documento tesis diego hernandez
TRANSCRIPT

IQ-2004-II-10
1
DISEÑO, CONSTRUCCIÓN Y PUESTA EN MARCHA DE UNA COLUMNA EMPACADA PARA LA DESTILACIÓN CONTINUA DE UN SISTEMA
BINARIO, ENFOCADA EN ESTRATEGIAS DE CONTROL PARA DESEMPEÑO AUTOMATIZADO
DOCUMENTO DE PROYECTO DE GRADO
Por:
____________________________
Diego Hernández Hernández Código: 199912663
Departamento de Ingeniería Química Universidad de Los Andes
Asesores
______________________ _____ _____________________________
Ingeniero Miguel W. Quintero Departamento de Ingeniería Química
Ingeniero Edgar Mauricio Vargas Departamento de Ingeniería Química
BOGOTA UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERIA DEPARTAMENTO DE INGENIERIA QUIMICA
ENERO 2005

IQ-2004-II-10
2
Agradecimientos,
A mis papás por su apoyo incondicional, su empuje y paciencia para conmigo. A mis hermanos por la paciencia y la preocupación cuando la vi necesaria. A nosotros cuatro y sus padres por el interés y los buenos consejos que llegaron a más de lo académico. A la patota por los buenos ratos, por la motivación y la compañía en los momentos difíciles. Por compartir conmigo A la música, por su eterna compañía. A UNAMI por lo que ellos representan. …. también a nussita, silvi, la paisa, nana, la negra, martica, cartulina, mopete, lero lero, la coqueta, deicy, a todos por su amistad incondicional, su genio y su risa. También a Miguel Quintero por ser maestro y profesor. Por su docencia en este proyecto. A Edgar Vargas por su aporte académico e institucional.
IQ-2004-II-10
3
TABLA DE CONTENIDOS
1. INTRODUCCION...................................................................................................... 9
2. OBJETIVOS............................................................................................................10
2.1 Objetivo General ........................................................................................................... 10
2.2 Objetivos Específicos ................................................................................................... 10
2.3 Objetivo y Motivación Personal..................................................................................... 10
3. DESCRIPCION DEL PROYECTO ......................................................................11
3.1 Descripción general del equipo..................................................................................... 11
4. MARCO TEÓRICO ................................................................................................18
4.1 Método Ponchon-Savarit de Etapas Teóricas................................................................ 18 4.1.1 Balances de Masa y Entalpía.................................................................................... 18 4.1.2 Construcción de las líneas de balance....................................................................... 21
4.1.2.1 Método Gráfico.................................................................................................. 23 4.1.2.2 Etapas Teóricas de una Columna....................................................................... 26
4.1.3 Punto Optimo de Alimentación .................................................................................. 28 4.1.4 Punto de Adelgazamiento......................................................................................... 30
4.2 Relación de Reflujo ....................................................................................................... 30 4.2.1 Reflujo Mínimo y Reflujo Optimo................................................................................ 31
4.3 Determinación de Perfiles de Temperatura, Composición y Flujo................................. 35 4.3.1 Perfiles de Temperatura y Composición..................................................................... 36 4.3.2 Perfil de Flujos de Gas y Líquido............................................................................... 37
5. INGENIERÍA CONCEPTUAL, BÁSICA Y DETALLADA................................40
5.1 Ingeniería Conceptual............................................................................................. 40
5.2 Ingeniería Básica .................................................................................................... 47 5.2.1 Diagramas de Ingeniería........................................................................................... 48
5.2.1.1 PFD.................................................................................................................. 48 5.2.1.2 P&ID, Filosofía de Control .................................................................................. 48
6. CONCLUSIONES ..................................................................................................51
7. NOMENCLATURA ................................................................................................52
8. REFERENCIAS BIBLIOGRAFICAS ..................................................................54
8.1 REFERENCIAS SITIOS WEB.......................................................................................... 56

IQ-2004-II-10
4
APENDICE A..................................................................................................................57
A.1 Cálculo de la Relación de Reflujo Mínimo, Rmín............................................................ 58
A.2 Construcción del Diagrama de Desempeño Óptimo..................................................... 59 A.2.1 Costos Fijos por Equipo............................................................................................ 60 A.2.2 Costos de Operación................................................................................................ 60 A.2.3 Diagrama de Desempeño Óptimo ............................................................................. 62
A.3 Ejemplo de Cálculo de la Geometría de la Columna..................................................... 62
APENDICE B..................................................................................................................68

IQ-2004-II-10
5
INDICE DE FIGURAS
Figura 1 Esquema general de una columna de destilación. ............................................................. 19 Figura 2 Diagrama Entalpía-Concentración y línea de balance global.............................................. 22 Figura 3 Construcción de las líneas de balance a partir del diagrama Hyx. ....................................... 24 Figura 4 Curvas de equilibrio y de balance. Definición de etapas teóricas en la zona de rectificación..... 26 Figura 5 Definición de una etapa teórica..................................................................................... 27 Figura 6 Primer caso de punto de alimentación. ........................................................................... 29 Figura 7 Segundo caso de punto de alimentación. ......................................................................... 29 Figura 8 Tercer y último caso de punto de alimentación: punto óptimo. ............................................ 30 Figura 9 Primer valor de ∆D: corresponde a dos zonas de adelgazamiento........................................ 32 Figura 10 Relación de reflujo acertada pero no necesariamente la óptima......................................... 33 Figura 11 Relación de reflujo mínimo: mínimas cargas de condensador y rehervidor........................... 34 Figura 12 Perfil de temperaturas real de una columna de destilación binaria. Adicional, perfil de composiciones de equilibrio y de balance..................................................................................... 37 Figura 13 Diagrama equilibrio líquido-vapor para el sistema etanol (1)/agua (2) a 560 mmHg. ............ 37 Figura 14 Perfiles de flujo y composición reales de una columna de destilación binaria....................... 38 Figura 15 Esquema general de la columna donde la alimentación líquida permite el cambio en el perfil de flujo en la misma fase............................................................................................................... 38

IQ-2004-II-10
6
INDICE DE FIGURAS DE LOS APÉNDICES
Figura A 1 Condiciones de operación de la columna...................................................................... 57 Figura A 2 Relación de reflujo mínimo para QC=2022.22 kwatt....................................................... 58 Figura A 3 Relación de reflujo óptimo a relación de reflujo mínimo (RO/Rmín) igual a 1.2...................... 59 Figura A 4 Diagrama de desempeño óptimo de una columna empacada para la destilación de etanol-agua. Sugiere una relación óptima de 1.6............................................................................................. 62 Figura A 5 Condiciones de operación reales de la columna calculadas para RO/RMÍN = 1.6................... 63 Figura A 6 Inundación y caída de presión en columnas empacadas aleatoriamente. Para unidades SI gc=1 y J=1. Coordenadas de Eckert, Mass-Transfer Operations.............................................................. 65 Figura A 7 Propiedades del empaque Cascade Miniring para distintos diámetros nominales................. 66

IQ-2004-II-10
7
INDICE DE TABLAS DE LOS APÉNDICES
Tabla A 1 Geometría y carga del condensador total en función de la relación de reflujo....................... 59 Tabla A 2 Costos fijos del equipo según geometría en función de la relación de reflujo. Incluye instalación y auxiliares. ........................................................................................................................... 60 Tabla A 3 Costos anuales por consumo energético en pesos por año................................................. 61 Tabla A 4 Perfil de flujos de gas y líquido a lo largo de la columna. ................................................. 64

IQ-2004-II-10
8
INDICE DE ESQUEMAS Esquema 1 Descripción general del proceso................................................................................. 11 Esquema 2 Tanque de alimentación............................................................................................ 12 Esquema 3 Precalentador del alimento........................................................................................ 12 Esquema 4 Condensador. ......................................................................................................... 13 Esquema 5 Precalentador de reflujo. .......................................................................................... 13 Esquema 6 Post-enfriadores...................................................................................................... 14 Esquema 7 Tanques colectores. ................................................................................................. 14 Esquema 8 Rehervidor. ............................................................................................................ 15 Esquema 9 Enfriador de fondos. ................................................................................................ 15 Esquema 10 Esquema detallado de la columna. ............................................................................ 17

IQ-2004-II-10
9
1. INTRODUCCION
Bajo mi opinión, el éxito de los estudios en ingeniería debe ser la consecuencia no sólo de horas extensas de lectura, de cálculos y de resolución de ecuaciones sino también de un ingrediente adicional que permita asimilar y palpar lo estudiado. Que ayude al estudiante a ver más allá de los libros, y a los temas tratados como un todo y no como las lecciones para el día siguiente.
Por eso es de común decir “la práctica hace al maestro”: las personas más experimentadas no lo saben todo de sus libros de estudio; también han aprendido de errores experimentando en el laboratorio, en las plantas piloto y hasta en las mismas plantas industriales. Se basan en la literatura para grandes proyectos pero sólo los logran ejecutar bien cuando la experiencia les ha dado la mano. Sería entonces una excelente oportunidad para un estudiante de Ingeniería Química adelantar sus cursos de pregrado con equipos de laboratorio en los cuales vean reflejados sus conocimientos.
Fue por ésta y otras pocas razones por las que decidí trabajar en esta idea: la destilación es una de las operaciones unitarias más importantes de la Ingeniería Química y su estudio trasciende a otras materias de esta carrera: el diseño básico, conceptual y detallado de plantas industriales de proceso.
El proyecto consiste entonces en el diseño, montaje y puesta en marcha de una columna de destilación con un énfasis muy interesante: estrategias de control que garanticen las condiciones de operación y diseño previamente definidas. El enfoque queda claro: la columna, instalada en los laboratorios de Ingeniería Química de la Universidad, será una nueva herramienta académica para los estudiantes de cursos como Transferencia de Masa y Diseño de Plantas de Proceso. Como primera instancia, y antes de continuar, veo necesario reconocer y agradecer los méritos de cada parte en este proyecto: al departamento de Ingeniería Química de la Universidad de los Andes los trámites, la aprobación y el apoyo económico necesario para éste. Al profesor Ingeniero Miguel W. Quintero y al profesor Ingeniero Edgar Mauricio Vargas su apoyo personal y académico, su asesoría y disposición para conmigo. A Industrias Químicas Fiq y especialmente al Ingeniero Omar Rodríguez, su colaboración, asesoría, y disposición a la discusión y conclusión de alternativas de desarrollo. De igual manera por el montaje y puesta en marcha de la columna. Finalmente, mi contribución: el desarrollo de un simulador como herramienta para los estudiantes, posibles alternativas para el proyecto y el proceso, y sobretodo la interacción directa con la industria. A todos gracias.

IQ-2004-II-10
10
2. OBJETIVOS
2.1 Objetivo General
• Diseñar, construir y poner en marcha una columna empacada para la destilación continua de un sistema binario enfocada en estrategias de control para desempeño automatizado.
2.2 Objetivos Específicos
• Desarrollar un simulador en Microsoft Excel® que calcule los balances de masa y entalpía de la columna, su geometría y también los perfiles de temperatura y composición en función de su altura.
• Implementar estudios de ingeniería conceptual básica y detallada como medio para garantizar la construcción y puesta en marcha del equipo.
• Asesoría externa con empresas constructoras y consecución de materiales y
equipos para la construcción. • Construcción y puesta en marcha del equipo en los laboratorios de Ingeniería
Química de la Universidad de los Andes. 2.3 Objetivo y Motivación Personal • Más que ser parte de un negocio entre dos empresas, mi propósito como
estudiante es palpar la realidad de ésta área tan especial de la Ingeniería Química. Es ser parte activa de un proyecto en el que todos intervienen y en el que una parte no funciona sin la otra. Por eso fue que lo concebí.

IQ-2004-II-10
11
3. DESCRIPCION DEL PROYECTO El proyecto consiste en diseñar, construir y poner en marcha una columna empacada para la destilación continua del sistema etanol / agua. La torre será equipada con estrategias de control que garanticen los parámetros definidos por el diseño. Dentro de los lazos presentes se incluye el control de temperatura y presión de la torre; control de flujo y temperatura de la alimentación y fluidos refrigerantes, al igual que controles de nivel de líquido en el rehervidor y tanque de condensados. Estos controles están conectados a una interfase que permite que la columna sea operada desde un computador que reportará todos los datos obtenidos por la instrumentación. Las condiciones de operación de la columna podrán ser manipuladas directamente desde el computador por medio de las variables asociadas a los controladores. El equipo, destinado para fines académicos propios de los estudiantes de Transferencia de Masa y Diseño de Plantas de Procesos así como profesores del departamento de Ingeniería Química, será instalado en los laboratorios de Ingeniería Química de la Universidad de los Andes ubicados en el CITEC, Centro de Innovación y Desarrollo Tecnológico. 3.1 Descripción general del equipo Antes de continuar con la descripción general del proyecto se hace necesario repasar el recorrido del proceso, presentado gráficamente el Esquema 3.1.
Esquema 1 Descripción general del proceso.
El alimento a la columna, contenido en el tanque TK-101, debe ser precalentado por un intercambiador de calor (E-101) hasta la temperatura de diseño. La presión necesaria para el ingreso del fluido a la columna la proporciona la

IQ-2004-II-10
12
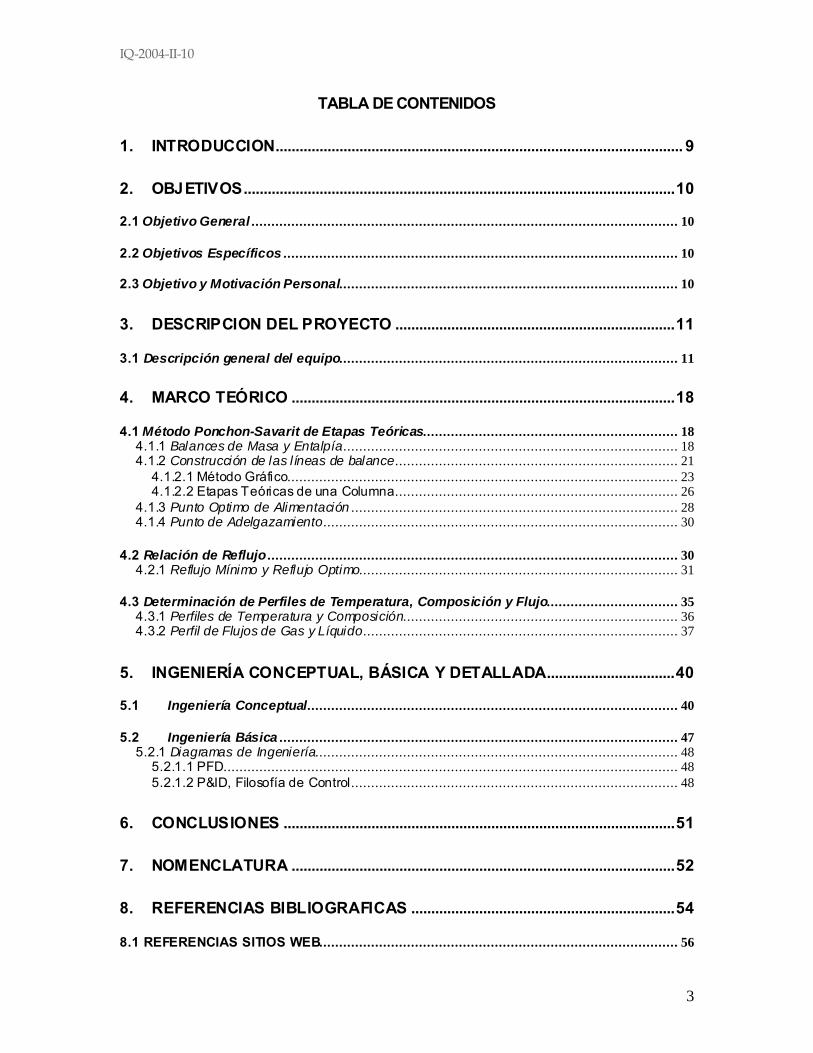
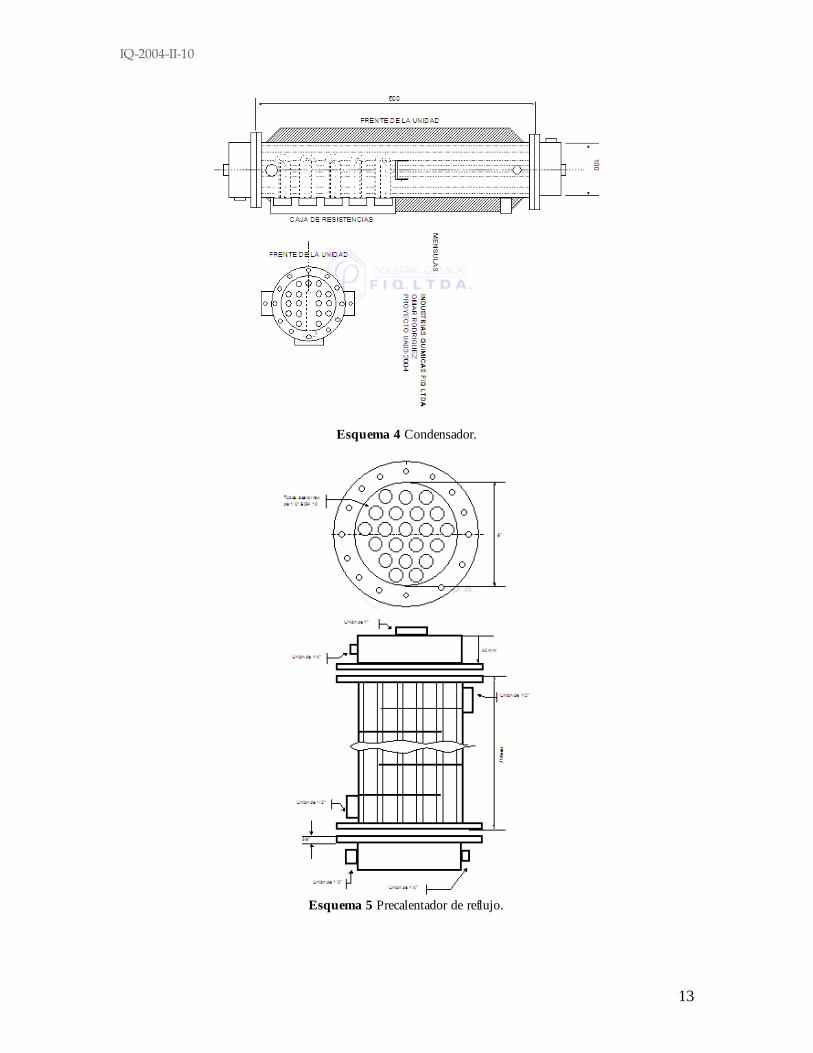
bomba P-101, ubicada antes del intercambiador para evitar cavitación. La salida de vapor de la columna, corriente 3, alimenta al condensador total E-102 que a su vez alimenta el tanque de condensados, D-101. Con el fin de evitar problemas de sobrepresión en este tanque, se garantiza que el condensador lleve a condición de líquido subenfriado el vapor efluente de la columna. Como producto destilado se tiene la corriente 7, flujo derivado directamente del tanque de condensados que alimenta a dos tanques colectores atmosféricos. La presencia de vapores (debido a la relativa alta temperatura) en el destilado hace necesaria la presencia de un post-enfriador (E-104) que lleve el fluido a temperatura ambiente mediante agua de servicio. Del mismo tanque D-101 se deriva el reflujo (corriente 5); está a la misma condición del destilado y misma composición que el vapor efluente. Antes de ingresar a la columna el flujo debe ser precalentado y llevado a condición de líquido saturado. Para esto se dispone de un intercambiador, E-103, que garantiza la operación. En el fondo de la columna se cuenta con un rehervidor de resistencias eléctricas que es la fuente de vapor vivo a la columna. También debido a la presencia de vapores en el producto líquido, se cuenta con un post-enfriador que alimenta el tanque colector de fondos TK-103. Para que las condiciones de diseño y operación se mantengan estables durante el funcionamiento de la columna se hacen necesarias estrategias de control. Estos controladores pueden ser manipulados desde un computador mediante la interfase apropiada. Con esto, los esquemas que se presentan a continuación ilustran al detalle los equipos utilizados en este proyecto. Todas las imágenes fueron realizadas por el Ingeniero Omar Rodríguez, de Industrias Químicas Fiq, encargada de la construcción y montaje de cada de la unidad.
Esquema 2 Tanque de alimentación.
Esquema 3 Precalentador del alimento.
IQ-2004-II-10
13
Esquema 4 Condensador.
Esquema 5 Precalentador de reflujo.
IQ-2004-II-10
14
Esquema 6 Post-enfriadores.
Esquema 7 Tanques colectores.

IQ-2004-II-10
15
Esquema 8 Rehervidor.
Esquema 9 Enfriador de fondos.
IQ-2004-II-10
16
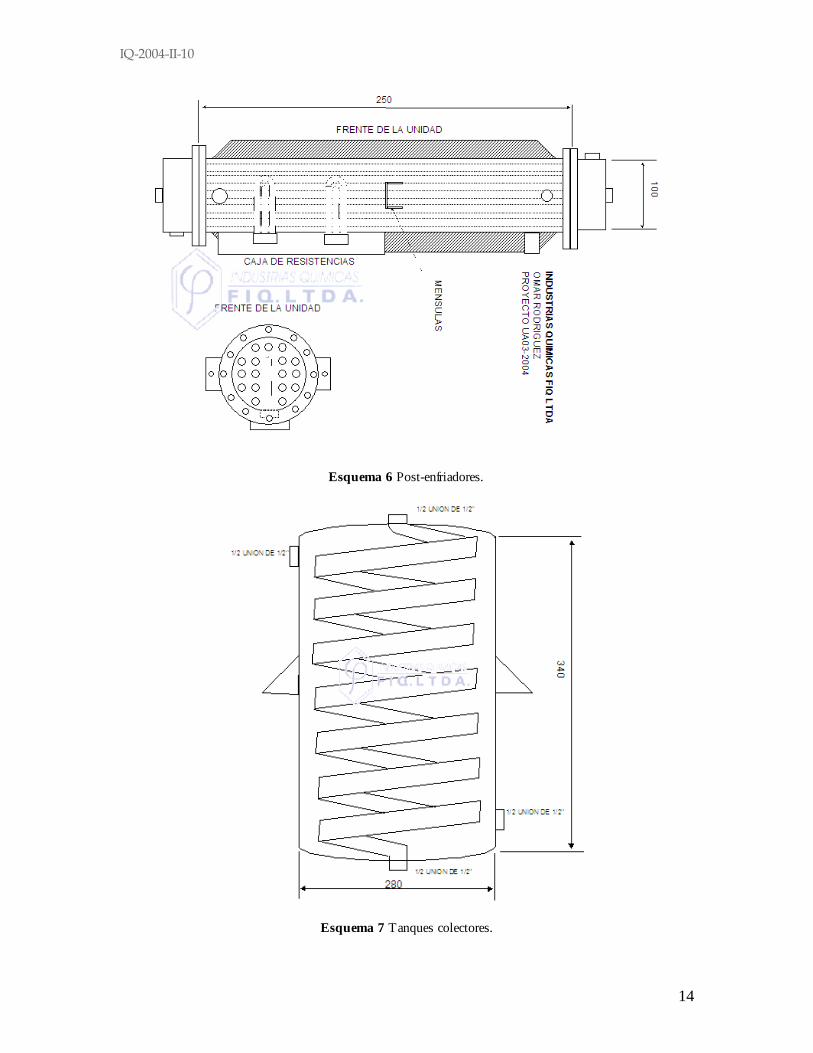
En cuanto a la columna, su estructura es acero inoxidable 304. Tiene un diámetro interno de 0.1 m y dos secciones de empaque de 1 m de alto cada una. La sección arriba de la alimentación consta de un visor a contraluz que permite visualización directa del empaque y de la dinámica del sistema cuando se encuentra en operación. Este visor es un cascarón metálico perforado que recubre el vidrio sin adherirse a él permitiendo visibilidad 360º en los casos en que sea necesario. Lleva un recubrimiento en fibra de vidrio que garantiza que la operación sea adiabática. En cuanto a los otros equipos -tanques colectores, intercambiadores de calor, tuberías y demás- se concluyó que el área mínima proyectada es de 1.10 x 1.80 m2 y una altura de 3.30 m. Son soportados por ménsulas y bases que para facilitar el flujo por gravedad y tienen terminado brillante para darle estética e imponencia al equipo. El tipo de empaque es Cascade Mini-Ring #1 (25 mm DN) en acero inoxidable 304. El Esquema 10 ilustra con más detalle las características ya mencionadas de la columna, al igual que la mecánica de ensamble de unión y entrada y salida de tuberías.

IQ-2004-II-10
17
Esquema 10 Esquema detallado de la columna.

IQ-2004-II-10
18
4. MARCO TEÓRICO
Este capítulo está dedicado a la descripción del método teórico bajo el cual se desarrolló el programa de simulación. Igualmente se presentan los fundamentos teóricos y los cálculos de los parámetros requeridos por el método, para luego presentar una revisión global que involucre los principios básicos de la destilación binaria. 4.1 Método Ponchon-Savarit de Etapas Teóricas El principio de análisis de destilación de sistemas binarios de Ponchon – Savarit1 es exclusivo para destilación multietapas. Consiste en resolver balances de masa y energía2 parciales y globales que al final resultan en la construcción de las líneas de operación3 del sistema.
Con las líneas definidas se tienen implícitos los platos teóricos de la columna que, con análisis de eficiencias por plato o con características de empaque, definen la altura (de transferencia) de la columna.
4.1.1 Balances de Masa y Entalpía Es de general conocimiento que, para desarrollar ecuaciones que describan los balances de masa y entalpía sobre cualquier sistema, es indispensable definir fronteras favorables que faciliten la solución de dichas ecuaciones. La Figura 14 muestra el esquema general de una columna de destilación. En ella se indican inicialmente tres fronteras, con las cuales ya es posible resolver la columna. La frontera o sección I permite un balance de masa y entalpía global sobre la columna. A ella entra la entalpía asociada al flujo F (de alimentación), HF, y la carga (o flujo de calor) del rehervidor, QB. Salen la carga del condensador, QC, la entalpía asociada al flujo D (de destilados), HD, y la entalpía asociada al flujo W (de fondos), HW. La sección II, llamada zona de rectificación, define los balances para las etapas superiores al punto de alimentación de la columna. A ella entra la entalpía asociada al flujo GN+1 (de vapor) proveniente de cualquiera de las etapas de la rectificación, HGN+1. Salen la carga del condensador, QC; la entalpía asociada al
1 Referencia Treybal, Pág. 374. 2 Es incorrecto hablar de balances de energía en una columna de destilación ya que a ella no la afectan la
energía cinética y potencial. Por tal motivo de ahora en adelante se hablará de balances de entalpía. 3 De acuerdo con Kister Pág. 34, el término líneas de operación es poco apropiado así que a ellas se
referirá como líneas de balance. 4 La numeración de las etapas se hace de arriba hacia abajo.

IQ-2004-II-10
19
flujo D, HD, y la entalpía asociada al flujo LN (de líquido), proveniente de la etapa asociada a la entrada de GN+1, HLN. Finalmente, la sección III define los balances para la zona de despojamiento, ubicada por debajo del punto de alimentación. A ella entran la carga del rehervidor, QB, y la entalpía asociada al flujo L’M (de líquido), HL’M. Salen la entalpía asociada al flujo G’M+1 (de vapor), HG’M+1, proveniente de cualquier etapa de la zona de despojamiento asociada al flujo L’M, y la entalpía correspondiente al flujo de fondos, HW. El número de fronteras a definir varía según sea necesario: entre más fronteras se planteen, más ecuaciones e incógnitas existirán. Esto resultará entonces en perfiles de temperatura, perfiles de composición y perfiles de flujo en función de la altura de la columna, capaces de revelar acertadamente la información de su comportamiento.
Figura 1 Esquema general de una columna de destilación.
Con las fronteras definidas en la figura, el planteamiento de las ecuaciones de balance se hace inmediato, como se muestra a continuación. En este proyecto la columna opera adiabáticamente.
Frontera I:
Balance de Masa Global: F = D + W (4.1)
Balance de Masa por Componente: FzF = DzD + WzW (4.2)
Balance de Entalpía Global: FHF + QB = DHD + WHW + QC (4.3)

IQ-2004-II-10
20
Frontera II:
Balance de Masa Global: GN+1 = LN + D (4.4)
Balance de Masa por Componente: GN+1yGN+1 = LNxN + DzD (4.5)
Balance de Entalpía Global: GN+1HGN+1 = LNHLN + DHD + QC (4.6) Frontera III:
Balance de Masa Global: L’M = G’M+1 + W (4.7)
Balance de Masa por Componente: L’MxL’M = G’M+1xG’M+1 + WzW (4.8)
Balance de Entalpía Global: L’MHL’M + QB = G’M+1HG’M+1 + WHW (4.9)
Los cálculos y procedimientos de Ponchon-Savarit hacen de éste un método riguroso con resultados confiables y de fácil reproducción. Se basa en la construcción de líneas de equilibrio y de balance en un diagrama yixi (de composición), a partir de un diagrama HG,Lyixi (de entalpía-concentración). Gracias a que el diagrama HG,Lyixi se construye a partir del diagrama Tyixi (de equilibrio líquido-vapor), cada composición en líquido del componente i, xi, tiene asociada una de equilibrio en la fase vapor, yi
*, arrojando la primera de las curvas en el diagrama yixi. Las otras curvas, las líneas de balance, se construyen a partir de balances de masa y entalpía simultáneos resueltos a partir de las ecuaciones descritas arriba. Este procedimiento se puede llevar a cabo resolviendo las ecuaciones matemáticamente, mediante cálculos demorados y tediosos, ó graficando y resolviendo dichas ecuaciones directamente sobre el diagrama HG,Lyixi. Ponchon-Savarit se resuelve gráficamente porque si las ecuaciones de balance de entalpía se dibujan en el diagrama entalpía-concentración, éstas representan líneas con pendiente constante; así que buscar un punto nuevo – resolver la ecuación –, para la curva de balance, se encuentra con la pendiente de dicha línea y un punto conocido.

IQ-2004-II-10
21
4.1.2 Construcción de las líneas de balance Para demostrar la linealidad de las ecuaciones y lo que ello representa para la solución de los balances, tómese como ejemplo el siguiente análisis, partiendo de las ecuaciones (4.1), (4.2), (4.3). De la ecuación (4.3) se tiene que:
FHF + QB = DHD + WHW + QC (4.3)
FHF = DHD + QC + WHW - QB (4.3.1)
FHF = D(HD + QC/D) + W(HW - QB/W) (4.3.2) Sea Q’ = HD + QC/D y Q’’ = HW – QB/W
FHF = DQ’ + WQ’’ (4.10)
El valor Q’ representa el flujo de calor retirado por unidad de moles. Este flujo de calor tiene en cuenta el calor retirado de la columna por cuenta del producto destilado, HD, y aquel retirado por cuenta del enfriamiento en el condensador, QC. De manera similar, Q’’ representa el flujo neto de calor retirado de la columna por los fondos. Combinando las ecuaciones (4.1), (4,2) y (4.10) y resolviendo para D y W se tiene:
DzF + WzF = DzD + WzW D(zF - zD) = W(zW - WzF)
)()(
DF
FW
zzzz
WD
−−
= (4.11)
DHF + WHF = DQ’ + WQ’’ D(HF – Q’) = W(Q’’ - HF)
)'()''(
QHHQ
WD
F
F
−−
= (4.12)
Es claro apreciar que las ecuaciones (4.11) y (4.12) son idénticas y representan una línea recta de pendiente D/W. Reacomodándolas resulta la ecuación (4.13), que revela (de acuerdo con la definición de pendiente) los puntos por los cuales pasa dicha línea. Los puntos son: (zF, HF) y (zD, Q’), para el primer término, y para el segundo, (zW, Q’’) y (zF, HF).
)()''(
)()'(
FW
F
DF
F
zzHQ
zzQH
WD
−−
=−−
= (4.13)

IQ-2004-II-10
22
Todos estos puntos deben pasar por una misma línea ya que ambas pendientes comparten el mismo punto, (zF, HF). El tipo de combinación de las ecuaciones (4.1), (4.2) y (4.3) se puede usar con cualquier otro juego de ecuaciones de balance de masa y entalpía sobre cualquier frontera bien definida. Como resultado se tendrán ecuaciones solución de dichos balances y en algunos casos información asociada a parámetros importantes propios de la destilación. El análisis de las ecuaciones (4.1), (4.2) y (4.3) brinda éste tipo de información, como se muestra a continuación. La Figura 2 muestra el esquema típico de un diagrama entalpía-concentración, HG,Lyixi. En él aparece representado el balance global de masa y entalpía de la columna mediante una línea recta que pasa por los puntos (zD,Q’), (zF,HF) y (zW,Q’’), rango que cubre toda la columna. Esto indica que cualquier balance válido de masa y entalpía (para la misma columna) necesariamente debe estar comprendido dentro de este rango de valores. La Figura 2 también revela que siempre en una destilación binaria y bajo condiciones estables, el punto de alimentación se encuentra en la misma línea a la que pertenecen los puntos ficticios ∆D(zD,Q’) y ∆W(zW,Q’’), lo que facilita la solución del balance global de la columna.
Figura 2 Diagrama Entalpía-Concentración y línea de balance global.
Sabiendo que Q’ es el calor total retirado en la cima de la columna y que Q’’es el flujo neto de calor retirado en los fondos de ésta, se llega a la conclusión de que el valor numérico de Q’ necesariamente debe ser mayor al de Q’’ ya que en la cima se retira calor tanto por producto como por condensador, mientras que en los fondos sólo se retira calor por productos; QB es una adición de calor. Ahora, el valor de zD, debe ser mayor al valor de zW ya que en los destilados se obtiene

IQ-2004-II-10
23
en mayor concentración el componente más volátil. Por éste motivo la pendiente de la recta que pasa por (zD,Q’) y (zW,Q’’) es positiva. 4.1.2.1 Método Gráfico La construcción de las líneas de balance debe ser el resultado de la solución gráfica de balances de masa y entalpía. Considere la sección II de la Figura 1, sección con la cual se presentará cómo se llega a la solución gráfica de los balances, como se describirá a continuación: Balance de Masa Global y de Entalpía Global:
GN+1HGN+1 = LNHLN + GN+1Q’ - LNQ’ (4.5.1)
GN+1(HGN+1 – Q’) = LN(HLN - Q’) (4.5.2)
)'()'( 1
1 QHQH
GL
LN
GN
N
N
−−
= +
+
(4.14)
Balance de Masa Global y por Componente:
GN+1yGN+1 = LNxN + GN+1zD - LNzD (4.6.1)
GN+1(yGN+1 - zD) = LN(xN - zD) (4.6.2)
)()( 1
1 DN
DGN
N
N
zxzy
GL
−−
= +
+
(4.15)
Igualando:
)()(
)'()'( 11
1 DN
DGN
LN
GN
N
N
zxzy
QHQH
GL
−−
=−−
= ++
+
(4.16)
Reacomodando, se llega a la ecuación que define todos los puntos de la línea de balance de la zona de rectificación de la columna: la ecuación (4.17).
)()'(
)()'(
1
1
DN
LN
DGN
GN
zxQH
zyQH
−−
=−−
+
+ (4.17)
Esta ecuación muestra que los puntos (yGN+1, HGN+1) y (zD,Q’) –del primer término–, y los puntos (xN, HLN) y (zD,Q’) –del segundo término–, pertenecen a una misma línea recta de pendiente LN/GN+1. Sabiendo que N es un subíndice que recorre el

IQ-2004-II-10
24
número de etapas presentes en la zona de rectificación, la ecuación (4.17) es válida para cada una de las etapas existentes en ésta zona.
Figura 3 Construcción de las líneas de balance a partir del diagrama Hyx.

IQ-2004-II-10
25
La solución de las etapas consta entonces de líneas rectas todas con un punto en común de valor conocido: el punto ficticio (zD, Q’). La Figura 3 presenta la solución a las ecuaciones de balance de la sección II de la columna y hace explícita la definición de las etapas teóricas. Teniendo en cuenta que el condensador de la columna es un condensador total, la entalpía asociada al flujo de destilado D, HD, y la entalpía asociada al flujo de reflujo LO, HLO, son idénticas, así como los valores de las composiciones de destilado, zD, de reflujo, xO, y de vapor emergente de la columna, y1. Con esto, el condensador no se considera una etapa de equilibrio, y la construcción se hace inmediata, así: La primera línea de balance, sugerida por la ecuación (4.17), (N=0), se lanza desde ∆D, pasando por la línea de entalpía de vapor saturado y cruzando la línea de entalpía líquido saturado. La primera lectura es la del punto (y1, HG1). Si se asume que la calidad del efluente del condensador es líquido saturado, la siguiente lectura es el punto el punto (xO, HLO), ahora idéntico al punto (zD, HD). Estos puntos son llevados al diagrama yixi. Dado que xO y y1 son idénticos, el punto (xO, y1) descansa en la línea diagonal del diagrama. Como se verá más adelante, éste punto ya hace parte de la línea de balance de la zona de rectificación. Ahora, si se traza una línea (punteada) desde (xO, y1) hasta su corte con la curva de equilibrio, se encuentra el punto (x1, y1), punto de equilibrio líquido vapor del sistema binario. La coordenada x1 corta, en el diagrama HG,Lyixi, con la línea de entalpía de líquido saturado en el punto (x1, HL1), punto asociado al flujo de líquido L1. Necesariamente este flujo debe estar en equilibrio termodinámico con el flujo de vapor G1, así que se construye una línea (eq.) que une dichos puntos. Ya se ha completado la solución del primer juego de ecuaciones, correspondientes a la etapa N=0 (ver Figura 1):
)()(
)'()'( 11
1 DOL
DG
LO
GO
zxzy
QHQH
GL
−−
=−−
= (4.17.1)
)'()'( 11 QHLQHG LOOG −=− (4.17.2)
''111 QLQGHLHG OLOOG −+= (4.17.3)
Con la etapa N=0 finalizada, se lleva a cabo el balance correspondiente a la etapa N=1. La primera lectura corresponde ahora al punto (y2, HG2), asociado al flujo de vapor G2, mientras que el corte con la línea de entalpía de líquido saturado resulta en el punto (x1, HL1). Llevando la coordenada y2 al diagrama yixi, se encuentra el punto de equilibrio, x2. En el diagrama de entalpía, x2 corresponde al punto (x2, HL2), asociado al flujo de líquido L2 y en equilibrio con G2, de tal forma que una nueva línea (eq.) se construye.

IQ-2004-II-10
26
En el diagrama yixi queda explícito un nuevo punto de la línea de balance: el punto (x1, y2). Con (x1, y2) definido, las ecuaciones (4.17.4), (4.17.5) y (4.17.6) se han solucionado.
)()(
)'()'(
1
2
1
2
2
1
D
DG
L
G
zXzY
QHQH
GL
−−
=−−
= (4.17.4)
)'()'( 1122 QHLQHG LG −=− (4.17.5)
'' 121122 QLQGHLHG LG −+= (4.17.6)
El procedimiento continua y se repite siempre y cuando la línea de balances globales (zD, Q’) - (yN+1, HGN+1) - (xN, HLN) tenga una pendiente mayor o igual que la línea (zD, Q’) - (zF, HF) - (zW,Q’’). Con los balances resueltos, se vuelve importante analizar más a fondo lo que el diagrama yixi presenta con respecto a las etapas teóricas de la zona de rectificación de la columna. La Figura 4 es ahora la base del siguiente análisis. 4.1.2.2 Etapas Teóricas de una Columna
Figura 4 Curvas de equilibrio y de balance. Definición de etapas teóricas en la zona de rectificación.
La línea de balance de la zona de rectificación de la columna pasa, según el diagrama, por los puntos (xO, y1), (x1, y2), (x2, y3) y (x3, y4). De acuerdo con la

IQ-2004-II-10
27
nomenclatura, en la cualquier columna las corrientes se nombran según la etapa de la cual provengan. Para el caso más general, la Figura 5 ejemplifica esta definición.
Figura 5 Definición de una etapa teórica.
Por ejemplo, para cuando N=1, los efluentes (en equilibrio) de la etapa son G1 y L1. Las corrientes que se enfrentan son G2 y L1 y las corrientes de entrada son G2 y LO. Si se comparan estos parámetros con los puntos resaltados en el diagrama yixi de la Figura 4, es claro que:
• El punto (x1, y1) corresponde a los flujos en equilibrio salientes de la etapa N=1, G1 y L1.
• El punto (x1, y2) corresponde a las corrientes que se enfrentan por debajo
de la etapa, G2 y L1.
• El punto (xO, y2) corresponde a las corrientes que entran (o alimentan) la etapa, G2 y LO, y
• El punto (xO, y1) corresponde al otro par de corrientes que se enfrentan en
el mismo plato: las corriente LO y G1. Estos cuatro puntos definen un rectángulo que guarda toda la información de una etapa de equilibrio en la columna, así que el número de rectángulos que se encuentren en el diagrama equivale al número de etapas teóricas que tenga la columna por zona. Para el caso de la Figura 4, la zona de rectificación requiere de tres etapas teóricas que no incluyen el condensador total. De ésta definición se deriva el conocido método de la construcción de escaleras entre la curva de equilibrio y las líneas de balance, donde cada paso representa una etapa ideal.

IQ-2004-II-10
28
Un nuevo vistazo a todo el análisis presentado anteriormente revela dos elementos de especial importancia:
• Los puntos de balance y de equilibrio propios de cada etapa en la columna se consigue haciendo balances simultáneos de masa y entalpía sobre puntos conocidos (Figura 4) y,
• Es posible construir la línea de balance con la cantidad de puntos (xi, yi)
deseados, sólo con trazar el mismo número de líneas desde el punto ∆D. No aparecen explícitos los puntos y las etapas de equilibrio, pero una vez finalizada la construcción, la definición de las etapas teóricas se obtiene a partir de las “escaleras” mencionadas anteriormente. El programa de simulación construye las líneas bajo este elemento.
Para la construcción de la línea de balance de la zona de despojamiento, todo el procedimiento anterior es similar y válido. En este caso, los balances se hacen para la sección III de la columna, trazando líneas rectas desde ∆W hasta lograr cortes con las líneas de entalpía de vapor y líquido saturado. Como conclusión a este tema, se debe tener en cuenta para capítulos posteriores que la derivada de las líneas de balance es función de la pendiente de la línea de balance global ∆D-∆W, así: (dyi/dxi)lb = f(m∆D-∆W). 4.1.3 Punto Optimo de Alimentación En el diagrama entalpía-concentración la línea de balance global, línea ∆D-∆W, separa la zona de rectificación de la de despojamiento en una columna de destilación binaria. Sobre dicha línea descansan las coordenadas asociadas a la condición de alimentación así que, para mantener la equivalencia con el diagrama yixi, este punto debe encontrarse sobre el cruce de las dos líneas de balance5. El punto de alimentación corresponde entonces al escalón asociado al cambio de línea de balance durante la construcción de las escaleras teóricas, dejando abierta la posibilidad que presenta las Figuras 6, 7 y 8: más de un punto de alimentación válido. En la Figura 6, la etapa de alimentación corresponde a la etapa tres de la columna ya que es ahí donde ocurre el cambio de zona; el salto a la zona de despojamiento ocurre tan pronto como es posible. En la Figura 7 el cambio de línea ocurre en la etapa cinco, cerca al punto de adelgazamiento6, mientras que en la Figura 8 se hace el cambio dejando el menor número total de etapas ideales posibles.
5 Referencia Kister, Pág. 42. 6 Análisis sobre el punto de Adelgazamiento serán presentados en la sección 4.1.4 y 4.2.

IQ-2004-II-10
29
En consecuencia, el punto óptimo de alimentación está asociado a aquel cambio de línea de balances que resulte en el menor número de etapas teóricas.
Figura 6 Primer caso de punto de alimentación.
Bajo la premisa de que los diagramas de las Figuras 6, 7 y 8 representan la misma columna, de la definición del punto óptimo de alimentación es posible concluir que:
Figura 7 Segundo caso de punto de alimentación.
• Se puede alcanzar el mismo grado de separación con menos
requerimientos como altura y carga de intercambiadores, y
• Los perfiles de concentración (en función de la altura) varían con el cambio del punto de alimentación. Esto, en consecuencia, resulta en el cambio de los perfiles de temperatura y flujo asociados a dichas composiciones.

IQ-2004-II-10
30
Figura 8 Tercer y último caso de punto de alimentación: punto óptimo.
A simple vista, el estudio de la determinación de las etapas teóricas de la columna ya ha concluido. Aun así, hace falta definir uno de los parámetros más importantes y definitorios de la destilación: la carga térmica mínima, QC, del condensador. Su importancia radica en que compromete el grado de separación de la columna con las etapas teóricas asociadas a éste fin. Una forma de explicar la influencia de la carga mínima en la destilación es mediante un nuevo concepto: la relación de reflujo. Sin embargo es necesario repasar una definición importante: el punto de adelgazamiento 4.1.4 Punto de Adelgazamiento El punto de adelgazamiento ocurre cuando una línea de balance se acerca a la curva de equilibrio dando como resultado infinidad de etapas de equilibrio. La razón por la cual se alcanzan etapas infinitas es porque ya no existe cambio en las concentraciones ni de líquido ni vapor, así: xN-1 = xN y yN+1 = yN
7. Físicamente, esta condición representa muchas etapas que ofrecen poca separación y prácticamente son desperdiciadas”8. 4.2 Relación de Reflujo La relación de reflujo es una de las variables más importantes de la destilación. Su importancia radica en que rige los perfiles de temperatura y composición de la columna debido a su relación directa con Q’. Como consecuencia, la relación de reflujo define las condiciones de operabilidad y control de la columna. La importancia del vínculo entre Q’, los perfiles y el control de la columna, hace que sea necesario deducir nuevas ecuaciones que relacionen estos parámetros y
7 Referencia McCabe, Pág. 669 8 Referencia Kister, Pág. 44

IQ-2004-II-10
31
permitan abarcar un análisis más profundo. Se parte entonces de la ecuación (4.16):
)()(
)'()'( 11
1 DN
DGN
LN
GN
N
N
zXzY
QHQH
GL
−−
=−−
= ++
+
(4.16)
Sustituyendo GN+1 según la ecuación (4.4) y desarrollando se tiene la ecuación (4.18) que define a la relación LN/D como el reflujo interno de una columna:
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−⎟⎠⎞
⎜⎝⎛ +=⎟⎟
⎠
⎞⎜⎜⎝
⎛−
−⎟⎠⎞
⎜⎝⎛ += ++
LN
GNN
ND
NDNN
HQHQ
DD
DL
xzyz
DD
DL
DL
'' 11 (4.16.1)
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−=⎟⎟
⎠
⎞⎜⎜⎝
⎛−
−=⎟⎟
⎠
⎞⎜⎜⎝
⎛−−
=⎟⎟⎠
⎞⎜⎜⎝
⎛−− ++++
LN
GN
LN
LNGNN
ND
ND
ND
NNN
HQHQ
HQHH
DL
xzyz
xzxy
DL
''
'1111 (4.16.2)
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−=⎟⎟
⎠
⎞⎜⎜⎝
⎛−
−=
+
+
+
+
LNGN
GN
NN
NDN
HHHQ
xyyz
DL
1
1
1
1 ' (4.18)
Si la ecuación (4.18) se aplica a la cima de la columna, donde N=0, se llega a la ecuación (4.19), y se introduce un nuevo término, R, que representa la relación de reflujo externo9 de la columna.
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−=⎟⎟
⎠
⎞⎜⎜⎝
⎛−−
==LOG
G
O
DO
HHHQ
xyyz
DL
R1
1
1
1 ' (4.19)
El valor de R es fácilmente palpable si se le da un nuevo vistazo a la Figura 1. Es la relación del flujo retornado a la columna (reflujo LO) y el flujo retirado de ella como producto destilado (flujo D). La relación directa mencionada anteriormente se refleja entonces entre R y último término de la ecuación (4.19) y se desarrolla en la siguiente sección. 4.2.1 Reflujo Mínimo y Reflujo Optimo En la sección 4.1 se introdujo el término ∆D, un punto ficticio sobre el diagrama entalpía-concentración, que representa el flujo neto de salida de la frontera II de la Figura 1. Tiene como coordenadas la cantidad zD y la cantidad Q’. Esta última depende de la carga QC del condensador, de acuerdo con la ecuación (4.3.2.1): entre más grande sea el de valor QC mayor capacidad de enfriamiento se tendrá y, si se mantienen fijos los valores de zD, zF y HF, la pendiente de la línea ∆D-∆W 9 Referencia Treybal, Pág. 377.

IQ-2004-II-10
32
aumentará. Como consecuencia, la pendiente10 de las líneas de balance en el diagrama yixi también variará. Con esto, se hace claro que la relación de reflujo rige el comportamiento de las líneas de balance de la columna.
DQ
HQ CD +=' (4.3.2.1)
De estas variaciones se derivan tres posibles eventos. Cada uno de ellos es ilustrado por la Figuras 9, 10 y 11.
Figura 9 Primer valor de ∆D: corresponde a dos zonas de adelgazamiento.
• Caso A, Figura 9 Se supone un primer valor de Q’ y con el balance global definido (ecuación 3.13) la construcción de las líneas de balance se lleva a cabo. A primera vista se advierte un problema: las líneas se cruzan con la curva de equilibrio dejando dos zonas de adelgazamiento; por esta razón, para las condiciones de operación establecidas, las cargas del condensador y del rehervidor no son adecuadas. Se
10 No necesariamente todas las curvas de balance son rectas. Esta condición depende de la linealidad de las
curvas en los diagramas Entalpía-Concentración y que los perfiles de flujo (y composición) a lo largo de la columna sean constantes. Ver Referencia Kister Pág. 31, 34.

IQ-2004-II-10
33
asume entonces un nuevo valor para Q’ aumentando la relación de reflujo y se da paso al caso B. • Caso B, Figura 10 Para este caso las cargas suministradas parecen ser las correctas: ninguna de las dos líneas de balance sufre zonas de adelgazamiento; se requieren (cinco) etapas de equilibrio todas con grados de separación aceptables y además existe un punto óptimo de alimentación.
Figura 10 Relación de reflujo acertada pero no necesariamente la óptima.
Sería fácil pensar que entre más alta sea la relación de reflujo –mayor QC y QB– menos etapas de equilibrio serán necesarias para el mismo grado de separación. Se buscaría entonces el valor máximo para R tal que las líneas de balance coincidan con la diagonal y el número de etapas teóricas resulte mínimo. Como consecuencia, la reducción de costos fijos por equipo –altura y diámetro– se ve sacrificada con los costos de operación (por cuenta de los intercambiadores de calor). Por esta razón debe existir un parámetro que defina el valor óptimo de R y que comprometa satisfactoriamente la geometría de la
IQ-2004-II-10
34
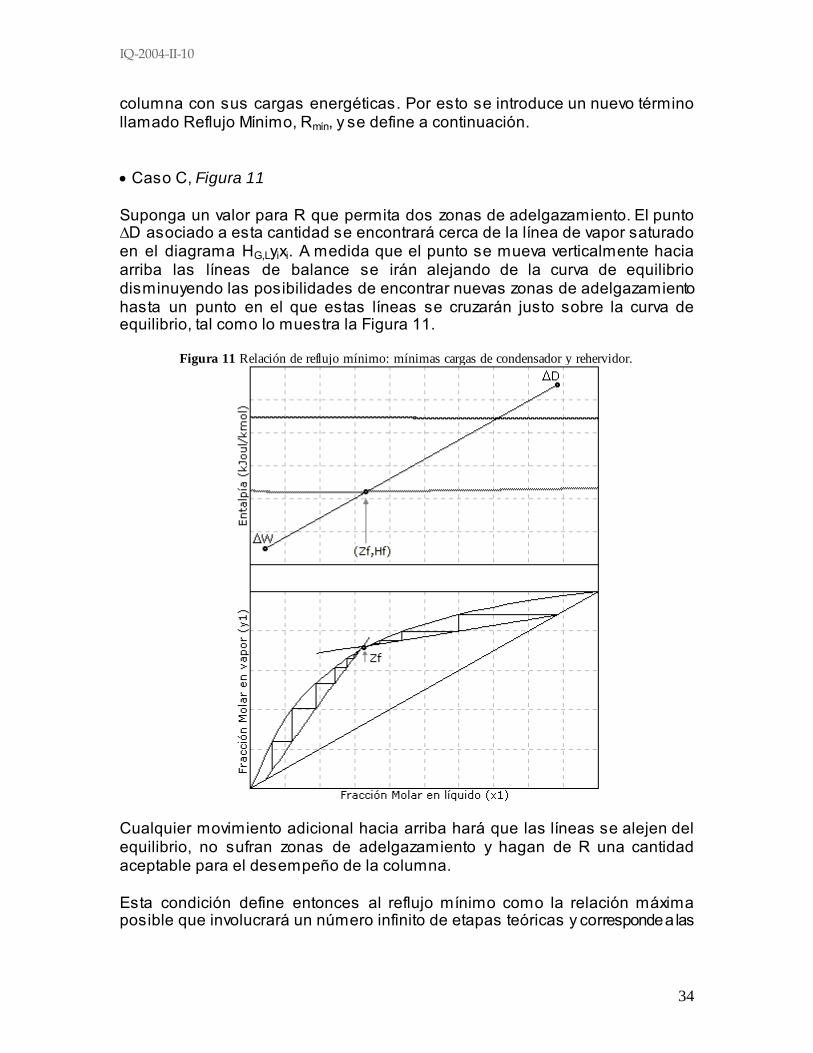
columna con sus cargas energéticas. Por esto se introduce un nuevo término llamado Reflujo Mínimo, Rmín, y se define a continuación. • Caso C, Figura 11 Suponga un valor para R que permita dos zonas de adelgazamiento. El punto ∆D asociado a esta cantidad se encontrará cerca de la línea de vapor saturado en el diagrama HG,Lyixi. A medida que el punto se mueva verticalmente hacia arriba las líneas de balance se irán alejando de la curva de equilibrio disminuyendo las posibilidades de encontrar nuevas zonas de adelgazamiento hasta un punto en el que estas líneas se cruzarán justo sobre la curva de equilibrio, tal como lo muestra la Figura 11.
Figura 11 Relación de reflujo mínimo: mínimas cargas de condensador y rehervidor.
Cualquier movimiento adicional hacia arriba hará que las líneas se alejen del equilibrio, no sufran zonas de adelgazamiento y hagan de R una cantidad aceptable para el desempeño de la columna. Esta condición define entonces al reflujo mínimo como la relación máxima posible que involucrará un número infinito de etapas teóricas y corresponde a las

IQ-2004-II-10
35
cargas mínimas del condensador y del rehervidor11. En otras palabras, el reflujo mínimo, Rmín, se refiere a los mínimos requerimientos energéticos para que las líneas de balance no sufran zonas de adelgazamiento. Para completar el análisis se define la relación de reflujo óptimo, RO. Depende del reflujo mínimo y compromete los costos energéticos con los perfiles de composición y temperatura de la columna. Su interpretación indica que debe ser un valor propio de cada columna, una función de las variables de diseño. Por esto su definición es estrictamente empírica. De acuerdo con la literatura12, el análisis de costos de operación versus la relación de reflujo revela que los valores más acertados para RO cumplen la siguiente ecuación.
mínO RR )5.1 a 2.1(= (4.20)
El anexo A presenta a manera de ejemplo el cálculo de la relación de reflujo óptimo para una columna de destilación con condiciones de operación definidas y costos reales. Igualmente presenta el cálculo completo de la columna definiendo su altura, diámetro, cargas térmicas y perfiles de temperatura, composición y flujo. 4.3 Determinación de Perfiles de Temperatura, Composición y Flujo El cálculo de los perfiles de temperatura, composición y flujo en columnas de destilación es la base para la determinación de su geometría. De ellos dependerán las condiciones de operación y son la base para implementar sistemas de control que garanticen un desempeño óptimo. Existen otros parámetros propios del tipo de empaque o de plato que también deben ser conocidos para determinar variables adicionales del equipo. De las Figuras 4 y 5 y según la literatura13, es fácil deducir que el perfil de composición (en líquido y gas) a lo largo de la columna corresponde a aquellos valores asociados a las corrientes de salida de cada etapa. Por definición, estas corrientes están en equilibrio termodinámico, así que la temperatura del plato actual debe ser la temperatura de equilibrio asociada a dichas composiciones. Con esto, el perfil de temperaturas también queda definido. En cuanto a los perfiles de flujo, se tiene que, de acuerdo con las ecuaciones de balance, los valores de flujo de gas y líquido, GNi y LNi, se calculan directamente con las composiciones asociadas a dichas corrientes. Se deduce entonces que
11 Referencia Treybal, Pág. 386. 12 Referencia Kister, Pág. 97; McCabe, Pág. 669; Treybal, Pág. 388. 13 Referencia Sherwood, Pág.
IQ-2004-II-10
36
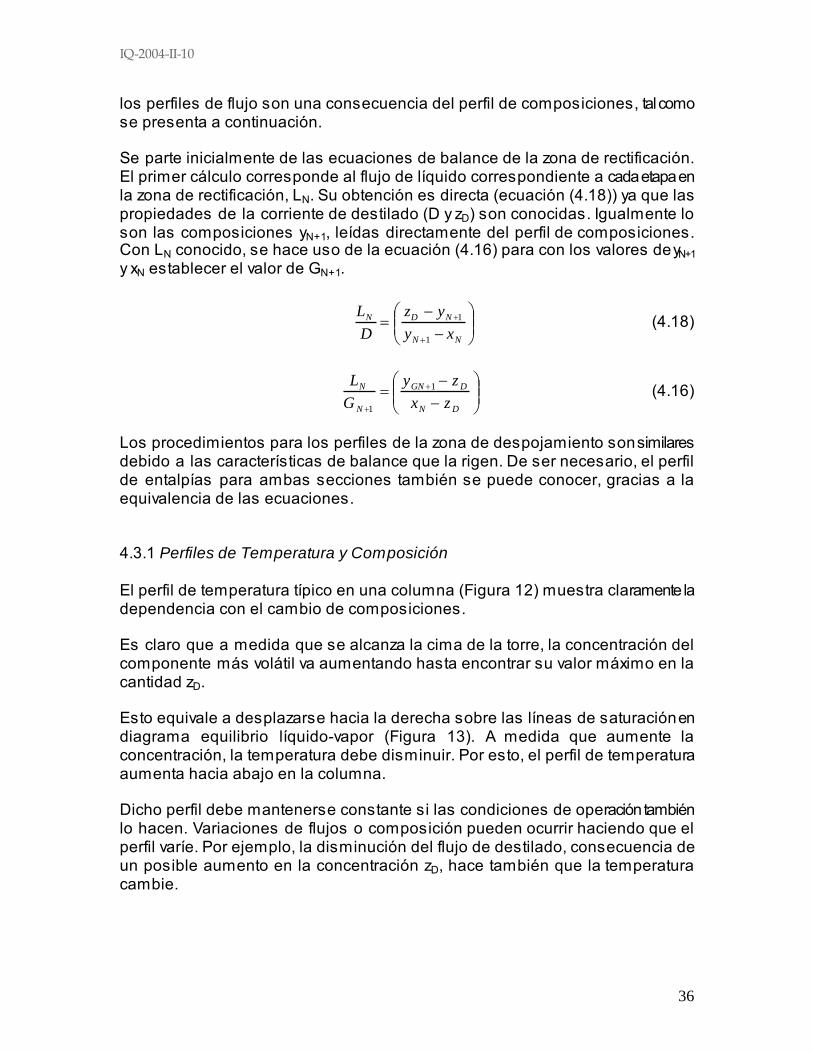
los perfiles de flujo son una consecuencia del perfil de composiciones, tal como se presenta a continuación. Se parte inicialmente de las ecuaciones de balance de la zona de rectificación. El primer cálculo corresponde al flujo de líquido correspondiente a cada etapa en la zona de rectificación, LN. Su obtención es directa (ecuación (4.18)) ya que las propiedades de la corriente de destilado (D y zD) son conocidas. Igualmente lo son las composiciones yN+1, leídas directamente del perfil de composiciones. Con LN conocido, se hace uso de la ecuación (4.16) para con los valores de yN+1 y xN establecer el valor de GN+1.
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−=
+
+
NN
NDN
xyyz
DL
1
1 (4.18)
⎟⎟⎠
⎞⎜⎜⎝
⎛−−
= +
+ DN
DGN
N
N
zxzy
GL 1
1
(4.16)
Los procedimientos para los perfiles de la zona de despojamiento son similares debido a las características de balance que la rigen. De ser necesario, el perfil de entalpías para ambas secciones también se puede conocer, gracias a la equivalencia de las ecuaciones. 4.3.1 Perfiles de Temperatura y Composición El perfil de temperatura típico en una columna (Figura 12) muestra claramente la dependencia con el cambio de composiciones. Es claro que a medida que se alcanza la cima de la torre, la concentración del componente más volátil va aumentando hasta encontrar su valor máximo en la cantidad zD. Esto equivale a desplazarse hacia la derecha sobre las líneas de saturación en diagrama equilibrio líquido-vapor (Figura 13). A medida que aumente la concentración, la temperatura debe disminuir. Por esto, el perfil de temperatura aumenta hacia abajo en la columna. Dicho perfil debe mantenerse constante si las condiciones de operación también lo hacen. Variaciones de flujos o composición pueden ocurrir haciendo que el perfil varíe. Por ejemplo, la disminución del flujo de destilado, consecuencia de un posible aumento en la concentración zD, hace también que la temperatura cambie.

IQ-2004-II-10
37
Figura 12 Perfil de temperaturas real de una columna de destilación binaria. Adicional, perfil de composiciones de equilibrio y de balance.
Figura 13 Diagrama equilibrio líquido-vapor para el sistema etanol (1)/agua (2) a 560 mmHg.
4.3.2 Perfil de Flujos de Gas y Líquido De los perfiles de flujo se puede decir que son la manifestación directa de los de composición (Figura 14).Estos perfiles fueron construidos para una columna de cuya alimentación es líquido saturado, lo que explica la variación tan drástica en

IQ-2004-II-10
38
los valores de flujo de líquido: el flujo de líquido que retorna del condensador (reflujo) mantiene un perfil con pocas variaciones hasta que llega el punto de alimentación, donde una adición de líquido hace que la magnitud del perfil varíe considerablemente. El fenómeno físico lo explica la figura 15.
Figura 14 Perfiles de flujo y composición reales de una columna de destilación binaria.
Figura 15 Esquema general de la columna donde la alimentación líquida permite el cambio en el perfil de flujo en la misma fase.
IQ-2004-II-10
39
También es fácil notar que los perfiles, dentro de rangos definidos, gozan de un comportamiento lineal como consecuencia de las líneas de balance en el diagrama yixi. Es característica es propia del sistema etanol (1) / agua (2) ya las líneas de vapor y líquido saturado en el diagrama HG,Lyixi también son prácticamente rectas. Hasta este punto los parámetros que más claramente definen la operación de las columnas de destilación han sido repasados. El siguiente paso debe ser entonces plasmar este contenido en una nueva etapa llamada Ingeniería Básica y Conceptual del proyecto: consideraciones generales para la construcción y la filosofía de control que será implementada.

IQ-2004-II-10
40
5. INGENIERÍA CONCEPTUAL, BÁSICA Y DETALLADA Todo proyecto en ingeniería es más fácilmente desarrollable si se concibe y ejecuta siguiendo una serie de pasos lógicos. Como primera instancia, el tema o la respuesta a un problema deben ser planteados. Luego se debe definir la mejor alternativa de desarrollo para hacer que el proyecto sea viable técnica y económicamente viable para finalmente alcanzar una etapa en la que se detalla el proyecto hasta ser concretado. En la actualidad los proyectos se abarcan siguiendo estos parámetros, siguiendo tres grandes etapas de desarrollo: Ingeniería Conceptual, Ingeniería Básica e Ingeniería Detallada. Esta filosofía es la base y guía para el desarrollo del proyecto y será el objeto de estudio de este capítulo. 5.1 Ingeniería Conceptual Fue en esta etapa del proyecto en la que el autor concibió la idea. No siendo ésta la primera columna de destilación en los laboratorios de Ingeniería Química de la Universidad, se debía procurar una columna cuyas características permitieran presentar otros puntos de vista acerca de la destilación. Con esto claro, se propuso una columna diferente y versátil: columna empacada con operación en continuo controlada con estrategias de control manipuladas desde un computador. Su aprobación técnica daría paso a un análisis económico que permitiera concluir la mejor alternativa en cuando a unidades del equipo se refiere. En este punto entraron a discusión y escogencia el tipo de equipos a utilizar: condensador, rehervidor, precalentadores, empaque y materiales entre otros. Un factor adicional a tener en cuenta por ser éste un proyecto a escala de laboratorio son las restricciones que ello acarrean. Como resultado de todo el análisis presentado arriba se concluyó que la mejor opción para los parámetros ya definidos es la que se concluyó como cotización y se presenta a continuación. ---- INICIO COTIZACIÓN ---- Bogotá, 6 de septiembre de 2004 COT2002-079 Señores UNIVERSIDAD DE LOS ANDES Facultad de Ingeniería Departamento de Ingeniería Química. Atención: Ing. Diego Hernández

IQ-2004-II-10
41
Ciudad Estimados Señores: Es para nuestra empresa muy grato cotizar una UNIDAD DE DESTILACIÓN MULTIPROPÓSITO. 1. Descripción general Nuestra unidad de destilación es un equipo construido en acero inoxidable 304, versátil, de fácil manejo y permite una operación en forma flexible. Cuenta con la instrumentación y sistemas de muestreo necesarios para establecer balances de materia en sus partes principales (calderín, columna, condensador). Además cuenta con válvulas de seguridad y demás elementos para trabajar en forma segura. Está constituida por un tanque de alimentación, calderín enchaquetado para calentamiento con aceite térmico, columna empacada (con "cascade mini-ring" o empaques en acero inoxidable de características similares), condensador, separador de fases, postenfriador, intercambiador para precalentamiento del alimento, tanques colectores, bomba de alimentación, de reflujo y de vacío. Esta unidad es un equipo polifuncional, de fácil limpieza y desinfección. Puede usarse en docencia, investigación y apoyo a la industria nacional. A esta unidad se le pueden acoplar diferentes sensores y elementos finales de control para una automatización del equipo de proceso. La unidad permite realizar diferentes operaciones: * Fraccionamiento y destilación continua * Destilación a presión reducida * Destilación azeotrópica y extractiva * Recuperación de solventes * Concentración de soluciones 1. Características Técnicas 1. Calderín. Material de construcción: Acero Inoxidable 304. Capacidad : 30 L Enchaquetado para calentamiento por aceite térmico (con una presión de diseño de 30 psi), provisto de aislante térmico y recubierto con lámina de acero
IQ-2004-II-10
42
inoxidable ; cuenta con un nivel tipo caldera, válvula de seguridad, manovacuómetro, termocupla tipo K para lectura digital de la temperatura dentro del calderín. Posee un sistema de resistencias eléctricas a 220V para calentamiento directo del aceite térmico. Permite trabajar a presión atmosférica y vacío. 2. Columna. Está compuesta por dos tramos de 1 metro de longitud cada uno con un diámetro de 10 cm, en acero inoxidable 304. La parte superior de cada tramo viene con una mirilla en vidrio de borosilicato de una longitud de 20 cm con el fin de poder ver en el interior de la columna. Cada tramo esta empacado (con anillos "cascade mini-ring" en acero inoxidable de 1" y la columna se encuentra aislada con fibra de vidrio forrada en lamina de acero inoxidable. La columna cuenta con medición de temperatura por medio de termocuplas tipo K y válvulas para la toma de muestras liquidas. 3. Condensador De Tubo y Coraza 1:1 con 0.8 m de longitud y con tubos de ½". en Acero Inoxidable 304. Tiene dos termocuplas tipo K para la medición de temperatura a la salida del condensador. 4. Separador de Fases. Flanches en acero inoxidable y cuerpo en vidrio de borosilicato. 5. Postenfriador. En Acero Inoxidable tipo espiral. A la salida tiene una termocupla tipo K para medición de temperatura. Bomba de reflujo Para recircular el solvente a la columna. Precalentador de reflujo

IQ-2004-II-10
43
Para el ajuste de la temperatura de reflujo. Intercambiador en acero inoxidable para calentamiento a través de una resistencia eléctrica sumergida en un baño de aceite térmico. Colectores. Dos tanques con capacidad de 15 L cada uno, en Acero Inoxidable con terminado brillante con sus respectivos niveles en bronce niquelados. 6. Precalentador. Para precalentamiento del alimento, en Acero Inoxidable 304. Longitud 50 cm. Posee un sistema de resistencias eléctricas sumergidas en aceite térmico. Incluye una termocupla tipo K a la salida. 7. Intercambiador. Tipo Tubo y Coraza 1:1 para enfriamiento del producto de fondos en Acero Inoxidable. Longitud 50 cm. 8. Bomba centrífuga. Para alimentación en acero inoxidable con motor tipo TEFC. 9. Tanque de alimentación. Con una capacidad de 30 L para trabajar la destilación en continuo. 10. Dos rotámetros. Para ser instalados en la línea de reflujo y en la de alimentación. Rotámetros en vidrio con esfera en acero inoxidable. 11. Estructura de acero inoxidable. Con base para el montaje de todas las partes que conforman la columna. 12. Tablero de control cuenta con los siguientes elementos:

IQ-2004-II-10
44
* Amperímetros * Voltímetros * Termómetro Digital. * Tres controladores de temperatura. * Selector de temperatura con 6 canales. * Breaker General. * Breakers y Protectores Térmicos para las bombas. * Llave de seguridad Este tablero tendrá la posibilidad de enviar las señales a un PC para la automatización de la columna. 1. Sistema de automatización (adicional) Este módulo de automatización está compuesto por sensores y elementos finales de control que requiere la unidad de destilación para poder ser operada desde un PLC. Este módulo tiene un PLC con todos los sistemas de acondicionamiento de las señales de control. Este sistema está compuesto por los siguientes elementos: 1. Dos válvulas de control proporcional con entrada de 4 a 20 mA en acero inoxidable, para ser manejadas con un control PID desde el PLC. 2. Una válvula de control proporcional con entrada de 4 a 20 mA en bronce, para ser manejadas con un control PID desde el PC o PLC. 3. Cuatro sensores de nivel on-off en acero inoxidable tipo flotador. 4. Dos sensores de nivel proporcionales con salidas de 4 a 20 mA 5. Cuatro válvulas solenoide en acero inoxidable para trabajo on-off 6. Tres sensores de flujo con salida de 4 a 20 mA. 7. Materiales requeridos para el cableado de la unidad. 8. Tablero para recepción de las señales de control.

IQ-2004-II-10
45
9. PLC con puerto de comunicación RS232/485 con fuente de alimentación, módulo de 8 entradas para termopar, modulo para 8 entradas análogas de 4 a 20 mA, Módulo de 8 canales de salida para control de 4 a 20 mA y un módulo de salidas por relé de 8 canales. 1. Areas y Servicios requeridos 1. Espacio mínimo requerido para instalación. Altura : 3.1 metros Ancho : 2.2 metros Profundidad : 1.1 metros 2. Servicio Requeridos Agua: Mínimo 10 l/min. a una temperatura de 20 C. Energía: Electricidad, 220V y 110V, 60 Hz Potencia requerida 12 kW La acometida eléctrica debe tener una conexión a tierra. Se deben entregar tres fases, neutro y tierra. Las acometidas de servicios se deben encontrar a una distancia no mayor de 1 metro para la toma del equipo. Nota: Las especificaciones de los equipos están sujetas a cambios ligeros en el momento del montaje. 2. Características de Entrega 1. Manual de Operación y Mantenimiento. Se entrega manual de operación de la columna, con los diagramas generales del equipo. 2. Manual de Prácticas. Se entrega un manual con los procedimientos para realizar las siguientes prácticas:
IQ-2004-II-10
46
* Destilación Diferencial. * Destilación Continua. * Destilación azeotrópica El equipo se entrega montado y en funcionamiento, se realizan dos prácticas docentes para entrenamiento de manejo y operación. El comprador debe tener listas sus instalaciones y servicios industriales en el momento de la entrega. 1. Se expiden pólizas de cumplimiento para: 1. Garantía del equipo. Es de 1 año contra defectos en materiales de construcción (siguiendo los parámetros de manejo recomendados en el catálogo de operación). Póliza por el 20% del valor del equipo. 2. Manejo de anticipo. Se expedirá una póliza de una empresa aseguradora reconocida para garantizar buen manejo de anticipo y cumplimiento de los tiempos de entrega por el 100% de este anticipo. 1. Costo y Forma de Pago 1. Costo del equipo básico Cuarenta y cuatro millones trescientos mil pesos + IVA. $ 44.300.000.00 + IVA 2. Costo del módulo de automatización Treinta y seis millones doscientos mil pesos + IVA, $ 36.200.000.00 + IVA 3. Costo Total: Ochenta millones quinientos mil pesos + IVA. $ 80.500.000.00 + IVA
IQ-2004-II-10
47
TOTAL: $93.380.000.00 IVA 16% 4. Forma de Pago: 50 % con la firma del contrato. 50 % contra entrega. 5. Tiempo de Entrega: Máximo 90 días después de recibido el anticipo. 5.4 Validez de la oferta: 30 días calendario. Atentamente, ING. OMAR JAVIER RODRIGUEZ D. Jefe de Planta ---- FIN DE COTIZACIÓN---- Esta es la cotización real presentada por Industrias Químicas Fiq de parte del Ingeniero Químico Omar Rodríguez en atención a la Universidad de los Andes. La parte encargada de la aprobación económica del proyecto va por cuenta del Ingeniero Carlos Francisco Rodríguez, director del Departamento de Ingeniería Química de la Universidad de los Andes. Con su aprobación, Industrias Químicas Fiq dio inicio a la consecución de materias primas, construcción y puesta en marcha de una columna empacada para destilación continua. 5.2 Ingeniería Básica La aceptación de la viabilidad técnica y económica del proyecto da por terminada la Ingeniería Conceptual que se ha propuesto. Se da paso entonces a la Ingeniería Básica, incluye simulaciones, se definen condiciones de operación, se discuten y concluyen estrategias de control y se revisan los planos de ingeniería (PFD- Process Flow Diagram y P&ID- Piping and Instrumentation Diagram). De acuerdo con esto, el autor ha desarrollado un simulador14 en Microsoft Excel® como herramienta para el cálculo de la geometría de la columna, de los balances de masa y entalpía sobre todo el equipo, y de los perfiles de temperatura, composición y flujos asociados a su geometría. De igual manera, el programa incluye los planos PFD y P&ID, discutidos en la siguiente sección. 14 Adicional a este documento, se ha anexado un manual de funcionamiento del simulador como referencia de uso para estudiantes ajenos a su interfase.
IQ-2004-II-10
48
5.2.1 Diagramas de Ingeniería 5.2.1.1 PFD El primer diagrama a desarrollar es el diagrama de flujo de proceso. En él se encuentran resumidas las condiciones de operación del proceso, estrategias de control de bajo detalle, al igual que una descripción sencilla de las unidades presentes. Con el recorrido claro del proceso -sección 3.1- se puede abarcar una discusión más profunda sobre estos planos. Los planos se adjuntan al documento como anexo bajo tamaño estándar. Sin embargo, por defecto de la presentación de este documento, se presentan como anexo los planos en tamaño carta. 5.2.1.2 P&ID, Filosofía de Control Con el fin de garantizar que todos los parámetros que rigen el desempeño de una columna de destilación en continuo sean controlados se deben hacer un análisis de grados de libertad que identifique cuáles son las variables que rigen su comportamiento. Una metodología sencilla, propone identificar aquellas variables de construcción y operación que definen una columna de destilación. De acuerdo con King15, las variables que afectan el desempeño de una columna son la presión; la condición de alimento compuesta por C componentes; un número N de etapas en la zona de rectificación y un número M en la zona de despojamiento; una carga térmica por condensador parcial, QC, y una por rehervidor, QB. De ellas, las variables de construcción son el número de etapas N y M, dos variables independientes. Las variables de operación serán entonces la presión de la columna, dentro de límites apropiados de operación; la presión del tanque de condensados; la cantidad de flujo de C componentes en la corriente de alimentación; la entalpía asociada a esta misma corriente; las carga térmica del rehervidor, y finalmente, dentro de los límites apropiados, la carga térmica del condensador. Siendo el condensador a usar un condensador de tipo total, una de las variables de operación debe ser eliminada, dando como resultado C+5 grados de libertad para la columna. El listado se presenta a continuación
Cantidad de Componentes en la Alimentación: C
Entalpía asociada a la corriente de Alimentación: 1
Presión de la Columna: 1
Número de etapas en rectificación, N: 1
15 Referencia King, Pág. 791.

IQ-2004-II-10
49
Número de etapas en despojamiento, M: 1
Carga del Condensador, QC: 1
______ Total: C+5
Para garantizar que la operación ocurra en estado estable (continuo), se deben garantizar controles de nivel donde existan flujos que entren o salgan del sistema: si el flujo de alimentación es una variable independiente, las variables que deben ser controladas por nivel deben ser el flujo de destilado (saliente del sistema) y el flujo de fondos (también saliente del sistema). Esto hace incluir controles de nivel en el tanque de condensados y en el rehervidor de fondos. Con esto se posible definir qué lazos de control deben ser incorporados. Refiérase al plano de P&ID anexo al documento. • Alimentación Los primeros lazos de control presente se encargan del flujo de alimentación: control de flujo de alimentación y control de temperatura de alimentación (como condición entálpica). Estos dos lazos de control garantizan las condiciones de diseño de la columna en cuanto a la corriente de alimentación se refiere.
• Secuencia lógica
A pesar de que la estrategia de control para la corriente de alimentación ha quedado totalmente definida, se debe aclarar cómo se debe disponer físicamente de cada unidad propia de estos lazos. Como primera instancia, la bomba debe ubicarse antes del precalentador de alimentación ya que los costos de adquisición de bombas aumentan cuando sus temperaturas de operación aumentan. Mecánicamente, bombas que operan fluidos a altas temperaturas corren el riesgo de cavitar por la presencia de vapores. Un caso similar ocurre para la válvula de control. Ella debe ubicarse después de la bomba porque es en ese punto donde el flujo adquiere el valor real de flujo por diseño.
• Temperatura de la Columna La cima, donde la temperatura alcanza su punto mínimo, se vuelve el punto ideal para controlar el perfil de temperaturas de la columna. Entre más flujo de reflujo se retorne a la columna, mayor es el gradiente de composición entre el líquido
IQ-2004-II-10
50
descendente y el vapor ascendente. Este cambio de composiciones repercute, de acuerdo con el diagrama de equilibrio líquido-vapor, en una disminución del perfil de temperatura del la columna. Así, se debe implementar un control de flujo de reflujo a la entra de la columna.
• Secuencia lógica
La entrada del reflujo a la columna la garantiza la bomba P-102. Como se existe un precalentador a líquido saturado, tanto la bomba como la válvula de control de flujo de reflujo deben ir “aguas arriba” de este intercambiador. Caso similar a la corriente de alimentación, la válvula debe encontrarse después de la bomba y antes del intercambiador.
• Presión de la Columna El control de presión de la columna está directamente relacionado con el vapor efluente de la cima y la calidad de subenfriamiento del flujo re reflujo. La cima es nuevamente el punto crítico de análisis para implementar un lazo de control: cuando la presión de la columna aumenta, el flujo establecido de agua de enfriamiento del condensador no es suficiente para el aumento de vapor a condensar. Se debe instalar una válvula de control de flujo que garantice un mayor paso de fluido de enfriamiento cuando el flujo de vapor efluente (aumento de presión) aumenta.
• Secuencia lógica
La variable a controlar es la presión, manipulando la variable flujo de agua de enfriamiento del condensador. El sensor de presión debe ir en aquel punto de la tubería en el que el flujo es netamente vapor: antes del condensador.
Ingeniería Detallada Como anexo al documento, los planos de detalle de cada unidad se presentan en tamaño estándar.

IQ-2004-II-10
51
6. CONCLUSIONES
Una de las ventajas más importantes de este proyecto ha sido poder integrar la capacidad de análisis, los conocimientos y la dedicación todos adquiridos durante el transcurso de la carrera con la carrera misma. Ha sido una excelente oportunidad para demostrar que cuando hay empeño y compromiso para con las labores se puede llegar muy lejos. También ha permitido resaltar que no se debe saber todo para emprender un nuevo camino porque sobre la marcha se aprende; se cometen errores que a veces desaniman pero la perseverancia hace que se vuelvan una excusa para intentarlo de nuevo y seguir adelante. Ha enseñado que la diferencia entre el papel y la realidad sí existe y nunca debe ser despreciada porque se vuelve el primer y más importante tropiezo en la ejecución de nuevas tareas. Las conclusiones propias del trabajo pueden empezar diciendo que siempre hay varias alternativas de solución para el mismo fin, como es el caso específico de la selección del tipo de condensador: un condensador parcial agrega a una variable más a los grados de libertad. Esto hace más difícil plantear una estrategia de control para toda la columna. Se optó entonces por un condensador total a punto de líquido saturado. Dadas las altas temperaturas en ese punto la presión de vapor que se alcanzara a formar haría necesario el uso de válvulas de alivio que incrementan los costos de inversión del equipo. Por esto se decidió el uso de un condensador total a punto de líquido subenfriado y un precalentador de reflujo a punto de líquido saturado nuevamente. También se debe decir que a pesar de que uno de los objetivos principales de éste proyecto es brindar apoyo académico a los estudiantes próximos, también han sido una herramienta fundamental en la formación del autor tanto en lo académico como en lo profesional. Para terminar, deseo que éste y otros proyectos similares a éste sirvan como motivación a nuevos estudiantes comprometidos con la carrera. Que les sirva para apreciar la inmensidad de ésta profesión y la quieran cada una a su modo.

IQ-2004-II-10
52
7. NOMENCLATURA
φcol, Diámetro interno de la columna, m. ρ G, Densidad de gas, kg/m3. ρ L, Densidad de líquido, kg/m3. µ L, Viscosidad de líquido. ∆D, Condición ficticia asociada a la carga del condensador y la entalpía asociada a la corriente
de destilado. ∆W, Condición ficticia asociada a la carga del rehervidor y la entalpía asociada a la corriente de
fondos. At, Área de sección transversal de la columna, m2. Cf, Coeficiente de arrastre según tipo de empaque. D, Flujo de destilado, mol/h. D, Tanque de condensados. E, Intercambiador de calor. F, Flujo de alimentación de la columna, mol/h. G’M, Flujo de gas saliente de la etapa M en la zona de despojamiento, mol/h. GN, Flujo de gas saliente de la etapa N en la zona de rectificación, mol/h. HD, Entalpía asociada al flujo de destilado, joul/mol. HF, Entalpía asociada al flujo de alimentación, joul/mol. HGN, Entalpía asociada al flujo de gas GN, joul/mol. HLN, Entalpía asociada al flujo de líquido LN, joul/mol. HW, Entalpía asociada al flujo de fondos, joul/mol. L’M, Flujo de líquido saliente de la etapa M en la zona de despojamiento, mol/h. LN, Flujo de líquido saliente de la etapa N en la zona de rectificación, mol/h. P, Bomba centrífuga. Q’, Flujo de calor retirado de la columna por cuenta de la carga del condensador y la entalpía
asociada al flujo de destilado. Q’’, Flujo de calor neto retirado de la columna por cuenta de la carga del rehervidor y la entalpía
asociada al flujo de fondos.

IQ-2004-II-10
53
QB, Flujo de calor suministrado a la columna por cuenta del rehervidor, joul/h. QC, Flujo de calor retirado de la columna por cuenta del condensador, joul/h. R, Relación de reflujo interno de una columna de destilación. RMÍN, Relación de reflujo mínimo de una columna de destilación. RO, Relación de reflujo óptimo de una columna de destilación. T, Columna de destilación empacada. TK, Tanque de almacenamiento de alimento y productos. W, Flujo de destilado, mol/h. x’M, Fracción molar de soluto en la corriente L’M, (moles soluto/h)/ moles líquido/h). xN, Fracción molar de soluto en la corriente LN, (moles soluto/h)/ moles líquido/h). y’M, Fracción molar de soluto en la corriente G’M, (moles soluto/h)/ moles vapor/h). yN, Fracción molar de soluto en la corriente GN, (moles soluto/h)/ moles vapor/h). zD, Fracción molar de soluto en la corriente de alimentación (líquido o gas), (moles soluto/h)/
moles destilado/h). zF, Fracción molar de soluto en la corriente de alimentación (líquido o gas), (moles soluto/h)/
moles alimentación/h). zW, Fracción molar de soluto en la corriente de alimentación (líquido o gas), (moles soluto/h)/
moles fondos/h).

IQ-2004-II-10
54
8. REFERENCIAS BIBLIOGRAFICAS 1. Arriata, M., Avila, M., Rangel, J., “Diseño y Evaluación de Condensadores
Para Torres de Destilación”, Miniproyecto de Ingeniería Química dirigido por Juan M. Rodríguez.
2. Arun, Vijai, Balaraman, K.S., Sriram, V., “Simulated Distillation”, Palladian
Publications, Vol. 8.
3. Bek-Pedersern, E., Gani, R., Levaux, O., “Determination of Optimal Energy Efficient Separation Schemes Based on Driving Forces”. Computers and Chemical Engineering 24 (2000), 253-259. Elsevier.
4. Dennis Y. –C. Thong, Francisco J.L. Castillo, Gavin P. Towler, “Distillation
Design And Retrofit Using Stage-Composition Lines”, Chemical Engineering Science 55 (2000). Department of Process Integration, UMIST, PO 88, Manchester M60 1QD, UK. December 1998.
5. Doherty M.F., M.F. Malone, “Conceptual Design of Distillation Systems”,
McGraw-Hill, New York, 2001.
6. Henley E. J., J. D. Seader, “Equilibrium-Stage Separation Operations in Chemical Engineering”, John Wiley & Sons, New York, 1981.
7. Holland, C. D., “Fundamentals of Multicomponent Distillation”, Mc Graw-Hill,
New York, 1981.
8. Humphrey J. L., G. E. Keller II, “Separation Process Technology”, McGraw-Hill, New York, 1997.
9. J. F. Billingham, M. J. Lockett, “A Simple Method to Assess the Sensitivity of
Packed Distillation Columns to Maldistribution”. Institution of Chemical Engineers Trans IChemE, Vol 80, Part A, May 2002.
10. King, C. Judson. “Separation Process”. McGraw- Hill, New York, 1980.
11. Kister, Henry Z. “Distillation –Operation–”. Mc Graw-Hill, New York, 1990.
12. Lin, C-C., Ho, T-J., Liu, W-T., “Distillation in a rotating packing bed”, Industrial
Technology Research Institute, Hsincha, Taiwan, R.O.C. Journal of Chemical Engineering of Japan, Vol. 35, No. 12, pp. 1298-1304, 2002.
13. Loraine A. Huchler, “Understanding the Utility of Side Reboilres”.
Hydrocarbon Processing 2003.

IQ-2004-II-10
55
14. McCabe, W., L., Smith, J., C., Harriot, P., “Unit Operations of Chemical Engineering”, McGraw-Hill International Editions – Chemical Engineering Series, Sixth Edition. New York, 2001.
15. M.J. Lockett, J.F., Billingham, “The Effect of Maldistribution on Separation in
Packed Distillation Columns”, Trans IChemE, Vol 81, Part A, January 2003. McGraw-Hill International Editions – Chemical Engineering Series, Singapore, 2001.
16. Mohamed ALI, P.J. JANSENS, Zf. OLUJIC, “Experimental Characterization
And Computational Fluid Dynamics Simulation Of Gas Distribution Performance Of Liquid (Re) Distributors And Collectors In Packed Columns”, Institution of Chemical Engineers. Vol 81, Part A, January 2003.
17. O. Yu. Yakubov and K.A. Samiev, “Combined Unit for Heat Transport and
Water Distillation – Results of the experiments carried out on an unit developed by the authors for heat transport and water distillation are presented”. Applied Solar Energy, Vol. 38, No. 3, 2002.
18. Piché, S., Lévesque, S., Bernard, P.A., G., Larichi, F., “Prediction of HETP for
Randomly Packed Towers Operation: Integration of Aqueous and Non-Aqueous Mass-Transfer Characteristics into One Consistent Correlation”. Separation and Purification Technology 33 (2003) 145-162. Quebec, Canada, October 2002.
19. Poling, B., Prausnitz, J., John P. O’Connell: “The properties of Gases and
Liquids” – Fifth Edition.
20. Schweitzer, Philip A., editor-in-chief, “Handbook of Separation Techniques for Chemical Engineers”, third edition, Mc Graw-Hill, New York, 1997.
21. Seader, J. D., E. J. Henley, “Separation Process Principles”, John Wiley &
Sons, New York, 1998.
22. Sherwood T. K., R. L. Pigford, C. R. Wilke, “Mass Transfer”, McGraw-Hill, New York, 1975 (una revisión completa del libro clásico Absorption and Extraction, 1937, 1952).
23. Taylor, R., R. Krishna. “Multicomponent Mass Transfer”. John Wiley & Sons,
New York, 1993.
24. The Distillation Group, Inc, “Effectively Control Column Pressure”. Chemical Engineering Progress. The American Institute of Chemical Engineers. January 2001.
IQ-2004-II-10
56
25. Van Winkle, M.: “Distillation” – McGraw-Hill – Chemical Engineering Series, 1967. ASIN: 0070671958.
26. Wang, L., Li, P., Wozny, G., Wang, S., “A Startup Model For Simulation of
Batch Distillation Starting From a Coldstate”, Computers and Chemical Engineering 27 (2003), 1485-1497. Available online at www.sciencedirect.com. Elsevier.
8.1 REFERENCIAS SITIOS WEB
1. Equipment Costs for Plant Design and Economics for Chemical Engineers –
5th Edition. Recuperado el 8 de enero de 2005 de: http://www.mhhe.com/engcs/chemical/peters/data/
2. EL TIEMPO.COM – Noticias. Recuperado el 8 de enero de 2005 de:
http://eltiempo.terra.com.co/ 3. Koch-Glitsch. Recuperado el 10 de septiembre de 2004 de:
http://www.koch-glitch.com/koch/product_brochures/KGMRP.pdf

IQ-2004-II-10
57
APENDICE A CÁLCULO DE LA RELACIÓN DE REFLUJO ÓPTIMO
Las definiciones del reflujo mínimo y el reflujo óptimo fueron presentadas en la sección 4.2. En ella se comentaba que las propiedades asociadas a los mínimos requerimientos energéticos eran parámetros propios de cada columna y de cada juego de condiciones de operación, y que esa era la base para determinar las condiciones propias para un desempeño óptimo y razonablemente económico. El objetivo principal de este apéndice es construir una curva de desempeño óptimo16 para una columna de destilación y hacer los cálculos de la columna para la relación de reflujo óptimo correspondiente. Para esto se definen condiciones de operación reales y costos actualizados mencionados posteriormente.
Figura A 1 Condiciones de operación de la columna.
16 Una curva de desempeño óptimo involucra curvas de costos fijos (construcción y montaje) y costos de operación (servicios utilitarios) en función de distintos valores de relación de reflujo. La idea es identificar a la relación de reflujo óptimo de acuerdo con el costo total mínimo. El costo total es la suma de los costos fijos y costos de operación.
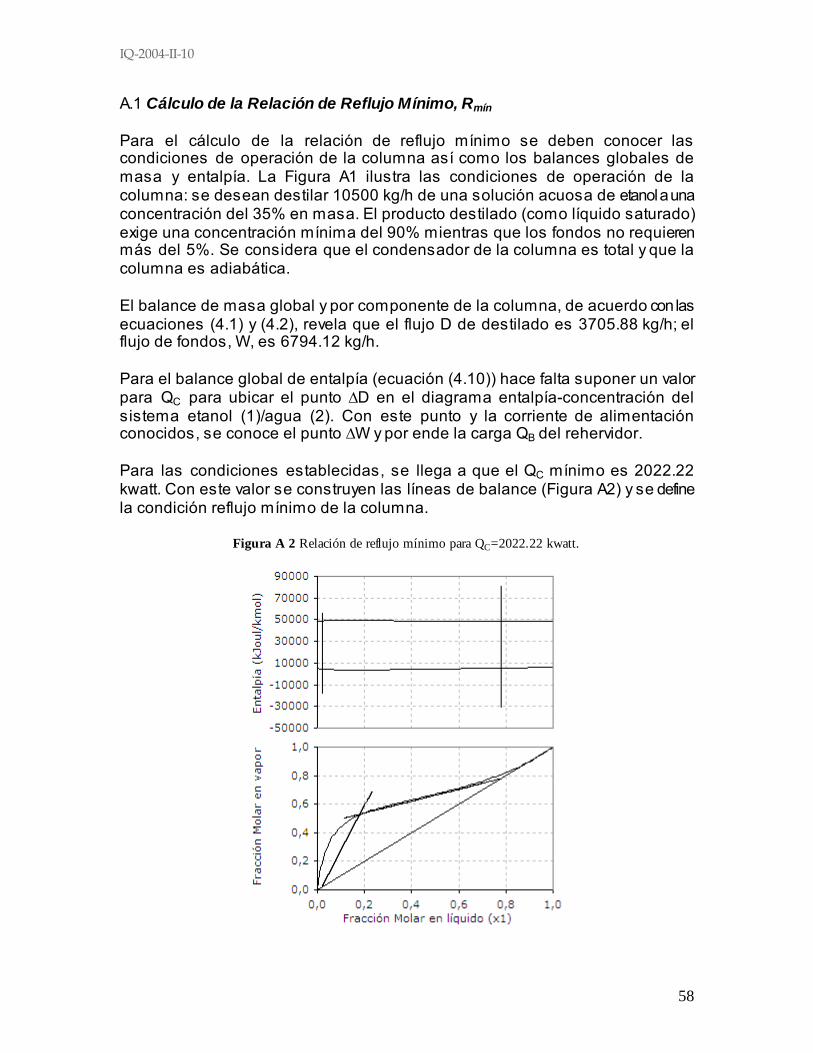
IQ-2004-II-10
58
A.1 Cálculo de la Relación de Reflujo Mínimo, Rmín Para el cálculo de la relación de reflujo mínimo se deben conocer las condiciones de operación de la columna así como los balances globales de masa y entalpía. La Figura A1 ilustra las condiciones de operación de la columna: se desean destilar 10500 kg/h de una solución acuosa de etanol a una concentración del 35% en masa. El producto destilado (como líquido saturado) exige una concentración mínima del 90% mientras que los fondos no requieren más del 5%. Se considera que el condensador de la columna es total y que la columna es adiabática. El balance de masa global y por componente de la columna, de acuerdo con las ecuaciones (4.1) y (4.2), revela que el flujo D de destilado es 3705.88 kg/h; el flujo de fondos, W, es 6794.12 kg/h. Para el balance global de entalpía (ecuación (4.10)) hace falta suponer un valor para QC para ubicar el punto ∆D en el diagrama entalpía-concentración del sistema etanol (1)/agua (2). Con este punto y la corriente de alimentación conocidos, se conoce el punto ∆W y por ende la carga QB del rehervidor. Para las condiciones establecidas, se llega a que el QC mínimo es 2022.22 kwatt. Con este valor se construyen las líneas de balance (Figura A2) y se define la condición reflujo mínimo de la columna.
Figura A 2 Relación de reflujo mínimo para QC=2022.22 kwatt.

IQ-2004-II-10
59
A.2 Construcción del Diagrama de Desempeño Óptimo De acuerdo con lo visto, a cada cantidad de R debe corresponderle una geometría de columna, perfiles de temperatura, composición y flujos y las cargas térmicas del condensador y rehervidor. Como consecuencia, cada relación debe estar acompañada por el costo del equipo y los costos de operación o consumo. Las curvas se construyen entonces para varios valores de R/RMÍN: 1.2, 1.4, 1.6, 1.8, 2.0, 3.0, 4.0 y 5.0.
Figura A 3 Relación de reflujo óptimo a relación de reflujo mínimo (RO/Rmín) igual a 1.2.
Para el primer valor, R/RMÍN = 1.2, se tiene que la carga del condensador es QC = 2461.68 kwatt y del rehervidor QB = 2598.21 kwatt. Las líneas de balance se ilustran en la Figura A3, y se deduce que la altura del empaque es de 10.8 m y el diámetro interno de la columna es 1.55 m. Este cálculo se repite tantas veces como puntos en la curva de desempeño óptimo sean necesarios. La tabla A1 resume los resultados obtenidos para siete relaciones de reflujo adicionales. Tabla A 1 Geometría y carga del condensador total en función de la relación de reflujo.

IQ-2004-II-10
60
Los resultados presentados en la Tabla A1 ya son parte en la construcción del diagrama de desempeño óptimo. Los demás cálculos corresponden ahora a los costos asociados a dichas características. Se iniciará con los costos fijos por concepto de la geometría del equipo. A.2.1 Costos Fijos por Equipo La fuente de los costos fijos es el sitio Web17 de la quinta edición. Están referidos a enero de 2002 con el índice Chemical Engineering Plant Cost Index (CEPCI) con un valor de 390.4. Los resultados son obtenidos en dólares americanos (U$) y se presentan en la Tabla A2. La conversión a pesos colombianos se hace bajo la Tasa Representativa del Mercado (TRM), cuyo valor para la fecha18 de cálculos es de 2358.54 pesos/U$. Tabla A 2 Costos fijos del equipo según geometría en función de la relación de reflujo. Incluye instalación y auxiliares.
Ahora, para las mismas características, deben evaluarse los costos asociados a la operación de la columna. Estos costos deben incluir el consumo energético de bombas y compresores, válvulas de control, sistemas de calentamiento y enfriamiento y materia prima. Para el caso particular de éste ejemplo, sólo se considerarán los costos asociados con el consumo energético del rehervidor, asumiendo que éste opera mediante resistencias eléctricas. A.2.2 Costos de Operación La evaluación del costo por consumo eléctrico por parte del rehervidor se hace con el costo por quilovatio-hora promedio19 (kwhprom) en la ciudad de Bogotá. El consumo energético de la columna, según la simulación, se reporta en
17 Referencia 1, Sitio Web. En esta página se encontrarán las indicaciones necesarias para llegar a los costos fijos del equipo. Estos costos incluyen el costo de la columna y los costos de instalación y auxiliares. Los parámetros que se deben definir son: el equipo que se va a evaluar (columna empacada), el material de construcción (acero inoxidable), el diámetro de la columna (en metros) y la altura del empaque (en metros). 18 Referencia 2, Sitio Web. 19 Para ser consecuentes con el valor del dinero en el tiempo, éste costo está referido también a enero de 2002.
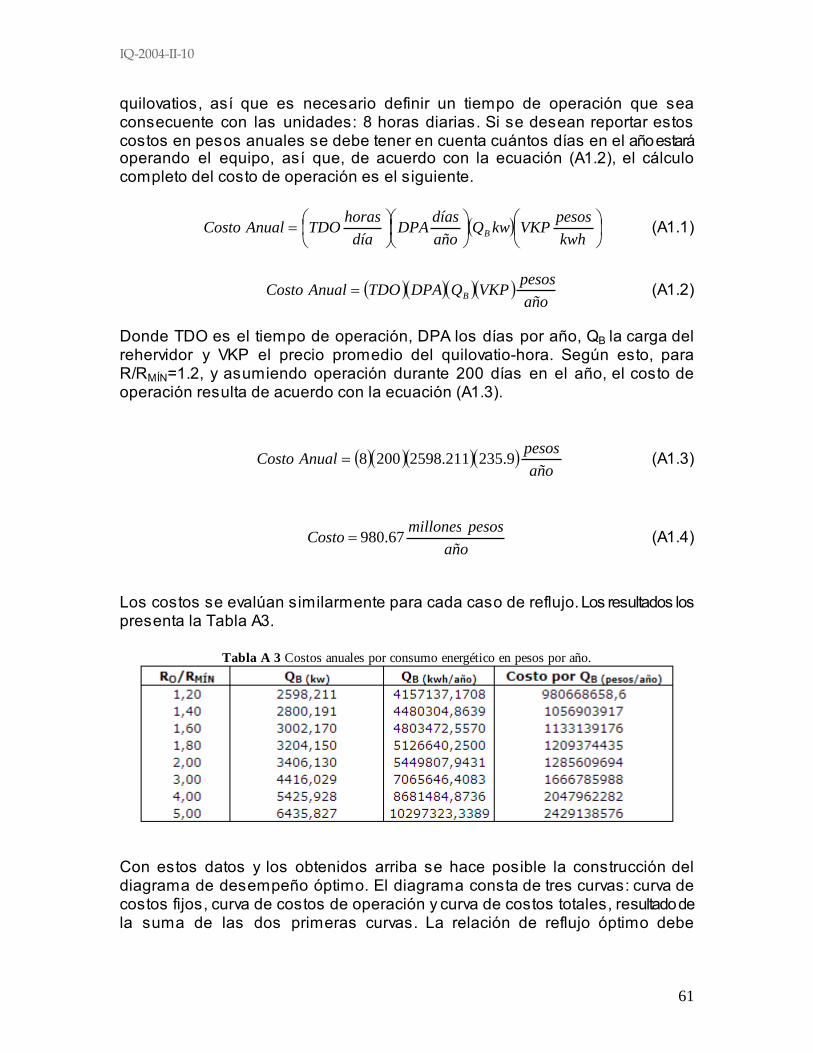
IQ-2004-II-10
61
quilovatios, así que es necesario definir un tiempo de operación que sea consecuente con las unidades: 8 horas diarias. Si se desean reportar estos costos en pesos anuales se debe tener en cuenta cuántos días en el año estará operando el equipo, así que, de acuerdo con la ecuación (A1.2), el cálculo completo del costo de operación es el siguiente.
( ) ⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛
⎟⎠⎞
⎜⎝⎛=
kwhpesos
VKPkwQañodías
DPAdía
horasTDOAnualCosto B (A1.1)
( )( )( )( )añopesos
VKPQDPATDOAnualCosto B= (A1.2)
Donde TDO es el tiempo de operación, DPA los días por año, QB la carga del rehervidor y VKP el precio promedio del quilovatio-hora. Según esto, para R/RMÍN=1.2, y asumiendo operación durante 200 días en el año, el costo de operación resulta de acuerdo con la ecuación (A1.3).
( )( )( )( )año
pesosAnualCosto 9.235211.25982008 = (A1.3)
añopesosmillones
Costo
67.980 = (A1.4)
Los costos se evalúan similarmente para cada caso de reflujo. Los resultados los presenta la Tabla A3.
Tabla A 3 Costos anuales por consumo energético en pesos por año.
Con estos datos y los obtenidos arriba se hace posible la construcción del diagrama de desempeño óptimo. El diagrama consta de tres curvas: curva de costos fijos, curva de costos de operación y curva de costos totales, resultado de la suma de las dos primeras curvas. La relación de reflujo óptimo debe

IQ-2004-II-10
62
corresponder, en la curva de costos totales, a aquella condición que implique el menor gasto económico posible. A.2.3 Diagrama de Desempeño Óptimo La Figura A4 ilustra el diagrama de desempeño óptimo correspondiente a las condiciones de operación previamente definidas. El menor costo total según los cálculos es 1302 millones de pesos anuales, correspondiente a una relación de reflujo de 1.6. Gracias a que éste es el costo mínimo, la relación R/RMÍN = 1.6 necesariamente es la relación óptima. Figura A 4 Diagrama de desempeño óptimo de una columna empacada para la destilación de etanol-agua.
Sugiere una relación óptima de 1.6.
El diagrama sugiere que la columna, para las condiciones de operación requeridas, sea construida para el caso en el que la relación de reflujo es 1.6. Esto implica una altura de empaque de 8.10 m y un diámetro interno de columna de 1.64 m. La sección A.3 presenta detalladamente el cálculo de la geometría de la columna para las mismas condiciones de la sección A.1 y la relación de reflujo óptimo. A.3 Ejemplo de Cálculo de la Geometría de la Columna Gracias a que la simulación ha identificado que la relación de reflujo óptimo es 1.6 veces la mínima las condiciones de operación reales de la columna quedan definidas. Así, los resultados se resumen en la Figura A5, que presenta tanto los balances de masa y entalpía globales de la columna como las cargas térmicas
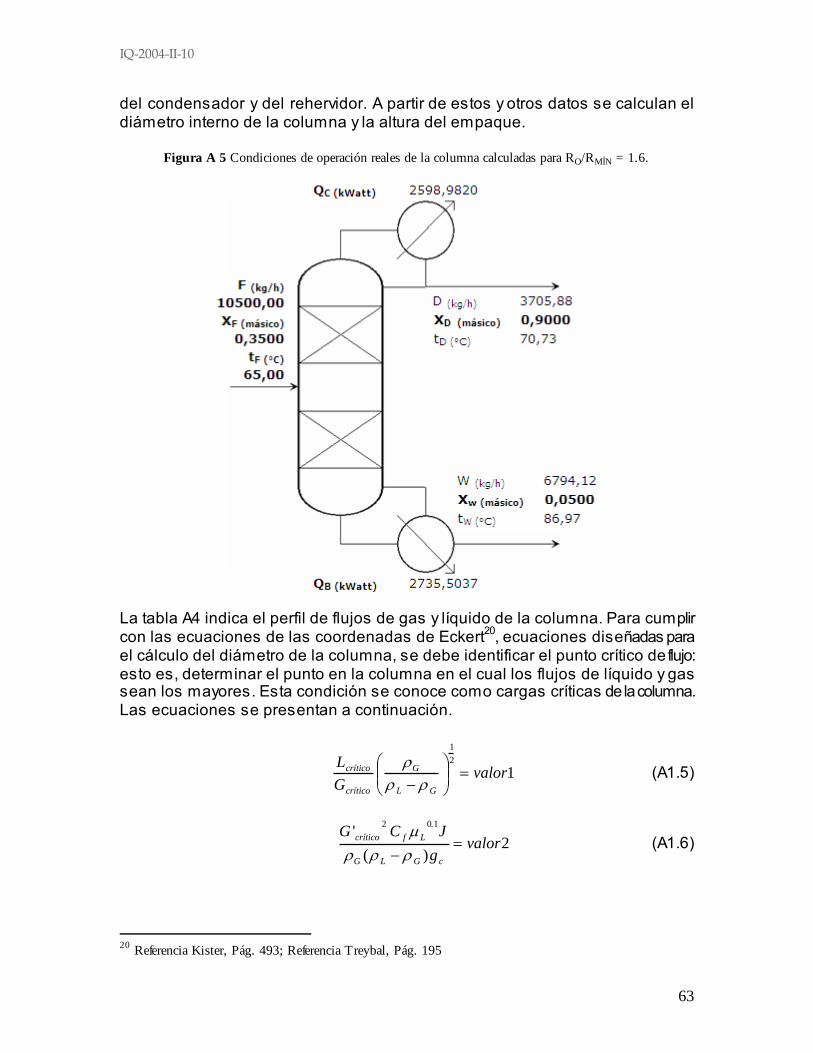
IQ-2004-II-10
63
del condensador y del rehervidor. A partir de estos y otros datos se calculan el diámetro interno de la columna y la altura del empaque.
Figura A 5 Condiciones de operación reales de la columna calculadas para RO/RMÍN = 1.6.
La tabla A4 indica el perfil de flujos de gas y líquido de la columna. Para cumplir con las ecuaciones de las coordenadas de Eckert20, ecuaciones diseñadas para el cálculo del diámetro de la columna, se debe identificar el punto crítico de flujo: esto es, determinar el punto en la columna en el cual los flujos de líquido y gas sean los mayores. Esta condición se conoce como cargas críticas de la columna. Las ecuaciones se presentan a continuación.
121
valorGL
GL
G
crítico
crítico =⎟⎟⎠
⎞⎜⎜⎝
⎛− ρρρ
(A1.5)
2)(
' 1.02
valorg
JCG
cGLG
Lfcrítico =− ρρρ
µ (A1.6)
20 Referencia Kister, Pág. 493; Referencia Treybal, Pág. 195

IQ-2004-II-10
64
Tabla A 4 Perfil de flujos de gas y líquido a lo largo de la columna.
A simple vista se aprecia que los mayores flujos se encuentran al inicio de la zona de despojamiento. El flujo másico de gas es 6309.68 kg/h y el de líquido es 13103 kg/h. Con estos valores y la densidad promedio de gas y líquido se hace uso de la ecuación (A1.5) para determinar la cantidad “valor 1”. Esta cantidad corresponde al eje de las abscisas en el diagrama de las coordenadas de Eckert

IQ-2004-II-10
65
(Figura A6) y permite evaluar la cantidad “valor 2” de acuerdo con la caída de presión de gas supuesta. Figura A 6 Inundación y caída de presión en columnas empacadas aleatoriamente. Para unidades SI gc=1 y
J=1. Coordenadas de Eckert, Mass-Transfer Operations.
Para los valores encontrados y mediante la ecuación (A1.5) se tiene que la cantidad “valor 1” es:
177831.08956.851
77831.0
68.630980.13103 2
1
//
/
/
/
33
3
valormkgmkg
mkg
hkg
hkg =⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
− (A1.5.1)
10628.0 valor= (A1.5.2)
Es común21 usar una caída de presión del gas de 200 N/m2 por metro de empaque en despojadores así que el corte del “valor 1” con la curva de caída de presión a 100 N/m2 por metro de empaque le asigna a la cantidad “valor 2” un valor de 0.023. De acuerdo con la ecuación (A1.6) se tiene que:
( )( )( ) 1.0
./
///2
45.448
77831.08956.851(77831.0023.0'
333
smkg
mkgmkgmkgcrítico
EG
−
−= (A1.6.1)
Se calcula entonces G’, la densidad de flujo másico de gas (en kg/m2.s) y con el flujo másico de gas correspondiente a este punto se determina el área transversal y el diámetro interno de la columna, así: 21 Referencia Treybal, Pág. 195
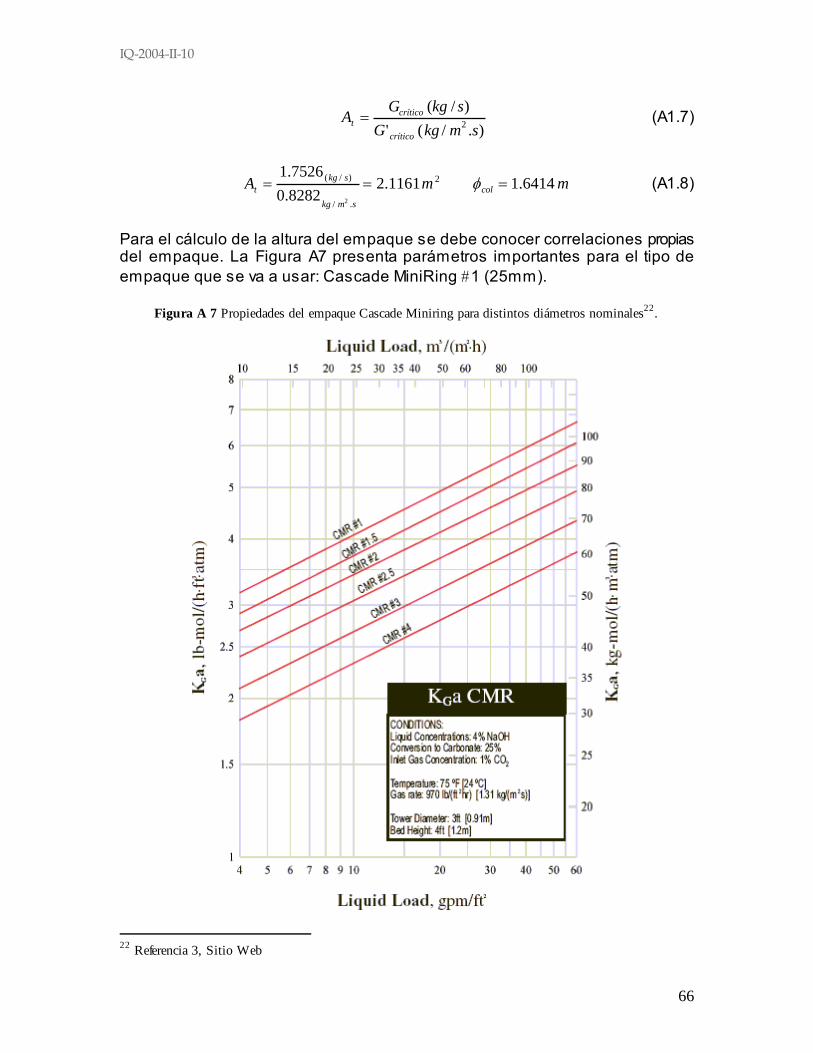
IQ-2004-II-10
66
)./(')/(
2 smkgGskgG
Acrítico
críticot = (A1.7)
2
./
)/( 1161.28282.07526.1
2
mAsmkg
skgt == mcol 6414.1=φ (A1.8)
Para el cálculo de la altura del empaque se debe conocer correlaciones propias del empaque. La Figura A7 presenta parámetros importantes para el tipo de empaque que se va a usar: Cascade MiniRing #1 (25mm).
Figura A 7 Propiedades del empaque Cascade Miniring para distintos diámetros nominales22.
22 Referencia 3, Sitio Web
IQ-2004-II-10
67
De acuerdo con la información de los perfiles de flujo, la densidad de líquido y el área transversal de la torre se define la carga de líquido o “liquid load”, parámetro de la Figura A7. Así se permite la lectura de la cantidad KGa, parámetro que está directamente relacionado con la altura de una sección empacada, de acuerdo con la ecuación23 (A1.9).
( )∫ −=
Gyb
Gyb iG yyakGyd
Z)(
(A1.9)
Como es el caso del sistema etanol-agua, donde las variaciones de flujo de gas y líquido son casi mínimas, el término G/(kGa) se hace constante, saliendo de la integral y dando como resultado la ecuación (A1.10)
( )∫ −=
yb
ya iG yydy
akG
Z (A1.10)
Para evaluar el valor de la altura se deben conocer las composiciones yi en el equilibrio y calcular el término (yi-y) que hace referencia a las fuerzas motrices de transferencia de masa que rigen el proceso de separación.
23 Referencia Treybal, Pág. 427; Referencia McCabe, Pág. 562

IQ-2004-II-10
68
APENDICE B
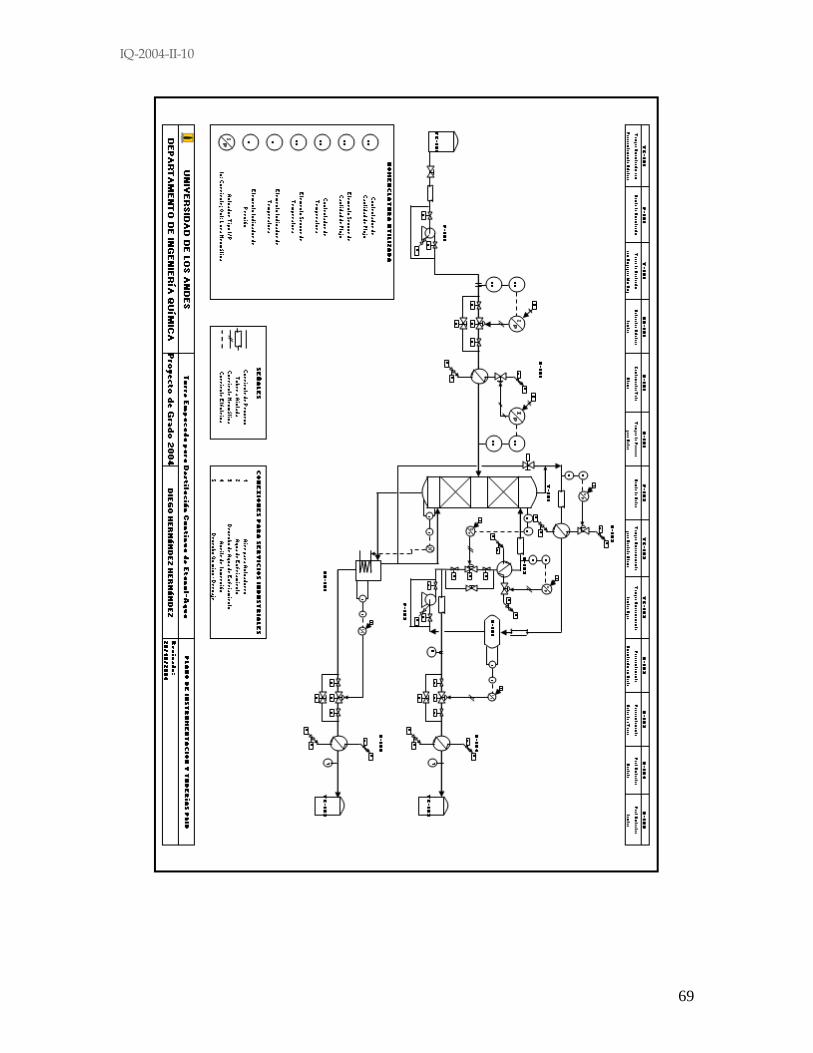
IQ-2004-II-10
69