influencia del temple desde temperaturas intercriticas y...
TRANSCRIPT

3
INFLUENCIA DEL TEMPLE DESDE TEMPERATURAS INTERCRITICAS Y UN REVENDIDO EN LA RESISTENCIA AL DESGASTE EROSIVO EN UN ACERO
AISI/SAE 1045
HERNAN PATRICIO REVELO
YILLMAR SANCHEZ LOZANO
UNIVERSIDAD DISTRITAL FRANCISCO JOSE CALDAS
FACULTAD TECNOLOGICA
TECNOLOGIA MECANICA
BOGOTA
2017

4
INFLUENCIA DEL TEMPLE DESDE TEMPERATURAS INTERCRITICAS Y UN REVENDIDO EN LA RESISTENCIA AL DESGASTE EROSIVO EN UN ACERO
AISI/SAE 1045
HERNAN PATRICIO REVELO
YILLMAR SANCHEZ LOZANO
TRABAJO DE GRADO
TUTOR ING. CARLOS ARTURO BOHÓRQUEZ ÁVILA
UNIVERSIDAD DISTRITAL FRANCISCO JOSE CALDAS
FACULTAD TECNOLOGICA
TECNOLOGIA MECANICA
BOGOTA
2017

3
Nota de aceptación
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________ Presidente del jurado
__________________________________ Jurado
__________________________________ Jurado
Bogotá, D.C. 26 de Octubre de 2017

4
Contenido
1. Estado del arte…………………………………………………………………….7
2. Justificación……………………………………………………………………….12
3. Objetivos…………………………………………………………………………..13
3.1 Objetivo general……………………………………………………………..13
3.2 Objetivos específicos………………………………………………………..13
4. Marco teórico……………………………………………………………………...14
4.1 Acero AISI 1045……………………………………………………………..15
4.2 Erosión………………………………………………………………………..16
4.3 Norma ASTM G76…………………………………………………………..17
4.4 Alúmina……………………………………………………………………….18
4.5 Calculo de temperaturas Ac1 y Ac3……………………………………….19
4.6 Ensayo de dureza y micro dureza…………………………………………20
5. Metodología……………………………………………………………………….21
5.1 Diseño experimental………………………………………………………....21
5.2 Probetas……………………………………………………………………….25
5.3 Tratamiento térmico………………………………………………………….26
5.4 Ataque erosivo………………………………………………………………..26
5.5 Microscopio SEM…………………………………………………………….26
5.6 Ensayo de dureza y micro dureza………………………………………….27
5.7 Microscopia óptica……………………………………………………………28
6. Desarrollo de la propuesta……………………………………………………....29
6.1 Probetas………………………………………………………………………29
6.2 Tratamiento térmico…………………………………………………………30
6.3 Ataque erosivo……………………………………………………………….32
6.4 Resultados microscopio SEM……………………………………………...40
6.5 Resultados ensayo de dureza y micro dureza…………………………...45
6.6 Resultados micrografía óptica……………………………………………...49
7. Conclusiones………………………………………………………………………59
8. Bibliografía………………………………………………………………………...61
5
Lista de figuras
1. Figura 1: Durómetro de la Universidad Distrital Francisco José de Caldas……….29
2. Figura 2: Microdurómetro shimadzu HMV-2 de la Universidad Distrital Francisco
José de Caldas…………………………………………………………………………...30
3. Figura 3: Microscopio Axio Observer D1m de la Universidad Distrital Francisco
José de Caldas…………………………………………………………………………...31
4. Figura 4: Distrital Francisco José de Pulidora Metalográfica de la Universidad
Caldas……………………………………………………………………………………..31
5. Figura 5: Microscopio SEM del SENA…………………………………………………35
6. Figura 6: Observación microscópica del material erosivo (alúmina)……………….36
7. Figura 7: Fotos del desgaste erosivo en las probetas, aumentos a 500X y
2000X……………………………………………………………………………………...44
8. Figura 8: Foto del límite de la huella del ataque erosivo a la probeta con revenido a
450°C por 10 minutos a 550x…………………………………………………………..46
9. Figura 9: Foto en la que se muestran algunas partículas incrustadas y una
deformación plástica a 2000x…………………………………………………………..47
10. Figura 10: Fotos microestructura probeta sin tratamiento térmico con aumentos a
a) 500x y b) 1000x……………………………………………………………………….52
11. Figura 11: Fases de los constituyentes de la probeta sin tratamiento térmico……53
12. Figura 12: Fotos microestructura probeta con solo temple a 750°C con aumentos a
a) 500x y b) 1000x……………………………………………………………………….53
13. Figura 13: Fases de los constituyentes de la probeta con solo temple a 750°C….54
14. Figura 14: Fotos microestructura probeta con temple a 750°C y revenido a 450°C
por 15 minutos con aumentos a a) 500x y b) 1000x…………………………………54
15. Figura 15: Fases de los constituyentes de la probeta con temple a 750°C y
revenido a 450°C por 15 minutos………………………………………………………55
16. Figura 16: Fotos microestructura probeta con temple a 750°C y revenido a 450°C por 10 minutos con aumentos a a) 500x y b) 1000x…………………………………56
17. Figura 17: Fases de los constituyentes de la probeta con temple a 750°C y
revenido a 450°C por 10 minutos………………………………………………………56
18. Figura 18: Fotos microestructura con temple probeta a 750°C y revenido a 450°C
por 5 minutos con aumentos a a) 50x y b) 10000x…………………………………..57

6
19. Figura 19: Fases de los constituyentes de la probeta con temple a 750°C y
revenido a 450°C por 5 minutos………………………………………………………..58
20. Figura 20: Fotos microestructura con temple probeta a 750°C y revenido a 350°C
por 15 minutos con aumentos a a) 50x y b) 10000x…………………………………59
21. Figura 21: Fases de los constituyentes de la probeta con temple a 750°C y
revenido a 350°C por 15 minutos………………………………………………………59
22. Figura 22: Fotos microestructura con temple probeta a 750°C y revenido a 350°C
por 10 minutos con aumentos a a) 50x y b) 10000x…………………………………60
23. Figura 23: Fases de los constituyentes de la probeta con temple a 750°C y
revenido a 350°C por 10 minutos………………………………………………………61
24. Figura 24: Fotos microestructura con temple probeta a 750°C y revenido a 350°C
por 5 minutos con aumentos a a) 50x y b) 10000x…………………………………..61
25. Figura 25: Fases de los constituyentes de la probeta con temple a 750°C y
revenido a 350°C por 5 minutos………………………………………………………..62

7
Lista de gráficas
1. Gráfica 1. Pérdida de masa de la probeta con solo temple a 750°C……….37
2. Gráfica 2. Pérdida de masa de la probeta con temple a 750°C y revenido a
450°C por 15 minutos……………………………………………………………38
3. Gráfica 3. Pérdida de masa de la probeta con temple a 750°C y revenido a
450°C por 10 minutos……………………………………………………………39
4. Gráfica 4. Pérdida de masa de la probeta con temple a 750°C y revenido a
450°C por 5 minutos……………………………………………………………..40
5. Gráfica 5. Pérdida de masa de la probeta con temple a 750°C y revenido a
350°C por 15 minutos……………………………………………………………40
6. Gráfica 6. Pérdida de masa de la probeta con temple a 750°C y revenido a
350°C por 10 minutos……………………………………………………………41
7. Gráfica 7. Pérdida de masa de la probeta con temple a 750°C y revenido a
350°C por 5 minutos……………………………………………………………..41
8. Gráfica 8. Pérdida total de masa de cada probeta…………………………...43
9. Gráfica 9. Gráfico de los resultados del ensayo de dureza en Vickers
(HV)………………………………………………………………………………..49
10. Gráfica 10. Gráfico de los resultados del ensayo de microdurómetro en
Vickers (HV)……………………………………….……………………………..51
11. Gráfica 11. Porcentajes de los constituyentes de las micrografías………...63

8
Lista de cuadros
1. Cuadro1. Número de variables…………………………………………………25
2. Cuadro2. Modelo bifactorial de efectos fijos, Fuente: Montgomery, D.
(2004). Diseño y análisis de experimentos. 2da edición. Pág. 189…………26
3. Cuadro3. Diseño experimental…………………………………………………27
4. Cuadro4. Composición química del material…………………………...…….33
5. Cuadro 5. Pérdida total de masa de cada probeta……………………...…...42
6. Cuadro 6. Resultados del ensayo de dureza en Vickers (HV)……………...48
7. Cuadro 7. Resultados del ensayo de microdurometro en Vickers (HV)…...51

9
1. ESTADO DEL ARTE
La maquinaria o piezas que cumplen una función específica se ven sometidas a
grades cambios debido los avances tecnológicos por lo cual la industria se ve
forzada a fomentar dichos avances, ya que el mercado mundial maneja un
ambiente y una exigencia que permanecen en constante cambio, por lo cual
cualquier industria que desee prosperar debe contar con la capacidad de dar
respuesta a las nuevas exigencias del consumidor. La clave de todo producto se
ve sujeto a unos alineamiento básicos lo cuales son materia prima de fácil acceso
y bajo costo, también un sistema de producción bien establecido con alta
capacidad de fabricación de producto final, si se pueden reducir los costos de
fabricación a lo más mínimo se garantiza una alta rentabilidad al momento de la
venta lo cual es la finalidad de todo empresa, también todo producto se debe
someter a los alineamientos que tiene la industria los cuales son un producto
confiable, de fácil acceso a un costo relativamente bajo estos parámetros ni
siquiera son establecidos por las empresas son las exigencias básicas que tiene el
consumidor promedio.
Uno de los materiales más utilizados por los fabricantes es el acero y aleaciones
derivadas de éste, por lo cual en nuestro proyecto nos enfocaremos en el estudio
del tratamiento térmico de revenido y temple realizado a un acero 1045 que será
sometido a una prueba erosiva tomando como parámetros lo establecido en la
norma ASTM GT76-95, así podremos determinar cuál es el mejor procedimiento

10
para darles unas características específicas al acero 1045 aclarando que el
principal objetivo es lograr que el material ofrezca mejor resistencia a la erosión.
No olvidemos que la erosión es el desgaste producido por una cantidad
considerable de partículas de tamaño pequeño que impactan a alta velocidad en
una superficie determinada, el impacto produce fricción lo cual se deriva en
desgaste del material. Muchas piezas de una maquina o elementos que cumplen
una función individual se ven sometidos a los efectos de la erosión, produciendo
lógicamente el acortamiento de la vida útil de cualquier material, es una necesidad
establecer una procedimiento o tratamiento para combatir los efectos erosivos y
alargar la vida útil de la maquinaria o herramienta de trabajo.
La Facultad de Ingeniería Eléctrica y Mecánica de La Universidad Veracruzana de
México, El Centro de Nanociencias y Micro y Nanotecnologías de México y El
Departamento de Ingeniería Mecánica de México1 realizaron un estudio de “La
erosión de partículas sólidas de los aceros inoxidables AISI 304, 316 y 420 “
En este estudio, las pruebas de la erosión de partículas sólidas se llevaron a cabo
para evaluar el rendimiento de AISI 304, 316 y 420 aceros inoxidables en relación
con este proceso de desgaste. Para la prueba se basaron en el proceso
mencionado en la norma ASTM G76-95 fijando unos parámetros indispensables
para obtener unos buenos resultados como lo son: el ángulo de impacto, el
1 J.R. Laguna Camacho, A. Marquina-Chávez, J.V. Méndez-Méndez, M. Vite-Torres, E.A. Gallardo-
Hernández; Solid particle erosion of AISI 304, 316 and 420 stainless steels. Abril-Mayo 2013. Disponible: http://www.sciencedirect.com.bdigital.udistrital.edu.co:8080/science/article/pii/S0043164812004759

11
tamaño de la partícula, velocidad de la partícula, una tasa de flujo abrasivo y la
temperatura ambiente. Se halló la composición química de los materiales y se
utilizaron imágenes de SEM para identificar los mecanismos de desgaste.
Se concluyó que en lo que respecta a AISI 420, sólo había dañó por deformación
plástica, con picaduras y acción de arada, algunos rasguños al azar y hendiduras
irregulares en la superficie de todos los ángulos de impacto. Los resultados
mostraron que AISI 304 y 316 presentaron una tasa de erosión superior a 60 °,
mientras que AISI 420 exhibió el daño de erosión superior a los 30 °.
La Corporación ecoeficiente de Medellín y la Universidad Tecnológica de Pereira2
llevaron a cabo un estudio para “evaluar las diferentes combinaciones de
temperatura y tiempo en los tratamientos térmicos del temple y revenido del acero
AISI SAE 1045 a escala industrial”.
En este experimento realizaron temples a tres temperaturas de austenización
(820°C, 870°C, 930°C) y revenidos a 150°C, 400°C y 630°C con intervalos de
tiempo de 1 y 3 horas. Se obtuvieron resultados de dureza (Rockwell C) y
microestructura. Posteriormente se elaboraron diafractogramas para así poder
comparar y evaluar los resultados obtenidos.
La conclusión que arrojo dicho estudio es que la temperatura ideal para que haya
una austenización completa es de 870°C; además de esto se concluyó que la
2 David Mazuera Robledo, Andrés Ortiz Cárdenas. EVALUACIÓN DE LOS PARÁMETROS DE TEMPLE
Y REVENIDO PARA EL ACERO AISI/SAE1045 A ESCALA INDUSTRIAL - ASSESSMENT OF
QUENCH AND TEMPERING CONDITIONS FOR AISI/SAE1015 STEEL AT INDUSTRIAL SCALE.
Disponible en: http://revistas.utp.edu.co/index.php/revistaciencia/article/download/1461/941

12
temperatura de austenización y la tetragonalidad de la martensita obtenida en el
temple pueden ir de la mano según lo afirma la literatura del artículo.
La revista Metal Madrid público un artículo de la Universidad Nacional de
Colombia. Facultad de Ingeniería. Departamento de Ingeniería Mecánica3, titulado
“Estudio de los tipos de cráteres obtenidos en el impacto de proyectiles 5,56
SS109, sobre blancos de acero AISI-SAE 1045”.
En el trabajo se describe la morfología y formación de los tipos de cráteres
obtenidos, en el impacto de proyectiles 5,56 SS109, sobre siete chapas de acero
AISI-SAE 1045 que fueron sometidas a diferentes tipos de tratamientos térmicos,
comparando el tipo de estructuras de deformación y fractura obtenidas con las
formadas por el impacto de uno de estos proyectiles. Los cráteres se
inspeccionaron de manera visual y con ensayos metalográficos evaluando el papel
que ejerce la microestructura sobre el nivel de eficiencia en la detención del
proyectil.
Los diferentes tratamientos fueron:
1. Chapa en estado recocido.
2. Dúplex N°1, templada en aceite desde 760°c y revenida a 180°c por 2 hr.
3. Dúplex N°2, templado en agua desde 750°c, sin revenido posterior.
3 Álvaro Castro, Edgar Espejo y Leonardo Martínez. Estudio de los tipos de cráteres obtenidos en el impacto
de proyectiles 5,56 SS109, sobre blancos de acero AISI-SAE 1045. Disponible en: http://revistademetalurgia.revistas.csic.es/index.php/revistademetalurgia/article/view/553/562

13
4. Bonificada N°1, templada en aceite desde 875°c y revenida a 180°c por 2
hr.
5. Bonificada N°2, templada en agua desde 900°c y revenida a 180°c por 2 hr.
6. Bonificada N°3, templada en agua desde 860°c y revenida a 300°c por 2 hr.
7. Cementada, carburada a 875°c por 6 hr, templada en aceite desde 875°c y
revenida a 180°c por 2 hr.
8. Chapa comercial para blindaje en estado bonificado, fabricado por
laminación y temple continuo.
Se concluyó que:
1. Las chapas bonificadas detienen las balas.
2. Las chapas cementadas son menos eficientes que las bonificadas.
3. En las chapas de blindaje se desea que el material tenga alta tenacidad
para evitar grietas.
4. El equilibrio entre resistencia y tenacidad de chapas para blindaje se
alcanza con una microestructura compuesta por martensita revenida.
Toda la información aquí recopilada tiene como fuente el internet y siendo la
mayor parte de ella extraída de artículos tecnológicos referente al tema.

14
2. JUSTIFICACION
Se podría decir que el desarrollo de tecnología y manufactura del metal en la
industria colombiana es relativamente joven y en comparación a otros países
estamos sustancialmente atrasados. En los últimos años nos hemos dedicado a
seguir los pasos de las grandes potencias mundiales, pero debido al ritmo del
mercado mundial nos vemos con la necesidad de desarrollar más investigación en
el trabajo con el metal, siendo esté un material fundamental para la industria
mundial. Uno de los grandes retos de las investigaciones tecnológicas es lograr
alterar las características de un elemento mediante tratamiento y pruebas (quimias
y físicas), con el fin de promover nuevas aplicaciones en el mercado. Por tal
motivo, el analizar el comportamiento de un acero AISI 1045 tratado térmicamente
y que es sometido a una prueba erosiva nos dará la posibilidad de determinar una
forma de dar características idóneas a un metal que sea más resistente a la
erosión o por lo mínimo descartar la fiabilidad de los procedimientos utilizados,
dando vía libre a nuevas pruebas.

15
3. OBJETIVOS
3.1. OBJETIVO GENERAL
Establecer la influencia del temple a temperaturas intercríticas y posteriormente un
revenido con intervalos de tiempo de 5, 10 y 15 minutos en la resistencia al
desgaste erosivo de un acero AISI SAE 1045.
3.2. OBJETIVOS ESPECÍFICOS
Calcular Ac1 y Ac3 basado en la composición química y establecer la
secuencia de tiempos y temperaturas para realizar el tratamiento.
Realizar un diseño experimental para establecer el número de probetas
necesarias.
Realizar las pruebas de acuerdo a la norma ASTM G76 basados en un
diseño experimental y establecer la influencia en la resistencia al desgaste
del tratamiento térmico.

16
4. MARCO TEÓRICO
4.1 Acero AISI 1045
Es muy importante poder caracterizar los aceros dependiendo del tipo de
cualidades que poseen y que podrán adquirir, una vez son sometidos a diversos
tratamientos.
Teniendo en cuenta esto para los aceros se conoce que al ser sometidos a un
aumento de temperatura entre sus zonas intercríticas es decir entre Ac1 y Ac3,
seguido de un proceso de enfriamiento rápido dispuesto de manera anticipada
como por ejemplo el agua o el aceite, entre otros. Se le conocerá a este proceso
con el de nombre de temple que busca que el material adopte nuevas
características, como mayor dureza y resistencia a la tracción, de manera que
reducirá su ductilidad.
Ahora bien, estas propiedades irán ligada a factores como templabilidad o
penetración del temple, de manera pues que el porcentaje de carbono presente en
el acero será fundamental para nuestro ensayo, debido a que los materiales que
cuentan con una mayor cantidad de este elemento presentan durezas mayores
superficialmente, pero en interior tienden a reducir levemente.
El acero AISI 1045 es un acero de aplicación universal que proporciona un nivel
medio de resistencia mecánica y tenacidad a bajo costo con respecto a los aceros
de baja aleación. Frecuentemente se utiliza para elementos endurecidos a la llama

17
o por inducción. Este acero puede ser usado en condiciones de suministro:
laminado en caliente o con tratamiento térmico. Es de baja templabilidad que
puede ser endurecido totalmente en espesores delgados por temple en agua. En
secciones más gruesas, se puede obtener un endurecimiento parcial de la sección
de la pieza y el incremento de la resistencia será proporcional a la capa o espesor
endurecido, al ser deformado en frío se presenta un incremento en la dureza y la
resistencia mecánica.4
El proceso de revenido tiene como objetivo general corregir un problema que
presentan los aceros sometidos a un tratamiento de temple, que por lo general
generan que el material quede demasiado duro y frágil. Este tratamiento consiste
en elevar la temperatura del material por debajo de las temperaturas intercríticas
es decir por debajo de Ac1. Por medio del revenido no se eliminan efectos de
temple, sino que se ven modificados, por ejemplo, la dureza y resistencia
disminuyen, la tenacidad aumenta y las tensiones internas generadas por el
temple se eliminan.
Otro aspecto fundamental por conocer es el concepto de aceros de doble fase, la
teoría nos indica que son una clase de aceros HSLA (Aceros bajo aleados de ultra
resistencia). Este tipo de aceros se caracterizan por tener una resistencia tensil
aproximada a los 550 MPa u 80,000 psi, están formados por una microestructura
de alrededor de un 20% de martensita dispersa en una matriz dúctil de ferrita. La
4 Cia. General de aceros S.A.,
http://repository.unilibre.edu.co/bitstream/handle/10901/7826/VasquezTorresEdwinLibardo2013Anexos.pdf?sequence=2

18
cantidad de fase martensítica puede ser regulada lo que cambia la relación entre
resistencia y deformabilidad. El término “doble fase”, se refiere a la presencia de
dos fases en la microestructura del acero, ferrita y martensita, además de otras
fases dispersas en mucho menor relación como bainita, perlita y austenita
retenida.
En general, aceros de ferrita-martensita no muestran un punto de cedencia muy
marcado. La combinación de altas tensiones residuales y una alta densidad de
dislocación móvil en la ferrita provocan que la fluidez plástica ocurra fácilmente a
bajas tensiones plásticas. Como resultado, la cedencia ocurre en muchos sitios a
través de la ferrita, y la cedencia discontinua es suprimida.
El comportamiento de endurecimiento de los aceros doble fase es muy complejo,
especialmente en las primeras etapas. Sin embargo, se cree que el alto rango de
endurecimiento inicial contribuye a la buena formabilidad de estos aceros,
comparados con otros aceros HSLA de resistencia similar.
4.2 Erosión
La erosión es un tipo de desgaste que sucede gradualmente generalmente por
agentes externos del medio ambiente como el aire, el agua o partículas de algún
tipo, la erosión depende de las propiedades y estructuras del material erosionado
y de las propiedades físicas y químicas del agente erosivo.

19
Es un problema que afecta mucho a algunos sistemas de ingeniería como en el
caso sistemas blindados, hélices, turbinas, en los componentes de automóviles
que es uno de los intereses del proyecto; no se puede eliminar por completo este
desgaste pero hay métodos para disminuir sus efectos considerablemente como
por ejemplo capas de pintura resistentes al ataque medioambiental, el mismo
oxido del metal también sirve como capa protectora evitando que la oxidación
continúe siempre y cuando exista la capa. Los lubricantes son usados en ciertos
casos, pero es importante que este lo más limpio posible porque el lubricante
puede tener partículas, debido al uso, que erosionen el material por ello el cambio
regular del fluido. Sin embargo, la erosión es de gran utilidad en la limpieza de
superficies, maquinados y micro maquinados. 5
4.3 Norma ASTM G 76
Para la evaluación de la resistencia al desgaste erosivo de cualquier material se
debe utilizar una base que haya sido probada científicamente, que sea reconocido
y que este certificado. Se utiliza la norma ASTM G76 que establece los
parámetros para la realización de este tipo de pruebas. Esta norma es el estándar
base que se usa para la realización de pruebas de erosión, usando partículas
sólidas y que sirve para la evaluación del desgaste erosivo. La norma utiliza
impactos repetidos que se transfieren a través de una boquilla contra la superficie
del material, produciendo el desgaste por erosión. Aquí se especifican las 5 Erosión, http://cdigital.dgb.uanl.mx/te/1020150052/1020150052_04.pdf

20
condiciones del ensayo, pero como las condiciones no se cumplen a la perfección,
las desviaciones de la prueba deben describirse correctamente y anotarse. Sin
embargo, esto no quiere decir que los métodos de realización de la prueba
generales, así como las especificaciones de las probetas a usar no sean dados. El
equipo utilizado (tribómetro) erosiona el material de la probeta bajo condiciones
controladas. Se podrían hacer cambios al diseño del equipo, pero deben ser
controlados todos los parámetros de la prueba. El material que realiza el impacto
sobre la superficie es alúmina (Al2O3-corindon al 96%), aunque puede ser usado
cualquier otro que sea más resistente.
4.4 Alúmina
La alúmina es el óxido de aluminio (Al2O3), existe en la naturaleza en forma de
corindón y esmeril, es más duro que el aluminio por lo tanto su punto de fusión es
más alto que el del aluminio. Para su producción se usa el método Bayer, se
obtiene haciéndole un proceso a la bauxita obteniendo aluminato de sodio y
residuos como hierro, silicio y titanio. Al aluminato se le hace el proceso de
siembra para poder extraerlo y luego sometido a una temperatura a 1100°C para
secarlo, el resultado es un polvo blanco, alúmina pura.6
6 Alúmina, http://www.monografias.com/trabajos35/alumina/alumina.shtml

21
4.5 Calculo de temperaturas Ac1 y Ac3
Para las temperaturas comprendidas entre Ac1 y Ac3 zona conocida como: de
austenización parcial, de temperaturas intercríticas o de doble fase; derivando su
nombre por la presencia de ferrita y austenita. Las temperaturas se pueden
calcular con las siguientes expresiones:
Ac1 (°C) = 723 − 7.08 Mn + 37.7 Si + 18.1 Cr + 44.2 Mo + 8.95 Ni + 50.1 V + 21.7
Al + 3.18 W + 297 S − 830 N − 11.5 C Si − 14.0 Mn Si − 3.10 Si Cr − 57.9 C Mo −
15.5 Mn Mo − 5.28 C Ni − 6.0 Mn Ni + 6.77 Si Ni – 0.80 Cr Ni – 27.4 C V + 30.8
Mo V − 0.84 Cr2 – 3.46 Mo2 – 0.46 Ni2 − 28 V 2
Cuando se realiza en un estado de austenización total la temperatura debe estar
por encima de Ac3 que se calcula de acuerdo con:
Ac3 = 912 - 370C - 27.4Mn + 27.3Si - 6.35Cr - 32.7Ni + 95.2V + 190Ti + 72Al
+ 64.5Nb + 5.57W + 332S + 276P + 485N - 900B + 16.2C Mn
+ 32.3C Si + 15.4C Cr + 48C Ni + 4.32Si Cr - 17.3Si Mo - 18.6 Si Ni
+ 4.8Mn Ni + 40.5MoV + 174C2 + 2.46Mn2 - 6.86Si2 + 0.322Cr2
+ 9.9Mo2 + 1.24Ni2 - 60.2V2
Para realizar cálculos de las temperaturas es necesario tener la composición
química del material a tratar térmicamente.

22
4.6 Ensayo de dureza y micro dureza
La dureza es la propiedad que tiene un material en su capa superficial para resistir
deformaciones plásticas, elásticas, y destrucciones por esfuerzos. El ensayo
Rockwell es un método en el cual se mide la resistencia de un material a ser
penetrado. La norma ASTM E 18-05 define este ensayo como de indentacion en el
cual una maquina calibrada con un indentador cónico-esferoidal de diamante o
una esfera de acero endurecida a condiciones específicas, penetra la superficie de
la probeta bajo la acción de una carga previa, que se mantiene hasta el final del
ensayo, luego se expone a una carga total aumentando la profundidad, el sistema
se recupera y ya es posible la medición de la profundidad, la cual determina el
número de dureza Rockwell.
En el ensayo de micro dureza el proceso de indentacion es el mismo solo que a un
nivel microscópico donde se determina la dureza en una de las zonas de la
composición de la probeta como la martensita, en esta prueba es importante que
la huella de la identacion se encuentre de lleno en una de las zonas o el dato será
incorrecto, la dureza viene en función del tamaño de la huella, en ambas pruebas
se toman 5 medidas para lograr confiabilidad en los resultados.

23
5. METODOLOGIA
5.1 Diseño experimental
La realización del diseño experimental permite obtener una estimación del error
experimental, para determinar si las diferencias observadas en los datos son en
realidad estadísticamente diferentes. Para la realización del experimento se
tomaron dos factores, la temperatura y el tiempo. Se hizo la elección de la muestra
basado en un diseño experimental factorial de dos niveles, por medio de los
parámetros φ2, seleccionándolo en relación a que factor será sensible el diseño a
diferencias potenciales, importantes entre los tratamientos.
Para determinar el tamaño de la muestra, es necesario referirse las curvas de
operación característica en el apéndice V del texto diseño y análisis de
experimentos7, con el fin de hallar la probabilidad de aceptación de la hipótesis,
por medio de los parámetros φ2 8.
Utilizando el diseño experimental factorial de 2 niveles encontramos el número de
probetas adecuado, para utilizar en los diferentes tratamientos, por medio de la
siguiente ecuación:
7 Montgomery, D. (2004). Diseño y análisis de experimentos. 2
da edición. Página 647
https://wwwyyy.files.wordpress.com/2013/02/disec3b1o-de-experimentosmontgomery.pdf 8 Montgomery, D. (2004). Diseño y análisis de experimentos. 2
da edición. Página 107
https://wwwyyy.files.wordpress.com/2013/02/disec3b1o-de-experimentosmontgomery.pdf

24
Ecuación3:
La cual muestra como hallar sensibilidad para el factor A.
Hallamos los siguientes valores:
n = número de probetas
a = número de variables factor (a), tomamos como variable el tiempo, se
toma el valor de 4.
b = número de variables factor (b), tomamos como variable la temperatura,
se toma el valor de 2.
D = diferencia de las medias, se halla el valor D con la ecuación D = 3* σ
σ2 = desviación estándar.
φ2 = Es la diferencia especifica entre las medias de 2 tratamientos,
podemos hallar φ con la ecuación φ =
Grados de libertad v1 : a-1
Grados de libertad v2 : ab (n-1)

25
El cuadro 1 muestra los factores de tiempo y temperatura utilizados.
Factor (b) temperatura
Factor (a) tiempo
15 450 350
10 450 350
5 450 350
# de variables 3 2
Cuadro1. Número de variables
La diferencia de las medias D la desviación estándar σ2 de dureza para el acero
1045 es asignada de acuerdo a experimentos previos, para este caso soportado
en el artículo de los autores Cárdenas Castañeda, Alexander y Gonzales Cubillos,
Pedro Ferney. La desviación estándar es 1,81377946.
La selección de la confiabilidad del sistema α equivale a 0.05 ya que es la elección
más utilizada y adecuada para hallar la probabilidad de aceptación.
Diferencia de las medias:
D = 3 * σ
D = 3 * 1,81377946
D = 544,133838
De la ecuación obtenemos:

26
Teniendo el valor de φ es necesario hallar los grados de libertad del numerador V1
y del denominador V2 consultando el cuadro 2, para el modelo bifactorial de
efectos fijos, factor A en esta investigación. Con el fin de seleccionar la adecuada
curva de operación característica.
Cuadro2. Modelo bifactorial de efectos fijos, Fuente: Montgomery, D. (2004).
Diseño y análisis de experimentos. 2da edición. Pág. 189
Con todas las variables halladas, se selecciona la curva característica de
operación adecuada, del texto Diseño y análisis de experimentos9
9 Montgomery, D. (2004). Diseño y análisis de experimentos. 2
da edición. Página 647

27
n φ2 φ a b σ2 σ D V1 V2 β
(1- β)
*100%
2 4.5 2,1213 3 2 1,81377946 3,28979593 5,441338 3 8 0.21 79
3 6.75 2,5980 3 2 1,81377946 3,28979593 5,441338 3 16 0.013 98.7
4 9 3 3 2 1,81377946 3,28979593 5,441338 3 24 0.01 99
Cuadro3. Diseño experimental
Después de realizados los pasos por medio de las curvas de operación
característica, se utilizan n= 4 réplicas, los grados de libertad del numerador v1= 3
y los grados de libertad del denominador v2= 24, un α= 0.05 interceptándose con
un φ= 3 se obtiene u riesgo β de cerca de 0.010 o una probabilidad aproximada
del 99%, por tanto, la probabilidad es aceptable y se requieren un mínimo de 4
probetas por tratamiento para este proyecto.
5.2 Probetas
Según el diseño experimental la cantidad de probetas por grupo deben ser mínimo
4 para tener confiabilidad en los resultados. Se harán grupos de acuerdo a los
https://wwwyyy.files.wordpress.com/2013/02/disec3b1o-de-experimentosmontgomery.pdf

28
diferentes tratamientos térmicos que se van a realizar y el tamaño de la probeta lo
indicará la norma ASTM G76.
5.3 Tratamiento térmico
Para el tratamiento térmico se usará la mufla labtech LEF 205P de la Universidad
Distrital Francisco José de Caldas. Se realizan dos procesos, el primero un temple
a 750°C enfriado en agua para todas las probetas y luego dos revenidos uno a
450°C y otro a 350°C en tiempos de 5, 10 y 15 min para un total de 7 probetas.
5.4 Ataque erosivo
Para el ataque erosivo se utilizó la máquina de desgaste erosivo o también
llamado tribómetro que se encuentra en la sede tecnológica de la universidad
Distrital. Para el procedimiento se utilizó la norma ASTM G76 que indica cuales
deben ser las condiciones de la práctica.
5.5 Microscopio SEM
El microscopio electrónico de barrido o SEM por Scanning Electron Microscope es
una técnica de microscopía electrónica capaz de producir imágenes de alta
resolución de la superficie de una muestra utilizando las interacciones electrón-

29
materia. Utiliza un haz de electrones en lugar de un haz de luz para formar una
imagen. Con este microscopio se puede detallar considerablemente el resultado
del ataque erosivo en las diferentes probetas de cada grupo. En general esta
técnica permite observar grietas de diferentes tamaños demostrando la pérdida de
masa; eventuales incrustaciones del material erosivo, es decir la alúmina; y
finalmente hace evidente el límite de la huella de erosión.
5.6 Ensayo de dureza y micro dureza.
Se procede a realizar la toma de datos de la dureza de cada probeta tratada
térmicamente, medida en Rockwell de acuerdo con la norma ASTM E18-05.
Utilizando el durómetro de la Universidad Distrital Francisco José de Caldas.
Figura 1. Durómetro de la Universidad Distrital Francisco José de Caldas.

30
De igual manera se toman datos de micro dureza con el microdurómetro
Shimadzu HMV-2 de la Universidad Distrital Francisco José de Caldas.
Figura2. Microdurómetro shimadzu HMV-2 de la Universidad Distrital Francisco
José de Caldas
5.7 Microscopia óptica.
Para poder tener un punto de comparación y un análisis completo se necesita
hacerle micrografías a una de cada grupo de probetas para saber sus porcentajes
en sus propiedades, es decir sus fases. Para ello se utiliza el microscopio Axio
Observer D1m de la Universidad Distrital Francisco José de Caldas. Antes del
análisis microscópico se realiza la preparación de las probetas, que consiste en
pulirlas hasta lograr un brillo espejo mediante hojas de lija y luego usando la
pulidora metalográfica de la Universidad Distrital Francisco José de Caldas hasta
obtener un acabado brillo espejo. Este proceso de pulido, hace posible que

31
veamos la microestructura del material. Un proceso adicional necesario es el
ataque químico, que sirve para poder observar las características de la probeta en
el microscopio, el químico utilizado es el Nital (HNO3), el cual está compuesto por
un 5% de ácido nítrico y un 95% de alcohol.
Figura3. Microscopio Axio Observer D1m de la
Universidad Distrital Francisco José de Caldas
Figura4. Distrital Francisco José de Pulidora
Metalográfica de la Universidad Caldas

32
6. DESARROLLO DE LA PROPUESTA
6.1 Probetas.
Para el desarrollo de este proyecto se utilizó un total de 28 probetas de tamaño
2cmx3cmx0.6cm, la norma indica un tamaño menor pero no es obligatorio y
tampoco viable para algunas pruebas. Las pruebas fueron divididas por los
tiempos y temperaturas de los tratamientos térmicos en grupos de 4 para un total
de 7 grupos. Como grupo control se usarán probetas en el estado inicial del de
entrega.
6.2 Tratamiento térmico.
En el proceso de tratamiento térmico los grupos mencionados anteriormente
tienen los siguientes tratamientos:
Grupo 1: probetas con temple a una temperatura de 750°C por un
tiempo de 30 minutos templadas en agua.
Grupo 2: Temple del grupo 1 y revenido a 450°C por un tiempo de 5
minutos.
Grupo 3: Temple del grupo 1 y revenido a 450°C por un tiempo de 10
minutos.

33
Grupo 4: Temple del grupo 1 y revenido a 450°C por un tiempo de 15
minutos.
Grupo 5: Temple del grupo 1 y revenido a 350°C por un tiempo de 5
minutos.
Grupo 6: Temple del grupo 1 y revenido a 350°C por un tiempo de 10
minutos.
Grupo 7: Temple del grupo 1 y revenido a 350°C por un tiempo de 15
minutos.
Para saber estas temperaturas se calcularon Ac1 y Ac3 para lo cual se necesita la
composición química del material la cual se obtuvo en los laboratorios de la
Universidad Nacional en Bogotá.
Composición química del material (%)
Fe 98.544 Co 0.005
Si 0.254 B 0.0001
Mo 0.010 P 0.001
Al 0.030 Cr 0.022
34
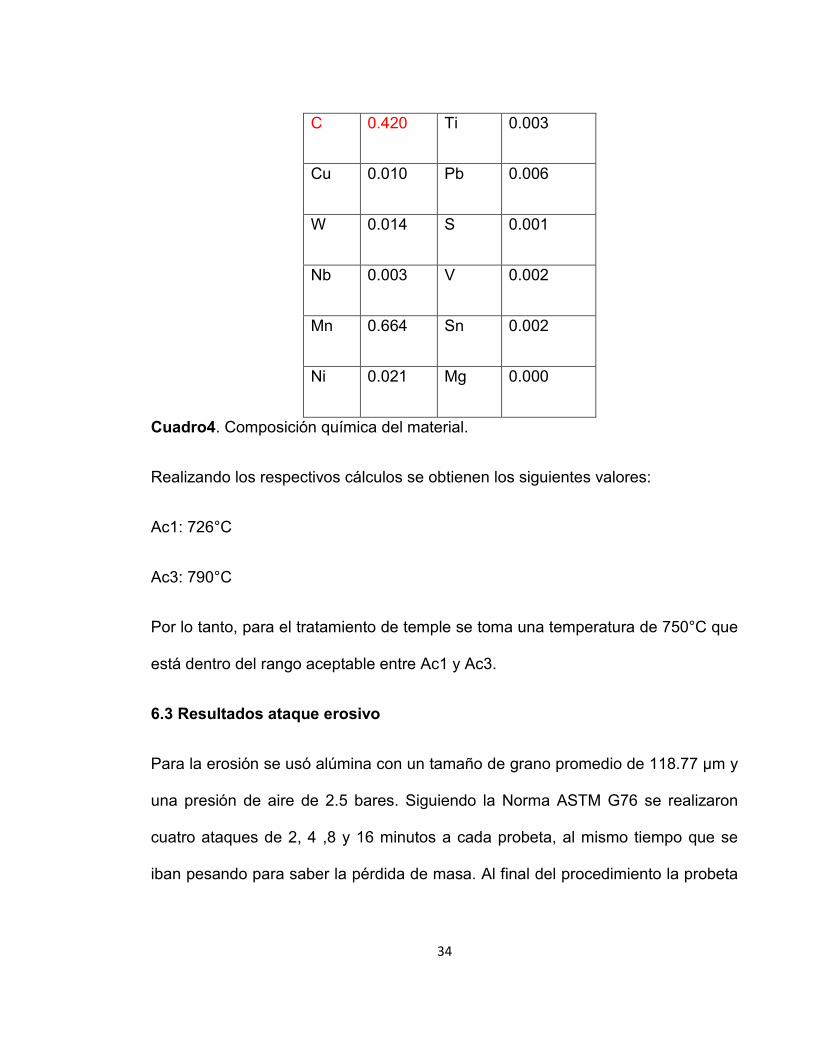
C 0.420 Ti 0.003
Cu 0.010 Pb 0.006
W 0.014 S 0.001
Nb 0.003 V 0.002
Mn 0.664 Sn 0.002
Ni 0.021 Mg 0.000
Cuadro4. Composición química del material.
Realizando los respectivos cálculos se obtienen los siguientes valores:
Ac1: 726°C
Ac3: 790°C
Por lo tanto, para el tratamiento de temple se toma una temperatura de 750°C que
está dentro del rango aceptable entre Ac1 y Ac3.
6.3 Resultados ataque erosivo
Para la erosión se usó alúmina con un tamaño de grano promedio de 118.77 µm y
una presión de aire de 2.5 bares. Siguiendo la Norma ASTM G76 se realizaron
cuatro ataques de 2, 4 ,8 y 16 minutos a cada probeta, al mismo tiempo que se
iban pesando para saber la pérdida de masa. Al final del procedimiento la probeta

35
de cada grupo que ha perdido mayor masa es observada en el microscopio SEM
del Servicio Nacional de Aprendizaje (SENA).
Figura5. Microscopio SEM del SENA
Figura 6. Observación microscópica del material erosivo (alúmina).

36
A continuación, se muestra la pérdida de masa en gramos (la cual fue muy
pequeña, en el orden de las milésimas) de cada probeta al atacarle con la alúmina
por tiempos de 2, 4, 8 y 16 minutos.
En las gráficas 1, 4, 5 y 6 la pérdida de masa va disminuyendo, pero al llegar a los
16 minutos aumenta lo que sugiere que los tratamientos térmicos tuvieron un
efecto diferente a cierta profundidad del material, lo más probable es que el tiempo
de permanencia en la temperatura de temple no fue suficiente para cambiar la
microestructura del material de manera más homogénea, así como la de revenido
que los tiempos fueron aun menores. El comportamiento de estas gráficas nos
puede estar diciendo que tanto efecto tuvieron los tratamientos, es decir, primero
el material tenía la dureza del revenido en su superficie lo que resulto en mayor
pérdida de masa, luego se encontró con material con dureza de templado
disminuyendo la pérdida de masa y por último se encontró con dureza parecida al
material en estado de entrega. La dureza y por lo tanto la pérdida de masa puede
variar de acuerdo al tiempo y en especial a la temperatura que se utilice

37
0
0,001
0,002
0,003
0,004
0,005
0,006
2 min 4 min 8 min 16 min
Des
gast
e (g
ram
os)
Solo temple
Solo temple
Gráfica 1. Pérdida de masa de la probeta con solo temple a 750°C.
Gráfica 2. Pérdida de masa de la probeta con temple a 750°C y revenido a 450°C
por 15 minutos.

38
La gráfica 2 nos muestra que la probeta tuvo una pérdida de masa cada vez
menor lo que indica que en esta probeta el tratamiento de temple fue más efectivo,
al ser la probeta más dura se le dificulta a la alúmina desprender material.
Gráfica 3. Pérdida de masa de la probeta con temple a 750°C y revenido a 450°C
por 10 minutos.
La grafica 3 nos muestra un comportamiento que indica que los tratamientos
térmicos tuvieron un efecto incompleto, el súbito aumento de pérdida de masa a
los 8 y 16 minutos es porque se estaba erosionando material con dureza parecida
al material en estado de entrega que suele ser menor que la del revenido y del
temple.

39
Gráfica 4. Pérdida de masa de la probeta con temple a 750°C y revenido a 450°C
por 5 minutos.
Gráfica 5. Pérdida de masa de la probeta con temple a 750°C y revenido a 350°C
por 15 minutos.

40
Gráfica 6. Pérdida de masa de la probeta con temple a 750°C y revenido a 350°C
por 10 minutos.
Gráfica 7. Pérdida de masa de la probeta con temple a 750°C y revenido a 350°C
por 5 minutos.

41
En la gráfica 7 el desgaste inicial es igual al comportamiento general de las demás
probetas, sin embargo, muestra un cambio a los 8 minutos, una ligera variación de
dureza que lo hace perder más masa.
Probeta Pérdida total de masa (gramos)
1: solo temple 0.0096
2: temple y revenido a 450°c por 5min 0.0142
3: temple y revenido a 450°c por 10min 0.0042
4: temple y revenido a 450°c por 15min 0.0131
5: temple y revenido a 350°c por 5min 0.0108
6: temple y revenido a 350°c por 10min 0.0192
7: temple y revenido a 350°c por 15min 0.0071
Cuadro 5. Pérdida total de masa de cada probeta

42
Gráfica 8. Pérdida total de masa de cada probeta
La gráfica 8 nos muestra la pérdida total de masa de cada probeta la cual depende
del efecto que haya tenido los tratamientos térmicos, de las seis probetas con
revenido, cuatro perdieron más masa que la del temple, su dureza es menor que
la del temple, las otras dos probetas con revenido perdieron poca masa porque en
vez de perder masa se deformaron.
6.4 Resultados microscopio SEM
En las siguientes fotos se observa la huella del ataque. La superficie es muy
irregular, con diferentes formas y tamaños de agujeros y grietas comprobando la

43
pérdida de masa. Adicionalmente, la superficie tiene rayones, deformaciones
plásticas e incrustaciones del material erosivo (alúmina).
Las imágenes que están con aumento a 1000x se ven un poco borrosas debido al
aumento y a las diferencias en la profundidad de la huella, por supuesto no se
puede observar algún tipo de microestructura, pero si nos confirma que hubo un
desgaste y por lo tanto una pérdida de masa.
500X 2000X
solo temple a
750°C
temple a
750°C y
revenido a
450°C por 15
min

44
temple a
750°C y
revenido a
450°C por 10
min
temple a
750°C y
revenido a
450°C por 5
min
temple a
750°C y
revenido a
350°C por 15
min
temple a
750°C y
revenido a
350°C por 10
min

45
temple a
750°C y
revenido a
350°C por 5
min
Figura 7. Fotos del desgaste erosivo en las probetas, aumentos a 500X y 2000X.
En la siguiente foto se observa el límite de la huella de una de las probetas
(figura14) al lado derecho se ven las deformaciones del ataque erosivo y al lado
izquierdo la zona es más homogénea.
Figura 8. Foto del límite de la huella del ataque erosivo a la probeta con revenido
a 450°C por 10 minutos a 550x.

46
En la figura 15 se ve la zona del ataque de la probeta con revenido a 350°C por 5
minutos, se pueden ver las incrustaciones del material erosivo que en ciertas
ocasiones dependiendo de los parámetros puede aumentar ligeramente el peso de
la probeta y también se ve una deformación plástica, que ocurre cuando la
reacción del material al ataque erosivo no es solo eliminación del material sino
también deformaciones que terminan en grietas o hendiduras como se observa en
la foto.
Figura 9. Foto en la que se muestran algunas partículas incrustadas y una
deformación plástica a 2000x.
6.5 Resultados ensayos de dureza y microdureza
Los resultados para el ensayo de dureza son los siguientes:

47
Probet
a
Estado
entrega
Solo
temple
450°C
15 min
450°C
10 min
450°C
5 min
350°C
15 min
350°C
10 min
350°C
5 min
Dureza
HV
164 294 236 244 207 225 240 226
Cuadro 6. Resultados del ensayo de dureza en Vickers (HV).
Los resultados de la dureza nos confirman lo dicho en la teoría, el temple tiene
mayor dureza debido a la martensita luego están los revenidos que reducen la
dureza dependiendo del tiempo y la temperatura, si el revenido es a una
temperatura baja y tiempos cortos la dureza no baja mucho, esto se ve al
promediar y comparar las durezas entre el revenido a 450°C y el de 350°C,
comprobando que el de 350 tiene mayor dureza.

48
Gráfica 9. Gráfico de los resultados del ensayo de dureza en Vickers (HV).
Los resultados para el ensayo de microdureza son los siguientes:
La indentación en las zonas con un asterisco (*) se hizo con una carga de
penetración de 490.3mN debido a que la zona era pequeña, para las demás la
carga es de 980.7mN.
Sin tratamiento Solo temple 450°C por 15 min 450°C por 10 min
Zona
oscura
Zona
clara
Zona
oscura
Zona
clara
Zona
oscura
Zona
clara
Zona
oscura
Zona
clara
357 342 467 275 534 250 357 208
405 318 466 414 574 240 367 215
375 304 419 379 547 223 402 221
360 306 377 283 594 209 336 241
324 261 411 260 563 226 371 349

49
P:364.2 P:306.2 P:428 P:343.6 P:562.4 P:229.6 P:366.6 P:246.8
450°C por 5 min 350°C por 15 min 350°C por 10 min 350°C por 5 min
Zona
oscura
Zona
clara
Zona
oscura
Zona
clara*
Zona
oscura
Zona
clara*
Zona
oscura
Zona
clara*
421 252 404 281 434 229 432 241
442 203 488 227 472 230 491 218
534 207 471 293 404 221 391 199
554 179 337 233 451 224 461 220
568 195 574 175 441 269 320 232
P:503.8 P:207.2 P:404.8 P:239.6 P:428 P:234.6 P:438.8 P:222
Cuadro 7. Resultados del ensayo de microdurometro en Vickers (HV).

50
Gráfica 10. Gráfico de los resultados del ensayo de microdurometro en Vickers
(HV).
En la microdureza se toma la medida de una zona que es totalmente oscura o
totalmente clara, es una medida pequeña en comparación con el área disponible
para hacer la medición por eso se hacen varias mediciones, en este caso cinco,
los resultados se pueden deber a que, en el revenido, la liberación de las
tensiones de la martensita es parcial y eso puede variar ligeramente la dureza en
una misma zona.
6.6 Resultados micrografía óptica
En las siguientes fotos se muestra la microestructura de cada probeta junto con
las fases de los constituyentes:

51
En la figura 10 se observa la microestructura del material en estado de entrega, la
prueba química nos indica que la concentración de carbono en nuestro acero 1045
es de 0.42%, según el diagrama hierro-carbono tenemos un acero hipoeutectoide
compuesto por una mezcla de ferrita, que es la zona clara, más perlita que es la
zona oscura en la foto.
a) b)
Figura 10. Fotos microestructura probeta sin tratamiento térmico con aumentos a
a) 500x y b) 1000x.

52
Figura 11. Fases de los constituyentes de la probeta sin tratamiento térmico.
Lo que se observa en la micrografía de solo temple en la figura 12 es la aparición
de martensita que se debe al rápido cambio de temperatura y se observa como la
zona oscura en la imagen.
a)
b)

53
Figura 12. Fotos microestructura probeta con solo temple a 750°C con aumentos
a a) 500x y b) 1000x.
Figura 13. Fases de los constituyentes de la probeta con solo temple a 750°C.
a)
b)

54
Figura 14. Fotos microestructura probeta con temple a 750°C y revenido a 450°C
por 15 minutos con aumentos a a) 500x y b) 1000x.
Figura 15. Fases de los constituyentes de la probeta con temple a 750°C y
revenido a 450°C por 15 minutos.
55
a)
b)
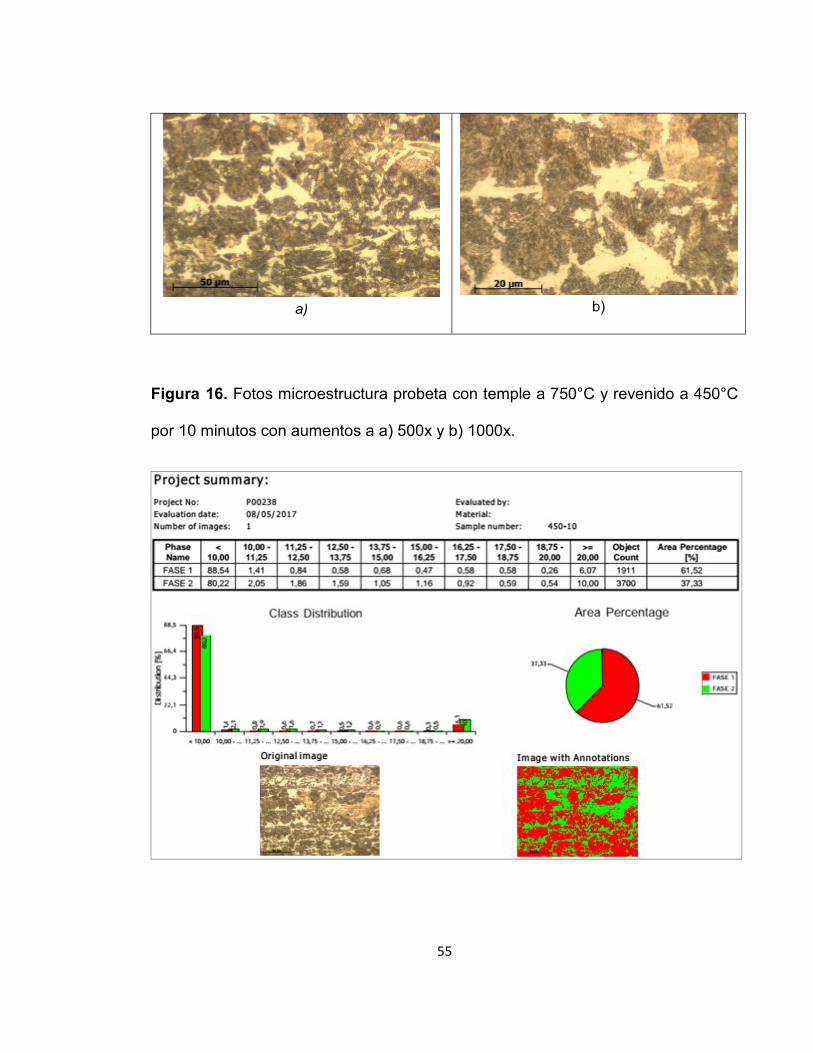
Figura 16. Fotos microestructura probeta con temple a 750°C y revenido a 450°C
por 10 minutos con aumentos a a) 500x y b) 1000x.

56
Figura 17. Fases de los constituyentes de la probeta con temple a 750°C y
revenido a 450°C por 10 minutos.
a)
b)
Figura 18. Fotos microestructura probeta con temple a 750°C y revenido a 450°C
por 5 minutos con aumentos a a) 500x y b) 1000x.

57
Figura 19. Fases de los constituyentes de la probeta con temple a 750°C y
revenido a 450°C por 5 minutos.
En el revenido hay tres etapas de temperatura, la realizada para el proyecto es el
revenido a temperatura media (entre 300°c y 400°C), en estas temperaturas la
martensita se modifica y se transforma por la precipitación de partículas finas de
carburo de la solución martensítica hierro-carbono y la transformación gradual de
la estructura cristalina, la nueva estructura se denomina martensita revenida.

58
a)
b)
Figura 20. Fotos microestructura probeta con temple a 750°C y revenido a 350°C
por 15 minutos con aumentos a a) 500x y b) 1000x.

59
Figura 21. Fases de los constituyentes de la probeta con temple a 750°C y
revenido a 350°C por 15 minutos.
a)
b)
Figura 22. Fotos microestructura probeta con temple a 750°C y revenido a 350°C
por 10 minutos con aumentos a a) 500x y b) 1000x.

60
Figura 23. Fases de los constituyentes de la probeta con temple a 750°C y
revenido a 350°C por 10 minutos.
a)
b)

61
Figura 24. Fotos microestructura probeta con temple a 750°C y revenido a 350°C
por 5 minutos con aumentos a a) 500x y b) 1000x.
Figura 25. Fases de los constituyentes de la probeta con temple a 750°C y
revenido a 350°C por 5 minutos.

62
Gráfica 11. Porcentajes de los constituyentes de las micrografías.
La gráfica 11 nos muestra los porcentajes de los constituyentes, la fase 1 es la
zona oscura en las micrografías, para la probeta sin tratamiento la zona oscura es
perlita, para la probeta con solo temple es martensita y para las probetas con
revenido es martensita revenida que tiene pequeñas variaciones debido a las
diferentes temperaturas y tiempos de revenido, en promedio las micrografías de
las probetas con revenido a 350°C tienen un mayor porcentaje de la zona oscura.

63
7. CONCLUSIONES
1. Los resultados obtenidos no demuestran un patrón que relacione
directamente la dureza con la pérdida de masa, concluimos que los
tratamientos térmicos no fueron lo suficientemente eficaces para modificar
considerablemente la microestructura de las probetas para que los
resultados posteriores fueran confiables. Esto se corrobora con los
resultados obtenidos en otros proyectos que concuerdan con la teoría como
lo es el proyecto de título: Influencia del temple desde temperaturas
intercríticas y revenido a temperatura de 350°C con diferentes tiempos en
las propiedades mecánicas tensión-impacto de un acero SAE 1045
presentado por Cárdenas Castañeda, Alexander.
2. La pérdida de masa depende de la dureza y la dureza del porcentaje
volumétrico de las probetas, este se calcula por medio de las micrografías
que muestran las zonas de los constituyentes y si el tiempo de los
revenidos modifico parcialmente las zonas entonces el cálculo del
porcentaje no será del todo fiable para analizarlo y compararlo con otros
resultados.

64
3. Para la finalidad de este proyecto los tratamientos térmicos no fueron
efectivos, porque, aunque si disminuyeron la pérdida de masa del material,
los tiempos de tratamiento en especial los revenidos no tuvieron un efecto
considerable en la microestructura del material, por lo tanto, no se podría
certificar que la dureza deseada para el material sea uniforme y aceptable
para el uso que se le quiere dar.

65
8. BIBLIOGRAFIA
CÁRDENAS CASTAÑEDA, Alexander. Influencia del temple desde
temperaturas intercríticas y revenido a temperaturas de 350°C con
diferentes tiempos en las propiedades mecánicas tensión – impacto de un
acero SAE 1045. Bogotá, 2016.
GUZMAN BONILLA, Braian Saul. Evaluación del desgaste erosivo del acero
AISI 304L. Bogotá, 2016.
http://www.escuelaing.edu.co/uploads/laboratorios/7643_metalografia.pdf
http://webdeptos.uma.es/qicm/Doc_docencia/Tema4_CM.pdf
http://blog.utp.edu.co/metalografia/5-diagrama-hierro-carbono/
https://www.feandalucia.ccoo.es/docu/p5sd8732.pdf
https://aceroplatea.es/docs/documento138.pdf
http://www.monografias.com/trabajos87/aspectos-tener-presente-revenido-
aceros/aspectos-tener-presente-revenido-aceros.shtml