Download - instrumentacion 1.pdf
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
1
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
CAPÍTULO 1 LA MEDICIÓN DE MAGNITUDES FÍSICAS
LECCIÓN 1 PATRONES Y MEDIDAS
La necesidad de medir es evidente en la mayoría de las actividades técnicas o
científicas. Sin embargo, no interesa sólo contar con medidas sino también
saber si dichas medidas son válidas. Para ello debemos recordar la definición
de medición como el "proceso por el cual se asignan números o símbolos a
atributos de entidades del mundo real de tal forma que los describa de acuerdo
con reglas claramente definidas"1. Por lo cual se debe concluir que toda
medición debe asegurar una adecuada representación del atributo real medido mediante los símbolos o números asignados.
A nivel científico para poder realizar una representación adecuada de un
atributo real se desarrollan normas y estándares internacionales de medición,
un ejemplo de ello es el sistema internacional de unidades (SI), para las
magnitudes físicas.
El SI se estableció en Francia con el fin de solventar los dos grandes
inconvenientes que presentaban las mediciones:
1. Unidades con el mismo nombre variaban de una provincia a otra
2. Las subdivisiones de las diferentes medidas no eran decimales, lo cual
representaba grandes complicaciones para el cálculo.
Se trataba de crear un sistema simple y único de medidas que pudiese
reproducirse con exactitud en cualquier momento y en cualquier lugar, con
medios disponibles para cualquier persona.
En 1795 se instituyó en Francia el Sistema Métrico Decimal. En España fue declarado obligatorio en 1849.
El Sistema Métrico se basa en la unidad "el metro" con múltiplos y submúltiplos
decimales. Del metro se deriva el metro cuadrado, el metro cúbico, y el
kilogramo que era la masa de un decímetro cúbico de agua.
1 FENTON, N. & S. L. PFLEEGER (1997), SOFTWARE METRICS: A RIGOROUS AND PRACTICAL
APPROACH, SEGUNDA EDICIÓN, INTERNATIONAL THOMSON COMPUTER PRESS, PÁG. 5
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
2
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
Actualmente las unidades del SI son la referencia internacional de las
indicaciones de los instrumentos de medida y a las que están referidas a través
de una cadena ininterrumpida de patrones de calibración.
PATRONES DE MEDIDA
Un patrón de medida es una medida materializada, un instrumento de medida,
un material de referencia o un sistema de medida concebido para definir,
realizar, conservar o reproducir una unidad o uno o más valores de una
magnitud, de modo que sirvan de referencia.
No existe un listado internacional que comprenda todos los patrones de medida
aunque, en el campo de la metrología dimensional, sí existe una clasificación
ampliamente difundida de patrones e instrumentos, denominada DimVIM,
creada por el Grupo de Trabajo sobre Metrología Dimensional (WGDM) del
Comité Consultivo de Longitud (CCL).
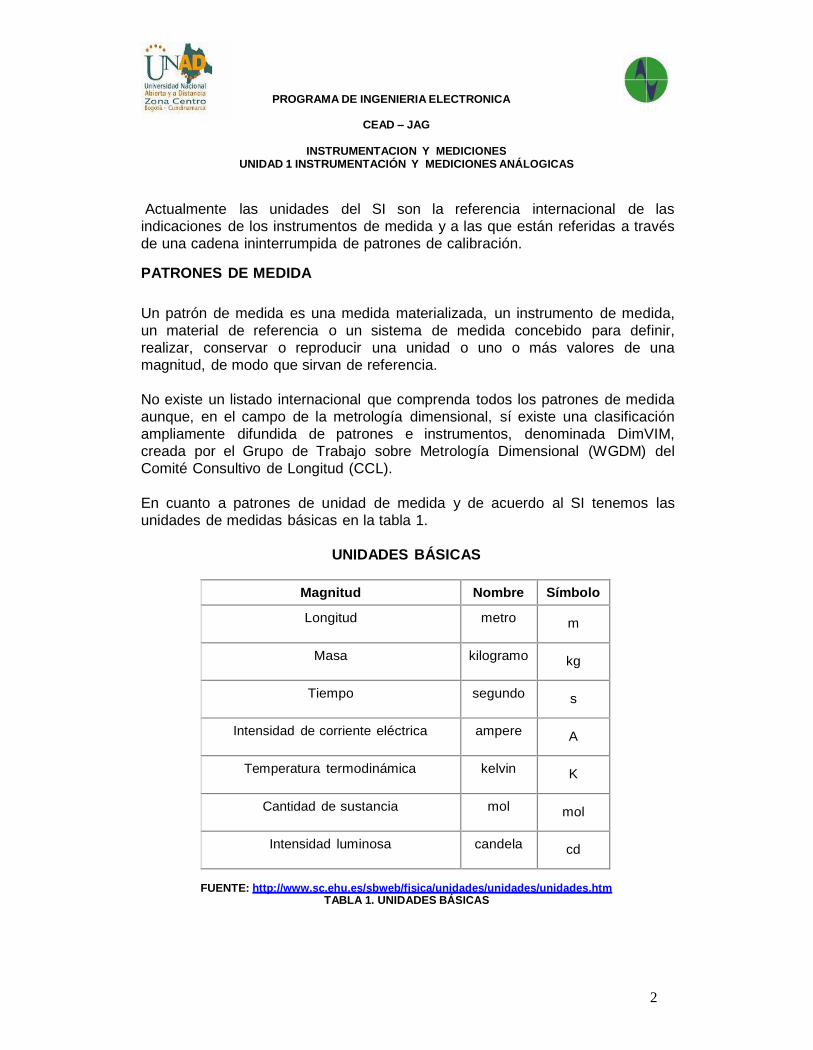
En cuanto a patrones de unidad de medida y de acuerdo al SI tenemos las
unidades de medidas básicas en la tabla 1.
UNIDADES BÁSICAS
Magnitud Nombre Símbolo
Longitud metro
m
Masa kilogramo
kg
Tiempo segundo
s
Intensidad de corriente eléctrica ampere
A
Temperatura termodinámica kelvin
K
Cantidad de sustancia mol
mol
Intensidad luminosa candela
cd
FUENTE: http://www.sc.ehu.es/sbweb/fisica/unidades/unidades/unidades.htm TABLA 1. UNIDADES BÁSICAS
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
3
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
El metro (m) el cual se define como la longitud del trayecto recorrido por la luz
en el vacío durante un intervalo de tiempo de 1/299 792 458 s. El metro se realiza a nivel primario mediante la longitud de onda de un láser estabilizado de
helio-neón. En niveles inferiores se utilizan patrones materializados, como los
bloques patrón, asegurándose la trazabilidad mediante el empleo de interferometría óptica para determinar la longitud de los bloques patrón con
referencia a la longitud de onda de la luz láser mencionada anteriormente.
El kilogramo (kg) es igual a la masa del prototipo internacional del kilogramo.
El segundo (s) el cual es igual a 9.192.631.770 períodos de radiación
correspondiente a la transición entre los dos niveles hiperfinos del estado
fundamental del isótopo 133 del átomo de cesio (133Cs), medidos a 0 K.
El ampere (A) es la intensidad de una corriente constante que manteniéndose
en dos conductores paralelos, rectilíneos, de longitud infinita, de sección
circular despreciable y situados a una distancia de un metro uno de otro en el
vacío, produciría una fuerza igual a 2·10-7 newton por metro de longitud
El kelvin (K), unidad de temperatura termodinámica, es la fracción 1/273,16 de
la temperatura termodinámica del punto triple del agua.
El mol (mol) es la cantidad de sustancia de un sistema que contiene tantas
entidades elementales como átomos hay en 0,012 kilogramos de carbono 12
La candela (cd) es la unidad luminosa, en una dirección dada, de una fuente
que emite una radiación monocromática de frecuencia 540·1012 hertz y cuya
intensidad energética en dicha dirección es 1/683 watt por estereorradián.
UNIDADES DERIVADAS ELÉCTRICAS
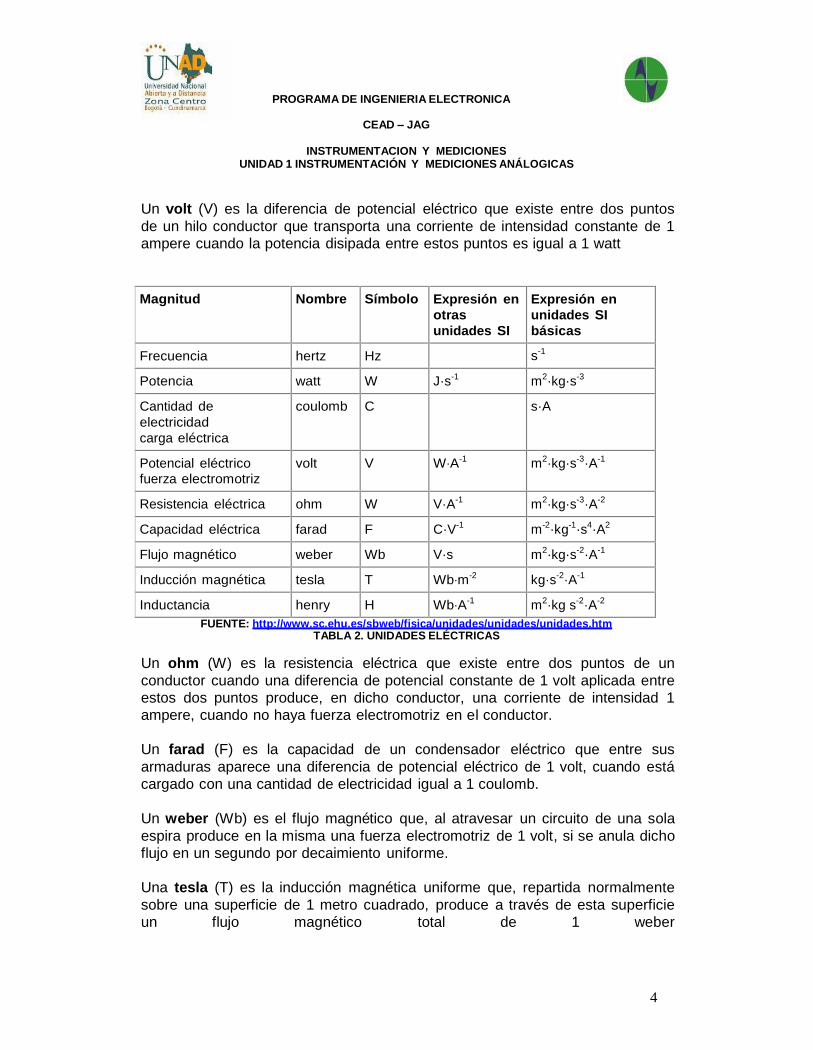
Las medidas eléctricas mas utilizadas en el área de la instrumentación son las
descritas en la tabla 2.
Un hertz (Hz) es la frecuencia de un fenómeno periódico cuyo periodo es 1
segundo.
Un watt (W) es la potencia que da lugar a una producción de energía igual a 1
joule por segundo.
Un coulomb (C) es la cantidad de electricidad transportada en 1 segundo por
una corriente de intensidad 1 ampere
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
4
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
Un volt (V) es la diferencia de potencial eléctrico que existe entre dos puntos
de un hilo conductor que transporta una corriente de intensidad constante de 1
ampere cuando la potencia disipada entre estos puntos es igual a 1 watt
Magnitud Nombre Símbolo Expresión en
otras
unidades SI
Expresión en
unidades SI
básicas
Frecuencia hertz Hz s-1
Potencia watt W J·s-1 m2·kg·s-3
Cantidad de
electricidad
carga eléctrica
coulomb C s·A
Potencial eléctrico
fuerza electromotriz
volt V W·A-1 m2·kg·s-3·A-1
Resistencia eléctrica ohm W V·A-1 m2·kg·s-3·A-2
Capacidad eléctrica farad F C·V-1 m-2·kg-1·s4·A2
Flujo magnético weber Wb V·s m2·kg·s-2·A-1
Inducción magnética tesla T Wb·m-2 kg·s-2·A-1
Inductancia henry H Wb·A-1 m2·kg s-2·A-2
FUENTE: http://www.sc.ehu.es/sbweb/fisica/unidades/unidades/unidades.htm TABLA 2. UNIDADES ELÉCTRICAS
Un ohm (W) es la resistencia eléctrica que existe entre dos puntos de un
conductor cuando una diferencia de potencial constante de 1 volt aplicada entre
estos dos puntos produce, en dicho conductor, una corriente de intensidad 1
ampere, cuando no haya fuerza electromotriz en el conductor.
Un farad (F) es la capacidad de un condensador eléctrico que entre sus
armaduras aparece una diferencia de potencial eléctrico de 1 volt, cuando está
cargado con una cantidad de electricidad igual a 1 coulomb.
Un weber (Wb) es el flujo magnético que, al atravesar un circuito de una sola
espira produce en la misma una fuerza electromotriz de 1 volt, si se anula dicho
flujo en un segundo por decaimiento uniforme.
Una tesla (T) es la inducción magnética uniforme que, repartida normalmente
sobre una superficie de 1 metro cuadrado, produce a través de esta superficie
un flujo magnético total de 1 weber
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
5
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
Un henry o henrio (H) es la inductancia eléctrica de un circuito cerrado en el
que se produce una fuerza electromotriz de 1 volt, cuando la corriente eléctrica
que recorre el circuito varía uniformemente a razón de un ampere por segundo.
CLASIFICACIÓN DE LOS PATRONES DE MEDICIÓN
Los patrones de medición se clasifican en:
Patrones Internacionales: los patrones internacionales están definidos
por acuerdos internacionales como el sistema MKSA en donde los
patrones se encuentran en la oficina internacional de pesas y medidas y no están disponibles como instrumentos de comparación.
Patrones Primarios: son los que representan las unidades
fundamentales y algunas unidades mecánicas y eléctricas derivadas, se calibran independientemente por medio de mediciones absolutas por
cada uno de los laboratorios nacionales y una de sus funciones es calibrar y verificar los patrones secundarios.
Patrones Secundarios: son patrones básicos de referencia que se
utilizan en los laboratorios industriales y la responsabilidad de mantenimiento, calibración y certificación con respecto al primario depende del laboratorio o empresa.
Patrones de Trabajo: son las herramientas principales del laboratorio
de medición las cuales son utilizadas para verificar y calibrar la exactitud
del comportamiento de las mediciones efectuadas en las aplicaciones industriales.
En la figura 1 se muestra la escala de patrones desde el internacional hasta
el de trabajo.

PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
6
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
FUENTE: www.cem.es/cem/es_es/metrologia/sme.pdf FIGURA 1. CLASIFICACIÓN DE LOS PATRONES DE MEDICIÓN
LA TRAZABILIDAD EN LA MEDICIÓN
La trazabilidad es un conjunto de medidas, acciones y procedimientos que
permiten registrar e identificar cada producto desde su origen hasta su destino
final.
Consiste en la capacidad para reconstruir la historia, recorrido o aplicación de
un determinado producto, identificando:
Origen de sus componentes.
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
7
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
Historia de los procesos aplicados al producto.
Distribución y localización después de su entrega.
Al contar con esta información es posible entregar productos definidos a
mercados específicos, con la garantía de conocer con certeza el origen y la
historia del mismo. El concepto de trazabilidad está asociado, sin duda, a
procesos productivos modernos y productos de mayor calidad y valor para el
cliente final. Hoy en día existe la tecnología que permite rastrear con precisión
el camino que recorre un producto en la cadena productiva y de
comercialización.
LA METROLOGÍA
La Metrología es, simplemente, la ciencia y arte de medir "bien". Como las
mediciones son importantes en prácticamente todos los procesos productivos, su relevancia para la Calidad es evidente.
Medir "bien" no es sólo medir con cuidado, o utilizando el procedimiento y los
instrumentos adecuados. Además de lo anterior, se trata de que las unidades de medida sean equivalentes, es decir, que cuando yo mido
por ejemplo 3,6 cm,"mis" centímetros sean los mismos que los de un francés,
coreano o eskimal.
Esto se asegura cuando cada país tiene una infraestructura metrológica,
compatible y ligada con las infraestructuras metrológicas de otros países,
consistente en la disponibilidad de laboratorios donde se pueda calibrar los instrumentos de medición. La compatibilidad entre países se asegura mediante intercomparaciones periódicas, en las cuales un determinado patrón de medida es medido sucesivamente por los diferentes laboratorios.
LA CALIBRACIÓN
Es simplemente el procedimiento de comparación entre lo que indica un instrumento y lo que "debiera indicar" de acuerdo a un patrón de referencia
con valor conocido, Por ejemplo:
Valor de referencia = 1,08 mm, Valor indicado = 1,09 mm Dependiendo del
instrumento, a veces la calibración incluye un preajuste, por ejemplo, del valor
cero.
Los resultados de la calibración son informados en un documento llamado Certificado de Calibración. Hay dos formas de indicar los resultados:
- Como la corrección a aplicar, obtenida como Valor de referencia - Valor
indicado. Para el ejemplo anterior la corrección es -0,01 mm. - Como el error
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
8
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
del instrumento: Valor indicado - Valor de referencia. Para el ejemplo anterior,
el error es 0,01 mm.
El laboratorio puede informar los resultados de cualquiera de las dos maneras, siempre que al usuario le quede claro cuál de los dos términos es el informado.
A veces, la corrección es más conveniente pues, cuando el instrumento está en
servicio, la corrección en el punto calibrado debe sumarse algebraicamente al valor leído (en vez de restar) para obtener el valor correcto.
PROCEDIMIENTOS DE REFERENCIA
La verificación de la trazabilidad de los resultados de un método analítico se
lleva a cabo mediante la comparación con una referencia. Desde un punto de
vista metrológico, la mejor referencia posible la constituye los métodos
definitivos o absolutos. [RIU, 2001] Sin embargo, el hecho de que para ser
considerados como tales deban ser aplicados en rigurosas condiciones de
garantías de calidad, junto con su reducido ámbito de aplicación, hace que los
métodos definitivos sean una referencia poco utilizada para verificar la
trazabilidad de los resultados analíticos. Desde un punto de vista práctico, la
mejor referencia posible la constituyen los materiales de referencia certificados
(MRC), en inglés CRM (certified reference materials).
Antes de entrar en los materiales de referencia certificados, primero tenemos
que definir qué es un material de referencia (MR). Un material de referencia,
según la guía ISO 30 [ISO, 1992], es un “material o sustancia que tiene una o
varias de sus propiedades suficientemente bien establecidas para calibrar un
aparato o instrumento, validar un método analítico, o asignar valores a un
material o sistema”. Un material de referencia certificado [ISO, 1992], es un
“material de referencia que tiene certificados uno o varios de sus valores de
una o más de sus propiedades por procedimientos técnicamente válidos
llevados a cabo por un organismo competente’. La principal diferencia entre un
MR y un MRC es el certificado asociado al MRC emitido por un organismo
competente. Veremos que no se trata ‘únicamente’ de un certificado, sino que
este certificado garantiza que un MRC sea, desde un punto de vista práctico, la
mejor referencia posible en la verificación de la trazabilidad de un método
analítico.
PROPIEDADES DE LOS MATERIALES DE REFERENCIA CERTIFICADOS
Para que un cierto material pueda ser considerado como un MRC, tiene que
cumplir una serie de propiedades. Las más importantes son:
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
9
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
- Trazabilidad. El MRC debe ser trazable a patrones de referencia nacionales
o internacionales. Esto debe quedar perfectamente reflejado en el certificado
que aporte el organismo productor.
- Homogeneidad. Éste es un requisito indispensable, y significa que un MRC
ha de presentar el mismo valor de la propiedad certificada dentro de una misma
unidad y entre todas las unidades del MRC.
- Estabilidad. El material debe ser estable durante las condiciones de envío, y
el usuario debe conocer durante cuánto tiempo permanece estable el MRC
desde su recepción y desde que se abre el recipiente [ISO, 2000a].
- Similitud con las muestras reales. El MRC ha de ser lo más parecido
posible, tanto en la composición de la matriz como en el valor de la propiedad a
determinar, a las muestras reales que serán posteriormente analizadas con
nuestro método analítico.
- Incertidumbre. Los valores certificados de la propiedad deseada en el MRC
deben ir acompañados por sus valores de incertidumbre. El nivel de
incertidumbre asociado también informa de la calidad de un MRC en concreto.
Es importante que el usuario verifique que la incertidumbre del MRC sea
adecuada a sus necesidades.
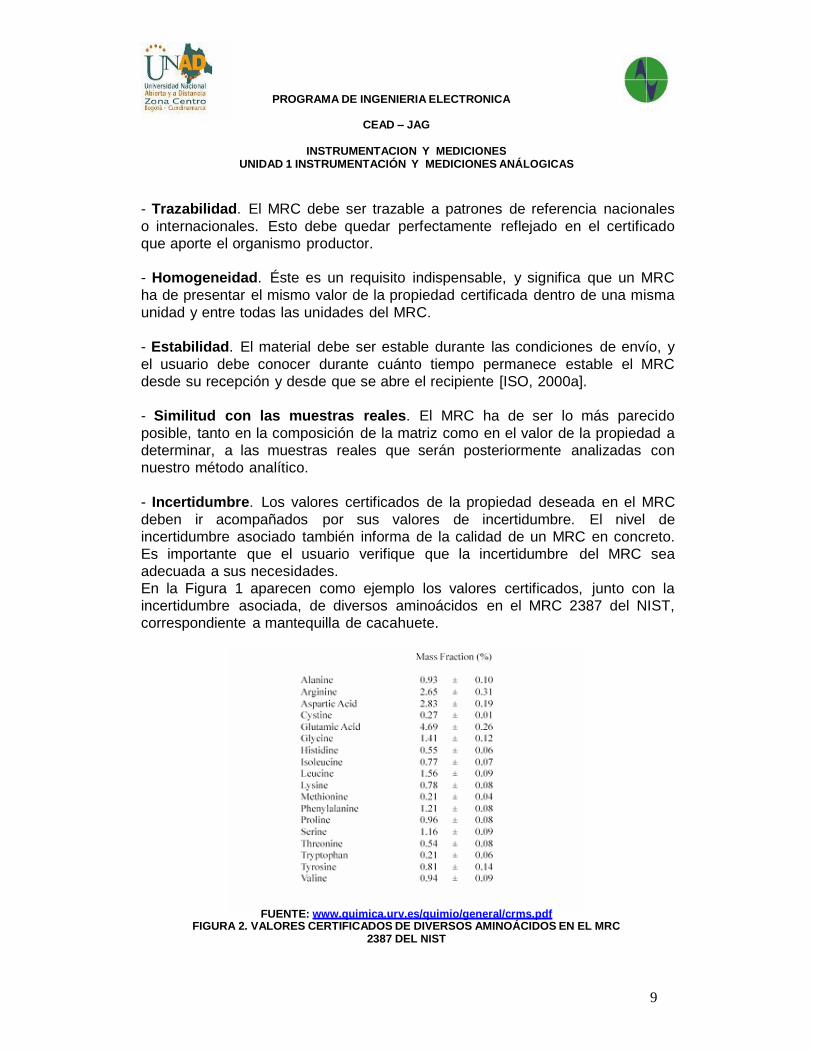
En la Figura 1 aparecen como ejemplo los valores certificados, junto con la
incertidumbre asociada, de diversos aminoácidos en el MRC 2387 del NIST,
correspondiente a mantequilla de cacahuete.
FUENTE: www.quimica.urv.es/quimio/general/crms.pdf FIGURA 2. VALORES CERTIFICADOS DE DIVERSOS AMINOÁCIDOS EN EL MRC
2387 DEL NIST

PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
10
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
LECCIÓN 2 METROLOGÍA EN COLOMBIA
En Colombia la metrología esta supervisada por la Superintendencia De
Industria Y Comercio. La Superintendencia de Industria y Comercio es una
entidad de carácter nacional adscrita al Ministerio de Comercio Industrial y
Turismo y tiene entre sus funciones la de acreditar y supervisar a los
organismos evaluadores de la conformidad – OEC (organismos de certificación,
inspección, laboratorios de ensayo y calibración), que hacen parte del Sistema
Nacional de Normalización, Certificación y Metrología, de acuerdo con las
facultades conferidas en el numeral 16 del artículo 2° y 5° del artículo 17 del
Decreto 2153 de 1992 y el artículo 17 literal a) del Decreto 2269 de 1993.
La actividad de acreditación en la Superintendencia de Industria y Comercio la
realiza la Delegatura de Protección al Consumidor a través de la División de Normas Técnicas de acuerdo a las funciones establecidas en la Resolución
3483 de 2003.
Algunas de las funciones de la Superintendencia de Industria y Comercio son:
Vigilar y propender por el cumplimiento de todas las disposiciones que
dicte el Consejo Nacional de Normas y Calidades, relativas a Normas
Técnicas y Control de Calidad, cuyo control le haya sido asignado a la
Superintendencia de Industria y Comercio;
Coordinar con la Oficina de Comunicaciones la divulgación de las
normas técnicas que dicte el Consejo Nacional de Normas y Calidades,
cuyo control y vigilancia haya sido asignado a la Superintendencia;
Elaborar los proyectos de resoluciones mediante los cuales se impongan sanciones por violación a las normas en las materias de su competencia;
Atender las consultas que se le formulen relativas a las áreas de su competencia;
Adoptar o reconocer el uso del sello oficial de calidad o marca nacional
de conformidad con normas técnicas, de acuerdo con las disposiciones
que sobre el particular se expidan;
Acreditar la existencia y confiabilidad del control de calidad de los
productos sometidos a normas técnicas colombianas oficiales y oficiales
obligatorias;

PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
11
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
LABORATORIO DE CORRIENTE CONTINÚA Y ALTERNA
El laboratorio maneja cinco (5) magnitudes: voltaje continuo, voltaje alterno,
corriente continua, corriente alterna y resistencia.
El laboratorio tiene tres (3) grupos de cuatro celdas de voltaje y un último grupo de cuatro (4) Zenners (Estado sólido) que mantienen de forma muy estable el
valor de 1,018 V y 10 V (este último valor solo para los zenners).
La trazabilidad se asegura en el exterior mediante la calibración de uno de los Zenners e internamente por método de redundancia se comparan los demás
juegos de celdas y se realiza el tratamiento de los datos por el método de
mínimos cuadrados.
Con la salida de 10 V que entregan los Zenners se calibran el multicalibrador
5720, para que este a su vez permita realizar las calibraciones tanto internas
como externas en voltaje y corriente continúa. A su vez con las resistencias
que posee el laboratorio (una de 1 Ω y otra de 10 kΩ) se da trazabilidad al
multicalibrador 5720 en la magnitud “Resistencia”.
Los servicios del laboratorio requieren generar corriente y voltaje
(multicalibrador 5720) y medir estas mismas magnitudes (Multímetro 8508/A),
estos dos equipos son la columna vertebral de la trazabilidad y de los servicios
del laboratorio.
FUENTE: http://www.sic.gov.co/metrologia/Electrica/Potencia.php FIGURA 3. EQUIPOS UTILIZADOS EN LA MEDICIÓN DE CORRIENTE CONTINUA Y ALTERNA
LABORATORIO DE POTENCIA Y ENERGÍA ELÉCTRICA
El laboratorio presta servicios de calibración a: patrones de energía, equipos
probadores de medidores de energía, vatímetros, medidores de ángulo,
cosenofímetros y realiza pruebas de aprobación de modelo a medidores clase
2 según normas NTC 5226 y NTC 2288.

PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
12
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
FUENTE: http://www.sic.gov.co/metrologia/Electrica/Potencia.php FIGURA 4. EQUIPO DE MEDICIÓN DEL FACTOR DE POTENCIA
El laboratorio cuenta con tres (3) equipos patrón: un comparador ZERA COM 303 de potencia y energía con límites de error de 0,01 %; un patrón ZERA TPZ 303 con límites de error 0,02 % para factor de potencia uno (1,0) y 0,04 % para
factor de potencia 0,5 inductivo o capacitivo y un equipo probador de
medidores de energía ZERA ED 6726 utilizada como fuente y patrón para la
calibración de vatímetros, medidores de ángulo y las pruebas de aprobación de
modelo, en la figura 4 se puede observar un instrumento para la medición del
factor de potencia.
La trazabilidad se asegura en el exterior mediante la calibración del
comparador COM 303 en AC y la verificación intermedia a nivel interno de su
base de tiempo y de los zenners del equipo en los laboratorios de tiempo y
frecuencia y corriente continua y alterna respectivamente.
El laboratorio ofrece la calibración de los equipos probadores de medidores de
energía "en sitio" a solicitud del usuario, desplazando para ello, los equipos y el
personal necesarios para realizar de forma competente la calibración de este
tipo de equipos.
LABORATORIOS DE TIEMPO Y FRECUENCIA
El laboratorio maneja dos (2) magnitudes: el tiempo y la frecuencia con la
magnitud eléctrica de voltaje alterno.
El laboratorio tiene un resonador atómico de rubidio, un receptor GPS (Sistema
Global de Posicionamiento), un oscilador de cuarzo con cámara climatizada, un
contador de frecuencia y un generador de frecuencia con los cuales alcanza un
rango de 1,04 GHz en generación y medición.

PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
13
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
La trazabilidad se asegura con la recepción del UTC (Tiempo Universal
Coordinado) por medio del receptor GPS, con la cual se realizan mediciones
diarias de fase y así determinar la desviación y estabilidad de los resonadores
internos respecto al valor de tiempo internacional.
Según el decreto 2153 de 1992, la Superintendencia de Industria y comercio
tiene la responsabilidad de mantener, coordinar y divulgar la hora legal de la
República de Colombia. Esta labor la realiza gracias al mantenimiento de los
patrones expuestos y a sus medios de difusión actuales, que son emisión vía
Internet en su página http://horalegal.sic.gov.co y por medio de la Universidad
nacional en su emisora radial UN radio 98.5 FM.
Con la salida de un pulso por segundo del GPS, se calibran tanto el oscilador
atómico de rubidio como el oscilador de cuarzo. El oscilador atómico de rubidio
se aplica como base de tiempo al contador y al generador para que funcionen
con la exactitud del oscilador, para que este a su vez permita realizar las
calibraciones tanto internas como externas en Tiempo y Frecuencia.
Los servicios del laboratorio requieren generar Frecuencia (Generador SMS-2)y medir esta misma magnitud (Contador HP5345A), estos dos equipos son la
columna vertebral de la trazabilidad y de los servicios del laboratorio.
Algunos de los equipos utilizados se muestran en la figura 5.
FUENTE: http://www.sic.gov.co/metrologia/Electrica/Potencia.php FIGURA 5. EQUIPOS PARA MEDICIÓN DEL TIEMPO EN COLOMBIA
LABORATORIO DE TRANSFORMADORES
En el área de transformadores se encuentran equipos especializados para la
medición de características propias de los transformadores tales como la
inductancia mutua.
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
14
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
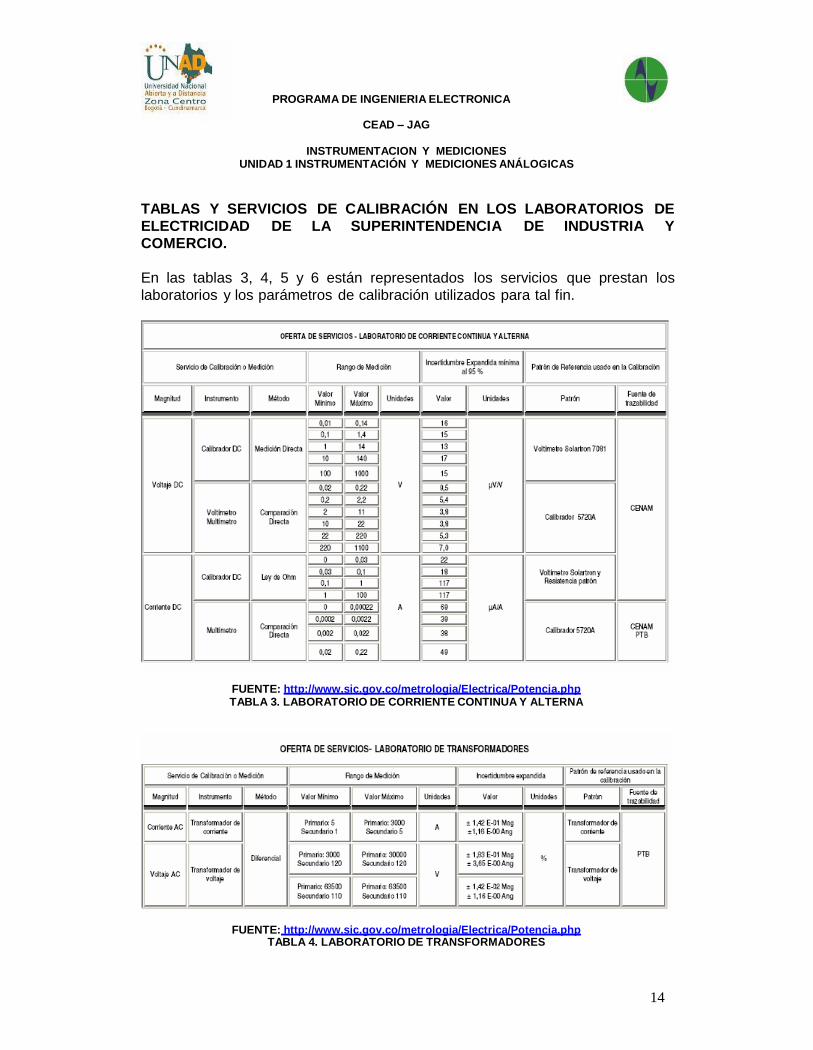
TABLAS Y SERVICIOS DE CALIBRACIÓN EN LOS LABORATORIOS DE
ELECTRICIDAD DE LA SUPERINTENDENCIA DE INDUSTRIA Y
COMERCIO.
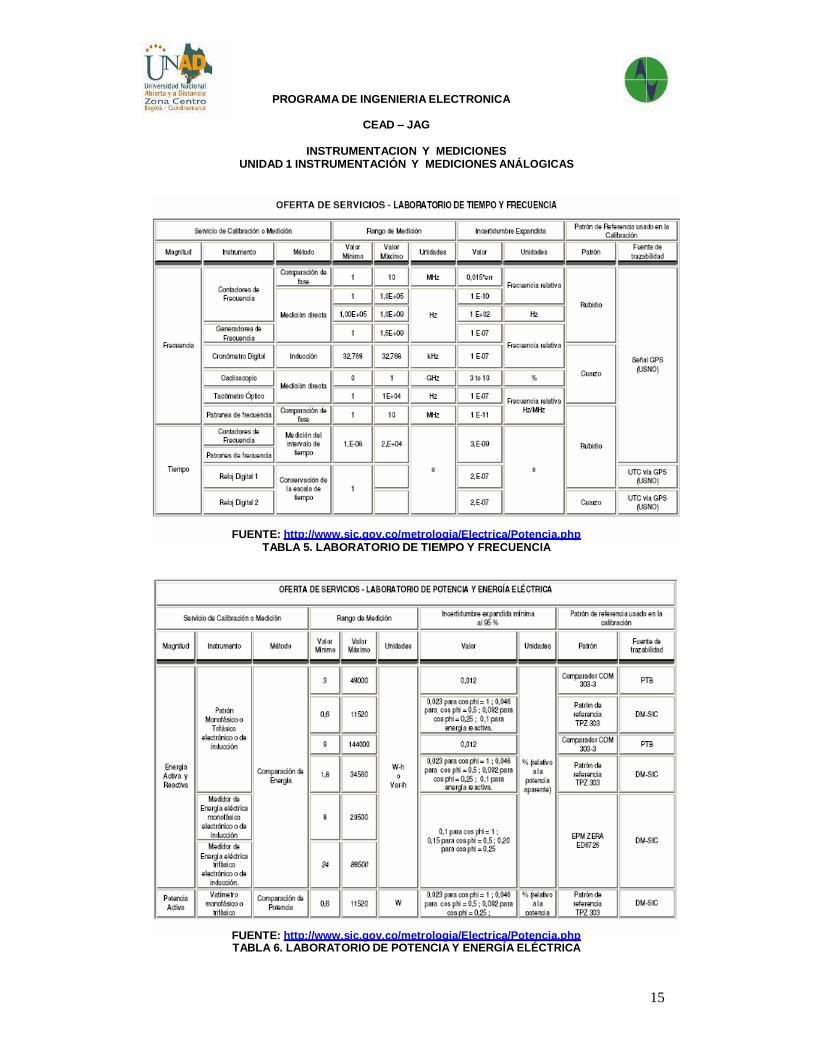
En las tablas 3, 4, 5 y 6 están representados los servicios que prestan los
laboratorios y los parámetros de calibración utilizados para tal fin.
FUENTE: http://www.sic.gov.co/metrologia/Electrica/Potencia.php TABLA 3. LABORATORIO DE CORRIENTE CONTINUA Y ALTERNA
FUENTE: http://www.sic.gov.co/metrologia/Electrica/Potencia.php TABLA 4. LABORATORIO DE TRANSFORMADORES
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
15
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
FUENTE: http://www.sic.gov.co/metrologia/Electrica/Potencia.php TABLA 5. LABORATORIO DE TIEMPO Y FRECUENCIA
FUENTE: http://www.sic.gov.co/metrologia/Electrica/Potencia.php TABLA 6. LABORATORIO DE POTENCIA Y ENERGÍA ELÉCTRICA

PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
16
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
SISTEMAS DE CALIDAD EN LABORATORIOS DE CALIBRACIÓN
BASADOS EN LA NORMA NTC-ISO-IEC-17025 (ISO/IEC 17025 1999)
Un laboratorio de metrología debe tener los documentos pertinentes para realizar calibraciones de instrumentos de medida, lo anterior con el fin de
cumplir con los numerales: 5.4 Métodos de ensayo y calibración y validación de métodos y 5.10 Reporte de resultados, establecidos en la norma técnica NTC-
ISO-IEC 17025, “requisitos generales de competencia de laboratorios de
calibración”. Lo anterior se cumple, mediante el empleo de los siguientes documentos: procedimientos, instructivos de trabajo, documentos técnicos y
formatos.
ASPECTOS FUNDAMENTALES PARA LA CALIBRACIÓN DE
INSTRUMENTOS DE MEDIDA CON BASE EN LA NORMA NTC-ISOIEC-
17025
Requisitos obligatorios para todos los laboratorios.
Estos requisitos aplican en cualquier tipo de laboratorios, independientemente
del tipo de servicio (ensayo/calibración), del nivel organizacional
(independientes o parte de otra organización), tamaño (micro, pequeña,
mediana o grande), y origen de recursos (públicos o privados). No hay
exclusiones para estos requisitos, los cuales deben ser cubiertos por todos los
laboratorios. Ejemplos de estos requisitos:
· Contar con una política de calidad; · Definir los objetivos de Calidad;
· Procedimientos para el control de documentos.
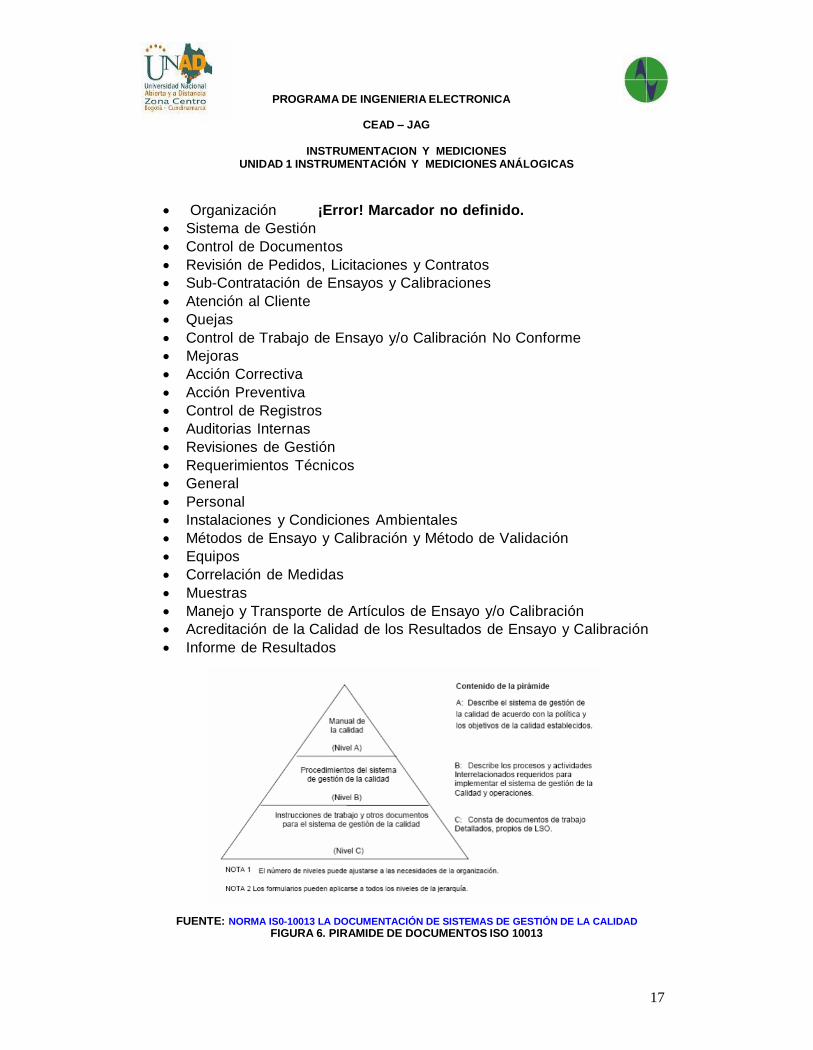
La documentación de los laboratorios se define de acuerdo a la pirámide de
documentación de la norma ISO 10013, en la figura 6 se muestra la pirámide.
Manual de Calidad Norma ISO 17025
Un manual de calidad reúne definiciones y características de procedimientos
en los laboratorios de calibración, algunos de los ítems que deben tener los
manuales de calidad son los siguientes:
General
Referencias
Condiciones y Definiciones
Requerimientos de Gestión
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
17
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
Organización ¡Error! Marcador no definido.
Sistema de Gestión
Control de Documentos
Revisión de Pedidos, Licitaciones y Contratos
Sub-Contratación de Ensayos y Calibraciones
Atención al Cliente
Quejas
Control de Trabajo de Ensayo y/o Calibración No Conforme
Mejoras
Acción Correctiva
Acción Preventiva
Control de Registros
Auditorias Internas
Revisiones de Gestión
Requerimientos Técnicos
General
Personal
Instalaciones y Condiciones Ambientales
Métodos de Ensayo y Calibración y Método de Validación
Equipos
Correlación de Medidas
Muestras
Manejo y Transporte de Artículos de Ensayo y/o Calibración
Acreditación de la Calidad de los Resultados de Ensayo y Calibración
Informe de Resultados
FUENTE: NORMA IS0-10013 LA DOCUMENTACIÓN DE SISTEMAS DE GESTIÓN DE LA CALIDAD
FIGURA 6. PIRAMIDE DE DOCUMENTOS ISO 10013
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
18
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
LECCIÓN 3 CARACTERISTICAS ESTATICAS DE LOS SISTEMAS DE MEDICIÓN
El comportamiento de de un instrumento de medida, en general, se puede definir mediante la función de transferencia, que indica tanto el
comportamiento en régimen estático como dinámico. El primero corresponde a
la relación entre la entrada y la salida cuando la entrada es constante o cuando
ha transcurrido un tiempo suficiente para que la salida haya alcanzado el valor
final o régimen permanente. El segundo indica la evolución del sistema hasta
que la salida alcanza el valor final ante una variación en la entrada.
Una función de transferencia que recogiese con rigurosidad ambos
comportamientos resultaría tremendamente compleja por lo que, en la práctica,
suelen estudiarse por separado mediante una serie de parámetros. En este
punto se estudiarán las principales características estáticas.
Estamos suponiendo que la variable a medir no se ve afectada por el sistema
de medida. Esto no siempre es así, por ejemplo si medimos la temperatura de
un dispositivo mediante un método que afecte a dicha temperatura, estamos
cometiendo un error en la medida. Por lo tanto además de las características estáticas y dinámicas habrá que considerar el efecto de carga que el método
de medida introduce.
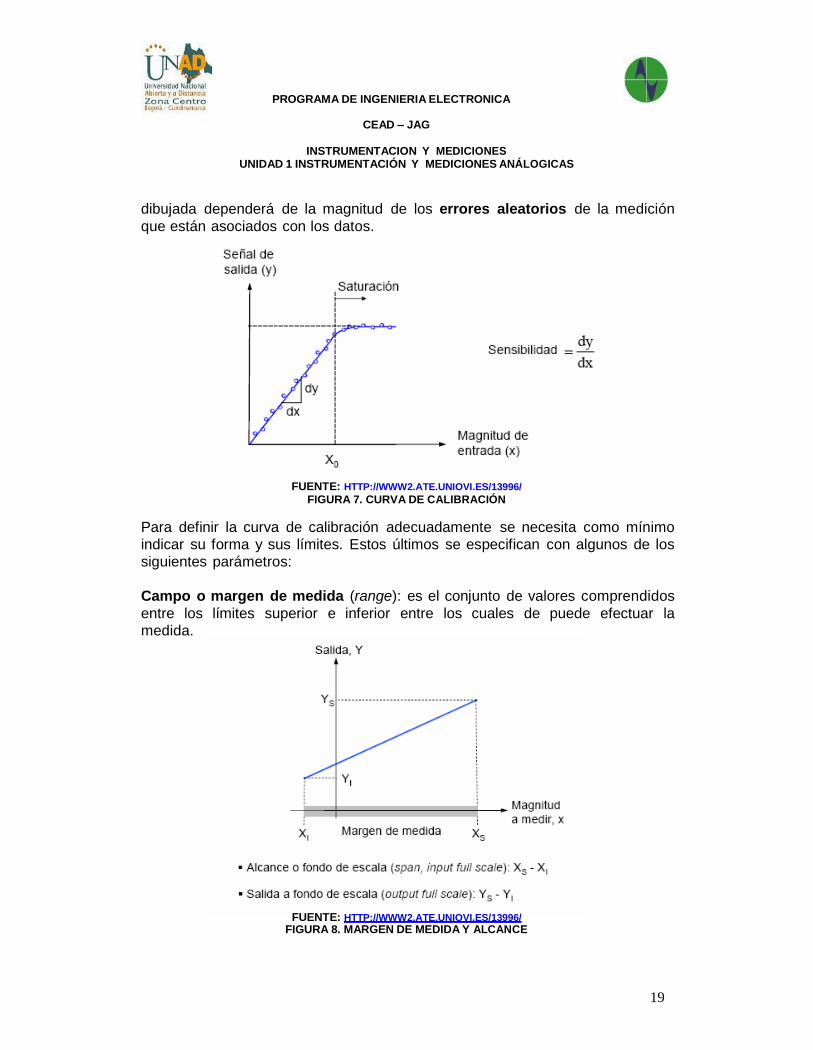
La curva de calibración de un sistema de medida en general es la línea que
une los puntos obtenidos aplicando sucesivos valores de la magnitud de
entrada e ir anotando los respectivos valores de salida. Los valores de entrada
se determinan con un sistema de medida de calidad superior al que se está
calibrando.
La sensibilidad (sensitivity) es la pendiente de la curva de calibración. Interesa
que la sensibilidad sea alta y, si es posible, constante. Si esta es una recta la
sensibilidad es constante y se dice que es el sistema o sensor es lineal.
Lo importante no es tanto el que sea lineal (ya que se de no serlo se podría
linealizar) sino que la medida sea repetible, es decir, que a la misma entrada le
corresponda siempre la misma salida. En el ejemplo de la figura 7 se tiene una
respuesta lineal para valores de la variable de entrada menores que X0. Para
valores mayores que X0, la curva de calibración se hace menos sensible hasta
que alcanza un valor límite para la señal de salida. Este comportamiento se
conoce como saturación, por lo que no sería adecuado su empleo para medir
valores mayores que su valor de saturación. Es normal que los puntos no estén
localizados exactamente sobre la línea, por el contrario, se localizarán a
cualquier lado de ella. La magnitud de las excursiones de los puntos a la línea
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
19
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
dibujada dependerá de la magnitud de los errores aleatorios de la medición
que están asociados con los datos.
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 7. CURVA DE CALIBRACIÓN
Para definir la curva de calibración adecuadamente se necesita como mínimo
indicar su forma y sus límites. Estos últimos se especifican con algunos de los
siguientes parámetros:
Campo o margen de medida (range): es el conjunto de valores comprendidos
entre los límites superior e inferior entre los cuales de puede efectuar la
medida.
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 8. MARGEN DE MEDIDA Y ALCANCE
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
20
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
Alcance o fondo de escala (span, input full scale): es la diferencia entre los
valores máximo y mínimo de la variable que se pueden medir de forma fiable. No confundir este término con el límite superior de medida, ya que solo coinciden si el límite inferior es cero. También se conoce como margen
dinámico, aunque, empleado en este contexto puede resultar algo confuso ya
que no describe una característica dinámica.
Salida a fondo de escala (output full scale): es la diferencia entre las salidas
para los extremos del campo de medida.
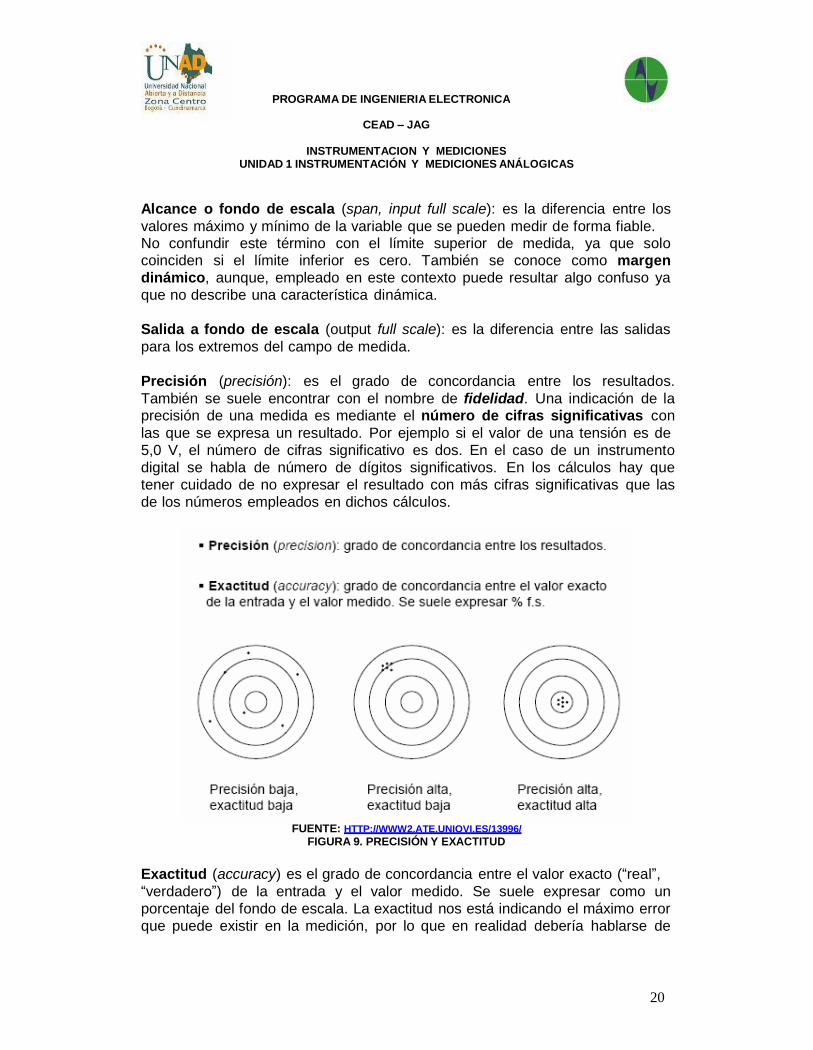
Precisión (precisión): es el grado de concordancia entre los resultados.
También se suele encontrar con el nombre de fidelidad. Una indicación de la precisión de una medida es mediante el número de cifras significativas con
las que se expresa un resultado. Por ejemplo si el valor de una tensión es de
5,0 V, el número de cifras significativo es dos. En el caso de un instrumento
digital se habla de número de dígitos significativos. En los cálculos hay que
tener cuidado de no expresar el resultado con más cifras significativas que las
de los números empleados en dichos cálculos.
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 9. PRECISIÓN Y EXACTITUD
Exactitud (accuracy) es el grado de concordancia entre el valor exacto (“real”,
“verdadero”) de la entrada y el valor medido. Se suele expresar como un
porcentaje del fondo de escala. La exactitud nos está indicando el máximo error
que puede existir en la medición, por lo que en realidad debería hablarse de
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
21
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
inexactitud más que de exactitud. En algunas ocasiones se utiliza, con el
mismo significado, la frase incertidumbre de la medición.
Es frecuente oír hablar indistintamente de precisión y exactitud, aunque, como hemos visto, la diferencia entre ambos es bien significativa.
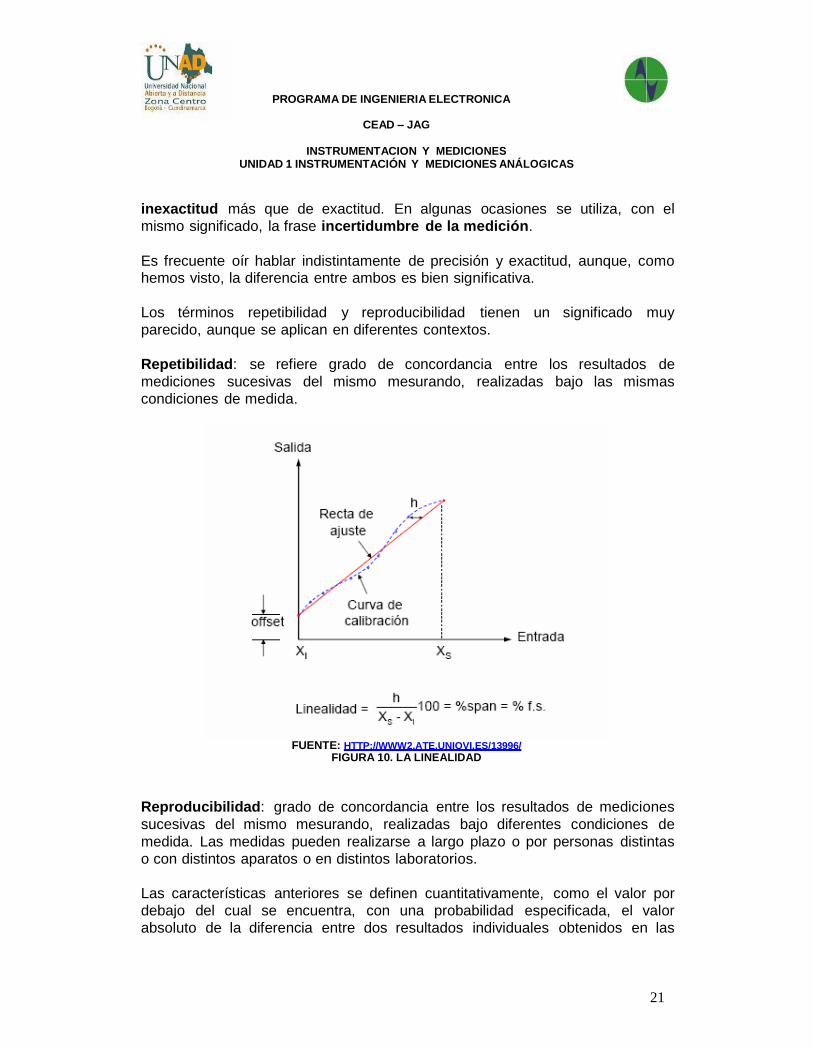
Los términos repetibilidad y reproducibilidad tienen un significado muy
parecido, aunque se aplican en diferentes contextos.
Repetibilidad: se refiere grado de concordancia entre los resultados de
mediciones sucesivas del mismo mesurando, realizadas bajo las mismas
condiciones de medida.
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 10. LA LINEALIDAD
Reproducibilidad: grado de concordancia entre los resultados de mediciones
sucesivas del mismo mesurando, realizadas bajo diferentes condiciones de
medida. Las medidas pueden realizarse a largo plazo o por personas distintas
o con distintos aparatos o en distintos laboratorios.
Las características anteriores se definen cuantitativamente, como el valor por
debajo del cual se encuentra, con una probabilidad especificada, el valor
absoluto de la diferencia entre dos resultados individuales obtenidos en las
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
22
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
condiciones anteriores. Si no se dice lo contrario, la probabilidad que se toma
es del 95%.
Resulta deseable que la lectura de salida de un instrumento sea linealmente proporcional a la cantidad que se mide. La linealidad se define como la
máxima desviación de la curva de calibración con respecto a una línea recta determinada por la que se ha aproximado. Habitualmente se suele expresar en forma porcentual con respecto al alcance. También se conoce como no
linealidad o error de linealidad.
La linealidad expresa hasta que punto es constante la sensibilidad del sensor.
El interés de la linealidad está en que la conversión lectura-valor medido es
más fácil si la sensibilidad es constante, pues entonces basta multiplicar la
indicación de salida por un factor constante para conocer el valor de la entrada.
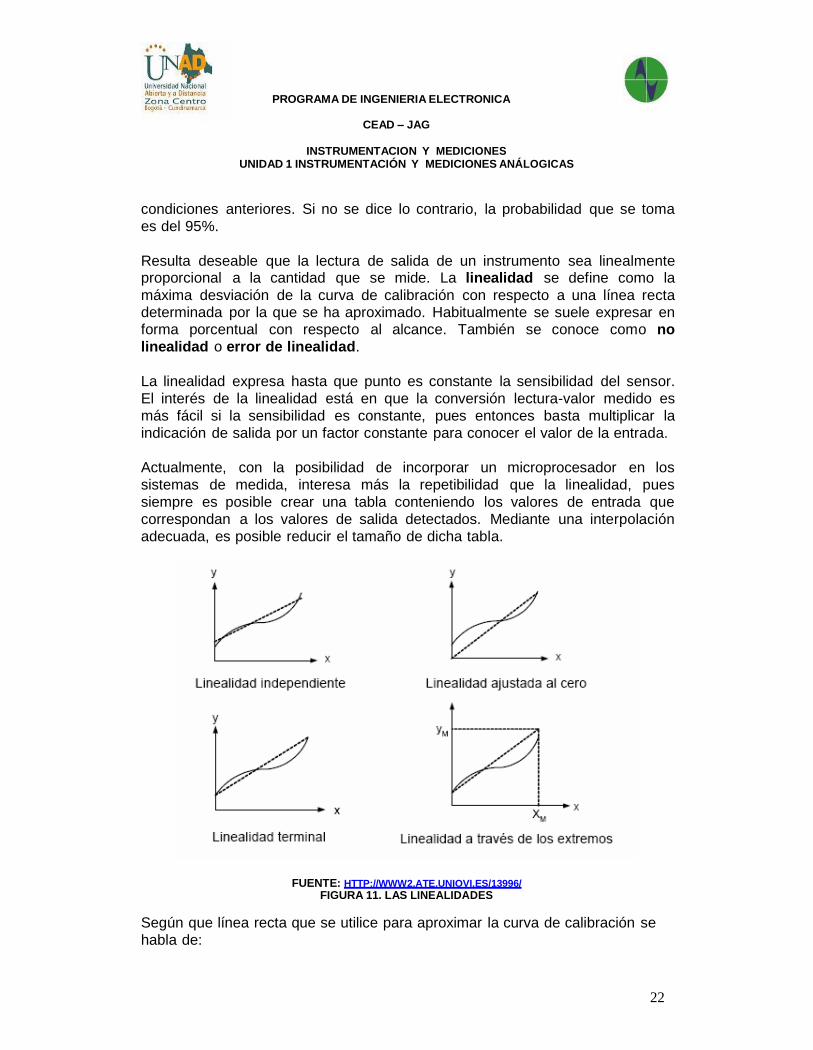
Actualmente, con la posibilidad de incorporar un microprocesador en los
sistemas de medida, interesa más la repetibilidad que la linealidad, pues
siempre es posible crear una tabla conteniendo los valores de entrada que
correspondan a los valores de salida detectados. Mediante una interpolación
adecuada, es posible reducir el tamaño de dicha tabla.
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 11. LAS LINEALIDADES
Según que línea recta que se utilice para aproximar la curva de calibración se
habla de:
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
23
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
Linealidad independiente: la línea de referencia se define por el método de
los mínimos cuadrados. De esta forma el máximo error positivo y el mínimo
error negativo son iguales. Es la forma de especificación que suele dar mejor
resultados.
Linealidad ajustada al cero: la recta se define también por el método de los
mínimos cuadrados, pero con la restricción adicional de pasar por cero.
Linealidad terminal: la recta se define por la salida sin entrada y la salida
teórica máxima, correspondiente a la mayor entrada admitida.
Linealidad a través de los extremos: la recta se define mediante la salida real
cuando la entrada es la menor del alcance especificado, y la salida real cuando
la entrada es la máxima del alcance especificado.
Los principales factores que influyen en la linealidad son: la resolución, el
umbral y la histéresis:
Linealidad independiente: la línea de referencia se define por el método de
los mínimos cuadrados. De esta forma el máximo error positivo y el mínimo
error negativo son iguales. Es la forma de especificación que suele dar mejor
resultados.
Linealidad ajustada al cero: la recta se define también por el método de los
mínimos cuadrados, pero con la restricción adicional de pasar por cero.
Linealidad terminal: la recta se define por la salida sin entrada y la salida
teórica máxima, correspondiente a la mayor entrada admitida.
Linealidad a través de los extremos: la recta se define mediante la salida real
cuando la entrada es la menor del alcance especificado, y la salida real cuando
la entrada es la máxima del alcance especificado.
Los principales factores que influyen en la linealidad son: la resolución, el
umbral y la histéresis
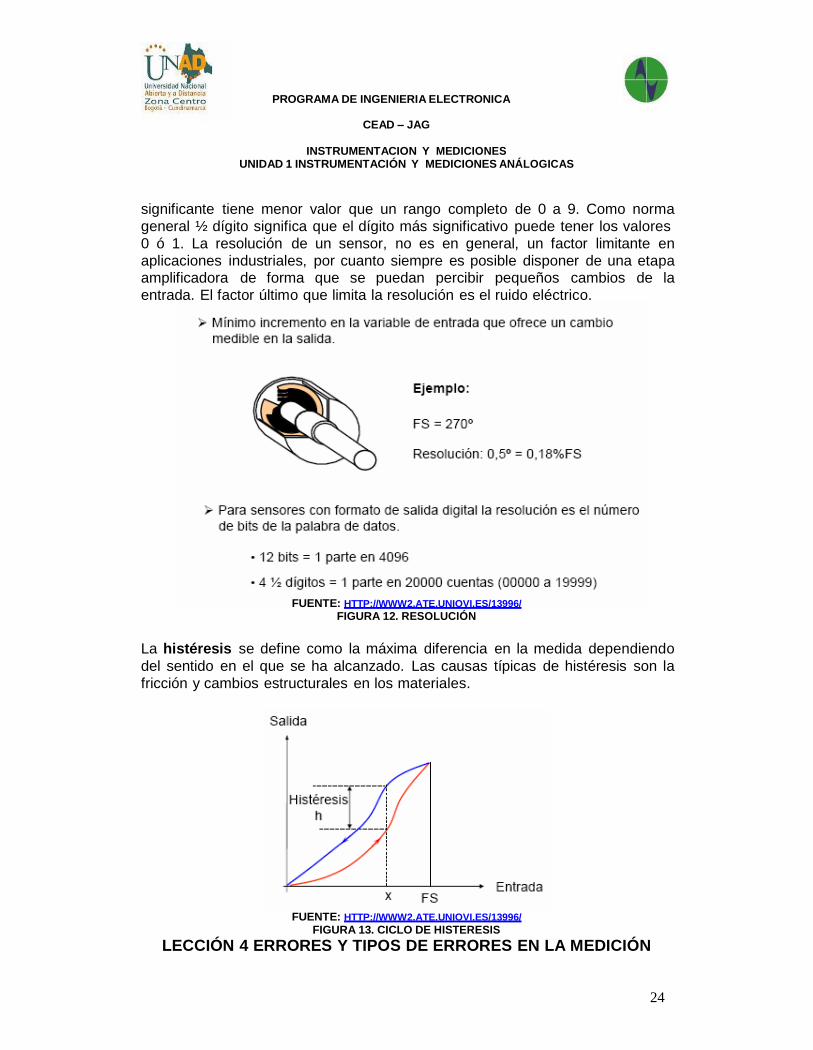
La resolución de un dispositivo es el mínimo incremento de la entrada que
ofrece un cambio medible en la salida. Se suele expresar como un valor en
tanto por ciento sobre el fondo de escala. Cuando el incremento de la entrada
se produce a partir de cero, se habla de umbral. En los sensores con formato
de salida digital la resolución se expresa en bits. En los instrumentos con salida
digital la resolución puede expresarse como dígitos o número de cuentas. Por
ejemplo un multímetro de 4 ½ dígitos tiene una resolución de 1 parte en 20000
cuentas (00000 a 19999). La terminología ½ dígito significa que el dígito más
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
24
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
significante tiene menor valor que un rango completo de 0 a 9. Como norma
general ½ dígito significa que el dígito más significativo puede tener los valores
0 ó 1. La resolución de un sensor, no es en general, un factor limitante en
aplicaciones industriales, por cuanto siempre es posible disponer de una etapa amplificadora de forma que se puedan percibir pequeños cambios de la
entrada. El factor último que limita la resolución es el ruido eléctrico.
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 12. RESOLUCIÓN
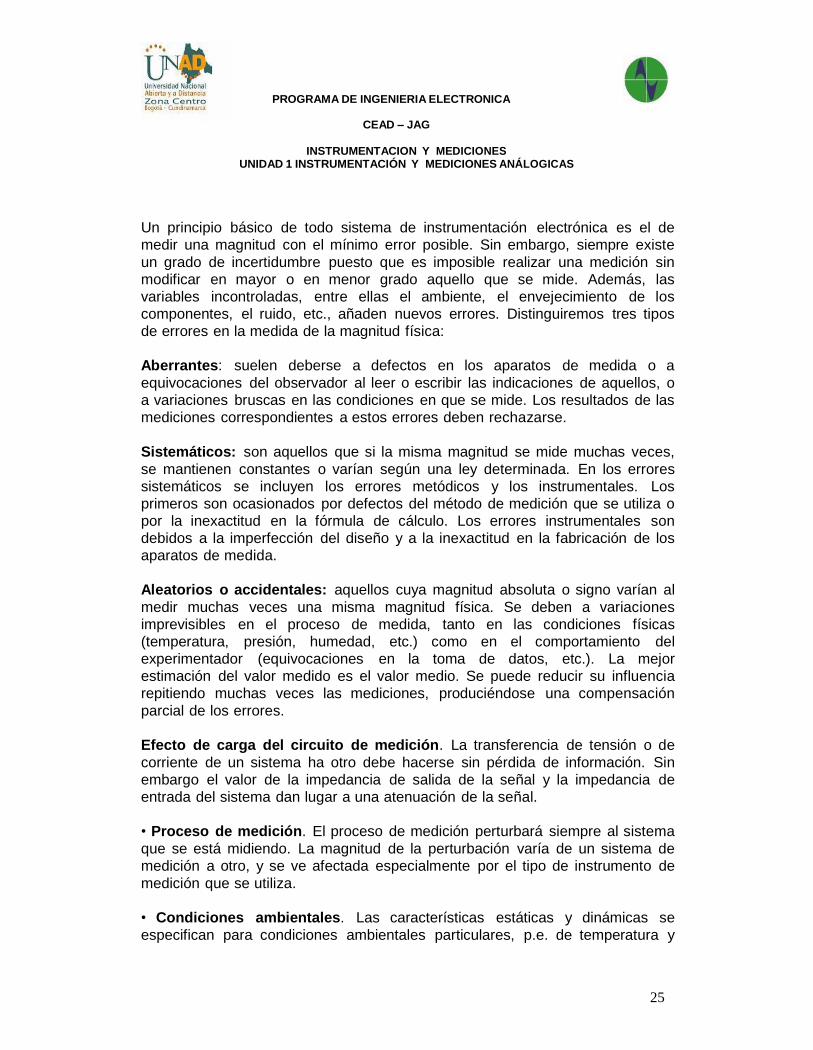
La histéresis se define como la máxima diferencia en la medida dependiendo
del sentido en el que se ha alcanzado. Las causas típicas de histéresis son la
fricción y cambios estructurales en los materiales.
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 13. CICLO DE HISTERESIS
LECCIÓN 4 ERRORES Y TIPOS DE ERRORES EN LA MEDICIÓN
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
25
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
Un principio básico de todo sistema de instrumentación electrónica es el de
medir una magnitud con el mínimo error posible. Sin embargo, siempre existe
un grado de incertidumbre puesto que es imposible realizar una medición sin
modificar en mayor o en menor grado aquello que se mide. Además, las
variables incontroladas, entre ellas el ambiente, el envejecimiento de los
componentes, el ruido, etc., añaden nuevos errores. Distinguiremos tres tipos
de errores en la medida de la magnitud física:
Aberrantes: suelen deberse a defectos en los aparatos de medida o a
equivocaciones del observador al leer o escribir las indicaciones de aquellos, o
a variaciones bruscas en las condiciones en que se mide. Los resultados de las
mediciones correspondientes a estos errores deben rechazarse.
Sistemáticos: son aquellos que si la misma magnitud se mide muchas veces,
se mantienen constantes o varían según una ley determinada. En los errores
sistemáticos se incluyen los errores metódicos y los instrumentales. Los
primeros son ocasionados por defectos del método de medición que se utiliza o
por la inexactitud en la fórmula de cálculo. Los errores instrumentales son
debidos a la imperfección del diseño y a la inexactitud en la fabricación de los
aparatos de medida.
Aleatorios o accidentales: aquellos cuya magnitud absoluta o signo varían al
medir muchas veces una misma magnitud física. Se deben a variaciones
imprevisibles en el proceso de medida, tanto en las condiciones físicas
(temperatura, presión, humedad, etc.) como en el comportamiento del
experimentador (equivocaciones en la toma de datos, etc.). La mejor
estimación del valor medido es el valor medio. Se puede reducir su influencia
repitiendo muchas veces las mediciones, produciéndose una compensación
parcial de los errores.
Efecto de carga del circuito de medición. La transferencia de tensión o de
corriente de un sistema ha otro debe hacerse sin pérdida de información. Sin
embargo el valor de la impedancia de salida de la señal y la impedancia de
entrada del sistema dan lugar a una atenuación de la señal.
• Proceso de medición. El proceso de medición perturbará siempre al sistema
que se está midiendo. La magnitud de la perturbación varía de un sistema de
medición a otro, y se ve afectada especialmente por el tipo de instrumento de
medición que se utiliza.
• Condiciones ambientales. Las características estáticas y dinámicas se
especifican para condiciones ambientales particulares, p.e. de temperatura y
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
26
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
presión. La magnitud de esta variación se cuantifica por medio de la deriva de
la sensibilidad y la deriva del cero (offset).
• Ruido periódico. Este ruido es provocado por la interferencia que produce la
proximidad del sistema de medición a equipos o cables que conducen la
corriente y se alimentan de la red eléctrica.
• Envejecimiento. La aparición de errores sistemáticos después de cierto
período de tiempo es absolutamente normal, esto se debe al envejecimiento de
los componentes del instrumento. Se requiere una recalibración.
• Puntas de prueba. Es importante que tengan la sección transversal
adecuada para minimizar su resistencia, e incluir el blindaje adecuado en caso
de que se sometan a la acción de campos eléctricos y magnéticos que puedan
inducir señales de ruido en ellas.
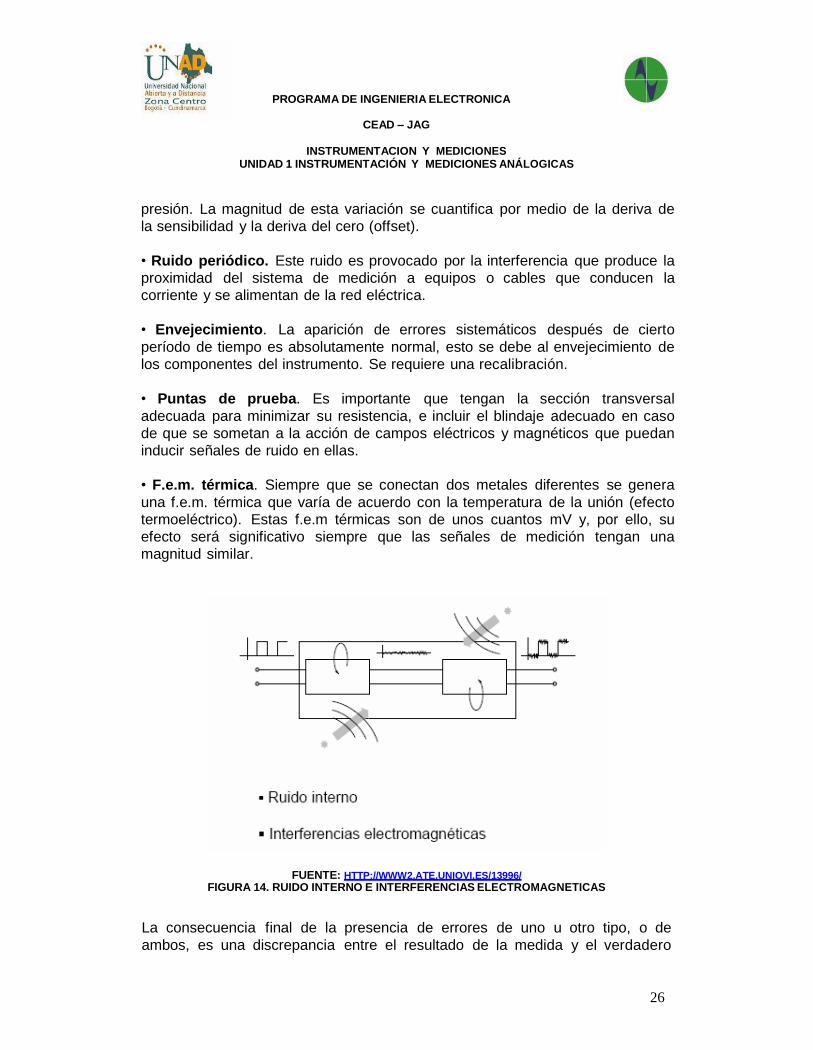
• F.e.m. térmica. Siempre que se conectan dos metales diferentes se genera
una f.e.m. térmica que varía de acuerdo con la temperatura de la unión (efecto
termoeléctrico). Estas f.e.m térmicas son de unos cuantos mV y, por ello, su
efecto será significativo siempre que las señales de medición tengan una
magnitud similar.
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 14. RUIDO INTERNO E INTERFERENCIAS ELECTROMAGNETICAS
La consecuencia final de la presencia de errores de uno u otro tipo, o de
ambos, es una discrepancia entre el resultado de la medida y el verdadero
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
27
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
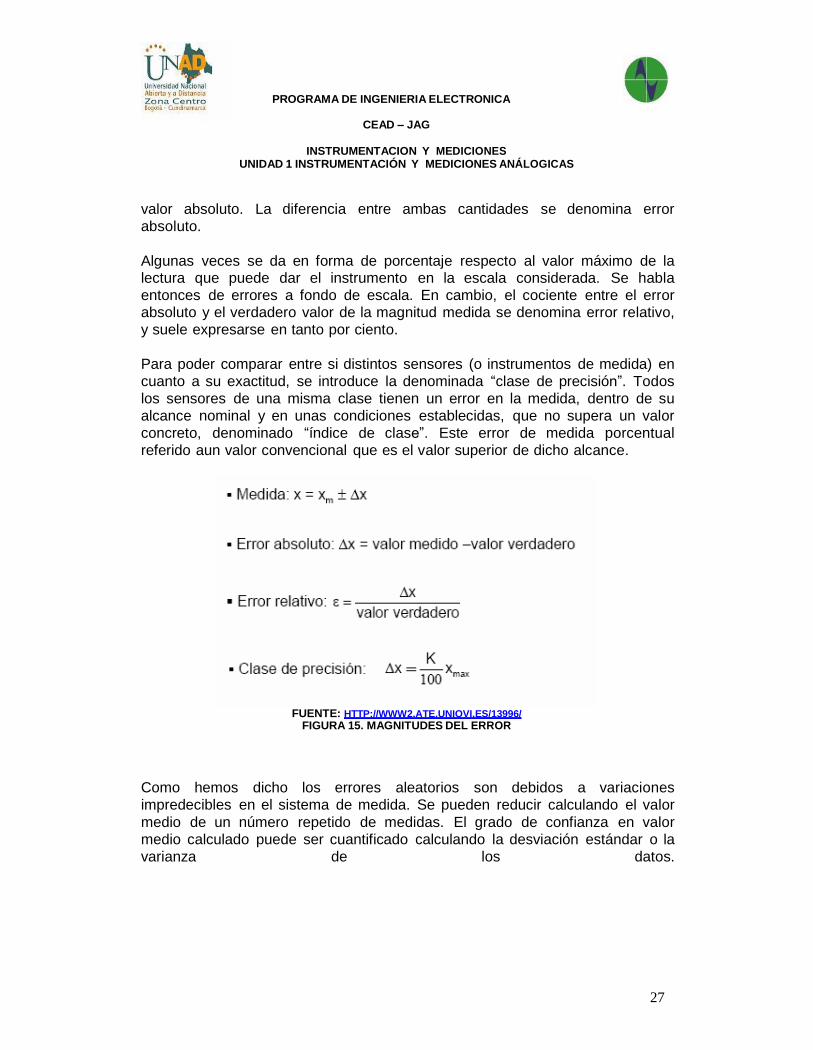
valor absoluto. La diferencia entre ambas cantidades se denomina error
absoluto.
Algunas veces se da en forma de porcentaje respecto al valor máximo de la lectura que puede dar el instrumento en la escala considerada. Se habla
entonces de errores a fondo de escala. En cambio, el cociente entre el error absoluto y el verdadero valor de la magnitud medida se denomina error relativo,
y suele expresarse en tanto por ciento.
Para poder comparar entre si distintos sensores (o instrumentos de medida) en
cuanto a su exactitud, se introduce la denominada “clase de precisión”. Todos
los sensores de una misma clase tienen un error en la medida, dentro de su
alcance nominal y en unas condiciones establecidas, que no supera un valor
concreto, denominado “índice de clase”. Este error de medida porcentual
referido aun valor convencional que es el valor superior de dicho alcance.
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 15. MAGNITUDES DEL ERROR
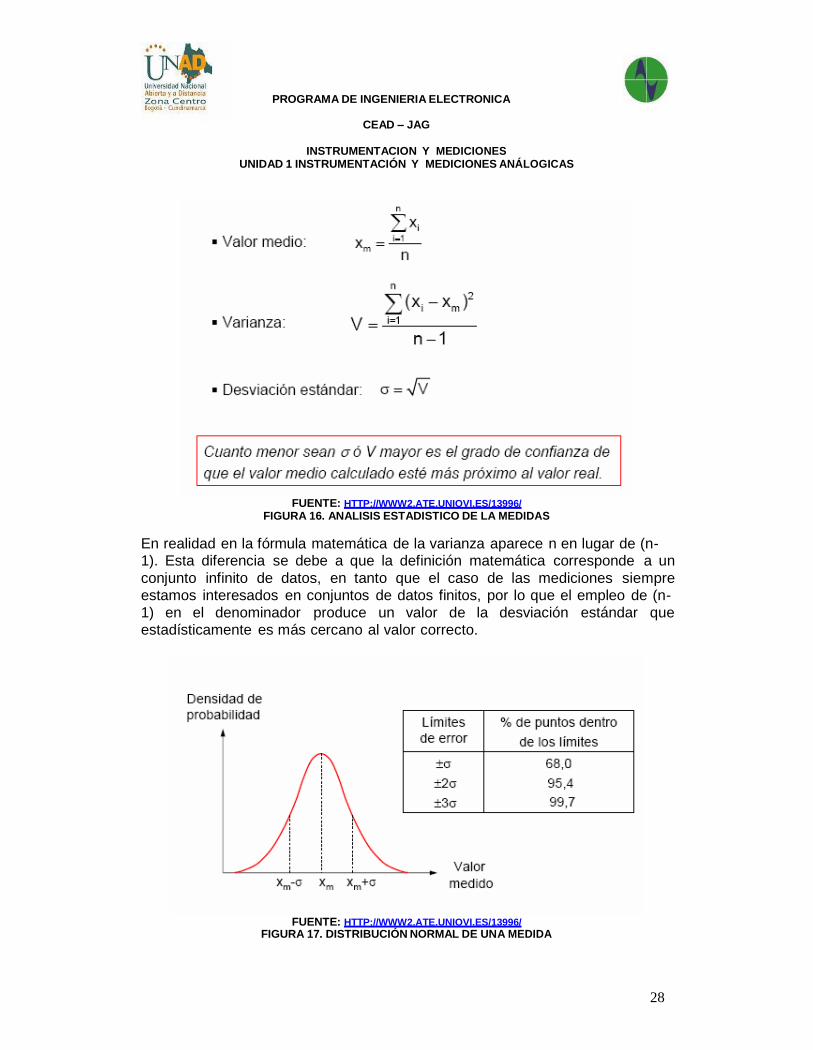
Como hemos dicho los errores aleatorios son debidos a variaciones
impredecibles en el sistema de medida. Se pueden reducir calculando el valor
medio de un número repetido de medidas. El grado de confianza en valor
medio calculado puede ser cuantificado calculando la desviación estándar o la
varianza de los datos.
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
28
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 16. ANALISIS ESTADISTICO DE LA MEDIDAS
En realidad en la fórmula matemática de la varianza aparece n en lugar de (n- 1). Esta diferencia se debe a que la definición matemática corresponde a un
conjunto infinito de datos, en tanto que el caso de las mediciones siempre
estamos interesados en conjuntos de datos finitos, por lo que el empleo de (n-
1) en el denominador produce un valor de la desviación estándar que
estadísticamente es más cercano al valor correcto.
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 17. DISTRIBUCIÓN NORMAL DE UNA MEDIDA

PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
29
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
La mayor parte de los conjuntos de datos de medición se ajustan a una curva
de distribución normal o gaussiana debido a que, si los errores son realmente aleatorios, ocurren pequeñas desviaciones del valor de la media mucho más a
menudo que las desviaciones mayores, es decir, el número de errores
pequeños es mucho más grande que el de los grandes. Se puede demostrar que para una distribución normal, el 68% de las mediciones tienen errores que se encuentran dentro de los límites de ±σ, el 95,4% dentro del límite de error
±2σ y el 99,7% de las medidas en el ±3σ.
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 18. ERROR TOTAL
Si una medida está afectada tanto por errores sistemáticos como aleatorios que son cuantificados como ±a (errores sistemáticos) y ±b (errores aleatorios), se
requiere alguna forma de expresar el efecto combinado de ambos tipos de
errores. Una forma es sumar los dos componentes del error, con lo que el error total sería e=±(a+b). Con esta forma de proceder los resultados pueden ser
muy conservadores. Es más habitual expresar el error como una suma
cuadrática:
Se está suponiendo que las fuentes de error son independientes, cosa que no
siempre es cierta.
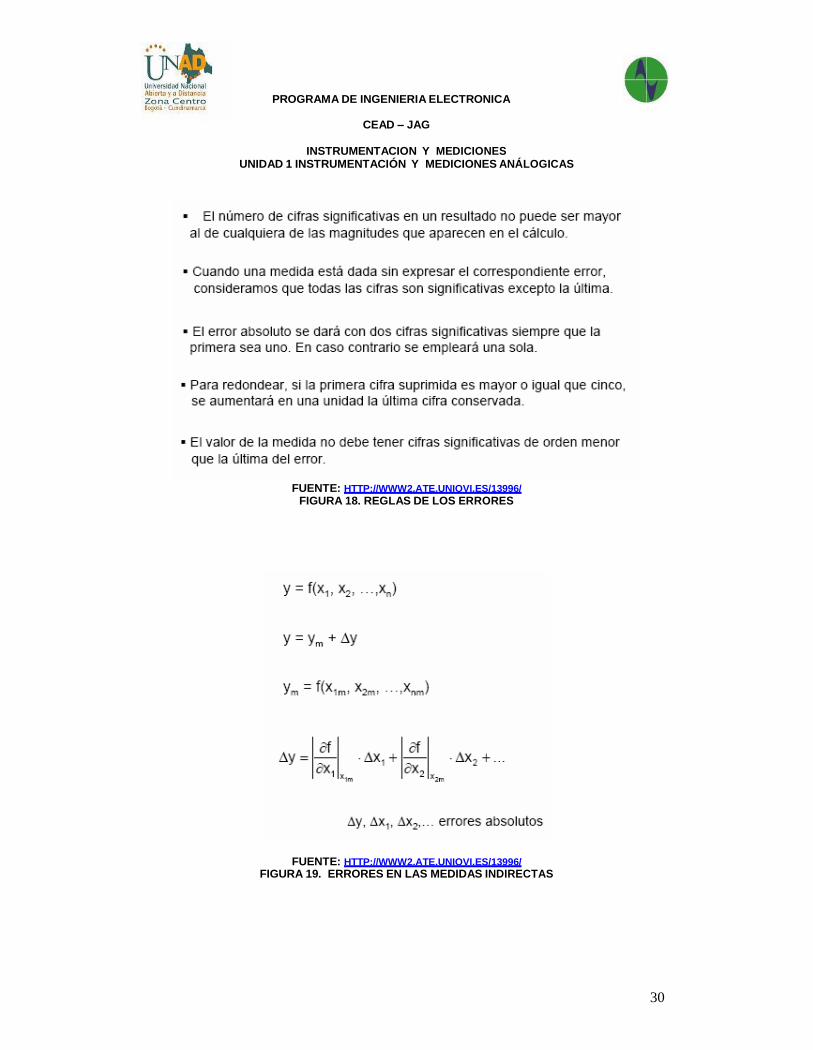
El número de dígitos o cifras significativas que debemos emplear para
representar el valor de una magnitud física, así como su error, viene
condicionado por la precisión con que es conocida. La medida y el error
absoluto se redondean de acuerdo con las siguientes reglas figura 19.
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
30
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 18. REGLAS DE LOS ERRORES
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
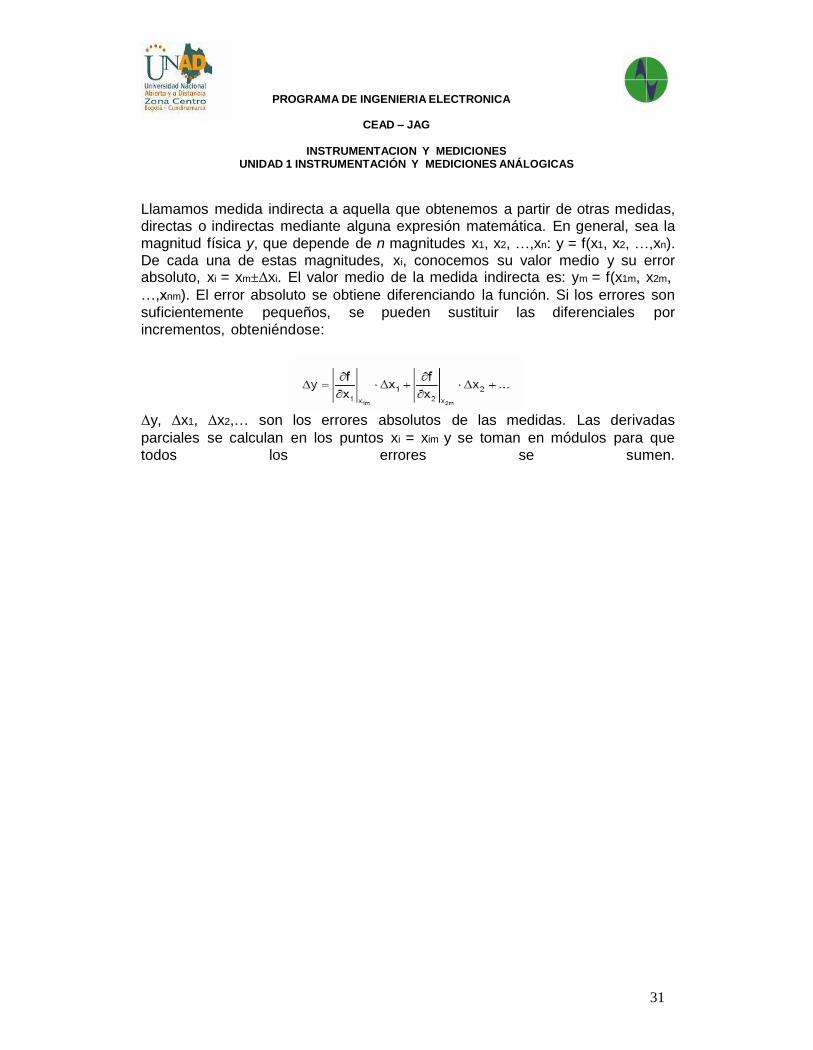
FIGURA 19. ERRORES EN LAS MEDIDAS INDIRECTAS
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
31
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
Llamamos medida indirecta a aquella que obtenemos a partir de otras medidas, directas o indirectas mediante alguna expresión matemática. En general, sea la
magnitud física y, que depende de n magnitudes x1, x2, …,xn: y = f(x1, x2, …,xn). De cada una de estas magnitudes, xi, conocemos su valor medio y su error absoluto, xi = xm±Δxi. El valor medio de la medida indirecta es: ym = f(x1m, x2m,
…,xnm). El error absoluto se obtiene diferenciando la función. Si los errores son
suficientemente pequeños, se pueden sustituir las diferenciales por
incrementos, obteniéndose:
Δy, Δx1, Δx2,… son los errores absolutos de las medidas. Las derivadas
parciales se calculan en los puntos xi = xim y se toman en módulos para que
todos los errores se sumen.
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
32
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
LECCIÓN 5 MEDICIÓN DE LAS SEÑALES ELÉCTRICAS
La instrumentación electrónica se encarga de la captación y medida de
magnitudes físicas. La información (datos) de una determinada magnitud física
se denomina variable. Cuando esta información es de naturaleza eléctrica, la
variable se denomina señal. Las señales pueden ser clasificadas atendiendo a
diferentes criterios:
Señales analógicas: no tienen cuantificación en el parámetro de información.
Señales discretas: debido a la cuantificación, la información solo puede tomar
un número finito de valores.
En las señales dependientes del tiempo, el parámetro de información puede
cambiar en cualquier instante (señales continuas) o bien los cambios solo son
posibles en instantes de tiempo discretos, debido a la cuantificación de tiempo.
Un caso de especial importancia son las señales binarias, las cuales solo
pueden tomar dos valores de amplitud discretos, 0 y 1.
Las señales digitales solo pueden tomar dos valores de amplitud discretos en
instantes concretos.
Señales deterministas: se conoce el comportamiento completo de la señal,
incluso su comportamiento futuro. Por ejemplo señales de test como la función
impulso o la función escalón.
Señales no deterministas: se desconoce su comportamiento. Si son descritas
por una distribución de probabilidad, se denominan señales estocásticas.
Según la configuración de los terminales de la señal, están pueden ser:
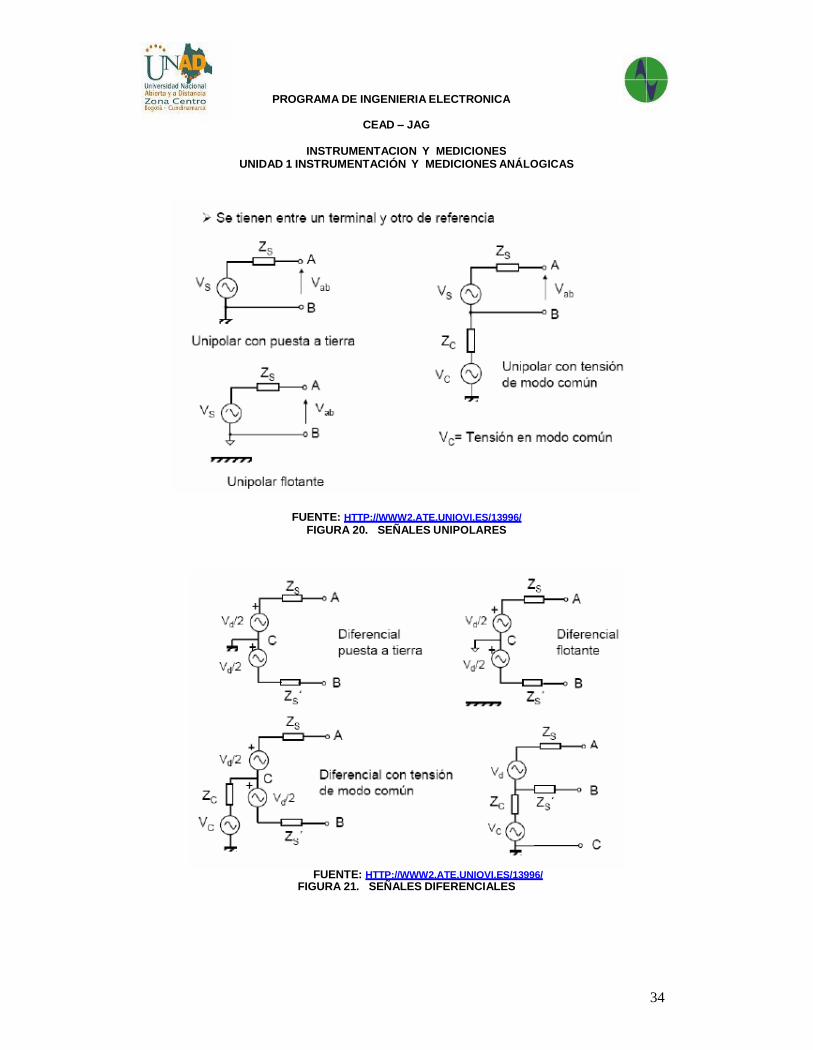
Unipolares: se tienen entre un terminal y otro de referencia. El terminal de
referencia puede estar conectado a tierra o ser independiente de tierra (señal
unipolar flotante). Si entre el terminal de referencia y tierra existe una tensión
se dice que es una tensión en modo común y no se puede conectar a tierra
ninguno de los terminales de la señal; la impedancia equivalente del generador
de modo común puede tener valores muy dispares según el caso.
Un termopar conectado a la carcasa de una turbina de vapor para medir la
temperatura ofrece una señal unipolar puesta a tierra por estarlo la turbina. El
mismo termopar pero encerrado dentro de una vaina de acero y aislado de ella
ofrece una señal, en principio, flotante. Si en vez de estar montado sobre la
turbina lo está sobre un cable de alta tensión, esta tensión aparece en modo
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
33
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
común a los terminales del termopar, y en serie con una impedancia (alta)
determinada por el acoplamiento capacitivo entre el cable y tierra.
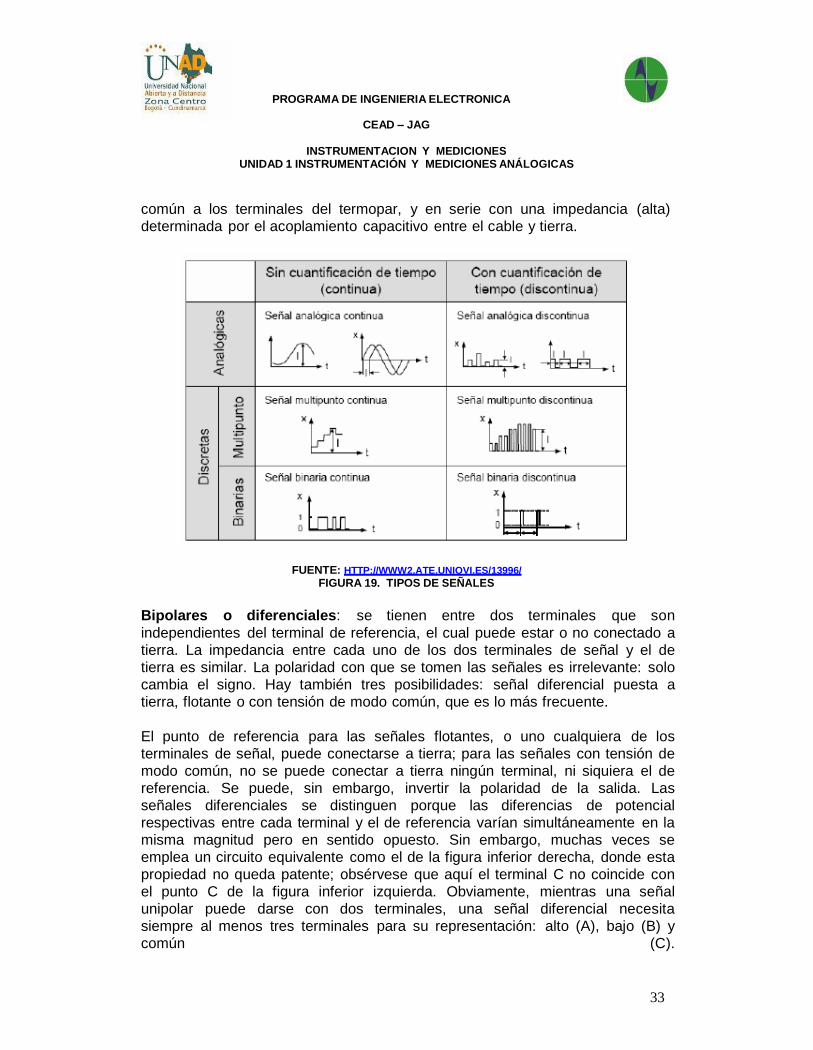
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 19. TIPOS DE SEÑALES
Bipolares o diferenciales: se tienen entre dos terminales que son
independientes del terminal de referencia, el cual puede estar o no conectado a
tierra. La impedancia entre cada uno de los dos terminales de señal y el de
tierra es similar. La polaridad con que se tomen las señales es irrelevante: solo
cambia el signo. Hay también tres posibilidades: señal diferencial puesta a
tierra, flotante o con tensión de modo común, que es lo más frecuente.
El punto de referencia para las señales flotantes, o uno cualquiera de los
terminales de señal, puede conectarse a tierra; para las señales con tensión de
modo común, no se puede conectar a tierra ningún terminal, ni siquiera el de
referencia. Se puede, sin embargo, invertir la polaridad de la salida. Las
señales diferenciales se distinguen porque las diferencias de potencial
respectivas entre cada terminal y el de referencia varían simultáneamente en la
misma magnitud pero en sentido opuesto. Sin embargo, muchas veces se
emplea un circuito equivalente como el de la figura inferior derecha, donde esta
propiedad no queda patente; obsérvese que aquí el terminal C no coincide con
el punto C de la figura inferior izquierda. Obviamente, mientras una señal
unipolar puede darse con dos terminales, una señal diferencial necesita
siempre al menos tres terminales para su representación: alto (A), bajo (B) y
común (C).
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
34
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 20. SEÑALES UNIPOLARES
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 21. SEÑALES DIFERENCIALES

PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
35
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
Las señales se pueden clasificar también atendiendo al valor de su impedancia
de salida, Z0. Si lo que se quiere medir es una tensión se puede ver con facilidad que la impedancia de entrada del dispositivo de medida Zi debe ser
mucho mayor que la de salida, sino se quiere que la señal resulte atenuada. En
cambio si lo que se desea medir es una corriente la situación es la contraria: la impedancia de entrada ha de ser mucho menor que la de salida de la señal. Si
lo que se desea es transmitir la máxima potencia de un elemento al siguiente y como suele ser habitual las impedancias son resistivas, la resistencia de
entrada y de salida deben ser iguales (teorema de la máxima transferencia de
energía).
FUENTE: HTTP://WWW2.ATE.UNIOVI.ES/13996/
FIGURA 22. SEÑALES DE ALTA Y BAJA IMPEDANCIA DE SALIDA
EJEMPLO DE UNA SEÑAL DIFERENCIAL - EL ENLACE RS-485
El enlace RS-485 es, en realidad, una simplificación del enlace RS-422
empleando un único par trenzado para un enlace XON-XOFF (Son enlaces en los que existe solo líneas de datos y a lo sumo una línea de cero de señal.),
semidúplex. Desde el punto de vista físico, el hecho de que el enlace sea
semidúplex permite utilizar una sola línea de transmisión para transmitir y recibir los datos, aunque requiere un software de control de enlace (Nivel OSI
2) que haga conmutar la línea según que el terminal deba transmitir o recibir
datos, el esquema del principio del enlace puede verse en la figura 1, donde se
PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
36
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
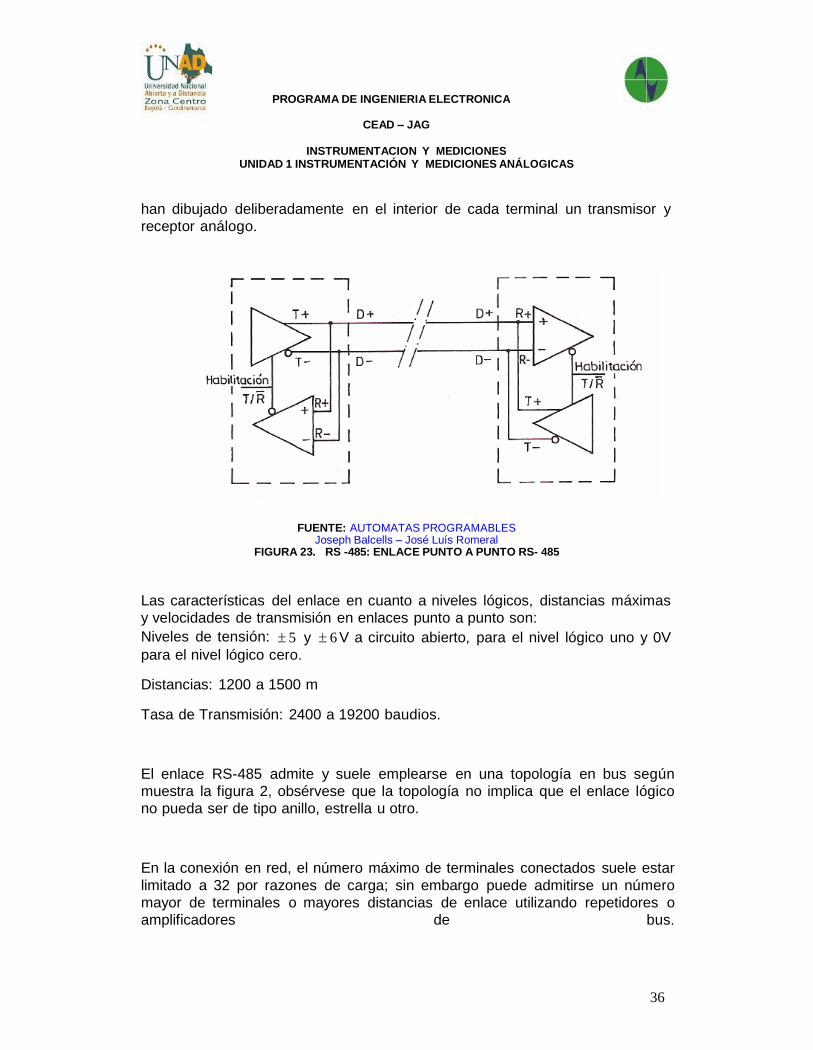
han dibujado deliberadamente en el interior de cada terminal un transmisor y
receptor análogo.
FUENTE: AUTOMATAS PROGRAMABLES
Joseph Balcells – José Luís Romeral FIGURA 23. RS -485: ENLACE PUNTO A PUNTO RS- 485
Las características del enlace en cuanto a niveles lógicos, distancias máximas
y velocidades de transmisión en enlaces punto a punto son:
Niveles de tensión: 5 y 6 V a circuito abierto, para el nivel lógico uno y 0V
para el nivel lógico cero.
Distancias: 1200 a 1500 m
Tasa de Transmisión: 2400 a 19200 baudios.
El enlace RS-485 admite y suele emplearse en una topología en bus según
muestra la figura 2, obsérvese que la topología no implica que el enlace lógico
no pueda ser de tipo anillo, estrella u otro.
En la conexión en red, el número máximo de terminales conectados suele estar
limitado a 32 por razones de carga; sin embargo puede admitirse un número
mayor de terminales o mayores distancias de enlace utilizando repetidores o
amplificadores de bus.

PROGRAMA DE INGENIERIA ELECTRONICA
CEAD – JAG
37
INSTRUMENTACION Y MEDICIONES UNIDAD 1 INSTRUMENTACIÓN Y MEDICIONES ANÁLOGICAS
FUENTE: AUTOMATAS PROGRAMABLES Joseph Balcells – José Luís Romeral


![Cables Para Sistemas de Instrumentacion[1]](https://cdn.vdocuments.co/doc/165x107/55cf949e550346f57ba33b03/cables-para-sistemas-de-instrumentacion1.jpg)




