materiales - tallerescolanautica.files.wordpress.com · • alargamiento rotura: 20%. • densidad:...
TRANSCRIPT
MATERIALES
Los materiales más habituales que encontraremos en el taller de mantenimiento industrial serán los aceros. Generalmente acero al carbono del tipo A42b.
Cada vez más, y dado que se estudia un grado medio perteneciente al sector naval, aparecen otros materiales como los aceros inoxidables, los plásticos o los materiales compuestos.
AceroEl acero es una aleación (mezcla de un metal + otro producto) de Hierro y Carbono. Se puede alear con otros elementos para obtener aleaciones de diferentes características según sea necesario. Es el metal más usado del mundo con gran diferencia por sus elevadas características así como su reciclabilidad. Las aleaciones de Hierro-Carbono dan lugar a los aceros si el porcentaje de Carbono es menor del 1,76%. Si hay más Carbono, dan lugar a las fundiciones.
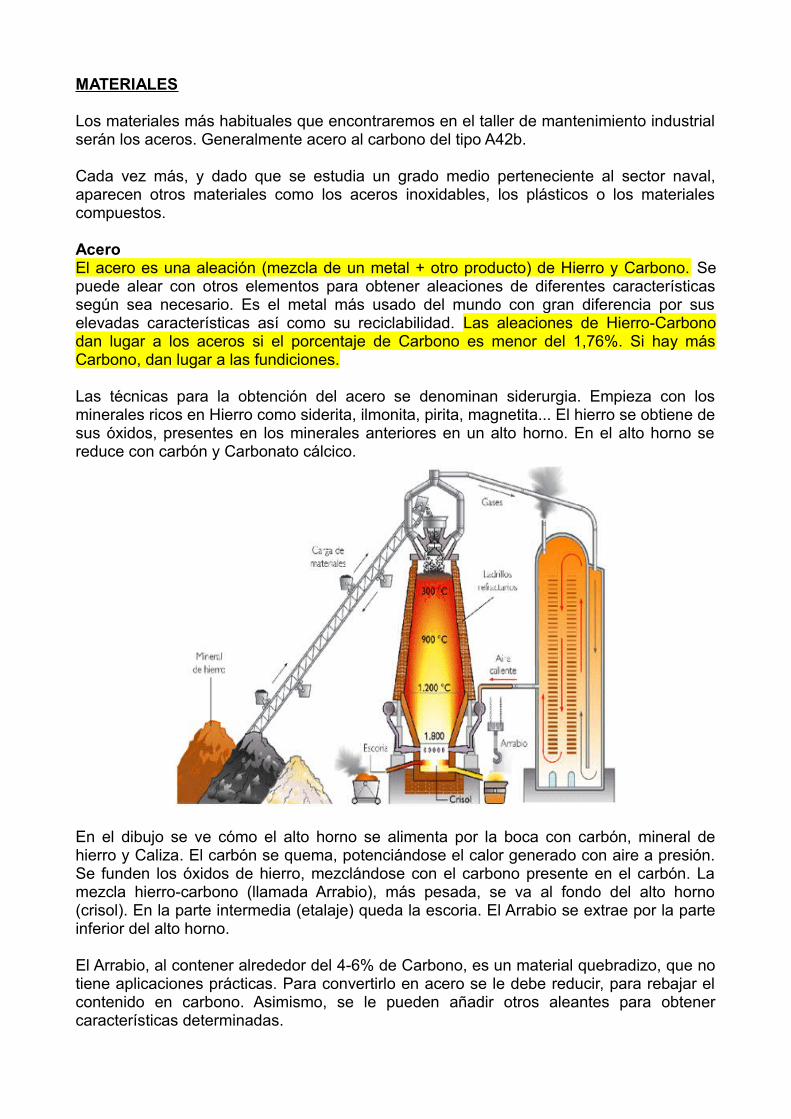
Las técnicas para la obtención del acero se denominan siderurgia. Empieza con los minerales ricos en Hierro como siderita, ilmonita, pirita, magnetita... El hierro se obtiene de sus óxidos, presentes en los minerales anteriores en un alto horno. En el alto horno se reduce con carbón y Carbonato cálcico.
En el dibujo se ve cómo el alto horno se alimenta por la boca con carbón, mineral de hierro y Caliza. El carbón se quema, potenciándose el calor generado con aire a presión. Se funden los óxidos de hierro, mezclándose con el carbono presente en el carbón. La mezcla hierro-carbono (llamada Arrabio), más pesada, se va al fondo del alto horno (crisol). En la parte intermedia (etalaje) queda la escoria. El Arrabio se extrae por la parte inferior del alto horno.
El Arrabio, al contener alrededor del 4-6% de Carbono, es un material quebradizo, que no tiene aplicaciones prácticas. Para convertirlo en acero se le debe reducir, para rebajar el contenido en carbono. Asimismo, se le pueden añadir otros aleantes para obtener características determinadas.
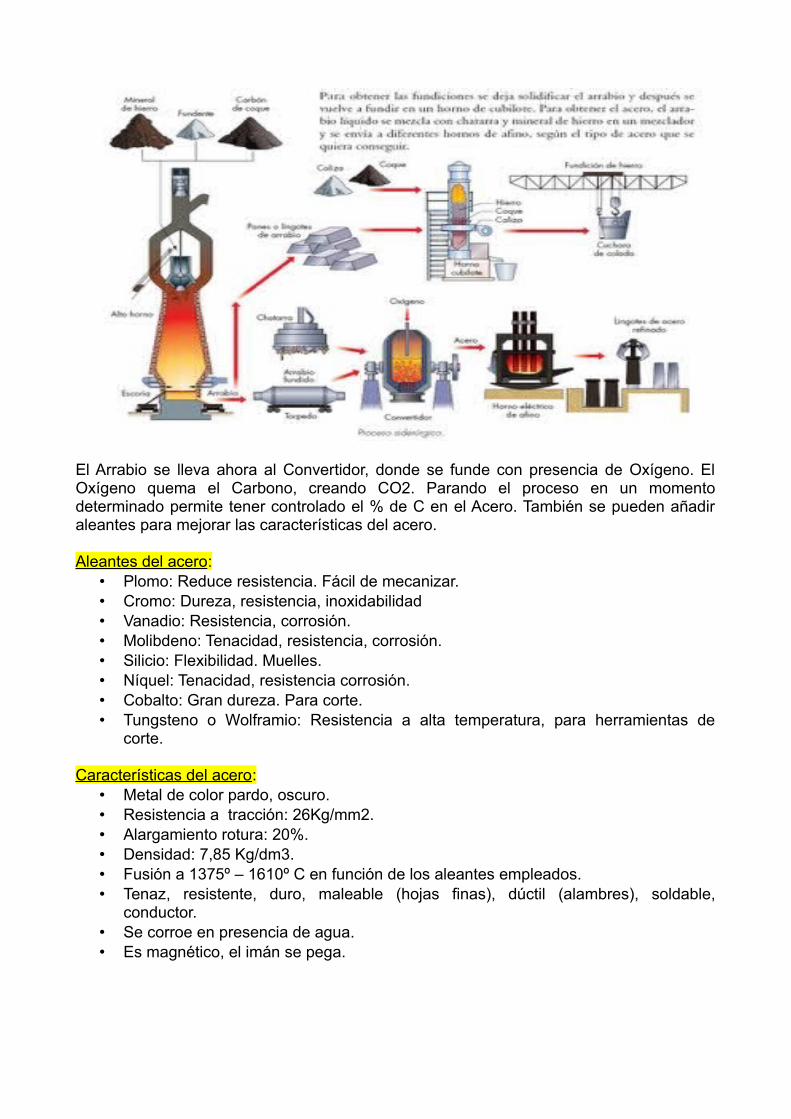
El Arrabio se lleva ahora al Convertidor, donde se funde con presencia de Oxígeno. El Oxígeno quema el Carbono, creando CO2. Parando el proceso en un momento determinado permite tener controlado el % de C en el Acero. También se pueden añadir aleantes para mejorar las características del acero.
Aleantes del acero:• Plomo: Reduce resistencia. Fácil de mecanizar.• Cromo: Dureza, resistencia, inoxidabilidad• Vanadio: Resistencia, corrosión.• Molibdeno: Tenacidad, resistencia, corrosión.• Silicio: Flexibilidad. Muelles.• Níquel: Tenacidad, resistencia corrosión.• Cobalto: Gran dureza. Para corte.• Tungsteno o Wolframio: Resistencia a alta temperatura, para herramientas de
corte.
Características del acero:• Metal de color pardo, oscuro. • Resistencia a tracción: 26Kg/mm2.• Alargamiento rotura: 20%.• Densidad: 7,85 Kg/dm3.• Fusión a 1375º – 1610º C en función de los aleantes empleados.• Tenaz, resistente, duro, maleable (hojas finas), dúctil (alambres), soldable,
conductor.• Se corroe en presencia de agua. • Es magnético, el imán se pega.

Tratamientos del acero:• Templado: El temple es un proceso en el cuál el acero es calentado a elevada
temperatura y enfriado rápidamente (en agua). Eleva la resistencia (dureza) a la vez que lo vuelve frágil.
• Recocido: Tratamiento por el cuál el acero es calentado a temperatura intermedia y enfriado lentamente. Reduce la resistencia y la fragilidad. Mejora la ductilidad y maleabilidad.
• Cementación y Nitruración: Proceso por el que se añade una fina capa rica en Carbono y Nitrógeno, que la vuelve muy dura.
Aplicaciones del acero:• Aceros al Carbono: Para elementos constructivos (vigas, pilares), piezas
mecánicas.• Aceros al Silicio: Muelles, ballestas.• Aceros al Cromo-Vanadio: Herramientas.• Aceros al Cromo- Molibdeno: Herramientas, piezas de alta resistencia.• Aceros al Cobalto o Tungsteno: Herramientas de corte.
FundicionesLas fundiciones son aleaciones de Hierro con más del 1,76% de Carbono. Existen varios tipos de fundición: gris, blanca, nodular y atruchada. Poseen unas características muy diferentes a la de los aceros.
• Fundición blanca: Dura y frágil, tiene poca aplicación.• Fundición gris: Blanda. Absorbe vibraciones. Resistente al desgaste. Adecuada
para bloques de motor, cajas de engranajes, tapas de alcantarilla...
Aceros inoxidablesTienen características mecánicas similares a los aceros ordinarios. Un acero (Hierro + Carbono) se convierte en inoxidable añadiendo al menos un 12% de Cromo. Podemos dividirlos en dos grandes tipos:
• Aceros inoxidables ferríticos (se pega el imán)• Aceros inoxidables austeníticos (el imán no se pega)
Aceros inoxidables ferríticos:• Son los aceros inoxidables más resistentes.• Son los aceros inoxidables con menor resistencia a la oxidación y corrosión.• El imán se pega en ellos.• Se usan en cuchillería, sartenes para placas de inducción... • No tienen aplicación en el mundo marino.• Son los más baratos. • Ejemplos: AISI 420
Aceros inoxidables austeníticos:Dos grandes tipos:
• Aceros inoxidables alimentarios: Usados en la industria alimentaria. Buena resistencia a la oxidación. Se denominan también como acero inox A2, AISI303 (barras), AISI 304 (chapas), 18-10 (18% de Cromo, 10% de Níquel).
• Acero inoxidable marino: El más resistente a la oxidación. Llevan un 2-4% de Molibdeno. Se conoce como acero inox A4, o bien AISI 316.
Características y recomendaciones de los aceros inoxidables:• Mucho más caros que los aceros al carbono, hasta 10 veces. • Cuidado con la corrosión galvánica al unir 2 metales diferentes con un medio
conductor. El menos noble se corroe. Por ejemplo, unir planchas de acero inox con tornillos de acero al carbono.
• Se pueden soldar con electrodos de Inox, con método MIG o bien TIG.
Aluminio• El aluminio es un metal ligero (2,7 g/cm3).• Brillante• Se obtiene de la bauxita, por electrólisis.• Muy ávido del oxígeno, se oxida rápidamente, formando una fina capa de óxido
que no permite que se oxide más.• Funde a 660º C. Soldable por método TIG con corriente alterna. • Es blando, para mejorar sus características ha de alearse con otros metales.
Principales aleaciones del aluminio:• 1000: Aleaciones de aluminio puro.• 2000: Aleaciones al cobre. Para aviones.• 5000: Magnesio. Construcción naval. Culatas de motor.• 6000: Silicio y Magnesio: Estructural. Culatas de motor.• 7000: Zinc: Para aviones.
Magnesio• El más ligero de los metales. • Densidad: 1,73 g/cm3.• Inflamable, se usa en pirotecnia.• Al fundirlo, se emplean moldes al vacío para evitar incendios.• Forma las llamadas aleaciones ultraligeras.
Plásticos• Polietileno (PE): Rigidez 1000 Mpa. Botellas flexibles. Muy barato.• Polipropileno (PP): Rigidez 2000 Mpa. • ABS: Para piezas con buen acabado: 2400 Mpa.• Poliamida (PA6). También llamada Nylon: Piezas resistentes. 3000 Mpa.• Polioximetileno (POM): Acetal. 3000 Mpa.
Los materiales anteriores pueden ser reforzados con fibra de vidrio o incluso con fibra de carbono. Por ejemplo, las carcasas de los taladros son de PA6+GF30: Poliamida 6 con un 30% de fibra de vidrio. Tiene una rigidez de 9000 Mpa.
Otros plásticos: • Policarbonato (PC): Plástico transparente. Resistente, caro. Para CD's, DVD's.• Polimetacrilato de metilo (PMMA) llamado también metacrilato o plexiglás. El más
transparente, resiste rayos UV.• Teflón (PTFE). El plástico con menor coeficiente de rozamiento.

UNIONES FIJAS: UNIONES PEGADAS Y SOLDADAS
UNIONES PEGADAS
El empleo de adhesivos como elemento de unión es cada vez más frecuente en los distintos ensamblajes. Las uniones realizadas con adhesivos, si poseen una elevada resistencia mecánica, pueden considerarse como uniones fijas.
Otros sistemas de uniones alternativos, como los remaches o tornillos, si bien tienen la ventaja de ser desmontables, pueden sufrir un debilitamiento al ser necesario realizar taladros, y corrosión al entrar en contacto dos metales de distinta naturaleza.
Ventajas:• Pueden unir materiales de distinta naturaleza (acero y vidrio)• Rapidez de ejecución
La mayoría de los adhesivos son polímeros reactivos que pasan del estado líquido al sólido a través de distintas reacciones químicas.
Adhesivos Epoxis:
Son adhesivos bicomponentes compuestos por una resina epoxi base y un agente de curado o endurecedor. Suelen necesitar de calor para su curado.
Ademas de estos dos componentes pueden incluir otros aditivos como cargas espesantes (aluminio, sílice, etc.), pigmentos, resinas diluyentes de bajo peso molecular o aceleradores de curado (fenoles, derivados fenólicos, etc.).
Se utilizan para unir chapas o piezas metálicas, rellenar holguras, etc.
Características: • Alta resistencia a la cizalla y tracción• Muy rígidos• Aislantes eléctricos y térmicos• Alta resistencia química y térmica• Mecanizables
El disolvente más empleado es la acetona o un limpiador epoxídico especial.
Proceso:1. Limpiar las piezas2. Aplicar cantidades iguales de endurecedor y resina, mezclándolos bien3. Aplicar sobre una de las piezas4. Presionar la unión, retirando el excedente5. Dejar secar durante horas
Adhesivos Acrílicos:
Se pueden considerar los adhesivos más sofisticados por sus características y versatilidad; incluso pueden ser una alternativa a los métodos mecánicos de ensamblaje o soldadura. Existen diferentes tipos: acrílicos de uso general, acrílicos de segunda
generación y acrílicos de alto rendimiento.Ventajas:
• Versatilidad• Gran resistencia hidrolítica y a agentes agresivos• Fácil dosificabilidad• Excelente relación precio-rendimiento• Necesidad de una mínima o incluso ninguna preparación de las superficies• Excelentes propiedades mecánicas• Posibilidad de relleno de holguras
Inconvenientes:• Pobre adhesión sobre elastómeros curados y plásticos de baja energía superficial• Olor apreciable
Estos adhesivos curan a temperatura ambiente cuando se usan sus activadores por lo que no se recomienda el uso de calor para completar o ayudar al curado del adhesivo.
Según el adhesivo, éste y el activador pueden aplicarse por separado a las superficies de unión o combinarse previamente.
Cianocrilatos:
Los cianocrilatos son una gama de adhesivos monocomponentes capaces de adherir fuertemente, a temperatura ambiente, una enorme variedad de materiales. Forman uniones en segundos, y cuanto más fina es la película de adhesivo, más rápidamente se produce el curado.
En función de su viscosidad pueden ser:• Líquidos: se extienden más rápidamente y forman películas muy delgadas.• Gel: se aplica mejor sobre uniones no horizontales ya que no gotean.
Ventajas:• Facilidad de uso• Forman uniones fuertes en tiempos muy cortos• se precisa un cantidad muy pequeña de adhesivo• Unen materiales de diferente naturaleza• Forman uniones incoloras• La unión es resistente a muchos solventes como alcohol, gasolina, aceite, etc.
Inconvenientes:• No tienen capacidad de relleno de holguras• Baja resistencia al impacto• Pobre resistencia a la humedad y a las altas temperaturas• Tomar extremas precauciones con los ojos y la piel, ya que ocasionan adhesión
inmediata.
Elección del adhesivo y condiciones generales:
Se deberá elegir el adhesivo en función de:• Densidad
• Viscosidad• Variación del volumen• Tipos de sustratos a unir• Acabado superficial de las partes a unir• Caducidad• Tiempo de manipulación• Tiempo de curado
En cualquier caso, siempre seguir las especificaciones marcadas por el propio fabricante del producto.
Condiciones generales:• Utilizar siempre el mayor área posible• Alinear correctamente las uniones• Evitar unir partes con curvaturas complejas
Preparación de las superficies a unir:
La preparación de la superficie es el paso más crítico en el proceso de la unión adhesiva, ya que si no se realiza satisfactoriamente la unión fallará de forma imprevisible.
Para ello se eliminarán los contaminantes superficiales y/o se modificará químicamente la superficie:
• Limpieza con disolvente• Abrasión mecánicamente• Tratamientos químicos• Imprimaciones
UNIONES SOLDADAS
La soldadura es un proceso de unión entre metales por la acción del calor, con o sin aportación de material metálico nuevo, dando continuidad a los elementos unidos. Es necesario suministrar calor hasta que el material de aportación funda y una ambas superficies, o bien lo haga el propio metal de las piezas.
Clasificación de los tipos de soldadura:
Soldadura heterogénea: Se efectúa entre materiales de distinta naturaleza, con o sin metal de aportación; o entre metales iguales, pero con distinto metal de aportación. Puede ser blanda o fuerte:
• Soldadura blanda : Se suele emplear el estaño como material de aportación, que tiene una Tª de fusión entre 150 y 230 ºC. En este tipo de soldadura las piezas a unir no llegan a fundirse, solo se funde el material de aportación, que penetra entre las irregularidades de las piezas adhiriéndose fuertemente a ellas. Se utiliza para uniones de chapas, alambres o cables eléctricos.Para evitar la oxidación del metal debe emplearse un fundente, que en muchas ocasiones ya viene incorporado al material de aportación.
• Soldadura fuerte : Se suele emplear el latón como material de aportación, cuya Tª de fusión está entre los 600 y 900 ºC. El proceso es el mismo que la soldadura oxiacetilénica pero el material de aportación en vez de ser una varilla de acero, es una varilla de latón, lo que hace la unión más flexible.Como material fundente se emplea el bórax.
Soldadura homogénea: Los materiales que se sueldan y el metal de aportación, si lo hay, son de la misma naturaleza. Puede ser oxiacetilénica, eléctrica (por arco o por resistencia), etc.
►SOLDADURA OXIACETILÉNICA
Este tipo de soldadura se realiza llevando hasta la temperatura de fusión los bordes de las piezas a soldar por medio del calor de la llama oxiacetilénica. Esta llama, que alcanza los 3050 ºC, se produce gracias a la combustión de un gas combustible (acetileno) con comburente (oxígeno). Ambos gases se mezclan y dosifican en un soplete soldador. La zona de la llama más caliente y próxima a la boquilla se denomina dardo.
Materiales que podemos soldar: acero, cobre, latón, aluminio, magnesio...
También se pueden utilizar otros gases combustibles como hidrógeno, propano, gas natural, butano... aunque con la desventaja de que se alcanzan temperaturas inferiores que con el acetileno.
El material de aportación deberá mojarse continuamente en el fundente (bórax) para evitar la oxidación de las piezas a soldar.
Procedimiento:1. Abrir las botellas de acetileno y oxígeno2. Comprobar las presiones de las botellas:
Presión máxima de la botella de acetileno: 15 kg.Presión máxima de la botella de oxígeno: 200 kg.
3. Comprobar que las mangueras están situadas detrás de los pies4. En el soplete, abrir el acetileno y encender la llama5. Abrir el oxígeno6. Regular hasta que se forme el dardo7. Soldar8. Una vez terminada la soldadura, cerrar el oxígeno del soplete9. Cerrar el acetileno10. Cerrar las botellas de acetileno y oxígeno11. Abrir de nuevo los grifos del soplete para purgar las mangueras12. Cerrar los grifos del soplete13. Recoger la manguera14. Durante todo el proceso de soldadura deben utilizarse careta, guantes y mandil.
Como norma general, las presiones son de 5Kg/cm2 para el comburente (oxígeno) y de 0,5 Kg/cm2 para el combustible.

►SOLDADURA POR ARCO ELÉCTRICO CON ELECTRODO REVESTIDO
El procedimiento de soldadura por arco consiste en provocar la fusión de los bordes de las piezas que se desean soldar mediante el calor intenso desarrollado por un arco eléctrico. Las temperaturas que se generan son del orden de 3.500°C. Los bordes en fusión de las piezas y el material fundido que se separa del electrodo se mezclan íntimamente, formando, al enfriarse, una pieza única, resistente y homogénea.
El arco eléctrico se produce al poner en contacto los dos polos opuestos de un generador, a través de la pinza de masa y la pinza portaelectrodo, lo que produce una elevada temperatura que hace que se desprendan vapores metálicos. Estos vapores se mezclan con el aire, ionizando la atmósfera que rodea la zona de contacto con los dos polos, volviéndose el aire conductor eléctrico; de forma que, al separar los polos, se mantiene el paso de corriente, permaneciendo el arco eléctrico siempre que la separación sea la apropiada, de acuerdo con la tensión y la intensidad regulada.
El arco eléctrico genera un cráter en la pieza. Es fundamental, para que la soldadura presente una penetración eficaz, tener en cuenta la longitud del arco (distancia entre el extremo del electrodo y la superficie del baño fundido) y el amperaje. Si el arco es demasiado pequeño o la intensidad es alta, la pieza se calienta exageradamente y la penetración resulta excesiva; en ese caso, puede llegar a producirse una perforación peligrosa. Por el contrario, si el arco es demasiado largo o la intensidad es baja, se dispersa parte de su calor, y la penetración resulta insuficiente.
También es importante que el arco se mantenga constante a lo largo de la línea de soldadura, ya que si se desplaza de forma irregular o demasiado rápido, se obtiene una soldadura porosa y con poca penetración.
La operación de poner el electrodo en contacto con la pieza para lograr su calentamiento y la formación del arco se denomina cebado.
Electrodo:El electrodo es la varilla mediante la cual se provoca el arco eléctrico para realizar la soldadura, y a su vez es el material de aportación utilizado en este sistema de soldadura. Está compuesto de una varilla metálica llamada alma, de composición similar a la del metal base, recubierta de una capa de unas sustancias adecuadas al tipo de soldadura que reciben el nombre de recubrimiento. La finalidad del recubrimiento es proteger la soldadura, produciendo gases protectores para evitar la contaminación atmosférica, produciendo la escoria sobre la zona fundida para proteger la soldadura hasta su solidificación, y proteger la soldadura de la oxidación.
Los electrodos para soldar acero suelen estar recubiertos de rutilo (óxido de titanio). Éste da depósitos de buen aspecto, la escoria se desprende con facilidad, el arco es estable y con buenas características mecánicas. Además permite soldar en todas las posiciones.
La elección del tipo de electrodo deberá hacerse en función de:• El material de las piezas a soldar: acero, acero inoxidable, fundición...• La operación a realizar: soldar, cortar, chaflanado...• El espesor del material a soldar. Para ello deberán elegirse electrodos con el
diámetro adecuado (diámetro del alma). El diámetro está muy relacionado con la intensidad a utilizar: si se aplica una intensidad pequeña a un electrodo de gran diámetro para soldar una pieza gruesa, la soldadura será lenta. Si por el contrario

se aplica una intensidad alta a un electrodo de poco diámetro en la unión de unas piezas de poco grosor, habrá riesgo de perforar la chapa (y el electrodo se pondrá al rojo vivo). Las cajas de electrodo duelen indicar la intensidad a utilizar.
Ejemplo de ficha de los electrodos empleados en el taller:
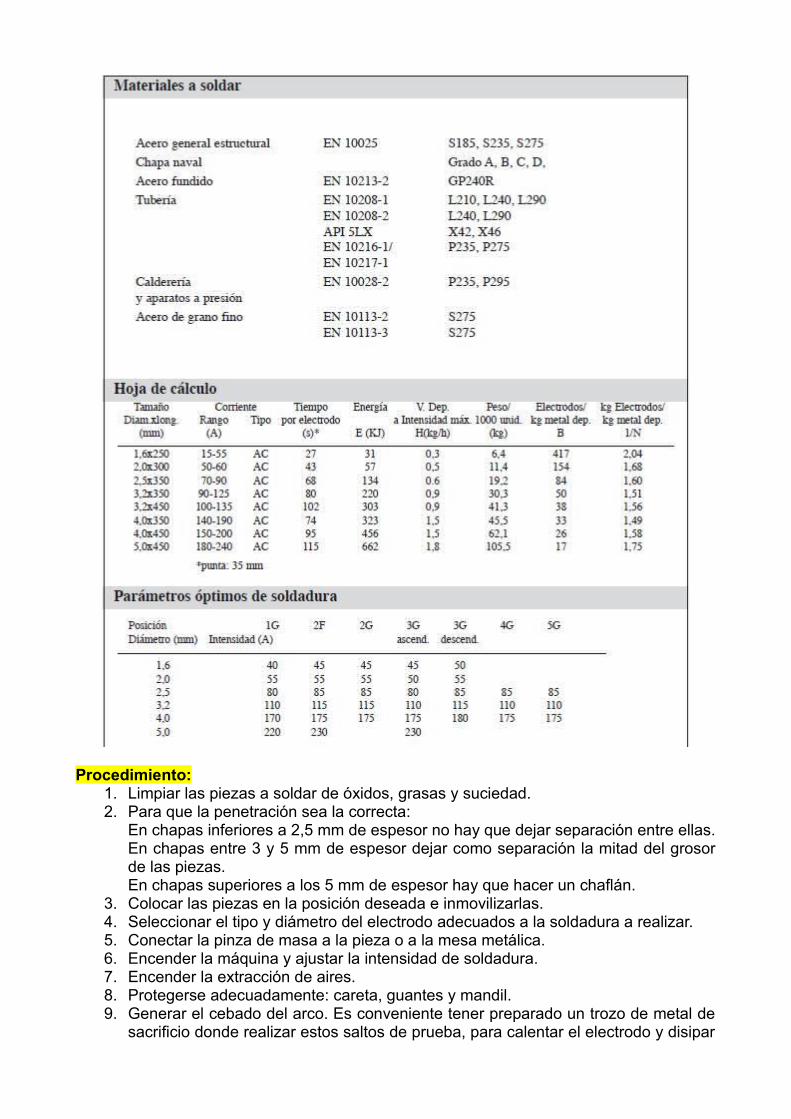
Procedimiento:1. Limpiar las piezas a soldar de óxidos, grasas y suciedad.2. Para que la penetración sea la correcta:
En chapas inferiores a 2,5 mm de espesor no hay que dejar separación entre ellas.En chapas entre 3 y 5 mm de espesor dejar como separación la mitad del grosor de las piezas.En chapas superiores a los 5 mm de espesor hay que hacer un chaflán.
3. Colocar las piezas en la posición deseada e inmovilizarlas.4. Seleccionar el tipo y diámetro del electrodo adecuados a la soldadura a realizar.5. Conectar la pinza de masa a la pieza o a la mesa metálica.6. Encender la máquina y ajustar la intensidad de soldadura.7. Encender la extracción de aires.8. Protegerse adecuadamente: careta, guantes y mandil.9. Generar el cebado del arco. Es conveniente tener preparado un trozo de metal de
sacrificio donde realizar estos saltos de prueba, para calentar el electrodo y disipar

la humedad que contenga.10. Realizar el punteado de los bordes. Deberá hacerse con cuidado de forma que la
separación entre chapas permanezca uniforme.En chapas de 1 a 1,5 mm de grosor, dejar una distancia de 30 a 60 mm entre puntos.En chapas de 2 a 3 mm de grosor, dejar una distancia de 70 a 100 mm.Los puntos deberían ser pequeños de forma que no se noten al realizar el cordón.
11. Durante la soldadura desplazar el electrodo con una inclinación de 60 a 70º, avanzando de izquierda a derecha, tirando siempre del electrodo, nunca empujándolo. El avance debe ser uniforme, en línea recta si se quiere un cordón estrecho, o en zigzag o espiral si se quiere un cordón más ancho.
12. Soldar las chapas por ambos lados para conseguir un acabado óptimo y resistente.
13. Para apagar el arco, realizar un movimiento circular de 180º por encima del baño de fusión. En caso de que el electrodo se quite rápidamente sin realizar esta operación, se formará una depresión, produciendo poros y grietas.
14. Si el electrodo se gasta antes de terminar el cordón, desecharlo a tiempo antes de que queme el portaelectrodos.
15. Una vez terminado el cordón, esperar a que la escoria se enfríe y se solidifique. Posteriormente eliminarla utilizando una piqueta o un cepillo metálico, protegiéndose los ojos, ya que las partículas pueden saltar en cualquier dirección.
Ventajas:• El equipo es relativamente simple, portátil y económico.• La protección del metal de aporte y del charco de soldadura está incluida en el
electrodo revestido.• No requiere del suministro externo de un gas de protección o fundente granular.• Es menos sensible a las corrientes de aire que los procesos que requieren de
protección con gas.• Puede ser utilizado en áreas de acceso limitado.• Para la mayoría de las aleaciones comerciales existe disponibilidad de electrodos.
Inconvenientes:• El operador requiere de una mayor habilidad que en los procesos de alambre.• La aplicación es mas lenta que los procesos de alambre.• Se requiere de mayor tiempo de limpieza para los cordones.• El electrodo revestido tiene la eficiencia mas baja.
Mala calidad de la soldadura. Causas:
Penetración excesiva:• Amperaje muy elevado• Posición inadecuada del electrodo• Velocidad lenta de soldadura• Distancia entre bordes excesiva
Mal aspecto:• Conexiones defectuosas• Recalentamiento• Electrodo inadecuado• Longitud de arco y amperaje inadecuado
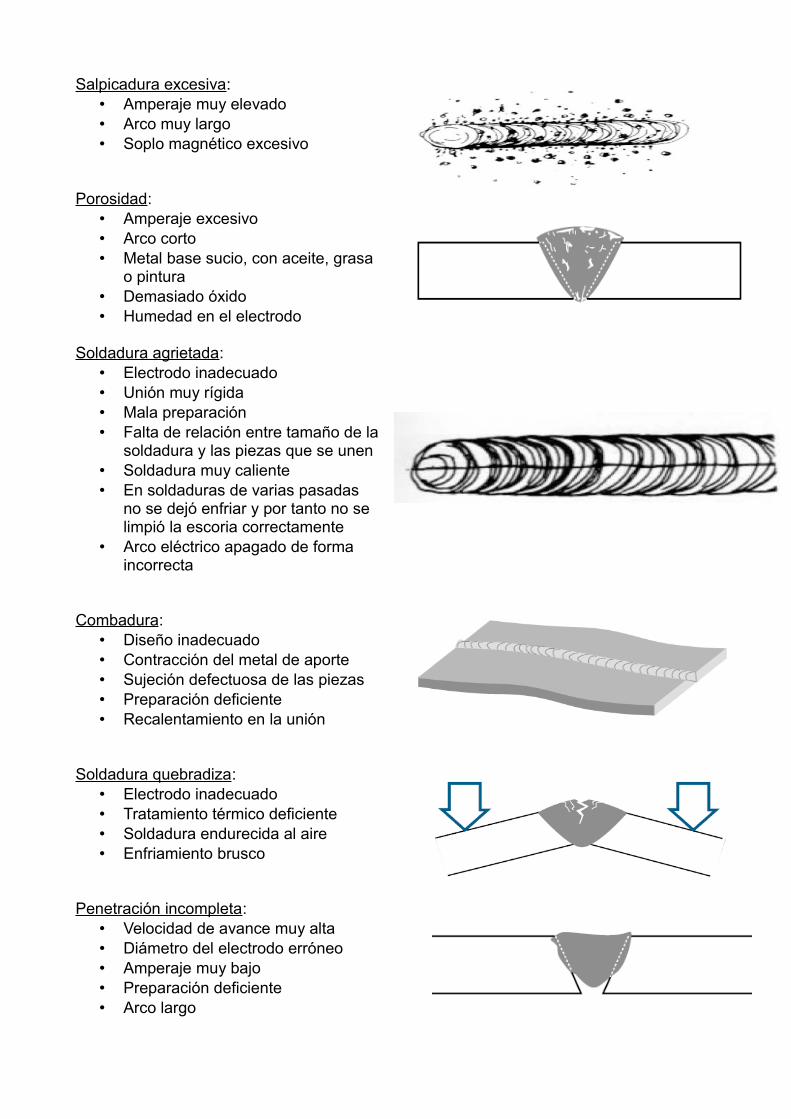
Salpicadura excesiva:• Amperaje muy elevado• Arco muy largo• Soplo magnético excesivo
Porosidad:• Amperaje excesivo• Arco corto• Metal base sucio, con aceite, grasa
o pintura• Demasiado óxido• Humedad en el electrodo
Soldadura agrietada:• Electrodo inadecuado• Unión muy rígida• Mala preparación• Falta de relación entre tamaño de la
soldadura y las piezas que se unen• Soldadura muy caliente• En soldaduras de varias pasadas
no se dejó enfriar y por tanto no selimpió la escoria correctamente
• Arco eléctrico apagado de formaincorrecta
Combadura:• Diseño inadecuado• Contracción del metal de aporte• Sujeción defectuosa de las piezas• Preparación deficiente• Recalentamiento en la unión
Soldadura quebradiza:• Electrodo inadecuado• Tratamiento térmico deficiente• Soldadura endurecida al aire• Enfriamiento brusco
Penetración incompleta:• Velocidad de avance muy alta• Diámetro del electrodo erróneo• Amperaje muy bajo• Preparación deficiente• Arco largo

Socavado:• Excesivo amperaje de soldadura• Voltaje demasiado alto• Velocidad de oscilación alta• Manejo defectuoso del electrodo• Elección errónea del electrodo
Inclusiones de escoria:• Velocidad de avance errónea• Oscilación demasiado amplia• Escoria del cordón anterior
Fusión deficiente y deformación:• Calentamiento desigual o irregular• Orden (secuencia) inadecuada de operación• Contracción del metal de aporte
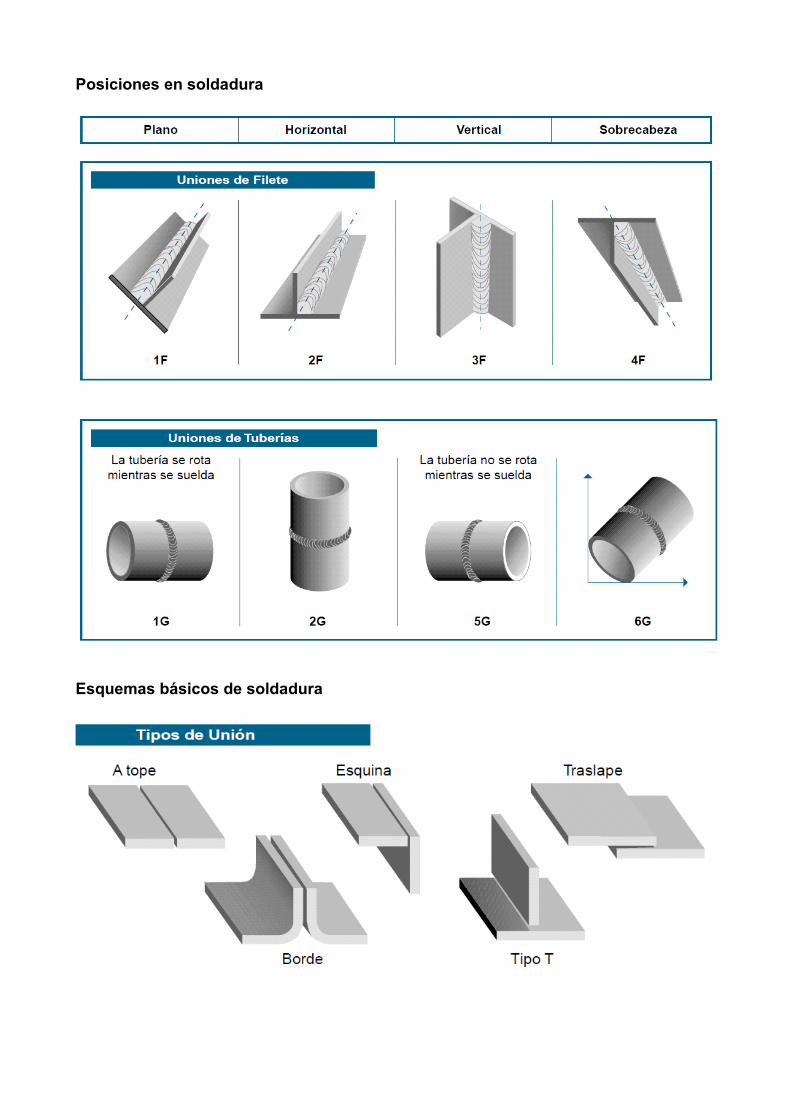
Posiciones en soldadura
Esquemas básicos de soldadura
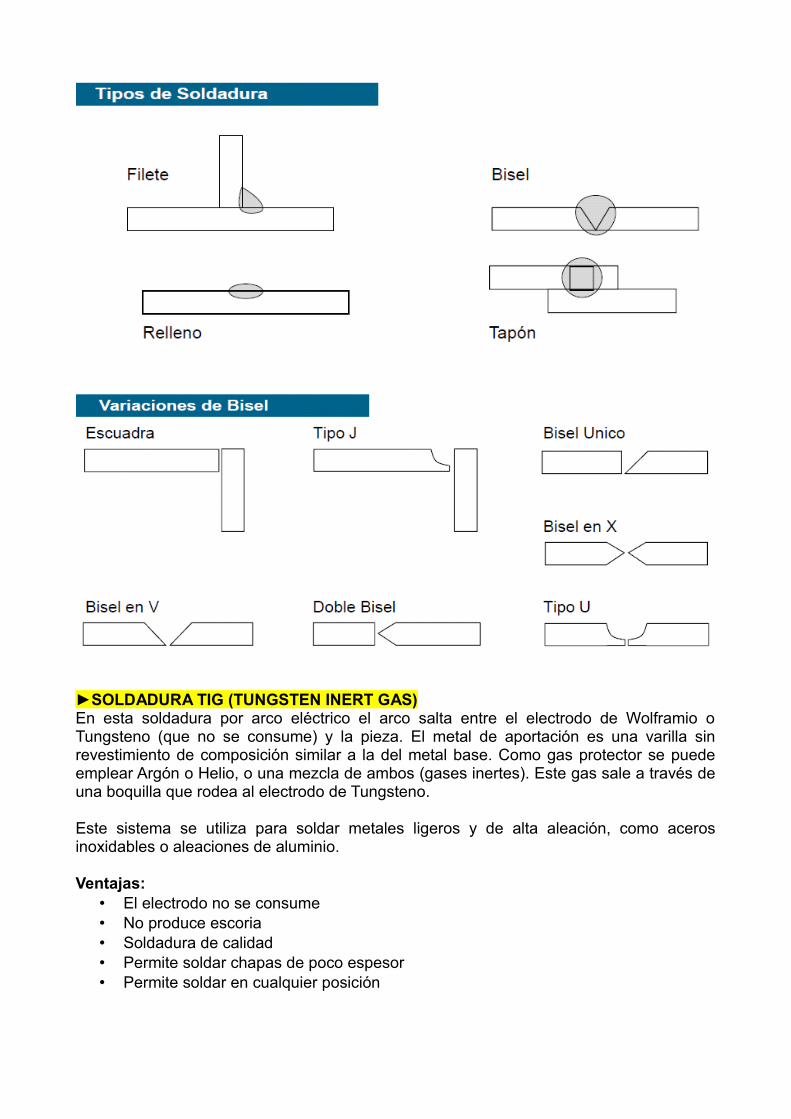
►SOLDADURA TIG (TUNGSTEN INERT GAS)En esta soldadura por arco eléctrico el arco salta entre el electrodo de Wolframio o Tungsteno (que no se consume) y la pieza. El metal de aportación es una varilla sin revestimiento de composición similar a la del metal base. Como gas protector se puede emplear Argón o Helio, o una mezcla de ambos (gases inertes). Este gas sale a través de una boquilla que rodea al electrodo de Tungsteno.
Este sistema se utiliza para soldar metales ligeros y de alta aleación, como aceros inoxidables o aleaciones de aluminio.
Ventajas:• El electrodo no se consume• No produce escoria• Soldadura de calidad• Permite soldar chapas de poco espesor• Permite soldar en cualquier posición

Inconvenientes:• Es un proceso lento• Los electrodos y el gas son caros.
El proceso se lleva a cabo con máquinas en general electrónicas. La antorcha portaelectrodos dispone de un botón para iniciar el proceso. Seguidamente, para iniciar la soldadura, se debe tocar con la punta del electrodo el metal de base.
Otra posibilidad es la utilización de corrientes de alta frecuencia. Si la máquina dispone de esta característica el arco arranca sin necesidad de tocar el material base, impidiendo de esta forma la contaminación del electrodo.
En general, las máquinas electrónicas tienen las siguientes opciones de regulación:• Tiempo de Pre-gas: El gas sale al pulsar el botón un tiempo determinado, sin que
haya corriente. Así se elimina el aire de la zona a soldar.• Intensidad de arranque: Se puede iniciar la soldadura con una corriente que sea un
% de la total, para un arranque suave.• Tiempo de arranque: Una vez iniciado el arco, marca el tiempo hasta llegar a la
intensidad nominal.• Intensidad de soldadura (nominal): La corriente con la que se va a soldar.• Tiempo de bajada de arco: El arco disminuye de intensidad al acabar la soldadura
durante un tiempo determinado.• Tiempo de post-gas: Al acabar de soldar, sigue saliendo gas para enfriar el
electrorodo.• Presión de gas: la presión con la que sale el gas.
Normalmente se conecta en polaridad directa. En este caso, el electrodo se conecta al terminal negativo, y la masa al positivo. Así se consiguen arcos de soldadura muy estrechos, que penetran mucho en el material. En cambio, si se cambia la polaridad, el arco es ancho y con poca penetración.
Para soldar chapas de poco espesor existe riesgo de que se calienten en exceso y se deformen o perforen. Para evitar esta situación las máquinas TIG suelen tener la posibilidad de soldar por medio de arco pulsado. Esto supone que la intensidad sube y baja a un valor prefijado por el usuario con la frecuencia que se le indica, y así se consigue que el calor en la pieza sea mucho menor.
Las máquinas de soldadura TIG más habituales son las de corriente continua (CC). Estas son válidas para soldar acero y acero inoxidable. Para soldar aluminios o titanio hacen falta máquinas de corriente alterna (AC), que son el doble de caras que las de CC.
Por último comentar que al soldar con aportación se producen pérdidas de propiedades en los materiales. Por esta razón, los materiales de aportación deben tener superiores características a los de base. Por ejemplo, al soldar acero inox AISI304 (alimentario) por método TIG, el metal de aportación deberá ser acero inox AISI316 (marino).
En casos de soldadura de piezas en entornos muy corrosivos, como intercambiadores de calor de agua salada, la soldadura se realiza dentro de una urna repleta de gas inerte. De esta forma no existe la menor posibilidad de contaminación. Estas piezas ven incrementadas su precio de forma exponencial, aunque también su durabilidad.
La presión de salida del Argón debe ser del orden de 5 a 8 kg/cm2.
►SOLDADURA MIGLa soldadura MIG supone, a groso modo, una actualización del método de soldadura por electrodo. A diferencia de la soldadura TIG, en esta se sustituye el electrodo refractario de Wolframio por un hilo de alambre continuo y sin revestimiento que se hace llegar a la pistola junto con el gas. Así, el alambre, que se va consumiendo continuamente gracias a un motor de avance, actúa como electrodo y como material de aportación.
Según sea el gas recibe el nombre de:• MIG (Metal Inert Gas): Gas inerte, normalmente Argón, o también Helio, o una
mezcla de ambos.• MAG: Dióxido de carbono que es mas barato, o una mezcla de Argón y CO2
(denominada Corgón), o una mezcla de Argón y Oxígeno.
Este sistema se utiliza para soldar aceros inoxidables, aluminio, cobre y aleaciones ligeras, aunque permite soldar cualquier tipo de chapa.
El electrodo consumible surge en forma de alambre a través de una boquilla en la antorcha. La aparición del hilo se activa pulsando un botón. Alrededor del electrodo y a través de una boquilla, surge el gas que crea la atmósfera protectora que en el caso de la soldadura por electrodo creaba el rutilo.
Ventajas:
• Preparación simple, no son necesarios los chaflanes o biseles• Sencillez de ejecución y funcionamiento• Consumo de gas y alambre inferior a otros procedimientos• Permite soldar grandes espesores• No es necesario cambiar de electrodo continuamente, por lo que es más rápido• El electrodo hace de material de aportación• No produce escoria• Posibilidad de soldar en todas las posiciones
En general la soldadura MIG es alrededor del 40% más rápida que la de electrodo. Esto se debe a que no hay que picar la soldadura para sacar la escoria (no produce escoria) y tampoco hay que cambiar el electrodo continuamente, ya que este se encuentra dentro de la máquina en forma de un carrete de alambre de gran longitud.
La máquina lleva en general 3 regulaciones:• Presión del gas protector• Velocidad de salida del alambre• Intensidad.
Para regular la máquina, se debe procurar que el electrodo se queme a escasa distancia de la pieza. Si se quema antes, significa que la intensidad es demasiado alta o que el electrodo sale demasiado lento. Si por el contrario, el electrodo no termina de fundirse y golpea la pieza, significa que o bien sale demasiado rápido o bien falta intensidad.
Existe en el mercado otro tipo de máquinas MIG en las cuales no existe la aportación de gas. Para crear la atmósfera protectora el electrodo es hueco, teniendo en su interior el rutilo para crearla. Estas máquinas son más baratas, pero el precio del electrodo es mucho más alto.
►OXICORTE
El oxicorte es un procedimiento de corte de metales mediante el soplete oxiacetilénico. Se calienta la chapa a cortar al rojo vivo y se lanza un chorro de oxígeno a presión. En ese momento el metal se quema, separándose y propagándose rápidamente la combustión a todo el espesor de la chapa.
Los sopletes para cortar están provistos de un dispositivo destinado a producir una llama oxiacetilénica (con un caudal mayor), además de otro dispositivo para lanzar un chorro regulado de oxígeno a presión.
El procedimiento es el mismo que en la soldadura oxiacetilénica, solo que en vez de soldar, calentaremos la chapa hasta que esté al rojo vivo y en ese momento, lanzaremos el chorro de oxígeno para conseguir el corte de la misma. Además, al igual que aquella, puede sustituirse el acetileno por otro gas como propano, butano, gas natural... Si se quiere realizar el corte bajo el agua el gas deberá ser hidrógeno.
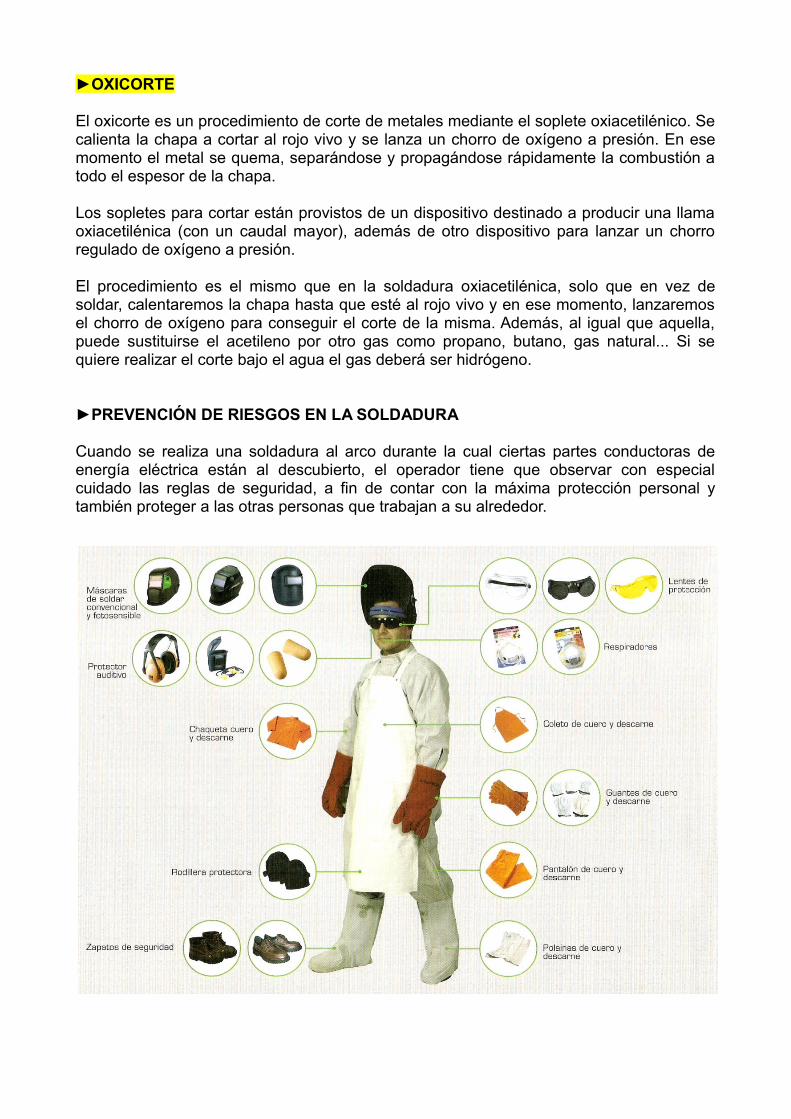
►PREVENCIÓN DE RIESGOS EN LA SOLDADURA
Cuando se realiza una soldadura al arco durante la cual ciertas partes conductoras de energía eléctrica están al descubierto, el operador tiene que observar con especial cuidado las reglas de seguridad, a fin de contar con la máxima protección personal y también proteger a las otras personas que trabajan a su alrededor.
Protección personal: • Máscara de soldar: protege los ojos, la cara, el cuello y debe estar provista de
filtros inactínicos.• Guantes de cuero, tipo mosquetero con costura interna, para proteger las manos y
muñecas.• Mandil o delantal de cuero, para protegerse de salpicaduras y exposición a rayos
ultravioletas del arco.• Polainas y casaca de cuero, cuando es necesario hacer soldadura en posiciones
verticales.• Zapatos de seguridad, que cubran los tobillos para evitar el atrape de salpicaduras.• Gorro: protege el cabello y el cuero cabelludo, especialmente cuando se hacen
soldaduras en posiciones sobre la cabeza.
Protección a la vista:El arco eléctrico que se utiliza como fuente calórica y cuya temperatura alcanza los 4.000° C, desprende radiaciones visibles y no visibles. Dentro de estas últimas, tenemos aquellas de efecto más nocivo como son los rayos ultravioletas e infrarrojos.El tipo de quemadura que el arco produce en los ojos no es permanente, aunque sí es extremadamente dolorosa. Su efecto es como “tener arena caliente en los ojos”. Para evitarla, debe utilizarse un lente protector de vidrio inactínico.
Riesgo eléctrico:En la mayoría de los talleres el voltaje usado es 220 o 380 volts. El operador debe tener en cuenta el hecho que estos son voltajes altos, capaces de inferir graves lesiones. Por ello es muy importante que ningún trabajo se haga en los cables, interruptores, controles, etc., antes de haber comprobado que la máquina ha sido desconectada de la energía, abriendo el interruptor para desconectar el circuito. Cualquier inspección en la máquina debe ser hecha cuando el circuito ha sido desconectado.
Todo circuito eléctrico debe tener una línea a tierra para evitar que la posible formación de corrientes parásitas produzca un choque eléctrico al operador, cuando éste, por ejemplo, llegue a poner una mano en la carcasa de la máquina. Nunca opere una máquina que no tenga su línea a tierra.
El cambio de polaridad se realiza para cambiar el polo del electrodo de positivo (polaridad invertida) a negativo (polaridad directa). No se debe cambiar el selector de polaridad si la máquina está operando, ya que al hacerlo saltará el arco eléctrico en los contactos del interruptor, destruyéndolos. Si la máquina soldadora no tiene selector de polaridad, cambiar los terminales cuidando que ésta no esté energizada.
En las máquinas que tienen 2 o más escalas de amperaje no es recomendable efectuar cambios de rango cuando se está soldando, esto puede producir daños en las tarjetas de control, u otros componentes tales como tiristores, diodos, transistores, etc.En máquinas tipo clavijeros no se debe cambiar el amperaje cuando el equipo está soldando ya que se producen serios daños en los contactos eléctricos, causados por la aparición de un arco eléctrico al interrumpir la corriente.
Cuando no está en uso el porta electrodos, nunca debe ser dejado encima de la mesa o en contacto con cualquier otro objeto que tenga una línea directa a la superficie donde se suelda. El peligro en este caso es que el porta electrodo, en contacto con el circuito a tierra, provoque en el transformador del equipo un corto circuito.

Otros riesgos:Riesgo de incendio: Nunca se debe soldar en la proximidad de líquidos inflamables, gases, vapores, metales en polvo o polvos combustibles. Cuando el área de soldadura contiene gases, vapores o polvos, es necesario mantener perfectamente aireado y ventilado el lugar mientras se suelda. Nunca soldar en la vecindad de materiales inflamables o de combustibles no protegidos.
Ventilación: Soldar en áreas confinadas sin ventilación adecuada puede considerarse una operación arriesgada, porque al consumirse el oxígeno disponible, a la par con el calor de la soldadura y el humo restante, el operador queda expuesto a severas molestias y enfermedades.
Humedad: La humedad entre el cuerpo y algo electrificado forma una línea a tierra que puede conducir corriente al cuerpo del operador y producir un choque eléctrico. El operador nunca debe estar sobre una poza o sobre suelo húmedo cuando suelda, como tampoco trabajar en un lugar húmedo. Deberá conservar sus manos, vestimenta y lugar de trabajo continuamente secos.
UNIONES DESMONTABLES: ATORNILLADAS, REMACHADAS Y ARTICULADAS
Son un tipo de uniones que permiten separar las piezas con facilidad, sin romper el medio de unión ni las propias piezas. En la mayoría de los casos las maquinas, herramientas, útiles y mecanismos están compuestos por varias piezas unidas entre si para cumplir su función.
UNIONES ATORNILLADAS
Características• Fácil desmontaje• Altas concentraciones de tensiones• Aspecto de la unión con discontinuidades• Ejecución de la unión relativamente lenta• Posibilidad de unir cualquier material• Alta resistencia a la temperatura• Ausencia de preparación previa de los materiales a unir• Equipamiento prácticamente inexistente o de muy bajo coste• Portabilidad inmediata de la unión
Partes del tornillo

Tipos• Tornillos con cabeza y tuerca• Tornillos con cabeza sin tuerca• Tornillos sin cabeza (varillas roscadas o espárragos)
DIN 933: Tornillos hexagonales con rosca aproximadamente hasta la cabezaDIN 934: Tuercas hexagonalesDIN 125: Arandelas normalesDIN 127: Arandelas de presión.DIN 9021: Arandelas anchas
Resistencia de los tornillosLa resistencia se mide en números en el sistema Métrico (a número más alto más resistente) y en líneas en el sistema Whitworth (a más líneas más resistente).
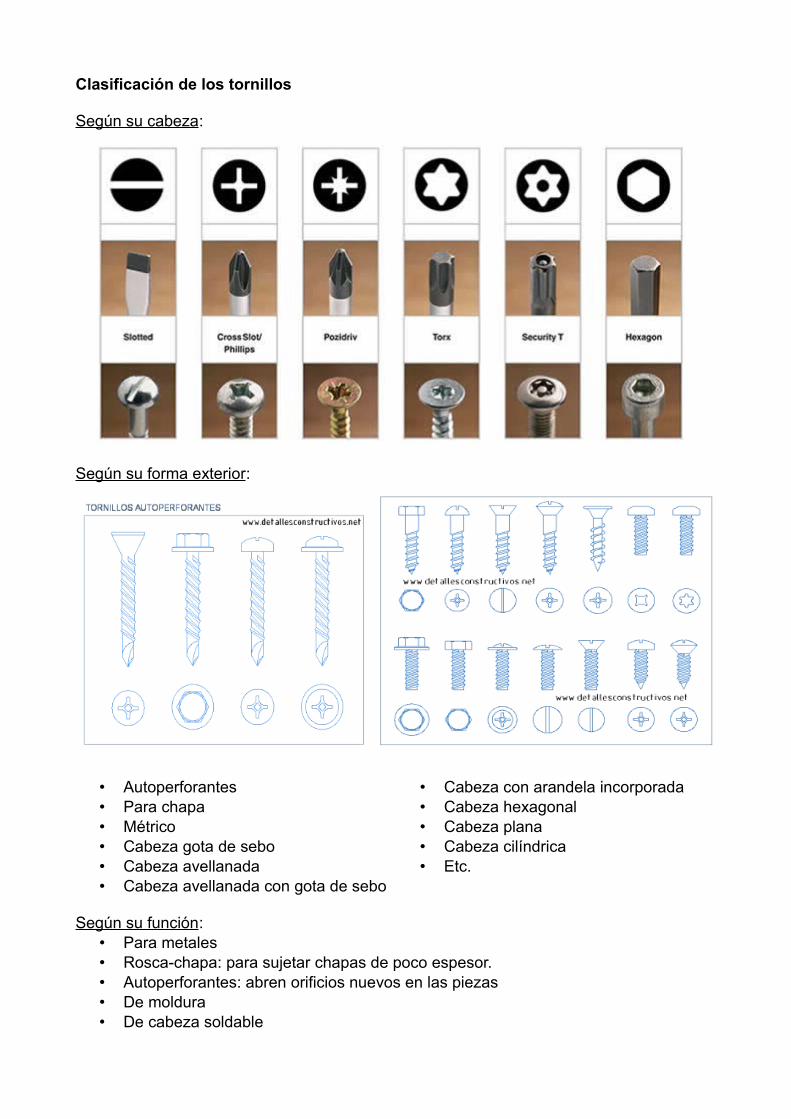
Clasificación de los tornillos
Según su cabeza:
Según su forma exterior:
• Autoperforantes• Para chapa• Métrico• Cabeza gota de sebo• Cabeza avellanada• Cabeza avellanada con gota de sebo
• Cabeza con arandela incorporada• Cabeza hexagonal• Cabeza plana• Cabeza cilíndrica• Etc.
Según su función:• Para metales• Rosca-chapa: para sujetar chapas de poco espesor.• Autoperforantes: abren orificios nuevos en las piezas• De moldura• De cabeza soldable
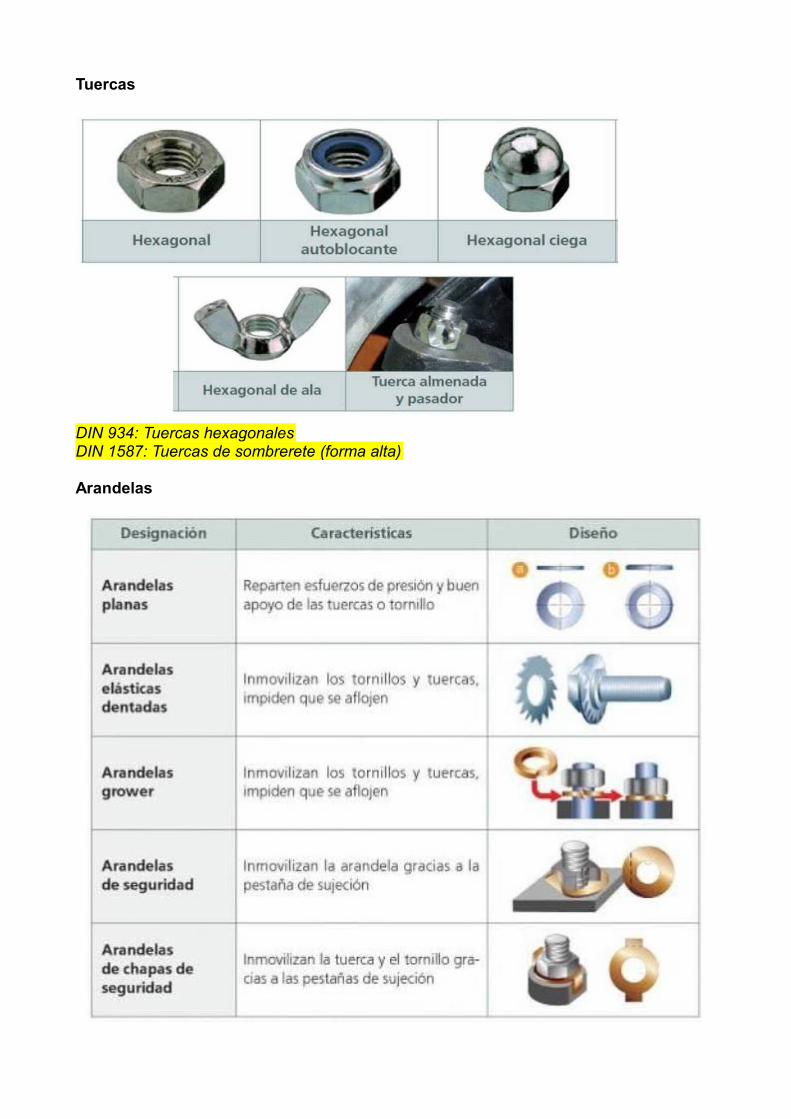
Tuercas
DIN 934: Tuercas hexagonalesDIN 1587: Tuercas de sombrerete (forma alta)
Arandelas
DIN 125: Arandela normalDIN 9021: Arandela anchaDIN 433: Arandela gruesaDIN 127: Arandela GroverDIN 6798A: Arandela dentada con forma "A", dentado externoDIN 6798: Arandela dentada con forma "J", dentado interno
Las arandelas anchas se usan generalmente cuando se tiene una unión entre elementos de distinta resistencia, como por ejemplo una pieza de acero atornillada a un casco de madera o fibra de vidrio. Al lado de la madera o fibra, se coloca la arandela DIN9021.
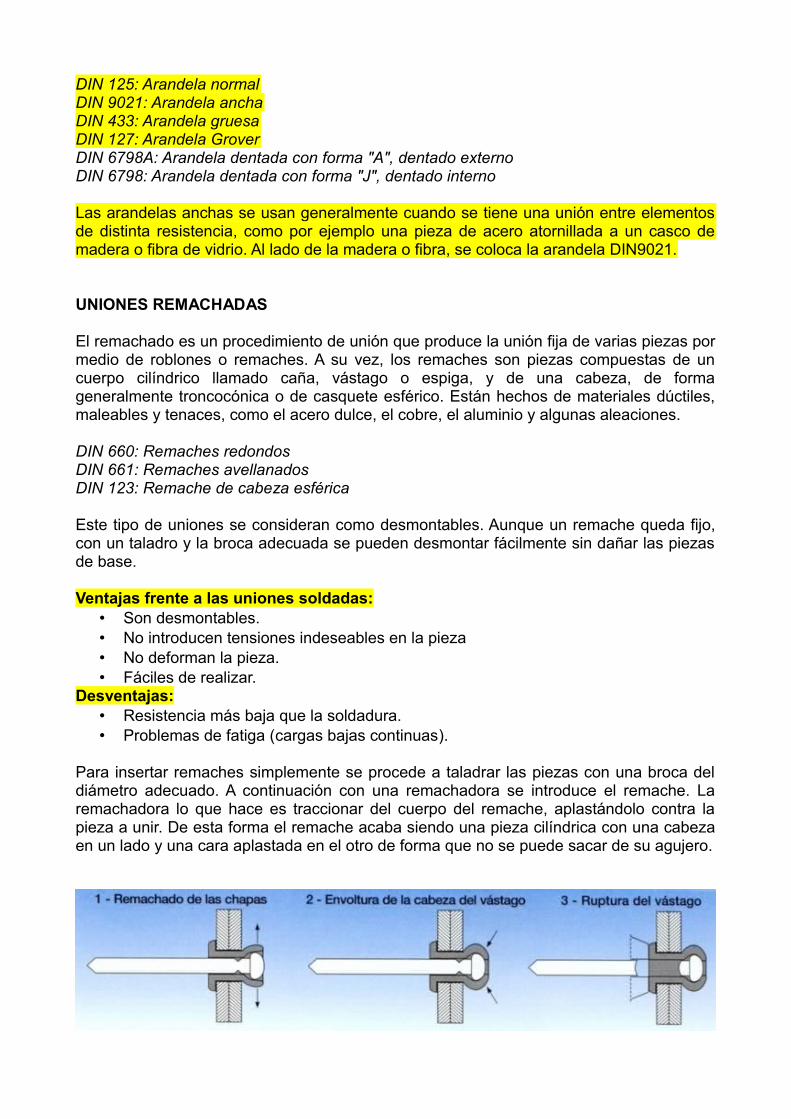
UNIONES REMACHADAS
El remachado es un procedimiento de unión que produce la unión fija de varias piezas por medio de roblones o remaches. A su vez, los remaches son piezas compuestas de un cuerpo cilíndrico llamado caña, vástago o espiga, y de una cabeza, de forma generalmente troncocónica o de casquete esférico. Están hechos de materiales dúctiles, maleables y tenaces, como el acero dulce, el cobre, el aluminio y algunas aleaciones.
DIN 660: Remaches redondosDIN 661: Remaches avellanadosDIN 123: Remache de cabeza esférica
Este tipo de uniones se consideran como desmontables. Aunque un remache queda fijo, con un taladro y la broca adecuada se pueden desmontar fácilmente sin dañar las piezas de base.
Ventajas frente a las uniones soldadas:• Son desmontables.• No introducen tensiones indeseables en la pieza• No deforman la pieza.• Fáciles de realizar.
Desventajas:• Resistencia más baja que la soldadura.• Problemas de fatiga (cargas bajas continuas).
Para insertar remaches simplemente se procede a taladrar las piezas con una broca del diámetro adecuado. A continuación con una remachadora se introduce el remache. La remachadora lo que hace es traccionar del cuerpo del remache, aplastándolo contra la pieza a unir. De esta forma el remache acaba siendo una pieza cilíndrica con una cabeza en un lado y una cara aplastada en el otro de forma que no se puede sacar de su agujero.
UNIONES ARTICULADAS
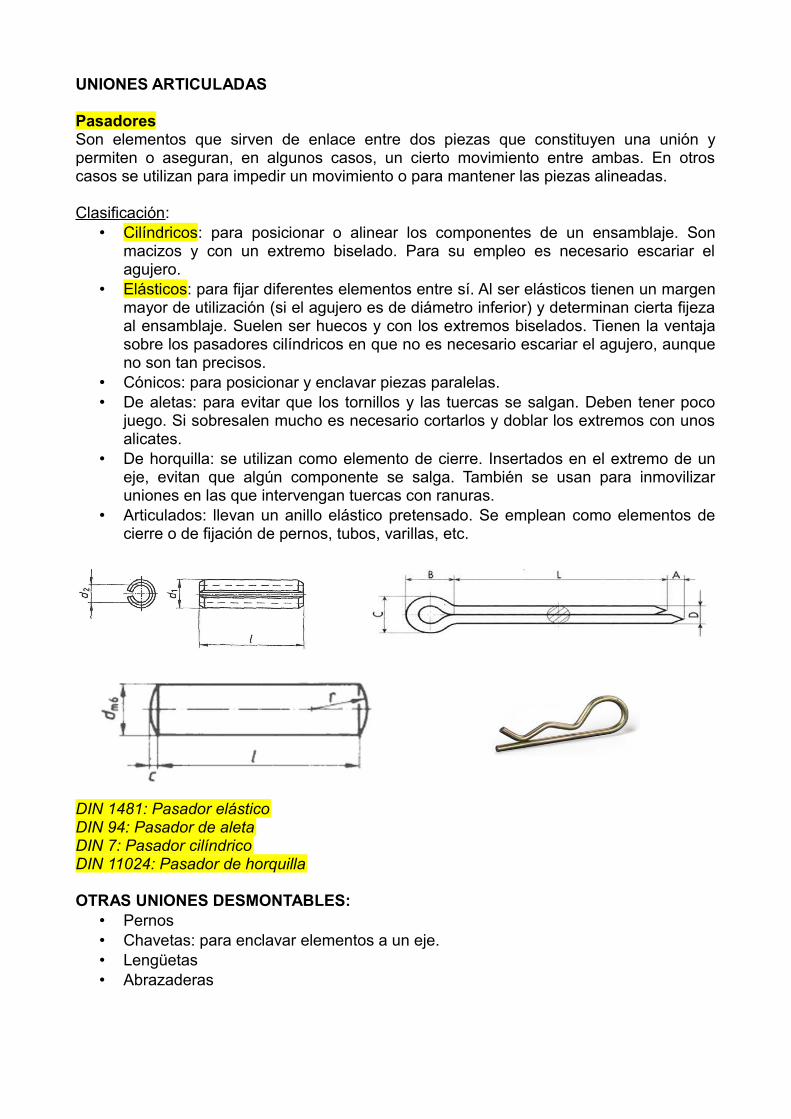
PasadoresSon elementos que sirven de enlace entre dos piezas que constituyen una unión y permiten o aseguran, en algunos casos, un cierto movimiento entre ambas. En otros casos se utilizan para impedir un movimiento o para mantener las piezas alineadas.
Clasificación:• Cilíndricos: para posicionar o alinear los componentes de un ensamblaje. Son
macizos y con un extremo biselado. Para su empleo es necesario escariar el agujero.
• Elásticos: para fijar diferentes elementos entre sí. Al ser elásticos tienen un margen mayor de utilización (si el agujero es de diámetro inferior) y determinan cierta fijeza al ensamblaje. Suelen ser huecos y con los extremos biselados. Tienen la ventaja sobre los pasadores cilíndricos en que no es necesario escariar el agujero, aunque no son tan precisos.
• Cónicos: para posicionar y enclavar piezas paralelas. • De aletas: para evitar que los tornillos y las tuercas se salgan. Deben tener poco
juego. Si sobresalen mucho es necesario cortarlos y doblar los extremos con unos alicates.
• De horquilla: se utilizan como elemento de cierre. Insertados en el extremo de un eje, evitan que algún componente se salga. También se usan para inmovilizar uniones en las que intervengan tuercas con ranuras.
• Articulados: llevan un anillo elástico pretensado. Se emplean como elementos de cierre o de fijación de pernos, tubos, varillas, etc.
DIN 1481: Pasador elásticoDIN 94: Pasador de aletaDIN 7: Pasador cilíndricoDIN 11024: Pasador de horquilla
OTRAS UNIONES DESMONTABLES:• Pernos• Chavetas: para enclavar elementos a un eje.• Lengüetas• Abrazaderas