Download - Moldeos industriales styropack 08 marzo

MODELOS INDUSTRIALES STYROPACK, CAEQUIPO 1

• Ubicación de la planta: Final calle Bolivar con Calle Rondon, Baruta, Caracas, Edo. Miranda, Venezuela.
• Producto seleccionado: semillero para siembra de 64x44 cm y 6,5cm de espesor.
• Materia prima: poliestireno (bolas traslúcidas de 3 tamaños: 55, 65 y 75.
• Sistema de trabajo estudiado: Automatizado
ASPECTOS GENERALES

• 100% reciclabe• Resistencia a la
humedad• Resistencia mecánica• Resistencia química• Ligereza• Higiénico• Facilidad de
manipulación• Representa el 0,1% del
total de residuos humanos.
ASPECTOS GENERALESDel producto

LAYOUT DE LA PLANTA
Secado y almacenaje
Moldeadoras
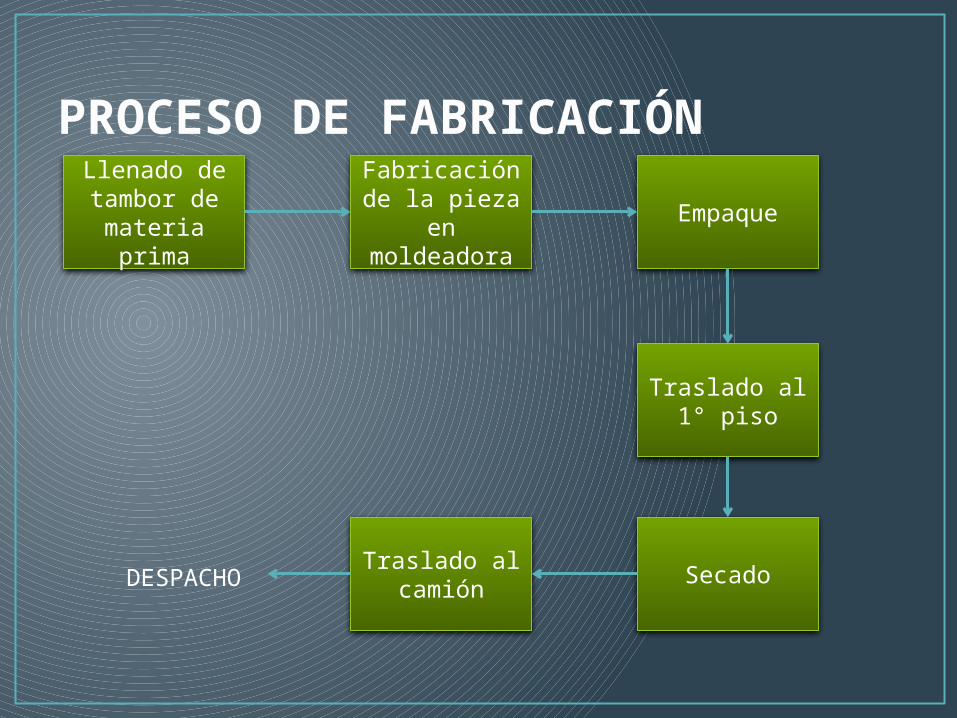
PROCESO DE FABRICACIÓNLlenado de tambor de
materia prima
Fabricación de la pieza
en moldeadora
Empaque
Traslado al 1° piso
SecadoTraslado al
camiónDESPACHO
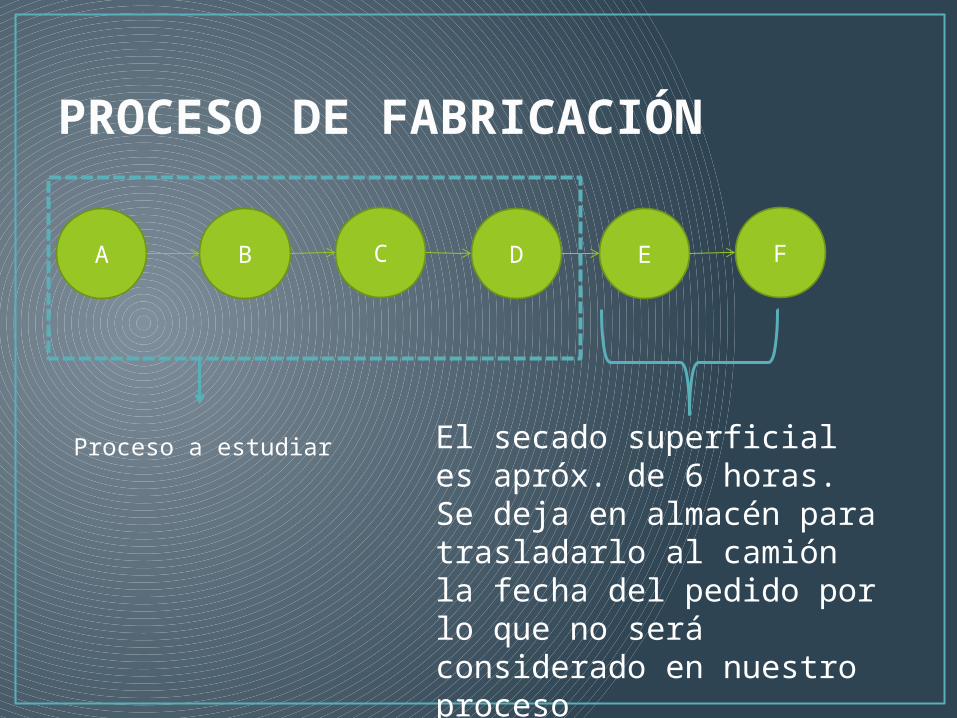
PROCESO DE FABRICACIÓN
A B C D E F
Proceso a estudiar El secado superficial es apróx. de 6 horas. Se deja en almacén para trasladarlo al camión la fecha del pedido por lo que no será considerado en nuestro proceso

Elemento
1 2 3 4 5 Tprom
A 4.30 4.50 5.10 5.20 4.50 4.72
B 1.15 1.10 1.15 1.20 1.20 1.2
C 0.10 0.15 0.12 0.16 0.20 0.14
D 2.25 2.30 2.40 2.35 2.20 2.3
TABLA MEDICIÓN DE TIEMPOS(En minutos)
IMPORTANTE: El tiempo en almacén, el traslado al camión, la carga de la mercancía y el transporte no están siendo considerados.
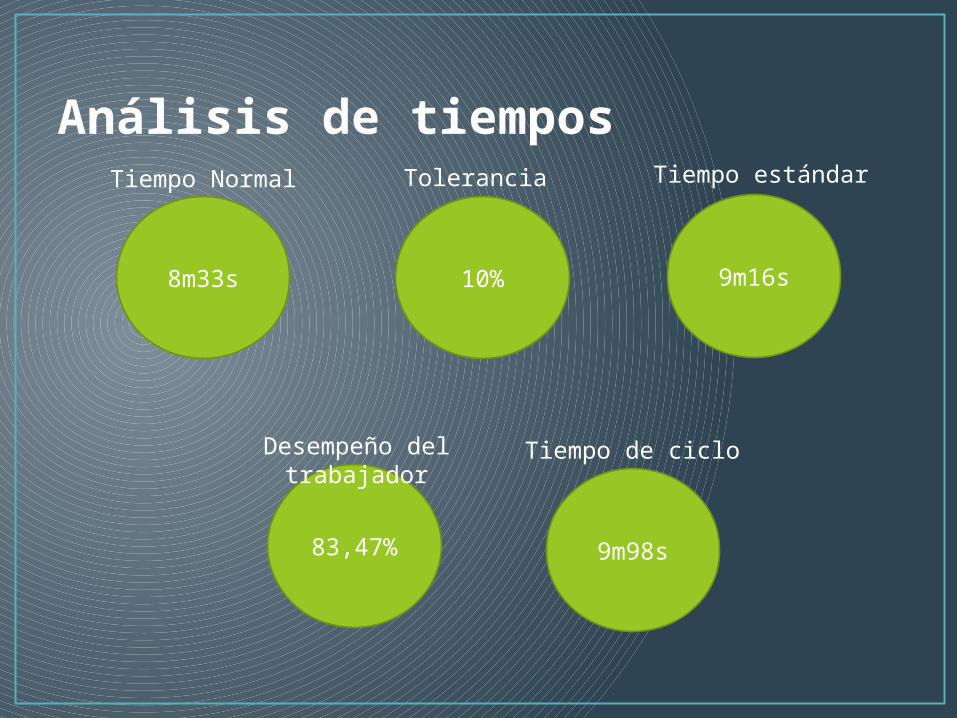
Análisis de tiempos
8m33s
Tiempo Normal
10%
Tolerancia
9m16s
Tiempo estándar
83,47%
Desempeño del trabajador
9m98s
Tiempo de ciclo

CONSUMO DE AGUA
CICLO CERRADO, SE RECUPERA EL 98% DEL AGUA EN EL PROCESO. El agua que sale caliente de la máquina se devuelve y se cruza con aire frío generado por un ventilador y se deposita para luego pasar por la bomba y repetir el proceso.

CONSUMO DE AGUA
El molde tiene capacidad para una sola pieza a la vez y el promedio de agua por ciclo producido es de 20 litros.Si se recicla el 98% en c/ciclo, se recupera 19.6 litros == 2.5 unidades/litro
LEAN MANUFACTURE (Desperdicios) Trabajo en espera: Bajo. El operador maneja 5
máquinas simultáneas. 0 Desperdicios/productos defectuosos: del 1al 2%.
Piezas defectuosas se llevan al molino y se recupera en su totalidad para la producción de piezas de menor calidad y densidad. Se recupera el 98% del agua usada en el proceso.
× Movimientos innecesarios de los trabajadores. Necesita mejoras en el proceso de recolección de piezas terminadas.
×Acumulación de productos en stock×No se aplica el JUST IN TIME

THERBLIGSEFECTIVOS NO EFECTIVOS
Tomar (T) Buscar (B)
Soltar (S) Planear (PL)
Preposicionar (P) Descanso (D)
Alcanzar (AL)
× Buscar: localizar materia prima para el tambor, localizar bolsa para empaque. Además de caminar para realizar esta tarea.
× Planear: duda antes de moverse a otra moldeadora. Se puede deber al layout
× Descanso: de forma periódica, no es todos los ciclos, ocurre mientras la moldeadora sigue produciendo.

POSIBLES MEJORAS DEL LAYOUTInventario de materia expandida más cercano a
los tambores para la moldeadora
Disposición de las moldeadoras en U Ventajas: - Se necesitan menos trabajadores - Mejor comunicación - Menos dudas con respecto a la planeación de movimientos - Se puede abarcar más áreas de trabajo
Diseñar área de almacén más organizado. (FIFO)

DIAGRAMA CAUSA- EFECTO
Aumento de la
productividad
Materiales
Escasez materia prima. Divisas
Mano de obra
Ausentismo
Falta de motivación
Impuntualidad
MétodoMovimientos innecesarios Mala
ubicación elementos de trabajo
Máquinas
Falta de repuestos Falta de
tecnología

ANEXOS
MOLDEADORA
MOLINO

Pasillo Principal de la planta.







