el producto - ambientcareambientcare.es/wp-content/uploads/2016/02/dossier... · no afecta al medio...
TRANSCRIPT


EL PRODUCTO

TECNOLOGÍA DE VANGUARDIA RECOMENDADA CADA VEZ MÁS POR LA COMUNIDAD CIENTÍFICA (INNUMERABLES ARTÍCULOS LA AVALAN)
ÚNICA
DIFERENCIADORA
INNOVADORA
MUY COMPETITIVA
LA TECNOLOGÍA. PROCESOS DE OXIDACIÓN AVANZADA

Tecnologías Avanzadas
de Oxidación
Ozonización con peróxido de hidrógeno (O3/H2O2)
Ozonización en medio alcalino (O3/OH-)
Procesos Fenton (Fe+2/H2O2)
Oxidación electroquímica
Radiólisis g y tratamiento con haces de electrónes
Plasma no térmico
Descarga electrohidráulica-ultrasonido
Fotólisis del agua en el UV de vacío
Oxidación en agua sub y supercrítica
UV/H2O2
UV/O3
Foto-Fenton y relacionadas
Fotocatálisis heterogénea
PROCESOS NO FOTOQUÍMICOS PROCESOS FOTOQUÍMICOS
EL PRODUCTO. TECNOLOGÍA DE OXIDACIÓN AVANZADA

DESARROLLO TECNOLÓGICO
DISEÑO INDUSTRIAL
h2o.TITANIUM
REPRODUCIR A NIVEL INDUSTRIAL EL PROCESO DE OXIDACIÓN AVANZADA PARA LA PRODUCCIÓN DE RADICALES HIDROXILO DE UNA FORMA SIMPLE Y EFICIENTE PARA CONSEGUIR UN EQUIPO ÚNICO EN EL MERCADO: COMPACTO, SIMPLE Y COMPETITIVO
EL PRODUCTO. NUESTRO MAYOR RETO

NO es una pasta
NO es un coating
NO es un granulado
EL PRODUCTO. REACTORES h2o.TITANIUM

REACTORES FABRICADOS DE DIÓXIDO DE TITANIO EN BLOQUE
LIGEREZA, ADAPTABILIDAD, INOXIDABLE, CONSUMO Y ESPACIO MÍN
EL PRODUCTO. REACTORES h2o.TITANIUM
Desinfectar y
eliminar contaminantes
y hacerlo sin productos químicos
¿CÓMO?
utilizando radicales hidroxilo
OH •
EL PRODUCTO. EL OBJETIVO DE LA TECNOLOGÍA
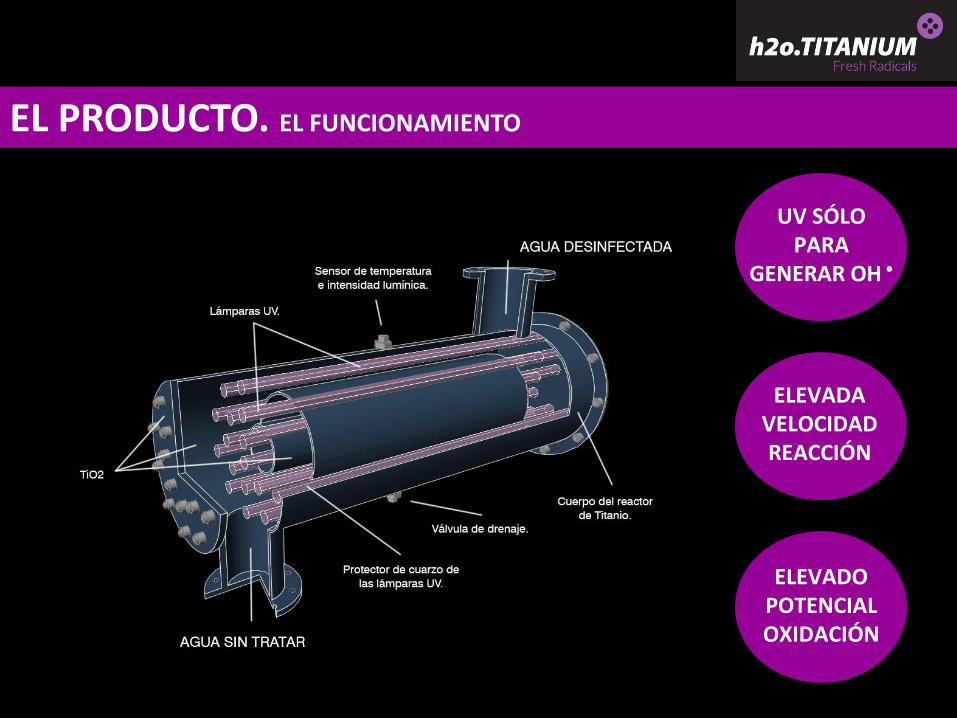
ELEVADA VELOCIDAD REACCIÓN
ELEVADO POTENCIAL OXIDACIÓN
UV SÓLO PARA
GENERAR OH •
EL PRODUCTO. EL FUNCIONAMIENTO

Agente Oxidante eV
Flúor 2,87
Radical Hidroxilo 2,80
Oxígeno Ión 2,42
Ozono 2,07
Peróxido de Oxígeno 1,78
Ácido Hipocloroso 1,48
Cloro 1,36
Oxígeno 1,23
Bromo 1,07
Dióxido de Cloro 0,95
Velocidad de reacción OH O3
Alquenos Clorados 109 - 1011 10-1 – 103
Fenoles 109 - 1010 103
Aromáticos 108 - 1010 100 – 102
Cetonas 109 - 1010 100
Alcoholes 108 – 109 10-2 – 100
Alcanos 106 – 109 10-2
Capacidad de oxidación Velocidad de reacción
EL PRODUCTO. EL FUNCIONAMIENTO
MÍNIMO ESPACIO
MÍNIMO CONSUMO
MUY ADAPTABLE
MUY VERSÁTIL
MÍNIMO MTO
MUY ROBUSTO
MUY LIGERO
NO SE CONSUME
SENCILLEZ DISEÑO
FÁCIL USO + INSTAL.
NO DESPREN
TiO2
VIDA OH • NANO SEG
BENEFICIOS

No genera resistencia No es selectivo No se oxida (TiO2) No genera subproductos No utiliza químicos No daña las instalaciones No afecta personas No afecta al medio ambiente No se afecta por la turbidez Muy testado en muchos campos
INOCUO
WRAS APPROVED
EFICACIA 99,99%
EL PRODUCTO. BENEFICIOS
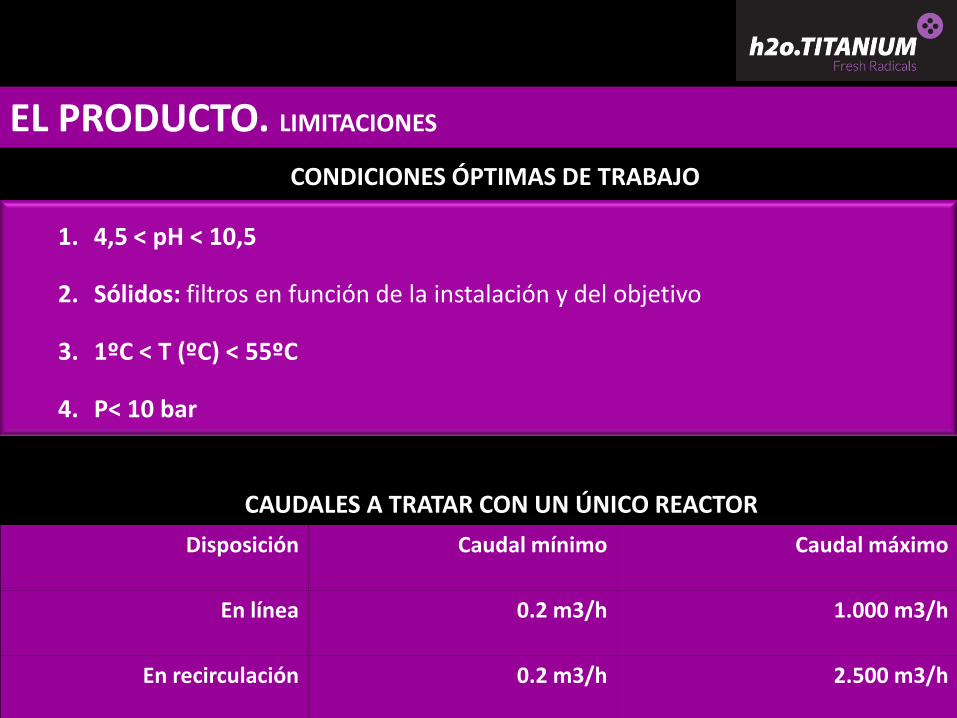
1. 4,5 < pH < 10,5
2. Sólidos: filtros en función de la instalación y del objetivo
3. 1ºC < T (ºC) < 55ºC
4. P< 10 bar
CONDICIONES ÓPTIMAS DE TRABAJO
Disposición Caudal mínimo Caudal máximo
En línea 0.2 m3/h 1.000 m3/h
En recirculación 0.2 m3/h 2.500 m3/h
CAUDALES A TRATAR CON UN ÚNICO REACTOR
EL PRODUCTO. LIMITACIONES

PRODUCTO MADE IN SPAIN
EQUIPO APTO PARA SER UTILIZADO EN LA
DESINFECCIÓN DE AGUA PARA CONSUMO
ÖNORM EN DESARROLLO
EL PRODUCTO. CERTIFICACIONES

MODELOS Y CARACTERÍSTICAS TÉCNICAS BÁSICAS
MODELOS Caudal (m3/h)
Pérdida de carga (bar)
Consumo (W)
Lámparas 80/105 W (nº)
Diámetro (mm)
Longitud (mm)
AOP 05 0.5 < 0.1 15 1 45 222
AOP 1 1 < 0.1 26 1 76 448
AOP 3 3 < 0.1 95 1 60 859
AOP 5 5 < 0.1 100 1/1 76 859
AOP 10 10 < 0.1 180 2/2 120 867
AOP 20 20 < 0.1 390 4/4 160 932
AOP 50 MULTI 50 < 0.2 660 8/6 224 930
AOP 100 MULTI 100 < 0.2 1.120 14/10 304 930
AOP 200 MULTI 200 < 0.2 1.950 24/18 455 1.055
AOP 300 MULTI 300 < 0.2 2.890 36/28 455 1.108
AOP 400 MULTI 400 < 0.2 3.880 48/38 505 1.114
AOP 500 MULTI 500 < 0.2 4.860 58/48 605 1.139
AOP 700 MULTI 600-700 < 0.2 6.680 82/66 706 1.222
AOP 900 MULTI 800-900 < 0.2 8.450 104/84 806 1.303
AOP 1.000 MULTI 1.000 < 0.2 9.380 116/94 856 1.403
EL PRODUCTO. CARACTERÍSTICAS

CAMPOS DE APLICACIÓN

10 AÑOS AGUAS SALADAS, SALOBRES Y DULCES AGUAS TURBIAS Y TRANSPARENTES CON Y SIN PRESENCIA DE CONTAMINANTES CON Y SIN PRESENCIA DE SÓLIDOS CON COLOR Y CLARAS CON OLOR E INODORAS
MICROORGANISMOS REDUCCIÓN 3-4 UNIDADES LOGARÍTMICAS
h2o.TITANIUM. EXPERIENCIA EN DESINFECCIÓN
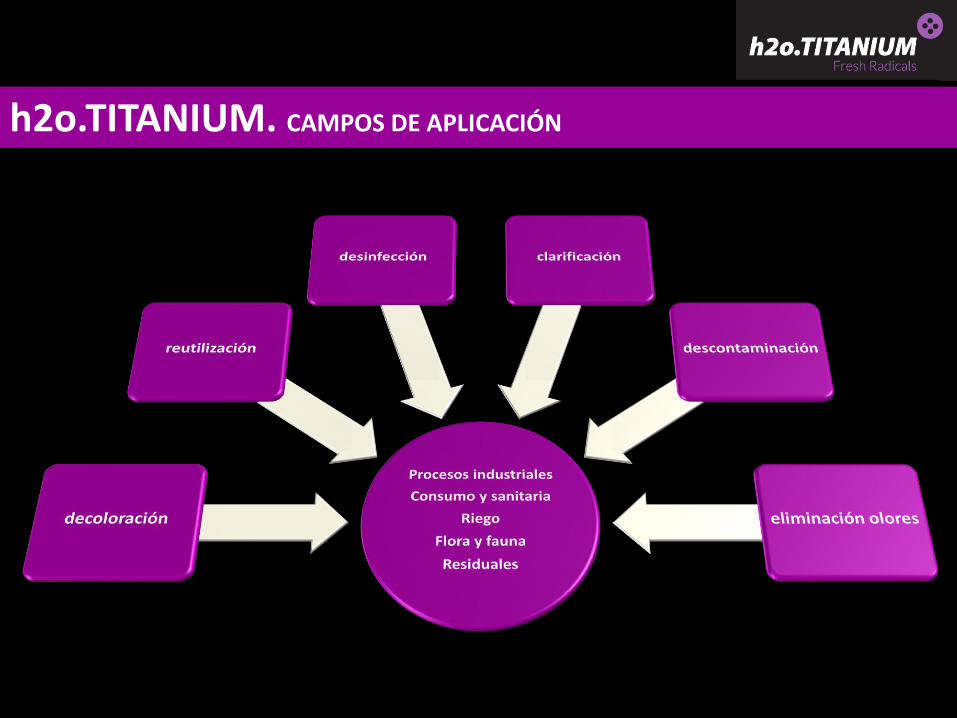
h2o.TITANIUM. CAMPOS DE APLICACIÓN

HOSPITAL UNIVERSITARIO LA FE VALENCIA (ESPAÑA)
OBJETIVO: Desinfectar el agua del circuito de refrigeración correspondiente a un grupo de 6 torres de enfriamiento para prevenir la presencia de Legionela
h2o.TITANIUM AOP 50 V circuito=40 m3 Q recirculación=625 m3/h
CAMPOS DE APLICACIÓN. DESINFECCIÓN
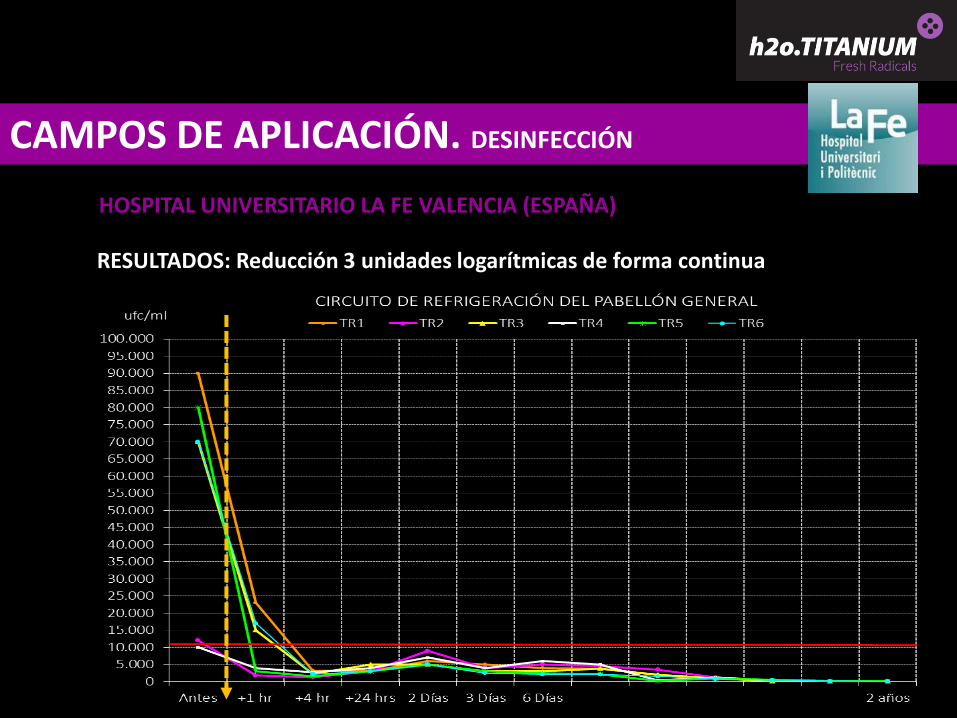
RESULTADOS: Reducción 3 unidades logarítmicas de forma continua
HOSPITAL UNIVERSITARIO LA FE VALENCIA (ESPAÑA)
CAMPOS DE APLICACIÓN. DESINFECCIÓN

OBJETIVO: Mejorar la calidad del agua sustituyendo la unidad de dióxido de cloro por un h2o.TITANIUM.
COMMUNITY HOSPITAL LONDRES (REINO UNIDO)
h2o.TITANIUM AOP 5 Q recirculación=5 m3/h
CAMPOS DE APLICACIÓN. DESINFECCIÓN

RESULTADOS: Disminución de la contaminación microbiana y de los costes de mantenimiento
COMMUNITY HOSPITAL LONDRES (REINO UNIDO)
La reducción en el recuento de colonias a 22 y 37 ºC ha sido de 99.8% y del 100% respectivamente.
CAMPOS DE APLICACIÓN. DESINFECCIÓN

OBJETIVO: Reducir la contaminación microbiana existente en el proceso de fosfatación para prevenir daños durante el proceso de cataforesis.
NISSAN MOTORS BARCELONA (ESPAÑA)
h2o.TITANIUM AOP 20 V balsa=10 m3 Q recirculación=163 m3/h Q aporte=4.5 m3/h.
CAMPOS DE APLICACIÓN. DESINFECCIÓN

RESULTADOS: Reducción de 3 unidades logarítmicas mantenidas de forma constante a lo largo del tiempo
NISSAN MOTORS BARCELONA (ESPAÑA)
CAMPOS DE APLICACIÓN. DESINFECCIÓN

PLANTA RESIDUOS NUCLEARES SELLAFIELD LTD KENT (REINO UNIDO)
OBJETIVO: Desinfectar el agua del circuito de refrigeración usando el h2o.TITANIUM como tecnología de apoyo a los rayos gamma para prevenir la presencia de legionela
h2o.TITANIUM 2 X AOP 100 V circuito=880 m3 Q recirculación=200 m3/h
CAMPOS DE APLICACIÓN. DESINFECCIÓN

RESULTADOS: agua perfectamente desinfectada sin hacer uso de ningún producto químico.
PLANTA RESIDUOS NUCLEARES SELLAFIELD LTD KENT (REINO UNIDO)
Solución a medida montada sobre container
CAMPOS DE APLICACIÓN. DESINFECCIÓN

OBJETIVO: Desinfección del agua h2o.TITANIUM como tratamiento terciario para la eliminación del cloro como agente químico de desinfección
EDAR MURCIA (ESPAÑA)
h2o.TITANIUM AOP 100 Q recirculación= 50 m3/h
CAMPOS DE APLICACIÓN. DESINFECCIÓN

EDAR MURCIA (ESPAÑA)
RESULTADOS: Reducción no inferior a un 90% en todos los casos
Reducción de 2 unidades logarítimicas en todos los casos
CAMPOS DE APLICACIÓN. DESINFECCIÓN

OBJETIVO: Desinfección del agua utilizando h2o.TITANIUM como tratamiento terciario para reutilizarla para riego
EDAR VALENCIA (ESPAÑA)
h2o.TITANIUM AOP 50 Q en línea= 49 m3/h
CAMPOS DE APLICACIÓN. REUTILIZACIÓN

EDAR VALENCIA (ESPAÑA)
RESULTADOS: Reducción de 2-3 unidades logarítmicas de forma continua con una única pasada a través del reactor
En el 90% de las muestras analizadas, la eficacia ha sido del 100%
CAMPOS DE APLICACIÓN. REUTILIZACIÓN
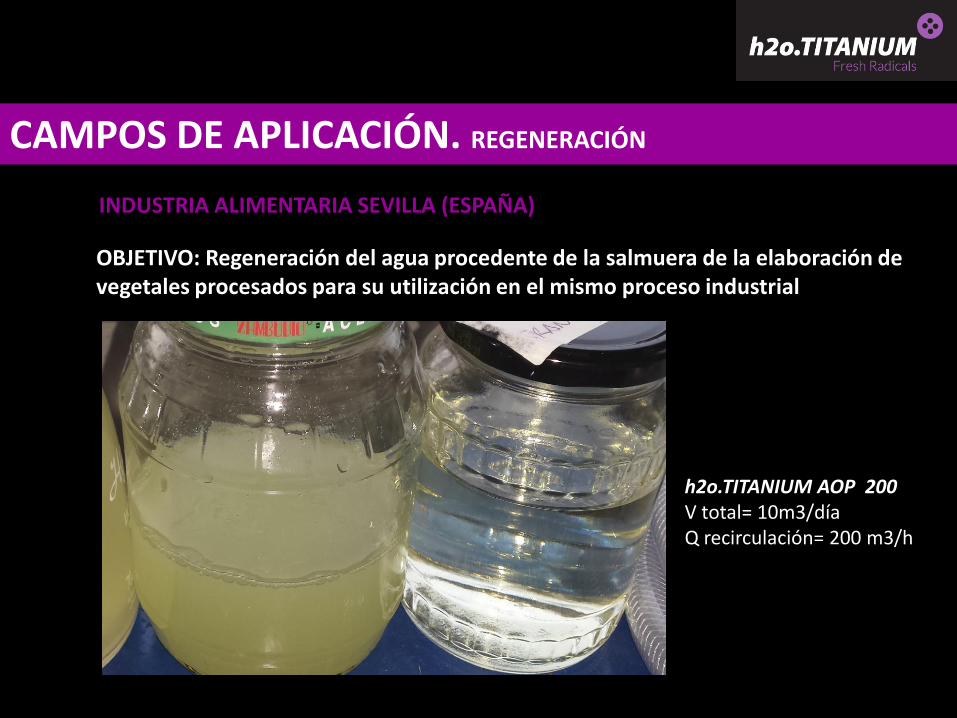
INDUSTRIA ALIMENTARIA SEVILLA (ESPAÑA)
OBJETIVO: Regeneración del agua procedente de la salmuera de la elaboración de vegetales procesados para su utilización en el mismo proceso industrial
h2o.TITANIUM AOP 200 V total= 10m3/día Q recirculación= 200 m3/h
CAMPOS DE APLICACIÓN. REGENERACIÓN

INDUSTRIA ALIMENTARIA SEVILLA (ESPAÑA)
RESULTADOS: Tras el proceso industrial propuesto, el agua procedente de la salmuera cumple con la legislación para volver a ser utilizada en el proceso.
La solución propuesta y el cliente son confidenciales. Los resultados se han obtenido gracias a la sinergia del h2o.TITANIUM con otras tecnologías.
CAMPOS DE APLICACIÓN. REGENERACIÓN
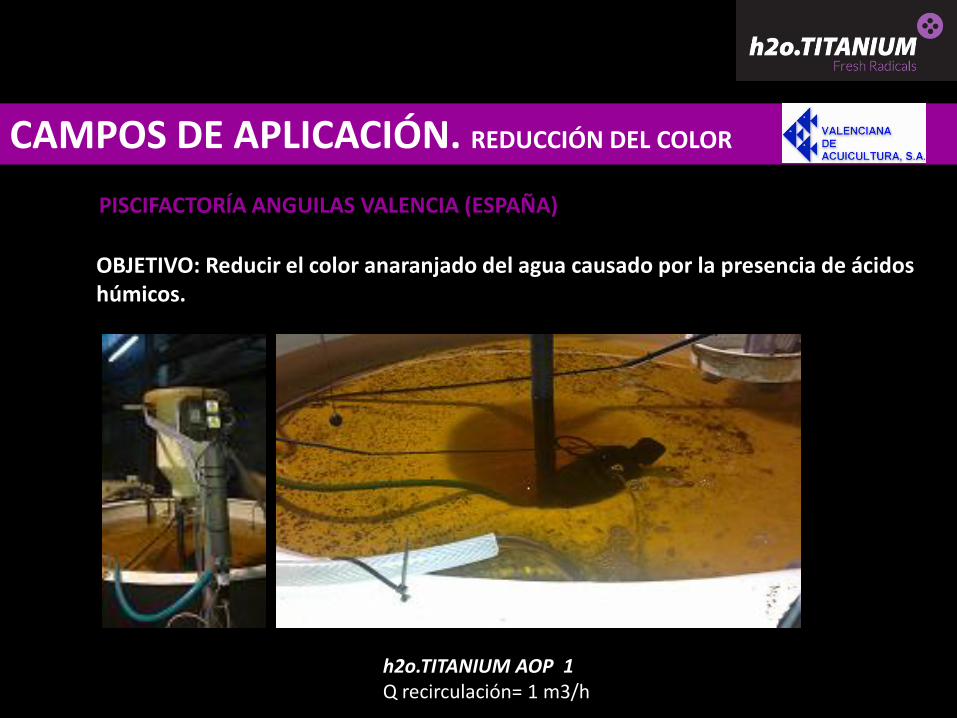
PISCIFACTORÍA ANGUILAS VALENCIA (ESPAÑA)
OBJETIVO: Reducir el color anaranjado del agua causado por la presencia de ácidos húmicos.
h2o.TITANIUM AOP 1 Q recirculación= 1 m3/h
CAMPOS DE APLICACIÓN. REDUCCIÓN DEL COLOR

RESULTADOS: Reducción del color en un 92% sin alterar las propiedades fisicoquímicas del agua
PISCIFACTORÍA ANGUILAS VALENCIA (ESPAÑA)
El pH disminuye una unidad y el NH4 y el NO3 se mantienen constantes
CAMPOS DE APLICACIÓN. REDUCCIÓN DEL COLOR

PISCIFACTORÍA LUBINAS VALENCIA (ESPAÑA)
OBJETIVO: Reducción de la turbidez y aumento de la calidad del agua comparando el efecto del h2o.TITANIUM frente a los equipos UV tradicionales
h2o.TITANIUM AOP 100 V total= 540 m3 Q recirculación= 250 m3/h
CAMPOS DE APLICACIÓN. REDUCCIÓN TURBIDEZ

PISCIFACTORÍA LUBINAS VALENCIA (ESPAÑA)
RESULTADO: Reducción de la turbidez un 95% y de la carga microbiana manteniéndose constante en el tiempo
CAMPOS DE APLICACIÓN. REDUCCIÓN TURBIDEZ
INDUSTRIA CERÁMICA CASTELLÓN (ESPAÑA)
OBJETIVO: Reducción del consumo de floculantes en los lodos de las atomizadoras con el uso de h2o.TITANIUM para evitar la parada de los molinos por apelmazamientos.
h2o.TITANIUM AOP 100 V total= 400 m3 Q recirculación= 90 m3/h
CAMPOS DE APLICACIÓN. DESCONTAMINACIÓN

INDUSTRIA CERÁMICA CASTELLÓN (ESPAÑA)
RESULTADO: Reducción del consumo de floculantes con el uso de h2o.TITANIUM en un 30% de forma continuada, lo que supone un ahorro muy significativo en el uso de producto.
CAMPOS DE APLICACIÓN. DESCONTAMINACIÓN

CAMPOS DE APLICACIÓN DESODORIZACIÓN
PAPELERA VILLABA (ESPAÑA)
OBJETIVO: Reducción del olor y de la concentración de microorganismos en el agua procedente de la colada.
h2o.TITANIUM AOP 100 V total= 400 m3 Q recirculación= 200 m3/h

PAPELERA VILLABA (ESPAÑA)
RESULTADO: Reducción significativa de los olores al ambiente habiendo sido detectado por los propios trabajadores y por los habitantes de los alrededores.
En tres (3) días de funcionamiento se consigue pasar y mantener a lo largo del tiempo:
• de un olor penetrante a un olor ligeramente perceptible. • de un color opaco a un color casi transparente. • de >8MM ufc/ml a 0 ufc/ml de bacterias
CAMPOS DE APLICACIÓN. DESODORIZACIÓN
