descripci¢n proceso olefinas-cloro soda
TRANSCRIPT
PLANTAS OLEFINAS
PLANTA OLEFINAS I
GENERALIDADES:
La planta de Olefinas I fue diseñada por M.W. Kellogg con una capacidad de
150 MTMA de etileno grado polímero y hasta 96 MTMA de propileno grado
químico en el año 1976. En el año 1991 – 1992 se ejecutó un proyecto de
expansión para llevar la capacidad hasta 250 MTMA de etileno grado polímero
y hasta 130 MTMA de propileno grado polímero. Para ello se usa propano o la
mezcla etano – propano como alimentación.
La planta de Olefinas I ha sido diseñada para trabajar con tres casos de
alimentación los cuales se nombran a continuación:
Caso 100% propano: como su nombre lo indica requiere como única
alimentación fresca propano proveniente del límite de batería.
Caso Típico: cuya alimentación esta formada por una mezcla molar de 75%
de propano y 25% de etano.
Caso Mezcla: la planta opera con una alimentación fresca en porcentaje molar
de 30% en propano y 70% de etano.
Las materias primas provienen vía tubería de las plantas de LGN ubicadas en
El Tablazo, ver láminas “DISTRIBUCIÓN DE ETANO Y DISTRIBUCIÓN DE
PROPANO” anexas
DESCRIPCION GENERAL DE LAS FASES DEL PROCESO:
A. ALIMENTACION:
ALIMENTACIÓN DE PROPANO:
El propano se alimenta en forma líquida desde el límite de batería al
recipiente de alimentación 101-F a una presión de 17.6 Kg/cm2 y a 38° C.
Luego se vaporiza y sobrecalienta en los intercambiadores 101-C, con
propileno refrigerante y 102-C, con vapor de baja presión respectivamente,
donde se une el propano de reciclo proveniente de los reactores de
hidrogenación antes de entrar a los hornos de pirólisis.
ALIMENTACIÓN DE ETANO:
El etano se envía directamente a la planta a 17.6 Kg/cm2 y temperatura
ambiente desde los límites de batería y entra directamente a los hornos a
través de la válvula de control principal de un sistema de control de presión
en el cabezal de etano en rango compartido, al haber baja presión actúa la
válvula secundaria que admite etano líquido desde los tanques de
almacenamiento 176-F A/B/C luego de ser evaporado. El Etano de reciclo
proveniente de las fraccionadoras etano/etileno se mezcla con estas
corrientes antes de entrar a los hornos de pirólisis.
PIROLISIS DEL ETANO Y EL PROPANO:
El área de pirólisis consiste en siete hornos sencillos 101-B A/G definidos
cada uno como una celda, y dos hornos dobles 201-B y 101-BI de dos
celdas cada uno. Cada una de las once celdas tiene aproximadamente la
misma capacidad.
Los hornos convencionales están asociados a Calderas de Recuperación
Térmica, cuatro a la caldera 103-BA y tres a la 103-BB, en las cuales se
recogen los gases de combustión de los hornos asociados a la caldera y
precalentar el agua de alimentación y sobre calentar el vapor generado.
El tiro del conjunto caldera – hornos asociados se produce por medios de
ventiladores de tiro inducido instalados en cada caldera, movidos por
turbinas a vapor de media presión.
Los hornos dobles no están asociados a calderas de recuperación térmica
y el uso eficiente de los gases de combustión se realiza en cada horno en
particular, el tiro se genera por ventiladores de tiro inducido movidos por
motores eléctricos.
En estas celdas se procesan por pirólisis o craqueo térmico el etano y
propano en forma separada previamente mezclados con vapor de agua a
una relación de 0.3 a 0.4. Kg. de vapor / Kg de hidrocarburo.
Las corrientes de etano y/o propano – vapor entran a la sección de
convección del horno la cual se encuentra a una temperatura aproximada de
200°C a través de serpentines paralelos antes de entrar a la sección de
radiación por una tubería externa (crossover). En la sección de radiación la
mezcla hidrocarburo – vapor se somete a condiciones severas de craqueo a
temperaturas cercanas a los 843°C para el etano y de 826°C a 843°C para el
propano.
Las reacciones de pirólisis que se llevan a cada son las siguientes:
Craqueo de etano:
CH3 – CH3 --------> CH2 = CH2 + H2 +
CH4C2H2C2H4C3H4C3H6C3H8C4H6C4H10C5+COKE
Craqueo de propano:
CH2 = CH2CH3 – CH3 –CH3 --------> + H2 + CH2 = CH – CH3
CH4C2H2C2H4C3H4C3H6C3H8C4H6C4H10
C5+COKE
Los hornos craquearan etano a 60 de conversión mientras que los hornos
sencillos craquearan propano a 82% de conversión y los hornos dobles
craquearan propano entre 75 y 90 % de conversión.
Los efluentes de pirólisis a alta temperatura y entran por el fondo de la
caldera de enfriamiento súbito a la cual está asociada la celda de radiación,
las calderas de enfriamiento súbito de los hornos convencionales son
verticales, mientras que las de las celdas correspondientes a los hornos
dobles son horizontales. El intercambiador de enfriamiento súbito remueve
rápidamente el calor a través de la generación de vapor saturado de alta
presión en el lado de la carcaza, disminuyendo la temperatura rápidamente
por debajo de 400 °C para detener las reacciones en cadena de los
efluentes de pirólisis y preservar las olefinas producidas en los serpentines
de craqueo, así como también, los rendimientos de la materia prima hacia
olefinas.
DEPURACION DE LOS GASES DE PIROLISIS:
En el depurador de gases de pirólisis 101-E, el efluente proveniente de los
hornos de pirólisis se enfría nuevamente para condensar los
hidrocarburos mas pesados (aceites), el vapor introducido como vapor de
dilución y remover partículas sólidas, por medio de un sistema de
circulación de agua. La sección superior de la torre está empacada y la
sección inferior es de deflectores.
Los gases de pirólisis entran a la torre por el fondo y fluyen hacia arriba a
través de los deflectores en contracorriente con el agua. Se eliminan
hidrocarburos pesados y se condensa el vapor. El flujo líquido proveniente
de la columna fluye hacia el separador 103 – F en el cual se separan tres
fases líquidas: agua, aceite liviano y aceite pesados en tres
compartimentos. El agua libre de aceites se recircula por medio de
bombas hacia un sistema de intercambiadores de calor como agente de
calentamiento a diferentes sistemas de la planta, especialmente a los
rehervidores de las columnas desetanizadora y fraccionadoras
propano/propileno, retornando al depurador.
COMPRESION PRIMARIA DEL GAS DE PROCESO:
El proceso de desintegración térmica de hidrocarburos se efectúa a bajas
presiones (1.0 kg/cm2), por lo que es necesario incrementar la presión a fin
de lograr las presiones necesarias para los procesos posteriores, para ello
existe el compresor de gas proceso181-J. El mismo consta de cinco
etapas, las cuatro primeras etapas se denominan de compresión primaria y
la quinta de compresión final del gas de proceso.
En las etapas primaria, el compresor eleva la presión del gas a las
requeridas para los procesos que ocurren entre la cuarta y quinta etapa
(18.7 Kg/cm2), dichos procesos son: eliminación del acetileno por un
proceso de hidrogenación catalítica selectiva a alta temperatura
(conversión de acetileno); eliminación del CO2 por un proceso de lavado
cáustico y eliminación de la humedad por un proceso de adsorción sobre
tamices moleculares (secado de gas de proceso).
El gas de proceso del tope del despojador 101-E aproximadamente a 0.8
Kg/cm2 y 43°C entra en la primera etapa del compresor 181-J al tambor de
succión de la primera etapa 190-F a la cual se unen también los topes del
despojador de dripoleno 108-E, la corriente de tope del tambor 109-F,
desgasificador de soda gastada, y el flujo anti inestabilidad (kickback) de la
tercera etapa de descarga. El tope del tambor 190-F entra a la primera
etapa de compresión, a donde se eleva la presión del gas de proceso a 2.9
Kg/cm2 y 90°C. El gas de proceso, previamente enfriado en el
intercambiador 180-C, llega al tambor de descarga de la primera etapa
(104-F), la corriente de tope dicho tambor pasa a la segunda etapa de
compresión a donde se eleva su presión a 4.9 Kg/cm2, de nuevo, el gas
comprimido se enfría en el intercambiador 181-C pasando al tambor de
succión de la 3era etapa 105-F. El gas de tope del tambor pasa a la
tercera etapa de compresión donde eleva su presión a 9.8 Kg/cm2,
enfriándose en el 182-C pasando hasta el tambor 106-F, succión de la 4ta.
etapa. Del 106-F el gas de proceso va hacia la cuarta etapa del compresor
en la cual llega a una presión de 19.8 Kg/cm2.
El agua que condensa en el tambor de descarga de la primera etapa va
hacia el tambor del despojador 103-F. Los tambores de descarga de la
segunda y tercera etapa 105-F y 106-F tienen un nivel de presión suficiente
para condensar hidrocarburos y agua. La fase acuosa se envía al tambor
103-F y la fase de hidrocarburo del tambor 105-F al fondo del despojador
de dripoleno. El líquido de la cuarta etapa descarga que contiene
hidrocarburo y agua se precalienta antes de entrar al despojador de
dripoleno.
CONVERSION DE ACETILENO:
De la cuarta etapa del compresor de gas de proceso, el gas viaja al sistema
de precalentamiento de alimentación del convertidor. La temperatura de
alimentación de 200°C se controla para mantener la máxima conversión
de acetileno y minimizar las pérdidas de etileno.
Los convertidores de acetileno 101-D A/B/C usan catalizador de Sud-
Chemie C-36-2-02 con níquel como principio activo, el cual selectivamente
promueve la hidrogenación de acetileno en exceso de hidrógeno, sin
causar la hidrogenación de olefinas.
Las principales reacciones que se llevan a cabo son las siguientes:
C2H2 + H2 ------> C2H4 + Q
C3H4 + H2 ------> C3H6 + Q
C2H4 + H2 ------> C2H6 + Q
La selectividad controla por inyección de azufre (n-butil mercaptano) a la
entrada del convertidor.
Existen dos puntos de inyección de azufre: a los hornos de pirólisis con la
finalidad de pasivar la metalurgia y disminuir la velocidad de formación de
coque y a la vez proveer la concentración de entrada requerida por los
lechos con mayor tiempo de operación y, directamente a la entrada de los
convertidores de acetileno, para complementar la cantidad de azufre
necesaria para controlar la selectividad del sistema catalítico.
El sistema está diseñado para operar con dos convertidores en paralelo y
uno en regeneración o reserva.
Después de dejar los convertidores, los efluentes pasan a través de un
sistema de intercambiadores donde se enfrían para continuar hacia el
sistema de lavado cáustico.
LAVADO CAUSTICO:
En las torres 102-E y 115-E de lavado con soda se eliminan el CO2 y el
H2S presentes en el gas de proceso, el primero de los cuales proviene de
la pirólisis y de la alimentación en el límite de batería y el H2S es el
resultado de la sulfurización usada en la pirólisis y en los convertidores de
acetileno. El CO2 y el H2S se eliminas por contacto con soda cáustica en
tres etapas (concentración de mayor a menor de tope a fondo) entrando el
gas por la etapa de fondo. Al salir el gas endulzado de sección de tope de
las columnas, pasa por una etapa de lavado con agua para eliminar el
posible arrastre de soda. El sistema ha sido diseñado para que la torre 102-
E opere con el 67% de flujo y la 115-E en paralelo con el remanente.
El gas de proceso a 41° C y 15.5 Kg/cm2 sale del tope de las torres donde
se unen y se enfrían con propileno refrigerante hasta 19 ° C, antes de
pasar a los secadores a través del tambor de alimentación de estos, el
111-F.
DESPOJADOR DE DRIPOLENO:
El despojador de dripoleno 108-E retira los hidrocarburos livianos y agua de
la gasolina recuperada de las etapas del compresor de gas de proceso, del
fondo del desbutanizador 114-E y del tambor de alimentación de los
secadores.
Los condensados de la cuarta etapa de compresión y del tambor 111-F se
combinan y se calientan a 84°C para entrar al despojador de dripoleno por
el tope. Los productos del fondo del desbutanizador entran por la zona
media y la descarga de la segunda etapa entra por arriba de la descarga
del rehervidor.
El dripoleno obtenido se envía a almacenamiento o hacia la planta de
Olefinas II donde es procesado. Los vapores de la torre pasan a la primera
etapa del compresor de gas de proceso.
SECADO DEL GAS DE PROCESO:
Después de dejar las columnas de lavado cáustico, el gas de proceso pasa
por un enfriador disminuyendo su temperatura a 19°C. Condensa la mayor
parte del agua la cual va al recipiente 111-F de alimentación a los
secadores 102-D A/B/C.
El sistema de secado del gas de proceso consiste en tres recipientes que
contienen tamices moleculares de alumino silicato, actualmente suplido por
Zeochem. Tienen como función remover el agua residual remanente del
gas, antes de entrar a la quinta etapa del compresor de gas de proceso.
En condiciones normales dos de los tres secadores operan en paralelo
cada uno recibiendo el 50% de flujo total, mientras el otro está en
regeneración o en reserva.
COMPRESION FINAL DEL GAS DE PROCESO:
El gas que sale del fondo de los secadores, pasa a través de los filtros
101-L A/B/C (operando dos en paralelo), el cual remueve partículas finas
tomadas de los tamices de los secadores y pasa a la quinta etapa de
compresión del gas de proceso, donde la presión se de 12.4 a 38.4
Kg/cm2g y pasa a los filtros de descarga 102-L y 123-L los cuales operan
en paralelo.
ENFRIAMIENTO DE ALIMENTACION AL DESMETANIZADOR:
El gas de proceso que entra a esta sección proveniente del área caliente
de la planta se enfría y vaporiza súbitamente en tres etapas
progresivamente usando etileno y propileno refrigerantes de los circuitos
cerrados de refrigeración y con las corrientes frías de hidrógeno, etano y
metano que se producen en la sección de fraccionamiento.
La primera etapa de enfriamiento se lleva a cabo al bifurcar la corriente de
alimentación, por una parte hacia los intercambiadores de núcleo
(paralelos) 120-C A/B con hidrógeno, metano y etano de la sección de
enfriamiento y por otra hacia un circuito de intercambiadores con propileno
refrigerante a tres diferentes niveles de temperatura. Las dos corrientes
alcanzan una temperatura de –34 °C, se unen y entran a un separador
bifásico, el líquido se envía como alimentación a la predesmetanizadora,
mientras que el vapor pasa a la segunda etapa de enfriamiento.
Los vapores de la primera etapa se bifurcan también en dos corrientes, una
que pasa hacia los intercambiadores de núcleo (paralelos) 121-C A/B
donde se enfrían con hidrógeno y metano y la otra hacia un sistema de
intercambiadores de calor con dos niveles de etileno refrigerante del
circuito cerrado de refrigeración con etileno. Las dos corrientes se unen, se
enfrían nuevamente con un tercer nivel de etileno refrigerante y entran a
otro separador bifásico, el líquido se envía como alimentación intermedia a
la desmetanizadora mientras que el vapor se envía a la tercera etapa de
enfriamiento.
El tercer sistema de intercambiadores de núcleo 122-C A/B, donde se
enfrían con hidrógeno y metano pasando al separador súbito (“flash”) 118-
F, donde se separa una corriente rica en Hidrógeno por el tope que va
como agente de enfriamiento a los intercambiadores 122-C A/B, mientras
que el líquido se recicla de nuevo a dichos intercambiadores se calienta y
va como alimentación superior a la desmetanizadora.
PRESDEMETANIZADORA Y DESMETANIZADORA:
La columna predesmetanizadora 113-E separa los componentes pesados
de la primera corriente de alimentación al desmetanizador. La alimentación
que proviene de la primera etapa de enfriamiento se vaporiza parcialmente
en la primera bandeja en esta columna de 30. El vapor del tope va al
desmetanizador como la alimentación mas baja de la columna y el líquido
del fondo a una temperatura de 15°C va a la torre desetanizadora, el
despojamiento del líquido que baja por los platos se realiza con vapores
que ascienden desde un rehervidor que utiliza como agente de
calentamiento, propileno condensante del sistema de refrigeración con
propileno.
La columna desmetanizadora separa el metano de los componentes C2 y
más pesados. El vapor del tope a –90°C se condensa parcialmente con
etileno refrigerante y luego, separadas las fases en el tambor de reflujo
119-F, el vapor va al expansor 188-J, parte del líquido retorna a la columna
como reflujo y otra parte se vaporiza en el tambor del turbo expansor 188-J.
El producto del fondo de la columna a 0°C se alimenta a la torre
desetanizadora.
DESETANIZADORA
La columna desetanizadora 104-E separa los C2 de los C3, en la misma se
controla la cantidad de propileno que va con el producto de tope (clave
pesado) y la de etileno que va con el producto de fondo (clave liviano) y
evitar el pase de componentes pesados y livianos por el tope y por el fondo
respectivamente.
La columna tiene dos alimentaciones: La corriente de fondo de la
prefaccionadora (113-E) que entra en el plato 20 y la corriente del fondo de
la desmetanizadora (103-E) por encima del plato 13.
El producto de tope es la corriente de etileno y etano al cual se condensa
parcialmente propileno refrigerante, el vapor se envía a las fraccionadoras
etano/etileno, el líquido se utiliza como reflujo en la columna.
El fondo de la desetanizadora se envía a las fraccionadoras
propano/propileno.
Los rehervidores de las columnas utilizan agua de proceso como agente de
calentamiento.
FRACCIONADORAS ETANO / ETILENO:
El producto de tope del desetanizador a –22°C y 21 Kg/cm2 se envía en
forma paralela a las torres 107-E y 110-E1/E2. La torre 107-E tiene 91
platos mientras que 110-E1/E2 forman un sistema articulado de dos torres
fraccionadoras de 50 platos cada una.
Las fraccionadoras etano / etileno usan la bomba de calor 180-J para suplir
el calor del rehervidor y la relación de producto líquido / reflujo, esta
comprimen los vapores de tope de las torres a una presión de 36.5
Kg/cm2g y suministran calor a los rehervidores de las mismas. En cada
columna se recupera el etileno con una pureza de 99.95 % molar por el
tope, las dos corrientes se unen y se comprimen en el 180-J, donde
además de suministrar el calor necesario para los rehervidores, el etileno
se condensa con propileno refrigerante y se deposita en el acumulador
183-F, utilizándose como reflujo a las columnas y enviándolo en forma
líquida hacia los sistemas de recompresión para su posterior
almacenamiento en los tanques. Por otro lado, parte de la corriente de
descarga del compresor se envía directamente al cabezal de usuarios en
forma de vapor, previo calentamiento en el sistema de suministro de etileno
a usuarios en el área de almacenamiento. La corriente de fondo se envía
como etano de reciclo (previa vaporización) a los hornos de pirólisis y/o a
almacenamiento en los tanques 176-F.A/B/C.
FRACCIONADORAS PROPANO / PROPILENO:
La corriente del fondo de la desetanizadora a 21.3 Kg/cm2g y 62°C, entra
a las torres fraccionadoras propano / propileno. El sistema está constituido
por dos trenes que consisten de un fraccionador primario y otro secundario.
El primer tren lo constituyen las torres fraccionadoras 106-E y 109-E con
124 y 153 bandejas respectivamente, al igual que las torres fraccionadoras
etano / etileno tienen tres puntos de alimentación dependiendo del caso de
alimentación fresca a ser usado. El segundo tren está constituido por las
torres 111-E y 112-E con 80 y 110 platos. Las fraccionadoras secundarias
se operan a 18.43 Kg/cm2 y 46°C.
El sistema de fraccionadoras de C3 esta diseñado para producir propileno
con una pureza de 99.6% molar por el tope de los fraccionadores
secundarios el cual se envía a los límites de batería a 21.5 Kg/cm2 y –37°C
y/o 22 KG/cm2 y 46°C.
DESBUTANIZADORA E HIDROGENADORES DE PROPANO DE RECICLO:
Las corrientes combinadas del producto del fondo de las fraccionadoras
primarias de C3=, esencialmente propano e hidrocarburos mas pesados
incluyendo productos olefínicos y di olefínicos se alimenta a la torre
desbutanizadora 114-E, los hidrocarburos C4 y mas livianos son separados
de los compuestos C5 y mas pesados.
Los C4’s deberían alimentarse a los reactores de hidrogenación de
propano de reciclo, donde los componentes olefínicos y di olefínicos se
hacen reaccionar catalíticamente con hidrógeno a fin de convertirlos a
hidrocarburos saturados y ser reciclados a los hornos de pirólisis
aumentando la corrida de los hornos.
Sin embargo, los mismos se encuentran fuera de servicio, por lo que se
envían a los hornos de pirólisis, previamente vaporizados, como propano
de reciclo.
Los C5+, van al estabilizador de dripoleno 108-E.
SISTEMA DE REFRIGERACION DE PROPILENO:
La refrigeración en este sistema se obtiene a través de la compresión y
condensación de los vapores de propileno, cuyo condensado se utiliza
como medio refrigerante. El sistema de propileno proporciona dos niveles
de calentamiento y tres niveles de refrigeración (2°C, -26°C y –41°C). El
compresor de propileno 102-J es una máquina centrífuga de un solo cuerpo
con tres etapas de succión y dos de descarga.
SISTEMA DE REFRIGERACION DE ETILENO:
El sistema de refrigeración de etileno es similar al anterior. El compresor
103-J es una máquina centrífuga de un solo cuerpo con tres etapas de
succión y una de descarga.
El vapor de etileno se comprime y condensa para ser usado como
refrigerante, vapores de tres niveles de temperatura (-62°C, -81°C y -
101°C), se admiten en la máquina para su recompresión y continuar con el
ciclo de refrigeración.
SISTEMA DE GENERACION DE VAPOR DE DILUCION:
Este sistema produce vapor de dilución a partir del agua aceitosa del
tambor del depurador de gases para ser alimentado a los hornos de
pirólisis.
El condensado del tambor 103-F en forma de emulsión, es llevado a un
sistema de filtros a presión donde se rompe la emulsión y la fase aceite se
separa del condensado antes de entrar al depurador 301-E, donde se
eliminan los gases ácidos usando vapor de baja presión enviándose al
despojador 101-E. El condensado se alimenta al tambor del sistema de
generación de vapor de dilución desde se genera vapor a 9.2 Kg/cm2 y 179
C para alimentarse a los hornos de pirólisis.
SISTEMA DE PRETRATAMIENTO DE EFLUENTES:
Los efluentes orgánicos e inorgánicos de la planta tienen sistemas de
recolección separados, los cuales, previo pretratamiento, se envían a la
planta central de tratamiento de efluentes.
El tratamiento de los efluentes orgánicos contempla:
Neutralización de Soda Cáustica gastada.Separación de partículas de coque del efluente de descoquizado.
Separación de Aceite.
Los sistemas de pretratamiento están siendo sometidos a modificación por
el Proyecto Ambiental de las plantas de Olefinas, el cual contempla en
tratamiento de los efluentes de ambas plantas de Olefinas y su área de
almacenamiento.
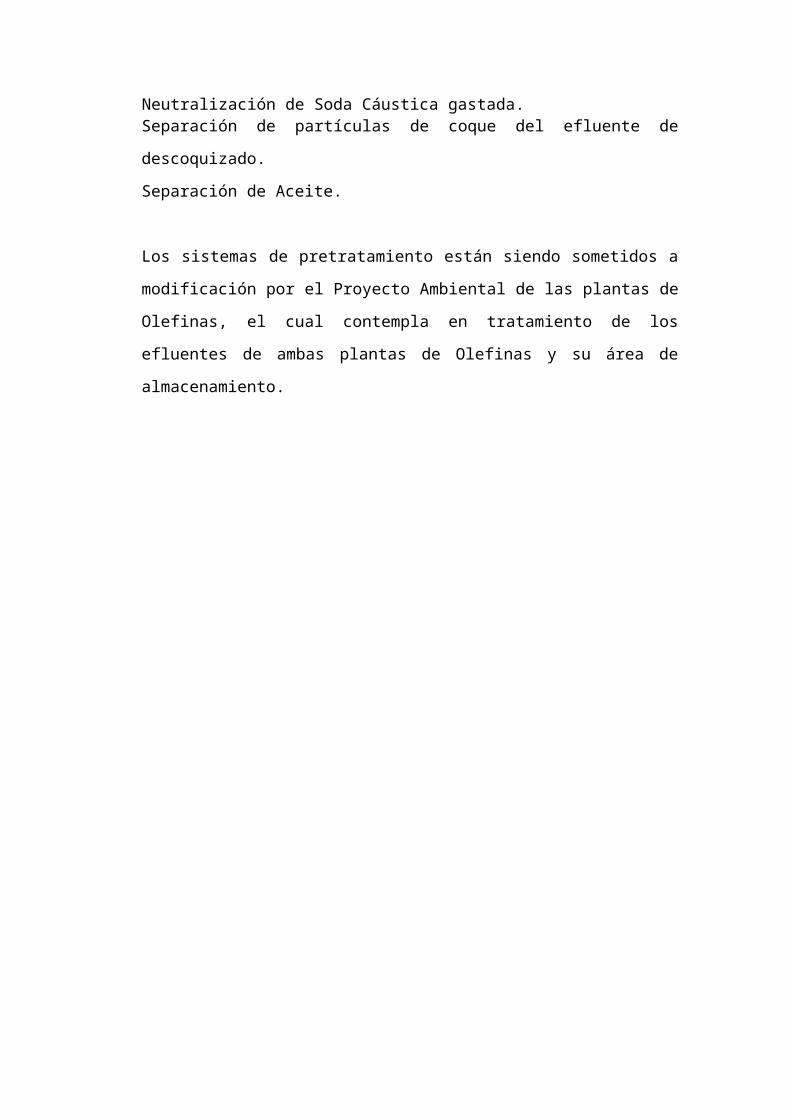
DIAGRAMA DE PROCESO PLANTA DE OLEFINAS I
ETANO
PROPANO
HORNOS DE
PIROLISIS
101 - BA - I, 201- B
QUENCH
103 - C
ACEITE
PESADO
101 - E
TORRE LAVADO CON AGUA
DE EFLUENTES DE
PIROLISIS
181 - J
COMPRESOR DE
GAS DE PROCESO
SECCION DE
ENFRIAMIENTO
103 - E
DEMETANIZADORA
104 - E
DEETANIZADORA
113 - E
PRE - DEMETANIZADOR
106 / 111 - E
FRACCIONADORA
PROPANO / PROPILENO
109 / 112 - E
FRACCIONADORA
SECUNDARIA
PROPANO / PROPILENO
114 - E
DEBUTANIZADORA
A DESPOJADOR
DE DRIPOLENO PROPANO
RECICLO
103 / 104 - D
REACTOR DE
HIDROGENACION
ETANO
RECICLO
PROPILENO
PRODUCTO
107 - E, 110 - E 1 / 2
FRACCIONADORA
ETANO / ETILENO
METANO / HIDROGENO
SODA
GASTADA
102 / 115 - E
TORRE
LAVADO
CAUSTICO
DRIPOLENO
108 - E
DESPOJADOR
DE
DRIPOLENO
102 - D A / B / C
SECADORES
DE GAS DE
PROCESO
111 - F
K. O. D
ALIMENTACION
A SECADORES
104 - B
HORNO DE
CONVERTIDORES
101 - D A / B / C
CONVERTIDORES
DE ACETILENO
ETILENO
PRODUCTO
64° C
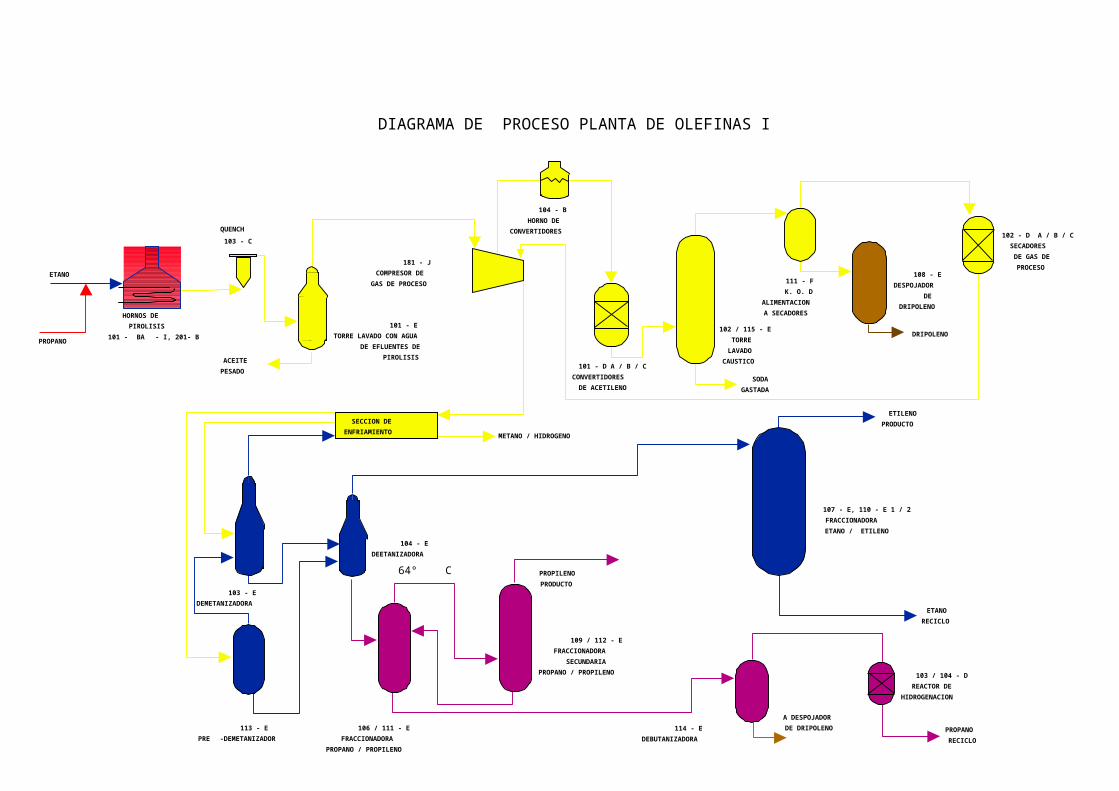
DIAGRAMA DE BLOQUES PLANTA DE OLEFINAS I
PIROLISIS LAVADO
COMPRESION
I II III IV V
REFRIGERACION
. FRACCIONAMIENTO.
ETILENO
PROPILENO
ETANO
PROPANO
CONVERSION
DE
ACETILENO
ABSORCION
CO2
SECADO
RECICLOS DE ETANO Y PROPANO
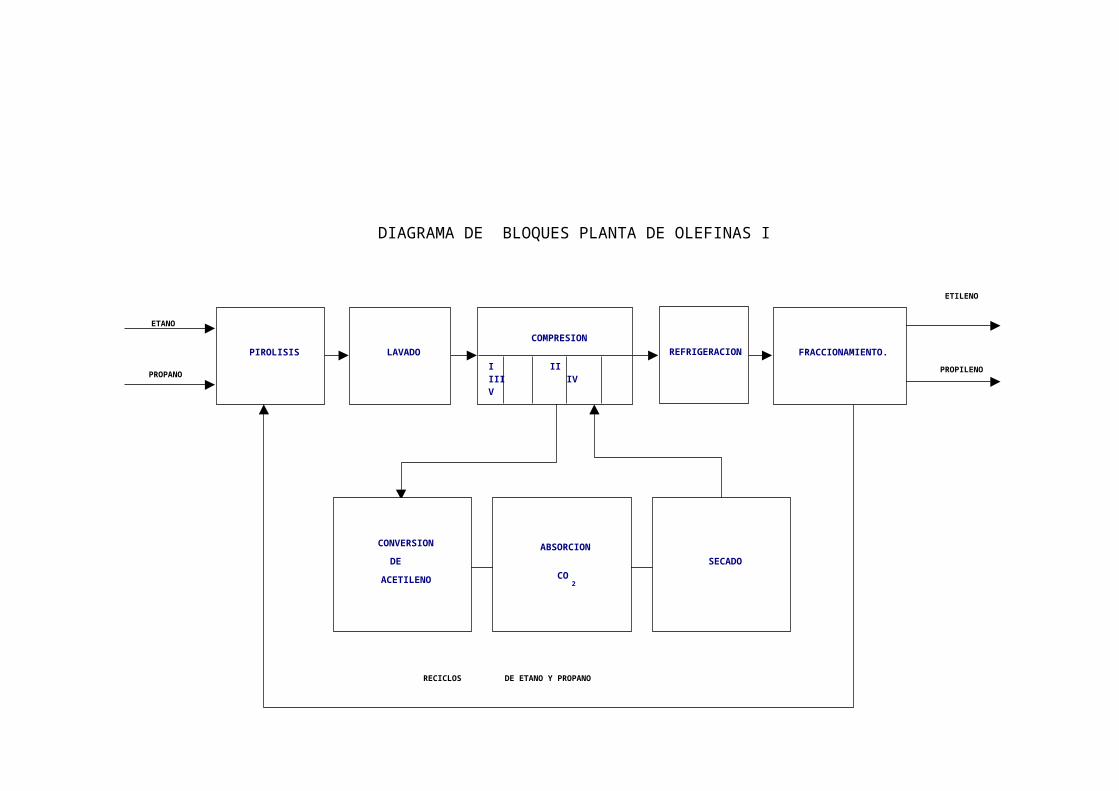
PLANTA DE OLEFINAS II:
GENERALIDADES:
La planta de Olefinas II de “El Tablazo” produce etileno y propileno en grado
polímero por conversión térmica de propano y/o etano. Fue diseñada por la
Compañía alemana “Linde” con una capacidad instalada de 350.000 TM/año de
etileno y 130.000 TM/año de propileno (con un esquema de alimentación de
100% propano) en 8.000 horas continuas de operación por año.
En 1998 fue sometida a una expansión, realizada también por Linde, para
incrementar su capacidad en 10% hasta 386 MTMA de etileno.
La planta tiene flexibilidad para consumir etano y propano como materia prima,
pudiendo operar con esquemas desde un 100% de etano hasta 100% de
propano, pasando por cualquier caso de mezcla, aun cuando para la expansión
se establecieron dos esquemas de pirólisis 4 hornos con C2°/ 1 horno con C3°
y, 2 hornos con C2° / 3 hornos con C3°.
Las materias primas provienen vía tubería de las plantas de LGN, de la Planta
de Purificación de Etano y desde los tanques de almacenamiento de propano
de El Tablazo y Bajo Grande.
En el modo normal de operación (mezcla etano/propano), el flujo de propano
líquido de alimentación a la planta se encuentra a 18,2 bar (a) y 38°C, mientras
que de etano está a 18,2 bar (a) y 10°C.
La planta de Olefinas II inició operación comercial en agosto de 1992.
DESCRIPCION GENERAL DE LAS FASES DEL PROCESO:
PIROLISIS Y ENFRIAMIENTO:
La fase inicial del proceso consiste en someter a altas temperaturas las
corrientes de hidrocarburos (etano y propano mezcladas con vapor de
agua) para producir la desintegración térmica (craqueo) de la molécula y su
conversión a etileno, propileno y subproductos. El gas de proceso
resultante se compone de una mezcla de productos olefínicos, gases
incondensables, hidrocarburos de diferente orden molecular y varias
impurezas, tales como gases ácidos.
En este proceso endotérmico se controla la temperatura y el vapor de
dilución (0,3 Kg de vapor/ Kg de hidrocarburo) a efectos de favorecer la
formación de una mayor proporción de etileno y propileno.
El proceso se lleva a cabo a baja presión a fin de evitar reacciones de
condensación y de polimerización indeseables a expensas de las Olefinas.
Esta sección se compone de 6 hornos idénticos (F-0101 a F-0601). Cada
uno consiste de 2 cajas radiantes y una sección de convección común, con
6 serpentines. Cada caja contiene 4 pasos de serpentín.
Los hornos se pueden operar en el siguiente esquema:
4 hornos para craquear etano ó propano en ambas celdas.
2 hornos para craquear etano y/o propano en celdas separadas.
5 hornos en operación normal y uno disponible como reserva para
permitir el descoquizado.
La alimentación, a 46-55°C, es mezclada con vapor de dilución a baja
presión para reducir la presión parcial de los hidrocarburos e incrementar la
producción de los compuestos olefínicos deseados. Dicha alimentación se
precalienta a 200°C en la sección de convección.
En la sección de radiación, el gas se craquea en condiciones estrictamente
controladas.
Craqueo de etano 820 °C a 840°C:
CH3 – CH3 --------> CH2 = CH2 + H2 +
CH4C2H2C2H4C3H4C3H6
C3H8C4H6C4H10C5+COKE
Craqueo de propano 840°C a 860°C:
CH2 = CH2 + H2 +CH3 – CH3 –CH3 --------> CH2 = CH – CH3 + H2 +
CH4C2H2C2H4C2H6C3H4C3H6
C3H8C4H6C4H8C4H10C5+COKE
El flujo por horno puede variar de 4,32 a 9,5 TM/hr para craqueo de
etano, y de 7,2 a 15,8 TM/hr para craqueo de propano.
La reacción se produce a una temperatura de 840 a 865°C, obteniendo
rendimientos teóricos de hasta 78% de etileno/etano, 17% de
propileno/propano y 47% de etileno/propano, dependiendo de los niveles
de severidad (conversión) con los que se opere.
El calor lo suministran al horno los quemadores instalados en las paredes
en la sección de radiación a varios niveles de altura, para asegurar una
buena distribución del calor sobre los serpentines en la zona de radiación.
La configuración de los serpentines está prevista para una alta relación
superficie a volumen, que produce un rápido calentamiento para promover
la pirólisis y acortar el tiempo de residencia.
Los gases calientes de combustión que abandonan la sección de radiación
fluyen a mas de 800°C a la sección de convección, en donde el calor se
emplea para precalentar la alimentación de hidrocarburo, el agua de
calderas y sobrecalentar el vapor saturado que se genera en las calderas
de enfriamiento súbito (“Quench”), obteniéndose vapor sobrecalentado a
478 °C y 65 bar(g).
Cada horno está dotado de un ventilador de tiro inducido actuado
eléctricamente y una chimenea en el tope de los mismos, para la extracción
de los gases de combustión.
A fin de evitar la pérdida de olefinas por la alta temperatura de los gases y
el desarrollo de reacciones secundarias, el efluente de los serpentines se
enfría rápidamente en las calderas de enfriamiento súbito (E-0101 A/B a la
E-0601 A/B) instaladas a la salida de cada celda con agua, generándose
vapor de alta presión a 65 bar (g).
LAVADO DE GAS DE PROCESO:
El efluente de la sección de pirólisis se enfría en un sistema de
enfriamiento y depuración con agua, consistente en una columna de
saturadora (T-2801).
El gas de pirólisis se enfría a 86,7°C, punto de rocío, por evaporación del
agua puesta en contacto y en contracorriente. A la vez, se eliminan las
partículas de coque, alquitrán y fracciones de destilados pesados del gas
de proceso
El gas de proceso, saturado con agua, se condensa por medio de
ventiladores en el tope de la columna.
Los componentes mas pesados, aceite, coque, pasan a un tambor
separador (D-2802) donde se separa el aceite y el agua.
El agua del fondo de la torre depuradora se envía a un tambor (D-2801) en
donde todos los hidrocarburos mas livianos que el agua se separan
formando parte de la gasolina de pirólisis (Dripoleno).
El agua remanente se recircula a la columna después que se le eliminan
las partículas de hidrocarburos en un coalescedor.
El aceite del D-2802 se envía al decantador D-2803, donde se separa el
agua remanente y el aceite se envía por bombeo hacia los tanques de
almacenamiento en una operación intermitente (“Batch”)
COMPRESION DEL GAS CRAQUEADO:
Con el fin de obtener condiciones de presión y temperatura en el gas de
proceso, y poder efectuar la separación de sus componentes por
destilación, se comprime este gas a 37 bar(g) en un compresor centrífugo
de 5 etapas. Este compresor (C-3101) puede manejar un flujo de gas de
hasta 120 TM/hr, a 37 bar(g) y 37°C. Después de cada etapa de
compresión el gas se enfría y se separan los componentes pesados en
tambores de separación interetapas.
El gas ácido, CO2 y H2S, se remueven entre la cuarta y la quinta etapa
mediante lavado cáustico en un absorbedor (T-3501).
Los condensados líquidos de todas las etapas se recolectan y enviados a
un separador de baja presión, (D-2801), que opera a 0,7 bar (a).
REMOCION DE GAS ACIDO:
El gas ácido se elimina antes de la última etapa de la compresión del gas
de pirólisis en un absorbedor (T-3501) que efectúa un lavado con NaOH en
contracorriente, reduciendo la concentración de CO2 a niveles adecuados
(menor de 1 ppm). El absorbedor utiliza un sistema dual de circulación, en
el que la soda concentrada (32%) circula en la sección superior mientras
que se repone la soda fresca y la soda gastada va al fondo del equipo.
El efluente o soda gastada se envía a tratamiento especial.
TRATAMIENTO DE SODA GASTADA:
La soda gastada, a una concentración de 2%, se envía desde el fondo del
absorbedor cáustico a un separador de desgaseo (D-3502). De aquí, el
gas obtenido se envía a la segunda etapa del compresor de gas de
proceso y la soda se enfría a 40°C y se neutraliza con ácido sulfúrico en un
mezclador, según las siguientes reacciones:
NaCO3 + H2SO4 ------> Na2SO4 + H2O + CO2Na2S + H2SO4 ------> Na2SO4 + H2S2NaOH + H2SO4 ------> Na2SO4 + 2 H2O
La soda gastada neutralizada se envía entonces a un recipiente de
despojamiento, en donde el gas separado se envía al mechurrio de gases
ácidos. El pH del licor remanente se regula entre 7 y 9, y se bombea al
sistema de tratamiento de aguas residuales.
SECADO:
Luego de haberse eliminado los componentes ácidos en el lavado
cáustico, el gas se comprime en la última etapa de compresión y se
procede a la eliminación del acetileno en el sistema de hidrogenación.
El gas hidrotratado se pre-enfría con propileno refrigerante antes del
secado para reducir el contenido de agua y el volumen del gas. El secado
se efectúa en un tamiz molecular, mediante un secador en servicio y otro
en regeneración (A-3701 A/B). El ciclo de cada secador es de 36 horas.
Se reduce el contenido de humedad a menos de 1 ppm.
HIDROGENACION:
El gas de pirólisis se somete a una hidrogenación catalítica selectiva para
remover totalmente el acetileno y convertir dienos a mono-olefinas y
alcanos, el acetileno se controla a la salida a una concentración menor que
1 ppm. Para ello, el gas de pirólisis se calienta a la temperatura de
reacción de 50 a 110°C. La hidrogenación se efectúa en un sistema de
tres reactores de lecho fijo (R-3601 A/B/C) adiabáticos, en serie, con
enfriamiento entre cada lecho para remover el calor liberado por la
hidrogenación.

Las reacciones que tienen lugar son:
H - C ------> C - H + H2 ------> CH2 = CH2 + QCH2 = C = CH2 + H2 ------> H2C = CH – CH3 + QCH2 = CH2 + H2 ------> CH3 – CH3 + Q
El catalizador utilizado es de paladio sobre base de alúmina de Sud-Chemie
SECADO SECUNDARIO Y PREENFRIAMIENTO.
El gas limpio se enfría en contracorriente en líneas que vienen de la
sección de fraccionamiento y se pasa por una segunda etapa de secado,
para eliminar el agua que pudiera formarse en el sistema de hidrogenación.
Posteriormente se enfría en la sección de pre-enfriamiento con etileno y
propileno refrigerante y corrientes frías provenientes de la zona de
fraccionamiento.
SEPARACION C2/C3:
El gas de pirólisis y las corrientes de condensado se alimentan a las
columnas desetanizadora (T-3801 / 3802) para su separación en
fracciones. El sistema consta de dos torres: una a alta presión (27 bar y –
48°C en el tope) que realiza la función de despojamiento, y la otra, a baja
presión, recibe el fondo de la primera (libre de metano y livianos). El tope
de la segunda torre se condensa parcialmente con propileno refrigerante y
se envía al separador de C2=/C2°. El fondo de la segunda columna
(72°C), conteniendo C3 y componentes mas pesados, se envía a la
despropanizadora.
SECCION DE BAJA TEMPERATURA:
El gas de proceso se enfría en varias etapas (E-4001 1/2/3; D-4001 1/2/3)
hasta que todo el etileno, etano y parte del metano hayan condensado,
enviándose estas corrientes a la columna desmetanizadora. Las corrientes
de productos fríos se utilizan como refrigerantes. El rango de temperaturas
que se maneja en esta sección es de –52 a –80°C.
SEPARACION C1/C2:
Todos los condensados de la sección de baja temperatura se alimentan a
la desmetanizadora en donde se extraen por el tope componentes livianos:
metano, CO e hidrógeno. La fracción de fondo se envía a la columna
fraccionadora etano/etileno T-4301. La desmetanizadora opera a 31 bar
(g) y con una temperatura de tope de -–3°C y de –6°C en el fondo.
FRACCIONADORA ETILENO/ETANO:
La corriente de fondo líquida de la desmetanizadora y la corriente de tope
de la desetanizadora se alimentan en la separadora de C2 en dos bandejas
diferentes (T-4301). Esta columna opera a 17 bar (g) con una temperatura
de tope de –32,2°C y de fondo de –10,3°C. El etileno producto se extrae
como gas o líquido del tambor de reflujo. El etileno gaseoso se recalienta
con propileno y se envía a los usuarios. El etileno producto líquido se
subenfría y se envía a almacenamiento de etileno líquido.
La fracción de fondo, etano, intercambia calor con la alimentación en la
zona de enfriamiento hasta temperatura ambiente y se recicla a los hornos
de pirólisis.
SISTEMA DE REFRIGERACION DE ETILENO:
Se usa para suplir los requerimientos de bajas temperatura (de bajo rango)
en el fraccionamiento, mediante el empleo de un compresor centrífugo de
tres etapas (C-4401) que permite alcanzar temperaturas entre -56 y -
102°C.
SISTEMA DE REFRIGERACION DE PROPILENO:
Produce los requerimientos de refrigeración para el fraccionamiento en un
rango medio de temperaturas, pudiéndose alcanzar de 10 a –38°C,
mediante la compresión de vapores de propileno en un compresor
centrífugo de 4 etapas (C-4601). Como parte del sistema se usan aero-
condensadores y un tambor de condensado (D-4605) desde donde se
suplen los requerimientos de los equipos refrigerados.
PRESSURE SWING ADSORPTION “PSA”:
En esta unidad se purifica parte del hidrógeno del gas de cola en una
corriente de alta pureza para ser empleada en la unidad de hidrogenación
de gasolina. Se usan cinco adsorbedores (A-5001 A/B/C/D/E) que operan
en un ciclo alternativo de adsorción-regeneración, en forma completamente
automatizada.
SEPARACION C3/C4:
El producto de fondo de la desetanizadora de baja presión se alimenta a la
despropanizadora (T-5101) que opera a 10,6 bar, 28,3°C en el tope y 90°C
en el fondo. La fracción de C3 se produce en estado líquido como
producto de tope de la despropanizadora, a 20 bar (g) y 89,5°C y se envía
a la fraccionadora propano/propileno. Los C4 e hidrocarburos mas
pesados se envían como productos de fondo y se envían a la separadora
C4/C5.
SEPARACION PROPANO/PROPILENO:
El producto de tope de la despropanizadora se alimenta a la separadora de
C3 (T-5501) que opera a 12 bar (g), 28,3°C en el tope y 38°C en el fondo.
Esta separa el propileno del propano para obtener un producto final como
propileno grado polímero.
Esta columna utiliza una bomba de calor para suplir los requerimientos
calóricos del fraccionamiento.
En el tope se obtiene propileno del tambor del condensador, y en el fondo,
la fracción de propano se recicla a los hornos de pirólisis.
SEPARACION C4/C5:
El producto de fondo de la despropanizadora se alimenta a la
desbutanizadora (T-5701) que opera a 7 bar (G), 64°C en el tope y 131°C
en el fondo, para ser separado en una fracción de C4 y otra fracción de
gasolina ligera. Como tope de la columna se retira la fracción de C4 que se
recicla a los hornos de pirólisis en conjunto con el propano del fondo de la
fraccionadora propano/propileno. LA fracción C5+ se envía a la unidad de
hidrogenación de gasolina.
HIDROGENACION DE GASOLINA:
El propósito de esta unidad es eliminar componentes inestables (como di
olefinas) por hidrogenación selectiva, con objeto de producir gasolina para
motor a las especificaciones requeridas. Esta gasolina reacciona con
hidrógeno de alta pureza en un reactor catalítico de lecho fijo, selectivo (R-
6101) a condiciones específicas de 19 bar (g) y 100°C o 147°C para
minimizar la formación de productos pesados por polimerización y evitar
pérdidas de componentes aromáticos por hidrogenación.
Consta de una sección de separación de componentes pesados (T-6301),
la sección de reacción propiamente dicha, y la destilación final o
estabilización (T-6201).
SISTEMA DE RE-COMPRESIÓN DE ETILENO/PROPILENO (KOBE):
El objetivo de estos compresores (C-7201/7401) es recuperar y condensar
todos los vapores de etileno/propileno generados en el almacenamiento de
estos líquidos criogénicos, en la carga del tanque o por las pérdidas de
calor a través de las paredes. Operan en paralelo a los que ya existían en
Olefinas I.
El compresor de etileno es de tres etapas y opera a 16 bar (g). El
compresor de propileno es de tres etapas y opera a 20,5 bar (g).
SISTEMA DE VAPOR Y CONDENSADO:
El sistema de vapor consiste en dos cabezales de vapor de alta presión
(HP I y HP II), un cabezal de media presión (MP) y un cabezal de baja
presión.
HP I se suple con el vapor generado de las calderas de recuperación
térmica en las secciones de pirólisis y enfriamiento súbito.
Todo este vapor se consume en la planta, satisfaciendo sus necesidades,
requiriéndose vapor de importación, según diseño original, sólo para el
arranque.
El compresor de gas de proceso y el compresor de propileno son
impulsados por turbinas de vapor. El compresor de etileno se maneja por
una turbina de contra presión.
Los condensados se envían a una unidad de pulimento para ajustar sus
características.
Los condensados limpios de las turbinas de media presión se rehusan
como agua de alimentación a calderas después de desgasificarlos.
SISTEMA DE DOSIFICACION DE DMDS:
La presencia de óxidos de carbono en el efluente de hornos está
estrechamente relacionada con la formación de coque en las paredes de
los tubos, y la reacción del coque con el material de dichos tubos, pues
reducen la resistencia mecánica de estos y disminuyen su vida útil.
Además, la adición de monóxido de carbono en la corriente de salida de
hornos está controlando la reacción de hidrogenación de acetileno en la
corriente de gas de proceso.
A fin de incrementar el tiempo de utilización (por ciclos) y la vida útil de los
tubos de los hornos, así como tener condiciones estables en la
hidrogenación, debe inyectarse dimetil-disulfuro en los cabezales de
etano y propano a los hornos, debido a que su presencia inhibe la
formación de óxidos de carbono.
El DMDS se inyecta por un sistema de bombas dosificadoras.
SISTEMA DE METANOL:
Este sistema se usa para la eliminación y descomposición de hielo y
formación de hidratos en las secciones de baja temperatura de la planta, en
diferentes puntos de inyección, cuando se generan.
A. SISTEMA DE PRETRATAMIENTO DE EFLUENTES:
Los efluentes orgánicos e inorgánicos de la planta tienen sistemas de
recolección separados, los cuales, previo pretratamiento, se envían a la
planta central de tratamiento de efluentes.
El tratamiento de los efluentes orgánicos contempla:
Neutralización de Soda Cáustica gastada.
Separación de partículas de coque del efluente de descoquizado.
Separación de Aceite.
Los sistemas de pretratamiento están siendo sometidos a modificación por
el Proyecto Ambiental de las plantas de Olefinas, el cual contempla en
tratamiento de los efluentes de ambas plantas de Olefinas y su área de
almacenamiento.
E 4001
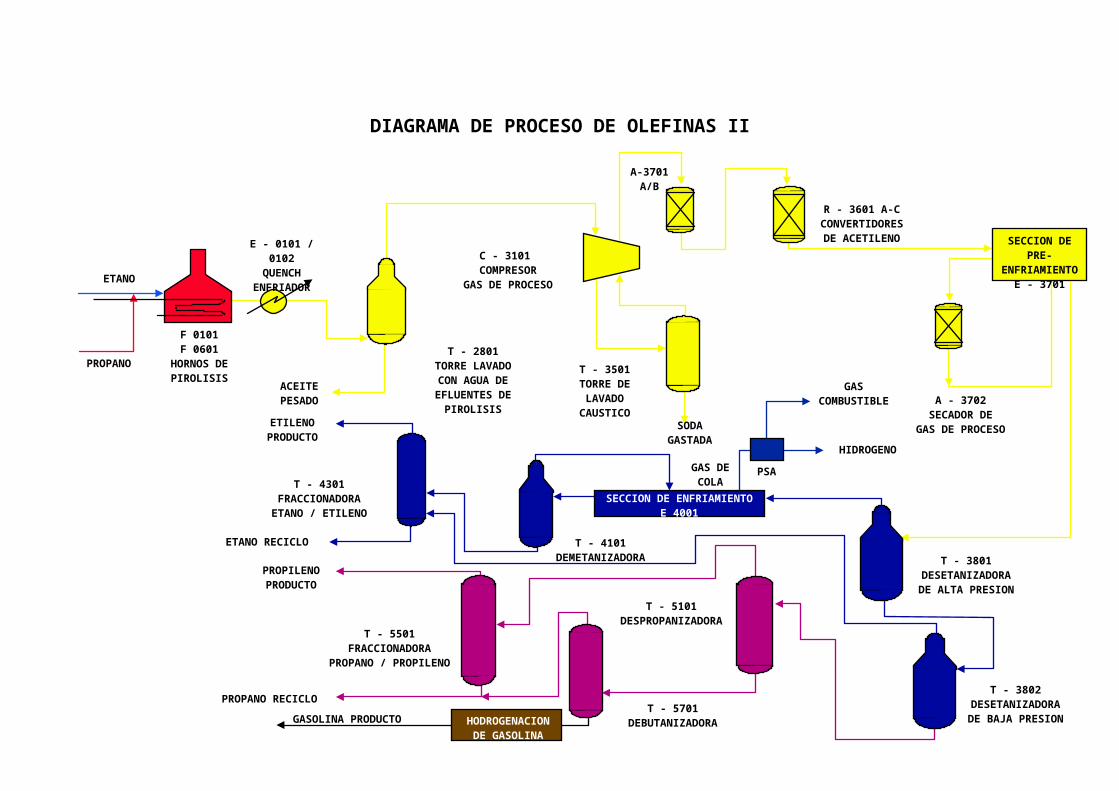
DIAGRAMA DE PROCESO DE OLEFINAS II
ETANO
PROPANO
F 0101F 0601
HORNOS DEPIROLISIS
E - 0101 / 0102QUENCH
ENFRIADOR
ACEITEPESADO
T - 2801TORRE LAVADOCON AGUA DE
EFLUENTES DEPIROLISIS
R - 3601 A-CCONVERTIDORES
DE ACETILENO
T - 3501TORRE DELAVADO
CAUSTICO A - 3702SECADOR DE
GAS DE PROCESO
T - 3801DESETANIZADORADE ALTA PRESION
C - 3101 COMPRESOR
GAS DE PROCESO
HIDROGENO
SECCION DEPRE-
ENFRIAMIENTOE - 3701
T - 5101DESPROPANIZADORA
T - 5701DEBUTANIZADORA
T - 5501FRACCIONADORA
PROPANO / PROPILENO
GASOLINA PRODUCTO
PROPILENOPRODUCTO
ETILENOPRODUCTO
T - 4301FRACCIONADORAETANO / ETILENO
T - 4101DEMETANIZADORA
SECCION DE ENFRIAMIENTOE 4001
HODROGENACIONDE GASOLINA
SODAGASTADA
T - 3802DESETANIZADORADE BAJA PRESION
GAS DECOLA
PSA
GASCOMBUSTIBLE
ETANO RECICLO
PROPANO RECICLO
A-3701A/B
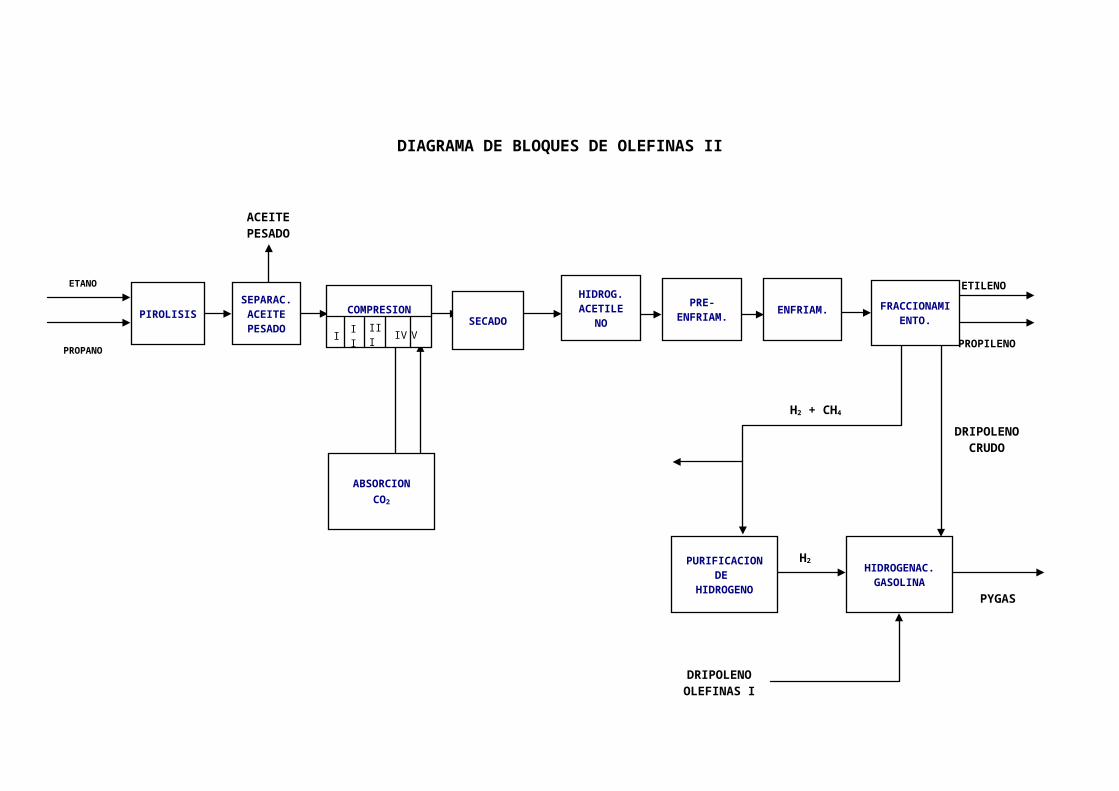
DIAGRAMA DE BLOQUES DE OLEFINAS II
PIROLISIS
SEPARAC.
ACEITEPESADO
COMPRESIONHIDROG.ACETILE
NO
PRE- ENFRIAM.
ETILENO
PROPILENO
ETANO
PROPANO
SECADOENFRIAM. FRACCIONAM
IENTO.
ACEITEPESADO
ABSORCIONCO2
PURIFICACIONDE
HIDROGENO
HIDROGENAC.GASOLINA
DRIPOLENOCRUDO
H2 + CH4
H2
DRIPOLENOOLEFINAS I
PYGAS
I II III IV V
PLANTA CLORO SODA
1.- GENERALIDADES.
La Planta Cloro Soda, instalada en el Complejo Zulia, ubicada en El Tablazo, esta
diseñada para producir 120.000 TM/año de Cloro gas en el límite de batería, a partir de
la sal cruda, agua desmineralizada y electricidad. El proceso de la Planta Cloro Soda
consta de 8 áreas principales de operación.
- Introducción:
La Planta Cloro Soda del Complejo Zulia, esta diseñada para producir 120.000
toneladas métricas por año de cloro. Esta planta es de Tecnología Americana cuyo
licenciante es la empresa OXYCHEM.
- Materia Prima:
La Planta Cloro Soda emplea como materia prima, sal cruda proveniente de la salina de
los olivitos a unos 30 Km de la planta, agua desmineralizada suministrada al límite de
batería desde la Planta Central de Tratamiento de Agua (CTA) y electricidad
suministrada por la Planta eléctrica del Complejo Zulia, que a su vez la recibe del
sistema eléctrico nacional. El consumo de ésta materia prima por diseño de planta es el
siguiente:
645 Toneladas métricas diarias (TMD) de Sal Cruda.
67,6 metros cúbicos por hora (m3/h) de Agua Desmineralizada.
34,5 KV 5 % de Electricidad.
- Capacidad de Diseño:
La planta está diseñada para producir en 335 días de operación de planta con un factor
de servicio de 95 % (8040 horas):
390 TM/día de Cloro Gas.
377 TM/día de Cloro Líquido.
100 TM/día de Ácido Clorhídrico 32%.
436 TM/día de Soda Cáustica al 100%.
120 TM/día de Hipoclorito de Sodio.
11,6 TM/día Hidrógeno Gas.
- Vida Útil de la Planta:
La planta Cloro Soda tendrá un mínimo de 20 años de vida en operación continua, con
una parada de planta cada año. La corrosión permitida fue especificada para los
equipos y tuberías tomando en consideración la vida útil de la planta.
- Factor de Servicio:
La Planta fue diseñada en base a un factor de servicio de 95 % (8040 horas por año).
- Servicios para la operación de la Planta.
SERVICIOS PEQUIVEN:
Agua Desmineralizada.
Agua Potable.
Agua de enfriamiento.
Agua de Servicio.
Agua Contraincendios.
Aire de Servicio.
Aire de Instrumentos.
Vapor de Agua.
Electricidad.
Disposición de Efluentes.
SERVICIOS PROPIOS:
Agua Helada.
Aire Respirable.
Generador de emergencia.
- Facilidades Auxiliares:
La Planta está diseñada con las siguientes facilidades auxiliares:
Sub- estación eléctrica.
Sala de Control.
Oficinas.
Taller de Mantenimiento.
Vialidad Interna.
Vestuarios.
Caseta de Despacho.
Estacionamiento de Vehículos.
Sistemas de drenajes canales pluviales.
Sistema contra incendio.
2.- DESCRIPCIÓN DEL PROCESO
- MANEJO Y PROCESAMIENTO DE SALMUERA
En ésta área se prepara la salmuera (mezcla de agua con sal), para ser enviada a las
celdas de los electrolizadores.
- SALA DE CELDAS
Esta área esta formada por dos circuitos de electrolizadores de operación
independiente. Cada circuito esta conformado por treinta y seis (36) electrolizadores,
para un total de setenta y dos (72), en estos electrolizadores a través de las
membranas especiales, se da la separación de la molécula de cloruro de sodio para
producir a través de un proceso electroquímico cloro, hidrógeno y soda cáustica.
- PROCESAMIENTO DE CLORO
El cloro es succionado por compresores hacia las etapas de procesamiento de cloro, el
cual pasa a través de un sistema donde se somete a enfriamiento, filtrado y secado,
con el objeto de eliminar la niebla salina y reducir al máximo el contenido de agua,
luego pasa por el sistema de compresión, licuación y almacenaje de cloro líquido,
donde éste se dispone para su posterior envasado y distribución, el cloro gas es
enviado a la planta de producción de plásticos de cloruro de monovinilo (MVC).
- PROCESAMIENTO DE SODA CÁUSTICA
En esta área se concentra la soda cáustica al 32% que sale de los electrolizadores,
empleando un proceso de evaporación, en el cual parte del agua es extraída de la
soda, con la finalidad de concentrarla hasta 50 % p/p, para su posterior almacenaje y
despacho a cisternas y buques.
- PROCESAMIENTO DE HIDRÓGENO
En esta área el hidrógeno producido en los electrolizadores, pasa por un sistema de
enfriamiento, lavado y compresión, en donde se distribuye una parte hacia la unidad de
síntesis de ácido clorhídrico y el resto es venteado a la atmósfera.
- PRODUCCIÓN DE ÁCIDO CLORHÍDRICO
En ésta área se produce la síntesis del ácido clorhídrico, mediante la reacción del
hidrógeno y el cloro proveniente del área de compresión y licuación de cloro, el cual
absorbido en agua ultra pura, forma la solución de ácido clorhídrico al 32%.
- MANEJO DE EFLUENTES
Esta área consta de 3 fosas, encargadas de recolectar, homogeneizar, y neutralizar los
efluentes generados en planta, a fin de adecuarlos a las condiciones de proceso
requeridas, para su posterior envío a Planta Central de Efluentes del Complejo
Petroquímico El Tablazo.
- UNIDAD ESCAMADORA
Actualmente desincorporada del proceso.
- MANEJO Y PROCESAMIENTO DE SALMUERA
- Manejo de Sal Seca
En años atrás la Planta Cloro Soda recibía sal desde Araya y Bonaire por vía marítima,
pero en vista de la calidad de la sal proveniente desde la salina de Los Olivitos,
actualmente sólo se emplea ésta sal, la cual se despacha al patio de almacenamiento
de sal por vía terrestre. Una vez en el patio, la sal es llevada por medio de un cargador
frontal o “shovel” hasta una tolva vibratoria que luego la dosifica a una cinta
transportadora, ésta sal a su vez es transferida a un elevador de cangilones y
descargada en un silo (E1-B101), el cual suple a cuatro saturadores verticales
(E1-TK101A/B/C/D).
- Tratamiento Químico
La función del área de tratamiento químico es la de preparar y almacenar los químicos
necesarios a las concentraciones requeridas para la producción de la salmuera (Na2CO3
15% p/p, Na2SO3 15% p/p, NaOH 12% p/p, CaCl2 25%, Floculante), y para procesar la
salmuera diluida que retorna de los electrolizadores.
- Saturación de Salmuera y Tratamiento Primario.
El área de saturación proporciona una solución de salmuera concentrada de 305 g/l,
disolviendo sal cruda (sólida) con una mezcla de salmuera débil (agotada) y agua
desmineralizada (alta pureza). La concentración de salmuera resultante debe
mantenerse por encima de la saturación a 20°C, para evitar la precipitación de la sal.
La función del área de tratamiento primario es la de remover el calcio y magnesio, más
otros metales pesados, hasta sus límites de solubilidad utilizando técnicas de
precipitación, asentamiento y filtración.
Este proceso debe producir, consistentemente, salmuera con un mínimo de metales
solubles, que permitan a las torres de intercambio iónico producir una salmuera para un
rendimiento óptimo en las celdas.
Saturación de la Salmuera
La salmuera declorinada procedente del proceso de declorinación, entra en el área de
saturación para disolución de sal a un pH entre 8 y 9 a una temperatura de
aproximadamente 60°C, concentración de 200 g/l NaCl a una rata de flujo normal de
140 m3/h.
A medida que entra en el área para disolución, la corriente se divide en una pequeña
corriente de desvío y, una gran corriente principal. La corriente principal (120 m3/h) se
mezcla con una corriente de agua de alta pureza, la cual entra bajo control de nivel
desde el tanque para almacenamiento de salmuera sin tratar (E1–TK102), también se
mezcla con una corriente de salmuera que viene de las bombas de recuperación de
salmuera sin tratar (E1–P102A/B). Por diseño, se estipulaba la dosificación de una
solución de CaCl2 25% p/p a esta corriente combinada para aumentar la proporción
Ca:Mg en la salmuera sin tratar, hasta 2 : 1 (Normalmente esto no será necesario). Sin
embargo, debido a la calidad de la sal proveniente de la salina de los Olivitos no se ha
hecho necesario adicionar esta solución química desde hace años a la salmuera. Aun
se cuenta en campo con los equipos necesarios para la preparación de esta solución,
en caso de ser necesario.
La corriente combinada de salmuera débil, se divide a través de un cabezal múltiple
hasta el fondo de cada uno de los cuatro recipientes para disolver sal, denominados
saturadores (E1–TK101 A/B/C/D). El flujo de cada uno de ellos puede obturarse
manualmente con una válvula mariposa, y es vigilado en un indicador de flujo local.
A medida que la salmuera débil entra por el fondo de los recipientes (saturadores) para
disolver la sal sólida, pasa a través de un sistema de múltiples, el cual dispersa el flujo
uniformemente a través del recipiente. A medida que sube la salmuera, pasa a través
de un lecho de sal sin tratar, a saturación. En la parte superior la concentración de sal
es de aproximadamente 315 g/l NaCl. La salmuera saturada fluye a través de los
distribuidores, en la pared del saturador y cae hacia la batea.
La corriente de desvío de salmuera débil fluye a través de una válvula automática de
control de densidad, hasta un cabezal del múltiple, el cual distribuye el desvío hacia la
batea de cada saturador. El flujo que va hacia cada batea puede ser obturado
manualmente con una válvula mariposa. La adición de salmuera débil en las bateas
reduce la contracción de salmuera a aproximadamente 305 g/l de NaCl (medido a
20°C), lo cual previene la precipitación de la sal en la batea y en el equipo corriente
abajo.
El controlador automático de densidad, regulará la corriente de desvío necesaria para
mantener una concentración global de salmuera resultante de 305 g/l de NaCl.
La sal si tratar proveniente del silo de sal (E1 – B101), fluye por gravedad a través de
los canales hacia cada recipiente de disolución, para formar un lecho de sal
aproximadamente 1.6 metros de alto. La mayoría de los insolubles que están en el
lecho de sal, se asientan, gradualmente, en el cono de la parte inferior del recipiente de
disolución, desde el cual periódicamente son descargados por gravedad a través de el
drenaje manual que realiza el operador cada 2 horas, hasta la fosa de lodo de salmuera
sin tratar, E1 – PT102.
En el fondo de cada recipiente de disolución y en la tubería de sub – flujo para lodo de
cada disolvente, están dispuestas conexiones para suministrar agua de alta pureza,
para limpiar cualquier tipo de insolubles o precipitación de sal, que pudieran obstruir las
tuberías. También está dispuesto adicionar agua a cada batea, para disolver cualquier
puente salino que pudiera formarse.
El rebose proveniente de cada batea se combina en un cabezal de recolección y fluye
por gravedad hacia el tanque de almacenamiento de salmuera sin tratar (E1–TK102);
éste último tiene un volumen total de oleaje de aproximadamente 25 minutos, a una rata
de flujo normal para salmuera.
La salmuera sin tratar proveniente del tanque de almacenamiento, es bombeada por la
bomba de salmuera sin tratar (E1–P103 A/B), a través de la válvula automática de
control de flujo FV–1087, hacia el área de adición de químicos. Este controlador de flujo
ajusta el flujo neto para todo el proceso de salmuera, hasta el tanque de
almacenamiento de salmuera ultra pura (E1-TK114).
La salmuera resultante deben mantener un nivel de NaSO4 < 8 g/l. La fuente primaria
de Na2SO4 es la sal sin tratar, pero parte se genera por la oxidación de Na2SO3 en la
declorinación de salmuera.
Tratamiento Primario
La salmuera entra en el tanque de tratamiento N° 1 (E1–TK103) cerca del fondo y a
medida que pasa a través de la zona de agitación suave, seguirá la reacción. El tiempo
de retención en el tanque de tratamiento es de 30 minutos a flujo normal de 180 m3/h.
La salmuera rebosa al tanque de tratamiento N° 2 (E1–TK104). Se añade solución de
carbonato de sodio (Na2CO3) al 15% p/p, a través de una válvula automática de control
de flujo (FV–1102), la cual recibe su señal desde un controlador de proporción de flujo
(RC–1102). La señal primaria para la proporción de flujo es la señal desde el
controlador de flujo de salmuera sin tratar, FC – 1087.
El carbonato de sodio reacciona con el calcio en la salmuera sin tratar, para formar el
CaCO3 insoluble, a saber:
CaCl2 + Na2CO3 CaCO3(s) + 2 NaCl
En la práctica, se añade suficiente Na2CO3 para mantener un exceso de 0,5 g/l en la
salmuera tratada, asegurando así que la reacción sea llevada hasta el lado del
producto. El valor establecido para la proporción del flujo será ajustado para lograr este
exceso.
El flujo en el E1–TK104 también es un flujo ascendente, a través de una región
suavemente agitada, rebosando hacia un tubo que va hacia el clarificador (E1–TH101).
El tiempo de retención en el E1–TK104 es de 30 minutos a flujo normal. Se toman
provisiones para la co-adición de una solución de NaOH 12% en el E1–TK104, pero
inicialmente ésta, será añadida corriente abajo. Así mismo se toman provisiones para
añadir un agente floculante, pero éste también se añadirá inicialmente corriente abajo.
Debido al abundante descascaramiento que se espera en esta área, la tubería de
rebose proveniente desde ambos tanques de tratamiento, está sobredimensionada por
el tamaño de una línea para el flujo por gravedad. Alrededor del E1–TK104, se
suministra un desvío para permitir la posible optimización y flexibilidad, con suministro
alternos de salmuera sin tratar. Normalmente, este desvío estará cerrado.
Se inyecta solución de hidróxido de sodio (NaOH) al 12 % p/p de la línea de rebose de
salmuera proveniente del E1–TK104, a través de una válvula automática de control de
flujo (FV–1103), la cual recibe su señal de control desde un controlador de flujo de
salmuera, FC–1087.
El hidróxido de sodio reacciona con el cloruro de magnesio en la salmuera sin tratar,
para formar Mg(OH)2 insoluble como sigue:
MgCl2 + 2NaOH Mg(OH)2(s) + 2NaCl
En práctica, se añade suficiente cáustica para mantener un exceso de 0,2 g/l de NaOH
en la salmuera tratada, asegurando así que la reacción sea llevada sea llevada lejos
hasta el lado del producto. El valor establecido para la proporción del flujo será ajustado
para lograr este exceso.
Clarificación de la Salmuera
La salmuera fluye por gravedad al pozo central del clarificador de salmuera
(E1–TH101). En el pozo central de clarificador se dosifica una solución diluida de
agente de flóculo (Alclar WG70, por Allied Colloids), para lograr una concentración de
0,3–0,5 mg/l de salmuera. La rata de dosificación está controlada por la bomba
contadora en el área de preparación de químicos (E1-P181A/B). El agente de flóculo
promueve la aglomeración de los precipitados BaSO4, CaCO3 y Mg(OH)2 en grandes
partículas, lo cual intensifica las características de asentamiento y deshidratación de
estos insolubles.
A medida que la salmuera y los sólidos fluyen hacia abajo del pozo central y entran en
la zona de asentamiento, los sólidos se asientan en el fondo y salmuera clarificada que
contiene de 30 a 70 ppm de sólidos suspendidos rebosa por la parte superior de la
solución de asentamiento, a través del vertedero, dentro de una batea o colector. Desde
ésta última, la salmuera fluye por gravedad al tanque de alimentación del filtro primario
(E1–TK105).
Los sólidos suspendidos que se asientan en el fondo del clarificador, son movidos hacia
un cono central de descarga, por medio de un rastrillo giratorio lento, el cual está
accionado por un motor en la parte superior del clarificador. Desde el cono central, los
sólidos salen del clarificador como lodo al 15% de peso y entran por diseño a la succión
de la bomba de sub–flujo del clarificador (E1–P104 A/B). Éstas bombas operan
intermitentemente, bajo el control de un temporizador, para bombear el lodo de
salmuera tratada, E1 – PT104. En la succión y descarga de estas bombas se dispone
de conexiones para lavar con agua de alta pureza y así retirar cualquier obstrucción que
pudiera ocurrir. Estas bombas actualmente no se encuentran en sitio y el desalojo de
los lodos se realiza de forma manual hacia un tanque que se ha dispuesto para tal fin,
una vez que el receptor de lodos se encuentra lleno este se desecha a través de un
camión de achique hacia la Planta Central de Efluente.
Continuando con el proceso principal, en la línea de salmuera clarificada hacia el
tanque de alimentación del filtro primario, este proporciona +/- 15 minutos de capacidad
de oleaje, desde el nivel normal de líquido hasta el flujo normal de salmuera. La
salmuera es bombeada desde este tanque, bajo control de nivel, a través de la bomba
de alimentación del filtro primario, E1 – P107 A/B. Una línea de reciclo de flujo mínimo
dirige la salmuera de regreso al E1 – TK105 para protección de la bomba.
Filtración de la Salmuera Primaria:
La salmuera clarificada a aproximadamente 48°C, conteniendo de 30 a 70 ppm de
sólidos suspendidos, fluyen desde la bomba de alimentación de los filtros primarios
hacia el sistema de filtro de la salmuera primaria, E1 – F151 A/B/C. Este es un sistema
de empaque sobre patín, con todas las válvulas para el retrolavado, controladas
automáticamente por un controlador de lógica programable (PLC).
La salmuera es enviada hasta el límite del patín, desde ahí es distribuida hasta la parte
superior de cada uno de los filtros, desde un múltiple común.
Cada filtro tiene una válvula de control de flujo en su entrada y todos estos
controladores reciben sus valores establecidos de un controlador manual común,
HC–1199. Esta rata de flujo de la salmuera sin tratar, FC – 1087, por aproximadamente
12%, con el balance reciclando hacia el E1 – TK105, bajo control de flujo para cada
filtro, asegura una eficiencia máxima de filtración.
A medida que la salmuera fluye hacia abajo, a través del filtro de antracita, se van
removiendo sólidos medios suspendidos residuales, hasta aproximadamente 5 ppm en
la salida. El flujo desde cada filtro es recolectado en un múltiple y, fluye a través de las
válvulas que controlan el nivel del TK105. La alimentación de salida pasa a través de
LV – 1137A y es reciclado a través de LV – 1137B. Estas válvulas trabajan en conjunto,
para proporcionar un control de nivel sin interferir con el control de flujo en los filtros.
Trabajan en un rango común de 4 – 20 mA, en direcciones reversas y, se colocan en
línea para proporcionar incrementos iguales de flujo para cada una, por incrementos
iguales de señal.
Una porción de la corriente de alimentación de salida pasa a través de un medidor de
turbidez en línea, de flujo a través. La alimentación de salida pasa por el tanque de
alimentación de filtro de pulir, E1 – TK106.
Después de un período de tiempo en línea (generalmente de 8 a 12 horas), cada uno
de los filtros es retirado del servicio y limpiado para sacar cualquier tipo de sólido
suspendido que pudiera haberse acumulado en el medio. El retrolavado puede lograrse,
bien automática o manualmente. Esta selección se hace con un interruptor manual,
para cada filtro, HS – 1200 A, B, C, el cual está ubicado en el tablero de control local,
para el sistema de filtros. Existen dos modos automático remoto, el retrolavado puede
comenzarse por medio de una serie de salidas del sistema DCS: un controlador
temporizador (KC – 1200, 1201, 1202), un totalizador de flujo (FQC – 1200, 1201,
1202), una alarma para diferencial de presión (PDAH – 1163, 1175, 1186) ó un
interruptor manual (HS – 1200C, 1201C, 1202C). En el modo automático local, se
puede iniciar con el retrolavado, por medio del interruptor manual del tablero local
(HS – 1200B, 1201B, 1201C).
En cualquiera de los modos, sea automático local o remoto, una vez iniciada la
secuencia del retrolavado, el resto de los pasos subsiguiente es controlado por el PLC.
En el modo Manual, cada válvula automática debe ser activada desde un interruptor
que se encuentra en el tablero local.
Una secuencia típica de retrolavado consta de 15 pasos; una vez iniciado el
retrolavado, los pasos son los siguientes:
1.- El filtro es aislado del servicio.
2.- Drenaje hacia abajo.
3.- Venteo.
4.- Soplado.
5.- Sedimentación de lecho.
6.- Retrolavado.
7.- Sedimentación de lecho.
8.-Drenaje hacia abajo.
9.- Venteo.
10.- Soplados.
11.- Sedimentación de lecho.
12.- Retrolavado.
13.- Sedimentación de lecho.
14.- Clarificación del filtro.
15.- Alineación al proceso.
El aire de proceso, proviene del área de servicios, y es distribuido hasta la parte
superior e inferior de cada filtro para drenaje y arrastrado de aire. La salmuera filtrada,
proveniente de la bomba de alimentación para retrolavado E1 – P111 es bombeada
hasta el límite del paquete, de donde es distribuida hasta la parte inferior de cada filtro,
desde donde fluye hacia arriba y, luego, fuera hacia la línea de retorno en el límite del
paquete, desde donde es dirigido hacia el receptor de retrolavado del filtro
(E1 – TK108).
En el paso de drenaje hacia abajo, el aire de proceso es utilizado para atenuar una
porción de la salmuera en el filtro hacia el receptor del retrolavado. En el paso del
venteo, la presión del aire residual es purgada hacia la atmósfera. En el paso del
barrido del aire, el aire inyectado por la parte inferior, levanta el lecho y la salmuera
remanente, revolviendo los sólidos que están adheridos al medio, el cual permite al
lecho reclasificarse, el retrolavado de flujo ascendente a una alta rata de flujo, levanta el
lecho y baldea hacia fuera los sólidos. Se permiten que el lecho se asiente de nuevo y,
se repiten los pasos anteriores, para asegurar una limpieza completa, luego.
La salmuera recolectada en el receptor de retrolavado E1 – TK108 drena desde el
fondo de su con, a una lenta y estable, por gravedad, hacia el foso de lodo de salmuera
tratada, E1 – PT104. El receptor de retrolavado está dimensionado para manejar el
volumen de salmuera generado por dos retrolavados seguidos. En la conexión de
lavado drenaje por gravedad, se coloca una conexión de baldeado con agua de alta
pureza, desde este tanque para desalojar cualquier taponamiento que pudiera existir.
Filtros Pulidores:
La alimentación saliente desde el sistema de filtros primarios, fluye hacia el tanque de
alimentación de filtros de pulir, E1 – TK106, el cual proporciona más o menos
15 minutos de residencia, desde el nivel normal de líquido a una rata normal de flujo de
salmuera.
La salmuera es bombeada desde este tanque, por medio de la bomba de alimentación
del filtro de pulir E1 – P108 A/B. Este es un sistema de empaque sobre el paquete, con
todas las válvulas para el limpiado de los filtrados, controlado automáticamente por un
Controlador de Lógica Programable (PLC).
La salmuera es enviada hasta el límite del paquete. Desde ahí es distribuida hasta el
múltiple de entrada, en cada uno de los dos filtros horizontales de hoja de pulir por
presión E1 – F161 A/B. Normalmente, uno está en servicio y el otro de reserva o en
limpieza o bien en pre-revestimiento. A medida que la salmuera pasa a través del
material de ayuda del filtro, en las hojas del mismo, los sólidos remanentes en la
salmuera (aprox. 1ppm) son sacados.
La salmuera filtrada fluye hasta la parte inferior de cada hoja y es recolectada en un
múltiple de salida, desde el cual existe el filtro. Una porción del efluente pasa a través
del analizador de turbidez en línea. El balance es alimentación a un cabezal de
recolección común, con el otro filtro hasta el límite del paquete, desde el cual pasa a
través de las válvulas de control de nivel para el E1 – TK106. Estas válvulas
LV – 1251A y LV – 1251B trabajan conjuntamente para proporcionar el control de nivel
al tanque de alimentación, sin interferir con el control de flujo hacia el sistema de filtros
trabajan en un rango común de control de flujo hacia el sistema de filtros trabajan en un
rango común de control de 4 – 20 mA en direcciones inversas y están en línea para
proporcionar incrementos iguales de flujo para cada uno de los incrementos de señal.
La alimentación de salida a través de LV – 1251A. El valor establecido en el controlador
de flujo para el sistema, FC – 1291, está establecido para el controlador de flujo de la
salmuera sin tratar, FC – 1087, para permitir la corriente de reciclado.
Después de un período de tiempo en la línea (generalmente de 24 a 48 horas), se saca
de servicio el filtro y se limpia, para quitar el recubrimiento y los sólidos filtrados que se
hayan acumulado en las hojas. El ciclo de limpiado puede llevarse a cabo, bien sea
automática o manualmente; esta selección se hace con un interruptor manual HC –
1863B, que se halla en el tablero local. Existen dos modos automáticos, remotos y
locales; en el modo automático remoto, el retrolavado puede iniciarse, por medio de una
variedad de señales remotas: un Controlador Temporadizador KC – 1863B, un
totalizador de flujo FQC – 1863, un relé para interruptor de diferencial de presión (KC –
1863A) y, un interruptor de diferencial de presión KC – 1863A y , un interruptor de
manual HS – 1863 A.
En el modo automático, el ciclo de limpiado puede iniciarse por medio de un interruptor
manual del tablero local HS – 1863B. En cualquiera de los modos, sea remoto o local,
una vez iniciado el ciclo de limpiado, el resto de los pasos subsiguientes es controlado
por el PLC. El modo manual, cada válvula automática debe ser activada desde un
interruptor en el tablero local.
Cuando se retira un filtro de servicio, el otro se pone en servicio, de manera que
siempre haya uno en línea.
El aire del proceso, proveniente del área de servicios se proporciona hasta el límite del
patín, desde el cual es distribuido hasta la parte superior de cada recipiente del filtro
para la purga. En el caso de la purga de la hoja, se utiliza aire para empujar los restos
de salmuera que quedaron en el recipiente, a través de las hojas del filtro. Esto
mantiene una presión diferencial a través de las hojas, que hace que el “aglomerado”
(medio filtrante más sólidos filtrados) de la hoja se mantenga intacto; esto a una rata de
flujo relativamente pequeña.
La salmuera drenada es dirigida desde el recipiente hasta el foso de retrolavado del
filtro de pulir salmuera, E1 – PT106. En el paso de purga del talón, la mayoría de la
salmuera remanente en el recipiente es barrida por aire, de regreso hasta el tanque de
alimentación del filtro de pulir, E1 – TK106; se mantiene el flujo de aire a través de las
hojas.
Después de haber venteado la presión de aire, la salmuera se dirige desde la bomba de
desagüe / pre- revestimiento, E1 – P161 A/B, hasta los cabezales de desagüe ubicados
a 10:00 y 2:00 en la cara del filtro. Estos cabezales distribuyen la salmuera de desagüe
hasta las boquillas, que hay en cada hoja, las cuales dirigen la salmuera a alta
velocidad en las hojas, rebanando el aglomerado del filtro. Los cabezales rotan, hasta
un cierto grado, permitiendo que la corriente de desagüe limpie toda la cara de cada
hoja. El flujo del desagüe pasa por ciclos de conexión, cinco veces durante este paso.
Mientras está desconectado, la salmuera de desagüe es dirigida de nuevo a un cabezal
de baldeado, en la parte inferior del recipiente, el cual lava los sólidos removidos de las
hojas hasta el drenaje del desagüe, el cual va al E1 – PT106. Después del paso del
desagüe, un paso de drenaje permite que todo el líquido remanente drene hacia el
drenaje del filtro. Entonces, el filtro es colocado en reserva.
Durante el paso de reserva, se prepara el pre – revestimiento, el cual, generalmente,
dura aproximadamente entre 24 y 48 horas. Se mezcla la ayuda del filtro del tipo Alfa –
Celulosa (Solka – Flor BW 40), utilizándole agitador de pre – revestimiento, E1 –
AG161, con la salmuera en el tanque de pre – revestimiento, E1 – TK 161. Este tanque
tiene cabida para suficiente salmuera y pre – revestir un filtro. Una vez mezclado, se
inicia el bombeo del pre – revestimiento, como para llenar y pre – revestir un filtro. Una
vez mezclado, se inicia el bombeo del pre – revestimiento, por medio del PLC, vía las
bombas de desagüe / pre – revestimiento.
En el paso del pre – revestimiento, el lodo de pre – revestimiento, es bombeado dentro
de la línea de alimentación del filtro vacío, para así llenarlo; el filtro es venteado en este
momento. Una vez llenado el filtro, el venteo es cerrado y la salmuera fluye a través de
las hojas, depositando el pre – revestimiento en la superficie de la hoja; lo cual crea un
substrato poroso para el filtrado de sólidos finos. La salmuera efluente es dirigida de
regreso al tanque de pre – revestimiento, cuya mezcla es circulada desde el tanque de
pre – revestimiento hasta el filtro y, de regreso de nuevo, hasta que la turbidez del
efluente, observada por el medidor de turbidez, sea aceptable.
En este punto, el filtro es colocado en la línea y, el otro filtro es retirado y, así se
completa el ciclo. Cuando el filtro entra por primera vez en corriente, una porción de la
salmuera filtrada es dirigida al tanque de pre – revestimiento, para volverlo a llenar para
el próximo ciclo.
Se toman las previsiones para añadir una pequeña cantidad de medio filtrante durante
la filtración y así prevenir un rápido incremento en la caída de presión, a través del
filtro, a medida que se acumulan los sólidos en las hojas. Esta adición se llama
alimentación del cuerpo o aglomerante, este evita la formación de una capa calcida
dura permitiendo mantener de ayuda para el filtro tipo alfa – celulosa, al tanque de
aglomerante, E1 – TK162 y, mezclándolo con el agitador de Aglomerante, E1 – AG162,
en forma manual. Esta mezcla es dosificada dentro de la alimentación de salmuera en
el filtro, con la bomba contadora de aglomerante, E1 – P162 A/B.
Esta bomba tiene un suministro automático intermitente de agua de alta pureza, para
limpiar los sólidos que pudieran asentarse en la tubería de entrada y salida. La rata de
dosificación del aglomerante puede ser ajustada, si fuera necesario, para que provoque
un aumento gradual en la caída de presión, a través del filtro. Tanto en el tanque de pre
– revestimiento como el de aglomerante y, las bombas y tuberías asociadas, se
suministran en paquetes sobre patín, como parte del sistema de filtro de pulir.
El líquido de desagüe que se recolecta en el foso de retrolavado del filtro de pulir es
bombeado hasta el receptor de retrolavado del filtro E1 – TK108, por la bomba de
sumidero del filtro de pulir la salmuera E1 – P134 A/B. La bomba de sumidero está
diseñada para aguantar el contenido de ciclo de limpiado; la bomba arranca
manualmente.
La salmuera filtrada desde el sistema de filtros de pulir, que contiene 1ppm de sólidos
no suspendidos, fluye hasta el tanque de alimentación de intercambio iónico E1 –
TK110. Este tanque tiene un volumen grande de oleaje, de 20 a 40 retrolavado, para los
filtros primarios (una rata alta de flujo durante un corto período de tiempo) y, como
recipiente igualador de reciclado para la salmuera ultra pura, durante el último paso de
la regeneración de intercambio iónico a estudiarse en próximo.
Durante el proceso de retrolavado de los filtros primarios la salmuera entra por la
succión de la bomba de alimentación de retrolavado E1 – P111, la cual bombea a una
rata de 270 m3/h, a través de la válvula de control de flujo FV – 1194 hasta el límite de
patín de la filtración de salmuera primaria. No existe bomba instalada de repuesto,
puesto que el servicio es intermitente. Normalmente, el motor de esta bomba arrancará
y parará en forma automática, por medio de una señal de control proveniente del PLC,
Sistema de Filtros de Salmuera Primaria.
La bomba operará dos veces, durante tres minutos cada una, para cada ciclo de
retrolavado.
Continuando con el proceso normal, el flujo saliente de salmuera, desde E1 – TK110,
entra en la succión de la bomba de alimentación de intercambio iónico E1 – P112 A/B,
la cual lo bombea, bajo control de nivel LV – 1352 hacia el intercambiador de salmuera
declorinada filtrada. Se toman provisiones para inyectar sulfito de sodio en la línea de
succión de la bomba común, en el supuesto negado que algún cloro libre atraviese el
área de declorinación, y el área de tratamiento de la salmuera. La adición de sulfito se
hace manualmente.
Se hace dirigir un reciclado mínimo reflujo para la protección e la bomba, a través de la
línea hacia E1 – TK110. La señal de control de nivel hacia LV – 1352 es guiada a través
de un selector de señal de baja LY – 1352, el cual compara la salida del controlador de
nivel hacia la salida, desde el controlador de nivel no restrinja, tan severamente, el flujo
de salmuera hacia el intercambiador de iones, en comparación con el flujo de salmuera
en el sistema de intercambio de iones (señal desde FQ – 1381) hacia el flujo de
salmuera sin tratar, al comienzo del tratamiento de salmuera (señal desde FC – 1087).
Este controlador enviará una salida al selector de baja para mantener la proporción de
FQC – 1381B con FCI – 1087 en 0.8 normalmente el flujo de salmuera en el FQC –
1381B será de aproximadamente el mismo FCI – 1087, por lo que existirá una señal de
alta hacia LY – 1352, tratando de cerrar a LV – 1352. El interruptor selector ignora la
señal de alta y trasmite la señal de control de nivel a la válvula. Aún sin embargo,
durante un retrolavado la rápida depresión en el nivel del E1 – TK110 pudiera conducir
a una sobre – reacción por parte de LV – 1352 para cerrar LV – 1352, eventualmente se
hará mayor que la señal desde FFC – 1352, cuyo momento el selector de baja
cambiará el control de LV – 1352. Al controlador de proporción para mantener la
proporción de 0.8 eventualmente, después de finalizado el retrolavado, el nivel E1 –
TK110 se recuperará, la señal desde LC – 1352 disminuirá y, el control de LV – 1352 se
invertirá a LC – 1352.
Manejo del Lodo de Salmuera:
Los sólidos que se asientan en el fondo de la fosa del lodo de la salmuera sin tratar son
transferidos, periódicamente hacia la laguna de lodos en efluentes.
Los insolubles que vienen del fondo de las bombas de sub – flujo del clarificador de
salmuera E1 – P104 y, del receptor del lavado de los filtros E1 – TK108 fluye, en forma
intermitente, hacia la fosa de lodo de salmuera tratada E1 – PT104. Estos flujos entran
en un pozo amortiguador para minimizar cualquier alteración en el lodo que ya está en
el pozo. Debido al gran volumen de este foso, los sólidos se asientan en el fondo y, un
líquido relativamente claro, rebosa a un vertedero, dentro de la fosa de recuperación de
salmuera tratada E1 – PT103. La salmuera que está en el foso de recuperación es
transferida de vuelta al TK – 104, a través de la válvula de control de flujo, FV – 1759.
La señal de control para la válvula es reajustada automáticamente, por el trasmisor de
nivel en la fosa de recuperación. Un reciclado de flujo mínimo para el protector de la
bomba, es dirigido de regreso al foso.
A diferencia la fosa de lodo de salmuera sin tratar, en el foso de lodo de salmuera
tratada no se deja que entren derrames y el agua de lavado. Los sólidos que se
asientan en el foso de lodo de salmuera tratada, son transferidos periódicamente, hacia
un relleno fuera de lugar, por medio de la bomba de lodo de salmuera tratada E1 –
P106 A/B. Sobre la base de promedio de tiempo, aproximadamente 400Kg/h de sólidos
y 800 Kg de líquido salen de la planta en esta corriente. Se toman las provisiones para
que el agua de proceso baldes dentro del foso para que mueva el lodo dentro del foso
para que mueva el lodo dentro de la succión de la bomba.
Tratamiento secundario, almacenamiento y acidificación.
La función de esta área es la de mejorar la calidad de la salmuera removiendo más
cationes (calcio y magnesio) principalmente, para lograr una alimentación de salmuera
“ultra pura”, la cual es necesaria para el funcionamiento óptimo de la tecnología de
celdas de membranas de cloro-álkali. Adicionalmente se acidifica y calienta la salmuera
para llevarla a las especificaciones requeridas para las celdas de electrolizadores.
Intercambio Iónico:
Posteriormente, la salmuera se envía al “tanque de filtrado secundario” para ser
bombeada al intercambiador de calor donde se calienta a partir de la salmuera
declorinada. Luego pasan al sistema de intercambio iónico, conformado por tres
columnas conectadas en serie, en donde se remueven los iones calcio, magnesio,
estroncio, bario y otros cationes presentes en la salmuera, mediante un proceso de
intercambio de los mismos por iones sodio localizados en la resina. Obteniéndose de
esta forma la salmuera ultra pura, para finalmente ser almacenada y enviada a las
celdas de electrolizadores.
Acidificación de la Salmuera:
La salmuera se acidifica para remover la soda cáustica y los carbonatos provenientes
de las etapas de tratamiento anteriores. Este proceso se lleva a cabo en dos etapas: la
primera, antes de que la salmuera ultra pura entre al tanque de almacenamiento, en
donde se añade ácido clorhídrico al 32%, ajustando el pH entre 5 y 6 para producir las
siguientes reacciones:
NaOH + HCl NaCl + H2O
Na2CO3 + HCl NaHCO3 + NaCl
Estas reacciones de neutralización al terminarse se encuentra que el pH es de 6.8. Al
añadir más ácido se produce una conversión parcial de bicarbonato de sodio a dióxido
de carbono, cloruro de sodio y agua, llegando el pH hasta 5 – 6; este valor de pH
también permite que parte del bicarbonato de sodio remanente reaccione en el tanque.
La reacción involucrada es la siguiente:
NaHCO3 + HCl CO2 + NaCl +H2O
Posteriormente, la salmuera ultra pura es llevada a 80°C a través de un intercambiador
de calor, para pasar a la segunda etapa de acidificación con la finalidad de completar la
reacción del bicarbonato de sodio y entrar al área de electrólisis.
Salmuera Agotada, Declorinación y Destructor de Cloratos.
La salmuera agotada es aquella que retorna de la sala de electrólisis la cual es
almacenada en un tanque receptor, para pasa por l proceso de declorinación con la
finalidad eliminar el cloro contenido, y destrucción de cloratos formados como producto
indeseado, en la sala de celdas.
Salmuera Agotada:
La salmuera proveniente del área de electrólisis se almacena en el tanque4 receptor de
salmuera agotada, en cual se añade ácido clorhídrico al 32% con el fin de desplazar el
cloro gas disuelto, produciéndose la siguiente reacción de equilibrio hacia la derecha:
HCl + HOCl Cl2 (aq) + H2O
El ácido clorhídrico añadido también reacciona con el sulfato de sodio presente, de
acuerdo a las siguientes reacciones:
Na2SO4 + HCl NaHSO4 + NaCl
NaHSO4 + HCl H2SO4 + NaCl
Declorinación de la salmuera.
Para esta fase de declorinación se bombea salmuera agotada desde el depósito de
salmuera agotada hasta la parte superior de una columna empacada (declorinador T-
102), operando bajo vacío de menos -0.58 Kg/cm2 o 450 mmHg por debajo de la
presión atmosférica. El declorinador disminuye el cloro disuelto en la salmuera, desde
aproximadamente, 150 mg/l, hasta un nivel aproximado de 10 a 30 mg/l. Se crea
suficiente vacío en la torre declorinadora E1-T102, de modo que la presión del sistema
se acerque al punto de ebullición de la salmuera. Con la reducción de la presión total
del sistema, se reduce la presión parcial del cloro, extrayendo el cloro molecular acuoso
de la salmuera, con el fin de obtener bajos niveles de cloro disuelto.
La columna empacada se utiliza para asegurar una adecuada área de superficie para la
separación vapor – líquido. El vapor - líquido fluye hacia debajo de la columna y se
separan en el fondo.
El cloro y el vapor de agua del declorinador pasan a través de un condensador
(E1-E103) acorazado elevado, para condensar la mayor parte del vapor de agua. El
condensado fluye por gravedad de regreso hasta la parte superior de la torre de
declorinación luego, el gas de cloro húmedo se comprime por medio del uso de una
bomba de vacío de anillo líquido (E1-MP191 A/B) y se envía a la unidad de
procesamiento normal de cloro gas húmedo.
La descarga de cloro de las bombas de vacío fluye hasta un separador, en donde se
elimina el agua adicional condensada en las bombas de vacío. Cualquier exceso de
agua en el separador se rebosará hacia el recipiente de agua clorinada (E1-OT106), en
donde se puede añadir sulfito de sodio por medio de una válvula manual, con el fin de
eliminar el cloro residual en caso de que existiera algún olor intolerable de cloro.
Se bombea salmuera declorinada por vacío, utilizando para ello la bomba de salmuera
declorinada (E1-MP119 A/B) una operando y la otra en reserva, desde la sección
igualadora del fondo del declorinador E1-T102, hasta la declorinación química, antes de
transferirla de regreso a los saturadores de salmuera. El nivel de líquido en la torre
declorinadora está controlado por una válvula automática en la descarga de las bombas
de salmuera declorinada. Se incluye una línea mínima de reciclado, con el fin de evitar
que se despresurice la bomba de salmuera declorinada E1-MP119.
La temperatura de la salmuera en la parte superior de la torre de declorinación se vigila
continuamente, con el fin de facilitar la corrección de cualquier desviación, ya que una
disminución de la temperatura, traería como consecuencia, un incremento en la
cantidad de cloro disuelto en la salmuera. Por lo tanto, la vigilancia de la temperatura
permite a los operadores determinar acciones correctivas aguas abajo del proceso.
Se incluye una válvula de reciclado en la descarga de las bombas de vacío del
declorinador (E1-MP191 A/B). Durante la operación normal, generalmente se cierra
dicha válvula para conseguir el máximo de vacío que se desea, con el fin de minimizar
la cantidad de cloro disuelto en la salmuera. Se puede utilizar la válvula de reciclado en
los arranques y en las paradas para eliminar las pulsaciones en estas bombas.
Se incluye también una válvula de seguridad de presión, en la parte superior de la torre
de declorinación, con el fin de evitar un vacío total en la torre, lo cual podría ocasionar
algún daño mecánico.
Destructor de Cloratos:
Desde el tanque receptor de salmuera agotada (E1-TK115), salen dos corrientes; una
corriente está compuesta por cloro (acuoso) y cloro (gas) que va directamente a la torre
de declorinación y otra corriente de salmuera agotada con cloro es enviada hacia el
reactor de destrucción de cloratos, en donde se le añade ácido clorhídrico para destruir
el clorato de sodio generado en la celda. La reacción de destrucción es la siguiente:
6 HCl + NaClO3 3 Cl2 + NaCl + H2O
Desulfatación de Salmuera.
La unidad NDS se ha diseñado para procesar salmuera declorinada en tres columnas
de intercambio iónico que usan un tipo especial de resina para remover 72Kg/h del
sulfato que está disuelto en la salmuera. La salmuera, luego de esta etapa, está en
condiciones de retornar al proceso de saturación con la concentración especificada de 5
g/l de sulfato de sodio.
La planta NDS consta de tres sistemas, para el cumplimiento de su objetivo:
A. Sistema de Salmuera Desulfatada
En este sistema se manejan aproximadamente 75 m3/h de salmuera agotada
provenientes de sala de celdas y 80 m3/h de salmuera desulfatada que se unen con la
corriente principal para ir al área de saturación.
La reacción que se lleva a cabo en dicho sistema es la siguiente:
[ZrCl2]2+ + [SO4]2- = [ZrSO4]2+ + 2Cl- (1)
B. Sistema de agua para lavado
En este sistema se manejan 21 m3/h de agua con un pH controlado en 2. Con esta
condición se prepara al lecho de resina para el paso de desorción.
La reacción que toma lugar es la siguiente:
[Zr(OH)2]2+ + 2HCl = [ZrCl2]2+ + 2H2O (2)
C. Sistema de agua para la Desorción
En este sistema se manejan aproximadamente 105 m3/hr de agua con pH de 9.
Adicionalmente, se controla la temperatura del proceso de desorción en 70 ºC para
hacer el proceso más eficiente.
La reacción que se lleva a cabo es la siguiente:
[ZrSO4]2+ + 2NaOH = [Zr(OH)2]2+ + Na2SO4 (3)
La salmuera que contiene sulfatos, es controlada en una condición ácida al agregarle
ácido clorhídrico y paralelamente se elimina la cantidad de Cl2 libre que contiene a
través de la adición de sulfito de sodio Na2SO3. Una vez logradas las condiciones de
entrada, la salmuera llega a las torres de resinas E1-T181A/B/C por la parte inferior,
donde comienza a llevarse a cabo el proceso de adsorción, según la ecuación (1) a
medida que avanza en el lecho fluidizado.
La salmuera así desulfatada, cae por rebose al tanque de almacenamiento temporal
E1-TK190, de donde es recuperada a la línea principal.
Este proceso se lleva a cabo en forma secuencial, es decir, cuando la adsorción de la
resina alcanza la capacidad total, la adsorción es cambiada a la siguiente torre.
Después del cumplimiento de la adsorción, la salmuera en la torre es recuperada al
drenar y luego enjuagar la superficie con el agua para lavado.
Al finalizar el paso de lavado, la resina está lista para la desorción, donde se eliminaran
los sulfatos de la salmuera según la ecuación (3).
Una vez finalizada la desorción, el agua que contiene sulfatos es recuperada al drenar y
luego enjuagar la torre con agua desmineralizada, hacia el tanque E1-TK191.
Cada uno de estos pasos se repite bajo el control de un panel de control local (PLC). El
PLC se encarga de dirigir el movimiento de las válvulas de acuerdo a una secuencia
lógica establecida.
SALA DE CELDAS:
Electrólisis:
La salmuera entra a los electrolizadores por el fondo y a medida que sube por el
comportamiento del ánodo se electroliza.
La electrólisis del cloruro de sodio y agua produce cloro, hidrógeno e hidróxido de sodio
de acuerdo a la siguiente reacción estequiométrica:
2 NaCl (aq) + 2 H2O (l) 2 NaOH (aq) + Cl2 (g) + H2 (g)
Lo principal en una celda electrolítica, no es sólo la generación de productos, sino
también su separación. Cabe destacar que, cada celda utiliza una membrana de
intercambio iónico para efectuar dicha separación.
La membrana de intercambio iónico, impide el paso de los iones cloro a la cámara del
cátodo y evita la migración de la mayoría de los iones hidrófilos (OH-) hacia el ánodo.
El máximo amperaje por circuito es de 179.100 amperios. Distribuidos para 36
electrolizadores que conforman cada circuito.
El gas hidrógeno y la soda cáustica que se forman en la cámara del cátodo, suben
hacia el tope y fluyen fuera del electrolizador. En una “T” de separación, la mezcla de
dos fases se separa. El gas hidrógeno se recoge en un distribuidor-recolector a 75 mm
de H2O de presión positiva y la soda cae dentro de un tanque recolector.
Circulación de la Soda Cáustica:
La soda, a una concentración aproximada de 32 %, fluye por gravedad desde el
colector de la sala de celdas hasta el tanque de circulación (E4-TK401); una pequeña
parte se bombea de éste al evaporador, sirviendo a una variedad de procesos que la
necesitan dentro de lo límites de batería. El resto de la soda cáustica se diluye con
agua desionizada para luego ser enfriada y devuelta a los electrolizadores con una alta
velocidad de flujo, a objeto de mantener la temperatura de las celdas y minimizar los
gradientes de concentración dentro de las mismas.
Control de Presión de Cloro.
El sistema de control de presión del colector de cloro, consiste de un lazo de control
automático de presión y un recipiente sellado de alivio de presión.
Para asegurar que la membrana esté inmóvil dentro de cada celda, la presión del
colector de cloro se mantiene dentro de un diferencial de presión de aproximadamente
75 mm de H2O por debajo de la presión del colector de hidrógeno. Este diferencial se
ajusta mediante un lazo de control de retropresión en cada colector en donde la presión
del colector de hidrógeno, fluctúa dentro de un rango de operación permisible, la
presión del colector de cloro se moverá más o menos en paralelo; conservando la
diferencia de 75 mm de H2O.
Control de Presión de Hidrógeno:
El área de procesamiento de hidrógeno consiste de una válvula de control de contra
presión y un par de sellos de venteo. La presión en el colector de la sala de celdas, se
mantiene a 75 mm de H2O; para asegurar que la membrana esté inmovilizada en cada
celda. Las variaciones en este punto de ajuste, no deben exceder de ± 25 mm H2O.
El control de retropresión se mantiene, por medio de una válvula de control en el
colector principal, en combinación con el reciclo proveniente de la descarga del
compresor de hidrógeno, la cual asegura que desajustes en la presión no se transmitan
de retorno al colector de la sala de celdas.
El sello de venteo del hidrógeno está diseñado para ventear en los casos en que la
presión en el colector exceda de los 120 mm de H2O; si dicha presión cae por debajo de
los 50 mm de H2O, un “interlock” ocasiona que el compresor se detenga y si este
engranaje falla, el sello de venteo impide la entrada de aire al sistema, ya que este se
introduce con riesgo de explosión.
Renovación de Celdas:
Esta área funciona como un taller de mantenimiento especializado, que le da soporte al
ensamblaje y desmontado de los electrolizadores, la preparación de las membranas,
limpieza y preparación de los componentes no consumibles del electrolizador y, al
almacenamiento de los componentes de consumo, así como las herramientas y
suministros especializados.
Rectificación Eléctrica:
La función del sistema de rectificación de la sala de celdas es la de convertir la energía
entrante, corriente alterna en energía directa de bajo voltaje para el suministro de cada
uno de los circuitos. Cada uno de los circuitos de electrolizadores, reciben energía
trifásica de 34.5 Kv en corriente alterna, transformada en 110 voltios y se rectifica para
entregar 180.000 amperios de corriente continua para cada circuito de electrolizador
como máximo, el valor de corriente en amperios recibida por los electrolizadores,
representa la carga de operación de planta y ésta puede variar entre 90.000 y 180.000
amperios por circuito.
Almacenamiento de soda cáustica al 32%:
La soda cáustica fluye por gravedad desde los electrolizadores al tanque de circulación
de soda, donde aproximadamente el 8% se destina a la Unidad de Concentración de
Soda, el 90% se envía al sistema de circulación. El porcentaje de soda restante
después de ser enfriada se almacena en los tanques de soda al 32% (E4-TK402A/B),
desde donde se envía a otros usos.
PROCESAMIENTO DE CLORO:
El cloro de los dos circuitos de la sala de celdas, se procesa en trenes separados,
sometiéndolos a un enfriamiento, secado y compresión. Después de la compresión, las
corrientes de cloro se combinan y fluyen a una unidad común de refrigeración para la
licuación. Si se desea, se puede tomar directamente de la compresión y enviarlo a los
usuarios que así lo requieran.
Enfriamiento y Secado de Cloro:
El gas cloro húmedo, se enfría a 15°C en dos etapa. En la primera, enfriadores de tubos
y carcaza de titanio bajan la temperatura desde 90°C hasta 40°C utilizando agua
proveniente de la torre de enfriamiento. En la segunda etapa, agua sub-enfriada, enfría
el gas cloro a 15°C, en un enfriador (Chiller) de tubos y carcaza, igualmente a base de
titanio.
A medida que el cloro se enfría, agua con cloro disuelto (condensado clorinado) se
separa de la corriente de gas cloro. El condensado proveniente del enfriador y “Chiller”
de cloro, fluye por gravedad a través de una tubería en “U”, hasta el recipiente de
condensado clorinado, desde donde se bombea de regreso al tope de la torre
declorinadora. El gas cloro frío pasa por un sistema (demister), el cual contiene
elementos filtrantes, que remueven partículas del NaCl que arrastra el gas.
Después del enfriamiento, casi toda la humedad remanente en el cloro se remueve en
las torres de secado. Tres torres en serie, se utilizan para absorber el vapor de agua del
cloro mediante ácido sulfúrico concentrado (98% aproximadamente), el cual fluye de
torre a torre y en contracorriente con el flujo del gas cloro. Cabe decir que el ácido
sulfúrico que está más concentrado, se pone en contacto con el cloro menos húmedo,
en otras palabras el ácido inicia su recorrido a partir de la 3era. torre, en el orden para
ese período de operación, hasta la 1era. torre.
El cloro húmedo entra a la 1era. torre de secad, aproximadamente a 15°C, con un
contenido de agua cercano al 2.0% en volumen y deja la 3era. torre a 47°C y con
menos de 10 ppm de humedad. Cuando el ácido se pone en contacto con el agua del
gas cloro, ésta se absorbe hasta que la presión de vapor de agua en el gas cloro que
deja el tope de la torre, entra en equilibrio con la presión de vapor del agua ejercida por
ácido que circula en el tope de la sección. La temperatura del gas cloro aumenta con el
incremento de la temperatura del ácido sulfúrico, debido al calor de dilución del ácido
sulfúrico que circula desde la 3era. torre hasta la 1era.
Compresión de cloro:
La función de los compresores es arrastrar el gas cloro a través de las unidades de
enfriamiento y secado, elevando la presión de salida del gas a 7.7 atm
aproximadamente.
Antes de la compresión, el cloro seco entra a la succión del “chiller”, donde se lava y se
enfría aproximadamente a -38°C, por contacto directo en contracorriente con cloro
líquido reciclado. En el proceso de lavado, se remueve cualquier impureza,
especialmente materia no volátil (MNV) que pudiera estar presente.
En esta planta, las impurezas orgánicas podrían provenir del uso de grasa en los
electrolizadores, adicional a la corrosión de los colectores de cloro. Cualquier impureza
que se deposite en la torre enfriadora, caerá dentro del fondo del recipiente y será
recolectado periódicamente en un recipiente externo separado, llamado tambor de
fondo del chiller.
Normalmente debe añadirse diariamente una pequeña cantidad de tetracloruro de
carbona; para garantizar su presencia continua en el tambor y poder mantener la MNV
en solución. El chiller de cloro se purga rutinariamente de la MNV, por lo que también
se desaloja algo de cloro líquido hacia el tambor de fondo.
A medida que el cloro líquido fluye descendentemente a través de la torre empacada,
en contacto con el gas caliente, va absorbiendo el calor del gas. La temperatura de
salida del gas es -38°C, que corresponde a la temperatura de equilibrio del gas cloro
saturado, que se encuentra con el cloro líquido a la presión del “chiller” (650 mmHg).
El sistema de compresión, consiste de una unidad de múltiples etapas (tres), con dos
enfriadores entre cada etapa y uno a la salida. Los enfriadores están diseñados para
evitar que el gas alcance temperaturas superiores a los 108°C, utilizando como medio
de enfriamiento agua de la torre. Se debe prevenir el contacto del agua con el cloro, por
lo cual al ser utilizada, se recirculará al tanque de almacenamiento.
La presión de descarga de los compresores está calibrada a 7.7 atm aproximadamente
y el cloro puede entonces dirigirse a la planta de EDC, licuación, unidad de ácido
clorhídrico o hipoclorito de sodio.
Durante el arranque, el compresor de cloro descarga al lavador de alta presión, hasta
que se alcance la pureza requerida del gas para ser usado directamente por la planta
de EDC.
Licuefacción de cloro:
El gas cloro es licuado a 7.7 atm de presión aproximadamente, utilizando freón R-12,
como refrigerante, en una unidad que sirva también para el procesos de agua sub-
enfriada.
El cloro se licua con un porcentaje de recuperación cerca del 96%, el resto del gas no
condensado, más los gases inertes, es enviado a la cámara de explosiones.
El cloro líquido drena por gravedad a los tanques de almacenaje, los cuales ventean al
tambor de explosión de licuación. El gas cloro no condensado y los gases inertes del
tambor de explosiones, mezcla llamada “gas de cola”, se envían a la unidad de ácido
clorhídrico (Sigri).
Manejo y Almacenaje de cloro:
El cloro líquido es almacenado en tanques aislados, equipados con dispositivos de
pesado electrónico para el control de inventarios. Posteriormente, el cloro líquido se
envía a dos (2) nuevos tanques de almacenamiento por presión diferencial dado que los
tanques de recepción para cargar los cilindros pueden ser descargados a la sección del
“chiller” mediante una contrapresión regulada, sin fluctuaciones de presión de la sala de
celdas.
Si la presión de la sala de celdas es baja, el cloro líquido se le puede adicionar
nitrógeno (aire no, debido a los requerimientos de pureza), hasta llegar a una presión
de 11.6 atm y descargar el cloro a través de un tubo inclinado a un vaporizador el cual
puede alimentar a los usuarios directamente.
Después de la adición, la mezcla de nitrógeno y cloro es enviada al tanque de
neutralización de cloro de alta presión hasta que esta disminuye a la atmósfera.
Sistema de neutralización de cloro:
Este sistema permite la neutralización de cloro, de tal manera de no ocasionar
problemas ambientales al agua o al ambiente, en caso de que ocurra un problema
operacional y aumente considerablemente la presión tanto en la etapa de baja presión
como en la de alta presión. El sistema de neutralización es utilizado en arranque de
circuito hasta que alcance la especificación de la pureza del gas de cloro (>90% de Cl2
por volumen), el cual puede ser manejado por los compresores y licuadores de cloro).
Adicionalmente es empleado de manera rutinaria sobre una base intermitente por
unidades de evacuación de cloro, el licuador, el venteo de gas residual y por el
separador de ácido sulfúrico contaminado).
Producción de Hipoclorito de Sodio:
La producción de Hipoclorito de Sodio grado comercial tiene como finalidad la obtención
de una solución de NaClO al 13.5 % a partir de 6200 Kg/día (16h) de cloro gas, el cual
será absorbido en una solución al 18 % de NaOH. Operativamente el proceso se divide
en tres etapas: Neutralización (Producción de Hipoclorito de Sodio), Almacenamiento
en tanques, y por último despacho.
Evaporización de cloro:
La función de esta área es la de convertir cloro líquido a cloro gaseoso. Esta conversión
se lleva a cabo con dos sistemas de vaporizador para cloro líquido operados
independientemente.
Un vaporizador produce cloro gas y el otro vaporizador proporciona una presión
almohadilla del mismo para forzar el cloro líquido, desde los tanques de
almacenamiento hasta el área de las instalaciones de carga de los contenedores de
cloro.
Envasado de cilindros de cloro:
Los tanques de almacenamiento de cloro líquido están instalados fuera del límite de
batería de la planta para facilitar la carga de los cilindros de 65 Kg y los envases de una
(1) tonelada. Estos tanques están equipados con dispositivos de pesado electrónico.
Durante la operación de llenado, los tanques son descargados a la succión del “chiller”
de manera regulada para evitar problemas en el área principal de procesamiento de
cloro.
Después que los tanques son llenados, uno por día, la descarga a la succión de “chiller”
se cierra. En cada turno de operación se llenan cerca 50 envases de una (1) tonelada y
140 cilindros de 65Kg.
Ambos recipientes reciben mantenimiento posterior a su uso que incluye vaciado,
lavado y secado así como también cambio de las válvulas reguladoras.
Almacenamiento y transferencia de ácido sulfúrico:
La función de esta área es la de proveer ácido sulfúrico al 98% a las torres de secado
de cloro y compresores de evacuación de cloro, además de proporcionar espacio de
almacenamiento para el ácido viciado (débil) al 77% de las torres de secado de cloro.
Los despachos de ácido sulfúrico son hechos por camiones remolques de 30 toneladas
de capacidad de ácido sulfúrico y son cargados en aproximadamente 1 a 1,5 horas.
El área de almacenamiento y transferencia del ácido sulfúrico consta de dos tanques
horizontales y cilíndricos para ácido: Tanque de almacenamiento de H2SO4 viciado.
Cada tanque de almacenamiento viene con dos bombas de transferencia de circulación,
mientras que el tanque de almacenamiento de H2SO4 al 98%, incluye una bomba de
extra de descarga.
Tanto el tanque de almacenamiento de ácido viciado como el de H2SO4 al 98%, tiene un
depurador de agua de venteo de vapor que retenga los vapores de ácido para
ventearlos a la atmósfera. El agua de alta pureza o el agua de proceso, fluye a través
de la empacadura tipo rasching, dentro del depurador, para dar una gran área de
superficie mojada, para el contacto con cualesquiera vapores ascendentes,
provenientes de los tanques de almacenamiento de ácido sulfúrico. Este contacto
vapor/agua es necesario para remover cualesquiera vapores de ácido presentes en los
gases venteados. Esto es necesario aún cuando el ácido sulfúrico tiene una presión
muy baja y los vapores de H2SO4 son incoloros, tiene un olor irritante.
PROCESAMIENTO DE SODA CÁUSTICA:
Evaporación de Soda Cáustica:
El sistema de evaporación de soda cáustica es una unidad de triple efecto, en la cual la
soda de 32 % alcanza hasta un concentración de 50 % en peso. Como fuente de calor
se utiliza vapor, mientras que el vacío necesario es generado por un condensador de
vapor indirecto y una bomba de vacío.
Almacenamiento y Trasferencia de Soda.
La soda al 50 % se enfría a unos 50°C y se envía a un área de almacenamiento que
consta de cuatro (4) tanques. Cada tanque tiene dos (2) salidas y estas a su vez
cuentan con dos pares de bombas las cuales transfieren la soda cáustica a cisternas o
al muelle para su embarque; cabe decir que el sistema está diseñado para llevar a cabo
ambas tareas simultáneamente si así se requiere.
PROCESAMIENTO DE HIDRÓGENO:
El gas de hidrógeno de cada sala de celdas, se enfría y comprime en dos trenes de
equipos separados. Después de la compresión, se unen los flujos y se envían a los
usuarios que lo requiera; el exceso de hidrógeno es venteado a la atmósfera.
Después del colector de hidrógeno; el gas entra por el fondo de la torre de lavado, en
donde se enfría por contacto directo, con agua que cae descendentemente en forma de
neblina. El hidrógeno frío sale del tope del lavador. El agua utilizada para el
enfriamiento, circula en un sistema cerrado. Las bombas de la torre del lavado de
hidrógeno, envían el agua de la torre de enfriamiento se utiliza para bajarle la
temperatura.
El hidrógeno que sale de la torre se somete a un proceso de compresión, en donde un
compresor de anillo líquido que usa un sello de agua lo lleva a una presión aproximada
de 735 mmHg. Un separador ubicado “aguas abajo” del compresor, recoge el agua del
sello y permite al gas de hidrógeno salir por el tope.
La descarga del compresor de hidrógeno, incluye un reciclo y un control automático
para regular la presión en el lado de succión de la unidad. Todos los compresores dos
operando y uno en reserva, descargan a un colector de hidrógeno.
PRODUCCIÓN DE ÁCIDO CLORHÍDRICO
Síntesis de ácido clorhídrico:
El cloro es quemado con hidrógeno para producir ácido clorhídrico (HCl). El gas de cola
de cloro, producto de la licuación, se combina con algo de cloro gas de alta pureza, que
proviene de los compresores, a fin de mantener la presión de alimentación del cloro. El
total del flujo de cloro de ambas corrientes se mide y usa para calcular el flujo de
hidrógeno comprimido y mantener siempre un exceso de éste en el quemador de HCl.
El quemador de HCl se alimenta de los gases de hidrógeno y cloro a una presión cerca
de 50 mmHg por encima de la presión atmosférica y a temperatura de 20 °C y 50 °C
para el hidrógeno y el cloro respectivamente.
La temperatura del cloro varía de acuerdo a la relación entre el gas de cola y el cloro de
alta pureza. No hay almacenamiento intermedio y necesidad de compresión dado que
el flujo de los gases son controlados automáticamente desde la fuente de suministro. El
exceso de hidrógeno se mantiene generalmente entre 4 % y 10 % de su volumen y en
base a la relación hidrógeno/cloro.
La concentración del producto se fija al 32% en peso de HCl con un flujo regulado de
agua desionizada como líquido de absorción; dicho líquido entra al tope del depurador
del gas de cola del HCl a través de rociadores lo cual sirve para dos propósitos, enfriar
u absorber el cloro sin reaccionar del gas de cola del depurador. El líquido de absorción
entra al absorbedor a objeto de absorber la mayor parte del HCl gaseoso a
contracorriente.
El producto deseado de HCl al 32% fluye descendentemente a través del absorbedor y
es recolectado en un enfriador de ácido; éste enfriador rodea la cámara central en la
cual el flujo de HCl gaseoso fluye ascendentemente por el absorbedor y pasa al área de
almacenamiento de HCl por acción de la gravedad.
El HCl es recolectado en un pequeño tanque y bombeado a grandes tanques de
almacenamiento. El uso del tanque permite verificar la calidad del producto final.
Almacenamiento y transferencia de ácido clorhídrico:
La función de esta área es la de proporcionar capacidad de almacenamiento de ácido
clorhídrico, además de un sistema de entrega para el llenado rápido de los camiones.
MANEJO DE EFLUENTES:
Los efluentes generados en la Planta Cloro Soda, Principalmente inorgánicos, están
constituidos por corrientes ácidas y corrientes alcalinas; los cuales son enviados a la
fosa de homogeneización. Luego de homogeneizar el volumen, todos estos efluentes
son trasferidos a la fosa de neutralización, donde se acondiciona ácido sulfúrico o soda
cáustica para ajustar el pH dentro de un rango entre 6 y 9. Una vez ajustado el pH, son
enviados a la Planta Central de Efluentes del Complejo El Tablazo.
UNIDAD ESCAMADORA:
Esta unidad fue desincorporada en su totalidad de las operaciones de la Planta Cloro
Soda en el año 2000.
DIAGRAMA DE PROCESO CLORO SODA