diseÑo e implementaciÓn de procedimientos de mejora …
TRANSCRIPT

DISEÑO E IMPLEMENTACIÓN DE PROCEDIMIENTOS DE MEJORA PARA LA
DISMINUCIÓN DE PRODUCTO DEFECTUOSO EN LA EMPRESA GIORGIO
SPORT S.A.
LILIANA MARCELA ARIADNA ANDREA GAMBOA VALDIVIESO
BRYAM GIL ESCOBAR
UNIVERSIDAD DE SAN BUENAVENTURA CALI
FACULTAD DE INGENIERÍAS
PROGRAMA DE INGENIERÍA INDUSTRIAL
SANTIAGO DE CALI
2016

DISEÑO E IMPLEMENTACIÓN DE PROCEDIMIENTOS DE MEJORA PARA LA
DISMINUCIÓN DE PRODUCTO DEFECTUOSO EN LA EMPRESA GIORGIO
SPORT S.A.
LILIANA MARCELA ARIADNA ANDREA GAMBOA VALDIVIESO
BRYAM GIL ESCOBAR
Trabajo de grado para optar al título de Ingeniero Industrial
Directora: PhD. Ileana G. Pérez
UNIVERSIDAD DE SAN BUENAVENTURA CALI
FACULTAD DE INGENIERÍAS
PROGRAMA DE INGENIERÍA INDUSTRIAL
SANTIAGO DE CALI
2016
Nota de aceptación:
----------------------------------------------------------
----------------------------------------------------------
----------------------------------------------------------
----------------------------------------------------------
----------------------------------------------------------
----------------------------------------------------------
PhD. Ileana Gloria Pérez Vergara
Directora Proyecto de Grado
----------------------------------------------------------
Firma del jurado
----------------------------------------------------------
Firma del jurado

Agradecimientos
Agradecemos principalmente a Dios por habernos guiado y acompañado durante este
camino, por haberos llenado de fortaleza, paciencia y conocimiento para desarrollar este
trabajo.
Agradecemos a nuestros padres por su apoyo y motivación incondicional, quienes
han sido los gestores para el logro de nuestra formación profesional y personal.
Agradecemos a los docentes de la Universidad de San Buenaventura Cali, por sus
conocimientos compartidos, por las exigencias que han hecho parte de nuestra formación
profesional. A nuestra Directora de proyecto Ileana Gloria Pérez por todo su tiempo,
dedicación y conocimiento los cuales fueron vitales para este trabajo, le damos nuestros
agradecimientos por su gran colaboración en el desarrollo de este proyecto.
Agradecemos a la empresa Giorgio Sport S.A. por confiar en nuestro conocimiento,
facilitar sus instalaciones, brindarnos el apoyo e información requerida para el desarrollo de
este proyecto. Y a todas las personas que realizaron un pequeño aporte para que este sueño
se hiciera realidad, donde culminamos un paso más de muchos que nos esperan.

Resumen
Este proyecto se desarrolló con base en una propuesta que permite reducir la cantidad
de producto defectuoso que se evidenció durante el periodo comprendido de noviembre del
2015 hasta marzo del 2016 en la empresa GIORGIO SPORT S.A, en el cual se logró
identificar las causas que generaban en promedio un 10% de producción defectuosa, por lo
anterior la empresa incurrió en costos de $41.323.527 aproximadamente.
Para la realización de este proyecto se empleó la metodología DMAIC, la cual consta
de cinco fases (Definir-Medir-Analizar-Mejorar-Controlar) que permitieron identificar las
necesidades de los clientes tanto internos como externos para posteriormente medir el
rendimiento del indicador “% unidades defectuosas”, encontrar las causas que generan los
defectos representativos a lo largo de la línea de producción, permitiendo ejecutar planes de
acción, evaluar su comportamiento y mantener una mejora continua.

Abstract
This project was developed based on a proposal that allows reducing the amount of
defective product that was evidenced during the period between November 2015 and March
2016 in the company GIORGIO SPORT SA, in which it was possible to identify the causes
that generated on average a 10% of defective production, therefore the company incurred
costs of approximately $ 41,323,527.
The DMAIC methodology was used to carry out this project, which consists of five
phases (Define-Measure-Analyze-Improve-Control) that allowed the identification of
internal and external clients' needs to subsequently measure the performance of the indicator
"% Defective units" to find the causes that generate representative defects along the
production line, allowing action plans to be implemented, performance evaluation and
continuous improvement.

Contenido
Introducción .........................................................................................................................................1
1. Descripción del problema ............................................................................................................2
1.1. Pregunta de investigación ....................................................................................................2
2. Objetivos ......................................................................................................................................3
2.1. Objetivo general ...................................................................................................................3
2.2. Objetivos específicos ...........................................................................................................3
3. Justificación .................................................................................................................................4
4. Marco referencial .........................................................................................................................5
4.1. Marco contextual .................................................................................................................5
4.2. Antecedentes ........................................................................................................................5
4.3. Marco conceptual .................................................................................................................6
4.4. Marco teórico .......................................................................................................................8
4.4.1. Lean manufacturing .........................................................................................................8
4.4.2. Lean Six Sigma .................................................................................................................8
4.4.3. DMAIC ............................................................................................................................9
4.4.4. Industria del calzado de cuero en Colombia ................................................................. 14
5. Metodología .............................................................................................................................. 15
5.1. Enfoque ............................................................................................................................. 15
6. Resultados y discusión .............................................................................................................. 16
6.1. Fase Definir ....................................................................................................................... 16
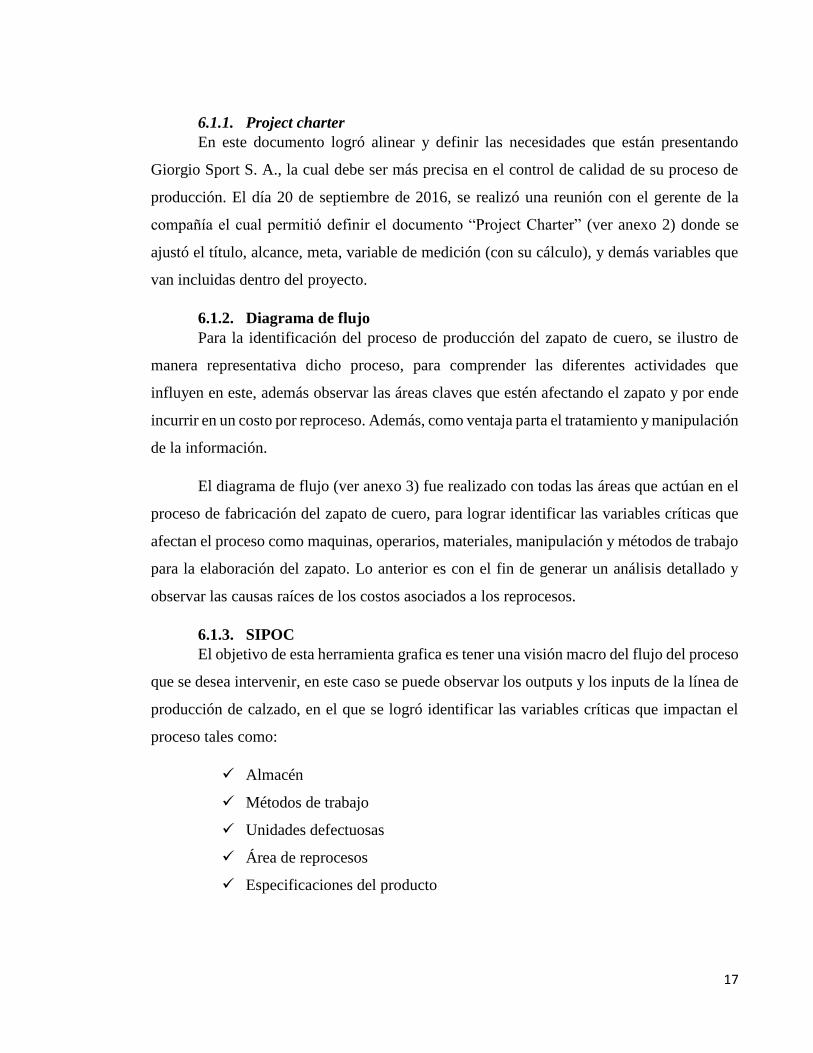
6.1.1. Project charter .......................................................................................................... 17
6.1.2. Diagrama de flujo...................................................................................................... 17
6.1.3. SIPOC ....................................................................................................................... 17
6.1.4. VOC (Voz del cliente) .............................................................................................. 18
6.2. Fase Medir ........................................................................................................................ 18
6.2.1. IPO (Matriz de selección y evaluación de variables) ................................................ 19
6.2.2. Diagrama de Pareto ................................................................................................... 20
6.2.3. Capacidad y sigma del proceso ................................................................................. 21
6.3. Fase Analizar .................................................................................................................... 23
6.3.1. Diagrama causa y efecto ........................................................................................... 26
6.3.2. 5 por qué’s ................................................................................................................. 31

6.4. Fase Mejorar ..................................................................................................................... 32
6.4.1. Procedimientos de mejora ......................................................................................... 33
6.4.2. Procedimiento multicriterio para evaluación de proveedores de cuero .................... 35
6.4.3. Acondicionamiento de canastillas para almacenaje de producto en proceso ............ 39
6.4.4. Control visual ............................................................................................................ 40
6.5. Fase Controlar ................................................................................................................... 42
6.5.1. Datos comparativos del antes y después ................................................................... 45
6.5.2. Plan de control de mejoras ........................................................................................ 47
6.2. Cierre del proyecto ................................................................................................................. 48
7. Conclusiones ............................................................................................................................. 49
Bibliografía ....................................................................................................................................... 50
Anexos .............................................................................................................................................. 53

Lista de gráficas
Gráfica 1. Porcentaje de producto defectuoso ...................................................................................16
Gráfica 2. Diagrama de Pareto de defectos por área ..........................................................................21
Gráfica 3. Capacidad del proceso ......................................................................................................22
Gráfica 4. Sigma del proceso .............................................................................................................22
Gráfica 5. Diagrama de Pareto por defectos ......................................................................................24
Gráfica 6. Diagrama de Pareto de defecto devoluciones ...................................................................25
Gráfica 7. Comportamiento individual del % defectos antes y después de las mejoras ....................43
Gráfica 8. Comparación de la capacidad del proceso antes y después ..............................................44
Gráfica 9. Capacidad del proceso después de las mejoras .................................................................45
Gráfica 10. Costo de defectos por día. ...............................................................................................46

Lista de tablas
Tabla 1. Metodología DMAIC .......................................................................................................... 10
Tabla 2. Matriz de selección de variables ......................................................................................... 19
Tabla 3. Matriz de evaluación de variables ....................................................................................... 20
Tabla 4. Matriz de evaluación de causas para cuero arrugado .......................................................... 29
Tabla 5. Matriz de evaluación de causas para manchado con pegante ............................................. 29
Tabla 6. Matriz de evaluación de causas para costuras sueltas ......................................................... 30
Tabla 7.Matriz de evaluación para cuero rayado .............................................................................. 30
Tabla 8. Matriz de evaluación para suela despegada ........................................................................ 31
Tabla 9. Propuesta de mejora ............................................................................................................ 33
Tabla 10. Criterio: Calidad del material ............................................................................................ 36
Tabla 11. Criterio: Precio .................................................................................................................. 36
Tabla 12. Criterio Tiempo de entrega ............................................................................................... 36
Tabla 13. Criterio: Tiempo de crédito ............................................................................................... 37
Tabla 14.Criterio. Ubicación geográfica ........................................................................................... 37
Tabla 15. Importancia de los criterios ............................................................................................... 37
Tabla 16. Matriz de evaluación de cada proveedor........................................................................... 38
Tabla 17. Ejemplo para elección del proveedor indicado ................................................................. 38
Tabla 18. Plan de capacitación .......................................................................................................... 42
Tabla 19. Datos comparativos ........................................................................................................... 45
Tabla 20. Plan de control de mejoras ................................................................................................ 47
Tabla 21. Lecciones aprendidas ........................................................................................................ 48

Lista de figuras
Figura 1. Diagrama causa y efecto de cuero arrugado ...................................................................... 26
Figura 2. Diagrama causa y efecto de manchado con pegante ......................................................... 27
Figura 3. Diagrama causa y efecto de suela despegada .................................................................... 27
Figura 4. Diagrama causa y efecto de cuero rayado ......................................................................... 28
Figura 5. Diagrama causa y efecto de costuras sueltas ..................................................................... 28

Lista de imágenes
Imagen 1. Zonas del cuero ................................................................................................................ 34
Imagen 2. Producto en proceso antes de la mejora ........................................................................... 39
Imagen 3. Producto en proceso después de la mejora ....................................................................... 40
Imagen 4. Carteles para en el área de almacén ................................................................................. 41
Lista de anexos
Anexo 1. Instrumento de medición ................................................................................................... 53
Anexo 2. Project Charter ................................................................................................................... 54
Anexo 3. Diagrama de flujo .............................................................................................................. 55
Anexo 4. Voz del cliente (VOC) ....................................................................................................... 56
Anexo 5. SIPOC................................................................................................................................ 57
Anexo 6.Instrumento de medición modificado ................................................................................. 58
Anexo 7. Formato garantías y devoluciones ..................................................................................... 59
Anexo 8. Lluvia de ideas .................................................................................................................. 60
Anexo 9. 5 por qué's.......................................................................................................................... 61
Anexo 10. Tablas de costo por defectos semana 1............................................................................ 62
Anexo 11.Tabla de costos por defectos semana 2............................................................................. 63
Anexo 12. Tabla de costos por defecto semana 3 ............................................................................. 64
Anexo 13. Data collection plan ......................................................................................................... 65
Anexo 14.Procedimiento para la revisión de cuero en el almacén.................................................... 66
Anexo 15.Procedimiento para el corte óptimo en las zonas del cuero .............................................. 68
Anexo 16. Procedimiento para pegado de suela de caucho .............................................................. 69
Anexo 17. Procedimiento para pegado de suela TR termoplástica ................................................... 70
Anexo 18. Procedimiento para pegado de suela poliuretano ............................................................ 71
Anexo 19. Procedimiento para pegado de suela eva ......................................................................... 72
Anexo 20. Registro de asistencia a capacitación de procedimientos ................................................ 73

1
Introducción
Actualmente las organizaciones no son competitivas por la falta de comunicación y
sinergia dentro de la cadena de valor, debido a que no tienen un control de sus procesos y
una trazabilidad que les permita identificar los defectos que se están generando en sus
procesos. En el caso de la empresa GIORGIO SPORT S.A, dedicada al diseño, confección,
distribución y comercialización de zapatos de cuero con una producción de 250 pares al día
en promedio, se evidencia que el 10% de producto defectuoso que se está generando dentro
de la línea, lo que genera altos costos asociados a reprocesos con respecto a mano de obra y
materias primas por $41.323.527.
Para el diseño e implementación de procedimientos de mejora se utilizó la metodología
Lean Six Sigma cuyo objetivo es reducir los defectos, estos son considerados como los
factores críticos más representativos de la industria en cuanto a sobre costos. Se optó por
desarrollar la mejora mediante la herramienta DMAIC la cual consta de cinco fases (Definir-
Medir-Analizar-Mejorar-Controlar) que permitirá desarrollar mejoras a la situación
problema.
Para el objetivo específico 1 se realizó una recopilación de datos históricos de la
compañía con el uso de las herramientas estadísticas para conocer el estado actual de la
empresa objeto de estudio, determinar la capacidad del proceso, el nivel sigma y evidenciar
la importancia de ejecutar el proyecto. En el objetivo específico 2 se plantean acciones
correspondientes para dar solución a las causas de los problemas que previo en las etapas del
diagnóstico se habían identificado. Finalmente, para el objetivo específico 3 se realiza la
ejecución de las mejoras para nuevamente hacer uso de las herramientas estadísticas para
comparar el antes y después observando el ahorro, además la capacidad del proceso y el nivel
sigma.
¿Es posible la reducción de producto defectuoso, para disminuir los costos asociados con
reprocesos y aumentar la rentabilidad de la compañía?

2
1. Descripción del problema
La empresa Giorgio Sport. S.A. se encuentra ubicada la Parcelación Industrial la Nubia
Km 1.5 vía Cali-Candelaria. Cuenta con una trayectoria alrededor de 30 años en la industria
del diseño, confección, distribución y comercialización de calzado de cuero,
especializándose en el calzado tipo mocasín para hombre. Actualmente la empresa no cuenta
con indicadores de gestión de calidad.
La compañía tiene procesos que son fundamentales para la fabricación del zapato, los
cuales determina la satisfacción de sus clientes tanto mayoristas como minoristas al momento
de recibir el producto final. La empresa cuenta con una alta gama de clientes tales como;
Bossi, Manufacturas AF S.A.S, Falabella Colombia, Crisalltex S.A, entre otros, los cuales
están presentando devoluciones por producto que ellos identifican defectuoso.
Actualmente no se tiene control de calidad y seguimiento riguroso para identificar y evitar
lo que está generando reclamos por los clientes, La producción comprendida entre los
periodos de noviembre de 2015 y marzo de 2016 fue de 15.539 pares, de los cuales los
clientes reportaron defectuosos un total de 1554 pares, representando un costo elevado por
defectos asociados con materias primas y mano de obra por valor de $41.323.527.
Se propone diseñar un método de análisis en todo el proceso de producción del zapato
donde se puedan evaluar las variables criticas del proceso a través de la metodología Lean
Seis Sigma, mediante el ciclo DMAIC (Definir, Medir, Analizar, Implementar y Controlar)
en el que se realizó un Project Charter, VOC, SIPOC y diagrama de flujo que permitieron
identificar 3 variables criticas relacionadas con los elevados costos de reprocesos. Las
variables relacionadas entre sí, se definen como a) producción defectuosa, factor para
determinar los numero de reprocesos por mes; b) calidad del material y c) costo por
reproceso.
1.1. Pregunta de investigación
¿Es posible la reducción de producto defectuoso, para disminuir los costos asociados
con reprocesos y aumentar la rentabilidad de la compañía?

3
2. Objetivos
2.1. Objetivo general
Diseño e implementación de herramientas lean para disminuir la cantidad de producto
defectuoso en la empresa Giorgio Sport S.A.
2.2. Objetivos específicos
Realizar un diagnóstico en la línea de producción a través de la recopilación
de datos para definir las variables que están generando producto defectuoso
en la empresa Giorgio Sport S.A.
Diseñar los procedimientos de mejora para la disminución de producto
defectuoso en la empresa Giorgio Sport.
Implementar los procedimientos de mejora en la línea de producción de
calzado con el fin de disminuir el producto defectuoso.

4
3. Justificación
La empresa Giorgio Sport S.A. en el período comprendido entre noviembre de 2015 y
marzo de 2016 produjo 15.539 pares de zapatos distribuidos a sus diferentes clientes a través
de las órdenes de pedido, sin embargo, durante el proceso de fabricación se van presentando
averías y daños que no se controlan desde el inicio de la línea y además los clientes días
después de la entrega de los pedidos, simultáneamente van reportando daños antes y después
del uso de zapato. Se evidenciaron 1554 pares de zapatos defectuosos, es decir el 10% de la
producción, incurriendo en costos por defecto de $41.323.527
Se buscará evaluar por medio de las herramientas estadísticas y la metodología DMAIC
las causas raíces que estén generando defectos durante la cadena de valor del zapato, con el
fin de implementar mejoras que permitan reducir dicho costo, y evitar seguir agregando valor
al zapato cuando se identifique un defecto. Además, resulta necesario conocer todo el proceso
de producción del zapato, las devoluciones por los clientes para identificar los defectos de
mayor impacto, identificar las causas raíces, las cuales puedas ser mejorada y las áreas claves
para dicha mejora.
Como base al costo por defecto se espera bajo los lineamientos de la metodología DMAIC
reducir la cantidad de zapato defectuoso que se está entregando a los clientes, con el fin de
lograr mantener los clientes ya existentes e incrementar la rentabilidad de la empresa.
3.1. Alcance
El proyecto comprende un diagnóstico, el diseño y la ejecución de procedimientos
de mejora a través de las herramientas Lean Six Sigma disminuyendo el porcentaje de
producto defectuoso en la empresa Giorgio Sport S.A.
5
4. Marco referencial
4.1. Marco contextual
Giorgio Sport S.A. es una empresa dedicada a la elaboración de calzado en cuero para
hombres y mujeres ubicada en el condominio industrial la Nubia, en el municipio de
Candelaria, Valle del Cauca; cuenta con una capacidad instalada de 10.000 pares por mes
sin embargo actualmente se producen un promedio de 9.100 pares mensualmente. El
proceso productivo del calzado en esta empresa cuenta con 8 áreas encargadas de cada
subproceso necesario para la elaboración del producto final, entre ellas está el área de
producto terminado y empaque, este proyecto tiene como objetivo impactar de manera
positiva esta área ya que es aquí donde se vislumbran la mayor cantidad de defectos
provocados a lo largo del proceso de elaboración del calzado debido a que en esta área
es donde se realiza una inspección rigurosa del producto terminado antes de su empaque
y despacho, sin embargo en reiteradas ocasiones los clientes realizan devoluciones de los
productos a la empresa ya que no cuentan con los requerimientos de calidad especificados
por los mismos; lo anterior está generando sobrecostos a la compañía por los reprocesos
generados, el tiempo de los operarios y los fletes por las devoluciones de los clientes.
4.2. Antecedentes
Anteriormente se han realizado diversos proyectos en Colombia para la disminución
de algunas de las mudas presentes en los procesos productivos de diferentes industrias
manufactureras, por ejemplo el proyecto de (Perez Vergara, Marmolejo, Mejia , Caro , &
Rojas , 2016) llamado “Mejoramiento mediante herramientas de la manufactura esbelta,
en una empresa de confecciones”. O el realizado en el año 2015 llamado “Guía de mejora
continua Lean Manufacturing para el proceso de montaje de zapato convencional-
Croydon Colombia” (Riaño Ruiz, 2016). Tanto en estos proyectos como en muchos otros
realizados en diferentes industrias se puede evidenciar que existe un mejoramiento
después de la implementación de las herramientas de manufactura esbelta las cuales
generan amplios beneficios tanto en el factor económico (ahorro por disminución de
desperdicios en material, en tiempo, etc.) como en el factor laboral (mejor ambiente de
trabajo, creación de cultura de trabajo en equipo, etc.).

6
Si bien es cierto que muchos de los proyectos basados en la metodología LSS
realizados en PYMES de los diferentes sectores productivos resultan exitosos se debe
tener en cuenta que un factor clave para culminar los proyectos con éxito es la adaptación
de dicha metodología a las necesidades y a la realidad de la empresa, es decir, trabajar de
la mano con la gerencia, alinear los objetivos del proyecto con los objetivos estratégicos
de la compañía, hacer un seguimiento continuo de los mejoramientos realizados durante
el proyecto ya que de esta manera se podrá crear una cultura de mejoramiento continuo
en factor humano (tanto en la alta gerencia como en los operarios), la cual resulta
importante para poder lograr los resultados esperados. (Felizzola Jiménez & Luna
Amaya, 2014).
4.3. Marco conceptual
En el desarrollo del proyecto se mencionan una serie de conceptos, los cuales es
necesario tener claro para la correcta comprensión del escrito.
Lean manufacturing: es el mejoramiento de operación y de la cadena de suministros
con un énfasis en la reducción de desperdicios como esperas, transporte, residuos de
materiales, inventarios y sobreproducción. (Breyfogle III, 2003).
Six Sigma: término acuñado por Motorola que hace hincapié en la mejora de procesos
con el fin de reducir la variabilidad y hacer mejoras de manera continua (Breyfogle
III, 2003).
DMAIC: es el acrónimo de las frases principales que la metodología lean six sigma
utiliza para resolver los problemas de proceso y negocio, a través de los datos y
métodos analíticos. Definir-Medir-Analizar-Mejorar-Controlar. (Open Source Lean
Six Sigma, 2016).
Desperdicio: es todo aquello que no agrega valor, y por lo cual el cliente no está
dispuesto a pagar. Los ocho tipos de desperdicio son: sobreproducción, espera,
transporte, sobreprocesamiento, inventario, movimiento, productos defectuosos y
subutilización de personal. (Villaseñor & Edber, 2007).
Control visual: es el conjunto de técnicas de control y comunicación visual que
tienen por objetivo facilitar a todos los empleados el conocimiento del estado del

7
sistema y del avance de las acciones de mejora. (Hernandez Matías & Vitzán Idoipe,
2013).
SIPOC: por sus siglas en ingles Supplier, Inputs, Process, Outputs, Costumers, es la
representación gráfica de un proceso de gestión, permite visualizar el proceso de
manera sencilla, identificando las partes implicadas en el mismo. (Asociacion
Española Para La Calidad, 2016).
VOC: es la voz del cliente, representa las necesidades expresadas y no expresadas,
deseos y requerimientos del beneficiario de una salida de proceso, producto o
servicio. Se suele expresar como especificaciones, requisitos o expectativas (Open
Source Lean Six Sigma, 2016).
Project charter: es el documento que oficializa el inicio del proyecto, nombra
oficialmente al director del proyecto y define los principales objetivos y restricciones
que este debe cumplir. (Recursos en project managment, 2016).
5 Por qué: es una técnica sistemática de preguntas utilizada durante la fase de análisis
de problemas para buscar posibles causas principales de un problema. El objetivo es
identificar las causas principales más probables de un problema (Puga, 2015).
Diagrama causa y efecto: trata de clasificar las causas de los problemas de calidad
en las categorías directamente relacionadas con los insumos del proceso. Conocido
también como “diagrama espina de pescado” (Münch, 2005).
Procedimientos operacionales: es una serie de módulos homogéneos que
especifican y detallan un proceso, los cuales conforman un conjunto ordenado de
operaciones o actividades determinadas secuencialmente en relación con los
responsables de la ejecución (Gobernación del Magdalena)
Diagrama de Pareto: es una herramienta que consiste en un diagrama de barras en
el que la longitud de las barras, ordenadas de modo descendente, representa una
frecuencia de ocurrencia o coste que mide la incidencia de la característica que
representa la barra (Pérez, 2010)
Producto defectuoso: es todo producto o servicio prestado por la entidad a sus
clientes cuyo resultado no cumple con las disposiciones planificadas y/o con los
requisitos previamente establecidos. (Galindo, 2016)

8
4.4. Marco teórico
4.4.1. Lean manufacturing
Lean manufacturing o manufactura esbelta surgió de la compañía Toyota como una
forma de producir, con lo cual se buscaba tener una menor cantidad de desperdicio y una
competitividad igual a las compañías automotrices americanas. (Villaseñor Contreras &
Galindo Cota, 2007). El concepto de Lean manufacturing tiene un enfoque de mejoramiento
continuo de la cadena de valor del proceso de manufactura. ( Thurston & Ulmer, 2016). Es
un conjunto de técnicas desarrolladas por la compañía Toyota que sirven para mejorar y
optimizar los procesos operativos de cualquier compañía industrial, independientemente de
su tamaño. (Padilla , 2010).
Actualmente las empresas en su deseo de ser competitivas, tanto en el mercado
nacional como en el internacional, están en una constante búsqueda de herramientas que les
permitan cumplir con las necesidades de los clientes produciendo de manera más efectiva y
eficiente. En una revisión bibliográfica de tesis y proyectos de grado realizada por Gregorio
Arrieta y otros acerca de la aplicación del Lean manufacturing en la industria colombiana se
evidencio que en general se vieron mejoras significativas en la mayoría de las empresas
debido a la implementación de las herramientas de manufactura esbelta, que incluían
reducciones importantes de desperdicio, control visual adecuado, organización y mejor
aprovechamiento del espacio en planta, reducción de inventarios de materia prima, producto
en proceso y producto terminado, documentación de los procesos, reducción de tiempos de
proceso y eliminación de desperdicios, además de esto recomiendan evaluar la factibilidad
de la implementación de cualquier herramienta ya que algunas requieren ciertos niveles de
inversión y puede ocurrir que el beneficio obtenido al final del plan de implementación no
justifique la inversión realizada (Arrieta, Muñoz Dominguez, Salcedo Echeverri , & Sossa
Gutierrez , 2011).
4.4.2. Lean Six Sigma
Six sigma es una estrategia de mejora continua del negocio que busca mejorar el
desempeño de los procesos de una organización y reducir su variación; con ello es posible
encontrar y eliminar las causas de los errores, defectos y retrasos en los procesos del negocio.
9
En todo momento se toma como punto de referencia a los clientes y sus necesidades.
(Gutiérrez Pulido & de la Vara Salazar, 2009).
Lean six sigma combina al Lean Manufacturing y a Six Sigma con el objetivo de
mejorar la calidad, reducir la variación y eliminar los desperdicios. Los objetivos son eliminar
los desperdicios, disminuir tiempos de producción e incrementar la eficiencia y capacidad
del proceso. Lean six sigma está centrado en la calidad con el propósito de satisfacer las
necesidades del cliente, incrementando la velocidad de producción y reduciendo costos,
eliminando desperdicios y actividades que no agregan valor (Celis Garcia , Estrada Orantes
, & Hermosillo Perez, 2015).
Según Heriberto Felizzola y otros, existen algunos expertos en el tema que han
propuesto enfoques metodológicos para la aplicación de Lean six sigma en PYMES, sin
embargo, algunos de estos presentan falencias, como suponer la disponibilidad de datos e
información confiable; no toman en cuenta el liderazgo y el cambio cultural como factor
clave; no considerar la importancia de los métodos de interacción con el cliente, los cuales
permitan crear una retroalimentación constante.
Adicional a esto agregan que las empresas deben generar mayor compromiso de la
dirección y el personal con la implementación de las acciones que se propongan en los
proyectos de este tipo, implementar procesos de capacitación y entrenamiento de los
operarios, crear políticas y sistemas de incentivos, implementar sistemas de medición de
variables claves para eliminar la subjetividad en la inspección de los productos. El factor
humano juega un papel clave en la implementación de Lean Six Sigma y más aún en
organizaciones cuyos procesos de producción don intensivos en mano de obra. (Felizzola
Jiménez & Luna Amaya, 2014).
4.4.3. DMAIC
Es el modelo de mejoramiento continuo utilizado mayormente en la metodología six
sigma, significa Definir-Medir-Analizar-Mejorar-Controlar, este modelo es usado cuando las
metas de un proyecto pueden ser alcanzadas mediante el mejoramiento de un producto,
proceso o servicio existente. (Pyzdek, 2004). La metodología DMAIC esta originalmente
desarrollada como parte del marco de Six Sigma, es un método para la eliminación de

10
defectos y la mejora de las métricas de negocio relacionadas con la calidad. DMAIC y Lean
se complementan entre sí para formar la base de la mejora continua en la mayoría de las
empresas. En la tabla 1 se presenta las fases donde se utiliza diferentes herramientas que son
usadas para la ejecución del proyecto y posteriormente se detalla cada fase de la metodología
según (Felizzola Jiménez & Luna Amaya, 2014).
Tabla 1. Metodología DMAIC
Fase Definición Herramientas o metodologías
Definir Identificar las características
críticas de calidad
Diagramas de flujo
Encuestas
Tormenta de ideas
Medir
Medir las características
críticas de calidad, e
identificar la característica
final
Diagrama de Pareto
Cálculo del nivel Sigma
Histograma
Rendimiento de un proceso
Analizar Analizar la característica final
y determinar la causa raíz
Diagrama Causa y Efecto (Ishikawa)
Estudio de habilidad o capacidad del proceso
Mejorar Realizar las mejoras
respectivas
Diseño de experimentos
Tabla Anova
Experimento factorial
Análisis de interacciones
Controlar Monitorear las mejoras Gráficas de control
Fuente: (Pérez M. L., 2013).
Fase 1. Caracterización de los Proyectos (Definir).
En esta etapa se busca definir los aspectos generales del proyecto, tales como: título
del proyecto, objetivo, planteamiento del problema, equipo de trabajo, programación de las
actividades, métricas, variables del proceso, actividades del proceso u otra información
necesaria para realizar completa caracterización del proyecto. El desarrollo de la fase
comprende básicamente tres (3) actividades:
Realizar el Project Charter: la información contenida en el Project Charter varía de
acuerdo con el nivel de detalle que la organización requiera, pero como mínimo debe

11
contener: título del proyecto objetivo, planteamiento del problema, estado actual de
las métricas Lean Six Sigma, ahorro proyectado y equipo del proyecto.
Hacer un mapeo del proceso y definir variables: antes de emprender cualquier acción
se debe analizar a profundidad el proceso a intervenir y sus respectivas variables. En
esta actividad se pueden utilizar herramientas como los flujogramas, mapas de
procesos, SIPOC o el Mapa de Flujo de Valor.
Identificar métricas del proceso: basado en el análisis que se haga del proceso, se
identificarán las medidas de desempeño claves sobre las cuales se hará seguimiento
durante y después de la ejecución del proyecto.
Fase 2. Definición de Línea Base (Medir).
Una de las características fundamentales del enfoque Lean Six Sigma es el uso intensivo
de datos e información, utilizados para el análisis de los procesos, el diseño de estrategias de
mejora y la toma de decisiones. Por esta razón, antes desarrollar las fases de análisis y mejora
es necesario asegurar que las fuentes de información y los sistemas de medición sean lo
suficientemente confiables, para evitar tomar acciones erróneas que conlleven a la falta de
resultados. Adicionalmente, en esta etapa se debe levantar una línea base, que sirva como un
punto de partida para evaluar la efectividad de las mejoras alcanzadas con la consecución de
cada proyecto. Las actividades en esta etapa son:
Validar sistema de medición: un sistema de medición debe ser evaluado con los
siguientes criterios: exactitud (Sesgo), linealidad, estabilidad, repetibilidad,
reproducibilidad y sensibilidad. Según el tipo de dato se pueden utilizar diferentes
métodos estadísticos: Análisis R&R y Estudio de Linealidad y Sesgo para datos
continuos; y Análisis de Concordancia, cuando se evalúan atributos.
Definir plan de recolección de datos: se debe diseñar un plan de recolección de datos
basado en los conceptos de muestro, esto con el fin de recopilar información necesaria
para hacer seguimiento a las medidas de desempeño y realizar análisis estadístico que
permita identificar la causa raíz.

12
Definir línea base: se debe definir el estado inicial del proceso, producto o servicios,
mediante un análisis de capacidad de proceso y de los cálculos de métricas LSS como
el Nivel Sigma, DPO, DPU, DPMO, RTY, Takt Time y Lead Time.
Fase 3. Identificación de causa raíz (Analizar).
Para identificar la causa raíz primero se deben identificar las causas potenciales; en
segundo lugar, las causas deben ser validadas con la ayuda de métodos estadísticos y análisis
por los equipos de trabajo; y por último se deben definir las causas que tienen mayor impacto
sobre el problema. A continuación, presentan las actividades claves:
Identificar causas potenciales: para esto se pueden utilizar herramientas como el
diagrama de afinidad, diagrama de Isikawa y Análisis de Modo y Efecto de Fallo
(AMEF).
Analizar y validar causas: para esto se pueden utilizar herramientas como las pruebas
de hipótesis, el Análisis de Varianza (ANOVA), el análisis de correlación, los
Diseños de Experimentos (DOE), métodos estadísticos no paramétricos y los métodos
estadísticos multivariados.
Priorizar y seleccionar causas a trabajar: luego de validadas las causas, se deben
priorizar de acuerdo con la contribución que estas tengan sobre el problema o la
variabilidad del Proceso, para esto se pueden utilizar herramientas como la matriz
causa-efecto y el AMEF.
Fase 4. Definición de acciones de mejora (Mejorar).
Basada en la causa raíz identificada en la etapa anterior, se deben definir acciones
específicas para darle solución al problema y alcanzar el objetivo propuesto con el desarrollo
del proyecto. Las soluciones planteadas pueden ser acciones de rápido cumplimiento o
también pueden conllevar a la implementación de un conjunto de acciones basadas en buenas
prácticas de gestión. En este punto las herramientas de la Manufactura Esbelta juegan un
papel fundamental, ya que permiten analizar y diseñar soluciones. Al final, todas las acciones
se deben consolidar en un plan piloto que permita hacer seguimiento y control. Las
actividades claves en esta etapa son:

13
Definir acciones de mejora: para esto se pueden utilizar herramientas estadísticas y
de gestión, no solo para generar ideas y soportar decisiones, sino también para
estructurarlas en un plan de acción con actividades concretas. Para esto se pueden
utilizar métodos estadísticos, como el análisis de regresión, DOE, los métodos de
superficie de respuesta, la simulación, y también se pueden utilizar herramientas de
la Manufactura Esbelta, como las 5S, el Kanban, los Flujos de una Pieza, el
Mantenimiento Total Productivo, el SMED, la Gerencia Visual, el Balanceo de
Líneas y los Poka Yokes.
Implementar acciones de mejora: las acciones de mejora se deben implementar de
acuerdo con el plan previamente definido, y sobre el cual se debe hacer un
seguimiento periódico para verificar su cumplimiento y tomar acciones correctivas
cuando sea necesario.
Validar resultados: en la medida que se van implementando las acciones de mejora,
se debe evaluar el impacto que estas generan sobre el problema, esto se hace con la
revisión y análisis de las métricas LSS, métricas operacionales y métricas financieras.
Si no se cumple el objetivo se deben revisar y replantear las acciones definidas.
Etapa 5. Control y mantenimiento (Controlar).
En este punto del proyecto se busca incorporar y estandarizar los cambios introducidos
en la etapa de mejora. Por esta razón es importante documentar los procesos o procedimientos
modificados, y para esto se puede utilizar el enfoque de aseguramiento de la calidad a través
de la ISO 9001. Adicionalmente se deben diseñar mecanismos para garantizar que los
cambios y mejoras alcanzadas se mantengan a lo largo de tiempo, con el fin de darle
continuidad más allá del cierre del proyecto. Las actividades claves en esta etapa son:
Estandarizar e integrar las mejoras a los procesos: en esta actividad se deben levantar
manuales de procedimientos, diagramas de procesos, mapas de procesos, y si la
empresa cuenta con un sistema de gestión de calidad, entonces debe actualizar el
manual de calidad.
Definir mecanismos de control de mejoras: se deben diseñar mecanismos para hacer
seguimiento y mantener las mejoras alcanzadas. Por esta razón es necesario

14
comunicar los cambios a las partes interesadas, y si es necesario capacitarlos, para
asumir los nuevos cambios. Para crear disciplina y orden se puede acudir a
herramientas como las 5S, y para monitorear indicadores se pueden utilizar los
Gráficos de control y la Gerencia Visual.
Cerrar proyectos: cuando se han alcanzado las metas e impactos esperados se debe
elaborar un informe de cierre de proyecto, mediante el cual se pueda comunicar a las
partes interesadas, de forma clara y precisa, todos los resultados del proyecto.
4.4.4. Industria del calzado de cuero en Colombia
La industria de calzado, cuero y marroquinería es en general de un entorno cambiante,
sin embargo, en los últimos años esta industria ha ido creciendo, la producción y ventas
reales en el sector del calzado de enero a junio del 2016 registraron una variación de 10.5%
y de 4.8% respectivamente, en cuanto al empleo este registro un crecimiento del 1.2%
dentro del sector. (Asociacion Colombiana del Calzado,Cuero y sus Manufacturas, 2016).
En Colombia el sector está constituido en un 98% por mico, pequeñas y medianas
empresas, en el Valle del Cauca trabajan unos 500 talleres de calzado. En conjunto el sector
del cuero calzado y marroquinería es uno de los más significativos de la industria
colombiana, como que representa el 1% de la producción y participa con más del 3% del
empleo (Camara de Comercio de Bogota, 2016).
El sector también enfrenta varios inconvenientes como lo son las exportaciones
colombianas de cuero crudo, lo cual los deja sin materia prima o encarece sus costos de
producción; por otra parte también existe el tema del contrabando ya que continuamente está
llegando al país diferentes tipos de calzado a precios bajísimos los cuales son fabricados en
China y esto es algo que afecta de manera directa a los productores nacionales ya que ninguno
puede competir en cuanto a precio con estos productos (Portafolio, 2015). No obstante, la
devaluación del peso puede llegar a verse como una ventaja en el ámbito comercial, siempre
y cuando ninguno de los insumos utilizados en el proceso de fabricación sea importado,
debido a que esta es una muy buena oportunidad para exportar. Los principales compradores
internacionales del sector industrial del calzado en Colombia son Estados Unidos, Italia y
China. (Díaz Quintero, 2016).

15
5. Metodología
La metodología empleada para la realización de este proyecto es la comúnmente más
utilizada en el desarrollo de proyectos Six Sigma, la metodología DMAIC la cual consta de
cinco fases (Definir-Medir-Analizar-Mejorar-Controlar) que permitirá alcanzar los objetivos
específicos planteados en el proyecto y mejorar los procesos de manufactura
Para el objetivo específico 1 se empleará la información entregada por las fases Definir,
Medir y Analizar en la que se realiza un diagnóstico a través de la recolección de datos
históricos de la compañía, para dar cuenta de la situación problema en el pasado, además
registrar la situación actual por medio de la herramienta de medición (ver Anexo 1) que logró
identificar las causas de los defectos generados en el proceso de producción del calzado y
realizar mejoras.
Para el objetivo específico 2 se utilizará la información recolectada para diseñar los
procedimientos correspondientes a las soluciones de problemas que previo a las etapas
Definir, Medir y Analizar se habían identificado.
Para el objetivo específico 3 se empleará la información recopilada, para proceder a la
implementación de los procedimientos de mejora y posteriormente verificar la efectividad de
la misma para el control con el fin de tener una mejora continua.
Para el desarrollo de los objetivos anteriormente mencionados se realizaron entrevistas
con gerentes, directores de producción y operarios de la planta; así mismo se analizará
información aportada por la organización sobre la producción, devoluciones, costos, etc.
5.1. Enfoque
Se va a emplear un enfoque de tipo cuantitativo ya que se busca cuantificar y medir
la cantidad de defectos producidos por la empresa, el muestreo será a conveniencia debido al
tiempo de duración del proyecto. La investigación es de tipo aplicada ya que busca conocer
cuáles son las causas de la cantidad de defectos generados en el proceso de producción de
calzado para posteriormente aplicar las herramientas adecuadas que disminuyan la cantidad
de producto defectuoso.

16
6. Resultados y discusión
El desarrollo del proyecto se realizó bajo la metodología propuesta Lean Six Sigma
apoyada de DMAIC la cual consta de cinco fases (Definir-Medir-Analizar-Mejorar-
Controlar). Cada una de las fases aporta las herramientas necesarias para definir la situación
problema de forma correcta, realizar un análisis profundo de causas que conlleve a proponer
mejoras para reducir la problemática evidenciada en la empresa, proceder a implementar,
evaluar el impacto y controlar para que el proceso de mejora continua se mantenga.
6.1. Fase Definir
Giorgio Sport, cuenta con una alta gama de clientes a nivel nacional, siendo una
empresa de diseño, confección, distribución y comercialización de zapatos de cuero, la
imagen de la empresa, los costos de reproceso y nivel de cumplimiento de los clientes son
claves para la imagen de la organización. El objetivo del proyecto es disminuir el producto
defectuoso de la empresa objeto de estudio, se evidenció durante el período de noviembre
2015 a marzo 2016 el promedio de porcentaje de producto defectuoso es del 10% con
respecto a la producción, generando desaprovechamiento de los recursos y poca rentabilidad
de la organización a causa de los reprocesos. En la gráfica 1 se muestra el comportamiento
que ha presentado la variable objetivo.
Gráfica 1. Porcentaje de producto defectuoso
Fuente: Elaboración propia
6% 6%
9%
6%
22%
0%
5%
10%
15%
20%
25%
0
2000
4000
6000
8000
10000
12000
Noviembre Diciembre Enero Febrero Marzo
Und Producidas Und Defectuosas % Defectuoso
17
6.1.1. Project charter
En este documento logró alinear y definir las necesidades que están presentando
Giorgio Sport S. A., la cual debe ser más precisa en el control de calidad de su proceso de
producción. El día 20 de septiembre de 2016, se realizó una reunión con el gerente de la
compañía el cual permitió definir el documento “Project Charter” (ver anexo 2) donde se
ajustó el título, alcance, meta, variable de medición (con su cálculo), y demás variables que
van incluidas dentro del proyecto.
6.1.2. Diagrama de flujo
Para la identificación del proceso de producción del zapato de cuero, se ilustro de
manera representativa dicho proceso, para comprender las diferentes actividades que
influyen en este, además observar las áreas claves que estén afectando el zapato y por ende
incurrir en un costo por reproceso. Además, como ventaja parta el tratamiento y manipulación
de la información.
El diagrama de flujo (ver anexo 3) fue realizado con todas las áreas que actúan en el
proceso de fabricación del zapato de cuero, para lograr identificar las variables críticas que
afectan el proceso como maquinas, operarios, materiales, manipulación y métodos de trabajo
para la elaboración del zapato. Lo anterior es con el fin de generar un análisis detallado y
observar las causas raíces de los costos asociados a los reprocesos.
6.1.3. SIPOC
El objetivo de esta herramienta grafica es tener una visión macro del flujo del proceso
que se desea intervenir, en este caso se puede observar los outputs y los inputs de la línea de
producción de calzado, en el que se logró identificar las variables críticas que impactan el
proceso tales como:
Almacén
Métodos de trabajo
Unidades defectuosas
Área de reprocesos
Especificaciones del producto

18
Se utilizó esta herramienta para el análisis e identificar la interrelación y delimitación
de los procesos para intervenir (ver anexo 5).
6.1.4. VOC (Voz del cliente)
Esta herramienta ayuda a identificar o conocer lo que quiere le cliente, y de esta forma
plasmar la información a especificaciones para obtener como resultado las variables criticas
de calidad.
En la realización de la herramienta (ver anexo 4) del proceso de producción de Giorgio
Sport se obtuvo como “CTQ´s” los siguientes indicadores:
Cantidad de reprocesos
Calidad del material
Métodos de trabajo
Costo reproceso por tipo de defecto
6.2. Fase Medir
En esta fase del proyecto, se logró verificar que los datos históricos proporcionados
por la empresa están relacionados con la realidad actual de la misma; inicialmente se realizó
la medición con un formato desarrollado por los autores (ver anexo 1), el cual implementó al
final de cada una de las áreas del proceso productivo con el fin de identificar los defectos y
causas generados, cuyo fin es identificar los defectos que se visualizaran en el momento
adecuado evitando de esta manera seguir agregando valor al producto en este caso el calzado.
El instrumento de medición se socializó con los supervisores de cada área, quienes
eran los encargados de realizar el registro y seguimiento por parte de los operarios, sin
embargo, en el momento del análisis de los datos por parte de los autores, se evidenció una
falencia del instrumento ya que fue un poco complejo el diligenciamiento del mismo, y por
ende se realizó el rediseño del instrumento (ver anexo 6) para un mejor entendimiento y
diligenciamiento.
Una vez recolectados los datos, se analizaron durante el período comprendido entre (12 de
septiembre-27 de septiembre) generando 472 defectos, lo que equivaldría a un costo de
materia prima y mano de obra por $ 4.626.301,77, la información argumentada está

19
sustentada en las tablas de costos de defecto en la semana 1 (ver anexo 10), semana 2 (ver
anexo11) y semana 3 (ver anexo 12). Las mediciones son diarias y se determina el tamaño
de la muestra de 74 datos en el turno de 8 horas durante 3 semanas por medio del Data
Colletion Plan (ver anexo 13).
Posteriormente se digitalizaron los datos recolectados durante tres semanas para hacer
un análisis profundo y solucionar los interrogantes tales como: ¿Dónde se detectan los
defectos? ¿Cuál es el costo del defecto? ¿Cuáles son los defectos que más se generan? ¿Por
qué se generan los defectos?, la solución a dichos interrogantes se presentará en el desarrollo
de la fase.
6.2.1. IPO (Matriz de selección y evaluación de variables)
Para una medición y un análisis robusto se identificaron las variables críticas con el
apoyo del SIPOC, VOC y diagrama de flujo, además con la matriz de selección y evaluación
de variables. A continuación, en la tabla 2 se muestran las variables de entrada, de proceso y
salida para identificar los indicadores críticos del proceso mediante la evaluación.
Tabla 2. Matriz de selección de variables
Fuente: Elaboración propia.
Posteriormente se procede a realizar la matriz de evaluación de variables, bajo un
sistema de puntuación en una escala del 1 a 6, y es llevada a cabo por los investigadores del
proyecto, evaluado por la jefe de producción y los supervisores de cada área que son los

20
involucrados en el proceso. A continuación, en la tabla 3 se muestra la matriz de variables
que arrojara las variables críticas del proceso.
Tabla 3. Matriz de evaluación de variables
Fuente: Elaboración propia.
De lo anterior se identificaron tres indicadores críticos según la prioridad que afectan
el proceso obteniendo como resultado producto defectuoso y son:
Prioridad 1: Cantidad de producto defectuoso
Prioridad 2: Métodos de trabajo
Prioridad 3: Calidad del material
6.2.2. Diagrama de Pareto
Para un mejor análisis de los datos recolectados en la medición, se evidenció por
medio del diagrama de Pareto las áreas de la línea de producción donde se detectan defectos
en la gráfica 2 se mostrará la criticidad por área relacionado con el costo por defecto.

21
Gráfica 2. Diagrama de Pareto de defectos por área
Fuente: Elaboración propia.
Con respecto a la información recopilada en los días de medición, en el diagrama de
Pareto se puede visualizar que en el área de terminado y montaje es donde se detectan los
defectos incurriendo en costos por defecto de $4.272.545. Es un valor muy alto para los
defectos debido a que en dichas áreas el calzado ya tiene todo el valor agregado de la línea
de producción.
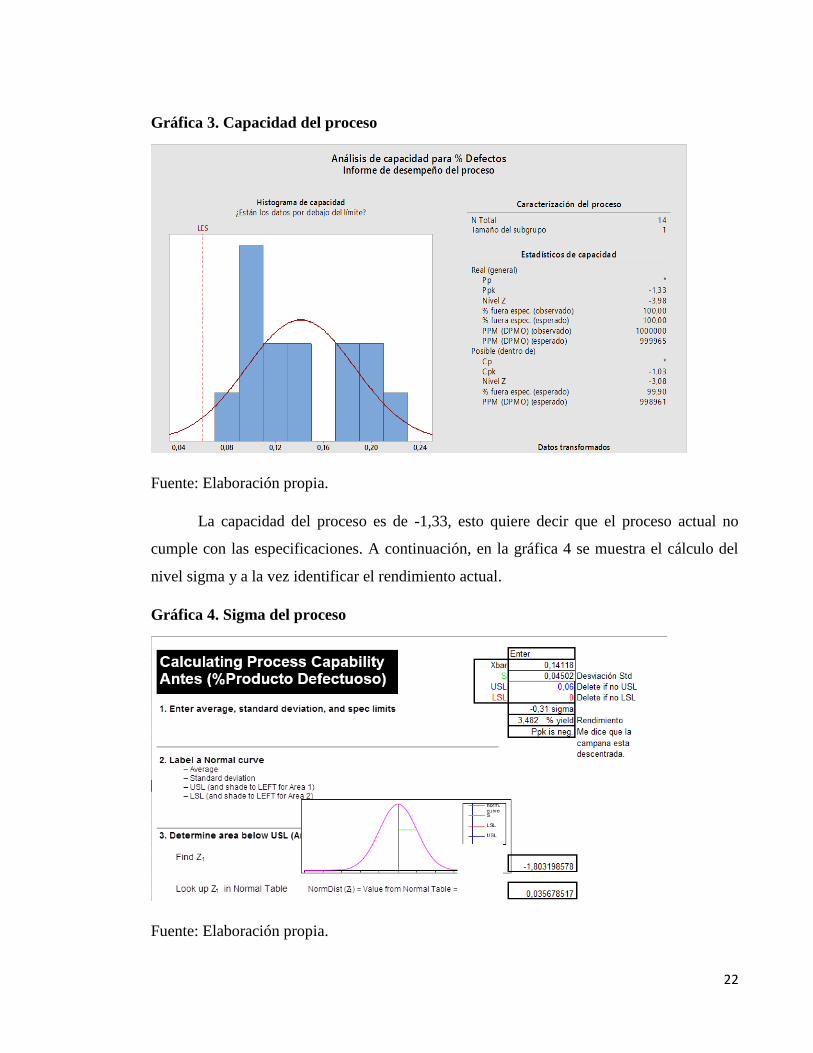
6.2.3. Capacidad y sigma del proceso
Se puede observar en la curva que los datos recolectados no solamente están alejados
de las especificaciones, sino que también hay una gran variabilidad en los mismos. En la
gráfica 3. se muestra la capacidad del proceso con la cual se evidencia que el porcentaje de
productos fuera de las especificaciones es del 100%, es decir que ninguno de los días
comprendidos entre el 12 y el 27 de septiembre el porcentaje de producto defectuoso fue 6%
o menos.
22
Gráfica 3. Capacidad del proceso
Fuente: Elaboración propia.
La capacidad del proceso es de -1,33, esto quiere decir que el proceso actual no
cumple con las especificaciones. A continuación, en la gráfica 4 se muestra el cálculo del
nivel sigma y a la vez identificar el rendimiento actual.
Gráfica 4. Sigma del proceso
Fuente: Elaboración propia.

23
Se puede observar el proceso actual, con un sigma de -0.31, reflejando un rendimiento
de 3,482% y a la vez un porcentaje de rechazo de %96,518 mostrando que el proceso actual
tiene muchos datos por fuera de control.
6.3. Fase Analizar
En esta fase del proyecto, posterior a la recolección de datos y el procesamiento de la
información, se identifican las causas raíces que generan el alto porcentaje de producto
defectuoso a través del análisis estadístico, realizando una trazabilidad del proceso y
procediendo a la discusión entre el grupo de trabajo para el desarrollo de ideas que conlleven
a la fuente de la problemática para que el equipo de trabajo se centre a realizar los esfuerzos
de implementación de mejoras.
En el desarrollo del análisis de causas, como herramienta fundamental se utilizó el
diagrama de Pareto para identificar los defectos. Inicialmente fue un obstáculo el
levantamiento de los datos, ya que el departamento de producción de la empresa no contaba
con un formato óptimo para el seguimiento de los defectos e identificar las causas, por ende,
se realizó un mejoramiento del formato de medición (ver anexo 6) para obtener una fuente
confiable.
Es así, como la información se empleó a través de los informes provenientes del
departamento de producción con el nuevo formato de medición donde se registra la
información sobre los defectos, además con el apoyo del departamento de ventas a través de
un registro que se maneja mensualmente sobre las devoluciones y garantías se logró
identificar los defectos que identifican los clientes lo cual está generando insatisfacción,
teniendo en cuenta que el archivo que se maneja en el departamento de ventas se encuentra
muy sesgado porque en algunos casos no se identifica detalladamente el defecto, por lo que
se rediseñó dicho formato para un mejor análisis y manejo de la información en cuanto a
costos (ver anexo 7). En la gráfica 5 y 6 se presenta los defectos generados en la línea de
producción de calzado y devoluciones posteriormente.

24
Gráfica 5. Diagrama de Pareto por defectos
Fuente: Elaboración propia
En la gráfica se puede observar la acumulación de defectos en el calzado por cuero
arrugado con un 32%, seguido de manchado con pegante con un 30,2%, costura suelta con
un 19,8% y rayones con un 6,6% para un total de 88,6%, dando cumplimiento al principio
de Pareto que indica que el 80% de los problemas están representados en el 20% de las causas.

25
Gráfica 6. Diagrama de Pareto de defecto devoluciones
Fuente: Elaboración propia.
Con base a los datos suministrados por el departamento de ventas, se evidencia en la
gráfica la similitud de porcentaje de producto defectuoso con respecto a los defectos
encontrados en la línea de producción, arrojando como resultado que suela despegada es el
mayor defecto con un 17%, costuras sueltas 14%, calzado imperfecto 12%, manchado con
pegante 11%, despegados 9%, cordones reventados 8%, cuero rayado 7% para un total de
71%, lo que significa que no solo se están ocasionando defectos internamente sino también
externo identificados por los clientes. Por ende, fue necesario identificar las causas dentro de
la línea de producción que están generando los problemas para disminuir los defectos internos
y a la vez reducir los defectos que están generando las devoluciones.
Para el análisis de las causas, en primera instancia se procedió a realizar una lluvia de
ideas (ver anexo 8) con la jefe de producción, los supervisores de cada área y los operarios
cuyo fin fue determinar las áreas donde ellos identificaban que se generaba el defecto para
enlistar las posibles causas de los defectos más relevantes. Se identificaron aproximadamente
26
once causas por cada defecto, posteriormente a la lluvia de ideas se realizó una afinidad para
la depuración de ideas similares y analizar por medio del diagrama causa y efecto las causas
por defecto.
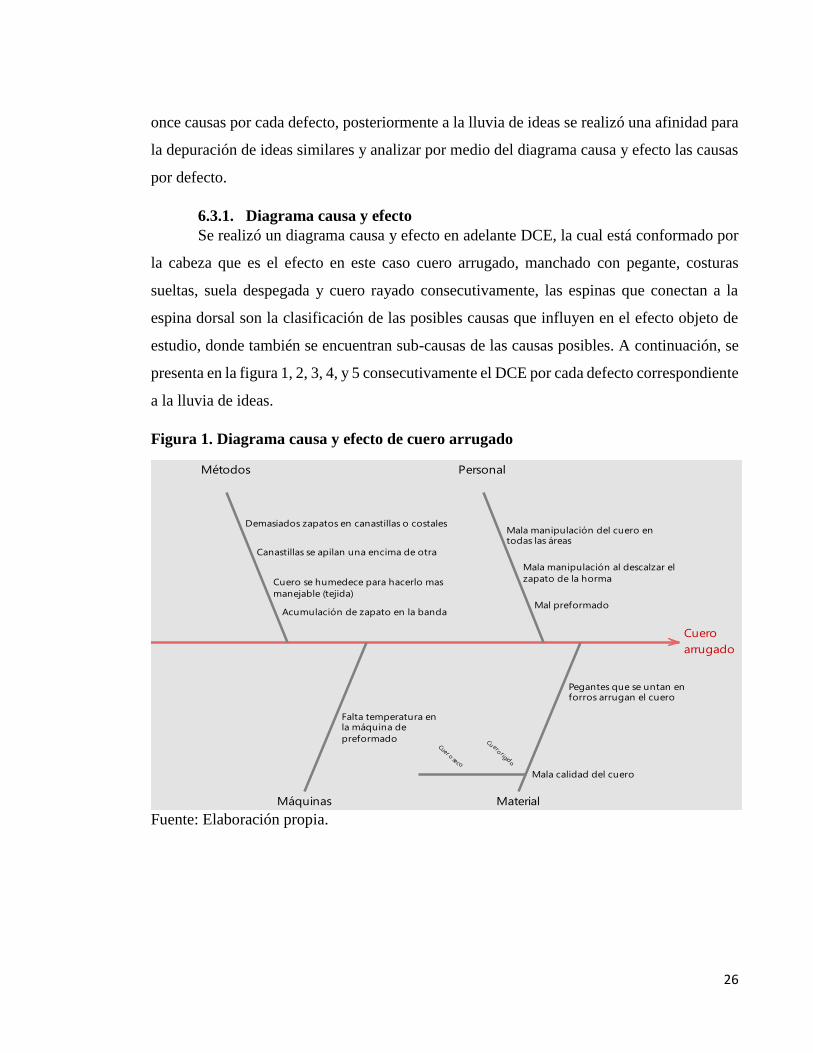
6.3.1. Diagrama causa y efecto
Se realizó un diagrama causa y efecto en adelante DCE, la cual está conformado por
la cabeza que es el efecto en este caso cuero arrugado, manchado con pegante, costuras
sueltas, suela despegada y cuero rayado consecutivamente, las espinas que conectan a la
espina dorsal son la clasificación de las posibles causas que influyen en el efecto objeto de
estudio, donde también se encuentran sub-causas de las causas posibles. A continuación, se
presenta en la figura 1, 2, 3, 4, y 5 consecutivamente el DCE por cada defecto correspondiente
a la lluvia de ideas.
Figura 1. Diagrama causa y efecto de cuero arrugado
Fuente: Elaboración propia.
arrugado
Cuero
Máquinas
Métodos
Material
Personal
Mal preformado
zapato de la horma
Mala manipulación al descalzar el
todas las áreasMala manipulación del cuero en
forros arrugan el cueroPegantes que se untan en
Mala calidad del cuero
Acumulación de zapato en la banda
manejable (tejida)
Cuero se humedece para hacerlo mas
Canastillas se apilan una encima de otra
Demasiados zapatos en canastillas o costales
preformado
la máquina deFalta temperatura en
Cu ero rigido
Cuer o seco
Diagrama de causa y efecto

27
Figura 2. Diagrama causa y efecto de manchado con pegante
Fuente: Elaboración propia.
Figura 3. Diagrama causa y efecto de suela despegada
Fuente: Elaboración propia.
con pegante
Manchado
Máquinas
Métodos
Material
Personal
Llega de tejida con pegante
mancho con pegante antes deNo avisa que el calzado se
Falta de atención
Mucha rotación de personal
otros no)se pueden quitar con facilidadTipos de pegante (hay algunos que
Exceso de pegante en las brochas
Rapidez al untar el pegante
el calzado Se untan los dedos con pegante y tocan
Mala manipulación del pegante
no son adecuados Tarros donde viene el pegante
Diagrama Causa-Efecto
Despegada
Suela
Máquinas
Métodos
Material
Personal
preparación de la suela
acortar el tiempo deSe saltan pasos para
Mal uso de las brochas
aplicar los pegantesPoca fijación del operario al
Mucho tiempo la suela almacenada
Variación de cueros
el pegado de la suela
No se dejan los tiempos requeridos para
de los pegantes
Inadecuada verificación en la activación
Mal cardado de la suela
Aplicación de poco pegante
Poco calor en el horno
Diagrama de causa y efecto
28
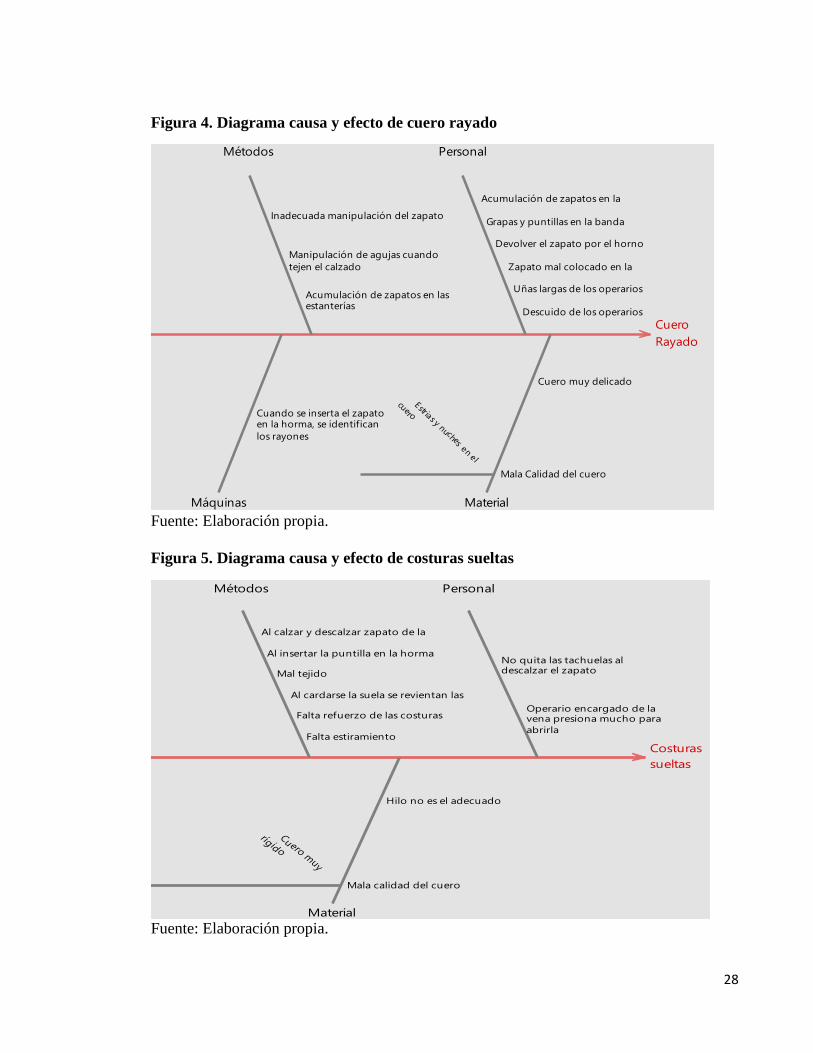
Figura 4. Diagrama causa y efecto de cuero rayado
Fuente: Elaboración propia.
Figura 5. Diagrama causa y efecto de costuras sueltas
Fuente: Elaboración propia.
Rayado
Cuero
Máquinas
Métodos
Material
Personal
Descuido de los operarios
Uñas largas de los operarios
Zapato mal colocado en la
Devolver el zapato por el horno
Grapas y puntillas en la banda
Acumulación de zapatos en la
Cuero muy delicado
Mala Calidad del cuero
estanteríasAcumulación de zapatos en las
tejen el calzado
Manipulación de agujas cuando
Inadecuada manipulación del zapato
los rayones
en la horma, se identificanCuando se inserta el zapato
cuero
Estrias y nuches en el
Diagrama de causa y efecto
sueltas
Costuras
Métodos
Material
Personal
abrirla
vena presiona mucho paraOperario encargado de la
descalzar el zapato No quita las tachuelas al
Hilo no es el adecuado
Mala calidad del cuero
Falta estiramiento
Falta refuerzo de las costuras
Al cardarse la suela se revientan las
Mal tejido
Al insertar la puntilla en la horma
Al calzar y descalzar zapato de la
ríg ido
Cuero muy
Diagrama de causa y efecto

29
Para el análisis del DCE no fue posible categorizar por el método de las 6M (mano
de obra, medio ambiente, materia prima, método, maquinas, medición) ya que se categorizó
según los factores más relevantes determinados por el equipo de trabajo. Seguidamente para
un análisis más robusto, se procedió a la evaluación de las causas a través de una matriz de
relación con apoyo de la jefe de producción y los supervisores para evaluar el impacto de las
causas raíces por defecto, y proceder a hacer uso de la herramienta 5 por qué’s. A
continuación, se presenta en la tabla 4, 5, 6, 7, y 8 secuencialmente la evaluación de causas
según el impacto por cada defecto.
Tabla 4. Matriz de evaluación de causas para cuero arrugado
Fuente: Elaboración propia.
Tabla 5. Matriz de evaluación de causas para manchado con pegante
Fuente: Elaboración propia.

30
Tabla 6. Matriz de evaluación de causas para costuras sueltas
Fuente: Elaboración propia.
Tabla 7.Matriz de evaluación para cuero rayado
Fuente: Elaboración propia.

31
Tabla 8. Matriz de evaluación para suela despegada
Fuente: Elaboración propia.
Se evidencia el impacto evaluado por el equipo de trabajo que intervienen
directamente en el proceso dando como resultado las causas según la priorización tales como:
Mala calidad del cuero.
Mucha rotación de personal.
Inadecuada verificación en la suela al aplicar los pegantes.
Depende del tipo de cuero.
Demasiados zapatos en canastillas o costales.
6.3.2. 5 por qué’s
El objetivo de esta herramienta es realizar preguntas cuyo fin es identificar la causa
que está generando la problemática e identificar el plan de acción. La implementación de esta
herramienta (ver anexo 9) facilita la relación de la causa raíz de las variables, para visualizar
a profundidad y determinar los planes de acción que impacte cada posible causa raíz para
implementar mejoras. Las oportunidades de mejora que se generaron como resultado fueron
las siguientes:

32
Diseñar un formato para la selección de proveedores y evaluación de la
calidad del cuero.
Realizar un programa de capacitación de manejo de pegantes.
Diseñar un manual de procedimiento para el pegado de suela.
Diseñar un manual de procedimiento para trabajar los tipos de cuero.
Reacondicionamiento de las canastillas donde se almacena el producto en
proceso.
6.4. Fase Mejorar
Para esta fase del proyecto se tuvo en cuenta la herramienta utilizada en la fase
analizar, el 5 por que’s fue el instrumento que proporcionó los planes de acción a ejecutar.
Además, con el apoyo de herramientas como control visual para la implementación de los
procedimientos, desarrollando una mayor eficiencia y control de proceso, cuyo fin es
reconocer en forma de paisaje los elementos y pasos necesarios para realizar un proceso.
El principal inconveniente que genera diferentes tipos de defectos en la empresa es la
mala calidad del cuero, por falta de una evaluación en la recepción del material y selección
de proveedores, además en el almacén de materias primas e insumos no se realiza una
inspección adecuada del material que ingresa a producción, de lo anterior fue necesario
estandarizar el proceso de selección y evaluación de proveedores y la revisión de la calidad
del cuero a través de un manual de procedimientos, el cual se socializó junto con el
departamento de talento humano y producción, cuyo fin la identificación de defecto en el
cuero y la correcta manipulación del cuero en el área de corte.
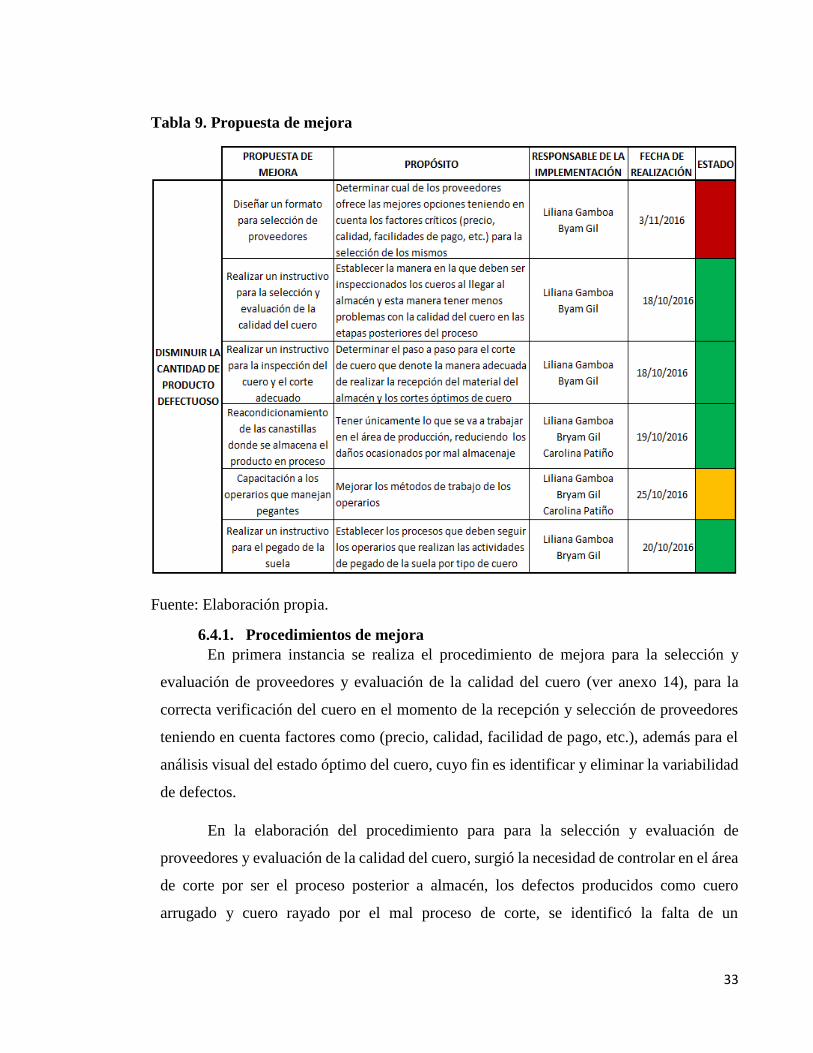
En la tabla 9, se muestra las propuestas de mejoras identificas en la etapa analizar,
además el propósito o alcance de la mejora, los responsables del diseño e implementación, la
fecha de realización y el estado en que se encuentra el avance de dicha implementación.
33
Tabla 9. Propuesta de mejora
Fuente: Elaboración propia.
6.4.1. Procedimientos de mejora
En primera instancia se realiza el procedimiento de mejora para la selección y
evaluación de proveedores y evaluación de la calidad del cuero (ver anexo 14), para la
correcta verificación del cuero en el momento de la recepción y selección de proveedores
teniendo en cuenta factores como (precio, calidad, facilidad de pago, etc.), además para el
análisis visual del estado óptimo del cuero, cuyo fin es identificar y eliminar la variabilidad
de defectos.
En la elaboración del procedimiento para para la selección y evaluación de
proveedores y evaluación de la calidad del cuero, surgió la necesidad de controlar en el área
de corte por ser el proceso posterior a almacén, los defectos producidos como cuero
arrugado y cuero rayado por el mal proceso de corte, se identificó la falta de un

34
procedimiento estándar para el proceso de corte. Este procedimiento de corte (ver anexo
15) realizado para la correcta manipulación y aprovechamiento de las partes del cuero, cuyo
fin la identificación de las partes óptimas para corte, teniendo en cuenta que el cuero
utilizado es proveniente de la vaca y posee unas condiciones para corte según la parte del
calzado que se desea usar, es decir que el cuero está compuesto por diferentes zonas de la
vaca tales como: lomo o crupon, cuello, patas, falda y cabeza como se evidencia en la
imagen 1.
Imagen 1. Zonas del cuero
Fuente: (SENA, 2008)
Lo anterior es con el fin de verificar la tonalidad del cuero donde se va a realizar el
corte para igualdad en la simetría del color, también identificar las zonas donde se debe cortar
para la parte del cazado, es decir, para cortar capelladas, laterales y chapetas solo se debe
utilizar la parte del lomo y cuello de la vaca ya que son zonas de mejor calidad y para cortar
ribetes, talones, forros, plantillas de lujo, avíos y accesorios se debe cortar en la zona de falda,
patas y cabeza por ser zonas con mayor estiramiento.
Para mitigar el defecto de suela despegada, se procedió a crear diferentes
procedimientos para el pegado de suela tales como: instructivo para suela de caucho (ver

35
anexo 16), instructivo para suela TR termoplástica (ver anexo 17), instructivo para suela de
poliuretano (ver anexo 18) e instructivo para suela eva (ver anexo 19), cuyo fin es describir
el paso a paso para el pegado de las diferentes suelas y los insumos requeridos para cada tipo.
Lo anterior es para reducir los defectos identificados por los clientes y lograr un
estándar para la empresa en el momento del ingreso de personal nuevo para el entendimiento
de manera rápida y precisa.
6.4.2. Procedimiento multicriterio para evaluación de proveedores de cuero
Criterios para la evaluación y selección de proveedores
Para una decisión efectiva en la evaluación y selección de proveedores, la empresa
determina los criterios más relevantes para la priorización en el momento de comprar
materiales e insumos que son:
Calidad de los productos: se determina para observar el nivel de cumplimento de
requerimientos mínimos exigidos por la empresa y el mercado en cuanto a aspecto
visual, diseño, rendimiento, durabilidad, garantía, etc.
Precio: es el valor que el proveedor vende la piel, incluido el IVA cuya unidad de
medida establecida para el cuero es el dm2 (Decímetro).
Tiempo de entrega: es el tiempo promedio estipulado para que el proveedor realiza
la entrega del material.
Tiempo de crédito: es el tiempo de pago que el proveedor le brinda a la empresa.
Ubicación geográfica: se utiliza para determinar la distancia entre la empresa y el
proveedor, e identificar oportunidades en caso de emergencia.
Niveles de cada criterio
Para la evaluación de cada uno de los proveedores de cueros, se dividieron los
criterios en cinco niveles para clasificar el mejor proveedor que cumpla con los
requerimientos establecidos. Los niveles de cada criterio se evidencian en las tablas 10, 11,
12, 13 y 14 sucesivamente.

36
Tabla 10. Criterio: Calidad del material
Fuente: Elaboración propia.
Tabla 11. Criterio: Precio
Fuente: Elaboración propia.
Tabla 12. Criterio Tiempo de entrega
Fuente: Elaboración propia.
37
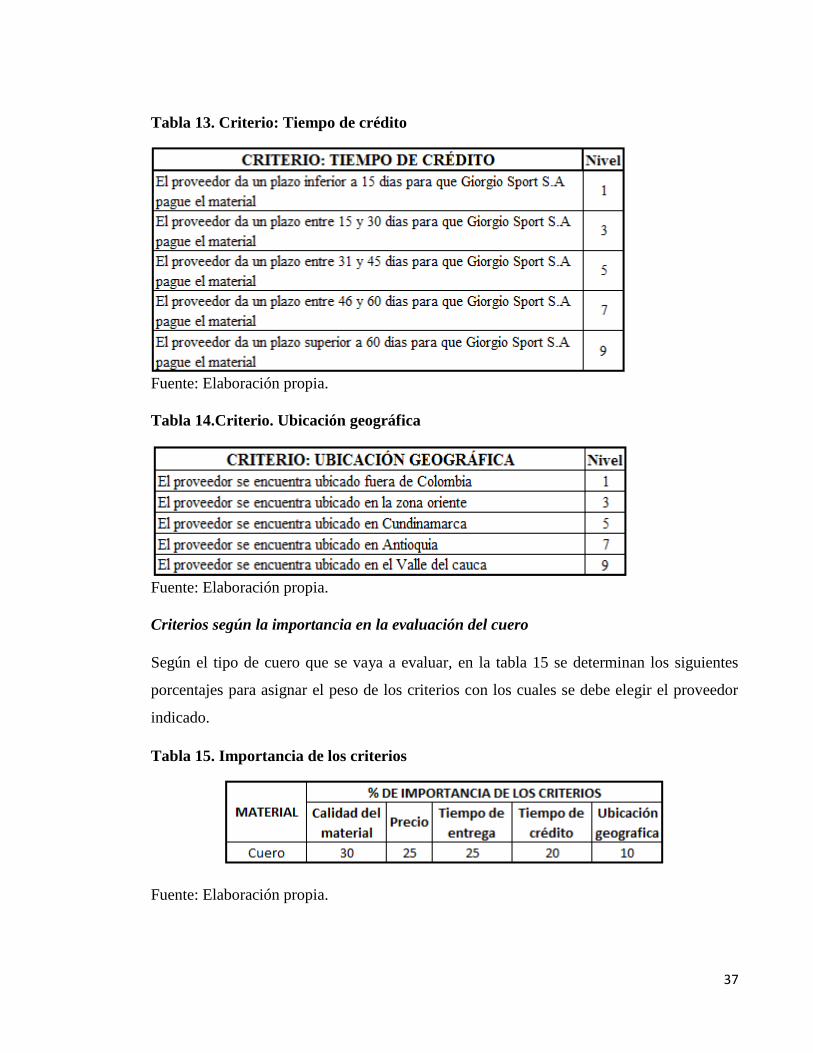
Tabla 13. Criterio: Tiempo de crédito
Fuente: Elaboración propia.
Tabla 14.Criterio. Ubicación geográfica
Fuente: Elaboración propia.
Criterios según la importancia en la evaluación del cuero
Según el tipo de cuero que se vaya a evaluar, en la tabla 15 se determinan los siguientes
porcentajes para asignar el peso de los criterios con los cuales se debe elegir el proveedor
indicado.
Tabla 15. Importancia de los criterios
Fuente: Elaboración propia.
38
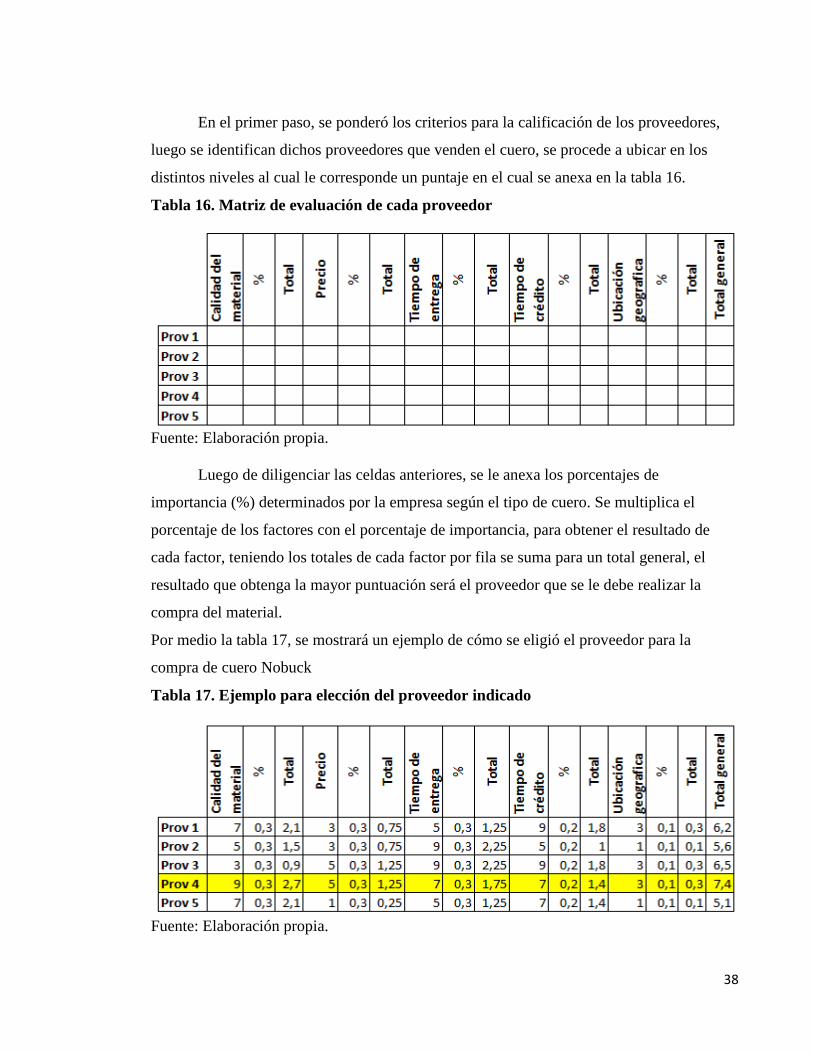
En el primer paso, se ponderó los criterios para la calificación de los proveedores,
luego se identifican dichos proveedores que venden el cuero, se procede a ubicar en los
distintos niveles al cual le corresponde un puntaje en el cual se anexa en la tabla 16.
Tabla 16. Matriz de evaluación de cada proveedor
Fuente: Elaboración propia.
Luego de diligenciar las celdas anteriores, se le anexa los porcentajes de
importancia (%) determinados por la empresa según el tipo de cuero. Se multiplica el
porcentaje de los factores con el porcentaje de importancia, para obtener el resultado de
cada factor, teniendo los totales de cada factor por fila se suma para un total general, el
resultado que obtenga la mayor puntuación será el proveedor que se le debe realizar la
compra del material.
Por medio la tabla 17, se mostrará un ejemplo de cómo se eligió el proveedor para la
compra de cuero Nobuck
Tabla 17. Ejemplo para elección del proveedor indicado
Fuente: Elaboración propia.
39
Se evidencia que el proveedor 4 es la mejor opción para la compra del material, ya
que la calidad del material cumple con las especificaciones establecidas, con respecto al
precio se brinda un descuento del 10%, el tiempo de entrega es de 3 a 6 días hábiles, el tiempo
de crédito es de 45 a 60 días dependiendo de la cantidad y está ubicado en la zona oriente lo
que indica que es la mejor alternativa de compra para cuero Nobuck.
6.4.3. Acondicionamiento de canastillas para almacenaje de producto en
proceso
En las diferentes áreas de la línea de fabricación de calzado se tiene estipulado realizar
el mismo proceso a varias unidades para el envió al siguiente proceso, es decir, que se
acumula en canastillas el calzado para el paso a la siguiente etapa, teniendo como resultado
demasiados zapatos en las canastillas, causando rayones en el calzado, y generando costos
por reproceso.
Imagen 2. Producto en proceso antes de la mejora
Fuente: Elaboración propia.

40
Para la solución de este problema, se acondicionaron canastillas como se evidencia
en la imagen 3 por cada puesto de trabajo con el fin de evitar dichos problemas mencionados
anteriormente.
Imagen 3. Producto en proceso después de la mejora
Fuente: Elaboración propia.
6.4.4. Control visual
Para un paisaje laboral optimo es de vital importancia colocar la información necesaria
en el lugar necesario. Por ende, fue necesario la implementación de esta herramienta para la
gestión visual de los operarios, que a su vez ayuda a caracterizar los elementos fundamentales
que se debe tener para cada operación.
En el área de almacén, ni de corte se contaba con procedimientos a la vista del operario
para la revisión profunda y corte del cuero que se va a entregar a producción. Luego del
diseño de los procedimientos fue necesario acondicionarlos como ayuda visual en forma de
cartel como se muestra en la imagen 4.

41
Imagen 4. Carteles para en el área de almacén
Fuente: Elaboración propia.
En compañía de la jefe de producción, supervisores y el operario con 20 años de
experiencia y antigüedad en la empresa se logró realizar un plan de capacitación con los
operarios de cada área como se observa en la tabla 18, además se registró la asistencia de los
participantes (ver anexo 20), para la definición del paso a paso de cómo realizar las
actividades de revisión y alistamiento del cuero, proceso de corte, manejo de pegantes,
almacenamiento de producto en proceso y pegado de suelas cual garantizará una mejora y a
la vez un ahorro significativo a través del tiempo.

42
Tabla 18. Plan de capacitación
Fuente: Elaboración propia.
6.5. Fase Controlar
Para la última etapa del proyecto, se realizó un seguimiento a las mejoras implementadas
utilizando el instrumento de medición realizado en etapas anteriores (ver anexo 6), con el fin
de evaluar el desempeño del indicador de porcentaje de producto defectuoso en la línea de
producción de la empresa.
En la gráfica 7 se puede evidenciar que hubo un cambio significativo después de la
implementación de las mejoras, los datos recolectados desde el 12 de septiembre hasta el 15
de octubre muestran un promedio de porcentaje de defectos del 11,9% mientras que después

43
de la mejora para los datos recolectados del 18 de octubre al 9 de noviembre se tiene un
promedio de 5,3% de producto defectuoso en el área de producción.
Gráfica 7. Comportamiento individual del % defectos antes y después de las mejoras
Fuente: Elaboración propia
En la gráfica 8 se puede observar la comparación del antes y el después de la
capacidad del proceso, en este evidenciamos un cambio significativo después de la
implementación de la mejora ya que la capacidad del proceso paso de ser -0,75 a ser 0,14,
aunque sigue siendo una capacidad del proceso realmente baja el porcentaje fuera de
especificaciones paso del 96,55% al 36,84%, lo cual muestra que la implementación de las
mejoras está siendo bastante efectiva; cabe resaltar que los datos del antes son del periodo
comprendido entre el 12 de septiembre y el 15 de octubre del presente año, por lo que la
gráfica y datos arrojados son diferentes a los relacionados en la capacidad del proceso de la
etapa medir.

44
Gráfica 8. Comparación de la capacidad del proceso antes y después
Fuente: Elaboración propia
En la gráfica 9 se muestra que el sigma es de 1,93 después de las mejoras
implementadas, aunque sigue siendo un sigma bastante bajo al ser un proceso de
mejoramiento continuo se busca que con el plan de control de las mejoras este siga
aumentando.

45
Gráfica 9. Capacidad del proceso después de las mejoras
Fuente: Elaboración propia
6.5.1. Datos comparativos del antes y después
En la tabla 19 se muestra la comparación entre los datos recolectados en la etapa
medir (del 12 de septiembre al 15 de octubre) y en la etapa mejorar y controlar (del 18 de
octubre al 9 de noviembre), si se mantienen las mejoras implementadas en el proceso se
espera que en un año se ahorren alrededor de $41.323.527
Tabla 19. Datos comparativos
Fuente: Elaboración propia
% Producto Defectuoso Antes Despues Mejora
Promedio 11,90% 5,30% 6,60%
Desv. Estandar 0,0423 0,0153 0,026979
DPMO 987.418 332.760 654.658
Rendimiento 7,95% 66,70% 58,75%
Sigma 0,09 1,93 1,84
Capacidad del proceso -0,75 0,14 0,89
Costo total Defectos/ Dia $270.365,00 $102.383,00 $167.982,00
Ahorro al año $41.323.527,00

46
Se puede evidenciar los indicadores calculados en las fases de medir y controlar,
donde la reducción de los defectos tuvo un promedio de disminución total del 6,6%,
cumpliéndose con la meta establecida en la fase definir qué fue inicialmente de 6%, y se llegó
a 5,3%, es decir que menor será la media de producto rechazado por calidad. La desviación
estándar tuvo una reducción del 2,6%, igualmente con la media, entre menor será la
desviación, menor la variación y menos factores que afecten la variable que se determinó. El
nivel del sigma aumentó en 1,84, es decir, el proceso mejorado es capaz de cumplir en un
mayor rango con las especificaciones del cliente, viéndose reflejado en el número de defectos
por millón de oportunidades, con una reducción de 654.658 unidades. Además, se observa el
rendimiento del proceso que tuvo un crecimiento de 58,75% y la capacidad a largo plazo del
proceso aumento en 0,89 evidenciándose que los planes ejecutados en este proyecto han
tenido resultados.
Hablando financieramente, el ahorro fue calculado teniendo en cuenta las
proyecciones, la meta y con respecto a las mejoras implementadas en la empresa. En la
gráfica 10 se muestra el comportamiento del costo de los defectos por día antes y después de
las mejoras.
Gráfica 10. Costo de defectos por día.
}
Fuente: Elaboración propia
DespuesAntes
900000
800000
700000
600000
500000
400000
300000
200000
1 00000
0
Fase
Co
sto
To
tal
Defe
cto
s
102383
270365
Gráfica de caja de Costo Total Defectos
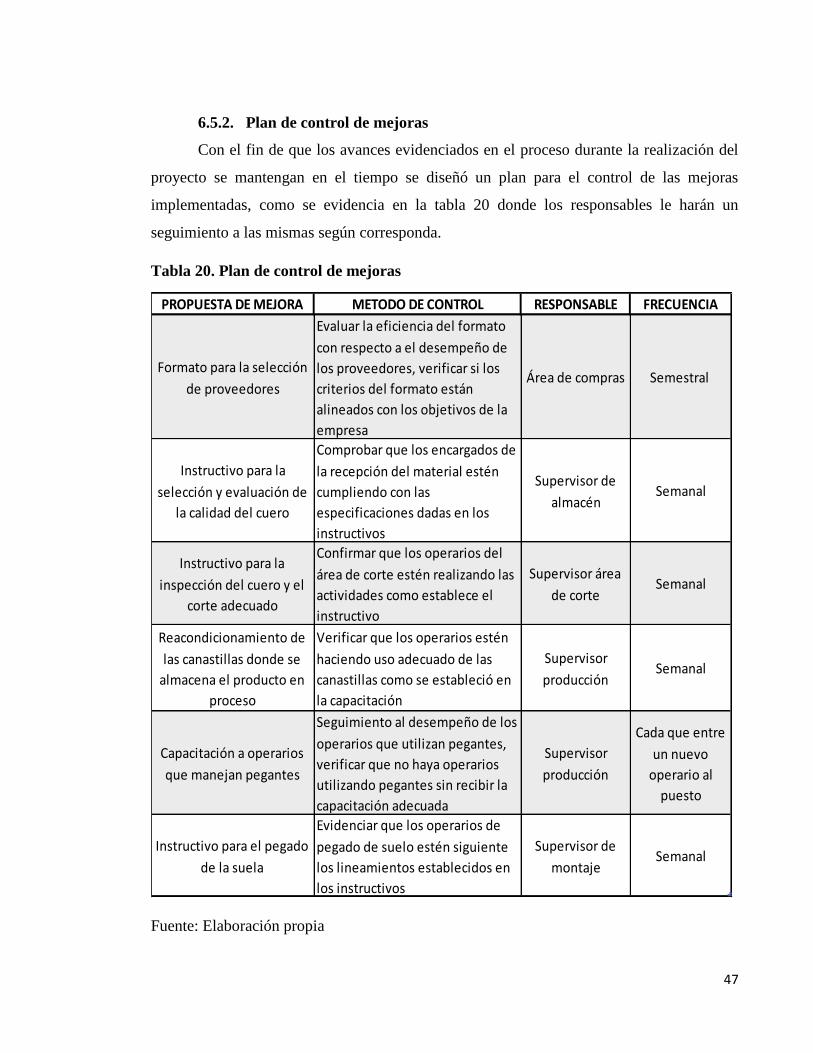
47
6.5.2. Plan de control de mejoras
Con el fin de que los avances evidenciados en el proceso durante la realización del
proyecto se mantengan en el tiempo se diseñó un plan para el control de las mejoras
implementadas, como se evidencia en la tabla 20 donde los responsables le harán un
seguimiento a las mismas según corresponda.
Tabla 20. Plan de control de mejoras
Fuente: Elaboración propia
PROPUESTA DE MEJORA METODO DE CONTROL RESPONSABLE FRECUENCIA
Formato para la selección
de proveedores
Evaluar la eficiencia del formato
con respecto a el desempeño de
los proveedores, verificar si los
criterios del formato están
alineados con los objetivos de la
empresa
Área de compras Semestral
Instructivo para la
selección y evaluación de
la calidad del cuero
Comprobar que los encargados de
la recepción del material estén
cumpliendo con las
especificaciones dadas en los
instructivos
Supervisor de
almacén Semanal
Instructivo para la
inspección del cuero y el
corte adecuado
Confirmar que los operarios del
área de corte estén realizando las
actividades como establece el
instructivo
Supervisor área
de corteSemanal
Reacondicionamiento de
las canastillas donde se
almacena el producto en
proceso
Verificar que los operarios estén
haciendo uso adecuado de las
canastillas como se estableció en
la capacitación
Supervisor
producción Semanal
Capacitación a operarios
que manejan pegantes
Seguimiento al desempeño de los
operarios que utilizan pegantes,
verificar que no haya operarios
utilizando pegantes sin recibir la
capacitación adecuada
Supervisor
producción
Cada que entre
un nuevo
operario al
puesto
Instructivo para el pegado
de la suela
Evidenciar que los operarios de
pegado de suelo estén siguiente
los lineamientos establecidos en
los instructivos
Supervisor de
montaje Semanal

48
6.2. Cierre del proyecto
Para la culminación del proyecto, fue necesario realizar una reflexión y
retroalimentación del panorama que se enfrentó, cuyo fin es evaluar y tener claridad sobre
las lecciones aprendidas gracias a este. Por lo tanto, se establecieron tres elementos ocurridos
como: acciones exitosas, acciones no tan exitosas y recomendaciones en general para la alta
gerencia y a un líder que quiera emprender un proyecto Lean Six Sigma. A continuación, en
la tabla 21 se observa los elementos claves para la reflexión y retroalimentación.
Tabla 21. Lecciones aprendidas
Fuente: Elaboración propia

49
7. Conclusiones
Con la estandarización de los procesos por medio de procedimientos, se espera que
se mantenga un mejoramiento continuo a través del tiempo, generando menos productos
defectuosos, y a la vez detectar en cada subproceso de la línea de producción si hay producto
defectuoso, con el fin de evitar que se le siga agregando valor al producto que esté defectuoso.
Es muy importante contar con el apoyo de todo el equipo de trabajo para la
consecución del proyecto y garantizar las metas propuestas, pues solo con la cooperación y
disposición de todos se va a poder realizar un diagnóstico, un diseño y la implementación
efectiva. Además, queda demostrado que la metodología Lean Six Sigma no solo tiene
impacto en grandes empresa, sino también en medianas y pequeñas empresas como se
evidencia en este trabajo.
Se debe realizar un seguimiento a las mejoras implementadas, además de revisar,
mejorar y adaptar continuamente los instrumentos implementados ya que de esta manera se
podrán mantener los resultados a través del tiempo
50
Bibliografía
Thurston, J., & Ulmer, J. (2016). The Principles of Lean Manufacturing. Franklin Business & Law
Journal, 57-70.
Arrieta, J. G., Muñoz Dominguez, J. D., Salcedo Echeverri , A., & Sossa Gutierrez , S. (2011).
APLICACIÓN LEAN MANUFACTURING EN LA INDUSTRIA COLOMBIANA. REVISIÓN DE
LITERATURA EN TESIS Y PROYECTOS DE GRADO. Medellin: Latin American and Caribbean
Consortium of Engineering Institutions LAC.
Asociacion Colombiana del Calzado,Cuero y sus Manufacturas. (2016). ¿Como va el sector? Enero a
junio 2016.
Asociacion Española Para La Calidad. (2016). Asociacion Española Para La Calidad. Retrieved 09 20,
2016, from Asociacion Española Para La Calidad: http://www.aec.es/web/guest/centro-
conocimiento/diagrama-sipoc
Bergonzolli, G. (2006). Sala situacional: instrumento para la vigilancia en salud públuca. Programa
de Análisis de Información en Salud OPS/OMS. Washington, DC.
Breyfogle III, F. (2003). Implementing Six Sigma . Jhon Wiley & Sons.
Camara de Comercio de Bogota. (2016, 09 20). Cluster de Bogotá calzado cuero y marroquineria .
Retrieved from Cluster de Bogotá calzado cuero y marroquineria :
http://www.ccb.org.co/Clusters/Cluster-de-Cuero-Calzado-y-
Marroquineria/Noticias/2016/Junio/Cuero-Calzado-y-Marroquineria-sector-de-talla-
mundial
Celis Garcia , O., Estrada Orantes , F. J., & Hermosillo Perez, F. (2015). Aplicación de la metodología
Lean-Sigma en la solución de problemas en procesos de manufactura: Caso de Estudio.
CULCyT, 199-211.
Díaz Quintero, J. (2016, 01 22). El tiempo . Retrieved from El Tiempo:
http://www.eltiempo.com/colombia/otras-ciudades/el-dumping-amenaza-al-calzado-en-
colombia/16488788
DMAICTools. (n.d.). DMAIC Tools. Retrieved 09 23, 2016, from DMAIC Tools:
https://www.dmaictools.com/
Felizzola Jiménez , H., & Luna Amaya, C. (2014). Lean Six Sigma en pequeñas y medianas empresas:
un enfoque metodológico. Ingeniare, 263-277.
Flores Franco, N., Gutierrez Gutierrez, Y., Martinez Jantes, Y. J., & Maycot Muñoz , M. (2015).
Implementacion del metodo de las 5S en el area de corte de una empresa de calzado .
Leon, Guanajuato .

51
Galindo, C. (2016, Octubre 29). Gestion de la calidad. Retrieved from
https://www.usco.edu.co/contenido/SGC-USCO/05.EV_GESTION_DE_LA_CALIDAD/EV-
CAL-PR%2001%20PRODUCTO%20O%20SERVICIO%20NO%20CONFORME.pdf
Gobernación del Magdalena. (n.d.). Manuaal de procesos y procedimientos. Retrieved from
http://www.magdalena.gov.co/apc-aa-
files/61306630636336616166653232336536/manual_de_procesos_y_procedimientos.pdf
Gutiérrez Pulido, H., & de la Vara Salazar, R. (2009). Control estadistico de calidad y seis sigma. Mc
Graw Hill.
Hernandez Matías , J. C., & Vitzán Idoipe, A. (2013). Lean Manufacturing. Conceptos, tecnicas e
implantacion. Madrid: Fundacion EOI.
Instituto Nacional de Salud . (n.d.). Retrieved from http://www.ins.gov.co/lineas-de-
accion/ons/Paginas/Carga%20de%20enfermedad.aspx
Iturria Cammarano, D. E. (n.d.). Costos ambientales. Montevideo.
Manufactura Inteligente. (2016, 09 20). Manufactura Inteligente. Retrieved from Manufactura
Inteligente: http://www.manufacturainteligente.com/jidoka/
MinSalud. (2012). Ministerio de Salud y Protección Social. Documento Plan Decenal de Salud
Publica 2012 – 2021.
Münch, L. (2005). Calidad y mejora continua. México: Trillas.
Ocampo, J., & Pavon , A. (2012). Integrando la Metodologia DMAIC de Seis Sigma con la Simulacion
de Eventos Discretos en Flexsim. Panama.
Open Source Lean Six Sigma. (2016, 09 20). Open Source Lean Six Sigma. Retrieved from Open
Source Lean Six Sigma : https://www.opensourcesixsigma.com/Lean-Six-Sigma-Glossary-
s/37.htm#d
Organización Mundial de la Salud. (n.d.). Retrieved 2016, from
http://www.who.int/respiratory/about_topic/es/
Padilla , L. (2010). LEAN MANUFACTURING MANUFACTURA ESBELTA/AGIL. Ingeniería Primero , 64-
69.
Perez Vergara, I. G., Marmolejo, N., Mejia , A. M., Caro , M., & Rojas , J. A. (2016). Mejoramiento
mediante herramientas de la manufactura esbelta, en una empresa de confecciones.
Ingeniería Industrial, 37(1), 24-35.
Pérez, M. (2010). Metodologia seis sigma a través de excel. México D.F: Alfaomega.
Pérez, M. L. (2013). Sis sigma Guìa didactica para Pymes. Ibagué: Universidad de Ibagué.

52
Portafolio. (2015, 02 02). Portafolio. Retrieved 09 21, 2016, from Portafolio:
http://www.portafolio.co/negocios/empresas/industria-calzado-camina-senales-
optimistas-32102
Presidencia de la Junta de Andalucía. (n.d.). Ley 7/1994, de 18 de mayo, de protección ambiental.
Retrieved from
http://www.uhu.es/juan.domingo/descargas/normativa/Ley%207_94%20Jta_And%20Prot
eccion%20Ambiental.pdf
Puga, M. (2015). LOS CINCO POR QUÉS (Five Whys). Chile: Universidad Arturo Prat.
Pyzdek, T. (2004). The six sigma handbook. McGraw-Hill.
Recursos en project managment. (2016, 09 20). Recursos en Project Managment. Retrieved 2016,
from Recursos en Project Managment:
http://www.recursosenprojectmanagement.com/project-charter/
Riaño Ruiz, C. A. (2016). Guia de mejora cotinua lean manufacturing para el roceso de montaje de
zapato convencional- Croydon Colombia.
SENA. (2008). Serie de cartillas técnico-pedagógicas para la fabricación de calzado. Santiago de
Cali: Consultor diseño.
Villaseñor Contreras, A., & Galindo Cota, E. (2007). Conepto y reglas de lean manufacturing.
Mexico: Limusa .
Villaseñor, A., & Edber, G. (2007). Manual de Lean Manufacturing. Guía Básica. Mexico: Limusa
Noriega.

53
Anexos
Anexo 1. Instrumento de medición
Fuente: Elaboración propia.

54
Anexo 2. Project Charter
Fuente: Elaboración propia.

55
Anexo 3. Diagrama de flujo
Fuente: Elaboración propia.

56
Anexo 4. Voz del cliente (VOC)
Fuente: Elaboración propia.

57
Anexo 5. SIPOC
Fuente: Elaboración propia.

58
Anexo 6.Instrumento de medición modificado
Fuente: Elaboración propia.

59
Anexo 7. Formato garantías y devoluciones
Fuente: Elaboración propia.

60
Anexo 8. Lluvia de ideas
Fuente: Elaboración propia.
CUERO ARRUGADO MANCHADO CON PEGANTE COSTURA SUELTA CUERO RAYADO SUELA DESPEGADA
Mala calidad del cuero Mala manipulacion del pegante Al calzar y descalzar zapato de la
horma se revientan las costuras Inadecuada manipulación del zapato Aplicación de poco pegante
Cuero muy rigido Rapidez al momento de untar el
pegante Al insertar la puntilla en la horma
Cuando se inserta el zapato en la
horma, se identifican los rayonesVariación de cueros
Cuero muy seco
Mucha rotacion de personal (personal
con poca experiencia realizando
operaciones con pegante)
Al no quitar las tachuelas al descalzar
el zapato Acomulación de zapatos en la banda
Poca fijación del operario al aplicar los
pegantes
Cuero se humedece para hacerlo mas
manejable en TEJIDA
Tarros donde viene el pegante no son
adecuados Falta refuerzo de las costuras Grapas y puntillas en la banda Mal cardado de la suela
Mala manipulacion al descalzar el
calzado de la horma se arruga
Metodo de trabajo inadecuado por
falta de atencion Mal tejido Devolver el zapato por el horno Poco calor en el horno
Falta temperatura en la maquina de
preformado
Se untan los dedos con pegante y
tocan el calzado Cuero muy rigido
Zapato mal colocado en la banda (al
revés)
Baja verificación en la activación de los
pegantes
Demasiados zapatos en canastillas o
costales
No avisan que el calzado esta
manchado con pegante antes de pasar
por el horno
Falta estiramiento Estrias y nunches en el cueroNo se dejan los tiempos requeridos
para el pegado de la suela
Ponen canastillas unas encima de
otras
Las brochas las untan mucho con
pegante Hilo no es el adecuado Descuido de los operarios Mucho tiempo la suela almacenada
Mal preformado Llega de tejida con pegante Baja calidad del cuero Calidad del cuero Mal uso de las brochas
Acumulacion de zaparo en la banda
Metodo de trabajo inadecuado
(cuando la persona de la vena
presiona mucho para abrirla )
Uñas largas de los operariosEl halogenante y el pegante no
quedan bien untados en la suela
Mala manipulacion del cuero en todas
las areas
Al cardarse la suela se revientan las
costuras
Manipulacion de agujas cuando tejen
el calzado
Se saltan pasos para acortar el tiempo
de preparacion de la suela
Pegantes que se untan en forros hacen
que el cuero se arrugue cuero muy delicado
Acomulación de zapatos en las
estanterías

61
Anexo 9. 5 por qué's
Fuente: Elaboración propia.

62
Anexo 10. Tablas de costo por defectos semana 1
Fuente: Elaboración propia.

63
Anexo 11.Tabla de costos por defectos semana 2
Fuente: Elaboración propia.
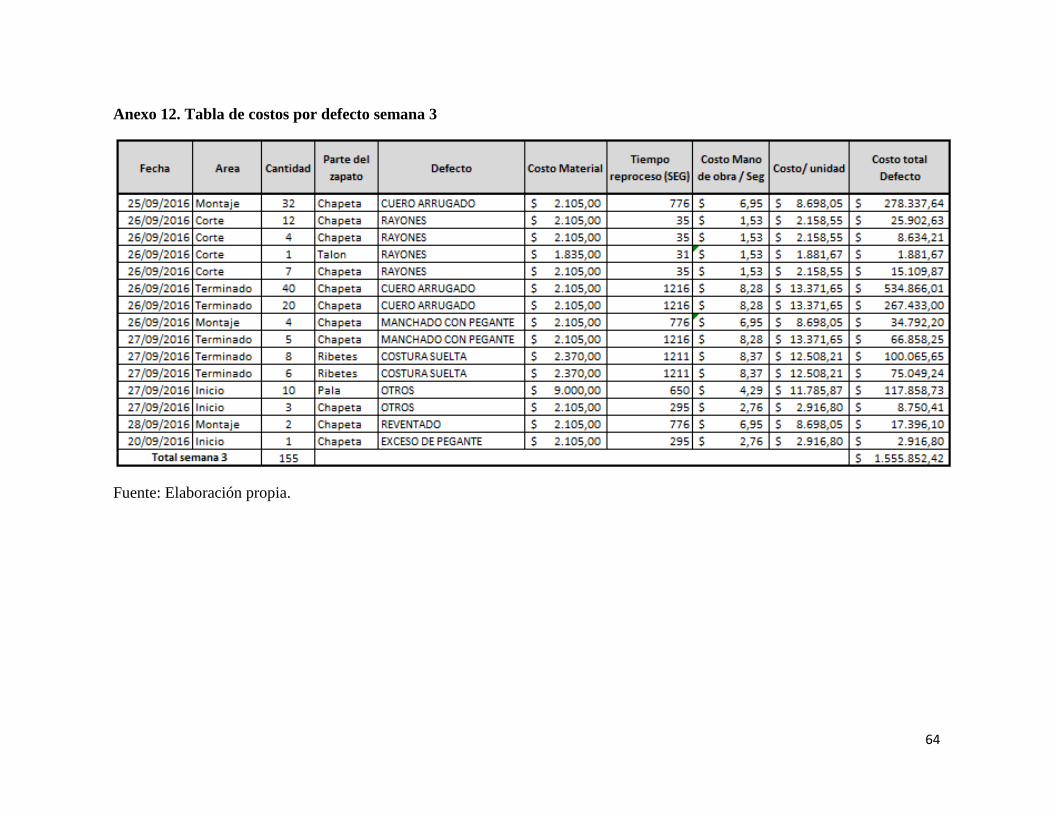
64
Anexo 12. Tabla de costos por defecto semana 3
Fuente: Elaboración propia.

65
Anexo 13. Data collection plan
Fuente: Elaboración propia.

66
Anexo 14.Procedimiento para la revisión de cuero en el almacén

67
Fuente: Elaboración propia.

68
Anexo 15.Procedimiento para el corte óptimo en las zonas del cuero
Fuente: Elaboración propia.

69
Anexo 16. Procedimiento para pegado de suela de caucho
Fuente: Elaboración propia.

70
Anexo 17. Procedimiento para pegado de suela TR termoplástica
Fuente: Elaboración propia.
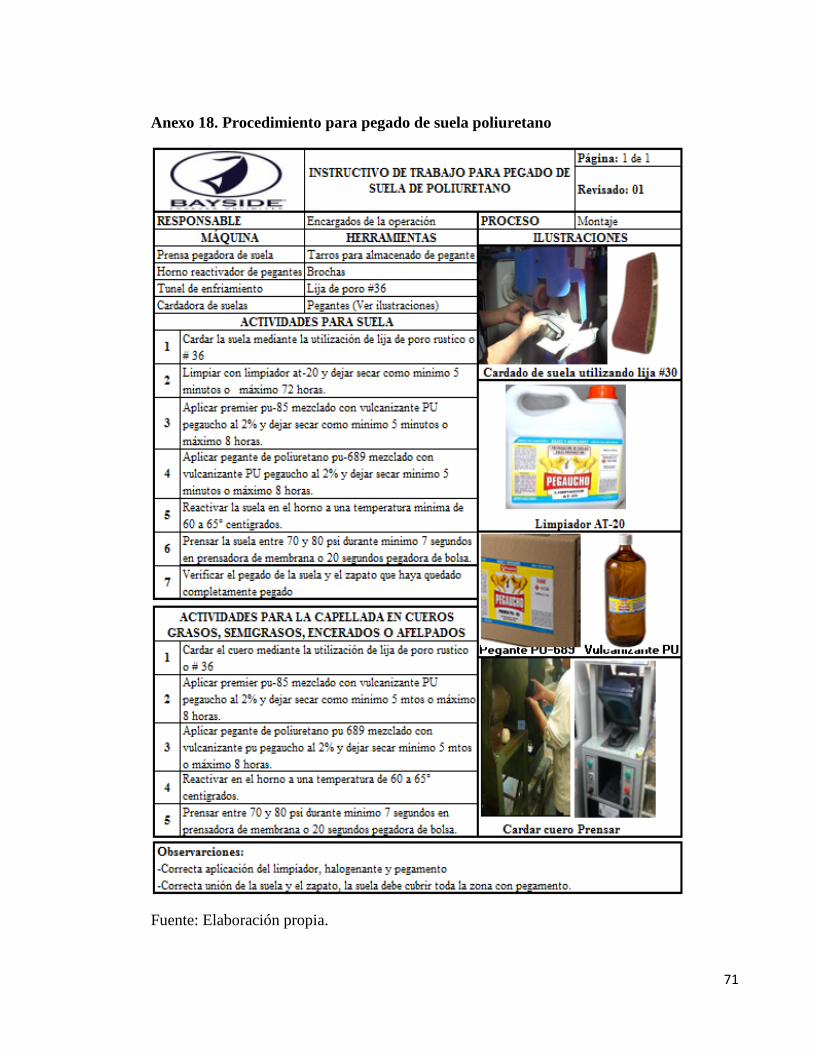
71
Anexo 18. Procedimiento para pegado de suela poliuretano
Fuente: Elaboración propia.

72
Anexo 19. Procedimiento para pegado de suela eva
Fuente: Elaboración propia.
73
Anexo 20. Registro de asistencia a capacitación de procedimientos
Fuente: Elaboración propia.