grupo: “a” - itc
TRANSCRIPT
INGENIERIA INDUSTRIAL
PROPIEDADES DE LOS MATERIALES
M. C. Ángel Guerrero Navarrete
GRUPO: “A”
VISITA INDUSTRIAL
Equipo 7
Velázquez Bárcenas Jose Pablo
Vega Lara Juan Carlos
Vergara Salgado Rosa María
Zequera Segura Andrea Natali
Zamudio Hernández Miriam Guadalupe
23/04/2020

OBJETIVO: Conocer cómo es que se manipulan los diferentes tipos de
maquinaria que se tienen en un laboratorio, en este caso, torno, centro de
maquinado, extrusora de plásticos e inyectora de plásticos, maquinaria
disponible en el laboratorio a analizar.
INTRODUCCIÓN: La manufactura es un proceso industrial, la transformación
de las materias primas en un producto finalizado, listo para ser vendido. Es
importante conocer este concepto, ya que es una base para toda carrera que
tenga un enfoque en la industria, pues es el día a día de la misma.
CONCLUSIÓN: Podemos concluir que la manufactura es muy importante, por
no decir indispensable en la industria, pues implica un proceso de
transformación muy grande y vasto, pilar fundamental para la creación de
productos para ser llevados al comercio, y todo tipo de maquinaria tiene una
importancia dependiendo de qué tipo de acción se quiera realizar.
BIBLIOGRAFÍA:
Brian, U., Armando, E., & Aurelio, R. (14 de Diciembre de 2016). Laboratorio de
manufactura - ITCelaya. Obtenido de YouTube:
https://www.youtube.com/watch?v=rEkkphfXXMU
El torno. (s.f.). Obtenido de TECNOLOGIA:
https://www.areatecnologia.com/herramientas/torno.html
Torneado . (s.f.). Obtenido de Gestion deCompras :
https://www.gestiondecompras.com/es/productos/mecanizado/torneado
Askeland D. (1998. "Ciencia e Ingeniería de los Materiales". España:
International Thomson Editores
Urbina, B. (2016, diciembre 14). Laboratorio de manufactura – ITCelaya,
Recuperado de: https://www.youtube.com/watch?v=rEkkphfXXMU

MOTOREX. (2019). Todo lo que necesitas saber sobre los chillers de
enfriamiento. Abril 22, 2020, de MOTOREX Sitio web:
classroom.google.com/u/1/r/NDQyNTA4MzMzMjda/sort-last-name
Ing. Vargas, P. (2017). Qué Es El Moldeo Por Inyección De Plástico. Abril 22,
2020, de PRIVARSA Sitio web: https://www.privarsa.com.mx/moldeo-por-
inyeccion-de-plastico/

EL TORNO
Se denomina torno a un conjunto de máquinas y herramientas que permiten
mecanizar, roscar, cortar, trapeciar, agujerear, desbastar y ranurar piezas de
forma geométrica por revolución. Estas máquinas-herramienta funcionan
haciendo girar la pieza a mecanizar mientras una o varias herramientas de
corte son empujadas en un movimiento regulado o de avance contra la
superficie de la pieza, cortando la viruta de acuerdo con las condiciones
tecnológicas adecuadas. Desde el inicio de la Revolución industrial, el torno se
ha convertido en una máquina básica importante en el proceso industrial de
mecanizado.
Los materiales con los que se pueden
mecanizar piezas en los tornos, pueden
ser diversos, desde el acero y el hierro
de fundición entre los de mayor
dureza, el bronce y el latón que
son más blandos, alcanzando a
tornear hasta los más plásticos como
el nailon y el grilón, por ejemplo.
Los materiales más utilizados en operaciones de torneado y en otros procesos
de mecanizado son: Acero al carbono, cobre, acero inoxidable, aluminio, zinc y
magnesio.
Otros materiales factibles son el plomo, níquel, estaño, cerámicas, titanio,
termoplásticos y termoestables.

Funcionamiento
El funcionamiento es mediante un material base que se fija al mandril del torno,
entre el eje principal y el plato, se enciende el torno y se hace girar el mandril y
se mueven los carros donde está la cuchilla hasta el material base.
Con el carro auxiliar se mueve la cuchilla para realizar sobre la pieza base la
forma deseada.
La velocidad a la cual gira la pieza de trabajo en el torno es un factor
importante y puede influir en el volumen de producción y en la duración de la
herramienta de corte; una velocidad muy baja en el torno ocasionará pérdidas
de tiempo y una velocidad muy alta hará que la herramienta se desafile muy
pronto.
Es por ello, la velocidad y el avance correctos son importantes según el
material de la pieza y el tipo de herramienta de corte que se utilice, hoy en día
los tornos más modernos se llaman Tornos CNC o por control numérico. Estos
tornos utilizan un software o programa de ordenador con datos alfanuméricos
según los eje XYZ y que es capaz de controlar todos los movimientos del torno
para crear lo pieza definida mediante el programa y el ordenador que lleva
incorporado controla las velocidades y las posiciones.
Operaciones del torno
Cilindrado: Hacer un cilindro más pequeño partiendo de otro más grande
(cilindro base).
Torneado Cónico: Dar forma de cono o troncos de cono.
Contornos: Dar forma a una parte del cilindro base.

Formas: Hacer diferentes formas sobre el cilindro base.
Achaflanado: hacer un chaflán, o lo que es lo mismo, un corte o rebaje en una
arista de un cuerpo sólido.
Trozado: Cortar la pieza una vez terminada.
Roscado:. Hacer roscas para tuercas y tornillos.
Mandrinado: Agrandar un agujero.
Taladrado: Hacer agujeros.
Moleteado: Hacer un grabado sobre la pieza. La pieza con la que se hace se
llama "moleta" que lleva en su superficie la forma del grabado que queremos
hacer sobre la pieza.
Refrentado: Disminuir la longitud de la pieza.
Tipos de tornos
Actualmente se utilizan en la industria del mecanizado varios tipos de tornos,
cuya aplicación depende de la cantidad de piezas a mecanizar por serie, de la
complejidad de las piezas y de la dureza de las piezas.
Torno paralelo
El torno paralelo o mecánico es el tipo de torno que
evolucionó partiendo de los tornos antiguos cuando
se le fueron incorporando nuevos equipamientos que
lograron convertirlo en una de las máquinas
herramientas más importante que han existido.
Torno copiador

Tipo de torno que operando con un dispositivo
hidráulico y electrónico permite el torneado de piezas
de acuerdo a las características de la misma
siguiendo el perfil de una plantilla que reproduce una
réplica igual a la guía. Este tipo de tornos se utiliza
para el torneado de aquellas piezas que tienen
diferentes escalones de diámetros, que han sido
previamente forjadas o fundidas y que tienen poco
material excedente.
Torno revólver
Torno diseñado para mecanizar piezas sobre las
que sea posible el trabajo simultáneo de varias
herramientas con el fin de disminuir el tiempo total
de mecanizado. Las piezas que presentan esa
condición son aquellas que, partiendo de barras,
tienen una forma final de casquillo o similar. Una vez
que la barra queda bien sujeta, se va taladrando,
mandrilando, roscando o escariando la parte interior
mecanizada y a la vez se puede ir cilindrando,
refrentando, ranurando, roscando y cortando con
herramientas de torneado exterior.
Torno automático
Tipo de torno cuyo proceso de trabajo está
enteramente automatizado. Estos tornos pueden ser
de un solo husillo o de varios husillos:
- Los de un solo husillo se emplean básicamente
para el mecanizado de piezas pequeñas que
requieran grandes series de producción.
- Cuando se trata de mecanizar piezas de
dimensiones mayores se utilizan los tornos
automáticos multihusillos donde de forma
programada en cada husillo se va realizando una
parte del mecanizado de la pieza. Como los husillos
van cambiando de posición, el mecanizado final de
la pieza resulta muy rápido porque todos los husillos
mecanizan la misma pieza de forma simultánea.

Torno vertical
El torno vertical es una variedad de torno, de eje
vertical, diseñado para mecanizar piezas de gran
tamaño, que van sujetas al plato de garras u otros
operadores y que por sus dimensiones o peso harían
difícil su fijación en un torno horizontal. Los tornos
verticales no tienen contrapunto sino que el único
punto de sujeción de las piezas es el plato horizontal
sobre el cual van apoyadas. La manipulación de las
piezas para fijarlas en el plato se hace mediante
grúas de puente o polipastos.
Torno CNC
El torno CNC es un torno dirigido por control
numérico por computadora. Ofrece una gran
capacidad de producción y precisión en el
mecanizado por su estructura funcional y la
trayectoria de la herramienta de torneado es
controlada por un ordenador que lleva incorporado,
el cual procesa las órdenes de ejecución contenidas
en un software. Es una máquina que resulta rentable
para el mecanizado de grandes series de piezas
sencillas, sobre todo piezas de revolución, y permite
mecanizar con precisión superficies curvas
coordinando los movimientos axial y radial para el
avance de la herramienta.
La velocidad de giro de cabezal portapiezas, el
avance de los carros longitudinal y transversal y las
cotas de ejecución de la pieza están programadas y,
por tanto, exentas de fallos imputables al operario de
la máquina.
INYECTORA DE PLASTICOS
El proceso de moldeo por inyección es la técnica más popular para fabricar
piezas de plástico. Esto se debe a la enorme variedad de formas en las que se
puede moldear este material, aun cuando sean complejas, además de que es
un proceso rápido y eficiente.
Principio de funcionamiento: En una máquina se funde material plástico, el
cual se inyecta en un molde que le da la forma deseada.
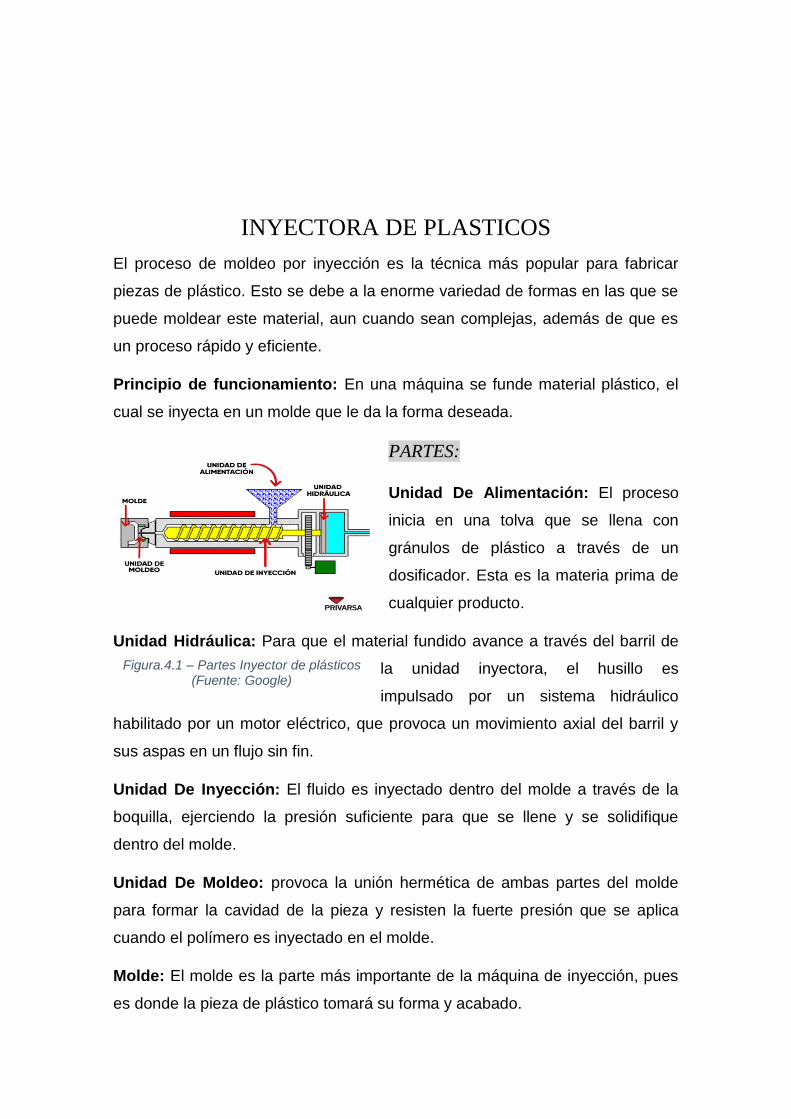
PARTES:
Unidad De Alimentación: El proceso
inicia en una tolva que se llena con
gránulos de plástico a través de un
dosificador. Esta es la materia prima de
cualquier producto.
Unidad Hidráulica: Para que el material fundido avance a través del barril de
la unidad inyectora, el husillo es
impulsado por un sistema hidráulico
habilitado por un motor eléctrico, que provoca un movimiento axial del barril y
sus aspas en un flujo sin fin.
Unidad De Inyección: El fluido es inyectado dentro del molde a través de la
boquilla, ejerciendo la presión suficiente para que se llene y se solidifique
dentro del molde.
Unidad De Moldeo: provoca la unión hermética de ambas partes del molde
para formar la cavidad de la pieza y resisten la fuerte presión que se aplica
cuando el polímero es inyectado en el molde.
Molde: El molde es la parte más importante de la máquina de inyección, pues
es donde la pieza de plástico tomará su forma y acabado.
Figura.4.1 – Partes Inyector de plásticos (Fuente: Google)

Las partes del molde son:
Canales: Son los conductos por donde pasa el polímero fundido hacia la
cavidad debido a la presión aplicada por la unidad de inyección.
Cavidad: Es el espacio donde el polímero inyectado toma la forma de la
pieza.
Respiradores: Son conductos por los cuales sale al aire de la cavidad,
conforme entra el fluido de plástico fundido.
Sistema de enfriamiento: Son los conductos por donde circula el
refrigerante para regular la temperatura del molde. El enfriamiento es un
factor crucial, pues de esto depende que la pieza no tenga
deformaciones o que la superficie final sea la esperada.
Pernos botadores: Al abrir el molde, estos pernos ubicados en expulsan
la pieza moldeada fuera de la cavidad.
FUNCIONAMIENTO:
El moldeo por inyección refiere a los polímeros termoplásticos calentados por
encima de la temperatura de fusión, mediante una máquina de extrusión, los
cuales son forzados a entrar en una matriz cerrada a través de un pequeño
orificio llamado compuerta, este molde debe estar frio y cerrado a presión, una
vez que ha sido inyectado el material se enfría dentro del molde dependiendo
las especificaciones del material, se solidifica y se obtiene una pieza moldeada;
este proceso es similar a la fundición o inyección a presión de metales. Un
émbolo o algún mecanismo especial de
tornillo aplican presión para obligar al
polímero caliente a entrar en la matriz.
De esta manera se produce una amplia
diversidad de productos, desde tazas,
peines y engranes hasta botes para la
basura.
Es dependiendo del material que se Figura. 4.2 - Inyectora de plásticos (Fuente: Laboratorio de Manufactura ITCelaya)

utilizo se debe conocer la temperatura ideal para trabajar con él, así como otros
parámetros obtenido de la ficha de trabajo del material y el acabado se
determina por las cavidades del molde que se utilizó.
NOTAS:
Calentar la maquina inyectora antes de su utilización
El programa cargado deberá indicar a la maquina las temperaturas. Cantidad de
material inyectado, tiempo de secado, velocidades de abierto y cerrado del
molde y la presión para el cierre del mismo.
Los limitantes mas importantes son el limite de apertura para el molde y
cantidad máxima posible a plastificar
“MASTERBATCH”
Si en la pieza final se desea un color especial se
añade otro pellet en pequeñas cantidades,
llamado masterbatch, conocido cotidianamente
como master o colorante, el cual es una mezcla
concentrada de pigmentos o aditivos dispersados
dentro de una resina portadora que se presenta
en forma de granza. Esta dispersión de pigmento
se realiza mediante finísimas partículas
incorporadas a un soporte plástico compatible con la resina a colorear. La
calidad de un masterbatch se mide, entre otras cosas, por el tamaño de
partícula del pigmento incorporado, por el grado de dispersión de este y por la
calidad de la resina base y su compatibilidad con la resina a colorear. La
concentración pigmentaria oscila entre el 15 al 30% para pigmentos orgánicos
y hasta un 60% cuando se trata de pigmentos inorgánicos. Las dosis a utilizar
en el proceso usualmente varían entre 1% a 3.0%.
“CHILLER”
Detrás de la maquina inyectora se encuentra un “chiller”, el cual es una
máquina frigorífica cuyo cometido es enfriar un medio líquido, generalmente
agua, en palabras sencillas, un chiller de enfriamiento es un sistema de aire
acondicionado muy grande. La diferencia está en que el funcionamiento cambia
Figura.4.3 - Masterbatch de color (Fuente: Cromex S.A)
debido a su gran tamaño. Sirve como un sistema auxiliar de protección para
evitar un sobre calentamiento tanto en la parte de la unidad de inyección para
mantener el equipo eléctrico y mecánico dentro del límite térmico apropiado y
no dañarlo, así como en el molde del plástico caliente que es inyectado,
soplado, extruido o sellado.
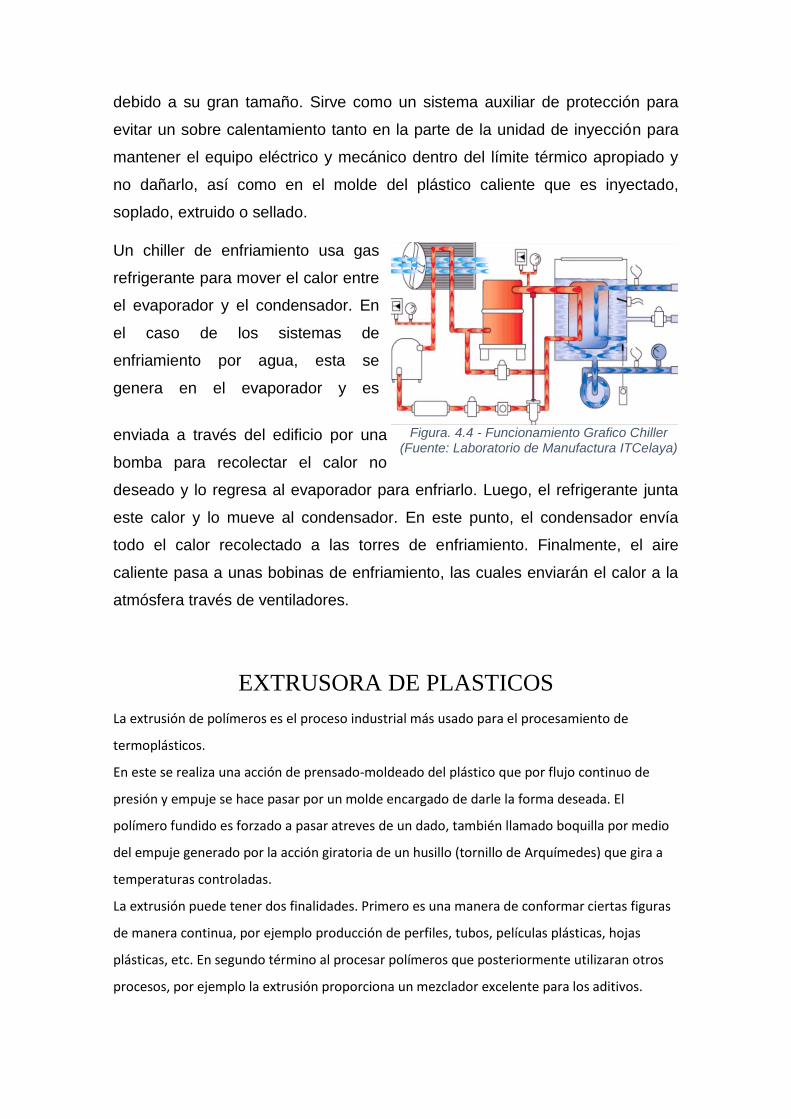
Un chiller de enfriamiento usa gas
refrigerante para mover el calor entre
el evaporador y el condensador. En
el caso de los sistemas de
enfriamiento por agua, esta se
genera en el evaporador y es
enviada a través del edificio por una
bomba para recolectar el calor no
deseado y lo regresa al evaporador para enfriarlo. Luego, el refrigerante junta
este calor y lo mueve al condensador. En este punto, el condensador envía
todo el calor recolectado a las torres de enfriamiento. Finalmente, el aire
caliente pasa a unas bobinas de enfriamiento, las cuales enviarán el calor a la
atmósfera través de ventiladores.
EXTRUSORA DE PLASTICOS
La extrusión de polímeros es el proceso industrial más usado para el procesamiento de
termoplásticos.
En este se realiza una acción de prensado-moldeado del plástico que por flujo continuo de
presión y empuje se hace pasar por un molde encargado de darle la forma deseada. El
polímero fundido es forzado a pasar atreves de un dado, también llamado boquilla por medio
del empuje generado por la acción giratoria de un husillo (tornillo de Arquímedes) que gira a
temperaturas controladas.
La extrusión puede tener dos finalidades. Primero es una manera de conformar ciertas figuras
de manera continua, por ejemplo producción de perfiles, tubos, películas plásticas, hojas
plásticas, etc. En segundo término al procesar polímeros que posteriormente utilizaran otros
procesos, por ejemplo la extrusión proporciona un mezclador excelente para los aditivos.
Figura. 4.4 - Funcionamiento Grafico Chiller (Fuente: Laboratorio de Manufactura ITCelaya)

La extrusión, por su versatilidad y amplia aplicación, suele dividirse en varios tipos,
dependiendo de la forma del dado y del producto extruido.
Así la extrusión puede ser:
De tubo y perfil
De película tubular
De lámina y película plana
Recubrimiento de cable
De monofilamento
Para pelletización y fabricación de compuestos.
Independientemente del tipo de extrusión que se quiera analizar, todos guardan similitud
hasta llegar al dado extrusor.
DESCRIPCION DEL EQUIPO
Tolva: Es el contenedor que se utiliza para introducir la
materia prima a la maquina. Se debe tener dimensiones y
diseños adecuados para ser completamente funcional; los
diseños mal planeados, principalmente en los ángulos de
bajada de material, pueden provocar estancamientos y
paros en la producción.
- En materiales que se compactan fácilmente, una tolva con sistema vibratorio
puede resolver el problema, rompiendo los puentes de
material formados y permitiendo la caída del material a
la garganta de alimentación.
- Si tolva en vibración no es suficiente, la tolva tipo
crammer es la única que puede formar el material a fluir,
empleando un tornillo para lograr la alimentación.

- Las tolvas de secado son usadas para eliminar la humedad del material que está
siendo procesado, sustituyen a equipos de secado independientes de la máquina.
- En sistemas de extrusión con mayor grado de automatización, se cuenta con
sistemas de transporte de material desde contenedores hasta la tolva, por medios
neumáticos o mecánicos.
- Otros equipos auxiliares son los dosificadores de aditivos a la tolva y los imanes o
magnetos para la obstrucción del paso de materiales ferrosos, que puedan dañar
el husillo y otras partes internas del extrusor.
Barril o Cañón: Es un cilindro metálico que aloja al husillo y constituye el cuerpo principal de
una máquina de extrusión, conforma, junto con el tornillo de extrusión, la cámara de fusión y
bombeo de la extrusora. El barril debe tener una compatibilidad y resistencia al material que
esté procesando.
En el diseño de todo cilindro de extrusión se busca:
1) Máxima durabilidad.
2) Alta transferencia de calor.
3) Mínimo cambio dimensional con la temperatura.
Husillo: consiste en un cilindro largo rodeado por un filete
helicoidal. El tornillo es una de las partes más importantes ya que
contribuye a realizar las funciones de transportar, calentar,
fundir y mezclar el material. La estabilidad del proceso y la calidad del producto dependen en
gran medida del diseño del tornillo. Los parametros más importantes en el diseño del tornillo
son su longuitud (L), diametro (D), el ángulo del filete (ᶿ) y el paso de rosca (w).
El Cabezal y Boquilla: conforman o proporcionan la forma del extrudado.
- De forma detallada, los principales componentes de un cabezal para la extrusión
son:
Plato rompedor y filtros: El plato es el rompedor del patrón de
flujo en espiral que el tornillo imparte; mientras que los filtros
eliminan el extrudado partículas y/o grumos provenientes de
impurezas, carbonización, pigmentos y/o aditivos, etc.
VENTAJAS Y DESVENTAJAS
Presenta alta productividad y es el proceso más importante de obtención de formas
plásticas en volumen de producción.

Su operación es de las más sencillas, ya que una vez establecidas las condiciones de
operación, la producción continúa sin problemas siempre y cuando no exista un
disturbio mayor.
o La mayor parte de los productos obtenidos de una línea de extrusión requieren de
procesos posteriores con el fin de habilitar adecuadamente el artículo, como en el caso
del sellado y cortado, para la obtención de bolsas a partir de película tubular o la
formación de la unión o socket en el caso de tubería.
CENTRO DE MAQUINADO
o Hoy en día, los centros de maquinado son ampliamente utilizados en los sitios de
fabricación. Los centros de maquinado son equipos críticos para el maquinado de
piezas y componentes metálicos, además de su objetivo principal de fabricación de
matrices.
o Los centros de maquinado cuentan con una función computarizada de cambio
automático de herramienta. Generalmente, un operador debe intercambiar las
herramientas en una máquina herramienta CN. En cambio, los centros de maquinado
cuentan con un brazo de cambio que recupera e intercambia automáticamente las
herramientas, desde un depósito de herramientas, donde se ubican durante el
maquinado de las piezas. Esto ahorra tiempo y esfuerzos necesarios para los cambios
de herramientas estándar y, en consecuencia, permite operaciones automatizadas y
ahorradoras de energía, al mismo tiempo que se reducen los costos.
o Clasificacion
o Los centros de maquinado pueden clasificarse ampliamente en tres tipos, según su
estructura: horizontal, vertical y tipo pórtico. El
tipo horizontal, el primero en desarrollarse, se
puede definir simplemente como una máquina en
la que el eje al que se une la herramienta de corte
se monta horizontalmente (o paralelo al piso). En
contraste, los tipos verticales tienen el husillo en
posición vertical. Los tipos de pórtico, por otro
lado, tienen una estructura en forma de puerta
con el eje montado en el techo de la puerta, mirando hacia abajo.

o Usando el tipo vertical como el que está presente en el Tecnologico de Celaya, la
estructura general de un centro de maquinado consiste en una parte de base llamada
cama en la parte inferior, una silla que se mueve sobre la cama, una mesa unida a la
parte superior de la silla para colocar la materia bruta, una columna instalada
perpendicularmente a la cama, y una cabeza de husillo donde se fijan las herramientas
de corte.
o
o Centro de maquinado vertical
o Su control computarizado se basa en un control numérico, esto quiere decir que los
centros de mecanizado vertical funcionan a través de coordenadas para planificar y
especificar el movimiento del corte. La programación de los cortes puede ser de forma
manual realizando los cálculos que se necesiten para modelar el corte que se desea o
puede ser a través de programación automática, donde se le proporciona otro tipo de
información a la computadora la cual realizara sola la trasformación de los datos en los
tipos de cortes que se necesiten.
o Puede realizar otras operaciones de mecanizado además del fresado, a pesar de que el
fresado es la función más empleada y común, también puede realizar funciones de
taladrado y roscado de alta precisión.
o

o En resumen, los centros de mecanizado vertical son una maquinaria no portable
computarizada a través de un control numérico que permite realizar cortes y
modificaciones en piezas metálicas con una alta precisión y buen acabado a una gran
velocidad. Además de cortes puede realizar taladrado y roscado de las piezas con un
cambio de las piezas de la máquina de forma automática y veloz, todo controlado por
una computadora lo cual elimina los errores humanos en la modificación de la pieza.
o