flujos eficientes manual sector. dinamica
TRANSCRIPT

Flujos y Procesos
Entonces:
• PROCESO: Son cada una de las actividades productivas que conforman el proyecto.
• FLUJO: Es la consecución eficiente y eficaz de todos procesos que conforman un proyecto.

Flujos y Procesos
• Un Sistema de Producción debe tener un Flujo Ininterrumpido para ser un Sistema Eficiente.
• En la industria de la construcción, la mayoría de Procesos de Ejecución requieren de Procesos de Soporte:
FLUJO
Soporte SoporteProducción ProducciónProducciónPROCESO 1
EXCAVACIÓNPROCESO 2
LOGIST. TUBOSPROCESO 3
TENDIDO TUBOSPROCESO 4
RRHH SOLDADORPROCESO 5
SOLDADURA
OBJETIVOS PARA QUE UN SISTEMA DE PRODUCCIÓN
SEA EFECTIVO
Sistema de Producción Efectivo
La forma de mantener el plazo y la productividad en un proyecto de construcción es teniendo un Sistema de Producción Efectivo.
Para tener un Sistema de Producción Efectivo se tiene que cumplir los siguientes objetivos, en dicho orden de prioridad:
• Asegurar que los flujos no paren• Lograr flujos eficientes• Lograr procesos eficientes

FLUJO
PROCESO 1
PROCESO 2PROCESO 3
PROCESO 4
PROCESO 5
1era etapa. Asegurar que los flujos no paren. (Aun con flujos y procesos ineficientes).

FLUJO
PROCESO 1 PROCESO 2 PROCESO 3 PROCESO 4 PROCESO 5
2da etapa. Los flujos no paran y son eficientes. (Procesos todavía ineficientes).
FLUJO
PROCESO 1 PROCESO 2 PROCESO 3 PROCESO 4 PROCESO 5
3era etapa. Flujos no paran. Flujos y procesos eficientes.
Sistema de Producción
Efectivo
1 Asegurar que los Flujos
no paren
2 Lograr Flujos
Eficientes3
Lograr Procesos Eficientes

Sistema de Producción
Efectivo
1 Asegurar que los Flujos
no paren
2 Lograr Flujos
Eficientes3 Lograr
Procesos Eficientes
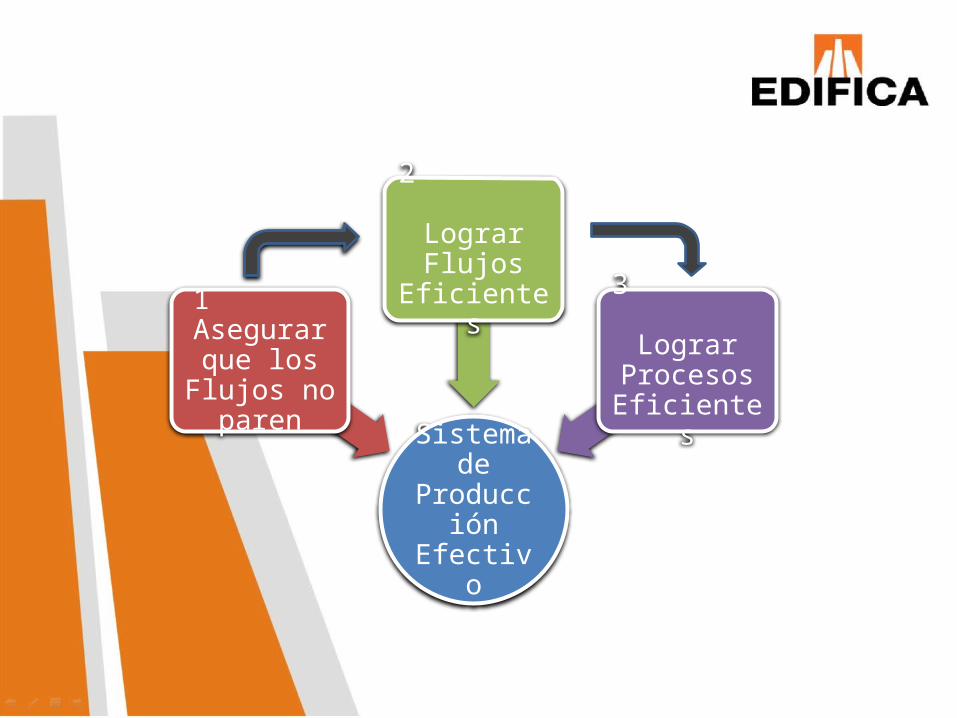
Sistema de Producción
Efectivo
1 Asegurar que los Flujos
no paren
2 Lograr Flujos
Eficientes
3 Lograr Procesos Eficientes
Manejo de la Variabilidad
Last Planner

Sistema de Producción
Efectivo
1 Asegurar que los Flujos no paren
2 Lograr Flujos
Eficientes
3 Lograr Procesos Eficientes
Sistema de Producción
Efectivo
1 Asegurar que los Flujos no
paren
2 Lograr Flujos
Eficientes
3 Lograr Procesos Eficientes
Principios de Física de Producción
Tren de Actividades

Sistema de Producción
Efectivo
Asegurar que los Flujos no
paren
Lograr Flujos Eficientes
Lograr Procesos Eficientes
Sistema de Producción
Efectivo
Asegurar que los Flujos no
paren
Lograr Flujos Eficientes
Lograr Procesos Eficientes
Optimización de Procesos

FLUJOS EFICIENTES
– Lograr Flujos Eficientes– Los flujos eficientes se logran dividiendo el trabajo
equitativamente entre procesos.
– Principios de Física de Producción: • Teoría de Restricciones (La Meta, Goldratt)• Pull - Push
– Tren de Actividades: • Trabajo dividido equitativamente (Sectorización)• Balanceo de recursos adecuado• Secuencia de actividades

TEORÍA DE RESTRICCIONES
Teoría de restricciones• Mark Twain -> “el sentido común es el
menos común de los sentidos”.– Si no se alcanza la meta es que algo lo
impide.• Principal -> limitaciones del sistema
(constraints en inglés).– Recursos con capacidad insuficiente.
• En el caso de producción son los cuellos de botella.– Marcan el ritmo de la
producción.• Puede ser el mercado, una
política,...– Otro obstáculo es Murphy.
• “Las cosas siempre van mal en el peor momento posible”.

A
1 u/h
10 u/h
4 u/h
5 u/h
C1 (1)
C2 (1)
4 u/h
1 2 3 4 5

TEORIA DE RESTRICCIONES ( TOC )
• PROCESO DE MEJORAMIENTO CONTINUO (planta)– PASO 1 : Identificar los cuellos de botella del sistema– PASO 2 : Decidir como explotar los cuellos de botella– PASO 3 : Subordinar todo lo demás a la decisión anterior– PASO 4 : Elevar los cuellos de botella del sistema– PASO 5 : Si en uno de los pasos anteriores ha roto un cuello de botella, regresar al
PASO 1 de nuevo
– Estos pasos se basan en los procesos multitarea y podemos identificar que se mueven al paso del mas lento.
– Para acelerar este proceso debemos analizar el proceso mas lento y lograr que trabaje a su limite de capacidad, así mejoraremos el proceso completo.
– Ahora ya podemos decir que el paso mas lento de cada actividad, es el que delimita su velocidad, en consecuencia este es el cuello de botella.

Cuello de botella
• Se pudo identificar que este era el cuello de botella ya que solo producía 1 por hora • También que este ítem producía mucho inventario y costos de almacenaje. Pero se
compensa al corregir el cuello de botella.

PULL VS. PUSH
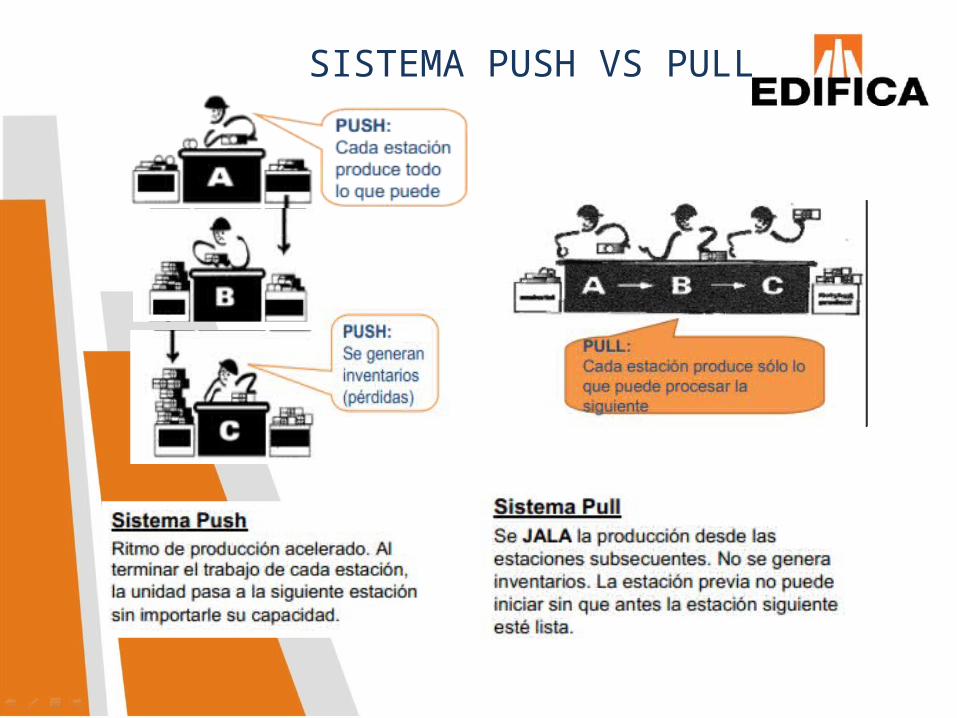
SISTEMA PUSH VS PULL
PUSH• Hacer todo lo que puedas hasta que te quedes
sin material. En caso de que la máquina deje de funcionar o que tenga un problema de calidad de producto.
• Producción aproximada sobre la base de lo que el cliente anticipa que va a necesitar.
• Los lotes grandes conducen a los altos inventarios que esconden problemas y causan que los problemas de calidad aumenten debido a que las malas partes se encuentran más tarde y ya haya más de ellos.
• Perder el tiempo y los recursos que ejecutan las partes que no son necesarias. Puede ser más eficaz a largo plazo apagar la máquina y planificar un mantenimiento o enviar un operador a capacitación, resolver problemas de calidad.
• Siempre en el modo de extinción de incendios tratando de determinar lo que está en problemas, el inventario de cuánto está ahí.
PULL• Haz sólo lo que el cliente necesita, cuando lo necesita.• Producción más precisa sobre la base de lo que el
cliente realmente ha consumido. Cliente y proveedor de acuerdo en un tamaño de búfer que desea mantener entre ellos. A medida que el cliente saca aparte del buffer, el proveedor está autorizado a poner esa cantidad de reemplazo.
• Lotes más pequeños reducen el inventario y dan solución al problema. Los problemas de calidad se encuentran con menos piezas para ordenar.
• Reduce los perdidas y proporciona tiempo para hacer cosas que normalmente no tienen tiempo para hacerlo… mantenimiento preventivo, limpieza, formación, resolución de problemas, reuniones de equipo.
• El sistema está controlado por la gerencia visual. Comunicación mejorada por la retroalimentación gradual, el proveedor recibe del cliente en forma de una señal de “pull” en vez de averiguar lo que al cliente le falta o si se está quedando sin piezas, dejando poco o ningún tiempo.
Hagamos todo lo que podamos solo “por si acaso”
PUSH VS PULLHagamos lo que se necesita cuando “lo necesitamos”
•Producción aproximada•Uso Anticipado•Grandes Lotes•Grandes Inventarios•Perdidas y desperdicios•Manejo “apagando incendios”•Comunicación Pobre
•Producción precisa•Consumo Actual•Pequeños lotes•Pequeños inventarios•Reducción de desperdicios•Manejo Preventivo•Mejor Comunicación

PUSH VS. PULL VIDEO TIEMPOS MODERNOS

SECTORIZACION Y TRENES DE TRABAJO
Sectorización
• Consiste en dividir una tarea o actividad de la obra en áreas o sectores
• En cada uno de estos sectores se deberá comprender una parte pequeña de la tarea total
• Cada sector deberá comprender un metrado aproximadamente igual (volúmenes iguales de trabajo)
• La cantidad de tarea por sector deberá ser realizada en 1 día
http://www.forouniversitario.net/wp-content/uploads/2008/10/rompecabezas-puzzle.jpg
Encofrado y Vaciado de Verticales
Completado
Día 1Día 2Día 3Día 4Día 5
Día 0
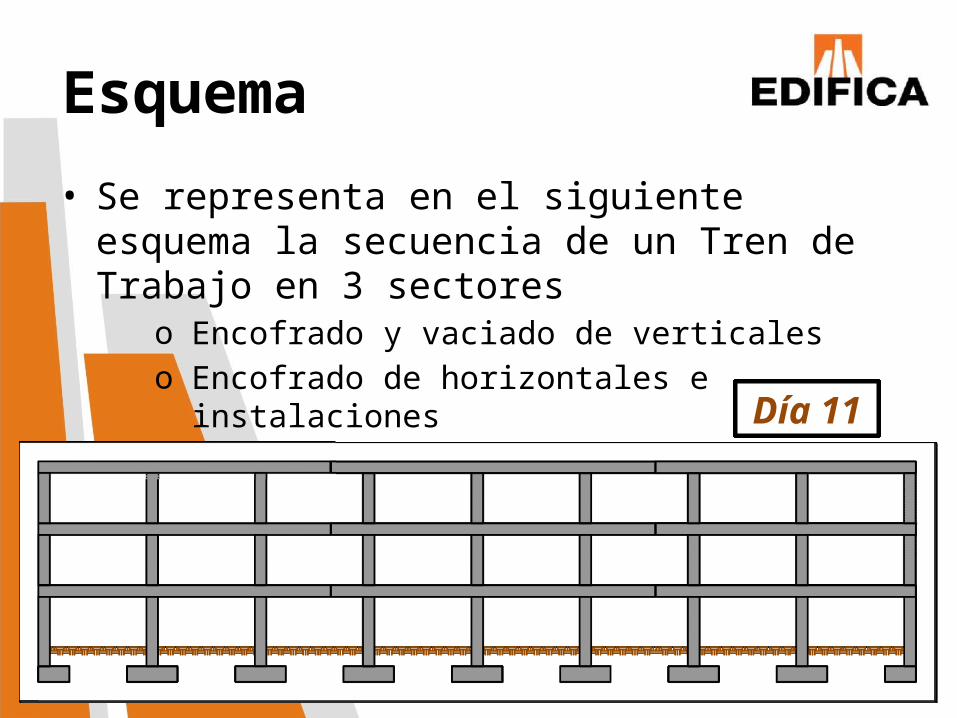
Esquema
• Se representa en el siguiente esquema la secuencia de un Tren de Trabajo en 3 sectores
o Encofrado y vaciado de verticaleso Encofrado de horizontales e instalacioneso Vaciado de horizontales
Día 1Día 2Día 3Día 4Día 5Día 6Día 7Día 8Día 9Día 10Día 11
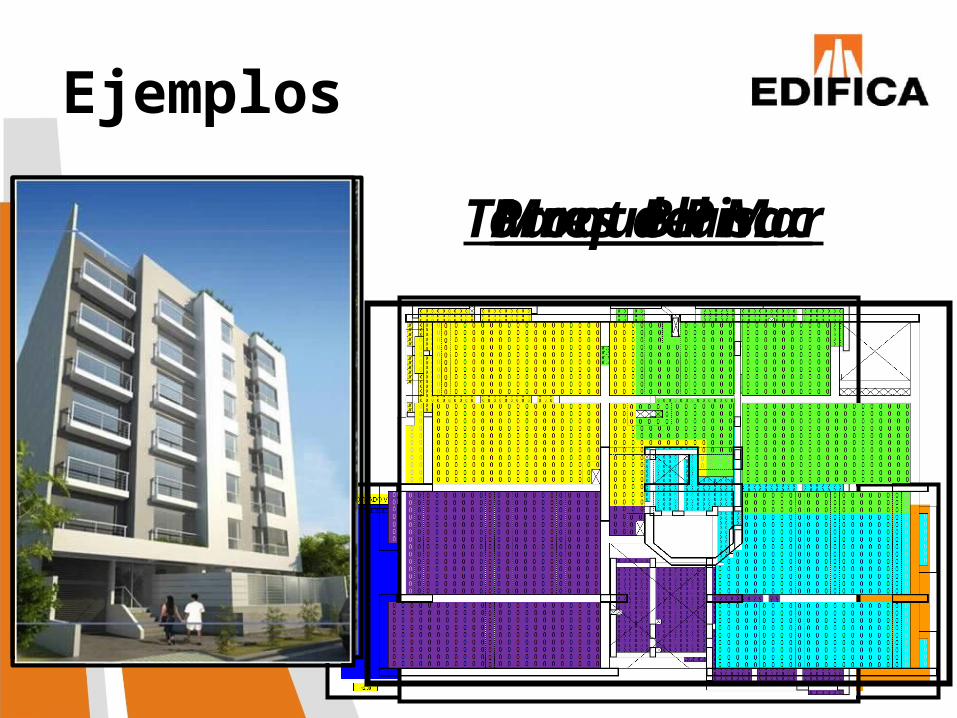
Ejemplos
Parque PisacTorres del MarMont Blanc

PROCEDIMIENTO

Primero
• Se realiza el metrado de concreto y encofrado
• Se divide los metrados totales por piso entre la cantidad de sectores con los que se desea realizar la obra
Se decide el número de sectores de acuerdo a las restricciones

Segundo
• Se iteran sectores buscando similitud de los metrados verticales en cada uno de estos

Tercero
• Definidos los metrados verticales de los sectores, se busca balancear el metrado de encofrado de horizontales dentro de cada sector: Encofrado de vigas Encofrado de losas

Cuarto (a)
• Con las áreas de encofrado horizontal definidas en cada sector, se elige el área de vaciado horizontal de forma que se busque la mayor equidad posible entre sectores

Cuarto (b)
• Si los metrados de los encofrados horizontales difieren mucho entre sectores, se podrá modificar los límites de los sectores modificando los sectores de los verticales (se regresa al segundo paso)
Nota
• Para la sectorización, se deberán considerar algunas reglas constructivas y estructurales: Las vigas se encofran totalmente Las losas aligeradas se pueden encofrar por partes solo si
se respeta que el corte sea en el sentido de las viguetas El vaciado de las vigas y los aligerados se pueden partir a
los tercios
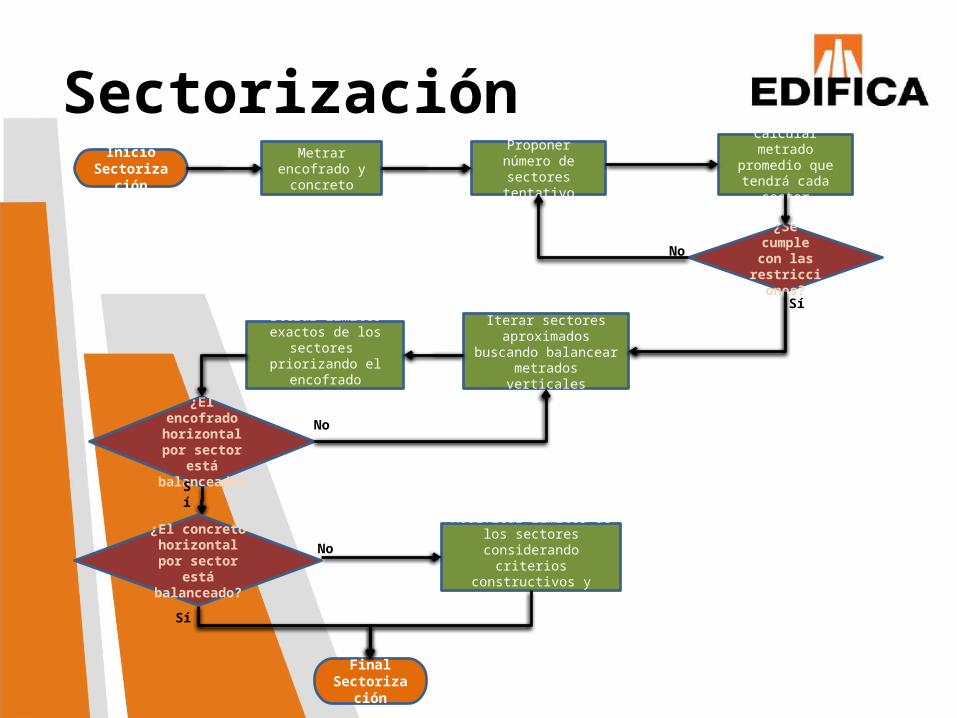
SectorizaciónInicio
SectorizaciónMetrar encofrado
y concretoProponer número de
sectores tentativo
Calcular metrado promedio que tendrá
cada sector
¿Se cumple con las
restricciones?
Iterar sectores aproximados buscando
balancear metrados verticales
Iterar límites exactos de los sectores priorizando el encofrado horizontal
¿El encofrado horizontal por
sector está balanceado?
Modificar limites de los sectores considerando
criterios constructivos y estructurales
Final Sectorización
Sí
No
Sí
No
¿El concreto horizontal por
sector está balanceado?
Sí
No
Ventajas
• El ingeniero residente podrá: Saber cuánto se avanzará cada día. Pronosticar exactamente qué avance de obra tendrá en un
día determinado. Tener mayor control de los gastos en obra. Avanzar la obra con un mínimo de trabajos rehechos.
• Las cuadrillas realizarán una sola misma actividad durante la obra. Se mejora la curva de aprendizaje.
http://laempresasensual.files.wordpress.com/2010/02/autoayuda-aprende-terminar-etapas-y-seguir-adelante-460x345-la.jpg
REPARTIR EL TRABAJO EN
PELDAÑOS IGUALES
Puntos a Considerar
• Los Trenes de Trabajo consisten en hacer que todas las partidas se vuelvan críticas.
• Es necesario considerar un tiempo previo al inicio del proyecto para la planificación.
• Se debe considerar los Gastos Generales debido al tiempo de planificación.
• Exige un compromiso del equipo de obra.
PLAZA LA DALMACIA

Datos Generales
• Distrito: Miraflores• Duración: 12 meses• 7 pisos + 4 sótanos (1+3) + AZ• 76 departamentos• 109 estacionamientos• Área del terreno: 1 439.6 m2• Área construida: 12 707.5 m2• Área libre: 468.8 m2 (32%)

Sectorización
• Buenas prácticas en el procedimiento de sectorización: Plantilla con metrados Reunión con estructural Se ha iniciado con el uso del software REVIT (BIM)
Buenas PrácticasEstado actual del
proyecto

• Es necesaria definir la sectorización de un proyecto para realizar las siguientes herramientas: Tren de Trabajo Planificación Maestra y Lookahead Circuito Fiel y el Balance de Cuadrillas Cronograma de pedido de materiales Programación del Control de Calidad y levantamiento de
Protocolos
Herramientas
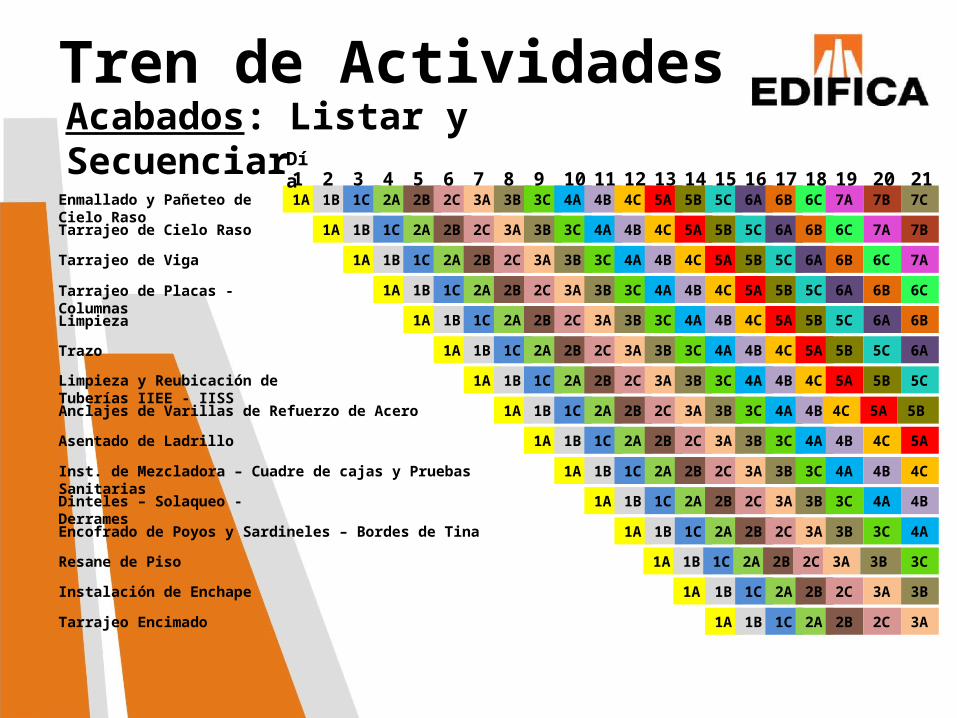
Enmallado y Pañeteo de Cielo Raso
Tarrajeo de Cielo Raso
Tarrajeo de Viga
Tarrajeo de Placas - Columnas
Limpieza
Trazo
Limpieza y Reubicación de Tuberías IIEE - IISS
Anclajes de Varillas de Refuerzo de Acero
Asentado de Ladrillo
Inst. de Mezcladora – Cuadre de cajas y Pruebas Sanitarias
Dinteles – Solaqueo - Derrames
Encofrado de Poyos y Sardineles – Bordes de Tina
Resane de Piso
1A 1B 1C 2A 2B 2C 3A 3B 3C 4A 4B 4C 5A 5B 5C 6A 6B 6C 7B7A 7C
1A 1B 1C 2A 2B 2C 3A 3B 3C 4A 4B 4C 5A 5B 5C 6A 6B 6C 7B7A
1A 1B 1C 2A 2B 2C 3A 3B 3C 4A 4B 4C 5A 5B 5C 6A 6B 6C 7A
1A 1B 1C 2A 2B 2C 3A 3B 3C 4A 4B 4C 5A 5B 5C 6A 6B 6C
1A 1B 1C 2A 2B 2C 3A 3B 3C 4A 4B 4C 5A 5B 5C 6A 6B
1A 1B 1C 2A 2B 2C 3A 3B 3C 4A 4B 4C 5A 5B 5C 6A
1A 1B 1C 2A 2B 2C 3A 3B 3C 4A 4B 4C 5A 5B 5C
1A 1B 1C 2A 2B 2C 3A 3B 3C 4A 4B 4C 5A
1A 1B 1C 2A 2B 2C 3A 3B 3C 4A 4B 4C
1A 1B 1C 2A 2B 2C 3A 3B 3C 4A 4B 4C
1A 1B 1C 2A 2B 2C 3A 3B 3C 4A 4B
1A 1B 1C 2A 2B 2C 3A 3B 3C 4A
1A 1B 1C 2A 2B 2C 3A 3B 3C
1A 1B 1C 2A 2B 2C 3A 3B
1A 1B 1C 2A 2B 2C 3A
Instalación de Enchape
Tarrajeo Encimado
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
Acabados: Listar y SecuenciarTren de Actividades
5B
5A
Día
DINAMICA