maquinado · web viewestos movimientos son longitudinal y transversal, el avance longitudinal...
TRANSCRIPT
Maquinado
El proceso de dar forma a un producto mediante la eliminación de material.
El mecanizado es un proceso complejo en la cual consiste en la separación de moléculas del material mediante la aplicación de una fuerza.
La base del corte es la aplicación de una fuerza concentrada en una pequeña área por medio de una herramienta o cuchilla. La fuerza puede aplicarse en un borde largo, o concentrarse en uno o más puntos. La aplicación de la fuerza puede ser lineal o rotacional.
Las operaciones de maquinado se pueden dividir en dos categorías: en una la pieza de trabajo se mueve mientras la herramienta está fija y viceversa y la otra que ambas se muevan.
Torneado
Se considera a el torneado como el proceso de mecanizado más antiguo. Con el torno se puede realizar:
Tornear piezas cilíndricas, cónicas, curvadas o ranuradas. Refrentear para producir una superficie plana en el extremo de una pieza. Taladrar para obtener un agujero concéntrico sobre la pieza. Mandrilar para obtener un taladro conformado y ranuras internas. Cortar o tronzar para separar una pieza del material. Roscar para obtener roscas internas o externas. Moletear o rebajar, para obtener figuras regulares o superficies cilíndricas.
Movimiento del torno.
EL torno está provisto de diversos movimientos para facilitar el arranque de viruta del material que se tornea.
Estos movimientos son longitudinal y transversal, el avance longitudinal realiza la operación de cilindrado y el transversal, la de refrentado o torneado al aire.
MECANIZADO GENERALIDADES Página 1
Mecanizado
Herramientas con un número finito de filos
Monofilo Multifilo
Herramientas con un número infinito de filos
El torno paralelo.
Es una compleja y versátil máquina-herramienta que se aplica para muchas operaciones.
Podemos mencionar las siguientes partes de esta máquina-herramienta.
La bancada del torno puede ser de muchas formas, en forma de cola de milano, redonda, sección de T, tomar forma de barras paralelas, o combinación de las últimas. Su función es sostener el cabezal, el contrapunto y los carros.
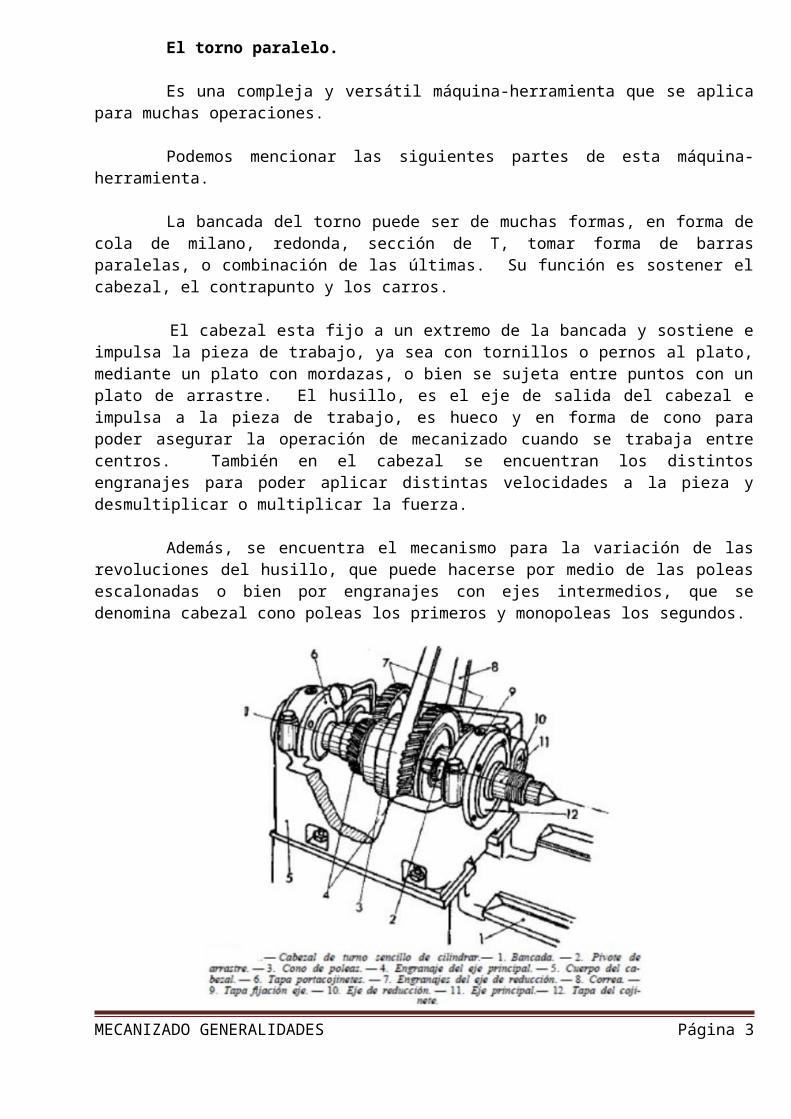
El cabezal esta fijo a un extremo de la bancada y sostiene e impulsa la pieza de trabajo, ya sea con tornillos o pernos al plato, mediante un plato con mordazas, o bien se sujeta entre puntos con un plato de arrastre. El husillo, es el eje de salida del cabezal e impulsa a la pieza de trabajo, es hueco y en forma de cono para poder asegurar la operación de mecanizado cuando se trabaja entre centros. También en el cabezal se encuentran los distintos engranajes para poder aplicar distintas velocidades a la pieza y desmultiplicar o multiplicar la fuerza.
Además, se encuentra el mecanismo para la variación de las revoluciones del husillo, que puede hacerse por medio de las poleas escalonadas o bien por engranajes con ejes intermedios, que se denomina cabezal cono poleas los primeros y monopoleas los segundos.
MECANIZADO GENERALIDADES Página 2
En la parte externa del cabezal fijo se sostiene el tren basculante, dicho mecanismo es utilizado para la inversión del sentido de rotación del tornillo patrón y la barra de avance.
El contrapunto, que se puede deslizar sobre la bancada y fijarse en cualquier posición, soporta el otro extremo de la pieza cuando es necesario, además se utiliza el cañón para colocar el mandril y poder taladrar agujeros.
Los carros se utilizan para facilitar las operaciones de mecanizado del torno. Se encuentran generalmente en el torno tres carros:
Carro principal o longitudinal : se desplaza sobre la bancada en dirección paralela al eje del torno (El eje torno esta formado por el eje del husillo y el eje del contrapunto).
Carro transversal : se desplaza en dirección transversal al eje del torno. Esta montado sobre el carro principal.
Carro orientable o porta herramienta (llamado Charriot) : se encuentra sobre el carro transversal y su cualidad es poseer un limbo graduado para poder realizar torneados cónicos. Se encuentran en casi todos los tornos, salvo en tornos muy viejos.
Todos los desplazamientos de los carros se realizan con manijas o volantes, puede aplicarse sobre los carros movimientos automáticos mediante engranajes y ejes.
Abajo del cabezal se encuentra la caja Norton, se utiliza para realizar las roscas ya que mediante combinación de engranajes y palancas se le da el paso a la rosca necesario, el ángulo del perfil lo da la herramienta.
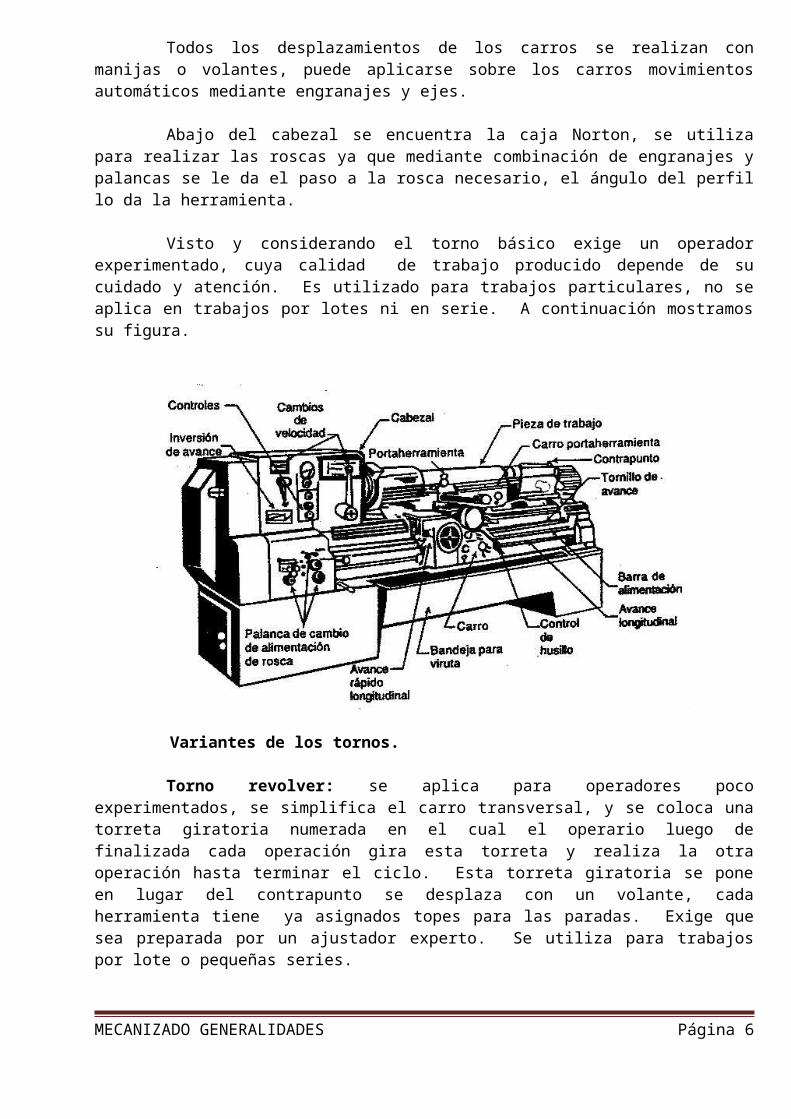
Visto y considerando el torno básico exige un operador experimentado, cuya calidad de trabajo producido depende de su cuidado y atención. Es utilizado para trabajos particulares, no se aplica en trabajos por lotes ni en serie. A continuación mostramos su figura.
MECANIZADO GENERALIDADES Página 3

Variantes de los tornos.
Torno revolver: se aplica para operadores poco experimentados, se simplifica el carro transversal, y se coloca una torreta giratoria numerada en el cual el operario luego de finalizada cada operación gira esta torreta y realiza la otra operación hasta terminar el ciclo. Esta torreta giratoria se pone en lugar del contrapunto se desplaza con un volante, cada herramienta tiene ya asignados topes para las paradas. Exige que sea preparada por un ajustador experto. Se utiliza para trabajos por lote o pequeñas series.
Torno automático: el ciclo de trabajo no depende del operador, se realiza mediante una leva en el cual tiene todos incorporados los movimientos. Lo único que realiza el operador es movimiento de palancas, carga de material para el trabajo del torno y verificar que no ocurra nada ajeno al proceso, como así también realizar cambio de las herramientas. De estos se pueden encontrar varios tipos. Se utiliza para grandes series y series medias, necesita de un preparador experto y de un trabajo ingenieril para tiempos y métodos de trabajos.
MECANIZADO GENERALIDADES Página 4

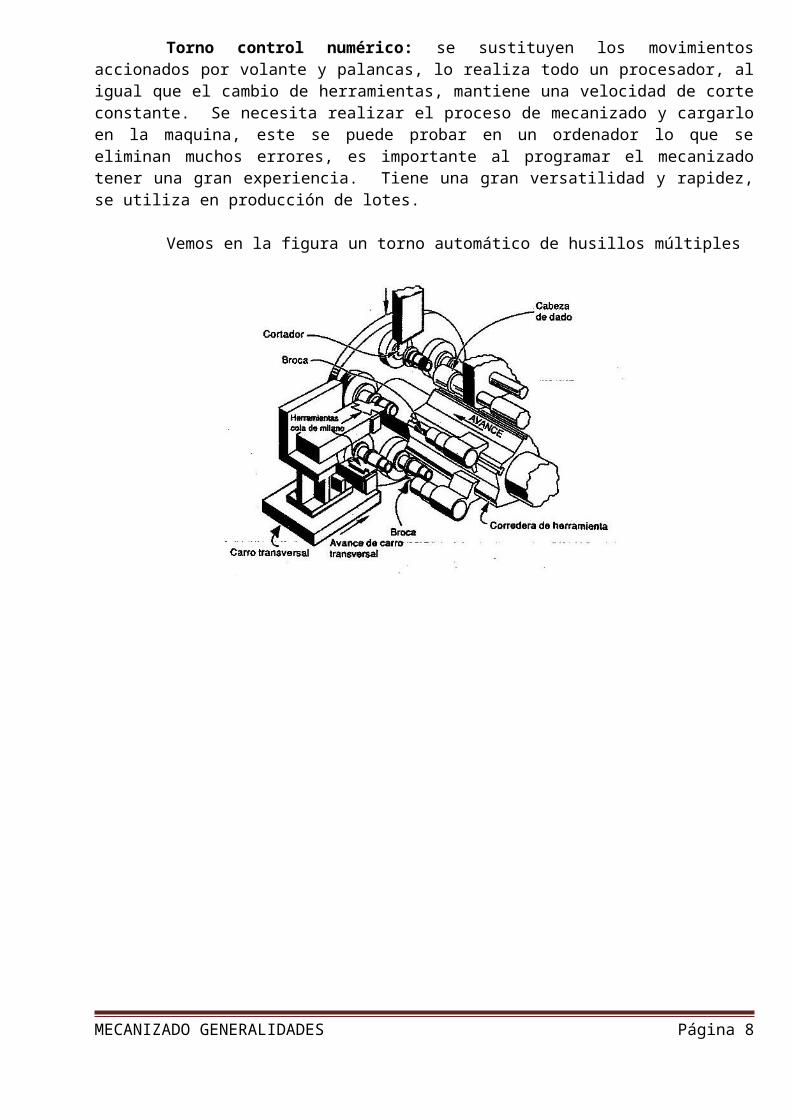
Torno control numérico: se sustituyen los movimientos accionados por volante y palancas, lo realiza todo un procesador, al igual que el cambio de herramientas, mantiene una velocidad de corte constante. Se necesita realizar el proceso de mecanizado y cargarlo en la maquina, este se puede probar en un ordenador lo que se eliminan muchos errores, es importante al programar el mecanizado tener una gran experiencia. Tiene una gran versatilidad y rapidez, se utiliza en producción de lotes.
Vemos en la figura un torno automático de husillos múltiples
MECANIZADO GENERALIDADES Página 5
Maquinado con herramienta móvil.
Corte en un punto
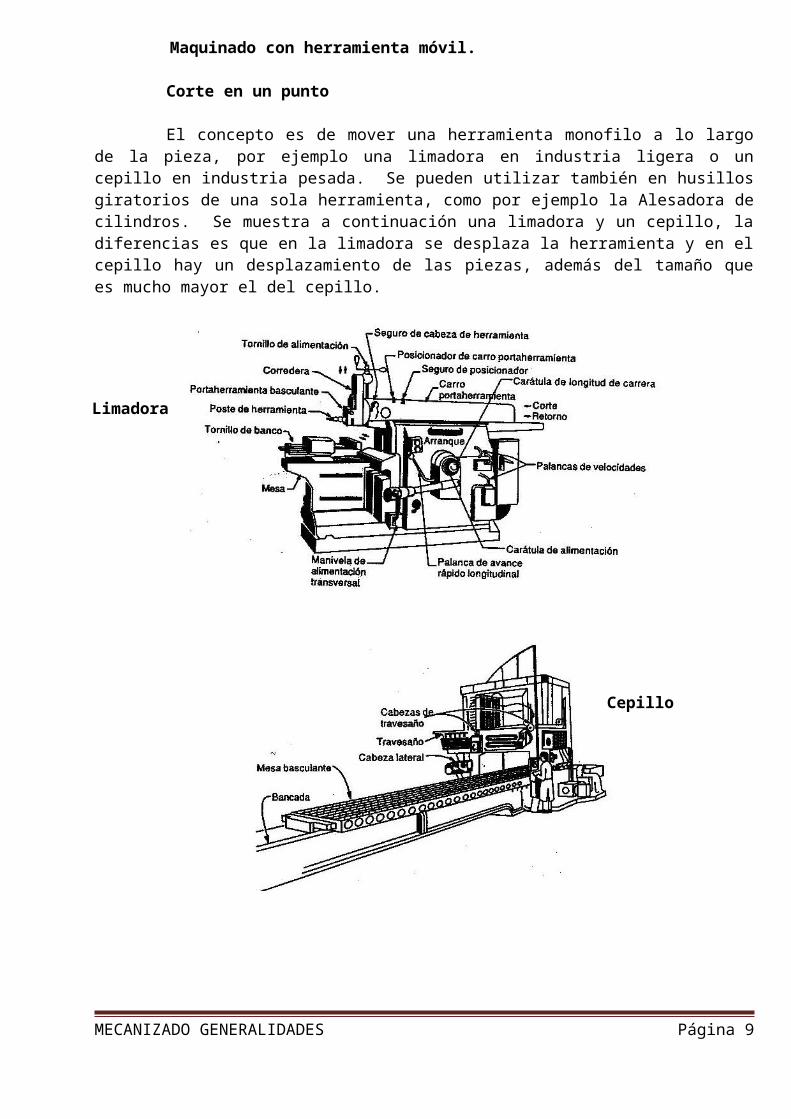
El concepto es de mover una herramienta monofilo a lo largo de la pieza, por ejemplo una limadora en industria ligera o un cepillo en industria pesada. Se pueden utilizar también en husillos giratorios de una sola herramienta, como por ejemplo la Alesadora de cilindros. Se muestra a continuación una limadora y un cepillo, la diferencias es que en la limadora se desplaza la herramienta y en el cepillo hay un desplazamiento de las piezas, además del tamaño que es mucho mayor el del cepillo.
MECANIZADO GENERALIDADES Página 6
Limadora
Cepillo
Corte
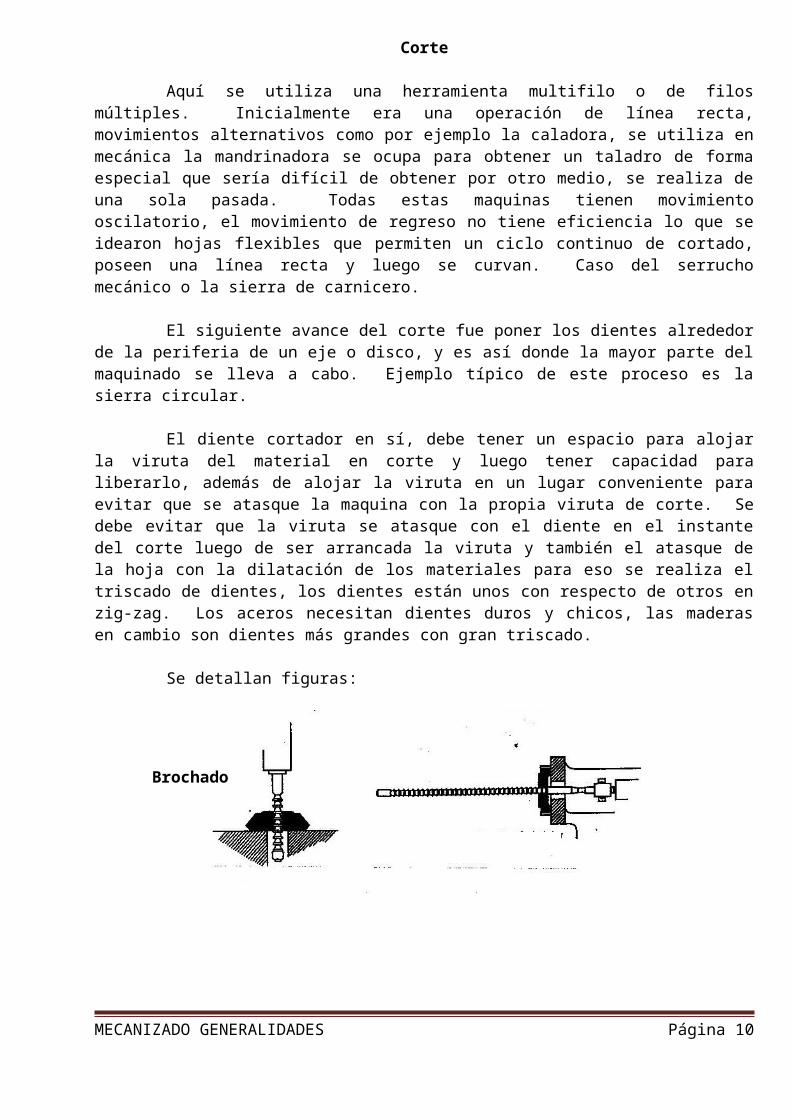
Aquí se utiliza una herramienta multifilo o de filos múltiples. Inicialmente era una operación de línea recta, movimientos alternativos como por ejemplo la caladora, se utiliza en mecánica la mandrinadora se ocupa para obtener un taladro de forma especial que sería difícil de obtener por otro medio, se realiza de una sola pasada. Todas estas maquinas tienen movimiento oscilatorio, el movimiento de regreso no tiene eficiencia lo que se idearon hojas flexibles que permiten un ciclo continuo de cortado, poseen una línea recta y luego se curvan. Caso del serrucho mecánico o la sierra de carnicero.
El siguiente avance del corte fue poner los dientes alrededor de la periferia de un eje o disco, y es así donde la mayor parte del maquinado se lleva a cabo. Ejemplo típico de este proceso es la sierra circular.
El diente cortador en sí, debe tener un espacio para alojar la viruta del material en corte y luego tener capacidad para liberarlo, además de alojar la viruta en un lugar conveniente para evitar que se atasque la maquina con la propia viruta de corte. Se debe evitar que la viruta se atasque con el diente en el instante del corte luego de ser arrancada la viruta y también el atasque de la hoja con la dilatación de los materiales para eso se realiza el triscado de dientes, los dientes están unos con respecto de otros en zig-zag. Los aceros necesitan dientes duros y chicos, las maderas en cambio son dientes más grandes con gran triscado.
Se detallan figuras:
MECANIZADO GENERALIDADES Página 7
Triscado de dientes
Brochado
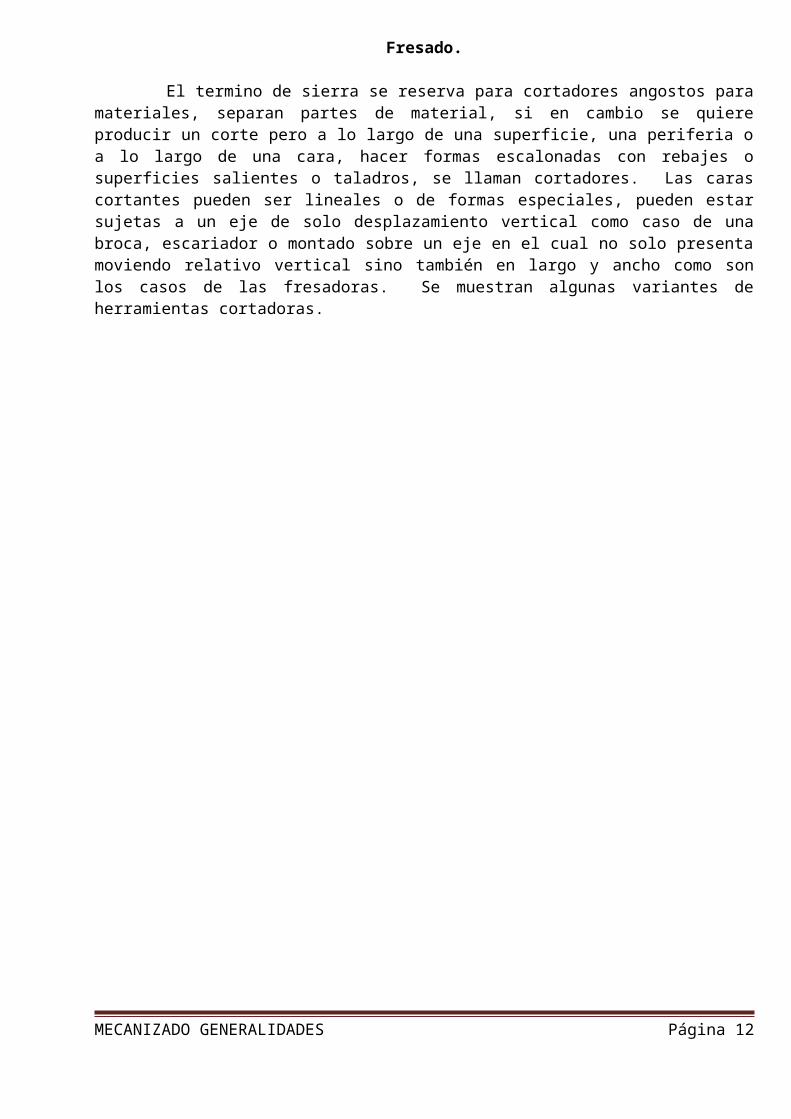
Fresado.
El termino de sierra se reserva para cortadores angostos para materiales, separan partes de material, si en cambio se quiere producir un corte pero a lo largo de una superficie, una periferia o a lo largo de una cara, hacer formas escalonadas con rebajes o superficies salientes o taladros, se llaman cortadores. Las caras cortantes pueden ser lineales o de formas especiales, pueden estar sujetas a un eje de solo desplazamiento vertical como caso de una broca, escariador o montado sobre un eje en el cual no solo presenta moviendo relativo vertical sino también en largo y ancho como son los casos de las fresadoras. Se muestran algunas variantes de herramientas cortadoras.
Las maquinas que corresponden a estas categorías se pueden dividir en dos, según el alineamiento de los de sus husillos de corte.
MECANIZADO GENERALIDADES Página 8
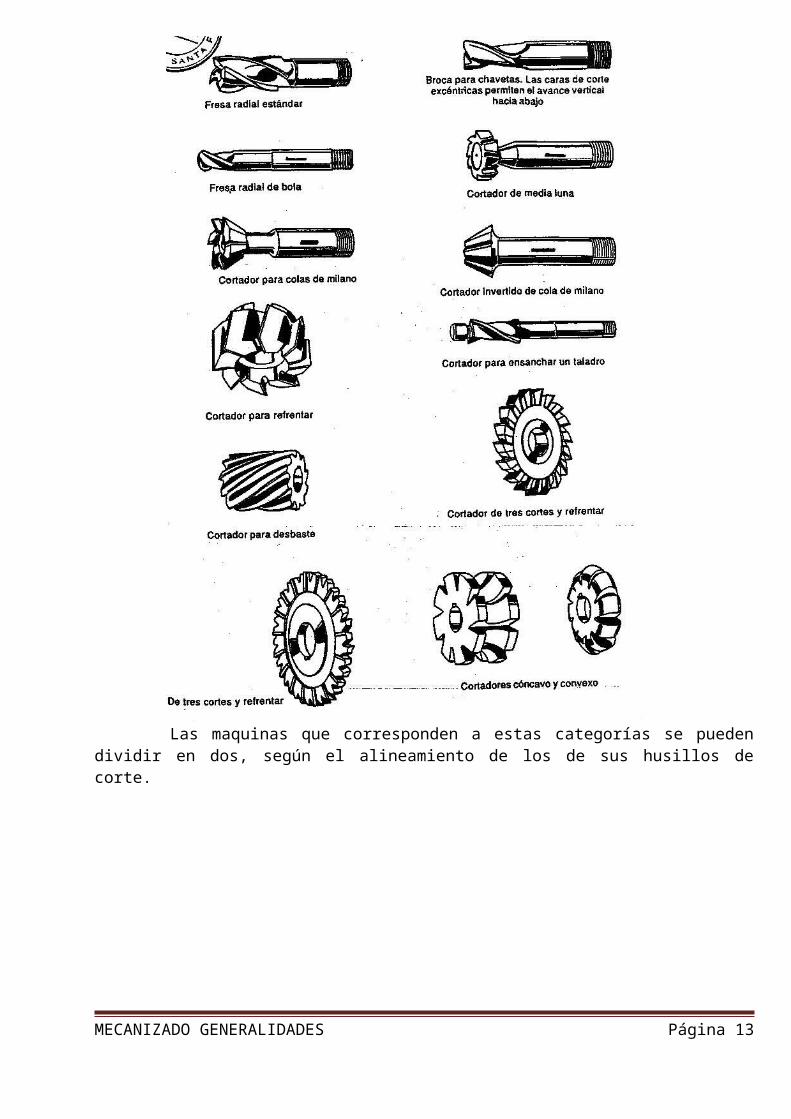
Maquinas de husillo horizontal: Es apropiada para refrentar el material, el eje de la maquina en donde se coloca la herramienta se encuentra en posición horizontal, se muestra un ejemplo:
Maquinas de husillo vertical: son maquinas con el eje vertical permiten contornear piezas, producir alzas de material o rebajes de cualquier forma o figura plana. Recibe según su aplicación un nombre particular. En mecánica se la conoce como fresadora vertical, en carpintería como contorneador. Se muestran figuras de ellas:
MECANIZADO GENERALIDADES Página 9
Algunas maquinas especiales pueden girar el cabezal lo que potencia en mayor medida su uso, permite trabajar desde cualquier ángulo desde vertical hasta horizontal. También se han diseñado maquinas fresadoras tangenciales.
Es de hacer notar que las fresadoras y el torno paralelo convencional son las maquinas universales. En consecuencia si tenemos la capacidad de manejar estas dos maquinas, tendremos la destreza de manejar las distintas maquinas y herramientas en los distintos tipos de mecanizados que se ejecutan en la metalmecánica o fabricación de distintas piezas con ciertos recaudos, por este motivo se las considera maquinas universales.
MECANIZADO GENERALIDADES Página 10

Taladrado
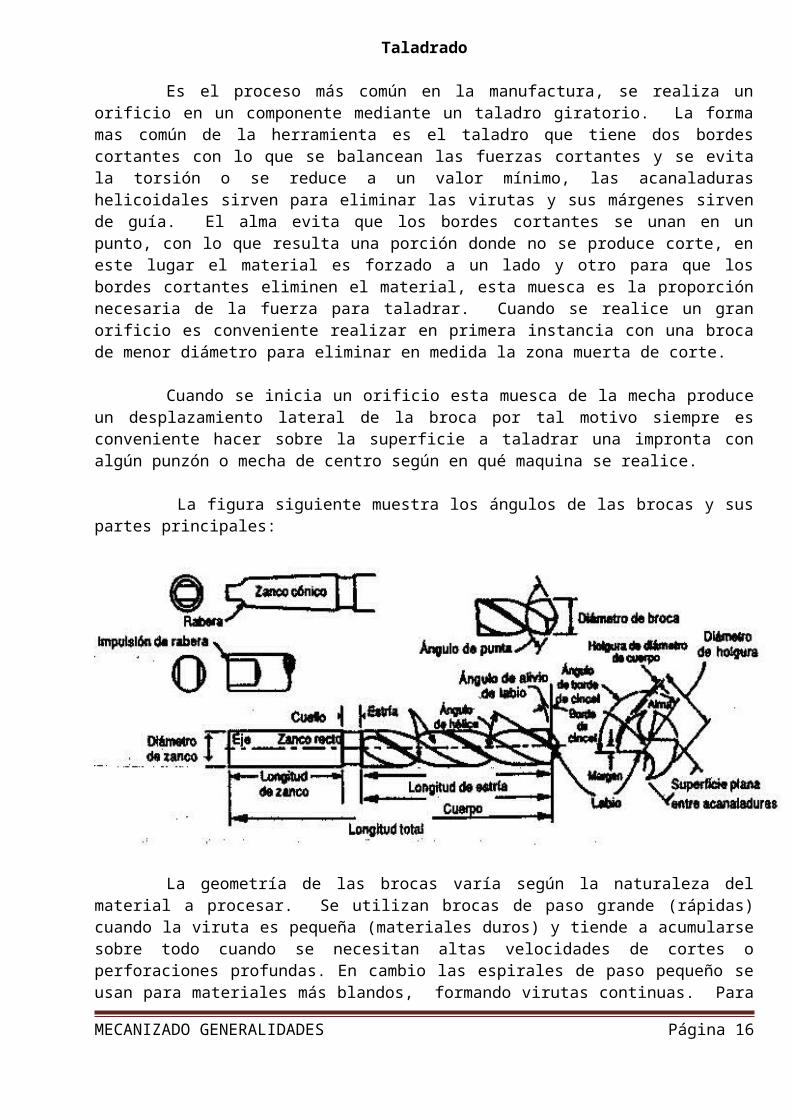
Es el proceso más común en la manufactura, se realiza un orificio en un componente mediante un taladro giratorio. La forma mas común de la herramienta es el taladro que tiene dos bordes cortantes con lo que se balancean las fuerzas cortantes y se evita la torsión o se reduce a un valor mínimo, las acanaladuras helicoidales sirven para eliminar las virutas y sus márgenes sirven de guía. El alma evita que los bordes cortantes se unan en un punto, con lo que resulta una porción donde no se produce corte, en este lugar el material es forzado a un lado y otro para que los bordes cortantes eliminen el material, esta muesca es la proporción necesaria de la fuerza para taladrar. Cuando se realice un gran orificio es conveniente realizar en primera instancia con una broca de menor diámetro para eliminar en medida la zona muerta de corte.
Cuando se inicia un orificio esta muesca de la mecha produce un desplazamiento lateral de la broca por tal motivo siempre es conveniente hacer sobre la superficie a taladrar una impronta con algún punzón o mecha de centro según en qué maquina se realice.
La figura siguiente muestra los ángulos de las brocas y sus partes principales:
La geometría de las brocas varía según la naturaleza del material a procesar. Se utilizan brocas de paso grande (rápidas) cuando la viruta es pequeña (materiales duros) y tiende a acumularse sobre todo cuando se necesitan altas velocidades de cortes o perforaciones profundas. En cambio las espirales de paso pequeño se usan para materiales más blandos, formando virutas continuas. Para latones libre maquinado y materiales delgados se utilizan brocas rectas, evitando así de que el material suba por la broca, evidentemente que la disminución del ángulo de broca empeora en gran medida el desplazamiento material.
Los materiales utilizados son aceros aleados o de alta velocidad no basta los aceros simplemente con carbono, no se utilizan más. Se consiguen excelentes resultados con recubrimientos antidesgaste como son los carburos de titanio, wolframio o tungsteno, en brocas de gran diámetro se utilizan placas de materiales ajustables. Estos materiales conservan el filo a condiciones extremas de temperatura logrando mayores velocidades de corte y más presiones de trabajo.
MECANIZADO GENERALIDADES Página 11
El uso de refrigerantes es muy necesario para evitar así las altas temperaturas en el extremo de la mecha, pero hay situaciones donde es necesario retirar la mecha para desalojar viruta.
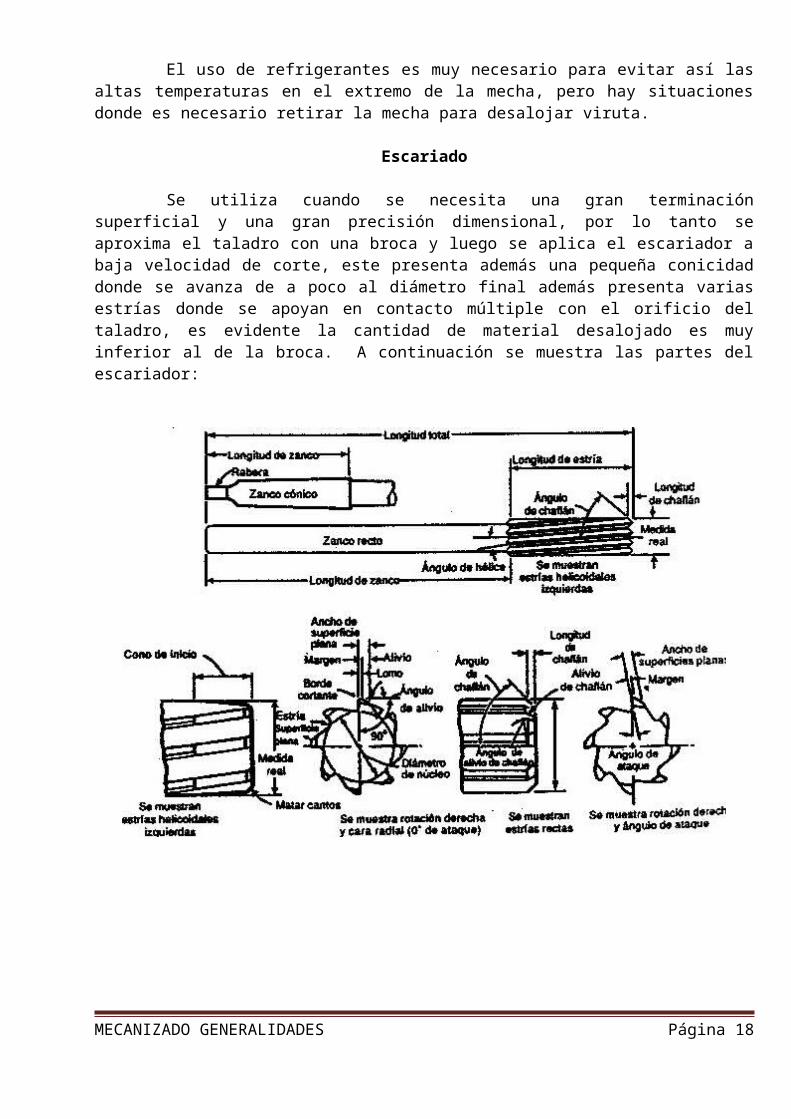
Escariado
Se utiliza cuando se necesita una gran terminación superficial y una gran precisión dimensional, por lo tanto se aproxima el taladro con una broca y luego se aplica el escariador a baja velocidad de corte, este presenta además una pequeña conicidad donde se avanza de a poco al diámetro final además presenta varias estrías donde se apoyan en contacto múltiple con el orificio del taladro, es evidente la cantidad de material desalojado es muy inferior al de la broca. A continuación se muestra las partes del escariador:
MECANIZADO GENERALIDADES Página 12
Conceptos teóricos.
Maquinabilidad.
Las virutas de algunos materiales se pueden cortar con relativa facilidad, otros materiales en cambio presentan gran dificultad. Esta diferencia se puede atribuir a la maquinabilidad de los materiales respectivos.
La maquinabilidad es una combinación de cinco criterios:
Resistencia al desgaste. Presión especifica de corte. Rotura de viruta. Formación de borde acumulado. Carácter de recubrimiento de la herramienta.
Las variables más importantes que indican la maquinabilidad son la duración de la herramienta, y la calidad de acabado superficial. Las condiciones del material que determinan la maquinabilidad son: composición, el tratamiento térmico y la microestructura. Las propiedades mecánicas medibles de dureza, resistencia a tracción y ductilidad, dan una indicación de las propiedades del material para mecanizarlo.
Se puede decir en otras palabras, la facilidad que tiene un cuerpo al dejarse cortar por arranque de virutas, hay un índice que es indicativo y se toma como 100 % al acero Iram 1212 (acero al carbono desulfurado y refosforado con 0.12 % de carbono).
MECANIZADO GENERALIDADES Página 13
Otras definiciones.
Soldabilidad: se entiende por esta que es la facilidad que tiene un metal para unirse a otro por medio de soldadura, así como la capacidad de una unión soldada para soportar las condiciones de servicio.
Mientras mayor contenido de carbono presente mayor será la soldabilidad, hay una formula que nos da el carbono equivalente en el cual intervienen otros elementos aleantes. Otros fenómenos que ocurren en el cual altos porcentajes de carbono nos dan la rotura de una unión soldada con cargas menores, como son formación de carburos, tensiones internas, entre otros.
Colabilidad: aptitud que posee un material fundido para llenar un molde, se mide con el espiral de Arquímedes.
Ductilidad: capacidad de soportar la deformación sin romperse, depende de la temperatura y de la velocidad de deformación.
Maleabilidad: capacidad de un metal para extenderse en forma de láminas.
Elasticidad: capacidad de un material para recuperar su forma original después de haber sido ejercido una fuerza sobre él.
Plasticidad: capacidad de conservar la nueva forma. Es lo opuesto a la elasticidad.
Fragilidad: al ejercer un esfuerzo el material se rompe sin deformación alguna en muchas partes.
Fatiga: rotura de un material debido a cargas cíclicas, con un bajo valor de esfuerzo, depende la cantidad de ciclos y del valor del esfuerzo y el tipo de esfuerzo positivo negativo o alterno.
Dureza: resistencia de la superficie de un material a ser rayado o soportar la penetración de un cuerpo. Hay distintas forma de medirlas.
Tenacidad: energía absorbida de un material antes de su fractura. Área que esta por debajo del diagrama de esfuerzo-deformación (ensayo de tracción) del material.
Resiliencia: la capacidad del material para absorber o soportar cargas por golpe o impacto.
MECANIZADO GENERALIDADES Página 14
Apreciación, exactitud y precisión de un instrumento de medición.
Definición de exactitud: Es la cantidad de veces que un instrumento puede registrar la misma medida. Por ejemplo, una regla que posee una apreciación de 1mm, es muy exacta y muy precisa.
Definición de apreciación: medida mínima que registra un instrumento de medición.Se obtiene:
(Medida mínima escala fija o regla fija) / (Numero de divisiones escala o regla móvil (nonio))
Definición de precisión: La precisión, se podría decir que es una combinación de las dos últimas, un instrumento es muy preciso cuando puede medir varias veces la menor medida repetida en el tiempo. Esta última se ve influida en relación directa con el costo del instrumento de medición.
MECANIZADO GENERALIDADES Página 15
Calibres
El calibre es el instrumento de medida lineal que más se utiliza en el taller. Por medio del pie de Rey se pueden controlar medidas de longitud externa, interna y de profundidad.
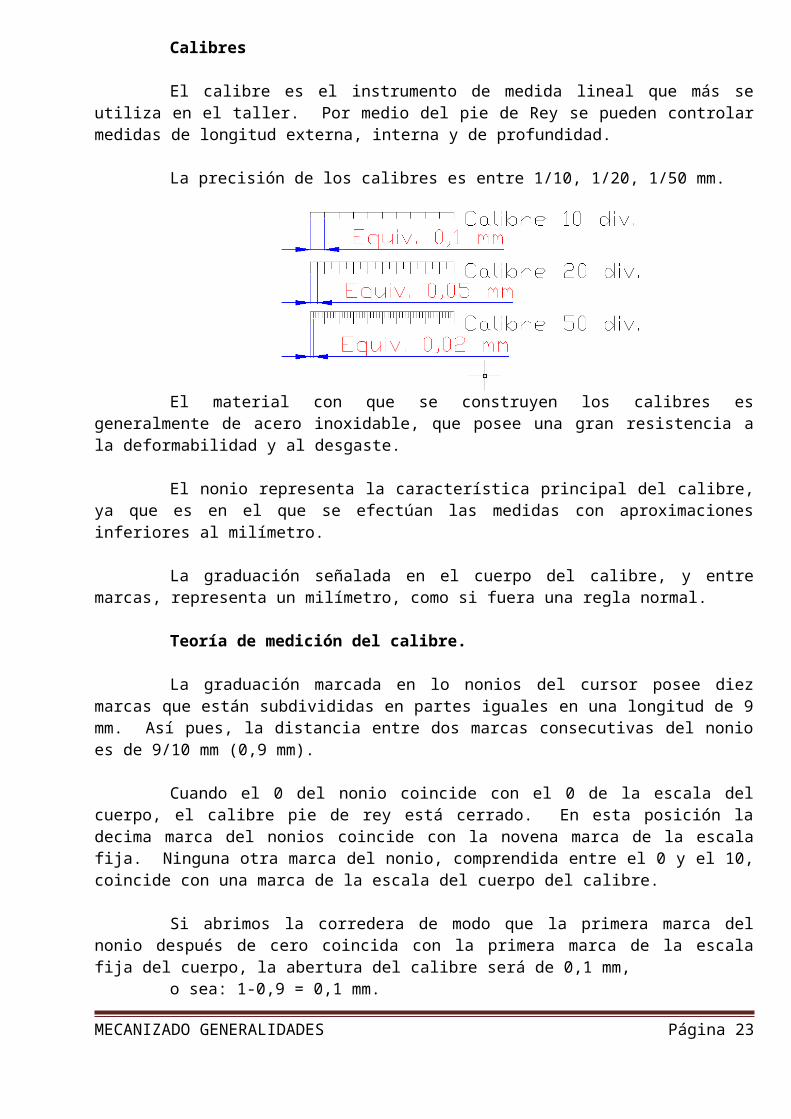
La precisión de los calibres es entre 1/10, 1/20, 1/50 mm.
El material con que se construyen los calibres es generalmente de acero inoxidable, que posee una gran resistencia a la deformabilidad y al desgaste.
El nonio representa la característica principal del calibre, ya que es en el que se efectúan las medidas con aproximaciones inferiores al milímetro.
La graduación señalada en el cuerpo del calibre, y entre marcas, representa un milímetro, como si fuera una regla normal.
Teoría de medición del calibre.
La graduación marcada en lo nonios del cursor posee diez marcas que están subdivididas en partes iguales en una longitud de 9 mm. Así pues, la distancia entre dos marcas consecutivas del nonio es de 9/10 mm (0,9 mm).
Cuando el 0 del nonio coincide con el 0 de la escala del cuerpo, el calibre pie de rey está cerrado. En esta posición la decima marca del nonios coincide con la novena marca de la escala fija. Ninguna otra marca del nonio, comprendida entre el 0 y el 10, coincide con una marca de la escala del cuerpo del calibre.
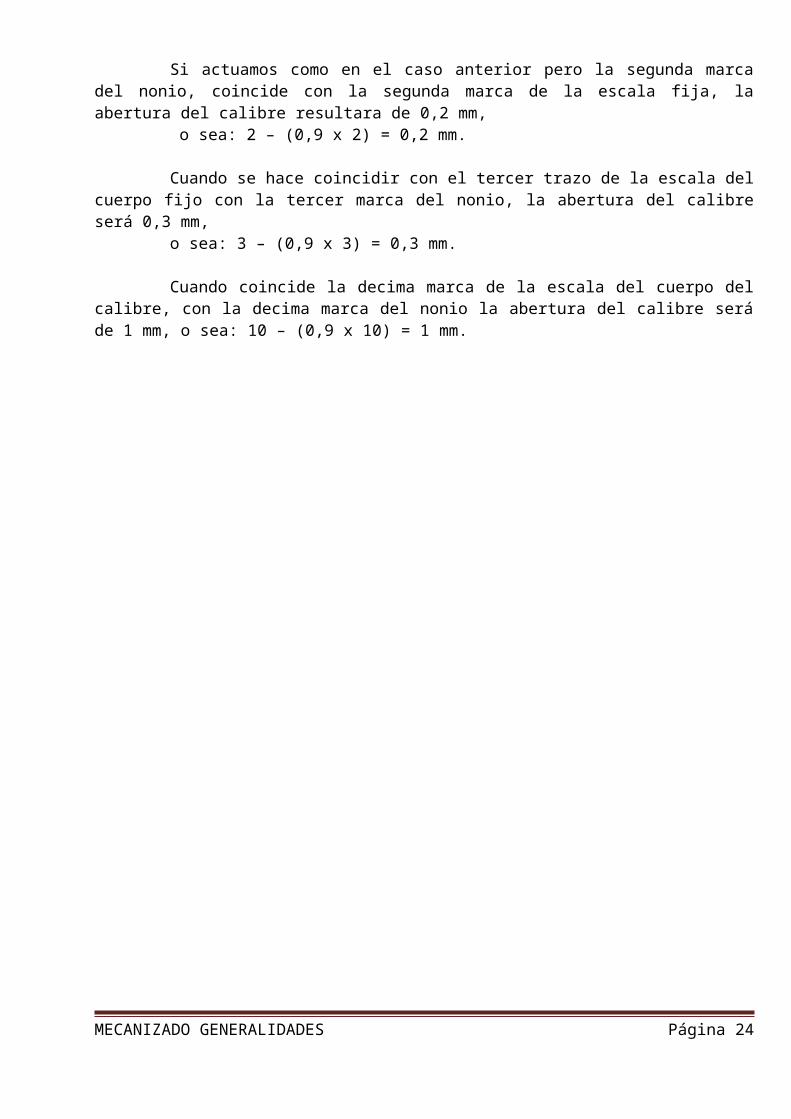
Si abrimos la corredera de modo que la primera marca del nonio después de cero coincida con la primera marca de la escala fija del cuerpo, la abertura del calibre será de 0,1 mm,
o sea: 1-0,9 = 0,1 mm.
Si actuamos como en el caso anterior pero la segunda marca del nonio, coincide con la segunda marca de la escala fija, la abertura del calibre resultara de 0,2 mm,
o sea: 2 – (0,9 x 2) = 0,2 mm.
Cuando se hace coincidir con el tercer trazo de la escala del cuerpo fijo con la tercer marca del nonio, la abertura del calibre será 0,3 mm,
o sea: 3 – (0,9 x 3) = 0,3 mm.
Cuando coincide la decima marca de la escala del cuerpo del calibre, con la decima marca del nonio la abertura del calibre será de 1 mm, o sea: 10 – (0,9 x 10) = 1 mm.
MECANIZADO GENERALIDADES Página 16
En este caso el cero del nonio coincide exactamente con la primera marca de la escala fija cuerpo.
Se muestra en la figura anterior lo explicado.
MECANIZADO GENERALIDADES Página 17
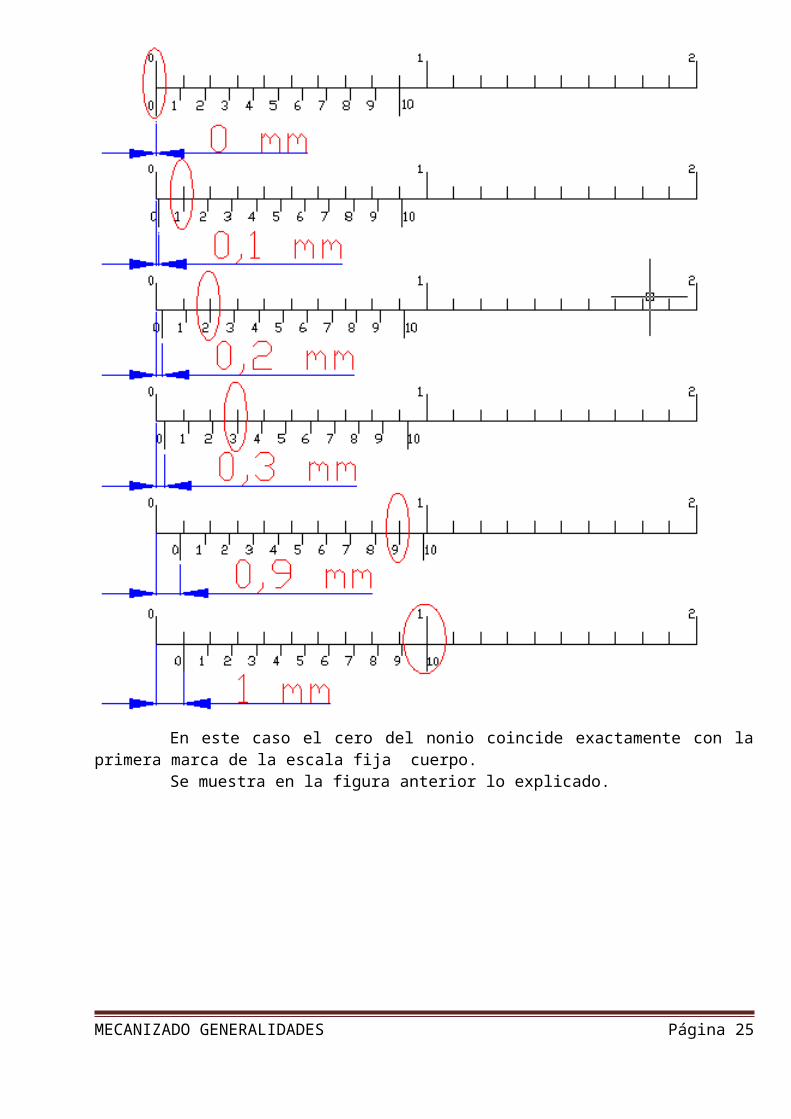
Calibre de cincuenta divisiones
El calibre más preciso es el que se caracteriza por tener el nonio dividido en 50 partes en una longitud de 49 mm. La distancia entre dos divisiones es de 0,98 mm (49 / 50 = 0,98 mm). Con el calibre cerrado, el cero del nonio corresponde al cero de la escala fija del cuerpo, y en esta posición, la división 50 coincide con la 49 de la escala fija. Si situamos el cursor de manera que coincida la primera división de la escala fija, la abertura del calibre es de 0,02 mm, o sea: 1 – 0,98 = 0,02 mm.
La más pequeña medida de un calibre centesimal, es decir, la aproximación mínima es de 0,02 mm, o sea 1/50 mm.
Se muestra a continuación un esquema del calibre de cincuenta divisiones.
Otras consideraciones.
Una consideración especial lo tienen los calibres digitales, si bien estos miden hasta la centésima de mm no es conveniente ocuparlos para realizar medidas con esta precisión ya que por la propia construcción geométrica del calibre, materiales de construcción entre otras, nos daría error y no podríamos realizar la medida con la precisión requerida, para realizar la medición con esta precisión se utilizan los micrómetros tema a tratar en la próxima unidad. Es importante tener en consideración que el calibre digital tiene ciertas ventajas respecto del mecánico, entre ellas se citan lectura rápida (fundamental para trabajos con serie de producción chicas), posición relativa de medidas (posición del cero), traspase de mm a pulgadas instantáneo, como desventajas se cita el mayor costo, instrumento más delicado y la necesidad de una fuente de energía (pila) que al no estar con su tensión necesaria da errores en su medición, de acuerdo a los trabajos que realizare utilizare una opción o la otra.
A nuestro entender los mejores calibres son los de veinte divisiones ya que mantienen una relación de precisión de medida y facilidad de lectura que no se igualan al de diez divisiones y al de cincuenta divisiones.
Se muestra a continuación la figura con sus partes principales.
MECANIZADO GENERALIDADES Página 18
Partes principales del calibre
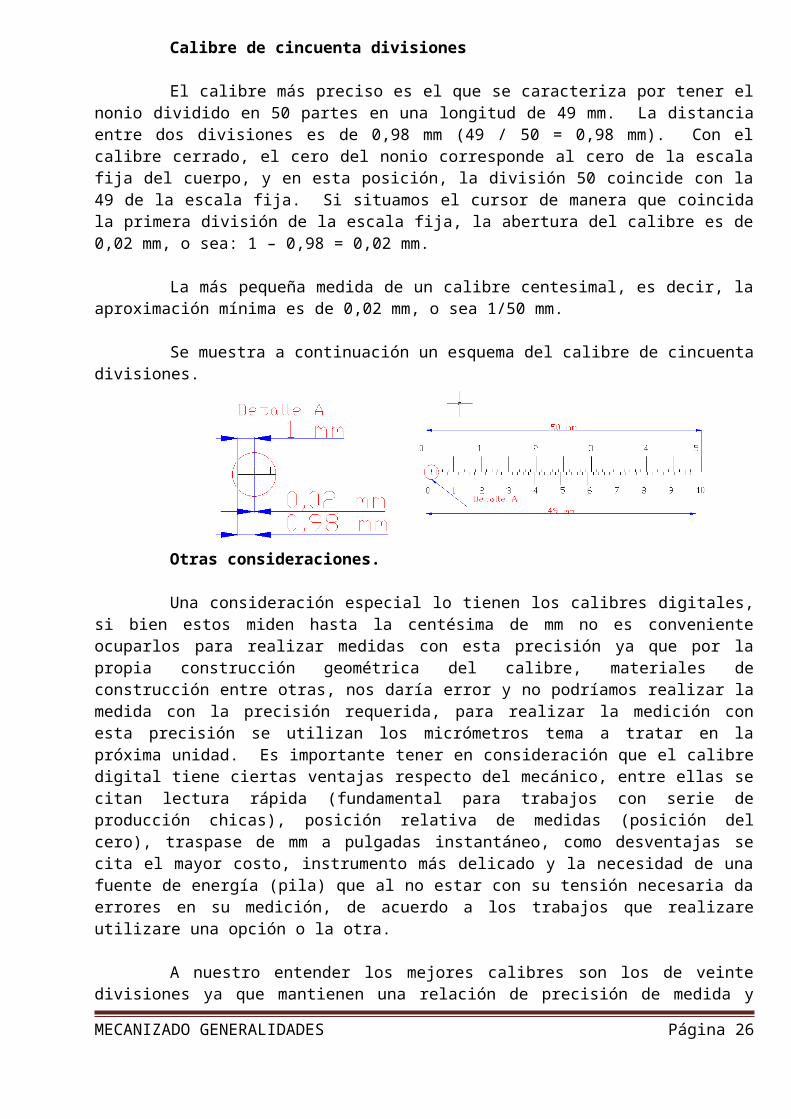
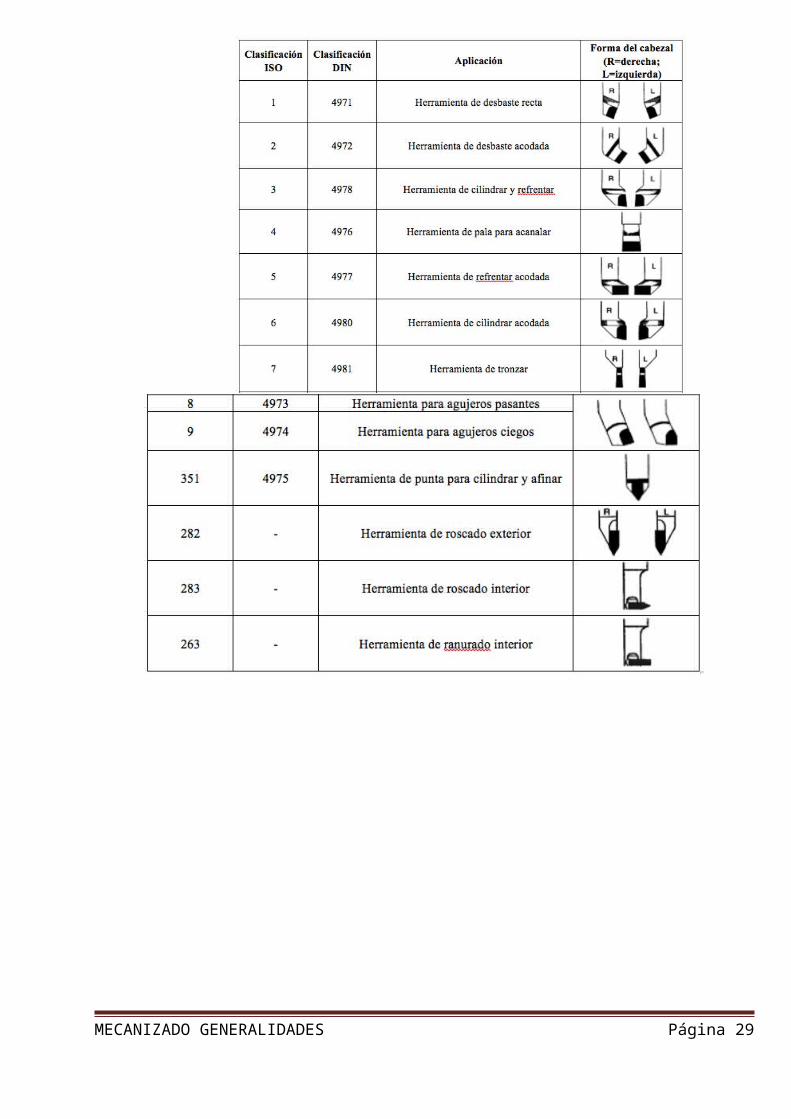
Clasificación ISO/DIN de las herramientas con placa soldada de metal duro
En la siguiente figura vemos las principales aplicaciones de las herramientas para torno, con la clasificación ISO/DIN específica de las que presentan placa soldada de widia, detallada en la tabla correspondiente.
Herramientas de Corte para Torno
MECANIZADO GENERALIDADES Página 19
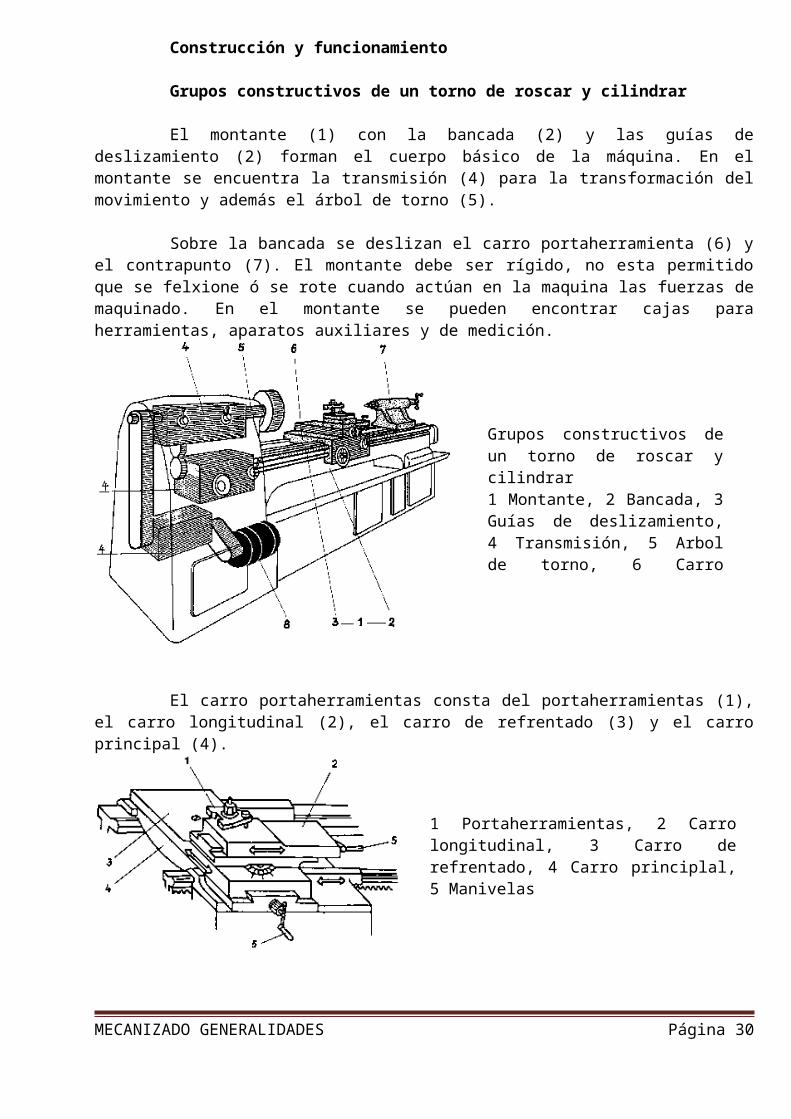
Construcción y funcionamiento
Grupos constructivos de un torno de roscar y cilindrar
El montante (1) con la bancada (2) y las guías de deslizamiento (2) forman el cuerpo básico de la máquina. En el montante se encuentra la transmisión (4) para la transformación del movimiento y además el árbol de torno (5).
Sobre la bancada se deslizan el carro portaherramienta (6) y el contrapunto (7). El montante debe ser rígido, no esta permitido que se felxione ó se rote cuando actúan en la maquina las fuerzas de maquinado. En el montante se pueden encontrar cajas para herramientas, aparatos auxiliares y de medición.
El carro portaherramientas consta del portaherramientas (1), el carro longitudinal (2), el carro de refrentado (3) y el carro principal (4).
En el carro principal se encuentran las superficies de deslizamiento, sobre las cuales se desliza el carro portaherramienta en conjunto. El carro de refrentado se desliza sobre el carro principal, perpendicularmente a la dirección de deslizamiento del carro portaherramienta. El dirije la herramienta durante el refrentado (Figura 4.8.). El carro longitudinal se encuentra sobre el carro de refrentado, él es giratorio de tal forma que se puede dirigir la herramienta paralela - ó angularmente al eje de la pieza. El sirve para pequeños movimientos del carro portaherramienta en longitud. El carro de refrentar y el carro longitudinal se mueven por medio de manivelas (5) y husillos roscados. Elos portan el retenedor de la herramienta (1).
MECANIZADO GENERALIDADES Página 20
1 Portaherramientas, 2 Carro longitudinal, 3 Carro de refrentado, 4 Carro principlal, 5 Manivelas
Grupos constructivos de un torno de roscar y cilindrar1 Montante, 2 Bancada, 3 Guías de deslizamiento, 4 Transmisión, 5 Arbol de torno, 6 Carro portaherramientas, 7 Contrapunto, 8 Motor
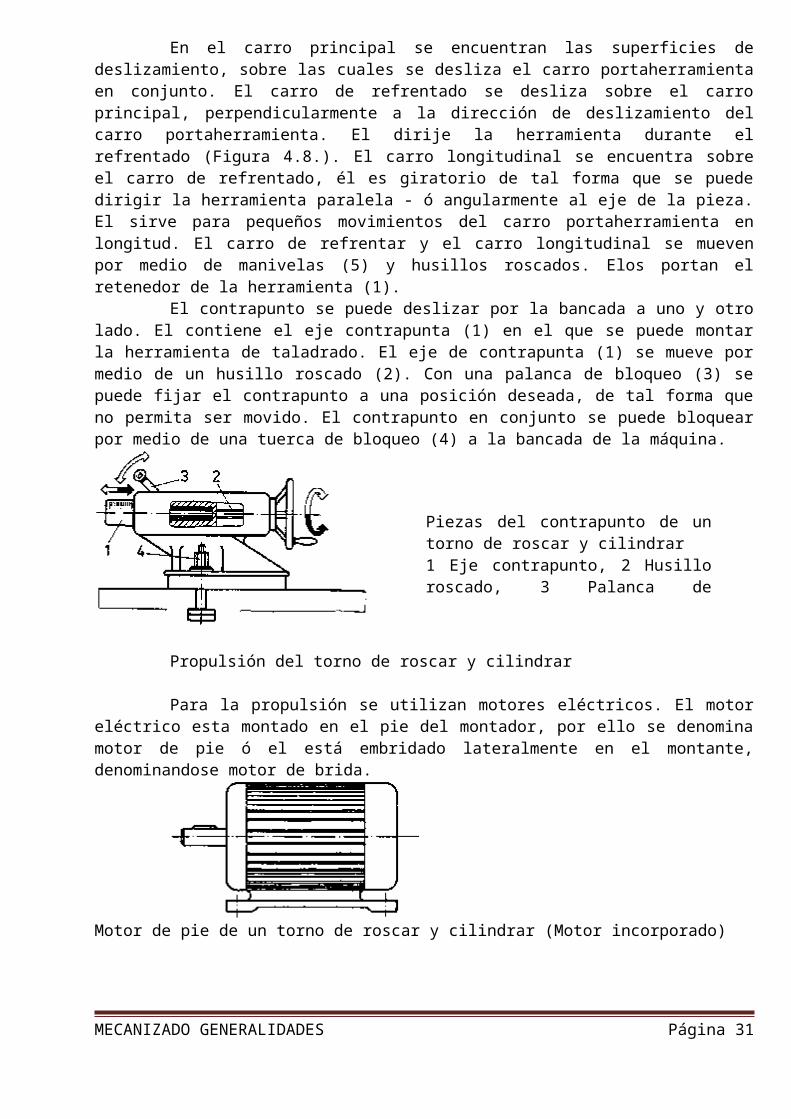
El contrapunto se puede deslizar por la bancada a uno y otro lado. El contiene el eje contrapunta (1) en el que se puede montar la herramienta de taladrado. El eje de contrapunta (1) se mueve por medio de un husillo roscado (2). Con una palanca de bloqueo (3) se puede fijar el contrapunto a una posición deseada, de tal forma que no permita ser movido. El contrapunto en conjunto se puede bloquear por medio de una tuerca de bloqueo (4) a la bancada de la máquina.
Propulsión del torno de roscar y cilindrar
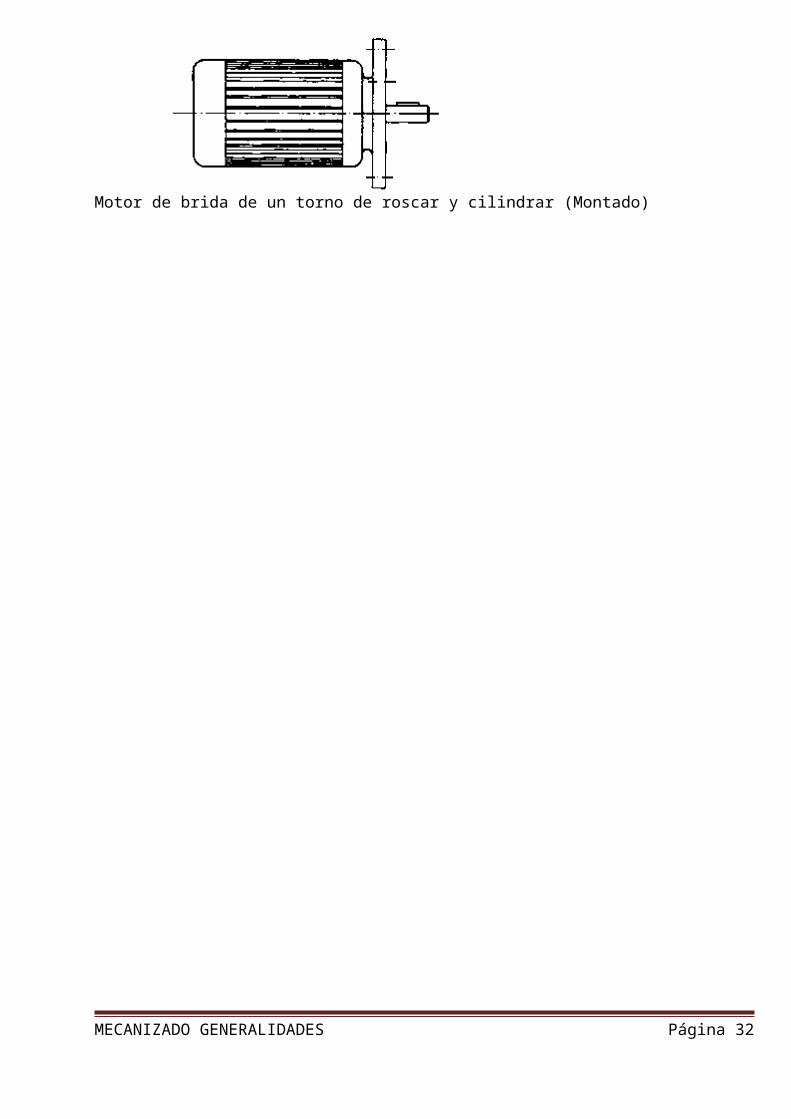
Para la propulsión se utilizan motores eléctricos. El motor eléctrico esta montado en el pie del montador, por ello se denomina motor de pie ó el está embridado lateralmente en el montante, denominandose motor de brida.
Motor de pie de un torno de roscar y cilindrar (Motor incorporado)
Motor de brida de un torno de roscar y cilindrar (Montado)
MECANIZADO GENERALIDADES Página 21
Piezas del contrapunto de un torno de roscar y cilindrar1 Eje contrapunto, 2 Husillo roscado, 3 Palanca de bloqueo, 4 Tuerca de bloqueo
Mecanismos de transmisión de un torno de roscar y cilindrar
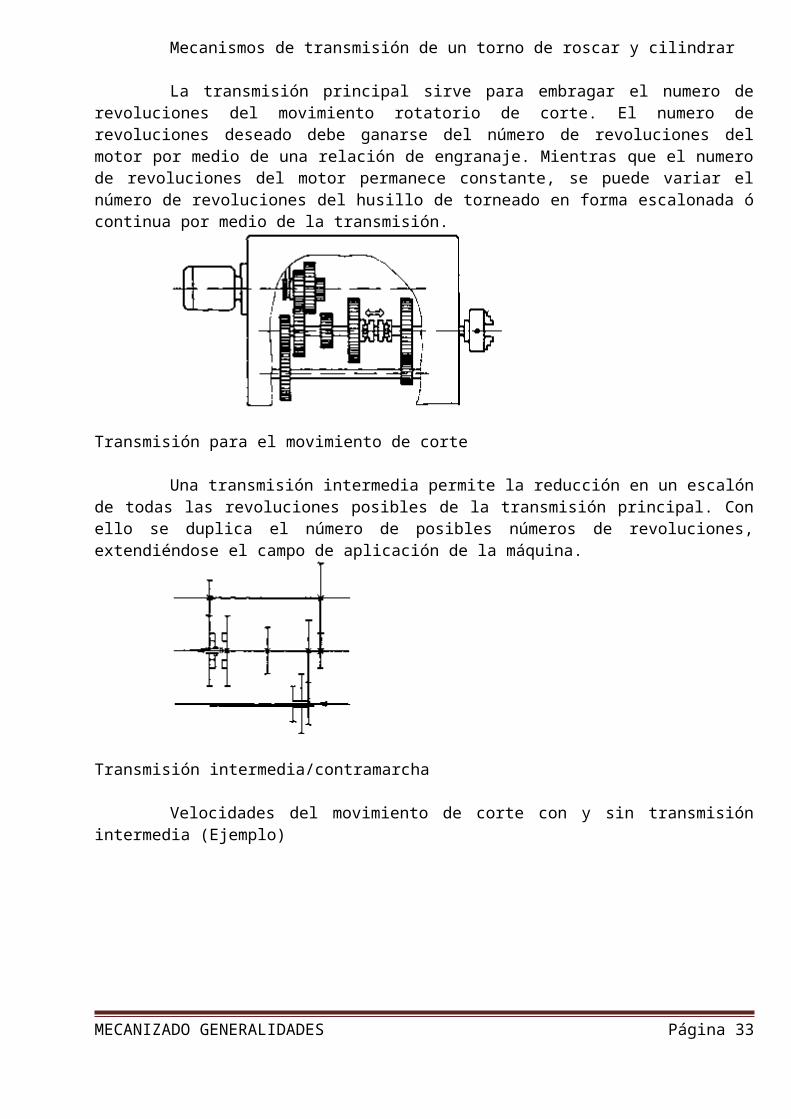
La transmisión principal sirve para embragar el numero de revoluciones del movimiento rotatorio de corte. El numero de revoluciones deseado debe ganarse del número de revoluciones del motor por medio de una relación de engranaje. Mientras que el numero de revoluciones del motor permanece constante, se puede variar el número de revoluciones del husillo de torneado en forma escalonada ó continua por medio de la transmisión.
Transmisión para el movimiento de corte
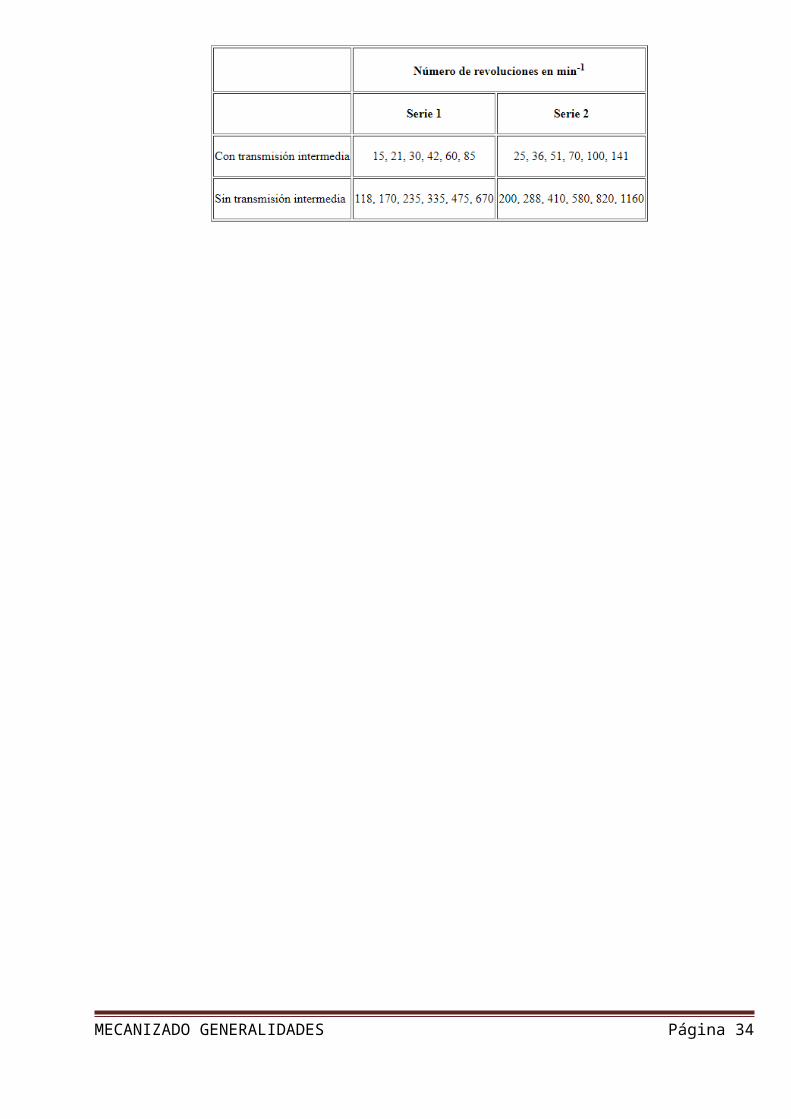
Una transmisión intermedia permite la reducción en un escalón de todas las revoluciones posibles de la transmisión principal. Con ello se duplica el número de posibles números de revoluciones, extendiéndose el campo de aplicación de la máquina.
Transmisión intermedia/contramarcha
Velocidades del movimiento de corte con y sin transmisión intermedia (Ejemplo)
MECANIZADO GENERALIDADES Página 22
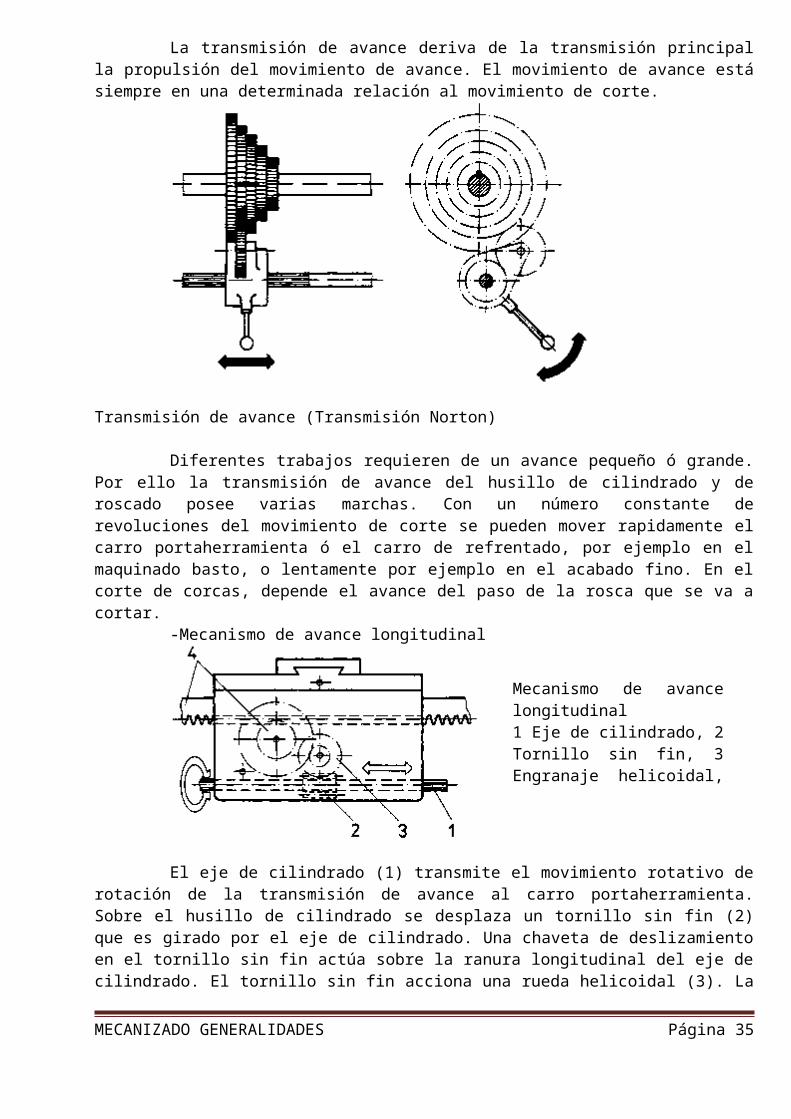
La transmisión de avance deriva de la transmisión principal la propulsión del movimiento de avance. El movimiento de avance está siempre en una determinada relación al movimiento de corte.
Transmisión de avance (Transmisión Norton)
Diferentes trabajos requieren de un avance pequeño ó grande. Por ello la transmisión de avance del husillo de cilindrado y de roscado posee varias marchas. Con un número constante de revoluciones del movimiento de corte se pueden mover rapidamente el carro portaherramienta ó el carro de refrentado, por ejemplo en el maquinado basto, o lentamente por ejemplo en el acabado fino. En el corte de corcas, depende el avance del paso de la rosca que se va a cortar.
-Mecanismo de avance longitudinal
El eje de cilindrado (1) transmite el movimiento rotativo de rotación de la transmisión de avance al carro portaherramienta. Sobre el husillo de cilindrado se desplaza un tornillo sin fin (2) que es girado por el eje de cilindrado. Una chaveta de deslizamiento en el tornillo sin fin actúa sobre la ranura longitudinal del eje de cilindrado. El tornillo sin fin acciona una rueda helicoidal (3). La rueda helicoidal transmite el movimiento a un mecanismo de engranaje de cremallera (4). El engranaje de cremallera transforma el movimiento de rotación del engranaje en el movimiento rectilíneo del carro portaherramienta.
MECANIZADO GENERALIDADES Página 23
Mecanismo de avance longitudinal1 Eje de cilindrado, 2 Tornillo sin fin, 3 Engranaje helicoidal, 4 Engranaje de cremallera
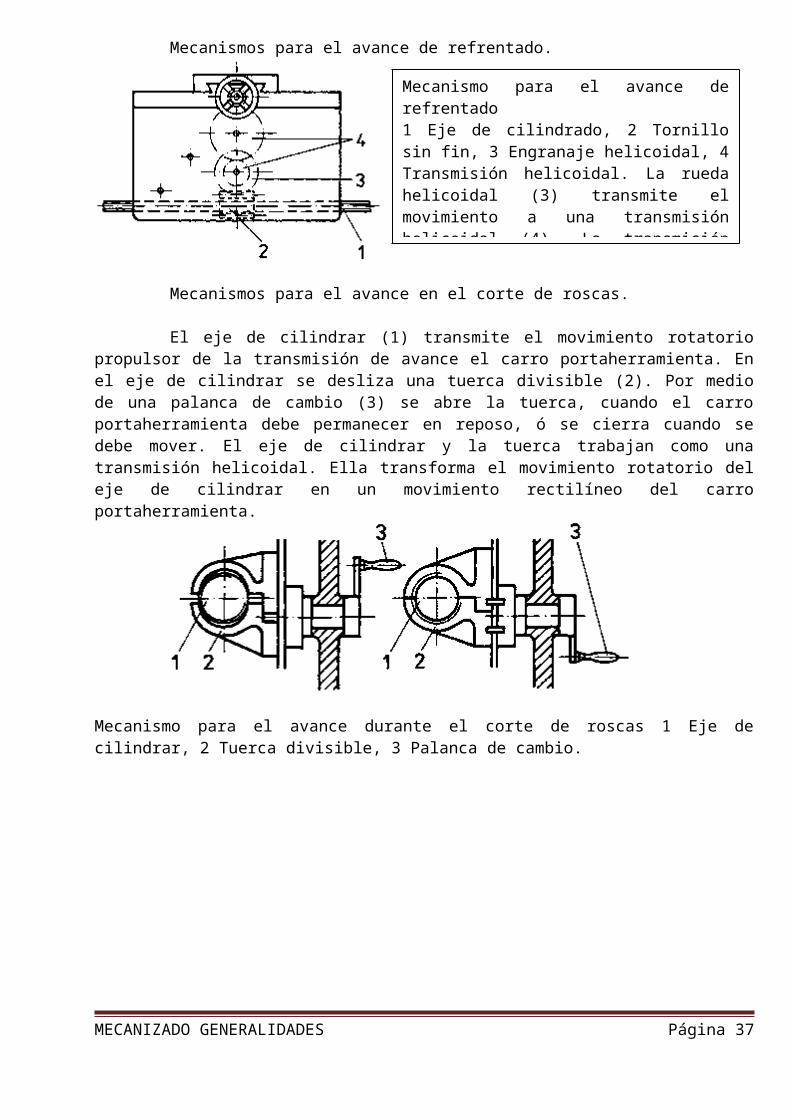
Mecanismos para el avance de refrentado.
Mecanismos para el avance en el corte de roscas.
El eje de cilindrar (1) transmite el movimiento rotatorio propulsor de la transmisión de avance el carro portaherramienta. En el eje de cilindrar se desliza una tuerca divisible (2). Por medio de una palanca de cambio (3) se abre la tuerca, cuando el carro portaherramienta debe permanecer en reposo, ó se cierra cuando se debe mover. El eje de cilindrar y la tuerca trabajan como una transmisión helicoidal. Ella transforma el movimiento rotatorio del eje de cilindrar en un movimiento rectilíneo del carro portaherramienta.
Mecanismo para el avance durante el corte de roscas 1 Eje de cilindrar, 2 Tuerca divisible, 3 Palanca de cambio.
MECANIZADO GENERALIDADES Página 24
Mecanismo para el avance de refrentado1 Eje de cilindrado, 2 Tornillo sin fin, 3 Engranaje helicoidal, 4 Transmisión helicoidal. La rueda helicoidal (3) transmite el movimiento a una transmisión helicoidal (4). La transmisión helicoidal transforma el movimiento de rotación del eje de roscar en el carro de refrentar en un movimiento rectilíneo del carro de refrentar.
Elementos de sujeción de piezas.
Los elementos de sujeción deben de fijar la pieza. Ellos transmiten el movimiento rotatorio del husillo de torneado a la pieza.
Las fuerzas que actúan durante el arranque de virutas no deben correr la pieza en el medio de sujeción. Los elementos de sujeción deben asegurar que las piezas en el lugar de maquinado marchen cilíndricamente y no puedan eludir las fuerzas de maquinado.
La pieza debe marchar en forma cilíndrica
Marcha correcta
Marcha no cilíndrica, la cual debe corregirse antes de comenzar el arranque de virutas
La fijación y el soltado de las piezas no debe de tomar mucho tiempo, ya que este tiempo es improductivo.
Mandril de tres mordazasEn los tornos de roscar y cilindrar se utilizan en la mayoría de los casos mandriles de tres
mordazas. Ellos sujetan piezas cilíndricas simétricas. Ellos son de fácil manejo. Con la llave para mandril (4) la cual se introduce en la recepción de llaves para mandril (3), se mueven uniformemente las tres mordazas (2) en el cuerpo del mandril (1), de tal forma que cada abertura es simétrica al eje de rotación del mandril.
Mandril de tres mordazas 1 Cuerpo del mandril, 2 Mordazas de sujeción, 3 Recepción de llaves para mandril, 4 Llave para mandril
MECANIZADO GENERALIDADES Página 25
La llave para mandril posee un dispositivo de seguridad, para que tras la sujeción ó soltura de una pieza sea autoextraida; de lo contrario existiría peligro de accidente en la pueste en marcha de la maquina.
Manejo del mandril de tres mordazas 1 Cierre de las mordazas durante la sujeción (giro derecho) 2 Abertura de las mordazas en el desbloqueo (giro izquierdo). 3 Recorrido uniforme de las mordazas durante la abertura y el cerrado
La llave para mandril se autoextrae, de lo contrario existe peligro de accidente 1 Cuadrado, 2 Buje de seguridad, 3 Muelle, 4 Manivela
Mandril de 4 mordazas
Mandriles de 4 mordazas se utilizan en tornos de roscar y cilindrar para fijar piezas con 4 u 8 aristas. Con la llave para mandril, la cual se inserta en la recepción (3) se mueven las 4 mordazas (2) en el cuerpo del mandril (1) en forma simultanea y uniforme. El funcionamiento es semejante al del mandril de tres mordazas. Las superficies de sujeción en las aristas de la pieza deben de ser simétricas al eje de rotación de lo contrario no es utilizable el mandril de 4 mordazas. La llave para mandril esta construida en la misma forma que para el mandril de 3 mordazas.
Mandril de cuatro mordazas 1 Cuerpo del mandril, 2 Mordazas de sujeción, 3 Recepción para la llave de mandril. 4 Igual distancia de las mordazas respecto al punto de giro
MECANIZADO GENERALIDADES Página 26

Posición simétrica de las aristas en la sección cuadrada de una pieza 1, 2, 3, 4 Distancias iguales al centro de giro
Mandril frontal El mandril frontal se utiliza en tornos de roscar y cilindrar para sujetar piezas cuyas superficies de sujeción son asimétricas al eje de rotación. Con la llave de mandril (7) la cual se introduce en las recepciones para llave (3,4,5,6) se mueven individualmente cada una de las 4 mordazas de sujeción (2).
Mandril frontal 1 Cuerpo del mandril frontal, 2 Mordazas se sujeción ajustables individualmente, 3, 4, 5, 6 Toma para llave de inserción para cada mordaza por separado, 7 Llave de inserción
La sujeción en el mandril frontal requiere de un cuidadoso trabajo y una repetida prueba de marcha cilíndrica. Las mordazas se ajustan individualmente hasta que la herramienta marcha cilíndricamente. Si una pieza origina una excentricidad se deben de colocar masas de compensación.
Corrección de la marcha no cilíndrica 1 Excentricidad, 2 Soltar las mordazas de sujeción, 3 Apretar las mordazas de sujeción
MECANIZADO GENERALIDADES Página 27
El mandril frontal se puede utilizar igualmente sin mordazas de sujeción. Las mordazas se retiran una tras otra y se retira el husillo. La pieza se fija directamente al mandril frontal por medio de elementos auxiliares como tornillos, tuercas, mordazas de rosca, mordaza angular etc. Para éste tipo de sujeción se utilizan igualmente masas de compensación.
Pieza no simétrica en el mandril frontal
Desequilibrio de masa
Compensación del desequilibrio de masa 1 a 8 Fuerzas centrífugas diferentes, 9 a 16 Fuerzas centrífugas iguales como resultado de la compensación de masas, 17, 18 Masas de compensación
MECANIZADO GENERALIDADES Página 28
Pieza fija en forma directa al mandril frontal con la mordaza angular 1 Mandril frontal, 2 Pieza, 3 Mordazas angular, 4 Tornillos con tuerca, 5 Masas de compensación
Espigas de aprieto
Las espigas de aprieto sirven para sujetar piezas simétricas con perforaciones de precisión. La espiga de aprieto (1) se introduce en la perforación cónica del husillo de torno (2), la pieza (3) se apoya sobre la parte cilíndrica de la espiga de aprieto.
La espiga de aprieto está ranurada en tal forma que se puede expander por medio de un tornillo expansor (4), sujetandose la pieza de esta forma. Las manipulaciones son sensillas, el aprieto o soltura se realizan en forma rápida.
Espiga de sujeción/aprieto con la pieza 1 Espiga de aprieto, 2 Husillo de torno, 3 Pieza, 4 Tornillo expansor
Sujeción entre puntos
La sujeción entre puntos se utiliza para piezas largas. Se realiza por medio de dos puntos de torno, de los cuales uno (1) está en el husillo de torno (2), el otro (3) en el contrapunto (4) del cabezal móvil (5). Para sujetar ó soltar se mueve el contrapunto por medio de una manivela en tal forma que se varía la distancia entre puntos.
MECANIZADO GENERALIDADES Página 29
Sujeción entre puntos 1 Punto en el husillo, 2 Husillo de torno, 3 Contrapunto (punto), 4 Contrapunto, 5 Cabezal móvil, 6 Cabezal fijo
El punto en el husillo de torno no es suficiente para transmitir el movimiento de trabajo a la pieza, por ello se utiliza un mecanismo de arrastre el cual sirve para la transmisión de fuerza entre el husillo de torno y la pieza. Una parte del mecanismo de arrastre se fija al husillo de torno, la otra a la pieza. Ambas partes actúan una a otra en tal forma que se origina un arrastre.
Los mecanismos de arrastre de superficie frontal actúan sobre la cara frontal de la pieza. La pieza debe de presionarse bien contra los dientes frontales del disco de arrastre (1) en tal forma que penetren en la cara frontal de la pieza. En el centro del mecanismo de arrastre se encuentra un centro de punto (2).
Mecanismo de arrastre para la transmisión de fuerza en el torneado entre puntos
Mecanismo de arrastre, para giro derecho e izquierdo de la pieza 1 Pieza fija al husillo de torneado, 2 Pieza fija a la pieza a tornear, 3 Interacción de las piezas,
Mecanismo de arrastre de superficie frontal 1 Disco de arrastre con dientes frontales, 2 Centro de punto
MECANIZADO GENERALIDADES Página 30
MECANIZADO GENERALIDADES Página 31
Ajuste de la herramienta.
Sujeción de la herramienta
La herramienta se sujeta en el carro portaherramienta ó en el contrapunto por medio de un elemento de sujeción para herramientas.
En el carro portaherramientasPara fijar la cuchilla de torneado en el portacuchillas se debe tener en cuenta las siguientes
indicaciones:
Cuchilla de torneadoFijarla en forma corta, de lo contrario se flexiona y oscila.
Sujetarla en el ángulo correcto respecto a la pieza, de lo contrario se obtiene un ángulo de trabajo desventajoso.
Fijarla centralmente, de lo contrario se obtiene un ángulo de trabajo desventajoso.
a) En el centro, b) Sobre el centro (mayor, menor que en la sujeción central), c) bajo el centro (menor, mayor por en la sujeción central de la cuchilla de tornear)
MECANIZADO GENERALIDADES Página 32
El vástago debe apoyarse bien, de lo contrario son posibles cambios de posición
La posición centrada de la cuchilla de torneado se puede probar en el punto en el eje del contrapunto con una prueba en la pieza.
Cuchilla de tornear al centropunto,
Prueba en la pieza (Cuchilla bajo el centro)
En el eje de contrapuntoPara la sujeción de herramientas en el eje de contrapunto hay que tener en cuenta las
siguientes - indicaciones:El cono interior del contrapunto y el cono exterior de la herramienta se deben limpiar con
un trapoEl contrapunto debe extraer del cabezal móvil solamente lo necesario, de lo contrario la
herramienta es guiada en forma imprecisa.
a Guía correcta, b Guía inexacta debido a que el contrapunto ha sido extraído excesivamente
MECANIZADO GENERALIDADES Página 33
En movimientos de avance largos se debe regresar el eje de contrapunto y el cabezal móvil debe seguirlo
Si es necesario, se debe asegurar la herramienta contra la rotación.
Herramienta en el contrapunto asegurada contra el giro1 Contrapunto, 2 Herramienta, 3 Seguro, 4 Apoyo
MECANIZADO GENERALIDADES Página 34
Elementos de sujeción para las herramientas y su utilización
Los elementos de sujeción deben de retener la herramienta. Ellos transmiten el movimiento de avance y el movimiento de ajuste a la herramienta.
Las fuerzas que actúan durante el desprendimiento de virutas, no deben de correr la herramienta en el elemento de sujeción. No esta permitido que la herramienta oscile en el elemento de sujeción.
Algunas herramientas se sujetan sobre el carro portaherramienta, otras herramientas en el contrapunto del cabezal móvil.
El cambio de la herramienta debe suceder en forma rápida para que continúe la siguiente operación de trabajo. Aprieto y soltura de la herramienta no deben de exigir mucho tiempo, ya que éste es improductivo.
Porta cuchilla de torno individual
Este sirve para sujetar cada vez una cuchilla de torno sobre el carro portaherramienta. Usuables son las mordazas de sujeción y porta cuchilla de torno con tornillos prisioneros
1 Cuchilla de torneado, 2 Carro longitudinal, 3 Tornillo de retención, 4 Tornillo de ajusteEn las mordazas de sujeción, primero se ajusta la posición horizontal con ayuda del tornillo
de ajuste (4), luego se sujeta en el tornillo de retención (3) la cuchilla de torneado. Si el tornillo de ajuste ha sido mal graduado (Figura 4.39.), la mordaza de sujeción esta inclinada y la cuchilla no se sujeta en forma segura.
Tornillo de ajuste graduado en forma incorrecta
MECANIZADO GENERALIDADES Página 35

Aflojar el tornillo de ajuste
Para portacuchillas con tornillos prisioneros se sujeta la cuchilla con ayuda de tornillos prisioneros (4). Sobre la totalidad de los tornillos prisioneros (en la figura siguiente. por ejemplo 2 unidades) se debe apretar uniformemente, de lo contrario oscila la cuchilla de torno (figura posterior).
Portacuchillas con tornillos prisioneros: 1 Cuchilla de torneado, 2 Carro longitudinal, 3 Tornillo de fijación del portacuchillas, 4 Tornillos prisioneros.
Tornillos prisioneros apretados en forma errónea1 La cuchilla de tornear oscila, 2 Tornillos prisioneros apretados en forma insuficiente
Portacuchilla múltiple
Este sirve para sujetar cada vez varias cuchillas de torno sobre el carro portaherramientas. Las cuchillas de torneado corresponden a una serie de operaciones de trabajo.
El portacuchillas múltiple es giratorio, de tal forma que para cada operación de trabajo se puede ajustar la cuchilla en forma rápida, esto es ventajoso cuando varias piezas iguales se deben de tornear una tras otra con iguales operaciones de trabajo. El portacuchilla múltiple según la figura siguiente puede tomar 4 cuchillas de torno. Para sujetar las cuchillas sirven los tornillos prisioneros (3). Sí la herramienta ha de cambiarse, se suelta la palanca (4). El portacuchilla se gira hasta que se posiciona la cuchilla deseada. Con la palanca (4) se vuelve a bloquear el portacuchilla.
MECANIZADO GENERALIDADES Página 36
Portacuchilla múltiple 1 Cuchilla de tornear, 2 Carro longitudinal, 3 Tornillos prisioneros, 4 Palanca para girar el portacuchillas y para sujetarlo, 5 Soltar para el cambio de la herramienta, 6 Sujeción tras el cambio de la herramienta
Portaherramienta en el contrapunto
Este sirve para sujetar la herramienta con la que se pueden maquinar orificios. El contrapunto poses una perforación cónica (2). El portaherramienta tiene un vástago con cono exterior (3). Ese cono exterior se inserta al cono interior del contrapunto (4).
Algunas herramientas como por ejemplo brocas, avellanadora, escariador, tienen vástagos cónicos que se pueden introducir directamente en la perforación cónica del contrapunto (Figura 4.44.). Herramientas especiales como por ejemplo mandril de perforación no son necesarias. Para soltar de la perforación cónica se gira el contrapunto en el cabezal móvil hacia adentro. Un limitador en el interior expulsa el vástago cónico introducido.
MECANIZADO GENERALIDADES Página 37
Portaherramienta (portabrocas) con cono exterior para insertar en el contrapunto 1 Contrapunto, 2 Perforación cónica, 3 Vástago cónico en el portabrocas, 4 Llave para el portabrocas, 5 Dirección de inserción del portabrocas tras una corta presión.