
ESTUDIO DE ROTURA DE GANCHO DE ELEVACIÓN.
R. Rivera1, *
, C. López
1, A. Valencia
1
1 División de Materiales y Componentes
Instituto Tecnológico de Aragón, C/ María de Luna 8, 50018 Zaragoza, España. * E-mail: [email protected]
RESUMEN
En el presente trabajo se describen los análisis efectuados para la identificación de las causas de rotura por
delaminación de la rosca de un gancho de elevación mientras estaba siendo manipulada una carga.
La sistemática empleada en el estudio está basada en la metodología general aplicable a los estudios de análisis de fallo.
Los resultados obtenidos en los análisis experimentales y los cálculos analíticos efectuados, han revelado que la causa
más probable de fallo relaciona la rotura por delaminación del gancho con un fallo de fabricación en lo que se refiere a
sus dimensiones geométricas y material empleado en su manufactura.
ABSTRACT
In the present work, the analyses carried out for the identification of the causes of a thread lifting hook fracture by
delamination while a load was being manipulated are summarized.
The methodology employed in the study is based on the general methodology applicable to the failure analysis studies.
The results obtained in the experimental analysis and analytical calculations have revealed that the most probably cause
of failure links the hook delamination rupture with a manufacture failure due to its geometric dimensions and material
employed in its manufacture.
PALABRAS CLAVE: Rotura, Delaminación, Unión roscada.
.
.
1. INTRODUCCIÓN
En el siguiente trabajo se presentan los resultados
obtenidos en el análisis de fallo llevado a cabo sobre un
conjunto de elevación de 50 Tm de capacidad puesto en
servicio en el año 2002, cuya rotura se produce durante
la manipulación de una carga de 42,6 Tm.
La metodología empleada se basa principalmente en la
utilización de técnicas experimentales de análisis de
fallo [1]. La primera etapa ha consistido en la
recopilación de los antecedentes del componente.
Posteriormente a la inspección visual efectuada sobre el
mismo, se ha caracterizado la fractura y analizado la
geometría del extremo roscado. A partir de estos
análisis se ha identificado el mecanismo de rotura
actuante, que junto a la caracterización del material de
fabricación y la verificación de los niveles tensiones en
la zona de rotura mediante un cálculo analítico clásico
han proporcionado las bases necesarias para identificar
la causa del fallo del componente y clasificarlo en un
fallo de diseño, uso/mantenimiento o fabricación.
El conjunto de elevación objeto de estudio, descrito en
la figura 1, está formado por los siguientes elementos:
Bulón, Elemento de guiado, Cuerpo y Tuerca.
La unión entre el conjunto del gancho y la grúa se
realiza mediante un Bulón. La carga a elevar está sujeta
al cuerpo del gancho mediante eslingas/cadenas,
esfuerzo que se transmite al elemento de guiado
mediante la unión roscada Tuerca-Cuerpo y la
interferencia existente entre la Tuerca y el Elemento de
guiado.
Figura 1. Foto del conjunto del sistema de elevación.
Las especificaciones del gancho obtenidas a partir de las
inscripciones existentes en su superficie lateral
corresponden a un gancho simple número 12 clase
resistente V [2].

La masa de la carga manipulada en el incidente se
determinó mediante el uso de la célula de carga de la
grúa en el momento de izado de la carga, siendo ésta de
42,6 Tm.
En los siguientes apartados se describen las tareas
llevadas a cabo y los resultados obtenidos en el estudio.
2. ANÁLISIS EXPERIMENTAL
2.1. Inspección visual. Control dimensional
La inspección visual del Bulón y del Elemento de
guiado revela la ausencia de evidencias macroscópicas
en forma de marcas superficiales o deformaciones, que
pudiesen relacionar la rotura del gancho con un
inadecuado funcionamiento de dichos elementos.
Figura 2. Foto del estado del Bulón y del Elemento de
guiado.
El análisis pormenorizado de la superficie roscada de
los elementos Cuerpo y Tuerca pone de manifiesto una
rotura de la unión por delaminación de la rosca del
vástago bajo la actuación de esfuerzos de cortadura
sobre los dientes, con deformación plástica del material
y fractura de los dientes de carácter macroscópicamente
dúctil [3].
Las deformaciones y marcas mecánicas existentes en la
localización del pasador que asegura la longitud de
rosca que transmite la carga, así como los restos del
propio pasador, son secundarias a la rotura, y pone de
manifiesto que dicho pasador se encontraba presente en
el momento de la rotura y que por lo tanto, la longitud
de rosca que supuestamente transmitía la carga
correspondía a la de la totalidad de la longitud roscada
del gancho.
Figura 3. Composición del extremo roscado del Cuerpo
del gancho.
El control dimensional efectuado mediante la ayuda de
un calibre sobre los dientes delaminados del vástago
contenidos en la superficie roscada de la tuerca revelan
unos valores de la cota correspondiente a la altura que
presentan los mismos en el rango entre 0,08 y 0,56 mm.
La ausencia de deformaciones en los 4 dientes de la
tuerca más alejados al extremo en contacto con el
elemento de guiado en un sector entre 90º y 135º
localizado a partir de uno de los alojamientos del
prisionero que asegura el apriete de rosca, unido a la
ausencia de restos de dientes delaminados en los valles
de dicho sector, estaría poniendo de manifiesto que no
toda la longitud roscada habría trabajado durante el
funcionamiento en servicio del conjunto.
Figura 4. Foto de la tuerca con fragmentos de dientes
delaminados del Cuerpo del gancho.
El análisis comparativo de la geometría del extremo
roscado del gancho especificada y la que presenta el
extremo del gancho objeto de estudio pone de
manifiesto diferencias significativas [4].

En base a los resultados obtenidos en el control
dimensional de las roscas del vástago del gancho y de la
tuerca mediante el uso de un perfilómetro-rugosímetro,
se deduce que tanto la rosca macho como la hembra se
asemejan a las dimensiones especificadas para una
métrica M64 y un paso de 2 mm. Esta rosca difiere
significativamente de la rosca especificada Rd72x8 es
decir, 72 mm de diámetro nominal de rosca y paso 8
mm [4] [5].
Tabla 1.- Resultados del control dimensional
Referencia Medidas Dimensionales
VÁSTAGO
ex (d) [mm] 62,01
in (d3) [mm] 61,37
paso [mm] 1,99
L roscada 29mm (14 filetes)
TUERCA
in (D) [mm] 63,11
ext (D1) [mm] 61,75
paso [mm] 2,00
ángulo 59,91º
L roscada 32mm (15 filetes)
Figura 5. Esquemas rosca métrica ISO DIN 13 y DIN
15403:1969
2.3 Caracterización mecánica de los elementos del
sistema de elevación cuerpo y tuerca
Se realiza una caracterización mecánica del material de
fabricación del cuerpo del gancho y la tuerca basada en
un ensayo de tracción efectuado sobre una probeta
extraída longitudinalmente y mecanizada a partir del
cuerpo del gancho en la zona del vástago próxima al
extremo roscado [6] y un ensayo de dureza sobre
secciones diametrales al vástago roscado y a la tuerca
[7].
Tabla 2.- Resultados del ensayo de tracción a
temperatura ambiente del cuerpo del gancho
Referencia
Límite
elástico
(MPa)
Resistencia a
la tracción
(MPa)
Alargamiento
(%)
CUERPO
GANCHO 743 878 21
34CrNiMo6
según la norma
UNE EN
10083-1:1997
(40mm<d<100
mm)
800
min 1000-1200 11 min
Las características mecánicas a tracción del material de
fabricación del gancho son inferiores a las especificadas
para un acero de calidad 34CrNiMo6 en estado de
temple y revenido [8], calidad de acero especificada [9]
para la fabricación de un gancho de designación 12V.
Tabla 3.- Resultados de los ensayos de Dureza
Los valores medios de dureza obtenidos en los ensayos
sobre las secciones del vástago roscado (265 HV10) y la
tuerca (277 HV10) corresponden a una resistencia a la
tracción equivalente [10] de 829 MPa y 867 MPa
respectivamente. Dichos valores son inferiores al valor
mínimo para la calidad de acero especificada [8].
2.4 Análisis por Microscopía Electrónica de Barrido
(SEM) y Energía Dispersada de Rayos X (EDS)
El análisis microfractográfico de la superficie de rotura
se ha realizado mediante el uso de un microscopio
electrónico SEM EDX Hitachi S-3400 N de presión
variable con analizador EDX Röntec XFlash de Si(Li).
La superficie correspondiente a la zona de rotura
analizada de varios dientes delaminados ofrece elevada
plastificación del material, llegándose a determinar en
algunas zonas una micromorfología similar a la de una
rotura por coalescencia de microvacíos o “dimples” de
carácter dúctil [11].
Referencia Dureza HV10 Dureza media
HV10
VÁSTAGO CUERPO
GANCHO
262
265 267
266
TUERCA
279
277 276
277

Figura 6. Micrografía electrónica diente delaminado
del vástago del gancho
2.5 Análisis por Microscopía Óptica
Se preparan probetas metalográficas a partir de
secciones radiales al vástago roscado y a la tuerca. [12].
La microestructura del vástago y la tuerca observada en
el análisis por microscopía óptica revela que el material
de fabricación corresponde en ambos casos a un acero
en estado de temple y revenido, con un cierto nivel de
segregación en el caso de la tuerca.
Figura 7. Micrografía óptica con revelado
metalográfico del núcleo del vástago del gancho
El análisis de las secciones del vástago mediante un
analizador de imágenes con micrómetro incorporado
permite determinar a la altura del diente en la que se ha
producido la rotura desde el valle y la anchura del diente
en esa zona de rotura, encontrándose el primer valor en
el rango de las 490 micras y las 313 micras y el segundo
entre los 620 y las 957 micras en función del diente
analizado.
Figura 8. Micrografía zona delaminada del vástago del
gancho
En el caso de las secciones analizadas de la tuerca, los
primeros dientes del roscado no presentan deterioro por
deformación plástica aparente, conservando su
geometría original, siendo la altura media de los dos
primeros dientes de la tuerca de 740 micras.
Figura 9. Micrografía zona roscada sin deformación de
la tuerca
3. CÁLCULO DE NIVELES TENSIONALES EN
VÁSTAGO ROSCADO
En el presente apartado se describen los cálculos
analíticos utilizados para cuantificar los niveles
tensionales a los que está sometidos los filetes de la
unión roscada del gancho en la que se ha producido la
rotura por delaminación.
El gancho objeto del estudio tiene una capacidad de
carga especificada por el fabricante de 50 Tm, sin
embargo, en el momento de la rotura la carga era de
42,6 Tm, especificado por el usuario del gancho.
En el presente estudio se calculan los niveles tensionales
para la carga de 42,6 Tm en la sección en la que se
observa la delaminación, denominada sección D. Esta
sección, así como el sistema de coordenadas empleado,
se muestran de manera gráfica en el figura 10.
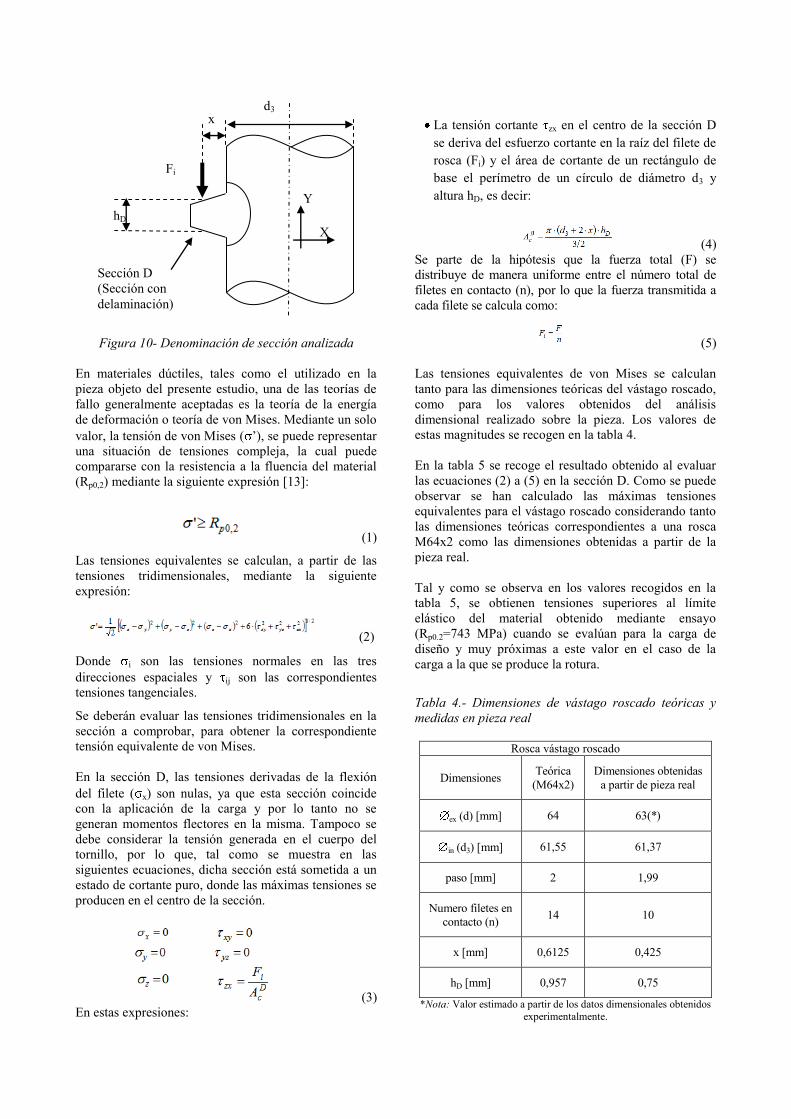
Figura 10- Denominación de sección analizada
En materiales dúctiles, tales como el utilizado en la
pieza objeto del presente estudio, una de las teorías de
fallo generalmente aceptadas es la teoría de la energía
de deformación o teoría de von Mises. Mediante un solo
valor, la tensión de von Mises ( ’), se puede representar
una situación de tensiones compleja, la cual puede
compararse con la resistencia a la fluencia del material
(Rp0,2) mediante la siguiente expresión [13]:
(1)
Las tensiones equivalentes se calculan, a partir de las
tensiones tridimensionales, mediante la siguiente
expresión:
(2)
Donde i son las tensiones normales en las tres
direcciones espaciales y ij son las correspondientes
tensiones tangenciales.
Se deberán evaluar las tensiones tridimensionales en la
sección a comprobar, para obtener la correspondiente
tensión equivalente de von Mises.
En la sección D, las tensiones derivadas de la flexión
del filete ( x) son nulas, ya que esta sección coincide
con la aplicación de la carga y por lo tanto no se
generan momentos flectores en la misma. Tampoco se
debe considerar la tensión generada en el cuerpo del
tornillo, por lo que, tal como se muestra en las
siguientes ecuaciones, dicha sección está sometida a un
estado de cortante puro, donde las máximas tensiones se
producen en el centro de la sección.
(3)
En estas expresiones:
La tensión cortante zx en el centro de la sección D
se deriva del esfuerzo cortante en la raíz del filete de
rosca (Fi) y el área de cortante de un rectángulo de
base el perímetro de un círculo de diámetro d3 y
altura hD, es decir:
(4)
Se parte de la hipótesis que la fuerza total (F) se
distribuye de manera uniforme entre el número total de
filetes en contacto (n), por lo que la fuerza transmitida a
cada filete se calcula como:
(5)
Las tensiones equivalentes de von Mises se calculan
tanto para las dimensiones teóricas del vástago roscado,
como para los valores obtenidos del análisis
dimensional realizado sobre la pieza. Los valores de
estas magnitudes se recogen en la tabla 4.
En la tabla 5 se recoge el resultado obtenido al evaluar
las ecuaciones (2) a (5) en la sección D. Como se puede
observar se han calculado las máximas tensiones
equivalentes para el vástago roscado considerando tanto
las dimensiones teóricas correspondientes a una rosca
M64x2 como las dimensiones obtenidas a partir de la
pieza real.
Tal y como se observa en los valores recogidos en la
tabla 5, se obtienen tensiones superiores al límite
elástico del material obtenido mediante ensayo
(Rp0.2=743 MPa) cuando se evalúan para la carga de
diseño y muy próximas a este valor en el caso de la
carga a la que se produce la rotura.
Tabla 4.- Dimensiones de vástago roscado teóricas y
medidas en pieza real
Rosca vástago roscado
Dimensiones Teórica
(M64x2)
Dimensiones obtenidas
a partir de pieza real
ex (d) [mm] 64 63(*)
in (d3) [mm] 61,55 61,37
paso [mm] 2 1,99
Numero filetes en
contacto (n) 14 10
x [mm] 0,6125 0,425
hD [mm] 0,957 0,75
*Nota: Valor estimado a partir de los datos dimensionales obtenidos
experimentalmente.
x
Fi
d3
hD
Sección D
(Sección con
delaminación)
X
Y
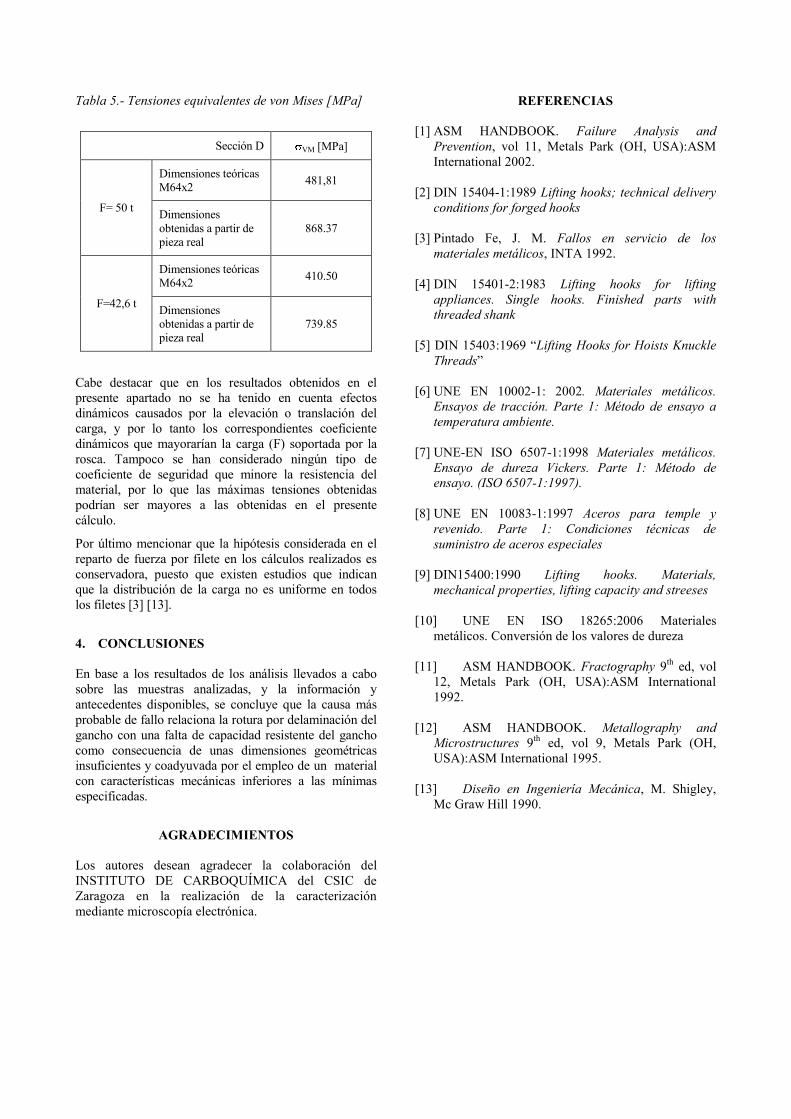
Tabla 5.- Tensiones equivalentes de von Mises [MPa]
Sección D VM [MPa]
F= 50 t
Dimensiones teóricas
M64x2 481,81
Dimensiones
obtenidas a partir de
pieza real
868.37
F=42,6 t
Dimensiones teóricas
M64x2 410.50
Dimensiones
obtenidas a partir de
pieza real
739.85
Cabe destacar que en los resultados obtenidos en el
presente apartado no se ha tenido en cuenta efectos
dinámicos causados por la elevación o translación del
carga, y por lo tanto los correspondientes coeficiente
dinámicos que mayorarían la carga (F) soportada por la
rosca. Tampoco se han considerado ningún tipo de
coeficiente de seguridad que minore la resistencia del
material, por lo que las máximas tensiones obtenidas
podrían ser mayores a las obtenidas en el presente
cálculo.
Por último mencionar que la hipótesis considerada en el
reparto de fuerza por filete en los cálculos realizados es
conservadora, puesto que existen estudios que indican
que la distribución de la carga no es uniforme en todos
los filetes [3] [13].
4. CONCLUSIONES
En base a los resultados de los análisis llevados a cabo
sobre las muestras analizadas, y la información y
antecedentes disponibles, se concluye que la causa más
probable de fallo relaciona la rotura por delaminación del
gancho con una falta de capacidad resistente del gancho
como consecuencia de unas dimensiones geométricas
insuficientes y coadyuvada por el empleo de un material
con características mecánicas inferiores a las mínimas
especificadas.
AGRADECIMIENTOS
Los autores desean agradecer la colaboración del
INSTITUTO DE CARBOQUÍMICA del CSIC de
Zaragoza en la realización de la caracterización
mediante microscopía electrónica.
REFERENCIAS
[1] ASM HANDBOOK. Failure Analysis and
Prevention, vol 11, Metals Park (OH, USA):ASM
International 2002.
[2] DIN 15404-1:1989 Lifting hooks; technical delivery
conditions for forged hooks
[3] Pintado Fe, J. M. Fallos en servicio de los
materiales metálicos, INTA 1992.
[4] DIN 15401-2:1983 Lifting hooks for lifting
appliances. Single hooks. Finished parts with
threaded shank
[5] DIN 15403:1969 “Lifting Hooks for Hoists Knuckle
Threads”
[6] UNE EN 10002-1: 2002. Materiales metálicos.
Ensayos de tracción. Parte 1: Método de ensayo a
temperatura ambiente.
[7] UNE-EN ISO 6507-1:1998 Materiales metálicos.
Ensayo de dureza Vickers. Parte 1: Método de
ensayo. (ISO 6507-1:1997).
[8] UNE EN 10083-1:1997 Aceros para temple y
revenido. Parte 1: Condiciones técnicas de
suministro de aceros especiales
[9] DIN15400:1990 Lifting hooks. Materials,
mechanical properties, lifting capacity and streeses
[10] UNE EN ISO 18265:2006 Materiales
metálicos. Conversión de los valores de dureza
[11] ASM HANDBOOK. Fractography 9th
ed, vol
12, Metals Park (OH, USA):ASM International
1992.
[12] ASM HANDBOOK. Metallography and
Microstructures 9th
ed, vol 9, Metals Park (OH,
USA):ASM International 1995.
[13] Diseño en Ingeniería Mecánica, M. Shigley,
Mc Graw Hill 1990.







