innovaciones en la colada continua de semiproductos para ... · del molde, permitiendo medir en...
TRANSCRIPT
26
EDICIÓN 567 • MARZO · ABRIL 2018
La colada continua de aceros es un proceso maduro implantado a escala mundial hace varias décadas. La necesidad de aumentar la producción, disminuir los costos, mejorar la calidad y desarrollar nuevos productos lleva, sin embargo, a que en forma permanente se introduzcan innovaciones.
En el siguiente artículo se analizan algunos avances importantes en los procesos de
colada continua de semiproductos destinados a la laminación (o forja) de productos largos. Los cinco campos que se presentan son los siguientes:
• Control del polvo colador y nivel de acero en el molde.
• Aumento de las dimensiones máximas coladas.
• Mejoras en el control y automatización del proceso.
• Aplicación de robots.• Nuevos diseños de moldes.
En este artículo se presentan diversos ejemplos de desarrollo recientes en este campo.
CONTROL DEL POLVO COLADOR Y NIVEL DE ACERO EN EL MOLDE
Es sabido el impacto de los polvos coladores sobre la calidad del acero. Sin embargo, es usual la adición manual, que lleva a variaciones en el espesor de polvo, inestabilidad en el menisco y pobre reproducibilidad del proceso, con efectos negativos sobre la calidad.
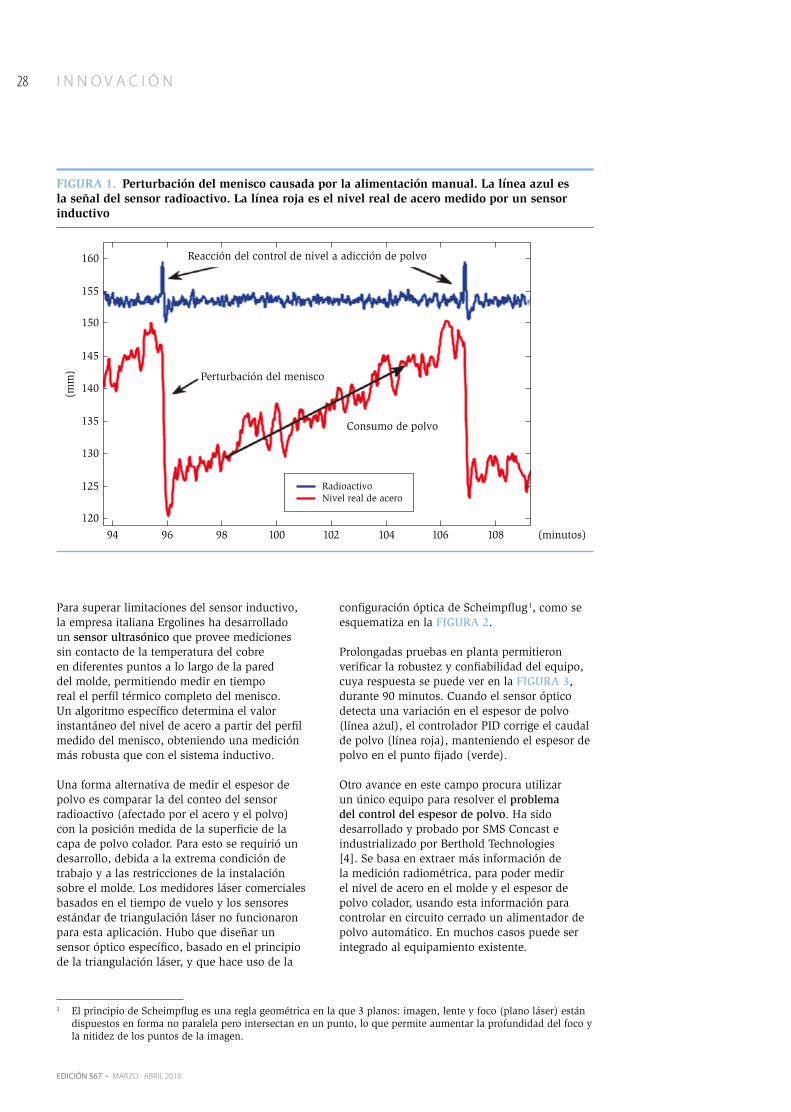
El sensor radioactivo mide el promedio ponderado de polvo colador y acero, cuya densidad está en una relación de 1/3. Como consecuencia, un aumento de 3 mm en el espesor de polvo colador produce, para el conteo radioactivo, la misma variación que un aumento de 1 mm en el nivel de acero. Por lo tanto, cada vez que el operador adiciona polvo, el sensor radioactivo ve un aumento en el nivel de acero, mientras que el nivel real del menisco de acero no cambia. Por esta razón, cada alimentación es seguida de un brusco descenso del nivel real de acero, causado por la señal de retroalimentación del sensor radioactivo (FIGURA 1).
Un control de polvo en lazo cerrado, basado en la señal de un sensor inductivo, es una tecnología bien establecida para resolver este problema. En este sistema, los conteos de un sensor radioactivo, midiendo la masa promediada de acero y polvo, se comparan con las lecturas de un sensor inductivo, sensible solamente al nivel del acero. Procesando las señales de los dos sensores es posible determinar la variación de espesor de polvo en tiempo real. Esta información se usa para manejar un alimentador automático, manteniendo el espesor de polvo constante en modo circuito cerrado.
Innovaciones en la colada continua de semiproductos para laminados largos
Por Jorge Madías
I N N O V A C I Ó N
27
EDICIÓN 567 • MARZO · ABRIL 2018
I N N O V A C I Ó N
Actualización tecnológica
Foto
graf
ía: w
orld
stee
l / G
rego
r Sc
hläg
er.
28
EDICIÓN 567 • MARZO · ABRIL 2018
I N N O V A C I Ó N
Para superar limitaciones del sensor inductivo, la empresa italiana Ergolines ha desarrollado un sensor ultrasónico que provee mediciones sin contacto de la temperatura del cobre en diferentes puntos a lo largo de la pared del molde, permitiendo medir en tiempo real el perfil térmico completo del menisco. Un algoritmo específico determina el valor instantáneo del nivel de acero a partir del perfil medido del menisco, obteniendo una medición más robusta que con el sistema inductivo.
Una forma alternativa de medir el espesor de polvo es comparar la del conteo del sensor radioactivo (afectado por el acero y el polvo) con la posición medida de la superficie de la capa de polvo colador. Para esto se requirió un desarrollo, debida a la extrema condición de trabajo y a las restricciones de la instalación sobre el molde. Los medidores láser comerciales basados en el tiempo de vuelo y los sensores estándar de triangulación láser no funcionaron para esta aplicación. Hubo que diseñar un sensor óptico específico, basado en el principio de la triangulación láser, y que hace uso de la
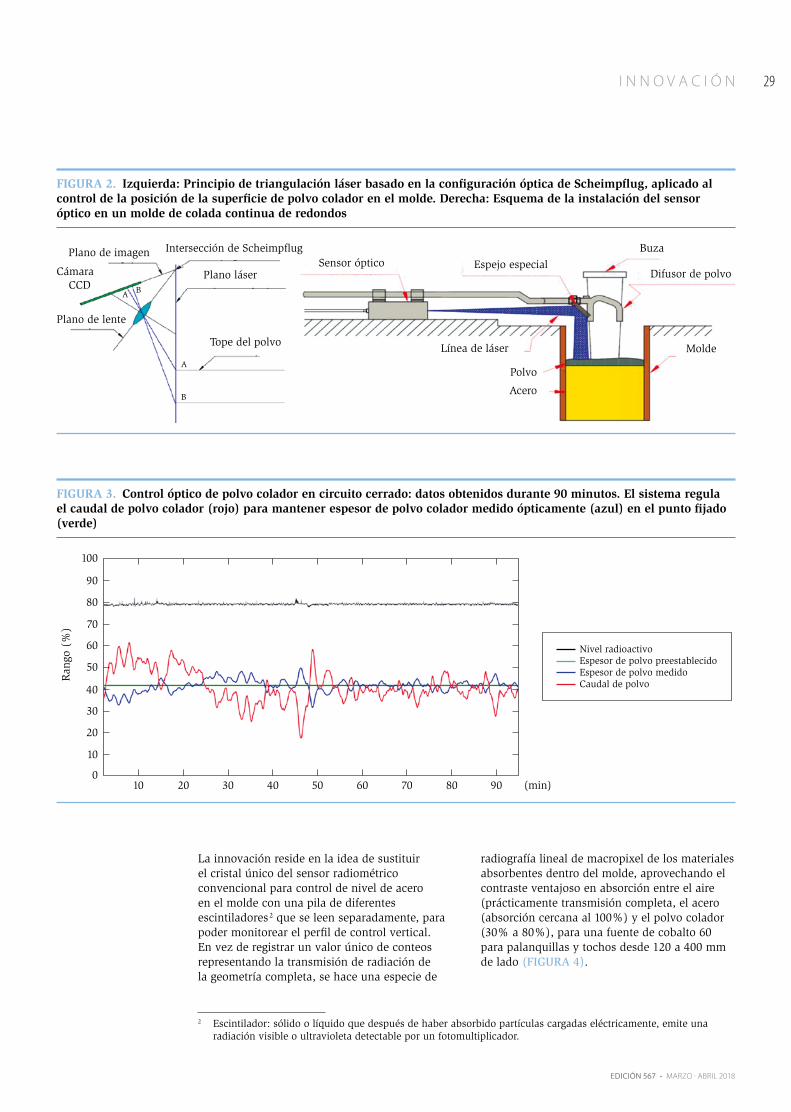
configuración óptica de Scheimpflug 1, como se esquematiza en la FIGURA 2.
Prolongadas pruebas en planta permitieron verificar la robustez y confiabilidad del equipo, cuya respuesta se puede ver en la FIGURA 3, durante 90 minutos. Cuando el sensor óptico detecta una variación en el espesor de polvo (línea azul), el controlador PID corrige el caudal de polvo (línea roja), manteniendo el espesor de polvo en el punto fijado (verde).
Otro avance en este campo procura utilizar un único equipo para resolver el problema del control del espesor de polvo. Ha sido desarrollado y probado por SMS Concast e industrializado por Berthold Technologies [4]. Se basa en extraer más información de la medición radiométrica, para poder medir el nivel de acero en el molde y el espesor de polvo colador, usando esta información para controlar en circuito cerrado un alimentador de polvo automático. En muchos casos puede ser integrado al equipamiento existente.
FIGURA 1. Perturbación del menisco causada por la alimentación manual. La línea azul es la señal del sensor radioactivo. La línea roja es el nivel real de acero medido por un sensor inductivo
1 El principio de Scheimpflug es una regla geométrica en la que 3 planos: imagen, lente y foco (plano láser) están dispuestos en forma no paralela pero intersectan en un punto, lo que permite aumentar la profundidad del foco y la nitidez de los puntos de la imagen.
(minutos)
(mm
)
94
120
125
130
135
140
145
150
155
160
96 98 100 102
Reacción del control de nivel a adicción de polvo
Perturbación del menisco
Consumo de polvo
RadioactivoNivel real de acero
104 106 108
29
EDICIÓN 567 • MARZO · ABRIL 2018
I N N O V A C I Ó N
FIGURA 2. Izquierda: Principio de triangulación láser basado en la configuración óptica de Scheimpflug, aplicado al control de la posición de la superficie de polvo colador en el molde. Derecha: Esquema de la instalación del sensor óptico en un molde de colada continua de redondos
FIGURA 3. Control óptico de polvo colador en circuito cerrado: datos obtenidos durante 90 minutos. El sistema regula el caudal de polvo colador (rojo) para mantener espesor de polvo colador medido ópticamente (azul) en el punto fijado (verde)
2 Escintilador: sólido o líquido que después de haber absorbido partículas cargadas eléctricamente, emite una radiación visible o ultravioleta detectable por un fotomultiplicador.
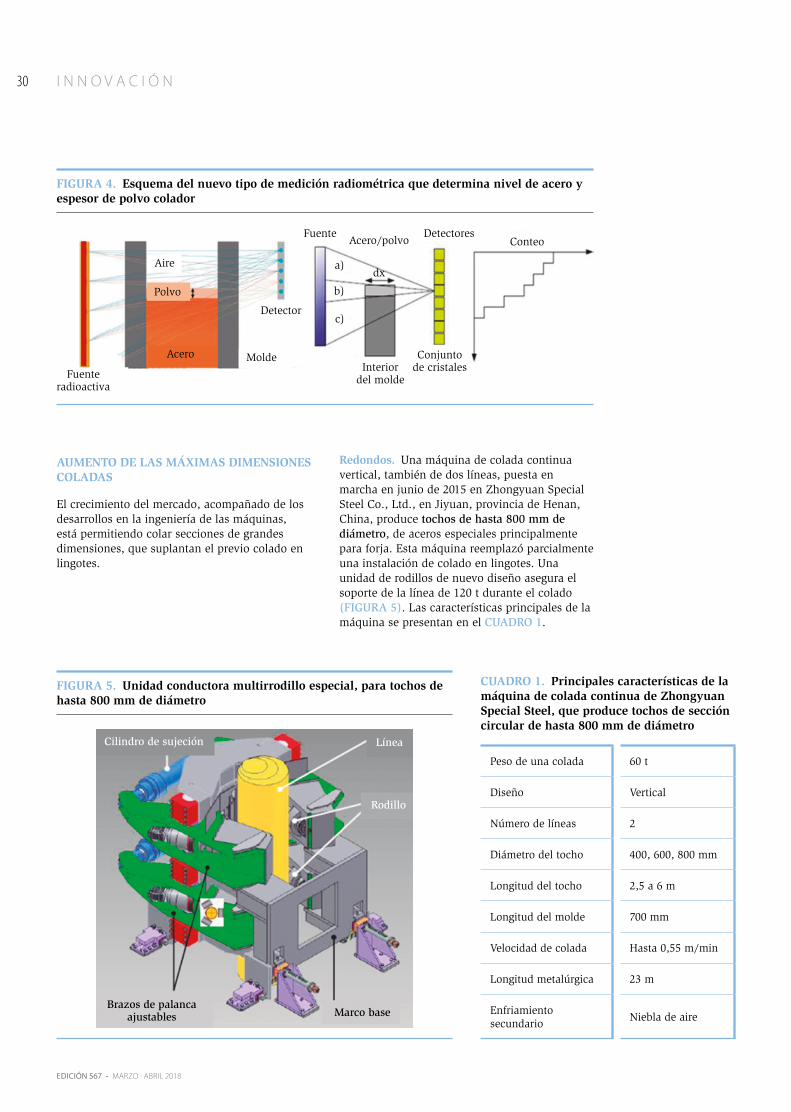
La innovación reside en la idea de sustituir el cristal único del sensor radiométrico convencional para control de nivel de acero en el molde con una pila de diferentes escintiladores 2 que se leen separadamente, para poder monitorear el perfil de control vertical. En vez de registrar un valor único de conteos representando la transmisión de radiación de la geometría completa, se hace una especie de
radiografía lineal de macropixel de los materiales absorbentes dentro del molde, aprovechando el contraste ventajoso en absorción entre el aire (prácticamente transmisión completa, el acero (absorción cercana al 100%) y el polvo colador (30% a 80%), para una fuente de cobalto 60 para palanquillas y tochos desde 120 a 400 mm de lado (FIGURA 4).
Plano de lente
Plano láser
A
A
B
B
Tope del polvo
Sensor óptico Espejo especialDifusor de polvo
Molde
Buza
Línea de láser
Polvo
Acero
Cámara
Plano de imagen Intersección de Scheimpflug
CCD
Nivel radioactivo
Ran
go (
%)
(min)90
100
90
8070605040302010
80
70
60
50
40
30
20
10
0
Espesor de polvo preestablecidoEspesor de polvo medidoCaudal de polvo
30
EDICIÓN 567 • MARZO · ABRIL 2018
AUMENTO DE LAS MÁXIMAS DIMENSIONES COLADAS
El crecimiento del mercado, acompañado de los desarrollos en la ingeniería de las máquinas, está permitiendo colar secciones de grandes dimensiones, que suplantan el previo colado en lingotes.
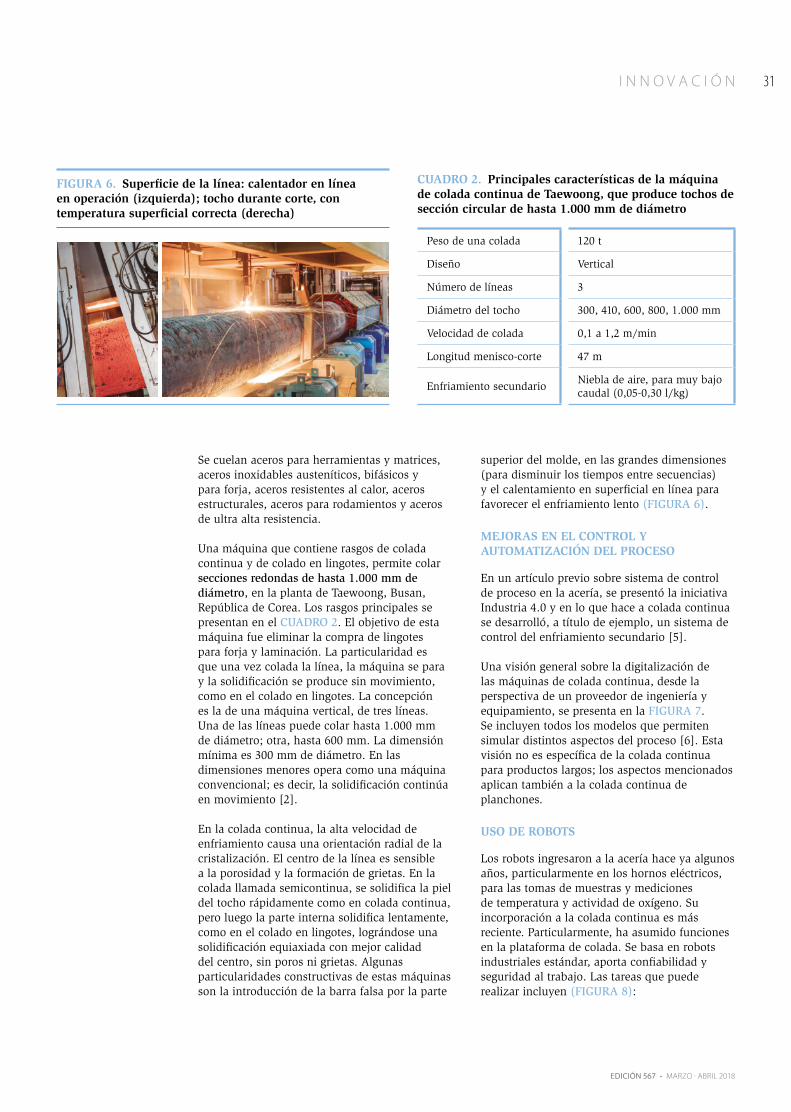
Redondos. Una máquina de colada continua vertical, también de dos líneas, puesta en marcha en junio de 2015 en Zhongyuan Special Steel Co., Ltd., en Jiyuan, provincia de Henan, China, produce tochos de hasta 800 mm de diámetro, de aceros especiales principalmente para forja. Esta máquina reemplazó parcialmente una instalación de colado en lingotes. Una unidad de rodillos de nuevo diseño asegura el soporte de la línea de 120 t durante el colado (FIGURA 5). Las características principales de la máquina se presentan en el CUADRO 1.
FIGURA 4. Esquema del nuevo tipo de medición radiométrica que determina nivel de acero y espesor de polvo colador
FIGURA 5. Unidad conductora multirrodillo especial, para tochos de hasta 800 mm de diámetro
Fuenteradioactiva
Fuente
Detector
Acero/polvo
Interiordel molde
Detectores
Conjuntode cristales
Conteo
a)
b)
c)
dx
MoldeAcero
Polvo
Aire
Brazos de palancaajustables Marco base
Rodillo
LíneaCilindro de sujeción
Peso de una colada 60 t
Diseño Vertical
Número de líneas 2
Diámetro del tocho 400, 600, 800 mm
Longitud del tocho 2,5 a 6 m
Longitud del molde 700 mm
Velocidad de colada Hasta 0,55 m/min
Longitud metalúrgica 23 m
Enfriamiento secundario
Niebla de aire
CUADRO 1. Principales características de la máquina de colada continua de Zhongyuan Special Steel, que produce tochos de sección circular de hasta 800 mm de diámetro
I N N O V A C I Ó N
31
EDICIÓN 567 • MARZO · ABRIL 2018
Se cuelan aceros para herramientas y matrices, aceros inoxidables austeníticos, bifásicos y para forja, aceros resistentes al calor, aceros estructurales, aceros para rodamientos y aceros de ultra alta resistencia.
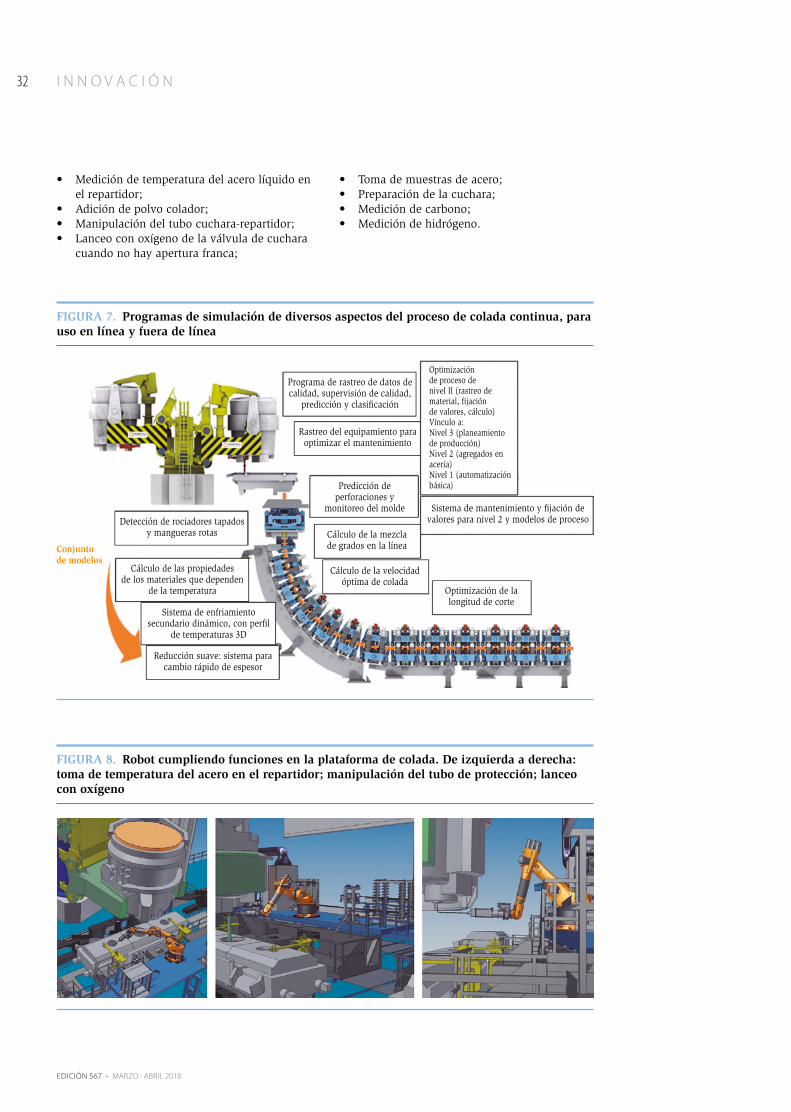
Una máquina que contiene rasgos de colada continua y de colado en lingotes, permite colar secciones redondas de hasta 1.000 mm de diámetro, en la planta de Taewoong, Busan, República de Corea. Los rasgos principales se presentan en el CUADRO 2. El objetivo de esta máquina fue eliminar la compra de lingotes para forja y laminación. La particularidad es que una vez colada la línea, la máquina se para y la solidificación se produce sin movimiento, como en el colado en lingotes. La concepción es la de una máquina vertical, de tres líneas. Una de las líneas puede colar hasta 1.000 mm de diámetro; otra, hasta 600 mm. La dimensión mínima es 300 mm de diámetro. En las dimensiones menores opera como una máquina convencional; es decir, la solidificación continúa en movimiento [2].
En la colada continua, la alta velocidad de enfriamiento causa una orientación radial de la cristalización. El centro de la línea es sensible a la porosidad y la formación de grietas. En la colada llamada semicontinua, se solidifica la piel del tocho rápidamente como en colada continua, pero luego la parte interna solidifica lentamente, como en el colado en lingotes, lográndose una solidificación equiaxiada con mejor calidad del centro, sin poros ni grietas. Algunas particularidades constructivas de estas máquinas son la introducción de la barra falsa por la parte
superior del molde, en las grandes dimensiones (para disminuir los tiempos entre secuencias) y el calentamiento en superficial en línea para favorecer el enfriamiento lento (FIGURA 6).
MEJORAS EN EL CONTROL Y AUTOMATIZACIÓN DEL PROCESO
En un artículo previo sobre sistema de control de proceso en la acería, se presentó la iniciativa Industria 4.0 y en lo que hace a colada continua se desarrolló, a título de ejemplo, un sistema de control del enfriamiento secundario [5].
Una visión general sobre la digitalización de las máquinas de colada continua, desde la perspectiva de un proveedor de ingeniería y equipamiento, se presenta en la FIGURA 7. Se incluyen todos los modelos que permiten simular distintos aspectos del proceso [6]. Esta visión no es específica de la colada continua para productos largos; los aspectos mencionados aplican también a la colada continua de planchones.
USO DE ROBOTS
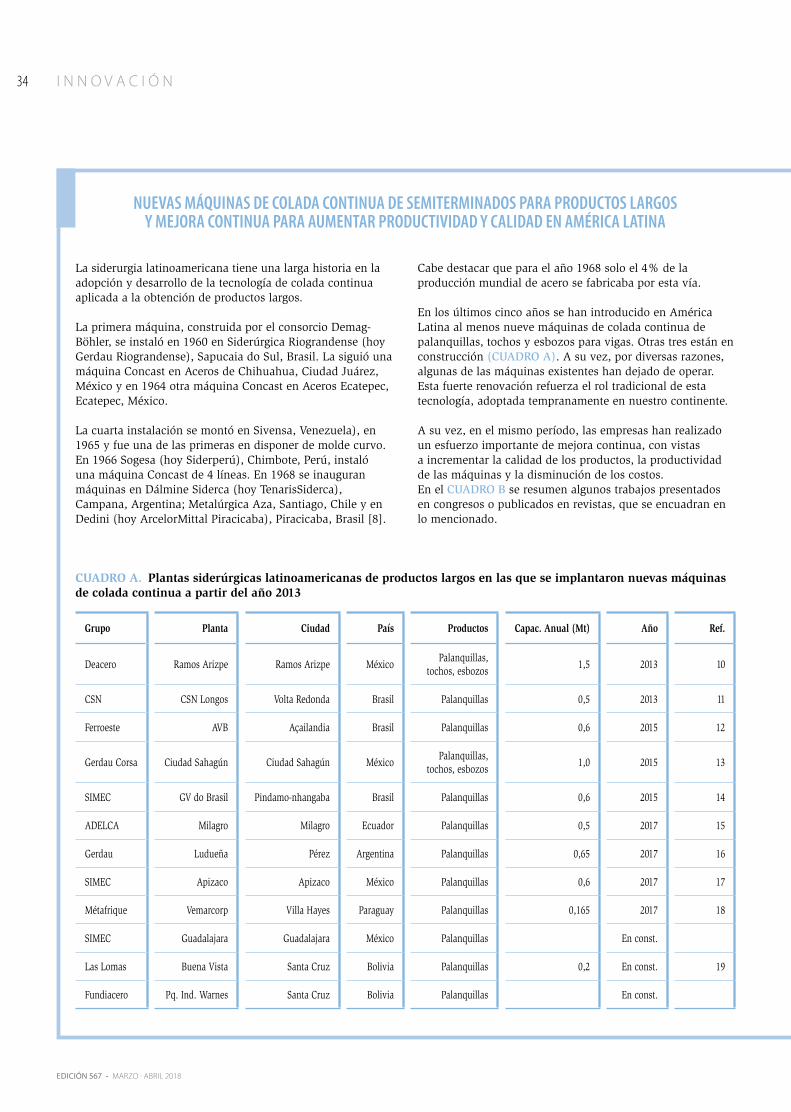
Los robots ingresaron a la acería hace ya algunos años, particularmente en los hornos eléctricos, para las tomas de muestras y mediciones de temperatura y actividad de oxígeno. Su incorporación a la colada continua es más reciente. Particularmente, ha asumido funciones en la plataforma de colada. Se basa en robots industriales estándar, aporta confiabilidad y seguridad al trabajo. Las tareas que puede realizar incluyen (FIGURA 8):
FIGURA 6. Superficie de la línea: calentador en línea en operación (izquierda); tocho durante corte, con temperatura superficial correcta (derecha)
Peso de una colada 120 t
Diseño Vertical
Número de líneas 3
Diámetro del tocho 300, 410, 600, 800, 1.000 mm
Velocidad de colada 0,1 a 1,2 m/min
Longitud menisco-corte 47 m
Enfriamiento secundarioNiebla de aire, para muy bajo caudal (0,05-0,30 l/kg)
CUADRO 2. Principales características de la máquina de colada continua de Taewoong, que produce tochos de sección circular de hasta 1.000 mm de diámetro
I N N O V A C I Ó N
32
EDICIÓN 567 • MARZO · ABRIL 2018
FIGURA 7. Programas de simulación de diversos aspectos del proceso de colada continua, para uso en línea y fuera de línea
FIGURA 8. Robot cumpliendo funciones en la plataforma de colada. De izquierda a derecha: toma de temperatura del acero en el repartidor; manipulación del tubo de protección; lanceo con oxígeno
• Medición de temperatura del acero líquido en el repartidor;
• Adición de polvo colador;• Manipulación del tubo cuchara-repartidor;• Lanceo con oxígeno de la válvula de cuchara
cuando no hay apertura franca;
• Toma de muestras de acero;• Preparación de la cuchara;• Medición de carbono;• Medición de hidrógeno.
Reducción suave: sistema paracambio rápido de espesor
Sistema de enfriamientosecundario dinámico, con perfil
de temperaturas 3D
Cálculo de las propiedadesde los materiales que dependen
de la temperatura
Detección de rociadores tapadosy mangueras rotas
Programa de rastreo de datos decalidad, supervisión de calidad,
predicción y clasificación
Rastreo del equipamiento paraoptimizar el mantenimiento
Predicción deperforaciones y
monitoreo del molde
Cálculo de la mezclade grados en la línea
Cálculo de la velocidadóptima de colada
Optimización de lalongitud de corte
Optimizaciónde proceso denivel II (rastreo dematerial, fijaciónde valores, cálculo)Vínculo a:Nivel 3 (planeamientode producción)Nivel 2 (agregados enacería)Nivel 1 (automatizaciónbásica)
Sistema de mantenimiento y fijación devalores para nivel 2 y modelos de proceso
Conjuntode modelos
I N N O V A C I Ó N

33
EDICIÓN 567 • MARZO · ABRIL 2018
Una máquina de colada continua de palanquillas que ha aplicado este robot es la de Deutsche Edelstahlwerke en Siegen, Alemania (grupo Schmolz + Bickenbach). Se introdujo específicamente para la operación de lanceo automático de cucharas. Se trata de una acería que produce aceros inoxidables en un horno eléctrico de arco y los cuela en una máquina de colada continua de palanquillas de sección circular, de 138 a 265 mm de diámetro [7].
NUEVOS DISEÑOS DE MOLDE
A medida que se incrementan las exigencias de calidad y productividad, los diseños de los moldes tubulares de cobre para palanquillas, redondos y esbozos para vigas pequeñas han ido evolucionando, como también los revestimientos internos.
Han surgido nuevos diseños de molde que procuran superar limitaciones de los diseños clásicos. Se ha ido evolucionando en el pasado de los moldes rectos a los moldes de conicidad única, doble, triple, cuádruple y parabólica, procurando mantener el contacto entre el molde y la línea en toda la longitud del molde. Luego comenzaron los cambios en la sección transversal, como por ejemplo los moldes denominados comercialmente Convex, Diamold y Wave, que son utilizados en la industria con el objetivo de poder colar a alta velocidad sin que aparezcan defectos como romboidicidad y grietas off corner.
Más recientemente, han surgido otras variantes. En el pasado había moldes con radios diversos, por ejemplo de 3 a 18 mm. Con los radios pequeños había tendencia a producir grietas off corner, en tanto que con los radios grandes se producían grietas longitudinales de esquina. El primero es un defecto interno, que en muchos productos se puede aceptar, pero el segundo es un defecto superficial que obliga al esmerilado de la arista, o si la grieta es profunda, al descarte de las palanquillas. Por eso, por mucho tiempo se adoptaron radios pequeños.
Pero ahora se han retomado diseños con radio grande, que evitan la grieta longitudinal mediante un enfriamiento diferenciado de las aristas. Utilizan un espesor de molde más fino (lo que permite disminuir la temperatura de la cara caliente y mejorar el comportamiento del agitado electromagnético) y ranuras longitudinales [37]. Son beneficiosos para evitar las grietas off corner típicas de los radios pequeños. Debido a la obtención de un canto redondeado, que se enfría menos bruscamente que el canto de radio pequeño, hay menos sensibilidad a la formación de grietas transversales, lo que lo hace interesante para aceros microaleados y otros aceros de baja ductilidad en caliente. Estos moldes también pueden reemplazar (dentro de cierto rango) a los moldes de placas, más caros y complejos, para el colado de tochos. En la FIGURA 9 se presenta uno de estos moldes, conocido comercialmente como Invex.
FIGURA 9. Izquierda: Molde tubular con radio de 25 mm, ranuras para distribución diferenciada del agua y conicidad diferente en los cantos y en las caras. Derecha: palanquillas coladas con este tipo de molde
I N N O V A C I Ó N
34
EDICIÓN 567 • MARZO · ABRIL 2018
Grupo Planta Ciudad País Productos Capac. Anual (Mt) Año Ref.
Deacero Ramos Arizpe Ramos Arizpe MéxicoPalanquillas,
tochos, esbozos1,5 2013 10
CSN CSN Longos Volta Redonda Brasil Palanquillas 0,5 2013 11
Ferroeste AVB Açailandia Brasil Palanquillas 0,6 2015 12
Gerdau Corsa Ciudad Sahagún Ciudad Sahagún MéxicoPalanquillas,
tochos, esbozos1,0 2015 13
SIMEC GV do Brasil Pindamo-nhangaba Brasil Palanquillas 0,6 2015 14
ADELCA Milagro Milagro Ecuador Palanquillas 0,5 2017 15
Gerdau Ludueña Pérez Argentina Palanquillas 0,65 2017 16
SIMEC Apizaco Apizaco México Palanquillas 0,6 2017 17
Métafrique Vemarcorp Villa Hayes Paraguay Palanquillas 0,165 2017 18
SIMEC Guadalajara Guadalajara México Palanquillas En const.
Las Lomas Buena Vista Santa Cruz Bolivia Palanquillas 0,2 En const. 19
Fundiacero Pq. Ind. Warnes Santa Cruz Bolivia Palanquillas En const.
NUEVAS MÁQUINAS DE COLADA CONTINUA DE SEMITERMINADOS PARA PRODUCTOS LARGOS Y MEJORA CONTINUA PARA AUMENTAR PRODUCTIVIDAD Y CALIDAD EN AMÉRICA LATINA
La siderurgia latinoamericana tiene una larga historia en la adopción y desarrollo de la tecnología de colada continua aplicada a la obtención de productos largos.
La primera máquina, construida por el consorcio Demag-Böhler, se instaló en 1960 en Siderúrgica Riograndense (hoy Gerdau Riograndense), Sapucaia do Sul, Brasil. La siguió una máquina Concast en Aceros de Chihuahua, Ciudad Juárez, México y en 1964 otra máquina Concast en Aceros Ecatepec, Ecatepec, México.
La cuarta instalación se montó en Sivensa, Venezuela), en 1965 y fue una de las primeras en disponer de molde curvo. En 1966 Sogesa (hoy Siderperú), Chimbote, Perú, instaló una máquina Concast de 4 líneas. En 1968 se inauguran máquinas en Dálmine Siderca (hoy TenarisSiderca), Campana, Argentina; Metalúrgica Aza, Santiago, Chile y en Dedini (hoy ArcelorMittal Piracicaba), Piracicaba, Brasil [8].
Cabe destacar que para el año 1968 solo el 4% de la producción mundial de acero se fabricaba por esta vía.
En los últimos cinco años se han introducido en América Latina al menos nueve máquinas de colada continua de palanquillas, tochos y esbozos para vigas. Otras tres están en construcción (CUADRO A). A su vez, por diversas razones, algunas de las máquinas existentes han dejado de operar. Esta fuerte renovación refuerza el rol tradicional de esta tecnología, adoptada tempranamente en nuestro continente.
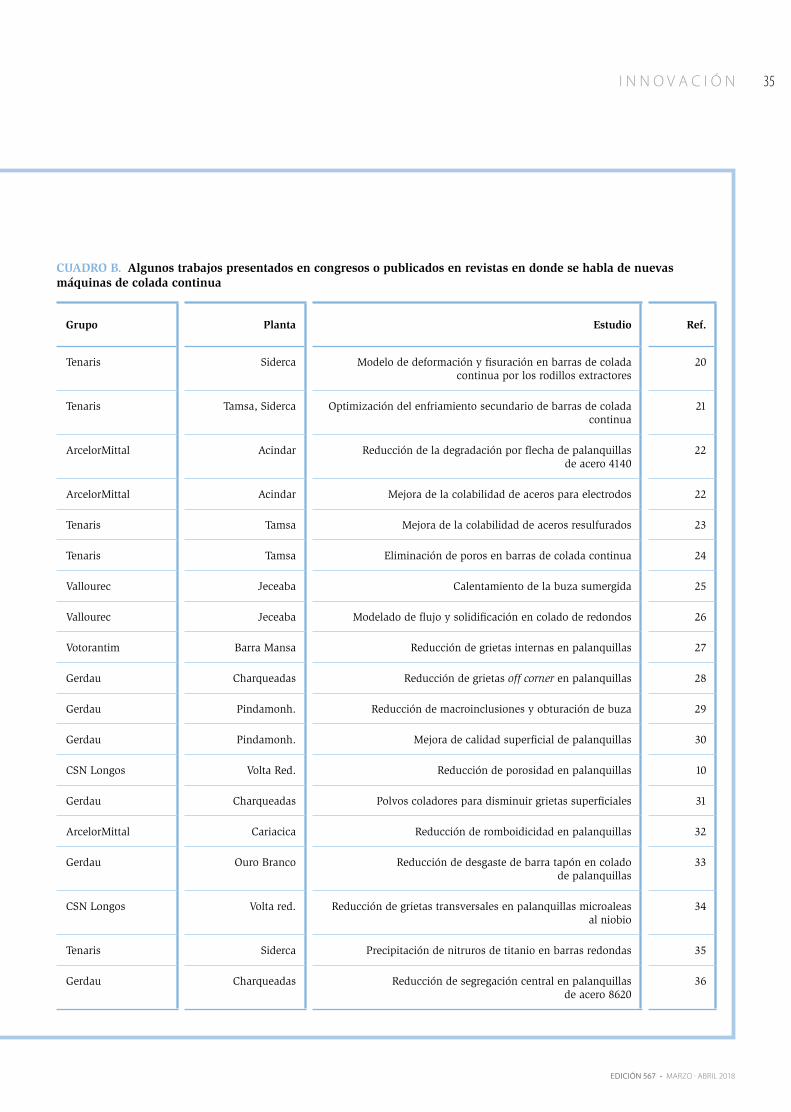
A su vez, en el mismo período, las empresas han realizado un esfuerzo importante de mejora continua, con vistas a incrementar la calidad de los productos, la productividad de las máquinas y la disminución de los costos. En el CUADRO B se resumen algunos trabajos presentados en congresos o publicados en revistas, que se encuadran en lo mencionado.
CUADRO A. Plantas siderúrgicas latinoamericanas de productos largos en las que se implantaron nuevas máquinas de colada continua a partir del año 2013
I N N O V A C I Ó N
35
EDICIÓN 567 • MARZO · ABRIL 2018
Grupo Planta Estudio Ref.
Tenaris Siderca Modelo de deformación y fisuración en barras de colada continua por los rodillos extractores
20
Tenaris Tamsa, Siderca Optimización del enfriamiento secundario de barras de colada continua
21
ArcelorMittal Acindar Reducción de la degradación por flecha de palanquillas de acero 4140
22
ArcelorMittal Acindar Mejora de la colabilidad de aceros para electrodos 22
Tenaris Tamsa Mejora de la colabilidad de aceros resulfurados 23
Tenaris Tamsa Eliminación de poros en barras de colada continua 24
Vallourec Jeceaba Calentamiento de la buza sumergida 25
Vallourec Jeceaba Modelado de flujo y solidificación en colado de redondos 26
Votorantim Barra Mansa Reducción de grietas internas en palanquillas 27
Gerdau Charqueadas Reducción de grietas off corner en palanquillas 28
Gerdau Pindamonh. Reducción de macroinclusiones y obturación de buza 29
Gerdau Pindamonh. Mejora de calidad superficial de palanquillas 30
CSN Longos Volta Red. Reducción de porosidad en palanquillas 10
Gerdau Charqueadas Polvos coladores para disminuir grietas superficiales 31
ArcelorMittal Cariacica Reducción de romboidicidad en palanquillas 32
Gerdau Ouro Branco Reducción de desgaste de barra tapón en colado de palanquillas
33
CSN Longos Volta red. Reducción de grietas transversales en palanquillas microaleas al niobio
34
Tenaris Siderca Precipitación de nitruros de titanio en barras redondas 35
Gerdau Charqueadas Reducción de segregación central en palanquillas de acero 8620
36
CUADRO B. Algunos trabajos presentados en congresos o publicados en revistas en donde se habla de nuevas máquinas de colada continua
I N N O V A C I Ó N
36
EDICIÓN 567 • MARZO · ABRIL 2018
Yendo un paso más allá, se ha estudiado el efecto de texturas en la cara del molde en contacto con el agua, que aumentan la superficie de contacto y generan turbulencia, factores ambos que favorecen la transferencia de calor. Al analizar con herramientas de simulación la deformación de los moldes han surgido nuevas ideas que tienen en cuenta esa deformación, sin luchar contra ella, y permiten prolongar la vida del molde y a la vez tener un montaje más simple. Estas innovaciones se están probando en la escala industrial.
CONCLUSIONES
El desarrollo de innovaciones en la colada continua de semiproductos para laminados largos continúa. La obtención de tochos de sección redonda de grandes dimensiones, de aceros especiales, reemplaza con ventajas al colado en lingotes, donde hay un mercado que lo justifique. Nuevos dispositivos surgen para mejorar el control de la adición de polvo colador, tan crítica para la obtención de la calidad superficial requerida. El control y la automatización hacen uso de gran cantidad de modelos que permiten una conducción mejorada de la máquina. Los robots reemplazan al hombre en las funciones más expuestas. Se están abriendo caminos en el diseño de moldes con nuevas concepciones que hacen posible el colado a alta velocidad sin defectos, con moldes de armado simplificado y de mayor vida útil. ••
REFERENCIAS
[1] Wimmer, F.; Pennerstorfer, P.; Thöne, H.; Shan, G.; Yiqun, W.; Zhang, X.; Chong, L.; “Operation results of vertical casting of heavy round blooms at Zhong Yuan Special Steel”. European Continuous Casting Conference, June 2018, Vienna, Austria.
[2] Meier, Th.; Kundig, B.; Feldhaus, S.; Tercelli, C.; Zani, F.; Lim, Y.; Park, Y.; “Continuous casting machine for oversized blooms”. European Continuous Casting Conference, June 2018, Vienna, Austria, pp. 257-266.
[3] Spagnul, S.; Olivo, L.; Schiavon, G.; Mazza, I.; “A new instrumented mold powder diffuser with built-in optical sensor for powder thickness control”. European Continuous Casting Conference, June 2018, Vienna, Austria, pp. 257-266.
[4] Fabrizioli, M.; Michelon, G.; Michelon, G.; Feldmann, M.; Sielk, J.; Daibenzeiher, T.; “Accurate mold powder thickness measuring and mold level measuring with one radiometric sensor”. European Continuous Casting
Conference, June 2018, Vienna, Austria, pp. 114-122.
[5] Madias, J.; “Sistemas de control de procesos en la acería”. Acero Latinoamericano, N° 566, Enero-Febrero 2018, pp. 40-53.
[6] Herzog, K.; Leitner, R.; Kuehas, Th.; Ringhofer, M.; “CCM 4.0 – Digitalization for intelligent production in continuous casting”. European Continuous Casting Conference, June 2018, Vienna, Austria. pp. 413-422.
[7] Anon.; “LiquiRob casting platform robot from Primetals Technologies brought into operation for Deutsche Edelstahlwerke”. Press release Primetals Technologies, London, June 15, 2017.
[8] Mathews, O., Heini, F., Feldhaus, S., Denzler, D., ¨Mold developments for high speed casting¨. European Continuous Casting Conference, June 2018, Vienna, Austria, pp. 156-165.
[9] Cicutti, C.; Madias, J.; “Evolución histórica de la colada continua en Argentina”. 13th IAS Steelmaking Seminar, November 2001, Buenos Aires, Argentina, pp. 114-120.
[10] Anon.; “Final acceptance for the new minimill at Deacero Ramos Arizpe, Mexico”. DaNews 168, p. 4.
[11] Correa de Oliveira, J.C.; Siexas Bittencourt, T.; Belligoli, M.; Souza Candido, F.; “Redução do indice de desclassificação de tarugo na aciaria de longos da CSN”. 46° Seminário de Aciaria, ABM Week, agosto de 2015, Rio de Janeiro, Brasil, pp. 43-52.
[12] Emir, A.; “Operando em caráter experimental aciaria de Açailândia já produziu mais de 4 mil toneladas”. Maranhão Hoje, 18 de janeiro de 2016.
[13] de Faria Junior, A.I.; Voltolina, A.; Gori, L. “An innovative manufacturing process of beams for Gerdau Corsa”. AISTech 2016 Conference Proceedings, pp. 2297-2306.
[14] SMS Concast and SMS Meer – Minimill order for Brazil. Newsletter of the SMS Group 2/2012 pp. 120-121.
[15] Naranjo, C.; Maldonado, F.; “Visitamos a: Acería del Ecuador C.A. ADELCA – Planta Milagro”. EKOS N° 276, abril de 2017, pp. 36-39.
[16] Anon.; “First billets produced at new Gerdau meltshop, Argentina”. Danieli press release, July 10th, 2017.
[17] Anon.; “The first billet was rolled in the most modern Minimill for special steel grades”. Danieli press release, February 8th, 2018.
[18] Anónimo; “Nueva siderúrgica Vemarcorp S.A. empezó las pruebas de equipos”. Última Hora, 17 de diciembre de 2017, Asunción, Paraguay.
[19] Anónimo; “Inician obras de la primera planta siderúrgica en Bolivia”. Los Tiempos Digital, 20 de noviembre de 2017, Cochabamba, Bolivia.
[20] Poltorak, S.; Ferro, S.; Cicutti, C.; “Desarrollo de un modelo para evaluar la deformación
I N N O V A C I Ó N
37
EDICIÓN 567 • MARZO · ABRIL 2018
y el riesgo de fisuración en barras de colada continua por efecto de los rodillos extractores”. 19ª Conferencia del Acero IAS, 2013, Rosario, Argentina, pp. 65-75.
[21] Vázquez, M.; Cicutti, C,; Campos, A.; “Optimización del enfriamiento secundario en las máquinas de colada continuas de Tenaris”. 19ª Conferencia del Acero IAS, 2013, Rosario, Argentina, pp. 125-135.
[22] Martínez, F.; Garfagnoli, E.V.; Morressi, R.D.; Savoie, M.A.; Franco, R.G.; Balsola, P.M.; Montano, L.D.; “Reducción del declasaje por flecha en palanquillas de colada continua en SAE 4140”. 19ª Conferencia del Acero IAS, 2013, Rosario, Argentina, pp. 125-135.
[23] Martínez, F.; Morressi, R.D.; Pucchio, L.; Franco R.G.; Picco, L.; Martínez, G.; Murialdo, M.; “Mejora de la colabilidad en acero microaleado con titanio para electrodo”. 19ª Conferencia del Acero IAS, 2013, Rosario, Argentina, pp. 484-494.
[24] Velázquez-Ruvalcaba, J.; Enoc Hernández, P.; Carranza-Ochoa, A.; González-Carrillo, S.; “Optimización de proceso en base a caracterización de variables que impactan en la colabilidad de aceros resulfurados para la industria automotriz fabricados en TenarisTamsa”. CONAC 2016, AIST México, Monterrey, marzo de 2016.
[25] Velázquez-Ruvalcaba, J.; Aguirre-Ortiz, F.; Carranza-Ochoa, A.; Enoc Hernández, P.; “Identificación y control de variables de proceso con alto impacto en el incremento de hidrógeno contenido en el acero para la eliminación de poros y mejora de la calidad superficial en las barras producidas en TenarisTamsa”.
[26] Marques Modesto Pessoa, M.; Langbehn, J.; Ramos de Carvalho, J.L.; Chesseret, L.; “Aquecimento de vâlvula submersa no lingotamento contínuo da Vallourec & Sumitomo Tubos do Brasil”. 44° Seminário de Aciaria da ABM, Araxá, Brasil, maio de 2013.
[27] Camargos Barroso, R.; de Paula Machado, R.; Correa de Miranda, M.; de Azevedo Nadalon, J.E.; Contini, A.C. Barboza Trindade, L.; “Simulação computacional termodinâmica do escoamento e da solidificação no lingotamento contínuo de moldes redondos”. 45° Seminário de Aciaria da ABM, Porto Alegre, Brasil, maio de 2014.
[28] Vital Silva, F.; da Silva Araújo Junior, E.; da Silva Navarro, J.N.; Rodrigues de Oliveira, M.L.; de Souza, P.S.; “Influência da refrigeração secundária no aparecimento de trincas sub-superficiais nos tarugos produzidos na VSBM”. 45° Seminário de Aciaria da ABM, Porto Alegre, Brasil, maio de 2014.
[29] Castilhos, E.; Janoski, J.; Carvalho Fernandes, P.; Strohaecker, T.; “Contribuição à caracterização e diminuição da ocorrência de defeitos internos do tipo trinca off-corner em barras laminadas”. 45° Seminário de Aciaria da ABM, Porto Alegre, Brasil, maio de 2014.
[30] Avila, T.A.; Loureiro Badaraco, R.; de Matos Scripnic, I.L.; Carvalho Fernandes, P.; de Oliveira Rodrigues, L.A.; “Redução de ocorrências de macroinclusão e má lingotabilidade para aços construção mecánica”. 45° Seminário de Aciaria da ABM, Porto Alegre, Brasil, maio de 2014.
[31] Xuan, H.; Carvalho Fernandes, P.; da Silva, A.L.; de Matos Scripnic, I.L.; “Otimização dos parámetros do lingotamento contínuo na melhoria da qualidade superficial do tarugo”. 45° Seminário de Aciaria da ABM, Porto Alegre, Brasil, maio de 2014.
[32] Cardoso da Rocha, V.; Viana Bielefeldt, W.; Faria Vilela, A.C.; Moscardini dos Passos Junior, M.; Estudo comparativo entre fluxantes aplicados no lingotamento contínuo do aço SAE 1046 MOD. 46° Seminário de Aciaria da ABM, ABM Week, Rio de Janeiro, Brasil, setembro de 2015.
[33] Voltz, H.; Schultz, E.; Freitas Almeida, M.A.; Vieira, E.A.; “Influência dos parâmetros de processo na ocorrência de romboidade em tarugos de aço de médio teor de carbono produzidos na ArcelorMittal Cariacica”. 47° Seminário de Aciaria da ABM, ABM Week, Rio de Janeiro, Brasil, outubro de 2016.
[34] Berlini Filho, C.; Cleto Cohn, J.A.; Covcevivh Bagatini, M.; “Influência da composição das inclusões no desgaste de tampão de distribuidor no lingotamento de aços acalmados ao silício-manganês”. 47° Seminário de Aciaria da ABM, ABM Week, Rio de Janeiro, Brasil, outubro de 2016.
[35] Azevedo, C.A.; Paulucio Quinelato, F.; Vilela Moreira, M.; Santos Ferreira, T.; Vasconcelos da Costa e Silva, A.L.; “Redução da incidência de trincas transversais em aço microligado ao nióbio produzido na CSN”. 47° Seminário de Aciaria da ABM, ABM Week, Rio de Janeiro, Brasil, outubro de 2016.
[36] Capurro, C.; Cicutti, C.; “Characterization of titanium nitrides formed during steel solidification”. 48° Seminário de Aciaria da ABM, ABM Week, São Pãulo, Brasil, outubro de 2017.
[37] Barrelas Cardos, G.F.; da Silva Gomes, J.; Teichmann, L.; “Estudo na redução do bandeamento e estabilização dos resultados de impacto para o aço SAE 8620MOD” 48° Seminário de Aciaria da ABM, ABM Week, São Pãulo, Brasil, outubro de 2017.
I N N O V A C I Ó N