hojas de sierra de cinta de precisiÓn - inicio · • superaleaciones diente trapezoidal (t) forma...
TRANSCRIPT
Hojas de sierra de cinta
de precisión
Catálogo 2013 / 14 SpaniSh
2 | Catálogo 2013/14
WIKUS: empresa, servicio Pág. 3
Fundamentos técnicos Pág. 6
Programa de productos Pág. 10
Hojas de sierra de cinta de acero al carbono Pág. 12
Hojas de sierra de cinta bimetálicas Pág. 16
Hojas de sierra de cinta de metal duro Pág. 28
Hojas de sierra de cinta con recubrimiento de diamante
Pág. 43
Aplicación Pág. 47
Catálogo 2013 / 14Contenido

Catálogo 2013/14 | 3
Sede de la empresaen Spangenberg, Alemania
MáxiMa calidad HecHo en Spangenberg
Wilhelm H. Kullmann fundó la empresa WIKUS-Sägenfabrik en el año 1958 en Spangenberg (Alemania).Hoy, el nombre WIKUS es sinónimo de máxima precisión, calidad y rendimiento. Con estos valores, nuestra empresa familiar se ha hecho reconocida en el mundo entero.
Una historia llena de éxitos que debemos agradecer, sobre todo, a la sobresaliente cualificación y el excelente know-how de nuestros empleados. Con delegaciones en todo el mundo así como empresas de distribución y servicios en Europa y en ultramar, ofrecemos a nuestros clientes un asesoramiento competente y personalizado.
La presencia internacional es igual de importante que el amor a la patria: como empresa familiar, nos sentimos responsables de la ciudad y de la región en la que vivimos. Junto con nuestros empleados apoyamos proyectos e inicia-tivas locales en los ámbitos social, cultural y ecológico.
Por favor, visite nuestro sitio web: www.wikus.com
• Más de 50 años de experiencia en el desarrollo y la fabricación de herramientas de alto rendimiento.
• Primer fabricante de hojas de sierra de cinta de Europa con certificación según DIN EN ISO 9001.
• Desarrollo continuo de soluciones innovadoras.
• Trabajadores altamente cualificados en todos los cargos.
• Procesos de producción respetuosos con el medio ambiente.
4 | Catálogo 2013/14
ServicioS globaleS WiKUS SUS neceSidadeS lo primero
Nosotros hacemos de la satisfacción del cliente nuestra máxima prioridad. Por esta razón desarrollamos y fabri-camos nuestros productos y tecnologías en Alemania de acuerdo con los máximos estándares de calidad.
La optimización de costes y el cuidado de los recursos son los factores de éxito para unos procesos de producción eficientes. Solo la combinación de unos productos de alta tecnología y un excelente servicio puede satisfacer las crecientes exigencias de calidad de los cortes y la demanda de una mayor rentabilidad.
Benefíciese de nuestro amplio asesoramiento personal. Ofrecemos unas soluciones óptimas, adaptadas a sus requerimientos individuales. El resultado le convencerá: aumentará la productividad y de esta forma ahorrará tiempo y dinero.
Confíe en WIKUS como socio. Con nosotros incrementará su precisión en el punto de corte.
Nuestros servicios:
• Delegaciones internacionales
• Excelentes conocimientos del sector
• Muestras
• Pruebas de corte y análisis en nuestro Centro de Corte WIKUS en Spangenberg
• Formación en nuestro Centro de Formación WIKUS en Spangenberg
• Soporte técnico y comercial

Catálogo 2013/14 | 5
WiKUS paramaSter® 3.0 programa de datoS de corte online
redUcción de loS coSteS medioS
Contamos con más de 50 años de experiencia en el desa-rrollo y la producción de herramientas de alto rendimiento. Nuestro programa de suministro ofrece el producto adecuado para cada aplicación. Clientes en el mundo entero y numero-sos sectores confían en nuestras innovadoras hojas de sierra de cinta.
En un práctico software se concentran nuestra variedad de productos y nuestros extensos conocimientos sobre aplicacio-nes: el programa de datos de corte online ParaMaster® 3.0 de WIKUS le apoyará eficientemente en la optimización de sus procesos de corte. No solo estará encantado con los resulta-dos, sino también con la facilidad de manejo y con el ahorro de costes.
Su uso es gratuito para los clientes de WIKUS.¿Todavía no dispone de una cuenta de acceso?Regístrese ahora en: www.paramaster.de
Ventajas de ParaMaster® 3.0:
• Base de datos actualizada diariamente: más de 150.000 materiales, más de 3.000 máquinas de sierra de cinta, mucha información adicional
• Fácil de usar: toda la información a primera vista y una interfaz autoexplicativa
• Aplicaciones: materiales sólidos (redondos y cuadrados), tubos (redondos y cuadrados), vigas, corte unitario y en capas
• Análisis de los costes de corte
En nuestra página web encontrará una sinopsis interactiva de las máquinas de sierra de cin-ta más usuales con las dimensiones apropiadas para las hojas de sierra de cinta de WIKUS
WiKUS online Servicewww.wikus.com
@
6 | Catálogo 2013/14
1. longitud de cintaLas dimensiones de la cinta dependerán de la máquina de sierra de cinta instala-da. En nuestra página web encontrará una sinopsis interactiva de las máquinas de sierra de cinta más usuales con las dimensiones apropiadas para las hojas de sierra de cinta de WIKUS: www.wikus.com
2. ancho de cinta • Máquinas horizontales: el ancho de
cinta debe ser especificado por el fabricante.
• Máquinas verticales: permiten una mayor variación del ancho de cinta
(ver las especificaciones del fabricante). • Ancho de cinta: cuanto mayor sea
el ancho de cinta, mayor estabilidad tendrá la hoja de sierra.
• Corte de contornos: el menor radio a cortar es el factor que limita el ancho de cinta.
3. material del filo de corte WIKUS ofrece cuatro grupos principales de materiales de filo de corte:
• acero al carbono • bimetal (HSS) • metal duro • diamante
La mecanizabilidad del material a cortar determina la selección del material del filo de corte.
4. paso de diente El factor determinante para la elección del paso de diente es la longitud de contacto de la hoja de sierra de cinta en la pieza de trabajo. En las tablas que figuran a la derecha se muestran los límites superiores e inferiores respectivos.
5. Forma del diente La óptima combinación de las diferentes formas del diente con nuestros materiales de filo de corte y las dimensiones de la cinta permiten el máximo rendimiento de corte.
6. tipos de triscadoEn la siguiente página encontrará una descripción más detallada al respecto.
Selección de cinta
Paso de diente constante
Longitud de contacto (mm)
dpp desde hasta
24 6
18 10
14 15
10 15 30
8 30 50
6 50 80
4 80 120
3 120 200
2 200 400
1,25 300 800
Paso de diente variable
Longitud de contacto (mm)
dpp desde hasta
10-14 20
8-12 10 30
6-10 20 50
5-8 30 60
4-6 50 90
3-4 80 150
2-3 120 300
1,4-2 250 600
1,0-1,4 400 1000
0,85-1,15 600 2000
0,75-1,25 600 2000
0,7-1,0 1000 3000
Catálogo 2013/14 | 7
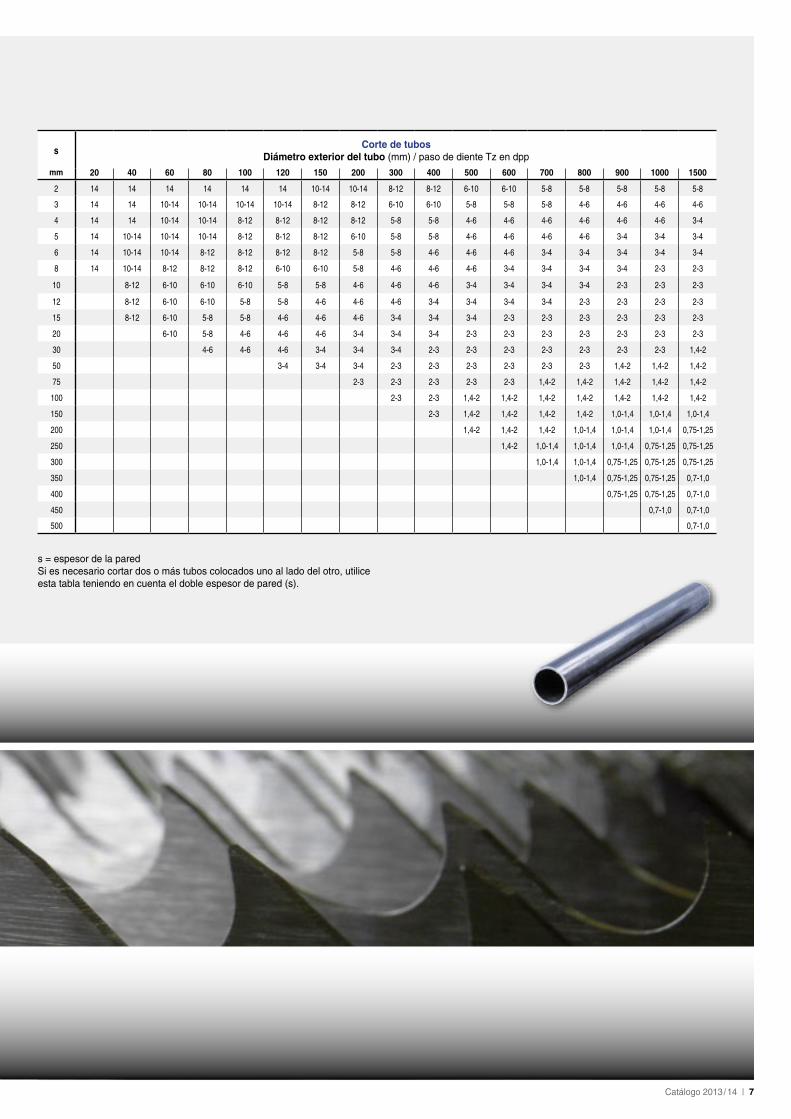
scorte de tubos
diámetro exterior del tubo (mm) / paso de diente Tz en dpp
mm 20 40 60 80 100 120 150 200 300 400 500 600 700 800 900 1000 1500
2 14 14 14 14 14 14 10-14 10-14 8-12 8-12 6-10 6-10 5-8 5-8 5-8 5-8 5-8
3 14 14 10-14 10-14 10-14 10-14 8-12 8-12 6-10 6-10 5-8 5-8 5-8 4-6 4-6 4-6 4-6
4 14 14 10-14 10-14 8-12 8-12 8-12 8-12 5-8 5-8 4-6 4-6 4-6 4-6 4-6 4-6 3-4
5 14 10-14 10-14 10-14 8-12 8-12 8-12 6-10 5-8 5-8 4-6 4-6 4-6 4-6 3-4 3-4 3-4
6 14 10-14 10-14 8-12 8-12 8-12 8-12 5-8 5-8 4-6 4-6 4-6 3-4 3-4 3-4 3-4 3-4
8 14 10-14 8-12 8-12 8-12 6-10 6-10 5-8 4-6 4-6 4-6 3-4 3-4 3-4 3-4 2-3 2-3
10 8-12 6-10 6-10 6-10 5-8 5-8 4-6 4-6 4-6 3-4 3-4 3-4 3-4 2-3 2-3 2-3
12 8-12 6-10 6-10 5-8 5-8 4-6 4-6 4-6 3-4 3-4 3-4 3-4 2-3 2-3 2-3 2-3
15 8-12 6-10 5-8 5-8 4-6 4-6 4-6 3-4 3-4 3-4 2-3 2-3 2-3 2-3 2-3 2-3
20 6-10 5-8 4-6 4-6 4-6 3-4 3-4 3-4 2-3 2-3 2-3 2-3 2-3 2-3 2-3
30 4-6 4-6 4-6 3-4 3-4 3-4 2-3 2-3 2-3 2-3 2-3 2-3 2-3 1,4-2
50 3-4 3-4 3-4 2-3 2-3 2-3 2-3 2-3 2-3 1,4-2 1,4-2 1,4-2
75 2-3 2-3 2-3 2-3 2-3 1,4-2 1,4-2 1,4-2 1,4-2 1,4-2
100 2-3 2-3 1,4-2 1,4-2 1,4-2 1,4-2 1,4-2 1,4-2 1,4-2
150 2-3 1,4-2 1,4-2 1,4-2 1,4-2 1,0-1,4 1,0-1,4 1,0-1,4
200 1,4-2 1,4-2 1,4-2 1,0-1,4 1,0-1,4 1,0-1,4 0,75-1,25
250 1,4-2 1,0-1,4 1,0-1,4 1,0-1,4 0,75-1,25 0,75-1,25
300 1,0-1,4 1,0-1,4 0,75-1,25 0,75-1,25 0,75-1,25
350 1,0-1,4 0,75-1,25 0,75-1,25 0,7-1,0
400 0,75-1,25 0,75-1,25 0,7-1,0
450 0,7-1,0 0,7-1,0
500 0,7-1,0
s = espesor de la paredSi es necesario cortar dos o más tubos colocados uno al lado del otro, utilice esta tabla teniendo en cuenta el doble espesor de pared (s).
8 | Catálogo 2013/14
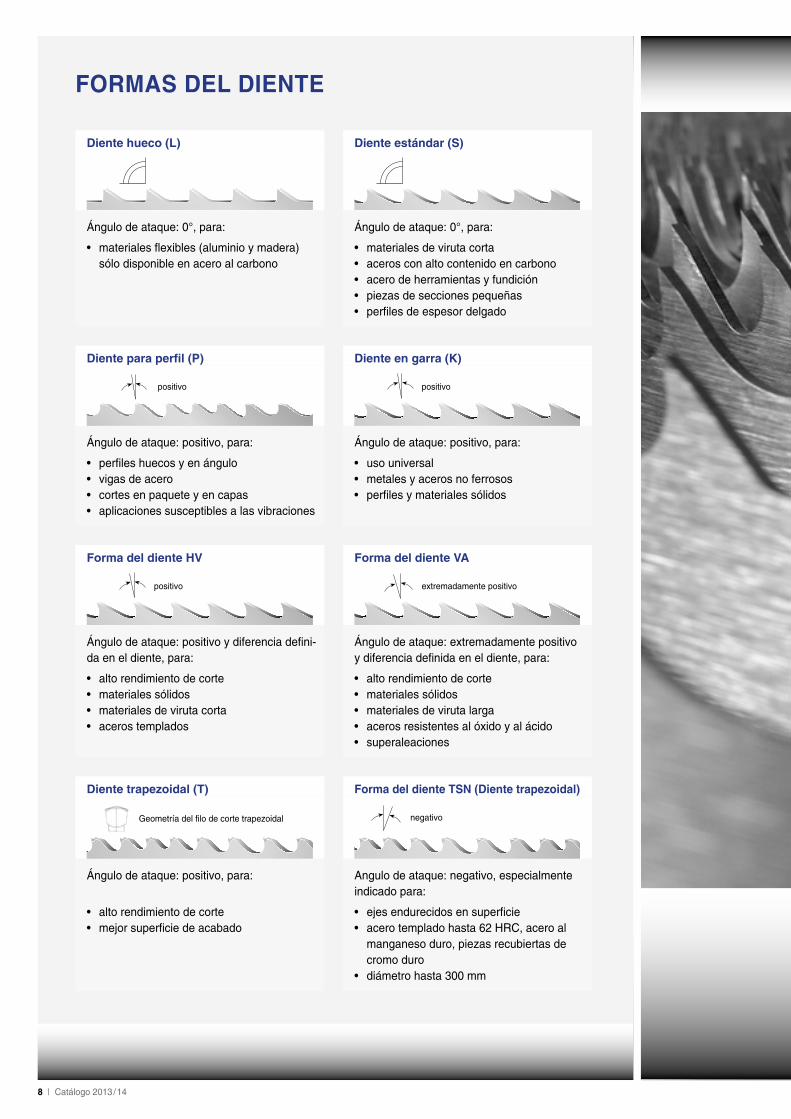
FormaS del diente
diente hueco (l) diente estándar (S)
Ángulo de ataque: 0°, para: Ángulo de ataque: 0°, para:
• materiales flexibles (aluminio y madera) sólo disponible en acero al carbono
• materiales de viruta corta • aceros con alto contenido en carbono • acero de herramientas y fundición • piezas de secciones pequeñas • perfiles de espesor delgado
diente para perfil (p) diente en garra (K)
positivo positivo
Ángulo de ataque: positivo, para: Ángulo de ataque: positivo, para:
• perfiles huecos y en ángulo • vigas de acero • cortes en paquete y en capas • aplicaciones susceptibles a las vibraciones
• uso universal • metales y aceros no ferrosos • perfiles y materiales sólidos
Forma del diente Hv Forma del diente va
positivo extremadamente positivo
Ángulo de ataque: positivo y diferencia defini-da en el diente, para:
Ángulo de ataque: extremadamente positivo y diferencia definida en el diente, para:
• alto rendimiento de corte • materiales sólidos • materiales de viruta corta • aceros templados
• alto rendimiento de corte • materiales sólidos • materiales de viruta larga • aceros resistentes al óxido y al ácido • superaleaciones
diente trapezoidal (t) Forma del diente tSn (diente trapezoidal)
Geometría del filo de corte trapezoidal negativo
mit kleinem Pömpel an derSpitze ;)
mit kleinem Pömpel an derSpitze ;)
Ángulo de ataque: positivo, para: Angulo de ataque: negativo, especialmente indicado para:
• alto rendimiento de corte • mejor superficie de acabado
• ejes endurecidos en superficie • acero templado hasta 62 HRC, acero al
manganeso duro, piezas recubiertas de cromo duro
• diámetro hasta 300 mm
Catálogo 2013/14 | 9
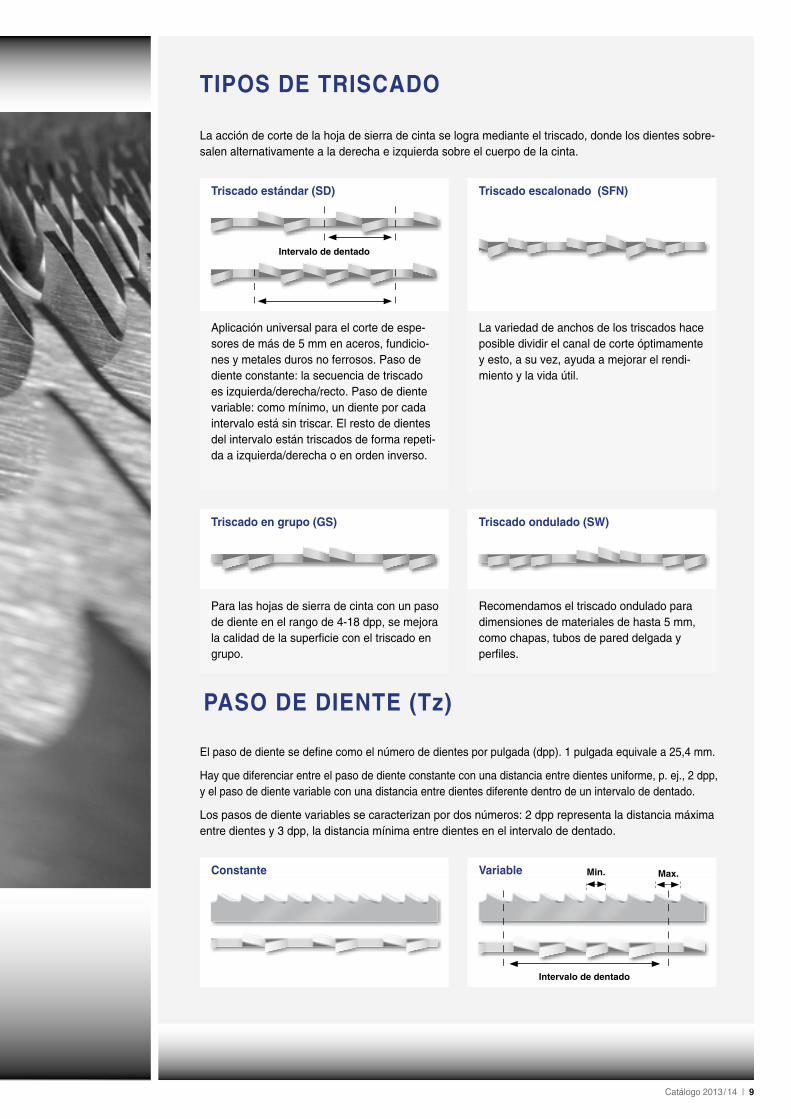
tipoS de triScado
paSo de diente (tz)
La acción de corte de la hoja de sierra de cinta se logra mediante el triscado, donde los dientes sobre-salen alternativamente a la derecha e izquierda sobre el cuerpo de la cinta.
triscado estándar (Sd) triscado escalonado (SFn)
intervalo de dentado
Aplicación universal para el corte de espe-sores de más de 5 mm en aceros, fundicio-nes y metales duros no ferrosos. Paso de diente constante: la secuencia de triscado es izquierda/derecha/recto. Paso de diente variable: como mínimo, un diente por cada intervalo está sin triscar. El resto de dientes del intervalo están triscados de forma repeti-da a izquierda/derecha o en orden inverso.
La variedad de anchos de los triscados hace posible dividir el canal de corte óptimamente y esto, a su vez, ayuda a mejorar el rendi-miento y la vida útil.
triscado en grupo (gS) triscado ondulado (SW)
Para las hojas de sierra de cinta con un paso de diente en el rango de 4-18 dpp, se mejora la calidad de la superficie con el triscado en grupo.
Recomendamos el triscado ondulado para dimensiones de materiales de hasta 5 mm, como chapas, tubos de pared delgada y perfiles.
El paso de diente se define como el número de dientes por pulgada (dpp). 1 pulgada equivale a 25,4 mm.
Hay que diferenciar entre el paso de diente constante con una distancia entre dientes uniforme, p. ej., 2 dpp, y el paso de diente variable con una distancia entre dientes diferente dentro de un intervalo de dentado.
Los pasos de diente variables se caracterizan por dos números: 2 dpp representa la distancia máxima entre dientes y 3 dpp, la distancia mínima entre dientes en el intervalo de dentado.
constante variable
intervalo de dentado
min. max.
10 | Catálogo 2013/14
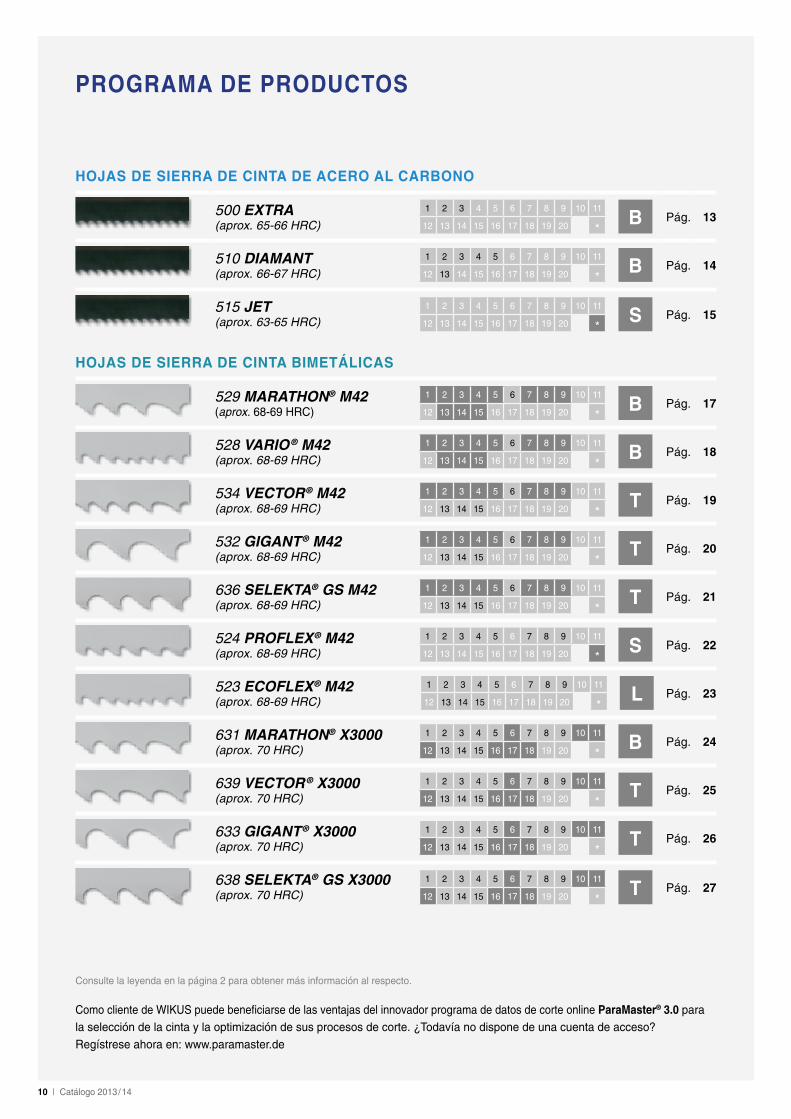
programa de prodUctoS
HojaS de Sierra de cinta de acero al carbono
500 EXTRA(aprox. 65-66 HRC) b
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 13
510 DIAMANT(aprox. 66-67 HRC) b
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 14
515 JET(aprox. 63-65 HRC) S
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 15
HojaS de Sierra de cinta bimetálicaS
529 MARATHON® M42 (aprox. 68-69 HRC) b
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 17
528 VARIO® M42(aprox. 68-69 HRC) b
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 18
534 VECTOR® M42(aprox. 68-69 HRC) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 19
532 GIGANT® M42(aprox. 68-69 HRC) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 20
636 SELEKTA® GS M42(aprox. 68-69 HRC) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 21
524 PROFLEX® M42(aprox. 68-69 HRC) S
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 22
523 ECOFLEX® M42(aprox. 68-69 HRC) l
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 23
631 MARATHON® X3000(aprox. 70 HRC) b
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 24
639 VECTOR® X3000(aprox. 70 HRC) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 25
633 GIGANT® X3000(aprox. 70 HRC) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 26
638 SELEKTA® GS X3000(aprox. 70 HRC) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 27
Consulte la leyenda en la página 2 para obtener más información al respecto.
Como cliente de WIKUS puede beneficiarse de las ventajas del innovador programa de datos de corte online paramaster® 3.0 para la selección de la cinta y la optimización de sus procesos de corte. ¿Todavía no dispone de una cuenta de acceso?Regístrese ahora en: www.paramaster.de
Catálogo 2013/14 | 11
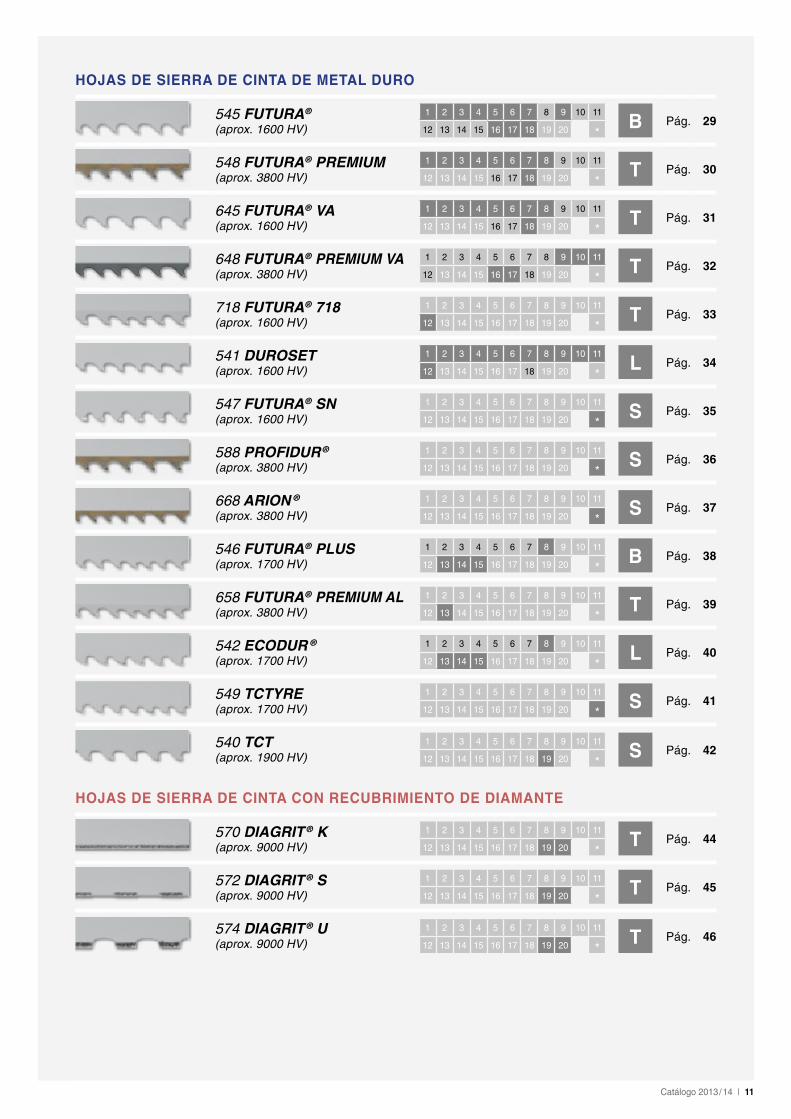
HojaS de Sierra de cinta de metal dUro
545 FUTURA®
(aprox. 1600 HV) b1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 29
548 FUTURA® PREMIUM(aprox. 3800 HV) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 30
645 FUTURA® VA(aprox. 1600 HV) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 31
648 FUTURA® PREMIUM VA(aprox. 3800 HV) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 32
718 FUTURA® 718(aprox. 1600 HV) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 33
541 DUROSET(aprox. 1600 HV) l
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 34
547 FUTURA® SN(aprox. 1600 HV) S
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 35
588 PROFIDUR®
(aprox. 3800 HV) S1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 36
668 ARION ®
(aprox. 3800 HV) S1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 37
546 FUTURA® PLUS(aprox. 1700 HV) b
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 38
658 FUTURA® PREMIUM AL(aprox. 3800 HV) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 39
542 ECODUR ®
(aprox. 1700 HV) l1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 40
549 TCTYRE(aprox. 1700 HV) S
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 41
540 TCT(aprox. 1900 HV) S
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 42
HojaS de Sierra de cinta con recUbrimiento de diamante
570 DIAGRIT ® K(aprox. 9000 HV) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 44
572 DIAGRIT ® S(aprox. 9000 HV) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 45
574 DIAGRIT ® U(aprox. 9000 HV) t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *Pág. 46

12 | Catálogo 2013/14
• Ideal para tareas que incluyen desde las simples operaciones de corte de taller hasta el corte de materiales compuestos
• Las puntas templadas de los dientes y un cuerpo de la cinta extremadamente flexible garantizan una alta fiabilidad.
Unidades de venta: • Rollos de longitud fija y rollos de fabricación de hasta 120 m, dependiendo del ancho de la cinta
• Hojas de sierra de cinta soldadas a medida
anchos de cinta: 5 a 25 mm
pasos de diente: L, S, K Consulte la página 8 para obtener más información al respecto.
Formas de diente: 3 a 24 dientes por pulgada (dpp) Consulte la página 9 para obtener más información al respecto.
tipos de triscado: SD, WS, GSConsulte la página 9 para obtener más información al respecto.
Hojas de sierra de cinta de acero al carbono

Catálogo 2013/14 | 13
Grupo de artículos 500 EXTRA (aprox. 65-66 HRC)
• Para trabajos de corte básicos
• Para aceros no aleados de baja resistencia
L = Diente hueco S = Diente estándar
Consulte la leyenda en la página 2 para obtener más información al respecto.
b1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
W i K U S H o j a S d e S i e r r a d e c i n t a d e a c e r o a l c a r b o n o
EXTRA
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 3 4 68 x 0,65 5/16 x 0,025 L
10 x 0,65 3/8 x 0,025 L S, L S13 x 0,65 1/2 x 0,025 L S, L S16 x 0,80 5/8 x 0,032 L S S20 x 0,80 3/4 x 0,032 L S, L S

14 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
Grupo de artículos 510 DIAMANT (aprox. 66-67 HRC)
• Para operaciones de taller simples
• Para aceros de baja aleación y resistencia media
S = Diente estándarK = Diente en garra b
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
W i K U S H o j a S d e S i e r r a d e c i n t a d e a c e r o a l c a r b o n o
DIAMANT
Dimensiones Paso de diente en dppAncho x espesor SD WS GS
mm Pulgadas 3 4 6 8 10 14 18 14 24 45 x 0,40 3/16 x 0,016 S S5 x 0,65 3/16 x 0,025 S S S S6 x 0,40 1/4 x 0,016 K6 x 0,65 1/4 x 0,025 S, K S S S S S K8 x 0,65 5/16 x 0,025 K S, K S S S S S K
10 x 0,65 3/8 x 0,025 K K S, K S S S S S13 x 0,65 1/2 x 0,025 K K S, K S S S S16 x 0,50 5/8 x 0,020 S S16 x 0,65 5/8 x 0,025 K S, K S, K S S S16 x 0,80 5/8 x 0,032 K K K S S20 x 0,80 3/4 x 0,032 K K K S S S25 x 0,90 1 x 0,035 S, K S, K S, K S S
Catálogo 2013/14 | 15
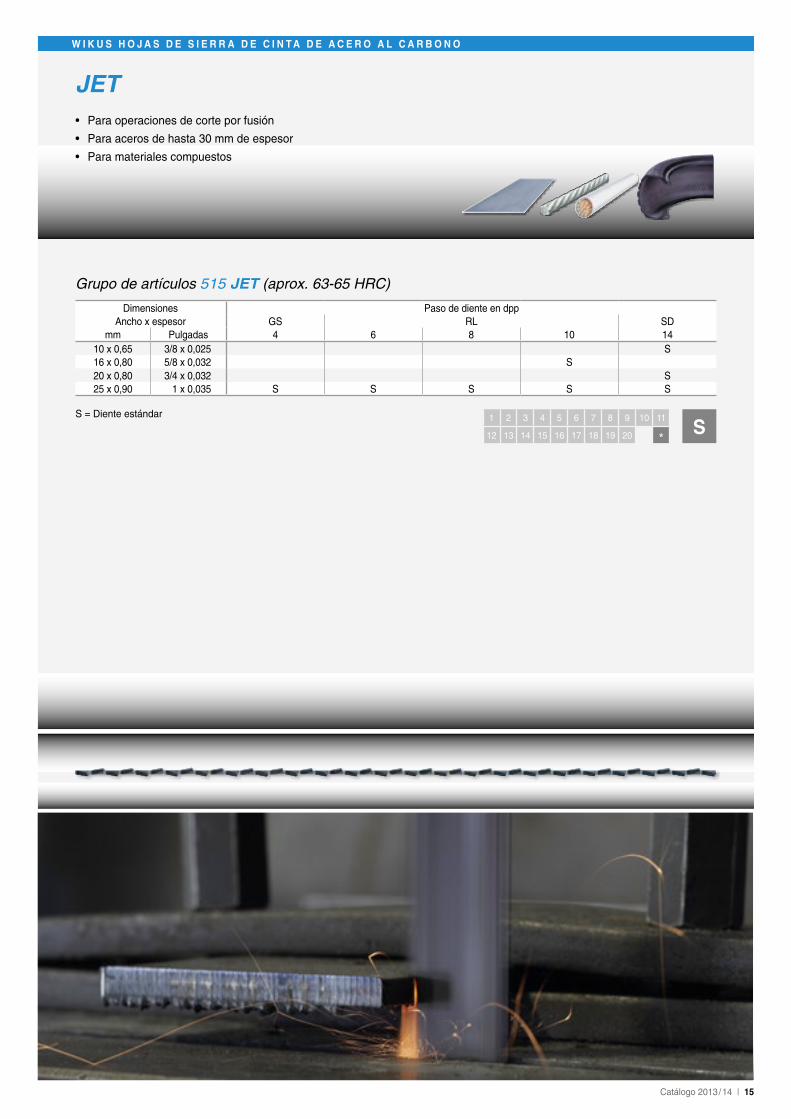
Grupo de artículos 515 JET (aprox. 63-65 HRC)
• Para operaciones de corte por fusión
• Para aceros de hasta 30 mm de espesor
• Para materiales compuestos
S = Diente estándar
S1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
W i K U S H o j a S d e S i e r r a d e c i n t a d e a c e r o a l c a r b o n o
JET
Dimensiones Paso de diente en dppAncho x espesor GS RL SD
mm Pulgadas 4 6 8 10 1410 x 0,65 3/8 x 0,025 S16 x 0,80 5/8 x 0,032 S20 x 0,80 3/4 x 0,032 S25 x 0,90 1 x 0,035 S S S S S
16 | Catálogo 2013/14
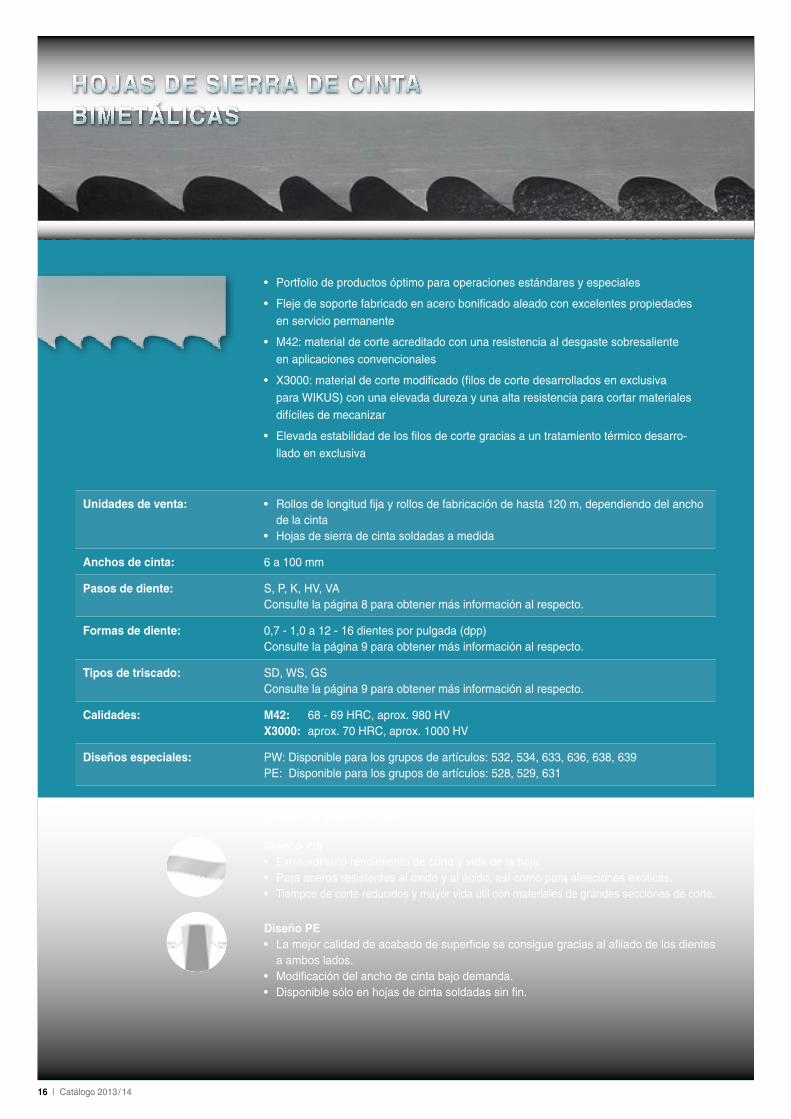
• Portfolio de productos óptimo para operaciones estándares y especiales
• Fleje de soporte fabricado en acero bonificado aleado con excelentes propiedades en servicio permanente
• M42: material de corte acreditado con una resistencia al desgaste sobresaliente en aplicaciones convencionales
• X3000: material de corte modificado (filos de corte desarrollados en exclusiva para WIKUS) con una elevada dureza y una alta resistencia para cortar materiales difíciles de mecanizar
• Elevada estabilidad de los filos de corte gracias a un tratamiento térmico desarro-llado en exclusiva
diSeñoS eSpecialeS
diseño pW • Extraordinario rendimiento de corte y vida de la hoja. • Para aceros resistentes al óxido y al ácido, así como para aleaciones exóticas. • Tiempos de corte reducidos y mayor vida útil con materiales de grandes secciones de corte.
diseño pe • La mejor calidad de acabado de superficie se consigue gracias al afilado de los dientes
a ambos lados. • Modificación del ancho de cinta bajo demanda. • Disponible sólo en hojas de cinta soldadas sin fin.
Unidades de venta: • Rollos de longitud fija y rollos de fabricación de hasta 120 m, dependiendo del ancho de la cinta
• Hojas de sierra de cinta soldadas a medida
anchos de cinta: 6 a 100 mm
pasos de diente: S, P, K, HV, VAConsulte la página 8 para obtener más información al respecto.
Formas de diente: 0,7 - 1,0 a 12 - 16 dientes por pulgada (dpp) Consulte la página 9 para obtener más información al respecto.
tipos de triscado: SD, WS, GSConsulte la página 9 para obtener más información al respecto.
calidades: m42: 68 - 69 HRC, aprox. 980 HV X3000: aprox. 70 HRC, aprox. 1000 HV
diseños especiales: PW: Disponible para los grupos de artículos: 532, 534, 633, 636, 638, 639PE: Disponible para los grupos de artículos: 528, 529, 631
Hojas de sierra de cinta bimetálicas
Catálogo 2013/14 | 17
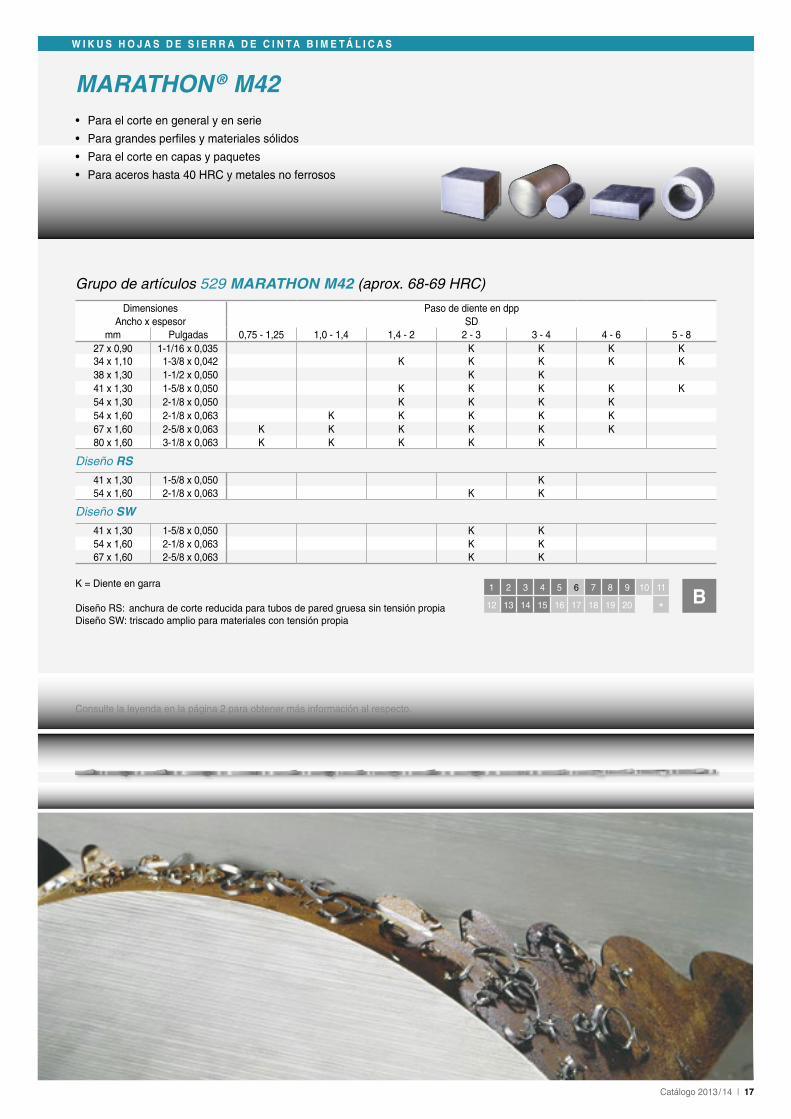
Grupo de artículos 529 MARATHON M42 (aprox. 68-69 HRC)
Diseño RS
Diseño SW
• Para el corte en general y en serie
• Para grandes perfiles y materiales sólidos
• Para el corte en capas y paquetes
• Para aceros hasta 40 HRC y metales no ferrosos
K = Diente en garra
Diseño RS: anchura de corte reducida para tubos de pared gruesa sin tensión propiaDiseño SW: triscado amplio para materiales con tensión propia
b1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
W i K U S H o j a S d e S i e r r a d e c i n t a b i m e t á l i c a S
MARATHON ® M42
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 0,75 - 1,25 1,0 - 1,4 1,4 - 2 2 - 3 3 - 4 4 - 6 5 - 827 x 0,90 1-1/16 x 0,035 K K K K34 x 1,10 1-3/8 x 0,042 K K K K K38 x 1,30 1-1/2 x 0,050 K K41 x 1,30 1-5/8 x 0,050 K K K K K54 x 1,30 2-1/8 x 0,050 K K K K54 x 1,60 2-1/8 x 0,063 K K K K K67 x 1,60 2-5/8 x 0,063 K K K K K K80 x 1,60 3-1/8 x 0,063 K K K K K
41 x 1,30 1-5/8 x 0,050 K54 x 1,60 2-1/8 x 0,063 K K
41 x 1,30 1-5/8 x 0,050 K K54 x 1,60 2-1/8 x 0,063 K K67 x 1,60 2-5/8 x 0,063 K K
Consulte la leyenda en la página 2 para obtener más información al respecto.
18 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
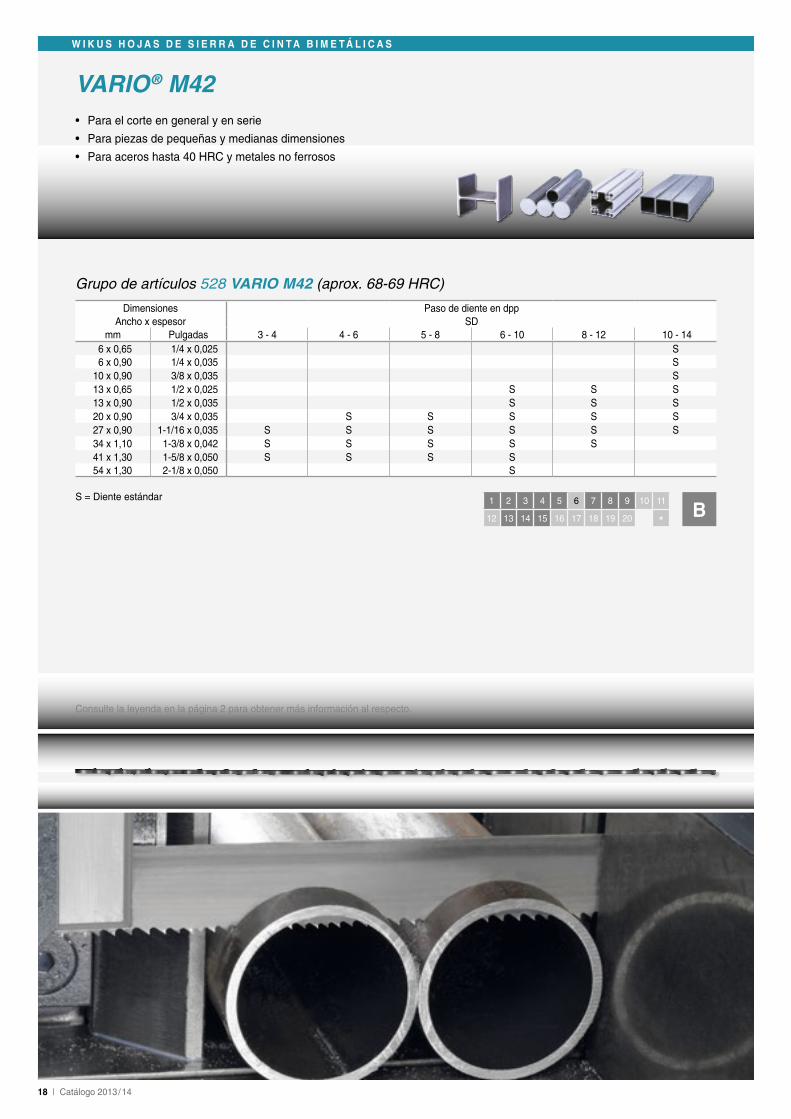
Grupo de artículos 528 VARIO M42 (aprox. 68-69 HRC)
• Para el corte en general y en serie
• Para piezas de pequeñas y medianas dimensiones
• Para aceros hasta 40 HRC y metales no ferrosos
S = Diente estándar
b1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
W i K U S H o j a S d e S i e r r a d e c i n t a b i m e t á l i c a S
VARIO® M42
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 3 - 4 4 - 6 5 - 8 6 - 10 8 - 12 10 - 146 x 0,65 1/4 x 0,025 S6 x 0,90 1/4 x 0,035 S
10 x 0,90 3/8 x 0,035 S13 x 0,65 1/2 x 0,025 S S S13 x 0,90 1/2 x 0,035 S S S20 x 0,90 3/4 x 0,035 S S S S S27 x 0,90 1-1/16 x 0,035 S S S S S S34 x 1,10 1-3/8 x 0,042 S S S S S41 x 1,30 1-5/8 x 0,050 S S S S54 x 1,30 2-1/8 x 0,050 S

Catálogo 2013/14 | 19
Grupo de artículos 534 VECTOR M42 (aprox. 68-69 HRC)
• Para empleo a alto rendimiento
• Para piezas de medianas dimensiones
• Para aceros resistentes al óxido y a los ácidos (VA)
• Para aceros de ingeniería, templables y de herramienta (HV)
• Para aceros hasta 40 HRC
HV = Forma del diente HV VA = Forma del diente VA t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
W i K U S H o j a S d e S i e r r a d e c i n t a b i m e t á l i c a S
VECTOR ® M42
Dimensiones Paso de diente en dppAncho x espesor Paso de diente variable
mm Pulgadas 2 - 3 3 - 4 4 - 627 x 0,90 1-1/16 x 0,035 HV, VA HV34 x 1,10 1-3/8 x 0,042 HV, VA HV, VA HV41 x 1,30 1-5/8 x 0,050 HV, VA HV, VA54 x 1,30 2-1/8 x 0,050 HV, VA54 x 1,60 2-1/8 x 0,063 HV, VA
20 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
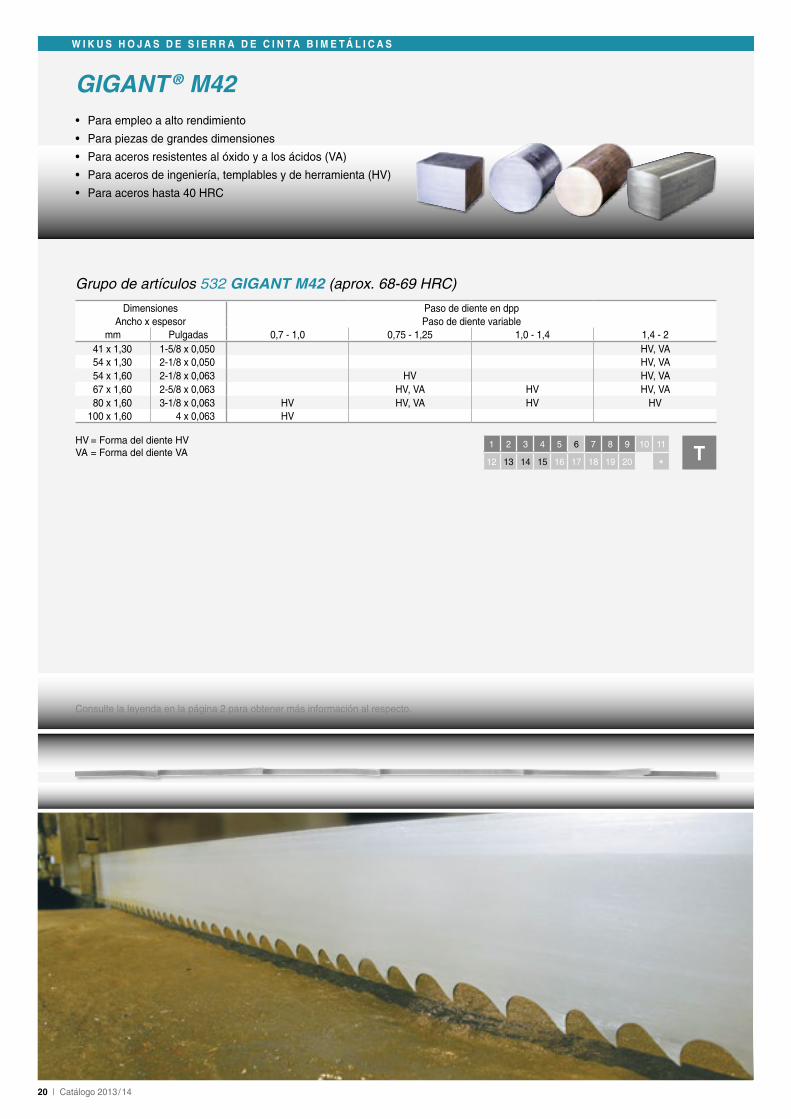
HV = Forma del diente HV VA = Forma del diente VA t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
Grupo de artículos 532 GIGANT M42 (aprox. 68-69 HRC)
• Para empleo a alto rendimiento
• Para piezas de grandes dimensiones
• Para aceros resistentes al óxido y a los ácidos (VA)
• Para aceros de ingeniería, templables y de herramienta (HV)
• Para aceros hasta 40 HRC
W i K U S H o j a S d e S i e r r a d e c i n t a b i m e t á l i c a S
GIGANT ® M42
Dimensiones Paso de diente en dppAncho x espesor Paso de diente variable
mm Pulgadas 0,7 - 1,0 0,75 - 1,25 1,0 - 1,4 1,4 - 241 x 1,30 1-5/8 x 0,050 HV, VA54 x 1,30 2-1/8 x 0,050 HV, VA54 x 1,60 2-1/8 x 0,063 HV HV, VA67 x 1,60 2-5/8 x 0,063 HV, VA HV HV, VA80 x 1,60 3-1/8 x 0,063 HV HV, VA HV HV
100 x 1,60 4 x 0,063 HV
Catálogo 2013/14 | 21
t1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
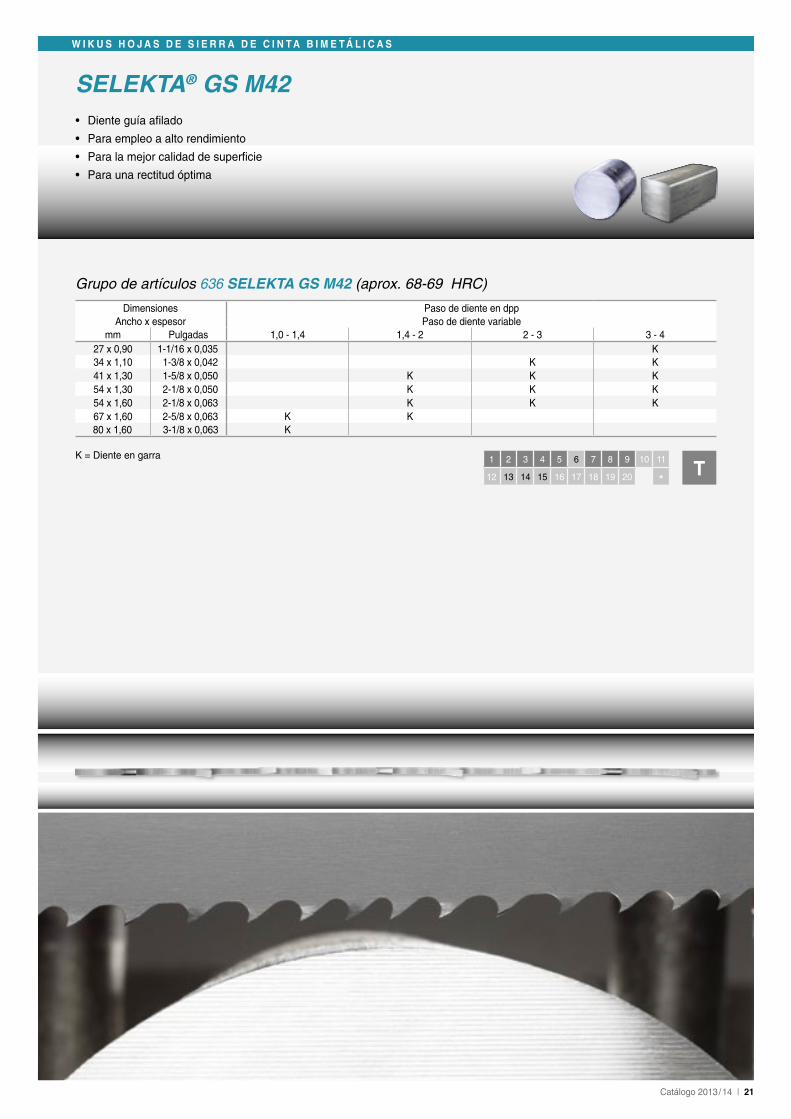
K = Diente en garra
Grupo de artículos 636 SELEKTA GS M42 (aprox. 68-69 HRC)
• Diente guía afilado
• Para empleo a alto rendimiento
• Para la mejor calidad de superficie
• Para una rectitud óptima
W i K U S H o j a S d e S i e r r a d e c i n t a b i m e t á l i c a S
SELEKTA® GS M42
Dimensiones Paso de diente en dppAncho x espesor Paso de diente variable
mm Pulgadas 1,0 - 1,4 1,4 - 2 2 - 3 3 - 427 x 0,90 1-1/16 x 0,035 K34 x 1,10 1-3/8 x 0,042 K K41 x 1,30 1-5/8 x 0,050 K K K54 x 1,30 2-1/8 x 0,050 K K K54 x 1,60 2-1/8 x 0,063 K K K67 x 1,60 2-5/8 x 0,063 K K80 x 1,60 3-1/8 x 0,063 K
22 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
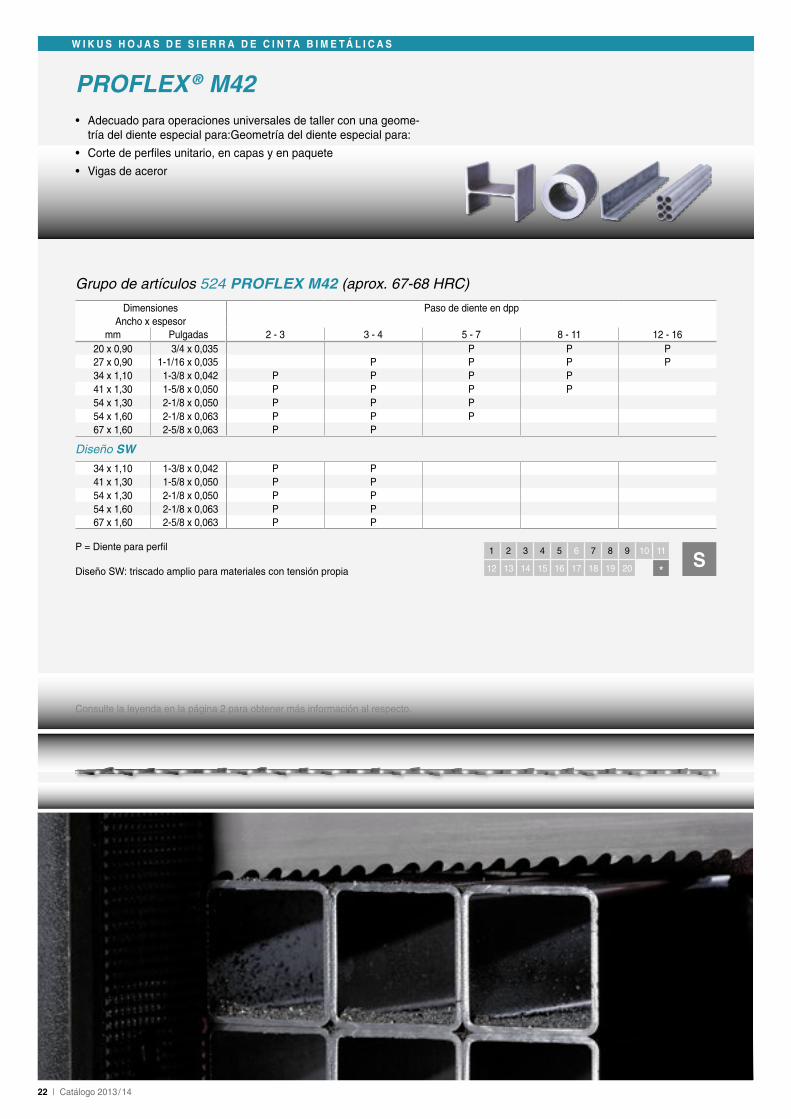
Grupo de artículos 524 PROFLEX M42 (aprox. 67-68 HRC)
• Adecuado para operaciones universales de taller con una geome-tría del diente especial para:Geometría del diente especial para:
• Corte de perfiles unitario, en capas y en paquete
• Vigas de aceror
P = Diente para perfil
Diseño SW: triscado amplio para materiales con tensión propiaS
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
W i K U S H o j a S d e S i e r r a d e c i n t a b i m e t á l i c a S
PROFLEX ® M42
Dimensiones Paso de diente en dppAncho x espesor
mm Pulgadas 2 - 3 3 - 4 5 - 7 8 - 11 12 - 1620 x 0,90 3/4 x 0,035 P P P27 x 0,90 1-1/16 x 0,035 P P P P34 x 1,10 1-3/8 x 0,042 P P P P41 x 1,30 1-5/8 x 0,050 P P P P54 x 1,30 2-1/8 x 0,050 P P P54 x 1,60 2-1/8 x 0,063 P P P67 x 1,60 2-5/8 x 0,063 P P
34 x 1,10 1-3/8 x 0,042 P P41 x 1,30 1-5/8 x 0,050 P P54 x 1,30 2-1/8 x 0,050 P P54 x 1,60 2-1/8 x 0,063 P P67 x 1,60 2-5/8 x 0,063 P P
Diseño SW
Catálogo 2013/14 | 23
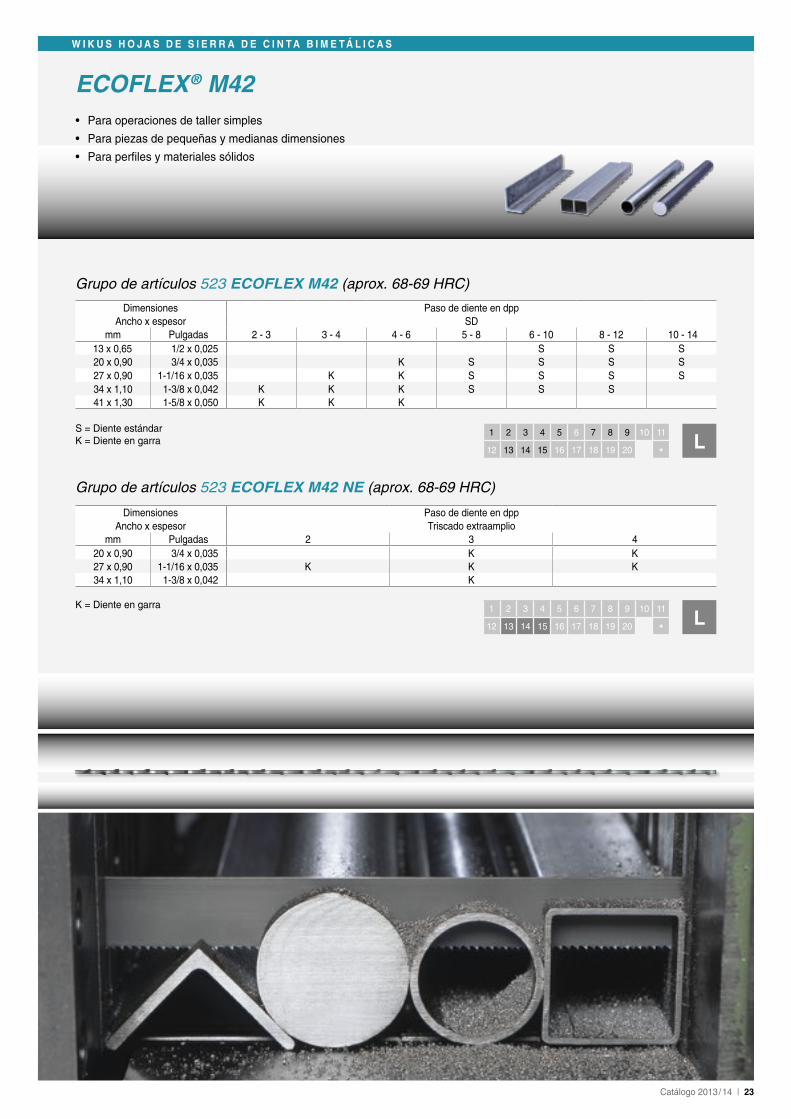
• Para operaciones de taller simples
• Para piezas de pequeñas y medianas dimensiones
• Para perfiles y materiales sólidos
W i K U S H o j a S d e S i e r r a d e c i n t a b i m e t á l i c a S
ECOFLEX® M42
Grupo de artículos 523 ECOFLEX M42 (aprox. 68-69 HRC)
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 2 - 3 3 - 4 4 - 6 5 - 8 6 - 10 8 - 12 10 - 1413 x 0,65 1/2 x 0,025 S S S20 x 0,90 3/4 x 0,035 K S S S S27 x 0,90 1-1/16 x 0,035 K K S S S S34 x 1,10 1-3/8 x 0,042 K K K S S S41 x 1,30 1-5/8 x 0,050 K K K
Grupo de artículos 523 ECOFLEX M42 NE (aprox. 68-69 HRC)
Dimensiones Paso de diente en dppAncho x espesor Triscado extraamplio
mm Pulgadas 2 3 420 x 0,90 3/4 x 0,035 K K27 x 0,90 1-1/16 x 0,035 K K K34 x 1,10 1-3/8 x 0,042 K
S = Diente estándar K = Diente en garra
K = Diente en garra
l1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
l1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
24 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
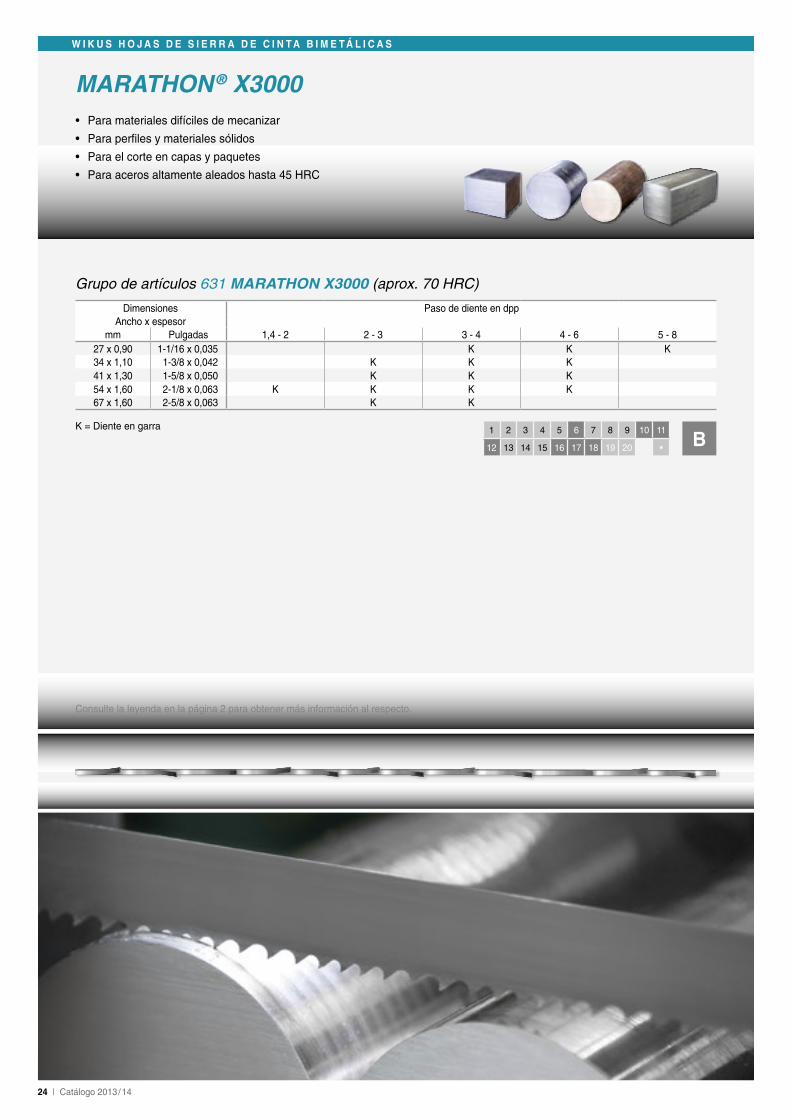
Grupo de artículos 631 MARATHON X3000 (aprox. 70 HRC)
• Para materiales difíciles de mecanizar
• Para perfiles y materiales sólidos
• Para el corte en capas y paquetes
• Para aceros altamente aleados hasta 45 HRC
K = Diente en garra
b1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
W i K U S H o j a S d e S i e r r a d e c i n t a b i m e t á l i c a S
MARATHON® X3000
Dimensiones Paso de diente en dppAncho x espesor
mm Pulgadas 1,4 - 2 2 - 3 3 - 4 4 - 6 5 - 827 x 0,90 1-1/16 x 0,035 K K K34 x 1,10 1-3/8 x 0,042 K K K41 x 1,30 1-5/8 x 0,050 K K K54 x 1,60 2-1/8 x 0,063 K K K K67 x 1,60 2-5/8 x 0,063 K K
Catálogo 2013/14 | 25
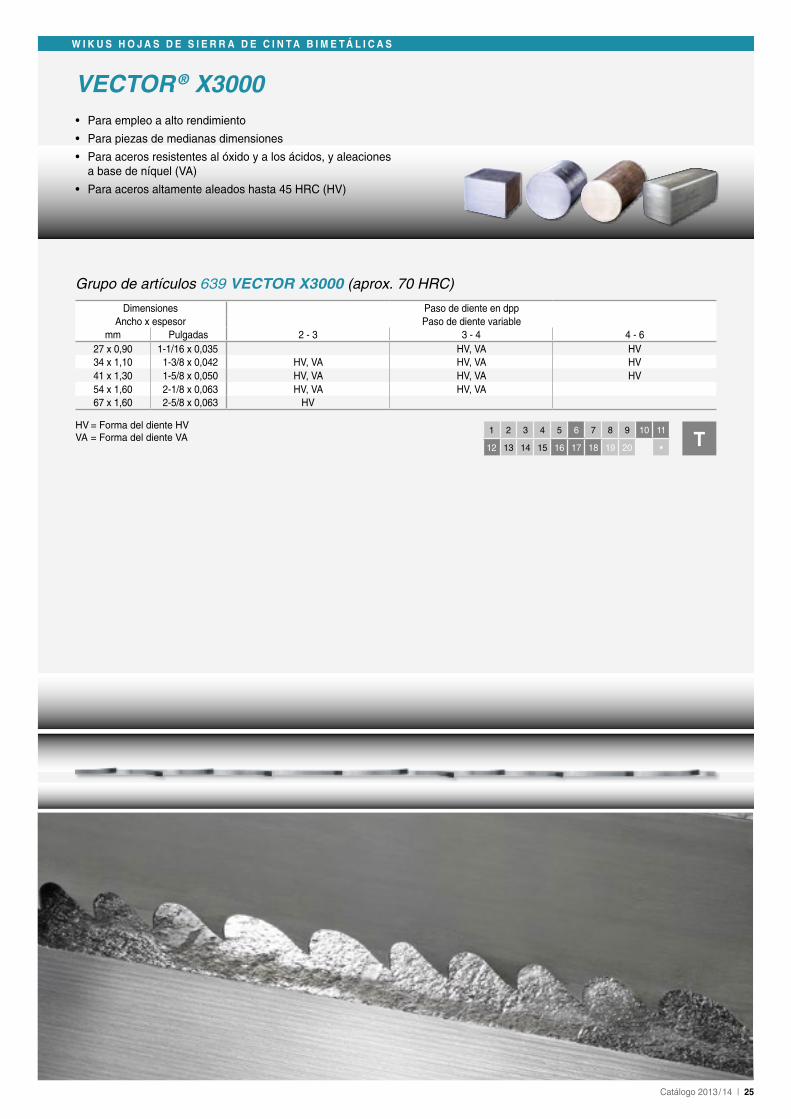
Grupo de artículos 639 VECTOR X3000 (aprox. 70 HRC)
• Para empleo a alto rendimiento
• Para piezas de medianas dimensiones
• Para aceros resistentes al óxido y a los ácidos, y aleaciones a base de níquel (VA)
• Para aceros altamente aleados hasta 45 HRC (HV)
HV = Forma del diente HV VA = Forma del diente VA t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
W i K U S H o j a S d e S i e r r a d e c i n t a b i m e t á l i c a S
VECTOR ® X3000
Dimensiones Paso de diente en dppAncho x espesor Paso de diente variable
mm Pulgadas 2 - 3 3 - 4 4 - 627 x 0,90 1-1/16 x 0,035 HV, VA HV34 x 1,10 1-3/8 x 0,042 HV, VA HV, VA HV41 x 1,30 1-5/8 x 0,050 HV, VA HV, VA HV54 x 1,60 2-1/8 x 0,063 HV, VA HV, VA67 x 1,60 2-5/8 x 0,063 HV
26 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
HV = Forma del diente HV VA = Forma del diente VA
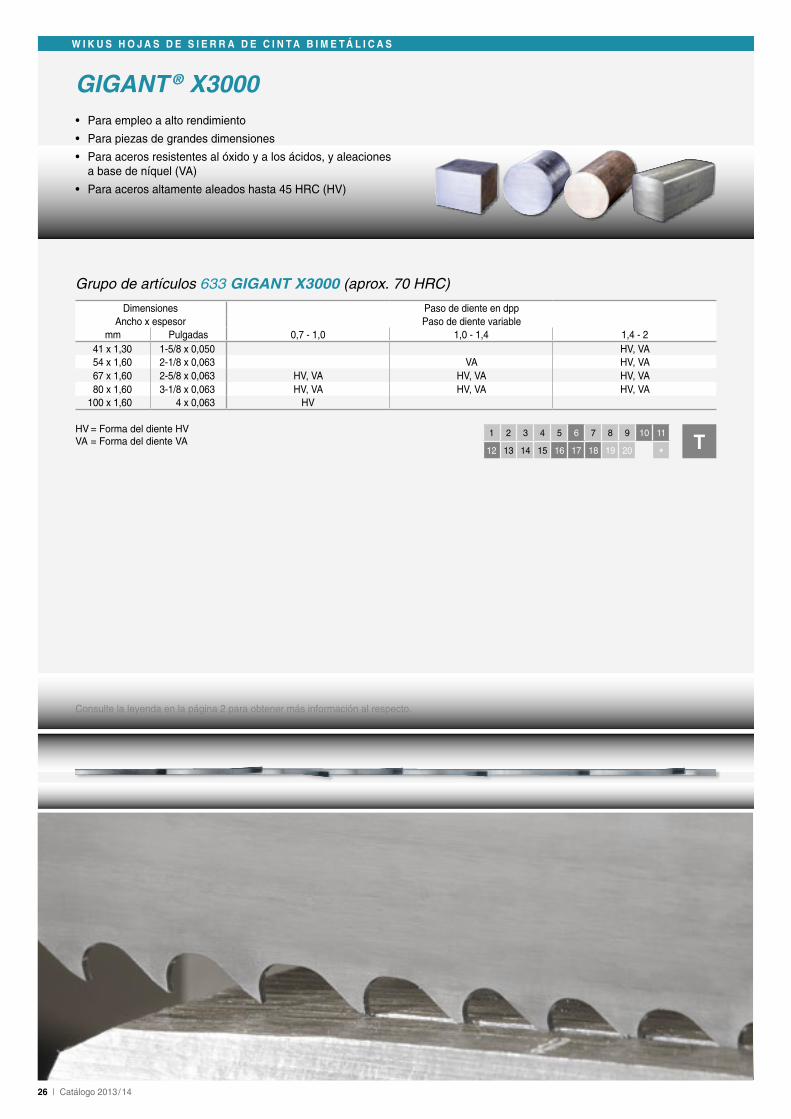
Grupo de artículos 633 GIGANT X3000 (aprox. 70 HRC)
• Para empleo a alto rendimiento
• Para piezas de grandes dimensiones
• Para aceros resistentes al óxido y a los ácidos, y aleaciones a base de níquel (VA)
• Para aceros altamente aleados hasta 45 HRC (HV)
W i K U S H o j a S d e S i e r r a d e c i n t a b i m e t á l i c a S
GIGANT ® X3000
Dimensiones Paso de diente en dppAncho x espesor Paso de diente variable
mm Pulgadas 0,7 - 1,0 1,0 - 1,4 1,4 - 241 x 1,30 1-5/8 x 0,050 HV, VA54 x 1,60 2-1/8 x 0,063 VA HV, VA67 x 1,60 2-5/8 x 0,063 HV, VA HV, VA HV, VA80 x 1,60 3-1/8 x 0,063 HV, VA HV, VA HV, VA
100 x 1,60 4 x 0,063 HV
t1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *

Catálogo 2013/14 | 27
K = Diente en garra
Grupo de artículos 638 SELEKTA GS X3000 (aprox. 70 HRC)
• Diente guía afilado
• Para empleo a alto rendimiento
• Para la mejor calidad de superficie
• Para una rectitud óptima
W i K U S H o j a S d e S i e r r a d e c i n t a b i m e t á l i c a S
SELEKTA® GS X3000
t1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
Dimensiones Paso de diente en dppAncho x espesor Paso de diente variable
mm Pulgadas 1,0 - 1,4 1,4 - 2 2 - 3 3 - 427 x 0,90 1-1/16 x 0,035 K34 x 1,10 1-3/8 x 0,042 K K41 x 1,30 1-5/8 x 0,050 K K K54 x 1,60 2-1/8 x 0,063 K K K67 x 1,60 2-5/8 x 0,063 K K K80 x 1,60 3-1/8 x 0,063 K
28 | Catálogo 2013/14
• Disponibles de forma triscada o con dientes trapezoidales especialmente afilados
• Excelentes resultados en cualquier operación gracias a los diferentes grados de dureza y composiciones de los metales duros aplicados
• Rendimiento de corte extremadamente alto para incrementar la productividad de las máquinas
• Cintas de primera calidad con revestimiento para conseguir el mejor rendimiento de corte
• Larga vida útil y rendimientos extremadamente altos de nuestros productos de alta gama gracias al empleo del fleje óptimo
Unidades de venta: • Rollos de máx. 50 m • Hojas de sierra de cinta soldadas a medida
anchos de cinta: 13 a 125 mm
pasos de diente: S, K, T, TSNConsulte la página 8 para obtener más información al respecto.
Formas de diente: constantes: 1,25 a 4 dientes por pulgada (dpp)variables: 0,7 - 1,0 bis 3 - 4 dppConsulte la página 9 para obtener más información al respecto.
tipos de triscado: SDConsulte la página 9 para obtener más información al respecto.
diseños especiales: PW Disponible para los grupos de artículos: 541, 545, 548, 645, 648
Hojas de sierra de cinta de metal duro

Catálogo 2013/14 | 29
T = Diente trapezoidal
b1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
Grupo de artículos 545 FUTURA (aprox. 1600 HV)
• Innovadora geometría del diente para un elevado rendimiento de corte
• Para empleo general con aceros
FUTURA®
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 0,85 - 1,15 1,0 - 1,4 1,4 - 2 2 - 3 3 - 427 x 0,90 1-1/16 x 0,035 T34 x 1,10 1-3/8 x 0,042 T T41 x 1,30 1-5/8 x 0,050 T T T54 x 1,30 2-1/8 x 0,050 T T54 x 1,60 2-1/8 x 0,063 T T T T67 x 1,60 2-5/8 x 0,063 T T T T T80 x 1,60 3-1/8 x 0,063 T T T
Consulte la leyenda en la página 2 para obtener más información al respecto.
30 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
T = Diente trapezoidal
t1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
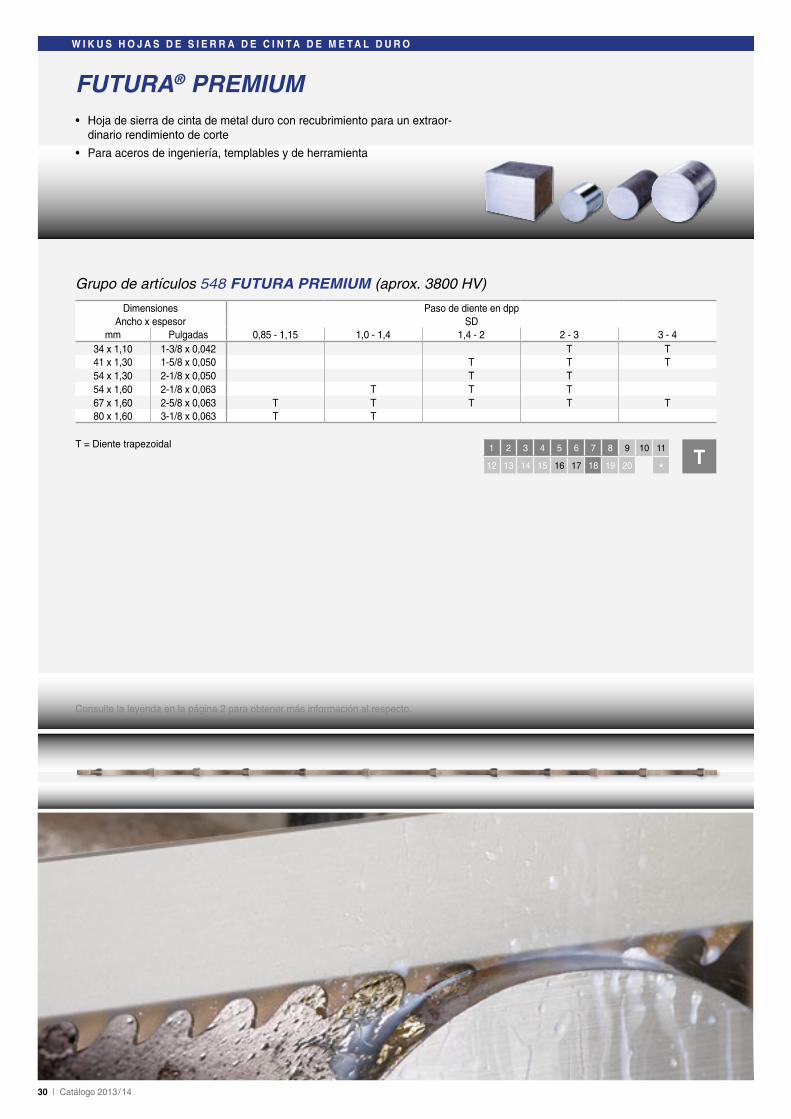
Grupo de artículos 548 FUTURA PREMIUM (aprox. 3800 HV)
• Hoja de sierra de cinta de metal duro con recubrimiento para un extraor-dinario rendimiento de corte
• Para aceros de ingeniería, templables y de herramienta
FUTURA® PREMIUM
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 0,85 - 1,15 1,0 - 1,4 1,4 - 2 2 - 3 3 - 434 x 1,10 1-3/8 x 0,042 T T41 x 1,30 1-5/8 x 0,050 T T T54 x 1,30 2-1/8 x 0,050 T T54 x 1,60 2-1/8 x 0,063 T T T67 x 1,60 2-5/8 x 0,063 T T T T T80 x 1,60 3-1/8 x 0,063 T T
Catálogo 2013/14 | 31
T = Diente trapezoidal
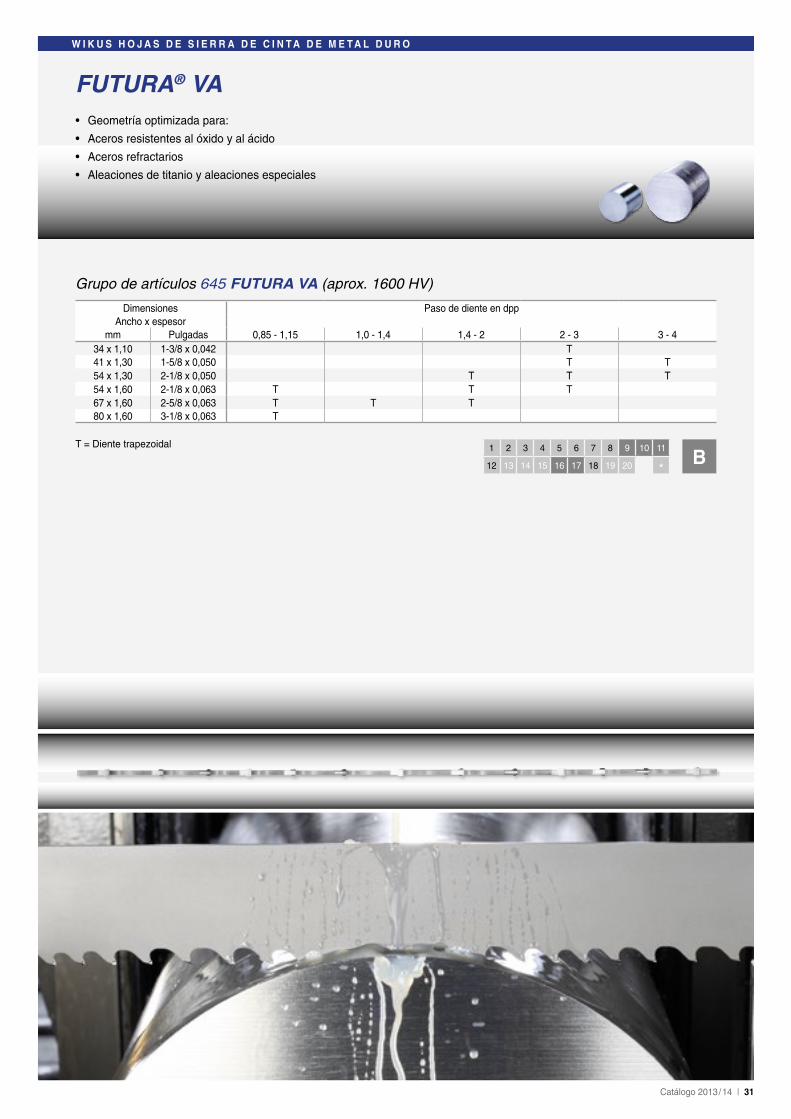
Grupo de artículos 645 FUTURA VA (aprox. 1600 HV)
• Geometría optimizada para:
• Aceros resistentes al óxido y al ácido
• Aceros refractarios
• Aleaciones de titanio y aleaciones especiales
FUTURA® VA
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor
mm Pulgadas 0,85 - 1,15 1,0 - 1,4 1,4 - 2 2 - 3 3 - 434 x 1,10 1-3/8 x 0,042 T41 x 1,30 1-5/8 x 0,050 T T54 x 1,30 2-1/8 x 0,050 T T T54 x 1,60 2-1/8 x 0,063 T T T67 x 1,60 2-5/8 x 0,063 T T T80 x 1,60 3-1/8 x 0,063 T
b1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
32 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
T = Diente trapezoidal
t1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
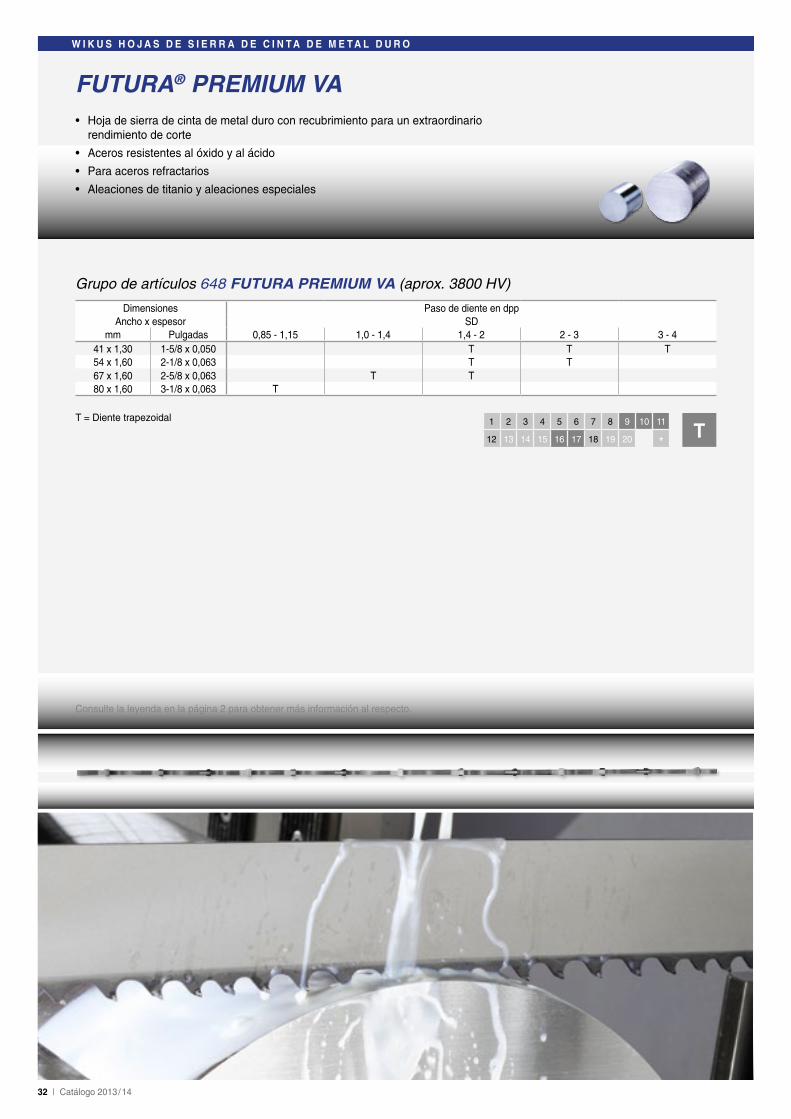
Grupo de artículos 648 FUTURA PREMIUM VA (aprox. 3800 HV)
• Hoja de sierra de cinta de metal duro con recubrimiento para un extraordinario rendimiento de corte
• Aceros resistentes al óxido y al ácido
• Para aceros refractarios
• Aleaciones de titanio y aleaciones especiales
FUTURA® PREMIUM VA
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 0,85 - 1,15 1,0 - 1,4 1,4 - 2 2 - 3 3 - 441 x 1,30 1-5/8 x 0,050 T T T54 x 1,60 2-1/8 x 0,063 T T67 x 1,60 2-5/8 x 0,063 T T80 x 1,60 3-1/8 x 0,063 T
Catálogo 2013/14 | 33
T = Diente trapezoidal
t1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
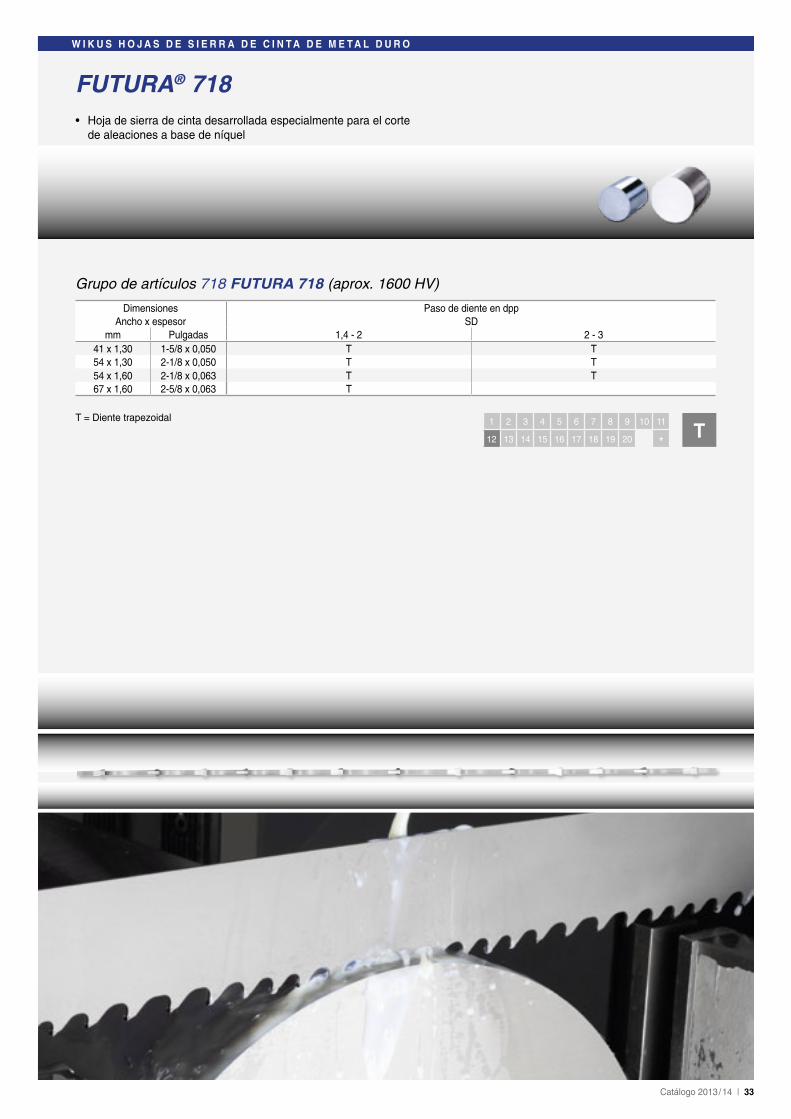
Grupo de artículos 718 FUTURA 718 (aprox. 1600 HV)
• Hoja de sierra de cinta desarrollada especialmente para el corte de aleaciones a base de níquel
FUTURA® 718
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 1,4 - 2 2 - 341 x 1,30 1-5/8 x 0,050 T T54 x 1,30 2-1/8 x 0,050 T T54 x 1,60 2-1/8 x 0,063 T T67 x 1,60 2-5/8 x 0,063 T

34 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
K = Diente en garra
K = Diente en garra
l1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
Grupo de artículos 541 DUROSET (aprox. 1600 HV)
Grupo de artículos 541 DUROSET NE (aprox. 1600 HV)
• Hoja de sierra de cinta de metal duro triscada para el mecanizado de aceros
• Para máquinas de sierra de cinta sin equipamiento para trabajar con cintas de metal durot
• NE: Hoja de sierra de cinta de metal duro con triscado extraamplio para el corte de metales no ferrosos
• NE: Para aplicaciones de fundición manuales
DUROSET ®
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 0,7 - 1,0 1,0 - 1,4 1,4 - 2 2 - 3 3 - 427 x 0,90 1-1/16 x 0,035 K34 x 1,10 1-3/8 x 0,042 K K41 x 1,30 1-5/8 x 0,050 K K K54 x 1,30 2-1/8 x 0,050 K54 x 1,60 2-1/8 x 0,063 K K67 x 1,60 2-5/8 x 0,063 K K80 x 1,60 3-1/8 x 0,063 K K
Dimensiones Paso de diente en dppAncho x espesor Triscado extraamplio
mm Pulgadas 2 320 x 0,80 3/4 x 0,032 K27 x 0,90 1-1/16 x 0,035 K34 x 1,10 1-3/8 x 0,042 K K
l1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
Catálogo 2013/14 | 35
TSN = Forma del diente TSN
S1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
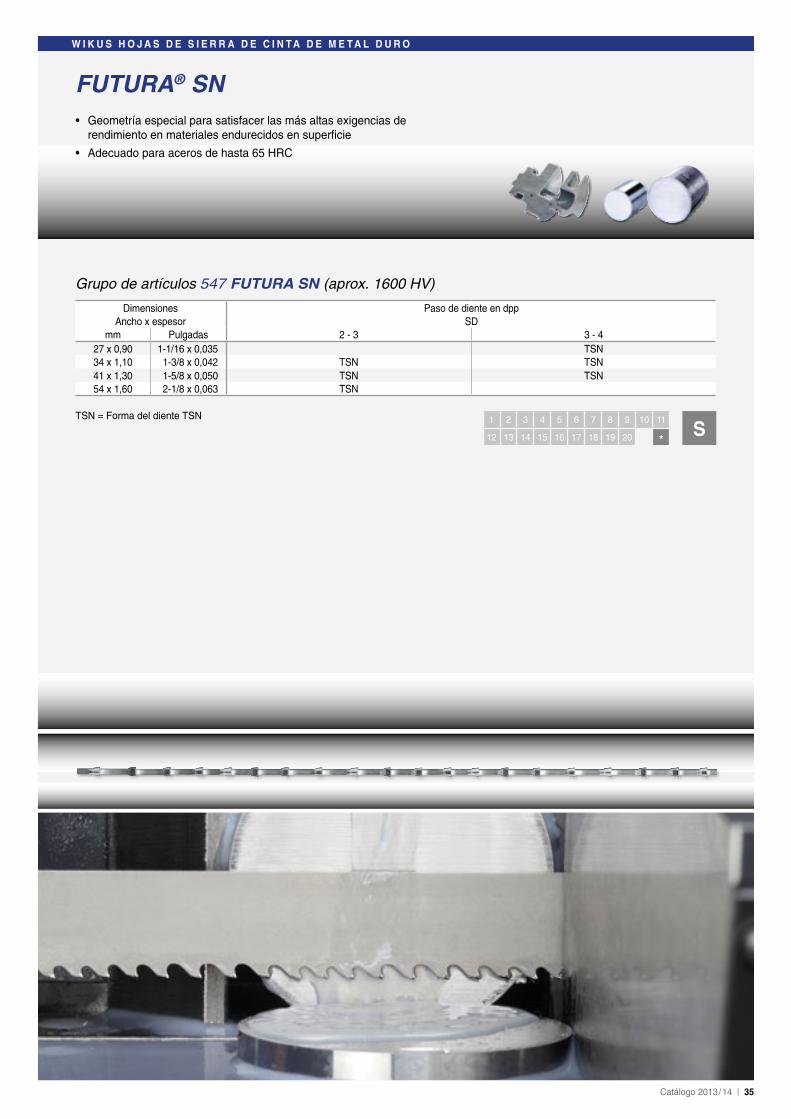
Grupo de artículos 547 FUTURA SN (aprox. 1600 HV)
• Geometría especial para satisfacer las más altas exigencias de rendimiento en materiales endurecidos en superficie
• Adecuado para aceros de hasta 65 HRC
FUTURA® SN
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 2 - 3 3 - 427 x 0,90 1-1/16 x 0,035 TSN34 x 1,10 1-3/8 x 0,042 TSN TSN41 x 1,30 1-5/8 x 0,050 TSN TSN54 x 1,60 2-1/8 x 0,063 TSN

36 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
T = Diente trapezoidal
S1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
Grupo de artículos 588 PROFIDUR (aprox. 3800 HV)
• Geometría del diente especial para vigas de acero con un ancho de viga superior a 300 mm
• Corte económico y bajo coste por corte, gracias a rendimiento de corte más alto
• Corte con pocas rebabas y excelente calidad de superficie
• Ahorro de capacidades de máquina y de recursos mediante proceso de mecanizado seguro
PROFIDUR®
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor
mm Pulgadas 2 - 3 3 - 454 x 1,60 2-1/8 x 0,063 T T67 x 1,60 2-5/8 x 0,063 T

Catálogo 2013/14 | 37
T = Diente trapezoidal
Diseño FG: rendimiento de corte máximoDiseño EG: calidad de superficie óptimDiseño PG: tubos y perfiles
Grupo de artículos 668 ARION (aprox. 3800 HV)
• Hoja de sierra de cinta con recubrimiento para un extraordinario rendi-miento de corte y una elevada productividad en máquinas especiales
• Para el corte masivo y piezas cortas de materiales sólidos
• Para aceros de ingeniería, templables y de herramienta
ARION®
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 0,7 - 1,0 1,0 - 1,4 1,4 - 2 2 - 3 3 - 4
Diseño FG
67 x 1,10 2-5/8 x 0,042 T T T80 x 1,10 3-1/8 x 0,042 T T T
100 x 1,10 4 x 0,042 T T T T125 x 1,30 5 x 0,050 T T
Diseño EG
54 x 1,10 2-1/8 x 0,042 T T67 x 1,10 2-5/8 x 0,042 T T T80 x 1,10 3-1/8 x 0,042 T T T
100 x 1,10 4 x 0,042 T T T T
Diseño PG
54 x 1,10 2-1/8 x 0,042 T T67 x 1,10 2-5/8 x 0,042 T T
S1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
38 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
T = Diente trapezoidal
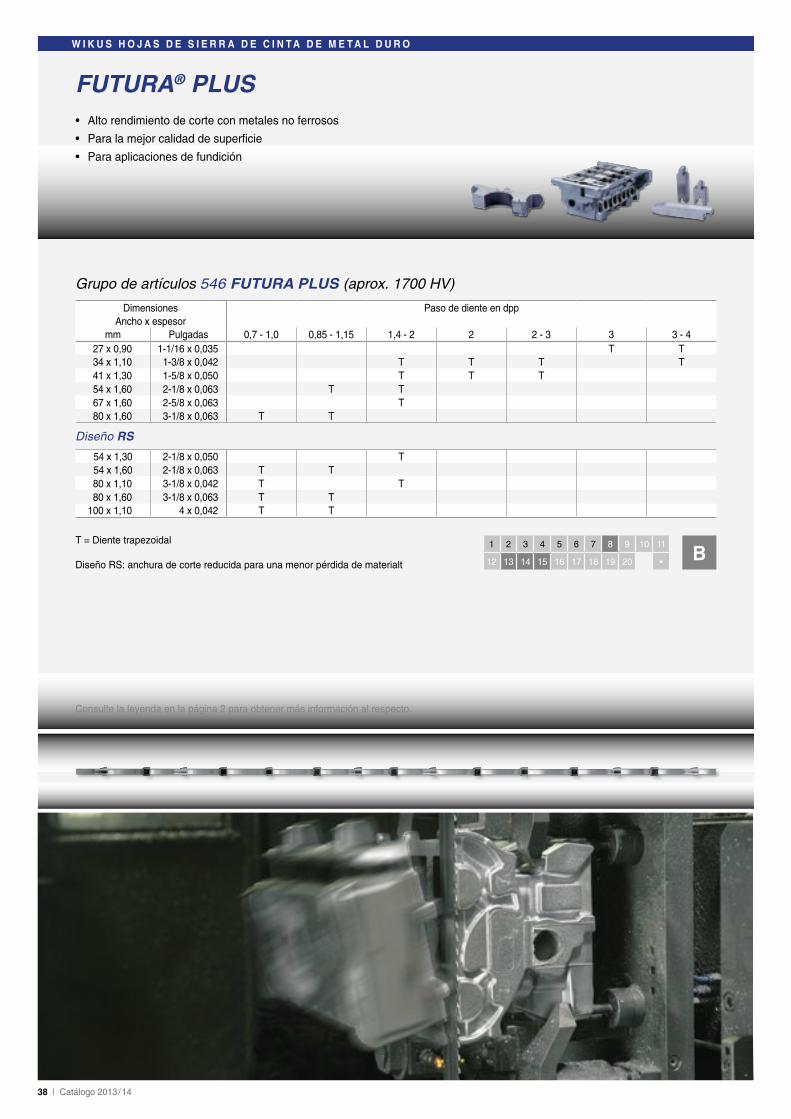
Diseño RS: anchura de corte reducida para una menor pérdida de materialt
Grupo de artículos 546 FUTURA PLUS (aprox. 1700 HV)
• Alto rendimiento de corte con metales no ferrosos
• Para la mejor calidad de superficie
• Para aplicaciones de fundición
FUTURA® PLUS
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor
mm Pulgadas 0,7 - 1,0 0,85 - 1,15 1,4 - 2 2 2 - 3 3 3 - 427 x 0,90 1-1/16 x 0,035 T T34 x 1,10 1-3/8 x 0,042 T T T T41 x 1,30 1-5/8 x 0,050 T T T54 x 1,60 2-1/8 x 0,063 T T67 x 1,60 2-5/8 x 0,063 T80 x 1,60 3-1/8 x 0,063 T T
Diseño RS
54 x 1,30 2-1/8 x 0,050 T54 x 1,60 2-1/8 x 0,063 T T80 x 1,10 3-1/8 x 0,042 T T80 x 1,60 3-1/8 x 0,063 T T
100 x 1,10 4 x 0,042 T T
b1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *

Catálogo 2013/14 | 39
T = Diente trapezoidal
t1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
Grupo de artículos 658 FUTURA PREMIUM AL (aprox. 3800 HV)
• Hoja de sierra de cinta de metal duro con recubrimiento, para un excelente rendimiento de corte, particularmente con aluminio y aleaciones de aluminio
FUTURA® PREMIUM AL
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 1,4 - 234 x 1,10 1-3/8 x 0,042 T41 x 1,30 1-5/8 x 0,050 T
40 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
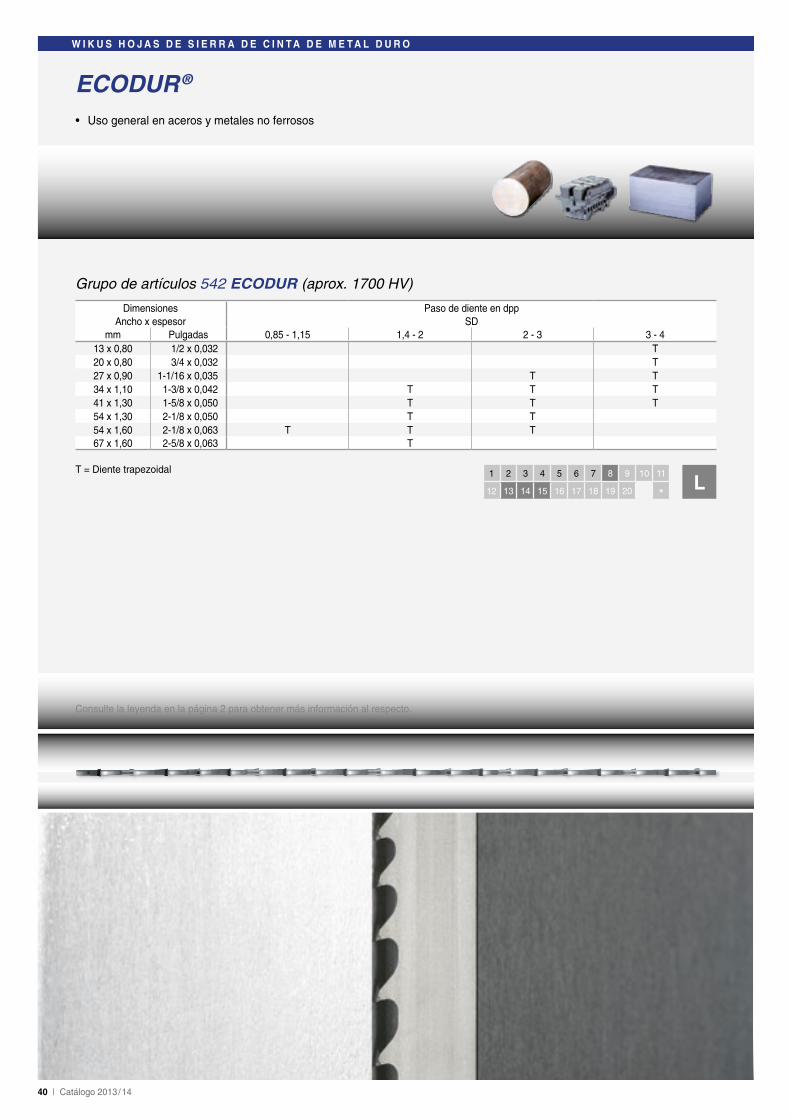
Grupo de artículos 542 ECODUR (aprox. 1700 HV)
• Uso general en aceros y metales no ferrosos
ECODUR®
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 0,85 - 1,15 1,4 - 2 2 - 3 3 - 413 x 0,80 1/2 x 0,032 T20 x 0,80 3/4 x 0,032 T27 x 0,90 1-1/16 x 0,035 T T34 x 1,10 1-3/8 x 0,042 T T T41 x 1,30 1-5/8 x 0,050 T T T54 x 1,30 2-1/8 x 0,050 T T54 x 1,60 2-1/8 x 0,063 T T T67 x 1,60 2-5/8 x 0,063 T
T = Diente trapezoidal
l1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *

Catálogo 2013/14 | 41
T = Diente trapezoidal
S1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
Grupo de artículos 549 TCTYRE (aprox. 1700 HV)
• Hoja de sierra de cinta especialmente desarrollada para neumáticos
TCTYRE®
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor
mm Pulgadas 2 - 3 3 - 427 x 0,90 1-1/16 x 0,035 T T34 x 1,10 1-3/8 x 0,042 T T41 x 1,30 1-5/8 x 0,050 T T54 x 1,60 2-1/8 x 0,063 T
42 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
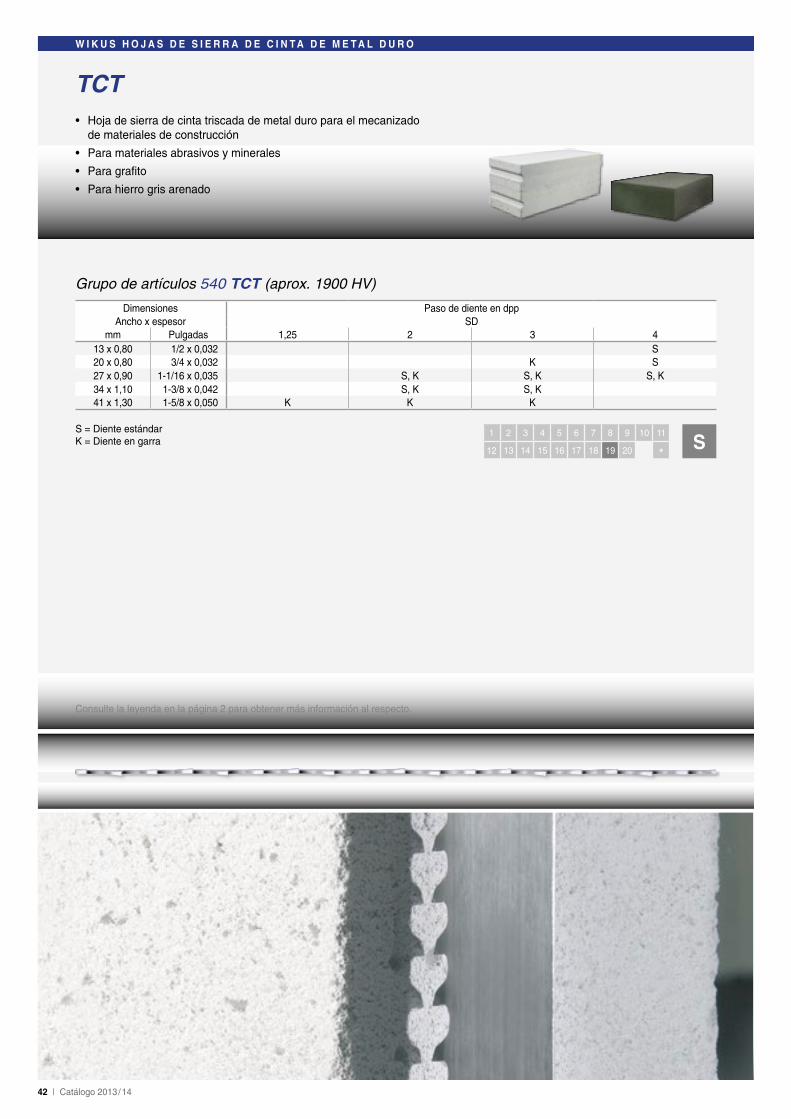
Grupo de artículos 540 TCT (aprox. 1900 HV)
• Hoja de sierra de cinta triscada de metal duro para el mecanizado de materiales de construcción
• Para materiales abrasivos y minerales
• Para grafito
• Para hierro gris arenado
TCT
W i K U S H o j a S d e S i e r r a d e c i n t a d e m e t a l d U r o
Dimensiones Paso de diente en dppAncho x espesor SD
mm Pulgadas 1,25 2 3 4 13 x 0,80 1/2 x 0,032 S20 x 0,80 3/4 x 0,032 K S27 x 0,90 1-1/16 x 0,035 S, K S, K S, K34 x 1,10 1-3/8 x 0,042 S, K S, K 41 x 1,30 1-5/8 x 0,050 K K K
S = Diente estándar K = Diente en garra S
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
Catálogo 2013/14 | 43
Hojas de sierra de cinta con recubrimiento de diamante
• Conocido por el hombre como el material más duro, los diamantes son capaces de cortar cualquier material, así como las aleaciones.
• Las propiedades especiales de los materiales de soporte desarrollados para WIKUS son perfectamente adecuadas para soportar el estrés que provocan las velocidades de corte extremadamente altas.
• Debido a las aplicaciones muy especiales de DIAGRIT, nosotros generalmente reco-mendamos que usted contacte con nuestro servicio técnico para adaptar las posibilida-des de combinación de los tamaños de grano y las dimensiones de la hoja de sierra de cinta a su aplicación.
Unidades de venta: Hojas de sierra de cinta soldadas a medida
anchos de cinta: 10 a 100 mm
recubrimiento de diamante: Continuo (K), segmentado (S), discontinuo (U) En paso de 6 a 30 mm
tamaños de grano: D91, D126, D181, D252, D356, D427, D601
opcional: Dimensiones de cinta alternativas bajo demanda.
44 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
W i K U S H o j a S d e S i e r r a d e c i n t a c o n r e c U b r i m i e n t o d e d i a m a n t e
Diseño VA = fleje de soporte de acero inoxidable
Dimensiones de cinta alternativas bajo demanda.t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
Grupo de artículos 570 DIAGRIT K (aprox. 9000 HV)
• Recubrimiento continuo
• Para empleo a alto rendimiento
• Para piezas de pequeñas dimensiones
DIAGRIT ® K
Dimensiones DimensionesAncho x espesor Ancho x espesor
mm Pulgadas mm Pulgadas10 x 0,50 3/8 x 0,020 27 x 0,90 1-1/16 x 0,03513 x 0,50 1/2 x 0,020 34 x 1,10 1-3/8 x 0,04213 x 0,65 1/2 x 0,025 41 x 0,50 1-5/8 x 0,02016 x 0,50 5/8 x 0,020 41 x 0,80 1-5/8 x 0,03220 x 0,50 3/4 x 0,020 41 x 1,30 1-5/8 x 0,05020 x 0,80 3/4 x 0,032 50 x 0,90 2 x 0,03527 x 0,50 1-1/16 x 0,020 54 x 1,10 2-1/8 x 0,04227 x 0,70 1-1/16 x 0,028
Diseño VA
13 x 0,50 1/2 x 0,020 41 x 0,50 1-5/8 x 0,02020 x 0,50 3/4 x 0,020 54 x 1,10 2-1/8 x 0,04227 x 0,50 1-1/16 x 0,020 60 x 0,50 2-1/3 x 0,020
Catálogo 2013/14 | 45
Diseño VA = fleje de soporte de acero inoxidable
Dimensiones de cinta alternativas bajo demanda.t
1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
Dimensiones DimensionesAncho x espesor Ancho x espesor
mm Pulgadas mm Pulgadas10 x 0,50 3/8 x 0,020 27 x 0,90 1-1/16 x 0,03513 x 0,50 1/2 x 0,020 34 x 1,10 1-3/8 x 0,04213 x 0,65 1/2 x 0,025 41 x 0,50 1-5/8 x 0,02016 x 0,50 5/8 x 0,020 41 x 0,80 1-5/8 x 0,03220 x 0,50 3/4 x 0,020 41 x 1,30 1-5/8 x 0,05020 x 0,80 3/4 x 0,032 50 x 0,90 2 x 0,03527 x 0,50 1-1/16 x 0,020 54 x 1,10 2-1/8 x 0,04227 x 0,70 1-1/16 x 0,028
Diseño VA
13 x 0,50 1/2 x 0,020 41 x 0,50 1-5/8 x 0,02020 x 0,50 3/4 x 0,020 54 x 1,10 2-1/8 x 0,04227 x 0,50 1-1/16 x 0,020 60 x 0,50 2-1/3 x 0,020
Grupo de artículos 572 DIAGRIT S (aprox. 9000 HV)
W i K U S H o j a S d e S i e r r a d e c i n t a c o n r e c U b r i m i e n t o d e d i a m a n t e
• Recubrimiento segmentado
• Para empleo a alto rendimiento
• Para piezas de medianas dimensiones
DIAGRIT ® S
46 | Catálogo 2013/14
Consulte la leyenda en la página 2 para obtener más información al respecto.
Dimensiones de cinta alternativas bajo demanda.
t1 2 3 4 5 6 7 8 9 10 11
12 13 14 15 16 17 18 19 20 *
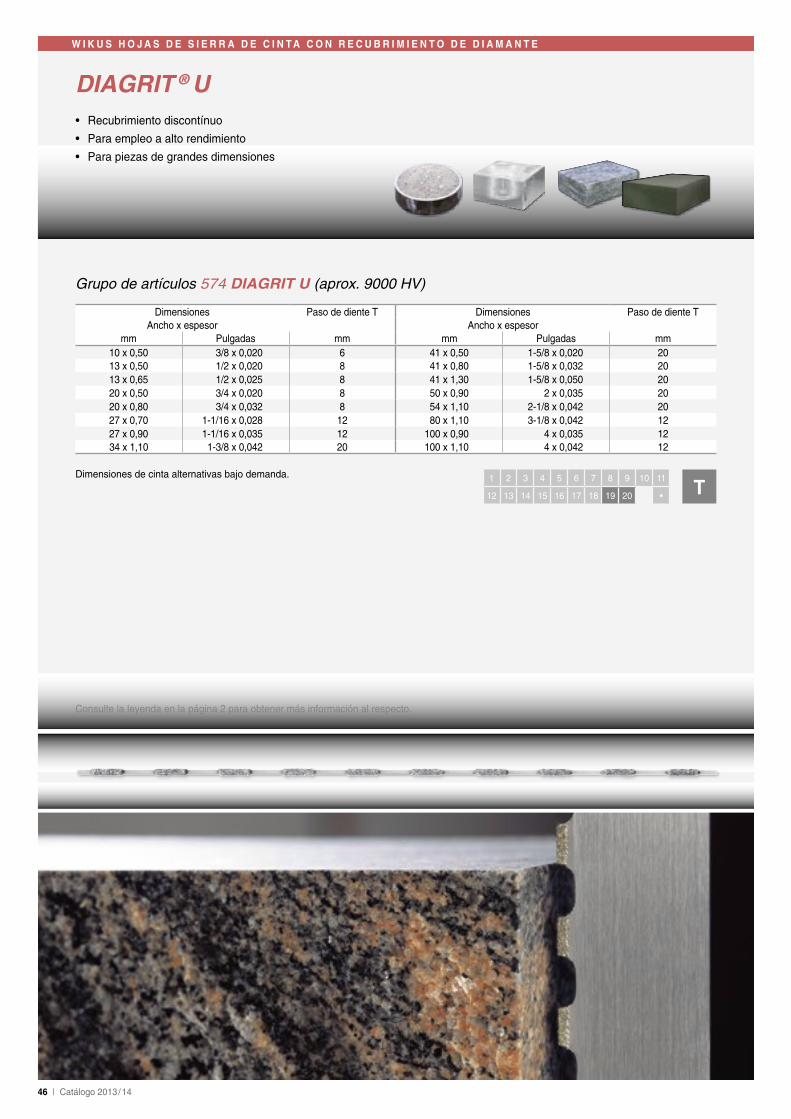
Grupo de artículos 574 DIAGRIT U (aprox. 9000 HV)
W i K U S H o j a S d e S i e r r a d e c i n t a c o n r e c U b r i m i e n t o d e d i a m a n t e
• Recubrimiento discontínuo
• Para empleo a alto rendimiento
• Para piezas de grandes dimensiones
DIAGRIT ® U
Dimensiones Paso de diente T Dimensiones Paso de diente TAncho x espesor Ancho x espesor
mm Pulgadas mm mm Pulgadas mm10 x 0,50 3/8 x 0,020 6 41 x 0,50 1-5/8 x 0,020 2013 x 0,50 1/2 x 0,020 8 41 x 0,80 1-5/8 x 0,032 2013 x 0,65 1/2 x 0,025 8 41 x 1,30 1-5/8 x 0,050 2020 x 0,50 3/4 x 0,020 8 50 x 0,90 2 x 0,035 2020 x 0,80 3/4 x 0,032 8 54 x 1,10 2-1/8 x 0,042 2027 x 0,70 1-1/16 x 0,028 12 80 x 1,10 3-1/8 x 0,042 1227 x 0,90 1-1/16 x 0,035 12 100 x 0,90 4 x 0,035 1234 x 1,10 1-3/8 x 0,042 20 100 x 1,10 4 x 0,042 12
Catálogo 2013/14 | 47
las reglas deslizables de datos de corte desarrolladas por WiKUS para las hojas de sierra de cinta bimetálicas y de metal duro ofrecen una ayuda práctica. Si lo prefiere, también puede utilizar el software paramaster® 3.0, el programa de datos de corte online de WiKUS que dispone de una gran variedad de funciones.Si desea obtener más información al respecto, consulte la página 5 o regístrese directamente en www.paramaster.de
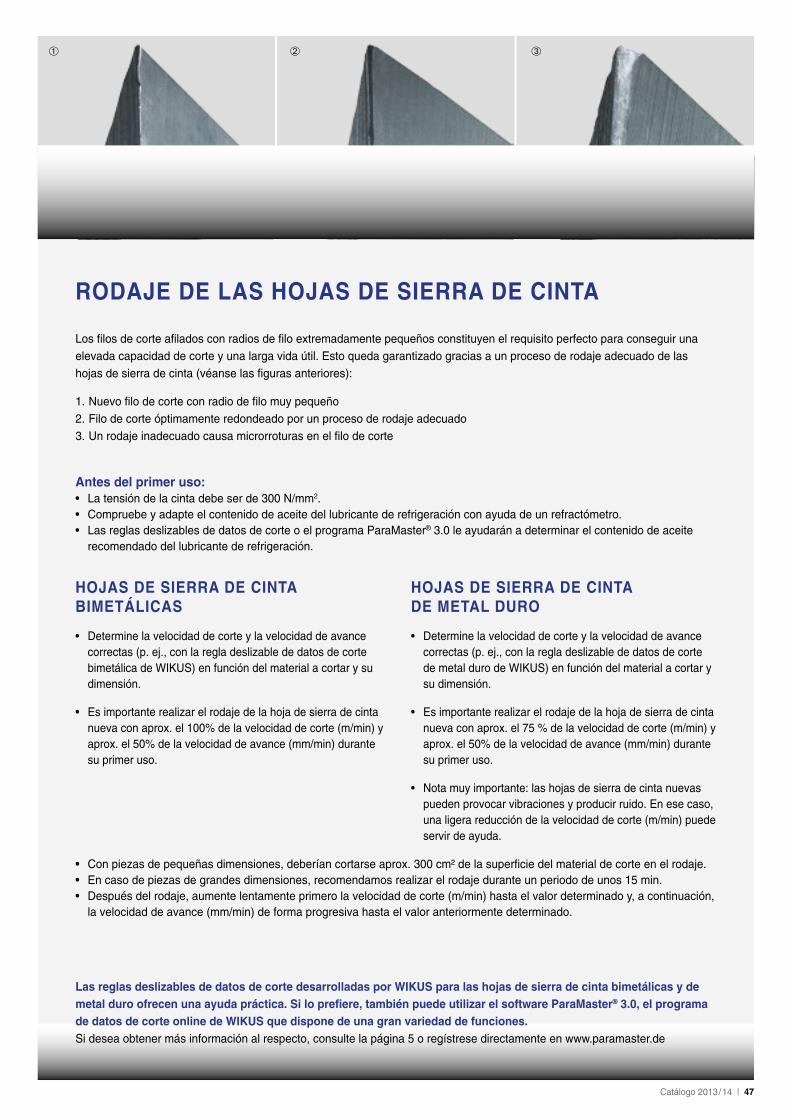
rodaje de laS HojaS de Sierra de cinta
Los filos de corte afilados con radios de filo extremadamente pequeños constituyen el requisito perfecto para conseguir una elevada capacidad de corte y una larga vida útil. Esto queda garantizado gracias a un proceso de rodaje adecuado de las hojas de sierra de cinta (véanse las figuras anteriores):
1. Nuevo filo de corte con radio de filo muy pequeño2. Filo de corte óptimamente redondeado por un proceso de rodaje adecuado3. Un rodaje inadecuado causa microrroturas en el filo de corte
antes del primer uso: • La tensión de la cinta debe ser de 300 N/mm2. • Compruebe y adapte el contenido de aceite del lubricante de refrigeración con ayuda de un refractómetro. • Las reglas deslizables de datos de corte o el programa ParaMaster® 3.0 le ayudarán a determinar el contenido de aceite
recomendado del lubricante de refrigeración.
HojaS de Sierra de cinta bimetálicaS
HojaS de Sierra de cinta de metal dUro
• Determine la velocidad de corte y la velocidad de avance correctas (p. ej., con la regla deslizable de datos de corte bimetálica de WIKUS) en función del material a cortar y su dimensión.
• Determine la velocidad de corte y la velocidad de avance correctas (p. ej., con la regla deslizable de datos de corte de metal duro de WIKUS) en función del material a cortar y su dimensión.
• Es importante realizar el rodaje de la hoja de sierra de cinta nueva con aprox. el 100% de la velocidad de corte (m/min) y aprox. el 50% de la velocidad de avance (mm/min) durante su primer uso.
• Es importante realizar el rodaje de la hoja de sierra de cinta nueva con aprox. el 75 % de la velocidad de corte (m/min) y aprox. el 50% de la velocidad de avance (mm/min) durante su primer uso.
• Nota muy importante: las hojas de sierra de cinta nuevas pueden provocar vibraciones y producir ruido. En ese caso, una ligera reducción de la velocidad de corte (m/min) puede servir de ayuda.
• Con piezas de pequeñas dimensiones, deberían cortarse aprox. 300 cm² de la superficie del material de corte en el rodaje. • En caso de piezas de grandes dimensiones, recomendamos realizar el rodaje durante un periodo de unos 15 min. • Después del rodaje, aumente lentamente primero la velocidad de corte (m/min) hasta el valor determinado y, a continuación,
la velocidad de avance (mm/min) de forma progresiva hasta el valor anteriormente determinado.

WiKUS-Sägenfabrik Wilhelm H. Kullmann gmbH & co. Kg
Melsunger Str. 30 34286 Spangenberg, Alemania
Tel.: +49 5663 500-0 Fax: +49 5663 500-57
www.wikus.com [email protected] © WIKUS-Sägenfabrik.
Todos los derechos reservados. Queda prohibida la reimpresión, incluso
parcialmente. Todos los datos se proporcionan sin garantía. A pesar de
realizar un control exhaustivo y regular, WIKUS no asume ningún tipo de
responsabilidad o garantía por la integridad, la exactitud o la actualidad
de la información facilitada. Las ilustraciones pueden divergir del original.
El programa de productos puede verse modificado tras la impresión.
Impreso en Alemania, 2013-09-01
Herramientas innovadoras de precisióndesarrolladas y fabricadas
en Spangenberg, Alemania
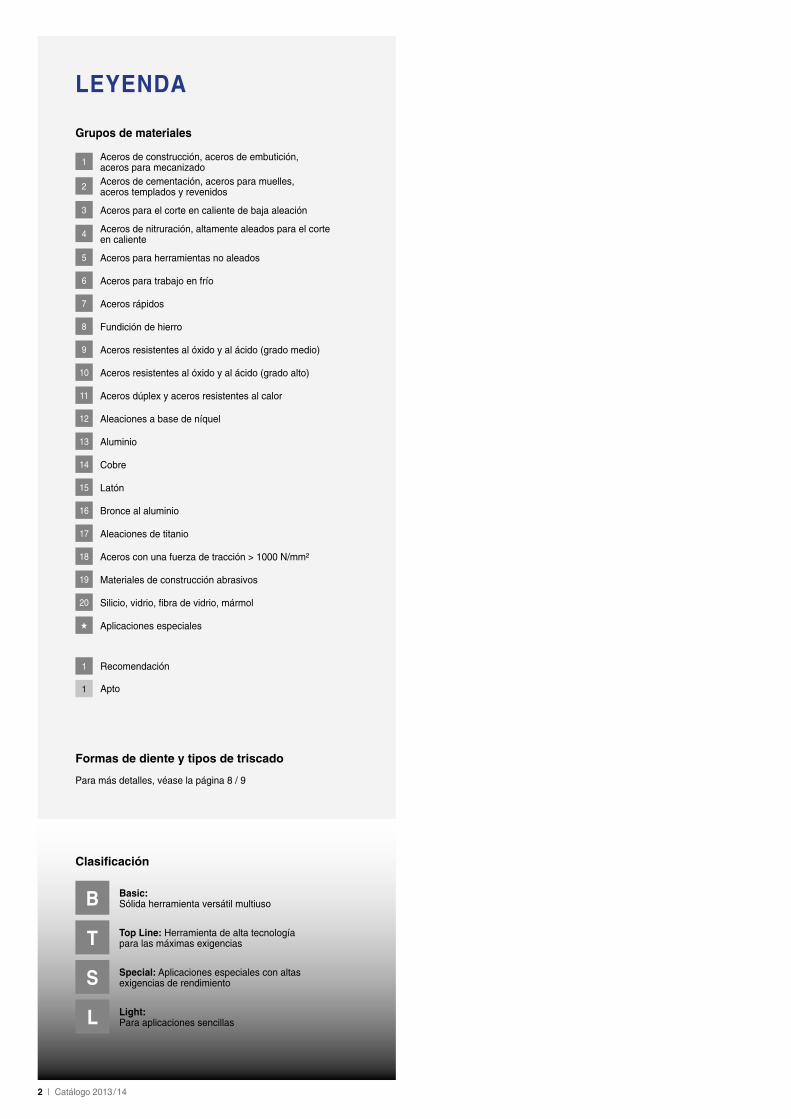
1 Aceros de construcción, aceros de embutición, aceros para mecanizado
2 Aceros de cementación, aceros para muelles, aceros templados y revenidos
3 Aceros para el corte en caliente de baja aleación
4 Aceros de nitruración, altamente aleados para el corte en caliente
5 Aceros para herramientas no aleados
6 Aceros para trabajo en frío
7 Aceros rápidos
8 Fundición de hierro
9 Aceros resistentes al óxido y al ácido (grado medio)
10 Aceros resistentes al óxido y al ácido (grado alto)
11 Aceros dúplex y aceros resistentes al calor
12 Aleaciones a base de níquel
13 Aluminio
14 Cobre
15 Latón
16 Bronce al aluminio
17 Aleaciones de titanio
18 Aceros con una fuerza de tracción > 1000 N/mm²
19 Materiales de construcción abrasivos
20 Silicio, vidrio, fibra de vidrio, mármol
★ Aplicaciones especiales
leyenda
Formas de diente y tipos de triscado
Para más detalles, véase la página 8 / 9
grupos de materiales
Recomendación
Apto
b basic: Sólida herramienta versátil multiuso
t top line: Herramienta de alta tecnología para las máximas exigencias
S Special: Aplicaciones especiales con altas exigencias de rendimiento
l light: Para aplicaciones sencillas
clasificación
2 | Catálogo 2013/14
1
1