facultad de ingenierÍa mecÁnica, elÉctrica y … · extracción de zumos, aceites y...
TRANSCRIPT

FACULTAD DE INGENIERÍA MECÁNICA, ELÉCTRICA Y ELECTRÓNICA
JESÚS ALMONACI VALLEJO
ANÁLISIS DE LA ESTRUCTURA DE UNA PRENSA
RAFAEL ÁNGEL RODRÍGUEZ CRUZ
GUILLERMO NEGRETE ROMERO
EDUARDO AGUILERA GOMEZ
UNIVERSIDAD DE GUANAJUATO

PRENSAS HIDRÁULICAS
Aplicaciones de las prensas hidráulicas:
Comprimir cuerpos voluminosos (algodón, papeles, chatarra, paja, heno).
Extracción de zumos, aceites y esencias (contenidos en los frutos como el zumo de la uva, aceites vegetales).
Trabajar los metales (remachadoras, punzonadoras hidráulicas, troqueles).
Efectuar diversos ensayos (como los de tensión, compresión, flexión, etc.).
Ensamblar (cartones, celuloide, madera contra placada).
Moldear bajo presión (como para el caucho, materias plásticas).

PRENSAS HIDRÁULICAS
Los factores principales para seleccionar un tipo de prensa son:
Clase de operación por efectuarse (lo cuál fija principalmente el tipo de prensa y su carrera).
Forma y tamaño del artículo (que fijan las dimensiones de la mesa, claro y si la prensa debe ser de acción sencilla).
Material empleado en la fabricación del articulo (determina
la presión necesaria de la prensa y la forma de alimentación).
Producción horaria (determina la velocidad de trabajo y el sistema de alimentación).

PRENSAS HIDRÁULICAS
PRENSAS CON BASTIDOR DE CUELLO DE CISNE Fabricante Fuerza (kN) Superficie de la mesa (mm)
AGME 50 a 500 300 x 350 a 400 x 550 ARRIETA 200 a 2 000 625 x 480 a 1 100 x 840 LUZUAN 40 a 3 000 300 x 400 a 500 x 800 LOIRE 500 a 15 000 800 x 600 a 2 500 x 2 000
ONA PRES 200 a 15 000 800 x 600 a 2 500 x 2 000
PRENSAS DE DOS MONTANTES O DE CUATRO COLUMNAS Fabricante Fuerza (kN) Superficie de la mesa (mm)
AGME 100 a 2 000 500 x 500 a 1 000 x 1 000 ARRIETA 750 a 6 300 900 x 700 a 2 000 x 1 500
GAMEI 3 000 a 20 000 500 x 600 a 1 200 x 120 LIZUAN 200 a 2 500 500 x 500 a 1 500 x 1 500 LOIRE 500 a 25 000 1 000 x 800 a 5 000 x 3 000
ONA PRESS 800 a 25 000 3 200 x 2 500 a 5 250 x 2 700
Fabricantes de prensas hidráulicas.

PRENSAS HIDRÁULICAS
Tipos de prensa hidráulicas comerciales.

PRENSA HIDRÁULICA
La prensa fue construida por la empresa Manufacturas y Mantenimientos Metal-Mecánicos S. A. de C. V. en Salamanca Gto.
Esquema de la prensa.

PRENSA HIDRÁULICA
Los avances actuales de la prensa muestran un 75% de la estructura terminada y tiene las siguientes características:
Prensa hidráulica convencional de dos pistones.
Ocho columnas.
De acción simple para un amplio rango de aplicación.
Las velocidades de operación de la prensa se muestran el la siguiente tabla.
En las siguientes figuras se muestra la prensa en las condiciones descritas.
ACCIÓN MÁXIMA (plg/min) MÍNIMA (plg/min) subir 197.136 13.364 bajar 32.784 2.222

COMPONENTES DE LA PRENSA
Cortina, mesa, viga superior porta-pistón, columnas, pernos o pasadores, carros móviles y pasadores de las ruedas.

NORMATIVIDAD PARA SOLDADURAS
Las especificaciones que regulan a las estructuras estábasada en el Structural Welding Code Steel D1.1, que recomienda que para soldar aceros A36 se debe hacer con la especificación del electrodo Shielded Metal Arc Welding(SMAW) American Weldig Society (AWS) A5.1 con electrodos de las series E60XX o E70XX.
Con base en la experiencia se considera la utilización de un electrodo E7018, debido a que en esta estructura se utilizará soldaduras de filete y donde no se requiere una alta penetración, además de que el depósito suministra una mayor resistencia que el metal base y esto asegura la unión.

NORMATIVIDAD PARA SOLDADURAS
Los electrodos básicos de bajo hidrógeno como el E7018, es conveniente realizar un secado de 2 horas a 260-370 °C, en general 300 °C es una buena temperatura.
Las especificaciones para soldaduras las regula el American Instiute Steel Construction (AISC), el cual publicó dos métodos de diseño: el método de diseño de esfuerzos permisibles (DEP) y el método de diseño por factores de carga y resistencia (Load and Resistance Factor Design, LRFD).

NORMATIVIDAD PARA SOLDADURAS
En el método DEP se usan los mismos factores de seguridad para ambas cargas, independientemente de la relación entre ellas; se obtenían miembros estructurales más pesados que aumentaban los factores de seguridad cada vez más, conforme decrecía la relación de la carga viva con la muerta.
Puede mostrarse que para valores pequeños de la relación de la carga viva con la muerta, digamos menores que 3, se obtendrán ahorros en el peso del acero al usar el método LRFD de aproximadamente 1/6 en columnas y miembros a tensión y de cerca de 1/10 en vigas. Por otra parte, si es una relación muy grande entre tales cargas, no habráprácticamente diferencia en los pesos resultantes al usar ambos métodos de diseño.

NORMATIVIDAD PARA SOLDADURAS
Requisitos del método LRFD:
El metal del electrodo deberá tener propiedades del metal base.
Si las propiedades son comparables se dice que el metal de aporte es compatible con el metal base.

NORMATIVIDAD PARA SOLDADURAS
La resistencia de diseño de una soldadura específica se toma como el menor de los valores de øFW (FW es la resistencia nominal de la soldadura) y øFBM (FBM es la resistencia nominal del metal base).
Los filetes permisibles mínimos los establece el método LRFD.
Espesor del material de la parte unida con mayor espesor (plg)
Tamaño mínimo de la soldadura de filetea (plg)
Hasta ¼ inclusive 81
Mayor de ¼, hasta ½ inclusive 163
Mayor de ½, hasta ¾ inclusive 41
Mayor de ¾ 165
aDimensión del lado de los filetes.
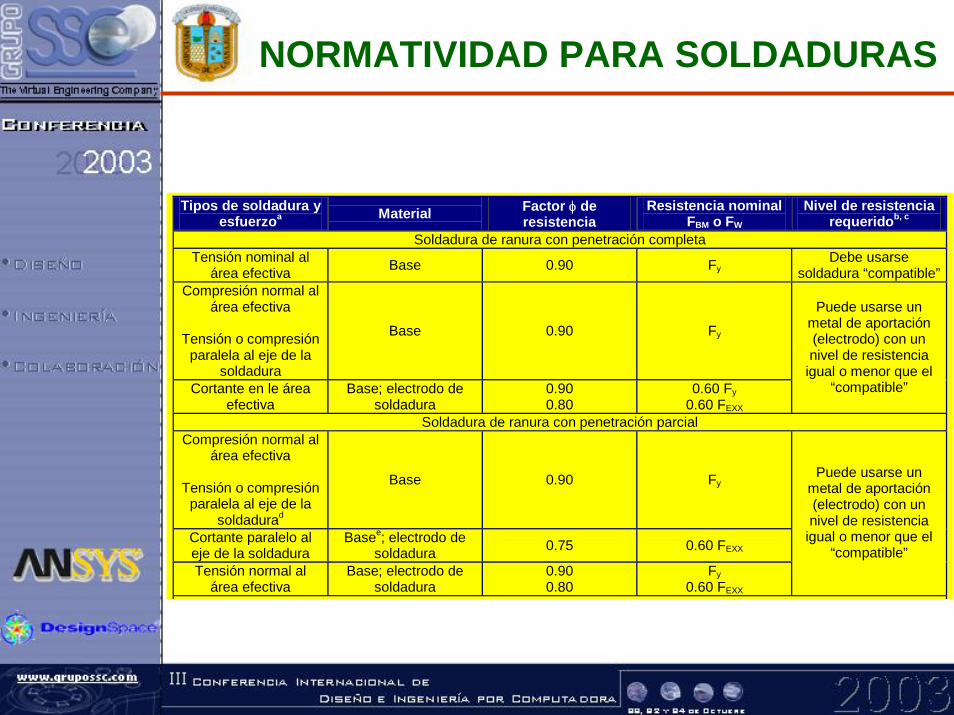
NORMATIVIDAD PARA SOLDADURAS
Tipos de soldadura y esfuerzoa Material Factor φ de
resistencia Resistencia nominal
FBM o FW
Nivel de resistencia requeridob, c
Soldadura de ranura con penetración completa Tensión nominal al
área efectiva Base 0.90 Fy Debe usarse
soldadura “compatible” Compresión normal al
área efectiva
Tensión o compresión paralela al eje de la
soldadura
Base 0.90 Fy
Cortante en le área efectiva
Base; electrodo de soldadura
0.90 0.80
0.60 Fy 0.60 FEXX
Puede usarse un metal de aportación (electrodo) con un nivel de resistencia
igual o menor que el “compatible”
Soldadura de ranura con penetración parcial Compresión normal al
área efectiva
Tensión o compresión paralela al eje de la
soldadurad
Base 0.90 Fy
Cortante paralelo al eje de la soldadura
Basee; electrodo de soldadura 0.75 0.60 FEXX
Tensión normal al área efectiva
Base; electrodo de soldadura
0.90 0.80
Fy 0.60 FEXX
Puede usarse un metal de aportación (electrodo) con un nivel de resistencia
igual o menor que el “compatible”
S ld d d fil

NORMATIVIDAD PARA SOLDADURAS
Soldadura de filete Esfuerzo en el área
efectiva Basee; electrodo de
soldadura 0.75 0.60 FEXX
Tensión o compresión paralela al eje de la
soldadurad Base 0.90 Fy
Puede usarse un metal de aportación (electrodo) con un nivel de resistencia
igual o menor que el “compatible”
Soldaduras de tapón o muesca
Cortante paralelo a las superficies de
contacto (sobre el área efectiva)
Basee; electrodo de soldadura 0.75 0.60 FEXX
Puede usarse un metal de aportación (electrodo) con un nivel de resistencia
igual o menor que el “compatible”
aPara definición del área efectiva véase la sección J2 de las especificaciones LRFD. bPara los metales de aportación “compatibles” véase la tabla 4.1.1 de la AWS D1.1. cSe permite un metal de aportación con un nivel de resistencia mayor que el “compatible”. dLas soldaduras de filete y las soldaduras de ranura con penetración parcial que unen componentes de miembros armados como en el caso de la unión del alma a los patines de una trabe, pueden diseñarse sin considerar los esfuerzos de tensión o compresión paralelos al eje de las soldaduras presentes en esos elementos. eEl diseño del material conectado está regido por la sección J4 de las especificaciones LRFD.

CONFIGURACIÓN DE LA CORTINA
La cortina esta construida mediante el uso de cincoarmaduras interiores (estructuras tipo i) y dos armadurasexteriores (estructuras tipo e). Las siguientes figuras muestranestos dos tipos de estructuras y su ensamble. La unión entrecada armadura se reailza mediante soldadura a todo sualrededor.
Tipos de estructuras empleadas.

CONFIGURACIÓN DE LA CORTINA
Cortina terminada.
Construcción de la cortina y posiciones de trabajo: cerrada, intermedia y abierta.

CONFIGURACIÓN DE LA CORTINA
En los análisis se consideró que los materiales empleados en la construcción son similares a un acero estructural A36.
La simulación de todos los componentes de la prensa, se llevó acabo en el paquete de elemento finito ANSYS®. Los elementos utilizados son el elemento BEAM4 y el elementoSHELL63.

ANÁLISIS DE LA CORTINA (MODELO)
Simulación de las estructuras internas de la cortina.

ANÁLISIS DE LA CORTINA (MODELO)
Soldadura de unión de las estructuras internas y soportes de las posiciones de trabajo.

ANÁLISIS DE LA CORTINA (MODELO)
Placas de contacto superior e inferior, estructura forrada.

ANÁLISIS DE LA CORTINA (COND. DE FRON.)
La fuerza que actúa en los extremos de la cortina tiene una magnitud de:
esta fuerza se distribuye en el área de contacto que forma el pistón con la placa superior la cortina, resultando en una presión de
MNtonmtonF sm
p 395.7)81.9(85.7532
_7.15072 ===
MPamm
MNPp 705.13)76.0)(71.0(
395.7==

CONFIGURACIÓN DE LA CORTINA
Futuros refuerzos de la cortina.
(a)
(b)
En un primer análisis se demostró que el diseño original de la cortina no podía soportar la carga de diseño, por lo que el diseñador decidió reforzarla.

ANÁLISIS DE LA CORTINA (COND. DE FRON)
Modelo completo.
La condición de frontera de desplazamientos necesaria para realizar el análisis por MEF, se aplicó en el área donde se coloca el dado en la parte inferior de la cortina, simulando el efecto que realizaría la mesa sobre ésta.
Añadiendo estas dos condiciones de frontera obtenemos el modelo completo mostrado a continuación.

ANÁLISIS DE LA CORTINA (RESULTADOS)
Resultados: estructuras internas (posición abierta).
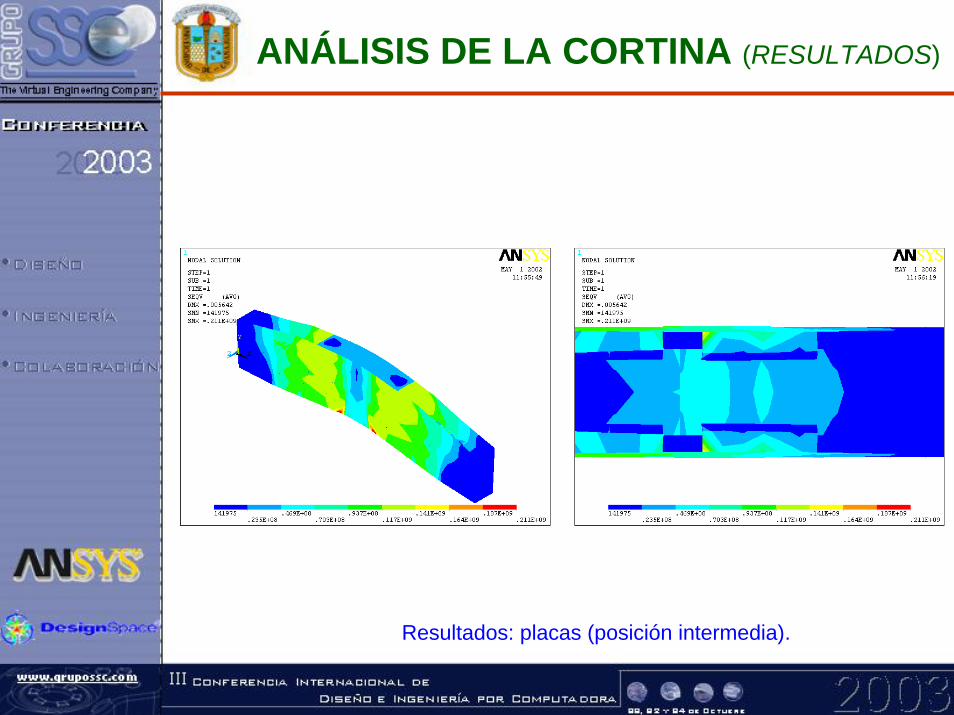
Los resultados de la cortina para las tres posiciones de trabajo se muestran en las siguientes figuras.

ANÁLISIS DE LA CORTINA (RESULTADOS)
Resultados: placas (posición abierta).

ANÁLISIS DE LA CORTINA (RESULTADOS)
Resultados: estructuras interiores (posición intermedia).
ANÁLISIS DE LA CORTINA (RESULTADOS)
Resultados: placas (posición intermedia).

ANÁLISIS DE LA CORTINA (RESULTADOS)
Resultados: estructuras interiores (posición cerrada).

ANÁLISIS DE LA CORTINA (RESULTADOS)
Resultados: placas (posición cerrada).

ANÁLISIS DE LA CORTINA (RESULTADOS)
Una vez obtenidos los resultados para todas lasposiciones, se calculó el peso aproximado de la cortina, resultando de 57 toneladas. Los desplazamientos máximos y los factores de seguridad para cada posición de trabajo se muestran en la siguientes tablas:
POSICIÓN FLEXIÓN (mm) Abierta 8.398 Intermedia 5.603 Cerrada 3.584
0.202
0.211
0.217
ESFUERZO MÁXIMO EN
PLACAS
1.1860.209Cerrada
0.9390.264Intermedia
0.8820.281Abierta
FACTOR DE SEGURIDAD
ESFUERZO MÁXIMO EN
ÁNGULOSPOSICIÓN
0.202
0.211
0.217
ESFUERZO MÁXIMO EN
PLACAS
1.1860.209Cerrada
0.9390.264Intermedia
0.8820.281Abierta
FACTOR DE SEGURIDAD
ESFUERZO MÁXIMO EN
ÁNGULOSPOSICIÓN
Desplazamientos máximos y factores de seguridad para la cortina.

ANÁLISIS DE LA CORTINA (RESULTADOS)
Ubicación de la unión a analizar.
La resistencia de la soldadura se analizó unicamenteen los puntos nodales (uniones de los elementos que formanla cortina), en donde se encontraron las fuerzas y momentosmáximos.

ANÁLISIS DE LA CORTINA (RESULTADOS)
El valor calculado del tamaño de la soldadura de filetees aproximadamente de 5/16”, este tamaño se considera adecuado bajo las recomendaciones del método LRFD.

CONFIGURACIÓN DE LA MESA
Construcción de la mesa.
La mesa está construida por ángulos que forman un cajón, placas y tubos que sirven como separadores entre lasplacas perforadas. Los ángulos en cajón sirven para separarcada par de placas perforadas, como se muestra en lasiguiente figura.

CONFIGURACIÓN DE LA MESA
En otra etapa posterior de la construcción, se añadieron tubos los cuales servirán para unir cada par de placas perforadas.
Siete rieles de ferrocarril, serán colocados en el área de contacto superior y servirán como soporte para el posicionamiento de los accesorios.
Se colocaron nuevos refuerzos en el área inferior de la mesa, y para levantarla se instalarán gatos hidráulicos en sus extremos a fin de poder abrir o cerrar los carros móviles.
Las siguientes figuras muestran el modelo de la mesa.
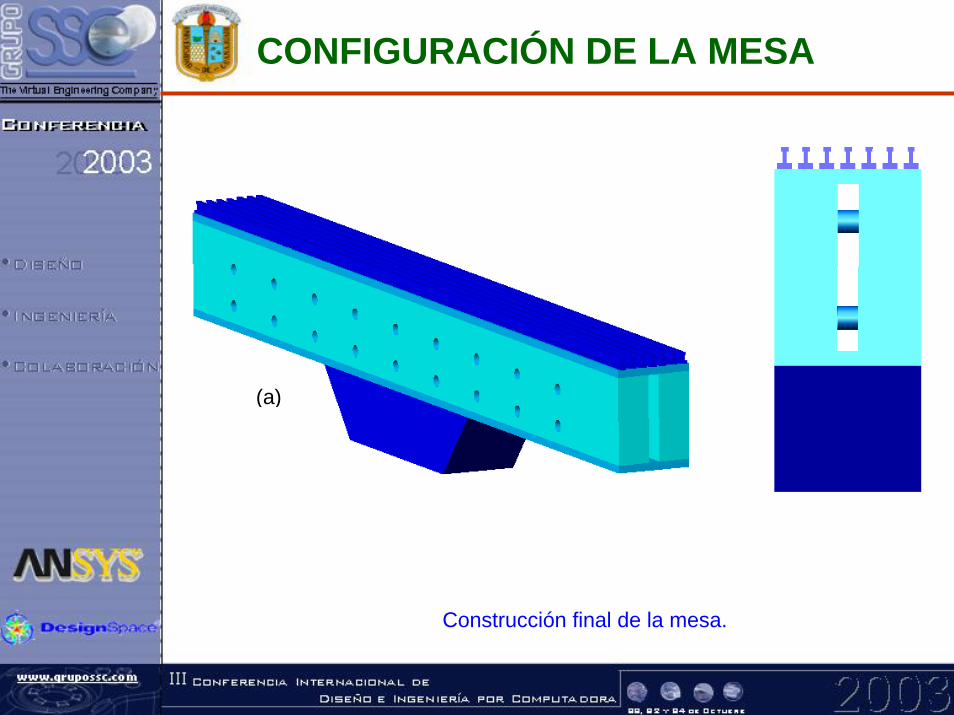
Construcción final de la mesa.
(a)
CONFIGURACIÓN DE LA MESA

ANÁLISIS DE LA MESA
Simulación de la mesa.

ANÁLISIS DE LA MESA (COND. DE FRON)
Las condiciones de frontera de la mesa se obtubieronde manera similar a la cortina: Una presión en el área de contacto superior y las restricciones de los desplazamientosen las áreas de contacto inferior con los carros moviles. El área donde es aplicada la presión tiene las mismasdimensiones que el área donde se aplicaron losdesplazamientos, esta presión es de
MPamm
xAFPm 362.11
)22.1(067.1)81.9(107.1507 3
===
Al igual que la cortina, la mesa será analizada para lastres posiciones, solo que para cada posición losdesplazamientos estarán aplicados en el área de contactoentre la mesa y los carros móviles.

ANÁLISIS DE LA MESA (COND. DE FRON)
Condiciones de frontera. Posición abierta, intermedia y cerrada.

ANÁLISIS DE LA MESA (RESULTADOS)
Los resultados para la mesa se muestran en las siguientes figuras, para cada posición de trabajo. Los rieles presentan esfuerzos del orden de 0.027GPa.
Resultados: posición abierta.

ANÁLISIS DE LA MESA (RESULTADOS)
Resultados: posición intermedia.

ANÁLISIS DE LA MESA (RESULTADOS)
Resultados: posición cerrada.

ANÁLISIS DE LA MESA (RESULTADOS)
El peso aproximado de la mesa es de 62.5 toneladas, los desplazamientos máximos se muestran en la siguiente tabla.
POSICIÓN FLEXIÓN (mm) Abierta 7.6 Intermedia 3.68 Cerrada 2.43
Los factores de seguridad con los que opera la mesa para cada posición de trabajo son mostrados en la siguiente tabla.
0.5490.451Cerrada
0.5470.453Intermedia
0.5430.456Crítica
FACTOR DE SEGURIDAD
ESFUERZOS MÁXIMOSPOSICIÓN
0.5490.451Cerrada
0.5470.453Intermedia
0.5430.456Crítica
FACTOR DE SEGURIDAD
ESFUERZOS MÁXIMOSPOSICIÓN

CONFIG. DE LA VIGA PORTA-PISTÓN
En esta componente de la prensa se recibe directamente la fuerza aplicada por cada pistón. Estácompuesta en su mayoría por placas, ángulos que forman un cajón, vigas IPS y tubo que sirve como buje en los conjuntosde las medias lunas de izaje.
Construcción de la viga porta-pistón.

ANÁLISIS DE LA VIGA PORTA-PISTÓN
Modelo completo.

ANÁLISIS DE LA VIGA PORTA-PISTÓN(COND. DE FRON.)
La presión debida al pistón se distribuye sobre el área de contacto con la viga, la cual es de:
La restricción de los desplazamientos, se aplican en cada conjunto de las medias lunas de izaje, como se muestra en las siguientes figuras.
Condiciones de frontera.
MPaPp 705.13=

ANÁLISIS DE LA VIGA PORTA-PISTÓN(RESULTADOS)
Resultados: placas y ángulos.
El peso aproximado es de 7 toneladas y el factor de seguridad es de 0.208

ANÁLISIS DE LA VIGA PORTA-PISTÓN(RESULTADOS)
El diámetro de los pernos es de 0.143 m, se calcularon por corte, resulatndo un factor de seguridad de 4.822.
La media luna de izaje se calculó para soportar la falla que pudiera presentarse por desgarre por tensión , se obtuvo un factor de seguridad de uno.

CONFIG. DE LAS COLUMNAS
Estos componentes, van a trabajar a tensión y a compresión y sirven para que la prensa trabaje “contra si misma” evitando la transmision de cargas considerables a la cimentación.
La prensa está compuesta por 8 columnas, de las cuales hay cuatro en cada viga porta-pistón, están compuestas por placas que forman un cajón.

ANÁLISIS DE LAS COLUMNAS(RESULTADOS)
La fuerza que actúa axialmente en cada columna es de 1.859 MN, y el área transversal es de 0.021 m2, de manera que el esfuerzo y el factor de seguridad son respectivamente
MPaAFc 524.88
021.0859.1
===σ 802.2524.88
248===
ση yS
En el análisis como columna, la carga crítica resultante para cada columna es de:
tonMNP
xxxP
CEklS
SAP
cr
cr
yycr
218.43527.4
)10207(2.11
)0724851.0(2)128.6(10212.24810212.248021.0
12
9
266
2
==
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−=
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−=
π
π
De manera que son seguras.

ANÁLISIS DE LAS COLUMNAS(RESULTADOS)
MPamMN
AF
c
o 250.232004.0929.0
2 ===τ
Análisis de una media luna de izaje de la columna:
6161.0250.23209.143
===MPa
MPaSsy
τη

ANÁLISIS DE LAS COLUMNAS(RESULTADOS)
(a)
(b)
MNkipFppkipFF EXX
648.2274.595)lg717.17)(lg/70)(60.0(80.0)5.1)(811.11)(60.0(80.0 22
====
Análisis de la soldadura de una media luna de izaje.
MNkipFpppkiplwFF EXX
402.206.540lg)5.48lg)()(707.0)(lg/70)(60.0(75.0))()(707.0)(60.0(75.0 2
12
====

CONFIG. DE LOS CARROS MÓVILES
La prensa está compuesta por dos carros móviles, los cuales posicionarán a los pistones a que actúen sobre la cortina en las diferentes posiciones de trabajo de la prensa. Siempre actuará sobre ellos la fuerza producida por cada pistón. El movimiento de estos carros será sobre rieles de ferrocarril.
Están construidos por ángulos en cajón y forrados con placa. En la siguiente figura se muestra parte de la construcción de cada carro.

CONFIG. DE LOS CARROS MÓVILES
Construcción de carros móviles.

ANÁLISIS DE LOS CARROS MÓVILES
Simulación de los carros móviles.

ANÁLISIS DE LOS CARROS MÓVILES
Construcción de la viga porta-pistón.

ANÁLISIS DE LOS CARROS MÓVILES(COND. DE FRONTERA)
La presión en el área de contacto entre la mesa y los carros es de
Las restricciones a los desplazamientos se aplican sobre cada conjunto de las medias lunas de izaje, como se muestra en las siguientes figuras.
MPamm
NxAF
P pm 623.3
)218.1(676.110395.7 6
===

ANÁLISIS DE LOS CARROS MÓVILES(COND. DE FRONTERA)
Condiciones de frontera de los carros móviles.

ANÁLISIS DE LOS CARROS MÓVILES(RESULTADOS)
Resultados de la estructura interna de los carros móviles.

ANÁLISIS DE LOS CARROS MÓVILES(RESULTADOS)
El peso aproximado de cada carro es de 12.5 toneladas. Los factores de seguridad para los
ángulos y placas son de 1.186 y 0.223 respectivamente.

ANÁLISIS DE LOS CARROS MÓVILES(RESULTADOS)
La soldadura a analizar es donde se encuentran las fuerzas y momentos máximos, que están aplicadas en el centroide de la soldadura y son:
Ubicación de la unión a analizar.

ANÁLISIS DE LOS CARROS MÓVILES(RESULTADOS)
El valor calculado del tamaño de la soldadura de filete es aproximadamente de3/16”, este tamaño se considera adecuado bajo las recomendaciones del método LRFD.
MPam
MNAF
c
o 3165.2350079.0859.1
2 ===τ 6081.03165.23509.143
===MPa
MPaSsy
τη
Análisis de los conjuntos de las medias lunas de izaje de cada carro:

ANÁLISIS DE LOS CARROS MÓVILES(RESULTADOS)
Análisis de la soldadura que unen a los conjuntos de las medias lunas de izaje con cada carro:
La longitud total de soldadura de esta unión es de 2.318 m (91.250”) y el tamaño del filete es de 0.0127 m (1/2”). Ésta soldadura debe resistir una fuerza de igual magnitud a la que actúa en el conjunto de las medias lunas de izaje de la viga superior porta-pistón, pero en dirección opuesta, de modo que la capacidad de la junta es:
MNkipFpppkipLwFF EXX
520.402.1016lg)250.91lg)()(707.0)(lg/70)(60.0(75.0))()(707.0)()(60.0(75.0 2
12
====

ANÁLISIS DE LOS CARROS MÓVILES(RESULTADOS)
Fm
Fd
FA
F 614.165)062.0(
2
42
2 22==
⎟⎟⎠
⎞⎜⎜⎝
⎛==
ππτ
FMPaSsy
614.165481.278
==τ
η
kNF 753.840)2(614.165
481.278==
Pasadores de las ruedas:
tonMNxFt 258.1371452.13)10753.840(16 3 ===

CONCLUSIONES
1. La prensa debe ser un elemento preciso para realizar las operaciones a las que va a ser destinada, por lo tanto, es importante que no presente deformaciones plásticas en su trabajo, aún mas las deformaciones deberán ser menores a las impuestas por los clientes para las tolerancias dimensiónales y de forma de sus productos.
2. En las posiciones abierta e intermedia de la cortina, los ángulos internos presentan un factor de seguridad menor a la unidad, por lo tanto, existe la probabilidad de que ocurran deformaciones plásticas, mientras que las placas que conforman la cortina, no sufrirán éste tipo de falla. En la posición cerrada los ángulos internos y las placas no sufrirán deformaciones plásticas.
CONCLUSIONES
3. El tamaño del filete de la soldadura calculado en este trabajo para unir las estructuras interiores de la cortina resultó ser de 5/16” según el método LRFD. El tamaño del filete de la soldadura real aplicada es de 1/2”, por lo que se concluye que las uniones soldadas no fallarán bajo las condiciones de trabajo.
4. La mesa, independientemente de la posición en que trabaje, presentará deformaciones plásticas, debido a que los factores de seguridad calculados con respecto al esfuerzo de cedencia son menores a la unidad.
CONCLUSIONES
5. El desplazamiento total que presenta la prensa durante su ciclo de trabajo, es la suma de los desplazamientos máximos de la cortina y de la mesa. Estos desplazamientos son, para la posición abierta de: 15.998 mm, para la posición intermedia de: 9.283 mm y para la posición cerrada de: 6.014 mm. Por lo que se concluyen que la prensa no presentará una buena tolerancia dimensional en los trabajos finales cuando se utilice a su máxima capacidad.
6. En lo referente a la viga superior porta-pistón, el factor de seguridad referido al esfuerzo de cedencia es menor a la unidad, lo cual implica que presentará deformaciones plásticas.

CONCLUSIONES
7. El conjunto de las medias lunas de izaje, que unen a la viga superior porta-pistón con las columnas, presenta un factor de seguridad igual a la unidad, con este resultado se concluye que cuando se utilice la prensa a su máxima capacidad existe la probabilidad de que ocurran deformaciones plásticas.
8. El análisis realizado para los pernos que unen a la viga porta-pistón con la columna y carros móviles con la columna, indica que resisten satisfactoriamente la falla que pudiera presentarse por esfuerzo cortante.

CONCLUSIONES
9. Las columnas se analizaron para obtener la carga crítica, resultando cada columna satisfactoria para ésta condición. En el análisis de los conjuntos de las medias lunas de izajede las columnas, se llevó acabo para cada una de ellas, resultando que cada media luna no resiste la fallar por desgarre.
10. Las soldaduras aplicadas para unir las placas de extensión a cada media luna de izaje con la columna, resultan satisfactorias.

CONCLUSIONES
11. Los ángulos que constituyen la estructura interna de los carros móviles presentan un factor de seguridad ligeramente mayor a la unidad, el cual se considera satisfactorio para que pueda resistir la carga impuesta. Las placas que conforman los carros presentan un factor de seguridad menor a la unidad, con el que se concluye que existe una mayor probabilidad de que ocurran deformaciones plásticas en ellas.
12. El análisis de las medias lunas de izaje de los carros móviles, se realizó en forma individual para cada conjunto, y presentan un factor de seguridad respecto al esfuerzo de cedencia menor a la unidad. Con lo que se concluye que tienden a fallar por desgarre mostrando deformaciones plásticas. El tamaño del filete de la soldadura aplicada que une a cada conjunto de las medias lunas de izaje con el carro móvil es satisfactorio.

CONCLUSIONES
13. El tamaño del filete de la soldadura aplicada para unir las estructuras internas de los carros móviles es de 1/2”debido a que el tamaño del filete de la soldadura calculada según el método LRFD resultó ser de 3/16”, se concluye que las soldadas aplicadas no fallarán bajo las condiciones de trabajo.
14. Debido a que cada carro móvil contiene ocho pasadores, el análisis se llevó acabo para cada uno de ellos, y se concluye que son satisfactorios para soportar la carga cortante con un factor de seguridad de dos.

RECOMENDACIONES
1. Antes de terminar con la construcción de la prensa, es conveniente buscar la manera de reforzar los componentes que presentan factores de seguridad bajos para evitar deformaciones plásticas. Estos elementos son: la cortina, la mesa, la viga superior porta-pistón y los carros móviles.
2. Los conjuntos de las medias lunas de izaje de las columnas, viga porta-pistón y carros móviles, es necesario reforzarlas, colocando otra(s) media(s) lunas(s) de izajepara evitar la falla de desgarre que se presenta en cada conjunto.

RECOMENDACIONES
3. Es conveniente realizar otros análisis para la cortina y la mesa, restringiendo toda el área de contacto inferior y superior respectivamente, para que de esta manera sea posible ubicar los esfuerzos máximos en los ángulos internos y en las placas.
4. Se recomienda realizar estudios a los materiales empleados en la construcción de los componentes de la prensa. A fin de determinar en una forma más aproximada sus propiedades mecánicas y poder predecir en forma más exacta el comportamiento de la prensa durante el trabajo.

F.I.M.E.E.F.I.M.E.E.
UNIVERSIDAD DE GUANAJUATOUNIVERSIDAD DE GUANAJUATO
CONSEJO DE CIENCIA Y TECNOLOGIA DEL CONSEJO DE CIENCIA Y TECNOLOGIA DEL ESTADO DE GUANAJUATOESTADO DE GUANAJUATO
MMANUFACTURASANUFACTURAS Y Y MMANTENIMIENTOS ANTENIMIENTOS MMETAL MECANICOS ETAL MECANICOS
S.A. DE C.V.S.A. DE C.V.