facultad de ingenierÍa departamento de ingenieria …
TRANSCRIPT

FACULTAD DE INGENIERÍA DEPARTAMENTO DE INGENIERIA MECANICA
TRABAJO DE GRADO N°. RADICADO: 21.201.395
ESTUDIANTE: NOMBRE: Jairo Alberto Rada Mejía CÓDIGO: 065082035 CEDULA: 1022370853 NÚMERO CELULAR: 3046038383 CORREO ELECTRÓNICO: [email protected]
ESTUDIANTE:
NOMBRE: Alvaro Javier Reyes Parra CÓDIGO: 065082003 CEDULA: 1118546073 NÚMERO CELULAR: 3124507566 CORREO ELECTRÓNICO: [email protected]
ESTUDIO DE SOLDABILIDAD DE UN ACERO ASTM A.131 GRADO DH 36 MEDIANTE EL PROCESO GMAW-PULSADO.
DIRECTOR: Héctor Fernando Rojas Molano PROFESIÓN: Ingeniero Metalúrgico
OFICINA: Bloque A Ing. Of. 202 CORREO ELECTRONICO: [email protected]
______________________ Héctor Fernando Rojas Molano
____________________ ___________________ Jairo Alberto Rada Mejía Alvaro Javier Reyes Parra
UNIVERSIDAD LIBRE DE COLOMBIA
Estudio de soldabilidad de un acero ASTM A.131 GRADO DH 36 mediante el proceso
GMAW-Pulsado.
JAIRO ALBERTO RADA MEJÍA
ALVARO JAVIER REYES PARRA
Universidad Libre de Colombia Facultad de ingeniería, Departamento de Ingeniería Mecánica
Bogotá, Colombia 2015

Estudio de soldabilidad de un acero ASTM A.131 GRADO DH 36 mediante el proceso
GMAW-Pulsado.
JAIRO ALBERTO RADA MEJÍA
ALVARO JAVIER REYES PARRA
Tesis presentada como requisito parcial para optar al título de: Ingeniero Mecánico
Director:
Ing. PhD (c) HÉCTOR FERNANDO ROJAS MOLANO
Línea de Investigación:
Metalurgia y Procesos de Manufactura
Universidad Libre de Colombia
Facultad de ingeniería, Departamento de Ingeniería Mecánica
Bogotá, Colombia
2015

Este trabajo de grado va dedicado principalmente a Dios
por darnos las fuerzas para seguir avanzando cada día,
y a nuestros padres que aparte de entregarnos el ser,
se han entregado así mismo, con tal de que
alcancemos nuestras metas.

V
Agradecimientos
Por parte de: Jairo Alberto Rada Mejía
En primer lugar quiero agradecer, al arquitecto de todo esto, al culpable de mis triunfos, al autor de
mis victorias, al que por medio de su aliento de vida le dio vida a mi vida y por ende a mi sueños al
señor Jesucristo, gracias por ser sustento en momentos difíciles, gracias por ser luz en medio de la
oscuridad y sobre todo gracias por ser esperanza cuando todo está perdido.
A mis padres Jairo Rada Vélez y Ana Mejía González, ustedes me han mostrado que es el amor y
no tan solo con palabras sus hechos los delatan, a mi querida hermana María Alejandra Rada Mejía,
tu sí que sabes demostrar el cariño que me tienes, creo que lo que has hecho estos años de
compañía incondicional te hacen ser la súper hermana, a esta mi familia yo no pedí nacer entre
ustedes, solo Dios me privilegio.
A mi abuela María Consuelo Vélez Ruiz, y sus derivados, Neyla Rada Vélez, Miguel Alejandro
Angulo Rada, Diógenes Angulo Martínez, Iván Rada Vélez, los dulces nenes Alexandra Rada Torres,
Iván David Rada Torres, no pensar en ustedes sería imposible, no quererlos seria incoherente, hacen
que la ausencia de mi tierra sea poco visible.
A toda mi familia por parte de madre y padre, todos me han marcado y como estoy marcado no
puedo olvidarlo, no podría seguir escribiendo más nombres, despertaría la envidia de los que no
aparezcan y seria por descuido, porque por méritos deberían aparecer en todo este trabajo de grado.
A mis más sinceros amigos de la iglesia cristiana HARIM, gracias por sus oraciones hoy se ven acá
reflejadas, soy producto de sus clamores.
A esos amigos de último semestres de la universidad Libre y todo el cuerpo de docente, admiro lo
que han hecho conmigo, todo los conocimientos que me han transmitido y despertados no tendré
gracias para agradecerles.
Por parte de: Alvaro Javier Reyes Parra Primero que todo quiero agradecerle a Dios quien me ha acompañado en este largo ciclo, a mi
hermosa familia que sin su apoyo, este logro no hubiera sido posible. A mi madre Yazmin Parra y
mi hermana Fanny Viviana Reyes Parra, quienes han sido unas luchadoras incansables que a pesar
de las adversidades, siempre estuvieron con migo, apoyándome y brindándome comprensión y
cariño, a ellas les debo quien soy hoy por hoy, gracias a los principios y formación que me
obsequiaron.
A mi hijo Juan Martin Reyes Hernandez, que desde el primer momento que supe de su existencia
ha sido mi más grande inspiración y se convirtió en el motor de mi vida.

VI
De parte de los autores
A la empresa COTECMAR en Cartagena sede Bocagrande, al ingeniero Jorge Gutiérrez, y su equipo
de planta, soldadores, gracias por creer en nuestro talento, y por abrirnos las puertas de sus
instalaciones para que realizáramos estos procedimientos, de su guía es indiscutible las ganas que
le metieron a la realización de este proyectos.
Al ingeniero director de este proyecto Héctor Fernando Rojas Molano, lo que has hecho por nosotros,
es lo mismo que hace un padre por sus hijos, “CREER”,
A los ingenieros Nelson Torres Medina y Nidia Girado Tajan, gracias por sus asesorías en los
ensayos no destructivos, al ingeniero Mauricio Sierra Cetina, gracias por sus colaboración en los
ensayos destructivos.
A la Universidad Libre de Colombia sede Bogotá, cuando nos admitieron fueron el trampolín de
nuestro desarrollo, gracias por existir y seguir capacitando.

VII
RESUMEN
Esta investigación estudia la soldabilidad y el comportamiento de un acero de uso naval ASTM A.131 grado DH 36 soldado bajo el proceso GMAW – pulsado, utilizando dos composiciones de gases de protección al 100%, como argón y dióxido de carbono (CO2), y distintos flujos de gas, con el objeto de determinar las condiciones de la zona afectada por el calor y metal base, se utilizaron técnicas de ensayos no destructivos para encontrar discontinuidades inherentes producto del proceso y ensayos destructivos para caracterizar microestructuralmente, y a su vez analizar las propiedades mecánicas de las juntas soldadas, así como los criterios de aceptación y rechazo del código AWS D1.1 2010 para posteriormente calificar las soldaduras. PALABRAS CLAVES: Acero ASTM A.131, Discontinuidades, GMAW, Soldabilidad, Transferencia por arco pulsado.

VIII
ABSTRACT
This research examines the behavior and weldability of a steel naval use ASTM
A.131 degree DH 36 soldier under the process GMAW - pulsed, using two gas
compositions 100% protection, as argon and carbon dioxide (CO2), and different
gas flows, in order to determine the condition of the heat affected zone and the base
metal, non-destructive testing techniques were used to find discontinuities inherent
product of the process and destructive testing to characterize microstructural and in
turn analyze the mechanical properties of welded joints, and the criteria for
acceptance and rejection AWS D1.1 code 2010 and later qualify welds.
Keywords: Discontinuities, GMAW, Steel ASTM A.131, Pulsed arc transfer,
Weldability.
IX
CONTENIDO
RESUMEN ............................................................................................................ VII
ABSTRACT .......................................................................................................... VIII
LISTA DE FIGURAS ............................................................................................. XII
LISTA DE TABLAS .............................................................................................. XVI
INTRODUCCIÓN ..................................................................................................... 1
DESCRIPCIÓN DEL PROBLEMA ........................................................................... 3
JUSTIFICACIÓN ...................................................................................................... 4
DELIMITACIÓN ....................................................................................................... 5
OBJETIVOS ............................................................................................................. 7
1. MARCO TEÓRICO ............................................................................................ 9
1.1 Procesos de soldadura ................................................................................... 9
1.1.1 Generalidades Proceso GMAW ............................................................... 9
1.1.2 Modos de Transferencia del metal fundido y Gas protector. .................. 10
1.1.3 Transferencia por corto circuito:] ............................................................ 11
1.1.4 Transferencia spray o rocío axial ........................................................... 11
1.1.5 Transferencia Globular. .......................................................................... 11
1.1.6 Transferencia Arco pulsado .................................................................... 12
1.2 Característica del Acero ASTM A.131 .......................................................... 13
1.3 Determinación de la Soldabilidad de los Aceros ........................................... 14
1.4 Zona afectada por el calor y Zona de fusión ................................................. 15
1.5 Tamaño de Grano ......................................................................................... 16
1.6 Influencia de la Microestructura en las propiedades mecánicas ................... 16
ANTECEDENTES .................................................................................................. 17
MARCO CONCEPTUAL ........................................................................................ 19
MARCO LEGAL Y NORMATIVO ........................................................................... 21
2.1 DISEÑO METODOLÓGICO ......................................................................... 24
2.2 TIPO DE INVESTIGACIÓN .......................................................................... 24
2.2.1 Exploratoria – Experimental ................................................................. 24

X
2.3 METODOLOGÍA ........................................................................................... 24
2.4 Parámetros para la realización de las soldaduras ........................................ 26
2.5 Diseño de experimentos ............................................................................... 26
2.6 Examen de espectrometría ........................................................................... 29
2.7 Fabricación de uniones soldadas ................................................................. 31
2.8 Ensayos no destructivos .............................................................................. 32
2.8.1 Inspección Visual.................................................................................... 33
2.8.2 Líquidos Penetrante .............................................................................. 33
2.8.3 Radiografía Industrial ............................................................................ 34
2.9 Ensayos mecánicos ..................................................................................... 34
2.9.1 Ensayo de Tensión ................................................................................. 35
2.9.2 Ensayo de doblez ................................................................................... 35
2.9.3 Ensayo De Microdureza ......................................................................... 37
2.10 Caracterización Microestructural .............................................................. 37
3.1 Caracterización por ensayos no destructivos .............................................. 40
3.1.1 Inspección Visual.................................................................................... 40
3.1.2 Inspección líquidos penetrantes ............................................................. 41
3.1.3 Inspección Radiografía Industrial ........................................................... 42
3.2 Análisis De Microdureza .............................................................................. 43
3.2.1 Cupones Soldados Con Gas De Protección Argón ............................... 43
3.2.2 Cupones soldados con gas de protección CO2 ..................................... 49
3.2.3 Comparación de Microdurezas realizada mediante los gases de
protección utilizados y pases de soldadura. ................................................... 55
3.3 Composición química del metal depositado ................................................ 59
3.4 Análisis de Metalográfico ............................................................................ 60
3.4.1 Tamaño de grano .................................................................................. 60
3.4.2 Metalografía del metal base .................................................................. 64
3.4.3 Metalografías encontradas en las muestras realizadas con gas de
protección Argón. ............................................................................................ 66

XI
3.4.4 Metalografías encontradas en las muestras realizadas con gas de
protección CO2. ............................................................................................... 68
3.5 Análisis del ensayo de doblez ..................................................................... 69
3.6 Ensayo De Tensión ..................................................................................... 71
3.6.1 Analisis de tensión para cupones realizados con gas de protección Argón
........................................................................................................................ 72
3.6.2 Análisis de tensión para cupones realizados con gas De Protección CO2.
........................................................................................................................ 74
3.6.3 Comparación de las muestras obtenidas del ensayo de tensión para
soldaduras realizadas con argón y CO2. ......................................................... 76
Conclusiones y Recomendaciones ........................................................................ 78
CONCLUSIONES .................................................................................................. 79
RECOMENDACIONES .......................................................................................... 81
BIBLIOGRAFÍA ...................................................................................................... 82

XII
LISTA DE FIGURAS
Figura 1.1 Equipo básico GMAW. ......................................................................... 1
Figura 1.2 Modos de Transferencias en GMAW ................................................. 11
Figura 1.3 Forma de la corriente de soldadura en la transferencia por arco pulsado.
............................................................................................................................... 12
Figura 1.4 Clasificación de los Aceros ASTM A.131. 13 Figura 1.5 Diferencia entre los ciclos térmicos de un diagrama temperatura - tiempo
de transformación convencional correspondiente a una unión soldada. ................ 15
Figura 2.1 Diseño junta de soldadura. ................................................................ 24
Figura 2.2 Diagrama de flujo del estudio de soldabilidad bajo el proceso GMAW -
Pulsado en un acero ASTM A.131 Grado DH 36. .................................................. 25
Figura 2.3 Dimensionamiento de los cortes realizados para los diferentes ensayos
aplicados en el acero ASTM A.131 Grado DH 36 .................................................. 28
Figura 2.4 Muestra para analisis de composición química del acero ASTM A.131.
............................................................................................................................... 29
Figura 2.5 Resultado de cupones parametrizados. ............................................. 31
Figura 2.6 Esquema de la fabricación cupones de soldadura en acero ASTM A.131
grado DH 36 A) Realización del bisel con “Tortuga”, B) Parametrizacion del equipo
sinérgico Power Wave 455 Lincoln Electric, C) Aplicación de la soldadura bajo la
técnica de empuje posición 1G, D) Cupón Soldado ............................................... 32
Figura 2.7 Equipos utilizado en la inspección visual A) Set de galgas de soldaduras,
B) Galga para medir refuerzo, concavidad y convexidad C) Galga para medir
profundidad del corte interior y porosidad D) Galga para medir diferentes
propiedades de la soldadura. ................................................................................. 33
Figura 2.8 Inspección por líquidos penetrante (Tintas coloridas) A) Kit líquidos
penetrantes tipo II método C, B) Aplicación Cleaner, (limpiador). C) Aplicación del
penetrante D) Aplicación del revelador. ................................................................. 34
Figura 2.9 Dimensionamiento - Cortes probeta de tensión ................................... 35
Figura 2.10 Muestra espécimen transversal de doblez. ........................................ 36
Figura 2.11 dimensionamiento cortes probetas de doblez. ................................... 36
Figura 2. 12 Arreglo geométrico para las identaciones de microdureza Vickers. .. 37
Figura 3. 1 Uniones soldadas bajo el proceso GMAW – Pulsado, cara de la soladura,
pase de presentación A) Junta soldada con gas de protección CO2 B)
Junta soldada con gas de protección Argón. ......................................................... 40
Figura 3. 2 Sesión transversal del Tamaño de las zonas de soldadura bajo el
proceso GMAW – Pulsado A) Junta soldada con gas de protección CO2 B) Junta
soldada con gas de protección Argón. ................................................................... 41

XIII
Figura 3. 3 Líquidos penetrantes, tintas coloridas en la cara de la soldadura a tope
A) Junta soldada con gas de protección Argón B) Junta soldada con gas de
protección CO2 ...................................................................................................... 42
Figura 3. 4 Radiografía de una unión soldada bajo el proceso GMAW – Pulsado,
Argón al 100%. ...................................................................................................... 42
Figura 3. 5 Radiografía de una unión soldada bajo el proceso GMAW - pulsado, CO2
al 100% .................................................................................................................. 43
Figura 3. 6 Perfiles de Microdureza Argón al 100% con flujo de 20 CFH en las
distancias (D1, D2 y D3). ....................................................................................... 44
Figura 3. 7 Perfiles de Microdurezas Argón al 100% con flujo de 25 CFH en las
distancias (D1, D2 y D3) ........................................................................................ 45
Figura 3. 8 Perfiles de Microdurezas Argón al 100% con flujo de 30 CFH en las
distancias (D1, D2 y D3). ....................................................................................... 46
Figura 3. 9 Diagrama de caja para las Microdurezas realizadas con gas de
protección Argón al 100% bajo los flujos de (20, 25,30) CFH. .............................. 49
Figura 3. 10 Perfiles de Microdurezas CO2 al 100% con flujo de 20 CFH en las
distancias (D1, D2 y D3) ........................................................................................ 50
Figura 3. 11 Perfiles de Microdurezas CO2 al 100% con flujo de 25 CFH en las
distancias (D1, D2 y D3) ........................................................................................ 51
Figura 3. 12 Perfiles de Microdurezas CO2 al 100% con flujo de 30 CFH en las
distancias (D1, D2 y D3). ....................................................................................... 52
Figura 3. 13 Diagrama de caja para las Microdurezas realizadas con gas de
protección CO2 al 100% bajo los flujos de (20, 25,30) CFH. ................................ 55
Figura 3. 14 Perfiles de Microdurezas CO2 y argón al 100% comparación entre flujos
y pases de soldadura ............................................................................................. 58
Figura 3. 15 Tamaños de granos para una muestra realizada con gas de protección
CO2 al 100% tomadas a 50x A) Metal Base B) Zona dilución C) Zona afectada por
el calor D) Zona de soldadura ................................................................................ 61
Figura 3. 16 Diagrama de barras para los valores promedios obtenidos en el metal
base de la muestras realizadas con gas de protección CO2 al 100% analizadas con
Carl Zeiss Microscopy. ........................................................................................... 61
Figura 3. 17 Diagrama de barras para los valores promedios obtenidos en la zona
de dilución por el calor de las muestras realizadas con gas de protección CO2 al
100% analizadas con Carl Zeiss Microscopy. ........................................................ 62
Figura 3. 18 Diagrama de barras para los valores promedios obtenidos en la zona
afectada por el calor de las muestras realizadas con gas de protección CO2 al 100%
analizadas con Carl Zeiss Microscopy. .................................................................. 62

XIV
Figura 3. 19 Tamaños de granos para una muestra realizada con gas de protección
Argón al 100% tomadas a 50x A) Metal Base B) Zona dilución C) Zona afectada por
el calor D) Zona de soldadura ................................................................................ 63
Figura 3. 20 Diagrama de barras para los valores promedios obtenidos en el metal
base de la muestras realizadas con gas de protección Argón al 100% analizadas
con Carl Zeiss Microscopy. .................................................................................... 63
Figura 3. 21 Diagrama de barras para los valores promedios obtenidos en la zona
de dilución por el calor de las muestras realizadas con gas de protección Argón al
100% analizadas con Carl Zeiss Microscopy. ........................................................ 64
Figura 3. 22 Diagrama de barras para los valores promedios obtenidos en la zona
afectada por el calor de las muestras realizadas con gas de protección Argón al
100% analizadas con Carl Zeiss Microscopy. ........................................................ 64
Figura 3. 24 Metalografía a 100X, 200X y 500X encontradas en el metal base ASTM
A.131 Grado DH 36. .............................................................................................. 65
Figura 3. 25 Metalografías a 500X para soldaduras realizadas con gas de protección
argón y flujo de 20 CFH a) Pase de raíz b) Pase de presentación c) Zona
afectada por el calor. ............................................................................................. 67
Figura 3. 26 Metalografías a 500X para soldaduras realizadas con gas de protección
argón y flujo de 25 CFH a) Pase de raíz b) Pase de presentación c) Zona
afectada por el calor. ............................................................................................. 67
Figura 3. 27 Metalografías a 500X para soldaduras realizadas con gas de
protección argón y flujo de 30 CFH a) Pase de raíz b) Pase de presentación c)
Zona afectada por el calor. .................................................................................... 68
Figura 3. 28 Metalografías a 500X para soldaduras realizadas con gas de protección
CO2 y flujo de 20 CFH a) Pase de raíz b) Pase de presentación c) Zona
afectada por el calor. ............................................................................................. 68
Figura 3. 29 Metalografías a 500X para soldaduras realizadas con gas de protección
CO2 y flujo de 25 CFH a) Pase de raíz b) Pase de presentación c) Zona
afectada por el calor. ............................................................................................. 69
Figura 3. 30 Metalografías a 500X para soldaduras realizadas con gas de protección
CO2 y flujo de 30 CFH a) Pase de raíz b) Pase de presentación c) Zona
afectada por el calor. ............................................................................................. 69
Figura 3. 31 Grieta paralela al sentido de la soldadura encontrada en una probeta
soldada con gas de protección CO2. ..................................................................... 70
Figura 3. 32 Grafica esfuerzo - elongación para un cupón realizado con gas de
protección argón. ................................................................................................... 73
Figura 3. 33 Ruptura típica de una probeta soldada con gas de protección argón en
la zona del metal base. .......................................................................................... 73

XV
Figura 3. 34 Grafica esfuerzo - elongación para un cupón realizado con gas de
protección CO2. ..................................................................................................... 75
Figura 3. 35 Ruptura típica de una probeta soldada con gas de protección CO2 en
la zona del metal base. .......................................................................................... 75
Figura 3. 36 Cuadro comparativo de las propiendas mecánicas obtenidas al utilizar
diferentes gases de protección en el ensayo de tensión. ..................................... 76
Figura 3. 37 Muestra de la fractura de una probeta realizada con gas de protección
CO2 sometida al ensayo de tensión. ..................................................................... 77
Figura 3. 38 Muestra de la fractura de una probeta realizada con gas de protección
Argón sometida al ensayo de tensión. ................................................................... 77
Figura 3. 39 Graficas comparativas Esfuerzo – Elongación para unas muestras
soldadas con gas de protección Argón y CO2. ...................................................... 77

XVI
LISTA DE TABLAS
Tabla 1-1 Propiedades mecánicas del acero ASTM A.131 Grado DH 36. ............ 13
Tabla 1-2 Composición química del acero ASTM A.131 Grado DH 36. ................ 14
Tabla 2. 1.A Parámetros para la realización de soldadura por arco pulsado sobre
un acero ASTM A.131 Grado DH 36. ..................................................................... 25
Tabla 2.2 Factores y niveles del diseño de experimentos. .................................... 27
Tabla 2.3 Numero de cupones utilizados para las combinaciones de los gases y las
variaciones de los flujos. ........................................................................................ 27
Tabla 2.4 Numero de replicas y total de muestras para los diversos ensayos
mecánicos. ............................................................................................................. 28
Tabla 2.5 Datos primera muestra del analisis de composición química. ............... 29
Tabla 2.6 Datos segunda muestra del analisis de composición química. .............. 30
Tabla 2.7 Requerimientos para aceros estructurales de esfuerzos mayores. ....... 30
Tabla 3.1 Cuadro comparativo de valores obtenidos para soldadura realizada con
gas de protección argón al 100%. .......................................................................... 47
Tabla 3.2 Descripción estadística de las diferencias significativas entre las medias
obtenida utilizando gas de protección argón con lo flujos de (20, 25,30) CFH,
evaluadas mediante el software Origin Pro 8.0...................................................... 48
Tabla 3.3 Comparación de la medias obtenidas al utilizar el gas de protección argón
y correlacionado cada flujo utilizado de (20, 25,30) CFH, comparados entre si por
medio del test Post-Hoc-Tukey, evaluadas mediante el software Origin Pro 8.0. . 48
Tabla 3.4 cuadro comparativo de valores obtenidos para soldadura realizada con
gas de protección CO2 al 100%. ............................................................................ 53
Tabla 3.5 Descripción estadística de las diferencias significativas entre las medias
obtenida utilizando gas de protección CO2 con lo flujos de (20, 25,30) CFH,
evaluadas mediante el software Origin Pro 8.0...................................................... 53
Tabla 3.6 Comparación de la medias obtenidas al utilizar el gas de protección CO2
y correlacionado cada flujo utilizado de (20, 25,30) CFH, comparados entre si por
medio del test Post-Hoc-Tukey, evaluadas mediante el software Origin Pro ........ 54
Tabla 3.7 Requisitos de composición química para electrodos solidos y alambres
............................................................................................................................... 59
Tabla 3.8 Resultado promedio de la espectrometría de chispa realizada sobre
soldaduras ejecutadas con gas de protección argón. ............................................ 59
Tabla 3.9 Resultado promedio de la espectrometría de chispa realizada sobre
soldaduras ejecutadas con gas de protección CO2. .............................................. 59
Tabla 3.10 Cuadro comparativo según norma ASTM E 112 para los tamaños de
granos encontrados en las soldaduras realizadas con gas de protección argón.
................................................................................. ¡Error! Marcador no definido.

XVII
Tabla 3.11 Cuadro comparativo según norma ASTM E 112 para los tamaños de
granos encontrados en las soldaduras realizadas con gas de protección CO2.
................................................................................. ¡Error! Marcador no definido.
Tabla 3.12 Cuadro comparativo según norma ASTM E 112 para el tamaño de grano
encontrado en el metal base ASTM A.131 grado DH 36.¡Error! Marcador no
definido.
Tabla 3.13 Categorización de los microconstituyentes¡Error! Marcador no
definido.
Tabla 3.14 Cuadro comparativo del ensayo de doblez de cara y raíz para soldaduras
realizadas con gas de protección argón y CO2. ..................................................... 70
Tabla 3.15 Requisitos de tracción para aceros estructurales de mayor esfuerzo y
resistencia. ............................................................................................................. 72
Tabla 3.16 Propiedades mecánica obtenidas en una muestra realizada con gas de
protección argón. ................................................................................................... 72
Tabla 3.17 Propiedades mecánica obtenidas en una muestra realizada con gas de
protección CO2. ...................................................................................................... 74

1
INTRODUCCIÓN
El GMAW es un proceso de soldadura por arco eléctrico y de voltaje constante, que
puede ser automático o semi - automático, donde se suministra un electrodo
continuo el cual debe estar protegido por un gas externamente, y un equipo cuyas
variables eléctricas deben ser controladas; este proceso depende del gas de
protección a utilizar, este gas puede ser activo o inerte a esto corresponde la
designación (MIG – Metal Inert Gas) y (MAG – Metal Active Gas). El proceso GMAW
une metales por medio del calentamiento logrado por un arco eléctrico el cual
fusiona los materiales, este proceso se le suministra un gas de protección para
estabilizar el arco eléctrico y proteger el depósito de soldadura contra la presencia
de oxígeno, estos procesos pueden operar en lo modos anteriormente dichos,
siendo aplicado en todos los metales de uso comerciales, como los aceros al
carbono, acero de alta resistencia, aceros de herramientas, aluminio entre otras
aleaciones, la composición del gas y el tipo de alambre incidirá directamente en el
estado final de la soldadura al determinar las características de penetración y
propiedades mecánicas en la junta, lo cual se puede ver más claro al hacer un
estudio metalográfico de la soldadura.[1] “El funcionamiento del proceso se obtiene
a través de tres elementos básicos del equipo: 1. Ensamble de la pistola y cables 2.
Unidad de alimentación del alambre 3. Fuente de poder” [2], como se muestra en la
figura 1.1.
Figura 1. 1 Equipo básico GMAW. FUENTE: GUIA DEL OPERARIO PARA LA SOLDADURA MIG/MAG [19].
2
A mediados de la década de los sesenta, inventaron la técnica del proceso de
soldadura por arco eléctrico con electrodo metálico y gas de protección (Gas metal
arc welding GMAW) con transferencia por arco pulsado que supera los
inconvenientes del sistema de transferencia globular (depósito con alta tensión
superficial y limitado a posición plana y horizontal) y logra los beneficios de la
transferencia por spray (buena penetración y depósito de soldadura más fluido y
ancho). Este modo de transferencia se caracteriza por una pulsación de la corriente
entre una corriente base y una corriente pico, de tal manera que el valor de la
corriente media, está siempre por debajo del umbral de la transferencia en spray.
[1-2].
El propósito de la corriente base es mantener el arco estable, mientras la corriente
pico forma y desprende las gotas fundidas, dando buena penetración al cordón de
soldadura. Esto permite que la energía del arco se utilice eficientemente, limitando
las pérdidas de calor por conducción en el material base que ocurre utilizando la
corriente constante, o la transferencia por corto circuito [24].
El hecho de que con la transferencia por arco pulsado, la energía calorífica necesaria para fundir el material base se suministre sólo durante pulsos de corriente pico a intervalos breves de tiempo, permite que el calor se disipe en el material mientras tiene lugar la corriente base, logrando una zona afectada por el calor más estrecha [1]. Para lograr la transferencia por arco pulsado es necesario soldar con un equipo
semiautomático, y se debe operar con mezclas de gas de protección ricas en Argón;
ya que este, proporciona la transferencia por spray y por tanto, es la base de la
familia de las mezclas de gas utilizadas por arco pulsado [1], debido a que con el
aumento del contenido de CO2 en la mezcla de gas de protección disminuye la
región de transferencia por spray en la columna de arco [24].

3
DESCRIPCIÓN DEL PROBLEMA
En la actualidad se hace necesario el uso de procesos de soldadura productivos de mayor rendimiento y menor aporte de calor, es por eso que se ha avanzado en la producción de tecnologías en soldaduras creando equipos cada vez más versátiles que ofrecen parámetros para controlar variables de procesos, que permiten una mejor ejecución. La soldadura se hace necesaria para la unión de metales y es por eso que se ha mantenido vigente durante años evolucionando y convirtiéndose en una herramienta de utilidad para la producción industrial comparada con otros procesos de uniones, por ser un método inmediato capaz de otorgar propiedades adecuadas y compatibles con el metal base.[9] En toda unión soldada se genera un área potencial de nucleación que puede iniciar una fractura por la desigualdad de microconstituyentes entre la interfaz metal base y soldadura, sumándole la presencia de discontinuidades que se introducen por parte de la aplicación, todo esto se transforma en problemas y sitios potenciales de iniciación de fisuras, que deben ser controladas, para lo cual la selección del equipo es parte fundamental al momento de realizar una aplicación de soldadura.[1] En Colombia el avance en la tecnología de soldadura no ha sido tan notorio ya que gran parte de los sectores industriales limitan el uso a equipos del proceso SMAW, por la facilidad de su costo de adquisición y su uso, además no requiere entrenamiento intensivo, pero según estudios realizados por empresas dedicadas a la producción de tecnología en soldaduras concluyen que estos equipos producen una mayor zona afectada por el calor "ZAC" y bajo estas condiciones se crean esfuerzos residuales causantes de agrietamientos y fisuras,[2] además evaluando su rendimiento arrojan datos de ineficiencia por los tiempos muertos producidos por el cambio de electrodo constante, Estos procesos son muy usados en el área Naval en aceros ASTM A.131, para la unión de placas y se espera que se mantengan las propiedades mecánicas y anticorrosivas en la soldadura y en el material que dependen en gran medida de los componentes de la aleación por lo cual deben contener bajo porcentaje de carbono, el cual determina propiedades, como ductilidad y resistencia mecánica, que lo hace muy utilizado en este campo, en aplicaciones de soldaduras. Se pretende realizar un estudio del proceso de soldadura GMAW en transferencia pulsada en un acero ASTM A.131 grado DH 36, donde se tratan de encontrar datos que se analizaran por medio de ensayos destructivos y no destructivos, en el cual se espera que el material no falle por la unión soldada, si no que la zona de fusión presente un nivel de resistencia ligeramente mayor que el metal base.

4
JUSTIFICACIÓN
Se hace importante hacer migratorio los procesos de soldadura que han quedado en obsolescencia en aplicaciones específicas y más cuando en otros países de alto desarrollo industrial y tecnológico lo han realizado, dando paso a la innovación de equipos que proporcionan cualidades en la aplicación y rendimientos por medio de procesos especializados, teniendo como referencia que estos procedimientos son la base fundamental al momento de construir buques y embarcaciones navales, que se realizan por medios de soldaduras aportando calor al material y generando cambios en la composición del material, que al ser afectada cambia las propiedades mecánicas, por el crecimiento de grano y cambios de fases en los bordes de la microestructura del material, que se hace más pronunciada en la ZAC existiendo dos o más tipos de microconstituyentes en la interface de la zona de fusión y material base.[3] Con esta investigación se desea generar un aporte a la industria naval en Colombia, estudiando procesos productivos como es el caso del GMAW-P aplicado en un acero de especificación ASTM A.131 grado DH 36 de uso naval, para conocer propiedades mecánicas de las juntas de soldaduras, al mismo modo se cuenta con la participación de la corporación de ciencia y tecnología para el desarrollo de la industria naval, marítima y fluvial (COTECMAR) quien es gestora de este proyecto y brinda las herramientas y el apoyo necesario para llevar a cabo esta investigación.

5
DELIMITACIÓN
Para la realización de esta investigación se seguirán los lineamientos del código
AWS D1.1/D1.1M:2010 An American National Standard (Structural Welding Code–
Steel), de donde se tomaran los procedimientos para la calificación de las
soldaduras por medio de los ensayos destructivos y no destructivos, contemplando
el número de probetas y dimensionamiento establecido por este código y por los
documentos que este sugiere.
El material utilizado para la evaluación de las propiedades mecánicas de la unión
soldada será el acero de uso naval ASTM A.131 grado DH 36, el cual estará
sometido a un proceso de soldadura con un alambre de designación AWS ER70S-
6 de diámetro nominal de 1,2 mm, y con un equipo de tecnología sinérgica Lincoln
Electric Power Wave 455, cuya posición de soldeo será 1G, con abertura de raíz de
1/8” y talón de 3 mm.
El gas de protección utilizado para esta investigación será CO2 y Argón al 100%, la
aplicación de la soldadura en los cupones de prueba se realizara por un soldador
calificado, empleado de la corporación de ciencia y tecnología para el desarrollo de
la industria naval, marítima y fluvial (COTECMAR), en la planta de Bocagrande
Cartagena, bajo condiciones atmosféricas de operatividad, se empleara un solo
equipo para la realización de las uniones soldadas para así controlar el error.
También se realizara una prueba de composición química del material para así
afirmar que el material que se está utilizando es el correspondiente al designado por
ASTM A.131 como grado DH 36.
Además se realizaran los siguientes ensayos;
Ensayo destructivos:
Ensayo de tensión (Resistencia mecánica).
Ensayo doblez raíz (Penetración y fusión del metal de soldadura).
Ensayo doblez cara (Penetración en la cara de la soldadura)
Microdureza (Análisis perfiles de dureza).
Metalografía (Cambio microestructurales en ZAC, metal base, zona de
dilución y zona de transición).
Ensayos no destructivos
Inspección Visual (Discontinuidades superficiales por inspección directa).
Ensayo de líquidos penetrantes (Discontinuidades superficiales como falta
de continuidad, socavados, que por inspección visual no sean detectadas).

6
Ensayo de radiografía industrial (Discontinuidades internas como fisuras,
inclusiones de escorias, poros).
La investigación tendrá las siguientes limitaciones;
o Se realizará las aplicaciones bajo condiciones atmosféricas y de
temperaturas de la planta de COTECMAR, Cartagena planta Bocagrande
(Base naval).
o No se realizarán estudios de corrosión.
o No se realizarán estudios comparativos bajo otros procesos de soldadura.
o La soldadura de los cupones de prueba será realizada con un solo electrodo.
o No se realizarán tratamientos térmicos antes ni después de soldar los
cupones de prueba.
o No se seguirá los lineamientos de la norma de clasificación marítima ABS ni
los estándares de Germanischer Lloyd URW 28 para el corte de material.
o Solo se evaluara el estudio de soldabilidad para la posición 1G.
o No se utilizara temperaturas de precalentamiento, si no que se evaluará el
proceso de acuerdo al modo de operatividad de COTECMAR.
o El bisel no se realizará con CNC, si no de acuerdo a como es realizado en
COTECMAR (Oxicorte y pulidora).
o Para el análisis final no se tendrá en cuenta los esfuerzos residuales
generados por el proceso de soldadura y de corte del material.

7
OBJETIVOS
OBJETIVO GENERAL Realizar un estudio de soldabilidad en un acero ASTM A.131 Grado DH 36
mediante el proceso GMAW – pulsado. OBJETIVOS ESPECÍFICOS Evaluar las propiedades mecánicas del acero ASTM A.131 grado DH 36 bajo
tensión y doblez mediante el proceso de soldadura GMAW-Pulsado. Determinar el cambio en los perfiles de microdureza Vickers, en las juntas
soldadas en el acero ASTM A.131 grado DH 36, por medio del proceso de soldadura GMAW- Pulsado.
Caracterizar microestructuralmente por medio de microscopia óptica
convencional las juntas soldadas en el acero ASTM A.131 grado DH 36, bajo el proceso de soldadura GMAW- Pulsado.

8
Capítulo 1 Marco teórico, Estado del arte,
Marco Conceptual y Normativo
9
1. MARCO TEÓRICO
1.1 Procesos De Soldadura
1.1.1 Generalidades Proceso GMAW
Fuente de poder: las fuentes de poder en todo proceso de soldadura proporcionan
energía eléctrica al alambre y al material base soldado con el fin de establecer el
arco, en la mayoría de las aplicaciones del GMAW, se utiliza la corriente directa
(electrodo positivo).
Los principales tipos de fuentes de poder de corriente directa son los motores
generadores (rotativos) y los transformadores rectificadores (estáticos) , los de tipo
transformador-rectificador son usualmente preferidos en lugares donde hay energía
eléctrica constante, las máquinas de GMAW de voltaje constante (CV) proporcionan
una operación mejorada, particularmente con materiales ferrosos , la principal razón
al seleccionar una maquina CV es su autocorrección de la longitud de arco,
necesario en este sistema, donde el voltaje compensa las variaciones de distancia
entre la punta del alambre y el material base que frecuentemente ocurren durante
el proceso de soldadura.[3]
Voltaje: El voltaje de arco es el potencial eléctrico entre el electrodo y el material
base, el voltaje de arco varía en la misma dirección que la longitud de arco, por eso
al incrementar o disminuir el voltaje de la fuente de poder se aumentará o disminuirá
la longitud de arco.
Gases de protección: Generalmente los metales tienden a combinarse con el
oxígeno para formar óxidos, y en menor medida con nitrógeno para formar nitruros,
también el oxígeno reacciona con el carbono para formar monóxido de carbono. [3]
Estas combinaciones se traducen en defectos de fusión que incide en el estado final
de las soladuras y generalmente generan pérdidas de resistencia debido a la
porosidad, estos productos de reacción son formados debido a que la atmosfera
está compuesta de un 80% de nitrógeno y un 20% de oxígeno. El gas protector
también tendrá ciertos efectos en los siguientes aspectos que se verán reflejados
en la soldadura como son: características del arco, modo de transferencia de metal,
penetración y perfil del cordón de soldadura, velocidad de soldadura, tendencia a
las socavaciones y acción limpiadora. [3]
Entre los gases de protección que mejor brinda propiedades a la soldadura tenemos
el argón y el helio estos gases inertes se diferencian por su densidad, conductividad
térmica y característica del arco. La protección de argón puro es utilizada en muchas
aplicaciones para soldaduras de materiales no ferrosos, el uso de helio puro es

10
generalmente restringido en áreas más especializadas debido a su estabilidad de
arco limitada, sin embargo, las características del perfil de soldadura y de la
penetración, ancho y convexidad obtenidas con el arco de helio son frecuentemente
el objetivo al utilizar la mezcla de gases de protección argón-helio. [3]
La utilización de argón solo, no es muy adecuado en el proceso GMAW, ya que no
brinda la estabilidad de arco necesaria, y al momento de solidificar la soldadura se
puede ver que no tiene la contextura deseada y presenta algunas discontinuidades
inherentes del proceso, por lo tanto para rendimientos más óptimos se utilizan
mezclas, como es el caso del CO2 y/o O2 que se usa preferiblemente el relleno de
la junta soldada. [1]
Electrodos: Al momento de elegir un material de aporte se siguen los siguientes
objetivos básicos como son; El obtener un deposito que tenga propiedades
mecánicas y características físicas del metal base, que el depósito de soldadura no
produzca discontinuidades, y que las composiciones básicas en los metales de
aporte están diseminadas para que sean compatibles en las características de
resistencia, ductilidad, tenacidad y composición química, además una de las
funciones principal del electrodo es proteger el arco de la atmosfera circundante.
El electrodo también debe satisfacer ciertas demandas del proceso respecto a la
estabilidad del arco, el comportamiento de la transferencia del metal y las
características de solidificación, desoxidación, se añade también agentes
limpiadores para compensar las reacciones del metal base con el oxígeno, nitrógeno
e hidrogeno, encontrado en la atmosfera, los desoxidantes más usados son el silicio
y el magnesio. [3]
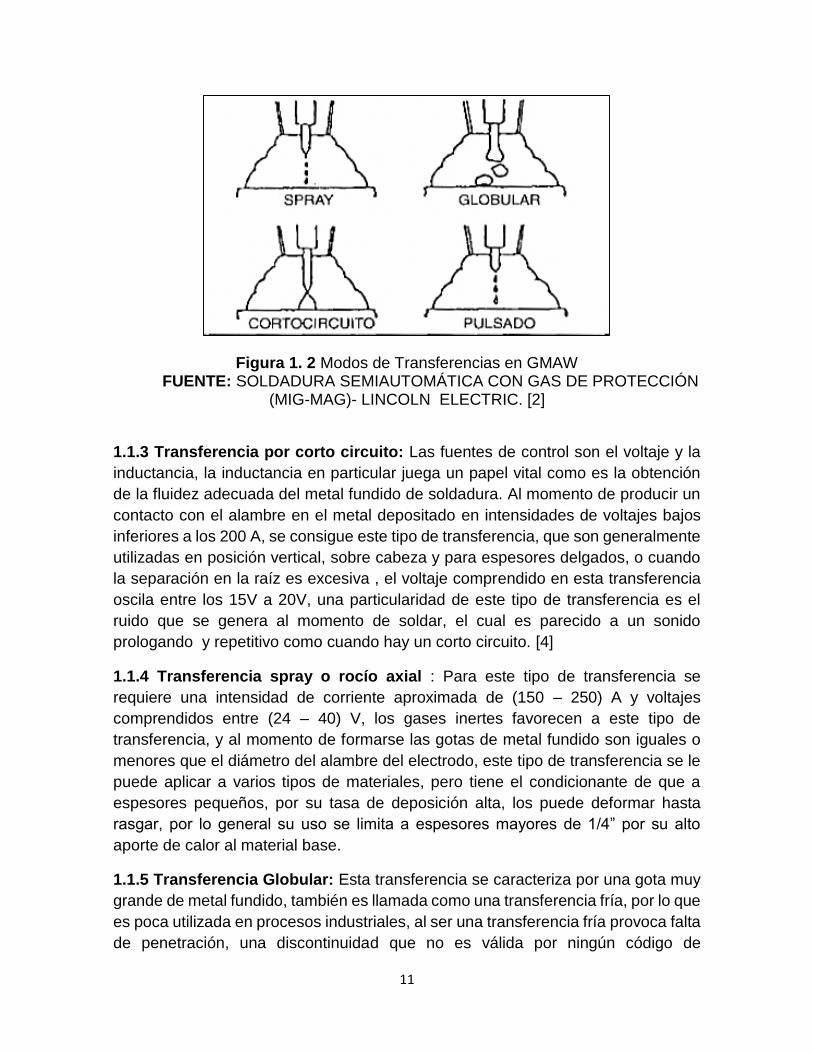
1.1.2 Modos de Transferencia del metal fundido y Gas protector.
En el análisis de la aplicación de los procesos las características de los modos de
transferencia son importantes y relevantes, porque dan el perfil del cordón de
soldadura y forma del refuerzo, que se ven reflejados en el diseño, rendimiento en
servicio, el control del proceso, la apariencia, la selección del electrodo, el tamaño
de la soldadura y los sistemas de manejos de los materiales. [2]
Existen cuatro tipos de transferencias que se muestra en la figura 1.2, las cuales
son; transferencia por corto circuito que es la más utilizada, transferencia por Spray
o roció, transferencia globular y transferencia por arco pulsado.
11
Figura 1. 2 Modos de Transferencias en GMAW FUENTE: SOLDADURA SEMIAUTOMÁTICA CON GAS DE PROTECCIÓN
(MIG-MAG)- LINCOLN ELECTRIC. [2]
1.1.3 Transferencia por corto circuito: Las fuentes de control son el voltaje y la
inductancia, la inductancia en particular juega un papel vital como es la obtención
de la fluidez adecuada del metal fundido de soldadura. Al momento de producir un
contacto con el alambre en el metal depositado en intensidades de voltajes bajos
inferiores a los 200 A, se consigue este tipo de transferencia, que son generalmente
utilizadas en posición vertical, sobre cabeza y para espesores delgados, o cuando
la separación en la raíz es excesiva , el voltaje comprendido en esta transferencia
oscila entre los 15V a 20V, una particularidad de este tipo de transferencia es el
ruido que se genera al momento de soldar, el cual es parecido a un sonido
prologando y repetitivo como cuando hay un corto circuito. [4]
1.1.4 Transferencia spray o rocío axial : Para este tipo de transferencia se
requiere una intensidad de corriente aproximada de (150 – 250) A y voltajes
comprendidos entre (24 – 40) V, los gases inertes favorecen a este tipo de
transferencia, y al momento de formarse las gotas de metal fundido son iguales o
menores que el diámetro del alambre del electrodo, este tipo de transferencia se le
puede aplicar a varios tipos de materiales, pero tiene el condicionante de que a
espesores pequeños, por su tasa de deposición alta, los puede deformar hasta
rasgar, por lo general su uso se limita a espesores mayores de 1/4” por su alto
aporte de calor al material base.
1.1.5 Transferencia Globular: Esta transferencia se caracteriza por una gota muy
grande de metal fundido, también es llamada como una transferencia fría, por lo que
es poca utilizada en procesos industriales, al ser una transferencia fría provoca falta
de penetración, una discontinuidad que no es válida por ningún código de
12
aceptación y rechazo, los parámetros para generar es tipo de transferencia oscilan
entre los (20 – 35) V, con intensidades de corriente de (70-225) A.
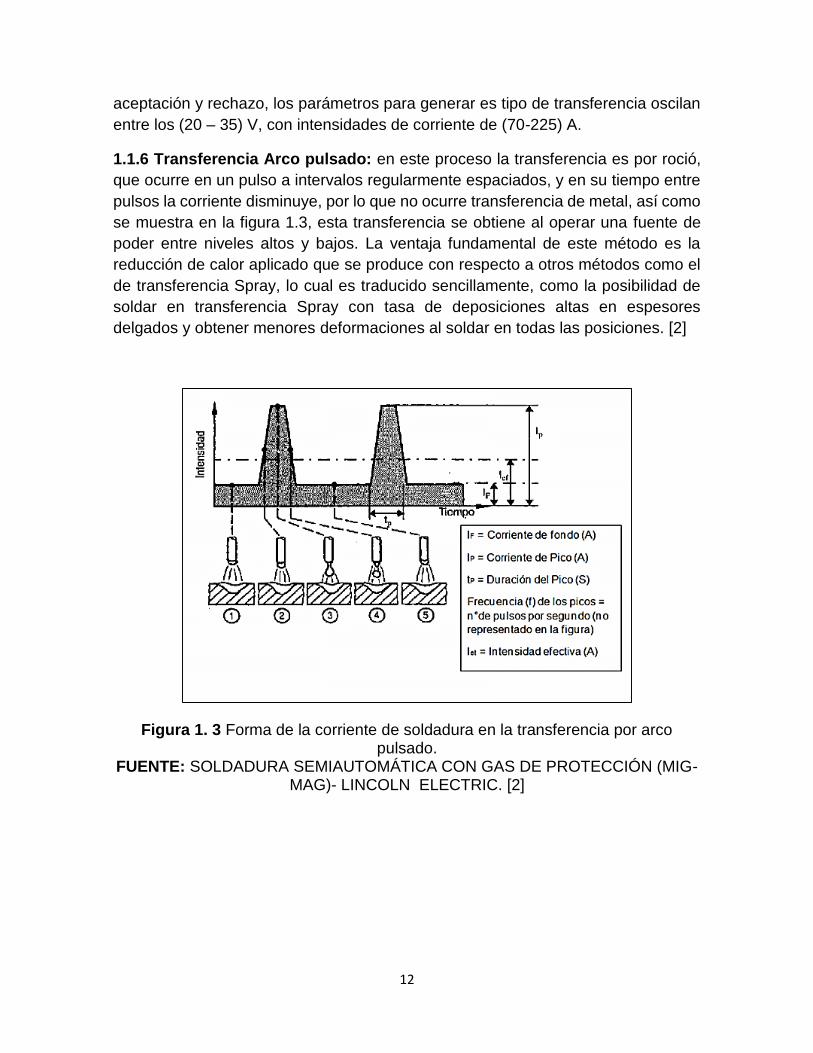
1.1.6 Transferencia Arco pulsado: en este proceso la transferencia es por roció,
que ocurre en un pulso a intervalos regularmente espaciados, y en su tiempo entre
pulsos la corriente disminuye, por lo que no ocurre transferencia de metal, así como
se muestra en la figura 1.3, esta transferencia se obtiene al operar una fuente de
poder entre niveles altos y bajos. La ventaja fundamental de este método es la
reducción de calor aplicado que se produce con respecto a otros métodos como el
de transferencia Spray, lo cual es traducido sencillamente, como la posibilidad de
soldar en transferencia Spray con tasa de deposiciones altas en espesores
delgados y obtener menores deformaciones al soldar en todas las posiciones. [2]
Figura 1. 3 Forma de la corriente de soldadura en la transferencia por arco pulsado.
FUENTE: SOLDADURA SEMIAUTOMÁTICA CON GAS DE PROTECCIÓN (MIG-MAG)- LINCOLN ELECTRIC. [2]
13
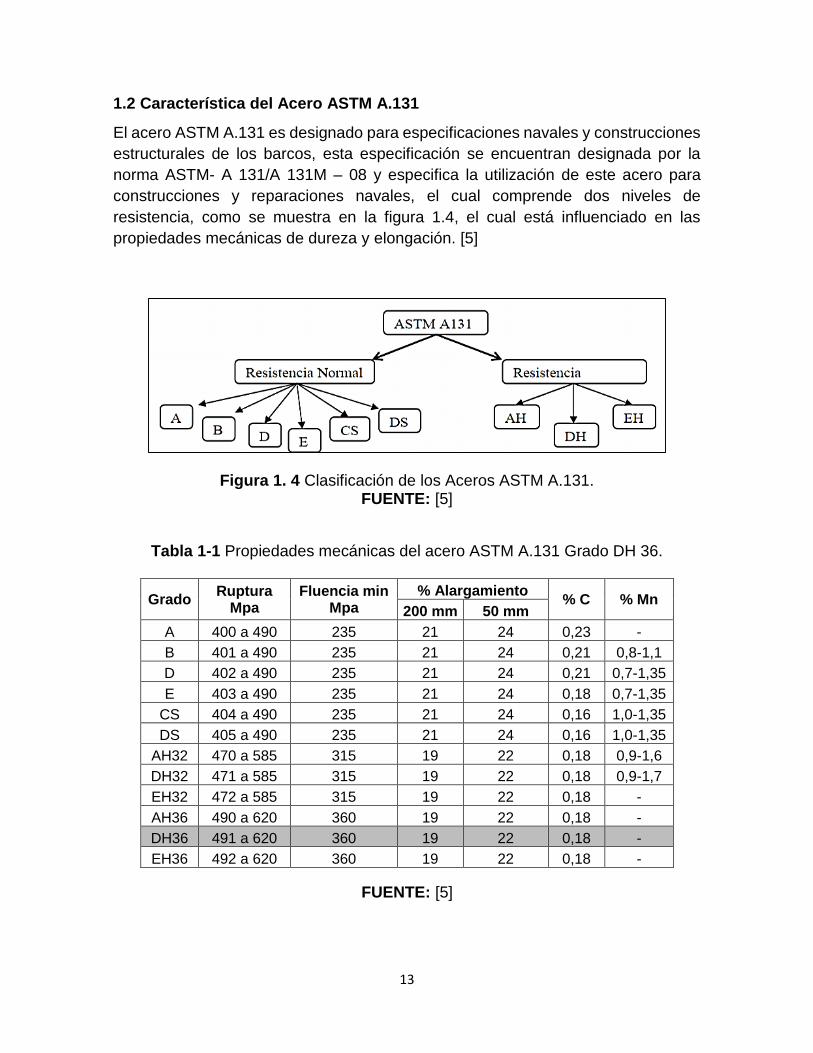
1.2 Característica del Acero ASTM A.131
El acero ASTM A.131 es designado para especificaciones navales y construcciones
estructurales de los barcos, esta especificación se encuentran designada por la
norma ASTM- A 131/A 131M – 08 y especifica la utilización de este acero para
construcciones y reparaciones navales, el cual comprende dos niveles de
resistencia, como se muestra en la figura 1.4, el cual está influenciado en las
propiedades mecánicas de dureza y elongación. [5]
Figura 1. 4 Clasificación de los Aceros ASTM A.131. FUENTE: [5]
Tabla 1-1 Propiedades mecánicas del acero ASTM A.131 Grado DH 36.
Grado Ruptura
Mpa Fluencia min
Mpa % Alargamiento
% C % Mn 200 mm 50 mm
A 400 a 490 235 21 24 0,23 -
B 401 a 490 235 21 24 0,21 0,8-1,1
D 402 a 490 235 21 24 0,21 0,7-1,35
E 403 a 490 235 21 24 0,18 0,7-1,35
CS 404 a 490 235 21 24 0,16 1,0-1,35
DS 405 a 490 235 21 24 0,16 1,0-1,35
AH32 470 a 585 315 19 22 0,18 0,9-1,6
DH32 471 a 585 315 19 22 0,18 0,9-1,7
EH32 472 a 585 315 19 22 0,18 -
AH36 490 a 620 360 19 22 0,18 -
DH36 491 a 620 360 19 22 0,18 -
EH36 492 a 620 360 19 22 0,18 -
FUENTE: [5]

14
Tabla 1-2 Composición química del acero ASTM A.131 Grado DH 36.
FUENTE: [14]
1.3 Determinación de la Soldabilidad de los Aceros
Es importante desde un comienzo determinar las características de soldabilidad de
los aceros desde un punto de vista metalúrgico, la perdida de adherencia y los
cambios microestructurales se deben a la aparición de estructuras que no son
equilibradas, por los calentamientos y enfriamientos bruscos desde la temperatura
de fusión, que influye directamente en la composición química del material, la
geometría y tamaño de la pieza a soldar.
La temperatura máxima alcanzada por las uniones soldadas pueden ser superior a
la temperatura Ac3 del diagrama hierro carbono, mostrada en la figura 5, donde se
observa claramente el ciclo térmico convencional en el tiempo, teniendo en cuenta
que los tiempos de permanecía o de sostenibilidad son muy cortos en el orden de
segundos, la figura 1.5 muestra también los ciclos térmicos de la unión soldada,
correspondiente al utilizar el diagrama de transformación. [1]
Elemento % Peso
C 0.18
Mn 0.90 – 1.60
Si 0.10 – 0.50
P 0.035
S 0.035
Al 0.015
Cb 0.002 – 0.05
V 0.005 – 0.10
Ti 0.02
Cu 0.35
Cr 0.20
Mo 0.08

15
A. Ciclo térmico convencional B. Ciclos térmicos uniones Soldadas
Figura 1. 5 Diferencia entre los ciclos térmicos de un diagrama temperatura - tiempo de transformación convencional correspondiente a una unión soldada.
FUENTE: [1]
“Un diagrama temperatura tiempo transformación convencional TTT sólo da una
idea aproximada del comportamiento de transformación de la unión soldada en la
zona afectada por el calor”. [1]
Los aceros al carbono bajo la designación ASTM A 131 de la norma ASTM, presentan en su composición química del material, un porcentaje de carbono ya establecido para aceros de resistencia normal y aceros de resistencia superior tanto del grado del material como el espesor. A su vez está establecido el porcentaje de carbono equivalente para el grado del acero y para el espesor de material.
1.4 Zona afectada por el calor y Zona de fusión
En el proceso de solidificación , se presenta una transformación del metal liquido
formado a sólido , este cambio de estado de la materia se inicia en forma epiteaxial,
de modo que la estructura y la orientación cristalográfica y metalográfica del metal
base en el límite de fusión continua en el metal de la soldadura, esto se forma con
un crecimiento de grano y unos micro constituyentes, la presencia de estos micro
constituyentes dependen primordialmente de la composición química del metal de
soldadura y de la velocidad de enfriamiento.[6] La zona afectada por el calor “ZAC”,
es una zona cercana al metal fundido donde el calor de la soldadura causa
alteraciones en los bordes de granos que están cercanos al área de interfaz entre
la zona de fusión y el metal base, generalmente en estas zonas se presentan sub
zonas sucesivas a partir del límite de fusión que son los diferentes tipos de granos:
(a) granos gruesos, (b) granos finos y (c) Transformación parcial. [6]

16
1.5 Tamaño de Grano
El tamaño de grano determina la resistencia en la soldadura, ya que su crecimiento
se controla por medio de su volumen, cuando se sueldan aceros de baja aleación
se prefiere que este grano sea muy refinado para lograr una mejor propiedad,
también al incrementar el carbono equivalente se aumenta el agrietamiento inducido
por el hidrogeno. [1]
1.6 Influencia de la Microestructura en las propiedades mecánicas
La zona de fusión y resistencia a la fluencia aumenta y la temperatura de transición de la tenacidad al impacto disminuye con la reducción del tamaño de grano ferrítico, en la zona de fusión, un contenido de alta ferrita beneficia tanto la resistencia como la tenacidad, debido a que estos micro constituyentes están formados por listones finos entrecruzados, lo cual da una resistencia elevada a la propagación de grietas, la martensita va en detrimento de la tenacidad porque ofrece trayectorias que facilitan la propagación de grietas, la tenacidad se establece o se ve favorecida cuando su granos son muchos más finos y de tipo ferrítico.[6]
17
ANTECEDENTES
En los procesos de GMAW pulsado, para mostrar las propiedades mecánicas y los diversos microconstituyentes y precipitados, se evalúan con base a unos resultados comparativos, los cuales arrojan datos que sirven como comparación para resultados de resistencia a la tensión y perfiles de dureza. Así mismo, se puede establecer que sucede con las discontinuidades inherentes del proceso de soldadura y su afectación en el depósito, en el año 2012 se realizó un estudio por (ROMERO NIETO, Sandra Patricia). Titulado “Influencia de la transferencia en la resistencia y dureza de las uniones soldadas obtenidas por el proceso de soldadura GMAW”, donde se describe el compuesto de núcleo metálico, en uniones soldadas de acero ASTM A131, grado AH 32, utilizando dos composiciones de gas de protección y las transferencias de arco pulsado y corto circuito. Arrojando como conclusión que la entrada de calor es directamente proporcional al área de la zona afectada por el mismo. La transferencia de arco pulsado presentó una entrada de calor y una ZAC más pequeña. [1] En los procesos de soldaduras GMAW y FCAW unos de los condicionantes principales es el gas de protección, ya que este permite darle ciertas características de apariencia, contextura y penetración a la unión soldada, en el año 2005 fue desarrollada una investigación por ( DÍAZ CEDRÉ, E; RAMOS MORALES, Felipe., y CRUZ CRESPO, José. ) Esta investigación llevo por título “Estudio de la modificación de la composición química en depósitos de soldadura GMAW, empleando diferentes proporciones en la mezcla CO2 + O2 como gas de protección” el cual se realizó pruebas con el fin de determinar cuál eran los impactos en la soldadura GMAW al cambiar los parámetros de los gases de protección en su composición atmosférica. Llegando a la conclusión en la medida que aumenta la cantidad de oxígeno presente en la protección, se presenta una disminución de los elementos de aleación, (Mn, Si) los cuales según los investigadores se pierden por concepto de oxidación, además el empleo de alambres aleados con Mn y Si durante la soldadura de aceros al carbono de baja aleación en presencia de mezclas de gases oxidantes para la soldadura GMAW se justifica, precisamente, por la necesidad de desoxidar debido al aumento del contenido de oxígeno disuelto en el metal. [11] Respecto al comportamiento de las uniones soldadas, en aceros al carbono y con diferentes procesos se han realizado diversos estudios, analizando los esfuerzos residuales que se crean al momento de realizar este proceso, en 2010 fue realizado un estudio por (OSPINA LOPEZ.,RICAURTE,Hernando y TRUJILLO,Carlos.)Titulado “análisis de esfuerzos para dos uniones soldadas típicas”, en el cual se muestran los aspectos que se debe tener presentes como son las reglamentaciones de los institutos que emiten normas sobre uniones soldadas, tales como la ANSI/AWS. Además del cumplimiento de normas para las soldaduras y análisis de esfuerzos. Se llegó a la conclusión de que los procesos eficientes de soldadura deben tener en cuenta las variables descritas, y deben incluir las simbologías en los planos y al momento de diseñar componentes unidos
18
permanentemente por soldadura es preferible seleccionar aceros que permitan efectuar una unión rápida y económica , al momento de diseñar los esfuerzos permisible se deben elegir rangos que ya antes se ha trabajado por mayor seguridad u obtenerlo de los estándares o códigos como el American Institute of Steel Construcción (AISC) los esfuerzos reales no pueden exceder a los permisibles de lo contrario el diseñador incurre en una falta legal que pude traer posteriores consecuencias de riesgo. [25]
En un proceso de soldadura es inevitable no encontrar discontinuidades ya que estas vienen propias del proceso, Pero si se puede disminuir el número de indicaciones al aplicar parámetros y estándares de calidad desde la planeación del proceso hasta la ejecución, teniendo en cuenta variables como voltaje, alimentación de alambre, inductancia, tipos de electrodos, tratamientos post soldadura, algunas discontinuidades superficiales como la porosidad se puede realizar por inspección visual de los cordones y de las superficies de fractura de los mismos ensayos. Para la cuantificación de poros se emplea una lupa estereoscópica realizándose la digitalización y análisis de imágenes, en 2010 se realizó una investigación por (LLORENTE, G., KLING, H,y R, Pagani.) Titulada “Soldadura de chapa naval pre pintada mediante los procesos SMAW - GMAW – FCAW” se analizó para todos los procesos de soldadura aplicados, la cantidad y el porcentaje de área de poros y estos disminuyeron cuando se utilizaron diseños de junta con separación de raíz. Independientemente del tipo de primer diseño de junta, la porosidad generada con electrodos rutílicos fue menor que con básicos. Respecto de las pinturas utilizadas, no se observaron diferencias significativas en la generación de porosidad. Llegando a la conclusión de que para los tipos de pinturas y procesos de soldaduras utilizados, las soldaduras de filete en juntas en “T” con separación de raíz presentaron niveles de porosidad significativamente inferiores respecto de aquellas juntas sin separación de raíz. [26] El proceso FCAW o flux cored, es utilizado por su mayor rendimiento y tasa de deposición que permite tener a la soldadura una mayor penetración y una menor ZAC que otros proceso en el 2011 se realizó un estudio (PATARROYO, Alfonso.,CUECA ,Jairo y ROJAS, Hector. )Titulado“Validación de la capacidad de soldadura con fundente de soldadura por arco con Núcleo “FCAW” para Aceros navales deteriorados”, donde se presentan aceros con alto grado de deterioro, que requieren uniones soldadas confiables en el acero naval ASTM A–131 Gr. A nuevo a viejo. Debido al desconocimiento de las variables asociadas con la soldabilidad de los materiales a reparar, es necesario realizar el estudio de la soldabilidad del acero ASTM A131 Gr A, en uniones o juntas de penetración completa, bajo los diferentes parámetros del proceso de soldeo, determinando la influencia de los residuos de corrosión que afectan la aplicación de la soldadura, llegando a la conclusión que los materiales de base utilizados mostraron una matriz ferrítica con perlita como el segundo microcomponente. Y en las Pruebas de tensión mecánica mostraron Valores máximos de carga, los valores máximos de esfuerzo, carga de rotura y el esfuerzo de ruptura dentro de los rangos establecido por la regulación ASTMA 131 Grado A para designación de-11. Designaciones-1y-8están por debajo los valores indicados por el Reglamento. [29]
19
MARCO CONCEPTUAL
Corriente base (Ib): Es el más bajo de los dos niveles de corriente en la curva de pulso mostrado en la figura 3, “Ésta es la corriente requerida para mantener el arco pero es demasiado baja para que la transferencia de metal ocurra.” [1] MAG: El cual hace uso de dióxido de carbono, CO2, como gas protector. Para metal ferroso. [10] WPS – Welding Procedure Specification / Especificación del Procedimiento de Soldadura. [15] GMAW: Gas Metal Arc Welding / Soldadura por arco eléctrico con alambre metálico y gas protector. [15] Tiempo de duración de corriente pico (Tp): Es el período de tiempo entre el momento en que la corriente empieza a aumentar y el momento en que comienza a disminuir en el final del pulso. [1] PQR: Procedure Qualification Record / Registro de Calificación del Procedimiento. [15] Groove Weld: Es una soldadura de ranura sobre una superficie de la pieza, que se realiza entre las aristas de la pieza, y la pieza de trabajo, o entre los bordes de la pieza de trabajo y superficies. [10] Metal Cored: núcleo fundente de metal en un electrodo, es un electrodo tubular compuesto de metal de relleno que consiste en un núcleo de metal y una base de varios materiales en polvo. [10] CJP: penetración completa una condición de soldadura de ranura en el que el metal de soldadura se extiende a través del espesor de las juntas. [10] Face bend test: prueba de ensayo de flexión en la que la cara de soldadura está en la superficie convexa de un radio de curvatura especificada. [10] Forge force: Es una fuerza de compresión aplicada a la soldadura, provocando la deformación plástica. [10] Diagrama de Schaeffler: permite determinar la estructura de un metal conociendo su composición. [7] Heat - Affected Zone (HAZ): zona afectada por el calor (ZAC) La parte de metal común cuya propiedades mecánicas o microestructura han sido alteradas por el calor de la soldadura. [10]

20
Procedure: procedimiento en los cuales los elementos son detallados por un proceso o método utilizado para producir un resultado específico. [10] GMAW-P: soldadura pulsada arco metálico con gas, es una variación del proceso de soldadura por arco metálico con gas GMAW en el que la corriente es pulsada. [10] Tiempo de duración de la corriente base (Tb): Es el tiempo en el cual tiene lugar la corriente base. [1] Ensayo de flexión lateral: Es una prueba en el que la parte lateral de una sección transversal de la soldadura está en la superficie convexa de un radio de curvatura especificado. [10] Spatter: son salpicaduras, partículas metálicas expulsadas durante la soldadura por fusión que no forman parte de la soldadura. [10] Slag: es una escoria producto no metálico resultante de la disolución mutua de flujo y las impurezas no metálicas en algunos procesos de soldadura y soldaduras fuertes. [10] MIG: Proceso en el cual se emplea protección de un gas puro, inerte (helio, argón) [10] Double - V Groove : Ranura en V es una ranura de doble cara de soldadura formada por la combinación de miembros que tienen formas de borde. [10] Filete de soldadura: Es la porción redondeada del metal de soldadura fuerte o soldadura de metal adyacente a la articulación. [10] IJP: Penetración incompleta es una condición de la raíz conjunta en una soldadura de ranura en el que el metal de soldadura no se extiende a través del grosor de las juntas. [10] Overlap: Costura resistencia, la porción de la gota de soldadura anterior refundido por la soldadura subsiguiente. [10] Root face extensión: Es una extensión del metal base adyacente a la cara de la raíz en un bisel o la forma J - borde más allá del bisel o chaflán radio, respectivamente, para proporcionar un mejor control penetración de la soldadura. [10] Stick-Out: Distancia entre el tubo de contacto y la pieza a soldar. [4] Single-V- Groove Weld: Es una soldadura en una sola ranura en V soldada de un lado. [10]
21
MARCO LEGAL Y NORMATIVO
AWS D1.1 Structural Welding Code – Steel. Requerimientos para él diseño, precalificación, fabricación e inspección de las juntas soldadas, recomienda los parámetros que se deberán aplicar al momento de evaluar y calificar las uniones soldadas, tomando los lineamientos de nuestra investigación basada en este código. AWS A3.0M/A3.0:2010 An American National Standard/ Standard Welding Terms and Definitions. Establece normas, términos y definiciones para explicar el vocabulario técnico relacionado con las soldaduras. ANSI/AWS A5.18 An América National Standard/ Specification for carbón Steel electrodes and rods for gas shielded Arc Welding. Brinda las especificaciones de los electrodos al carbón utilizado para aplicaciones de soldadura, de donde se establece el tipo de electrodo a utilizar según las características del material base. AWS B.40.0: 2007 Standard Methods for Mechanical Testing of Welds. Esta especificación establecen los métodos estándar para las pruebas mecánicas de las soldaduras, el significado de cada uno de los ensayos, la preparación de las muestras y procedimiento de las pruebas, también brinda criterios de aceptación y rechazo. ASTM A.131 Standard Specification for Structural Steel for Ships/Designation: A 131/A 131M – 08. Cubre las especificaciones de las placas de acero destinadas a las construcciones navales, además dispone de los lineamientos y calificaciones del acero utilizado para la aplicación de soldadura, para esta investigación el ASTM A.131 Grado DH 36. ASTM E 208 – 95ª Standard Test Method for Conducting Drop-Weight Test to Determine Nil-Ductility Transition Temperature of Ferritic Steels. Es muy utilizado ampliamente para investigar las condiciones requeridas para la iniciación de fracturas frágiles en aceros estructurales, instalaciones de prueba de caída de peso que se han establecido por medio de varias actividades navales. ASTM A370 – 10 Standard Test Methods and Definitions for Mechanical Testing of Steel Products. Cubre los métodos y definiciones utilizadas para los ensayos mecánicos realizados con el acero, será utilizada en esta investigación para verificar el objetivo de los tipos de ensayos utilizados, como microdureza y resistencia a la tensión. ASTM E 3 – 01 Standard Guide for Preparation of Metallographic Specimens. A través de este documento sugerido, se busca revelar los componentes y la estructura de los metales y sus aleaciones por medio de un microscopio y su respectivo análisis, además encontrar la selección adecuada para la preparación de las muestras.

22
ASTM E 23 – 01 Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. Este documento sugerido brinda métodos de prueba para describir los ensayos de impactos con muescas de materiales metálicos, por método Charpy e Izod, además ofrece los requisitos para la preparación de las probetas de prueba. ASTM E 112 – 96 Standard Test Methods for Determining Average Grain Size. A través de este documento se determina el estándar promedio del tamaño de grano por medio de características geométricas, son independientes del metal o de la aleación de que se trate, además puede ser utilizado para la estimación de grano promedio, de cristal, o tamaño de los componentes microestructurales estableciendo métodos de comparación.

23
CAPÍTULO 2 Procedimiento Experimental

24
2.1 DISEÑO METODOLÓGICO
2.2 TIPO DE INVESTIGACIÓN
2.2.1 Exploratoria – Experimental Se busca encontrar datos arrojados por el
proceso GMAW-P, en el acero ASTM A.131 grado DH 36, el cual se desconoce la
microestructura de la unión soldada, ya que esta puede variar por modificaciones
intrínsecas del proceso y por agentes externos como condiciones de la aplicación,
se requiere encontrar características óptimas del proceso, esto se logra mediante
experimentación y análisis de muestras en donde se mantienen constantes algunas
variables involucradas.
2.3 METODOLOGÍA
Para evaluar las propiedades mecánicas del acero de uso naval ASTM A.131 grado
DH 36, se seguirán lo lineamientos del código AWS D1.1/D1.1M:2010, donde se
realizaran aplicaciones de soldadura bajo el procesos GMAW pulsado, se obtendrán
uniones soldadas bajo las siguientes condiciones de operación, tal como se muestra
en la figura 2.1, y se continuará con las siguientes etapas mostradas en el diagrama
de flujo de la figura 2.2, para la realización de las juntas soldadas.
Figura 2. 1 Diseño junta de soldadura. Fuente: Autores del proyecto
25
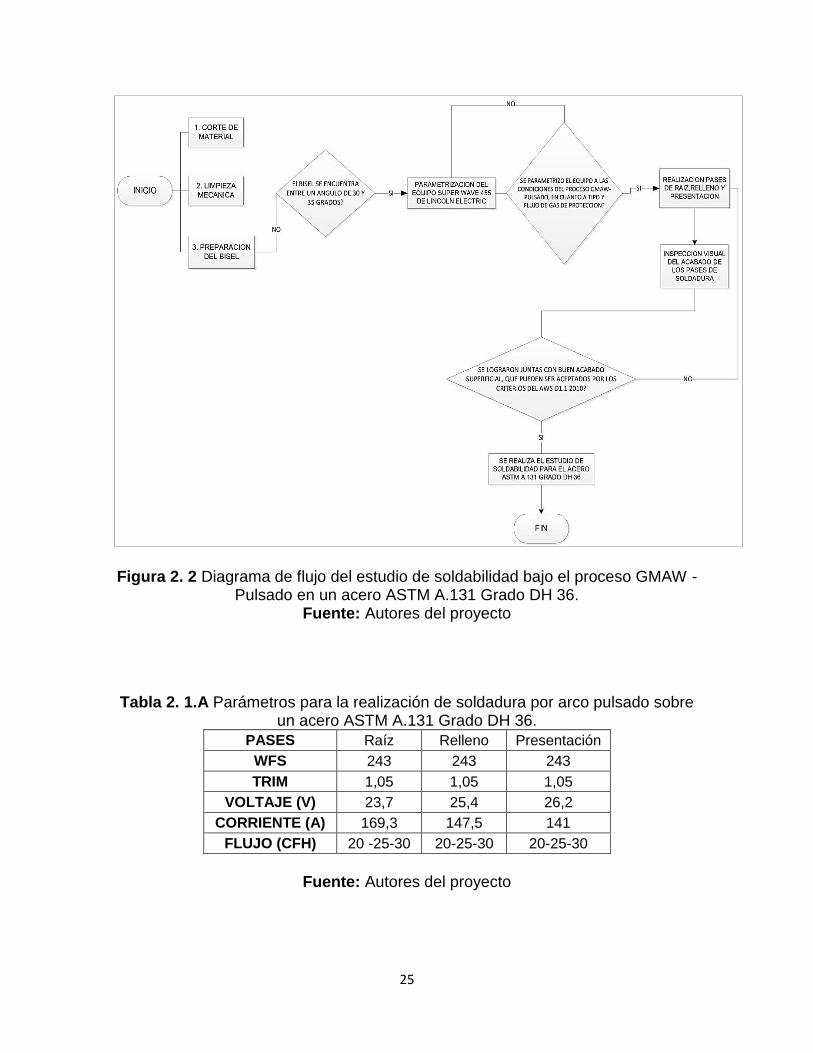
Figura 2. 2 Diagrama de flujo del estudio de soldabilidad bajo el proceso GMAW - Pulsado en un acero ASTM A.131 Grado DH 36.
Fuente: Autores del proyecto
Tabla 2. 1.A Parámetros para la realización de soldadura por arco pulsado sobre un acero ASTM A.131 Grado DH 36.
PASES Raíz Relleno Presentación
WFS 243 243 243
TRIM 1,05 1,05 1,05
VOLTAJE (V) 23,7 25,4 26,2
CORRIENTE (A) 169,3 147,5 141
FLUJO (CFH) 20 -25-30 20-25-30 20-25-30
Fuente: Autores del proyecto
26
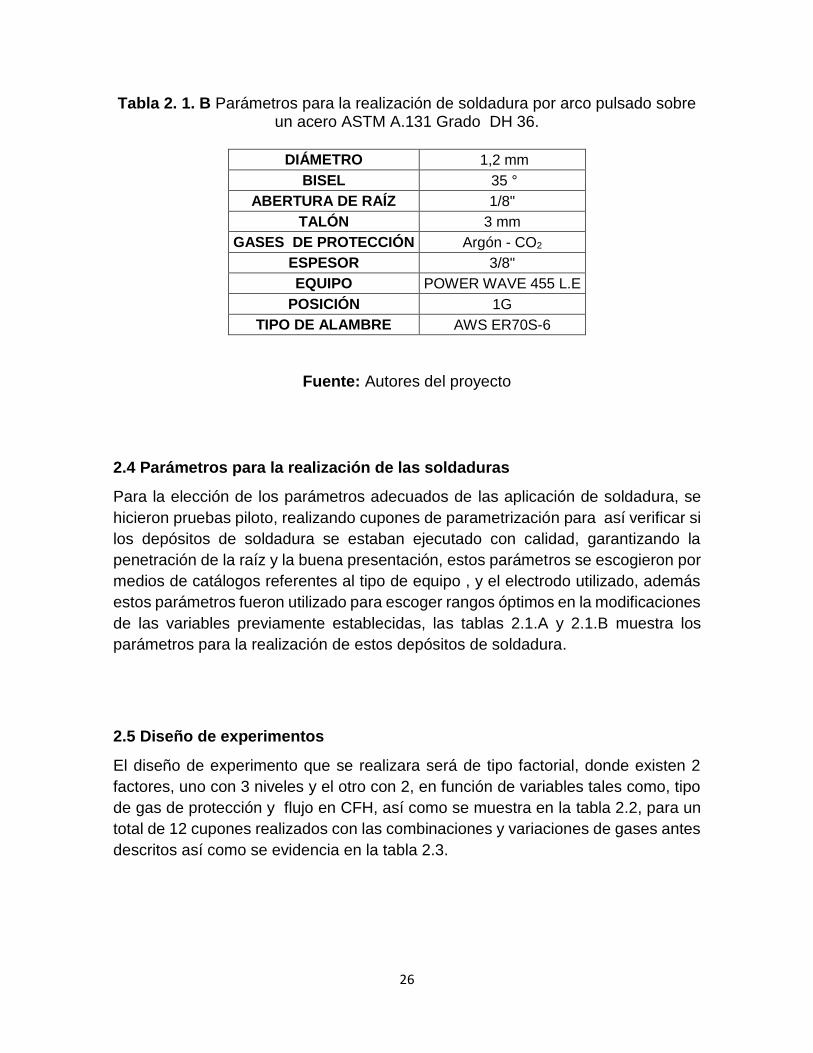
Tabla 2. 1. B Parámetros para la realización de soldadura por arco pulsado sobre un acero ASTM A.131 Grado DH 36.
DIÁMETRO 1,2 mm
BISEL 35 °
ABERTURA DE RAÍZ 1/8"
TALÓN 3 mm
GASES DE PROTECCIÓN Argón - CO2
ESPESOR 3/8"
EQUIPO POWER WAVE 455 L.E
POSICIÓN 1G
TIPO DE ALAMBRE AWS ER70S-6
Fuente: Autores del proyecto
2.4 Parámetros para la realización de las soldaduras
Para la elección de los parámetros adecuados de las aplicación de soldadura, se
hicieron pruebas piloto, realizando cupones de parametrización para así verificar si
los depósitos de soldadura se estaban ejecutado con calidad, garantizando la
penetración de la raíz y la buena presentación, estos parámetros se escogieron por
medios de catálogos referentes al tipo de equipo , y el electrodo utilizado, además
estos parámetros fueron utilizado para escoger rangos óptimos en la modificaciones
de las variables previamente establecidas, las tablas 2.1.A y 2.1.B muestra los
parámetros para la realización de estos depósitos de soldadura.
2.5 Diseño de experimentos
El diseño de experimento que se realizara será de tipo factorial, donde existen 2
factores, uno con 3 niveles y el otro con 2, en función de variables tales como, tipo
de gas de protección y flujo en CFH, así como se muestra en la tabla 2.2, para un
total de 12 cupones realizados con las combinaciones y variaciones de gases antes
descritos así como se evidencia en la tabla 2.3.

27
Tabla 2. 2 Factores y niveles del diseño de experimentos.
Factores Niveles
Gas de Protección
CO2
Argón
Flujo de gas CFH
20
25
30
Fuente: Autores del proyecto
Tabla 2. 3 Numero de cupones utilizados para las combinaciones de los gases y las variaciones de los flujos.
Flujo de gas CFH
Gas protección 20 25 30
CO2 II II II 6
Argón II II II 6
Total cupones
12
Fuente: Autores del proyecto

28
Figura 2. 3 Dimensionamiento de los cortes realizados para los diferentes ensayos aplicados en el acero ASTM A.131 Grado DH 36
Fuente: Autores del proyecto
Tabla 2. 4 Numero de réplicas y total de muestras para los diversos ensayos mecánicos.
Ensayos Muestra por
cupón Numero de
replicas
Tensión 2 18
Microdureza 3 27
Doblez raíz 2 18
Doblez cara 2 18
Metalografía 1 9
Total Muestras 90
Fuente: Autores del proyecto

29
2.6 Examen de espectrometría
Se realizó un examen de espectrometría para verificar la composición química del
material, y sus elementos aleantes, se pudo confirmar que se trata de un acero
ASTM A.131 Grado DH 36. Esta espectrometría se realizó por medio de un equipo
que permite la determinación de la composición química de metales, mediante la
vaporización de la muestra y el análisis de las chispas formadas. Los átomos e iones
que se desprenden durante este proceso, son excitados y emiten una luz que se
conduce hacia sistemas ópticos, ésta luz se mide mediante un detector electrónico
fotosensible CCD, que convierte la luz en cargas eléctricas, esto como principio
físico, se tomaron 2 muestras para la realización de esta prueba, una sacada de un
extremos del metal base, y la otra en el centro, tal como se muestra en la figura 2.4,
encontrando los datos de composición química tal como se visualiza en la tabla 2.5
y 2.6.
Figura 2. 4 Muestra para análisis de composición química del acero ASTM A.131.
Fuente: Autores del proyecto
Tabla 2. 5 Datos primera muestra del análisis de composición química.
Fe - 98.281 C - 0.189 Mn - 1.062 P - 0.012 S – 0.014
Si - 0.239 Cu - 0.054 Ni - 0.031 Cr - 0.032 V – 0.002
Mo - 0.012 W - 0.011 Co - 0.006 Ti – 0.002 Sn – 0.004
Al - 0.034 Nb - 0.002 B - 0.0002 Pb - 0.012 Mg – 0.001
Fuente: Autores del proyecto

30
Tabla 2. 6 Datos segunda muestra del análisis de composición química.
Fuente: Autores del proyecto
Con estos datos obtenidos se compararon con los porcentajes de aleantes establecidos por la norma ASTM A.131, en la tabla 2.7, se muestra los requerimientos de composición química por este estándar.
Tabla 2. 7 Requerimientos para aceros estructurales de esfuerzos mayores.
Element
Chemical Composition (Heat analysis), % max unless otherwise specified
Grades AH/DH/EH32, AH/DH/EH36 and AH/DH/EH40 Grades FH32/36/40
Deoxidation
Killed, Fine Grain Practice Killed, Fine Grain
Practice
C 0,18 0,16
Mn 0,90 - 1,60 0,90 - 1,60
Si 0,1 - 0,50 0,10 - 0,50
P 0,035 0,025
S 0,035 0,025
Al (acid Soluble), Min 0,015 0,015
Cb 0,02 - 0,05 0,002 - 0,05
V 0,05 - 0,10 0,05 - 0,10
Ti 0,02 0,02
Cu 0,35 0,035
Cr 0,2 0,02
Ni 0,4 0,4
Mo 0,08 0,08
Ni -- 0,0009
Fuente: ASTM A.131 Standard Specification for Structural Steel for
Ships/Designation: A 131/A 131M – 08.
Fe - 98.284 C - 0.167 Mn - 1.064 P - 0.017 S – 0.013
Si - 0.238 Cu - 0.053 Ni - 0.030 Cr - 0.033 V – 0.002
Mo - 0.012 W - 0.020 Co - 0.006 Ti – 0.002 Sn – 0.004
Al - 0.038 Nb - 0.002 B - 0.0003 Pb - 0.012 Mg – 0.001

31
Al final de esta comparación, el acero ensayado, estuvo entre los límites superiores
del acero denominado por la norma antes mencionado, como ASTM A.131 grado
DH 36.
2.7 Fabricación de uniones soldadas
Se obtuvieron uniones soldadas, con el proceso GMAW – pulsado en posición 1G, con alambre solido de diámetro nominal de 1,2 mm y dos gases de protección argón y CO2 al 100%. Para la fabricación de las uniones soldadas, se parametrizo el equipo, buscando condiciones óptimas de trabajo, para eso se utilizaron probetas del mismo material pero de menor dimensión, realizando el proceso de calibración del equipo súper wave 455.
Como resultado de esta parametrización se obtuvieron cupones como los mostrados en la figura 2.5, que después de encontrar los puntos óptimos de trabajo para los diferentes gases, se procedió a realizar las aplicaciones a los cupones.
Figura 2. 5 Resultado de cupones parametrizados. Fuente: Autores del proyecto
Para las fabricaciones de los cupones de aplicación se tuvieron en cuenta las medidas de 400 mm de largo y 300 mm de ancho. Las láminas de acero ASTM A.131 grado DH 36, fueron previamente limpiadas de forma mecánica, para realizar la remoción de óxidos.

32
Figura 2. 6 Esquema de la fabricación cupones de soldadura en acero ASTM A.131 grado DH 36 A) Realización del bisel con “Tortuga”, B) Parametrización del equipo sinérgico Power Wave 455 Lincoln Electric, C) Aplicación de la soldadura
bajo la técnica de empuje posición 1G, D) Cupón Soldado Fuente: Autores del proyecto
Se realizó la aplicación de las soldaduras con un soldador calificado y certificado bajo la AWS, para aplicación en platina, Como resultado de la fabricación de uniones soldadas se obtuvieron los cupones de pruebas, tal como se muestra en la figura 2.6.D.
2.8 Ensayos no destructivos
Con el fin de evaluar y calificar las uniones soldadas del acero ASTM A.131 grado
DH 36, bajo el proceso GMAW – Pulsado, se realizaron diversos ensayos no
destructivos, para verificar discontinuidades internas y abiertas a la superficie, se
utilizaron técnicas tales como; Inspección visual, líquidos penetrantes y radiografía
industrial.

33
2.8.1 Inspección Visual
Se realizó una inspección según los lineamientos del el código AWS D1.1 2010, para lo cual se efectuó un procedimiento escrito, en el cual se generó objetivos alcances y tipos de discontinuidades que se pretendían encontrar en la pieza a inspeccionar, para esta investigación según este método el objetivo planteado fué, detectar discontinuidades superficiales presentes en todas las juntas de los cordones de soldadura, producto de la aplicación del proceso GMAW pulsado en el acero ASTM A.131 grado DH 36, y su alcance describió los métodos para las inspecciones de los cupones de prueba, en el cual se pretendía encontrar discontinuidades superficiales por medio de inspección visual directa. Para la realización de este procedimiento se tuvieron que tener en cuenta equipos y accesorios tales como los que se muestra en la figura 2.7.
Figura 2. 7 Equipos utilizado en la inspección visual A) Set de galgas de soldaduras, B) Galga para medir refuerzo, concavidad y convexidad C) Galga
para medir profundidad del corte interior y porosidad D) Galga para medir diferentes propiedades de la soldadura.
Fuente: Autores del proyecto
2.8.2 Líquidos Penetrante
El ensayo de líquidos penetrantes se realizó en las uniones soldadas bajo el proceso GMAW – pulsado, para facilitar el examen de inspección visual, y para encontrar discontinuidades abiertas a la superficie que sin el uso de las tintas, no son posibles de observar y no se puede determinar a manera cierta su ubicación. La aplicación de los líquidos penetrantes fue según en el código AWS D1.1 2010, y la norma

34
recomendada ASTM E 165- 09 (Standard practice for liquid examination for general industry). Se utilizaron líquidos penetrantes tipo II, método C, removible con solvente, utilizando iluminación natural, tal como se muestra en la figura 2.8.
Figura 2. 8 Inspección por líquidos penetrante (Tintas coloridas) A) Kit líquidos penetrantes tipo II método C, B) Aplicación Cleaner, (limpiador). C) Aplicación del
penetrante D) Aplicación del revelador. Fuente: Autores del proyecto
2.8.3 Radiografía Industrial
La preparación de las imágenes radiográficas se realizaron de acuerdo a los procedimientos descritos según ASTM E 1032 (Standard Test Method For Radiographic of Weldments), y los criterios de aceptación del código AWS D1.1 2010. Se buscaba encontrar discontinuidades internas, producto de la modificación de variables intrínsecas del proceso.
2.9 Ensayos mecánicos
Se seleccionaron muestras para los diferentes ensayos mecánicos, de acuerdo con el código AWS D1.1 2010, además se tuvieron en cuenta los documentos recomendados por este código para cada ensayo en específico.

35
2.9.1 Ensayo de Tensión
Se realizaron uniones soldadas a tope, con pases de raíz, relleno y presentación, en posición 1G, donde se mecanizaron las probetas de acuerdo a las dimensiones descritas en el código AWS D1.1 2010 , la figura 2.9 muestra cómo se realizaron los cortes para las muestras de tensión.
Figura 2. 9 Dimensionamiento - Cortes probeta de tensión Fuente: AWS D1.1 2010 – Structural welding Code - Steel
2.9.2 Ensayo de doblez
Se mecanizaron las probetas según el código AWS D1.1, para los ensayos de doblez de cara y doblez de raíz tal como se muestra en la figura 2.10 y 2.11, utilizado para el proceso de calificación de la soldadura, además se siguió la metodología descrita por el ASTM E190 (Standard Test for Guide Bend Test).

36
Figura 2. 10 Muestra espécimen transversal de doblez. Fuente: AWS D1.1 2010 – Structural welding Code - Steel
Figura 2. 11 dimensionamiento cortes probetas de doblez. Fuente: AWS D1.1 2010 – Structural welding Code - Steel

37
2.9.3 Ensayo De Microdureza
Este ensayo se realizó utilizando la escala de Microdureza Vickers, con una carga
de 500 grf, y un tiempo de indentación de 40 segundos, se realizaron tres
segmentos de indentación para cada pase de la unión soldada denominados (D1,
D2, D3), a una distancia de la superficie superior e inferior de 2 mm, y por cada
segmento de indentación se hicieron 12 tomas para un total de 36 con intervalos
de 1 mm de distancia, tal como se muestra en la figura 2.12, partiendo desde el
metal solidificado y avanzando a través de la zona de dilución y la zona afectada
por el calor , hasta llegar al metal base. Las muestras fueron preparadas según
ASTM E03 (Methods for preparation of Metallografic Specimens), la metodología
seguida para la realización de este ensayo fue la expuesta por Romero Sandra [1],
Figura 2. 12 Arreglo geométrico para las indentaciones de microdureza Vickers. Fuente: Autores del proyecto
2.10 Caracterización Microestructural
Se prepararon muestras de sección transversal de cada unión soldada con los
parámetros modificados antes descritos, para evaluar metalograficamente la
soldadura y las diferentes zonas producto de este proceso. El procedimiento fue

38
realizadó según ASTM E03 (ASTM E03 (Methods for preparation of Metallografic
Specimen).
Para el micro ataque se observó la microestructura de las tres regiones de la
soldadura (ZS, ZAC, MB) utilizando Nital al 3% en un tiempo de 15 segundos,
mientras que para el macro ataque se utilizó la misma composición de Nital pero en
un tiempo de 30 segundos, de donde se obtuvieron las macrografías y se pudo
medir la zona afecta por el calor y algunos defectos productos de la soldadura. Para
la determinación del tamaño de grano se siguió la norma ASTM E112 (Standard
Test Methods for Determinig Average Grain Size), así mismo se utilizó el reactivo
Vilellas, el cual está constituido por 1g de ácido pícrico concentrado en 5 cm3 de
ácido clorhídrico y 100 cm3 de etanol, por un tiempo de 10 segundos.

39
CAPÍTULO 3 Análisis de resultados
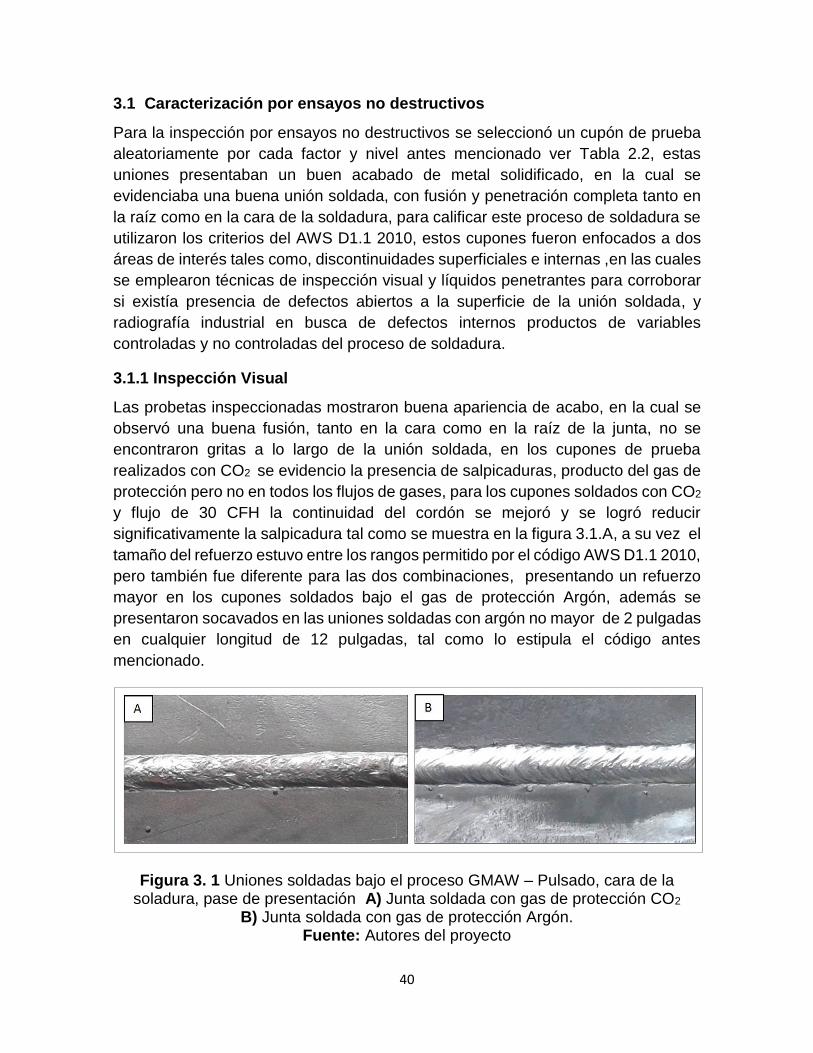
40
3.1 Caracterización por ensayos no destructivos
Para la inspección por ensayos no destructivos se seleccionó un cupón de prueba
aleatoriamente por cada factor y nivel antes mencionado ver Tabla 2.2, estas
uniones presentaban un buen acabado de metal solidificado, en la cual se
evidenciaba una buena unión soldada, con fusión y penetración completa tanto en
la raíz como en la cara de la soldadura, para calificar este proceso de soldadura se
utilizaron los criterios del AWS D1.1 2010, estos cupones fueron enfocados a dos
áreas de interés tales como, discontinuidades superficiales e internas ,en las cuales
se emplearon técnicas de inspección visual y líquidos penetrantes para corroborar
si existía presencia de defectos abiertos a la superficie de la unión soldada, y
radiografía industrial en busca de defectos internos productos de variables
controladas y no controladas del proceso de soldadura.
3.1.1 Inspección Visual
Las probetas inspeccionadas mostraron buena apariencia de acabo, en la cual se
observó una buena fusión, tanto en la cara como en la raíz de la junta, no se
encontraron gritas a lo largo de la unión soldada, en los cupones de prueba
realizados con CO2 se evidencio la presencia de salpicaduras, producto del gas de
protección pero no en todos los flujos de gases, para los cupones soldados con CO2
y flujo de 30 CFH la continuidad del cordón se mejoró y se logró reducir
significativamente la salpicadura tal como se muestra en la figura 3.1.A, a su vez el
tamaño del refuerzo estuvo entre los rangos permitido por el código AWS D1.1 2010,
pero también fue diferente para las dos combinaciones, presentando un refuerzo
mayor en los cupones soldados bajo el gas de protección Argón, además se
presentaron socavados en las uniones soldadas con argón no mayor de 2 pulgadas
en cualquier longitud de 12 pulgadas, tal como lo estipula el código antes
mencionado.
Figura 3. 1 Uniones soldadas bajo el proceso GMAW – Pulsado, cara de la soladura, pase de presentación A) Junta soldada con gas de protección CO2
B) Junta soldada con gas de protección Argón. Fuente: Autores del proyecto

41
Figura 3. 2 Sesión transversal del Tamaño de las zonas de soldadura bajo el
proceso GMAW – Pulsado A) Junta soldada con gas de protección CO2 B) Junta soldada con gas de protección Argón.
Fuente: Autores del proyecto
Se observó la evidencia de socavaciones o mordeduras en ambos procesos, sin
embargo estas discontinuidades están dentro de los rangos establecidos por el
código en mención, además se observó que el refuerzo del cordón de soldadura es
mucho mayor para los cupones soldados con CO2, tal como se muestra en la figura
3.2, las juntas soldadas presentan una buena penetración y una fusión adecuada
entre la raíz y la cara del cordón.
3.1.2 Inspección líquidos penetrantes
Se utilizaron líquidos penetrantes coloridos tipo II, método C, removible con
solvente, esta técnica fue complementaria con la inspección visual, y facilito la
identificación de algunas discontinuidades superficiales, que por el efecto de
capilaridad se pudieron observar y medir con más claridad en la superficie de la
junta soldada tal como se muestra en la figura 3.3.B, además se siguieron con los
lineamientos del código AWS D1.1 2010 para la realización de este ensayo, de
donde se utilizaron los métodos estándar de ASTM E-165 y los criterios para la
aplicación de estas tintas, de acuerdo a la sección C de este método.
Se observaron unos poros a lo largo del cordón, en algunos cupones que fueron
soldados con CO2 y cuando el flujo de gas estuvo entre 20 – 25 CFH, estas
mediciones fueron comparadas con el AWS D1.1 2010, el cual estuvo entre los
rangos establecidos por este código, y por lo cual se aceptó la soldadura, la juntas
soldadas con argón al 100% presentaron una apariencia libre de porosidad
agrupada tal como se muestra en la figura 3.3.A, esto producto a que este gas inerte
es más estable y no permite la entrada de oxígeno al metal solidificado

42
Figura 3. 3 Líquidos penetrantes, tintas coloridas en la cara de la soldadura a tope A) Junta soldada con gas de protección Argón B) Junta soldada con gas de
protección CO2 Fuente: Autores del proyecto
3.1.3 Inspección Radiografía Industrial
Para la inspección por radiografía de las uniones soldadas, bajo los diferentes gases
de protección ya sea argón o CO2, se evidenció la presencia de una porosidad
aceptada por el código, probablemente producto de una velocidad de avance
excesiva, y de parámetros inherentes del proceso, no se observaron inclusiones de
escorias, faltas de fusión ni grietas, por lo cual el procedimiento fue aceptado y se
corrobora el buen estado de la uniones entre pases de soldadura.
Figura 3. 4 Radiografía de una unión soldada bajo el proceso GMAW – Pulsado, Argón al 100%.
Fuente: Autores del proyecto
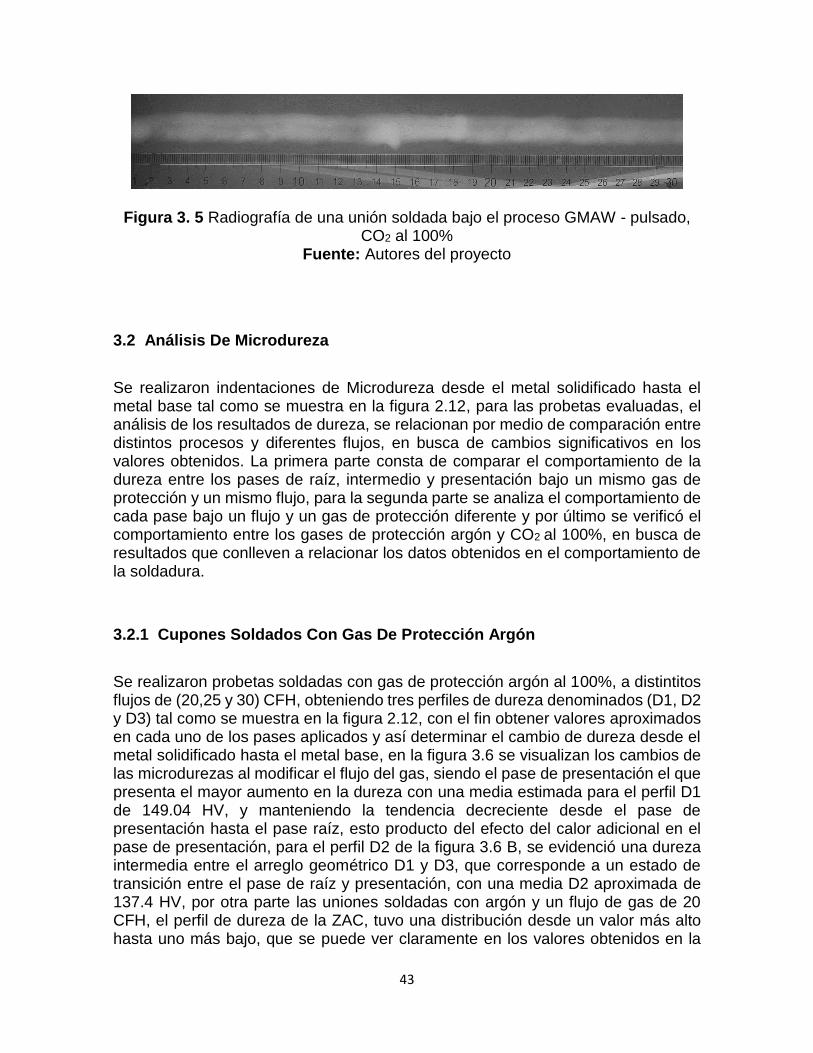
43
Figura 3. 5 Radiografía de una unión soldada bajo el proceso GMAW - pulsado, CO2 al 100%
Fuente: Autores del proyecto
3.2 Análisis De Microdureza
Se realizaron indentaciones de Microdureza desde el metal solidificado hasta el metal base tal como se muestra en la figura 2.12, para las probetas evaluadas, el análisis de los resultados de dureza, se relacionan por medio de comparación entre distintos procesos y diferentes flujos, en busca de cambios significativos en los valores obtenidos. La primera parte consta de comparar el comportamiento de la dureza entre los pases de raíz, intermedio y presentación bajo un mismo gas de protección y un mismo flujo, para la segunda parte se analiza el comportamiento de cada pase bajo un flujo y un gas de protección diferente y por último se verificó el comportamiento entre los gases de protección argón y CO2 al 100%, en busca de resultados que conlleven a relacionar los datos obtenidos en el comportamiento de la soldadura.
3.2.1 Cupones Soldados Con Gas De Protección Argón
Se realizaron probetas soldadas con gas de protección argón al 100%, a distintitos flujos de (20,25 y 30) CFH, obteniendo tres perfiles de dureza denominados (D1, D2 y D3) tal como se muestra en la figura 2.12, con el fin obtener valores aproximados en cada uno de los pases aplicados y así determinar el cambio de dureza desde el metal solidificado hasta el metal base, en la figura 3.6 se visualizan los cambios de las microdurezas al modificar el flujo del gas, siendo el pase de presentación el que presenta el mayor aumento en la dureza con una media estimada para el perfil D1 de 149.04 HV, y manteniendo la tendencia decreciente desde el pase de presentación hasta el pase raíz, esto producto del efecto del calor adicional en el pase de presentación, para el perfil D2 de la figura 3.6 B, se evidenció una dureza intermedia entre el arreglo geométrico D1 y D3, que corresponde a un estado de transición entre el pase de raíz y presentación, con una media D2 aproximada de 137.4 HV, por otra parte las uniones soldadas con argón y un flujo de gas de 20 CFH, el perfil de dureza de la ZAC, tuvo una distribución desde un valor más alto hasta uno más bajo, que se puede ver claramente en los valores obtenidos en la

44
ZAC y comprados con el metal base, esto debido a que en la zona inmediatamente adyacente a la línea de fusión (lugar donde se sitúa el punto más alto de dureza), existió un crecimiento del tamaño de grano, seguido de un refinamiento de grano hasta el sitio donde se encuentra el metal base [1], por la tendencia de los valores de microdurezas obtenidos en la ZAC que van hacer mucho mayor que el metal base.
Figura 3. 6 Perfiles de Microdureza Argón al 100% con flujo de 20 CFH en las distancias (D1, D2 y D3).
Fuente: Autores del proyecto.
A B
C

45
Para los perfiles de microdureza correspondientes a la soldadura realizada con argón al 100% y flujo de 25 CFH tal como se muestra en la figura 3.7, se encontró que el comportamiento en los perfiles de microdureza (D1, D2 y D3), mostrado en la figura 2.12, sigue siendo la misma tendencia, presentado los niveles más altos de dureza en el pase de presentación correspondiente a la línea delimitada D1, efecto del mayor aporte de calor y posible enfriamiento a una tasa más rápida, para esta condición de flujo y gas de protección, la media de dureza obtenida en el pase de presentación correspondiente para D1 es de 139.46 HV.
Figura 3. 7 Perfiles de Microdurezas Argón al 100% con flujo de 25 CFH en las distancias (D1, D2 y D3)
Fuente: Autores del proyecto.
B A
C

46
En las probetas soldadas bajo la condición de un flujo 30 CFH y gas de protección argón al 100%, como se muestra en la figura 3.8, la tendencia sigue siendo la misma mantenida en los flujos anteriores, conservando los valores de la ZAC por debajo de la línea de tendencia, de lo cual puede ser atribuido a los refinamientos de granos que ocurren en la zonas donde se presentan menos temperatura, siendo los tamaños de granos más pequeños.
Figura 3. 8 Perfiles de Microdurezas Argón al 100% con flujo de 30 CFH en las
distancias (D1, D2 y D3). Fuente: Autores del proyecto.
En la tabla 3.1 se muestran los valores comparativos para los flujos seleccionados, con gas de protección argón al 100%, y el arreglo geométrico de cada indentaciones
A B
C
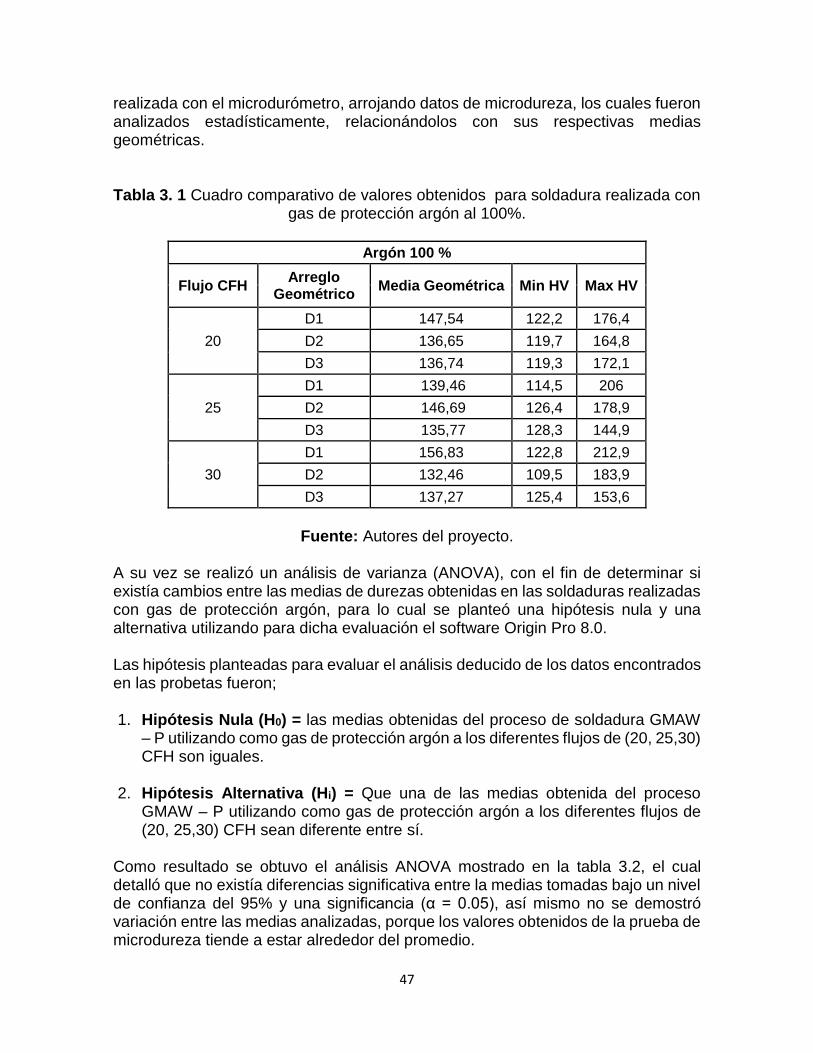
47
realizada con el microdurómetro, arrojando datos de microdureza, los cuales fueron analizados estadísticamente, relacionándolos con sus respectivas medias geométricas.
Tabla 3. 1 Cuadro comparativo de valores obtenidos para soldadura realizada con gas de protección argón al 100%.
Argón 100 %
Flujo CFH Arreglo
Geométrico Media Geométrica Min HV Max HV
20
D1 147,54 122,2 176,4
D2 136,65 119,7 164,8
D3 136,74 119,3 172,1
25
D1 139,46 114,5 206
D2 146,69 126,4 178,9
D3 135,77 128,3 144,9
30
D1 156,83 122,8 212,9
D2 132,46 109,5 183,9
D3 137,27 125,4 153,6
Fuente: Autores del proyecto.
A su vez se realizó un análisis de varianza (ANOVA), con el fin de determinar si existía cambios entre las medias de durezas obtenidas en las soldaduras realizadas con gas de protección argón, para lo cual se planteó una hipótesis nula y una alternativa utilizando para dicha evaluación el software Origin Pro 8.0. Las hipótesis planteadas para evaluar el análisis deducido de los datos encontrados en las probetas fueron; 1. Hipótesis Nula (H0) = las medias obtenidas del proceso de soldadura GMAW
– P utilizando como gas de protección argón a los diferentes flujos de (20, 25,30) CFH son iguales.
2. Hipótesis Alternativa (Hi) = Que una de las medias obtenida del proceso GMAW – P utilizando como gas de protección argón a los diferentes flujos de (20, 25,30) CFH sean diferente entre sí.
Como resultado se obtuvo el análisis ANOVA mostrado en la tabla 3.2, el cual detalló que no existía diferencias significativa entre la medias tomadas bajo un nivel de confianza del 95% y una significancia (α = 0.05), así mismo no se demostró variación entre las medias analizadas, porque los valores obtenidos de la prueba de microdureza tiende a estar alrededor del promedio.

48
Tabla 3. 2 Descripción estadística de las diferencias significativas entre las medias obtenida utilizando gas de protección argón con los flujos de (20, 25,30) CFH,
evaluados mediante el software Origin Pro 8.0.
Estadística descriptiva
Muestra Tamaño Media Desviación Estándar
SE de media
Ar 20 36 140,28 18,05 3,0
Ar 25 36 141,15 18,07 3,0
Ar 30 36 144,12 27,23 4,5
ANOVA de un camino
Total ANOVA
DF Suma de cuadrado Media
cuadrado F valor Prob > F
Modelo 2 291,6967795 145,84838 0,313699 0,731421
Error 105 48817,68612 464,93034
Total 107 49109,38291
Hipótesis Nula = Las medias de todos los niveles son Iguales
Hipótesis alternativa = Las media de uno o más niveles son diferentes
A un nivel de 0,05, las medias poblacionales NO presentan diferencias significativas.
Fuente: Autores del proyecto.
De igual forma para evaluar las diferencias entre las medias entre sí, se requirió la utilización del test Post-Hoc-Tukey, y así correlacionar cada media obtenida al modificar el flujo de gas pero manteniendo constante el tipo de gas utilizado en este caso el argón.
Tabla 3. 3 Comparación de la medias obtenidas al utilizar el gas de protección argón y correlacionando cada flujo utilizado de (20, 25,30) CFH, comparados entre sí por medio del test Post-Hoc-Tukey, evaluadas mediante el software Origin Pro
8.0. Post - Hoc
Tuckey Diferencias de medias SEM q Prob α Sig LCL UCL
Ar 25 CFH Ar 20 CFH 0,8708 5,082 0,242 0,983 0,05 0 -11,211 12,953
Ar 30 CFH Ar 20 CFH 3,8911 5,082 1,068 0,733 0,05 0 -8,243 15,921
Ar 30 CFH Ar 25 CFH 2,9683 5,082 0,826 0,828 0,05 0 -9,114 15,051
Fuente: Autores del proyecto.
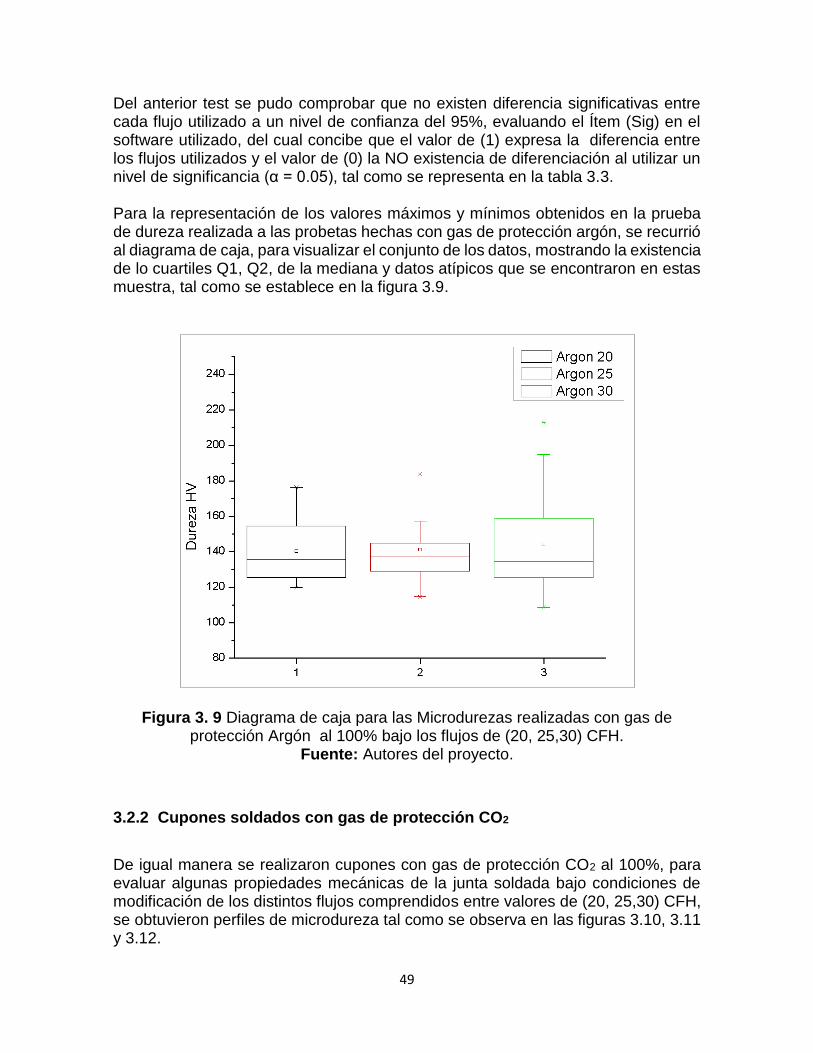
49
Del anterior test se pudo comprobar que no existen diferencia significativas entre cada flujo utilizado a un nivel de confianza del 95%, evaluando el Ítem (Sig) en el software utilizado, del cual concibe que el valor de (1) expresa la diferencia entre los flujos utilizados y el valor de (0) la NO existencia de diferenciación al utilizar un nivel de significancia (α = 0.05), tal como se representa en la tabla 3.3. Para la representación de los valores máximos y mínimos obtenidos en la prueba de dureza realizada a las probetas hechas con gas de protección argón, se recurrió al diagrama de caja, para visualizar el conjunto de los datos, mostrando la existencia de lo cuartiles Q1, Q2, de la mediana y datos atípicos que se encontraron en estas muestra, tal como se establece en la figura 3.9.
Figura 3. 9 Diagrama de caja para las Microdurezas realizadas con gas de protección Argón al 100% bajo los flujos de (20, 25,30) CFH.
Fuente: Autores del proyecto.
3.2.2 Cupones soldados con gas de protección CO2
De igual manera se realizaron cupones con gas de protección CO2 al 100%, para evaluar algunas propiedades mecánicas de la junta soldada bajo condiciones de modificación de los distintos flujos comprendidos entre valores de (20, 25,30) CFH, se obtuvieron perfiles de microdureza tal como se observa en las figuras 3.10, 3.11 y 3.12.

50
En la figura 3.10, se pueden evidenciar la tendencias que toman los valores de microdureza al utilizar un flujo de 20 CFH, así mismo se muestra como es el comportamiento de la dureza en el arreglo geométrico (D1, D2, D3), que simulan la ubicación posible de los pases de raíz, intermedio y de presentación, las mayores durezas fueron alcanzadas en el pase de presentación, representado una tendencia decreciente que va desde el metal solidificado hasta el metal base.
Figura 3. 10 Perfiles de Microdurezas CO2 al 100% con flujo de 20 CFH en las distancias (D1, D2 y D3)
Fuente: Autores del proyecto.
Para la figura 3.11 correspondiente a perfiles de durezas obtenidas de las soldaduras realizadas con gas de protección CO2 al 100% y flujo de 25 CFH, se
A B
C

51
visualiza que los valores tienden a comportarse de una manera similar a los realizados con flujo de 20 CFH, manteniendo la tendencia decreciente desde el metal solidificado hasta el metal base.
Figura 3. 11 Perfiles de Microdurezas CO2 al 100% con flujo de 25 CFH en las distancias (D1, D2 y D3)
Fuente: Autores del proyecto.
La figura 3.12 representa los valores de durezas obtenidos al mantener el mismo gas de protección CO2 y modificar el flujo utilizado, graficando la tendencia de las
C
A B

52
muestras más representativas al tener un flujo de 30 CFH, de igual forma se mantuvo la tendencia decreciente a lo diferentes arreglos geométricos, indicado que el pase de presentación muestra los valores más alto de dureza.
Figura 3. 12 Perfiles de Microdurezas CO2 al 100% con flujo de 30 CFH en las distancias (D1, D2 y D3).
Fuente: Autores del proyecto.
la tabla 3.4 evidencia los valores comparativos para los flujos seleccionados, con gas de protección CO2 al 100%, y el arreglo geométrico de cada indentación
A B
C

53
realizada con el micro durómetro, arrojando datos de microdureza, los cuales fueron analizados estadísticamente, relacionándolos con sus respectivas medias geométricas, y los valores máximos y mínimo de las durezas obtenidas.
Tabla 3. 4 cuadro comparativo de valores obtenidos para soldadura realizada con
gas de protección CO2 al 100%.
CO2 100 %
Flujo CFH Arreglo
geométrico Media
Geométrica Min HV Max HV
20
D1 136,56 118,1 183,9
D2 143,5 125,4 194,2
D3 128,35 114,5 154,4
25
D1 128,95 114,5 144,9
D2 125,67 109,5 144,9
D3 117,98 109,5 137,9
30
D1 145,7 113,2 189,2
D2 145,58 118,38 178,9
D3 140,39 117,1 183,9
Fuente: Autores del proyecto.
También se planteó un análisis de varianza (ANOVA), con el fin de determinar si existía cambios entre las medias de durezas obtenidas en las soldaduras realizadas con gas de protección CO2, y se estableció una hipótesis nula y una alternativa, para dicha evaluación se utilizó el software Origin Pro 8.0. Las hipótesis planteadas para evaluar el análisis deducido de los datos encontrados en las probetas fueron; 1. Hipótesis Nula (H0) = las medias obtenidas del proceso de soldadura GMAW
– P utilizando como gas de protección CO2 a los diferentes flujos de (20, 25,30) CFH son iguales.
2. Hipótesis Alternativa (Hi) = Que una de las medias obtenidas del proceso GMAW – P utilizando como gas de protección CO2 sea diferentes en los flujos de (20, 25,30) CFH.
Como resultado se obtuvo el análisis ANOVA mostrado en la tabla 3.5, el cual detalló que no existía diferencias significativa entre las medias tomadas bajo un nivel de confianza del 95% y una significancia (α = 0.05).
Tabla 3. 5 Descripción estadística de las diferencias significativas entre las
medias obtenidas utilizando gas de protección CO2 con los flujos de (20, 25,30) CFH, se evaluó mediante el software Origin Pro 8.0.

54
Estadística descriptiva
Muestra Tamaño Media Desviación Estándar
SE de media
CO2 - 20 36 137,44 21,2702 3,5450
CO2 - 25 36 124,63 11,6660 1,9443
CO2 - 30 36 145,6 22,9871 3,8311
ANOVA de un camino
Total ANOVA
DF Suma de cuadrado Media
cuadrado F valor Prob > F
Modelo 2 8045,07948 4022,53973 10,8045671 5,4092E-05
Error 105 39092,57958 372,310281
Total 107 47137,65905
Hipótesis Nula = Las medias de todos los niveles son Iguales
Hipótesis alternativa = Las media de uno o más niveles son diferentes
A un nivel de 0,05, las medias poblacionales presentan diferencias significativa
Fuente: Autores del proyecto.
De igual forma para evaluar las diferencias de las medias entre sí, se requirió la utilización del test Post-Hoc-Tukey, y así correlacionar cada media obtenida al modificar el flujo de gas pero manteniendo constante el tipo de gas utilizado en este caso el CO2.
Tabla 3. 6 Comparación de la medias obtenidas al utilizar el gas de protección CO2 y correlacionado cada flujo utilizado de (20, 25,30) CFH, comparados entre sí
por medio del test Post-Hoc-Tukey, evaluadas mediante el software Origin Pro 8.0.
Post - Hoc Tuckey
Diferencias de medias
SEM q Prob α Sig LCL UCL
CO2 25 CFH CO2 20 CFH
-12,8083 4,5479 3,982 0,015 0,05 1 -23,620 -1,995
CO2 30 CFH CO2 20 CFH
8,1619 4,5479 2,538 0,176 0,05 0 -2,6503 18,974
CO2 30 CFH CO2 25 CFH
20,9702 4,5479 6,520 3,359 0,05 1 10,157 31,782
Fuente: Autores del proyecto.
De la misma manera que en el caso del argón, con el test se pudo comprobar la existencia de diferencias significativas entre cada flujo utilizado a un nivel de confianza del 95%, evaluando el Ítem (Sig) en el software utilizado, del cual concibe que el valor de (1) expresa la diferencia entre los flujos utilizados y el valor de (0)
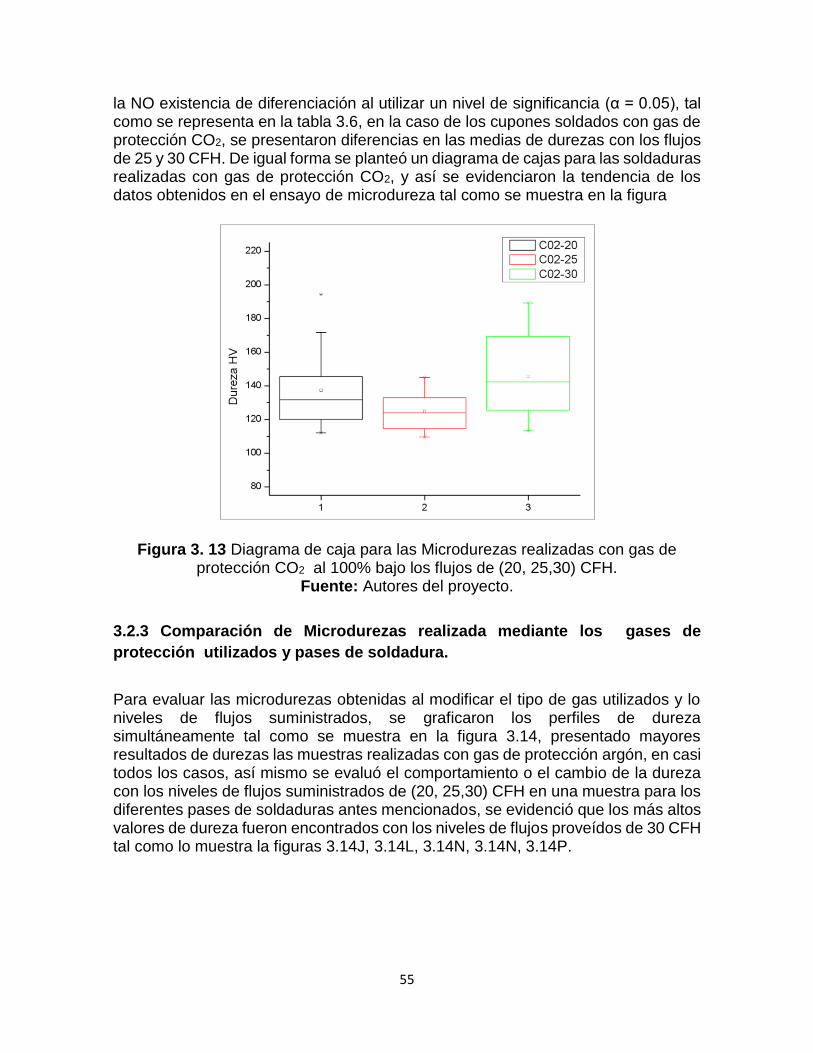
55
la NO existencia de diferenciación al utilizar un nivel de significancia (α = 0.05), tal como se representa en la tabla 3.6, en la caso de los cupones soldados con gas de protección CO2, se presentaron diferencias en las medias de durezas con los flujos de 25 y 30 CFH. De igual forma se planteó un diagrama de cajas para las soldaduras realizadas con gas de protección CO2, y así se evidenciaron la tendencia de los datos obtenidos en el ensayo de microdureza tal como se muestra en la figura
Figura 3. 13 Diagrama de caja para las Microdurezas realizadas con gas de protección CO2 al 100% bajo los flujos de (20, 25,30) CFH.
Fuente: Autores del proyecto.
3.2.3 Comparación de Microdurezas realizada mediante los gases de
protección utilizados y pases de soldadura.
Para evaluar las microdurezas obtenidas al modificar el tipo de gas utilizados y lo niveles de flujos suministrados, se graficaron los perfiles de dureza simultáneamente tal como se muestra en la figura 3.14, presentado mayores resultados de durezas las muestras realizadas con gas de protección argón, en casi todos los casos, así mismo se evaluó el comportamiento o el cambio de la dureza con los niveles de flujos suministrados de (20, 25,30) CFH en una muestra para los diferentes pases de soldaduras antes mencionados, se evidenció que los más altos valores de dureza fueron encontrados con los niveles de flujos proveídos de 30 CFH tal como lo muestra la figuras 3.14J, 3.14L, 3.14N, 3.14N, 3.14P.

56
A B
C D
E F
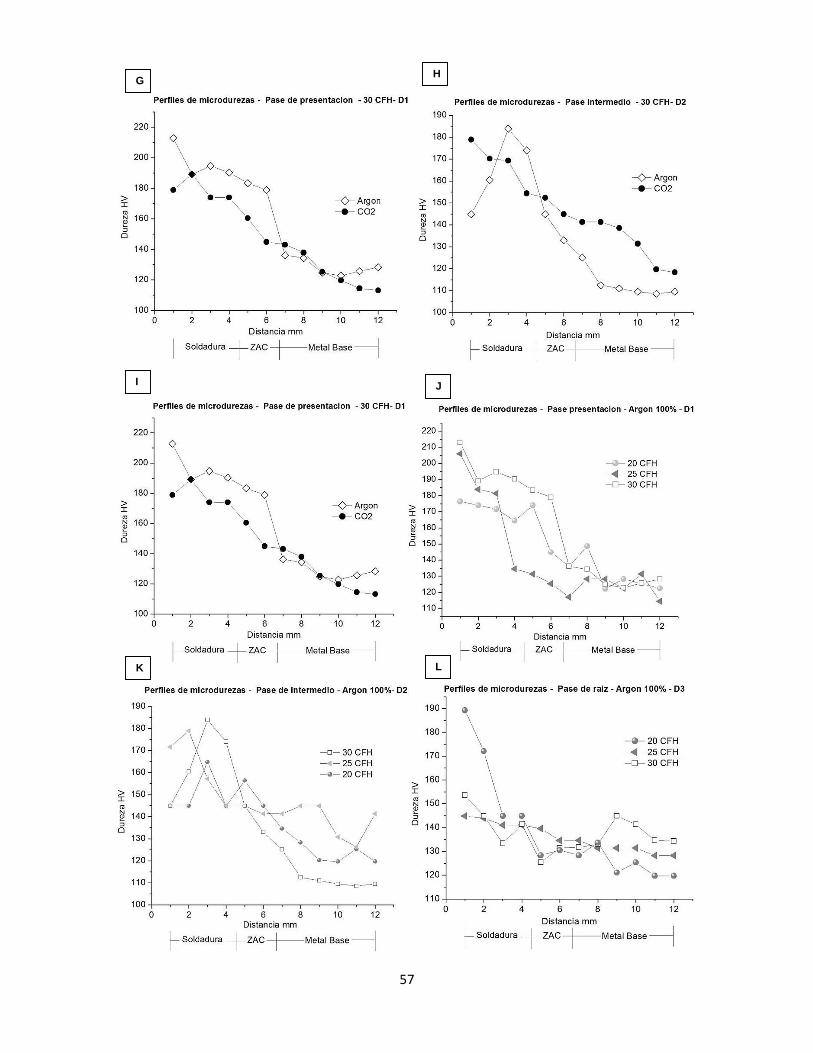
57
G H
I J
K L

58
Figura 3. 14 Perfiles de Microdurezas CO2 y argón al 100% comparación entre flujos y pases de soldadura
Fuente: Autores del proyecto.
Ñ O
P
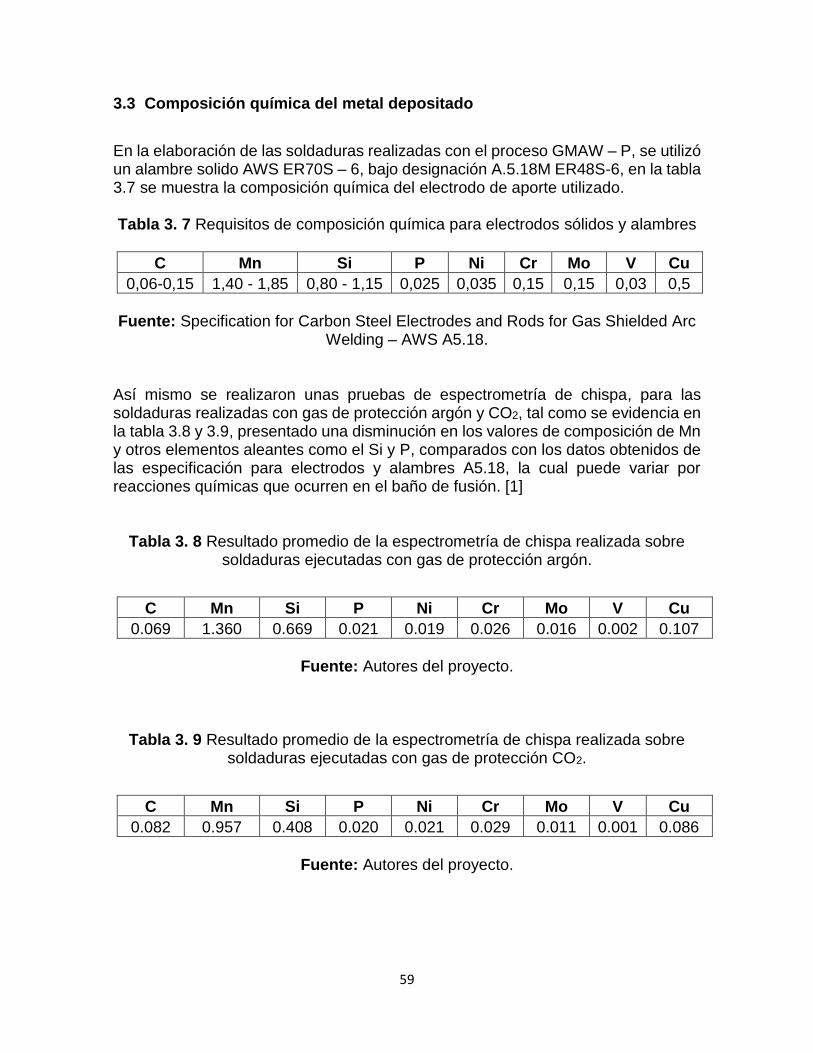
59
3.3 Composición química del metal depositado
En la elaboración de las soldaduras realizadas con el proceso GMAW – P, se utilizó un alambre solido AWS ER70S – 6, bajo designación A.5.18M ER48S-6, en la tabla 3.7 se muestra la composición química del electrodo de aporte utilizado.
Tabla 3. 7 Requisitos de composición química para electrodos sólidos y alambres
C Mn Si P Ni Cr Mo V Cu
0,06-0,15 1,40 - 1,85 0,80 - 1,15 0,025 0,035 0,15 0,15 0,03 0,5
Fuente: Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc
Welding – AWS A5.18.
Así mismo se realizaron unas pruebas de espectrometría de chispa, para las soldaduras realizadas con gas de protección argón y CO2, tal como se evidencia en la tabla 3.8 y 3.9, presentado una disminución en los valores de composición de Mn y otros elementos aleantes como el Si y P, comparados con los datos obtenidos de las especificación para electrodos y alambres A5.18, la cual puede variar por reacciones químicas que ocurren en el baño de fusión. [1]
Tabla 3. 8 Resultado promedio de la espectrometría de chispa realizada sobre soldaduras ejecutadas con gas de protección argón.
C Mn Si P Ni Cr Mo V Cu
0.069 1.360 0.669 0.021 0.019 0.026 0.016 0.002 0.107
Fuente: Autores del proyecto.
Tabla 3. 9 Resultado promedio de la espectrometría de chispa realizada sobre soldaduras ejecutadas con gas de protección CO2.
C Mn Si P Ni Cr Mo V Cu
0.082 0.957 0.408 0.020 0.021 0.029 0.011 0.001 0.086
Fuente: Autores del proyecto.

60
3.4 Análisis de Metalográfico
Para el análisis metalográfico se seleccionaron las metalografías más representativas para cada gas de protección utilizadas, tanto en argón como en CO2, con la finalidad de apreciar claramente las propiedades más relevantes en la microestructura formada, a su vez se correlacionó el gas de protección con el tipo de flujo suministrado en busca de cambios significativos en cada pase de la junta soldada, analizando cada grupo de probetas soldadas, tanto las realizadas con el procesos GMAW – P con gas de protección argón, como en las que se utilizaron gas de protección CO2. Se analizó el tamaño de grano presentado en las partes representativas de la soldadura como la ZAC, la zona de dilución y el metal base evidenciándose el refinamiento de grano producto del aporte de calor.
3.4.1 Tamaño de grano
En los procesos de obtención de una medición cuantitativa como es el tamaño de grano se utilizó el método de comparación de imágenes, para esto se manejó en detalle la norma ASTM E 112 con el complemento del software y el microscopio Carl Zeiss Microscopy GmbH, que permitió obtener lo valores del tamaño de grano de forma automática. Para los dos gases de protección utilizados, se mantuvo la tendencia decreciente, de un tamaño de grano mayor a uno menor, y si hubo diferencia en los valores correspondientes al tamaño de grano presentado al modificar el gas. Las probetas soladas con gas de protección argón, la zona afectada por el calor, y la zona de dilución, obtuvieron tamaños de granos relativamente iguales a las soldaduras realizadas con CO2, no encontrando variaciones en el crecimiento del grano adyacente al metal solidificado, mientras que la variación existió al aproximarse al metal base, encontrando granos más finos en el metal base de las muestras realizadas con gas de protección argón. A su vez se observó la influencia en el calentamiento y enfriamiento del gas de protección, siendo más estable en su crecimiento de grano el gas de protección argón, producto que crea una atmosfera más controlada al hacer contacto con el oxígeno, este procedimiento se realizó con la utilización de un reactivo como el villellas en un tiempo de 10 segundos para que pudiera revelar o mostrar más claramente los bordes de granos. En la figura 3.15 muestra cómo fue la variación del tamaño de grano promedio a través de una muestra realizada con gas de protección CO2, en diferentes puntos estratégicos como el metal base, la zona de dilución y la zona afectada por el calor.

61
Figura 3. 15 Tamaños de granos para una muestra realizada con gas de protección CO2 al 100% tomadas a 50x A) Metal Base B) Zona dilución C) Zona
afectada por el calor D) Zona de soldadura Fuente: Autores del proyecto.
El la figura 3.16 se muestra por medio de un diagrama de barras, el tamaño de grano
promedio del metal base de una muestra realizada con gas de protección CO2,
calculado con el software del microscopio Carl Zeiss Microscopy GmbH, arrojando
un valor numérico 10.50 que es comparado con el estándar ASTM E.112.
Figura 3. 16 Diagrama de barras para los valores promedios obtenidos en el metal base de la muestras realizadas con gas de protección CO2 al 100% analizadas
con Carl Zeiss Microscopy. Fuente: Autores del proyecto.

62
Para la zona de dilución y zona afectada por el calor de una muestra realizada con gas de protección CO2, se obtuvo un tamaño de grano promedio de 12.50, que a su vez fue encontrada con el software Carl Zeiss Microscopy GmbH, tal como se visualiza en la figura 3.17 y 3.18.
Figura 3. 17 Diagrama de barras para los valores promedios obtenidos en la zona de dilución por el calor de las muestras realizadas con gas de protección CO2 al
100% analizadas con Carl Zeiss Microscopy. Fuente: Autores del proyecto.
Figura 3. 18 Diagrama de barras para los valores promedios obtenidos en la zona afectada por el calor de las muestras realizadas con gas de protección CO2 al
100% analizadas con Carl Zeiss Microscopy. Fuente: Autores del proyecto.
En las muestras realizadas con gas de protección argón se evidenció un refinamiento de grano más homogéneo, tal como se puede ver en la figura 3.19, donde se muestra una matriz ferrítica con granos alargados de perlita en el metal base, el comportamiento fue similar que las muestras realizadas con gas de protección CO2, obteniéndose un tamaño de grano mucho menor en la zona de solidificación, atribuida al aporte de calor y variables del proceso de soldaduras GMAW – Pulsado.
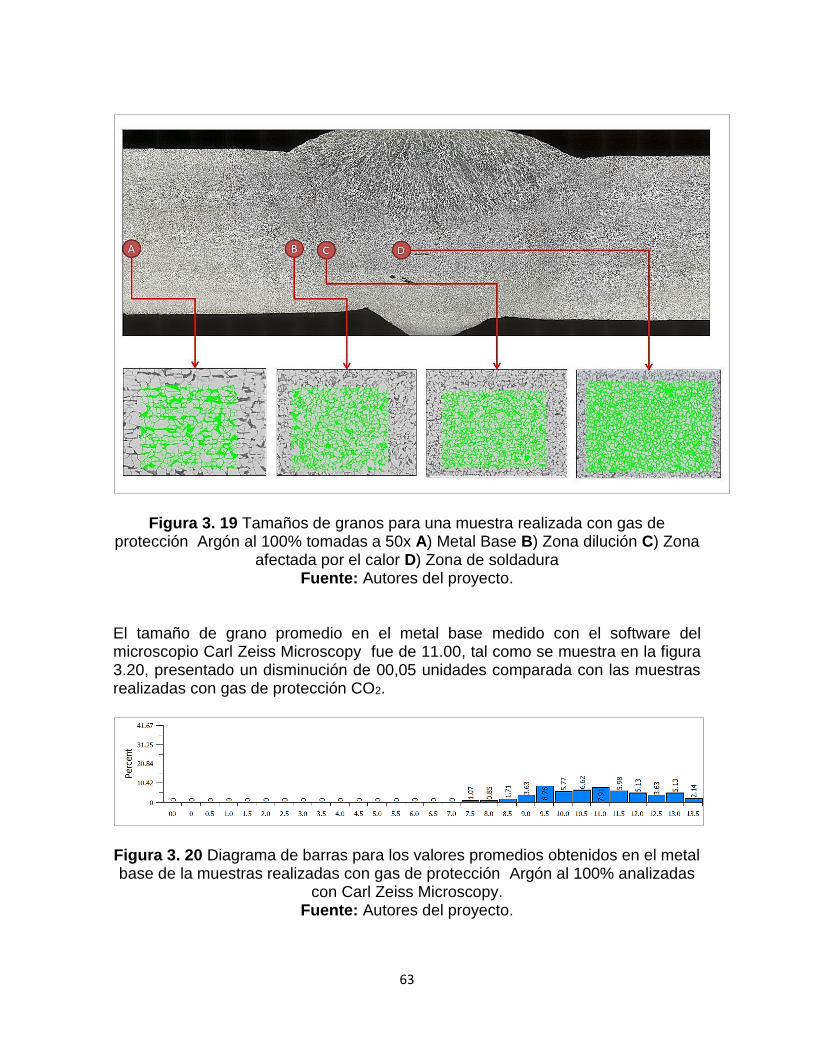
63
Figura 3. 19 Tamaños de granos para una muestra realizada con gas de protección Argón al 100% tomadas a 50x A) Metal Base B) Zona dilución C) Zona
afectada por el calor D) Zona de soldadura Fuente: Autores del proyecto.
El tamaño de grano promedio en el metal base medido con el software del microscopio Carl Zeiss Microscopy fue de 11.00, tal como se muestra en la figura 3.20, presentado un disminución de 00,05 unidades comparada con las muestras realizadas con gas de protección CO2.
Figura 3. 20 Diagrama de barras para los valores promedios obtenidos en el metal base de la muestras realizadas con gas de protección Argón al 100% analizadas
con Carl Zeiss Microscopy. Fuente: Autores del proyecto.

64
Para la zona de dilución y zona afectada por el calor el tamaño de grano promedio fue el mismo que el que se obtuvo en las muestras realizadas con gas de protección CO2, arrojando un valor numérico de 12,50 para las dos zonas tal como se muestra en la figura 3.21 y 3.22. Las comparaciones realizadas con el software de Carl Zeiss Microscopy, son a sus vez comparada por el programa con el estándar ASMT E.112 utilizando una escala de 0.2481 Micrómetros / Pixel.
Figura 3. 21 Diagrama de barras para los valores promedios obtenidos en la zona de dilución por el calor de las muestras realizadas con gas de protección Argón al
100% analizadas con Carl Zeiss Microscopy. Fuente: Autores del proyecto.
Figura 3. 22 Diagrama de barras para los valores promedios obtenidos en la zona afectada por el calor de las muestras realizadas con gas de protección Argón al
100% analizadas con Carl Zeiss Microscopy. Fuente: Autores del proyecto.
3.4.2 Metalografía del metal base
Para la caracterización del metal base ASTM A.131 Grado DH 36, se utilizó el método de microscopia óptica convencional, para lo cual se realizaron tomas a diferentes aumentos, presentando el metal base una estructura básica de los aceros de bajo carbono, con una matriz ferrítica y granos de perlita, se realizaron tomas a 50X, 100X, 200X, 500X y 1000X, tal como se muestra en algunas tomas de la figura 3.24.
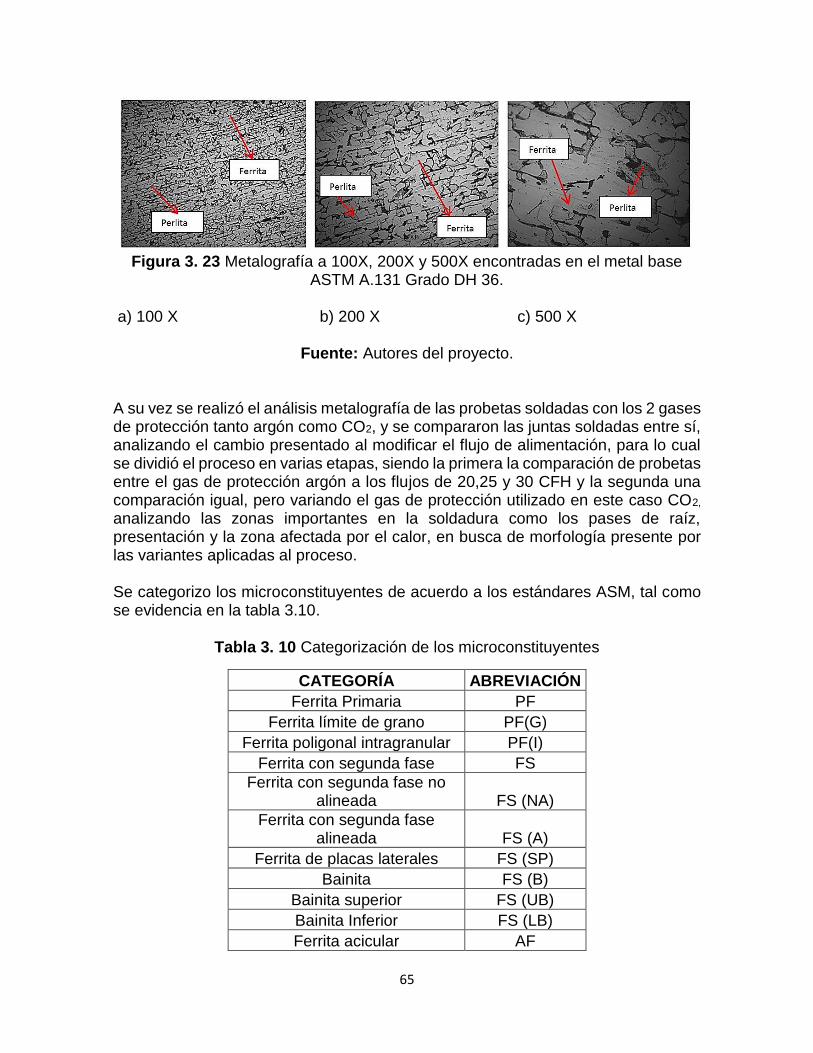
65
Figura 3. 23 Metalografía a 100X, 200X y 500X encontradas en el metal base
ASTM A.131 Grado DH 36. a) 100 X b) 200 X c) 500 X
Fuente: Autores del proyecto.
A su vez se realizó el análisis metalografía de las probetas soldadas con los 2 gases de protección tanto argón como CO2, y se compararon las juntas soldadas entre sí, analizando el cambio presentado al modificar el flujo de alimentación, para lo cual se dividió el proceso en varias etapas, siendo la primera la comparación de probetas entre el gas de protección argón a los flujos de 20,25 y 30 CFH y la segunda una comparación igual, pero variando el gas de protección utilizado en este caso CO2,
analizando las zonas importantes en la soldadura como los pases de raíz, presentación y la zona afectada por el calor, en busca de morfología presente por las variantes aplicadas al proceso. Se categorizo los microconstituyentes de acuerdo a los estándares ASM, tal como se evidencia en la tabla 3.10.
Tabla 3. 10 Categorización de los microconstituyentes
CATEGORÍA ABREVIACIÓN
Ferrita Primaria PF
Ferrita límite de grano PF(G)
Ferrita poligonal intragranular PF(I)
Ferrita con segunda fase FS
Ferrita con segunda fase no alineada FS (NA)
Ferrita con segunda fase alineada FS (A)
Ferrita de placas laterales FS (SP)
Bainita FS (B)
Bainita superior FS (UB)
Bainita Inferior FS (LB)
Ferrita acicular AF
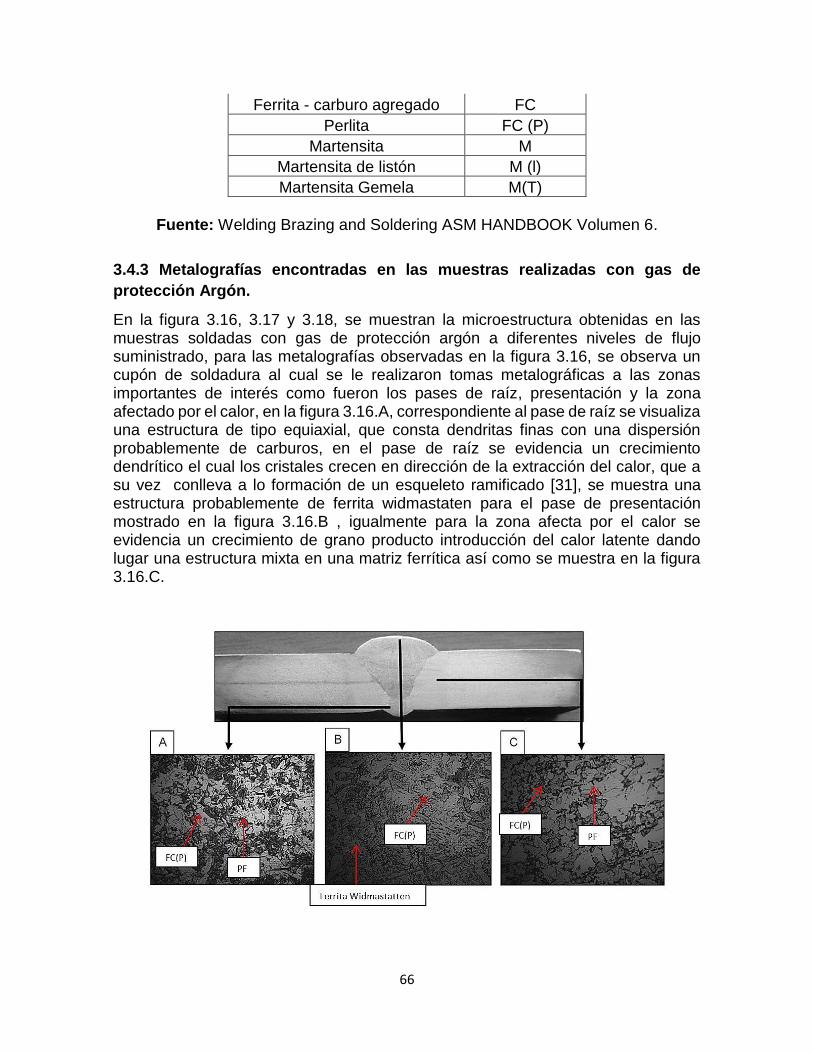
66
Ferrita - carburo agregado FC
Perlita FC (P)
Martensita M
Martensita de listón M (l)
Martensita Gemela M(T)
Fuente: Welding Brazing and Soldering ASM HANDBOOK Volumen 6.
3.4.3 Metalografías encontradas en las muestras realizadas con gas de
protección Argón.
En la figura 3.16, 3.17 y 3.18, se muestran la microestructura obtenidas en las muestras soldadas con gas de protección argón a diferentes niveles de flujo suministrado, para las metalografías observadas en la figura 3.16, se observa un cupón de soldadura al cual se le realizaron tomas metalográficas a las zonas importantes de interés como fueron los pases de raíz, presentación y la zona afectado por el calor, en la figura 3.16.A, correspondiente al pase de raíz se visualiza una estructura de tipo equiaxial, que consta dendritas finas con una dispersión probablemente de carburos, en el pase de raíz se evidencia un crecimiento dendrítico el cual los cristales crecen en dirección de la extracción del calor, que a su vez conlleva a lo formación de un esqueleto ramificado [31], se muestra una estructura probablemente de ferrita widmastaten para el pase de presentación mostrado en la figura 3.16.B , igualmente para la zona afecta por el calor se evidencia un crecimiento de grano producto introducción del calor latente dando lugar una estructura mixta en una matriz ferrítica así como se muestra en la figura 3.16.C.

67
Figura 3. 24 Metalografías a 500X para soldaduras realizadas con gas de protección argón y flujo de 20 CFH a) Pase de raíz b) Pase de presentación
c) Zona afectada por el calor. Fuente: Autores del proyecto.
La figura 3.17.A, correspondiente al pase raíz de una muestra realizada con gas de protección argón y un flujo suministrado de 25 CFH, la microestructura consta de dendritas alargadas en el pase de presentación, formando también ferrita widmastatten tal como se muestra en la figura 3.16.B, esto su podrían probablemente una disminución en la tenacidad y como una consecuencia seria el aumento de la fragilidad, así mismo se observa bandas probablemente de perlitas alrededor de las estructura antes mencionada.
Figura 3. 25 Metalografías a 500X para soldaduras realizadas con gas de
protección argón y flujo de 25 CFH a) Pase de raíz b) Pase de presentación c) Zona afectada por el calor. Fuente: Autores del proyecto.
En los microconstituyentes de las muestra realizadas con el gas de protección Argón para flujo suministrado de 30 CFH se puedo establecer que probablemente existe una matriz ferrítico - perlitica, con diferentes tipos de ferrita, como es común en aceros hipoeutectoides es decir aceros con un contenido de carbón menor al 0,8 %, entre los diferentes tipos de ferrita encontramos una muy común en los cordones de soldadura como se evidencia en todos los pases de presentación como es la ferrita widmastatten tal como se evidencia en la figura 3.18.B, a la cual se relaciona con altos valores dureza [1], esta morfología se atribuye a la microsegregación generada por el calor de entrada del proceso de soldadura, transformando la forma de los granos en estructuras dendríticas.
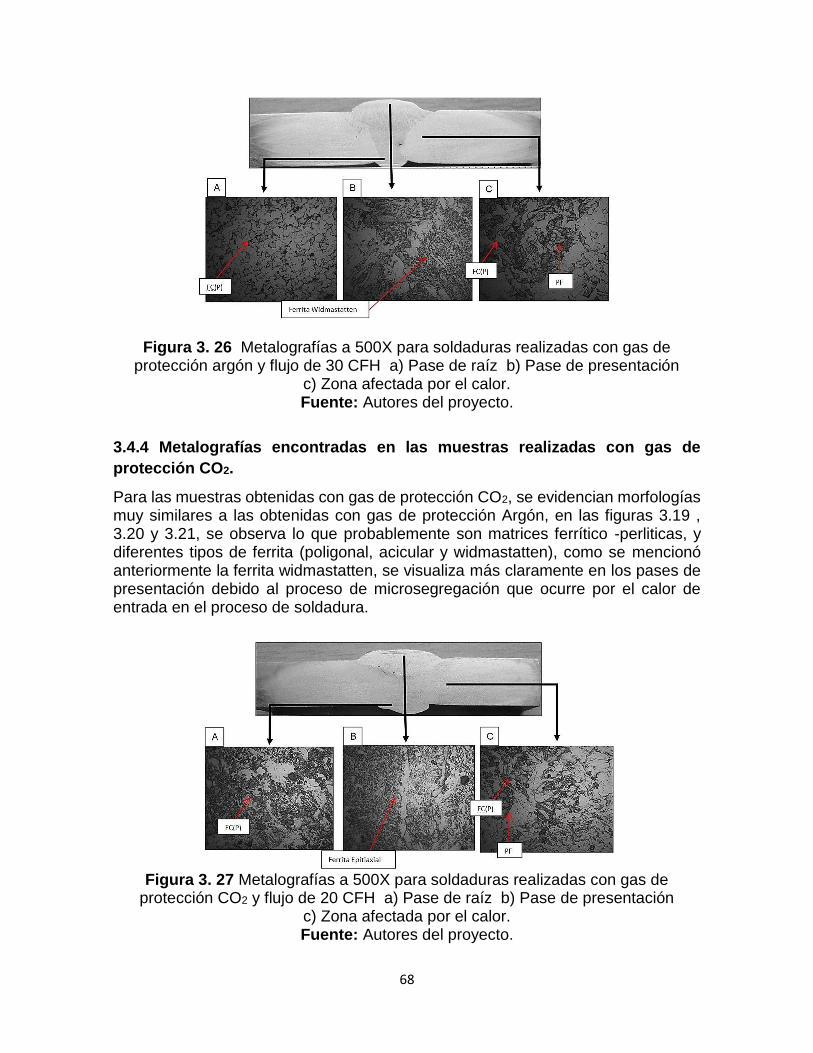
68
Figura 3. 26 Metalografías a 500X para soldaduras realizadas con gas de protección argón y flujo de 30 CFH a) Pase de raíz b) Pase de presentación
c) Zona afectada por el calor. Fuente: Autores del proyecto.
3.4.4 Metalografías encontradas en las muestras realizadas con gas de
protección CO2.
Para las muestras obtenidas con gas de protección CO2, se evidencian morfologías muy similares a las obtenidas con gas de protección Argón, en las figuras 3.19 , 3.20 y 3.21, se observa lo que probablemente son matrices ferrítico -perliticas, y diferentes tipos de ferrita (poligonal, acicular y widmastatten), como se mencionó anteriormente la ferrita widmastatten, se visualiza más claramente en los pases de presentación debido al proceso de microsegregación que ocurre por el calor de entrada en el proceso de soldadura.
Figura 3. 27 Metalografías a 500X para soldaduras realizadas con gas de
protección CO2 y flujo de 20 CFH a) Pase de raíz b) Pase de presentación c) Zona afectada por el calor. Fuente: Autores del proyecto.
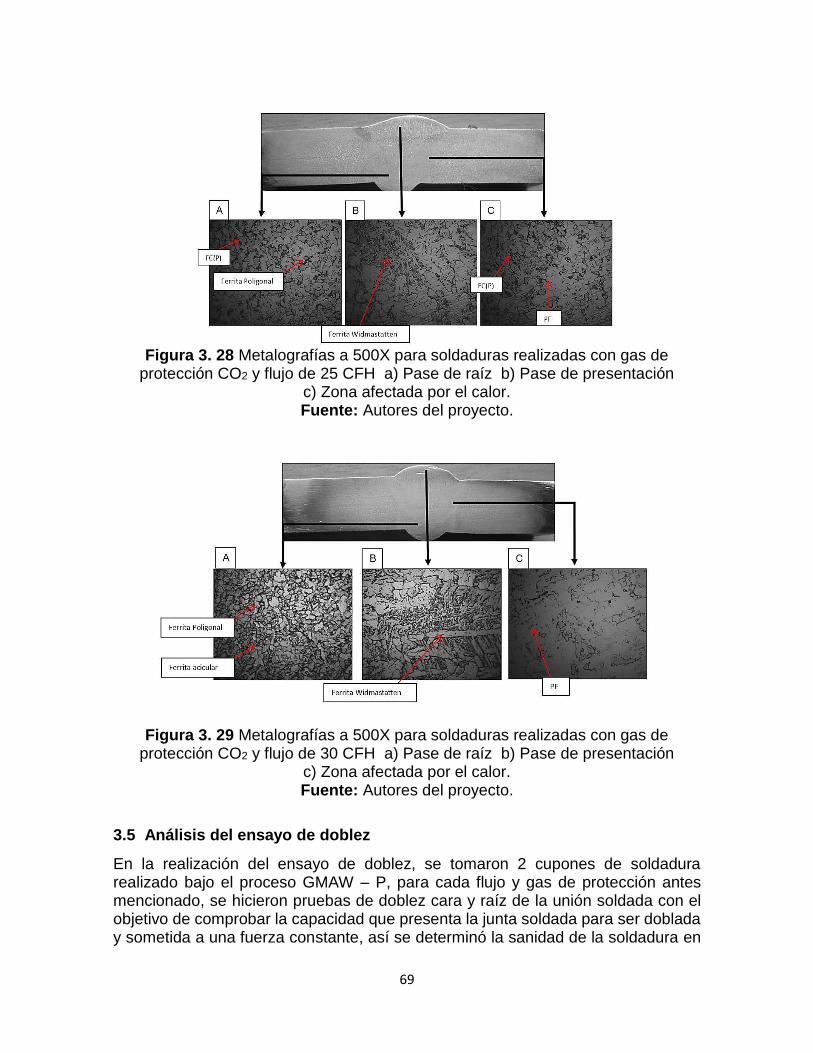
69
Figura 3. 28 Metalografías a 500X para soldaduras realizadas con gas de
protección CO2 y flujo de 25 CFH a) Pase de raíz b) Pase de presentación c) Zona afectada por el calor. Fuente: Autores del proyecto.
Figura 3. 29 Metalografías a 500X para soldaduras realizadas con gas de protección CO2 y flujo de 30 CFH a) Pase de raíz b) Pase de presentación
c) Zona afectada por el calor. Fuente: Autores del proyecto.
3.5 Análisis del ensayo de doblez
En la realización del ensayo de doblez, se tomaron 2 cupones de soldadura realizado bajo el proceso GMAW – P, para cada flujo y gas de protección antes mencionado, se hicieron pruebas de doblez cara y raíz de la unión soldada con el objetivo de comprobar la capacidad que presenta la junta soldada para ser doblada y sometida a una fuerza constante, así se determinó la sanidad de la soldadura en

70
la raíz y la cara. La tabla 3.11 muestra algunas de las probetas más sobresalientes sometidas a los ensayos de doblez de cara y raíz, soldadas con gas de protección argón y CO2. El doblez se realizó hasta que la probeta de soldadura alcanzara la forma de U, se esperaba que al ser sometida a esta fuerza constante no se obtuviera ninguna grieta en la superficie, las probetas que mejor presentaron la adecuada unión del cordón de soldadura, fueron en las que se utilizó como gas de protección argón, así mismo al analizar algunos cupones de pruebas soldados con CO2 se encontró que la grieta formada estaba asociada con una fusión incompleta en la raíz y porosidad agrupada, lo cual condujo a la grieta a proyectarse en la unión del metal base y el cordón de soldadura tal como se muestra en la figura 3.22, probablemente producto de una limpieza insuficiente entre los bordes de las junta a soldar y una insuficiente alimentación del gas de protección. En su buena medida la gran mayoría de los cupones soldados presentaron deformaciones relativamente uniformes alrededor, tanto de la zona afectada por el calor como del metal solidificado, que al aplicar la debida carga por medio del mandril en la máquina de ensayos universal permito que se llegara a evaluar la penetración tanto en la raíz como en la cara de la soldadura.
Figura 3. 30 Grieta paralela al sentido de la soldadura encontrada en una probeta soldada con gas de protección CO2.
Fuente: Autores del proyecto.
Tabla 3. 11 Cuadro comparativo del ensayo de doblez de cara y raíz para soldaduras realizadas con gas de protección argón y CO2.
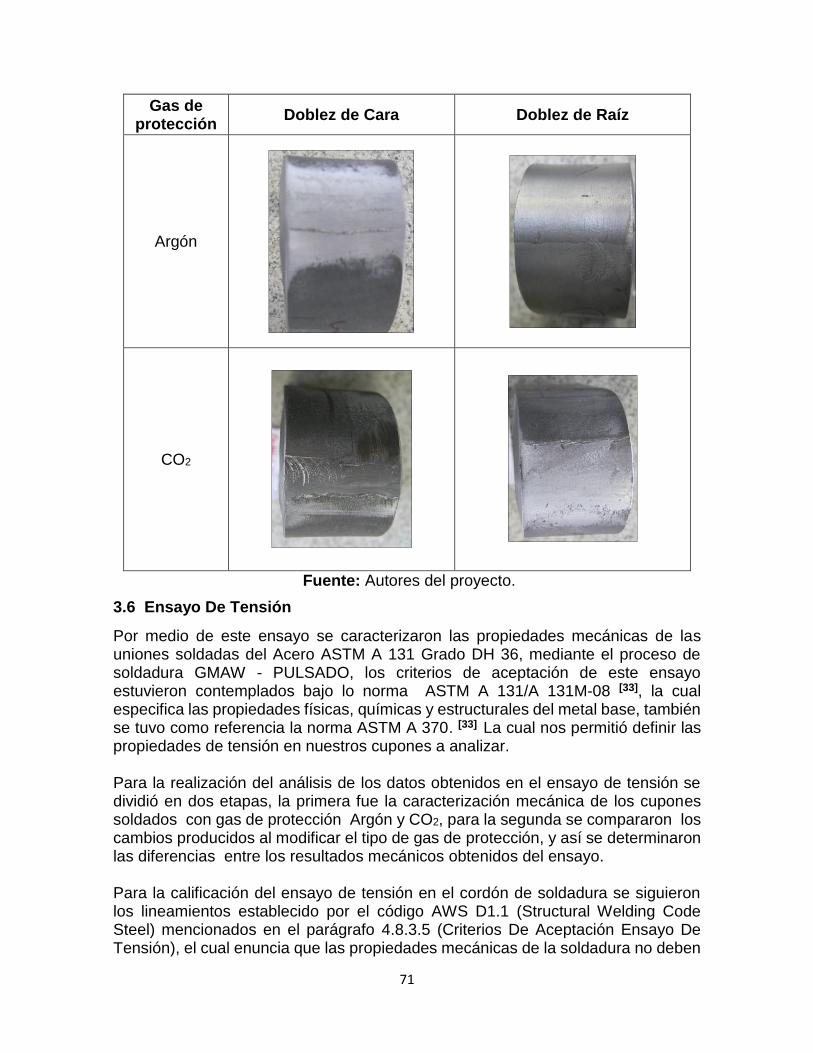
71
Gas de protección
Doblez de Cara Doblez de Raíz
Argón
CO2
Fuente: Autores del proyecto.
3.6 Ensayo De Tensión
Por medio de este ensayo se caracterizaron las propiedades mecánicas de las uniones soldadas del Acero ASTM A 131 Grado DH 36, mediante el proceso de soldadura GMAW - PULSADO, los criterios de aceptación de este ensayo estuvieron contemplados bajo lo norma ASTM A 131/A 131M-08 [33], la cual especifica las propiedades físicas, químicas y estructurales del metal base, también se tuvo como referencia la norma ASTM A 370. [33] La cual nos permitió definir las propiedades de tensión en nuestros cupones a analizar. Para la realización del análisis de los datos obtenidos en el ensayo de tensión se dividió en dos etapas, la primera fue la caracterización mecánica de los cupones soldados con gas de protección Argón y CO2, para la segunda se compararon los cambios producidos al modificar el tipo de gas de protección, y así se determinaron las diferencias entre los resultados mecánicos obtenidos del ensayo. Para la calificación del ensayo de tensión en el cordón de soldadura se siguieron los lineamientos establecido por el código AWS D1.1 (Structural Welding Code Steel) mencionados en el parágrafo 4.8.3.5 (Criterios De Aceptación Ensayo De Tensión), el cual enuncia que las propiedades mecánicas de la soldadura no deben

72
ser menores a las del metal base usado, en nuestro caso las del acero ASTM A 131 Grado DH 36 como se muestran en la tabla 3.12. Los cupones de soldadura fueron soldados por medio del proceso semiautomático GMAW-Pulsado como se mencionó anteriormente, para el metal de aporte se utilizó un electrodo de alambre solido AWS ER70S – 6 con las características mostradas en la tabla 3.7. Las propiedades mecánicas se obtuvieron mediante las ecuaciones que sugiere el código AWS B4.0 (Standar Methods For Mechanical Testing Of Weld). Para determinar la velocidad con la que debía efectuarse el ensayo nos basamos en el parágrafo 7.4 de la norma ASTM A 370 el cual menciona que para realizar el ensayo la velocidad no debe ser tan rápida como para que no se puedan tomar los datos de la maquina o que si la máquina de ensayos tiene regulador de velocidad debe estar en un rango no mayor a 100 000 psi (690 MPa)/min y no menor a 10 000 psi (70 MPa)/min. Tabla 3. 12 Requisitos de tracción para aceros estructurales de mayor esfuerzo y
resistencia.
Propiedades Mecánicas Acero ASTM A 131
Grado Esfuerzo Máximo De
Tensión (Mpa)
Esfuerzo De Fluencia. Min.
(Mpa)
Elongación (%). Min.
DH 36 [490 a 620] [355] 19
Fuente: ASTM A.131 Standard Specification for Structural Steel for
Ships/Designation: A 131/A 131M – 08.
3.6.1 Análisis de tensión para cupones realizados con gas de protección
Argón
Para el análisis de tensión, se evidenciaron los resultados promedio obtenidos en los ensayos de tensión, los cuales fueron realizaron a las probetas hechas con gas de protección argón, comparando las propiedades mecánicas con la norma ASTM A 131, que se muestran en la tabla 3.13, y comparada con el código AWS D1.1, del cual se tuvo en cuenta que las propiedades mecánicas del cordón de soldadura fueran iguales o mayores a las del metal base utilizado.
Tabla 3. 13 Propiedades mecánica obtenidas en una muestra realizada con gas de protección argón.
Propiedades Mecánicas Probeta Argón
Esfuerzo Máximo De Tensión (Mpa)
Esfuerzo De Fluencia (Mpa)
% De Elongación
537 424 22
Fuente: Autores del proyecto.

73
Como se muestra en la figura 3.23, se puede comprobar una alta resistencia a la tracción, esto es debido a que el metal base posee un bajo contenido de carbono lo cual lo hace muy dúctil, del mismo modo para determinar el esfuerzo de fluencia en este ensayo, fue utilizado el método de compensación (Offset method) el cual es expuesto en la norma ASTM A 370 [33
Figura 3. 31 Grafica esfuerzo - elongación para un cupón realizado con gas de
protección argón. Fuente: Autores del proyecto
En figura 3.24, la falla o fractura presentada ocurre en el metal base por lo cual se
comprueba el buen estado de la soldadura al no fallar por ella, así mismo se obtuvo
una fractura tipo dúctil con una superficie de aspecto fibroso que infiere que el
material alcanzó una gran deformación plástica antes de ceder a la carga uniaxial
aplicada.
Figura 3. 32 Ruptura típica de una probeta soldada con gas de protección argón en la zona del metal base.
Fuente: Autores del proyecto

74
También se compararon las muestras ensayadas con los requerimientos del código
AWS D1.1 2010, afirmando que las propiedades mecánicas del cordón de
soldadura, cumplieron a cabalidad con los criterios de aceptación del código y
estuvieron en los rangos de las propiedades mecánicas del metal base, poniendo
en evidencia que este proceso de soldadura bajo el gas de protección argón
utilizado se encontraron buenas propiedades mecánicas a la tracción.
3.6.2 Análisis de tensión para cupones realizados con gas De Protección CO2.
De igual forma para las muestras realizadas con gas de protección CO2 se
emplearon los mismos procedimientos de análisis que en las muestras realizadas
con gas de protección Argón, obteniendo las propiedades mecánicas mostrada en
la tabla 3.14.
Tabla 3. 14 Propiedades mecánica obtenidas en una muestra realizada con gas de protección CO2.
Propiedades Mecánicas Probeta CO2
Esfuerzo Máximo De Tensión (Mpa)
Esfuerzo De Fluencia (Mpa)
% De Elongación
496 377 22
Fuente: Autores del proyecto.
Se observó que en la gráfica esfuerzo - elongación mostrada en la figura 3.25, el
material como era de esperarse, obtuvo un alto valor en el esfuerzo a la fluencia y
en el esfuerzo máximo de tensión, así mismo con la utilización del gas de protección
CO2 se encontró que al igual que las muestras realizadas con gas de protección de
argón, el cordón de soldadura cumplió con los criterios de aceptación del código
AWS D1.1 [34]

75
Figura 3. 33 Grafica esfuerzo - elongación para un cupón realizado con gas de protección CO2.
Fuente: Autores del proyecto
Al igual que con las probetas de argón se obtuvo una fractura dúctil en la zona del metal base, manifestado la calidad del cordón de soldadura, el cual puedo soportar mayores deformaciones, induciendo la fractura en una superficie correspondiente después de la zona afectada por el calor.
Figura 3. 34 Ruptura típica de una probeta soldada con gas de protección CO2 en la zona del metal base.
Fuente: Autores del proyecto
Al evaluar las propiedades mecánicas con el gas de protección CO2, se corroboro que al igual que con el argón, el cordón de soldadura cumple con los criterios de aceptación del código AWS D1.1 2010. [34].
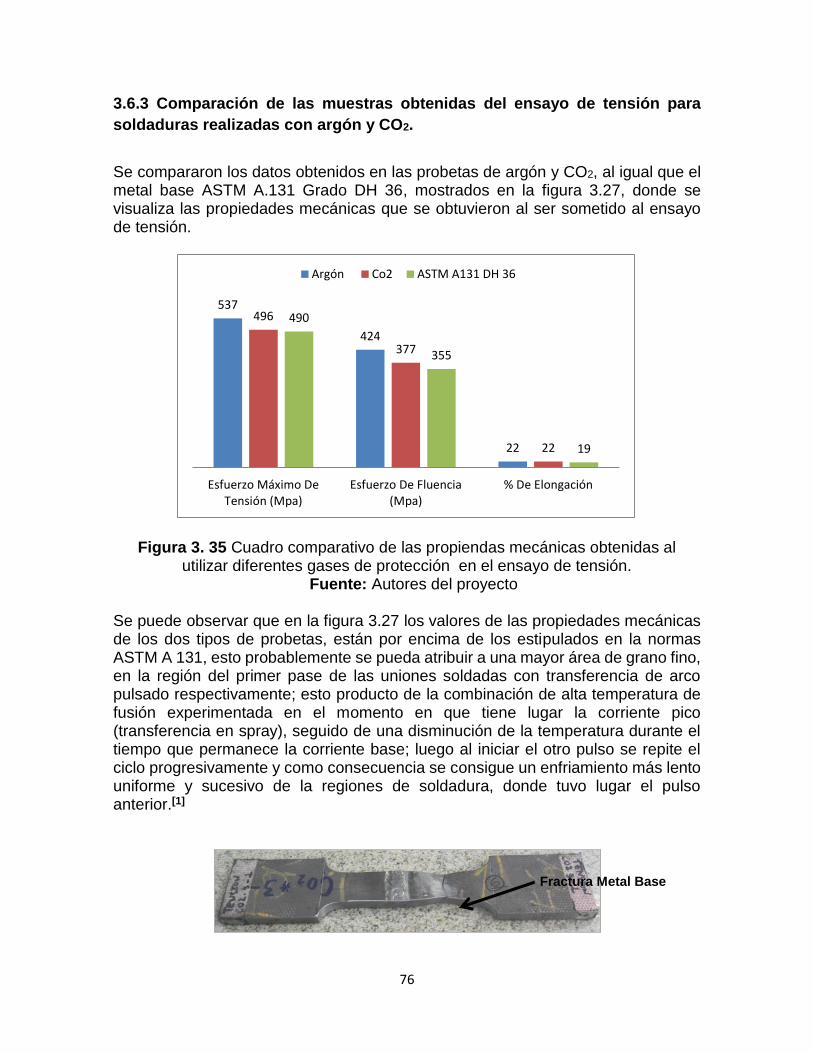
76
3.6.3 Comparación de las muestras obtenidas del ensayo de tensión para
soldaduras realizadas con argón y CO2.
Se compararon los datos obtenidos en las probetas de argón y CO2, al igual que el metal base ASTM A.131 Grado DH 36, mostrados en la figura 3.27, donde se visualiza las propiedades mecánicas que se obtuvieron al ser sometido al ensayo de tensión.
Figura 3. 35 Cuadro comparativo de las propiendas mecánicas obtenidas al utilizar diferentes gases de protección en el ensayo de tensión.
Fuente: Autores del proyecto
Se puede observar que en la figura 3.27 los valores de las propiedades mecánicas de los dos tipos de probetas, están por encima de los estipulados en la normas ASTM A 131, esto probablemente se pueda atribuir a una mayor área de grano fino, en la región del primer pase de las uniones soldadas con transferencia de arco pulsado respectivamente; esto producto de la combinación de alta temperatura de fusión experimentada en el momento en que tiene lugar la corriente pico (transferencia en spray), seguido de una disminución de la temperatura durante el tiempo que permanece la corriente base; luego al iniciar el otro pulso se repite el ciclo progresivamente y como consecuencia se consigue un enfriamiento más lento uniforme y sucesivo de la regiones de soldadura, donde tuvo lugar el pulso anterior.[1]
537
424
22
496
377
22
490
355
19
Esfuerzo Máximo DeTensión (Mpa)
Esfuerzo De Fluencia(Mpa)
% De Elongación
Argón Co2 ASTM A131 DH 36
Fractura Metal Base

77
Figura 3. 36 Muestra de la fractura de una probeta realizada con gas de protección CO2 sometida al ensayo de tensión.
Fuente: Autores del proyecto
Figura 3. 37 Muestra de la fractura de una probeta realizada con gas de protección Argón sometida al ensayo de tensión.
.Fuente: Autores del proyecto
Como se observa en las figuras 3.28 y 3.29, la fractura es localizada en el metal base y no en la zona afectada por el calor, como se mencionó anteriormente es probablemente atribuido a que en la ZAC se forme una mayor área de grano fino, enlazado al hecho de que el ensayo de microdureza mostro una tendencia decreciente teniendo mayor dureza en el cordón de soldadura y en la ZAC que en el metal base.
Figura 3. 38 Graficas comparativas Esfuerzo – Elongación para unas muestras soldadas con gas de protección Argón y CO2.
Fuente: Autores del proyecto
De la figura 3.29 se observa que las probetas soldadas con gas de protección argón tienen mejores propiedades mecánicas tales como el esfuerzo máximo de tensión y esfuerzo de fluencia, probablemente esto se debe a las características propias del gas inerte.
Fractura Metal Base

78
CAPÍTULO 4
Conclusiones y
Recomendaciones

79
CONCLUSIONES
En la zona afecta por el calor de todas las muestras realizadas, los perfiles de durezas tuvieron una distribución desde un valor más alto hasta uno menor, que fue disminuyendo hasta alcanzar la dureza promedio del metal base, esto por los refinamientos de granos presentado en la interface de la línea de ilusión que a su vez muestra el cambio en las diferentes zonas de la soladuras producto del calentamiento por conducción. Se obtuvo las mejores propiedades mecánicas de esfuerzo de fluencia y resistencia máxima a la tensión en las probetas que se soldaron con gas de protección Argón, este fenómeno probablemente se atribuya a que con este gas inerte se obtiene una mayor Área de grano Fino, debido a las características y parámetros para el proceso de soldadura GMAW-Pulsado. [35] En la metalografía del cordón de soldadura probablemente se encontró una matriz Ferrítico - Perlitica, con transformaciones a ferrita Widmastatten, la cual posiblemente se pueda atribuir a la microsegregación, generada por el calor de entrada en el proceso de soldadura, ayudando a la transformación de los granos en estructuras dendríticas. Las muestras soldadas con gas de protección argón presentaron mayores niveles en las durezas que las realizadas con CO2, esto producto que el argón es un gas inerte con características más estable en su energía de ionización en el momento de soldeo, lo cual se refleja en el menor aporte de calor y cordones con mejores apariencias, asimismo las muestras realizadas con CO2 presentaron mayor penetración en la raíz por su capacidad de conducir la ganancia del carbono por parte del metal depositado. Las tendencias de los perfiles de microdureza se mantuvieron en todas las muestras realizadas, evidenciando el pase de presentación mayores niveles de dureza y estructura dendríticas más definidas. En el tamaño de grano se encontró que para la Zona Afectada Por El Calor (ZAC) de las probetas con gas de protección Argón, fue un tamaño ASTM IX y para las probetas con gas de protección CO2, fue un tamaño ASTM V, esto probablemente se puede atribuir a variables relacionadas al calor de entrada del proceso de soldadura y las propiedades de cada gas. En las muestras soldadas con gas de protección argón y CO2, se observó que el flujo de 25 CFH fue el que presento una distribución más uniforme en los datos

80
obtenidos de los perfiles de dureza, en los pases de raíz y presentación, sustentado por el comportamiento de la varianza y de los datos menos atípicos presentados. Al realizar un análisis estadístico de los datos obtenidos en el ensayo de microdureza, con un nivel de confianza del 95% se encontraron diferencia significativas como la variación entre las medias realizadas con gas de protección CO2 con respecto a las hechas con argón, específicamente en los flujos de 25 -20 CFH y de 30 – 25 CFH , presentando cambio pronúnciales entre estos flujos, tal como se evidencia en la tabla 3.6, ratificando que la aplicación de gases inerte generan una atmosfera más controlada, con menos interacciones al metal fundido, que favorece a la propiedades mecánicas encontradas en el metal solidificado.

81
RECOMENDACIONES
Una vez finalizado este proyecto de grado, se considera interesante investigar
acerca de los siguientes aspectos importantes que no se alcanzaron a llevar acabo,
y que están entrelazados con las uniones de soldadura realizadas bajo la
modificación de ciertos parámetros de flujos y gas de protección antes descritos,
para lo cual se debería seguir vinculados ciertos análisis como ;
o Realizar el estudio de la transferencia pulsada aplicado a otros tipos de
aceros de usos navales, utilizando diferentes mezclas de gases de
protección y variado el flujo de alimentación suministrado con el fin de
caracterizar mecánicamente las juntas soldadas.
o Estudiar este tipo de transferencia pulsada, variando la posición de soldeo y
el tipo de junta.
o Llevar a cabo pruebas de impacto a la junta soldada a temperaturas a las
cuales están sometida los cascos de las embarcaciones, con el fin general
las gráficas de transición (dúctil – frágil).
o Efectuar un estudio de susceptibilidad al daño por hidrogeno a la junta
soldada con el proceso de transferencia pulsada.
o Analizar metalograficamente mediante microscopia electrónica de barrido
(SEM).
o Utilizar temperaturas de precalentamientos antes de soldar, para verificar la
variabilidad de los microconstituyentes presentes en la soldadura.
o Ejecutar un estudio de corrosión al fin de caracterizar el tipo de corrosión
presente en el acero de uso naval ASTM A.131 Grado DH 36.
82
BIBLIOGRAFÍA
[1]. ROMERO NIETO, Sandra Patricia: Influencia del modo de transferencia por arco pulsado en el proceso de soldadura GMAW con alambre compuesto con núcleo metálico sobre la soldabilidad del acero ASTM A 131 grado AH32,Bogota Mayo de 2012. Universidad Nacional de Colombia. [2]. CATALOGO DE PRODUCTOS. (2002). Lincoln Electric Company. Cleveland, soldadura semiautomática con gas de protección (mig-mag)- lincolnelectric. [3]. CATALOGO DE PRODUCTOS. (2005). Lincoln Electric Company. Procesos de soldadura Mig/Mag. [4]. CATALOGO DE PRODUCTOS. (2008). Lincoln Electric Company. Procesos de soldadura Mig/Mag. [5]. LEGUE, Héctor: Armado estructural de un bloque en una construcción naval. valdivia - chile 2009. [6]. E. CEPEDA, Luis y HERNÁNDEZ S, Héctor. Estudio de Tolerancia de Daño de Uniones Soldadas de Acero ASTM A36, septiembre de 2006. [7]. Lincoln Electric. Catálogo de Productos. Electrodos para Soldaduras de Acero al Carbono Gricon 15 (AWS-7018). p.1. [8]. American Society of testing Materials (2012) “ASTM E 112-96 Standard Test Methods for determining average grain size Usa. [9]. AWS. Welding handbook metals and their weldability.EUA: American WeldingSociety, 1986. 583p [10]. ASTM A370, Standard Test Methods and Definitions for Mechanical Testing of Steel Products, West Conshohocken, PA. ASTM International, 1997, p. 53. [11]. DÍAZ CEDRÉ, E; RAMOS MORALES, Felipe, y CRUZ CRESPO, José. “Estudio de la modificación de la composición química en depósitos de soldadura FCAW, empleando diferentes proporciones en la mezcla CO2 + O2 como gas de protección” Enero de 2005. [12]. GROOVER, Mikell P. “Fundamentos de Manufactura Moderna” Prentice Hall. México 1997. Capítulo 3 “Propiedades Mecánicas de los materiales”. [13].Hong J.K, Tsai C. L. y DONG, P. (1998) Assessment of numerical procedures for residual stress analisis of multipasswelds .“Weldingjounal” , 372s -382.

83
[14].INTRODUCCION A LA SOLDADURA ELECTRICA JOSE MARIA RIVAS ARIAS, EDICIONES PARANINFO, S.A., 2001ISBN 9788428300223. [15].MANUAL DEL SOLDADOR (16ª ED.) GERMAN HERNANDEZ RIESCO, CESOL, 2006ISBN 9788493431617. [16].SOLDADURA:PRINCIPIOSY APLICACIONES LARRY JEFUSS, EDICIONES PARANINFO, S.A., 2009ISBN 9788428329378. [17]. TRATAMIENTOS TERMICOS DE LOS ACEROS (10ª ED.) JOSE APRAIZ BARREIRO, CIE INVERSIONES EDITORIALES DOSSAT-2000, S.L., 2002ISBN 9788495312563. [18].ACEROS ESPECIALES: METALOGRAFIA-COMPONENTES-TRATAMIENTO TERMICO MANUEL RIVAS CABEZUELO, HORSORI, 2009ISBN 9788496108851. [19]. MARTINEZ,R;BOCCANERA,L Y FERNANDEZ,Luis. (2003). Estudio comparativo entre soldadura TIG y PLASMA en Zircaly-4. [20].LEON, Lisys; GUITERREZ., Juan carlos y TORO, Alejandro. (2004). relación microestructura resistencia al desgaste de recubrimientos duros ricos en cromo y tungsteno aplicados por soldadura eléctrica (SMAW). [22].ZAPATA, Alberto. (2004). parámetros para la elaboración de estándares de soldadura . [23].RODRÍGUEZ PÉREZ, Osmundo héctor. (2006). Consideraciones teórico prácticas acerca de la soldadura de los aceros al carbono. [24]. MAGUDEESWARAN, V., BALASUBRAMANIAN, y MADHUSUDHAN, REDDY. (2007). Effect of Welding Consumables on Fatigue Performance of Shielded Metal Arc Welded High Strength, Q&T Steel Joints. [25].OSPINA LOPEZ.,RICAURTE,Hernando y TRUJILLO,Carlos. (2010). analisis de esfuerzos para dos uniones soldadas tipica. [26]. LLORENTE, G., KLING, H.y R, Pagani. (2010). Soldadura de chapa naval prepintada mediante los procesos SMAW - GMAW – FCAW. [27].GIRALDO, Jorge y SILGADO, Jymmi. (2010). caracterización de las soldaduras de acero para blindajes mil a46100 con electrodos inoxidables . [28].MAZUERA, david., SUAREZ, Albertoyy GÓMEZ, Jorge. (2011). Estudio de productividad en la soldadura del Acero MIL A 46100 con los procesos GMAW y SMAW.
84
[29].PATARROYO, Alfonso.,CUECA ,Jairo y ROJAS, Hector. (2011), Validación de la capacidad de soldadura con fundente de soldadura por arco con Núcleo “FCAW” . [30].MATTHEW, Mcclure. (2011). efectos de ángulo preparación conjunta de soldaduras a tope solo en v sobre la resistencia a la tracción de acero al carbono ASTM A.36. [31]. MONTGOMERY, Douglas. Diseño y análisis de experimentos. México D.F.: Editorial LimusaWiley, 2008. 680p.ISBN-13:978-968-18-6156-8. [31].RIVERA GERSON, Gerson francisco. (2010). Analisis metalográfico con la aplicación de la soldadura SMAW, utilizando el microscopio para determinar las propiedades y característica de los aceros AISI 1018 y AISI 1045. [32]. GONZALEZ,Carlos; TREVIÑO,Cristian. Propagacion de grietas por fatiga en soldadura longitudinal de arco sumergido de tubo de acero API 5L grados X52 y X60.
[33].AMERICAN SOCIETY FOR TESTING AND MATERIALS, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2559
o ASTM E1032. “ Standard test Method for Radiographic Examination of Weldments” 2012.
o ASTM A.131 Standard Specification for Structural Steel for Ships/Designation: A 131/A 131M – 08.
o ASTM E 208 – 95ª Standard Test Method for Conducting Drop-Weight Test to Determine Nil-Ductility Transition Temperature of Ferritic Steels.
o ASTM A370 – 10 Standard Test Methods and Definitions for Mechanical Testing of Steel Products.
o ASTM E 3 – 01 Standard Guide for Preparation of Metallographic Specimens.
o ASTM E 112 – 96 Standard Test Methods for Determining Average Grain Size.
o ASTM E 23 – 01 Standard Test Methods for Notched Bar Impact Testing of Metallic Materials

85
[34]. AMERICAN WELDING SOCIETY, 550 N.W. LEJEUNE ROAD,MIAMI, FL 33126.
o AWS D1.1 Structural Welding Code – Steel
o AWS A3.0M/A3.0:2010 An American National Standard/ Standard Welding Terms and Definitions
o ANSI/AWS A5.18 An América National Standard/ Specification for carbón Steel electrodes and rods for gas shielded Arc Welding.
[35].AMERICAN SOCIETY FOR METALS. ASM International Materials Park, OH 44073-0002.
o ASM METALS HANDBOOK “Welding, Brazing and Soldering”, Vol 6, ASM International 1993.
o ASM METALS HANDBOOK “Metallography and Microstructure”, Vol 9, ASM international, 2004

86
ANEXOS

87

88
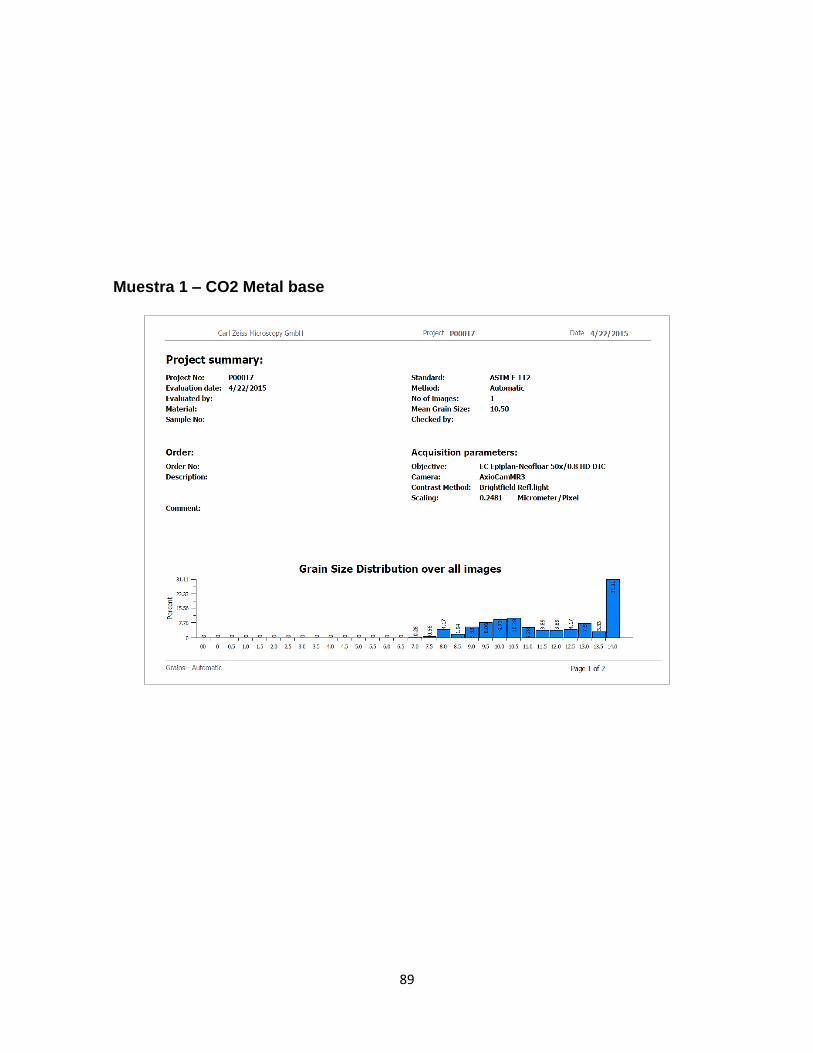
89
Muestra 1 – CO2 Metal base

90
Zona dilución
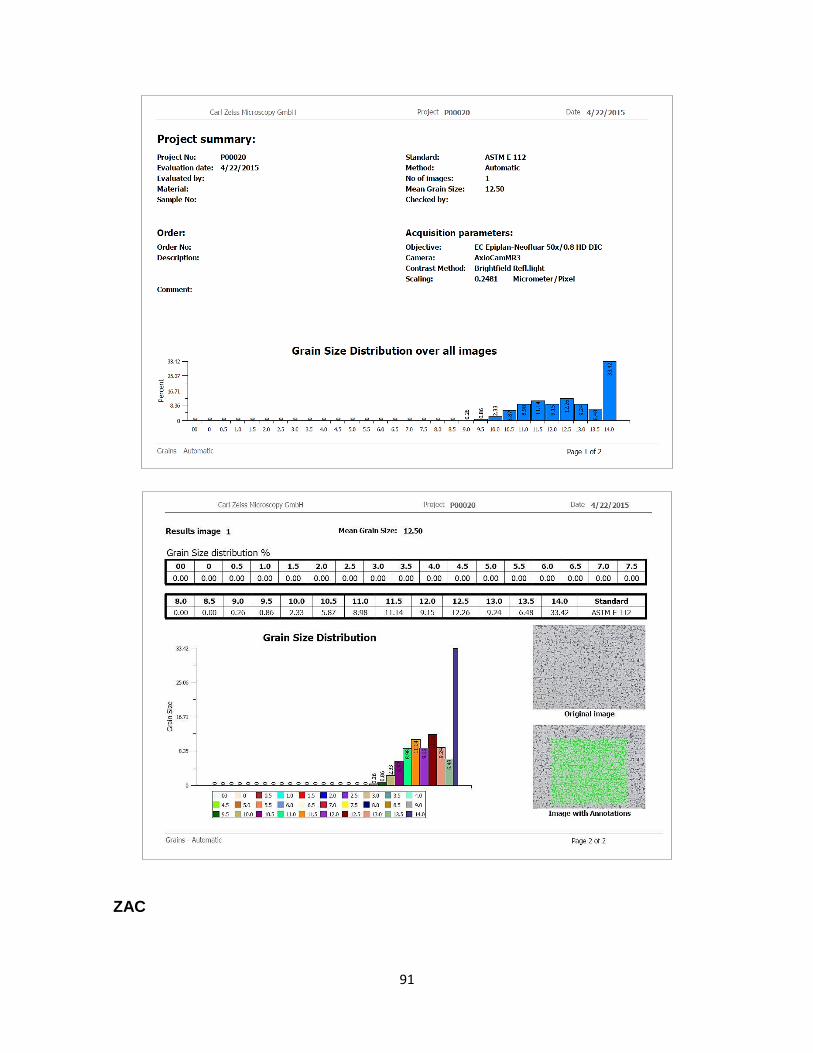
91
ZAC

92
Muestra 2 – Argón Metal base
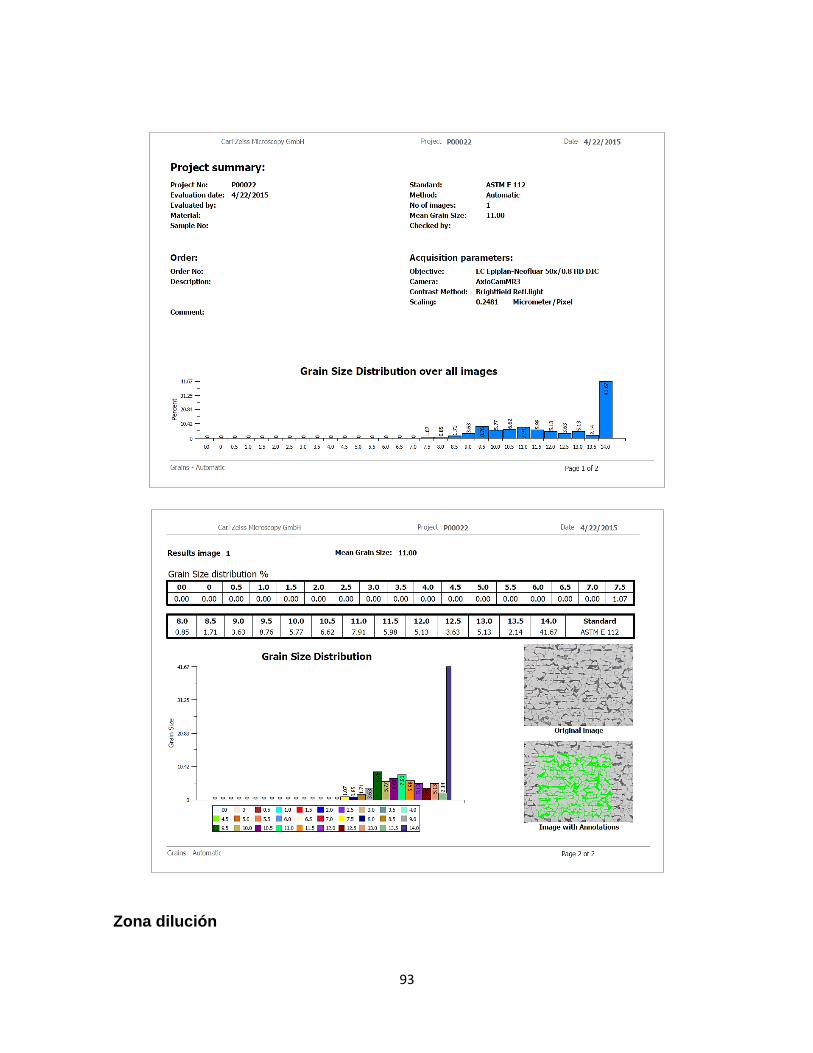
93
Zona dilución

94
ZAC

95

96

97