divisiÓn de ciencias bÁsicas e ingenierÍa148.206.53.84/tesiuami/uami10545.pdf · o balance de...
TRANSCRIPT

DIVISIÓN DE CIENCIAS BÁSICAS E INGENIERÍA
Licenciatura en Ingeniería Química
Proyecto:Planta Productora de Polvos Solubles
(Guayaba)
Participantes:
Espinoza Briones Martha ConsueloHerrera Hernández Erik César
____________________________
Asesor: Dr. Mario G. Vizcarra Mendoza
Lugar de Realización:Universidad Autónoma Metropolitana Unidad Iztapalapa
Fecha de Realización:Mayo del 2002 a Marzo del 2003

ÍNDICE.
I. INTRODUCCIÓN.…………………………………………………………………..1
II. OBJETIVOS………………………………………………………………………...3
o Objetivo Generalo Objetivos Particulares
III. ANTECEDENTES BIBLIOGRÁFICOS……………………………………........4
o Secado por Aspersión en Operación a Corrientes Paralelaso Sistemas Típicos de Secado por Aspersióno Puntos Relevantes en el Secado por Aspersióno Características del Polvo Obtenido en el Secado por Aspersión e
Importancia de la Operación de Aglomeracióno Determinación del Tiempo de Residencia en el Secador
IV. PROPIEDADES NUTRITIVAS DE LA GUAYABA……………………………9
V. ESTUDIO ECONÓMICO………………………………………………………...10
o Ubicación de la Plantao Capacidad de la Plantao Horas de Operación de la Plantao Almacenamiento de Materias Primas y Productoso Utilización de Desechos y Normas de Seguridado Potencial Económico
VI. EL PROCESO…………………………………………………………………….17
VII. MATERIALES Y MÉTODOS………………………………………………….20
o Caracterización de la Suspensióno Secado por Aspersióno Secado en Estufao Aglomeración de Finos
VIII. RESULTADOS Y DISCUSIÓN……………………………………………….24
o Comportamiento de la Pulpa de Guayaba (Secado)o Determinación de Propiedadeso Determinación de las Condiciones de Operación en el Secadoro Pruebas de Solubilidad de los Polvos Finoso Determinación de las Condiciones de Operación del Aglomeradoro Balance de Materia y Energía

IX. DISEÑO DE LOS EQUIPOS…………………………………………………….37
o Mezcladoro Secador por Aspersióno Cicloneso Aglomeradoro Compresoro Bombas
X. COSTEO DE LOS EQUIPOS…………………………………………………….44
XI. EVALUACIÓN DEL PROYECTO……………………………………………..50
XII. CONCLUSIONES…………………………………………………………….....54
XIII. NOMENCLATURA…………………………………………………………….57
XIV. BIBLIOGRAFÍA………………………………………………………………..59
XV. APÉNDICES……………………………………………………………………..60
o Apéndice A. Datos para la Obtención de la Curva de Secado y de laVelocidad de Secado.
o Apéndice B. Valores Obtenidos a partir de los Balances de materia en losEquipos.
o Apéndice C. Información Obtenida para el Diseño de los Equipos.o Apéndice D. Estimación Económica

1
I. INTRODUCCIÓN.
En la actualidad existe un número reducido de industrias que producen polvos
solubles para preparar bebidas frutales, y estas empresas son las encargadas de muchas
de las marcas que se encuentran en el mercado, es decir, hoy en día las grandes
industrias se encargan de comprar pequeñas empresas y de esta forma monopolizar el
mercado. La compañía que es una de las mayores comercializadoras de concentrados en
polvos para preparar bebidas frutales es Kraff Foods.
La razón por la cual los polvos para preparar bebidas son tan utilizados por
algunos sectores de la población, es porque representa un ahorro, en términos tanto
económicos como de tiempo, ya que este producto es de precio relativamente bajo y
sencillo de preparar. Pero que el producto sea económico, no quiere decir que los
consumidores no exijan calidad, por el contrario, cada vez más, las personas se
preocupan por el tipo de alimentos que consumen. Es aquí donde radica la importancia
de realizar los procesos de obtención de estos concentrados, de forma que se tenga la
mayor calidad, además de ofrecer un producto natural y con la menor cantidad de
conservadores, que es por lo que se caracterizan algunos de los concentrados en polvo
que se venden hoy en día.
Los procesos mediante los cuales se obtienen los concentrados en polvos son
similares en casi todos los casos, es decir, primero se debe obtener la pulpa de la fruta,
esta pulpa pasa por un proceso de homogenización para obtener la concentración de
sólidos que se desea y posteriormente es secada. La operación de secado se realiza
generalmente en un secador por aspersión, en esta etapa se obtienen los polvos finos,
pero como se sabe estos no presentan una buena solubilidad además de que su manejo
es muy complicado, es por ello que los polvos finos son sometidos a un proceso de
aglomeración, es decir, un proceso en el cual las partículas se agrupan para formar
grumos, generalmente porosos, lo que hace que el tamaño aumente y también el área de
contacto, lo cual explica que aumente la solubilidad.

2
En el presente proyecto se describe la obtención de polvos por la vía
anteriormente señalada, pero evitando el uso de conservadores para que el producto sea
lo más natural posible.
El diseño de los equipos es uno de los puntos más importantes y que mayor
dificultad representa, ya que el diseño de una cámara de atomización se basa más en
datos empíricos y experiencia que en análisis matemáticos profundos, a diferencia de lo
que ocurre con otros tipos de sistemas de secado (rotatorio, de túnel, etc). Lo que se
hace generalmente es un análisis de su funcionamiento.

3
II. OBJETIVOS
Objetivo General.
§ Diseñar una planta para producir polvos solubles a partir de la pulpa de guayaba,combinando el secado por aspersión y la aglomeración de finos por fluidización.
Objetivos Particulares.
§ Determinar las propiedades físicas y reológicas de la suspensión de guayaba quese utilizará para la producción de los polvos.
§ Determinar las condiciones de operación del secador por aspersión, tales comola temperatura de alimentación y salida del aire, flujo de aire y concentración dela suspensión.
§ Determinar las condiciones de operación para el sistema de aglomeración enlecho fluidizado: flujos de aire y de la solución aglomerante, así como latemperatura de alimentación del aire al aglomerador.
§ Caracterizar las propiedades del producto aglomerado obtenido: tamaño departícula, tiempo de solubilización y tiempo de sedimentación.
§ Realizar evaluación económica del proceso.
4
III. ANTECEDENTES BIBLIOGRÁFICOS.
El proceso de secado es un fenómeno complejo que involucra la transferencia
simultánea de calor y materia (el transporte de calor hacia el interior del material y el
transporte de agua hacia el exterior del mismo). Esta operación ha sido estudiada
ampliamente debido a que tiene diversas aplicaciones a nivel industrial, como son el
secado de alimentos, la producción de detergentes, la producción de fertilizantes,
polímeros, etc., su evolución ha estado íntimamente ligada al avance de las industrias,
ya que en alguna parte de sus procesos realizan esta operación. El proceso de
aglomeración, por su parte, tiene la función de mejorar algunas de las propiedades del
polvo; la más importante es la solubilidad que presentan en un líquido.
Secado por Aspersión en Operación a Corrientes Paralelas.
Los secadores por aspersión tienen dimensiones muy variables, que van desde
algunos metros hasta varias decenas de metros de altura (torres de atomización). La
pulverización puede ser llevada a cabo por (a) atomización centrífuga por medio de una
turbina que gira a gran velocidad (10,000-50,000 rpm); (b) por efecto de una fuerza
neumática por medio de una tobera bajo presión. Normalmente los líquidos empleados
están ya concentrados a un contenido de sólidos del 30% aproximadamente. En muchos
casos se agregan sólidos adicionales como maltodextrinas o derivados de la celulosa
como soporte o para mejorar la calidad.
La operación de secado por aspersión, en un sistema a corrientes paralelas, se
utiliza con mayor frecuencia en la industria debido a que en un sistema en paralelo se
vencen los problemas de termo-sensibilidad, contrario a lo que ocurre en los sistemas de
secado a contracorriente. Esta operación consiste en alimentar la solución a la misma
cámara en la que se alimenta el aire que hace girar el disco rotatorio y en la misma
dirección se alimenta el flujo de aire caliente que secará las gotas atomizadas.

5
Sistemas Típicos de Secado por Aspersión.
Se han diseñado diferentes sistemas para el secado por aspersión, siendo los más
utilizados:
a) Secador por aspersión en corriente paralela, con ciclón.
b) Secador por aspersión de cámara.
c) Secador por aspersión al vacío.
Puntos Relevantes en el Secado por Aspersión.
En términos generales, son varios los pasos que se presentan en el secado por
aspersión. Los más relevantes son:
1. Preconcentración del líquido de alimentación (suspensión).
Según Verhey (1972), en la operación de secado por aspersión, usualmente se
preconcentra el líquido, por diferentes razones, las cuales se mencionan a
continuación:
• Economía de la operación (la evaporación es más barata)
• Incrementa la capacidad (la cantidad de agua evaporada es constante).
• Incrementa el tamaño de partícula (cada gota contiene más sólidos).
• Incrementa la densidad de partícula.
• Reduce el tamaño de la vacuola.
• Aumenta la eficiencia de separación del polvo.
• Mejora la capacidad de dispersión del producto.
2. Atomización (creación de gotas).
Karel (1985), ha descrito esta operación como una de las más importantes en el
secado por aspersión, ya que aquí se genera el tamaño de gota característico del
secador, que esta ligado tanto al disco rotatorio como a la presión ejercida en el.

6
Durante la atomización de la solución, existen variaciones en el tamaño de las
gotas, generadas en el disco rotatorio, que son función de la velocidad de rotación y
que de acuerdo a Master (1991), puede expresarse como:
31
)(0024.0 22
222
nhdQNVr µ
ρπ= (1)
El efecto de las propiedades físicas y de las variables de operación en el tamaño
de las gotas que se generan en el secador por aspersión puede cuantificarse mediante
algunas correlaciones que propone Master (1991), las cuales se presentan en la Tabla 1.
Tabla 1. Correlaciones para determinar el tamaño de gota generada en el disco
rotatorio
CORRELACIÓN PROPIEDAD CONSTANTEq
NN
DD
=
12
21 Velocidad de rotación 0.6<q<0.12
P
MM
DD
21
21 Flujos de alimentación 0.1<p<0.12
r
DD
=
21
21
µµ Viscosidades r = 0.2
s
DD
=
12
21
ρρ Densidades s = 0.5
Se observa que la relación de diámetros es directamente proporcional a la propiedad
medida, excepto en la velocidad de rotación.
3. Secado con aire caliente.
El secado mediante aire caliente, puede modelarse estudiando solo una gota del
secador por aspersión. Karel (1975) propone un modelo para la determinación del
tiempo de secado de una gota y lo calcula por medio de la siguiente ecuación:
]1[3][2
i
fiVL
mThmmHdr
t+∆
−∆= (2)

7
4. Separación del polvo del aire húmedo.
Para la separación del polvo, Charm (1971) propone una correlación que
relaciona las dimensiones del ciclón donde se separa el polvo, y el diámetro de la
partícula:
S
iP dZDV
DAD
0
02 6.3 µ= (3)
5. Enfriamiento.
El enfriamiento es una parte importante en el sistema de secado por aspersión,
dado que mediante esta operación se reduce la temperatura de la pared en la cámara
y se evita que se funda el polvo generado.
Características del Polvo obtenido en el Secador por Aspersión e Importancia de la
Operación de Aglomeración.
Karel (1975), ha discutido los requerimientos de la rápida dispersabilidad de
polvos en agua fría y ha concluido que las propiedades que se desean en un polvo son
las siguientes:
• Alta solubilidad
• Resistencia a la sedimentación.
• Gran superficie húmeda.
• No debe flotar en la superficie del líquido.
De los puntos anteriores, se puede observar la importancia de la aglomeración de
los sólidos producidos en el secador por aspersión, ya que estos polvos tienen un
tamaño de partícula pequeño y esto impide que se puedan vencer la tensión superficial
del líquido en el cual se pretenden disolver.

8
Determinación del Tiempo de Residencia en el Secador.
Para determinar el tiempo de residencia en una cámara de secado de base cónica
y cuerpo cilíndrico de altura h, el volumen puede ser determinado por la siguiente
correlación, Masters (1991):
)288.0´(7854.0 2chch DhDV += (4)
Q = Vt (5)

9
IV. PROPIEDADES NUTRITIVAS DE LA GUAYABA
La guayaba (nombre científico Psidium Guajava), es una fruta que se utiliza para
producir diferentes satisfactores que forman parte de la dieta común en México, por
ejemplo, dulces, pulpa, puré, jugos y bebidas refrescantes. Las propiedades
nutricionales de la guayaba se enlistan en la tabla 2.
Tabla 2. Propiedades nutritivas de la guayaba.
NUTRIENTE Aporte de 100 g de guayaba.
Carbohidratos 5-10 g de azúcares
Fibra 2.8 g
Vitamina C 200-500 g
Vitamina A 250-400 IU
Calcio(Ca) 9-25 mg
Hierro(Fe) 0.3-0.9 mg
Potasio(K) 0.15-0.3 mg
Sodio(Na) 3-5.5 mg
Magnesio(Mg) 7-11 mg
Cobre(Cu) 0.2 mg
Como se puede observar de la tabla anterior, la guayaba en una fuente
importante de vitamina C, que es una de las vitaminas indispensables en la dieta diaria,
además de contribuir también con minerales como el sodio, hierro y calcio.
En México, la guayaba que se produce en mayor proporción es la guayaba china,
a continuación se encuentra su composición:
Composición física Composición química
Cáscara: 20% Humedad: 77 a 86.9%
Pulpa: 50% Materia seca: 12.3 a 26.3%
Semilla: 30%

10
V. ESTUDIO ECONÓMICO
La relevancia económica de la guayaba a nivel nacional es mínima, puesto que
solo representa el 2.8% del valor total de los principales frutales, sin embargo, tiene una
gran importancia económica en diferentes estados de la república, como Aguascalientes,
Zacatecas, Michoacán y Jalisco. Tan solo en las regiones de Calvillo, Aguascalientes y
el Cañón de Juchipila, Zacatecas se estima que hay más de 3,000 productores de esta
fruta (INEGI 1999). Esto habla de la importancia económica que tiene la guayaba de
manera puntual en algunos estados de la república.
La guayaba pertenece a la clasificación de cultivos perennes frutales, los cultivos
perennes en México ocupan alrededor de 22.6% de la superficie sembrada y aportan
aproximadamente el 40.2% del valor de la producción agrícola. La guayaba es una de
las diez frutas más importantes, ocupa una superficie sembrada de 20,975 hectáreas y se
cultiva en Aguascalientes, Michoacán y Zacatecas principalmente.
A nivel mundial, países como la India y Pakistán ocupan el primer lugar en la
producción comercial de guayaba con un 50%, en segundo lugar se encuentra México
con un 25%, y otros países como Brasil y Colombia, por mencionar algunos, producen
el 25% restante.
A continuación se presentan algunas de las estadísticas económicas sobre la
materia prima (guayaba), y el producto que se obtendrá (polvos solubles para preparar
bebidas refrescantes).
11
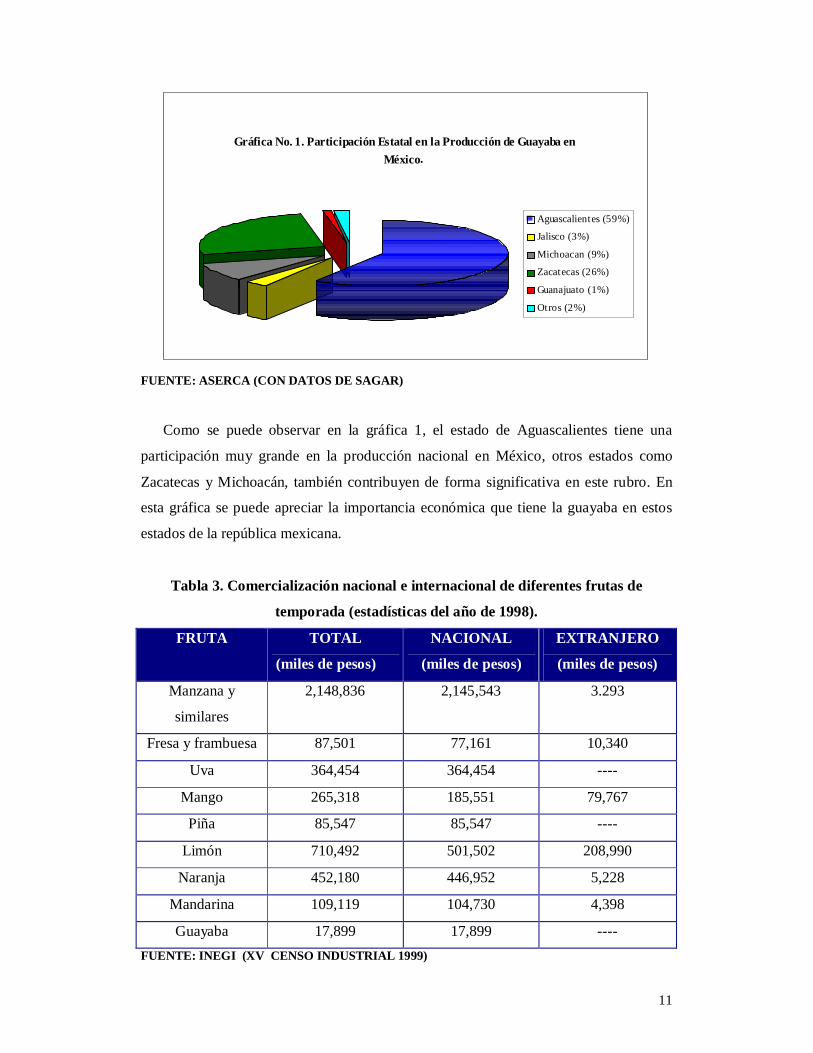
Gráfica No. 1. Participación Estatal en la Producción de Guayaba enMéxico.
Aguascalientes (59%)
Jalisco (3%)
Michoacan (9%)
Zacatecas (26%)
Guanajuato (1%)
Otros (2%)
FUENTE: ASERCA (CON DATOS DE SAGAR)
Como se puede observar en la gráfica 1, el estado de Aguascalientes tiene una
participación muy grande en la producción nacional en México, otros estados como
Zacatecas y Michoacán, también contribuyen de forma significativa en este rubro. En
esta gráfica se puede apreciar la importancia económica que tiene la guayaba en estos
estados de la república mexicana.
Tabla 3. Comercialización nacional e internacional de diferentes frutas de
temporada (estadísticas del año de 1998).
FRUTA TOTAL
(miles de pesos)
NACIONAL
(miles de pesos)
EXTRANJERO
(miles de pesos)
Manzana y
similares
2,148,836 2,145,543 3.293
Fresa y frambuesa 87,501 77,161 10,340
Uva 364,454 364,454 ----
Mango 265,318 185,551 79,767
Piña 85,547 85,547 ----
Limón 710,492 501,502 208,990
Naranja 452,180 446,952 5,228
Mandarina 109,119 104,730 4,398
Guayaba 17,899 17,899 ----FUENTE: INEGI (XV CENSO INDUSTRIAL 1999)

12
Al analizar la tabla 3, podemos constatar que la comercialización de guayaba es
menor que algunas otras frutas, además que la comercialización sólo se da a nivel
nacional por lo que es necesario impulsar su comercialización, desde México, a otros
mercados internacionales.
Tabla 4. Producción y ventas de polvos para preparar bebidas de sabores frutales
(estadísticas del año 1998).
PRODUCCIÓN VENTAS NETAS
Cantidad
(kg)
Valor
(miles de pesos)
Precio
promedio
Total
(kg)
Mercado
Nacional
(miles de pesos)
Mercado
Extranjero
(miles de pesos)
30894000 1406061 45.512 2984000 1330695 25623
FUENTE: INEGI (XV CENSO INDUSTRIAL 1999)
La producción total de polvos solubles para preparación de bebidas frutales es
considerable (tabla 4). Se sabe que la participación de la guayaba en la fabricación de
bebidas en polvo es aproximadamente el 2% de la producción total en el país, lo que da
una idea de la capacidad de producción de la planta.
Se estima que alrededor del 87% de la producción nacional de guayaba se
orienta al consumo directo en fresco de la fruta destinándose el 65% a la Central de
Abasto de la Capital del país, 20% a la de Guadalajara, 10% a la de Monterrey, y el 5%
restante se distribuye entre centrales de abasto de otras partes del país. Es estos lugares
donde prácticamente se determina el precio del producto.
En contraparte, se estima que solo 25,000 toneladas se procesan anualmente
para la fabricación de bebidas, pulpas y jaleas. Esto significa un 13.2% de la producción
general, esto ratifica que la guayaba es una fruta que se industrializa muy poco.

13
Ubicación de la Planta.
Como consecuencia del estudio de mercado se decidió que la planta se ubicará
en el estado de Aguascalientes, dado que este estado es el mayor productor de guayaba
a nivel nacional, además de producirla casi todo el año excepto el mes de mayo que su
producción se reduce. Otra característica favorable para su comercialización es su
ubicación geográfica pues los estados colindantes (Zacatecas y Jalisco) son productores
de guayaba y resultaría sencillo conseguir la materia prima en un caso determinado,
además de encontrarse relativamente cerca de la capital de la república mexicana.
La producción de polvos solubles para preparar bebidas es un proceso que
requiere de grandes cantidades de agua, es por ello que es indispensable que el estado
que se elija para poner la planta cuente con un sistema hidrológico efectivo, aunque en
Aguascalientes existen algunos problemas con el agua, la zona de Calvillo es una buena
opción, ya que se encuentra cerca del río que lleva el mismo nombre y no se tendría
problema en abastecer de agua el proceso.
Capacidad de la Planta.
A partir del análisis económico, se puede realizar un estimado de la capacidad de
la planta. Se sabe que del mercado de las bebidas, solo un porcentaje pequeño pertenece
al de las bebidas preparadas a partir de polvos solubles.
La cantidad de polvos que se genera a partir de la guayaba representa un
porcentaje muy reducido del total de la producción de polvos para preparar bebidas,
que es de alrededor de 620 ton/año (INEGI 1998), lo que da una idea de la poca
comercialización que se la da a esta fruta como un producto industrializado, es por ello
que se debe fomentar un aumento en la comercialización de productos elaborados a
partir de la guayaba, esto con la finalidad de impulsar el desarrollo económico del sector
agrícola, que es el encargado de producir este tipo de productos, principalmente en los
estados de Aguascalientes y Jalisco, que son las entidades donde la guayaba representa
una gran fuente de ingresos, por estas razones se decidió que se producirá el 40% del
total de la producción de bebidas solubles, es decir, aproximadamente 250 toneladas por
año.

14
Horas de Operación de la Planta.
Debido a la magnitud de la producción y considerando las jornadas de trabajo
que establece la ley federal del trabajo, se considera que las horas de operación
necesarias para cumplir con la meta de producción son 8 horas diarias. El proceso se
llevará a cabo de forma continua.
Almacenamiento de Materias Primas y Productos.
Debido a que la materia prima que se utiliza para la producción de polvos
solubles es una fruta (guayaba), que puede sufrir una descomposición muy rápida, una
alternativa consiste en almacenar la pulpa de la guayaba en bolsas asépticas, la cual
debe ser sometida preliminarmente a un proceso similar al de pasteurización, donde las
enzimas que pueden llegar a oxidar la fruta se eliminan mediante un proceso térmico,
donde la pulpa se somete a una temperatura alta, aproximadamente 113 °C, e
inmediatamente se baja a 35 °C.
Otra opción que se plantea es almacenar la pulpa en refrigeradores, pero esta
opción implica un gasto energético adicional dentro de la planta. Esta última alternativa
es la única que mantendría intactas las propiedades nutritivas de la fruta.
Los polvos solubles (producto aglomerado), serán almacenados en tanques
asépticos para evitar que sufran algún cambio (daño) en su composición debido a la
humedad que adquieren los polvos finos en el proceso de aglomeración.
Utilización de Desechos y Normas de Seguridad.
Los desechos que se originan en el proceso son solamente de tipo orgánico, que
son las semillas resultado del proceso de filtración. Estos pueden utilizarse como abono
o bien, si se procesan de alguna forma y se logra determinar sus propiedades nutritivas,
emplearlos como alimento balanceado para animales.
Con respecto a las normas de seguridad en el proceso, como se sabe en el
secador por aspersión las temperaturas de operación pueden llegar a ser altas, es por ello
que se deben tener las precauciones necesarias al operar este equipo. El manejo de

15
polvos finos puede llegar a ser difícil y ocasionar accidentes, por lo que es importante
que la emisión de estos sea mínima, por tal razón es imprescindible la instalación de
ciclones, que recirculen la mayor parte de los polvos, además de que el personal que se
encuentren en contacto directo con el sistema debe contar con equipo de protección
adecuado (mascarillas, filtros, lentes).
Potencial Económico
Para determinar el potencial económico del proyecto, se tiene que conocer el
precio de compra de la guayaba y el precio de venta de polvo. La ecuación que se utiliza
para el potencial económico es la siguiente:
PE = Σ (Precio de Venta de Producto)(Producción)
- Σ (Precio de Compra de las Materias Primas)(Consumo)
Figura X. diagrama global entradas-salidas
La cantidad de guayaba fresca que se alimentan al proceso son 516 toneladas
anuales, esto para producir la cantidad deseada de polvos solubles. En el potencial
económico, se toma que el agua no tiene un costo de abastecimiento. Entonces se tiene
que:
Agua ton/año
Agua ton/año
Guayaba Frescaton/año
Polvos Solubleston/año

16
Precio Promedio de Compra de la Guayaba (Central de Abasto)= $5.00/kg
Precio de Venta de los Polvos Solubles = $0.1143/gr
Por lo tanto:
añoPE 765,426,27$
=
La relación producción-consumo se calcula con la expresión que se encuentra a
continuación. Esta relación se toma como criterio para determinar si un proceso es
factible económicamente, el criterio es que si %PE > 150 el proceso es viable.
∑∑ ∑−
=))((
))(())(Pr(Pr%
ConsumoeriaprimaCostodematConsumoeriaprimaCostodematoducciónoadeproducteciodevent
PE
Para este proceso tenemos que:%7.184% =PE
Por lo tanto se puede decir que el proceso es realizable económicamente.
* El precio de la guayaba es un valor promedio calculado a partir de los precios que existen en toda laRepublica, en los cuales existen pequeñas variaciones.

17
VI. EL PROCESO
El proceso para producir polvos solubles a partir de la pulpa de la guayaba, para
preparar bebidas refrescantes, es un proceso que consta de una serie de operaciones,
como son la molienda, el filtrado, la homogenización, el secado y la aglomeración. Los
procesos que son los puntos medulares, son la homogenización y la aglomeración de
sólidos finos, ya que en estos es posible variar las condiciones de operación para
obtener el producto con las especificaciones deseadas, es decir, que tan soluble debe ser,
la consistencia de las bebidas y el sabor; propiedades que permitan la aceptación en el
mercado de este producto y pueda competir con los productos que actualmente ya
existen. A continuación se describen cada una de las operaciones que se realizan en el
proceso.
Molienda. Esta etapa del proceso, es para obtener la pulpa de la guayaba, cabe
mencionar que al obtener la pulpa se tienen también las semillas, que es una parte de la
pulpa que tenemos que separar por lo que es conveniente elegir adecuadamente el
equipo a utilizar en esta fase
Filtrado. Éste solo es un proceso de separación mecánica que permite separar la pulpa
de la guayaba de las semillas.
NOTA: En el presente trabajo las operaciones anteriores no son llevadas a cabo, por lo
que la materia prima que será alimentada a este proceso es la pulpa de guayaba.
Homogenización. Aquí se pretende generar una suspensión. A la pulpa se le adiciona
una cantidad de agua, que da como resultado que se tengan sólidos solubles (°Brix), y
sólidos suspendidos (porcentaje de sólidos en suspensión), lo que se pretende es
producir una suspensión con la cual pueda trabajarse de forma sencilla y que no
produzca daños dentro de los equipos, especialmente en el secador por aspersión. Para
que no existan problemas de tapado de la espreas se debe tener una máxima
concentración permisible de sólidos suspendidos y solubles. Otro factor importante es
que la cantidad de sólidos debe ser uniforme.

18
Secado. El proceso de secado se llevará a cabo en un secador por aspersión, en este
dispositivo las variables importantes son la temperatura y los flujos de la suspensión y
del aire, ya que éstos fijaran las condiciones de salida de los polvos finos, es decir, el
porcentaje de humedad con el cual salen del secador así como el tamaño de partícula.
Aglomeración de Sólidos. Éste es uno de los procesos con mayor importancia dentro del
sistema. La aglomeración consiste en aumentar el tamaño de partícula con algunos fines
prácticos, enseguida se listan:
ü Reducir las pérdidas por producción de polvos finos.
ü Reducir los peligros de manejo.
ü Evitar el endurecimiento y la formación de grumos.
ü Mejorar el aspecto de los productos.
ü Permitir un mayor control en las propiedades de los sólidos: solubilidad,
porosidad, velocidad de transferencia de calor, etc.
ü Evitar problemas de contaminación del medio ambiente.
En el proceso de aglomeración los polvos finos forman partículas de mayor tamaño.
En la gran mayoría de los casos, para mantener juntas las partículas finas se utilizan
agentes aglutinantes, el agua es uno de los agentes que se utilizan con mayor
frecuencia, debido a que el resultado esperado es satisfactorio y su costo es
relativamente menor comparado con otros aglutinantes.
Enseguida se presenta un diagrama de bloques del proceso de obtención de los
polvos para preparar bebidas de guayaba:

19
Figura A. Proceso de Obtención de los Polvos Aglomerados.

20
VII. MATERIALES Y MÉTODOS
• Refractómetro (Bausch & Lomb, 010696)
• Viscosímetro de Brokfield (RVT, 110285)
• Homogenizador(Silverson, L4R, L04713-00)
• Analizador de tamaño de partículas ( Malvern, 2600)
• Estufa con convección forzada.
• Medidor de flujos(LCA, 6000)
• Balanza de humedad(Ohaus, MB 200)
• Secador por aspersión (Nitro Atomizer, 010612).
• Aglomerador de lecho fluidizado.
Caracterización de la suspensión.
Como primer paso se procede a obtener la materia prima, que en este caso es la
pulpa de guayaba, la siguiente actividad realizada fue la determinación de la curva de
secado de la pulpa de guayaba, mediante la balanza de humedad (Ohaus, MB 200), y la
determinación de sus características; humedad crítica, cantidad de sólidos totales y el
comportamiento del flux másico. Estos datos permitieron caracterizar el secado de la
pulpa de guayaba y conocer el comportamiento que se tendría en la cámara de secado.
Una vez que se tiene la pulpa libre de semillas se adiciona Maltodextrina 10 que
actúa como un agente que evita que los azúcares contenidos en la guayaba se peguen en
las paredes del secador y en forma paralela ayuda a aumentar la cantidad de sólidos
totales de la suspensión ya que la guayaba tiene un porcentaje de sólidos totales
relativamente bajo y debido a que se desea secar en un sistema por aspersión es
necesario tener cierta cantidad de sólidos en la alimentación para lograr la producción
de polvos finos.
La suspensión que es alimentada al secador, es sometida previamente a un
proceso de homogenización en el sistema Silverson, L4R, L04713-00, a una velocidad
de 5400 rpm aproximadamente durante 5 minutos, con la finalidad de reducir el tamaño
de partícula además, de como su nombre lo indica, contar con una suspensión con

21
características homogéneas, y así evitar problemas en el sistema de secado por
aspersión y obtener el producto con el tamaño de partícula deseado. En el proceso de
homogenización se adiciona la cantidad de agua necesaria para que la viscosidad de
suspensión no sea problema para el sistema de bombeo.
Posteriormente se realizo la determinación de algunas de las propiedades
reológicas de la suspensión que son de importancia en el sistema, como son: la
densidad y la viscosidad.
La densidad se midió con ayuda de un picnómetro lo suficientemente grande
para evitar que surjan complicaciones al momento de realizar la actividad experimental,
a causa de derrames de la pulpa u otras situaciones que afecten la veracidad de los
resultados obtenidos. La viscosidad de la suspensión se determinó con el viscosímetro
de Brookfield (RVT, 110285), y los °Brix se obtuvieron con un refractómetro (Bausch
& Lomb, 010696).
Secado por aspersión.
Una vez obtenida la suspensión que será alimentada al equipo de secado (Nitro
Atomizer, 010612), se procede a realizar el montaje del mismo, teniendo cuidado de que
no existan fugas que pudieran ocasionar la pérdida del producto (polvos finos).
Para bombear la suspensión se utiliza una bomba peristáltica, se fija el flujo de
aire, la temperatura y la presión de operación y el flujo de la suspensión. En la sección
de resultados y discusión se encuentran los datos obtenidos.
Se requiere que la velocidad con la cual entra el aire sea relativamente grande
(aproximadamente 13 m/s, se midió con un medidor de flujos LCA, 6000) y se cuenta
con un compresor para alimentarlo. La temperatura de operación es de alrededor de
160° C, para el control de la temperatura se cuenta con una válvula solenoide la cual
debe fijarse en 200 al momento de encender el calentador de gas. Con respecto a la
presión de operación, en el equipo, se debe mantener en un rango de 4 a 6 in de agua
para que se recupere la mayor cantidad de producto. Es necesario que el flujo de

22
alimentación sea pequeño para evitar que la pulpa tape el disco rotatorio o forme
partículas de gran tamaño que no alcanzarán a secarse y se pegarán en las paredes del
secador. En el sistema de secado se cuenta con agua de enfriamiento para eliminar el
calor que se pierde por las paredes de la cámara de secado, es de suma importancia
verificar que antes de comenzar con cada corrida este abierta la válvula de alimentación.
Al producto se le determina el tamaño de partícula con ayuda del sistema
analizador de tamaño de partículas (Malvern, 2600). También se realizan pruebas de
solubilidad de los polvos finos y de esta manera se constata que el proceso de
aglomeración es necesario para obtener un producto con las características planteadas al
inicio del proyecto.
Secado en estufa.
Un proceso paralelo al secado por aspersión, fue el secado de la pulpa de
guayaba en una estufa, la muestra que se tomó fue de 500 g de pulpa y el tiempo de
secado fue de 24 hrs. Esta operación no tuvo buenos resultados, ya que para poder
obtener los polvos finos, después del secado es necesario realizar un proceso de
molienda, para este fin la guayaba seca debe cristalizarse, caso que no sucedió con esta
fruta, por tal razón se concluye que en este caso no es posible obtener los polvos finos.
Aglomeración de finos
Al igual que en la operación de secado es necesario en primera instancia, montar
el equipo que será utilizado, realizando las conexiones para la alimentación de aire, de
agua y de agente aglomerante (que en el presente trabajo experimental se trata de agua),
en el sistema con el cual se trabaja se carga una cantidad de 100 g de polvos finos en
cada corrida y el tiempo de residencia esta dictado por el tamaño de partícula deseado
conjuntamente con la solubilidad que presentan los polvos aglomerados. La variable
que es modificada en este proceso es la temperatura de entrada del aire fluidizante,
manteniendo constantes los flujos de aire y agente aglomerante.

23
En cada una de las corridas es necesario fijar el flujo de aire en las dos entradas,
la temperatura y el flujo de agua con la finalidad de tener datos representativos del
sistema.
Una vez que se obtienen los polvos aglomerados, se realiza la determinación de
tamaño de partícula (Malvern, 2600) y finalmente se realizan una serie de pruebas de
solubilidad y de sedimentación en agua, para comparar los resultados obtenidos, con los
de los polvos finos y corroborar si el proceso de aglomeración es eficiente y necesario
como se plantea, además de hallar la temperatura de operación con la cual se obtiene el
producto con las especificaciones deseadas.

24
VIII. RESULTADOS Y DISCUSIÓN.
En la presente sección se encuentran los datos obtenidos de las propiedades
reológicas de la suspensión (densidad y viscosidad), curva de secado para la pulpa de
guayaba, tamaño de partícula, composición de la suspensión, °Brix y sólidos en
suspensión, así como las condiciones de operación y el tiempo de residencia en el
secador y en el sistema de aglomeración. Finalmente se encuentra el balance de materia
con los datos experimentales obtenidos.
• Comportamiento de la Pulpa de Guayaba (Secado)
A continuación se presenta la curva de secado de la pulpa de guayaba, los datos
para su construcción fueron obtenidos a partir de la balanza de humedad, la temperatura
de operación fue de 70° C y el tiempo de secado fue de 3 horas, en este periodo de
tiempo se pudo llegar a una humedad constante en la muestra que es de 0.0057 kg agua
/ kg totales.
Figura 1. Contenido de Humedad (base seca)
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0 1000 2000 3000 4000 5000 6000 7000 8000
Tiempo(s)
kg a
gua/
kg só
lido
seco
A continuación se presenta la gráfica de velocidad de secado de la pulpa de
guayaba, obtenida a partir del ajuste de la gráfica anterior a un polinomio de grado 3,
que es posteriormente derivado, ecuación 6.
25
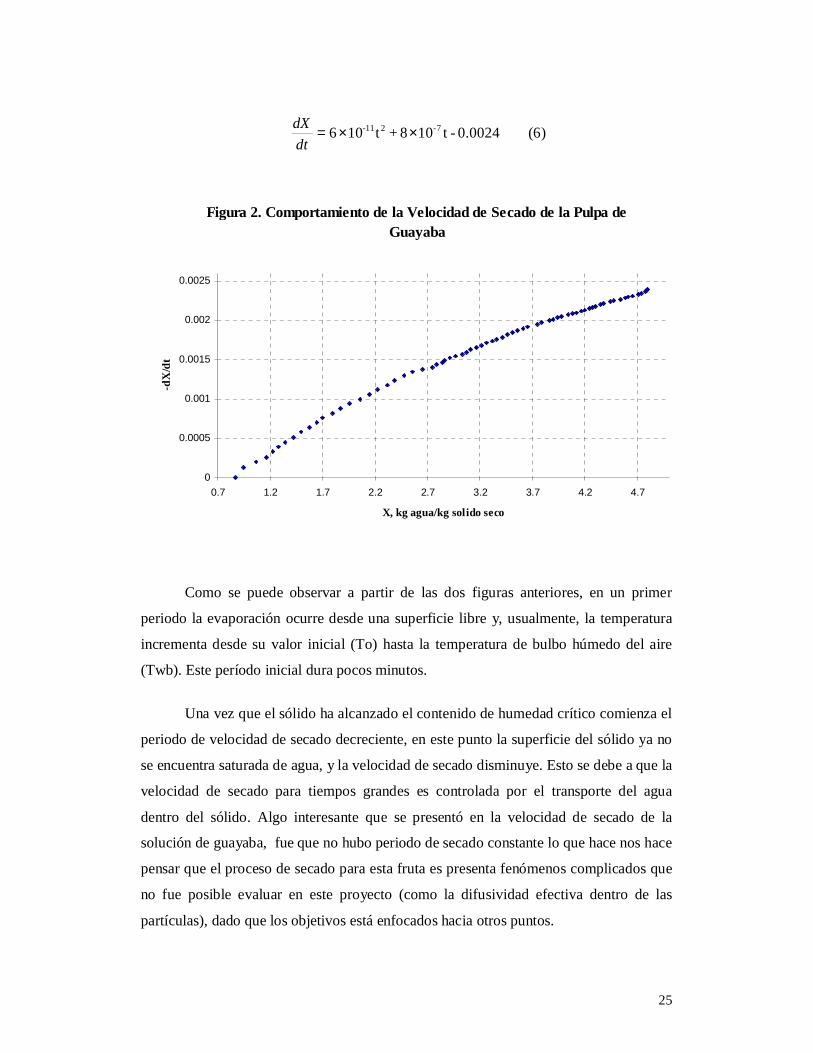
0.0024-t108+t106 7-211- ××=dtdX (6)
Figura 2. Comportamiento de la Velocidad de Secado de la Pulpa deGuayaba
0
0.0005
0.001
0.0015
0.002
0.0025
0.7 1.2 1.7 2.2 2.7 3.2 3.7 4.2 4.7
X, kg agua/kg solido seco
-dX
/dt
Como se puede observar a partir de las dos figuras anteriores, en un primer
periodo la evaporación ocurre desde una superficie libre y, usualmente, la temperatura
incrementa desde su valor inicial (To) hasta la temperatura de bulbo húmedo del aire
(Twb). Este período inicial dura pocos minutos.
Una vez que el sólido ha alcanzado el contenido de humedad crítico comienza el
periodo de velocidad de secado decreciente, en este punto la superficie del sólido ya no
se encuentra saturada de agua, y la velocidad de secado disminuye. Esto se debe a que la
velocidad de secado para tiempos grandes es controlada por el transporte del agua
dentro del sólido. Algo interesante que se presentó en la velocidad de secado de la
solución de guayaba, fue que no hubo periodo de secado constante lo que hace nos hace
pensar que el proceso de secado para esta fruta es presenta fenómenos complicados que
no fue posible evaluar en este proyecto (como la difusividad efectiva dentro de las
partículas), dado que los objetivos está enfocados hacia otros puntos.

26
• Determinación de Propiedades.
Tabla 5. Propiedades de la Suspensión.
PROPIEDAD VALOR
Densidad 1057 kg/m3
Viscosidad 0.45 kg/ms
Sólidos Solubles 8 °Brix
Sólidos Totales 12 %
Tamaño de Partícula 35 µm
La composición de la suspensión con la cual se obtuvo el mejor rendimiento del
secador, es decir, se obtuvo mayor cantidad de producto se presenta a continuación:
Tabla 6. Composición de la Suspensión.
COMPONENTE FRACCIÓN PESO
Pulpa de Guayaba 0.17
Maltodextrina 0.07
Agua 0.76
Esto implica que el porcentaje de sólidos totales es de 12% y el porcentaje de
agua es de 88%. Contrario a lo que se encontró en la literatura, la suspensión generada
no tuvo un alto porcentaje de sólidos totales esto se debe al alto contenido de azúcar
que tiene la pulpa de guayaba y a su viscosidad, ya que no es posible alimentar una
suspensión con un alto contenido de sólidos sin que la viscosidad juegue un papel
determinante.
Cabe destacar la importancia de la maltodextrina 10 en la obtención de los
polvos, pues con una proporción 2:1 en base a la cantidad de sólidos secos, se
obtuvieron cantidades de polvo que no se obtenían al alimentar solamente solución de
guayaba.

27
• Determinación de Condiciones de Operación en el Secador.
Enseguida se muestran los datos de temperatura, presión, flujo de la suspensión
y flujo de aire con los cuales se obtuvieron resultados satisfactorios:
Tabla 7. Condiciones de Operación del Secador.
VARIABLE VALOR
Temperatura de Entrada 162° C
Temperatura de Salida 61° C
Presión del Secador 4.1 in H2O
Flujo de Aire 8 m3/min
Flujo de Alimentación 2.07x10-5 m3/min
Como se mencionó antes (sección de materiales y métodos), el flujo de aire
alimentado a la espera de disco giratorio debe ser elevado, esto con la finalidad de que
el tamaño de las gotas sea menor y por lo tanto sea más fácil evaporar el agua de las
partículas, ya que de lo contrario el agua contenida tiene mayor impedimento para salir
del sólido y esto implica que la humedad retirada en el proceso de secado sea solo la
humedad superficial, teniendo esto como consecuencia un proceso ineficiente.
Con respecto a la temperatura de operación a la entrada, que puede ser
controlada en el sistema, esta regulada de manera que sea lo suficientemente alta para
evaporar el agua contenida en las gotas y al mismo tiempo sea una temperatura que no
funda los azúcares de la pulpa y estos se peguen en las paredes del secador.
La presión de operación debe de mantenerse en un rango de 4 a 6 in de H2O para
garantizar que los finos se recuperen, en mayor proporción, en el ciclón acoplado al
secador.
El flujo de la suspensión debe de ser pequeño (2.07x10-5 m3/min), puesto que de
lo contrario, el equipo de secado no es capaz de evaporar toda el agua que esta
contenida en las gotas, que además son de un tamaño relativamente grande, problema
que ya se mencionó antes.

28
La determinación del tiempo de residencia se realizó a partir de la expresión (4)
y (5). A continuación se encuentran los parámetros que se necesitan para el cálculo:
Diámetro de la Cámara = 0.755 m
Altura de la Cámara = 1.5 m
Con estos valores se tiene que V = 0.77 m3 y por lo tanto:
tresidencia = 5.8 s
• Pruebas de Solubilidad de los Polvos Finos.
Una vez que se obtienen los polvos finos en el proceso de secado por aspersión,
se determinó el tamaño de partícula y la densidad empacada de los polvos finos,
finalmente se realizaron pruebas de solubilidad de los polvos finos en agua a diferentes
temperaturas.
Tabla 8. Propiedades de los polvos finos.
PROPIEDAD VALOR
Tamaño de Partícula 35 µm
Densidad Empacada (Polvo Fino) 471.70 kg/ m3
Tabla 9. Pruebas de solubilidad de los polvos.TEMPERATURA TIEMPO
18.5° C 180 min50° C 28 min65° C 11 min
En las tres pruebas que se realizaron los polvos no presentaron una buena
solubilidad en el agua, ya que se formaba un grumo de polvo, es decir los polvos no
pueden romper la tensión superficial, después de un tiempo esta masa caía al fondo del
vaso, fue en este momento en el cual se tomaron las lecturas. Analizando los datos
obtenidos se puede corroborar que al aumentar la temperatura del líquido aumenta la

29
solubilidad de los polvos. Observando este comportamiento en los finos se puede
concluir que la operación de aglomeración es de suma importancia en este tipo de
procesos.
• Determinación de las Condiciones de Operación del Aglomerador.
Las variables de operación en el sistema de aglomeración de sólidos finos son el
flujo de aire (fluidizante y del aire que permite asperjar el agua), flujo de agente
aglomerante (agua) y la temperatura del aire fluidizante, enseguida se presentan los
valores obtenidos (Tabla 10).
Tabla 10. Condiciones de Operación del Aglomerador.
VARIABLE VALOR
Flujo de Aire Fluidizante 0.94 m3/min
Temperatura de Aire Fluidizante 45° C
Flujo de aglomerante (agua) 1.78*10-4 m3/min
Flujo de Aire (para asperjar) 2 m3/min
Tamaño de partícula 89 µm
Realizando la determinación de la densidad empacada del polvo aglomerado se
obtiene el siguiente valor: 696.23 kg/m3.
Una vez que obtenido el polvo aglomerado se realizan pruebas de solubilidad y
de sedimentación en agua a temperatura ambiente, arrojando los siguientes resultados:
El tiempo de solubilización de los polvos aglomerados en agua es de aproximadamente
30 segundos, comparando este resultado con el obtenido para el polvo fino, se puede
observar que existe una gran diferencia en los tiempos registrados. Para llevar a cabo
esta actividad se agrego 1g de polvo en 10 ml de agua y la lectura de tiempo se tomo
cuando la masa quedo dispersa en el agua. Al agitar la solución los polvos presentaron
un comportamiento similar al que tiene la leche en polvo cuando se solubiliza en agua.
Con respecto a las pruebas de sedimentación el fenómeno observado fue que en
un tiempo relativamente pequeño, aproximadamente 10 segundos, una parte de la masa

30
de polvo caía rápidamente al fondo de la probeta, mientras que en el agua cierta
cantidad de polvo quedaba dispersa, este es un comportamiento típico de este tipo de
productos (polvos solubles).
A partir de los datos anteriores se puede corroborar que la operación de
aglomeración juega un papel determinante en el proceso de producción de polvos
solubles.
A continuación se encuentran una representación de la secuencia que siguió la
suspensión hasta llegar al polvo aglomerado:
Figura 3. Partícula en la Suspensión de Guayaba
Figura 4. Partículas de Polvos Finos

31
Figura 5. Partículas de Polvos Aglomerados (T= 45° C)
Figura 6. Partículas de Polvos Aglomerados (T= 55° C)
En las figuras anteriores se observa claramente la transformación que sufre la
pulpa de guayaba (materia prima) durante el proceso de producción de los polvos.
Las temperaturas que se manejaron en el proceso de aglomeración fueron de
22°C aproximadamente (temperatura ambiente), 45° C y 55° C, la temperatura con la
cual se obtuvieron los polvos con las propiedades requeridas (solubilidad) fue la
temperatura de 45° C.

32
• Balance de Materia y Energía.
A continuación se presenta el diagrama del proceso y el balance de materia para
la operación.
El equipo etiquetado con el número I es el sistema donde se eliminan las semillas de la
pulpa de guayaba, al equipo con el número II es la unidad de homogenización en la cual
también se adiciona la maltodextrina, el equipo con el número III es la unidad de secado
por aspersión, por último el equipo con el número IV es el sistema de aglomeración. La
base de cálculo que se tomo fue de 1000 g de guayaba fresca:
Figura 7. Diagrama del Proceso.
Figura 8. Separación de las semillas Balance Global
FpFsFg += (7)
81.0
19.0
48.949
521.50
1000
=
=
=
=
=
pa
ps
x
x
gFp
gFs
gFg

33
Las masas anteriores de cada una de las corrientes se obtuvieron directamente
de la balanza digital (Ohaus, MB 200), las fracciones de sólidos y agua de la pulpa se
obtuvieron a partir de una balanza de humedad.
Figura 9. Proceso de Homogenización * Adición de Maltodextrina y Agua
Realizamos un balance para sólidos:
suss
mp
ms FsusXFpXFmX =+ (8)
)12.0()19.0(48.949)1(360 Fsus=+
Se toma el flujo de maltodextrina,como una relación de 2:1 con respecto asólidos que contiene la pulpa de guayabalibre de semillas.
gFsus 4503=⇒
Y por último un balance de agua nos da la cantidad requerida para este proceso:
FsusFaFpFm =++ (9)
de donde: gFa 3194=
La fracción de sólidos en la suspensión (12%), es un valor que se fija en función
de la viscosidad que presenta la suspensión.
Figura 10. Proceso de Secado
En este equipo no es sencillo
realizar el balance de materia
porque los resultados obtenidos
no concuerdan con lo que
debería de salir, ya que el
secador tiene una eficiencia muy
baja.

34
En principio se esperaría que salieran todos los sólidos que son alimentados, con
las restricciones que implica el secado en un sistema por aspersión.
Los datos que se obtuvieron fueron que por cada 1000 g de pulpa se obtienen
aproximadamente 222.65 g de polvos finos.
Tenemos que el balance de materia en el secador esta dado por la siguiente
expresión (Treybal, 1995):
2211 YGXSYGXS SSSS +=+ (10)
En el caso particular en el que nos encontramos el balance se convierte en:
2211 YFXFYFXF asSOLasSOL +=+ (11)
De esta expresión el parámetro a determinar es la humedad del aire de salida,
entonces:
as
SOLas
FXXFYFY )( 211
2
−+= (*)
Y para determinar el flujo de calor recurrimos al balance de energía:
02211 =−−−+ QFHFHFHFH asasSOLFsolasasSOLFsol (12)
Por lo tanto: asasSOLFsolasasSOLFsol FHFHFHFHQ 2211 −−+= (**)

35
Figura 11. Proceso de Aglomeración.
El balance en el sistema de aglomeración es sencillo, pero la eficiencia del
equipo es muy baja. A continuación se presentan las ecuaciones del balance de materia:
Realizamos un balance para sólidos:
spaspf XFXF = (13)
NOTA: En esta ecuación no se toma en cuenta la cantidad de sólidos finos que son
arrastrados fuera del sistema, esto representaría una eficiencia del 100%, lo cual
sucedería en un caso ideal, y se tiene conocimiento de que estos equipos trabajan con
eficiencias relativamente bajas.
Para conocer el agua que debe ser alimentada al proceso para obtener los polvos
aglomerados con una cierta humedad, se debe recurrir también a un balance de calor
transferido, la ecuación es la siguiente:
aireaireaire
o
sss
oTCpmTCpm ∆=∆ (14)
Esta ecuación se traduce en que el calor transferido de la fase gaseosa es igual al
calor ganado por la fase sólida, por lo tanto, como se conocen todas las variables

36
excepto la temperatura del aire en la entrada de la ecuación anterior despejamos esta
variable:
aireaire
osss
o
aireaire
Cpm
TCpmTsalTent ∆+= (***)
La humedad relativa con la cual entra el aire es de 40%, entonces con esta
humedad y la temperatura calculada a partir del balance de calor se puede conocer el
valor de la humedad absoluta del aire, para la corriente de salida del aire se hace la
suposición de que sale saturada a la temperatura de 45° C. Con todos estos datos se
puede conocer la cantidad de agua alimentada al proceso. Entonces, el balance para
conocer la cantidad de agua alimentada queda como sigue:
FpaXaFahXaFacXaFaFpfXa +=++ (15)
*En el Apéndice B se encuentran los valores de cada una de las corrientes del
proceso, calculadas con base en la producción deseada de polvos aglomerados,
tomando en cuenta también, las eficiencias de los equipos.

37
IX. DISEÑO DE LOS EQUIPOS.
Para realizar el diseño de la planta productora de polvos para preparar bebidas,
es necesario hacer uso de los datos obtenidos experimentalmente, como lo son: flujos y
su composición, temperaturas de las corrientes y temperaturas de operación, así como lo
tiempos de residencia en los equipos donde sea una variable importante.
Como primer paso se deben obtener los flujos necesarios para cumplir con la
producción estimada (250 ton/año) a partir de los balances de materia, estos flujos son
de utilidad para poder escalar los equipos.
Mezclador
El mezclador consta de un tanque y un sistema que permite obtener una
suspensión homogénea que será alimentada al sistema de secado. Para determinar las
proporciones del tanque se hace un sencillo cálculo, que consiste en dividir la masa
entre la densidad lo cual nos da un volumen mínimo requerido para suministrar de
suspensión el proceso y evitar el paro de la planta por un abastecimiento deficiente.
Por lo tanto el volumen mínimo del mezclador es Vmínimo = 961 lt
La siguiente tabla contiene los valores de las dimensiones calculadas para el
tanque de mezclado:
Tabla 11. Medidas del Tanque de Mezclado.
DIMENSIONES VALOR
Diámetro 1.0m
Altura 2.0 m
Volumen 1.57 m3

38
Secador por Aspersión.
Para el diseño de este equipo se recurrió a la ecuación que propuso Gluckert
(1962) en términos del calor requerido para evaporar el agua en un secador de disco
rotatorio:
21
2
2)2(9.4
∆−
=rN
wD
TrRKQ ts
sm
cf ρρ
(16)
La variable que nos interesa en esta ecuación es Rc que es el radio de la cámara
de secado, algunos de los parámetros restantes pueden ser calculados y otros son los
determinados experimentalmente. La altura de la cámara esta relacionada con su
diámetro, se tiene datos de que la altura de la cámara es 4 a 5 veces mayor que el
diámetro en equipos industriales. La siguiente tabla contiene las dimensiones calculadas
del secador por aspersión:
Tabla 12. Medidas del Secador por Aspersión
DIMENSIÓN VALOR ESTIMADO
Diámetro de la Cámara 2.34 m
Altura de la Cámara 4.67 m
Volumen de la Cámara 22.95 m3
La cámara de secado se estimó en la hoja de cálculo Excel; se fijaron todos los
parámetros de la ecuación 16, excepto el radio, y se iteró hasta que se cumplió que el
lado derecho de la ecuación era igual al calor requerido para evaporar el agua libre en el
flujo de solución alimentada.
Para el cálculo del volumen se utilizo la ecuación 4.

39
Ciclones
Para el diseño de los ciclones se empleo el modelo para un ciclón de aceleración
centrífuga propuesto por Van Tongeran (1935). El esquema de este tipo de ciclones se
presenta en el Apéndice C:
Las expresiones que son utilizadas en este modelo son:
2
2
4
Ce
CC
CC
DD
DH
DB
=
=
=
CC
CC
CC
DZ
DS
DL
2
8
2
=
=
=
4C
C
Dusualmente
ArbitrarioJ
=
=
Los ciclones generalmente presentan una alta eficiencia de operación es por ello
la importancia de contar con estos equipos en los proceso en los cuales se manejan
partículas de tamaño pequeño. El diámetro del ciclón es inversamente proporcional a la
velocidad con la cual entra el aire que arrastra los finos. Convencionalmente, para este
tipo de equipos, la velocidad de entrada varía en un rango de 6 a 24 m/s, es por esta
razón que se la velocidad de entrada, para fines de diseño, se toma como 15 m/s.
Para el diseño se mantuvo constante la velocidad superficial dentro del equipo y
mediante esta velocidad se calculó el nuevo flujo volumétrico requerido para las nuevas
dimensiones del equipo.
El diseño del ciclón es relativamente sencillo si se conoce el flujo de aire
entonces a partir de la expresión siguiente:
VAQ = (17)
Podemos conocer el diámetro del ciclón y por medio de las ecuaciones listadas
anteriormente, relacionar este parámetro para encontrar los restantes.

40
En las dos tablas que a continuación se encuentran, se presentan los valores
encontrados para el ciclón acoplado con el sistema de secado (Tabla 13) y para el ciclón
del aglomerador (Tabla 14).
Tabla 13. Ciclón Acoplado al Secador
DIMENSIONES VALOR ESTIMADO
Diámetro (Dc) 0.57 m
Altura Total (H) 2.30 m
Tabla 14. Ciclón Acoplado al Aglomerador
DIMENSIONES VALOR ESTIMADO
Diámetro (Dc) 0.35 m
Altura Total (H) 1.41 m
En el apéndice C se encuentran las dimensiones restantes según el esquema presentado
en la misma sección.
Aglomerador
Para realizar el diseño del equipo de aglomeración se debe conocer el tiempo de
residencia de los polvos, el flujo de polvos finos así como su densidad empacada, estos
datos servirán para escalar el equipo.
• Cálculo del volumen de la cama de polvos en el aglomerador:
La expresión para conocer, en primera instancia la masa que permanece constante en el
equipo es:
RStQM = (18)

41
Y conociendo la masa y la densidad empacada se puede conocer el volumen
ocupado, que generalmente se aproxima a APARTECÖNICLECHO VV21
= . Con respecto a la
altura y el diámetro del equipo, se mantendrá fija la relación que existe en el sistema
con el cual se trabajo experimentalmente, dando esto como resultado los valores de la
tabla 15:
Tabla 15. Medidas del Sistema de Aglomeración de Finos
DIMENSIONES VALOR ESTIMADO
Altura 2.00 m
Diámetro 0.95 m
Volumen 1.58 m3
Compresor
Para el diseño del compresor se utilizo un “shortcut”, empleando los flujos de
aire alimentados al secador y al aglomerador conjuntamente. La ecuación empleada se
presenta enseguida:
−
×=
−
11003.3 5 γ
γ entrda
salidaentrdaentrda P
PQPPotencia (19)
Con los datos que se encuentran en el apéndice C el resultado es el siguiente:
Potencia = 105 HP
Bombas
Para este proceso se requiere de tres bombas centrifugas para bombear fluidos, la
primera (Bomba 1) para alimentar el agua al mezclador, la segunda (Bomba 2) de el
mezclador al secador y la tercera (Bomba 3) para alimentar el agente aglutinante en el
sistema de aglomeración. En la siguiente tabla se muestran las potencias requeridas para

42
cada bomba, en el apéndice C se presentan los datos utilizados para el cálculo. La
ecuación utilizada es la de Bernoulli.
WZg =∆ (20)
Tabla 16. Potencia de cada una de las tres bombas.
BOMBA POTENCIA
1 0.4 HP
2 1.1 HP
3 0.5 HP

43
El dibujo tridimensional a escala de la planta para la producción de polvos se presenta a continuación (sólo se muestran los equipos mayores):
Figura 12. Diagrama Isométrico

44
X. COSTEO DE LOS EQUIPOS.
El costeo de los equipos se hizo teniendo en cuenta de que todos fueran de acero
inoxidable para evitar problemas de corrosión.
Los costos reportados incluyen todos los accesorios que necesitan los equipos
para llevar a cabo la operación para la cual fueron costeados.
Los precios reportados son pesos, tomando como base que el dólar es
equivalente a 10 pesos.
• Secador por Aspersión
Para el costeo de este equipo se decidió que el material fuera de acero
inoxidable por el tipo de sustancias que estaríamos empleando. Ya que el acero al
carbón se corroe con mayor facilidad que el acero inoxidable.
Una vez estimado el diámetro del secador, mediante la cantidad de agua a
evaporar, se procedió a obtener el precio de compra, Perry (1975), en base a precios de
1971 y mediante los índices para ese año y el actual se determinó el precio actual
mediante la correlación que sugiere Ulrich (1984):
=
r
spvrpvs I
ICC (21)
En la tabla 12 se muestran los resultados de emplear la gráfica que proporciona
Perry (1982) y la correlación, mediante índices que sugiere Ulrich (1984).

45
Tabla 17. Estimación de costo de compra del secador por aspersión.
Diámetro de la cámara, m 2.34
Índice de 2001 394.3
Índice de 1971 315
Is/Ir 1.25
Flujo de agua a evaporar, lb/hr 1962
A precios de 1971 $ 840,000.00
Precio de compra actual para el secador $1,051,466.67
• Ciclón para Separar los Finos.
Mediante los balances de materia se estimó el flujo de salida de aire en el
secador, con este dato y el tamaño de partícula característico, se determinó el pecio de
compra del equipo y los resultados se muestran en la siguiente tabla.
Tabla 18. Estimación del costo de compra para el primer ciclón.
Flujo de entrada , m3/min 58
Tamaño de partículas, µm 35
Costo de compra a precios de 1982 $ 50,000.00
Índice de 2001 394.3
Índice de 1982 315
Is/Ir 1.25
Precio de compra actual para el ciclón $ 62,587.30
• Aglomerador.
El precio de compra para el aglomerador se determinó de acuerdo al volumen
de la cámara de aglomeración, mediante una relación gráfica que reporta Ulrich (1984)
del volumen de la cámara con el precio de compra. Los resultados se muestran en la
siguiente tabla:

46
Tabla 19. Estimación del costo de compra para el aglomerador.
Volumen, m3 1.6
Precio de compra a precios de 1982 $ 825,000.00
Índice de 2001 394.3
Índice de 1982 315
Precio de compra a precio actuales $ 1,032,690.48
• Ciclón para Recuperar Polvo sin Aglomerar.
Este equipo se costeó de la misma forma que se hizo para el primero, es decir, en
base al tamaño de partícula manejado en el interior y el flujo de entrada de aire. Los
resultados se presentan a continuación:
Tabla 20. Estimación del costo de compra para el segundo ciclón.
Flujo de entrada , m3/min 0.97
Tamaño de partículas, µm 35
Costo de compra a precios de 1982 $ 25,000.00
Índice de 2001 394.30
Índice de 1982 315.00
Is/Ir 1.25
Precio de compra actual para el ciclón $ 31,293.65
• Bombas.
Las bombas fueron costeadas como equipos centrífugos; primero se obtuvo la
capacidad volumétrica y la carga necesaria para cumplir su función y mediante estos
parámetros se estimo el precio de compra, utilizando las relaciones gráficas que
recomienda Perry (1982), tal como se muestra a continuación.
47
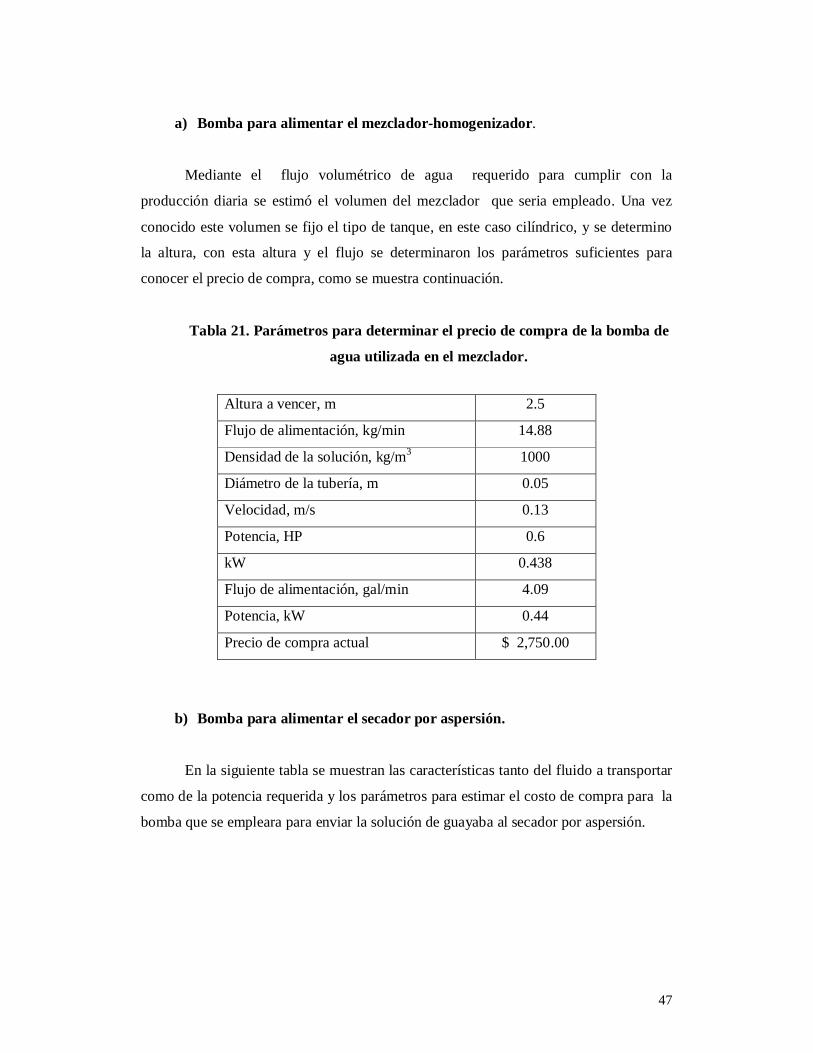
a) Bomba para alimentar el mezclador-homogenizador.
Mediante el flujo volumétrico de agua requerido para cumplir con la
producción diaria se estimó el volumen del mezclador que seria empleado. Una vez
conocido este volumen se fijo el tipo de tanque, en este caso cilíndrico, y se determino
la altura, con esta altura y el flujo se determinaron los parámetros suficientes para
conocer el precio de compra, como se muestra continuación.
Tabla 21. Parámetros para determinar el precio de compra de la bomba de
agua utilizada en el mezclador.
b) Bomba para alimentar el secador por aspersión.
En la siguiente tabla se muestran las características tanto del fluido a transportar
como de la potencia requerida y los parámetros para estimar el costo de compra para la
bomba que se empleara para enviar la solución de guayaba al secador por aspersión.
Altura a vencer, m 2.5
Flujo de alimentación, kg/min 14.88
Densidad de la solución, kg/m3 1000
Diámetro de la tubería, m 0.05
Velocidad, m/s 0.13
Potencia, HP 0.6
kW 0.438
Flujo de alimentación, gal/min 4.09
Potencia, kW 0.44
Precio de compra actual $ 2,750.00

48
Tabla 22. Parámetros para determinar el costo de compra de la bomba 1.
Altura a vencer, m 4.7
Flujo de alimentación, kg/min 16.92
Densidad de la solución, kg/m3 1057
Diámetro de la tubería, m 0.05
Velocidad, m/s 0.14
Potencia, HP 1.1
kW 0.824
Flujo de alimentación, gal/min 4.26
Potencia, kW 0.824
Precio de compra actual $ 3,500.00
c) Bomba para alimentar agua al aglomerador
Mediante el balance de materia se determinó la cantidad de agua necesaria para
cumplir con la producción diaria de polvo aglomerado y conociendo la altura del equipo
se estimó la potencia requerida para cumplir el objetivo. Con esta potencia y el flujo se
determino el precio de compra de esta bomba como se muestra en la siguiente tabla.
Tabla 23. Parámetros para determinar el precio de compra de la bomba que
alimentará agua al aglomerador.
Altura a vencer, m 2
Flujo de alimentación, kg/min 0.18
Densidad de la solución, kg/m3 1000
Diámetro de la tubería, m 0.05
Velocidad, m/s 0.0015
Potencia, HP 0.5
kW 0.350
Flujo de alimentación, gal/min 0.05
Potencia, kW 0.350
Precio de compra actual $ 2,500.00

49
• Compresor.
El costeo del compresor se hizo en base al flujo de aire requerido en el sistema y
la presión de salida en los equipos; primero se estimó la potencia requerida y mediante
esta y fijando el tipo de compresor requerido, en este caso centrífugo, se determinó el
precio de compra para este equipo, tal como se muestra en la siguiente tabla.
Tabla 24. Parámetros para determinar el precio de compra de Compresor.
Flujo volumétrico, ft3/min 2881.5
Potencia, Hp 104
A precios de 1990 $ 2,716,250.00
Índice de 1992 315
Índice de 2003 394.3
Is/Ir 1.251746032
Precio de compra a 2003 $ 3,400,055.16

50
XI. EVALUACIÓN DEL PROYECTO.
El análisis económico del proceso consta de múltiples factores, estos factores se
agrupan en dos grandes partes: los ingresos y los egresos. En los egresos se deben
tomar en cuenta la inversión inicial (costo de equipos y terreno), el costo de
instalación y de operación de lo equipos, los servicios, la nomina, etc.
La evaluación del proyecto se hizo considerando ingresos totales constantes, en
un periodo de 10 años, con un impuesto del 20% sobre estos. En esta se evaluación
se consideró una depreciación del 10% anual del valor de los equipos. En la
siguiente tabla se muestran los flujos antes y depuse de impuestos que se obtuvieron
para este proyecto:
Tabla 25. Determinación de los flujos después de impuestos para el proyecto
t FAI Ingreso Grav. Impuesto Depreciación FDI0 -$ 14,000,000 $ - $ - $ - -$ 14,000,0001 $ 18,688,619 $ 18,688,619 -$ 3,737,724 -$ 560,000 $ 14,390,8952 $ 18,688,619 $ 18,688,619 -$ 3,737,724 -$ 560,000 $ 14,390,8953 $ 8,688,619 $ 18,688,619 -$ 3,737,724 -$ 560,000 $ 14,390,8954 $ 18,688,619 $ 18,688,619 -$ 3,737,724 -$ 560,000 $ 14,390,8955 $ 18,688,619 $ 18,688,619 -$ 3,737,724 -$ 560,000 $ 14,390,8956 $ 18,688,619 $ 18,688,619 -$ 3,737,724 -$ 560,000 $ 14,390,8957 $ 18,688,619 $ 18,688,619 -$ 3,737,724 -$ 560,000 $ 14,390,8958 $ 18,688,619 $ 18,688,619 -$ 3,737,724 -$ 560,000 $ 14,390,8959 $ 18,688,619 $ 18,688,619 -$ 3,737,724 -$ 560,000 $ 14,390,89510 $ 18,688,619 $ 18,688,619 -$ 3,737,724 -$ 560,000 $ 14,390,895
Con los datos anteriores se determinó la tasa interna de retorno, considerando la
Tasa de Interés de Equilibrio Interbancario de 10% (valor para el mes de febrero de
2003) y fijando un valor de la TREMA de 35%. En la siguiente tabla se muestra la
tasa interna de retorno para recuperar la inversión total en 10 años.
Tabla 26. Tasa interna de retorno.
Inversión inicial $14,000,000
TIIE 10 %
TREMA 30 %
TIR 103 %
VPN 0

51
Como se muestra en la tabla 26, la tasa de retorno es mucho mayor que la
TREMA fijada por lo que la rentabilidad del proyecto es muy razonable.
Para poder conocer el costo total de producción del proceso es necesario realizar
una serie de cálculos a partir de datos conocidos, como por ejemplo la inversión total
del proyecto, que abarca el costo de todo el equipo y el costo del terreno donde se desea
ubicar la planta; los ingresos por ventas, tomando en cuenta el precio de venta del
producto; el costo de las materias primas, donde entra la pulpa de guayaba, la
maltodextrina y el agua utilizada para obtener la suspensión; por mencionar algunos
factores involucrados dentro del proceso.
Algunos de los costos que se deben determinar para conocer el costo total de la
producción son: el capital fijo, el capital de trabajo, el costo de manufactura, cargos
fijos, etc., dentro de estos costos se encuentran los costos de mantenimiento, los costos
de servicios, el costo que implica el pago de la nomina (incluyendo prestaciones), en fin
son múltiples los factores que están involucrados en el análisis económico del proceso.
Para realizar la estimación de los costos se cuenta con varias herramientas a
continuación se listan algunas:
1. Operación en sencillo.2. De capital con base en correlaciones de equipo.
a) Peters and Timmerhaus.b) Aspen.c) Costos de instalación + costo de compra de equipod) Marshall and Swift Index
Realizando todos los cálculos pertinente se encuentra que el Costo Total de
Producción es: $ 8,382,810 anuales, en contraparte los ingresos por ventas
ascienden a $ 27,071,429 anuales por lo que la diferencia de estas cantidades nos da
la ganancia neta que se obtendrá de este proceso.
Ingresos por Ventas Costo Total de Producción = Ganancias

52
Por lo tanto las ganancias netas son: $18,688,619 anuales
Lo cual nos da pauta para concluir que el proceso de producción de polvos
solubles a partir de la pulpa de guayaba es económicamente realizable.
En la siguiente tabla se encuentran los costos calculados.
Tabla 27 . Datos para la estimación económica
Total de inversión $ 14,000,000Capital fijo $ 10,769,231Capital de trabajo $ 2,100,000Capital de inicio $ 1,076,923Costo total de producción $ 8,382,810Costo de manufactura $ 4,355,316SARE $ 676,786Ingresos por ventas $ 27,071,429Costo directo de producción de la planta $ 2,532,239Cargos fijos $ 323,077OVHD $ 1,770,462Materia prima $ 1,500,000Servicios $ 561,935Mantenimiento $ 430,769Refacciones $ 64,615Trabajo $ 2,100,000Supervisión $ 90,000Laboral $ 400,000Regalías $ 251,484Costos directos dentro y fuera del sitio $ 8,615,385
El número de trabajadores se contemplo para realizar el análisis económico es de
6 operadores y un supervisor de planta.
* En el Apéndice D se encuentran las correlaciones utilizadas para obtener los
datos presentados anteriormente.

53
El plano propuesto de las instalaciones de la planta productora de polvos solubles de guayaba se muestra en la figura 13
C1 Cuarto de Refrigeración C2 Almacén de Maltodextrina C3 Almacén de Producto terminado1 Tanque de Pulpa 2 Tanque de Maltodextrina 3 Tanque de Agua4 Mezclador 5 Secador 6 Calentador7 Ciclón 8 Aglomerador 9 Ciclón10 Recolector de Producto 11 Compresor 12 Tanque de Gas13 Taque Abastecedor de Agua

54
XII. CONCLUSIONES.
La producción de polvos solubles para preparar bebidas a partir de la pulpa de
guayaba es un trabajo que resulta difícil, ya que la pulpa de guayaba tiene un porcentaje
de sólidos totales bajo, su contenido de azucares y viscosidad son altos, por lo tanto no
es posible alimentar una suspensión con alto porcentaje de sólidos ya que la viscosidad
aumenta y esto se traduce en problemas que hacen ineficiente el proceso. En contraparte
el alimentar la suspensión con un bajo contenido de sólidos, incrementa el costo de
producción de los polvos finos debido a la gran cantidad de agua que debe evaporarse.
Con respecto a las condiciones de operación, se puede hacer mención de la
importancia que tiene la temperatura en el sistema de secado por aspersión en este
proceso, debido a la composición de la guayaba, puesto que se debe encontrar una
temperatura en la cual el proceso se vuelva lo más eficiente posible (con las limitantes
propias del sistema con el cual se trabajó), esta temperatura esta alrededor de 162° C,
que es menor a la temperatura de fusión del azúcar (aproximadamente 185° C), y es lo
suficientemente alta para evaporar el agua contenida en las gotas de suspensión.
La velocidad del aire que hace girar el disco rotatorio (8 m3/min), es también un
parámetro importante, ya que esta íntimamente ligado al tamaño de las gotas que son
atomizadas en el sistema de secado, dado que cuanto más elevado sea el flujo de aire, el
tamaño de partícula es menor, y como se sabe cuanto mayor sea el tamaño de la gota, la
cantidad de agua a evaporar es mayor y esto se traduce en un tiempo de residencia de
las partículas más grande.
La humedad con la cual sale el aire es muy alta, esto se debe a que la cantidad de
agua que entra al sistema (suspensión) es muy grande y esto implica que para secar las
partículas sólidas se deben evaporar altas cantidades de agua, las cuales se van en la
corriente de aire.
En el sistema en el que se trabajó, el flujo de alimentación de la suspensión es un
factor importante también, ya que se debe mantener un flujo bajo (2.07*10-5 m3/min),
para evitar que la pulpa se pegue en las paredes, en los sistemas industriales esto no

55
sucede comúnmente ya que cambios significativos en el flujo de alimentación no
provocan que el disco se tape o que ocurran problemas apreciables en la operación.
El secado por aspersión ofrece la ventaja de un secado extremadamente rápido
para los productos sensibles al calor, un tamaño y densidad de la partícula de producto
que pueden ser controlables dentro de ciertos límites.
El tiempo de residencia es un parámetro importante que se determinó, mediante
correlaciones, y proporcionó información útil al momento de hacer el escalamiento del
equipo.
Se ha corroborado que la operación de aglomeración de los polvos finos es una
etapa necesaria en este tipo de procesos, ya que permite obtener el producto, en este
caso el polvo para preparar bebidas, con las especificaciones deseadas, como lo son la
alta solubilidad de estos polvos en agua.
La temperatura del aire fluidizante es una de las variables que pueden ser
modificadas para cambiar las propiedades de los polvos, como es de esperarse el tiempo
de residencia de los polvos en el equipo de aglomeración, esta dictaminado por el
tamaño de partícula deseado en conjunto con la el conclusión del fenómeno de
fluidización del lecho.
En la caracterización tanto del polvo fino como el soluble se encontró que la
solubilidad de ambos era muy diferente, como era de esperarse, y que el crecimiento
del tamaño de partícula, en el proceso de aglomeración, favorecía dicho
comportamiento. Otra de las propiedades que mostraron diferencia considerable fue la
densidad empacada, que indicaba la cantidad de agua absorbida por las microesferas
que conformabas el polvo fino. Las densidades empacadas obtenidas tanto para el
polvo aglomerado como para el polvo fino son similares a las reportadas en la literatura
para el proceso de secado por aspersión y para la aglomeración en lecho suspendido.
El proceso de sedimentación que presentan los polvos aglomerados es
característico de este tipo de polvo (para preparar bebidas), esto se debe a que algunas
de las partículas de polvo son demasiado grandes y por lo tanto muy pesados para que

56
puedan quedar suspendidos en el agua, este no es un punto desfavorable de los polvos
aglomerados ya que cuando la solución se somete a agitación se da un proceso de
solubilización eficaz.
El diseño de la planta productora de polvos solubles para preparar bebidas a
partir de la pulpa de guayaba, es un proceso basado principalmente, en los datos
obtenidos experimentalmente, es decir, no se realizan cálculos matemáticos profundos,
sino más bien se debe hacer un análisis de la operación del proceso en la realidad,
generalmente en plantas piloto, y de esta forma poder realizar el escalamiento a una
planta a nivel industrial.
El análisis económico del proceso es una de los puntos que mayor importancia
tienen para determinar si un proceso es realizable, ya que para que un proyecto se lleve
a cabo debe generar ganancias, de otro modo el proyecto sólo se queda en el papel, en el
caso especifico del proceso de producción de polvos solubles a partir de este análisis se
pudo corroborar que el proceso es realizable.

57
XIII. NOMENCLATURA.
Ai = Área transversal a la entrada del ciclón [=] ft2
sCp = Calor especifico del polvo [=] kJ/kg ºC
aireCp = Calor especifico del aire caliente [=] kJ/kg ºCCpvr =Costo de compra actualCpvs = Costo de compra baseD = Diámetro del separador [=] ftDch = Diámetro de la Camara [=] mDm = Diámetro máximo de la gota [=] mD0 = Diámetro de salida. [=] ftDP = Diámetro de partícula [=] ftdL = Densidad del líquido [=] lb/ft3
dS = Densidad de partícula [=] lb/ft3Fa = Masa de agua [=] gFac = Flujo de aire caliente [=] kg/minFaf = Flujo de aire frío [=] kg/minFg = Masa de guayaba [=] gFah = Flujo de aire saturado [=] kg/hFm = Masa de maltodextrina [=] gFP = Masa de pulpa [=] gFpa = Flujo de polvo aglomerado [=] kg/hFpf = Masa de polvos finos [=] kg/minFS = Masa de semillas [=] gFSUS = Masa de suspensión [=] gg = Constante de gravedad [=] m2/sgc = Constanteh = Coeficiente de película para transferencia de calor [=] BTU/hr.ft.°F
h´ = Altura [=] mH = Entalpías [=] J/kgIr = Índice para el costo actualIs = Índice para costo baseKf =Conductividad térmica de la película de gas [=] W/m K
aireom = Flujo másico del aire caliente [=] kg/hmf = Humedad final [=] lb agua/lb polvo secomi = Humedad inicial [=] lb agua/lb polvo seco
s
om = Flujo de másico del polvo [=] kg/hM = Masa de la cama en el aglomerador [=] kgN = Velocidad de rotación [=] rpmPentrada = Presión de entrada del compresorPsalida = Presión de salida del compresorQ = Flujo de calorQs = Flujo de polvos en la entrada del aglomerador [=] kgr = Radio del polvo [=] ftr´= Radio del disco [=] mRc = Radio de la cámara de desecación [=] mt = Tiempo [=] hrstR = Tiempo de residencia en el aglomerador [=] h

58
V = Volumen [=] m3
Vr = Velocidad de radial [=] m/s.V0 = Velocidad de la mezcla aire y polvo que entra al ciclón [=] ft/hrW = Trabajows = Velocidad másica del fluido [=] kg/hX = Fracción de humedad en el sólido [=] kg agua/kg sólido secoY = Fracción de humedad en el aire [=] kg agua/kg aire secoZ = Profundidad del separador [=] ft∆HV = Calor latente de vaporización [=] BTU/lb∆T = Fuerza impulsora [=] °C
aireT∆ = Diferencia de temperatura del aire del estado inicial al final [=] °C
sT∆ = Diferencia de temperatura del polvo del estado inicial al final [=] °C∆Z = Diferencia de altura de un punto a otro [=] m
µ = Viscosidad del fluido. [=] lb/ft.hrρs = Densidad del líquido [=] kg/m3
ρt = Densidad del gas desecante en las condiciones de salida [=] kg/m3
ρa = Densidad del aire de atomización [=] kg/m3
γ = Exponente adiabático

59
XIV. BIBLIOGRAFÍA
• Charm, S. E., Fundamentals of Food Engineering, The AVI PublishingCompany, Wetsport, Connecticut.
• INEGI, Encuesta Industrial Mensual 2001, pp. 211.
• INEGI, Encuesta Industrial Mensual 2002, pp. 77,245,386.
• Karel, M., O.R. Fennena and D. B. Lund., 1975, Principles of Food Science:Part II. Physical Principles of Preservation, Marcel Deekker, Inc. NewYork.
• Masters, K., 1991, Spray Drying Handbook, Langman Scientific &Technical, 5a. Edition, New York.
• Perry R., 1973, Chemical Engineers’ Handbook, McGraw-Hill, FifthEdition, United States.
• Peters M., Timmerhaus K., 1991, Plant Design Economics for ChemicalEngineers, McGraw-Hill, Fourth Edition, United States.
• Treybal R., 1988, Operaciones de Transferencia de Masa, 2a Edición,McGraw-Hill, México.
• Ulrich G., 1984, A Guide to Chemical Engineering Process Design andEconomics, John Wiley & Sons, United States.
• Verhey, J. G. P., 1972 and 1973, Vacuole formation in Spray PowderParticles, 1. Air incorporation and bubble expansion.
http://www.siea.sagarpa.gob.mx
http://www.infoaserca.gob.mx
http://www.cursos.itam.mx
http://www.siea.sagarpa.gob.mx
http://www.inegi.gob.mx
http://www.fao.org
http://www.geocities.com

60
XV. APÉNDICES
APÉNDICE A. DATOS PARA LA OBTENCIÓN DE LA CURVA DE SECADO Y
DE LA VELOCIDAD DE SECADO.
En esta sección se encuentran los datos obtenidos a partir de la balanza de
humedad y los datos calculados a partir de estos para obtener las curvas de secado y de
velocidad de secado (Tabla 1a y 2a):
Tabla 1a. Mediciones experimentales para determinar la humedad
m total (g) 13.26m charola (g) 3.18
m pulpa-sólidos (g) 10.08m sólidos (gr) 1.74
Humedad (kg agua/kg. Seco) 0.83% Sólidos 17.26
Humedad de Equilibrio kg agua/kg total 0.0057
Tabla 2a. Datos medidos y calculados.
tiempo(s) m(g)m(g)
corregidaX base
secaX base
húmedadX/dt
Orden 30 13.26 10.08 4.793 0.827 0.0019000
20 13.25 10.07 4.787 0.827 0.001902340 13.23 10.05 4.776 0.827 0.001904360 13.16 9.98 4.736 0.826 0.001906180 13.1 9.92 4.701 0.825 0.0019077
100 13.02 9.84 4.655 0.823 0.0019091120 12.94 9.76 4.609 0.822 0.0019102
En la tabla anterior solo se presentan algunos datos para la representación de los
cálculos realizados.
Los valores de masa y tiempo son obtenidos directamente de la balanza de
humedad, los valores restantes fueron calculados, a continuación se presentan las
ecuaciones utilizadas.
• Para calcular la masa corregida
charolamedidacorregida mmm −= (A1)

61
• Para la obtención de la humedad en base seca se tiene la siguiente expresión:
ooasadesólid
asadeaguaabase m
mX
secsec = (A2)
• Para la obtención de la humedad en base húmeda se tiene la siguiente expresión:
dosólidohúme
aguaabase m
mX =sec (A3)
• La determinación de la velocidad de secado (dX/dt) se realizó por medio de un
método gráfico, esto es, se aproximo un polinomio de grado tres a la curva de
secado (humedad contra tiempo), y se derivo la expresión resultante, la cual se
presenta enseguida:
0.0024-t108+t106 7-211- ××=dtdX (A4)
Los valores que arroja el negativo de esta ecuación (-dX/dt) evaluada en cada
uno de los tiempos son graficados contra el tiempo.

62
APÉNDICE B. VALORES OBTENIDOS A PARTIR DE LOS BALANCES DE MATERIA EN LOS EQUIPOS.
A continuación se encuentran los datos de flujos y composición de las corrientes de cada uno de los equipos, así como el diagrama de
flujo del proceso, la cantidad que se desea producir es 250 toneladas anuales de polvo aglomerado.
Figura B1. Diagrama de Flujo del Proceso.

63
La ecuación de balance suponiendo estado estacionario es:
SalidasEntradas =
• Valores obtenidos en el mezclador.
Tabla 1b.Cantidades que deben ser alimentadas al mezclador
Pulpa kg/h 213.68Maltodextrina kg/h 81.20
Agua kg/h 720.59
Con el valor de 213.68 kg/h de pulpa, la cantidad de guayaba que es requerida para
llevar a cabo el proceso es: 224.37 kg/h.
A la salida del mezclador la suspensión tiene la siguiente composición:
Tabla 2b. Datos de la corriente de salida del mezclador.
Flujo total en la entrada de suspensión kg/h 1015.47Flujo de sólidos kg/h 121.86Flujo de agua kg/h 893.62Xa 0.88Xs 0.12Agua a evaporar kg/h 888.5
• Valores obtenidos en el secador por aspersión:
Los valores mostrados en la tabla 4b son los correspondientes a la corriente de entrada
del secador, por lo tanto solo se presentaran los valores de la corriente de salida:
Tabla 3b. Datos de la corriente de salida del secador
Flujo total en la salida de finos kg/h 110.30Flujo de sólidos kg/h 109.67Flujo de agua kg/h 0.628Xa 0.0057Xf 0.9943

64
Para la realización del balance se tomaron los equipos de secado y de separación
(ciclón) integrados, lo que arroja una eficiencia de 90% en la operación de secado.
• Valores obtenidos en el sistema de aglomeración:
Al igual que en el secador, los datos de la tabla 5 corresponden a corriente de entrada
del aglomerador.
Tabla 4b. Datos de la corriente de salida del aglomerador
Flujo total en la salida de aglomerados kg/h 108.5Flujo de sólidos kg/h 98.74Flujo de agua kg/h 9.77Xa 0.09Xf 0.91
La eficiencia es de 90% considerando los equipos integrados.

65
APÉNDICE C. INFORMACIÓN OBTENIDA PARA EL DISEÑO DE LOS
EQUIPOS
Para el diseño de los equipos involucrados en el proceso de producción de
polvos para preparar bebidas, es necesario contar con cierta información relevante del
sistema en cuestión, parte de esta información se encuentra en fuentes bibliográficas y
otros datos tienen que ser calculados, las siguientes tablas contienen los datos
requeridos en cada uno de los equipos además de las dimensiones estimadas.
Para el mezclador: Tenemos que el tanque de almacenamiento es de forma
cilíndrica y el sistema de agitación consiste enana canastilla con orificios que
permite una homogenización más eficaz, en la figura C1 se encuentra el esquema.
Figura C1. Esquema del Mezclador.
Tabla 1c. Datos requeridos para el diseño del mezclador.
Masa kg 1016Densidad kg/m3 1057Volumen mínimo m3 0.96Diámetro m 1.00Altura m 2.00Volumen total m3 1.57

66
Para el secador: La representación del una cámara de secados por aspersión se
muestra en la figura C2, el sistema trabaja a corrientes paralelas.
Figura C2. Secador por Aspersión de Disco Rotatorio.

67
Tabla 2c. Datos requeridos para el diseño del secador
Q Velocidad de trasferencia de calor, kJ/h 2680548Kf Conductividad térmica de la película de gas, W/m K 0.01V Volumen de la cámara de secado, m3 23.41Dt Fuerza impulsora de temperatura, °C 82.22Dm Diámetro máximo de la gota, ft 0.00ws Velocidad másica del flujo de líquido, kg/h 0.27
s Densidad del líquido, lb/m3 1057wa velocidad másica del flujo de aire de atomización kg/h 566.40
a Densidad del aire de atomización, kg/m3 1.18Va Velocidad del aire de atomización, m/h 42709Ds Diámetro del orificio de descarga, m 0.00rt Densidad del gas desecante en las condiciones de salida, kg/m3 0.82Rc Radio de la cámara de desecación, m 1.17r Radio del disco, m 0.02N Velocidad de rotación, rpm 20000H Altura de la cámara, m 4.67

68
Para los ciclones: El esquema del tipo de ciclón que se manejo se encuentra
representado en la figura C3.
Figura C3. Ciclón de Aceleración Centrifuga.
a) Ciclón Integrado al secador
Tabla 3c. Datos requeridos para el diseño del ciclón acoplado al secador
Flujo volumétrico de entrada de aire, m3/s0.97
Faire a la entrada de aire, m/s15

69
Tabla 4c. Datos calculados para el primer ciclón
Dc, m 0.57Bc, m 0.14De, m 0.29Hc, m 0.29Lc, m 1.15Sc, m 0.07Zc, m 1.15Jc, m 0.14H, m 2.30
b) Integrado al Sistema de Aglomeración
Tabla 5c. Datos requeridos para el diseño del ciclón acoplado al aglomerador
Flujo volumétrico de aire a la entrada m3/s0.36
Faire a la entrada de aire, m/s15
Tabla 6c. Datos calculados para el segundo ciclón
Dc, m 0.35Bc, m 0.09De, m 0.18Hc, m 0.18Lc, m 0.70Sc, m 0.04Zc, m 0.70Jc, m 0.09H, m 1.41

70
Para el sistema de aglomeración: La representación esquemática del sistema de
aglomeración de finos (lecho fluidizado) con el cual se trabajo se presenta en la
figura C4.
Figura C4. Sistema de Aglomeración de Lecho Fluidizado.
Uno de los parámetros que deben tomarse en cuenta para el diseño de un
sistema como el presentado en la figura, es que la altura de la parte cilíndrica es una
variable que puede fijarse arbitrariamente, con el fin de tener una altura mayor que
permita el menor arrastre de polvos finos fuera del equipo.

71
Tabla 7c. Datos requeridos para el dimensionamiento del aglomerador.
Tiempo de residencia, h 0.250Temperatura del lecho, °C 45.Cp del sólido, J/kg K 0.0000956Cp del aire, J/kg K 0.0000568Densidad del aire, kg/m3 0.800Flujo másico de aire caliente, kg/h 4.96Flujo de sólidos finos, kg/h 120Temperatura de los sólidos de alimentación, °C 20Humedad relativa del aire de alimentación., % 40Humedad absoluta del aire de alimentación.kg agua / kg aire seco 0.060Humedad del aire de entrada (saturado)kg agua / kg aire seco 0.068Humedad del polvo a la entrada, kg H2O/kg totales 0.006Humedad del polvo aglomerado, kg H2O/kg totales 0.090Masa de polvo suspendida, kg 30Densidad empacada del polvo fino, kg/m3 471.7Densidad empacada del polvo aglomerado, kg/m3 696.23Altura de la parte cónica, m 0.105Diámetro, m 0.947Volumen de la parte cónica, m3 0.165Altura de la parte cilíndrica, m 1.895Volumen de la parte cilíndrica, m3 1.410Masa de polvo perdida, kg 12Flujo de Polvo aglomerado, kg/h 108Flujo volumétrico del polvo fino, m3/h 0.254Volumen del lecho, m3 0.083

72
APÉNDICE D. ESTIMACIÓN ECONÓMICA.
Las correlaciones que a continuación se presentan fueron utilizadas para obtener
parámetros económicos sólidos que permitan saber si el proceso es rentable.
Costo de compra = Costo base * FC *Índice
FC = Factor de corrección
Inversión Total = Capital fijo + Capital de trabajo + Capital de inicio.
Capital de trabajo =0.15 (Total de Inversión)
Capital de Inicio = 0.1 (Capital fijo)
Inversión Total = 1.30 (Capital fijo)
Capital Fijo = Costo Directo en el sitio + Costo Indirecto fuera del sitio
Capital fijo = 1.25 (en el sitio y fuera del sitio)
Inversión Total = Costo fijo de capital + 0.15 (Inversión total) + 0.1 Capital fijo
Inversión Total = 1.30 (1.25) (Costo directos dentro y fuera del sitio)
Inversión Total = 1.625 (Costos directos fuera y dentro del sitio)
-Costos de Producción
Costo total de Producción = Costo de manufactura + SARE o gastos
generales.
SARE = 0.025 Ingresos por ventas
Costo de manufactura = Costo directo de producción + Cargos fijos + OVHD de
planta

73
Costo directo de Producción = Materia Prima + Servicios + Mantenimiento
Refacciones + Trabajo + Supervisión + Laboral + Regalías
Mantenimiento = 0.04 del capital fijo
Refacciones = 0.15 mantenimiento
Refacciones = 0.15 (0.04) Capital fijo
Regalias = 0.03 Costo total de Producción
Costos directos de Producción = Materia Prima + Servicios + 0.046 Capital
fijo + 1.35 Trabajo + 0.03 Costo total de Producción
Cargos fijos = Impuestos + Seguro + Renta + Impuestos Locales
Impuestos locales + Seguros = 0.03 Capital fijo
Cargos fijos = 0.03 Capital fijo
Planta OVHD = 0.6 (trabajo + supervisión + mantenimiento)
Planta OVHD = 0.6 (trabajo + 0.2 trabajo + 0.04 capital fijo)
Planta OVHD = 0.72 Trabajo + 0.024 Capital fijo
Costo Total de Producción = Costo manufactura + SARE(generales)
Costo Total de Producción = 1.03 (materia prima + servicios) + 2.13
(trabajo) + 0.103 Capital fijo + 0.025 Ingresos por ventas