manual_conservacion modulo 5
DESCRIPTION
Conservación del vino en barricas y botellas. Tratamientos posteriores.TRANSCRIPT
MÓDULO 5
CONSERVACIÓN Y ALMACENAMIENTO DE
VINOS

Conservación y almacenamiento de vinos
2
Conservación y almacenamiento de vinos
INDICE
Unidad didáctica 1: GENERALIDADES DEL PROCESO DE VINIFICACIÓN.
1.1.- Procesos microbiológicos en la bodega1.2.- Vinificación en tinto.1.3.- Vinificación en rosado.1.4.- Vinificación en blanco.
Unidad didáctica 2: OPERACIONES FINALES
2.1.- Introducción.2.2.- Trasiegos.2.3.- Clarificación de vinos.
2.3.1.- Clarificación mediante clarificantes.2.3.2.- Clarificación por centrifugación.2.3.3.- Intercambio iónico.
2.4.- Filtración del vino.2.4.1.- Introducción.2.4.2.- Tipos de filtros utilizados.
2.5.- Estabilización de vinos.2.5.1.- Introducción.2.5.2.- Estabilización por enfriamiento.2.5.3.- Sistemas continuos de estabilización de vinos.
Unidad Didáctica 3: EMBOTELLADO Y ENVASADO.
3.1.- Introducción.3.2.- La botella de vidrio.
3.2.1.- Introducción.3.2.2.- Composición del vidrio.3.2.3.- Fabricación de las botellas de vidrio.3.2.4.- Color de las botellas.3.2.5.- Formato de las botellas de vidrio.
3.3.- El tapón de corcho.3.3.1.- Introducción histórica.3.3.2.- Extracción del corcho.3.3.3.- Propiedades del corcho.3.3.4.- Tipos de tapones de corcho.3.3.5.- Problemas del corcho.3.3.6.- Otros tapones.
3.4.- Embotellado y operaciones auxiliares.3.4.1.- Lavado y/o enjuagado de botellas.3.4.2.- Embotellado o llenado.3.4.3.- Taponado.3.4.4.- Capsulado o sobretaponado.
3.5.- Etiquetado.3.6.- Envasado aséptico en cartón.
3
Conservación y almacenamiento de vinos
Unidad Didáctica 4: ALTERACIONES DE LOS VINOS.
4.1.- Alteraciones físico-químicas.4.1.1.-Quiebra férrica.4.1.2.-Quiebra cuprosa.4.1.3.-Precipitaciones tartáricas.4.1.4.-Turbidez proteica.4.1.5.- Precipitaciones de materia colorante.
4.2.- Alteraciones microbiológicas.
4

Conservación y almacenamiento de vinos
Unidad didáctica 1: GENERALIDADES DEL PROCESO DE VINIFICACIÓN
1.1.- Procesos microbiológicos en la bodega1.2.- Vinificación en tinto.1.3.- Vinificación en rosado.1.4.- Vinificación en blanco.
La elaboración del vino o vinificación es el conjunto de procesos que lleva al mosto (zumo de la vitis vinifera) a una bebida alcohólica denominada vino.[] El proceso principal por el que ocurre esta transformación es la fermentación alcohólica. La elaboración del vino comienza con el prensado de la uva para la obtención del mosto y acaba exactamente en las operaciones de embotellado. Los procesos que llevan a la fermentación del mosto, así como las reacciones durante la maduración, son muy diversas y dan el "carácter" propio al vino.
Algunas de las variedades de uva utilizadas para la vinificación en tinto son.
Autóctonas: Bobal, Garnacha tinta, Tempranillo (Cencíbel, Tinta del país, Tinta de Toro, Tinto fino, Ull de Levre), Monastrell, Mencía, Graciano, Cariñena, Prieto picudo, etc
Extranjeras: Cabernet sauvignon, Cabernet franc, Merlot, Syrah, Sangiovese, Pinot noir, Garnay, etc.
1.1.- PROCESOS MICROBIOLÓGICOS EN LA BODEGA
Los principales procesos de transformación del mosto en vino son procesos microbiológicos, desarrollados gracias a microorganismos que se encuentran presentes en la uva, el ambiente, o bien son añadidos al mosto. Dentro de los procesos más importantes se debe destacar la fermentación alcohólica, la fermentación maloláctica y la acetificación o picado acético.
A) LA FERMENTACIÓN ALCOHÓLICA
Proceso
El vino es el resultado de la fermentación parcial o total de la uva o mosto, producida de manera natural por la acción de las levaduras. En la fermentación alcohólica los azúcares son transformados en alcohol y gas carbónico, a lo largo de este proceso en el mosto se observa un enturbiamiento y una ebullición. Se puede definir la fermentación alcohólica como “la transformación de azúcares en alcohol y dióxido de carbono producidas por las levaduras en ausencia de oxígeno”.
Glucosa etanol + gas carbónico + calorC6H12O6 2 C2H5OH CO2
5

Conservación y almacenamiento de vinos
100 g 51 49 g
Además de estos compuestos se producen otros en menor cantidad pero que también serán importantes en el resultado final, es decir, en las características del vino. Los principales de estos compuestos secundarios serán básicamente intermedios de fermentación, alcoholes superiores, ésteres, etc.
Las levaduras
Las levaduras son seres unicelulares de tamaño microscópico que realizan la fermentación. Existen muchos géneros, que se diferencian por su aspecto, reproducción y transformación de los azúcares. Las presentes en la uva y en el mosto son de los géneros: Saccharomyces, Torula, Hansoniospora. La especie predominante en los mostos en fermentación es las Saccharomyces cerevisiae que se utiliza para la cerveza, el pan y el vino.
Las levaduras se encuentran en la uva madura ya cuando es recolectada, aunque en pequeñas proporciones. Resisten condiciones muy adversas por lo que se pueden llegar a desecar sin morir, lo cual se emplea en la industria para la obtención de levadura seca activa (LSA). Las levaduras mueren cuando la cantidad de alcohol alcanza unas cifras elevadas (depende de la levadura, entre 11 y 17% de alcohol); también pueden morir por efecto de otras levaduras (killer).
Seguimiento de la fermentación
El método tradicional del seguimiento de la fermentación es el de la densidad, en el cual se sigue la transformación del azúcar (d= 1,6) en alcohol (d= 0,8) con desprendimiento de CO2, lo que supone un descenso de densidad de 1,085 a 0,995 aproximadamente.
Existen otros métodos de seguimiento, como medición de CO2, contenido en alcohol, índice de refracción, densidad en continuo, etc. También en ocasiones se realizan recuentos de levaduras totales y activas.
Cinética de la fermentación alcohólica
En la fermentación alcohólica se produce al comienzo un crecimiento grande de la población de levaduras, seguida de una fase estacionaria y finalizando con una fase decreciente. La velocidad de fermentación alcanza el máximo tras la fermentación de entre un 20 y un 50% de los azúcares para experimentar un decrecimiento posterior.
6
Conservación y almacenamiento de vinos
Factores que afectan a la fermentación alcohólica.
Los principales factores que afectan a la fermentación son:
a) la temperatura, que es uno de los factores que más directamente afecta a la velocidad del proceso. La mayor parte de las levaduras tienen óptimos de temperatura alrededor de los 20ºC, pero hay algunas especies que son capaces de fermentar a temperaturas muy bajas.
La fermentación de los vinos debe realizarse, como norma general, a la temperatura más baja que permita que se desarrolle sin interrupción. En blancos, entre 16 y 18º (nunca más de 20ºC) y en tintos entres 25 y 30ºC.
Las temperaturas altas tienen consecuencias negativas:
Pérdida de aromas (vinos más duros). Embastecimiento de los vinos. Favorable desarrollo de microorganismos que incrementan la acidez volátil de los
vinos. Posible parada de la fermentación, con riesgo de que se desarrollen bacterias.
Las temperaturas bajas tienen el problema de retrasos en la fermentación o posibles paradas. Por debajo de 10ºC la fermentación se para, siendo en ocasiones un gran problema los años de vendimias frías.
Existen diversos métodos de controlar la temperatura, mediante diferentes tipos de depósitos con sistemas de refrigeración o calefacción.
b) El oxígeno. La fermentación se produce en anaerobiosis (sin presencia de oxígeno) relativa. Una aireación excesiva puede inhibir la fermentación (efecto Pasteur). También una anaerobiosis demasiado estricta puede impedir que las levaduras se multipliquen parando la fermentación.
c) La riqueza del mosto en nutrientes. Las levaduras necesitan nitrógeno asimilable. El contenido en nitrógeno está muy influido por las labores culturales, en condiciones normales de una uva madura y sana se obtiene un mosto que supone un medio ideal para las levaduras. Sin embargo los tratamientos fitosanitarios de las uvas y las modernas técnicas de limpieza y desfangado de mostos pueden dar lugar a mostos con alguna deficiencia. Es por ello que se añaden activadores (sulfato amónico, fosfato amónico, también cortezas de levaduras, aminoácidos …) y vitaminas. Hay que tener en cuenta que un exceso de nitrógeno favorece la fermentación del carbamato de etilo y puede influir desfavorablemente en los caracteres aromáticos del vino.
d) Control microbiológico. Se trata de que actúen solamente aquellas levaduras beneficiosas que nosotros deseemos. Existen diferentes técnicas aplicadas para este control.
Preparación de pies de cuba: El pie de cuba, es la cantidad de mosto en fermentación que se utiliza para comenzar otra fermentación en otra barrica. Es una preparación que se hace antes de las primeras vendimias, se trata de recolectar unos días antes unas uvas más maduras, y a temperatura adecuada, dejar que empiecen la fermentación, cuando entremos la vendimia, en el fondo de los primeros depósitos repartimos estos
7
Conservación y almacenamiento de vinos
fermentos, para sembrar los otros depósitos suelen utilizarse mostos de estos primeros, la capacidad de desarrollarse con rapidez las levaduras es asombrosa. El pie de cuba también se puede hacer con Levadura Seca Activa.
Fermentación en pureza. Se refiere a una fermentación realizada por una especie, raza y cepa de levadura que ha sido sembrada en un mosto en condiciones suficientemente ventajosas como para que ella sea la especie predominante. Para ello se parte de un mosto técnicamente estéril, para lo cual será suficiente con que esté sulfitado. A este mosto se le añade un pie de cuba.
Fermentación con levadura comercial. Son preparados comerciales de levaduras seleccionadas deshidratadas denominadas Levadura Seca Comercial (LSA). La LSA se obtiene por cultivo de biomasa de levadura en un medio rico y después por centrifugación y liofilización. Se obtiene un producto en polvo o granulado que se añade al mosto previamente rehidratado en agua templada en ocasiones azucarada. También existen algunos productos que no es preciso rehidratar y pueden añadirse directamente al depósito. La utilización de LSA es muy cómoda pero tiene el inconveniente de tipificar en exceso los vinos, aunque en la actualidad se están caracterizando y produciendo LSA de cepas autóctonas de zonas vinícolas.
Paradas de fermentación
Según Blouin y Peynaud entre un 20 y un 30% de los tanques de fermentación presentan problemas, más o menos importante, en el acabado de la fermentación. La mayoría de las veces los problemas son debidos a faltas de actividad fermentativa de las levaduras. Existen una serie de medidas preventivas:
Adición de levaduras eficaz. Control de temperaturas, aireación y nutrientes. Evitar grados alcohólicos probables demasiado elevados. Eliminar inhibidores de fermentación añadiendo cáscaras de levadura al principio
de la fermentación.
Existen algunas situaciones de mayor riesgo como puede ser la elaboración de vinos rosados o blancos con mostos muy desmangados, sobremaduración o podredumbre de las uvas, tratamientos fitosanitarios excesivos y muy próximos a la vendimia, carencias nutritivas, etc. Para el relanzado de la fermentación se deben realizar lo antes posible las siguientes acciones:
Dosificar el grado alcohólico, azúcares, acidez, etc. Llevar a temperaturas del orden de 21-22º C para vinos blancos y 25-28 ºC vinos
tintos. Controlar el grado alcohólico mediante coupage. Añadir 20-30 g/hl de cáscaras de levaduras. Preparar un pie de cuba activo controlado mediante LSA de características
adecuadas.
B) FERMENTACIÓN MALOLÁCTICA
La fermentación maloláctica es la transformación del ácido málico que tiene el vino en ácido láctico por la actuación de las bacterias lácticas. Como consecuencia de este proceso el vino adquiere una serie de características de suavidad y aroma. Estas bacterias son “Gram +”
8
Conservación y almacenamiento de vinos
de diferentes formas: redondas (cocos) o alargadas (bacilos) y pertenecen a varios géneros (Lactobacillus, Leunostoc, etc). Las bacterias lácticas del vino son de características muy similares a las de la leche, pero con mayor tolerancia a la acidez y al grado alcohólico que ellas, por lo que pueden desarrollarse en el mosto y el vino.
La fermentación maloláctica o transformación del ácido málico en ácido láctico por la acción de bacterias lácticas fue descubierta a finales del siglo pasado, habiendo sido considerada en ocasiones una enfermedad de los vinos. Se ha incrementado su control o importancia al aparecer sistemas de análisis del ácido málico más rápidos y precisos.
Ácido málico ácido láctico + gas carbónico
La fermentación maloláctica es un proceso beneficioso para el vino ya que se transforma un ácido de sabor desagradable, duro, en un ácido mucho más suave y estable como el láctico. En ocasiones se produce de forma espontánea pero frecuentemente debe ser facilitada en la bodega. Durante la fermentación alcohólica las bacterias no pueden desarrollarse convenientemente, además el sulfuroso añadido inhibe su crecimiento, por lo que cuando la fermentación alcohólica concluye y desciende la población de levaduras, las bacterias lácticas pueden multiplicarse y llevar a cabo una fermentación maloláctica.
Existen una serie de factores que deben considerarse para la fermentación maloláctica:
La temperatura: la fermentación maloláctica se desarrolla a temperaturas entre 10 y 20ºC, con un óptimo próximo a los 23ºC. En zonas frías puede ser necesario calentar los vinos ligeramente para activar la fermentación maloláctica, esto supone un riesgo, pues puede producir un crecimiento no deseado de bacterias.
El pH: las bacterias se desarrollan a partir de un pH de 2,9 a 3,0 con un óptimo de crecimiento entre 3,7 y 3,8. Normalmente los vinos que necesitan hacer una FML son los de pH más bajo. En casos de vendimias con pH muy elevado se puede producir un picado láctico por las bacterias lácticas.
La aireación. La FML se realiza en condiciones de anaerobiosis parcial, una aireación excesiva puede retrasar la fermentación, pero para un correcto inicio de la FML es necesaria la presencia de oxígeno.
El grado alcohólico: los microorganismos son sensibles a la presencia de alcohol, por lo que cuanto mayor es el grado alcohólico de un vino, más difícil es el crecimiento de bacterias lácticas. Por encima de un 4% de etanol en volumen su crecimiento es nulo.
9
Conservación y almacenamiento de vinos
Anhídrido sulfuroso: es un bactericida, aunque las bacterias lácticas son más resistentes que las acéticas. En cualquier caso, cuando se quiere que se desarrolle una FML se debe cuidar el sulfitado.
Es importante saber cuándo es conveniente que la fermentación maloláctica se produzca o no y cómo conseguir que ésta tenga lugar. En líneas generales, se considera que para los vinos tintos es positiva ya que al degradar el ácido málico aporta suavidad y efecto aterciopelado que tiende a equilibrar el carácter astringente de estos vinos. Por el contrario, en vinos blancos se considera que les resta frescura. Esto no deja de ser una generalización que de ninguna forma debe tomarse al pie de la letra, dependerá de cómo se encuentre el vino y del criterio del enólogo.
La fermentación maloláctica puede producirse de forma espontánea y natural o ser provocada. En el caso de no desearla se deberá cuidar el vino estabilizándolo de forma correcta. Para realizarla se pueden recomendar las siguientes prácticas:
Realizar una sulfitación lo menos posible. Tras la fermentación alcohólica mantener el vino a una temperatura controlada y
estable de 20-22ºC. La temperatura óptima dependerá de la cepa de bacteria empleada, en el mercado se encuentran bacterias seleccionadas capaces de crecer a temperaturas por debajo de 15ºC.
Corregir el pH si este es demasiado bajo mediante la adición de carbonato de calcio o bicarbonato.
Realizar una aireación moderada. Siembra de una cepa seleccionada o bien preparar un pie de cuba. Incorporar algún activador: vitamina B, cáscara de levadura, alginatos.
C) PICADO ACÉTICO
La acetificación o picado acético o avinagramiento es un proceso de transformación del alcohol (en presencia del oxígeno) en ácido acético. Es producido por las bacterias acéticas “Gram-” presentes en la uva y en el aire de los géneros Acetobacter y Gluconobacter. Además del ácido acético se forman también acetaldehído y acetato de etilo de olor característico.
Las bacterias acéticas se encuentran en la uva y en la atmósfera, en mayor cantidad cuando las condiciones sanitarias de la vendimia son malas (podredumbre ácida por Botrytis cinerea). Tras la fermentación han disminuido su población y los vinos contienen 0,3 a 0,6 g/hl de ácido acético procedente del metabolismo de las levaduras. Cuando el vino es aireado o permanece en contacto con el aire, se produce un crecimiento de las bacterias acéticas produciéndose el denominado picado acético. Puede aparecer un velo en la superficie del vino por acumulación de bacterias e incluso hundirse formando un sedimento (madre del vinagre). La formación de ácido acético va acompañada de la formación de acetato de etilo. El crecimiento de bacterias acéticas a partir de azúcares es más rápido que a partir de alcohol.
10
Conservación y almacenamiento de vinos
Hay una serie de factores que son de gran importancia en el crecimiento de las bacterias acéticas:
Presencia de oxígeno. Es imprescindible para el picado acético, por lo que normalmente se desarrollarán en la superficie del vino. Se evitarán aquellas condiciones que favorezcan el contacto vino-aire.
Temperatura. Temperaturas altas favorecen el desarrollo de las bacterias lácticas. Nivel de pH. Valores elevados favorecen el crecimiento. Grado alcohólico. El etanol inhibe el desarrollo de bacterias acéticas, por lo que el
picado es menos fácil en vinos de alta graduación. La presencia de anhídrido sulfuroso disminuye el crecimiento de bacterias, si bien no
es suficiente y se debe combinar con la ausencia de oxígeno. Otros compuesto como la presencia de compuestos fenólicos en elevadas
concentraciones pueden inhibir el desarrollo bacteriano. La higiene, resulta fundamental la limpieza de todos los recipientes y utensilios
empleados en contacto con el vino y el mosto.
Tradicionalmente para saber la susceptibilidad de un vino al picado acético, se puede hacer la denominada “prueba del aire o de la estufa” donde se sitúa un erlenmeyer lleno de vino hasta la mitad tapado con un algodón, dentro de una estufa a 27-28ºC; los más frágiles se alteran en 24-48 horas mientras que los más resistentes aguantan hasta 8 días.
1.2. VINIFICACIÓN EN TINTO
La elaboración, crianza y conservación del vino es el objeto del conjunto de operaciones que componen la vinificación.
Los vinos tintos se obtienen de la fermentación de los mostos junto con los hollejos y las pepitas o semillas, esta es la particularidad principal que diferencia la elaboración de los vinos tintos del proceso para la elaboración de los vinos blancos.
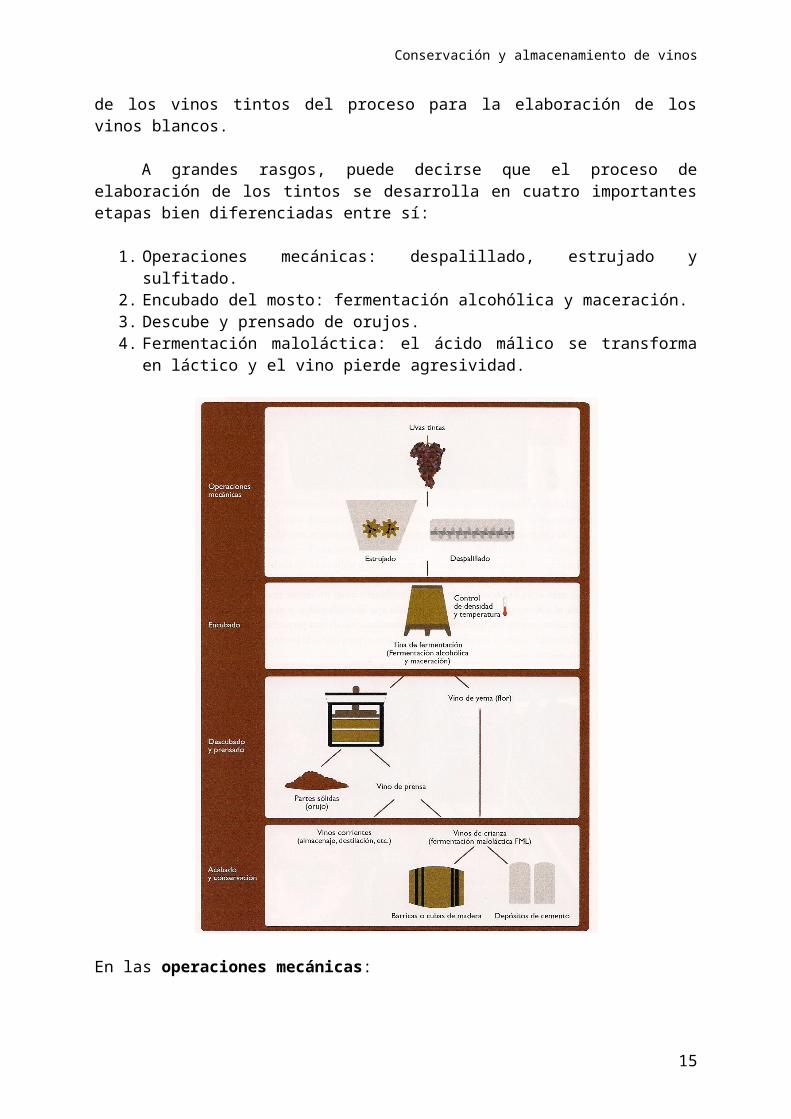
A grandes rasgos, puede decirse que el proceso de elaboración de los tintos se desarrolla en cuatro importantes etapas bien diferenciadas entre sí:
1. Operaciones mecánicas: despalillado, estrujado y sulfitado.2. Encubado del mosto: fermentación alcohólica y maceración.3. Descube y prensado de orujos.4. Fermentación maloláctica: el ácido málico se transforma en láctico y el vino pierde
agresividad.
11
Conservación y almacenamiento de vinos
En las operaciones mecánicas:
El despalillado consiste en la eliminación del raspón. Esto evita la presencia de sabores herbáceos en el producto final.
Mediante el estrujado se rompe la piel del grano de uva y se libera la pulpa.
El sulfitado es una operación preventiva, que consiste en la introducción de una pequeña dosis de anhídrido sulfuroso en el material vendimiado con el propósito de protegerlo de los ataques microbianos.
Una vez realizadas estas operaciones, se procede al encubado del mosto, que consiste en trasladar la pasta de la vendimia a depósitos en los que se llevará a cabo la fermentación alcohólica y la maceración.
La fermentación alcohólica puede ser definida como la transformación del mosto en vino. Este proceso desprende anhídrido carbónico (CO2) y las partes sólidas se elevan a la superficie del mosto.
12
Conservación y almacenamiento de vinos
Cuando las materias colorantes, los taninos y los aromas pasan al estado líquido, se produce la fase de maceración. Otra modalidad para alcanzar la maceración es la denominada maceración carbónica. Se realiza vertiendo la vendimia tal cual viene de las cepas, es decir, entera sin despalillar, en un depósito hermético, evitando en la medida de lo posible que se rompan los granos de uva. A continuación se rellena el espacio libre del recipiente con gas carbónico, puede proceder de una cuba donde haya mosto en fermentación o ser industrial, y se deja macerar. Este procedimiento es recomendable en aquellas áreas vitivinícolas que producen vinos ácidos y duros.
El prensado en los vinos tintos se realiza después de la fermentación, teniendo en cuenta que en las fases anteriores:
una quinta parte de la vendimia se rompe al encubarla y desarrolla una fermentación alcohólica normal,
otra quinta parte experimenta una fermentación intracelular
y, el resto, combina ambas fermentaciones, la intracelular y la alcohólica, al romperse los granos de uva por el propio peso de la vendimia.
Para proceder al envejecimiento, el vino se trasiega a barricas de roble y, según los criterios de elaboración de la bodega, así permanece más o menos tiempo para que continue su transformación y armonización.
En el caso de los vinos de diferentes variedades, antes del embotellado se procede al coupage para obtener el caldo definitivo.
Por último, y antes de empezar la maduración en botella, se estabilizan los componentes naturales del vino.
Coupage es la mezcla de diferentes mostos o vinos de un mismo año y zona.
Ensamblaje es la mezcla de mostos o vinos de diferentes años y/o zonas.
13

Conservación y almacenamiento de vinos
1.3. VINIFICACIÓN EN ROSADO
El vino rosado se define por su color. Es un tipo de vino intermedio entre el blanco y el tinto elaborado sin maceración, o con una maceración muy corta. La materia prima es siempre uva tinta, asemejándose en la constitución a los vinos blancos por su finura y frescura, tiene ese toque magistral que identifica a los vinos tintos por su complejidad aromática.
Los rosados se elaboran con maceración limitada y se suavizan con la fermentación maloláctica siempre que sea necesario. Otros rosados se asemejan más a los vinos blancos, y al estar menos macerados son más frescos y conservan su acidez málica. Dependiendo del contenido en ácido málico y de taninos serán más o menos suaves.
La definición exacta de un vino rosado es difícil porque no podemos fijarnos en su origen o en el método de vinificación. Se puede definir como la extracción parcial de uvas tintas o de la extracción total de uva gris o rosada. Nunca se le puede llamar rosado a la mezcla de vino tinto con vino blanco. La mayoría de los vinos rosados son secos pero en algunas regiones producen rosados semidulces.
Pero la característica fundamental de los vinos rosados es su apariencia atractiva, por ser una bebida fresca y con unos toques afrutados muy agradables en boca por su toque de carbónico que da esa chispa agradable a estos vinos.
14
Conservación y almacenamiento de vinos
La elaboración de un vino rosado es una tarea difícil de realizar porque no todos los años se puede conseguir un vino rosado de gran clase. Los vinos rosados se elaboran siguiendo dos técnicas: por vinificación en blanco de uvas tintas, o bien siguiendo el método de maceración parcial llamado sangrado.
El vino rosado de vinificación en blanco se elabora con uvas tintas tratadas como si fueran blancas y siguiendo los mismos procesos de estrujado, escurrido y prensado; pero sin las precauciones de limitación de la maceración que, por regla general, se toman cuando se trata de la vinificación en blanco.
Casi siempre se utiliza el mosto prensa para obtener una coloración adecuada. Se añade sulfuroso en dosis adecuadas, normalmente como si se tratase de un blanco, y el desfangado prácticamente no se realiza si la vendimia es sana.
El resto de las operaciones se realiza como en la vinificación de los blancos, con temperaturas bajas y evitando las oxidaciones del color con ácido ascórbico.
Vino Rosado de maceración Parcial.
Son los llamados comúnmente claretes. Su elaboración se inicia como la de los tintos. Se llena una cuba de uva estrujada, despalillada y sulfatada. Cuando el color se intensifica por disolución de los antocianos y de la cepa de la que proceda la uva, una vez hayamos sulfatado, se procederá al descube.
A veces el depósito se recarga con vendimia fresca sobre los orujos, práctica que no es muy recomendable por que se producen vinos tintos muy duros.Después del descube, la fermentación continúa en otro depósito un poco más lenta.
Los vinos rosados son para consumirlos en el mismo año, puesto que no tienen estructura para conservarlos como crianza en botella.
1.4. VINIFICACIÓN EN BLANCO
Dependiendo de la zona vitivinícola que nos encontremos la determinación del vino que se pretende elaborar irá condicionado por una serie de factores sociales que predisponen los gustos del consumidor, por lo que demanda el mercado diferentes formas de presentar el producto para poder llegar a más público de edades distintas y gustos variados.
Los tipos de blancos son extremadamente amplios. Pueden ser:
-Aromáticos o de aroma discreto-Secos, semisecos, dulces o licorosos-Tranquilos o espumosos-Frescos y afrutados-Rancios y maderizados
Existen una serie de características que determinan el tipo de vino blanco del que se trata. Veamos:
Envejecidos en madera o conservados jóvenes en envases herméticos.
15
Conservación y almacenamiento de vinos
Según las uvas: si están poco maduras, muy maduras o sobre maduras. Según su estado sanitario y nivel de podredumbre. En la enología actual las operaciones prefermentativas juegan cada vez más un papel
primordial sobre los caracteres de los vinos, en especial de los blancos.
En la actualidad conocemos la incidencia que sobre los compuestos volátiles de un vino blanco tienen los tratamientos que se realizan sobre la uva y el mosto.
Dicho tratamiento no sólo condiciona el resultado aromático final del vino elaborado sino que además, repercuten en el desarrollo de la fermentación y en las posibles desviaciones o ralentizaciones de la misma.
En la elaboración de vinos blancos intervienen numerosas variables, no sólo en lo que se refiere a la variedad, siendo muy importante realizar las técnicas adecuadas para la obtención de un buen cultivo, sino también el estado sanitario de la uva. Por eso, es conveniente realizar una serie de pasos:
-Control de Maduración-Transporte de la vendimia-Recepción en bodega y toma de muestras-Extracción del Mosto-Maceraciones prefermentativas-Corrección del Mosto-Separación de Fangos-Comportamiento Fermentativo-Fermentación en Barrica-Acabado de la fermentación Alcohólica
Se realiza un control de maduración en viña para conocer el momento óptimo de maduración fénolica en la uva.
Para la vinificación en blanco, el transporte de la uva debe realizarse de la forma menos agresiva, para que el grano no se deteriore por excesiva presión y evitar refermentaciones prematuras.
La mejor obtención del mosto se consigue combinando la rotura mecánica de la pared celular con la degradación enzimática. Esto se consigue con preparados comerciales que aumentan la cantidad de mosto flor que es aquel obtenido por ligeras presiones y que contiene fenoles no flavonoideos y ácidos fenoles. Para respetar la calidad de la primera fracción del "mosto flor" se han de vinificar por separado, ya que los mostos obtenidos de las últimas fracciones del prensado originarán vinos más bastos, con más polifenoles, mayores notas herbáceas, así como un contenido más bajo de acidez total. Esta vinificación se hará por salificación parcial del tartárico con el potasio del escobajo y un aumento en coloides (polisacáridos y proteínas).
Veamos los pasos a seguir para la obtención del mosto:
1º) Tolva de recepción2º) Despalilladoras Horizontales3º) Estrujado
16
Conservación y almacenamiento de vinos
4º) Bomba de vendimia5º) Escurridores o Patines6º) Prensado
La maceración prefermentaria, también conocida con el nombre más común de maceración pelicular, es un sistema utilizado en algunas regiones vitivinícolas como práctica de elaboración de caldos en un sistema tradicional. Pero, paralelamente a la extracción de aromas, el mosto se enriquece en sustancias astringentes y desagradables, potencialmente peligrosas para la evolución del vino, como polifenoles que aceleran el pardeamiento. Una práctica muy utilizada es la maceración a baja temperatura durante un tiempo corto, en función de las características varietales.
Corrección del mosto
Una vez obtenido el mosto, haya o no maceración prefermentativas, hemos de adicionar anhídrido sulfuroso lo antes posible. En cuanto el mosto se separa, por escurrido o prensado, aumenta la acidez con la adición de ácido tartárico hasta niveles de 5 - 5, 5 gr/l (expresado en ácido tartárico), lo que confiere al mosto y después al vino una cierta estabilidad biológica. Esta operación es más aconsejable realizarla tras el desfangado.
El procedimiento más usual para la separación de los fangos es la sedimentación y el trasiego. El más rápido es la centrifugación por medio de un clarificador con evacuación automática de las lías .El inconveniente de este proceso es que el mosto se queda desestructurado y necesita un tiempo de reposo para que los compuestos aromáticos vuelvan a resaltar en el mosto.
Cuando llevamos el mosto a fermentar es conveniente, una vez que se realiza el trasiego a otro envase, añadir la lía fina que se deposita en la capa superior del desfangado, ya que de esta obtendremos vinos más aromáticos y redondos, puesto que en el sedimento también se han arrastrado los precursores aromáticos pertenecientes a cada variedad de uva.
Otro sistema muy utilizado hoy en la bodega para la separación de los fangos como sistema de clarificación y limpieza de grandes cantidades de mosto es a través de flotación.
Como se ha explicado anteriormente la clarificación de los mostos blancos es imprescindible para la obtención de buenos vinos, pero el desfangado puede originar una serie de riesgos que se pueden solventar con ayuda de coadyuvantes de fermentación específicos para cada proceso. Una vez ajustada la dosis de activadores al mosto, realizamos una siembra de levaduras seleccionadas, lo cual nos encontramos en las últimas operaciones prefermentativas.
Una vez trascurridos estos procesos, lo ponemos a fermentar en tanque o depósitos de acero inoxidable.
La fermentación en la barrica.
La función principal de la fermentación de mostos en barrica es la obtención de vinos más estructurados y elegantes con matices de madera que armonizan en boca su cata.
Acabado de la fermentación alcohólica
17

Conservación y almacenamiento de vinos
Si la marcha de la fermentación alcohólica está bien definida por la toma de densidad, el densímetro no basta para decidir sobre el final de la transformación de todo el azúcar contenido en el mosto en alcohol. Para ello, hay que recurrir a análisis químicos y averiguar los azucares reductores que hay en el medio.
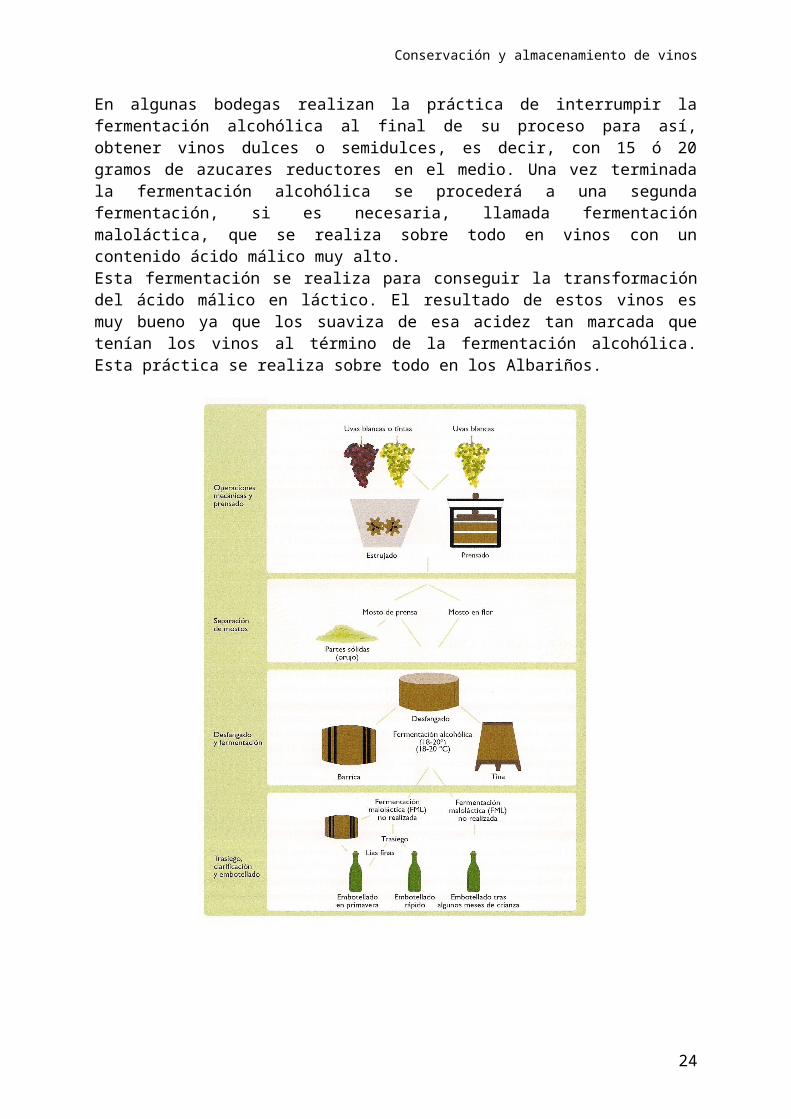
En algunas bodegas realizan la práctica de interrumpir la fermentación alcohólica al final de su proceso para así, obtener vinos dulces o semidulces, es decir, con 15 ó 20 gramos de azucares reductores en el medio. Una vez terminada la fermentación alcohólica se procederá a una segunda fermentación, si es necesaria, llamada fermentación maloláctica, que se realiza sobre todo en vinos con un contenido ácido málico muy alto.Esta fermentación se realiza para conseguir la transformación del ácido málico en láctico. El resultado de estos vinos es muy bueno ya que los suaviza de esa acidez tan marcada que tenían los vinos al término de la fermentación alcohólica. Esta práctica se realiza sobre todo en los Albariños.
18
Conservación y almacenamiento de vinos
Unidad didáctica 2: OPERACIONES FINALES
2.1.- Introducción2.2.- Trasiegos.2.3.- Clarificación de vinos.
2.3.1.- Clarificación mediante clarificantes.2.3.2.- Clarificación por centrifugación.2.3.3.- Intercambio iónico.
2.4.- Filtración del vino.2.4.1.- Introducción.2.4.2.- Tipos de filtros utilizados.
2.5.- Estabilización de vinos.2.5.1.- Introducción.2.5.2.- Estabilización por enfriamiento.2.5.3.- Sistemas continuos de estabilización de vinos.
2.1. INTRODUCCIÓN
Tras la transformación de la uva en vino joven que acaba de nacer (despalillado, estrujado, prensado, fermentación, desfangado, etc) tenemos que seguir cuidando de él para que llegue a adulto.
Por supuesto que las variantes que existen en los tratamientos en bodega son muy diferentes de un tipo de vino a otro, de una región a otra, etc. Pero siempre hay algo en común, máquinas que se usan en todas las bodegas, técnicas aplicables a unos y otros vinos en unas y otras regiones. Así podemos citar los trasiegos, las clarificaciones, filtrados y estabilización de los vinos.
2.2. TRASIEGO
Definición: Operación consistente en separar el vino de las materias sólidas depositadas en el fondo de los recipientes, tanto durante la fermentación como durante las diferentes etapas de la crianza.
Una vez concluida la fermentación y durante unas semanas, las levaduras muertas se van depositando en el fondo de las cubas, toneles, depósitos, etc.Junto con las levaduras se depositan otros organismos (bacterias principalmente), residuos sólidos, materias orgánicas…
De este modo se genera un depósito de composición heterogénea que no es conveniente que permanezca que permanezca en contacto con el vino ya que le podría transmitir sabores indeseables en un corto periodo de tiempo como consecuencia de la putrefacción de los cadáveres de las levaduras y los desprendimientos olorosos de las materias orgánicas.
Se impone la realización de un trasiego o cambio de vino de un recipiente a otro con objeto de separarlo de esos posos.
Pero los trasiegos tienen otros efectos beneficiosos suplementarios en el vino:
19
Conservación y almacenamiento de vinos
1. Por un lado, el vino joven aún contiene pequeñas cantidades de CO2, producto de la transformación de los azúcares por las levaduras durante la fermentación. Con el trasiego se produce una eliminación de esos vapores de CO2 y a la vez, algo de alcohol y la eliminación de ácidos como el sulfhídrico que puede provenir en el vino de dos fuentes:
- de la propia uva, procedente de sulfatos o de proteínas, incluso de azufre vertido durante su cultivo como fungicida en el tratamiento de los viñedos.- del aditivo en forma de dióxido de azufre (SO2) vertido al mosto.
2. Otro de los efectos del trasegado es la aireación del vino, aunque este fenómeno puede ser más o menos intenso según como se produzca la operación.Esta aireación puede tener efectos beneficiosos o perjudiciales según los tipos de vino y el momento de efectuar el trasiego. Por un lado se dice que con trasegado normal, de 2 a 3 cm3 de aire se disuelven por litro de vino ayudando a efectuar las últimas transformaciones biológicas en el líquido y a la desaparición de ácidos como el sulfhídrico.
Como desventajas, podemos citar, la pérdida de ciertos aromas volátiles y la posible oxidación excesiva del vino.
Los trasiegos se realizan también cuando se agregan agentes clarificantes (bentonitas, diatomeas…), que después de un periodo de reposo se separan conjuntamente con los precipitados obtenidos.
Número de trasiegos y momentos de su realización
El número de trasiegos y cuando se deben efectuar depende de varios factores:
1. Tipos de envases . Cuando el vino está en grandes depósitos se hacen los trasiegos más frecuentemente que cuando se tiene en barricas. En el primer caso se hacen cada 60 días, mientras que en el segundo cada 90 o 180 días.
2. Vejez del vino . El primer año de vida de un vino se suelen efectuar de 3 a 6 trasiegos, mientras que en el segundo año, ya sólo se realizan de 2 a 4 como máximo. Esto es lógico ya que en el primer año es cuando mayor es el volumen de lías o depósitos, imponiéndose unos trasiegos más frecuentes.
3. Porcentaje de lías . Cuando se trata de un vino que decanta pocas heces porque está muy limpio debido a los sistemas de elaboración empleados, no es necesario llegar a los 6 trasiegos en el primer año. Basta con 2 o 3. Lo mismo se puede decir de un vino sometido a filtraciones tempranas del que se han eliminado ya la mayor parte de las heces. Tampoco hay que pasar de los 2 o 3 trasiegos.
4. Tipos de vino . Los vinos muy ligeros, ricos en aromas volátiles, se deben trasegar menos de lo normal.
Veamos ahora las épocas del año en que estos trasiegos deben efectuarse.Como siempre dependen de muchos factores, y sólo el enólogo, después de estudiar la
evolución de cada vino, puede fijar las fechas. De todas formas se pueden dar unas reglas generales.
En tintos, acabada la fermentación tumultuosa que viene a durar de 8 a 12 días, se procede al descube pasando el vino recién fermentado a barricas de roble u otro depósito para que se inicie la fermentación maloláctica. Ésta es más lenta, y se produce la transformación
20
Conservación y almacenamiento de vinos
del ácido málico en láctico. El primer trasiego se suele hacer hacia finales del mes de diciembre o principios de enero, acabada ya la fermentación maloláctica en los tintos.
Para los blancos, este primer trasiego se debe hacer antes del primer mes una vez acabada la fermentación. Los blancos no deben permanecer más tiempo en contacto con las heces, aunque pueden producirse pérdidas de aroma y frescura.
El vino permanece quieto y en silencio en las bodegas a temperatura y humedad prácticamente constantes hasta que se hace el segundo trasiego para eliminar las precipitaciones (tartratos por ejemplo) producidas durante el reposo (invernal).
Al hacer los trasiegos hay que proceder a limpiar perfectamente los depósitos o barricas que se quedan vacíos, evacuando las heces acumuladas y lavando bien todo el interior.
Hay comarcas vinícolas donde sólo se realizan trasiegos semestrales, es decir 2 meses al año. Por lo que no se pueden fijar normas tajantes al respecto.
El tercer trasiego, se puede efectuar antes de que comiencen los calores del verano, aprovechando a la vez para sulfitar el vino y que aguante así los rigores estivales.
En bodegas profundas y frías donde la temperatura sigue siendo baja en verano, no es tan necesario este trasiego acompañado de adición de sulfuroso.Periódicamente, se procede también a rellenar de vino los espacios libres que queden en las barricas o depósitos. Esto también es una regla general que tiene muchas excepciones según tipos de vinificación. Por ejemplo, en el sistema de crianzas de soleras empleado en Jerez se deja en las barricas de roble americano un 10% de espacio libre para la aireación.
El cuarto trasiego se suele realizar antes de que empiece la vendimia siguiente en septiembre.
Durante la crianza, los vinos se tienen en barricas de roble durante dos a tres años, periodo en el que se realizan trasiegos semestrales.
El vino ha ido pasando de las cubas a las barricas que se colocan con la boca en la parte superior y tapadas. La fermentación maloláctica se suele acabar a finales de la primavera siguiente o principios de verano.
Entonces se rellenan para suplir las pérdidas que haya podido haber. Se cierran y se ponen con las bocas ladeadas. A partir de ahí, el periodo de crianza en barrica suele ser de 2 a 4 años, efectuando trasiegos durante dicho periodo con objeto de eliminar heces, airear el vino, cambiar el color, etc.
El color va pasando de rojo violáceo, a rojo vivo siendo cada vez más ocre.
El vino evoluciona de más áspero a más fino y suave. Y los aromas también se estilizan.
Después de la crianza en barricas, el vino también pasa uno o más años en botellas antes de su venta definitiva al público.
21

Conservación y almacenamiento de vinos
Trasegado entre barricas o depósitos
Los sistemas de trasegado varían según se trate de hacerlo en barricas o depósitos.
Cuando se trata de barricas, se puede hacer por un tubo o manguera que se introduce por arriba por la boca de la barrica y se lleva hasta la barrica de abajo.También se puede realizar conectando la espita de la barrica superior (grifo de salida colocado a pocos centímetros de la parte inferior lateral de la barrica).
Las heces en una barrica no se depositan exclusivamente en el fondo de la misma, sino que lo hacen también por las paredes laterales. Por esta razón, hay que tener mucho cuidado en los trasiegos para no enturbiar el vino, ya que según va bajando el nivel de éste en la barrica, las impurezas acumuladas en los laterales se van removiendo y pueden pasara al vino.
El trasiego entre depósitos hay que realizarlo con bombas. Los fangos o lías se depositan en el fondo horizontal o si los depósitos están a distinta altura también es posible realizar el trasiego sin bombas, pero en general se utilizan éstas debido a la rapidez que imprimen al proceso de separación.
Una vez concluido el trasiego de un depósito a otro, el que queda vacío debe ser limpiado y desinfectado nada más acabar la operación, para evitar contaminaciones indeseables.
Bombas en bodega
Las bombas son dispositivos mecánicos de aspiración e impulsión de un líquido.Son varios los tipos de bombas que existen, según la forma de llevar a cabo su trabajo:
• Bombas centrífugas
• Bombas de tornillo helicoidal
22
Conservación y almacenamiento de vinos
• Bombas volumétricas de lóbulos
Bombas volumétricas de émbolo
Bombas de pistón
Son muchos los puntos y los momentos en una bodega donde se producen bombeos además de en los trasiegos. Pero un consejo práctico muy importante es el de tratar de reducirlos al máximo.
El bombeo es un estrés mecánico al que se somete al vino o al mosto con objetos y fines diversos. Este estrés mecánico, se repite muchas veces en el transcurso de la vida del
23
Conservación y almacenamiento de vinos
vino, desde antes aún de serlo (antes de la fermentación) hasta que llega a la copa del consumidor.
El bombeo supone la agitación más o menos intensa del mosto o del vino con aireación y rotura o desmenuzamiento de las partes sólidas en suspensión.
Actualmente, en la industria en general, cuando se manejan líquidos se procura someterlos al menor número posible de bombeos y siempre con bombas que produzcan un estrés mecánico atenuado.
Este es un desafío para los fabricantes de bombas que deben mejorar sus diseños para tratar suavemente a los productos alimentarios.
Para el trasiego de vinos, las bombas que producen menor estrés a los vinos son las bombas de tornillo helicoidal y las bombas volumétricas de lóbulos.
2.3. CLARIFICACIÓN DE VINOS
El vino puede ser considerado como un medio hidroalcohólico, donde determinadas sustancias se encuentran en forma de solución verdadera, y otras bajo la forma de dispersión coloidal. De tal forma, que su grado de limpidez queda condicionado por su composición y por una posible insolubilización de determinadas sustancias, así como también por los posibles desarrollos microbianos que se pudieran producir en el vino, jugando entonces los fenómenos coloidales un importante papel en la estabilidad o inestabilidad de la turbidez y por lo tanto en el aspecto exterior que presenta el vino.
En la actualidad la limpidez es uno de los factores que el consumidor exige a los vinos, ante la creencia de que un signo de turbidez significa necesariamente una alteración de los vinos, y esto puede ser cierto en algunos casos, pero sin embargo en muchos otros esto no es así, pues la presencia de determinadas sustancias insolubilizadas o en suspensión no afectan en absoluto al resto de las cualidades organolépticas de los vinos.
Incluso hoy día existe una tendencia, que se aplica a los grandes vinos tintos, donde la presencia de un sedimento de materia colorante, acompañado incluso de una ligera precipitación de tartratos, eliminables fácilmente por decantación, se consideran como una garantía de integridad de los mismos, pues se piensa que no han sido estabilizados y que en consecuencia conservan en mayor parte su pureza, siendo incluso titulados en su etiquetado como vinos sin estabilizar.
La clarificación de vinos se puede conseguir de varias formas:
1. Adición de agentes clarificantes que precipitan los turbios del vino en un tiempo determinado, sedimentándose en el fondo de la cuba o depósito de donde pueden ser separados.
2. Centrifugación a 4.000-8.000 r.p.m. en máquinas que consiguen aceleraciones 10.000 veces superiores a la fuerza de la gravedad.
3. Intercambio iónico.
24
Conservación y almacenamiento de vinos
2.3.1 Clarificación mediante clarificantes.
La clarificación se realizaba ya en los primeros tiempos de existencia del vino. Egipcios, griegos y romanos lo hacían con clara de huevo, sangre o leche.
Hoy en día, las clarificaciones se hacen con bentonita, gelatinas, albúminas y caseínas, aunque son muchos los pequeños bodegueros que siguen utilizando los primeros productos que hemos citado. Salvo la bentonita, todas las sustancias que hemos mencionado son de carácter proteínico. La bentonita es un silicato con calcio, magnesio y algo de hierro.
La clarificación por encolado es una técnica que consiste en añadir al vino, más o menos turbio, o más o menos inestable, unas determinadas sustancias llamadas clarificantes, que son capaces de flocular y de sedimentar arrastrando las partículas que contiene en suspensión.
Por lo tanto a través del encolado se pueden conseguir varios objetivos de gran importancia enológica:
- Limpieza en los vinos de las partículas que contiene en suspensión, mediante la aplicación de una técnica de bajo coste y buenos resultados, que a pesar de ser insuficiente en algunos casos, mejora de manera notable la eficacia de los sistemas de filtración utilizados con posterioridad, y por lo tanto optimizando su coste.
- Estabilización de los vinos favoreciendo o induciendo a la precipitación de ciertas sustancias coloidales capaces de formar turbideces con posterioridad.
Por lo tanto a través del encolado se pueden conseguir varios objetivos de gran importancia enológica:
- Mejora de las características organolépticas de los vinos, mediante la atenuación o eliminación de aromas defectuosos, y ocasionando una mejora en la finura de aromas. Del mismo modo la clarificación por encolado elimina en el vino los taninos más simples, que presentan sensorialmente mayores sensaciones de aspereza y astringencia, aunque también reducen en parte la fracción de los taninos combinados con los polisacáridos de caracteres gustativos positivos.
Mecanismos de la clarificación
El mecanismo de la clarificación del vino tiene tres fases:
En la primera, el agente clarificante reacciona con los turbios y partículas en suspensión. Enturbiándose aún más el vino.
En la segunda, se forman unos grumos. producto de esas reacciones, que aparecen por todo el volumen del vino.
En la tercera fase, los grumos formados sedimentan en el fondo del envase. Los turbios tienen generalmente carga eléctrica negativa, mientras que las proteínas utilizadas como clarificantes tienen cargas positivas, de ahí que se unan y precipiten.
25

Conservación y almacenamiento de vinos
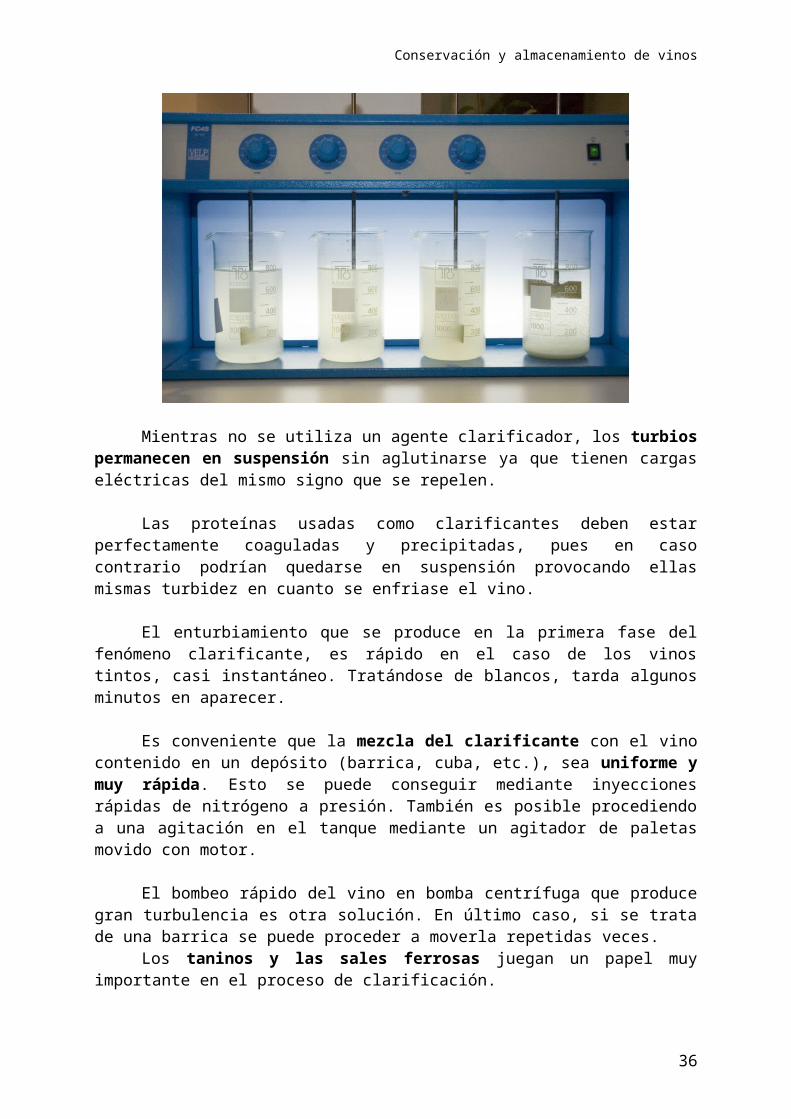
Mientras no se utiliza un agente clarificador, los turbios permanecen en suspensión sin aglutinarse ya que tienen cargas eléctricas del mismo signo que se repelen.
Las proteínas usadas como clarificantes deben estar perfectamente coaguladas y precipitadas, pues en caso contrario podrían quedarse en suspensión provocando ellas mismas turbidez en cuanto se enfriase el vino.
El enturbiamiento que se produce en la primera fase del fenómeno clarificante, es rápido en el caso de los vinos tintos, casi instantáneo. Tratándose de blancos, tarda algunos minutos en aparecer.
Es conveniente que la mezcla del clarificante con el vino contenido en un depósito (barrica, cuba, etc.), sea uniforme y muy rápida. Esto se puede conseguir mediante inyecciones rápidas de nitrógeno a presión. También es posible procediendo a una agitación en el tanque mediante un agitador de paletas movido con motor.
El bombeo rápido del vino en bomba centrífuga que produce gran turbulencia es otra solución. En último caso, si se trata de una barrica se puede proceder a moverla repetidas veces.
26
Conservación y almacenamiento de vinos
Los taninos y las sales ferrosas juegan un papel muy importante en el proceso de clarificación.
El agente reacciona con el tanino del vino que le coagula e insolubiliza por lo que precipita. En esta caída se arrastran los turbios que como hemos visto antes, tampoco permanecen inertes.
Las sales ferrosas que aparecen en el vino cuando éste se airea en un trasiego, por ejemplo, ayudan positivamente a que la clarificación sea rápida. Por ello, al efectuar la clarificación de un vino después de un trasiego contamos con un factor importante a favor.
Factores que influyen en la clarificación por encolado
- Interacciones entre proteínas y taninos.- Acidez y pH del vino.- Cationes en el vino.
- Nivel de oxidación del vino.- Influencia de la temperatura.
- Influencia del alcohol.- Presencia de coloides protectores.
2.3.2 Clarificación por centrifugación.
La centrifugación es una técnica de separación de sólidos o limpieza de líquidos alternativa a las de clarificación por encolado, utilizando en este caso una operación física, donde se somete al líquido a limpiar a la fuerza de la gravedad multiplicada por valores muy elevados, donde casi instantáneamente se produce la sedimentación y separación de los sólidos contenidos en la fase líquida.
Los primeros estudios proceden del año 1928, aunque su gran desarrollo en la enología viene a partir de los años cincuenta, donde se consigue que las máquinas funcionen en total ausencia de aire, presentando en la actualidad un campo de gran interés para la industria alimentaria.
Una manera de acelerar la velocidad de caída de las partículas es aumentar el valor de la fuerza de la gravedad, pudiendo conseguirse sometiendo al líquido a clarificar a una
27
Conservación y almacenamiento de vinos
rotación sobre un eje o centrifugación, consiguiendo de este modo obtener un valor mucho más elevado de la fuerza de la gravedad.
El contenido en partículas sólidas de los líquidos a clarificar condiciona la utilización de este tipo de máquinas, pudiendo éstas agruparse en centrífugas verticales de platos, donde el contenido máximo de turbios oscila entre un 3 a 8 por 100; y en centrífugas horizontales de masas, que permiten la limpieza de líquidos muy cargados de sólidos hasta un 20 a 25 por 100.
Centrífugas verticales de platos
Estas máquinas se utilizan para clarificar líquidos más o menos turbios, en un proceso discontinuo en las centrífugas de cámaras, o bien en otro continuo más operativo, en las centrífugas verticales autolimpiables de platos, que se utilizan en la actualidad en detrimento de las anteriores.
Centrífuga discontinua de cámaras
28
Conservación y almacenamiento de vinos
Centrífuga continua de platos
Centrifugas horizontales de masas o decantadoras
Estas máquinas se utilizan para la clarificación de los líquidos muy cargados de sólidos, como por ejemplo los fangos procedentes de un desfangado, o como las heces o lías de los trasiegas de vinos fermentados, o los sedimentos de las clarificaciones de los vinos, etc.
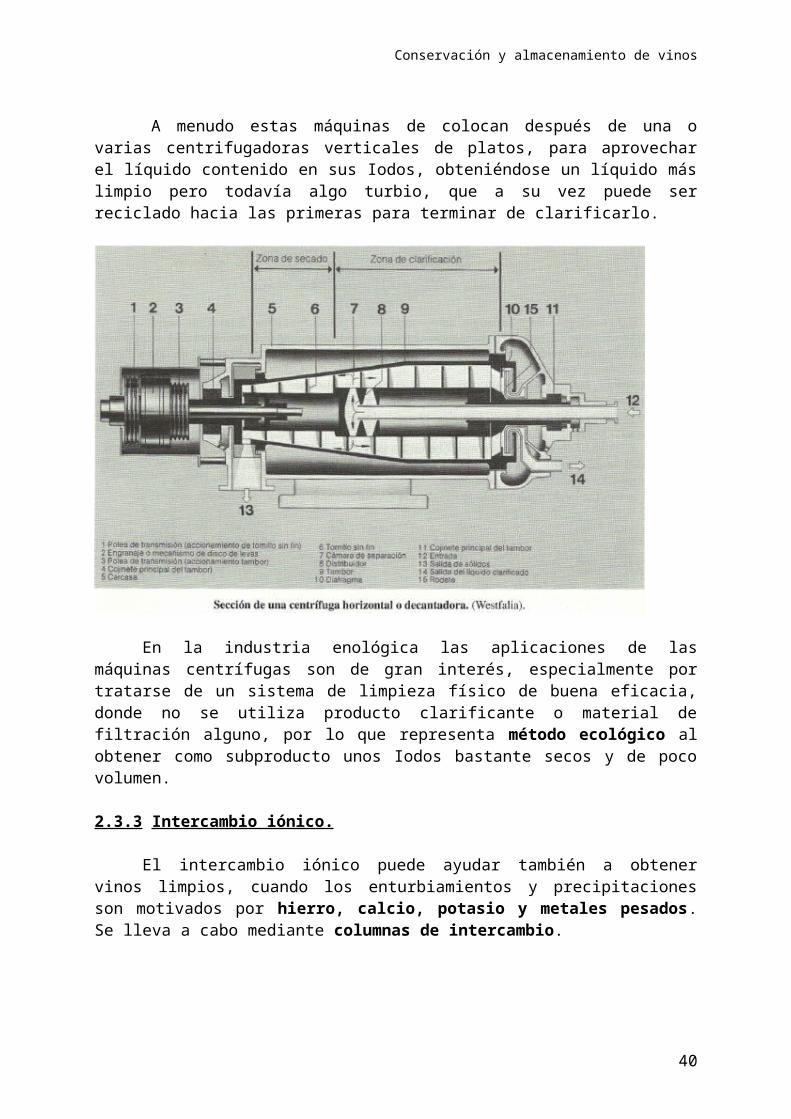
A menudo estas máquinas de colocan después de una o varias centrifugadoras verticales de platos, para aprovechar el líquido contenido en sus Iodos, obteniéndose un líquido más limpio pero todavía algo turbio, que a su vez puede ser reciclado hacia las primeras para terminar de clarificarlo.
29

Conservación y almacenamiento de vinos
En la industria enológica las aplicaciones de las máquinas centrífugas son de gran interés, especialmente por tratarse de un sistema de limpieza físico de buena eficacia, donde no se utiliza producto clarificante o material de filtración alguno, por lo que representa método ecológico al obtener como subproducto unos Iodos bastante secos y de poco volumen.
2.3.3 Intercambio iónico.
El intercambio iónico puede ayudar también a obtener vinos limpios, cuando los enturbiamientos y precipitaciones son motivados por hierro, calcio, potasio y metales pesados. Se lleva a cabo mediante columnas de intercambio.
Las columnas de intercambio están llenas de una resina insoluble y saturada de sodio. Al pasar el vino por ellas, retienen los metales que éste lleva dejando en libertad el sodio. Con la eliminación de los metales se acabaron los enturbiamientos que éstos podrían producir.
La duración de estas resinas es ilimitada, teniendo que reponerse unas pérdidas el orden del 4% por año como máximo.
La regeneración se hace cuando están saturados de metales y consiste en tratarlas con una disolución concentrada de cloruro sódico (NaCl) durante un corto período de tiempo. Después se lavan con agua y ya están las resinas listas otra vez para funcionar.
En ensayos realizados se citan como efectos del tratamiento de los vinos blancos por intercambio iónico los siguientes:
1° No modifica la composición con relación a los constituyentes esenciales de los vinos: densidad, extracto, grado alcohólico, acidez total, acidez volátil, azúcares reductores, sulfuroso libre y combinado, taninos, nitrógeno y pH.
2° No modifica el sabor y aroma de los vinos, como tampoco su capacidad biológica.
3° La sustitución parcial del potasio por el sodio en el contenido de los vinos les comunica suficiente estabilidad para evitar la precipitación de bitartrato potásico por las bajas
30

Conservación y almacenamiento de vinos
temperaturas, pues el bitartrato sódico tiene una solubilidad de 7 por 100 y el de potasio de 0,37 por 100 a la temperatura ambiente, además de ser soluble en alcohol.
Condiciones requeridas para aplicar el cambio iónico al tratamiento de los vinos.
1° Sólo es posible aplicar el cambio catiónico.2° De las resinas conocidas hasta la fecha, sólo ciertos tipos poliestirénicas-divinil-bencénicas ofrecen seguridad con relación a las siguientes circunstancias:
a) Estabilidad a la acción de los agentes químicos.b) Poder actuar, cuando son ácidos fuertes, a los pH bajos de los vinos.c) Ofrecer un margen de seguridad a temperaturas elevadas.d) Y, en consecuencia, no comunicar sabores o aromas extraños a los naturales del vino.
3° Es factor esencial el ciclo de trabajo de las resinas. Para cada resina es conveniente determinar la composición regeneradora más conveniente.
2.4. FILTRACIÓN DEL VINO
2.4.1 Introducción.
La filtración consiste en hacer pasar al vino a través de una capa o membrana porosa de tal manera que deje en ella todos los turbios que tenga y salga el vino con mayor o menor grado de limpieza, en función del material filtrante utilizado.
Los aparatos en los que se realiza la filtración se llaman filtros y están formados por un soporte permeable sobre el que se dispone una capa filtrante, y por un sistema mecánico más o menos complejo, que asegura la circulación a presión constante del líquido turbio y también la evacuación del mismo líquido una vez filtrado y limpio.
Normalmente, los vinos jóvenes que se quieren sacar al mercado pronto, conservan partículas en suspensión que les dan turbidez. Por eso, hay que realizar estas filtraciones, además de las clarificaciones.
No suele ocurrir esto en los vinos sometidos a crianza.
Sistemas de filtrado.
Los sistemas o tipos de filtración pueden clasificarse desde varios puntos de vista:
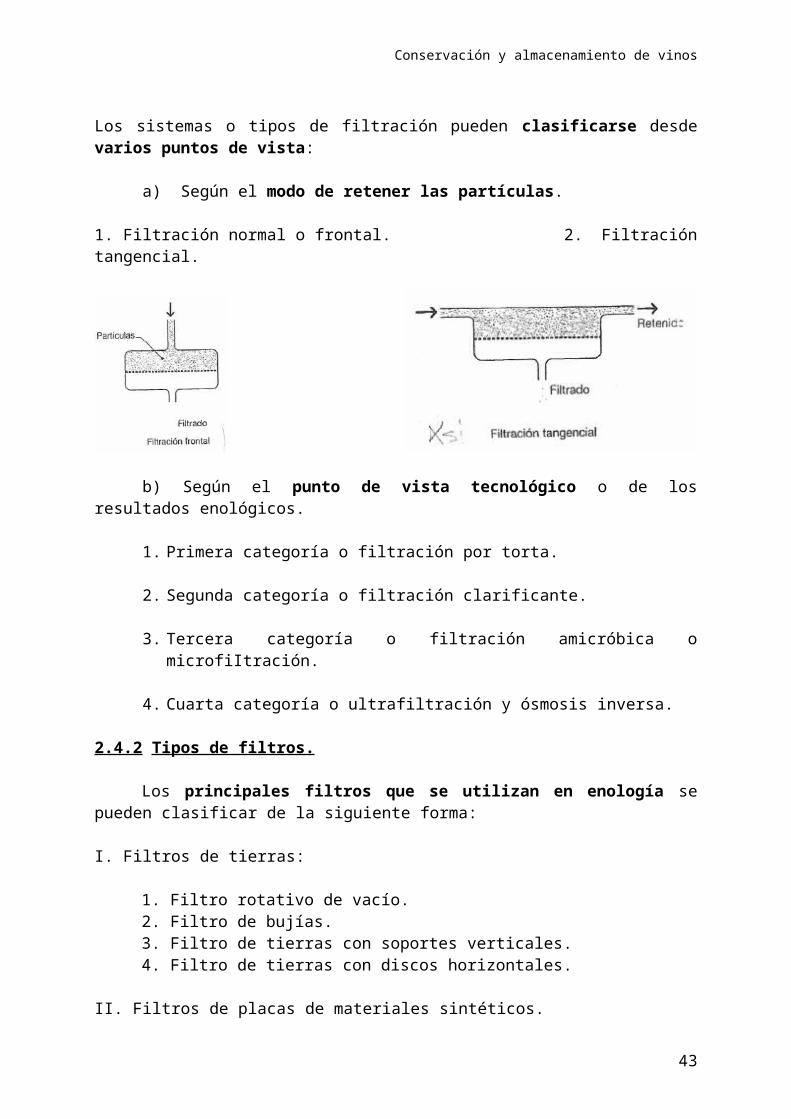
a) Según el modo de retener las partículas.
1. Filtración normal o frontal. 2. Filtración tangencial.
31

Conservación y almacenamiento de vinos
b) Según el punto de vista tecnológico o de los resultados enológicos.
1. Primera categoría o filtración por torta.
2. Segunda categoría o filtración clarificante.
3. Tercera categoría o filtración amicróbica o microfiItración.
4. Cuarta categoría o ultrafiltración y ósmosis inversa.
2.4.2 Tipos de filtros.
Los principales filtros que se utilizan en enología se pueden clasificar de la siguiente forma:
I. Filtros de tierras:
1. Filtro rotativo de vacío. 2. Filtro de bujías.3. Filtro de tierras con soportes verticales.4. Filtro de tierras con discos horizontales.
II. Filtros de placas de materiales sintéticos.III. Filtros de membranas.IV. Otras técnicas de filtración:
1. Ultrafiltración.2. Ósmosis inversa
I. FILTROS DE TIERRAS.
Los filtros de tierras o de aluvionado utilizan una capa o torta de tierras filtrantes (diatomeas, perlitas, etc.) como material o lecho filtrante.
Previamente, se mezcla el vino con las tierras para formar una precapa o torta sobre el soporte del filtro y después se hace pasar el líquido a filtrar de forma continua, consiguiendo la limpieza de los mostos o vinos.
Los distintos tipos de filtros de tierras se diferencian entre ellos por el soporte sobre el que se fija la torta.
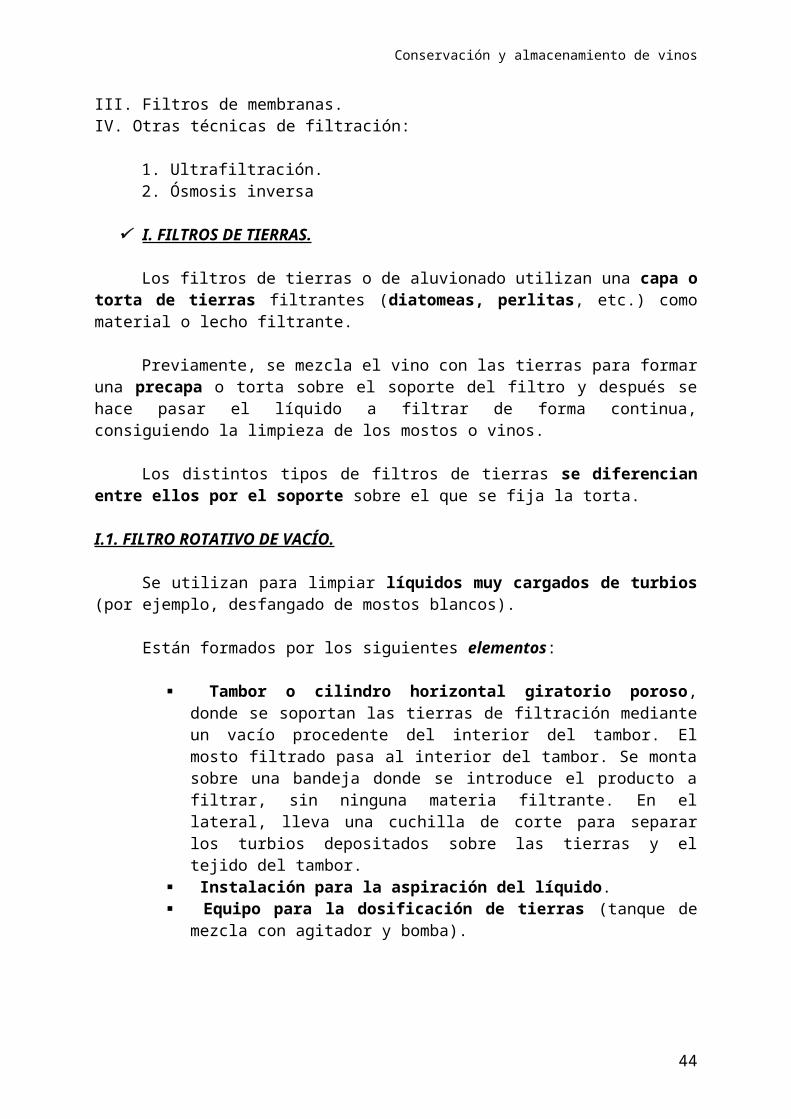
I.1. FILTRO ROTATIVO DE VACÍO.
Se utilizan para limpiar líquidos muy cargados de turbios (por ejemplo, desfangado de mostos blancos).
Están formados por los siguientes elementos:
32
Conservación y almacenamiento de vinos
Tambor o cilindro horizontal giratorio poroso, donde se soportan las tierras de filtración mediante un vacío procedente del interior del tambor. El mosto filtrado pasa al interior del tambor. Se monta sobre una bandeja donde se introduce el producto a filtrar, sin ninguna materia filtrante. En el lateral, lleva una cuchilla de corte para separar los turbios depositados sobre las tierras y el tejido del tambor.
Instalación para la aspiración del líquido. Equipo para la dosificación de tierras (tanque de mezcla con agitador y
bomba).
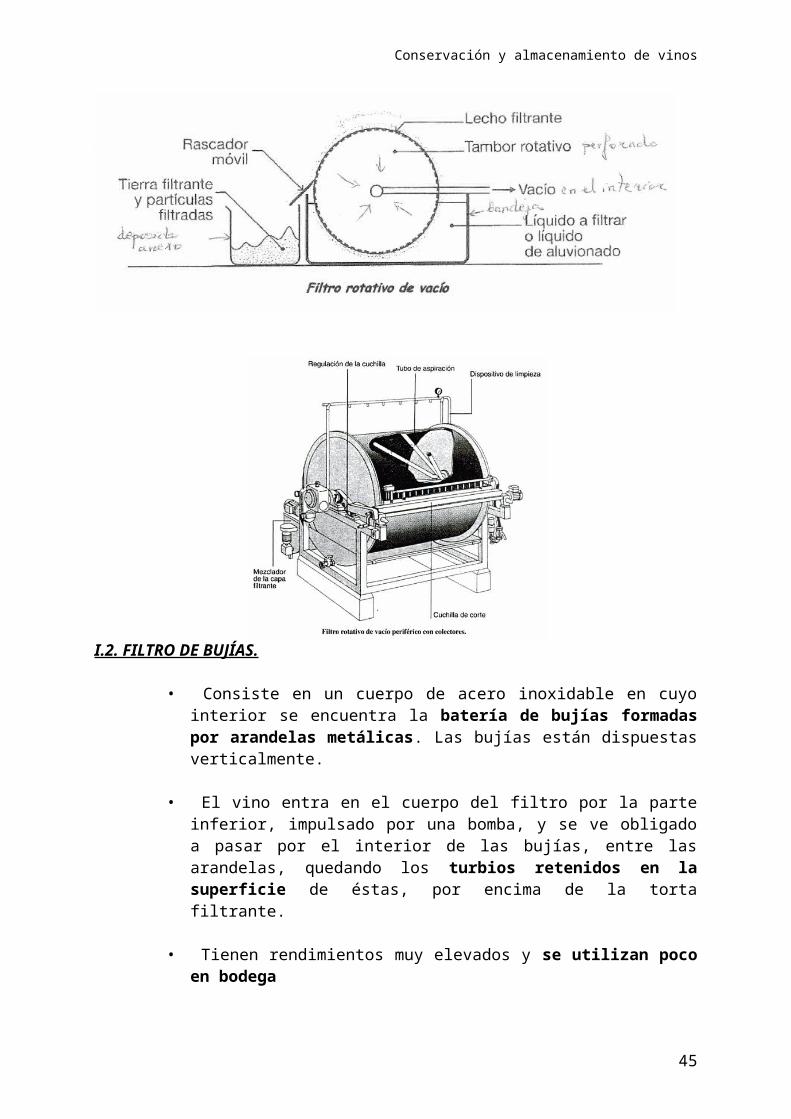
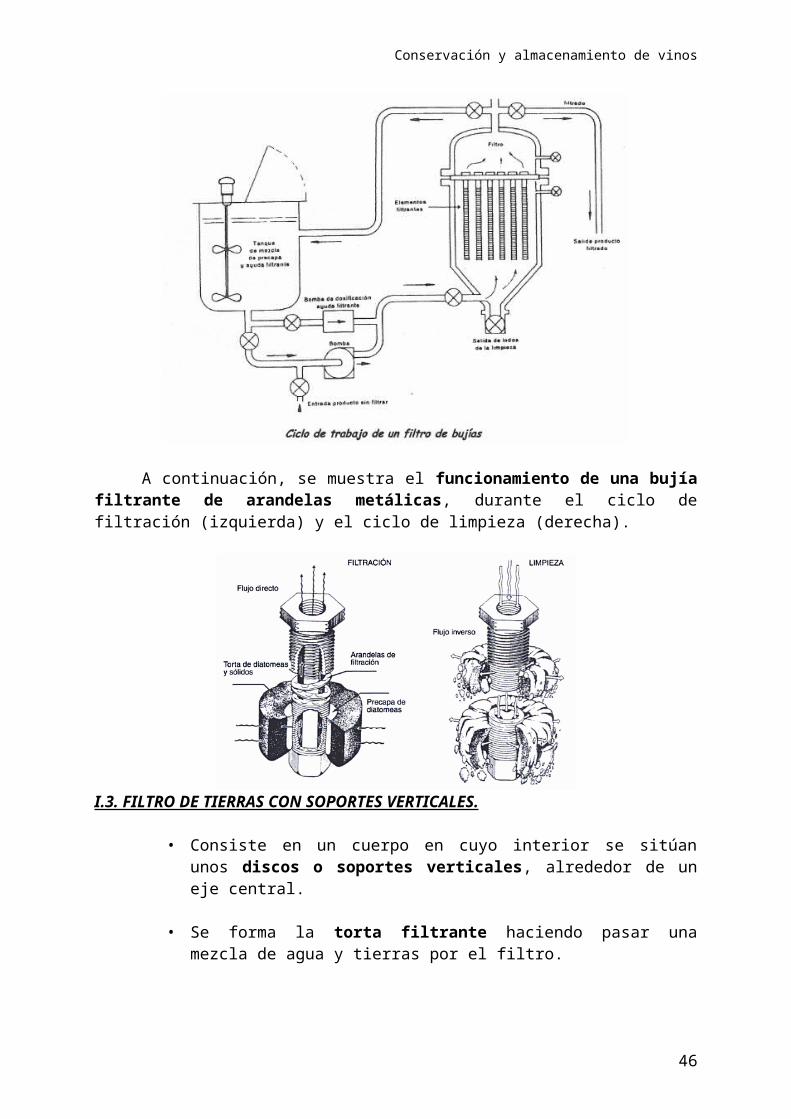
I.2. FILTRO DE BUJÍAS.
• Consiste en un cuerpo de acero inoxidable en cuyo interior se encuentra la batería de bujías formadas por arandelas metálicas. Las bujías están dispuestas verticalmente.
• El vino entra en el cuerpo del filtro por la parte inferior, impulsado por una bomba, y se ve obligado a pasar por el interior de las bujías, entre las arandelas, quedando los turbios retenidos en la superficie de éstas, por encima de la torta filtrante.
33

Conservación y almacenamiento de vinos
• Tienen rendimientos muy elevados y se utilizan poco en bodega
A continuación, se muestra el funcionamiento de una bujía filtrante de arandelas metálicas, durante el ciclo de filtración (izquierda) y el ciclo de limpieza (derecha).
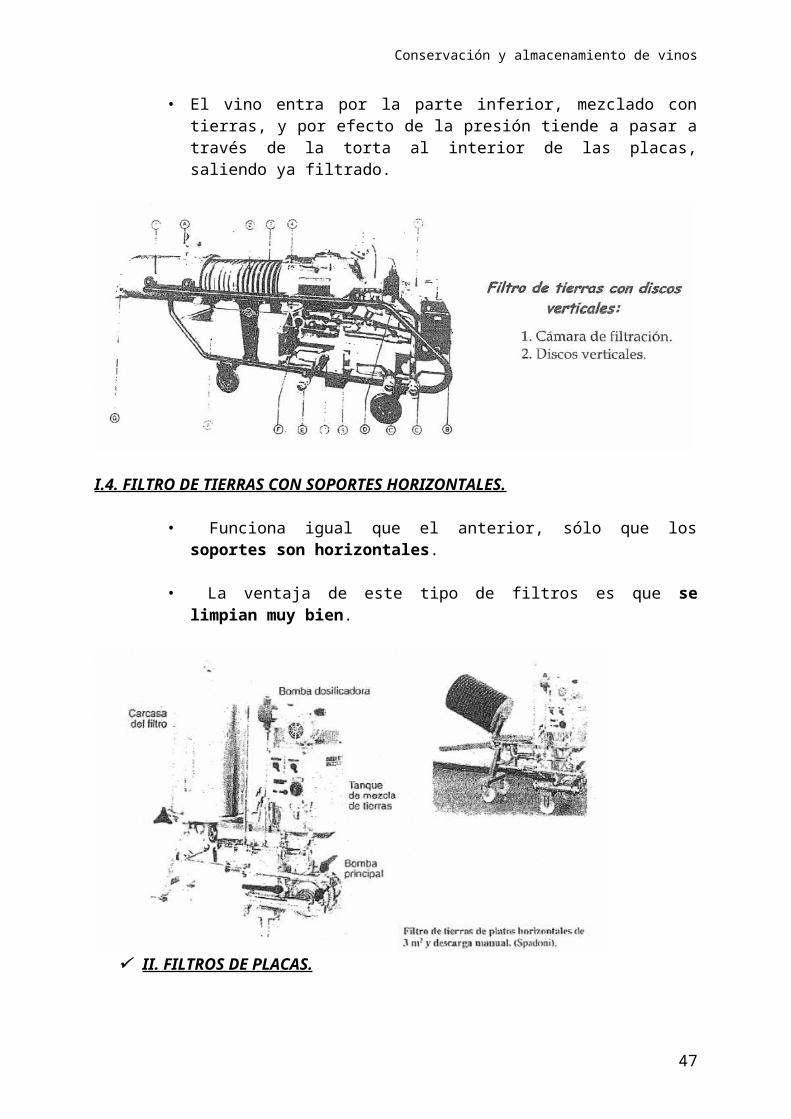
I.3. FILTRO DE TIERRAS CON SOPORTES VERTICALES.
• Consiste en un cuerpo en cuyo interior se sitúan unos discos o soportes verticales, alrededor de un eje central.
• Se forma la torta filtrante haciendo pasar una mezcla de agua y tierras por el filtro.
• El vino entra por la parte inferior, mezclado con tierras, y por efecto de la presión tiende a pasar a través de la torta al interior de las placas, saliendo ya filtrado.
34

Conservación y almacenamiento de vinos
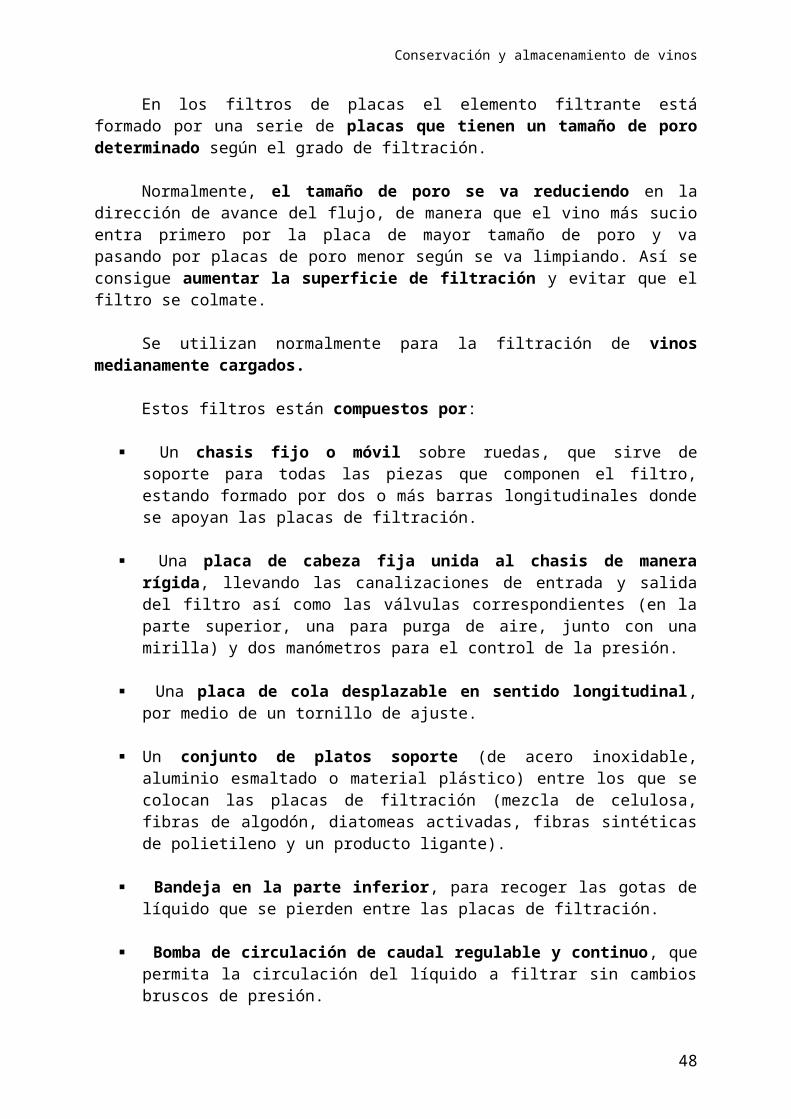
I.4. FILTRO DE TIERRAS CON SOPORTES HORIZONTALES.
• Funciona igual que el anterior, sólo que los soportes son horizontales.
• La ventaja de este tipo de filtros es que se limpian muy bien.
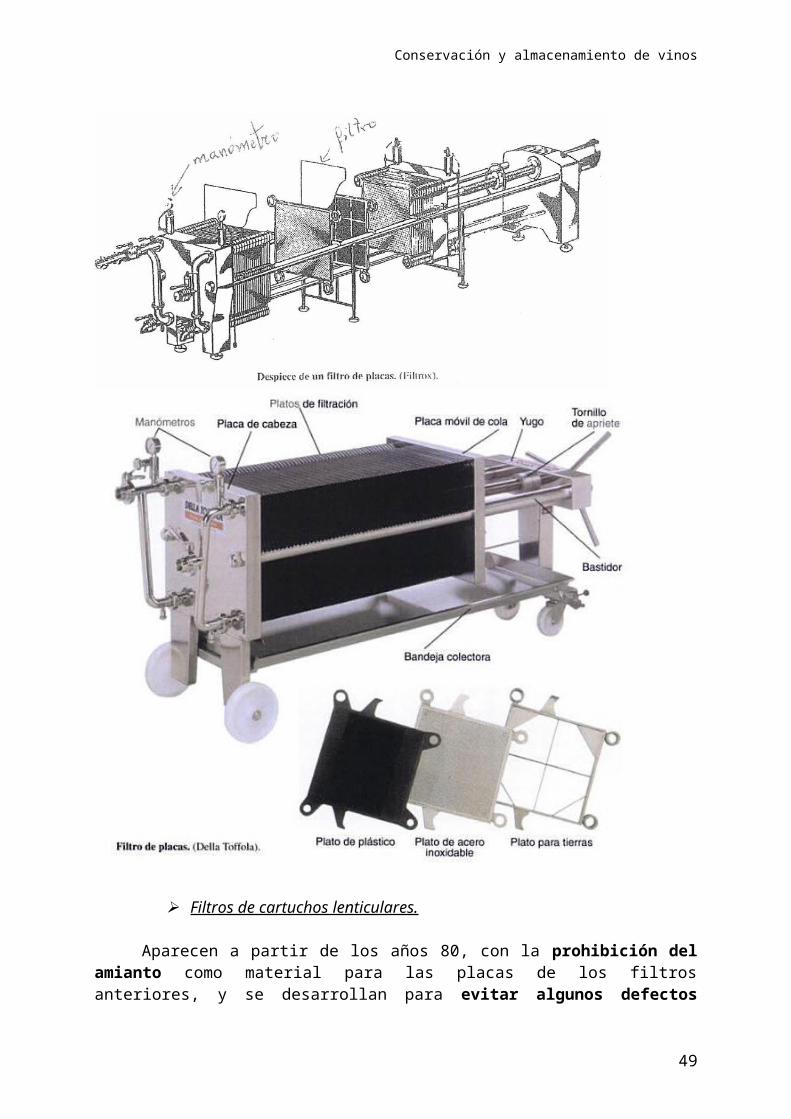
II. FILTROS DE PLACAS.
En los filtros de placas el elemento filtrante está formado por una serie de placas que tienen un tamaño de poro determinado según el grado de filtración.
Normalmente, el tamaño de poro se va reduciendo en la dirección de avance del flujo, de manera que el vino más sucio entra primero por la placa de mayor tamaño de poro y va pasando por placas de poro menor según se va limpiando. Así se consigue aumentar la superficie de filtración y evitar que el filtro se colmate.
Se utilizan normalmente para la filtración de vinos medianamente cargados.
Estos filtros están compuestos por:
35
Conservación y almacenamiento de vinos
Un chasis fijo o móvil sobre ruedas, que sirve de soporte para todas las piezas que componen el filtro, estando formado por dos o más barras longitudinales donde se apoyan las placas de filtración.
Una placa de cabeza fija unida al chasis de manera rígida, llevando las canalizaciones de entrada y salida del filtro así como las válvulas correspondientes (en la parte superior, una para purga de aire, junto con una mirilla) y dos manómetros para el control de la presión.
Una placa de cola desplazable en sentido longitudinal, por medio de un tornillo de ajuste.
Un conjunto de platos soporte (de acero inoxidable, aluminio esmaltado o material plástico) entre los que se colocan las placas de filtración (mezcla de celulosa, fibras de algodón, diatomeas activadas, fibras sintéticas de polietileno y un producto ligante).
Bandeja en la parte inferior, para recoger las gotas de líquido que se pierden entre las placas de filtración.
Bomba de circulación de caudal regulable y continuo, que permita la circulación del líquido a filtrar sin cambios bruscos de presión.
36
Conservación y almacenamiento de vinos
Filtros de cartuchos lenticulares.
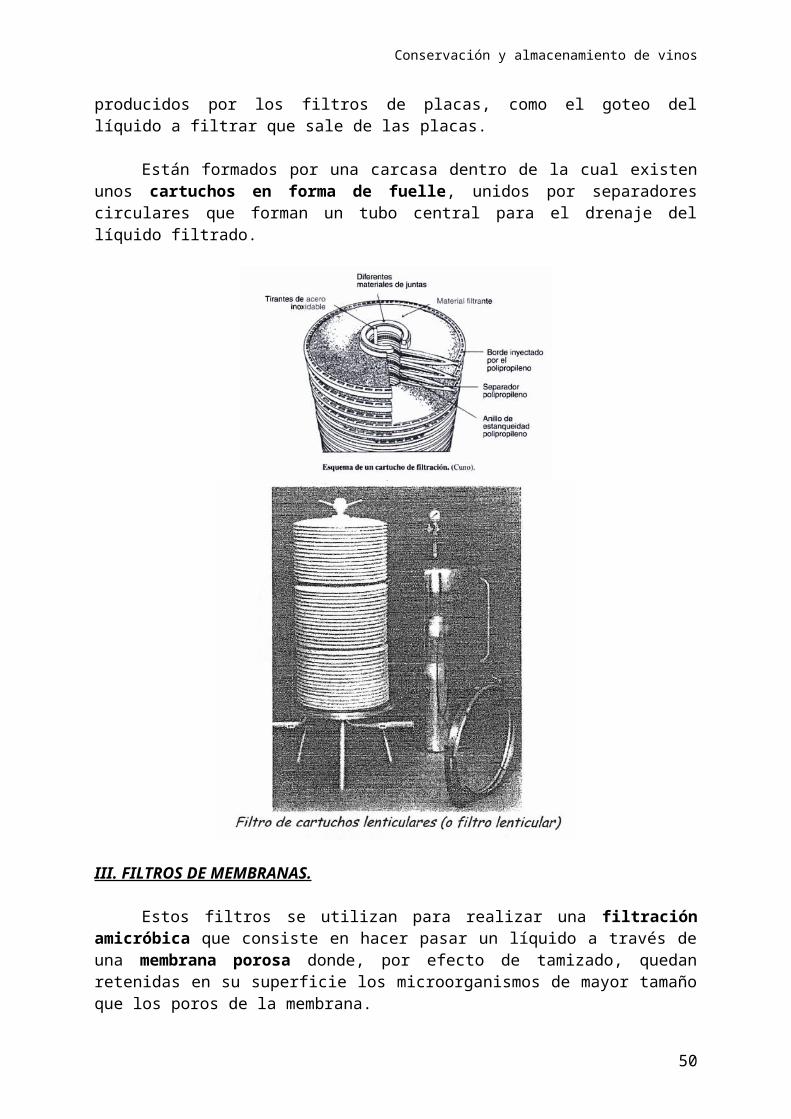
Aparecen a partir de los años 80, con la prohibición del amianto como material para las placas de los filtros anteriores, y se desarrollan para evitar algunos defectos producidos por los filtros de placas, como el goteo del líquido a filtrar que sale de las placas.
Están formados por una carcasa dentro de la cual existen unos cartuchos en forma de fuelle, unidos por separadores circulares que forman un tubo central para el drenaje del líquido filtrado.
37
Conservación y almacenamiento de vinos
III. FILTROS DE MEMBRANAS.
Estos filtros se utilizan para realizar una filtración amicróbica que consiste en hacer pasar un líquido a través de una membrana porosa donde, por efecto de tamizado, quedan retenidas en su superficie los microorganismos de mayor tamaño que los poros de la membrana.
Por eso, es muy importante que el líquido que se va a filtrar llegue al filtro lo más limpio posible. Para conseguir esto, se pueden utilizar filtros de placas de abrillantamiento o esterilizantes, o mejor con cartuchos de prefiltración.
38

Conservación y almacenamiento de vinos
Además, es necesario esterilizar el filtro antes y después de su utilización, es decir, cuando se inicia o se termina la jornada de filtración. Para ello se utiliza agua caliente en continuo durante un tiempo, que se filtra previamente.
A continuación se realiza la filtración amicróbica, debiendo rechazarse los primeros litros obtenidos porque contienen agua y vigilar continuamente la presión ya que un incremento indicaría que las membranas se están colmatando.
Al finalizar la filtración, además de esterilizar el filtro, los cartuchos deben mantenerse llenos con un producto conservante, como anhídrido sulfuroso o peróxido de hidrógeno, hasta poner de nuevo en marcha la línea de filtración.
Nunca se eliminan todos los microorganismos del vino.
IV. FILTRACIÓN TANGENCIAL.
Se comienza a aplicar a principios de los años 80. Amplia gama de prestaciones: desde la retención de turbios y microorganismos hasta
la separación de moléculas. Se utilizan equipos con una membrana de porosidad adecuada. Problema principal es que a partir de filtraciones amicróbicas también se retienen
componentes de los vinos de gran interés. Existen varias modalidades de filtración tangencial en función del tamaño de poro:
Fundamento de la filtración tangencial.
Se hace circular el líquido a filtrar en sentido tangencial (paralelo a la membrana de filtración) penetrando dicho líquido en sentido perpendicular en la membrana, consiguiendo que las partículas retenidas sean barridas de la superficie de la membrana, impidiendo así su colmatación debido a la velocidad y a la presión.
Normalmente se trabaja en circuito cerrado, donde el líquido a filtrar se concentra progresivamente, debiéndose extraer con cierta periodicidad y además hay que refrigerar el líquido en circulación ya que la temperatura sube por el rozamiento provocado por la velocidad.
39
Conservación y almacenamiento de vinos
PROBLEMAS EN VINOS FILTRADOS.
Modificación del equilibrio gaseoso: CO2 y oxígeno. Olores y sabores desagradables procedentes de los materiales filtrantes de dudosa
calidad. Alteración de la composición del vino, según el tipo de filtro utilizado:
• Filtración por tierras abiertas: no resta componentes al vino.• Filtración por tierras cerradas: pueden disminuir los polisacáridos y
los taninos condensados.• Filtración con placas: aunque sean muy cerradas, no afecta
sensiblemente a la retención de ningún componente.• Filtración amicróbica disminuye los polisacáridos y polifenoles.• Filtración tangencial tiene más efectos negativos (pérdida de volumen
y redondez y disminución de color en vinos tintos).
TENDENCIA.
Reducción de operaciones de filtración.
En el mercado, vinos embotellados con sedimentos naturales.
2.5. ESTABILIZACIÓN DEL VINO
2.5.1 Introducción.
Antes de comercializar un vino se suele estabilizar para evitar precipitaciones y alteraciones posteriores. Las precipitaciones que pueden originarse en un vino pueden ser debidas a distintos elementos (metales, proteínas, materia colorante, sales, etc.).
40
Conservación y almacenamiento de vinos
Pero el principal problema que puede suceder en un vino bien elaborado es la presencia de depósitos de tartratos, que aparecen durante la vinificación, crianza o una vez embotellado el vino. Esto último ha sido muy rechazado por los consumidores aunque ahora las tendencias están cambiando.
Por tanto, hay que intentar reducir el contenido del vino en K y Ca, para evitar las precipitaciones tartáricas en la botella, que aumentan a medida que aumenta el grado alcohólico y disminuye la temperatura.
Los niveles de riesgo son:
- Potasio (K): 800 mg/l.- Calcio (Ca): 80 mg/l.
Actualmente, existen muchos métodos de estabilización tartárica basados en:
- Insolubilizar y eliminar los tartratos del vino (frío, etc.).- Impedir las precipitaciones tartáricas (ácido metatartárico, etc.)- Eliminación de los cationes responsables de esa precipitación (ácido racémico, etc.).
2.5.2 Estabilización por frío.
Es un proceso natural que se produce en los vinos que los sistemas de estabilización imitan, reduciendo la temperatura del vino hasta valores cercanos al punto de congelación que está en torno a -5 ºC, pero se determina mediante la siguiente expresión:
El vino se enfría mediante intercambiadores de calor, bajando lentamente la temperatura para formar cristales pequeños. Después se almacenan en un tanque isotermo durante el tiempo suficiente para que precipiten las sales formadas (10-12 días en vinos blancos y al menos 15 días en vinos tintos). Al pasar este tiempo, se filtra el vino.
A veces, se añade un poco de bitartrato potásico molido para crear núcleos de cristalización.
2.5.3 Sistemas continuos de estabilización.
Son nuevos sistemas que se utilizan para reducir el tiempo de estabilización necesario en los sistemas discontinuos anteriores.
Existen muchas variantes, pero en todos los casos se realiza una siembra de cristales de tartratos finamente molidos. La estabilización se produce con agitación, durante un tiempo muy corto, 90-120 minutos, donde periódicamente se deben eliminar los tartratos sedimentados.
41
Conservación y almacenamiento de vinos
Unidad Didáctica 3: EMBOTELLADO Y ENVASADO . 3.1.- Introducción.3.2.- La botella de vidrio.
3.2.1.- Introducción.
42
Conservación y almacenamiento de vinos
3.2.2.- Composición del vidrio.3.2.3.- Fabricación de las botellas de vidrio.3.2.4.- Color de las botellas.3.2.5.- Formato de las botellas de vidrio.
3.3.- El tapón de corcho.3.3.1.- Introducción histórica.3.3.2.- Extracción del corcho.3.3.3.- Propiedades del corcho.3.3.4.- Tipos de tapones de corcho.3.3.5.- Problemas del corcho.3.3.6.- Otros tapones.
3.4.- Embotellado y operaciones auxiliares.3.4.1.- Lavado y/o enjuagado de botellas.3.4.2.- Embotellado o llenado.3.4.3.- Taponado.3.4.4.- Capsulado o sobretaponado.
3.5.- Etiquetado.3.6.- Envasado aséptico en cartón.
3.1.- INTRODUCCIÓN.
Hoy en día, no basta con hacer un buen vino, sino también hay que saber vestirlo, adornarlo y presentarlo de forma que resulte, a simple vista, lo más atractivo posible para el consumidor.
El conjunto de actividades para diseñar y producir los contenedores o envases de los productos se llama packaging.
Son varios los objetivos que se pretenden alcanzar cuando se quiere diseñar y producir un envase para un producto:
1. Identificar la marca.2. Hacer de soporte de información.3. Facilitar el transporte y la protección del producto.4. Facilitar el almacenamiento del producto al consumidor.5. Mejorar el uso y el consumo del producto.
En el caso del vino, existen una serie de elementos que se pueden personalizar para que el producto se diferencie del resto:
botella, corcho, cápsula, etiqueta, contraetiqueta, etc.
Lo importante es ser distinto y original.
43
Conservación y almacenamiento de vinos
En este tema vamos a ir analizando cada uno de estos elementos, estudiando los tipos y formatos que existen.
3.2.- LA BOTELLA DE VIDRIO.
3.2.1.- Introducción.
La aparición de la botella como envase data de principios del siglo XVIII, ya que hasta entonces, se utilizaban otros recipientes para el transporte y comercialización de vino como ánforas, toneles, pellejos, etc. y los materiales más utilizados eran la madera y el barro.
El volumen, la forma y el cuello de la botella eran variables en un principio debido a la fabricación artesanal, pero a partir de principios del siglo XX aparece la fabricación mecánica de las botellas, que permite obtener producciones de formato regular y mecanizar las operaciones de embotellado.
Debido a sus excelentes propiedades, salvo su fragilidad, el vidrio sigue siendo prácticamente el único material que se continúa utilizando para la fabricación de botellas de vinos y mostos, aunque en otras bebidas, se emplean botellas de otros materiales como el PVC (Cloruro de Polivinilo) o el PET (Polietileno de alta densidad).
3.2.2.- Composición del vidrio.
Antes de hablar de su composición, hay que dejar claro que el vidrio no es un cristal, sino que es una sustancia inorgánica fundida que, durante el enfriamiento, ha aumentado su viscosidad hasta alcanzar un estado rígido sin experimentar cristalización.
Por tanto, el vidrio puede definirse como una sustancia dura y frágil, generalmente transparente, que se produce por la solidificación de una masa fundida de silicatos y boratos. Esta masa se mantiene en estado amorfo una vez sólida y pasa por diversos estados intermedios, desde el muy fluido (unos 1000° C) hasta espeso o viscoso (unos 400° C), donde se le pueden dar distintas formas por varios procedimientos.
44
Conservación y almacenamiento de vinos
Los vidrios más comunes están compuestos por una mezcla de arena de sílice, carbonato sódico, carbonato cálcico y otros compuestos en menor proporción.
Como la sílice funde a 1713° C, es necesario utilizar materiales fundentes como el óxido de sodio (en forma de carbonato) para rebajar esa temperatura.
Una cualidad del vidrio es que se puede refundir y en la actualidad, se utiliza cada vez con más frecuencia el vidrio recuperado o reciclado llamado "calcin" o "groisil". Además, pueden añadirse determinados aditivos para colorearlo (óxidos de hierro, níquel, cromo, molibdeno, manganeso, plata y cobalto) así como otros productos decolorantes u opacificantes para impedir que el vidrio sea atravesado por la luz.
El óxido férrico (Fe2O3), por ejemplo, da el color de las botellas de vino; el óxido cuproso (Cu2O) da el vidrio rojo; el óxido de cobalto (CoO) el azul oscuro.
3.2.3.- Fabricación de las botellas de vidrio.
El proceso de fabricación de las botellas de vidrio se divide en varias etapas:
I. Recepción, control y almacenamiento de materias primas.
II. Dosificación y pesaje de materias primas.
III. Mezclado de materias primas.
IV. Fusión y acondicionado del vidrio.
La fusión de la mezcla de materias primas se realiza en hornos en los que se alcanzan temperaturas de hasta 1550º C, produciéndose una serie de reacciones entre los materiales, que conducen a la obtención del vidrio; debiéndose acondicionar térmicamente antes de la fabricación de las botellas, pasando por unos canales de alimentación ("feeders") de longitud variable (3-10 metros) donde unos mecheros de gas mantienen el vidrio a la temperatura deseada para las etapas posteriores
V. Formación de gotas.
La masa de vidrio fundida y mantenida a la temperatura deseada se va cortando para obtener las "gotas", que se colocarán en posteriormente en los moldes.
45
Conservación y almacenamiento de vinos
VI. Moldeado.
Las botellas se conforman en dos etapas donde intervienen tres parejas de moldes.
1°) La gota se introduce en un molde preparador o premolde de cuerpo y cabeza colocado en posición invertida, donde la gota de vidrio entra por la parte superior, estando cerrado por su parte inferior por otro molde de boca, que además de impedir la salida del vidrio fundido, conforma el cuello de la botella y permite la entrada de aire comprimido dentro de la gota, formando una gran burbuja dentro del vidrio.
2°) Las partes del molde preparador se separan, quedando el vidrio preconformado sujeto por el molde de boca que, girando 180 grados, lo introduce dentro del molde de terminación de cuerpo y fondo colocado de forma vertical, donde de nuevo penetra aire comprimido hinchándolo para formar la botella de manera definitiva.
3°) Enfriamiento del vidrio y separación de los moldes de boca y de terminación.
46
Conservación y almacenamiento de vinos
VII. Tratamiento superficial en caliente.
Después del moldeo de la botella, cuando ésta se encuentra a una temperatura superior a 500-600º C, se deposita sobre ellas una capa de un óxido metálico (de titanio), o de cloruro de estaño o combustión de azufre para aumentar la dureza de las botellas.
VIII. Recocido.
Las botellas salen de las máquinas a unos 500-600º C, pudiéndose deformar todavía y a veces, se pueden romper porque la parte exterior se enfría antes que la interior. Por eso, se suele hacer la operación de "recocido", que consiste en mantener la temperatura, enfriando el vidrio de forma homogénea para evitar roturas.
IX. Tratamiento en frío.
Después del recocido, se aplica en el exterior de la botella un producto lubricante (emulsión de polipropileno) a unos 60-80º C, que agiliza el deslizamiento de las botellas en las líneas de embotellado, evitando atascos, protege a la capa aplicada en caliente y mejora el aspecto del vidrio.
X. Control de calidad.
Se controla si cumplen las especificaciones establecidas según el tipo de botella: peso, calibres de boca y cuerpo, altura, verticalidad, presión (si es necesario), espesor del vidrio, etc.
XI. Paletizado, retractilado y expedición.
Una vez que se ha comprobado que las botellas cumplen todos los requisitos de calidad exigidos, se van colocando en los palets en varias filas separadas por cartones; posteriormente se recubren con un film plástico que proporciona resistencia al palet y el producto está listo para su expedición.
47
Conservación y almacenamiento de vinos
3.2.4.- Color de las botellas de vidrio.
El vidrio es incoloro, pero se pueden obtener diferentes colores añadiendo ciertas sustancias. Así, podemos encontrar botellas de color:
• Negro o topacio oscuro: vinos generosos.• Ámbar o topacio: botellas de cerveza y determinados vinos.• Verde (esmeralda y verde oscuro antiUV): muy común en los vinos tintos.• Blanco, incoloro o transparente total: vinos blancos y rosados.• Extraclaro con alguna tonalidad verdosa: aguas o refrescos.
3.2.5.- Formato de las botellas de vidrio.
Tradicionalmente cada tipo de vino se embotellaba en un determinado formato de botella, cuya procedencia era su zona productora de origen, aunque ahora ya no ocurre así, lo importante es ser distinto y original para que la botella destaque en los lineales de venta y así, se emplean distintos formatos de botellas y de diversos colores de vidrio para vinos del mismo estilo o categoría.
Los tipos de botellas mas utilizados son:
48
Forma cilíndrica.Hombros elevados y cuello alargado.Vinos tintos de guarda en color verde o transparente en determinados vinos blancos.
Forma cilíndrica de mayor anchura y hombros caídos.Vinos tintos de crianza en color verde.Raramente en vinos blancos.
Muy parecida a la borgoñesa.Fabricada con vidrio de color verde y espesor de paredes de mayor anchura para poder soportar mejor las elevadas presiones de los vinos carbónicos.
Forma esbelta y alargada con hombros muy estrechos.Vinos blancos en color verde y transparente para vinos rosados.
Conservación y almacenamiento de vinos
Botella "bordelesa":
Botella "borgoñesa":
Botella "champeñesa":
Botella "renana":
49
Muy similar a la bordelesa pero con hombros más rectos y marcados. Fabricada con vidrio de color negro.
Forma parecida a la bordelesa, pero de hombros rectos y también marcados, con el cuello hinchado o bulboso.Color verde oscuro o negro.
Aspecto aplanado, corta y de contorno redondeado y cuello cilíndrico.
Conservación y almacenamiento de vinos
Botella "jerezana":
Botella tipo “Oporto":
Botella tipo “franconia":
Todas las botellas llevan en la parte baja o en el fondo unas inscripciones donde se indica, además del fabricante, el volumen nominal y una cifra que indica la altura en mm donde desde el plano de la boca se alcanza a 20°C el volumen nominal indicado.
Ya se empiezan a desarrollar nuevas técnicas de personalización de las botellas en función de los moldes desarrollados específicamente para una bodega o una marca de vino, y también en el desarrollo de las nuevas técnicas de serigrafía que permiten imprimir directamente sobre la botella toda la información legal y todos los elementos de diseño que se quieran incorporar.
Debido al auge de las botellas de gran formato, es frecuente encontrar grandes volúmenes como rasgo de diferenciación. Así, se pueden encontrar botellas de distintos volúmenes:
50
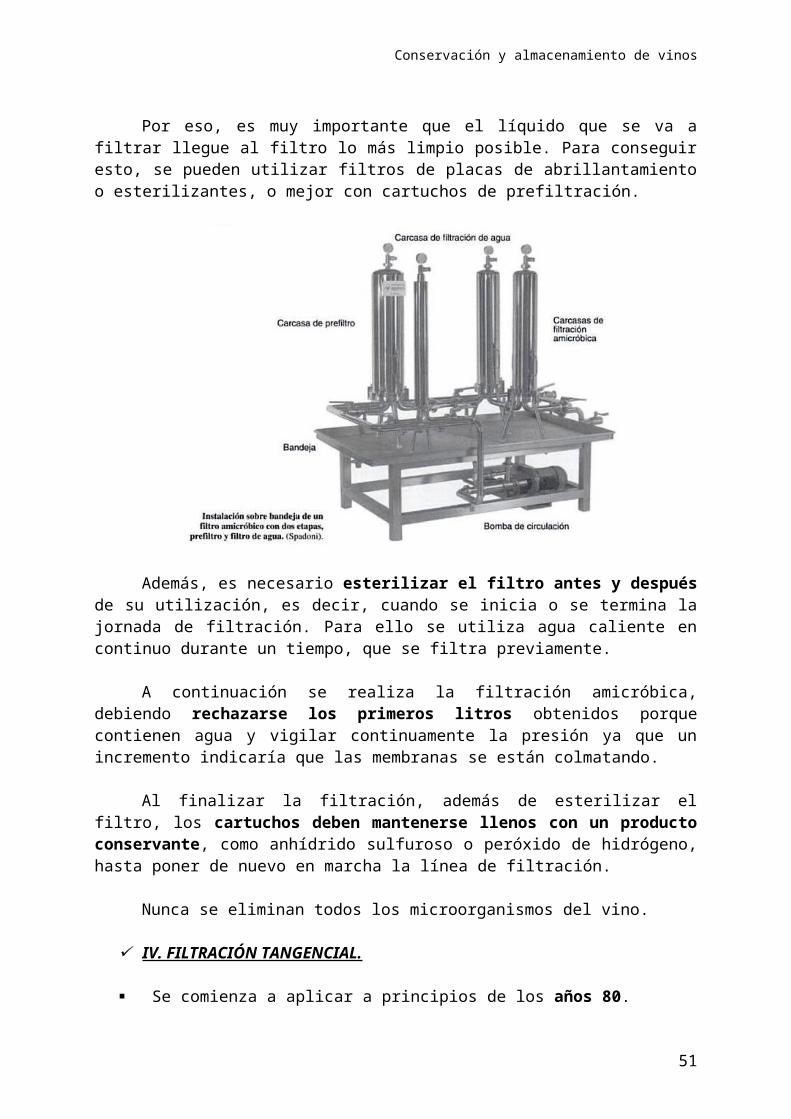
Es el diámetro mínimo de una varilla recta, redonda, rígida, que debe pasar por la boca y el cuello libremente de un extremo a otro.
Es el diámetro medido a 2 o 3 mm de profundidad en relación con el plano superior de la boca, dependiendo de que el radio de entrada (R) tenga un valor superior o inferior a 1,5 mm.
Conservación y almacenamiento de vinos
La boca o cuello de la botella es la parte más importante desde el punto de vista enológico, ya que junto al elemento de cierre, constituyen la garantía para una adecuada conservación de los vinos en su interior, debiendo proporcionar una estanqueidad durante bastante tiempo.
Las medidas que definen las bocas de las botellas son las siguientes:
Diámetro interior:
Descorche:
51

Es el conjunto de medidas de diámetros D, D’ y D’’ tomadas a las correspondientes alturas H, H' Y H" desde el plano superior de la boca.Estos diámetros nunca son iguales debido a que el interior del cuello tiene forma cónica.
Conservación y almacenamiento de vinos
Embocadura:
Existen distintos tipos de boca en función del sistema de cierre, de la clase de líquido embotellado o del tipo de cápsula utilizada:
• Boca para corcho o CETIE: vinos tranquilos con tapones de corcho. (estandarizada)
• Boca Oporto: vinos generosos y dulces naturales.• Boca para tapón cabezudo: muy similar a la boca Oporto.• Boca cuadrada: para vinos espumosos, carbónicos y sidras.• Boca cordón: no está normalizada.• Boca corona: para vinos carbónicos, sidras y espumosos.• Boca rosca: para tapones de rosca.• Boca mixta: para poder utilizar varios tipos de cierres. (cerveza)• Etc.
52
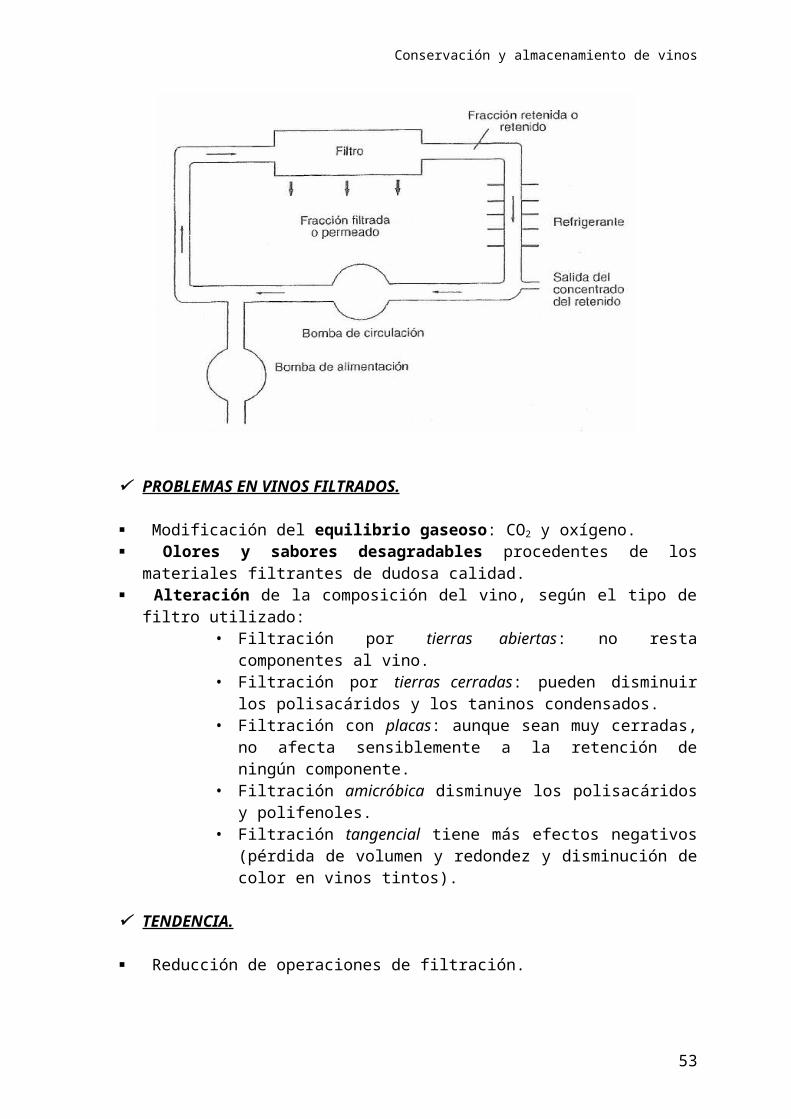
Conservación y almacenamiento de vinos
Cada tipo de boca tiene unas partes diferenciadas que se denominan de diversas formas. En la siguiente diapositiva se muestran algunos ejemplos.
3.3.- EL TAPÓN DE CORCHO.
3.3.1.- Introducción histórica.
La utilización del corcho para el cierre de los envases de vidrio es muy antigua, pero se le atribuye al monje Dom Perignon la utilización del tapón de corcho para el cierre de las botellas del vino que elaboraba (hacia finales del siglo XVII).
El corcho se extrae de la corteza del alcornoque, cuyo nombre botánico es Quercus suber, que se cultiva principalmente en las zonas costeras de la cuenca oeste mediterránea y límites de la atlántica.
Los principales países productores de corcho son Portugal, España, Argelia, Marruecos, Francia, Túnez e Italia; encontrándose en España tres grandes zonas productoras: Andalucía, Extremadura y Cataluña.
La vida de esta especie es muy elevada, llegando a alcanzar más de 200 años, con una vida productiva desde los 25-30 años en adelante, encontrándose en bosques autóctonos o incluso cultivados.
53
Conservación y almacenamiento de vinos
El proceso de fabricación de los tapones de corcho naturales es el siguiente:
1) Descortezado o extracción del corcho.
El descortezado o saca se realiza entre los meses de mayo y junio hasta finales de septiembre en nuestras latitudes. La saca de la corteza se realiza a mano con mucho cuidado para no dañar la base generadora del corcho.
El primer corcho macho o bornizo se extrae hacia los 20 años de vida del alcornoque y se desecha porque es muy irregular para la fabricación de tapones naturales. Después se deja que se desarrolle una nueva corteza durante el tiempo necesario para que alcance un determinado espesor (9-12 años y nunca más de 15 años porque pueden aparecer profundas grietas).
2) Obtención de planchas de la corteza del alcornoque.
El espesor de estas placas varía entre 30 y 80 mm según la edad del árbol y la calidad.
3) Maduración.
Una vez obtenidas las planchas de corcho se apilan en el campo con su parte interior hacia el suelo, dejándolas a la intemperie durante 1 o 2 años, durante los cuales se produce un afinado por los fenómenos de oxidación y lavado por el agua de la lluvia.
54
Conservación y almacenamiento de vinos
4) Cocción, recorte y calibración de las placas.
Esta maduración no es suficiente y las planchas se someten a un hervido, sumergiéndolas en agua hirviendo durante 30-60 minutos o bien con vapor de agua en menos tiempo para:
• Eliminar los posibles parásitos,• Eliminar posibles sustancias hidrosolubles,• Hinchar el corcho.• Darle elasticidad.
Después de recorta el corcho y se calibra.
5) Almacenamiento o reposo de las placas.
A continuación, las placas se almacenan al aire libre o en caliente durante 2-3 semanas para que pierdan la humedad adquirida y se vuelvan más planas.
6) Clasificación de las placas.
Una vez pasado el tiempo de almacenamiento, las placas se clasifican en función de su espesor y de su calidad.
Hasta aquí, las operaciones se han realizado en la zona productora de alcornoques y a partir de aquí, las planchas se transportan hasta las fábricas de tapones, donde tienen lugar el resto de etapas.
7) Corte de las placas y extracción del tapón.
Cuando las placas llegan a la fábrica pueden permanecer almacenadas durante un tiempo y después, se someten a un segundo proceso de hervido o vaporización en un autoclave. A veces, se cepillan antes para eliminar posibles mohos.
Las placas se cortan en tiras de la altura del tapón. Estas tiras se taladran con diámetros de 24 ± 4 mm y después se lijan dándoles la altura definitiva: 33,38, 44,49 y 54 mm.
55
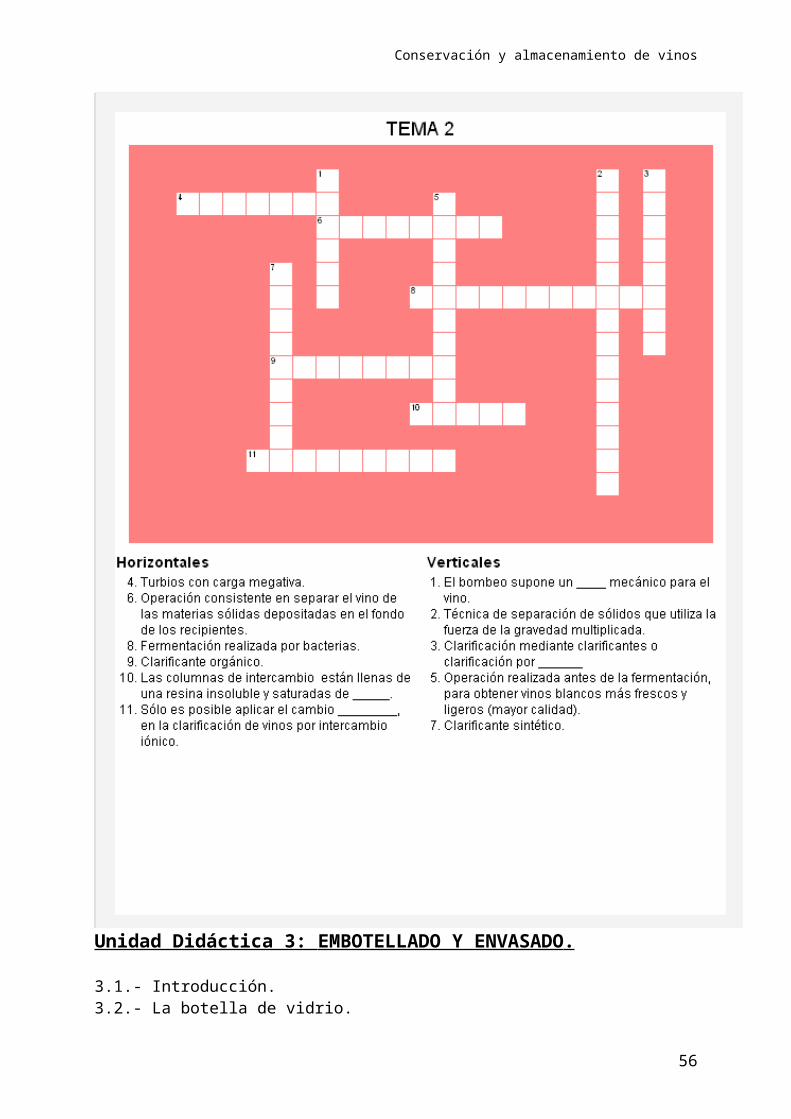
Conservación y almacenamiento de vinos
8) Clasificación de los tapones.
Una vez obtenidos los tapones "brutos", se seleccionan y se clasifican en función de su longitud, diámetro, porosidad y número de lenticelas o manchas pardas. Muy importante para esta clasificación es la cantidad de lenticelas que el corcho albergue, las lenticelas son pequeños orificios que se forman en corchos jóvenes, de color marrón rojizo, más o menos lignificadas y que frecuentemente son invadidas por mohos y microorganismos no deseados. Cuanto mayor es la cantidad de lenticelas peor será el corcho. También influye para su clasificación que el corcho esté maduro, que no esté verde, así como el hinchado o el nivel de agrietado.
9) Lavado de los tapones.
En esta fase se pretende limpiar, esterilizar y dar un aspecto homogéneo a los tapones.Para ello, se les da un baño en agua limpia, luego un baño de cloruro de calcio seguido de otro en una solución de ácido oxálico, donde se produce una acción decolorante y esterilizante, terminando con un baño colorante si fuera requerido por el cliente, y finalmente, se termina con un enjuague con agua limpia y un secado en un túnel con aire caliente.
A veces, si se quieren tapones blanqueados, se pueden someter a un baño de peróxido de hidrógeno, pero nunca con soluciones cloradas.
10) Achaflanado.
A algunos tapones se les corta los ángulos de la cabeza para mejorar su aspecto aunque no es muy correcto porque se produce una disminución de la hermeticidad del tapón con el cuello de la botella.
11) Marcado.Algunos tapones pueden ser personalizados haciendo un marcado en caliente o con tinta, sobre la superficie cilíndrica. Hoy en día también se utilizan otras técnicas como el marcado por láser.
56
Conservación y almacenamiento de vinos
12) Tratamientos superficiales.
Para reducir el coeficiente de fricción del corcho, facilitando su introducción en la botella, y para mejorar la hermeticidad, se pueden aplicar algunos tratamientos superficiales, que hoy en día consisten en el recubrimiento con ceras o siliconas.
13) Pruebas de control de calidad de los tacones .
Aunque existen varios controles durante su proceso de fabricación, al final se realizan inspecciones visuales, controles físico-químicos y microbiológicos de los tapones.
14) Envasado v expedición.
Finalmente, los tapones se envasan en bolsas y se introducen en cajas de cartón o bien se ensacan directamente. Se añade sulfuroso en las bolsas.
3.3.3.- Propiedades del corcho.
Sencillo proceso de fabricación. Posibilidad de obtener diversas formas y tamaños. Buenas propiedades físicas: baja densidad, hermeticidad, elasticidad,
compresibilidad e impermeabilidad. Resistencia a la apertura. Cierta capacidad de duración en contacto con los líquidos. Ausencia de sabor e inatacable por los compuestos del vino.
3.3.4.- Tipos de tapones de corcho.
Existen distintos tipos de tapones de corcho:
Tapón de corcho natural.
El descrito antes, que sale de la plancha de corcho después del proceso de perforación.Se suministra en diferentes longitudes. Las más habituales son: 54, 49, 44 Y 38 mm
El diámetro habitual para las bocas CETIE es de 24 mm aunque se puede adaptar a otros cuellos de botella rectificando el diámetro.
57
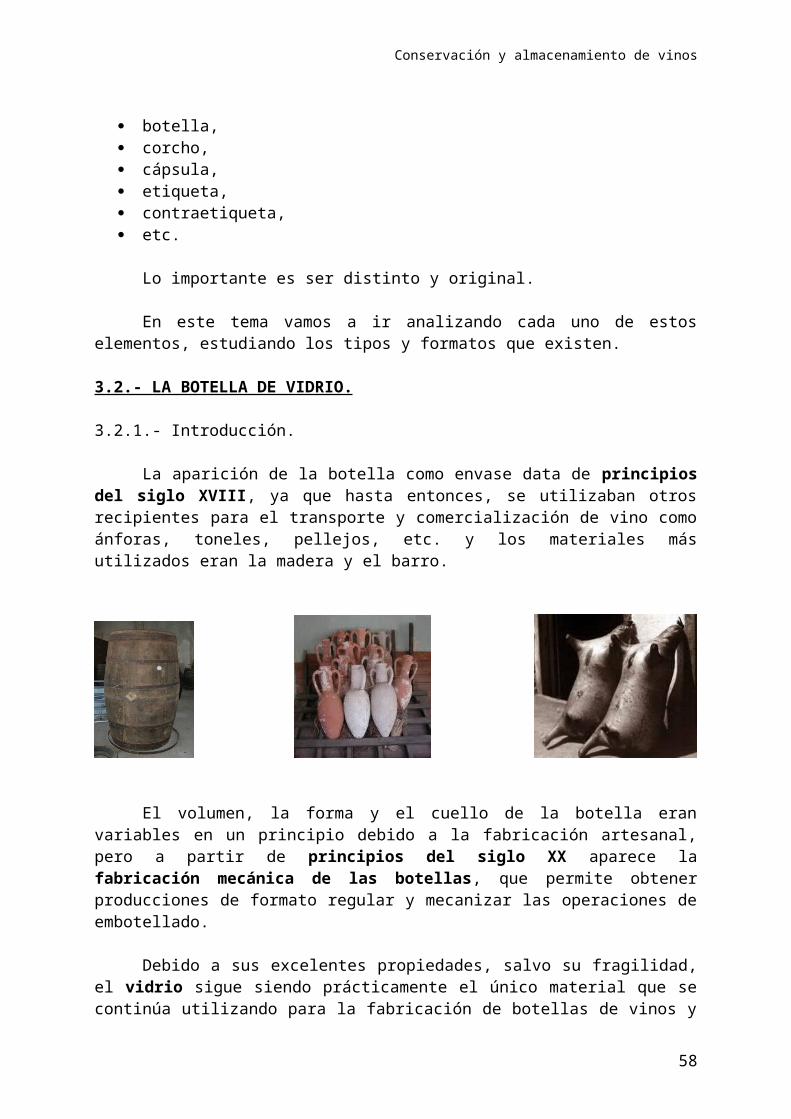
Conservación y almacenamiento de vinos
Tapón de corcho colmatado.
Es el mismo tapón natural al que se le somete a una operación de colmatado o empastado que consiste en rellenar los poros o lenticelas del tapón con una mezcla de cola y polvo de corcho (por rotación dentro de un tambor durante un tiempo determinado ) para que su aspecto visual sea más agradable.
Se suelen utilizar planchas de corcho muy ricas en lenticelas, aunque de adecuadas propiedades físicas o mecánicas, donde la presencia de lenticelas produce un mal aspecto en los tapones terminados.
Tapones de dos piezas.
Se obtienen después de haber encolado dos planchas de corcho que en principio no tenían suficiente calibre para poder obtener un tapón de una sola pieza en la perforación y que al unirlas sí da el calibre suficiente. El resto del proceso es igual que un tapón natural o colmatado.
Estos tapones están compuestos por dos piezas semicilíndricas unidas longitudinalmente. Sus dimensiones se adaptan a las necesidades del comprador, aunque son similares a las de los tapones naturales y también tienen un comportamiento mecánico similar.
Tapones de corcho aglomerados.
Se obtienen a partir de los restos de corcho de buena calidad, procedentes del troquelado de los corchos naturales.
Para fabricarlos se siguen estos pasos:
1. El corcho se tritura en unos molinos de cuchillas o muelas rotativas, donde se obtienen pequeños fragmentos de corcho, que se clasifican por tamaño, cogiendo las partículas del mismo tamaño para la fabricación de un determinado tipo de tapón.
2. Después, los gránulos de corcho se mezclan con un pegamento ligante alimentario (la mayoría de las veces es una goma de resinas de poliuretano).
58
Conservación y almacenamiento de vinos
3. Por último, hay que conformar el tapón, para lo cual existen varios métodos:
Extrusión: unos pistones comprimen la mezcla de gránulos de corcho y pegamento y la hacen pasar de forma continua a través de unos orificios de un determinado diámetro, saliendo unos largos cilindros que se calientan a unos 95 - 105°C. A continuación, los cilindros se cortan a la longitud deseada y se pulen por todas sus caras hasta obtener el tamaño definitivo.
Troquelado: la mezcla de fragmentos de corcho y de pegamento se moldea en forma de planchas de un espesor de unos 30 mm, donde una vez polimerizada por calor, se corta en tiras de la altura del tapón y, de forma similar a la de los corchos naturales, se extraen por troquelado.
Moldeado individual: este sistema se utiliza para la fabricación de la parte aglomerada de los tapones de vinos espumosos, donde la mezcla de fragmentos de corcho y ligante se coloca en moldes individuales, siendo polimerizados por calor.
Los diámetros de estos tapones para vinos tranquilos, son distintos a los utilizados en los tapones naturales o colmatados, ya que tienen una capacidad de compresión menor y por eso, el diámetro debe ser de 22-23 mm.
Tapones de corcho técnicos aglomerados.
Fue desarrollado hace pocos años por la firma Sabaté con el nombre de "Altec", utilizando el mismo sistema de fabricación que los aglomerados pero variando la composición de la mezcla de fragmentos de corcho (triturados de forma más fina) y ligante.
El corcho se tritura mas finamente formando la "harina de corcho" y se forma un microgranulado de poliuretano y otros compuestos plásticos. El material se conforma con cualquiera de los sistemas que se utilizan para la fabricación de tapones aglomerados…
Tapones mixtos de aglomerado y corcho natural.
Son tapones en los que el cuerpo cilíndrico es de corcho aglomerado o aglomerado técnico y en uno o dos de sus extremos se colocan uno o dos discos de corcho natural para impedir que el vino entre en contacto con el corcho aglomerado. El pegado de los discos al cuerpo se realiza con una cola a base de caseína. Se conocen como tapones 1 + 1.
Para los vinos tranquilos se utilizan los que llevan uno o dos discos de 6 mm cada uno en un solo extremo o en las dos caras. La longitud de estos tapones para vinos tranquilos es de 40 y 44 mm, con un diámetro entre 23 y 24 mm.
Para los vinos espumosos se utilizan tapones con cuerpo de corcho aglomerado grueso y de 2 a 3 discos de 6 mm cada uno colocados en una sola cara del tapón. En este caso, la longitud más empleada es 48 mm y el diámetro habitual está comprendido entre 30 y 31 mm.
Tapones mixtos de aglomerado y corcho natural.
Las combinaciones en tapones mixtos pueden ser múltiples, ya que, además de las descritas antes, en el mercado se pueden encontrar otras como por ejemplo los ”tapones de
59
Conservación y almacenamiento de vinos
cuatro piezas” donde el cuerpo está formado por un cilindro natural de dos piezas y los extremos terminan con un disco.
Tapones de corcho cabezudos.
Es un tapón que lleva en unos de sus extremos una cabeza o disco de plástico con forma de sombrero, el cual mide aproximadamente el diámetro del cuello de la botella. La cabeza de plástico se encola al cuerpo de corcho natural o colmatado o aglomerado que termina en forma redondeada.
La superficie del corcho debe ser finamente pulida y tratada con un suavizante de parafina o silicona.
La longitud y diámetro de este tipo de tapones es muy diversa. Lo más estándar y habitual es una longitud entre 28 y 31 mm y un diámetro entre 18 y 21 mm.
Se utilizan para vinos licorosos o generosos, por su fácil apertura y posterior reutilización durante el tiempo de consumo del vino. La cabeza de estos tapones también puede ser de madera, con finalidad decorativa.
3.3.5.- Problemas del corcho.
La utilización del corcho como tapón puede originar algunos problemas que pueden afectar en mayor o menor medida al vino. Estos problemas pueden consistir en una colocación defectuosa de los tapones, o una pérdida de líquido a través de los tapones o en una modificación de las características sensoriales del vino.
En principio nos vamos a centrar en los defectos que puede producir el corcho en el aspecto y sensaciones olfativas y gustativas del vino.
Algunos de los problemas del corcho y sus causas son los siguientes:
1. Existencia de hendiduras en el tapón.
A veces, aparecen hendiduras en los tapones de corcho debidas a las enfermedades sufridas por el árbol o a cualquier otra causa que provoque un desarrollo anormal de la corteza, afectando a la porosidad y ocasionando tres problemas:
La aparición de polvo de corcho que puede caer al vino. La acumulación de microorganismos en los poros. La acumulación en las hendiduras de los productos de lavado del corcho.
2. Turbideces en el vino producidas por el corcho.
El corcho puede producir turbideces en el vino debidas a dos causas:
• Una insolubilización de las proteínas de los vinos blancos en contacto con los taninos cedidos por el corcho, y sobre todo cuando tiene muchas lenticelas.
• Una degradación de la Iignina por la presencia de SO2 en el vino.
60
Conservación y almacenamiento de vinos
3. Aparición del “sabor a corcho” en el vino.
Es uno de los defectos más importantes de los vinos. Se conoce desde principios del siglo pasado y en la actualidad puede afectar a un 2-4% de los vinos embotellados con corcho.
Tradicionalmente, este defecto se asociaba al desarrollo de determinados mohos en los alcornoques, especialmente en la parte baja, donde hay una mayor acumulación de humedad.
Actualmente, se distingue entre el verdadero gusto a tapón y el falso sabor a corcho:
• Verdadero gusto a tapón:
- Es muy poco frecuente.- Está provocado por el desarrollo de un hongo (Armillaria mellea) que infecta las partes bajas de los árboles y se conoce como "mancha amarilla".- Se reconoce por el olor a podrido.
• Falso sabor a corcho o sabor a moho:
- Tiene un origen microbiano aunque no sólo el corcho puede ser el causante de este defecto. - La mayoría de las veces se produce por una degradación de compuestos clorados por parte de ciertos hongos (Aspergilus, Penicillium, etc.) o ciertas levaduras (Candida o Rhodotorula), que originan otros compuestos de olores desagradables.- Una de las principales sustancias de olor desagradable que se generan es el 2,4,6- tricloroanisol (TCA), de olor a moho y a cartón húmedo, que procede de la transformación de los compuestos elaborados utilizados como insecticidas o desinfectantes de diversos materiales, como para el tratamiento de los alcornoques o para las planchas de corcho, o como desinfectantes de las maderas, etc. (Por tanto, estos olores defectuosos pueden proceder del corcho como materia prima de los tapones o también de otros materiales distintos existentes en las bodegas, especialmente de las maderas tratadas).- En otras ocasiones se producen por el uso de una lejía de limpieza o por el agua tratada con cloro.- Otras sustancias que pueden aparecer y originar este defecto son:
1. PCP: 2,3,4 ,5,6-pentaclorofenol.2. TeCP: 2,3,4 ,6-tetraclorofenol.3. TCP:2,4,6-triclorofenol.4. PCA: 2,3,4,5,6-pentacloroc;misol.5. TeCA: 2,3,4,6-tetracloroanisol.6. TCA: 2,4,6-tricloroanisol.
La solución de este problema es bastante complicada, ya que es imposible que una bodega llegue a eliminar los microorganismos que provocan esta alteración pero se pueden obtener buenos resultados aplicando un conjunto de medidas preventivas como:
a) No utilizar productos clorados.b) Mantener la humedad en valores reducidos.e) Mantener temperaturas bajas, para evitar el desarrollo de mohos.d) Adecuada ventilación para evitar la acumulación de cloroanisoles en la atmósfera.
61
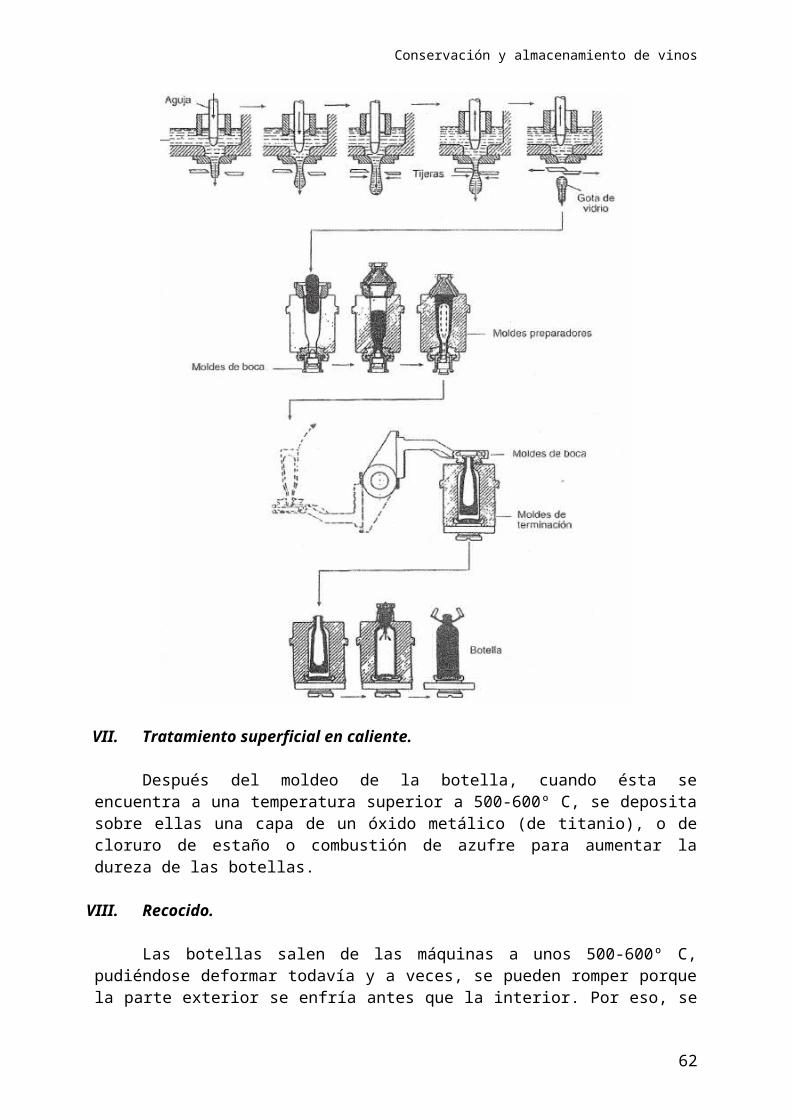
Conservación y almacenamiento de vinos
e) Eliminar las maderas sospechosas y realizar un control estricto de los materiales.f) Controlar periódicamente las instalaciones de la bodega, especialmente de las distintas partidas de tapones de corcho.
Actualmente, además de aplicar estas medidas preventivas en las bodegas, se están desarrollando diversos métodos para combatir directamente el problema como:
a. Utilizar en la fase de maduración de las planchas de corcho en el campo un moho que inhibe el desarrollo de otros mohos responsables de esta alteración.b. En tapones de corcho contaminados, reducir el nivel de compuestos clorados sometiéndolos a grandes corrientes de aire o a un tratamiento con calor.c. Utilización de enzimas para eliminar los compuestos fenólicos contenidos en los tapones.
3.3.6.- Otros tapones.
Existen en el mercado otros tapones cuyo material no es el corcho que están empezando a desarrollarse debido a la escasez y elevado precio del corcho natural además de que no proporcionan el temido "sabor a corcho" en los vinos.
Son los llamados TAPONES SINTÉTICOS que pueden ser cilíndricos o cabezudos y de diversos materiales:
Tapones macizos elásticos. Tapones plásticos reticulados, que imitan la estructura celular del corcho.
Aunque en la actualidad hay muchas bodegas que utilizan este tipo de tapones, todavía no existe un material que sea capaz de desplazar totalmente al corcho, por cuestiones de imagen aplicadas a los vinos de alto valor añadido y porque a veces estos materiales pueden ceder componentes a los vinos: butilhidroxitolueno, benceno, tolueno, xileno, etc.
3.4.- EMBOTELLADO Y OPERACIONES AUXILIARES.
La línea de embotellado de una bodega está compuestas por:
- Lavadora de botellas.- Llenadora.- Taponadora o encorchadora.- Capsuladora.- Etiquetadora.
Además, en líneas de altas capacidades podría completarse con encajonadora y paletizadora de cajas.
3.4.1.- Lavado y/o enjuagado de botellas.
Las botellas que se utilizan en el embotellado de los mostos o vinos pueden tener dos procedencias:
62
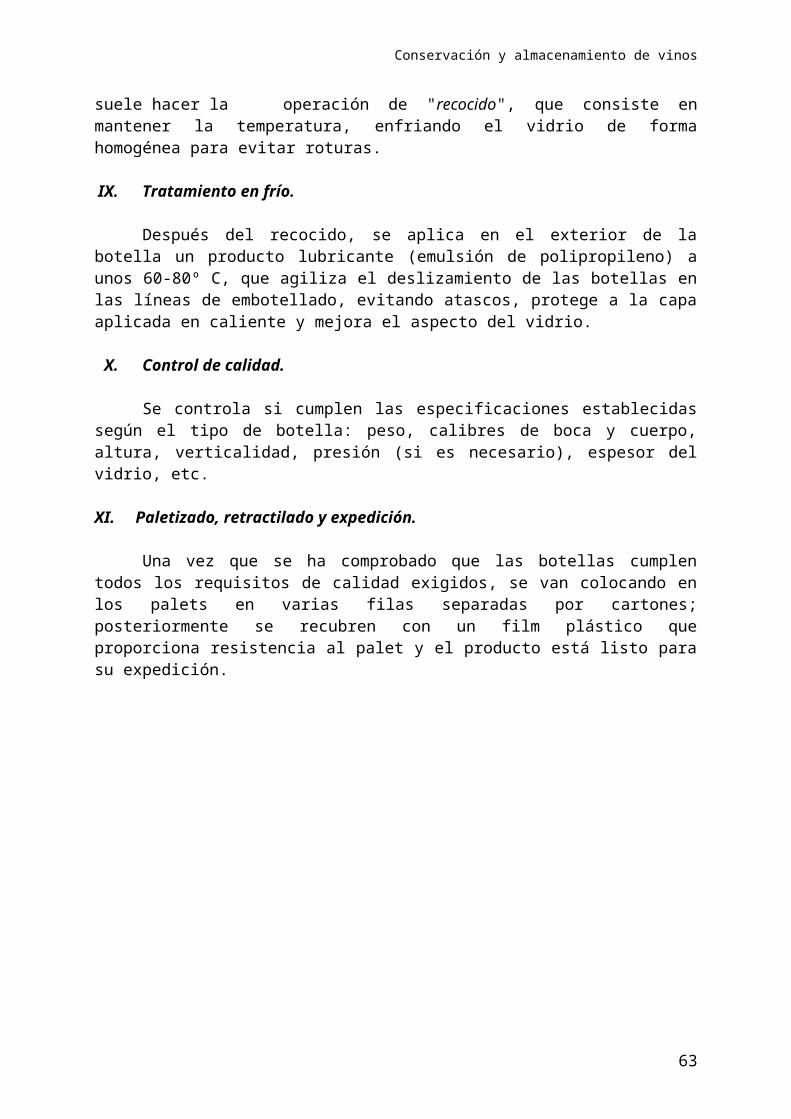
Conservación y almacenamiento de vinos
Botellas nuevas de un solo uso, donde las operaciones de acondicionamiento consisten en eliminar las impurezas que pudieran contener.
Botellas de retorno, que necesitan unas operaciones de lavado más profundas antes de su utilización.
MÁQUINAS ENJUAGADORAS.
Las botellas recién fabricadas salen totalmente estériles aunque después pueden contaminarse con microorganismos u otras sustancias, por tanto, deben limpiarse previamente.
Se suele utilizar un soplado con chorro de aire, que es bastante eficaz con botellas secas, o un enjuagado con agua fría o caliente en el interior de las botellas, a presión, y un escurrido final antes de su utilización.
El lavado de botellas incluye:
Enjuague con agua fría. Lavado con sosa en caliente. Enjuague con agua caliente (70°C). Enjuague con agua fría (15-25°C).
Las máquinas lavadoras van equipadas con depósitos para las distintas soluciones y válvulas de suministro con control de temperatura. Normalmente consisten en un túnel en cuyo interior tienen unas boquillas para el rociado a presión de los líquidos y por donde circulan las botellas.
Las botellas de retorno se pueden utilizar de nuevo haciéndolas pasar por una máquina lavadora de botellas donde se acondicionan en su interior pero también en el exterior, para eliminar las etiquetas, para lo cual poseen cepillos mecánicos o ultrasonidos.
3.4.2.- Embotellado o llenado.
El embotellado o llenado consiste en introducir el mosto o vino en las botellas hasta un determinado nivel (en función de la capacidad nominal y de su temperatura), dejando el espacio vacío necesario para la colocación del tapón más una cámara de aire que permita cierta dilatación.
En el proceso de llenado hay que tener en cuenta dos aspectos muy importantes:
1) El higiénico.Cuanto mejor se controlen las condiciones higiénico-sanitarias en esta fase, habrá menos problemas en la conservación del producto final.2) El ruido. En la zona de llenado de las bodegas suele haber bastante ruido, que se atenúa recubriendo las cintas transportadoras con paneles y acristalando la zona.
63
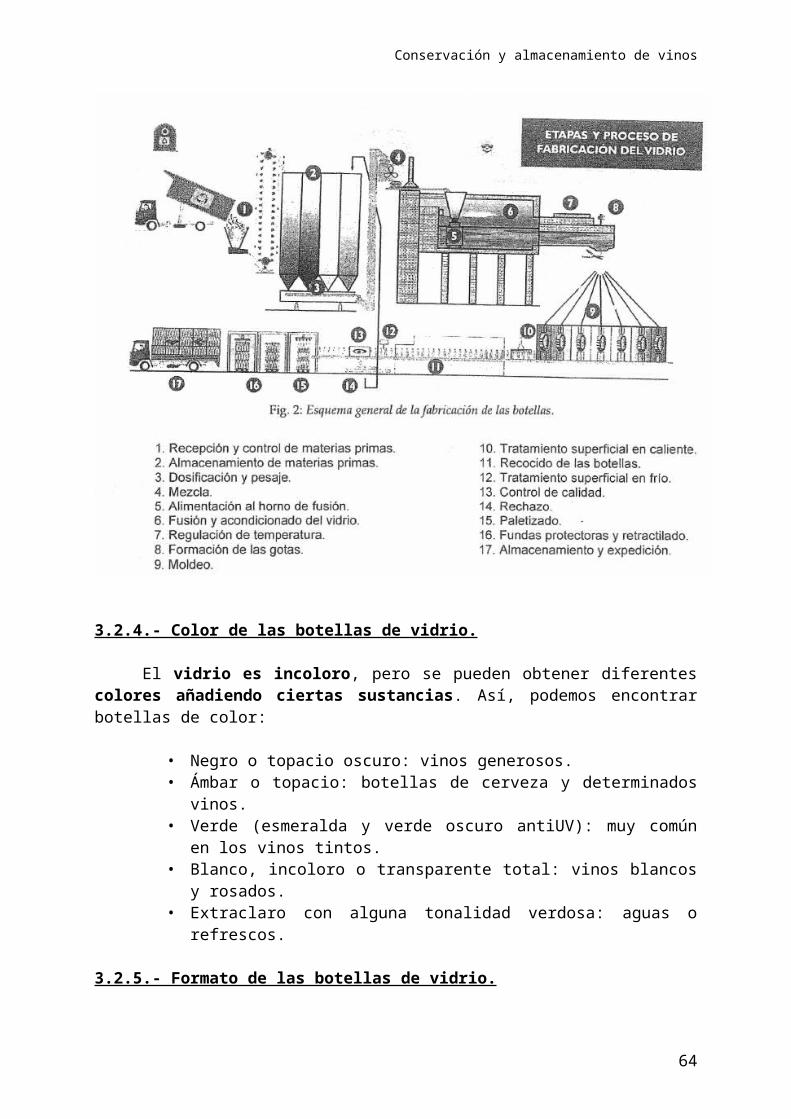
Llenadoras volumétricasFuncionan de manera muy sencilla, pues introducen en las botellas vacías un volumen de líquido predeterminado, con un reducido margen de error. El problema viene de las botellas, pues nunca contienen el mismo volumen, aunque procedan de la misma vidriera y de la misma partida de fabricación, obteniéndose en consecuencia un nivel de llenado diferente entre botellas, resultando por lo
tanto, inaceptable este sistema de llenado.
Conservación y almacenamiento de vinos
MÁQUINAS LLENADORAS DE BOTELLAS
Las máquinas llenadoras de botellas, también llamadas embotelladoras, tienen por principal misión introducir el mosto o el vino en el interior de las botellas, alcanzando un nivel adecuado en función de la capacidad nominal de las mismas y de su temperatura, así como también garantizar las condiciones de estabilización de los vinos embotellados.
PARTES DE UNA LLENADORA.
Todas las máquinas llenadoras tienen los siguientes elementos:
* Un depósito acumulador de líquido, generalmente situado en la parte superior de la embotelladora, donde por acción de la gravedad, o por presión en el depósito o por vacío en la botella, el líquido es empujado hacia los elementos de llenado.* Un sistema de circulación de las botellas en las máquinas semiautomáticas o automáticas.* Un conjunto de grifos, caños o boquillas de llenado, que suelen estar colocadas en línea en las embotelladoras manuales o bien en circunferencia en las embotelladoras semiautomáticas o automáticas.
TIPOS DE LLENADORAS
Llenadoras de nivel constante: estas máquinas resuelven el problema de las llenadoras volumétricas, permitiendo una perfecta nivelación del líquido embotellado, aún cuando el volumen de las botellas no sea exactamente el mismo. Dentro de éstas, se agrupan en los siguientes tipos: sifonado, isobarométricas y presión diferencial.
Llenadoras de sifonado: se basan en el principio de los vasos comunicantes. Pueden ser de sifones fijos o de sifones descendentes. La eliminación del aire contenido en la botella en la fase de llenado se hace mediante un dispositivo contenido en la boquilla.
64
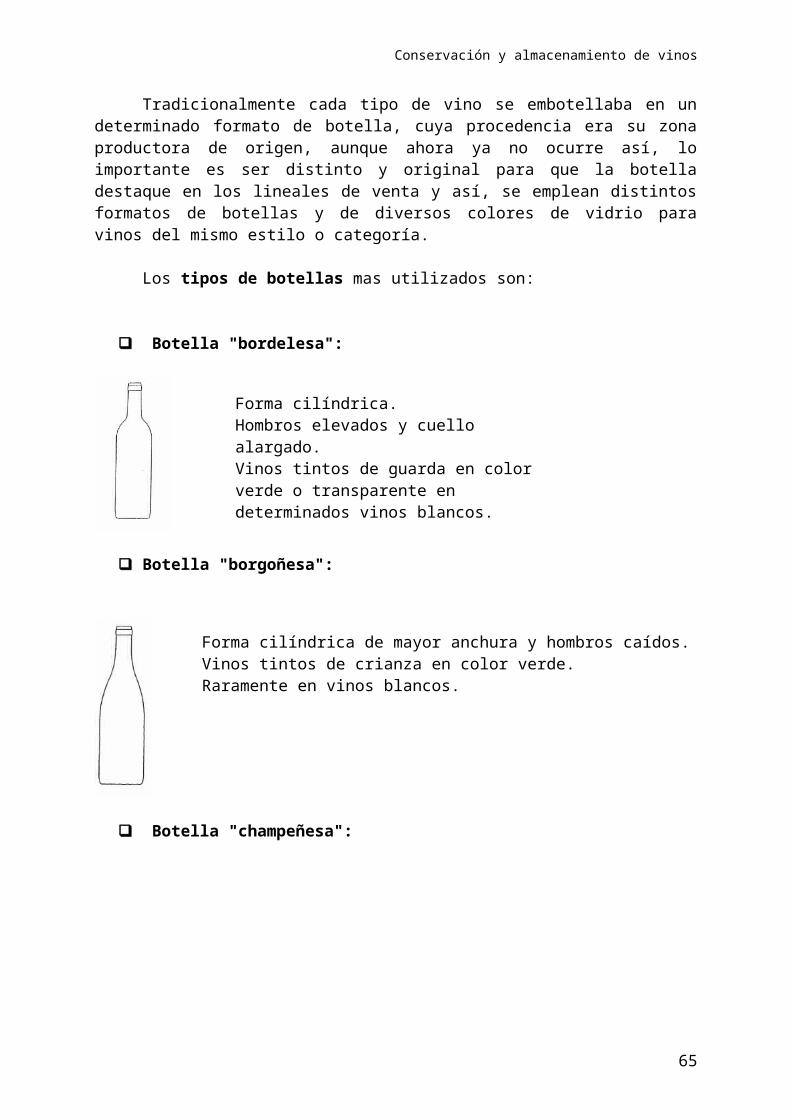
Llenadoras isobarométricas: contienen una sola cámara o depósito de alimentación del líquido manteniendo la misma presión en la cámara y las botellas durante la fase de llenado, pudiendo ser esta presión igual a la atmosférica, o bien situarse por encima o por debajo de la misma. Pueden ser de gravedad, de depresión (no recomendables para líquidos con CO2) o de contrapresión (recomendables para líquidos con CO2)
Conservación y almacenamiento de vinos
Llenadoras de presión diferencial: funcionan creando un vacío en las botellas antes de su llenado, de modo que el líquido entra en la botella por aspiración. Se llaman de presión diferencial porque la presión del líquido en el depósito y la de las botellas son distintas. La velocidad de llenado es muy elevada aunque exigen un mantenimiento importante y no son convenientes para líquidos carbónicos porque se pierde bastante cantidad del gas que contienen.
OTROS ASPECTOS DEL EMBOTELLADO
• Durante el embotellado se produce en general una importante entrada de aire, sobre todo cuando el líquido entra en las botellas vacías, estimándose una disolución en el
65
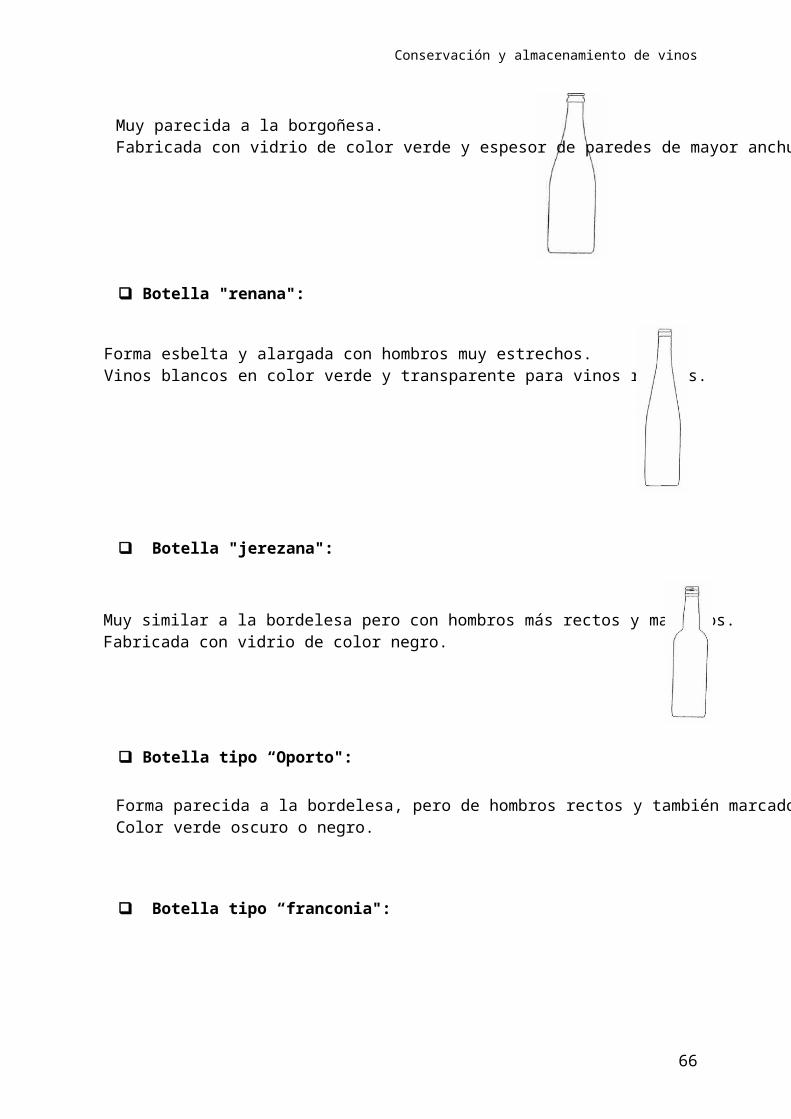
Conservación y almacenamiento de vinos
líquido del orden de 0,1 a 1,5 cm3 de oxígeno por litro, dependiendo del sistema de llenado utilizado.
• Para evitar el problema, basta con sustituir antes del llenado el aire que contienen las botellas por un gas inerte, de tal modo que la caída del líquido se produce sobre una atmósfera inerte. Incluso se puede rellenar el espacio vacío resultante después del embotellado con una nueva inyección de gas.
• El gas carbónico tiene la ventaja de disolverse con gran facilidad en el vino, evitando de este modo la sobrepresión que se produce en el momento del taponado, si embargo, puede producir una ligera gasificación en los líquidos embotellados, con la aparición de algunas burbujas cuando se destapa la botella.
• La otra alternativa es usar nitrógeno, que no presenta tanta solubilidad, por lo que se reducen los efectos negativos del gas carbónico, aunque la presión producida en el taponado sea algo mayor.
• En lo líquidos que contienen gas carbónico, la máquina embotelladora ideal es la isobarométrica de sobrepresión o contrapresión
BOQUILLAS
Son posiblemente los elementos más importantes de las máquinas llenadoras debiendo cumplir los siguientes requisitos:
Permitir la circulación laminar del líquido por las paredes de la botella, para lo cual existe un límite de velocidad de llenado que no debe superar las 250 botellas/hora por boquilla.
Boquillas fáciles de limpiar, así como también de sustituir, no provocando emulsiones de gases, ni tampoco turbulencias.
Elementos que no mojen los cuellos de las botellas por su parte interior, pues el posterior taponado puede ser deficiente.
NIVEL DE LLENADO
Es otro aspecto importante, pues por una parte se deben de llenar siempre de acuerdo con lo explicitado con el etiquetado, y por otra parte conviene dejar siempre un determinado espacio vacío, para permitir las dilataciones y contracciones del líquido producidas por los cambios de temperatura, evitando de este modo la aparición de diferencias de presión, que pueden afectar seriamente al cierre de las botellas. Con este motivo, dependiendo del tipo de botella y de su capacidad, se recomienda un nivel de llenado en función de la temperatura del líquido, existiendo unas plantillas o calibres que permiten realizar este ajuste.
66
Conservación y almacenamiento de vinos
Cuando se eleva la temperatura de un líquido embotellado se produce una dilatación, que hace subir el nivel de llenado y por lo tanto la presión en el interior de la botella; se produce una salida del tapón si la temperatura sube rápidamente o una fuga del líquido a través del corcho si la temperatura sube lentamente.
Lo mismo sucede en sentido contrario con un enfriamiento; el vino se contrae bajando de nivel, produciéndose entonces un gran vacío, que tiende a hundir el tapón dentro de la botella si la refrigeración es rápida, o a dejar entrar aire del exterior si se hace de manera lenta.
Cuando los vinos se embotellan mediante un proceso de calentamiento para su estabilización biológica, debe tenerse muy en cuenta este aspecto, pues de nivelar las botellas de manera incorrecta, se puede ocasionar un grave problema en el cierre de las botellas.
CONDICIONES DEL VINO PARA EMBOTELLAR
Los vinos a embotellar deben reunir una serie de condiciones físico-químicas, que por una parte permiten evitar los inconvenientes derivados de su estanqueidad, y por otra parte a conseguir una estabilidad dentro de las botellas.
Los vinos deberán acceder a la línea de embotellado en las siguientes condiciones.
• Estabilidad tartárica en todos los vinos.• Estabilidad proteica en los vinos blancos.• Estabilidad frente a precipitaciones de materia colorante en los vinos tintos.• Estabilidad frente a las quiebras metálicas en todos los vinos.
Un capítulo aparte por su importancia es la estabilización biológica de los vinos, que está íntimamente ligada a las operaciones de embotellado, pues en el caso de una filtración amicróbica, esta se realiza antes del llenado de las botellas, debiendo conservarse las condiciones de asepsia durante el mismo.
En cuanto a las condiciones físicas, es importante tener en cuenta la temperatura del vino, con objeto de ajustar el nivel de llenado de la máquina llenadora de botellas, recomendándose el embotellado a temperaturas situadas entre los 15º a 20ºC.
3.4.- EMBOTELLADO Y OPERACIONES AUXILIARES.
3.4.3.- Taponado.
El taponado consiste en la introducción del tapón en el gollete de la botella, de forma que quede cerrada herméticamente, dejando una cámara de aire entre la superficie del líquido y la del tapón.
3.4.3.1. Taponado con corcho
El cierre de las botellas con tapón de corcho tiene dos fases:
1) Compresión del tapón.
67
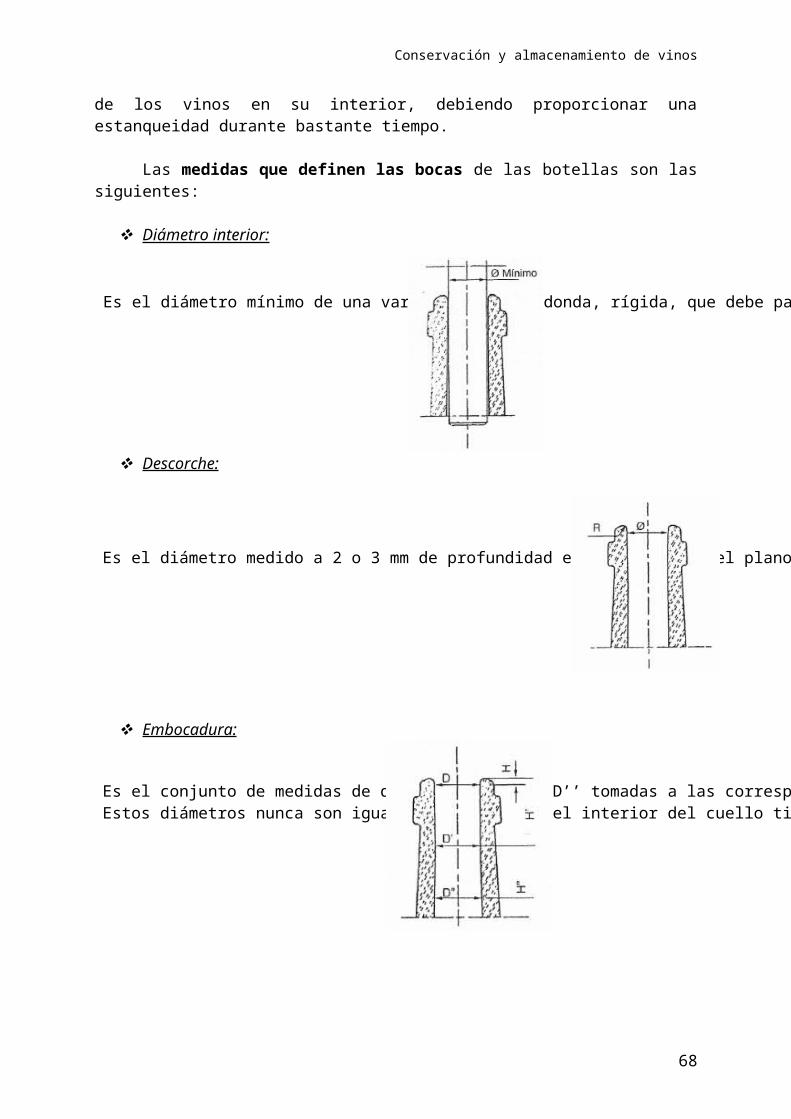
Conservación y almacenamiento de vinos
Debe ser la justa en intensidad y tiempo para que el corcho pueda entrar en el cuello de la botella, sin romperse ni perder la capacidad de recuperación. La compresión se realiza mediante unos elementos llamados mordazas de compresión y puede haber distintos mecanismos: triple, cuádruple, lateral y de rodillos.
2) Penetración del tapón.Se realiza mediante un pistón que lo libera de la compresión y lo introduce en el cuello. La carrera del pistón debe regularse perfectamente para que el tapón no quede ni demasiado fuera ni demasiado dentro, sino, justo en la superficie del gollete.
Las taponadoras se colocan inmediatamente después de las embotelladoras, estando formadas por los siguientes elementos:
1) Tolva y dispositivo de distribución de tapones.
En la tolva se acumula una cierta cantidad de tapones, procurando que la cantidad de tapones no sea excesiva (porque se dificulta la alimentación y además se pueden producir fricciones).
Las tolvas deben estar cerradas por su parte superior para evitar la entrada de objetos extraños.
La alimentación de los tapones hacia las conducciones de entrada de las mordazas de taponado se realiza por algún dispositivo colocado en el fondo de la tolva.
2) Mecanismo de posicionamiento de las botellas.
68
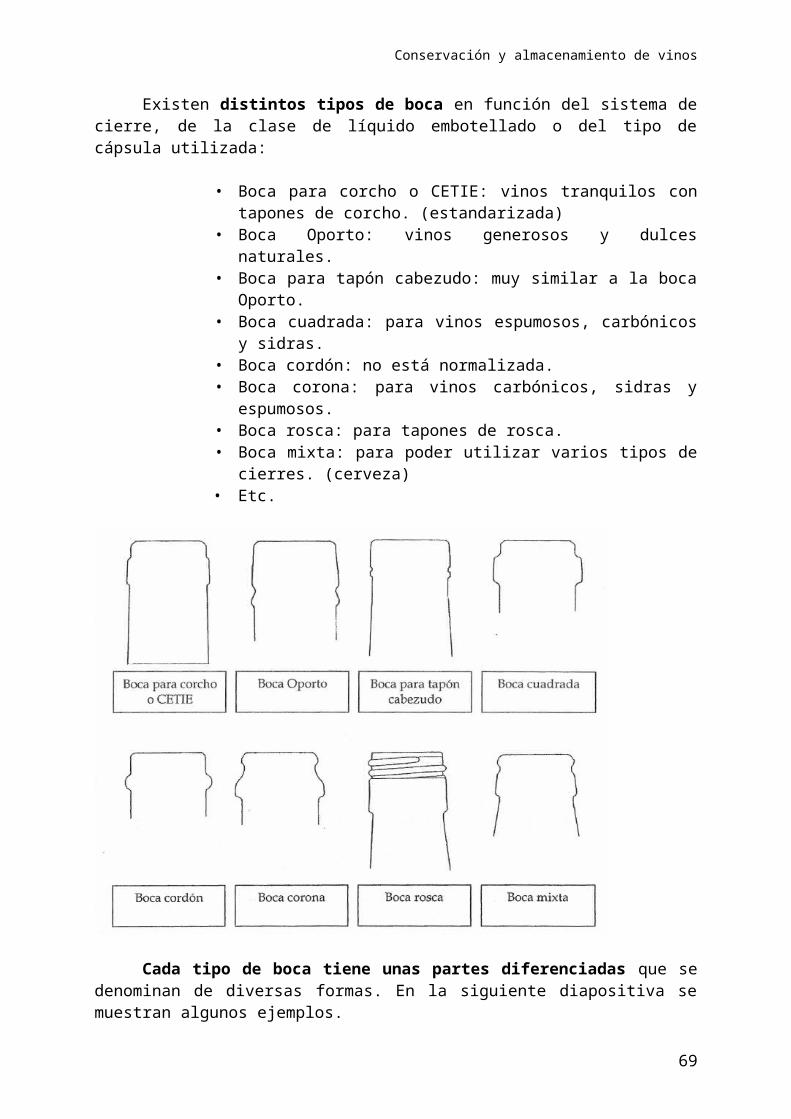
Conservación y almacenamiento de vinos
Existe un soporte o banquillo donde se sitúa la botella, el cual se eleva hacia la mordaza, que tiene en su parte inferior un cono de centrado para alinear la botella con e eje de taponado.
3) Cabezales de taponado.
En el cabezal de taponado es donde se realiza la introducción de los tapones (compresión con mordazas y penetración con punzón descendente).
La penetración del tapón en el cuello de la botella debe ser tal que su parte exterior quede exactamente al ras de su boca o, como máximo, 1 mm por debajo y nunca por encima, ya que, además de presentar un deficiente aspecto, se pierde eficacia en el cierre de la botella. Si el tapón quedara muy hundido dentro de la botella, el cierre es peor y la presión interior puede ser excesiva.
Para reducir la presión interior del vino y favorecer la recuperación elástica del tapón, se puede realizar el taponado bien con gas carbónico o bien realizando un vacío una vez llenada la botella y antes de colocar el tapón.
Después de embotellar y taponar los vinos, las botellas se suelen colocar en posición horizontal para favorecer la conservación o crianza en botella, al mantenerse el tapón humedecido y mejorando su hermeticidad. Pero no conviene realizar esta operación inmediatamente después del taponado, porque el corcho no recupera instantáneamente del todo, sino en un 85% y, el resto, al cabo de unas horas, pudiendo originarse fugas o pérdidas de vino entre el tapón y el cuello de la botella. Por eso, lo mejor es mantener la botella en posición vertical durante al menos 12-24 horas antes de tumbarla, aunque, a veces puede hacerse en unos minutos (5 minutos) siempre que se trate de un buen corcho, con una humedad del 7-8% y si se utiliza una taponadora de vacío.
Hay que evitar que los cuellos de las botellas estén humedecidos por el agua de enjuague o por vino en el momento del taponado, puesto que el tapón se expansionará sobre la lámina de líquido colocada sobre el vidrio, reduciéndose la adherencia del tapón al vidrio que origina fugas o pérdidas de líquido.
Para evitar este problema hay que impedir que los cuellos se mojen (que es bastante difícil) o bien comprimir algo menos los tapones con las mordazas para que al descender, arrastren los restos de líquido hacia el interior.
3.4.3.2. Defectos derivados del taponado con corcho
El taponado con corcho puede conducir al desarrollo en los vinos embotellados de una gran cantidad de defectos o alteraciones que, afectando o no al propio vino, siempre deben evitarse. Pueden ser:
A) Colocación defectuosa de los tapones: este defecto se debe a un ajuste o funcionamiento defectuoso de las máquinas taponadoras. Puede producir:
• Polvo de corcho en el vino.• Tapones oblicuos.
69
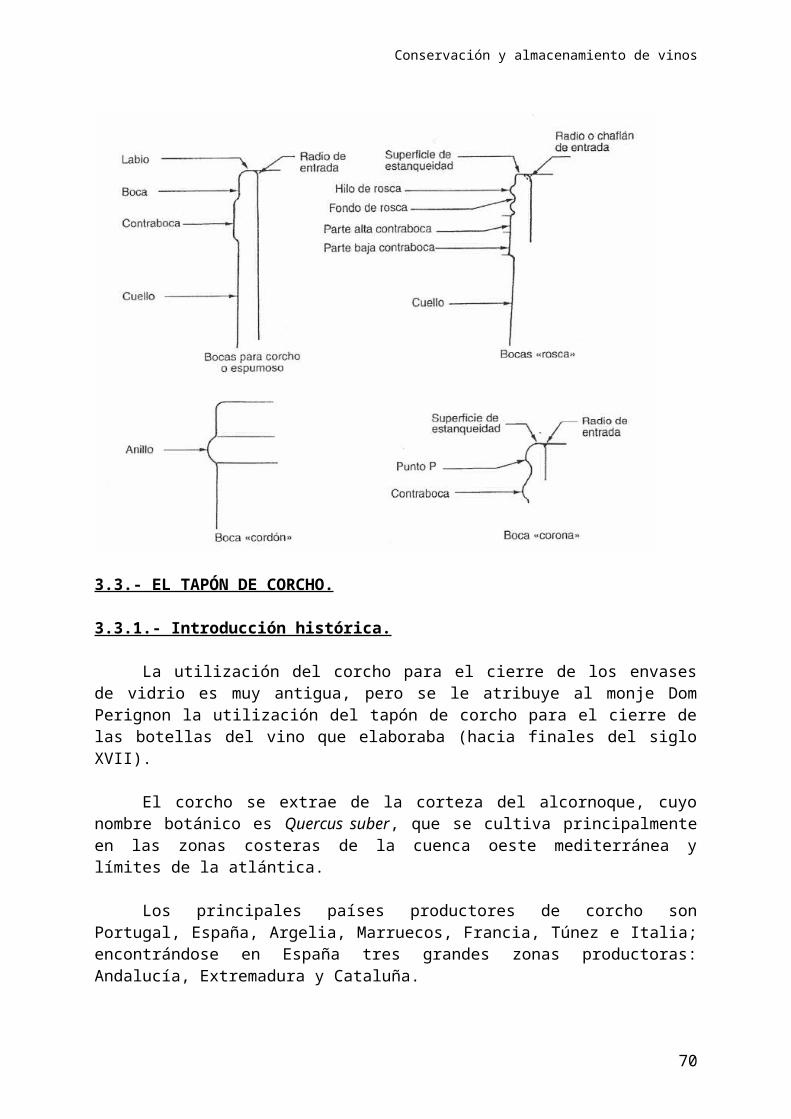
Conservación y almacenamiento de vinos
• Tapones con dificultades de extracción.• Tapones hundidos.• Tapones subidos.• Tapones que giran en la extracción.
B) Pérdidas de líquidos a través de los tapones
La pérdida de vino a través de los tapones supone un grave inconveniente, sobre todo cuando su volumen es importante, pues además de producirse una merma inaceptable en la cantidad de vino contenido, en el exterior del tapón pueden desarrollarse una importante cantidad de mohos. Otro inconveniente es que se manchan los elementos del embalaje.
Estas pérdidas no deben ser confundidas con las mermas naturales que se producen en los vinos conservados en botellas durante muchos años.
Causas de la pérdida de líquido: botellas defectuosas, taponadoras mal ajustadas o defectuosas, tapones de corcho defectuosos, operaciones de taponado defectuosas, gusanos del tapón
C) Modificación de las características sensoriales de los vinos.
El tapón de corcho puede ocasionar algunos defectos en las características sensoriales de los vinos. Pueden ser:
• Turbideces producidas por el corcho.• Sabor a corcho.
En la actualidad cabe diferenciar el verdadero gusto a tapón del conocido como falso sabor a corcho. El primero es un defecto muy poco frecuente, siendo fácilmente reconocible por un olor podrido y butírico, donde su desarrollo no es demasiado claro. El falso sabor a corcho puede proceder de otros orígenes distintos al corcho y en todos los casos tiene un origen microbiano. El umbral de percepción de las sustancias que lo producen es muy bajo.
A pesar de estos inconvenientes, un importante argumento a favor del tapón de corcho viene de la mano de algunas asociaciones de ecologistas como WWF/Adena, que defienen el empleo de este material, mediante un importante trabajo de conservación de los alcornocales, cuyo ecosistema solo existe en el Mediterráneo Occidental. Los alcornocales albergan una importante diversidad biológica: águila imperial, cigüeña negra, buitre negro, lince ibérico…Además, en el proceso de fabricación se emite mucho menos CO2 en el caso de tapones de corcho que en la fabricación de tapones de otros materiales.
3.4.3.3. Otros sistemas de taponado.
Existen otras alternativas para el taponado de los mostos y los vinos, donde posiblemente no se presente una imagen adecuada pero en algunos casos se logran unas prestaciones de hermeticidad y ausencia de problemas mucho más elevadas que los tapones de corcho.
• Tapones de plástico: generalmente de polietileno elástico
70
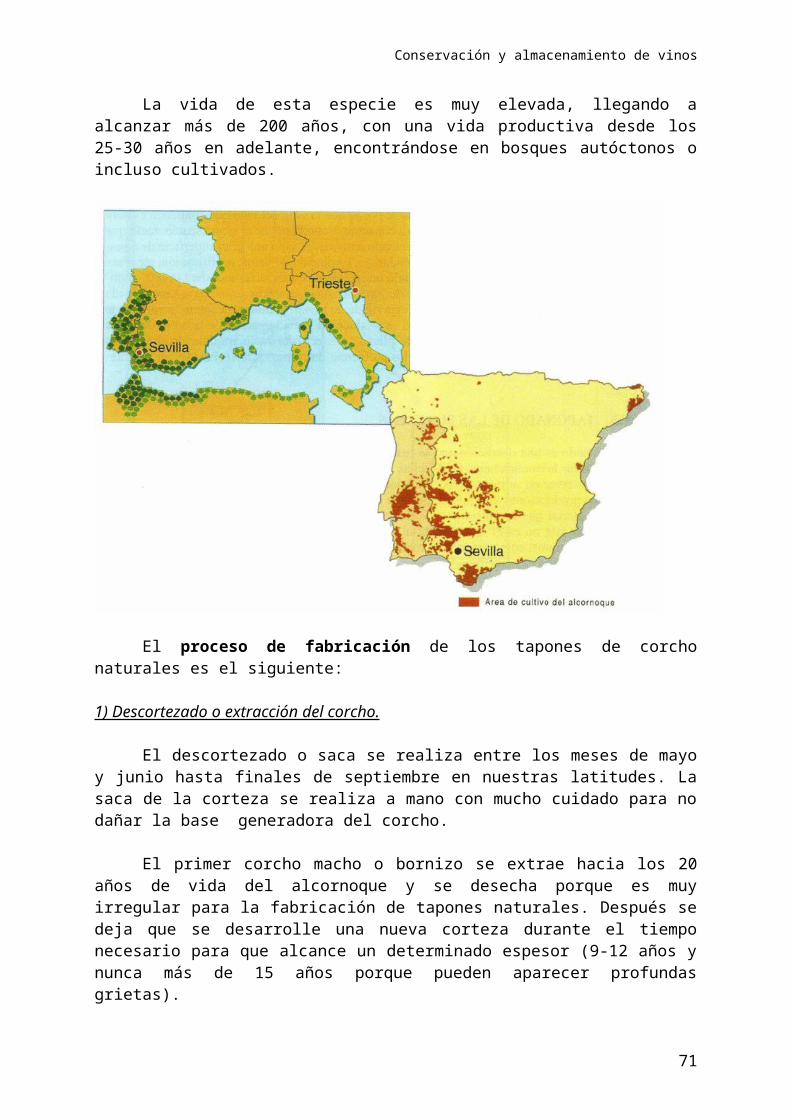
Conservación y almacenamiento de vinos
• Tapones metálicos corona: data de finales del siglo XIX y sigue siendo uno de los sistemas de cierre más eficaces.
• Tapones metálicos de rosca: se utiliza para los vinos tranquilos o para vinos en envases de pequeña capacidad. En ocasiones su hermeticidad no es buena, por lo que su utilización queda restringida para mostos o vinos de rotación comercial relativamente rápida.
• Tapones de vidrio: similares a los de corcho cabezudos. El cierre hermético sobre el cuello de las botellas se realiza mediante un anillo de silicona alimentaria.
3.4.4.- Capsulado o sobretaponado.
TIPOS DE CAPSULAS.
Los tipos de cápsulas utilizados pueden ser:
• Cápsulas monopiezas de estaño y aluminio. Están formadas por una sola pieza.
• Cápsulas de aluminio complejo multipiezas. El aluminio complejo está formado por la asociación de láminas de aluminio con polietileno, siendo más fáciles de colocar que las de aluminio puro y teniendo un tacto más agradable y similar a las de estaño. Están fabricadas en dos piezas: un disco superior de aluminio pegado a la faldilla troncocónica. Se utiliza para vinos tranquilos y para vinos espumosos.
• Cápsulas de plástico retráctil multipiezas. Se construyen de dos piezas: un disco superior de aluminio pegado a una faldilla troncocónica de PVC, encogible por el calor, de modo que, una vez colocada, el calentamiento provoca una adaptación del cuello de las botellas.
• Cápsulas de plástico inyectado monopieza. Se utiliza como material el PVC rígido siendo unas cápsulas fáciles de colocar y de ajustar que generalmente llevan una lengüeta rasgable de apertura. Se utilizan con bastante frecuencia asociadas a un tapón de corcho cabezudo para los vinos generosos y dulces.
• Sobretaponado de disco de cera. Realmente no es un tipo de capsulado, sino un sistema alternativo, que cumple las mismas funciones. Generalmente se utilizan en bocas de tipo cordón, situándose este resalte en el plano superior de la embocadura, de modo que la decoración del tapón de corcho se transparenta a través del vidrio del cuello de la botella y sobre la zona exterior del tapón se coloca un disco de cera.
MÁQUINAS DE SOBRETAPONADO.
La máquina de sobretaponado se coloca en las líneas de embotellado a continuación de la taponadora, pudiendo recibir las botellas directamente de su llenado o bien de las sometidas a un proceso de crianza en botella.
Dependiendo del tipo de cápsula, las máquinas de sobretaponar son distintas.En general, las operaciones del capsulado son:
1) Distribución de las cápsulas. Puede hacerse de forma mecánica o neumática.
71
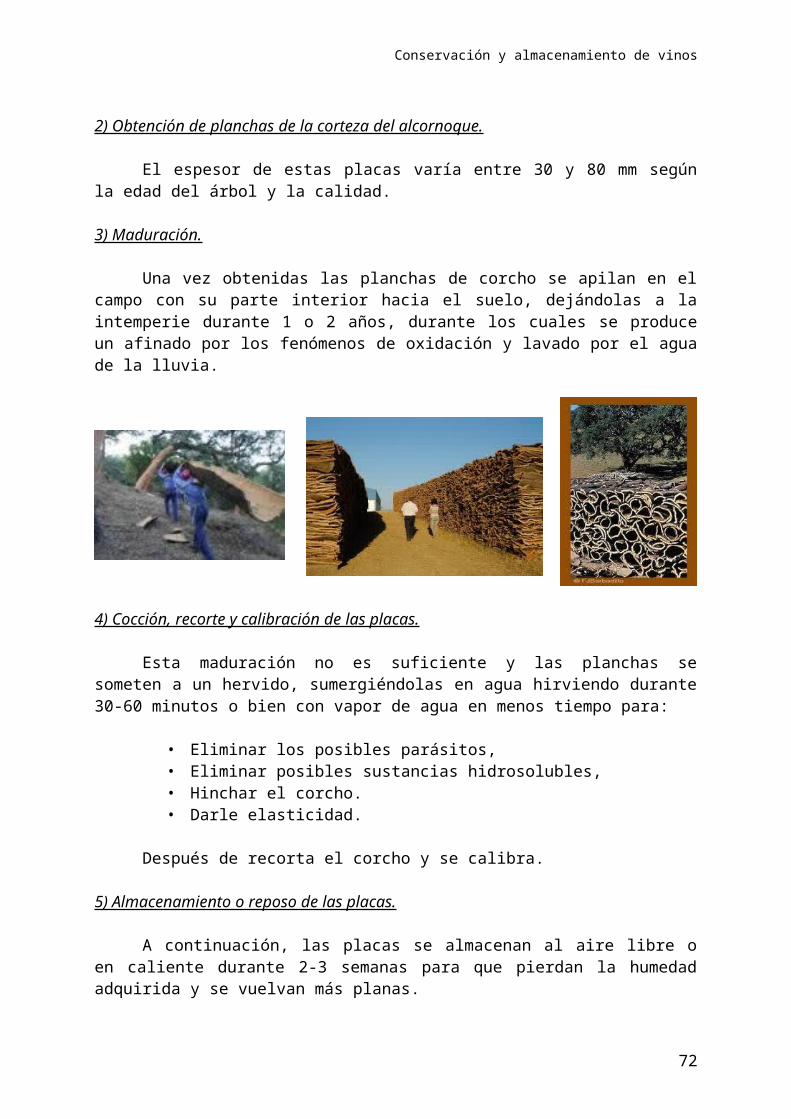
Conservación y almacenamiento de vinos
2) Prealisado. Sólo es necesario en el caso de las cápsulas de dos piezas y siempre que no sean de material retráctil. Consiste en apretar la cápsula contra el cuello realizando pliegues verticales para absorber el exceso de material.3) Alisado. Se realiza con unas rulinas de goma, para "alisar" los pliegues.4) Retracción. Sólo se realiza cuando el material es retráctil, que se coloca y a continuación se fija por calor.
3.5.- ETIQUETADO.
El etiquetado es la operación final y debe realizarse justo antes de la salida al mercado.
En la botella de vino se pueden colocar tres tipos de etiquetas:
1. Etiqueta frontal (marca comercial).2. Contra-etiqueta (de la propia bodega o del consejo regulador).3. Etiqueta collarín (espumosos).
Algunas etiquetas son autoadhesivas y otras requieren que se coloquen con cola.
NORMAS LEGALES DE ETIQUETADO DE VINOS.
La normativa legal del etiquetado de los vinos tranquilos y los vinos espumosos se encuentra recogida en los anexos VII y VIII del Reglamento (CE)1493/1999 de 17 de mayo.Se denomina etiquetado el conjunto de menciones, signos, ilustraciones o marcas y cualquier otra designación que caracterice al producto, que figure en el mismo envase, incluido el dispositivo de cierre, o en el colgante unido al envase.
Se denomina embalaje a los envoltorios de protección tales como papeles, fundas de todo tipo, cartones y cajas utilizados para el transporte de uno o varios envases y/o para su presentación para la venta al consumidor final.
A continuación, vamos a ver la normativa referente al etiquetado de los vinos tranquilos y de los vinos espumosos.
A) DESIGNACIÓN, DENOMINACIÓN, PRESENTACIÓN Y PROTECCIÓN DE LOS VINOS TRANQUILOS Y DE AGUJA.
A.1. Indicaciones obligatorias.
Los vinos de mesa, los vinos de mesa designados mediante una indicación geográfica, los vinos de calidad producidos en región determinada (v.c.p.r.d.). los vinos de licor, los vinos de aguja, los vinos de aguja gasificados, así como los vinos procedentes de terceros países, incluirán OBLIGATORIAMENTE en su etiquetado las siguientes menciones:
• Denominación de venta del producto. • Volumen nominaI.• Grado alcohólico volumétrico adquirido.• Datos relativos al embotellador o expedidor del vino.• Número de registro de embotelladores y envasadores de vinos y bebidas
alcohólicas.
72
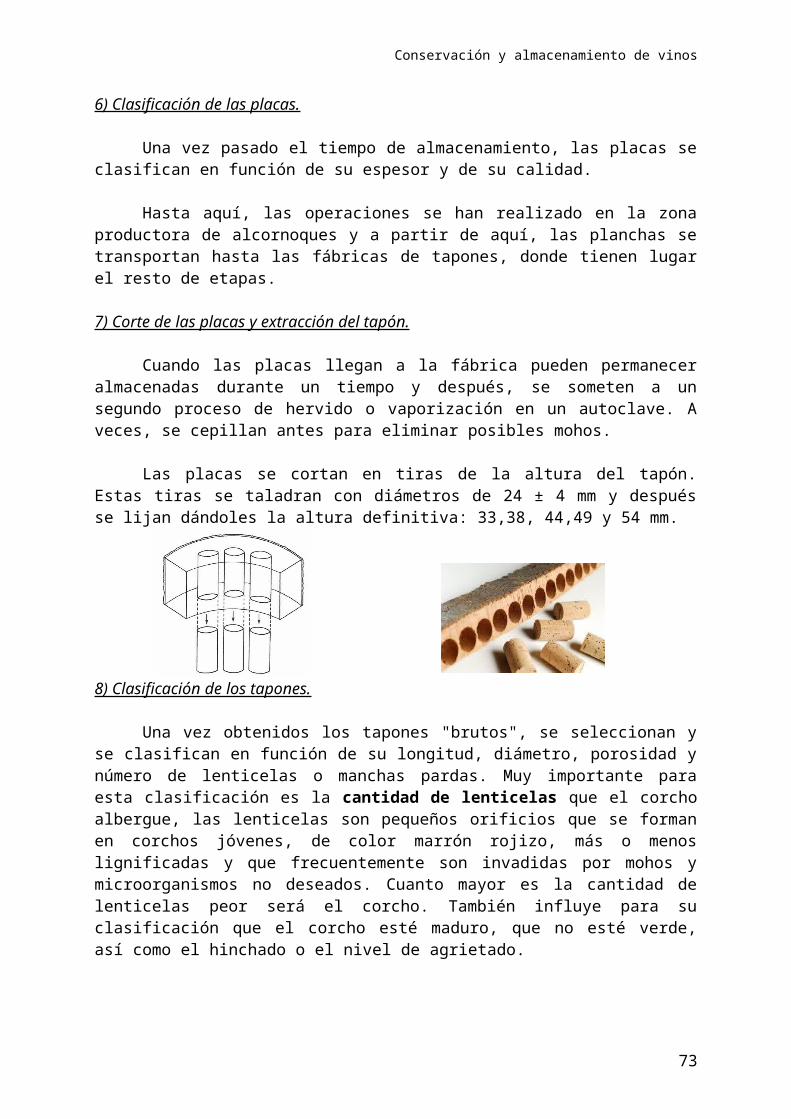
Conservación y almacenamiento de vinos
• Número de lote conforme con la Directiva 89/396/CEEE de 14 de 1989 relativa a las menciones o marcas que permitan identificar el lote al que pertenece un producto alimenticio.
A.2. Indicaciones facultativas.
El etiquetado de los productos elaborados en la Comunidad Europea podrá completarse con las siguientes indicaciones, no obligatorias, que se muestran en la tabla, según el tipo de vino elaborado.
Estas indicaciones no podrán incluirse en la misma zona del etiquetado donde figuran las indicaciones obligatorias, debiendo situarse en una parte distinta, en una o varias etiquetas complementarias o en una etiqueta colgante.
Sin embargo, las informaciones breves, tales como "casa fundada en..." o "viticultores de padres a hijos desde ...", podrán situarse en la misma zona del etiquetado en que aparezcan las menciones obligatorias.
73

Conservación y almacenamiento de vinos
Las lenguas que se pueden utilizar en el etiquetado pueden ser una o varias lenguas oficiales de la Comunidad, de forma que el consumidor final pueda comprender fácilmente cada una de las indicaciones. Aún así, se utilizará únicamente una de las lenguas oficiales del Estado miembro en cuyo territorio se haya elaborado el vino para señalar:
B) DESIGNACIÓN, DENOMINACIÓN, PRESENTACIÓN y PROTECCIÓN DE LOS VINOS ESPUMOSOS.
En este apartado se incluyen los vinos espumosos (que incluyen vinos espumosos, vinos espumosos de calidad y v.e.c.p.r.d.) y los vinos espumosos gasificados.La mayoría de las menciones obligatorias y facultativas de los vinos espumosos coinciden con las que acabamos de ver para los vinos tranquilos.
B.1. Indicaciones obligatorias.
Las indicaciones obligatorias que deben incluir en su etiquetado este tipo de vinos son las siguientes:
* Denominación de venta del producto.* Volumen nominal.
74
Conservación y almacenamiento de vinos
* Mención relativa al tipo de producto.* Grado alcohólico volumétrico adquirido.* Nombre o razón social del elaborador y el nombre del municipio o parte del municipio y del Estado en que tenga su sede el elaborador.* Número del Registro de Embotelladores y Envasadores de Vinos y Bebidas Alcohólicas.* Número de lote conforme con la Directiva 89/396/CEEE de 14 de junio de 1989 relativa a las menciones o marcas que permitan identificar el lote al que pertenece un producto alimenticio.
Estas indicaciones deben aparecer agrupadas en el mismo campo visual del envase, y se presentarán con caracteres claros, legibles, indelebles y suficientemente grandes, sobre el fondo en que se impriman, para distinguirlas nítidamente del resto de las indicaciones escritas y dibujos.
B.2. Indicaciones facultativas.
Se podrán incluir otras indicaciones, no obligatorias, siempre que no infundan confusión a los consumidores. Como por ejemplo:
• Nombre de variedad/es de uva.• La mención "fermentación en botella" sólo podrá utilizarse cuando se cumpla:
Que la segunda fermentación se haya realizado en botella. Que la duración del proceso de elaboración, incluido el envejecimiento, no sea
inferior a 90 días. Que la separación de las lías se realice por filtración en el transvase.
3.6.- ENVASADO ASÉPTICO EN CARTÓN.
Además de las botellas, los mostos o vinos también pueden ser envasados en la actualidad en otros tipos de recipientes, donde destacan el "brik" u otros de mayor volumen como el moderno "bag in box".
3.6.1.- Envases en Brik
El brik es un envase de diferentes volúmenes, aunque normalmente se utiliza el formato de un litro, con forma de prisma cuyas paredes están compuestas por un material multicapa que garantiza la hermeticidad del envase, impidiendo la salida de vino y la entrada desde el exterior del aire o de la luz.
75
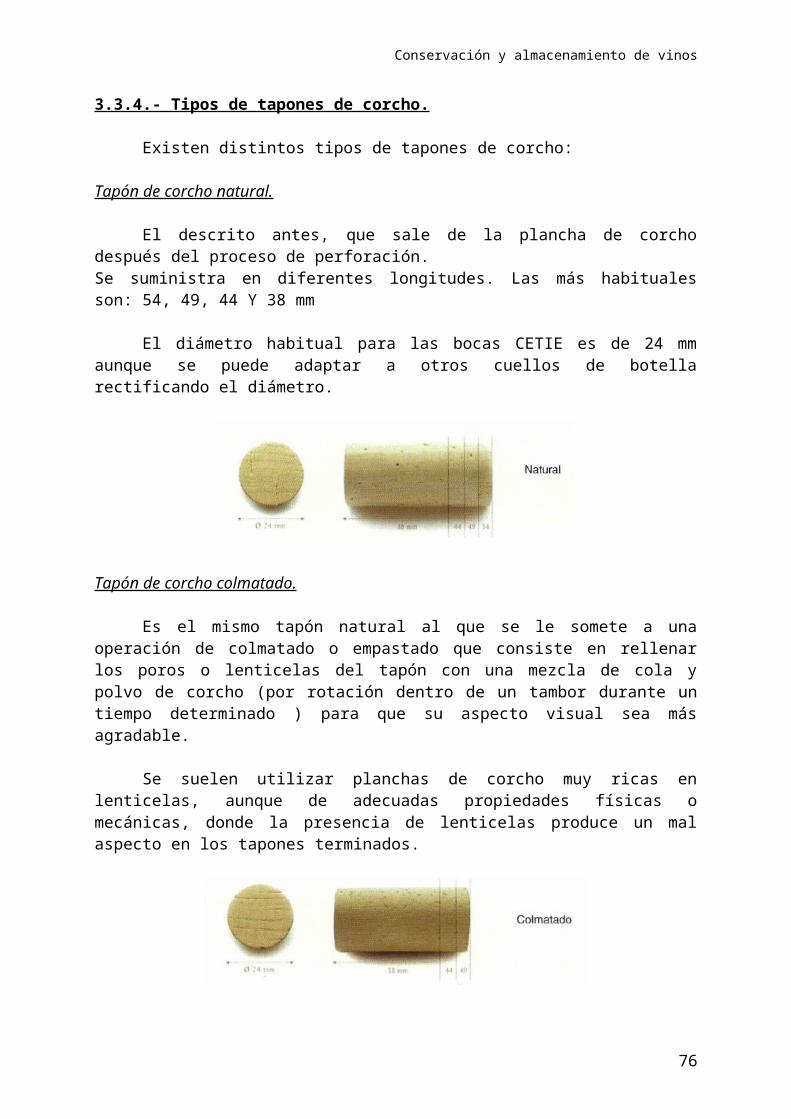
Conservación y almacenamiento de vinos
El material multicapa está compuesto por las siguientes capas ordenadas desde dentro hacia fuera:
- Dos capas de polietileno, que impiden la salida del líquido envasado, de fácil soldadura a elevadas velocidades.- Una capa de aluminio, que impide la entrada de oxígeno, luz y olores extraños desde el exterior.- Una capa de polietileno, que cumple la función de adhesivo entre el aluminio y la siguiente capa de cartón.- Una capa de cartón, que cumple la función de conformar el envase y de proporcionar rigidez. En su parte exterior, el cartón puede ser decorado.- Una capa de polietileno que protege la capa de cartón anterior.
Las ventajas de este tipo de envase son las siguientes:
Elevada resistencia a los impactos. Óptimo aprovechamiento de los espacios de almacenado o transporte. Perfecta conservación del producto por la ausencia de luz y la hermeticidad del
envase.Pero también tiene inconvenientes que son:
Imagen no muy adecuada para los vinos de cierta calidad (por eso se emplea en los vinos de mesa de inferior calidad).
Ligeros problemas en el reciclado del envase.
Para lograr un envasado aséptico, primero se da al líquido un tratamiento térmico o una filtración esterilizante, y después se envasa.
La línea de envasado sólo consta de una máquina que conforma y envasa el producto, seguida de una máquina paletizadora de los envases terminados.
3.6.2.- Otros envases de mayor volumen.
Los mostos o vinos también pueden envasarse en otros recipientes de mayor volumen que los briks o las botellas, pudiéndose utilizar las clásicas garrafas de diferentes volúmenes, generalmente llenadas de forma poco aséptica; por lo que la vida del vino que contienen es muy limitada y también tienen el inconveniente de que a medida que se va consumiendo el vino, en la garrafa queda un espacio de aire que puede provocar oxidaciones, formación de velos, acetificación, etc.
Para evitar los inconvenientes que presentan las garrafas, se ha desarrollado un recipiente llamado "bag in box", que consiste en una bolsa de polietileno de baja densidad, a veces asociada a una delgada lámina de aluminio, situada dentro de una caja rígida de cartón y unidas mediante la válvula de salida del líquido hacia el exterior.
Cuando se produce un vaciado parcial de la bolsa debido a una extracción del vino que contiene, ésta se pliega por efecto del vacío, impidiendo el contacto del vino con el aire, y por lo tanto, también los problemas de conservación señalados en las garrafas.
76
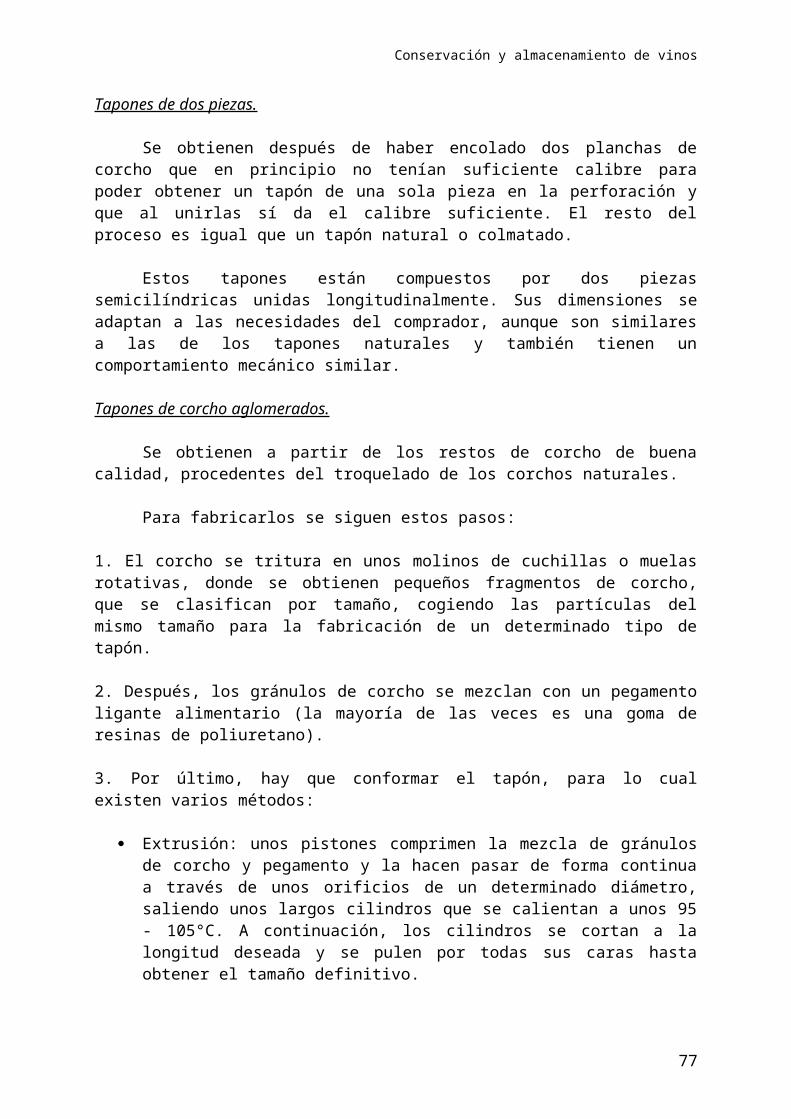
Conservación y almacenamiento de vinos
77
Conservación y almacenamiento de vinos
Unidad Didáctica 4: ALTERACIONES DE LOS VINOS.
4.1.- Alteraciones físico-químicas.4.1.1.-Quiebra férrica.4.1.2.-Quiebra cuprosa.4.1.3.-Precipitaciones tartáricas.4.1.4.-Turbidez proteica.4.1.5.- Precipitaciones de materia colorante.
4.2.- Alteraciones microbiológicas.
4.1.- ALTERACIONES FÍSICO-QUÍMICAS.
4.1.1.- Quiebra férrica.
DETECCIÓN.
Depósito blanquecino, lechoso (vinos blancos o tintos) y azulado-negruzco (vinos tintos), asociado a un velo irisado en la superficie del vino.
Quiebra blanca: Fe3+ + Fosfatos Quiebra azul o negra: Fe3+ + Taninos
La turbidez es más importante en presencia de aire, de frío y ausencia de luz (puede aparecer en una botella empezada, conservada en el frigorífico).
ORIGEN.
Uva. Suelo. Material.
TRATAMIENTO.
La quiebra férrica aparece habitualmente con contenidos en hierro mayores a 8 mg/I, pero los riesgos pueden existir con 4-5 mg/l.
Los pequeños excesos de hierro pueden mantenerse en forma soluble añadiendo ácido ascórbico (3-8 g/HI siempre y cuando se tenga suficiente SO2 libre: 20-30 mg/I; para evitar oxidaciones posteriores). El problema es que con esta adición se aumenta el riesgo de quiebra cuprosa.
En vinos que ya estén afectados, para eliminar la quiebra férrica antes de embotellarlos:
• Aireación repetida si es necesaria, en vinos a granel.• Tratamiento con ferrocianuro potásico (blancos y rosados) (bajo la responsabilidad de un enólogo y debe realizarse según unas reglas muy precisas), añadir bentonita y filtrar.
78
Conservación y almacenamiento de vinos
4.1.2.- Quiebra cuprosa.
DETECCIÓN.
Presencia de una ligera turbidez con un depósito pardo-rojizo de sulfato de cobre, habitualmente localizado abajo y en los hombros de las botellas acostadas.
Esa turbidez se manifiesta lentamente cuando no hay presencia de aire y se ve favorecida por la luz y el color. (Por ejemplo, se puede encontrar en vinos blancos en botellas transparentes que se encuentran en escaparates de tiendas iluminados). Desaparece aireando (36 horas).
En vinos tintos, esa turbidez es inexistente o no se aprecia.
ORIGEN.
Residuos de fungicidas. Materiales de bodega (latón, bronce, cobre) en contacto con el mosto. Cu+ + compuestos azufrados del vino = sulfuro de cobre
TRATAMIENTO.
La quiebra cuprosa aparece cuando hay más de 0,8 mg/l de cobre, pero existe riesgo a partir de 0,1-0,5 mg/l.
Goma arábiga (10 a 15 g/HI). Bentonita (50 a 75 g/HI).
79
Conservación y almacenamiento de vinos
4.1.3.- Precipitaciones tartáricas.
DETECCIÓN.
Cristales translúcidos o coloreados.
ORIGEN.
El potasio y el calcio presentes en el vino se combinan con el ácido tartárico para dar lugar a sales tartáricas.Las precipitaciones aumentan:
• Con el grado alcohólico (aparecen durante la FA).• Con el aumento de pH (tras la FML).• Con el frío (disminuye la solubilidad).
TRATAMIENTO.
Estabilización por frío: Bajar la temperatura del vino. Añadir cristales de THK.
4.1.4.- Turbidez proteica.
DETECCIÓN.
Presencia de un turbio poco denso pudiendo formar depósitos o copos blanquecinos que desaparecen calentando a 80º C durante 30 minutos.
80
Conservación y almacenamiento de vinos
Esta turbidez es específica de los vinos blancos (y rosados ligeros) y aparece generalmente después de un periodo bastante prolongado en botella, favorecido por el calor, el frío y su alternancia.
ORIGEN.
Floculación de las proteínas bajo el calor, el frío o la presencia de taninos (bien propios o del corcho).
En blancos y en rosados las proteínas permanecen en suspensión si no se realiza el desfangado y estabilizado de forma correcta.
Cambios de temperatura. Técnicas de abonado nitrogenado, sobremaduración, maceraciones,
disminución de clarificaciones, etc. Que provocan el aumento de proteínas.
TRATAMIENTO.
Tratamiento con bentonita para eliminar las proteínas excedentes de los vinos blancos. Realizar un desfangado de forma correcta.
4.1.5- Precipitaciones de materia colorante.
DETECCIÓN.
Presencia de una ligera turbidez, de aspecto coloidal, rojiza, seguida de un depósito rojo parduzco que puede llegar a provocar la decoloración casi total del vino.
ORIGEN.
Durante la FA y en los días posteriores, los antocianos de la uva precipitan parcialmente.
TRATAMIENTO.
Aplicación de tratamiento en frío y/o filtración. Impedir la formación de depósitos añadiendo un coloide protector (goma arábiga).
81
Conservación y almacenamiento de vinos
4.2.- ALTERACIONES MICROBIOLÓGICAS.
4.2.1.- Producidas por levaduras.
Algunas de las alteraciones más comunes del vino producidas por levaduras son:
LA FLOR.
DETECCIÓN.
En la superficie del vino, en contacto con el aire, en cubas o en botellas, se forma un velo blanquecino (rosado en los vinos tintos).
El vino adquiere el carácter de "picado", recordando a la manzana.
ORIGEN.
El velo de flor se forma como consecuencia del desarrollo de las levaduras de los géneros Candida, Pichia, Hansenula, etc. que producen una transformación del alcohol en etanal (acetaldehído) y gas carbónico.
TRATAMIENTO.
Es frecuente que aparezca en vinos con escaso grado alcohólico (10-11% vol.), en contacto con el aire, mal sulfitados.
Se evita conservando el vino en recipientes llenos y/o bajo un gas inerte, con un nivel suficiente de SO2 libre y con una higiene rigurosa.
Si es necesario, se puede estabilizar el vino por calor o añadir ácido sórbico (200 mg/I).
OLORES AZUFRADOS.
DETECCIÓN.
En ciertos casos, se producen olores "de reducción": ácido sulfhídrico, col, mercaptano, huevo podrido, etc. que son desagradables.
ORIGEN.
Todas las levaduras de fermentación forman compuestos azufrados volátiles en cantidades variables.
Es frecuente que aparezcan esos olores desagradables cuando se mantienen en contacto las lías con el vino durante mucho tiempo de forma no controlada.
Además, también se pueden formar compuestos azufrados como consecuencia de la utilización de fitosanitarios (azufre contra oidio) o al almacenar vinos azucarados a temperaturas altas.
82
Conservación y almacenamiento de vinos
TRATAMIENTO.
Es mejor reducir el riesgo de aparición de forma preventiva mediante el control de los fangos (en mostos blancos), del sulfitado, de la fermentación y una eliminación rápida de las lías.
Cuando se han producido los olores azufrados en exceso, hay que intervenir lo antes posible trasegando al aire.
4.2.2.- Producidas por bacterias.
Algunas de las alteraciones más comunes del vino producidas por bacterias son:
PICADO ACÉTICO.
DETECCIÓN.
El contenido en ácido acético del vino aumenta (por encima de 0,5-0,8 g/I) y aparece un olor característico a picado debido al acetato de etilo.
Se observan al microscopio bacterias acéticas y a veces, aparece una ligera turbidez y/o un ligero velo en la superficie que está en contacto con el aire.
ORIGEN.
Se debe a la multiplicación de las bacterias acéticas en presencia de aire, que transforman el alcohol en ácido acético y acetato de etilo.
Las bacterias acéticas no abundan durante las fermentaciones pero sí crecen rápidamente en presencia de oxígeno a temperaturas elevadas.
TRATAMIENTO.
Para disminuir la población inicial de bacterias acéticas hay que mantener unos buenos niveles de higiene.
En situaciones muy difíciles, se reducen las poblaciones con filtraciones muy selectivas y tratamientos por calor.
PICADO LÁCTICO.
DETECCIÓN.
Al final de la fermentación alcohólica o durante la crianza, la acidez volátil aumenta y a veces, la acidez total también, apareciendo caracteres lácticos en el vino más o menos acusados.
83
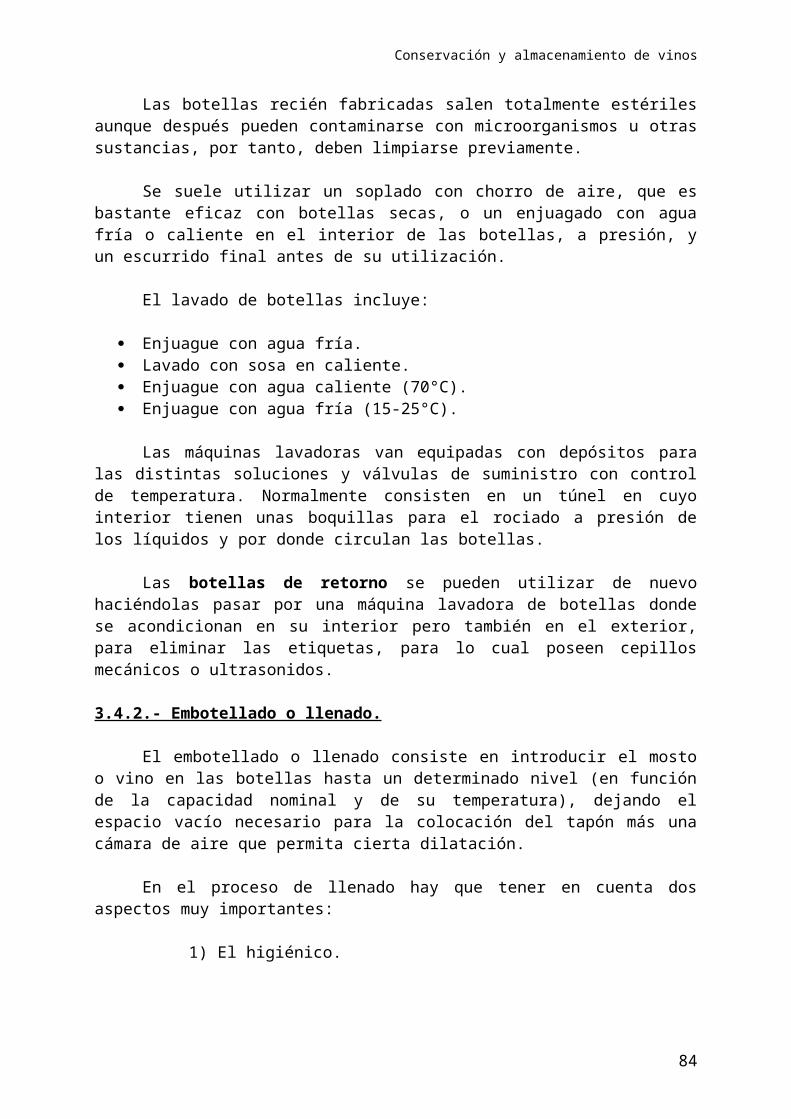
Conservación y almacenamiento de vinos
ORIGEN.
Se debe a que las bacterias lácticas degradan los azúcares fermentescibles y no fermentescibles por las levaduras, que aumenta cuando los mostos son muy azucarados, son poco ácidos, están muy contaminados, la temperatura es muy elevada y no controlada, etc.
Las bacterias lácticas se activan más cuando existen aireaciones.
TRATAMIENTO.
Hay que aplicar una serie de medidas preventivas que consisten en:
• Mantener una higiene rigurosa antes de la fermentación alcohólica.• Realizar un sulfitado antes de la fermentación bastante riguroso.• Fermentación alcohólica completa y controlada.• Sulfitado post-fermentativo controlado.• Conservación a temperaturas bajas.
84

Conservación y almacenamiento de vinos
PREGUNTAS DE TEST
La bentonita es un agente clarificante:
A) Orgánico.
B) Mineral.
C) Sintético.
¿Por qué se debe realizar un desfangado antes de la fermentación de un vino blanco?
A) Para aumentar el volumen de lías de fermentación.
B) Para aumentar la riqueza del mosto.
C) Para obtener un vino más fresco y ligero.
¿Cuál de las siguientes partículas tiene carga negativa?
A) Taninos.
B) Gomas.
C) Proteínas.
Los vinos muy ligeros, ricos en aromas volátiles:
A) se deben trasegar abundantemente.
B) se deben trasegar menos de lo normal.
C) no se deben trasegar.
Hay que tener mucho cuidado en los trasiegos para no enturbiar el vino:
A) Porque en la barrica las impurezas se acumulan en las paredes laterales.
B) Porque en los depósitos las lías se acumulan en las paredes laterales.
C) Ambas son correctas
¿Cuál de las siguientes sustancias coloidales del vino tiene carga positiva?
A) Pectinas.
B) Proteínas.
C) Taninos.
Indica cuál de las siguientes afirmaciones es FALSA:
A) Los vinos rosados son para consumirlos en el mismo año, puesto que no tienen
estructura para conservarlos como crianza en botella.
B) Los vinos rosados se elaboran como los tintos.
C) Los vinos rosados se denominan comúnmente claretes.
Las bombas que producen menor estrés a los vinos durante los trasiegos son:
85
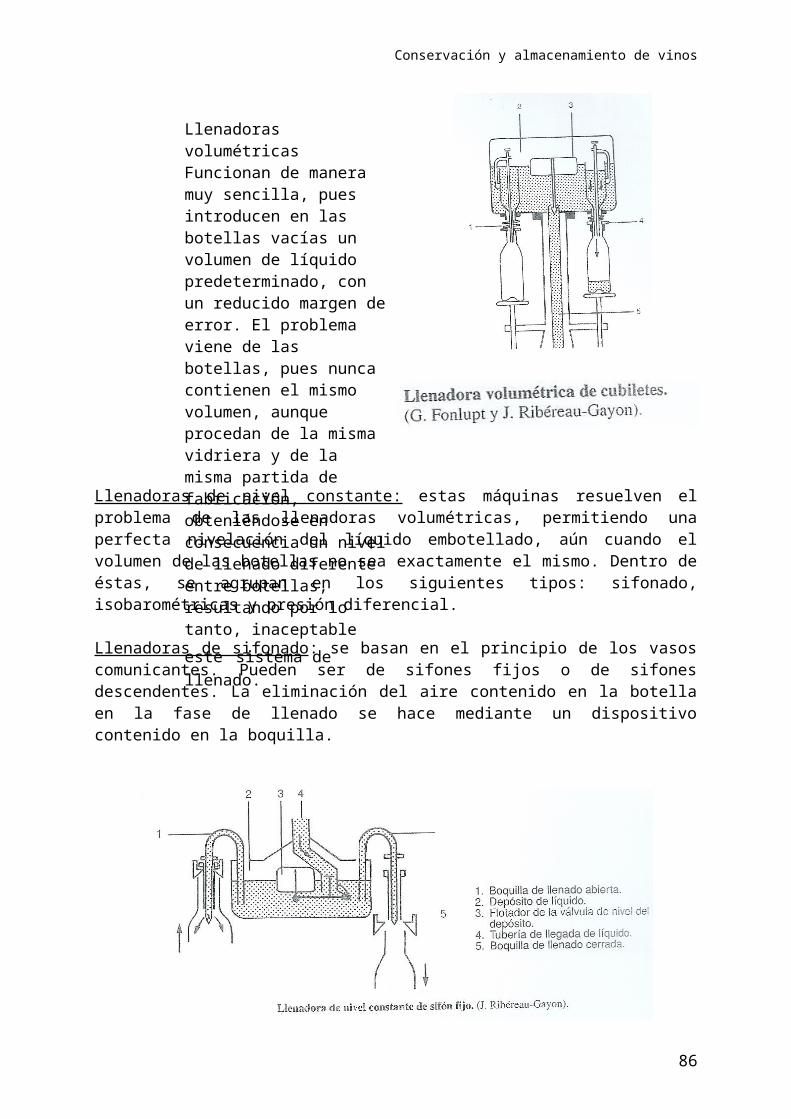
Conservación y almacenamiento de vinos
A) Bombas volumétricas de lóbulos y bombas centrífugas.
B) Bombas volumétricas de émbolo y bombas de pistón.
C) Bombas de tornillo helicoidal y bombas volumétricas de lóbulos.
De los siguientes mostos ¿cuál es el de mayor calidad para la elaboración de un vino?
A) Mosto de primera.
B) Mosto flor.
C) Mosto prensa.
Cuando los líquidos están muy cargados de sólidos, se utilizan:
A) Centrífugas verticales de platos.
B) Centrífugas horizontales de masas.
C) Las dos anteriores son correctas.
Los clarificantes orgánicos:
A) Tienen carga negativa y reaccionan con las proteínas.
B) Tienen carga positiva y reaccionan con los taninos.
C) Tienen carga positiva y reaccionan con las proteínas.
La caseína:
A) Es un clarificante de origen vegetal obtenido de la pared celular de las algas.
B) Es un clarificante de origen proteico obtenido de la leche.
C) Es un clarificante de origen proteico obtenido del huevo.
Indica cuál de las siguientes afirmaciones es FALSA:
A) Las columnas de intercambio están llenas de una resina insoluble y saturadas de sodio.
B) La regeneración de las resinas se hace cuando están saturados de metales.
C) La duración de las resinas de intercambio es limitada, sólo se pueden usar una vez.
¿Qué método de clarificación se considera ecológico?
A) Intercambio iónico.
B) Encolado.
C) Centrifugación.
El tratamiento de los vinos por intercambio iónico:
A) No modifica la composición con relación a los constituyentes esenciales de los vinos.
B) No modifica el sabor y aroma de los vinos, como tampoco su capacidad biológica.
C) Las dos son correctas.
Durante la fermentación maloláctica:
86
Conservación y almacenamiento de vinos
A) se transforma el mosto en vino.
B) el ácido málico se transforma en ácido láctico.
C) las levaduras disminuyen la acidez.
En que se diferencia un rosado de un clarete:
A) Tipo de uvas de las que se obtiene.
B) En el despalillado y estrujado.
C) En la maceración.
El intercambio iónico puede ayudar a obtener vinos limpios, cuando los enturbiamientos y
precipitaciones son motivados por:
A) Taninos y cadáveres de las levaduras.
B) Hierro, calcio, potasio y metales pesados.
C) Hierro y taninos.
Indica cuál de las siguientes afirmaciones es FALSA:
A) Con los trasiegos se pretende eliminar el sulfhídrico producido durante o después de la
fermentación.
B) Con los trasiegos se pretende eliminar el carbónico que queda después de la
fermentación.
C) Con los trasiegos se pretende eliminar el azúcar residual del vino para evitar posibles
refermentaciones posteriores.
¿En que consiste la maceración?
A) La materia orgánica pasa a estado líquido.
B) Los colorantes, taninos y aromas pasan al mosto.
C) El azúcar se transforma en alcohol.
1. ¿De la corteza de qué árbol se extrae el corcho?
A) Quercus suber (alcornoque).
B) Quercus faginea (roble portugués).
C) Quercus ílex (encina).
2. Indica cuál de las siguientes afirmaciones es falsa:
A) Cuanto menor es la cantidad de lenticelas peor será el corcho.
B) El primer corcho macho o bornizo se extrae hacia los 20 años de vida del alcornoque y
se desecha porque es muy irregular para la fabricación de tapones naturales.
87
Conservación y almacenamiento de vinos
C) A algunos tapones se les corta los ángulos de la cabeza para mejorar su aspecto
aunque no es muy correcto porque se produce una disminución de la hermeticidad del
tapón con el cuello de la botella.
3. ¿Cuál de los siguientes envases presenta más problemas a la hora de su reciclado?:
A) Botellas.
B) Garrafas.
C) Briks.
4. Cómo se denomina al tapón al que se le somete a una operación de colmatado o
empastado que consiste en rellenar los poros o lenticelas del tapón con una mezcla de cola
y polvo de corcho para que su aspecto visual sea más agradable:
A) Tapones de corcho aglomerados.
B) Tapón de corcho colmatado.
C) Tapones de dos piezas.
5. ¿Cuál de las menciones NO es obligatorio que aparezca en la etiqueta de un vino
espumoso?
A) Volumen nominal.
B) Año de cosecha.
C) Grado alcohólico volumétrico adquirido.
6. ¿Qué metales se utilizan en la actualidad para la fabricación de cápsulas?.
A) Aluminio y estaño.
B) Plomo y estaño.
C) Titanio y aluminio.
7. Indica cuál de las siguientes afirmaciones es falsa:
A) La penetración del tapón en el cuello de la botella debe ser tal que su parte exterior
quede exactamente al ras de su boca o, como máximo, 1 mm por debajo.
B) Para reducir la presión interior del vino y favorecer la recuperación elástica del tapón, se
puede realizar el taponado bien con anhídrido sulfuroso o bien realizando un vacío una
vez llenada la botella y antes de colocar el tapón.
C) Después de embotellar y taponar los vinos lo mejor es mantener la botella en posición
vertical durante al menos 12-24 horas antes de tumbarla.
8. En líneas de embotellado de baja capacidad, cuál de las siguientes máquinas no vamos a
encontrar:
A) Lavadora.
88
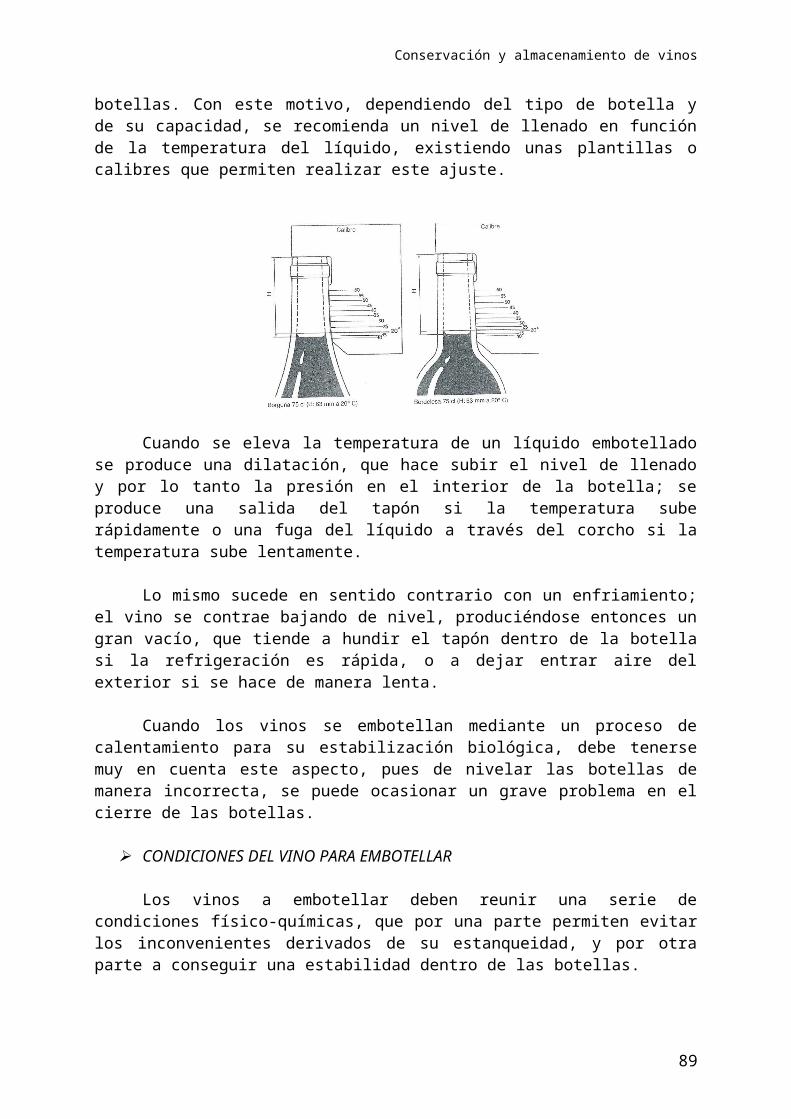
Conservación y almacenamiento de vinos
B) Capsuladora.
C) Paletizadora.
9. Para evitar la aparición del sabor a corcho se deben aplicar un conjunto de medidas
preventivas como:
A) No utilizar productos clorados.
B) Mantener la humedad en valores reducidos.
C) Las dos son correctas.
10. Indica cuál de las siguientes afirmaciones es verdadera:
A) El falso sabor a corcho está provocado por el desarrollo de un hongo (Armillaria mellea)
que infecta las partes bajas de los árboles y se conoce como "mancha amarilla".
B) El verdadero gusto a tapón puede producirse por el uso de una lejía de limpieza o por el
agua tratada con cloro.
C) El corcho puede producir turbideces en el vino blanco debido a una insolubilización de
las proteínas en contacto con los taninos cedidos por el corcho, y sobre todo cuando
tiene muchas lenticelas.
11. Nombre de la botella de litro y medio:
A) Normal.
B) Mágnum.
C) Doble mágnum.
12. ¿Qué nombre recibe la botella de la figura?
A) Franconia.
B) Bordelesa.
C) Borgoñesa.
13. ¿Qué nombre recibe la botella de la figura?
A) Jerezana.
B) Borgoñesa.
C) Champañesa
14. Las máquinas llenadoras que se utilizan pueden ser:
A) Llenadoras volumétricas
B) Llenadoras de nivel constante
C) Ambas son correctas.
89
Conservación y almacenamiento de vinos
15. Indica cuál de las siguientes afirmaciones es FALSA:
A) El conjunto de actividades para diseñar y producir los contenedores o envases de los
productos se llama packaging.
B) El cristal puede definirse como una sustancia dura y frágil, generalmente transparente,
que se produce por la solidificación de una masa fundida de silicatos y boratos. Esta
masa se mantiene en estado amorfo una vez sólida.
C) Antes de comercializar un vino se suele estabilizar para evitar precipitaciones y
alteraciones posteriores.
16. El “bag in box”
A) Por cómo está fabricado, tiene las mismas ventajas que el brick pero ninguno de sus
inconvenientes.
B) En él se puede producir una oxidación del vino.
C) Es menos aséptico que las garrafas de cristal.
17. La quiebra férrica es:
A) La ruptura de un depósito de fermentación.
B) Una alteración físico química del vino.
C) Una enfermedad de la uva.
18. Di cuál de las siguientes afirmaciones es FALSA:
A) La turbidez proteica es específica de los vinos blancos y de los rosados ligeros..
B) La quiebra cuprosa en vinos tintos es inexistente o no se aprecia.
C) Las precipitaciones tartáricas aumentan con el calor.
19. La enfermedad de la flor del vino formada por las levaduras:
A) Es frecuente que aparezca en vinos con escaso grado alcohólico (10-11% vol.), en
contacto con el aire, mal sulfitados.
B) La producen las levaduras de los géneros Cándida, Pichia, Hansénula…
C) Ambas son correctas.
20. Los olores azufrados son:
A) Olores propios del bouquet del vino.
B) Olores desagradables producidos en ambientes reductores.
C) No son casi perceptibles, por lo que no hay que prestarles atención.
90