diseÑo y construccion de una desbastadora de...
TRANSCRIPT
DISEÑO Y CONSTRUCCION DE UNA DESBASTADORA DE METALES PARA
LA PREPARACIÓN DE PROBETAS METALOGRAFICAS
ANDRES ANIBAL LOPEZ MARQUEZ
YONY RICHARD TORRES AGRESOTT
CORPORACION UNIVERSITARIA TECNOLOGICA DE BOLIVAR
FACULTAD DE INGENIERIA MECANICA
CARTAGENA D.T. Y C.
1999

2
DISEÑO Y CONSTRUCCION DE UNA DESBASTADORA DE METALES PARA
LA PREPARACIÓN DE PROBETAS METALOGRAFICAS
ANDRES ANIBAL LOPEZ MARQUEZ
YONY RICHARD TORRES AGRESOTT
Proyecto de Grado, Presentado como requisito para optar al título de Ingenieros Mecánicos.
Director BENJAMIN ARANGO ZABALETA
Ingeniero Metalúrgico
CORPORACION UNIVERSITARIA TECNOLOGICA DE BOLIVAR
FACULTAD DE INGENIERIA MECANICA
CARTAGENA D.T. Y C.
1999

3
ARTICULO 105
La institución se reserva el derecho de propiedad intelectual de todos los trabajos de
grado aprobados, los cuales no pueden ser explotados comercialmente sin su
autorización
4
Nota de aceptación
__________________________________
__________________________________
__________________________________
__________________________________ Presidente del jurado
__________________________________ Jurado
__________________________________
Jurado
Cartagena de Indias 9 de junio de 1999

5
DISEÑO Y CONSTRUCCIÓN DE UNA DESBASTADORA DE METALES PARA
LA PREPARACIÓN DE PROBETAS METALOGRAFICAS.
El objetivo de esta máquina es realizar las operaciones de desbaste en el proceso de
preparación de probetas metalográficas, esencialmente en la etapa critica (EL
DESBASTE FINO), remplazando así el proceso manual realizado hasta ahora en el
laboratorio de metalografía de la CUTB.
Inicialmente se involucro en el proyecto unos principios básicos sobre la técnica
metalográfica que fundamente la clase de máquina desbastadora, abrasivos,
velocidades de rotación de discos, etc,. necesarios para garantizar el logro de los
objetivos planteados.
Seguidamente se identificaron las diferentes máquinas desbastadoras existentes y se
analizaron las ventajas y desventajas que cada una ofrecía en cuanto a
funcionamiento, facilidad de operación, resultados, etc.,. tal análisis condujo a elegir
para construir una MÁQUINA DE DISCO A LA QUE SE LE ADAPTO UN
BRAZO PORTAPROBETAS; en el que las muestras giran a gran velocidades y
sentidos opuestos de los discos.
Es importante anotar que el brazo portaprobetas adaptado es un taladro de banco
cuyos cálculos arrojaron una gran similitud con lo requerido. El uso del taladro ofrece
una gran exactitud en el ensamble de sus piezas y un mínimo de vibración (requisito
6
imprescindible para la obtención de los resultados exigidos en las muestras
metalográficas).
El proyecto también cuenta con un manual de instrucciones y mantenimiento para la
correcta utilización del mismo y su aprovechamiento al máximo.
Finalmente como aporte a la optimización del laboratorio se elaboro una listas de
existencias mínimas de equipos y materiales.

7
INTRODUCCION
El presente informe contiene los resultados del desarrollo del proyecto para la
construcción de un equipo semiautomático para el desbaste de muestras
metalográficas, las cuales serán terminadas en su preparación en otros equipos
existentes en el laboratorio de metalografía de la CUTB.
Este informe presenta en forma secuencial los pasos que se siguieron para alcanzar
los objetivos propuestos en la etapa de anteproyecto, a saber:
En la primera parte del proyecto se hace un análisis de la información existente sobre
la técnica metalográfica, la cual permite definir las condiciones que debe tener el
equipo para que se pueda desarrollar la técnica. Después del análisis de las variables
del proceso de preparación de las probetas, se hace un estudio de los diferentes
equipos existentes para la aplicación de la técnica, esto permite definir las
características más sobresalientes de cada uno de ellos con el propósito de tomarlas
en consideración en el momento de adaptar dichos equipos a las condiciones dadas en
el laboratorio de la C.U.T.B..

8
Por último y en consideración a las conclusiones de las etapas anteriores, se hacen los
diseños y selecciones de cada una de las partes con el propósito de iniciar su
construcción. En este capítulo se consignan todos los resultados de estos cálculos.
Al final del proyecto se consignan los manuales de funcionamiento y mantenimiento
del equipo con el propósito de aprovecharlo de la mejor manera, en el desarrollo de la
docencia o en la prestación de un servicio.

9
CONTENIDO
Pag.
INTRODUCCION
1. PRINCIPIOS BASICOS ........................................................................................ 1
1.1 ETAPAS DE PREPARACIÓN ............................................................................ 1
1.2 METODOS DE PREPARACIÓN ........................................................................ 2
1.2.1 Pulido Mecánico .............................................................................................. 4
1.2.2 Pulido Electrolítico .......................................................................................... 5
1.2.3 Pulido Químico ................................................................................................ 5
1.2.4 Regulador Químico .......................................................................................... 5
1.2.5 Pulido Electromecánico ................................................................................... 6
1.2.6 Pulido Vibratorio ............................................................................................. 6
1.3 ABRASIVOS PARA DESBASTE GRUESO Y FINO ........................................ 6
1.4 DESBASTE HUMEDO CONTRA SECO ......................................................... 10
1.5 ABRASIVOS PARA PULIDOS PREVIO Y FINO .......................................... 11
1.5.1 Polvos Secos .................................................................................................. 13
1.5.2 Suspensiones en Agua Destilada ................................................................... 13
1.5.3 Compuestos de Diamante .............................................................................. 14
1.5.4 Polvos de Esmeril (SiC y Al2O3) ................................................................... 14
1.6 TECNICA GENERAL DEL PULIDO ............................................................... 15
2. EQUIPOS PARA LA PREPARACIÓN MECANICA DE PROBETAS ............ 20

10
2.1 MAQUINAS DE CINTAS ................................................................................. 20
2.2 MAQUINAS DE DISCOS ................................................................................. 21
2.3 COMPARACION DE LOS TIPOS DE MAQUINA ......................................... 22
2.4 CONCLUSIONES FINALES DE LA REVISION BIBLIOGRAFICA ............ 22
3. DISEÑO Y CONSTRUCCION DEL EQUIPO .................................................. 24
3.1 SISTEMA PARA EL MOVIMIENTO DE LOS PLATOS Y SOPORTES DEL MEDIO ABRASIVO .......................................................................................... 25
3.1.1 Cálculo de la Potencia .................................................................................... 25
3.1.2 Cálculo de las Poleas y Correas ..................................................................... 30
3.1.3 Cálculo de las Tensiones de las Correas ........................................................ 33
3.1.4 Cálculos de las dimensiones de los Ejes ........................................................ 36
3.1.4.1 Diseño con Base a Carga Estática .................................................................. 39
3.1.4.2 Enfoque de Soderberg .................................................................................... 39
3.1.4.3 Teoría del Esfuerzo Cortante Máximo ........................................................... 41
3.1.4.4 Fórmula del Código de la ASME .................................................................. 41
3.1.4.5 Análisis de Columnas .................................................................................... 43
3.2 CALCULO DEL BRAZO PORTAPROBETAS ................................................ 49
3.2.1 Cálculo de la Potencia .................................................................................... 49
3.2.2 Cálculo de las Poleas y longitud de la Correa ............................................... 51
3.2.3 Cálculo de las tensiones de la correa ............................................................. 52
3.3 SELECCIÓN DE COJINETES .......................................................................... 54
3.3.1 Selección de Rodamientos Mediante Tablas ................................................. 57
3.3.2 Carga dinámica Equivalente .......................................................................... 58
3.3.3 Procedimiento ................................................................................................ 59

11
4. MANUAL DE FUNCIONAMIENTO ................................................................ 61
5. MANUAL DE MANTENIMIENTO ................................................................... 64
5.1 CORREAS ...........................................................................................................64
5.2 COJINETES ........................................................................................................64
5.3 MOTORES ......................................................................................................... 66
5.4 OTRAS PARTES DE LA MAQUINA .............................................................. 66
6. REGISTRO DE EXISTENCIA EN EL LABORATORIO DE METALOGRAFIA............................................................................................... 68
6.1 EQUIPOS ........................................................................................................... 68
6.2 MATERIALES ................................................................................................... 70
CONCLUSIONES
BIBLIOGRAFIA

12
LISTA DE FIGURAS
Pag
Figura 1. Relación entre Tamaños de Grano, Micras y Mallas ................................... 3
Figura 2. Diagrama Esquemático de la Superficie de una Micro-sección después de
Desbastado y Pulido .................................................................................................... 9
Figura 3. Grados de Extracción de Material Relativos Para varias Etapas de
preparación metalográfica .......................................................................................... 19
Figura 4. Disposición de las poleas en el sistema que da movimiento a los platos.....29
Figura 5. Esquema para el Calculo de las Poleas y Tensiones de las Correas ........... 35
Figura 6. Columna Corta con Carga Centrada y Empotrada en los extremos ........... 46
Figura 7. Análisis de carga Estática .......................................................................... 48

13
LISTA DE CUADROS
Pag
Cuadro 1. Etapas de Preacabado Necesario para los diversos Métodos ...................... 4
Cuadro 2. Escala en Micras de Varios abrasivos y Etapas donde son Aplicados ...... 12
Cuadro 3. Etapas de la Preparación ........................................................................... 15
Cuadro 4. Valores de Factor de Momento Flexionante Cm y del factor de momento
torsionante Ct .............................................................................................................. 42
Cuadro 5. Comparación de Datos de la Máquina Diseñada Respecto de los Datos
Característicos de la Máquina Seleccionada .............................................................. 53
Cuadro 6. Guía de Valores de Vida Nominal B10h para diferentes tipos de
máquinas..................................................................................................................... 57
Cuadro 7. Factor Axial para Rodamientos de Bolas Rígidos con una y dos hileras . 59

14
1. PRINCIPIOS BASICOS
El objetivo de este capítulo es hacer una revisión de los principios involucrados
en la preparación de una muestra metalográfica, con el fin de determinar las
características que debe tener el equipo a construir para que cumpla con este
propósito.
1.1 ETAPAS DE PREPARACION
La secuencia completa en la preparación de una micromuestra (probeta
metalográfica) puede dividirse en las siguientes etapas:
• ETAPA 1 : Corte
• ETAPA 2 : Desbaste grueso
• ETAPA 3 : Montaje (según tamaño de la probeta)
• ETAPA 4 : Desbaste fino
• ETAPA 5 : Pulido previo
• ETAPA 6 : Pulido final
La definición de una superficie idealmente preparada para su estudio microscópico
está claramente establecida como sigue:
La superficie debe:

15
• Estar libre de rayaduras, manchas y otras imperfecciones que tiendan a
desfigurarla.
• Contener todas las inclusiones no metálicas intactas, esto también implica que los
componentes intermetálicos duros y quebradizos y fases estén intactos, es decir,
que no muestren evidencias de roturas o raspaduras.
• Estar libre de toda traza de metal alterado.
Por lo establecido anteriormente, el éxito en las consecuencias de desbaste y pulido
depende del control de los abrasivos y su tamaño apropiado, dado que el resultado
final se produce mediante una sucesión de abrasivos cada vez más finos.
1.2 METODOS DE PREPARACION
Hay varios métodos de preparación que comprenden las mismas etapas de desbaste
grueso y fino en la secuencia de preparación (ver cuadro 1). El uso de un método
específico de pulido depende de las características que presente la microestructura.
10000
5000
7000
ETAPA 2 Desbaste grueso
ETAPA 4 Desbaste fino
ETAPA 5
Pulido

16
Los procesos de pulido pueden clasificarse de la forma siguiente:
TAMAÑO EN MICRAS
Figura 1. Relación entre tamaños de grano, mallas y micras

17
• Pulido mecánico
• Pulido electrolítico
• Pulido químico
• Regulador químico
• Pulido electromecánico
• Pulido vibratorio
Cuadro 1. Etapas de preacabado necesarias para los diversos métodos de preparación
ETAPA 2
Desbaste Grueso
ETAPA 3
Desbaste Fino
ETAPA 5
Pulido Previo
ETAPA 6
Pulido Final
Pulido Mecánico
Pulido Mecánico Pulido electrolítico
Pulido Mecánico Pulido químico
Pulido Mecánico Regulador químico
Pulido Mecánico Pulido electromecánico
A continuación se hará una breve descripción de cada uno de estos métodos
1.2.1. Pulido Mecánico. El propósito de este pulido es producir una superficie libre
de rayaduras, manchas, imperfecciones y cualquier traza de metal alterado. Este
objetivo puede conseguirse manual o semiautomáticamente, usando una sucesión de
abrasivos cada vez más finos. Las etapas iniciales de desbaste se llevan a cabo

18
manualmente, y en general, con abrasivos de tipo fijo, y las etapas de pulido previo y
final, en platos rotativos cubiertos de paños.
Este es el procedimiento normal, mediante el cual se preparan la mayoría de las
muestras. Es rápido sencillo y efectivo. El presente proyecto tiene como objetivo la
fabricación de un equipo que permita hacer este tratamiento de una manera
semiautomática. Para los casos especiales se siguen los procedimientos que se
describirán a continuación.
1.2.2 Pulido Electrolítico. La muestra a preparar actúa de ánodo en una celda
electrolítica. La superficie va perdiendo material por la acción electrolítica y bajo
condiciones apropiadas, esta superficie quedará pulida.
1.2.3. Pulido Químico. La superficie metálica se pule por inmersión en una solución
apropiada, sin aplicar un potencial externo. Los resultados obtenidos pueden variar
desde el ataque, donde la superficie resulta lisa, pero no abrillantada, al baño
brillante, donde la superficie queda abrillantada, pero no lisa. Se ha hecho poco
trabajo al respecto, pero las observaciones muestran una marcada semejanza entre los
pulidos químico y electrolítico.
1.2.4. Regulador Químico. Al compuesto de pulido se añade un agente de ataque
líquido, usualmente durante las etapas finales de preparación en platos rotativos con
19
recubrimientos abrasivos. El efecto del agente de ataque puede ser controlado; a
mayor presión manual se pulirá la muestra, y una presión ligera será atacada.
1.2.5. Pulido Electromecánico. Es una combinación de pulidos mecánico y
electrolítico. Los polvos abrasivos se suspenden en un electrolito y la muestra se
desgasta por el abrasivo sobre el plato rotativo. Dependiendo de la técnica usada, la
muestra puede ser tanto ánodo como cátodo, o puede alternarse en polaridad con el
plato de pulido.
1.2.6. Pulido Vibratorio. Las muestras, sobre las que se sitúa un soporte-peso, se
colocan en una superficie abrasiva vibratoria. Debido a su inercia y a los aspectos,
tanto verticales como horizontales de la vibración, las muestras no siguen
completamente el movimiento de la superficie vibratoria. Hay, por tanto, un
movimiento entre la muestra y el abrasivo, y consecuentemente se produce una
acción pulidora. Este procedimiento es un tipo de pulido mecánico y, por tanto,
puede utilizarse con muchas muestras. Se emplea principalmente en los pulidos
previo y final.
1.3. ABRASIVOS PARA DESBASTE GRUESO Y FINO
Los abrasivos se clasifican de acuerdo a los tamaños de grano o micras. Los
abrasivos más gruesos se designan por el tamaño de grano, y los más finos de 1000,
se clasifican generalmente por micras.
20
En la preparación de muestras metalográficas y en aquellos otros tipos de acabado
fino de superficies, es más conveniente convertir los diferentes términos de
clasificación de tamaños, es decir, tamaño en mallas, en grano y en grano de esmeril,
a un término común, tamaño en micras. Esta conversión se muestra en la figura 1
El carburo de silicio (SiC) es un abrasivo sintético, producido por fusión de arena y
carbón coque, usando sal como fundente. Su dureza es 9.5 de la escala de Moh (hasta
10) y su estructura cristalina es hexagonal.
El carburo de silicio se usa en polvo y como abrasivo fijado. En la preparación de
muestras metalográficas, los abrasivos se usan generalmente en las etapas de
desbastes gruesos y fino. Aquí, el término “abrasivos fijados” significa que las
partículas abrasivas se han unido, por medio de una resina, a papel o tela. Estos
materiales existen en el mercado con diferentes denominaciones y se fabrican de
acuerdo a los más estrictos requerimientos de calidad, control de tamaño, peso
apropiado del material soporte, impermeabilidad, espesor y tipo de resina de unión.
En conclusión para el éxito de esta etapa de preparación se debe disponer de este tipo
de abrasivos especialmente fabricado con propósitos metalográficos y no cualquier
tipo de abrasivo conseguido en el comercio.
El esmeril es un abrasivo natural que contiene un 55-75 % de Al2O3 (corindón); el
resto es óxido de hierro (magnetita) y tiene una dureza Moh de 8.0. el tamaño de la
partícula no se especifica por número de malla, aunque la graduación se hace por

21
tamizado controlado. Así mismo, los productos especialmente fabricados con
propósitos metalográficos son los que se deben disponer.
El óxido de aluminio (Al2O3) es otro abrasivo sintético, producido por fusión de la
bauxita en un horno eléctrico. El uso de estos tipos particulares de abrasivos fijados
de óxido de aluminio, está limitado usualmente a los tamaños de grano más gruesos.
El boromet es un carburo de boro manufacturado electrotérmicamente. Este material
se describe mejor como una solución de cantidades variables de carbono en un
enrejado de boro ligeramente distorsionado. Antes que el hombre trabajase el
diamante, el carburo de boro era el material fabricado más duro, cercano al 10 en la
escala de Moh.
Cuando los materiales citados se usan como polvos, debe hacerse sobre platos con
recubrimientos de cera, madera, nylon, vidrio, hierro fundido, plomo o tela. Se hace
este comentario porque el equipo que se construye puede actuar como una
pulidora de desbaste grueso o como pulidora de desbaste fino.
Los abrasivos en polvo o sueltos, pueden actuar de dos maneras diferentes y así
producir dos diversos tipos de superficies. Cuando la partícula abrasiva está fijada o
embebida en el recubrimiento o cubierta del disco, su acción puede ser desbaste; pero
si el tamaño de la partícula es suficientemente fino, la superficie puede pulirse. En
aquellos casos en que el recubrimiento o la cubierta del disco no está “cargada” con el
abrasivo, o si se usa un exceso de abrasivo, la acción será de tipo laminado y la
22
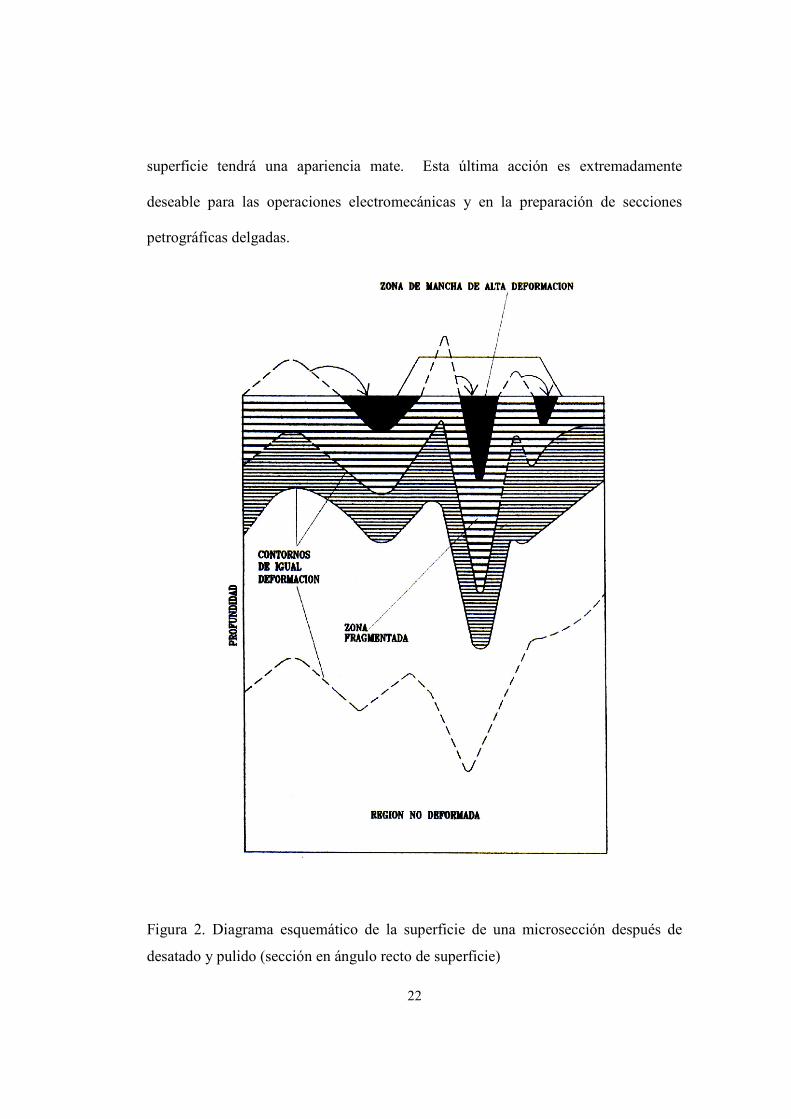
superficie tendrá una apariencia mate. Esta última acción es extremadamente
deseable para las operaciones electromecánicas y en la preparación de secciones
petrográficas delgadas.
Figura 2. Diagrama esquemático de la superficie de una microsección después de
desatado y pulido (sección en ángulo recto de superficie)

23
1.4. DESBASTE HUMEDO CONTRA SECO
A continuación se hace un estudio para determinar si el equipo de desbaste a
construir debe ser con suministro de líquido o sin él.
El tipo de medio de montaje y material-soporte determina si se debe usar desbaste
húmedo o seco con abrasivos fijados, y particularmente qué líquidos deben emplearse
como lubricantes.
Cuando se solicitan recomendaciones concernientes a procedimientos de desbaste y
equipo adecuado, se aconseja recomendar:
• Cinta impermeable o disco con recubrimiento abrasivo para desbaste grueso y
• Operación húmeda durante el desbaste fino, ya sea realizada esta etapa por
métodos mecánicos o manuales.
Hay varias razones obvias, pues durante la preparación de microsecciones hay
posibles efectos laterales que el calentamiento por la acción del abrasivo puede tener
en ciertos tipos de microestructuras. Puede ser que ocurran reacciones posteriores de
estado sólido, tales como templado, transformación, envejecimiento, fusión
incipiente, etc.

24
Las etapas de desbaste grueso y fino están íntimamente ligadas, y por tanto, cualquier
razonamiento teórico será aplicable a ambas. Cada paso en las etapas de desbaste
tiene una gran influencia en la calidad final del producto acabado. Muchos defectos
observados en las secciones pulidas se originan en estas etapas. Como se ha dicho
anteriormente, el proceso entero ha sido ajustado para obtener finalmente una
superficie libre de rayaduras, empleando una serie de abrasivos sucesivamente finos,
y un fallo en cualquiera de las etapas impide un resultado final satisfactorio.
Por la acción abrasiva resulta una zona de transición de metal deformado en la
superficie de la muestra. Por tanto, se debe seleccionar el tamaño de abrasivo
adecuado a cada paso para eliminar la zona de deformación máxima producida en el
paso precedente y controlar adecuadamente la zona formada en el paso nuevo.
La ventaja más sobresaliente en la práctica de desbaste húmedo, consiste en que evita
la carga de la hoja del abrasivo con el material removido de la superficie de la
muestra. La acción de lavado del lubricante, impide que los productos desprendidos
de la superficie queden embebidos en las áreas adyacentes a las partículas abrasivas,
conservando sus cantos agudos en todo momento. Los abrasivos fijados usados en el
proceso húmedo, tienen una gran resistencia dinámica y, por tanto, no tienden a
fragmentarse y a causar un acabado desigual.

25
1.5. ABRASIVOS PARA PULIDOS PREVIO Y FINO
Los pulidos previo (etapa 5) y fino (etapa 6), están generalmente vinculados al uso de
dos de los cinco abrasivos aceptados: óxido de aluminio (Al2O3), óxido de cromo
(Cr2O3), óxido de magnesio (MgO), óxido de hierro (Fe2O3) o diamante. Los
abrasivos se usan en forma de polvo o en suspensión en agua destilada, con la
excepción de los de diamante, que están en suspensión pastosa. El cuadro 2 muestra
los tamaños en micras de los abrasivos disponibles y las etapas en que deben usarse.
Cuadro2. escala en micras de varios abrasivos y etapas donde son aplicados
ETAPA 4
Desbaste Fino
ETAPA 5
Pulido Previo
ETAPA 6
Pulido Final
ABRASIVO
Diamante
Fe2O3
Cr2O3
MgO
SiC
Al2O3
Esmeril
Carburo de Boro
100 10 1 0.1 0
Tamaño en Micras (escala logarítmica)

26
1.5.1 Polvos Secos
• Oxido de Aluminio: Se presenta en varios tamaños, el de 0.05 micras se
recomienda para las operaciones de pulido final; el de 0.3 micras se recomienda
para pulido previo y en algunos casos para pulido final; el de 1.0 micras para
pulido final y la alúmina levigada de 15 micras para pulido de grano grueso y en
ciertas ocasiones para operaciones de pulido previo.
• Oxido de Cromo: Tiene un tamaño de 15 micras y se utiliza como material de
pulido previo.
• Oxido de Magnesio: Se recomienda para el pulido final de ciertas aleaciones de
magnesio y aluminio.
• Oxido de Hierro: También conocido como rojo de joyero, tiene un tamaño de 3
micras, recomendado para pulido final de hierros normales y de tipos grafíticos.
• Oxido de Estaño: Es un abrasivo extremadamente fino para el pulido final de
muestras de minerales.
1.5.2 Suspensiones en Agua Destilada
• Oxido de Aluminio: conocida también como alúmina para pulido, viene en
tamaños de 5.0 micras (alúmina levigada), tamaño de 0.3 micras la cual se

27
recomienda para pulido previo y en algunos casos para pulido final y por último
el de 0.05 micras para pulido final.
• Oxido de cromo: Viene en dos tamaños, el de 1.0 micras recomendado en las
operaciones de pulido previo y final en aceros y hierros de tipo grafítico y el de
0.5 micras recomendado para el pulido final de hierros de tipo grafítico y aceros,
cuando se usa otro abrasivo en la etapa de pulido previo.
1.5.3. Compuestos de Diamante. La forma octaédrica de estas partículas la hacen
ideal para el pulido, pues presenta muchos bordes cortantes agudos, además de una
gran resistencia a la fragmentación. Otros factores también importantes de estos
abrasivos son la precisión en la graduación y la pureza del material, ya que las
partículas heterogéneas en materiales pobremente graduados producen grandes
rayaduras y las impurezas reducen el valor del pulido. Este material se aplica
suspendido en una pasta especial que le permite dispersarse sobre el paño del pulido o
recubrimiento.
1.5.4 Polvos de Esmeril (SiC y Al2O3). El esmeril, carburo de silicio y óxido de
aluminio se suministran en varios tamaños de partículas. Algunas veces pueden ser
preferidos para desbaste fino, y los grados mas finos pueden aplicarse para pulido
previo. Estos polvos pueden usarse con muchos tipos de platos (hierro fundido,
plomo, madera, tela, etc.). se usan generalmente en mezclas con agua destilada, que

28
varían en consistencia, desde fina a suspensión pastosa, dependiendo del
procedimiento.
1.6. TECNICA GENERAL DE PULIDO
La revisión de la técnica general de pulido para la preparación de diferentes
tipos de muestras, nos permitirá tener una idea de los valores de las presiones
que se deben aplicar a las probetas contra el medio abrasivo, así mismo los
movimientos o tipos de desplazamiento durante el tratamiento, los cuales
deberán ser aplicados por la máquina que se construye.
El siguiente proceso se incluye para diversas etapas en la preparación de muestras
(ver cuadro 3)
Cuadro 3. Etapas de la preparación
ETAPA ABRASIVO LUBRICANTE PAÑO
Desbaste Grueso Papeles Abrasivos
Grano 60-240
Agua
Desbaste Fino Papeles Abrasivos
Grano 320-600
Agua
Pulido Previo Diamante 6 micras Aceite o pasta Nylon
Pulido Final Alúmina Agua Destilada Rayón Sintético y/o
paño Billar

29
El pulido abrasivo es el método más común de la preparación de muestras
metalográficas. Es fácil ejecutarlo y puede ser aplicado a casi todos los materiales.
Para producir una superficie satisfactoria, cuando se opera manualmente, la
muestra se pasa por una serie sucesiva de abrasivos finos hasta que se produzca
una superficie plana y brillante. La superficie de la muestra debe estar plana y libre
de deformaciones y rayas. Para lograr estos resultados, es necesario seguir una
secuencia lógica de operaciones abrasivas, de manera que en cada etapa se reemplace
la superficie previa con una más fina que exhibe menor deformación. Al pasar de un
medio abrasivo a otro se debe tener cuidado de girar cada vez la probeta 90°.
La figura 2 muestra varias zonas de deformación producidas por procesos abrasivos.
Durante las etapas de desbaste fino, los tamaños de abrasivo se seleccionarán para
minimizar la profundidad de la máxima deformación gruesa y producir un acabado
simétrico superficial. Resulta, por tanto, que la etapa de pulido previo es la más
importante de la secuencia entera. Hay un decrecimiento general en la capacidad de
corte con el decrecimiento de los tamaños de los abrasivos en los desbastes previo y
fino; sin embargo, el decrecimiento fue agudo durante las etapas de pulido antes del
uso de los abrasivos de diamante. Con estos abrasivos es posible incrementar la
capacidad de corte y así remover rápidamente la zona de transición remanente del
desbaste. Un factor desfavorable es el alto costo de estos abrasivos. La posibilidad
de obtener abrasivos de diamante bien graduados hace fácil esta selección. Los
tamaños en micras finos de diamantes pueden frecuentemente usarse en la secuencia
de pulido final.

30
Las etapas de pulido inicial y final de la preparación de muestras metalográficas
requieren el grado mas alto de cuidado. Estas etapas eliminan mucho menos material
que el desbaste grueso y esmerilado fino, como se observa en la figura 3
Con los métodos actuales de producción y cuidadosa graduación las formas sintéticas
de alúminas producen en esta etapa superficies superiores en la mayoría de las
ocasiones. El óxido de magnesio calcinado es todavía inigualable como compuesto
de pulido final. El óxido de cromo es otro medio excelente para la preparación final.
Una fuerte presión es especialmente ventajosa durante el pulido previo, y que, en
algunos casos, puede serlo también durante el pulido final (4-6 lbf aprox.). Sin
embargo, esta técnica debe limitarse a la primera parte del ciclo y reducirse en la
parte final. El óxido de cromo es otro medio excelente para la preparación final.
La humedad del paño usado en el pulido final tiene una gran influencia en el
resultado. Si el paño está demasiado húmedo, la muestra mostrará hoyos; si está
demasiado seco, resultara raspada y/o manchada (manchas de corrosión). Si se usan
polvos secos, el abrasivo puede añadirse con un salero y extenderse con agua
destilada. En cualquier caso, se debe poner extremo cuidado para evitar la
contaminación con material extraño. Para determinar la humedad apropiada, quítese
la muestra del disco y compruébese el tiempo necesario para que seque la película
pulidora. En general, esto no llevará más de cinco a ocho segundos. Una película
opaca delgada indica que hay suficiente abrasivo. Lo anteriormente citado indica

31
que el suministro de agua por parte del equipo, es un factor que merece una
atención especial. El proyecto deberá contar con un sistema dosificador de agua,
para tener en cuenta estas recomendaciones.
Por ultimo debe recordarse que en el laboratorio metalográfico se deben practicar
continuamente la limpieza y cuidado general. El equipo debe mantenerse
meticulosamente, de otra manera resultaran contaminaciones, esto, y los hábitos de
trabajo desaliñados, conducirán solamente a resultados inferiores y desalentadores.
Esta última recomendación va en el sentido de que la máquina que se construye
deberá ser ubicada en el sitio adecuado, por tanto, deberán mejorarse las
condiciones de trabajo en laboratorio.

32
Figura 3. Grados de extracción de material relativos oara varias etapas de preparación
metalografica
DESBASTE
GRUESO
ESMERILADO
FINO
PULIDO
INICIAL
PULIDO FINAL
PULIDO
PULIDO MECANICO
RA T A D E R E M O C I O N
TAMAÑO DE MICRA
33
2. EQUIPOS PARA LA PREPARACIÓN MECANICA DE PROBETAS
Estos equipos se construyen con el propósito de facilitar y mejorar la técnica
metalográfica. Deben cumplir los mismos objetivos que los propuestos con el
tratamiento manual. Estos equipos son semiautomáticos y su acción se realiza ya sea
por medio de cintas abrasivas o por platos giratorios donde se dispone un disco
abrasivo, los cuales se mueven a una velocidad adecuada en contacto con la pieza a
pulir o desbastar. El objetivo de este capítulo es apreciar las ventajas y
desventajas de cada uno de estos equipos con el fin de determinar cual sería el
más conveniente para construir en este proyecto.
2.1 MAQUINAS DE CINTAS
Estas máquinas constan de una cinta continua, obligada a moverse rápidamente en la
proximidad y paralelamente a una superficie plana de soporte en la zona de trabajo.
La probeta se debe mantener firme sin rotarla mientras se encuentra en una cinta
determinada, la sujeción de la probeta puede ser manual o mecánica. Después del
tratamiento en la anterior cinta se rota 90° y se pasa a otra cinta de menor tamaño de
grano y así sucesivamente hasta completar el desbaste. Normalmente, la cinta va
montada sobre tres rodillos, de los cuales uno es motor, el otro hace de guía y el
tercero es tensor, esta cinta presenta en la superficie que no está en contacto con los

34
rodillos un recubrimiento de sustancia abrasiva. La cinta puede estar dispuesta de
forma horizontal o vertical según sea el trabajo a realizar.
2.2. MAQUINAS DE DISCOS
Son de acción frontal. El sostenimiento de las probetas pueden ser manual,
semiautomático, programables y/o controladas por microprocesador. Se programa el
tiempo de tratamiento, la fuerza aplicada (presión sobre el disco abrasivo), velocidad
de los platos, cantidad y tipo de fluido. Están constituidas por un motor eléctrico
sostenido por una columna cuyo árbol muy alargado lleva en los extremos dos discos
que así pueden girar a la velocidad adecuada, por su acoplamiento al motor por medio
de un sistema de transmisión de la potencia.
Estos equipos trabajan con la superficie frontal del disco recubierta con el material
abrasivo (discos abrasivos de granulometría entre 60-600), en donde la probeta a
tratar se comprime contra el disco manualmente o por medio de un brazo mecánico.
La probeta se mueve alternativamente en sentido radial, girando en sentido contrario
al disco, para evitar que se formen rayas o huecos debido a las trayectorias de los
granos abrasivos.

35
2.3 COMPARACION DE LOS DOS TIPOS DE MAQUINA
La máquina de cintas es más sencilla y de fácil construcción que la máquina de
discos, sin embargo, esta última ofrece mejores ventajas en cuanto permite controlar
de mejor forma las variables del proceso, lo cual repercutirá en la obtención de
mejores superficies. Durante el desbaste en la máquina de cinta la probeta al ser
mantenida en una sola posición, da como resultado rayas en una determinada
dirección, lo cual puede ocasionar concentración de esfuerzos en alguna zona de la
probeta (grietas, huecos, límites de grano, etc.), produciendo deformación excesiva y
mala calidad en el resultado final. Con la máquina de disco no sucede esto pues la
probeta y el disco abrasivo se encuentran en constante movimiento relativo. La
dosificación de los líquidos lubricantes y refrigerantes se puede controlar más fácil en
las máquinas de disco que en las de cinta, y como se anoto ó anteriormente (subtítulo
1.4), esto tiene gran influencia en la calidad de la superficie pulida final.
2.4 CONCLUSIONES FINALES DE LA REVISION BIBLIOGRAFICA
• El tipo de máquina que se debe construir es el de platos giratorios.
• Con el propósito de poder controlar la velocidad de rotación y presión ejercida
sobre las probetas, se le adaptará un brazo porta probetas que realice esta función.
• La máquina debe disponer de una fuente reguladora de fluido lubricante

36
• La parte crítica de la máquina viene a constituirse, pues, en el acople que debe
existir entre el brazo porta probetas y los platos giratorios, los cuales deben, con
el propósito de obtener, una superficie uniformemente pulida y con el propósito
de no causar daños irreparables a la máquina, tener el mínimo grado de vibración.
Una mínima vibración entre estas dos superficies en contacto (probeta y disco
abrasivo) a la presión de trabajo y a las altas velocidades, generaría esfuerzos que
actuarían sobre los ejes que sostienen a los platos y los porta probetas
destruyéndolos. Además una mínima vibración podría generar superficies mal
desbastadas imposibles de analizar metalográficamente.
• La máquina desbastadora de discos puede ser convertida fácilmente a máquina
pulidora cambiando los papeles abrasivos por paños de pulido y modificando el
tipo de fluido y la presión ejercida sobre las probetas.

37
3. DISEÑO Y CONSTRUCCION DEL EQUIPO
Para la construcción de la máquina para el desbaste de probetas metalográficas, se
tuvieron en cuenta las conclusiones a que se llegó después de analizar la literatura
existente sobre la técnica metalográfica, para el análisis de los materiales de
ingeniería.
El equipo en si cuenta con dos partes esenciales, una es el sistema que se encarga de
dar movimiento a los platos que soportan los discos abrasivos y otra parte es la que
tiene que ver con el sistema que da movimiento a las probetas y el sistema que las
soporta. Se debe tener presente que esta máquina puede actuar como desbastadora o
pulidora, según las consideraciones anotadas en el capítulo anterior. Primero se hará
una exposición del procedimiento que se siguió para el diseño y construcción del
sistema que da movimiento a los platos, después se describirá el sistema de
movimiento de las probetas y por último la forma como estos dos sistemas se
ensamblan para dar forma a la máquina definitiva.

38
3.1 SISTEMA PARA EL MOVIMIENTO DE LOS PLATOS Y SOPORTE DEL
MEDIO ABRASIVO
El motor de este sistema es de ¾ HP, y ha sido seleccionado especialmente para
operación vertical y para dar el torque requerido, tiene una velocidad de 1800 r.p.m. y
es monofásico.
El motor da movimiento a dos platos, unidos a unos ejes respectivos, el cual sustenta
una polea que reduce las velocidades a 600 y 800 r.p.m. respectivamente, las cuales
son las recomendadas para este tipo de tratamiento de preparación metalográfica.
Cada eje lleva encima dos discos de aluminio de 8” de diámetro y 1/8” de espesor,
construidos especialmente para este proyecto.
3.1.1 Cálculo de la Potencia. De las figuras 4 y 5 obtenemos los siguientes datos:
ωm = Velocidad del motor (1800 r.p.m.)
ω2 = Velocidad del disco 2 (800 r.p.m.)
ω1 = Velocidad del disco 1 (600 r.p.m.)
La siguiente relación se debe cumplir en la transmisión de la potencia por medio de
las correas que conectan a las poleas respectivas:

39
ωm*rm = ω1*r1 = ω2*r2
F = Fuerza aplicada por el brazo mecánico con la probeta sobre el disco.
Esta fuerza tiene un valor aproximado de libras.
µ = Coeficiente de rozamiento entre el material a desbastar y el medio
abrasivo.
Fr = Fuerza de rozamiento que hay que vencer para producir movimiento al
plato. Fr= µ*N.
N = Fuerza normal que ejerce el plato y que es contraria a la fuerza
aplicada.
Para el cálculo utilizamos un coeficiente de rozamiento de 0.94 (valor de µ para el
acero en contacto con lija de desbaste).
El momento máximo se produce cuando la probeta está en el extremo del disco con
un radio de 4”.
T= Fr*r
Fr= µ*N

40
Donde T es el torque, r es el radio (4”) y N es la normal (5 lbs.). reemplazando
valores se obtiene:
Fr = 4.7 Lbs. Y T = 18.8 lbs.
Para calcular la potencia que se requiere para vencer la inercia, se utiliza de la
siguiente fórmula:
63000
ω∗=
TP
Para el eje 1 se tiene:
HPPconsumida 179.063000
6008.18=
∗=
La eficiencia de una transmisión de correas trapezoidales esta en proximidad de 70-
96%, para el cálculo tomamos una eficiencia del 70%.
La potencia real necesaria en el primer disco (eje 1, ver figura 4) se halla de la
siguiente manera: Dividiendo la potencia consumida por el segundo disco por la
eficiencia de la correa, así:
η
consumida
real
PP =

41
Donde η es igual 0.7
Reemplazando valores se tiene que:
Preal= 0.256 HP
La potencia necesaria para vencer la inercia del disco 2 (eje 2, ver figura 4), se halla
de igual manera y utilizando el caso más crítico de desbaste con arena de grano fino,
con un coeficiente de rozamiento de 0.94 y una fuerza de presión aplicada a la
probeta de 5 libras.
T= Fr*r
T= 18.8 lb-plg.
HPPconsumida 238.063000
8008.18=
∗=
Tomando η = 0.7 (eficiencia de la correa trapezoidal)
HPHP
Preal 34.07.0
238.0==

42
La potencia total (asumiendo el caso crítico donde los ejes trabajan simultáneamente),
se halla sumando las potencias necesarias para mover cada uno de los ejes.
Ptotal= 0.256HP+0.34HP
Ptotal=0.597HP
EJE UNO EJE DOS Figura 4. Disposición de las poleas en el sistema que da movimiento a los platos
MOTOR
D1=7.5 Dm=2.5” D2=5.6”

43
Este cálculo es sin tener en cuenta el factor de seguridad, tomando un coeficiente de
servicio de 1.4 por ser un motor de inducción y por ser eje de transmisión o de línea y
quitándole 0.2 por servicio intermitente, se tiene un coeficiente de servicio:
Nsf = 1.2
La potencia total del motor sería:
PMotor = Ptotal*Factor de seguridad
PMotor = 0.597HP*1.2=0.7164HP
Esto viene a corresponder a un motor en el comercio de 3/4HP.
Para cuestión de cálculo de diseño se toma el eje que consume mayor potencia real,
0.34HP, que corresponde el 57% de la potencia total.
3.1.2 Cálculo de las Poleas y Correas. Tomando en consideración los siguientes
datos:
ωm = 1800r.p.m.
ω2 = 800r.p.m.
ω1 = 600r.p.m.

44
Dm = 2.5” (diámetro de la polea del motor)
Como ωm*rm= ω1*r1 entonces:
"75.3...600
"5.2...1800
11 =
∗=
∗=
mpr
mprrr mm
ω
ω
Es decir D1= 7.5”
Calculando para el otro eje
ωm*rm= ω2*r2 se tiene:
...800
"5.2...1800
22
mpr
mprrr mm ∗
=∗
=ω
ω
D2= 5.62”
Como la velocidad relativa es:
25.2...800
...1800==
mpr
mprm
Aquí m< 3, entonces:

45
m
m DDD
C ++
=2
22
5.22
62.55.22 +
+=C
C2=6.56”
Para la polea 1 m=3, cuando ocurre esto C1=D1, entonces C1=7.5”.
Calculando la longitud de la correa mediante la siguiente ecuación se tiene;
C
DDDDCL m 4
)()(57.12
212
1
−+++=
5.7*4
)5.25.7()5.25.7(57.15.7*2
2
1
−+++=L
L1 = 31.53”; entonces, se selecciona la correa A31 para el eje del motor y eje uno
Ahora; C2 = 6.56”
56.6*4
)5.262.5()5.262.5(57.156.6*2
2
2
−+++=L

46
L2 = 26.54”; se selecciona la correa A26 para el eje del motor y el eje dos
Teniendo las longitudes de las dos correas a utilizar su selección es la siguiente:
L1 = A31 (motor y eje uno)
L2 = A26 (motor y eje dos)
3.1.3 Cálculo de las Tensiones de las Correas. Se tiene en cuenta el eje que
consume mayor potencia real (eje 2) 0.34HP, que representa el 57% de la potencia
total consumida (0.597HP).
Se tuvieron en cuenta los siguientes datos:
ωm = 1800r.p.m.
ω2 = 800r.p.m.
ω1 = 600r.p.m.
Dm = 2.5” (diámetro de la polea del motor)
ωπ ∗∗= DVm
Vm=3.1416*2.5”*1800r.p.m.*1ft./12”

47
Vm= 1178.1ft/min
6300033000
)( 21 ω∗=
∗+=
TVFFHP m
Para una tracción inicial en reposo cuanto más tensa esté la correa, más potencia se
puede transmitir. En deslizamiento excesivo es recomendable una tracción inicial de
12.7Kg/cm o 71 lb/plg. Para esta tracción y para cuestiones de diseño se recomienda:
F1/F2= 3
Para un F1> F2 puede dañar la correa y deteriorar los cojinetes.
Como el 57% de la potencia es consumida por el eje 2, entonces.
33000
1.1178)(
33000
)(427.0 1221 ∗−
=∗−
=FFVFF
HP m
Despejando se tiene:
F1-F2 = 11.96
F1/F2 = 3

48
F
N
F1, F2 FR
F2 F1 20 cm Figura 5. Esquema para el calculo de las poleas y tensiones de las correas

49
Resolviendo las dos ecuaciones anteriores simultáneamente, se tiene que las tensiones
para las correas son:
F1 = 17.94 lb.
F2 = 5.98 lb
3.1.4 Cálculo de las dimensiones de los Ejes. Estos cálculos se hacen teniendo en
cuenta la figura 6.
Σ FY = 0
RA + Rb = 23.92
+Σ MA = 0
RB*9” –23.92 lb*3.5” = 0
RB = 9.3 lb.
RA = 14.62 lb.

50
DIAGRAMA DE FUERZA CORTANTE
14.62 3.5 9 X (pulgadas) 9.3
DIAGRAMA DE MOMENTO
Hallando momento máximo por área bajo la curva
Mmáx.= RA*3.5 = 51.17 lb.plg.
V (lb)
51.17
M (lb-plg)
4 9 X (pulgadas)

51
Para calcular el torque:
63000
*ωTHP =
lg.63.33800
63000*427.0plbT ==
DIAGRAMA DE TORSION
T=33.63 lb.plg
A C B
DIAGRAMA DE ESFUERZO TORSIONANTE
τ (lb/plg2)
τ = 16t/D3π
t (seg.)

52
3.1.4.1 Diseño con Base a Carga Estática. Se escogió un acero 4140 recomendado
para este tipo de esfuerzos.
( )3
1
2
122
*
*32
+= TM
S
nd
y π
Tomando un factor de seguridad igual a 2 se tiene:
( )3
1
2
122
363.3317.51
*1083
2*32
+
×=
πd
d = 0.2865 plg.
3.1.4.2 Enfoque de Soderberg. Teniendo en cuenta fatiga, flexión alternante, torsión
constante.
Para aceros aleados Se1/Su = 0.5
Para 106 ciclos de vida infinita Su= 112 Kpsi y Sy =83 Kpsi
Se = Limite de fatiga media
Su = Resistencia ultima a la tensión

53
Se = Ka*Kb*Kc*Kd*Ke*Kf*Sel
Ka = Factor de superficie o acabado y es igual a0.6 para laminados en
caliente
Kb = Factor de tamaño y es igual a0.869-0.097 cuando 0.3<d<10, igual a 1
Kc = Factor de confiabilidad, para un 99%, es igual a 0.814
Kd = Factor de temperatura, para temperaturas menores a 450°C es igual a
1.0
Ke = Factor de concentración de esfuerzo
Kf = Factor de efectos diversos
Sel = 0.5*112 Kpsi = 56 Kpsi
Se = 0.6*1*0.814*56kpsi = 27.35 Kpsi
3
1
2
122
*32
+
=
ey S
M
S
Tnd
π

54
3
1
2
122
27350
17.51
83000
63.332*32
+
=
πd
d = 0.3391 plg.
3.1.4.3 Teoría del Esfuerzo Cortante Máximo.
3
1
2
122
*48
+
=
ey S
M
S
Tnd
π
3
1
2
122
27350
17.51
83000
63.332*48
+
=
πd
d = 0.3882 plg.
3.1.4.4 Fórmula del código de la ASME. Se basa en la teoría de la falla por
esfuerzo cortante máximo τp, el cuadro 4 muestra los valores de Cm y Ct

55
Cuadro 4. Valores de factor de momento flexionante Cm y del factor de momento
torsionante Ct
TIPO DE CARGA Cm Ct
EJE FIJO
Carga aplicada gradualmente 1.0 1.0
Carga aplicada repentinamente 1.5-2.0 1.5-2.0
EJE GIRATORIO
Carga aplicada gradualmente 1.5 1.0
Carga estable 1.5 1.0
Choques 1.5-2.0 1.0-1.5
Carga aplicada repentinamente 2.0-3.0 1.0-3.0
Choques fuertes 2.0-3.0 1.0-3.0
( ) ( )[ ]3
1
2
122 **
16
+∗
= TCMCd tm
pτπ
El código ASME define un esfuerzo cortante permisible como el menor de los valores
siguientes:
τp = 0.35 Sy o
τp = 0.18 Su
τp = 0.35 *83 Kpsi = 24.9 Kpsi o τp = 0.18 *112 = 20.16 Kpsi
Se toma el mayor valor, remplazando los datos se tiene:

56
( ) ( )[ ]3
1
2
12
31*63.335.1*17.51
10*9.24
16
+∗
=π
d
d= 0.26 plg
Del análisis anterior se observa que el diámetro mayor concuerda con el criterio de
cortante máximo (0.3882 plg), bajo unas condiciones donde el eje trabaja con una
potencia equivalente a un 57% del total del motor esto nos lleva a concluir que el eje
número 1 (consumo 43%) da un diámetro menor. Teniendo en cuenta que diámetros
menores de ½” no son comerciales para cojinetes, se considero seleccionar para
ambos ejes un diámetro de ½ “ como diámetro normalizado.
El eje del motor está diseñado con un material y un diámetro capaz de transmitir la
potencia nominal de placa.
3.1.4.5 Análisis de Columnas. Para columnas cortas se aplica la formula de J. B.
Johnson. Ver figura 6
( )
−=
E
KLSASF
ey
y**4
/1*
2
2
π
30 < Le/K < 120, donde:
57
F = Carga aplicada en fórma puntual a la columna por la probeta
A = Area de la sección transversal de la columna
Sy = Límite de la resistencia a la fluencia
Se = Límite de resistencia a la fatiga
Le = Longitud efectiva o libre de la columna
K = Radio de giro del área de la sección transversal, con respecto al eje que
pasa. por el centro de gravedad, por lo general es el radio de giro mínimo
K= (I/A)1/2
IX = Momento de inercia respecto al eje que pasa por el centro de la
sección transversal circular.
Ix = π*D
4/64
A = Area de la sección transversal circular A= π*D2/4

58
Le/K = Relación o grado de esbeltez
Reemplazando valores de I y de A tenemos:
K = (D2/16)1/2 entonces K = D/4
DDK
Le 20
4
5.4==
F = Fuerza aplicada por la probeta mas el peso del disco F = 5.4 lb.
E = Modulo de elasticidad de Young
( )
−=
E
KLSASF
ey
y**4
/1*
2
2
π
( )
×−=
622
232
1030***4
20*10*8314/**273505.4
DDlb
ππ

59
Fc= 5lb EMPOTRADO EMPOTRAMIENTO Figura 6. Columna Corta con Carga centrada y Empotrada en los extremos.
Despejando D se tiene un valor de 0.336 plg.
Por Euler Le/K > 120 no se cumple, probamos con el diámetro 0.335”
K = D/4 = 0.336/4
K = 0.084
Le = L/2

60
Le= L/2 =10 plg/2
Le = 4.5 plg
Le/K = 4.5/0.084 = 53.57
Como 53.57 es menor que 120 entonces no se cumple Euler.

61
ANALISIS DE CARGA ESTATICA
POLEA
DISCO
F2 d = ?
B
F1
POLEA
d
M
RA 3.5” C 5.5” RB
Figura 7 Análisis de Carga estática.

62
3.2 CALCULO DEL BRAZO PORTA PROBETAS
3.2.1 Cálculo de la potencia. El momento máximo del porta probetas es igual al del
disco de pulir, pero de sentido contrario.
Tmáx = 18.8 lb*pulg.
Ahora se calcula la potencia requerida, optando por una velocidad en el porta
probetas, ω = 500 r.p.m.
63000
ωTP = ; donde
P = potencia requerida
T = torque máximo del porta probetas
ω = ωpp = velocidad el porta probetas
63000
5008.18 ∗=P
P = 0.149 HP, con una eficiencia, η = 0.7, para hallar potencia real,

63
η
PPreal =
7.0
149.0=realP
Preal = 0.21HP
Teniendo en cuenta las consideraciones del trabajo de las correas y el tipo de motor a
utilizar
• Motor de inducción
• Funcionamiento intermitente
• Las correas no trabajarán bajo condiciones húmedas
Nsf = 1.4 – 0.2
Nsf = 1.2
La potencia total de motor es de:
Ptotal m = Preal* Nsf
Ptotal m = 0.248 HP aproximando a 0.25 HP

64
Ptotal m = ¼ HP
3.2.2 Cálculo de las Poleas y longitud de la Correa
ωm = 1800 r.p.m. = velocidad eje del motor
ωpp = 500 r.p.m. = Velocidad eje porta probetas.
Dm = 1.23 = Diámetro polea del eje de motor (polea motriz)
ωm*rm = ωpp*rpp
500
33.1*1800=
∗=
pp
mm
pp
rr
ω
ω
Dpp = 4.8 plg.
Como m=1800/500 = 3.6; se toma C=D
C = 4.8 plg.
C
DDDDCL m
4
)()(57.12
21
21
++++=

65
8.4*4
)33.18.4()33.18.4(57.18.4*2
2++++=L
L = 19.73 plg
Entonces se selecciona la correa de tipo A26.
3.2.3 Calculo de las tensiones de la correa
ωm = 1800 r.p.m.
ωpp = 500 r.p.m.
Vm = πDωm = π*1800*1.33/12
Vm = 626.75 ft/min.
6300033000
*)( 21 ωTVFFHP m =
−=
33000
75.626*)(25.0 21 FF −
=
F1 - F2 = 13.16

66
F1 = 3 F2
Resolviendo simultáneamente las dos ecuaciones anteriores, se tiene
F1 = 8.76 lb.
F2 = 4.4 lb
Cuadro 5. Comparación de Datos de la máquina diseñada respecto de los datos
característicos de la máquina seleccionada.
CANTIDAD VALORES DEL TALADRO CALCULOS PARA MAQUINA
ω m
Potencia
C
Dpp
Dm
ωpp
1720 r.p.m.
¼ HP
5”
4”
1”
512 r.p.m.
1800 r.p.m.
¼ HP
4.8”
4.8”
1.13”
500 r.p.m
De la anterior comparación de datos, nos damos cuenta de las características
mecánicas del taladro mecánico seleccionado para que cumpla la función de porta
probetas, éste se ajusta muy bien a las necesidades de la máquina. Se hace la
observación que la decisión principal de utilizar este equipo como sistema porta
probetas, radicó en la necesidad de tener el mínimo grado de vibración entre las

67
superficies en contacto, debido a los problemas que esto podría generar (ver capitulo
1).
3.3 SELECCIÓN DE COJINETES
para la selección de rodamientos hay que tener en cuenta componentes asociados con
ellos como son: ejes, soportes, etc. El lubricante es también un factor muy importante
a tener en cuenta, es aconsejable proteger los rodamientos mediante obturaciones para
evitar la pérdida de lubricantes y la entrada de humedad y otros contaminantes.
Otro aspecto importante a tener en cuenta es la selección de un tipo adecuado de
rodamientos, la determinación de un tamaño adecuado, ajustes y juego interno del
rodamiento, estas decisiones influyen en el rendimiento, la fiabilidad y la economía
de la disposición de rodamientos.
A continuación se exponen algunos aspectos importantes a tener en cuenta en la
selección de cojinetes.
• Espacio disponible: Para los ejes de pequeño diámetro, se utiliza cualquier tipo
de rodamiento de bolas, los mas utilizados en este caso son los rodamientos
rígidos de bolas; los de aguja: para ejes de diámetros grandes, se pueden utilizar
los rodamientos de rodillos cilíndricos, los de rodillo o rótula y los de rodillos
cónicos, aquí también son utilizados los rodamientos rígidos de bola.

68
Cuando se dispone de un espacio radial limitado, se deben seleccionar
rodamientos de pequeña sección.
Si la limitación del espacio es en sentido axial, para cargas radiales y combinadas,
se pueden utilizar los rodamientos de una hilera de rodillos cilíndricos y
rodamientos rígidos de bolas.
• Carga: hay que tener en cuenta dos factores que son, la magnitud de la carga y la
dirección de la misma.
La magnitud de la carga es normalmente el factor más importante para determinar
el tamaño del rodamiento a utilizar. Para unas mismas dimensiones principales,
los rodamientos de rodillo soportan mayor carga que los de bola y los
rodamientos llenos de elementos rodantes pueden soportar mayores cargas que los
rodamientos con jaula correspondientes.
Cuando las cargas son pequeñas los rodamientos más utilizados son los de bolas y
los de rodillos para cargas pesadas y ejes de grandes diámetros.
Todos los rodamientos radiales (excepto los de rodillos cilíndricos sin pestañas en
algunos de sus aros, y los rodamientos radiales de aguja que sólo son adecuados
para cargas estrictamente radiales) pueden soportar cargas radiales y axiales.

69
• Desalineacion: las desalineaciones angulares entre el eje y el soporte pueden ser
originadas por flexión del eje bajo la carga de funcionamiento, cuando los
asientos del rodamiento en el soporte no han sido mecanizados en una sola
operación o cuando los ejes están soportados por rodamientos montados en
soportes separados y a gran distancia entre sí.
• Precisión: se requieren rodamientos con altos grados de precisión para aquellas
de rodamientos que funcionan con rigurosas exigencias de exactitud (rodamientos
de husillos de las máquinas-herramientas) así como también aquellos casos que
precisan de altas velocidades de funcionamiento.
• Velocidad: La velocidad que un rodamiento debe tener es limitada por la
temperatura máxima permisible de funcionamiento. Las máximas velocidades
pueden conseguirse con rodamientos rígidos de bolas cuando las cargas son
radiales puras, y con los rodamientos de bola con contacto angular para cargas
combinadas.
• Funcionamiento silencioso: Existen rodamientos rígidos de bolas recomendados
para este efecto.
• Rigidez: La rigidez de un rodamiento se caracteriza por la magnitud de la
deformación elástica del rodamiento cargado.

70
3.3.1 Selección de Rodamientos Mediante Tablas. Las cargas especificadas en el
cuadro 6. se han establecido teniendo en cuenta que el 90% de los rodamientos
subsistirán o resistirán 106 revoluciones, cuando la carga equivalente es utilizada para
selección.
Si hay choques o vibración, la carga anterior debe modificarse de acuerdo con el
criterio del proyectista.
Cuadro 6. Guía de valores de vida nominal B10h para diferentes clases de maquinas.
CLASES DE MAQUINAS B10h
• Maquinas agrícolas, aparatos para uso medico
• Maquinas herramientas portátiles, aparatos elevadores para
talleres y construcción.
• Ascensores, grúas para mercancías embaladas.
• Maquinas para 8 horas diarias de trabajo, no utilizadas
totalmente, motores eléctricos de uso industrial
• Maquinas para 8 horas diarias de trabajo totalmente utilizadas,
cintas transportadoras, maquinas herramientas
• Maquinas para trabajo continuo, compresores, bombas,
maquinaria textil.
• Maquinas para abastecimiento de agua, hornos giratorios.
• Maquinas eléctricas de gran tamaño, centrales eléctricas,
ventiladores y bombas para minas.
300-3000
3000-8000
8000-12000
10000-25000
20000-30000
40000-50000
60000-100000
Aprox. 100000

71
3.3.2 Carga dinámica Equivalente (fe). Los rodamientos de bolas y algunos de
rodillos están sometidos simultáneamente a cargas radiales y axiales. Como las
posibles combinaciones de estas cargas son infinitas, los fabricantes especifican sus
rodamientos radiales en función de una carga radial y rodamiento axiales en función
de una carga axial. Por consiguiente, es necesario utilizar una carga equivalente.
Fe = Cr*Fx para : QFC
F
xr
z ≤*
Fe = 0.56*Cr*Fx + Ct*Fz para : QFC
F
xr
z ≥*
Donde Fx es la carga radial (calculada por un análisis de fuerza), Fz es la carga de
empuje axial, Cr es un factor de rotación y es igual a 1 para aro interior giratorio, Cr
es igual a 1.2 para aro exterior giratorio con respecto a un aro interior fijo, Ct es un
factor de empuje que se aplica cuando: QFC
F
xr
z ≥*
El cuadro 7 muestra los diferentes valores de Q, se observa que si la carga es una
fracción suficientemente pequeña de la carga radial, se puede prescindir de ella.

72
Cuadro 7. Factor Axial para Rodamientos de Bolas Rígidos con una y dos Hileras.
FACTOR VALORES DETERMINADOS
FZ/FS
Ct
Q
0.014
2.3
0.19
0.028
1.99
0.22
0.056
1.71
0.26
0.084
1.55
0.28
0.11
1.45
0.30
0.17
1.31
0.34
0.28
1.15
0.38
0.42
1.04
0.42
0.56
1.00
0.44
3.3.3 Procedimiento. Una vez decidida la carga equivalente Fe, se calcula la carga
especificada nominal por millones de revoluciones.
s
K
r
r FB
BF *
1
10
=
Br = Mr donde:
K =3 para rodamientos de bolas y k = 10/3 para rodamientos de rodillos.
B10Mr es el numero deseado de revoluciones antes de que ocurra 10 % de fallas, y el
rodamiento se elige para que tenga una carga especificada nominal igual o mayor que
Fr, para Br = Mr, como antes, esta Fr representa la capacidad de carga básica.
En la selección de rodamientos para nuestro caso:

73
Fx = 40.1 lbs = 88.22 Kg radial
Fz 8.8 Kg Axial
Ocho horas de trabajo por día no continuo
B10= 20000Hr*60min/Hr*1100rev/min*M/106 = 1320Mr
Fz/CrFx = 4 lb/40.1 = 0.0997< Q
En el cuadro 7, los valores de Q llegan hasta 0.44
Aplicando la fórmula para esta condición:
Fe = Cr*Fx ( Cr = 1.0 para aro interior giratorio)
Fe = 1*40.1 lb = 88.22 Kg.
Fr = (B10)1/3 Fe = (1320)
1/388.22Kg = 967.74 Kg.
Fr = 9483.84 N, con este valor se consulta en el catalogo de la SKF seleccionando un
rodamiento designado 6301-2Z con dos placas, con una capacidad de carga dinámica
básica Fr = 9750 N.

74
4. MANUAL DE FUNCIONAMIENTO
La máquina preparadora de probetas metalográficas (pulido grueso y bajo ciertas
condiciones pulido fino), fue diseñada y construida para que se adapte especialmente
a las condiciones de docencia y con el propósito de prestar servicio a la Industria.
Para un buen funcionamiento del equipo se deben considerar los siguiente en cuanto a
la operación:
• Conectar a un voltaje de 120 V
• Mantener los cojinetes debidamente lubricados (hacer esta operación una vez por
mes)
• Verificar la tensión y el estado de las correas cada vez que se vaya a poner en
marcha la máquina. Para este propósito se han adecuado unos tornillos tensores
como se puede observar en el plano correspondiente. Las correas no se deben
tensionar demasiado ya que impide el arranque del motor, recalentándolo y
además puede llegar a dañar los cojinetes.
• Seleccionar la velocidad adecuada en el brazo porta probetas, y tensionar las
correas por medio del tornillo colocado para tal fin (ver plano).

75
• Colocar las probetas en las placas de soporte, teniendo cuidado de apretar los
tornillos prisioneros para que estas no se vayan a soltar durante la operación de la
máquina, pues podría llegar a causar un accidente a los operarios o daños
irreparables a la máquina. Se debe tener cuidado de colocar todas las probetas
con su superficie a pulir a una misma distancia es decir sobre un mismo plano.
• Colocar la placa porta probetas en el brazo de soporte, apretar por medio de la
llave dispuesta para este propósito. El sistema de ajuste es el mismo que se utiliza
para la colocación de una broca en un taladro.
• El cabezal del brazo porta probetas puede girar y colocarse sobre uno u otro plato
dependiendo del tipo de abrasivo que se vaya a utilizar. Se debe ajustar el cabezal
con el tornillo prisionero dispuesto (ver plano), antes de poner a funcionar la
máquina, de otra manera podría girar durante su funcionamiento y causar
accidentes.
• Poner en funcionamiento los platos que soportan el medio abrasivo.
• Abrir la válvula dosificadora de líquido, de acuerdo a las recomendaciones del
proceso (ver capítulo 1).
• Poner en funcionamiento el brazo porta probetas.

76
• Acercar lentamente el brazo porta probetas hacia los platos, dar la presión
adecuada y apretar el tornillo de ajuste (ver plano).
• Dejar funcionar el tiempo adecuado según el material que se este trabajando (ver
teoría del primer capitulo)
• Apagar la máquina y desmontar las probetas
• Hacer limpieza de los platos, las probetas y el porta probetas. Esto es importante
tanto para el equipo como para la buena calidad de las probetas.
77
5. MANUAL DE MANTENIMIENTO
Todas las partes de la maquina son desmontables, lo cual facilita su mantenimiento.
5.1 CORREAS
Se recomienda verificar antes de cualquier encendido de las partes de la máquina, la
tensión y estado de las correas.
El cambio de las correas se debe realizar cuando estén desgastadas y se presenten
deslizamientos de estas.
Los tipos de correas utilizadas son: Para el disco número 2 (derecho), una correa en
“V” tipo A42, para el disco numero 2 (izquierdo) una correa tipo A44 y una correa en
“V” tipo A26 para la transmisión de la potencia en el brazo porta probetas.
5.2 COJINETES.
Se deben mantener constantemente lubricados, hacer esta operación por lo menos una
vez al mes, con el propósito de evitar en contacto metálico entre los elementos

78
rodantes, los caminos de rodadura y las jaulas, con esto además de evitar el desgaste,
se evita la corrosión de los mismos.
El sistema porta probetas dispone de tres cojinetes: tipo 6023 grado E, tipo 60201
grado D y tipo 80201 grado D. Los cuales deben ser lubricados con una grasa fina.
La grasa presenta la ventaja con respecto al aceite de que es más fácil de retener en la
disposición de rodamiento, particularmente con ejes inclinados o verticales, y
también contribuya a la obturación de la disposición contra los contaminantes, la
humedad o el agua.
Un exceso de lubricante provoca un rápido aumento de la temperatura de
funcionamiento, particularmente cuando los rodamientos giran a grandes velocidades.
Por tanto, como regla general, solamente el rodamiento debe quedar totalmente lleno
de grasa mientras que el espacio libre que queda en el soporte debe llenarse
parcialmente. Se debe tener en cuenta que el sitio de operación de la máquina debe
ser un lugar libre de contaminantes como polvo o partículas, pues pueden llegar a
alterar la superficie de las probetas. Este mismo polvo puede contaminar las grasas y
causar daño a los cojinetes.

79
5.3 MOTORES
La máquina consta de dos motores que actúan independientemente. El sistema que
da movimiento a los platos es de ¾ HP, opera a 110 voltios y es monofásico. El
motor que da movimiento al brazo es de ¼ HP, opera a 110 voltios y un amperaje
máximo de 2.5 amperios. Se debe hacer revisiones periódicas de las variaciones de
voltaje que se presenten pues es una indicación de que la máquina esta funcionando
forzadamente por una mala tensión en las correas. Se deben hacer limpieza a los
contactos y procurar que no caiga suciedad o agua en las partes eléctricas. El sistema
cuenta con unos fusibles que le dan protección en caso de alguna sobrecarga.
5.4 OTRAS PARTES DE LA MAQUINA
• Revisar la alineación y ajuste de las poleas.
• Después de cada trabajo se debe hacer una limpieza exhaustiva a todas las partes,
y cubrir todas las partes no pintadas (ejes, columnas, soportes, etc.9 con una
película de aceite mineral para prevenir su corrosión. Se debe cortar el suministro
de la energía al terminar la practica por seguridad.
• En ningún caso ponga a funcionar la máquina cuando se presente alguna
vibración ya sea en los platos o en el brazo porta probetas.

80
• Periódicamente revisar que el sistema de desagüe de los platos no esté obturado,
en caso de que lo este hacer la limpieza respectiva.

81
6. REGISTRO DE EXISTENCIAS EN EL LABORATORIO DE
METALOGRAFIA
6.1. EQUIPOS
el laboratorio de metalografia cuenta con los siguientes equipos:
• Enbaqueladora: este equipo se encuentra en mal estado debido a la falta de
mantenimiento.
• Microscopios: los dos equipos se encuentran en mal estado, ya que se han
deteriorado hasta el punto de causarle daños irreparables en muchas de suspartes,
debido a las condiciones de operación en el laboratorio y por falta de
mantenimiento.
• Cortadora de probetas: este equipo necesita mantenimiento y la compra de los
discos de corte para ponerle a funcionar, este equipo no es suficiente para todo
tipo de probetas, es decir solo podria servir para la parte didactica pero para hacer
un analisis con el proposito de prestar un servicio.

82
• Máquina pulidora: desde que se construyo la máquina no se le ha hecho
mantenimiento, por lo tanto se encuentra totalmente desalineada y dificulta su
operación para la preparación de las muestras metalograficas.
• Marcador de probetas: se encuentra en buen estado, pero se deberia tener otras
formas para la identificación de probetas ya que esta forma no es recomendable.
• Secador: este equipo no es el adecuado para el secado de las probetas.
• Lijadoras manuales: no se utilizan por que son muy molestas en el momento de
operar con ellas.
• Lupa: esta no es la que se necesita para el analisis metalografico, se debe
conseguir una especialmente fabricada para este proposito.
• Horno electrico: este equipo no esta calibrado correctamente, ni existen las
debidas conexiones en el laboratorio para poder operar con el.
• Desecador. El que existe no es suficiente ni dispone de la sustancias desecadoras
para que cumplan con su cometido. Este esta funcionando como una simple caja
de almacenamiento de probetas.
83
6.2 MATERIALES
• Reactivos para analisis quimicos (acidos, sales y bases)
• Utiles de vidrio para preparar los reactivos de ataque.
• Sustancias abrasivas (alumina en diferentes granulometria)
• Baquelita para el montaje de probetas en la máquina enbaqueladora.
• Lijas en diferentes granulometrias: aunque cumplen el proposito docente, do debe
ser utilizada con propositos de prestar un servicio. Se recomienda la compra de
materiales abrasivos especialmente fabricados con este proposito. (ver capitulo 1
del proyecto).

84
CONCLUSIONES
El éxito de un análisis metalográfico en gran medida se debe al cuidado que se
aplique para la preparación de la probeta, el equipo construido permite manipular las
variables para la preparación de la muestra (velocidad, presión ejercida contra el
medio abrasivo, tiempo, cantidad de lubricante, etc.) y lo más importante, permite la
reproducción de estas mismas condiciones para diferentes tipos de muestras en
diferentes ensayos (condición básica de cualquier investigación o servicio que se
pueda prestar), lo cual no es posible cuando la preparación se hace manualmente;
donde la presión ejercida es diferente y varía de persona a persona, así mismo no se
pueden controlar el resto de variables con lo que la superficie desbastada y pulida no
es apta para un análisis posterior.
Este proyecto es una buena muestra de cómo se pueden adaptar diferentes elementos
encontrados en el medio, con el propósito de lograr obtener un equipo que cumpla
otras funciones útiles que de otro modo serían muy difíciles de obtener. En este
proyecto se adaptó un equipo de taladro de banco con el propósito de que cumpliera
una función diferente, esto permitió subsanar una de los inconvenientes más críticos
del proyecto, como lo es mantener dos superficies en contacto y en movimiento
relativo sin que exista la mínima posibilidad de una vibración que pueda dar
resultados desastrosos en la marcha de la prueba. Queda claro que esta selección se

85
hizo partiendo tanto de un análisis previo de la técnica metalográfica, como también
de las cargas mecánicas que debía soportar el equipo adaptado a las nuevas
condiciones de operación.
El equipo construido permite obtener superficies preparadas muy similares a las que
se obtienen con equipos que se encuentran en el comercio, pero estos son muy
costosos (alrededor de $40.000.000), esta adaptación de tecnología es, entonces, una
buena solución al problema planteado inicialmente en el anteproyecto.
Por último se concluye que aunque el análisis de la estructura interna de un material,
mediante la técnica metalográfica es muy importante para la evaluación del mismo,
esta técnica por si sola no es determinante, ya que los resultados de esta prueba deben
ser complementados con otras pruebas como: análisis químico, prueba de dureza,
pruebas no destructivas, etc., para poder obtener una prueba concluyente para la
prestación de un servicio.

86
BIBLIOGRAFIA
AVALLONE, Eugene and BAUMEISTER III. Manual del Ingeniero Mecánico. 9° edición. México: McGraw-Hill, 1995. Pag 321. BARREIRO, Jose Apraiz. Tratamientos Térmicos. 4ª edición. México: Editorial Limusa S.A. 1970. Pag 415
CALVO, F.A. Metalografía Práctica. 5ª edición. México: Editorial Alhambra S.A. 1982. Pag 410.
DUBOIX, J. Eduardo. Prácticas de Metalografía. 2ª edición. México: Editorial
Reverte. 1982. Pag 350.
DEUTSCHMAM, Aaron And MICHELS, Walter. Diseño de Máquinas. Teoría y Práctica. 4ª edición. México: Editorial Continental, 1991. Pag 240.
FAIRES, Moring. Diseño de Elementos de Máquinas. 3ª edición. Barcelona: Uteha Noriega Editores, 1993. Pag 450
KEHL; George L. Fundamentos de la Práctica Metalográfica. 3ª edición. Madrid: Editorial Continental, 1982. Pag 390