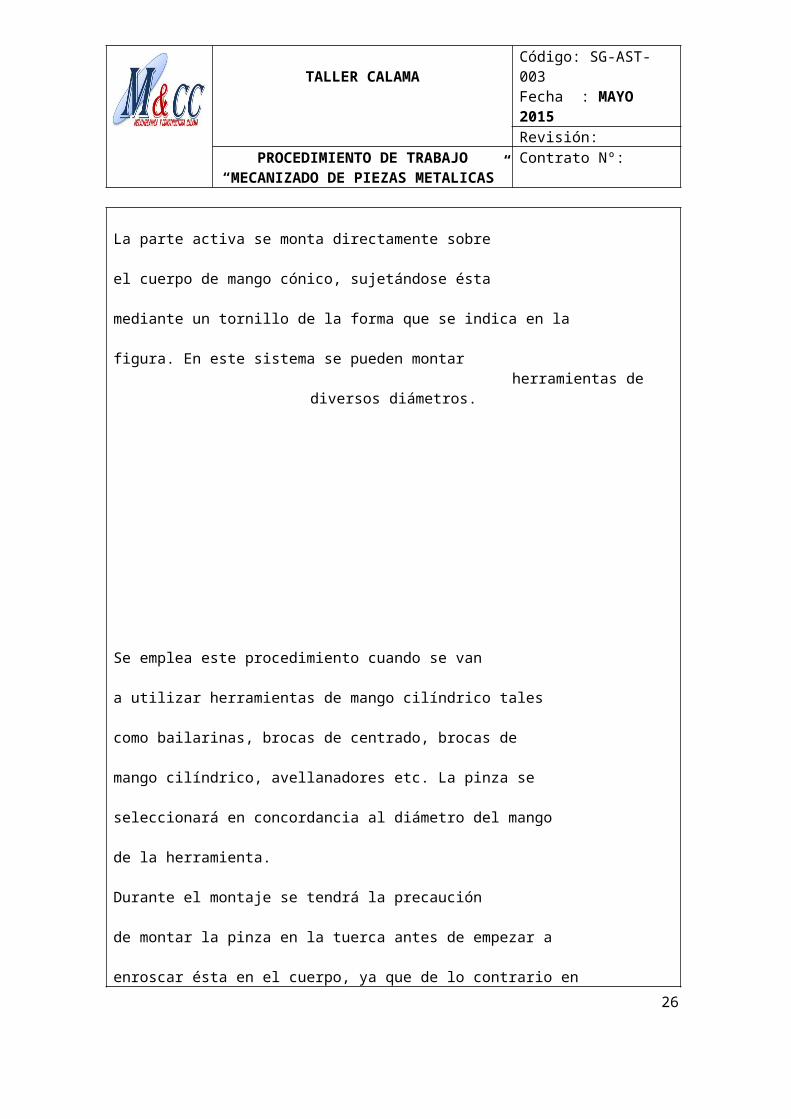
2.3.- Montaje de la herramienta.De las diversas formas de montaje de herramientas para fresadora vamos a describir losque vamos a utilizar en las sucesivas prácticas.
La parte activa se monta directamente sobre el cuerpo de mango cónico, sujetándose ésta mediante un tornillo de la forma que se indica en la figura. En este sistema se pueden montar
herramientas de diversos diámetros.
18

TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
Se emplea este procedimiento cuando se van a utilizar herramientas de mango cilíndrico tales como bailarinas, brocas de centrado, brocas de mango cilíndrico, avellanadores etc. La pinza se seleccionará en concordancia al diámetro del mango de la herramienta. Durante el montaje se tendrá la precaución de montar la pinza en la tuerca antes de empezar a enroscar ésta en el cuerpo, ya que de lo contrario en el desmontaje la pinza quedará empotrada en él.
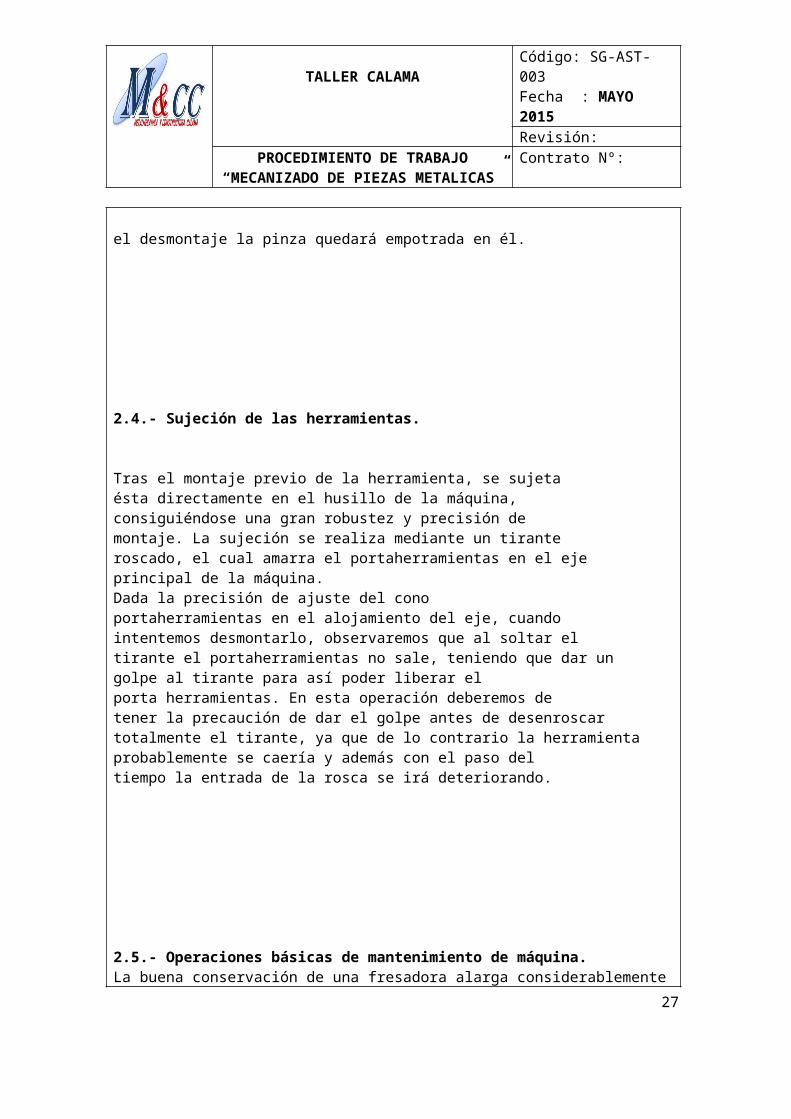
2.4.- Sujeción de las herramientas.
Tras el montaje previo de la herramienta, se sujetaésta directamente en el husillo de la máquina,consiguiéndose una gran robustez y precisión demontaje. La sujeción se realiza mediante un tiranteroscado, el cual amarra el portaherramientas en el ejeprincipal de la máquina.Dada la precisión de ajuste del conoportaherramientas en el alojamiento del eje, cuandointentemos desmontarlo, observaremos que al soltar eltirante el portaherramientas no sale, teniendo que dar ungolpe al tirante para así poder liberar elporta herramientas. En esta operación deberemos detener la precaución de dar el golpe antes de desenroscartotalmente el tirante, ya que de lo contrario la herramientaprobablemente se caería y además con el paso deltiempo la entrada de la rosca se irá deteriorando.
19
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
2.5.- Operaciones básicas de mantenimiento de máquina.La buena conservación de una fresadora alarga considerablemente la vida de ésta yla posibilidad de poder efectuar trabajos de precisión durante un plazo de tiempo más largo.Para esto debe prestarse especial atención al engrase de los puntos que lo necesiten y a lalimpieza de las superficies de deslizamiento Para el mantenimiento de la máquinatendremos en cuenta las instrucciones del fabricante, que especificarán los puntos deengrase, la clase de aceite, la periodicidad, la capacidad de los depósitos de aceite, periodosde renovación de aceites y forma de efectuarlos, etc..
20
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
2.6.- Normas de seguridad.Es fundamental adoptar ciertas medidas en la indumentaria y en el manejo de la fresadora,para así evitar accidentes.
En cuanto a la indumentaria de seguridad:- Las mangas de la bata terminarán en tejido elástico.- Usar las gafas de seguridad.- Las zapatillas tendrán la puntera reforzada.- Utilización de gorro para los que tengan el pelo largo, quedando prohibido el uso decorbatas, bufandas, pulseras, collares, anillos, etc.
USO OBLIGATORIO
En cuanto al manejo de la máquina:
Montar correctamente la herramienta en el husillo (las chavetas de arrastre delhusillo en el alojamiento correspondiente del portaherramientas).
Asegurar el correcto sentido de giro de la herramienta. Asegurarse de que nadie active el cabezal mientras realizamos el cambio de
posición de la correa del cabezal (en las fresadoras de torreta). Trabajar en la medida de lo posible con las pantallas de protección.
Cuidados generales:
- Parar siempre la máquina antes de tomar medidas.- Mantener el puesto de trabajo limpio, para evitar resbalones con el aceite, etc.
21
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
- Colocar y asegurar las tapas protectoras en su sitio.- No poner en marcha una máquina que tenga las tapas levantadas.
3.- MECANIZADO
Objetivos:- Realizar la puesta a punto de la máquina previa al mecanizado.- Realizar sobre la mordaza las operaciones de mecanizado que a continuación se detallan:
PlanearEscuadrado de un prismaMecanizado de chaflanes
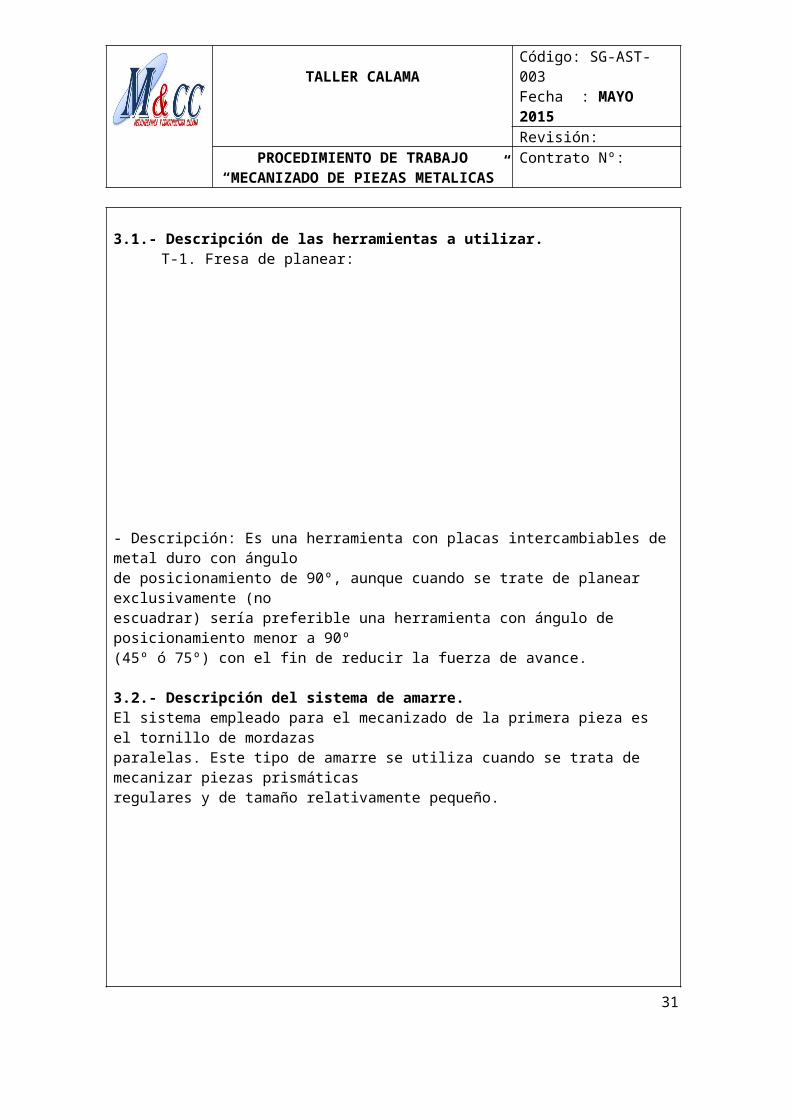
3.1.- Descripción de las herramientas a utilizar.T-1. Fresa de planear:
- Descripción: Es una herramienta con placas intercambiables de metal duro con ángulode posicionamiento de 90º, aunque cuando se trate de planear exclusivamente (noescuadrar) sería preferible una herramienta con ángulo de posicionamiento menor a 90º(45º ó 75º) con el fin de reducir la fuerza de avance.
3.2.- Descripción del sistema de amarre.El sistema empleado para el mecanizado de la primera pieza es el tornillo de mordazasparalelas. Este tipo de amarre se utiliza cuando se trata de mecanizar piezas prismáticasregulares y de tamaño relativamente pequeño.
22
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
3.3.- Condiciones de Corte- Asegurar la perpendicularidad del eje principal a la mesa.- Completar la hoja de proceso.1.- Sujetar la pieza en bruto sobre un calzo en la mordaza. Tomar referencia en la partesuperior y realizar las pasadas de desbaste.Eliminar las rebarbas de las aristas utilizando una lima.
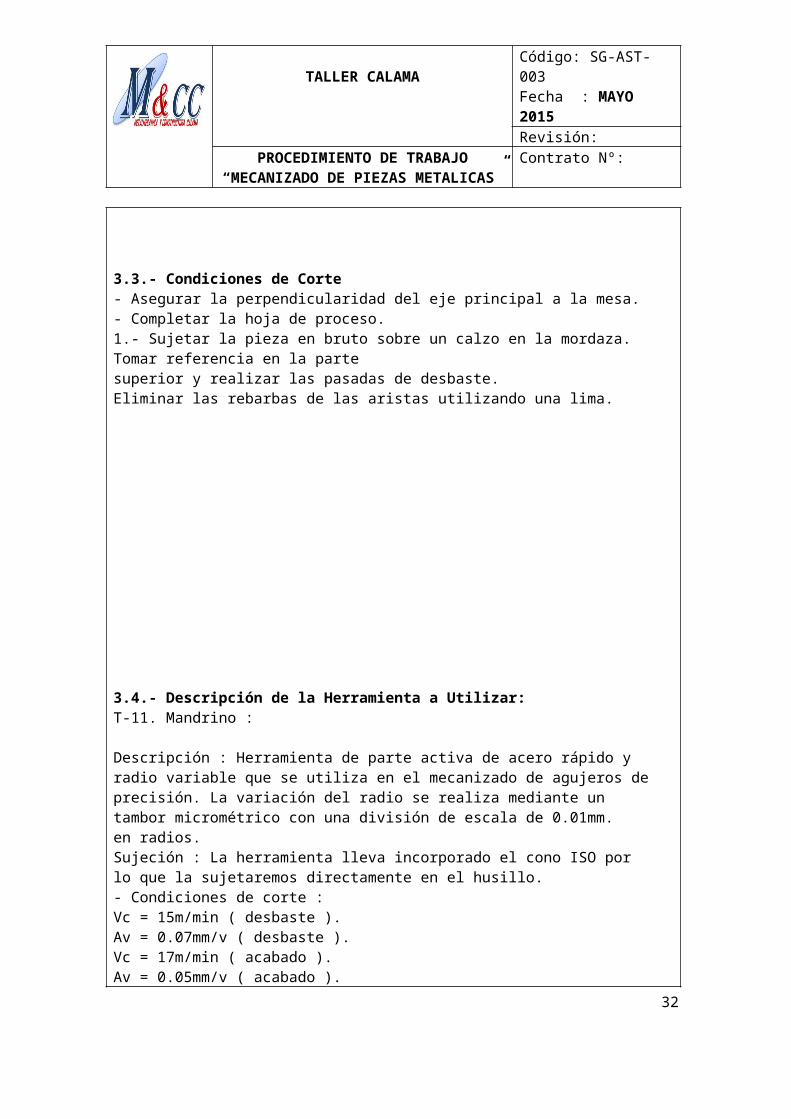
3.4.- Descripción de la Herramienta a Utilizar:T-11. Mandrino :
Descripción : Herramienta de parte activa de acero rápido yradio variable que se utiliza en el mecanizado de agujeros deprecisión. La variación del radio se realiza mediante untambor micrométrico con una división de escala de 0.01mm.en radios.Sujeción : La herramienta lleva incorporado el cono ISO porlo que la sujetaremos directamente en el husillo.- Condiciones de corte :Vc = 15m/min ( desbaste ).Av = 0.07mm/v ( desbaste ).Vc = 17m/min ( acabado ).Av = 0.05mm/v ( acabado ).Prof de pasada = 0,2 ø
23

TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
4.2.- Descripción del sistema de amarre.El sistema de amarre que se va a utilizar es el del tornillo de mordazas paralelas descrito enEl punto 3.2.
8.- ANALISIS DE SEGURIDAD DE LA FRESADORA
Magnitud de Riesgo (MR)= P x C
Calificación Valor Criticidad Intolerable 32 a 64 Moderado 8 a 16 Tolerable 1 a 4
CONSECUENCIAPROBABILIDAD Insignificante Baja Media Alta Alta (8) Media (4) Baja (2)Insignificante (1)
ETAPA BASICADEL TRABAJO
PELIGROSASOCIADOS AL
DESARROLLO DE LA ACTIVIDAD
RIESGOS ASOCIADOS AL DESARROLLO DE LA
ACTIVIDADMEDIDAS CONTROL RECOMENDACIONES
1.- Instrucción al personal sobre Procedimiento de Trabajo seguro y limpio
No difusión del procedimiento
Trabajar sin poseer conocimiento del P.T.S.
Trabajar con el área desordenada y sucia
Instruir a todo el personal y registrar por escrito su aceptación y comprensión.
La zona de trabajo y las inmediaciones de la máquina deben mantenerse limpias y libres de obstáculos y manchas de aceite
2.- asegurar las tapas protectoras
Exposición a mecanismos móviles
Atrapamiento de extremidades superiores
Nunca activar la fresadora con las tapas levantadas
24
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
3.- Montar la herramienta en el husillo
Montaje de pieza metálica
Aprisionamiento de dedos
Utilizar siempre guantes de seguridad
4.- Realizar la puesta a punto
Activación involuntaria de la fresadora
Cortes y Desgarramiento de extremidades
No conectar interruptor general de fuerza hasta terminar la puesta a punto mecánica
5.- Planear Trabajar sobre la mordaza
Aprisionamiento de dedos
Utilizar guantes para instalar la pieza a mecanizar
6.- Escuadrado de un prisma y Mecanizado de chaflanes
Fresadora en movimiento
Atrapamiento de ropa, cabello, anillos, etc. Graves lesiones
Utilizar las pantallas de protección
7.- Tomar medidas Maquinaria en movimiento
Desgarramiento, Abrasión de dedos y manos
Nunca trabajar con la maquina en giro, detener el movimiento de la fresadora
8.- Desmontar Apurarse en la labor de desmonte de la herramienta
Caída de objeto metálico
Realizar el trabajo en forma pausada, sin apuro
9.- Retirarse del puesto de trabajo
Área sucia y desordenada
Caída mismo nivel Realizar housekeeping de las herramientas, materiales y limpiar manchas de aceite
25
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
9.- DESCRIPCION DEL PROCESO DE TALADRADO
1. Tapa de poleas 2. Interruptor 3. Llave para broquero 4. Mangos de alimentación 5. Broquero 6. Mesa de trabajo (cuadrada o redonda) 7. Columna (larga o corta) 8. Soporte de columna 9. Base10. Cremallera11. Manija de elevación12. Tornillo asegurador del cabezal13. Perilla de tensión de la banda14. Motor15. Tornillo asegurador de la tapa de poleas16. Manija del seguro de la mesa17. Soporte de la mesa18. Seguro de inclinación19. Escala de inclinación20. Resorte de alimentación21. Tornillo asegurador de profundidad22. Tope de alto de profundidad23. Tuerca de alto de profundidad24. Indicador de profundidad25. Manija de tensión de banda
PERFORACIONES 1. Utilice un centro de golpe o un clavo filoso para marcar en la pieza de trabajo el lugar exacto en donde se quiere perforar. 2. Asegure la mesa (1) a la columna (2) en la posición en que la punta de la broca se encuentre justo arriba de la pieza de trabajo.3. Baje la broca (3) a la pieza de trabajo (4) para alinear el lugar de la perforación, fije su pieza de trabajo.4. Prenda la máquina con el interruptor en la posición de “ON” y jale las manijas de alimentación con esfuerzo equitativo. Nota: 1. Cuando perfore maderas, siempre coloque una pieza de material de reserva (5) (retazos de madera funcionan bien) en la mesa, debajo de la pieza de trabajo. Esto
26
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
prevendrá que la madera se astille o que la pieza brinque mucho al ser perforada por la broca. 2. Cuando perfore metal, se recomienda lubricar la punta de la broca con aceite de motor para prevenir que la broca se queme.
METODO DE ESCALA PROFUNDA Recomendado para perforar agujeros con profundidad conocida.1. Con el taladro apagado, gire la manija de alimentación hasta que el tope (6) de profundidad marque los puntos de profundidad deseados en la escala de profundidad (4). Detenga las manijas de alimentación en esa posición.2. Gire el tornillo inferior (3) hacia abajo hasta que tenga contacto con el tope de profundidad (6). 3. Gire la tuerca superior (5) contra la tuerca inferior (3) y apriete. 4. La broca no pasará de la marca que haya sido puesta en la escala de profundidad.
27
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
COMO DESMONTAR EL BROQUERO PARA HUSILLOS SIN ARBOL1. Asegúrese de que el taladro este desconectado de la corriente eléctrica.2. Abra las mordazas del broquero en dirección contraria a las manecillas del reloj para abrir las mordazas del broquero (como se muestra en la figura) 3. Golpee suavemente el broquero con un mazo de hule con una mano mientras detiene el broquero con la otra para prevenir que éste caiga.
PARA HUSILLOS CON ARBOL 1. Asegúrese de que el taladro este desconectado de la corriente eléctrica.2. Ajuste la tuerca de profundidad (1) para que detenga el taladro a una profundidad de 75 mm (Utilice de referencia la sección “Asegurando el Broquero a una Profundidad Deseada”)3. Alinee la llave de cuña (4) con los orificios (2 y 3).4. Golpe la llave de cuña (4) suavemente con un martillo con puntas cubiertas de plástico hasta que el broquero y el árbol se caigan del husillo. Coloque una mano debajo del broquero para tomarlo al momento de soltarse.
28
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
10.- ANALISIS DE SEGURIDAD DEL TALADRO DE PEDESTAL
Magnitud de Riesgo (MR)= P x C
Calificación Valor Criticidad Intolerable 32 a 64 Moderado 8 a 16 Tolerable 1 a 4
CONSECUENCIAPROBABILIDAD Insignificante Baja Media Alta Alta (8) Media (4) Baja (2)Insignificante (1)
ETAPA BASICADEL TRABAJO
PELIGROSASOCIADOS AL
DESARROLLO DE LA ACTIVIDAD
RIESGOS ASOCIADOS AL DESARROLLO DE LA
ACTIVIDADMEDIDAS CONTROL RECOMENDACIONES
1.- Instrucción al personal sobre Procedimiento de Trabajo seguro y limpio
No difusión del procedimiento
Trabajar sin poseer conocimiento del P.T.S.
Trabajar con el área desordenada y sucia
Instruir a todo el personal y registrar por escrito su aceptación y comprensión.
La zona de trabajo y las inmediaciones de la máquina deben mantenerse limpias y libres de obstáculos y manchas de aceite
2.- Colocar la broca en el broquero
Accionamiento accidental
Desgarro en dedos No alimentar con energía eléctrica hasta que este colocada la broca
29
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
3.- Conexión del taladro a una fuente de energía
Equipo energizado Electrocutamiento Para evitar electrocución o un posible incendio si el cable de corriente eléctrica se encuentra desgastado, roto o cortado en cualquier parte reemplácelo de inmediato
4.- Trabajo de taladrado
Pieza giratoria Daños en manos y dedos
Para prevenir accidentes por trabajo rotatorio o piezas rotas, siempre utilice una prensa para sostener la pieza de trabajo
5.- Termino de las labores
Mantenimiento a la maquina
Electrocución, Desgarro en manos y dedos por accionamiento accidental
Por su propia seguridad, apague el taladro y desconéctelo de la corriente eléctrica antes de hacer mantenimiento o lubricar su máquina.
30
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
11. Registro de instrucción del Procedimiento de Trabajo Seguro
El trabajador acepta lo siguiente:
- Recibió por parte del Supervisor o Capataz del área, instrucción, capacitación y entrenamiento del procedimiento de trabajo seguro, acerca de los riesgos asociados a la tarea, de los métodos de trabajo correctos y de las medidas preventivas a la exposición de productos y sustancias peligrosas y sobre las medidas de prevención que deben adoptarse para evitar los riesgos.
Nº NOMBRE: RUT: FIRMA: FECHA:
31
TALLER CALAMACódigo: SG-AST-003Fecha : MAYO 2015
Revisión:PROCEDIMIENTO DE TRABAJO
“MECANIZADO DE PIEZAS METALICAS”Contrato Nº:
INSTRUIDO POR: CARGO: FIRMA:
32