fresas metal duro - sumecsl.com · desarrollada para el mecanizado de alto rendimiento en aceros de...
TRANSCRIPT

FRESAS METAL DURO
ALTO RENDIMIENTO

REVOLUCIONA REVOLUCIONA EL FRESADOEL FRESADO
VentajasVentajasLa gama de fresas Z-Carb aumenta la productividad en la mayoría de operaciones de fresado, gracias a una mayorcapacidad de corte de la herramienta. En operaciones de fresado en profundidad con altos avances acostumbran aaparecer vibraciones que originan la pérdida del filo de corte o la rotura de la herramienta. La fresa Z-Carb de SGSreduce esas vibraciones aumentando la vida útil y el rendimiento de corte de la herramienta.Las herramientas Z-Carb están recubiertas con Ti-NAMITE-A y Ti-NAMITE-X que proporcionan alta resistencia al calorgenerado durante las operaciones de corte más agresivas.La fresa Z-Carb garantiza una excelente rigidez en el mecanizado de desbaste con gran arranque de viruta.
GGeeoommeett rr ííaa ddee ccoorr ttee ppaatteennttaaddaa:: HHééll iiccee vvaarr iiaabbllee
- Es aconsejable el uso de portaherramientas de gran amarre y con la mínima longitud posible sobre todo en fresados dealto rendimiento con gran arranque de viruta.
- Evitar el fresado de la viruta.- En el fresado de cajeras, el mejor método posible de inicio de trabajo es realizar un acercamiento en rampa o
interpolación circular (aproximadamente 6º, reduciendo el avance un 50% de las condiciones recomendadas).- Excelente rigidez en el mecanizado de desbaste con gran arranque de viruta.
RecomendacionesRecomendaciones
Diseño resistente a v ibracionesDiseño resistente a v ibraciones
- Mejora los acabados superficiales
Excelente arranque de materialExcelente arranque de material
- Aumento de la profundidad de corte - Aumento de las gamas de avance
Aumento de duración de herramientaAumento de duración de herramienta
- Metal duro micrograno Premium- Recubrimientos - Radios tóricos- Destalonado excéntrico.
Flexión mínima de la herramientaFlexión mínima de la herramienta
- Reducción de las vibraciones- Mejora del control dimensional
Mater ia les a mecanizarMater ia les a mecanizar
- Aceros al carbono- Aceros de herramienta- Fundición- Aceros inoxidables- Titanio/Aleaciones resistentes a altas
temperaturas
-28-
y
-29-
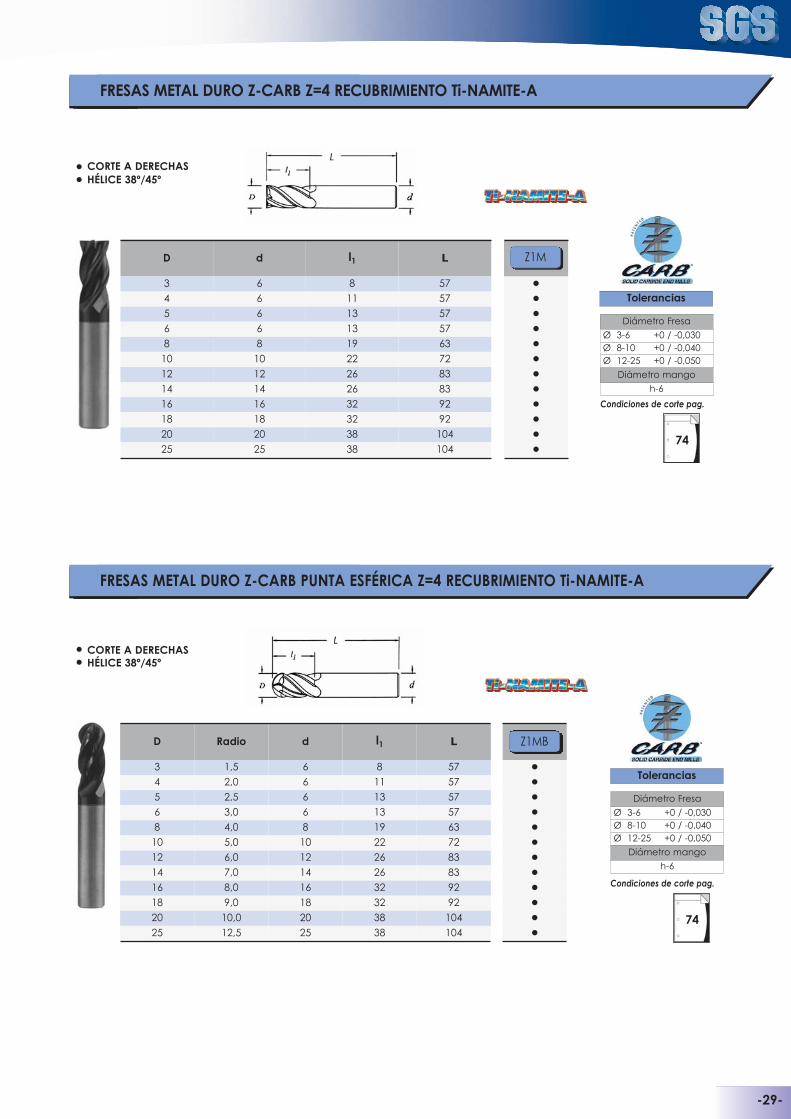
FRESAS METAL DURO Z-CARB Z=4 RECUBRIMIENTO Ti-NAMITE-A
D d l1 L
3 6 8 574 6 11 575 6 13 576 6 13 578 8 19 63
10 10 22 7212 12 26 8314 14 26 8316 16 32 9218 18 32 9220 20 38 10425 25 38 104
l
l
l
l
l
l
l
l
l
l
l
l
CORTE A DERECHASHÉLICE 38º/45º
Tolerancias
Diámetro Fresa
Ø 3-6 +0 / -0,030Ø 8-10 +0 / -0,040Ø 12-25 +0 / -0,050
Diámetro mango
h-6
Condiciones de corte pag.
74
FRESAS METAL DURO Z-CARB PUNTA ESFÉRICA Z=4 RECUBRIMIENTO Ti-NAMITE-A
D Radio d l1 L
3 1,5 6 8 574 2,0 6 11 575 2,5 6 13 576 3,0 6 13 578 4,0 8 19 63
10 5,0 10 22 7212 6,0 12 26 8314 7,0 14 26 8316 8,0 16 32 9218 9,0 18 32 9220 10,0 20 38 10425 12,5 25 38 104
l
l
l
l
l
l
l
l
l
l
l
l
CORTE A DERECHASHÉLICE 38º/45º
Tolerancias
Diámetro Fresa
Ø 3-6 +0 / -0,030Ø 8-10 +0 / -0,040Ø 12-25 +0 / -0,050
Diámetro mango
h-6
Condiciones de corte pag.
74
Z1M
Z1MB
••
••
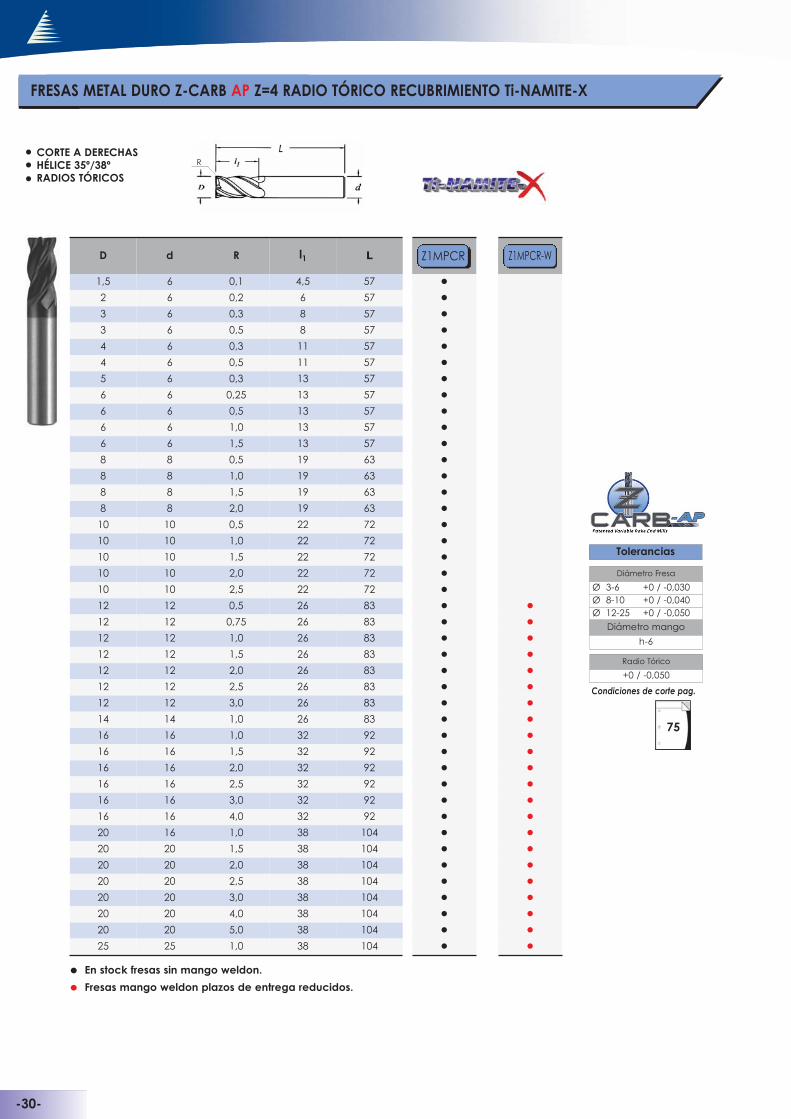
FRESAS METAL DURO Z-CARB AP Z=4 RADIO TÓRICO RECUBRIMIENTO Ti-NAMITE-X
D d R l1 L
1,5 6 0,1 4,5 57
2 6 0,2 6 57
3 6 0,3 8 57
3 6 0,5 8 57
4 6 0,3 11 57
4 6 0,5 11 57
5 6 0,3 13 57
6 6 0,25 13 57
6 6 0,5 13 57
6 6 1,0 13 57
6 6 1,5 13 57
8 8 0,5 19 63
8 8 1,0 19 63
8 8 1,5 19 63
8 8 2,0 19 63
10 10 0,5 22 72
10 10 1,0 22 72
10 10 1,5 22 72
10 10 2,0 22 72
10 10 2,5 22 72
12 12 0,5 26 83
12 12 0,75 26 83
12 12 1,0 26 83
12 12 1,5 26 83
12 12 2,0 26 83
12 12 2,5 26 83
12 12 3,0 26 83
14 14 1,0 26 83
16 16 1,0 32 92
16 16 1,5 32 92
16 16 2,0 32 92
16 16 2,5 32 92
16 16 3,0 32 92
16 16 4,0 32 92
20 16 1,0 38 104
20 20 1,5 38 104
20 20 2,0 38 104
20 20 2,5 38 104
20 20 3,0 38 104
20 20 4,0 38 104
20 20 5,0 38 104
25 25 1,0 38 104
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
CORTE A DERECHASHÉLICE 35º/38ºRADIOS TÓRICOS
R
Tolerancias
Diámetro Fresa
Ø 3-6 +0 / -0,030Ø 8-10 +0 / -0,040Ø 12-25 +0 / -0,050
Diámetro mango
h-6
Condiciones de corte pag.
75
Radio Tórico
+0 / -0,050
Z1MPCR
•••
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
Z1MPCR-W
En stock fresas sin mango weldon.
Fresas mango weldon plazos de entrega reducidos.
-30-

-31-
FRESAS METAL DURO Z-CARB AP Z=4 MANGO LARGO RADIO TÓRICO RECUBRIMIENTO Ti-NAMITE-X
D d R l1 l2 L
6 6 0,5 8 24 75
8 8 1,0 10 32 75
8 8 2,0 10 32 75
10 10 1,0 12 40 100
10 10 2,0 12 40 100
12 12 1,0 15 48 100
12 12 1,5 15 48 100
12 12 2,0 15 48 100
12 12 3,0 15 48 100
16 16 1,0 20 65 115
16 16 1,5 20 65 115
16 16 2,0 20 65 115
16 16 3,0 20 65 115
16 16 4,0 20 65 115
16 16 5,0 20 65 115
20 20 1,0 24 80 140
20 20 1,5 24 80 140
20 20 2,0 24 80 140
20 20 3,0 24 80 140
20 20 4,0 24 80 140
20 20 5,0 24 80 140
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
CORTE A DERECHASHÉLICE 35º/38ºRADIOS TÓRICOSMANGO LARGO Y CUELLO REDUCIDO
R
Tolerancias
Diámetro Fresa
Ø 3-6 +0 / -0,030Ø 8-10 +0 / -0,040Ø 12-25 +0 / -0,050
Diámetro mango
h-6
Condiciones de corte pag.
76
Radio Tórico
+0 / -0,050
Z1MPLC
••••
La nueva Z-Carb AP ofrece geometríasmejoradas en los filos de la herramienta contolerancias mucho más ajustadas en los radiospara un mecanizado más preciso así comogeometrías que mejoran la capacidad decorte, generando así menos presión sobre laherramienta.
Fase 3
El ángulo de desprendimiento es el principalfactor que determina el tamaño y forma de laviruta, la presión y la temperatura en la zonade cizallamiento. A través de la incorporaciónde la geometría patentada de ángulo dedesprendimiento variable, la Z-Carb APpuede alterar y controlar las dinámicas decorte, eliminando las vibraciones, lo queconlleva una mejora de la productividad.
Fase 1
La disposición irregular de los filos ayuda aromper el patrón rítmico creado por las fresasconvencionales, lo que contribuye a suprimirel desarrollo de los tan perjudicialesharmónicos.
Fase 2
El diseño patentado de hélice variable,contribuye a eliminar los perjudicialesharmónicos generados durante los procesosde mecanizado, mediante la variación delángulo con el que cada filo de la herramientaentra y sale del material durante el fresado.
Caracter íst icas Z-Carb AP Caracter íst icas Z-Carb AP
Fresas mango weldon plazos de entrega reducidos.

Tecnología de corte especial para el mecanizado de alto rendimiento con gran arranque de viruta.
Basada en el diseño de la original Z-Carb, las mejoras de las características geométricas de la nueva Z-Carb-HTA la convierten en la herramienta ideal para el mecanizado de aleaciones resistentes a altastemperaturas.
Materiales a mecanizar: Inconel, Waspaloy, Hastelloy, Rene, A-286, Stellite, IN-738, MAR-M200, Udimet-500,FSX-414
FRESAS METAL DURO Z-CARB-HTA Z=4 RADIO TÓRICO RECUBRIMIENTO Ti-NAMITE-A
D d R l1 L
6 6 0,5 13 576 6 1,0 13 576 6 1,5 13 578 8 0,5 19 638 8 1,0 19 638 8 1,5 19 63
10 10 0,5 22 7210 10 1,0 22 7210 10 1,5 22 7210 10 2,0 22 7212 12 0,5 26 8312 12 1,0 26 8312 12 1,5 26 8312 12 2,0 26 8312 12 3,0 26 8316 16 1,5 32 9216 16 2,0 32 9216 16 3,0 32 9216 16 4,0 32 9220 20 3,0 38 10420 20 4,0 38 10420 20 5,0 38 104
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
CORTE A DERECHASHÉLICE 38º/41ºRADIOS TÓRICOS
R
Tolerancias
Diámetro Fresa
Ø 6 +0 / -0,030
Ø 8-10 +0 / -0,040
Ø 12-20 +0 / -0,050
Diámetro mango
h-6
Condiciones de corte pag.
77l
l
l
l
l
l
l
l
l
l
l
l
-32-
Radio Tórico
+0 / -0,050
ZH1MCR ZH1MCR-W
•••
En stock fresas sin mango weldon.
Fresas mango weldon plazos de entrega reducidos.

-33-
Desarrollada para el mecanizado de alto rendimiento en aceros demolde y matriz hasta 65HRc.
El recubrimiento Ti-NAMITE-A (AlTiN) elimina la necesidad del uso derefrigerante.
Nuevo metal duro que proporciona alta resistencia al desgaste evitandoel astillamiento.
FRESAS METAL DURO Z-CARB-MD Z=4 RADIO TÓRICO RECUBRIMIENTO Ti-NAMITE-A
Radios tóricos que proporcionan una mayor duración de la herramienta.
Núcleo reforzado y ángulo de incidencia negativo que aumenta laresistencia del diente.
D d1 R d2 l1 l2 L
3 6 0,2 2,6 4 15 574 6 0,3 3,6 5 15 575 6 0,5 4,6 6 15 576 6 1,0 5,6 7 15 578 8 1,0 7,6 10 25 63
10 10 1,0 9,6 12 30 7212 12 1,0 11,6 15 35 8316 16 1,5 15,6 20 45 9220 20 2,0 19,6 24 55 104
l
l
l
l
l
l
l
l
l
• CORTE A DERECHAS• HÉLICE 42º/45º• RADIOS TÓRICOS
Tolerancias
Diámetro Fresa
Ø 3-6 +0 / -0,030
Ø 8-10 +0 / -0,040
Ø 12-20 +0 / -0,050
Diámetro mango
h-6
Condiciones de corte pag.
78
Z-CARB MDZ-CARB MD
FF rr ee ss aa pp aa rr aa mm oo ll dd ee ss yy mm aa tt rr ii cc ee ss ,, dd ii ss ee ññ aa dd aa
pp aa rr aa mm ee cc aa nn ii zz aa rr ss ii nn vv ii bb rr aa cc ii oo nn ee ss
R
Mínima flexión e incremento de la calidad de los acabados superficiales.
Radio Tórico
+0 / -0,050
ZD1MCR
•••

-34-
El calor es uno de los efectos más perjudicialesdurante el proceso de mecanizado. Éste limitalos parámetros de trabajo, la duración de laherramienta, afectando al control de viruta ydeterminando la calidad de los acabadossuperficiales.
El refrigerante ayuda en el esfuerzo decontrolar mejor estos problemas, pero sólo si esaplicado con precisión y consistencia.
Al trabajar con herramientas de metal duro,una refrigeración intermitente puede crearuna tensión térmica y dar lugar a un falloprematuro de la herramienta.
Los 4 canales de refrigeración conectados enlinea de la fresa Jet Stream proporcionan unadecuado flujo de refrigerante en la zona decorte ofreciendo grandes ventajas enranurados, cajeados y mecanizados de difícilacceso.
Caracter íst icas y ventajasCaracter íst icas y ventajas
Temperatura de mecanizado estable.
Reducción de los daños producidos por la generación de calor durante el mecanizado.
Reducción del desgaste del filo de corte.
Capacidad de mejorar las velocidades de corte.
Mayor duración de la herramienta.
Excelente control de la viruta.
Disminución de daños por el fresado de la viruta.
Mejores acabados superficiales.
Reducción del gasto de refrigerante.
La fresa Z-Carb Jet Stream debe ser utilizada con una presiónmínima de 17 bares
FRESAS METAL DURO Z-CARB JET-STREAM CON CANALES DE REFRIGERACIÓN

-35-
FRESAS METAL DURO Z-CARB JET-STREAM Z=4 RADIO TÓRICO RECUBRIMIENTO Ti-NAMITE-A
D d R l1 L
14 14 1,0 26 8316 16 1,0 32 9218 18 1,0 32 9220 20 1,0 38 10425 25 1,0 38 104
l
l
l
l
l
• CORTE A DERECHAS• HÉLICE 35º/38º• RADIOS TÓRICOS
FRESAS METAL DURO Z-CARB JET-STREAM Z=4 RECUBRIMIENTO Ti-NAMITE-A
D d l1 L
14 14 26 8316 16 32 9218 18 32 9220 20 38 10425 25 38 104
l
l
l
l
l
• CORTE A DERECHAS• HÉLICE 35º/38º
FRESAS METAL DURO PUNTA ESFÉRICA Z-CARB JET-STREAM Z=4 RECUBRIMIENTO Ti-NAMITE-A
D Radio d l1 L
14 7 14 26 8316 8 16 32 9218 9 18 32 9220 10 20 38 10425 12,5 25 38 104
l
l
l
l
l
• CORTE A DERECHAS• HÉLICE 35º/38º
Tolerancias
Diámetro Fresa
Ø 14-25 +0 / -0,050
Radio Tórico
+0/-0,050
Diámetro mango
h-6
Tolerancias
Diámetro Fresa
Ø 14-25 +0 / -0,050
Diámetro mango
h-6
Tolerancias
Diámetro Fresa
Ø 14-25 +0 / -0,050
Diámetro mango
h-6
Condiciones de corte pag.
74
Condiciones de corte pag.
74
Condiciones de corte pag.
74
R
JET
JET-CR
JET-R
••
•••
••

-36-
FRESAS METAL DURO Z-CARB SERIE LARGA Z=4 RECUBRIMIENTO Ti-NAMITE-A
D Radio d l1 L
3 1,5 3 25 754 2 4 25 755 2,5 5 25 756 3 6 25 758 4 8 25 75
10 5 10 38 10012 6 12 50 10012 6 12 75 15014 7 14 75 15016 8 16 75 15018 9 18 75 15020 10 20 75 15025 12,5 25 75 150
l
l
l
l
l
l
l
l
l
l
l
l
l
• CORTE A DERECHAS• HÉLICE 35º/38º
FRESAS METAL DURO PUNTA ESFÉRICA Z-CARB SERIE LARGA Z=4 RECUBRIMIENTO Ti-NAMITE-A
D d l1 L
3 3 25 754 4 25 755 5 25 756 6 25 758 8 25 75
10 10 38 10012 12 50 10012 12 75 15014 14 75 15016 16 75 15018 18 75 15020 20 75 15025 25 75 150
l
l
l
l
l
l
l
l
l
l
l
l
l
• CORTE A DERECHAS• HÉLICE 35º/38º
Tolerancias
Diámetro Fresa
Ø 3-25 +0 / -0,050
Diámetro mango
h-6
Tolerancias
Condiciones de corte pag.
77
Condiciones de corte pag.
77
Diámetro Fresa
Ø 3-25 +0 / -0,050
Diámetro mango
h-6
Diente diferencial que elimina las vibraciones, proporcionando unamayor vida útil de la herramienta y unos excelentes acabadossuperficiales.
Mínima desviación radial, permitiendo una mayor rectitud de lasparedes laterales.
Mecanizado de materiales hasta 45HRc.
Recubrimiento Ti-NAMITE-A (AlTiN) que proporciona una mayor vida útilde la herramienta.
Serie 7Convencional
7M
7MB
••
••

-37-
EXCELENTES RESULTADOS EN FRESADOS DE SEMI-ACABADO YACABADO DE MATERIALES HASTA 45HRc.
ÓPTIMO COMPORTAMIENTO EN FRESADOS DE DIFÍCILMECANIZACIÓN INCLUSO EN DESBASTE Y RANURADO.
FRESAS METAL DURO V-CARB Z=5 RECUBRIMIENTO Ti-NAMITE-A
D d l1 L
6 6 12 506 6 19 636 6 25 758 8 12 508 8 20 638 8 25 75
10 10 16 5010 10 22 7510 10 38 10012 12 19 6312 12 25 7512 12 50 10016 16 32 8916 16 75 15020 20 38 10020 20 75 150
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
l
• CORTE A DERECHAS• HÉLICE 45º• Z=5
Tolerancias
Diámetro Fresa
Ø 6-20 +0 / -0,050
Diámetro mango
h-6
Condiciones de corte pag.
79
Geometría única de 5 labios.
Disponible en distintas longitudes de corte.
Recubrimiento Ti-NAMITE-A (AlTiN).
Altas gamas de producción.
Reducción de las vibraciones que proporciona:
- Mayor arranque de material.
- Mejores acabados superficiales.
55M
Bajo pedido se fabrican fresas V-CARB con radios tóricos
•••
-38-
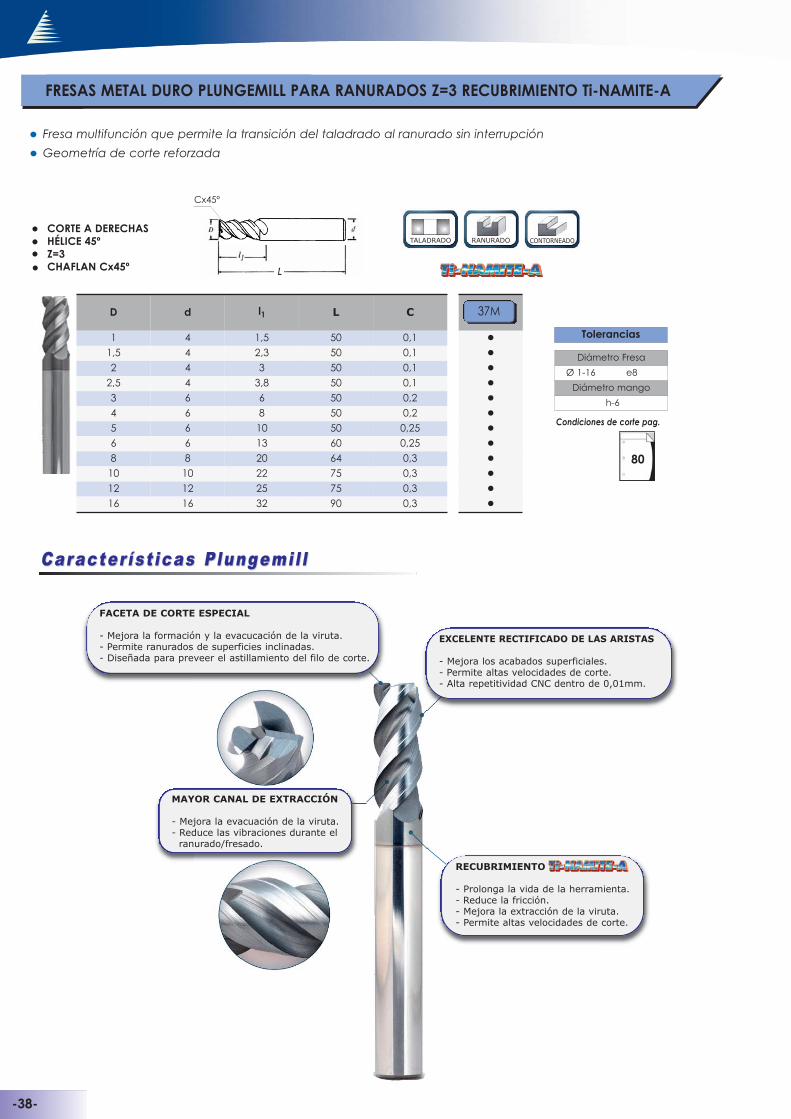
FRESAS METAL DURO PLUNGEMILL PARA RANURADOS Z=3 RECUBRIMIENTO Ti-NAMITE-A
Fresa multifunción que permite la transición del taladrado al ranurado sin interrupción
Geometría de corte reforzada
D d l1 L C
1 4 1,5 50 0,11,5 4 2,3 50 0,12 4 3 50 0,1
2,5 4 3,8 50 0,13 6 6 50 0,24 6 8 50 0,25 6 10 50 0,256 6 13 60 0,258 8 20 64 0,3
10 10 22 75 0,312 12 25 75 0,316 16 32 90 0,3
l
l
l
l
l
l
l
l
l
l
l
l
CORTE A DERECHASHÉLICE 45ºZ=3CHAFLAN Cx45º
Tolerancias
Condiciones de corte pag.
80
Diámetro Fresa
Ø 1-16 e8
Diámetro mango
h-6
37M
••••
Caracter íst icas Plungemil lCaracter íst icas Plungemil l
Cx45º
FACETA DE CORTE ESPECIAL
- Mejora la formación y la evacucación de la viruta.- Permite ranurados de superficies inclinadas.- Diseñada para preveer el astillamiento del filo de corte.
EXCELENTE RECTIFICADO DE LAS ARISTAS
- Mejora los acabados superficiales.- Permite altas velocidades de corte.- Alta repetitividad CNC dentro de 0,01mm.
RectificadoExcéntrico
Excelenterectificadode la viruta
RECUBRIMIENTO
- Prolonga la vida de la herramienta.- Reduce la fricción.- Mejora la extracción de la viruta.- Permite altas velocidades de corte.
MAYOR CANAL DE EXTRACCIÓN
- Mejora la evacuación de la viruta.- Reduce las vibraciones durante el
ranurado/fresado.
TALADRADO RANURADO CONTORNEADO