instituto politecnico nacional...de grano de la aleación al-7%si fue llevada a cabo por...
TRANSCRIPT

INSTITUTO POLITECNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERIA QUÍMICA
E INDUSTRIAS EXTRACTIVAS
SECCIÓN DE ESTUDIOS DE POSGRADO
EFECTO DE LA ADICIÓN DE REFINADORES DE GRANO (Ti-B)
Y MODIFICADORES DE ESTRUCTURA (Na, Sr) EN LA
MICROESTRUCTURA Y PROPIEDADES MECÁNICAS DE
ALEACIONES Al-7%Si
T E S I S
QUE PARA OBTENER EL GRADO DE MAESTRÍA EN CIENCIAS
CON ESPECIALIDAD EN INGENIERÍA METALÚRGICA
P R E S E N T A
Ing. MARLENNE GONZÁLEZ NAVA
DIRECTOR DE TESIS:
Dr. ALEJANDRO CRUZ RAMÍREZ
México, D.F. Julio 2013
2

3

i
ÍNDICE
CONTENIDO i
LISTA DE FIGURAS iii
LISTA DE TABLAS vii
RESUMEN ix
ABSTRACT x
1. Introducción 1
2. Antecedentes 3
2.1 Generalidades 3
2.2 Clasificación de las aleaciones de aluminio 3
2.2.1 Aleaciones Aluminio-Silicio 6
2.3 Mecanismos de solidificación 7
2.3.1 Nucleación y fragmentación primaria 8
2.3.2 Crecimiento 12
2.3.3 Solidificación sin refinamiento de grano 12
2.3.4 Solidificación con refinamiento de grano 15
2.4 Reacción eutéctica principal 16
2.4.1 Reacciones posteriores al eutéctico principal 17
2.5 Efectos de la microestructura sobre las propiedades 18
2.6 Efecto de los elementos en las aleaciones Aluminio-Silicio 19
2.7 Refinamiento de grano de aleaciones Aluminio-Silicio 20
2.7.1 Refinadores Comerciales 21
2.8 Modificación del eutéctico Aluminio-Silicio 22
2.8.1 Modificación química con Na, Sr y Sb 23
2.8.2 Efecto de la modificación sobre la microestructura 26
2.8.3 Sobre modificación 29
2.9 Análisis Térmico 30
2.9.1Analisis Térmico Diferencial y Calorimetría de Barrido Diferencial 31
2.10Estado del Arte 32

ii
3. Desarrollo Experimental 34
3.1 Diagrama de flujo 35
3.1.1 Procedimiento Experimental 36
4. Resultados y Análisis 43
4.1 Análisis de Composición Química 43
4.2 Análisis cualitativo del fundente Coverall, refinador de grano nucleant y
modificadores de estructura simodal y Sr
44
4.3 Estructura de grano 47
4.4AnálisisMicroestructural 49
4.5 Medición del DAS 57
4.6 Análisis Microestructural mediante la técnica de MEB 58
4.7 Ensayos de dureza 65
4.8 Ensayos de tensión 66
4.9 Análisis Térmico Diferencial 71
5. Conclusiones 77
6. Referencias 79

iii
LISTA DE FIGURAS
Figura 1 Diagrama de fases Al-Si 6
Figura 2 Mecanismos de formación de cristales 9
Figura 3 Definición del potencial de nucleación 10
Figura4 Crecimiento de cristales en gradientes de temperatura diferentes 11
Figura 5 Origen de la formación de cristales en un molde vaciado en
condiciones estáticas
11
Figura 6 Origen de la formación de cristales en un molde con vaciado continuo 12
Figura 7 Curva de enfriamiento durante la solidificación de una aleación
AA1050, se considera una temperatura de 660°C
13
Figura 8 Perfil de solidificación y temperatura en molde metálico en la
condición de refinación
14
Figura 9 Potencia de nucleación de un núcleo en particular en función del
subenfriamiento
15
Figura 10 Parte inicial de una curva de enfriamiento de aluminio con
refinamiento
15
Figura 11 Esquema del crecimiento en forma acicular de un cristal de silicio, así
como también el crecimiento cristalino continuo
16
Figura 12 Temperatura en el centro de una aleación maestra 90%Sr-10%Al
disolviéndose en un baño de una aleación A356
24
Figura 13 Recuperación de estroncio agregado en una aleación fundida A356
contenido en una aleación maestra 90%Sr-10%Al a diferentes
temperaturas
24
Figura 14 Recuperación de estroncio en una aleación A356 a) Aleación con bajo
contenido de Sr y b) Aleación con alto contenido de Sr
25
Figura 15 Clasificación de niveles de modificación de estructura 27
Figura 16 Desarrollo de la microestructura clase 1 a clase 5 en una aleación
A356 adicionando diferentes cantidades de Sr
28
Figura 17 Micrografía de una aleación Al-7%Si con exceso de adición de
modificador
29

iv
Figura 18 Engrosamiento del Si causado por sobre modificación con 0.09%Sr en
una aleación A356, b) Fase Al4SrSi causada por sobre modificación en
una aleación A356
30
Figura 19 Representación esquemática de un Instrumento DTA y DSC 31
Figura 20 Diagrama de flujo del procedimiento experimental 35
Figura 21 Proceso de fundición, tratamiento de refinamiento, modificación y
vaciado de la aleación Al-7%Si
37
Figura 22 Espectrómetro de emisión óptica (de chispa) modelo Foundry Master 38
Figura 23 Equipos para determinar propiedades mecánicas a) Rockwell b)
Shimadzu
39
Figura 24 Dimensiones de probetas para pruebas de tensión ASTM E-8 40
Figura 25 a) Microscopio Óptico con analizador de imágenes y b) Microscopio
electrónico de barrido
41
Figura 26 Equipo de calorimetría marca TGA/DSC1 Mettler Toledo 42
Figura 27 Difractograma del refinador Nucleant 44
Figura 28 Difractograma del modificador Simodal 45
Figura 29 Difractograma del lingote modificador estroncio 46
Figura 30 Difractograma del fundente de cobertura y limpieza Coverall 47
Figura 31 Estructura de grano de las aleaciones fabricadas 48
Figura 32 Micrografías de la aleación Al-7%Si sin adiciones parte superior,
central e inferior de la probeta
50
Figura 33 Micrografías de la fusión 2 aleación Al-7%Si con adición del refinador
del refinador nucleant (Ti-B) parte superior, central e inferior de la
probeta
51
Figura 34 Micrografías de la fusión 3 aleación Al-7%Si con adición del refinador
del modificador simodal (base Na) parte superior, central e inferior de
la probeta
52
Figura 35 Micrografías de la fusión 4 aleación Al-7%Si con adición del refinador
del modificador base estroncio, parte superior, central e inferior de la
probeta
53

v
Figura 36 Micrografías de la fusión 5 aleación Al-7%Si con adición del refinador
del refinador nucleant y del modificador simodal (base Na), parte
superior, central e inferior de la probeta
54
Figura 37 Micrografías de la fusión 6 aleación Al-7%Si con adición del refinador
del refinador nucleant y del modificador base Sr, parte superior,
central e inferior de la probeta
55
Figura 38 Micrografías de la fusión 1, sin adición, (a) Micrografía 350x; (b)
Mapeo del Al, (c) Mapeo del Si: (d) Mapeo del Fe; (e) Micrografía
2500x; (f) Mapeo del Al, (g) Mapeo del Si y (h) Mapeo del Fe
58
Figura 39 Micrografías de la fusion 2, con adición del refinador de grano
nucleant, (a) Micrografía a 300X, (b) Mapeo del Al, (c) Mapeo del Si,
(d) Mapeo del Fe, (e) Mapeo del Ti (f) Micrografía a3000x; (g) Mapeo
del Al, (h) Mapeo del Si, (i) Mapeo del Fe y (j) Mapeo del Ti.
59
Figura 40 Micrografías de la fusión 3, con adición del modificador simodal (base
Na), (a) Micrografía 300x; (b) Mapeo del Al, (c) Mapeo del Si; (d)
Mapeo del Fe; (e) Micrografía a3000x; (f) Mapeo del Al, (g) Mapeo del
Si y (h) Mapeo del Fe.
60
Figura 41 Micrografías de la fusión 4, con adición del modificador base
estroncio, (a) Micrografía 300x; (b) Mapeo del Al, (c) Mapeo del Si;
(d) Mapeo del Fe; (e) Mapeo del Sr; (f) Micrografía a3000x; (g) Mapeo
del Al, (h) Mapeo del Si y (i) Mapeo del Fe y (j) Mapeo del Sr.
61
Figura 42 Micrografías de la fusión 5, con adición del refinador nucleant (Ti-B) y
del modificador simodal (base Na); (a) Micrografía 300x; (b) Mapeo
del Al, (c) Mapeo del Si; (d) Mapeo del Fe; (e)Mapeo del Ti; (f)
Micrografía a3000x; (g) Mapeo del Al, (h) Mapeo del Si; (i) Mapeo del
Fe y (j)Mapeo del Ti.
62
Figura 43 Micrografías de la fusión 6, con adición del refinador nucleant (Ti-B) y
del modificador base estroncio; (a) Micrografía 300x; (b) Mapeo del
63
vi
Al, (c) Mapeo del Si; (d) Mapeo del Fe; (e)Mapeo del Ti; (f)
Micrografía a3000x; (g) Mapeo del Al, (h) Mapeo del Si; (i) Mapeo del
Fe y (j)Mapeo del Ti.
Figura 44 Curvas esfuerzo vs deformación de la aleación Al-7%Si sin adición del
refinador y modificadores
67
Figura 45 Curvas esfuerzo vs deformación de la aleación Al-7%Si con adición del
refinador nucleant (base Ti-B)
67
Figura 46 Curvas esfuerzo vs deformación de la aleación Al-7%Si con adición del
modificador simodal (base Na)
68
Figura 47 Curvas esfuerzo vs deformación de la aleación Al-7%Si con adición del
modificador base Sr
68
Figura 48 Curvas esfuerzo vs deformación de la aleación Al-7%Si con adición del
refinador nucleant y del modificador simodal (base Na)
69
Figura 49 Curvas esfuerzo vs deformación de la aleación Al-7%Si con adición del
refinador nucleant y del modificador base estroncio
69
Figura 50 Curvas esfuerzo vs deformación de las seis fusiones realizadas 70
Figura 51 Termograma DTA de la aleación Al-7%Si sin adición de refinador y
modificador
72
Figura 52 Termograma DTA de la aleación Al-7%Si con adición del refinador
Nucleant (Ti-B)
72
Figura 53 Termograma DTA de la aleación 3 con adición del modificador base
Na
73
Figura 54 Termograma DTA de la aleación 4 con adición del modificador
estroncio
73
Figura 55 Termograma DTA de la aleación 5 con adición del refinador Nucleant
+ modificador Simodal
74
Figura 55 Termograma DTA de la aleación 6 con adición del refinador Nucleant
+ Modificador base Sr
74
Figura 57 Termogramas DTA de las 6 fusiones realizadas 75

vii
LISTA DE TABLAS
Tabla 1 Sistemas de clasificación para aleaciones de aluminio 4
Tabla 2 Grados de templado para aleaciones de aluminio 5
Tabla 3 Espaciamiento de maclas (nm) para diferentes modificadores bajo
enfriamiento constante
26
Tabla 4 Materiales y equipo utilizado en las pruebas de fusión 34
Tabla 5 Fusiones realizadas 37
Tabla 6 Composición química de las seis fusiones realizadas 43
Tabla 7 Tamaño de grano de las aleaciones fabricadas 49
Tabla 8 Medidas de espaciamiento de brazos interdendríticos fusión 1, sin
adiciones
50
Tabla 9 Medidas de espaciamiento de brazos interdendríticos fusión 2, con
adición del refinador nucleant
51
Tabla 10 Medidas de espaciamiento de brazos interdendríticos fusión 3, con
adición del modificador simodal (base Na)
52
Tabla 11 Medidas de espaciamiento de brazos interdendríticos fusión 4, con
adición del modificador base estroncio
53
Tabla 12 Medidas de espaciamiento de brazos interdendríticos fusión 5, con
adición del refinador nucleant y el modificador simodal (base Na)
54
Tabla 13 Medidas de espaciamiento de brazos interdendriticos fusión 6, con
adición del refinador nucleant y el modificador base Sr
55
Tabla 14 Tamaño y % de reducción de grano 57
Tabla 15 Resultados obtenidos en pruebas de dureza 65
viii
Tabla 16 Propiedades obtenidas de las pruebas de tensión 71
Tabla 17 Reacciones principales durante la solidificación de la aleación Al-7%Si 76
RESUMEN
ix
RESUMEN
En este trabajo se estudió el efecto de la adición del refinador de grano base Ti-B
y la adición de modificadores de estructura base Na y Sr sobre la microestructura
y propiedades mecánicas de aleaciones Al-7%Si. Las aleaciones Al-Si no
presentan excelentes propiedades mecánicas por lo que la resistencia, la
ductilidad y dureza de estas aleaciones son mejoradas por la refinación y
modificación del eutéctico aluminio-silicio. Los resultados indican que la refinación
de grano de la aleación Al-7%Si fue llevada a cabo por inoculación en el metal
líquido durante el proceso, con adiciones específicas del refinador de grano Ti-B,
disminuyendo notablemente el tamaño de grano hasta un 37% comparado con la
aleación sin adiciones del refinador y modificadores. La resistencia a la tensión
(UTS) fue mejorada presentando valores de 116 MPa y con una deformación del
7%. Sin embargo, adiciones combinadas del refinador más modificador no
presentaron un efecto notable en la refinación del grano obteniendo porcentajes
del 12% en la reducción de tamaño de grano y valores UTS de 80 MPa. La adición
de los modificadores de estructura provocó que la morfología del silicio eutéctico
en forma de placas y/o agujas cambiara a formas de fibras, algas o listones,
dependiendo del tipo de modificador utilizado. En todos los casos los valores de
UTS son superiores que el obtenido en la aleación sin adiciones, obteniendo
valores de 84MPa y 5% de deformación, sin embargo la dureza disminuyó debido
a la porosidad encontrada en las piezas y a la modificación en la morfología del
silicio eutéctico. Elevadas cantidades de Fierro incrementaron la dureza debido a
la formación de la fase β-Al5SiFe, la cual provee dureza pero a su vez fragiliza la
aleación. Las curvas DTA indican que la adición del refinador de grano y
modificadores de estructura aceleran el proceso de solidificación activando
efectivos sitios de nucleación en la aleación Al-7%Si, de 1 a 2 °C por encima de la
temperatura eutéctica reportada (T= 577°C, A356), ubicando la temperatura de
nucleación inclusive por encima de la temperatura de crecimiento.

ABSTRACT
x
ABSTRACT
In this work, the effect of the addition of a grain refiner base Ti-B and structure modifiers
base Na and Sr was studied on the microstructure and mechanical properties of Al-7%Si
alloys. The Al-Si alloys do not present excellent mechanicals properties, the strength,
ductility and hardness can be improves for the refining and modification of aluminum-silicon
eutectic. The results show that the grain refining of the Al-7%Si alloy was carried by
inoculating the melt in the furnace with specific amount of grain refiner Ti-B, a remarkable
decrease on grain size was observed, obtaining a 37% reduction in the grain size
comparing with the alloy without additions of refiner and modifiers. The tensile strength
(UTS) was improved exhibited values of 116MPA and 7% deformation. However,
combined additions of refiner and modifier did not exhibit a remarkable effect on the grain
size, the reduction of grain was 12% and UTS values was 80MPa. The addition of
structure modifiers caused that the eutectic silicon morphology in form of plates and/or
needles to change the form of fibers, algae or slats, depending on the type of modifier
used. In general the UTS values are higher than the obtained in the alloy without additions,
the UTS value was 84MPa and 5% deformation, however the hardness decreased due to
the porosity found in the pieces and the modification on the morphology of silicon eutectic.
In the case where high amounts of iron were detected, the hardness was increased due to
the formation of β(Al, Fe, Si) phase which provides hardness but embrittles the alloy. DTA
results show that additions of grain refiner and structure modifiers increased the ratio of
solidification process, promoting effective nucleation sites in Al-7%Si alloys. An increase of
1 and 2°C of the eutectic was detected comparing with Al-Si phase diagram (T= 577°C,
A356), which indicates that the nucleation temperature is higher than the growth
temperature.
1. INTRODUCCIÓN
1
Aproximadamente dos tercios de la totalidad de las fundiciones de aluminio fabricadas
se emplean en la industria automotriz, donde el uso de piezas moldeadas de aluminio
continua en crecimiento a expensas de las fundiciones de hierro. A pesar de que las
fundiciones de aluminio son significativamente más caras que las fundiciones ferrosas,
existe una tendencia en el mercado para reducir el peso de los vehículos e incrementar la
eficiencia del combustible, motivo por el cual se han reemplazado componentes
automotrices de hierro por partes de aluminio [1].
Las fundiciones de aluminio han aumentado su potencial de aplicación en el área
automotriz específicamente las aleaciones A356 con una composición nominal Al-7%Si-
0.3%Mg comienzan a ser ampliamente usadas para la fabricación de autopartes tales
como: bloques de motor, cabezales, pistones, tapas de balancines, marcos de diferencial,
cajas de dirección, soportes, rines, etc. Las cuales son ampliamente utilizadas debido a
sus excelentes propiedades de soldabilidad y resistencia a la corrosión [2].
En la fabricación de aluminio por fundición, existen varias fuentes potenciales de
defectos, las cuales pueden perjudicar la calidad de las piezas, éstas son: Defectos por
contracción entre 3.5 a 6% durante la solidificación del aluminio; Porosidad de gas, por
absorción de hidrógeno el cual es expulsado durante la solidificación dando lugar a la
porosidad, inclusiones de óxido de aluminio debido a la formación del Dross [1].
El desarrollo tecnológico de las aleaciones de aluminio se ha enfocado en la
optimización de las microestructuras y en el incremento de las propiedades mecánicas.
Esto ha permitido que los diseñadores tengan una mayor confianza en el uso de piezas
con secciones más delgadas y componentes con bajo peso. Se han tenido avances en las
etapas del proceso de fundición de aluminio, entre las cuales se encuentran: una
desgasificación eficiente, refinamiento de grano, modificación de estructura, filtración de
metal y llenado de moldes sin turbulencia [1].
Las aleaciones Al-7%Si poseen una amplia fracción de la fase Al-α en su
microestructura. La calidad de estas aleaciones puede ser mejorada si se promueve una
estructura equiaxial fina de granos Al-α, la cual proporciona muchos beneficios mejorando
las propiedades mecánicas de la aleación [3]. El refinamiento de grano juega un papel muy
importante, ya que mejora las características del metal líquido durante la solidificación;

2
esto da como resultado la disminución de porosidad por contracción, la formación de
pequeños granos y la disminución de porosidad por dispersión. También un tamaño de
grano fino crea una pequeña y uniforme distribución de fases intermetálicas secundarias
que inhiben la evolución de gas disuelto en el metal. Existe un número importante de
razones por las cuales el control en el tamaño de grano es importante, entre las cuales
destaca un incremento en las propiedades mecánicas de las aleaciones de aluminio con
tamaños de grano uniformes [4].
La adición de ciertos elementos a las fundiciones de aleaciones de aluminio provee
núcleos para el crecimiento de grano. El titanio particularmente en asociación con el boro,
tiene un efecto favorable en la nucleación y es el más comúnmente usado para refinar el
grano [4].
La composición de las aleaciones y la elección del proceso de fundición afectan la
microestructura de las aleaciones de aluminio. La microestructura puede ser también
modificada por la adición de ciertos elementos a las aleaciones aluminio-silicio los cuales
mejoran el colado, las propiedades mecánicas y la maquinabilidad. La adición de sodio y/o
estroncio modifican el silicio eutéctico acicular a forma de fibras, corales, listones, etc. La
modificación de estructura y refinamiento de grano propician una mejora en las
propiedades mecánicas de las aleaciones de aluminio [5].
En este trabajo se fabricaron seis aleaciones Al-7%Si en un horno de gas. El refinador
de grano nucelant (base Ti-B) y los modificadores de estructura (base Na y Sr) fueron
adicionados durante el proceso dentro del metal líquido en cantidades determinadas. Las
adiciones se realizaron inicialmente por separado para analizar el efecto individual del
refinador de grano y de los modificadores de estructura sobre la aleación Al-7%Siy y
posteriormente se realizaron adiciones de manera combinada refinador + modificador. Se
estudió la evolución microestructural de las aleaciones fabricadas mediante microscopia
óptica y microscopia electrónica de barrido. Se empleó la técnica de calorimetría DTA para
obtener información de los cambios de fases en el sistema. Las aleaciones fueron
analizadas en el equipo de emisión óptica (chispa) y se evaluaron las propiedades
mecánicas mediante pruebas de tensión y dureza. MAR mkjkjkjkjkjkjkjkj
2. ANTECEDENTES
1
2.1 Generalidades
El aluminio es el segundo metal más abundante sobre la corteza terrestre, sin
embargo hasta fines del siglo XVIII era costoso y difícil de producir. El desarrollo de la
energía eléctrica y del proceso Hall – Hérault permitió la reducción electrolítica de la
alúmina (Al2O3) para obtener aluminio líquido, con lo cual, este metal rápidamente se
posicionó como uno de los metales de ingeniería más ampliamente utilizado y económico.
Diversas son las aplicaciones que tiene el aluminio, desde latas para bebidas,
aplicaciones domésticas, hasta equipos para procesos químicos, para transmisión de
energía eléctrica, componentes automotrices y partes de ensambles aeroespaciales [6].
El aluminio tiene una densidad de 2.70 g/cm3, es decir, la tercera parte de la
densidad del acero y un modulo de elasticidad de 10 x 106 psi. A menudo se utiliza este
metal cuando el peso es un factor de importancia, como en aeronaves y aplicaciones
automotrices.
Las propiedades físicas del aluminio son una alta conductividad eléctrica y térmica,
comportamiento no magnético y excelente resistencia a la oxidación y a la corrosión. Este
elemento reacciona con el oxígeno incluso a temperatura ambiente, para producir una
capa extremadamente delgada de óxido de aluminio que protege el substrato metálico de
muchos entornos corrosivos [6].
El aluminio puro funde a 660.4 °C, el cual se utiliza únicamente para aplicaciones
eléctricas, donde una alta conductividad eléctrica es necesaria y en otras pocas
aplicaciones. Muchas aleaciones contienen silicio como elemento de aleación. El silicio
forma eutécticos con el aluminio a 11.7 % Si y 577 °C. La adición de silicio proporciona
fluidez a la aleación y resistencia al desgaste a altas temperaturas. La fase rica en silicio
es dura, la dureza de la aleación se incrementa con el contenido de Si pero la ductilidad y
la maquinabilidad se ven reducidas 65].
2.2 Clasificación de aleaciones de aluminio
Las aleaciones de aluminio dependiendo de su método de manufactura se dividen en
dos grupos principales, estos son, para aplicaciones en forja y fundición. Las aleaciones
para forja que se conforman mediante deformación plástica presentan composiciones y

4
microestructuras significativamente distintas de las creadas para fundición, lo cual refleja
los distintos requerimientos del proceso de manufactura. Dentro de cada grupo principal se
pueden dividir las aleaciones en dos subgrupos: las tratables térmicamente y las no
tratables térmicamente. MARLENNE GONZALEZ NAVA Y MICHAEL SPHN
Las aleaciones de aluminio se clasifican siguiendo el sistema de numeración que
aparece en la tabla 1. El primer número define los principales elementos de aleación y los
números restantes se refieren a la composición específica de la misma.
Tabla 1 Sistema de clasificación para aleaciones de aluminio[6]
.
Clasificación Aleación Tipo de Tratamiento
Aleaciones para forja
1xxx Aluminio puro (>99%Al) No es endurecible por envejecimiento
2xxx Al-Cu y Al-Cu-Li Endurecibles por envejecimiento
3xxx Al-Mn No es endurecible por envejecimiento
4xxx Al-Si y Al-Mg-Si Endurecible por envejecimiento si hay magnesio
5xxx Al-Mg No es endurecible por envejecimiento
6xxx Al-Mg-Si Endurecible por envejecimiento
7xxx Al-Mg-Zn Endurecible por envejecimiento
8xxx Al-Ti, Sn, Zr o B Endurecible por envejecimiento
Aleaciones para fundición
1xxx Aluminio puro No endurecible por envejecimiento
2xxx Al-Cu Endurecible por envejecimiento
3xxx Al-Si-Cu o Al-Mg-Si Algunos son endurecibles por envejecimiento
4xxx Al-Si No endurecible por envejecimiento
5xxx Al-Mg No endurecible por envejecimiento
7xxx Al-Mg-Zn Endurecible por envejecimiento
8xxx Al-Sn Endurecible por envejecimiento
5
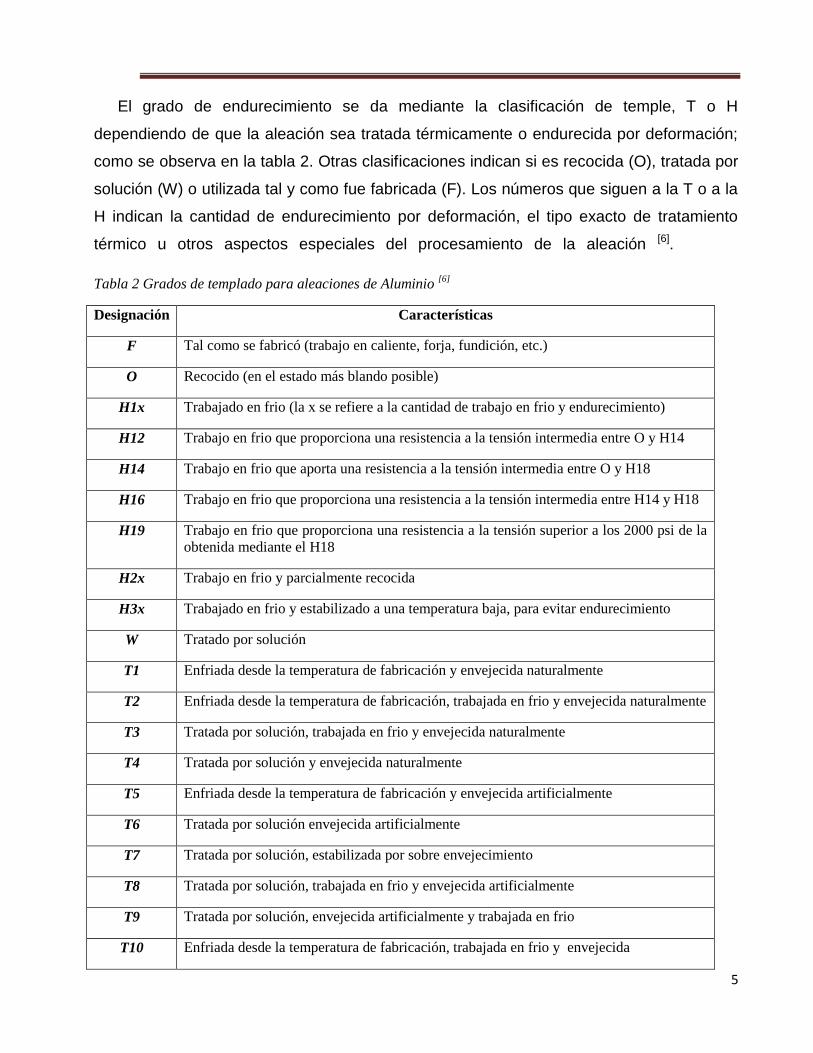
El grado de endurecimiento se da mediante la clasificación de temple, T o H
dependiendo de que la aleación sea tratada térmicamente o endurecida por deformación;
como se observa en la tabla 2. Otras clasificaciones indican si es recocida (O), tratada por
solución (W) o utilizada tal y como fue fabricada (F). Los números que siguen a la T o a la
H indican la cantidad de endurecimiento por deformación, el tipo exacto de tratamiento
térmico u otros aspectos especiales del procesamiento de la aleación [6]. MARLE
Tabla 2 Grados de templado para aleaciones de Aluminio [6]
Designación Características
F Tal como se fabricó (trabajo en caliente, forja, fundición, etc.)
O Recocido (en el estado más blando posible)
H1x Trabajado en frio (la x se refiere a la cantidad de trabajo en frio y endurecimiento)
H12 Trabajo en frio que proporciona una resistencia a la tensión intermedia entre O y H14
H14 Trabajo en frio que aporta una resistencia a la tensión intermedia entre O y H18
H16 Trabajo en frio que proporciona una resistencia a la tensión intermedia entre H14 y H18
H19 Trabajo en frio que proporciona una resistencia a la tensión superior a los 2000 psi de la
obtenida mediante el H18
H2x Trabajo en frio y parcialmente recocida
H3x Trabajado en frio y estabilizado a una temperatura baja, para evitar endurecimiento
W Tratado por solución
T1 Enfriada desde la temperatura de fabricación y envejecida naturalmente
T2 Enfriada desde la temperatura de fabricación, trabajada en frio y envejecida naturalmente
T3 Tratada por solución, trabajada en frio y envejecida naturalmente
T4 Tratada por solución y envejecida naturalmente
T5 Enfriada desde la temperatura de fabricación y envejecida artificialmente
T6 Tratada por solución envejecida artificialmente
T7 Tratada por solución, estabilizada por sobre envejecimiento
T8 Tratada por solución, trabajada en frio y envejecida artificialmente
T9 Tratada por solución, envejecida artificialmente y trabajada en frio
T10 Enfriada desde la temperatura de fabricación, trabajada en frio y envejecida

6
2.2.1 Aleaciones aluminio-silicio
La característica principal de las aleaciones Aluminio-Silicio es la formación de un
eutéctico entre el aluminio y el silicio a una concentración de 11.5 y 13% de Si. La Figura 1
muestra el diagrama de equilibrio binario Aluminio-Silicio, el cual es un ejemplo clásico de
un sistema eutéctico donde cada elemento tiene poca o nula solubilidad en el otro. El
aluminio funde a 660.45 °C y el Si a 1414 °C, el diagrama muestra la composición del
eutéctico a 12.2 % de Silicio y 577°C. La máxima solubilidad del silicio en el aluminio es de
aproximadamente 1.65% a 577°C y la solubilidad disminuye al disminuir la temperatura.
Prácticamente no hay solubilidad del aluminio en el silicio a cualquier temperatura hasta el
punto de fusión [7].
Figura 1. Diagrama de Fase Al-Si [8]
De acuerdo a la cantidad de silicio presente en la aleación, éstas se dividen en tres
grupos principales: hipoeutécticas 5 - 10%Si, eutécticas 11 – 13%Si e hipereutécticas 14 –
20%Si. Dependiendo de la pureza del metal base, las aleaciones Al-Si contienen
cantidades variables de otros elementos considerados impurezas como el hierro,
manganeso, cobre y zinc; aunque estos tres últimos son agregados intencionalmente para
aumentar la resistencia y el endurecimiento del material. Los elementos aleantes son

7
adicionados parcialmente a la matriz en solución en estado sólido, los cuales forman
partículas intermetálicas durante el proceso de solidificación [7].
En las aleaciones hipoeutécticas se presenta la siguiente secuencia de fases
principales: la formación de una red dendrítica de aluminio α, la reacción del eutéctico Al-
Si y la precipitación de fases eutécticas secundarias como Mg2Si y Al2Cu en aquellas
aleaciones que contengan estos elementos.
Las aleaciones hipo-eutécticas tienen una gran fracción de fase α-Al en su
microestructura. La calidad de las piezas puede ser mejorada por el refinamiento de grano
de la matriz constituida por la fase α-Al. Una buena estructura equiaxial provee muchos
beneficios ya que mejora las propiedades mecánicas, mejora la alimentación al molde,
reduce y distribuye de mejor manera la porosidad, existe una mejor dispersión de
segundas fases, mejora la superficie final y otras propiedades deseadas.
Las aleaciones hipoeutécticas muestran media resistencia y baja maquinabilidad. La
ductilidad está en función de la concentración de impurezas y de las características
microestructurales. El esfuerzo, la ductilidad y la colabilidad de aleaciones hipoeutécticas
pueden ser mejoradas por la modificación del eutéctico aluminio-silicio. La modificación es
particularmente ventajosa en fundiciones en arena y puede ser más efectiva a través del
control de la adición de sodio y/o estroncio. El calcio es un modificador del silicio eutéctico
poco eficaz, con la adición de antimonio se pueden obtener estructuras más laminares.
Altas velocidades de solidificación también promueven microestructuras eutécticas más
finas parcialmente modificadas. Las aleaciones Al-Si exhiben una baja gravedad
específica y bajo coeficiente de expansión térmica [9].
En aleaciones Aluminio-Silicio hipereutécticas el refinamiento de la fase silicio pro
eutéctico por la adición de fosfuros es esencial para piezas de fundición y mejora el
desempeño del producto [9].
2.3 Mecanismos de solidificación
Es importante comprender los mecanismos por los cuales se desarrollan los
cristales en el metal líquido y como los patrones de crecimiento pueden ser influenciados
8
externamente de tal manera que al tener una composición química específica y
desarrollando una tecnología de vaciado adecuada se alcanzarán las propiedades
deseadas, en donde, dichas propiedades son el resultado de tratamientos en el metal
líquido y de las propiedades físicas y químicas inherentes del sistema [4].
La solidificación de un metal o aleación inicia cuando su temperatura es inferior a la
temperatura de equilibrio en estado líquido, ya que alcanza un estado termodinámico
estable [4]. Su conceptualización comprende dos fenómenos básicos: la nucleacion y el
crecimiento de cristales.
La velocidad de solidificación depende de la velocidad de extracción de calor, de la
fuerza impulsora (ganancia de ∆G) para nuclear y del crecimiento de los cristales, que a su
vez son función del grado de subenfriamiento (∆T) [4].
Es importante controlar el proceso de solidificación ya que la magnitud de su
velocidad determina el tamaño y la morfología de los cristales formados, mientras que las
condiciones bajo las cuales nuclean e inician su crecimiento determinan las propiedades
finales del producto.
Una estructura de grano fino proporciona ventajas técnicas y económicas porque se
mejoran las propiedades mecánicas, aumenta la velocidad de vaciado, se reducen las
fracturas en los lingotes y se mejoran las características de deformación mecánica [2].
El método más efectivo para el control del tamaño de grano consiste en adicionar al
metal líquido partículas que nuclean nuevos cristales durante el proceso de solidificación,
la manera más común de hacerlo es con la adición de aleaciones maestras de Aluminio-
Titanio o Aluminio-Boro [4].
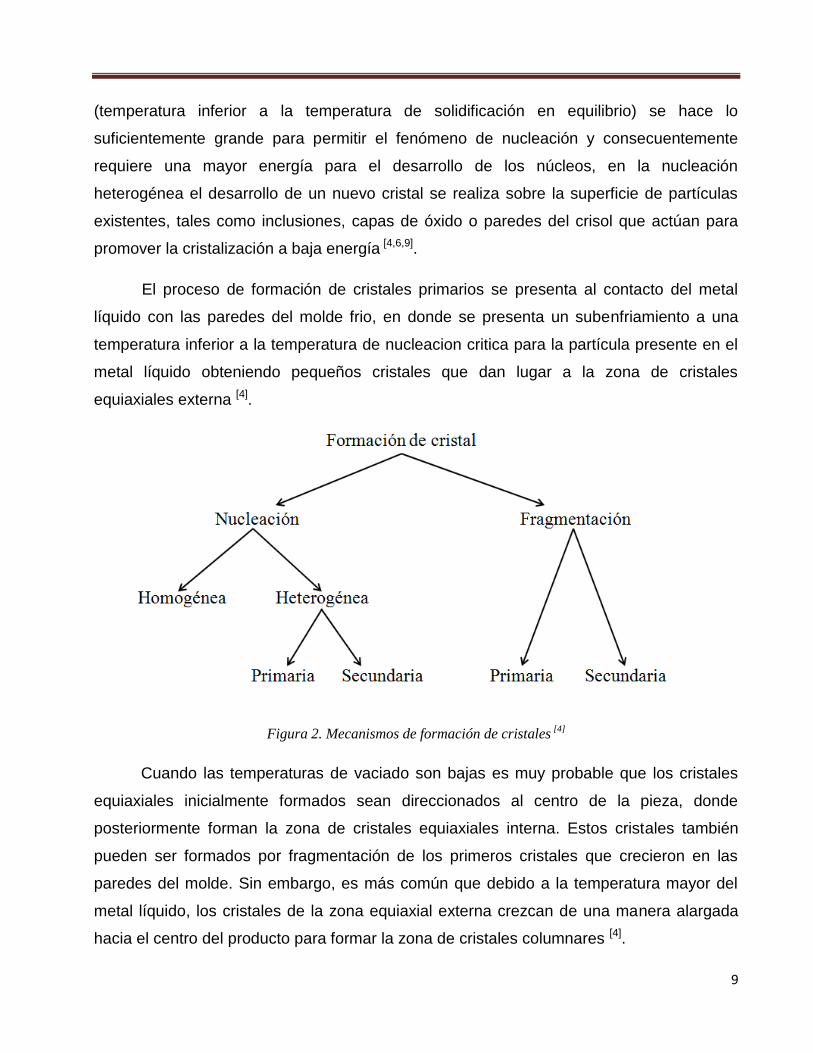
2.3.1Nucleación y Fragmentación primaria
Los procesos principales [4] para formar nuevos cristales en el metal líquido son
descritos en la figura 2.
La nucleación homogénea es de poco interés en procesos normales de vaciado, ya
que todos los metales y aleaciones de uso en ingeniería se nuclean heterogéneamente.
Mientras que la nucleación homogénea se presenta cuando el subenfriamiento
9
(temperatura inferior a la temperatura de solidificación en equilibrio) se hace lo
suficientemente grande para permitir el fenómeno de nucleación y consecuentemente
requiere una mayor energía para el desarrollo de los núcleos, en la nucleación
heterogénea el desarrollo de un nuevo cristal se realiza sobre la superficie de partículas
existentes, tales como inclusiones, capas de óxido o paredes del crisol que actúan para
promover la cristalización a baja energía [4,6,9].
El proceso de formación de cristales primarios se presenta al contacto del metal
líquido con las paredes del molde frio, en donde se presenta un subenfriamiento a una
temperatura inferior a la temperatura de nucleacion critica para la partícula presente en el
metal líquido obteniendo pequeños cristales que dan lugar a la zona de cristales
equiaxiales externa [4].
Figura 2. Mecanismos de formación de cristales [4]
Cuando las temperaturas de vaciado son bajas es muy probable que los cristales
equiaxiales inicialmente formados sean direccionados al centro de la pieza, donde
posteriormente forman la zona de cristales equiaxiales interna. Estos cristales también
pueden ser formados por fragmentación de los primeros cristales que crecieron en las
paredes del molde. Sin embargo, es más común que debido a la temperatura mayor del
metal líquido, los cristales de la zona equiaxial externa crezcan de una manera alargada
hacia el centro del producto para formar la zona de cristales columnares [4].

10
Los cristales de una aleación en condiciones estables crecen en una cierta
temperatura (Temperatura de crecimiento TG) que es inferior a la temperatura de equilibrio
(TE), de esta manera, el metal líquido al hacer contacto con el frente de crecimiento es
subenfriado [4].
El potencial de nucleación de una partícula específica es aquel subenfriamiento ∆T que
incrementa drásticamente la frecuencia de nucleación, como se observa en la Figura 3.
Figura 3. Definición del potencial de nucleación [4]
.
La nucleación de nuevos cristales en el frente de solidificación depende del
potencial de las partículas nucleantes en relación al crecimiento inducido por
subenfriamiento. Si el potencial es menor que la temperatura de nucleación crítica para el
substrato presente en el metal líquido, no se formarán nuevos cristales y como resultado,
se desarrollará una zona columnar. Por el contrario cuando el potencial de nucleación es
mayor que la temperatura crítica, se presenta una mayor frecuencia de nucleación interior,
desarrollándose una estructura equiaxial fina en todo el producto de fundición [4].
La velocidad de nucleación es proporcional al volumen del líquido subenfriado y al
tiempo durante el cual fue subenfriado. La figura 4 indica las regiones que son
subenfriadas para tres casos cualitativamente diferentes. La probabilidad de nucleación es
muy baja si el crecimiento se presenta en un gradiente de temperatura positivo, como es el
caso de operaciones de vaciado continuo, figura 4a. La figura 4b muestra el
subenfriamiento en el frente de cristales columnares bajo condiciones estáticas de

11
vaciado, mientras que la figura 4c indica una situación en donde un cristal libre crece en
un ambiente subenfriado [4].
Nuevos cristales pueden formarse a partir de la fragmentación de los brazos
dendríticos de los cristales formados. Las figuras 5 y 6 muestran el origen de los cristales
en un proceso de vaciado estático y continuo respectivamente sin emplear refinadores de
grano [4].
Figura 4. Crecimiento de cristales diferentes gradientes de temperatura [4]
Figura 5. Origen de la formación de cristales en un molde vaciado en condiciones estáticas [4]
.

12
Figura 6. Origen de la formación de cristales en un molde con vaciado continuo [4].
2.3.2 Crecimiento
El crecimiento de los cristales en la aleación puede ocurrir con o sin restricciones.
En lo que respecta al crecimiento con restricciones, los cristales crecen direccionalmente
en contacto con la pared del molde y dependen del gradiente de temperatura del sistema,
de tal manera que se pueden desarrollar todos los tipos de morfología, desde un frente
planar hasta redes dendríticas, mientras que en el crecimiento sin restricciones, los
cristales crecen independientemente y pueden desarrollarse en todas direcciones,
generalmente formando una red dendrítica.
La diferencia principal en los dos modos de crecimiento es que en el crecimiento
con restricciones, la difusión de calor y de átomos de soluto a partir de la interface
sólido/líquido, suceden en direcciones opuestas, mientras que en el crecimiento sin
restricciones, los dos procesos de difusión se llevan a cabo en la misma dirección [4,11].
2.3.3 Solidificación sin refinamiento de grano
El metal no empieza a solidificar inmediatamente a la temperatura de equilibrio (TE),
ya que a esta temperatura no se han creado núcleos efectivos por la necesidad de un
subenfriamiento para suministrar la fuerza motriz que propicie los procesos de nucleación
y crecimiento. Inicialmente el metal líquido debe ser subenfriado a la temperatura de
nucleación del sistema (TN), en donde las partículas nucleadoras presentes son activas. El

13
calor latente evoluciona cuando los núcleos comienzan a crecer en pequeños cristales
causando un aumento en la temperatura del metal líquido. El crecimiento continuo del
cristal ocurre a una temperatura aproximadamente constante temperatura de crecimiento
(TG) [4].
Para que ocurra la nucleación en el aluminio comercialmente puro es normalmente
necesario un subenfriamiento de 3 a 5°C con respecto a la temperatura de equilibrio, lo
que significa que después de iniciada la nucleación, la temperatura aumentará 2°C
durante el crecimiento del cristal como se observa en la figura 7 [4].
Figura 7. Curva de enfriamiento durante la solidificación de una aleación AA1050, se considera una
temperatura de 660°C [4]
En operaciones de vaciado en molde metálico se presenta un enfriamiento brusco
en el metal líquido con las paredes del molde, proporcionando la fuerza necesaria que
conduce a los procesos de nucleacion y crecimiento. Parte del calor latente producido en
los procesos de nucleacion y crecimiento de grano provoca un aumento en la temperatura
del metal líquido hasta la temperatura de crecimiento del sistema, mientras que el calor
remanente es transferido a las paredes del molde. Las condiciones de crecimiento en
estado estable son determinadas cuando la velocidad de remoción de calor en el sistema
balancea al supercalentamiento del metal líquido con la velocidad de calor liberado
durante el crecimiento.
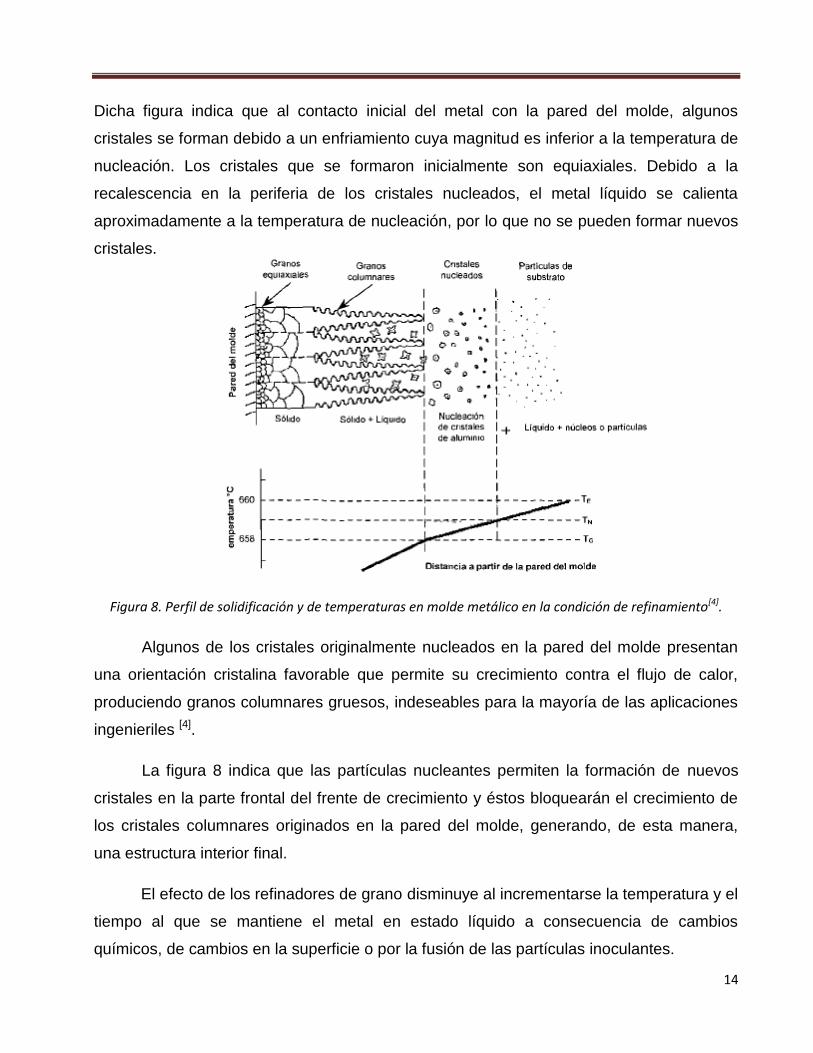
La figura 8 es una representación esquemática de la nucleacion, del crecimiento de
cristales y de la distribución de temperaturas en un proceso de vaciado en molde metálico.
14
Dicha figura indica que al contacto inicial del metal con la pared del molde, algunos
cristales se forman debido a un enfriamiento cuya magnitud es inferior a la temperatura de
nucleación. Los cristales que se formaron inicialmente son equiaxiales. Debido a la
recalescencia en la periferia de los cristales nucleados, el metal líquido se calienta
aproximadamente a la temperatura de nucleación, por lo que no se pueden formar nuevos
cristales.
Figura 8. Perfil de solidificación y de temperaturas en molde metálico en la condición de refinamiento[4].
Algunos de los cristales originalmente nucleados en la pared del molde presentan
una orientación cristalina favorable que permite su crecimiento contra el flujo de calor,
produciendo granos columnares gruesos, indeseables para la mayoría de las aplicaciones
ingenieriles [4].
La figura 8 indica que las partículas nucleantes permiten la formación de nuevos
cristales en la parte frontal del frente de crecimiento y éstos bloquearán el crecimiento de
los cristales columnares originados en la pared del molde, generando, de esta manera,
una estructura interior final.
El efecto de los refinadores de grano disminuye al incrementarse la temperatura y el
tiempo al que se mantiene el metal en estado líquido a consecuencia de cambios
químicos, de cambios en la superficie o por la fusión de las partículas inoculantes.

15
2.3.4 Solidificación con refinamiento de grano
Todas las partículas nucleantes tienen características específicas en cuanto a su
efecto en la potencia de nucleación, (Figura 9), lo que significa, que un grado de
subenfriamiento crítico (∆T) es necesario para activar el proceso de nucleación [4].
Figura 9. Potencia de nucleacion de un núcleo en particular en función del subenfriamiento
La formación de granos gruesos disminuye mediante la adición de partículas que
actúan como núcleos heterogéneos que son activos a un grado de subenfriamiento más
pequeño. Al adicionar una cantidad considerable de partículas se reduce 1°C el
subenfriamiento, con lo cual se mejora el proceso de nucleación y se produce un tamaño
de grano fino en las mismas condiciones de vaciado. El cambio de la curva de
enfriamiento con la adición de partículas nucleantes se observa en la figura 10 [4].
Figura 10. Parte inicial de una curva de enfriamiento de aluminio con refinamiento
16
En este caso se indica un incremento en la temperatura de nucleación(TN), de tal forma
que la sitúa por encima de la temperatura de crecimiento (TG) [4].
2.4 Reacción eutéctica principal
El silicio es un elemento no metálico y como tal solidifica en fases, por lo que forma
cristales que son limitados por determinados planos cristalográficos y generalmente tiende
a crecer en una determinada dirección cristalográfica [9,11,12].
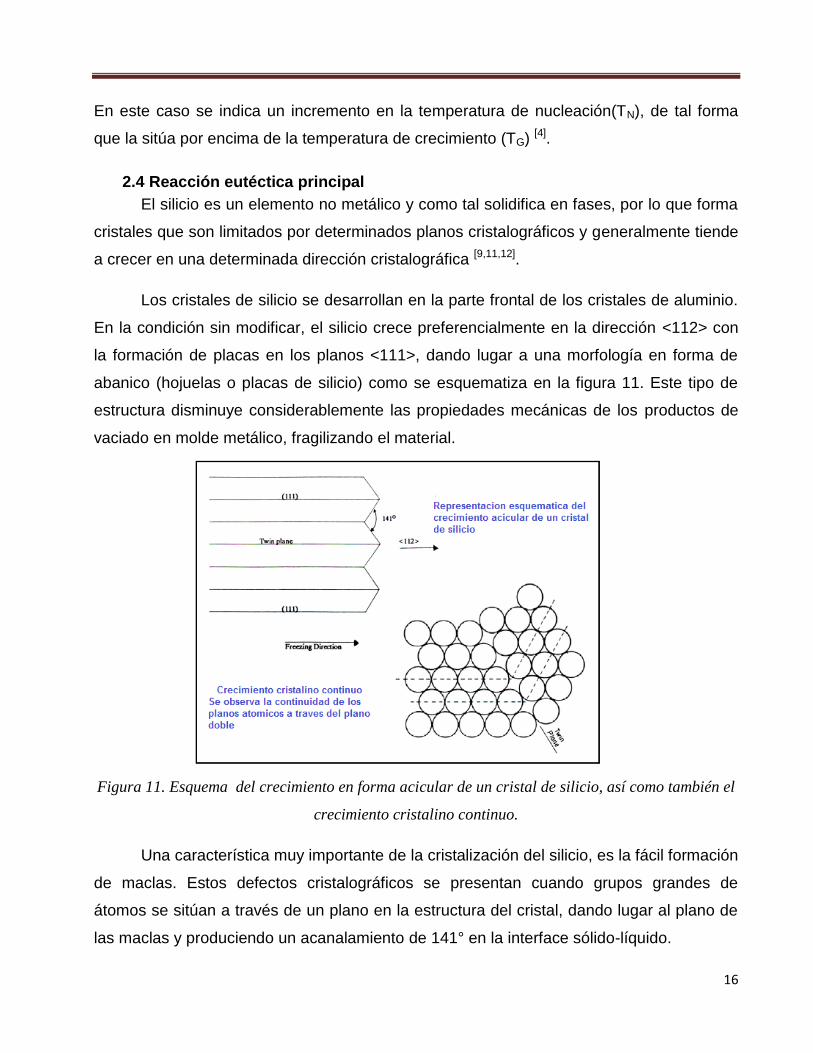
Los cristales de silicio se desarrollan en la parte frontal de los cristales de aluminio.
En la condición sin modificar, el silicio crece preferencialmente en la dirección <112> con
la formación de placas en los planos <111>, dando lugar a una morfología en forma de
abanico (hojuelas o placas de silicio) como se esquematiza en la figura 11. Este tipo de
estructura disminuye considerablemente las propiedades mecánicas de los productos de
vaciado en molde metálico, fragilizando el material.
Figura 11. Esquema del crecimiento en forma acicular de un cristal de silicio, así como también el
crecimiento cristalino continuo.
Una característica muy importante de la cristalización del silicio, es la fácil formación
de maclas. Estos defectos cristalográficos se presentan cuando grupos grandes de
átomos se sitúan a través de un plano en la estructura del cristal, dando lugar al plano de
las maclas y produciendo un acanalamiento de 141° en la interface sólido-líquido.

17
La cristalización de silicio, con una cierta cantidad de átomos, forma fases que se
mueven a través de la interface sólido-líquido y son originados por la formación de los
planos de las maclas que siempre interceptan a la interface de solidificación por lo que hay
un constante suministro de lugares potenciales de crecimiento para el silicio.
La adición de átomos de elementos electropositivos como sodio, calcio o estroncio
cambian completamente la morfología de los cristales eutécticos de largas placas a una
estructura fibrosa parecida a una alga marina, afectan los procesos de nucleación y
crecimiento y las temperaturas de reacción disminuyen hasta 10°C en relación a un
material sin modificar. [11]
La diferencia en la morfología de las aleaciones modificadas y sin modificar es la
cantidad de maclas existentes en una y otra. En condiciones modificadas, las fibras de
silicio son muy imperfectas cristalográficamente y cada superficie de imperfección tiene un
sitio potencial para que se suscite la ramificación y creación de una microestructura fina,
mientras que las placas de la estructura sin modificar son neutralizadas por su relativa
perfección cristalográfica y aunque pueden ser pequeñas su forma es de una manera
acicular gruesa.
Para asegurar el crecimiento de maclas en la interface, el átomo modificador debe
tener una afinidad al silicio y preferiblemente formar compuestos químicos para facilitar la
interferencia en el crecimiento del cristal de silicio, además debe tener un radio critico
similar al del silicio (rmodificador~ rSilicio = 1.646) para que su efecto no sea suprimido durante
las etapas que se presentan en la interface durante el crecimiento del silicio [11, 12].
De los elementos modificantes el estroncio es el agente más popular debido a que
se mantiene activo en el baño metálico por periodos de tiempo mucho más prolongados
que el sodio, es fácil de agregar en cantidades adecuadas a través de aleaciones
maestras y por lo tanto su efecto modificante es más controlable.
2.4.1 Reacciones posteriores al eutéctico principal
En aleaciones con una concentración de magnesio mayores a 0.2%, el compuesto
Mg2Si precipita a una temperatura aproximada de 540°C, esto es de 30 a 40°C inferior a la
18
reacción del eutéctico principal. La reacción principal de cobre, Al2Cu, precipitará en un
intervalo de temperaturas comprendido entre 520-500°C [4].
Durante la solidificación del líquido remanente, en la región de 500-480°C se
desarrollan compuestos más complejos con bajo punto de fusión, en donde participan los
remanentes de Si, Fe, Mg, Cu y Zn 42].
2.5 Efectos de la microestructura sobre las propiedades
El control en la concentración de ciertos elementos y la observación de las
relaciones estequiométricas requeridas para la formación de fases intermetálicas en la
microestructura es necesaria para mejorar las propiedades mecánicas de las aleaciones
de aluminio. Los intervalos de solidificación y las velocidades de enfriamiento después de
la solidificación promueven un tamaño de grano uniforme, una distribución homogénea de
intermetálicos y la influencia en su morfología. A bajas velocidades de solidificación se
obtienen intermetálicos gruesos y la segunda fase de las concentraciones en los límites de
grano. [13]
Granos finos y equiaxiales son deseables para una mejor combinación de
resistencia y ductilidad debido al crecimiento de superficie de área de bordes de grano y
más por la distribución de los constituyentes en los límites de grano.
El tipo y tamaño de grano formados están en función de la composición de la
aleación, velocidad de solidificación y la concentración de sitios efectivos de nucleacion [5].
El incremento en las velocidades de solidificación reduce el tamaño de grano, pero
el gradiente de solidificación de estructuras complejas suele variar y el grado de
refinamiento del grano prácticamente alcanzable en procesos de fundición por gravedad
comerciales es menor que la obtenida por la efectiva nucleación heterogénea a través de
la adición de refinadores de grano antes de la fundición [11].
Todas las aleaciones de aluminio se pueden fabricar con una sólida y completa
estructura de grano fino a través del uso de una adecuada adición de refinador de grano.
Los más ampliamente usados son las aleaciones maestras de titanio o titanio y boro. Los
refinadores aluminio-titanio generalmente contienen de 3 a 10% de titanio. Las mismas

19
cantidades de concentración de titanio son usadas en el refinador aluminio-titanio-boro con
contenidos de boro de 0.2 a 1% y relaciones de titanio a boro en proporción 5:1 tienen un
efecto óptimo. Los carburos también sirven como refinadores con el fin de refinar las
aleaciones de aluminio [1].
Para ser eficaces los refinadores de grano deben contener cantidades previsibles y
operativas de aluminuros y boruros o carburos en la forma correcta, tamaño y distribución
de granos de nucleacion. Los refinadores en forma de barra están disponibles en
longitudes cortas para su uso en la fundición, generalmente son utilizados durante el
tratamiento de aluminio en operaciones primarias, obteniendo microestructuras limpias,
finas y sin aglomeraciones [1].
Las aleaciones maestras para refinación de grano están disponibles en forma de
galleta, barra y sales, en forma compacta que reaccionan con el aluminio fundido para
formar combinaciones de TiAl3 y TiB2. [1]
2.6 Efecto de los elementos en las aleaciones aluminio-silicio
Sodio.- Modifica el eutéctico Al-Si. En ausencia del fósforo su desempeño es eficaz
a concentraciones de 0.01%. El sodio interactúa con el fósforo y reduce su eficacia en la
modificación del eutéctico y la del fósforo en el refinamiento de la fase de silicio primario [1].
El sodio en cantidades menores a 0.005% fragiliza la aleación Al-Mg. El sodio se
pierde rápidamente en el aluminio fundido a través de su alta presión de vapor por lo que
los efectos de la modificación son transitorios. Adiciones periódicas son requeridas para
mantener los niveles de modificación. El sodio incrementa la tensión superficial y por
medio de algunos métodos de adición puede incrementar el contenido de hidrógeno. A
diferencia de otros modificadores el sodio provee una modificación efectiva del eutéctico
Al-Si bajo todas las condiciones de solidificación [1].
Estroncio.- Modifica el eutéctico Aluminio-Silicio, la modificación efectiva puede ser
alcanzada con muy bajos niveles de adición, cantidades entre 0.008 a 0.04 % Sr son
comúnmente utilizadas. Bajas concentraciones son efectivas con altas velocidades de
solidificación, altos niveles de adición son asociados con porosidad en la pieza. Una
eficiente desgasificación puede también ser negativamente afectada por altos niveles de
20
estroncio. El estroncio ha sido considerado como un modificador inefectivo a velocidades
lentas de solidificación; sin embargo algunos investigadores reportan efectos en
estructuras AFS nivel 4 y 5 en aleaciones 319 y 356 cuando el nivel del estroncio es > 200
ppm [1].
Titanio.- Es extensamente usado para refinar la estructura del grano de las
aleaciones base aluminio, frecuentemente combinado con pequeñas cantidades de boro.
La formación de la fase TiAl3 es factible y presenta un espaciado reticular estrechamente
ligado al del aluminio. El Ti en exceso al estequiométrico para formar TiB2 es necesario
para un efectivo refinamiento de grano. El Ti es frecuentemente empleado a
concentraciones mayores que las requeridas para refinar el grano y reducir la tendencia al
agrietamiento [1].
Boro.- En combinación con otros metales forma boruros tales como AlB2 y TiB2. El
boruro de titanio forma sitios de nucleación estables que interactúan con fases activas
refinadoras de grano tales como el TiAl3 [1].
Los boruros metálicos reducen la vida de la herramienta en operaciones de
maquinado y forman inclusiones aglomeradas con efectos perjudiciales sobre las
propiedades mecánicas y ductilidad. Los boruros también contribuyen a la sedimentación y
la precipitación de intermetálicos.
El tratamiento con boro para aleaciones de aluminio que contienen elementos
peritécticos tales como titanio, zirconio y vanadio se lleva a cabo para mejorar la pureza y
conductividad en aplicaciones eléctricas. Aleaciones de aluminio con aplicaciones
eléctricas pueden especificar boro con contenidos superiores de titanio y vanadio para
garantizar la complejidad o precipitación de estos elementos para un rendimiento eléctrico
mejorado [1].
2.7 Refinamiento de grano de aleaciones aluminio-silicio
El tamaño de grano es una característica fácilmente observada en las piezas y
lingotes de aleaciones de aluminio. Para aleaciones tipo solución sólida las propiedades
mecánicas son altamente dependientes del tamaño de grano primario. Un grano fino y
uniforme es requerido para obtener propiedades óptimas en los productos forjados. Por lo

21
tanto para una aleación el tamaño de grano primario es resultado de un proceso de
solidificación y es reducido con el uso de un refinador de grano [1].
Las propiedades de las aleaciones que contienen grandes cantidades de eutéctico
tales como las de aluminio-silicio dependen más de la morfología del eutéctico y del
espaciamiento de brazos interdendríticos que del tamaño de grano. Por lo que la
modificación de la fase frágil de silicio del eutéctico es principalmente utilizada cuando las
aleaciones aluminio-silicio son procesadas.
La solidificación de granos primarios en los lingotes de aleaciones de aluminio
tienen una estructura columnar muy pronunciada de la interface del molde hacia el centro
de la pieza. Si existe una pequeña turbulencia y un gradiente de temperatura durante la
solidificación, la estructura completa permanecerá columnar. Sin embargo, en condiciones
normales, algunos brazos de las dendritas flotantes pueden ser el objetivo para el
movimiento convectivo del metal, por consiguiente determinan la formación de una
estructura equiaxial en la mitad del lingote [1].
Las adiciones de titanio y boro pueden ser agregadas como aleaciones maestras o
inyectado. El nivel del silicio en la aleación afecta la respuesta del Ti y el B en el refinador
de grano. Aleaciones con alto contenido de silicio requieren altas adiciones de refinador de
grano. El contenido del Ti adicionado en forma de TiBAl depende del contenido del silicio
en las aleaciones Al-Si; aleaciones con %Si de 4-7 el %Ti en la aleación maestra será de
0.05-0.03, %Si 8-10 el %Ti será de 0.03-0.02 y para %Si 11-13 el %Ti es de 0.02-0.1 [1].
2.7.1 Refinadores comerciales
Foseco [1] reporta una gama de refinadores de grano a base de Ti-B, conocidos
como Nucleant. La mayoría de las sales usadas en estos productos son ligeramente
higroscópicas y una tableta expuesta puede recolectar humedad de la atmósfera,
incrementando el contenido de hidrógeno en la aleación, por lo que se recomienda realizar
la desgasificación durante o después de la nucleación.
Utilizando una unidad de desgasificación móvil y un rotor, las tabletas Nucleant de
auto-hundimiento son agregadas en el metal líquido, llevándose a cabo simultáneamente
el refinamiento de grano y la desgasificación.

22
Una aleación maestra contiene titanio y boro en la relación 5:1, la cual presenta un
efecto óptimo en la refinación. Las aleaciones maestras son suministradas en forma de
barras de 200 g, las cuales se disuelven totalmente en el metal [1].
2.8 Modificación del eutéctico aluminio-silicio
En el vaciado en arena y gravedad diecast (molde permanente) de aleaciones de
aluminio el enfriamiento es relativamente lento, obteniendo una estructura eutéctica plana
laminar gruesa, la cual es perjudicial para la resistencia de las piezas. Al cambiar la
composición química se altera la microestructura, a esta alteración se le llama
“modificación”. La adición de sodio o estroncio modifica la microestructura de la pieza y
proporciona fibras eutécticas dispersas con cristales refinados de textura fina y suave.
Estos cambios son acompañados por una considerable mejora en las propiedades
mecánicas de la aleación [1].
Se conoce como modificación a la transformación de la fase de silicio de una
estructura en forma acicular (largas placas con picos en los extremos) a una estructura en
forma de fibras (con una morfología fina y aparentemente globular). El descubrimiento de
la modificación de estructura fue uno de los mayores avances en los procesos de
fundición de aleaciones de aluminio [11, 12, 14].
Varios elementos causan modificación en las aleaciones Al-Si, estos incluyen
algunos elementos de la familia IA, IIA y tierras raras, de todas estos, el sodio es el más
efectivo para producir una estructura fibrosa, fina y uniforme. Los modificadores son
efectivos a muy bajos niveles de concentración típicamente entre 0.01 y 0.02%. También
la estructura puede ser modificada sin la adición de elementos, esta puede ser modificada
aplicando velocidades de enfriamiento muy rápidas (quench modification). Las piezas
fabricadas por fundición a presión son rápidamente enfriadas en el molde obteniendo
tamaños de grano pequeños, con una estructura fina eutéctica con dendritas pequeñas. La
modificación de la microestructura en este proceso es también posible y el silicio eutéctico
laminar es transformado a una estructura de fibras finas [11, 12, 14].
Por lo general, entre mayor es el contenido de silicio, se necesitará una mayor
cantidad de compuesto modificador para modificar la estructura. Entre más rápida sea la
velocidad de enfriamiento, se requiere una cantidad más baja de modificador.
23
2.8.1 Modificación química con Na, Sr y Sb
Pocos elementos actúan para producir una estructura fina en lugar de una estructura
gruesa-acicular-laminar tales como el arsénico, antimonio, selenio y calcio. Por el
momento solamente el sodio, el estroncio y el antimonio son usados a nivel industrial. [10]
a) Sodio.- La adición del sodio puede ser en pastillas, en forma elemental (al vacío) o en
aleaciones maestras Al-Na. El Na funde a 98°C por lo que su disolución se da casi
instantáneamente al ser adicionado en el proceso de fundición donde se manejan
intervalos de temperatura de 775 a 800°C. El sodio posee una alta presión de vapor (≈
0.2 atm a 730°C), por lo que una gran cantidad de sodio agregado al baño, se volatiliza
inmediatamente provocando una baja recuperación, entre el 20 y 30% de la adición
realizada. El sodio se caracteriza por una fácil disolución por encima de los 700°C,
pero con una baja e imperceptible recuperación [12].
b) Antimonio.- El antimonio es un material tóxico el cual también puede reaccionar con el
hidrógeno disuelto con el aluminio líquido para formar gas estibina el cual es mortífero:
Sb + H = SbH3. Por esta razón el antimonio no es agregado en las fundiciones. Como
el antimonio es muy estable en el metal la pérdida es muy poca y adiciones extras no
son requeridas [12].
c) Estroncio.- La adición del Sr se puede hacer de dos maneras la primera es adicionando
estroncio elemental (no muy recomendada) reacciona con aire y vapor de agua, al
transcurrir el tiempo llega a cubrirse con una mezcla de SrO, SrO2, Sr(OH)2 y
(CaSr)NO3. La segunda opción es utilizando aleaciones maestras con las siguientes
proporciones: Al-3.5%Sr, Al- 10%Sr, Al-10%Sr-14%Si y 90%Sr-10%Al, en donde se
tienen altas recuperaciones mayores a 90%, sus características de disolución son más
complejas, altos contenidos de Sr en la aleación maestra (90%Sr – 10%Al) contiene al
Sr elemental y al componente AlSr, bajos contenidos de Sr en la aleación maestra (Al-
10%Sr) consiste en aluminio casi puro y el componente Al4Sr.
Para altos contenidos de Sr en aleaciones maestras la disolución se da por un
proceso conocido como reactivo de disolución, el Sr elemental y tal vez el componente
AlSr reacciona con la aleación líquida Al-Si para producir un nuevo componente
intermetálico, la reacción es altamente exotérmica y puede aumentar la temperatura

24
del baño líquido hasta por 100°C en un tiempo muy corto. La intensidad de esta
reacción disminuye cuando la temperatura de tratamiento del metal se incrementa, como
se observa en la figura 12. [12]
Figura 12. Temperatura en el centro de una aleación maestra 90%Sr-10%Al disolviéndose en un baño
de una aleación A356
La presencia de una reacción exotérmica es necesaria para impulsar una alta
recuperación de estroncio en este tipo de aleaciones. La mejor recuperación se obtiene
bajo condiciones que promuevan reacciones exotérmicas a bajas temperaturas. En
ausencia de una reacción exotérmica, el estroncio se disuelve dentro del metal pero a
velocidades muy lentas. Altos contenidos de estroncio en una aleación maestra promueve
una mejor disolución a bajas temperaturas por lo que de manera práctica debe ser
agregado a bajas temperaturas, este comportamiento se puede observar en la figura 13.
Figura 13. Recuperación de estroncio agregado en una aleación fundida A356 contenido en una
aleación maestra 90%Sr-10%Al a diferentes temperaturas [12]
.

25
Aleaciones maestras con bajos contenidos de estroncio presentan disolución clásica,
esto es, la disolución mejora conforme la temperatura incrementa. Parte del estroncio es
localizado en componentes intermetálicos y la adición del estroncio dentro del baño toma
lugar cuando la disolución se va haciendo gradual y estos componentes se forman, por lo
que la recuperación del estroncio es mayor a altas temperaturas como se observa en la
figura 14.
Figura 14. Recuperación de Sr en una aleación A356 (a) Aleación con bajo contenido de Sr; (b)
Aleación con alto contenido de estroncio [12]
.
La adición de los modificadores durante la fundición es simple y puede ser llevada a
cabo con la ayuda de una herramienta con forma de copa con perforaciones o bien con
una campana, el modificador debe ser empujado hacia el fondo del crisol mediante la
herramienta permitiendo que se disuelva y reaccione en el seno del baño, la agitación no
debe ser violenta ni llevada a la superficie ya que el gas hidrógeno puede ser nuevamente
inducido en el baño [12].
Por otro lado, la adición de sodio es acompañada por una reacción violenta la cual
causa severa agitación y puede elevar el contenido de hidrógeno en el metal fundido. El
tratamiento con estroncio es más moderado y no existen riesgos de elevar el contenido de
hidrógeno en el metal fundido. El sodio es un potente modificador pero sus efectos son
transitorios debido a la oxidación y a las pérdidas de presión de vapor. El efecto del
estroncio es menos transitorio pero puede ser menos eficaz para la modificación a bajas
velocidades de solidificación. El uso de sales higroscópicas incluyendo NaCl y NaF para

26
modificar también representa riesgos por la formación de óxidos y el incremento de la
disolución [12].
La eficiencia de la modificación es medida de acuerdo al espaciamiento que hay
entre los planos de macla, en la tabla 3 se muestran los espaciamientos en varios
sistemas de modificación.
Tabla 3 Espaciamiento de maclas (nm) para diferentes modificadores bajo enfriamiento constante [12]
Estructura Modificador Espaciamiento de maclas (nm)
Acicular Ninguno 400
Fibras Na 5
Fibras Sr 30
Fibras Ba 60
Fibras Yb 50
Fibras Ca 100
2.8.2 Efecto de la modificación sobre la microestructura.
Como ya se mencionó la modificación es el cambio microestructural del silicio en forma
acicular a una en forma de fibras. Las piezas con inadecuada cantidad de estroncio o
sodio, exhibirán una microestructura mixta, una región presentando fibras de silicio, otra
de silicio laminar y otra con silicio acicular. La modificación con estroncio es
frecuentemente menos uniforme comparada con la modificación con sodio. El uso de
antimonio puede producir solamente silicio laminar y nunca fibras de silicio [12].
En la figura 15 se muestran los niveles de modificación que puede presentar una
muestra o bien una muestra puede tener diversas regiones cada una con un nivel de
modificación, los niveles de modificación van del 1 al 5, (1= no modificado y 5=
modificado), el nivel de modificación puede ser calculado. Por ejemplo, una pieza
presenta: 20% de clase 3, 50% de clase 4 y 30% de clase 5, su nivel de modificación será:

27
MR= (0.20)3 + (0.50)4 + (0.30)5 = 4.10
Aa Bb Cc
Donde: A, B, y C representan el porcentaje de cada región modificada, este al final debe
sumar 100%; a, b y c representan el nivel de modificación de cada región modificada en la
pieza y MR el nivel de modificación de la muestra.
En el ejemplo anterior el MR = 4.10 entonces se puede decir que la muestra está
razonablemente modificada y no perfectamente modificada ya que para esto deberá tener
un valor de 5.
Figura 15. Clasificación de niveles de modificación de estructura[12]
Las variables que controlan la modificación son: Tipo de modificador usado, impurezas
presentes en el metal, cantidad de modificador, velocidad de enfriamiento y contenido de
silicio en la aleación.

28
Tipo de modificador.- Ambos modificadores Na y Sr son capaces de modificar la
estructura, aunque el sodio es mejor modificador que el estroncio ya que produce mayor
uniformidad en la modificación a bajas concentraciones comparadas con el estroncio. [1, 10]
Impurezas presentes en el metal.- Todas las aleaciones contienen impurezas que
pueden alterar la modificación con elementos, el fósforo en particular no facilita la
modificación de estructura. El antimonio interactúa con ambos Na y Sr de manera
negativa, el antimonio contiene metales que requieren un excepcional alto nivel de
modificador para producir estructuras de clase 2 o mayores [1, 12].
La cantidad de modificador a utilizar depende del tipo de molde y del tipo de aleación a
tratar, existe un nivel crítico de modificador requerido para producir la microestructura
deseada como se puede observar en la figura 16. A muy altas concentraciones de
modificador se produce una modificación más alta que la clase 5, lo cual es indeseable ya
que una sobre modificación puede ocurrir. [1, 10]
Figura 16. Desarrollo de la microestructura de clase 1 a clase 5 en una aleación A356 adicionando
diferentes cantidades de Sr.
Velocidad de enfriamiento.- Altas velocidades de enfriamiento favorecen el proceso de
modificación. Bajos niveles de modificador se requieren en piezas vaciadas en molde

29
permanente, la modificación en molde permanente también se ve beneficiada debido a la
alta velocidad de enfriamiento del proceso.
La estructura laminar producida por la adición de antimonio es particularmente sensible
a altas velocidades de enfriamiento. El tratamiento con antimonio no es recomendable
para moldes de arena, como este solidifica muy lentamente seguramente se obtendrá una
estructura laminar, por lo que es más recomendable aplicarlo a moldes permanentes [10].
2.8.3 Sobre-Modificación
La adición de sodio o estroncio en niveles más altos a los necesarios para producir una
estructura clase 5 causa efectos dañinos sobre las propiedades de la aleación.
La sobre modificación con sodio toma lugar si el sodio excede su contenido de 0.018 a
0.020 %. Un engrosamiento del silicio ocurre asociado con bandas de aluminio primario,
como se observa en la figura 17. [12].
Figura 17. Micrografía de una aleación Al-7%Si con exceso de adición de modificador.
En la sobre modificación con estroncio dos fenómenos son los que prevalecen, estos
son: engrosamiento del silicio, lo que indica que la modificación previa del silicio con forma
de fibras regresa a una microestructura en forma de placas y la aparición de estroncio
contenido en componentes intermetálicos (Al4SrSi2) en la microestructura como se
observa en la figura 18 [12].

30
(a) (b)
Figura 18. a) Engrosamiento del silicio causado por sobre modificación con 0.09%Sr en una aleación
A356, b) Fase Al4SrSi causada por sobre modificación en una aleación A356.
2.9 Análisis Térmico
El análisis por métodos térmicos ha sido desarrollado para estudiar los cambios en las
propiedades de una muestra que es sometida a calentamiento. Existen algunas
propiedades las cuales dependen de la unión en su estructura molecular y de la naturaleza
del material. Esto incluye las propiedades termodinámicas tales como la capacidad
calorífica, entalpía, entropía y también las propiedades estructurales y moleculares, las
cuales se determinan con difracción de rayos X y con espectrometría [15].
Las transformaciones que cambian al material en un sistema alteran una o más de
estas propiedades. Los cambios pueden ser físicos tales como fusión, transición cristalina
o vaporización, también esto podría estar involucrando a una reacción la cual altera la
estructura química del material.
Los análisis térmicos son un grupo de técnicas en las cuales una o más propiedades
de una muestra son estudiadas, por lo que la muestra es sometida a un programa con
control de temperatura. Las propiedades estudiadas pueden incluir propiedades físicas o
químicas de la muestra o sus productos [15].

31
2.9.1 Análisis Térmico Diferencial y Calorimetría de Barrido Diferencial
El análisis térmico diferencial (DTA) y la calorimetría de barrido diferencial (DSC) son
las técnicas de análisis térmico más ampliamente usadas. El concepto bajo el cual la
técnica es aplicada consiste en obtener información sobre los cambios térmicos de una
muestra por calentamiento o enfriamiento comparándose con una referencia inerte. La
figura 19 es una representación esquemática de las partes principales de un calorímetro.
La muestra y la referencia están contenidas en una celda DTA/DSC. Los sensores de
temperatura, la muestra y la referencia son incorporados a esta celda. El término
“diferencial” hace énfasis a una importante característica en la técnica, en donde dos
sensores con idénticas medidas son usados, uno para la muestra y el otro para la
referencia y la señal del instrumento depende de la diferencia de respuesta de los dos
sensores. De esta manera la señal representa el cambio térmico para ser estudiado libre
de diversos efectos térmicos tales como la influencia de ambos sensores. Esto tiene el
mérito considerable de permitir una alta sensibilidad [15].
Figura 19. Representación esquemática de un instrumento DTA o DSC [15,16]
.
Las dos técnicas de DTA y DSC se basan en los cambios fundamentales de energía.
Con estas técnicas se obtienen datos térmicos entre los que se incluyen: calor especifico,
Control de
atmósfera
Accesorios de
Enfriamiento
Celda
DTA/DSC
Control de
Temperatura
Captura de
datos y análisis Dispositivo de
salida
32
conductividad térmica, calor de fusión, puntos de fusión y de ebullición, cambios
estructurales, que tienen lugar en las transiciones solido-solido y que pueden ser
endotérmicos o exotérmicos. Los picos correspondientes en las curvas DTA y DSC son
generalmente reproducibles, considerándose como la huella dactilar del elemento que se
trate [13].
2.10 Estado del Arte
S. A. Kori y colaboradores [17] estudiaron a detalle la respuesta que tiene una aleación
Al-7%Si bajo condiciones de refinamiento de grano, utilizando una aleación maestra Al-Ti-
B (con diferentes proporciones de Ti-B) a diferentes niveles de adición. Los resultados
indican que aleaciones maestras con altos contenidos de boro actúan como un poderoso
refinador de grano comparado con un refinador de grano convencional (Al-5Ti). Se
desarrolló una aleación maestra que es utilizada para el refinamiento de grano de
aleaciones Al-7%Si, LM-25 (a base de Titanio-Boro en proporción 10:1). De manera
general se obtuvieron mejoras en las propiedades mecánicas con la combinación del
refinador de grano y con la adición de un modificador de estructura a base de estroncio.
N. Fatahalla y colaboradores [18] determinaron que el silicio eutéctico se presenta en
diferentes morfologías dependiendo de la presencia o ausencia del agente modificador y
del tipo de modificador usado. El silicio eutéctico en forma de placas es característico de
las aleaciones sin modificación. La modificación con Na o Sr cambia la morfología del
eutéctico que se encuentra en forma de placas a una morfología en forma de fibras finas.
La ubicación del punto eutéctico en el diagrama de fases Al-Si se determinó en 577°C;
sin embargo, durante la modificación se obtuvo un desplazamiento del punto eutéctico
hacia la región del silicio en el diagrama binario Al-Si a mayores temperaturas que la
temperatura eutéctica binaria. Grandes intervalos de enfriamiento y la modificación con Sr
durante la solidificación incrementaron la dureza de la aleación Al-5.5%Si hasta un valor
de 491Mpa, lo que representa un incremento de alrededor de 6.7% [18].
33
Se comprobó que para aleaciones no modificadas (en donde las partículas de Si
presentan forma de placas) la fractura es frágil, mientras que en las aleaciones donde se
realizó la modificación con Sb, se presentó un modo de fractura mixta (frágil/ductil) y en el
caso de la modificación con Sr y Na, la fractura fue dúctil (formación de cavidades y
posteriormente propagación de la grieta) y fibras de Si fueron encontradas. Un modo de
fractura intergranular se observó en la sección longitudinal cerca de la superficie de
fractura de las aleaciones no modificadas. Sin embargo la fractura observada en las
superficies de fractura de las aleaciones modificadas con Na y Sr sugieren una fractura
transgranular [18].
Hengcheng Liao [19] y colaboradores fabricaron aleaciones Al-13%Si modificadas con
estroncio determinaron que la solidificación eutéctica se origina de la pared del molde
hacia el centro de la pieza con un crecimiento columnar. Al incrementar el contenido de
estroncio en la aleación se obtuvo una transición de grano columnar a equiaxial (CET),
mientras que la adición combinada de estroncio y boro obtuvo un dominante grano
equiaxial en la solidificación eutéctica. Debido a que el eutéctico es la microestructura
dominante en las aleaciones comunes Aluminio-Silicio, es también necesario refinar el
grano eutéctico, así como también modificar el silicio eutéctico y refinar las dendritas para
proveer mejoras en las propiedades mecánicas de piezas utilizadas en la manufactura de
automóviles.
La combinación de la adición de estroncio y boro da como resultado una gran
disminución en el tamaño del grano eutéctico en aleaciones aluminio-silicio comparado
con el efecto que causa la adición de únicamente estroncio. Como es de esperarse un
incremento en la velocidad de enfriamiento refina el grano eutéctico. Los mecanismos del
refinamiento en presencia de estroncio y boro se relacionan con el efecto del incremento
del subenfriamiento de la reacción eutéctica y el número efectivo de densidad de núcleos
eutécticos [19].

3. DESARROLLO EXPERIMENTAL
34
Se fabricaron por fusión en horno de gas aleaciones Al-7%Si y posteriormente se
vaciaron en un molde metálico de acero inoxidable. Se evaluaron modificadores de
estructura y refinadores de grano comerciales de manera individual y combinada. Los
lingotes obtenidos de los diferentes casos se maquinaron y caracterizaron para determinar
la composición química microestructura, dureza, resistencia a la tensión y su
comportamiento de fusión-solidificación mediante pruebas análisis térmico diferencial.
Para el desarrollo experimental de este trabajo se utilizaron los siguientes equipos y
materiales mostrados en la tabla 4.
Tabla 4. Materiales y equipo utilizado en las pruebas de fusión
Materiales Equipo
1. Aluminio (99% pureza)
2. Silicio (99% pureza)
3. Fundente de cobertura y limpieza
Coveral 11N
4. Pastillas desgasificantes (hexacloretano)
5. Refinador de grano Nucleant 3 (base Ti-
B) proporción 5:1
6. Modificador de estructura Simodal 77
(base Na)
7. Lingote refinador y modificador de
estructura estroncio Al-10%Sr
8. Molde cilíndrico de acero inoxidable
(h=148mm, Ø= 77mm)
9. Crisol de carburo de silicio
1. Horno de crisol
2. Termómetro óptico
3. Espectrómetro de emisión óptica (chispa)
modelo Foundry Master
4. Microscopio Óptico Axiover 40 MAT,
Zeiss y Analizador de Imágenes Axio
Vision
5. Probador de dureza Rockwell Wilson
6. Maquina de tensión Shimadzu, Capacidad
100kN/10ft
7. Calorímetro marca TGA/DSC 1 Mettler
Toledo
3. 1 Diagrama de Flujo
La metodología experimental seguida en este trabajo se presenta en el diagrama de
flujo de la figura 20.

35
Figura 20. Diagrama de Flujo del proceso experimental
Fundición de aluminio (99% pureza)
Adición del fundente Coveral 11
Adición del 7% wt de Si (99% pureza)
Adición del fundente Coveral 11
Desgasificación con hexacloretano
Adición del
refinador
Nucleant
Adición del
modificador
Simodal (Na)
Adición del
refinador
Nucleant
Adición del
refinador
Nucleant
Adición del
modificador
base Sr
Adición del fundente Coveral 11
Adición del
modificador
Simodal (Na)
Adición del
modificador
base Sr
Vaciado en molde metálico ≈ 700°C
Análisis
Químico
Pruebas de
Dureza
Pruebas de
Tensión
Análisis
Microestructural
(MO y MEB)
Análisis
Térmico 3ra
Etapa
1ra Etapa
2da Etapa

36
3.2 Procedimiento Experimental
Primer Etapa
Se fabricaron aleaciones Al-7%Si a partir de lingote de aluminio y silicio metálico de
alta pureza, para lo cual se parte de la fundición de 1kg de Aluminio en un horno de gas
con crisol de carburo de silicio, cuando el aluminio se encontró en forma líquida se realizó
la adición del fundente de cobertura y limpieza Coveral 11 en un intervalo de temperatura
de 750 - 800°C con la finalidad de limpiar el baño de posibles impurezas, éste se dejo
actuar por unos minutos y después se realizó la limpieza (se sustrajo la escoria del baño
liquido), posteriormente se adicionó el 7% de Silicio y se agitó hasta su completa
disolución, se adicionó nuevamente el fundente de cobertura y limpieza Coveral 11 para
una nueva limpieza del baño. Una vez obtenida la aleación Al-7% Si, se procedió a los
tratamientos de desgasificación, refinación de grano y modificación de estructura. La
desgasificación se realizó a aproximadamente 750°C, se adicionó 1% de hexacloretano al
metal líquido y se sumergió hasta el fondo del crisol con la ayuda de una herramienta
llamada campana, se dejó reaccionar completamente (1 min aprox.).
Segunda Etapa
La etapa de refinación de grano se llevó a cabo a aproximadamente 750°C se
adicionó 0.25% de la carga del refinador Nucleant (Ti-B) mediante una campana de
inmersión, cuando se observó que la reacción termino, se extrajo la campana y se
procedió al tratamiento de modificación de estructura o bien a la adición del fundente para
limpiar el baño de impurezas y posterior vaciado según sea el caso.
La última etapa del tratamiento es la modificación de estructura la cual se llevó a
cabo mediante la adición del modificador Simodal (base Na) o Estroncio, la adición del
modificador fue dispersada homogéneamente en el metal líquido a una temperatura
aproximada de 715°C, la cantidad de adición de este depende del contenido de silicio en
la aleación y del tipo de molde a utilizar, en este caso se adicionaron 0.2% de Simodal y
en el caso de Sr se adicionaron 0.02% en base a la carga, tan pronto como finaliza la
reacción, se adicionó nuevamente el fundente de cobertura y limpieza Coveral 11 y el
Dross fué removido del metal. Por último se realizó el vaciado en un molde cilíndrico de

37
acero inoxidable a una temperatura aproximada de 700°C, para obtener una pieza
cilíndrica, la cual fue maquinada para obtener una pieza cubica, la cual fue seccionada
para obtener muestras para análisis químico y caracterización, las etapas uno y dos se
observan en la figura 21.
Figura 21. Proceso de fundición, tratamientos de refinación y modificación; vaciado de la aleación Al-7%Si.
En este trabajo se realizaron seis fusiones, variando las adiciones del refinador de
grano y los modificadores de estructura. Todas las aleaciones se obtuvieron fundiendo 1kg
de aluminio (99% pureza) adicionando 70g de silicio para obtener la aleación Al-7% Si. En
la primer fusión no se adicionaron refinadores y modificadores con el objeto de utilizarla de
referencia en la determinación del efecto de las adiciones de los modificadores y el
refinador. Las pruebas realizadas se muestran en la tabla 5.
Tabla 5. Fusiones realizadas
Fusión Al
(g) Si (g)
Temperatura °C Refinador
Nucleant (%)
Modificador
(Na) (%)
Modificador
(Sr) (%)
1 1000 70 700 -
2 1000 70 700 0.25 - -
3 1000 70 700 - 0.2 -
4 1000 70 700 - - 0.02
5 1000 70 700 0.25 0.2 -
6 1000 70 700 0.25 - 0.02

38
Tercera Etapa
En esta etapa, se caracterizaron las aleaciones fabricadas. La composición química se
determinó con el espectrómetro de emisión óptica (chispa) de la figura 22. La prueba
consistió en obtener una muestra plana de la sección transversal del cilindro maquinado
obtenido en cada fusión realizada, se observa que la muestra no tenga visibles agujeros,
rechupes, grietas, fisuras o cualquier otro defecto que afecte la homogeneidad de la
muestra, después se realiza el desbaste y el pulido de la muestra con el objetivo de
obtener una superficie plana y sobre todo libre de posibles impurezas, por último ésta se
limpia con alcohol. Para realizar el análisis químico primero se inspeccionó que el equipo
se encontrara calibrado, para esto se tomó una muestra patrón la cual consiste en
aleaciones de composición química conocida y cercana a la muestra a analizar, se
chispea 5 veces la muestra patrón y se comparan los datos obtenidos con los datos de la
muestra patrón, si estos coinciden se procede a realizar el análisis, si no fuese el caso se
procede a calibrar el equipo. La muestra ya preparada es colocada en el portamuestras
del equipo y se ajusta para que no se mueva durante el análisis, también se revisa que el
flujo de gas argón sea correcto y se procede a realizar la quemadura de la muestra, se
realizaron 3 quemaduras por muestra. El arco eléctrico o la chispa pasan por la muestra
calentándola a altas temperaturas para excitar los átomos, los átomos excitados emiten
luz en varias longitudes de onda que pueden ser detectadas mediante métodos
espectroscópicos comunes, esta técnica de análisis es rápida y confiable.
Figura 22. Espectrómetro de emisión óptica (de chispa) modelo Foundry Master

39
Las pruebas de tensión y dureza se realizaron con el propósito de evaluar el efecto
del refinador y/o modificadores sobre la microestructura y propiedades mecánicas de las
aleaciones fabricadas, las muestras para ambas pruebas fueron tomadas del centro, parte
superior y parte inferior del cilindro obtenido de cada fundición realizada; las muestras
fueron pulidas y desbastadas, en el caso de las probetas para ensayos de tensión las
pruebas se realizaron en una Maquina de tensión Shimadzu con capacidad de 100 kN/10ft
(ver figura 23 a), aplicando una velocidad de deformación de 1mm/min, las dimensiones
de las probetas se siguieron según la norma ASTM E-8 mostradas en la figura 24. En el
caso de los ensayos de dureza estos se realizaron de acuerdo a la norma ASTM E-18 Los
ensayos de dureza fueron realizados en un probador de Dureza marca Rockwell Wilson
(figura 23 b), dureza Rockwell B con una carga de 100 kilogramos y utilizando un
indentador de 1/16 in, se realizaron tres indentaciones por probeta (9 indentaciones por
fundición), para finalmente obtener el dato de dureza que se lee directamente en la
caratula del equipo.
(a) (b)
Figura 23. Equipos para determinar propiedades mecánicas, a) Probador de dureza Rockwell Wilson b)
Maquina de tensión Shimadzu

40
Figura 24. Dimensiones de probetas para tensión Norma ASTM E8.
El análisis microestructural se llevó a cabo mediante técnicas de microscopia,
óptica y microscopia electrónica de barrido de la figura 25. En este análisis se observó la
microestructura y los posibles cambios en la morfología del silicio eutéctico y de la fase Al-
α, así como también para determinar el espaciamiento interdendrítico secundario (DAS)
con la ayuda del software Carnoy. La muestras para este tipo de análisis fueron tomadas
del centro, parte superior e inferior del cilindro maquinado de cada fusión, las cuales
fueron montadas en baquelita y desbastadas con lijas de carburo de silicio del numero
300, 400, 500, 600, 800, 1000 y 1200 después se pulieron en un paño con alúmina de
0.3µ con el fin de tener una superficie plana, sin ralladuras y libre de impurezas, las
muestras para análisis macroscópico fueron atacadas de 10 a 15 segundos con el reactivo
Tucker (25mL agua destilada, 45 mL de HCl, 15 mL de HNO3 y 15 mL HF) con el fin de
revelar los limites de grano de la aleación el análisis se realizó en un estereoscopio, las
macrografías fueron tomadas a 15x. Para el análisis microscópico las muestras fueron
atacadas de 10 a 15 segundos con el reactivo Keller (20 mL de agua destilada, 20 mL de
HNO3, 20 mL de HCl y 5 mL de HF) para revelar la microestructura de la aleación, en este
caso las micrografías fueron tomadas a 50x, 100x y 200x.
Segmento Dimensiones mm
A 25
B 5.5
C 10
G 15
L 43
T 3.5
W 5

41
Carnoy es un software de uso sencillo, especialmente diseñado para realizar
medidas en imágenes SEM y TEM. Carnoy emplea una única opción para la calibración la
cual permite a los usuarios al hacer clic en una barra de herramientas introducir la escala,
longitud y disponer de mediciones calculadas directamente sobre micrografías. Carnoy
mide longitud, perímetro y área de superficie de objetos regulares como irregulares.
También se puede realizar un análisis automatizado de partículas, contar y medir. En las
mediciones se pueden hacer anotaciones y luego exportar a un archivo delimitado para su
posterior análisis. Carnoy cuenta con una interfaz limpia y fácil de usar, por lo que es un
software productivo en cuestión de minutos.
En el caso del análisis por MEB las muestras fueron obtenidas de la parte central del
cilindro maquinado de cada fundición fabricada, las muestras fueron desbastadas, pulidas
y atacadas, en este caso se realizó un ataque profundo para poder observar la morfología
del silicio eutéctico; los reactivos utilizados disolvieron la matriz de Al para revelar la
morfología del silicio, los reactivos usados fueron: reactivo A) 15 mL de HCl, 10 mL de HF
y 90 mL de agua destilada por un tiempo de 30 minutos y reactivo B) 25 mL de HNO3 y 90
mL de agua destilada por un tiempo de 20 minutos.
(a) (b)
Figura 25. a) Microscopio Óptico con Analizador de Imágenes b) Microscopio electrónico de Barrido JEOL
6300
El análisis térmico se realizó mediante la técnica DTA, para la realización de esta
prueba se utilizó un calorímetro marca TGA/DSC1 Mettler Toledo (figura 26) con una

42
temperatura inicial de 700°C y final de 30°C con un rango de enfriamiento de 5°C/min. La
cantidad de muestra fue pequeña entre 40 y 50 mg tomadas del lingote obtenido de cada
aleación producida, las muestras fueron introducidas en un crisol de alúmina. Para esta
prueba se utilizan dos crisoles de alúmina, uno vacio (referencia) y el otro con la muestra a
analizar, ambos son introducidos al equipo, después se establecieron los parámetros de
operación ya mencionados (temperatura, rango de enfriamiento, etc.) y se verifica el flujo
de gas argón, el análisis se pone en marcha y los datos de flujo de calor, temperaturas y
tiempos, son proporcionados por el software del equipo.
Figura 26. Equipo de calorimetría marca TGA/DSC1 Mettler Toledo

4. RESULTADOS Y ANÁLISIS
43
4.1 Composición Química
La composición química de cada una de las aleaciones fabricadas se muestra en la
tabla 6. El análisis se realizó en un espectrómetro de chispa, las muestras para llevar a
cabo esta prueba fueron obtenidas después de maquinar el lingote para obtener muestras
de los extremos del cubo maquinado. Los resultados son comparados con una aleación
comercial de aluminio A-356.
Tabla 6. Composición Química de las seis fusiones realizadas
Fusión Si Fe Cu Mn Mg Zn Cr Ti B Na Sr
A-356 6.5-7.5 0.20 0.20 0.10 0.25-0.45 0.10 - 0.20 - - -
1 6.52 0.348 0.0306 0.0142 0.0162 0.0336 0.0016 0.0187 0.0005 0.0014 0.0015
2 6.55 0.754 0.0305 0.0540 0.0043 0.0124 0.0958 0.0388 0.0013 0.0011 0.0001
3 6.64 0.407 0.0395 0.0220 0.0039 0.0106 0.0190 0.0161 0.0005 0.0015 0.0001
4 6.94 0.337 0.0272 0.0118 0.0027 0.0115 0.0012 0.0180 0.0005 0.0011 0.0016
5 6.61 0.341 0.0326 0.0130 0.0044 0.0222 0.0010 0.0417 0.0011 0.0030 0.0001
6 7.05 0.317 0.0283 0.0131 0.0022 0.0120 0.0013 0.0325 0.0005 0.0011 0.0012
La composición química de las fusiones realizadas presentan niveles de silicio
adecuados según la norma ASTM B26/B26 M-3 para aleaciones A356 en donde el silicio
debe encontrarse entre 6.5 y 7.5 %. El hierro en todas las pruebas se encuentra por
encima del valor máximo establecido en aleaciones A356, esto se atribuye a una posible
contaminación del baño por los herramentales de acero utilizados durante la fusión. Los
demás elementos como el Cu, Mn, Mg, Zn y Cr se encuentran en bajos porcentajes. Se
observa que los elementos que conforman al refinador Nucleant (Ti y B) fueron detectados
por el espectrómetro de chispa teniendo mayor presencia en las fusiones 2, 5 y 6 en
donde fue adicionado.
De igual manera los elementos que conforman a los modificadores de estructura
utilizados en la experimentación (Na y Sr) se encuentran presentes en los resultados

44
químicos en pequeñas cantidades, en el caso del Na éste se encuentra presente en
las fusiones 3 y 5 donde fue adicionado, con niveles de 0.0015 y 0.0030 % y en el caso
del Sr que fue agregado en las fusiones 4 y 6 se encuentra en proporciones de 0.0016 y
0.0012 %Sr.
4.2 Análisis cualitativo del fundente Coveral, refinador Nucleant y modificadores
de estructura Simodal y Sr por DRX.
Para conocer la composición química cualitativa del fundente, refinador y
modificadores utilizados en este trabajo, estos se caracterizaron mediante DRX. El
refinador Nucleant está compuesto básicamente de dos sales, el fluorotitanato de potasio
(K2TiF6) en mayor proporción y la Halita (NaCl) como se observa en el difractograma de la
figura 27.
Figura 27. Difractograma del Refinador Nucleant
El fluorotitanato de potasio es utilizado en la metalurgia del aluminio para la
fabricación de aleaciones de aluminio base que contienen titanio, en la industria de
metales no ferrosos y en la obtención de titanio por electrolisis [20].
Las partículas de K2TiF6 actúan como sitios efectivos de nucleación en la refinación
del grano mediante nucleación heterogénea. La interacción entre sales de K2TiF6 y KBF4
10 20 30 40 50 60 70 80 90
0
200
400
600
800
Inte
nsid
ad
(u
.a.)
2
080488 K2TiF6
050628 NaCl (Halite)
030333 KBF4

45
con el aluminio fundido reacciona exotérmicamente para producir partículas de TiB2, TiAl3
y AlB12 [20].
En el difractograma de la figura 28 se muestra la composición cualitativa del
modificador Simodal el cual presenta una composición a base de sales de Na, Ca, F y Cl,
estas sales son comúnmente usadas como fundentes en la metalurgia para evitar la
porosidad o formación de grietas en la producción de piezas de aluminio.
Figura 28. Difractograma del modificador Simodal
El difractograma de la figura 28 muestra que el modificador está compuesto
básicamente de sales complejas como CaClOH, (Ca Y)F2 y NaB3O5H2O. El uso de estas
sales higroscópicas utilizadas para modificar también representa riesgos para la formación
de óxidos y el incremento de disolución de gases de la atmósfera; sin embargo, su uso es
esencial en la modificación de microestructuras de aleaciones de aluminio, además de
reducir los defectos por contracción e incrementar las propiedades mecánicas.
El lingote refinador base Sr presenta un difractograma mejor definido a diferencia de
los obtenidos con los reactivos nucleant y simodal, debido a que es una aleación maestra
Al-Sr. En el difractograma de la figura 29, se observa la presencia de aluminio y el
10 20 30 40 50 60 70 80 90
0
200
400
600
800
1000
1200
1400
1600
Inte
nsid
ad
(u
.a.)
2
040787 Aluminum, syn
0430666 Magnetoplimbite Pb(Fe, Mn)12O19
310293 Fluorite, yttrian (Ca, Y)F2
201081 Ameghinite NaB3O5 H2O
360983 Calcium cholride Hydroxide CaClOH
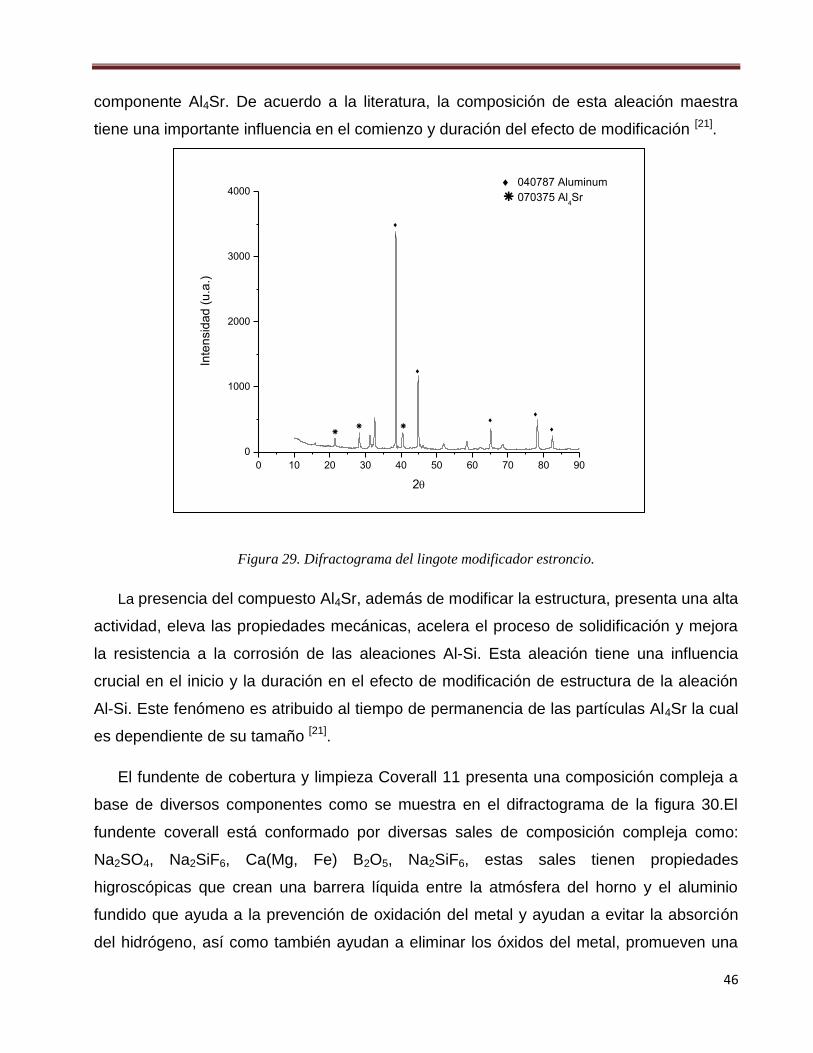
46
componente Al4Sr. De acuerdo a la literatura, la composición de esta aleación maestra
tiene una importante influencia en el comienzo y duración del efecto de modificación [21].
Figura 29. Difractograma del lingote modificador estroncio.
La presencia del compuesto Al4Sr, además de modificar la estructura, presenta una alta
actividad, eleva las propiedades mecánicas, acelera el proceso de solidificación y mejora
la resistencia a la corrosión de las aleaciones Al-Si. Esta aleación tiene una influencia
crucial en el inicio y la duración en el efecto de modificación de estructura de la aleación
Al-Si. Este fenómeno es atribuido al tiempo de permanencia de las partículas Al4Sr la cual
es dependiente de su tamaño [21].
El fundente de cobertura y limpieza Coverall 11 presenta una composición compleja a
base de diversos componentes como se muestra en el difractograma de la figura 30.El
fundente coverall está conformado por diversas sales de composición compleja como:
Na2SO4, Na2SiF6, Ca(Mg, Fe) B2O5, Na2SiF6, estas sales tienen propiedades
higroscópicas que crean una barrera líquida entre la atmósfera del horno y el aluminio
fundido que ayuda a la prevención de oxidación del metal y ayudan a evitar la absorción
del hidrógeno, así como también ayudan a eliminar los óxidos del metal, promueven una
0 10 20 30 40 50 60 70 80 90
0
1000
2000
3000
4000
Inte
nsid
ad
(u
.a.)
2
040787 Aluminum
070375 Al4Sr

47
escoria ligeramente menos seca ya que su función es reaccionar en el seno del metal y no
en la escoria, este fundente debe estar en contacto íntimo con el aluminio líquido por lo
durante su adición se debe agitar para una buena limpieza del baño.
Figura 30. Difractograma del fundente de cobertura y limpieza Coverall
4.3 Estructura de grano
En la figura 31 se muestra el tamaño de grano de las seis aleaciones fabricadas a
15x. La figura 31(a) presenta una estructura columnar, gruesa y no-uniforme la cual
corresponde a la aleación sin adición del refinador de grano y modificador de estructura, el
tamaño de grano obtenido en esta aleación fue de 0.914mm. El efecto de la adición de
refinador de grano se muestra en la figura 31(b), la adición favoreció que la aleación
solidificara con una estructura de grano equiaxial fino, consiguiendo una reducción de
tamaño de grano de 0.471mm. Las figuras 31(c) y (d) presentan las aleaciones tratadas
con los modificadores simodal (base Na) y estroncio respectivamente, la estructura de
grano es gruesa y no uniforme sin embargo la estructura en forma columnar disminuyó. El
efecto de la adición combinada de refinador nucleant (base Ti-B) y los modificadores de
estructura simodal (base Na) y estroncio se muestra en las figuras 31(e) y (f), las
estructuras revelan granos equiaxiales y dendritas dentro de cada grano.
10 20 30 40 50 60 70
0
200
400
600
800
1000
Inte
nsid
ad
(u
.a.)
2
050631 Thenardite, syn Na2SO
4
331280 Malladrite, syn Na2SiF
6
360389 Clinokirchatovite Ca(Mg,Fe)B2O
5
080036 Malladrite, syn Na2SiF
6

48
(a) (b)
(c) (d)
(e) (f)
Figura 31. Estructura de grano de las aleaciones fabricadas: (a) sin adición, (b) Nucleant,
(c)Simodal, (d) modificador base Sr, (e) Nucleant + Simodal, (f) Nucleant + modificador base Sr.

49
No. Tamaño de grano (mm)
Aleación 1 Aleación 2 Aleación 3 Aleación 4 Aleación 5 Aleación 6
1 0.626 0.500 0.618 0.661 0.776 1.216
2 0.611 0.397 0.824 0.577 0.820 0.954
3 1.116 0.313 0.599 1.130 0.862 1.176
4 1.220 0.500 0.598 0.805 0.923 1.258
5 0.505 0.333 0.785 0.680 0.816 0.921
6 1.356 0.666 0.743 0.721 0.613 1.443
7 0.997 0.375 0.888 1.279 1.652 1.301
8 0.838 0.479 0.683 1.010 0.919 0.987
9 0.861 0.499 1.215 0.659 1.293 1.135
10 1.014 0.645 0.721 1.525 0.623 0.937
Prom 0.914 0.471 0.767 0.905 0.930 1.133
La tabla 7 presenta los valores de tamaño de grano para cada aleación fabricada, la
mediciones se realizaron usando el programa Carnoy, de acuerdo a las medidas obtenidas
el tamaño de grano más fino se obtuvo en la aleación con adición del refinación de grano
con un valor promedio de 0.471mm y el grano más grueso fue el de la aleación con
adición combinada del refinador de grano y el modificador de estructura base estroncio
con un valor promedio de 1.113mm. También es importante mencionar la presencia de
poros en las aleaciones 3, 5 y 6. Esto se atribuye a que el efecto de los aditivos fue
inhibido ó las condiciones de las pruebas no fueron las correctas; la adición del
modificador base sodio es acompañada por una reacción violenta la cual causa severa
agitación que puede elevar el contenido de hidrogeno en el metal fundido generando
porosidad en las piezas [12].
Tabla 7. Tamaño de grano de las aleaciones fabricadas
4.4 Análisis Microestructural
Las micrografías de las 6 fusiones obtenidas se muestran en las figuras 32 a la 37 a
50X, 100X y 200X. Estas micrografías fueron utilizadas en la medición del espaciamiento
de brazos dendríticos secundarios (DAS) mediante el software Carnoy. Los resultados de
estas mediciones se presentan en las tablas 7 a 12 y representan el promedio de diez
lecturas de manera aleatoria de la parte superior, central e inferior de la probeta
maquinada.
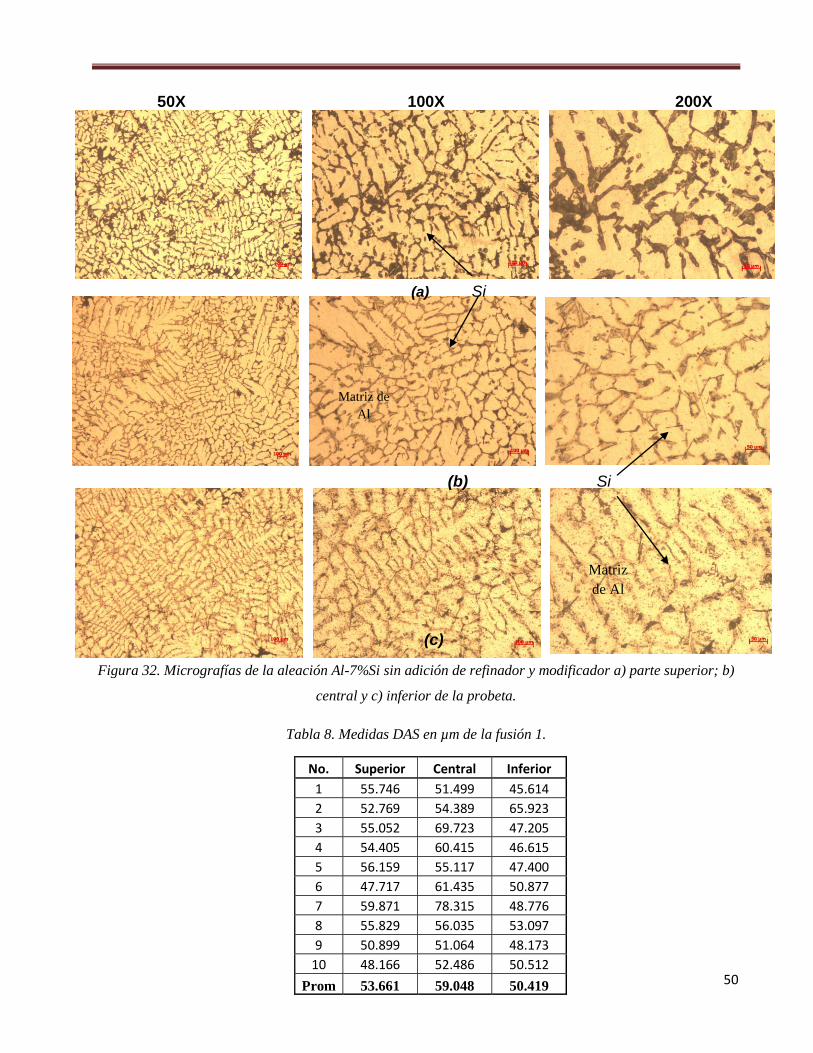
50
No. Superior Central Inferior
1 55.746 51.499 45.614
2 52.769 54.389 65.923
3 55.052 69.723 47.205
4 54.405 60.415 46.615
5 56.159 55.117 47.400
6 47.717 61.435 50.877
7 59.871 78.315 48.776
8 55.829 56.035 53.097
9 50.899 51.064 48.173
10 48.166 52.486 50.512
Prom 53.661 59.048 50.419
50X 100X 200X
(a) Si
(b) Si
(c)
Figura 32. Micrografías de la aleación Al-7%Si sin adición de refinador y modificador a) parte superior; b)
central y c) inferior de la probeta.
Tabla 8. Medidas DAS en µm de la fusión 1.
Matriz de
Al
Matriz
de Al

51
No. Superior Central Inferior
1 37.171 29.544 40.399
2 36.572 30.509 36.108
3 38.483 33.210 35.078
4 34.876 32.824 35.214
5 30.220 31.938 37.958
6 36.537 32.137 41.833
7 33.683 29.715 40.710
8 35.533 36.152 34.482
9 36.324 33.970 32.921
10 37.136 27.018 40.399
Porm 35.654 31.702 37.510
50X 100X 200X
Si (a)
(b) Si
(c)
Figura 33 Micrografías fusión 2, aleación Al-7%Si con adición del refinador de grano Nucleant (base Ti-B),
parte superior, central e inferior de la probeta
Tabla 9. Medidas DAS µm de la fusión 2.
Matriz
de Al
Matriz
de Al
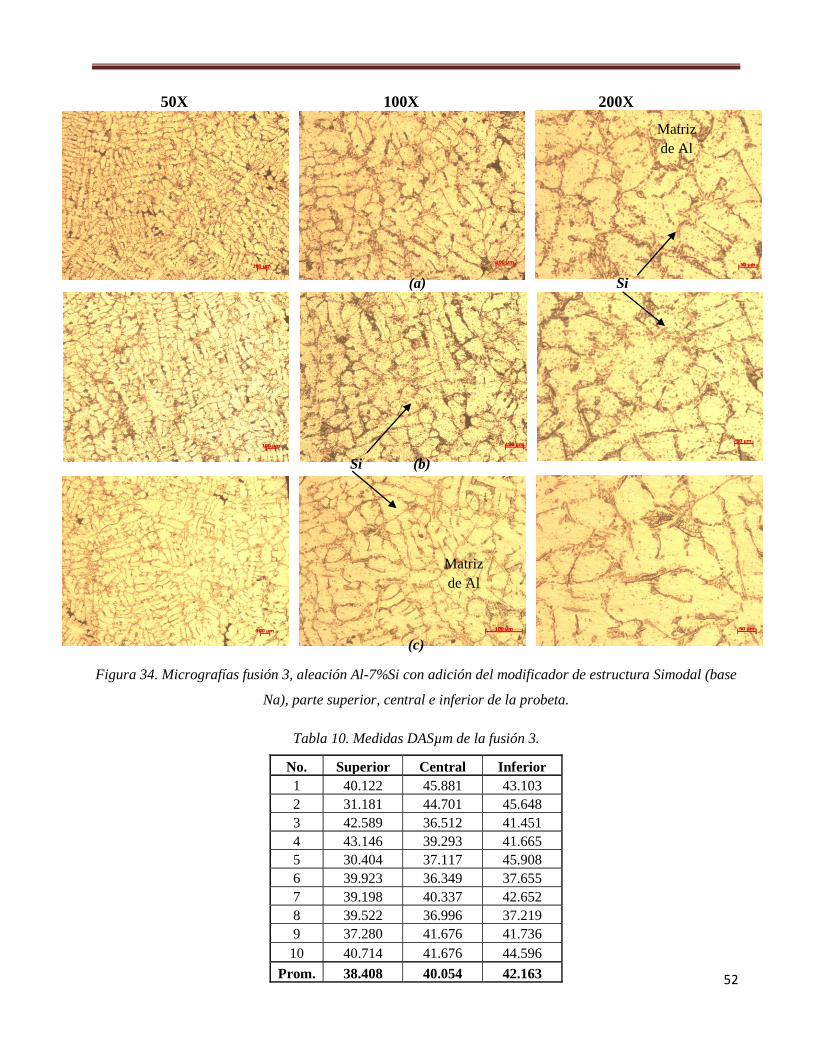
52
No. Superior Central Inferior
1 40.122 45.881 43.103
2 31.181 44.701 45.648
3 42.589 36.512 41.451
4 43.146 39.293 41.665
5 30.404 37.117 45.908
6 39.923 36.349 37.655
7 39.198 40.337 42.652
8 39.522 36.996 37.219
9 37.280 41.676 41.736
10 40.714 41.676 44.596
Prom. 38.408 40.054 42.163
50X 100X 200X
(a) Si
Si (b)
(c)
Figura 34. Micrografías fusión 3, aleación Al-7%Si con adición del modificador de estructura Simodal (base
Na), parte superior, central e inferior de la probeta.
Tabla 10. Medidas DASµm de la fusión 3.
Matriz
de Al
Matriz
de Al

53
No. Superior Central Inferior
1 46.309 48.864 48.737
2 46.805 52.652 43.852
3 48.516 51.080 46.309
4 51.590 49.675 47.910
5 40.950 50.260 42.244
6 51.140 48.769 51.798
7 45.741 50.505 49.644
8 43.993 40.912 47.067
9 48.516 47.717 47.231
10 43.993 54.706 45.741
Prom. 46.755 49.514 47.053
50X 100X 200X
Si (a)
(b) Si
(c)
Figura 35. Micrografías fusión 4, aleación Al-7%Si con adición del modificador base estroncio (Sr), parte
superior, central e inferior de la probeta
Tabla 11. Medidas DAS µm de la fusión 4
Matriz
de Al
Matriz
de Al
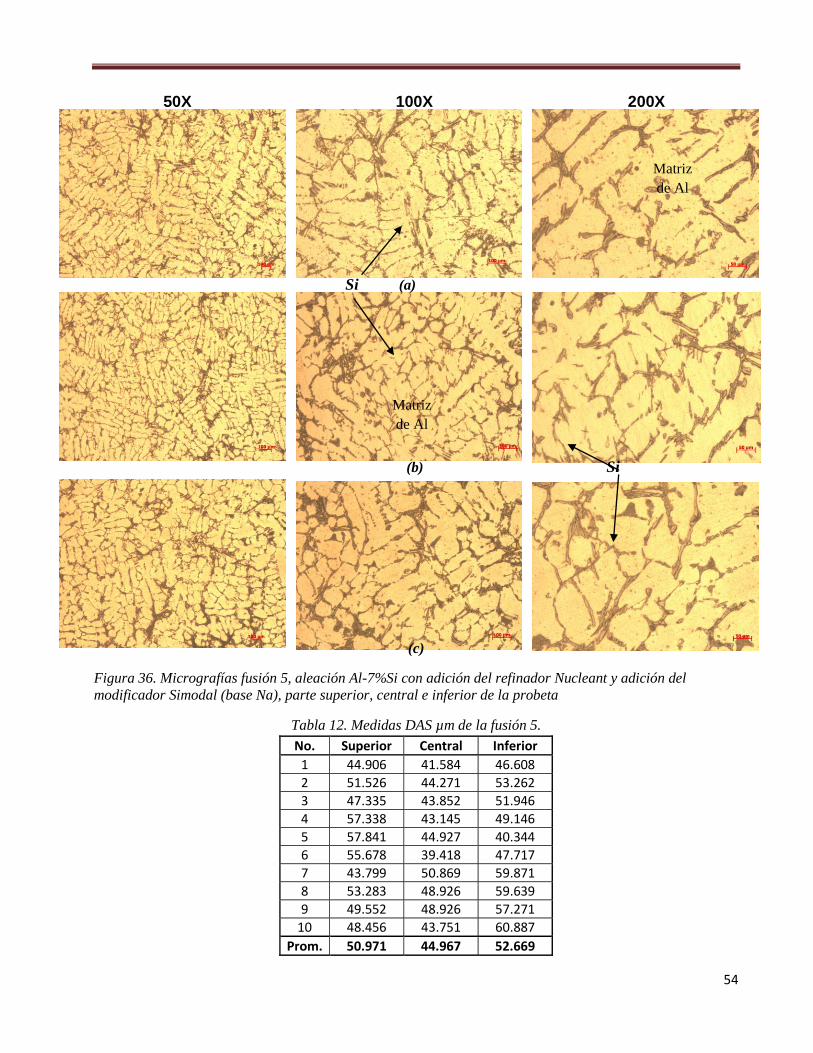
54
No. Superior Central Inferior
1 44.906 41.584 46.608
2 51.526 44.271 53.262
3 47.335 43.852 51.946
4 57.338 43.145 49.146
5 57.841 44.927 40.344
6 55.678 39.418 47.717
7 43.799 50.869 59.871
8 53.283 48.926 59.639
9 49.552 48.926 57.271
10 48.456 43.751 60.887
Prom. 50.971 44.967 52.669
50X 100X 200X
Si (a)
(b) Si
(c)
Figura 36. Micrografías fusión 5, aleación Al-7%Si con adición del refinador Nucleant y adición del
modificador Simodal (base Na), parte superior, central e inferior de la probeta
Tabla 12. Medidas DAS µm de la fusión 5.
Matriz
de Al
Matriz
de Al
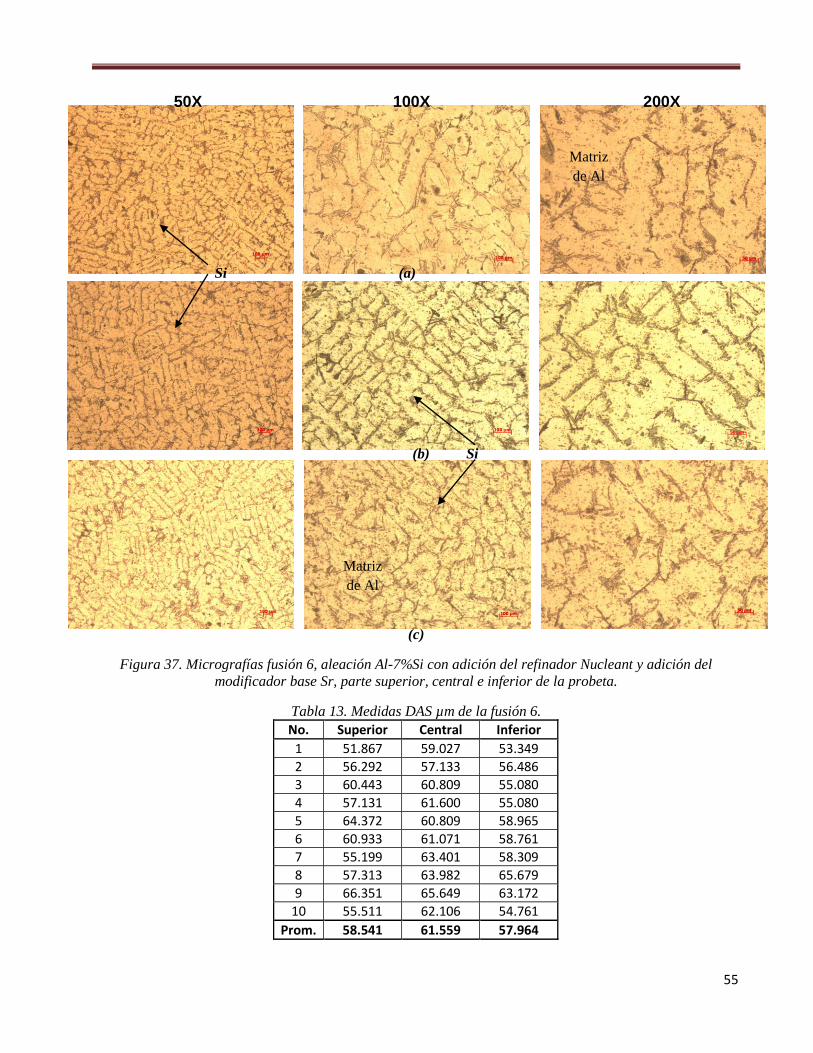
55
50X 100X 200X
Si (a)
(b) Si
(c)
Figura 37. Micrografías fusión 6, aleación Al-7%Si con adición del refinador Nucleant y adición del
modificador base Sr, parte superior, central e inferior de la probeta.
Tabla 13. Medidas DAS µm de la fusión 6.
No. Superior Central Inferior
1 51.867 59.027 53.349
2 56.292 57.133 56.486
3 60.443 60.809 55.080
4 57.131 61.600 55.080
5 64.372 60.809 58.965
6 60.933 61.071 58.761
7 55.199 63.401 58.309
8 57.313 63.982 65.679
9 66.351 65.649 63.172
10 55.511 62.106 54.761
Prom. 58.541 61.559 57.964
Matriz
de Al
Matriz
de Al
56
La figura 32 muestra la microestructura de la fusión 1 sin adiciones, en este caso se
observa una microestructura caracterizada por una matriz dendrítica rica en aluminio α y
una mezcla eutéctica en la región interdendrítica formada por partículas de silicio las
cuales son gruesas y presentan una morfología en forma de placas y/o agujas, esta
estructura corresponde a la clase 1 la cual corresponde a una estructura no-modificada. El
efecto de la adición del refinador nucleant sobre la microestructura de la aleación se
muestra en la figura 33 (fusión 2), la adición de 0.25% de refinador causa una apariencia
significativamente diferente a la mostrada en la figura 32, se observa que el tamaño y la
fracción de agujas de silicio se reducen notablemente, se presenta una estructura laminar
y de acuerdo a la transformación del eutéctico esta estructura corresponde a la clase 2.
Con la adición del refinador (Ti-B), es evidente que la estructura del grano se afina debido
a que la inoculación del refinador (Ti-B) en la aleación fundida Al-7%Si provee un mayor
número de sitios de nucleación en donde inicia la solidificación de la fase Al-α obteniendo
un tamaño de grano fino.
El efecto de la modificación con sodio (0.2%) sobre la morfología del silicio se observa
en la figura 34 (fusión 3), la adición de sodio modifica notoriamente la microestructura de
la aleación obteniendo fibras de silicio eutéctico las cuales son características de la clase 5
de nivel de transformación del eutéctico. La microestructura de la aleación con adición del
modificador base estroncio (fusión 4) se muestra en la figura 35, se observa una estructura
parcialmente modificada con silicio laminar la cual corresponde a un nivel de modificación
de 3; esto significa que la aleación no fue perfectamente modificada, sin embargo las
partículas de silicio disminuyeron de tamaño y se observó una microestructura más
homogénea comparada con la adición del modificador Na.
La microestructura de la aleación Al-7%Si consiste en granos primarios α-Al grandes y
alargados y el silicio eutéctico en forma de placas que inducen pobre ductilidad a la pieza
fabricada. La adición de refinadores de grano base Ti-B y modificadores de estructura Na,
Sr propician que a partir de granos grandes α-Al se obtengan granos finos y equiaxiales y
el silicio eutéctico que se encuentra en forma de placas cambia a finas y pequeñas
partículas, como se puede observar en las figuras 36 y 37 que corresponden a las
aleaciones 5 y 6 donde se realizó la adición combinada del refinador y los modificadores
respectivamente. Ambas fusiones tratadas no presentan la misma morfología, esta cambia

57
Aleación DAS %
Reducción
1 59 - 50 -
2 37 - 31 37.61
3 42 - 38 26.61
4 49 -46 12.84
5 52 - 44 11.93
6 61 - 58 -
debido al modificador usado, como se puede observar en la figura 36 que corresponde a la
fusión 5 (adición del refinador (Ti-B) + modificador base Na) ésta presenta una
microestructura clase 4 donde la presencia y el tamaño de placas y/o agujas de silicio
eutéctico disminuyó, la microestructura es fina y homogénea. En la figura 37 se presenta
la microestructura de la fusión 6 con adición del refinador Ti-B y la modificadora base Sr,
en esta micrografía se observa una estructura clase 5 donde se observan fibras de silicio
eutéctico. El cambio en la morfología del silicio eutéctico es atribuido al tipo de modificador
utilizado, el Na y el Sr tienen efectos diferentes sobre la morfología del silicio eutéctico.
4.5 Medición del DAS
Los resultados de la medición del espaciamiento de brazos dendríticos secundarios
(DAS) corroboran las observaciones realizadas en la estructura de grano y micrografías de
cada prueba. La tabla 14 presenta el resumen de la medición de tamaño de grano y el
porcentaje de reducción que se obtuvo con la adición del refinador de grano y la adición
combinada con modificadores de estructura de las 6 aleaciones fabricadas.
Tabla 14. Tamaño y % de reducción de grano
Es evidente la reducción del tamaño de grano en la aleación 2, en este caso la adición
del refinador de grano Ti-B favoreció la disminución del DAS obteniendo un valor promedio
de 34µm comparado con la aleación 1 sin adición del refinador de grano y modificadores
de estructura que fue de 54.5µm. En la aleación 2 se alcanzó un 37% de reducción de
tamaño de grano. El efecto del refinador de grano en los casos donde se adicionó de
manera combinada con los modificadores de estructura no fue el mismo, el DAS obtenido
en estos casos fue de 48 y 59.5 µm para las aleaciones 5 y 6. Es evidente que la
reducción del DAS no fue satisfactoria en estos casos ya que se obtuvieron porcentajes de

58
reducción muy bajos entre 11 y 12%, esto se atribuye a que el efecto del refinador de
grano fue inhibido por la adición de los modificadores.
4.6 Análisis microestructural mediante la técnica de MEB
Las figuras 38 a 43 muestran los resultados obtenidos mediante MEB en la determinación de la morfología, presencia y distribución de elementos y compuestos intermetalicos; mediante la técnica de mapeo composicional para cada una de las fusiones realizadas.
(b) (c)
(a)
(d)
(f) (g)
(e)
(h)
Figura 38. Micrografías de la fusión 1, sin adición, (a) Micrografía 350x; (b) Mapeo del Al, (c) Mapeo del
Si: (d) Mapeo del Fe; (e) Micrografía 2500x; (f) Mapeo del Al, (g) Mapeo del Si y (h) Mapeo del Fe.
β-AlFeSi
β-AlFeSi
α - Al
Si

59
(b) (c)
(a)
(a)
(d) (e)
` (g) (h)
(f)
(i) (j)
Figura 39. Micrografías de la fusión 2, con adición del refinador de grano nucleant, (a) Micrografía 300x;
(b) Mapeo del Al, (c) Mapeo del Si; (d) Mapeo del Fe; (e) Mapeo del Ti; (f) Micrografía a3000x; (g) Mapeo
del Al, (h) Mapeo del Si, (i) Mapeo del Fe y (j) Mapeo del Ti.
β-AlFeSi
β-AlFeSi
α - Al
Si
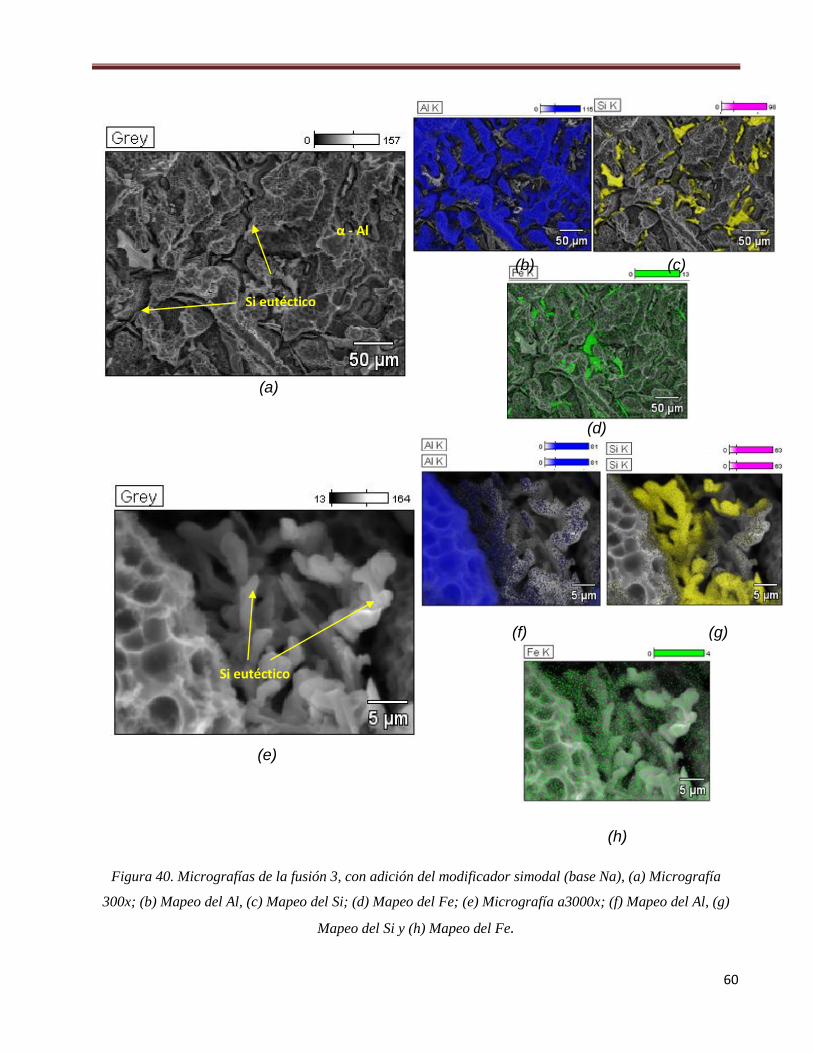
60
(b) (c)
(a)
(d)
(f) (g)
(e)
(h)
Figura 40. Micrografías de la fusión 3, con adición del modificador simodal (base Na), (a) Micrografía
300x; (b) Mapeo del Al, (c) Mapeo del Si; (d) Mapeo del Fe; (e) Micrografía a3000x; (f) Mapeo del Al, (g)
Mapeo del Si y (h) Mapeo del Fe.
Si eutéctico
α - Al
Si eutéctico
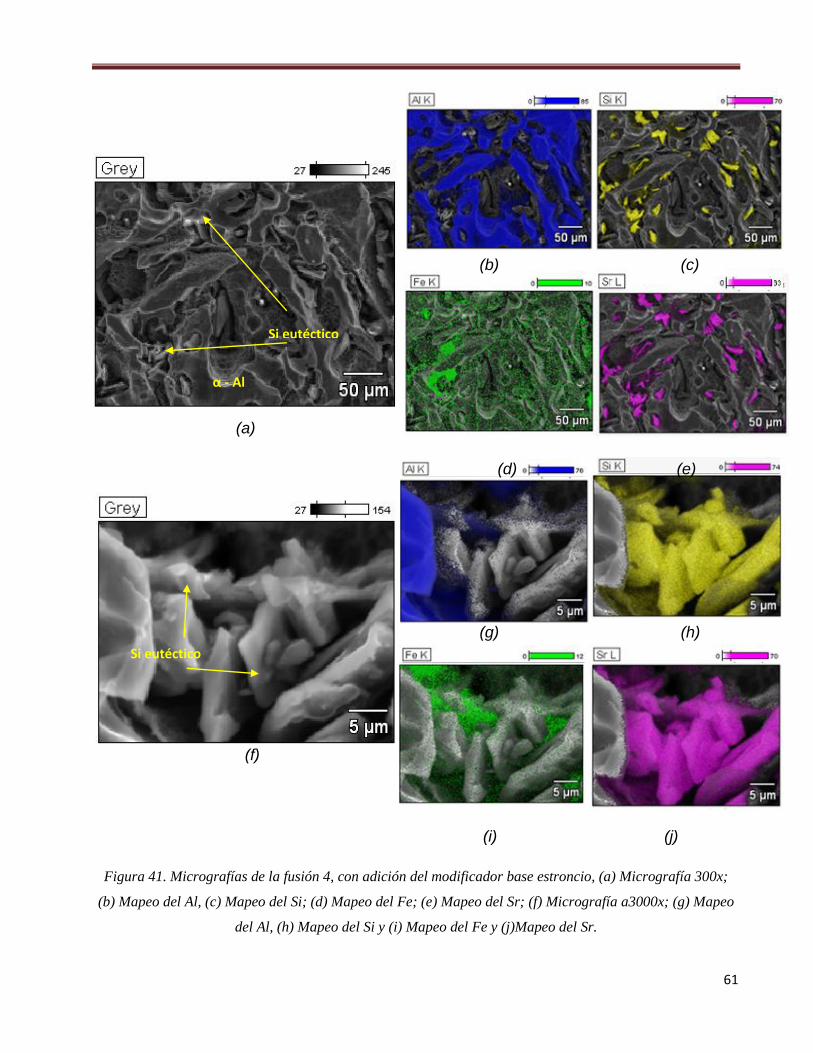
61
(b) (c)
(a)
(d) (e)
(g) (h)
(f)
(i) (j)
Figura 41. Micrografías de la fusión 4, con adición del modificador base estroncio, (a) Micrografía 300x;
(b) Mapeo del Al, (c) Mapeo del Si; (d) Mapeo del Fe; (e) Mapeo del Sr; (f) Micrografía a3000x; (g) Mapeo
del Al, (h) Mapeo del Si y (i) Mapeo del Fe y (j)Mapeo del Sr.
Si eutéctico
α - Al
Si eutéctico
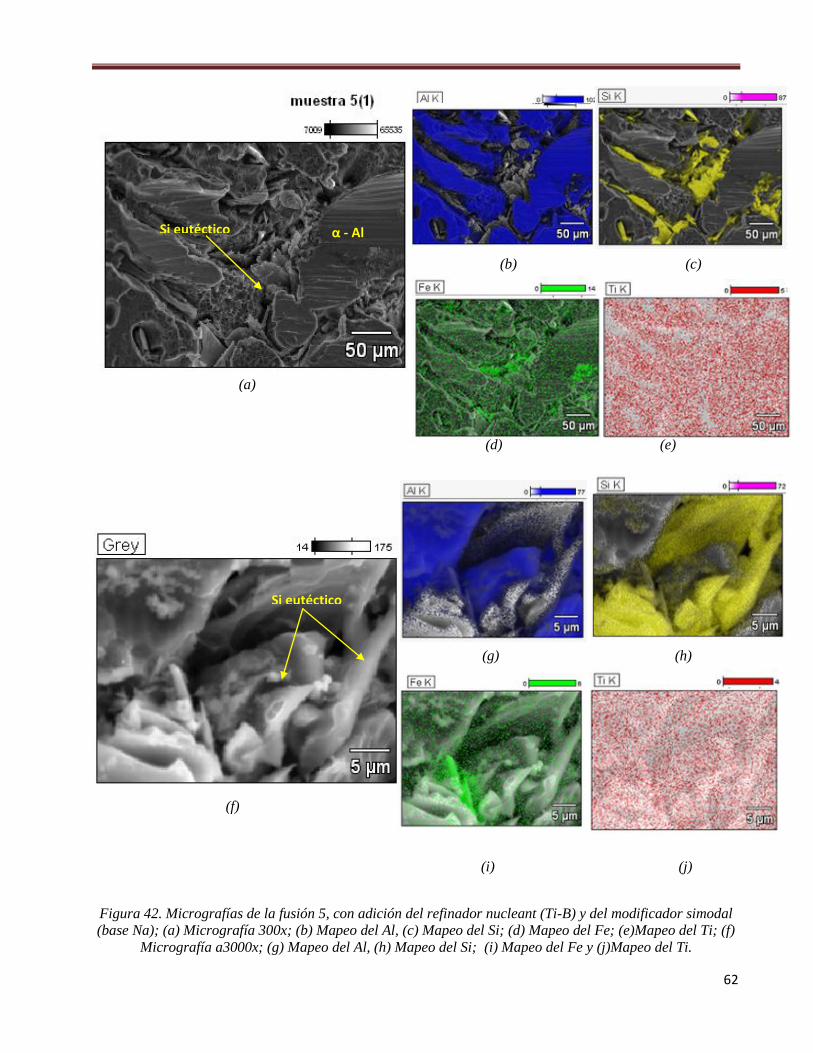
62
(b) (c)
(a)
(d) (e)
(g) (h)
(f)
(i) (j)
Figura 42. Micrografías de la fusión 5, con adición del refinador nucleant (Ti-B) y del modificador simodal
(base Na); (a) Micrografía 300x; (b) Mapeo del Al, (c) Mapeo del Si; (d) Mapeo del Fe; (e)Mapeo del Ti; (f)
Micrografía a3000x; (g) Mapeo del Al, (h) Mapeo del Si; (i) Mapeo del Fe y (j)Mapeo del Ti.
Si eutéctico
α - Al Si eutéctico

63
(b) (c)
(a)
(d) (e)
(g) (h)
(f)
(f)
(i) (j)
Figura 43. Micrografías de la fusión 6, con adición del refinador nucleant (Ti-B) y del modificador base
estroncio; (a) Micrografía 300x; (b) Mapeo del Al, (c) Mapeo del Si; (d) Mapeo del Fe; (e)Mapeo del Ti; (f)
Micrografía a3000x; (g) Mapeo del Al, (h) Mapeo del Si; (i) Mapeo del Fe y (j)Mapeo del Ti.
Si eutéctico
Si eutéctico
α - Al

64
Los resultados de la figura 38 corresponden a la aleación sin adiciones (fusión 1) los
mapeos indican que la composición de la aleación es básicamente aluminio, silicio y
fierro. Se observa en la micrografía que la morfología del silicio eutéctico se encuentra
forma de grandes placas y/o agujas figura 38(a) y (e) así como también puede observarse
el intermetálico β que se forma con el Si, Al y Fe. Para la fusión 2, en la cual se adicionó el
refinador nucleant (figura 39), se observa la disminución del tamaño de las placas y/o
agujas del silicio eutéctico así como también la forma de estas placas es diferente a la que
presenta la fusión sin adiciones y nuevamente se observa la fase β (Fe-Si-Al), la cual se
forma en presencia del fierro, los elementos presentes y la distribución del los mismos
puede observarse en los mapeos realizados. Los mapeos muestran la presencia del
elemento refinador Ti figuras 39 (e) y (j) se observa la presencia y distribución de este
elemento en la aleación.
En la figura 40(a) se presenta la microestructura de la aleación con adición del
modificador simodal (base Na) en la microestructura se observa que las placas y/o agujas
del silicio eutéctico han disminuido debido a que su morfología cambió, se observa una
microestructura fina y homogénea. La micrografía 40 (e) muestra un notable cambio de
morfología del silicio eutéctico en forma de algas, se reporta que este cambio en la
morfología del silicio eutéctico en forma de placas y/o agujas a una morfología en forma de
fibras y/o algas mejora las propiedades mecánicas y microestructurales de la aleación Al-
7%Si. En los mapeos de las figuras 40 (b, c, d, f, g y h) se observa la presencia y la
distribución de los elementos Al, Si y Fe, el elemento modificador Na, no fue detectado,
esto debido a la escasa presencia de éste en el modificador y a la mínima cantidad de
modificador adicionado en la aleación.
El efecto del uso de Sr como agente modificador se observa en la figura 41, el cambio
en la morfología del silicio eutéctico nuevamente es evidente, en las micrografías 41 (a) y
(f) se observa una morfología en forma de fibras, diferente a la que presenta la fusión
modificada con Na, esto indica que cada modificador ejerce diferentes tipos de efectos
sobre la aleación Al-7%Si. En los mapeos figuras 41 (b, c, d, g, h, i) se puede observar la
presencia y distribución de los elementos presentes en esta fusión (Al, Si y Fe), mediante
esta técnica se detectó la presencia del elemento modificador Sr, en los mapeos 41 (e y j)
se observa la distribución del Sr. Las micrografías en la figura 42 (a y f) muestran la
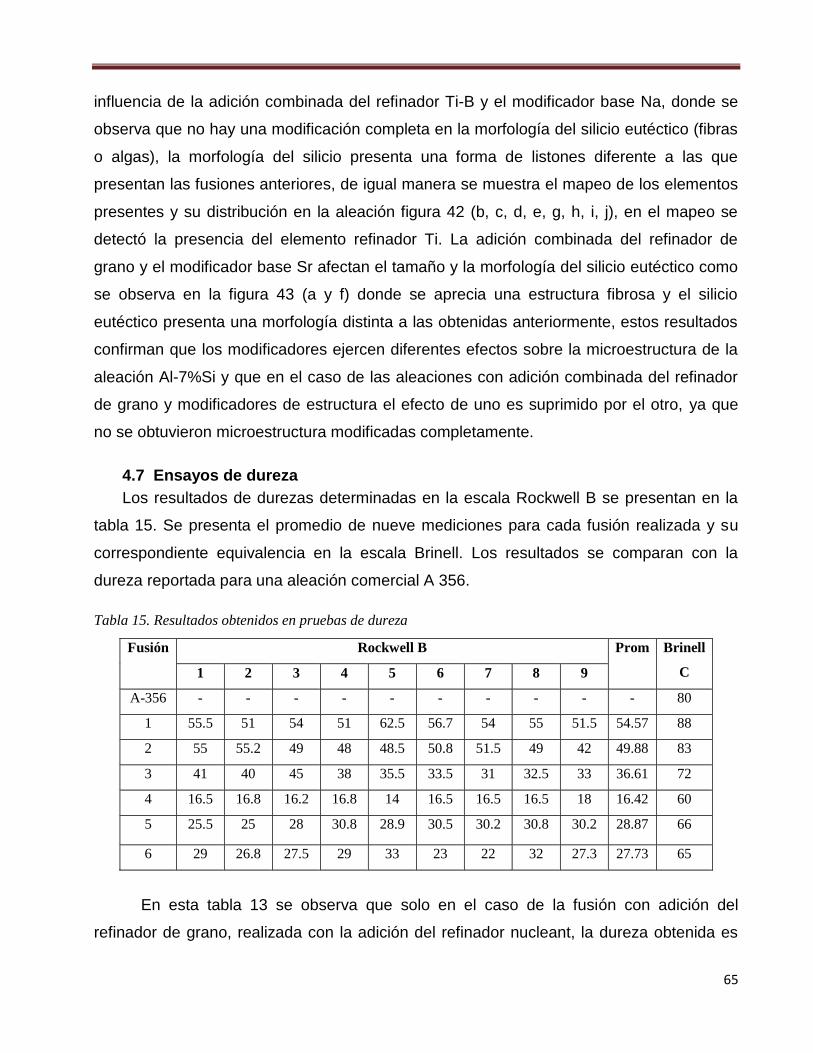
65
Fusión Rockwell B Prom Brinell
C 1 2 3 4 5 6 7 8 9
A-356 - - - - - - - - - - 80
1 55.5 51 54 51 62.5 56.7 54 55 51.5 54.57 88
2 55 55.2 49 48 48.5 50.8 51.5 49 42 49.88 83
3 41 40 45 38 35.5 33.5 31 32.5 33 36.61 72
4 16.5 16.8 16.2 16.8 14 16.5 16.5 16.5 18 16.42 60
5 25.5 25 28 30.8 28.9 30.5 30.2 30.8 30.2 28.87 66
6 29 26.8 27.5 29 33 23 22 32 27.3 27.73 65
influencia de la adición combinada del refinador Ti-B y el modificador base Na, donde se
observa que no hay una modificación completa en la morfología del silicio eutéctico (fibras
o algas), la morfología del silicio presenta una forma de listones diferente a las que
presentan las fusiones anteriores, de igual manera se muestra el mapeo de los elementos
presentes y su distribución en la aleación figura 42 (b, c, d, e, g, h, i, j), en el mapeo se
detectó la presencia del elemento refinador Ti. La adición combinada del refinador de
grano y el modificador base Sr afectan el tamaño y la morfología del silicio eutéctico como
se observa en la figura 43 (a y f) donde se aprecia una estructura fibrosa y el silicio
eutéctico presenta una morfología distinta a las obtenidas anteriormente, estos resultados
confirman que los modificadores ejercen diferentes efectos sobre la microestructura de la
aleación Al-7%Si y que en el caso de las aleaciones con adición combinada del refinador
de grano y modificadores de estructura el efecto de uno es suprimido por el otro, ya que
no se obtuvieron microestructura modificadas completamente.
4.7 Ensayos de dureza
Los resultados de durezas determinadas en la escala Rockwell B se presentan en la
tabla 15. Se presenta el promedio de nueve mediciones para cada fusión realizada y su
correspondiente equivalencia en la escala Brinell. Los resultados se comparan con la
dureza reportada para una aleación comercial A 356.
Tabla 15. Resultados obtenidos en pruebas de dureza
En esta tabla 13 se observa que solo en el caso de la fusión con adición del
refinador de grano, realizada con la adición del refinador nucleant, la dureza obtenida es

66
mayor que el valor de la aleación comercial A-356, mientras que para las demás pruebas,
la dureza se encuentra por valores menores a 70 Brinell C.
La dureza más baja fue obtenida en la aleación con adición del modificador base Sr,
alcanzando un valor de 60 Brinell C, seguida de la aleación donde se adiciono la
combinación del refinador y modificador base Sr con un valor de 65 Brinell C, en ambos
casos coincide la adición del Sr, de acuerdo a los resultados microestructurales, este
elemento actúa como refinador de grano y modificador de estructura y en este caso
disminuye la dureza.
En el caso de la adición del modificador base Na se obtuvo un valor de dureza de 72
Brinell C y con la adición combinada de éste y el refinador se obtuvo un valor de 66 Brinell
C estos valores están por encima de las dos pruebas realizadas con adición de Sr,
deduciendo que para fines de optimizar la propiedad de dureza se recomienda usar el
modificador base Na.
Para fines de verificación en la tabla 13 se muestra el valor de dureza de la aleación
comercial A-356 la cual tiene un valor de 80 Brinell C el cual solo fue superado por las
fusiones sin adiciones y con adición del refinador de grano (fusiones 1 y 2). Las aleaciones
1 y 2 poseen un alto contenido de Fe el cual propicia la formación del intermetalico β(Fe-
Si-Al) detectado en la técnica MEB, éste es un compuesto muy duro pero que a su vez
fragiliza a la aleación, la fusión sin adiciones obtuvo un valor de dureza de 88 Brinell C y la
fusión 2 con adición del refinador Ti-B se obtuvo un valor de 83 Brinell C. De estos
resultados se puede concluir que las aleaciones con baja concentración de Fe presentan
una dureza menor comparadas con aleaciones con mayor contenido de fierro, el
fenómeno anterior se atribuye a una mayor presencia de partículas intermetalicas de
morfología en forma de agujas debido a la presencia del elemento fierro.
4.8 Ensayos de tensión
Se realizaron tres ensayos de tensión para cada prueba, a excepción de la fusión 4
en donde se realizó solo uno. Los ensayos se realizaron de acuerdo a la norma ASTM E-
8. Los resultados del ensayo de tensión se observan en las graficas de las figuras 44 a 49.
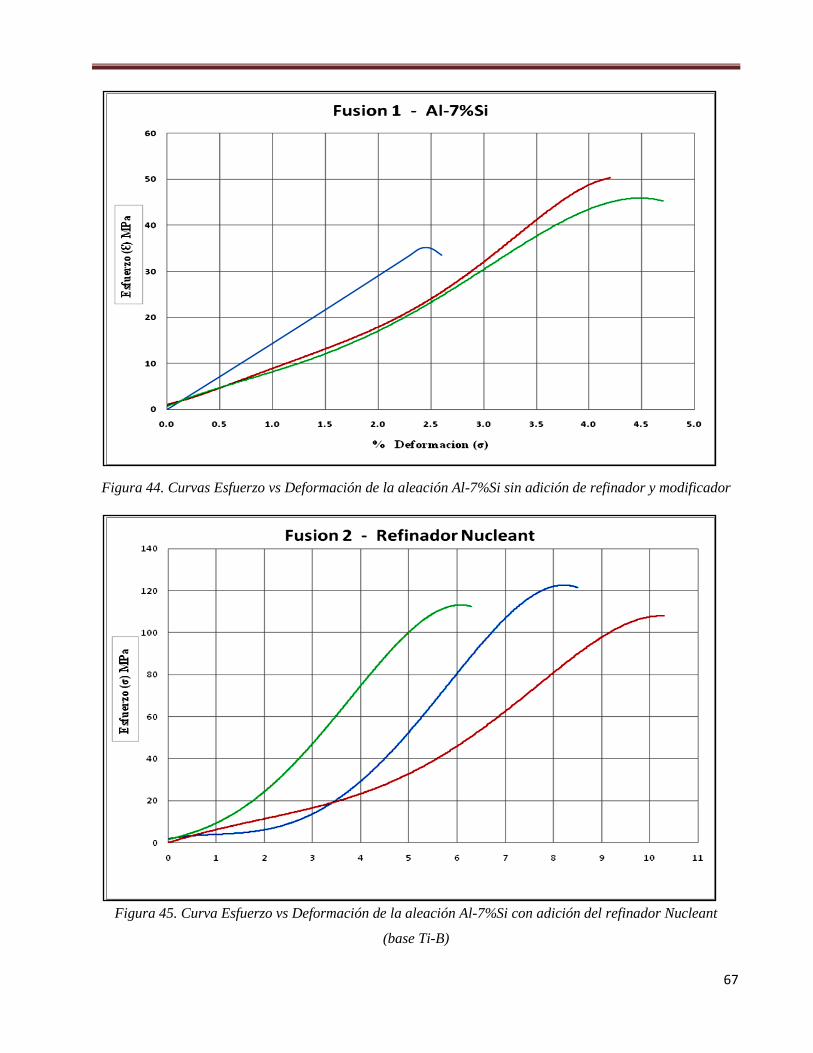
67
Figura 44. Curvas Esfuerzo vs Deformación de la aleación Al-7%Si sin adición de refinador y modificador
Figura 45. Curva Esfuerzo vs Deformación de la aleación Al-7%Si con adición del refinador Nucleant
(base Ti-B)

68
Figura 46. Curva Esfuerzo vs Deformación de la aleación Al-7%Si con adición del modificador Simodal
(base Na)
Figura 47. Curva Esfuerzo vs Deformación de la aleación Al-7%Si con adición del modificador base
Estroncio

69
Figura 48. Curva Esfuerzo vs Deformación de la aleación Al-7%Si con adición del refinador Nuclant y
adición del modificador simodal (base Na)
Figura 49. Curva Esfuerzo vs Deformación de la aleación Al-7%Si con adición del refinador Nucleant y
adición del modificador base Sr.

70
La figura 50 muestra la comparación del promedio de las lecturas realizadas para cada
prueba.
Figura 50. Curva Esfuerzo vs Deformación de las 6 fusiones realizadas.
En la figura 50, se muestran las curvas esfuerzo-deformación de las seis fusiones
realizadas, en esta gráfica se puede observar que el UTS de las cinco fusiones con
adición del refinador de grano y modificadores de estructura superan el UTS de la fusión
sin adiciones (fusión 1) de 50 MPa. Los mejores resultados se obtienen para la prueba con
la adición del refinador nucleant, alcanzando valores de UTS mayores a 120 MPa, seguido
de los resultados de la fusión 3, con la adición del modificador base Na y valor de UTS de
116 MPa, mientras que la fusión con adición del refinador base Sr obtuvo un valor de 84
MPa y por último los valores más bajos de UTS se obtuvieron para las fusiones de adición
combinada de refinador y modificadores respectivamente, estos fueron de de 106 y 90.612
MPa para las pruebas de nucleant + simodal y nucleant + estroncio, respectivamente.
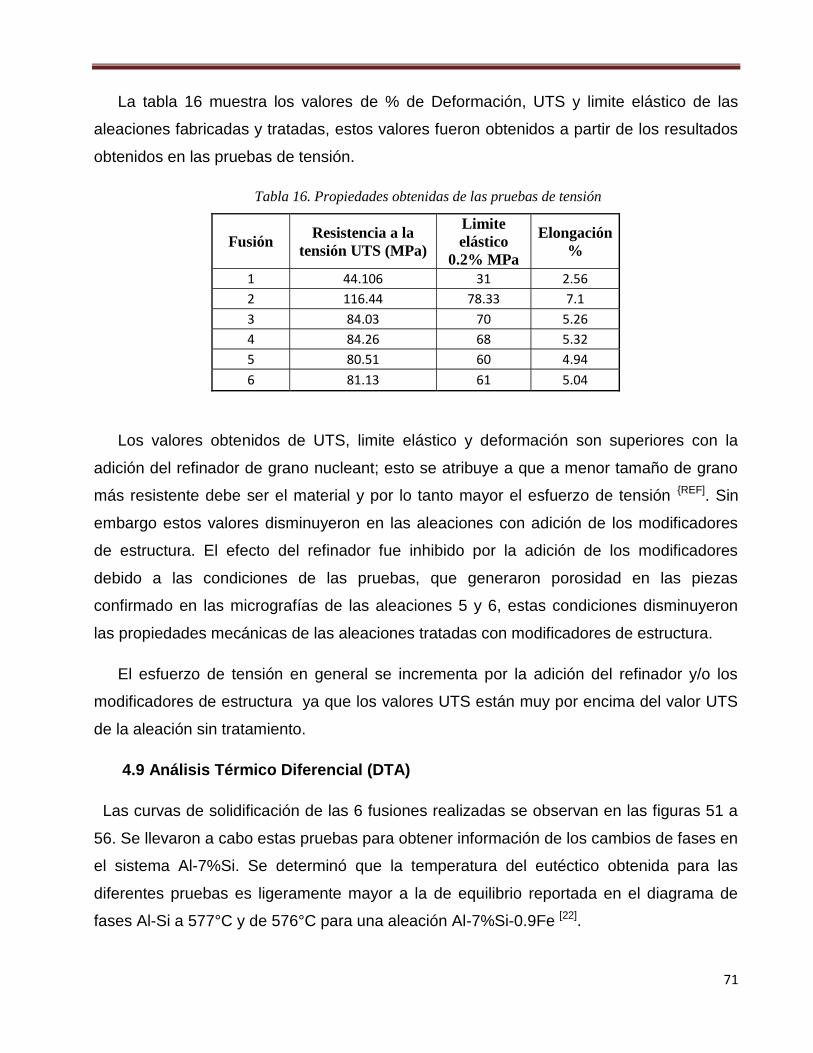
71
La tabla 16 muestra los valores de % de Deformación, UTS y limite elástico de las
aleaciones fabricadas y tratadas, estos valores fueron obtenidos a partir de los resultados
obtenidos en las pruebas de tensión.
Tabla 16. Propiedades obtenidas de las pruebas de tensión
Fusión Resistencia a la
tensión UTS (MPa)
Limite
elástico
0.2% MPa
Elongación
%
1 44.106 31 2.56
2 116.44 78.33 7.1
3 84.03 70 5.26
4 84.26 68 5.32
5 80.51 60 4.94
6 81.13 61 5.04
Los valores obtenidos de UTS, limite elástico y deformación son superiores con la
adición del refinador de grano nucleant; esto se atribuye a que a menor tamaño de grano
más resistente debe ser el material y por lo tanto mayor el esfuerzo de tensión {REF]. Sin
embargo estos valores disminuyeron en las aleaciones con adición de los modificadores
de estructura. El efecto del refinador fue inhibido por la adición de los modificadores
debido a las condiciones de las pruebas, que generaron porosidad en las piezas
confirmado en las micrografías de las aleaciones 5 y 6, estas condiciones disminuyeron
las propiedades mecánicas de las aleaciones tratadas con modificadores de estructura.
El esfuerzo de tensión en general se incrementa por la adición del refinador y/o los
modificadores de estructura ya que los valores UTS están muy por encima del valor UTS
de la aleación sin tratamiento.
4.9 Análisis Térmico Diferencial (DTA)
Las curvas de solidificación de las 6 fusiones realizadas se observan en las figuras 51 a
56. Se llevaron a cabo estas pruebas para obtener información de los cambios de fases en
el sistema Al-7%Si. Se determinó que la temperatura del eutéctico obtenida para las
diferentes pruebas es ligeramente mayor a la de equilibrio reportada en el diagrama de
fases Al-Si a 577°C y de 576°C para una aleación Al-7%Si-0.9Fe [22].

72
Figura 51 Termograma DTA de la aleación Al-7%Si sin adición de refinador y modificador
Figura 52 Termograma DTA de la aleación Al-7%Si con adición del refinador Nucleant (Ti-B).
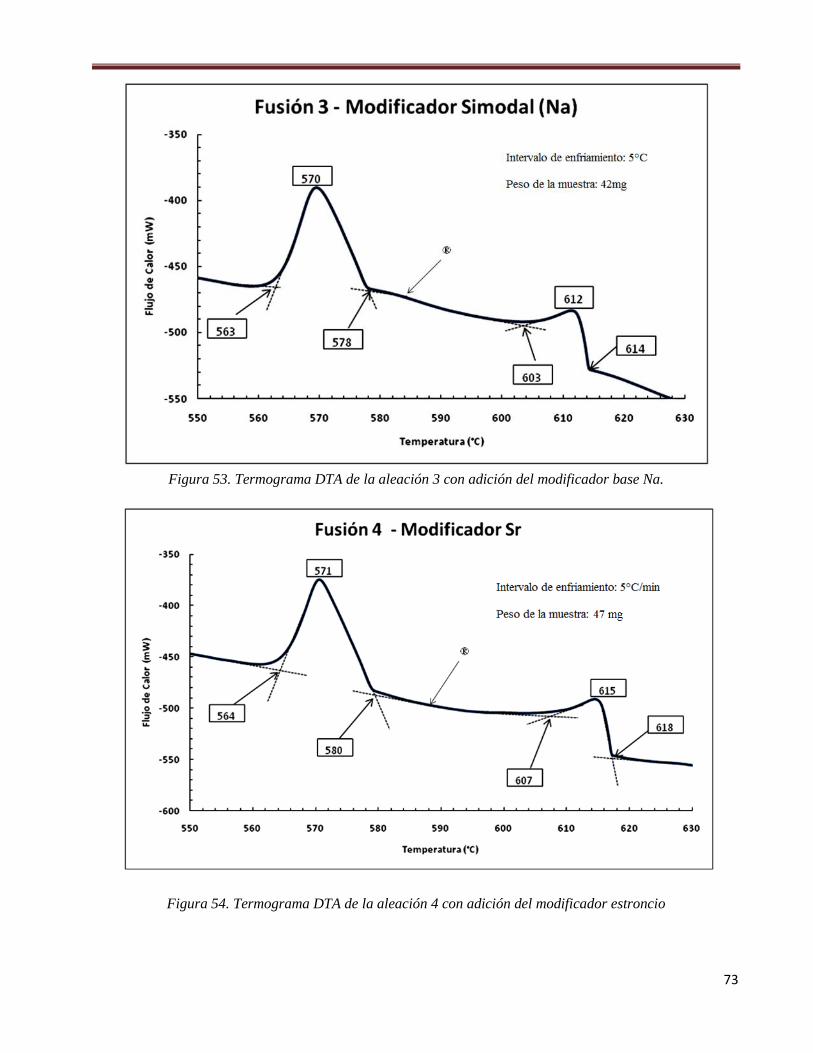
73
Figura 53. Termograma DTA de la aleación 3 con adición del modificador base Na.
Figura 54. Termograma DTA de la aleación 4 con adición del modificador estroncio
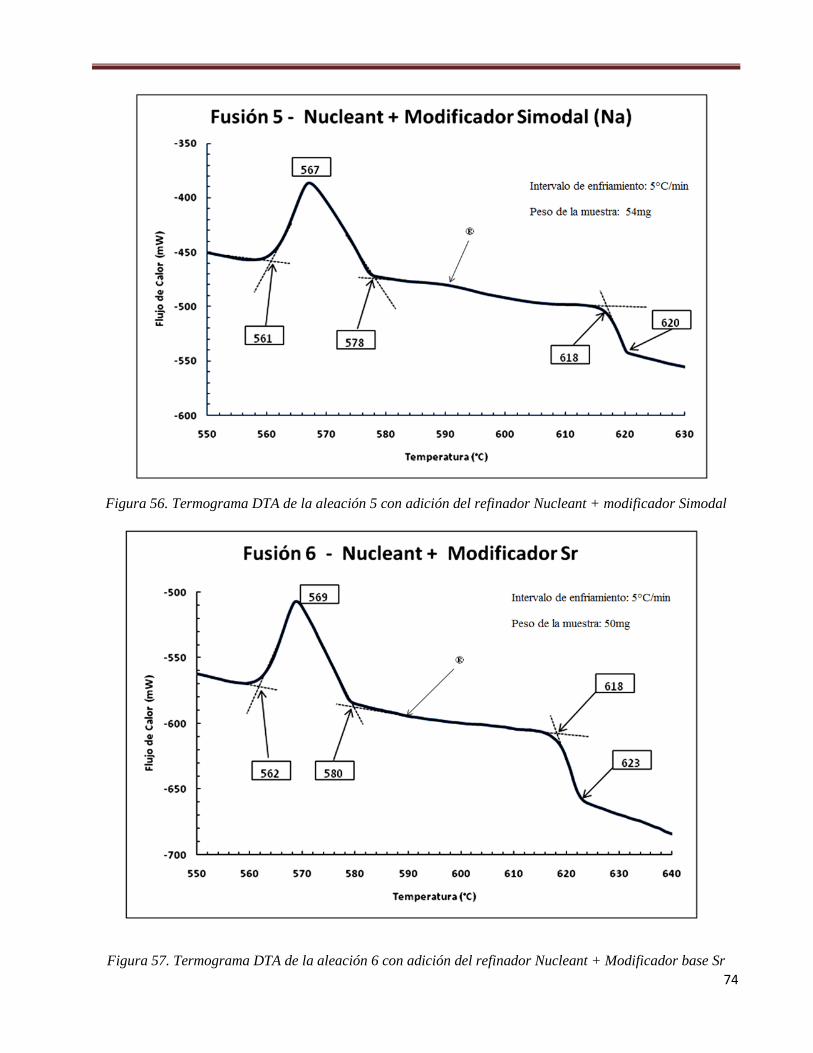
74
Figura 56. Termograma DTA de la aleación 5 con adición del refinador Nucleant + modificador Simodal
Figura 57. Termograma DTA de la aleación 6 con adición del refinador Nucleant + Modificador base Sr

75
Figura 57. Termogramas DTA de las 6 fusiones realizadas
Para un diagrama de equilibrio fase Al-Si, la temperatura del eutéctico se encuentra
alrededor de 577°C [22]. Sin embargo en los presentes termogramas la temperatura del
eutéctico se presenta alrededor de 579°C en promedio.
A partir de los resultados DTA para las aleaciones fabricadas se observa que
ocurren tres reacciones principales. La temperatura aproximada y la composición sugieren
que las reacciones corresponden a la formación de dendritas α-Al, la fase intermetálica β-
Al5FeSi y al eutéctico Al-Si. Sin embargo el proceso de solidificación se ve afectado por la
adición del refinador de grano, provocando que la temperatura de nucleación se active a
mayores temperaturas, inclusive por encima de la temperatura de crecimiento. El primer
pico corresponde a la reacción exotérmica del desarrollo de la red dendrítica α-Al el cual
está presente en todos los termogramas. Un pico corresponde a la fase β-Al5FeSi el cual
puede verse como un pequeño cambio en la pendiente de la curva marcado con el
símbolo ®. Este pequeño cambio no fue muy evidente en todos los casos, en el caso de
las aleaciones 2 y 3 este pequeño cambio en la pendiente de la curva fue evidente; debido
al alto contenido de Fe en las muestras, confirmado los resultados obtenidos en el análisis
químico.

76
El último pico corresponde a la formación del eutéctico Al-Si el cual está presente
en las seis aleaciones, sin embargo la temperatura a la que se da la reacción es distinta
en la mayoría de los casos.
El efecto de nucleación heterogénea es evidente en los casos donde se adicionó el
refinador de grano; se aceleró el proceso de solidificación de la aleación Al-7%Si, los
efectos térmicos ocurrieron a mayores temperaturas comparadas con la fusión sin
adiciones y en los termogramas DTA se aprecia que los picos característicos de cada
reacción se desplazaron a mayores temperaturas, este comportamiento es atribuido a que
se favoreció la activación de sitios efectivos de nucleación que propiciaron un proceso de
solidificación más rápido.
Por lo tanto, el presente trabajo encontró que las reacciones de solidificación que
pueden ocurrir en una aleación Al-7%Si con adiciones de refinador de grano Ti-B y
modificadores de estructura (Na, Sr) son las presentadas en la tabla 17.
Tabla 17. Reacciones principales durante la solidificación de la aleación Al-7%Si
Reacc. Reacción Fusión
1
Fusión
2
Fusión
3
Fusión
4
Fusión
5
Fusión
6
1 Desarrollo red
dendrítica α-Al
614 618 614 618 620 623
2 Dendritas α-Al +
Al5FeSi
614-
604
618-
614
614-
603
618-
607
620-
618
623-
618
3 Al + β-Al5SiFe + Al-Si
eut.
589 592 590 590 592 592
4 Eutéctico Al + Si +
Al5FeSi
578-
562
579-
563
578-
563
580-
564
580-
562
580-
562
Las reacciones 2 y 4 son claramente evidentes en las microestructuras y en el DTA debido
a que son las fases predominantes en este tipo de aleaciones Al-Si.

5. CONCLUSIONES
77
1. Se fabricaron aleaciones Al-7% Si mediante fundición de metales puros con
adiciones de refinador de grano y modificadores de estructura. La composición
química de las aleaciones se encuentra dentro de la norma ASTM B26 para las
aleaciones Al-Si, a excepción del fierro; además se detectó la presencia de los
elementos que conforman el refinador de grano (Ti-B) y modificadores de estructura
(Na, Sr).
2. Mediante DRX se determinó que el refinador nucleant está constituido por los
compuestos NaCl y K2TiF6, este último es indispensable para la activación de
efectivos sitios de nucleación y la formación del compuesto intermetalico Al-Ti
detectado en las técnicas de MEB.
3. Mediante DRX se determinó que el modificador simodal presenta una composición
de sales complejas CaClOH, (Ca Y)F2 y NaB3O5H2O mientras que el modificador
base Sr, es una aleación maestra Al4Sr- Al.
4. La aleación Al-7% Si sin adiciones presentó una microestructura de α-Al con silicio
en forma de placas gruesas, la cual cambio a una estructura fina de silicio eutéctico
con la adición del refinador y a una estructura globular con la adición de los
modificadores. Con ambas adiciones, las microestructuras obtenidas fueron
homogéneas con tamaño y forma del eutéctico más uniforme.
5. Se obtuvo un tamaño del DAS de 31.702 µm con la adición del refinador, lo que
corrobora una estructura de granos finos en comparación con el DAS de 50.419 µm
para la prueba sin adiciones. El efecto del refinador fue surpimido para las fusiones
donde se llevo a cabo la adición combinada de refinador y modificador, obteniendo
valores del DAS de 44.967 y 58.541 µm para las fusiones con simodal y estroncio,
respectivamente.
6. Los resultados de MEB indican que la morfología del silicio eutéctico cambio de
placas a una morfología en forma de fibras y/o algas con la adición de los
modificadores. El efecto que ejerce cada modificador sobre la morfología del silicio
eutéctico es diferente en ambos casos.
7. Mediante MEB se detectó la presencia del elemento refinador Ti y del elemento
modificador Sr, los cuales se encuentran dispersos en la aleación; sin embargo, el

78
boro y el sodio no se detectaron, debido a su baja concentración en la aleación y en
el modificador. También se identificó el compuesto intermetalico β-Al5FeSi en las
fusiones con mayor contenido de Fe.
8. La dureza disminuyó para las pruebas combinadas (modificador + refinador),
obteniendo valores por debajo de 70 Brinell C en promedio, mientras que la aleación
sin adiciones reportó una dureza de 88 Brinell C. El intermetalico β(Fe, Al, Si)
detectado en la prueba 2 incrementó la dureza, sin embargo altos contenidos de
fierro pueden fragilizar la aleación.
9. Las aleaciones con adiciones presentaron un incremento notable en la resistencia a
la tensión. La fusión con adición del refinador, presentó el mayor valor UTS= 124
MPa, mientras que las fusiones con refinador más modificador presentaron valores
de 98 MPa en promedio. Estos valores son superiores al obtenido en la fusión sin
adiciones, con un valor UTS de 50 MPa.
10. La adición del refinador de grano y los modificadores de estructura afectaron el
comportamiento de solidificación de la aleación Al-7%Si. Mediante DTA, se
determinó que la temperatura de nucleación es activada a mayores temperaturas, de
1 a 2°C por encima de la temperatura del punto eutéctico de una aleación
convencional A356.
11. La aleación con tratamiento de refinación de grano presentó las mejores
propiedades mecánicas (dureza de 83 Brinell C y UTS de 120 MPa), esto se
atribuye a sus características microestructurales de tamaño de grano fino equiaxial
uniforme (DAS de 31.702 µm).
12. Se determinó que el efecto del refinador se ve suprimido por la adición de los
modificadores, de acuerdo al análisis micro y macroestructural, en donde la
refinación del grano no es notoria y la morfología del silicio eutéctico no es
modificada completamente. MARLENNE GONZALEZ NAVA Y MICHAEL SPAHN

6. REFERENCIAS
79
1. Foseco. Non-Ferrous Foundryman´s Handbook, Elsevier Butterworth-Heinemann;
(1999).
2. M. Makhlof, H. Guthy, J. Light Metals 1 (2001) 99.
3. D. McCartney. Int. Mater. Rev. 34 (1989) 247.
4. Lenard Backerud, Ella Krol and Jarmo Tamminen; “Solidification Characteristics of
Aluminium Alloys, Vol. 1: Wrought Alloys”, Skanaluminium: Oslo, Norway; (1986).
5. K. Nogita, A.K Dahle; “Efects of boron on eutectic modification of hypoeutectic Al-Si
alloys”; Division of Materials Engineering, The University of Queensland, Brisbane,
Qld 4072, Austalia, pp 307- 313, (2002).
6. Donald R. Askeland, “Ciencia e Ingeniería de los Materiales”. Thomson, Mexico, 3ª
Edición. (1998).
7. ASM Handbook, “Properties and Selection: Nonferrous Alloys and Special-Purpose
Materials, Vol 2. ASM Ineternational (1992).
8. J.A. Romero Serrano, “Sistema de Análisis Termodinámico” (SAT-IPN), Versión 2.0.
9. Fleming, Merton C., “Solidification Processing”, Mc Graw-Hill, U.S.A. (1974).
10. G. Lesoult, E. des Mines de Nancy, “Basic concepts in crystal growth and
solidification”, ASM Handbook vol. 15 Castings, ASM, U.S.A., pp. 109-113 (1992).
11. Lenard Backerud, Guocai Chai and Jarmo Tamminen; “Solidification Characteristic of
Aluminum Alloys, Vol 2: Foundry Alloys”, AFS/Skanaluminium; U.S.A., (1990).

80
12. John. E. Gruzleski and Bernard. M. Closset; “The Treatment of Liquid Aluminum-
Silicon Alloys”,. American Foundrymen´s Society, Illinois, (1990).
13. E.L. Rooy, “Aluminum Foundry Products”, ASM Handbook Vol.2 Properties and
selection: Nonferrous alloys and special purpose, ASM, U.S.A., pp 123-151(1992).
14. E. J. Martinez Delgado, R. Ortega de la Rosa, “Efecto del NaCl sobre una aleación
de Al-Si hipoeutéctica vaciada”, RIIT Vol.X. No.4, pp 331-342, ISSN1405-7743 FI-
UNAM (2009).
15. P. J. Haines, “Principles of thermal Analysis and Calorimetry”; Royal Society of
Chemistry, UK (2002).
16. Wesley WM. Wendlandt, “Thermal Methods of Analysis”; Vol. XIX. John Wiley and
Sons, New York/London/Sydney, (1964).
17. S.A. Kori, B.S. Murty, M. Chakraborty; “Development of an efficient grains refiner for
Al-7Si alloy and its modification with strontium”, Materials Science and Engineering
A283 (2000) 94-104.
18. N. Fatahalla, M. Hafiz; “Effect of microstructure on the mechanical properties and
fracture of commercial hypoeutectic Al-Si alloy modified with Na, Sb, Sr”. Journal of
Materials Science 34 (1999) 3555- 3564.
19. Hengcheng Liao, Min Zhang, Qichang Wu, Huipin Wang and Guoxiong Sun;
“Refinement of eutectic grains by combined addition of strontium and boron in near-
eutectic Al-Si alloys”. School of Materials Science and Engineering, Southeast
University, Nanjing 211198, China, (2007).

81
20. B.S. Murty, S.A. Kori, “Manufacture of Al-Ti-B master alloys by the reaction of
complex halide salts with molten aluminum”. Journal of Materials Processing
Technology 89-90, Indian Institute of Technology, (1999).
21. B. Stunova, M. Lunak, “Al4Sr particles size and morphology influence on
modification of Al-Si alloys”, Metal 2010, Roznov pod Radhostem, Ceska
Republika (2010).
22. Y.S. Han, J.O. Choi, “Intermetallic Phase Formation in Directionally Solidified
Al-Si-Fe Alloy”, Metals and Materials International, Vol.10, No.1 (2001), pp.
27-32.