extensiÓn latacunga -...
TRANSCRIPT

EXTENSIÓN LATACUNGA
CARRERA DE INGENIERÍA EN MECATRÓNICA
“CONVERSIÓN DE UN TORNO CONVENCIONAL A UNO
POR CONTROL NUMÉRICO COMPUTARIZADO PARA EL
LABORATORIO CNC DE LA ESPE EXTENSIÓN
LATACUNGA.”
ALVARO FERNANDO MENA LÓPEZ
Tesis presentada como requisito previo a la obtención del título de:
“INGENIERO EN MECATRÓNICA”
2013
ii
UNIVERSIDAD DE LAS FUERZAS ARMADAS - ESPE
EXTENSIÓN LATACUNGA
CARRERA DE INGENIERÍA EN MECATRÓNICA
DECLARACIÓN DE RESPONSABILIDAD
YO, ALVARO FERNANDO MENA LÓPEZ
DECLARO QUE:
El proyecto de grado denominado “Conversión de un torno
convencional a uno por control numérico computarizado para el
Laboratorio CNC de la ESPE Extensión Latacunga.” ha sido
desarrollado con base a una investigación exhaustiva, respetando
derechos intelectuales de terceros, conforme las citas que constan al pie
de las páginas correspondientes, cuyas fuentes se incorporan en la
bibliografía.
Consecuentemente este trabajo es de nuestra autoría.
En virtud de esta declaración, me responsabilizo del contenido, veracidad
y alcance científico del proyecto de grado en mención.
Latacunga, Diciembre del 2013.
ALVARO FERNANDO MENA LÓPEZ

iii
UNIVERSIDAD DE LAS FUERZAS ARMADAS - ESPE
EXTENSIÓN LATACUNGA
CARRERA DE INGENIERÍA EN MECATRÓNICA
CERTIFICADO
ING. FAUSTO ACUÑA (DIRECTOR)
ING. WILSON TRÁVEZ (CODIRECTOR)
CERTIFICAN
Que el trabajo titulado “Conversión de un torno convencional a uno
por control numérico computarizado para el Laboratorio CNC de la
ESPE Extensión Latacunga.”, realizado por el señor: ALVARO
FERNANDO MENA LÓPEZ; ha sido guiado y revisado periódicamente y
cumple normas estatuarias establecidas por la ESPE, en el Reglamento
de Estudiantes de la Universidad de las Fuerzas Armadas - ESPE
Latacunga, Diciembre del 2013.
ING. FAUSTO ACUÑA ING. WILSON TRÁVEZ
DIRECTOR CODIRECTOR

iv
UNIVERSIDAD DE LAS FUERZAS ARMADAS - ESPE
EXTENSIÓN LATACUNGA
CARRERA DE INGENIERÍA EN MECATRÓNICA
AUTORIZACIÓN
YO, ALVARO FERNANDO MENA LÓPEZ
Autorizo a la Universidad de las Fuerzas Armadas - ESPE la publicación,
en la biblioteca virtual de la Institución del trabajo “Conversión de un
torno convencional a uno por control numérico computarizado para
el Laboratorio CNC de la ESPE Extensión Latacunga.” cuyo contenido,
ideas y criterios son de nuestra exclusiva responsabilidad y autoría.
Latacunga, Diciembre del 2013.
ALVARO FERNANDO MENA LÓPEZ

v
DEDICATORIA
A mi padre Fernando y mi madre Jessy; a mis hermanas Ali y Cony; a mis
tios: Pepe y Marietha; a mis abuelitos Samuel y Piedad; y a mi primo
Oscar; por su infinito amor, paciencia y comprensión; quienes a lo largo
de mi vida han velado por mi bienestar y educación, siendo mi apoyo en
todo momento, es por ellos quien soy ahora, los amo con todo mi ser.
Alvaro Fernando Mena López
vi
AGRADECIMIENTO
A Dios por haberme dado la vida, y darme la dicha de disfrutar de la
misma.
A mis padres, hermanas y a todos mis familiares; pilares fundamentales
en mi formación personal y académica, a ustedes me debo, y no me
alcanzará la vida para retribuirles el apoyo y confianza que han
depositado en mí.
A mis amigos y amigas; por todas las experiencias compartidas, y por ese
inmenso cariño que me han brindado.
A los docentes de la ESPE Extensión Latacunga y más personas que
colaboraron en el desarrollo de este proyecto.
De manera especial agradezco a los ingenieros Fausto Acuña y Wilson
Trávez, quienes con sus enseñanzas ayudaron a resolver las tantas
inquietudes que se iban presentando a lo largo del desarrollo de este
trabajo, y con esto se pudo llevar a un feliz término esta tesis.
MUCHAS GRACIAS.
Alvaro Fernando Mena López
vii
ÍNDICE
PORTADA……………………………………………………………..………….i
DECLARACIÓN DE RESPONSABILIDAD…………………………..……….ii
CERTIFICACIÓN………………………………………………………..………iii
AUTORIZACIÓN……………………………………………………….….……iv
DEDICATORIA……………………………………………………………..……v
AGRADECIMIENTO………………………………………………………..…..vi
ÍNDICE………………………………………………………………………..…vii
RESUMEN………………………………………………………………........xxvi
ABSTRACT……………………………………………………..……………xxvii
PRESENTACIÓN……………………………………………...……………xxviii
CAPÍTULO I …………………………………………. .................................. 1
GENERALIDADES .................................................................................... 1
1.1 TORNO CONVENCIONAL ............................................................ 1
1.2 SISTEMAS CAD/CAM/CAE. ......................................................... 2
1.3 CONTROL NUMÉRICO COMPUTARIZADO (CNC). .................... 4
1.3.1. Códigos G. .............................................................................. 5
1.3.2. Aplicaciones del control numérico computarizado. .................. 6
1.4 TORNO DE CONTROL NUMÉRICO COMPUTARIZADO. ............ 7
1.4.1. Introducción. ............................................................................ 7
1.4.2. Funcionamiento. ...................................................................... 7
viii
1.4.3. Herramientas de corte para torneado ...................................... 9
1.4.4. Operaciones del Torneado ...................................................... 9
a. Cilindrado................................................................................ 9
b. Refrentado .............................................................................. 9
c. Roscado ............................................................................... 10
d. Tronzado............................................................................... 10
e. Taladrado.............................................................................. 10
f. Moleteado ............................................................................. 10
1.4.5. Parámetros de corte del torneado. ........................................ 10
1.5 PROPIEDADES DE LOS MATERIALES. .................................... 13
1.5.1. Parámetros del acero templado ............................................. 13
1.5.2. Propiedades mecánicas de los aceros. ................................. 14
1.6 HUSILLOS DE BOLAS................................................................ 15
1.7 TRANSMISIÓN FLEXIBLE .......................................................... 16
1.8 SISTEMAS DE CONTROL. ......................................................... 17
1.8.1. Sistema de control de lazo abierto. ........................................ 17
1.8.2. Sistema de control de lazo cerrado. ...................................... 18
1.8.3. Precisión, exactitud y resolución. ........................................... 19
a. Precisión. .............................................................................. 19
b. Exactitud. .............................................................................. 20
c. Resolución. ........................................................................... 20
1.9 ACTUADORES Y ELEMENTOS DE CONTROL. ........................ 21
1.9.1. Controlador CNC ................................................................... 21
1.9.2. Motores eléctricos. ................................................................ 22
a. Motores de corriente alterna (AC) ......................................... 22

ix
b. Servomotor. .......................................................................... 23
1.9.3. Sensores. .............................................................................. 25
a. Sensores de proximidad. ...................................................... 25
b. Sensor de contacto: .............................................................. 25
c. Sensores de posicionamiento angular (Encoder). ................. 26
1.9.4. Variadores de frecuencia. ..................................................... 28
1.10 NORMAS DE SEGURIDAD PARA EL TRABAJO
MÁQUINAS CON HERRAMIENTA. ............................................ 30
1.10.1 Protección personal. ............................................................. 30
1.10.2 Durante el torneado .............................................................. 30
1.10.3 Seguridad y conservación del torno. ..................................... 31
CAPÍTULO II ......................................................................................... 33
DISEÑO Y SELECCIÓN DE LOS SISTEMAS MECÁNICOS DEL
TORNO CNC ......................................................................................... 33
2.1 DISEÑO DEL TORNO CNC ........................................................ 33
2.2 PARÁMETROS DE DISEÑO MECÁNICO................................... 34
2.2.1. Comprobación de la potencia del motor del cabezal. ............. 36
2.2.2. Especificación del sistema mecánico de movimiento. ............ 37
a. Sistema de movimiento para el eje X .................................... 37
b. Sistema de movimiento para el eje Z .................................... 37
2.2.3. Cálculo de cargas estáticas aplicadas a los ejes de
movimiento. .......................................................................... 38
a. Cálculo de cargas estáticas para el eje transversal. .............. 38
b. Cálculo de cargas estáticas para el eje longitudinal .............. 39

x
2.3 SELECCIÓN DEL SISTEMA DE TRANSMISIÓN PARA EL
MOVIMIENTO LINEAL DE EJES TRASNVERSAL Y
LOGITUDINAL ............................................................................ 40
2.3.1. Guías de movimiento lineal. .................................................. 40
2.3.2. Transmisión de movimiento ................................................... 41
2.4 CÁLCULO DE LOS HUSILLOS DE BOLAS. ............................... 42
2.4.1. Cálculo del husillo de bolas para el mecanismo del eje X. ..... 42
2.4.2. Cálculo del husillo de bolas para el mecanismo del eje Z. ..... 44
2.5 SELECCIÓN DEL HUSILLO DE BOLAS Y TUERCAS PARA
LOS EJES X, Z. ......................................................................... 47
2.6 CÁLCULO DEL TORQUE PARA LAS ESTRUCTURAS. ............ 48
2.6.1. Cálculo del torque para las estructuras de los ejes X. ........... 49
2.6.2. Cálculo del torque para la estructura del je Z. ........................ 53
2.7 SELECCIÓN DE MOTORES PARA LOS EJES X, Z ................... 56
2.8 SELECCIÓN DE LOS ACOPLES FLEXIBLES ............................ 59
2.8.1. Seleccion del acople flexible para el eje X. ............................ 59
2.8.2. Seleccion del acople flexible para el eje Z. ............................ 60
2.9 DISEÑO DEL SISTEMA DE TRASMISIÓN
AUTOMÁTICO/MANUAL ............................................................ 61
2.9.1. Diseño del mecanismo para el trabajo en modo CNC del
eje ........................................................................................ 61
a. Diseño y construcción del soporte para el servomotor. ......... 61
b. Diseño y construcción de bocines para deslizamiento. ......... 64
c. Diseño y construccióndebases de desplazamiento del
servomotor. . ………………………………………………….…..65
d. Mecanismo de embraguepara el eje x. ................................. 66
xi
2.9.2. Diseño del mecanismo para el trabajo en modo CNC del
eje Z .………………………………………………………………67
a. Selección de caja reductora. ................................................. 67
b. Diseño y construcciónde estructura para servomotor del
eje Z. ..................................................................................... 68
c. Diseño y construcción de soporte de tuerca y eslabones
de sujeción............................................................................ 69
d. Mecanismo de embrague para el eje Z. ................................ 71
CAPÍTULO III ......................................................................................... 73
DISEÑO Y SELECCIÓN DEL SISTEMA ELÉCTRICO Y
ELECTRÓNICO DEL CONTROL DEL TORNO CNC. ............................. 73
3.1 MODO DE OPERACIÓN ............................................................. 73
3.1.1 Selección eléctrica de funcionamiento ................................... 73
3.1.2 Parámetros del modo de operación ....................................... 73
3.2 DISEÑO Y SELECCIÓN DEL SISTEMA DE CONTROL DE
LA MÁQUINA CNC ..................................................................... 75
3.2.1. Parámetros de diseño de la unidad de control de
movimiento del torno CNC. ................................................... 75
3.2.2. Diseño del software de control............................................... 76
3.2.3. Diseño del hardware de control. ............................................ 78
3.3 SELECCIÓN DEL CONTROLADOR. .......................................... 79
3.3.1. GSK 980TDa ......................................................................... 81
3.3.2. Características de controlador GSK980TDa .......................... 82
3.3.3. Señales I/O del controlador GSK 980TDa ............................. 83
3.4 ESPECIFICACIÓN DE LOS DRIVERS DE CONTROL
DELOS SERVOMOTORES......................................................... 84

xii
3.4.1. GSK DA98B .......................................................................... 84
3.4.2. Características del servodrives GSK DA98B ......................... 85
3.5 SELECCIÓN DE SISTEMA DE CONTROL PARA EL
MOTOR TRIFÁSICO DEL CABEZAL .......................................... 86
3.5.1. Selección de drive de control para motor trifásico
principal ................................................................................ 86
3.5.2. Selección del encoder p ara el control de de velocidad
giro del cabezal. .................................................................... 88
3.6 DISEÑO DEL TABLERO DE CONTROL Y POTENCIA DEL
TORNO CNC .............................................................................. 89
3.6.1. Tensión trifásica 220V. .......................................................... 89
3.6.2. Fusibles de protección. .......................................................... 89
3.6.3. Brakers de protección de drives de motores. ......................... 89
3.6.4. Contactores de para arranque de motores. ........................... 90
3.6.5. Relés eléctricos. .................................................................... 90
3.6.6. Fuente de alimentación. ........................................................ 90
CAPÍTULO IV ......................................................................................... 91
IMPLEMENTACIÓN Y PRUEBAS DEL SISTEMA. .................................. 91
4.1 IMPLEMENTACIÓN DEL SISTEMA MECÁNICO. ....................... 91
4.1.1. Implementación de la estructura delos ejes. .......................... 91
a. Implementación de la estructura del eje Z. ............................ 91
b. Implementación de la estructura del eje X. ........................... 93
c. Implementación del encoder. ................................................ 95
4.1.2.Implementación del sistema mecánico de movimiento a la
estructura principal. ............................................................... 96
4.2 IMPLEMENTACIÓN DE LOS SISTEMAS DE CONTROL. .......... 96
xiii
4.2.1. Parametrización del Controlador 980TDa .............................. 96
4.2.2. Diagrama de conexión del GSK980TD al servo drive
DA98B .............................................................................. ..101
4.2.3. Diagrama de conexión del GSK980TD al encoder del
cabezal ............................................................................... 102
4.2.4. Diagrama de conexión del GSK980TD al MPG ................... 103
4.2.5. Diagrama de conexión del GSK980TD a la entrada
análoga de voltaje (AVI) ...................................................... 103
4.2.6. Diagrama de conexión del GSK980TD a la PC ................... 104
4.2.7. Definición de interfaz estándar y expansión I/O ................... 104
a. Input XS40 .......................................................................... 104
b. Output XS39 ....................................................................... 105
4.2.8. Finales de carrera, paros de emergencia e Interruptores
de referencia. ...................................................................... 105
4.2.9. Controles y modos de funcionamiento del controlador
GSK980TDa. ...................................................................... 107
a. Pantallas de Visualización .................................................. 108
b. Panel de programación ....................................................... 109
c. Panel de control .................................................................. 110
d. Modos de funcionamiento del torno CNC ............................ 113
4.2.10 Descargar un programa de código G en el controlador...... 114
4.2.11 Tablero de control para el sistema automático del torno
CNC .................................................................................... 115
4.2.12 Parametrización del Servodrive. ......................................... 115
a. Relación de transmisión eléctrica para eje X ....................... 116
b. Relación de transmisión eléctrica para eje Z ....................... 117

xiv
4.2.13 Parametrización del Variador de Frecuencia DELTA
VFD-B para el control de giro del cabezal. .......................... 118
4.3 PRUEBAS DEL SISTEMA MECÁNICO Y DE CONTROL
DEL TORNO. ............................................................................ 119
4.3.1 Desplazamiento de los carros a lo largo de las
coordenadas X, Z. ............................................................. 120
a. Modo Jog ............................................................................ 120
b. Modo MPG .......................................................................... 120
4.3.2 Encendido del cabezal........................................................ 121
4.4 ENLACE CAD/CAM. ................................................................. 121
4.5 PRUEBAS DEL SISTEMA AUTOMÁTICO DEL TORNO
CNC .......................................................................................... 123
4.5.1. Cero absolutos o referencia de la máquina.......................... 123
4.5.2. Mecanizado del torno CNC .................................................. 124
a. Referencia de la pieza para torneado. ................................ 125
b. Mecanizado de la pieza para torneado. .............................. 125
4.6 MANUAL DE OPERACIÓN Y MANTENIMIENTO. .................... 126
4.7 ANÁLISIS DE LOS RESULTADOS OBTENIDOS. .................... 126
4.7.1. Resolución de la máquina. .................................................. 126
4.7.2. Cálculo de la precisión de la máquina. ................................ 127
4.7.3. Pruebas de precisión y resolución en torneado. .................. 127
a. Velocidades de corte : ........................................................ 133
b. Velocidad de avance máxima: ............................................ 133
c. Avances máximo: ................................................................ 134
4.7.5. Análisis de corriente y potencia eléctrica consumida. ......... 135
4.7.6. Pruebas de repetibilidad. .................................................... 137
xv
4.8 ANÁLISIS TÉCNICO-ECONÓMICO .......................................... 139
4.9 VALIDACIÓN DE LA HIPÓTESIS. ............................................ 140
CAPÍTULO V ....................................................................................... 141
CONCLUSIONES Y RECOMENDACIONES. ........................................ 141
5.1 CONCLUSIONES: .................................................................... 141
5.2 RECOMENDACIONES: ............................................................ 142
REFERENCIAS BIBLIOGRÁFICAS ....................................................... 144
GLOSARIO ....................................................................................... 147

xvi
ÍNDICE DE TABLAS
Tabla 1.1. Valores de presión específica de corte. ............................ 12
Tabla 1.2. Propiedades mecánicas y aplicaciones típicas de
aceros al carbono simple ...................................................... 14
Tabla 2.1. Características estándar de selección de los husillos de
bolas. .................................................................................... 47
Tabla 2.2. Características estándar de selección servomotores. ........... 57
Tabla 2.3. Características de selección acoples flexibles. ...................... 59
Tabla 2.4. Características estándar de selección de caja reductora ...... 67
Tabla 3.1. Características básicas de los controladores GSK
980TDa y FANUC Serie 0i Modelo D ................................... 80
Tabla 3.2. Conexiones del controlador GSK 980TDa ............................. 83
Tabla 3.3. Características estándar de los variadores de frecuencia
Siemens y Delta VDF-B ....................................................... 86
Tabla 4.1. Parametrización de los bits de parámetros del
controlador 980TDa .............................................................. 97
Tabla 4.2. Datos de parámetros del controlador 980TDa ...................... 99
Tabla 4.3. Especificación de pines de la entrada XS40 del
controlador. ......................................................................... 104
Tabla 4.4. Especificación de pines de la salida XS39 del controlador. .. 105
Tabla 4.5. Menú de visualización de pantalla principal. ....................... 108
Tabla 4.6. Descripción de funcionamiento de teclas del panel de
programación. ..................................................................... 109
Tabla 4.7. Descripción de funcionamiento de teclas del panel de
control. ................................................................................ 110
Tabla 4.8. Parametrización de drive DA98B. ....................................... 117
xvii
Tabla 4.9. Parametrización del drive VFD-B. ....................................... 118
Tabla 4.10. Resolución promedio en tornos CNC ................................. 126
Tabla 4.11. Muestras del cilindrado. ...................................................... 128
Tabla 4.12. Muestras de ranurado sinusoidal. ....................................... 131
Tabla 4.13. Cálculo de fuerzas de corte. ................................................ 134
Tabla 4.14. Corriente medida en variador de frecuencia al mecanizar
acero. .................................................................................. 135
Tabla 4.15. Potencia consumida por profundidad de pasada. ................ 136
Tabla 4.16. Tabla de repetibilidad en cilindrado. .................................... 138
Tabla 4.17. Valores de elementos utilizados .......................................... 139

xviii
ÍNDICE DE FIGURAS
Figura 1.1: Partes del torno convencional. ............................................... 2
Figura 1.2: Sistemas CAD. ...................................................................... 3
Figura 1.3: Sistemas CAM. ...................................................................... 4
Figura 1.4: Sistemas CAE. ....................................................................... 4
Figura 1.5: Torno CNC............................................................................. 7
Figura 1.6: Esquema de funcionamiento del torno CNC .......................... 8
Figura 1.7: Herramientas para torneado .................................................. 9
Figura 1.8: Operaciones de torneado..................................................... 10
Figura 1.9: Husillo de bolas ................................................................... 15
Figura 1.10: Acoples flexibles .................................................................. 17
Figura 1.11: Sistema de control de lazo abierto. ...................................... 18
Figura 1.12: Sistemas de control de lazo cerrado .................................... 19
Figura 1.13: Precisión y resolución .......................................................... 20
Figura 1.14: Controlador CNC ................................................................. 21
Figura 1.15: Servomotor. ......................................................................... 24
Figura 1.16: Sensor de contacto. ............................................................. 26
Figura 1.17: Encoder incremental. ........................................................... 27
Figura 1.18: Encoder absoluto. ................................................................ 27
Figura 1.19: Variador de frecuencia. ........................................................ 28
Figura 2.1: Torno PINACHO SP 200Rx1000 ......................................... 33
Figura 2.2: Estructura inicial del torno PINACHO SP 200Rx1000. ......... 34
Figura 2.3: Gráfica de fuerza de corte. ................................................... 35
Figura 2.4: Mecanismo del carro transversal eje X ................................ 37
Figura 2.5: Sistema de movimiento para eje Z ....................................... 38
xix
Figura 2.6: Fuerza resultante del peso de la estructura del eje X........... 38
Figura 2.7: Fuerza resultante del peso de la estructura del eje Z ........... 39
Figura 2.8: Guías prismáticas de movimiento lineal ............................... 40
Figura 2.9: Mecanismo piñón - cremallera ............................................. 41
Figura 2.10: Diagrama de carga distribuida aplicada al husillo de
bolas ................................................................................... 42
Figura 2.11: Diagramas de fuerza cortante y momento flexionante
del husillo de bolas ............................................................. 43
Figura 2.12: Husillo de bolas y la tuerca para eje X ................................ 44
Figura 2.13: Diagrama de carga distribuida aplicada al husillo de
bolas. .................................................................................. 45
Figura 2.14: Diagramas de fuerza cortante y momento flexionante
del husillo de bolas ............................................................. 46
Figura 2.15: Husillo de bolas y la tuerca para eje Z ................................ 47
Figura 2.16: Fuerzas e inercias de la mesa de mecanizado. .................. 48
Figura 2.17: Acoplamiento flexible de mordalzas L-70 ............................ 60
Figura 2.18: Acoplamiento flexible de mordazas L-75 ............................. 60
Figura 2.19: Soporte del servomotor para el eje X. ................................. 61
Figura 2.20: Análisis de fuerza del soporte del servomotor para eje X. ... 62
Figura 2.21: Diagrama de cuerpo libre, fuerzas y momentos para
el soporte para el servomotor ............................................. 63
Figura 2.22: Escala de tensiones según el criterio de Von Mises............. 64
Figura 2.23: Guías de bronce fosfórico .................................................... 65
Figura 2.24: Carro de desplazamiento del servomotor ............................. 65
Figura 2.25: Separación del acople flexible. ............................................ 66
Figura 2.26: Carro de desplazamiento del servomotor ............................. 66
xx
Figura 2.27: Caja reductora 20:1 ............................................................. 68
Figura 2.28: Estructura de soporte para eje Z .......................................... 69
Figura 2.29: Soporte de tuerca y eslabones de sujeción .......................... 69
Figura 2.30: Análisis de fuerza del soporte del servomotor para eje Z. .... 70
Figura 2.31: Escala de tensiones según el criterio de Von Mises............. 71
Figura 2.32: Acople o desacople mecánico para eje Z. ............................ 72
Figura 2.33: Mecanismo de eje Z ............................................................. 72
Figura 3.1: Diagrama de flujo de funcionamiento general del torno. ...... 74
Figura 3.2: Esquema general de funcionamiento del torno CNC............ 75
Figura 3.3: Diagrama de flujo del software. ............................................ 77
Figura 3.4: Diseño del hardware de control.. .......................................... 78
Figura 3.5: Controlador GSK 980TDa. ................................................... 82
Figura 3.6: Controlador GSK 980TDa. ................................................... 83
Figura 3.7: Servodrives GSK DA98B. .................................................... 85
Figura 3.8: Drive Delta VFD-B. .............................................................. 87
Figura 3.9: Encoder Delta EH-5. ............................................................ 88
Figura 4.1: Implementación del diseño mecánico. ................................. 91
Figura 4.2: Montaje de la estructura del eje Z. ....................................... 92
Figura 4.3: Deslizamiento de eje Z como torno CNC. ............................ 93
Figura 4.4: Deslizamiento de eje Z como torno convencional ................ 93
Figura 4.5: Implementación de la estructura del eje X. .......................... 94
Figura 4.6: Servomotor acoplado al husillo de bolas. ............................. 94
Figura 4.7: Servomotor acoplado al husillo de bolas. ............................. 95
Figura 4.8: Implementación del encoder. ............................................... 95
Figura 4.9: Implementación del sistema mecánico. ................................ 96

xxi
Figura 4.10. Diagrama de conexión de GSK980TDa al
servodrive DA98B ............................................................. 102
Figura 4.11: Diagrama de conexión de GSK980TD al encoder ............. 103
Figura 4.12: Diagrama de conexión del GSK980TD al MPG ................. 103
Figura 4.13: Diagrama de conexión del GSK980TD al AVI ................... 104
Figura 4.14: Diagrama de conexión del GSK980TD a la PC ................. 104
Figura 4.15: Switch limitador de carrera. ............................................... 105
Figura 4.16: Conexión de los límites de carrera paros de
emergencia. ...................................................................... 106
Figura 4.17: Conexión de los sensores home. ...................................... 107
Figura 4.18: Sensores para el home. .................................................... 107
Figura 4.19: Controles de la pantalla principal. ..................................... 108
Figura 4.20: Forma de descargar un programa de códigos G ............... 114
Figura 4.21: Forma de descargar un programa de códigos G ............... 114
Figura 4.22: Tablero de control, parte externa e interior. ...................... 115
Figura 4.23: Controles de avance. ........................................................ 120
Figura 4.24: Control de avance. ............................................................ 120
Figura 4.25: Encendido del cabezal. ..................................................... 121
Figura 4.26: CAD en SolidWorks. ......................................................... 122
Figura 4.27: CAM en Mastercam. ......................................................... 122
Figura 4.28: Códigos G. ........................................................................ 123
Figura 4.29: Punto de referencia o cero absoluto. ................................ 124
Figura 4.30: Diseño de la pieza de torneado en SolidWorks. ................ 124
Figura 4.31: Cero pieza del torneado. ................................................... 125
Figura 4.32: Mecanizado en Torno. ...................................................... 126
xxii
Figura 4.33: Toma de muestra de cilindrado. ........................................ 128
Figura 4.34: Medición en 0°-180°.......................................................... 129
Figura 4.35: Medición en 45°- 225°. ...................................................... 129
Figura 4.36: Medición en 90°- 270°. ...................................................... 130
Figura 4.37: Medición en 135°- 315°. .................................................... 130
Figura 4.38: Dimensiones de ranurado sinusoidal. ............................... 131
Figura 4.39: Ranurado sinusoidal. ........................................................ 131
Figura 4.40: Muestreo de ranurado sinusoidal. ..................................... 132
Figura 4.41: Dimensiones de pieza de pruebas de penetración. ........... 133
Figura 4.42: Muestreo fueras de corte. ................................................. 134
Figura 4.43: Muestreo de corriente consumida. .................................... 135
Figura 4.44: Muestreo de potencia consumida ..................................... 136
Figura 4.45: Pieza de pruebas de penetración. ..................................... 137
Figura 4.46: Posición de repetibilidad ................................................... 137
Figura 4.47: Códigos de posicionamiento en la zona de seguridad ...... 138
Figura 4.48: Muestreo de repetibilidad .................................................. 138
xxiii
ÍNDICE DE ANEXOS
ANEXO A ESPECIFICACIONES TÉCNICAS DE TORNO PINACHO SP
200R*100.
ANEXO B CARACTERISTICAS DEL MOTOR TRIFASICO DEL
CABEZAL.
ANEXO C PLANOS MECÁNICOS.
ANEXO C-1 ESTRUCTURA DEL TORNO CNC/MANUAL.
ANEXO C-2 ESTRUCTURA DEL EJE X.
ANEXO C-3 ESTRUCTURA SOPORTE ALUMINIO EJE X.
ANEXO C-4 SOPORTE DE RODAMIENTO.
ANEXO C-5 HUSILLO DE BOLAS EJE X.
ANEXO C-6 TUERCA DE HUSILLO EJE X.
ANEXO C-7 BASE DE DESLIZAMIENTO DELANTERA.
ANEXO C-8 BASE DE DESLIZAMIENTO POSTERIOR
ANEXO C-9 BASE FIJA DELANTERA
ANEXO C-10 BASE FIJA POSTERIOR
ANEXO C-11 GUÍAS DE SUJECCIÓN DE SERVOMOTOR
ANEXO C-12 PALANCA DE SEPARACIÓN DE SERVOMOTOR
ANEXO C-13 BOCINES DESLIZADORES
ANEXO C-14 MODIFICACIÓN CARRO TRANVERSAL
ANEXO C-15 GUÍAS DE DESLIZAMIENTO DE SERVOMOTOR
ANEXO C-16 ACOPLES FLEXIBLES DE MORDAZA EJE X
xxiv
ANEXO C-17 SOPORTES PARA ESTRUCTURA DE ALUMINO
ANEXO C-18 ESTRUCTURA DEL EJE Z
ANEXO C-19 MODIFICACIÒN EN EL DELANTAL DEL TORNO
ANEXO C-20 HUSILLO DE BOLAS EJE Z
ANEXO C-21 TUERCA DEL HUSILLO EJE Z
ANEXO C-22 ESTRUCTURA BASE PARA TUERCA EJE Z
ANEXO C-23 ESLABONES SUJETADORES
ANEXO C-24 ESTRUCTURA SOPORTE SERVOMOTOR - CAJA
REDUCTORA
ANEXO C-25 ACOPLES FLEXIBLES L-70 EJE Z
ANEXO C-26 ACOPLES FLEXIBLES L-75 EJE Z
ANEXO C-27 SOPORTE FIJO
ANEXO D MEDIDAS DE HUSILLO DE BOLAS SKF
ANEXO E ESPECIFICACIONES TÉCNICAS DE SERVOMOTOR GSK
80SJT- M24C
ANEXO F ESPECIFICACIONES TÉCNICAS DE ACOPLES
FLEXIBLES
ANEXO G DIMENSIONES Y ESPECIFICACIONES TÉCNICAS CAJA
REDUCTORA
ANEXO H MODIFICACIÓN DEL CIRCUITO DE CONTROL/POTENCIA
DEL CONVENCIONAL
ANEXO H-1 MODIFICACIÓN DEL CIRCUITO DE CONTROL
CONVENCIONAL
xxv
ANEXO H-2 MODIFICACIÓN DEL CIRCUITO DE POTENCIA
CONVENCIONAL
ANEXO I ESPECIFICACIONES TÉCNICAS CONTROLADOR GSK
980TDA
ANEXO J ESPECIFICACIONES TÉCNICAS SERVODRIVE DA98B
ANEXOK ESPECIFICACIONES TÉCNICAS DE DRIVE DELTA VFD-B
ANEXO L ESPECIFICACIONES TÉCNICAS DE ENCODER DELTA
EH-5
ANEXO M PLANO DE CONTROL DEL TORNO CNC
ANEXO N PLANO DE POTENCIA DEL TORNO CNC
ANEXO O MANUAL DE OPERACIÓN

xxvi
RESUMEN
La automatización de máquinas herramientas a máquinas de control
numérico computarizadas (CNC), ha ganado protagonismo en la industria, ya
que en nuestro medio se están incorporando equipos sofisticados con ciertas
particularidades las cuales brindan optimización de tiempo, espacio, exactitud
y disminución de errores en su trabajo final.
La presente tesis radica en la “Conversión de un torno convencional a
uno por control numérico computarizado para el Laboratorio CNC de la
ESPE Extensión Latacunga.”, el cual es una máquina herramienta, que
servirá de apoyo para docentes, técnicos y estudiantes relacionados con el
área de automatización, debido a que éste proyecto involucra nuevas e
innovadoras tecnologías.
El proyecto propuesto, trata de adaptar en una sola máquina las propiedades
mecánicas y de control de un torno convencional y uno de control numérico
computarizado; para el mecanizado de piezas en revolución sencillas o
complejas respectivamente, dicho dispositivo necesitará de las habilidades
manuales del operario para torneado convencional o de conocimiento de
programación CNC, para ejecutarla como torno CNC.
Como máquina CNC, la interfaz hombre - máquina (HMI) es un controlador,
en cual viene integrado un PLC, el que interpreta los códigos G y controla al
torno, y este a la vez mediante los puertos de comunicación, emite señales
de voltaje a los controladores de cada uno de los servomotores para verificar
la posición y velocidad, de esta manera, se obtiene un torno de control
numérico computarizado CNC, que combina técnicas de CAM y CAD, para la
obtención de piezas complejas, con ello se puede reducir el tiempo de
proceso de manufactura en fabricación en serie de productos.
xxvii
ABSTRACT
The automation of machine tools to computerized numerically controlled
machines (CNC), won prominence in the industry, since in our environment
are being incorporated sophisticated equipment with certain particularities
which provide optimization of time, space, accuracy and reduction of errors in
his final work.
This thesis lies in the "Conversion of a conventional lathe one CNC
computerized laboratory Extension ESPE CNC Latacunga.", which is a
machine tool, which will serve as a support for teachers, technicians and
students related to the area of automation, because this project involves new
and innovative technologies.
The proposed project, is adapted in a single machine the mechanical
properties and control of a conventional lathe and a computerized numerical
control; for the machining of simple or complex parts in revolution
respectively, that element will need skills operator manuals for turning
conventional or knowledge of CNC programming, to run it as a CNC.
As a machine CNC, interface man - machine (HMI) is a controller, in which is
integrated a PLC, which interprets the G codes and controls the machine, and
this at the same time using communication ports, emits voltage signals to the
controllers of each servo motors to verify position and speed, in this way, gets
a lathe of computerized numerical control that combines techniques from
CAM and CAD, for the production of complex parts, this can reduce
processing time of manufacturing in manufacturing series of products.

xxviii
PRESENTACIÓN
En el presente proyecto, se desarrolla la conversión de un torno
convencional a uno por control numérico computarizado, el cual permite
mecanizar diferentes tipos de piezas de revolución en cantidades y con
precisión, mediante un controlador que utiliza datos alfa-numéricos, en el
Laboratorio CNC de la ESPE Extensión Latacunga.
El Capítulo I contiene información relativo a máquinas de control numérico
computarizado, es decir los recursos y materiales existentes que se
disponen para realizar la parte mecánica y la de control; información
necesaria para el desarrollo del proyecto.
El Capítulo II define el diseño y la selección de los elementos mecánicos
del torno conjuntamente con la selección de los actuadores de cada eje,
para un adecuado funcionamiento en el mecanizado.
El Capítulo III detalla el diseño y selección de los sistemas de control
eléctrico del torno CNC, donde se determinan sus parámetros y la
selección de los elementos de control para cumplir las funciones
determinadas.
En el Capítulo IV se procede con la implementación de los sistemas
mecánicos y de control, parametrización de elementos de control, para
proceder a realizar pruebas de funcionamiento, además se muestra la
resolución y precisión de la máquina.
En el Capítulo V se muestran las conclusiones y recomendaciones del
proyecto, las cuales permitirán realizar proyectos futuros sin ningún tipo
de dificultad.
Se incluye anexos y referencias bibliográficas para profundizar en el tema.

1
CAPÍTULO I
GENERALIDADES
1.1 TORNO CONVENCIONAL1
Se denomina torno a un conjunto de máquinas herramientas que permiten
mecanizar piezas de forma geométrica de revolución. Estas máquinas
herramienta operan haciendo girar la pieza a mecanizar (sujeta en el
cabezal o fijada entre los puntos de centraje) mientras una o varias
herramientas de corte son empujadas en un movimiento regulado de
avance contra la superficie de la pieza, cortando la viruta de acuerdo con
las condiciones tecnológicas de mecanizado adecuadas. Desde el inicio
de la revolución industrial, el torno se ha convertido en una máquina
básica en el proceso industrial de mecanizado.
Partes del Torno
Bancada: sirve de soporte para las otras unidades del torno. En su
parte superior lleva unas guías por las que se desplaza el cabezal
móvil o contrapunto y el carro principal, ver fig. 1.1.
Caja Norton: contiene los engranajes o poleas que impulsan la pieza
de trabajo y las unidades de avance. Incluye el motor, el husillo, el
selector de velocidad, el selector de unidad de avance y el selector de
sentido de avance. Además sirve para soporte y rotación de la pieza
de trabajo que se apoya en el husillo, ver fig. 1.1.
Contrapunto: el contrapunto es el elemento que se utiliza para servir
de apoyo y poder colocar las piezas que son torneadas entre puntos,
así como otros elementos tales como portabrocas o brocas para hacer
taladros en el centro de los ejes. Este contrapunto puede moverse y
fijarse en diversas posiciones a lo largo de la bancada, ver fig. 1.1.
1http://victoria1.blogia.com/2009/042802-8.2.-torno-y-sus-partes.php

2
Carros portaherramientas: Consta del carro principal y delantal,
que produce los movimientos de avance y profundidad de pasada y
del carro transversal, que se desliza transversalmente sobre el carro
principal. En los tornos paralelos hay además un carro superior
orientable, formado a su vez por tres piezas: la base, el charriot y el
porta herramientas. Su base está apoyada sobre una plataforma
giratoria para orientarlo en cualquier dirección, ver fig. 1.1.
Cabezal giratorio o husillo: Su función consiste en sujetar la pieza a
maquinar, hay varios tipos como el chuck independiente de 4
mordazas o el universal mayormente empleado en el taller mecánico
al igual hay chuck magnéticos y de seis mordazas, ver fig. 1.1.
Figura 1.1: Partes del torno convencional.
1.2 SISTEMAS CAD/CAM/CAE2.
CAD/CAM/CAE, son procesos en el cual se utilizan los ordenadores o
computadoras para mejorar la fabricación, desarrollo y diseño de los
productos. Estos pueden fabricarse más rápido, con mayor precisión y a
menor precio, con la aplicación adecuada de tecnología informática.
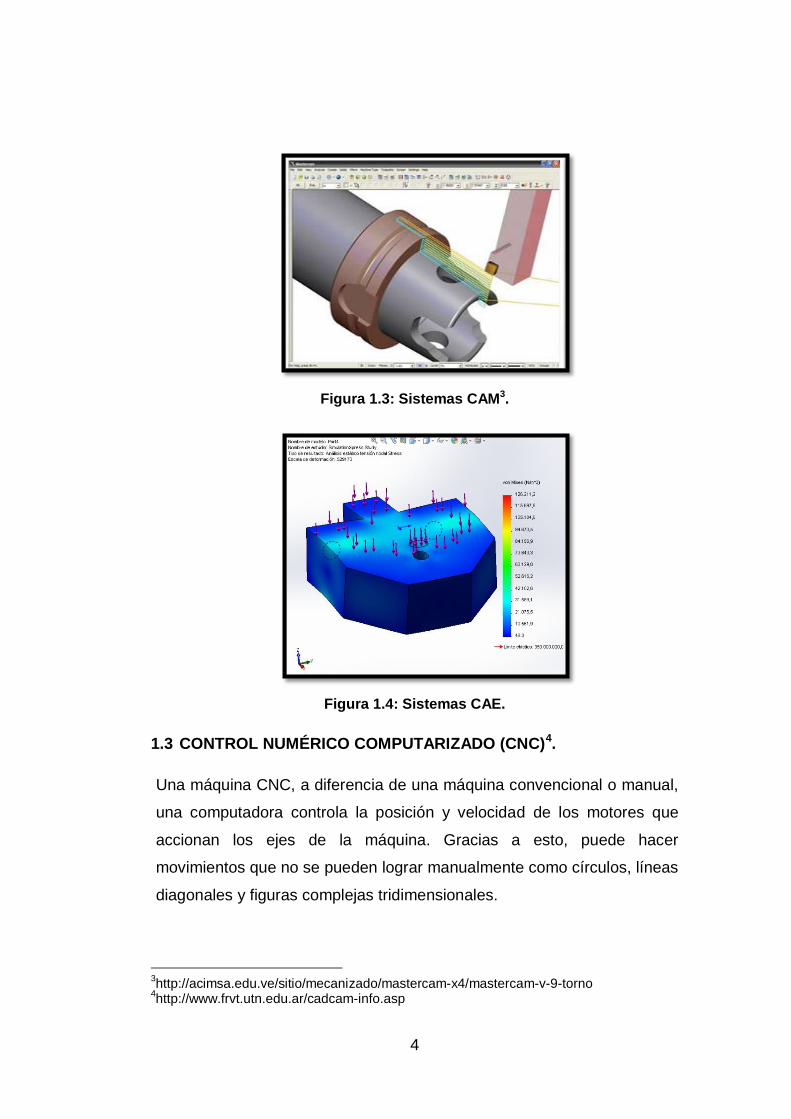
2http://es.scribd.com/doc/12750150/CONCEPTOS-FUNDAMENTALES-CADCAMCAE
3http://acimsa.edu.ve/sitio/mecanizado/mastercam-x4/mastercam-v-9-torno
3
Para el diseño está el C.A.D. (Diseño asistido por computador), se puede
definir como el uso de sistemas informáticos en la creación, modificación,
análisis u optimización de un producto, ver figura: 1.2.
Para la fabricación se emplea C.A.M. (Manufactura asistida por
computador), es el uso de sistemas informáticos para la planificación,
gestión y control de las operaciones de una planta de fabricación
mediante una interfaz directa o indirecta entre el sistema informático y los
recursos de fabricación, ver figura: 1.3.
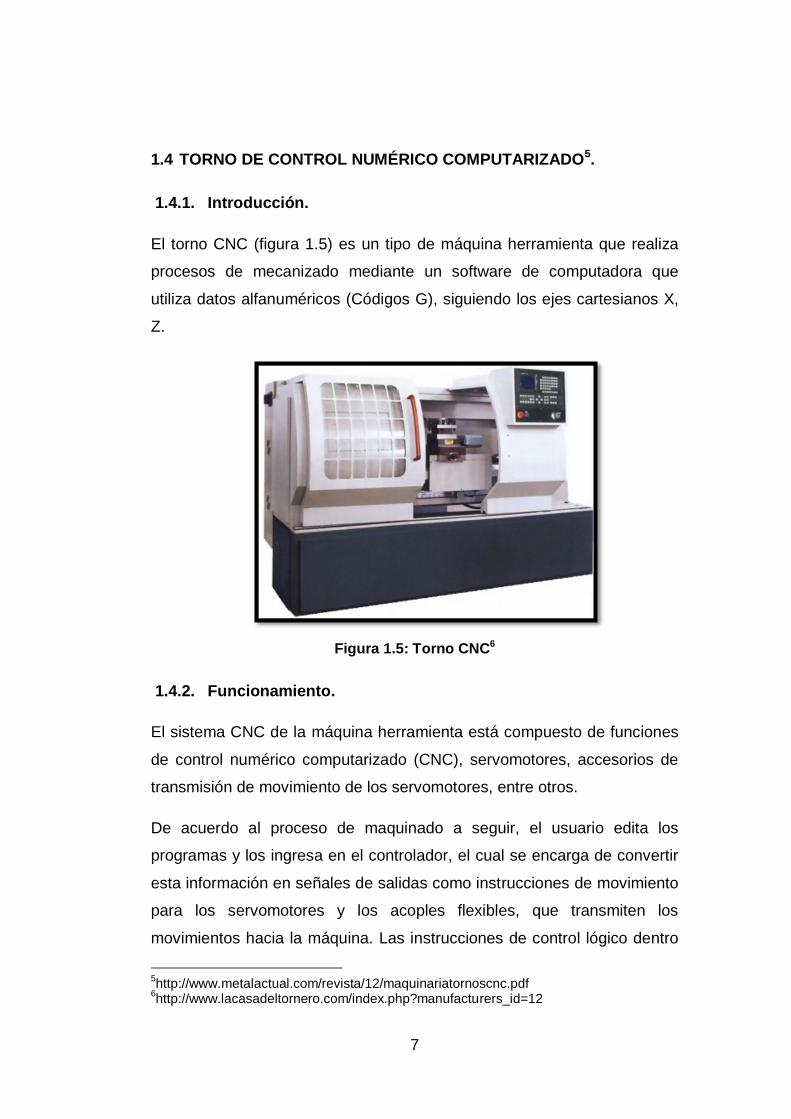
Y por último está el CAE (Ingeniería asistida por computador) se encarga
de evaluar el comportamiento del proyecto diseñado en una situación real:
al exponerlo a deformaciones, vibraciones, esfuerzos, etc. Se dice que el
CAE es un proceso integrado que incluye todas las funciones de la
ingeniería que van desde el diseño propiamente dicho hasta la
fabricación, ver figura: 1.4.
Figura 1.2: Sistemas CAD.
4
Figura 1.3: Sistemas CAM3.
Figura 1.4: Sistemas CAE.
1.3 CONTROL NUMÉRICO COMPUTARIZADO (CNC)4.
Una máquina CNC, a diferencia de una máquina convencional o manual,
una computadora controla la posición y velocidad de los motores que
accionan los ejes de la máquina. Gracias a esto, puede hacer
movimientos que no se pueden lograr manualmente como círculos, líneas
diagonales y figuras complejas tridimensionales.
3http://acimsa.edu.ve/sitio/mecanizado/mastercam-x4/mastercam-v-9-torno
4http://www.frvt.utn.edu.ar/cadcam-info.asp

5
Las máquinas CNC son capaces de mover la herramienta al mismo
tiempo en los diferentes ejes para ejecutar trayectorias tridimensionales
como las que se requieren para el maquinado de complejos moldes y
troqueles.
En una máquina CNC una computadora controla el movimiento de la
mesa, el carro y el husillo. Una vez programada la máquina, ésta ejecuta
todas las operaciones por sí sola, sin necesidad de que el operador esté
manejándola. Esto permite aprovechar mejor el tiempo del personal para
que sea más productivo.
1.3.1. Códigos G.
Las funciones preparatorias, también conocidas como Códigos G, son las
más importantes en la programación CNC, ya que controlan el modo en
que la máquina va a realizar un trazado, o el modo en que va a
desplazarse sobre la superficie de la pieza que está trabajando. Los
caracteres más usados comúnmente, regidos bajo la norma DIN 66024 y
66025 son, entre otros, los siguientes:
N: es la dirección correspondiente al número de bloque o secuencia. Esta
dirección va seguida normalmente de un número de tres o cuatro cifras.
X, Y, Z: son las direcciones correspondientes a las cotas según los ejes X,
Y, Z de la máquina herramienta. Dichas cotas se pueden programar en
forma absoluta o relativa, es decir, con respecto al cero pieza o con
respecto a la última cota respectivamente.
G: es la dirección correspondiente a las funciones preparatorias. Se
utilizan para informar al control de las características de las funciones de
mecanizado, como por ejemplo, forma de la trayectoria, tipo de corrección
de herramienta, parada temporizada, ciclos automáticos, programación
absoluta y relativa, etc. La función G va seguida de un número de dos

6
cifras que permite programar hasta 100 funciones preparatorias
diferentes.
M: es la dirección correspondiente a las funciones auxiliares o
complementarias. Se usan para indicar a la máquina herramienta que se
deben realizar operaciones tales como parada programada, rotación del
husillo a derecha o izquierda. La dirección M va seguida de un número de
dos cifras que permite programar hasta 100 funciones auxiliares
diferentes.
1.3.2. Aplicaciones del control numérico computarizado.
El sistemas CNC es de amplia gama de aplicación en máquinas
herramientas como por ejemplo: tornos, fresadoras, taladradoras, láseres,
cortadoras, máquinas dobladoras, etc.
Las máquinas herramientas de Control Numérico (CNC) tiene docenas de
aplicaciones en los negocios y manufactureras. Son usadas en cada en
todo tipo de aplicaciones desde máquinas de bordado hasta brazos
robóticos en las plantas de ensamblaje.
Se programa una máquina CNC generando códigos G y M que la
máquina entienda.
Finalmente, el uso del CNC incide favorablemente en los costos de
producción al propiciar la baja de costos de fabricación de muchas
máquinas, manteniendo o mejorando su calidad, así como también los
tiempos de producción disminuyen abrumadoramente.
7
1.4 TORNO DE CONTROL NUMÉRICO COMPUTARIZADO5.
1.4.1. Introducción.
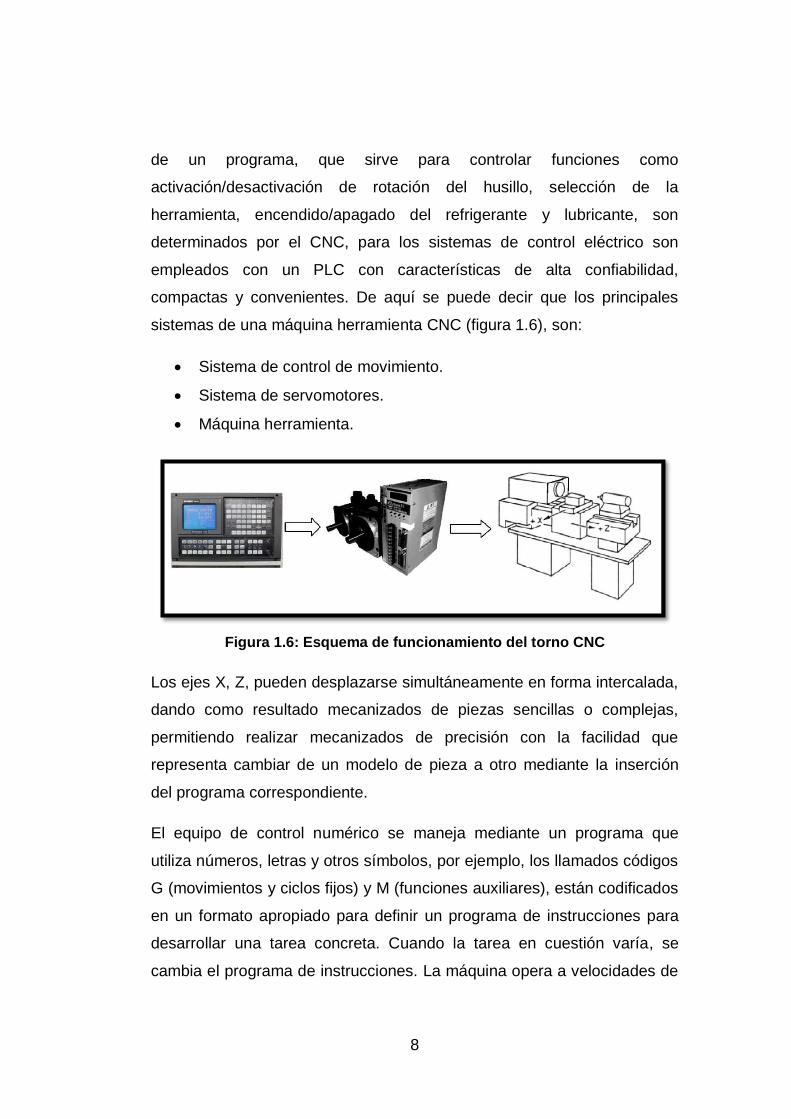
El torno CNC (figura 1.5) es un tipo de máquina herramienta que realiza
procesos de mecanizado mediante un software de computadora que
utiliza datos alfanuméricos (Códigos G), siguiendo los ejes cartesianos X,
Z.
Figura 1.5: Torno CNC6
1.4.2. Funcionamiento.
El sistema CNC de la máquina herramienta está compuesto de funciones
de control numérico computarizado (CNC), servomotores, accesorios de
transmisión de movimiento de los servomotores, entre otros.
De acuerdo al proceso de maquinado a seguir, el usuario edita los
programas y los ingresa en el controlador, el cual se encarga de convertir
esta información en señales de salidas como instrucciones de movimiento
para los servomotores y los acoples flexibles, que transmiten los
movimientos hacia la máquina. Las instrucciones de control lógico dentro
5http://www.metalactual.com/revista/12/maquinariatornoscnc.pdf
6http://www.lacasadeltornero.com/index.php?manufacturers_id=12
8
de un programa, que sirve para controlar funciones como
activación/desactivación de rotación del husillo, selección de la
herramienta, encendido/apagado del refrigerante y lubricante, son
determinados por el CNC, para los sistemas de control eléctrico son
empleados con un PLC con características de alta confiabilidad,
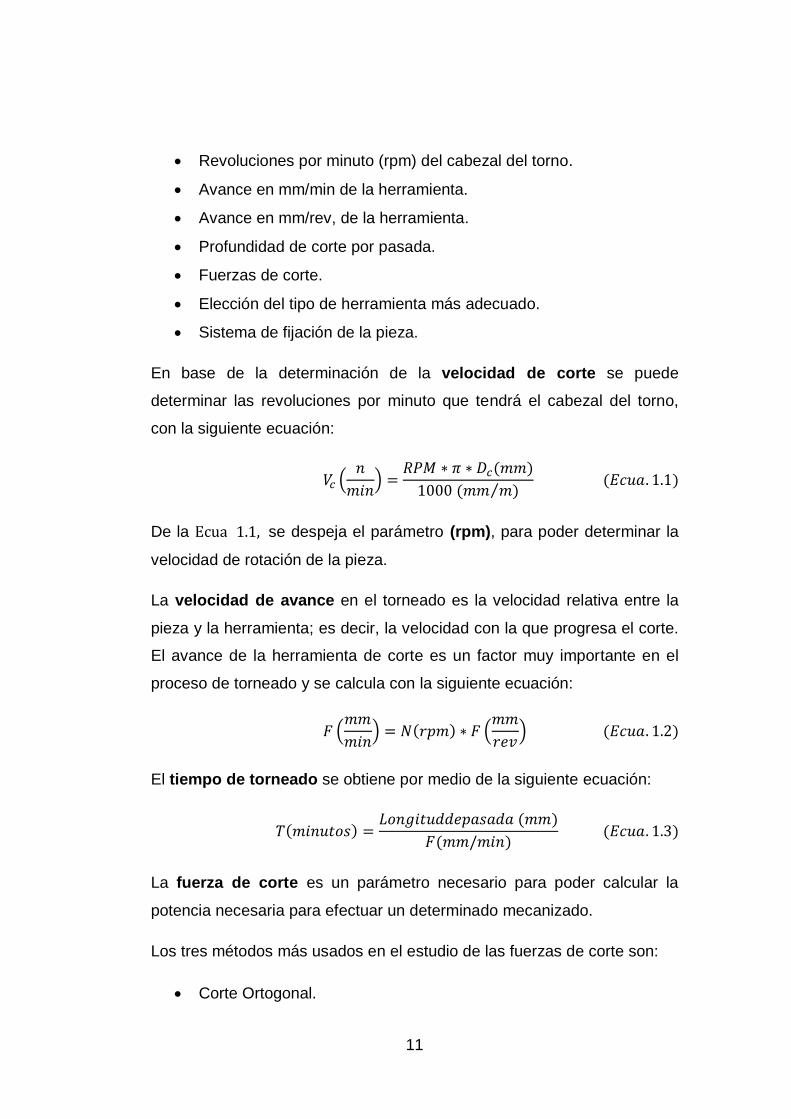
compactas y convenientes. De aquí se puede decir que los principales
sistemas de una máquina herramienta CNC (figura 1.6), son:
Sistema de control de movimiento.
Sistema de servomotores.
Máquina herramienta.
Figura 1.6: Esquema de funcionamiento del torno CNC
Los ejes X, Z, pueden desplazarse simultáneamente en forma intercalada,
dando como resultado mecanizados de piezas sencillas o complejas,
permitiendo realizar mecanizados de precisión con la facilidad que
representa cambiar de un modelo de pieza a otro mediante la inserción
del programa correspondiente.
El equipo de control numérico se maneja mediante un programa que
utiliza números, letras y otros símbolos, por ejemplo, los llamados códigos
G (movimientos y ciclos fijos) y M (funciones auxiliares), están codificados
en un formato apropiado para definir un programa de instrucciones para
desarrollar una tarea concreta. Cuando la tarea en cuestión varía, se
cambia el programa de instrucciones. La máquina opera a velocidades de

9
corte y avance muy superiores a los tornos convencionales por lo que se
utilizan herramientas de metal duro o de cerámica para disminuir la fatiga
de materiales.
1.4.3. Herramientas de corte para torneado
Las herramientas de torneado (figura 1.7) se diferencian en dos factores,
el material del que están constituidas y el tipo de operación que realizan.
Según el material constituyente, las herramientas pueden ser: de
acero rápido, metal duro soldado o plaquitas de metal duro (widia)
intercambiables.
Según su operación las herramientas pueden ser: de tronzado,
moleteado, refrentado, roscado, torneado interior.
Figura 1.7: Herramientas para torneado7
1.4.4. Operaciones del torneado8
La máquina es capaz de realizar operaciones de torno entre ellas se
tiene:
a. Cilindrado (a) permite una geometría cilíndrica tanto en exteriores
como interiores.
b. Refrentado (b) permite la obtención de superficies planas
perpendiculares al eje de rotación de la máquina.
7http://www.directindustry.de/prod/tungaloy/wendeplattenbohrer-5647-554216.html
8http://www.cimco.com/docs/cimco_cnc-calc/v6/es/#TurningOperationsToolbar

10
c. Roscado (c) esta operación permite la obtención de roscas: tornillos
en el caso de exterior y tuercas en el caso de interior.
d. Tronzado (d) permite cortar o tronzar piezas perpendiculares al eje de
rotación al eje.
e. Taladrado (e) permite la obtención de taladrados coaxiales con el eje
de rotación de la pieza.
f. Moleteado (f) permite el marcado de la superficie cilíndrica de la
pieza a fin de facilitar la rotación manual de la misma.
Todas las operaciones de torneado expuestas se indican el la figura 1.8.
Figura 1.8: Operaciones de torneado
1.4.5. Parámetros de corte del torneado9.
Los parámetros de corte en el torneado son varios, pero los
fundamentales que hay que considerar en este proceso son los
siguientes:
Velocidad de corte (Vc) expresada en metros/minuto.
Diámetro exterior del torneado.
9http://catarina.udlap.mx/u_dl_a/tales/documentos/lim/tron_p_b/capitulo2.pdf
11
Revoluciones por minuto (rpm) del cabezal del torno.
Avance en mm/min de la herramienta.
Avance en mm/rev, de la herramienta.
Profundidad de corte por pasada.
Fuerzas de corte.
Elección del tipo de herramienta más adecuado.
Sistema de fijación de la pieza.
En base de la determinación de la velocidad de corte se puede
determinar las revoluciones por minuto que tendrá el cabezal del torno,
con la siguiente ecuación:
(
)
⁄
De la Ecua 1.1, se despeja el parámetro (rpm), para poder determinar la
velocidad de rotación de la pieza.
La velocidad de avance en el torneado es la velocidad relativa entre la
pieza y la herramienta; es decir, la velocidad con la que progresa el corte.
El avance de la herramienta de corte es un factor muy importante en el
proceso de torneado y se calcula con la siguiente ecuación:
(
) (
)
El tiempo de torneado se obtiene por medio de la siguiente ecuación:
La fuerza de corte es un parámetro necesario para poder calcular la
potencia necesaria para efectuar un determinado mecanizado.
Los tres métodos más usados en el estudio de las fuerzas de corte son:
Corte Ortogonal.

12
Presión de Corte.
Corte Oblicuo.
El método de presión de corte establece que la fuerza de corte es
directamente proporcional a la sección de la viruta dada por una
constante de proporcionalidad , llamada “Presión de Corte”, como da la
siguiente ecuación:
La presión de corte o fuerza de corte específica está muy relacionada con
el espesor de la viruta . Se parte de la relación de la presión específica
, que corresponde al valor de cuando la sección de la viruta es la
unidad. Así que puede establecerse de la forma:
Los valores y z son valores obtenidos experimentalmente y se puede
recurrir a ellos por medio de tablas, como se muestra a continuación para
materiales de uso frecuente.
Tabla 1.1. Valores de presión específica de corte10.
MATERIAL Z
Acero templado 225 0.2
Acero al carbono 186 0.2
Acero Inoxidable austenitico 179 0.2
Acero Inoxidable férrico 155 0.2
Aluminio 100 0.3
Cobre 78 0.3
Latón 58 0.3
10
KALPAKJIAN Serope, Manufacturing Engineering and Technology, Prentice Hall, 2000,
página.532.

13
1.5 PROPIEDADES DE LOS MATERIALES.
1.5.1. Parámetros del acero templado11.
Se debe conocer los principales parámetros del material más duro a
mecanizar, que en este caso es el acero templado:
Velocidades de corte:
(
)
(
)
Avances:
Acabado
Desbastado
Esfuerzo del Material:
Profundidad de corte (a):
.
.
Angulo óptimo de entrada de la herramienta:
Para herramienta de acero rápido
11
http://areamecanica.azc.uam.mx/Cnc/Archivos/Ejemplo%20Velocidad%20de%20corte

14
1.5.2. Propiedades mecánicas de los aceros.
Los aceros al carbono simples (Tabla 1.2), muy bajos en carbono pero su
ductilidad es muy alta. Se usan para fabricar material en láminas
destinadas a aplicaciones en diferentes industrias.
A medida que el contenido de carbono aumenta en los aceros al carbono
simples, estos se vuelven más resistentes pero menos dúctiles. Los
aceros con contenido mediano de carbono (SAE 1020-1040) tienen
aplicación en ejes y engranajes.
Los aceros inoxidables se utilizan principalmente por su excelente
resistencia a la corrosión en muchos medios.
Tabla 1.2. Propiedades mecánicas y aplicaciones típicas de aceros al
carbono simple12.
PROPIEDADES MECÁNICAS DE ACEROS AL CARBONO SIMPLES
Aleación
Número
AISI-SAE
Composición
Química
(% en peso)
Estado Límite
Elástico
Sy
(MPa)
Alarga
miento
Aplicaciones
Típicas
1010 0.10 C, 0.40
Mn
Lam.
Caliente
Lam.
Frio
179-310
159-262
28-47
30-45
Lámina y tira para
trefilado; alambre,
varilla, clavos y
tornillos; varilla de
refuerzo para
concreto.
1020 0.20 C, 0.45
Mn
Lam.
Tosco
Recocid
o
331
297
36
36
Planchas y secciones
estructurales de
acero; ejes,
engranajes.
12
SMITH William F., Fundamentos de la Ciencia e Ingeniería de los Materiales, McGraw Hill, Tercera Edición, página. 439.

15
1040 0.40 C, 0.45
Mn
Lam.
Tosco
Recocido
414
352
593
25
30
20
Ejes, pernos, tubos,
con alta resistencia a
la tensión,
engranajes.
PROPIEDADES MECÁNICAS DE ACEROS INOXIDABLES
Aleación
Número
AISI-SAE
Composición
Química
(% en peso)
Estado Límite
Elástico
Sy
(MPa)
Alarga
miento
%
Aplicaciones
Típicas
410 12,5 Cr., 0,15
C
Recocid
o Q & T↑
276 30 Termotratables de
uso general; piezas
de máquinas, ejes,
válvulas.
1.6 HUSILLOS DE BOLAS13
Un tornillo de bolas (figura 1.9) es un actuador lineal que transmite una
fuerza o movimiento con fricción mínima, la ranura tiene un ángulo de
hélice que se ajusta con el ángulo de la hélice de la tuerca y de las bolas.
Figura 1.9: Husillo de bolas
Cuando el tornillo y la tuerca tienen movimientos relativos uno respecto
del otro, las bolillas son apartadas de un extremo de la tuerca de bolas y
son llevadas a través de la guías hasta el extremo opuesto de la tuerca,
tal recirculación permite que la tuerca viaje sin restricciones con respecto
al tornillo. Las pérdidas de fricción entonces son mínimas por dicho
13
http://es.wikipedia.org/wiki/Husillo_de_bolas

16
rodamiento. Esta característica es una de las ventajas más importantes
que los tornillos de bolas tienen sobre los de rosca, es posible tener
eficiencias de 90% o mayores en una gama muy amplia de ángulos de
hélice.
Ventajas:
Eficiencia alta (90% o mayor).
Vida esperada predecible.
Posicionamiento preciso y repetibilidad de posición.
No hay tendencia de “pegarse-deslizarse” como en los otros
tornillos.
La expansión térmica debido a la fricción es despreciable.
Facilidad de precargarse para eliminar huelgos sin aumento
apreciable de rozamiento.
Se pueden usar motores relativamente pequeños por tener bajo par
de arranque.
Movimiento suave y control en todo el recorrido.
Desventajas:
Debido a la alta eficiencia, su carga tiende a bajar por sí misma en
aplicaciones verticales, por tanto si se requiere de sistema
autotrabado será necesario instalar un freno externo.
La inclusión de basura o materias extrañas pueden reducir o
terminar con la vida del tornillo.
1.7 TRANSMISIÓN FLEXIBLE
La transmisión flexible (figura 1.10), se caracteriza por su forma
especialmente sencilla, marcha silenciosa y una capacidad de absorber
elásticamente los choques. Sus componentes tienen generalmente un
precio reducido, que aproximadamente el 63% del de las transmisiones
por engranajes cilíndricos, es por estas razones que se ha decidido utilizar
este tipo de transmisión.

17
Figura 1.10: Acoples flexibles
1.8 SISTEMAS DE CONTROL14.
Sistema de control es el conjunto de dispositivos que pueden regular su
propia conducta o la de otro sistema con el fin de lograr un
funcionamiento predeterminado, de modo que se reduzcan las
probabilidades de fallos y que actúan juntos para lograr un objetivo de
control.
Los sistemas de control deben conseguir los siguientes objetivos:
Ser estables y robustos frente a perturbaciones y errores en los
modelos.
Ser eficiente según un criterio preestablecido evitando
comportamientos bruscos e irreales.
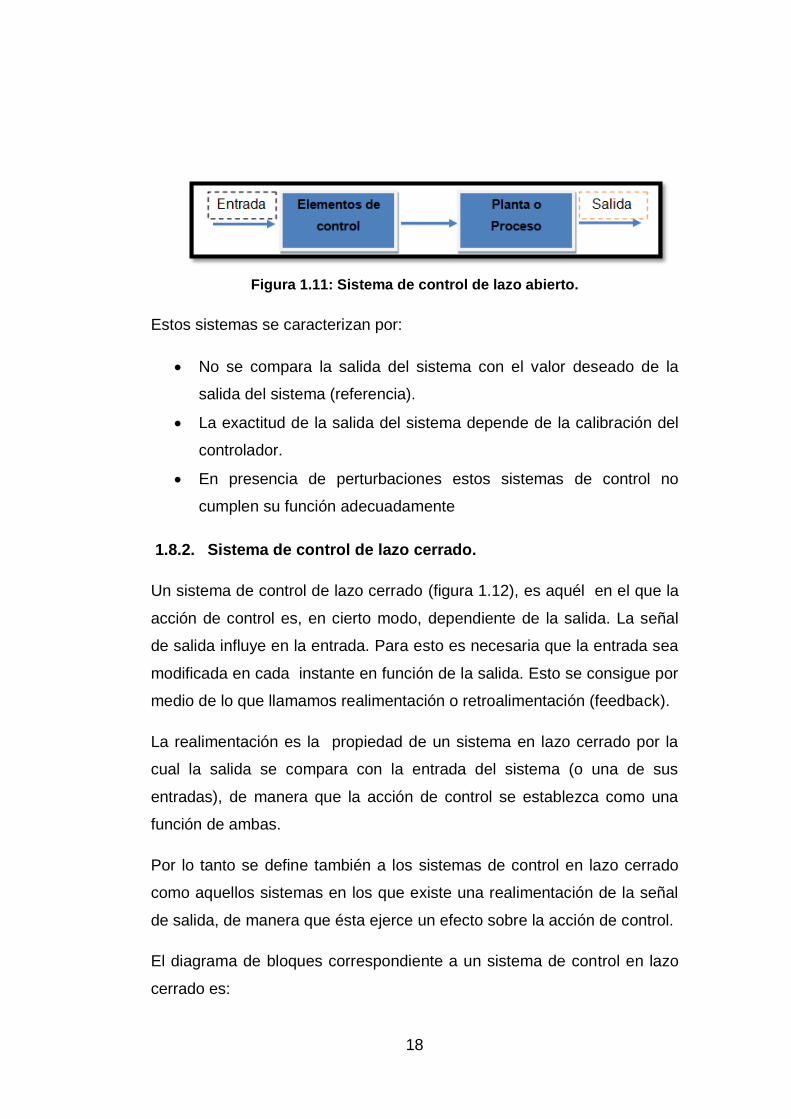
1.8.1. Sistema de control de lazo abierto.
Un sistema de control en lazo o bucle abierto (figura 1.11), es aquél en el
que la señal de salida no influye sobre la señal de entrada. La exactitud
de estos sistemas depende de su calibración, de manera que al calibrar
se establece una relación entre la entrada y la salida con el fin de obtener
del sistema la exactitud deseada. El diagrama de bloque de un sistema en
lazo abierto es:
14
http://www.isa.cie.uva.es/~felipe/docencia/ra12itielec/tema1_trasp.pdf
18
Figura 1.11: Sistema de control de lazo abierto.
Estos sistemas se caracterizan por:
No se compara la salida del sistema con el valor deseado de la
salida del sistema (referencia).
La exactitud de la salida del sistema depende de la calibración del
controlador.
En presencia de perturbaciones estos sistemas de control no
cumplen su función adecuadamente
1.8.2. Sistema de control de lazo cerrado.
Un sistema de control de lazo cerrado (figura 1.12), es aquél en el que la
acción de control es, en cierto modo, dependiente de la salida. La señal
de salida influye en la entrada. Para esto es necesaria que la entrada sea
modificada en cada instante en función de la salida. Esto se consigue por
medio de lo que llamamos realimentación o retroalimentación (feedback).
La realimentación es la propiedad de un sistema en lazo cerrado por la
cual la salida se compara con la entrada del sistema (o una de sus
entradas), de manera que la acción de control se establezca como una
función de ambas.
Por lo tanto se define también a los sistemas de control en lazo cerrado
como aquellos sistemas en los que existe una realimentación de la señal
de salida, de manera que ésta ejerce un efecto sobre la acción de control.
El diagrama de bloques correspondiente a un sistema de control en lazo
cerrado es:

19
Figura 1.12: Sistemas de control de lazo cerrado15
Sus características son:
Ser complejos, pero amplios en cantidad de parámetros.
La salida se compara con la entrada y le afecta para el control del
sistema.
Su propiedad de retroalimentación.
Ser más estable a perturbaciones y variaciones internas.
1.8.3. Precisión, exactitud y resolución16.
a. Precisión.
Es un parámetro relevante, especialmente en la investigación de
fenómenos físicos, ámbito en el cual los resultados se expresan como un
número más una indicación del error máximo estimado para la magnitud.
Es decir, se indica una zona dentro de la cual está comprendido el
verdadero valor de la magnitud
La precisión (figura 1.13) es la necesidad y obligación de exactitud y
concisión a la hora de ejecutar algo. Para la ingeniería, sin embargo,
precisión y exactitud no son conceptos sinónimos. La precisión, en este
sentido, es la dispersión del conjunto de valores que se obtiene a partir de
las mediciones repetidas de una magnitud: a menor dispersión, mayor
15
http://www.juntadeandalucia.es/averroes/ies_sierra_magina/d_tecnologia/bajables/2%20bachillerato/SISTEMAS%20AUTOMATICOS%20DE%20CONTROL.pdf 16
http://es.scribd.com/doc/53462588/CONCEPTO-DE-PRECISION-sensibilidad-exactitud
20
precisión. La exactitud, en cambio, hace referencia a la cercanía del valor
medido al valor real.
b. Exactitud.
En ingeniería, se denomina exactitud a la capacidad de un instrumento de
medir un valor cercano al valor de la magnitud real. Suponiendo varias
mediciones; no se mide el error de cada una, sino la distancia a laque se
encuentra la medida real de la media de las mediciones (cuán calibrado
está el aparato de medición). Esta cualidad también se encuentra en
instrumentos generadores de magnitudes físicas, siendo en este caso la
capacidad del instrumento de acercarse a la magnitud física real
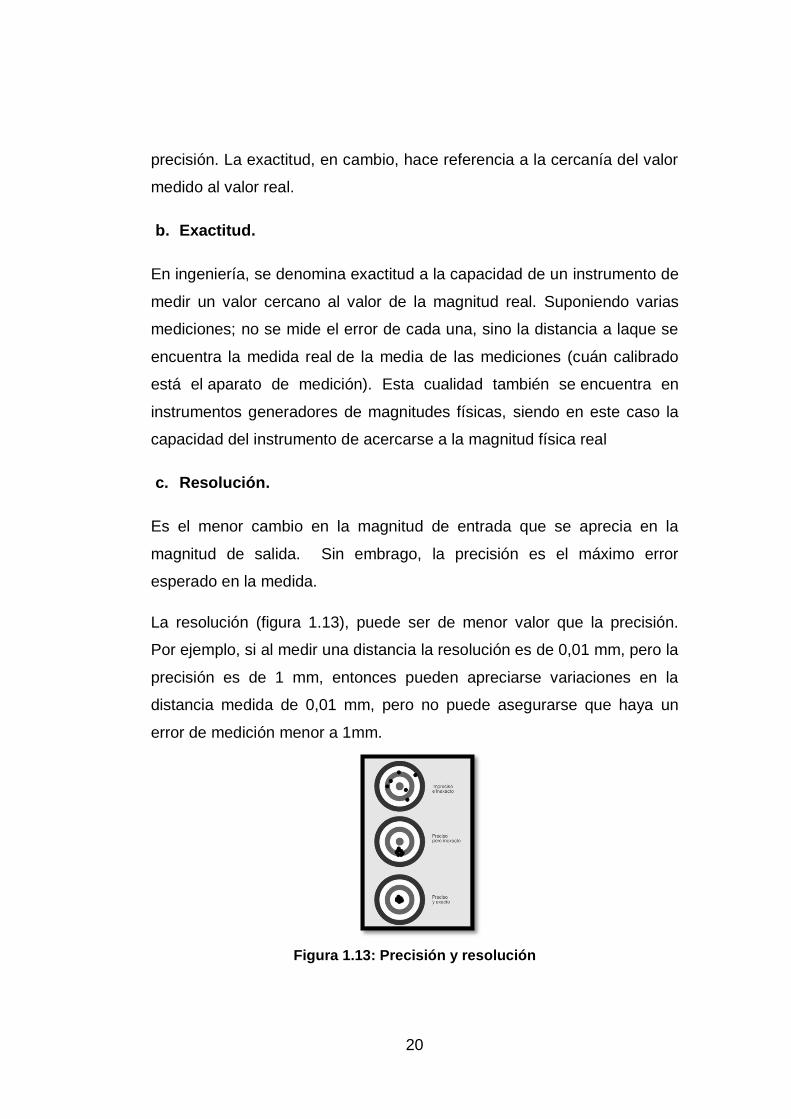
c. Resolución.
Es el menor cambio en la magnitud de entrada que se aprecia en la
magnitud de salida. Sin embrago, la precisión es el máximo error
esperado en la medida.
La resolución (figura 1.13), puede ser de menor valor que la precisión.
Por ejemplo, si al medir una distancia la resolución es de 0,01 mm, pero la
precisión es de 1 mm, entonces pueden apreciarse variaciones en la
distancia medida de 0,01 mm, pero no puede asegurarse que haya un
error de medición menor a 1mm.
Figura 1.13: Precisión y resolución
21
1.9 ACTUADORES Y ELEMENTOS DE CONTROL.
1.9.1. Controlador CNC17
El controlador CNC (figura 1.14), es un dispositivo digital de control
numérico que cumple la función controlar máquinas herramientas y sus
procesos. Ofrecen capacidades que van desde el control de una simple
relación de movimiento de punto a punto, hasta el control de algoritmos
muy complejos, con múltiples ejes de control. Los controladores CNC se
utilizan para equipar a muchos tipos de maquinaria en un taller o planta.
Hoy en día se ofrecen controladores CNC en forma de kits, para la
modificación o conversión de una máquina herramienta manual a una
máquina automática por CNC. El proceso de recambio de un sistema
analógico NC (Numérico Control) a uno digital CNC o la implantación de
un sistema CNC en una máquina herramienta manual, habitualmente
recibe la denominación de “retrofiting o adaptación”, la cual resume la idea
de las tareas necesarias para la incorporación de esta mejora en el
dispositivo al cual se le está aplicando
Figura 1.14: Controlador CNC
17
http://tallerdedalo.es/web/MundoCNC/ControladorasCNC
22
1.9.2. Motores eléctricos18.
Un motor eléctrico es un dispositivo que funciona con corriente alterna o
directa y que se encarga de convertir la energía eléctrica en movimiento o
energía mecánica.
Desde su invención, los motores eléctricos han pasado a
ser herramientas muy útiles que sirven para realizar múltiples trabajos, y
se les encuentra en diversas aplicaciones, tales como: ventiladores,
bombas, equipos electrodomésticos, automóviles, etc.
a. Motores de corriente alterna (AC)
Bajo el título de motores de corriente alterna se reúne a los siguientes
tipos de motor.
Motor Sincrónico, este motor tiene la característica de que su
velocidad de giro es directamente proporcional a la frecuencia de la
red de corriente alterna que lo alimenta. Por ejemplo si la fuente es de
60Hz, si el motor es de dos polos, gira a 3600
RPM; si es de cuatro polos gira a 1800 RPM y así sucesivamente.
Este motor o gira a la velocidad constante dada por la fuente o, si la
carga es excesiva, se detiene.
El motor sincrónico es utilizado en aquellos casos en que los que se
desea velocidad constante. En nuestro medio sus aplicaciones son
mínimas y casi siempre están en relacionadas con sistemas de
regulación y control mas no con la transmisión de potencias elevadas.
El Motor Asincrónico o de Inducción, si se realizara a nivel industrial
una encuesta de consumo de la energía eléctrica utilizada en
alimentar motores, se daría que casi la totalidad del consumo estaría
dedicado a los motores asincrónicos.
18
http://www.bolanosdj.com.ar/MOTORES/MOTORES.PDF

23
Estos motores tienen la peculiaridad de que no precisan de un campo
magnético alimentado con corriente continua como en los casos del
motor de corriente directa o del motor sincrónico.
Una fuente de corriente alterna (trifásica o monofásica) alimenta a un
estator. La corriente en las bobinas del estator induce corriente alterna
en el circuito eléctrico del rotor (de manera algo similar a un
transformador) y el rotor es obligado a girar.
b. Servomotor19.
Un Servomotor (figura 1.15), podría definirse genéricamente, como un
motor utilizado para obtener una salida precisa y exacta en función del
tiempo. Dicha salida esta expresada habitualmente en términos de
posición, velocidad y/o torque.
La principal ventaja de un servomotor, sobre los motores tradicionales de
corriente continua o alterna, es la incorporación en los mismos, de un
sistema de retroalimentación. Esta información puede ser utilizada para
detectar un movimiento no deseado, o para garantizar la exactitud del
movimiento ordenado. Un sistema de control de motor que responde a
este diseño, es conocido como sistema de “Lazo Cerrado” (ClosedLoop).
La retroalimentación es generalmente provista por un codificador de algún
tipo.
Además; los servomotores, tienen un ciclo de vida más prolongado, que
los típicos motores síncronos o asíncronos, a la hora de soportar el
constante cambio de velocidad. Los servomotores también pueden actuar
como un freno, por derivación de la electricidad generada, a partir del
propio motor.
Es así que los servomotores están ganando un lugar de privilegio en muy
diversos ámbitos de la industria, en los cuales se valora sus
19
http://robaq.blogspot.es/i2011-01/

24
extraordinarios desempeños, cuando se busca implementar soluciones de
automatización de gran confiabilidad. Se emplean en la potenciación de
máquinas herramientas CNC, así como también en la automatización de
plantas industriales y robóticas en general.
Figura 1.15: Servomotor.
Las características que presentan estos servomotores son:
Diseño óptimo, prolijo y compacto, larga vida útil en el modo de
trabajo nominal.
Material magnético permanente de tierra rara de alta performance
alta potencia, y gran capacidad de carga
Inercia de motor acorde a la carga.
Material aislante de nivel F para prolongar vida útil del motor.
Componentes de realimentación importados, rodamientos de bajo
ruido originales importados para reducir las vibraciones y el ruido.
Sellado hermético completo y de alta confiabilidad para satisfacer
las necesidades ambientales de la industria.
Óptima correspondencia con el drive servo de CA para lograr una
performance inmejorable.

25
1.9.3. Sensores20.
Un sensor es un dispositivo diseñado para recibir información de una
magnitud del exterior y transformarla en otra magnitud, normalmente
eléctrica, fácil de cuantificar y manipular.
Normalmente estos dispositivos se encuentran realizados mediante la
utilización de componentes pasivos (resistencias variables, PTC, NTC,
LDR, etc... todos aquellos componentes que varían su magnitud en
función de alguna variable), y la utilización de componentes activos.
Los sensores más utilizados dentro de automatización y control CNC son
los siguientes:
Sensores de proximidad.
Sensores de contacto
Sensores de posición angular.
a. Sensores de proximidad.
El sensor de proximidad es un transductor que detecta objetos o señales
que se encuentran cerca del elemento sensor. Existen varios tipos de
sensores de proximidad según el principio físico que utilizan.
Entre los sensores de proximidad se encuentran:
El circuito sensor reconoce entonces un cambio específico de amplitud y
genera una señal que conmuta la salida de estado sólido o la posición
"ON" y "OFF".
b. Sensor de contacto:
El sensor de contacto (figura 1.16), Limitswicht, son dispositivos
eléctricos, neumáticos o mecánicos situados al final del recorrido de un
elemento móvil, como por ejemplo una cinta transportadora, con el
20
http://www.profesormolina.com.ar/tecnologia/sens_transduct/que_es.htm
26
objetivo de enviar señales que puedan modificar el estado de un circuito.
Internamente pueden contener interruptores normalmente abiertos (NA),
cerrados (NC) o conmutadores dependiendo de la operación que cumplan
al ser accionados.
Figura 1.16: Sensor de contacto.
c. Sensores de posicionamiento angular (Encoder)21.
Un encoder es un codificador rotatorio, también llamado codificador del
eje, suele ser un dispositivo electromecánico usado para convertir la
posición angular de un eje a un código digital, lo que lo convierte en una
clase de transductor.
Existen dos tipos de encoders: incrementales y absolutos.
Los encoders incrementales (figura 1.17), suelen tener un par de
bandas de marcas transparentes y opacas repartidas a lo largo de un
disco rotórico y separadas por un paso.
En el estator, se suelen disponer de dos pares de emisor-receptor óptico
(salida de dos canales) decalados un número entero de pasos más ¼.
Al girar el rotor, cada par óptico genera una señal cuadrada. El decalaje
de ¼ de división de los captadores hace que las señales cuadradas de
salida tengan entre sí un desfase de ¼ de período cuando el rotor gira en
21
http://www.fing.edu.uy/iimpi/academica/grado/instindustrial/teorico/080310-Sensores-
parte_V.posici%C3%B3n.pdf

27
un sentido, y ¾ de período cuando gira en sentido contrario, lo cual se
utiliza para discriminar el sentido de giro.
Figura 1.17: Encoder incremental.
Los encoders absolutos (figura 1.18), disponen de varias bandas
dispuestas en forma de coronas circulares concéntricas, con zonas
opacas y transparentes dispuestas de tal forma que en sentido radial el
rotor queda dividido en una serie de sectores, con combinaciones de
opacos y transparentes que siguen un código Gray o binario reflejado.
El estator, dispone de un captador para cada corona del rotor, dispuestos
en forma radial. El conjunto de informaciones binarias obtenidas de los
captadores es único para cada posición del rotor y representa en código
Gray su posición absoluta.
Figura 1.18: Encoder absoluto.
28
1.9.4. Variadores de frecuencia22.
El motor de corriente alterna, a pesar de ser un motor robusto, de poco
mantenimiento, liviano e ideal para la mayoría de las aplicaciones
industriales, tiene el inconveniente de ser un motor rígido en cuanto a su
velocidad.
La velocidad del motor asincrónico depende de la forma constructiva del
motor y de la frecuencia de alimentación. La velocidad de los motores
asincrónicos es constante, salvo que se varíe el número de polos, el
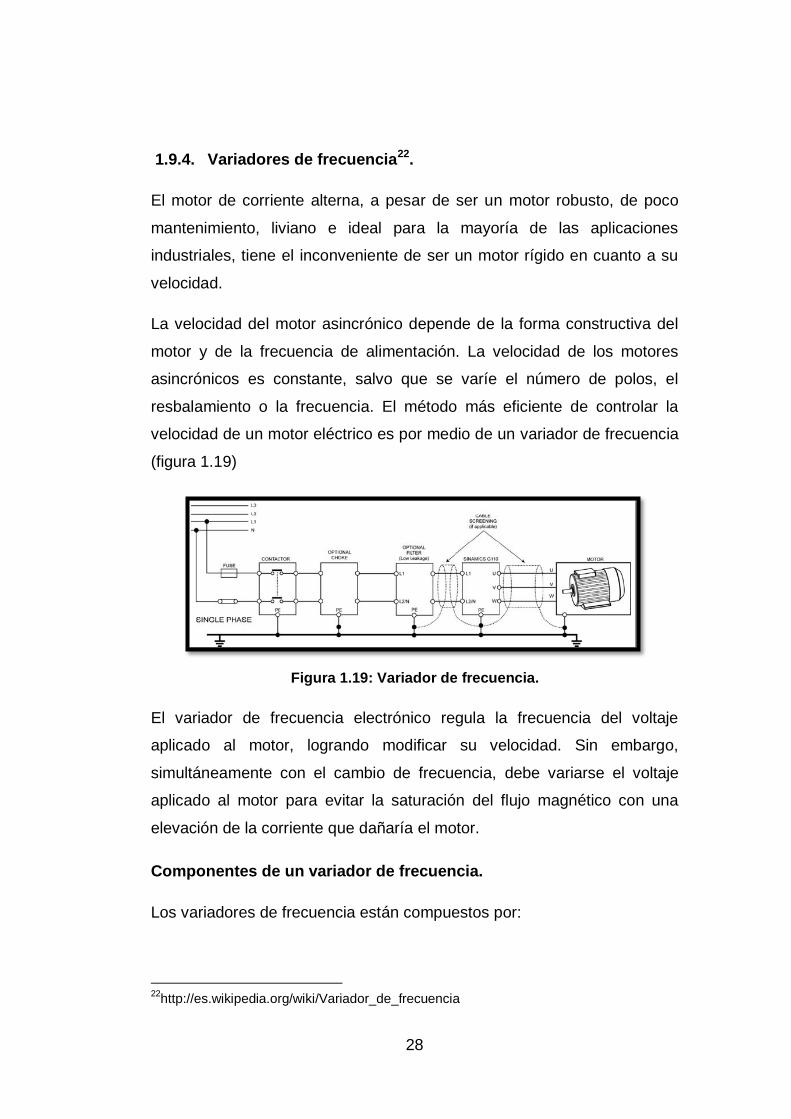
resbalamiento o la frecuencia. El método más eficiente de controlar la
velocidad de un motor eléctrico es por medio de un variador de frecuencia
(figura 1.19)
Figura 1.19: Variador de frecuencia.
El variador de frecuencia electrónico regula la frecuencia del voltaje
aplicado al motor, logrando modificar su velocidad. Sin embargo,
simultáneamente con el cambio de frecuencia, debe variarse el voltaje
aplicado al motor para evitar la saturación del flujo magnético con una
elevación de la corriente que dañaría el motor.
Componentes de un variador de frecuencia.
Los variadores de frecuencia están compuestos por:
22
http://es.wikipedia.org/wiki/Variador_de_frecuencia
29
Etapa Rectificadora.-Convierte la tensión alterna en continua
mediante rectificadores de diodos, tiristores, etc.
Etapa intermedia.-Filtro para suavizar la tensión rectificada y reducir
la emisión de armónicos.
Inversor.- Convierte la tensión continua en otra de tensión y
frecuencia variable mediante la generación de pulsos. Actualmente se
emplean IGBT´s (Isolatedgate Bipolar Transistors) para generar los
pulsos controlados de tensión. Los equipos más modernos utilizan
IGBT´s inteligentes que incorporan un microprocesador con todas las
protecciones por sobre corriente, sobre tensión, baja tensión,
cortocircuitos, puestas a masa del motor, sobre temperaturas, etc.
Etapa de control. Esta etapa controla los IGBT para generar los
pulsos variables de tensión y frecuencia. Y además controla los
parámetros externos en general, etc.
Los variadores más empleados utilizan modulación PWM (Modulación de
Ancho de Pulsos) y usan en la etapa rectificadora puente de diodos
rectificadores. En la etapa intermedia se usan condensadores y bobinas
para disminuir las armónicas y mejorar el factor de potencia. Los
fabricante que utilizan bobinas en la línea en lugar del circuito intermedio,
pero tienen la desventaja de ocupar más espacio y disminuir la eficiencia
del variador.
El Inversor convierte la tensión continua de la etapa intermedia en una
tensión de frecuencia y tensión variables. Los IGBT envían pulsos de
duración variable y se obtiene una corriente casi senoidal en el motor.
La frecuencia portadora de los IGBT se encuentra entre 2 a 16kHz. Una
portadora con alta frecuencia reduce el ruido acústico del motor pero
disminuye el rendimiento del motor y la longitud permisible del cable hacia
el motor. Por otra parte, los IGBT´s generan mayor calor.

30
1.10 NORMAS DE SEGURIDAD PARA EL TRABAJO CON
MÁQUINAS HERRAMIENTA23.
1.10.1. Protección personal.
Antes de hacer funcionar la máquina, el personal debe vestir: braga
con mangas cortas, lentes, zapatos de seguridad.
Los trabajadores deben utilizar anteojos de seguridad contra
impactos (transparentes), sobre todo cuando se
mecanizan metales duros, frágiles o quebradizos.
Se debe llevar la ropa de trabajo bien ajustada. Las mangas deben
llevarse ceñidas a la muñeca.
Se debe usar calzado de seguridad que proteja contra cortes y
pinchazos, así como contra caídas de piezas pesadas.
Es muy peligroso trabajar llevando anillos, relojes, pulseras,
cadenas en el cuello, bufandas, corbatas o cualquier prenda que
cuelgue.
Así mismo es peligroso llevar cabellos largos y sueltos, deben
recogerse bajo gorro o prenda similar. Lo mismo la barba larga.
1.10.2. Durante el torneado
Para trabajar, la persona que vaya a tornear se situará de forma
segura, lo más separado que pueda de las partes que giran. Las
manos deben estar sobre los volantes del torno, y no sobre la
bancada, el carro, el contrapunto ni el cabezal.
Todas las operaciones de comprobación, ajuste, etc., deben
realizarse con el torno completamente parado; especialmente las
siguientes:
- Sujeción de la pieza.
- Cambio de la herramienta.
23
http://www.achs.cl/portal/trabajadores/Capacitacion/Centro%20de%20Fichas/Documents/normas-de-trabajo-en-tornos.pdf

31
- Medición o comprobación del acabado.
- Limpieza.
- Ajuste de protecciones o realización de reparaciones.
No se debe frenar nunca el plato con la mano. Es peligroso llevar
anillos o alianzas; ocurren muchos accidentes por esta causa.
Para tornear entre puntos se utilizarán dispositivos de arrastre de
seguridad. En caso contrario, se equiparán los dispositivos de
arrastre corrientes con un aro de seguridad. Los dispositivos de
arrastre no protegidos han causado numerosos accidentes, incluso
mortales.
Para limar en el torno, se sujetará la lima por el mango con la mano
izquierda. La mano derecha sujetará la lima por la punta.
Para medir, limar o esmerilar, la cuchilla deberá protegerse con un
trapo o un capuchón de cuero. Así se evitan heridas en los brazos.
1.10.3. Seguridad y conservación del torno.
El torno debe mantenerse en buen estado de conservación limpio y
correctamente engrasado.
Asimismo hay que cuidar el orden, limpieza y conservación de las
herramientas, utillaje y accesorios; tener un sitio para cada cosa y
cada cosa en su sitio.
La zona de trabajo y las inmediaciones del torno deberán estar
limpias y libres de obstáculos. Las manchas de aceite se eliminarán
con serrín, que se depositará luego en un recipiente metálico con
tapa. Los objetos caídos y desperdigados pueden provocar
tropezones y resbalones peligrosos, por lo que deberán ser
recogidos antes de que esto suceda.
Se deben retirar las virutas con regularidad, sin esperar al final de
la jornada, utilizando ganchos con cazoleta guardamanos pare las
virutas largas y cepillos o rastrillos para las virutas menudas.
32
Las herramientas deben guardarse en un armario o lugar
adecuado. No debe dejarse ninguna herramienta u objeto suelto
sobre el torno. Las cuchillas se protegerán con capuchones de
plástico o cuero.
Eliminar las basuras, trapos o cotones empapados en aceite o
grasa, que pueden arder con facilidad, echándolos en
contenedores adecuados. (metálicos y cerrados).
Las averías de tipo eléctrico del torno, solamente pueden ser
investigadas y reparadas por un electricista profesional; a la menor
anomalía de este tipo desconecte la máquina, ponga un cartel de
Máquina Averiada y avise al electricista.
Las conducciones eléctricas deben estar protegidas contra cortes y
daños producidos por las virutas y/o herramientas. Vigile este punto
e informe a su inmediato superior de cualquier anomalía que
observe.
Durante las reparaciones coloque en el interruptor principal un
cartel de No tocar Peligro Hombres trabajando. Si fuera posible,
ponga un candado en el interruptor principal o quite los fusibles.

33
CAPÍTULO II
DISEÑO Y SELECCIÓN DE LOS SISTEMAS MECÁNICOS
DEL TORNO CNC
2.1 DISEÑO DEL TORNO CNC
En el laboratorio CNC de la ESPE Extensión Latacunga existe un torno
paralelo convencional PINACHO SP-200R*1000 (figura 2.1), el cual fue
adquirido para obtener una máquina herramienta que incorpore las
funciones y movimientos de un torno convencional y CNC a la vez, ya que
en nuestro medio se están implementando equipos sofisticados, con
ciertas particularidades.
Figura 2.1: Torno PINACHO SP 200Rx1000
Con la ayuda del Software SolidWorks 2012, se empieza realizando el
diseño mecánico del torno convencional PINACHO, que se ha decidido
automatizar:

34
Figura 2.2: Estructura Inicial del Torno PINACHO SP 200Rx1000.
En la figura 2.2, se observa la estructura del torno convencional con sus
sistemas de movimiento: transversal y longitudinal, en los que se basa el
diseño mecánico, y debido a que el proyecto tiene como fundamento
principal la conversión de un torno convencional a uno por control
numérico computarizado, se aprovecha el buen rendimiento y eficiencia
del torno por lo que se elaboraran mecanismos que permita elegir la
opción de poder trabajar como un torno CNC o convencional.
El diseño mecánico del proyecto está basado en las necesidades del
operario y las prestaciones que da el torno para trabajar en él para dicha
automatización.
2.2 PARÁMETROS DE DISEÑO MECÁNICO.
Basándose en las especificaciones técnicas del torno Pinacho SP
200Rx1000, ver Anexo A; se toma los principales parámetros de diseño:
Recorrido del eje X: 210mm.
Recorrido del eje Z: 1000mm.
Rendimiento Máquina: 0.84%
Potencia de la máquina:
Avances longitudinales: 0.05-0.5mm

35
Las fuerzas de corte (Fc) del torno Pinacho24, está dada por la figura 2.3.
Figura 2.3: Gráfica de fuerza de corte.
Los materiales que se mecanizarán en el torno serán materiales utilizados
en el mercado de la mecánica industrial, en la tabla 1.1 (ver sección1.4.5)
se detallan los valores de presión específica de corte ( ).
El material de mayor dureza a mecanizar será el acero templado, por ello
es importante conocer sus principales parámetros en la Sección 1.5.1,
para realizar el análisis de: velocidad de corte, fuerza de corte, potencia
de corte, profundidad y avance con los datos de este material.
24
http://www.metosa-pinacho.com/catalogos/smart/pinacho_smart_turn_es.pdf

36
2.2.1. Comprobación de la potencia del motor del cabezal.
Se calcula fuerza de corte necesaria para realizar el diseño del torno, a
partir de la ecuación 1.5; tomando en cuenta los parámetros detallados en
la sección la Sección 1.5.1.
[ ]
[ ]
Donde la presión específica de corte (ks) es 225 N/mm2, el avance de
corte (f) es 0.5 mm, la profundidad de corte máxima (a) es 2mm
[ ]
Con este resultado se calcula la potencia absorbida en el trabajo de
torneado (W) a partir de la siguiente ecuación:
La potencia de mecanizado25, es:
Donde:
, dato de placa del motor trifásico
acoplado al cabezal del torno.
[ ]
La potencia del motor que demanda una operación de torneado depende
la velocidad de corte y la resistencia del material, el cual se decidió
mantener el motor AC MS 112 M-4 original del cabezal ya que este
25
http://www.haas.com.mx/descargas/Formulas_maquinado.pdf

37
patrocina un potencia superior a la necesaria, la cual es de 4KW; las
características del motor se detallan en el ver Anexo B
2.2.2. Especificación del sistema mecánico de movimiento.
a. Sistema de movimiento para el eje X
Como se observa en la figura 2.4, el mecanismo de traslación del eje X el
cual se conservó original del torno convencional, con la única variación
del remplazo del tornillo transversal por un husillo de bolas el cual se
explicara posteriormente en la sección 2.3.1
Figura 2.4: Mecanismo del carro transversal eje X
b. Sistema de movimiento para el eje Z
Con particular semejanza que el mecanismo de traslación transversal, en
el eje Z también se mantiene el sistema de movimiento longitudinal
original (figura 2.5), con la modificación del delantal del torno, debido a los
cálculos posteriormente mostrados en la sección 2.3.2.
Todos los elementos van montados sobre la bancada principal, y el
movimiento del torno se basa en el deslizamiento del carro principal que
va montado sobre las guías prismáticas ubicadas en la bancada.
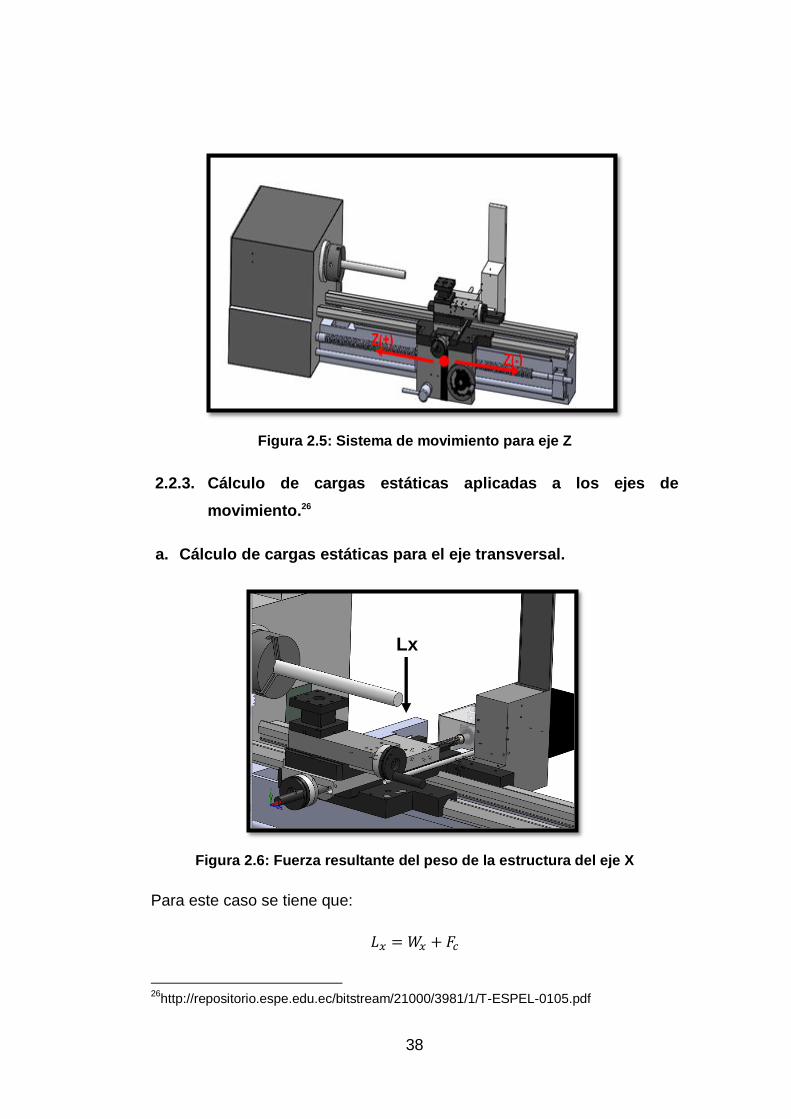
38
Figura 2.5: Sistema de movimiento para eje Z
2.2.3. Cálculo de cargas estáticas aplicadas a los ejes de
movimiento.26
a. Cálculo de cargas estáticas para el eje transversal.
Figura 2.6: Fuerza resultante del peso de la estructura del eje X
Para este caso se tiene que:
26
http://repositorio.espe.edu.ec/bitstream/21000/3981/1/T-ESPEL-0105.pdf
Lx

39
Fuerza resultante de la sumatoria del peso de la
carga externa para el eje X y la fuerza de corte.
= Carga externa para el eje X.
Fuerza de corte
( )
(
)
b. Cálculo de cargas estáticas para el eje longitudinal
Figura 2.7: Fuerza resultante del peso de la estructura del eje Z
Para este se tiene:
= Fuerza resultante del peso de la estructura del eje X y
la fuerza de corte, que actúa sobre el eje Z.
Es el peso de la estructura del eje X y el servomotor montado sobre
esta.
Es el peso de la estructura actuantes en el desplazamiento del eje
Z.
Lz
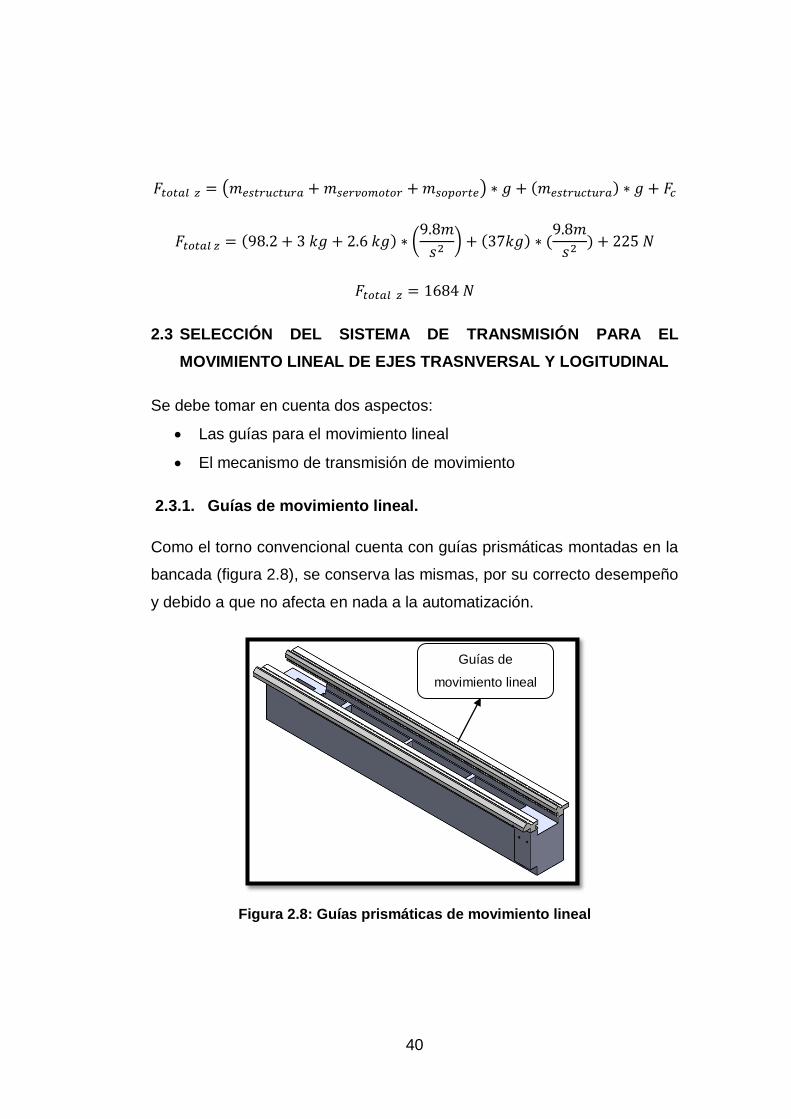
40
( )
(
)
2.3 SELECCIÓN DEL SISTEMA DE TRANSMISIÓN PARA EL
MOVIMIENTO LINEAL DE EJES TRASNVERSAL Y LOGITUDINAL
Se debe tomar en cuenta dos aspectos:
Las guías para el movimiento lineal
El mecanismo de transmisión de movimiento
2.3.1. Guías de movimiento lineal.
Como el torno convencional cuenta con guías prismáticas montadas en la
bancada (figura 2.8), se conserva las mismas, por su correcto desempeño
y debido a que no afecta en nada a la automatización.
Figura 2.8: Guías prismáticas de movimiento lineal
Guías de
movimiento lineal
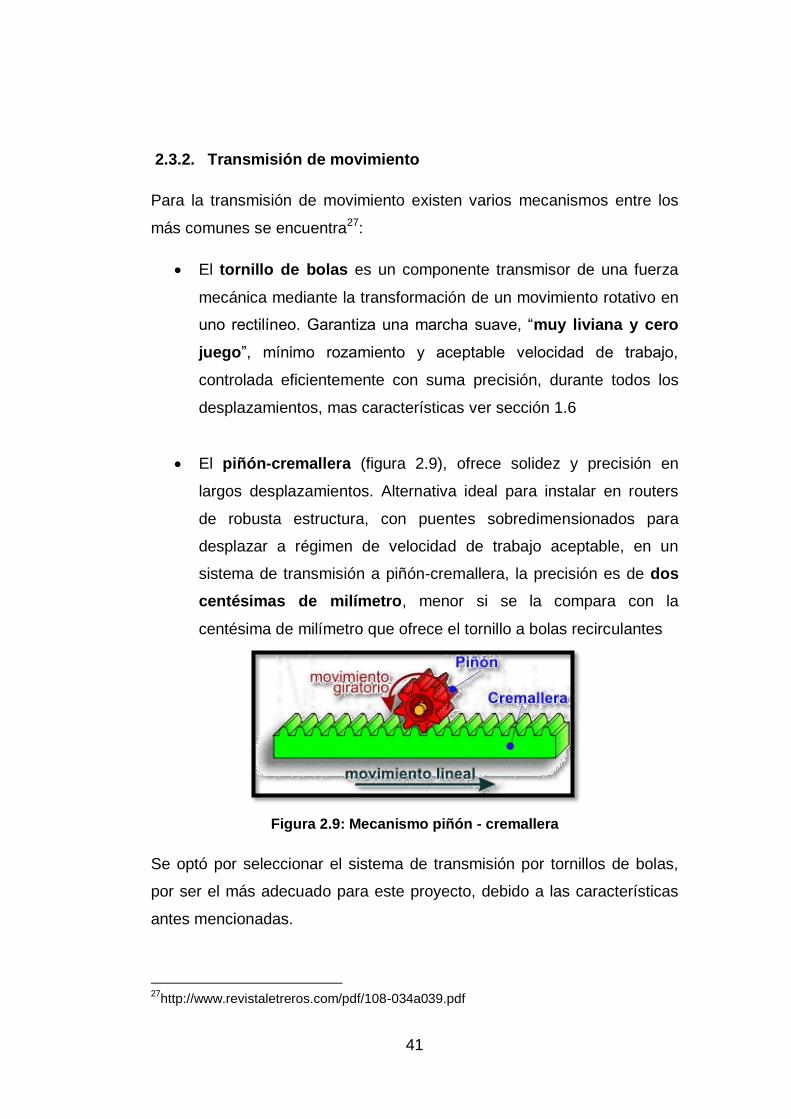
41
2.3.2. Transmisión de movimiento
Para la transmisión de movimiento existen varios mecanismos entre los
más comunes se encuentra27:
El tornillo de bolas es un componente transmisor de una fuerza
mecánica mediante la transformación de un movimiento rotativo en
uno rectilíneo. Garantiza una marcha suave, “muy liviana y cero
juego”, mínimo rozamiento y aceptable velocidad de trabajo,
controlada eficientemente con suma precisión, durante todos los
desplazamientos, mas características ver sección 1.6
El piñón-cremallera (figura 2.9), ofrece solidez y precisión en
largos desplazamientos. Alternativa ideal para instalar en routers
de robusta estructura, con puentes sobredimensionados para
desplazar a régimen de velocidad de trabajo aceptable, en un
sistema de transmisión a piñón-cremallera, la precisión es de dos
centésimas de milímetro, menor si se la compara con la
centésima de milímetro que ofrece el tornillo a bolas recirculantes
Figura 2.9: Mecanismo piñón - cremallera
Se optó por seleccionar el sistema de transmisión por tornillos de bolas,
por ser el más adecuado para este proyecto, debido a las características
antes mencionadas.
27
http://www.revistaletreros.com/pdf/108-034a039.pdf

42
2.4 CÁLCULO DE LOS HUSILLOS DE BOLAS.
2.4.1. Cálculo del husillo de bolas para el mecanismo del eje X.
Para el del husillo del eje X, se utiliza la fuerza calculada en la sección
2.2.2, Lx = 870,6 N.
Si se considera un factor de seguridad28 N = 1,5, el material del husillo es
AISI SAE-410 ( , de acuerdo a la aplicación detallada en la
tabla 1.2 de la sección 1.4.2.
Se calcula el esfuerzo de diseño con la ayuda de la ecuación:
En la fórmula de flexión, ecuación (2.2), se conoce a
continuación se presenta el cálculo del momento mediante el software
MDSolids, para luego poder obtener el valor del modulo de sección del
husillo de bolas:
Figura 2.10: Diagrama de carga distribuida aplicada al husillo de bolas.
En la figura 2.10, se observa al husillo de bolas sometido a una carga
distribuida de 25.14
que se obtuvo de la siguiente ecuación:
28
MOTT Robert L., Diseño de Elementos de Máquinas, Prentice Hall, Cuarta Edición, página 185.

43
⁄
A continuación se presenta los diagramas de fuerza cortante y de
momento flexionante:
Figura 2.11: Diagramas de fuerza cortante y momento flexionante del
husillo de bolas
Con el análisis de fuerzas y el diagrama de momentos realizado en la
figura 2.11 se tiene que M = 117228 N-mm, por tanto el valor del módulo
de la sección transversal está dado por:
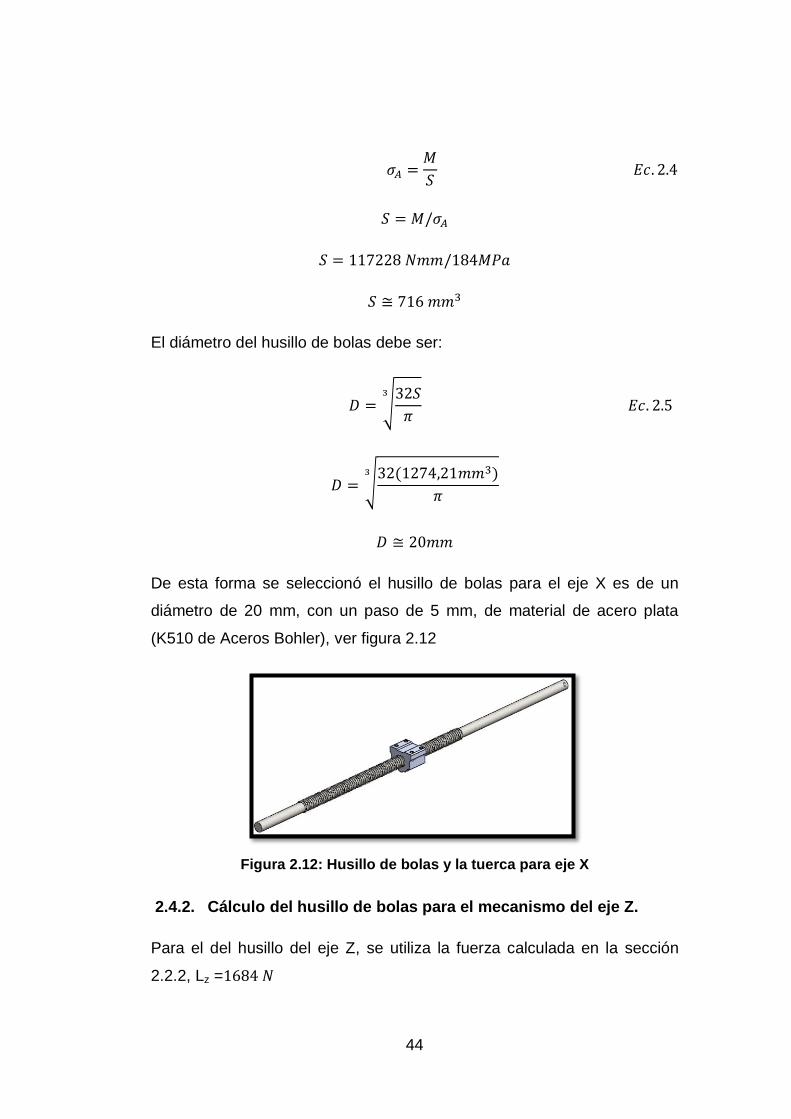
44
El diámetro del husillo de bolas debe ser:
√
√
De esta forma se seleccionó el husillo de bolas para el eje X es de un
diámetro de 20 mm, con un paso de 5 mm, de material de acero plata
(K510 de Aceros Bohler), ver figura 2.12
Figura 2.12: Husillo de bolas y la tuerca para eje X
2.4.2. Cálculo del husillo de bolas para el mecanismo del eje Z.
Para el del husillo del eje Z, se utiliza la fuerza calculada en la sección
2.2.2, Lz =
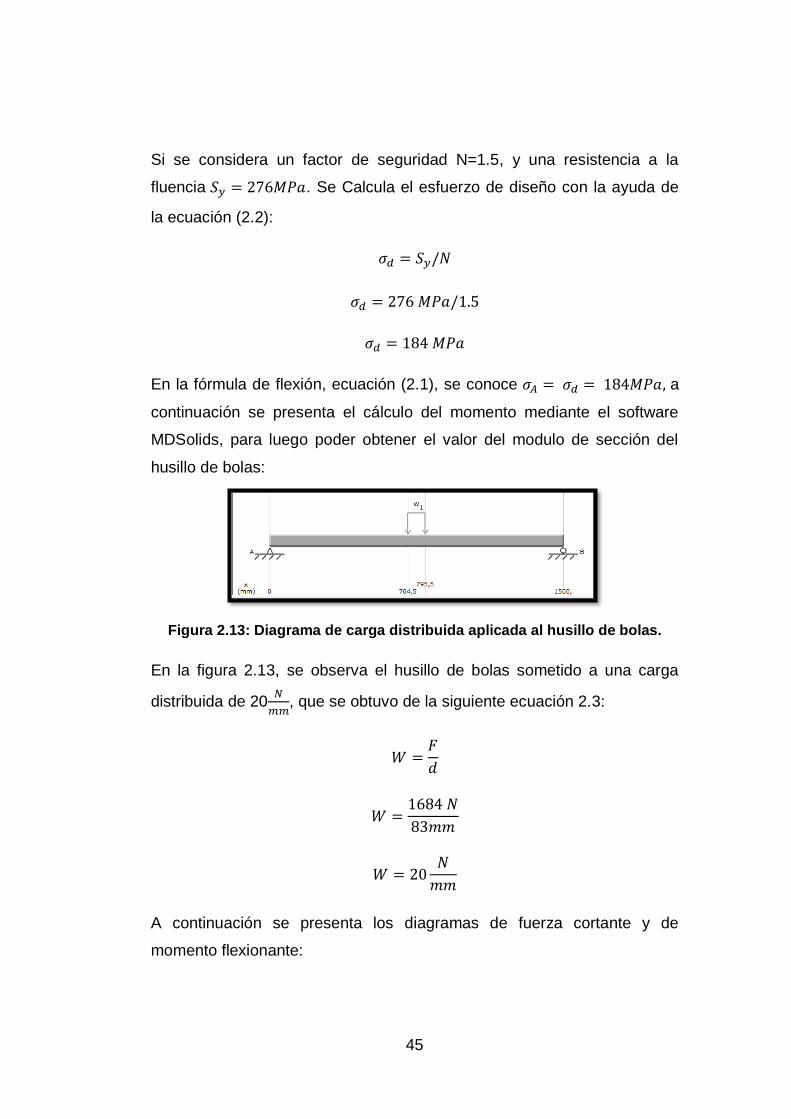
45
Si se considera un factor de seguridad N=1.5, y una resistencia a la
fluencia . Se Calcula el esfuerzo de diseño con la ayuda de
la ecuación (2.2):
En la fórmula de flexión, ecuación (2.1), se conoce a
continuación se presenta el cálculo del momento mediante el software
MDSolids, para luego poder obtener el valor del modulo de sección del
husillo de bolas:
Figura 2.13: Diagrama de carga distribuida aplicada al husillo de bolas.
En la figura 2.13, se observa el husillo de bolas sometido a una carga
distribuida de 20
, que se obtuvo de la siguiente ecuación 2.3:
A continuación se presenta los diagramas de fuerza cortante y de
momento flexionante:

46
Figura 2.14: Diagramas de fuerza cortante y momento flexionante del
husillo de bolas
Con el análisis de fuerzas y el diagrama de momentos realizado en la
figura 2.14, se tiene que M = 605544 N-mm, por tanto el valor del módulo
de la sección transversal está dado por la ecuación 2.4:
√
Debido que no existe en el mercado husillo de bolas del diámetro
calculado, se seleccionó el husillo de bolas inmediato superior que es de
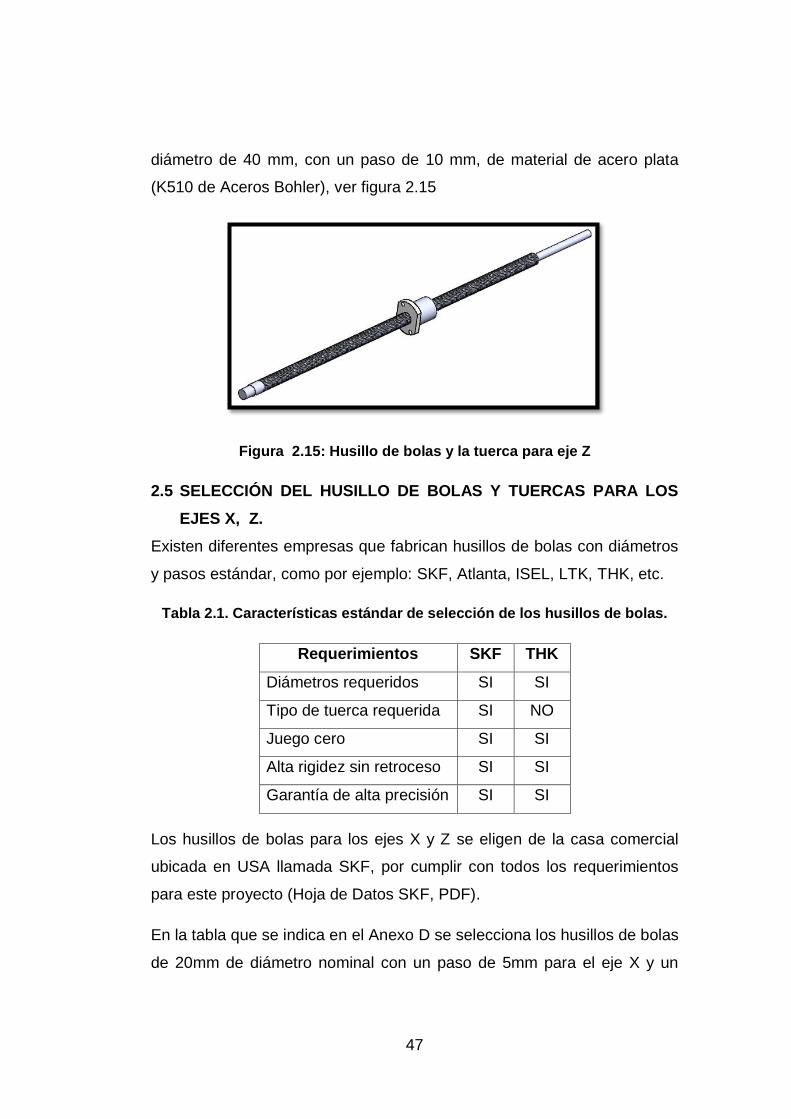
47
diámetro de 40 mm, con un paso de 10 mm, de material de acero plata
(K510 de Aceros Bohler), ver figura 2.15
Figura 2.15: Husillo de bolas y la tuerca para eje Z
2.5 SELECCIÓN DEL HUSILLO DE BOLAS Y TUERCAS PARA LOS
EJES X, Z.
Existen diferentes empresas que fabrican husillos de bolas con diámetros
y pasos estándar, como por ejemplo: SKF, Atlanta, ISEL, LTK, THK, etc.
Tabla 2.1. Características estándar de selección de los husillos de bolas.
Requerimientos SKF THK
Diámetros requeridos SI SI
Tipo de tuerca requerida SI NO
Juego cero SI SI
Alta rigidez sin retroceso SI SI
Garantía de alta precisión SI SI
Los husillos de bolas para los ejes X y Z se eligen de la casa comercial
ubicada en USA llamada SKF, por cumplir con todos los requerimientos
para este proyecto (Hoja de Datos SKF, PDF).
En la tabla que se indica en el Anexo D se selecciona los husillos de bolas
de 20mm de diámetro nominal con un paso de 5mm para el eje X y un

48
husillo de bolas de 40mm de diámetro nominal con un paso de 10mm
para los ejes Z.
2.6 CÁLCULO DEL TORQUE PARA LAS ESTRUCTURAS29.
Para el cálculo del par necesario, se especifica los datos técnicos de los
husillos, como también fuerzas aplicadas como nos indica las empresas
KORTA, SKF, empresas dedicadas al diseño y construcción de husillos de
bolas, ver figura 2.16
Figura 2.16: Fuerzas e inercias de la mesa de mecanizado.
Los parámetros de diseño que se necesitan especificar previo al cálculo
de cada uno de los ejes son:
Diametro del husillo de bolas
= Paso del husillo
L = longitud del husillo
Densidad del material del husillo de bolas
FL=FC
FV= Peso aplicado al eje
FP= Fuerza perpendicular
29
Korta. Catalogo técnico husillo a bolas. Cálculos de diseño. Par e inercia. Pag58.

49
2.6.1. Cálculo del torque para las estructuras de los ejes X.
Los parámetros de diseño para el eje “x” son:
⁄
[ ]
[ ]
[ ]
El torque total ( ) que debe proporcionar el servomotor para el
movimiento del husillo, viene dado por:
[ ]
Dónde: TE = Par Estático [ ]
TD= Par Dinámico [ ]
r = Relación de Poleas
El torque estático (TE) viene dado por la siguiente ecuación:
Dónde: 0 (Par de precarga entre husillos de bolas y tuerca)
Par que deberá soportar el motor debido a la carga.
0.08N-m (Par de fricción rodamientos de apoyo; ver
Anexo D)
El Par que soporta el motor está dado por:

50
Dónde: Carga axial soportada por el husillo (N)
5 mm (Paso del husillo de bolas)
Eficiencia práctica
Se debe encontrar el valor de la carga axial FA, con la ecuación:
Dónde: Carga en dirección del eje del husillo soportada por la
mesa (Fuerza de Corte)
Carga vertical soportada por la mesa (peso
estructural)
Carga en la dirección perpendicular al movimiento
soportada por la mesa.
0.3 (Coeficiente de rozamiento de las guías aluminio
sobre bases de aluminio).30
[ ] [ ]
[ ]
La eficiencia teórica viene dada por la siguiente ecuación:
Dónde:
= 0.006 (Coeficiente de fricción del husillo)
30
http://www.engineeringtoolbox.com/friction-coefficients-d_778.html

51
Para encontrar la eficiencia práctica se emplea la ecuación:
Con estos valores se calcula el valor de , con la Ecuación 2.10:
[ ]
[ ]
Con los valores obtenidos se calcula el torque estático , con la Ecuación
2.8:
[ ] [ ]
[ ] [ ]
Posteriormente se procede a calcular el torque dinámico con la ecuación:
Donde:
Torque Dinámico
= Aceleración angular motor
= Inercia total de la estructura
La inercia total , se calcula mediante la sumatoria de las inercias del
motor, husillo, reductor y de la mesa:
La inercia del husillo de bolas se obtiene por:

52
Donde: Longitud del husillo de bolas (0.6m)
Densidad del material del husillo de bolas (7700kg/m3)
Diámetro del husillo de bolas (0.02m)
[ ] [ ] [ ]
[ ]
La inercia de la mesa viene dada por:
(
)
Donde: Masa del husillo de bolas (0.52Kg)
(
)
[ ]
La inercia del motor se opta por seleccionar una inercia promedio de
servomotores aplicados a máquinas CNC, [ ]
Se calcula la inercia total , de la estructura con la ecuación 2.13:
[ ]
[ ]
El torque dinámico (TD) se obtiene con la ecuación 2.12:
(
) (
) [ ]
53
El par total que deberá proporcionar el motor que acciona el husillo de
bolas es:
[ ] [ ]
[ ]
Con este torque obtenido se puede seleccionar los motores para mover
las estructuras del eje X.
Donde:
[ ]
Aplicando un factor de servicio 31 N=1.5, se obtiene:
2.6.2. Cálculo del torque para la estructura del eje Z.
Para el sistema de movimiento en el eje Z, queda de la siguiente manera:
⁄
[ ]
31
http://www.mty.itesm.mx/etie/deptos/ie/profesores/allamas/cursos/ueee/motores/selecci%F3n.PDF

54
[ ]
[ ]
Se debe encontrar el valor de la carga axial FA, con la ecuación 2.9:
[ ]
[ ]
La eficiencia teórica , viene dada por la ecuación 2.10:
Para encontrar la eficiencia práctica , se emplea la ecuación 2.11:
Con estos valores se calcula el valor de TL con la ecuación 2.8:
[ ]
[ ]
Con los valores obtenidos se calcula el torque estático con la ecuación
2.7, el torque de precarga , está expresado en el Anexo D

55
[ ] [ ]
[ ]
La inercia total , se calcula mediante la sumatoria de las inercias del
motor, husillo, reductor y de la mesa:
La inercia del husillo de bolas se obtiene por:
[ ] [ ] [ ]
[ ]
La inercia de la mesa:
(
)
(
)
[ ]
La inercia del motor se obtiene de la hoja de datos del mismo (80SJT-
M024C, ver sección 2.5)
[ ]
Se calcula la inercia total , de la estructura con la ecuación 2.13:
[ ]

56
[ ]
El torque dinámico (TD) se obtiene con la ecuación 2.12:
(
) [ ] [ ]
El par total que deberá proporcionar el motor que acciona el husillo de
bolas es:
[ ] [ ]
[ ]
Con este torque obtenido se puede seleccionar los motores para mover
las estructuras del eje Z.
Donde:
[ ]
Aplicando un factor de servicio N=1.5 se obtiene:
2.7 SELECCIÓN DE MOTORES PARA LOS EJES X, Z
En el mercado internacional existen diversos tipos de motores, pero para
la implementación se trabajó con Sistemas de Servomotores AC
(servomotor + drive de control), debido que estos se emplean en la
potenciación de máquinas herramientas CNC, por las siguientes
características:
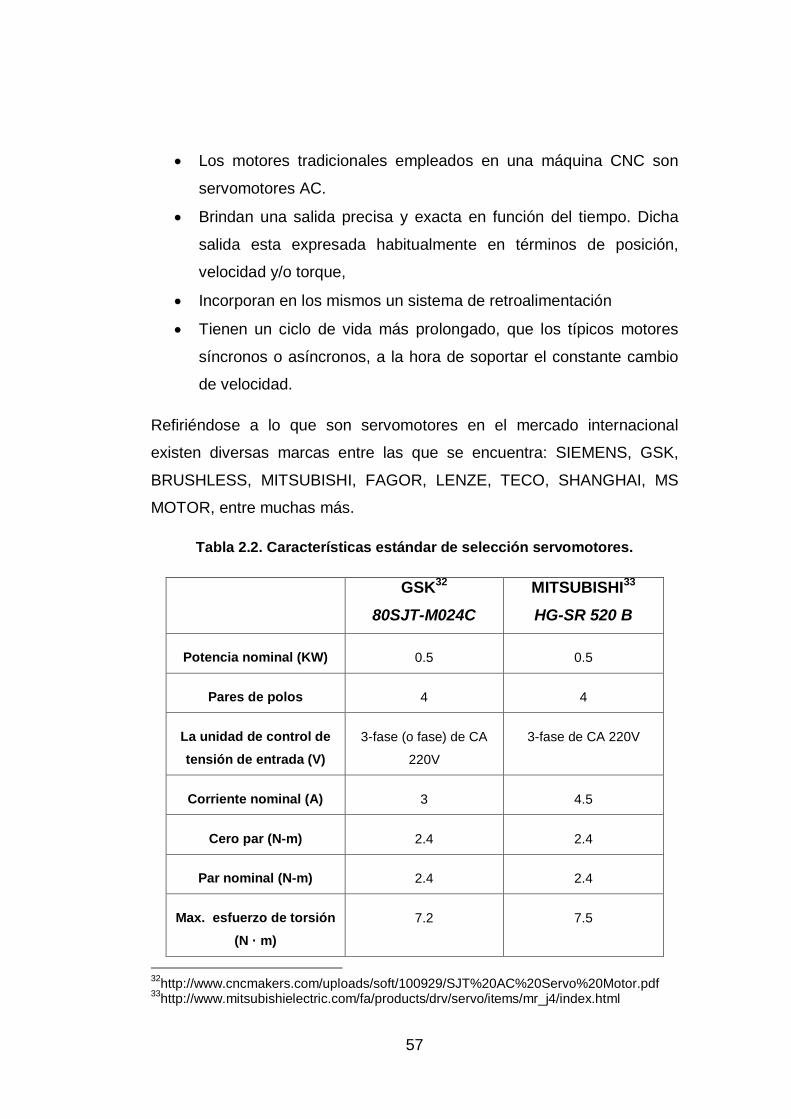
57
Los motores tradicionales empleados en una máquina CNC son
servomotores AC.
Brindan una salida precisa y exacta en función del tiempo. Dicha
salida esta expresada habitualmente en términos de posición,
velocidad y/o torque,
Incorporan en los mismos un sistema de retroalimentación
Tienen un ciclo de vida más prolongado, que los típicos motores
síncronos o asíncronos, a la hora de soportar el constante cambio
de velocidad.
Refiriéndose a lo que son servomotores en el mercado internacional
existen diversas marcas entre las que se encuentra: SIEMENS, GSK,
BRUSHLESS, MITSUBISHI, FAGOR, LENZE, TECO, SHANGHAI, MS
MOTOR, entre muchas más.
Tabla 2.2. Características estándar de selección servomotores.
GSK32
80SJT-M024C
MITSUBISHI33
HG-SR 520 B
Potencia nominal (KW) 0.5 0.5
Pares de polos 4 4
La unidad de control de
tensión de entrada (V)
3-fase (o fase) de CA
220V
3-fase de CA 220V
Corriente nominal (A) 3 4.5
Cero par (N-m) 2.4 2.4
Par nominal (N-m) 2.4 2.4
Max. esfuerzo de torsión
(N · m)
7.2 7.5
32
http://www.cncmakers.com/uploads/soft/100929/SJT%20AC%20Servo%20Motor.pdf 33
http://www.mitsubishielectric.com/fa/products/drv/servo/items/mr_j4/index.html
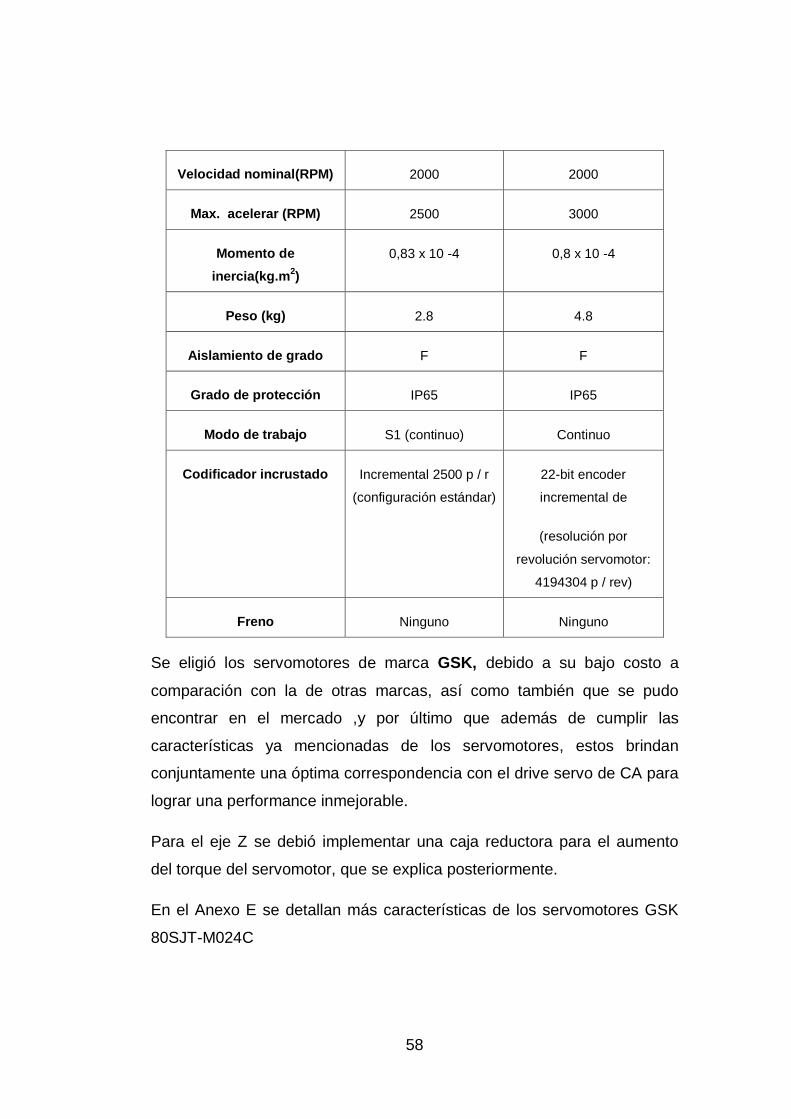
58
Velocidad nominal(RPM) 2000 2000
Max. acelerar (RPM) 2500 3000
Momento de
inercia(kg.m2)
0,83 x 10 -4 0,8 x 10 -4
Peso (kg) 2.8 4.8
Aislamiento de grado F F
Grado de protección IP65 IP65
Modo de trabajo S1 (continuo) Continuo
Codificador incrustado Incremental 2500 p / r
(configuración estándar)
22-bit encoder
incremental de
(resolución por
revolución servomotor:
4194304 p / rev)
Freno Ninguno Ninguno
Se eligió los servomotores de marca GSK, debido a su bajo costo a
comparación con la de otras marcas, así como también que se pudo
encontrar en el mercado ,y por último que además de cumplir las
características ya mencionadas de los servomotores, estos brindan
conjuntamente una óptima correspondencia con el drive servo de CA para
lograr una performance inmejorable.
Para el eje Z se debió implementar una caja reductora para el aumento
del torque del servomotor, que se explica posteriormente.
En el Anexo E se detallan más características de los servomotores GSK
80SJT-M024C
59
2.8 SELECCIÓN DE LOS ACOPLES FLEXIBLES
Un acople flexible se aplica para conectar el eje del motor con el husillo de
bolas en cada eje, debe cumplir con la condición principal de transmitir
eficientemente la potencia total sin pérdidas, así como absorber la
vibración y amortiguar las cargas de impacto.
Para la selección del acople flexilfe es necesario saber el torque que
puede soportar, para esto se aplica la siguente ecuacuión:
Donde:
Tabla 2.3. Características de selección acoples flexibles.
LOVEJOY34 SPRING-FLEX35
Diseño requerido SI NO
Capacidad de torque Cumple Cumple
2.8.1. Selección del acople flexible para el eje X.
Para el caso del eje X, se emplea los siguientes valores a la ecuación
2.18..
[ ]
34
http://www.lovejoy-inc.com/products/jaw-type-couplings/l-type.aspx 35
http://www.disai.net/public/images/catalogos/doc/HOHNER/Acoplamientos.pdf
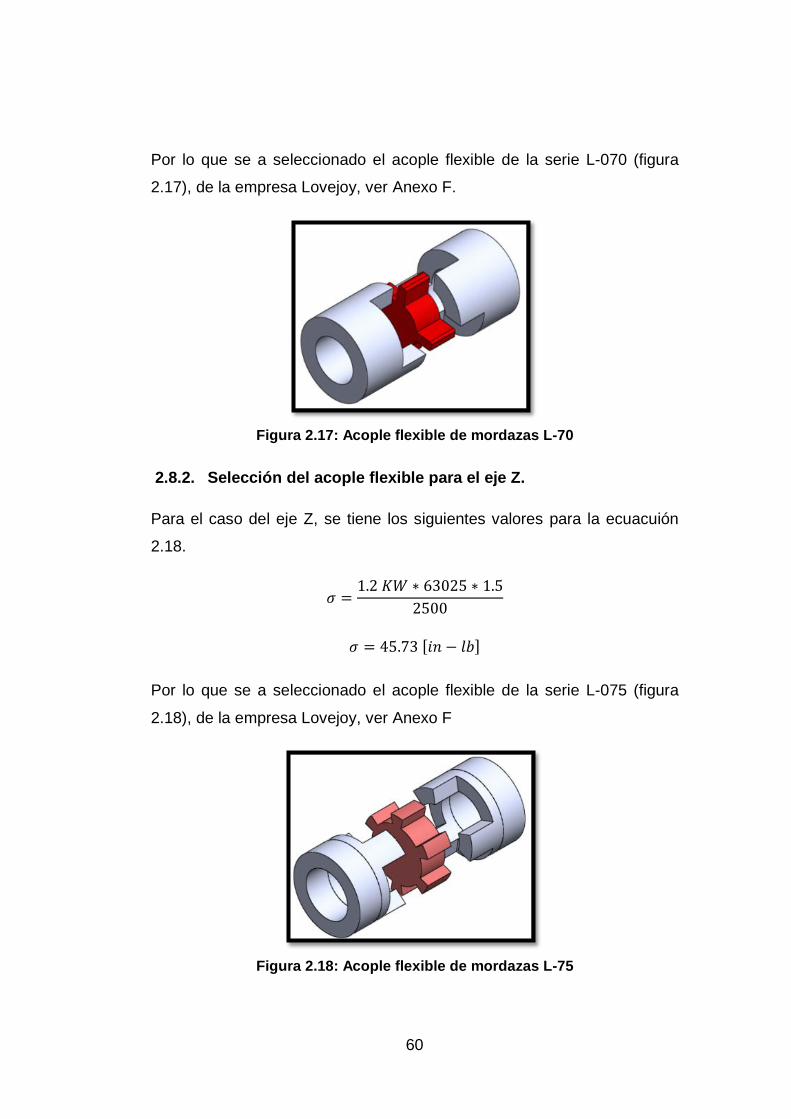
60
Por lo que se a seleccionado el acople flexible de la serie L-070 (figura
2.17), de la empresa Lovejoy, ver Anexo F.
Figura 2.17: Acople flexible de mordazas L-70
2.8.2. Selección del acople flexible para el eje Z.
Para el caso del eje Z, se tiene los siguientes valores para la ecuacuión
2.18.
[ ]
Por lo que se a seleccionado el acople flexible de la serie L-075 (figura
2.18), de la empresa Lovejoy, ver Anexo F
Figura 2.18: Acople flexible de mordazas L-75

61
2.9 DISEÑO DEL SISTEMA DE TRASMISIÓN AUTOMÁTICO/MANUAL
Por tratarse de ser un proyecto único en el mercado, los diseños de cada
uno de los elementos de adaptación se basan en el criterio, necesidades
y prestaciones que brinda el torno para su conversión.
2.9.1. Diseño del mecanismo para el trabajo en modo CNC del eje X
Debido a que se debe adaptar el servomotor el cual será el encargado de
dar movimiento al eje transversal, se vio en la necesidad de diseñar un
soporte en el cual se ubique dicho motor junto a los mecanismos
adecuados para su desempeño.
a. Diseño y construcción del soporte para el servomotor.
El diseño más adecuado que se obtuvo se observa en la figura 2.19:
Figura 2.19: Soporte del servomotor para el eje X.
A continuación se presenta el analisis de fuerzas para el soporte del
servomotor:
Para el diseño del soporte del servomotor, se especifica el material, para
lo cual se seleccionó aluminio 6020 con una resistencia a la fluencia
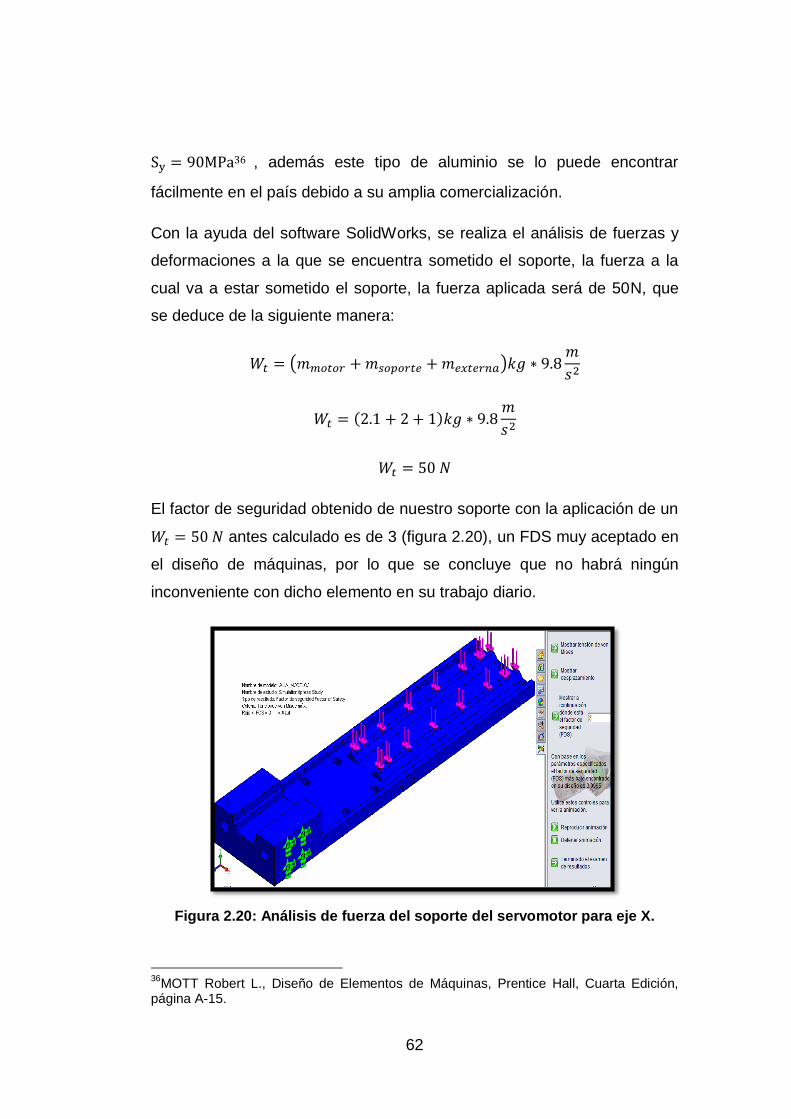
62
36 , además este tipo de aluminio se lo puede encontrar
fácilmente en el país debido a su amplia comercialización.
Con la ayuda del software SolidWorks, se realiza el análisis de fuerzas y
deformaciones a la que se encuentra sometido el soporte, la fuerza a la
cual va a estar sometido el soporte, la fuerza aplicada será de 50N, que
se deduce de la siguiente manera:
( )
El factor de seguridad obtenido de nuestro soporte con la aplicación de un
antes calculado es de 3 (figura 2.20), un FDS muy aceptado en
el diseño de máquinas, por lo que se concluye que no habrá ningún
inconveniente con dicho elemento en su trabajo diario.
Figura 2.20: Análisis de fuerza del soporte del servomotor para eje X.
36
MOTT Robert L., Diseño de Elementos de Máquinas, Prentice Hall, Cuarta Edición, página A-15.
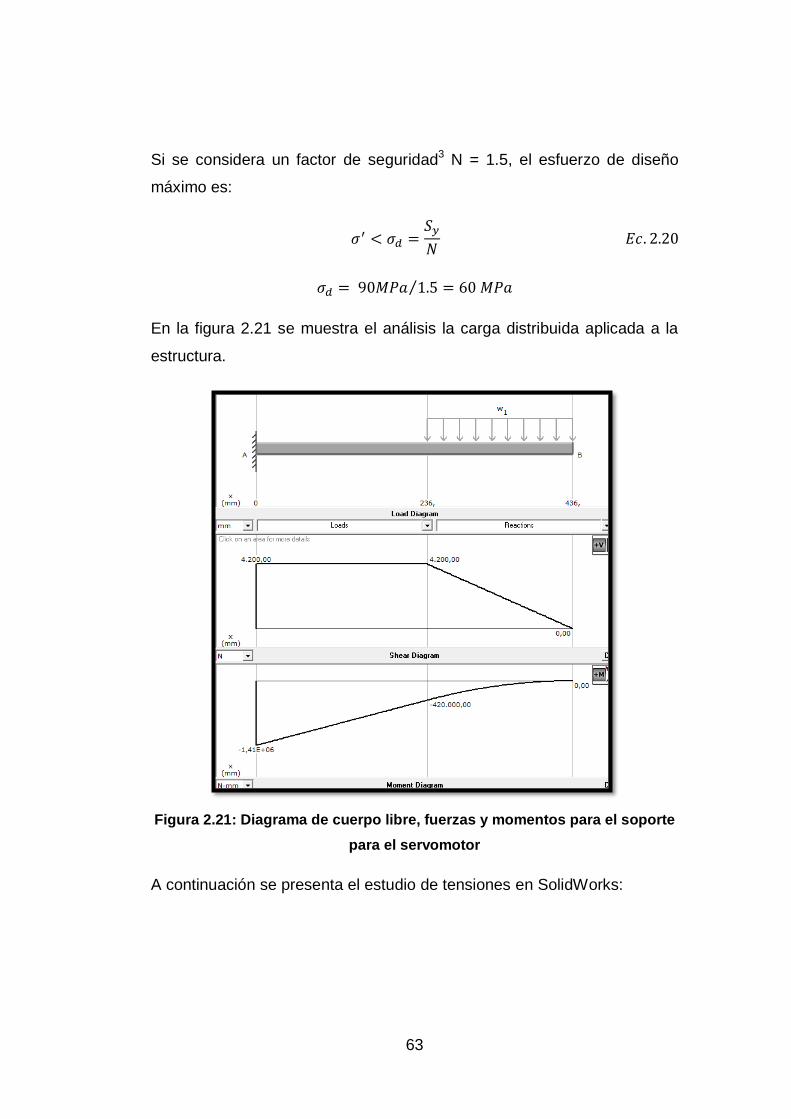
63
Si se considera un factor de seguridad3 N = 1.5, el esfuerzo de diseño
máximo es:
⁄
En la figura 2.21 se muestra el análisis la carga distribuida aplicada a la
estructura.
Figura 2.21: Diagrama de cuerpo libre, fuerzas y momentos para el soporte
para el servomotor
A continuación se presenta el estudio de tensiones en SolidWorks:
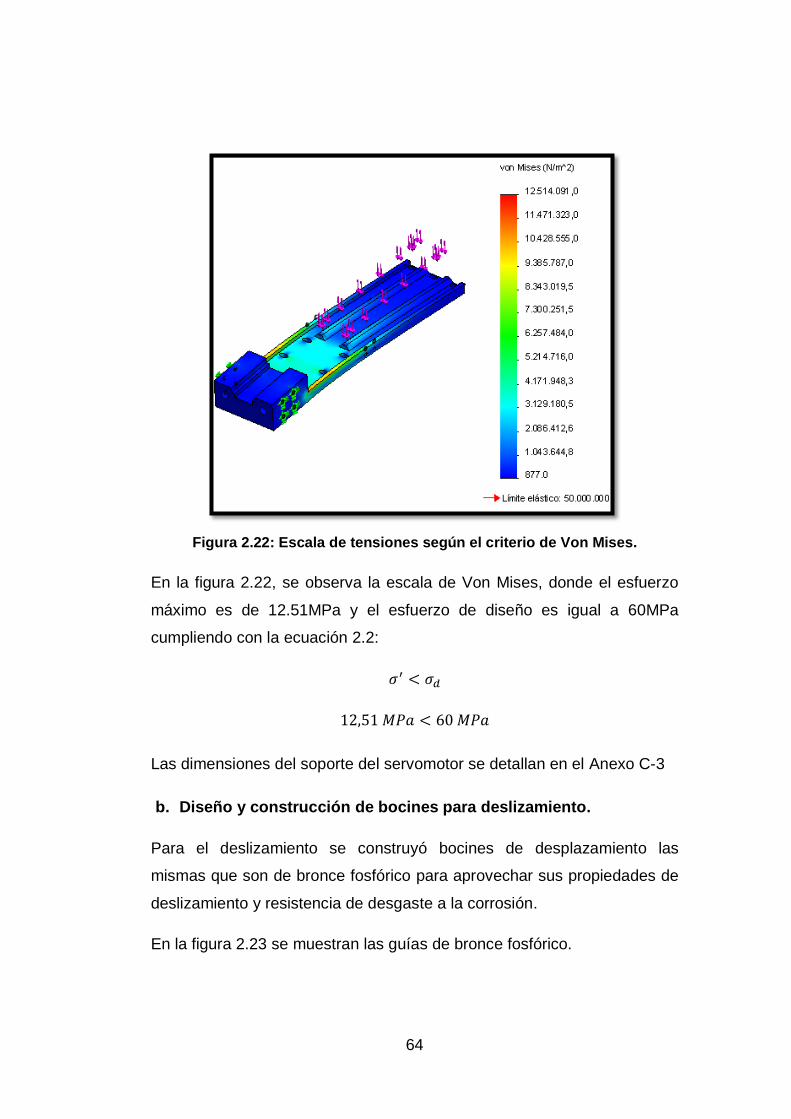
64
Figura 2.22: Escala de tensiones según el criterio de Von Mises.
En la figura 2.22, se observa la escala de Von Mises, donde el esfuerzo
máximo es de 12.51MPa y el esfuerzo de diseño es igual a 60MPa
cumpliendo con la ecuación 2.2:
Las dimensiones del soporte del servomotor se detallan en el Anexo C-3
b. Diseño y construcción de bocines para deslizamiento.
Para el deslizamiento se construyó bocines de desplazamiento las
mismas que son de bronce fosfórico para aprovechar sus propiedades de
deslizamiento y resistencia de desgaste a la corrosión.
En la figura 2.23 se muestran las guías de bronce fosfórico.

65
Figura 2.23: Guías de bronce fosfórico
Las dimensiones de las bocines de deslizamiento se detallan en el Anexo
C-13
c. Diseño y construcción de bases de desplazamiento del
servomotor.
Las bases de desplazamiento son de aluminio puesto que es un metal
muy ligero y aprovechando también la resistencia de desgaste a la
corrosión, el diseño se basa según a las necesidades de las mismas en
este proyecto.
En la figura 2.24 se muestran los carros tanto frontal como trasero del
servomotor en aluminio.
Figura 2.24: Carro de desplazamiento del servomotor
Las dimensiones de las bases de desplazamiento y bases de fijación se
detallan en los Anexos C-11 y C-12.

66
d. Mecanismo de embrague para el eje x.
El mecanismo de embrague para el eje X se basa en la separación de los
acople flexibles ajustado al eje del servomotor X con el del ajustado al
husillo de bolas (figura 2.25), mediante la aplicación de una fuerza externa
en la palanca de separación, las guías especificadas en la sección2.7.1,
son las encargadas de la precisión en el movimiento.
Figura 2.25: Separación del acople flexible.
En la figura 2.26, se observa el montaje estructural de todo el mecanismo
de separación
Figura 2.26: Carro de desplazamiento del servomotor
Las medidas y demás características se detallan en el Anexo C-2

67
2.9.2. Diseño del mecanismo para el trabajo en modo CNC del eje Z
De igual manera que en el eje X se debe adaptar un servomotor el cual
será el encargado de dar movimiento al eje longitudinal, es por lo que se
diseñó un soporte en el cual se ubique dicho servomotor junto a los
mecanismos adecuados para su desempeño.
a. Selección de caja reductora.
El torque del servomotor seleccionado (ver sección 2.7) no es suficiente
poder desplazar el carro transversal, por lo que se debe implementar una
caja reductora para poder multiplicar el par, y no tener ningún
inconveniente de sobrecarga en dicho servomotor.
En el mercado nacional de comercializan diversas marcas y tipos de cajas
reductoras como son: REDMOT, RENOLD, SITI, BOSTON, entre otras.
Tabla 2.4. Características estándar de selección de caja reductora
SITI 37
NHL 20- RIDUTTORE
BOSTON TR238
REDUCCIÓN
Relación de
transmisión
20:1 60:1
Modelo Lineal Lineal
Máxima Velocidad
de entrada
2500 RPM 2000RPM
Hp máximo: 1Hp 1,5 Hp
Se seleccionó la caja reductora de la marca SITI de serie NHL 20-
RIDUTTORE (figura 2.27), debido a que se pudo encontrar en el mercado
nacional a un costo accesible, y por cumplir con la relación de torque
necesario.
37
http://www.electrocouffigna.site.ac-strasbourg.fr/site-php/archives/archives2011-2012/documents-cours/siti-reducteur-choix.pdf 38
http://articulo.mercadolibre.com.ec/MEC-403140957-reductor-de-velocidad-tr2-reduccion-601-_JM

68
La relación de transmisión de esta caja es de 20:1, de esta manera se
obtiene un aumento de torque de 2.4N-m a 48 N-m, con esto no habrá
ningún inconveniente en vencer el torque necesario para el movimiento
del eje Z (ver sección 2.6.2)
Las características y planos de la caja reductora de la marca SITI se
detallan en el Anexo G.
Figura 2.27: Caja reductora 20:1
b. Diseño y construcción de estructura para servomotor del eje Z.
De igual manera que en eje “X”, se ve en la necesidad de adaptar una
estructura, la que será la encargada de resistir el peso tanto a la caja
reductora ya mencionada junto al servomotor para el desplazamiento de
este eje.
El diseño de la estructura que se obtuvo se muestra en la figura 2.28.
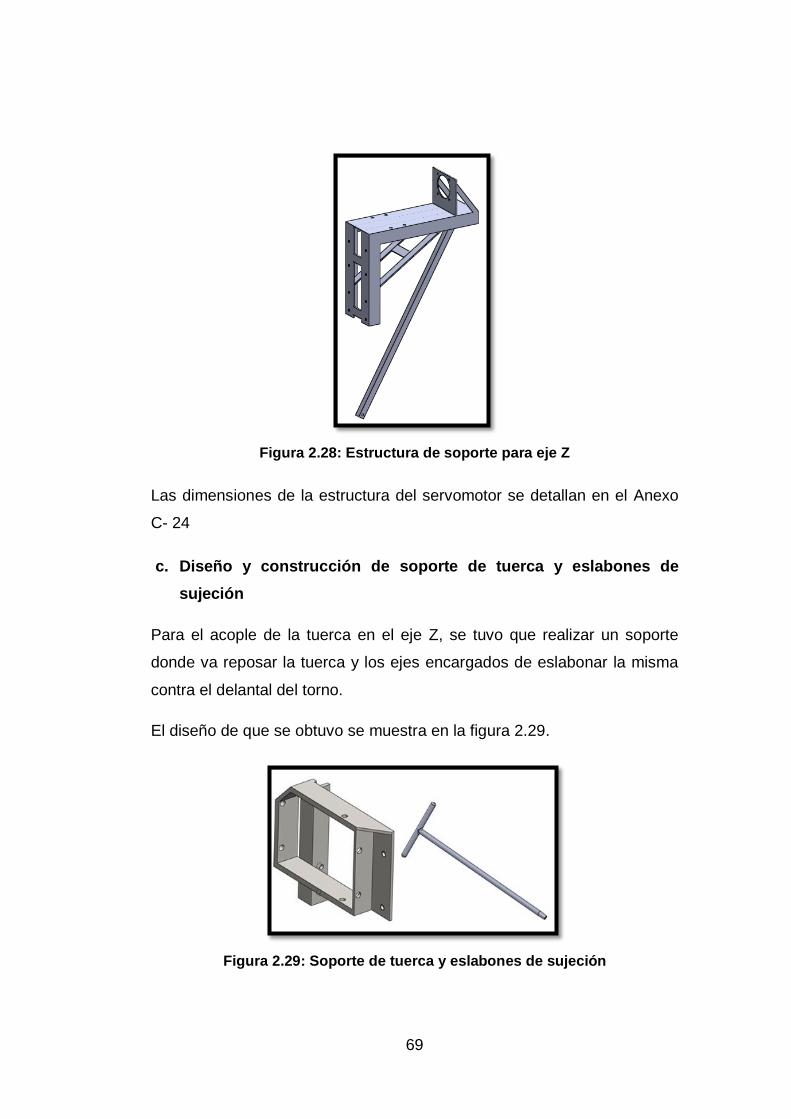
69
Figura 2.28: Estructura de soporte para eje Z
Las dimensiones de la estructura del servomotor se detallan en el Anexo
C- 24
c. Diseño y construcción de soporte de tuerca y eslabones de
sujeción
Para el acople de la tuerca en el eje Z, se tuvo que realizar un soporte
donde va reposar la tuerca y los ejes encargados de eslabonar la misma
contra el delantal del torno.
El diseño de que se obtuvo se muestra en la figura 2.29.
Figura 2.29: Soporte de tuerca y eslabones de sujeción

70
A continuación se presenta el analisis de fuerzas para la estructura
soporte.
Para el diseño de la estructura se especifica el material a ocupar, para el
cual se seleccionó acero SAE 1020, con una resistencia a lafluencia
39 , además este tipo de acero se lo puede encontrar
fácilmente en el país debido a su amplia comercialización.
Con la ayuda del software SolidWorks, se realiza el análisis de fuerzas y
deformaciones a la que se encuentra sometido la estructura, la fuerza a la
cual va a estar sometido el soporte, la fuerza aplicada la fuerza de corte
especificada en la sección 2.2; FC= 225N,
El factor de seguridad mínimo obtenido de nuestro soporte es de 4 (figura
2.30); un FDS muy aceptado en el diseño de máquinas, por lo que se
concluye que no existirá ningún inconveniente con dicho elemento en su
trabajo diario.
Figura 2.30: Análisis de fuerza del soporte del servomotor para eje Z.
Si se considera un factor de seguridad3 N = 1.5, el esfuerzo de diseño
máximo es:
39
http://www.sumiteccr.com/Aplicaciones/Articulos/pdfs/AISI%201020.pdf

71
⁄
A continuación se presenta el estudio de tensiones en SolidWorks:
Figura 2.31: Escala de tensiones según el criterio de Von Mises.
En la figura 2.31, se observa la escala de Von Mises, donde el esfuerzo
máximo es de y el esfuerzo de diseño es igual a ,
cumpliendo con la ecuación 2.2:
Las dimensiones del soporte y eslabones de sujeción se detallan en los
Anexos C-22 y C-23
d. Mecanismo de embrague para el eje Z.
El mecanismo de embrague para el eje Z más práctico que se obtuvo
después del diseño, se basa en el desacople mecánico de la tuerca
responsable de la transmisión de movimiento entre el husillo de bolas y el
delantal del torno.

72
Este acople o desacople mecánico se realiza mediante eslabones que
aseguraran o no, ya sea el caso la tuerca contra el delantal del torno, ver
figura 2.32.
Figura 2.32: Acople o desacople mecánico para eje Z.
En la figura 2.33 se observa el montaje estructural de todo el mecanismo.
Figura 2.33: Mecanismo de eje Z
Las medidas y demás características se detallan en el Anexo C-18

73
CAPÍTULO III
DISEÑO Y SELECCIÓN DEL SISTEMA ELÉCTRICO Y
ELECTRÓNICO DEL CONTROL DEL TORNO CNC.
En el presente capítulo se describe el diseño y selección del sistema
eléctrico y electrónico de control del torno CNC.
3.1 MODO DE OPERACIÓN
Debido que la idea central de la implementación fue obtener una máquina
herramienta que brinde dos modos de operación mecánica, dando la
opción al usuario de poder elegir cual crea el funcionamiento adecuado,
ya sea convencional manteniendo las características iníciales de la
máquina o a la vez mediante mecanismos acoplarla como máquina CNC,
para así poder realizar mecanizados complejos y la producción en serie
de piezas.
3.1.1. Selección eléctrica de funcionamiento
Para poder elegir el modo de operación ya sea convencional o CNC, se
realizó la adaptación de un selector en el diagrama de control del torno
manual, como se muestra en el Anexo H.
Dicho selector nos permite activar o desactivar el circuito de control da
cada uno de los modos de operación, logrando con esto tener por
separado dichos circuitos, manteniendo siempre activo el circuito de
potencia de ambos.
3.1.2. Parámetros del modo de operación
El funcionamiento del torno se basa en dos modos de operación: Torno
paralelo convencional y torno CNC, en este último se debe tomar en
cuenta el número de ejes a controlar para que cumplan las funciones
específicas.

74
Para la puesta en marcha de la máquina se debe verificar que se cumpla
el diagrama que se muestra en la figura 3.1.
Figura 3.1: Diagrama de flujo de funcionamiento general del torno.

75
3.2 DISEÑO Y SELECCIÓN DEL SISTEMA DE CONTROL DE LA
MÁQUINA CNC
La figura 3.2 muestra el esquema general de funcionamiento del torno
CNC.
Figura 3.2: Esquema general de funcionamiento del torno CNC.
Para el diseño eléctrico y electrónico, se debe tener en cuenta los
componentes principales de una máquina-herramienta CNC que son:
Unidad de control de movimiento, Sistema de servomotores, Máquina-
Herramienta (ver sección 1.4.2)
3.2.1. Parámetros de diseño de la unidad de control de movimiento
del torno CNC.
La unidad de control de movimiento debe cumplir con ciertas
características esenciales para controlar una máquina – herramienta CNC
como son:
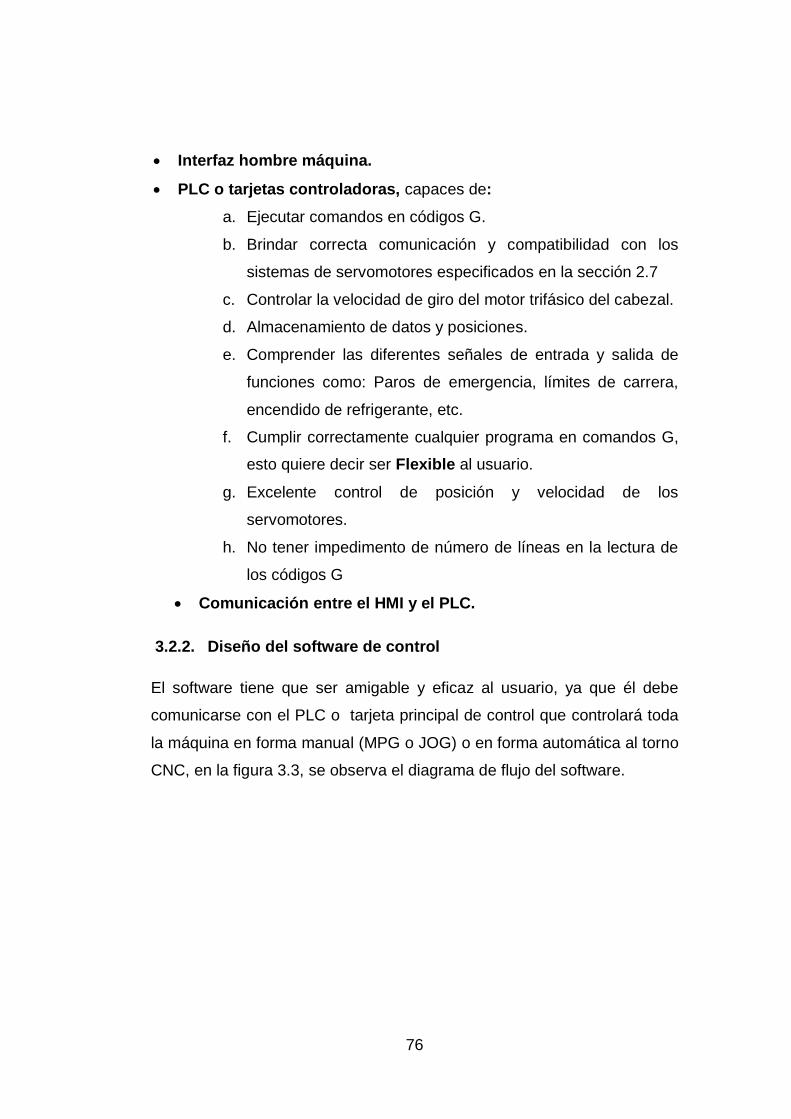
76
Interfaz hombre máquina.
PLC o tarjetas controladoras, capaces de:
a. Ejecutar comandos en códigos G.
b. Brindar correcta comunicación y compatibilidad con los
sistemas de servomotores especificados en la sección 2.7
c. Controlar la velocidad de giro del motor trifásico del cabezal.
d. Almacenamiento de datos y posiciones.
e. Comprender las diferentes señales de entrada y salida de
funciones como: Paros de emergencia, límites de carrera,
encendido de refrigerante, etc.
f. Cumplir correctamente cualquier programa en comandos G,
esto quiere decir ser Flexible al usuario.
g. Excelente control de posición y velocidad de los
servomotores.
h. No tener impedimento de número de líneas en la lectura de
los códigos G
Comunicación entre el HMI y el PLC.
3.2.2. Diseño del software de control
El software tiene que ser amigable y eficaz al usuario, ya que él debe
comunicarse con el PLC o tarjeta principal de control que controlará toda
la máquina en forma manual (MPG o JOG) o en forma automática al torno
CNC, en la figura 3.3, se observa el diagrama de flujo del software.

77
Figura 3.3: Diagrama de flujo del software.

78
3.2.3. Diseño del hardware de control.
En la figura 3.4 se describe el diagrama de bloque del hardware de las
tarjetas controladoras o PLC.
Figura 3.4: Diseño del hardware de control.
La tarjeta principal o el PLC, deben comunicarse con el software de
control de una forma paralela y debe cumplir los requerimientos del
software detallado en la Sección 3.2.1 y 3.2.2, para lo que se diseña el
diagrama de bloques requeridos para la automatización

79
Como se indico en la sección 2.7, los servomotores cuentan con un
sistema a lazo cerrado para el control de velocidad y posición, el control
del cabezal del torno como se aprecia en la figura 3.4 es a lazo cerrado
con la implementación de un encoder, que nos servirá como
retroalimentación para mejor manejo de perturbaciones en el sistema.
Se comercializan diferentes controladores CNC; que cumplen con las
funciones que se requiere para este control, de excelentes características y
costos razonables para la magnitud de automatización que se está
realizando; lo cual hace que sean accesibles para este proyecto. Por esta
razón es recomendable hacer uso de estos controladores ya fabricados, en
lugar de utilizar controladores diseñados propiamente que involucrarían
mayor tiempo en su construcción.
3.3 SELECCIÓN DEL CONTROLADOR.
Se comercializan diferentes controladores CNC; que cumplen con las
funciones que se requieren para este control, de excelentes
características y costos razonables en base a relación a automatizaciones
como esta, lo cual hace que sean accesibles para este proyecto. Es por
esta razón que es recomendable hacer uso de controladores ya
fabricadas y que se encuentran a la venta en la Web, en lugar de utilizar
controladores diseñados propiamente que involucrarían mayor tiempo en
su construcción. Es por este motivo que para todo el sistema de control
del proyecto, se emplearán un controlador CNC, además de que en el
mercado se encuentra que:
Los software de máquinas CNC, existentes en el mercado tienen
ciertas privaciones, como líneas de código a efectuar, adquisición
de licencias de las mismas, trabajan a corrientes bajas y mas
Los PLC compatibles con los sistemas de servomotores
seleccionados, no tienen flexibilidad de programación, esto quiere
decir que tienen limitaciones en la ejecución de comandos G.

80
No existen en el mercado nacional o internacional tarjetas
controladoras para servomotores AC.
Siendo estas razones suficientes se vio en la necesidad de implementar
un controlador específico para máquinas CNC, disponible en el mercado
internacional, ya que se comercializan distintas marcas y series entre las
que se encuentran las siguientes: GSK, FANUC, MITSUBISHI, SIEMENS;
cada uno de ellos cumplen con los requerimientos para este tipo de
control.
Dentro de la gama de controladores GSK existen diversas series de
controladores:
Tabla 3.1. Características básicas de los controladores GSK 980TDa y
FANUC serie 0i-modelo TD
Características GSK 980TDa FANUC
Serie 0i-Modelo TD
Resolución de mecanizado (µm) 1 ó 0,1 1 ó 0,10
Tamaño de pantalla 7” 8.4”
Gráficos Recorrido de la
herramienta Recorrido de la
herramienta
Ejes controlables 3 6
Ejes interpolables linealmente 3 4
Ejes interpolables circularmente 2 4
Modo de control de los ejes Digital (Puls+Dir) Digital (Puls+Dir)
Husillos analógicos 1 (0~10V) 1 (0~10V)/4-20mA
Interfaz MDI Completa Compleja
Roscado Sólido SI SI
PLC SI SI
Velocidad máxima m/min 30m/min 35m/min
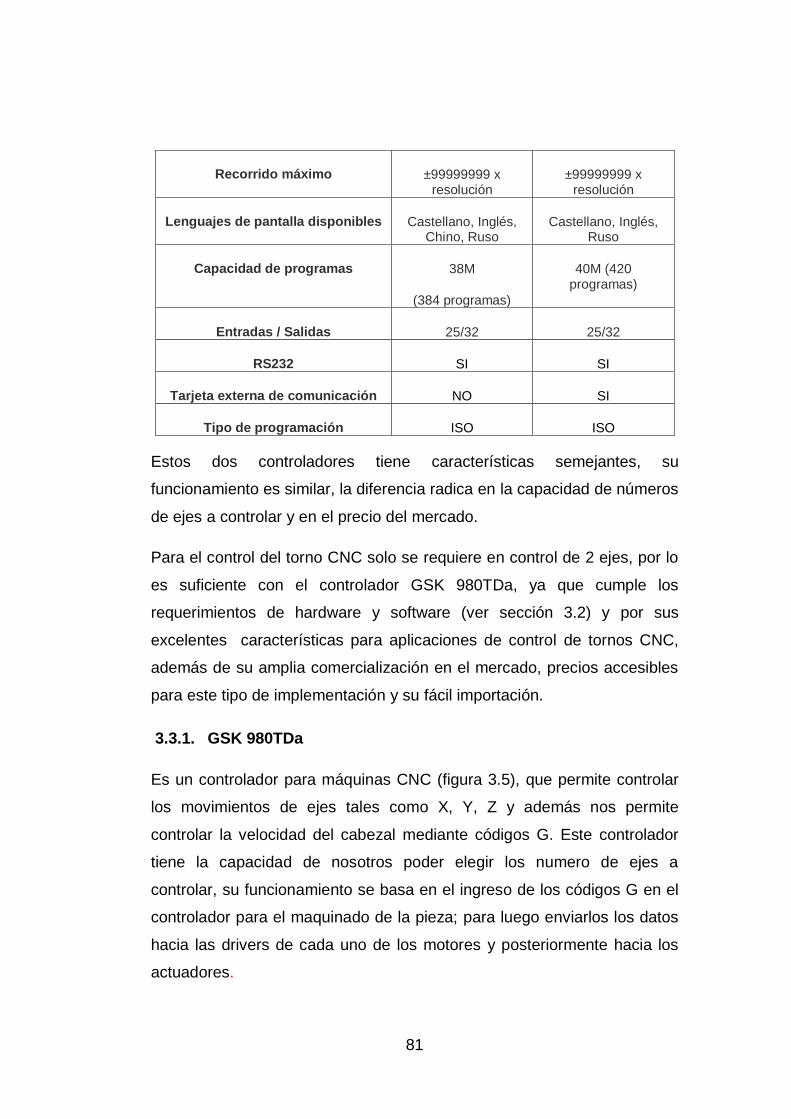
81
Recorrido máximo ±99999999 x resolución
±99999999 x resolución
Lenguajes de pantalla disponibles Castellano, Inglés, Chino, Ruso
Castellano, Inglés, Ruso
Capacidad de programas 38M
(384 programas)
40M (420 programas)
Entradas / Salidas 25/32 25/32
RS232 SI SI
Tarjeta externa de comunicación NO SI
Tipo de programación ISO ISO
Estos dos controladores tiene características semejantes, su
funcionamiento es similar, la diferencia radica en la capacidad de números
de ejes a controlar y en el precio del mercado.
Para el control del torno CNC solo se requiere en control de 2 ejes, por lo
es suficiente con el controlador GSK 980TDa, ya que cumple los
requerimientos de hardware y software (ver sección 3.2) y por sus
excelentes características para aplicaciones de control de tornos CNC,
además de su amplia comercialización en el mercado, precios accesibles
para este tipo de implementación y su fácil importación.
3.3.1. GSK 980TDa
Es un controlador para máquinas CNC (figura 3.5), que permite controlar
los movimientos de ejes tales como X, Y, Z y además nos permite
controlar la velocidad del cabezal mediante códigos G. Este controlador
tiene la capacidad de nosotros poder elegir los numero de ejes a
controlar, su funcionamiento se basa en el ingreso de los códigos G en el
controlador para el maquinado de la pieza; para luego enviarlos los datos
hacia las drivers de cada uno de los motores y posteriormente hacia los
actuadores.

82
Figura 3.5: Controlador GSK 980TDa.
Las especificaciones técnicas se detallan en el ANEXO I.
3.3.2. Características de controlador GSK980TDa
Gran capacidad de comunicación y compatibilidad con drive como:
DA98 para servomotores de CA oDY3 para accionamiento de
motores paso a paso; mediante la entrada de señal de dirección de
impulsos
Ejes controlados (X, Y, Z), ejes de enlace (X, Z), 0.001 precisión de
interpolación y máxima marcha rápida velocidad de 30m/min.
Interpolaciones: lineal/arco, parábola/elipse.
Valor mínimo de comando menos 0.001, relación de electrónica
(1~32.767)/(1~32.767);
Compensación de la holgura, la compensación de longitud de
herramienta, compensación de desgaste de la herramienta y la
herramienta de la corrección del radio.
PLC incluido, editar escalera en el PC para ser descargados a la
CNC.
S, control de aceleración / desaceleración exponencial para cumplir
con alta velocidad y alta precisión de mecanizado;
Al tocar la máquina, rosca cónica, rosca superficie frontal, hilo, hilo
de rosca métrico / pulgadas simple / múltiple recta de paso variable
de alta velocidad agotado con la distancia de retracción conjunto, el
ángulo y la velocidad.
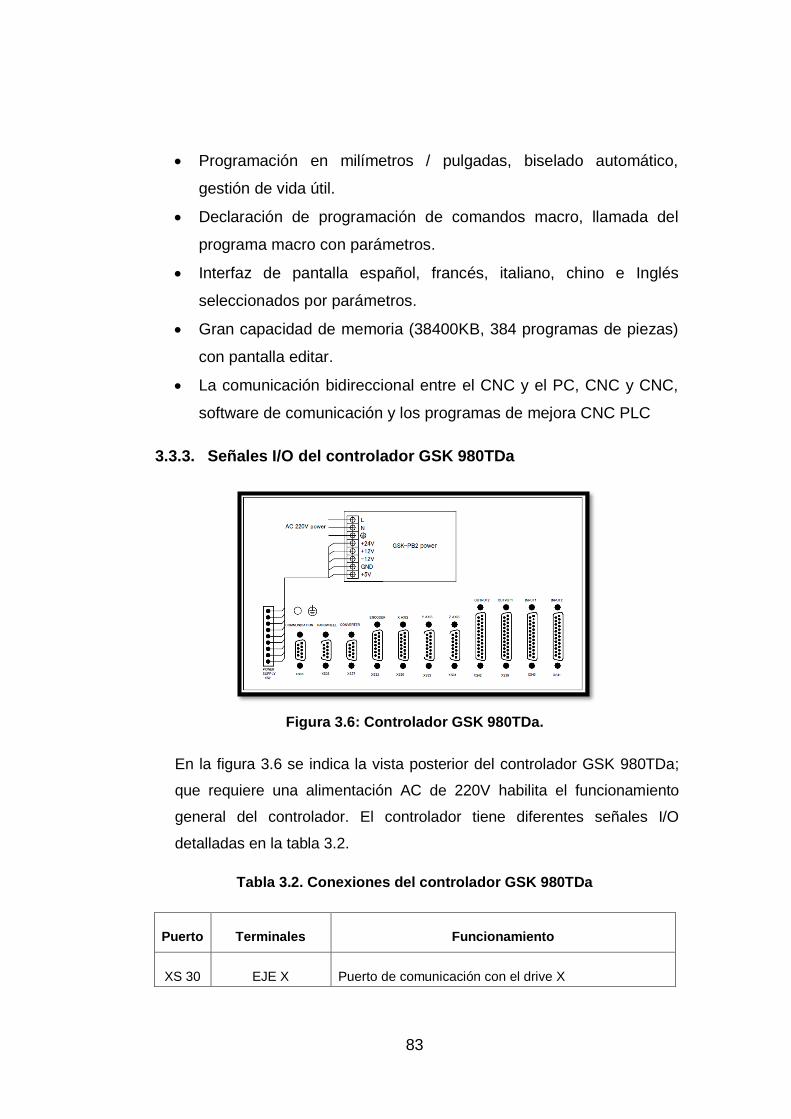
83
Programación en milímetros / pulgadas, biselado automático,
gestión de vida útil.
Declaración de programación de comandos macro, llamada del
programa macro con parámetros.
Interfaz de pantalla español, francés, italiano, chino e Inglés
seleccionados por parámetros.
Gran capacidad de memoria (38400KB, 384 programas de piezas)
con pantalla editar.
La comunicación bidireccional entre el CNC y el PC, CNC y CNC,
software de comunicación y los programas de mejora CNC PLC
3.3.3. Señales I/O del controlador GSK 980TDa
Figura 3.6: Controlador GSK 980TDa.
En la figura 3.6 se indica la vista posterior del controlador GSK 980TDa;
que requiere una alimentación AC de 220V habilita el funcionamiento
general del controlador. El controlador tiene diferentes señales I/O
detalladas en la tabla 3.2.
Tabla 3.2. Conexiones del controlador GSK 980TDa
Puerto Terminales Funcionamiento
XS 30 EJE X Puerto de comunicación con el drive X

84
XS 31 EJE Z Puerto de comunicación con el drive Z
XS 32 ENCODER Puerto de comunicación con el encoder del motor del
cabezal.
XS 36 COMUNICACIÓN Puerto de comunicación con la PC
XS 37 CONVERTIDOR Puerto de comunicación de la salida del voltaje de 0-
10V hacia el drive del motor del cabezal.
XS 38 HANDWHELL Puerto de comunicación con el Handwhell del
controlador, desplazamiento manual de ejes
XS 39 INPUT 1 Puerto de comunicación de las distintas señales de
entrada
XS 40 OUTPUT 1 Puerto de comunicación de las distintas señales de
salida
3.4 ESPECIFICACIÓN DE LOS DRIVERS DE CONTROL DELOS
SERVOMOTORES.
Los Sistemas de Servomotores AC como se vio en la sección 2.7,
incluyen del servomotor y el drive de control para su control, por lo que
son específicos para cada uno de ellos; se implementó en el proyecto el
drive GSKDA98B, el cual brinda un excelente servicio y funcionamiento
con el servomotor ya seleccionado.
3.4.1. GSK DA98B
El sistema de control para los ejes X y Z es de lazo cerrado (ver Sección
1.7.2), ya que estos servomotores cuentan con un encoder incluido que
nos permite tener la posibilidad de poder controlar lo que es velocidad y
posición de los mismos.
Para el control de los servomotores detallados en la sección 2.7, se ocupa
los servodrives GSK DA98B específicos para el control de servomotores
AC.
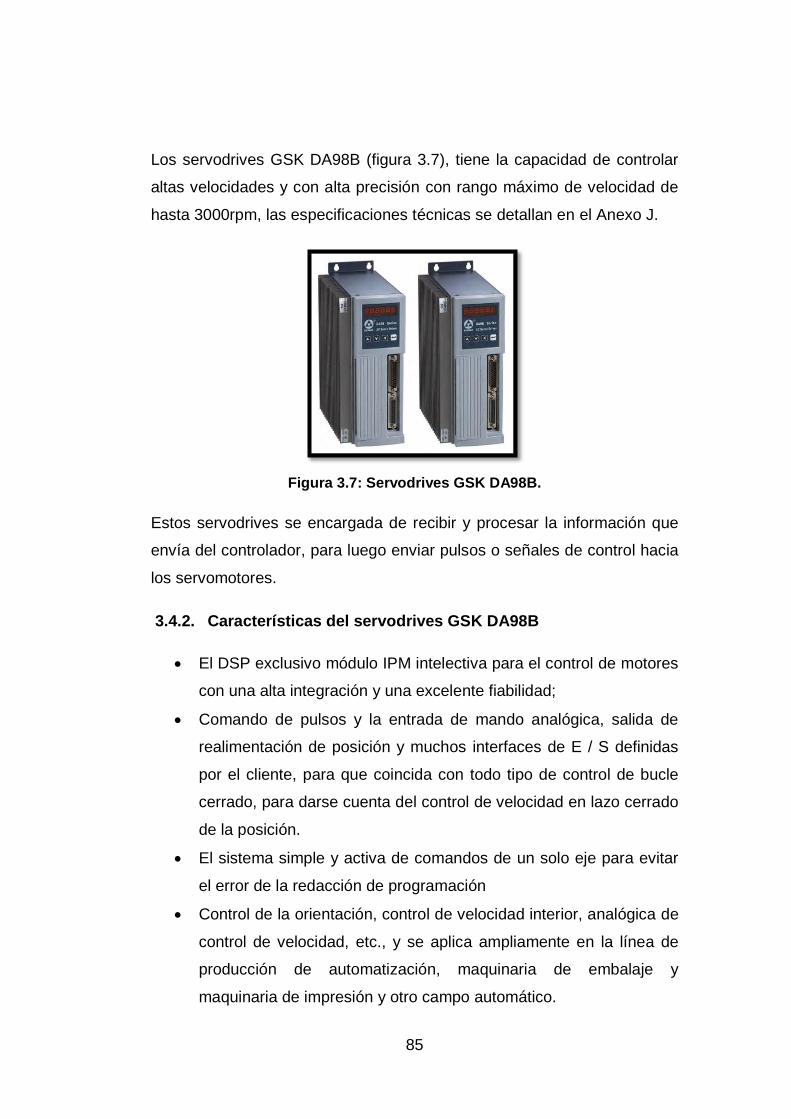
85
Los servodrives GSK DA98B (figura 3.7), tiene la capacidad de controlar
altas velocidades y con alta precisión con rango máximo de velocidad de
hasta 3000rpm, las especificaciones técnicas se detallan en el Anexo J.
Figura 3.7: Servodrives GSK DA98B.
Estos servodrives se encargada de recibir y procesar la información que
envía del controlador, para luego enviar pulsos o señales de control hacia
los servomotores.
3.4.2. Características del servodrives GSK DA98B
El DSP exclusivo módulo IPM intelectiva para el control de motores
con una alta integración y una excelente fiabilidad;
Comando de pulsos y la entrada de mando analógica, salida de
realimentación de posición y muchos interfaces de E / S definidas
por el cliente, para que coincida con todo tipo de control de bucle
cerrado, para darse cuenta del control de velocidad en lazo cerrado
de la posición.
El sistema simple y activa de comandos de un solo eje para evitar
el error de la redacción de programación
Control de la orientación, control de velocidad interior, analógica de
control de velocidad, etc., y se aplica ampliamente en la línea de
producción de automatización, maquinaria de embalaje y
maquinaria de impresión y otro campo automático.

86
3.5 SELECCIÓN DE SISTEMA DE CONTROL PARA EL MOTOR
TRIFÁSICO DEL CABEZAL
Como se vio en la sección 3.2 y 3.3, el control de velocidad de giro del
cabezal del torno se realiza mediante un control análogo de 0 a 10V DC,
es por ello que se requiere un variador de frecuencia para dicho control y
un encoder como retroalimentación para realizar el control a lazo cerrado,
para mejor precisión.
3.5.1. Selección de drive de control para motor trifásico principal
En el mercado existen diversos driver en lo que se refiere al control de
motores trifásicos entre ellas se encuentran: Delta, Siemens, Toshiba,
Allen Bradley, entre otros; se utiliza el Drive Delta VFD-B por su bajo
costo y por su factibilidad en el lazo de control a implementar,
Tabla 3.3. Características estándar de los variadores de frecuencia Siemens
y Delta VDF-B
Características
estándar
Siemens SED2 Drive Delta VFD-B
Tensión de entrada 200 V CA a 240 V 200 V CA a 240 V
Frecuencia de entrada 47 a 63 Hz 50 o 60 Hz
Frecuencia de salida 0 a 150 Hz 0 a 150 Hz
Factor de potencia >= 0.9 >= 0.9
Rendimiento 96 a 97 % 96 a 98 %
Capacidad de sobrecarga 110 % para 60 s 110 % para 60 s
Método de Control V/f par cuadrático,
lineal o programable
par cuadrático,
lineal o programable
Entradas analógicas 2
programables
0-10 V, 2-10 V, 0-20 mA, 4-
20 mA, LG-Ni1000
0-10 V, 2-10 V, 0-20 mA,
4-20 mA

87
Salidas relé 2 totalmente programables 3 totalmente
programables
Interfaces RS-485: P1(SBT), N2,
Siemens USS
ModBus, RTU y ASCII
Nivel de protección IP20 / IP54 IP20 / IP54
Par del motor 7.5 HP 7.5HP
Ambos drives tienen características semejantes y su funcionamiento es
similar, la diferencia radica en el precio de comercialización en el
mercado, por lo que se optó por trabajar con el drive Delta VFD-B (figura
3.8) puesto que se encuentra disponible en el mercado nacional a un
costo accesible, es adecuado para la implementación del proyecto debido
a que es apto para soportar la potencia del motor del cabezal (ver sección
2.2.1),es capaz de controlar motores trifásicos hasta de 7.5 Hp, mediante
la retroalimentación del encoder en señal de cuadratura TTL.
Figura 3.8: Drive Delta VFD-B.
El sistema de control para el cabezal es de lazo cerrado (Sección 1.7.2);
este sistema es utilizado por los motores AC acoplándolos un encoder ya
que con ello se puede controlar el giro del motor. La unidad de control
980TDa posee una salida de voltaje que se convierten en señales de 0 a

88
10V analógicos que se utilizan para controlar con PWM la velocidad del
Motor AC, la cual ingresan como incrementos de velocidad al drive VFD-
B, este es el encargado de recibir y procesar la información que envía por
el controlador y el encoder, para luego enviar variaciones de frecuencia
hacia el motor, las especificaciones técnicas del variador VDF-B se
detallan en el Anexo K.
3.5.2. Selección del encoder para el control de velocidad giro del
cabezal.
En el mercado nacional e internacional se comercializan distintas marcas
y series de encoders como son: DELTA, DAHANER, ELTRA, GSK,
MELCO, SIEMENS, ALLEN BRADLEY, entre muchos más,
Se ha seleccionado el encoder DELTA EH-5 (figura 3.9), por su
disponibilidad en el mercado nacional, su bajo costo a comparación con
los de otras familias y por ser de la misma gama de productos del variador
de frecuencia seleccionado en la sección 3.5.1., brindándonos una
excelente comunicación entre ambos.
Figura 3.9: Encoder Delta EH-5.
Las especificaciones técnicas del encoder se detallan en el Anexo L
89
3.6 DISEÑO DEL TABLERO DE CONTROL Y POTENCIA DEL TORNO
CNC
Para el diseño del tablero de control se debe tomar en cuenta muchos
parámetros tales como: Corriente nominal de motores, voltaje de
alimentación para circuitos de control y potencia, número de entradas y
salidas del controlador y protecciones.
3.6.1. Tensión trifásica 220V.
La tensión trifásica para el circuito de potencia es de 220V AC, que se
utiliza para alimentación de: Motor del cabezal, motor de la bomba del
refrigerante, controlador, servomotores, drives de control de cada uno de
los servomotores.
3.6.2. Fusibles de protección.
Para la selección de los fusibles de protección, se necesita conocer dos
aspectos muy importantes que son: Corriente Nominal y voltaje máximo
de los servomotores y motor trifásico del cabezal.
Por ello se han seleccionado fusibles de 32A, a 500V.
3.6.3. Brakers de protección de drives de motores.
Para la protección de sobrecorriente o voltaje se seleccionó brakers de
protección para equipos como: Drive del motor del cabezal y drives de
servomotores, si hay demasiada electricidad, estos aparatos simplemente
interrumpen el flujo eléctrico para evitar el daño por sobrecorriente en los
equipos implementados, de igual manera que los fusibles se requiere
conocer lo que es corriente nominal y voltaje máximo.
Por ello se han seleccionado fusibles de 32A, a 220V

90
3.6.4. Contactores de para arranque de motores.
Se seleccionó contactores de bobina a 220V, para el arranque de los
motores trifásicos del cabezal y de la bomba del lubricante, los cuales
tiene una corriente nominal de 18 A y 10 A respectivamente.
3.6.5. Relés eléctricos.
Para la activación y desactivación de variables de control se seleccionó
relés de bobina a 24V DC y 10 A de corriente máxima.
3.6.6. Fuente de alimentación.
Se implementó una fuete de voltaje de 24 V DC con 5 A de corriente, para
la alimentación del control del torno, la cual servirá para la alimentación de
cada uno de los relés, y también para como entradas hacia el controlador
de funciones específicas.
El diagrama de control y potencia del torno CNC se detalla en los Anexo
M y N respectivamente.

91
CAPÍTULO IV
IMPLEMENTACIÓN Y PRUEBAS DEL SISTEMA.
4.1 IMPLEMENTACIÓN DEL SISTEMA MECÁNICO.
Una vez terminado el diseño y la selección del sistema mecánico, como
se puede observar en la figura 4.1, se procede a realiza el montaje o
implementación de sus partes.
Figura 4.1: Implementación del diseño mecánico.
4.1.1. Implementación de la estructura de los ejes.
a. Implementación de la estructura del eje Z.
El Carro principal va montado sobre la bancada prismática (figura 4.2),
mediante las guías deslizantes, como se describió en la Sección 2.2.3;

92
Figura 4.2: Montaje de la estructura del eje Z.
Para el movimiento del carro principal del torno se tiene 2 opciones de
trabajo como:
Como torno CNC
Aquí el movimiento se realiza con el husillo de bolas con su respectiva
tuerca acoplada al carro principal mediante los ejes de acople, el husillo
se encuentra situado en la bancada principal en remplazo del eje de
roscar y unidos al servomotor y caja reductora mediante acoples flexibles
como se muestra en la figura 4.3.
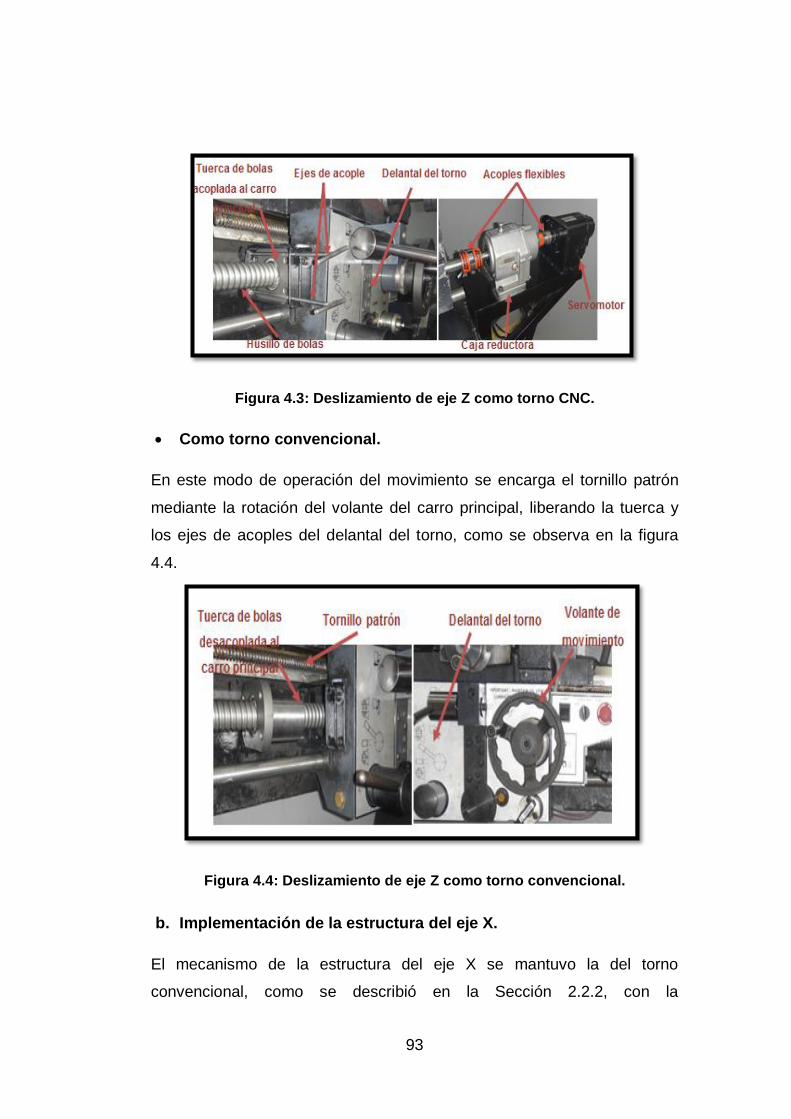
93
Figura 4.3: Deslizamiento de eje Z como torno CNC.
Como torno convencional.
En este modo de operación del movimiento se encarga el tornillo patrón
mediante la rotación del volante del carro principal, liberando la tuerca y
los ejes de acoples del delantal del torno, como se observa en la figura
4.4.
Figura 4.4: Deslizamiento de eje Z como torno convencional.
b. Implementación de la estructura del eje X.
El mecanismo de la estructura del eje X se mantuvo la del torno
convencional, como se describió en la Sección 2.2.2, con la
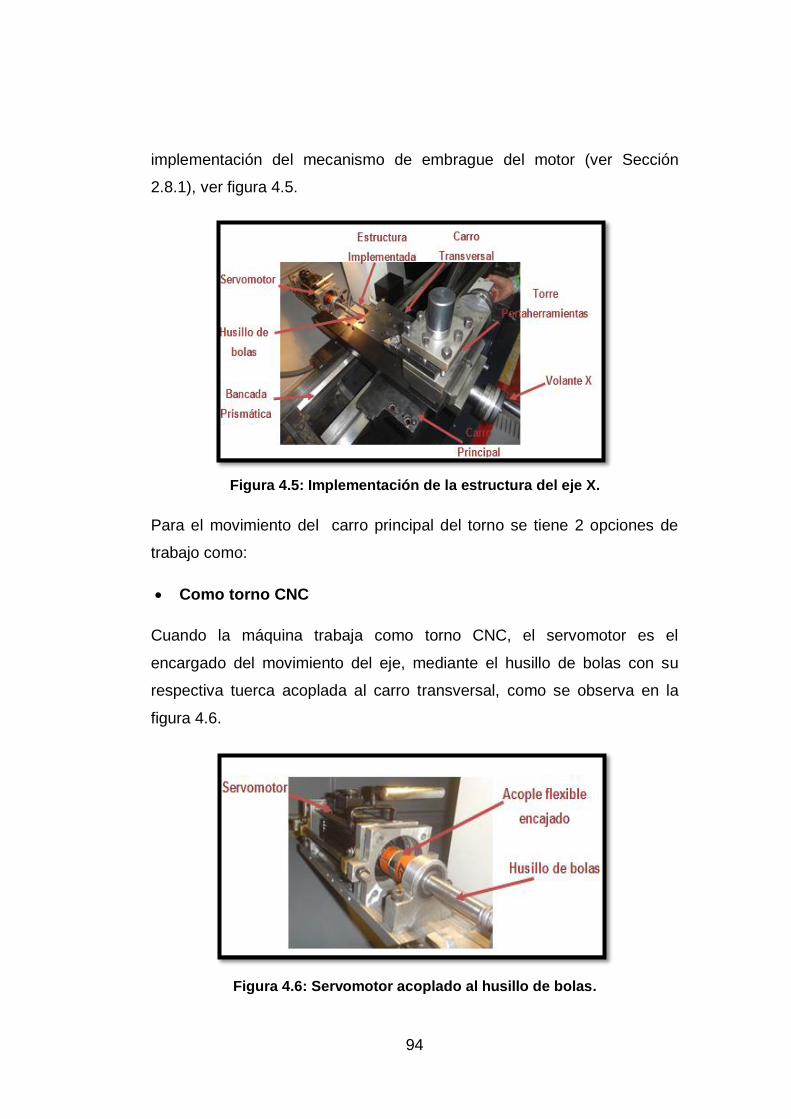
94
implementación del mecanismo de embrague del motor (ver Sección
2.8.1), ver figura 4.5.
Figura 4.5: Implementación de la estructura del eje X.
Para el movimiento del carro principal del torno se tiene 2 opciones de
trabajo como:
Como torno CNC
Cuando la máquina trabaja como torno CNC, el servomotor es el
encargado del movimiento del eje, mediante el husillo de bolas con su
respectiva tuerca acoplada al carro transversal, como se observa en la
figura 4.6.
Figura 4.6: Servomotor acoplado al husillo de bolas.
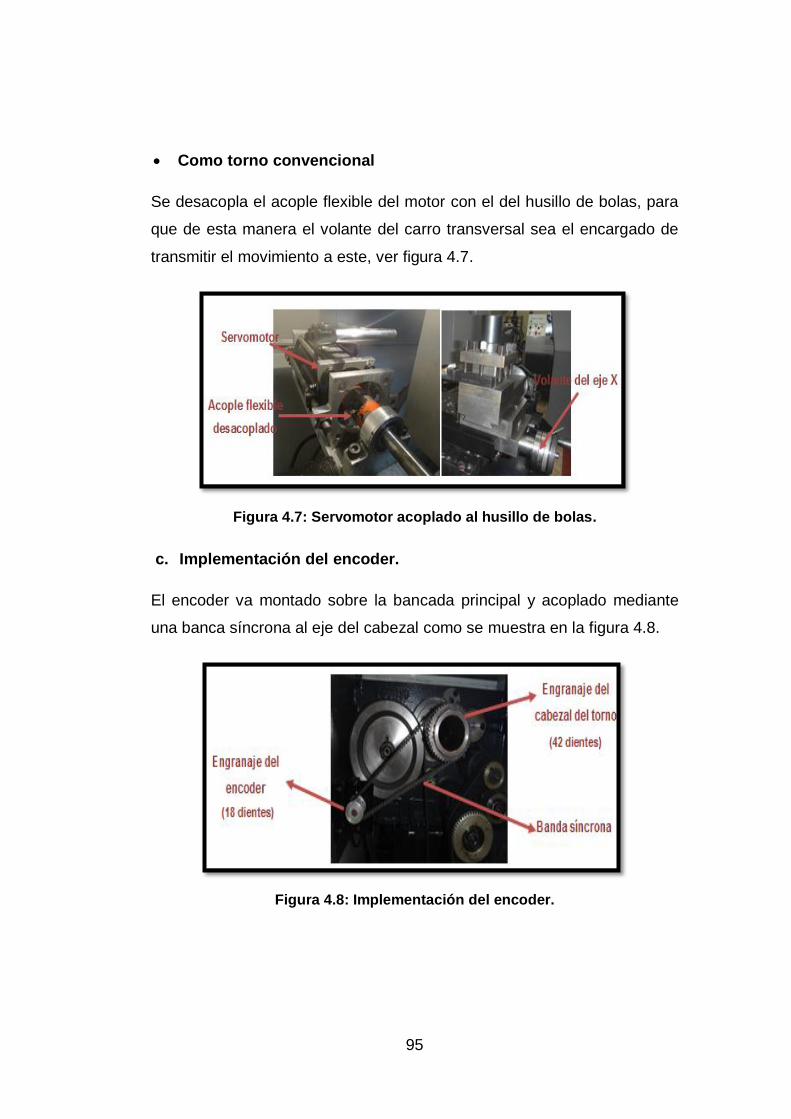
95
Como torno convencional
Se desacopla el acople flexible del motor con el del husillo de bolas, para
que de esta manera el volante del carro transversal sea el encargado de
transmitir el movimiento a este, ver figura 4.7.
Figura 4.7: Servomotor acoplado al husillo de bolas.
c. Implementación del encoder.
El encoder va montado sobre la bancada principal y acoplado mediante
una banca síncrona al eje del cabezal como se muestra en la figura 4.8.
Figura 4.8: Implementación del encoder.

96
4.1.2. Implementación del sistema mecánico de movimiento a la
estructura principal.
Todo el sistema mecánico de movimiento está acoplado a la bancada; la
cual está sujeta a la mesa principal, se implementa una carcasa de tol de
1/16” de espesor, como protección. En la figura 4.9, se aprecia toda la
implementación mecánica.
Figura 4.9: Implementación del sistema mecánico.
4.2 IMPLEMENTACIÓN DE LOS SISTEMAS DE CONTROL.
4.2.1. Parametrización del controlador GSK980TDa
Son varios los parámetros que se debe configurar de acuerdo a la
aplicación deseada, el usuario debe hacer un estudio completo de los
parámetros antes de buscar, establecer y ajustarlos mediante el panel de
control.

97
Tabla 4.1. Parametrización de los bits de parámetros del controlador
GSK980TDa P
AR
ÁM
ET
RO
BIT 7
BIT 6
BIT 5
BIT 4
BIT 3
BIT 2
BIT 1
BIT 0
001 ABP *** *** SPIN MPG PROG ISC INI
0 0 0 1 1 0 0 0
002 CLK *** *** LIFJ MDITL LIFC TNRC TLIF
0 0 0 0 0 0 0 0
003 *** *** PEC TLC *** *** *** ***
0 0 0 1 0 0 0 0
004 *** RDRN DECI ORC *** DCS PROD SCW
0 1 0 0 0 0 0 0
005 *** *** SMAL M30 *** *** PPD PCMD
0 0 0 1 0 0 1 1
006 *** *** *** OVRI *** ZMY ZMZ ZMX
0 0 0 0 0 0 0 0
007 DISP *** *** *** SMZ ZCY ZCZ ZCX
0 0 0 0 0 0 0 0
008 *** HWY HWZ HWX *** DIRY DIRZ DIRX
0 0 1 1 0 0 1 1
009 *** *** *** *** RSJG YALM ZALM XALM
0 0 0 0 0 0 1 1
010 *** *** *** CPF5 CPF4 CPF3 CPF2 CPF1
0 0 0 0 1 1 1 1

98
011 BDEC BD8 *** CTCP NORF ZNIK TSGN TCPS
0 0 0 0 0 1 0 1
012 APRS WSFT DOFSI *** EAL *** EBCL ISOT
1 0 1 0 1 0 1 1
014 *** *** *** *** *** ZRSY ZRSZ ZRSX
0 0 0 0 0 0 0 1
164 AGER AGIN AGIM SPTW SPEN SLTW SLSP SLQP
1 1 1 0 0 1 1 0
168 SPB4 PB4 SPB3 PB3 *** PB2 SHT PB1
0 0 0 0 0 0 0 0
172 *** MST MSP MOT ESP *** *** SOVI
0 1 1 0 0 0 0 0
173 *** *** *** *** *** *** SINC SOUS
0 0 0 0 0 0 0 0
174 *** *** *** *** KEY1 *** *** ***
0 0 0 0 1 0 0 0
175 SPHD SAR *** THDA SPFD YVAL ZVAL XVAL
1 0 0 0 0 0 1 0
180 NAT *** *** *** *** *** YPOS SPOS
0 0 0 0 0 0 0 0
183 *** *** *** *** *** MZRY MZRZ MARX
0 0 0 0 0 0 1 0
184 *** PTEST *** *** *** L2 L1 L0
0 0 0 0 0 0 0 0
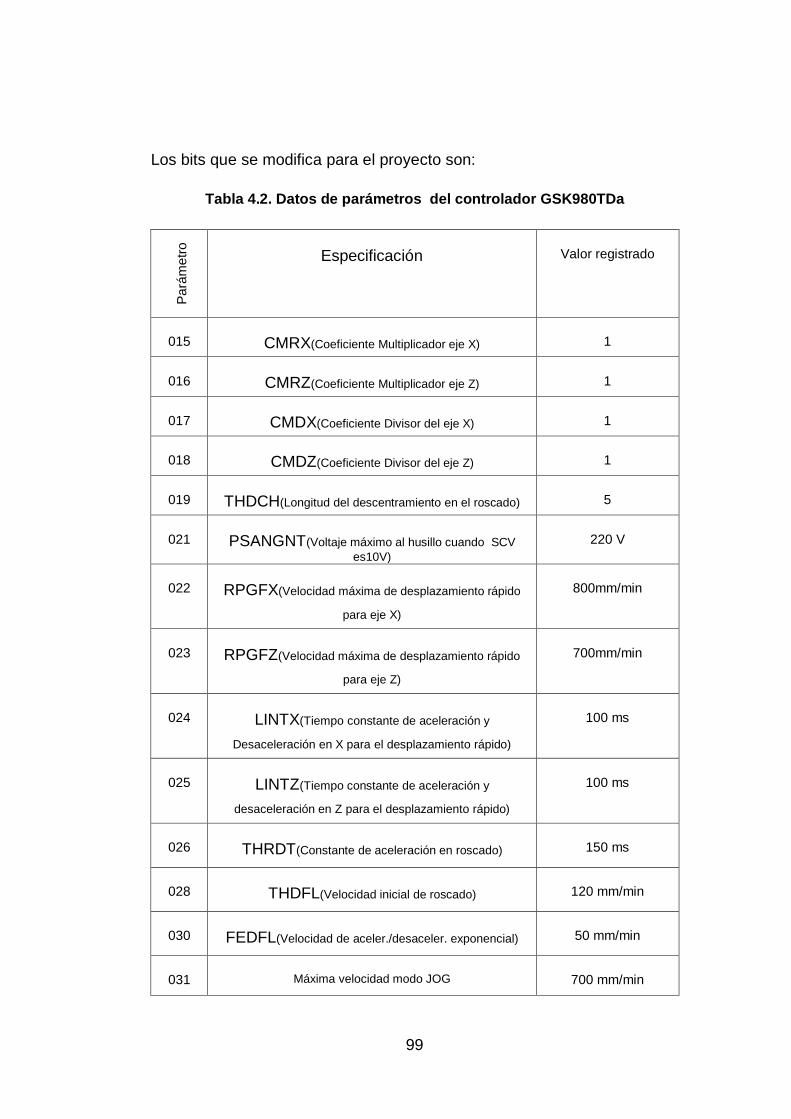
99
Los bits que se modifica para el proyecto son:
Tabla 4.2. Datos de parámetros del controlador GSK980TDa
Pa
rám
etr
o
Especificación Valor registrado
015 CMRX(Coeficiente Multiplicador eje X) 1
016 CMRZ(Coeficiente Multiplicador eje Z) 1
017 CMDX(Coeficiente Divisor del eje X) 1
018 CMDZ(Coeficiente Divisor del eje Z) 1
019 THDCH(Longitud del descentramiento en el roscado) 5
021 PSANGNT(Voltaje máximo al husillo cuando SCV
es10V) 220 V
022 RPGFX(Velocidad máxima de desplazamiento rápido
para eje X)
800mm/min
023 RPGFZ(Velocidad máxima de desplazamiento rápido
para eje Z)
700mm/min
024 LINTX(Tiempo constante de aceleración y
Desaceleración en X para el desplazamiento rápido)
100 ms
025 LINTZ(Tiempo constante de aceleración y
desaceleración en Z para el desplazamiento rápido)
100 ms
026 THRDT(Constante de aceleración en roscado) 150 ms
028 THDFL(Velocidad inicial de roscado) 120 mm/min
030 FEDFL(Velocidad de aceler./desaceler. exponencial) 50 mm/min
031 Máxima velocidad modo JOG 700 mm/min
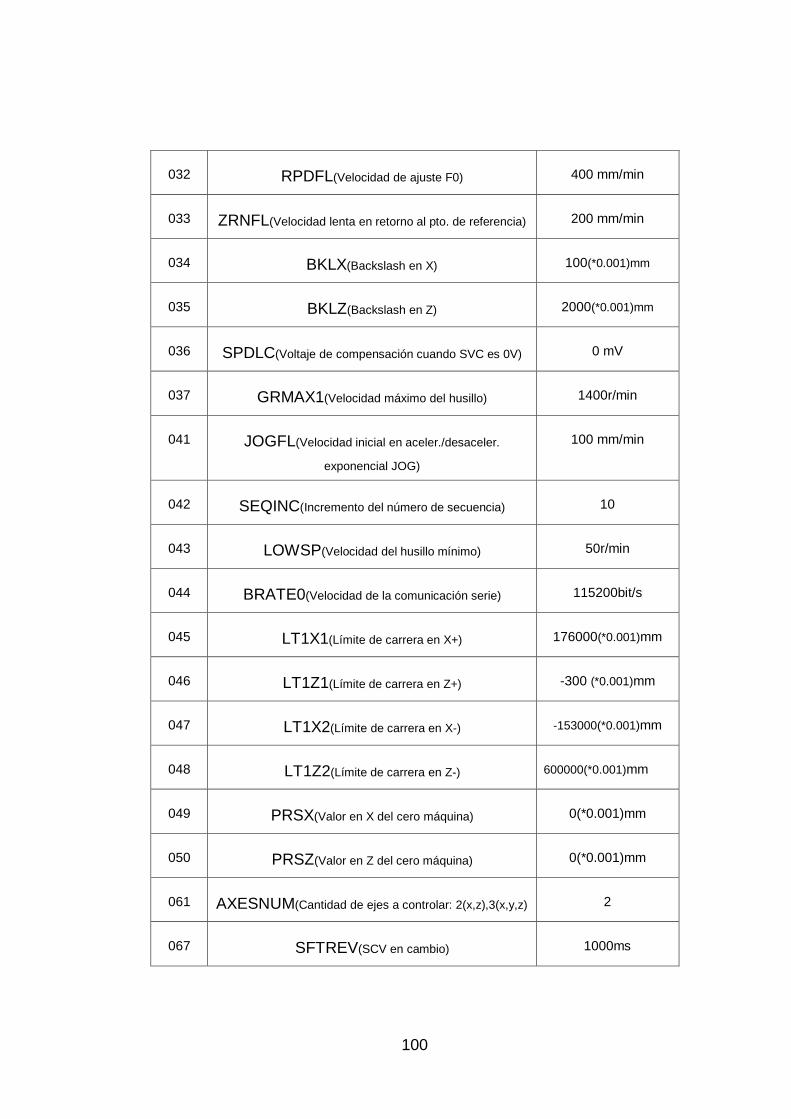
100
032 RPDFL(Velocidad de ajuste F0) 400 mm/min
033 ZRNFL(Velocidad lenta en retorno al pto. de referencia) 200 mm/min
034 BKLX(Backslash en X) 100(*0.001)mm
035 BKLZ(Backslash en Z) 2000(*0.001)mm
036 SPDLC(Voltaje de compensación cuando SVC es 0V) 0 mV
037 GRMAX1(Velocidad máximo del husillo) 1400r/min
041 JOGFL(Velocidad inicial en aceler./desaceler.
exponencial JOG)
100 mm/min
042 SEQINC(Incremento del número de secuencia) 10
043 LOWSP(Velocidad del husillo mínimo) 50r/min
044 BRATE0(Velocidad de la comunicación serie) 115200bit/s
045 LT1X1(Límite de carrera en X+) 176000(*0.001)mm
046 LT1Z1(Límite de carrera en Z+) -300 (*0.001)mm
047 LT1X2(Límite de carrera en X-) -153000(*0.001)mm
048 LT1Z2(Límite de carrera en Z-) 600000(*0.001)mm
049 PRSX(Valor en X del cero máquina) 0(*0.001)mm
050 PRSZ(Valor en Z del cero máquina) 0(*0.001)mm
061 AXESNUM(Cantidad de ejes a controlar: 2(x,z),3(x,y,z) 2
067 SFTREV(SCV en cambio) 1000ms
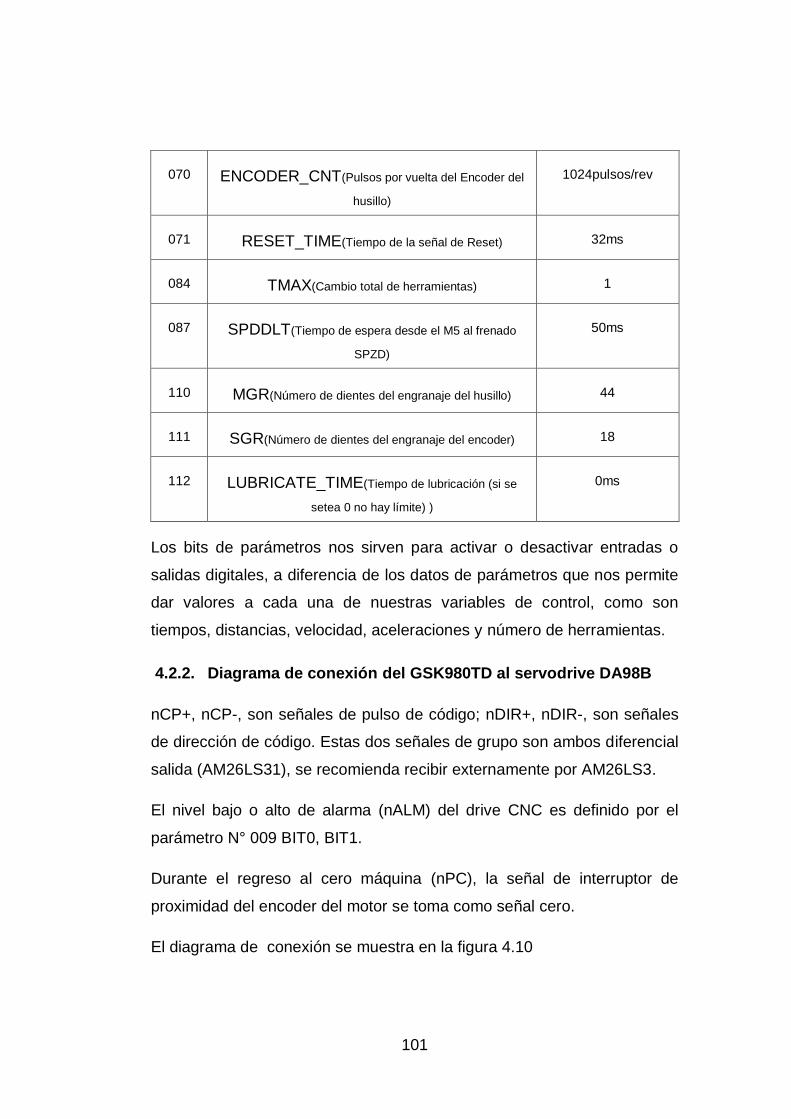
101
070 ENCODER_CNT(Pulsos por vuelta del Encoder del
husillo)
1024pulsos/rev
071 RESET_TIME(Tiempo de la señal de Reset) 32ms
084 TMAX(Cambio total de herramientas) 1
087 SPDDLT(Tiempo de espera desde el M5 al frenado
SPZD)
50ms
110 MGR(Número de dientes del engranaje del husillo) 44
111 SGR(Número de dientes del engranaje del encoder) 18
112 LUBRICATE_TIME(Tiempo de lubricación (si se
setea 0 no hay límite) )
0ms
Los bits de parámetros nos sirven para activar o desactivar entradas o
salidas digitales, a diferencia de los datos de parámetros que nos permite
dar valores a cada una de nuestras variables de control, como son
tiempos, distancias, velocidad, aceleraciones y número de herramientas.
4.2.2. Diagrama de conexión del GSK980TD al servodrive DA98B
nCP+, nCP-, son señales de pulso de código; nDIR+, nDIR-, son señales
de dirección de código. Estas dos señales de grupo son ambos diferencial
salida (AM26LS31), se recomienda recibir externamente por AM26LS3.
El nivel bajo o alto de alarma (nALM) del drive CNC es definido por el
parámetro N° 009 BIT0, BIT1.
Durante el regreso al cero máquina (nPC), la señal de interruptor de
proximidad del encoder del motor se toma como señal cero.
El diagrama de conexión se muestra en la figura 4.10
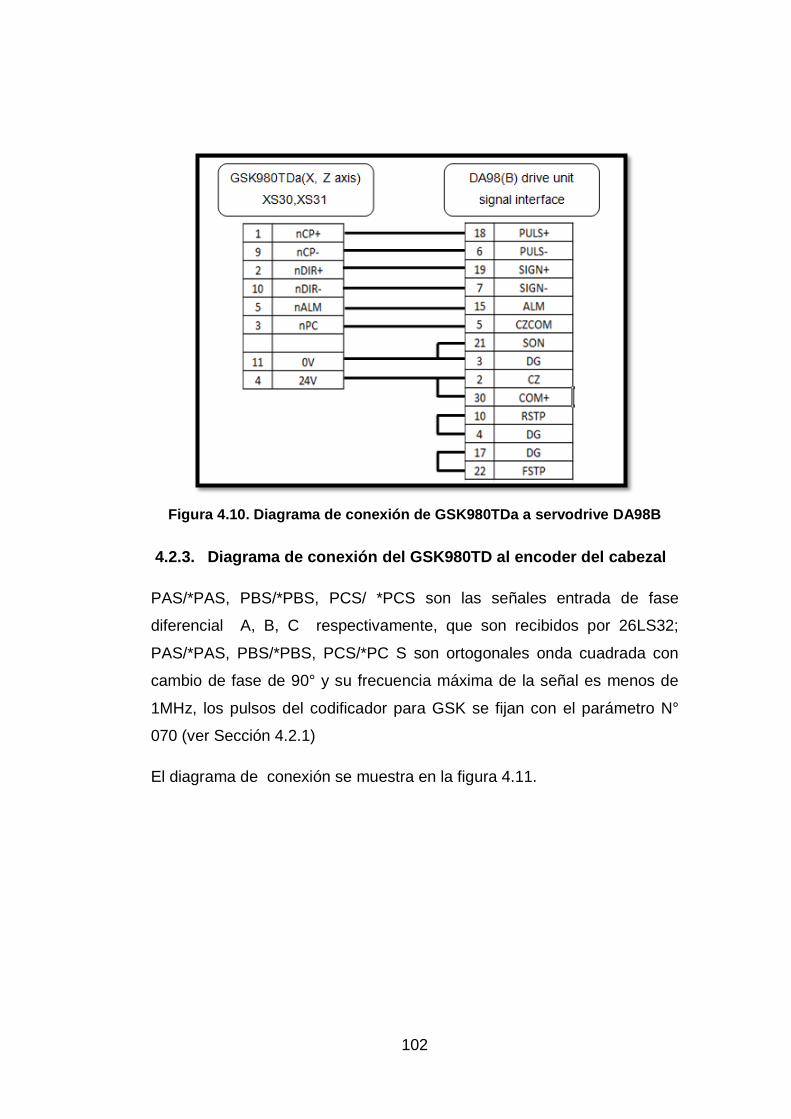
102
Figura 4.10. Diagrama de conexión de GSK980TDa a servodrive DA98B
4.2.3. Diagrama de conexión del GSK980TD al encoder del cabezal
PAS/*PAS, PBS/*PBS, PCS/ *PCS son las señales entrada de fase
diferencial A, B, C respectivamente, que son recibidos por 26LS32;
PAS/*PAS, PBS/*PBS, PCS/*PC S son ortogonales onda cuadrada con
cambio de fase de 90° y su frecuencia máxima de la señal es menos de
1MHz, los pulsos del codificador para GSK se fijan con el parámetro N°
070 (ver Sección 4.2.1)
El diagrama de conexión se muestra en la figura 4.11.

103
Figura 4.11 Diagrama de conexión de GSK980TD al encoder
4.2.4. Diagrama de conexión del GSK980TD al MPG
HA, HB son señales de entrada de fase A y B respectivamente al MPG.
El diagrama de conexión se muestra en la figura 4.12.
Figura 4.12 Diagrama de conexión del GSK980TD a MPG
4.2.5. Diagrama de conexión del GSK980TD a la entrada análoga de
voltaje (AVI)
La interfaz analógica del cabezal SVC, da un voltaje de salida 0-10V, para
el control de giro del mismo.
El diagrama de conexión se muestra en la figura 4.13.
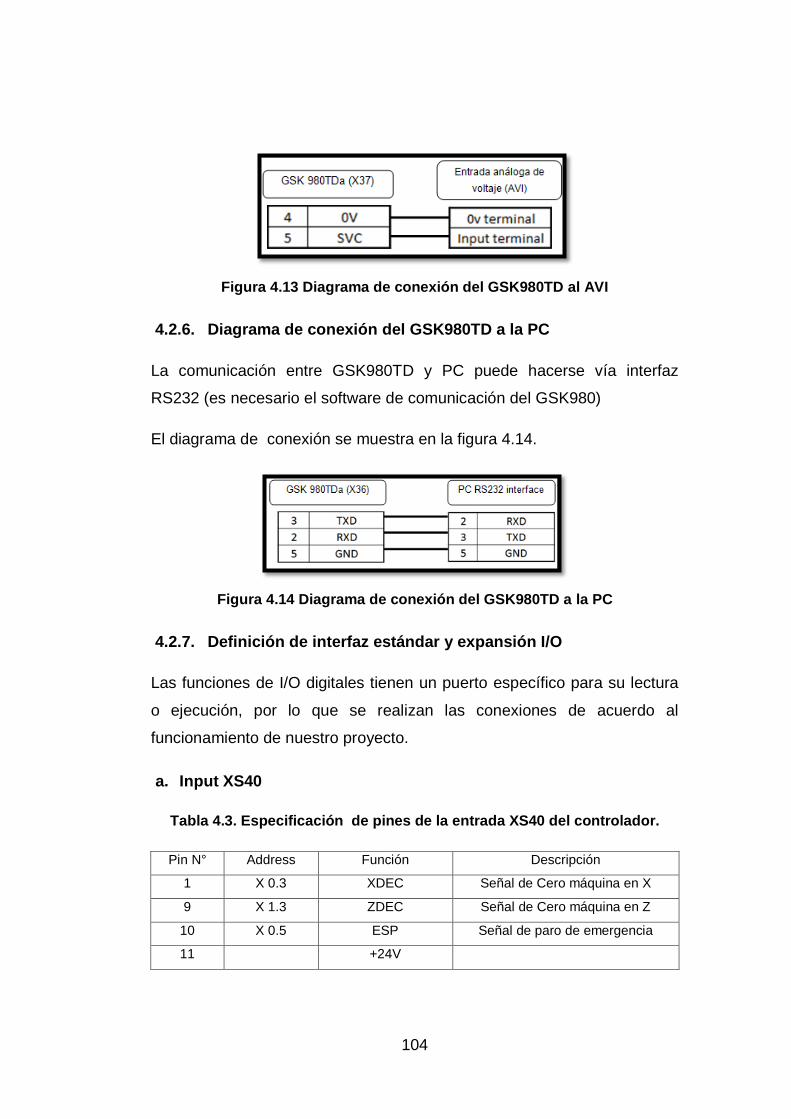
104
Figura 4.13 Diagrama de conexión del GSK980TD al AVI
4.2.6. Diagrama de conexión del GSK980TD a la PC
La comunicación entre GSK980TD y PC puede hacerse vía interfaz
RS232 (es necesario el software de comunicación del GSK980)
El diagrama de conexión se muestra en la figura 4.14.
Figura 4.14 Diagrama de conexión del GSK980TD a la PC
4.2.7. Definición de interfaz estándar y expansión I/O
Las funciones de I/O digitales tienen un puerto específico para su lectura
o ejecución, por lo que se realizan las conexiones de acuerdo al
funcionamiento de nuestro proyecto.
a. Input XS40
Tabla 4.3. Especificación de pines de la entrada XS40 del controlador.
Pin N° Address Función Descripción
1 X 0.3 XDEC Señal de Cero máquina en X
9 X 1.3 ZDEC Señal de Cero máquina en Z
10 X 0.5 ESP Señal de paro de emergencia
11 +24V

105
Si la entrada función está activa, la señal de salida es de 24 V. Si la
entrada función está inactiva, la señal de entrada se corta con ella
b. Output XS39
Tabla 4.4. Especificación de pines de la salida XS39 del controlador.
Pin N° Address Función Descripción
3 Y 0.4 M04 Encendido del cabezal en CCW
7 Y 1.2 M03 Encendido del cabezal en CW
15 Y 0.3 M08 Refrigerante
Si la función de salida está activa, la señal de salida es a través de a 0V.
Si la función de salida está inactiva, la señal de salida se corta por
impedancia
4.2.8. Finales de carrera, paros de emergencia e Interruptores de
referencia.
Para la protección de la máquina se establecen 2 tipos de límites de
carrera para cada una de las coordenadas X, Z: los límites de carrera
programados (ver sección 4.2.1) y los límites de carrera paros de
emergencia que están controlados mediante switches limitadores (figura
4.15)
Figura 4.15: Switch limitador de carrera.
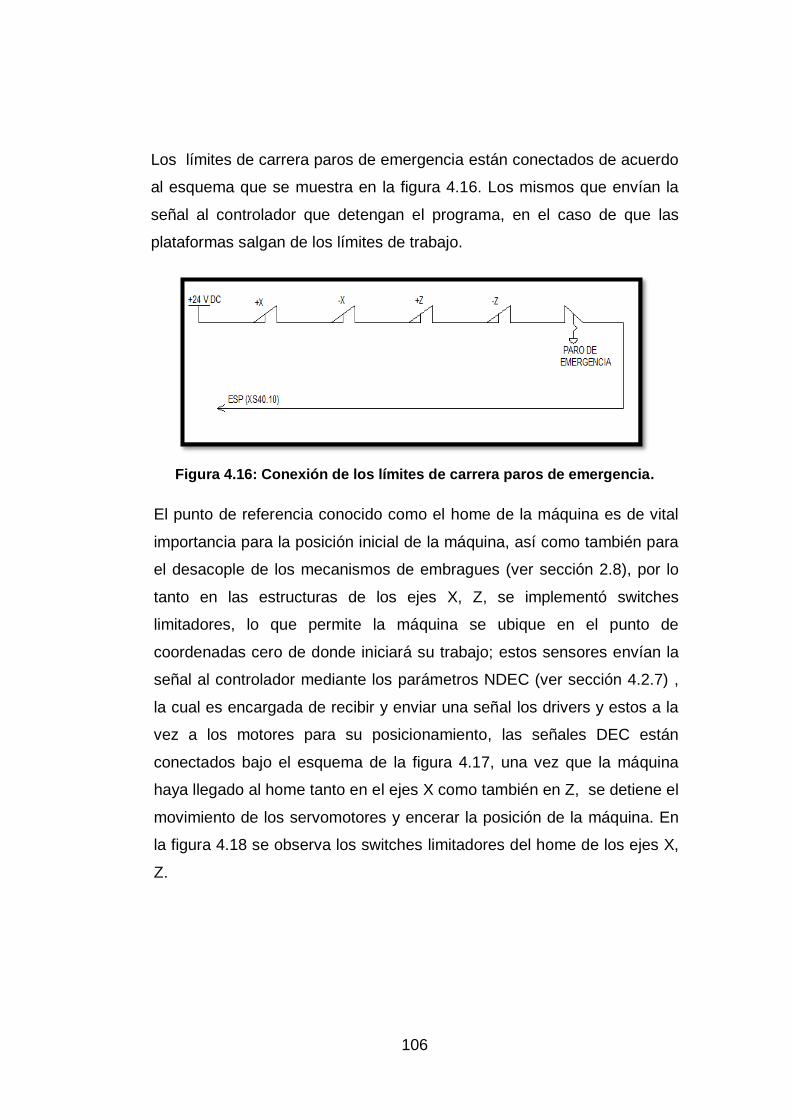
106
Los límites de carrera paros de emergencia están conectados de acuerdo
al esquema que se muestra en la figura 4.16. Los mismos que envían la
señal al controlador que detengan el programa, en el caso de que las
plataformas salgan de los límites de trabajo.
Figura 4.16: Conexión de los límites de carrera paros de emergencia.
El punto de referencia conocido como el home de la máquina es de vital
importancia para la posición inicial de la máquina, así como también para
el desacople de los mecanismos de embragues (ver sección 2.8), por lo
tanto en las estructuras de los ejes X, Z, se implementó switches
limitadores, lo que permite la máquina se ubique en el punto de
coordenadas cero de donde iniciará su trabajo; estos sensores envían la
señal al controlador mediante los parámetros NDEC (ver sección 4.2.7) ,
la cual es encargada de recibir y enviar una señal los drivers y estos a la
vez a los motores para su posicionamiento, las señales DEC están
conectados bajo el esquema de la figura 4.17, una vez que la máquina
haya llegado al home tanto en el ejes X como también en Z, se detiene el
movimiento de los servomotores y encerar la posición de la máquina. En
la figura 4.18 se observa los switches limitadores del home de los ejes X,
Z.

107
Figura 4.17: Conexión de los sensores home.
Figura 4.18: Sensores para el home.
4.2.9. Controles y modos de funcionamiento del controlador
980TDa.
El controlador GSK 980TDa es el dispositivo electrónico encargado de
gestionar todas las acciones del centro de mecanizado, consta de: Panel
de control, Panel de programación, Menú de visualización, Pantalla de
visualización y Botonera de poder, aquí se detalla los controles que posee
el controlador de la máquina, ver figura 4.19.

108
Figura 4.19: Controles de la pantalla principal.
a. Pantallas de visualización
La pantalla de visualización permite observa las distintas interfaz que
tiene el controlador, según sea la necesidad del usuario, en la tabla 4.5,
se indica el menú de visualización.
Tabla 4.5. Menú de visualización de pantalla principal.
Tecla Observación
Para acceder al interfaz de posición. Donde se visualiza las posiciones
relativas, absoluta, y las de máquina.
Para acceder a la interfaz programa donde se encuentra la lista
programas y también nos digitar los códigos G,
Para entrar en corrección de herramienta, la interfaz macro , interfaz
offset muestra valores de desplazamiento; macro para cnc macro
variables.
Para acceder a la interfaz de ALARMA, en la cual se indica si alguna
alarma se encuentra activada.
Para acceder a la configuración, la interfaz gráfica. Hay interruptor virtual,
parámetros de operación, configuración de la contraseña en la interfaz de
configuración.
Introducir un parámetro de bit, datos de los parámetros, las interfaces
compensación tornillo-paso (cambio entre cada interfaz pulsando
repetidamente).
Panel de
programación
Panel de control
Pantalla Principal
de Visualización
Handwhell y
botones de poder
Menú de
visualización
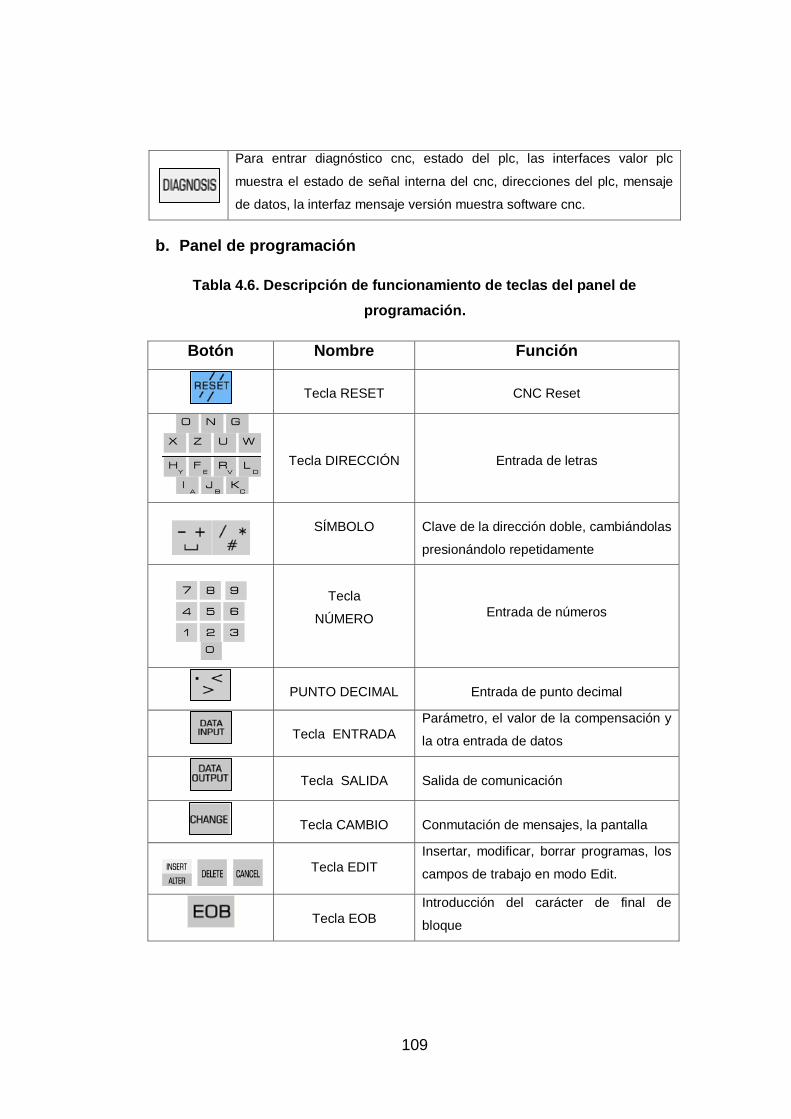
109
Para entrar diagnóstico cnc, estado del plc, las interfaces valor plc
muestra el estado de señal interna del cnc, direcciones del plc, mensaje
de datos, la interfaz mensaje versión muestra software cnc.
b. Panel de programación
Tabla 4.6. Descripción de funcionamiento de teclas del panel de
programación.
Botón Nombre Función
Tecla RESET CNC Reset
Tecla DIRECCIÓN
Entrada de letras
SÍMBOLO Clave de la dirección doble, cambiándolas
presionándolo repetidamente
Tecla
NÚMERO
Entrada de números
PUNTO DECIMAL Entrada de punto decimal
Tecla ENTRADA
Parámetro, el valor de la compensación y
la otra entrada de datos
Tecla SALIDA Salida de comunicación
Tecla CAMBIO Conmutación de mensajes, la pantalla
Tecla EDIT
Insertar, modificar, borrar programas, los
campos de trabajo en modo Edit.
Tecla EOB
Introducción del carácter de final de
bloque
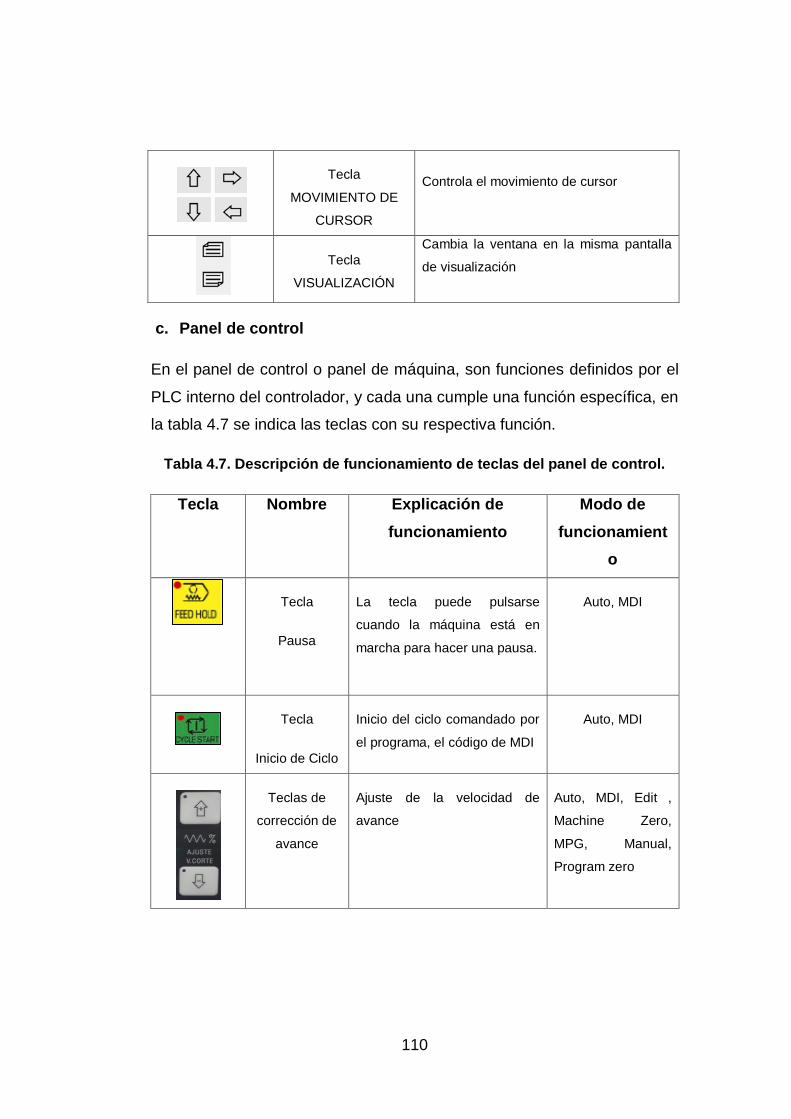
110
Tecla
MOVIMIENTO DE
CURSOR
Controla el movimiento de cursor
Tecla
VISUALIZACIÓN
Cambia la ventana en la misma pantalla
de visualización
c. Panel de control
En el panel de control o panel de máquina, son funciones definidos por el
PLC interno del controlador, y cada una cumple una función específica, en
la tabla 4.7 se indica las teclas con su respectiva función.
Tabla 4.7. Descripción de funcionamiento de teclas del panel de control.
Tecla Nombre Explicación de
funcionamiento
Modo de
funcionamient
o
Tecla
Pausa
La tecla puede pulsarse
cuando la máquina está en
marcha para hacer una pausa.
Auto, MDI
Tecla
Inicio de Ciclo
Inicio del ciclo comandado por
el programa, el código de MDI
Auto, MDI
Teclas de
corrección de
avance
Ajuste de la velocidad de
avance
Auto, MDI, Edit ,
Machine Zero,
MPG, Manual,
Program zero

111
Teclas de
corrección de
velocidad del
cabezal
Ajuste de la velocidad del
cabezal
Auto, MDI, Edit ,
Machine Zero,
MPG, Manual,
Program zero
Teclas de
corrección de
velocidad en
modo rápido
Ajuste de velocidad modo
rápido
Auto, MDI, Edit ,
Machine Zero,
MPG, Manual,
Program zero
Teclas de
control de
incremento de
avance
Ajusta el incremento de
movimiento de avance del eje
seleccionado.
Teclas de
refrigeración
Para la refrigeración ON / OFF Auto, MDI, Edit ,
Machine Zero,
MPG, Manual,
Program zero
Teclas de
control de giro
del cabezal
Para cabezal CCW
Para parada
Para cabezal CW
Machine zero,
Manual, MPG,
Program zero
Tecla de
ejecución
bloque a
bloque
Para cambiar de bloque /
ejecución bloques, solo
indicador de bloque se ilumina
cuando el modo está activo
Auto, MDI
Tecla de salto
de bloque
Para saltar de bloque
encabezado por "/" signo, si el
interruptor se fija para ON, el
salto de bloque se ilumina
Auto, MDI

112
Tecla de
bloqueo de la
máquina
Si la máquina se bloquea, su
indicador se ilumina, y X, la
salida del eje Z está inactivo.
Auto, MDI, Edit,
Machine zero,
Manual, MPG,
Programzero
Tecla de
bloque M, S, T
Si la función auxiliar está
bloqueado, su indicador se
ilumina y M, S, T salida de la
función está inactiva.
Auto, MDI
Recorrido de
prueba
Si recorrido de prueba está
activa, el indicador seco luces
dirigidas hacia arriba. Seque
plazo para códigos de
programa / MDI
Auto, MDI
Teclas de
avance
manual
Para movimiento positivo /
negativo de los ejes X, Z en
modo manual
Machine zero,
Manual, Program
zero
Tecla de modo
EDIT
Para trabajar en modo EDIT Auto, MDI, Machine
zero, Manual,
MPG, Programzero
Tecla de modo
AUTO
Para trabajar en modo AUTO MDI, Edit, Machine
zero, Manual,
MPG, Program
zero
Tecla de modo
MDI
Para trabajar en modo MDI Auto, Edit, Machine
zero, Manual,
MPG, Programzero
Tecla de modo
MACHINE
ZERO
Para trabajar en modo
MACHINE ZERO
Auto, MDI, Edit,
Manual, MPG,
Program zero

113
Tecla de modo
MPG
Para trabajar en modo MPG Auto, MDI, Edit,
Machine zero,
Manual, Program
zero
Tecla de modo
MANUAL
Para trabajar en modo
MANUAL
Auto, MDI, Edit,
Machine zero,
MPG, Program
zero
Tecla de modo
PROGRAM
ZERO
Para trabajar en modo
PROGRAM ZERO
Auto, MDI, Edit,
Machine zero,
MPG, Manual
d. Modos de funcionamiento del torno CNC
Modo EDIT, En este modo, se puede realizar la operación de
configuración del programa de pieza, la supresión y la alteración.
Modo Auto, En este modo, el programa se ejecuta de forma
automática.
Modo MDI, En este modo, se puede realizar la operación de entrada
de parámetros, los bloques de comando de entrada y ejecución.
Modo cero máquina, En este modo, el funcionamiento de X, Z retorno
a cero de la máquina se puede realizar por separado.
Modo MPG, En el modo de alimentación MPG, el movimiento se lleva
a cabo por un incremento seleccionado por el sistema de CNC.
Modo manual, En este modo, se puede realizar la operación de
alimentación manual a cada eje, Manual rápido, avance el ajuste de
anulación, el ajuste rápido de anulación y el husillo ON / OFF,
lubricantes ON / OFF, jog del cabezal.
Modo de programa cero, En este modo, el funcionamiento de X, Z
retorno a cero programa puede llevar a cabo por separado.

114
4.2.10. Descargar un programa de código G en el controlador.
Para poder descargar un programa de códigos G entre PC y CNC se
requiere del software TDComm2a, que es un software fácil de operar y
tiene una comunicación alta eficiencia y la confiabilidad
Para la descargar un programa hacia el controlador, se ejecuta en
software TDComm2a, se procede a dar clic en el botón [Add
Files]>seleccione el archivo que se va a mecanizar > clic en el botón
[Abrir], ver figura 4.20
Figura 4.20: Forma de descargar un programa de códigos G
Una vez finalizado se da click en [Download], ver figura 4.21
Figura 4.21: Forma de descargar un programa de códigos G
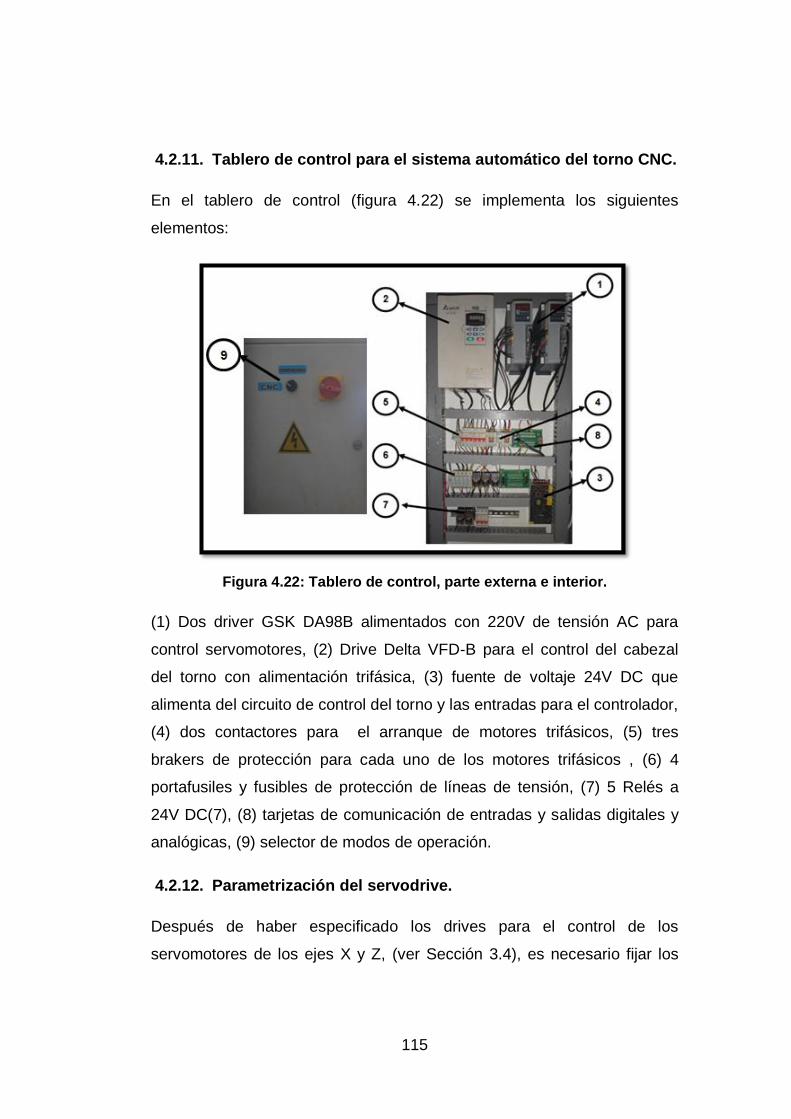
115
4.2.11. Tablero de control para el sistema automático del torno CNC.
En el tablero de control (figura 4.22) se implementa los siguientes
elementos:
Figura 4.22: Tablero de control, parte externa e interior.
(1) Dos driver GSK DA98B alimentados con 220V de tensión AC para
control servomotores, (2) Drive Delta VFD-B para el control del cabezal
del torno con alimentación trifásica, (3) fuente de voltaje 24V DC que
alimenta del circuito de control del torno y las entradas para el controlador,
(4) dos contactores para el arranque de motores trifásicos, (5) tres
brakers de protección para cada uno de los motores trifásicos , (6) 4
portafusiles y fusibles de protección de líneas de tensión, (7) 5 Relés a
24V DC(7), (8) tarjetas de comunicación de entradas y salidas digitales y
analógicas, (9) selector de modos de operación.
4.2.12. Parametrización del servodrive.
Después de haber especificado los drives para el control de los
servomotores de los ejes X y Z, (ver Sección 3.4), es necesario fijar los

116
valores adecuados de los parámetros necesarios para control de los
mimos.
La relación de transmisión eléctrica para cada uno de los ejes (PA 12 y
PA 13), viene dado por la ecuación 3.1:
40
Donde:
G = relación de transmisión electrónica
N = Numero de giros.
C = codificador fotoeléctrico líneas/rev, en este sistema C = 2500
P = Cantidad de pulso de entrada del controlador
El ajuste de los parámetros PA12 y PA13, es fácil para el usuario para
que coincida con diversos recursos de pulso para conseguir la resolución
de control deseable (es decir, ángulo/pulso).
a. Relación de transmisión eléctrica para eje X
Donde, = paso del husillo.
La orientación por cantidad de pulsos para el eje x, viene dada por:
40
http://www.despinsa.com.ar/uploads/productos/DA98/DA98B.pdf

117
Por lo que el PA12 es igual a 2 y el PA13 es 1
b. Relación de transmisión eléctrica para eje Z
Para calcular la orientación por cantidad de pulsos para el eje Z, se aplica
la ecuación 4.1:
Por lo que el PA12 es igual a 1 y el PA13 es 1
Es así que los parámetros de control fijados se detallan en la tabla 4.8.
Tabla 4.8. Parametrización de drive DA98B.
Pará
metr
o N
°
Función
Valor fijado
Eje
X
Eje
Z
PA 04 Modo de control 0 0
PA 05 Ganancia Proporcional de velocidad 150 150
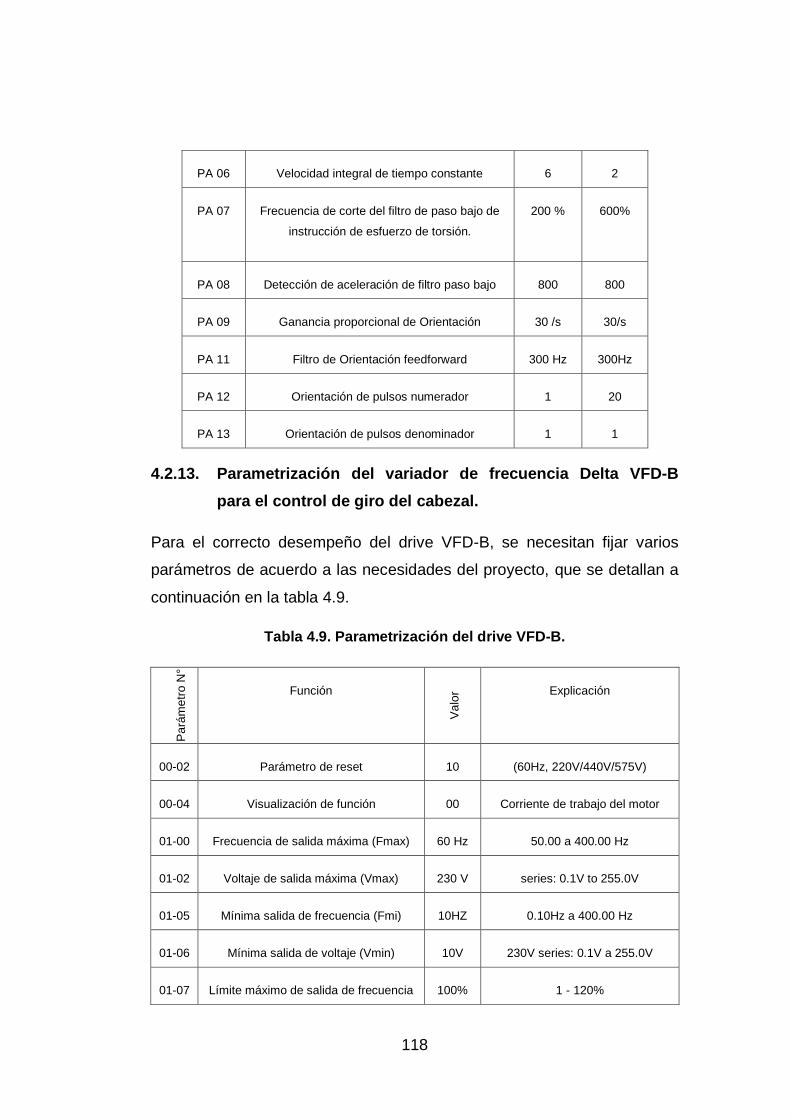
118
PA 06 Velocidad integral de tiempo constante 6 2
PA 07 Frecuencia de corte del filtro de paso bajo de
instrucción de esfuerzo de torsión.
200 % 600%
PA 08 Detección de aceleración de filtro paso bajo 800 800
PA 09 Ganancia proporcional de Orientación 30 /s 30/s
PA 11 Filtro de Orientación feedforward 300 Hz 300Hz
PA 12 Orientación de pulsos numerador 1 20
PA 13 Orientación de pulsos denominador 1 1
4.2.13. Parametrización del variador de frecuencia Delta VFD-B
para el control de giro del cabezal.
Para el correcto desempeño del drive VFD-B, se necesitan fijar varios
parámetros de acuerdo a las necesidades del proyecto, que se detallan a
continuación en la tabla 4.9.
Tabla 4.9. Parametrización del drive VFD-B.
Pará
metr
o N
°
Función
Valo
r
Sete
ado
Explicación
00-02 Parámetro de reset 10 (60Hz, 220V/440V/575V)
00-04 Visualización de función 00 Corriente de trabajo del motor
01-00 Frecuencia de salida máxima (Fmax) 60 Hz 50.00 a 400.00 Hz
01-02 Voltaje de salida máxima (Vmax) 230 V series: 0.1V to 255.0V
01-05 Mínima salida de frecuencia (Fmi) 10HZ 0.10Hz a 400.00 Hz
01-06 Mínima salida de voltaje (Vmin) 10V 230V series: 0.1V a 255.0V
01-07 Límite máximo de salida de frecuencia 100% 1 - 120%

119
01-08 Límite mínimo de salida de frecuencia 0% 0 - 100%
01-09 Tiempo 1 de aceleración 5s 0.01 a 3600.0 sec
01-10 Tiempo 1 de desaceleración 5s 0.01 a 3600.0 sec
01-15 Aceleración / deceleración automática 00 Aceleración/ Desaceleración lineal
02-00 Fuente del Primer Comando de
Frecuencias
01 0 a +10 V de AVI
02-01 Fuente de mando primera operación 01 Terminales externos. Teclado
STOP / RESET habilitado.
02-02 Método de STOP 02 STOP: Rampa para parar; E.F.:
Rampa para parar
02-03 PWM portador de selecciones de
frecuencia
09 7.5-25hp/5.5-18.5kW: 01-15kHz
02-04 Control de la dirección del motor 00 Habilitación de avance / retroceso
operación
04-02 Ganancia del AVI 100% 0-200%
07-00 Corriente nominal del motor 100% 30 a 120%
07-01 Corriente sin carga del motor 40% 01 a 90%
07-04 Numero de polos del motor 04 02 a10
4.3 PRUEBAS DEL SISTEMA MECÁNICO Y DE CONTROL DEL
TORNO.
Una vez finalizada la implementación del sistema mecánico y de control
se procede a efectuar las pruebas de funcionamiento en los ejes X,Z,
como también del cabezal; así como la calibración de los carros y el
movimiento de los mismos a través de los motores, observando que los
mecanismos no tengan atascamientos, vibraciones y sin ruidos extraños.

120
4.3.1. Desplazamiento de los carros a lo largo de las coordenadas
X, Z.
Para la verificación del movimiento de los ejes X, Z, se tiene 2 métodos,
los cuales son:
a. Modo Jog con los botones de avance rápido, figura 4.23
Figura 4.23 Controles de avance.
b. Modo MPG con el Handwhell, seleccionando el eje a desplazarse y su
respectivo incremento de avance, figura 4.24.
Figura 4.24: Control de avance.
Ambos métodos nos brindan la opción de mover los ejes correspondientes
tanto X+, X-, Z+, Z-, para comprobar que se mueven de manera correcta
en la dirección seleccionada.
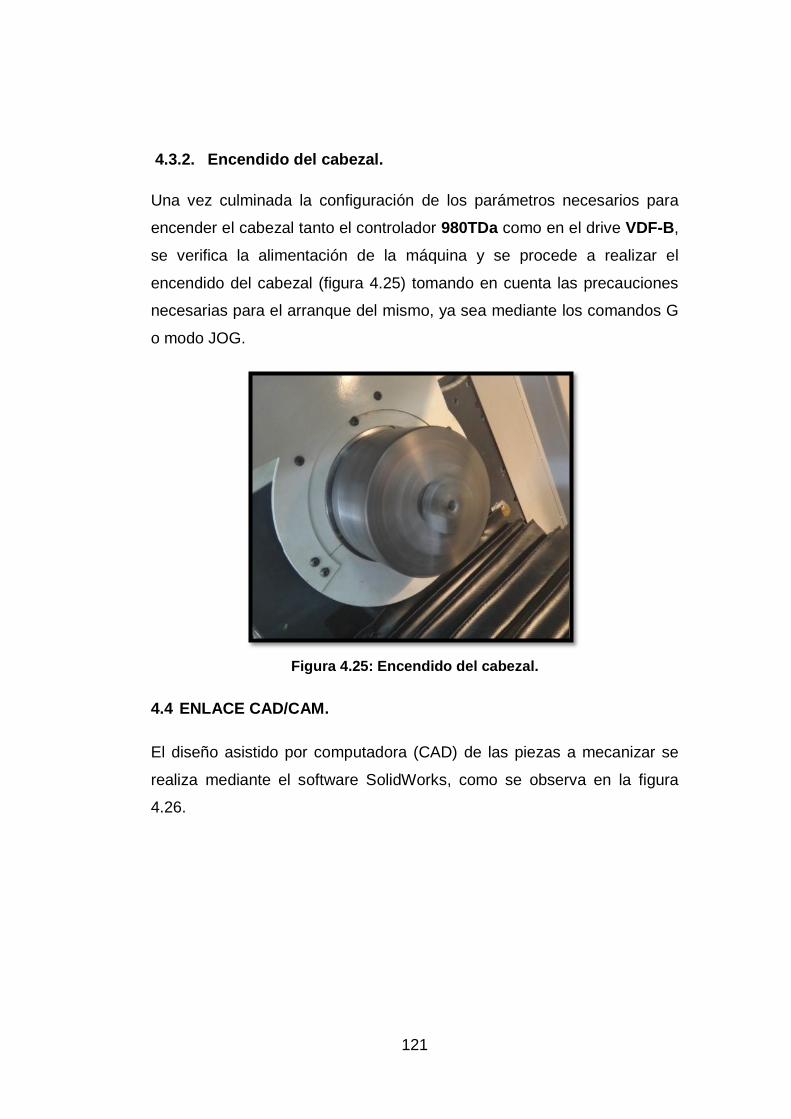
121
4.3.2. Encendido del cabezal.
Una vez culminada la configuración de los parámetros necesarios para
encender el cabezal tanto el controlador 980TDa como en el drive VDF-B,
se verifica la alimentación de la máquina y se procede a realizar el
encendido del cabezal (figura 4.25) tomando en cuenta las precauciones
necesarias para el arranque del mismo, ya sea mediante los comandos G
o modo JOG.
Figura 4.25: Encendido del cabezal.
4.4 ENLACE CAD/CAM.
El diseño asistido por computadora (CAD) de las piezas a mecanizar se
realiza mediante el software SolidWorks, como se observa en la figura
4.26.

122
Figura 4.26: CAD en SolidWorks.
Ya finalizada el diseño de la pieza a mecanizar se procede a exportarla a
Mastercam, que es un paquete computacional de apoyo para realizar
CAM (manufactura asistida por computadora), generando programas de
control numérico, permitiendo la creación de geometrías y trayectorias de
herramientas en 2 y 3 dimensiones, ofreciendo soluciones para distintas
los distintos tipos de operaciones de mecanizado, configurando
previamente las velocidades de avance y del cabezal, además se puede
simular el mecanizado (figura 4.27).
Figura 4.27: CAM en Mastercam.
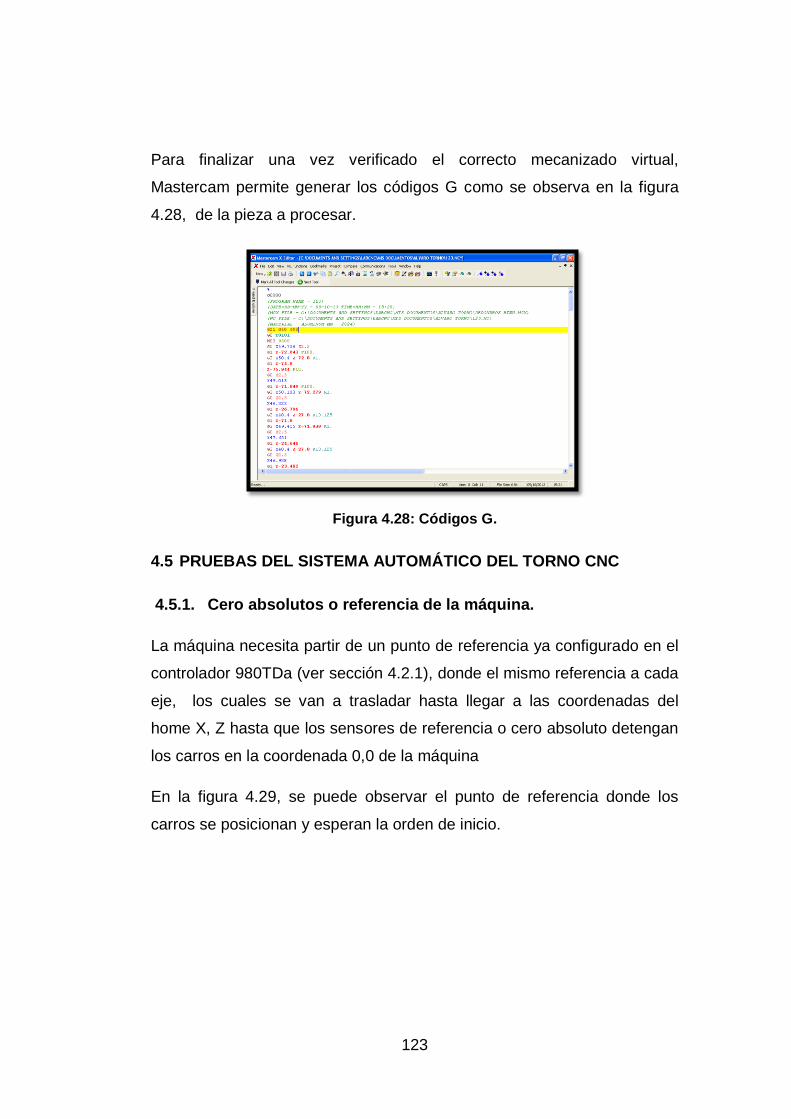
123
Para finalizar una vez verificado el correcto mecanizado virtual,
Mastercam permite generar los códigos G como se observa en la figura
4.28, de la pieza a procesar.
Figura 4.28: Códigos G.
4.5 PRUEBAS DEL SISTEMA AUTOMÁTICO DEL TORNO CNC
4.5.1. Cero absolutos o referencia de la máquina.
La máquina necesita partir de un punto de referencia ya configurado en el
controlador 980TDa (ver sección 4.2.1), donde el mismo referencia a cada
eje, los cuales se van a trasladar hasta llegar a las coordenadas del
home X, Z hasta que los sensores de referencia o cero absoluto detengan
los carros en la coordenada 0,0 de la máquina
En la figura 4.29, se puede observar el punto de referencia donde los
carros se posicionan y esperan la orden de inicio.

124
Figura 4.29: Punto de referencia o cero absoluto.
Esta misma posición es la que se utiliza como punto base, para el
desacople o acople de los ejes ya sea para utilizarla la máquina como
torno convencional o CNC
4.5.2. Mecanizado del torno CNC
Para realizar una explicación detallada de pruebas de mecanizado, se
diseñó una pieza de torneado como se observa en la figura 4.30, el
diseño de la pieza en SolidWorks.
Figura 4.30: Diseño de la pieza de torneado en SolidWorks.

125
a. Referencia de la pieza para torneado.
El controlador GSK 980TDa debe tener una referencia de la máquina
respecto al inicio de maquinado de la pieza denominado cero pieza. Para
llegar a esta posición se debe mover manualmente los ejes del home
hasta llegar al cero pieza de torneado, guardándolo como coordenadas
cero pieza (G50 X0, Z0)
La figura 4.31, se muestra el cero pieza para torneado.
Figura 4.31: Cero pieza del torneado.
b. Mecanizado de la pieza para torneado.
Previamente se realiza el diseño y el mecanizado en programas como se
describió en la Sección 4.4, donde se obtiene los códigos G, para ingresar
al controlador (Sección 4.2.10). Se procede a correr el programa y
observar que durante el mecanizado tanto el sistema mecánico de los
movimientos de los carros, los sistemas de control y software funcione
adecuadamente. En la figura 4.32 se muestra el mecanizado en torno.

126
Figura 4.32: Mecanizado en Torno.
4.6 MANUAL DE OPERACIÓN Y MANTENIMIENTO.
Ver los detalles de la operación y mantenimiento del torno automático
mediante control numérico computarizado CNC en el Anexo O.
4.7 ANÁLISIS DE LOS RESULTADOS OBTENIDOS.
Los siguientes resultados fueron obtenidos durante los procesos de
prueba del torno CNC, en forma real y precisa.
4.7.1. Resolución de la máquina.
La resolución promedio en tornos CNC, viene dado por la tabla 4.10,
independientemente para cada eje con respecto al diámetro del husillo.
Tabla 4.10. Resolución promedio en tornos CNC
Diámetro exterior del eje de husillo (mm) Desviación máxima
Por encima O menos (um)
8 12 14
12 20 14
20 32 20
32 50 20
50 80 20

127
Por lo tanto la resolución del cada eje es:
Eje X = 0,02 mm
Eje Z = 0,02 mm
4.7.2. Cálculo de la precisión de la máquina.
La precisión para cada uno de los ejes X, Z se calcula con la siguiente
expresión:
En donde:
R= Resolución obtenido por cada eje, la cual fue calculada en la
Sección 4.7.1.
J= Juego característico de los tornillos acoplados en cada una
de las estructuras móviles del torno.
En los carros X y Z se encuentran instalados husillos a bolas, el juego en
cada uno de estos es cero dadas las características de construcción y
funcionamiento de los husillos a bolas, entonces .
Según estas condiciones y dado que el juego en cada uno de los ejes es
cero, entonces la resolución es igual a la precisión, eso quiere decir que
los ejes tienen una precisión de: X=0.02mm y Z= 0.02mm; durante los
procesos de maquinado real se pudo verificar que se obtuvieron
resultados aceptables, los tiempos de maquinado son considerables
pequeños.
4.7.3. Pruebas de precisión y resolución en torneado.
Se procede a realizar un cilindrado de un eje de acero de 52mm a 38mm de
diámetro (figura 4.33), por una longitud de 95mm para poder determinar sus
variaciones se toma varios puntos de muestreo.

128
Figura 4.33: Toma de muestra de cilindrado.
La toma de muestras se detalla en la siguiente tabla:
Tabla 4.11. Muestras del cilindrado.
CILINDRADO DE EJE DE ACERO
De = 52mm a = 38mm Nº de
muestra Medidas tomadas
0° - 180° 45° - 225° 90° - 270° 135° - 315°
1 38.000 38.025 37.983 37.986
2 37.964 37.980 37.991 38.051
3 38.007 38.004 38.019 38.026
4 38.002 38.020 38.000 38.042
5 38.034 37.974 37.971 38.008
6 37.978 37.985 38.002 38.021
7 38.011 38.032 37.985 38.005
8 38.021 38.021 37.968 37.945
Promedio 38.002 38.005 37.990 38.011
Con los datos de la tabla 4.11 se realiza los gráficos estadísticos
siguientes:

129
Figura 4.34: Medición en 0°-180°.
Figura 4.35: Medición en 45°- 225°.
37.700
37.800
37.900
38.000
38.100
38.200
38.300
1 2 3 4 5 6 7 8
Ra
ng
o d
e D
iam
etr
o
Medición en 0° - 180°
Medida de muestreo
Medida estimada
37.700
37.800
37.900
38.000
38.100
38.200
38.300
1 2 3 4 5 6 7 8
Ra
ng
o d
e D
iam
etr
o
Medición en 45° - 225°
Medida de muestreo
Medida estimada
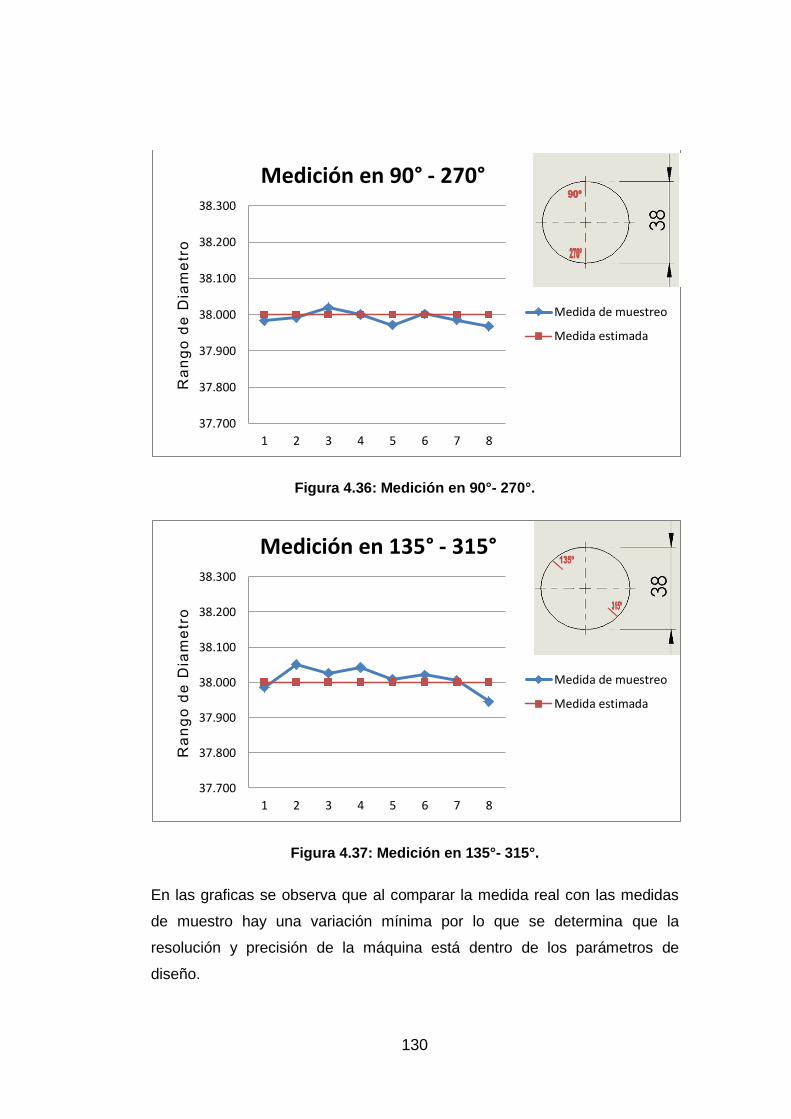
130
Figura 4.36: Medición en 90°- 270°.
Figura 4.37: Medición en 135°- 315°.
En las graficas se observa que al comparar la medida real con las medidas
de muestro hay una variación mínima por lo que se determina que la
resolución y precisión de la máquina está dentro de los parámetros de
diseño.
37.700
37.800
37.900
38.000
38.100
38.200
38.300
1 2 3 4 5 6 7 8
Ra
ng
o d
e D
iam
etr
o
Medición en 90° - 270°
Medida de muestreo
Medida estimada
37.700
37.800
37.900
38.000
38.100
38.200
38.300
1 2 3 4 5 6 7 8
Ra
ng
o d
e D
iam
etr
o
Medición en 135° - 315°
Medida de muestreo
Medida estimada

131
Para un mayor análisis se realiza un ranurado sinusoidal; con las
dimensiones que se observa en la figura 4.38.
Figura 4.38: Dimensiones de Ranurado sinusoidal.
Como se observa en la figura 4.39, se determina varios puntos de muestreo
para el producto final.
Figura 4.39: Ranurado sinusoidal.
Las dimensiones de las muestras se observa en la siguiente tabla:
Tabla 4.12. Muestras de ranurado sinusoidal.
RANURADO SINUSOIDAL Nº
Muestra Medidas
estimadas Medidas tomadas Resolución
1 20,000 19,985 0,015
2 14,500 14,495 0,005
3 20,000 20,000 0,000

132
4 14,500 14,512 0,012
5 20,000 20,014 0,014
6 14,500 14,519 0,019
7 20,000 19,961 0,039
8 14,500 14,514 0,014
9 20,000 20,021 0,021
Con los datos de la tabla 4.12, se realiza el siguiente gráfico estadístico
(figura 4.40).
Figura 4.40: Muestreo de ranurado sinusoidal.
De la gráfica se puede concluir que las medidas de error en resolución,
se encuentran dentro del rango de valores aceptados para máquinas
CNC, a excepción de la medida de 0.039 que se puede asumir como
error en la medición.
4.7.4. Pruebas de penetración, avance y fuerza máxima permitida
Uno de los materiales más duros en el mercado nacional es el Acero
inoxidable con un Ks= 179, es por ello que se realiza pruebas de avance y
penetración máxima permitida en este material.
-0,010
0,010
0,030
0,050
0,070
0,090
0,110
0,130
0,150
1 2 3 4 5 6 7 8 9
Resolución obtenida
Rango de Resolución
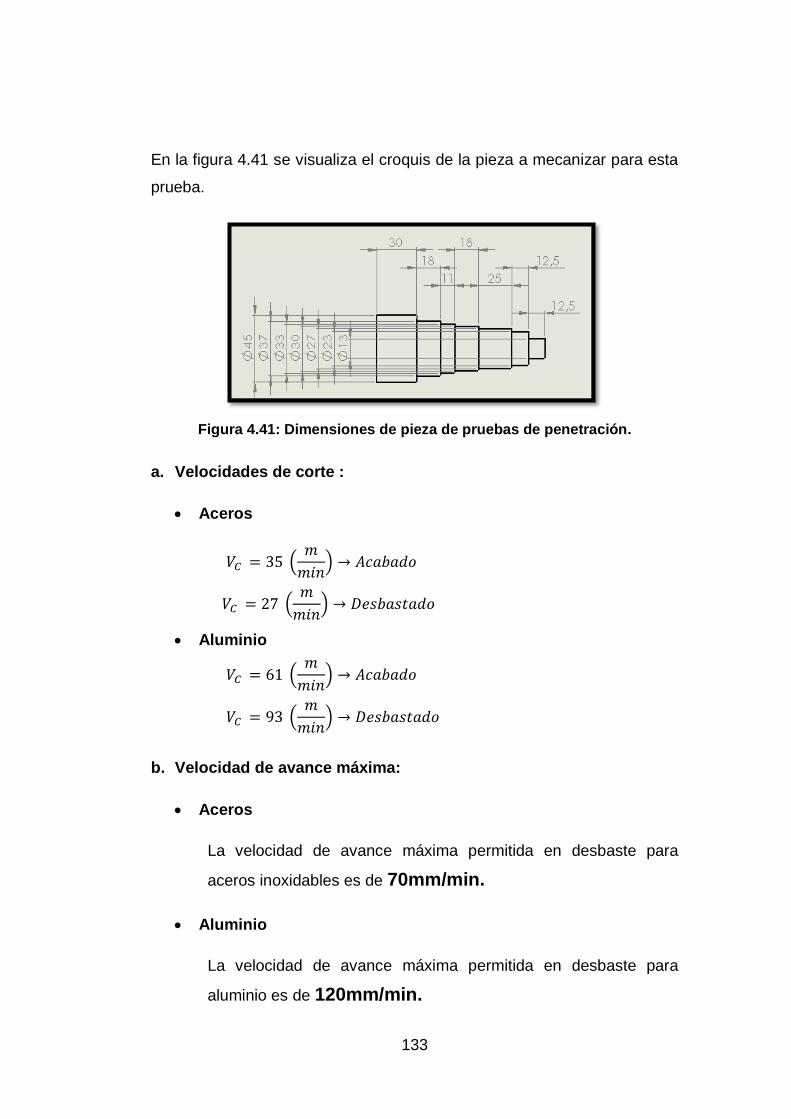
133
En la figura 4.41 se visualiza el croquis de la pieza a mecanizar para esta
prueba.
Figura 4.41: Dimensiones de pieza de pruebas de penetración.
a. Velocidades de corte :
Aceros
(
)
(
)
Aluminio
(
)
(
)
b. Velocidad de avance máxima:
Aceros
La velocidad de avance máxima permitida en desbaste para
aceros inoxidables es de 70mm/min.
Aluminio
La velocidad de avance máxima permitida en desbaste para
aluminio es de 120mm/min.

134
c. Avances máximo:
(
)
(
)
De la sección 1.4.5, se verifica la ecuación 1.5:
Tabla 4.13. Cálculo de fuerzas de corte.
Diámetro 45 a 37 37 a 33 33 a 30 30 a 27 27 a 23 23 a 13
Profundidad por pasa
(a)[ ] 0.25 0.5 1 1.5 2 2.5
Fc (Acero Inoxidable) [ ] 22.38 44.75 89.50 134.25 179.00 223.75
Fc (aluminio) [ ] 18.75 37.50 75.00 112.50 150.00 187.50
Con los datos de la tabla 4.13 se realiza el siguiente gráfico estadístico,
(figura 4.42).
Figura 4.42: Muestreo fueras de corte.
Después de las pruebas de penetración y avance en aceros inoxidables,
se obtiene y con los gráficos estadísticos mostrados se puede concluir
0,00
50,00
100,00
150,00
200,00
250,00
0,25 0,5 1 1,5 2 2,5
Fuer
za d
e co
rte
Fc vs a
FC(Acero Inoxidable)
Fc (Aluminio)

135
que la máquina-herramienta no tendrá ningún inconveniente de trabajo si
se maneja dentro de los rangos especificados.
4.7.5. Análisis de corriente y potencia eléctrica consumida.
Dato de vital importancia, es la corriente consumida por el motor principal
al momento del mecanizado, por ello se tomo los datos de corriente
requerida por el motor en el momento de mecanizar acero a distintas
profundidades por pasada, con los datos obtenidos se elabora la siguiente
tabla:
Tabla 4.14. Corriente medida en variador de frecuencia al mecanizar acero.
Diámetro (mm) 45 a 37 37 a 33 33 a 30 30 a 27 27 a 23 23 a 13 Profundidad por pasa
(a)[ ] 0,25 0,5 1 1,5 2 2,5
Corriente Medida (I) [ ] 6,50 7,20 8,90 10,80 11,30 12,10
Con los datos de la Tabla 4.14 se realiza el siguiente gráfico estadístico
(figura 4.43).
Figura 4.43: Muestreo de corriente consumida.
Cálculo de potencia eléctrica consumida:
La potencia eléctrica se calcula mediante la ecuación 4.4.
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
0,25 0,50 1,00 1,50 2,00 2,50
Val
or
de
corr
ien
te
Corriente consumida por motor del cabezal (A)
I (A)
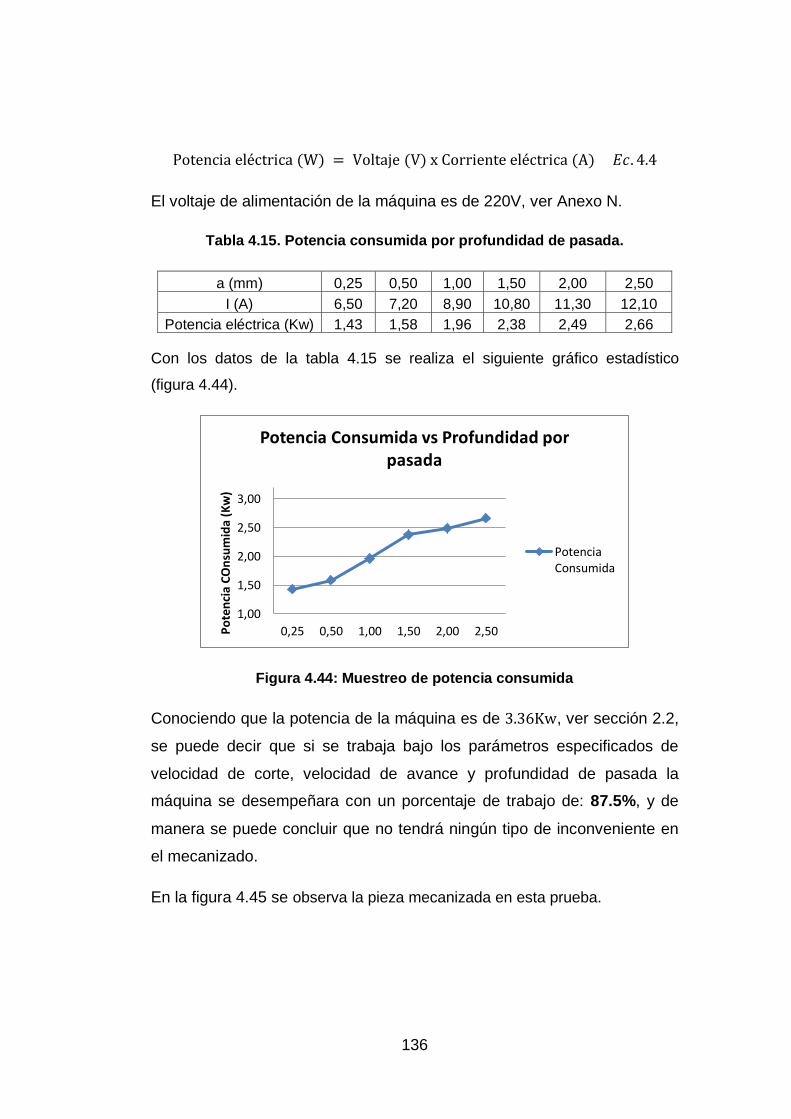
136
El voltaje de alimentación de la máquina es de 220V, ver Anexo N.
Tabla 4.15. Potencia consumida por profundidad de pasada.
a (mm) 0,25 0,50 1,00 1,50 2,00 2,50
I (A) 6,50 7,20 8,90 10,80 11,30 12,10
Potencia eléctrica (Kw) 1,43 1,58 1,96 2,38 2,49 2,66
Con los datos de la tabla 4.15 se realiza el siguiente gráfico estadístico
(figura 4.44).
Figura 4.44: Muestreo de potencia consumida
Conociendo que la potencia de la máquina es de , ver sección 2.2,
se puede decir que si se trabaja bajo los parámetros especificados de
velocidad de corte, velocidad de avance y profundidad de pasada la
máquina se desempeñara con un porcentaje de trabajo de: 87.5%, y de
manera se puede concluir que no tendrá ningún tipo de inconveniente en
el mecanizado.
En la figura 4.45 se observa la pieza mecanizada en esta prueba.
1,00
1,50
2,00
2,50
3,00
0,25 0,50 1,00 1,50 2,00 2,50Po
ten
cia
CO
nsu
mid
a (K
w)
Potencia Consumida vs Profundidad por pasada
PotenciaConsumida

137
Figura 4.45: Pieza de pruebas de penetración.
4.7.6. Prueba de repetibilidad.
Para realizar un análisis de repetibilidad, se realizo pruebas de
posicionamiento de la cuchilla con respecto a un solo cero pieza (figura
4.46), al realizar distintas operaciones de ranurado CNC y manual
simultáneamente.
Figura 4.46: Posición de repetibilidad
En la figura 4.47 se indica la modificación de la lista de los códigos G para
el programa, para que la cuchilla se posicione en la zona de repetibilidad.

138
Figura 4.47: Códigos de posicionamiento en la zona de seguridad.
Los datos medidos se detallan en la tabla 4.16.
Tabla 4.16. Tabla de repetibilidad en cilindrado.
Operación CNC Manual CNC Manual CNC Manual CNC Manual
Promedio Promedio Tamaño 40,000 38,000 36,000 34,000 32,000 30,000 28,000 26,000
Longitud 60,000 60,000 60,000 60,000 60,000 60,000 60,000 60,000
Zona de seguridad
X 10,000 10,000 10,000 10,000 10,000 10,000 10,000 10,000 CNC Manual
Zona de seguridad
Z 10,000 10,000 10,000 10,000 10,000 10,000 10,000 10,000
Error eje X 0,125 0,895 0,234 0,790 0,084 1,285 0,152 1,950 0,149 1,230
Error eje Z 0,105 1,230 0,129 2,350 0,210 2,510 0,136 1,440 0,145 1,883
Con los datos de la tabla 4.16 se realiza el siguiente gráfico estadístico
(figura 4.48).
Figura 4.48: Muestreo de repetibilidad.
0,000
0,500
1,000
1,500
2,000
2,500
3,000
1 2 3 4
Des
viac
ión
(m
m)
Graficas de Repetibilidad
CNC eje X
Manual eje X
CNC eje Z
Manual eje Z

139
Con esto se puede concluir, que los valores de repetibilidad a pesar de no
tener una excelente precisión, se encuentran bajo medidas considerables
a comparación de una máquina convencional en la cual la zona de
repetibilidad depende del ojo humano.
Para realizar un mecanizado CNC perfecto, se debe tomar muy en cuenta
los valores promedios de error.
4.8 ANÁLISIS TÉCNICO-ECONÓMICO
Una vez implementado el torno CNC y con su correcto funcionamiento,
es necesario realizar un análisis técnico - económico para valorar su
aplicación.
En la tabla 4.17, se indican el costo de materiales y equipos para la
implementación.
Tabla 4.17. Valores de elementos utilizados
ITEM DESCRIPCIÓN CANTIDAD P.UNITARIO P. TOTAL
1 Torno PINACHO 1 14500 14500
2 Husillos de bolas de
diámetro 20 1 100 100
3 Tuerca BTN 20-05
para husillo de bolas 1 160 160
4 Husillo de bolas de
diámetro 40 1 667 667
5 Tuerca THZ 40-10
para husillo de bolas 1 400 400
6 Sistemas de
Servomotores AC 2 2200 4400
7 Controlador GSK
980TDa 1 2000 2000
8 Variador de
frecuencia VDF-B 1 900 900

140
9 Encoder 1 120 120
10 Material Eléctrico 1 500 500
11 Material Mecánico 1 700 700
12 Carcasa 1 850 850
13 Mano de obra (mensual
básico de un ingeniero) 4 380 1520
TOTAL 26.817
Con todas las inversiones anteriormente mencionadas se realizo una
inversión total de 26.817 USD para el proyecto; tornos CNC PINACHO de
serie Mustang 200R*1000 se encuentran avaluados a un costo de
45.000 USD, con lo que se obtuvo un costo beneficio de 18.183 USD.
Por las características de la máquina, se trata de un torno único en el
mercado nacional, el cual puede ser implementado a nivel industrial, para
el desempeño laboral de operarios que no dominen la programación en
códigos G, hasta que sean capacitados y obtengan experiencia en el uso
de maquinaria CNC.
4.9 VALIDACIÓN DE LA HIPÓTESIS.
La hipótesis planteada para el proyecto es:
¿Disponiendo de un torno paralelo convencional y diseñando el sistema
de control, se podrá convertir en un torno paralelo de Control Numérico
Computarizado?
Se pudo convertir el torno convencional en uno por control numérico
computarizado con la ayuda del Laboratorio CNC de la ESPE extensión
Latacunga; este proyecto será útil para prácticas del mismo laboratorio y
para la producción en serie de piezas.

141
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES.
5.1. CONCLUSIONES:
La máquina que se obtuvo es única en el mercado nacional, la cual
nos permite realizar la producción en serie de piezas como torno
CNC, y piezas en cantidades menores como torno convencional.
La máquina tiene la posibilidad de ser implementada a nivel
industrial para poder contribuir a la generación de trabajo y la
producción de mejores recursos en diferentes empresas a nivel
nacional.
La resolución promedio de la máquina es de 0.018mm, una
resolución muy aceptada en la industria de la maquinaria CNC.
La potencia eléctrica de la máquina después de someterla a
distintas pruebas con profundidades por pasada diferentes, no
excede a la nominal, puesto que tiene un consumo equivalente al
87.5%.
La corriente máxima medida en el proceso de maquinado es de
11.3 A, dicho valor se encuentra dentro del rango de corriente
nominal del motor principal.
Al realizar las pruebas como torno CNC y manual, se puede notar
que es una máquina eficiente, ya que con los recursos utilizados
trabaja de manera similar a de máquinas importadas desde el
extranjero.
La conversión de un torno convencional a uno por control numérico
computarizado, es un proyecto que posee un gran nivel de
investigación ya que se recopiló información sobre el
funcionamiento y operación de distintos tornos convencionales y

142
CNC con el fin de implementar una máquina con las dos opciones
de operación.
Para el diseño del sistema mecánico se utilizó el software
SolidWorks, el cual permite realizar un análisis de esfuerzos tanto
estático como dinámico, con el fin de conocer las diferentes fallas
que tenga el diseño y corregirlas de manera que satisfaga las
necesidades y parámetros planteados.
La máquina por brindarnos dos opciones de desempeño, que
permite elegir a conveniencia de usuario su modo de operación, de
acuerdo a la complejidad de la pieza y del número de las mismas
que se desea obtener.
Con la implementación de este sistema automático de torno CNC,
los docentes y estudiantes de las diferentes carreras de la ESPEL,
pueden hacer uso de la máquina en el Laboratorio CNC, para
prácticas relacionadas con las asignaturas de FMS y CAD/CAM,
con el fin de que puedan lograr una mayor comprensión acerca de
estos temas.
El diseño y construcción de piezas y repuestos de maquinaria por
medio de un torno CNC, garantiza la elaboración individual o en
serie de las mismas con un alto grado de precisión y exactitud,
disminuyendo el tiempo de mecanizado y el desperdicio de materia
prima como sucede con las máquinas herramienta
convencionales,.
El manejo de programas tales como SolidWorks (CAD) y
Mastercam (CAM), hacen que el uso del torno CNC sea común y
por consiguiente accesible para la mayoría de estudiantes y
docentes que conocen acerca de estos programas.
5.2. RECOMENDACIONES:
Bajo ningún motivo superar los límites de velocidad de avance ya
especificados, para materiales duros como acero.

143
Para el proyecto implementado producto del diseño se recomienda
diseñar proyectos relacionados un cambiador automático de
herramientas, ya que con esto complementara la automatización de
la máquina.
Después de analizar los errores de repetibilidad, se recomienda
mejorar el mecanismo de piñón-cremallera existente en el del
volante del eje Z, ya que con esto se mejorar la precisión del torno
en este eje.
Tener en muy cuenta los datos de repetibilidad, para el uso de
torno en mecanizados que requieran el uso manual y CNC
Antes de operar la máquina se deben conocer sus características
técnicas, tales como: recorridos de los ejes, velocidades máximas
tanto del cabezal, materiales que se pueden mecanizar, etc., para
lo cual se recomienda leer primero el manual de operación del
mismo que se encuentra en el Anexo O.
Verificar de forma regular los parámetros de configuración o
calibración del torno dentro del controlador GSK 980TDa, con el fin
de arreglar algún tipo de desconfiguración que se haya dado,
además para obtener los mejores resultados de mecanizado
posibles.
Se recomienda seguir las normas de seguridad tanto para la
máquina como para el operario, antes, durante y después del
mecanizado, ya que la máquina puede causar lesiones por
quemaduras o corte, además ayuda al operario para que se
acostumbre al momento de utilizar una máquina a nivel industrial.
144
REFERENCIAS BIBLIOGRÁFICAS
Ñema Gutiere, Torno y sus partes. Extraído el 15 de octubre del
2012,http://victoria1.blogia.com/2009/042802-8.2.-torno-y-sus-
partes.php
Raúl Alonso González Franco, Conceptos fundamentales de
CAD/CAM/CAE. Extraído el 16 de octubre del 2012,
http://es.scribd.com/doc/12750150/CONCEPTOS-FUNDAMENTALES-
CADCAMCAE
Universidad Tecnológica Nacional, Que es CNC. Extraído el 20 de
octubre del 2012, http://www.frvt.utn.edu.ar/cadcam-info.asp
WESCO, Torno CNC. Extraído el 20 de octubre del 2012,
http://www.metalactual.com/revista/12/maquinariatornoscnc.pdf
CIMCO Documentación, Operaciones de torneado. Extraído el 24
de octubre del 2012 desde, http://www.cimco.com/docs/cimco_cnc-
calc/v6/es/#frontpage
Pantoja. Diseño de un dinamómetro para medir fuerzas de corte,
para el maquinado de acero inoxidable austenítico 304, utilizando
galgas extensométricas, para el torno Hardinge, Cobra, CNC de la
Universidad de las Américas Puebla (capitulo 2). Fuerza de corte.
Extraído el 27 de octubre del 2012 desde,
http://catarina.udlap.mx/u_dl_a/tales/documentos/lim/tron_p_b/capit
ulo2.pdf
KALPAKJIAN Serope, Manufacturing Engineering and Technology,
Prentice Hall, 2000, página.532.
VillalbaD,Velocidades y avance para corte, Extraído el 5 de
noviembre del 2012 desde,
http://areamecanica.azc.uam.mx/Cnc/Archivos/Ejemplo%20Velocid
ad%20de%20corte.pdf
SMITH William F., Fundamentos de la Ciencia e Ingeniería de los
Materiales, McGraw Hill, Tercera Edición, página. 439.

145
Felipe D., Introducción a los sistemas de control, Extraído el 16 de
noviembre del 2012 desde,
http://www.isa.cie.uva.es/~felipe/docencia/ra12itielec/tema1_trasp.p
df
Carlos Alex, Conceptos de precisión, sensibilidad y exactitud,
Extraído el 17 de noviembre del 2012 desde,
http://es.scribd.com/doc/53462588/CONCEPTO-DE-PRECISION-
sensibilidad-exactitud
Bolaños D, Motores Eléctricos. Extraído el 16 de noviembre del
2012 desde, http://www.bolanosdj.com.ar/MOTORES/
MOTORES.PDF
Robaq, Los servomotores. Extraído el 20 de noviembre del 2012
desde, http://robaq.blogspot.es/i2011-01/
P.Molina, Que es un sensor. Extraído el 22 de noviembre del 2012
desde,http://www.profesormolina.com.ar/tecnologia/sens_transduct/
que_es.htm
WIKINPEDIA, Variador de frecuencia. Extraído el 26 de noviembre
del 2012 desde, http://es.wikipedia.org/wiki/Variador_de_frecuencia
Nicolás V. Castiglione, Transmisión del movimiento a los ejes de
los CNC, Extraído el 02 de diciembre del 2012 desde,
http://www.revistaletreros.com/pdf/108-034a039.pdf
METOSA, PINACHO. Extraído el 28 de noviembre del 2012 desde,
http://www.metosapinacho.com/catalogos/smart/pinacho_smart_tur
n_es.pdf
MOTT Robert L., Diseño de Elementos de Máquinas, Prentice Hall,
Cuarta Edición, página 185.
Korta. Catalogo técnico husillo a bolas. Cálculos de diseño. Par e
inercia. Pag58.

146
The Engineering ToolBox. Friction and Coefficients of
Friction.Extraído el 18 de diciembre del 2012desde,
http://www.engineeringtoolbox.com/friction-coefficients-d_778.html
NationalElectricalManufacturerAssociation, La vida del motor.
Extraído el 20 de diciembre del 2012 desde,
http://www.mty.itesm.mx/etie/deptos/ie/profesores/allamas/cursos/u
eee/motores/selecci%F3n.PDF
CNCmakers Limited, SJT Series AC Servomotor. Extraído el 4 de
enero del 2013 desde,
http://www.cncmakers.com/uploads/soft/100929/SJT%20AC%20Se
rvo%20Motor.pdf
MITSUBISHI ELECTRIC, MelservoJ3, Extraído el 4 de enero del
2013 desde,
http://www.mitsubishielectric.com/fa/products/drv/servo/items/mr_j3/
index.html
SMITH William F., Fundamentos de la Ciencia e Ingeniería de los
Materiales, McGraw Hill, Tercera Edición, página. 468.
Lovejoy., Acoples flexibles de mordaza. Extraído el 14 de enero del
2013 desde, http://www.lovejoy-inc.com/
DISAI, Acoples flexibles, Extraído el 20 de enero del 2013
desde,http://www.disai.net/public/images/catalogos/doc/HOHNER/A
coplamientos.pdf
MOTT Robert L., Diseño de Elementos de Máquinas, Prentice Hall,
Cuarta Edición, página 185, Apéndice 1, página A-1.
SUMITEC, Aceros Grado Maquinaria, Extraído el 3 de febrero del
2013 desde, http://www.sumiteccr.com/Aplicaciones/Articulos/pdfs/
AISI%201020.pdf

147
GLOSARIO
A
ASTM: American Society for Testing and Materials. Sociedad Americana
para Pruebas y Materiales.
D
Delantal: Es la parte del carro que da hacia abajo, frente al operador.
Contiene los engranajes y los embragues de avance que transmiten el
movimiento del tornillo patrón y de la barra de cilindrar carro longitudinal y
transversal.
Ductilidad: Es una propiedad que presentan algunos materiales, como
las aleaciones metálicas o materiales asfálticos, los cuales bajo la acción
de una fuerza, pueden deformarse sosteniblemente sin romperse
H
Hardware: Todos los elementos físicos del computador ó PLC.
Hermético: cierra perfectamente y no deja pasar el aire ni el líquido:
I
IGBT: Insulated Gate Bipolar Transistor
S
Sistema Dextrogiro: que cumpla la regla de la mano derecha.
Software: Conjunto de programas que ejecuta un computador o PLC.
SKF: SvenskaKullagerfabriken AB, Empresa dedicada a la automatización de
máquinas herramientas.
148
ANEXOS