formulaciÓn de un modelo mrp en una lÍnea de …
TRANSCRIPT

i
FORMULACIÓN DE UN MODELO MRP EN UNA LÍNEA DE PRODUCCIÓN DE UNA EMPRESA DEL SECTOR METALMECÁNICO EN COLOMBIA
JOSE ENRIQUE NAVAS
UNIV ERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL BOGOTÁ D.C. Julio de 2009
ii
FORMULACIÓN DE UN MODELO MRP EN UNA LÍNEA DE PRODUCCIÓN
DE UNA EMPRESA DEL SECTOR METALMECÁNICO EN COLOMBIA
JOSE ENRIQUE NAVAS
PROYECTO DE GRADO PARA OPTAR AL TÍTULO DE Ingeniero Industrial
Asesor Gonzalo Mejía
UNIV ERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL BOGOTÁ D.C.
2009

iii
Agradecimientos
A mis padres
A mi hermano
A mi novia, Ana Mar ía Silva
Porque gran parte del éxito derivó de tu dedicación y comprensión A mis amigos y amigas

1
TABLA DE CONTENIDOS 1. INTRODUCCIÓN........................................................................................... 6 2. ANTECEDENTES ......................................................................................... 6
2.1 Pronósticos ................................................................................................. 7 2.2 Planeación de producción en Industrias Japan S.A............................. 8
3. MARCO TEÓRICO ....................................................................................... 9 3.1 Planeación de requerimientos de material (MRP) ............................ 9
3.1.1. Requer imientos del MRP .................................................................10
3.1.2. Componentes del MRP ....................................................................11
3.1.3. Políticas de Tamaño de Lote ...........................................................12
3.1.4. Nivel de Servicio Óptimo ..................................................................12
3.1.5. Incertidumbre en el modelo MRP ....................................................13
3.2 Pronósticos ............................................................................................... 13 3.3 CRP ............................................................................................................ 14
3 PROPUESTA DE SOLUCIÓN .................................................................. 14 3.3 Parámetros de la herramienta de pronósticos .................................... 15 3.4 Parámetros de la herramienta de MRP ................................................ 15
3.4.1 Cálculo del Nivel de Servicio .................................................................15
3.4.2 Tamaño de lote ......................................................................................16
3.4.3 Tiempo estándar de procesos ...............................................................16
3.5. Descripción de la herramienta .............................................................. 17 3.5.1. Módulo de pronósticos....................................................................... 18
3.5.2. Módulo de MRP ..................................................................................19
4 PRUEBAS Y RESULTADOS ..................................................................... 23 4.1. Pruebas del Módulo de Pronósticos .................................................... 23 4.2. Pruebas del Módulo de MRP ................................................................ 25
5 CONCLUSIONES........................................................................................ 29 6 TRABAJO FUTURO ................................................................................... 31 7 BIBLIOGRAFÍA ............................................................................................ 31 8 ANEXOS ....................................................................................................... 32
Anexo1. Clasificación ABC línea de producción de Bandas. Ano 2007 32

2
Anexo 2. Procedimiento tiempo estándar y Pruebas estadísticas estándares de producción. ............................................................................ 34 Anexo 3. Requerimientos semanales.......................................................... 38 Anexo 4. Descripción herramienta de pronósticos.................................... 39 Anexo 5. Descripción herramienta de MRP ............................................... 42

3
ÍNDICE DE FIGURAS Figura 1. Esquema de nivel Lista de Materiales……………………………………13
Figura 2. Diagrama Herramienta de Pronósticos…………………...……………...21
Figura 3 Diagrama de la Estructura de la herramienta del MRP….……………...23
Figura 4. Diagrama del funcionamiento de la herramienta MRP…...…………….25
Figura 5. Menú principal del módulo de pronóstico………………………………..42
Figura 6. Botones de menú principal del módulo de pronósticos…….…………..42
Figura 7. Ventana para seleccionar el método de pronósticos……………….......43
Figura 8. Pronóstico…………………………………………………….................. ...43
Figura 9. Estimación de Parámetros………………………………………………...44
Figura 10. Biblioteca de Productos………………………………………………..…44
Figura 11. Pestaña Bill of Mater ials del modulo MRP……………………………..45
Figura 12. Pestaña MRP del módulo MRP……………………………………….…46
Figura 13. Menú de explosión de MRP…………………………………………..….46
Figura 14. Pasos para realizar la explosión del MRP……………………………...46

4
ÍNDICE DE TABLAS
Tabla 1. Error promedio del pronóstico de la demanda en el 2008…………….....7
Tabla 2. Componentes del MRP……………………………………………………..11
Tabla 3. Clases de incertidumbre en el modelo MRP…………………………..…13
Tabla 4. Tipos de series de tiempo…………………………………………………..14
Tabla 5. Cuadro de los suplementos para la operación Pulir zapatas………...…17
Tabla 6. Error promedio del pronóstico de la herramienta para la demanda en el
2008. …………………………………………………………………………………....23
Tabla 7. Comparación entre los pronósticos de la herramienta y la empresa para
la demanda en el 2008………………………….……………………………..…..….24
Tabla 8. Pronósticos del 1er trimestre de 2009………………………………...…..26
Tabla 9. Inventario f inal de la herramienta Vs. situación actual para el 1er
trimestre de 2009……………………………………………………….……………...27
Tabla 10. Costo de inventario de la herramienta Vs. situación actual para el 1er
trimestre de 2009…………………………………………….………………………...28
Tabla 11. Clasif icación ABC de los productos de la línea de bandas. …….…….31
Tabla 12. Tiempo estándar banda de freno RX 100 ……………………………....34
Tabla 13. Estudio Estadístico ……………………………………………….……….35
Tabla 14. Requerimientos semanales de bandas de frenos …………………......38

5
ÍNDICE DE GRÁFICAS Gráfica 1. Pronósticos vs. Ventas reales banda de freno RX100 año 2008……...8
Gráfica 2. Pronósticos vs. Ventas reales banda de freno RX-100……………….25
.

6
1. INTRODUCCIÓN
En la actualidad una de las grandes problemáticas que se encuentran en el
sector metalmecánico es la planeación eficiente de la producción, debido a que
las empresas colombianas en este sentido son entes reactivos más no
estratégicos, lo que implica costos al llevar a cabo medidas para responder a la
inesperada demanda (Torres, 2008). Uno de los factores que incide en este
comportamiento es la falta de inversión de recursos, por parte de estas
empresas, en métodos eficientes de pronósticos y de optimización de producción
que reduzcan los costos logísticos asociados a inventario, niveles de servicio,
cantidad de pedidos, entre otros.
Industrias Japan S.A. es una empresa del sector metalmecánico, que carece de
herramientas productivas eficientes, como herramientas agiles para la
generación de pronósticos, que le permitan aprovechar el constante aumento de
la demanda que se presenta en la actualidad en el país. Industrias Japan S.A. se
dedica a la fabricación de partes para motocicletas para el mercado de
reposición y ensamble de motos, tanto en Colombia como en varios países de
América (Presentacion: Industrias Japan S.A., 2003). En la actualidad en la
empresa existe una gran incertidumbre sobre el comportamiento de la demanda,
lo cual resulta en faltantes, demoras en los pedidos y excesos de inventario.
Lo que sigue del presente texto se estructura de la siguiente forma: primero, se
presenta una descripción de los antecedentes en la planeación de producción de
Industrias Japan S.A. Segundo se hace una revisión conceptual y una definición
de los conceptos claves para entender las herramientas y metodologías usadas
en el trabajo. Tercero se expone la metodología adoptada para afrontar el
problema y se describen las herramientas elaboradas. Cuarto se presentarán las
pruebas y resultados y por último se expondrán las conclusiones.
2. ANTECEDENTES
Como se mencionó anteriormente el problema que se evidencia en la compañía
es la falta de un método para hacer pronósticos que considere las características
de las demandas de los productos. Este problema incide directamente en la

7
planeación y en los resultados que se han visto en la actualidad, resultando en
excesos de inventario. En un primer paso se procedió a hacer una clasif icación
ABC, de esta manera se enfocaron los esfuerzos en 7 referencias. Se seleccionó
la línea de bandas de los productos de la empresa por ser el producto estrella de
la compañía, al realizar una clasif icación ABC de esta línea (Ver Anexo 1), se
seleccionaron los productos tipo A, los cuales representan el 20 % de los
artículos de la línea de productos y generan el 80% de las ventas.
2.1 Pronósticos Para ver la magnitud del problema de la incertidumbre en la demanda, se
procedió a encontrar el error entre los pronósticos hallados por la empresa y la
demanda real. En la Tabla 1 se muestran estos errores para el año 2008 para las
siete referencias seleccionadas. Se puede observar que existen errores muy
altos en los pronósticos realizados por la empresa, que generaron excesos de inventarios en el primer trimestre del año 2009.
Tabla 2. Error promedio del pronóstico de la demanda en el 2008.
Tipo Banda Error
Promedio
Banda de freno FR-80 31,13%
Banda de freno XL-185 45,40%
Banda de freno DT175 34,23%
Banda de freno RX-100 129,31%
Banda de freno C-70 77,66%
Banda de freno DT175K 52,97%
Banda de freno G7-100 52,27%
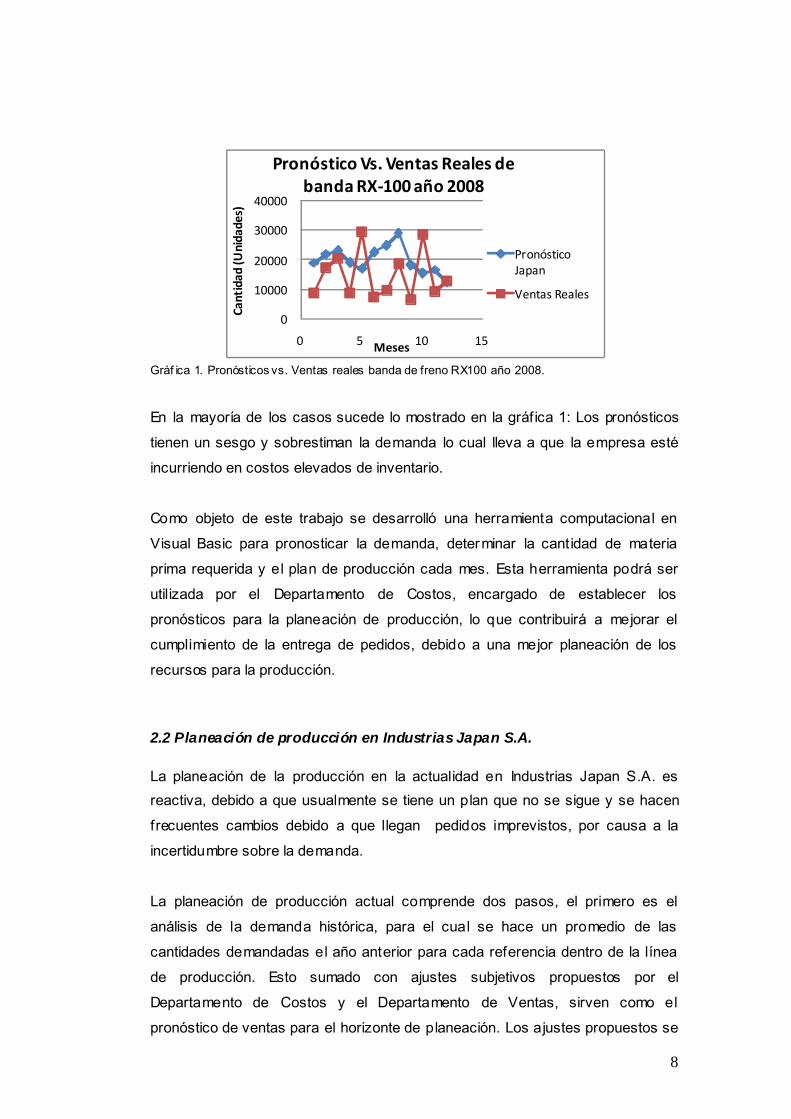
En la gráfica 1 se pueden observar los pronósticos y ventas reales de la banda
RX 100, la cual presentó el mayor error promedio en el año 2008. Puede verse
que existe un gran error en los métodos de pronósticos utilizados por la
empresa.
8
Gráf ica 1. Pronósticos vs. Ventas reales banda de freno RX100 año 2008.
En la mayoría de los casos sucede lo mostrado en la gráfica 1: Los pronósticos
tienen un sesgo y sobrestiman la demanda lo cual lleva a que la empresa esté
incurriendo en costos elevados de inventario.
Como objeto de este trabajo se desarrolló una herramienta computacional en
Visual Basic para pronosticar la demanda, determinar la cantidad de materia
prima requerida y el plan de producción cada mes. Esta herramienta podrá ser
utilizada por el Departamento de Costos, encargado de establecer los
pronósticos para la planeación de producción, lo que contribuirá a mejorar el
cumplimiento de la entrega de pedidos, debido a una mejor planeación de los
recursos para la producción.
2.2 Planeación de producción en Industrias Japan S.A. La planeación de la producción en la actualidad en Industrias Japan S.A. es reactiva, debido a que usualmente se tiene un plan que no se sigue y se hacen
frecuentes cambios debido a que llegan pedidos imprevistos, por causa a la
incertidumbre sobre la demanda.
La planeación de producción actual comprende dos pasos, el primero es el
análisis de la demanda histórica, para el cual se hace un promedio de las
cantidades demandadas el año anterior para cada referencia dentro de la línea
de producción. Esto sumado con ajustes subjetivos propuestos por el
Departamento de Costos y el Departamento de Ventas, sirven como el
pronóstico de ventas para el horizonte de planeación. Los ajustes propuestos se
0
10000
20000
30000
40000
0 5 10 15
Cantidad
(Unidades)
Meses
Pronóstico Vs. Ventas Reales de banda RX‐100 año 2008
Pronóstico Japan
Ventas Reales

9
hacen teniendo en cuenta factores como el tipo de cliente, el mercado (local,
exportación y distribución)1, el tipo de producto, la magnitud de las cantidades
históricas, entre otros. Como segundo paso se realiza el cálculo de las
cantidades a producir, en la cual se revisan la cantidad en inventario, la
veracidad de los pronósticos, etc., y se piensa en modif icar o no la planeación
hecha anteriormente.
La validación de los pronósticos no es muy exhaustiva, según los Directores
Administrativos y de Producción, debido a la falta de capacidad, del operario
encargado de lanzar las ordenes de producción, para juzgar los pronósticos
arrojados por el sistema.
La problemática de la planeación de producción de Industrias Japan S.A. radica
en las herramientas con las que cuenta el departamento de producción para
llevar a cabo la asignación de los recursos, más específ icamente el software de
producción, desarrollado por la empresa bajo el sistema UNIX, solo permite
consultas mas no ofrece interactividad al usuario. La importancia se centra
entonces en la efectividad de las herramientas actuales que han dejado como
resultado incumplimientos a los clientes y penalidades o excesos de inventario.
Para dar solución a este problema y por las limitaciones de capital, que no
permiten hacer grandes inversiones en la compra ni capacitación del personal
para el manejo de software ERP, es importante el desarrollo de una herramienta
computacional simple que lleve a cabo eficazmente los procesos de planeación.
Esta herramienta también contribuirá al entendimiento del sector y de la
creciente demanda.
3. MARCO TEÓRICO
3.1 Planeación de requerimientos de material (MRP)
El objetivo principal del MRP es determinar los requerimientos de componentes y
mater ias primas por niveles (Sipper, 1998). MRP está basado en dos ideas: la
1 El mercado local consiste de clientes directos de la empresa, mientras el mercado de distribución está compuesto de las distribuidoras independientes que venden los productos de la empresa en las distintas zonas del país.

10
demanda de los artículos de una línea de producción no es independiente y las
necesidades de cada artículo y el momento en que deben estar terminados se
calcula a partir de las demandas y la estructura del producto (Pascual, 1989).
Esta programación también se hace teniendo en cuenta otros parámetros como
características de cada artículo, dentro de los que se encuentran el tiempo de
entrega, el tamaño de lote, el stock de seguridad, el inventario y el nivel del
componente del art iculo (Ver Figura 1), como menciona Vollmann (1997).
Figura 2. Esquema de niv el Lista de Materiales
Para la elaboración de un sistema MRP se necesitan definir algunos elementos
como los requerimientos generales para el desarrollo del sistema, estos
conceptos se describen a continuación.
3.1.1. Requerimientos del MRP El MRP, como menciona Vollmann (1997), requiere como información de entrada
el plan maestro de producción (MPS), la Lista de Materiales, y el estado del
stock. Estos tres requerimientos interactúan entre sí para br indar conocimiento
de lo que se necesita producir. Es así que el MPS establece los requerimientos
brutos de los materiales los cuales se contrastan con las existencias en
inventario para definir las órdenes de compra o producción. Finalmente la Lista
de Materiales sirve para moverse a través de los distintos subensambles y
mater ias primas de manera que se lleve a cabo el mismo procedimiento. Los
distintos requerimientos se definen a continuación:
Nivel 0 Producto Final
Nivel 1(Subensamble)
Nivel 2(M. Prima) Nivel 2(M. Prima)
Nivel 1(Subensamble)

11
3.1.1.1. Lista de Materiales
La Lista de Mater iales permite identif icarlos componentes que estructuran un
producto. Además facilita calcular las cantidades de cada componente que son
necesarias para fabricar el producto f inal.
3.1.1.2 Estado del inventario
Permite observar las cantidades disponibles de cada artículo, sea materia pr ima,
subensamble o producto terminado. Esto permite calcular las cantidades
necesarias para cumplir con la demanda.
3.1.2. Componentes del MRP
Los componentes que conforman el MRP se describen en la tabla continuación
(Vollman, 1997).
Tabla 2. Componentes del MRP
Componente Descripción Requer imientos
netos
Los requerimientos netos son la demanda por un artículo
y/o componente durante cada periodo
Recepciones
programadas
Son las órdenes de reabastecimiento de un artículo al
principio de cada per iodo, muestra la cantidad de la orden y
cuando se espera que este completa
Inventario
disponible
Es el estado de inventario para cada artículo al pr incipio de
cada periodo
Ordenes
planeadas
Son las órdenes de abastecimiento planeadas para un
articulo al comienzo de cada periodo, este es el resultado
de el MRP
12
3.1.3. Políticas de Tamaño de Lote
Como menciona Vollmann (1997), son políticas destinadas a determinar el
tamaño del lote de producción cuando se hace una orden. Dentro de las más
utilizadas en la literatura se encuentran las siguientes:
• Política EOQ (Economic Order Quantity): Determina una cantidad óptima
minimizado los costos asociados a inventario. (Cepeda, 2006)
• Política POQ (Period Order Quantity): También busca minimizar los costos asociados a inventario, determina un t iempo o número de per iodos
optimo entre órdenes.
• LFL (Lot for Lot): Se produce el número de artículos para cumplir el
requerimiento del siguiente periodo (Vollman, 1997)
3.1.4. Nivel de Servicio Óptimo
En la literatura hay distintas maneras de definir el servicio al cliente, que se
pueden limitar a dos conceptos, el nivel de servicio Tipo 1, en donde se pretende
cumplir con el α% de la demanda, y el nivel de servicio tipo 2 que hace
referencia a la proporción de órdenes que cumplen con el pedido. También se
puede definir, desde el punto de vista de los factores logísticos, como el
porcentaje de órdenes enviadas en las fechas que el cliente requiere, así
también se pueden ver una serie de elementos críticos en la percepción de un
buen nivel de servicio, como los son:
• Velocidad de recepción de órdenes
• Entrega a tiempo
• Disponibilidad del producto
• Condición del producto
• Documentación acertada
En este trabajo se consideró el nivel de servicio logístico relacionado con la
disponibilidad del producto en bodega o nivel de servicio tipo 1 que mide el
porcentaje de la demanda cubierta en cada periodo (Nahmias, 2007). Además

13
se definió este nivel de servicio para determinar los parámetros correspondientes
a stock de seguridad y punto de reorden para cada referencia.
3.1.5. Incertidumbre en el modelo MRP Existen dos causas de incertidumbre en el modelo MRP, la demanda y el
abastecimiento, las cuales están divididas en dos tipos, cantidad y t iempo, como
menciona Cepeda (2006). La manera en que causan incertidumbre se resume
en la Tabla 3, que se muestra a continuación.
Tabla 3. Clases de incertidumbre en el modelo MRP
Causas Demanda Abastecimiento
Tipos
Tiempo
Cuando no se cumplan los
pronósticos para algún
periodo o lleguen pedidos
“sorpresa”
La incertidumbre del
abastecimiento en el tiempo
existe al no saber si un
pedido de materia prima para la elaboración de un producto
será recibida en la fecha
Cantidad
La incertidumbre de la
demanda en la cantidad
existe porque los
requerimientos pronosticados
pueden ser más o menos a la
demanda real.
La incertidumbre del
abastecimiento en la
cantidad existe al recibir más
o menos de lo ordenado.
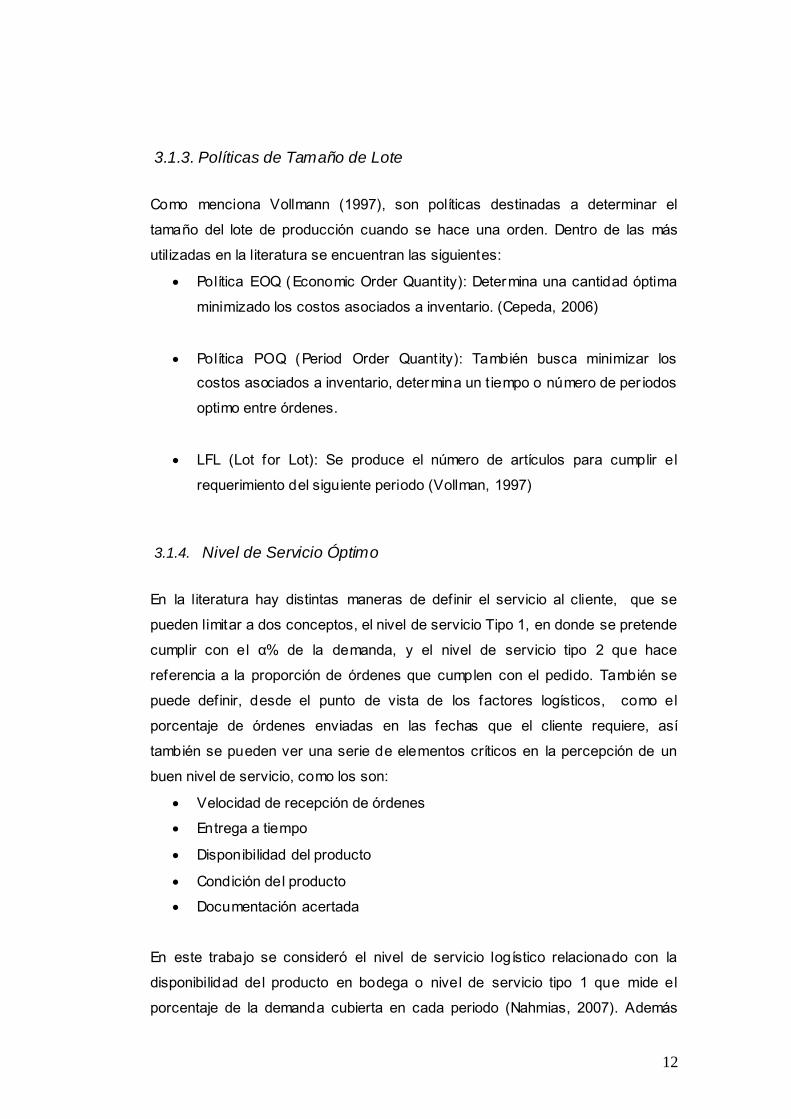
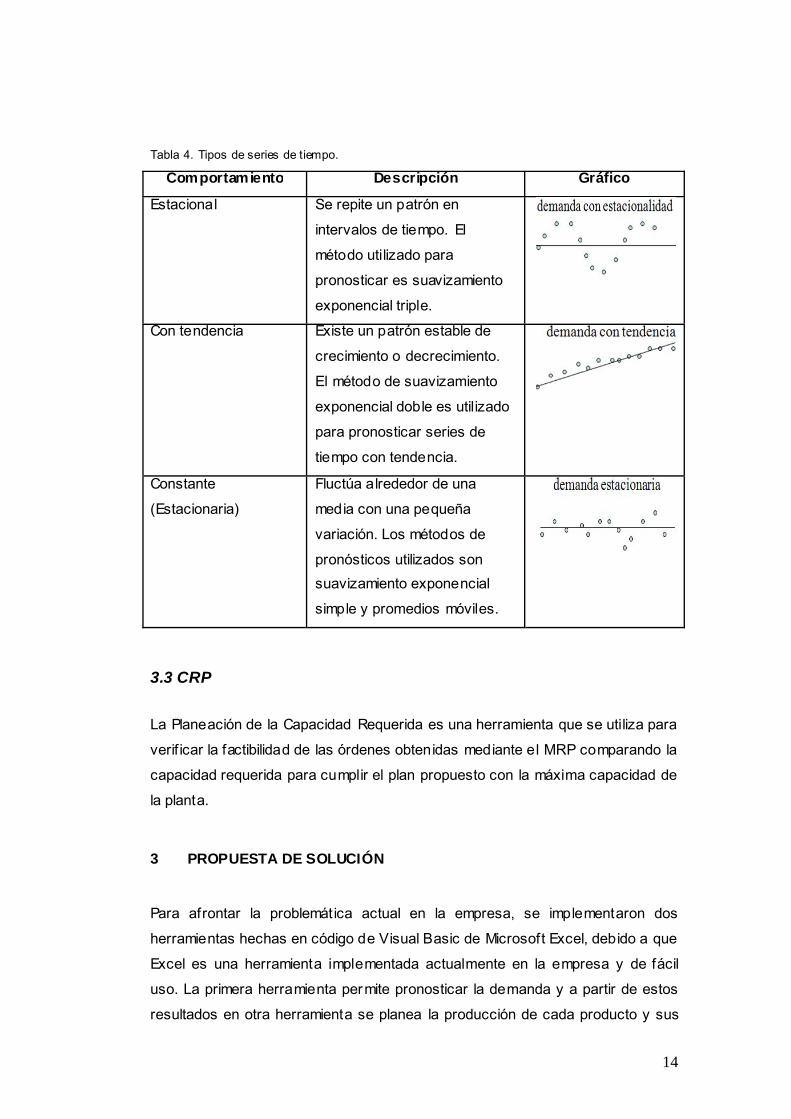
3.2 Pronósticos
Los pronósticos predicen la demanda de un producto basado en el
comportamiento histórico de este. El método utilizado para pronosticar
dependerá del comportamiento de la demanda histórica la cual puede ser
estacional, con tendencia o constante. A continuación se describe de manera
breve los tipos de series de tiempo y los métodos utilizados en cada caso para
realizar pronósticos, según Nahmias (2007).
14
Tabla 4. Tipos de series de tiempo.
Comportamiento Descripción Gráfico
Estacional Se repite un patrón en
intervalos de tiempo. El
método utilizado para
pronosticar es suavizamiento
exponencial triple.
Con tendencia Existe un patrón estable de
crecimiento o decrecimiento.
El método de suavizamiento
exponencial doble es utilizado
para pronosticar series de
tiempo con tendencia.
Constante
(Estacionaria)
Fluctúa alrededor de una
media con una pequeña
variación. Los métodos de
pronósticos utilizados son suavizamiento exponencial
simple y promedios móviles.
3.3 CRP
La Planeación de la Capacidad Requerida es una herramienta que se utiliza para
verif icar la factibilidad de las órdenes obtenidas mediante el MRP comparando la
capacidad requerida para cumplir el plan propuesto con la máxima capacidad de
la planta.
3 PROPUESTA DE SOLUCIÓN
Para afrontar la problemática actual en la empresa, se implementaron dos
herramientas hechas en código de Visual Basic de Microsoft Excel, debido a que
Excel es una herramienta implementada actualmente en la empresa y de fácil
uso. La primera herramienta permite pronosticar la demanda y a partir de estos
resultados en otra herramienta se planea la producción de cada producto y sus

15
componentes. Estas herramientas permiten corregir algunas falencias que se
tienen actualmente en la planeación de la producción, como:
• Tener un seguimiento de la demanda y entender su comportamiento
cuando sea posible
• Actualizar los pronósticos con la entrada de información nueva en medio
del horizonte de planeación. (Esto no se hace actualmente dado que los
pronósticos quedan f ijos desde que se hace la planeación a través de
todo el horizonte)
• Poder cambiar los pronósticos y guardar la información de los métodos y parámetros de pronóstico para cada referencia
• Verif icar la factibilidad de la planeación de producción
• Facilidad para visualizar la totalidad de productos y sus características, al
igual que el estado del inventario en cualquier periodo
3.3 Parámetros de la herramienta de pronósticos
La única entrada que tiene esta herramienta es la serie de demanda histórica necesaria para realizar el pronóstico a futuro. Se debe tener en cuenta que cada
referencia cuenta con 3 mercados con diferente comportamiento histórico, por lo
que en realidad se ingresarían 3 series distintas demandas para cada uno de los
mercados (local, exportación, distribución)
3.4 Parámetros de la herramienta de MRP
La información necesaria para el MRP es la que se encuentra en la pestaña de
Bill Of Material2 dentro de la herramienta. Se dedujeron los parámetros de stock
de seguridad y el punto de reorden utilizando un nivel de servicio óptimo, que
maximizan la utilidad.
3.4.1 Cálculo del Nivel de Servicio
Para encontrar una aproximación al nivel de servicio óptimo de la compañía,
para las bandas de freno, el primer paso fue clasif icar las referencias dentro de 2 Ver Descripción de la Herramienta MRP
16
la línea de bandas por su contribución en las ventas anuales mediante
clasif icación ABC. Esto permitió hacer tres grupos de referencias para limitar el
problema a las referencias del grupo A, tanto para la metodología del nivel de
servicio como para la evaluación de las herramientas.
Para hallar el nivel de servicio óptimo se asume un comportamiento normal de la
demanda, este nivel se encuentra en el punto en el que las variaciones tanto de
ingresos como de costos logísticos son iguales CP ∆=∆ 3 (Ballou, 2004).
3.4.2 Tamaño de lote
El tamaño de lote también es uno de los parámetros de entrada de la
herramienta, este puede especif icarse como una cantidad f ija (cantidad
cualquiera ó EOQ), o como una polít ica LFL o POQ, la selección del tamaño de
lote es una decisión del usuario.
3.4.3 Tiempo estándar de procesos
Estas tasas muestran el estándar de cuantas piezas se producen por hora en
cada centro de producción. Son empleados por el MRP para determinan la
factibilidad las órdenes propuestas por el sistema (Ver CRP en Marco Teór ico).
Con las actuales reestructuraciones de procesos, los datos históricos de estas
tasas están desactualizados, por esto se llevo a cabo un estudio estadístico para
cada uno de los procesos en donde se hicieron cambios, para cada una de las
referencias seleccionadas.
Con el objetivo de actualizar los estándares de producción, se hicieron
mediciones en cada uno de los centros de trabajo, luego de tomados estos
tiempos se procedió a encontrar el tiempo estándar de cada operación teniendo
en cuenta factores de eficiencia y suplementos que permitieran encontrar el
actual tiempo estándar de producción ajustado a las condiciones de trabajo de
los operarios en cada uno de los centros de trabajo. Así para cada centro se
3 VentastasspuestaVenGananciasMP *Re*.arg=∆ y
dTimeDemadnaLeazunidadCostoiInteresC σ**)(*)( ∆=∆

17
tomaron t iempos de distintos operarios con distintos factores de valoración para
obtener un tiempo Base (TB) sabiendo que /100, donde To es el
tiempo observado en las mediciones y F es el factor de valoración que se le dio a
cada operario. A partir de este tiempo base se hizo un estudio de las condiciones
de trabajo en el centro para determinar los suplementos asociados a las
condiciones de trabajo. A continuación se muestra la tabla con los suplementos
para el caso de la operación de pulir de zapatas.
Tabla 5. Cuadro de los suplementos para la operación Pulir zapatas
Suplementos
1. CONSTANTES
1.1 Suplemento Personal 5
1.2 Fatiga Básica 4
2. SUPLE. VARIABLES
2.1 De pie 2
2.2 Ruido Inter-Muy Fuerte 5
2.4. Tedioso 2
SUPLEMENTOS TOTALES 18
Finalmente el tiempo estándar se halla mediante la ecuación 1 , donde A son los suplementos. Luego de esto se halló la tasa asociada al tiempo
estándar encontrado y se llevo a cabo una prueba estadística de manera que se
pudiera determinar cuáles estándares cambiar. En el Anexo 2 se puede observar
el procedimiento llevado a cabo para encontrar el t iempo estándar y la tasa de
producción para una de las operaciones, también se puede ver el estudio
estadístico en el Anexo 2, donde se encuentra una tabla con la prueba
estadística para todos los procesos.
3.5. Descripción de la herramienta
La herramienta se divide en dos módulos, el Módulo de Pronósticos y el Módulo
MRP, los cuales son de uso complementario, puesto que la herramienta de pronósticos brinda a la del MRP información básica para su funcionamiento, ya
que establece los requerimientos netos para los productos terminados.

3.5.1. Módulo de p El módulo de pronós
ingresar la demanda
pronósticos para la d
por lo cual se ingresa
separado.
A continuación se m
el procedimien
Figura 2. Diagrama Herra
Luego de ingresar la
pronóstico apropiado
pronósticos
sticos permite analizar y pronosticar la dem
a histórica en una tabla de datos. La herr
demanda del mercado local, de exportación y
an las demandas históricas de cada una de
uestra un esquema del funcionamiento de l
nto que se sigue pa
mienta de Pronósticos
s series de demanda, se hace una selecció
o según el análisis de la serie de dema
18
manda luego de
ramienta genera
y de distribución,
estas áreas por
la herramienta y
ara usarla.
n del modelo de
anda ingresada.
19
Posteriormente se deben evaluar las medidas de error para encontrar el modelo
definitivo para el producto. Cuando finalmente se encuentren los parámetros que
minimizan las medidas de error seleccionadas, se procede a ingresar el modelo
y sus parámetros a la biblioteca de productos de la herramienta. En el Anexo 4
se encuentra información más detallada acerca del uso de la herramienta.
3.5.2. Módulo de MRP
El módulo de MRP permite al usuario obtener las órdenes de producción y de
compras en un horizonte de planeación dado, para cumplir con unos
requerimientos semanales especificados por el usuario.
La estructura de la herramienta de MRP está basada en relaciones entre listas
con información de los productos y sus relaciones entre ellos y en relación con
los centros de trabajo por donde pasan para ser fabricados. Las listas que
componen la herramienta de MRP se muestran a continuación:
• Estándares por Producto: Contiene la información acerca de los centros
de trabajo por los que pasa el producto para su fabricación. En esta se
especifican el nombre y código del centro de trabajo , el nombre de la
actividad que se lleva a cabo en el centro, la tasa de producción en
Unidades/Hora y el tiempo estándar de producción en Horas/Unidad
• Capacidad de Producción: Contiene la capacidad máxima para cada uno
de los centros de trabajo, dependiendo del número de máquinas en el
centro, las horas de trabajo disponibles por turno y el número de turnos
que se comprenden en la semana
• Lista de relaciones: Permite relacionar todos los subensambles con los
productos terminados a los que componen así como también las materias
primas con sus respectivos subensambles.
• Lista de Materiales: Contiene información todos los productos
separándolos por niveles y definiendo características como el Lead time,
el tamaño de lote, el inventario de seguridad, el inventario disponible, y el
numero de relaciones en caso de ser un subensamble o materia prima

• Registros MR
periodo los re
fechas, etc.
El siguiente diagrama
herramienta del MRP
RP: Contiene los registros MRP donde se def
equerimientos, balance de inventario, ordene
a muestra las relaciones y explica la estructu
P
20
finen periodo a
s planeadas,
ura de la

Figura 3 Diagrama de la E
La figura 3 describe c
para generar los regi
utiliza la información
mencionados en el d
productos de nivel 0
demás productos es
nivel 1 en adelante, c
se utiliza la informaci
productos a los que c
las cantidades neces
los subensambles y m
registros del MRP co
centros de trabajo po
capacidades máxima
Para ejemplificar el
continuación un diagr
Estructura de la herramienta del MRP
como se relacionan las listas al interior de la
stros del MRP con todos los productos. En p
contenida en la Lista de Materiales para tom
iagrama y calcular las cantidades a producir
ó productos terminados. Para hacer este pro
necesario definir los requerimientos para los
con relación a los productos a los que compo
ón contenida en la Lista de Relaciones para
compone y sus respectivas órdenes planead
sarias para fabricarlos y así generar los reque
materias primas. Para el proceso del CRP se
n la lista que contiene los estándares de pro
or los que pasan los productos y las lista con
as para estos centros como se describe en la
funcionamiento de la herramienta del MRP
rama.
21
herramienta
principio se
mar los datos
para los
oceso para los
s productos del
onen. Para esto
encontrar los
as, además de
erimientos de
e relacionan los
oducción de los
las
a Figura 3.
P se muestra a

Figura 4. Diagrama del fu
Como se puede obse
el procedimiento gen
especificar las carac
etc., además de esp
a los que compone
centros de trabajo al
La segunda parte d
donde se lleva a cab
anteriormente ingres
primas, se definen
productos terminado
esto se verifica la fa
CRP que arroja repo
cuyo caso se de
requerimientos. Para
de MRP ver Anexo 5
ncionamiento de la herramienta MRP
ervar en la Figura 3, la primera parte del dia
neral para la entrada de nuevos productos, d
cterísticas del producto como el código, stoc
ecificar el nivel y los subensambles o produ
e. Luego se debe introducir la información
interior de la planta a los cuales ingresa par
del diagrama, desde la selección de la pe
bo la planeación de la producción, pues co
sada sobre todos los productos, semielabor
el horizonte de planeación, los requerim
os y finalmente se llenan los registros del
actibilidad de lo propuesto por el programa
ortes en el caso de que alguna capacidad se
berán tomar acciones correctivas com
a información más detallada sobre el uso de
.
22
agrama muestra
donde se deben
ck de seguridad,
uctos terminados
n acerca de los
a su fabricación.
estaña MRP, es
n la información
ados y materias
mientos para los
MRP. Luego de
con el botón de
e sobrepase, en
o cambiar los
e la herramienta
23
4 PRUEBAS Y RESULTADOS
Como primera instancia se observaron los beneficios del Modulo de Pronósticos
y luego el Modulo de MRP. En el pr imero se compararon los pronósticos
generados por la herramienta con la demanda real del año 2007 y se observó la
mejora en comparación con los pronósticos generados por la empresa. En la
herramienta de MRP se simularon las condiciones de diciembre del 2008 para
comparar la situación que actualmente se dio en la empresa con el plan de
producción propuesto por la herramienta.
4.1. Pruebas del Módulo de Pronósticos
A los productos seleccionados anteriormente se les halló el pronóstico de la
demanda utilizando la herramienta. Para encontrar el método de pronóstico y los
parámetros del modelo seleccionado se tomaron, como datos de prueba los
datos correspondientes a la demanda del año 2007, de esta manera se probaron
distintos modelos y parámetros que cumplieran con minimizar las medidas de
error y tuvieran un comportamiento similar a la serie de demanda ingresada.
Luego de seleccionado el método se procedió a hacer el pronóstico,
incorporando la información de la demanda del 2008, para un horizonte de
planeación de 3 meses para ejemplif icar lo sucedido en el pr imer trimestre del año 2009. A continuación se pueden observar los errores de los pronósticos para
el año 2008 y el t ipo de pronóstico que se utilizó para cada producto, así como
los parámetros.
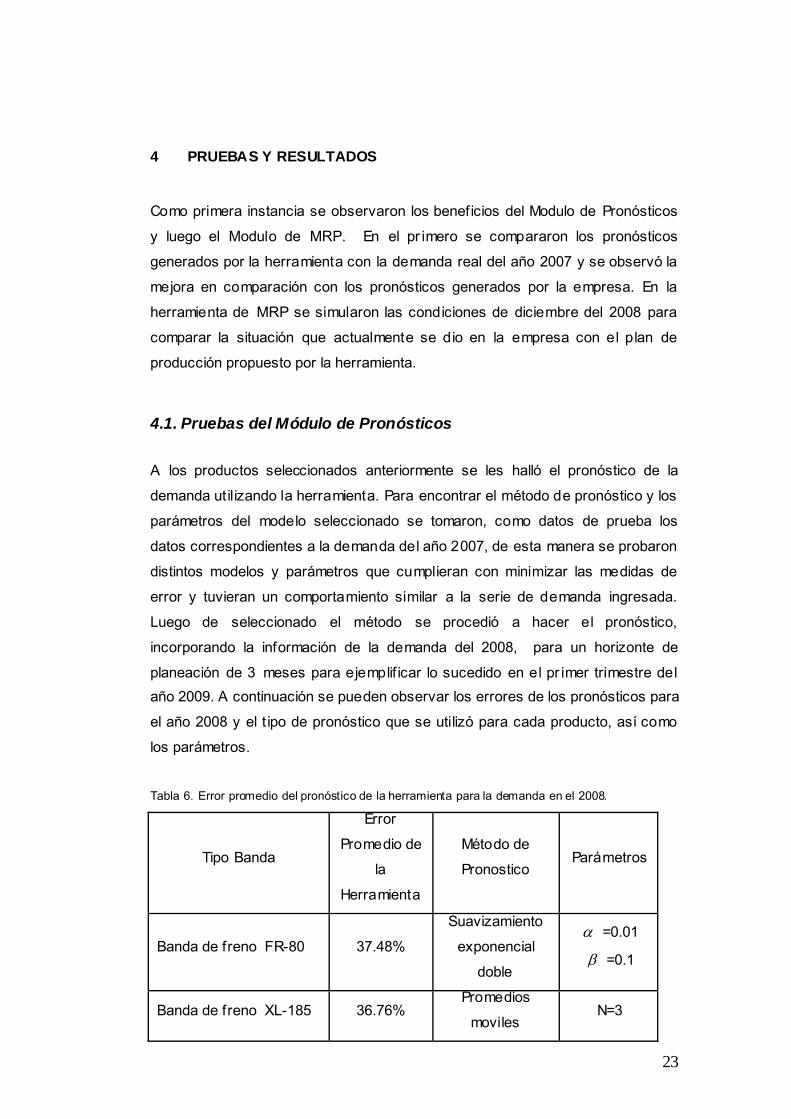
Tabla 6. Error promedio del pronóstico de la herramienta para la demanda en el 2008.
Tipo Banda
Error
Promedio de
la
Herramienta
Método de
Pronostico Parámetros
Banda de freno FR-80 37.48%
Suavizamiento
exponencial
doble
α =0.01
β =0.1
Banda de freno XL-185 36.76% Promedios
moviles N=3
24
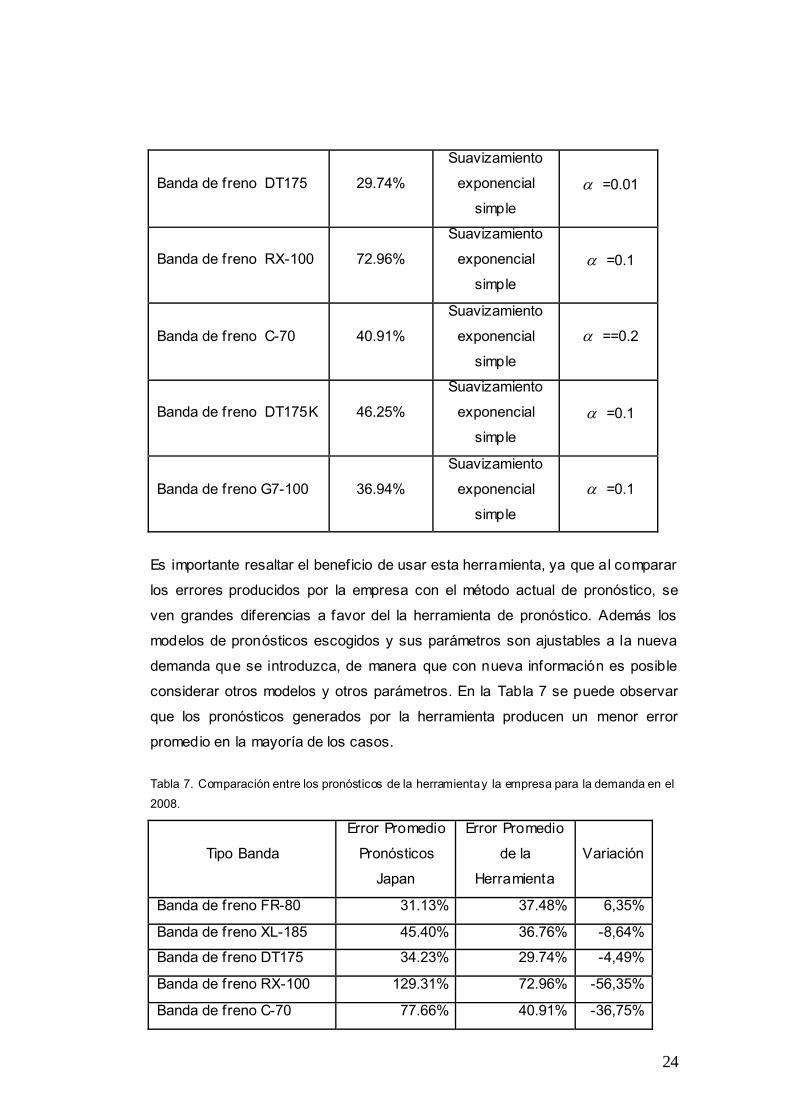
Banda de freno DT175 29.74%
Suavizamiento
exponencial
simple α =0.01
Banda de freno RX-100 72.96%
Suavizamiento
exponencial
simple α =0.1
Banda de freno C-70 40.91%
Suavizamiento
exponencial
simple
α ==0.2
Banda de freno DT175K 46.25%
Suavizamiento
exponencial
simple α =0.1
Banda de freno G7-100 36.94%
Suavizamiento
exponencial
simple
α =0.1
Es importante resaltar el beneficio de usar esta herramienta, ya que al comparar
los errores producidos por la empresa con el método actual de pronóstico, se
ven grandes diferencias a favor del la herramienta de pronóstico. Además los
modelos de pronósticos escogidos y sus parámetros son ajustables a la nueva
demanda que se introduzca, de manera que con nueva información es posible
considerar otros modelos y otros parámetros. En la Tabla 7 se puede observar
que los pronósticos generados por la herramienta producen un menor error
promedio en la mayoría de los casos.
Tabla 7. Comparación entre los pronósticos de la herramienta y la empresa para la demanda en el
2008.
Tipo Banda
Error Promedio
Pronósticos
Japan
Error Promedio
de la
Herramienta
Variación
Banda de freno FR-80 31.13% 37.48% 6,35%
Banda de freno XL-185 45.40% 36.76% -8,64%
Banda de freno DT175 34.23% 29.74% -4,49%
Banda de freno RX-100 129.31% 72.96% -56,35%
Banda de freno C-70 77.66% 40.91% -36,75%
25
Banda de freno DT175K 52.97% 51.98% -16,03%
Banda de freno G7-100 52.27% 36.94% 6,35%
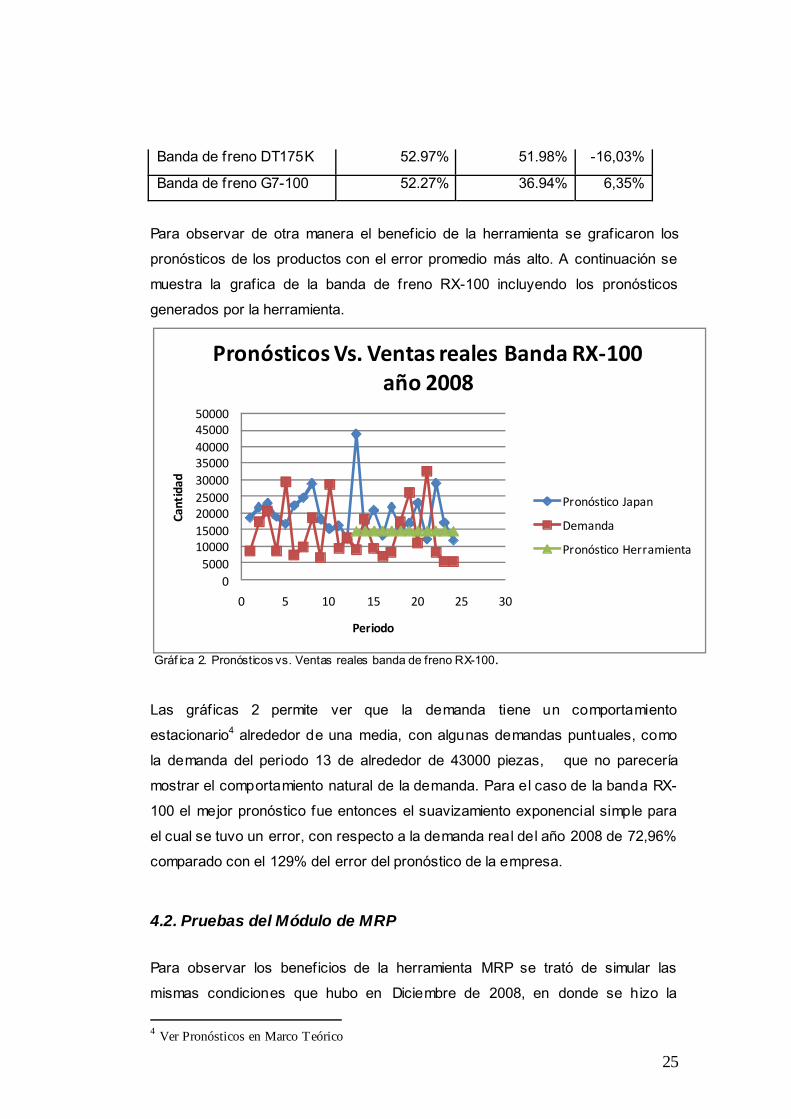
Para observar de otra manera el beneficio de la herramienta se graficaron los
pronósticos de los productos con el error promedio más alto. A continuación se
muestra la grafica de la banda de freno RX-100 incluyendo los pronósticos
generados por la herramienta.
Gráf ica 2. Pronósticos vs. Ventas reales banda de freno RX-100.
Las gráficas 2 permite ver que la demanda tiene un comportamiento
estacionario4 alrededor de una media, con algunas demandas puntuales, como
la demanda del periodo 13 de alrededor de 43000 piezas, que no parecería
mostrar el comportamiento natural de la demanda. Para el caso de la banda RX-
100 el mejor pronóstico fue entonces el suavizamiento exponencial simple para
el cual se tuvo un error, con respecto a la demanda real del año 2008 de 72,96%
comparado con el 129% del error del pronóstico de la empresa.
4.2. Pruebas del Módulo de MRP
Para observar los beneficios de la herramienta MRP se trató de simular las
mismas condiciones que hubo en Diciembre de 2008, en donde se hizo la
4 Ver Pronósticos en Marco Teórico
05000100001500020000250003000035000400004500050000
0 5 10 15 20 25 30
Cantidad
Periodo
Pronósticos Vs. Ventas reales Banda RX‐100 año 2008
Pronóstico Japan
Demanda
Pronóstico Herramienta

26
planeación para los primeros 3 meses del 2009, que resultó en un exceso de
inventario de casi 3 meses en las principales referencias de la línea de bandas.
El primer paso para esta simulación fue hallar los pronósticos de ventas para los
primeros 3 meses utilizando la herramienta de pronósticos, para lo cual se
obtuvieron los datos mostrados en la tabla a continuación.
Tabla 8. Pronósticos del 1er trimestre de 2009
Referencia Periodo Demanda Pronostico Error Error
Promedio
Banda de
freno RX-
100
Enero 9084 11000 21,09%
19,03% Febrero 8358 11000 31,61%
Marzo 11505 11000 4,39%
Banda de
freno C-70
Enero 7171 8697 21,29%
19,03% Febrero 7884 8697 10,32%
Marzo 6931 8697 25,49%
Banda de
freno
DT175K
Enero 3923 6255 59,44%
33,83% Febrero 8250 6255 24,19%
Marzo 5306 6255 17,88%
Banda de
freno DT175
Enero 11830 17565 48,48%
27,53% Febrero 17329 17565 1,36%
Marzo 13233 17565 32,74%
Banda de
freno G7-100
Enero 7329 9172 25,15%
25,28% Febrero 6457 9172 42,05%
Marzo 8443 9172 8,64%
Banda de
freno XL-185
Enero 11606 15191 30,89%
20,03% Febrero 28765 35461 23,28%
Marzo 23989 22567 5,93%
Banda de
freno FR-80
Enero 20984 39089 86,28%
41,60% Febrero 36283 38977 7,42%
Marzo 29648 38865 31,09%
A partir de estos requerimientos mensuales se descompusieron los
requerimientos en semanas, para luego utilizar la herramienta del MRP y
posteriormente el CRP hasta asegurar no tener reportes de excesos de
27
capacidad. En el Anexo 3 se pueden observar los requerimientos semanales
para la planeación de los 3 meses del comienzo del año 2009. Para encontrar
estos requerimientos se realizó un proceso iterativo que se describe a
continuación.
1. Descomponer los pronósticos mensuales en pronósticos semanales
iguales.
2. Ingresar los requerimientos semanales a la herramienta del MRP.
3. Hacer clic en el botón de CRP de la herramienta para verif icar la
factibilidad del plan propuesto con los requerimientos establecidos.
4. Si hay reportes en la pestaña de Reportes, verif icar cuales son los
centros en los que se excede la capacidad y en que periodos.
5. Buscar los productos que pasan por los centros con exceso de
capacidad.
6. Calibrar los requerimientos de manera que se disminuyan para los
periodos en los que se excede la capacidad de los centros, compensando
la disminución con aumentos en los periodos que requieren menos
capacidad en el centro.
7. Volver a correr el MRP y repetir el procedimiento hasta no encontrar más
reportes de exceso de capacidad.
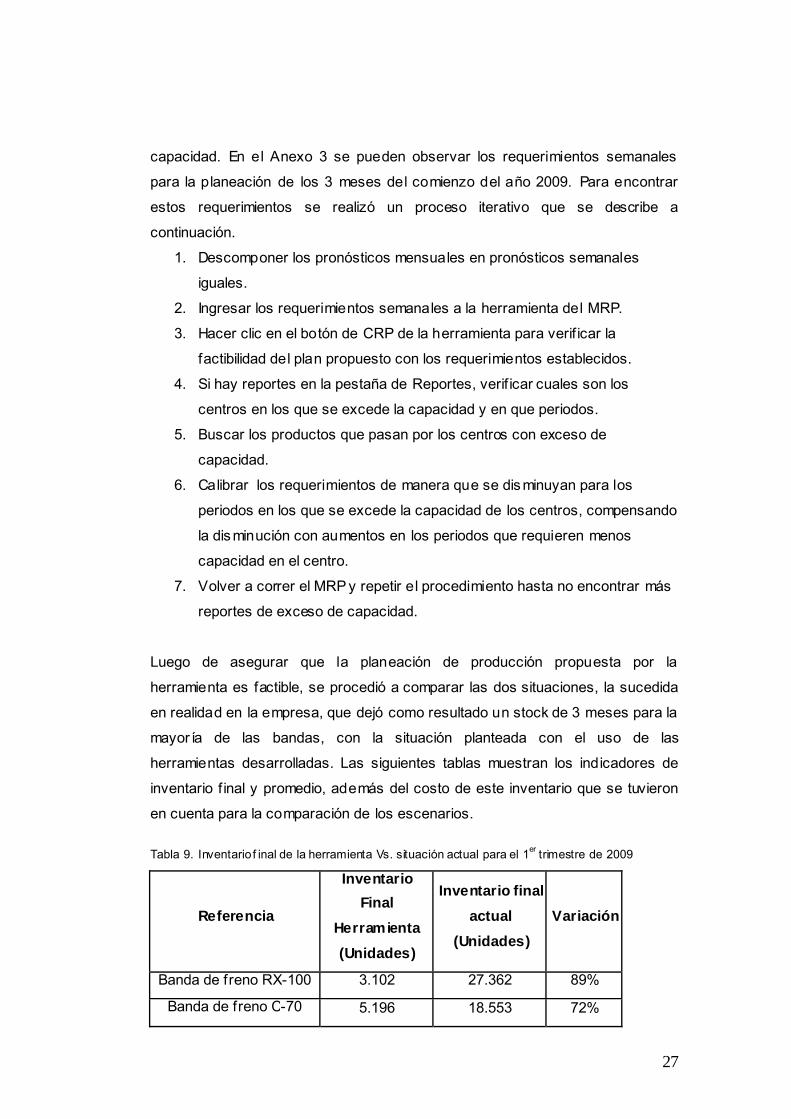
Luego de asegurar que la planeación de producción propuesta por la
herramienta es factible, se procedió a comparar las dos situaciones, la sucedida
en realidad en la empresa, que dejó como resultado un stock de 3 meses para la
mayor ía de las bandas, con la situación planteada con el uso de las
herramientas desarrolladas. Las siguientes tablas muestran los indicadores de
inventario f inal y promedio, además del costo de este inventario que se tuvieron
en cuenta para la comparación de los escenarios.
Tabla 9. Inventario f inal de la herramienta Vs. situación actual para el 1er trimestre de 2009
Referencia
Inventario Final
Herramienta (Unidades)
Inventario final actual
(Unidades) Variación
Banda de freno RX-100 3.102 27.362 89%
Banda de freno C-70 5.196 18.553 72%

28
Banda de freno DT175K 5.031 13.515 63%
Banda de freno Dt175 5.405 28.125 81%
Banda de freno G7-100 5.151 7.215 29%
Banda de freno Xl-185 4.177 11.528 64%
Banda de freno FR-80 4.833 31.540 85%
La tabla 9 muestra el inventario f inal en los dos escenarios, donde se puede ver
la gran disminución de unidades en inventario obtenida con la herramienta, con
variaciones superiores al 50% lo que representa grandes ahorros. En la tabla 10
se ve el inventario promedio, el costo de este y el ahorro que ofrece el escenario
con el uso de la herramienta.
Tabla 10. Costo de inventario de la herramienta Vs. situación actual para el 1er trimestre de 2009
Referencia
Inventario promedio
Herramienta
(Unidades)
Inventario promedio
actual (Unidades)
Costo inventario
herramienta
Costo inventario
actual Ahorro
Banda de
freno RX-
100 5300 12532 $ 1.466.952 $ 3.468.448
$
2.001.496
Banda de
freno C-70 3784 14520 $ 1.048.278 $ 4.021.970
$
2.973.692
Banda de
freno
DT175K 3632 7320 $ 1.308.342 $ 2.636.913
$
1.328.571
Banda de
freno Dt175 4342 13217 $ 1.516.452 $ 4.616.471
$
3.100.019
Banda de
freno G7-
100 4515 3280 $ 1.215.866 $ 883.287 ($ 332.579)
Banda de
freno Xl-185 6195 6215 $ 1.632.599 $ 1.637.992 $ 5.393

29
Banda de
freno FR-80 8537 17562 $ 2.319.089 $ 4.770.873
$
2.451.784
Al observar las tablas se puede ver la magnitud del beneficio que ofrece el uso
de las dos herramientas con los ahorros que se obtienen en la gran mayor ía de
las bandas. Además el exceso de inventario actual obligó a la compañía a
recurrir a masivos despidos por la inactividad de sus operarios en los meses
siguientes, donde se detuvo casi por completo la línea de bandas. Con el uso de
las herramientas de pronósticos y MRP, se hubiera podido evitar el escenario
desfavorable que actualmente hay en la empresa, donde se vio un exceso de
inventario y disminución en el equipo laboral.
5 CONCLUSIONES
La incertidumbre generada por los lead time de producción propuestos, hacen
muy sensible a la herramienta en cuanto a la veracidad del plan que propone,
pues estos lead times se escogieron acorde con el tiempo máximo que se
demora la producción de la cantidad económica de producción, para así lograr
un amortiguador y asegurar el cumplimiento de las ordenes antes de la fecha de
entrega, pero en caso de escoger otras opciones de dimensionamiento de lote,
se debería pensar en ajustar este parámetro.
Aunque el CRP muestra la validez del programa de producción propuesto este lo
hace simplemente comparando la capacidad necesaria con la capacidad
máxima, pero no tiene en cuenta tiempos en cola de las ordenes que agregan
tiempo y pueden copar la capacidad máxima de producción. Para mejorar este
hecho se puede pensar en hacer secuenciaciones que permitan tener medidas más concretas de la capacidad requerida, como LIFO, FIFO, etc. Además se
debería presentar un diagrama de Gantt para mostrar la secuenciación y los
posibles cambios que se puedan llevar a cabo.
Luego de haber realizado las pruebas con las herramientas desarrolladas, queda
clara la importancia de conocer el comportamiento de la demanda para reducir la
incertidumbre de ésta y generar buenos modelos para pronosticarla, esto se

30
evidenció en las grandes mejoras ofrecidas por la herramienta de pronósticos
frente a los pronósticos que llevaba a cabo la empresa. También es claro que no
se puede atribuir la mejora de los pronósticos solo a la herramienta, se debe
integrar la herramienta con el concepto de administración de la demanda. Es
importante integrarla con esfuerzos del Departamento de Ventas y el
Departamento de Costos hacia un cambio de mentalidad, en donde no se limiten
solo a vender sino a incentivar comportamientos de la demanda que hagan más
fácil su predicción. Lo anterior en conjunto con un seguimiento constante de la
demanda, de manera que se puedan actualizar los pronósticos hechos en el
horizonte de planeación y también los modelos para hacer los pronósticos.
Aunque se vieron los beneficios obtenidos por la herramienta de MRP, en gran
parte el éxito de ésta fueron los acertados pronósticos de ventas que se
generaron. El entorno gráfico es uno de los factores más importantes de la
herramienta del MRP, pues con esta el usuario tiene pleno control de todas las
variables que afectan la planeación, como el estado del inventario en cualquier
periodo del t iempo. Lo anterior es considerado importante por los operarios ya
que en la actualidad el sistema de la compañía, bajo el lenguaje UNIX, no ofrece
un buen entorno visual que permita tener pleno control sobre las variables como
pedidos, pronósticos, inventario, etc., para cada producto.
Más concretamente los beneficios brindados por las herramientas, se pueden
obtener a partir de la simulación del primer trimestre del año 2009 donde se ven
ahorros asociados a disminuciones de inventario promedio de alrededor de
$11.528.376 únicamente para los primeros 3 meses del año.
Otra falencia en la planeación de producción de la empresa que se pudo
observar en el primer trimestre de 2009 fue la información errada sobre los
estándares de producción, la cual incidió en la colocación de órdenes y en los
tiempos de entrega propuestos, ya que, por ejemplo, en el caso del pulimiento
de bandas el estándar paso de 225 unidades/hora a 1000 unidades/hora. Esto
obligó a la empresa a generar órdenes más tempranas y de mayor número que
se cumplieron antes de lo esperado lo que también incidió en el exceso de
inventario con el que se terminó el primer trimestre. Este error en los estándares de producción también generó un sobrecosto de nomina, pues la información
31
con la que se contaba sugería tener más personal del que realmente
necesitaban.
6 TRABAJO FUTURO
A partir del desarrollo de las herramientas se debería seguir con la
implementación de estas en la empresa, actualmente la herramienta de
pronósticos ya se ha implementado.
Se puede trabajar en mejoras de la herramienta de pronósticos agregando a
esta una señal de seguimiento que permita visualizar cuales pronósticos
necesitan ser revisados sin necesidad de evaluar todos los productos.
Complementar la herramienta de MRP con más opciones de tamaño de lote, al
igual que más opciones de secuenciación. Esto sumado con herramientas que
permitan visualizar la planeación como un diagrama de Gantt.
7 BIBLIOGRAFÍA
Arias, R. (2005). Macros en Excel.Bogota: Computer Learning Center.
Ballou, R. (2004). Logistica: Administracion de la cadena de suministros. Mexico:
Pearson.
Cepeda Diaz, C. A. (2006). Estudio de las polít icas de dimensionamiento de lote
en un sistema MRP multinivel bajo incertidumbre en la demanda. Tesis de grado
no publicada. Bogotá, Colombia: Universidad de los Andes.
Cepeda, C. (Enero de 2006). Estudio de las politicas de dimensionamiento de
lote en un sistema MRP multinivel bajo incertidumbre en la demanda. Tesis de
Grado. Bogota, Colombia.
Cohen, J. (1988). Statistical power analysis for the behavioral science .Hillsdale, NJ: Lawrence Erlbaum Associates.
Gutiérrez, E. (2008). Notas de clase Logistica. Bogotá, Colombia.
Hernández Saavedra, A. J. (2007). Implementación de una herramienta
computacional simple para la programación de la producción en Industrias
Hernol S.A. Tesis de grado no publicada. . Bogotá, Colombia: Universidad de los
Andes.
32
Mejia, G. (2008). Notas de Clase Modelos de Control de Produccion. Bogotá,
Colombia.
Nahmias, S. (2007). Analisis de la produccion y las operaciones. Mexico: Mc
Graw Hill.
Pascual, R. C. (1989). Nuevas técnicas de gestión de stocks : MRP y JIT.
Barcelona: Marcombo Boixareu Editores.
Presentacion: Industrias Japan S.A. (2003). Recuperado el Febrero de 2009, de
sitio Web de Industrias Japan S.A.: http://industriasjapan.com
Sipper, D. (1998). Planeacion y Control de la Produccion. Mexico: Mc Graw Hill.
Torres, A. (17 de Septiembre de 2008). Problematicas del sector motopartista. (J.
E. Navas, Entrevistador)
Torres, A. (Noviembre de 2008). Problematicas del Sector por Ariel Torres
Director Financiera Industrias Japan S.A. (J. Navas, Entrevistador)
Vollman, T. (1997). Manufacturing Planning and Control Systems. New York:
McGraw -Hill.
8 ANEXOS
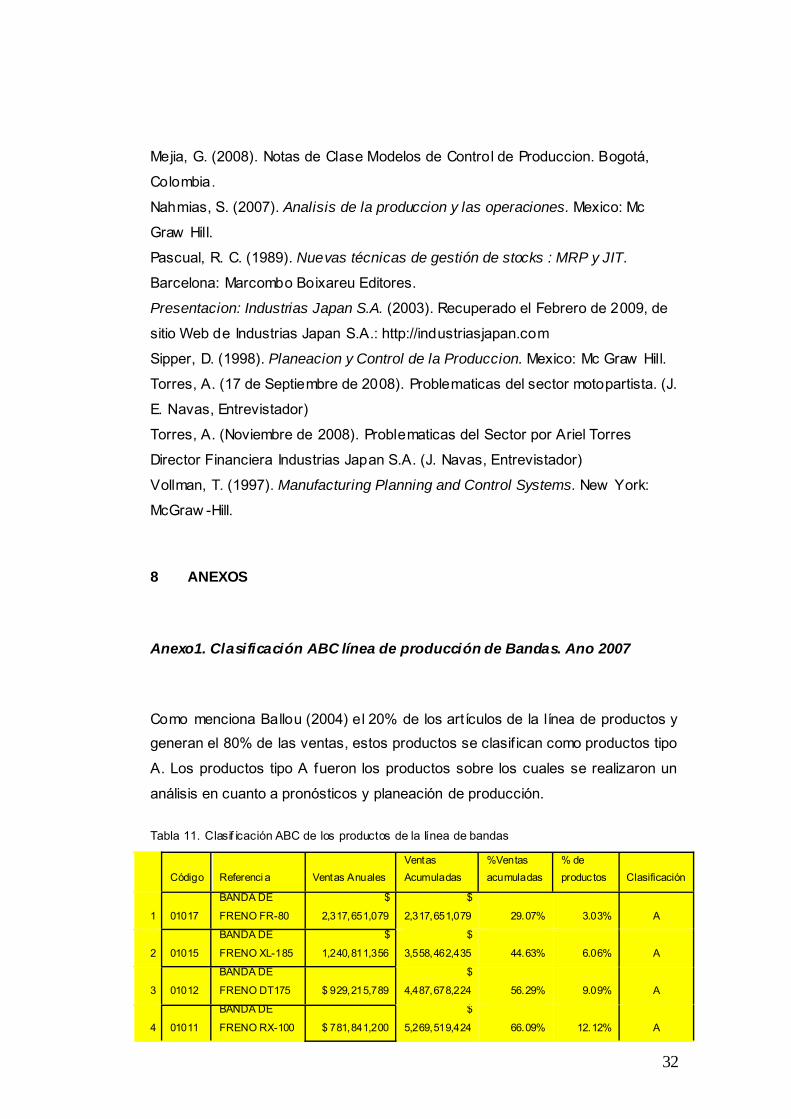
Anexo1. Clasificación ABC línea de producción de Bandas. Ano 2007
Como menciona Ballou (2004) el 20% de los artículos de la línea de productos y generan el 80% de las ventas, estos productos se clasif ican como productos tipo
A. Los productos tipo A fueron los productos sobre los cuales se realizaron un
análisis en cuanto a pronósticos y planeación de producción.
Tabla 11. Clasif icación ABC de los productos de la línea de bandas
Código Referenci a Ventas Anuales Ventas Acumuladas
%Ventas acumuladas
% de produc tos Clasificación
1 01017
BANDA DE
FRENO FR-80
$
2,317,651,079
$
2,317,651,079 29.07% 3.03% A
2 01015
BANDA DE
FRENO XL-185
$
1,240,811,356
$
3,558,462,435 44.63% 6.06% A
3 01012
BANDA DE
FRENO DT175 $ 929,215,789
$
4,487,678,224 56.29% 9.09% A
4 01011
BANDA DE
FRENO RX-100 $ 781,841,200
$
5,269,519,424 66.09% 12.12% A

33
5 01014
BANDA DE
FRENO G7-100 $ 431,803,721
$
5,701,323,145 71.51% 15.15% A
6 010113
BANDA DE
FRENO C-70 $ 417,284,789
$
6,118,607,934 76.74% 18.18% A
7 010119
BANDA DE
FRENO
DT175K $ 313,221,939
$
6,431,829,873 80.67% 21.21% A
8 010118
BANDA DE
FRENO V-80 $ 267,929,656
$
6,699,759,529 84.03% 24.24% B
9 010112
BANDA DE
FRENO TS 185 $ 234,373,677
$
6,934,133,206 86.97% 27.27% B
10 010132
BANDA DE
FRENO TRASE
PULSAR 18 $ 198,688,711
$
7,132,821,917 89.46% 30.30% B
11 010124
BANDA
H.HERO
XLR125 /CD100 $ 182,715,117
$
7,315,537,034 91.75% 33.33% B
12 01018
BANDA DE
FRENO TS-
125Z $ 121,936,390
$
7,437,473,424 93.28% 36.36% B
13 010123
BANDA DE
FRENO PRECUB $ 85,055,884
$ 7,522,529,308 94.35% 39.39% B
14 010116
BANDA DE
FRENO PX 150 $ 80,486,330
$
7,603,015,638 95.36% 42.42% B
15 010121
BANDA DE
FRENO XLR125 $ 76,324,451
$
7,679,340,089 96.32% 45.45% B
16 010129
BANDA DE
FRENO
TRASERA CG125 $ 52,048,366
$ 7,731,388,455 96.97% 48.48% B
17 01013
BANDA DE FRENO G7-100
DELANT $ 45,825,415
$
7,777,213,870 97.54% 51.52% B
18 010130
BANDA TRAS MOTOCARRO
TORITO 4T $ 38,153,919
$
7,815,367,789 98.02% 54.55% C
19 010111
BANDA DE
FRENO
DT100K $ 29,711,040
$
7,845,078,829 98.39% 57.58% C
20 010131
BANDA DE
FRENO DEL
CGL125 $ 28,192,222
$
7,873,271,051 98.75% 60.61% C
21 010120
BANDA DE
FRENO JOG50
DELANTERA $ 27,060,756
$
7,900,331,807 99.09% 63.64% C
22 010127 BANDA PLUS $ 19,973,759 $ 99.34% 66.67% C
34
DELANTERA 7,920,305,566
23 01016
BANDA DE
FRENO FZ-50 $ 14,544,695
$
7,934,850,261 99.52% 69.70% C
24 010133
BANDA DE
FRENO AN 125
TRA. $ 11,296,624
$
7,946,146,885 99.66% 72.73% C
25 010115
BANDA DE
FRENO AD-60 $ 7,367,621
$
7,953,514,506 99.75% 75.76% C
26 010110
BANDA DE
FRENO KE-
175B/125A $ 7,043,470
$
7,960,557,976 99.84% 78.79% C
27 01019
BANDA DE
FRENO MJ-50 $ 3,160,226
$
7,963,718,202 99.88% 81.82% C
28 010126
BANDA NH80
LEAD
TRASERA $ 2,741,389
$
7,966,459,591 99.92% 84.85% C
29 010125
BANDA
TRASERA
TS125X $ 2,486,801
$
7,968,946,392 99.95% 87.88% C
30 010128
BANDA HONDA
DIO/50 $ 1,467,627
$
7,970,414,019 99.97% 90.91% C
31 010122
BANDA DE
FRENO WOLF
125 $ 1,048,090
$
7,971,462,109 99.98% 93.94% C
32 010117
BANDA DE
FRENO JS60A $ 993,221
$
7,972,455,330 99.99% 96.97% C
33 010114
BANDA DE
FRENO FA-50 $ 598,749
$
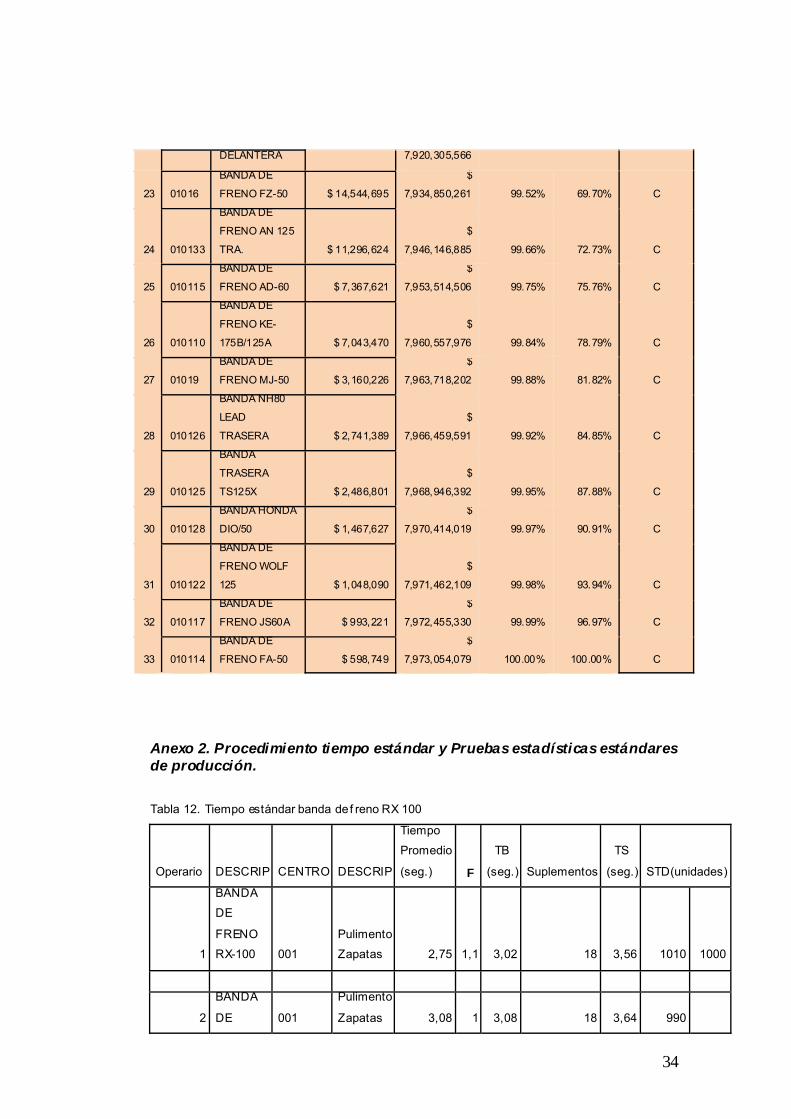
7,973,054,079 100.00% 100.00% C
Anexo 2. Procedimiento tiempo estándar y Pruebas estadísticas estándares de producción. Tabla 12. Tiempo estándar banda de f reno RX 100
Operario DESCRIP CENTRO DESCRIP
Tiempo
Promedio
(seg.) F
TB
(seg.) Suplementos
TS
(seg.) STD(unidades)
1
BANDA
DE
FRENO
RX-100 001
Pulimento
Zapatas 2,75 1,1 3,02 18 3,56 1010 1000
2
BANDA
DE 001
Pulimento
Zapatas 3,08 1 3,08 18 3,64 990

35
FRENO
RX-100
La tabla anterior muestra el procedimiento seguido para hallar el tiempo
estándar de la operación de pulimento de zapatas. Para este procedimiento se
partió de las observaciones de las cuales su promedio se ve en la columna 5 de
la tabla. A partir de este tiempo se obtiene el t iempo Base (TB) multiplicando el
tiempo promedio por el factor de valoración. Posteriormente se añaden los
suplementos para encontrar el tiempo estándar.
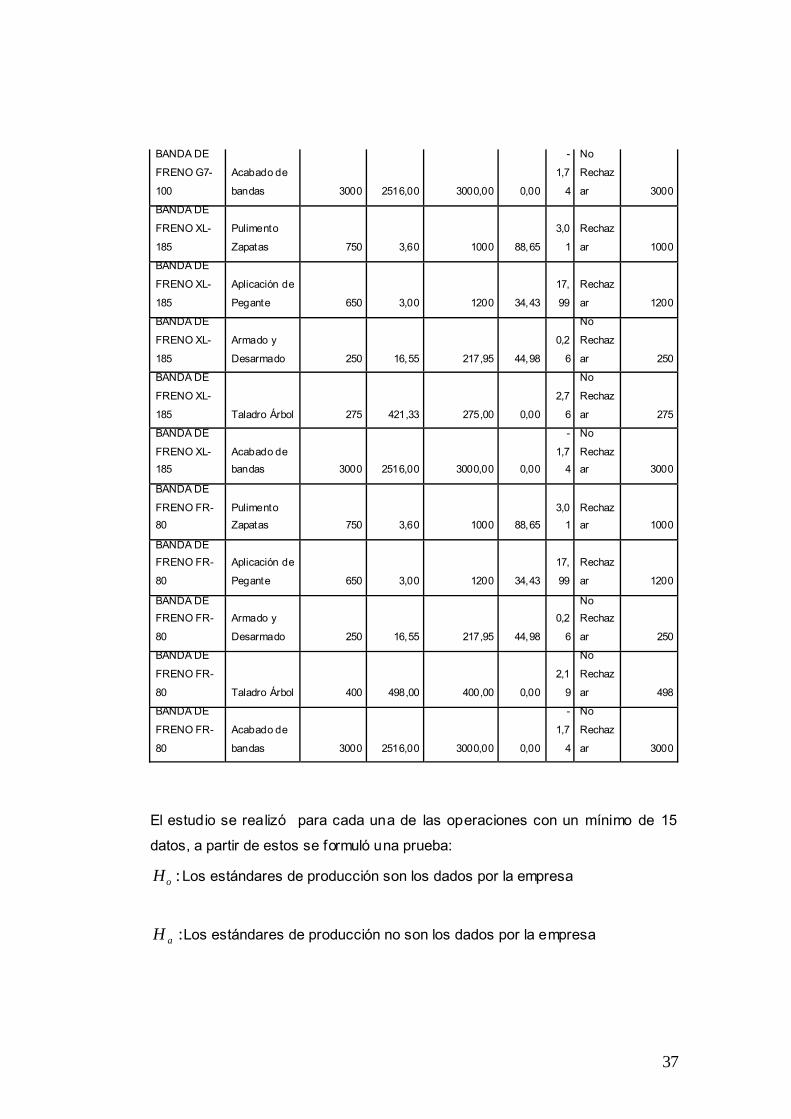
Tabla 13. Estudio Estadístico
Tipo de
Banda Descripción
Estándar
Antiguo
(Unidades)
Tiempo
Std (Seg)
Estándar
Obser vado
(Unidades)
Desvia
ción To
Resulta
dos
Media del Proceso
(Unidade
s)
BANDA DE
FRENO RX-
100
Pulimento
Zapatas 225 3,60 1000 88,65
3,0
1
Rechaz
ar 1000
BANDA DE
FRENO RX-
100
Aplicación de
Pegante 650 3,00 1200 34,43
17,
99
Rechaz
ar 1200
BANDA DE
FRENO RX-
100
Armado y
Desarmado 250 16,55 217,95 44,98
0,2
6
No
Rechaz
ar 250
BANDA DE
FRENO RX-
100 Taladro Árbol 750 410,00 750,00 0,00
0,0
0
No
Rechaz
ar 750
BANDA DE
FRENO RX-100 Taladro Árbol 480 391,33 480,00 0,00
0,00
No
Rechazar 480
BANDA DE
FRENO RX-100
Acabado de bandas 3000 1180,00 3000,00 0,00
0,00
No
Rechazar 1180
BANDA DE FRENO C-70
Pulimento Zapatas 750 3,60 1000 88,65
3,01
Rechazar 1000
BANDA DE
FRENO C-70
Aplicación de
Pegante 650 3,00 1200 34,43
17,
99
Rechaz
ar 1200
BANDA DE FRENO C-70
Armado y Desarmado 250 16,55 217,95 44,98
0,26
No
Rechazar 250
BANDA DE FRENO C-70 Taladro Árbol 300 421,33 300,00 0,00
2,29
No
Rechazar 300

36
BANDA DE
FRENO C-70
Acabado de
bandas 3000 2516,00 3000,00 0,00
-
1,7
4
No
Rechaz
ar 3000
BANDA DE
FRENO
DT175K
Pulimento
Zapatas 750 3,60 1000 88,65
3,0
1
Rechaz
ar 1000
BANDA DE
FRENO
DT175K
Aplicación de
Pegante 650 3,00 1200 34,43
17,
99
Rechaz
ar 1200
BANDA DE
FRENO
DT175K
Armado y
Desarmado 250 16,55 217,95 44,98
0,2
6
No
Rechaz
ar 250
BANDA DE
FRENO
DT175K Taladro Árbol 275 421,33 275,00 0,00
2,7
6
No
Rechaz
ar 275
BANDA DE
FRENO DT175K
Acabado de bandas 3000 2516,00 3000,00 0,00
-
1,74
No
Rechazar 3000
BANDA DE
FRENO DT175
Pulimento Zapatas 750 3,60 1000 88,65
3,01
Rechazar 1000
BANDA DE FRENO
DT175
Aplicación de
Pegante 650 3,00 1200 34,43
17,
99
Rechaz
ar 1200
BANDA DE FRENO
DT175
Armado y
Desarmado 250 16,55 217,95 44,98
0,2
6
No Rechaz
ar 250
BANDA DE
FRENO
DT175 Taladro Árbol 275 421,33 275,00 0,00
2,7
6
No
Rechaz
ar 275
BANDA DE
FRENO
DT175
Acabado de
bandas 3000 2516,00 3000,00 0,00
-
1,7
4
No
Rechaz
ar 3000
BANDA DE
FRENO G7-
100
Pulimento
Zapatas 750 3,60 1000 88,65
3,0
1
Rechaz
ar 1000
BANDA DE
FRENO G7-
100
Aplicación de
Pegante 650 3,00 1200 34,43
17,
99
Rechaz
ar 1200
BANDA DE
FRENO G7-
100
Armado y
Desarmado 250 16,55 217,95 44,98
0,2
6
No
Rechaz
ar 250
BANDA DE
FRENO G7-
100 Taladro Árbol 275 421,33 275,00 0,00
2,7
6
No
Rechaz
ar 275
BANDA DE
FRENO G7-100 Taladro Árbol 480 391,33 480,00 0,00
-
1,41
No
Rechazar 480
37
BANDA DE
FRENO G7-
100
Acabado de
bandas 3000 2516,00 3000,00 0,00
-
1,7
4
No
Rechaz
ar 3000
BANDA DE
FRENO XL-
185
Pulimento
Zapatas 750 3,60 1000 88,65
3,0
1
Rechaz
ar 1000
BANDA DE
FRENO XL-
185
Aplicación de
Pegante 650 3,00 1200 34,43
17,
99
Rechaz
ar 1200
BANDA DE
FRENO XL-
185
Armado y
Desarmado 250 16,55 217,95 44,98
0,2
6
No
Rechaz
ar 250
BANDA DE
FRENO XL-
185 Taladro Árbol 275 421,33 275,00 0,00
2,7
6
No
Rechaz
ar 275
BANDA DE
FRENO XL-185
Acabado de bandas 3000 2516,00 3000,00 0,00
-
1,74
No
Rechazar 3000
BANDA DE
FRENO FR-80
Pulimento Zapatas 750 3,60 1000 88,65
3,01
Rechazar 1000
BANDA DE FRENO FR-
80
Aplicación de
Pegante 650 3,00 1200 34,43
17,
99
Rechaz
ar 1200
BANDA DE FRENO FR-
80
Armado y
Desarmado 250 16,55 217,95 44,98
0,2
6
No Rechaz
ar 250
BANDA DE
FRENO FR-
80 Taladro Árbol 400 498,00 400,00 0,00
2,1
9
No
Rechaz
ar 498
BANDA DE
FRENO FR-
80
Acabado de
bandas 3000 2516,00 3000,00 0,00
-
1,7
4
No
Rechaz
ar 3000
El estudio se realizó para cada una de las operaciones con un mínimo de 15
datos, a partir de estos se formuló una prueba:
:oH Los estándares de producción son los dados por la empresa
:aH Los estándares de producción no son los dados por la empresa
38
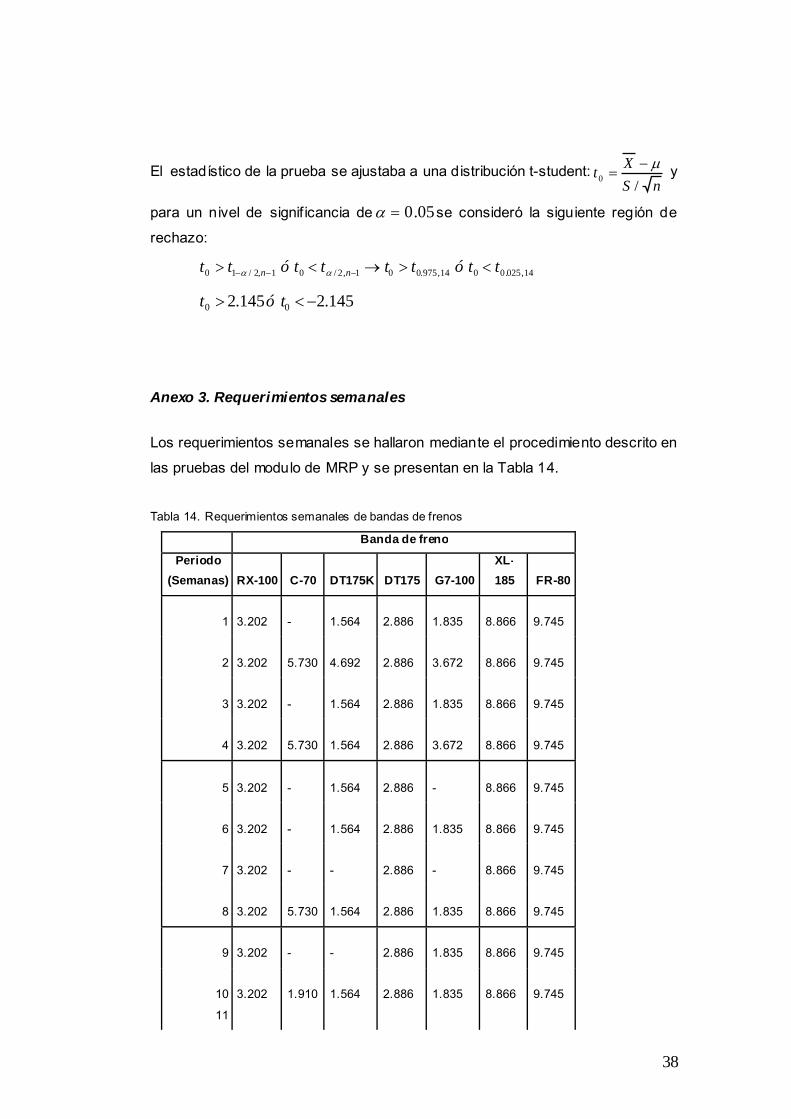
El estadístico de la prueba se ajustaba a una distribución t-student:nS
Xt/0
µ−= y
para un nivel de signif icancia de 05.0=α se consideró la siguiente región de
rechazo:
14,025.0014,975.001,2/01,2/10 ttóttttótt nn <>→<> −−− αα
145.2145.2 00 −<> tót
Anexo 3. Requerimientos semanales
Los requerimientos semanales se hallaron mediante el procedimiento descrito en
las pruebas del modulo de MRP y se presentan en la Tabla 14.
Tabla 14. Requerimientos semanales de bandas de frenos
Banda de freno
Periodo (Semanas) RX-100 C-70 DT175K DT175 G7-100
XL-185 FR-80
1
3.202
-
1.564
2.886
1.835
8.866
9.745
2
3.202
5.730
4.692
2.886
3.672
8.866
9.745
3
3.202
-
1.564
2.886
1.835
8.866
9.745
4
3.202
5.730
1.564
2.886
3.672
8.866
9.745
5
3.202
-
1.564
2.886
-
8.866
9.745
6
3.202
-
1.564
2.886
1.835
8.866
9.745
7
3.202
-
-
2.886
-
8.866
9.745
8
3.202
5.730
1.564
2.886
1.835
8.866
9.745
9
3.202
-
-
2.886
1.835
8.866
9.745
10
3.202
1.910
1.564
2.886
1.835
8.866
9.745
11

39
3.202 1.910 1.564 2.886 1.835 8.866 9.745
12
3.202
1.910
1.564
2.886
1.835
8.866
9.745
Anexo 4. Descripción herramienta de pronósticos
La herramienta genera pronósticos para la demanda local, de exportación y de
distribución, como se mencionó anteriormente, por lo cual se ingresan las
demandas históricas de cada una de estas áreas por separado. A continuación
se muestra el menú principal de la herramienta.
Figura 5. Menú principal del modulo de pronostico
Figura 6. Botones de menú principal del modulo de pronósticos
Como se muestra en la Figura 6, la herramienta cuenta con un botón de
instrucciones el cual le indica al usuario como usar correctamente la herramienta. El botón análisis de demanda, le indica al usuario el método para
pronosticar la demanda más adecuado para los datos ingresados, esta

40
sugerencia se basa en el índice R2(Cohen, 1988). Luego de analizar la
demanda, dependiendo del mercado para el cual se estén hallando los
pronósticos, en el botón generar pronósticos permite elegir el método que será
utilizado para pronosticar la demanda, entre los cuales están promedios móviles,
suavizamiento exponencial simple, doble o triple (Ver Figura 7).
Figura 7. Ventana para seleccionar el método de pronósticos.
Luego de seleccionar algún método se deben llenar los parámetros que este
requiera. Al f inalizar en otra hoja de cálculo aparecen los pronósticos de la
demanda histórica introducida, los errores y una grafica con la demanda y el
pronóstico como se muestra en la Figura 8.
Figura 8. Pronóstico
Estos resultados son base para el análisis que debe llevar a cabo el operario,
pues es éste quien debe seguir utilizando la herramienta para determinar los

41
parámetros que describen el método de pronóstico que se utilizará para predecir
la demanda de cada producto. Para evaluar los pronósticos hallados, la
herramienta arroja el error promedio, el error cuadrático medio, desviación
absoluta media y el porcentaje absoluto medio. Uno de los criterios para el ajuste
de datos es minimizar alguno de las medidas de error, por esta razón la
herramienta cuenta con el botón estimación parámetros, el cual prueba distintos
valores de los parámetros y calcula el error promedio que generar ía cada uno de
estos (ver Figura 9).
Figura 9. Estimación de Parámetros
Al elegir el método de pronósticos adecuado y los parámetros que generaran el
menor error promedio, el usuario al hacer clic en el botón ingresar producto a
biblioteca para guardar el nombre del producto, el método de pronóstico y
parámetros elegidos. Los productos ingresados a la biblioteca aparecerán en la
pestaña biblioteca de productos como se muestra a continuación.
Figura 10. Biblioteca de Productos

42
Anexo 5. Descripción herramienta de MRP
Inicialmente en la pestaña de Lista de Materiales se hace un registro de las
características de cada producto como el código de la pieza, el lead t ime, el
tamaño del lote, el stock de seguridad, el inventario actual que se tiene de la
pieza, y para las piezas de nivel mayor a 0, la relación indica los productos de
nivel superior a las que constituyen y la cantidad necesaria para producir el
articulo f inal.
Figura 11. Pestaña Bill of Materials del modulo MRP
El usuario puede ingresar nuevos productos al sistema, de manera que puedan
entrar dentro de la planeación. Este proceso se realiza en el botón crear
producto, donde se pueden introducir productos terminados o subensambles. En
el caso de ser un subensamble el usuario debe introducir la cantidad de
relaciones que tiene con partes de niveles superiores y posteriormente indicar
que relación es. Además de esto el usuario puede modif icar de la misma
manera, información de productos existentes en el sistema en el botón modificar
producto. Luego de tener la lista de materiales llena, se pasa a la pestaña MRP,
que se muestra en la Figura 12.

43
Figura 12. Pestaña MRP del modulo MRP
El primer paso es hacer clic en el botón Explosión MRP, para poder realizar el
plan de producción semana a semana. Los pasos a seguir para la explosión del
MRP se muestran en la Figura 14.
Figura 13. Menú de explosión de MRP.
Figura 14. Pasos para realizar la explosión del MRP.
Después de realizar la explosión del MRP se hace clic en el botón CRP, el cual
verif ica que la capacidad requerida para cumplir la planeación propuesta, no
Paso 4: Realizar la explosion del MRP, el cual genera el plan de producción de cada producto y sus componentes para cada periodo en el horizonte de planeación.
Paso 3: Al tener la plantilla los datos faltantes de requerimientos se deben llenar manualmente.
Paso 2: Llenar la plantilla del MRP con todos los productos.
Paso 1: Introducir el horizonte de planeación en semanas.
44
exceda la capacidad máxima en ninguno de los centros de trabajo, en caso de
excederse, la pestaña de reportes informa de los centros de trabajo que
sobrepasan la capacidad y en que semanas para poder tomar acciones
correctivas.
El botón Buscar pieza permite encontrar una pieza después de realizar la
explosión del MRP, esto para hacer más fácil encontrar la planeación de
producción de un producto. Por último el usuario puede borrar la planeación de
producción encontrada a través del botón Borrar datos, para realizar una nueva
planeación si lo desea.