escuela politÉcnica del ejÉrcito departamento de...
TRANSCRIPT

ESCUELA POLITÉCNICA DEL EJÉRCITO
DEPARTAMENTO DE ELÉCTRICA Y ELECTRÓNICA
CARRERA DE INGENIERÍA EN TELECOMUNICACIONES
PROYECTO DE GRADO PARA LA OBTENCIÓN DEL TÍTULO DE INGENIERÍA
“ESTUDIO Y DISEÑO DEL LABORATORIO DE POTENCIA Y ENERGÍA
ELÉCTRICA DEL CENTRO DE METROLOGÍA DEL EJÉRCITO.”
CAPT. DAVID SALOMÓN PUGA JÁCOME
SANGOLQUÍ – ECUADOR
2011
CERTIFICACIÓN
Certificamos que el presente proyecto fue realizado en su totalidad y bajo nuestra
supervisión por el CAPT. David Salomón Puga Jácome, como requerimiento previo para la
obtención del título de Ingeniera en Telecomunicaciones.
Sangolquí, Mayo 2011.
Dr. Gonzalo Olmedo Ing. Jorge Álvarez
DIRECTOR CODIRECTOR

RESUMEN
El presente proyecto pretende diseñar un laboratorio de potencia y energía eléctrica
acorde a las necesidades institucionales y del país enmarcados en los parámetros de la
norma NTE-INEN ISO/IEC 17025 [1] que incluye los requisitos generales para la
competencia de los laboratorios de ensayo y de calibración.
Con la determinación de los diferentes equipos que constituirán el laboratorio se pretende
realizar la calibración de instrumentos de medición de potencia y energía eléctrica,
ángulo de fase, patrones de energía, equipos probadores de medidores de energía,
vatímetros y equipos relacionados.
Se pretende determinar los parámetros técnicos más apropiados dentro de los equipos
con el fin de obtener medidas de energía de mayor exactitud y precisión, y; como
consecuencia de ello evitar los fenómenos indeseables, como la distorsión armónica, el
ruido y los transitorios, los huecos de tensión y sobretensiones que generan los equipos
electrónicos en una medición y que aumentan el grado de dificultad en la obtención de
medidas exactas en baja frecuencia.
Estudiar los diferentes factores que influyen en las magnitudes de potencia y energía
eléctrica como son las magnitudes de tensión en corriente alterna, resistencia eléctrica,
capacitancia y tiempo para llegar a determinar el patrón de referencia tanto de potencia
como de energía que servirán en la calibración de nuestros equipos.
Finalmente, y al ser parte de un organismo del Estado se pretende entregar las bases
técnicas y todos los requisitos tanto legales como técnicos para realizar el proceso de
adquisición a través del portal de compras públicas que posee el país.

DEDICATORIA
El presente proyecto se lo dedico a Dios, fuente de tranquilidad y paz durante mis
momentos de angustia, alegrías y tristezas, que me ha guiado durante este camino que hoy
llega a feliz término.
A María Leonor, mi madre, por su esfuerzo y dedicación durante todos estos años de
formación, por estar siempre junto a mí especialmente en los malos momentos.
A Viviana y Kattya, mis hermanas, por su valioso apoyo desde el momento en que vi
la luz y por creer siempre en mí.
CAPT. DAVID SALOMÓN PUGA JÁCOME

AGRADECIMIENTOS
A Dios, por llevarme a su lado a lo largo de esta vida siempre, llenándome de alegría y paz.
A mi madre, que dentro de todas sus preocupaciones me dio la posibilidad de brillar.
A mis hermanas, por estar siempre pendientes de todas mis necesidades y nunca
abandonarme.
A Saúl, mi cuñado, por ser un ejemplo de persona y apoyarme durante toda mi carrera.
A Maritza, por amarme como soy, aceptarme, cuidarme, motivarme y confiar siempre en mí.
Al Ejército Ecuatoriano, que me permitió seguir esta carrera en beneficio personal y de la
Institución.
A todos mis amigos, amigas y todas aquellas personas que han sido importantes para mi
durante todo este tiempo. A todos mis maestros que aportaron a mi formación. Para quienes
me enseñaron más que el saber científico, a quienes me enseñaron a ser lo que no se
aprende en salón de clase y a compartir el conocimiento con los demás.
Por último, quiero agradecer a todas las personas que sin esperar nada a cambio
compartieron momentos de alegría y tristeza. A todos aquellos que permitieron que este
sueño se vuelva una realidad.
CAPT. DAVID SALOMÓN PUGA JÁCOME

ÍNDICE GENERAL
CAPÍTULO 1 1
INTRODUCCIÓN 1
1.1 Antecedentes 1
1.1.1 Reseña histórica del Sistema Internacional de Unidades (SI) 2
1.2 Medición y Error 7
1.2.1 Definiciones 7
1.2.2 Exactitud y Precisión 9
1.2.3 Tipos deError 10
. Errores Gruesos 10
. Errores Sistemáticos 11
. Errores Aleatorios 12
1.3 Definición de Metrología 13
1.3.1 Qué entendemos por calibrar 16
1.4 Estructura de un Sistema Metrológico 18
1.4.1 Introducción 18
1.4.2 Patrones de Medición 19
. Patrones Internacionales 20
. Patrones Primarios 20
. Patrones Secundarios 21
. Patrones Terciarios o de Trabajo 22
1.5 Niveles de Jerarquía en un Sistema Metrológico 23
1.6 Metrología Eléctrica 25
1.6.1 Patrones Eléctricos 25
. Patrones de Diferencia de Potenciales 26
. Patrones de Resistencias 28

. Patrones de Inductancia 30
. Patrones de Capacidad 32
1.6.2 Mediciones de Potencia 34
CAPÍTULO 2 48
ANÁLISIS ESTADÍSTICO 48
2.1 Análisis de Mercado 48
2.2 Definición del Método a utilizar 72
2.3 Indicadores 74
CAPÍTULO 3 77
EVALUACIÓN Y ANÁLISIS DEL DISEÑO 77
3.1 Antecedentes 77
3.1.1 Planificación 78
3.1.2 REQUISITOS PARA LA OPERACIÓN EN EL CAMPO. 83
3.2 Disposición General del laboratorio. 83
3.2.1 Requisitos especiales de acondicionamiento de aire 86
3.2.2 Requisitos de suministro eléctrico 89
3.2.3 ACCESORIOS DEL LABORATORIO 92
3.3 Equipamiento del laboratorio 97
CAPÍTULO 4 136
ESTUDIO FINANCIERO 136
4.1 Inversión 136
4.1.1 Depreciación 139
4.1.2 Amortización 142
4.2 Financiamiento 143
4.3 Presupuesto de ventas 146
4.4 Costos variables 149
4.5 Costo operativo fijo 149
4.6 Gasto de ventas 153
4.7 Capital de trabajo 154
4.8 Estados Financieros 155
4.8.1 Estado de Resultados 155
4.9 Flujo de efectivo 157
4.10 Evaluación Financiera 158
4.10.1 Cálculo del TMAR 158
4.10.2 Cálculo del VAN 160
4.10.3 Cálculo del TIR 161
4.10.4 Relación costo Beneficio 162
CAPÍTULO 5 163
CONCLUSIONES Y RECOMENDACIONES 163
5.1 Conclusiones 163
5.2 Recomendaciones 167
ÍNDICE DE TABLAS
Tabla.1.1 Comparación de Unidades 7
Tabla. 1.2 Comparación de tipos de condensadores 34
Tabla.1.3 Fracciones y múltiplos del vatio 35
Tabla.1.4 Otros tipos de energía 35
Tabla.1.5 Otros tipos de energía 36
Tabla 2.1. Tabla para la evaluación del alcance de los objetivos 76
Tabla 3.1. Inventario de equipos 98
Tabla 3.2. Segregación en categorías 98
Tabla 3.3. Precisiones de medición 99
Tabla 3.4. Precisiones del patrón a utilizar 99
Tabla 3.5. Parámetros de evaluación y su puntuación 100
Tabla 4.1. Listado de activos necesarios 137
Tabla 4.2. Porcentajes de depreciación autorizados en el Ecuador 140
Tabla 4.3. Valores relativos a la depreciación 141
Tabla 4.4. Horizonte de evaluación 142
Tabla 4.5. Amortización del capital social 143
Tabla 4.6. Fuentes de Financiamiento 143
Tabla 4.7. Gastos Financieros 143
Tabla 4.8. Tabla de Amortización 144
Tabla 4.9. Consolidación Anual 146
Tabla 4.10. Presupuesto de ventas 147
Tabla 4.11. Servicios anuales 147
Tabla 4.12. Inflación acumulada vigente 148
Tabla 4.13 Ingresos de la empresa 148
Tabla 4.14. Costos variables 149
Tabla 4.15. Servicios consumidos por la empresa 150
Tabla 4.16. Costo sujeto a inflación 150
Tabla 4.17. Consolidación anual de sueldos 151
Tabla 4.18. Consolidación 152
Tabla 4.19. Gasto de ventas 153
Tabla 4.20. Consolidación de costos anules 154
Tabla 4.21. Días de desfase 155
Tabla 4.22. Resultados proyectados 156
Tabla 4.23. Flujo de caja proyectado 157
Tabla 4.24. Riesgo de inversión con capital 159
Tabla 4.25. Valor actual neto de la inversión 160
Tabla 4.26. TIR 161
Tabla 4.27. Relación costo beneficio 162

ÍNDICE DE FIGURAS
Figura 1.1. Circuito de medición de potencia 37
Figura 1.2.- Componentes activa y reactiva de la intensidad; supuestos inductivo,
izquierda y capacitivo, derecha. 43
Figura 1.3.- Relación entre potencia activa, aparente y reactiva. 44
Figura 2.1. Grafica de resultados Pregunta 1 54
Figura 2.2. Grafica de resultados Pregunta 2 55
Figura 2.3. Grafica de resultados Pregunta 3 56
Figura 2.4. Grafica de resultados Pregunta 4 58
Figura 2.5. Grafica de resultados Pregunta 5 59
Figura 2.6. Grafica de resultados Pregunta 6 60
Figura 2.7. Grafica de resultados Pregunta 7 61
Figura 2.8. Grafica de resultados Pregunta 8 62
Figura 2.9. Grafica de resultados Pregunta 9 63
Figura 2.10. Grafica de resultados Pregunta 10 64
Figura 2.11. Grafica de resultados Pregunta 1 68
Figura 2.12. Grafica de resultados Pregunta 2 69
Figura 2.13. Grafica de resultados Pregunta 3 70
Figura 2.14. Grafica de resultados Pregunta 4 71
Figura 2.15. Grafica de resultados Pregunta 5 72
Figura 3.1. Ilustración de las precauciones para evitar descargas electrostáticas 92
Figura 3.2. Estantería abierta 93
Figura 3.3. Banco de trabajo de laboratorio 95
Figura 3.4. Silla giratoria para laboratorio 95
Figura 3.5. Mesa sobre ruedas 96

Figura 3.6. Comparador COM 3001 103
Figura 3.7. Representación de valores actuales 104
Figura 3.8. Representación vectorial 104
Figura 3.9. Curva de tensión 105
Figura 3.10. Análisis de Armónicos 105
Figura 3.11. Patrón Portátil MT300. 107
Figura 3.12. Patrón Portátil MT 320 111
Figura 3.13. Fuente de corriente trifásica MT 400 115
Figura 3.14. MT 680 Y MT 681 117
Figura 3.15. Multímetro de referencia RM 3000 119
Figura 3.16. Patrón Portátil MT 30. 122
Figura 3.17. Software WINSAM 4 125
Figura 3.18. “Configuración” - Adaptación del WinSAM 126
Figura 3.19. “Definición de tipos” – Administración de contadores 127
Figura 3.20. “Depurador de Script” - para funciones específicas del usuario 128
Figura 3.21. “Control” - para pruebas automáticas 129
Figura 3.22. “Manual” - Operación ad-hoc 130
Figura 3.23. “Reportes” – Reporte de resultados de pruebas automáticas 131
Figura 24. Estación de Trabajo modelo P 92 132
ANEXOS
ANEXO 1. Especificaciones técnicas del Comparador COM 3001.
ANEXO 2. Especificaciones técnicas del Patrón Portátil MT300.
ANEXO 3. Especificaciones técnicas del Patrón Portátil MT320.
ANEXO 4. Especificaciones técnicas de la Fuente de corriente trifásica MT
400.
ANEXO 5. Especificaciones técnicas del Sistema Automático de ensayo de
contadores monofásico y trifásico con fuente integrada MT 680 y
MT 681.
ANEXO 6. Especificaciones técnicas del Multímetro de referencia RM 3000.
ANEXO 7. Especificaciones técnicas del Patrón Portátil MT 30.
ANEXO 8. Especificaciones técnicas del Software WINSAM 4.

FECHA DE ENTREGA
SANGOLQUÍ, …… DE JUNIO DE 2011.
EL AUTOR
---------------------------------------------
CAPT. DAVID PUGA JÁCOME
EL DIRECTOR DE CARRERA
---------------------------------------------
DR. GONZALO OLMEDO

PRÓLOGO
Dentro de este documento, se detallan los parámetros técnicos óptimos de los diferentes
equipos que formarán parte del Laboratorio de Potencia y Energía Eléctrica del Centro de
Metrología del Ejército, necesarios para el desarrollo efectivo de un laboratorio de calibración
acorde a las necesidades y requerimientos del país en la actualidad.
En el Capítulo 1, se describen definiciones básicas y principios de la metrología de potencia
y energía eléctrica, así como un vistazo general referente a la introducción a la metrología.
En el Capítulo 2, se detalla un minucioso análisis de mercado, tomando en cuenta los
diferentes sectores en los que impactará el desarrollo del laboratorio, en el que se incluyen
indicadores y la definición del método más adecuado que será utilizado para la consecución
del mismo.
En el Capítulo 3, se analizan tanto patrones como equipos necesarios para el laboratorio así
como llegar a determinar los patrones de referencia y de trabajo más adecuados y
enmarcados en la necesidad del país.
Un detallado análisis de costos y factibilidad es desarrollado en el Capítulo 4 del presente
documento.
Finalmente son presentadas en el Capítulo 5 las diferentes conclusiones y recomendaciones
del presente proyecto.

CAPÍTULO 1
INTRODUCCIÓN
1.7 Antecedentes
No todas las personas tienen claro el correcto uso de los términos: unidades,
sistemas de unidades, patrones, magnitudes, medición, pesas y medidas etc. Es
necesario por lo tanto realizar una breve reseña histórica de los hechos que han
llevado a dar a estos términos un significado particular.
Desde las primeras etapas del desarrollo del hombre dentro de la sociedad,
éste comienza a expresar numéricamente lo que tiene a su alrededor. Esta práctica
con el pasar de los siglos, deviene en la metrología o ciencia de la medición, que en
los tiempos modernos descansa fundamentalmente en la física y la matemática,
entre otras ciencias.
1.7.1 Reseña histórica del Sistema Internacional de Unidades (SI)
Los testimonios históricos existentes, no permiten conocer con exactitud el
origen de los primeros medios de comparación pero debido a algunos indicios parece
ser que los primeros fueron aquellos que se refieren a la distancia, a la longitud; así
por ejemplo: “el tamaño de los dedos, la longitud del pie, el ancho de la palma de la
mano, el largo del antebrazo” [1], fueron utilizados como medios de referencia o
unidades y al mismo tiempo como patrones para comparación o medida de
longitudes.
En la selección de estos primeros patrones físicos de medida, ya se encuentran
elementos que distinguen a un sistema de unidades como un medio reconocido por
la comunidad para comparar ciertas propiedades de los cuerpos entre sí.
Debido al avance tecnológico fue necesaria una mayor precisión en las medidas
y como consecuencia, mejorar las características de los patrones, construyéndolos
de materiales preciosos para evitar su destrucción, dándoles dimensiones exactas, a
medida que la sociedad requería mayor precisión en la comparación.
En Inglaterra aparecen en el siglo XVII los primeros patrones de pesas y
medidas con cierto rigor técnico, que constituyen la base del Sistema Británico de
Pesas y Medidas (SBPM), el cual fue difundido en sus colonias. Por mucho tiempo
fue el sistema más difundido en el mundo.

En el resto de Europa, donde no existía un sistema uniforme de unidades de
medida, había una total anarquía en las transacciones comerciales. Había
diferencias de valores hasta entre unidades de medida de igual nombre. Esto produjo
todo tipo de fraudes, lo que llevó a los hombres de ciencia a reflexionar acerca de la
conveniencia de sustituir los sistemas existentes.
Con el objeto de buscar una solución a este problema, el gobierno francés
ordenó en 1790 a la Academia Francesa de Ciencias estudiar y proponer un sistema
único de pesas y medidas para reemplazar a los sistemas existentes. Los científicos
franceses decidieron, como primer principio, que un Sistema Universal de pesas y
medidas no debería depender de patrones hechos por el hombre ni tener relación
con ningún país en particular, sino basarse en medidas permanentes de un
fenómeno físico susceptible de reproducirse en cualquier lugar del planeta. Por
consiguiente, se escogió como Unidad de Longitud al metro definiéndolo como „‟la
diez millonésima parte de la distancia desde el polo al Ecuador a lo largo del
meridiano que pasa a través de París‟‟ [2]. Como Unidad de Masa escogieron „‟la
masa de un centímetro cúbico de agua destilada a 4 grados Celsius a la presión
atmosférica normal (760 mm Hg) y le dieron el nombre de gramo‟‟ [1]. Para la tercera
unidad, la Unidad de Tiempo, decidieron emplear el segundo, definiéndolo como
1/86400 del día solar medio [1].
Como segundo principio, decidieron que el resto de unidades se debían derivar
de estas tres Unidades Fundamentales de longitud, masa y tiempo. Finalmente,
establecieron un tercer principio mediante el cual se propuso que los múltiplos y
submúltiplos de las unidades básicas estuvieran dentro del Sistema Decimal, con lo
cual se creó el Sistema Métrico Decimal (SMD).
A finales del siglo pasado se produjeron muchas reuniones encaminadas a
perfeccionar y difundir el SMD. Estos esfuerzos tuvieron como resultado la
constitución de la Comisión Internacional del Metro y posteriormente, la creación de
la Conferencia General de Pesas y Medidas (CGPM), el Comité Internacional de
Pesas y Medidas (CIPM) y el Buró Internacional de Pesas y Medidas (BIPM).
Con el tiempo, nuevos países fueron sumándose al SMD, hasta que se convirtió
en un sistema universal. Como consecuencia de ello, en el mundo coexistieron
durante muchos años dos grandes vertientes en cuanto al uso de unidades de
medida: los países que emplearon el Sistema Anglo Norteamericano (SAN) y los
acogidos al SMD. Gran Bretaña estudió un sistema de unidades eléctricas, y la
Asociación Británica para el Avance de la Ciencia decidió que el centímetro y el
gramo fueran las unidades fundamentales de longitud y masa, desarrollándose
desde ese momento el Sistema CGS (centímetro – gramo – segundo) o Sistema
Absoluto de Unidades. Cuando éste sistema se extendió a las mediciones eléctricas
y magnéticas, surgieron múltiples problemas a causa de la necesidad de introducir
por lo menos una unidad más al sistema, por esta razón se establecieron dos
sistemas paralelos: el Sistema Electrostático CGSE y el Sistema Electromagnético
CGSM.
Las unidades derivadas para la corriente eléctrica y el potencial eléctrico en los
sistemas electromagnéticos, son el Ampere y el Volt. Estas unidades y sus
correspondientes derivadas tales como el Coulomb, Ohm, Henry, Farad, etc., se
incorporan en un tercer sistema llamado Sistema Práctico. Posteriores estudios para
el establecimiento de un verdadero sistema universal dieron como resultado el
trabajo pionero del ingeniero italiano Giorgi, quien señaló que las unidades prácticas
de corriente, voltaje, energía y potencia, usadas por los ingenieros eléctricos, eran
compatibles con el sistema MKS (metro – kilogramo – segundo). En el sistema

Giorgi, conocido como el sistema MKSA se seleccionó al Ampere como la cuarta
unidad básica [1].
La primera normalización de las unidades eléctricas se llevó a cabo en la
Conferencia Internacional de Electrotecnia en 1908 en Londres. En esta ocasión se
determinaron y definieron las siguientes unidades eléctricas básicas:
1 amperio internacional (1 Aint). Es una corriente de intensidad constante que, al
circular por una solución de nitrato de plata (AgNO3), deposita en un segundo 1,118
mg de plata de la solución [3].
1 ohmio internacional (1 Ωint). Es una resistencia que ofrece una columna de
mercurio de sección constante de 1 mm2, de 106.3 cm de longitud y cuya masa es de
14.4521 g, hallándose a 0o C. [3]
Las otras unidades fueron determinadas por las leyes de la Física. En 1911, se
estableció la unidad de 1 voltio internacional, aprovechando una fuerza electromotriz
de valor constante de la pila Weston. Esta será descrito más adelante en el párrafo
que trata de patrones.
En 1946, la Comisión Internacional estableció otras definiciones de las unidades
y que se basan sobre el sistema ya mencionado MKSA. Estas unidades son las
siguientes:

1 amperio absoluto (1 Aabs). Es la corriente invariable que, circulando por dos
conductores paralelos de longitud infinita, de sección circular despreciable y
separados por una distancia de 1 metro en el vacío, produce sobre cada conductor
una fuerza de 2 x 10-7 Newton por metro de longitud [3].
1 voltio absoluto (1 Vabs). Es la diferencia de potenciales que existe entre dos puntos
de un conductor eléctrico recorrido por una corriente de 1 amperio, cuando la
potencia disipada por el conductor entre esos dos puntos es igual a 1 vatio [3].
1 ohmio absoluto (1 Ωabs). Es la diferencia de un trozo de conductor en el cual una
diferencia de potenciales de 1 V aplicada entre sus extremos produce una intensidad
de corriente de 1 amperio absoluto [3].
Un sistema más comprensivo se adoptó en 1954 y se designó en 1960 por un
convenio internacional, el Sistema Internacional de Unidades (SI). En este sistema se
usan seis unidades básicas, estas son: el Metro, el Kilogramo, el Segundo y el
Ampere del sistema MKSA y además el Kelvin y la Candela como las unidades de
temperatura e intensidad luminosa, respectivamente.
La aprobación definitiva del Sistema Internacional de Unidades de Medida fue
hecha por la XI Comisión General de Medidas en el año 1968, utilizándose de forma
generalizada desde esa fecha.

Comparando las unidades internacionales con las absolutas tenemos:
Tabla.1.1 Comparación de Unidades
1 amperio internacional 0,99985 amperio absoluto
1 voltio internacional 1,00034 voltio absoluto
1 ohmio internacional 1,00049 ohmio absoluto
1.8 Medición y Error
1.8.1 Definiciones
Durante el proceso de medición por lo general se requiere el uso de un
instrumento referencial como medio físico para determinar la magnitud de una
variable. Los instrumentos representan una extensión de las capacidades humanas y
permiten a las personas determinar el valor de una cantidad desconocida la cual no
podría medirse utilizando únicamente las capacidades sensoriales. Por lo tanto, un
instrumento puede definirse de la siguiente manera: „‟dispositivo para determinar el
valor o la magnitud de una cantidad o variable‟‟ [2]. El instrumento electrónico, como
su nombre lo indica, se basa en principios eléctricos o electrónicos para realizar una
medición. El desarrollo de la tecnología demanda la construcción de instrumentos
cada vez más exactos, por lo tanto para optimizar el uso de los mismos es necesario
entender sus principios de operación y valorar la importancia de sus aplicaciones.
El trabajo de medición emplea una serie de términos, los cuales se definen a
continuación:
Instrumento. Dispositivo para determinar el valor o magnitud de una cantidad o
variable.
Exactitud. Aproximación con la cual la lectura de un instrumento se acerca
al valor real de la variable medida.
Precisión. Medida de la reproducibilidad de las mediciones, esto es, dado el
valor fijo de una variable, la precisión es una medida del grado
con el que las mediciones sucesivas difieren una de otra.
Sensibilidad. Relación de la respuesta del instrumento respecto al cambio de
la variable medida.
Resolución. Cambio más pequeño en el valor medido al cual responde el
instrumento.
Error. Desviación a partir del valor real de la variable medida.
Se pueden aplicar varias técnicas para minimizar el efecto de los errores, así
como: la realización de varias mediciones antes que confiar en una sola, para
ensayos de precisión; la utilización de varios instrumentos de medición en el mismo
experimento con lo cual se obtiene una buena alternativa para aumentar la exactitud.
Aunque el uso de estas técnicas aumenta la precisión de las mediciones reduciendo
los errores ambientales, no evitan el error instrumental.
1.8.2 Exactitud y Precisión
Exactitud se refiere al grado de aproximación al valor real de una cantidad
medida. Precisión es el grado de concordancia dentro de un grupo de mediciones o
instrumentos.
Para ilustrar la diferencia entre exactitud y precisión a continuación se
comparan dos voltímetros de la misma marca y modelo. Ambos medidores tienen el
mismo tipo de escala por lo tanto se pueden medir con la misma precisión. Si el valor
de la resistencia en serie de uno de los medidores cambia considerablemente, la
lectura puede tener un valor elevado. Por lo tanto, la exactitud de los dos medidores
puede ser diferente (si se quiere determinar cual medidor es el erróneo, se debe
realizar mediciones de comparación con un medidor patrón). La precisión está
compuesta de dos características: conformidad y el número de cifras significativas
con las cuales se puede realizar la medición. Por ejemplo, „‟una resistencia cuyo
valor real es 1‟384.572 Ω se mide con un óhmetro, el cual repetidamente indica 1,4
MΩ” [2]. El observador no puede leer el valor real en la escala, su estimación de la
lectura en las escala marca 1,4 Mega ohmios. Esta lectura está tan cercana al valor
real como el observador pueda estimar la lectura de la escala, el error creado por las
limitaciones de estimar la escala es un error de precisión. Este ejemplo nos permite
ilustrar que la conformidad es necesaria pero no suficiente en cuanto a precisión
debido a la falta de cifras significativas. De modo similar, la precisión es una
condición necesaria pero no suficiente para la exactitud.
Con frecuencia se acepta el valor de las lecturas en la carátula del instrumento,
y se desconoce que la exactitud de las mismas no necesariamente está garantizada
por la precisión. Una buena técnica de medición requiere un continuo escepticismo
respecto a los resultados.

1.8.3 Tipos de Error
No existe una medición que pueda ser hecha con una exactitud perfecta, pero
es importante descubrir cuál es la exactitud real y como se producen los diferentes
errores en las mediciones. Es necesario realizar un estudio sobre los errores
existentes a fin de buscar modos para reducirlos con el objeto de establecer la
exactitud de los resultados finales.
Los errores pueden provenir de diferentes fuentes y por lo general se clasifican
en tres categorías principales:
. Errores Gruesos
Se deben a fallas humanas en la lectura o utilización de los instrumentos de
medida, así como en el registro y cálculo de los resultados de las mediciones. La
participación del hombre en las mediciones ocasiona algunos errores graves, y
aunque probablemente es imposible su eliminación total, se debe intentar anticiparlos
y corregirlos. Algunos de estos errores se detectan con facilidad pero otros son muy
evasivos. Un error muy común es el uso inapropiado del instrumento. Por lo general
las condiciones de funcionamiento de los instrumentos cambian cuando se los
conecta a un circuito de tal modo que la cantidad medida se altera de acuerdo al
método empleado.

. Errores Sistemáticos
Se dividen en dos categorías: 1) errores instrumentales, debido a los errores en
los instrumentos, y 2) errores ambientales, a causa de las condiciones externas que
afectan a las mediciones.
Errores instrumentales son inherentes a los instrumentos de medición debido a
su estructura mecánica. En este tipo de errores también se incluyen los de
calibración, lo que hace que el instrumento dé lecturas erróneas a lo largo de toda la
escala.
Existen muchas clases de errores instrumentales, de acuerdo al tipo de
instrumento empleado. La persona encargada de la medición siempre debe tomar
precauciones para asegurarse que el instrumento se use y opere adecuadamente y
no contribuya con errores excesivos para sus propósitos. Una forma rápida y sencilla
de verificar un instrumento es compararlo con otro de características similares o con
uno más exacto.
Los errores instrumentales se pueden evitar al seleccionar el instrumento
adecuado para la medición a realizar, al aplicar los factores de corrección después
de definir la cantidad de error instrumental o calibrando el instrumento con un patrón.
Los errores ambientales se producen debido a las condiciones externas que
afectan la operación del instrumento, como las variaciones de temperatura,
humedad, presión, acción de campos magnéticos y electrostáticos. Las precauciones

para reducir estos efectos incluyen aire acondicionado sellado y hermético en ciertos
componentes del instrumento, aislar el equipo de campos magnéticos, etc.
Los errores sistemáticos también se pueden dividir en estáticos o dinámicos.
Los primeros se deben a las limitaciones de los dispositivos de medición o a las leyes
físicas que gobiernan su comportamiento. Un error estático, por ejemplo, se
introduce en un micrómetro cuando se ejerce presión excesiva en el eje al girarlo.
Los errores dinámicos se producen cuando el instrumento no responde con la debida
rapidez a los cambios de la variable medida.
. Errores Aleatorios
Se deben a causas desconocidas y ocurren aún cuando todos los errores
sistemáticos han sido considerados. Estos errores llegan a ser importantes en
trabajos de gran exactitud. Por ejemplo, si se monitorea un voltaje con un voltímetro,
el cual lee cada media hora; aunque el instrumento sea operado en condiciones
ambientales ideales y sea calibrado antes de la medición, las lecturas varían
ligeramente durante el período de observación. Esta variación no puede ser
corregida por ningún método de calibración u otro método de control conocido y no
puede ser explicado sin una investigación minuciosa del comportamiento de la
magnitud medida así como del instrumento de medición utilizado. La única forma de
compensar estos errores es incrementar el número de lecturas y usar medios
estadísticos para obtener la mejor aproximación al valor real de la cantidad medida.

1.9 Definición de Metrología
La metrología puede ser definida como “la ciencia de la medición que incluye el
desarrollo de patrones de referencia y sistemas, con el propósito de ejecutar
mediciones relativas y absolutas, para garantizar la uniformidad y las formas de
alcanzar la precisión requerida en estas mediciones‟‟ [4].
Los principales campos cubiertos por la metrología son:
Unidades de medida y sus patrones: su establecimiento, reproducción,
conservación y diseminación (transmisión).
Las mediciones: sus métodos, su ejecución, la estimación de su precisión.
Los instrumentos de medición: sus propiedades, desde el punto de vista de su
utilización final.
Los observadores: sus cualidades referidas a la ejecución de mediciones, por
ejemplo, la lectura de indicaciones de instrumentos de medición.
La metrología abarca todos los problemas tanto teóricos como prácticos
relacionados con las mediciones, cualquiera sea la precisión de las mismas.
Según la magnitud considerada, la metrología se divide en: metrología de
longitudes, metrología de tiempo, metrología de masa, metrología de magnitudes
eléctricas, metrología de fuerza.
Según el campo de aplicación, la metrología se divide en: metrología industrial,
metrología astronómica, metrología médica.

También están comprendidas dentro de la metrología las determinaciones de
constantes físicas y de propiedades de los materiales, así como de las sustancias.
La metrología industrial es la encargada de la organización y operación de
sistemas confiables de medición en la fabricación industrial. Su aplicación involucra
las materias primas, los procesos de producción, el producto terminado, en lo
relacionado con el cumplimiento de las especificaciones técnicas normativas.
La metrología industrial asegura la calidad en la exactitud y precisión de los
instrumentos y equipos de inspección y control utilizados en los laboratorios de
control de calidad, así como la organización de la función metrológica en la empresa.
Los organismos internacionales que controlan la actividad metrológica en el
mundo son:
a) Oficina Internacional de Pesas y Medidas BIPM.
Es el laboratorio internacional de metrología, fundado y financiado por los
países miembros de la Convención del Metro. Está localizado en Sebres, Francia; las
funciones de este organismo son:
Establecer los patrones fundamentales de las principales magnitudes físicas y
mantener los prototipos internacionales;

Realizar comparaciones de patrones nacionales e internacionales;
Asegurar la coordinación de las técnicas de medición;
Realizar y coordinar las determinaciones de las constantes físicas.
Actualmente se proporcionan servicios de calibración en las áreas de masa,
longitud, electricidad, fotometría y radiaciones ionizantes. El BIPM opera bajo
exclusiva supervisión del Comité Internacional de Pesas y Medidas.
b) Comité Internacional de Pesas y Medidas CIPM.
Consiste de 18 miembros, metrólogos científicos, de varios países miembros de
la Convención del Metro que se reúnen anualmente. Coordina a través de comités
consultivos, grupos de expertos en las distintas áreas que realizan estudios y
trabajos metrológicos, los cuales son responsables de los trabajos internacionales de
sus respectivos campos.
El CIPM actúa bajo supervisión directa de la Conferencia General de Pesas y
Medidas.
c) Conferencia General de Pesas y Medidas CGPM.
Está formada por los delegados de todos los países miembros de la
Convención del Metro y se reúnen actualmente cada cuatro años. Es el máximo
organismo metrológico y sus funciones son entre otras:
Implementar los mecanismos necesarios para asegurar la difusión del Sistema
Internacional de Unidades SI.
Confirmar los resultados de nuevos estudios metrológicos.
Adoptar decisiones importantes relacionadas con la organización y desarrollo
del BIPM.
1.9.1 Qué entendemos por calibrar
Es importante aclarar qué entendemos por calibración. Originalmente la palabra
significaba el procedimiento de clasificar por su tamaño (en francés “calibre’’) objetos
tales como balas de cañón.
En visitas a laboratorios a menudo se escucha que un instrumento requiere ser
calibrado, refiriéndose en realidad a que requiere un ajuste, en muchas ocasiones
precedido de una reparación. La confusión entre ajuste y calibración es muy
frecuente, ya que muchos instrumentos electrónicos frecuentemente requieren tanto
del ajuste a cero como al máximo, antes de ser usados. En situaciones menos
frecuentes el uso del término calibración puede simplemente aludir al chequeo de
tolerancias.
Teniendo en cuenta los fines del presente proyecto se usará para calibración la
siguiente definición: “El grupo de operaciones que establecen, bajo condiciones
específicas, la relación entre los valores indicados por un medio de medición,
sistema de medición, o valores representados por una medida materializada, y los
correspondientes valores conocidos de una magnitud de medida” [5].
Por los valores conocidos se entiende comúnmente, los valores verdaderos
atribuidos a los patrones y equipos usados como referencia en la calibración.
De acuerdo con esta definición la calibración resultará ser generalmente un
informe o exposición auténtica de valores convencionalmente verdaderos.
La mayoría de medios de medición (instrumentos) o medidas no serán
usualmente objeto de calibración, sino de ajuste por parte de sus fabricantes o por
los servicios de mantenimiento, a tolerancias especificadas y que pueden ser
comprobadas mediante procedimientos conocidos como verificaciones y de las
cuales se obtiene un documento elaborado por el órgano de verificación denominado
en algunas ocasiones certificado de verificación.
Cuando se trata con instrumentos o medidas que puedan ser usadas como
patrones y como tal estén sujetas a calibración en el estricto sentido del vocabulario
mencionado, se procede a la emisión de un certificado de calibración.

1.10 Estructura de un Sistema Metrológico
1.10.1 Introducción
Entre la aplicación práctica de un instrumento de medición y la definición física
de la unidad de medida asociada al instrumento, puede existir una gran cantidad de
pasos que son independientes técnica, geográfica y temporalmente. Al enlace del
instrumento con la definición de la unidad de medida se le denomina Sistema
Metrológico o Sistema de Medición y se lo representa mediante un esquema de
transmisión.
Si se quiere implementar un sistema de medición o sistema metrológico que
satisfaga las necesidades de ciertos sectores del país, es necesario considerar
factores técnicos, administrativos, financieros y, además dificultades de tiempo y
distancia; que de una u otra forma influyen en el establecimiento y mantenimiento de
la eficacia de un esquema de transmisión.
En el campo de la metrología frecuentemente se emplea el término trazabilidad,
por lo que resulta imperante la necesidad de conocer su significado. De acuerdo a la
definición que consta en el Vocabulario Internacional de Metrología, la palabra
trazabilidad corresponde a una cadena continua de comparaciones. Esta cadena se
rompe en ocasiones debido a la distancia entre los laboratorios nacionales e
internacionales poseedores de los patrones primarios, al tiempo, a las dificultades
administrativas, a la falta de personal capacitado y a las prácticas erróneas en
laboratorios locales.
Desafortunadamente el término trazabilidad, en la práctica, sólo significa que
existe una relación entre las lecturas de un instrumento de medida y el
correspondiente patrón de medición local, nacional, internacional o su definición
física. No obstante, el término trazable es conveniente usarlo en el lenguaje común
cuando se define la fuente, es decir, el patrón o instituto a los cuales están
vinculadas las mediciones.
En los siguientes capítulos se usará el término sistema metrológico para
designar una estructura institucional, técnica y administrativa que comprende los
aspectos prácticos de los esquemas de transmisión para cada magnitud así como la
trazabilidad asociada a dicho sistema.
1.10.2 Patrones de Medición
Un patrón es un instrumento de medición destinado a definir o materializar,
conservar o reproducir la unidad de medida de una magnitud, un múltiplo o
submúltiplo de esta unidad, para luego transmitirla por comparación a otros
instrumentos de medición.
Una unidad se define a partir de un fenómeno físico natural que incluye
constantes físicas y atómicas. Por ejemplo, la unidad de masa en el Sistema
Internacional es el kilogramo, el cual se define como la masa de un decímetro cúbico
de agua a su temperatura de máxima densidad de 4 oC. El patrón que representa
esta unidad es un cilindro de aleaciones de Iridio y Platino [1] que se encuentra en la
Oficina Internacional de Pesas y Medidas en Sebres, Francia.

En forma similar se han desarrollado patrones para el resto de unidades
fundamentales del SI, así como para algunas unidades mecánicas y eléctricas
derivadas tales como resistencia, capacitancia, inductancia, etc.
. Patrones Internacionales
Son patrones definidos mediante acuerdos internacionales para servir de base
en la fijación de valores de los demás patrones de una magnitud dada. Representan
las unidades de medida con la mayor exactitud que permite la tecnología de
medición.
Estos patrones son evaluados y verificados periódicamente a través de
mediciones absolutas en términos de las unidades fundamentales se encuentran en
la BIPM y no están disponibles como instrumentos de medición de uso cotidiano o
para realizar comparaciones o calibraciones.
. Patrones Primarios
Son patrones relativos a magnitudes determinadas, que presentan las más altas
cualidades metrológicas en sus respectivos campos. Desde el punto de vista
científico, el patrón primario es aquel que bajo las mejores condiciones posibles
puede ser directamente construido usando la definición de la correspondiente unidad
de medida. La calidad de primario es válida tanto para las unidades fundamentales
como para algunas de las unidades mecánicas y eléctricas derivadas.
Los patrones primarios o nacionales se encuentran en los laboratorios de
patrones nacionales en los diferentes países del mundo en donde existe una
actividad metrológica organizada. Estos patrones se calibran por medio de
mediciones absolutas en cada uno de los laboratorios nacionales. Los resultados de
estas mediciones se comparan entre sí, y se obtiene una representación mundial
promedio para el patrón primario.
El patrón primario en ningún caso debe ser utilizado fuera de los laboratorios
nacionales para mediciones; únicamente se lo utiliza para ser intercomparado con los
patrones testigos1.
. Patrones Secundarios
Patrones cuyo valor es fijado por comparación directa o indirecta con un patrón
primario. Estos patrones a su vez sirven para comparar patrones de orden de
precisión inferior usados en los laboratorios industriales de medición, adoptando el
nombre de patrones de referencia. Son conservados en la industria particular
1 Patrón destinado a controlar la invariabilidad del patrón primario o para
reemplazarlo si ha sido dañado o ha desaparecido.

interesada y se verifican localmente por intercomparación con otros patrones de
referencia.
Los patrones secundarios por lo general, se envían periódicamente a los
laboratorios nacionales para su comparación y calibración con los patrones
primarios, luego son devueltos al usuario industrial con un certificado del valor de
medición en términos del patrón primario.
. Patrones Terciarios o de Trabajo
Patrones que, contrastados por comparación con un patrón de referencia
(secundario), se destinan a verificar los instrumentos de medición comunes de menor
precisión.
Constituyen las herramientas básicas en un laboratorio de mediciones. Son
utilizados para verificar y calibrar la exactitud y el comportamiento de las mediciones
efectuadas en los procesos industriales. Por ejemplo, “un fabricante de resistencias
de precisión, puede utilizar una resistencia patrón (patrón de trabajo) en el
departamento de control de calidad de la planta para verificar su equipo de prueba”
[2].
Mediante este ejemplo, se puede apreciar la importancia de la existencia de un
patrón de trabajo en una industria determinada, para garantizar que las mediciones
efectuadas estén dentro de los límites de exactitud requeridos y ofrecidos al
consumidor. Las funciones de los patrones de trabajo son:

Calibrar los instrumentos de medición de menor precisión;
Contrastar los instrumentos de medición que se consideran como patrones de
trabajo.
1.11 Niveles de Jerarquía en un Sistema Metrológico
No todos los países están en condiciones de establecer un sistema metrológico
completo y más bien deben justificar el esquema planteado de acuerdo a las
necesidades y condiciones locales. Es por esto que la organización internacional de
metrología legal OIML, ha establecido niveles para los laboratorios de metrología
usando las siguientes definiciones:
Nivel-1
Es un laboratorio que mantiene las unidades SI de acuerdo con las resoluciones
de la CGPM. En este nivel se encuentra el patrón primario nacional y los patrones
testigos. Este tipo de laboratorio efectúa calibraciones de otros patrones incluyendo
los patrones nacionales secundarios.
Nivel -2
Un laboratorio que generalmente mantiene los patrones secundarios del país en
el campo de medición pertinente y que lleva a cabo la calibración de patrones de
referencia e instrumentos de referencia usados por los otros laboratorios del país.
Nivel -3
Laboratorios locales capaces de calibrar los patrones de trabajo usados para la
verificación directa en el campo de instrumentos comunes. El nivel -3 puede incluir
los laboratorios industriales acreditados y los del usuario.
Los métodos y medios de comparación entre los patrones secundarios y los de
trabajo son de gran importancia, ya que estos patrones pueden tener grados de
precisión cercanos y su comparación por lo tanto, se hace más delicada.
En un país que no tenga un laboratorio de nivel-1, la palabra primario puede
designar, con fines locales, a un patrón nacional que desde el punto de vista
internacional y científico podría ser considerado como secundario.
La responsabilidad de administrar las unidades de medida nacionales (cadena
nacional de trazabilidad), se distribuye de acuerdo con las actividades
fundamentales, mecánica, electricidad, radiación ionizante, etc.

Diferentes países altamente industrializados han creado los llamados servicios
de calibración o cadenas de calibración las cuales, si existen las facilidades de un
laboratorio de nivel-1, abarcan los esquemas de los laboratorios de niveles 1+2+3; si
este no es el caso, solo los laboratorios de nivel 2+3.
El objetivo de tales cadenas es asegurar la buena trazabilidad de los
instrumentos fabricados, ya que en muchas ocasiones puede no ser suficiente el
contar exclusivamente con la garantía de calidad del fabricante, aún cuando haya
sido emitido en forma de certificado.
1.12 Metrología Eléctrica
Haciendo referencia con el tema propuesto vamos a tratar las características
básicas que comprende el amplio campo de la metrología eléctrica como son sus
patrones, generalidades sobre instrumentos de medición y los diferentes
instrumentos con los que se cuenta en este tipo de mediciones.
1.12.1 Patrones Eléctricos
Los patrones utilizados en laboratorios industriales son de construcciones
relativamente simples y por lo tanto económicas. Su característica más importante es
la estabilidad del valor nominal que presentan. Los patrones más utilizados son:
patrones de resistencia eléctrica, de diferencia de potenciales, patrones de

inductancia propia y mutua y patrones de capacidad, los mismos que serán
abordados de manera general durante el presente capítulo.
. Patrones de Diferencia de Potenciales
El patrón de diferencia de potenciales o de tensión, es una pila voltaica tal que
pueda mantener durante varios años una fuerza electromotriz constante. Se solían
utilizar varios tipos de pilas pero finalmente se aprobó, en calidad de pila patrón, la
pila Weston. Existen dos tipos de esta pila: la denominada normal y la standard. Los
materiales empleados y su construcción en ambos tipos son los mismos, la única
diferencia consiste en el grado de saturación del electrolito compuesto por Sulfato de
Cadmio (CdSO4). La pila normal trabaja con el electrolito saturado y, por lo tanto
contiene exceso de cristales; el electrolito de la pila standard se satura a la
temperatura de 4oC.
La pila Weston fue ideada por Weston en 1892. Consiste en un recipiente de
vidrio de H. En los brazos inferiores están introducidos dos alambres de platino que
conectan con los polos de la pila. El polo positivo de la pila está constituido por
mercurio (Hg) y el polo negativo por la amalgama de Cadmio (Cd+Hg). Como
electrolito actúa la solución de sulfato de cadmio. En la pila normal hay una capa de
cristales se sulfato de cadmio encima de los elementos que constituyen los polos.
Una pasta compuesta de sulfato de cadmio y sulfato de mercurio actúa como
despolarizador. El recipiente herméticamente sellado está colocado en una caja
provista de sus correspondientes terminales.

Características Eléctricas de la Pila Weston Saturada
Fuerza Electromotriz
E= 1,0187 Vabs a los 20oC. Este valor oscila según la marca del fabricante entre
1,0184 y 1,0189 voltios absolutos.
Coeficiente de Temperatura de la F.E.M.
Este coeficiente varía con la temperatura. Su valor es aproximadamente de 40
µV por grado centígrado, cuando la pila trabaja a temperaturas comprendidas entre
10 y 25oC.
Resistencia Interna de la Pila
La resistencia interna depende de la capacidad. En general es del orden de
centenares de ohmios.

Intensidad Admisible de Corriente de Descarga
Se considera que la intensidad máxima de 170 µA durante dos segundos no
afecta la pila. Hay que tener siempre en cuenta que debido a la alta resistencia
interna, cualquier intensidad mayor que la indicada producirá una caída de tensión
apreciable en los bornes de la pila, por lo tanto la intensidad de descarga debe ser
mínima.
. Patrones de Resistencias
Para los patrones de resistencia, se emplean resistores de materiales resistivos
especiales, muy cuidadosamente confeccionados y contrastados con la exactitud
requerida por la clase de exactitud del patrón en cuestión. La clase de exactitud del
patrón está determinada por la diferencia entre el valor real y el valor nominal,
expresada en porcentaje del valor nominal. Los patrones de resistencia deben
caracterizarse por:
Constancia del valor de su resistencia.
Bajo coeficiente de temperatura.
Bajo valor de fuerza termoeléctrica con cobre.
Carencia de inductancia.
Alta resistencia mecánica y térmica.
El patrón está provisto de bornes que pueden ser de cobre o de bronce, y por
tanto existe la posibilidad de generación de fuerza electromotriz termoeléctrica que

puede alterar los resultados de las mediciones. En consecuencia, los patrones
destinados para circuitos de corriente continua deben ser confeccionados con
materiales cuya fuerza termoeléctrica con cobre sea mínima. En cambio, en los
patrones que trabajan en circuitos de corriente alterna, el valor de la fuerza
termoeléctrica carece de importancia, pero es muy importante que estos patrones no
acusen inductancia ni capacidad eléctrica alguna.
El valor absoluto del ohm en el sistema SI se define en términos de las
unidades fundamentales de longitud, masa y tiempo. La resistencia patrón es una
bobina de alambre de alguna aleación, como la manganina, la cual tiene una elevada
resistividad eléctrica y un bajo coeficiente de temperatura-resistencia. La bobina
resistiva se coloca en un depósito de doble pared para prevenir cambios de
resistencia debido a las condiciones de la atmósfera. Con un conjunto de cuatro o
cinco resistencias de un ohmio de este tipo, la unidad de resistencia se puede
representar con una precisión de unas pocas partes de 107 durante varios años.
Cuando el alambre seleccionado para la resistencia proporciona un valor casi
constante en una amplia escala de temperatura, el valor exacto de la resistencia a
cualquier temperatura se puede calcular a partir de la expresión
donde = resistencia a la temperatura ambiente, t.
= resistencia a 25 grados C-

= coeficientes de temperatura.
. Patrones de Inductancia
Se utilizan dos tipos de patrones de inductancia: patrones de inductancia propia
L (autoinductancia), y patrones de inductancia mutua M. Las dos se miden con la
unidad de medida llamada Henrio (H), que se define de la siguiente manera:
a) Una bobina tiene inductancia propia de 1 henrio cuando al variar la corriente
de esta bobina, a razón de 1 amperio absoluto por segundo, se induce en ella
una fuerza electromotriz de 1 voltio absoluto.
b) Entre dos bobinas acopladas magnéticamente existe una inductancia mutua
de 1 henrio, cuando, al variar la corriente en una de las bobinas, a razón de 1
amperio absoluto por segundo, se induce en la otra una fuerza electromotriz
de 1 voltio absoluto.
Los patrones de inductancia propia están formados por un arrollamiento en
forma de bobina, el cual al intercalarse en un circuito, reproduce el efecto inductivo
correspondiente al valor nominal de la inductancia que representa. Los patrones de
inductancia mutua están formados por dos arrollamientos acoplados
magnéticamente, los cuales, al utilizarse en un circuito, reproducen el efecto de
inducción mutua correspondiente al valor nominal de la inductancia mutua que
representan en conjunto.
Los patrones de inductancia deben cumplir varios requisitos similares a los que
rigen los patrones de resistencia. Estos son:
Invariabilidad de la inductancia en el tiempo.
Bajo coeficiente de temperatura.
Baja influencia de la intensidad de corriente en el valor de la inductancia.
Poca influencia de la frecuencia en el valor de la inductancia, dentro del
margen nominal de la frecuencia del patrón.
Bajo valor de la resistencia óhmica del arrollamiento en relación con el valor
de la inductancia.
La confección de los patrones de inductancia se hace en base a un cálculo
aproximado. Una vez confeccionada la bobina del patrón, se lo ajusta mediciones a
los valores deseados exactos.
El valor de la inductancia propia L de una bobina depende de su forma, de sus
dimensiones y del medio por el cual atraviesa el flujo de inducción producido por la
corriente que circula por las espiras. La inductancia de una bobina cilíndrica, de “ ”
número de espiras, de sección activa “ ”, de longitud “ ”, cuyo núcleo tiene una
permeabilidad “ ” se expresa [3]:
. Patrones de Capacidad
La unidad de medida de la capacidad eléctrica de un condensador es el faradio.
Según las normas su definición es la siguiente: “Un faradio es la capacidad que tiene
un condensador tal que, al estar sometido a una diferencia de potenciales de un
voltio absoluto, se carga con una cantidad de electricidad igual a un coulombio” [3].
En lugar de faradio, que es una unidad muy grande, se usan más
frecuentemente sus fracciones, estas son: 1 microfaradio (1 µF= 1F.10-6) o 1
micromicrofaradio (1 µµF=1F.10-12), denominado también 1 picofaradio (pF).
Los patrones de capacidad son condensadores de alta calidad, que cumplen
con varios requisitos similares a los que rigen para los patrones de resistencia y de
inductancia. Estos requisitos son:
Estabilidad de su capacidad.
Bajo coeficiente de temperatura.
Poca influencia de la frecuencia en el valor de la capacidad.
Angulo de pérdidas δ ínfimo.
Dieléctrico del condensador de muy alta resistencia.
El condensador que, por sus características, más se acerca al ideal es el
condensador de aire. Debido al bajo valor de la constante dieléctrica del aire, este
tipo de condensador sirve como patrón sólo para capacidades pequeñas, pues para
capacidades medianas y grandes el patrón resultaría demasiado voluminoso y
pesado. En consecuencia, los patrones fijos de capacidad a base de condensadores
con dieléctrico de aire, no se fabrican más que para los valores muy reducidos, o
sea, comprendidos entre 0,001 µF y 0,01 µF. Los patrones de capacidad de aire,
regulables, se emplean para las capacidades más pequeñas aun. En estos patrones
de capacidad, de valores tan pequeños, las capacidades de algunos elementos
metálicos empleados en la construcción del patrón, se suman o restan a la capacidad
del patrón. Estas capacidades adicionales dependen de la ubicación del
condensador patrón con respecto a objetos exteriores. La anulación de la influencia
de estas capacidades adicionales, se obtiene protegiendo al patrón con un blindaje
que se conecta a tierra durante el uso.
Otro tipo de condensadores que se emplean para patrones de capacidad en
metrología eléctrica, son los condensadores con dieléctrico de mica, papel o
poliéster. Este tipo de condensador es inferior al del aire, debido a que tienen un
ángulo de pérdidas mayor y su tensión de trabajo es inferior, pero en proporción a su
capacidad es de tamaño más reducido. En la tabla 1.1 se encuentran datos
comparativos de los tres tipos de condensadores patrón: aire, mica y otros
dieléctricos [3].

Tabla. 1.2 Comparación de tipos de condensadores
Condensador
Patrón
Dieléctrico: Aire Dieléctrico: Mica Dieléctrico: Papel,
Poliéster
Valores fabricados
µF 0,0001 a 0,01 0,001 a 1,0 0,001 a 1,0
Precisión
(tolerancia) % +-0,01 a 0,02 +-0,03 a 0,1 +-1,0 a 10,0
Angulo de pérdidas
tgδ 1.10-5 ó menos 1.10-4 ó más 1.10-3 ó más
Tensión máx. de
trabajo V 2000 500 250
1.12.2 Mediciones de Potencia
Relación de Unidades
La potencia eléctrica es la relación entre la energía eléctrica y el tiempo durante
el cual se suministra o consume esa energía. Por eso se la define también como la
energía consumida en la unidad de tiempo.
Siendo =U.I.t, resulta =UI = RI2=U2/R
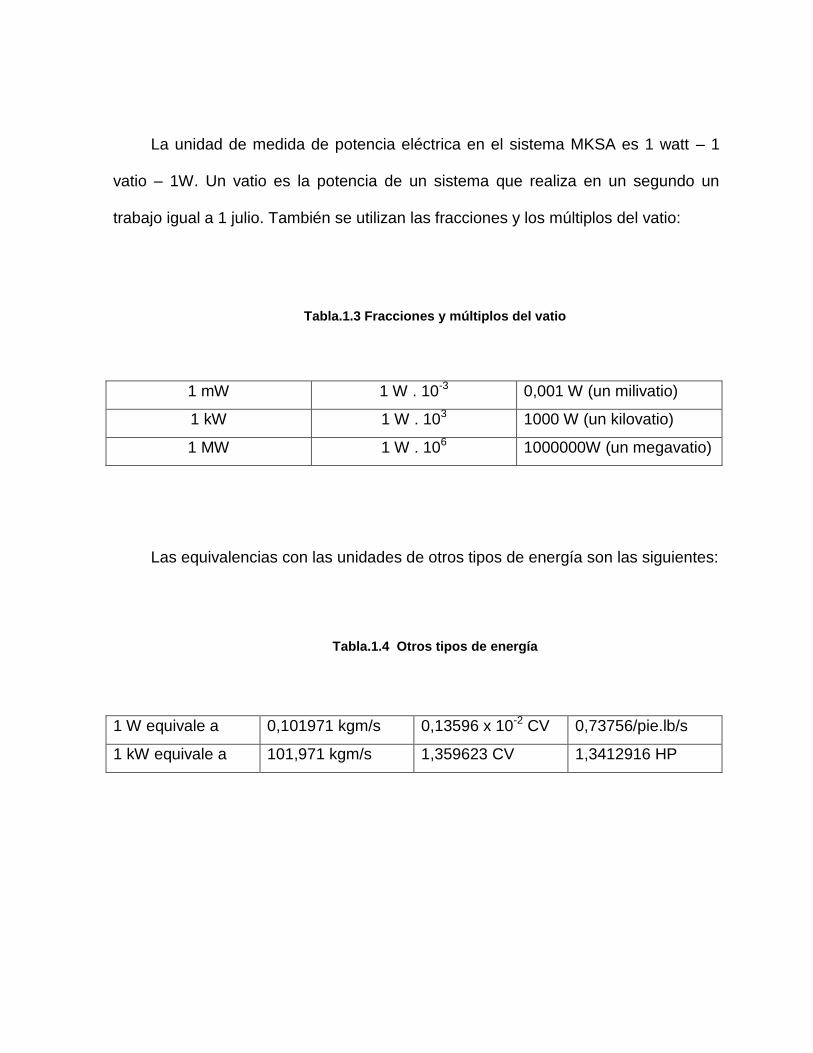
La unidad de medida de potencia eléctrica en el sistema MKSA es 1 watt – 1
vatio – 1W. Un vatio es la potencia de un sistema que realiza en un segundo un
trabajo igual a 1 julio. También se utilizan las fracciones y los múltiplos del vatio:
Tabla.1.3 Fracciones y múltiplos del vatio
1 mW 1 W . 10-3 0,001 W (un milivatio)
1 kW 1 W . 103 1000 W (un kilovatio)
1 MW 1 W . 106 1000000W (un megavatio)
Las equivalencias con las unidades de otros tipos de energía son las siguientes:
Tabla.1.4 Otros tipos de energía
1 W equivale a 0,101971 kgm/s 0,13596 x 10-2 CV 0,73756/pie.lb/s
1 kW equivale a 101,971 kgm/s 1,359623 CV 1,3412916 HP
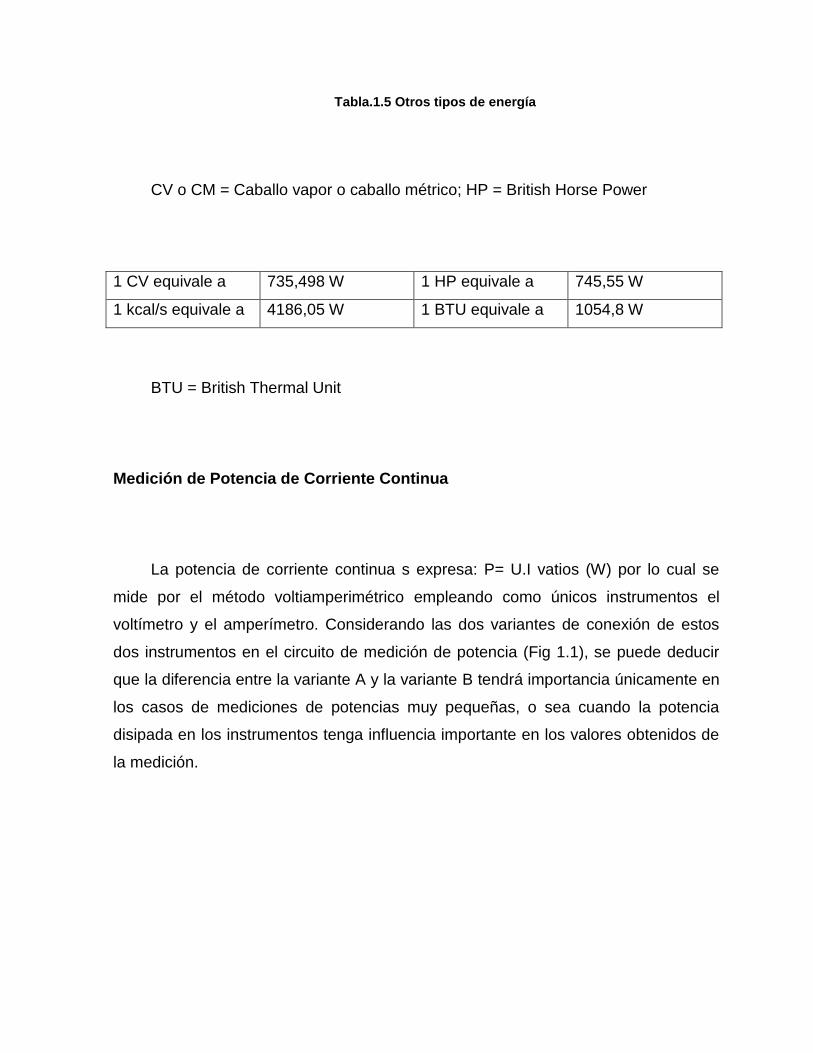
Tabla.1.5 Otros tipos de energía
CV o CM = Caballo vapor o caballo métrico; HP = British Horse Power
1 CV equivale a 735,498 W 1 HP equivale a 745,55 W
1 kcal/s equivale a 4186,05 W 1 BTU equivale a 1054,8 W
BTU = British Thermal Unit
Medición de Potencia de Corriente Continua
La potencia de corriente continua s expresa: P= U.I vatios (W) por lo cual se
mide por el método voltiamperimétrico empleando como únicos instrumentos el
voltímetro y el amperímetro. Considerando las dos variantes de conexión de estos
dos instrumentos en el circuito de medición de potencia (Fig 1.1), se puede deducir
que la diferencia entre la variante A y la variante B tendrá importancia únicamente en
los casos de mediciones de potencias muy pequeñas, o sea cuando la potencia
disipada en los instrumentos tenga influencia importante en los valores obtenidos de
la medición.
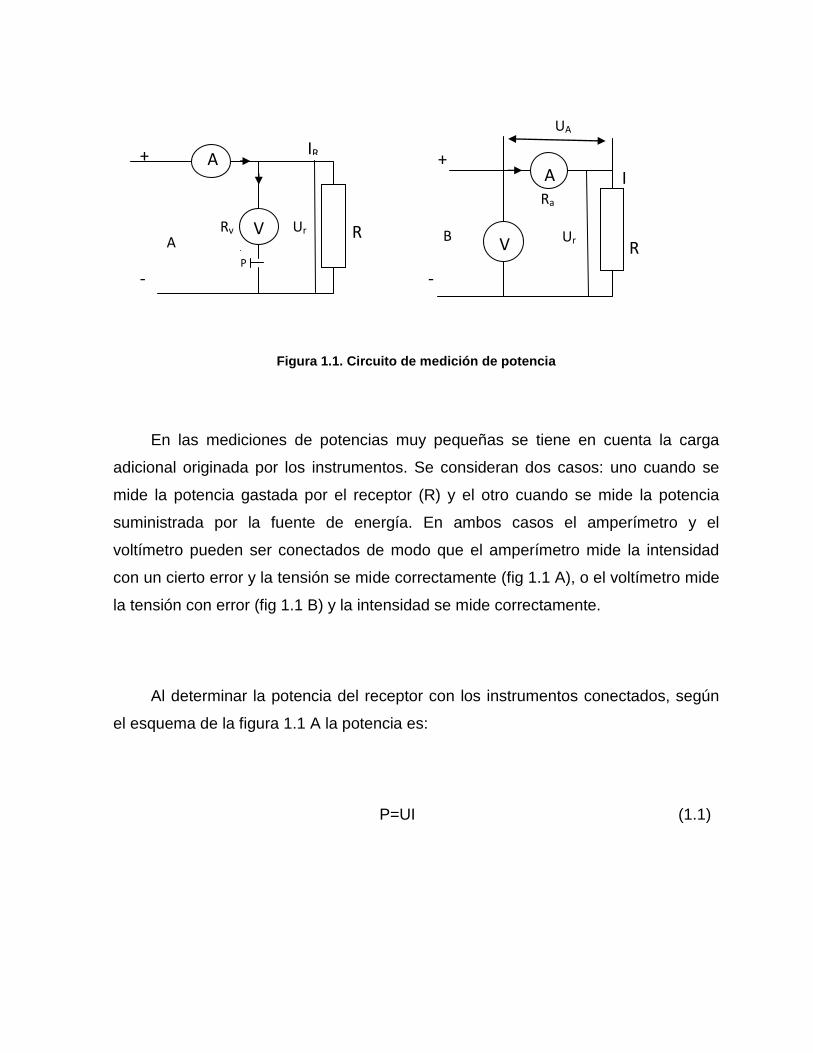
Figura 1.1. Circuito de medición de potencia
En las mediciones de potencias muy pequeñas se tiene en cuenta la carga
adicional originada por los instrumentos. Se consideran dos casos: uno cuando se
mide la potencia gastada por el receptor (R) y el otro cuando se mide la potencia
suministrada por la fuente de energía. En ambos casos el amperímetro y el
voltímetro pueden ser conectados de modo que el amperímetro mide la intensidad
con un cierto error y la tensión se mide correctamente (fig 1.1 A), o el voltímetro mide
la tensión con error (fig 1.1 B) y la intensidad se mide correctamente.
Al determinar la potencia del receptor con los instrumentos conectados, según
el esquema de la figura 1.1 A la potencia es:
P=UI (1.1)
A A
V V
R R
I
IR
Ur Ur
+ +
- - P
A B Rv
UA
Ra

Donde U es la indicación del voltímetro e I la del amperímetro.
La potencia consumida por el receptor R, por el cual circula la intensidad se
determina así: PR= . El error absoluto es:
(1.2)
Siendo I=IR+IV donde IV es la intensidad que circula por el voltímetro. De esta
ecuación se deduce que el error está originado por la potencia que consume el
voltímetro. El correspondiente error relativo es:
(1.3)
El error es proporcional a la resistencia del receptor y disminuye si se utilizan
voltímetros de alta resistencia interna.
Utilizando la conexión indicada en el esquema de la figura 1.1 B la potencia que
se mide es igual que en el caso anterior:
= (1.4)

Para este caso el error absoluto, o sea, la diferencia entre la potencia medida y
la verdadera es:
(1.5)
De (1.5) se deduce que el error está originado por la potencia que disipa el
amperímetro. El correspondiente error relativo es:
(1.6)
El error es inversamente proporcional a la resistencia del receptor y disminuye
si se utilizan amperímetros de muy baja resistencia interna.
En ambas conexiones, el valor de la potencia absorbida por el receptor R,
medida y calculada a base de las indicaciones del voltímetro y el amperímetro está
afectado por un error sistemático por exceso.
Cuando se trata de medir la potencia suministrada por la fuente, el error
sistemático es por defecto en ambos esquemas, por lo tanto se debe sumar las
respectivas potencias de los instrumentos:
Esquema A:
(1.7)
Esquema B:
(1.8)
En la práctica, con las potencias industriales y con el consumo mínimo de los
instrumentos, los mencionados errores se suelen despreciar, sin embargo los errores
se pueden hacer más despreciables en ambos casos utilizando en las mediciones de
la potencia consumida el esquema A cuando se trata de intensidad de corriente de
valor notable y tensión pequeña y el esquema B en el caso inverso.
Medición de Potencia de Corriente Alterna
Cuando se trata de corriente alterna (AC) sinusoidal, el promedio de potencia
eléctrica desarrollada por un dispositivo de dos terminales es una función de los

valores eficaces o valores cuadráticos medios, de la diferencia de potencial entre los
terminales y de la intensidad de corriente que pasa a través del dispositivo.
En el caso de un circuito de carácter inductivo (caso más común) al que se
aplica una tensión sinusoidal con velocidad angular y valor de pico resulta:
(1.9)
Esto provocará una corriente retrasada un ángulo respecto de la tensión
aplicada:
(1.10)
La potencia instantánea vendrá dada como el producto de las expresiones
anteriores:
(1.11)
Mediante trigonometría, (1.11) puede transformarse en la siguiente:
(1.12)
Y sustituyendo los valores de pico por los eficaces:
(1.13)
Se obtiene así para la potencia un valor constante, y otro variable con
el tiempo, . Al primer valor se le denomina potencia activa y al
segundo potencia fluctuante.
Potencia fluctuante
Al ser la potencia fluctuante de forma senoidal, su valor medio será cero. Para
entender mejor qué es la potencia fluctuante, imaginemos un circuito que sólo tuviera
una potencia de este tipo. Ello sólo es posible si
, quedando
(1.14)
caso que corresponde a un circuito inductivo puro o capacitivo puro. Por lo tanto la
potencia fluctuante es debida a un solenoide o a un condensador. Tales elementos
no consumen energía sino que la almacenan en forma de campo magnético y campo
eléctrico.
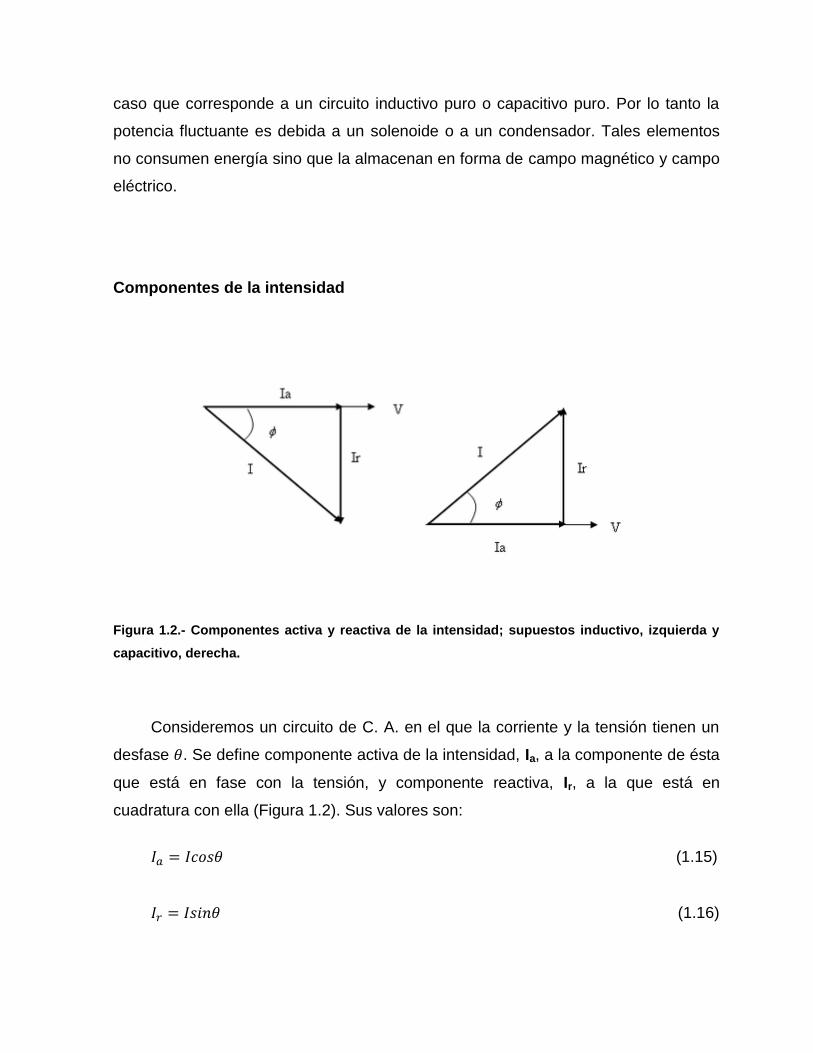
Componentes de la intensidad
Figura 1.2.- Componentes activa y reactiva de la intensidad; supuestos inductivo, izquierda y
capacitivo, derecha.
Consideremos un circuito de C. A. en el que la corriente y la tensión tienen un
desfase . Se define componente activa de la intensidad, Ia, a la componente de ésta
que está en fase con la tensión, y componente reactiva, Ir, a la que está en
cuadratura con ella (Figura 1.2). Sus valores son:
(1.15)
(1.16)

El producto de la intensidad, , y las de sus componentes activa, , y reactiva,
, por la tensión, , da como resultado las potencias aparente , activa y
reactiva , respectivamente:
(1.17)
(1.18)
(1.19)
Potencia compleja
Figura 1.3.- Relación entre potencia activa, aparente y reactiva.
La potencia compleja (cuya magnitud se conoce como potencia aparente) de un
circuito eléctrico de corriente alterna, es la suma (vectorial) de la potencia que disipa
dicho circuito y se transforma en calor o trabajo(conocida como potencia promedio,
activa o real) y la potencia utilizada para la formación de los campos eléctrico y

magnético de sus componentes que fluctuará entre estos componentes y la fuente de
energía (conocida como potencia reactiva).
Esta potencia no es la realmente "útil", salvo cuando el factor de potencia es la
unidad , y señala que la red de alimentación de un circuito no sólo ha de
satisfacer la energía consumida por los elementos resistivos, sino que también ha de
contarse con la que van a "almacenar" las bobinas y condensadores. Se la designa
con la letra y se mide en voltiamperios (VA) (la potencia activa se mide en vatios
(W), y la reactiva se mide en voltiamperios reactivos (VAR)
La fórmula de la potencia aparente es:
Potencia activa
Es la potencia que representa la capacidad de un circuito para realizar un
proceso de transformación de la energía eléctrica en trabajo. Los diferentes
dispositivos eléctricos existentes convierten la energía eléctrica en otras formas de
energía tales como: mecánica, lumínica, térmica, química, etc. Esta potencia es, por
lo tanto, la realmente consumida por los circuitos. Cuando se habla de demanda
eléctrica, es esta potencia la que se utiliza para determinar dicha demanda.
Se designa con la letra y se mide en vatios (W). De acuerdo con su
expresión, la ley de Ohm y el triángulo de impedancias:
(1.20)
Resultado que indica que la potencia activa es debida a los elementos
resistivos.
Potencia reactiva
Esta potencia no tiene tampoco el carácter realmente de ser consumida y sólo
aparecerá cuando existan bobinas o condensadores en los circuitos. La potencia
reactiva tiene un valor medio nulo, por lo que no produce trabajo útil. Por ello que se
dice que es una potencia desvatada (no produce vatios), se mide en voltiamperios
reactivos (VAR) y se designa con la letra .
A partir de su expresión,
(1.21)
Lo que reafirma en que esta potencia es debida únicamente a los elementos
reactivos.

Potencia trifásica
La representación matemática de la potencia activa en un sistema trifásico
equilibrado está dada por la ecuación:
(1.22)
(1.23)
(1.24)

CAPÍTULO 2
ANÁLISIS ESTADÍSTICO
2.1. Análisis de Mercado
Para el desarrollo del presente proyecto se plantea trabajar con empresas del área
industrial y técnica registrada en el Distrito Metropolitano de Quito; esto debido a que:
Las industrias y manufactureras cuentan necesariamente entre su equipamiento con
medidores eléctricos en alguna etapa de sus procesos de producción;
Las empresas técnicas del ramo de la asesoría y provisión de servicios en el área
eléctrica poseen equipamiento de medida de variables eléctricas o tienen contacto con
empresas a las cuales proveen servicios y tienen instrumentos que se requiere calibrar.
Bajo este contexto, se evaluará la percepción del mercado respecto a las necesidades
inherentes a la línea de trabajo motivo del presente estudio y percepciones del servicio
deseado; esta evaluación se realizará desde dos ópticas:
1. Empresas del ramo técnico
Sobre estas se plantea determinar cómo proceden cuando requieren calibración de sus
equipos de acuerdo a normativas vigentes en el Ecuador; con qué frecuencia efectúan re-
calibraciones de equipamiento eléctrico; costos asociados medios a la re-calibración.
2. Industrias
Sobre este mercado se desea determinar procedimientos a seguir cuando su
equipamiento requiere re-calibración, su servicio técnico (sea interno o externo) mantiene los
equipos calibrados de acuerdo a normativa local vigente; costos asociados.
Tomando en cuenta estos parámetros, se diseñarán entonces dos encuestas diferentes,
puesto que estas estarán dirigidas a nichos de mercado distintos, esto con el fin de
determinar las perspectivas de servicio que tendrán los diferentes públicos probables de la
empresa y los probables volúmenes de ingreso; con estas consideraciones, debe
dimensionarse el mercado meta del proyecto para elaborar la encuesta de modo que sus
resultados sean estadísticamente significativos.
En lo relativo a empresas de servicio técnico, se tomarán en cuenta aquellas registradas
en la Superintendencia de Compañías como proveedoras de servicios de mantenimiento
eléctrico y suministros, las empresas serán del campo privado; bajo esta perspectiva, se
registran las siguientes empresas 75 empresas; el diseño de la muestra para este mercado
es el siguiente:

Fórmula:
Datos:
=?
= 0,5 (probabilidad de que una empresa opte por los servicios del proyecto)
= 1 – = 0,5
= 95% de confianza= 1.68
= 5% (0.05)
= población = 75
Deben efectuarse 60 encuestas a este mercado.
La encuesta a realizar se muestra a continuación:
Pregunta 1
Como realiza la calibración de su equipamiento eléctrico
Lo hacemos en la empresa
Enviamos al equipo a un laboratorio
no realizamos calibración del equipamiento
Pregunta 2
Con qué frecuencia controla la calibración de su equipamiento
Solo al adquirirlo
Cuando presenta lecturas defectuosas
Cada año
Cada seis meses
Cada tres meses
Cada Mes

Pregunta 3
Qué equipamiento es que usa con mayor regularidad
Vatímetros
Cosfímetros
Medidores de Energía
Analizadores Industriales
Otros
Pregunta 4
Qué equipamiento es el que presenta mayores problemas con las lecturas que
provee
Vatímetros
Cosfímetros
Medidores de Energía
Analizadores Industriales
Otros

Pregunta 5
Cuál es el equipamiento cuyo mantenimiento resulta más costoso
Vatímetros
Cosfímetros
Medidores de Energía
Analizadores Industriales
Otros
Pregunta 6
En las empresas que atiende, qué medidores eléctricos fijos presentan mayores
dificultades de calibración son
Vatímetros
Cosfímetros
Medidores de Energía
Otros
Pregunta 7
Conoce de alguna organización o empresa que calibre equipamiento técnico
SI
NO
Pregunta 8
Cuál es el costo medio anual asociado al proceso de mantenimiento y calibración
de su equipamiento
menos de 100$
De 100$ a 500$
De 500$ a 1000$
Más de 1000$
Pregunta 9
Sabe que existe una normativa vigente para la calibración de equipamiento de
medida eléctrico
SI
NO
Pregunta 10
Estaría dispuesto a usar los servicios de un laboratorio certificado y respaldado
por una institución de prestigio para la calibración de sus equipos según la
normativa vigente
SI
NO
Los resultados obtenidos de esta consulta se muestran a continuación:

Pregunta 1
Cómo realiza la calibración de su equipamiento eléctrico
Lo hacemos en la empresa 10
Enviamos al equipo a un laboratorio 3
no realizamos calibración del equipamiento 47
Total 60
Figura 2.1. Grafica de resultados Pregunta 1
78%
5%
17%
Lo hacemos en la empresa
Envíamos al equipo a un laboratorio
no realizamos calibración del equipamiento
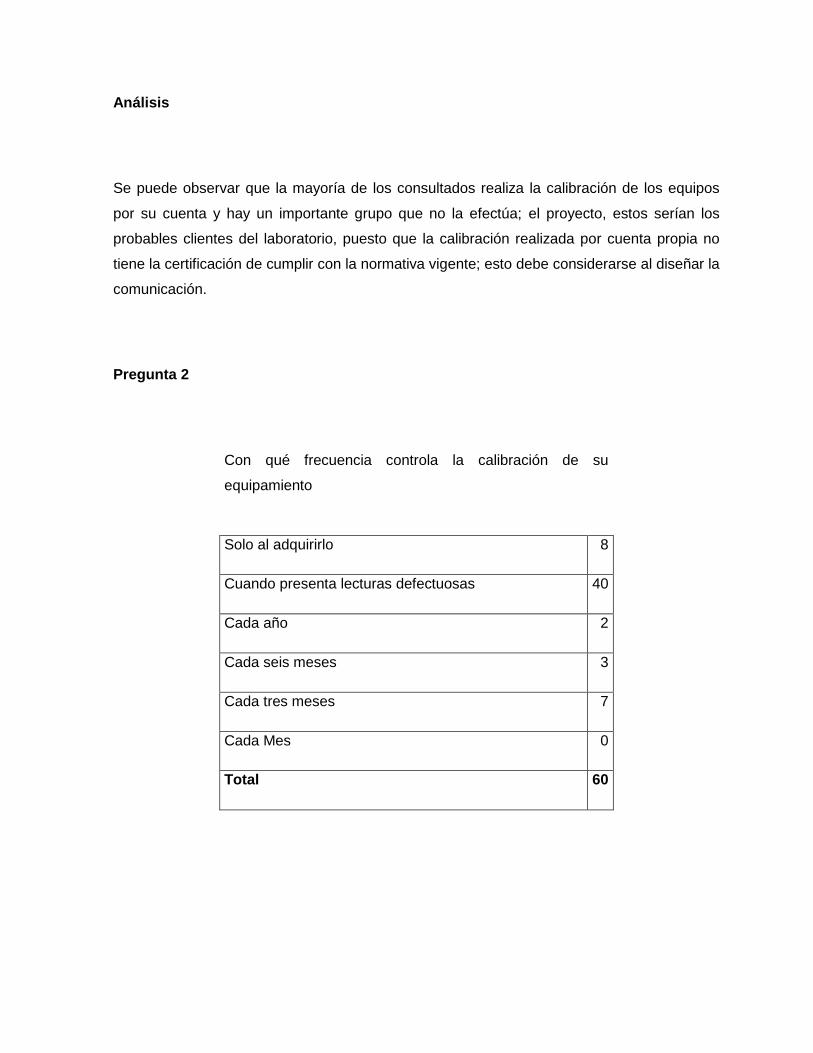
Análisis
Se puede observar que la mayoría de los consultados realiza la calibración de los equipos
por su cuenta y hay un importante grupo que no la efectúa; el proyecto, estos serían los
probables clientes del laboratorio, puesto que la calibración realizada por cuenta propia no
tiene la certificación de cumplir con la normativa vigente; esto debe considerarse al diseñar la
comunicación.
Pregunta 2
Con qué frecuencia controla la calibración de su
equipamiento
Solo al adquirirlo 8
Cuando presenta lecturas defectuosas 40
Cada año 2
Cada seis meses 3
Cada tres meses 7
Cada Mes 0
Total 60

Figura 2.2. Grafica de resultados Pregunta 2
Análisis
La mayoría de consultados recalibra sus equipos solamente cuando sospecha de lecturas
inexactas, no se observa una patrón de calibración o revisión de la misma definido, esto es
una debilidad para los proveedores de servicio técnico puesto que pone en entredicho la
calidad del servicio que proveen; esto debe considerarse para diseñar la comunicación.
14%
67%
3%5%
11%
0%Solo al adquirirlo
Cuando presenta lecturas defectuosas
Cada año
Cada seis meses
Cada tres meses
Cada Mes
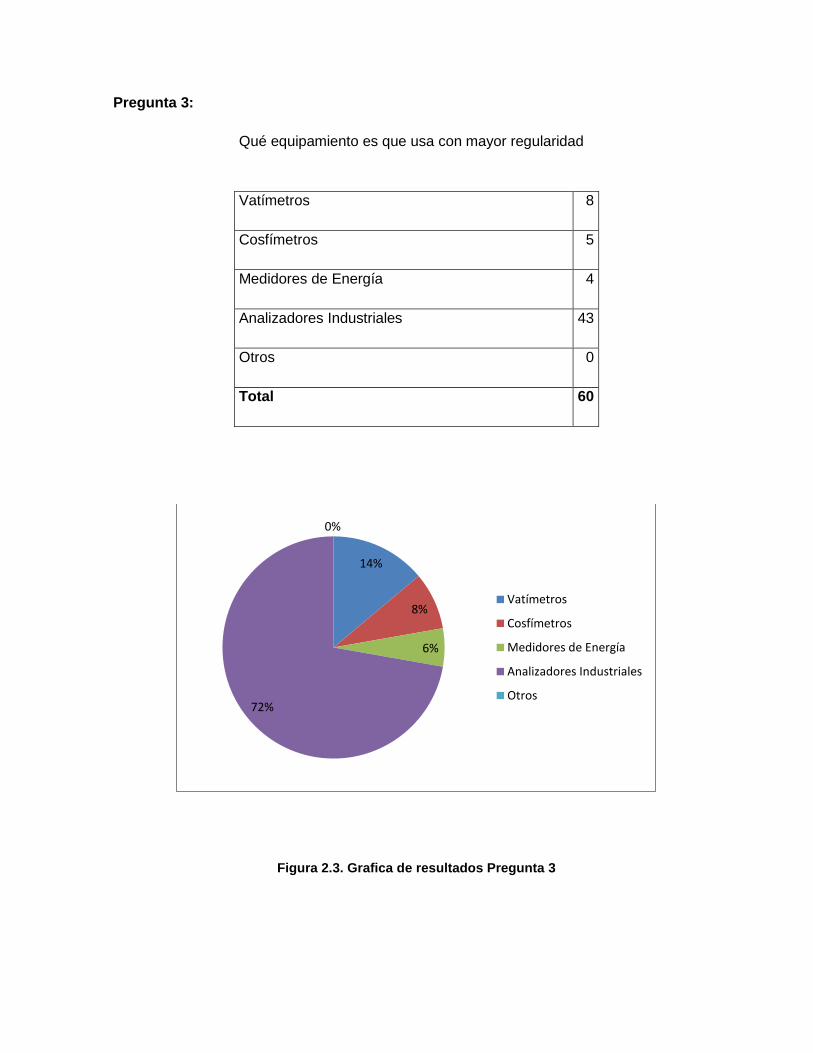
Pregunta 3:
Qué equipamiento es que usa con mayor regularidad
Vatímetros 8
Cosfímetros 5
Medidores de Energía 4
Analizadores Industriales 43
Otros 0
Total 60
Figura 2.3. Grafica de resultados Pregunta 3
14%
8%
6%
72%
0%
Vatímetros
Cosfímetros
Medidores de Energía
Analizadores Industriales
Otros
Análisis
Los analizadores industriales son los equipos que presentan mayor uso entre los
proveedores de servicio técnico, estos equipos simplifican la obtención de parámetros
industriales, por lo que son de uso más frecuente, el laboratorio debe implementar un área
para la calibración de estos equipos.
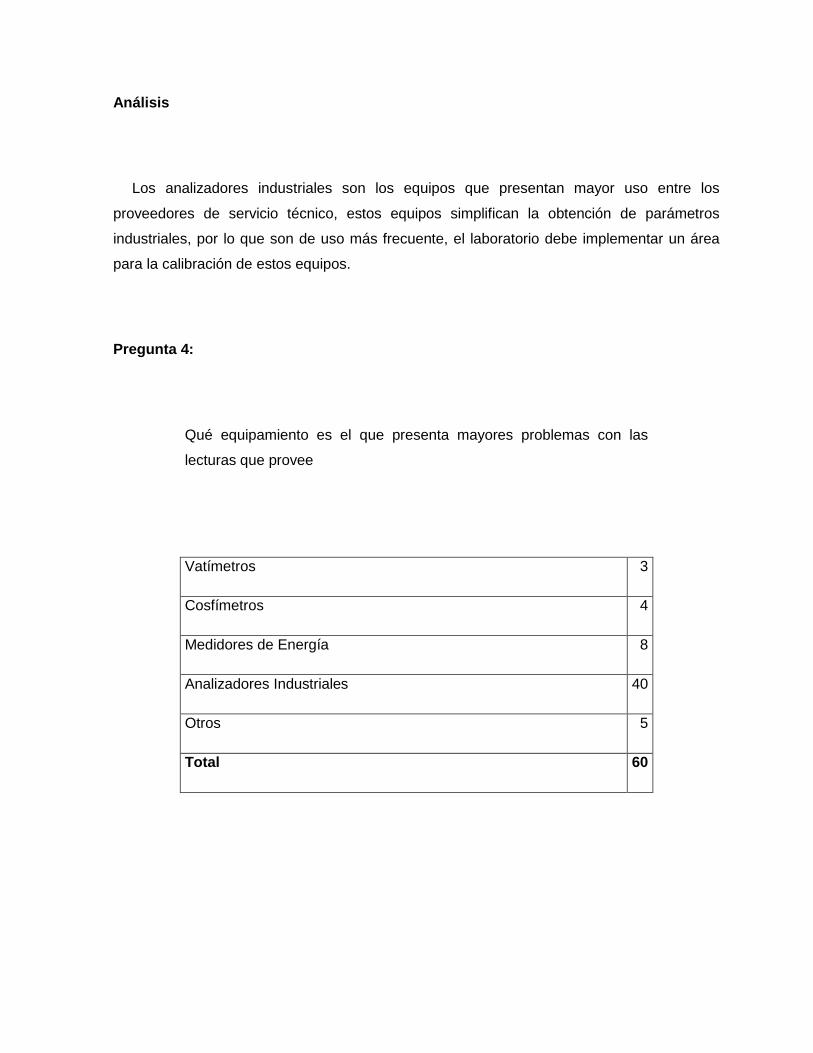
Pregunta 4:
Qué equipamiento es el que presenta mayores problemas con las
lecturas que provee
Vatímetros 3
Cosfímetros 4
Medidores de Energía 8
Analizadores Industriales 40
Otros 5
Total 60

Figura 2.4. Grafica de resultados Pregunta 4
Análisis
Coherente con la pregunta anterior, ya que los analizadores industriales son los de uso
más común, son también los que mayores problemas presentan, esto refuerza la percepción
de necesidad de un área específica para estos equipos.
5%6%
14%
67%
8%
Vatímetros
Cosfímetros
Medidores de Energía
Analizadores Industriales
Otros
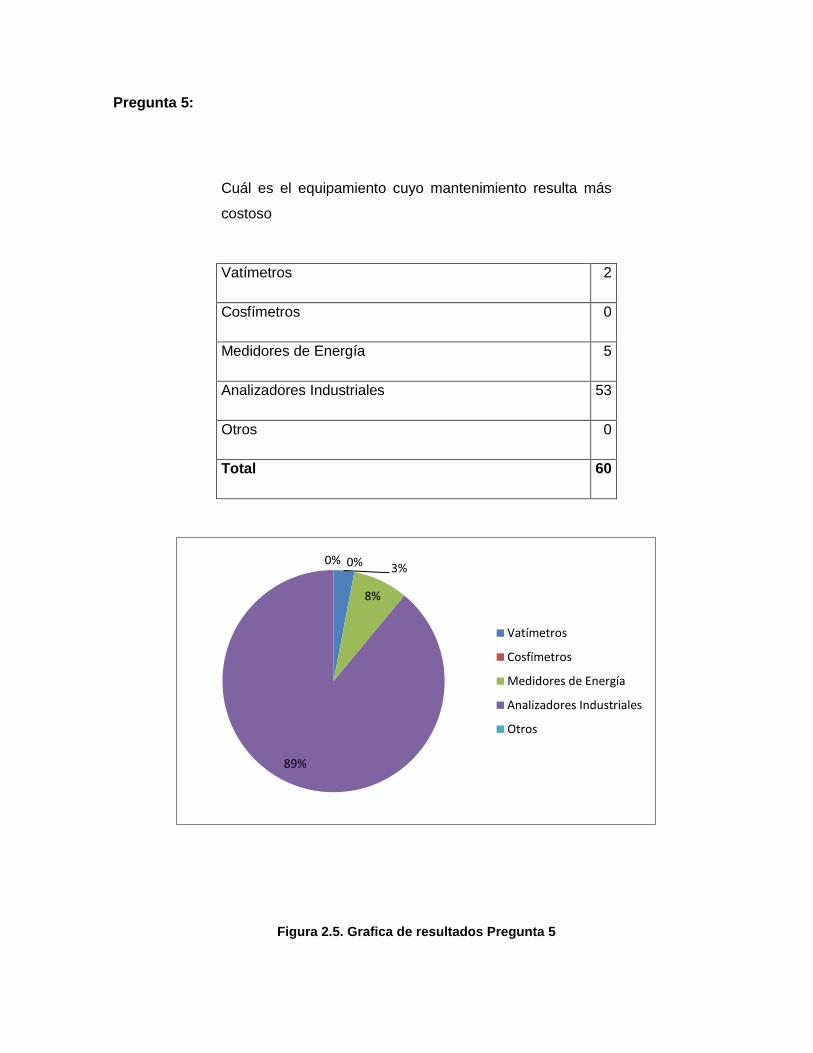
Pregunta 5:
Cuál es el equipamiento cuyo mantenimiento resulta más
costoso
Vatímetros 2
Cosfímetros 0
Medidores de Energía 5
Analizadores Industriales 53
Otros 0
Total 60
Figura 2.5. Grafica de resultados Pregunta 5
3%0%
8%
89%
0%
Vatímetros
Cosfímetros
Medidores de Energía
Analizadores Industriales
Otros
Análisis
Otra vez son los analizadores industriales los que mayores costos representan para las
empresas proveedoras de servicio técnico, su adecuada calibración puede reducir costos de
mantenimiento si se la realiza con una regularidad estipulada.
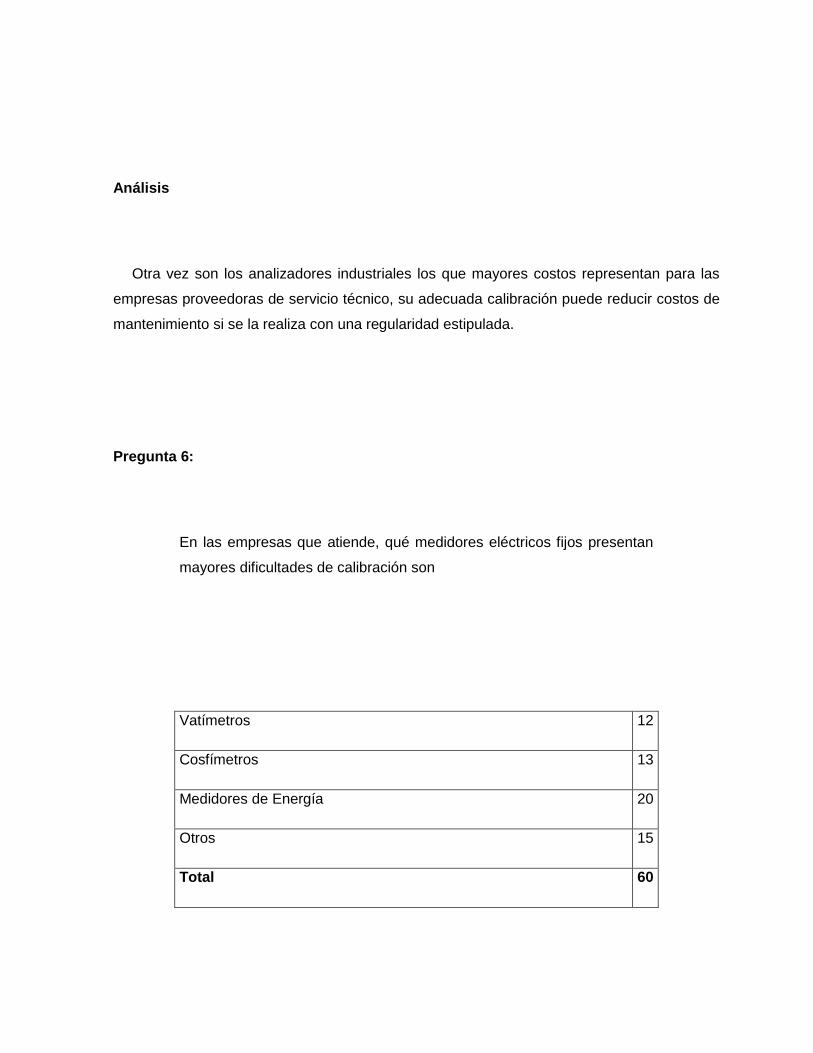
Pregunta 6:
En las empresas que atiende, qué medidores eléctricos fijos presentan
mayores dificultades de calibración son
Vatímetros 12
Cosfímetros 13
Medidores de Energía 20
Otros 15
Total 60

Figura 2.6. Grafica de resultados Pregunta 6
Análisis
Respecto a los indicadores fijos, los resultados están relativamente distribuidos, esto
implica que para el laboratorio, cualquier instrumento de medida puede ser sujeto de
calibración, por ende deben adecuarse instalaciones para cada uno de ellos.
Pregunta 7:
Conoce de alguna organización o empresa que calibre
equipamiento técnico
20%
22%
33%
0%
25%
Vatímetros
Cosfímetros
Medidores de Energía
Otros

SI 7
NO 53
Total 60
Figura 2.7. Grafica de resultados Pregunta 7
11%
89%
SI
NO

Análisis
Entre los consultados, la mayoría no conoce de laboratorios que brinden el servicio de
calibración privada, se puede establecer entonces que no hay competencia posicionada para
el laboratorio, lo que facilitaría el captar el mercado.
Pregunta 8:
Cuál es el costo medio anual asociado al proceso de mantenimiento y
calibración de su equipamiento
menos de 100$ 7
De 100$ a 500$ 41
De 500$ a 1000$ 10
Más de 1000$ 2
Total 60

Figura 2.8. Grafica de resultados Pregunta 8
Análisis
La mayoría de consultados invierte entre $ 100 y $ 500 anuales en calibración de equipos,
debe aclararse que esto no considera costos de oportunidad por no tener el equipo en
óptimas condiciones o entregar resultados inexactos a los clientes. Este resultado servirá
para diseñar el ingreso medio anual esperado.
11%
69%
17%
3%
menos de 100$
De 100$ a 500$
De 500$ a 1000$
Más de 1000$
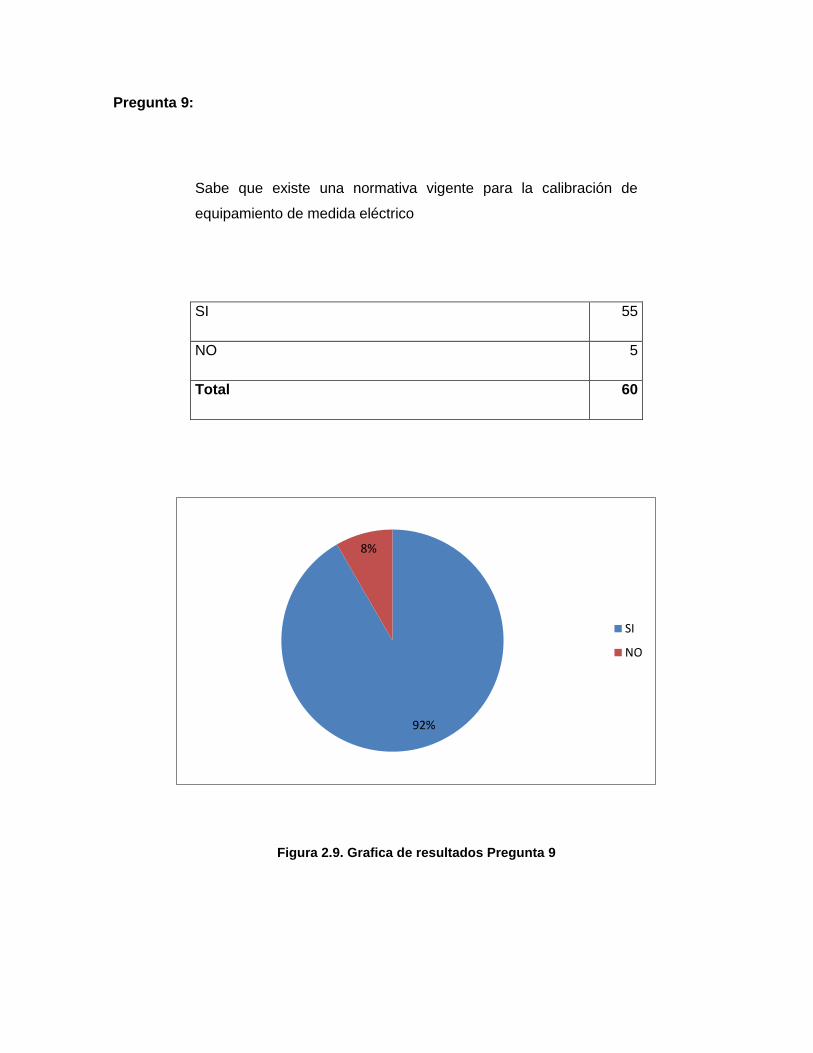
Pregunta 9:
Sabe que existe una normativa vigente para la calibración de
equipamiento de medida eléctrico
SI 55
NO 5
Total 60
Figura 2.9. Grafica de resultados Pregunta 9
92%
8%
SI
NO

Análisis
Los consultados manifiestan que si conocen la normativa vigente, pese a ello se sabe que
la mayoría calibra los equipos por su propia cuenta, por lo tanto no se espera que los
proveedores de servicio técnico sean estrictos en la observación de la normativa.
Pregunta 10:
Estaría dispuesto a usar los servicios de un laboratorio certificado y
respaldado por una institución de prestigio para la calibración de sus equipos
según la normativa vigente
SI 52
NO 8
Total 60

Figura 2.10. Grafica de resultados Pregunta 10
Análisis
La mayoría de los consultados se manifiesta abierta a la posibilidad de contar con un
servicio de calibración de equipamiento, esto es una oportunidad, se adecúa la comunicación
a las necesidades detectadas por el público objetivo.
En lo relativo a empresas industriales que se supone cuentan con indicadores e
instrumentos de medida eléctrica en sus instalaciones, se tomarán en cuenta aquellas
registradas en la Superintendencia de Compañías como empresas manufactureras de algún
tipo, ignorando en tamaño de las mismas, bajo este contexto, se sabe que en Quito están
registradas 39275 compañías de este tipo [6], dada la gran cantidad de organizaciones
registradas no se incluye en este estudio un anexo con el listado de las mismas, el diseño de
la muestra para este mercado es el siguiente:
86%
14%
SI
NO

Formula:
Datos:
=?
= 0,5 (probabilidad de que una empresa opte por los servicios del proyecto)
= 1 – p = 0,5
= 95% de confianza = 1.68
= 5% (0.05)
= población = 39275
Deben efectuarse 281 encuestas a este mercado
La encuesta a realizar se muestra a continuación:
Pregunta 1
Como proceden cuando tienen problemas con el equipamiento eléctrico de la
empresa
Llamamos a nuestro proveedor de servicio de
mantenimiento
Tenemos un técnico en planta
Llamamos a algún proveedor cuya carpeta o
publicidad tenemos
Pregunta 2
Con que frecuencia requiere ayuda con su equipamiento eléctrico
Más de 5 veces al mes
De dos a cinco veces al mes
una vez al mes
casi no requerimos ayuda
Pregunta 3
Qué equipamiento le presenta mayores dificultades
Vatímetros
Cosfímetros
Medidores de Energía
Otros
Pregunta 4
Conoce de la normativa vigente para el equipamiento eléctrico
Si
No
Pregunta 5
Sabe de laboratorios que calibre equipamiento eléctrico
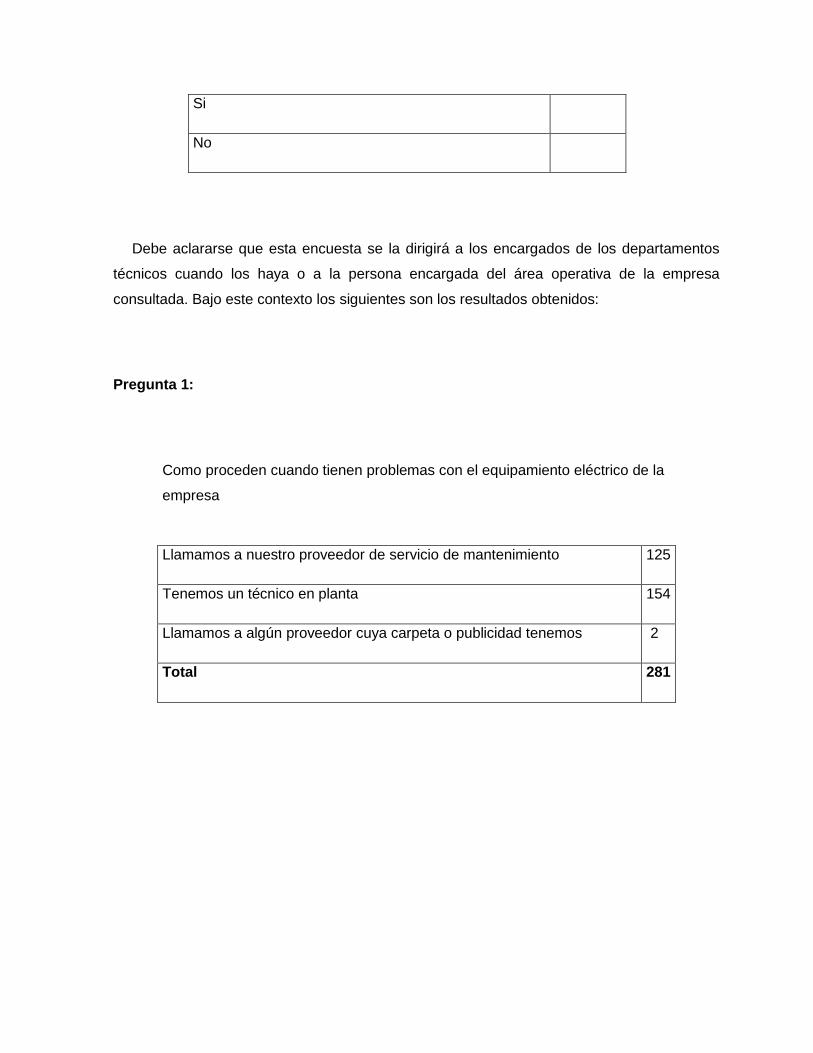
Si
No
Debe aclararse que esta encuesta se la dirigirá a los encargados de los departamentos
técnicos cuando los haya o a la persona encargada del área operativa de la empresa
consultada. Bajo este contexto los siguientes son los resultados obtenidos:
Pregunta 1:
Como proceden cuando tienen problemas con el equipamiento eléctrico de la
empresa
Llamamos a nuestro proveedor de servicio de mantenimiento 125
Tenemos un técnico en planta 154
Llamamos a algún proveedor cuya carpeta o publicidad tenemos 2
Total 281
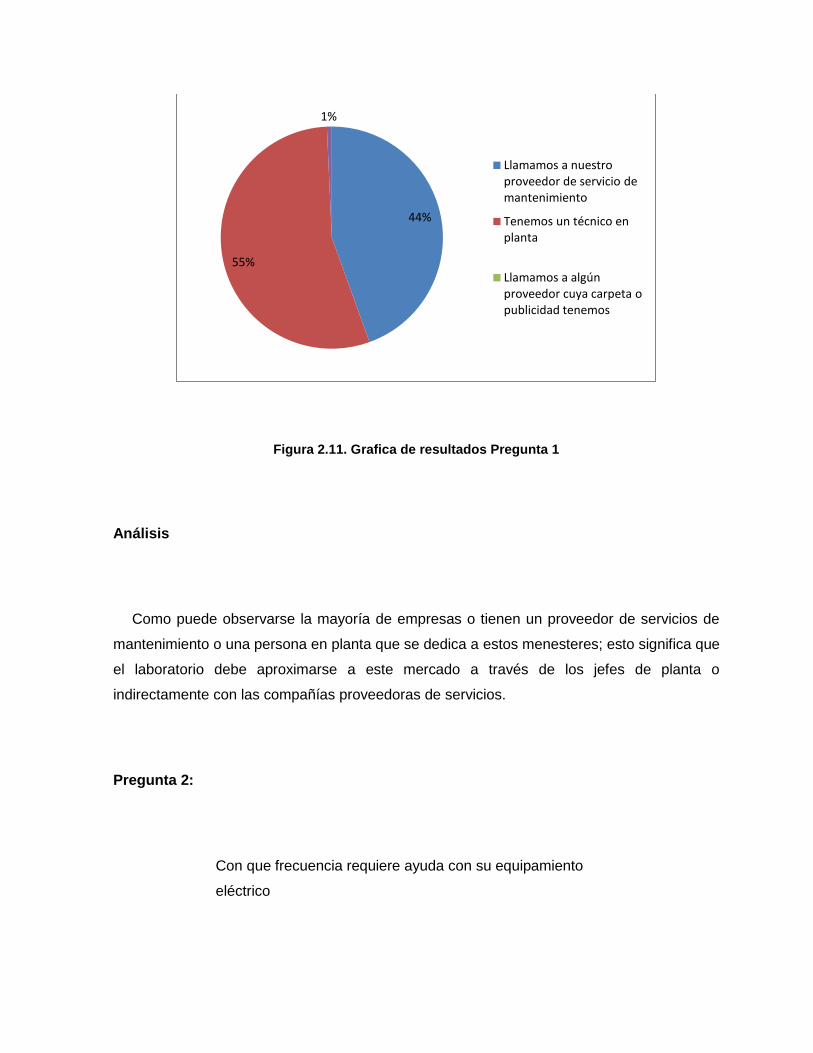
Figura 2.11. Grafica de resultados Pregunta 1
Análisis
Como puede observarse la mayoría de empresas o tienen un proveedor de servicios de
mantenimiento o una persona en planta que se dedica a estos menesteres; esto significa que
el laboratorio debe aproximarse a este mercado a través de los jefes de planta o
indirectamente con las compañías proveedoras de servicios.
Pregunta 2:
Con que frecuencia requiere ayuda con su equipamiento
eléctrico
44%
55%
1%
Llamamos a nuestro proveedor de servicio de mantenimiento
Tenemos un técnico en planta
Llamamos a algún proveedor cuya carpeta o publicidad tenemos

Más de 5 veces al mes 3
De dos a cinco veces al mes 254
una vez al mes 21
casi no requerimos ayuda 3
Total 281
Figura 2.12. Grafica de resultados Pregunta 2
1%
90%
8%
1%
Más de 5 veces al mes
De dos a cinco veces al mes
una vez al mes
casi no requerimos ayuda

Análisis
Lo común es de dos a cinco requerimientos técnicos al mes, obviamente no todos estos
daños se deben a calibración, o algún servicio que el laboratorio pueda prestar, pero da una
idea del volumen de movimiento económico que representa el servicio técnico eléctrico.
Pregunta 3:
Qué equipamiento le presenta mayores
dificultades
Vatímetros 123
Cosfímetros 12
Medidores de Energía 123
Otros 23
Total 281

Figura 2.13. Grafica de resultados Pregunta 3
Análisis
A nivel de equipamiento, son los vatímetros y medidores de energía eléctrica los que
mayores dificultades presentan a nivel industrial, esto debe considerarse para el diseño de la
comunicación.
Pregunta 4
Conoce de la normativa vigente para el equipamiento
eléctrico
Si 26
No 255
Total 281
44%
4%
44%
8%
Vatímetros
Cosfímetros
Medidores de Energía
Otros

Figura 2.14. Grafica de resultados Pregunta 4
Análisis
Se observa que la mayoría de consultados no conocen la normativa relativa a los
indicadores de medición, esto significa que estos medidores quedan calibrados el momento
de la instalación y no se le da ninguna indicación adicional a los encargados.
9%
91%
Si
No

Pregunta 5:
Sabe de laboratorios que calibren equipamiento
eléctrico
Si 35
No 246
Total 281
Figura 2.15. Grafica de resultados Pregunta 5
Análisis
Al igual que en la pregunta anterior es muy poca la información disponible en el entorno al
respecto, esto debe tomarse en cuenta para el diseño de la comunicación.
12%
88%
Si
No

2.2. Definición del Método a utilizar
Una vez efectuada la investigación sobre los componentes del mercado al que el proyecto
tendrá acceso, se establecen las estrategias de acercamiento a los diferentes públicos, para
ello y dados los resultados de las encuestas, se establecen las siguientes premisas sobre las
cuales estructurar las estrategias:
1. El laboratorio tendrá básicamente dos tipos de clientes; las empresas técnicas, a las
cuales no solamente se les brindará el servicio de calibración de su equipamiento, sino que
se espera acceder a su mercado de compañías industriales de forma indirecta, ayudándolos
con la calibración de los equipamientos de sus clientes cuando estos lo requieran y; las
industrias con técnicos de planta, a estas empresas se les dará el servicio de calibración
cuando el jefe de planta lo requiera, de este modo no se interfiere con la línea de negocios
de los primeros clientes y se tiene acceso a la numerosa industria pequeña y grande de la
capital.
2. Los servicios deben proveerse en el laboratorio, en este sentido se plantea que sea el
cliente el que lleve el equipamiento a las instalaciones del laboratorio.
3. Se debe favorecer el establecimiento de una cultura de chequeo de la calibración del
equipamiento, tanto para clientes industriales como para clientes proveedores de servicio
técnico.
Una vez establecidas estas premisas, se enumeran las estrategias a implementarse para
posicionar los servicios del laboratorio entre el público elegido como meta:
1. Para dar a conocer la gama de servicios tanto de los clientes técnicos como de los
industriales, se plantea un acercamiento a través de medios electrónicos y telefónicos, para

ello una vez estructurada la oferta de servicios, se manejará publicidad hacia los clientes
potenciales a través de correo electrónico (mailing) y fax, lo importante es que el cliente sepa
que el laboratorio está operante y conozca los servicios ofrecidos; así se logrará posicionar
al servicio en el corto plazo.
2. Se establecerán programas promocionales para clientes proveedores de servicio
técnico para estimular su petición de servicios.
3. Se debe aprovechar el respaldo del prestigio del Centro de Metrología del Ejército, en
este sentido el servicio debe promocionarse como respaldado por la institución con el fin de
que se reduzca la resistencia inicial a la iniciativa y se favorezca la posibilidad de generar
compra repetitiva del servicio por parte de los clientes.
4. Se debe promocionar el establecimiento de una cultura de revisión y re-calibración
como parte del mantenimiento, tanto para clientes industriales como para proveedores de
servicios técnicos; esto con el fin de reducir costos debido a daños y de oportunidad entre el
público meta y garantizar un ingreso sustentable para el laboratorio.
5. Se debe fijar costos de servicios dentro del rango de $ 100 a $ 500 anuales, que es lo
que regularmente el cliente invierte por su cuenta en re-calibración.
6. Se debe hacer énfasis en la existencia y necesidad de una norma, la falta de
conocimiento o interés en la observancia de las normas técnicas es notoria, la comunicación
debe incluir este desarrollo.
Poniendo en práctica estas estrategias de acercamiento se planea posicionar el servicio
en el mediano plazo y convertir al laboratorio en autosustentable.

2.3. Indicadores
El indicador que se utilizará para determinar el avance del posicionamiento del laboratorio
en el mercado utilizado como meta, será la porción de mercado que captará en el mediano
plazo (cinco años) para esto se diseña la demanda real del proyecto:
Mercado de proveedores de servicio técnico en Quito: 75
Porcentaje de empresas que no acuden a otros laboratorios: 95% (0,95)
Porcentaje de proveedores que usarían los servicios del laboratorio: 86% (0,86)
Demanda real de proveedores de servicio técnico: 0,86x0,95x75 = 61
De estas se plantea captar el 40% ya que no existe competencia posicionada en el medio:
Clientes técnicos meta: 25 empresas
Mercado de industrias manufactureras de Quito: 39275
Porcentaje de industria que no trabaja con proveedor de servicio técnico: 56% (0,56)
Porcentaje de industrias que requieren de 2 a 5 servicios al mes: 90% (0.9)
Demanda real = 0,9 x 0,56 x 39275 = 19795
De estas se plantea captar el 5% debido a las dificultades logísticas que involucra el llevar
el equipo desde la industria hasta el laboratorio por parte de los encargados técnicos,
entonces:
Clientes industriales meta: 0,05 x 19795 = 990
Se plantea acceder a este mercado total en un periodo de cinco años contado a la fecha
de la implementación y puesta en marcha del laboratorio, la demanda meta total se
alcanzará al finalizar el quinto año y se planea un incremento del 10% en la participación del
mercado anual, así se estructura la siguiente tabla que servirá como base para la evaluación
del alcance de los objetivos inherentes a la participación de mercado:

Tabla 2.1. Tabla para la evaluación del alcance de los objetivos
Año Cliente
técnico
Cliente
industrial
1 17 676
2 19 744
3 21 818
4 23 900
5 25 990

CAPÍTULO 3
EVALUACIÓN Y ANÁLISIS DEL DISEÑO
3.4 Antecedentes
El primer paso a dar es hacer un inventario de las necesidades para las
actividades metrológicas en el campo de la energía y potencia eléctrica, tomando en
cuenta el alcance de la organización, los requisitos establecidos por las leyes y las
regulaciones existentes y las que puedan surgir en el futuro, así como también los
medios de los que se dispone dentro de la organización o en otras con las que se
pueda establecer convenios de cooperación. Siendo este último punto cada vez más
importante en vista del constante desarrollo tecnológico, la evolución industrial y
comercial, así como el continuo incremento en los costos de dichos laboratorios.
Cabe mencionar que cualquiera que sea el costo, incluido equipos avanzados
instalados en el laboratorio, personal calificado y operación, será a la larga un factor
predominante desde el punto de vista económico.
En función de la experiencia de laboratorios de países que, durante su
construcción, disponían de los fondos necesarios para cubrir los costos de operación
y desarrollo. En este caso, si no existe financiamiento continuo, dichos laboratorios
pueden convertirse en ineficientes luego de varios años y no contribuir en lo posterior
al desarrollo del país.
Si no se puede prever un adecuado presupuesto operacional, proveniente de las
contribuciones estatales en este caso y/o a partir de ingresos propios por los
servicios prestados, es mucho mejor limitar las actividades del laboratorio mediante
convenios de cooperación con otros organismos en el país y hacer lo posible, desde
el punto de vista operacional, por cubrir únicamente las actividades no abarcadas por
otros organismos. En resumen, las actividades, los laboratorios y los presupuestos
deben ser planificados de tal manera que permitan un funcionamiento eficiente que
pueda ir a la par con la evolución de la tecnología tanto en la obtención del
equipamiento como en la capacitación del personal adecuado.
3.4.1 Planificación
La metrología en general, y la metrología eléctrica en particular, constituyen una
tarea obligatoria no solo desde el punto de vista de los requisitos legales para el
comercio, la salud y la seguridad sino también para prácticamente todas las
actividades industriales. Los patrones eléctricos de medición son, por lo tanto, un
punto de partida básico para las actividades de metrología en todos los países.
El tipo de patrones eléctricos de medición escogidos para nuestro país,
dependerá más de los factores prácticos que de las consideraciones teóricas
basadas únicamente en las definiciones del S.I.
Esta forma de planificación, es decir, a partir de los puntos más bajos de los
esquemas de transmisión, no significa sin embargo, que los costos de equipamiento
y otras facilidades sean más bajos.
El objetivo de la planificación debe ser ofrecer los servicios esperados. Es
necesario, por lo tanto, un cuidadoso inventario de las necesidades metrológicas en
todos los campos relacionados con la energía eléctrica y potencia, no solo desde el
punto de vista del tipo de instrumento y la precisión requerida, sino considerando
también la cantidad anual de verificaciones y su distribución geográfica, tomando en
cuenta que una gran cantidad de instrumentos que requieren una verificación regular
no pueden ser llevados al laboratorio central.
La cantidad de instrumentos sometidos a control legal debe ser por lo tanto
estimada de acuerdo a su categoría a partir de registros disponibles o declaraciones
de órganos relacionados con el comercio, el transporte y otros sectores públicos y
privados que disponen de equipo eléctrico.
En lo que se refiere a equipo que no está sometido a control legal, es más difícil
hacer estimaciones. Algunos servicios de metrología en países totalmente
industrializados pueden recibir cantidades muy bajas de estos instrumentos para su
verificación, debido al hecho de que las empresas fabricantes hacen uso de sus
propios laboratorios de metrología o a que, en algunos casos, ni siquiera prestan
atención suficiente a los aspectos metrológicos. Para un país en desarrollo como el
nuestro se recomienda que se base la planificación de un laboratorio de metrología
eléctrica, en un esquema que incluya la supervisión metrológica en una medida
ligeramente superior a la de un país desarrollado, mediante la verificación de
instrumentos que no serían sometidos a control en estos países desarrollados.
Esto se debe a que la organización metrológica oficial de un país en desarrollo
tiene que ofrecer con más frecuencia, servicios que se necesitan en la realización de

funciones como el control de calidad de productos importados o fabricados para
consumo interno. Otra razón puede ser la necesidad de ofrecer asistencia de
verificación voluntaria a las industrias locales, como un mecanismo de promoción por
parte del gobierno a las actividades metrológicas.
Si se puede establecer un inventario realista de las necesidades de calibración de
la industria local, y de esta lista resulta que alguna instrumentación metrológica muy
particular se tiene que conseguir solamente para unos pocos usuarios, es
aconsejable establecer un acuerdo con las partes interesadas mediante el cual el
laboratorio verificará el equipo de estas partes en intervalos previamente
determinados.
Este método de confirmación de los potenciales usuarios, constituye en realidad
una mejor base para la planificación del equipo, edificios, personal y facilidades de
transporte, que el método mediante el cual se confirma posteriormente a los usuarios
del laboratorio, actualmente aplicado en muchos laboratorios de calibración.
Además, el establecimiento de un contrato de calibración permite establecer de
antemano los costos, tanto para el cliente como para el laboratorio.
Volviendo a los patrones básicos nacionales (o donde sea aplicable a los patrones
de referencia local), estos son seleccionados en base a las necesidades y en rangos
adecuados, estableciéndose los requisitos para los edificios, el presupuesto y el
personal adecuado para trabajar con dichos patrones. Es mucho más difícil planificar
las necesidades requeridas para una operación eficiente del laboratorio en su
conjunto, tomando en cuenta la carga de trabajo necesaria y las condiciones locales.
La descripción del equipo a instalarse en el laboratorio puede encontrarse en la
literatura respectiva, pero la cantidad requerida, su conformidad con las condiciones

locales y las dificultades en su obtención deben ser sometidas a un estudio
preliminar.
En resumen, para emprender en la creación de un laboratorio de energía eléctrica
y potencia es necesario:
Definir los objetivos que tendrá el laboratorio y la interrelación de las
actividades de éste con las actividades productivas o de servicio del Centro
de Metrología del Ejército.
Hacer un inventario de la variedad y cantidad de instrumentos de medición
y sus niveles de precisión, de cada magnitud física que estará bajo el
control del laboratorio.
Evaluar las inversiones necesarias para la creación de dicho laboratorio.
Definir las posibilidades de reparación de los instrumentos de medición,
mediante el establecimiento de un mecanismo adecuado de adquisición de
repuestos y accesorios.
Fundamentar técnica y económicamente la creación del laboratorio, así
como evaluar, aunque sea tentativamente, la rentabilidad, tiempo de
recuperación del capital y eficiencia técnica y económica del mismo.
Es necesario realizar la fundamentación técnico-económica teniendo en cuenta los
siguientes aspectos:
a) Aspectos económicos
Costo de los patrones de verificación y de los medios básicos y
auxiliares con que contará el laboratorio.
Costo de la construcción, acondicionamiento o climatización del local de
calibración.
Costo de las calibraciones totales de los patrones con qué contará el
laboratorio.
Costo de las calibraciones que sería necesario realizar a los
instrumentos que posee el laboratorio, en otro laboratorio.
b) Aspectos técnicos
Periodicidad para la verificación de los medios de medición.
Cantidad necesaria de instrumentos de medición para usarlos como
repuesto en el proceso productivo o de servicios para poder verificar
éstos en los casos indispensables.

Posibilidad de sacar del proceso productivo o de servicio, los
instrumentos de medición (calibración móvil).
3.4.2 REQUISITOS PARA LA OPERACIÓN EN EL CAMPO.
Cierta cantidad de calibraciones pueden y deben realizarse en las condiciones de
trabajo del fabricante, por lo cual, el laboratorio tendrá que ser equipado con medios
para la calibración, utilizando patrones transportables. Esto constituye, por lo tanto,
un nexo útil entre la metrología y el ensayo de los productos. El personal destinado a
realizar el ensayo de los productos deberá también ser equipado con instrumentos
de referencia o productos de referencia, cuyas características serán monitoreadas
utilizando el equipo de laboratorio.
La supervisión de los esquemas de control de calidad necesitará también de
visitas no anunciadas a los fabricantes, acompañada muchas veces por la toma de
muestras de la producción. Los laboratorios metrológicos deben tener, por
consiguiente, medios de transporte adecuados a su disposición. Es necesario
enfatizar que “la efectividad de cualquier actividad metrológica depende de la
disponibilidad de medios de transporte adecuados exclusivamente usados con este
fin y de la provisión de un presupuesto para cubrir los gastos operacionales de
dichos carros y camiones” [1].
3.2. Disposición General del laboratorio.
Aunque los requisitos en cuanto al acondicionamiento (estabilidad de la
temperatura, bajo nivel de vibración, etc.) son generalmente rigurosos para los
laboratorios de metrología por lo demás son generalmente fáciles de planificar.

De manera general el edificio donde deberá funcionar el laboratorio debe ser de
estructura de hormigón armado con paredes hechas preferiblemente de ladrillo o de
bloques huecos de concreto. Las paredes de hormigón armado deben evitarse por
varias razones tales como: vibraciones, dificultades en la fijación de equipos a las
paredes, bajo aislamiento térmico, etc. Las paredes internas pueden ser hechas de
ladrillo.
Las ventanas no deben ser demasiado amplias (alrededor de 100 cm de ancho).
La altura libre de la habitación en el interior deberá ser al menos 3,20 m de modo que
permita la instalación de techos falsos para la ubicación del sistema de
acondicionamiento de aire en algunas habitaciones y en todos los pasillos.
Los pasillos deben ser suficientemente amplios de modo que se puedan
desplazar con facilidad las mesas móviles con equipos. Es muy importante que las
puertas sean lo suficientemente amplias para permitir que los equipos de medición y
muebles se puedan trasladar e instalar con facilidad.
La cubierta del piso constituye un problema y un motivo de compromiso. Debe ser
resistente a las cargas y al desgaste, dura, no debe permitir la retención del polvo o
abrasión, que no produzca electricidad estática, que no resbale cuando esté mojada,
fácil de limpiar y resistente al fuego. El aglomerado de piedra de alta calidad
resistente a las cargas, o los mosaicos de cerámica pueden servir en los pasillos o
en los corredores. Sin embargo, en los laboratorios debe usarse un enlosado de
plástico duro que no esté expuesto a los aumentos de electricidad estática.
Cuando se va a instalar el sistema de acondicionamiento de aire, es necesario
destinar una habitación especial para el intercambiador de calor y el equipo de
ventilación. La maquinaria para el acondicionamiento de aire debe ser instalada fuera
del edificio de metrología en una habitación de construcción especial.

Las tuberías de agua y los canales de desagüe deben seguir líneas de
distribución vertical a través del edificio, mientras que los conductos portacables para
el aire acondicionado y la electricidad se distribuyen horizontalmente con adecuadas
cajas de distribución.
Por razones de eficiencia y disipación de calor, el sistema de iluminación estará
hecho a base de lámparas fluorescentes.
En lo que se refiere a la habitación principal del laboratorio, ésta debe reunir los
siguientes requisitos:
Estar cerradas y protegidas de ruidos y vibraciones, así como de la
influencia de agentes que faciliten la corrosión y suciedad.
Que los puestos de trabajo tengan una iluminación no menor de 300 lux
cuando se usan lámparas fluorescentes.
Mantener en el área de trabajo una humedad relativa cuyo valor esté
comprendido entre (65±15)%.
La vibración en el puesto de trabajo no debe producir oscilaciones que
sobrepasen el 0,25 del valor de división de la escala del más sensible de
los medios de medición que se encuentren en dicho puesto de trabajo.
Garantizar en el área de trabajo una temperatura de (20±5) °C. La
desviación permisible de dicha temperatura debe corresponder a los
requisitos establecidos en las normas de los métodos y medios de
medición correspondientes.

3.2.1 Requisitos especiales de acondicionamiento de aire
Sin tener en cuenta el clima e independientemente de calefacción o enfriamiento
provistos para establecer el confort de las habitaciones, la metrología requiere en
muchos casos de climatizadores especiales para obtener condiciones de operación
reproducibles y comparables. Los requisitos son diferentes dependiendo del tipo y la
precisión de los instrumentos que serán calibrados.
El principal objetivo de un sistema de aire acondicionado es obtener:
Una temperatura estable.
Una humedad del aire relativamente baja.
Sin embargo, en general no existen requerimientos rigurosos en cuanto al polvo,
excepto que cualquier entrada de aire fresco debe ser cuidadosamente depurada y
todas las ventanas deben ser herméticas al polvo.
En cuanto a la humedad, el riesgo de mayor cuidado en metrología es la
condensación que conduce incluso a descargas disruptivas en los instrumentos
electrónicos.
La humedad relativa tiene una gran variación con la temperatura; por lo tanto, en
una habitación con contenido de humedad constante puede producirse un
incremento típico del 5% por una variación en la temperatura de solamente 1°C. Por
consiguiente, el sistema de acondicionamiento de aire de estas habitaciones debe
trabajar continuamente y en ningún caso debe ser sometido a interrupciones diarias
que en la mayoría de los casos conducirán a la condensación en el instrumento
metrológico como en los ductos de aire acondicionado.
Con relación a la temperatura, lo más importante es obtener una buena estabilidad
antes que un ajuste estable de la temperatura ambiente. La conservación de la
temperatura constante puede lograrse de varias formas. Primero es necesario aislar
adecuadamente las habitaciones en lo que tiene que ver a las paredes que poseen
una temperatura diferente (paredes externas). Esto puede hacerse mediante la
utilización de una pared adicional, produciéndose de esta manera un espacio hueco.
La utilización del aislamiento con espuma de uretano, que es muy efectiva para una
baja transferencia de calor, se debe evitar por razones de seguridad contra
incendios.
Existen laboratorios de metrología que han sido construidos utilizando un sistema
de aire acondicionado centralizado. Dichas instalaciones son muy efectivas pero solo
se justifican cuando varios laboratorios adyacentes deben ser controlados y
mantenidos a la misma temperatura media. Sin embargo, cuando el volumen de
actividades relacionadas con una precisión alta es limitado, se recomienda instalar
aire acondicionado de laboratorio con control de temperatura de alta precisión.
Es muy importante que las unidades de aire acondicionado estén provistas de
controles de precisión de temperatura y humedad, mediante sensores

adecuadamente instalados en la habitación del laboratorio. Por lo tanto, es necesario
proveer, además de las descripciones de la habitación, condiciones exteriores del
tiempo y los diseños con los siguientes datos típicos: área de trabajo, número de
personas que trabajan en el área, disipación de calor, temperatura nominal y
variación permisible de temperatura.
La humedad relativa para todas las habitaciones no debe exceder el 70% en las
condiciones más desfavorables.
En la práctica, las variaciones de temperatura son el doble de los datos objetivos
establecidos. Sin embargo, la experiencia de laboratorios en operación, permite
concluir que los datos utilizados en la planificación del sistema de aire acondicionado
deben ser menores que los datos reglamentados para evitar un control de
temperatura demasiado severo. La indicación del número de personas en las
habitaciones permitirá calcular el número de entradas de aire fresco. Los
registradores de temperatura y humedad serán instalados en todas las habitaciones
especialmente climatizadas.
Cabe anotar además, que algunos equipos electrónicos que funcionan en forma
continua, tales como los patrones de frecuencia, están destinados a operar a una
temperatura máxima de 30 °C que no debe excederse en ningún momento.

3.2.2 Requisitos de suministro eléctrico
Las líneas de suministro eléctrico hacia el laboratorio deben ser dimensionadas
por encima de la corriente normal de consumo de los equipos; en otras palabras, la
energía instalada para los equipos del laboratorio debe ser amplia comparada con la
energía media suministrada por el transformador central de distribución. Esto permite
disminuir el efecto de las caídas de tensión en las líneas internas que son conflictivas
en ocasiones. Los laboratorios deben estar provistos con líneas trifásicas con neutro,
aun cuando solo sean necesarias líneas monofásicas. Con esto se puede realizar
varios circuitos para los tomacorrientes en cada habitación y dejar varios circuitos
como respaldo. La iluminación de las habitaciones y corredores, así como el sistema
de aire acondicionado serán realizados, por supuesto, en circuitos separados.
Varios tipos de actividades dentro del laboratorio requieren de funcionamiento
continuo de los equipos patrones; mientras que otros pueden requerir que la energía
se desconecte por razones de seguridad.
La conexión de la energía del laboratorio debe realizarse en forma individual
mediante un panel interruptor convenientemente instalado en la entrada de la
habitación.
El laboratorio debe contar con una conexión a tierra de seguridad independiente,
conectada de tal forma que de ninguna manera pueda servir como neutro para la
línea monofásica. La correcta instalación del sistema de puesta a tierra debe ser
revisada por los especialistas encargados de la recepción de la instalación eléctrica.
El tablero de distribución estará provisto, además de un interruptor principal

(contactor), de una serie de interruptores automáticos monofásicos preferiblemente
conectados a las diferentes líneas de la habitación. Estos interruptores automáticos
son de diseño preferiblemente modular para permitir la combinación de 16, 25 y 32
amperios. Si el suministro es de 220 voltios, será razonable seleccionar la mayoría
de los interruptores automáticos (o fusibles) para 16 A. Los instrumentos de medición
deberán estar protegidos por sus propios fusibles internos. Tendrán que instalarse
líneas especiales individuales para los equipos que requieran más corriente.
Las transmisiones de radiofrecuencia producen una forma de energía que
interfiere en otros sistemas. Por lo tanto, se debe tomar las medidas correctivas y
preventivas necesarias para aislar al laboratorio de estas interferencias que se
presentan por lo general en las zonas pobladas, donde existe una gran afluencia de
este tipo de emisiones (TV, comunicaciones militares y comerciales, radiodifusión,
etc.).
Existen varios métodos para evitar este problema, siendo el más recomendable el
blindaje RF. Para conseguir un buen nivel de aislamiento de interferencias RF en el
laboratorio, debe implementarse la llamada Jaula o Pantalla de Faraday. Para
realizar este apantallamiento se debe incluir en la estructura del laboratorio una malla
metálica de recubrimiento en paredes, techo, piso y puertas. La malla estará soldada
en todas sus partes y totalmente unida al sistema de tierra del laboratorio.
La mayoría de técnicas actuales de semiconductores (TTL, CMOS, LED,
BIPOLAR, etc.) son susceptibles a daños debido a descargas electrostáticas. Es
necesario entonces, proyectar un sistema de protección contra descargas
electrostáticas.

Las principales causas de electricidad estática que hay que eliminar y contra las
cuales se debe proteger son: separación de superficies en contacto (metal, carbón
metálico y piel humana).
Para prevenir daños de componentes por descarga electrostática, se deberá
proceder según las siguientes recomendaciones, extraídas de las normas MIL-B-
81705, DOD-STD-1686 y DOD-HDBK-263 referentes a componentes y tarjetas PC:
Guardar todos los plásticos comunes: envases, recipientes, productos de
vinyl, etc.
Los técnicos deberán usar ropa de algodón, pulseras antiestáticas sobre la
piel, etc., como se observa en la Figura 3.1
Las mesas tendrán recubrimiento antiestático conectado a tierra, etc.

Figura 3.1. Ilustración de las precauciones para evitar descargas electrostáticas
3.2.3 ACCESORIOS DEL LABORATORIO
La gran cantidad y tipos de accesorios requeridos por los laboratorios,
generalmente implica la fabricación especial por parte de los proveedores locales, en
la mayoría de los casos no existen muchas dificultades para dicha fabricación.
Para un desempeño eficiente del personal de planta, se recomienda los
siguientes accesorios y muebles:
Armarios para el almacenamiento de cables, accesorios y repuestos.
Estanterías para bodegas de equipos y materiales. (Figura 3.2)
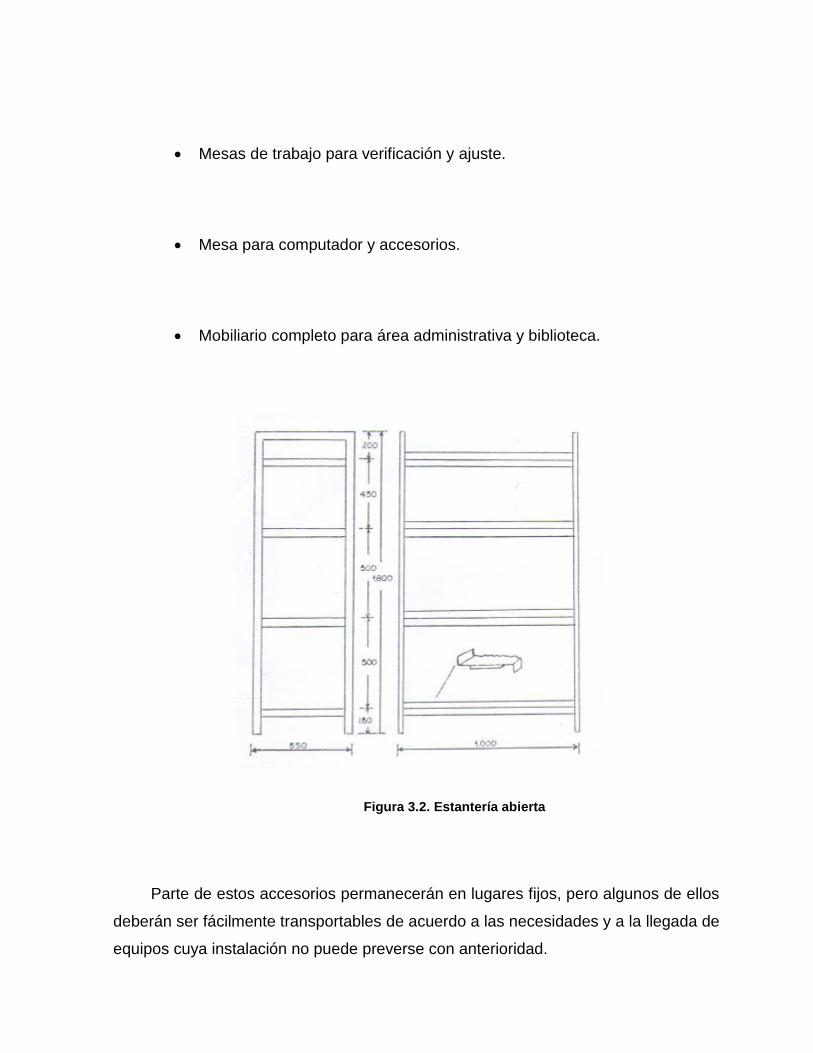
Mesas de trabajo para verificación y ajuste.
Mesa para computador y accesorios.
Mobiliario completo para área administrativa y biblioteca.
Figura 3.2. Estantería abierta
Parte de estos accesorios permanecerán en lugares fijos, pero algunos de ellos
deberán ser fácilmente transportables de acuerdo a las necesidades y a la llegada de
equipos cuya instalación no puede preverse con anterioridad.
La mayoría de los bancos de trabajo deben estar provistos con lo necesario
para que el técnico trabaje sentado. Con el fin de evitar la necesidad de sillas de
laboratorio altas, la altura de estos bancos debe ser de 75 u 80 cm. Los bancos de
trabajo estarán compuestos por mesas que no sean demasiado grandes y que se
ajusten dimensionalmente al módulo del laboratorio. La longitud de la parte superior
de la mesa debe ser preferiblemente el doble de su ancho, aunque esta no es una
condición absoluta y depende de las dimensiones internas del laboratorio y del área.
Teniendo en cuenta las dimensiones de muchos instrumentos, que la anchura
(o profundidad) no sea menor de 65 cm y no mayor de 75 cm. La longitud
correspondiente debe ser, por lo tanto, de 130 cm como mínimo y de 150 cm como
máximo. Debe prestarse especial atención a la estructura de la parte superior de la
mesa, que debe estar hecha de cartón de fibra laminado o cartón de partícula. Los
bordes no deben ser frágiles y no deben estar hechos de laminado.
Tampoco deben utilizarse bordes metálicos puesto que las mesas llevarán
cables eléctricos. Como material para los bordes puede utilizarse madera dura de 8 o
10 mm de grueso o cintas de polietileno de 2 mm de grueso. Deben disponer de
gavetas inferiores para guardar herramientas y accesorios de trabajo (cables,
conectores, etc.). A pesar de que no existe un diseño funcional que permita ubicar en
ellas todos los instrumentos y accesorios necesarios para un buen desempeño del
trabajo a realizarse. La figura 3.3 presenta un modelo funcional de banco de trabajo
que puede satisfacer la mayoría de necesidades.

Figura 3.3. Banco de trabajo de laboratorio
En vista de que el diseño del banco de trabajo permitirá al técnico trabajar
sentado, es necesario disponer de una silla que facilite su movimiento en el banco de
trabajo. La ilustración de una silla móvil que cumple con estas características se
presenta en la figura 3.4.
Figura 3.4. Silla giratoria para laboratorio
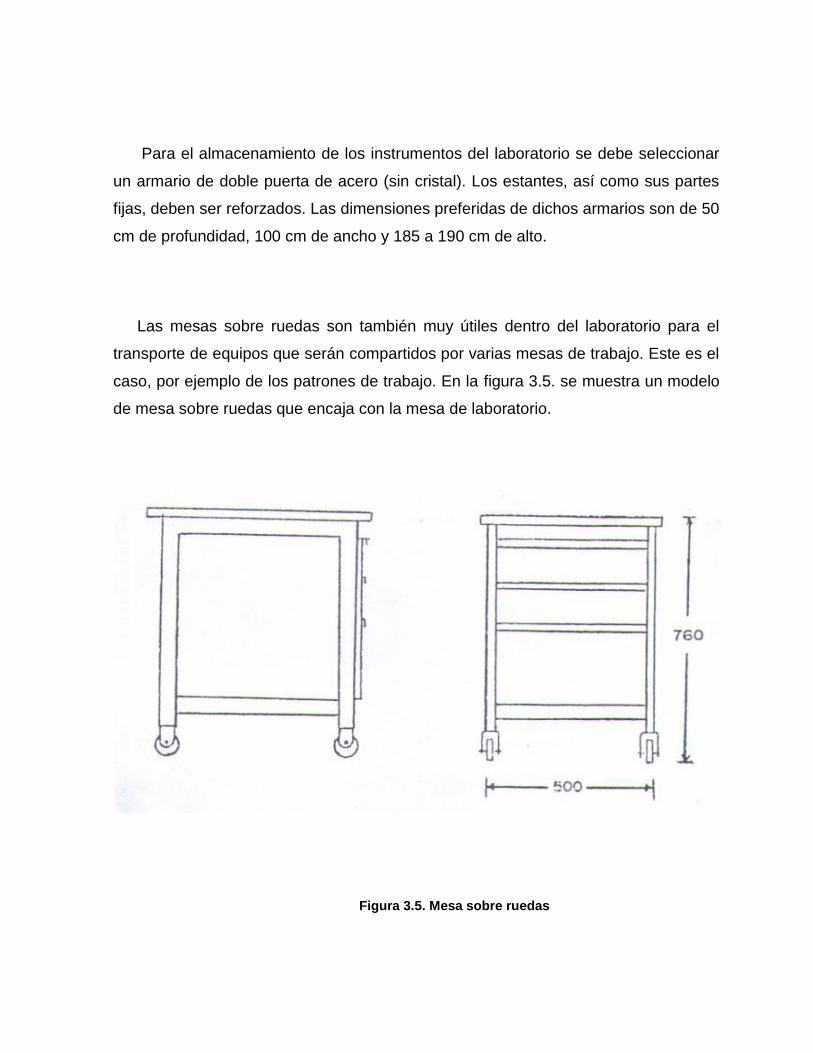
Para el almacenamiento de los instrumentos del laboratorio se debe seleccionar
un armario de doble puerta de acero (sin cristal). Los estantes, así como sus partes
fijas, deben ser reforzados. Las dimensiones preferidas de dichos armarios son de 50
cm de profundidad, 100 cm de ancho y 185 a 190 cm de alto.
Las mesas sobre ruedas son también muy útiles dentro del laboratorio para el
transporte de equipos que serán compartidos por varias mesas de trabajo. Este es el
caso, por ejemplo de los patrones de trabajo. En la figura 3.5. se muestra un modelo
de mesa sobre ruedas que encaja con la mesa de laboratorio.
Figura 3.5. Mesa sobre ruedas

3.3 Equipamiento del laboratorio
Sin lugar a duda el aspecto más importante que debe ser considerado en la
selección de la instrumentación de referencia, es la determinación de la cantidad y el
tipo de patrones de calibración necesarios. Para determinar el tipo de patrones
necesarios, se debe como primer paso conocer la cantidad de equipos que serán
calibrados y sus especificaciones técnicas. Posteriormente los equipos son
segregados en categorías de acuerdo a su función. Las especificaciones de cada
ítem son listados de acuerdo a la disciplina de medición de cada categoría. La
precisión más alta dentro de una disciplina particular determina la precisión del
patrón requerido, ya que el patrón debe ser al menos 4 veces más preciso que la
unidad a ser calibrada, para mantener una trazabilidad adecuada. Este es un paso
cualitativo de selección.
El segundo paso es la selección cuantitativa del patrón más apropiado. Para
realizar esta selección se establecen parámetros evaluativos de los patrones que
constituyen las opciones de selección, una vez que han cumplido con las condiciones
de precisión establecidas en el paso cualitativo. Cada uno de estos parámetros son
valorados entre 1 y 5. Las puntuaciones son totalizadas y el patrón que ha recibido la
más alta puntuación es el mejor candidato.
Para aclarar de mejor manera este proceso de selección de patrones a
continuación se presenta un ejemplo ilustrativo.

Se supone que existe el siguiente inventario de equipos:
Tabla 3.1. Inventario de equipos
EQUIPO DESCRIPCIÓN
ME 6/U MULTÍMETRO
260 MULTÍMETRO
3400 VOLTÍMETRO
453 GENERADOR (Frecuencia)
614 GENERADOR
652 A GENERADOR (Señal)
7901 OSCILOSCOPIO
PASO CUALITATIVO
El equipo es segregado en categorías
Tabla 3.2. Segregación en categorías
MEDIDORES GENERADORES OSCILOSCOPIO
ME 6/U 652 A 453
260 614 7901
Las especificaciones técnicas (precisiones de medición) de los equipos de cada
categoría son listados de la siguiente manera:

Tabla 3.3. Precisiones de medición
MEDIDORES VDC IDC VAC IAC OHMS RES. FREC
ME/6U 2 % 5% 3% 5% 2% 1 Khz
260 1% 2% 1% 2% 1%
3400 0.1% 10 Mhz
En vista de que el patrón debe ser 4 veces más preciso que el instrumento a
calibrar y considerando las especificaciones del cuadro anterior, el patrón para la
categoría de medidores debe ser capaz de entregar las siguientes precisiones:
Tabla 3.4. Precisiones del patrón a utilizar
VDC IDC VAC IAC OHMS RES. FREC.
REQUERIMIENTOS .025% .5% .25% .5% .25% 10 Mhz
PASO CUANTITATIVO
Asumiendo que los patrones medidores listados a continuación cumplen las
especificaciones de precisión establecidas, se consideran los siguientes parámetros
de evaluación y su puntuación respectiva: [4].

Tabla 3.5. Parámetros de evaluación y su puntuación
PATRONES DISP ESPEC COSTO SOP. TEC DOC CONF. GRT RESP TOTAL
5100B 3 4 3 5 5 5 5 5 35
829B 5 3 4 3 3 4 5 5 32
6520 5 5 5 3 1 2 2 2 25
De acuerdo a las precisiones requeridas y la evaluación de los parámetros
establecidos, se puede apreciar que el 5100B representa el patrón más apropiado
para cumplir con la carga de trabajo existente.
En lo que tiene que ver a la cantidad de patrones necesarios, se debe conocer, a
más de la cantidad de instrumentos a ser calibrados y sus especificaciones, la
periodicidad de verificación de dichos instrumentos.
Con respecto al resto de instrumentos de referencia, los esquemas de
transmisión de la unidad sugeridos en secciones anteriores, están destinados a
suministrar una línea de equipos confiables en el tiempo o que puedan calibrarse con
facilidad.
Una buena práctica consiste en emplear simultáneamente al menos dos tipos de
instrumentos diferentes, como por ejemplo, una fuente calibrada de voltaje
conjuntamente con un voltímetro digital de precisión, aunque en realidad solo sea
necesario uno de estos instrumentos. Esta forma de duplicación o redundancia
ofrece un buen aseguramiento metrológico, siempre que al menos uno de los
instrumentos se verifique con los patrones de referencia.
Para contrarrestar la influencia de las fallas de los equipos, también es
aconsejable proveerse de duplicados de los equipos electrónicos. En este sentido,
será recomendable normalizar determinados equipos electrónicos para permitir una
fácil comparación interna.
La selección de la instrumentación de referencia debe realizarse de tal forma,
que reduzca al máximo la necesidad de realizar calibraciones en otros laboratorios.
Esto puede lograrse procurando, siempre que sea posible, un tipo de equipo que
requiera una sola calibración inicial.
A continuación se presentan los diferentes equipos seleccionados que en virtud
de sus características, creo que son los más idóneos para cubrir las necesidades de
calibración consideradas en este capítulo.
Todas las especificaciones dadas en esta sección para la disposición general de
un laboratorio de energía electrónica, obedecen a normas establecidas por la OIML
para la creación de Laboratorios de Metrología.
COMPARADOR COM 3003
Estos comparadores son usados normalmente por institutos metrológicos, así
como por laboratorios de ensayos oficiales, empresas de electricidad y fabricantes de
medidores asegurando su trazabilidad a estándares nacionales o internacionales. De
acuerdo a las exigencias del mercado se puede optar por el COM 1003 para una
operación monofásica y el COM 3003 para la puesta en marcha de una operación
trifásica. Puede ser utilizado tanto como norma para el traslado AC/DC así como
para tensiómetros y desarrollos polifásicos y de sistemas de medida energética en un
laboratorio.
Entre sus principales características se encuentran:
Alta exactitud, independientemente del tipo de medición.
Muy buena estabilidad a largo plazo.
Empleo de transformadores de corriente.
Tiempo de calibración del patrón establecido cada 2 años por PTB.
Interfaces RS 232 e IEEE 488.
Instrucciones conformes a la interfaz IEEE 488 SCPI.
Selección automática del rango de medición.

Una sola entrada de corriente para el rango de medida total.
Monitoreo de la exactitud en forma directa mediante patrones de
frecuencia y DC.
Figura 3.6. Comparador COM 3001
Dentro de las funciones más relevantes de este equipo se encuentran:
Utilización de un aplicativo denominado Windows SSM 3000 que viene
incluido en el equipo compatible con los sistemas operativos XP,
Windows 95, 98, Vista.
Mediante este software se pueden representar de manera fácil varios
resultados entre los que se encuentran: presentación de valores actuales,
representación vectorial, curvas de tensión, medición del error y análisis
de armónicos.
Figura 3.7. Representación de valores actuales
Figura 3.8. Representación vectorial

Figura 3.9. Curva de tensión
Figura 3.10. Análisis de Armónicos

En el Anexo 1. Se muestra una tabla de especificaciones técnicas del
Comparador COM 3001.
PATRÓN PORTÁTIL CLASE 0.1 MT300
El MT300 es un patrón portátil basado en la más moderna tecnología en lo
referente a la medición de potencia y energía. Empleando diversos elementos de
medición combinados con un fácil concepto operativo, este equipo proporciona la
mayor flexibilidad posible para poder efectuar una exhaustiva verificación de los
contadores instalados en el campo.
Entre las principales características de este equipo tenemos:
Fácilmente operable a través de un menú guiado por teclas.
Diversas posibilidades de configuración adicionando adaptadores de
medición.
Excepcional estabilidad en la medición a largo plazo y por temperatura.
Medición de intensidad hasta máx. de 120 A con pinzas con error
compensado.
Memoria interna para almacenar resultados de medición y datos de clientes.
Gestión de datos basada en Windows, software MTVis, para evaluar los
resultados.
Sistema de control externo, vía PC , con software de control basado en
Windows.
Medición de intensidad hasta un máx. de 10000 A utilizando el adaptador
correspondiente.
Medición de voltaje hasta un máx. de 40000 V utilizando una Pértiga ("stick")
de alta tensión.
No introduce error adicional en las mediciones reactivas.
Clase de Exactitud 0.1
Figura 3.11. Patrón Portátil MT300.
Dentro de sus funciones se detallan:
Verificación de contadores de energía eléctrica de 2 ,3 Y 4 hilos.
Verificación de los registradores de energía y potencia.
Medición de potencia y energía activa, reactiva y aparente.
Medición en los 4 cuadrantes.
Medición de frecuencia, ángulo de fase y factor de potencia.
Análisis de armónicos para los voltajes e intensidades hasta el 40°
armónico.
Medición del factor de distorsión.
Representación vectorial.
Muestreo de la forma de onda.
Pantalla de campo rotativa.
Medición de las cargas operativas en transformadores de intensidad y
tensión.
Impresora externa para la presentación de los resultados de medición en
sitio.
Medición selectiva de potencia.
Dosificación de energía.
Medición simultánea del primario y secundario de los transformadores de
Intensidad.
Operación sin alimentación externa de tensión.
En el Anexo 2. Se muestra una tabla de especificaciones técnicas del Patrón
Portátil MT300.

PATRÓN PORTÁTIL MT320
Debido a la variedad de equipos que pueden ser calibrados en el mercado se
presenta esta alternativa de patrón, el mismo que permitirá tener una exactitud
diferente mostrada por el equipo anterior. Consta entre otros puntos de las siguientes
características:
Fácilmente operable a través de un menú guiado por teclas.
Diversas posibilidades de configuración adicionando adaptadores de
medición.
Excepcional estabilidad en la medición a largo plazo y por temperatura.
Medición de intensidad hasta 120 A con pinzas con error compensado.
Memoria interna para almacenar resultados de medición y datos de clientes.
Gestión de datos con software bajo ambiente Windows para evaluar los
resultados.
Sistema de control externo, vía PC, con software de control basado en
Windows.
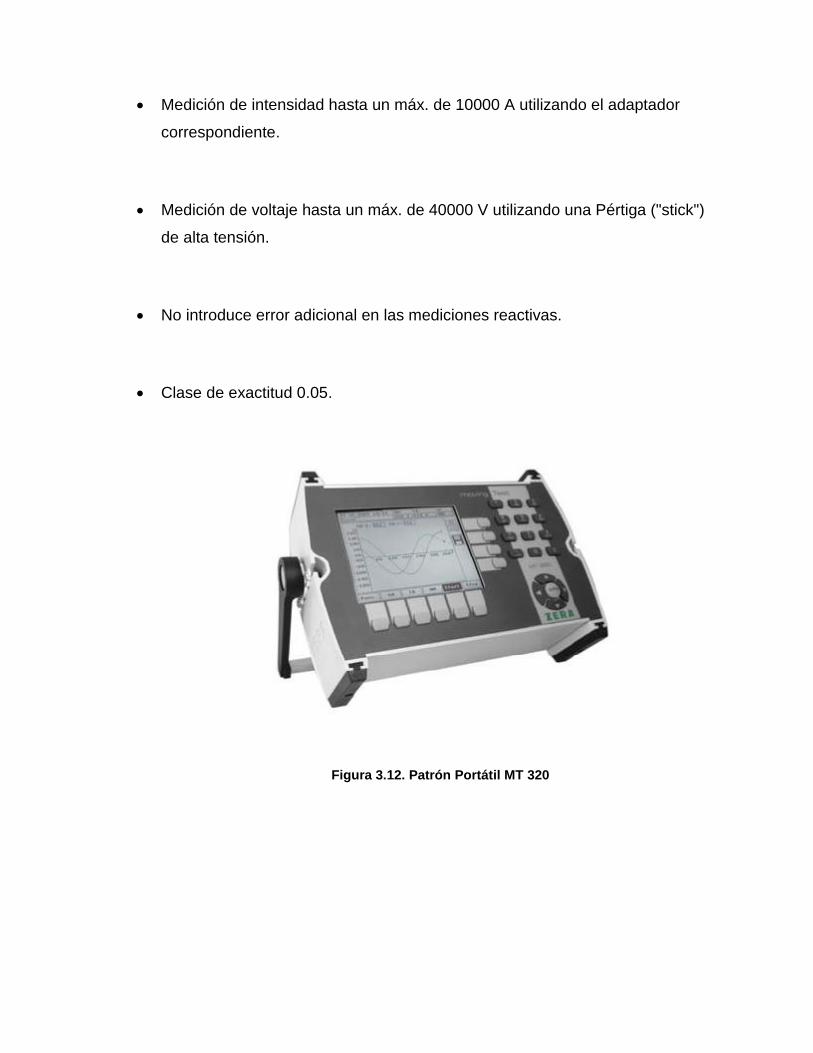
Medición de intensidad hasta un máx. de 10000 A utilizando el adaptador
correspondiente.
Medición de voltaje hasta un máx. de 40000 V utilizando una Pértiga ("stick")
de alta tensión.
No introduce error adicional en las mediciones reactivas.
Clase de exactitud 0.05.
Figura 3.12. Patrón Portátil MT 320

El equipo ofrece las siguientes funciones:
Verificación de contadores de energía eléctrica de 2, 3 Y 4 hilos.
Verificación de los registradores de energía y potencia.
Medición de potencia y energía activa, reactiva y aparente en los 4
cuadrantes.
Medición de frecuencia, ángulo de fase y factor de potencia.
Análisis de armónicos para los voltajes e intensidades hasta el 40° armónico.
Medición del factor de distorsión.
Representación vectorial.
Función de osciloscopio para el muestreo de la forma de onda.
Pantalla de campo rotativa.
Operación sin alimentación externa de tensión.

Medición de las cargas operativas en transformadores de intensidad y tensión.
Impresora externa para la presentación de los resultados de medición en sitio.
Medición simultánea del primario y secundario de los transformadores de
Intensidad.
Medición selectiva de potencia.
Dosificación de energía.
En el Anexo 3. Se muestra una tabla de especificaciones técnicas del Patrón
Portátil MT320.
FUENTE DE CORRIENTE TRIFÁSICA MT 400
En las verificaciones en campo de instalaciones de contadores de energía
eléctrica se encuentra frecuentemente el problema de no contar con carga suficiente
para realizar un ensayo confiable.
El sistema trifásico MT400 es una fuente de corriente desarrollada con la más
moderna tecnología en lo referente a la medición de potencia y energía para la
solución de este problema, simulando las condiciones de carga.
Entre sus características principales tenemos:
Fuente trifásica hasta 12 Amp.
Alimentación a través de los voltajes de ensayo o a través de la red.
Sincronización de las corrientes de ensayo a los voltajes del contador bajo
ensayo
Todas las corrientes son generadas sintéticamente
Alimentación monofásica
Fácilmente operable a través de un menú operado por teclas
Control externo vía RS 232
Las magnitudes de ensayo son mostradas en una pantalla LCD de 6,4“

Figura 3.13. Fuente de corriente trifásica MT 400
Este equipo posee las siguientes funciones:
Programación individual de puntos de carga.
Programación de los ángulos en el rango de 0… 360°.
Programación del factor de potencia.
Configuración de puntos de carga simétricos y asimétricos.
Simulación de cargas a través de corrientes y ángulos.

En el Anexo 4. Se muestra una tabla de especificaciones técnicas de la
Fuente de corriente trifásica MT 400.
SISTEMA AUTOMATICO DE ENSAYO DE CONTADORES MONOFÁSICO Y
TRIFÁSICO CON FUENTE INTEGRADA MT 680 Y MT 681
Los sistemas portátiles MT681 (trifásico) y MT680 (monofásico) son basados
en la más moderna tecnología en lo referente a la medición de potencia y energía.
Constan de un patrón de clase de exactitud 0,1 con una fuente integrada de
corriente de hasta 100 A. Este sistema ha sido desarrollado para el análisis completo
de instalaciones de contadores en sitio.
Entre sus principales aplicaciones se encuentran:
Ensayo de las condiciones de cargas en las instalaciones de contadores.
Ensayo de los registros de energía.
Ensayo de equipos de clase 1 y 2.
Mediciones en los 4 cuadrantes (solo el MT681).
Medición de Frecuencia, ángulo de fase y factor de potencia.
Simulación independiente de cargas utilizando los voltajes de la red.
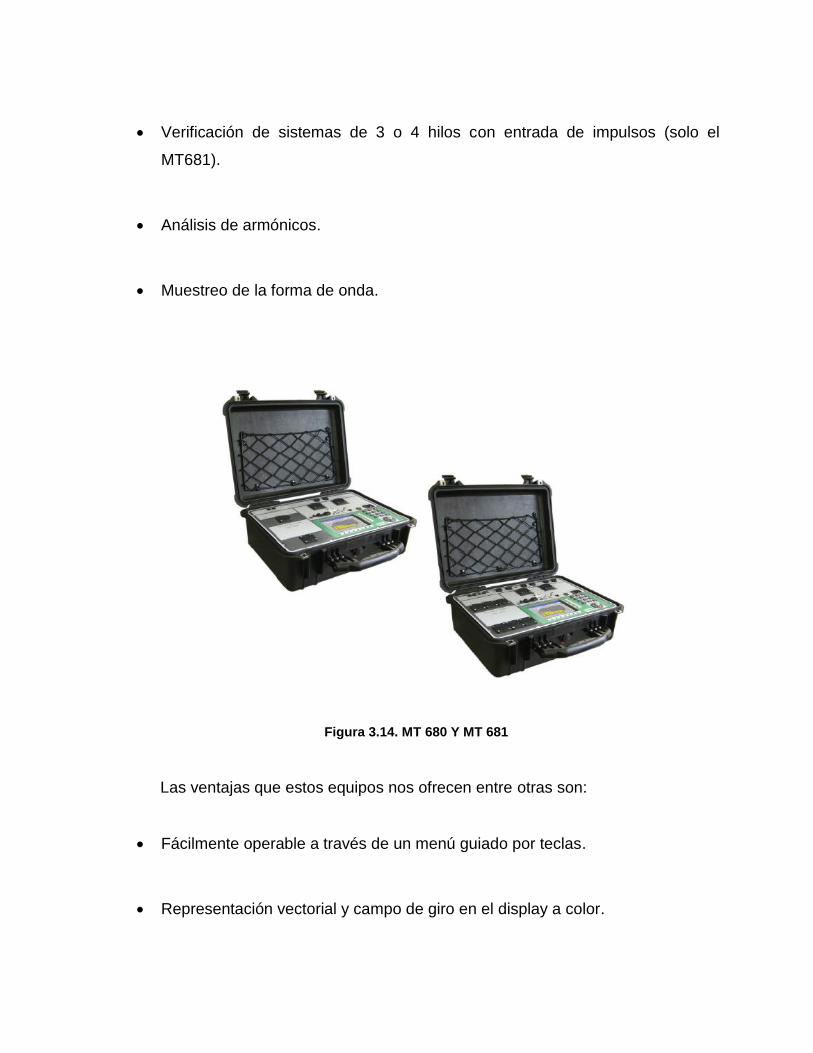
Verificación de sistemas de 3 o 4 hilos con entrada de impulsos (solo el
MT681).
Análisis de armónicos.
Muestreo de la forma de onda.
Figura 3.14. MT 680 Y MT 681
Las ventajas que estos equipos nos ofrecen entre otras son:
Fácilmente operable a través de un menú guiado por teclas.
Representación vectorial y campo de giro en el display a color.
Tarjeta de memoria Compact-Flash extraíble para la exportación de los
resultados y datos del cliente.
Fácil verificación y análisis de instalaciones de contadores.
No introduce error adicional en mediciones de consumo reactivo.
Posibilidad de ensayo a contadores sin necesidad de un PC externo
Para una posterior descarga de datos a un PC se almacena en la memoria del
MT681 todos los valores medidos. El manejo de datos mediante el software MTVis
proporciona la posibilidad de transferir datos entre un PC externo y el MT681/MT680.
El operador puede imprimir todos los resultados en un informe del ensayo o
exportarlos a otras aplicaciones.
En el Anexo 5. Se muestra una tabla de especificaciones técnicas del Sistema
Automático de ensayo de contadores monofásico y trifásico con fuente integrada MT
680 y MT 681.
MULTÍMETRO DE REFERENCIA RM 3000
El multimetro de referencia RMM 3001 puede ser usado para mediciones de
corriente, voltaje, ángulo de fase y potencia. También es posible la comparación de
medidores de energía eléctrica por medio del escaneo o por medio de entradas de
pulsos.

El RMM puede usarse para aplicaciones monofásicas o polifásicas. La
funcionalidad del RMM es ideal para institutos de metrología, laboratorios de pruebas
de la industria eléctrica y para fabricantes de medidores eléctricos.
Figura 3.15. Multímetro de referencia RM 3000
Cuenta con las características siguientes:
Alimentación: 230V +10% -15%, 47... 63 Hz
Consumo de energía: < 80 VA
Voltaje de prueba: 30 V ... 500 V
Rangos de voltaje: 60-120-240-480 V
Corriente de prueba: 1 mA ... 160 A

Rangos de corriente: 5-10-20-50-100-200-500 mA; 1-2-5-10-20, 50, 100, 200ª
Frecuencia fundamental: 15 ... 70 Hz
Ancho de banda: DC ... 3500 Hz
Modos de medición: cuenta con 17 diferentes modos de medición.
Error de medición de voltaje (referido al límite del rango): < 100 x 10-6
Error de medición de corriente (referido al límite del rango): < 100 x 10-6
(50mA ... 16 A), < 200 x 10-6 (16 A ... 160 A),
Error de medición de Potencia/Energía en los rangos de 30... 500 V (referido a
la potencia aparente independientemente del tipo de medición): < 200 x 10-6 (50
mA ... 160 A); < 400 x 10-6 (1 mA ... 50 mA).
En el Anexo 6. Se muestra una tabla de especificaciones técnicas del
Multímetro de referencia RM 3000.

PATRÓN PORTÁTIL MT 30
El MT30 es un patrón portátil basado en la más moderna tecnología en lo
referente a la medición de potencia y energía. Diversos elementos de medición,
combinados con su fácil concepto operativo, proporcionan la mayor flexibilidad
posible para poder efectuar una exhaustiva verificación de los contadores instalados
en campo. Su excelente estabilidad refleja la gran calidad del sistema. El patrón
MT30 se distingue por su ejemplar combinación de funcionalidad y de diseño.
Entre sus características principales destacan:
Fácilmente operable a través de un menú guiado por teclas.
Medición de intensidad hasta máx. de 120 A con pinzas con error
compensado.
Clase de exactitud 0.2
No introduce error adicional en las mediciones reactivas.
Excepcional estabilidad en la medición a largo plazo y por temperatura.
Puede ser operado a través de baterías recargables
Memoria interna para almacenar resultados de medición y datos de
clientes.

Gestión de datos basada en Windows, software MTVis, para evaluar los
resultados y generación de reportes.
Sistema de medición completo y liviano.
Figura 3.16. Patrón Portátil MT 30.
El contador patrón MT30 ofrece las siguientes funciones:
Verificación de instalaciones de contadores de energía eléctrica de 2, 3 Y
4 hilos.
Verificación de los registradores de energía y potencia.

Medición de potencia y energía activa, reactiva y aparente.
Medición en los 4 cuadrantes.
Medición de frecuencia, ángulo de fase y factor de potencia.
Análisis de armónicos para los voltajes e intensidades hasta el 40°
armónico.
Medición del factor de distorsión.
Representación vectorial.
Muestreo de la forma de onda.
Campo de giro.
Medición selectiva de potencia.
Impresora externa para la presentación de los resultados de medición en
sitio.
En el Anexo 7. Se muestra una tabla de especificaciones técnicas del Patrón
Portátil MT 30.

SOFTWARE PARA EL CONTROL DE SISTEMAS DE PRUEBA DE CONTADORES
WINSAM 4
WinSAM es un conjunto de siete programas individuales cada uno de los cuales
tienen una función específica. Juntos forman un paquete para cubrir todos los
requerimientos necesarios para controlar un sistema de prueba de contadores. Con
el WinSAM se configura el sistema de prueba y su ambiente. Puede ser controlado
de manera automática o manual, el operador puede crear secuencias de pruebas
individuales y sus protocolos.
El WinSAM permite la configuración de varios usuarios con diferentes derechos
dependiendo de su función. Cada tipo de contador es diferente y así debe ser su
procedimiento de prueba.
La cantidad de contadores existentes en el mercado crece continuamente; solo
las pruebas que se orientan exactamente a las especificaciones de los contadores
pueden asegurar una alta confiabilidad de los resultados.
Dado el caso que las funciones existentes no sean suficientes, pueden ser
añadidas o programadas nuevas con ayuda del depurador de Script. De esta forma
las pruebas pueden ser adaptadas óptimamente al contador en modo automático o
manual Ad-hoc.

Figura 3.17. Software WINSAM 4
La subdivisión en varios programas tiene la ventaja que cada programa tiene
las funciones que son necesarias para cada tarea específica. En este sentido queda
comprensible la cantidad de funciones del programa y se encuentran rápidamente.
El espectro principal de funciones de cada programa de WinSAM se describe
brevemente a continuación.
“Configuración” - Adaptación del WinSAM
El ambiente de trabajo del WinSAM son usualmente similares mas no idénticos.
El programa "Configuración" adapta el WinSAM al ambiente del sistema del usuario.
Aquí se configura el hardware del sistema de prueba, derechos de los usuarios
y otros similares como por ejemplo los equipos conectados al sistema, los puertos de
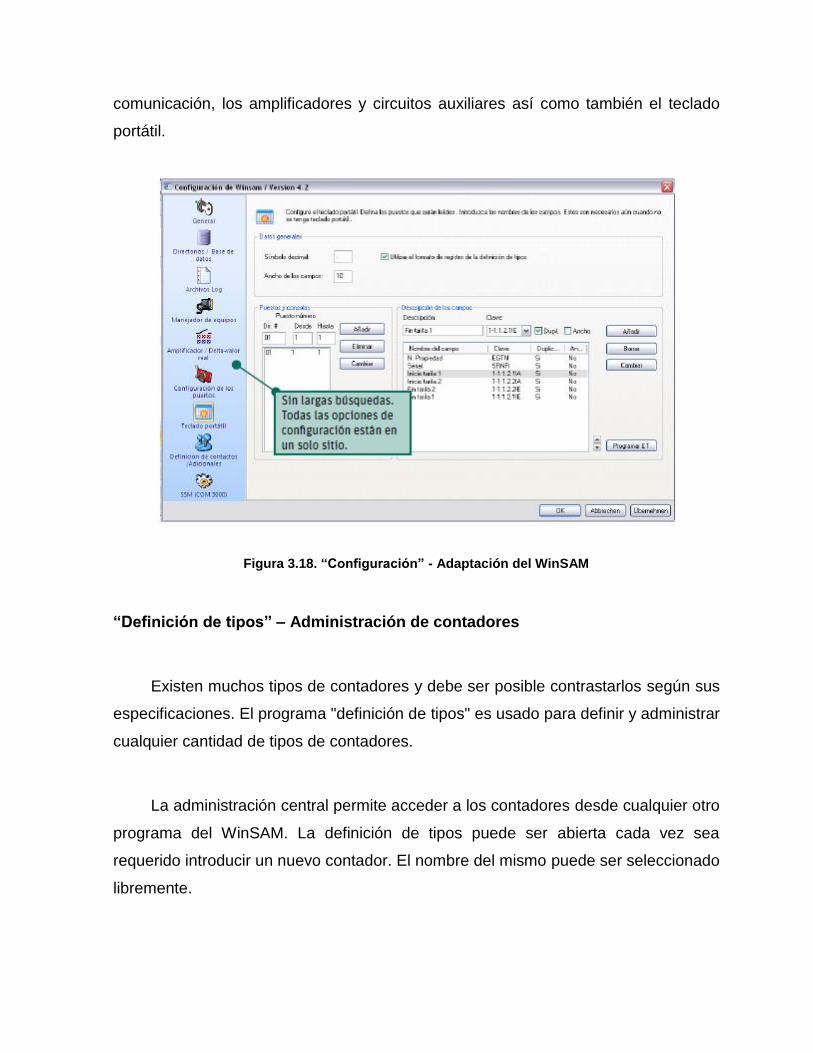
comunicación, los amplificadores y circuitos auxiliares así como también el teclado
portátil.
Figura 3.18. “Configuración” - Adaptación del WinSAM
“Definición de tipos” – Administración de contadores
Existen muchos tipos de contadores y debe ser posible contrastarlos según sus
especificaciones. El programa "definición de tipos" es usado para definir y administrar
cualquier cantidad de tipos de contadores.
La administración central permite acceder a los contadores desde cualquier otro
programa del WinSAM. La definición de tipos puede ser abierta cada vez sea
requerido introducir un nuevo contador. El nombre del mismo puede ser seleccionado
libremente.

La definición de un contador incluye todos los datos específicos como por ej.
Voltaje nominal, corrientes base y máxima, constante, etc. Para este propósito están
disponibles las variables predefinidas; estas pueden ser expandidas por variables
definidas por el usuario. Una vez creada la base de datos de contadores, puede ser
exportada.
Figura 3.19. “Definición de tipos” – Administración de contadores
“Depurador de Script” - para funciones específicas del usuario
WinSAM ofrece una gran cantidad de puntos de prueba predefinidos. Sin
embargo algunas veces es necesario crear un punto de prueba especial.
El depurador de Script sirve para crear, ejecutar y depurar scripts; ofrece a los
especialistas un ambiente para el desarrollo de funciones específicas del usuario.
Los lenguajes de programación son VBScript y JScript.

Figura 3.20. “Depurador de Script” - para funciones específicas del usuario
“Control” - para pruebas automáticas
El controlador puede ejecutar una secuencia de prueba totalmente
independiente del editor. De igual forma es posible abrir el editor y editar la
secuencia, de manera que el autor de la secuencia puede probarla sin necesidad de
cargar al operador con trabajo innecesario.
Cada ejecución es precedida por un control de plausibilidad de cada punto de la
prueba. Luego el programa toma el control de todo el sistema, toma los valores de
medición y resultados, los evalúa y guarda en la base de datos.
Los resultados recibidos pueden ser mostrados en la ventana Log.
Configuraciones individuales como por Ej. Omitir o repetir un punto dentro de la
secuencia son también posibles.
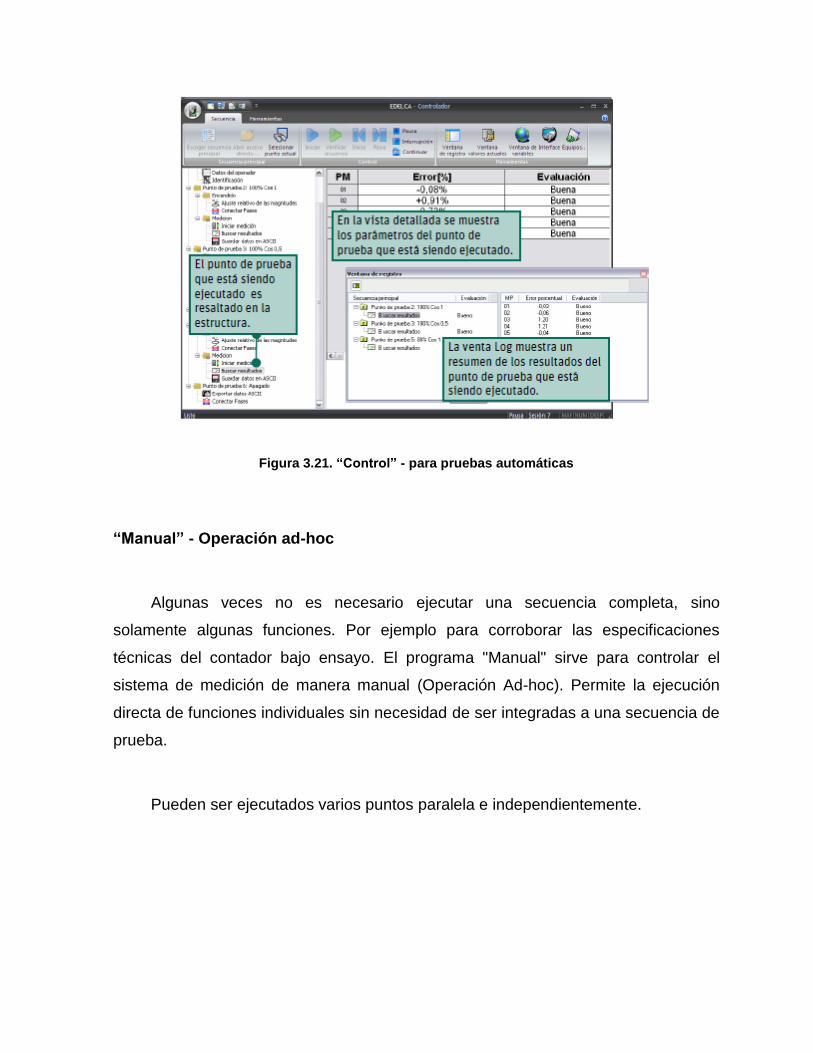
Figura 3.21. “Control” - para pruebas automáticas
“Manual” - Operación ad-hoc
Algunas veces no es necesario ejecutar una secuencia completa, sino
solamente algunas funciones. Por ejemplo para corroborar las especificaciones
técnicas del contador bajo ensayo. El programa "Manual" sirve para controlar el
sistema de medición de manera manual (Operación Ad-hoc). Permite la ejecución
directa de funciones individuales sin necesidad de ser integradas a una secuencia de
prueba.
Pueden ser ejecutados varios puntos paralela e independientemente.
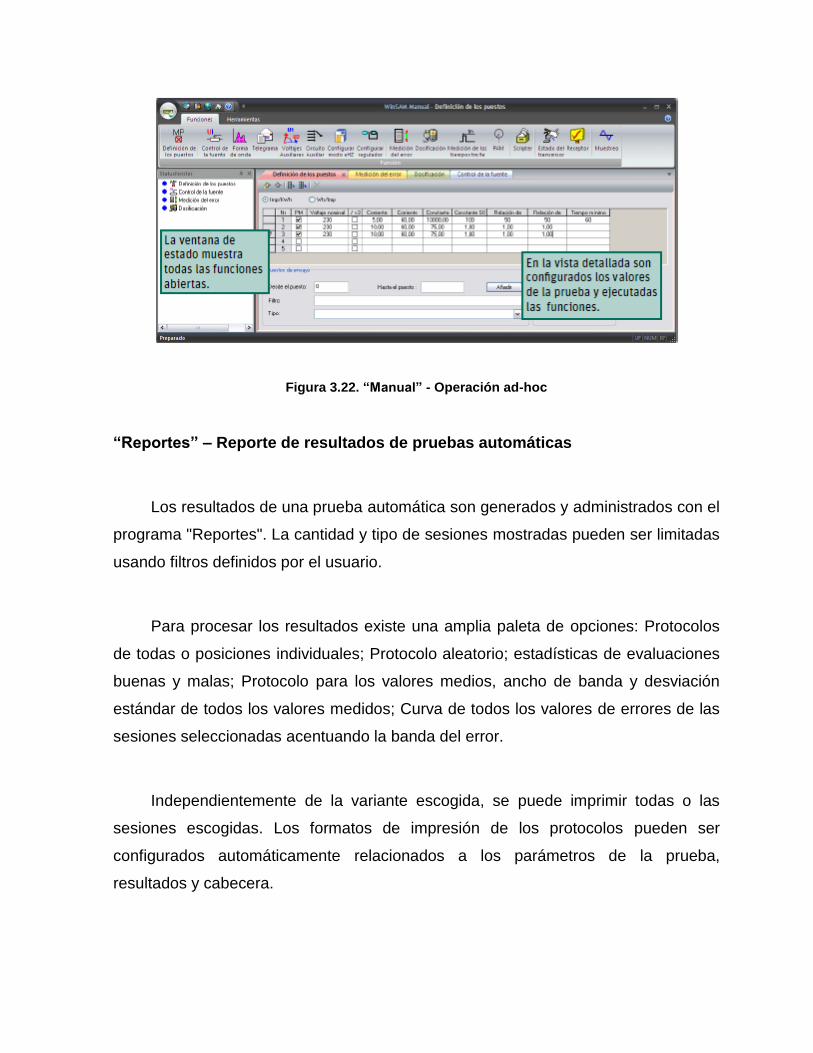
Figura 3.22. “Manual” - Operación ad-hoc
“Reportes” – Reporte de resultados de pruebas automáticas
Los resultados de una prueba automática son generados y administrados con el
programa "Reportes". La cantidad y tipo de sesiones mostradas pueden ser limitadas
usando filtros definidos por el usuario.
Para procesar los resultados existe una amplia paleta de opciones: Protocolos
de todas o posiciones individuales; Protocolo aleatorio; estadísticas de evaluaciones
buenas y malas; Protocolo para los valores medios, ancho de banda y desviación
estándar de todos los valores medidos; Curva de todos los valores de errores de las
sesiones seleccionadas acentuando la banda del error.
Independientemente de la variante escogida, se puede imprimir todas o las
sesiones escogidas. Los formatos de impresión de los protocolos pueden ser
configurados automáticamente relacionados a los parámetros de la prueba,
resultados y cabecera.

Los resultados de la prueba pueden ser asignados a un lote para poder
ordenarlos a un pedido o cliente específico. Los resultados pueden ser asignados a
pruebas aleatorias.
La prueba será ordenada automáticamente a este lote o prueba aleatoria en la
generación de reporte.
Figura 3.23. “Reportes” – Reporte de resultados de pruebas automáticas
En el Anexo 8. Se muestra una tabla de especificaciones técnicas del Software
WINSAM 4.
ESTACIÓN DE INGENIERÍA
La estación de trabajo Modelo P92, con licencias permitidas para un paquete de
software de estación modelo codificado para I/A Serie cumple con las siguientes
características:
Sostiene estaciones de control I/A Serie
Soporta comunicaciones de datos para conectarse directamente con los
dispositivos I/O
Sirve como una plataforma de aplicación.
Sirve como estación interface humano máquina (HMI)
Funciona en un sistema de control Ethernet o basado en Nodebus.
Figura 24. Estación de Trabajo modelo P 92
Cuando una estación de trabajo de propósito múltiple se ejecuta con sistema
operativo Windows XP, la estación de trabajo Modelo P92 soporta la ejecución de
aplicaciones del sistema, comunicaciones de datos para un amplio rango de
aplicaciones, capacidades de archivo de servicio, y pantallas de gráficos y texto.
También une con redes corporativas a un nivel local o global.

La comunicación Cliente/Servidor es complementada usando protocolo de red
TCP/IP con el puerto de red integrado o las tarjetas de interface de red opcional
(NICs). Para unirse con una red de control redundante requiere un módulo de
interface de red de control redundante.
La estación de trabajo Modelo P92 contiene los elementos siguientes:
Procesador Intel® Core™ 2 Duo
Memoria RAM de 1 GB ECC (expansible a 4 GB)
Puerto paralelo para impresora
Driver para disco de 3.5-pulgadas 1.44 MB
Tarjeta de video PCI Express™ x16
Un puerto serial para:
Interface de Red de Control Redundante (RCNI)
Impresoras
Otros dispositivos seriales
Un disco duro interno SATA
Un driver DVD+RW
Tarjeta gráfica para monitor dual (soporta uno o dos monitores)
Sistema de audio integrado
Puerto de Ethernet Integrado 10/100/1000BaseT
Puertos (USB) para ratón y teclado.
La estación de trabajo modelo P92 ofrece las opciones siguientes:
Dos o tres discos duros SATA
Un sistema interno SATA RAID1
Una o dos tarjetas de red Ethernet
Una tarjeta de expansión serial multi-puerto (4 puertos)
Una tarjeta Allen-Bradley® PKTX para Allen-Bradley Data Highway Plus™
Driver backup de cinta interna
Unidades de disco duro externas RAID
Tarjeta SCSI

Driver para cinta interna AIT2
Tarjeta gráfica para monitor Quad (soporta de uno a cuatro monitores).
De esta manera el laboratorio se encontrará configurado de la siguiente manera:
CAPÍTULO 4
ESTUDIO FINANCIERO
4.1 Inversión
La inversión es el acto mediante el cual se adquieren ciertos bienes con el
ánimo de obtener unos ingresos o rentas a lo largo del tiempo. La inversión se refiere
al empleo de un capital en algún tipo de actividad o negocio con el objetivo de
incrementarlo. Dicho de otra manera, consiste en renunciar a un consumo actual y
cierto a cambio de obtener unos beneficios futuros y distribuidos en el tiempo [7]. i La
empresa requerirá de los siguientes activos para llevar a cabo el implemento de la
división:
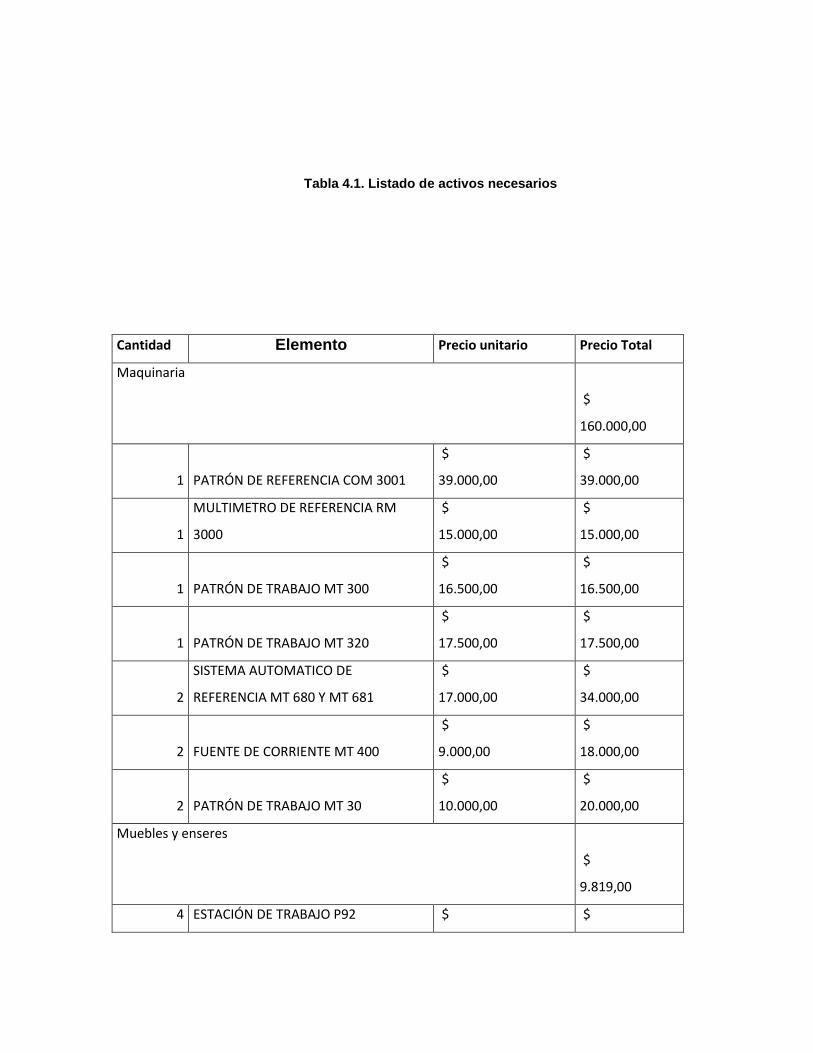
Tabla 4.1. Listado de activos necesarios
Cantidad Elemento Precio unitario Precio Total
Maquinaria
$
160.000,00
1 PATRÓN DE REFERENCIA COM 3001
$
39.000,00
$
39.000,00
1
MULTIMETRO DE REFERENCIA RM
3000
$
15.000,00
$
15.000,00
1 PATRÓN DE TRABAJO MT 300
$
16.500,00
$
16.500,00
1 PATRÓN DE TRABAJO MT 320
$
17.500,00
$
17.500,00
2
SISTEMA AUTOMATICO DE
REFERENCIA MT 680 Y MT 681
$
17.000,00
$
34.000,00
2 FUENTE DE CORRIENTE MT 400
$
9.000,00
$
18.000,00
2 PATRÓN DE TRABAJO MT 30
$
10.000,00
$
20.000,00
Muebles y enseres
$
9.819,00
4 ESTACIÓN DE TRABAJO P92 $ $
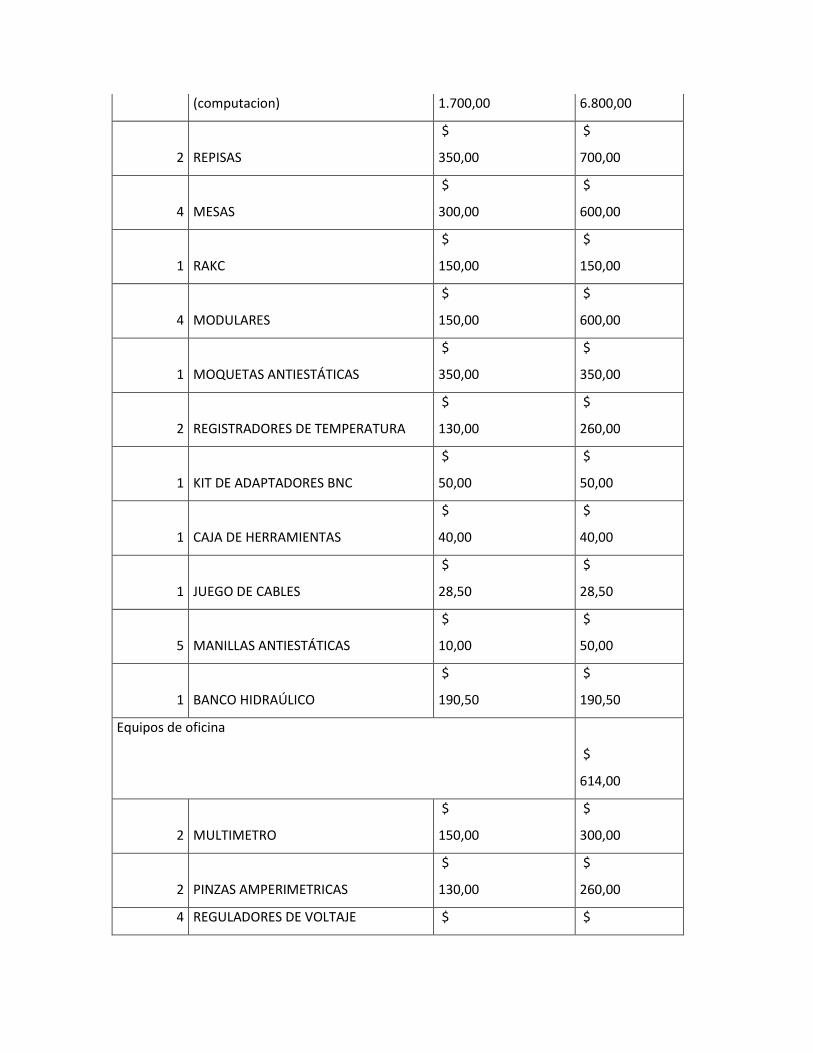
(computacion) 1.700,00 6.800,00
2 REPISAS
$
350,00
$
700,00
4 MESAS
$
300,00
$
600,00
1 RAKC
$
150,00
$
150,00
4 MODULARES
$
150,00
$
600,00
1 MOQUETAS ANTIESTÁTICAS
$
350,00
$
350,00
2 REGISTRADORES DE TEMPERATURA
$
130,00
$
260,00
1 KIT DE ADAPTADORES BNC
$
50,00
$
50,00
1 CAJA DE HERRAMIENTAS
$
40,00
$
40,00
1 JUEGO DE CABLES
$
28,50
$
28,50
5 MANILLAS ANTIESTÁTICAS
$
10,00
$
50,00
1 BANCO HIDRAÚLICO
$
190,50
$
190,50
Equipos de oficina
$
614,00
2 MULTIMETRO
$
150,00
$
300,00
2 PINZAS AMPERIMETRICAS
$
130,00
$
260,00
4 REGULADORES DE VOLTAJE $ $
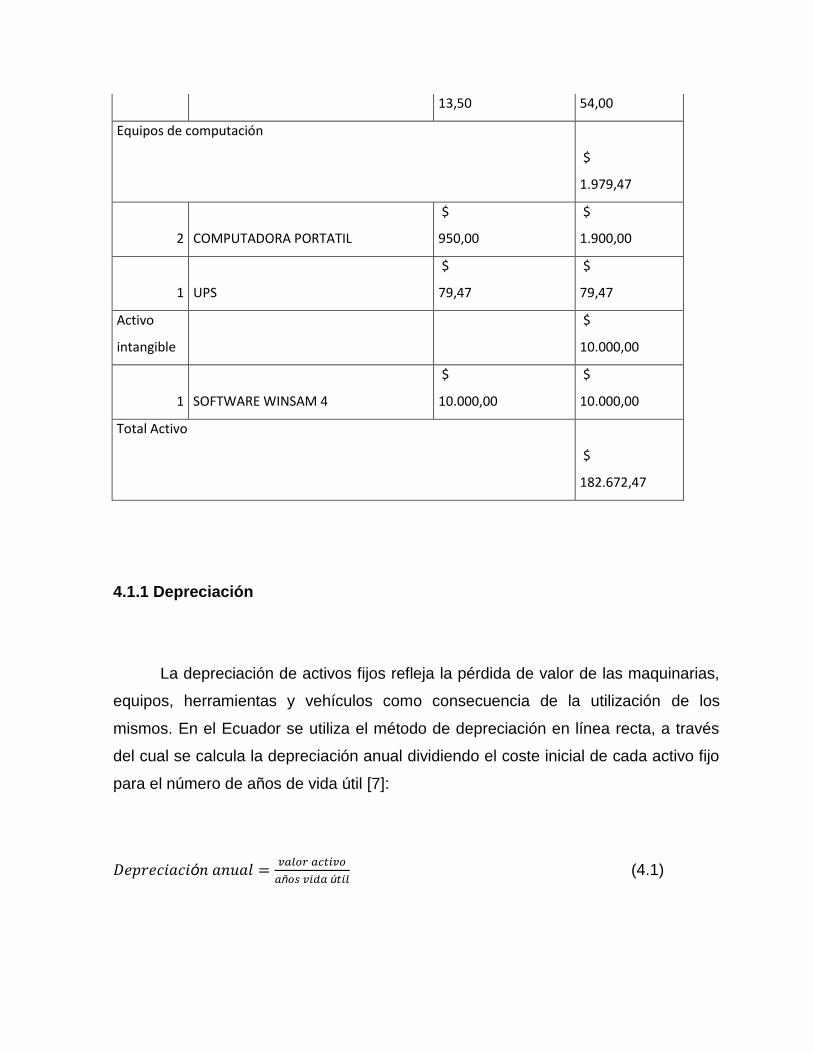
13,50 54,00
Equipos de computación
$
1.979,47
2 COMPUTADORA PORTATIL
$
950,00
$
1.900,00
1 UPS
$
79,47
$
79,47
Activo
intangible
$
10.000,00
1 SOFTWARE WINSAM 4
$
10.000,00
$
10.000,00
Total Activo
$
182.672,47
4.1.1 Depreciación
La depreciación de activos fijos refleja la pérdida de valor de las maquinarias,
equipos, herramientas y vehículos como consecuencia de la utilización de los
mismos. En el Ecuador se utiliza el método de depreciación en línea recta, a través
del cual se calcula la depreciación anual dividiendo el coste inicial de cada activo fijo
para el número de años de vida útil [7]:
(4.1)

Con estos datos se obtiene la depreciación acumulada y el valor en libros, que
viene dado por la diferencia entre el costo inicial del activo fijo menos la depreciación
acumulada. Debe decirse que el valor en libros es utilizado con fines meramente
contables, pues en la práctica existen activos fijos, que pese a estar depreciados,
pueden venderse en el mercado de bienes usados, obteniendo una fuente adicional
de ingresos para el proyecto.
En suma, la vida útil del activo determina la depreciación anual, estos valores
autorizados de depreciación pueden colocarse en forma porcentual a través de la
relación:
(4.2)
Así, la depreciación puede hallarse usando la siguiente relación:
La siguiente tabla muestra los porcentajes de depreciación autorizados en el
Ecuador en base a los cuales se calculará la pérdida de valor anual de los activos [8]:
ii
Tabla 4.2. Porcentajes de depreciación autorizados en el Ecuador
Activo Fijo Vida Útil (años) Porcentaje de depreciación
Inmuebles (excepto
terrenos), naves,
aeronaves, barcazas y
20 5%

similares y adecuaciones
Instalaciones, maquinarias,
equipos y muebles 10 10%
Vehículos, equipos de
transporte y equipo
caminero móvil
5 20%
Equipos de cómputo y
software 3 33.33%
Haciendo uso de estos porcentajes, los valores relativos a la depreciación de
los activos de la empresa son:
Tabla 4.3. Valores relativos a la depreciación
Periodo
Descripción 1 2 3 4 5
Adecuaciones 5% 5% 5% 5% 5%
Equipos de computación 33,33% 33,33% 33,33% 0,00% 0,00%
Muebles de oficina 10,00% 10,00% 10,00% 10,00% 10,00%
Equipos de
oficina 10% 10% 10% 10% 10%
Componente
Valor
contable 1 2 3 4 5
Edificios $ $ $ $ $ $
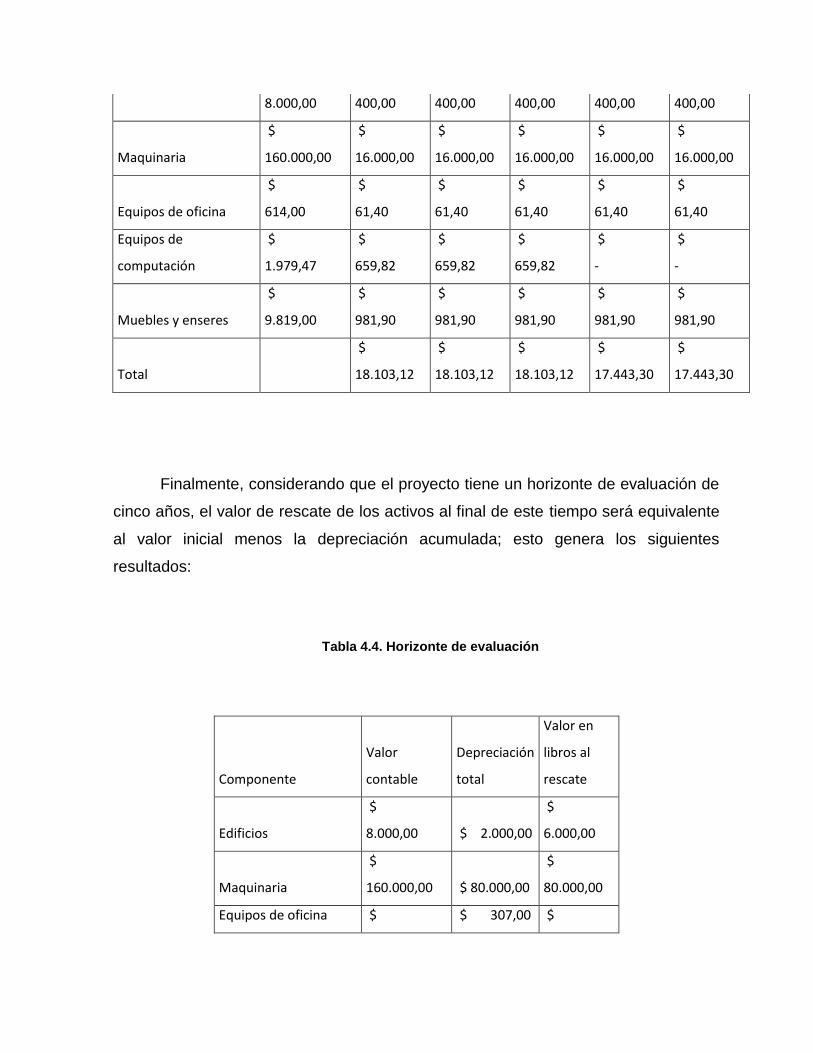
8.000,00 400,00 400,00 400,00 400,00 400,00
Maquinaria
$
160.000,00
$
16.000,00
$
16.000,00
$
16.000,00
$
16.000,00
$
16.000,00
Equipos de oficina
$
614,00
$
61,40
$
61,40
$
61,40
$
61,40
$
61,40
Equipos de
computación
$
1.979,47
$
659,82
$
659,82
$
659,82
$
-
$
-
Muebles y enseres
$
9.819,00
$
981,90
$
981,90
$
981,90
$
981,90
$
981,90
Total
$
18.103,12
$
18.103,12
$
18.103,12
$
17.443,30
$
17.443,30
Finalmente, considerando que el proyecto tiene un horizonte de evaluación de
cinco años, el valor de rescate de los activos al final de este tiempo será equivalente
al valor inicial menos la depreciación acumulada; esto genera los siguientes
resultados:
Tabla 4.4. Horizonte de evaluación
Componente
Valor
contable
Depreciación
total
Valor en
libros al
rescate
Edificios
$
8.000,00 $ 2.000,00
$
6.000,00
Maquinaria
$
160.000,00 $ 80.000,00
$
80.000,00
Equipos de oficina $ $ 307,00 $
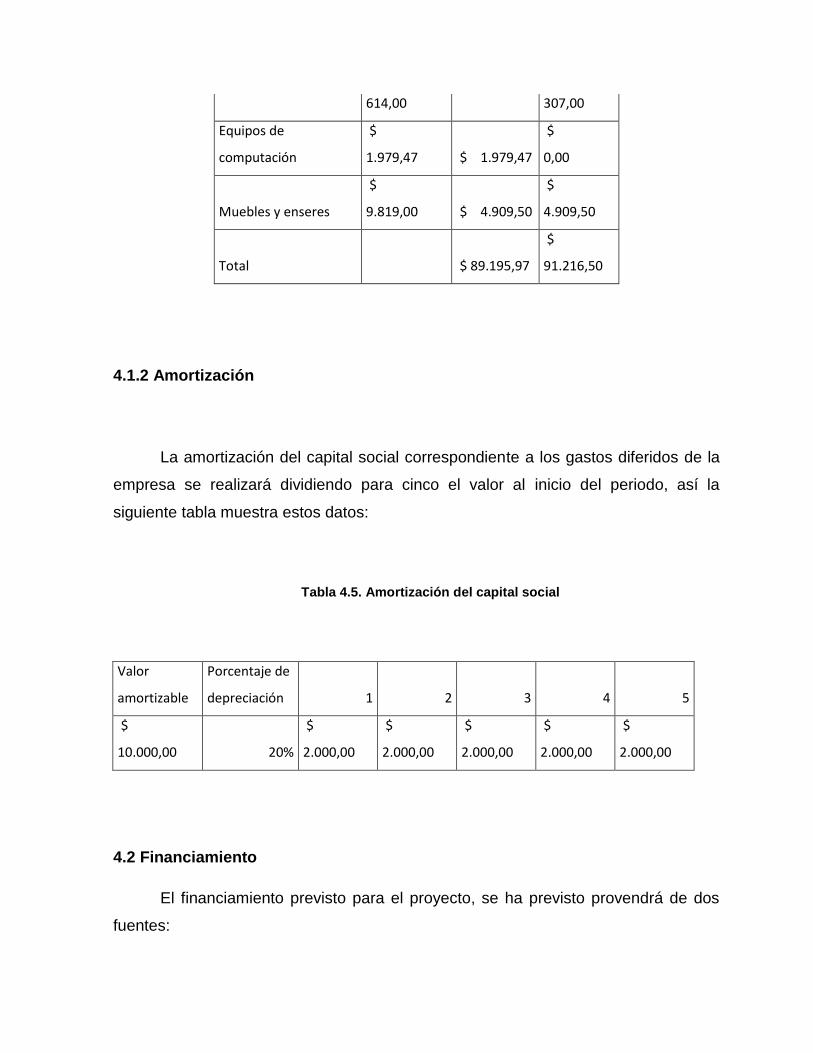
614,00 307,00
Equipos de
computación
$
1.979,47 $ 1.979,47
$
0,00
Muebles y enseres
$
9.819,00 $ 4.909,50
$
4.909,50
Total $ 89.195,97
$
91.216,50
4.1.2 Amortización
La amortización del capital social correspondiente a los gastos diferidos de la
empresa se realizará dividiendo para cinco el valor al inicio del periodo, así la
siguiente tabla muestra estos datos:
Tabla 4.5. Amortización del capital social
Valor
amortizable
Porcentaje de
depreciación 1 2 3 4 5
$
10.000,00 20%
$
2.000,00
$
2.000,00
$
2.000,00
$
2.000,00
$
2.000,00
4.2 Financiamiento
El financiamiento previsto para el proyecto, se ha previsto provendrá de dos
fuentes:

Tabla 4.6. Fuentes de Financiamiento
Porcentaje valor
Capital propio 32%
$
71.218,20
Capital
financiado 68%
$
150.000,00
Con estas características y los siguientes datos se consolida los gastos
financieros
Tabla 4.7. Gastos Financieros
Monto $ 150.000,00
Tasa 8,94% Referencial BCE al 30 de sep 2010
Plazo 60 meses
Cuota $ 3.109,39
Tabla de amortización
Tabla 4.8. Tabla de Amortización
Periodo Cuota Interés aporte a capital Saldo
0 $ 150.000,00
1 $ 3.109,39 $ 1.117,50 $ 1.991,89 $ 148.008,11
2 $ 3.109,39 $ 1.102,66 $ 2.006,73 $ 146.001,39
3 $ 3.109,39 $ 1.087,71 $ 2.021,68 $ 143.979,71
4 $ 3.109,39 $ 1.072,65 $ 2.036,74 $ 141.942,97
5 $ 3.109,39 $ 1.057,48 $ 2.051,91 $ 139.891,06
6 $ 3.109,39 $ 1.042,19 $ 2.067,20 $ 137.823,86

7 $ 3.109,39 $ 1.026,79 $ 2.082,60 $ 135.741,26
8 $ 3.109,39 $ 1.011,27 $ 2.098,11 $ 133.643,15
9 $ 3.109,39 $ 995,64 $ 2.113,75 $ 131.529,40
10 $ 3.109,39 $ 979,89 $ 2.129,49 $ 129.399,91
11 $ 3.109,39 $ 964,03 $ 2.145,36 $ 127.254,55
12 $ 3.109,39 $ 948,05 $ 2.161,34 $ 125.093,21
13 $ 3.109,39 $ 931,94 $ 2.177,44 $ 122.915,77
14 $ 3.109,39 $ 915,72 $ 2.193,66 $ 120.722,10
15 $ 3.109,39 $ 899,38 $ 2.210,01 $ 118.512,09
16 $ 3.109,39 $ 882,92 $ 2.226,47 $ 116.285,62
17 $ 3.109,39 $ 866,33 $ 2.243,06 $ 114.042,56
18 $ 3.109,39 $ 849,62 $ 2.259,77 $ 111.782,79
19 $ 3.109,39 $ 832,78 $ 2.276,61 $ 109.506,19
20 $ 3.109,39 $ 815,82 $ 2.293,57 $ 107.212,62
21 $ 3.109,39 $ 798,73 $ 2.310,65 $ 104.901,97
22 $ 3.109,39 $ 781,52 $ 2.327,87 $ 102.574,10
23 $ 3.109,39 $ 764,18 $ 2.345,21 $ 100.228,89
24 $ 3.109,39 $ 746,71 $ 2.362,68 $ 97.866,21
25 $ 3.109,39 $ 729,10 $ 2.380,28 $ 95.485,93
26 $ 3.109,39 $ 711,37 $ 2.398,02 $ 93.087,91
27 $ 3.109,39 $ 693,50 $ 2.415,88 $ 90.672,03
28 $ 3.109,39 $ 675,51 $ 2.433,88 $ 88.238,15
29 $ 3.109,39 $ 657,37 $ 2.452,01 $ 85.786,13
30 $ 3.109,39 $ 639,11 $ 2.470,28 $ 83.315,85
31 $ 3.109,39 $ 620,70 $ 2.488,68 $ 80.827,17
32 $ 3.109,39 $ 602,16 $ 2.507,22 $ 78.319,94
33 $ 3.109,39 $ 583,48 $ 2.525,90 $ 75.794,04
34 $ 3.109,39 $ 564,67 $ 2.544,72 $ 73.249,32
35 $ 3.109,39 $ 545,71 $ 2.563,68 $ 70.685,64
36 $ 3.109,39 $ 526,61 $ 2.582,78 $ 68.102,86
37 $ 3.109,39 $ 507,37 $ 2.602,02 $ 65.500,84

38 $ 3.109,39 $ 487,98 $ 2.621,41 $ 62.879,43
39 $ 3.109,39 $ 468,45 $ 2.640,94 $ 60.238,50
40 $ 3.109,39 $ 448,78 $ 2.660,61 $ 57.577,89
41 $ 3.109,39 $ 428,96 $ 2.680,43 $ 54.897,46
42 $ 3.109,39 $ 408,99 $ 2.700,40 $ 52.197,05
43 $ 3.109,39 $ 388,87 $ 2.720,52 $ 49.476,54
44 $ 3.109,39 $ 368,60 $ 2.740,79 $ 46.735,75
45 $ 3.109,39 $ 348,18 $ 2.761,21 $ 43.974,54
46 $ 3.109,39 $ 327,61 $ 2.781,78 $ 41.192,77
47 $ 3.109,39 $ 306,89 $ 2.802,50 $ 38.390,26
48 $ 3.109,39 $ 286,01 $ 2.823,38 $ 35.566,89
49 $ 3.109,39 $ 264,97 $ 2.844,41 $ 32.722,47
50 $ 3.109,39 $ 243,78 $ 2.865,60 $ 29.856,87
51 $ 3.109,39 $ 222,43 $ 2.886,95 $ 26.969,91
52 $ 3.109,39 $ 200,93 $ 2.908,46 $ 24.061,45
53 $ 3.109,39 $ 179,26 $ 2.930,13 $ 21.131,32
54 $ 3.109,39 $ 157,43 $ 2.951,96 $ 18.179,36
55 $ 3.109,39 $ 135,44 $ 2.973,95 $ 15.205,41
56 $ 3.109,39 $ 113,28 $ 2.996,11 $ 12.209,31
57 $ 3.109,39 $ 90,96 $ 3.018,43 $ 9.190,88
58 $ 3.109,39 $ 68,47 $ 3.040,92 $ 6.149,96
59 $ 3.109,39 $ 45,82 $ 3.063,57 $ 3.086,39
60 $ 3.109,39 $ 22,99 $ 3.086,39 $ -0,00
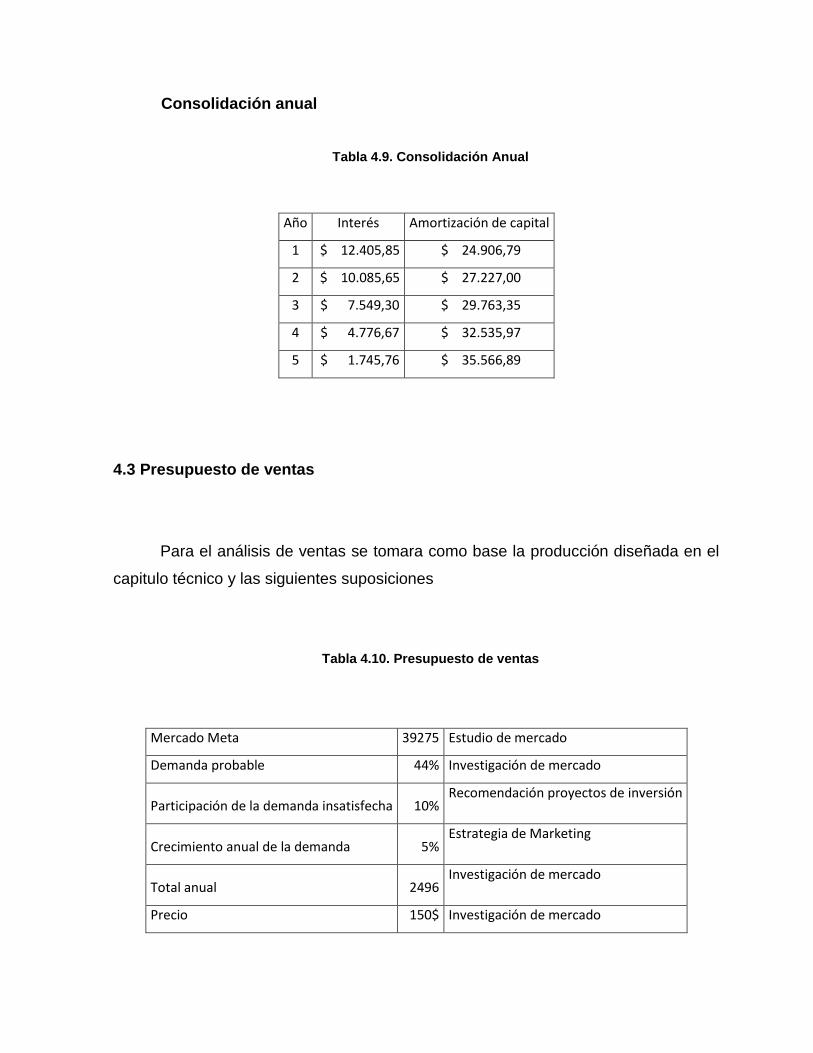
Consolidación anual
Tabla 4.9. Consolidación Anual
Año Interés Amortización de capital
1 $ 12.405,85 $ 24.906,79
2 $ 10.085,65 $ 27.227,00
3 $ 7.549,30 $ 29.763,35
4 $ 4.776,67 $ 32.535,97
5 $ 1.745,76 $ 35.566,89
4.3 Presupuesto de ventas
Para el análisis de ventas se tomara como base la producción diseñada en el
capitulo técnico y las siguientes suposiciones
Tabla 4.10. Presupuesto de ventas
Mercado Meta 39275 Estudio de mercado
Demanda probable 44% Investigación de mercado
Participación de la demanda insatisfecha 10% Recomendación proyectos de inversión
Crecimiento anual de la demanda 5% Estrategia de Marketing
Total anual 2496 Investigación de mercado
Precio 150$ Investigación de mercado

Servicios anuales
Tabla 4.11. Servicios anuales
Año Servicios
1 1422
2 1493
3 1567
4 1646
5 1728
Los precios de los servicios se revisarán de acuerdo a la inflación acumulada
vigente
Tabla 4.12. Inflación acumulada vigente
Inflación Fuente: BCE
Septiembre 30 2009 3,12%
Octubre 31 2009 3,37%
Noviembre 30 2009 3,71%
Diciembre 31 2009 4,31%
Enero 31 2010 0,83%
Febrero 28 2010 1,17%
Marzo 31 2010 1,34%
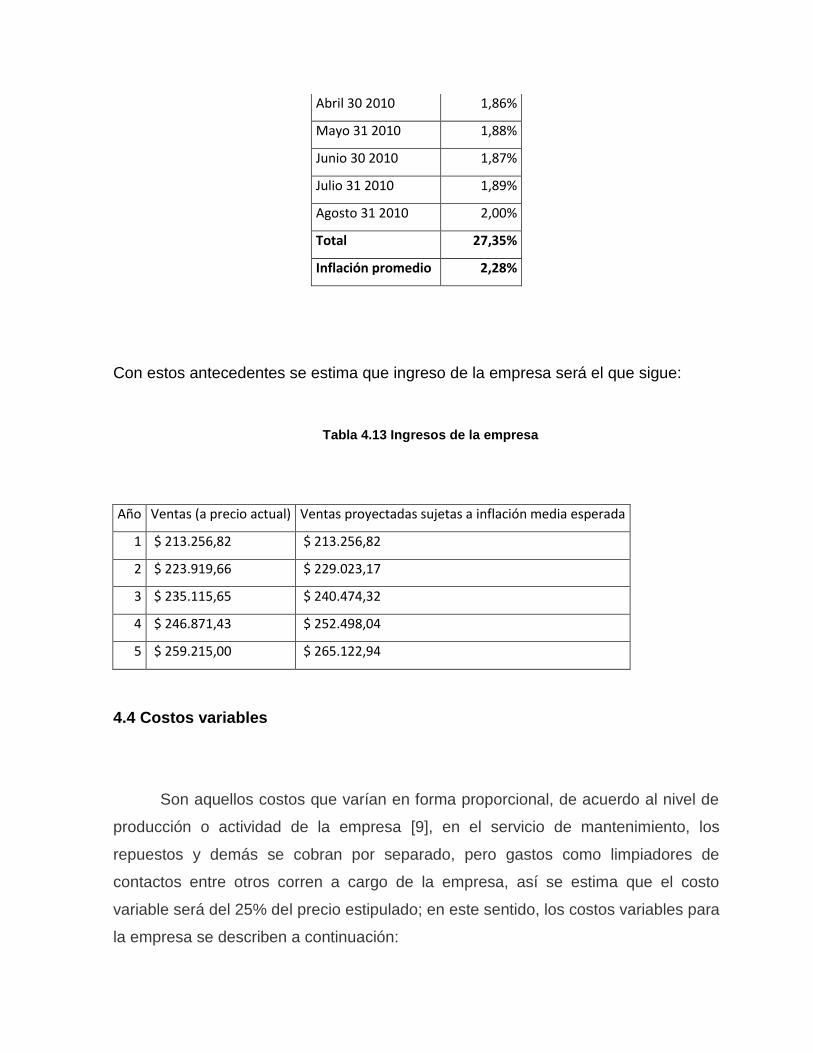
Abril 30 2010 1,86%
Mayo 31 2010 1,88%
Junio 30 2010 1,87%
Julio 31 2010 1,89%
Agosto 31 2010 2,00%
Total 27,35%
Inflación promedio 2,28%
Con estos antecedentes se estima que ingreso de la empresa será el que sigue:
Tabla 4.13 Ingresos de la empresa
Año Ventas (a precio actual) Ventas proyectadas sujetas a inflación media esperada
1 $ 213.256,82 $ 213.256,82
2 $ 223.919,66 $ 229.023,17
3 $ 235.115,65 $ 240.474,32
4 $ 246.871,43 $ 252.498,04
5 $ 259.215,00 $ 265.122,94
4.4 Costos variables
Son aquellos costos que varían en forma proporcional, de acuerdo al nivel de
producción o actividad de la empresa [9], en el servicio de mantenimiento, los
repuestos y demás se cobran por separado, pero gastos como limpiadores de
contactos entre otros corren a cargo de la empresa, así se estima que el costo
variable será del 25% del precio estipulado; en este sentido, los costos variables para
la empresa se describen a continuación:

Tabla 4.14. Costos variables
Total $ 37,50
Año Costo Costo directo sujeto a inflación
1 $ 53.314,21 $ 53.314,21
2 $ 55.979,92 $ 57.255,79
3 $ 58.778,91 $ 60.118,58
4 $ 61.717,86 $ 63.124,51
5 $ 64.803,75 $ 66.280,74
4.5 Costo operativo fijo
Son aquellos costos cuyo importe permanece constante, independiente del
nivel de actividad de la empresa. Se pueden identificar y llamar como costos de
mantener la empresa abierta, de manera tal que se realice o no la producción, se
venda o no la mercadería o servicio, dichos costos igual deben ser solventados por la
empresa [10] para la empresa, los siguientes son los costos fijos de operación (no
tienen que ver con la venta del producto)
Los servicios que consumirá la empresa serán los siguientes en un periodo de
un año:

Tabla 4.15. Servicios consumidos por la empresa
Mensual Anual
Servicio de contaduría $ 200,00 $ 2.400,00
Servicio de mantenimiento de maquinaria $ 150,00 $ 1.800,00
Luz $ 200,00 $ 2.400,00
Agua $ 80,00 $ 960,00
Teléfono $ 100,00 $ 1.200,00
Internet $ 60,00 $ 720,00
Papelería $ 40,00 $ 480,00
Articulos de limpieza $ 30,00 $ 360,00
Publicidad (afiches) $ 800,00 $ 9.600,00
Total $ 19.920,00
Tabla 4.16. Costo sujeto a inflación
Año Costo sujeto a inflación
1 $ 19.920,00
2 $ 20.374,01
3 $ 20.838,37
4 $ 21.313,31
5 $ 21.799,07
Finalmente, la consolidación anual de los sueldos del personal que trabajará
en el área administrativa de la empresa y sus respectivos componentes, es la
siguiente:

Tabla 4.17. Consolidación anual de sueldos
Gerente 1 2 3 4 5
Salario Base $ 600,00 $ 613,68 $ 627,66 $ 641,97 $ 656,60
IESS (12,15%) $ 72,90 $ 74,56 $ 76,26 $ 78,00 $ 79,78
Total Mensual $ 672,90 $ 688,24 $ 703,92 $ 719,97 $ 736,38
Total Anual $ 8.074,80 $ 8.258,84 $ 8.447,07 $ 8.639,59 $ 8.836,50
Secretaria 1 2 3 4 5
Salario Base $ 240,00 $ 245,47 $ 251,06 $ 256,79 $ 262,64
13 ero $ 20,00 $ 20,46 $ 20,92 $ 21,40 $ 21,89
14 to $ 20,00 $ 20,46 $ 20,92 $ 21,40 $ 21,89
Reserva $ - $ 20,46 $ 20,92 $ 21,40 $ 21,89
IESS (12,15%) $ 29,16 $ 29,82 $ 30,50 $ 31,20 $ 31,91
Total Mensual $ 309,16 $ 316,21 $ 323,41 $ 330,78 $ 338,32
Total Anual $ 3.709,92 $ 3.794,48 $ 3.880,96 $ 3.969,41 $ 4.059,88
Jefe Operativo 1 2 3 4 5
Salario Base $ 300,00 $ 306,84 $ 313,83 $ 320,98 $ 328,30
13 ero $ 25,00 $ 25,57 $ 26,15 $ 26,75 $ 27,36
14 to $ 20,00 $ 20,00 $ 20,00 $ 20,00 $ 20,00
Reserva $ 25,57 $ 26,15 $ 26,75 $ 27,36
IESS (12,15%) $ 36,45 $ 37,28 $ 38,13 $ 39,00 $ 39,89
Total Mensual $ 381,45 $ 415,26 $ 424,27 $ 433,48 $ 442,90
Total Anual $ 4.577,40 $ 4.983,09 $ 5.091,20 $ 5.201,76 $ 5.314,85
Jefe de Marketing 1 2 3 4 5
Salario Base $ 300,00 $ 306,84 $ 313,83 $ 320,98 $ 328,30
13 ero $ 25,00 $ 25,57 $ 26,15 $ 26,75 $ 27,36
14 to $ 20,00 $ 20,00 $ 20,00 $ 20,00 $ 20,00

Reserva $ - $ 25,57 $ 26,15 $ 26,75 $ 27,36
IESS (12,15%) $ 36,45 $ 37,28 $ 38,13 $ 39,00 $ 39,89
Total Mensual $ 381,45 $ 415,26 $ 424,27 $ 433,48 $ 442,90
Total Anual $ 4.577,40 $ 4.983,09 $ 5.091,20 $ 5.201,76 $ 5.314,85
Operativos 1 2 3 4 5
Salario Base $ 240,00 $ 245,47 $ 251,06 $ 256,79 $ 262,64
13 ero $ 20,00 $ 20,46 $ 20,92 $ 21,40 $ 21,89
14 to $ 20,00 $ 20,46 $ 20,92 $ 21,40 $ 21,89
Reserva $ - $ 20,46 $ 20,92 $ 21,40 $ 21,89
IESS (12,15%) $ 29,16 $ 29,82 $ 30,50 $ 31,20 $ 31,91
Total Mensual $ 309,16 $ 316,21 $ 323,41 $ 330,78 $ 338,32
Total Anual $ 3.709,92 $ 3.794,48 $ 3.880,96 $ 3.969,41 $ 4.059,88
Consolidación:
Tabla 4.18. Consolidación
Consolidación N trab. 1 2 3 4 5
Administrador 1 $ 8.074,80 $ 8.258,84 $ 8.447,07 $ 8.639,59 $ 8.836,50
Secretaria 1 $ 3.709,92 $ 3.794,48 $ 3.880,96 $ 3.969,41 $ 4.059,88
Jefe operativo 1 $ 4.577,40 $ 4.983,09 $ 5.091,20 $ 5.201,76 $ 5.314,85
Jefe de marketing 1 $ 4.577,40 $ 4.983,09 $ 5.091,20 $ 5.201,76 $ 5.314,85
Operativos 4 $ 14.839,68 $ 15.177,90 $ 15.523,83 $ 15.877,64 $ 16.239,52
Total $ 35.779,20 $ 37.197,40 $ 38.034,25 $ 38.890,18 $ 39.765,61

4.6 Gasto de ventas
Son los relacionados con la preparación y almacenamiento de los artículos
para la venta, se incluye también las comisiones en este concepto [11]. Con esta
definición se estipula que la empresa tendrá gastos de venta provenientes de
comisiones
Tabla 4.19. Gasto de ventas
Año Ventas Comisión vendedor (10%) Comisión jefe de marketing (1%) Total comisiones
1 $ 213.256,82 $ 21.325,68 $ 2.132,57 $ 23.458,25
2 $ 229.023,17 $ 22.902,32 $ 2.290,23 $ 25.192,55
3 $ 240.474,32 $ 24.047,43 $ 2.404,74 $ 26.452,18
4 $ 252.498,04 $ 25.249,80 $ 2.524,98 $ 27.774,78
5 $ 265.122,94 $ 26.512,29 $ 2.651,23 $ 29.163,52
4.7 Capital de trabajo
El capital de trabajo (también denominado capital corriente, capital circulante,
capital de rotación, fondo de rotación o fondo de maniobra) es una medida de la
capacidad que tiene una empresa para continuar con el normal desarrollo de sus
actividades en el corto plazo [12]. En otras palabras es la cantidad de efectivo mínima
que la empresa requiere para garantizar su operación sin contratiempos, su fórmula
de cálculo es la que sigue [13]:

(4.3)
La consolidación de los costos anules del presente proyecto para el cálculo del
capital de trabajo, se muestra en la siguiente tabla:
Tabla 4.20. Consolidación de costos anules
Costo directo $ 53.314,21
Costo operativo $ 19.920,00
Sueldos administrativos $ 38.299,20
Total $ 111.533,41
Los días de desfase corresponden al periodo de tiempo en el cual se estima
que la empresa empezará a recibir sus primeros ingresos, en este sentido se supone
que el efecto de la comercialización se presentará como se muestra a continuación
Tabla 4.21. Días de desfase
Días de desfase
Días de comercialización 30
Días de crédito 5
Total 35

Capital de trabajo
$ 10.694,98
4.8 Estados Financieros
4.8.1 Estado de Resultados
Denominado también Estado de Situación económica, Estado de Rentas y
Gastos, Estado de Operaciones entre otras; se elabora al finalizar el periodo contable
y refleja en detalle el desempeño económico de la empresa. Bajo esta perspectiva, el
Estado de Resultados proyectado para la nueva división de la empresa es el que
sigue:
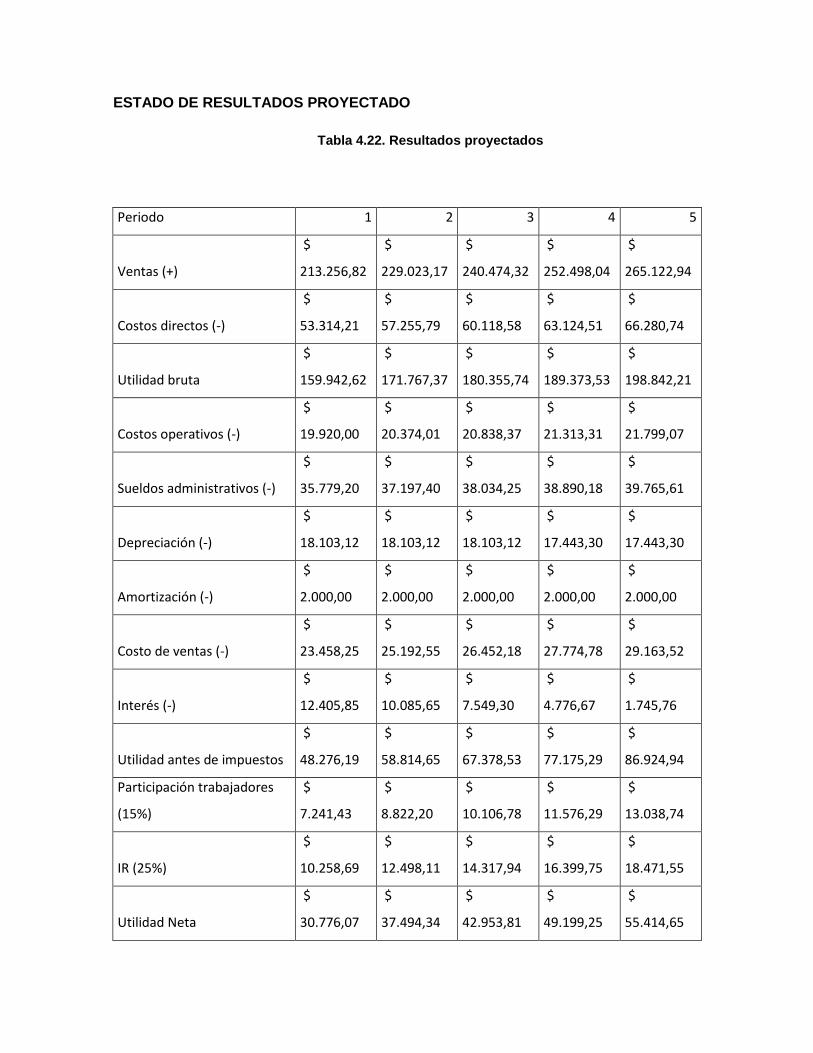
ESTADO DE RESULTADOS PROYECTADO
Tabla 4.22. Resultados proyectados
Periodo 1 2 3 4 5
Ventas (+)
$
213.256,82
$
229.023,17
$
240.474,32
$
252.498,04
$
265.122,94
Costos directos (-)
$
53.314,21
$
57.255,79
$
60.118,58
$
63.124,51
$
66.280,74
Utilidad bruta
$
159.942,62
$
171.767,37
$
180.355,74
$
189.373,53
$
198.842,21
Costos operativos (-)
$
19.920,00
$
20.374,01
$
20.838,37
$
21.313,31
$
21.799,07
Sueldos administrativos (-)
$
35.779,20
$
37.197,40
$
38.034,25
$
38.890,18
$
39.765,61
Depreciación (-)
$
18.103,12
$
18.103,12
$
18.103,12
$
17.443,30
$
17.443,30
Amortización (-)
$
2.000,00
$
2.000,00
$
2.000,00
$
2.000,00
$
2.000,00
Costo de ventas (-)
$
23.458,25
$
25.192,55
$
26.452,18
$
27.774,78
$
29.163,52
Interés (-)
$
12.405,85
$
10.085,65
$
7.549,30
$
4.776,67
$
1.745,76
Utilidad antes de impuestos
$
48.276,19
$
58.814,65
$
67.378,53
$
77.175,29
$
86.924,94
Participación trabajadores
(15%)
$
7.241,43
$
8.822,20
$
10.106,78
$
11.576,29
$
13.038,74
IR (25%)
$
10.258,69
$
12.498,11
$
14.317,94
$
16.399,75
$
18.471,55
Utilidad Neta
$
30.776,07
$
37.494,34
$
42.953,81
$
49.199,25
$
55.414,65
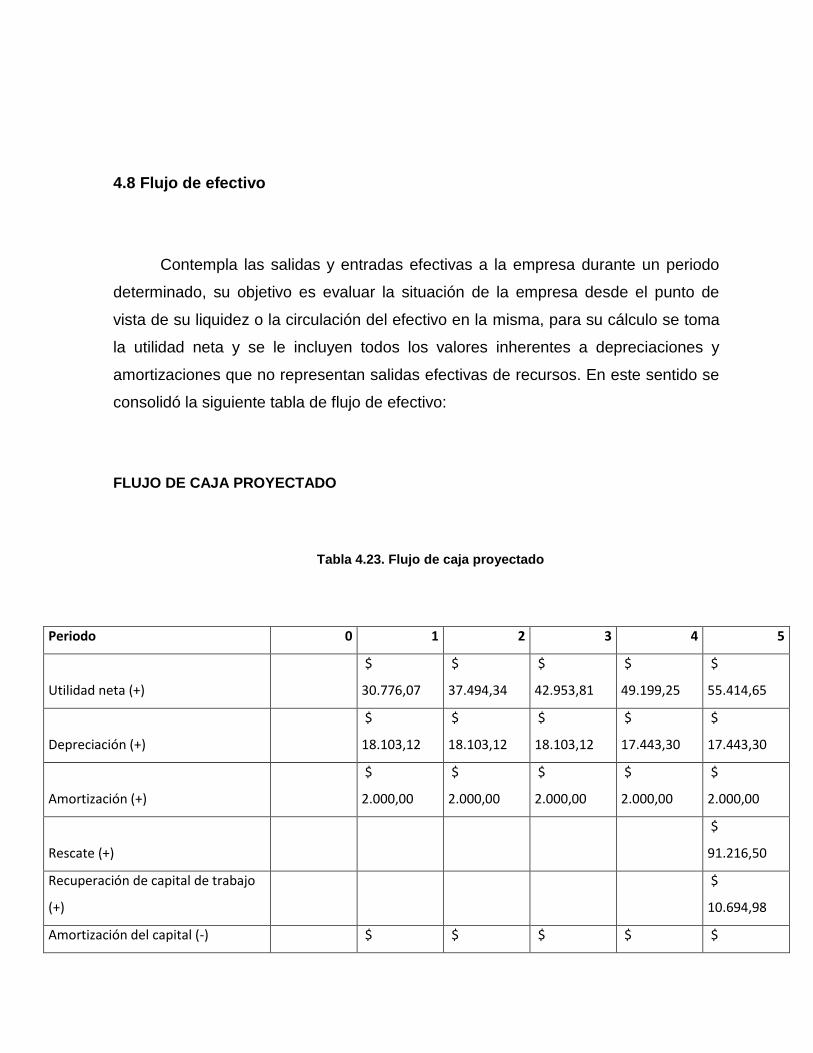
4.8 Flujo de efectivo
Contempla las salidas y entradas efectivas a la empresa durante un periodo
determinado, su objetivo es evaluar la situación de la empresa desde el punto de
vista de su liquidez o la circulación del efectivo en la misma, para su cálculo se toma
la utilidad neta y se le incluyen todos los valores inherentes a depreciaciones y
amortizaciones que no representan salidas efectivas de recursos. En este sentido se
consolidó la siguiente tabla de flujo de efectivo:
FLUJO DE CAJA PROYECTADO
Tabla 4.23. Flujo de caja proyectado
Periodo 0 1 2 3 4 5
Utilidad neta (+)
$
30.776,07
$
37.494,34
$
42.953,81
$
49.199,25
$
55.414,65
Depreciación (+)
$
18.103,12
$
18.103,12
$
18.103,12
$
17.443,30
$
17.443,30
Amortización (+)
$
2.000,00
$
2.000,00
$
2.000,00
$
2.000,00
$
2.000,00
Rescate (+)
$
91.216,50
Recuperación de capital de trabajo
(+)
$
10.694,98
Amortización del capital (-) $ $ $ $ $
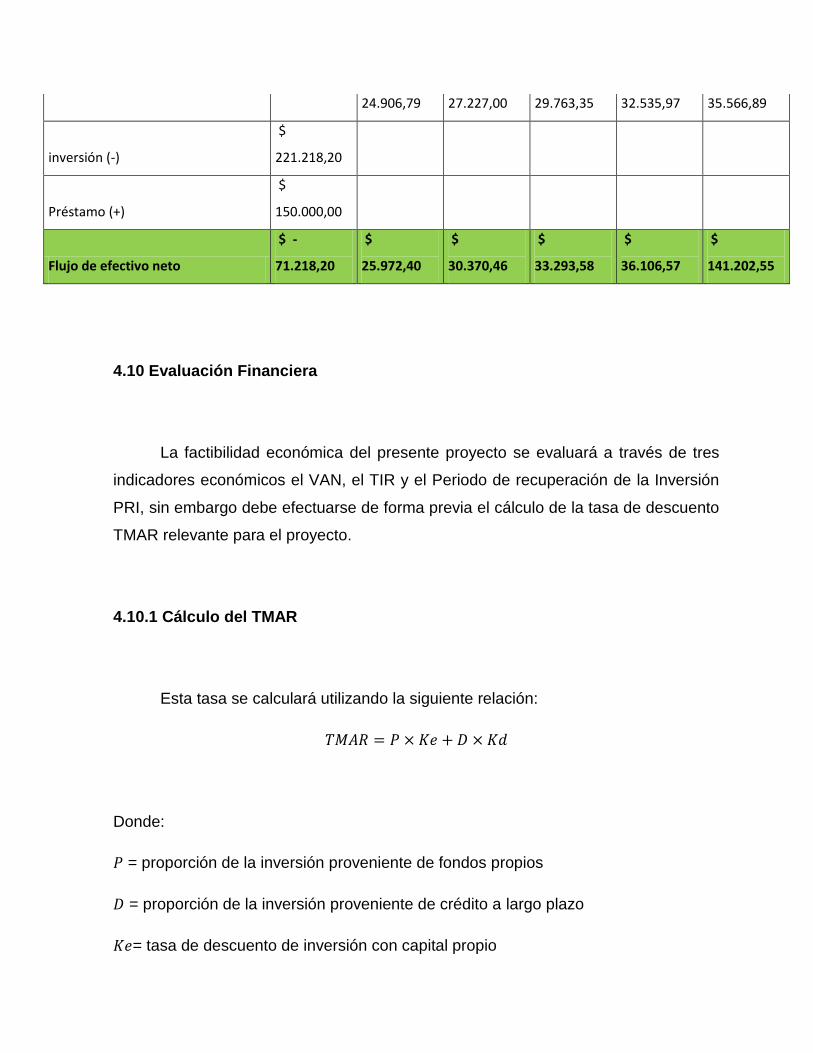
24.906,79 27.227,00 29.763,35 32.535,97 35.566,89
inversión (-)
$
221.218,20
Préstamo (+)
$
150.000,00
Flujo de efectivo neto
$ -
71.218,20
$
25.972,40
$
30.370,46
$
33.293,58
$
36.106,57
$
141.202,55
4.10 Evaluación Financiera
La factibilidad económica del presente proyecto se evaluará a través de tres
indicadores económicos el VAN, el TIR y el Periodo de recuperación de la Inversión
PRI, sin embargo debe efectuarse de forma previa el cálculo de la tasa de descuento
TMAR relevante para el proyecto.
4.10.1 Cálculo del TMAR
Esta tasa se calculará utilizando la siguiente relación:
Donde:
= proporción de la inversión proveniente de fondos propios
= proporción de la inversión proveniente de crédito a largo plazo
= tasa de descuento de inversión con capital propio

= interés del crédito a largo plazo
Como valor de riesgo del capital financiado se utilizará el interés activo
referencial del BCE, para el cálculo de la tasa de rendimiento esperada del capital
propio, se empleará la siguiente relación:
Bonos del tesoro EUA + riesgo país ecuador
Si:
EMBI 10,10% BCE a octubre 1 2010
Bonos USA 10 años 2,47% BCE a octubre 1 2010
Costo capital propio 12,57%
Se determina entonces que el riesgo de inversión con capital propio es
25.09%, proveniente de:
Tabla 4.24. Riesgo de inversión con capital
Porcentaje
capital propio
Costo
capital
propio
Ponderación
costo capital
propio
Porcentaje
capital
financiado
Costo capital
financiado
Ponderación costo
capital financiado
32% 12,57% 4,05% 68% 8,94% 6,06%
TMAR 10,11%

4.10.2 Cálculo del VAN
El Valor Actual Neto de la inversión (VAN) se calcula utilizando la siguiente
relación:
(4.4)
Donde:
es el flujo de caja neto
es la inversión inicial
= TMAR o tasa de descuento
=es el tiempo en el cual se efectúa el descuento
Con estos datos, el VAN es:
Tabla 4.25. Valor actual neto de la inversión
Flujo de efectivo actualizado
$
23.587,83
$
25.049,73
$
24.939,52
$
24.563,47
$
87.241,23
Flujo de efectivo total
actualizado
$
185.381,78
VAN = $ 103.682,01
rentable

Dado que el VAN es positivo se puede afirmar que el proyecto es rentable.
4.10.3 Cálculo del TIR
Es la tasa de interés con la cual el valor actual neto o valor presente neto
(VAN o VPN) es igual a cero. El VAN o VPN es calculado a partir del flujo de caja
anual, trasladando todas las cantidades futuras al presente. Es un indicador de la
rentabilidad de un proyecto, a mayor TIR, mayor rentabilidad. La fórmula de cálculo
es:
(4.5)
Donde:
= flujo futuro
= tiempo
= inversión inicial
Con esta fórmula, los datos obtenidos de flujos de efectivos futuros en sus
respectivos tiempos y la ayuda de un programa computacional para estimar el valor
de la tasa para el cual los flujos se anulan; se obtiene:
Tabla 4.26. TIR

TIR = 46,51% rentable
Dado que el TIR es mayor que la tasa de descuento del TMAR, puede
afirmarse que el proyecto es rentable.
4.10.4 Relación costo Beneficio
Es la razón entre los retornos actualizados y la inversión, permite determinar la
utilidad generada por cada dólar invertido, para el proyecto esto es
Tabla 4.27. Relación costo beneficio
Relación
Beneficio /
costo = 2,61

CAPÍTULO 5
CONCLUSIONES Y RECOMENDACIONES
5.3 Conclusiones
1. El presente proyecto de grado se basó en la problemática de que en
actualmente en el país no existe un laboratorio que permita la calibración de
equipos en la magnitud de energía eléctrica y potencia. En conversaciones
realizadas con el Instituto Ecuatoriano de Normalización INEN, se determinó
que es necesario que el país cuente con un laboratorio de estas
características y que el Centro de Metrología del Ejército podría asumir este
reto constituyéndose en un laboratorio primario para esta magnitud y mas aún
llegar a ser el custodio nacional de esta magnitud.
2. En este sentido, el Centro de Metrología del Ejército CMEE, desde 1995,
realiza la prestación de servicios, implementando y proporcionando con
eficiencia y profesionalismo una cultura de calidad en todo el país, con
elevados estándares de calidad enmarcados y cumpliendo con la norma NTE-
INEN ISO/IEC 17025.
3. Debido al impulso que el gobierno viene conduciendo hacia la necesidad de
brindar servicios de calidad en el país, es necesario ampliar los campos de
acción del CMEE con el fin de contribuir eficientemente en el desarrollo
tecnológico de alta calidad en el país teniendo en cuenta que es uno de los
pioneros y tiene experiencia en aplicación de normas para calibración.
4. El presente trabajo de tesis ha permitido establecer una base técnica y
analítica que servirá como referencia para la estructuración de un laboratorio
de energía eléctrica y potencia de cualquier nivel.
5. Los conceptos fundamentales para la implementación de un laboratorio de
energía eléctrica y potencia que satisfaga los requerimientos de producción
una industria (nivel 3), permiten crear conciencia de la necesidad de
establecer un efectivo control de calidad de los productos electrónicos
creados en el país, para que la industria eléctrica en especial pueda competir
con aspiraciones en el mercado internacional.
6. A partir de la presente base técnico-analítica desarrollada, que permitirá
emprender en la construcción de un laboratorio de energía eléctrica y
potencia, se espera lograr una disminución del nivel de dependencia

tecnológica extranjera en lo que tiene que ver con el envío de equipos de
medición para su calibración en el exterior.
7. Una de las fortalezas potenciales de este laboratorio es que con los equipos
seleccionados tendremos la capacidad de realizar calibraciones in situ a
través de equipos patrones portátiles y en los laboratorios con equipos fijos,
ampliando de esta manera nuestro campo de acción.
8. Las necesidades de calibración de equipos de medición a nivel nacional, que
deben ser satisfechas por el laboratorio en el presente trabajo, fueron
determinadas mediante encuestas realizadas a empresas públicas y privadas
de energía así como a instituciones militares que cuentan con equipos de
medición y que requieren un proceso de calibración bajo determinados
períodos de tiempo.
9. Es de vital importancia la ejecución de una adecuada planificación para la
implementación de un laboratorio de esta naturaleza, en la cual se consideren
aspectos técnicos, económicos, de espacio físico y fundamentalmente las
necesidades reales de calibración, para efectuar un dimensionamiento
adecuado de las capacidades del laboratorio acordes con la realidad
nacional. Esto permitirá estructurar un ente físico-administrativo que no esté
ni sobre ni subdimensionado, optimizando de esta manera los recursos
asignados para el proyecto.
10. La eficiencia en el desempeño de las actividades de calibración, podrá ser
lograda solamente si se dispone de una amplia información sobre los
procedimientos de calibración y condiciones operacionales de los diferentes
instrumentos que ingresan al laboratorio. Por lo tanto, es fundamental contar
con una buena y abundante base de datos de los procedimientos de
calibración, la misma que será alimentada durante las actividades del

laboratorio e investigando en los manuales de los diferentes instrumentos de
medición existentes en el mercado local e internacional; así como de los
equipos de tecnologías pasadas que aún se encuentran operando.
11. Para un desarrollo óptimo del trabajo en el laboratorio, es necesario preservar
las características de precisión y estabilidad de los patrones utilizados, para lo
cual se debe conservar dentro del área de patrones y en el área de trabajo,
las condiciones ambientales adecuadas que permitan mantener a estas
referencias dentro de las características establecidas. Estas características
ambientales son las siguientes:
Mantener una humedad relativa de (65±5)%
Garantizar una temperatura ambiente de (20±5) C
Además de estas características ambientales, las habitaciones de los
laboratorios deben reunir los siguientes requisitos:
Estar cerradas y protegidas de ruidos y vibraciones, así como de
agentes que produzcan corrosión
Las mesas de trabajo no deben tener una iluminación menor a 300 lux
Las paredes y techos deben estar pintadas de colores claros y con
pintura de aceite para facilitar la detección y limpieza del polvo que
pueda acumularse.
En las uniones de paredes, pisos y techos, se deben evitar las esquinas
para no permitir la acumulación de polvo y otras impurezas.
12. Las características estructurales, ambientales, técnicas, de espacio físico y
administrativas, fueron extraídas de normas establecidas por organismos
metrológicos internacionales como la Organización Internacional de
Metrología Legal (OIML); sin embargo los criterios planteados en el presente
trabajo se sustentan fundamentalmente en la estructura de diferentes
laboratorios de energía eléctrica y potencia de países como Colombia,

México, Argentina, Chile y Paraguay, los mismos que en la actualidad tienen
completamente definido su sistema de gestión para este tipo de laboratorios.
13. De producirse la implementación del presente diseño del Laboratorio de
Potencia y Energía Eléctrica se utilizarán las instalaciones con que cuenta
actualmente el Centro de Metrología del Ejército, las cuales cumplen con
todas las especificaciones técnicas necesarias para el desarrollo adecuado
de cada uno de los laboratorios.
5.4 Recomendaciones
1. Al no existir en el país un laboratorio que brinde servicios de calibración en la
magnitud de energía eléctrica y potencia y teniendo en cuenta que como
política de estado está la eficiencia energética con el propósito de ahorrar en
un 20% el consumo, el CMEE estaría en las condiciones de ampliar su
sistema de gestión a la magnitud antes mencionada, esto debido a que es un
organismo con experiencia y capacidad para realizar calibraciones bajo norma
ISO 17025.
2. Es necesario para cumplir con este gran objetivo el establecer patrones de
referencia y secundarios de energía eléctrica y potencia, indispensables para
el país, que cumplan los objetivos de calibración anteriormente expuestos.
3. Para el éxito del presente trabajo es necesario la creación e implementación
de leyes que se enmarquen dentro del Principio de Eficiencia Energética que
desarrolla en la actualidad el Estado Ecuatoriano, buscando la combinación de
instrumentos de regulación, fomento y educación, el mismo que intenta el
ahorro de energía y la optimización de la calidad en el suministro de energía
eléctrica.
4. En lo referente a la parte técnica, las condiciones previas a la realización de
los procedimientos de calibración, determinadas por el fabricante del
instrumento de medición a ser calibrado deben ser observadas estrictamente
para obtener las lecturas especificadas en los mismos.
5. Antes de la finalización del proyecto y gracias a la colaboración de
instituciones como el INEN y el CMEE, se empezó a desarrollar un gran
proyecto tomando como base el presente, que abarca a todo el país,
considerando que se van a crear los diferentes instrumentos y normas
necesarios para que se obligue a instituciones que brindan servicios eléctricos
se rijan bajo una normatividad de calibración regulada por una institución del
estado.
6. Cabe mencionar que al momento, las empresas eléctricas especialmente,
tienen un conflicto de intereses debido a que los equipos con que estos
realizan las calibraciones no están regulados por un organismo superior
acreditado en esta magnitud, y es necesario tener en cuenta que una empresa
no puede ser juez y parte en el momento de ofrecer un servicio de calidad a
un usuario.
