evaluaciÓn de propiedades anticorrosivas de un
TRANSCRIPT
1
EVALUACIÓN DE PROPIEDADES ANTICORROSIVAS DE UN RECUBRIMIENTO
BASADO EN NANOESTRUCTURAS DE CARBONO EN MATRICES POLIMÉRICAS
CAROLINA BERNAL REYES
UNIVERSIDAD PONTIFICIA BOLIVARIANA
MEDELLIN
2015

2
EVALUACIÓN DE PROPIEDADES ANTICORROSIVAS DE UN RECUBRIMIENTO
BASADO EN NANOESTRUCTURAS DE CARBONO EN MATRICES POLIMÉRICAS
CAROLINA BERNAL REYES
Trabajo de grado para optar al título de Ingeniera Química
Director: PhD Freddy Rafael Pérez
Co-Director: I.Q. Andrés Felipe Betancur
UNIVERSIDAD PONTIFICIA BOLIVARIANA
MEDELLIN
2015

3
Marzo 30 del 2015
Yo, Carolina Bernal Reyes
“Declaro que este trabajo de grado no ha sido presentado para optar a un título, ya sea en
igual forma o con variaciones, en esta o cualquier otra universidad” Art 82 Régimen
Discente de Formación Avanzada.
Firma

4
A la memoria de Carlos Alberto Bernal Forero

5
AGRADECIMIENTOS
A mis padres:
Por darme la oportunidad de llegar a éste punto.
Por ser el pilar fundamental en todo lo que soy hoy.
Por su amor, dedicación y palabras de aliento para que al igual que ustedes
nunca bajara los brazos así mi meta se viera complicada
y poder lograr mis objetivos.
A mi Co-Director:
Por su continua y permanente dedicación y trabajo
al desarrollo de éste trabajo de investigación,
así como sus enseñanzas, observaciones y sugerencias
siempre oportunas e inteligentes.
A mi Director:
Por brindarme la oportunidad de recurrir a
su capacidad y experiencia científica,
por su dedicación y apoyo para el desarrollo
de éste trabajo de investigación.
A todos aquellos que de una u otra manera se preocuparon por sacar éste trabajo
adelante:
Por brindar su apoyo, sugerencias y ánimos
para cumplir mis objetivos.

6
TABLA DE CONTENIDO
RESUMEN .................................................................................................................................... 12
INTRODUCCIÓN ........................................................................................................................ 13
1. MARCO TEÓRICO ............................................................................................................... 17
1.1. EMPLEO DE RECUBRIMIENTOS ANTICORROSIVOS ................................................. 17
1.2. MÉTODOS DE CONTROL DE CORROSIÓN ....................................................................... 20
1.2.1. Protección por recubrimientos metálicos ........................................................................ 20
1.2.2. Protección por recubrimientos no metálicos ................................................................. 20
1.2.3. Protección por empleo de pasivadores ............................................................................ 22
1.2.4. Protección por empleo de metales autoprotectores .................................................. 22
1.3. EMPLEO DE RECUBRIMIENTOS ORGÁNICOS ................................................................ 26
1.4. RECUBRIMIENTOS POLIMÉRICOS ......................................................................................... 27
1.5. RECUBRIMIENTOS EMPLEANDO MATERIAL NANOESTRUCTURADO BASE
CARBONO (MNBC) ........................................................................................................................................... 28
1.5.1. Material nanoestructurado base carbono (MNBC) ..................................................... 28
1.5.2. Recubrimientos basados en MNBC ................................................................................... 30
2. MATERIALES Y MÉTODOS .......................................................................................... 33
2.1. INSTRUMENTACIÓN ............................................................................................................ 33
2.2. MATERIALES ........................................................................................................................... 33
2.3. METODOLOGÍA ...................................................................................................................... 34
2.3.1. Síntesis del material nanoestructurado base carbón (MNBC) ............................. 34
2.3.2. Síntesis de la matriz polimérica, Polianilina (PANI) ................................................... 36
2.3.3. Desarrollo del material compuesto nanoreforzado .................................................... 37
2.3.4. Pruebas de corrosión ................................................................................................................ 39
3. ANÁLISIS Y RESULTADOS .......................................................................................... 42
3.2. CARACTERIZACIÓN DEL MATERIAL COMPUESTO POLIMÉRICO
NANOREFORZADO .......................................................................................................................................... 53
3.3. RESULTADOS PRUEBA MOJABILIDAD ................................................................................ 55
3.4. RESULTADOS PRUEBA DE CORROSIÓN........................................................................... 59
3.5. CARACTERIZACIÓN PRODUCTOS DE CORROSIÓN .................................................. 64
4. CONCLUSIONES............................................................................................................... 69
5. RECOMENDACIONES .................................................................................................... 71
BIBLIOGRAFÍA .......................................................................................................................... 72
ANEXOS ....................................................................................................................................... 76
ANEXO 1: FICHA TÉCNICA DE LA RESINA EPÓXICA KER – 828 ....................................... 76

7
ANEXO 2: FICHA TÉCNICA DEL CATALIZADOR KCA – 4303 ................................................ 77
ANEXO 3: IMAGENES DESARROLLO DEL TRABAJO ................................................................ 78
8
LISTA DE TABLAS
Tabla 1. Solución utilizada para simular experimentalmente las aguas lluvias de diferentes
tipos de atmósferas. (Castañeda, 2009). ................................................................................... 25
Tabla 2. Parámetros de temperatura y tiempo para llevar a cabo la síntesis del MNBC en
el CVD. ............................................................................................................................................. 35
Tabla 3. Peso inicial de láminas de acero al carbón antes de ser introducidas a prueba de
corrosión .......................................................................................................................................... 40
Tabla 4. Promedio de pesos iniciales y desviación estándar para cada prueba ................. 40
Tabla 5. Análisis ANOVA para la mojabilidad. Estadística descriptiva ................................. 58
Tabla 6. Análisis ANOVA para la mojabilidad. ANOVA de una vía ....................................... 58
Tabla 7. Análisis ANOVA para la mojabilidad. Estadística de ajuste .................................... 59
Tabla 8. Peso final después de la prueba de corrosión ........................................................... 59
Tabla 9. Pérdida de peso en prueba de corrosión ................................................................... 59
Tabla 10. Promedio y desviación estándar de pesos finales y pérdida de peso para cada
prueba .............................................................................................................................................. 60
Tabla 11. Velocidades de corrosión para las diferentes pruebas .......................................... 61
Tabla 12. Promedio y desviación estándar de velocidad de corrosión para cada prueba . 63
9
LISTA DE FIGURAS
Figura 1. Representación gráfica de un proceso de corrosión. (a) Elementos necesarios
para que tenga lugar una reacción de corrosión (González Guzmán, 2009)(b) Esquema de
la corrosión de un metal, Zn, que se oxida a Zn2+ mientras que sus electrones reaccionan
con el H+ del medio produciendo H2 (Cortés & Ortíz, 2004). .................................................. 18
Figura 2. Sección transversal de un fragmento metálico con diversas capas de
recubrimiento (Orozco) .................................................................................................................. 19
Figura 3. Parte inferior de un paso elevado de Acero para intemperie corroído. (Damgaard
et al., 2010) ..................................................................................................................................... 23
Figura 4. Superficies de Acero “viejo” y “nuevo” antes de desoxidar. (Damgaard et al.,
2010). ............................................................................................................................................... 23
Figura 5. Resultados del cambio de masa empleando diferentes recubrimientos.
(Damgaard et al., 2010). ............................................................................................................... 24
Figura 6. Efectos de la concentración de soluciones de Cobre en sobre la velocidad de
corrosión. (Morcillo et. al, 2014) ................................................................................................... 25
Figura 7. Modelos moleculares de las diferentes nanoestructuras de carbono con
hibridación sp2. (a) Fullereno; (b) Fullereno gigantes anidado; (c) CNT; (d) nanoconos ;(e)
nanotoroides; (f) superficie de grafeno; (g) cristal de grafito 3D; (h) superficie Haeckelite;
(i) nanocintas de grafeno (j) racimo de grafeno; (k) CNT helicoidal; (l) cadenas cortas de
carbono; (m) cristales Shwarzite 3D; (n) nanoespumas de carbono; (o) red 3D de CNT y
(p) redes 2D de nanocintas. (Terrones, M. et al, 2010). .......................................................... 29
Figura 8. Espectros Raman de diferentes estructuras de carbono (Nakamizo, Kammerek,
& Walker Jr., 1974) ........................................................................................................................ 30
Figura 9. Resultados espectros Raman para productos de síntesis del MNBC .................. 43
Figura 10. Microscopía óptica de granos de BC sobre lámina de cobre ............................... 44
Figura 11. Microscopía óptica de intersticios de BC sobre lámina de cobre 1 ..................... 44
Figura 12. Microscopía óptica de BC sobre lámina de cobre 2 .............................................. 45
Figura 13. Microscopía óptica de superficie de lámina de cobre con BC ............................. 45
Figura 14. Resultados espectro Raman para BC sin la lámina de cobre .............................. 46
Figura 15. SEM con resultados del BC a una escala de medida de 𝟐𝟎 𝝁𝒎 ......................... 47
Figura 16 SEM con resultados del BC a una escala de medida de 𝟏𝟎 𝝁𝒎 .......................... 47
Figura 17. SEM con resultados del BC a una escala de medida de 𝟓 𝝁𝒎 ........................... 47
Figura 18. SEM con resultados del BC a una escala de medida de 𝟐 𝝁𝒎 ........................... 48
Figura 19. Espectro composición MNBC funcionalizado 1 ...................................................... 49
Figura 20. Espectro composición MNBC funcionalizado 2 ...................................................... 49
Figura 21. Espectro composición MNBC funcionalizado 3 ...................................................... 49

10
Figura 22. Espectro composición MNBC funcionalizado 4 ...................................................... 49
Figura 23. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟐𝟎𝟎𝝁𝒎 ...................... 50
Figura 24. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟏𝟎𝟎𝝁𝒎 con
mediciones de nanoestructuras ................................................................................................... 51
Figura 25. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟐𝟎𝝁𝒎 ........................ 51
Figura 26. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟏𝟎𝝁𝒎 ........................ 51
Figura 27. SEM MNBC funcionalizado a 𝟓𝝁𝒎 .......................................................................... 51
Figura 28. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟒𝝁𝒎 ........................... 52
Figura 29. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟐𝝁𝒎 ........................... 52
Figura 30. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟏𝝁𝒎 ........................... 52
Figura 31. SEM con dispersión de MNBC sobre PANI a una escala de 𝟓 𝝁𝒎 .................... 53
Figura 32. SEM con dispersión de MNBC sobre PANI a una escala de 𝟐 𝝁𝒎 .................... 54
Figura 33. Prueba de mojabilidad. Gota de agua sobre lámina recubierta 1 ....................... 55
Figura 34. Prueba de mojabilidad. Gota de agua sobre lámina recubierta 2 ....................... 55
Figura 35. Prueba de mojabilidad. Gota de agua sobre lámina recubierta 3 ....................... 56
Figura 36. Diagrama de caja ensayos prueba de mojabilidad ................................................ 56
Figura 37. Densidad de distribución de datos pruebas de mojabilidad ................................. 58
Figura 38. Pérdida de peso por día de inmersión para cada prueba ..................................... 62
Figura 39. Productos de corrosión sin protección. A. Región negra, B. Región amarilla y C.
Región roja. ..................................................................................................................................... 64
Figura 40. Espectros Raman de las láminas sin protección.................................................... 65
Figura 41. Productos de corrosión con protección. A. Región negra, B. Región amarilla y
C. Región roja. ................................................................................................................................ 66
Figura 42. Espectro Raman de láminas con protección a 𝟓𝟏𝟒 𝒏𝒎. A. Espectro en región
roja. B. Espectro en región amarilla ............................................................................................ 66
Figura 43. Espectros Raman de láminas con protección a 𝟔𝟑𝟑 𝒏𝒎. A. Espectro en región
negra. B. Espectro en región amarilla ......................................................................................... 67
Figura 44. Espectroscopia Raman de láminas con protección a 𝟖𝟑𝟎 𝒏𝒎 A. Espectro en
región amarilla. B. Mapeo de zona en región negra ................................................................. 67
Figura 45. Blackcarbon después de remoción ......................................................................... 78
Figura 46. Material compuesto polimérico nanoreforzado ....................................................... 78
Figura 47. Montaje equipo de corrosión para pruebas ............................................................. 79
Figura 48. Productos pruebas de corrosión ............................................................................... 79

11

12
RESUMEN
La metalurgia tiene una importante participación en el desarrollo de la industria,
especialmente en lo referente al uso del acero, es por esto que es necesario el empleo de
recubrimientos anticorrosivos para la protección de estos. Los anticorrosivos empleados
en el presente son base solvente provenientes del petróleo, agotando las pocas reservas
que quedan en el mundo. (Owe, Inderwildi & King, 2010).
En éste proyecto se desarrolló un material compuesto polimérico al cual se le mejoraran
las propiedades mecánicas mediante la adición de nanoestructuras de carbono para
probar sus propiedades anticorrosivas. Se llevó a cabo a partir de la síntetisis
nanoestructuras de carbono (MNBC) en una matriz polimérica, polianilina, mediante una
polimerización in situ del monómero del PANI en presencia del MNBC. El desarrollo de la
matriz se realizó en 2 etapas, primero una funcionalización y luego la polimerización
siguiendo los parámetros establecidos por Kuila et al. y Yuan et al. y se evidenció el poder
anticorrosivo del material nanoreforzado mediante medida de la pérdida de peso después
de un período de 240 horas de inmersión en una solución de 𝑁𝑎𝐶𝑙.
Los resultados del proyecto, mostraron que la presencia de nanoestructuras de carbono
en matrices poliméricas incrementan las propiedades anticorrosivas de un recubrimiento
protector. Al agregar la resina y junto a ella un material compuesto polimérico
nanoreforzado se reduce la pérdida de peso de la lámina. La pérdida de peso para la
prueba con el material compuesto polimérico nanoreforzado evidencia que la presencia de
la matriz polimérica y el MNBC produce una capa anticorrosiva sobre el material
reduciendo la concentración de iones 𝐹𝑒+2 en la solución marina empleada y así la
pérdida de peso de la lámina de acero empleada para la prueba
Palabras clave: metalurgia, recubrimientos anticorrosivos, nanoestructuras, material
compuesto polimérico nanoreforzado, carbón, recubrimientos a base solvente.

13
INTRODUCCIÓN
Los materiales como el acero y cobre son ampliamente utilizados debido a sus
propiedades mecánicas y bajo costo (Amin & Ibrahim, 2011), tienen una importante
participación en el desarrollo industrial, construcción 47%, productos metálicos 18%,
automotriz 15%, maquinaria mecánica 15%, electrodomésticos 2%, equipamiento
eléctrico 2% y otros transportes 1%, entre otros (Asociación Latinoamericana del Acero,
2013).
El acero y el hierro, son indicadores de la actividad industrial anual en los diferentes
sectores, a nivel mundial, para suplir la demanda se producen 851 millones de toneladas
de acero, el empleo per cápita a nivel mundial es de 217 𝑘𝑔 (Steel Association, 2014). En
Latinoamérica el promedio global estimado de consumo de metales se encuentra en
3.1%, se producen 64.9 millones de toneladas de acero (Reuters América Latina, 2014),
dónde el 2% de esta producción le pertenece a Colombia y 47.463 miles de toneladas de
Hierro, dónde el 1% de la producción se realiza en Colombia. (Asociación
Latinoamericana del Acero, 2013).
El acero y el hierro, son materiales principales para la construcción, debido a su larga
duración, bajos costos, dureza, ductilidad y posibilidad de ser reciclado para nuevas
adaptaciones, el metal es 100% reciclable, lo que potencializa su implementación. Aun
así, el metal es sensible a cambios climáticos o alteraciones en diferentes condiciones
laborales, contacto con agua, ácidos, bases o altas temperaturas, produciendo una alta
corrosividad reduciendo su funcionalidad al alterar sus propiedades principales. (Steel
Association, 2014).
La corrosión es un proceso de degradación acelerada y continua que desgasta, deteriora
e incluso puede afectar la integridad física de un objeto o estructura (Davis, 2000),
depende directamente del medio que le rodea con implicaciones a nivel industrial y
económico, esto se debe a que la degradación de materiales provoca interrupciones

14
fabriles, pérdidas de producción, polución, reducción en la eficiencia de procesos,
recurriendo a mantenimientos y sobrediseños costosos, creando un efecto adverso a nivel
industrial y económico. (Cortés & Ortiz, 2004).
En la actualidad los costos relacionados con la corrosión en países industrializados varían
entre el 1.0 y 5.0% del producto interno bruto (PIB), las pérdidas dependen directamente
del desarrollo tecnológico del país (Castañeda, 2009), solamente hablando del acero de
cada 10 toneladas fabricadas por año se pierden 2.5 debido a la corrosión (Cortés & Ortiz,
2004), actualmente en Colombia los costos representan aproximadamente el 4% del PIB
equivalentes a 26 mil millones de pesos (Diario del Sur, 2013). Es por esta razón que la
ciencia desarrolla nuevos recubrimientos, inhibidores y optimización de sistemas de
monitoreo para minimizar las implicaciones industriales y económicas causadas por la
corrosión. (Cortés & Ortiz, 2004).
Se han realizado diversas investigaciones para prevenir el fenómeno corrosivo en las
superficies metálicas, un ejemplo de ello son los aceros autoprotectores y recubrimientos
orgánicos e inorgánicos como uretano, látex, resinas epoxi, silicona alquídica y en la
actualidad el empleo de la nanotecnología empleando materiales nanoestructurados base
carbono (MNBC) (Jaramillo, Calderón & Castaño, 2012). En el 2009 S. Sreevatsa realizó
diferentes pruebas de resistencia contra la corrosión de diversos tipos de recubrimientos a
base de nanotubos, obteniendo mayor poder anticorrosivo en el recubrimiento (Sreevatsa,
2009). La funcionalización de polímeros utilizando nano-partículas se ha realizado para
obtener propiedades deseadas como el incremento de la conductividad térmica y
eléctrica, fortalecimiento en las propiedades de adhesión y cohesión de las matrices
poliméricas (Chen et al., 2005), estos estudios fueron realizados por Aglan et al. y Chen et
al. en diferentes metales con matrices poliméricas empleando nano-tubos de carbono.
(Aglan et al., 2007).
Debido a los diferentes índices los recubrimientos deben tener un mayor grado de
protección de la superficie que los formulados actualmente. Es por esto que se plantea de
un recubrimiento basado en una matriz polimérica y nanoestructuras de carbono
suspendidas, las cuales son sintetizadas a partir de un proceso de deposición química en

15
fase vapor1, CVD (por sus siglas en inglés “Chemical Vapor Deposition”). Estas
nanoestructuras de carbono poseen propiedades como alta movilidad, conductividad
electrónica y térmica, gran área superficial, impermeabilidad, dureza, flexibilidad entre
otras propiedades mecánicas (Zurutuza, 2012), que fortalecen el recubrimiento al reducir
la degradación por efecto de la corrosión y acciones mecánicas en las superficies
metálicas sometidas a diferentes condiciones. (Sreevatsa, 2009).
El objetivo del desarrollo de un material compuesto polimérico nanoreforzado es reducir el
porcentaje relacionado con las pérdidas del PIB a causa del fenómeno corrosivo. Además,
se ha evidenciado la posibilidad de aplicar este desarrollo en otros ámbitos industriales
como la construcción de dispositivos electrónicos, espaciales, ópticos, entre otros.
(Zurutuza, 2012).
Para llevar a cabo el proyecto, se realizó una síntesis de MNBC en un reactor de CVD,
dicho MNBC tendrá una mezcla de blackcarbon (BC) y nanotubos de carbono (CNTs) en
la misma relación, ésta mezcla se debe a que al combinar las propiedades físicoquímicas
presentes en cada una de las nanoestructuras incrementa la resistencia o el poder
anticorrosivo del material compuesto formulado, debido a las propiedades físicas del
carbono (Zurutuza, 2012). En cuanto al polímero en el cual se dispersara el MNBC, se
realizó una polimerización de polianilina (PANI), al mezclarlo con el MNBC incrementa el
poder anticorrosivo ya que el PANI tiene varias propiedades conductivas que evitan
ciertas reacciones durante el proceso de reacción, y finalmente una polimerización in situ
para desarrollar el material compuesto polimérico nanoreforzado (Castañeda Ospina,
2009). Éste compuesto finalmente fue dispersado en una resina epóxica para crear una
emulsión humectable y así poder evaluar las propiedades anticorrosivas de dicho
material, la combinación de MNBC y PANI previene ciertas reacciones durante el proceso
de corrosión del material recubierto, al adicionar la resina a dicha combinación se crea
una dispersión homogénea de la mezcla además de una protección más debido a que la
resina es un compuesto que forma películas para fijar la mezcla y promover una buena
adherencia sobre el sustrato metálico y promueve la formación de una barrera flexible,
durable e impermeable a los agentes corrosivos del medio ambiente (Amin & Ibrahim,
2011).
1 Crecimiento cristalino a partir de depósito químico empleando material en fase vapor

16
Para probar el material compuesto formulado, se realizó una prueba de corrosión
empleando la simulación de un ambiente de inmersión marina, se realizó un total de 4
pruebas del material sobre láminas de acero al carbón: sin recubrimiento alguno (Blanco),
recubiertas con resina, recubiertas con resina y PANI y finalmente recubiertas con resina
y el material compuesto formulado. La propiedad que evaluará las propiedades
anticorrosivas del material formulado, es la pérdida de peso, por ende, las láminas serán
pesadas antes y después de realizar la prueba de corrosión. Los productos de cada
síntesis y de corrosión fueron caracterizados y analizados.

17
1. MARCO TEÓRICO
1.1. EMPLEO DE RECUBRIMIENTOS ANTICORROSIVOS
A lo largo de los años, se han desarrollados métodos preventivos para el deterioro
espontáneo e indeseable de metales a causa de la agresividad química del medio que les
rodea. Estos métodos han sido desarrollados con el fin de suplir ciertas necesidades
industriales como: el aumento en la vida útil de las estructuras sometidas a ambientes con
alto grado de corrosividad, preservar las fuentes y reservas naturales y la disminución de
costos en los procesos. (Shipley & Feijó, 1999).
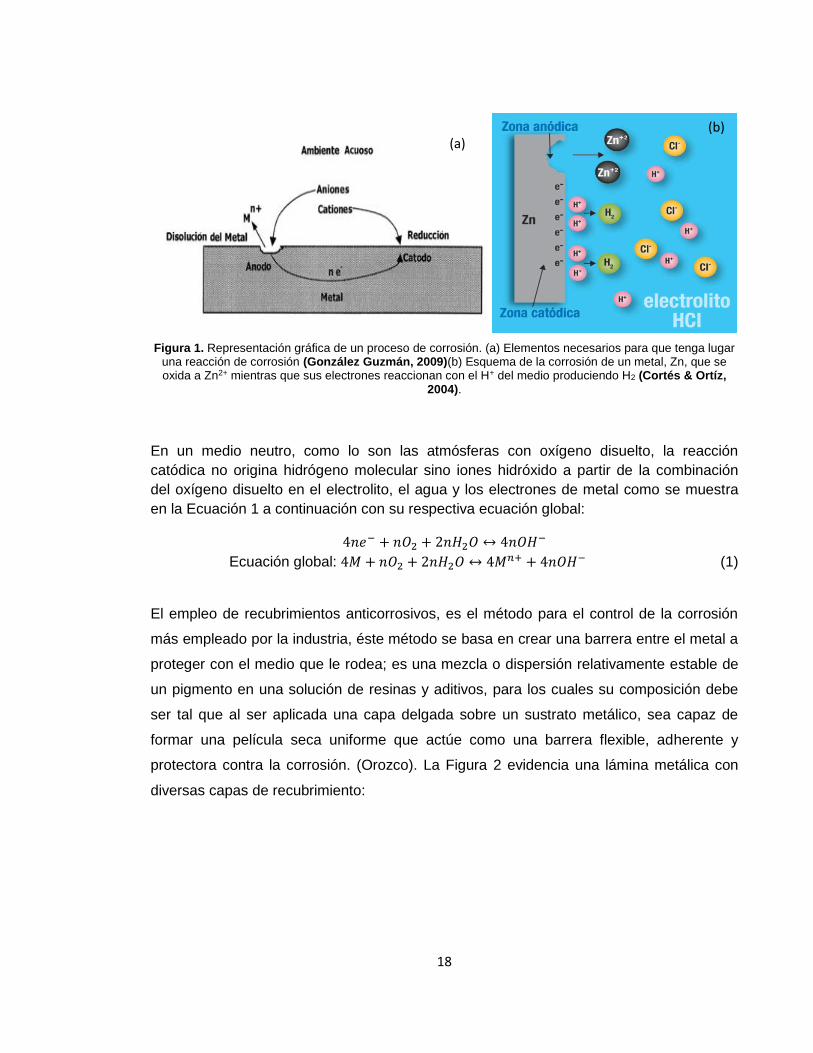
La corrosión es un fenómeno que presenta una naturaleza electroquímica cumpliendo con
las características fundamentales de una pila o una batería, éste fenómeno es la
transformación de las estructuras metálicas en otras estructuras químicas, en la mayoría
de los casos debido a la interacción de una tercera estructura como puede ser el agua.
Existen dos tipos de corrosión directa y electroquímica. En el primer caso, el metal
interactúa con el medio a través de una reacción química directa, desarrollándose el
proceso en toda la superficie del material y de una manera similar (González Guzmán,
2009).
En el segundo caso, la formación de una celda de corrosión se requiere la presencia de
un material que ceda electrones (ánodo) y experimente la reacción de oxidación, en
contacto con otro material que los acepte (cátodo) y presente una reacción de reducción y
de una atmósfera conductora de iones (electrolito). El fenómeno, puede ilustrarse
mediante la inmersión de un material metálico (M) en una solución ácida (HA), en éste
caso los átomos metálicos M ceden electrones convirtiéndose en cationes M++, mientras
que los iones H+ aceptan los electrones formando moléculas de H2., un ejemplo de éste
fenómeno se esquematiza en la Figura 1 a continuación.
18
Figura 1. Representación gráfica de un proceso de corrosión. (a) Elementos necesarios para que tenga lugar una reacción de corrosión (González Guzmán, 2009)(b) Esquema de la corrosión de un metal, Zn, que se oxida a Zn2+ mientras que sus electrones reaccionan con el H+ del medio produciendo H2 (Cortés & Ortíz,
2004).
En un medio neutro, como lo son las atmósferas con oxígeno disuelto, la reacción
catódica no origina hidrógeno molecular sino iones hidróxido a partir de la combinación
del oxígeno disuelto en el electrolito, el agua y los electrones de metal como se muestra
en la Ecuación 1 a continuación con su respectiva ecuación global:
4𝑛𝑒− + 𝑛𝑂2 + 2𝑛𝐻2𝑂 ↔ 4𝑛𝑂𝐻−
Ecuación global: 4𝑀 + 𝑛𝑂2 + 2𝑛𝐻2𝑂 ↔ 4𝑀𝑛+ + 4𝑛𝑂𝐻− (1)
El empleo de recubrimientos anticorrosivos, es el método para el control de la corrosión
más empleado por la industria, éste método se basa en crear una barrera entre el metal a
proteger con el medio que le rodea; es una mezcla o dispersión relativamente estable de
un pigmento en una solución de resinas y aditivos, para los cuales su composición debe
ser tal que al ser aplicada una capa delgada sobre un sustrato metálico, sea capaz de
formar una película seca uniforme que actúe como una barrera flexible, adherente y
protectora contra la corrosión. (Orozco). La Figura 2 evidencia una lámina metálica con
diversas capas de recubrimiento:
(a) (b)
19
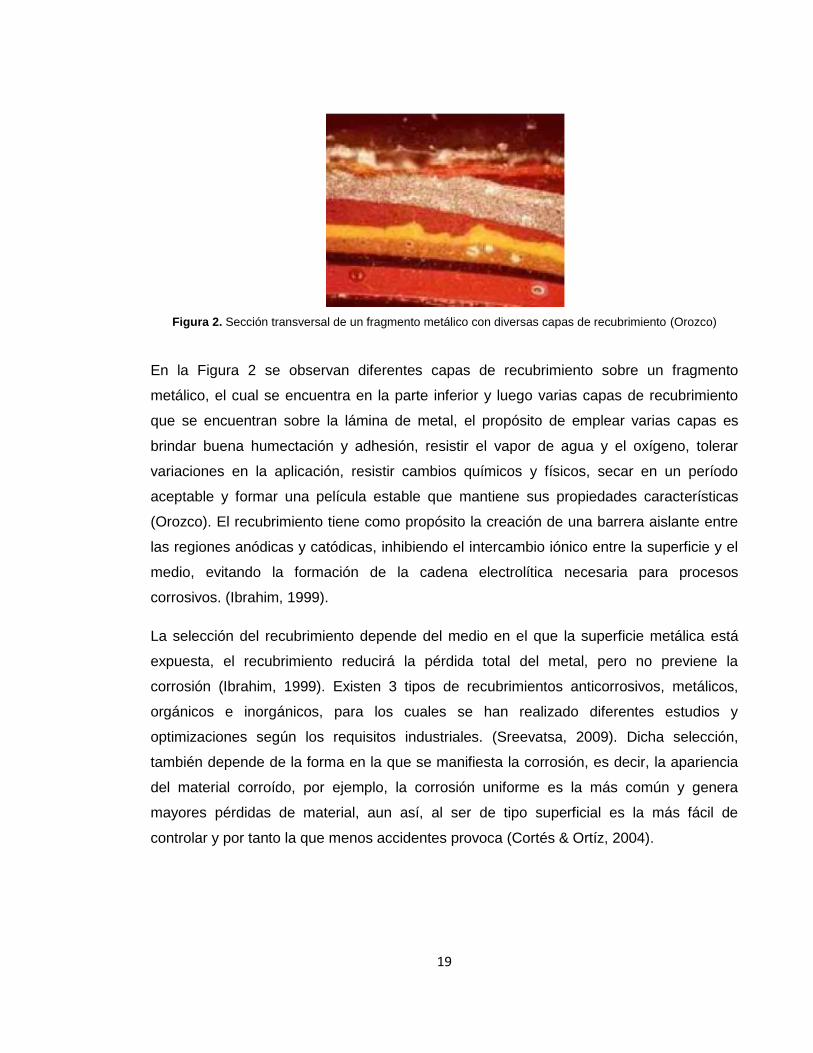
Figura 2. Sección transversal de un fragmento metálico con diversas capas de recubrimiento (Orozco)
En la Figura 2 se observan diferentes capas de recubrimiento sobre un fragmento
metálico, el cual se encuentra en la parte inferior y luego varias capas de recubrimiento
que se encuentran sobre la lámina de metal, el propósito de emplear varias capas es
brindar buena humectación y adhesión, resistir el vapor de agua y el oxígeno, tolerar
variaciones en la aplicación, resistir cambios químicos y físicos, secar en un período
aceptable y formar una película estable que mantiene sus propiedades características
(Orozco). El recubrimiento tiene como propósito la creación de una barrera aislante entre
las regiones anódicas y catódicas, inhibiendo el intercambio iónico entre la superficie y el
medio, evitando la formación de la cadena electrolítica necesaria para procesos
corrosivos. (Ibrahim, 1999).
La selección del recubrimiento depende del medio en el que la superficie metálica está
expuesta, el recubrimiento reducirá la pérdida total del metal, pero no previene la
corrosión (Ibrahim, 1999). Existen 3 tipos de recubrimientos anticorrosivos, metálicos,
orgánicos e inorgánicos, para los cuales se han realizado diferentes estudios y
optimizaciones según los requisitos industriales. (Sreevatsa, 2009). Dicha selección,
también depende de la forma en la que se manifiesta la corrosión, es decir, la apariencia
del material corroído, por ejemplo, la corrosión uniforme es la más común y genera
mayores pérdidas de material, aun así, al ser de tipo superficial es la más fácil de
controlar y por tanto la que menos accidentes provoca (Cortés & Ortíz, 2004).

20
1.2. MÉTODOS DE CONTROL DE CORROSIÓN
Para entender las dificultades implícitas y lo efímero que resulta cualquier método de
prevención contra la corrosión es necesario en primera estancia conocer el grado de
estabilidad del material que se pretende proteger (Cortés & Ortiz , 2004).
Algunos métodos de control de la corrosión son: la protección por recubrimientos
metálicos, protección por recubrimientos no metálicos, protección por el empleo de
pasivadores y el empleo de materiales autoprotectores; estos últimos emplean la
formación de óxidos como goethita, hematita, magnetita, entre otros, que se forman al
corroerse la superficie hasta formar una capa estable de herrumbre que frena la
continuidad del fenómeno (Orózco Crúz).
1.2.1. Protección por recubrimientos metálicos
La formulación o desarrollo de recubrimientos anticorrosivos inicia a finales del Siglo XVIII,
con el desarrollo de recubrimientos metálicos, en 1741 el químico francés, Melouin
recubrió láminas de hierro con zinc por un proceso de inmersión. Luego, en 1800 Johann
Ritter empleó una batería tipo Volta para galvanizar zinc sobre láminas de Hierro. La
técnica de galvanización se continuó optimizando a lo largo de ese siglo hasta que en
1824, Sir Humphry Davy mostró los rudimentos de la protección catódica de láminas de
Cobre acopladas con zinc o hierro, finalmente en 1836, Sorrel, en Francia, patentó el
término galvanización, el cual describía el proceso de sumergir láminas de metal en Zinc
fundido, aun así el proceso no fue comercialmente viable hasta inicios del siglo 20.
(Sreevatsa, 2009).
1.2.2. Protección por recubrimientos no metálicos
Los recubrimientos no metálicos empleados en la protección de la corrosión se clasifican
principalmente en fosfatación, oxidación superficial, esmaltado, pinturas, cerámicos y
vidrios (Cuesta Fernández, 2009).

21
Recubrimientos por fosfatación: consiste en la inmersión en solución acuosa de
fosfato metálico ácido, obteniendo una protección eficaz mientras se complete con
una impregnación de una materia ácida, aun así la protección por fosfatación es
poco eficaz y solo se emplea como impregnación previa a una aplicación posterior
de pintura o barniz. (Cuesta Fernández, 2009).
Recubrimientos por oxidación superficial: consiste en la formación de una película
superficial de óxido para proteger el metal, se emplea para aleaciones de aluminio
y magnesio, en aceros se conoce como aceros autoprotectores. Dicha película
formada sobre el metal es bastante protectora cuando se expone al aire libre, aun
así estudios la protección depende directamente del grosor de la película, a mayor
grosor mayor protección (Cuesta Fernández, 2009), esto también depende de la
composición y morfología de la capa formada por los óxidos o herrumbre de
aceros sobre la superficie del material después del proceso de corrosión
(Betancur, Pérez, Correa, & Barrero, 2012)
Recubrimiento por esmaltado: consiste en una formación de papilla sobre el metal
previamente desengrasado y decapado. Los esmaltes empleados son
esencialmente borosilicatos de calcio, potasio y plomo. Éste recubrimiento se
emplea para utensilios de cocina y equipos de la industria química. (Cuesta
Fernández, 2009).
Recubrimiento con pinturas: consiste en pintar varias capas el metal a proteger,
aun así toda aplicación de pintura de cualquier clase debe preceder de un
desengrasado y decapado del metal para desaparecer trazas de óxidos e
impurezas. (Cuesta Fernández, 2009).
Recubrimiento con cerámicas: la aplicación como agente anticorrosivo deriva de
las capacidades a la resistencia del calor, ataques de agentes químicos, presentan
como inconveniente solo su fragilidad. Los materiales industriales de más utilidad
industrial son: gres, ladrillos antiácidos, materiales refractarios, porcelana, vidrio,
hormigón y cemento. (Cuesta Fernández, 2009).
22
1.2.3. Protección por empleo de pasivadores
Los pasivadores son sustancias que producen una película no porosa e insoluble sobre
una pieza metálica impidiendo la corrosión. Las sustancias empleadas pueden ser
sustancias que generan óxidos los cuales vuelven el metal inerte a los agentes químicos,
soluciones metálicas que generen la película protectora o metales, los cuales se pueden
pasivar colocándolos como ánodos en cubas electrolíticas. El propósito de la pasivación
es modificar el potencial de electrodo, cambiando su posición electroquímica hasta
obtener un potencial similar a los metales nobles. (Dominighi, 2001).
Las causas de la pasivación se atribuyen a la formación de películas gaseosas
protectoras, generalmente oxígeno e hidrógeno, o bien a la formación de películas
sólidas, generalmente óxidos. Los pasivadores más empleados son el minio y el cromato
de zinc. (Cuesta Fernández, 2009).
1.2.4. Protección por empleo de metales autoprotectores
Los metales autoprotectores son metales no ferrosos o aceros que reciben tratamientos
térmicos o recubrimientos que aportan dureza a las piezas y generan capas antioxidantes,
se emplean generalmente en herramientas, brocas y construcciones a gran escala.
(Cuesta Fernández, 2009).
En el 2010. Damgaard et al. mostraron los efectos de la corrosión en metales
autoprotectores como el Acero para intemperie empleado en estructuras de las carreteras,
a los cuales se les ha probado tener un poder anticorrosivo alto debido a la adición de
otros elementos al acero como el cobre. La corrosión en estas macroestructuras se
presenta como se observa en la Figura 3 y 4.

23
Figura 3. Parte inferior de un paso elevado de Acero para intemperie corroído. (Damgaard et al., 2010)
Figura 4. Superficies de Acero “viejo” y “nuevo” antes de desoxidar. (Damgaard et al., 2010).
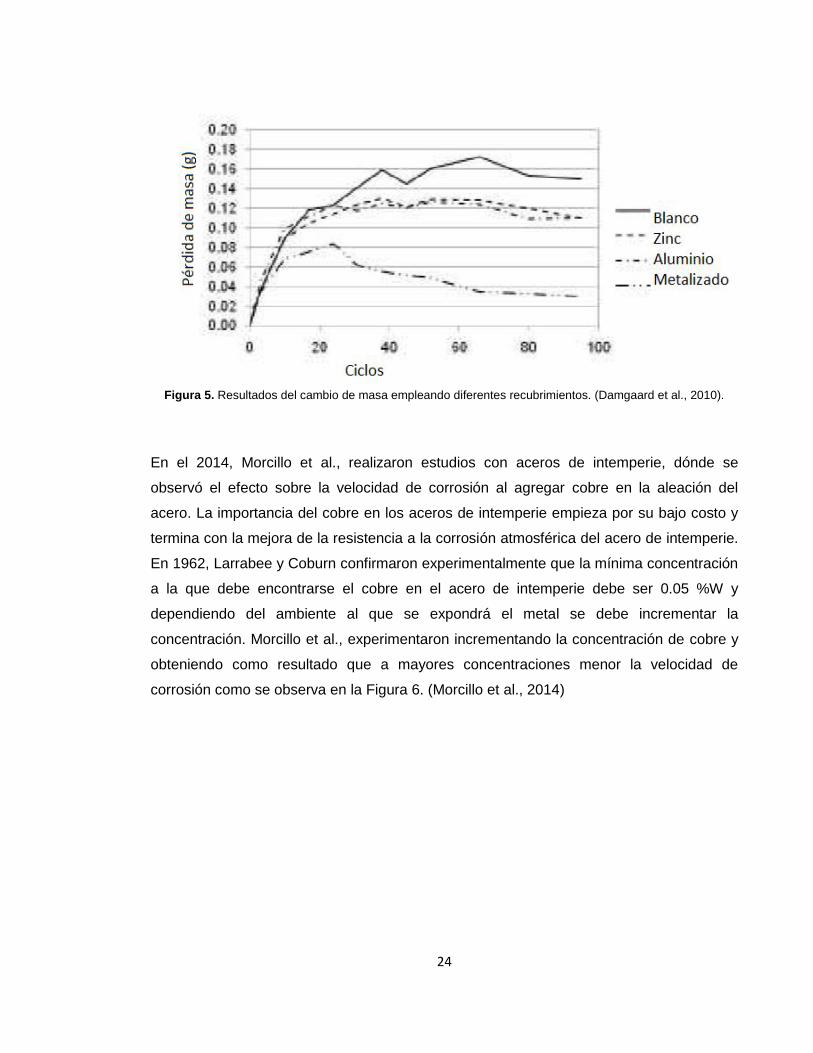
En el estudio Damgaard et al. midieron la masa de un metal autoprotector corroído y uno
sin corroer empleando un medidor de espesor por ultrasonido (UTG), a estos metales se
les aplico un recubrimiento de zinc metalizado, cinta de zinc, y una mezcla 𝐴𝑙 − 𝑍𝑛 − 𝐼𝑛
metalizado para incrementar su poder anticorrosivo obteniendo como resultado el cambio
de masa en cada ciclo (aplicar completamente o a medias el recubrimiento) como se
muestra en la Figura 5. (Damgaard et al., 2010).
24
Figura 5. Resultados del cambio de masa empleando diferentes recubrimientos. (Damgaard et al., 2010).
En el 2014, Morcillo et al., realizaron estudios con aceros de intemperie, dónde se
observó el efecto sobre la velocidad de corrosión al agregar cobre en la aleación del
acero. La importancia del cobre en los aceros de intemperie empieza por su bajo costo y
termina con la mejora de la resistencia a la corrosión atmosférica del acero de intemperie.
En 1962, Larrabee y Coburn confirmaron experimentalmente que la mínima concentración
a la que debe encontrarse el cobre en el acero de intemperie debe ser 0.05 %W y
dependiendo del ambiente al que se expondrá el metal se debe incrementar la
concentración. Morcillo et al., experimentaron incrementando la concentración de cobre y
obteniendo como resultado que a mayores concentraciones menor la velocidad de
corrosión como se observa en la Figura 6. (Morcillo et al., 2014)

25
Figura 6. Efectos de la concentración de soluciones de Cobre en sobre la velocidad de corrosión. (Morcillo et.
al, 2014)
En la actualidad, se desarrollan estudios de velocidades de corrosión en diferentes
superficies metálicas, en el 2009, E. Castañeda estudió el efecto del cromo en la
velocidad de corrosión y productos de corrosión de aceros de baja aleación, para el
estudio se evaluaron dos casos, el primero 0.5% de cromo y el segundo con 1% de cromo
y se compararon con aleaciones de acero con cobre al 1% y níquel al 1%, se impuso un
sistema de corrosión acelerada tipo inmersión-emersión, el cual simulaba ambientes
tropicales, industriales y marinos, indicando que al poseer un mayor porcentaje de cromo
presenta menores velocidades de corrosión que aquellas con porcentajes menores al 1%.
(Castañeda, 2009). En la Tabla 1 a continuación se observa como Castañeda simuló con
cada solución aguas lluvias de diferentes tipos de atmósferas y presentó el pH y la
concentración de 𝑆𝑂2 presente como contaminante en cada una de las atmósferas
simuladas.
Tabla 1. Solución utilizada para simular experimentalmente las aguas lluvias de diferentes tipos de
atmósferas. (Castañeda, 2009).
Solución pH SO2 Atmósfera Simulada
Agua destilada 6 a 7 - Rural
NaHSO3 10-6 M 6.2 0.11 Rural con leve polución
NaHSO3 10-5 M 6.15 4.31 Semi-rural
NaHSO3 5x10-5 M 5.1 70 Urbana con leve poución
NaHSO3 0.75x10-4 M 4.85 180 Urbana con polución
NaHSO3 10-4 M 4.6 550 Urbana con fuerte polución o industrial
26
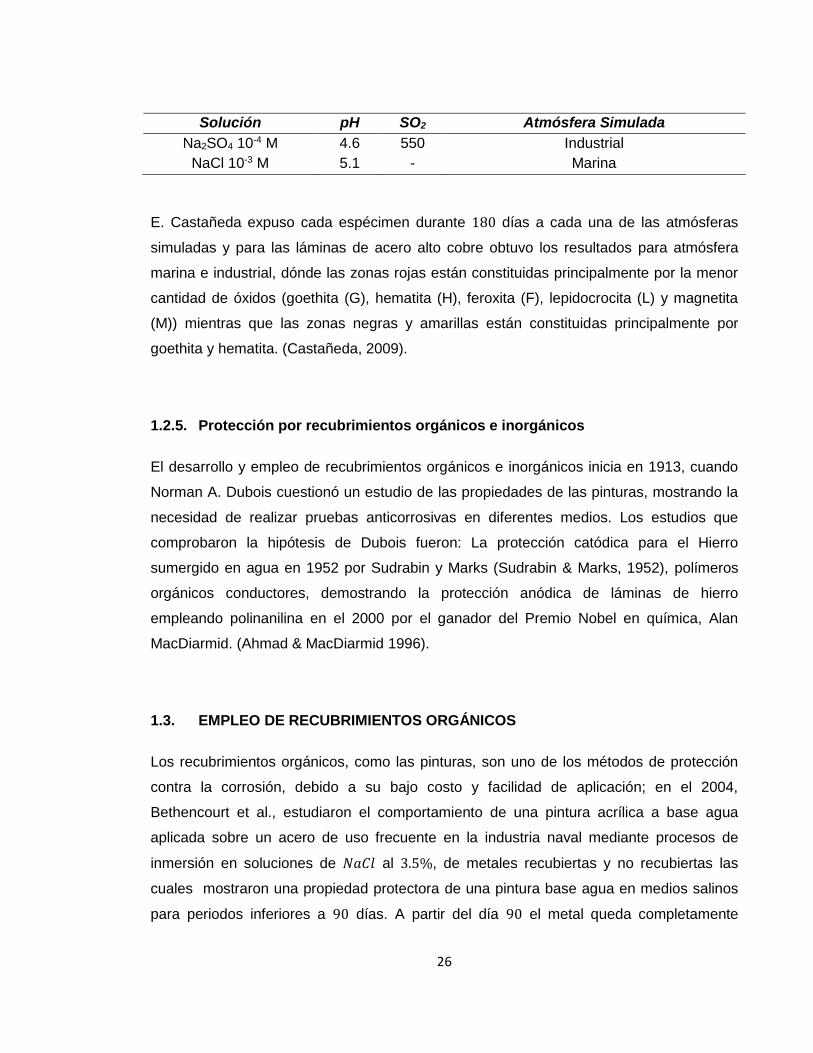
Solución pH SO2 Atmósfera Simulada
Na2SO4 10-4 M 4.6 550 Industrial
NaCl 10-3 M 5.1 - Marina
E. Castañeda expuso cada espécimen durante 180 días a cada una de las atmósferas
simuladas y para las láminas de acero alto cobre obtuvo los resultados para atmósfera
marina e industrial, dónde las zonas rojas están constituidas principalmente por la menor
cantidad de óxidos (goethita (G), hematita (H), feroxita (F), lepidocrocita (L) y magnetita
(M)) mientras que las zonas negras y amarillas están constituidas principalmente por
goethita y hematita. (Castañeda, 2009).
1.2.5. Protección por recubrimientos orgánicos e inorgánicos
El desarrollo y empleo de recubrimientos orgánicos e inorgánicos inicia en 1913, cuando
Norman A. Dubois cuestionó un estudio de las propiedades de las pinturas, mostrando la
necesidad de realizar pruebas anticorrosivas en diferentes medios. Los estudios que
comprobaron la hipótesis de Dubois fueron: La protección catódica para el Hierro
sumergido en agua en 1952 por Sudrabin y Marks (Sudrabin & Marks, 1952), polímeros
orgánicos conductores, demostrando la protección anódica de láminas de hierro
empleando polinanilina en el 2000 por el ganador del Premio Nobel en química, Alan
MacDiarmid. (Ahmad & MacDiarmid 1996).
1.3. EMPLEO DE RECUBRIMIENTOS ORGÁNICOS
Los recubrimientos orgánicos, como las pinturas, son uno de los métodos de protección
contra la corrosión, debido a su bajo costo y facilidad de aplicación; en el 2004,
Bethencourt et al., estudiaron el comportamiento de una pintura acrílica a base agua
aplicada sobre un acero de uso frecuente en la industria naval mediante procesos de
inmersión en soluciones de 𝑁𝑎𝐶𝑙 al 3.5%, de metales recubiertas y no recubiertas las
cuales mostraron una propiedad protectora de una pintura base agua en medios salinos
para periodos inferiores a 90 días. A partir del día 90 el metal queda completamente

27
desprotegido y empieza la degradación de éste (Bethencourt, Botana, Cano, Osuna, &
Marcos, 2004). Los resultados obtenidos presentan la evolución del potencial de corrosión
(Ecorr) de una muestra recubierta, en los primeros días existe una tendencia a valores
activos indicando una proporción de área superficial catódica respecto a la anódica
disminuye, en los días posteriores el Ecorr tiende a la nulidad, evidenciando que el agua y
el oxígeno han alcanzado una interfase metal – pintura creando condiciones alcalinas
debido a la reducción del oxígeno y finalmente, hacia el día 90 los valores del Ecorr indican
que el metal se encuentra sin recubrimiento en la solución, es decir, el recubrimiento se
degrado en su totalidad (Bethencourt, Botana, Cano, Osuna, & Marcos, 2004). El
potencial de corrosión se midió empleando un electrodo de referencia y un voltímetro, el
resultado, el cual es el Ecorr, corresponde a un potencial mixto en el cual la reacción
anódica y catódica ocurren a la misma velocidad, por ende la corriente neta es nula
(Jubert, 2010).
1.4. RECUBRIMIENTOS POLIMÉRICOS
Continuando con las investigaciones en el campo de la corrosión, en el 2009 J. A.
González realiza un estudio electroquímico, empleando un recubrimiento polimérico
basado en epoxi-poliamina, el cual se empleó en diferentes técnicas y en diferentes
medios, evidenciando un incremento el poder anticorrosivo. (González, 2009). Los
resultados del efecto de la concentración del medio salino en el tiempo de ruptura de la
película, en cual se evidencia que la película de recubrimiento se va despegando al
incrementar el tiempo de exposición debido a que la concentración de iones de cloruro
disminuye a medida en la que se absorbe el agua por la lámina de metal, es decir, se
desprende la película protectora.
En 2011, M. A. Amin y M. M. Ibrahim investigaron el control de la corrosión del Acero
dulce en soluciones de H2SO4 al 4.0 M empleando recubrimientos basados en derivados
de la glicina en diferentes concentraciones y temperaturas, desde 278 a 338 K, en el
estudio, se evaluaron las velocidades de corrosión en láminas con y sin recubrimiento,
evidenciando un decrecimiento en la velocidad de corrosión al aplicar el recubrimiento en

28
el acero dulce. (Amin e Ibrahim, 2011). Amin e Ibrahim reportaron gráficamente los mg de
hierro disueltos por unidad de área en función del tiempo con y sin recubrimiento.
1.5. RECUBRIMIENTOS EMPLEANDO MATERIAL NANOESTRUCTURADO BASE
CARBONO (MNBC)
La formulación y desarrollo de recubrimientos anticorrosivos empleando material
nanoestructurado base carbono (MNBC) inicia a finales del Siglo XX e inicios del Siglo
XXI, para los cuales se emplearon diferentes medios para el recubrimiento, como
solventes orgánicos o inorgánicos. (Terrones, M. et al, 2010)
1.5.1. Material nanoestructurado base carbono (MNBC)
Las nanoestructuras de carbono fueron descubiertas a lo largo del siglo XX, en 1991 por
Sumio Iijima en estructura nanotubos, a partir de la fecha se encontraron diferentes tipos
de nanoestructuras, las cuales dada su forma, dimensión (se encuentra material
nanoestructurado en 0D, 1D, 2D, y 3D), e hibridación poseen diferentes propiedades las
cuales son relativamente controlables mediante procedimientos de nanociencia y
nanotecnología, y de esta manera aprovechadas en diferentes campos de la industria
(Terrones, M. et al, 2010).
Algunas de sus propiedades son (Zurutuza, 2012):
Alta movilidad electrónica
Alta área superficial
Alta conductividad
Alta conductividad electrónica
Alta conductividad térmica
Transparencia
Flexibilidad
Funcionalidad
Aun así, es necesario tener en cuenta que las propiedades que presenta el MNBC son
sensibles a parámetros como imperfecciones cristalinas, dopajes o funcionalizaciones, es
decir, las propiedades obtenidas en el MNBC dependen del proceso que se empleó para
sintetizarlos. Los campos industriales en los que se aplican las nanoestructuras son
(Zurutuza, 2012):

29
Electrónica: transistores
Pantallas táctiles y displays para
tecnología de iluminación: LEDs,
OLEDs
Energía: paneles solares,
baterías, supercondensadores.
Fotónica: láseres, fotodetectores,
moduladores ópticos.
Recubrimientos: conductores,
protección electromagnética.
Composites
Sensórica: biosensores,
sensores.
Aeroespacial: materiales
conductores, recubrimientos
contra rayos.
Electrónica: disipador de calor
Biotecnología: ingeniería de
tejidos, liberación de fármacos,
biosensores, soporte para
visualizar biomoléculas.
Las diferentes formas de las MNBC se encuentran en la Figura 7 a continuación:
Figura 7. Modelos moleculares de las diferentes nanoestructuras de carbono con hibridación sp2. (a)
Fullereno; (b) Fullereno gigantes anidado; (c) CNT; (d) nanoconos ;(e) nanotoroides; (f) superficie de grafeno; (g) cristal de grafito 3D; (h) superficie Haeckelite; (i) nanocintas de grafeno (j) racimo de grafeno; (k) CNT
helicoidal; (l) cadenas cortas de carbono; (m) cristales Shwarzite 3D; (n) nanoespumas de carbono; (o) red 3D de CNT y (p) redes 2D de nanocintas. (Terrones, M. et al, 2010).
Desde su descubrimiento, diferentes estudios se han realizado para materiales a nivel
microscópico en cuanto a su morfología, microestructura y frecuencia vibracional entre
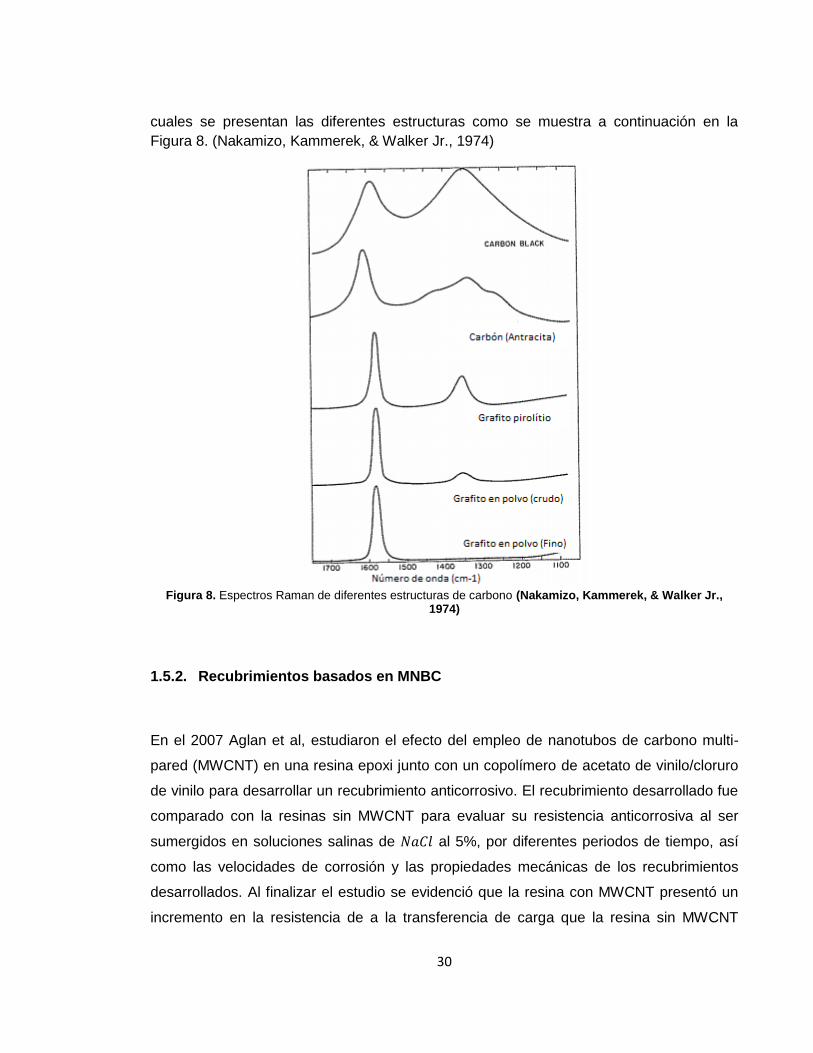
otros. En 1973, Nakamizo, Kammerek y Walker Jr. realizaron un análisis de diferentes
microestructuras de carbono y presentaron los diferentes número de onda (𝜈) en las
30
cuales se presentan las diferentes estructuras como se muestra a continuación en la
Figura 8. (Nakamizo, Kammerek, & Walker Jr., 1974)
Figura 8. Espectros Raman de diferentes estructuras de carbono (Nakamizo, Kammerek, & Walker Jr.,
1974)
1.5.2. Recubrimientos basados en MNBC
En el 2007 Aglan et al, estudiaron el efecto del empleo de nanotubos de carbono multi-
pared (MWCNT) en una resina epoxi junto con un copolímero de acetato de vinilo/cloruro
de vinilo para desarrollar un recubrimiento anticorrosivo. El recubrimiento desarrollado fue
comparado con la resinas sin MWCNT para evaluar su resistencia anticorrosiva al ser
sumergidos en soluciones salinas de 𝑁𝑎𝐶𝑙 al 5%, por diferentes periodos de tiempo, así
como las velocidades de corrosión y las propiedades mecánicas de los recubrimientos
desarrollados. Al finalizar el estudio se evidenció que la resina con MWCNT presentó un
incremento en la resistencia de a la transferencia de carga que la resina sin MWCNT

31
(Aglan et al, 2012), dichos resultados presentaron la diferencia de las láminas con y sin
recubrimiento después de 20 días de inmersión, dónde se evidencia la corrosión existente
al no emplear el recubrimiento mediante la presencia de burbujas sobre la superficie del
material.
Posteriormente, en el 2009, S. Sreevatsa fabricó estructuras tipo diodo y transistor, a
partir de nanotubos de carbono, los cuales tienen diferentes propiedades, como la
inactividad química, propiedad aprovechada para el estudio del flujo iónico a través de las
barreras potenciales resultantes. Sreevatsa realizó 4 casos de estudio, en el primero se
depositaron varias capas de nanotubos en sustratos de hierro, se demostró que la
corrosión fue impedida por las barreras potenciales formadas por las uniones electrónicas
de los nanotubos evidenciando una resistencia temporal a soluciones salinas de 𝑁𝑎𝐶𝑙 al
3.5% w/w y la disminución en la velocidad de corrosión. En el segundo caso, los
nanotubos se fundieron en el sustrato capa a capa, evidenciando un control en el
potencial de la superficie por la base nanoestructurada.
En el tercer caso, se empleó el grafeno como una capa inmediata entre el polipirrol, el
cual actúa como polímero conductor y el sustrato, evidenciando una respuesta en el
potencial de la superficie del sustrato y una protección ante la corrosión. Finalmente, en el
cuarto caso se sintetizaron nanotubos bio-compatibles evidenciando resultados parecidos
a los del primer caso. Aun así, en los casos en los que los recubrimientos mejoraron el
desempeño frente a la corrosión fue en inmersión en agua destilada, ya que estas
pruebas no presentaron mejoras significativas al emplear soluciones salinas (Sreevatsa,
2009).
En el 2010, Cho y Ko desarrollaron recubrimientos hidrófobos con MWCNT y un plasma
basado en una mezcla 3:1 de trimetilclorosilano (TMCS)/tolueno a bajas presiones, para
los cuales se les estudió y calculó la energía superficial, la cual indica el incremento de la
energía libre al aumentar el área superficial por cada unidad de área, mediante la
medición en el ángulo de contacto entre las MWCNT y el líquido, éstas fueron
comparadas con el plasma sin las nanoestructuras evidenciando un decrecimiento en

32
estas de 72.9 mJ/m2 a 0.041mJ/m2, lo cual indica un incremento al emplear MWCNT para
el aumento de la protección contra la corrosión de materiales metálicos. (Cho y Ko, 2010).

33
2. MATERIALES Y MÉTODOS
Para el desarrollo del material compuesto polimérico nanoreforzado y el análisis de sus
propiedades anticorrosivas se siguió la metodología que se especifica en éste capítulo.
2.1. INSTRUMENTACIÓN
Reactor CVD
Equipo de Mojabilidad Contact
Angle System. OCA Systems
15EC
Equipo de corrosión (Tanques de
vidrio y motores)
Equipo de Sonicación
2.2. MATERIALES
Ácido acético
Ácido clorhídrico
Ácido dodecilbencenoslufónico
Ácido nítrico
Ácido sulfúrico
Agua destilada
Alcohol isopropílico
Anilina
Catalizador para resina
Clorobenceno
Etanol
Hidrógeno
Metano
Nanotubos de carbono (CNTs)
Nitrógeno
Peroxisulfato de amonio
Resina epóxica
Sal industrial
Tetrahidrofurano
Láminas de Cobre
Láminas de Acero al carbón

34
2.3. METODOLOGÍA
2.3.1. Síntesis del material nanoestructurado base carbón (MNBC)
La síntesis del MNBC se divide en dos partes, primero se llevó a cabo el pretratamiento
del sustrato dónde se depositaron las nanoestructuras y segundo la síntesis de estas. El
sustrato empleado fueron 4 láminas de cobre, las cuales tenían por dimensiones 4 𝑐𝑚 de
largo y 2.3 𝑐𝑚 de ancho, obteniendo un área de 9.2 𝑐𝑚2 por lámina.
2.3.1.1. Pretratamiento del sustrato
El pretratamiento de las lámina de cobre se realizó tomando como referencia el
pretratamiento descrito por Guermone et al. (Guermone, y otros, 2011)
El pretratamiento se realizó para remover las grasas e impurezas presentes en las
láminas de cobre debido a su manejo. El pretratamiento se realiza empleando alcohol
isopropílico (𝐶3𝐻8𝑂), ácido acético (𝐶2𝐻4𝑂2) y ácido sulfúrico (𝐻2𝑆𝑂4), las soluciones
empleadas se presentaron en concentraciones puras a temperatura ambiente.
La primera parte del pretratamiento se realizó mediante un proceso de sonicado, para
esto inicialmente se introdujo una lámina de cobre en un beaker con 𝐶3𝐻8𝑂, dicho beaker
con la solución y la lámina se cubrió empleando papel aluminio para evitar que la solución
se evaporara, finalmente éste se introdujo en un baño de ultrasonidos con una frecuencia
de 20 𝑘𝐻𝑧 durante 30 minutos.
Al finalizar la sonicación, se retiró la lámina del beaker con solución empleando pinzas
para no contaminar o ensuciar la lámina y luego se introdujo en otro beaker con 𝐶2𝐻4𝑂2 y
se realizó el mismo procedimiento previamente descrito para el 𝐶3𝐻8𝑂.
Finalmente, para concluir el pretratamiento se retiró la lámina del beaker con solución y se
introdujo en un beaker con 𝐻2𝑆𝑂4, esta etapa se realizó calentando la solución a 40°𝐶
durante 30 minutos. Ya que no todas las láminas fueron utilizadas inmediatamente al

35
finalizar el pretratamiento, se dejaron en el beaker con la solución y el papel aluminio con
el objetivo de no contaminarlas.
2.3.1.2. Síntesis del MNBC
La síntesis del MNBC se realizó en un reactor tipo PFR mediante un proceso de
deposición química en fase vapor, CVD. Para la síntesis el reactor se encontraba
equipado con el programa CVD HOST, dónde se introdujeron los parámetros necesarios
para realizar la síntesis.
Inicialmente, se preparó el equipo, para esto se dio inicio a el programa y se encendió el
equipo, para asegurar que el tubo de cuarzo dónde ocurre la reacción dentro del reactor
se encontraba seco se dejó correr un flujo de 𝑁2 durante 5 minutos y luego se introdujeron
las láminas de cobre en el tubo de cuarzo dónde se llevó a cabo la reacción.
En el programa se activó la opción “Manual” para comprobar que los gases necesarios
para la reacción (𝑁2 𝐻2 y 𝐶𝐻4) se encontraran disponibles. Al activar “Manual” la bomba
se inició mostrando una presión de vacío de −0.07 𝑀𝑃𝑎.
Una vez la bomba generó vacío se introdujeron en el programa los parámetros necesarios
para iniciar la reacción y se desactivo la opción “Manual” en el programa. Los parámetros
para llevar a cabo la reacción se encuentran en la Tabla 2 a continuación:
Tabla 2. Parámetros de temperatura y tiempo para llevar a cabo la síntesis del MNBC en el CVD.
Etapa en el proceso T [ºC] t [min]
Precalentamiento 700 -
Reducción 800 15
Crecimiento 800 -
Flujo de CH4 800 2
Enfriamiento 60 120
En el programa se observaron las diferentes etapas de reacción, ya que cada etapa
necesitaba un flujo de gas para dar inicio a la reacción. Cuando el proceso se encontraba

36
en la etapa de precalentamiento se introdujo un flujo de 80 𝑠𝑐𝑐𝑚 de 𝑁2, en “Reducción” se
verificó que el flujo N2 se haya cerrado automáticamente y se introdujo un flujo de 15 𝑠𝑐𝑐𝑚
de 𝐻2, en la etapa de “Crecimiento” se verificó que el flujo de H2 se haya cerrado y se
introdujeron flujos de 20 𝑠𝑐𝑐𝑚 de 𝐶𝐻4 y 80 𝑠𝑐𝑐𝑚 de 𝑁2. Finalmente, la etapa “Enfriamiento”
se realizó a presión atmosférica, para esto se desactivó la bomba y se verificó que los
flujos se encontraran cerrados a excepción del 𝑁2, se introdujo un flujo de 80 𝑠𝑐𝑐𝑚 y se
esperó hasta que el termómetro del programa se encontrara en temperaturas inferiores a
los 60°𝐶 para retirar las láminas de metal con el MNBC depositado en su superficie, se
retiraron a una temperatura de 30°𝐶.
Una vez retiradas las láminas de cobre del reactor, el MNBC obtenido se removió
mecánicamente siguiendo lo descrito en la norma ASTM G1, la cual indica que la
remoción puede ser mediante raspado, fregado, cepillado, limpieza ultrasónica, impacto
mecánico e impacto de chorro, se eligió una remoción mecánica mediante raspado con
una espátula. El MNBC obtenido se guardó en un desecador para evitar que le entrara
humedad a la muestra.
2.3.2. Síntesis de la matriz polimérica, Polianilina (PANI)
Para la síntesis de la matriz polimérica se siguió el procedimiento descrito por Tapas et al.
(Tapas, y otros, 2011). La polimerización de la anilina se realizó en presencia de una
solución acuosa de HCl teniendo en cuenta que 2.080 g de peroxidisulfato de amonio
(APS) y 1 𝑚𝐿 de anilina producen 1 𝑔 de PANI, ésta relación se encontró realizando el
procedimiento a continuación previamente.
En un matraz se adicionaron 8.2 𝑚𝐿 de 𝐻𝐶𝑙 al 37% y se aforó para obtener así una
solución de 𝐻𝐶𝑙 1𝑀. Del matraz se tomaron 15 𝑚𝐿 de 𝐻𝐶𝑙 y se adicionaron a un beaker,
se tomaron 4.16 𝑔 de APS y se agregaron al beaker con el 𝐻𝐶𝑙 para disolverlos. Al tener
la solución con el APS disuelto, ésta se llevó a un embudo de separación.
Se agregaron 2 𝑚𝐿 de anilina 0.1𝑀 a un beaker con 20 𝑚𝐿 de 𝐻𝐶𝑙 y se dejó en agitación
empleando un agitador magnético. Luego, se posicionó el embudo de separación con la
37
solución de APS y 𝐻𝐶𝑙 con goteo “gota a gota” sobre el beaker con anilina y 𝐻𝐶𝑙 en
agitación, se dejó reaccionar por un tiempo de 2 horas.
Al finalizar la polimerización el producto final se filtró y se lavó con agua destilada y etanol
y finalmente se dejó introdujo en un desecador para prevenir que le entre humedad.
2.3.3. Desarrollo del material compuesto nanoreforzado
La emulsión PANI/MNBC se preparó mediante una polimerización in situ del monómero
de la anilina en presencia del MNBC. El desarrollo de la matriz se realizó en dos etapas,
primero una funcionalización y luego la polimerización. La funcionalización se realizó
tomando como referencia el procedimiento descrito por Tapas et al. (Tapas, y otros, 2011)
y para el desarrollo de la emulsión se tomó como referencia el procedimiento descrito por
Yuan et al. (Yuan, Ma, Fan, Liu, & Ding, 2012).
La emulsión anticorrosiva se desarrolló empleando una resina epóxica KER 828
suministrada por la empresa Alfaquímicos S.A.S. con una densidad de 𝜌 = 1.16 𝑔 𝑐𝑚3⁄ , la
ficha técnica de ésta se encuentra en el Anexo 1. El catalizador empleado para ésta
resina es catalizador cicloalifático KCA 4303 suministrado por la misma empresa, su ficha
técnica se encuentra en el Anexo 2, la relación catalizador: resina es de 1: 0.65.
2.3.3.1. Funcionalización del MNBC
La funcionaización del MNBC se realizó siguiendo el procedimiento empleado por Tapas
et al. en el artículo de la revista Composites: Part A en el 2011.
Para funcionalizar el MNBC se pretende agregar el grupo funcional carboxílico (-COOH) a
éste. Para realizar la funcionalización es necesario tener en cuenta la cantidad de muestra
que se va a preparar (cantidad de resina empleada), también el porcentaje con el que se
pretende dopar, éste porcentaje indicaría la cantidad de MNBC que se adicionará para
preparar la muestra. En éste caso, se empleó una muestra de 50 𝑚𝐿 (58 𝑔) de resina (es
necesario especificar que este volumen se refiere a la resina sin catalizador), la cual
requiere 37.7 𝑔 de catalizador, se realizará un dopaje del 1%, lo que indica que se
38
necesitara una muestra de 0.58 𝑔 de MNBC (el MNBC será black carbon y CNTs pristinos
de 𝑁𝑖, la relación empleada de la mezcla de MNBC es de 1: 1).
Para preparar la muestra se pesaron los 0.29 𝑔 de blackcarbon y 0.29 𝑔 de CNTs (los
cuales fueron otorgados por el Grupo de Investigación Bioingeniería de la Universidad
Pontificia Bolivariana), éstos se llevaron a un mortero dónde se trituro la mezcla y se llevó
a un beaker dónde se realizó la funcionalización.
La funcionalización se realizó empleando ácido sulfúrico (𝐻2𝑆𝑂4). En el beaker donde se
encontraba el MNBC se vertió el ácido hasta inundar el MNBC y se dejó durante 1 hora a
temperatura ambiente. El producto obtenido se lavó en un embudo de separación con
agua hasta que el agua salió sin color y luego se llevó al desecador dónde se dejó hasta
que la muestra se encontrara seca.
2.3.3.2. Polimerización del material compuesto polimérico nanoreforzado
El MNBC funcionalizado en el numeral anterior, se debe dispersar en el proceso de
polimerización del PANI como se indica en el numeral 2.2.2., para realizar éste proceso
de polimerización, se debe introducir el MNBC previamente funcionalizado en el beaker
con 𝐻𝐶𝑙 y anilina y mezclar mediante agitación magnética, luego se debe poner el
embudo con APS y 𝐻𝐶𝑙 sobre el beaker con la mezcla con goteo “gota a gota” tal como se
indica en el numeral 3.2.2..
2.3.3.3. Desarrollo de la emulsión
Para el desarrollo de la emulsión, se toma el polímero nanoreforzado y se adiciona a la
resina para así obtener la emulsión. Para esto inicialmente se agregó tetrahidrofurano
(THF) a la resina con el fin de bajar la viscosidad de ésta y así dispersar el polímero
nanoreforzado con mayor facilidad.
De los 95.7 𝑔 de resina más el catalizador (58 𝑔 de resina y 37.7 𝑔 de catalizador)
mezclados se toma el 90% de ésta mezcla (86.13 𝑔) y se mezclan con 10% de THF (9.57𝑔

39
o 10,8 𝑚𝐿), agregando el THF al beaker que contiene la resina con el catalizador y
mezclando con un agitador de vidrio.
Finalmente, se debe dispersar el polímero nanoreforzado obtenido en el numeral anterior
y adicionarlo mientras se agita con un agitador de vidrio, al tener la dispersión lista ésta se
debe introducir en un desecador para impedir que le entre humedad.
2.3.4. Pruebas de corrosión
2.3.4.1. Proceso de recubrimiento (dip coating)
El proceso de dip coating, o recubrimiento por inmersión se realizó para cubrir una lámina
de acero al carbón la emulsión desarrollada previamente. Para realizar el proceso de dip
coating, se realizó inicialmente un pretratamiento siguiendo de acuerdo con la norma
ASTM G1, la cual especifica el tratamiento que se debe realizar sobre las láminas con y
sin recubrimiento antes y después de las pruebas de corrosión. Inicialmente las láminas
fueron desengrasadas empleando como agente ácido 𝐻2𝑆𝑂4, durante 30 minutos a
temperatura ambiente, luego fueron lavadas con agua destilada y se empleó como
disolvente orgánico clorobenceno durante 10 minutos a 30°𝐶 para garantizar que las
láminas se encontraran libres de grasa, finalmente estas fueron desgastadas con papel
lija por sus caras y bordes.
Después de ser pretratada, la lámina se introdujo en un beaker con la emulsión a una
velocidad constante evitando ser sacudida, se dejó en la emulsión durante 1 minuto y
luego se retiró a una velocidad constante y esperar a que el exceso de líquido caiga en el
recipiente con la emulsión. Finalmente, se esperó a que el recubrimiento se secara para
iniciar las pruebas de corrosión.
2.3.4.2. Mojabilidad
Para las pruebas de mojabilidad se empleó un equipo de Mojabalidad Contact Angle
System OCA 15EC, en el cual se aplicó una gota de agua sobre una lámina de metal para
medir el ángulo de contacto entre una gota de agua y la superficie de la lámina con

40
emulsión. El ángulo de contacto indicó el grado de mojabilidad y las fuerzas
intermoleculares presentes en la emulsión, estos datos son proporcionados por el
software Dataphysics OCA 15EC.
2.3.4.3. Pruebas de corrosión NORMAS ASTM
Las pruebas de corrosión se realizaron bajo las condiciones establecidas en las normas
ASTM G1 y G31, las cuales se describirán a continuación. Las pruebas se realizaron
sobre láminas de acero al carbón de la siguiente manera: 5 láminas sin recubrimiento
alguno (Blanco), 5 láminas recubiertas con la resina epóxica, 5 láminas recubiertas con
PANI y finalmente 5 láminas recubiertas con el anticorrosivo desarrollado, cada prueba se
realizó en un tanque separado.
Antes de introducir las láminas en el equipo de corrosión, éstas fueron pesadas antes de
realizar el dip coating para las tres pruebas. A continuación en la Tabla 3 se muestran los
pesos iniciales de cada una de las 5 láminas para cada una de las pruebas.
Tabla 3. Peso inicial de láminas de acero al carbón antes de ser introducidas a prueba de corrosión
Lámina
Peso inicial para cada prueba [g]
Blanco Resina Resina y PANI Resina y Material compuesto
polimérico nanoreforzado
1 11.470 11.767 11.413 11.163
2 11.476 11.525 10.988 11.151
3 11.518 11.623 11.362 11.359
4 11.634 11.519 11.390 11.527
5 11.561 11.272 11.405 11.470
Se tienen los siguientes promedios para los pesos iniciales y las desviaciones estándar de
cada uno de ellos, como muestra la Tabla 4 a continuación.
Tabla 4. Promedio de pesos iniciales y desviación estándar para cada prueba
Prueba Promedio [g] Desviación estándar
Blanco 11.532 0.0679

41
Prueba Promedio [g] Desviación estándar
Resina 11.541 0.181
Resina y PANI 11.321 0.189
Resina y Material compuesto
polimérico nanoreforzado 11.334 0.176
La norma ASTM G31 describe las condiciones necesarias para realizar una prueba de
corrosión de inmersión total. La prueba consistió en la inmersión total de las láminas en
un reciente de acrílico conteniendo 5 𝐿 con solución salina al 3.5% 𝑝/𝑣, a temperatura
ambiente y presión atmosférica, también se realizó bajo aireación constante durante la
prueba. Las pruebas tuvieron una duración de 10 días (2304 horas) para cada tanque. La
aireación se realizó empleando mangueras que introducían aire a los tanques mediante el
uso de motores que proporcionaban el proceso.
Como se dijo en el numeral 2.2.4.1. la norma ASTM G1 especifica el tratamiento que se
debe realizar sobre las láminas con y sin recubrimiento antes y después de las pruebas
de corrosión. Después de ser sometidas al proceso de corrosión las láminas se lavaron y
secaron con aire caliente, para luego ser almacenadas en un desecador. A estas láminas
se les realizó una remoción mecánica de los productos de corrosión, usando la técnica de
scratching, es decir, éstas fueron raspadas para remover los productos de corrosión, para
finalmente proceder a un proceso de limpieza. Los productos generados por corrosión se
guardaron en platos petri e introducidos en un desecador para prevenir que les entrara la
humedad.
Para el proceso de limpieza las láminas de acero al carbón a las cuales se les realizó la
prueba de corrosión, se siguió lo especificado en la norma ISO 11474:1998. Para dicho
proceso, en un matraz de 1 𝐿 se adicionaron 500 𝑚𝐿 de 𝐻𝐶𝑙, 2.63 𝑚𝐿 de anilina y se aforó
con agua destilada. La solución se vertió en 4 beakers diferentes (se empleó un beaker
por prueba) y se introdujeron las láminas de cada una de las pruebas en sus respectivos
beakers durante 2 horas. Finalmente, las láminas fueron secadas y luego pesadas.

42
3. ANÁLISIS Y RESULTADOS
Al llevar a cabo la metodología del capítulo anterior se obtuvieron diferentes productos por
cada una de las síntesis realizadas y finalmente productos de corrosión, los productos
obtenidos en cada uno de los métodos desarrollados fueron analizados siguiendo la
norma internacional ASTM y finalmente caracterizados empleando los siguientes
métodos:
Microscopia óptica
Espectroscopia Raman, empleando un espectroscopio Espectroscopio Raman
RENISHAW inVia confocal Raman microscope, las medidas se tomaron con un
objetivo de 50𝑥 y con una potencia que varió del 1% y 5% de la potencia nominal
del láser, se implementó una integración por 10 minutos y un spot de
aproximadamente 1 𝜇𝑚, para las mediciones se emplearon los siguientes lasers:
830 𝑛𝑚 con una portencia de 270 𝑚𝑊 ± 10%
633 𝑛𝑚 con una portencia de 12.5 𝑚𝑊 a 17.5 𝑚𝑊
514 𝑛𝑚 con una portencia de 20 𝑚𝑊
Microscopía electrónica de barrido (SEM), empleando un Microscopio Electrónico
de Barrido de Emisión de Campo modelo Nova NanoSEM 200, marca FEI, a un
modo de trabajo alto vacío para muestras conductoras y resolución 1 𝑛𝑚 a 30 𝑘𝑉 y
voltaje acelerador 200 𝑉.
Análisis químico mediante espectroscopía de electrones esparcidos (EDS),
empleando un Sistema de Microanálisis de Energía Dispersiva de Rayos X (EDX),
marca Oxford modelo INCA X-Sight, a un modo de trabajo alto vacío para
muestras conductoras y resolución 1 𝑛𝑚 a 30 𝑘𝑉 y voltaje acelerador 200 𝑉.
A lo largo de éste capítulo, se evidenciaran los resultados obtenidos en el desarrollo del
proyecto y el análisis respectivo para cada uno de ellos.
43
3.1. CARACTERIZACIÓN PRODUCTOS SINTESIS DEL MNBC
Al realizar la síntesis del MNBC, se observó había una notable cantidad de estructuras
depositadas en las láminas de cobre, de las láminas se eligieron las 2 que aparentaban
tener mayor cantidad de nanoestructuras y se llevaron a caracterización en microscopio y
espectroscopia Raman.
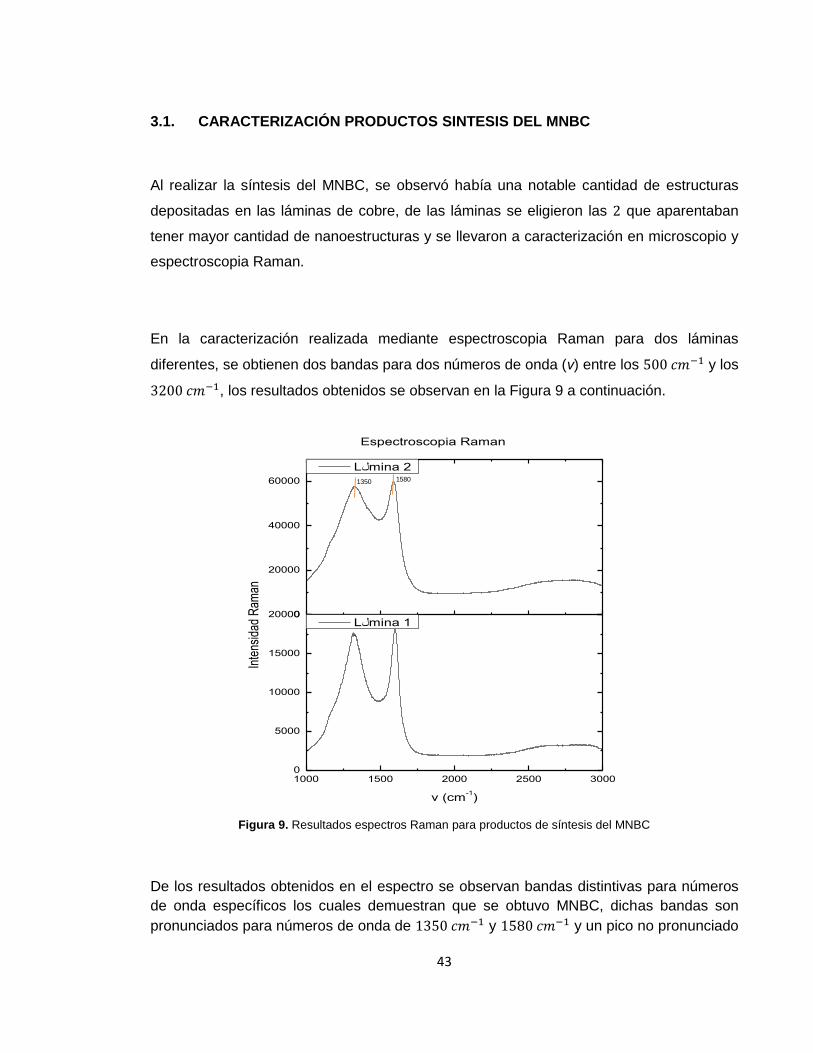
En la caracterización realizada mediante espectroscopia Raman para dos láminas
diferentes, se obtienen dos bandas para dos números de onda (ν) entre los 500 𝑐𝑚−1 y los
3200 𝑐𝑚−1, los resultados obtenidos se observan en la Figura 9 a continuación.
1000 1500 2000 2500 30000
5000
10000
15000
200000
20000
40000
60000
Inte
nsid
ad R
aman
v (cm-1)
Lلmina 1
Lلmina 2
Espectroscopia Raman
Figura 9. Resultados espectros Raman para productos de síntesis del MNBC
De los resultados obtenidos en el espectro se observan bandas distintivas para números
de onda específicos los cuales demuestran que se obtuvo MNBC, dichas bandas son
pronunciados para números de onda de 1350 𝑐𝑚−1 y 1580 𝑐𝑚−1 y un pico no pronunciado
1580 1350

44
a un número de onda entre los 2700 y 2800 𝑐𝑚−1 evidenciando que el MNBC que se
obtuvo en la síntesis es blackcarbon (BC), se produce por la combustión incompleta de
combustibles fósiles o en éste caso la combustión incompleta del 𝐶𝐻4, generando material
particulado o nanoestructuras de carbono de éste tipo.
A las láminas con BC se les realizó un análisis empleando un microscopio óptico con una
escala de 10 𝜇𝑚, los resultados de dicho análisis se observan en la Figura 10, 11, 12 y 13
a continuación.
Figura 10. Microscopía óptica de granos de BC sobre lámina de cobre
Figura 11. Microscopía óptica de intersticios de BC sobre lámina de cobre 1

45
Figura 12. Microscopía óptica de BC sobre lámina de cobre 2
Figura 13. Microscopía óptica de superficie de lámina de cobre con BC
En las cuatro figuras anteriores se observa una superficie rugosa y brillante, de las cuales
resalta la presencia de un material sobre las láminas de cobre (sustrato) empleado para la
síntesis. En la Figura 10 y 12, se observan estructuras a escala micrométrica de diferentes
tamaños, topografías y alturas mostrando así que la síntesis no produce estructuras de
forma uniforme sobre la lámina, lo que indica que las nanoestruturas pueden depositarse
unas sobre otras durante el proceso de síntesis formando pequeños morros de
nanoestructuras como se observan en las figuras.

46
En cuanto a los intersticios2, la Figura 11 y 12, muestran que estos son brillantes y los
granos aunque muestren un poco de brillo son de carácter más oscuros. Debido a que los
intersticios son los espacios vacíos que quedan entre los átomos de una red cristalina de
un material, en éste caso el carbono, indican la presencia de un material de red cristalina
puede encontrarse sobre el sustrato empleado durante la síntesis, es decir carbono o en
éste caso black carbon, respaldando de manera gráfica lo que se evidenció en la Figura 9
con los picos de número de onda e Intensidad Raman.
Finalmente, en la Figura 13, se observa un material brillante que forma diferentes ondas
sobre el sustrato y dónde los intersticios no se ven claramente, ni se observan los
pequeños morros de estructuras como en las figuras anteriores, por el contrario, se
observa que el material depositado sobre el sustrato formo una red, ésta se nota ya que
es de carácter oscuro sobre un material que es de carácter brillante.
Al realizar la remoción mecánica del MNBC que había sobre la lámina y también se le
realizó un análisis por espectroscopia Raman obteniendo los resultados que al igual que
en la Figura 9, se observan picos distintivos a dos 𝜈, los cuales indican la presencia del
BC, dichos resultados se muestran en la Figura 14 a continuación.
500 1000 1500 2000 2500 3000
-200
0
200
400
600
800
Inte
nsid
ad
Ra
ma
n
v (cm-1)
Figura 14. Resultados espectro Raman para BC sin la lámina de cobre
Tanto los resultados obtenidos en la Figura 9 como los de la Figura 14, concuerdan con
datos experimentales obtenidos para números de onda del BC de acuerdo con lo 2 Los intersticios son espacios huecos entre granos, en éste caso son espacios entre las nanoestructuras depositadas sobre el sustrato.
1350
1580

47
presentado por Nakamizo, Kammereck y Walker Jr., mostrando bandas de números de
onda pronunciados para los 1350 y 1580 𝑐𝑚−1 los cuales indican que las nanoestructuras
de carbono obtenidas en la síntesis por CVD fueron blackcarbon, sin descartar la
presencia de otras estructuras de carbono (Nakamizo, Kammerek, & Walker Jr., 1974).
A los resultados obtenidos en la síntesis de nanoestructuras se les realizó un análisis
mediante microscopía de barrido (SEM). La medición se realizó a diferentes escalas (20,
10, 5 y 2𝜇𝑚) dónde se evaluaron los diferentes aspectos del BC obtenido en el proceso de
síntesis. Los resultados se muestran en las figuras a continuación.
Figura 15. SEM con resultados del BC a una escala de medida de 𝟐𝟎 𝝁𝒎
Figura 16 SEM con resultados del BC a una escala de medida de 𝟏𝟎 𝝁𝒎
Figura 17. SEM con resultados del BC a una escala de medida de 𝟓 𝝁𝒎

48
Figura 18. SEM con resultados del BC a una escala de medida de 𝟐 𝝁𝒎
En la Figura 15 a 18 se observan los diferentes aspectos del BC obtenido después de
realizar la síntesis. Se observan estructuras de color gris claro lo que sugiere la presencia
del carbono en la muestra analizada aparece en la imagen como una superficie de color
blanco. De los resultados, se observa una gran cantidad de estructuras de diferentes
formas y tamaños, el tamaño de estas nanoestructuras fue medido al realizar el análisis a
5 𝜇𝑚, empleando el software del microscopio electrónico de barrido, dicha medida se
encuentra aproximadamente desde 180.6 𝑛𝑚 a los 551.6 𝑛𝑚, es decir, el promedio de
estas partículas se encuentra aproximadamente cerca de los 311.5 ± 166.75 𝑛𝑚, de esto
es posible indicar que las nanoestructuras, aunque se sinteticen bajo el mismo
procedimiento tienen diferentes tamaños y formas, es decir, aunque se obtiene el mismo
tipo de estructuras en el proceso CVD, no es posible controlar los tamaños en los que
estas se presentan.
Al igual que en las figuras anteriores, después de la remoción mecánica de éstas
estructuras que se encontraban sobre el sustrato y se observa un material de carácter
negro y brillante el cual se mezcló con los CNTs y se maceró para proceder a la
funcionalización, en el Anexo 3 se encuentran las imágenes de los resultados de dichos
procedimientos.
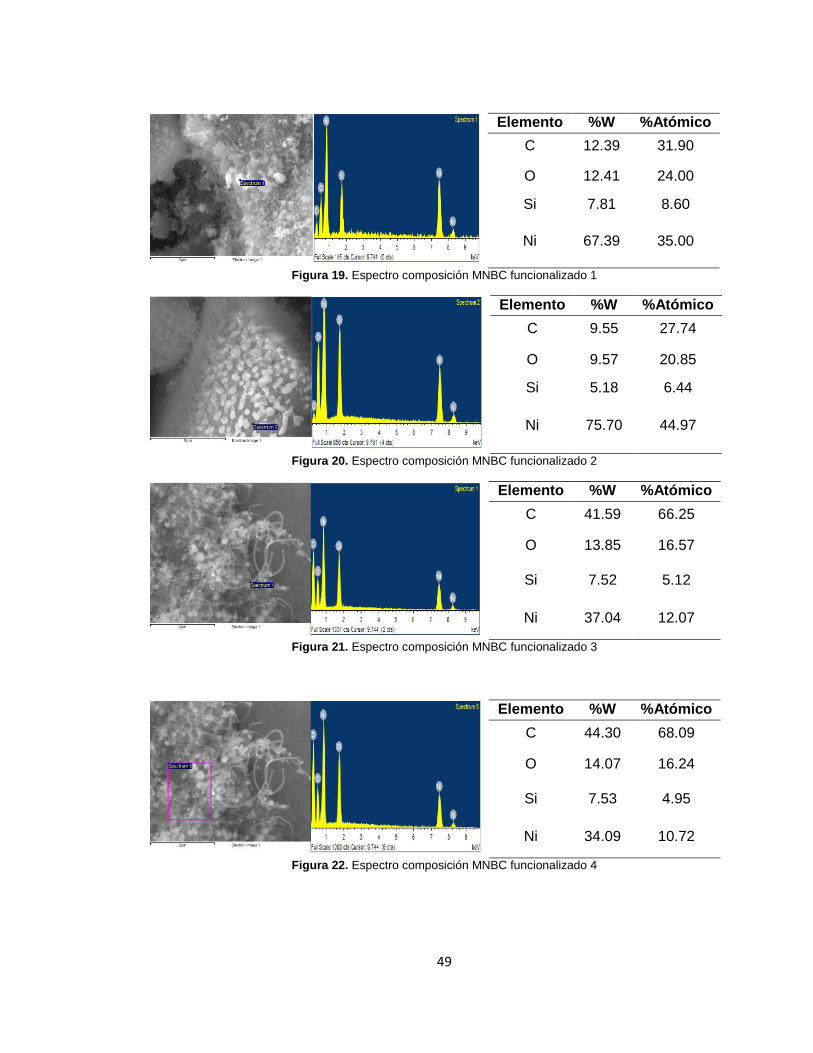
Al realizar la funcionalización, se tiene una mezcla de MNBC totalmente seca y de
granulometría fina de color negro y un poco brillante, esto debido a la presencia del
blackcarbon en la mezcla. Al MNBC funcionalizado se le realizó una caracterización con
microscopía electrónica de barrido SEM y Análisis químico mediante espectroscopía de
electrones esparcidos (EDS). Los resultados se presentan a continuación con su
respectivo análisis.
49
Elemento %W %Atómico
C 12.39 31.90
O 12.41 24.00
Si 7.81 8.60
Ni 67.39 35.00
Figura 19. Espectro composición MNBC funcionalizado 1
Elemento %W %Atómico
C 9.55 27.74
O 9.57 20.85
Si 5.18 6.44
Ni 75.70 44.97
Figura 20. Espectro composición MNBC funcionalizado 2
Elemento %W %Atómico
C 41.59 66.25
O 13.85 16.57
Si 7.52 5.12
Ni 37.04 12.07
Figura 21. Espectro composición MNBC funcionalizado 3
Elemento %W %Atómico
C 44.30 68.09
O 14.07 16.24
Si 7.53 4.95
Ni 34.09 10.72
Figura 22. Espectro composición MNBC funcionalizado 4

50
En la Figura 19 a 22 se presentan los resultados del EDS obtenidos para el MNBC
funcionalizado, debido a que se empleó un catalizador de Níquel para la síntesis de los
nanotubos empleados para la funcionalización (se emplearon CNT’s pristinos de níquel),
la composición del MNBC funcionalizado es en gran parte níquel, también aunque se
muestra en pocas cantidades se presenta silicio, lo que indica que las estructuras no
fueron purificadas después de la síntesis y antes de la funcionalización. Para la Figura 19
y 20 se observa una pequeña cantidad de MNBC en porcentaje en peso, en promedio
10.97 ± 2.01%𝑊 en ambas muestras empleadas para los espectros, indicando que las
muestras para ambos espectros se encuentran totalmente impuras, ya que en %W son
prácticamente níquel. En la Figura 21 y 22 se observa un mayor porcentaje en peso de
MNBC lo que indica que las muestras empleadas para estos espectros tenía una
proporción catalizador – nanoestructuras más equitativa, un promedio de 42.945 ±
1.916%𝑊 para las muestras en los espectros de dichos gráficos. Debido a que las
nanoestructuras no se encuentran purificadas, aunque pueden presentar una mejora en la
actividad protectora de la emulsión a preparar el hecho de no encontrarse en estado puro
puede no mejorar en su totalidad la protección del metal, es decir, la diferencia entre la
protección empleando resina y PANI y empleando resina y el material compuesto
polimérico nanoestructurado no sería muy grande.
En las figuras a continuación se presentan los resultados del análisis empleando el
microscopio electrónico de barrido (SEM) a diferentes escalas, desde 200𝜇𝑚 hasta 1𝜇𝑚:
Figura 23. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟐𝟎𝟎𝝁𝒎

51
Figura 24. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟏𝟎𝟎𝝁𝒎 con mediciones de
nanoestructuras
Figura 25. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟐𝟎𝝁𝒎
Figura 26. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟏𝟎𝝁𝒎
Figura 27. SEM MNBC funcionalizado a 𝟓𝝁𝒎

52
Figura 28. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟒𝝁𝒎
Figura 29. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟐𝝁𝒎
Figura 30. SEM MNBC funcionalizado con 𝑯𝟐𝑺𝑶𝟒 a una escala de 𝟏𝝁𝒎
En la Figura 23 a 30 se observan las diferentes estructuras presentes en la muestra de
MNBC funcionalizado, en la Figura 23 a 25 no se detectan con claridad las
nanoestructuras de carbono, las rocas que se observan son el silicio presente en la
muestra, las cuales tienen un tamaño promedio de 32.93 ± 18.39𝜇𝑚, la reducción del
tamaño en comparación al BC sintentizado se debe a un proceso de macerado antes de
la funcionalización del MNBC, las rocas presentes en el resultado del SEM confirman
gráficamente lo que se presentó en los espectros de composición anteriormente. En la
Figura 26 a 30 se evidencian las estructuras de carbono, las cuales se reconocen por su
color blanco en las dispersiones en las muestras analizadas, a medida en que se aumenta
el aumento de las proyecciones SEM se observa una mayor cantidad de nanoestructuras,
lo que confirma que la funcionalización se realizó empleando otros elementos como

53
catalizadores y es por esto que en su mayoría las muestras se encuentran compuestas
por níquel y no por carbono u óxido de carbono como era de esperarse si el MNBC se
hubiera purificado antes de realizar la funcionalización.
En general en las figuras anteriores se observan las nanoestructuras dispersadas sobre
níquel y silicio las cuales resaltan en las figuras por su tamaño y color gris claro y oscuro a
diferencia de las nanoestructuras y el óxido los cuales se presentan en colores más
claros, esto se debe a que el oxígeno y el carbono tienen pesos moleculares inferiores al
silicio y al níquel presentes en la muestra analizada.
3.2. CARACTERIZACIÓN DEL MATERIAL COMPUESTO POLIMÉRICO NANOREFORZADO
Al finalizar la funcionalización de las nanoestructuras, éstas fueron dispersadas sobre el
PANI como se indicó en el numeral 4.2.3.2. y se realizó un análisis con microscopía
electrónica de barrido (SEM) dónde se observa la dispersión de MNBC sobre el PANI a
continuación en la Figura 31 y 32 con diferentes escalas.
Figura 31. SEM con dispersión de MNBC sobre PANI a una escala de 𝟓 𝝁𝒎

54
Figura 32. SEM con dispersión de MNBC sobre PANI a una escala de 𝟐 𝝁𝒎
En la Figura 31 y 32 se observa una dispersión homogénea de las nanoestructuras, lo que
indica que la dispersión y el proceso de la metodología se realizó de manera correcta ya
que como se observa en ambas figuras el MNBC se encuentra sobre todo el polímero y
hay pocos espacios sin nanoestructuras. También es posible decir que de lo observado
en ambas figuras el polímero se encuentra nanoreforzado ya que no hay una capa sobre
otra sino que hay una mezcla entre polímero y nanoestructuras.
También, es posible diferenciar en las figuras el MNBC, el cual se evidencia por ser de
color gris claro por ser el compuesto más liviano, lo que indica que el PANI es el material
negro que se encuentra a los alrededores de éste. Aunque en la Figura 31, se observan
espacios sin MNBC, éstos son pequeños ya que se observa que el material se encuentra
disperso sobre casi todo el polímero, aun así, al igual que con la deposición de
nanoestructuras sobre las láminas de cobre, es imposible obtener una dispersión uniforme
de un material sobre otro, obteniendo así algunas nanoestructuras sobre otras y no una
combinación uniforme de ambos materiales como sería lo ideal.
Debido a que en los dos numerales anteriores (5.1 y 5.2.) hay una caracterización de
cada uno de los productos de síntesis, para el material nanoreforzado solo se realizó un
análisis con microscopía electrónica de barrido (SEM) para observar la estructura del
material producido y sí hubo una dispersión exitosa del MNBC sobre el PANI como se
realizó previamente

55
3.3. RESULTADOS PRUEBA MOJABILIDAD
La prueba de mojabilidad se realizó sobre una lámina previamente recubierta con el
material desarrollado, la prueba se repitió 5 veces para así tomar un promedio de los
datos obtenidos, dicha prueba se realizó en el equipo Contact Angle System, OCA
Systems 15EC. A continuación en la Figura 33 a 35 se muestran algunas de las pruebas
que se realizaron en el equipo, donde se observa una gota de agua depositada sobre la
superficie recubierta y las mediciones que realiza el programa sobre la gota.
Figura 33. Prueba de mojabilidad. Gota de agua sobre lámina recubierta 1
Figura 34. Prueba de mojabilidad. Gota de agua sobre lámina recubierta 2

56
Figura 35. Prueba de mojabilidad. Gota de agua sobre lámina recubierta 3
Para la prueba de mojabilidad, se realizó un análisis los resultados, se procedió a realizar
un análisis estadístico de los datos con la ayuda de Origin Pro 8 ®; con el fin de obtener
resultados en función del papel desempeñado por el material desarrollado al depositar
una gota de agua sobre una lámina de metal recubierta, para ello, en primera instancia, se
determinó la desviaciones estándar como se muestra en la Figura 36 a continuación:
Figura 36. Diagrama de caja ensayos prueba de mojabilidad

57
En el gráfico se observa que el ángulo de contacto reportado por Dataphysics OCA 15EC
(software empleado por el equipo para realizar mediciones) se encuentra entre los 42.9° y
47.8°, con un ángulo de contacto promedio para los 5 ensayos de 45.13°. Ya que el ángulo
de contacto depende directamente de la relación existente entre fuerzas adhesivas entre
un líquido (para éste caso agua) y un sólido (para éste caso el recubrimiento seco) y las
fuerzas cohesivas del líquido.
De los resultados obtenidos para el ángulo de contacto entre una gota de agua y el
material desarrollado, con un ángulo promedio de 45.13° y debido a que éste ángulo es
inferior a los 90°, se puede decir que las fuerzas adhesivas con la superficie del sólido son
muy grandes en relación a las fuerzas cohesivas, se tiene como resultado que el líquido
moja la superficie hidrófoba como se muestra en la Figura 33, 34 y 35 anteriormente
dónde la gota de agua se encuentra sobre la superficie de metal humectada con el
material desarrollado.
Al comparar los resultados obtenidos con los resultados presentados por Cho y Ko en el
2010, se observa que la adición de MNBC aumenta la capacidad hidrófoba de la
superficie recubierta, lo cual indica un incremento al emplear MWCNT para el aumento de
la protección contra la corrosión de materiales metálicos (Cho & Ko, 2010), como muestra
la Figura 15 anteriormente, la adición de un polímero junto con el material funcionalizado
con 𝐻2𝑆𝑂4, muestra como aumenta ésta capacidad con la Figura 33 34 y 35
anteriormente, en especial en la 33 dónde se muestra la gota de agua sobre el material
recubierto, con un ángulo de contacto inicial aproximadamente de 70°, mostrando que al
caer la gota sobre la superficie ésta se repele de la superficie con un ángulo inferior a los
90°.
Una vez organizados los resultados, se procedió a realizar un análisis estadístico de los datos mediante el software que acompaña al equipo; con el fin de obtener resultados en función del papel desempeñado por cada componente en la microdureza, para ello, en primera instancia, se determinó la densidad de distribución de datos como se muestra en la Figura 37 a continuación:
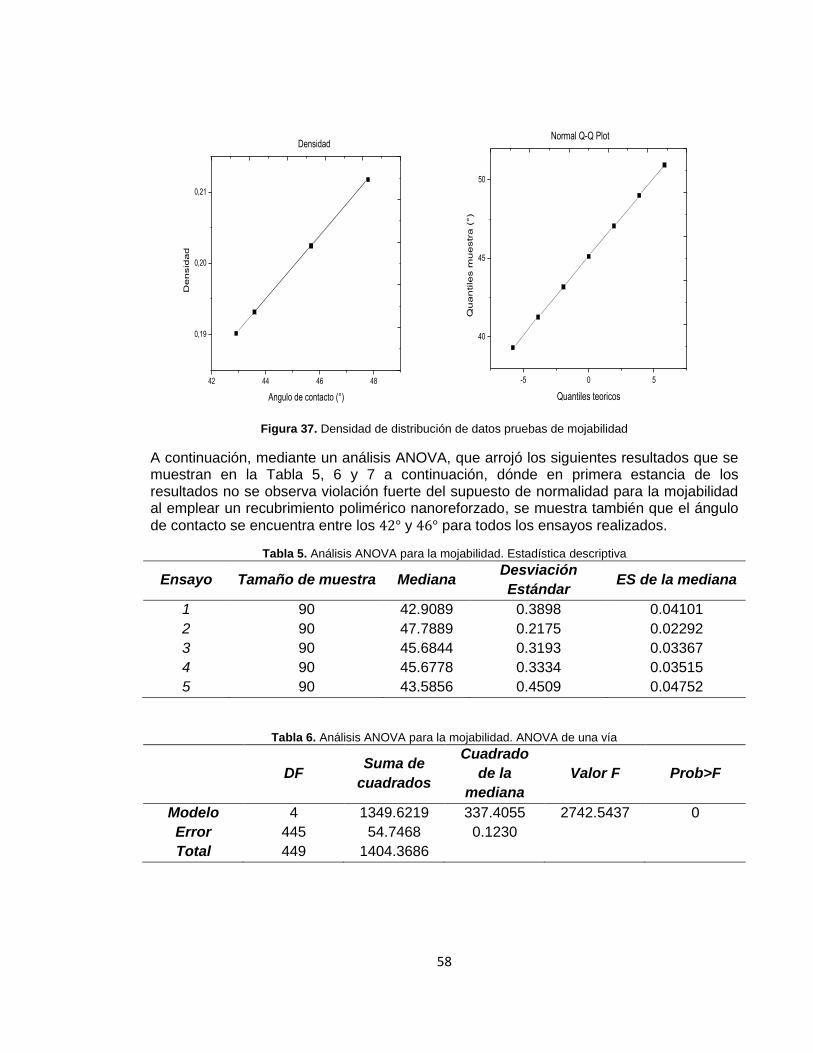
58
42 44 46 48
0,19
0,20
0,21D
en
sid
ad
Angulo de contacto (°)
Densidad
-5 0 5
40
45
50
Qu
an
tile
s m
ue
str
a (
°)
Quantiles teoricos
Normal Q-Q Plot
Figura 37. Densidad de distribución de datos pruebas de mojabilidad
A continuación, mediante un análisis ANOVA, que arrojó los siguientes resultados que se muestran en la Tabla 5, 6 y 7 a continuación, dónde en primera estancia de los resultados no se observa violación fuerte del supuesto de normalidad para la mojabilidad al emplear un recubrimiento polimérico nanoreforzado, se muestra también que el ángulo
de contacto se encuentra entre los 42° y 46° para todos los ensayos realizados.
Tabla 5. Análisis ANOVA para la mojabilidad. Estadística descriptiva
Ensayo Tamaño de muestra Mediana Desviación
Estándar ES de la mediana
1 90 42.9089 0.3898 0.04101
2 90 47.7889 0.2175 0.02292
3 90 45.6844 0.3193 0.03367
4 90 45.6778 0.3334 0.03515
5 90 43.5856 0.4509 0.04752
Tabla 6. Análisis ANOVA para la mojabilidad. ANOVA de una vía
DF Suma de
cuadrados
Cuadrado
de la
mediana
Valor F Prob>F
Modelo 4 1349.6219 337.4055 2742.5437 0
Error 445 54.7468 0.1230
Total 449 1404.3686

59
Tabla 7. Análisis ANOVA para la mojabilidad. Estadística de ajuste
R2 Coeff Var Raíz MSE Mediana Datos
0.9610 0.00777 0.3507 45.1291
3.4. RESULTADOS PRUEBA DE CORROSIÓN
Para la prueba de corrosión, como se mencionó en la metodología, se simuló una
atmósfera marina empleando una solución al 3.5% de 𝑁𝑎𝐶𝑙. Las reacciones involucradas
en el proceso de oxidación para esta prueba se presentan a continuación en la Ecuación
2:
12𝐶𝑙− + 3𝑂2 + 6𝐻2𝑂 ↔ 12𝑂𝐻−
Ecuación global: 4𝐹𝑒3𝐶 + 3𝑂2 + 6𝐻2𝑂 ↔ 4𝐹𝑒3𝐶3+ + 12𝑂𝐻− (2)
Con los datos obtenidos para la prueba de corrosión, se realizó un cálculo de la pérdida
de peso para la lámina después de terminar la prueba. A continuación la Tabla 8, 9 y 10
muestran el peso final de las láminas de acero después de la prueba, la pérdida de peso
de cada lámina al realizar la prueba y el promedio y desviación estándar del peso final y la
pérdida de peso después de la prueba respectivamente.
Tabla 8. Peso final después de la prueba de corrosión
Lámina
Peso final para cada prueba [g]
Blanco Resina Resina y PANI Resina y Material compuesto
polimérico nanoreforzado
1 11.072 11.599 11.301 11.100
2 11.172 11.368 10.878 11.058
3 11.169 11.499 11.254 11.268
4 11.305 11.357 11.280 11.433
5 11.218 11.074 11.349 11.375
Tabla 9. Pérdida de peso en prueba de corrosión
Lámina
Pérdida de peso [g]
Blanco Resina Resina y PANI Resina y Material compuesto
polimérico nanoreforzado
1 0.398 0.168 0.112 0.063
2 0.304 0.157 0.110 0.093
3 0.349 0.124 0.108 0.091
4 0.329 0.162 0.110 0.094

60
Lámina
Pérdida de peso [g]
Blanco Resina Resina y PANI Resina y Material compuesto
polimérico nanoreforzado
5 0.343 0.198 0.101 0.095
Tabla 10. Promedio y desviación estándar de pesos finales y pérdida de peso para cada prueba
Prueba
Pesos finales Pérdida de peso
Promedio
[g]
Desviación
estándar Promedio [g]
Desviación
estándar
Blanco 11.187 0.0846 0.345 0.0345
Resina 11.379 0.1978 0.162 0.0265
Resina y PANI 11.212 0.1902 0.108 0.0043
Resina y Material
compuesto polimérico
nanoreforzado
11.247 0.1649 0.087 0.0136
De los resultados anteriores, se observa que al incluir más compuestos al recubrimiento,
su poder anticorrosivo incrementa, al recubrir las láminas de acero con la resina hubo una
menor pérdida de peso, con una diferencia de 0.183 𝑔 en promedio con la prueba Blanco
y una protección del 53.05%, al mezclar PANI con la resina se incrementó el poder
anticorrosivo, al comparar con el Blanco se tiene una diferencia de 0.236 𝑔 y una
protección anticorrosiva del 68.60%, finalmente, al emplear el material compuesto
polimérico nanoreforzado, se obtiene una mayor protección anticorrosiva que con las
pruebas anteriores, al comparar con el Blanco se tiene una diferencia de 0.257 𝑔 y una
protección del 74.70%.
En cuanto a la desviación estándar obtenida para los dos casos, se observa que los
resultados tuvieron valores cercanos en ambos casos debido a los bajos valores
obtenidos para la desviación estándar.
De lo anterior, los resultados evidencian que al agregar un compuesto polimérico
nanoreforzado las fuerzas de interacción existentes entre las diferentes nanoestructuras
presentes en el MNBC y las fuerzas entre el MNBC – PANI – Resina incrementa el poder
anticorrosivo y logrando una protección del 74%, como se especificó anteriormente. Al
comparar lo obtenido con los resultados presentados por Aglan et al. se evidencia un
incremento en la resistencia de a la transferencia de carga de las láminas recubiertas con
el material compuesto polimérico nanoreforzado, que aquellas que no tenían el aporte del
MNBC o del polímero, el cual también presentó una buena resistencia de la transferencia
de carga que las láminas no recubiertas o recubiertas solo con resina (Aglan, Allie,
Ludwick, & Koons, 2012).

61
Con los resultados obtenidos, se realizó el cálculo de la pérdida de peso por los efectos
del fénomeno de corrosión, mediante la división de la diferencia de pesos sobre la
cantidad de ciclos a los cuales se sometió la prueba de corrosión como muestra la
Ecuación 3 a continuación, el total de tiempo en el que las láminas fueron sometidas para
la prueba de corrosión fueron 10 𝑑í𝑎𝑠 (240 ℎ).
𝒑é𝒓𝒅𝒊𝒅𝒂 𝒅𝒆 𝒑𝒆𝒔𝒐 𝒑𝒐𝒓 𝒅í𝒂𝒔 𝒅𝒆 𝒊𝒏𝒎𝒆𝒓𝒔𝒊ó𝒏 = 𝚫𝒑é𝒓𝒅𝒊𝒅𝒂 𝒅𝒆 𝒑𝒆𝒔𝒐
𝒅í𝒂𝒔………………………(3)
Empleando la ecuación anterior con los resultados presentados en la Tabla 8, se obtienen
los resultados que presentan la Tabla 11 a continuación y la Figura 38 a continuación.
Tabla 11. Pérdida de peso por día de inmersión para las diferentes pruebas
Lámina
Pérdida de peso por día de inmersión [g/día]
Blanco Resina Resina y PANI Resina y Material compuesto
polimérico nanoreforzado
1 0.03980 0.01680 0.01120 0.00630
2 0.03040 0.01570 0.01100 0.00930
3 0.03490 0.01240 0.01080 0.00910
4 0.03290 0.01620 0.01100 0.00940
5 0.03430 0.01980 0.01010 0.00950

62
0 100 200 300
11,2
11,4
11,6
Pé
rdid
a d
e p
eso
(g
)
Ciclos (h)
Blanco
Resina
Resina y PANI
Resina y material compuesto polimérico nanoreforzado
Perdida de peso por dia de inmersion
Figura 38. Pérdida de peso por día de inmersión para cada prueba
Al igual que Damgaard et al., al introducir una mayor protección a las láminas de acero,
habrá una menor pérdida de peso, las líneas de la Figura 38 muestran un menor
gradiente en la pérdida de peso al incrementar la protección de la lámina, la diferencia
más alta, o el mayor gradiente se encuentra en la prueba Blanco y una reducción de dicho
gradiente a la medida en la que se adicionan más compuestos al recubrimiento empleado.
Éstos resultados, pueden evidenciar que a medida que se incrementa el poder
anticorrosivo la concentración de iones de Hierro 𝐹𝑒+2 presentes en el ambiente salino en
el cual se realiza la experimentación, como muestran M. A. Amin y M. M. Ibrahim en sus
resultados, evidenciando que los 𝑚𝑔 de 𝐹𝑒+2 disueltos por unidad de área en función del
tiempo con los diferentes recubrimientos y sin recubrimiento decrecen al incrementar el
poder anticorrosivo del recubrimiento (Amin & Ibrahim, 2011).
La Tabla 12 a continuación, muestra el promedio y la desviación estándar para las
pérdidas de peso para cada una de las pruebas, evidenciando una reducción en la
pérdida de peso a medida en la que incrementa el poder anticorrosivo de la emulsión y
finalmente, una baja desviación estándar indicando que las pruebas presentaron valores
cercanos.

63
Tabla 12. Promedio y desviación estándar de pérdida de peso para cada prueba
Prueba Pérdida de peso promedio
[g/día] Desviación estándar
Blanco 0.03446 0.00345
Resina 0.01618 0.00265
Resina y PANI 0.01082 0.00043
Resina y Material
compuesto polimérico
nanoreforzado
0.00872 0.00136
Como se mencionó anteriormente, los resultados muestran una disminución en la pérdida
de peso a medida que se incrementa el poder anticorrosivo del recubrimiento, las
oxidación se reduce a un 46.95% evidenciando que la resina epóxica es un polímero
formador de película durable e impermeable a los agentes corrosivos de la atmósfera
salina simulada para éstas pruebas (Nervion Pinturas, 2015). Al introducir el polímero
PANI la oxidación se reduce a un 31.40% evidenciando que la mezcla Resina – PANI
reduce la concentración de iones 𝐹𝑒, debido a que la adición de una segunda matriz
polimérica incrementa el grado impermeabilidad del recubrimiento sobre la lámina y un
incremento de la conductividad del material debido a las propiedades que el PANI agrega
a la mezcla.
Finalmente, al introducir el material compuesto polimérico nanoreforzado a la resina para
recubrir la lámina, hay una reducción en la corrosión a un 25.30%, dicha reducción puede
indicarse a un decrecimiento en los mg de hierro disueltos por unidad de área en función
del tiempo sobre la lámina recubierta a una temperatura ambiente (Amin & Ibrahim, 2011),
también indica que la adición del MNBC al recubrimiento incrementa la conductividad
electrónica de éste evitando que las reacciones involucradas no se lleven a cabo en su
totalidad, evidenciando una respuesta en el potencial de la superficie del sustrato y una
protección ante la corrosión (Sreevatsa, 2009) y finalmente comprobando que la resina
con el PANI y MNBC presentó un incremento en la resistencia de a la transferencia de
carga que la resina sin MNBC y PANI (Aglan, Allie, Ludwick, & Koons, 2012).
Aun así, aunque la diferencia de reducción entre la Resina con PANI y la Resina y el
material compuesto polimérico nanoreforzado es de 6.09%, indicando que el material
compuesto polimérico tiene un poder anticorrosivo, éste pudo ser mayor sí el MNBC se
hubiera purificado antes de realizar todo el proceso de preparación de dicho material. Aun
así los resultados presentan que las nanoestructuras presentes en el material junto con la
matriz polimérica generan un poder anticorrosivo que permite disminuir la corrosión de
una lámina de metal hasta un 25.30% como se mencionó anteriormente.

64
3.5. CARACTERIZACIÓN PRODUCTOS DE CORROSIÓN
Los productos de corrosión obtenidos en la prueba de corrosión se caracterizaron
mediante espectroscopía raman a tres longitudes de onda diferentes longitudes de onda,
514, 633 y 830 𝑛𝑚, esto con el fin de observar el efecto de las líneas de excitación en los
resultados obtenidos. Las medidas se hicieron directamente en los productos presentes
sobre la lámina recubierta y la lámina sin recubrimiento. Para los productos de corrosión al
emplear recubrimiento se realizó un mapeo en una zona. Los resultados obtenidos en la
caracterización descrita se presentan a continuación, se tomaron los resultados entre los
200 𝑐𝑚−1 a los 800 𝑐𝑚−1, ya que de acuerdo a lo expuesto en el marco teórico los óxidos
presentes en la corrosión se evidencian en ésta zona. Para dicho análisis, los productos
de corrosión se dividieron en 3 diferentes zonas como lo indica E. Castañeda (Negra,
Amarilla y Roja), estas zonas se identifican mediante el empleo de un microscopio óptico
y mediante los óxidos presentes en cada uno de los espectros obtenidos.
A continuación en la Figura 39 se presenta un análisis mediante un microscopio óptico
para los resultados de las láminas sin protección, señalando en lo posible las regiones
mencionadas anteriormente y luego ser evidenciadas en lo posible en los espectros
Raman presentados en la Figura 40.
Figura 39. Productos de corrosión sin protección. A. Región negra, B. Región amarilla y C. Región roja.
A
A C
B
C
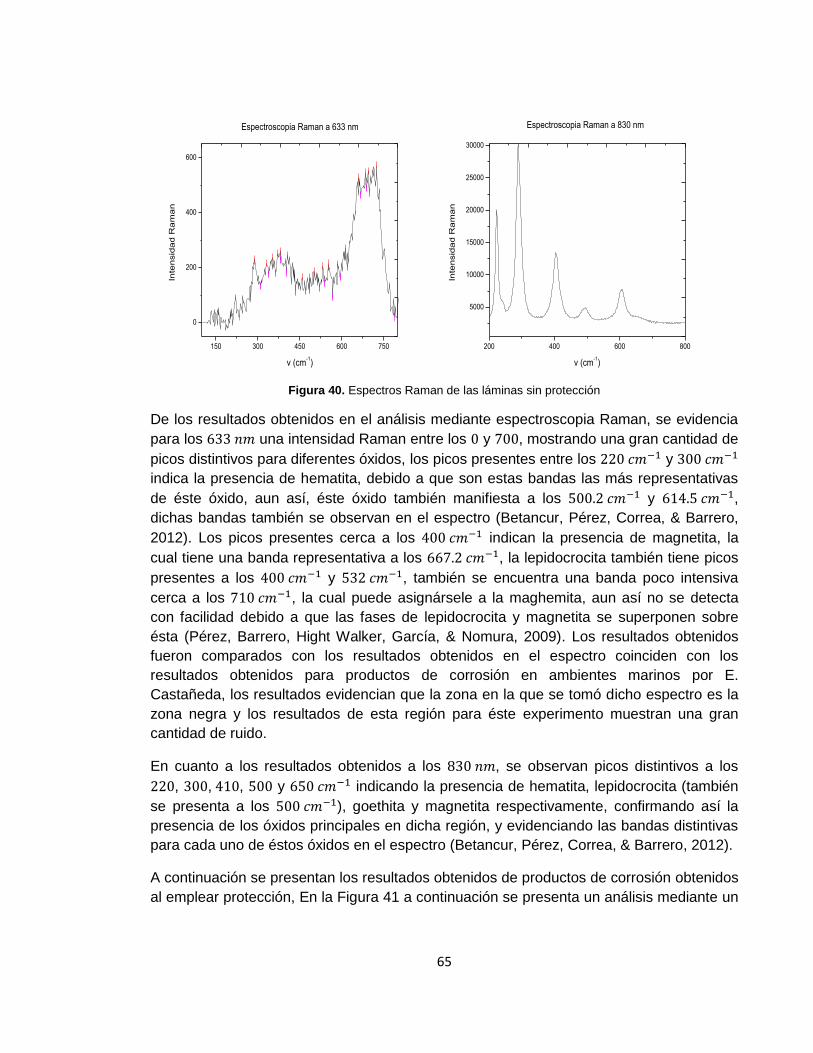
65
150 300 450 600 750
0
200
400
600
Inte
nsid
ad
Ra
ma
n
v (cm-1)
Espectroscopia Raman a 633 nm
200 400 600 800
5000
10000
15000
20000
25000
30000
Inte
nsid
ad
Ra
ma
n
v (cm-1)
Espectroscopia Raman a 830 nm
Figura 40. Espectros Raman de las láminas sin protección
De los resultados obtenidos en el análisis mediante espectroscopia Raman, se evidencia
para los 633 𝑛𝑚 una intensidad Raman entre los 0 y 700, mostrando una gran cantidad de
picos distintivos para diferentes óxidos, los picos presentes entre los 220 𝑐𝑚−1 y 300 𝑐𝑚−1
indica la presencia de hematita, debido a que son estas bandas las más representativas
de éste óxido, aun así, éste óxido también manifiesta a los 500.2 𝑐𝑚−1 y 614.5 𝑐𝑚−1,
dichas bandas también se observan en el espectro (Betancur, Pérez, Correa, & Barrero,
2012). Los picos presentes cerca a los 400 𝑐𝑚−1 indican la presencia de magnetita, la
cual tiene una banda representativa a los 667.2 𝑐𝑚−1, la lepidocrocita también tiene picos
presentes a los 400 𝑐𝑚−1 y 532 𝑐𝑚−1, también se encuentra una banda poco intensiva
cerca a los 710 𝑐𝑚−1, la cual puede asignársele a la maghemita, aun así no se detecta
con facilidad debido a que las fases de lepidocrocita y magnetita se superponen sobre
ésta (Pérez, Barrero, Hight Walker, García, & Nomura, 2009). Los resultados obtenidos
fueron comparados con los resultados obtenidos en el espectro coinciden con los
resultados obtenidos para productos de corrosión en ambientes marinos por E.
Castañeda, los resultados evidencian que la zona en la que se tomó dicho espectro es la
zona negra y los resultados de esta región para éste experimento muestran una gran
cantidad de ruido.
En cuanto a los resultados obtenidos a los 830 𝑛𝑚, se observan picos distintivos a los
220, 300, 410, 500 y 650 𝑐𝑚−1 indicando la presencia de hematita, lepidocrocita (también
se presenta a los 500 𝑐𝑚−1), goethita y magnetita respectivamente, confirmando así la
presencia de los óxidos principales en dicha región, y evidenciando las bandas distintivas
para cada uno de éstos óxidos en el espectro (Betancur, Pérez, Correa, & Barrero, 2012).
A continuación se presentan los resultados obtenidos de productos de corrosión obtenidos
al emplear protección, En la Figura 41 a continuación se presenta un análisis mediante un

66
microscopio óptico para los resultados de las láminas con protección, señalando en lo
posible las regiones presentes en la corrosión.
Figura 41. Productos de corrosión con protección. A. Región negra, B. Región amarilla y C. Región roja.
200 400 600 800
-200
0
200
400
600
800
1000
Inte
nsid
ad
Ra
ma
n
v (cm-1)
200 400 600 800 1000 1200 1400 1600 1800 2000
-300
-200
-100
0
100
200
300
400
500
Inte
nsid
ad
Ra
ma
n
v (cm-1)
Figura 42. Espectro Raman de láminas con protección a 𝟓𝟏𝟒 𝒏𝒎. A. Espectro en región roja. B. Espectro en
región amarilla
C
A
B
A. B.

67
200 300 400 500 600 700 800
1400
1600
1800
2000
2200
Inte
nsid
ad
Ra
ma
n
v (cm-1)
300 600 900 1200 1500 1800 2100
-100
0
100
200
300
400
500
600
700
800
Inte
nsid
ad
Ra
ma
n
v (cm-1)
Figura 43. Espectros Raman de láminas con protección a 𝟔𝟑𝟑 𝒏𝒎. A. Espectro en región negra. B. Espectro
en región amarilla
100 200 300 400 500 600 700 800
-300
0
300
600
900
1200
1500
1800
2100
2400
2700
3000
3300
Inte
nsid
ad
Ra
ma
n
v (cm-1)
200 300 400 500 600 700 800
-300
-200
-100
0
100
200
Inte
nsid
ad
Ra
ma
n
v (cm-1)
Figura 44. Espectroscopia Raman de láminas con protección a 𝟖𝟑𝟎 𝒏𝒎 A. Espectro en región amarilla. B.
Mapeo de zona en región negra
En el Figura 42 a 44 se presentan los resultados de los productos de corrosión en las
láminas con protección, dicho análisis se realizó en las diferentes regiones mencionadas
anteriormente, en la Figura 42 se presenta la espectroscopía Raman de la región negra
de la lámina al igual que en la Figura 43 y finalmente, la Figura 44 presenta la
espectroscopía Raman para la región amarilla y un mapeo en una región negra de la
lámina corroída.
B. A.
A. B.

68
Los resultados de la Figura 42 evidencian para ambas muestras la presencia de hematita
por el pico presente a los 220 y 300 𝑐𝑚−1 y lepidocrocita a los 375 y 575 𝑐𝑚−1 en la zona
negra de los productos de corrosión. La Figura 43 evidencia para ambas muestras la
presencia de hematita a los 300 𝑐𝑚−1, magnetita a los 350 𝑐𝑚−1 y 700 𝑐𝑚−1 en la zona
negra de los productos de corrosión. Finalmente, la Figura 44 evidencia para la zona
amarilla de los productos de corrosión una gran cantidad de óxidos presentes como
hematita a los 220 y 300 𝑐𝑚−1, lepidocrocita a los 250, 380 y 520 𝑐𝑚−1, akaganeita a los
310 𝑐𝑚−1 y magnetita a los 350 y 650 𝑐𝑚−1, en cuanto al mapeo en la zona negra se
observan dos picos distintivos, el primero a los 250 𝑐𝑚−1 evidenciando la presencia de
lepidocrocita y el segundo a los 350 𝑐𝑚−1 confirmando la presencia de magnetita en la
zona negra de la muestra analizada. Para los resultados anteriores de los espectros en
ambos casos (láminas con y sin protección), se encuentra una banda con baja intensidad
alrededor de los 386 𝑐𝑚−1, 722 𝑐𝑚−1 y 250 𝑐𝑚−1 indicando la formación defectuosa del
óxido de hierro 𝛼 − 𝐹𝑒𝑂𝑂𝐻, 𝛽 − 𝐹𝑒𝑂𝑂𝐻 y 𝛾 − 𝐹𝑒𝑂𝑂𝐻. (Pérez, Barrero, & García, Factors
affecting the amount of corroded iron adherent rust in steels submited to inmersion tests,
2010).
La posición de la banda de los óxidos presentes no depende del tiempo de inmersión del
experimento, tipo de acero o concentración de la solución de 𝑁𝑎𝐶𝑙. En diferentes
estudios, se han propuesto mecanismos de formación para óxidos-hidróxidos en
superficies mojadas de hierro, en dichas reacciones los iones 𝐹𝑒2+ y 𝑂𝐻− se difunden o
migran en el agua y forman el hidróxido coloidal 𝐹𝑒(𝑂𝐻)3, el cual es deshidratado
produciondo el óxido-hidróxido 𝐹𝑒𝑂𝑂𝐻, las diferentes fases en las que se presenta dicho
óxido dependen de otros cationes o aniones presentes durante el proceso de reacción
(Pérez, Barrero, & García, Factors affecting the amount of corroded iron adherent rust in
steels submited to inmersion tests, 2010). El proceso anterior, se evidencia de manera
general en la ecuación 4, las ecuaciones cumplen con el proceso de corrosión que se
realizó en el experimento.
Ánodo: 𝐹𝑒 → 𝐹𝑒2+ + 2𝑒−
Cátodo: 𝐻2𝑂 +1
2𝑂2 + 2𝑒− → +2𝑂𝐻−
Global: 𝐹𝑒(𝑂𝐻)3 → 𝐹𝑒𝑂𝑂𝐻 + 𝐻2𝑂 (4)

69
4. CONCLUSIONES
Se realizó la síntesis de nanoestructuras de carbono mediante CVD a
temperaturas establecidas en cada uno de los procesos de la síntesis obteniendo
blackcarbon (BC) sobre el sustrato de láminas de cobre previamente pretratadas,
los resultados obtenidos indican que las estructuras se presentan en diferentes
tamaños y formas sobre el sustrato empleado en la síntesis, el tamaño promedio
es 311.5 ± 166.75 𝑛𝑚, lo que puede indicar la obtención de nanoestructuras de
carbono.
Se realizó una funcionalización empleando el BC sintetizado y CNT’s en la misma
proporción en presencia de ácido sulfúrico para incluir el grupo funcional
carboxílico (-COOH), se observó que el MNBC sintetizado presenta una
composición en su mayoría de níquel, el cual fue el catalizador empleado para la
síntesis de los CNT’s, ya que no fueron purificados esto pudo afectar la protección
anticorrosiva del material.
Se desarrolló un material compuesto polimérico nanoreforzado, después de la
funcionalización del MNBC al cual se le realizaron 4 pruebas de corrosión durante
10 𝑑í𝑎𝑠, sin recubrimiento, Resina, Resina y PANI y Resina y Material compuesto
polimérico nanoreforzado, en el cual mediante la pérdida de peso de las láminas
se midieron las velocidades de corrosión en cada una de las pruebas, las
velocidades de corrosión son 0.03446, 0.01618, 0.01082 y 0.00872 𝑔 𝑑í𝑎⁄
respectivamente, lo que indica que al agregar la resina y junto a ella un material
compuesto polimérico nanoreforzado se reduce la pérdida de peso de la lámina.
La pérdida de peso para la prueba con el material compuesto polimérico
nanoreforzado evidencia que la presencia de la matriz polimérica y el MNBC
produce una capa anticorrosiva sobre el material reduciendo la concentración de
iones 𝐹𝑒+2 en la solución marina empleada y así la pérdida de peso de la lámina
de acero empleada para la prueba.
El material compuesto polimérico nanoreforzado presenta una protección ante la
corrosión del 74.70% dejando solo un 25.30% dónde se presenta la corrosión en la

70
lámina de acero empleada para las pruebas. El ángulo de contacto se encuentra
entre los 42.9° y 47.8°, con un ángulo de contacto promedio es de 45.13°,
evidenciando la obtención de una superficie hidrófoba al recubrir una lámina de
acero con el material desarrollado.
Los productos de corrosión evidencian diferentes óxidos presentes en región negra
y amarilla de las láminas corroídas fueron akaganeita, goethita, hematita,
lepidocrocita y magnetita.

71
5. RECOMENDACIONES
Aunque se obtuvo una reducción en la protección de la lámina de metal, se
recomienda realizar una purificación de las nanoestructuras sintetizadas por CVD,
para así obtener un menor porcentaje en peso de níquel en el material
desarrollado y comprobar el efecto de las nanoestructuras en su estado más puro
posible en procesos corrosivos.
Se deben medir diferentes niveles de PANI con el dopaje para así optimizar la
fórmula del material desarrollado empleando la cantidad de PANI que genere un
mayor nivel de protección en el metal.

72
BIBLIOGRAFÍA
Aglan, A., Allie, A., Ludwick, A., & Koons, L. (2012). Formulation and evaluation of nano-
structured polymeric coatings for corrosion protection. Surface & Coatings, 370-
378.
Ahmad, N., & MacDiarmid, A. (1996). Inhibition of corrosion of steels with the exploitation
of conducting polymers. Synthethic metal 78, 103-110.
Amin, M., & Ibrahim, M. (2011). Corrosion and corrosion control of mild steel in
concentrateed H2SO4 solutions by newly synthesized glycine derivate. Corrosion
Science 53, 873-885.
Asociación latinoamericana del Acero. (2013). America latina en cifras. Asociación
latinoamericana del Acero.
ASTM International. (2004). ASTM Standard G31-12A. Retrieved Mayo 10, 2014, from
Standard Practice for Lab Inmmersion corrosion testing of metals: www.astm.org
ASTM International. (2011). ASTM Standard G1-03. Retrieved Mayo 10, 2014, from
Standard Practice for Preparing, Cleaning and Evaluating Corrosion Test
Specimens: www.astm.org
Betancur, A. F., Pérez, F. R., Correa, M. d., & Barrero, C. A. (2012).
Quantitative approach in iron oxides and oxihydroxides by vibrational analysis.
Óptica pura y aplicada 45, 269 - 275.
Bethencourt, M., Botana, F., Cano, M., Osuna, R., & Marcos, M. (2004). Comportamiento
anticorrosivo de pinturas de base agua aplicadas en acero. Sociedad española de
cerámica y vidrio 43, 209-211.
Castañeda Ospina, E. (2009). Tesis de Maestría: Estudio sobre la influencia del Cromo en
la velocidad de corrosión de los Aceros Patinables. Bogotá: Universidad Nacional
de Colombia.
Chen, X., Chen, C., Xiao, H., Cheng, F., Zhang, G., & Yi, G. (2005). Corrosion behavior of
carbon nanotubes-Ni composite coating. Surface & Coatings technology 191, 351-
356.
Cho, S., & Ko, K. (2010). Surface free energy and super hydrophobic coating of multi-
walled carbon nanotubes by 3:1 TMCS/Toluene glow discharge plasma under low
pressure. Thin solid films 518, 6623.
Cortés, M., & Ortíz, P. (2004). Corrosión. Hipótesis 4, 12-19.
Cuesta Fernández, F. (2009). Análisis del fenómeno de la corrosión en materiales de uso
técnicos. Procedimientos de protección.
73
Damgaard, N., Walbridge, S., Hansson, C., & Yeung, J. (2010). Corrosion protection and
assessment of weathering steel highway structures. Constructional steel science
66, 1174-1185.
Davis, J. (2000). Corrosion, Undestanding the basics. United States of America ASM
International.
Dominighi, C. (2001). Protección contra la corrosión. Instituto superior de formación
docente 30.
González Guzmán, J. (2009). Tesis de PhD: Protección frente a la corrosión metálica con
recubrimientos poliméricos estudio electroquímico. Tenerife: Universidad de la
Laguna.
Guermone, A., Chari, T., Popescu, F., Sabri, S., Guillemette, J., Skulason, H., . . . Siaj, M.
(2011). Chemical vapor deposition synthesis of graphene on copper with methanol,
ethanol and propanol precursos. Carbon 49, 4204-4210.
HSB Noticias. (2013, Agosto 23). HSBNoticias.com. Retrieved Febrero 2014, 23, from Por
corrosión industria pierde 26 mil millones de pesos:
http://hsbnoticias.com/vernoticia.asp?wplaca=68780
Ibrahim, E. (1999). Corrosion control in electric power systems. Electric Power Systems
Research 52, 9-17.
ISO. (2014). ISO 1174:1998 . Retrieved Febrero 7, 2015, from Corrosion of metals and
alloys -- Corrosion in artificial atmosphere -- Accelerated outdoor test by
intermittent spraying of salt solution:
http://www.iso.org/iso/catalogue_detail.htm?csnumber=19426
Jaramillo, B., Calderón, J., & Castaño, J. (2009). Evaluación electroquímica de aceros.
Revista Facultad de Ingeniería 37, 200-210.
Jubert, A. (2010). La corrosión: un problema económico y de seguridad. Buenos Aires:
UNLP.
Melchers, R. (2003). Effect on marine inmmersion corrosion of carbon content of low alloy
steels. Corrosion Science 45, 2609-2625.
Ministerio de Minas y Energía. (2005). La cadena del carbón: El carbón colombiano,
fuente de energía para el mundo. Colombia: Digitos y diseños .
Morcillo, M., Díaz, I., Chico, B., Cano, H., & de la Fuente, D. (2014). Weathering steels:
From empirical development to scientific design. A review. Corrosion Science, 1-
26.

74
Nakamizo, M., Kammerek, R., & Walker Jr., P. (1974). Laser Raman Studies on Carbons.
Carbon 12, 259-267.
Nervion Pinturas. (2015). Recubrimientos anticorrosivos. Retrieved Febrero 7, 2015, from
Generalidades: http://www.nervion.com.mx/web/conocimientos/rec_antic.php
Orózco Crúz, R. (n.d.). Recubrimientos anticorrosivos. Ingeniería Química. Unidad de
Anticorrosión.
Pérez, F., Barrero, C., & García, K. (2010). Factors affecting the amount of corroded iron
adherent rust in steels submited to inmersion tests. Corrosion Science 52, 2582-
2591.
Pérez, F., Barrero, C., Hight Walker, A., García, K., & Nomura, K. (2009). Effects of
chloride concentration, immersion time and steel composition on the spinel phase
formation . Materials Chemistry and Physics 117 , 214-223.
Reuters. (2014, Febrero 20). Reuters: América Latina. Retrieved Febrero 23, 2014, from
Producción de acero en China y en el mundo cae en enero:
http://lta.reuters.com/article/businessNews/idLTASIEA1J05Q20140220
Shipley, A., & Feijó, J. (1999). Fertilization in Higher Plants: Molecular and Cytological
Aspects. Berlin: Springer Verlag.
Sreevatsa, S. (2009). PhD Thesis: Carbon nanotube electronic structures as anti-corrosion
coatings. New York: New Jersey Institute of Technology.
Steel Association. (2014, Febrero 1). World Steel Association. Retrieved Febrero 23,
2014, from Key facts about the world steel industry:
https://www.worldsteel.org/media-centre/key-facts.html
Sudrabin, L., & Marks, H. (1952). Cathodic protection of steel in contact with water. The
journal of industrial and engineering chemistry 8, 44.
Tapas, K., Bose, S., Khanra, P., Kim, N., Rhee, K., & Lee, J. (2011). Characterization and
properties of in situ emulsion polymerized poly(methyl methacrylate)/graphene
nanocomposites. Composites Part A 42, 1856-1861.
Terrones, M., Botello-Méndez, A., Campos-Delgado, J., López-Urías, F., Vegas-Cantú, Y.,
Rodríguez-Macías, F., . . . Terrones, H. (2010). Graphene and graphite
nanoribbons: Morphology, properties. Synthesis defects and applications. Nano
Today 5, 351-372.
Uhlig, H. (2011). Uhlig's Corrosion Handbook 3d ed. Londres: John Wilen & Sons.

75
Yuan, N., Ma, F., Fan, Y., Liu, Y., & Ding, J. (2012). High conductive ethylene vinyl acetate
composites filled with reduced graphene oxide and polyaniline. Composites Parte A
, 2183-2188.
Zurutuza, A. (2012). Síntesis y transferencia de grafeno. CICNetwork, ciencia y tecnología
12, 42-46.

76
ANEXOS
ANEXO 1: FICHA TÉCNICA DE LA RESINA EPÓXICA KER – 828

77
ANEXO 2: FICHA TÉCNICA DEL CATALIZADOR KCA – 4303

78
ANEXO 3: IMAGENES DESARROLLO DEL TRABAJO
Figura 45. Blackcarbon después de remoción
Figura 46. Material compuesto polimérico nanoreforzado
79
Figura 47. Montaje equipo de corrosión para pruebas
Figura 48. Productos pruebas de corrosión