i.i.m. – u.m.s.n.h. capitulo ii. clasificación de los ... ii.pdf · tribología y desgaste de...
TRANSCRIPT

I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 23
2. CLASIFICACION DE LOS PROCESOS DE DESGASTE
El desgaste ocurre en muchas situaciones diferentes, en equipo en movimiento, maquinaria agrícola, bombeo de pulpas, trituradoras, valeros, cojinetes planos, anillos de pistones, engranes, embragues, en la vida diaria en cuchillos, zapatos, ropa, muebles, escaleras, en las articulaciones del cuerpo humano como cadera, rodilla, tobillo, codos, etc. En todos estos casos, la causa del desgaste es una amplia variedad de situaciones y la solución para cada sistema especial de desgaste depende de la identificación exacta de la naturaleza del problema. El análisis del sistema es necesario para identificar los parámetros del sistema tribológico, y dependiendo de los parámetros del tribosistema pueden ocurrir diferentes mecanismos de desgaste. Los mecanismos de desgaste describen las interacciones de energía y materia entre los elementos del tribosistema. El tipo de movimiento relativo entre los cuerpos en contacto también puede ser utilizado para clasificar diferentes procesos de desgaste. Para la realización de un ensayo de desgaste se pueden utilizar muchas técnicas; a diferencia de otros tipos de ensayo mecánico, no existen especificaciones estándar para la realización de ensayos de desgaste, pero algunas técnicas han recibido una buena aceptación a nivel laboratorio en todo el mundo. La razón para la amplia variedad de técnicas de ensayo, es la gran variedad de sistemas de desgaste que ocurren en la práctica. Aún utilizando una técnica similar, los resultados de ensayos obtenidos por diferentes investigadores en diferentes lugares difieren y pueden ser comparados, a lo mucho cualitativamente. Esto es debido a que siempre existen diferencias en los procedimientos de ensayo, tamaño o geometría de las probetas, ambiente, etc. Por lo tanto, es muy importante conocer exactamente las condiciones del ensayo para apreciar correctamente los resultados. Una traducción exitosa de resultados de laboratorio a la práctica industrial solo puede ser esperada si los parámetros importantes del tribosistema en el laboratorio son comparables a aquellos en la práctica. 2.1 Tribosistemas
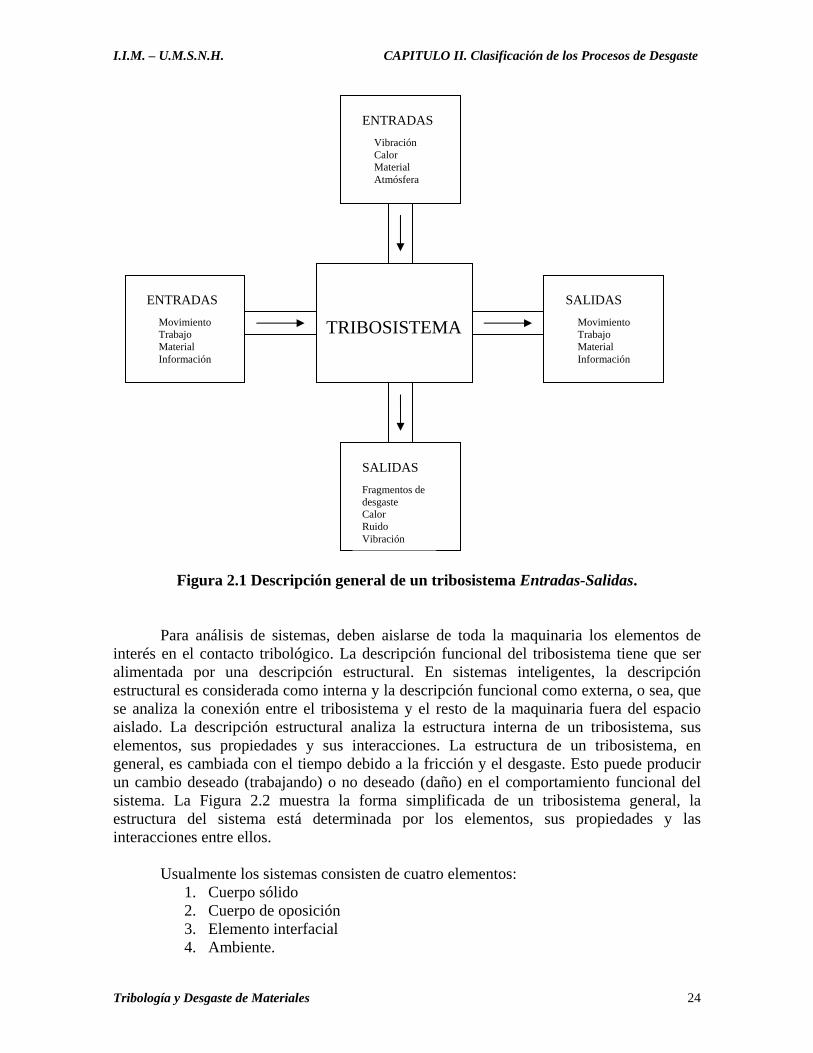
La aplicación de sistemas inteligentes o sistemas de análisis ha sido muy útil en la descripción de los procesos tribológicos. Los sistemas de análisis han sido aplicados a la tribología con relativo éxito por varios investigadores. El propósito de estos sistemas es la transformación y/o transmisión de datos de entrada en datos de salida que son tecnológicamente útiles. La Figura 2.1 muestra una descripción funcional de un sistema tribológico en general. La relación entre datos de entrada útiles y datos de salida útiles puede ser considerada como la función técnica de un tribosistema. Las entradas y salidas útiles pueden ser clasificadas en movimiento, trabajo (mecánico, hidráulico, neumático, químico, eléctrico o térmico), material o masa, e información. Algunos tribosistemas que pueden estar relacionados a los cuatro grupos principales de entradas y salidas son valeros y articulaciones humanas (movimiento), engranes y embragues (trabajo), bombas de pulpas y trituradoras (materiales) y levas y guías (información). Las entradas indeseables pueden ser vibración, calor, material (suciedad) y humedad (o en general una atmósfera químicamente reactiva). La fricción y el desgaste producen salidas indeseables tales como fragmentos de desgaste, calor, vibración y ruido.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 24
TRIBOSISTEMA ENTRADAS
Movimiento Trabajo Material Información
SALIDAS Movimiento Trabajo Material Información
ENTRADASVibración Calor Material Atmósfera
SALIDASFragmentos de desgaste Calor Ruido Vibración
ENTRADAS Movimiento Trabajo Material Información
Figura 2.1 Descripción general de un tribosistema Entradas-Salidas. Para análisis de sistemas, deben aislarse de toda la maquinaria los elementos de
interés en el contacto tribológico. La descripción funcional del tribosistema tiene que ser alimentada por una descripción estructural. En sistemas inteligentes, la descripción estructural es considerada como interna y la descripción funcional como externa, o sea, que se analiza la conexión entre el tribosistema y el resto de la maquinaria fuera del espacio aislado. La descripción estructural analiza la estructura interna de un tribosistema, sus elementos, sus propiedades y sus interacciones. La estructura de un tribosistema, en general, es cambiada con el tiempo debido a la fricción y el desgaste. Esto puede producir un cambio deseado (trabajando) o no deseado (daño) en el comportamiento funcional del sistema. La Figura 2.2 muestra la forma simplificada de un tribosistema general, la estructura del sistema está determinada por los elementos, sus propiedades y las interacciones entre ellos.
Usualmente los sistemas consisten de cuatro elementos:
1. Cuerpo sólido 2. Cuerpo de oposición 3. Elemento interfacial 4. Ambiente.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 25
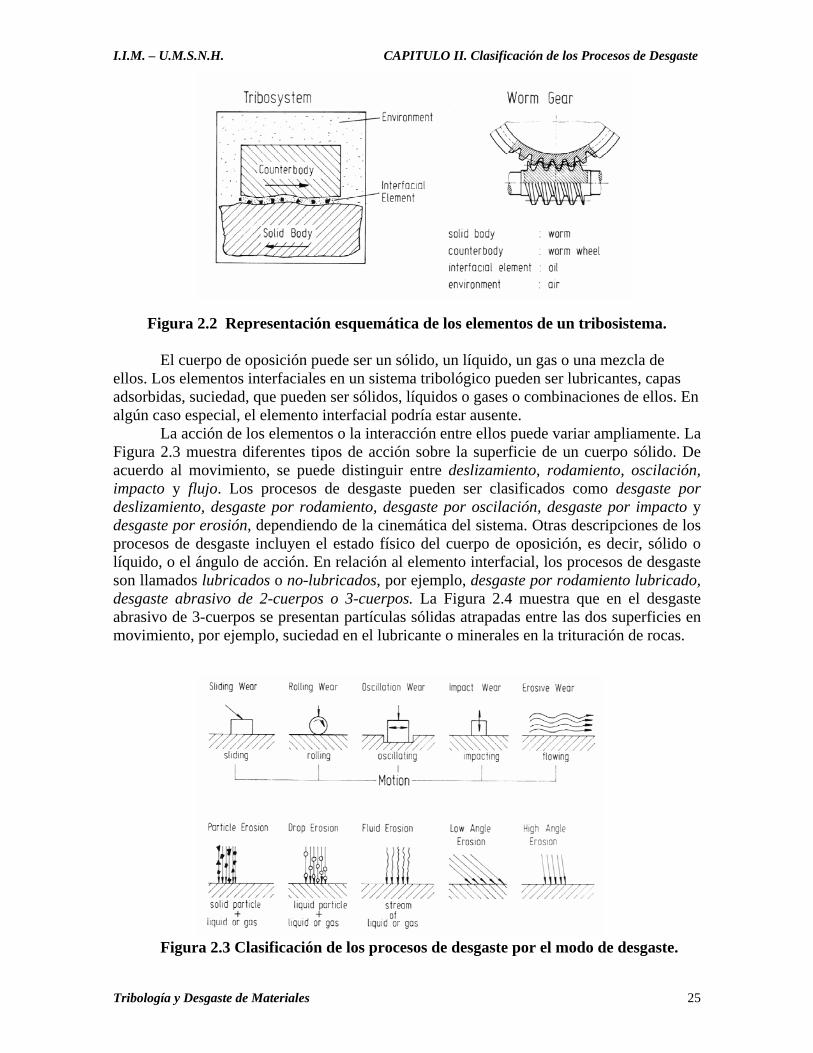
Figura 2.2 Representación esquemática de los elementos de un tribosistema.
El cuerpo de oposición puede ser un sólido, un líquido, un gas o una mezcla de ellos. Los elementos interfaciales en un sistema tribológico pueden ser lubricantes, capas adsorbidas, suciedad, que pueden ser sólidos, líquidos o gases o combinaciones de ellos. En algún caso especial, el elemento interfacial podría estar ausente.
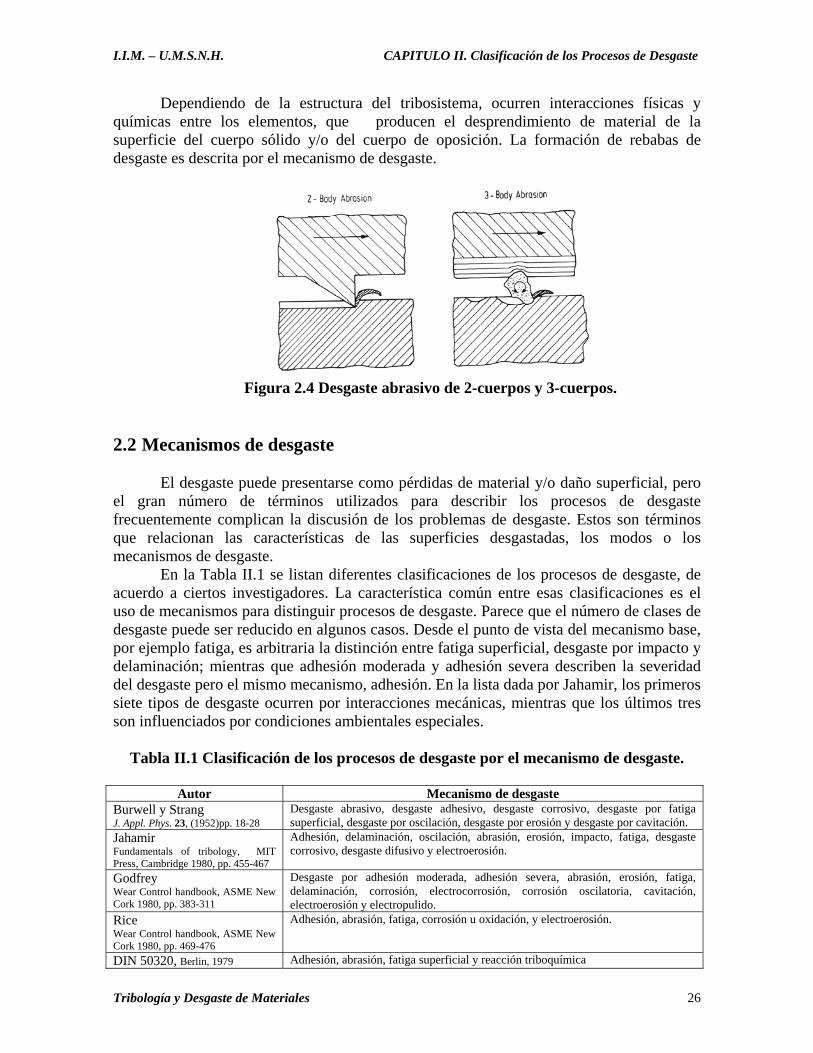
La acción de los elementos o la interacción entre ellos puede variar ampliamente. La Figura 2.3 muestra diferentes tipos de acción sobre la superficie de un cuerpo sólido. De acuerdo al movimiento, se puede distinguir entre deslizamiento, rodamiento, oscilación, impacto y flujo. Los procesos de desgaste pueden ser clasificados como desgaste por deslizamiento, desgaste por rodamiento, desgaste por oscilación, desgaste por impacto y desgaste por erosión, dependiendo de la cinemática del sistema. Otras descripciones de los procesos de desgaste incluyen el estado físico del cuerpo de oposición, es decir, sólido o líquido, o el ángulo de acción. En relación al elemento interfacial, los procesos de desgaste son llamados lubricados o no-lubricados, por ejemplo, desgaste por rodamiento lubricado, desgaste abrasivo de 2-cuerpos o 3-cuerpos. La Figura 2.4 muestra que en el desgaste abrasivo de 3-cuerpos se presentan partículas sólidas atrapadas entre las dos superficies en movimiento, por ejemplo, suciedad en el lubricante o minerales en la trituración de rocas.
Figura 2.3 Clasificación de los procesos de desgaste por el modo de desgaste.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 26
Dependiendo de la estructura del tribosistema, ocurren interacciones físicas y
químicas entre los elementos, que producen el desprendimiento de material de la superficie del cuerpo sólido y/o del cuerpo de oposición. La formación de rebabas de desgaste es descrita por el mecanismo de desgaste.
Figura 2.4 Desgaste abrasivo de 2-cuerpos y 3-cuerpos.
2.2 Mecanismos de desgaste
El desgaste puede presentarse como pérdidas de material y/o daño superficial, pero el gran número de términos utilizados para describir los procesos de desgaste frecuentemente complican la discusión de los problemas de desgaste. Estos son términos que relacionan las características de las superficies desgastadas, los modos o los mecanismos de desgaste.
En la Tabla II.1 se listan diferentes clasificaciones de los procesos de desgaste, de acuerdo a ciertos investigadores. La característica común entre esas clasificaciones es el uso de mecanismos para distinguir procesos de desgaste. Parece que el número de clases de desgaste puede ser reducido en algunos casos. Desde el punto de vista del mecanismo base, por ejemplo fatiga, es arbitraria la distinción entre fatiga superficial, desgaste por impacto y delaminación; mientras que adhesión moderada y adhesión severa describen la severidad del desgaste pero el mismo mecanismo, adhesión. En la lista dada por Jahamir, los primeros siete tipos de desgaste ocurren por interacciones mecánicas, mientras que los últimos tres son influenciados por condiciones ambientales especiales.
Tabla II.1 Clasificación de los procesos de desgaste por el mecanismo de desgaste.
Autor Mecanismo de desgaste
Burwell y Strang J. Appl. Phys. 23, (1952)pp. 18-28
Desgaste abrasivo, desgaste adhesivo, desgaste corrosivo, desgaste por fatiga superficial, desgaste por oscilación, desgaste por erosión y desgaste por cavitación.
Jahamir Fundamentals of tribology, MIT Press, Cambridge 1980, pp. 455-467
Adhesión, delaminación, oscilación, abrasión, erosión, impacto, fatiga, desgaste corrosivo, desgaste difusivo y electroerosión.
Godfrey Wear Control handbook, ASME New Cork 1980, pp. 383-311
Desgaste por adhesión moderada, adhesión severa, abrasión, erosión, fatiga, delaminación, corrosión, electrocorrosión, corrosión oscilatoria, cavitación, electroerosión y electropulido.
Rice Wear Control handbook, ASME New Cork 1980, pp. 469-476
Adhesión, abrasión, fatiga, corrosión u oxidación, y electroerosión.
DIN 50320, Berlin, 1979 Adhesión, abrasión, fatiga superficial y reacción triboquímica
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 27
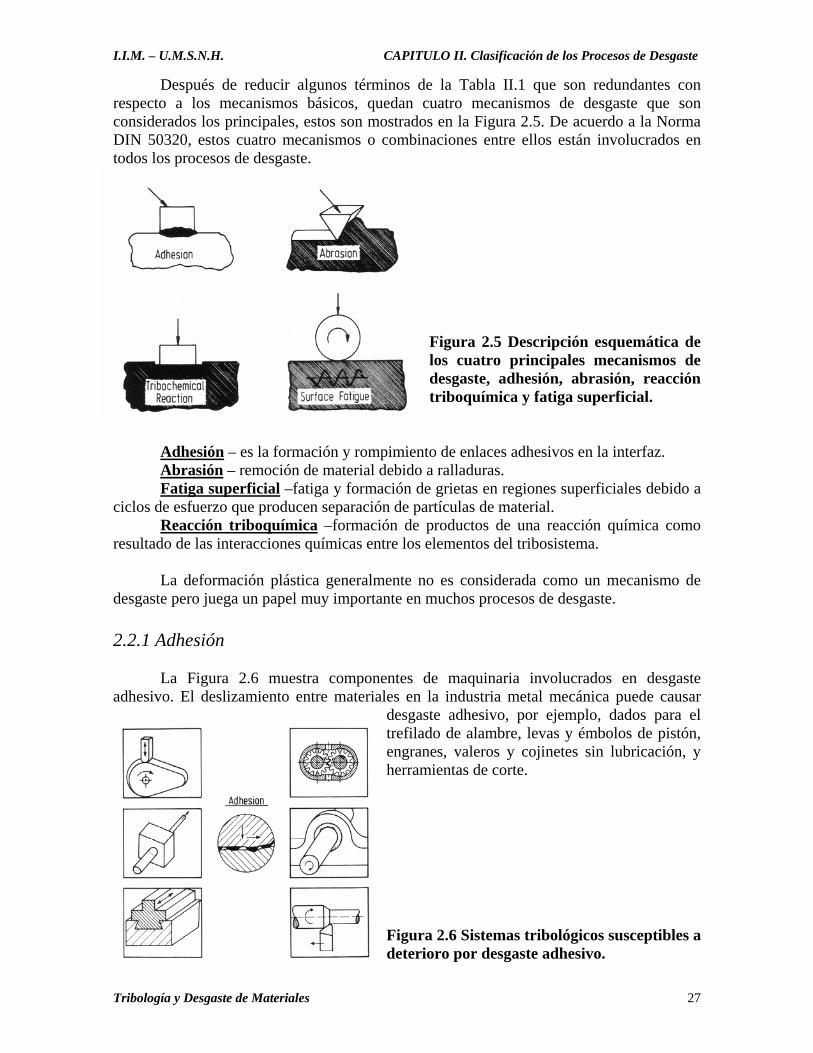
Después de reducir algunos términos de la Tabla II.1 que son redundantes con respecto a los mecanismos básicos, quedan cuatro mecanismos de desgaste que son considerados los principales, estos son mostrados en la Figura 2.5. De acuerdo a la Norma DIN 50320, estos cuatro mecanismos o combinaciones entre ellos están involucrados en todos los procesos de desgaste.
Figura 2.5 Descripción esquemática de los cuatro principales mecanismos de desgaste, adhesión, abrasión, reacción triboquímica y fatiga superficial.
Adhesión – es la formación y rompimiento de enlaces adhesivos en la interfaz. Abrasión – remoción de material debido a ralladuras. Fatiga superficial –fatiga y formación de grietas en regiones superficiales debido a
ciclos de esfuerzo que producen separación de partículas de material. Reacción triboquímica –formación de productos de una reacción química como
resultado de las interacciones químicas entre los elementos del tribosistema. La deformación plástica generalmente no es considerada como un mecanismo de
desgaste pero juega un papel muy importante en muchos procesos de desgaste. 2.2.1 Adhesión
La Figura 2.6 muestra componentes de maquinaria involucrados en desgaste adhesivo. El deslizamiento entre materiales en la industria metal mecánica puede causar
desgaste adhesivo, por ejemplo, dados para el trefilado de alambre, levas y émbolos de pistón, engranes, valeros y cojinetes sin lubricación, y herramientas de corte. Figura 2.6 Sistemas tribológicos susceptibles a deterioro por desgaste adhesivo.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 28
El desgaste adhesivo puede presentarse cuando dos superficies se deslizan una contra otra. Altas presiones localizadas entre las asperezas de contacto producen deformación plástica, adhesión y consecuentemente, formación de juntas localizadas. El deslizamiento relativo entre las superficies en contacto causa la ruptura de esas uniones y por consiguiente la transferencia de material de una superficie a la otra. Con el aumento en el deterioro o la sobre carga debido a esfuerzos, en la velocidad o la temperatura del par deslizante, la adhesión puede causar daño superficial localizado. Esto está relacionado con un gran incremento en el coeficiente de fricción y mayor desgaste. En el caso extremo, las superficies se unen y ya no hay movimiento relativo entre ellas. La formación de juntas en el contacto local entre superficies puede ser debido a adhesión o cohesión. La cohesión es idealmente efectiva en la soldadura de materiales iguales o similares que produce la desaparición de la interfaz entre las superficies originales. Por otra parte, la adhesión aplica si la interfaz original es preservada en las juntas localizadas.
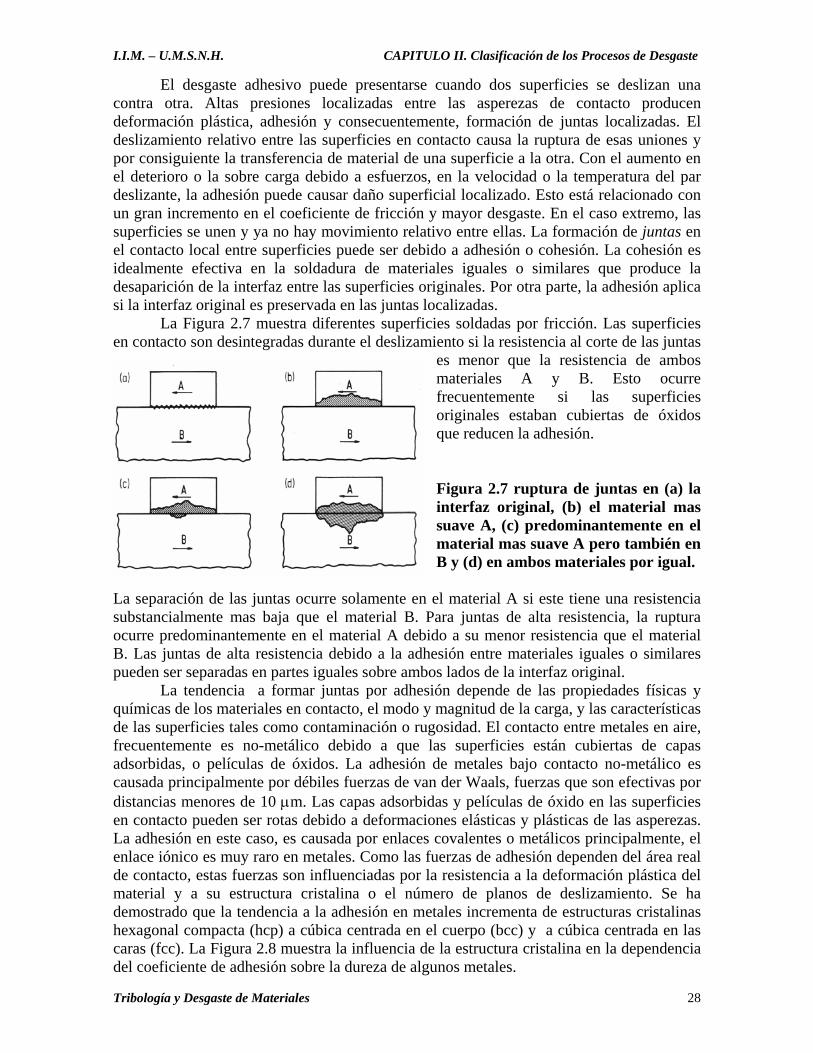
La Figura 2.7 muestra diferentes superficies soldadas por fricción. Las superficies en contacto son desintegradas durante el deslizamiento si la resistencia al corte de las juntas
es menor que la resistencia de ambos materiales A y B. Esto ocurre frecuentemente si las superficies originales estaban cubiertas de óxidos que reducen la adhesión. Figura 2.7 ruptura de juntas en (a) la interfaz original, (b) el material mas suave A, (c) predominantemente en el material mas suave A pero también en B y (d) en ambos materiales por igual.
La separación de las juntas ocurre solamente en el material A si este tiene una resistencia substancialmente mas baja que el material B. Para juntas de alta resistencia, la ruptura ocurre predominantemente en el material A debido a su menor resistencia que el material B. Las juntas de alta resistencia debido a la adhesión entre materiales iguales o similares pueden ser separadas en partes iguales sobre ambos lados de la interfaz original.
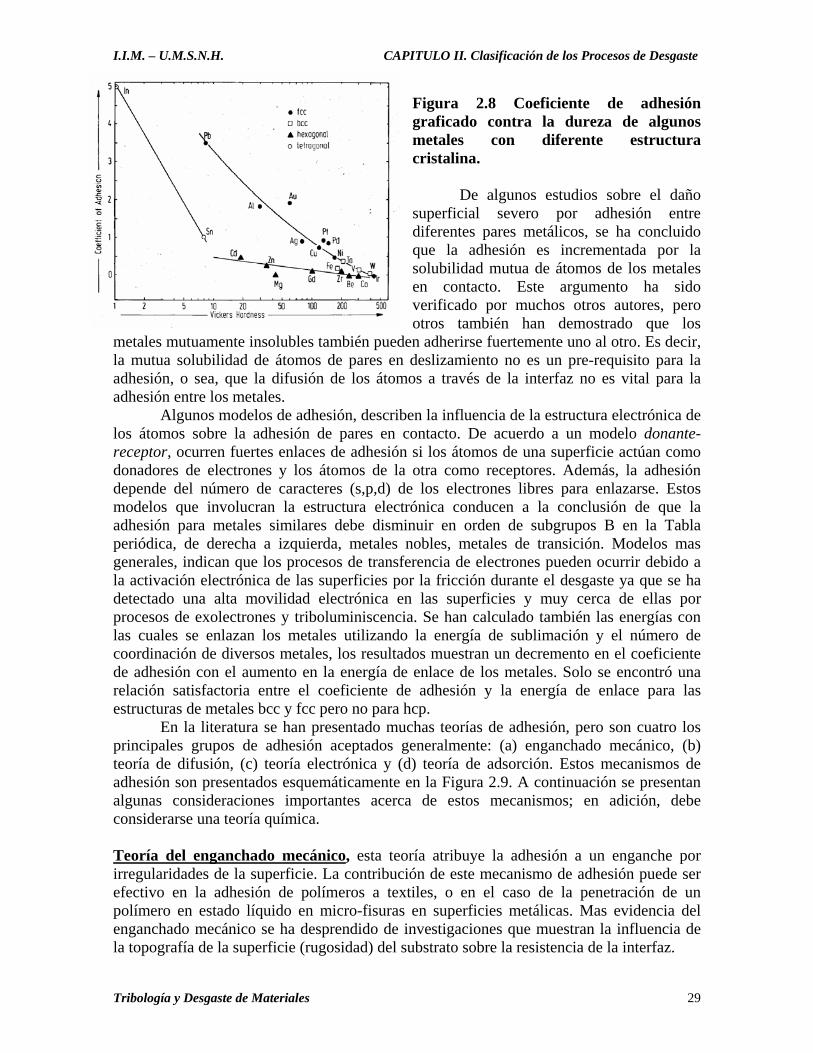
La tendencia a formar juntas por adhesión depende de las propiedades físicas y químicas de los materiales en contacto, el modo y magnitud de la carga, y las características de las superficies tales como contaminación o rugosidad. El contacto entre metales en aire, frecuentemente es no-metálico debido a que las superficies están cubiertas de capas adsorbidas, o películas de óxidos. La adhesión de metales bajo contacto no-metálico es causada principalmente por débiles fuerzas de van der Waals, fuerzas que son efectivas por distancias menores de 10 µm. Las capas adsorbidas y películas de óxido en las superficies en contacto pueden ser rotas debido a deformaciones elásticas y plásticas de las asperezas. La adhesión en este caso, es causada por enlaces covalentes o metálicos principalmente, el enlace iónico es muy raro en metales. Como las fuerzas de adhesión dependen del área real de contacto, estas fuerzas son influenciadas por la resistencia a la deformación plástica del material y a su estructura cristalina o el número de planos de deslizamiento. Se ha demostrado que la tendencia a la adhesión en metales incrementa de estructuras cristalinas hexagonal compacta (hcp) a cúbica centrada en el cuerpo (bcc) y a cúbica centrada en las caras (fcc). La Figura 2.8 muestra la influencia de la estructura cristalina en la dependencia del coeficiente de adhesión sobre la dureza de algunos metales.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 29
Figura 2.8 Coeficiente de adhesión graficado contra la dureza de algunos metales con diferente estructura cristalina.
De algunos estudios sobre el daño superficial severo por adhesión entre diferentes pares metálicos, se ha concluido que la adhesión es incrementada por la solubilidad mutua de átomos de los metales en contacto. Este argumento ha sido verificado por muchos otros autores, pero otros también han demostrado que los
metales mutuamente insolubles también pueden adherirse fuertemente uno al otro. Es decir, la mutua solubilidad de átomos de pares en deslizamiento no es un pre-requisito para la adhesión, o sea, que la difusión de los átomos a través de la interfaz no es vital para la adhesión entre los metales.
Algunos modelos de adhesión, describen la influencia de la estructura electrónica de los átomos sobre la adhesión de pares en contacto. De acuerdo a un modelo donante-receptor, ocurren fuertes enlaces de adhesión si los átomos de una superficie actúan como donadores de electrones y los átomos de la otra como receptores. Además, la adhesión depende del número de caracteres (s,p,d) de los electrones libres para enlazarse. Estos modelos que involucran la estructura electrónica conducen a la conclusión de que la adhesión para metales similares debe disminuir en orden de subgrupos B en la Tabla periódica, de derecha a izquierda, metales nobles, metales de transición. Modelos mas generales, indican que los procesos de transferencia de electrones pueden ocurrir debido a la activación electrónica de las superficies por la fricción durante el desgaste ya que se ha detectado una alta movilidad electrónica en las superficies y muy cerca de ellas por procesos de exolectrones y triboluminiscencia. Se han calculado también las energías con las cuales se enlazan los metales utilizando la energía de sublimación y el número de coordinación de diversos metales, los resultados muestran un decremento en el coeficiente de adhesión con el aumento en la energía de enlace de los metales. Solo se encontró una relación satisfactoria entre el coeficiente de adhesión y la energía de enlace para las estructuras de metales bcc y fcc pero no para hcp.
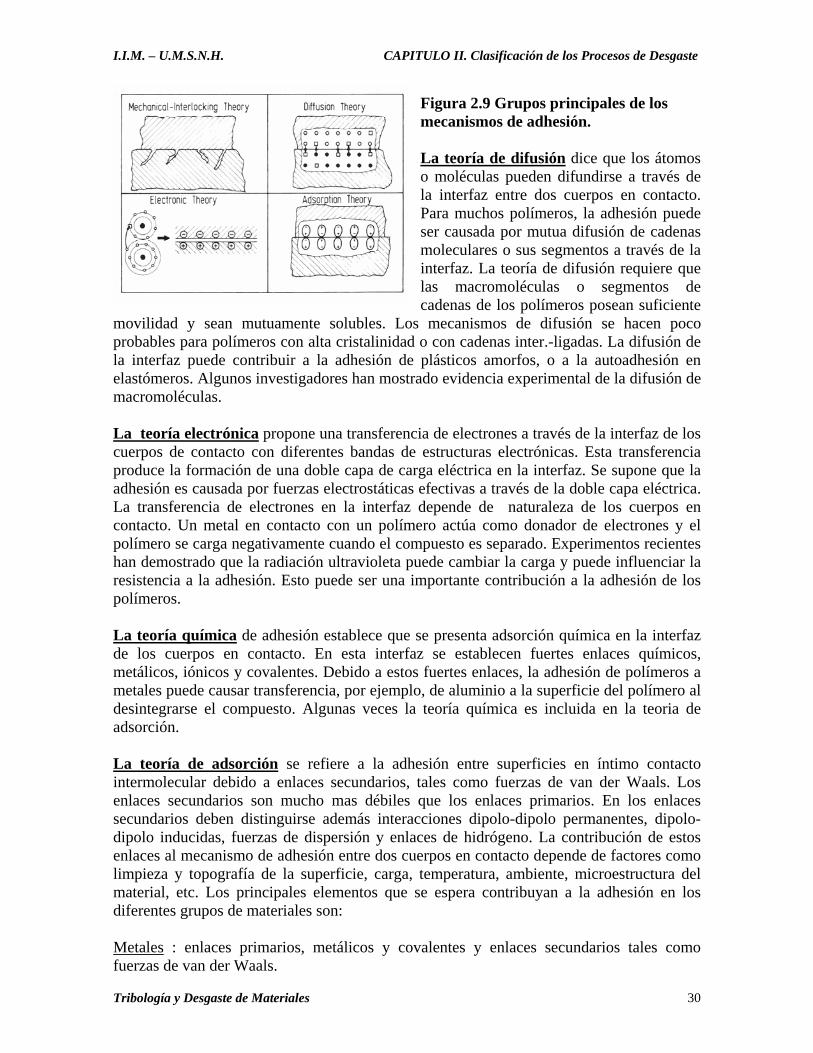
En la literatura se han presentado muchas teorías de adhesión, pero son cuatro los principales grupos de adhesión aceptados generalmente: (a) enganchado mecánico, (b) teoría de difusión, (c) teoría electrónica y (d) teoría de adsorción. Estos mecanismos de adhesión son presentados esquemáticamente en la Figura 2.9. A continuación se presentan algunas consideraciones importantes acerca de estos mecanismos; en adición, debe considerarse una teoría química. Teoría del enganchado mecánico, esta teoría atribuye la adhesión a un enganche por irregularidades de la superficie. La contribución de este mecanismo de adhesión puede ser efectivo en la adhesión de polímeros a textiles, o en el caso de la penetración de un polímero en estado líquido en micro-fisuras en superficies metálicas. Mas evidencia del enganchado mecánico se ha desprendido de investigaciones que muestran la influencia de la topografía de la superficie (rugosidad) del substrato sobre la resistencia de la interfaz.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 30
Figura 2.9 Grupos principales de los mecanismos de adhesión. La teoría de difusión dice que los átomos o moléculas pueden difundirse a través de la interfaz entre dos cuerpos en contacto. Para muchos polímeros, la adhesión puede ser causada por mutua difusión de cadenas moleculares o sus segmentos a través de la interfaz. La teoría de difusión requiere que las macromoléculas o segmentos de cadenas de los polímeros posean suficiente
movilidad y sean mutuamente solubles. Los mecanismos de difusión se hacen poco probables para polímeros con alta cristalinidad o con cadenas inter.-ligadas. La difusión de la interfaz puede contribuir a la adhesión de plásticos amorfos, o a la autoadhesión en elastómeros. Algunos investigadores han mostrado evidencia experimental de la difusión de macromoléculas. La teoría electrónica propone una transferencia de electrones a través de la interfaz de los cuerpos de contacto con diferentes bandas de estructuras electrónicas. Esta transferencia produce la formación de una doble capa de carga eléctrica en la interfaz. Se supone que la adhesión es causada por fuerzas electrostáticas efectivas a través de la doble capa eléctrica. La transferencia de electrones en la interfaz depende de naturaleza de los cuerpos en contacto. Un metal en contacto con un polímero actúa como donador de electrones y el polímero se carga negativamente cuando el compuesto es separado. Experimentos recientes han demostrado que la radiación ultravioleta puede cambiar la carga y puede influenciar la resistencia a la adhesión. Esto puede ser una importante contribución a la adhesión de los polímeros. La teoría química de adhesión establece que se presenta adsorción química en la interfaz de los cuerpos en contacto. En esta interfaz se establecen fuertes enlaces químicos, metálicos, iónicos y covalentes. Debido a estos fuertes enlaces, la adhesión de polímeros a metales puede causar transferencia, por ejemplo, de aluminio a la superficie del polímero al desintegrarse el compuesto. Algunas veces la teoría química es incluida en la teoria de adsorción. La teoría de adsorción se refiere a la adhesión entre superficies en íntimo contacto intermolecular debido a enlaces secundarios, tales como fuerzas de van der Waals. Los enlaces secundarios son mucho mas débiles que los enlaces primarios. En los enlaces secundarios deben distinguirse además interacciones dipolo-dipolo permanentes, dipolo-dipolo inducidas, fuerzas de dispersión y enlaces de hidrógeno. La contribución de estos enlaces al mecanismo de adhesión entre dos cuerpos en contacto depende de factores como limpieza y topografía de la superficie, carga, temperatura, ambiente, microestructura del material, etc. Los principales elementos que se espera contribuyan a la adhesión en los diferentes grupos de materiales son: Metales : enlaces primarios, metálicos y covalentes y enlaces secundarios tales como fuerzas de van der Waals.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 31
Polímeros : enlaces de van der Waals, enlaces electrostáticos debido a capas dobles cargadas eléctricamente, enlaces electrostáticos debido a moléculas polares. Cerámicos : enlaces primarios, fuerzas de van der Waals y enlaces electrostáticos.
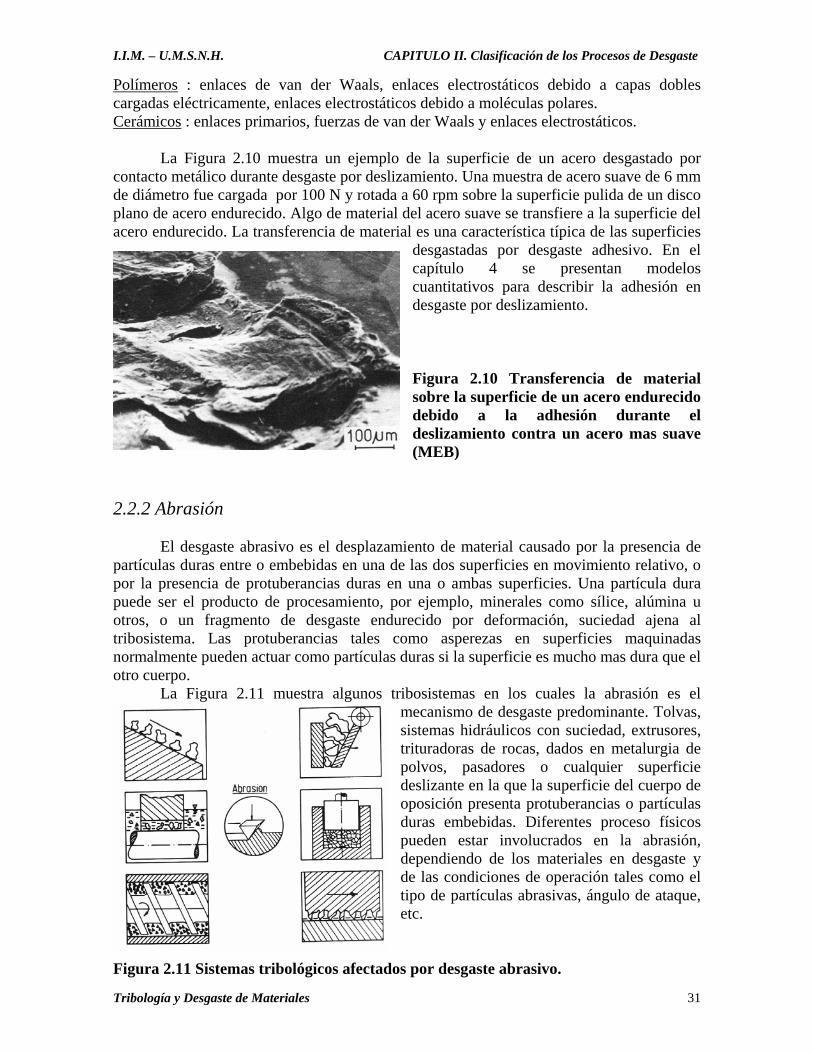
La Figura 2.10 muestra un ejemplo de la superficie de un acero desgastado por contacto metálico durante desgaste por deslizamiento. Una muestra de acero suave de 6 mm de diámetro fue cargada por 100 N y rotada a 60 rpm sobre la superficie pulida de un disco plano de acero endurecido. Algo de material del acero suave se transfiere a la superficie del acero endurecido. La transferencia de material es una característica típica de las superficies
desgastadas por desgaste adhesivo. En el capítulo 4 se presentan modelos cuantitativos para describir la adhesión en desgaste por deslizamiento. Figura 2.10 Transferencia de material sobre la superficie de un acero endurecido debido a la adhesión durante el deslizamiento contra un acero mas suave (MEB)
2.2.2 Abrasión
El desgaste abrasivo es el desplazamiento de material causado por la presencia de
partículas duras entre o embebidas en una de las dos superficies en movimiento relativo, o por la presencia de protuberancias duras en una o ambas superficies. Una partícula dura puede ser el producto de procesamiento, por ejemplo, minerales como sílice, alúmina u otros, o un fragmento de desgaste endurecido por deformación, suciedad ajena al tribosistema. Las protuberancias tales como asperezas en superficies maquinadas normalmente pueden actuar como partículas duras si la superficie es mucho mas dura que el otro cuerpo.
La Figura 2.11 muestra algunos tribosistemas en los cuales la abrasión es el mecanismo de desgaste predominante. Tolvas, sistemas hidráulicos con suciedad, extrusores, trituradoras de rocas, dados en metalurgia de polvos, pasadores o cualquier superficie deslizante en la que la superficie del cuerpo de oposición presenta protuberancias o partículas duras embebidas. Diferentes proceso físicos pueden estar involucrados en la abrasión, dependiendo de los materiales en desgaste y de las condiciones de operación tales como el tipo de partículas abrasivas, ángulo de ataque, etc.
Figura 2.11 Sistemas tribológicos afectados por desgaste abrasivo.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 32
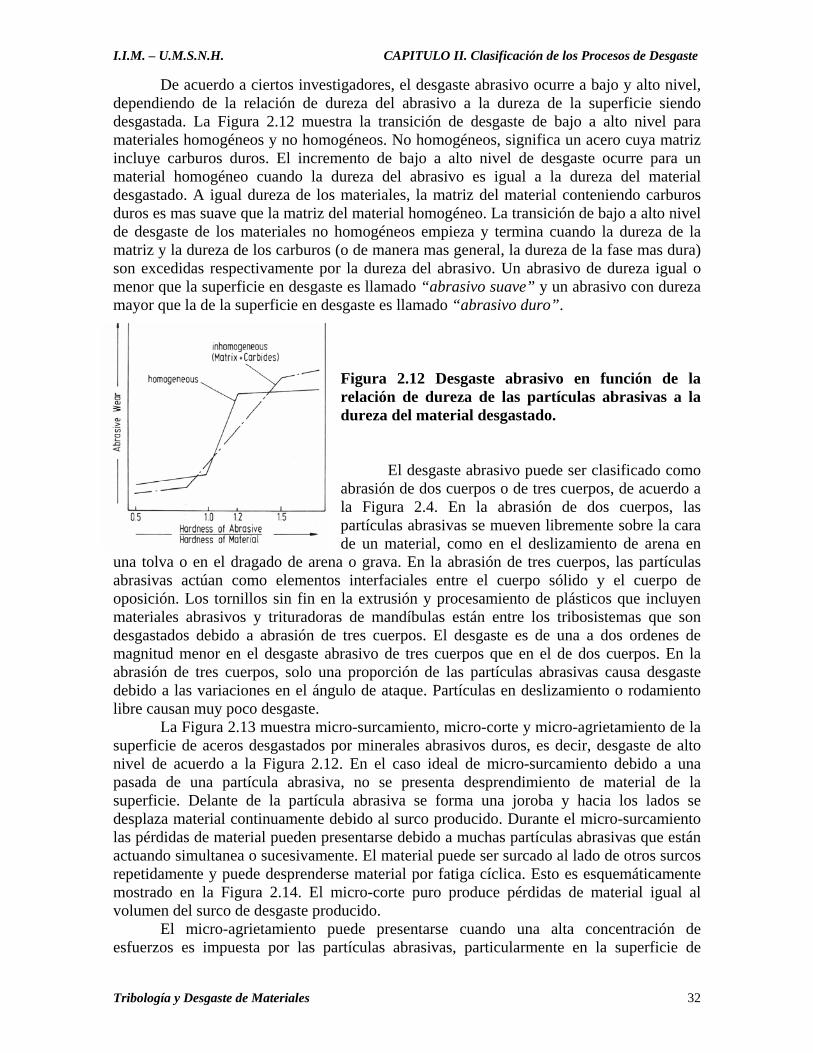
De acuerdo a ciertos investigadores, el desgaste abrasivo ocurre a bajo y alto nivel, dependiendo de la relación de dureza del abrasivo a la dureza de la superficie siendo desgastada. La Figura 2.12 muestra la transición de desgaste de bajo a alto nivel para materiales homogéneos y no homogéneos. No homogéneos, significa un acero cuya matriz incluye carburos duros. El incremento de bajo a alto nivel de desgaste ocurre para un material homogéneo cuando la dureza del abrasivo es igual a la dureza del material desgastado. A igual dureza de los materiales, la matriz del material conteniendo carburos duros es mas suave que la matriz del material homogéneo. La transición de bajo a alto nivel de desgaste de los materiales no homogéneos empieza y termina cuando la dureza de la matriz y la dureza de los carburos (o de manera mas general, la dureza de la fase mas dura) son excedidas respectivamente por la dureza del abrasivo. Un abrasivo de dureza igual o menor que la superficie en desgaste es llamado “abrasivo suave” y un abrasivo con dureza mayor que la de la superficie en desgaste es llamado “abrasivo duro”.
Figura 2.12 Desgaste abrasivo en función de la relación de dureza de las partículas abrasivas a la dureza del material desgastado.
El desgaste abrasivo puede ser clasificado como
abrasión de dos cuerpos o de tres cuerpos, de acuerdo a la Figura 2.4. En la abrasión de dos cuerpos, las partículas abrasivas se mueven libremente sobre la cara de un material, como en el deslizamiento de arena en
una tolva o en el dragado de arena o grava. En la abrasión de tres cuerpos, las partículas abrasivas actúan como elementos interfaciales entre el cuerpo sólido y el cuerpo de oposición. Los tornillos sin fin en la extrusión y procesamiento de plásticos que incluyen materiales abrasivos y trituradoras de mandíbulas están entre los tribosistemas que son desgastados debido a abrasión de tres cuerpos. El desgaste es de una a dos ordenes de magnitud menor en el desgaste abrasivo de tres cuerpos que en el de dos cuerpos. En la abrasión de tres cuerpos, solo una proporción de las partículas abrasivas causa desgaste debido a las variaciones en el ángulo de ataque. Partículas en deslizamiento o rodamiento libre causan muy poco desgaste.
La Figura 2.13 muestra micro-surcamiento, micro-corte y micro-agrietamiento de la superficie de aceros desgastados por minerales abrasivos duros, es decir, desgaste de alto nivel de acuerdo a la Figura 2.12. En el caso ideal de micro-surcamiento debido a una pasada de una partícula abrasiva, no se presenta desprendimiento de material de la superficie. Delante de la partícula abrasiva se forma una joroba y hacia los lados se desplaza material continuamente debido al surco producido. Durante el micro-surcamiento las pérdidas de material pueden presentarse debido a muchas partículas abrasivas que están actuando simultanea o sucesivamente. El material puede ser surcado al lado de otros surcos repetidamente y puede desprenderse material por fatiga cíclica. Esto es esquemáticamente mostrado en la Figura 2.14. El micro-corte puro produce pérdidas de material igual al volumen del surco de desgaste producido.
El micro-agrietamiento puede presentarse cuando una alta concentración de esfuerzos es impuesta por las partículas abrasivas, particularmente en la superficie de

I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 33
materiales frágiles. En este caso, grandes fragmentos de desgaste son desprendidos de la superficie debido a la formación y propagación de grietas, ver Figuras 2.13c y 2.14.
Figura 2.13 Interacciones entre minerales abrasivos y superficies de aceros: (a) micro-surcamiento, (b) micro-corte, y (c) micro-agrietamiento.
Figura 2.14 Interacciones físicas entre partículas abrasivas y la superficie de los materiales.
Micro-surcamiento y micro-corte son las interacciones dominantes en la mayoría de los materiales dúctiles. La proporción de volumen de material desplazado hacia los lados de un surco, es decir, la proporción de micro-surcamiento a
micro-corte depende del ángulo de ataque de las partículas abrasivas. De acuerdo a ciertos investigadores, el material es desprendido de la superficie por micro-corte cuando el ángulo de ataque de las partículas abrasivas es mayor que un valor crítico. La Figura 2.15 nuestra el desprendimiento de fragmentos de desgaste de un acero suave por la acción de partículas de acero duro con una carga de 2 N. Figura 2.15 MEB del surcamiento de un acero suave por protuberancias de acero duro con diferentes ángulos de ataque: (a) 30°, (b) 60° y (c) 90°.

I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 34
El ángulo crítico de ataque αc es una función del material en desgaste y las condiciones de ensayo. Teóricamente αc describe una estrecha transición entre micro-surcamiento y micro-corte. En la práctica, se observa una transición mas gradual entre micro-surcamiento y micro-corte con el aumento del ángulo de ataque; esto es mostrado esquemáticamente en la Figura 2.16.
Figura 2.16 Relación de micro-corte a micro-surcamiento en función de la relación del ángulo de ataque al ángulo crítico de ataque.
Muchos investigadores han
discutido el punto de que solo una parte del volumen de material de los surcos producidos por partículas abrasivas es removido inmediatamente como fragmentos
de desgaste en la práctica. El material podría ser removido parcialmente de las cordilleras formadas al lado del surco, y este mecanismo debe ser considerado como parte importante en el proceso de abrasión. El micro-surcamiento y micro-corte están relacionados con muy alta deformación en la superficie de desgaste. Mediante varios métodos experimentales se han podido medir deformaciones muy grandes en las superficies sometidas a abrasión (2.5 a 8).
Los mecanismos considerados hasta aquí, deformación elástica y plástica, fractura dúctil y fatiga, son los importantes para los materiales dúctiles. La indentación o surcamiento de materiales frágiles por indentación de partículas abrasivas duras puede causar la formación y propagación de grietas. El micro-agrietamiento causa volúmenes de desgaste mayores que los producidos por la formación de surcos. La transición de micro-surcamiento a micro-corte depende de las propiedades del material desgastado y de las condiciones operantes, tales como ángulo de ataque y coeficiente de fricción. El desgaste predominantemente por micro-surcamiento cambia a micro-corte al incrementar la dureza del material desgastado. Un incremento mucho mayor en la dureza del material en desgaste puede producir una transición de micro-corte a micro-agrietamiento. De acuerdo con ciertos investigadores, materiales muy frágiles pueden deformarse plásticamente hasta que la zona de deformación excede un valor crítico que resulta en la formación de grietas. En base a esto se ha propuesto un tamaño crítico de zona plástica como el criterio mas probable para la fractura de vidrio. También se ha demostrado que el tamaño de la partícula abrasiva puede influenciar críticamente la transición de desgaste predominantemente por micro-corte a predominantemente por micro-agrietamiento.
La abrasión de materiales por abrasivos suaves ocurre por fricción. Las partículas pueden ser llamadas suaves cuando su dureza es menor o igual que la dureza del material en desgaste. El ataque de abrasivos suaves puede producir deformación elástica y plástica, fatiga superficial, agrietamiento superficial y adhesión. Debido a la deformación plástica de las protuberancias de las superficies en desgaste, estas pueden ser cortadas o empujadas hacia los lados repetidamente por las partículas suaves en movimiento.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 35
2.2.3 Fatiga Superficial
El desgaste causado por fatiga superficial puede ser caracterizado por la formación de grietas y el desprendimiento de “hojuelas” de material causado por una repetición de cargas alternantes de superficies sólidas. El contacto por rodamiento y/o deslizamiento de sólidos y el contacto por impacto de sólidos y/o líquidos pueden producir un estresamiento cíclico en la superficie. La fatiga localizada puede ocurrir a escala microscópica debido a contactos por deslizamiento repetidos de asperezas sobre la superficie de sólidos en movimiento relativo.
La Figura 2.17 muestra algunos sistemas tribológicos que pueden ser dañados por desgaste debido a fatiga superficial. Puede presentarse un daño severo en sistemas de rieles y ruedas, bolas y valeros, engranes, rodillos para laminado en frío o en caliente, bombas involucradas con el impacto de partículas en un fluido o cavitación, y en sistemas de impresión, tales como letras y platina, prensas. La fatiga superficial también puede ser causa de daño en sistemas en contacto lubricado hidrodinámicamente, como en cojinetes planos, levas, etc. La fatiga de los materiales procede en secuencia de deformación elástica y plástica, endurecimiento y suavisamiento por deformación, inicio y propagación de grietas. Las grietas pueden originarse en o por debajo de la superficie sólida.
Figura 2.17 Sistemas tribológicos susceptibles a daño por desgaste debido a fatiga superficial.
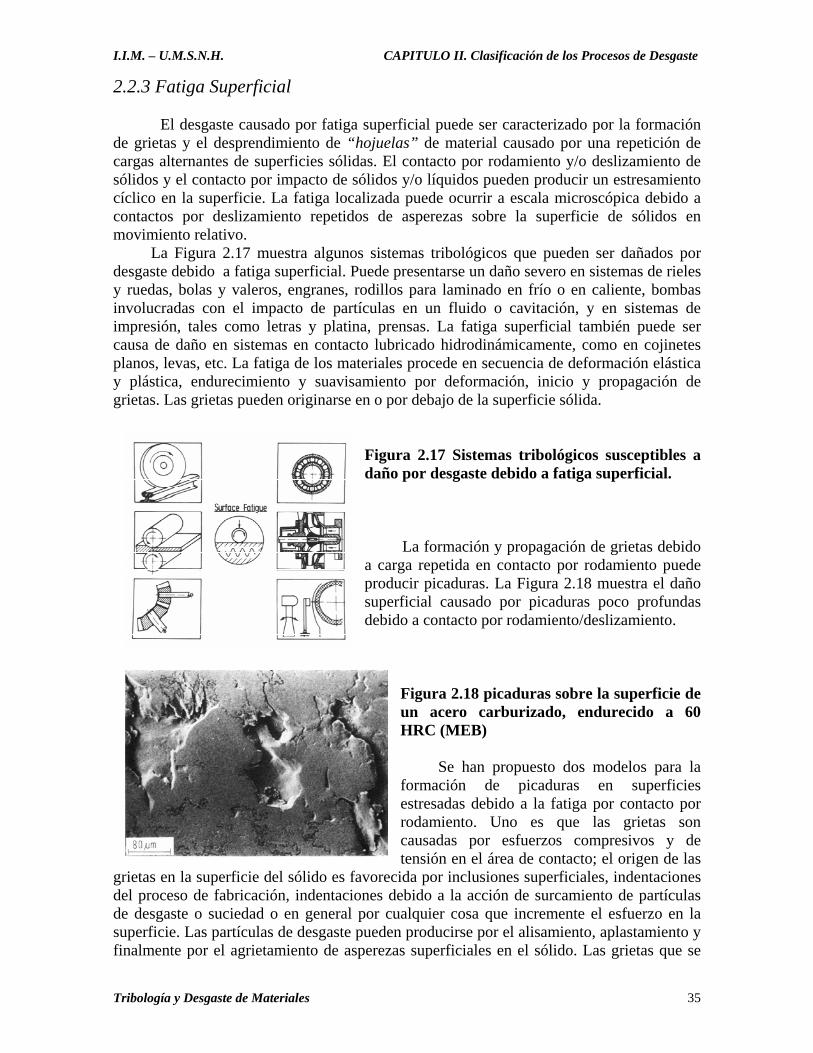
La formación y propagación de grietas debido
a carga repetida en contacto por rodamiento puede producir picaduras. La Figura 2.18 muestra el daño superficial causado por picaduras poco profundas debido a contacto por rodamiento/deslizamiento.
Figura 2.18 picaduras sobre la superficie de un acero carburizado, endurecido a 60 HRC (MEB)
Se han propuesto dos modelos para la
formación de picaduras en superficies estresadas debido a la fatiga por contacto por rodamiento. Uno es que las grietas son causadas por esfuerzos compresivos y de tensión en el área de contacto; el origen de las
grietas en la superficie del sólido es favorecida por inclusiones superficiales, indentaciones del proceso de fabricación, indentaciones debido a la acción de surcamiento de partículas de desgaste o suciedad o en general por cualquier cosa que incremente el esfuerzo en la superficie. Las partículas de desgaste pueden producirse por el alisamiento, aplastamiento y finalmente por el agrietamiento de asperezas superficiales en el sólido. Las grietas que se
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 36
originan en la superficie se propagan en una dirección inclinada desde la superficie hacia dentro del material, como se muestra esquemáticamente en la Figura 2.19.
Figura 2.19 Formación y propagación de grietas por fatiga superficial.
Aunque los esfuerzos cortantes críticos
durante que afectan por fatiga el contacto alcanzan su máximo por debajo de la superficie, las grietas pueden ser iniciadas en la superficie por interacciones mecánicas o
químicas de las superficies en contacto o de las superficies sólidas con el ambiente o el elemento interfacial, es decir, lubricante y/o suciedad o fragmentos de desgaste. Para el contacto lubricado, se ha propuesto que a medida que el cuerpo de contacto pasa sobre la grieta superficial, el lubricante (aceite, por ejemplo) penetra en la grieta, así que la carga superficial cíclica resulta también en una presión hidrostática cíclica en la grieta llena de aceite. Esto produce que los esfuerzos tensiles en la punta de la grieta sean suficientemente altos para causar su avance. De acuerdo a este modelo, el aumento en la viscosidad del lubricante impide el flujo hacia dentro de la grieta, reduciendo la propagación de grietas y un mayor tiempo de vida útil de servicio. Se han estudiado también modelos que involucran dislocaciones para la propagación de grietas bajo fricción y esfuerzos combinados. Otros investigadores han propuesto un mecanismo de corte que puede causar fisuramientos en la punta de la grieta debido al deslizamiento entre las caras adyacentes de la grieta. La fricción entre las caras cerradas de la grieta disminuye el deslizamiento y esto produce un menor crecimiento de grieta. Los lubricantes con alta viscosidad no pueden penetrar la grieta, por lo que la fricción entre las caras de la grieta es mayor y así su crecimiento es menor.
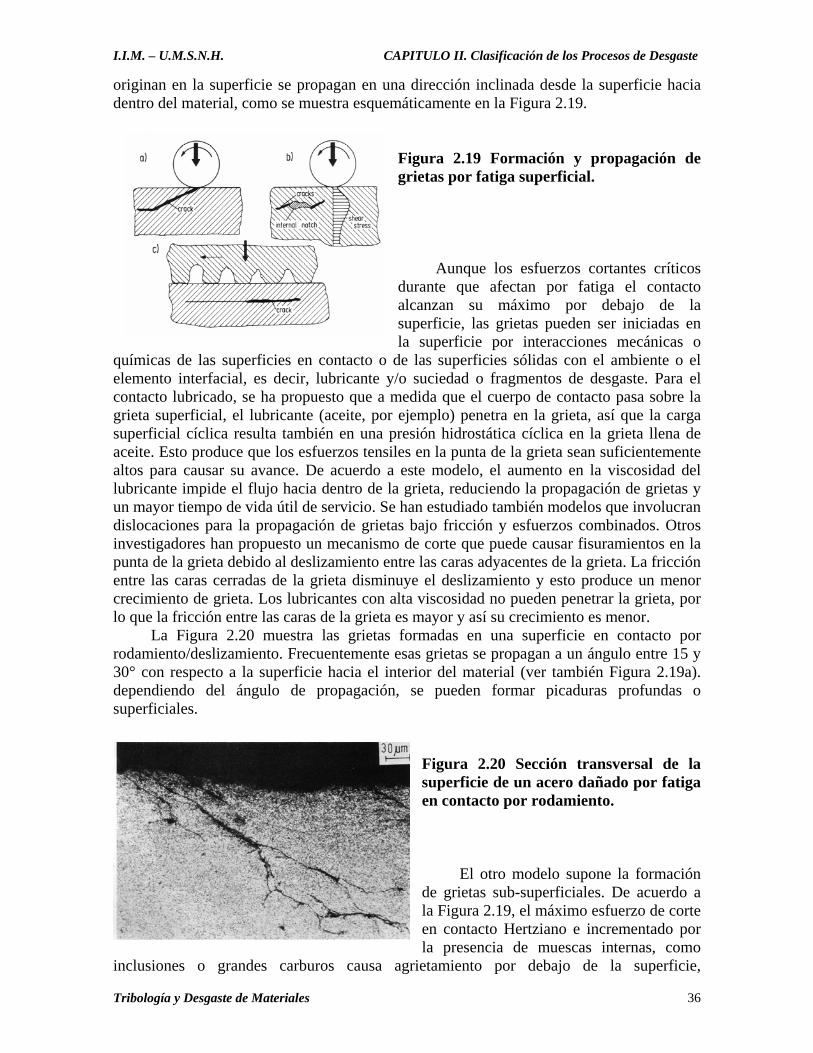
La Figura 2.20 muestra las grietas formadas en una superficie en contacto por rodamiento/deslizamiento. Frecuentemente esas grietas se propagan a un ángulo entre 15 y 30° con respecto a la superficie hacia el interior del material (ver también Figura 2.19a). dependiendo del ángulo de propagación, se pueden formar picaduras profundas o superficiales.
Figura 2.20 Sección transversal de la superficie de un acero dañado por fatiga en contacto por rodamiento.
El otro modelo supone la formación
de grietas sub-superficiales. De acuerdo a la Figura 2.19, el máximo esfuerzo de corte en contacto Hertziano e incrementado por la presencia de muescas internas, como
inclusiones o grandes carburos causa agrietamiento por debajo de la superficie,
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 37
especialmente en un contacto con sobrecarga, donde las grietas son formadas en la zona de deformación plástica por debajo de la superficie. La propagación de estas grietas internas hacia la superficie del sólido causa la formación de picaduras.
La fatiga superficial también puede ser importante en el contacto por deslizamiento entre dos sólidos. El deslizamiento repetido de asperezas duras a través de la superficie puede causar la formación y propagación de grietas por debajo de la superficie estresada, en conexión con mecanismos de adhesión o abrasión. Las grietas sub-superficiales pueden propagarse paralelas a la superficie como se muestra esquemáticamente en la Figura 2.19c, cuando estas grietas se propagan hacia la superficie se desprenden fragmentos de desgaste. En general, esta desintegración superficial por delaminación, es debida a la acción simultanea de adhesión y/o abrasión y fatiga superficial. El cargado cíclico de la superficie estresada es producto de las fuerzas de fricción y normal en el área de contacto. Las fuerzas de fricción provienen de la adhesión y/o abrasión entre las asperezas y la superficie en desgaste. Este mecanismo de fatiga superficial puede ser particularmente importante en materiales altamente elásticos.
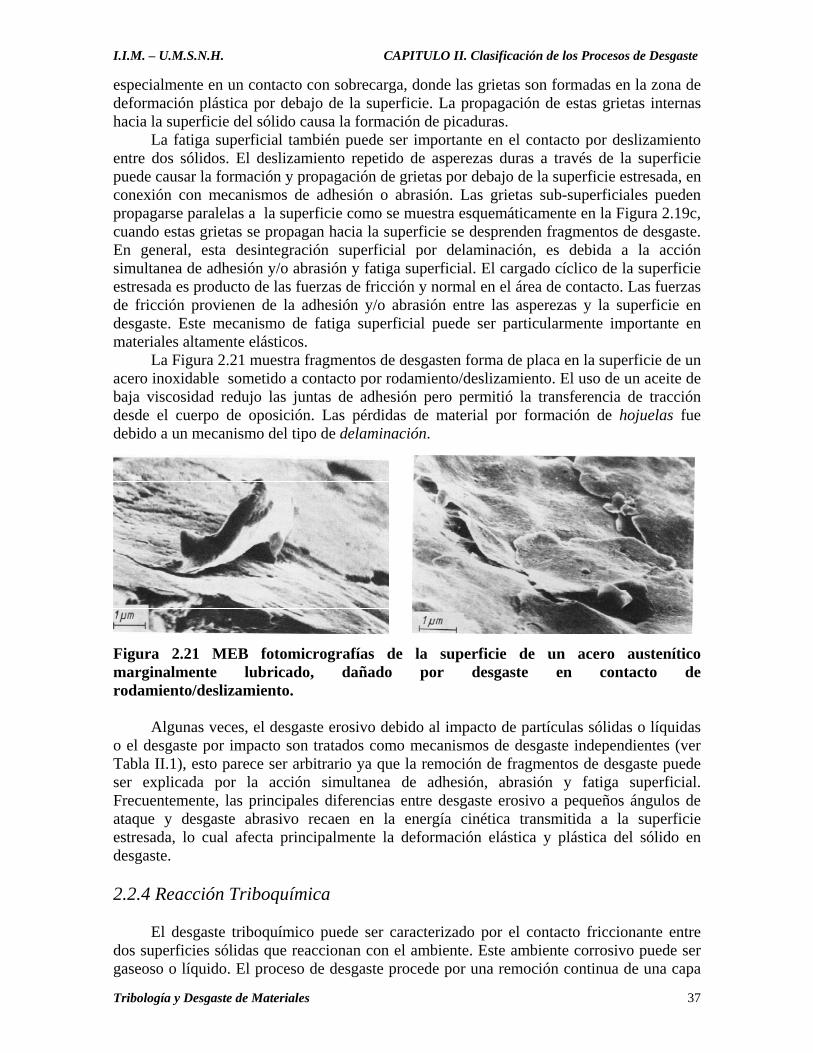
La Figura 2.21 muestra fragmentos de desgasten forma de placa en la superficie de un acero inoxidable sometido a contacto por rodamiento/deslizamiento. El uso de un aceite de baja viscosidad redujo las juntas de adhesión pero permitió la transferencia de tracción desde el cuerpo de oposición. Las pérdidas de material por formación de hojuelas fue debido a un mecanismo del tipo de delaminación.
Figura 2.21 MEB fotomicrografías de la superficie de un acero austenítico marginalmente lubricado, dañado por desgaste en contacto de rodamiento/deslizamiento.
Algunas veces, el desgaste erosivo debido al impacto de partículas sólidas o líquidas
o el desgaste por impacto son tratados como mecanismos de desgaste independientes (ver Tabla II.1), esto parece ser arbitrario ya que la remoción de fragmentos de desgaste puede ser explicada por la acción simultanea de adhesión, abrasión y fatiga superficial. Frecuentemente, las principales diferencias entre desgaste erosivo a pequeños ángulos de ataque y desgaste abrasivo recaen en la energía cinética transmitida a la superficie estresada, lo cual afecta principalmente la deformación elástica y plástica del sólido en desgaste.
2.2.4 Reacción Triboquímica
El desgaste triboquímico puede ser caracterizado por el contacto friccionante entre
dos superficies sólidas que reaccionan con el ambiente. Este ambiente corrosivo puede ser gaseoso o líquido. El proceso de desgaste procede por una remoción continua de una capa
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 38
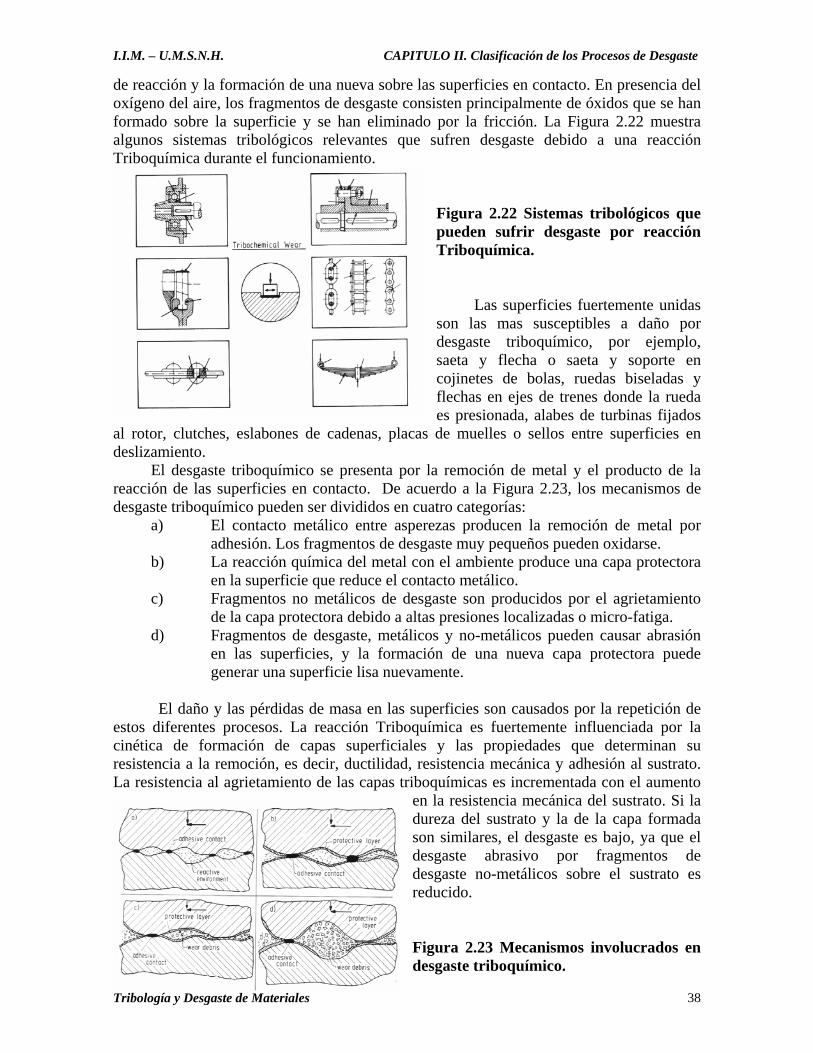
de reacción y la formación de una nueva sobre las superficies en contacto. En presencia del oxígeno del aire, los fragmentos de desgaste consisten principalmente de óxidos que se han formado sobre la superficie y se han eliminado por la fricción. La Figura 2.22 muestra algunos sistemas tribológicos relevantes que sufren desgaste debido a una reacción Triboquímica durante el funcionamiento.
Figura 2.22 Sistemas tribológicos que pueden sufrir desgaste por reacción Triboquímica.
Las superficies fuertemente unidas
son las mas susceptibles a daño por desgaste triboquímico, por ejemplo, saeta y flecha o saeta y soporte en cojinetes de bolas, ruedas biseladas y flechas en ejes de trenes donde la rueda es presionada, alabes de turbinas fijados
al rotor, clutches, eslabones de cadenas, placas de muelles o sellos entre superficies en deslizamiento.
El desgaste triboquímico se presenta por la remoción de metal y el producto de la reacción de las superficies en contacto. De acuerdo a la Figura 2.23, los mecanismos de desgaste triboquímico pueden ser divididos en cuatro categorías:
a) El contacto metálico entre asperezas producen la remoción de metal por adhesión. Los fragmentos de desgaste muy pequeños pueden oxidarse.
b) La reacción química del metal con el ambiente produce una capa protectora en la superficie que reduce el contacto metálico.
c) Fragmentos no metálicos de desgaste son producidos por el agrietamiento de la capa protectora debido a altas presiones localizadas o micro-fatiga.
d) Fragmentos de desgaste, metálicos y no-metálicos pueden causar abrasión en las superficies, y la formación de una nueva capa protectora puede generar una superficie lisa nuevamente.
El daño y las pérdidas de masa en las superficies son causados por la repetición de
estos diferentes procesos. La reacción Triboquímica es fuertemente influenciada por la cinética de formación de capas superficiales y las propiedades que determinan su resistencia a la remoción, es decir, ductilidad, resistencia mecánica y adhesión al sustrato. La resistencia al agrietamiento de las capas triboquímicas es incrementada con el aumento
en la resistencia mecánica del sustrato. Si la dureza del sustrato y la de la capa formada son similares, el desgaste es bajo, ya que el desgaste abrasivo por fragmentos de desgaste no-metálicos sobre el sustrato es reducido.
Figura 2.23 Mecanismos involucrados en desgaste triboquímico.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 39
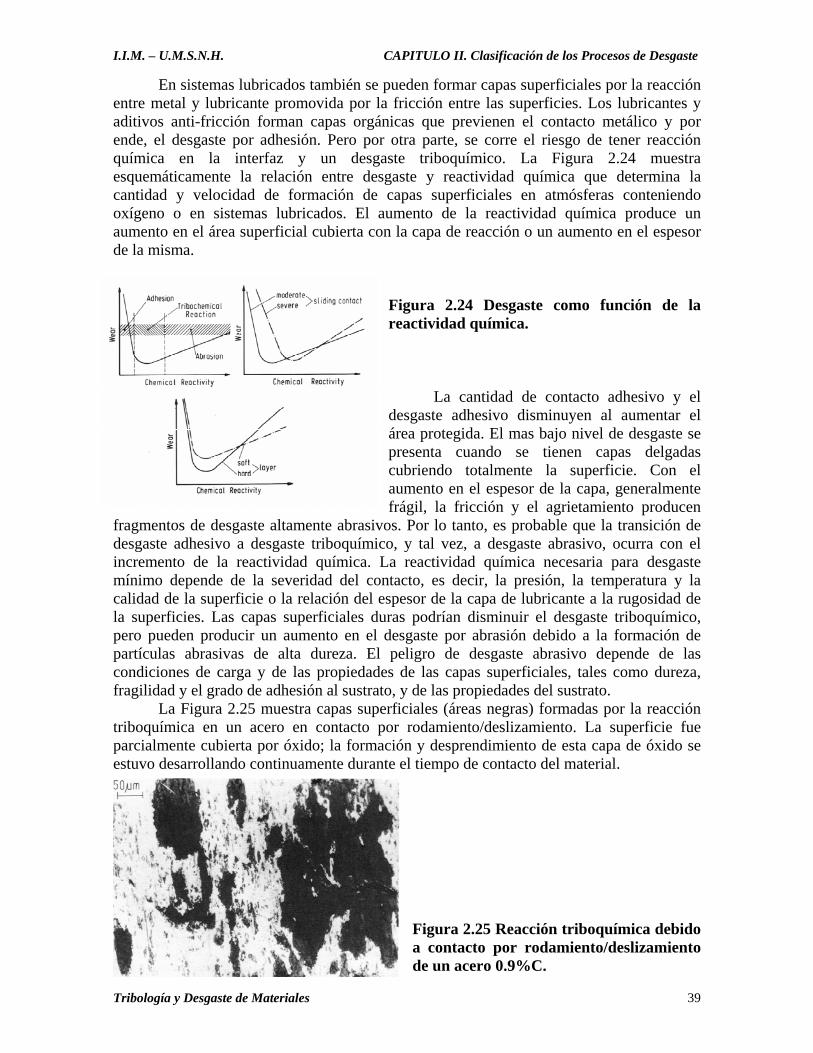
En sistemas lubricados también se pueden formar capas superficiales por la reacción entre metal y lubricante promovida por la fricción entre las superficies. Los lubricantes y aditivos anti-fricción forman capas orgánicas que previenen el contacto metálico y por ende, el desgaste por adhesión. Pero por otra parte, se corre el riesgo de tener reacción química en la interfaz y un desgaste triboquímico. La Figura 2.24 muestra esquemáticamente la relación entre desgaste y reactividad química que determina la cantidad y velocidad de formación de capas superficiales en atmósferas conteniendo oxígeno o en sistemas lubricados. El aumento de la reactividad química produce un aumento en el área superficial cubierta con la capa de reacción o un aumento en el espesor de la misma.
Figura 2.24 Desgaste como función de la reactividad química.
La cantidad de contacto adhesivo y el
desgaste adhesivo disminuyen al aumentar el área protegida. El mas bajo nivel de desgaste se presenta cuando se tienen capas delgadas cubriendo totalmente la superficie. Con el aumento en el espesor de la capa, generalmente frágil, la fricción y el agrietamiento producen
fragmentos de desgaste altamente abrasivos. Por lo tanto, es probable que la transición de desgaste adhesivo a desgaste triboquímico, y tal vez, a desgaste abrasivo, ocurra con el incremento de la reactividad química. La reactividad química necesaria para desgaste mínimo depende de la severidad del contacto, es decir, la presión, la temperatura y la calidad de la superficie o la relación del espesor de la capa de lubricante a la rugosidad de la superficies. Las capas superficiales duras podrían disminuir el desgaste triboquímico, pero pueden producir un aumento en el desgaste por abrasión debido a la formación de partículas abrasivas de alta dureza. El peligro de desgaste abrasivo depende de las condiciones de carga y de las propiedades de las capas superficiales, tales como dureza, fragilidad y el grado de adhesión al sustrato, y de las propiedades del sustrato.
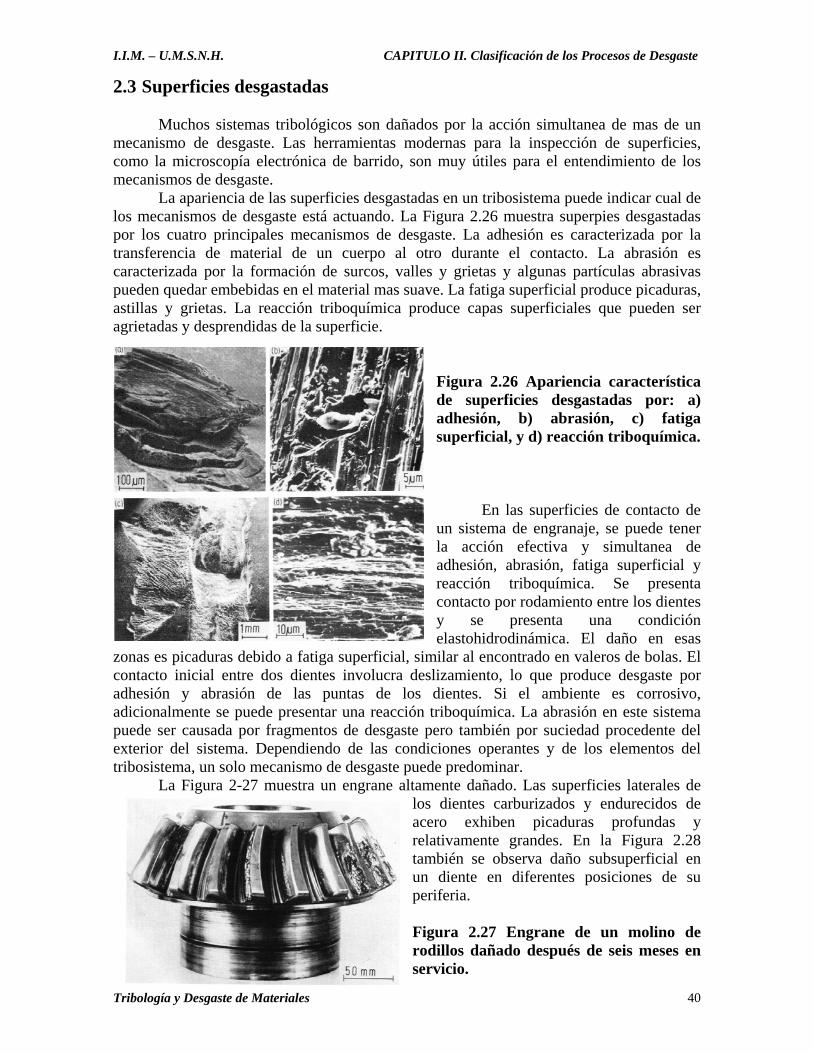
La Figura 2.25 muestra capas superficiales (áreas negras) formadas por la reacción triboquímica en un acero en contacto por rodamiento/deslizamiento. La superficie fue parcialmente cubierta por óxido; la formación y desprendimiento de esta capa de óxido se estuvo desarrollando continuamente durante el tiempo de contacto del material.
Figura 2.25 Reacción triboquímica debido a contacto por rodamiento/deslizamiento de un acero 0.9%C.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 40
2.3 Superficies desgastadas
Muchos sistemas tribológicos son dañados por la acción simultanea de mas de un mecanismo de desgaste. Las herramientas modernas para la inspección de superficies, como la microscopía electrónica de barrido, son muy útiles para el entendimiento de los mecanismos de desgaste.
La apariencia de las superficies desgastadas en un tribosistema puede indicar cual de los mecanismos de desgaste está actuando. La Figura 2.26 muestra superpies desgastadas por los cuatro principales mecanismos de desgaste. La adhesión es caracterizada por la transferencia de material de un cuerpo al otro durante el contacto. La abrasión es caracterizada por la formación de surcos, valles y grietas y algunas partículas abrasivas pueden quedar embebidas en el material mas suave. La fatiga superficial produce picaduras, astillas y grietas. La reacción triboquímica produce capas superficiales que pueden ser agrietadas y desprendidas de la superficie.
Figura 2.26 Apariencia característica de superficies desgastadas por: a) adhesión, b) abrasión, c) fatiga superficial, y d) reacción triboquímica.
En las superficies de contacto de
un sistema de engranaje, se puede tener la acción efectiva y simultanea de adhesión, abrasión, fatiga superficial y reacción triboquímica. Se presenta contacto por rodamiento entre los dientes y se presenta una condición elastohidrodinámica. El daño en esas
zonas es picaduras debido a fatiga superficial, similar al encontrado en valeros de bolas. El contacto inicial entre dos dientes involucra deslizamiento, lo que produce desgaste por adhesión y abrasión de las puntas de los dientes. Si el ambiente es corrosivo, adicionalmente se puede presentar una reacción triboquímica. La abrasión en este sistema puede ser causada por fragmentos de desgaste pero también por suciedad procedente del exterior del sistema. Dependiendo de las condiciones operantes y de los elementos del tribosistema, un solo mecanismo de desgaste puede predominar.
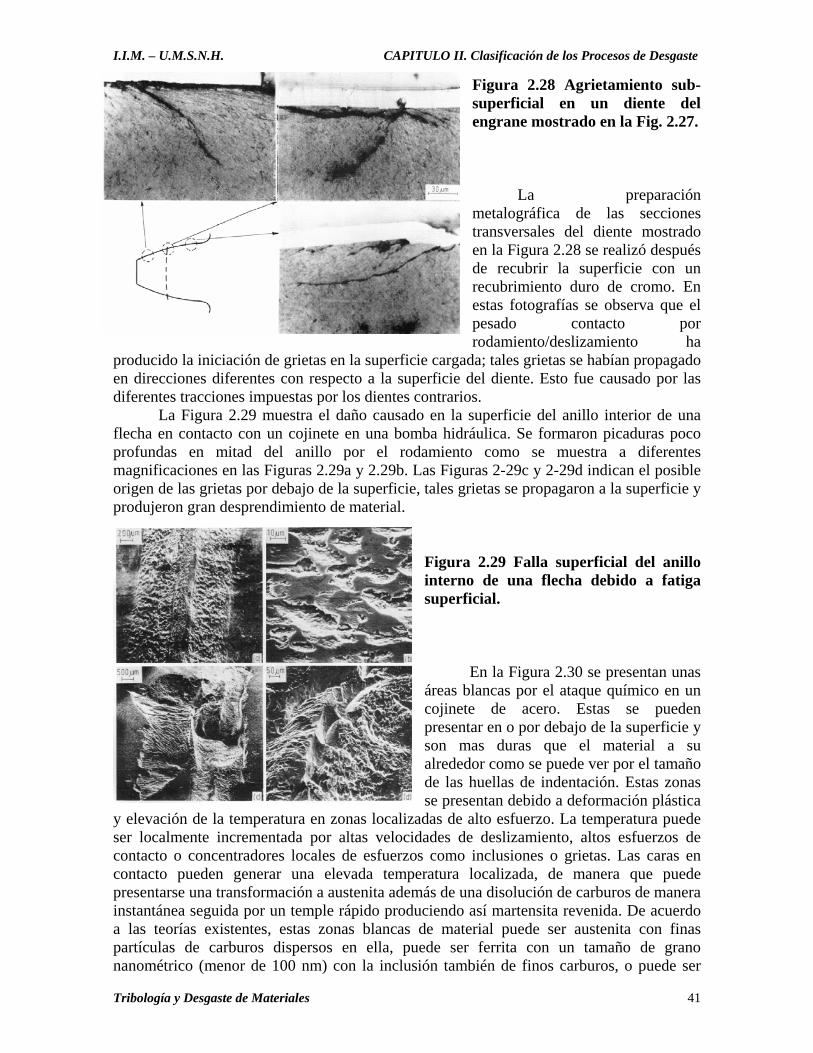
La Figura 2-27 muestra un engrane altamente dañado. Las superficies laterales de los dientes carburizados y endurecidos de acero exhiben picaduras profundas y relativamente grandes. En la Figura 2.28 también se observa daño subsuperficial en un diente en diferentes posiciones de su periferia. Figura 2.27 Engrane de un molino de rodillos dañado después de seis meses en servicio.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 41
Figura 2.28 Agrietamiento sub-superficial en un diente del engrane mostrado en la Fig. 2.27.
La preparación
metalográfica de las secciones transversales del diente mostrado en la Figura 2.28 se realizó después de recubrir la superficie con un recubrimiento duro de cromo. En estas fotografías se observa que el pesado contacto por rodamiento/deslizamiento ha
producido la iniciación de grietas en la superficie cargada; tales grietas se habían propagado en direcciones diferentes con respecto a la superficie del diente. Esto fue causado por las diferentes tracciones impuestas por los dientes contrarios.
La Figura 2.29 muestra el daño causado en la superficie del anillo interior de una flecha en contacto con un cojinete en una bomba hidráulica. Se formaron picaduras poco profundas en mitad del anillo por el rodamiento como se muestra a diferentes magnificaciones en las Figuras 2.29a y 2.29b. Las Figuras 2-29c y 2-29d indican el posible origen de las grietas por debajo de la superficie, tales grietas se propagaron a la superficie y produjeron gran desprendimiento de material.
Figura 2.29 Falla superficial del anillo interno de una flecha debido a fatiga superficial.
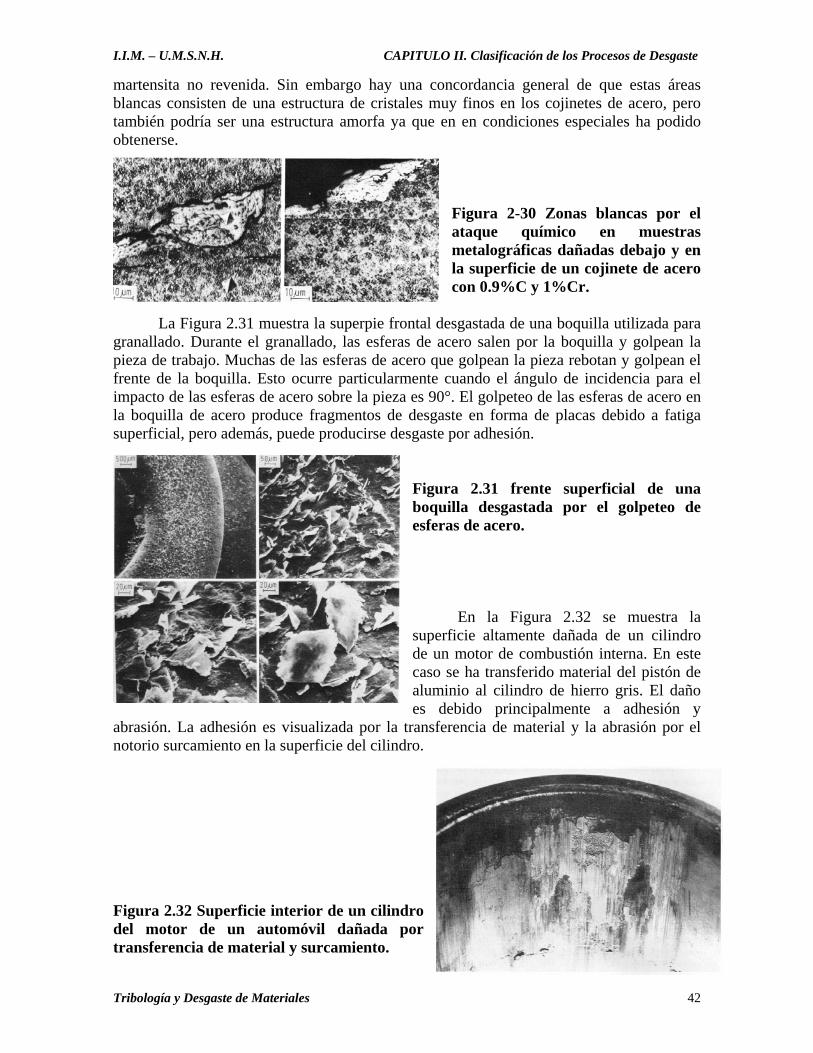
En la Figura 2.30 se presentan unas
áreas blancas por el ataque químico en un cojinete de acero. Estas se pueden presentar en o por debajo de la superficie y son mas duras que el material a su alrededor como se puede ver por el tamaño de las huellas de indentación. Estas zonas se presentan debido a deformación plástica
y elevación de la temperatura en zonas localizadas de alto esfuerzo. La temperatura puede ser localmente incrementada por altas velocidades de deslizamiento, altos esfuerzos de contacto o concentradores locales de esfuerzos como inclusiones o grietas. Las caras en contacto pueden generar una elevada temperatura localizada, de manera que puede presentarse una transformación a austenita además de una disolución de carburos de manera instantánea seguida por un temple rápido produciendo así martensita revenida. De acuerdo a las teorías existentes, estas zonas blancas de material puede ser austenita con finas partículas de carburos dispersos en ella, puede ser ferrita con un tamaño de grano nanométrico (menor de 100 nm) con la inclusión también de finos carburos, o puede ser
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 42
martensita no revenida. Sin embargo hay una concordancia general de que estas áreas blancas consisten de una estructura de cristales muy finos en los cojinetes de acero, pero también podría ser una estructura amorfa ya que en en condiciones especiales ha podido obtenerse.
Figura 2-30 Zonas blancas por el ataque químico en muestras metalográficas dañadas debajo y en la superficie de un cojinete de acero con 0.9%C y 1%Cr.
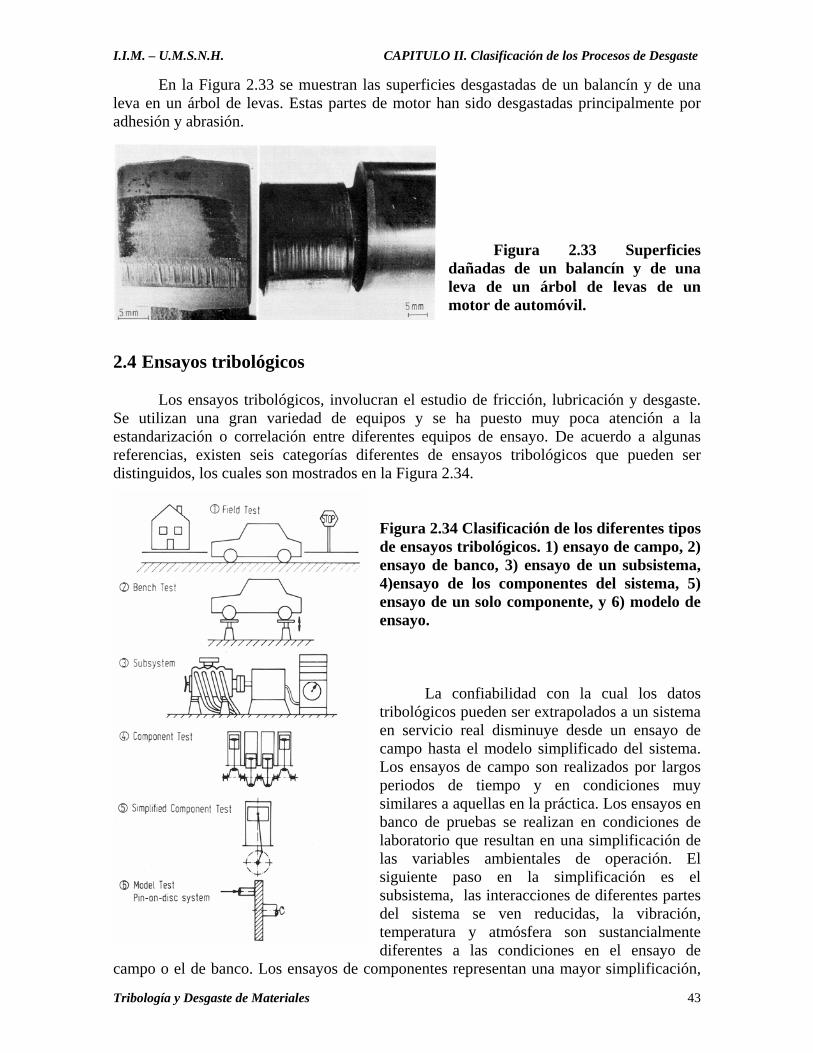
La Figura 2.31 muestra la superpie frontal desgastada de una boquilla utilizada para
granallado. Durante el granallado, las esferas de acero salen por la boquilla y golpean la pieza de trabajo. Muchas de las esferas de acero que golpean la pieza rebotan y golpean el frente de la boquilla. Esto ocurre particularmente cuando el ángulo de incidencia para el impacto de las esferas de acero sobre la pieza es 90°. El golpeteo de las esferas de acero en la boquilla de acero produce fragmentos de desgaste en forma de placas debido a fatiga superficial, pero además, puede producirse desgaste por adhesión.
Figura 2.31 frente superficial de una boquilla desgastada por el golpeteo de esferas de acero.
En la Figura 2.32 se muestra la
superficie altamente dañada de un cilindro de un motor de combustión interna. En este caso se ha transferido material del pistón de aluminio al cilindro de hierro gris. El daño es debido principalmente a adhesión y
abrasión. La adhesión es visualizada por la transferencia de material y la abrasión por el notorio surcamiento en la superficie del cilindro.
Figura 2.32 Superficie interior de un cilindro del motor de un automóvil dañada por transferencia de material y surcamiento.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 43
En la Figura 2.33 se muestran las superficies desgastadas de un balancín y de una leva en un árbol de levas. Estas partes de motor han sido desgastadas principalmente por adhesión y abrasión.
Figura 2.33 Superficies
dañadas de un balancín y de una leva de un árbol de levas de un motor de automóvil.
2.4 Ensayos tribológicos Los ensayos tribológicos, involucran el estudio de fricción, lubricación y desgaste.
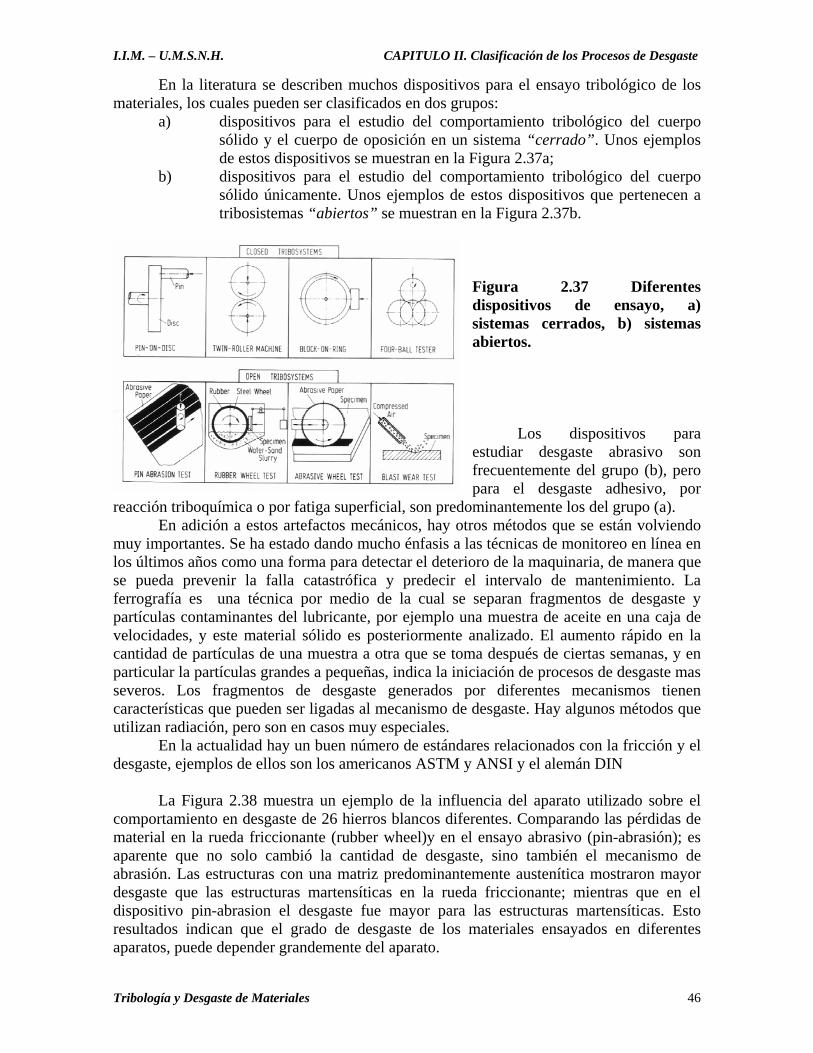
Se utilizan una gran variedad de equipos y se ha puesto muy poca atención a la estandarización o correlación entre diferentes equipos de ensayo. De acuerdo a algunas referencias, existen seis categorías diferentes de ensayos tribológicos que pueden ser distinguidos, los cuales son mostrados en la Figura 2.34.
Figura 2.34 Clasificación de los diferentes tipos de ensayos tribológicos. 1) ensayo de campo, 2) ensayo de banco, 3) ensayo de un subsistema, 4)ensayo de los componentes del sistema, 5) ensayo de un solo componente, y 6) modelo de ensayo.
La confiabilidad con la cual los datos
tribológicos pueden ser extrapolados a un sistema en servicio real disminuye desde un ensayo de campo hasta el modelo simplificado del sistema. Los ensayos de campo son realizados por largos periodos de tiempo y en condiciones muy similares a aquellas en la práctica. Los ensayos en banco de pruebas se realizan en condiciones de laboratorio que resultan en una simplificación de las variables ambientales de operación. El siguiente paso en la simplificación es el subsistema, las interacciones de diferentes partes del sistema se ven reducidas, la vibración, temperatura y atmósfera son sustancialmente diferentes a las condiciones en el ensayo de
campo o el de banco. Los ensayos de componentes representan una mayor simplificación,

I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 44
el grado de simplificación puede variar en diferentes pasos; en la Figura 2.34 el sistema, llamado auto en movimiento es reducido al ensayo de un motor, el ensayo de cuatro cilindros, el ensayo de un cilindro únicamente y finalmente y finalmente a un modelo de ensayo de un pin sobre un disco. El tipo de ensayo puede ser diseñado para simular las interacciones tribológicas entre pistón y anillo o entre anillo del pistón y cilindro. Estos ensayos son se desarrollan por periodos de tiempo cortos y bajo condiciones mayores de carga o mayores velocidades de deslizamiento para probar el comportamiento tribológico de los materiales o los lubricantes bajo condiciones extremas. Frecuentemente el tiempo de ensayo es reducido al incrementar el área real de contacto entre los elementos interactuando. Esto puede ser hecho al aumentar la presión superficial o reducir la lubricación. El acortamiento del tiempo de ensayo por el incremento de las variables de carga o velocidad hace que la transferencia de datos experimentales a la práctica sea incierta. En los ensayos modelo se pueden tener no solo diferentes velocidades de desgaste, sino también, diferentes mecanismos de desgaste. La transferencia de los datos de laboratorio para ser aplicados en servicio solo puede ser aceptable si en ambos sistemas tribológicos (modelo y real) predominan las mismas condiciones de carga, la misma estructura del tribosistema y los mismos mecanismos de desgaste. La estructura de un tribosistema consiste de los cuatro elementos mostrados en la Figura 2.1, cuerpo sólido, cuerpo de oposición, elemento interfacial y ambiente. El mejor equipo de ensayo es el de ensayo de campo con los componentes en la práctica, la desventaja es el alto costo, los largos periodos de ensayo y las dificultades de control de las condiciones operacionales o de cambiar los parámetros de ensayo. El ensayo modelo es ventajoso para investigación científica debido a la alta reproducibilidad de los parámetros de ensayo y de los resultados del mismo. Las condiciones experimentales son fácilmente alteradas a costo relativamente bajo. La transferabilidad de los datos experimentales a la práctica puede ser cuidadosamente analizada, sin embargo, la traducción de estos datos a la práctica generalmente es poco confiable por el poco entendimiento de los mecanismos básicos de desgaste, las condiciones limitantes de carga, y las herramientas simples para el chequeo de los tribosistemas en el modelo y en la aplicación práctica. Las superficies desgastadas y los fragmentos de desgaste valiosos como indicadores de la validez del ensayo de desgaste utilizado para cierta aplicación. Si las superficies desgastadas y los fragmentos de desgaste coleccionados del mecanismo de ensayo y los del sistema real son diferentes, los resultados del ensayo no pueden ser transferidos tan simplemente a la práctica.
Figura 2.35 Alcance de un ensayo tribológico.
La Figura 2.35 muestra
algunas razones para realizar ensayos tribológicos. El comportamiento tribológico de diferentes materiales y/o lubricantes tiene que ser estudiado para diseñar nuevos componentes. Otros ensayos pueden ser

I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 45
realizados para controlar la calidad, la vida de servicio, la seguridad o los intervalos de mantenimiento necesarios durante el servicio. La influencia de las variables de servicio puede ser favorablemente investigada en un modelo de ensayo. El diseño de nuevos componentes puede ser mejorado por la realización de ensayos tribológicos, y la simulación de sistemas complejos con ensayos simplificados es particularmente importante para estudiar mecanismos básicos de fricción, lubricación y desgaste.
La selección de un ensayo tribológico no solo depende de los mecanismos que van a ser investigados, sino también de los objetivos del ensayo. El tipo de ensayo es importante para la caracterización de los materiales y/o lubricantes o para la selección de materiales para una aplicación específica. El equipo de ensayo es menos importante para el mejoramiento de la comprensión de las interacciones tribológicas. Las variables experimentales que se sabe son importantes en el ensayo tribológico son las propiedades del material y del lubricante, las condiciones de carga, el área de contacto, el tiempo de contacto, la forma y acabado de la superficie, la velocidad, vibraciones, temperatura, atmósfera, etc. Los factores auxiliares en la selección de materiales para aplicaciones tribológicas pueden ser el costo de fabricación, disponibilidad, peso o densidad; además de las propiedades tribológicas como resistencia mecánica, tenacidad, conductividad térmica y resistencia a la fatiga o corrosión.
En la Figura 2.36 se presenta una eficiente secuencia de ensayos para diseñar o mejorar un producto. Estos modelos pueden ser utilizados para una selección preliminar de materiales y lubricantes y también para la investigación de los mecanismos y/o la influencia de las variables de operación, como presión superficial, velocidad o ambiente. La mejor combinación de materiales y lubricantes debe ser ensayada en un dispositivo de ensayo. Los dispositivos de ensayo deben ser apropiados para diferentes diseños o para la optimización de la interacción del dispositivo y el material y lubricante. Los resultados de esos ensayos pueden dar origen al nuevo producto que finalmente será ensayado para su factibilidad en servicio en un ensayo de campo. El valor o la utilidad de un modelo de ensayo es desconocida hasta que se tiene cierta comparación entre el comportamiento del material en el ensayo y en la práctica.
Figura 2.36 Diagrama lógico para la secuencia de diferentes categorías de un ensayo tribológico.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 46
En la literatura se describen muchos dispositivos para el ensayo tribológico de los materiales, los cuales pueden ser clasificados en dos grupos:
a) dispositivos para el estudio del comportamiento tribológico del cuerpo sólido y el cuerpo de oposición en un sistema “cerrado”. Unos ejemplos de estos dispositivos se muestran en la Figura 2.37a;
b) dispositivos para el estudio del comportamiento tribológico del cuerpo sólido únicamente. Unos ejemplos de estos dispositivos que pertenecen a tribosistemas “abiertos” se muestran en la Figura 2.37b.
Figura 2.37 Diferentes dispositivos de ensayo, a) sistemas cerrados, b) sistemas abiertos.
Los dispositivos para estudiar desgaste abrasivo son frecuentemente del grupo (b), pero para el desgaste adhesivo, por
reacción triboquímica o por fatiga superficial, son predominantemente los del grupo (a). En adición a estos artefactos mecánicos, hay otros métodos que se están volviendo
muy importantes. Se ha estado dando mucho énfasis a las técnicas de monitoreo en línea en los últimos años como una forma para detectar el deterioro de la maquinaria, de manera que se pueda prevenir la falla catastrófica y predecir el intervalo de mantenimiento. La ferrografía es una técnica por medio de la cual se separan fragmentos de desgaste y partículas contaminantes del lubricante, por ejemplo una muestra de aceite en una caja de velocidades, y este material sólido es posteriormente analizado. El aumento rápido en la cantidad de partículas de una muestra a otra que se toma después de ciertas semanas, y en particular la partículas grandes a pequeñas, indica la iniciación de procesos de desgaste mas severos. Los fragmentos de desgaste generados por diferentes mecanismos tienen características que pueden ser ligadas al mecanismo de desgaste. Hay algunos métodos que utilizan radiación, pero son en casos muy especiales.
En la actualidad hay un buen número de estándares relacionados con la fricción y el desgaste, ejemplos de ellos son los americanos ASTM y ANSI y el alemán DIN
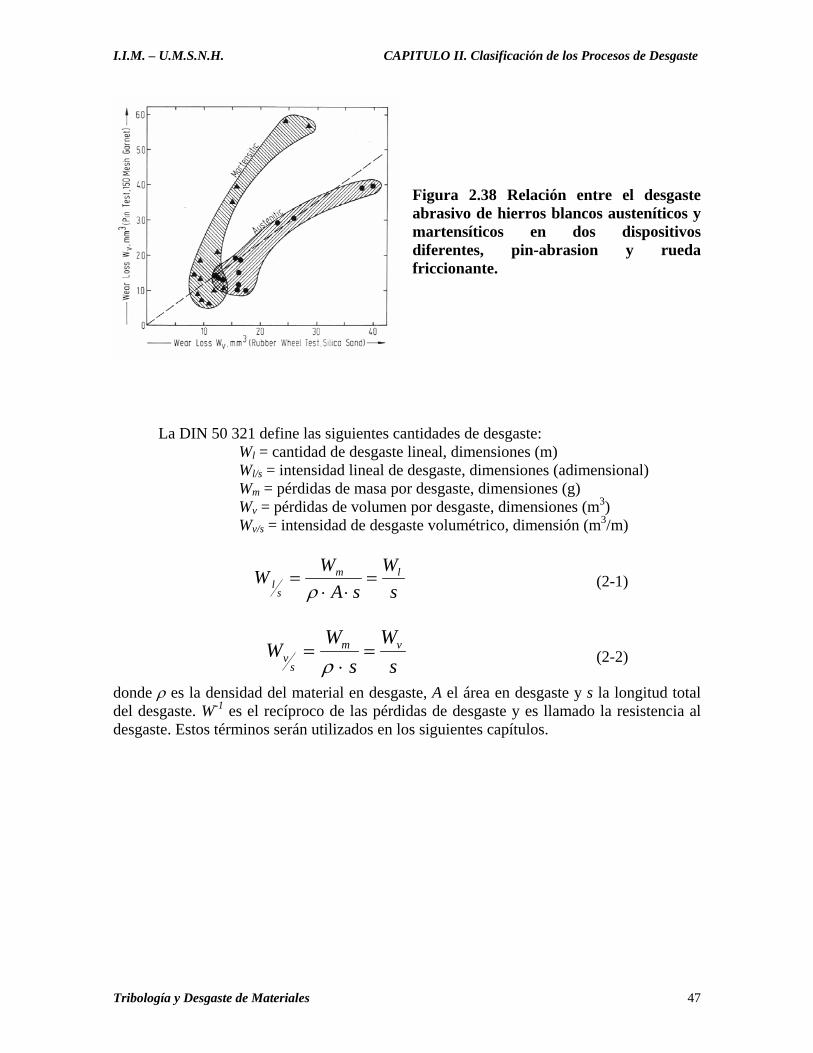
La Figura 2.38 muestra un ejemplo de la influencia del aparato utilizado sobre el
comportamiento en desgaste de 26 hierros blancos diferentes. Comparando las pérdidas de material en la rueda friccionante (rubber wheel)y en el ensayo abrasivo (pin-abrasión); es aparente que no solo cambió la cantidad de desgaste, sino también el mecanismo de abrasión. Las estructuras con una matriz predominantemente austenítica mostraron mayor desgaste que las estructuras martensíticas en la rueda friccionante; mientras que en el dispositivo pin-abrasion el desgaste fue mayor para las estructuras martensíticas. Esto resultados indican que el grado de desgaste de los materiales ensayados en diferentes aparatos, puede depender grandemente del aparato.
I.I.M. – U.M.S.N.H. CAPITULO II. Clasificación de los Procesos de Desgaste
Tribología y Desgaste de Materiales 47
Figura 2.38 Relación entre el desgaste abrasivo de hierros blancos austeníticos y martensíticos en dos dispositivos diferentes, pin-abrasion y rueda friccionante.
La DIN 50 321 define las siguientes cantidades de desgaste: Wl = cantidad de desgaste lineal, dimensiones (m) Wl/s = intensidad lineal de desgaste, dimensiones (adimensional) Wm = pérdidas de masa por desgaste, dimensiones (g) Wv = pérdidas de volumen por desgaste, dimensiones (m3) Wv/s = intensidad de desgaste volumétrico, dimensión (m3/m)
sW
sAW
W lm
sl =
⋅⋅=ρ (2-1)
sW
sW
W vm
sv =
⋅=ρ (2-2)
donde ρ es la densidad del material en desgaste, A el área en desgaste y s la longitud total del desgaste. W-1 es el recíproco de las pérdidas de desgaste y es llamado la resistencia al desgaste. Estos términos serán utilizados en los siguientes capítulos.