ii.07(10)48 estudio de aplicabilidad de un motor de
TRANSCRIPT

II.07(10)48
ESTUDIO DE APLICABILIDAD DE UN MOTOR DE MODELADO PARA LA PROGRAMACIÓN DE LA PRODUCCIÓN EN UNA
EMPRESA COLOMBIANA.
CARLOS FERNANDO ESTÉVEZ MUJICA
UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL BOGOTÁ, D.C.
2007

II.07(10)48
ESTUDIO DE APLICABILIDAD DE UN MOTOR DE MODELADO
PARA LA PROGRAMACIÓN DE LA PRODUCCIÓN EN UNA EMPRESA COLOMBIANA.
Carlos Fernando Estévez Mujica
PROYECTO DE GRADO PARA OPTAR AL TÍTULO DE Ingeniero Industrial
Asesor Ingeniero Eliécer Gutiérrez M.E., M.Sc.
Universidad de los Andes Facultad de Ingeniería
Departamento de Ingeniería Industrial Bogotá, D.C.
2007
II.07(10)48
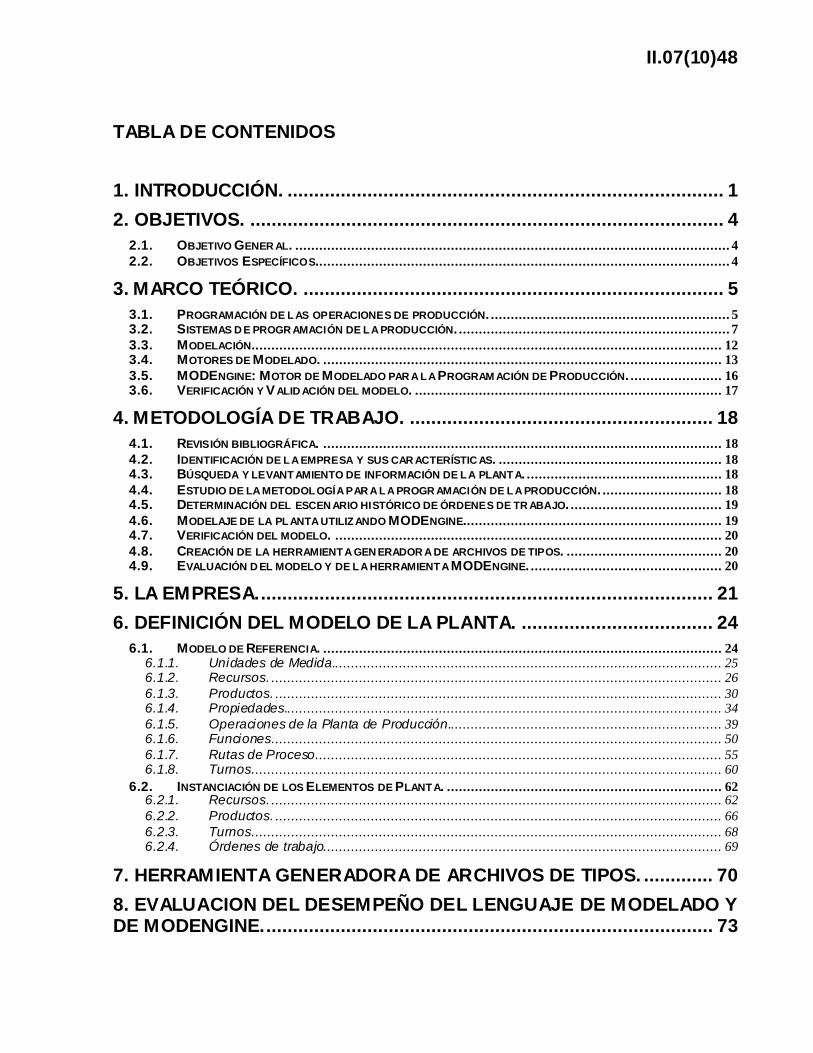
TABLA DE CONTENIDOS 1. INTRODUCCIÓN. .................................................................................. 1
2. OBJETIVOS. ......................................................................................... 4 2.1. OBJETIVO GENER AL. ............................................................................................................. 4 2.2. OBJETIVOS ESPECÍFICOS........................................................................................................ 4
3. MARCO TEÓRICO. ............................................................................... 5 3.1. PROGRAMACIÓN DE L AS OPERACIONES DE PRODUCCIÓN. ............................................................ 5 3.2. SISTEMAS D E PROGR AMACIÓN DE L A PRODUCCIÓN. .................................................................... 7 3.3. MODELACIÓN...................................................................................................................... 12 3.4. MOTORES DE MODELADO. .................................................................................................... 13 3.5. MODENGINE: MOTOR DE MODELADO PAR A L A PROGRAM ACIÓN DE PRODUCCIÓN. ....................... 16 3.6. VERIFICACIÓN Y V ALID ACIÓN DEL MODELO. ............................................................................. 17
4. METODOLOGÍA DE TRABAJO. ......................................................... 18 4.1. REVISIÓN BIBLIOGRÁFICA. .................................................................................................... 18 4.2. IDENTIFICACIÓN DE L A EMPRESA Y SUS CAR ACTERÍSTIC AS. ........................................................ 18 4.3. BÚSQUEDA Y LEVANT AMIENTO DE INFORMACIÓN DE L A PLANT A. ................................................. 18 4.4. ESTUDIO DE LA METODOL OGÍA PAR A L A PROGR AMACIÓN DE L A PRODUCCIÓN. .............................. 18 4.5. DETERMINACIÓN DEL ESCEN ARIO HISTÓRICO DE ÓRDENES DE TR ABAJO. ...................................... 19 4.6. MODELAJE DE LA PL ANTA UTILIZ ANDO MODENGINE................................................................. 19 4.7. VERIFICACIÓN DEL MODELO. ................................................................................................. 20 4.8. CREACIÓN DE LA HERRAMIENT A GEN ERADOR A DE ARCHIVOS DE TIPOS. ....................................... 20 4.9. EVALUACIÓN D EL MODELO Y DE L A HERRAMIENT A MODENGINE. ................................................ 20
5. LA EMPRESA...................................................................................... 21
6. DEFINICIÓN DEL MODELO DE LA PLANTA. .................................... 24 6.1. MODELO DE REFERENCIA. .................................................................................................... 24
6.1.1. Unidades de Medida.................................................................................................. 25 6.1.2. Recursos. ................................................................................................................. 26 6.1.3. Productos. ................................................................................................................ 30 6.1.4. Propiedades.............................................................................................................. 34 6.1.5. Operaciones de la Planta de Producción..................................................................... 39 6.1.6. Funciones................................................................................................................. 50 6.1.7. Rutas de Proceso...................................................................................................... 55 6.1.8. Turnos...................................................................................................................... 60
6.2. INSTANCIACIÓN DE LOS ELEMENTOS DE PLANT A. ..................................................................... 62 6.2.1. Recursos. ................................................................................................................. 62 6.2.2. Productos. ................................................................................................................ 66 6.2.3. Turnos...................................................................................................................... 68 6.2.4. Órdenes de trabajo.................................................................................................... 69
7. HERRAMIENTA GENERADORA DE ARCHIVOS DE TIPOS. ............. 70
8. EVALUACION DEL DESEMPEÑO DEL LENGUAJE DE MODELADO Y DE MODENGINE..................................................................................... 73

II.07(10)48
9. EVALUACION DEL DESEMPEÑO DE LA HERRAMIENTA RESPECTO A SIMILARES (BENCHMARKING). ........................................................ 80
9.1. RECICLAJE DE MODELOS. ..................................................................................................... 80 9.2. COMPLEJID AD EN EL LENGUAJE U SADO Y EN EL MANEJO DEL MOTOR DE MODEL ADO...................... 83 9.3. CAPACID AD PARA CONVERTIRSE EN UN ESTÁNDAR ENTRE LOS L ENGUAJES D E MODELACIÓN Y PAR A EL MERCADO. ................................................................................................................................. 83 9.4. CAPACID AD PARA MODELAR ELEMENTOS DE ALTO NIVEL. .......................................................... 88 9.5. NIVEL DE RECURSOS REQU ERIDO PARA LA APLICACIÓN DE L A HERRAMIENT A. ............................... 88 9.6. DIFICULTAD PARA CREAR B ASES DE D ATOS DE ENTRAD A. .......................................................... 89
10. CONCLUSIONES. ............................................................................. 90
11. BIBLIOGRAFÍA. ................................................................................ 92
ANEXO 1 CODIFICACIÓN DEL MODELO. ............................................. 94 MODELO DE REFERENCIA.......................................................................................................... 94 INSTANCIACIÓN DE ELEMENTOS DE PLANTA. .........................................................................101
ANEXO 2 DESCRIPCIÓN DE LAS OPERACIONES DE MANUFACTURA............................................................................................................... 103
ANEXO 3 REVISIÓN DE LA DOCUMENTACIÓN DEL COMPILADOR. 112
ANEXO 4 FOTOGRAFIAS DE LA PLANTA. ......................................... 113

II.07(10)48
LISTADO DE TABLAS Tabla 1 Sistemas de Programación de la Producción...........................................................10 Tabla 2 Tipos de Recursos (Maquinaria) y Nomenclatura....................................................28 Tabla 3 Tipos de Recurso Humano y Nomenclatura.............................................................30 Tabla 4 Nombres genéricos de los productos.........................................................................32 Tabla 5 Nomenclatura de las propiedades de los productos genéricos.............................37 Tabla 6 Operaciones de Manufactura planta Acermetálicas Ltda.......................................39 Tabla 7 Nombres genéricos de las operaciones y de sus recursos y productos asociados......................................................................................................................................42 Tabla 8 Nomenclatura e instanciación de Recursos..............................................................65 Tabla 9 Valores y coeficientes asociados de la propiedad “Dificultad”...............................67 LISTADO DE FIGURAS Figura 1 Diagrama de problemas en la producción causados por el uso ineficiente de recursos...........................................................................................................................................5 Figura 2 Ciclo de Vida de la Creación de Sistemas de Decisión en Manufactura............11 Figura 3 Problemas de la Modelación Actual.........................................................................15 Figura 4. Formulario herramienta generadora de archivos de tipos. ..................................71 Figura 5 Diagrama de Influencias de los Problemas Modelación Actual. ..........................81

II.07(10)48
1
1. INTRODUCCIÓN. El uso eficiente de los recursos se ha convertido en uno de los principales objetivos para la dirección de las empresas del mundo. La eficiencia en los procesos, uso de materias primas, mano de obra y en el uso de los bienes de producción, es además de un factor de competitividad una responsabilidad y un compromiso de las empresas con el medio ambiente. Bajo este panorama, la modelación de los procesos cobra gran importancia dado que permite a partir de la captura de la esencia de los procesos, crear modelos que sirvan para realizar simulaciones del comportamiento de los sistemas ante cambios en los mismos, permitiendo evaluar posibilidades sin la necesidad de alterar los sistemas reales, lo cual implica un fuerte ahorro de recursos. Sin embargo, la contribución de la modelación a las empresas que se analizará en este texto, es la capacidad de los modelos para interactuar con sistemas de soporte de decisiones, especialmente con aplicativos de programación de la producción. Estos programas buscan mediante la optimización de ciertos parámetros, asignar recursos escasos a los diferentes trabajos que reciban las plantas productivas, para de esta manera mejorar la eficiencia en la operación de las plantas y poder satisfacer la demanda de los clientes en las fechas establecidas. En la práctica la creación de los modelos de producción es una operación muy ardua debido a la complejidad de la realidad que se intenta representar. Los modeladores deben enfrentarse constantemente con nuevas operaciones, procesos, formas de operar, que desafían y vuelven obsoletas rápidamente los enfoques de modelación existentes. Por otra parte, la gran cantidad de características, relaciones y posibilidades de interacción entre los elementos de los sistemas que los modelos deben manejar simultáneamente, hace que los modelos solo puedan ser manejados mediante el uso del poder de procesamiento de los computadores. Es aquí donde aparecen los motores de modelado, como herramientas para soportar el proceso de modelado. En un esfuerzo por crear un motor de modelado que supla muchas de las falencias de los programas existentes, la Facultad de Ingeniería de la Universidad de los Andes en colaboración con el sector privado llevaron a cabo un proyecto, que incluye la concepción de un lenguaje de modelado

II.07(10)48
2
de plantas de manufactura y el desarrollo de algunos aplicativos para la programación de la producción (Ver: Gutierrez, Medaglia, Botero, Hernandez & Takahashi, “An object oriented modeling engine of manufacturing systems”, 2006). Uno de los mayores avances del motor de modelado creado por la Universidad de los Andes (que de ahora en adelante se denominará MODEngine), es su capacidad para definir elementos de alto nivel de las plantas de producción (denominados elementos de planta), tales como recursos, productos, operaciones de manufactura, rutas de proceso, etc. Entre las ventajas comparativas que provee el motor con respecto a otras herramientas y enfoques de modelado encontramos las siguientes:
- La capacidad para crear y definir procesos con rutas alternativas o rutas múltiples.
- La posibilidad de seleccionar entre maquinas alternativas o usar múltiples máquinas en las operaciones de producción.
- La capacidad de definir atributos y asignar valores a los elementos de las plantas.
- La posibilidad de modificar fácilmente los atributos de los elementos de planta.
- La capacidad de incluir restricciones sobre los recursos tales como disponibilidades limitadas de materias primas o de maquinaria.
- La alternativa de poder modelar reprocesamientos en las mismas estaciones.
Adicionalmente, el motor logra crear una distinción clara entre el modelo de planta y la lógica de la aplicación específica que se quiere desarrollar (Gutierrez et al., “An object…” 2006, p6). Esto aumenta la reutilizabilidad de los modelos creados y el manejo de una fuente central del modelo de planta para los distintos aplicativos. Sin embargo el motor creado aún no ha sido probado suficientemente con información de ambientes reales, los modelos creados con el mismo estaban basados en ejemplos teóricos y aproximaciones a modelos reales. Es por esto, que surge la necesidad de someter el motor de modelado a

II.07(10)48
3
una evaluación de sus capacidades reales para modelar una planta de producción existente. Este texto resume la evaluación y un caso de aplicación del motor de modelado, mediante la creación de un modelo de la planta de producción de Acermetálicas Ltda., una empresa del sector metal-mecánico colombiano. Adicionalmente se comparará la funcionalidad y características del modelado usando el motor con otras herramientas existentes.

II.07(10)48
4
2. OBJETIVOS. 2.1. Objetivo General. Determinar el nivel de aplicabilidad del motor de modelado para la programación de la producción desarrollado en la Universidad de los Andes1, en el modelado de planta de una empresa Colombiana. 2.2. Objetivos Específicos.
• Crear un modelo de los procesos y la planta de producción de la empresa seleccionada que incluya las características y detalles de los mismos.
• Evaluar el desempeño de la herramienta (MODEngine) en la creación
del modelo del caso de estudio, en términos de facilidad de uso, satisfacción de las necesidades de modelado y robustez.
• Identificar las falencias, ventajas y desventajas en el uso de
MODEngine frente al desempeño de herramientas similares.
• Documentar el proceso de aplicación del motor de modelado en la empresa seleccionada.
• Brindar a la empresa una herramienta tecnológica que le permita en
el futuro, con la ayuda de otros aplicativos, generar programaciones de producción para la obtención de sus artículos.
1 Gutierrez, E., Medaglia, A. L., Botero, R., Hernandez, J., Takahashi, S. Motor de modelado para programación de la producción [Programa de computador]. Bogotá, Colombia.: Universidad de los Andes, 2006.

II.07(10)48
5
3. MARCO TEÓRICO. 3.1. Programación de las operaciones de producción. La programación de las operaciones de producción “busca asignar recursos escasos a tareas a través del tiempo, de tal manera que se optimicen uno o más objetivos” (Pinedo, 2002, p 1), su uso define la eficiencia de un empresa para cumplir las metas de producción, los plazos de entrega, reducir los costos de operación, brindar un servio mas eficiente al cliente y reducir los tiempos de producción mejorando la flexibilidad de la empresa. Tal como lo señala Dilworth el objetivo de la programación de las operaciones de producción es “producir los productos apropiados en los tiempos requeridos” (Dilworth, 1993, p. 303). En la Figura 1 se indican los problemas en la producción que se reducen efectivamente, mediante el uso adecuado de la programación de la producción:
USO INEFICIENTE DE LOS RECURSOS SOBRECOSTOS
RETRASOS EN LA
PRODUCCIÓ N
INCUMPLIMIENTO EN PEDIDOS
INSASTISFACCIÓN DE LOS CLIENTES
PÉRDIDA DE CLIENTES
PÉRDIDA DE POSIBLES PEDIDOS
ESTIMACIÓN ERRONEA DE CAPACIDAD
AUMENTO EN PRECIOS
PRESIÓN SOBRE LOS RECURSOS
PÉRDIDA DE CALIDAD
DISMINUCIÓN EN LA POSIBILIDAD DE SOBREVIVIR
AUMENTO DE REPROCESOS Y
EQUIVOCACIONES
AUMENTO DE COSTOS
PRODUCCIÓN
DISMINUCIÓN PRO DUCTIVIDAD
MALA REPUTACIÓN
(EFECTO MULTIPLICADOR)
Figura 1 Diagrama de problemas en la producción causados por el uso
ineficiente de recursos. Como se puede ver en la Figura 1, el uso ineficiente de los recursos toma gran importancia si se consideran los efectos que se desencadenan. La siguiente frase da una idea de su magnitud: “Entre el 15% y el 40% de los

II.07(10)48
6
costos de fabricación de casi todos los productos americanos que usted compra hoy día se deben al desperdicio incluido en él – desperdicio de esfuerzo humano, desperdicio de tiempo-maquina, uso no productivo de las cargas incluidas” (Deming,1989, Pág. 9). De acuerdo a Buffa y Sarin (1992), se pueden identificar tres niveles en la aplicación de la programación de la producción y las operaciones, el primero consiste en la planeación de la capacidad, la cual permite identificar cuellos de botella y la necesidad de incrementar la capacidad de producción de una planta. El segundo nivel esta dado por el uso de la programación de la producción para soportar decisiones relacionadas con la aceptación de pedidos, la asignación de fechas de vencimiento o fechas de entrega de pedidos y el impacto en la producción por el cambio en las especificaciones tanto en productos como en las materias primas. Finalmente el tercer nivel se enfoca en las decisiones del día a día, es decir en la programación de las operaciones diarias en una planta de producción, es decir, tratar de asignar detalladamente a cada centro de trabajo la carga en una forma óptima. El resultado final de la programación de las operaciones será “desarrollar procedimientos para decidir el orden en el que deberán llevarse a cabo las operaciones derivadas de distintas actividades en un mismo procesador, si diversas operaciones están compitiendo por el mismo procesador” (Buffa, 1992, p. 333). La búsqueda de tales procedimientos comenzó a partir de desarrollos teóricos tales como los modelos determinísticos y los modelos estocásticos que cubren casos específicos y simplificados con un alto grado de cálculos y uso de algoritmos y reglas. Sin embargo, para la programación de las operaciones en la práctica se requieren herramientas que tengan la capacidad de brindar programaciones para procesos complejos, en poco tiempo y que reflejen adecuadamente todas las características de los entornos reales de producción (Para revisar profundamente las diferencias entre los modelos académicos y problemas de programación reales ver Pinedo, 2002, p. 392-396), es allí donde las ayudas computacionales han entrado a soportar los nuevos desarrollos.

II.07(10)48
7
3.2. Sistemas de programación de la producción. Como se mencionó anteriormente los problemas reales de programación de la producción en la mayor parte de los casos requieren de la ayuda de herramientas computacionales, tales como los sistemas de programación de la producción. Sobre todo en plantas organizadas como “Job Shops” donde se deben hacer planeaciones diarias para los trabajos que cada máquina debe procesar y las secuencias en que deben hacerlo sujeto a objetivos como el cumplimiento de las fechas de entrega, la minimización del tiempo de procesamiento, y la maximización de la productividad. Los sistemas de programación de la producción forman parte de los sistemas de soporte para decisiones y se trata de programas o herramientas electrónicas que eliminan varios de los problemas de la planeación manual nombrados por Chang y Lee (2002) entre los cuales tenemos los siguientes:
- Reducen la demanda de planeadores experimentados. - Reducen los tiempos de planeación en los procesos (inclusive de
días a horas). - Reducen los costos de planeación y manufactura. - Crean planes de producción consistentes. - Producen planes de producción precisos. - Incrementan la productividad.
Los sistemas de programación de la producción buscan generar programaciones óptimas para las empresas, y ayudan al usuario a ejecutarlas y controlarlas. Pinedo y Seshadri (2001) identifican tres módulos que los sistemas computarizados de programación de producción contienen normalmente:
- Un modulo de manejo de una base de datos. - Un modulo de generación de programas de producción. - Un modulo de interfaz con el usuario.
Al revisar la historia de los sistemas de programación de la producción o “scheduling” veremos que surgen como producto de dos corrientes diferentes: La primera creada por compañías que en los 80 comenzaron a

II.07(10)48
8
desarrollar programas enfocados solo en secuenciación y programación de la producción, tales como ILOG, I2 y Manugistics Estas herramientas buscaban optimizar líneas de flujo, y otros problemas de secuenciación de máquinas (Ver Pinedo & Seshadri, 2001, p. 1738). Estas empresas se enfrentaron al problema de tener que adaptar sus productos a aplicaciones específicas para poder obtener contratos, con los cuales poder seguir creciendo. Sin embargo intentaron mantener sus generadores de programas lo mas genéricos posibles. A mediados de 1990 este tipo de compañías, comenzaron a diversificar sus productos para lograr brindar soluciones integrales a toda la cadena de suministros. Este movimiento se debió a que los clientes de estas compañías, optaron por empresas que pudieran proveer sistemas de software que integraran la operación de la cadena completa, y no tener que tratar con aplicativos y compañías independientes para cada sección de la cadena, lo cual adiciona un costo de integración de las herramientas significativo. La segunda corriente proviene de las compañías que estaban enfocadas inicialmente en desarrollar sistemas ERP tales como SAP, Baan, J.D. Edwards y PeopleSoft. Las bases de datos de estos sistemas de información contenían principalmente información contable y de costos que incluía el manejo de inventarios. A finales de los noventas estas compañías identificaron la necesidad de extender su portafolio de soluciones hacia la planeación y programación de la producción, lo cual los llevo a desarrollar sus propios sistemas de programación de la producción o gestionar relaciones con compañías que desarrollaran este tipo de aplicativos. En la actualidad existen muchos sistemas de programación de producción incluyendo aquellos que hacen parte de los paquetes de las compañías de la segunda corriente, donde las más importantes son I2, CyberPlan de Cybertec, Manugistics, SAP/APO, Baan, PeopleSoft, y J.D. Edwards, con otros competidores menores como: El sistema IBM Independent Agents Architecture (Servicio Supply Chain Planning), Tradematrix Production Scheduler, Synequest’s Virtual Production Engine, Lekin y ILOG (Ver Pinedo y Seshadri, 2001, p. 1738). En Tabla 1 se muestran algunos de estos sistemas y sus características.

II.07(10)48
9
NOMBRE PRODUCTO Manugistics-JDA Sequencing ILOG Plant PowerOps I2 Production Scheduler
REF WEB http://en.wikipedia.org/wiki /Manugistics, http ://www.jda.com/solutions/sequencing.html
http://www.ilog.com/products/http://www.i2.com/solution_library/c_p
_Production_Scheduler.cfm
CASA CREADORA Manugistics ILOG I2
HISTORIA
Originalmente la empresa nace como Scientific Time Sharing Corporation (STSC)
en 1969, conformada por personal proveniente de IBM que habia trabajado con el lenguaje de programación APL. Crea la
línea APL*PLUS/PC en 1982, la empresa es adqui rida en 1982 por Continental Telecom,
vende su l ínea APL a LEX2000 Inc., en 1995, es adquirida en 1999 por Cognos Corporation
y finalmente es vendida a la empresa rival JDA Software.
Fundada en 1987 con cuarteles generales en francia y california.
I2 fue fundada en 1988 por Sanjiv Sidhu y Ken Sharma en Dallas.
CARACTERÍSTICAS
Aplicación para la planeación de recursos y el manejo de la cadena de suministros. Genera programaciones de producción detalladas inclusive al nivel de minutos, mediante e l
balanceo de objetivos de manufactura, uso de materiales y objetivos del usuario por medio
de la optimización dirigida por el usuario. Permite la modelación de almacenamientos
intermedios, permite la edición manual y considera múl tiples escenarios. La
secuenciación considera la capacidad detallada, mezcla de productos y
restricciones laborales.
Apl icación de planeación y programación de la producción para manufactura discreta y de procesos. Soporta la
programación y reprogramación de la producción de cor to y mediano plazo.
Puede soportar la interacción en tiempo real entre fujos de materiales y
capacidad, e l manejo de sub-productos y productos intermedios, operaciones de limpieza de los recursos, a listamineto, recursos compartidos y cambios en las plantas. Puede realizar balanceo con
múltip les metas, simular escenarios de producción y la visualización mediante el uso de un gantt inteligente. Pertenece a
un paquete superior de aplicaciones complementarias.
Herramienta para la programación de la producción en el nivel de planta,
con capacidad para trasmitir las programaciones hacia heramientas
de ejecución o hacia herramientas de planeación. Crea programaciones de
producción basadas en la optimización, soporta la
sincronización con el piso de trabajo, la reprogramación, el modelado de restricciones de manufactura y el manejo de reportes y estadísticas. Pertenece a un paquete mayor de
soluciones complementarias.

II.07(10)48
10
SAP APO (Advanced Planner and Optimiser)
PeopleSoft Enterprise - JD Edwards EnterpriseOne Production Scheduling
Microsoft Dynamics- Modulo Producción CyberPlan
http://help.sap.com/saphelp_apo/helpdata/en/92/dd013872af2946e10000009b38f8cf/frameset.htm, http://www.sap.info/publ ic/INT/int/glossary/int/glossaryletter/Word-1798440471c43a723e_glossary/S#Word-1798440471c43a723e_glossary
http://www.oracle.com/applications/peoplesoft/scm/ent/module/mfg.html, http://en.wikipedia.org/wiki/PeopleSoft, http://www.oracle.com/applications/peoplesoft/scm/ent_one/module/prod_scheduling.html
http://www.microsoft.com/spain/businesssolutions/dynamics/productos/ax/area_negocio/caden
a.mspx
http://www.cybertec.it/EN/cyberplan_Index.html
SAP ORACLE-PEOPLESOFT MICROSOFT CYBERTEC
SAP es la compañia más grande de software Inter-empresa, fue fundada en 1972 por exempleados de IBM.
PeopleSoft Inc. Fue fundada en 1987 por David Duffield y Ken
Morris, en el 2003 adquirió a J.D. Edwards, renombrando los
productos principales de ambas empresas: PeopleSoft Enterprise
(PeopleSoft) y PeopleSoft EnterpriseOne (J.D.Edwards). En el 2005 la empresa fue adquirida
por Oracle Corporation.
Despues de un intento fallido por absorber a SAP, Microsoft decide lanzar su propia línea de aplicaciones de gestión de negocio. Para esto compra a Navision y Great Plains. Su mercado
objetivo son las pymes y esta integrado con herramientas office.
Cybertec fue fundada en 1991. Despues de la creación de otras
herramientas de programación de la producción, en 1995 se crea la primera versión de CyberPlan una herramienta de MRPII con capacidad finita. En el
año 2000 la empresa lanza una nueva versión de CyberPlan.
SAP APO es una herramienta-solución que permite la gestión dinámica de la
cadena de suministros. Incluye aplicaciones para planeación,
optimización y programación de la producción detalladas. Esta diseñada para permitir el monitoreo global de la
cadena de suministros y es un componenete del paquete mySAP
Supply Chain Management.
Enterprise es un sistema ERP modularizado en componentes
específicos. La aplicación Manufacturing y Supply Planning contiene múltiples métodos para
liberar programaciones de producción en línea o desde
apli caciones de planificación de PeopleSoft. La aplicación
Production Scheduling provee de programaciones de producción
optimizadas que consideran todas las restricciones y reglas de un negocio, pertenece al paquete deaplicaicones de manejo de la
cadena de suministros.
El modulo de producción de Dynamics permite definir recursos de fabricación, incluyendo
máquinas, empleados, herramientas o incluso subcontratistas como centros de trabajo y
asignarlos en grupos de centros de trabajo. La programación puede realizarse con distintos
niveles de detalle: la programación de operaciones para grupos de centros de trabajo o la programación de trabajos para centros de trabajo individuales. Minimiza los tiempos de
espera creando vínculos cruzados entre recursos que puedan gestionar la misma tarea
y garantizar la programación más eficaz posible.Puede reducir el tiempo de
configuración utilizando propiedades, para asegurarse de que las operaciones que
requieren la misma configuración sobre el centro de trabajo se programan
concurrentemente. Proporciona facilidades avanzadas para secuenciar y programar cuellos de botella, que permiten reducir los tiempos de
configuración y crear planes ajustados y controlados sobre el cuello de botell a. Permite visualizar la programación de la producción en
tiempo real y realizar cam
CyberPlan es una herramienta especializada en la planeación y
programación de la producción, esta compuesto por modulos de plan maestro, MRP, planeación con
capacidad infinita y programación con capacidad finita. Este último modulo produce secuencias de trabajo para
cada máquina, que pueden ser modificadas gráfi camente. La
programación se realiza basada en metodos con tecnología de inteligencia
artif icial, con capacidad para considerar restricciones (plantas, personal, materiales, equipos),
preferencias y prioridades asignadas (Fechas de entrega, saturación de la
planta y el personal, etc).
Tabla 1 Sistemas de Programación de la Producción.

II.07(10)48
11
Es importante anotar que las empresas no han hecho un esfuerzo por crear un estándar para todos los sistemas que sea independiente de la empresa que los cree, sino que existe una multitud de enfoques en el uso de algoritmos y en el manejo de interfaces. En la actualidad, el modelo conceptual del sistema está atado a la interfaz y a los algoritmos que utilizan cada uno de los aplicativos Este es uno de los problemas que los sistemas de programación de la producción poseen, ya que dificulta demasiado el cambio de un sistema a otro, implicando prácticamente empezar de cero en el proceso de aplicación del nuevo sistema, con una alta demanda de recursos y generando grandes costos. En gran parte este problema podría atacarse haciendo una separación entre el modelo de planta y los algoritmos de scheduling que usan los sistemas de programación de la producción (En la Figura 2 se observa la posición de la construcción del modelo de planta dentro del ciclo de vida de los sistemas de decisión en manufactura).
TOMADOR DE DECISIONES
SISTEMAS DE MANUFACTURA
CONSTRUCTOR DEL MODELO
SISTEMAS DE SOPORTE DE DECISIONES
PROBLEMASOPORTUNIDADES
CARACTERÍSTICAS
CAMBIOS
CONSTRUCCIONES /ACTUALIZACIONES
INTERACCIÓN/INF. DE ENTRADA
PRODUCTODE
SALIDA
Figura 2 Ciclo de Vida de la Creación de Sistemas de Decisión en
Manufactura2 Adicionalmente, se encuentran otros problemas con los sistemas actuales tales como los largos tiempos de implementación que unidos a los altos costos de adquisición generan altos costos de implementación. Los prolongados periodos de implementación son producto del tiempo de
2 Basado en: Denle y Pratt , 2006, p 3.

II.07(10)48
12
adaptación de las bases de datos que las empresas poseen sobre sus procesos al sistema (Inputs para los sistemas de programación), del periodo de validación de los datos alimentados en las mismas, del tiempo de familiarización de las personas que realmente toman las decisiones en las compañías con los sistemas y de largo periodo de adaptación del modelo para crear resultados validos, debido a que durante el proceso de creación del modelo se cae en la sobre-simplificación de la realidad, lo cual hace que los resultados del modelo no representen adecuadamente la realidad y requiera de ajustes en el modelo y en el sistema. 3.3. Modelación. El primer paso en la aplicación de un sistema de programación de la producción consiste en crear un modelo de los procesos que desarrolla una compañía. Se entiende por modelo la creación de un objeto o elemento que representa la realidad, en este caso el modelo es una representación de un sistema. El principio detrás de la creación de modelos, es que al desarrollar un modelo, se logra comprender de una mejor manera las características del comportamiento de la realidad estudiada, en una forma mucho más eficiente que si observáramos la realidad misma. “La modelación de sistemas de manufactura es un proceso consumidor de tiempo, que involucra un conocimiento profundo del sistema y la captura de su esencia con un nivel de detalle adecuado” (Gutiérrez, et. al., “An object oriented modeling engine of manufacturing systems”, p. 7). En el proceso de creación del modelo siempre se encuentra un elemento de simplificación de la realidad, pues de otra manera el mismo no sería práctico ni finito. Es por eso que siempre surge la pregunta sobre los límites de complejidad que se quieren imponer a un modelo. Intentando responder a esta pregunta Banks (1999) sugiere que el modelo debe ser suficientemente complejo para responder a las preguntas planteadas, pero con la menor complejidad posible” Ahora bien, el proceso de modelado puede diferir bastante dependiendo del enfoque que se de en su creación. Un modelo matemático o estadístico usa expresiones matemáticas o estadísticas para representar las relaciones internas entre las entidades que usualmente, mientras que los

II.07(10)48
13
modelos de simulación discreta incluyen un alto detalle en el comportamiento interno del sistema, con un gran énfasis en crear modelos dinámicos donde el tiempo es muy importante. Los modelos que se pretenden crear con ayuda de MODEngine no son concebidos para cumplir con un objetivo particular o aplicativo particular, sino que intentan ser multifuncionales, es decir que puedan responder las preguntas de diferentes ramas del control de la producción, tales como la programación de la producción, control del área del taller, simulación, y planeación de requerimientos de materiales. 3.4. Motores de Modelado. Los motores de modelado son aplicaciones informáticas que permiten modelar plantas de producción con el propósito de hacer la programación de producción en plantas de manufactura, estos brindan al usuario los elementos y el lenguaje necesarios para crear modelos de sus procesos que los procesadores y sistemas de programación de la producción puedan entender y usar, para la búsqueda de soluciones óptimas bajo varios parámetros. “Los motores de programación de la producción se componen de módulos que permiten al usuario: Analizar los datos de un problema y determinar parámetros algorítmicos, crear algoritmos en paralelo, crear algoritmos en serie e integrar algoritmos.” (Pinedo, 2002, p. 456). Como se dijo anteriormente cada empresa creó un sistema de planeación de la producción y desarrollo su propio motor de programación de la producción, pero nunca se dio un consenso entre las empresas para llevar a cabo un proceso de estandarización de los motores, que permita establecer un motor único que sea usado por todos los sistemas. Esto ha traído problemas para los usuarios pues las especificaciones de un proceso introducidos en la base de datos de un sistema a través del motor (lo cual es un proceso dispendioso y largo), no pueden ser usados por otros sistemas en el caso en que el usuario desee cambiar de proveedor, haciendo que los modelos no puedan reutilizarse.

II.07(10)48
14
Esta situación no solo ocurre al hacer un cambio de proveedor, sino que se repite en la mayoría de los casos cuando la compañía requiere el modelo de la planta para un nuevo fin o para la búsqueda de soluciones a preguntas diferentes a las que se usaron en la creación del modelo inicial. El problema raíz de esta situación, consiste en la mentalidad de modelos con un único fin o uso, que se usa en la creación de modelos, que se resume adecuadamente en el siguiente texto: “Un modelo es creado a partir de cero para tratar un problema particular o una pregunta, y entonces es descartado regularmente. Cuando un nuevo problema es hallado, un nuevo modelo es creado desde cero a pesar que este pueda incluir elementos contenidos en modelos anteriores, esta mentalidad de un solo-uso y desechar es obviamente muy costosa, consumidora de tiempo y derrochadora” (Denle & Pratt, 2005, p. 5). Los efectos negativos de este problema y de algunos otros problemas de la modelación actual se ilustran en la Figura 3. En contraposición a esta mentalidad de modelos con un único fin, el principal aporte o beneficio que ofrece el motor de modelado desarrollado por el proyecto Uniandes-SistCorp (MODEngine), es proveer un modelo integral que pueda brindar información para distintos aplicativos y herramientas para la gestión de la producción.

II.07(10)48
15
PROBLEMAS MODELACIÓN
ACTUAL
SOBRESIMPLIFICACIÓN DE LA REALIDAD
FALTA DE ESTANDARIZACIÓN
ENTRE LOS LENGUAJES DE MODELACIÓN
MODELOS "DESECHABLES"
MENTALIDAD MODELOS UN
ÚNICO-FIN
DIFICULTAD PARA CAMBIAR DE
PROVEEDORES DE SISTEMAS
INCAPACIDAD PARA MODELAR
ELEMENTOS DE ALTO NIVEL
ALTOS COSTOS DE IMPLEMENTACIÓN
PERIODOS DE ADAPTACIÓN
PROLONGADOS
ALTOS COSTOS DE ADQUISICIÓN
ALTA COMPLEJIDAD EN EL MANEJO
MOTORES Y LENGUAJES
RESULTADOS NO REPRESENTAN LA
REALIDADPROCESOS DE AJUSTE DEL MODELO Y
DEL SISTEMA
DIFICULTAD PARA FAMILIARIZAR A
TOMADOR DE DECISIONES CON
EL MODELO
PERIODOS DE IMPLEMENTACIÓN PROLONGADOS
RESISTENCIA AL CAMBIO
TOMADORES DE DECISIÓN
DIFICULTAD PARA HALLAR NUEVOS
CLIENTES
TRANSMISIÓN DE COSTOS
INVESTIGACIÓN A CLIENTES
DISPERSIÓNY AUSENCIA
DATOS ENTRADA
DIFICULTAD PARA CREAR
BASES DE DATOS DE ENTRADA
SEPARACIÓN ENTRE EL MODELADOR Y
EL EXPERTO PROCESOS
PROCESO CONSUMIDOR DE RECURSOS
NECESIDAD GENERAR LARGOS ESPACIOS PARA MODELACIÓN
USO DE PERSONAL EN ACTIVIDADES NO USUALES
DISMINUCIÓN NUMERO DE CLIENTES
Figura 3 Problemas de la Modelación Actual.

II.07(10)48
16
3.5. MODEngine: Motor de Modelado para la Programación de Producción.
El motor de modelado que se evalúa en este proyecto es el fruto de un esfuerzo conjunto de investigación y desarrollo realizado entre la Universidad de los Andes y la empresa Sistemas Corporativos S.A. con la cofinanciación del Instituto Colombiano de Ciencia y Tecnología (COLCIENCIAS). En la concepción de este proyecto se propuso abordar la mayoría de los problemas o falencias presentes en las herramientas de modelación de las aplicaciones de programación de la producción existentes (Ilustrados en la Figura 3), tales como:
- Falta de un modelo de alto nivel de abstracción en el cual el usuario pueda expresar parte del conocimiento del sistema.
- Dificultad para modelar ciertas características de los sistemas de producción, que terminan siendo simplificadas en muchas de las herramientas existentes tales como: Alternatividad de rutas, alternatividad y multiplicidad de recursos en las operaciones de manufactura, manejo de turnos de trabajo, procesos con recirculación entre otras.
- Falta de un lenguaje de modelado amigable y cercano al usuario que pueda servir como estándar para las diferentes herramientas de programación de la producción y del control de la producción, facilitando el intercambio de información entre las mismas.
- La sobresimplificación de la realidad en los modelos creados por los motores de modelado que producen altos costos de implementación en las aplicaciones basadas en los mismos inclusive llevando a fallas en la implementación.
- La falta de una clara distinción y separación entre el modelo y los algoritmos de programación usados por las aplicaciones.
- La falta de un motor de modelado que sea capaz de soportar el enlace y el trabajo con herramientas de programación de la producción, control de piso y otras aplicaciones de soporte a las decisiones.

II.07(10)48
17
- La falta de una herramienta de modelación que supere la mentalidad de modelos con un único fin y que permita el reciclaje de modelos para diferentes aplicaciones.
3.6. Verificación y Validación del modelo. Finalmente se requiere entender el concepto de validación. La validación según Banks, Carson, Nelson y Nicol es el “proceso general de comparación de un modelo y su comportamiento contra el sistema real y su comportamiento” (Banks, Carson, Nelson, & Nicol, 2001, p. 374), es decir que la validación consiste en determinar si un modelo es capaz de simular o imitar con un margen de error leve la realidad, en este caso un contraste entre la representación del modelo conceptual y el sistema real. El proceso de validación involucra el análisis de expertos y tomadores de decisiones sobre el modelo, la comparación de observaciones reales del sistema analizado contra los resultados expresados por el modelo para situaciones similares, así como el uso del sentido común para analiza el comportamiento interno de las partes del modelo y sus interrelaciones. En este punto es importante resaltar que anterior al proceso de validación se debe haber llevado a cabo un proceso de verificación, en el cual se verifica que el modelo operacional sea una adecuada traducción del modelo conceptual, es decir que la codificación del modelo conceptual en el motor de modelado sea la correcta.

II.07(10)48
18
4. METODOLOGÍA DE TRABAJO. 4.1. Revisión bibliográfica. El primer paso del proyecto consistió en la realización de una revisión de conceptos y búsqueda de información fundamental para conformar un marco teórico y una base de conocimientos sobre el estado actual de esta área del conocimiento, para soportar el proyecto y el posterior análisis de resultados. 4.2. Identificación de la empresa y sus características. Mediante visitas rutinarias a la empresa seleccionada, se determinaron las características principales de la compañía, tales como su nivel de desarrollo, objetivos, valores, mercados objetivos, productos, tipo de organización, historia, estrategias y capacidades. Esta actividad es el primer paso para alcanzar el objetivo de crear el modelo de los procesos de la empresa, pues da una idea macro de cómo organizar el modelo, adicionalmente es fundamental para lograr documentar adecuadamente el proceso de aplicación del modelo pues ubica al lector en el objeto de estudio y en las relación entre la empresa sus clientes, medio, proveedores y en general con toda la cadena de suministros. 4.3. Búsqueda y levantamiento de información de la planta. Esta actividad se realizó mediante un trabajo conjunto con el personal de la empresa para recoger toda la información necesaria para crear el modelo de la planta de producción de la empresa, en esta etapa se busca identificar procesos, recursos, productos, operaciones de manufactura, rutas de proceso, etc. 4.4. Estudio de la metodología para la programación de la
producción. Se buscó información sobre la metodología que usa actualmente la empresa para crear sus programaciones de producción. Esto permitió identificar los métodos, algoritmos, nivel de flexibilidad y tecnología usada para este propósito. Esta información recolectada se utilizó en la

II.07(10)48
19
evaluación del desempeño de la herramienta frente a las metodologías que la empresa ha usado tradicionalmente para crear sus programaciones de producción. 4.5. Determinación del escenario histórico de órdenes de trabajo. Se recolectó información sobre el historial de pedidos de la compañía, buscando identificar características tales como variabilidad, dispersión, estacionalidad, productos solicitados, la cual es una información que unida a la búsqueda de la programación usada para producir estos pedidos y a las fechas de entrega finales de los pedidos, permiten identificar problemas de programación existentes en el pasado y definir como se realizan efectivamente las programaciones en la empresa, al realizar este proceso se puede identificar el tipo de modelación que se debe usar para que la programación de pedidos y nuevos productos sea rápida y eficiente. 4.6. Modelaje de la planta utilizando MODEngine. Una vez que se recopiló la información de la empresa y sus procesos, se procedió a crear el modelo de la planta con la ayuda del motor de modelado, definiendo cada uno de los elementos de planta expuestos en las guías de uso del lenguaje (Lenguaje de Modelado…,2006, p9-11). La construcción del modelo de planta incluye la definición del modelo de referencia y la definición del modelo de instancias. La definición del modelo de referencia incluye la identificación de cada uno de los tipos de elementos de planta: Unidades de medida, productos, recursos, operaciones de manufactura, rutas de proceso y turnos. La definición del modelo de instancias incluye la creación de productos, recursos, órdenes de trabajo, planes de turno y escenarios de turno. El proceso de creación del modelo de referencia y de instancias muestra las principales falencias y fortalezas del motor de modelado frente a las necesidades del modelador para representar la realidad en el caso de estudio.

II.07(10)48
20
4.7. Verificación del modelo. La verificación consiste en determinar si el modelo operacional es una adecuada traducción del modelo conceptual, es decir, observar si la traducción o codificación del modelo conceptual es la adecuada y si no existen problemas o limitaciones al formular el modelo operacional. 4.8. Creación de la herramienta generadora de archivos de tipos. Durante el desarrollo del proyecto, se identifico la necesidad de crear una herramienta que agilizara y facilitará el proceso de creación de los archivos de tipos del modelo, debido a la alta variabilidad del portafolio de productos de la compañía. Es por esto que como un aporte al objetivo central del proyecto, se creó una aplicación específica de este tipo para la compañía. 4.9. Evaluación del modelo y de la herramienta MODEngine. Finalmente se realizó la evaluación general del modelo propuesto en MODEngine, donde se hizo énfasis en el poder de expresión del modelo y la facilidad de aprendizaje en el uso del modelo. Buscando identificar aquellos aspectos en los cuales el modelo es insuficiente para representar situaciones del caso de estudio y aquellos en los cuales podría estar sobredimensionado el nivel de detalle en el modelado. Estos mismos factores se usaron en la evaluación del lenguaje usado por MODEngine (poder de expresión del lenguaje, facilidad de uso del lenguaje y del motor), junto a una evaluación de la estructura del lenguaje y la capacidad del conjunto lenguaje-motor para solucionar los problemas en la modelación de los sistemas de producción.

II.07(10)48
21
5. LA EMPRESA. La empresa Acermetálicas LTDA., es una pyme fundada en 1999, perteneciente al sector metalmécanico colombiano en el cual se incluyen todas aquellas empresas que se dedican a la producción de herramientas, ferretería, repuestos para maquinaría, así como todas aquellas dedicadas a la elaboración de artículos mecánicos elaborados y maquinaria no eléctrica: Para la elaboración de los artículos metálicos se utilizan procesos de deformación mecánica en metales, generalmente aplicados en frío. El segundo grupo (maquinaria no eléctrica) se dedica a la construcción de máquinas no eléctricas para usos industriales, a través del ensamble de piezas (en su gran mayoría metálicas).
Este sector representa el 1.3% del PIB nacional y pertenece a la denominada Industria Manufacturera que representa el 15.3% del PIB Colombiano. La empresa pertenece a un sector que tuvo un crecimiento en sus ventas reales de 6.6% en el año 2005 comparado con un crecimiento de 1.34% en el 2004, de igual manera las exportaciones presentaron un tasa de crecimiento del 37.8% hasta llegar a USD 548 millones en el 2005 (Base datos Benchmark, Sector Metalmecánica, p.2). Específicamente la empresa Acermetálicas Ltda. se dedica a la producción de artículos metálicos elaborados a partir de acero cold-rolled, acero inoxidable, hierro y aluminio, en lotes de pequeño y mediano tamaño. La empresa no tiene una línea de productos fija, por el contrario existe una gran variabilidad en los tipos de productos elaborados, entre los cuales se incluyen muebles metálicos (sillas, lockers, mesas, stands, etc.), marcos, productos publicitarios, piezas metálicas, productos ornamentales y otros productos de carpintería metálica. La empresa tiene la capacidad para diseñar y producir los productos de acuerdo a las necesidades del cliente, o en su defecto producir elementos a partir de diseños creados por los clientes.

II.07(10)48
22
La planta de producción de Acermetálicas Ltda. se encuentra ubicada Cra 28 # 6-57 en la ciudad de Bogotá, y en ella trabajan 52 empleados repartidos de la siguiente manera: Gerencia: 2 empleados. Contabilidad: 2 empleados. Recepción: 1 empleado. Programación y Diseño: 2 empleados. Diseño: 3 empleados. Operarios de planta: 41 empleados. La planta tiene una distribución tipo job-shop o distribución por proceso que concuerda perfectamente con su ofrecimiento al mercado, alta variabilidad en los productos, pero baja capacidad de producción. Al comparar la tecnología de la que dispone la empresa frente a sus competidores, se observa que la empresa dispone de maquinaria con un nivel tecnológico ligeramente superior a aquellas de otras pymes dedicadas a la metalmecánica en la ciudad de Bogotá muchas de las cuales se encuentran incluso en el mismo sector de la ciudad (La ventaja significativa proviene de la maquinaria de control numérico de la que dispone la compañía que se explicará posteriormente), sin embargo fuera de este nicho las empresas de mayor tamaño tienen una tecnología muy superior con un alto grado de automatización y niveles de eficiencia, e incorporando tecnologías mas precisas y recientes como el corte láser, la pintura electrostática, el maquinado ultrasónico, procesos de corte con chorro de agua y chorro abrasivo, el maquinado electroquímico y otros procesos de corte con descarga eléctrica. Respecto a la situación actual de la empresa, al igual que el resto de las empresas del sector la empresa ha enfrentado el encarecimiento de las materias primas usadas, donde destaca el cambio en el precio del acero con precios superiores a los USD 400 por tonelada producido básicamente por la gran demanda China de este recurso y a la falta de nuevos productores que compensen este comportamiento, al igual que la carencia de proveedores nacionales confiables que genera dependencia a la materia prima importada. Por otra parte el sector crea productos de bajo valor agregado, con pocos recursos destinados a la inversión y desarrollo, sin uniformidad en los niveles de calidad, altos impuestos, altos precios en

II.07(10)48
23
la maquinaria y equipos de producción y dificultad para acceder al crédito (Base de datos Benchmark, 2007,p12). En el mercado se encuentra en ventaja frente a productores extranjeros por su capacidad para producir lotes más pequeños de productos personalizados, con tiempos de entrega más cortos.

II.07(10)48
24
6. DEFINICIÓN DEL MODELO DE LA PLANTA. La construcción del modelo de la planta implica la definición del modelo de referencia y la creación del modelo de instancias. El modelo de referencia es una abstracción conceptual de la planta de producción y del conjunto de conocimientos-criterios que posee el personal de la planta para la selección de recursos y la determinación de tiempos de procesamiento, expresada en forma de tipos de elementos de planta (Recursos de maquinaría y equipos, recursos Humanos, productos, materiales, operaciones de manufactura, funciones de producción, rutas de proceso y tipos de turnos). El modelo de Instancias corresponde a la especificación de los tipos de elementos de planta definidos anteriormente, produciendo instancias que heredan las características de los tipos de elementos de planta. 6.1. Modelo de Referencia. El primer paso en el proceso de modelado de la planta de Acermetálicas Ltda. fue la revisión de los tipos de productos ofrecidos por la compañía, los cuales resultaron ser indefinidos, pues mas que ofrecer un portafolio de productos fijo (o por lo menos fijo por temporadas), la compañía ofrece el servicio de producción de elementos metálicos a partir de diseños creados por los clientes, previa aprobación de la dirección. El siguiente paso en el proceso, fue la identificación de las materias primas con las que trabaja la planta de producción. Posteriormente se procedió a la determinación de los tipos de operaciones que se realizan en la empresa. El estudio de las mismas fue profundizado al confrontar los tipos de operaciones con el listado de máquinas disponibles y la revisión de sus características, lo cual permitió identificar las operaciones y sub-operaciones que los integran. Los sub-operaciones nacen de la diferenciación por fuentes de energía, tipo de control de la maquinaría y diferencias en las propiedades de los productos finales que se producen a pesar de funcionar bajo los mismos principios físicos y con la misma maquinaria.

II.07(10)48
25
Con las operaciones definidas se procedió a identificar las rutas de proceso en la planta, estas resultaron ser indefinidas para intervalos medios o largos debido a la variabilidad de los tipos de producto y al reducido tamaño de las cantidades requeridas. En la práctica las rutas de proceso se definen justo antes de la producción de los productos, en una etapa de pre-producción en la que el equipo de producción estudia los diseños presentados por el cliente, e identifica la forma de producirlos, de tal manera que la definición de rutas de proceso puede ser inclusive una operación diaria. Sin embargo, si se pudieron identificar ciertas relaciones de precedencia entre las operaciones existentes y la forma en que sus sub-productos son enlazados para conformar el producto final, sin importar su tipo. Acto seguido se procedió a hacer una definición de funciones de tiempo para las operaciones de producción, a partir de la definición de variables que reflejan las propiedades de los productos manipulados y específicos para cada operación. Finalmente se procedió a identificar otras características menores del funcionamiento de la planta como lo turnos de los operarios, el número de los mismos y la definición de unidades. Una vez se contó con la información completa sobre el funcionamiento de la planta de producción se procedió a definir la forma como se modelaría cada uno de los elementos de la planta. A continuación se presenta la definición de cada uno de los elementos del modelo junto con la justificación de cada estructura de modelación, que como se verá posteriormente se acerca más a la creación de una estructura de modelación que a la creación de un modelo fijo, debido a las características de la empresa: 6.1.1. Unidades de Medida. Al hacer una revisión de las especificaciones de las materias primas, las unidades en que se especifican los productos y que se manejan en las operaciones de manufactura, se decidió usar las siguientes unidades:
- Unidades (und): Unidad que se usará para enumerar los productos creados en la planta sin importar su procedencia, o tipo.
- Metros (m).

II.07(10)48
26
- Centímetros (cm): Unidad de longitud que se usará principalmente en el modelo, debido a que es la que generalmente se usa para especificar los productos, aunque en varios casos se requieren exactitud hasta el orden de los milímetros.
- Milímetros (mm). - Pulgadas (pulg): Unidad secundaria que solo se usará para la
especificación de las tuberías, las cuales son materias primas que comercialmente se manejan en el sistema ingles.
- CentimetrosCuadrados (cc): Unidad de área que se usará para la especificación en las operaciones de pulido.
- Segundos (s): Unidad de tiempo, principal en el modelamiento pues las realizaciones de las operaciones generalmente no llegan a superar individualmente el minuto.
- Minutos (min). - Horas (h): Esta unidad se define pues en algunas ocasiones la
producción total de un producto, puede alcanzar varias horas de producción.
A continuación se muestran las equivalencias de acuerdo a los diferentes sistemas que se han incorporado en el modelo, ya sea implícitamente en la definición de las unidades o explícitamente como conversiones.
1 metro = 100 centímetros = 1000 milímetros. 1centimetro = 100 milímetros.
1 minuto = 60 Segundos. 1 hora = 60 Minutos = 3600 Segundos.
Para consultar la codificación de la definición de unidades y equivalencias en el lenguaje de modelado, así como ejemplos de codificación del resto de elementos de planta vea el Anexo 1 CODIFICACIÓN DEL MODELO. 6.1.2. Recursos. 6.1.2.1. Definición de Tipos de Recurso.
En la definición de recursos se pueden identificar dos grandes grupos, la maquinaria-equipos (bienes de capital) y los recursos humanos.

II.07(10)48
27
Los primeros fueron identificados mediante la consulta del listado de equipos de la compañía, suministrada por el departamento de mantenimiento. A través de esta lista se identificaron los tipos de recursos (maquinaria-equipos) existentes, a los que posteriormente les fueron asignados nombres mediante el uso de una nomenclatura establecida. La nomenclatura creada busca ser natural, al usar nombres derivados de los usados comúnmente en el sector, donde los nombres establecidos son de menor longitud pero sin producir ambigüedad en su interpretación. Los nombres establecidos para los tipos de recursos se listan en la Tabla 2. En este listado es importante mencionar la inclusión de dos recursos ficticios denominados “Finalizador” y “Iniciador”, el primero se asocia a la operación “Finalizado” y el segundo se asocia a la operación “Inicio”, la finalidad de estas dos operaciones se explica posteriormente en la definición de las operaciones de manufactura. De igual forma se incluyeron los recursos externos con los cuales se contrataran aquellas operaciones que se realizan en otras empresas.

II.07(10)48
28
RECURSO NOMENCLATURA RECURSO NOMENCLATURACaladora Caladora Torno TornoCaladora Cuchil las CaladoraCu Tronzadora TronzadoraCautín Cautin Troqueladora 15 toneladas Troqueladora15tCizalla Cizal la Troqueladora 25 toneladas Troqueladora25tCortadora de Plasma CortadoraPlasma Troqueladora 35 toneladas Troqueladora35tDobladora CNC DobladoraCNCDobladora Hidraúl ica DobladoraH Contratista Cincado ContratistaCincadoDobladora Manual DobladoraM Contratista Corte Laser ContratistaCorteLaserDobladora Neumática DobladoraN Contratista Cromado ContratistaCromadoEsmeril Esmeril Contratista Doblado de Tubos ContratistaDobladoTubosFresa Fresa Contratista Pintura ContratistaPinturaLimadora Limadora Contratista Repujado ContratistaRepujadoMoto Tool MotoToolPistola de Pintura PistolaPintura Final izador FinalizadorPistola de Silicona PistolaSilicona Iniciador IniciadorPolichadora PolichadoraPulidora Grande PulidoraGPulidora Neumática PulidoraN A ÁrbolPulidora Pequeña PulidoraP G GrandePunzonadora CNC PunzonadoraCNC H HidráulicaRectificadora Rectificadora I InalámbricoRemachadora Remachadora M ManualRoladora Roladora Mec MecánicaRoscador Roscador MIG MIGRotosfera Rotosfera N NeumáticaSacabocados y Perfi ladora Perfiladora P PequeñaSegueta Mecánica SeguetaMec PuP Punto PedestalSierra Sin Fin SierraSinFin PuPin Punto PinzaSoldador Esparragos SoldadorEsp TIG TIGSoldador MIG SoldadorMIG Esp EspárragosSoldador Punto Pedestal SoldadorPuP CNC Control NuméricoSoldador Punto Pinza SoldadorPuPin VR Varil la RevestidaSoldador TIG SoldadorTIG Cu CuchillasSoldador Vari lla Revestida SoldadorVR 15t 15 ToneladasTaladro Taladro 25t 25 ToneladasTaladro Árbol TaladroA 35t 35 ToneladasTaladro Inalámbrico TaladroITaladro Neumático TaladroN
TIPOS DE RECURSOS MAQUINARIA Y EQUIPOS
ESPECIFICACIONES NOMENCLATURA
RECURSOS EXTERNOS
RECURSOS FICTICIOS
Tabla 2 Tipos de Recursos (Maquinaria) y Nomenclatura.
El segundo grupo en los tipos de recursos es el componente humano. Al respecto se hizo un análisis de la clase de restricciones que el mismo imponía sobre la programación de las operaciones. Se encontró que la compañía cuenta con 41 operarios, que en general pueden ejecutar cualquiera de las operaciones de la planta. Sin embargo, en la planta generalmente cada operario tiene a su cargo un solo tipo de operación y el

II.07(10)48
29
movimiento de un operario de una operación a otra es un evento muy ocasional. La excepción sobre la posibilidad de movilidad de los empleados, es la operación de soldadura (TIG, varilla revestida y MIG) y la operación de torneado. En estos tipos de operaciones los operarios requieren de una capacitación especial y de un periodo prolongado de entrenamiento para el desarrollo de habilidades, que hace que estos empleados se asemejan mas a artesanos, lo cual no permite que otros operarios de la compañía desempeñen estas labores fácilmente, y de la misma manera les da a los soldadores y a los torneadores cierto estatus, que hace que la dirección normalmente no los movilice a realizar otras operaciones. Por otra parte en la empresa es común el uso de horas extra para acelerar la producción en ciertas operaciones y así compensar la falta de recursos que pueda presentarse en ciertas épocas con altos pedidos. Ahora bien, dado que la ejecución de una operación requiere tanto de la maquinaría como de un operario, la modelación del recurso humano solo puede suprimirse, si la cantidad de operarios supera la cantidad de equipos disponibles, ya que de esta manera en caso de ser necesario se podrá programar la ejecución de operaciones con todas las máquinas. Sin embargo, al revisar el listado de equipos en el proceso de instanciación, se hallo que el número de equipos excede al de operarios, convirtiéndose estos últimos en el recurso límite. Es por esto que se crearon tres nuevos recursos, el operario, el operario de soldadura y el operario de torneado. (La nomenclatura usada para codificar estos recursos se encuentra en la Tabla 3). Con lo cual se puede modelar la diferencia en movilidad y entrenamiento enunciado anteriormente. Ahora bien, en todo el modelo de la planta de producción, el requerimiento del recurso humano en la ejecución de las operaciones de manufactura será simplemente presencial, de tal forma que su rendimiento, capacidad y características no serán detalladas.

II.07(10)48
30
RECURSO NOMENCLATURAOperario OperarioOperario área soldadura OperarioSoldaduraOperario área torneado OperarioTorneado
RECURSO HUMANO
Tabla 3 Tipos de Recurso Humano y Nomenclatura.
6.1.2.2. Asociación de un Tipo de Recurso a su Tipo de Recurso padre. En el modelo de la planta de producción de Acermetálicas Ltda. no se hizo uso de este componente del lenguaje de modelado, pues no resulta relevante para el modelo y por el contrario aumenta la complejidad del mismo, dificultando la transmisión del conocimiento sobre el modelo al usuario final (Acermetálicas Ltda.). 6.1.2.3. Definición de las propiedades de los Tipos de Recursos. Como se vera posteriormente no se definieron propiedades para los tipos recursos, debido a que en la forma como se determinaran los tiempos de procesamiento en las operaciones, no se requiere la definición explícita ni el uso de propiedades de los recursos. Las funciones de tiempo de procesamiento usadas están asociadas a cada par operación-tipo de recurso, mas no dependen de propiedades de los recursos.
6.1.3. Productos. Los productos definidos son de dos tipos, los primeros corresponden a los productos creados por las operaciones y los segundos corresponden a las materias primas iniciales. Los nombres de las materias primas iniciales o “crudas” compradas a los proveedores, para el caso de estudio son cuatro: “Lámina, Varilla, Tubo y Perfil”, los cuales corresponden a los tipos de materias primas que son usadas en la elaboración de sus productos. La especificación de las materias primas no incluye características como el calibre, el diámetro o el material del cual están compuestos, debido a que al hacer un estudio de las operaciones se determino que la relación entre estos factores (en los valores en que se manejan en la empresa) y el

II.07(10)48
31
tiempo de procesamiento en las operaciones es despreciable, por ejemplo el tiempo de corte de una lámina calibre 12 en el cizallado es prácticamente idéntico al tiempo de corte de una lámina calibre 14 en la misma operación. Como se verá posteriormente, la única consideración que afecta el tiempo de procesamiento de un producto dada por el tipo de materia prima usada es el tamaño del material a trabajar, que se incluye por medio del concepto de “dificultad”. Los nombres de los productos creados por las operaciones, contienen tres componentes: uno que indica el nombre del producto genérico producido por la operación, uno que muestra el número de pieza al que pertenece y finalmente uno que indica el tipo de producto que se creará finalmente. En este caso en el nombre genérico se adiciona la palabra “Elem” para mostrar que se trata del elemento producido por la operación y poder diferenciar este nombre del nombre de la operación. En resumen el código para los nombres de las operaciones es así: ElemNombre_producto_genérico_operaciónPxxNombre_Tipo_Producto_Final
A manera de ilustración se muestra el siguiente ejemplo: Nombre producto genérico de la Operación: Troquelado Pieza: 3 Nombre Tipo Producto Final: Silla Nombre Codificado: ElemTroqueladoP3Silla Los nombres genéricos de los productos de cada operación se encuentran en la Tabla 4.

II.07(10)48
32
OPERACIÓN NOMBRE PRODUCTO GENÉRICO
1 AmoladoDiscoPiedra ElemAmolado2 Aserrado ElemAserrado3 Calado ElemCalado4 Cincado ElemCincado5 Cizallado ElemCortadoC6 CorteLaser ElemCortadoLaser7 CorteSegueta ElemCortadoS8 Cromado ElemCromado9 DobladoDeLaminasCNC ElemDobladoCNC
10 DobladoDeLaminasH ElemDobladoH11 DobladoDeLaminasM ElemDobladoM12 DobladoDeLaminasN ElemDobladoN13 DobladoTubos ElemTuboDoblado14 Fresado ElemFresado15 Pintura ElemPintado16 Polichado ElemPolichado17 PulidoLaminillas ElemPulidoLam18 PulidoLijado ElemLijado19 PulidoNiquelado ElemNiquelado20 PulidoPrelijado ElemPrelijado21 PulidoSatinado ElemSatinado22 PulidoRotosfera ElemPulidoRot23 Punzonado ElemPunzonado24 Rectificado ElemRectificado25 Remachado ElemRemachado26 Repujado ElemRepujado27 Rolado ElemRolado28 SoldaduraDeEsparragos ElemSoldadoEsp29 SoldaduraMIG ElemSoldadoMIG30 SoldaduraPuntoPin ElemSoldadoPuPin31 SoldaduraPuntoPuP ElemSoldadoPuPuP32 SoldaduraVRevestida ElemSoldadoVR33 SoldaduraTIG ElemSoldadoTIG34 Taladrado ElemTaladrado35 Torneado ElemTorneado36 Tronzado ElemTronzado37 Troquelado15t ElemTroquelado15t38 Troquelado25t ElemTroquelado25t39 Troquelado35t ElemTroquelado35t40 Finalizado "Nombre Producto Final"41 Inicio ElemInicial
Tabla 4 Nombres genéricos de los productos. En el caso de productos de operaciones de finalización (donde se unen las piezas de un producto) se suprime el componente que indica el número de la pieza.

II.07(10)48
33
La razón para usar una nomenclatura tan específica radica en poder diferenciar los productos intermedios en la elaboración de un producto final compuesto por múltiples piezas (el cual es el caso más común dentro de los elementos producidos por la compañía), y así poder definir adecuadamente los suministros dentro de las operaciones de manufactura. De igual forma permite asignar propiedades puntuales a cada producto intermedio, lo cual es fundamental pues en la mayoría de los casos los tiempos de procesamiento de los productos generados en una misma operación varían significativamente de acuerdo a las propiedades del mismo. Adicionalmente el uso de una nomenclatura avanzada permite hacerle seguimiento a los inventarios de estos productos no terminados o productos intermedios en la planta y facilitar la aplicación de herramientas de Sistemas de Planeación de Requerimiento de Materiales (MRP). En la definición de los productos se crearon dos productos especiales correspondientes a los productos de las operaciones ficticias. Para la operación “Finalizado”, el nombre del producto corresponde al nombre del producto final y para la operación “Inicio” el nombre es “ElemInicial”. En el caso de estudio no se identificaron relaciones de herencia entre los productos, por lo cual no se realizaron asociaciones entre tipos de productos padre y tipos de productos hijos. Esta característica se podría manejar en el caso de empresas con líneas de productos definidas, donde existen grupos de productos que comparten características similares, que podrían ser usadas para definir clasificaciones en categorías conformadas por productos padre, lo cual facilita la modelación de nuevos productos que sean derivados de tipos de productos existentes. Como convención, se decidió usar la unidad de medida “Unidad” para cuantificar los tipos productos de todas las operaciones, debido a que el nombre del producto es suficientemente específico para determinar el tipo de objeto. Al observar el funcionamiento real de la planta se encuentra que la unidad de medida “Unidad” solo toma valores enteros ya que la planta solo crea y comercializa productos completos. Sin embargo en la definición, las cantidades de los tipos de productos se deberán codificar

II.07(10)48
34
como si estas fueran variables tipo “double”, porque de lo contrario pueden generar errores en la compilación. Finalmente a cada tipo de producto le son asignadas las propiedades respectivas, cuya definición y nomenclatura se explica en el siguiente numeral.
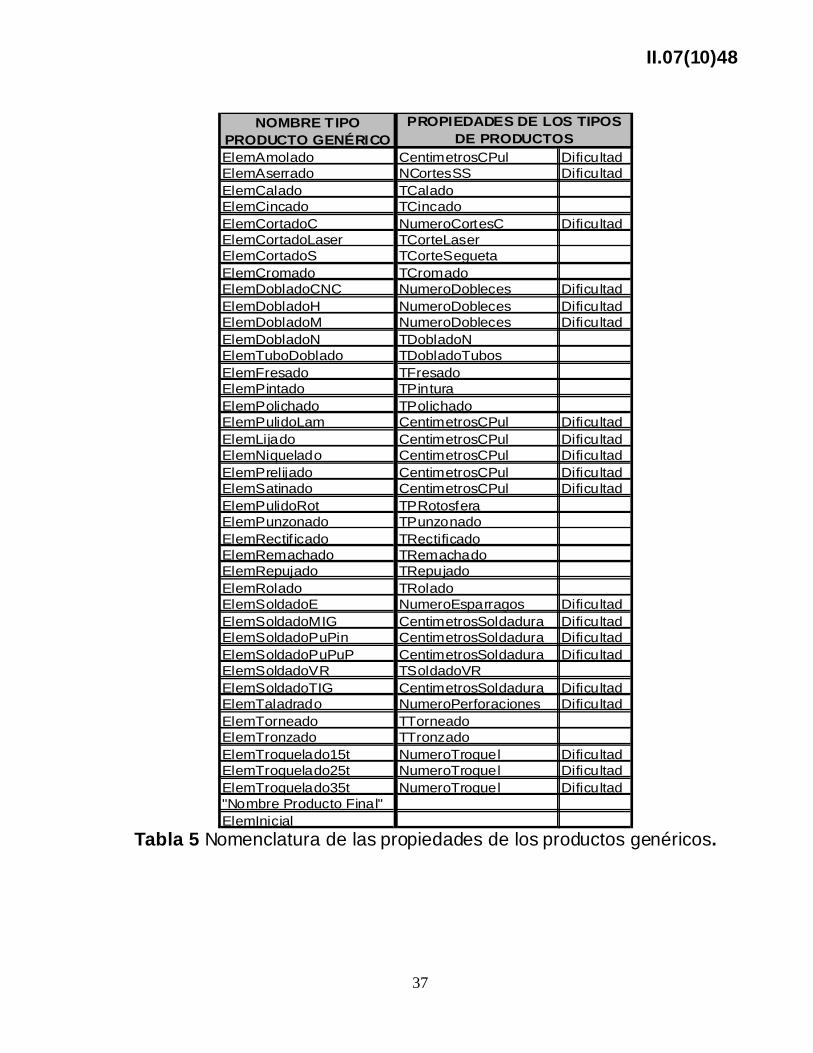
6.1.4. Propiedades. 6.1.4.1. Definición de una Propiedad. En el modelado de la planta de Acermetálicas Ltda. se decidió adicionar ciertas propiedades a cada producto definido anteriormente, de tal manera que estas incorporen las características del mismo, las cuales son las que finalmente afectan el tiempo de procesamiento del mismo. Se distinguen dos casos claros en la definición de propiedades para un producto: El primero aplica para aquellos productos que son elaborados mediante operaciones cuyos tiempos de procesamiento no serán determinados mediante el uso de funciones, sino que son introducidos directamente por el modelador. Para estos casos la única propiedad definida es precisamente el tiempo de procesamiento de este producto en la operación mediante la cual se obtiene. La nomenclatura usada para denominar estas propiedades consiste de la letra “T” mayúscula seguida del nombre genérico de la operación. El segundo caso aplica para aquellos productos cuyos tiempos de procesamiento serán determinados mediante el uso de funciones. Para estos productos se definen dos propiedades tal como se explico en la definición de las funciones. La primera cuantifica el número de repeticiones de la operación sobre el objeto o visto de otra manera la cantidad de elementos aportados por una operación que debe contener un producto dado. Por ejemplo, en la determinación del tiempo de procesamiento de un producto en la operación de doblado manual es muy importante conocer cuantos dobleces tendrá el producto o visto de otra manera cuanto dobleces deberán ejecutarse con esta operación, de igual forma ocurre con
II.07(10)48
35
el numero de cortes del cizallado, el número de troqueles hechos en el troquelado, número de espárragos soldados, número de cortes del aserrado o el número de perforaciones del taladrado, la cantidad de centímetros de soldadura de la soldadura MIG, TIG o revestida y la cantidad de centímetros cuadrados tratados por las operaciones de pulido. La segunda propiedad para el segundo caso es la “Dificultad”. En esta variable tal como se indico anteriormente se recoge la información sobre los elementos que hacen que las mismas operaciones no tengan los mismos tiempos de procesamiento (en una repetición) sobre diferentes productos, es decir aquella propiedad del producto que complica la realización de una operación, por el ejemplo el tamaño de la pieza, la accesibilidad al punto donde se realiza la operación, el volumen de la pieza, el grado de precisión que requiere la operación, la continuidad en la operación, etc. En la práctica, por ejemplo se observa que el doblado de una pieza de gran tamaño requiere un mayor tiempo de procesamiento que el doblado de una pieza mediana, lo cual ocurre porque el tamaño en general, dificulta la ejecución de las operaciones y por lo tanto en principio el primer producto tendrá un mayor nivel en la propiedad “Dificultad” frente al segundo. Esto mismo ocurre con la accesibilidad que brinda el producto al punto del producto donde se ejecutará la operación, y para el volumen de la pieza. Finalmente la continuidad en la operación, representa el hecho que repetir una operación en un mismo producto, se realiza en un menor tiempo que realizar el mismo número de repeticiones de la operación pero en productos diferentes. Por ejemplo, en la operación de soldadura de espárragos (tornillos), generalmente se requiere fijar una matriz o guía que indica el lugar donde deben posicionarse los tornillos, una vez se fija la matriz la colocación de los tornillos es una tarea de corta duración. Si se supone que se van a fijar tres tornillos a un objeto, esta operación será mas corta que fijar un tornillo a tres objetos diferentes pues en ese caso se requerirá posicionar y fijar tres veces la matriz. Este mismo tipo de analogías se observa en la soldadura donde el posicionamiento de las piezas hace que soldar 10 cm continuamente en un producto requiera menos tiempo que soldar 5 cm en
II.07(10)48
36
dos piezas. Es por esto que existe una relación inversa entre la continuidad de la operación y la propiedad “Dificultad”. En la Tabla 5 se muestra el listado completo de las propiedades en la nomenclatura o codificación definida.
II.07(10)48
37
NOMBRE TIPO PRODUCTO GENÉRICOElemAmolado CentimetrosCPul DificultadElemAserrado NCortesSS DificultadElemCalado TCaladoElemCincado TCincadoElemCortadoC NumeroCortesC DificultadElemCortadoLaser TCorteLaserElemCortadoS TCorteSeguetaElemCromado TCromadoElemDobladoCNC NumeroDobleces DificultadElemDobladoH NumeroDobleces DificultadElemDobladoM NumeroDobleces DificultadElemDobladoN TDobladoNElemTuboDoblado TDobladoTubosElemFresado TFresadoElemPintado TPinturaElemPolichado TPolichadoElemPulidoLam CentimetrosCPul DificultadElemLijado CentimetrosCPul DificultadElemNiquelado CentimetrosCPul DificultadElemPrelijado CentimetrosCPul DificultadElemSatinado CentimetrosCPul DificultadElemPulidoRot TPRotosferaElemPunzonado TPunzonadoElemRectif icado TRectificadoElemRemachado TRemachadoElemRepujado TRepujadoElemRolado TRoladoElemSoldadoE NumeroEsparragos DificultadElemSoldadoMIG CentimetrosSoldadura DificultadElemSoldadoPuPin CentimetrosSoldadura DificultadElemSoldadoPuPuP CentimetrosSoldadura DificultadElemSoldadoVR TSoldadoVRElemSoldadoTIG CentimetrosSoldadura DificultadElemTaladrado NumeroPerforaciones DificultadElemTorneado TTorneadoElemTronzado TTronzadoElemTroquelado15t NumeroTroquel DificultadElemTroquelado25t NumeroTroquel DificultadElemTroquelado35t NumeroTroquel Dificultad"Nombre Producto Final"ElemInicial
PROPIEDADES DE LOS TIPOS DE PRODUCTOS
Tabla 5 Nomenclatura de las propiedades de los productos genéricos.

II.07(10)48
38
6.1.4.2. Asociación de una Definición de Propiedad con un Dominio. En la creación del modelo de referencia de Acermetálicas Ltda., no se hizo uso de la definición de dominios, ni de enumeraciones para la acotación de los posibles valores de las propiedades definidas. Esto se debe a que en principio las propiedades que se definieron pueden tomar cualquier valor dentro de los números racionales positivos. A pesar que no se hizo una asociación de las propiedades con dominios, si se hizo una asociación de cada propiedad con un tipo de variable, lo cual restringe de cierta manera los valores que podrán adquirir operativamente las propiedades (Números enteros, Números racionales o Cadenas de Caracteres). Los tiempos de procesamiento en las operaciones, definidos en segundos pueden contener fracciones decimales, razón por la cual se decide definir estas propiedades como del tipo “double”. Ahora bien al crear las funciones que determinan los tiempos de procesamiento se vio que es recomendable que todas las variables que intervengan en la función pertenezcan al mismo tipo. De tal manera que a las propiedades de las repeticiones de las operaciones y a la propiedad “Dificultad” se les asigno el tipo “double” igualmente, a pesar que en la realidad estas propiedades solo toman valores en los enteros (Ver Tabla 5). 6.1.4.3. Creación de un valor por defecto a una Definición de Propiedad. Dada la gran variabilidad en los tipos productos y en sus características, no se puede determinar un valor que represente la mayoría de los casos de una propiedad, por lo tanto no se encuentra un valor por defecto para las propiedades de ninguno de los productos. 6.1.4.4. Asociación de una Unidad de Medida a un valor por defecto de
una Definición de Propiedad. Al no existir valores por defecto, tampoco existen unidades de medida asociadas.

II.07(10)48
39
6.1.5. Operaciones de la Planta de Producción. 6.1.5.1. Definición de Operaciones de Manufactura. En la planta de producción de Acermetálicas Ltda. se realizan los tipos de operaciones y las operaciones que los integran mostrados en la Tabla 6:
1 Aserrado 22 Amolado con Disco Piedra2 Calado 23 Polichado3 Cizallado 24 Pulido con Laminillas4 Corte Laser 25 Pulido Lijado5 Corte Segueta 26 Pulido Niquelado6 Fresado 27 Pulido Preli jado7 Punzonado 28 Pulido Satinado8 Rectificado 29 Pulido con Rotosfera9 Repujado
10 Taladrado 30 Soldadura de Esparragos11 Torneado 31 Soldadura MIG12 Tronzado 32 Soldadura Punto Pinza13 Troquelado de 15 toneladas 33 Soldadura Punto Pedestal14 Troquelado de 25 toneladas 34 Soldadura Varilla Revestida15 Troquelado de 35 toneladas. 35 Soldadura TIG
16 Doblado de Laminas CNC 36 Remachado
17 Doblado Hidraúlico de Laminas
18 Doblado Mecánico de Laminas 37 Pintura19 Doblado Neumático de Laminas 38 Cromado20 Doblado de Tubos 39 Cincado21 Rolado
RECUBRIMIENTO SUPERFICIAL:
UNIÓN MECANICA:DOBLADO:
OPERACIÓNES DE MANUFACTURA
MAQUINADO: PULIDO O ESMERILADO:
SOLDADURA:
Tabla 6 Operaciones de Manufactura planta Acermetálicas Ltda.
En donde las nombres en negrilla indican los tipos de operaciones, los elementos numerados son las operaciones que finalmente son las usadas en el modelo de la planta, y las operaciones en cursiva son las operaciones que se realizan externamente con la ayuda de contratistas. Las características de los tipos de operaciones utilizados se describen con mayor detalle en el Anexo 2. Las operaciones enunciadas fueron el resultado de una discusión sobre el nivel de detalle en el cual se deberían modelar y diferenciar las posibles

II.07(10)48
40
variantes en las operaciones. Por ejemplo, en el caso del torneado se puede utilizar una operación general de torneado o definir operaciones por cada operación particular en torneado (Roscado, Refrentado, Cilindrado, etc.). Esta misma situación se presenta para las operaciones de doblado que varían bastante de acuerdo a las formas y a los tipos de dobleces realizados. En cada caso, se determinó si la diferenciación en sub-operaciones era necesaria, en donde el primer factor de decisión era verificar si los tiempos de proceso cambiaban significativamente con la diferenciación o si los tiempos de proceso de las variantes podían ser adecuadamente representados con una operación general, con funciones de producción basadas en las propiedades de los productos. Y donde el segundo factor de decisión, era verificar si las variantes de las operaciones requerían producirse con recursos muy especializados y diferentes entre si, que requieran ser programados. Tal como ocurre en el caso del doblado, donde se hizo una diferenciación entre el doblado CNC y el doblado con maquinas Mecánicas Neumáticas e Hidráulicas. Ya que de acuerdo a las características del doblez estos solo pueden ser realizados en alguna de estas. Por ejemplo, los dobleces de menos de 90° en la mayoría de los casos solo pueden ser realizados con la dobladora manual o existen dobleces tan complejos que solo se pueden crear con la ayuda del control numérico. Una vez se determinaron adecuadamente las operaciones que se realizaban en la empresa, ya sea interna o externamente, se procedió a codificar las operaciones. El primer problema que surgió en esta tarea consistió en la manera como se denominarían las operaciones. Debido a la forma como esta definido el lenguaje de modelación, los nombres de las operaciones están unidos estrechamente al tipo de producto que se produce, que en este caso es un tipo de producto desconocido (La empresa no tiene un portafolio de productos fijo o por lo menos poco variable o dado por cambios en los productos por temporadas, sino que esta sujeto a las exigencias de los clientes).

II.07(10)48
41
Se pensó definir operaciones con nombres generales, no vinculados al tipo de producto final que se producen por medio de los procesos. Sin embargo esta opción fue descartada, debido a que no sería posible diferenciar entre operaciones del mismo nombre realizadas a diferentes piezas de un mismo producto final, lo cual es necesario en la definición de las rutas de proceso. Adicionalmente dado que en la planta generalmente se están produciendo varios tipos de productos, se requiere que el nombre de la operación indique el producto final que se esta procesando, para así poder distinguir cada operación en las programaciones de producción, que se generen con aplicaciones a partir del modelo creado. De tal manera, el nombre de las operaciones contiene tres componentes: El primer componente es un nombre genérico que indica cual es la operación que se realiza, teniendo en cuenta que los procedimientos físicos que se realizan a los objetos son idénticos, a pesar de tratarse de diferentes productos. Por ejemplo, el doblado de una lámina se realiza con los mismos procedimientos físicos sin importar si este va a ser un componente de una silla o de una mesa. Se busco que este primer componente fuera lo más sencillo y natural posible, y se conforma generalmente por el nombre comercial de la operación sin dejar espacios. En la Tabla 7 se especifican los primeros componentes de los nombres de las operaciones (nombres genéricos), así como los recursos y productos que les fueron asociados.

II.07(10)48
42
OPERACIÓN GENÉRICA NOMBRE TIPO PRODUCTO GENÉRICO
TIPOS RECURSOS HUMANOS ASOCIADOS
1 AmoladoDiscoPiedra ElemAmolado Cent imetrosCPul Dif icultad PulidoraP PulidoraG PulidoraN Operario2 Aserrado ElemAserrado NCortesSS Dif icultad SierraSinFin Operario3 Calado ElemCalado TCalado Caladora CaladoraCu Operario4 Cincado ElemCincado TCincado ContratistaCincado5 Ciza llado ElemCortadoC NumeroCortesC Dif icultad Cizalla Operario6 CorteLaser ElemCortadoLaser TCorteLaser ContratistaCorteLaser7 CorteSegueta ElemCortadoS TCorteSegueta SeguetaMec Operario8 Cromado ElemCromado TCromado ContratistaCromado9 DobladoDeLaminasCNC ElemDobladoCNC NumeroDobleces Dif icultad DobladoraCNC Operario10 DobladoDeLaminasH ElemDobladoH NumeroDobleces Dif icultad DobladoraH Operario11 DobladoDeLaminasM ElemDobladoM NumeroDobleces Dif icultad DobladoraM Operario12 DobladoDeLaminasN ElemDobladoN TDobladoN DobladoraN Operario13 DobladoTubos ElemTuboDoblado TDobladoTubos ContratistaDobladoTubos14 Fresado ElemFresado TFresado Fresa Operario15 Pintura ElemPintado TPintura ContratistaPintura16 Polichado ElemPolichado TPolichado Polichadora Operario17 PulidoLaminillas ElemPulidoLam Cent imetrosCPul Dif icultad PulidoraP PulidoraG PulidoraN Operario18 PulidoLijado ElemLijado Cent imetrosCPul Dif icultad PulidoraP PulidoraG PulidoraN Operario19 PulidoNiquelado ElemNiquelado Cent imetrosCPul Dif icultad PulidoraP PulidoraG PulidoraN Operario20 PulidoPrelijado ElemPrelijado Cent imetrosCPul Dif icultad PulidoraP PulidoraG PulidoraN Operario21 PulidoSat inado ElemSatinado Cent imetrosCPul Dif icultad PulidoraP PulidoraG PulidoraN Operario22 PulidoRotosfera ElemPulidoRot TPRotosfera Rotosfera Operario23 Punzonado ElemPunzonado TPunzonado PunzonadoraCNC Operario24 Rectificado ElemRectificado TRectificado Rectif icadora Operario25 Remachado ElemRemachado TRemachado Remachadora Operario26 Repujado ElemRepujado TRepujado ContratistaRepujado27 Rolado ElemRolado TRolado Roladora Operario28 SoldaduraDeEsparragos ElemSoldadoE NumeroEsparragos Dif icultad SoldadorEsp Operario29 SoldaduraMIG ElemSoldadoMIG Cent imetrosSoldadura Dif icultad SoldadorMIG OperarioSoldadura30 SoldaduraPuntoPin ElemSoldadoPuPin Cent imetrosSoldadura Dif icultad SoldadorPuPin Operario31 SoldaduraPuntoPuP ElemSoldadoPuPuP Cent imetrosSoldadura Dif icultad SoldadorPuP Operario32 SoldaduraVRevestida ElemSoldadoVR TSoldadoVR SoldadorVR OperarioSoldadura33 SoldaduraTIG ElemSoldadoTIG Cent imetrosSoldadura Dif icultad SoldadorTIG OperarioSoldadura34 Taladrado ElemTaladrado NumeroPerforaciones Dif icultad Taladro TaladroA TaladroI Operario35 Torneado ElemTorneado TTorneado Torno OperarioTorneado36 Tronzado ElemTronzado TTronzado Tronzadora Operario37 Troquelado15t ElemTroquelado15t NumeroTroquel Dif icultad Troqueladora15t Troqueladora25t Troqueladora35t Operario38 Troquelado25t ElemTroquelado25t NumeroTroquel Dif icultad Troqueladora25t Troqueladora35t Operario39 Troquelado35t ElemTroquelado35t NumeroTroquel Dif icultad Troqueladora35t Operario41 Finalizado "Nombre Producto Final" Finalizador42 Inicio ElemInicial Iniciador
MATERIAS PRIMAS1 Lamina2 Tubo3 Perfil4 Varilla
PROPIEDADES DE LOS TIPOS DE PRODUCTOS TIPOS RECURSOS MAQUINARIA ASOCIADOS
Tabla 7 Nombres genéricos de las operaciones y de sus recursos y productos asociados.

II.07(10)48
43
El segundo componente del nombre, indica el número de la pieza a la cual pertenece el producto que se esta creando mediante la operación de manufactura. Al observar los productos que se crean en la planta fue evidente que la mayor parte de estos están compuestos por múltiples piezas, razón por la cual se creo este factor de diferenciación en los nombres de las operaciones, que permite hacer una definición adecuada de las rutas de proceso. El segundo componente esta constituido por la letra “P” mayúscula y el número de la pieza que corresponda. Finalmente, el tercer componente consiste en el nombre del tipo de producto final a fabricar, es decir el objeto obtenido después de pasar por todas las operaciones requeridas, lo cual permitirá programar las operaciones en la planta en el momento en que se produzcan más de un solo tipo de producto. En resumen el código para los nombres de las operaciones es así:
Nombre_generico_operaciónPxxNombre_Tipo_Producto_Final
A manera de ilustración se muestra el siguiente ejemplo: Nombre genérico Operación: Cizallado Pieza: 3 Nombre Tipo Producto Final: Silla Nombre Codificado: CizalladoP3Silla En el caso especial que la operación no corresponda a una pieza, sino al conjunto final, el componente del nombre que indica el número de pieza se omite. Finalmente se crearon dos operaciones ficticias de tiempo de procesamiento cero denominadas “Inicio” y “Finalizado”. La operación “Inicio” es una operación ficticia, que permite definir una operación inicial para una ruta de proceso de un producto compuesto por múltiples piezas. En ese caso, no existe una operación inicial única, sino múltiples operaciones iniciales (una por cada pieza) cuyo uso no esta definido ni soportado por el lenguaje, ni por el compilador. La operación

II.07(10)48
44
tiene asociado el recurso “Iniciador”, el cual se contará en tal número que se considerará ilimitado, y su producto “ElemInicial” no es un suministro para ninguna de las operaciones iniciales reales, lo cual evita ocasionar retrasos innecesarios en la programación de la producción. La operación “Finalizado” se ubicará al final de todas las rutas de proceso. Su objetivo es modificar el nombre del producto de la última operación de la ruta de proceso por el nombre del producto final. De la misma manera como sucede con la operación “Inicio”, la operación “Finalizado” tiene asociado un recurso ilimitado (“Finalizador”). 6.1.5.2. Definición del Tipo de Producto Primario como resultado de una
Operación de Manufactura. Los nombres de los productos de cada operación fueron asignados respetando la nomenclatura indicada en el ítem “Definición de Tipos de Productos” (6.1.4.1.), la cual contiene información sobre la operación que la produce, el número de pieza al que pertenece y sobre el producto final que se busca crear. 6.1.5.3. Definición de los Requerimientos de Tipos de Materias Primas
asociados a una Operación de Manufactura. Para la definición de los nombres de los suministros o “supplies” que cada operación requiere se presentan dos casos: El primero consiste en que la operación sea una operación inicial en cuyo caso la operación requiere de materias primas “crudas” compradas a los proveedores. Para el caso de Acermetálicas LTDA, se determinaron cuatro tipos de materias primas que son usadas en la elaboración de sus productos, los cuales son: “Lámina, Varilla, Tubo y Perfil”. Ahora bien, el segundo caso consiste en que la operación requiera de un producto de una operación anterior como suministro, para este caso se usa el mismo nombre del producto principal de la operación anterior. Es así como el modelado de operaciones específicas para la fabricación de distintos productos se desarrolla simultáneamente con la definición de las rutas de proceso.

II.07(10)48
45
En este punto es importante resaltar que en la realización del modelo de la planta de producción de Acermetálicas Ltda. no se incluyeron suministros menores tales como tornillos, remaches, material de aporte en la soldadura, etc., por considerar que la disponibilidad de estos en el mercado es muy alta y a bajos costos, lo cual hace que la consecución de los mismos no implique una demora adicional en los procesos de producción. 6.1.5.4. Definición de los Requerimientos de Tipos de Recurso asociados a
una Operación de Manufactura. A cada operación de manufactura le fueron asociados tanto los tipos de recursos de maquinaria como los recursos humanos. Para realizar la definición de los tipos de recurso-maquinaria que se modelarían, se hizo un estudio de los recursos reales existentes en el momento en la empresa, los cuales fueron posteriormente clasificados según sus tipos, haciendo distinción entre algunas características de los mismos tales como las fuentes de energía, el tipo de control en su operación, etc. Posteriormente cada tipo de recurso fue asociado con la operación que puede ejecutar. Este paso fue muy sencillo debido a que en la industria metalmecánica, los nombres de las operaciones generalmente son derivados de los nombres de los equipos o maquinas con que se ejecutan. Se establecieron tres tipos de recursos humanos, “Operario” (Operario regular), “OperarioSoldadura” (Operario capacitado en el área de soldadura) y “OperarioTorneado” (Operario capacitado en el área de torneado), donde los segundos están restringidos a trabajar exclusivamente en el área de soldadura, los terceros a trabajar en el área de torneado y los primeros pueden ser rotados por todas las áreas exceptuando soldadura y torneado. A cada operación le fue asignado mínimo tipos dos recursos (uno humano y una maquina) que deben estar disponibles simultáneamente para realizar la operación. En el lenguaje de modelado esto se codifica con la ayuda del operador “AND” tal como se muestra en el siguiente ejemplo:

II.07(10)48
46
Define ManufacturingOperation PulidoLaminillasSilla{ … Resources [PulidoraP AND Operario] } Ahora bien dado que en algunos casos una operación puede ser realizada por mas de un tipo de recurso, se hace uso de la capacidad del lenguaje para modelar recursos alternativos, codificando una línea de recursos por cada par alternativo, como se muestra en el siguiente ejemplo: Define ManufacturingOperation PulidoLaminillasSilla{ … Resources [PulidoraP AND Operario] Resources [PulidoraG AND Operario] } 6.1.5.5. Uso de Restricciones para selección de Tipos de Recursos. Durante el proceso de definición del modelo de referencia se identificó la presencia de operaciones que en principio podían ser ejecutadas por tipos de recursos alternativos, sin embargo las propiedades del producto y las características de los tipos de recursos definidos pueden hacer que la ejecución de la operación sobre el mismo, solo pueda ser llevada a cabo por un grupo de tipos de recursos de menor tamaño al definido inicialmente. Por ejemplo, en principio las máquinas: Troqueladora de 15 toneladas, troqueladora de 25 toneladas y la troqueladora de 35 toneladas todas pueden realizar la operación de troquelado (donde cada una constituye un tipo de recurso diferente). Sin embargo en la práctica, mientras que la operación de troquelado de una lámina de bajo calibre puede ser realizada por los tres tipos de recursos, para troquelar una lámina de gran calibre solo la troqueladora de 35 toneladas será útil. Esto abrió la posibilidad para dos tipos de modelación de las operaciones de manufactura de acuerdo a las características de los recursos que las pueden ejecutar y a las propiedades de los productos: El primero consiste en definir operaciones de manufactura totalmente independientes de los tipos de recursos con que se realizan (para el ejemplo troquelado) y que la

II.07(10)48
47
decisión sobre si un recurso puede o no ejecutar la operación sobre el producto sea tomada por el motor con la ayuda de restricciones de acuerdo a las propiedades de los productos y a la capacidad de los recursos. El segundo tipo de modelación consiste en crear dos o más operaciones de manufactura, que incorporen las características del tipo de recurso en que se ejecutan, donde la decisión sobre si un recurso puede o no ejecutar la operación de acuerdo a las propiedades de los productos es llevada a cabo por el modelador o usuario (en el ejemplo troquelado de 15 ton, troquelado de 25 ton y troquelado de 35 ton). De acuerdo al estado actual de MODEngine se decidió optar por el segundo tipo de modelación, debido a que las relaciones de las restricciones con el resto de los elementos de planta, aun no se encuentran completamente soportados por el motor, lo cual plantearía inconvenientes posteriores para la realización del proyecto. 6.1.5.6. Definición de las Salidas de Tipos de Productos en Proceso
asociadas a una Operación de Manufactura. En la operación de la planta de producción de Acermetálicas Ltda. los sub-productos de las operaciones, generalmente no poseen un valor comercial importante por tratarse de virutas y retazos de material metálico, que en la mayoría de los casos no tienen un tamaño considerable y que solo son vendidos en conjunto para reciclaje por peso. De tal manera que en el modelo no se modelaron sub-productos o productos secundarios y las salidas de tipos de productos corresponden únicamente a los productos principales. La única excepción a esta generalización correspondería a los productos de las operaciones de punzonadoCNC donde el retazo de la operación tiene un tamaño que le permite ser usado para crear algunas piezas de menor tamaño, sin embargo estas podrían modelarse como láminas que requieren de una operación de cizallado y que posteriormente seguirían el proceso normal de la pieza.

II.07(10)48
48
6.1.5.7. Asociación de Tipos de Producto a un Requerimiento de Tipos de Materias Primas y la relación de cantidad con el Tipo de Producto Primario.
En la definición de los suministros se asigna a cada operación de manufactura la cantidad de materias primas que requerirá, en el modelo de referencia planteado para la planta no se hará uso de funciones de cantidad sino que los valores son asignados directamente por el usuario, debido a que estos varían de acuerdo al tipo de producto y no existe una forma de calcularse por funciones basadas en parámetros. La forma de codificar esta asignación en el lenguaje consiste en adicionar dos puntos enfrente del nombre del “supply”, escribir la palabra “Quantity”, escribir el valor de materias primas requeridas y el nombre de la unidad asociada a este valor. Ejemplo: Define ManufacturingOperation PulidoLaminillasP1Silla { PrimaryProductType [ElemPulidoLamP1Silla] Supplies [Lamina: Quantity 2 und] …. } Para el caso de operaciones de manufactura intermedias, los suministros corresponden a los nombres de los productos de la(s) operación(es) inmediatamente anterior(es)(Encadenados con el operador “AND” de ser necesario). 6.1.5.8. Asociación de Tipos de Recursos a un Requerimiento de Tipos de
Recurso y la función de producción con respecto al Tipo de Producto Primario.
A cada operación de manufactura se asignan los recursos necesarios para su ejecución tal como se mostró anteriormente. Las funciones de producción asignadas corresponden a las funciones de tiempo de procesamiento de cada par operación-recurso, y no se hace uso de funciones de cantidad para determinar el número de elementos del tipo de

II.07(10)48
49
producto principal producidos, sino que los valores son introducidos directamente por el usuario. 6.1.5.9. Asociación de Tipos de Producto a Salidas de Tipos de Productos
en Proceso y la relación de cantidad con el Tipo de Producto Primario.
En la definición de los “ProcessedProducts” (Tipos de Productos en Proceso) se asigna a cada operación de manufactura la cantidad de productos de cada tipo que se producen, en el modelo de referencia planteado para la planta no se hará uso de funciones de cantidad sino que los valores son asignados directamente por el usuario, debido a que estos varían de acuerdo al tipo de producto y no existe una forma de calcularse por funciones basadas en parámetros. La forma de codificar esta asignación en el lenguaje consiste en adicionar dos puntos enfrente del nombre del “ProcessedProducts”, escribir la palabra “Quantity”, escribir el valor del número de productos elaborados y el nombre de la unidad asociada a este valor. Ejemplo: Define ManufacturingOperation PulidoLaminillasP1Silla { PrimaryProductType [ElemPulidoLamP1Silla] ProcessedProducts [ElemPulidoLamP1Silla: Quantity 1 und] …. } 6.1.5.10. Asociación de funciones de producción y relaciones de cantidad
a los Tipos de Recurso y a los Tipos de Producto definidos en los Requerimientos y en las Salidas de una Operación de Manufactura.
Para que se pueda determinar adecuadamente los tiempos de proceso de las diferentes operaciones, se asignaron funciones que calculan el tiempo de procesamiento de una pieza a cada par recurso-operación, estas funciones son invocadas en la definición de las operaciones de manufactura enfrente de cada recurso, tal como se muestra en siguiente ejemplo:

II.07(10)48
50
Define ManufacturingOperation PulidoLaminillasP1Silla { PrimaryProductType [ElemPulidoLamP1Silla] Resources [PulidoraP: ProductionTimeFunction PulidoraPPulidoLaminillas (ElemPulidoLamP1Silla.CentimetrosCPul , ElemPulidoLamP1Silla.Dificultad) AND Operario] …. } En el se invoca a la función “PulidoraPPulidoLaminillas” que determinara el tiempo de procesamiento del producto “ElemPulidoLamP1Silla” en la operación “PulidoLaminillasP1Silla” haciendo uso del tipo de recurso “PulidoraP” y del “Operario”, donde al llamar la función se le codifican las propiedades del producto que se requerirá para evaluarla (“CentimetrosCPul” y “Dificultad”). 6.1.6. Funciones. 6.1.6.1. Definición de funciones. Uno de las partes mas importantes del modelado de la planta de producción, consiste en determinar adecuadamente los tiempos de proceso para cada una de las operaciones de manufactura. Como base para completar esta tarea se procedió a analizar la forma como el personal de la empresa calcula estos tiempos de proceso, la cual resulto ser un proceso totalmente mental y basado en la experiencia. Las directivas de la empresa simplemente estiman los tiempos de proceso para un producto en una operación de manufactura, haciendo una aproximación mental con los tiempos de procesamiento pasados y agregándoles márgenes de holgura, sin basarse en ningún tipo de estudio de tiempos. La razón básica para que esta situación se haya conservado de esta manera, consiste en que las directivas consideran que al ser los tipos de productos tan diferentes unos de los otros, los tiempos de procesamiento tomados para un producto no serán válidos para el resto.

II.07(10)48
51
Bajo este panorama se decidió realizar un estudio que desglosara cada operación en los variables que determinan el tiempo de procesamiento de los productos. Posteriormente se crearon funciones de estas variables que finalmente sirven para calcular los tiempos de proceso para cada operación Al ser mas estricto en el modelado, se evidencia que las funciones están definidas para determinar el tiempo de procesamiento de un producto en un recurso específico para realizar la operación deseada, es decir que el tiempo de procesamiento esta definido para el par recurso-operación y no solo para la operación. Lo cual es deseable, pues en algunos casos una operación puede ser llevada a cabo por más de un tipo de recurso. Tal como se estructuró en el lenguaje de modelado, las variables que determinan los tiempos de procesamiento en los recursos, en realidad son las propiedades de los productos. Estas propiedades están integradas a cada producto desde su definición, de tal manera que al llegar a una operación, se busca el recurso con el cual se va a llevar a cabo el proceso, se tomen los valores de las propiedades de los productos y por medio de las funciones preestablecidas se calculen los tiempos de procesamiento. Existen varias características comunes entre las variables identificadas para cada operación, la primera es el número de repeticiones de la operación sobre el objeto, por ejemplo el número de veces que se troquela, el número de dobleces, el número de espárragos (tornillos) soldados, etc. La segunda variable común a las operaciones, es la dificultad, en esta variable se recoge la información sobre los elementos que hacen que las mismas operaciones no tengan los mismos tiempos de procesamiento (en una repetición) sobre diferentes productos, es decir aquella propiedad del producto que complica la realización de una operación, por el ejemplo el tamaño de la pieza, la accesibilidad al punto donde se realiza la operación, el volumen de la pieza, el grado de precisión que requiere la operación, etc. Esta variable se evalúa en tres niveles: baja, media, alta que a juicio del modelador son suficientes para hacer una aproximación adecuada a los tiempos de procesamiento por medio de las funciones definidas. Para facilitar el modelado a cada uno de estos niveles se les asocio un número que lo identifica de la siguiente manera: baja (1), media (2), alta (3) (En aquellas operaciones que lo requieran puede usarse la variable dificultad con un mayor número de niveles).

II.07(10)48
52
En algunas operaciones no se hizo uso de las funciones para determinar los tiempos de procesamiento, sino que estos son introducidos directamente por el usuario. Lo cual puede deberse a dos razones: La primera es que la realización de estas operaciones no se haya podido observar durante el tiempo de estudio del proyecto, es decir que durante el tiempo en que se hizo el estudio de tiempos, ningún producto en la planta requirió de esta operación (lo cual abre un campo para continuar el estudio y definir adecuadamente este recurso) y la segunda razón, como sucede en el caso del torneado es que esta operación tiene muchas variantes o sub-operaciones que se pueden realizar con la ayuda de algunas herramientas, lo cual hace que el tiempo de procesamiento sea muy variable. En este caso el tiempo de procesamiento debe ser consultado al operario encargado de la operación (Para las operaciones “Finalizado” e “Inicio” no se hace uso de funciones de producción sino que se asigna directamente un tiempo de procesamiento de cero, mediante la instrucción “ProductionTime” : Resources [Finalizador: ProductionTime 0.0 s]). La nomenclatura usada para denominar las funciones de tiempo de producción consiste en nombres compuestos por el nombre del tipo de recurso que ejecuta la operación seguido del nombre genérico de la operación de manufactura, lo cual va en la línea de definir funciones para cada par tipo de recurso-operación. Como un estándar se definió que los tiempos de procesamiento arrojados por todas las funciones estarán en la unidad segundos. Existen dos tipos de funciones de tiempo de procesamiento: Para aquellas operaciones a las que se les hizo un adecuado estudio de tiempos, la función hace uso del valor de las propiedades de los productos “Dificultad” y aquella que contiene el número de repeticiones. La función contiene instrucciones condicionales para cada valor definido de la variable “Dificultad” (cada valor de la variable constituye un caso), que básicamente multiplican la variable de repeticiones contra una constante de tiempo determinada por el estudio, retornando así el tiempo de procesamiento para la operación completa. En el ejemplo se muestra la definición de la función de tiempo para el par DobladoraCNC-DobladodeLaminasCNC:

II.07(10)48
53
Define ResourceTypeRequirementProductionTimeFunction DobladoraCNCDobladoDeLaminasCNC (ndob , difi) : s Begin double x;
x = 0.0; if (difi ==1.0){ x= 11.465 * ndob; } if (difi == 2.0){ x = 17.249 * ndob; } if (difi == 3.0){ x = 35.006 * ndob; } return x; End En el la propiedad “Dificultad” o “difi” en la función puede tomar 3 valores {1.0, 2.0, 3.0} que se diferencian en el valor de la constante que multiplicara al número de dobleces (ndob) que se llevaran a cabo en la operación, para devolver el tiempo de procesamiento total en segundos. Como se observa a medida que se incrementa la dificultad las operaciones incrementan el tiempo de procesamiento (Es importante anotar que la definición de funciones solo permite el uso de una instrucción “return”, de lo contrario genera un error en la compilación). El segundo tipo de funciones de tiempo de procesamiento son aquellas para las cuales no se hizo un estudio de tiempos, sino que estos serán introducidos por el usuario directamente, estos valores quedan almacenados dentro de las propiedades de los productos y lo que hace la función es simplemente tomar el valor de la propiedad del producto y devolverlo con la unidad segundos asociada. Por ejemplo para el par ContratistaPintura-Pintura la definición de la función de tiempo de procesamiento es de la siguiente manera: Define ResourceTypeRequirementProductionTimeFunction ContratistaPinturaPintura (t):s

II.07(10)48
54
Begin return t; End La definición de las funciones de tiempo de procesamiento de los pares recurso-operación, requirió la determinación mediante la realización de un estudio de tiempos de las constantes que multiplicaran a la propiedad de repetición. Estas constantes corresponden al tiempo que se requiere para realizar una repetición de una operación sobre un producto en un nivel de dificultad definido, entendiendo que con el término repetición se puede hacer referencia a un doblez, a soldar un centímetro, a pulir un centímetro cuadrado, etc. Durante el desarrollo del estudio se determinó el tiempo que se requiere para realizar una operación completa a un producto dado en un recurso, posteriormente el tiempo obtenido se divide entre el número de repeticiones que se requieren hacer de la operación al producto, para obtener el tiempo por repetición. De acuerdo a las características del producto este tiempo se asocia a un nivel de dificultad en la operación. Los tiempos por repetición hallados incluyen el tiempo de transporte de los productos y suministros, el tiempo de alistamiento de los materiales y máquinas pero excluye los intervalos de tiempo en que los operarios dejan de trabajar para descansar o para resolver dudas de otros compañeros (o cualquier otro tipo de distracción). Esta exclusión se realiza pues se considera que estos intervalos de descanso entre la fabricación de un producto y otro en una operación no afectan significativamente la programación de la producción general por ser eventos esporádicos y de baja proporción frente al tiempo total de producción en un turno. A manera de comentario en el comportamiento de los tiempos de descanso no oficiales si estos desean ser adicionados posteriormente al modelo, se hallo que el tiempo de descanso total o la distracción que un operario tenga en una operación, incrementa al aumentar el tiempo de procesamiento del producto en la operación, por ejemplo si para soldar un producto se requieren 3 minutos mientras que para soldar otro se requieren 5 minutos se espera que el operario que soldé el segundo producto se distraiga mas o tome tiempos de descanso mas largos al terminar de procesar un producto.

II.07(10)48
55
6.1.6.2. Asociación de funciones de cantidad a Tipos de Producto en
Requerimientos de Materias Primas y Salidas de Tipos de Producto en Proceso.
En el modelado de la planta no se hace uso de funciones de cantidad, sino que los valores son introducidos directamente por el usuario como se indico anteriormente. 6.1.6.3. Asociación de funciones de tiempo, velocidad y capacidad a Tipos
de Recurso en Requerimientos de Tipos de Recurso. Como se explico anteriormente a cada par operación-tipo de recurso le fue asignada una función de tiempo, que es definida con anterioridad. 6.1.7. Rutas de Proceso. 6.1.7.1. Definición de Rutas de Proceso. Al igual que en la definición de las operaciones de manufactura, las rutas de proceso no son fijas, porque al no contar con una gama de productos establecida, las operaciones de manufactura seleccionadas para la creación del producto y su orden varían constantemente. Sin embargo existen ciertas relaciones de precedencia que se lograron identificar entre las operaciones de manufactura, la primera consiste en que las operaciones de pulido y pintura normalmente son las últimas operaciones en realizarse, debido a que son operaciones que mejoran el acabado superficial, cuyo producto se estropea fácilmente al realizarse otras operaciones, lo cual requeriría del reprocesamiento de las productos. La segunda relación encontrada radica en que normalmente todas las uniones realizadas por soldadura son pulidas posteriormente, para retirar el material de aporte sobrante y mejorar el aspecto de la unión. La tercera relación hallada es que el punzonado CNC solo puede realizarse sobre láminas que no tengan ningún dobles o elemento adherido (se requieren laminas totalmente planas) debido a la configuración del equipo,

II.07(10)48
56
lo cual hace que esta sea regularmente una de las primeras operaciones en el orden de las rutas de proceso. A pesar que no es totalmente restrictivo esta misma situación, lleva a que las operaciones de cizallado, tronzado y corte de materiales en general ocupen las primeras posiciones en el orden de las rutas de proceso. Finalmente se encuentra que en la planta de Acermetálicas, los productos compuestos por múltiples piezas, no son ensamblados a medida que se van produciendo estas, sino que generalmente las mismas son almacenadas a medida que son producidas, hasta que se ha completado la producción de todas las piezas, momento en el cual se procede a realizar el armado final. Dada esta alta variabilidad en la definición de las rutas de proceso, se estudio la estructura mas adecuada para definir las mismas, la primera opción consiste en preestablecer rutas de proceso lineales con operaciones de manufactura genéricas, es decir usar rutas de proceso fijas que contienen todas las operaciones de manufactura existentes en la planta de producción en orden consecutivo, sin ningún tipo de alternatividad de procesos, ni multiplicidad de piezas en los productos. En este caso si un producto no requiere de una operación de manufactura específica, esta se excluiría ficticiamente asignándole un tiempo de procesamiento 0, para este fin cada producto contaría con una propiedad que indica si el hace uso de cada una de las operaciones de manufactura posibles, posteriormente las funciones de tiempo de procesamiento, toman el valor de cada propiedad y asignan tiempo cero si no se hace uso de la operación o calcularían el tiempo de procesamiento con la ayuda del resto de propiedades del producto. A pesar que esta es una opción que fija el modelo de referencia, lo cual disminuye el tiempo de modelación, facilitando el uso diario del motor, se decidió no optar por esta estructura, porque operativamente las operaciones de tiempo de procesamiento cero si alteran las programaciones de producción, pues requieren de la disponibilidad de los recursos, adicionalmente se encontró que el modelo no se debía limitar a crear productos de una sola pieza, debido a que la mayoría de los tipos de

II.07(10)48
57
productos que produce la planta son de múltiples piezas y las operaciones que unen las mismas consumen un tiempo de producción importante. La segunda estructura para la definición de las rutas de proceso consiste en usar rutas de proceso variables que deben ser introducidas por el modelador cada vez que surja un tipo de producto nuevo, estas rutas de proceso no contienen un orden, ni composición establecida en las operaciones de manufactura sino que estas son adicionas de acuerdo a las necesidades. La capacidad de modelación de este tipo de rutas se ve limitado por la definición misma de los nombres de las operaciones de manufactura, dado que estos no incluyen la posibilidad de tener rutas alternativas para la elaboración de cada pieza, sin embargo la nomenclatura usada para las operaciones si permite definir rutas de proceso para tipos de producto compuestos por múltiples piezas. Finalmente se optó por esta opción dado que en la planta de producción de Acermetálicas Ltda. no es común la existencia de rutas alternativas de producción para la elaboración de un tipo de producto. 6.1.7.2. Asociación del Tipo de Producto como Tipo de Producto
Terminado de una Operación de Manufactura. El nombre del tipo de producto final que se obtendrá al seguir la ruta de proceso es definido directamente por el usuario y no tiene ningún tipo de nomenclatura preestablecida, simplemente se recomienda que el nombre sea lo mas corto posible sin que esto dificulte su fácil identificación. 6.1.7.3. Asociación de Operaciones de Manufactura a una Ruta de
Proceso. Una vez que se ha completado el estudio de los diseños brindados por el cliente, el equipo de producción procede a definir las operaciones que intervendrán en su producción. 6.1.7.4. Asociación de la Operación de Manufactura Inicial de una Ruta de
Proceso. A pesar que en la búsqueda real de la operación de Manufactura Inicial pueden darse dos casos: El primero en el cual el producto esta compuesto

II.07(10)48
58
por mas de una pieza, donde no existe una operación inicial única, sino que todas las primeras operaciones de cada pieza serán operaciones de manufactura inicial del producto final y el segundo caso en el que el producto esta compuesto por una sola pieza, donde se tiene una operación de manufactura inicial única. En el modelado se hizo uso de una operación de manufactura ficticia, denominada “Inicio” que siempre corresponderá a la operación de manufactura inicial. Esta operación se creo porque ni el lenguaje ni el motor de modelado están diseñados para soportar la definición de más de una operación de manufactura inicial para una ruta de proceso (Primer caso), así que se requiere de la ayuda de esta operación para poder crear el modelo. Esta operación es de tiempo de procesamiento cero. 6.1.7.5. Asociación de la Operación de Manufactura Final de una Ruta de
Proceso. En la definición de la ruta de proceso de cualquier producto solo debe existir una operación de manufactura final, la cual generalmente varía de producto a producto. Sin embargo tal como se indico anteriormente en el caso de estudio se creo una operación ficticia denominada “Finalizado”, que siempre será la operación final sin importar el tipo de producto, o consideraciones sobre si el producto es de una o de múltiples piezas. 6.1.7.6. Establecimiento de la relación de precedencia entre las
Operaciones de Manufactura que participan en una Ruta de Proceso.
El equipo de producción es el encargado de una vez se cuenta con el diseño y se identifican las operaciones que deben ser realizadas para producir el mismo, establecer el orden en que deberán ser llevadas a cabo las mismas. A partir del orden, se determinan las relaciones de precedencia entre las mismas para conformar las rutas de proceso. En la práctica las rutas de proceso no son esquematizadas a través de diagramas de flechas, sino que estos son creados mentalmente y el orden de las operaciones se escribe sin diagramación alguna.

II.07(10)48
59
En el modelo tal como se indica en el manual del lenguaje, las rutas de proceso usan los operadores “AND” y “OR” para crear flujos paralelos o flujos alternativos (Ver: Manual del lenguaje, 2006, p 26-32). Aunque en la empresa pocos son los productos o piezas que se puedan crear con rutas de proceso de flujo alternativo. Finalmente se debe resaltar las relaciones de precedencia de las operaciones ficticias: La operación “Inicio” siempre precede a todas las operaciones de manufactura, y en el caso de un producto multi-piezas siempre se crea un flujo paralelo, de tal manera que en la ruta de proceso la operación precederá a la concatenación de las operaciones iniciales de cada pieza con la ayuda del operador “AND”, de la misma manera se usará la concatenación para definir las operaciones que preceden a las operaciones donde se unen una o mas piezas (operaciones de finalización). En el caso de la operación “Finalizado” esta siempre será la última operación en las relaciones de precedencia. A continuación se muestra un ejemplo de la definición de la ruta de proceso para un producto de una pieza, y para un producto compuesto por tres piezas. Producto Caja (Una Pieza): Define ProcessRouting RutaCaja produces Caja { InitialManufacturingOperation Inicio TerminalManufacturingOperation FinalizadoCaja Inicio precedes (CizalladoP1Caja) CizalladoP1Caja precedes DobladoDeLaminasCNCP1Caja DobladoDeLaminasCNCP1Caja precedes SoldaduraMIGP1Caja SoldaduraMIGP1Caja precedes PinturaP1Caja (PinturaP1Caja) precedes FinalizadoCaja } Producto Mesa (Tres piezas): Define ProcessRouting RutaSilla produces Silla

II.07(10)48
60
{ InitialManufacturingOperation Inicio TerminalManufacturingOperation FinalizadoSilla Inicio precedes (CizalladoP1Silla AND PunzonadoP2Silla AND AserradoP3Silla) /*Operaciones Pieza 1*/ CizalladoP1Silla precedes DobladoDeLaminasCNCP1Silla DobladoDeLaminasCNCP1Silla precedes SoldaduraMIGP1Silla SoldaduraMIGP1Silla precedes PulidoLaminillasP1Silla /*Operaciones Pieza 2*/ PunzonadoP2Silla precedes SoldaduraTIGP2Silla SoldaduraTIGP2Silla precedes PulidoLaminillasP2Silla /*Operaciones Pieza 3*/ AserradoP3Silla precedes PulidoPrelijadoP3Silla PulidoPrelijadoP3Silla precedes PulidoLijadoP3Silla /*Operaciones Finalización*/ (PulidoLaminillasP1Silla AND PulidoLaminillasP2Silla AND PulidoLijadoP3Silla) precedes SoldaduraMIGSilla (SoldaduraMIGSilla) precedes PulidoLijadoSilla (PulidoLijadoSilla) precedes PinturaSilla (PinturaSilla) precedes FinalizadoSilla }
6.1.8. Turnos. En la planta de Acermetálicas Ltda. se maneja un turno base, en el cual se trabaja de 7:30 AM a 5:00 PM de lunes a viernes con dos descansos, el primero de 10:00 AM a 10:15 AM y el segundo de 1:00 PM a 1:45 PM (Almuerzo). Lo cual arroja un total de 8 horas y media de trabajo efectivo diario. Ahora bien, en el caso en que se programen horas extras se da un descanso adicional de 6:00 PM a 6:10 PM.

II.07(10)48
61
6.1.8.1. Definición de Tipos de Turno. Existen dos formas de realizar la definición de los tipos de turnos: El primero consiste en generar un solo tipo de turno de trabajo continuo de 8 y media horas de duración (tiempo efectivo de trabajo), que comience a las 7:30AM y termine a 4:00PM. El uso de este tipo de turno requeriría un post-procesamiento de las programaciones de producción que se puedan generar con este modelo, para poder obtener los puntos de inicio y terminación reales de los trabajos, lo cual es indeseable. La segunda forma de definir los turnos, consiste en crear varios tipos de turno que serán ligados posteriormente en la instanciación para conformar el turno base. En el lenguaje de modelado, cada intervalo de trabajo continuo del turno será definido como un turno independiente, de tal manera que el código final sería así: Define ShiftType TurnoNormal1 days Week From “07:30:00” To “10:00:00” Define ShiftType TurnoNormal2 days Week From “10:15:00” To “13:00:00” Define ShiftType TurnoNormal3 days Week From “13:45:00” To “17:00:00” Donde el turno base se compone de los turnos “TurnoNormal1”, “TurnoNormal2” y “TurnoNormal3” y de más turnos en caso de ser necesarios, donde estos heredan el nombre genérico TurnoNormal pero aumentando el número consecutivo del intervalo dentro del turno. Como se observa esta forma de definición es más extensa que la primera, pero permite obtener programaciones de producción muy detalladas que reflejan los tiempos reales de inicio y terminación de los trabajos, razón por la cual se opto por usar esta forma de definición.

II.07(10)48
62
6.2. Instanciación de los Elementos de Planta. 6.2.1. Recursos. Instanciación tanto de recursos humanos como maquinaría. 6.2.1.1. Creación de un Recurso como tipo de un Tipo de Recurso. Con la ayuda del listado de equipos y maquinaria suministrado por la compañía se determinaron las instancias de cada tipo de recurso definido previamente, se uso un tipo de nomenclatura especial para nombrar cada uno de las instancias que incorpora la nomenclatura que la empresa ya tenía definida previamente para hacer el seguimiento de mantenimiento a sus equipos y maquinas. La Tabla 8 muestra la nomenclatura definida. Cada uno de los recursos es codificado como se muestra en el siguiente ejemplo cambiando los nombres del recurso y del tipo de recurso según corresponda: Create Resource TOR-ME-01 of type Torno { } La instanciación de los recursos humanos (mano de obra) es de la siguiente forma:
- 2 instancias del recurso “OperarioTorneado”: OperarioTorneado01, y OperarioTorneado02.
- 7 instancias del recurso “OperarioSoldadura”: OperarioSoldadura01 y consecutivos hasta OperarioSoldadura07.
- 32 instancias del recurso “Operario”: Operario01 y consecutivos hasta Operario32.

II.07(10)48
63
COD. EMPRESA NOMBRE COD. MODELO TIPO DE RECURSO
ME-01 Torno Jet 1240PD TORxMEx01 TornoME-02 Fresa LUNAN ZX 7550W FRESxMEx02 FresaME-03 Rectif icadora de Caras Planas SSG MJ7115 RECTxMEx03 RectificadoraME-04 Segueta Mecánica SEGxMEx04 SeguetaMecME-05 Tronzadora de Disco Metálico TRONxMEx05 TronzadoraME-08 Torno Junnan Machine TORxMEx08 TornoME-09 Tronzadora de Disco Abrasivo TRONxMEx09 TronzadoraME-10 Tronzadora de Disco Abrasivo Dwalt d28700 TRONxMEx10 Tronzadora
CO-01 Punzonadora Digital EUROMAC PUNZxDxCOx01 PunzonadoraCNCCO-03 Cizalla Eléctrica Franco Hnos. CIZxCOx03 CizallaCO-05 Cortadora de Plasma CEBORA CORTPxCOx05 CortadoraPlasmaCO-06 Punzonadora Digital EUROMAC PUNZxDxCOx06 PunzonadoraCNCCO-07 Sierra Sin-fin Thomas SIERRxCOx07 SierraSinFin
DO-01 Dobladora Hidraúlica OMAG DOBxHxDOx01 DobladoraHDO-02 Dobladora Manual 2,5m DOBxMxDOx02 DobladoraMDO-04 Dobladora Neumática 1,2m DOBxNxDOx04 DobladoraNDO-05 Roladora Eléctrica CMZ ROLxExDOx05 RoladoraDO-06 Dobladora Digital CNC DOBxDxDOx06 DobladoraCNC
PR-01 Troqueladora 35 tn EMASA TROQx35TxPRx01 Troqueladora35tPR-02 Troqueladora 25 tn BELT TROQx25TxPRx02 Troqueladora25tPR-03 Troqueladora 15 tn TROQx15TxPRx03 Troqueladora15t
SO-01 Soldador MIG Miller CP 300 kg 122882 SxMIGxSOx01 SoldadorMIGSO-02 Soldador MIG Miller millermatic 251 lf 102016 Humbero SxMIGxSOx02 SoldadorMIGSO-03 Soldador MIG Miller millermatic 210 lb 280328 Andres SxMIGxSOx03 SoldadorMIGSO-04 Soldador MIG Miller millermatic 210 lb 280327 Fernando SxMIGxSOx04 SoldadorMIGSO-05 Soldador MIG Hobart BETAMIG 251 496ws18288Wilson SxMIGxSOx05 SoldadorMIGSO-06 Soldador MIG Cebora 3040 09677 TIG SxMIGxSOx06 SoldadorMIGSO-07 Soldador MIG Cebora 3040 Pulido Trujillo SxMIGxSOx07 SoldadorMIGSO-08 Soldador de Tornillos BTH TECH SxESPxSOx08 SoldadorEspSO-09 Soldador de Punto de Pedestal SIMONEK SxPUPxSOx09 SoldadorPuPSO-10 Soldador de Punto de Pedestal CEBORA SxPUPxSOx10 SoldadorPuPSO-11 Soldador de Punto de Pinza MILLER SxPUPINxSOx11 SoldadorPuPinSO-12 Soldador de Punto de Pinza INEXPORT SxPUPINxSOx12 SoldadorPuPinSO-13 Soldador TIG Miller SxTIGxSOx13 SoldadorTIGSO-14 Soldador MIG Miller millermatic 210 lc 107854 Miguel Codinter SxMIGxSOx14 SoldadorMIGSO-15 Soldador MIG Miller millermatic 251 lf 420524B Rocha SxMIGxSOx15 SoldadorMIGSO-16 Soldador Syncrowave TIG y STIG SxTIGxSOx16 SoldadorTIGSO-17 Soldador de Punto de Pedestal IMOSPOT SxPUPxSOx17 SoldadorPuP
SOLDADURA
CORTADO
DOBLADO
PRENSADO
MECANIZADO

II.07(10)48
64
PU-01 Pulidora BOSCH GW S 20-230 Grande PULxGxPUx01 PulidoraGPU-02 Pulidora BOSCH GW S 20-180 Grande PULxGxPUx02 PulidoraGPU-04 Pulidora BOSCH GW S 20-180 Grande PULxGxPUx04 PulidoraGPU-08 Pulidora DE WALT DW 402-B3 Pequeña PULxPxPUx08 PulidoraPPU-09 Rotosfera ROTOFLEX ROTxPUx09 RotosferaPU-10 Rotosfera ROTOFLEX ROTxPUx10 RotosferaPU-11 Pulidora BOSCH GW S 20-180 Grande PULxGxPUx11 PulidoraGPU-13 Pulidora MAKITA Pequeña PULxPxPUx13 PulidoraPPU-14 Pulidora SKILL Pequeña PULxPxPUx14 PulidoraPPU-15 Pulidora Neumática PULxNxPUx15 PulidoraNPU-16 Pulidora Bosch GWS 20-180 Grande PULxGxPUx16 PulidoraGPU-17 Pulidora MAKITA 9067 Grande PULxGxPUx17 PulidoraGPU-18 Pulidora DE WALT DW 402 Pequeña PULxPxPUx18 PulidoraPPU-19 Pulidora DE WALT DW 402 Pequeña PULxPxPUx19 PulidoraPPU-20 Pulidora BOSCH GW S 20-180 Grande PULxGxPUx20 PulidoraGPU-21 Pulidora BOSCH GW S 20-230 Grande PULxGxPUx21 PulidoraGPU-22 Pulidora MAKITA 9554NB Pequeña PULxPxPUx22 PulidoraPPU-23 Pulidora BOSCH GW S 20-230 Grande PULxGxPUx23 PulidoraGPU-24 Pulidora BOSCH GW S 24-180 Grande PULxGxPUx24 PulidoraGPU-25 Pulidora BOSCH GW S 21-180 Grande PULxGxPUx25 PulidoraG
VA-01 Taladro de Árbol REXON 14" 46800 TALxAxVAx01 TaladroAVA-02 Taladro de Árbol REXON 14" N/A TALxAxVAx02 TaladroAVA-03 Taladro de Árbol REXON 14" 46794 TALxAxVAx03 TaladroAVA-05 Esmeril JAGUAR Torno ESMxVAx05 EsmerilVA-06 Esmeril JAGUAR Planta ESMxVAx06 Esmeril
AL-01 Soldador Lincoln Electric AC-225 ARC WELDER SxVRxALx01 SoldadorVRAL-02 Soldador Lincoln Electric AC-225 GLM SxVRxALx02 SoldadorVRAL-05 Taladro MILWAUKEE Magnum 5370-1 TALxALx05 TaladroAL-06 Taladro MILWAUKEE Magnum 5370-1 TALxALx06 TaladroAL-07 Taladro MAKITA HR 2450 TALxALx07 TaladroAL-08 Taladro MAKITA HR 2050 TALxALx08 TaladroAL-10 Remachadora Neumática BOLLHOFF OTALU REMxNxALx10 RemachadoraAL-11 Remachadora Neumática (POT) DRUCKLUTTNIETGERÄT REMxNxALx11 RemachadoraAL-12 Caladora de hoja sierra DE WALT DW 313 CALxALx12 CaladoraAL-13 Caladora de Cuchillas CALxCUxALx13 CaladoraCuAL-14 Pistola de Pintura MEGA SPRAY PPINxALx14 PistolaPinturaAL-15 Pistola de Pintura De VILBISS PPINxALx15 PistolaPinturaAL-16 Pistola de Silicona STANLEY GR 25PRO PSILxALx16 PistolaSiliconaAL-17 Moto Tool Disc Wer MTxALx17 MotoToolAL-21 Cautin CROSSMAN SG-101 CxALx21 CautinAL-24 Taladro MAKITA 2050 TALxALx24 TaladroAL-25 Limadora Neumática ATA LIMxNxALx25 LimadoraAL-26 Roscador hasta 8mm Rt/10 MM FT ROSCxALx26 RoscadorAL-27 Remachadora Neumática (POT) DRUCKLUTTNIETGERÄT REMxNxALx27 RemachadoraAL-28 Pistola de Silicona Blue Gun G250 PSILxALx28 PistolaSiliconaAL-29 Polichadora Neumática Grande POLxNxGxALx29 PolichadoraAL-30 Polichadora Neumática Mediana POLxNxMExALx30 PolichadoraAL-31 Saca-bocados y perfiladora SBPxALx31 PerfiladoraAL-32 Cuchillo neumático a 20000 CPM CNxALx32 CuchilloNAL-33 Taladro Inalámbrico DE WALT TALxIxALx33 TaladroIAL-34 Taladro Neumático MILWAUKEE 5387-20 TALxNxALx34 TaladroNAL-35 Taladro MAKITA HP2050 TALxALx35 Taladro
PULIDO
VARIOS
ALMACEN

II.07(10)48
65
C CAUTÍN A ÁRBOLCAL CALADORA D DIGITALCIZ CIZALLA E ELÉCTRICACN CUCHILLO NEUMÁTICO G GRANDECORTP CORTADORA DE PLASMA H HIDRÁULICADOB DOBLADORA I INALÁMBRICOESM ESMERIL M MANUALFRES FRESA ME MEDIANALIM LIMADORA MIG MIGMT MOTO TOOL N NEUMÁTICAPOL POLICHADORA P PEQUEÑAPPIN PISTOLA DE PINTURA PUP PUNTO DE PEDESTALPSIL PISTOLA DE SILICONA PUPIN PUNTO DE PINZAPUL PULIDORA TIG TIGPUNZ PUNZONADORA TOR TORNILLOSRECT RECTIFICADORA ESP ESPARRAGOSREM REMACHADORA CNC CONTROL NUMÉRICOROL ROLADORA VR VARILLA REVESTIDAROSC ROSCADOR CU CUCHILLASROT ROTOSFERA 15T 15 TONELADASS SOLDADOR 25T 25 TONELADASSBP SACABOCADOS 35T 35 TONELADASSEG SEGUETASIERR SIERRATAL TALADROTOR TORNOTRON TRONZADORATROQ TROQUELADORA
NOMENCLATURA
MAQUINA ESPECIFICACIONES
Tabla 8 Nomenclatura e instanciación de Recursos.
- Adicionalmente se deben instanciar 20 o más instancias (si se llegan
a programar mas de 20 productos finales en un momento) del tipo de recurso “Finalizador”: Finalizador01 y consecutivos hasta Finalizador20, para asegurar que este recurso sea “ilimitado” y no afecte la programación de operaciones reales. De la misma manera se instancian los recursos del tipo “Iniciador”.
Para revisar más ejemplos codificados de la instanciación de recursos, así como de la instanciación del resto de elementos de planta vea el Anexo 1 CODIFICACIÓN DEL MODELO.

II.07(10)48
66
6.2.1.2. Modificación de los valores de las propiedades del Recurso. En el modelo de la planta de Acermetálicas Ltda. no se definieron propiedades de los tipos de recursos.
6.2.2. Productos. 6.2.2.1. Creación de un Producto como tipo de un Tipo de Producto. Para la nomenclatura de la instanciación de los productos se recomienda usar el mismo nombre del tipo de producto seguido del número del pedido. En este punto es importante resaltar que se deben instanciar todos los productos intermedios. 6.2.2.2. Modificación de los valores de las propiedades del Producto.
Se deben dar valores a las propiedades de acuerdo a la definición del tipo de producto (Valores a las propiedades de repetición, “Dificultad” y de tiempo de procesamiento según corresponda), se debe corroborar en la tabla de valores para las constantes de tiempo por repetición asociadas a la variable “Dificultad” (Tabla 9) que se haya definido el valor de la constante para la dificultad deseada. A continuación se muestra un ejemplo de la definición de un producto: - Instanciación de un producto del tipo ElemDobladoCNCP1Silla para el pedido 001. Create Product ElemDobladoCNCP1Silla001 of type ElemDobladoCNCP1Silla { NumeroDobleces = 4.0 Dificultad = 2.0 }

II.07(10)48
67
OPERACIÓN GENÉRICA TIPO RECURSO 1.0 2.0 3.0 4.0AmoladoDiscoPiedra PulidoraP 0.845AmoladoDiscoPiedra PulidoraG 0.845AmoladoDiscoPiedra PulidoraN 0.845Aserrado SierraSinFin 16.535Calado CaladoraCalado CaladoraCuCincado ContratistaCincadoCizallado Cizalla 30.629 40.693CorteLaser ContratistaCorteLaserCorteSegueta SeguetaMECromado ContratistaCromadoDobladoDeLaminasCNC DobladoraCNC 11.465 17.249 35.006DobladoDeLaminasH DobladoraH 5.735 20.215DobladoDeLaminasM DobladoraM 18.672DobladoDeLaminasN DobladoraNDobladoTubos ContratistaDobladoTubosFresado FresaPintura ContratistaPinturaPolichado PolichadoraPulidoLaminillas PulidoraP 0.845PulidoLaminillas PulidoraG 0.845PulidoLaminillas PulidoraN 0.845PulidoLijado PulidoraP 0.845PulidoLijado PulidoraG 0.845PulidoLijado PulidoraN 0.845PulidoNiquelado PulidoraP 0.845PulidoNiquelado PulidoraG 0.845PulidoNiquelado PulidoraN 0.845PulidoPrelijado PulidoraP 0.845PulidoPrelijado PulidoraG 0.845PulidoPrelijado PulidoraN 0.845PulidoSatinado PulidoraP 0.845PulidoSatinado PulidoraG 0.845PulidoSatinado PulidoraN 0.845PulidoRotosfera RotosferaPunzonado PunzonadoraCNCRectificado Rectif icadoraRemachado RemachadoraRepujado ContratistaRepujadoRolado RoladoraSoldaduraDeEsparragos SoldadorEsp 11.851SoldaduraMIG SoldadorMIG 1.597 7.55 13.186 23.132SoldaduraPuntoPin SoldadorPuPin 11.071SoldaduraPuntoPuP SoldadorPuP 7.541 9.308SoldaduraVRevestida SoldadorVRSoldaduraTIG SoldadorTIG 1.597 7.55 13.186 23.132Taladrado TaladroTaladrado TaladroATaladrado TaladroITaladrado TaladroNTorneado TornoTronzado TronzadoraTroquelado15t Troqueladora15t 4.978 16.52Troquelado15t Troqueladora25t 4.978 16.52Troquelado15t Troqueladora35t 4.978 16.52Troquelado25t Troqueladora25t 4.978 16.52Troquelado25t Troqueladora35t 4.978 16.52Troquelado35t Troqueladora35t 4.978 16.52NingunaFinalizado FinalizadorInicio Iniciador
COEFICIENTES DIFICULTAD
Tabla 9 Valores y coeficientes asociados de la propiedad “Dificultad”.

II.07(10)48
68
6.2.3. Turnos. 6.2.3.1. Crear Planes de Turno. La conformación del turno de trabajo completo diario se realiza mediante la creación de planes de turno. Estos deben incluir todos los tipos de turno definidos TurnoNormal1, TurnoNormal2, TurnoNormal3, y todos los tipos de turnos extras que se creen de ser necesarios (Se recomienda dar usar una nomenclatura diferente a los turnos extras para poder identificarlos fácilmente). En caso de ser necesario se debe crear nuevos tipos de turnos para los trabajos en los días sábados, ya que la herramienta no contempla la creación de tipos de turnos de lunes a sábado. A continuación se muestra un ejemplo de la definición de un plan de turno: Create ShiftPlan PlanEnero from "01/01/2007" to "31/01/2007" { from "01/01/2007" to "20/01/2007" TurnoNormal1, TurnoNormal2, TurnoNormal3 from “21/01/2007” to “31/01/2007” TurnoNormal1, TurnoNormal2, TurnoNormal3, TurnoExtra1 } En este caso se asume una programación de planes de trabajo mensuales, pero esto puede alterarse a semestres, años de acuerdo a las necesidades de la empresa, en el para los primeros 20 días se establece el turno completo normal, mientras que para los últimos diez días del mes se establece un turno extra. 6.2.3.2. Crear Escenarios de Turno. La determinación de escenarios en el punto de desarrollo actual del lenguaje de modelado y de MODEngine esta diseñado para definir un horizonte de tiempo real para la programación de la producción. 6.2.3.3. Asociar Recursos y Planes de Turno a los Escenarios de Turno. La definición del intervalo y del nombre del escenario se deja totalmente libre al usuario, y aún no soporta adecuadamente la asociación de planes de turno a los recursos, sino que este se hace de manera general para
II.07(10)48
69
toda la planta, a continuación se muestra un ejemplo posible de escenario de turno codificado que tiene el plan de turno “PlanEnero” asociado: Create Scenario Escenario1 from "01/01/2007" to "31/01/2007" Using PlanEnero 6.2.4. Órdenes de trabajo. 6.2.4.1. Crear Órdenes de Trabajo. La creación real de los pedidos de los productos finales en el lenguaje de programación se realiza mediante la codificación de órdenes de trabajo u órdenes de producción. 6.2.4.2. Asociar Producto a Orden de Trabajo. De acuerdo al pedido del cliente se deben relacionar el nombre del producto final creado (instancia) y la cantidad de los mismos que se deben producir, cuya cantidad para el caso de la planta de Acermetálicas Ltda. siempre esta dada en unidades (“und”). 6.2.4.2.1. Asociar Ruta de Proceso a Orden de Trabajo. Se debe asignar el nombre de la ruta de proceso definido en el modelo de referencia. A continuación se muestra un ejemplo completo de la creación de una orden de trabajo 001 que requiere producir 100 unidades del producto final “Silla001” que pertenece al tipo de producto final “Silla”, usando la ruta de proceso “RutaSilla”, con una fecha de entrega límite del 1 de febrero de 2007: Create WorkOrder OT001 ToProduce 100.0 und OfProduct Silla001 Using RutaSilla DueDate "01/02/2007"-"10:30:00" ReleaseDate "01/01/2007"-"09:00:00"

II.07(10)48
70
7. HERRAMIENTA GENERADORA DE ARCHIVOS DE TIPOS. A través del desarrollo del proyecto se identifico la necesidad de brindar a la empresa una herramienta que le permita modelar rápidamente un producto con todos sus componentes (en el estado actual la codificación del modelo para un nuevo tipo de producto en el lenguaje de modelación es una tarea muy larga y dispendiosa), dado que la empresa no cuenta con un empleado dedicado explícitamente a la programación de la producción, sino que esta es una entre muchas otras de las tareas repartidas entre el gerente de la empresa y los supervisores de planta. Es por esto que se creo una macro en Excel ® integrada con VisualBasic ®, que partiendo de la especificación de las operaciones que requieren las partes del producto final, genera la codificación del modelo de referencia (Definición de operaciones de manufactura, rutas de proceso, productos, recursos, etc.). La macro fue estructurada para definir un producto que contiene máximo diez piezas, donde cada una es producida con máximo diez operaciones consecutivas, en orden lineal (es decir con rutas de proceso sin flujo paralelo o alternativo). Y donde las piezas se pueden unir para formar el producto final mediante máximo cuatro operaciones, denominadas operaciones de finalizado (En la Figura 4 se muestra la configuración del formulario de la herramienta y de la macro en general). En el uso de la herramienta, el primer paso consiste en contar con una adecuada definición del producto que se quiere producir, su diseño, las materias primas que se requieren, el número de piezas que va a contener y la secuenciación de las operaciones de manufactura tanto de las piezas como de las operaciones para la unión de las mismas.

II.07(10)48
71
Figura 4. Formulario herramienta generadora de archivos de tipos.

II.07(10)48
72
Una vez se conoce esta información se van seleccionando las diferentes opciones para cada pieza (Cada columna contiene la información para cada pieza), empezando por la casilla que indica si la pieza “EXISTE” o “NO EXISTE”, y el tipo de materia prima que se usa en su construcción: “Lamina, Tubo, Perfil o Varilla”. Posteriormente se seleccionan una a una las operaciones para la producción de la pieza, en el orden preestablecido (Secuenciación de arriba a abajo). En caso de no requerir mas operaciones se puede dejar la casilla en blanco o seleccionar la opción “Ninguna” (El proceso se repite para cada una de las piezas). En las cuatro casillas enfrente del título “Operaciones Finalización” se seleccionan aquellas operaciones que les serán aplicadas a todas las piezas terminadas en conjunto, es decir aquellas con las cuales se unen y se conforma el producto final. Finalmente se escribe el nombre del tipo de producto final deseado y el nombre que se le desea asignar a la ruta de proceso que crea el producto final. Al oprimir la tecla generar código, la herramienta creara automáticamente la codificación del modelo operativo de referencia, que se encuentra en la hoja “CODIGO”, el cual puede ser copiado e introducido en un procesador de texto para almacenarse como un archivo .dt, que se convierte en el archivo de tipos para alimentar el MODEngine.

II.07(10)48
73
8. EVALUACION DEL DESEMPEÑO DEL LENGUAJE DE MODELADO Y DE MODEngine. - Uno de los primeros hallazgos en la implementación del motor de modelado radica en que su aplicación se desborda al tratar de modelar compañías que crean productos con muy bajo nivel de estandarización que se producen en lotes pequeños, es decir aquellas empresas que constantemente están produciendo tipos de productos muy diferentes entre si. En la práctica, en algunos casos la introducción de los nuevos productos y sus características tales como rutas de proceso, características en las operaciones de manufactura, etcétera en el modelo, es una actividad que requiere mas tiempo que la producción misma de los productos, lo cual torna demasiado complicada la aplicación del motor. Esta fue la situación que se encontró al analizar la empresa Acermetálicas Ltda., compañía dedicada a la transformación de diseños de múltiples fuentes a objetos metálicos reales. En esta compañía cada proyecto o producto es muy diferente del anterior y en promedio solamente se hacen pedidos de 2 a 20 piezas. Para estos casos se plantean dos alternativas de menor tiempo de modelación: La primera consiste en tratar de modelar operaciones de manufactura suficientemente generales, con nombres no vinculados al tipo de producto que producen y con un mismo nombre para los productos de todas las operaciones. En las cuales no se haga una definición de suministros, y donde el cálculo de los tiempos de procesamiento se realiza con base a atributos del producto para facilitar el cálculo de los tiempos de producción. O la definición de una única operación de manufactura que realice todo el proceso de producción a un producto, la cual calcula el tiempo de procesamiento total del producto basado en propiedades asociadas a cada operación real, incorporadas en la definición de los productos (Incluir dentro de cada producto el número de doblecesCNC, centímetros de soldaduraMIG, y así hasta completar propiedades para todas las operaciones existentes de tal manera que exista una única función de producción que tome los valores de estas propiedades y determine el tiempo de procesamiento total).

II.07(10)48
74
La aplicación de estas alternativas esta limitada por el nivel de detalle deseado para el modelo, pues la primera opción no permite el seguimiento a los niveles de productos intermedios, y presenta ambigüedades en la definición de las rutas de proceso de productos compuestos por múltiples piezas. La segunda opción disminuye completamente la capacidad del modelo para crear programaciones para cada recurso, y simplemente programaría el orden en que se producirían productos completos. Adicionalmente en este tipo de casos, donde se intenta modelar compañías que crean productos con muy bajo nivel de estandarización, se hace latente la necesidad de crear una herramienta que facilite y soporte la depuración, limpieza y mantenimiento del modelo de referencia, pues este se encuentra en constante crecimiento y rápidamente puede volverse inmanejable. - En la integración del lenguaje de modelado y el motor de modelado se requiere la creación de una herramienta que ayude al usuario a codificar el modelo conceptual, para poder crear modelos operacionales en tiempos razonables. El estudió índico que aún para la modelación de la planta de producción de una pyme, la cantidad de recursos, productos, rutas de proceso, operaciones de manufactura, etc., hace que la definición de los mismos rápidamente desborde la capacidad de codificación manual del modelador. Se requiere el uso de un editor de texto “inteligente” especializado para el lenguaje de modelado (que tenga un reconocimiento y autollenado de palabras clave) o inclusive de una herramienta más avanzada de compilación en tiempo real que indique al modelador si los elementos necesarios en la definición de otro, ya han sido correctamente definidos. - Durante el proceso de modelado del caso de estudio, se identifico un entrelazamiento en la definición de los diferentes elementos de planta. La definición de cada elemento se ve limitada por la definición de los otros, lo cual disminuye la capacidad de los modelos de referencia para ser reutilizados en diferentes situaciones, debido a que el cambio en uno de los elementos de planta provoca la necesidad de redefinir muchos otros elementos más. Por ejemplo, debido a la forma como están relacionados los tipos de productos y los nombres de las operaciones de manufactura, un cambio en la operación inicial necesaria para producir un tipo de

II.07(10)48
75
producto, requiere adicionalmente a la definición de la nueva operación de manufactura inicial, la definición de un nuevo tipo de producto (intermedio), y la adaptación de la ruta de proceso para incluir dos cambios, tanto el cambio en el orden de precedencia, como el cambio en la definición de la operación de manufactura inicial. - El poder de expresión de lenguaje para la definición de unidades y conversiones es adecuado, y permitió en todos los casos la satisfacción de las necesidades del modelado del estudio, el único inconveniente hallado aparece en la compilación de estos elementos, donde la existencia de duplicidad en la definición de una conversión (repetir la definición de una conversión) detiene el proceso real de compilación del modelo y arroja un falso mensaje de éxito en la misma. - No se hallaron falencias en la forma de definición de tipos de productos, ni en los tipos de recursos, sin embargo en el modelo estudiado no se hizo latente la necesidad de usar tipos de recursos padre, sobretodo por la imposibilidad de usar efectivamente las restricciones para dirigir la selección entre productos hijos en el momento de realizar una operación a un producto determinado. - Existe una limitación en el motor de modelado que no permite el uso de propiedades del tipo entero, ni su uso dentro de funciones de producción. A pesar que las mismas están contempladas en la definición del lenguaje, en la práctica su uso hace que el modelo operacional no compile adecuadamente. La fuente de esta limitación no ha sido identificada. - La posibilidad de asignar valores o relaciones de cantidad a los requerimientos de suministros, a los requerimientos de recurso y a los tipos de productos, es una característica fundamental en la definición del modelo, para hacer un seguimiento efectivo al requerimiento de materiales y para la definición de tareas, la cual se expresa adecuadamente en el lenguaje de modelado. Sin embargo, se debe aclarar que la definición de suministros no crea una restricción real sobre las precedencias de las operaciones de manufactura o sobre los tiempos en que estas sean programadas, es decir que en el funcionamiento actual del motor, si una operación de manufactura requiere un suministro creado por otra operación, la operación podrá ser programada sin importar que no se
II.07(10)48
76
disponga actualmente del suministro siempre y cuando la operación que le antecede según la ruta de proceso ya se halla completado. - En la creación del modelo fue latente la importancia de la posibilidad de definir requerimientos de múltiples recursos, pues en la práctica la realización de las operaciones necesita de la combinación de recursos humanos y maquinaria, situación que puede ser modelada con el lenguaje evaluado. Por otra parte, el uso efectivo de requerimientos de recursos alternativos aún necesita del desarrollo de las restricciones, para realizar una aproximación a los procesos de decisión entre recursos que realiza la dirección en la asignación de trabajos. - El estudio de la posibilidad de desligar los nombres de las operaciones de los tipos de productos que se producen, es un ejercicio recomendable, que cuestiona el paradigma de modelación que actualmente usa el lenguaje de modelado y que disminuiría considerablemente la cantidad de operaciones de manufactura que deben ser definidas en el modelo de referencia (Actualmente se deben definir operaciones para cada paso en cada pieza y para las operaciones de finalizado, los cuales pueden ser un número considerable para un producto complejo) y aumentaría la capacidad para usar varias veces su definición. - Los modelos creados con el motor, no deben contener operaciones de manufactura duplicadas o repetidas dentro de una misma ruta de proceso, ya que produciría problemas en la extracción de información del modelo por la configuración misma del compilador. Esta situación plantea restricciones al crear rutas de proceso con flujos alternativos y para creación de rutas de proceso en general. - El lenguaje de modelado tiene una capacidad muy limitada para incluir dentro del modelaje de las operaciones de manufactura los tiempos de alistamiento de las máquinas y el tiempo de transporte de materiales entre los diferentes recursos. Se recomienda enriquecer el lenguaje con elementos tales como la modelación de baches de productos, la definición de distancias entre los recursos, los cuales sirvan para definir la modelación del transporte.

II.07(10)48
77
- La definición de la estructura del lenguaje de modelado acierta al permitir ligar las funciones (funciones de tiempo, funciones de capacidad y funciones de tasa de procesamiento) al par tipo de recurso-operación, lo cual es una representación mas certera de la realidad que la opción de definir funciones solo para las operaciones, como se usa en algunas otras herramientas. Esta estructura es la que permite crear una real posibilidad de modelación de alternatividad de recursos. - El compilador no permite hacer uso o llamar a una función más de una vez, lo cual no es deseable porque un par operación genérica-recurso puede requerirse en más de una ocasión en una ruta de proceso o en las operaciones de varios productos que se estén programando. Al no tener esta capacidad, el modelador necesariamente debe crear mas funciones idénticas pero con nombres diferentes innecesariamente, lo cual aumenta el tamaño del modelo de referencia. - El lenguaje de modelado aún es muy limitado en la definición de las funciones, especialmente en la definición de funciones no determinísticas. Sería un gran aporte para el lenguaje si este permitiera soportar funciones de variables aleatorias, donde los tiempos de procesamiento de los pares recursos-operaciones provengan de ajustes de observaciones a distribuciones de probabilidad y de las propiedades de los productos. Este tipo de ajuste es muy común en muchas aplicaciones de la Ingeniería Industrial. - El proceso de modelación permitió identificar una debilidad en la definición de las rutas de proceso en el lenguaje de modelado, que consiste en la imposibilidad de definir más de una operación de manufactura inicial para la creación de un producto. Este caso se presenta en la realidad en la elaboración de productos constituidos por múltiples piezas, donde la ejecución de las operaciones iniciales de cada pieza puede ser un evento simultáneo, obteniendo así una ruta de proceso con múltiples operaciones de manufactura iniciales. La solución de esta debilidad para poder ejecutar el modelo operativo requirió de la inclusión de una operación inicial ficticia común de tiempo de procesamiento cero.

II.07(10)48
78
- La posibilidad de crear rutas de proceso para la elaboración de productos con vías alternativas o múltiples, por medio del uso de operadores lógicos. Es una característica realmente destacable incluida en el lenguaje de modelado, pues mejora la capacidad de representar la realidad de los modelos creados. - El lenguaje de modelado podría representar de mejor forma la realidad, si permitiera enlazar de mejor manera varios tipos de turnos, para crear turnos “macro” compuestos por mas de un intervalo de tiempo en un mismo día, o en su defecto que el lenguaje de modelado permitiera la creación de un tipo de turno compuesto por varios intervalos de tiempo de trabajo en el día, ya que el término turno en el lenguaje común se usa para denominar el horario de trabajo en un día incluyendo los descansos y paradas. - En la definición de tipos de turnos de trabajo (modelo de referencia) se recomienda flexibilizar los esquemas de días de la semana para los que aplica un tipo de turno de trabajo, lo cual puede requerirse para la modelación de las plantas de producción de ciertas empresas cuya semana de trabajo va de lunes a sábado o para otras que trabajan los fines de semana y descansan los lunes, o para aquellas plantas de producción que trabajan continuamente todo el año. Al respecto, la opción ideal, sería que el lenguaje-motor le permitiera al modelador crear y usar sus propios esquemas de días para los que aplicará el tipo de turno, usando uno o más de los días de la semana unidos por el operador “AND”. Por ejemplo: Define ShiftType Turno01 days (Monday AND Thursday and Friday)…. - Se recomienda la creación de una aplicación que enlace el archivo de tipos, con el borrador del archivo de instancias, para que este identifique los tipos de productos y recursos que se vayan a instanciar y muestre en la creación del archivo de instancias, los posibles elementos a usar definidos en el archivo de tipos, tales como propiedades, tipos de recursos, tipos de productos, nombres de rutas de proceso, etc., facilitando así la creación de este archivo. Esta herramienta se hace especialmente necesaria para la instanciación de los productos, pues estos son los que presentan una mayor variabilidad en el modelo de instancias.

II.07(10)48
79
- La asociación entre recursos y planes de turnos es una herramienta definida en el lenguaje de modelación, que aún no esta adecuadamente soportada por el proceso de compilación. Esta herramienta tiene un gran potencial, pues en la práctica en muchas compañías, el personal de planta esta dividido en trabajos en diferentes turnos, que cubren todo el día razón por la cual debería desarrollarse este aspecto del compilador. Inclusive el desarrollo de esta herramienta sería fundamental para modelar los cambios en la productividad que se presentan entre los operarios que trabajan en turnos nocturnos, frente a la productividad mostrada por los operarios de turnos diurnos. - La posibilidad de incluir fechas de entrega para las órdenes de trabajo es una herramienta fundamental, para que posteriormente el modelo permita buscar programaciones de la producción óptimas frente a diferentes objetivos o metas, que se basan en el cumplimiento de los plazos establecidos con el cliente. - La mayor dificultad encontrada para el aprendizaje del lenguaje de modelación, consiste en la comprensión de las interrelaciones presentes en la definición de los elementos de planta y en la falta de ejemplos de modelación completos que hagan uso de todas las capacidades del lenguaje. En muchos casos la documentación existente sobre el lenguaje, es insuficiente para la resolución de preguntas del funcionamiento del mismo. Especialmente en el soporte de los últimos cambios que se han incorporado a la herramienta y en el manejo de funciones de producción, lo cual hace necesario recurrir a los archivos fuentes del compilador o a al asesor-creador del lenguaje quien conoce los detalles de la herramienta. - Al realizar una revisión de la sintaxis del lenguaje de modelado descrita en la documentación existente, frente a la sintaxis incorporada actualmente en el compilador del motor, se identificaron varias discrepancias que se listan en el Anexo 3.

II.07(10)48
80
9. EVALUACION DEL DESEMPEÑO DE LA HERRAMIENTA RESPECTO A SIMILARES (BENCHMARKING). En esta sección se pretende hacer una evaluación comparada del motor de modelado contra otras herramientas existentes en el mercado. La evaluación estará limitada a aquellos puntos donde el motor de modelado es fuerte y a aquellos puntos donde es débil en la resolución de los problemas existentes en la modelación actual, mostrados en la Figura 5 : 9.1. Reciclaje de Modelos. El primer ítem de comparación es la capacidad que tienen los motores de modelado o herramientas para usar elementos de modelos antiguos o adaptaciones de los mismos para solucionar diferentes problemas. Una de las principales causas de este problema fue identificada anteriormente por otros autores, y radica en la mentalidad que los modelos son creados para un único fin y luego son descartados. Frente a esta mentalidad que se puede denominar “Mentalidad de Modelos Desechables” (Ver Figura 5), los creadores de MODEngine toman una visión similar a la planteada por Delen y Pratt (2006), que consiste en crear modelos que no estén destinados a resolver un problema o pregunta particular. Se trata de a crear un modelo lo suficientemente enriquecido y robusto para resolver múltiples preguntas sin mayores modificaciones. En la práctica este objetivo se logra mediante el uso del concepto del modelo base o modelo descriptivo. El modelo base es una abstracción de un sistema de manufactura real, pensado para que evolucione con la compañía y subsista con el tiempo (Delen y Pratt, 2006). El modelo descriptivo, posee definiciones generales de los recursos de la planta, unidades de medida, rutas de proceso, etc., y contiene la descripción de características abstractas de conjuntos de entidades o conjuntos de procesos (Ver: Manual del Usuario del motor de modelado). Estas entidades pueden tomar valores concretos mediante el proceso de instanciación, en el cual las características adquieren valores específicos. De esta manera siempre se puede usar el modelo base como raíz, para generar los modelos específicos en el momento que ocurran cambios en los recursos, productos y procesos de las plantas de producción.

II.07(10)48
81
PROBLEMAS MODELACIÓN
ACTUAL
SOBRESIMPLIFICACIÓN DE LA REALIDAD
FALTA DE ESTANDARIZACIÓN
ENTRE LOS LENGUAJES DE MODELACIÓN
MODELOS "DESECHABLES"
MENTALIDAD MODELOS UN
ÚNICO-FIN
DIFICULTAD PARA CAMBIAR DE
PROVEEDORES DE SISTEMAS
INCAPACIDAD PARA MODELAR
ELEMENTOS DE ALTO NIVEL
COSTOS DE IMPLEMENTACIÓN
PERIODO DE ADAPTACIÓN
COSTOS DE ADQUISICIÓN
ALTA COMPLEJIDAD EN EL MANEJO
MOTORES Y LENGUAJES
RESULTADOS NO REPRESENTAN LA
REALIDADUSO
PROCESOS DE AJUSTE DEL MODELO Y
DEL SISTEMA
DIFICULTAD PARA FAMILIARIZAR A
TOMADOR DE DECISIONES CON
EL MODELO
PERIODOS DE IMPLEMENTACIÓN
RESISTENCIA AL CAMBIO
TOMADORES DE DECISIÓN
DIFICULTAD PARA HALLAR NUEVOS
CLIENTES
TRANSMISIÓN DE COSTOS
INVESTIGACIÓN A CLIENTES
DISPERSIÓNY AUSENCIA
DATOS ENTRADA
DIFICULTAD PARA CREAR
BASES DE DATOS DE ENTRADA
SEPARACIÓN ENTRE EL MODELADOR Y
EL EXPERTO PROCESOS
PROCESO CONSUMIDOR DE RECURSOS
NECESIDAD GENERAR LARGOS ESPACIOS PARA MODELACIÓN
USO DE PERSONAL EN ACTIVIDADES NO USUALES
++
+
+
+
+
+
+
+
NUMERO DE CLIENTES
-
-R1
+
+
++
+
++
+
+
+
+
+
+
+
+
+
+
R2+
R3
R4
Figura 5 Diagrama de Influencias de los Problemas Modelación Actual.

II.07(10)48
82
Durante la aplicación del motor de modelado en el caso de estudio, se evidencia que al modelar un nuevo producto generalmente se logra hacer un reciclaje de la definición de unidades, la definición de algunos elementos de las operaciones de manufactura, y la definición de recursos en el modelo de tipos. Lo cual es deseable para facilitar el trabajo del modelador. Por el contrario en el modelo de instancias, normalmente solo se podrán retomar la definición específica de los recursos, los escenarios y planes de turnos. Si el cambio ocurre en los recursos de la planta de producción, se pueden dar dos escenarios diferentes: El primero en el cual existe un cambio en el número de recursos disponibles de un tipo definido anteriormente, solo producirá cambios en el modelo de instancias. O el segundo escenario en el cual se requiere la creación de un tipo de recurso nuevo, que plantea la necesidad de realizar cambios en el modelo de referencia como la definición de tipos de recursos, la definición de las operaciones de manufactura que usen este nuevo recurso, y cambios en las rutas de proceso. Adicionalmente requiere la adición de los nuevos recursos en el modelo de instancias. El cambio en las rutas de proceso produce cambios sobre la definición de los suministros y los nombres de las operaciones de manufactura, cambios sobre las rutas de proceso mismas (relaciones de precedencia y/o definición de operaciones finales/ iniciales) e inclusive puede requerir de cambios sobre los nombres de los tipos de productos (subsecuentemente sobre la instanciación de los mismos). La adición de nuevas operaciones de manufactura genera la necesidad de definir e instanciar nuevos tipos de productos y modificar rutas de proceso. En general, el caso de estudio permitió identificar que el modelo de referencia o modelo base tiene una variabilidad superior a la esperada, debido a las características del tipo de servicio de la compañía. Esta situación limita fuertemente la posibilidad de reciclar modelos ante cambios en la planta o en los requerimientos de producción.

II.07(10)48
83
9.2. Complejidad en el lenguaje usado y en el manejo del motor de modelado.
Frente a la complejidad del lenguaje usado los creadores del mismo dicen que este corresponde a un lenguaje de alto nivel: “El Lenguaje de Modelado es de alto nivel puesto que esta orientado a ser utilizado por usuarios cuya especialidad no es la programación de computadores. Los usuarios del Lenguaje de Modelado serán los jefes de planta o programadores de planta que se encargarán de hacer el modelamiento … La sintaxis del Lenguaje de Modelado es bastante natural, pues hace referencia explícita a los elementos de planta como productos, recursos, operaciones de manufactura……..”(Manual del usuario.., 2006, p8). Frente a esto, el estudio identifico que la mayor fuente de complejidad en el lenguaje no es la sintaxis del mismo, sino la comprensión de las interrelaciones que existen entre la definición de los diferentes elementos de planta que se limitan unos con otros. El lenguaje de modelado usado es significativamente mas accesible a usuarios no especializados en modelación (tales como los tomadores de decisiones), frente a la facilidad de aprendizaje de otras aplicaciones de programación de la producción que hacen uso de herramientas de modelado. La diferencia se debe en gran parte a que el lenguaje aún esta orientado exclusivamente hacia la modelación de la producción. Esta orientación en el modelaje contrasta con otras aplicaciones disponibles en el mercado que incluyen elementos de costeo, manejo de personal, y control de toda la cadena de suministros, que aumentan la complejidad del modelado. 9.3. Capacidad para convertirse en un estándar entre los lenguajes
de modelación y para el mercado. Al igual que la mayoría de intentos de diferentes organizaciones o grupos de investigación por crear un lenguaje de modelación que se convierta en un estándar para el mundo y para el mercado de venta de programas de computador, el problema no radica en la capacidad para modelar

II.07(10)48
84
adecuadamente la realidad de los lenguajes, ni inclusive en la dificultad de aprendizaje del lenguaje para las personas que no están relacionadas directamente con el. El mayor problema de todos estos intentos, consiste en que los lenguajes de modelación propuestos no han nacido por el consenso o esfuerzo unido de un grupo mayor. Tales como la comunidad de desarrollo de aplicativos de modelación o de los creadores de programas para el soporte de decisiones que involucren la generación de modelos de las empresas. Las propuestas surgen de compañías o entidades que pueden ser vistas como competencia por el resto del mercado, de tal manera que se crea una resistencia natural a adoptar el lenguaje. De cierta manera aceptar un producto “rival” representaría una especie de subordinación, y un reconocimiento de la superioridad del producto de la competencia. Este panorama se ve reforzado por el hecho que los impulsos para crear un estándar, han surgido en una etapa donde los programas de computador de las diferentes compañías se han vuelto muy complejos. Y donde los procesos de creación han requerido de un gran consumo de recursos económicos y horas-hombre de cada empresa. De tal forma que un cambio de la base misma de sus sistemas, requeriría de un nuevo gran esfuerzo para poder “reconstruir” sus sistemas sobre el nuevo lenguaje. Un esfuerzo que muchas empresas no están dispuestas ha llevar a cabo. Un caso particular en el intento por crear un estándar en el mercado que debe ser analizado en este punto, es el llevado a cabo por la academia y en especial las facultades de ingeniería. Estas ciertamente cuentan con el recurso humano y el conocimiento necesario para crear propuestas de lenguajes de modelación muy completas, que pueden satisfacer las necesidades de las empresas comerciales dedicadas al desarrollo de aplicativos relacionados. Las facultades normalmente no son un competidor directo de las empresas comerciales, pues estas en principio generan conocimiento sin buscar recompensas económicas directas (Existen varios casos particulares que representan contra-ejemplos de esto como aquellas empresas creadoras de aplicativos de este tipo fundadas por profesores que después de realizar investigaciones sobre estos temas en la academia, se desligan de la

II.07(10)48
85
misma y usan sus descubrimientos y conocimientos como base para formar crear sus propios productos comerciales, o como aquellas alianzas entre la academia y la empresa privada, en las cuales las segundas financian los desarrollos hechos por los primeros a cambio de la exclusividad sobre los mismos). Sin embargo, la difusión de estos lenguajes se estanca al no tener el respaldo de un importante sector de la industria que lo aplique y lo difunda entre los desarrolladores y los clientes. Como una alternativa al camino de la generación de un lenguaje de modelación estándar mediante una comisión o asociación con la participación de la academia y de la mayoría de los participantes del mercado, aparece el camino de la implementación de un estándar mediante la dominación del mercado por uno de los participantes. Esta situación se puede dar por la creación de un lenguaje excepcionalmente superior a sus competidores, o al “descremar el mercado” a través de una capacidad económica o estratégica significativamente superior de uno de las compañías competidoras. Un buen ejemplo de este camino de implementación de un estándar, se observó en la competencia en el desarrollo de sistemas operativos y procesadores de computadores personales entre Apple y Microsoft-Intel: En este caso Microsoft e Intel optan por adoptar una estrategia de sistema de barrera de salida, definida por Arnoldo Hax en el marco estratégico del modelo delta (Hax. A. 2003), esta estrategia se fundamenta en una competencia basada en la economía del sistema, con varios aspectos principales:
- La búsqueda de la integración continua con nuevos “complementors” (Los “complementors” son compañías que venden productos o servicios que complementan los productos o servicios de otra compañía adicionándoles valor a ellos). Proceso que se continua con el apoyo y fuerte trabajo en conjunto con los “complementors” ya integrados. Este tipo de relaciones adicionan valor al producto de la compañía bajo una solución gana-gana, lo cual paulatinamente aumenta la preferencia por el uso del producto el mercado. Finalmente se da un punto de quiebre en el cual el producto de la compañía se convierte en el estándar del mercado, pues todos los
II.07(10)48
86
desarrollos se hacen sobre esta plataforma ya que trabajar con la misma permite acceder a las mejores soluciones disponibles en el mercado (En el caso de Microsoft la compañía comenzó a apoyar a otras empresas desarrolladoras de programas de computador de diferentes propósitos, a cambio de que estas crearan programas que usaran Windows como sistema operativo. De tal manera que pronto cada vez que un usuario de software necesitaba un nuevo programa se daba cuenta que estos en su mayoría trabajaban sobre Windows, lo que llevó a que los compradores optaran por esta plataforma en vez de Macintosh, y que pronto fuera indispensable para un programa de computador ser compatible con Windows-PC).
- El uso de una arquitectura abierta, de fácil acceso y que sea de fácil comprensión para los complementors y todo aquel que desee crear un desarrollo que haga uso del producto brindado por la empresa. Teniendo en cuenta que estos desarrollos por terceros son la clave para que el producto gane valor y llegue a dominar el mercado.
- El ofrecimiento de todo un portafolio de productos y servicios, extendido por los complementors. En esta estrategia el foco se encuentra en todo el sistema, por lo tanto se debe dar un soporte tanto a los clientes externos, como a los proveedores, complementors y a los clientes internos. La idea es que todo aquel que tenga la iniciativa de usar el producto, tenga el soporte necesario para poder hacerlo garantizando una experiencia satisfactoria.
- Ofrecer un sistema que constantemente este mejorando su rendimiento, un sistema que sea capaz de soportar los nuevos desarrollos de terceros y que lo haga de una forma cada vez más eficiente.
Si se hace una comparación de estos puntos clave con el estado actual de MODEngine., frente a otros lenguajes o aplicaciones de modelado usados, se observa:
- El motor de modelado desarrollado tuvo un buen comienzo al lograr que otros integrantes de la universidad comenzaran a crear desarrollos, que usaran como recurso inicial el motor de modelado creado. Entre los desarrollos creados se encuentran las herramientas computacionales de programación de la producción mediante el uso de redes de Petri y la integración con el software LEKIN®. Estos
II.07(10)48
87
desarrollos constituyen complementors, los cuales son los que en realidad le dan el valor final al motor de modelado, ya que para las empresas solo son útiles las programaciones de producción validas. Se debe tener en cuenta que el modelo por si mismo no genera una ganancia mas allá de un mejor entendimiento de los sistemas de producción. El problema radica en que este proceso parece estar suspendido y no logro dar el siguiente paso que era involucrar complementors externos que tengan productos comerciales. Estos son fundamentales pues tienen una relación mas estrecha con el cliente final, y en su ausencia cortan la posibilidad del lenguaje de convertirse en un estándar mediante fuerzas de competencia. En este punto otros productos tienen mucha ventaja sobre MODEngine, como el caso de la aplicación de modelado integrado en el paquete SAP/APO, ya que estos son paquetes que han logrado una mayor difusión en el mercado, lo cual atrae a nuevos desarrolladores a crear sub-programas sobre esta plataforma. que satisfacen las necesidades de más clientes,
- Es fundamental que se logre encontrar un complementor que desarrolle un software de programación de la producción y un generador de tareas con la capacidad de crear programaciones del mismo nivel de complejidad que poseen los modelos que el motor de modelado es capaz de crear, ya que en este momento se puede crear un modelo complejo que representa de una mejor manera la realidad, pero no existe un programador de producción que pueda secuenciar teniendo en cuenta estos elementos de alto nivel.
- Como se analizó anteriormente el motor de modelado aún tiene ciertos problemas en su rendimiento, tales como problemas en la compilación y la falta de herramientas para mejorar la interfaz con el usuario. Al usar la herramienta para modelar una planta real de producción, se hizo evidente que el desarrollo de la herramienta gráfica de modelado tiene gran relevancia para sustituir la necesidad de introducir el código por escrito, lo cual es un procedimiento más lento comparado con el uso de una interfaz gráfica. No disponer de estas herramientas afecta directamente la velocidad con que se pueden crear aplicaciones de la herramienta, lo cual unido al estancamiento del proceso de mejoramiento de la herramienta, afecta directamente uno de los principales objetivos de la estrategia de

II.07(10)48
88
barrera de salida que es el mejoramiento continuo del rendimiento del sistema. En este punto se vuelve clave la diferencia entre el nivel de recursos que otras empresas destinan al desarrollo de sus programas de computador frente a los que se destinan a el desarrollo de MODEngine.
9.4. Capacidad para modelar elementos de alto nivel. Dentro de las posibilidades de modelación más sobresalientes del lenguaje de modelado, frente a sus competidores se destacan, la capacidad para modelar rutas de proceso con flujo alternativo, la libertad para asignar propiedades o atributos a la definición de los productos, la capacidad para permitir al modelador definir sus funciones de producción independientemente y la capacidad para usar recursos alternativos en la definición de las operaciones de manufactura. En las falencias frente a sus competidores, aparecen la capacidad para modelar almacenamientos intermedios, la capacidad para manejar tiempos de alistamiento, modelar las operaciones de limpieza de los recursos, modelar el transporte entre los recursos, soportar el manejo de recursos en mas de una planta, la creación de estaciones de trabajo y el uso de preferencias en la asignación de recursos. 9.5. Nivel de recursos requerido para la aplicación de la herramienta. En el nivel de desarrollo actual de la herramienta y de sus aplicaciones, se requiere una disponibilidad considerable de recursos para poder generar un modelo que represente adecuadamente la realidad de una planta de procesamiento. Esta situación no se presenta por una alta complejidad en el uso del lenguaje, sino por la falta de herramientas que faciliten la definición de los elementos de planta (codificación) y el soporte a las actividades repetitivas tales como la instanciación de elementos. A pesar que la forma de codificación de los elementos de planta esta adecuadamente estructurada, en la práctica la creación del modelo conceptual y la codificación del mismo, es un proceso largo debido a las diferentes interrelaciones entre las definiciones de cada elemento, que

II.07(10)48
89
hacen que al modificar un elemento se deban modificar muchos otros, que a simple vista no deberían afectarse, amplificando el trabajo de corrección. En este punto tal como se indico anteriormente la herramienta se encuentra en desventaja frente a otras que ya han desarrollado aplicaciones complementarias que facilitan la creación de código y la edición de la definición de los elementos de planta. 9.6. Dificultad para crear bases de datos de entrada. La base de datos que requiere de un mayor tiempo de trabajo para su consolidación y que es fundamental para crear el modelo de la empresa, es aquella compuesta por los datos obtenidos en el estudio de tiempos sobre cada una de los pares operación-recurso. El establecimiento de valores reales para los parámetros que se usarán en las funciones de producción es una tarea muy extensa, que incuso al nivel de una pyme puede tomar un tiempo mayor que el resto del proceso de modelado. En este punto falta la creación de una interfaz entre el modelo y una aplicación que maneje las bases de datos tanto de tiempos como de instanciación de recursos y productos, que facilite la modificación de los mismos, y haga que la búsqueda y cambio de valores no sea una labor manual. El motor se encuentra en desventaja frente al resto de aplicaciones comerciales, que cuentan con facilidades para la manipulación de las bases de datos y para la integración de las mismas con los modelos de las plantas de producción.

II.07(10)48
90
10. CONCLUSIONES. - A pesar que el proceso mediante el cual se realiza la búsqueda de información para crear un modelo, identificando las características de cada elemento de planta, es lineal. El proceso de codificación y estructuración del modelo no es lineal, por el contrario el modelo operacional obtenido, es el fruto de un proceso de modelación iterativo, donde hallazgos de faltantes en la definición de un elemento de planta, llevan a realizar cambios drásticos en elementos anteriormente definidos y en la estructura del modelo. Para estudios de casos posteriores, se recomienda comenzar por la definición de elementos macro (Operaciones y rutas de proceso) e ir progresivamente hacia los elementos que parecen ser más estáticos, tal como los recursos y productos. - El orden en el cual los elementos de planta deben ser definidos en el lenguaje y en el modelo es inverso al orden el cual los mismos son identificados y caracterizados en el estudio de la planta de producción. - El proyecto culmino con el establecimiento de una estructura de modelación para la creación de modelos de referencia e instanciación para la planta de Acermetálicas Ltda., con la capacidad para representar adecuadamente los elementos de planta existentes, resaltando especialmente la capacidad para modelar productos compuestos por múltiples-piezas. - En el modelo creado para el caso de estudio se realizo un estudio de tiempos para definir funciones de producción para los pares recursos-operación, sin embargo la caracterización de los mismos esta limitada a los recursos de maquinaria y equipos, pues la caracterización del desempeño de la mano de obra no es relevante y amplifica la complejidad del modelo. - Se realizo una revisión del funcionamiento y la documentación del compilador, que permitió identificar varios puntos a mejorar para eliminar las limitaciones que ente momento poseen. - El lenguaje de modelado presenta aportes interesantes frente a las herramientas de modelación existentes actualmente, tales como una disminución en la complejidad del manejo del mismo, sin afectar su

II.07(10)48
91
capacidad de expresión significativamente. El uso de dos niveles de modelado (modelo de referencia y la instanciación) que ataca directamente la mentalidad de modelos “desechables”. La separación entre la creación del modelo y el fin de la aplicación que sobre el se desea usar. La facultad para modelar elementos de alto nivel tales como alternatividad y multiplicidad en rutas de proceso y alternatividad y multiplicidad en recursos. - La observación mas importante para el desarrollo del par lenguaje-motor consiste la extensión de las capacidades de compilación del segundo para que permita usar toda la capacidad de expresión del lenguaje definido y la búsqueda de “complementors” que desarrollen aplicaciones complementarias para el motor-lenguaje que faciliten su uso y exploten sus capacidades. AGRADECIMIENTOS: Agradecimientos a las directivas y personal de la empresa Acermetálicas Ltda., por toda la colaboración prestada en el desarrollo del proyecto, ya que sin el apoyo y tiempo dedicado por ellos, este no habría podido llevarse a cabo. En particular al señor Hernando Acosta por creer en el proyecto. Adicionalmente mis agradecimientos totales para el profesor Eliécer Gutiérrez por el valioso trabajo brindado a este proyecto y por ser un guía invaluable para el autor. Finalmente mi agradecimiento personal para mis padres y mis hermanos por su apoyo durante mi proyecto de vida y para Cristina por alentarme todos los días a culminar este estudio.

II.07(10)48
92
11. BIBLIOGRAFÍA. Banks, J. (1999). Introduction to Simulation, Proceedings of the 1999 Winter Simulation Conference. Benchmark. (2005). Sector Metalmecánico. Base de Datos. Buffa, E. S., Sarin, R. K. (1992). Administración de la Producción y de las Operaciones. Los Ángeles, EE.UU: Editorial Limusa. p 332-333. Delen. D., Pratt. D. B. (2006). IDSS-MS: An Intelligent DSS for Manufacturing Systems Managers. Publicado en: Expert Systems with applications, Feb 2006, Vol 30, Edición 2. Deming. W. E. (1989). Calidad, productividad y competencia. La salida de la crisis. Ediciones Día de Santos. Dilworth, J. B. (1993). Production and Operations Management. (5ta Ed). EE.UU.: Editorial Mc Graw Hill. Groover, M. P., (1997). Fundamentos de Manufactura Moderna: Materiales, Procesos y Sistemas. (1ra Ed). Naucalpan, Mejico: Editorial Prentice Hall Latinoamericana. Gutierrez, E., Medaglia, A. L., Botero, R., Hernandez, J. & Takahashi, S. (2006). An object oriented modeling engine of manufacturing systems. Artículo obtenido no publicado. Universidad de los Andes-Sistemas Corporativos S.A., Bogotá, Colombia. Gutierrez, E., Medaglia, A. L., Botero, R., Hernandez, J., Takahashi, S. Motor de modelado para programación de la producción [Programa de computador]. Bogotá, Colombia.: Universidad de los Andes, 2006. Gutierrez, E., Medaglia, A. L., Botero, R., Hernandez, J., Takahashi, S., Mejia, G. & Sarmiento, C. (2006). Motor de modelado para la programación de la producción. Presentación Power Point. Universidad de los Andes- Sistemas Corporativos S.A., Bogotá, Colombia.

II.07(10)48
93
Gutiérrez, S.J. (2006). Desarrollo de la metodología para la implementación de Lean Enterprise en empresas medianas del ramo metal-mecánico. Tomado de: Foro Industrial Técnica y Maquinaria. www.foro-industrial.com/foros/viewtopic.php?p=1585. el 4 de mayo 2007. Hax. A. (2003). El Modelo Delta: Un Nuevo Marco Estratégico. Publicado en: Journal of Strategic Management Education. Massachusetts Institute of Technology. EE.UU. Kazanas, H.C., Baker, G. E., Gregor, T. (1988). Procesos Básicos de Manufactura, (1ra Ed). Mejico. Editorial Mc Graw Hill. Pinedo, M., Seshadri, S. (2001). Scheduling and Dispatching en Handbook of industrial Engineering. (3ra Ed). Nueva York, EE.UU: Editorial Wiley Interscience. Pinedo, M. (2002). Scheduling Theory, Algorithms and Systems. (2da Ed). New Jersey, EE.UU.: Editorial Prentice Hall. Lenguaje de Modelado. Manual del Usuario. Versión 1.0. Marzo de 2006. Base de datos Benchmark (2007) Sector Metalmecánica. Soldadura MIG (2007), Recuperado el 14 de mayo de 2007, de http://es.wikipedia.org/wiki/Soldadura_por_arco. Ramírez, J. (2007). Soldadura por Arco Manual con electrodos revestidos, Shielded Metal Arc Welding. Universidad Central de Venezuela, Escuela de Ingeniería Mecánica, Recuperado el 14 de mayo 2007, de http://www.monografias.com/trabajos7/elecrev/elecrev.shtml. Soldadura Eléctrica (2007), Recuperado el 14 de mayo de 2007, de http://www.paginadigital.com.ar/articulos/2002rest/2002terc/tecnologia/sica88.html. Brico-Todo (2007). Lijar. Recuperado el 23 de mayo de 2007, de http://www.bricotodo.com/lijar.htm.
II.07(10)48
94
Anexo 1 CODIFICACIÓN DEL MODELO. MODELO DE REFERENCIA.
UNIDADES DE MEDIDA /*DEFINICIÓN DE UNIDADES Y CONVERSIONES*/ Define Unit mm Define Unit cm = 100.0 mm Define Unit m = {100.0 cm, 1000.0 mm} Define Unit und Define Unit pulg Define Unit cc Define Unit s Define Unit min = 60.0 s Define Unit h = {60.0 min, 3600.0 s}
FUNCIONES Define ResourceTypeRequirementProductionTimeFunction SoldadorMIGSoldaduraMIG (cent , difi) : s Begin double x;
x = 0.0; if (difi ==1.0){ x= 1.597 * cent; } if (difi == 2.0){ x = 7.55 * cent; } if (difi == 3.0){ x = 13.186 * cent; }
if (difi == 4.0){ x = 23.132 * cent; } return x;

II.07(10)48
95
End Define ResourceTypeRequirementProductionTimeFunction ContratistaRepujadoRepujado (t):s Begin return t; End
TIPOS DE RECURSOS /*DEFINICIÓN DE RECURSOS*/ Define ResourceType Caladora {} Define ResourceType CaladoraCu {} Define ResourceType Cizalla {} Define ResourceType ContratistaCincado {} Define ResourceType ContratistaCorteLaser {} Define ResourceType ContratistaCromado {} Define ResourceType ContratistaDobladoTubos {} Define ResourceType ContratistaPintura {} Define ResourceType ContratistaRepujado {} Define ResourceType CortadoraPlasma {} Define ResourceType CuchilloN {} Define ResourceType DobladoraCNC {} Define ResourceType DobladoraH {} Define ResourceType DobladoraM {} Define ResourceType DobladoraN {} Define ResourceType Finalizador {} Define ResourceType Fresa {} Define ResourceType Iniciador {} Define ResourceType Polichadora {} Define ResourceType PulidoraG {} Define ResourceType PulidoraN {} Define ResourceType PulidoraP {} Define ResourceType PunzonadoraCNC {} Define ResourceType Rectificadora {} Define ResourceType Remachadora {} Define ResourceType Roladora {}

II.07(10)48
96
Define ResourceType Rotosfera {} Define ResourceType SeguetaMec {} Define ResourceType SierraSinFin {} Define ResourceType SoldadorEsp {} Define ResourceType SoldadorMIG {} Define ResourceType SoldadorPuP {} Define ResourceType SoldadorPuPin {} Define ResourceType SoldadorTIG {} Define ResourceType SoldadorVR {} Define ResourceType Taladro {} Define ResourceType TaladroA {} Define ResourceType TaladroI {} Define ResourceType TaladroN {} Define ResourceType Torno {} Define ResourceType Tronzadora {} Define ResourceType Troqueladora15t {} Define ResourceType Troqueladora25t {} Define ResourceType Troqueladora35t {}
TIPOS DE PRODUCTOS /*DEFINICIÓN DE PRODUCTOS*/ Define ProductType Lamina Unit und {} Define ProductType Tubo Unit und {} Define ProductType Perfil Unit und {} Define ProductType Varilla Unit und {} Define ProductType ElemInicial Unit und {} Define ProductType ElemCortadoCP1Silla Unit und { Property NumeroCortesC : Double Property Dificultad : Double } Define ProductType ElemDobladoCNCP1Silla Unit und { Property NumeroDobleces : Double Property Dificultad : Double } Define ProductType ElemSoldadoMIGP1Silla Unit und { Property CentimetrosSoldadura : Double

II.07(10)48
97
Property Dificultad : Double } Define ProductType ElemPulidoLamP1Silla Unit und { Property CentimetrosCPul : Double Property Dificultad : Double } Define ProductType ElemPunzonadoP2Silla Unit und { Property TPunzonado : Double } Define ProductType ElemSoldadoTIGP2Silla Unit und { Property CentimetrosSoldadura : Double Property Dificultad : Double } Define ProductType ElemPulidoLamP2Silla Unit und { Property CentimetrosCPul : Double Property Dificultad : Double } Define ProductType ElemAserradoP3Silla Unit und { Property NCortesSS: Double Property Dificultad : Double } Define ProductType ElemPrelijadoP3Silla Unit und { Property CentimetrosCPul : Double Property Dificultad : Double } Define ProductType ElemLijadoP3Silla Unit und { Property CentimetrosCPul : Double Property Dificultad : Double } Define ProductType ElemSoldadoMIGSilla Unit und { Property CentimetrosSoldadura : Double Property Dificultad : Double } Define ProductType ElemLijadoSilla Unit und { Property CentimetrosCPul : Double Property Dificultad : Double } Define ProductType ElemPintadoSilla Unit und {

II.07(10)48
98
Property TPintura : Double } Define ProductType Silla Unit und { }
OPERACIONES DE MANUFACTURA /*OPERACIÓN DE UNA PIEZA*/ Define ManufacturingOperation SoldaduraMIGP1Silla { PrimaryProductType ElemSoldadoMIGP1Silla Supplies [ElemDobladoCNCP1Silla: Quantity 1 und] ProcessedProducts [ElemSoldadoMIGP1Silla: Quantity 1 und] Resources [SoldadorMIG: ProductionTimeFunction SoldadorMIGSoldaduraMIG (ElemSoldadoMIGP1Silla.CentimetrosSoldadura , ElemSoldadoMIGP1Silla.Dificultad) AND OperarioSoldadura ] } /*OPERACIÓN DE FINALIZACIÓN*/ Define ManufacturingOperation SoldaduraMIGSilla { PrimaryProductType ElemSoldadoMIGSilla Supplies [ElemPulidoLamP1Silla: Quantity 1 und AND ElemPulidoLamP2Silla: Quantity 1 und AND ElemLijadoP3Silla: Quantity 4 und] ProcessedProducts [ElemSoldadoMIGSilla: Quantity 1 und] Resources [SoldadorMIG: ProductionTimeFunction SoldadorMIGSoldaduraMIG (ElemSoldadoMIGSilla.CentimetrosSoldadura , ElemSoldadoMIGSilla.Dificultad) AND OperarioSoldadura ] } /*OPERACIÓN EXTERNA*/ Define ManufacturingOperation PinturaSilla { PrimaryProductType ElemPintadoSilla Supplies [ElemLijadoSilla: Quantity 1 und] ProcessedProducts [ElemPintadoSilla: Quantity 1 und] Resources [ContratistaPintura: ProductionTimeFunction ContratistaPinturaPintura (ElemPintadoSilla.TPintura)] } /*OPERACIÓN INEXISTENTE*/ Define ManufacturingOperation Finalizado { PrimaryProductType Silla

II.07(10)48
99
Supplies [ElemPintadoSilla: Quantity 1 und] ProcessedProducts [Silla: Quantity 1 und] Resources [Finalizador: ProductionTime 0.0 s] }
RUTAS DE PROCESO
/*PRODUCTO DE UNA PIEZA*/ Define ProcessRouting RutaCaja produces Caja { InitialManufacturingOperation Inicio TerminalManufacturingOperation FinalizadoCaja Inicio precedes (CizalladoP1Caja) CizalladoP1Caja precedes DobladoDeLaminasCNCP1Caja DobladoDeLaminasCNCP1Caja precedes SoldaduraMIGP1Caja SoldaduraMIGP1Caja precedes PinturaP1Caja (PinturaP1Caja) precedes FinalizadoCaja } /*PRODUCTO DE TRES PIEZAS*/ Define ProcessRouting RutaSilla produces Silla { InitialManufacturingOperation Inicio TerminalManufacturingOperation FinalizadoSilla Inicio precedes (CizalladoP1Silla AND PunzonadoP2Silla AND AserradoP3Silla) /*Operaciones Pieza 1*/ CizalladoP1Silla precedes DobladoDeLaminasCNCP1Silla DobladoDeLaminasCNCP1Silla precedes SoldaduraMIGP1Silla SoldaduraMIGP1Silla precedes PulidoLaminillasP1Silla /*Operaciones Pieza 2*/ PunzonadoP2Silla precedes SoldaduraTIGP2Silla SoldaduraTIGP2Silla precedes PulidoLaminillasP2Silla

II.07(10)48
100
/*Operaciones Pieza 3*/ AserradoP3Silla precedes PulidoPrelijadoP3Silla PulidoPrelijadoP3Silla precedes PulidoLijadoP3Silla /*Operaciones Finalización*/ (PulidoLaminillasP1Silla AND PulidoLaminillasP2Silla AND PulidoLijadoP3Silla) precedes SoldaduraMIGSilla (SoldaduraMIGSilla) precedes PulidoLijadoSilla (PulidoLijadoSilla) precedes PinturaSilla (PinturaSilla) precedes FinalizadoSilla }
TIPOS DE TURNOS
Define ShiftType TurnoNormal1 days Week From “07:30:00” To “10:00:00” Define ShiftType TurnoNormal2 days Week From “10:15:00” To “13:00:00” Define ShiftType TurnoNormal3 days Week From “13:45:00” To “17:00:00” Define ShiftType TurnoExtra1 days Week From “17:00:01” To “18:00:00” Define ShiftType TurnoExtra2 days Week From “18:10:00” To “20:00:00”

II.07(10)48
101
INSTANCIACIÓN DE ELEMENTOS DE PLANTA.
CREACIÓN DE RECURSOS
Create Resource TOR-ME-01 of type Torno { } Create Resource TOR-ME-08 of type Torno{ } Create Resource FRES-ME-02 of type Fresa { } Create Resource TRON-ME-05 of type Tronzadora { } Create Resource DOB-D-DO-06 of type DobladoraCNC { } Create Resource DOB-M-DO-02 of type DobladoraM { } Create Resource DOB-H-DO-01 of type DobladoraH { } Create Resource DOB-N-DO-04 of type DobladoraN { } Create Resource TROQ-PR-01 of type Troqueladora35t { } Create Resource TROQ-PR-02 of type Troqueladora25t { } Create Resource TROQ-PR-03 of type Troqueladora15t { } Create Resource Operario01 of type Operario { } Create Resource OperarioSoldadura03 of type OperarioSoldadura { } Create Resource OperarioTorno01 of type OperarioTorneado { }
CREACIÓN DE PRODUCTOS
Create Product ElemDobladoCNCP1Silla001 of type ElemDobladoCNCP1Silla { NumeroDobleces = 4.0 Dificultad = 2.0 } Create Product ElemPintadoSilla001 of type ElemPintadoSilla { TPintura = 7200.0 } Create Product Silla001 of type Silla { } Create Product ElemInicial001 of type ElemInicial { }

II.07(10)48
102
PLANES DE TURNO Create ShiftPlan PlanFebrero from "01/02/2007" to "31/02/2007" { from "01/02/2007" to "20/02/2007" TurnoNormal1, TurnoNormal2, TurnoNormal3 from “21/02/2007” to “31/02/2007” TurnoNormal1, TurnoNormal2, TurnoNormal3, TurnoExtra1,TurnoExtra2 }
ESCENARIOS DE TURNO
Create Scenario Escenario1 from "01/02/2007" to "31/02/2007" Using PlanFebrero
ÓRDENES DE TRABAJO
Create WorkOrder OT001 ToProduce 300.0 und OfProduct Silla001 Using RutaSilla DueDate "01/02/2007"-"10:30:00" ReleaseDate "01/01/2007"-"09:00:00"

II.07(10)48
103
Anexo 2 DESCRIPCIÓN DE LAS OPERACIONES DE MANUFACTURA. SOLDADURA En la planta de producción de Acermetálicas LTDA., se hace uso de varias clases de soldadura: Soldadura MIG, Soldadura TIG, Soldadura Revestida, Soldadura por Puntos y Soldadura de Accesorios. Soldadura MIG: La MIG (Metal Inert Gas) es un tipo de soldadura por arco eléctrico, en la cual se induce una diferencia de potencial entre el electrodo y la pieza a soldar, ionizando el aire circundante que se convierte en el conductor cerrando el circuito (SoldaduraMIG, 2007), en este tipo de soldadura el gas inerte no participa en la reacción de la soldadura, lo cual protege a la soldadura de impurezas y oxidaciones. En la soldadura MIG el electrodo es a su vez el material fundente generalmente, el cual es un alambre de metal que se alimenta a la máquina en rollos y sale progresivamente gracias a un mecanismo interno. En el momento de realizar el proceso de soldado la pieza de metal que se esta uniendo se funde y se mezcla con el material de aportación del electrodo. Si bien el equipo de soldadura usado en la planta de producción de Acermetálicas LTDA puede ser usado para hacer soldadura MIG, en la práctica la soldadura usada es realmente del tipo MAG (Metal Active Gas), en la cual el gas usado participa en la soldadura activamente. En este caso se usa dióxido de carbono o una mezcla entre este y Argón, la diferencia observable radica en que la soldadura MAG produce una unión porosa debido a la liberación de oxigeno durante el proceso de soldado (esta porosidad se ve disminuida a medida que la mezcla se mas rica en Argón por ser este un gas inerte), sin embargo este tipo de unión es satisfactorio para la mayoría de los trabajos realizados en la planta porque esta une apropiadamente elementos fabricados en acero (Cold rolled o hot rolled), además es un tipo de soldadura limpio con gran flexibilidad en su aplicación que produce un cordón continuo y uniforme, donde el único inconveniente es que requiere de operaciones de acabado mas dispendiosas frente a otros tipos de soldadura.

II.07(10)48
104
Esquema de la soldadura MIG3
Soldadura TIG: La soldadura TIG (Tungsten Inert Gas) hace uso de un electrodo de tungsteno, que puede estar aleado con torio o zirconio en bajas proporciones, un material de aporte (externo) y un gas de protección que puede ser Argón (actualmente usado en la planta de Acermetálicas) o Helio. Esta es un tipo de soldadura muy especializado, que produce una unión de calidad muy superior a la producida por la soldadura MIG, debido a que el uso del gas inerte no permite el contacto entre el oxígeno atmosférico y el baño de fusión. Esta técnica no produce humos, impurezas o proyecciones lo cual elimina la porosidad del cordón de soldadura adicionalmente la claridad del arco, mas la movilidad del gas de protección permiten al soldador tener una visión perfecta de los elementos que esta soldando en todo momento, razones que hacen que esta técnica produzca cordones más resistentes, dúctiles, menos sensibles a la corrosión y con un buen acabado superficial (Soldadura TIG, 2007)4. En la planta de producción de Acermetálicas LTDA., solo esta operación se reserva exclusivamente para soldar piezas fabricadas en acero inoxidable y aluminio, y en algunas ocasiones se suelda sin usar material de aporte simplemente por la fundición de dos metales. 3 Tomado de: “Soldadura MIG”, http://es.wikipedia.org/wiki/Soldadura_por_arco, 14 de mayo 2007.

II.07(10)48
105
Esquema de la Soldadura TIG5
Soldadura Revestida: Esta también es un tipo de soldadura por arco eléctrico, la diferencia radica en que el material de aporte es aplicado externamente por el operario y consiste de un alambre o varilla metálica de acero dulce, recubierta por un material cuya composición varia de acuerdo al fabricante, que conformará la escoria posteriormente, cuya función es proteger a la soldadura de la corrosión y darle propiedades especiales a la misma. Los elementos y compuestos que pueden ser usados en los materiales de recubrimiento son los siguientes:
• Óxidos naturales: óxidos de hierro, ilemita (50% óxido férrico y 50% óxido de titanio), rutilo (óxido de titanio), sílice (óxido de silicio).
• Silicatos naturales: caolín, talco, mica, feldespato.
• Productos volátiles: celulosa, aserrín, etc.
• Fundentes.
• Productos químicos: carbonatos, óxidos.
• Ferroaleaciones: de Mn, Si, Ti u otros metales.
5 Tomado de: http://es.wikipedia.org/wiki/Soldadura_TIG, del Artículo “Soldadura TIG”, el 13 de mayo 2007.

II.07(10)48
106
• Aglomerantes: silicato sódico, silicato potásico (Ramírez,2007).
Soldadura por Puntos: A diferencia de los tipos de soldadura explicados anteriormente esta pertenece a los tipos de soldadura por resistencia, los cuales se caracterizan por hacer pasar una corriente eléctrica de gran intensidad a través de las superficies a unir, debido a que la resistencia es mayor en el punto de unión de los dos metales que en cualquier otro lugar, este sufre un aumento de temperatura (efecto joule) que unido a la aplicación de una presión ligera logra crear la unión (Soldadura Eléctrica, 2007). En este caso la corriente se hace fluir a través de dos electrodos de cobre en forma de punta en una superficie pequeña produciendo el “punto de soldadura”. Los puntos de soldadura creados por este método no son muy resistentes y solo se usan para soldar elementos de bajo espesor (0,5-3mm). Soldadura de Espárragos: Mediante el uso de una pistola de soldadura, con una boquilla adecuada, se pueden soldar tornillos especiales a superficies metálicas para la posterior fijación mecánica de manijas, aletas u otros elementos a las superficies haciendo uso de las puntas roscadas de los tornillos. “La soldadura de espárragos es un proceso especializado de soldadura con arco eléctrico para unir pernos o componentes a partes básicas…En operaciones de alta producción, la soldadura de espárragos generalmente tiene ventajas sobre los remaches, las uniones soldadas con arco eléctrico en forma manual y las aberturas taladradas y enroscadas”(Groover, 1997, p 739). PULIDO O ESMERILADO Esta es una operación en la cual se hace uso de elementos abrasivos para mejorar el acabado superficial de las piezas, removiendo arañazos, rebabas y superficies gruesas. Los abrasivos son materiales de puntas cortantes múltiples que se aglutinan para formar un componente de alta eficiencia para remoción de material, estos son fijados a una rueda con movimiento rotatorio (“Una rueda de pulido que gira a altas velocidades cerca de 7500 pies/min. Las ruedas se hacen de manta, cuero, fieltro y aún papel” (Groover, 1997, p 677)), lo cual hace que cada grano del abrasivo se convierta en un cortador. En el caso de la planta de producción de

II.07(10)48
107
Acermetálicas LTDA. se hace uso principalmente de rectificadoras (“máquinas que usan ruedas y cintas de diversos tipos que tienen ligado un abrasivo, el cual efectúa el corte”( Kazanas, Baker & Gregor, 1988, p241)) de disco del tipo excéntrica o roto-orbital, las cuales tienen un disco abrasivo y son operadas manualmente pasando la pieza de trabajo debajo o al lado del mismo. Al variar el tipo de abrasivo usado se varía el tipo de acabado superficial obtenido, es así como en la empresa se identifican los siguientes acabados según los nombres que se manejan en la industria colombiana y teniendo en cuenta siempre que cada una es una etapa consecutiva del anterior: Operaciones de Pulido: (Granos con tamaños de 20 a 80 para pulido basto, de 90 a 120 para pulido fino, y arriba de 120 para acabados más finos) - Amolado con disco piedra: Operación para mejorar el acabado superficial con “piedras” fabricadas en Corindón, o silicio con aglomerantes cerámicos, en forma de disco, que mediante el movimiento giratorio dado avanzan sobre el trabajo, van desgastando la superficie de la pieza. - Lijado con discos de laminillas abrasivas: Acabado dado con discos conformados por laminillas de alúmina de zircón unidas por medio de resina sintética. - Prelijado: Operación similar al lijado explicado posteriormente, con la diferencia del uso de abrasivos de grano grueso. Busca tratar superficies muy bastas y eliminar el óxido, también es denominado lijado intermedio. - Lijado: Acabado dado al acero u otros materiales mediante el uso de lija, que consiste en granos abrasivos adheridos a un material de soporte: Papel, tejido de algodón o poliéster y fibra vulcanizada. Dentro de los materiales usados en los granos se encuentra: “Carburo de silicio (grano delgado, anguloso, quebradizo y no mucha durabilidad. Se utiliza principalmente para el lijado de materiales sólidos y tenaces como: vidrio, fundición gris, piedra, mármol, lacas, cerámica, titanio, goma, plásticos, fibra de vidrio, etc.), óxido de aluminio (grano, redondo, sin aristas agudas, tenaz y de alta durabilidad. Es apropiado para el lijado de materiales de virutas largas, como el metal y la madera) y corindón de circonio (grano muy uniforme, muy tenaz y muy alta duración. Debido a su gran tenacidad,

II.07(10)48
108
el corindón de circonio es excelente para lijar aceros inoxidables)” (Brico-Todo, 2007). - Satinado: Acabado que se logra mediante el uso de paño como abrasivo y que presenta brillo. - Niquelado: Nombre dado al acabado tipo espejo que se obtiene al usar felpa como abrasivo en las etapas finales de pulido, probablemente el nombre proviene de la similitud del acabado obtenido con el obtenido a través del recubrimiento de níquel brillante al hierro. DOBLADO “El doblado es el proceso para dar una gran variedad de formas a barras y tubos, este proceso suele hacerse en frío…En uno de los métodos, se hace pasar la pieza de trabajo alrededor de un dado, ya sea con un muñón rotatorio o con correderas. También se puede hacer pasar el material en torno al dado, con tracción manual o mecánica” (Kazanas et al., 1988, p 180), en el caso de la planta de producción estudiada, solo se realiza el doblado de varillas o barras, mientras que los procesos de doblado de tubos se realizan externamente. DOBLADO CON PRENSA En la planta de producción de Acermetálicas LTDA, se hace uso del doblado con prensa o prensado, el cual “es un proceso para doblar láminas planas en diversas formas angulares, con la lámina en frió” (Kazanas et al., 1988, p 179). El prensado funciona a través de la aplicación de presión localizada en una sección de la lámina, en el caso de la dobladora manual “la máquina hace girar una hoja o plancha contra el trabajo que está sujeto en la mesa con mordazas movibles” (Kazanas et al., 1988, p 179), y en el caso de la dobladora de cortina que es la de uso más extendido en producción, “la prensa usa un dado fijo sobre el cual se coloca el material y un dado movible que se empuja contra la pieza de trabajo, sujeta el material entre las dos mordazas y lo dobla en la forma deseada” (Kazanas et al., 1988, p 180). La operación de esta máquina tiene la ventaja de poder producir costuras y elementos de diferentes formas mediante el uso de una serie de matrices y dispositivos de formado, eliminando tiempo de

II.07(10)48
109
preparación en piezas individuales lo cual hace que se convierta en un proceso rápido que puede trabajar con láminas gruesas largas. En el caso de la planta de producción de Acermetálicas LTDA, se cuenta con una dobladora manual que permite crear ángulos de menos de 90°, una dobladora de cortina recta y una dobladora de control numérico. OPERACIONES DE MAQUINADO Se consideran operaciones de maquinado aquellas en las cuales se efectúa el corte o remoción de material de un elemento. El objetivo del proceso es modificar el tamaño, forma o acabado del elemento y así obtener un producto industrial para el consumidor o un producto para un cliente interno. En la planta de producción de Acermetálicas LTDA., se encuentran las siguientes operaciones de mecanizado: Torneado: El torneado es una operación realizada en un torno de cualquier tipo, que consiste en la remoción de viruta mediante el movimiento uniforme de rotación alrededor del eje fijo de la pieza (tanto exteriores como interiores). Estos tienen la capacidad de tener avance transversal, longitudinal o angular en línea recta. Es importante resaltar que esta maquina-herramienta (torno) es una de las mas versátiles y permite mediante el uso de diferentes accesorios, llevar a cabo otras operaciones que se enuncian a continuación, pero que no serán detalladas tales como: Taladrado, escariado, ensanchado, avellanado, roscado (internas y externas), refrentado, macuelado, moloteado, esmerilado, fresado y biselado6. Fresado: Generación de una superficie plana o de configuración especial, mediante la remoción progresiva del material de la pieza de trabajo7, por medio de una herramienta rotatoria con múltiples filos cortantes (Groover, 1997, p 545). Al igual que los tornos, las fresas son herramientas muy versátiles que permiten llevar a cabo muchas operaciones especializadas y
6 Para más detalle ver: Kazanas et al., 1988, p. 207-209,223-228. 7 Para más detalle ver: Kazanas et al., 1988, p. 213-216, 235-237.
II.07(10)48
110
se clasifican de acuerdo a su estructura: Columna y rodilla, de mesa fija, planeadora y especiales. CIZALLADO “El cizallado es un proceso de corte para láminas y placas. Produce cortes sin que haya virutas, calor ni reacciones químicas. El proceso es limpio, rápido y exacto, pero está limitado al espesor que puede cortar la máquina y por la dureza y densidad del material (este nombre se restringe a aquellos cortes en línea recta)….La acción básica del corte incluye bajar la cuchilla hacia la mesa de la máquina, para producir la fractura o rotura controladas durante el corte” (Kazanas et al., 1988, p 182-183) específicamente la acción se realiza entre dos bordes afilados. Esta operación es usada en la planta de Acermetálicas Ltda. para reducir grandes láminas a secciones mas pequeñas para las próximas operaciones. Este proceso se hace en frío debido al relativo bajo espesor de las materias primas usadas en la planta (Al igual que en el cizallado de la mayoría de los materiales). CORTE CON SIERRA CIRCULAR “El corte con sierra circular se usa frecuentemente para cortar barras largas, tubos y formas similares con una longitud específica. La sierra circular usa una sierra circular giratoria para suministrar el movimiento continuo de la herramienta frente al trabajo…las maquinas de sierra circular tienen husillos motorizados que hacen girar la sierra y un mecanismo de avance que conduce la sierra giratoria dentro del trabajo” (Groover, 1997, p 628). En el caso de la planta de producción analizada se usa para reducir la longitud de la tubería redonda o cuadrada. Ahora bien, las siguientes operaciones no son realizadas dentro de la planta, sino que se contratan con empresas externas: - Doblado de tubos: “El doblado de material tubular es más difícil que el de la lámina porque un tubo tiende a romperse o deformarse cuando se hacen intentos para doblarlo. Se usan mandriles flexibles especiales que se insertan en el tubo antes de doblarlo para que soporten las paredes durante la operación” (Groover, 1997, p 536).

II.07(10)48
111
- Repujado: Operación de formado de metales, donde se trabaja desde el envés de la pieza, dispuesta sobre una superficie blanda que permita la deformación progresiva de la superficie por la acción de la presión ejercida por buriles metálicos. El objetivo de la operación es generar figuras con relieve en la cara visible de la pieza. - Corte láser: Este tipo de rayos se ha usado en la remoción de material desde hace varios años, y tiene varias ventajas como el no contacto directo entre la herramienta y la pieza de trabajo, la posibilidad de maquinar cualquier material conocido, inclusive materiales quebradizos, no metálicos o duros, y la gran precisión para el maquinado de agujeros y soldadura. “El maquinado por rayo láser se usa para realizar diferentes tipos de operaciones de taladrado, corte en tiras, rasurado, graficado y marcado. Es posible obtener un taladrado con orificios de diámetro pequeño, hasta de 0,001 pulg…El maquinado por rayo láser no se considera un proceso de producción masiva” (Groover, 1997, p 697). - Pintura: Recubrimiento superficial con diferentes compuestos y diferentes fines, desde el embellecimiento hasta la protección contra la corrosión, aplicada especialmente a aquellas superficies visibles de los objetos.
- Cincado: Es un tratamiento superficial que se da a chapa de acero y cromado de piezas (Recubrimiento superficial que protege contra la oxidación y ofrece un mejor acabado).

II.07(10)48
112
Anexo 3 REVISIÓN DE LA DOCUMENTACIÓN DEL COMPILADOR.
Según el Manual del Lenguaje: Definición actual:En la definición de tipos de productos se usa la palabra "unit" antes del tipo de unidad del producto
Cambiar por "Unit"
En la definición de listados de suministros en las operaciones de manufactura usar el operador "and" para incluir mas de un suministro.
Cambiar por "AND"
En la definición de requerimientos de tipos de recursos en las operaciones de manufactura, cuando se desea crear una lista de recursos múltiples usar el operador "and" .
Cambiar por "AND"
En la definición de precedencias de las rutas de proceso usar el operador "and" para la definición de fluos paralelo
Cambiar por "AND"
En la definición de tipos de turnos se usa la palabra "from" y "to".
Cambiar por "From" y "To".
Según el Manual del Lenguaje: Definición actual:
El compilador admite comentarios para la definición de tipos y de instancias
La compilación del archivo de instancias no admite la inclusión de bloques de comentarios /*..*/
Usar "unit" en la asignación de unidades a los valores de las propiedades de los productos creados
Cambiar por "Unit"
En la creación de órdenes de trabajo se pueden asignar fechas de liberación y vencimiento de la orden con la siguiente gramática adicional: DueDate "xx/xx/xxxx" - "xx:xx:xx" ReleaseDate "xx/xx/xxxx" - "xx:xx:xx"
Sintáxis para plan de turnos: ShiftPlanCreation::= "ShiftPlan" Name "from" Date "to" Date "{" (ShiftElementCreation)*"}" ShiftElementCreation::= ShiftTypeList "between" Date "and" Date …..
Sintáxis para plan de turnos: ShiftPlanCreation::= "ShiftPlan" Name "from" Date "to" Date "{" (ShiftElementCreation)*"}" ShiftElementCreation::= "from" Date "to" Date ShiftTypeList….
Sintaxis de creación de escenarios de turnos: ShiftScenarioCreation::= "ShiftScenario" Name "from" Date "to" Date "{"(ShiftResourceToScenario)*"}" ShiftResourceToScenario::= Name":" Name
Sintaxis de creación de escenarios de turnos: ShiftScenarioCreation::= "Scenario" Name "from" Date "to" Date "Using" Name
DEFINICIÓN DEL MODELO DE REFERENCIA
DEFINICIÓN DEL MODELO DE INSTANCIAS

II.07(10)48
113
Anexo 4 FOTOGRAFIAS DE LA PLANTA.
MECANIZADO
FRESA TORNO TRONZADORA
SEGUETA MECÁNICA RECTIFICADORA DE CARAS PLANAS

II.07(10)48
114
CORTADO
PUNZONADORA CNC CIZALLA
CALADORA CALADORA DE CUCHILLAS
CORTADORA DE PLASMA

II.07(10)48
115
DOBLADO
DOBLADORA MANUAL DOBLADORA HIDRÁULICA
DOBLADORA NEUMÁTICA ROLADORA
PRENSADO
TROQUELADORA 35t TROQUELADORA 25t TROQUELADORA 15t
SOLDADURA

II.07(10)48
116
SOLDADURA
SOLDADOR MIG SOLDADOR DE ESPARRAGOS
SOLDADOR PUNTO DE PEDESTAL SOLDADOR PUNTO DE PINZA
VARIOS
TALADRO DE ÁRBOL
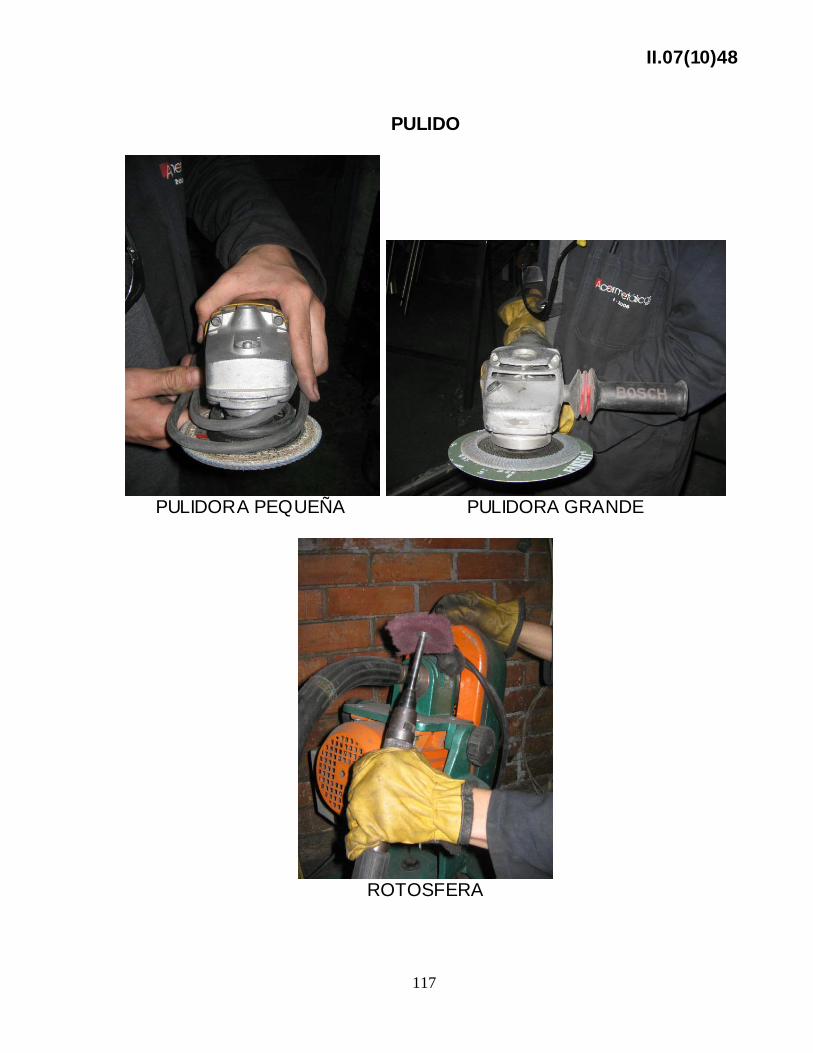
II.07(10)48
117
PULIDO
PULIDORA PEQUEÑA PULIDORA GRANDE
ROTOSFERA