de cali 19951gj - red.uao.edu.cored.uao.edu.co/bitstream/10614/4274/1/t0002120.pdf1.3 objetivo...
TRANSCRIPT
ESTANDARIZACION DE LOS PROCEDIMIENTOS OPERATIVOS Y
OPTIMIZACION ECONOMICA DEL TALLER MEDIDORES DE AGUA
DE EMCALI
LIBIA RUTH PULGARIN RAMIREZ
DIEGO TROCHEZ GALEANO
020467
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION DE INGENIERIAS
PROGRAMA DE INGENIERIA INDUSTRIAL
SANTIAGO DE CALI
19951gJ C.U.A.O BIBLIOTECA
IIIII~I~I~I~I~I~I~I~I~II"I

ESTANDARIZACION DE LOS PROCEDIMIENTOS OPERATIVOS Y
OPTIMIZACION ECONOMICA DEL TALLER DE MEDIDORES DE
AGUA DE EMCALI
LIBIA RUTH PULGARIN RAMIREZ
DIEGO TROCHEZ GALEANO
Trabajo de grado para optar al titulo de
Ingeniero Industrial
Director:
JOSE SAUL HENAO Ingeniero Industrial
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION DE INGENIERIAS
PROGRAMA DE INGENIERIA INDUSTRIAL
SANTIAGO DE CALI
1995

Nota de Aceptación
Aprobado por el comité de grado
en cumplimiento de los requisitos
exigidos por la Corporación
Universitaria Autónoma de Occidente
para optar al título de Ingeniero
Industrial.
Presidente d
, -ro. "
Jurado
Jurado
Santiago de Ca1i, junio de 1.995
111
AGRADECIMIENTOS
Expresamos nuestros sinceros agradecimientos a las
parsonas que nos brindaron su colaboración:
Doctora Adiela Fajardo, del departamento de Desarrollo de
EMCALI, por ofrecernos el tema central del proyecto.
Ingeniero Fernando Flaker, Jefe de Grupo del Taller de
medidores de agua de EMCALI, por su atención permanente en
el desarrollo de la investigación.
Ingeniero José Saul Henao, Director del Proyecto por ser
el guia en la elaboración de esta tesis.
Doctor Osear López (J, asesor externo, ingeniero industrial
UIS, porque sus conocimientos fortalecieron la estructura
de nuestro trabajo.
Ingeniero Rigoberto Celis, por atender incondicionalmente
a nuestra solicitud y muy especialmente
IV

A todos los operarios del Taller de medidores de agua de
EMCALI, que nos suministraron toda la información
necesaria, sin la cual este proyecto no se hubiera
realizado, y en su representación al señor Franciso Javier
Martinez.
v

DEDICATORIA
A mis padres ... por su constante apoyo incondicional.
A mis hermanos ... por su presencia siempre afectuosa.
A Dios ... por permitirme tenerlos a ellos conmigo.
Libia Ruth
A mis padres, mi esposa, mis hijos, hermanos y a toda mi
familia por su permanente apoyo.
Gracias a Dios.
Diego
VI
TABLA DE CONTENIDO
RESUMEN
INTRODUCCION
1. IDENTIFICACION DE LA EMPRESA
1.1 RAZON SOCIAL
1.2 LOCALIZACION
1.3 OBJETIVO SOCIAL DE LA EMPRESA
2. JUSTIFICACION
3. OBJETIVOS DEL PROYECTO
3.1 OBJETIVO GENERAL
3.2 OBJETIVOS ESPECIFICOS
4. EL MEDIDOR DE AGUA
4.1 DEFINICION
4.2 PARTES FUNDAMENTALES DE UN MEDIDOR
4.3 PRINCIPIOS DE LOS DISPOSITIVOS DE MEDIDA
4.3.1 Volumétricos
4.3.2 Inferenciales o de velocidad
4.4 FORMAS DE LOS REGISTRADORES
4.4.1 De lectura recta
VII
Página
XX
1
3
3
3
3
5
7
7
7
9
9
10
11
11
11
12
12
4.4.2 Lectura circular 13
4.5 MEDIDORES DE ESFERA SECA O HUMEDA 13
4.5.1 De esfera húmeda 13
4.5.2 De esfera seca 13
4.6 TIPOS DE MEDIDORES 15
4.6.1 Medidores volumétricos de pistón oscilante 16
4.6.2 Medidores volumétricos de disco 19
4.6.3 Medidor de velocidad 21
4.6.4 Medidor compuesto 22
5. EL TALLER DE MEDIDORES DE EMCALI
5.1 PROCESOS FUNDAMENTALES
5.1.1 Desmontaje y lavado del medidor
5.1.2 Reparación
5.1.3 Pruebas de precisión y calibración
5.1.4 Codificación y sellado
5.1.5 Acabado
5.1.6 Almacenaje
5.1.7 Entrega y recepción de medidores
5.2 ELEMENTOS DEL TALLER
6. DIAGNOSTICO
6.1 LA SEGURIDAD INDUSTRIAL
6.2 LOS PUESTOS DE TRABAJO
6.3 LOS METODOS
6.4 LAS HERRAMIENTAS
6.5 LA ADMINISTRACION
7. SEGURIDAD E HIGIENE INDUSTRIAL
VIII
23
23
23
24
24
24
24
24
25
25
28
28
29
30
30
31
33

7.1 POLITICAS y OBJETIVOS DEL PROGRAMA DE SEGURIDAD E HIGIENE INDUSTRIAL EN EL TALLER DE MEDIDORES 33
7.2 MARCO TEORICO 36
7.2.1 Medio ambiente de trabajo 36
7.2.2 Factor de riesgo 37
7.2.3 Salud ocupacional 37
7.2.3.1 Medicina de trabajo
7.2.3.2 Higiene Industrial
7.2.3.3 Seguridad Industrial
7.2.4 Manifestaciones clínicas ocupacionales
7.2.5 Enfermedad ocupacional o profesional
7.2.6 Accidente de trabajo
7.2.6.1 Lesión
7.2.6.2 Lesión de trabajo
7.2.7 Clasificación de las lesiones
7.2. 7. 1 Muerte
7.2.7.2 Incapacidad Total Permanente
7.2.7.3 Incapacidad Parcial Permanente
7.2.7.4 Incapacidad Total Temporal
7.2.7.5 Incapacidad Parcial Temporal
7.2.8 Horas hombre
7.2.9 Día de incapacidad
7.2.10 Ergonomía
7.2.11 Indice de lesiones
7.2.12 Indice de frecuencia
7.2.13 Indice de gravedad o severidad
7.2.14 Promedio de días cargados por lesiones incapacitantes
IX
37
38
39
40
40
41
41
41
42
42
42
42
42
43
43
43
43
44
44
44
45
Uni"erSldad Aut6f1Gma d~ CCCife"t. SECCION BIBLIOTECA
7.2.15 Indice de lesión inhabilitadora
7.3 EVALUACION DE FACTORES DE RIESGO E HIGIENE Y SEGURIDAD INDUSTRIAL
7.3.1 Encuesta de salud ocupacional
7.3.2 Evaluación y mediciones
7.3.2.1 Iluminación
7.3.2.1.1 Estado de iluminación
7.3.2.2 Temperatura
7.3.2.3 Ruido
7.3.2.4 Riesgo químico
7.3.2.4.1 Polvos de bronce
7.3.2.4.2 Vapores de gasolina y pinturas
7.4 PROGR~ DE PREVENCION y CONTROL DE LOS FACTORES
45
46
47
48
48
48
51
54
57
58
58
DE RIESGO 61
7.4.1 Iluminación 61
7.4.2 Temperatura 62
7.4.3 Prevención contra el ruido 62
7.4.4 Prevención a los riesgos químicos 64
7.4.5 Prevención a los riesgos mecánicos 65
7.4.6 Prevención de las condiciones inseguras 66
7.4.7 Factores ergonómicos 67
7.4.7.1 Normas básicas
7.4.7.2 Acondicionamientos
7.4.8 Prevención y control de incendios
7.5 EQUIPOS DE PROTECCION PERSONAL
7.5.1 Protección auditiva
7.5.2 Protección visual y facial
x
68
69
70
74
74
75
7.5.3 Protección respiratoria
7.6 PUBLICIDAD Y MATERIAL INFORMATIVO PARA LA PROMOCION DE LA SEGURIDAD E HIGIENE
7.6.1 Carteles e ilustraciones
7.6.2 Publicaciones periódicas
7.6.3 Letreros y lemas
7.6.4 Cursos de entrenamiento
7.7 PARTICIPACION EN EL COMITE DE HIGIENE Y SEGURIDAD INDUSTRIAL DE EMCALI
7.8 RESPONSABILIDADES
7.8.1 Responsabilidades del Jefe del Taller
7.8.2 Responsabilidades de los trabajadores
7.9 IMPLEMENTACION DE LAS ESTADISTICAS
8. ESTANDARIZACION DE LAS ACTIVIDADES DE LA REPARACION DE MEDIDORES
8.1 ESTABLECIMIENTO DE PRIORIDADES
8.1.1 Variedades de medidores en el taller
8.1.2 Pruebas de precisión a medidores
8.1.3 Porcentajes de trabajo
8.1.4 Decisión
8.2 ANALISIS DE LA DISPOSICION y CONDICIONES DEL
75
76
77
77
77
77
78
79
79
80
80
82
83
83
86
87
88
LUGAR DE TRABAJO 89
8.3 ANALISIS DEL DISEÑO Y USO DE LAS HERRAMIENTAS 98
8.4 ESTUDIO DE LOS PROCESOS 103
8.4.1 Análisis del m~todo 103
8.4.2 Recomendaciones 104
8.4.3 Diagrama de flujo de procesos 106
8.4.3.1 Diagrama de flujo general 106
XI
8.4.3.2 Diagrama de flujo de procesos para el ciclo de reparación de medidores domiciliarios 108
8.4.3.3 Diagrama de flujo de procesos para el ciclo de reparación de medidores industriales 108
8.5 ESTUDIO DE TIEMPOS
8.5.1 Procedimientos
8.5.2 Herramientas utilizadas
8.5.3 División del trabajo en elementos
8.5.4 El número de lecturas
8.5.5 Registro de tiempo y estándares
8.5.5.1 Formato para la toma de tiempos
8.5.5.2 Operación Limpieza
8.5.5.3 Resumen de Estudio de Tiempos Operación Limpieza
8.5.5.4 Operación Reparación
8.5.5.5 Resumen de Estudio de Tiempos Operación Reparación
8.5.5.6 Pruebas de Precisión
8.5.5.7 Resumen de Estudio de Tiempos Operación Pruebas de Precisión
8.5.5.8 Codificación y Sellado
8.5.5.9 Resumen de Estudio de Tiempos Operación Codificación y Sellado
8.5.5.10 Operación Pintura
8.5.5.11 Resumen de Estudio de Tiempos Operación Pintura
8.5.5.12 Tarjeteado
8.5.5.13 Resumen de Estudio de Tiempos Operación Tarjeteado
8.6 BALANCE DE LINEA
8.6.1 Objetivos
XII
111
111
112
113
114
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
130
8.6.2 Situación actual 131
8.6.2.1 Tiempos estándar de producción por sección 133
8.6.2.2 Balance de Línea para situación actual según estándares de producción 136
8.6.2.3 Balance de Línea con nueva propuesta laboral 137
8.6.2.4 Situación Actual para una producción exigida de 180 medidores 142
8.6.2.5 Balance de Línea Propuesto para 180 medidore~44
8.6.2.6 Balance de Línea para 180 medidores sin rotación de personal y sin recurrir a tiempo extra 148
8.6.2.7 Balance de Línea para capacidad instalada 148
8.6.2.8 Balance de Línea para 212 medidores sin rotación de personal y sin horas extras 152
8.6.2.9 La planta de operarios real del Taller de Reparación de Medidores 152
8.6.2.10 Balance de línea para reparar 304 medidores bajo condiciones actuales 154
9. DISTRIBUCION EN PLANTA 156
9.1 ANALISIS DE LA DISTRIBUCION ACTUAL DEL TALLER DE MEDIDORES 157
9.2 FACTORES 159
9.2.1 Factor Material
9.2.1.1 Materia Prima
9.2.1.2 Repuestos y otros materiales
9.2.1.3 Secuencia de operaciones
9.2.2 Factor Maquinaria
9.2.3 Factor Hombre
9.2.3.1 Condiciones de trabajo y seguridad
9.2.3.2 Necesidades de Mano de Obra
9.2.3.3 Utilización del Hombre
XIII
161
161
161
162
163
163
163
164
164
9.2.4 Factor Movimiento
9.2.5 Factor Espera
9.2.6 Factor Servicio
9.2.6.1 Servicios relativos
9.2.6.2 Servicios relativos
9.2.6.3 Servicios relativos
9.2.7 Factor Edificio
9.2.8 Factor Cambio
10. ESTUDIO ECONOMICO
10.1 ASIGNACION DE COSTOS
al personal
al material
a la maquinaria
165
165
166
167
169
169
170
171
173
174
10.1.1 Mano de Obra Directa - M.O.D. 174
10.1.2 Materiales 176
10.1.2.1 Materiales directos 177
10.1.2.2 Materiales indirectos 178
10.1.3 Costos indirectos de fabricación - C.I.F. 179
10.1.4 Gastos Generales 180
10.2 CALCULO DE COSTOS
10.2.1 Costos EMCALI. No. de Medidores reparados por día: 180
10.3 CALCULO DE COSTOS
10.3.1 Costos EMCALI. No. de Medidores reparados por día: 212
10.4 CALCULO DE COSTOS (PROPUESTA)
10.4.1 Costos propuestos para 180 medidores reparados
10.5 CALCULO DE COSTOS (PROPUESTA)
10.5.1 Costos propuestos para 212 mediodres reparados
10.6 COMPARACION DE COSTOS EMCALI V.S. PROPUESTA
XIV
183
183
188
188
193
193
198
198
203
10.6.1 Comparación para 180 medidores
10.6.2 Comparación para 212 medidores reparados
10.7 COMPARACION DE COSTOS EMCALI V.S. REPARADORES EXTERNOS
10.7.1 Comparación EMCALI v.s. Externos para 180 medidores
10.7.2 Comparación EMCALI v.s. Externos para 212 medidores
10.8 Cuadro comparativo de costos
203
203
204
204
205
EMCALI vs. PROPUESTA 208
10.9 Cuadro comparativo de ahorros con respecto al método actual 209
10.10 Comparación de ahorros 180 vs. 212 medidores 210
10.11 Comparación de ahorro de costos con respecto a alternativas externas 211
11. CONCLUSIONES
12. RECOMENDACIONES
BIBLIOGRAFIA
ANEXOS
xv
212
217
219
225
FIGURA 1.
FIGURA 2.
FIGURA 3.
FIGURA 4.
FIGURA 5.
FIGURA 6.
FIGURA 7.
FIGURA 8.
FIGURA 9.
FIGURA 10.
FIGURA 11.
FIGURA 12.
FIGURA 13.
LISTA DE FIGURAS
Página
Partes fundamentales de un medidor 10
Formas de los registradores 12
Medidores de esfera húmeda y seca 14
Cámara y Pistón del medidor volumétrico de pistón oscilante 18
Medidor volumétrico de disco 20
Silla propuesta con apoyo para píes Vista Lateral 91
Silla propuesta sin apoyo para píes Vista lateral 92
Correcciones al lavadero - Vistas 94
Correcciones al lavadero - Isometría 95
Lavadero propuesto para medidores industriales. Vista frontal 96
Lavadero propuesto para medidores industriales. Vistas 97
Ciclo general de reparación de medidores 107
Diagrama de flujo de procesos para el ciclo de reparación de medidores domiciliarios 109
FIGURA 14. Diagrama de flujo de procesos para el ciclo de reparación de medidores industriales 110
XVI
TABLA 1.
TABLA 2.
TABLA 3.
TABLA 4.
TABLA 5.
TABLA 6.
TABLA 7.
TABLA 8.
TABLA 9.
TABLA 10.
TABLA 11.
TABLA 12.
TABLA 13.
LISTA DE TABLAS
Página
Panorama de riesgos 47
Mediciones de niveles de iluminación 50
Niveles de iluminación recomendados para lugares de trabajo 51
Mediciones de los niveles de temperatura 53
Temperatura Botsba11 máximas para personas no expuestas a la luz directa del sol 54
Niveles de presión sonora en el Taller de Medidores 55
Nivel de ruido dentro del rango de frecuencias en el Taller de Medidores 56
Límites permisibles de ruido 57
Clasificación del fuego y tipos de extintoreS3
Variedad de medidores en el Taller
Pruebas de precisión a medidores
84
86
Tiempos estándar de producción por sección 134
Balance de Línea para 138 medidores domiciliarios. (Sin desplazamientos de operarios de una sección a otra) (Situación Actual) 138
XVII
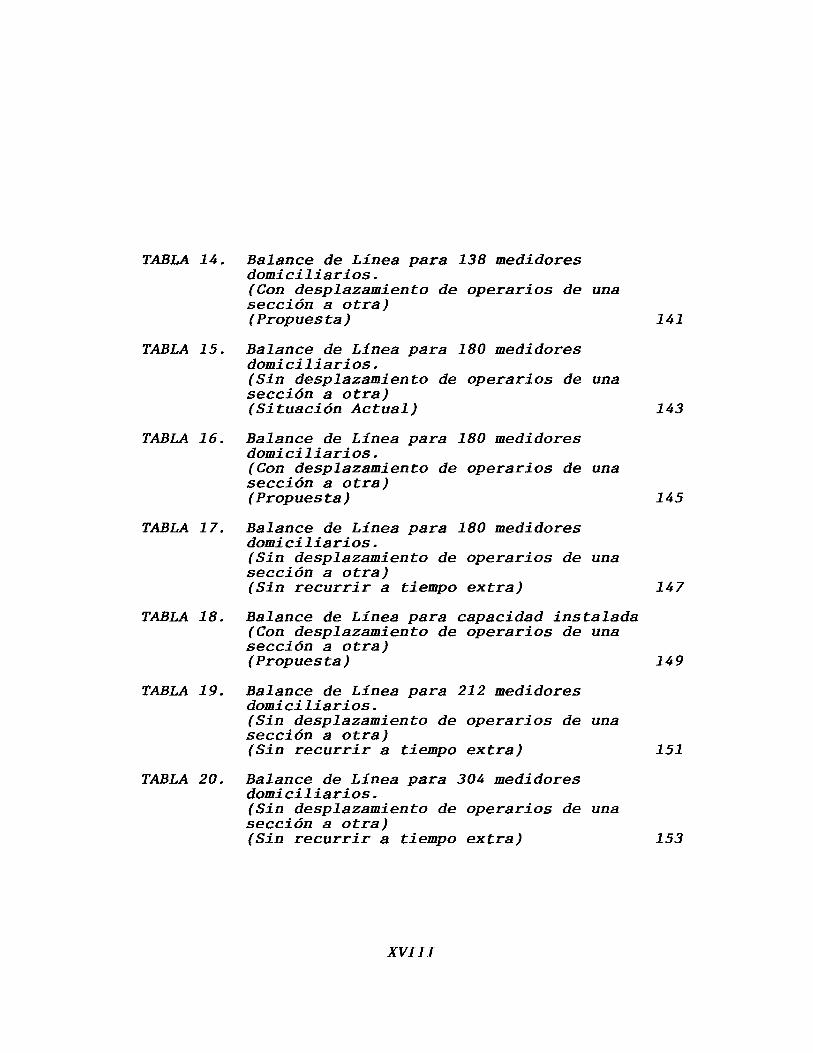
TABLA 14. Balance de Línea para 138 medidores domiciliarios. (Con desplazamiento de operarios de una sección a otra) ( Propues ta)
TABLA 15. Balance de Línea para 180 medidores domiciliarios. (Sin desplazamiento de operarios de una sección a otra) (Situación Actual)
TABLA 16. Balance de Línea para 180 medidores domiciliarios. (Con desplazamiento de operarios de una sección a otra) ( Propues ta)
TABLA 17. Balance de Línea para 180 medidores domiciliarios. (Sin desplazamiento de operarios de una sección a otra) (Sin recurrir a tiempo extra)
TABLA 18. Balance de Línea para capacidad instalada (Con desplazamiento de operarios de una sección a otra)
141
143
145
147
(Propuesta) 149
TABLA 19. Balance de Línea para 212 medidores domiciliarios. (Sin desplazamiento de operarios de una sección a otra) (Sin recurrir a tiempo extra) 151
TABLA 20. Balance de Línea para 304 medidores domiciliarios. (Sin desplazamiento de operarios de una sección a otra) (Sin recurrir a tiempo extra) 153
XVIII

TABLA 21. Balance de Línea para 304 medidores domiciliarios. (Con desplazamiento de operarios de una sección a otra) (Propuesta) 155
XIX Univ.,r"d~d ~,,!6"f)M¡¡ d~ Occollent. S[CCIUi~ 8181.101 f.C~
ANEXO A.
ANEXO B.
ANEXO C.
ANEXO D.
ANEXO E.
ANEXOS
Formatos para Atención Médica, Higiene y
Seguridad Industrial
Carteles sobre Higiene y Seguridad Industrial
Formatos propuestos para estadísticas
Folletos sobre tipos de medidores
Formato para toma de tiempos
xx
RESUMEN
"Estandarización de los procedimientos operativos y
optimización económica del Taller de Medidores de Agua de
EMCALI" es un proyecto de grado que involucra todos los
factores de operación de la ingeniería industrial:
productivo, financiero y humano en los que un profesional
debe desarrollar ampliamente su capacidad de análisis e
investigación para encontrar la raíz de los problemas y su
mejor solución.
El proyecto consta de un estudio integral que se desglosa
en partes importantes como son: el programa de salud
ocupacional, estudio de métodos y tiempos, análisis del
diseño de planta, y finalmente estudio económico. Para la
elaboración retomamos todas las técnicas y conocimientos
obtenidos durante toda nuestra carrera universitaria,
lógicamente contando con la información necesaria lograda
en el taller de medidores, con el fin de cooperar en la
reorganización del laboratorio de medidores de Agua
EMCALI.
Esperamos reunir el requisito indispensable para optar al

título de Ingeniero Industrial en este proyecto, salvando
a su vez el primer reto que enfrentamos en la formación de
nuestra vida profesional.
XXII
La proyección de realizar el estudio de métodos y tiempos
con su respectiva evaluación tanto económica como laboral,
nació de la necesidad de conocer los tiempos reales que
se emplean en los procedimientos de reparación de los
medidores de agua potable que EMCALI utiliza en su sistema
de redes de acueducto.
La importancia de encontrar esos tiempos reales y
estandarizar los procedimientos obedecen a las condiciones
actuales de trabajo: un taller que fue remode1ado para un
mejor ambiente laboral, donde aún no se contaba con datos
precisos sobre las necesidades de tiempo para cada etapa
que implica la labor de reparación de medidores.
Fué indispensable hacer un reconocimiento a las mejoras
que se hicieron al taller, el medio en que se desarrollan
los trabajos y los métodos que se ejecutan en las labores
diarias.
2
Mirando el conjunto de todas las variables implicadas, es
imprescindible para EMCALI, conocer la mejor alternativa
productiva que le permi ta el cubrimiento total de los
programas de mantenimiento de medidores, y la opción
económica más favorable para el taller de medidores.

1.1 RAZON SOCIAL
El proyecto fue desarrollado en las Empresas Municipales
de Cali - EMCALI - Sección ACUEDUCTO, específicamente en
el Taller de Medidores de Agua Potable.
1.2 LOCALIZACION
Este taller se encuentra ubicado en Acueducto de la calle
13 del Barrio Guayaquíl en la ciudad de Santiago de Cali,
teléfono 57 29 23 Extensión Taller de medidores.
1.3 OBJETIVO SOCIAL DE LA EMPRESA
Empresas Municipales de Cali EMCALI, es la administradora
del suministro de los servicios de acueducto, energía y
telefonía al público caleño; y en su Taller de Medidores
de Agua Potable se presta el mantenimiento necesario:
reparación, recuperación y prueba a los medidores tanto
domiciliarios como industriales que EMCALI emplea en la
red de Acueducto permi tiendo la reciprocidad en tre el
4
consumo de agua y el cobro del servicio en cada hogar y/o
industria de la ciudad.
Los medidores son aparatos de funcionamiento continuo que
están permanentemente expuestos a daños, ya sea por
factores externos (vandalismo, accidentes, roturas) o por
factores internos (como sedimentación, desgaste, rotura
interna de piezas, fatiga de materiales, etc).
Cuando estas fallas son detectadas hay que proceder a
reemplazar el medidor por otro que se encuentre en
perfecto estado, ya sea nuevo o reparado y que garantice
una correcta medición y lectura.
Qué sucede con los medidores retirados?
Pasan al taller de reparación de medidores donde son
sometidos a una rigurosa limpieza, revisión y reparación.
Es aquí donde cobra verdadera importancia el buen
funcionamiento y la eficiencia en el rendimiento y calidad
del taller, sitio que debe tener un dimensionamiento capaz
de evacuar y dar abasto con el número necesario de
revisiones y reparaciones teniendo en cuenta el
crecimiento de usuarios; además con un estricto orden en

6
la secuencia de operaciones, contar con la herramienta y
repuestos necesarios y adecuados para enfrentar cualquier
situación de tal manera que transcurran los mínimos
tiempos entre la entrada de una pieza de reparación y la
entrega del aparato listo a ser reutilizado.
3.1 OBJETIVO GENERAL
Es la estandarización de los procedimientos operativos y
la optimización económica del taller de medidores de agua
potable, sección acueducto de EMCALI.
3.2 OBJETIVOS ESPECIFICaS
3.2.1 Normalizar los diversos procedimientos operativos
que se desarrollan en el taller, de acuerdo a las
actividades de reparación que se presentan en los
diferentes medidores de agua.
3.2.2 Elaborar un programa de salud ocupacional para el
taller de medidores de agua de EMCALI.
3.2.3 Análisis y rediseño de la distribución en planta del
taller.
3.2.4 Realizar un estudio económico para conocer el costo
de funcionamiento del taller, que nos permita evaluar las
8
distintas alternativas económicas de reparación.
3.2.5 Establecer un programa de reparación de medidores
adecuado, determinando si es necesario establecer un
modelo de acuerdo a la teoría de colas.
4.1 DEFINIeION
El medidor de agua es el mecanismo encargado de medir en
metros cúbicos el agua que pasa a través de su cuerpo y
que esta siendo consumida en el domicilio o empresa donde
está instalado.
El medidor de agua se instala a la entrada del domicilio
de modo que la pantalla de lectura quede libre de
obstáculos a la visión, entre la red de acueducto de la
ciudad y las instalaciones hidráulicas de la edificación
que se va a proveer del servicio del líquido vital.
Se convierte aquí el medidor de agua en el sis tema de
conexión y control entre EMCALI (Empresas Municipales de
Ca1i) y el usuario, por el cual es te ú1 timo deberá
retribuir al primero en dinero el consumo de agua que se
registre durante un período determinado y cuya lectura se
toma directamente del medidor.
Univ~rSI:J'rl ~"t~~Qf'1;¡ (!. rCCI;~nt. ::;L ... I..,¡ut.¡ B!:"Uú, e,. a

10
4.2 PARTES FUNDAMENTALES DE UN MEDIDO~
Todo médidor~ de cualquier tipo que sea consta
fundamentalmente de las siguientes partes.
Salida del a~ua Entrada del a~a
.FIGURA 1, Partes fundamentales de UD medidor,
¡SERVICIO NACIONAL DE APRENDIZAJE (SENA). Mecánico reparador de medidores de agua. Programa de entrenamiento dentro de la empresa. Bogotá. p. 4-1 a 4-6.
4.2.1 Un dispositivo de medida (M) que partiendo
11
de
cierto principio, produce un movimiento en función de la
cantidad de agua que pasa por él.
4.2.2 Un registrador (R) que va indicando los consumos
medidos por M.
4.2.3 Un tren de piñones (P) que transmite el movimiento
del dispositivo de medida al registrador.
4.3 PRINCIPIOS DE LOS DISPOSITIVOS DE MEDIDA
Los dispositivos de medida se pueden clasificar en dos
grandes grupos de acuerdo a su principio de operación.
4.3.1 Volumétricos. Son aquellos que miden o cuentan el
consumo de agua por el número de veces que se llena una
cámara de volumen determinado.
4.3.2 Inferenciales o de velocidad. Son aquellos en que
el consumo de agua se deduce o se "infiere" del número
de revo1 uciones que dá una turbina o rueda con álabes
accionada por el flujo del agua que se está aforando o
midiendo. Estos dispositivos se llaman de velocidad
12
porque las revoluciones de la turbina son proporcionales
a la velocidad del agua.
4.4 FORMAS DE LOS REGISTRADORES
Los registradores de los medidores se construyen de dos
tipos diferentes:
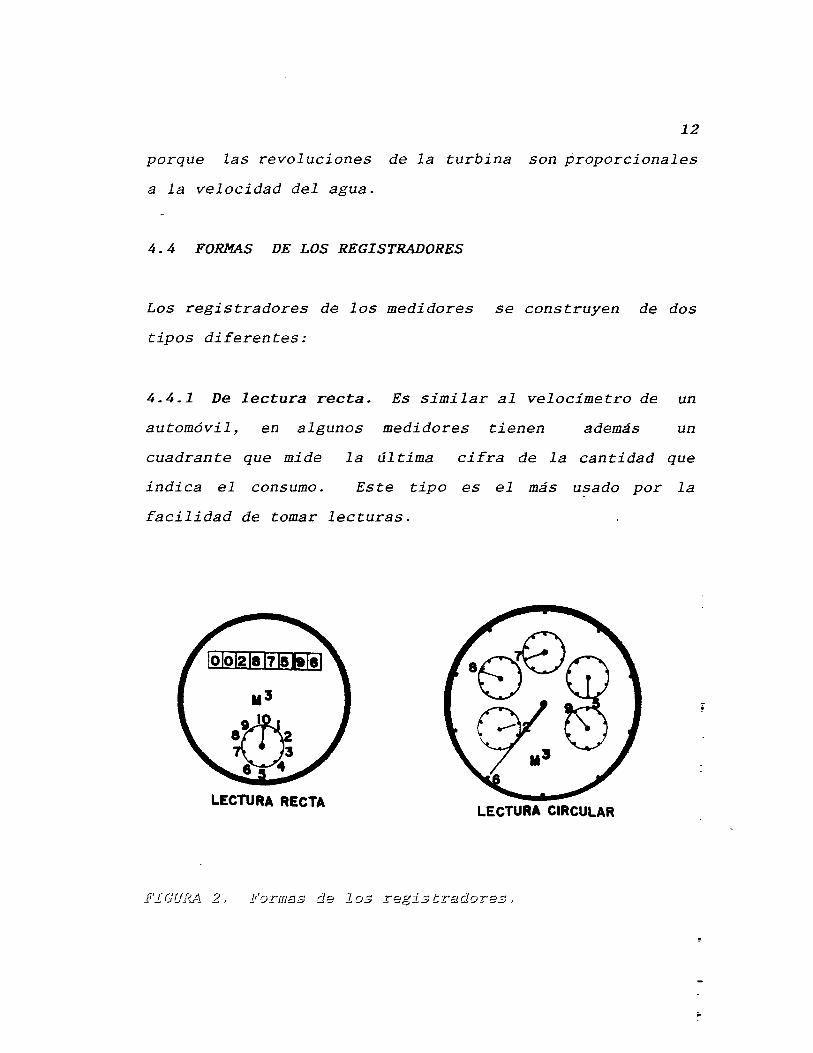
4.4.1 De lectura recta. Es similar al velocímetro de un
automóvil, en algunos medidores tienen además un
cuadrante que mide la ú1 tima cifra de la cantidad que
indica el consumo. Este tipo es el más usado por la
facilidad de tomar lecturas.
LECTURA RECTA LECTURA CIRCULAR
FIGUR.A 2, FC)J:II1ElE de los regis trEldores,
4.4.2 Lectura circular.
13
Está constituida por varios
cuadrantes con sus correspondientes manecillas, cada uno
de los cuales indica una de las cifras del número que
expresa el consumo de agua. Para hallar el resul tado
basta leer sucesivamente y en orden los distintos
cuadrantes.
Estos registradores vienen calibrados en varias unidades
de volumen: al, galones, li tros, pies cúbicos, etc.
Actualmente la unidad de medida más utilizada es el
metro cúbico y EMCALI la ha adoptado en los medidores
que se vienen instalando día a día.
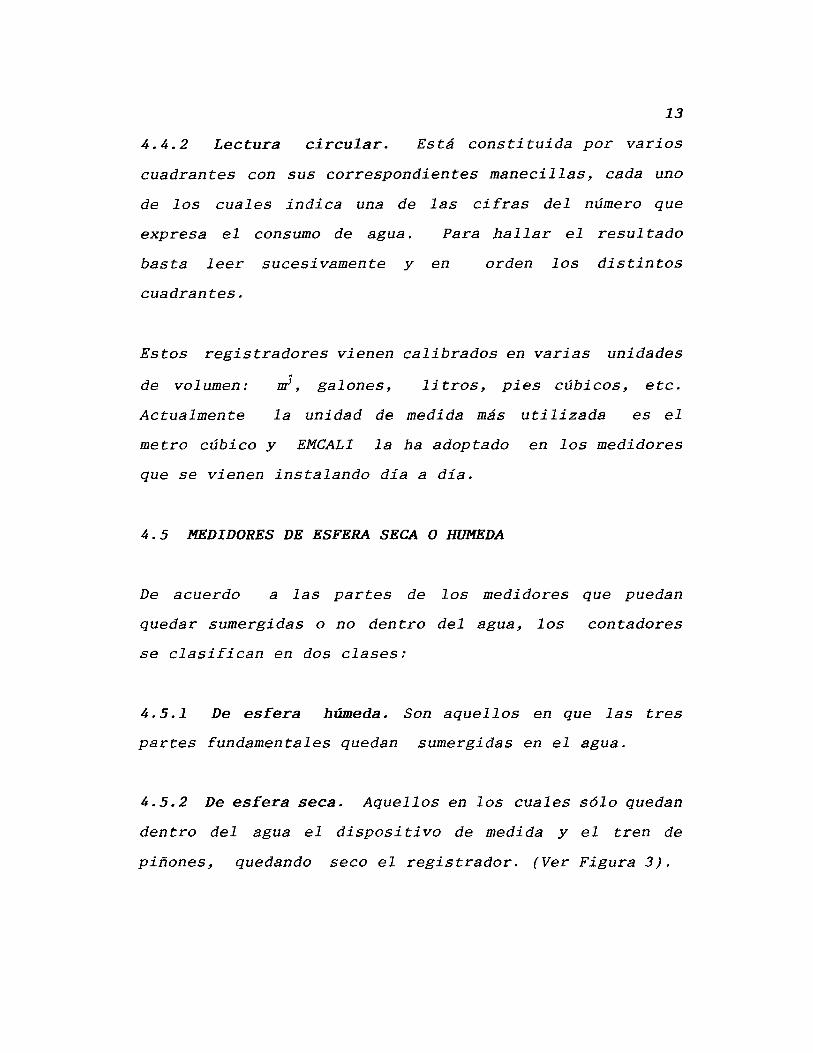
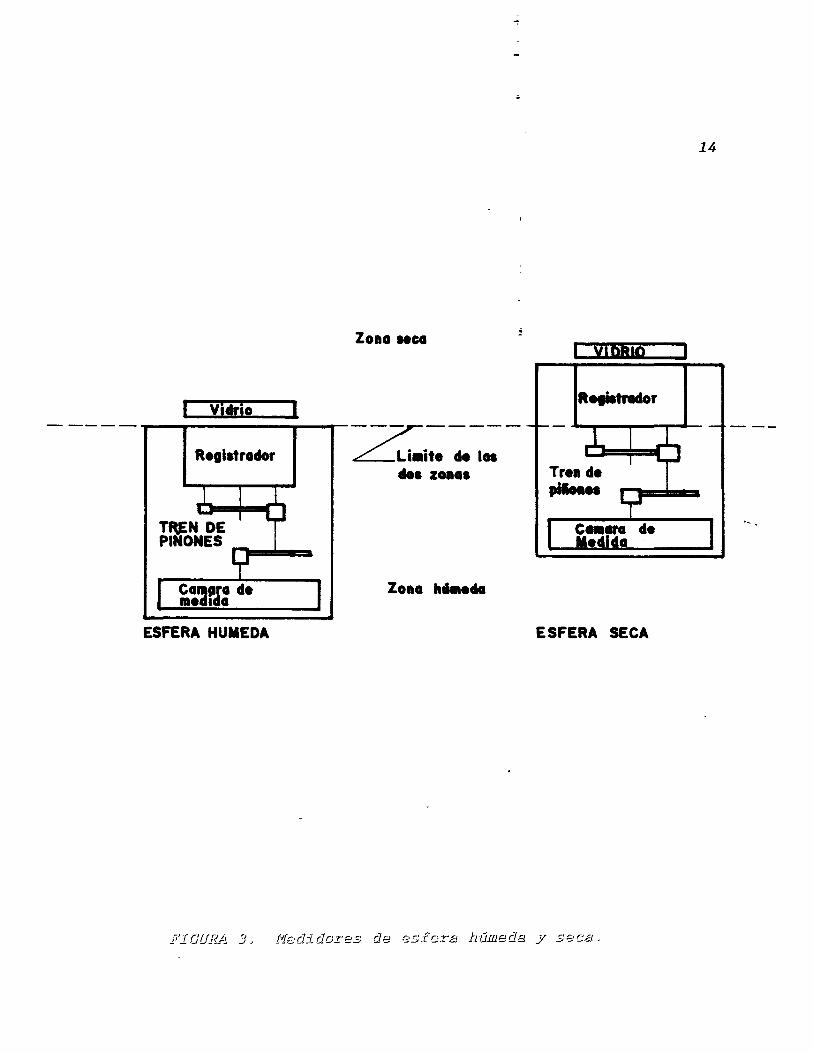
4.5 MEDIDORES DE ESFERA SECA O HUMEDA
De acuerdo a las partes de los medidores que puedan
quedar sumergidas o no dentro del agua, los
se clasifican en dos clases:
contadores
4.5.1 De esfera húmeda. Son aquellos en que las tres
partes fundamentales quedan sumergidas en el agua.
4.5.2 De esfera seca. Aquellos en los cuales sólo quedan
dentro del agua el dispositivo de medida y el tren de
piñones, quedando seco el registrador. (Ver Figura 3).
Zona .. ca
I - -- - - -r-....... -R-.-.-¡.-t-ra-do-r --...... - Z:¡-t. -de ~aa -
do. z •••
Cant,ra d. m.dlda
ESfERA HUMEDA
Zona .......
I ylDRIO
Tr.n d. .... ..
ESFERA SECA
FIC[JRA 3 _ 1'1edidores de esfer.a }rúmeda y seca_
14
15
4.6 TIPOS DE MEDIDORES
De acuerdo al disposi tivo de medida, los medidores de
agua se pueden clasificar en dos grandes grupos:
Medidores volumétricos
Medidores de velocidad
Comercialmente, en cada uno de estos grupos se encuentran
modelos con registradores de lectura recta o circular, y
en ambos los hay de esfera húmeda y de esfera seca.
Fuera de los anteriores hay otros tipos:
Medi dores compues tos. son combinaciones de uno
volumétrico y otro de velocidad. Se usan para medir
consumos o ratas de flujos que varían en un intervalo muy
grande.
Medidores proporcionales. Se usan para medir grandes
ratas con una mínima pérdida de carga; consiste en derivar
parte del agua por un "by pass" (o tubo de menor diámetro
que el conducto principal) provisto de un medidor
pequeño. Dicho medidor está calibrado en tal forma que
registra el agua total en proporción al agua derivada.
16
De estos cuatro grupos, los medidores que con alguna
frecuencia requieren del trabajo realizado en el taller
son:
4.6.1 Medidores volumétricos de pistón oscilante. El
dispositivo de medida de estos contadores está
constituido básicamente por una cámara y un pistón~ La
cámara es cilíndrica y tiene dos perforaciones: una en el
fondo para entrada del agua y otra en la tapa para salida.
Dentro de ésta cámara va un pistón también cilíndrico
ranurado en
interiormente
su superficie exterior y provisto
de una lámina transversal perforada
localizada a la mitad de su altura.
El pistón tiene una ranura vertical que encaja en el
tabique divisorio o platina de la cámara.
La cámara se construye usualmente en bronce. El pistón se
fabrica actualmente de Noril al 20% de fibra de vidrio,
es un objeto semi flotante, con libertad de movimiento y el
mínimo de rozamiento. Cada oscilación completa del pistón
corresponde a un volumen de la cámara. 2
2Ibid p. 4-8 a 4-10

17
Este tipo de medidores son los que se han instalado
siempre en los domicilios familiares y actualmente se está
extendiendo su uso para las industrias pequeñas y
medianas. Son los de mayor afluencia en las operaciones
del taller, representan el 90% del trabajo diario. (Ver
Figura 4. Cámara y Pistón del Medidor Volumétrico de
pistón oscilante)

PI GU1?.I-1 4_
18
TAPA DE LA CAMARA
PIS TON
CAMARA
CAmara y Pistón del Medidor volumétrico de pistón oscilante
19
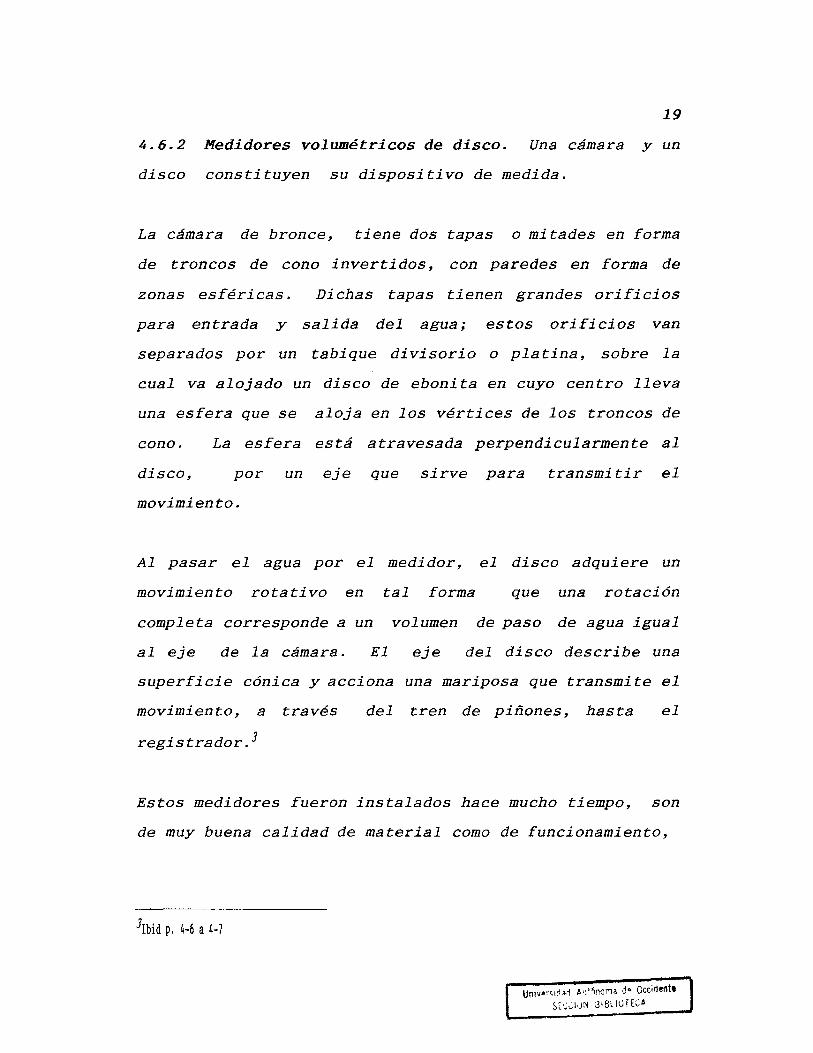
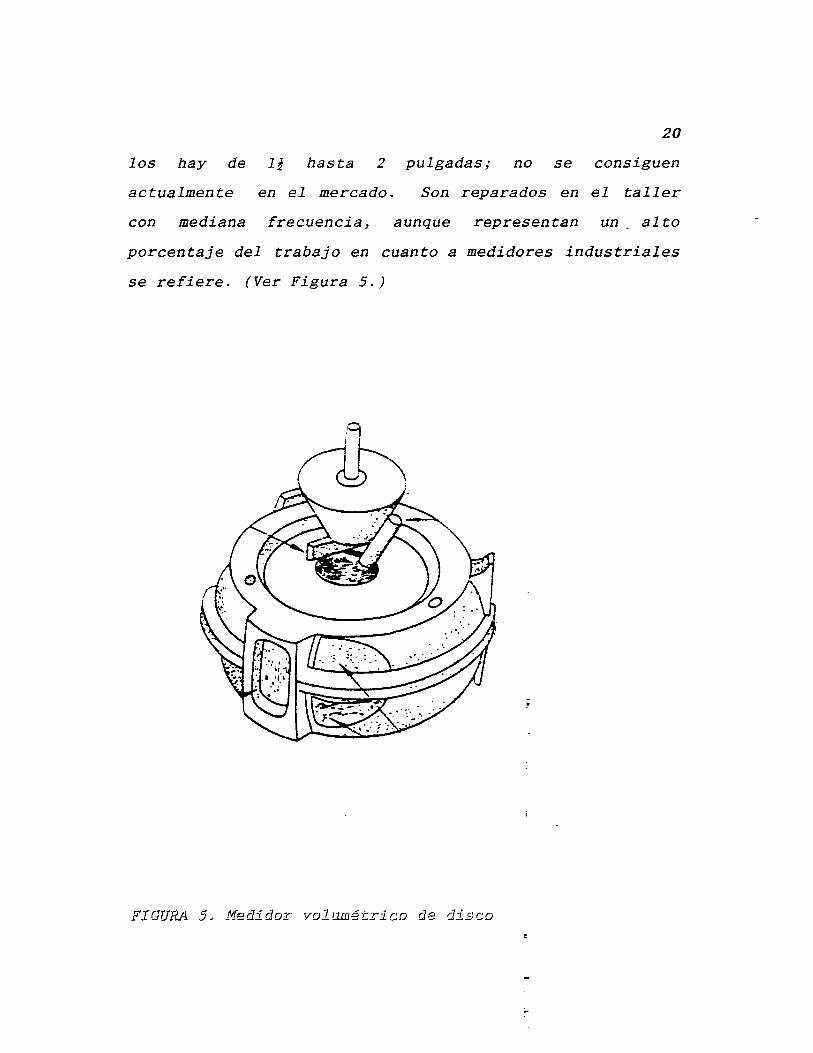
4.6.2 Medidores volumétricos de disco. Una cámara y un
disco constituyen su dispositivo de medida.
La cámara de bronce, tiene dos tapas o mitades en forma
de troncos de cono invertidos, con paredes en forma de
zonas esféricas. Dichas tapas tienen grandes orificios
para entrada y salida del agua; estos orificios van
separados por un tabique divisorio o platina, sobre la
cual va alojado un disco de ebonita en cuyo centro lleva
una esfera que se aloja en los vértices de los troncos de
cono. La esfera está atravesada perpendicularmente al
disco, por un eje que sirve para transmitir el
movimiento.
Al pasar el agua por el medidor, el disco adquiere un
movimiento rotativo en tal forma que una rotación
completa corresponde a un volumen de paso de agua igual
al eje de la cámara. El eje del disco describe una
superficie cónica y acciona una mariposa que transmite el
movimiento, a través del tren de piñones, has ta el
registrador. 3
Estos medidores fueron instalados hace mucho tiempo, son
de muy buena calidad de material como de funcionamiento,
3lbid p. 4-6 a 4-7
UOlv~r<I~~d ~'l'~noma dQ Occidente 5['~CIJN 31 fiLiO [ EC6
20
los hay de 1J hasta 2 pulgadas; no se consiguen
actualmente en el mercado. Son reparados en el taller
con mediana frecuencia, aunque represen tan un alto
porcentaje del trabajo en cuanto a medidores industriales
se refiere. (Ver Figura 5.)
.F'IG(JRJ-l 5. l1edidor vollliI1étri co de disco

4.6.3 Medidor de velocidad:
disposi ti vo de medida es tá
Axial o de hélice.
formado por una rueda
21
El
de
paletas o turbina de eje horizontal, en la misma dirección
del flujo, colocada dentro de una cámara provista de un
orifico de área determinada, por el cual entra el agua;
siendo constante la sección del orificio, la cantidad de
agua que pase será proporcional a su velocidad, y por
tanto al número de revoluciones de la turbina.
La turbina es de plástico o ebonita, para girar se apoya
sobre un pivote engastado en material muy duro para lograr
un aparato duradero. Los medidores de hélice se fabrican
para grandes consumos, se caracterizan porque sólo
producen una muy pequeña pérdida de presión en el agua;
son especialmente útiles en aplicaciones como grandes
fábricas, líneas de incendio. Son muy exactos pero de alto
costo. 4
También representan un
reparaciones realizadas
porcentaje importante de
en el taller a medidores
industriales, a pesar de su poca frecuencia.
4 Ibid p. 4-11
4.6.4 Medidor compuesto.
22
Es un hecho comprobado que a
altas ratas de flujo son más exactos los medidores de
velocidad, en cambio a ratas bajas son más sensibles y
más exactos los volumétricos. Por 10 tanto, combinando en
uno solo los dos tipos, uno volumétrico y otro de
velocidad se obtiene un aparato muy práctico para medir
consumos muy variables. Consta básicamente de: un
medidor volumétrico de disco, para medir las ratas de
flujo bajas, un medidor de velocidad con turbina doble
para las ratas altas y una válvula cuyo oficio es
permi tir el paso de agua hacia uno u otro medidor. A
ratas bajas, el agua pasa por el disco; cuando aumenta el
flujo y traspasa determinado valor, él mismo acciona la
válvula que cierra el paso por el volumétrico y 10 permite
por el de velocidad. 5
Es escasísima su presencia en el taller, por 10 que
representa una actividad ocasional.
5Ibid p. 4-15
Se encarga de la reparación, mantenimiento, pruebas y
alistamiento de los medidores que han sido reemplazados en
los domicilios, para su nueva ubicación en la red de
distribución del agua potable por parte de EMCALI.
También se hacen las pruebas a los medidores nuevos que
se instalarán en las nuevas construcciones, bien sea por
EMCALI o por los mismo constructores.
5.1 PROCESOS FUNDAMENTALES
En el taller se adelantan todos los procesos tendientes
a lograr un medidor en óptimas condiciones:
5.1.1 Desmontaje y lavado del medidor. Desarmar el
medidor en todas su partes componentes y lavar cada una de
ellas de modo que las costras de cemento, tierra y
suciedad desaparezcan para permi tir el siguiente proceso.
24
5.1.2 Reparación. Revisar todas las partes, reparar las
que así 10 requieran y reemplazar las necesarias.
Ensamblar de nuevo el medidor.
5.1.3 Pruebas de precisión y calibración. Constituye la
verificación certera del buen funcionamiento del aparato.
Determina la exactitud del medidor, es decir, el volumen
del agua pasada que efectivamente registra el aparato a
unas ratas determinadas.
5.1.4 Codificación y sellado. Es el acto de marcar los
medidores con un código alfanumérico que obedece a un
sistema ordenado de identificación del medidor en uso
para una correcta relación de lecturas de consumo y
cobros.
Luego de ser codificado, se coloca un sello de seguridad
en plomo, imprimiendo el logotipo de EMCALI en él, para
evitar fraudes.
5.1.5 Acabado. Pintar el medidor, para enlucir el
aparato y poder presentarle al usuario un medidor como
nuevo.
5.1.6 Almacenaje. Abrir una "hoja de vida" al medidor;
para esto se emplea una tarjeta especial donde se apuntan
las características del mismo.
consecutivo según el código.
25
Almacenar en orden
5.1.7 Entrega y recepción de medidores. Dar salida del
taller a los medidores que van a su destino: ser
instalados en la red de acueducto según el programa de
cubrimiento del servicio. También dar entrada a los
medidores retirados de terreno y llevarlos a bodega.
5.2 ELEMENTOS DEL TALLER
El taller de medidores de EMCALI está dotado de los
elementos principales que se describen a continuación,
en la secuencia de operaciones que allí se realizan:
Dos motores con gratas de cerdas de acero y esmeril:
para limpiar costras fuertes y óxidos de roscas en los
cuerpos de los medidores.
Dos prensas de desarmado.
destapar el medidor.
Ayuda mecánica que permite
- Dos lavaderos. Son cuadrados, con cua tro pues tos de
trabajo cada uno, provistos de pistolas de aire
comprimido.
26
Siete bancos de reparación, dotados con toda la
herramienta necesaria para su función, tienen pistolas de
aire comprimido y se han dispuesto dos prensas de ajuste
en este sector para ensamble correcto de los medidores.
Cinco bancos de prueba con sus tanques medidores de
ni vel calibrados. Aquí se evalúa el funcionamiento de
medidores de J hasta 6 pulgadas, y algunas veces
conexiones múltiples que van
determinadas instalaciones.
a ser utilizadas en
Banco de pintura, sellado y codificado. En el mismo
banco, actualmente se hacen tres operaciones, resultando
incómodo el desempeño de los trabajadores por lo estrecho
del mismo.
Estanterías metálicas. En el almacén de medidores
tarjeteados se guardan éstos, hasta el momento de su
entrega a los jefes de instalaciones.
También las hay para almacenar los repuestos y
papelería.
Vehículo de
acarreo de los
tracción manual.
medidores dentro
Se utilizan para el
del taller, a los
diferentes procesos. En ellos, también se transportan los
medidores desde bodega de medidores retirados de terreno
al taller.
27
Taladro de columna eléctrico para hacer perforaciones
en algunos medidores, facilitando su sellado. También
para diferentes usos en las labores cotidianas.
Compresor de aire. Que provee de aire a los bancos de
reparación y lavaderos donde es utilizado en las
operaciones de limpieza y secado.
Equipo de oficina completo.
Desde la vinculación del actual Jefe de Operaciones del
taller Ingeniero Luis Fernando F1aker, se han llevado a
cabo mejoras en todos los aspectos que se involucran en
el desempeño de las labores como son la remode1ación del
taller, eliminación del ruido proveniente de un compresor,
mejoramiento general del medio laboral y control de
calidad del trabajo; logros alcanzados con la
colaboración de los trabajadores,
algunas falencias afectando
pero que aún no cubren
directamente sobre la
productividad del taller, por cuanto son aspectos muy
importantes y que relacionamos a continuación.
6.1 LA SEGURIDAD INDUSTRIAL
El taller cuenta con disposi ti vos de seguridad como
extintores de fuego, extractores de polvo, buena
iluminación, pero falta la implementación de protección
auditiva, visual y olfativa, que debe comenzar por la
educación de los trabajadores respecto a la necesidad de
su utilización, cuidado y uso adecuado. Esto último porque
sí se han proporcionado algunos implementos pero los
29
trabajadores no los usan a veces por la incomodidad, otras
por no creer necesitarlos, y otras por no ser el elemento
protector adecuado a la necesidad real en el lugar de
trabajo.
Es indispensable establecer un programa de salud y
seguridad industrial.
6.2 LOS PUESTOS DE TRABAJO
En sí, la disposición general de los puestos de trabajo es
buena, pero en 10 correspondiente a las secciones de
limpieza, sellado y pintura deben corregirse algunas
incomodidades como son: 10 inadecuado de los espaldares de
las sillas, por la posición que debe adoptar el trabajador
en estos puestos de trabajo; la estrechez del banco donde
se realizan las operaciones de pintura en una mi tad y
codificación y sellado en la otra, convirtiéndose en el
puesto de trabajo que más riesgos ofrece a sus operarios;
la al tura a la cual están si tuadas las llaves de los
lavaderos y el diseño mismo de estos úl timos que no
permiten una adecuada comodidad del cuerpo para una
jornada laboral diaria de nueve (9) horas.
Un"Pri "'f1 ~,.'lh0mJ c'~ Gccidente 5tc.lvN bdkiO í t"A

30
6.3 LOS METODOS
Aunque es cierto que en cada etapa por la que pasa el
medidor al ser reparado, la función de los trabajadores es
homogénea, existen movimientos y operaciones que pueden
ser sustituídos y/o mejorados en beneficio tanto del
personal como del rendimiento operativo del taller en
general.
Se debe lograr la estandarización del ciclo total de
reparación del medidor.
6. 4 LAS HERRAMIENTAS
Si bien constatamos que el taller de medidores está dotado
de las herramientas de trabajo necesarias para adelantar
todos los procesos de reparación, no 10 es así para cada
puesto de trabajo, por 10 que se hace común el préstamo
de estos instrumentos entre los operarios de un mismo o
diferentes procesos. La fal ta de dotación completa de
herramienta es una de las debilidades más notorias en el
taller. Además, la fabricación
partir de ceguetas y láminas
utilizan los trabajadores en
de cuchillas y pinzas, a
de metales duros, que
la limpieza del medidor,
muestra claramente esta deficiencia.
31
6.5 LA ADMINISTRACION
En lo correspondiente a la administración del taller, se
detectaron los siguientes aspectos que exigen correctivos
inmediatos, por parte de los encargados.
Mala distribución de la carga laboral. Muy común fue
observar a unos operarios laborando arduamente mientras
otros no se preocupaban por encontrar oficio alguno; ésto
ocurrió en un período de escasez de repuestos con duración
aproximadamente de tres (3) meses. Se hace evidente la
necesidad de concientizar al personal sobre la obligación
general de participar en el desarrollo laboral diario en
las operaciones que ahí se realizan; del trabajo y la
cooperación grupal; de una autoridad un poco más estricta
pero positiva y abierta al diálogo.
Las Empresas Municipales de Cali, deben darle al taller
de medidores, y en su efecto el jefe operativo del taller,
mayor autonomía tanto administrativa como operativa para
evitar reincidir en errores que cuestan mucho dinero.
Por la experiencia de los mismos trabajadores, conocimos
que se han recibido lotes de repuestos con gran porcentaje
de unidades defectuosas, y se han hecho instalaciones de
medidores inadecuados en ciertos casos, sin tener lugar a
objeción alguna la opinión de la administración del
32
taller.
Saturación de personal en la oficina administrativa, 10
que hace muy elevado el costo operativo del taller de
medidores.

El taller de medidores de agua de EMeALI, no cuenta con un
programa de seguridad e higiene industrial, aunque se
adelantan ciertas medidas de seguridad que propenden por
el bienestar del trabajador y el buen desempeño general de
recurso humano en sus instalaciones.
Proponemos implementar un sencillo programa de seguridad
e higiene, elaborado de acuerdo a las necesidades
existentes, que a continuación se desarrolla:
7.1 POLITICAS y OBJETIVOS DEL PROGRAMA DE SEGURIDAD E HIGIENE INDUSTRIAL EN EL TALLER DE MEDIDORES
De acuerdo a la resolución No. 01016 de 1989 del
Ministerio de Trabajo y Seguridad Social es obligación de
los empleadores y patronos velar por la salud y seguridad
de los trabajadores a su cargo y responder por la
ejecución del programa permanente de salud ocupacional en
los lugares de trabajo.
La Ley 9 de 1979 de Salud Ocupacional, con el objeto de

34
preservar, conservar y mejorar la salud de los individuos
en sus ocupaciones, establece normas tendientes a:
Prevenir todo daño para la salud de las personas
derivado de las condiciones de trabajo.
Proteger a las personas contra los riesgos relacionados
con agentes físicos, químicos, biológicos, orgánicos,
mecánicos y otros que puedan afectar la salud individual
o colectiva en los lugares de trabajo.
Eliminar o controlar los agentes nocivos para la salud
en los lugares de trabajo.
Proteger a los trabajadores y a la población contra los
riesgos para la salud, provenientes de la producción,
almacenamiento, transporte, expendio uso o disposición de
sustancias peligrosas para la salud pública.
Por 10 anterior, el programa de seguridad e higiene
industrial, en el taller se ajusta a toda reglamentación
existente al respecto. Decreto 614 de marzo 14 de 1984 las
resoluciones 2013 de junio 6 de 1986 y 1016 de Marzo 31 de
1989.
Además de acatar el aspecto legal, al elaborar dicho
programa, se contemplan los siguientes factores de vital
35
importancia:
Humano. Tratar de evitar bajo todo punto de vista los
accidentes para salvar al trabajador y a su familia de
molestias físicas y psicológicas causadas por el
debilitamiento de salud.
Económico. La accidentabi1idad no controlada ocasiona
costos elevados para la compañía, y puede originar pérdida
de confianza en la idoneidad del trabajador para realizar
su trabajo, también acarrea pérdidas en equipos o
materiales utilizados en la ejecución de las labores.
Ambiente laboral. La seguridad y la higiene
contribuyen de manera importante al logro de un agradable
ambiente laboral que se refleja en la buena disposición
de los trabajadores para la realización de sus tareas
diarias, en su salud mental y corporal, y en la
coordinación del trabajo en equipo.6
6VILLOTA, Héctor F. Y SANTA CRUZ, Mayer O. Estudio de distribución en planta, Seguridad e Higiene Industrial en la empresa Transformadores de Colombia. 1989. Tesis. p. 89.

36
7.2 ~RCO TEORICO
Sólo con la colaboración de todos los implicados, se
obtiene la implementación de un exitoso programa de salud
ocupacional para lo cual se requiere entendimiento en
todos los términos utilizados, y para cuyo fin,
relacionamos a continuación algunas generalidades de salud
ocupacional que el Instituto de Seguros Sociales (I.S.S.),
identifica en sus programas educativos.
7.2.1 Medio ambiente de trabajo. Está constituído por el
conjunto de factores que rodean el puesto de trabajo, que
incluyen aspectos ambientales, mecánicos y personales.
En cada uno de ellos están presentes los factores de
riesgo.
Un alto número de enfermedades o problemas de salud en los
trabajadores son ocasionados por los factores de riesgo
característicos de cada ocupación.
Ocupación. Es el desempeño de determinado oficio bajo
condiciones concretas del medio ambiente de trabajo.

37
7.2.2. Factor de riesgo. Es todo factor o agente
peligroso presente en el ambiente de trabajo que afecta o
puede causar daño a la salud del trabajador.
La presencia de algunas enfermedades pueden tener
relación con los factores de riesgo existentes en el medio
ambiente de trabajo y la forma en que éste se realiza.
7.2.3 Salud ocupacional. Es la especialidad que trata de
evitar que los trabajadores se enfermen por estar
permanentemente en contacto con los riesgos que se
encuentran en el sitio de trabajo.
La salud ocupacional se compone de tres (3) áreas que son:
Medicina Industrial o del Trabajo.
Higiene Industrial
Seguridad Industrial
7.2.3.1 Medicina de trabajo. Es el área de salud
ocupacional que se preocupa por:
Efectuar exámenes periódicos para conocer el estado de
salud de los trabajadores.
Identificar los trabajadores que tiene enfermedades
ocasionadas por los factores de riesgo presentes en su
trabajo.
Efectuar el tratamiento de
encuentran enfermos y llevar
periódico.
los
el
38
trabajadores que se
respectivo control
Establecer y recomendar medidas para que los
trabajadores se adapten a sus oficios, evitando que se
enfermen.
Educar a los trabajadores para que conozcan:
Los riesgos de su oficio.
El daño que puede ocasionar a la salud
Las formas que existen para conservar su salud.
Trata también con la reubicación laboral o cambio de
puesto de trabajo.
7.2.3.2 Higiene Industrial. Es el área de la salud
ocupacional responsable de:
Identificar los factores de riesgo que existen en el
medio ambiente.
Medirlos y evaluarlos para conocer si tienen una
intensidad capaz de producir enfermedad ocupacional.

39
Establecer y recomendar medidas para eliminar o
disminuir los factores de riesgo ambientales.
Mantener en los sitios de trabajo las mejores
condiciones del medio ambiente, para evitar que los
trabajadores se enfermen.
7.2.3.3 Seguridad Industrial. Esta área de salud
ocupacional se ocupa de:
- Identificar las causas o factores de riesgo que pueden
ocasionar accidentes de trabajo.
Establecer y recomendar medidas orientadas a eliminar
los factores de riesgo que ocasionan accidentes de
trabajo.
Mantener en las mejores condiciones los instrumentos
o medios de trabajo que son los que con mayor frecuencia
ocasionan accidentes.
Evi tar las condiciones inseguras, entre las que se
pueden agrupar:
Univ~rSld~d AIJtl;'Om¡¡ d~ r.CCldl!~t.
Sti-CIIjN 61 bllO ¡ leA.
40
• Falta de protección en puntos de operación de máquinas
o equipos.
Almacenamientos inadecuados .
Falta de mantenimiento de máquinas y herramientas
Deficiencias en los pisos.
7.2.4 Manifestaciones clínicas ocupacionales. Son una
serie de trastornos orgánicos que se ocasionan en el
trabajador por motivo de su permanente contacto con
factores de riesgo presentes en su medio de trabajo.
7.2.5 Enfermedad ocupacional o profesional. Es la
enfermedad que sufre el trabajador por su contacto
permanente con agentes nocivos o factores de riesgo
existente en su entorno laboral. La enfermedad ocupacional
puede ser controlada identificando el agente que ocasiona
el problema de salud. Este agente debe ser disminuído en
su intensidad o eliminado del medio ambiente, como también
es posible que el trabajador utilice protección personal
para defenderse de él.
Algunas enfermedades profesionales no tienen posibilidad
de recuperación y casi siempre originan incapacidad.

41
La enfermedad profesional requiere un tiempo prolongado de
exposición del trabajador, al factor o agente que la
causa .7
7.2.6 Accidente de trabajo. Es todo suceso imprevisto y
repentino que sobrevenga por causa o con ocasión del
trabajo y que produzca al trabajador una lesión orgánica
o perturbación funcional permanente o pasajera y que no
haya sido provocada deliberadamente o por culpa grave de
la víctima. 8
7.2.6.1 Lesión. Daño corporal causado por una herida
golpe o enfermedad.
7.2.6.2 Lesión de trabajo. Según la norma ANSI (American
Nationa1 Standars Institute), es un daño físico o
enfermedad ocupacional sufrida por una persona, la cual
7GOMEZ M., Ramón Elias y MARTINEZ R., Javier. Estudio de distribución en planta, seguridad e higiene industrial a la Central de Clasificación ADPOSTAL. 1990. p. 127
8VILLOTA, QQ Cit. p. 120.
42
resulta de y en curso del trabajo, como consecuencia de
éste o del ambiente del mismo.
7.2.7 Clasificación de las lesiones.
incapacidad que genere.
Según el tipo de
7.2.7.1 Muerte. Fatalidad resultante de un accidente de
trabajo sin considerar el tiempo transcurrido entre la
lesión y el deceso del trabajador.
7.2.7.2 Incapacidad Total Permanente. Quita toda
probabilidad al trabajador de realizar cualquier labor en
la compañía, o que dá como resu1 tado la pérdida o la
completa inutilidad de cualquiera de los siguientes
órganos en un accidente: ambos ojos, un ojo, una mano, un
brazo, una pierna, o un píe; dos de cualquiera de las
siguientes partes pero no sobre el mismo miembro: mano,
brazo, pie, pierna.
7.2.7.3 Incapacidad Parcial Permanente. Consiste en la
completa pérdida, o inutilidad de cualquier miembro o
parte de un miembro del cuerpo.
7.2.7.4. Incapacidad Total Temporal. Inutiliza a la
persona lesionada para ejecutar un trabajo regularmente
establecido, que está reservado y disponible para él
43
durante el tiempo correspondiente a las horas de su turno.
El tiempo de incapacidad lo establece el médico que trate
el caso. 9
7.2.7.5 Incapacidad Parcial Temporal. lnhabili ta una o
varias partes del cuerpo, por lo que no es posible
realizar el trabajo normalmente, pero después del tiempo
establecido de incapacidad, el trabajador vuelve a su
trabajo regular.
7.2.8 Horas hombre. Es el número de horas trabajadas por
todos 10 trabajadores incluyendo todos aquellos de
operación, producción, mantenimiento y transporte.
7.2.9 Día de incapacidad. Es cualquier día en que el
trabajador, como consecuencia de una lesión, está
incapaci tado para desempeñar eficientemente durante un
turno completo las funciones esenciales de un trabajo
establecido.
7.2.10 Ergonomía. "Es la aplicación de las ciencias
biológicas del hombre junto con las ciencias de ingeniería
para lograr la adaptación mutua óptima del hombre y su
trabajo, midiéndose los beneficios en términos de
9VILLOTA, Op. cit. p. 187 a 193
44
eficiencia y bienestar del hombre". «La ergonomía incluye
las demandas fisiológicas y psicológicas que el trabajo
requiere del hombre». OTI. (Organización Internacional del
Trabajo) .
7.2.11 Indice de lesiones. Los índices se basan en
fórmulas establecidas por la norma de la American National
Standards Institute ANSI, método americano para
registrar y medir las lesiones por accidentes de trabajo.
7.2.12 Indice de frecuencia. Es el número de lesiones
incapaci tantes por cada millón de horas trabajadas durante
un período.
No. de lesiones incapacitantes x 106
I.F = ----------------------------------------No. de horas-hombre trabajadas.
Este índice es usado principalmente como una base de
comparación entre un área y otra, un plazo de tiempo y
otro, una empresa y otra similar.
7.2.13 Indice de gravedad o severidad. Es el número de
días de incapacidad por cada millón de horas -hombre
trabajadas durante un período de tiempo.
Total de días de incapacidad x 106 I.S =
No. de horas-hombre trabajadas
45
mide el tiempo perdido causado por todos los accidentes.
7.2.14 Promedio de días cargados por lesiones
incapacitantes: muestra el promedio de gravedad de las
lesiones incapacitantes.
Total días cargados 1.5. P.D.C = ---------------------------------------- =--
Total lesiones incapacitantes 1.F.
7.2.15 Indice de lesión inhabi1itadora. Es una
combinación de la frecuencia y la severidad en una sola
medida. Identifica una experiencia global de mejor o
peor.
1.F. x 1.5. I.L.I. =
1.000
En caso de muerte, pérdida de un miembro u órgano del
cuerpo, deben cargarse los días estipulados en las normas
ANSI sobre "métodos de registro y medición de lesiones de
trabajo" .10
10GOMEZ, Op Cito p. 144-145

7.3 EVALUACION DE FACTORES DE RIESGO E HIGIENE Y SEGURIDAD INDUSTRIAL
46
Con visitas de inspección al taller de medidores y
mediante la observación directa de sus instalaciones,
puestoS de trabajo y modos de realizar las diferentes
labores, se adelantó el estudio de los factores de higiene
y seguridad. (Ver Tabla 1)
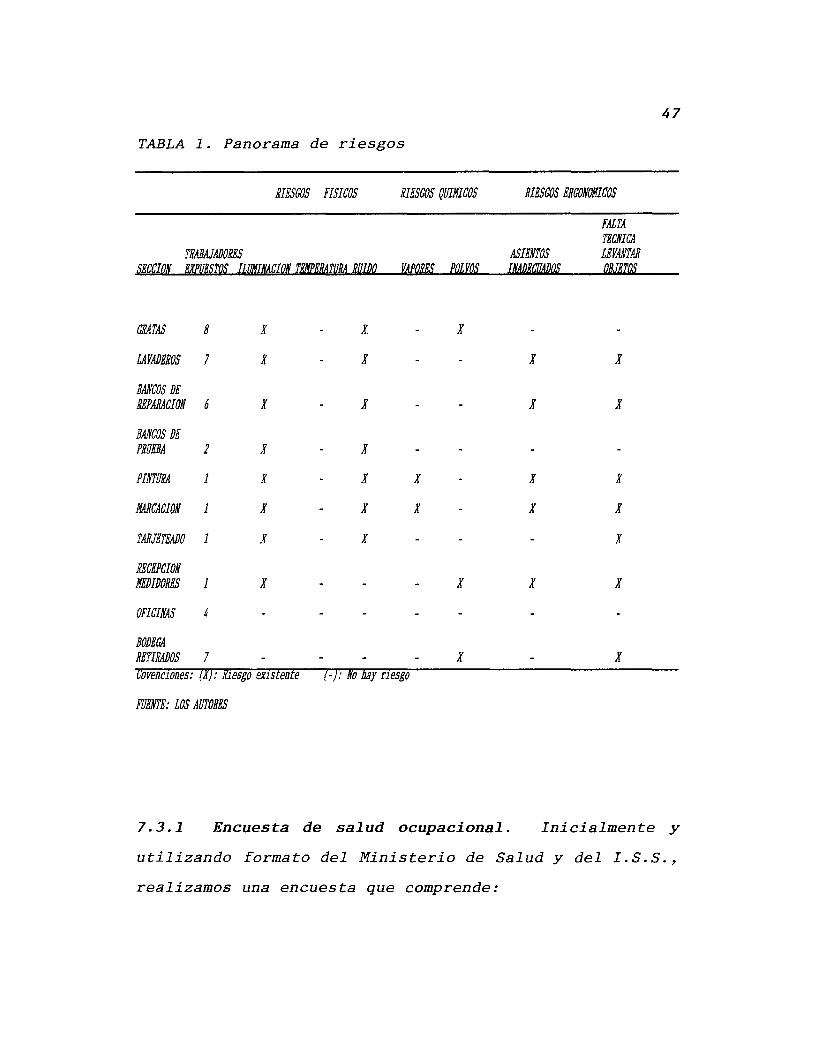
TABLA 1. Panorama de riesgos
RIESGOS FISICOS RIESCOS QUJ}fICOS
T1W3AJAlJORES SECCION EXPUESTOS ILl/lflNACION TEl1PERATUR4 RUIDO VARONES POLyOS
GRATAS 8 X X. X
LAVAlJEROS 7 X X
BANCOS DE NEPARACION 6 X X
BANCOS DE PRUEBA 2 X X
PINTURA 1 X X X
1WlCACION 1 X X X
TARJETEAJ)O 1 X X
NECEPCION J1ED IDONES 1 X X
OFICINAS 4
BODEGA RETIRADOS 7 X Covenciones: (X): Kiesgo existente 1-): No hay nesgo
fUENTE: LOS AUTORES
RIESGOS ERCONOI1ICOS
ASIENTOS lNADECVAlJOS
X
X
X
X
X
FALTA TECNlCA LEVANTAR OBJETOS
X
X
X
X
X
X
X
47
7.3.1 Encuesta de salud ocupacional. Inicialmente y
utilizando formato del Ministerio de Salud y del I.S.S.,
realizamos una encuesta que comprende:
48
Información general
Facilidades de atención médica y servicios
Higiene y seguridad industrial.
(ver formato Anexo 1).
7.3.2 Evaluación y mediciones. En la búsqueda de las
mejores condiciones para desarrollar el trabajo en el
taller de medidores de Agua - EMCALI- se evaluaron los
riesgos de ruido, temperatura e iluminación por ser los
factores que involucran a todos los operarios en general.
También se detectaron algunas prácticas y aspectos
inseguros, a los que también se les hizo el respectivo
estudio.
7.3.2.1 Iluminación. Para realizar las mediciones de
iluminación en el Taller de Medidores Sección Acueducto
de EMCALI se utilizo un fotómetro marca Simpson, cuya
unidad de medida está dada en bujía-pie, que equivale a
10,76 unidades Lux; la pantalla de lectura contiene 4
escalas escogiendo la que proporcione
dependiendo de la cantidad de luz
puesto de trabajo.
mayor precisión
que incide en un
7.3.2.1.1 Estado de iluminación. En el taller se trabaja
con luz artificial básicamente porque la luz solar que
entra por las 10 lucetas existentes en el techo es muy

49
poca. Esta luz artificial es proporcionada por 28
lámparas ubicadas excelentemente en toda la extensión del
taller de medidores; cada lámpara consta de 4 tubos
fluorescentes de 40 wattios~ pero en el momento de las
mediciones solo se encontraron en buen funcionamiento 60
tubos~ percibiéndose deficiencias en la i1uminación~ por
falta de los 52 tubos que estaban fundidos. Las lámparas
están a una altura de 3J a 4 metros (situadas con
inclinación) de los puestos de trabajo.
El taller cuenta con sólo dos ventanas que por su
localización (recepción de medidores y entrada principal)
no permiten una buena entrada de luz al interior.
La oficina cuenta con ventanas y lámparas que hacen de
ella un lugar con buena iluminación.
Tomamos medidas un día medianamente claro en todos los
puestos de trabajo, en diferentes momentos de la jornada
laboral, comprendidos, entre las 10:00 a.m y la 1:30 p.m.
A continuación, las mediciones
realizadas en el taller de medidores.
de la iluminación
I Un¡,erSI~'1d ',¡lóo"'113 de 0(('''01, SlCCION BIBLIOTECA

50
TABLA 2. Mediciones de niveles de iluminación.
'!M10 prueoa 'llora 'BuJ18S-p1e Zux
Almacén de tarjeteados 10:00 A./1 8 86.08 11:45 A./f 11 118.36
Salón de recepción 10:15 A./1 32 344.32
Interior de recepción 10:20 Uf 19 204.44
Puesto de pintura 10:22 A./1 16 172.16 1:05 P./f 26 279.76
Puesto de marcación y sellado 10:24 A./f 16 172.16
1:10 P./f 24 258.24
Bancos de reparación No.1 No tiene láIopara 10:10 A./f 45 484.2 No.2 lámp. apagada 10:12 A./1 44 473.44
lámpara encendida 10:13 A./f 72 779.72 NO.3 No tiene lámpara 10:25 A./1 44 473.44 No.4 lámpara apagada 11:00 A./f 33 355.08
lámpara encendida 11:05 A./f 61 656.36 No. 5 No tiene láIopara 11:20 A./f 42 451.92 No.6 No tiene lámpara 11:35 A./f 34 365.84
Bancos de prueba NO.1 12:03 A./f 34 365.84 NO.2 12:08 A./1 46 494.96 No.3 12:15 P./f 39.5 425.02 No. 4 12:18 P./1 33 355.08
lavaderos No.1 12:23 P./f 45 484.2 No.2 12:26 P./1 47 505.72
FUENTE: los autores.
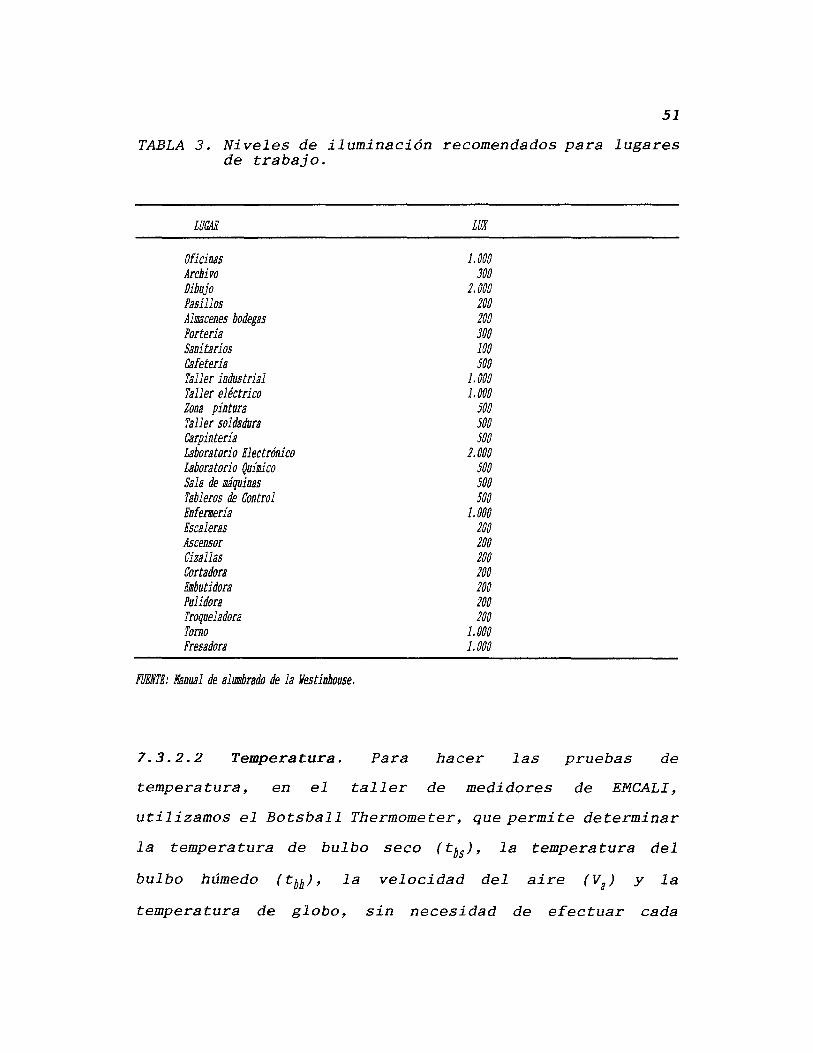
En la Tabla 3 se muestran los niveles de iluminación
recomendados para los diferentes lugares de trabajo.
51
TABLA 3. Niveles de iluminación recomendados para lugares de trabajo.
LUGAR
Oficinas Archivo Dibujo Pasillos Almacenes bodegas Portería Sanitarios Cafetería Taller industrial Taller eléctrico Zona pintura Taller soldadura Carpintería Laboratorio Electrónico Laboratorio Químico Sala de máquinas Tableros de Control Enfermería Escaleras Ascensor Cizallas Cortadora Embutidora Pulidora Troqueladora Torno Fresadora
FUENTE: !!anual de allJlDÓrado de la Vestinhouse.
7.3.2.2 Tempera tura . Para
LUX
1.000 300
2.000 200 200 300 100 500
1.000 1.000
500 500 500
2.000 500 500 500
1.000 200 200 200 200 200 200 200
1.000 1.000
hacer las pruebas de
tempera tura, en el taller de medidores de EMCALI,
utilizamos el Botsba11 Thermometer, que permite determinar
la tempera tura de bulbo seco (tbs)' la tempera tura del
bulbo húmedo (tbh) , la velocidad del aire (Va) y la
temperatura de globo, sin necesidad de efectuar cada
52
medición de estos independientemente.
Para obtener la medida de índice de esfuerzo por calor
(WBGT), se emplea la fórmula:
WBGT = 0,0212B2 + 0.192B + 9.5(OC)
Donde B es la temperatura medida con el Botsba11 en
grados centígrados.
La temperatura Botsba11 indicada por el dial del
termómetro provee una medida física directa de la
temperatura ambiente.
aire, humedad, Cualquier cambio en la temperatura del
viento o radiación térmica que cause
temperatura del Botsba11, incrementará
aumen to en la
humano o es trés y vi ceversa .
botsba11 provee un excelente
humana al calor.
el desconfort
Así, la tempera tura del
índice de la respuesta
Las mediciones de temperatura se efectuaron entre las
10:00 am y 2:50 pm de un día poco nublado y medianamente
53
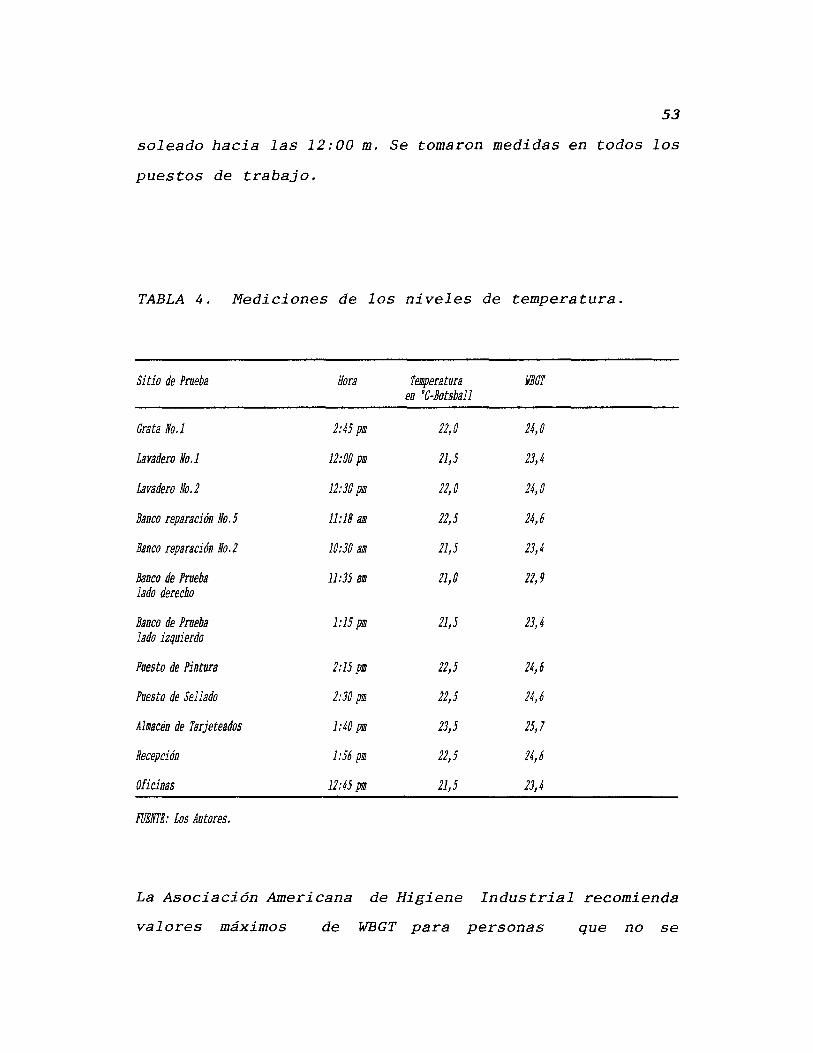
soleado hacia las 12:00 m. Se tomaron medidas en todos los
puestos de trabajo.
TABLA 4. Mediciones de los niveles de temperatura.
Sitio de Prueba Hora Temperatura VECT en 'C-Botsball
Crata No.1 2:45 pm 22JO 24JO
Lavadero No.1 12:00 pm 21J5 23,4
Lavadero No.2 12:30 pm 22JO 24JO
Banco reparación No.5 11:18 am 22J5 24J6
Banco reparación No.2 10:30 am 21J5 23,4
Banco de Prueba 11:353JO 21JO 22J9 lado derecho
Banco de Prueba 1:15 pm 21J5 23J4 lado izquierdo
Puesto de Pintura 2:15 pm 22J5 24J6
Puesto de Sellado 2:30 pm 22J5 24J6
Almacén de Tarjeteados 1:40 pm 23J5 25J?
Recepción 1:56 pm 22J5 24J6
Oficinas 12:45 pm 21J5 23J!¡
FUENTE: los Autores.
La Asociación Americana de Higiene Industrial recomienda
valores máximos de WBGT para personas que no se
54
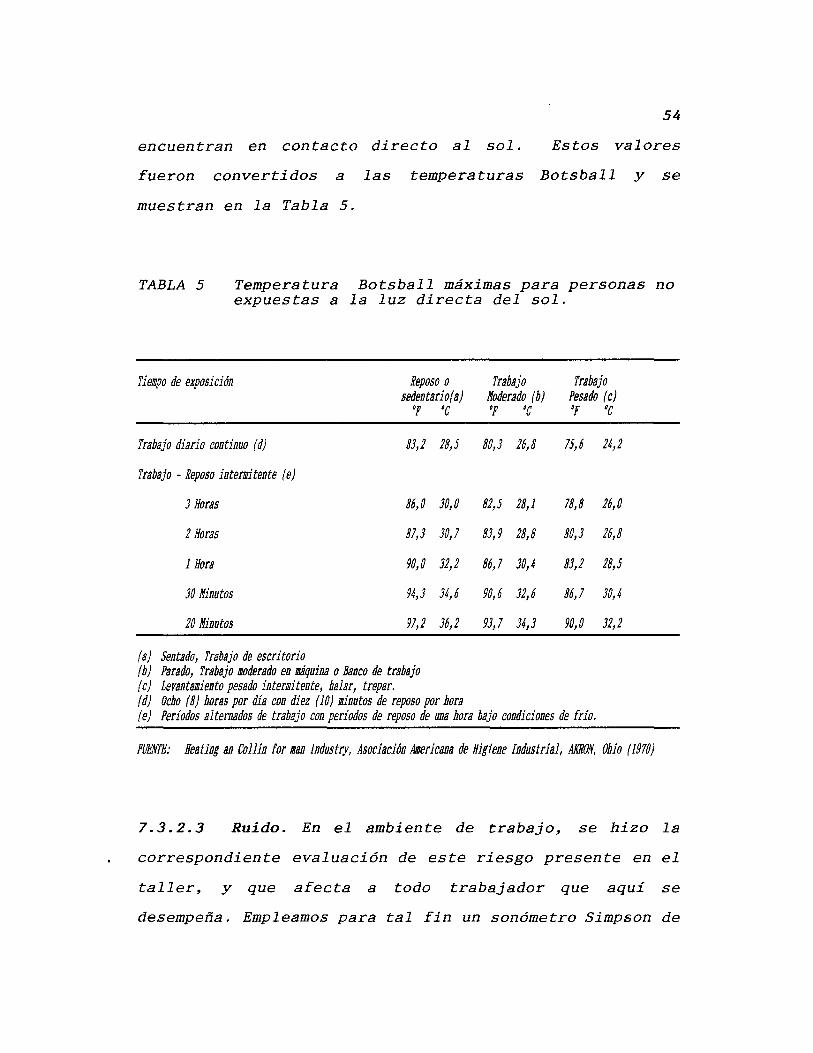
encuentran en contacto directo al sol. Estos valores
fueron convertidos a las temperaturas Botsball y se
muestran en la Tabla 5.
TABLA 5 Temperatura Botsball máximas para personas no expuestas a la luz directa del sol.
Tiempo de exposición Reposo o Trabajo Trabajo sedentario( a) lfoderado (b) Pesado (e)
O¡ oc °F oc O¡ oc
Trabajo diario continuo (d) 83,2 28,5 80,3 26,8 75,6 24,2
Trabajo - Reposo intermitente (e)
3 Horas 86,0 30,0 82,5 28,1 78,8 26,0
2 Horas 87,3 30,7 83,9 28,8 80,3 26,8
1 Hora 90,0 32,2 86,7 30,4 83,2 28,5
3011inutos 94,3 34,6 90,6 32,6 86,7 30,4
20 l1inutos 97,2 36,2 93,7 34,3 90,0 32,2
(a) Sentado, Trabajo de escritorio (b) Parado, Trabajo moderado en máquina o Banco de trabajo (e) Levantamiento pesado intermitente, balar, trepar. (d) Oebo (8) horas por día con diez (10) minutos de reposo por hora (e) Períodos alternados de trabajo con períodos de reposo de una bora bajo condiciones de frío.
FfJENTE: Heating an Comn for man Industry, Asociación Americana de Higiene Industrial, mOl{, OMo (1970;
7.3.2.3 Ruido. En el ambiente de trabajo, se hizo la
correspondiente evaluación de este riesgo presente en el
taller, y que afecta a todo trabajador que aquí se
desempeña. Empleamos para tal fin un sonómetro Simpson de

55
tres escalas (A, B, e) con el que se midió el nivel de
presión sonora en cada puesto de trabajo. A este
instrumento se le adaptó el analizador de bandas de
frecuencia (bandas de octava) con el que se consiguió la
medición del nivel de frecuencias de los ruidos a que se
exponen diariamente los trabajadores en el taller de
medidores.
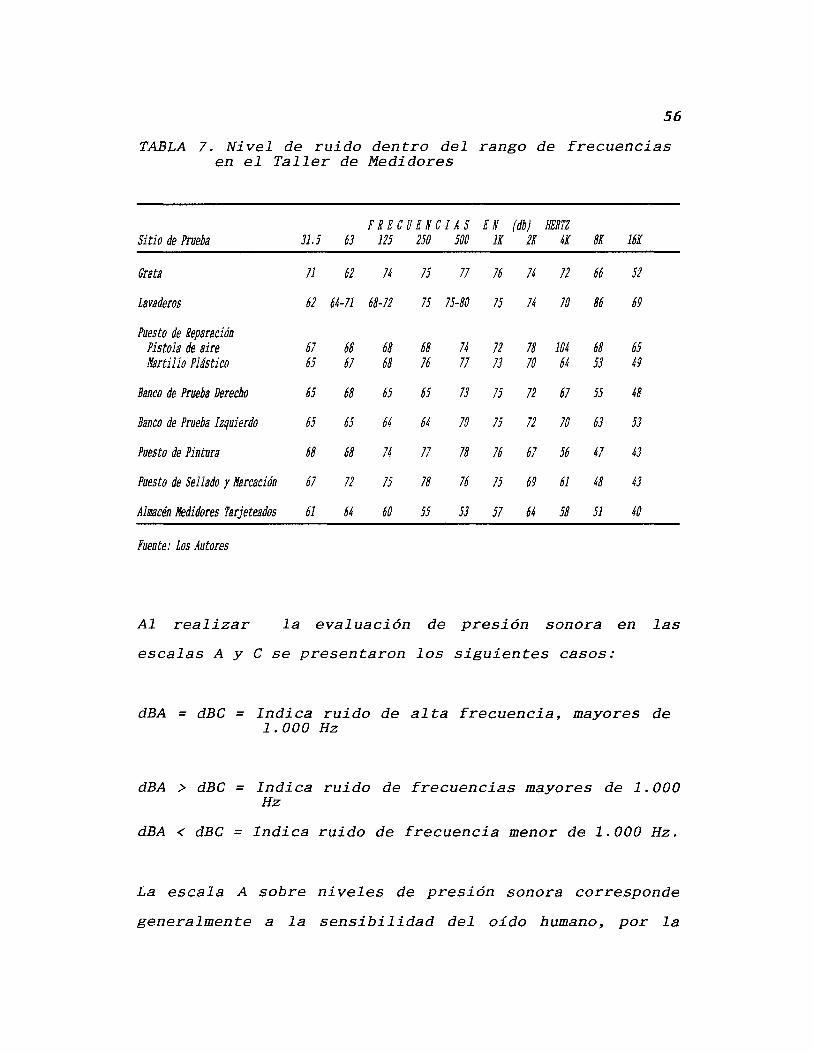
En las Tablas 6, 7 Y 8 aparecen consignadas las medidas
del nivel de presión sonora y las frecuencias.
TABLA 6. Niveles de presión sonora en el taller de medidores.
Sitio de prueba Escala A Escala C (db) (db)
Grata No.1 84 84
Lavaderos 88 a 93 88 a 93
Bancos de Reparación - Pistola de aire 96 96 - }fartíllo plástico 86 86
Bancos de prueba 80 a 90 80 a 90
Puesto de pintura 84 88
Sellado y marcado 86 a 90 88 a 92 Compresor 83 88 Almacén 80 80 Recepción 76 74
Fuente: Los Autores
56
TABLA 7. Nivel de ruido dentro del rango de frecuencias en el Taller de Medidores
FRECUENCIAS EN (db) HERTZ Sitio de Prueba 31.5 63 125 250 500 lK 2K 4K 8K 16K
Grata 71 62 74 75 77 76 74 72 66 52
lavaderos 62 64-71 68-72 75 75-80 75 74 70 86 69
Puesto de Reparación Pistola de aire 67 68 68 68 74 72 78 104 68 65 ~rtillo Plástico 65 67 68 76 77 73 70 64 53 49
Banco de Prueba Derecho 65 68 65 65 73 75 72 67 55 48
Banco de Prueba Izquierdo 65 65 64 64 70 75 72 70 63 53
Puesto de Pintura 68 68 lf¡ 77 78 76 67 56 47 43
Puesto de Sellado y ~rcación 67 72 75 78 76 75 69 61 48 43
Almacén lfedidores Tarjeteados 61 64 60 55 53 57 64 58 51 40
Fuente: los Autores
Al realizar la evaluación de presión sonora en las
escalas A Y C se presentaron los siguientes casos:
dBA = dBC = Indica ruido de alta frecuencia, mayores de 1.000 Hz
dBA > dBC = Indica ruido de frecuencias mayores de 1.000 Hz
dBA < dBC = Indica ruido de frecuencia menor de 1.000 Hz.
La escala A sobre niveles de presión sonora corresponde
generalmente a la sensibilidad del oído humano, por la

57
cual la ACGIH presenta los valores límites permisibles de
ruido.
TABLA 8. Límites permisibles de ruido.
Horas diarias de Niximo nivel de ruido exposición dE (escala A)
16 80 8 85 6 81 4 90 J ~ 2 95 1 100
1/2 105 1/4 110 1/8 115
No se permiten exposiciones a mis de 115 dE por ningún período de tiempo.
FUENTE: Norma Conferencia Americana y Gubemamenta1 de Higiene y Seguridad Industrial. (ACGIH)
7.3.2.4 Riesgo químico. Se puede decir que no hay
sustancia química inocuall ya que añadida en cantidad
suficiente a un organismo vivo puede generar una acción
noci va sobre él.
Los efectos tóxicos de una sustancia dependen de las
características de la misma, del ambiente y de la víctima;
llGONZALEZ, Luz Stella. Conferencia dictada de Salud Ocupacional. Compuestos Químicos. p. 23
58
su grado de toxicidad está definido por la relación entre
la dosis y el efecto que produce en un sistema biológico.
El ingreso de la sustancia al organismo humano puede ser
por vía respiratoria, oral, cutánea y ocular. J2
En el taller está presente el riesgo químico de dos
maneras: polvos y vapores.
7.3.2.4.1 Polvos de bronce. Partículas pequeñísimas que
quedan suspendidas en el aire durante buen rato y que
pueden ser introducidas a los pulmones durante la
respiraciónJJ ; éstas se producen durante el gra teado de
los medidores. Realmen te no es sólo pol vo de bronce,
también contiene tierra.
7.3.2.4.2 Vapores de gasolina y pinturas. Son material
gaseoso desprendido por un líquido (gasolina y pintura) a
condiciones ambientales; su tamaño es de orden molecular
y siempre estarán presentes mientras estos líquidos estén
expuestos al aire libre. Por ser de partículas moleculares
penetran a los pulmones y pasan a la sangre, normalmente;
12Ibid p. 27
lJ1bid p. 27-28

59
los órganos más afectados son los riñones, el hígado y el
cerebro. 14
Con este tipo de elementos la protección es vital ya que
no cuenta nuestro organismo con defensas naturales.
Generalmente estos contaminantes no producen reacciones
agudas o inmediatas y los afectados no saben que están
respirando partículas muy peligrosas. Los signos de la
enfermedad aparecen después de un largo período de
exposición.
7.3.2.5 Seguridad industrial. La Seguridad Industrial es
el eje central del desarrollo operativo de toda empresa,
y por la cual deben adaptarse los procesos y métodos de
trabajo al bienestar del operario, logrando así un
ambieñte de trabajo limpio, adecuado y sano.
La disminución de los peligros en el si tio de trabajo,
disminuye también la fatiga física, psicológica y mental,
agilizando el proceso productivo, obteniendo minoría de
accidentes y por ende merma en costos adicionales.
A continuación, descubrimos algunas prácticas y aspectos
inseguros que se observaron con regularidad en el taller
14GOMEZ, MARTINEZ Op Ci t. p. 135
Unjv~rsd~d Aut6noma d~ Occidenta ,;¡d; 81EhlOífé a
60
de medidores de EMCALI:
- Falta de suministros de equipos de protección personal.
- Falta de técnicas para levantar o trasladar objetos
pesados.
Malas posiciones al sentarse a laborar y/o al realizar
una tarea de píe.
- Herramientas en mal estado.
- Peligrosa colocación de medidores en los bordes de
lavaderos, bancos de reparación, pintura y sellado.
- Arrumes inadecuados de medidores, con riesgos de
deslizamiento.
- Falta de entrenamiento previo para los nuevos
trabajadores, laborando de manera insegura.
61
7.4 PROGRAMA DE PREVENCION y CONTROL DE LOS FACTORES DE RIESGO.
7.4.1 Iluminación. De acuerdo a las pruebas de salud
ocupacional se pudo apreciar que la iluminación es
deficiente en el taller, pero básicamente debido al mal
estado del 46.4% de los tubos fluorescentes en el momento
de la evaluación, ya que las lámparas se encuentran bien
ubi cadas, tan to de localización como de al tura. En el
almacén de medidores tarjeteados deben colocarse otras
dos lámparas , pues en es te 1 ugar de "archivo" se
requieren 300 1ux y apenas cuenta con 86 1ux.
Debe entonces ser de preocupación general de los
trabajadores el estado de las lámparas e informar
inmediatamente de ello para que sean reemplazadas al
momento.
Todos los tubos deben estar en buen funcionamiento durante
la jornada laboral para lograr la buena iluminación en
este recinto.
Una mejora importante que debe hacerse es el cambio de los
tubos fluorescentes en los bancos de reparación, que al
encenderse dan directamente su luz a los ojos del
62
trabajador, por lámparas cuya luz pueda dirigirse, según
conveniencia del operario. En el mercado existe gran
variedad de estas, tan usadas en los escritorios de
estudio.
En cuanto a colores, las paredes en color blanco mate,
benefician la iluminación. Los bancos de reparación en
color gris ratón no
reflejos ni brillos
tiene objeción, pues no producen
que afecten. Los pisos y paredes
limpios siempre, hacer del taller un sitio agradable.
7.4.2 Temperatura. Como se observó en las pruebas de
temperatura realizadas en el taller, la temperatura
reinante está dentro de los 1ími tes permisibles de la
Asociación Americana de Higiene Industrial (ACGIH).
Sinembargo, hacemos hincapié sobre el arreglo de los
ventiladores dispuestos en los techos del taller, que
pueden lograr un ambiente térmico bien agradable en el
momento de estar funcionando correctamente, y de los
cuales sólo funcionaba uno el día de la evaluación.
7.4.3 Prevención contra el ruido. Observando los datos
obtenidos con el sonómetro se entiende que el nivel de
63
ruido es alto en el taller de medidores, por lo tanto, se
deben adelantar las siguientes actividades:
- Realizar programas de mantenimiento preventivo a los
equipos de pruebas de medidores, compresor y pistolas de
aire comprimido. El programa establece un procedimiento
para revisar, lubricar y limpiar atenuando el ruido por
fricciones de piezas desgastadas.
- Coordinar con el 1.S.S., actividades para la prevención
y el control del trauma acústico, sordera profesional,
hipertensión y otras enfermedades ocasionadas por la
exposición al ruido con nivel de presión sonora superior
a 85 dBA.
- Practicar audiometrías al ingreso y semestralmente al
personal que labore en el taller. Suministrar protectores
de inserción (en silicona preferiblemente y hechos a
medida de cada trabajador) para todo el personal de planta
e igualmente dotar de protectores de copa u orejeras,
donde se requiera.
Determinar un lugar para guardar los
audi tivos que debe ser limpio, higiénico
infecciones peligrosas al oído.
protectores
para evitar
64
- Cada trabajador debe responsabilizarse del mantenimiento
de su equipo de protección, guardarlo en su locker y
evitar confusiones con los de sus compañeros, para
prevenir el contagio.
Educar y motivar al trabajador sobre el uso de la
protección audi tiva, mantenimiento y la necesidad de la
misma, con charlas a cargo de un profesional en el ramo
y proveer el taller de carteles alusivos a la protección
auditiva y al gran peligro que representa el ruido.
7.4.4 Prevención a los riesgos químicos. Para el cuidado
de la salud, los trabajadores expuestos a los vapores de
gasolina y polvo de bronce deben reglamentar en sus
deberes las siguientes acciones:
- Usar adecuadamente el equipo de protección que le ha
sido asignado.
Prender los extractores para evacuar los agentes
nocivos.
- Comprobar que los dispositivos de seguridad y protección
estén en regla antes de comenzar el trabajo.
65
Y por su parte, EMeALI, debe realizar las siguientes
acti vidades:
- Proveer de protección respiratoria a los trabajadores
expuestos. Los más indicados son los respiradores
purificadores de aire. La protección empleada en el sector
de grateado debe tener careta para proteger también la
vista y el rostro en general.
- Educar a los trabajadores sobre la necesidad del uso de
la protección respiratoria, de su mantenimiento y del uso
adecuado de la misma.
Practicar examen médico general exhaustivo
semestralmente, al personal expuesto, con atención
especial sobre el estado de los órganos olfativo y visual,
los riñones, los pulmones y la sangre.
7.4.5 Prevención a los riesgos mecánicos.
- No usar alhajas en el momento de gratear o realizar
cualquier labor con los motores en marcha.
- Sujetar fuertemente las pistolas de aire comprimido y
los elementos que van a ser soplados.

66
- Instruir al personal de no reparar, lubricar o limpiar
toda clase de motores o máquinas en funcionamiento.
Reemplazar las herramientas de trabajo en estado
defectuoso.
- Vigilar las disposiciones de seguridad en todo momento.
7.4.6 Prevención de las condiciones inseguras. Es tas
deben, en 10 posible, anularse del ambiente laboral para
10 cual la cooperación en conjunto del personal del taller
de medidores es indispensable en los siguientes términos:
Utilizar siémpre y en forma adecuada la protección
personal suministrada por EMeALI para la realización de
las labores cotidianas. En caso de ausencia de equipo
protector o desperfecto en el suministrado, pedirlo al
Jefe del Taller.
- Utilizar cajones para guardar o arrumar temporalmente
los medidores en los lavaderos y el puesto de sellado y de
pintura, donde están constantemente en peligro de
deslizamiento.

67
- Mantener los pisos limpios y secos, evitar el derrame
de agua o cualquier otra sustancia que puede ocasionar
deslizamiento de personas y/o afectar la salud. En caso
de presentarse, debe ser secado inmediatamente.
Mantener los sitios de almacenaje de medidores y
repuestos en orden y limpios. Hacer arrumes correctos sin
peligro de caída o derrumbes.
- En 10 posible, utilizar herramientas como las cuchillas
que se usan en el lavado de medidores, con mango.
7.4.7 Factores ergonómicos. El control de posturas
inadecuadas y esfuerzos adicionales se coordinarán con el
1.5.5., División de Salud Ocupacional, por medio de
charlas relativas al cuidado de la espalda, incluyendo la
implementación de ejercicios prácticos para el cuidado de
la columna.
Es te programa inc1 uye normas
movimientos adecuados
objetos pesados.
cuando se
escritas
levantan o
sobre los
trasladan
68
7.4.7.1 Normas básicas.
- Mantener una correcta postura al sentarse: Caderas hacia
atrás, espalda apoyada en el espaldar, cabeza alineada con
la columna y pies descansando sobre un soporte para
relajar los músculos y descomprimir los muslos.
- Mantener la espalda 10 más recta posible al levantar
objetos.
- Flexionar rodillas en lugar de la espalda y ejercer la
fuerza con los músculos de las piernas.
- En trar un poco la barbi 11a para que la cabeza quede
alineada con la columna e inclinar ligeramente el cuerpo
al recoger el objeto.
- El peso máximo permisible de levantar que admi te el
Ministerio de Trabajo son 25,0 kilogramos para hombres y
12,5 kilogramos para mujeres.
- Si se quiere una posición de píe permanente, se aconseja
subir alternativamente un pie sobre un soporte con el
propósito de doblar cadera y rodilla y relajar así los
músculos lumbares, evitando la fatiga muscular.

69
7.4.7.2 Acondicionamientos. A la dirección de EMCALI, se
le recomienda:
- Hacer el cambio de la sillas que actualmente se tiene en
el taller, ya que éstas producen cansancio muscular a
nivel de espalda y una posición inadecuada para la
columna, porque su espaldar tiene inclinación recta un
poco hacia atrás, por 10 que los trabajadores deben
inclinarse hacia adelante, ocasionando los malestares
mencionados después de varias horas de labor.
Se recomienda la implementación de sillas ergonómicas con
espaldares atorni11ab1es e independientes del sentadero,
de modo que cada operario 10 ajuste a sus necesidades.
- Proveer al taller de las ruedas necesarias para poner en
funcionamiento los carritos donde se transportan los
medidores. Estos vehículos son muy importantes en el
taller porque su uso es imprescindible en todo momento y
facilitan el traslado de estos medidores que en cantidad
conforman bastante peso.
Así mismo, mantener en bodegas los repuestos necesarios
para la susti tución de las ruedas en mal estado, que
antes de faci1i tar el trabajo 10 dificu1 tan exigiendo
Uni~trsirl.d Aut6nema de Occi;~"t. ~[';CJOfIi I!lilUOTfCA
70
esfuerzos adicionales con consecuencias indeseables para
el hombre.
7.4.8 Prevenci6n y control de incendios
- Distribución de extintores: Con cinco (5) extintores, el
taller estará bien aprovisionado para controlar cualquier
conato de incendio; éstos deben estar localizados así:
- Un (1) extinguidor en el sector de lavaderos
- Un (1) extinguidor en el sector de bancos de reparación
- Un (1) extinguidor en el sector de pintura.
- Un (1) extinguidor en el almacén de medidores
tarje tea dos
- Un (1) extinguidor en el almacén de repuestos
Estos deben ser del tipo Polvo Químico Seco ABC.
- Inspección, mantenimiento, recarga y montaje de
extintores.
Instalar todos los extintores en soportes murales a
1.20 mts del piso y señalizarlos para su fácil
71
visualización en caso de emergencia, protegerlos de los
rayos solares, la humedad y situarlos a una distancia
aproximada de tres (3) metros de los riesgos de fuego.
Se debe inspeccionar mensualmente que el extintor esté en
su lugar, con las instrucciones de manejo legibles y de
frente, con los sellos en buen estado y corregir cualquier
anomalía al respecto.
Toda evidencia de daño físico, escape, corrosión y
obstrucción de mangueras debe ser reportado, y el extintor
sometido a procedimientos de mantenimiento o reemplazo
dependiendo del caso. Llevar registros de estas acciones.
La inspección es un chequeo rápido para asegurar que el
extintor está disponible y pueda funcionar al ser
requerido.
La recarga, normalmente, se hará cada año o cuando una
inspección o mantenimiento 10 recomienden. Descargar
totalmente los extintores antes de enviarlos a recarga.
El mantenimiento y la recarga de los extintores deben ser
confiados a personal idóneo; preferiblemente al Cuerpo de
Bomberos de la ciudad de Santiago de Ca1i. Inspeccionar
minuciosamente al regresar de la recarga o mantenimiento.
72
Se debe instruir al personal sobre el uso práctico de
extintores (Ver Tabla 9).
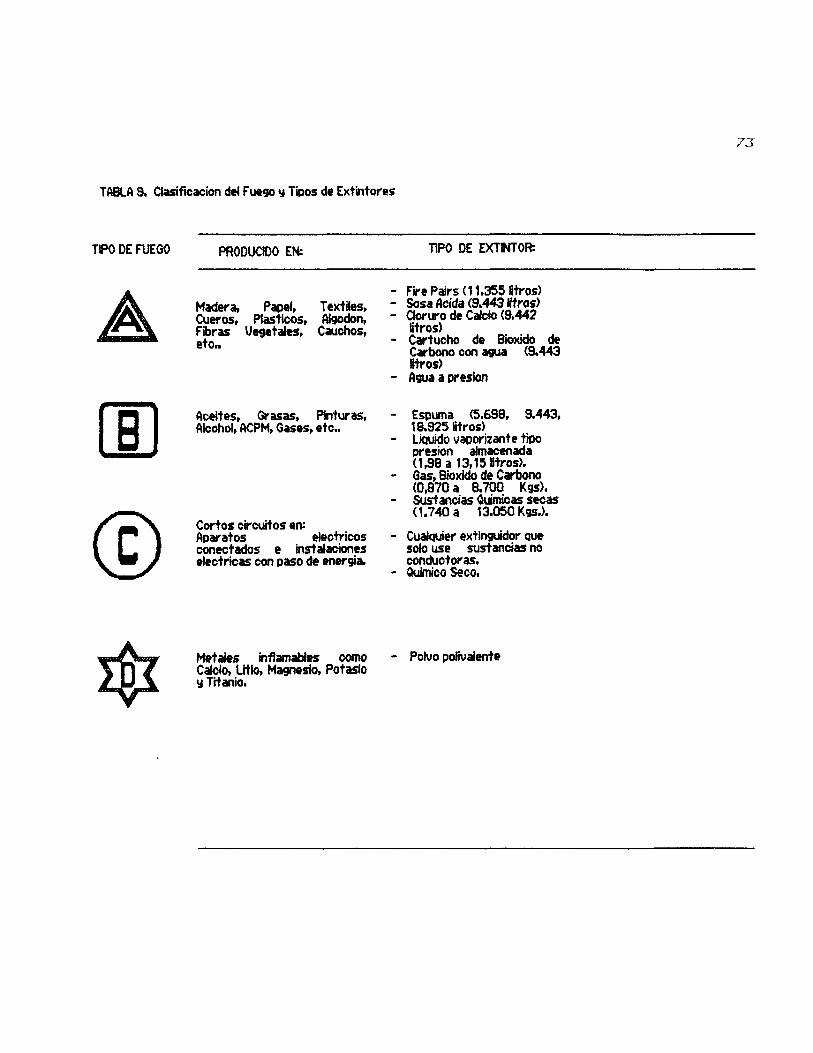
TABLA 9. Ctasificacion del Fuego y Tipos de Extintores
TIPO DE FUEGO
©
PRODUCIDO EN:
Madera, Pagel, Textifes, Cueros, Plasticos, Algodon, Fibras Vegetales, Cauchos, eto ••
Aceites, Grasas. Pinturas. Alcoho~ ACPM, Gases, etc ••
Cortos circuitos en: Aparatos electrices conectados e instalaciones electricas con paso de energía.
TIPO DE EXTINTOR:
- Fire Pairs (11.355 Otros) - Sosa Acida (9.443 Ntros) - Cloruro de Calcio (9.442
Uros) - Cartucho de Bio)(ido de
Cnono con agua (9.443 litros)
- Agua a presion
- ESl)uma <5.698. 9.443. 18.925 &tr05)
- LkJuido vaporizante tipo presion almacenada <1,98 a 13,15 &tros).
- Gas, Btoxido de Carbono (0,870 a 8.700 Kgs).
- Sustancias Químicas secas (1.740 a 13.050 Kgs.).
- CualQuier e)(tinguidor QUe solo use sustancias no conductoras.
- Químico Seco.
Metales inllamables como - Polvo pofivaJerrte Calcio. Litio, Magnesio, Potasio Ij Titanio.
73
74
7.5 EQUIPOS DE PROTECCION PERSONAL
Selección de equipo: Este se hace una vez que el
Departamento de Salud Ocupacional de EMCALI certifica la
necesidad del equipo de protección personal para los
trabajadores del taller de medidores según el Artículo 11
Resolución 1016 de 1989: "supervisar y verificar la
aplicación de los sistemas de control de los riesgos
ocupacionales en la fuente y en el medio ambiente y
determinar la necesidad de suministrar elementos de
protección personal previo estudio de puestos de trabajo.
Seleccionar la clase correcta de equipo y asegurarse que
el personal de supervisión controle el uso y la
conservación correcta por parte del trabajador".
7.5.1 Protección auditiva. Protector contra ruido tipo
tapón, fabricado en silicona con insertador. Atenuación
del ruido de 26 decibeles.
Protege los órganos audi ti vos de ruidos donde la
frecuencia y la intensidad son relativamente altas. Este
protector deben usarlo TODOS los operarios del taller,
pues a todos afecta el alto nivel de la presión sonora
detectado.
75
El protector tipo tapón debe guardarse en un lugar
higiénico.
7.5.2 Protección visual y facial. Monogafa de ventilación
directa. Protección visual de objetos volantes como
virutas, fragmentos de metal, tierra y piedras. Debe
usarse siempre que se gratee algo.
La armazón es suave,
confortablemente al
liviana y transparente; se ajusta
contorno facial. Es recomendable
conservarlos limpios mediante el uso de agua y jabón.
Puede conseguirse la unión de ésta monogafa al protector
respiratorio adecuado en el sector de grateado para
comodidad del trabajador.
7.5.3 Protección respiratoria. Se deben utilizar en las
secciones de pintura y grateado así:
• Respirador sencillo contra gases y vapores en la sección
de la pintura. Es un fil trante del aire y se usa en
ambientes donde el riesgo tiene baja y moderada
concentración de contaminantes. Las válvulas de inhalación
y exhalación están hechas de caucho legítimo en membranas
delgadas que aseguran el paso fácil del aire. El caucho es
76
fabricado con elementos filtrantes y retenedores de
partículas. El fil tro se cambia cuando al respirar el
portador percibe el vapor de pintura.
Respirador sencillo contra polvos en la sección de
grateado, aunado al protector facial y visual. Contiene
un filtro purificador del aire que debe cambiarse cuando
se presente dificultad en el paso del aire al respirar.
Se debe utilizar protector de manos como guantes de
caucho fuerte o cuero al momento de manipular sustancias
fuertes como gasolina o desengrasan tes , cuando se lavan
los medidores industriales.
Implementar el uso de mascarillas sencillas, sin
filtro, en el momento de recibir medidores y/o proveerse
de ellos en la bodega de retirados.
7.6 PUBLICIDAD Y MATERIAL INFORMATIVO PARA LA PROMOCION DE LA SEGURIDAD E HIGIENE.
Una buena publicidad constituye un respaldo incuestionable
para el buen desarrollo de los diferentes programas de
seguridad e higiene. Los medios publicitarios a los que
debe recurrirse son:
77
7.6.1 Carteles e ilustraciones. Deben atraer la atención
de los trabajadores y ser colocados en sitios muy
visibles, cambiándolos con frecuencia, evitando el
estancamiento. (ver Anexo 2)
7.6.2 Publicaciones periódicas. Los temas de seguridad e
higiene deben tener mensajes oportunos que se relacionen
con las operaciones del taller, deben ser prácticos y
bien redactados. Es importante publicar las sugerencias
que en este ramo hagan los trabajadores.
7.6.3 Letreros y lemas. Deben promover el interés en la
seguridad e higiene industrial; los letreros deben ser un
propósito meritorio a su significado; los lemas deben ser
sugestivos y oportunos.
7.6.4 Cursos de entrenamiento. Son generalmente de óptimo
resultado, pues en ellos se imparte en pocas horas
conocimientos básicos sobre prevención de accidentes,
actitudes para enfrentarlos y primeros auxilios.

7.7 PARTICIPACIDN EN EL CDMITE DE HIGIENE Y SEGURIDAD INDUSTRIAL DE EMCALI
78
"El Comité de Higiene, Seguridad y Medicina Industrial se
constituirá por un número igual de representantes de los
patrones y de los trabajadores". Resolución 2013/86.
Proponemos liderar como representantes del taller de
medidores, al jefe operativo del taller y a un trabajador
elegido por sus compañeros, en el comi té de higiene y
seguridad industrial de EMCALI.
Además se recomienda la creación de una cuadrilla de tres
(3) operarios del taller, también elegidos por sus
compañeros, para la vigilancia del cumplimiento de las
normas de seguridad e higiene que se establezcan, que
ejecuten el papel de mediadores entre la administración
del taller y los trabajadores cuando las necesidades y las
sugerencia lo requieran. Entre éstos se elegirá el
representante de los trabajadores al Comité.
79
7.8 RESPONSABILIDADES
7.8.1 Responsabilidades del Jefe del Taller
- Supervisar e instruir a los nuevos trabajadores sobre
las normas de seguridad de la empresa.
Garantizar que la planta, la maquinaria, las
herramientas y el equipo estén en condiciones seguras.
- Informar a sus superiores de las fallas o violaciones de
la disciplina y de las normas de seguridad
- Enseñar al personal las prácticas adecuadas de trabajo.
- Colaborar en las investigaciones del comi té de salud
ocupacional sobre las causas de todos los accidentes.
- Llevar las estadísticas sobre accidentes, condiciones
inseguras y riesgos que existan en el taller. (Ver Anexo
Tablas de Estadística Recomendadas)
UnhelS¡JaÓ ~¡jlónom¡ de Cccufent. SECCION BI8110HCA
80
7.8.2 Responsabilidades de los trabajadores
- Aplicar los procedimientos correctos en la ejecución de
labores, no convertirse en riesgo para sí mismo ni para
otros, consultar en caso de duda.
- Seguir las disposiciones del reglamento de higiene y
seguridad establecido.
Dar cuenta inmediata de todos los accidentes,
condiciones inseguras y riesgos que se presenten en el
taller.
- Participar en la ejecución, vigilancia y control de los
programas y actividades de salud ocupacional, por medio de
sus representantes en el comi té de Higiene y Seguridad
Industrial de EMCALI.
Colaborar activamente en el desarrollo de las
actividades de salud ocupacional de la empresa.
7. 9 IMPLEMENTACION DE LAS ESTADISTICAS
Las estadísticas son un elemento de gran importancia, ya
que permiten hacer un análisis objetivo y cuantitativo de
10 que suceda en el taller de medidores de ENCALI.

81
Su objetivo es evaluar la gravedad de los accidentes y los
riesgos, como la efectividad de las actividades de
seguridad realizadas en el taller.
El registro
sa tisfactorio
de los accidentes es
trabajo de seguridad.
esencial para
Se regis trará
un
la
información en los formatos diseñados para accidentalidad,
enfermedades profesionales, actividades de medicina
preventiva y del trabajo, indices de frecuencia y
severidad. (Ver
recomendadas)
Anexo 3. Tablas de Estadísticas
rg o lIS1fNfWMJl!UlW[«))Jt!! lOJlI ~ JMC'JfJlW][lOJ~lIS lOJlI M l&lEJPJ),IYMC][@Jt!! lOJlI Jl1fJElOJJllOJ@US
Un estándar de mano de obra es una herramienta de medición
muy importante en la ingeniería que tiene como propósito:
- Coordinar y balancear el trabajo en grupo
- Determinar los requerimientos de equipos y mano de obra;
permi te calcular el número de personas y los tipos de
equipo necesarios para cumplir con unos requerimientos de
producción.
Para el cálculo de los estándares no se contemplan las
ineficiencias por:
- Velocidad de trabajo
- Métodos incorrectos de trabajo.
Descompostura de herramientas y equipo
- Excesivo tiempo de descanso
- Retraso por mala p1aneación
83
- Asignación de operarios no capaci tados 15
Para lograr una correcta estandarización de las labores
que se realizan en el taller de medidores, se realizaron
las siguientes actividades:
8.1 ESTABLECIMIENTO DE PRIORIDADES
Es imprescindible establecer un rango de prioridades en
las clases de medidores a los que se debe realizar la
estandarización de las operaciones en el taller, para 10
cual es necesario conocer la gama de medidores que se
reparan allí, las pruebas que se ejecutan y el porcentaje
de trabajo que representan en las labores diarias.
8.1.1 Variedades de medidores en el taller.
La Tabla 10 relaciona todas las clases de medidores que
hacen su paso por el taller en procura de los servicios de
reparación. (Ver tabla 10).
15GOMEZ A., Luis Alfonso y RIZO V., María Fernanda. Estudio y Proyección de la Capacidad de la Planta de la Sección de Empaque de una empresa manufacturera -Confitería-o p. 47.
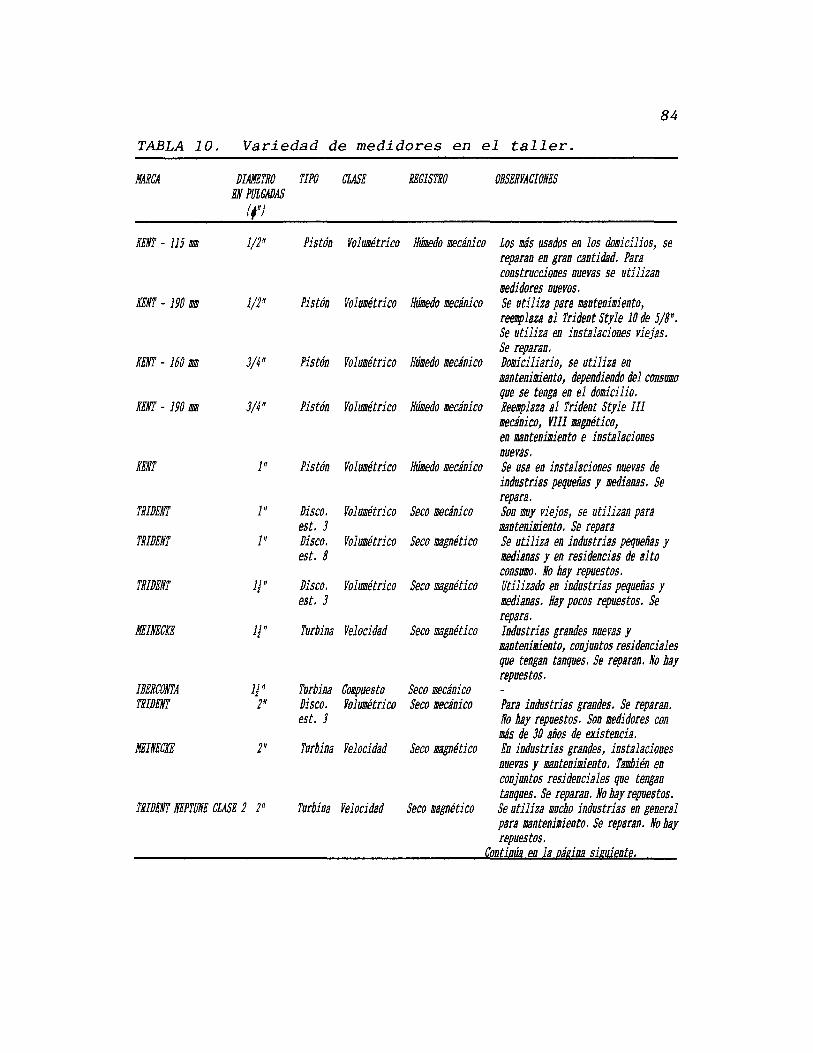
TABLA 10.
NARCA
KENT - 115 DlDJ
lENT - 190 lJJllJ
KENT - 160 DlDJ
KEN'! - 190 DlDJ
KEN'!
TRIDEN'!
TRIDENT
TRIDENT
l1EINECKE
IBERCONTA TRIOEN'!
l1EINECKE
84
Variedad de medidores en el taller.
DIA!1ETRO TIPO ClASE REGISTRO OBSERVACIONES EN PUlGAIJAS
(r)
1/2"
1/2"
3/4"
1"
1"
1"
lj"
l/"
Ir JI!
2"
Pistón VollllDétrico H1ÍIJJedo mecánico los más usados en los domicilios, se reparan en gran cantidad. Para construcciones nuevas se utilizan medidores nuevos.
Pistón VollllDétrico H1ÍIJJedo mecánico Se utiliza para mantenimiento, reemplaza al Trident Style 10 de 5/8". Se utiliza en instalaciones viejas. Se reparan.
Pistón VollllDétrico Húmedo mecánico Domiciliario, se utiliza en mantenimiento, dependiendo del conslllDO que se tenga en el domicilio.
Pistón VollllDétrico Húmedo mecánico Reemplaza al Trident Style III mecánico, VIII magnético,
Pistón VollllDétrico Húmedo mecánico
Disco. VolU1Oétrico Seco mecánico esto 3 Disco. VollllDétrico Seco magnético esto 8
Disco. VollllDétrico Seco magnético esto 3
Turbina Velocidad Seco magnético
Turbina Compuesto Seco mecánico Disco. VollllDétrico Seco mecánico esto 3
Turbina Velocidad Seco magnético
en mantenimiento e instalaciones nuevas. Se usa en instalaciones nuevas de industrias pequeñas y medianas. Se repara. Son muy viejos, se utilizan para mantenimiento. Se repara Se utiliza en industrias pequeñas y medianas y en residencias de alto conslllDo. No hay repuestos. Utilizado en industrias pequeñas y medianas. Hay pocos repuestos. Se repara. Industrias grandes nuevas y mantenimiento, conjuntos residenciales que tengan tanques. Se reparan. No bay repuestos.
Para industrias grandes. Se reparan. No hay repuestos. Son medidores con más de 30 años de existencia.
TRIDENT NEP'lUNE ClASE 2 2" Turbina Velocidad Seco magnético
En industrias grandes, instalaciones nuevas y mantenimiento. También en conjuntos residenciales que tengan tanques. Se reparan. No bay repuestos. Se utiliza mucho industrias en general para mantenimiento. Se reparan. No bay repuestos.
Continúa ep la página siguiente.
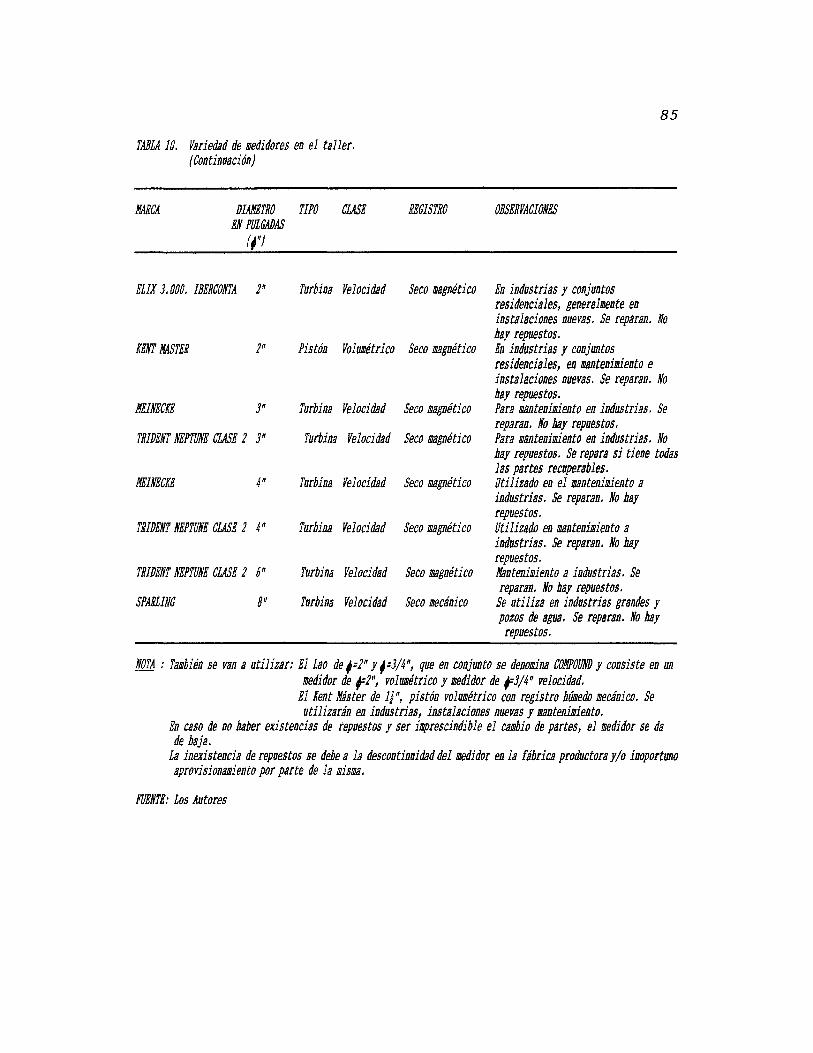
85
TABLA 10. Variedad de medidores en el taller. (Continuación)
MCA DIAMETl?O TIPO ClASE l?ECISTl?O OBSEl?VACIONES EN PUlGAlJAS
(r)
EUX 3.000. IBEl?CONTA 2"
KENT NASTEl? 2"
MINEC!E 3"
Tl?IDENT NEPTllNE ClASE 2 3"
MINECKE 4"
Tl?IDENT NEPTUNE ClASE 2 4 "
Tl?IDENT NEPTUNE ClASE 2 6"
SPARLINC 8"
Turbina Velocidad Seco magnético En industrias y conjuntos residenciales, generalmente en instalaciones nuevas. Se reparan. No hay repuestos.
Pistón Volumétrico Seco magnético En industrias y conjuntos residenciales, en mantenimiento e instalaciones nuevas. Se reparan. No
Turbina Velocidad Seco magnético
Turbina Velocidad Seco magnético
Turbina Velocidad Seco magnético
Turbina Velocidad Seco magnético
Turbina Velocidad Seco magnético
Turbina Velocidad Seco mecánico
hay repuestos. Para mantenimiento en industrias. Se reparan. No hay repuestos. Para mantenimiento en industrias. No hay repuestos. Se repara si tiene todas las partes recuperables. Utílízado en el mantenimíento a industrias. Se reparan. No hay repuestos. Utilizado en mantenimiento a industrias. Se reparan. No hay repuestos. Nantenimíento a industrias. Se reparan. No hay repuestos.
Se utílíza en industrias grandes y pozos de agua. Se repar8l1. No hay repuestos.
NOTA: También se van a utilizar: El Lao de 1=2" y 1=3/4", que en conjunto se denomína COJ!POllND y consiste en un medidor de t2", volumétrico y medidor de 1=3/4" velocidad.
El lent Náster de lj", pistón volumétrico con registro hÚDledo mecánico. Se utilizarán en industrias, instalaciones nuevas y mantenÍlDiento.
En caso de no haber existencias de te puestos y ser imprescindible el cambio de partes, el medidor se da de baja.
La inexistencia de repuestos se debe a la descontinuidad del medidor en la fábrica productora y/o inoportuno aprovisionamíento por parte de la misma.
FUENTE: Los Autores

86
8.1.2 Pruebas de precisión a medidores
La tabla muestra los volúmenes y flujos de agua que componen las pruebas que se le hacen a los diferentés modelos de medidor en el taller. (Ver Tabla 11)
TABLA 11. Pruebas de precisión a medidores.
NEOIOOR PRUEBA No. VOLllNEN fLUJO (Litros) ( Ca1¡'/1io)
TRIDENT DE 15/8" 1 200 Litros 2.124 lts/hr 12 ga1/mio 2 40 litros m lts/hr 2 ga1/mio 3 20 litros 170 lts/br 0.75 ga1/mio
TRIOENT DE 13/4" 1 400 litros 6.810 lts/hr 30 cal/mio 2 40 litros 681 lts/hr 3 ga1/mio 3 20 litros 110 lts/hr 0.15 ga1/mio
TRIDENT DE 11" 1 400 litros 11.350 lts/hr 50 ga1/mio 2 40 litros 1.350 1ts/hr 5 ga1/mio 3 20 litros 110 lts/hr 0.15 ga1/mio
TRIDENT DE ji-1/2" 1 400 litros 18.160 1ts/hr 80 ga1/mio 2 40 litros 1.816 1ts/hr 8 gal/mio 3 20 litros m 1ts/hr 2 gal/mio
TRIDENT DE 12/1 1 400 litros 36.300 lts/hr 160 ga1/mio 2 200 litros 3.400 lts/hr 15 gal/mio 3 40 litros 1.135 lts/hr 5 gal/mía
KElNECKE 1 400 litros 36.300 lts/hr 160 ga1/mio 2 400 litros 6.810 lts/br 30 gal/mio 3 100 litros 2.210 lts/hr 10 ga1/mio
KENT DE P" 1 400 litros 5.615 lts/hr 25 gal/mio 2 40 litros 1.135 lts/hr 5 ga1/mio 3 20 litros 110 lts/hr 0.15 ga1/mio
KBNT DE 13/4/1 1 400 litros 2.124 1tsjhr 12 gal/mio 2 40 litros 681 lts/br 3 ga1/mio 3 20 litros 110 lts/hr 0.75 gal/mío
KENT DE ji/2" 1 200 litros 2.210 lts/hr 10 gal/mio 2 40 litros m lts/br 2 ga1/mio 3 20 litros 110 lts/hr 0.15 gal/mío
Pueote: taller de Medldores Acueducto ElfCALl y AQUAlVR:ru
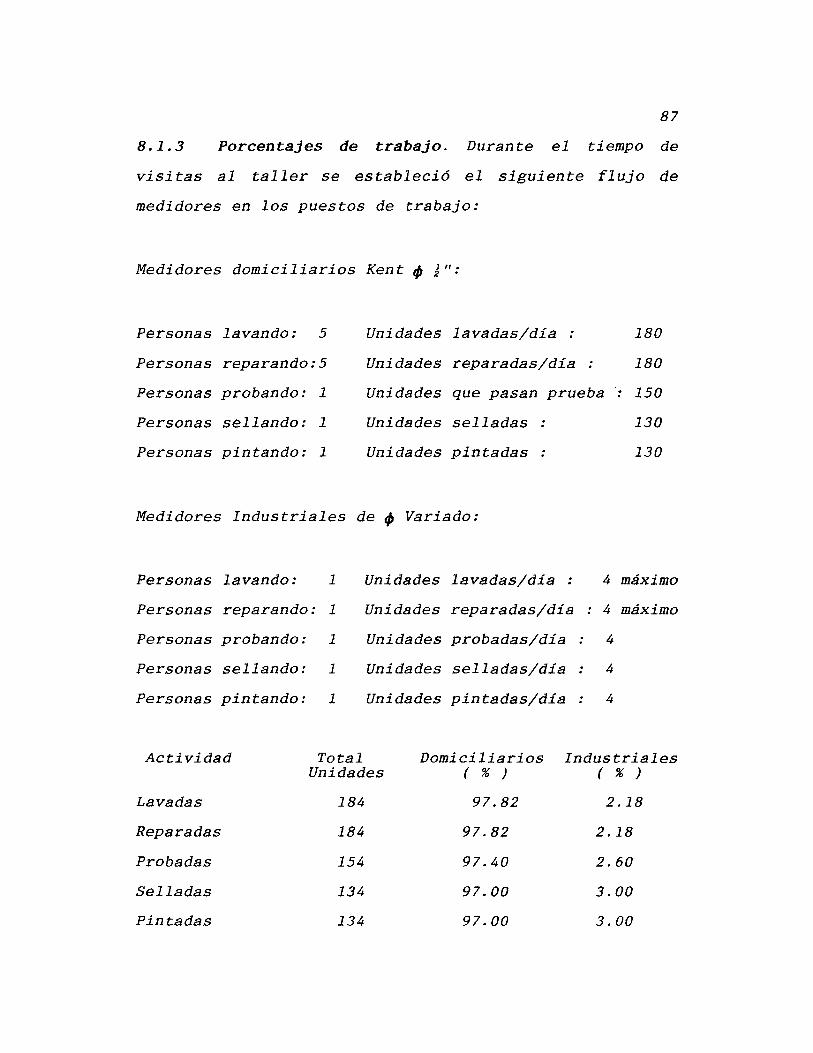
87
8.1.3 Porcentajes de trabajo. Durante el tiempo de
visi tas al taller se estableció el siguiente flujo de
medidores en los puestos de trabajo:
Medidores domiciliarios Kent ~ J":
Personas lavando: 5 Unidades lavadas/día. : 180
Personas reparando: 5 Unidades reparadas/día : 180
Personas probando: 1 Unidades que pasan prueba : 150
Personas sellando: 1 Unidades selladas : 130
Personas pintando: 1 Unidades pintadas : 130
Medidores Industriales de ~ Varia.do:
Personas lavando: 1 Unidades lavadas/día : 4 máximo
Personas reparando: 1 Unidades reparadas/día 4 máximo
Personas probando: 1 Unidades probadas/día : 4
Personas sellando: 1 Unidades selladas/día : 4
Personas pintando: 1 Unidades pintadas/día 4
Actividad Total Domiciliarios Industriales Unidades ( % ) ( % )
Lavadas 184 97.82 2.18
Reparadas 184 97.82 2.18
Probadas 154 97.40 2.60
Selladas 134 97.00 3.00
Pintadas 134 97.00 3.00
88
El trabajo de reparación en medidores domiciliarios Kent
de t/J 1/2" representa el 97% de las actividades diarias en
el taller, y los medidores industriales en toda su
variedad representa sólo el 3.0% del producto terminado.
En cuanto a la mano de obra, el 83.3% corresponde a
trabajos en los medidores Kent t/J 1/2" para las actividades
de limpieza y reparación donde es realmente representativo
porque se destina exclusivamente a una persona, en cada
una de ellas, a trabajar en los medidores industriales, ya
que en las otras operaciones, el mismo trabajador labora
sobre domiciliarios e industriales.
8.1.4 Decisión. Por 10 anterior, se llega a la
determinación de realizar las actividades pertinentes para
hallar los estándares del ciclo de reparación de medidores
domiciliarios, que se expone como la necesidad urgente.
(Ver Anexo 4)
Los medidores industriales ocuparán un segundo plano,
aunque no de menor importancia, ya que se adelantan en las
mismas instalaciones las funciones sobre cualquier tipo de
medidor.
89
Diariamente entran al Taller entre 200 y 220 medidores
para reparación, y dados los actuales índices de
productividad, se ha ido formando una "mon taña"
acumulativa de los mismos, que hoy ha tomado proporciones
preocupan tes.
Se decide entonces, desarrollar el proceso de
investigación para la determinación de los estándares de
reparación de medidores Kent de t/J 1/2" brindar toda la
información útil de los aspectos generales que sobre los
medidores industriales se extracten durante la realización
del estudio.
8.2 ANALISIS DE LA DISPOSICION y CONDICIONES DEL LUGAR DE TRABAJO
Antes de comenzar las labores cotidianas, todo trabajador
dispone su puesto de trabajo con las herramientas y
materiales que le han sido proporcionado para sus labores.
Todos estos materiales y las herramientas son localizados
dentro del área máxima de trabajo, tanto en el plano
horizontal como vertical, la mayoría se encuentran en el
área normal, por lo que pueden realizarse las operaciones
con un gasto normal de energía y que no produce mucha
fatiga.
Univelsill.1I ~ut6ngma de Occidente SECCION 81111101 EC~

90
El área máxima de trabajo esta comprendida por el arco que
describen los brazos completamente extendidos, y realmente
éste fue el patrón utilizado al diseñar todos los bancos
de trabajo.
Las condiciones apropiadas de trabajo en 10 que respecta
a comodidad son esenciales para lograr un máximo de
producción y bienestar del operario al desempeñarse en sus
actividades; a 10 anterior obedece que las condiciones
físicas del medio en que se labora hayan sido previamente
evaluadas en el programa de higiene y seguridad
industrial, donde se recomienda el uso de sillas con el
espaldar independien te. A con tinuación presen tamos un
modelo que puede ajustarse a las necesidades. (Ver Figura
6).

,
Espesor de lá
supenlCle de trabajo. 5 cm ,
91
I I
t---------~-I- --- ---- ------• I~.'------- O ~
EspacIo libre
A para las pIernas.
t F
EspacIo libre para las caderas. 20 cm
66 cm ¡ "J------- ------
Altura de la superficie de ~raDaJo. 81 cm
I , Longitud dei aiJoyo para :05
pies. 30 cm
1
43 cm I -=-- D'-!
:::--'- .... ~ .......... I~ ---)-
I B-...., t " E
/i . Altura ajust,lb:e
par a el apoyo de los pies
Vista lateral
PIcaRA 6, SILLA PROPUESTA CON APOYO PARA PIES Vista Lateral
l Altur •• ;.,.table G para el aSiento.
1 5H;6cm
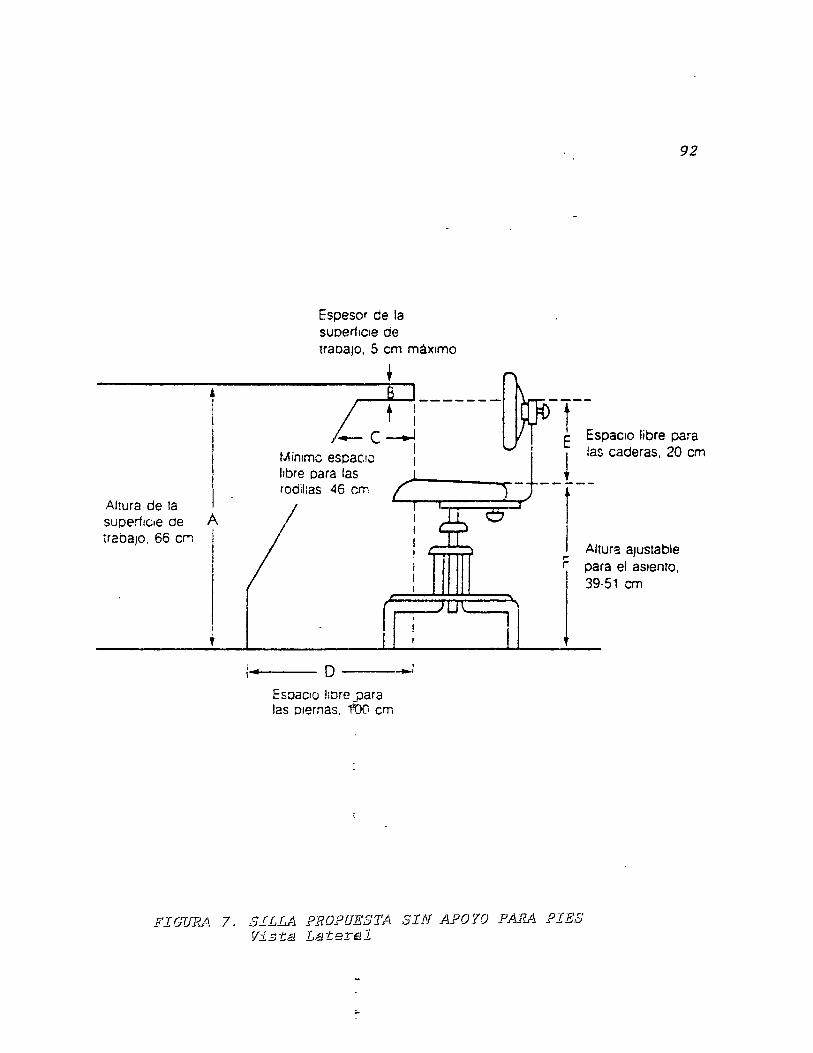
Altura de la superfIcIe ae trabaJo. 66 cm
• I ¡
I A
I I ,
¡ ..
Espesor de la superficIe de traoaJo. 5 cm máXimo
92
2 tI lW t :------- -1--1-- e ---J E EspacIo libre pa~a
Min:mc espac.lo I 'ilas caderas. 20 cm
hbre para las " 'oéi¡,as. 46 cm -- f--
0-----1
Esoaclo liore 'para las olemas. 1!QO cm
1 r-r
j
Altura ajustable para el aSIento. 39-51 cm
F'IGW?..J-l 7_ SILLA PROPUESl'A SIN APOYO PARA PIE'S VistE LEterfll
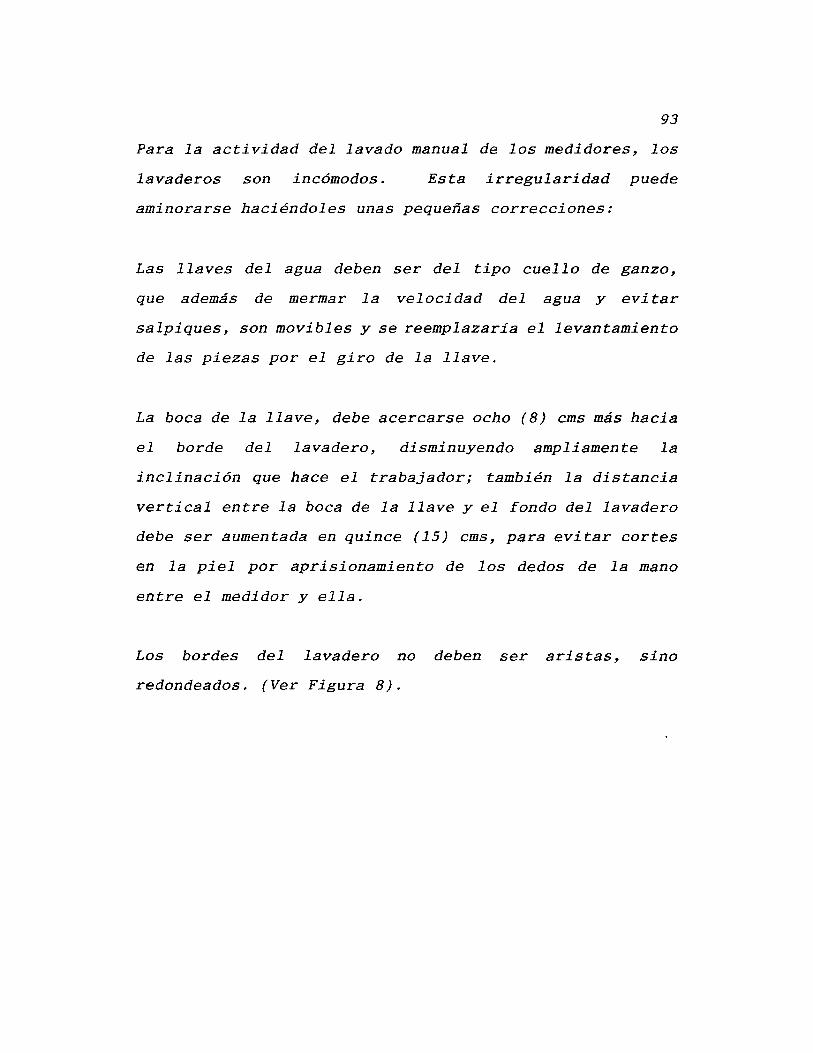
93
Para la actividad del lavado manual de los medidores, los
lavaderos son incómodos. Esta irregularidad puede
aminorarse haciéndoles unas pequeñas correcciones:
Las llaves del agua deben ser del tipo cuello de ganzo,
que además de mermar la velocidad del agua y evi tar
salpiques, son movibles y se reemplazaría el levantamiento
de las piezas por el giro de la llave.
La boca de la llave, debe acercarse ocho (8) cms más hacia
el borde del lavadero, disminuyendo ampliamente la
inclinación que hace el trabajador; también la distancia
vertical entre la boca de la llave y el fondo del lavadero
debe ser aumentada en quince (15) cms, para evitar cortes
en la piel por aprisionamiento de los dedos de la mano
entre el medidor y ella.
Los bordes del lavadero no deben ser aristas, sino
redondeados. (Ver Figura 8).
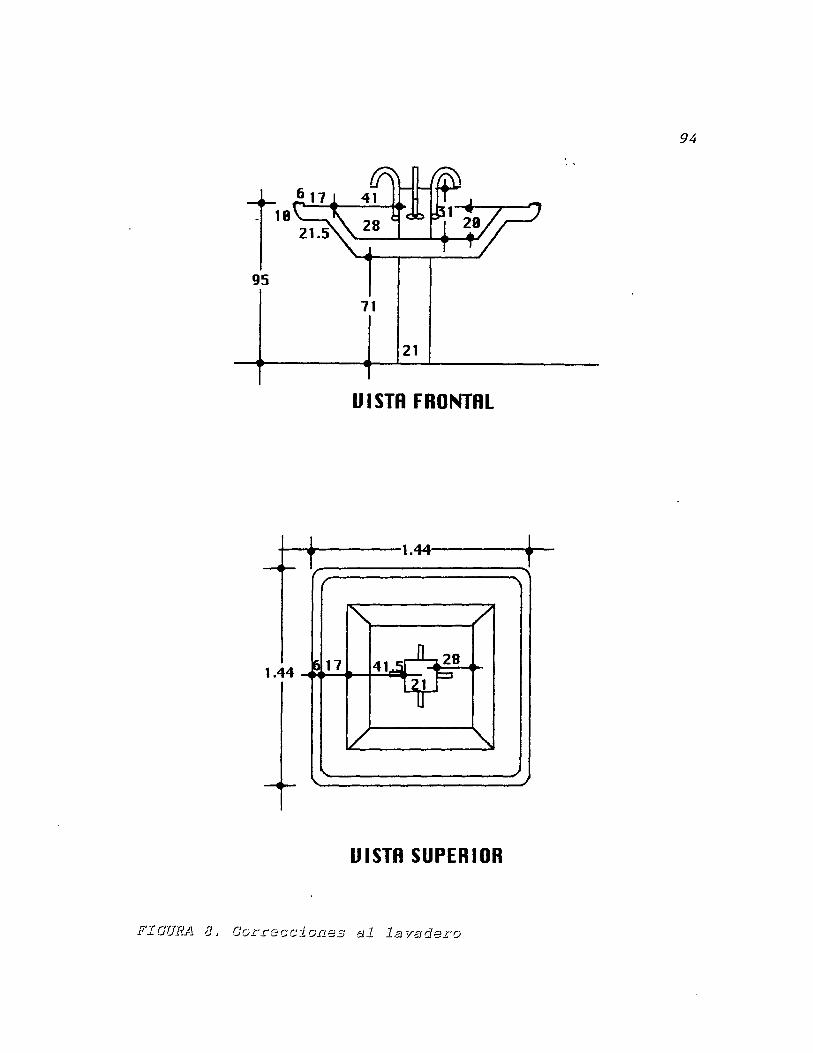
94
r 617
- 18 21.5
95
71
21
UISTR FRONTRL
1 1.44 ~ 1 ---i
f-1"- /
1.44 ~17 41~.D.. 28
o/ 1/ ~
-4 ~
UISTR SUPERIOR
FIGUR.J..l 8, Carrecci unes al la vadera

95
FIGURA 9, Correcciones al Lavadero - Zsometr~a
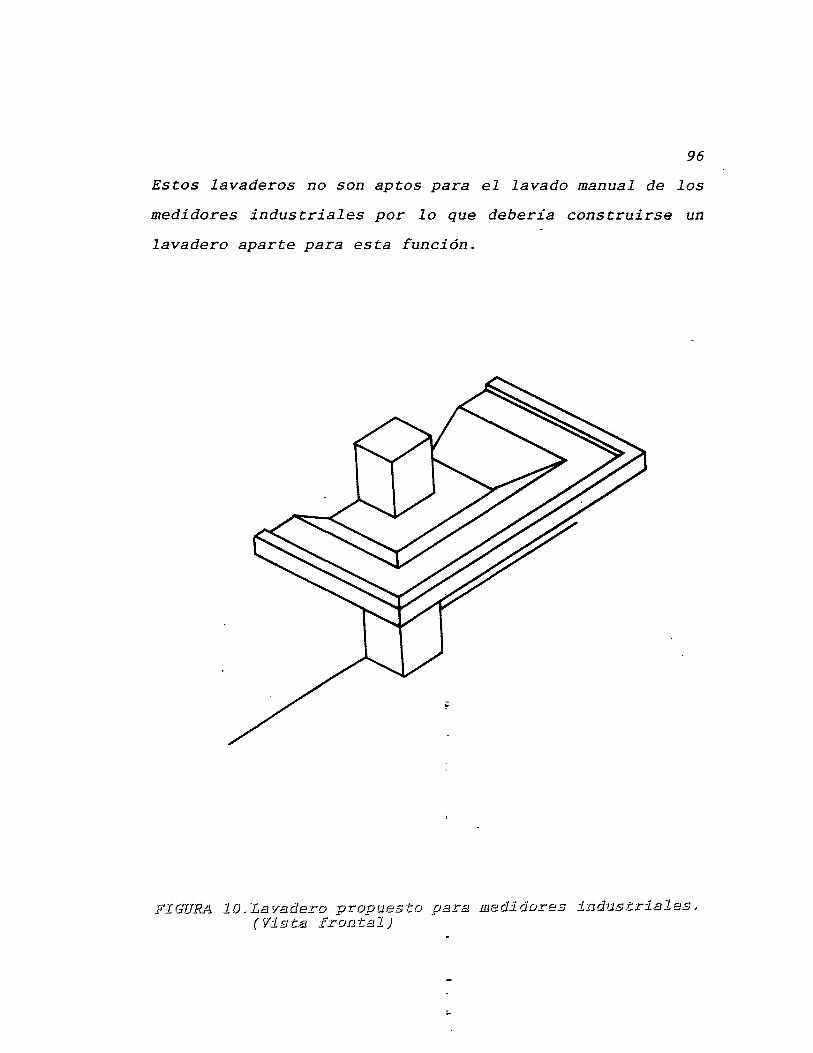
96
Estos lavaderos no son aptos para el lavado manual de los
medidores industriales por 10 que debería construirse un
lavadero aparte para esta función.
FIGURA lO,Lavadero propuesto para medidores industriales, (Vista fr-ontÉ1l)
97
UISTR SUPERIOR
r 611
18 21 .
. 95
11
UISTR LRTERRL
F'IGUR.J.l 11. LE vadero oroouesto OEra medidores industriales. (VistEs)'- - -
98
Es importante separar los puestos de pintura y sellado,
porque la estrechez observada, ocasiona pérdidas de tiempo
en el reacomodamiento de medidores arrumados para las dos
operaciones. Su nueva disposición se trata detalladamente
en el estudio de distribución en planta.
8.3 ANALISIS DEL DISEÑO Y USO DE LAS HERRAMIENTAS
Para el buen desempeño de los operarios, es imprescindible
el aprovisionamiento del equipo total de herramientas que
cada trabajador debe tener en su puesto de trabajo para el
desarrollo normal de su labor.
Enumeramos a continuación las herramientas necesarias en
cada puesto de trabajo por operario y que EMCALI debe
proveer oportunamente:
En el lavadero
Para lavar los medidores domiciliarios se necesita:
1 Mazo o martillo plástico
1 Brocha de 2 pulgadas
1 Pliego de lija No. 240 o un poco más gruesa (diario)
1 Cepillo tipo dental

99
1 Cepillo grande con cerdas de acero
1 Cepillo de cerdas de nylon suaves
1 Placa de metal acerado con punta redondeada sin
fi10(*)
1 Cuchilla de cegueta puntuda y filosa
1 Carri to
Además de 10 anterior, para los medidores industriales se
necesita:
1 Llave de peston graduable de 1 boca de 1 pulgada
1 Alicate
1 Destornillador de pala de 1/8" x 3"
1 Destornillador de pala de 3/16" x 6"
1 Llave de copa con destornillador.
1 Pistola de aire a presión
En el banco de reparación:
Pistola de aire a presión
Caja metálica para herramienta con bandejas
Pinza hombre-solo de 10"
Juego de llaves a11en de 1 1/16" a 3/8"
Martillo plástico pequeño de 10 onzas
Destornillador de pala de 3/16" x 6", 3/8"x 8", 1/8"
Aceitera de bomba flexible.
Un¡v~'sidad Aut6norn¡ de Ott; •• "t, SECCIOt-i Bf8UOnC4
Llave de estría combinada de 3/4"
Llave mixta de 1/2"
Llave de estría de 9/16" x 1/2"
Llave alemana de 1" x 12"
Alicate de aguja larga de 6"
Alicate universal de 8"
Llave de copa con destornillador
Llave de copa en T
Mazo de cuero
Pinza para apretar
Cepillo de cerdas de acero
Martillo de bola de acero
Un carri to
En los bancos de prueba
Tablas de ratas de flujo
Plancha para tomar datos, papel y lápiz
Empaques y acopladuras de 1/2" Y 3/4"
Empaques y acopladuras de 1", 1J", 2", 3", 4" Y 6"
Soporte para medidores industriales
100
101
En el banco de codificación y sellado
Martillo de bola
Juegos de troqueles en números y letras en forma de
cincel
Soporte de madera (*)
Un carrito
Una cuchilla puntuda (*)
Un motor con dispositivo de esmeril y lija
Un troquel de alicate con el logotipo de EMCALI
En el banco de pintura
Brocha de 2"
Delantal
Espuma o wipe
Elemento fijador de posición y sostén (*)
Un carrito.
En el almacén de medidores tarieteados
Plancha de madera
Bolígrafo

102
En recepción
Bolígrafo
Cepillo de cerdas de acero.
En esta lista de herramientas, la mayoría son de diseño
estandarizado y de usos específicos, pero aquellos que
fueron señalados con asteriscos (*) corresponden a la
clase de herramientas que son fabricadas por el mismo
operario, quien le da formas anatómicas y diseño
estructural de acuerdo a sus propias exigencias.
Esto se debe a que dichos elementos no figuran en el
mercado por ser de uso muy particular en el taller, y los
cuales se consiguen aprovechando material de desperdicio
en otras dependencias de la sección de acueducto a la cual
pertenecen el taller de medidores.
Debe contemplarse la fabricación de estos elementos, como
actividades ocasionales dentro del ciclo completo de
reparación de medidores, ya que en el momento de
presentarse un desperfecto o inutilidad de la herramienta
se suspende la labor que desempeña el trabajador y se
dirige a elaborar el instrumento necesario, porque no hay
existencias para la sustitución inmediata.

103
8.4 ESTUDIO DE LOS PROCESOS
8.4.1 Análisis del método
El análisis del método es el registro, análisis y examen
crítico sistemático de los métodos y movimientos
necesarios para realizar formas existentes o propuestas de
efectuar un trabajo, como medio para realizar métodos más
sencillos y más productivos.
El análisis del método sirve principalmente para encontrar
la mejor manera de realizar las cosas y contribuye a
mejorar la eficiencia, a eliminar el trabajo innecesario,
las demoras evitables y otras formas de desperdicio.
Esto se logra por medio de:
a) Una mejor distribución y diseño de la fábrica, planta
y lugar de trabajo.
b) Mejores procedimientos de trabajo.
e) Mejor utilización de material, planta, equipo y
recursos humanos.
d) Mejor medio ambiente de trabajo.
104
e) Mejor diseño o especificaciones del producto
terminado.
Las técnicas del análisis del método pretenden realizar
tres cosas:
a) Revelar y analizar los hechos relativos a la
situación.
b) Examinar críticamente los hechos
c) De este examen obtener la mejor respuesta posible bajo
las circunstancias existentes. 16
8.4.2 Recomendaciones Luego de varios meses de
observación directa de las labores realizadas en el taller
de medidores a cada trabajador en el desempeño de sus
tareas cotidianas y en beneficio del rendimiento
productivo, extractamos las siguientes recomendaciones:
- Mantener los puestos de trabajo aprovisionados con el
equipo total de herramienta necesaria para el desarrollo
del mismo.
l~AYNARD, H.B. Manual de Ingeniería y Organización Industrial.Tercera Edición. Bogotá: Editorial Reverté S.A. 1.988. p. 58-61.
105
- Implementar lo más pronto posible la utilización del
San Blas ter .17
- Realizar trabajos de mantenimiento en motores y equipos
de prueba.
- Establecer como norma, la ejecución de los procesos en
la manera y secuencia lógica que están descri to en los
diagramas de flujo de procesos.
Velar por el desarrollo del Programa de Higiene y
Seguridad Industrial.
- Adelantar las mejoras a los puestos de trabajo que así
10 requieren como se propone en este documento.
Evi tar los operarios ociosos, manteniendo una
distribución equitativa de la carga laboral.
Controlar la calidad del trabajo, de los materiales
utilizados y de la dirección.
Todo 10 anterior, debido a que el recurso fundamental es
la fuerza laboral (cerebral y muscular) y se pretende
aumentar la efectividad de la fuerza laboral en todos sus
17Aparato para la limpieza de medidores, mediante la aplicación de chorro de arena a alta presión
106
niveles, donde el papel de la administración en una
actitud mental analítica y progresista debe ser
preocuparse en primer lugar por administrar mejor, en vez
de hacer que el operario trabaje más intensamente.
8.4.3 Diagrama de flujo de procesos Un diagrama de
flujo de procesos, es la representación gráfica de un
proceso, en secuencia lógica de actividades utilizando una
simbología universal.
Los diagramas de flujo que se presentan a continuación,
obedecen al seguimiento del operario en el desarrollo de
sus funciones sobre el medidor.
8.4.3.1 Diagrama de flujo general. Cualquiera que sea el
tipo, modelo o tamaño del medidor pasa por el siguiente
curso de procesos: (Ver Figura 12).
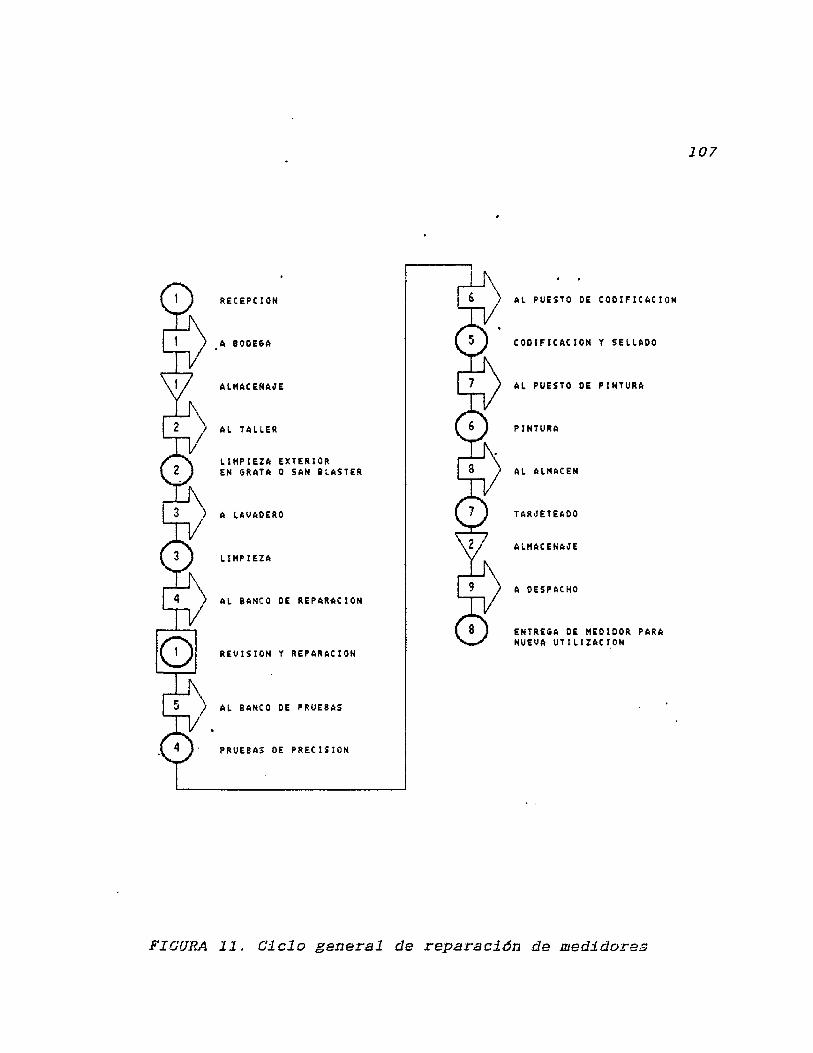
RECEPCION
A BODEGA
ALI1ACEfoIAJE
AL TALLER
Lll1PIEZA EXTERIOR EN GRATA O SAN BLASTER
) A LI'.VADERO
LlI1PIEZA
AL BI'.NCO DE REPARACION
REVISION y REPARACION
BANCO DE PRUEBAS
PRUEBAS DE PREClSION
PUESTO DE CODIFICI'.CION
CODIFICACION y SELLADO
AL PUESTO DE PINTURA
PINTURA
AL ALI1ACEN
TI'.R·'ETEADO
ALI1ACENAJE
A DESPACHO
ENTREGA DE MEDIDOR PARA NUEVA UTILIZACION
FIGURA 11. Ciclo general de reparación de medidores
107
108
Dependiendo de si el medidor es de uso domiciliario o
industrial el diagrama de procesos sufre diferencias en
las actividades que se desarrollan:
8.4.3.2 Diagrama de flujo de procesos para el ciclo de reparación de medidores domiciliarios
(Ver Figura 13)
8.4.3.3 Diagrama de flujo de procesos para el ciclo de reparación de medidores industriales
(Ver Figura 14)
Los medidores industriales difieren bastante unos a otros
en su estructura física exterior como en el tamaño y forma
de piezas que 10 componen, debido a esto en el diagrama de
flujo de procesos, se presentan las actividades de la
forma más general posible.
Aunque realmente el proceso se inicia con la Recepción de
los medidores recogidos en campo, dado que existe una
acumulación exagerada de los mismos, que convierte su
suministro en "inmediato", se hace el estudio a partir de
la operación de Limpieza.
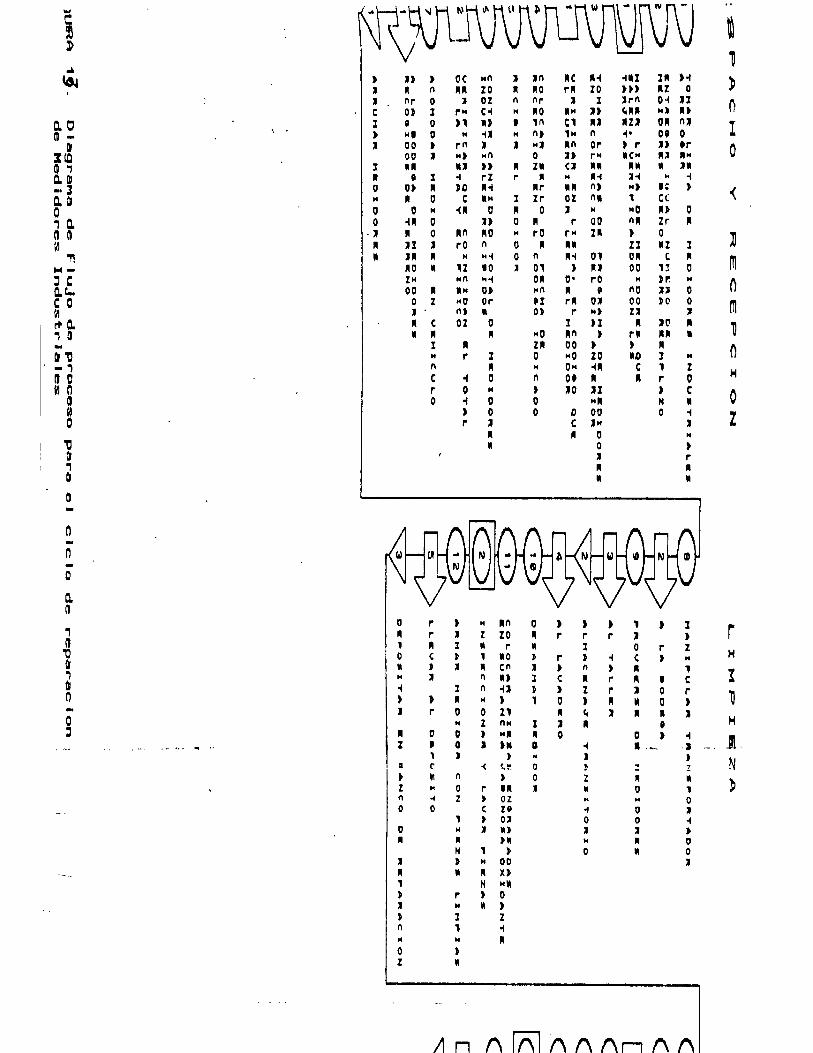
"" ! ~ ~ .. , ~
, :n , OC Mn J Jn IIe 11-1 -IU 1111 .-1 ~ J ~ n 1111 lO 111 1110 rll lO ", IIIZ O
J nr O J Ol n nr J 1 Jrn Ool JI O ( O, 1 rM (-1 M 1110 1M :n """ M) In
0.0 1 11 O .-- lit , 1n C1 11' IIU 011 n, ! (1 -
, ... O .. -1' N n, 1N n -1' 011 O
" J 00 , r n JI J NJI IIn Or , r n 'r O %(Q 00 JI N' Nn O n rN leN IU IIN (1 ., 1 U U " 11 n CJ u u I JI o.i) 11 11 1 -1 rZ r 11 .. 11-1 l-l .. -1
-3 o o, 11 '0 11-1 IIr U n, N' ,~ , < 0." N 11 o ( 'N 1 Zr Ol n, .. (e
O o o N ~JI o 11 O JI N NO 11) o , a. O -IJI o J) o 11 r 00 nll Zr 11
(1 (1 . J 111 o Jln 110 N rO rN IIII ) O ~ 11 11 JI J rO n O 11 "' Zl IIZ 1
." I JI! 11 N N-I O n 111-1 01 011 c: 111 m 101- 110 11 U lO JI 01 , IIIJ 00 1! o
::1 e ZN Mn "-1 0111 O' rO N ,~ M O o.t.. 00 111 IN O, "n 11 11 no n O
e o O Z NO Or n rlll Ol 00 '0 O m " JI n, I O, r N) n :1
t+o. 11 e OZ o :1 )l 11 JO 11 l , Q I 111 111 NO IIn , rll 11111 1 - I 11 ZII 00 , , 11 O "" N r 1 O NO lO 110 1 N -, n 11 N OM -111 ( 1 Z 101 (t O e -1 o n O' 111 " r O
~ n r o N , JO JI » e O Q O -1 O o NII N 11 11 , o o o 00 o -1 Z O r J e JN J
11 11 o N
" 11 O , " JI r .,
111 11
" 1 11
e
n n o a. (1
O r , N "n O ) • » 1 • 1 r , " r , Z zo 111 r r r , ,
ti 1 11 1 1 r • :1 o r Z "O O e l' 1 lO ) r , -1 e » N 101
" 11 ) JI 11 en JI , n , 11 1 , N JI n lit 1 e 11 r 11 1 e 1 ti -1 :1 n -1, , , Z r , o r n » » 11 N ) 1 ti • " ~ ti )
, .. , r O O Z1 111 " , 11 11 ,
O N Z nN 1 J 11 • M :l 11 o o , NJII 11 o O ) -1
111 . ,- ~. ~ .. '" z • o J tll o -1 .. - ., ._. , J ) .. J , N I e -< (,~ o , :: ! ,
WI n » O z " 11 } Z M O r '" J 11 O 1 n -1 Z , OZ .. .. o O o e ZlI -1 O JI
1 » OJ o o -1 O M J lit J JI , 111 111 n M 111 O
N 1 ) o 1 o JI » " 00 JI
" 11 " X, 1 N NI » r » O JI N 11 ) , :1 Z n 1 -1 M N " o , Z 1
;1 n "ri\l A " "n f\ f\

Z o "'1
» - --- --- ---
o~nlll II::CUr
lec r"""-I r~ .. IU 11 HU :' : •• ! : . o " O'" :"1(1 . ,~ Ir O"~r 111, 111 (¡
... J1 MIO ..¡ ]0 ]no , .. 01 ,n -1 ~IIIIIII 111111111 J I11III 111 U '0 11' rlll ~'" ~u "oc:. t OM on ~, n 1 : 'HI .. I r"l ~ .. 1 "u ~ : u " () H .. n ¡O) r 00 00e. ~ J.I ))
Crna" o 1> 0% olle o .. e ZJ lB PI o 1IJ111 o J-I J 11 1 111 n ti
1 1 r 1'12 , , D-j Z .. U oc "'HIIII~" • J J e.t on 'r , lnrOHl n O II;{ , n Or 1 ~ "Z HII , ~ rJ ~C IH r .. no~u 11 , IIr , "r e 11100'111 OliO O 111 00 n zo 1r '''rJIII 1111 111 11 n .. , J)
-ozono , r" , n .. 1 rI e o,e ;1 " .. O e .. , JII , 110 Oorll(n '0 11 ;1 U er .. l1li
O Z 111) J .. J Z) 111 11 , 1110 no O .. - IIN II 1 II1II ."Irlll' 0111 O J ZO )JI , Z
-JI ))l1li 1 lO .. .. !II-I J 11 111 .. N J
.. 111111nn 111 r rO o n , "'!IIJOO 1 Cl ° O II'UCI] , .,. , n .. "oo J HNI , o n, ;1 . o
·~lQr'0WU0~ ;1'" .. 1 " ;1 n " " O , "Jr J » Z " U r e " n nI » z • " n, N , .. o u, • N , ] C:t ] r ~ ]
;un r 1 1 , 1J N e , o '1411 » e I r lit % , ~ O 0 .. % o r r , n » J ) , 00' » , , N , J J J UJ J J J , lO r N J r' 1 , 11 1 011 , n 111 JIZ , • r 111
% , r 1 lO J O O o l , 1 ~ 1 1 N 1110 11 J 1 J 11 N 111 O
11 , N 111 .. 11 1 11 o O 11 O -1 O 11 Z H .. J 110 11 O N 10\ - , o o. lO O 1 % • o 11 1414 .. -1 ° 11 N 11 ;1 Z 0-1 o J J r 11 111 O 00 , N N J " 11 J % ] , C r r 11 11 N 11 lO
11 , Z I 1 I O , r 11 , J O 11 O % -1 , • • n , • O o O o o , J
._-- ---
r· •.•••••••••• -Gala.· •••••• ., I I
J"¡ o, Nn U CO, ]0-1 on O·, lIIC Nn -Ice 11' n Orl r 0-1 110 1111 ZIII 11 UI II1II0 II1II 1IIZ1 JZIII ZIII 'U ZI JI 11 1100 r 11O tI~ r. 1) el r J Orl rJ ti e , lA lr~ H 011 fIU " , l .. , '1 IIJ 011 o" " , J U .. 111101 U De .. J" -. -1 ( , U '01 J) rJ eu on -1, J.lJ Ir1 :u CC1 )J oc 11) ) OJ -1 , ]J C:t rC 011 )J Cl ) N U IIr_ o O'J 'U ~ 11 Jr ZC 11 IJ HC Ur % IIII11C on 11 ,n te n u 11 U LH 01 11 , "11 DC lO' -, OC , » , J nNI ) 011 on Cr N' Zr N'r ¡¡ti C) '"r IU N' Ol Or 0011 r lO O .. IIe ti r %re 'H IIr OC 1 )r' ell IIe o( MO 1401 lC e "o n .. e :'JC e 11 C O~ e ; , C o "
, ~O u r IIZ IIOr U e Znr lIe C HOI 'r , 11100 , 00 U , '0 D) J , O, r )) N' r rlllll U C, o 1 ;1
11 rll CO 1 o , Jr .. , , .. u e e 1n;1 n O 110 11 O JN 0140 1411 H'-I '0 11 J) o
o 111 .. , J o 111 Z O ~'" e O )fe 11 ~ eu 11 U NO .. o- 11 OJ 00 11 JO , UZ o
O ze 0111 , 111 111 n un 11 111) J lO 111 111 D) O Z "14 O IIIZ0 O n ti 11 e .. .. , 111 '10Z 111) O 00 11 , , 11 .. , J r 11 JO .. e z 1111 ;¡; 11 e % , , O J e .. r e e \ D O ., JO , J " 11 e C , e 'r o • 11 11 .. r ) ,
i\
~ m ~ ~ ~ }
O M
O Z
~ e m
m }
ro
O m
, ~ m O ~
ro lo!
O Z
O O

I '1\1\';"I",{,f\n'\f\f'rl \/
ji~>\V~r~"~0~w~~J 00
" , lo!
O ]0 '1 1\ ,. ... _ ..
JI ) .. 1\'1 1\ 11; '1 O; JD .) )r } U J O rll r: Z el '0 O I)r J 110 lIe zn rr
01 ) J 11 ,.¡ ; e,¡ II r IJO , 1 ." O 11 O "0 11 ;" nJl U J <OJ JI) O .~ • .n) "; 11 le
011 r , 11 .. ; liD 11 110 NJ n '\0 r O, ., eo Ct o .. • J r1) rO ; JO ) » 00 , I ;J 110 IIIJ H J; " rlllJ rL 11 OC 11 J » O n J ., • O 11) » , O O" <o .n 0111 lJ , nJl 'r ;J -1" U J r rn .. JI .. Jlr ; ) J r O, O Or Z , 000 OJ J OJ r , ZJI <r O l U , 1 JIU JI JI '0 , , O J-I O" Ol
Z I O 11 11 rll r , ;" n , 110 JI" 1 O J ,;, 1r r r 00 JI , '0 1 .. O
< .. , 11 11 r"r r I 111 , 01 O ti! , ;0 n .. Z .. , O, .. O, , JI) O r U ,
111 JO 00 -1; O , Ion Ir r Or , C .. O N' O U 00 , .. • O O , O, , .., r J Al , 'r 11 • N' m JO .. I o; ] ] 07 , 11 rH -1 » r , .. 1 J JIJI I I 01 7 11 U " O] Ce N
m O O , J J JI I .. 11 JI, o n ,. Z liD ~ ,. " J • ,. J , r -1 le • 1 nr 1JII n • n" " " J .. r N r ) z z -< » z o o
r o () 7 Z ~ .. r o " o
O J r O 11
O
~~ JI "n 11 JI 1<: r JI" r 11 "00 n '0 r %0 r. , 1 Ur n .r 11 1 11
• .... O ". IH e n, e lo! J ,nn J " ) U , » J .. ) ~ » J J , ., :! :--e.: ~ ;:; ;¡¡
01 , 04111 , -1 • " 11 1 r ;0 r
" Ir JI. " 004 e 1\ o 1\ 11 1 11 ti , U ~ .. e O • ~ 11 III l 11 " J 1 O H' ) o • o } r" J 1 -< • o " O " {O 111 ____ :<_ .. - -
, --.¡ ------.. _.'-11 ti o
r 1 " o " , .. l Z Z 1 o
'1 .. 11 , I , J .. J
e r J o ,
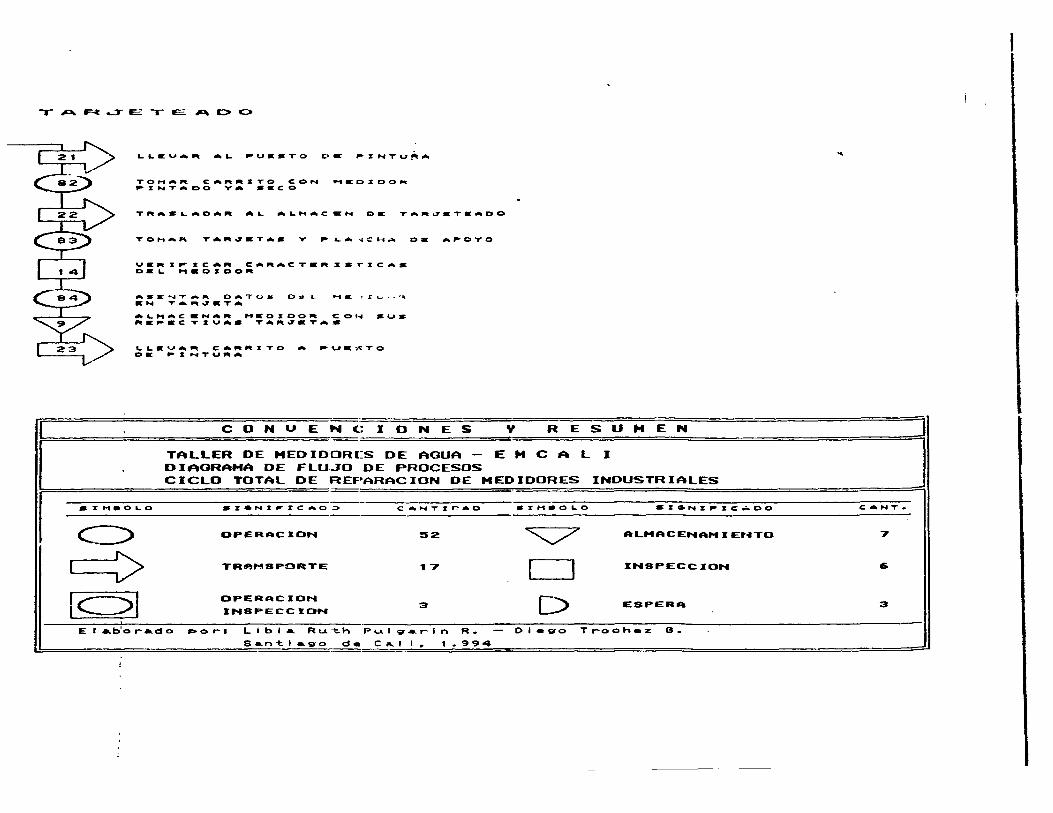
,- __ -::re:-re:A.I::>C>
LL_V.~ .L ~U_.TO D_ ~%NTU~A
TOM~~ C~ftftSTO CON ~KD%DO~ ,..ZNT .... OO VA •• CO
TftA.L_DA~ ~L _LHAC_N c. TA~J.T •• DO
TOH .... " T.~J.T •• V ~LA~CHA 0_ A~OYO
V.~Z~%CA~ C.~.CT.~%.r%CA. D_L .... _DSDOJlt
•• E~T~~ O.Tv* OuL .N T .... ~J.T.
--..¡. ,.[ ..... -.'~
ALHAC_N.~ H.D%DO~ COH .US JIt.~.CTZV •• T.JIt~.T._
LLRV.~ C.~JIt%TO .. ~U.STO o. ,..Z ..... TUJllt:.
e o N U E N e ION E S ~==========================
y RESUMEN
TALLER DE HEDIDORI:S DE AGUA - E H e A L I DIAGRAMA DE FLUJO DE PROCESOS e leLO TOTAL DE REF'ARAC ION DE MED lOORES 1 NOUSTR IALES
...
S:ZH.OLO .%.NZ~ZC.D~ CANT%~.D .ZH.OLO .Z.NS:~ZC~DO CANT.
c::> I > (~:21 El a.b'or'"a.do
DPERACIDN
TRAHSPORTE
OPERACION INSPECCION
-=-- o,..... L I b I a. R u. 't.h
:52
'7
3
Pu.lga.rln R.
""'-7
I D
Diego
AL"ACENA" I E'oiTD
XNSPECCIOH
ESPERA
T roohez 6.
"7
,.
3
J
Santiago d. e .... I i. 1.994 --::IJ
111
8.5 ESTUDIO DE TIEMPOS
8.5.1 Procedimientos. Inicialmente, se dedicó un lapso
de tiempo bastante amplio para la observación minuciosa de
los trabajos de reparación de medidores, los métodos, los
operarios, los puestos de trabajo y el medio laboral.
Se dialogó cordialmente con los trabajadores, a quienes se
les respondió todas suS inquietudes sobre el estudio
general que se desarrollaba en el taller, y sobre los
objetivos del estudio de tiempos; se atendieron todas las
observaciones que ellos hicieron sobre la ejecución de sus
tareas cotidianas.
Igualmente nos brindaron toda la información que les fue
requerida, y gracias a la empatía existente en la relación
analista-operario se pudo adelantar la toma de tiempos con
gran normalidad.
El estudio de tiempos debía realizarse sin la
implementación de las recomendaciones tendientes a la
mejoría de los métodos y el medio laboral general, motivo
por el cual se hicieron las adecuaciones necesarias en el
puesto de trabajo elegido para tomar lecturas; además se
escogieron a los operarios que realizaban su trabajo de
una manera, que a nuestra opinión, era del desarrollo
normal en estas nuevas condiciones. Se realizó así, porque
UniverSlrlad A'it~"O¡aJ de GCCllhRt, SlCCfON BIBlIO! [CA
112
los estándares a hallar deben ser el soporte sobre el cual
EMCALI adelante la ejecución de las propuestas
relacionadas en este documento.
Se empleó el método continuo de observación, ya que el
cronómetro utilizado es de doble función y al
botón se obtiene un pare del tiempo y se
oprimir el
comienza el
conteo de la operación siguiente, comenzando desde cero,
por lo que se evi tan las sustracciones de tiempo y los
errores acumulativos por parar el instrumento medidor; al
oprimir otro botón se obtiene en el tablero el transcurso
normal del tiempo que había empezado a contar desde último
pare.
8.5.2 Herramientas utilizadas. Para realizar el trabajo
de campo del estudio de tiempos, utilizamos una plancha
sencilla como soporte de los formatos ESTUDIO DE TIEMPOS
que se componen de una tabla y un pisa-papel; y también un
cronómetro digital CASIO, referencia HS-10W con los
siguientes especificaciones:
Exactitud a temperatura normal: ±99,9942
Capacidad de cronometraje: 9 Hrs, 59 min, 59,99 seg.
Unidad de cronometraje 1/100 de segundo
Temperatura de funcionamiento: -10°C z 50°C
Tamaño: 58,5 An x 84,4 Pr x 19,8 Almm
Peso: 56,5 gr. aproximadamente.
113
Los formatos de estudio de tiempos, basados en un diseño
tradicional, fueron acomodados a las necesidades
individuales de este trabajo. (Ver Anexo 5)
8.5.3 División del trabajo en elementos. "Para facilitar
la medición, la operación se divide en grupos de therbligs
conocido por "elementos". para identificar el principio
y el final de los elementos y desarrollar consistencia en
las lecturas cronométricas de un ciclo a otro, deberá
tenerse en consideración tanto el sentido auditivo como el
visual. Cada elemen to debe regis trarse en su orden o
secuencia apropiadas, debe incluir una división básica del
trabajo que termine con un sonido o movimiento distintivo.
Las reglas principales para efectuar la división en
elementos son:
- Asegurarse de que son necesarios todos los elementos que
se efectúan.
- Conservar siempre por separado los tiempos de máquina y
los de ejecución manual.
- No combinar constantes con variables

114
Seleccionar elementos de manera que sea posible
identificar los puntos terminales fácilmente.
Seleccionar elementos de modo que puedan ser
cronometrados con facilidad y exactitud". lB
Para el ciclo total de reparación, en cada una de las
etapas del trabajo se tomaron los elementos que se
observan en los formatos de registro de tiempos.
(Ver Tablas de Estudio de Tiempos)
8.5.4 El número de lecturas. "Uno de los temas que han
ocasionado considerables discusiones entre los analista de
tiempos y los representantes sindicales, es el número de
lecturas que se deben estudiar para llegar a un estandar
equitativo. Puesto que la actividad de un trabajo, así
como su tiempo de ciclo, influye directamente en el número
de ciclos que deben estudiarse desde el punto de vista
económico, no es posible apoyarse totalmente en la
práctica estadística que requiere un cierto tamaño de
1BIRWIN, Richard y NIEVEL, W. Métodos, tiempos y movimiento. Ingenieria Industrial. Tercera Edición. 1990. p. 341-342.
115
muestra basado en la dispersión de lecturas de elementos
individuales. 19
Para la escogencia del número de lecturas deben tenerse en
cuenta algunos principios básicos que son utilizados para
determinar una cantidad de observaciones apropiada al
estudio específico que se adelante:
- "E1 número de lecturas varía directamente de acuerdo a
la cantidad de variaciones en los tiempos obtenidos.
El número de observaciones depende, también, de la
necesidad de obtener tiempos exactos.
- El volumen de producción y la cantidad de personas que
intervienen también nos determina la cantidad de lecturas
requeridas.
El estudio de tiempos se hace seguido y ante todo con
un número suficiente de ciclos para asegurar que elementos
ocasionales puedan ser observados en varias oportunidades.
19Ibid. p. 191.
116
Por regla general 50 lecturas para tiempos cortos y 20
a 30 lecturas para tiempos largos son suficientes en un
es tándar". 20
En ese orden de ideas, se considera que 25 lecturas son un
buen número que puede proporcionar datos significativos y
precisos.
8.5.5 Registros de tiempo y estándares. (ver formatos)
200p. Cit.GOMEZ A .• FHRNANDEZ R. p. 52.

8.5.5.1 . Formato poro ~ torna de tierT1X'1
ESTlDO DE TDI'OS
T AL1ER DE WEDIXlRES - AClEDlCTO - EMCAU OPERACIOIt
-~~ .. DEL ELElotOOO 1
T e
r v
T e
r v
T e
r v
T e
r v
OBSERVACICHS:
2 3 4
ES1lDO No. FEDiA: lHDAD:
S 6 7
--
8 9
HOJA No. OPERARIO: OBSERVADOR:
-------------- -------- - -- -- ----- ----- - ------------------
E e T u R A 10 11 12 13 14 15 16 17 18
117
-
19 20 21 22 23 24 25 X
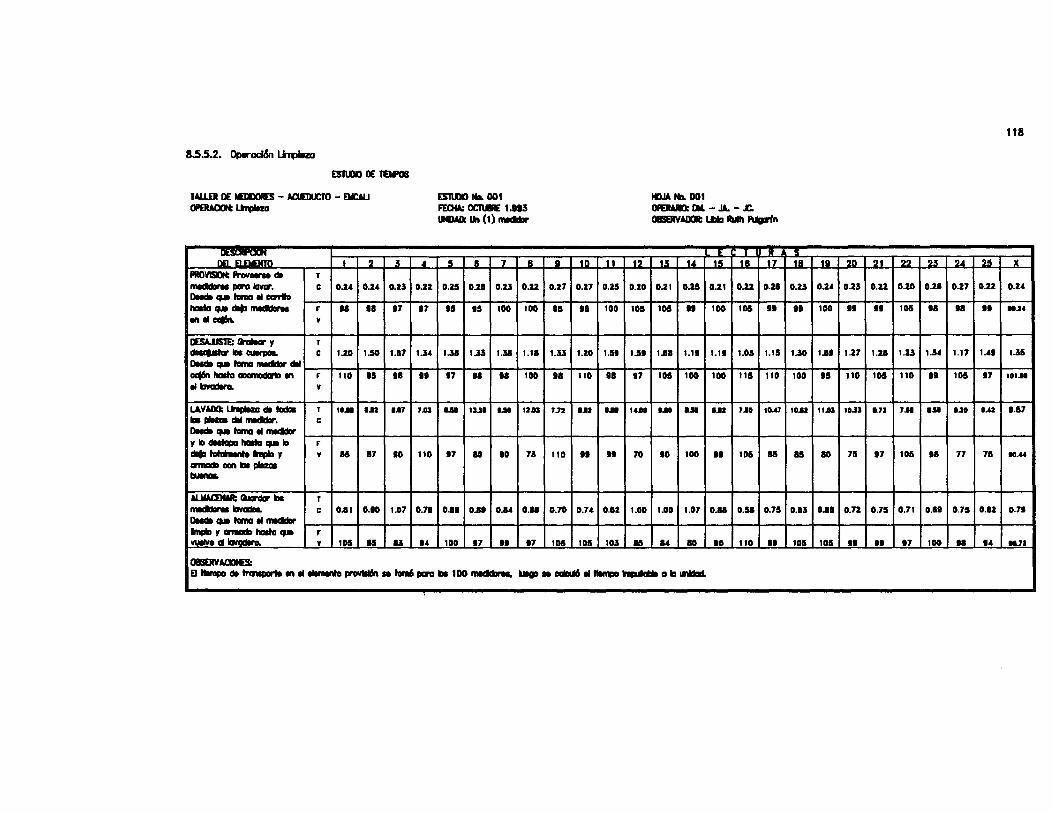
8.5.5.2. ap.acII5n ~
ESI\IlO DE TBI'OS
TALUI DE relIlORES - AClEDUCTO - EMCAU CJIIERACDt ~
DO. El..DDTO t 2 PROYISOt~. T
mecIdarM pera 1rMr. e O.U O.U .,... ~ loma .. .,.,
hada ~ cilla lIIIIIdDrM r • 1 II
Ift"~ Y
DESUJS1E: arat.a- '1 T
~ .. CIIIrJIIIIL e 1.20 1.50 .,... ~ loma lNddar di! • halla _.1OdarID 1ft r 110 15 .. lavadIrCI. v
LAVADO: ~ • lodIII T ID. l.a .. __ di! 1Nddar. e .,... ~ loma .. lNddar '1 ID dNIq:Ia halla ~ ID r cilla ~ lrnpID '1 v 15 17 CI'IIIIIdD _ .. __
~
ALMACOWt QIcrdcr .. T mecIdarM lcwadIa e 0.11 0.10 .,... ~ loma .. lIIICIdar lrnpID '1 CI'IIIIIdD 11aiia ~ r VUIh al lavadIrCI. y 105 15
0I5EIVACICNS:
3
0.13
17
1.17
II
1.87
ID
1.07
13
4
0.21
17
1."
II
7.113
110
0.71
U
ESI\IlO MIL DOI FEOtA: 0CTlBE 1.113 IN)AQ: !ti (1) lNddar
5 15 7 8
0.25 0.21 O.U 0.22
.5 15 100 100
UI 1.33 UI 1.11
17 II II 100
l. IUI I.ICI 12.113
17 10 ID 73
0.11 0.11 o.u O.U
100 17 II 17
I tD tt 12
0.27 0.27 0.25 0.20
15 II 100 105
1.33 1.20 1.5' UI
II 110 II 17
7.72 1.12 l. 1'-10
110 .. II 70
0.70 O.U 0.12 1.00
105 106 103 15
IIIJA MIL 001 QIIEJtAm III - .lA. - .1:. OIISERVAIXIt LI*I ~ NgcrIn
E T " t3 t4 t5 t8 17
0.21 0.211 0.21 0.21 0.21
105 II 100 105 II
1.11 1.1' 1.11 1.03 1.15
105 100 100 115 110
I.ICI ... 1.12 7.10 10A7
ID 100 II 105 15
1.00 1.07 0.11 0.51 0.75
al 10 ID 110 II
El ...,., • ~ 1ft el ......., provIIMn • tom6 pera .. IDO iIIICIIIar'Ie, UIQII. DdIU6 .. ...,., hIpIáIIt a la lI'IIIbd.
118
S
t8 ti 2D 21 22 :a :u ~ X
0.23 O.2l 0.23 0.21 0.20 O.U 0.27 0.21 O.U
II 100 II l • 105 .1 .1 l. 11.2,
1.30 1.11 1.27 1.U I.U 1." 1.17 I.l1 U5
100 15 110 105 110 II 105 17 101M
IU2 11.111 IUI 1.71 7M UI UO 1-'2 1.57
15 10 75 17 105 II 77 75 10M
0.13 0.11 0.12 0.75 0.71 0.11 0.75 0.12 0.71
105 105 II II 17 100 II U lI.7Ii I

8.5.5.3 Reunen da Eatuclo da TI8n"4)OS Operccien U"llieza
ElO[MTD
PRDVISD4
DEs.uJSTE
LAVADO
~
TE~ IOMI.. DE CJI'EIW:De
RE:SlJI.o DEL ESTlIJD DE TDfm
lJMI)AI): Un (1) ... dor HOJA No. 002
TDfIO fIrD[DO CAI..~ PID(IJO mIO IGIMI.
1In. 0.24 99.24 0.238
1.35 101.96 1.376
9.57 90 •• U 8.655
079 96.72 0.764
11.033
Ttl.ERN«:IAS NU:ADAS ... TDfIO DE E.EClOJt(t)
~ ~ RE~ PERSOW.ES 4
~ f'AmA 2
VNWI..ES:
POIIer&. rncdrnoda del ca.wpo 2 ~ ., rae lTICIII08 5
"VII ele nido 1 Wonotonl'a excesiva 1
RE~ IME\1T.a.ES:
~dad ., rae hlrrcrnlentas 1
TDT'" TIl.ERM«:IAS 16
100" f' ACm¡ DE Ttl.ERN«:IA = = 1.19
100" - 16"
DR> EST Nt)ÁR ~ lJMI)AI) =TNxf'T = 11.033 le 1.19 = 13.13 1In. = 13 1In. 8 S.
9 le 60 /13.13 = 41 ... dcns/Ot'a rila rDl'OIIIJIIIIIl •
UniversIdad Aut6noma de Occillllent. SlCCION BIBLIOTECA
119
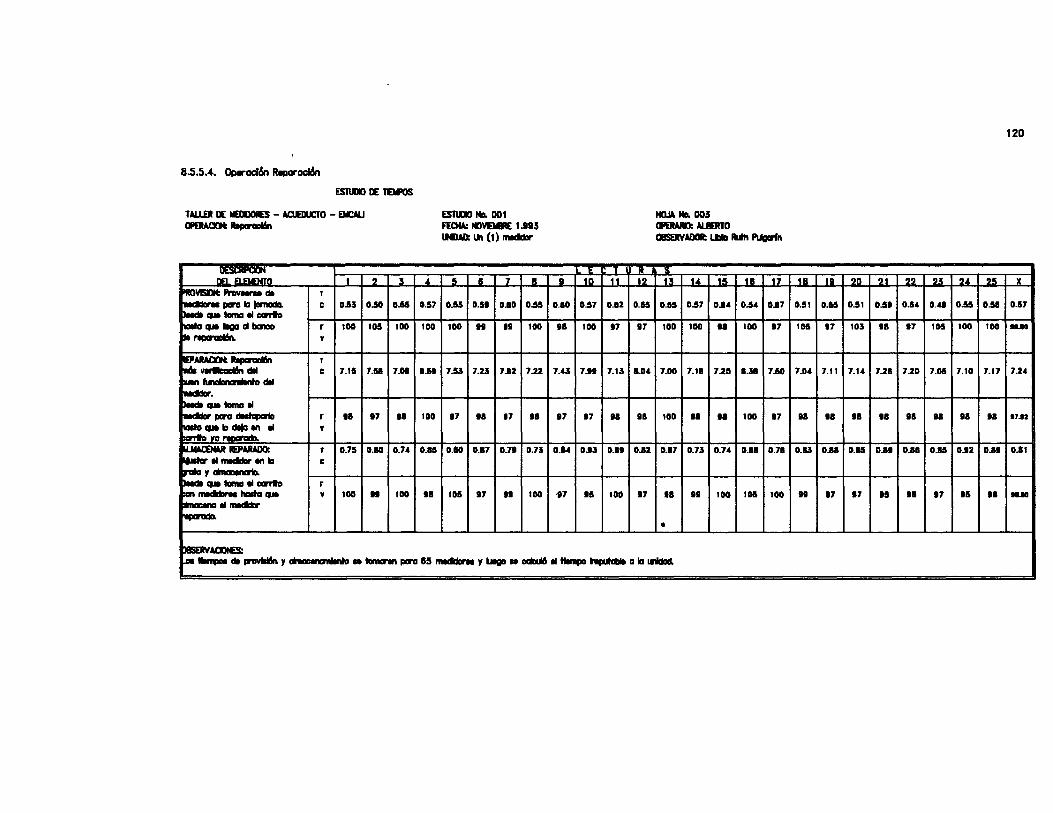
8.5.5..... Op.radc5n RlParac:lc5n
ESI\IlIO DE JDIIOS
TALUJI DE IIEDIXIIIES - AOEDUCTO - DDl.I CJPaW:Dt~
ll(L DBmfrO I ¡amVl5Ot PrDYwu lit T
¡.....n. pera la jamada. e 0.53 ¡.. _ lama .. ccmto ¡ata _ liga al bcIICo r 100
~ f'IIICI'CIDIdn. v
ilEPAIWDt ltIpcracIdn T ¡;&·~ldII e 7.15 tun flNbllllilllilo dII ~. P--_lama .. ¡..tdar pcra ......., r la ¡ata _ la dIIa... .. v bcrrh",~
..... 1'C'IoI ... REPAIIADCk T 0.75 ¡.... .. lIIIddDr ... la e ~, __ 1CII'b. ¡.. _ lama .. CCI'TtIo r 1- lMCIdarM liada _ v 100
~"1IIIddDr ~
2 3
0.50 O.lli
10/1 IDO
7.11i 7.01
17 la
0.&0 O.U
II 100
.&
0.57
IDO
1.51
100
0.15
II
ESI\IlIO No. DOl FEOtA: NOYEIBE 1.I1~ lH)AD: lh (1) lIIIddDr
~ --'-. 7 11
0.53 0.51 0.10 O.lli
100 II II 100
7.53 7.23 7.12 7.22
17 II 17 la
0.10 0.a7 0.71 0.73
105 17 II 100
E 1 1\ It -.U) 11 _U
0.10 0.57 0.12 0.15
la IDO 17 17
7." 7.11 7.13 LO'
17 17 la I1
0.&.& 0.13 0.11 0.12
·17 15 100 17
HOJl No. 003 CJIIERARIIc ALlDTO OBSERVADOR: LI*I IUII Pllgcrfn
S t3 U 15 16 n
0.115 0.57 0.1' 0.5.& 0.17
100 100 la 100 17
7.DO 7.11 7.25 1.31 7.50
100 1& la 100 17
0.17 0.73 0.7' o.la 0.71
1& II 100 10/1 100
• pasovAaMS: ~ lIImpc.- lit provIIIdn Y __ 11ft .... ., • '-- pcra 85 lMCIdarM , UIgo • cdaIM. .. lIIIIIpo ~ a la ¡rilad,
120
-.ta tll 20 21 22 23 2.& 25 X
0.51 0.16 0.51 0.51 O.U 0 . .&1 0.115 0.51 0.57
10/1 17 103 la 17 10/1 100 100 -7.0' 7.11 7." 7.21 7.20 7.0/1 7.10 7.17 7.2.&
la II II la la la la la 17.12
0.13 D.U 0.15 0 .. 1 0 .. 1 0.15 0.12 0 .. 1 0.11
II 17 17 15 II 17 16 la -
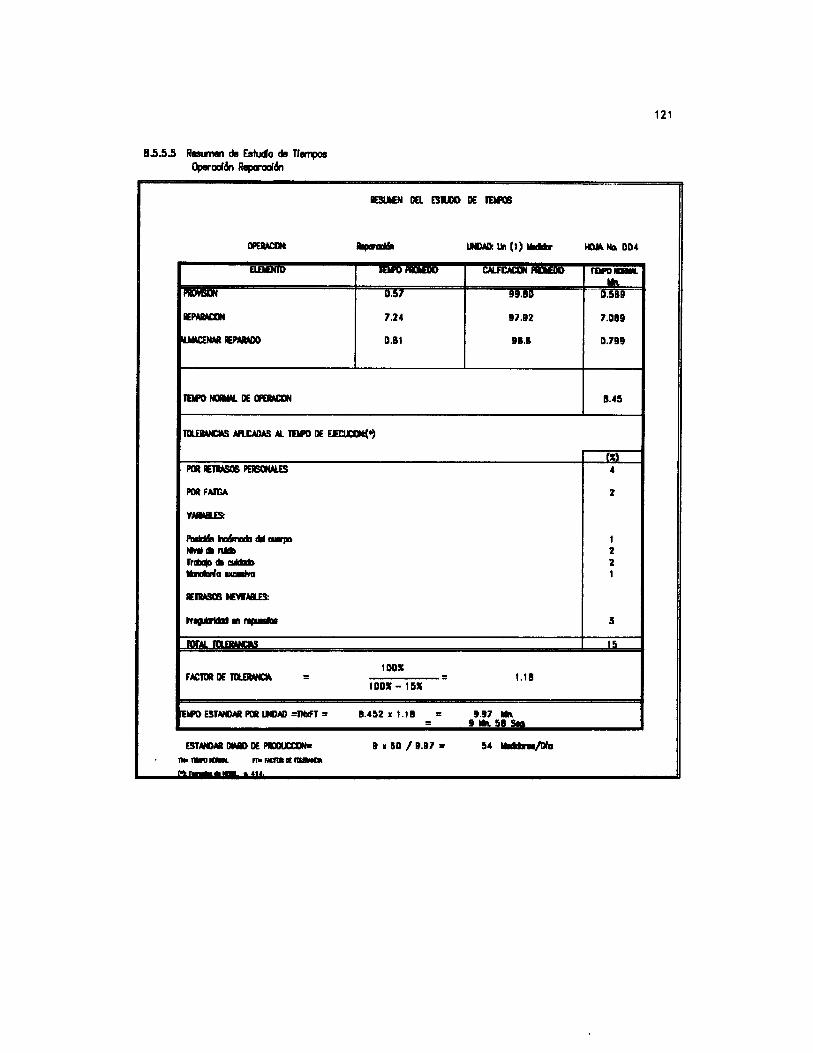
8.5.5.5 Reunen de Estud'o de TlIf11IOS ~dn Reparaádn
mIDlD
II'IIMIIf
IlEPAIIACllN
~IMCENAR IIEPAIIIIDO
mIlO NIIIML DE lftIMD
IIESIIIN DEL ESIIIlD DE lDfIIS
lJIlAD: Un (1) .......
JUllUI'mIGU l'mIGU
D.51 ~lf.I'U
7.24 97.92
D.81 IU
I'III..EIANC*'S APWDAS ..... lDfII) DE E.EW:DI:("
POR 1lE1IWlCl& PEllSCJW.ES
POR FoVIlA
V_ES:
l'DIIcIIfn lrIadInIdI dII CIa"pO
...... ruIrtt
..,... aaIIIbb
IibIaIanIm lXCIIIfD
IlEIIASDS NEWAIlES:
..,..... .. rtpUIIIIDI
mr.AlIN~"
IDDS FACa DE I'DLERNa = = 1.18
1 DDS - 15S
~ ESTANOM PDR lJI)AD =INIcFT = IU~2 x I.IB .. !U7 ..... ~ .. 1 ..... ~B
9 x ID 19.17 .. .... _- fTorGIIIlll1lllMD
121
101* NA DDo4
l1IIfIO ..... .....
D.519
7.D89
D.7II
8.45
.lll 4
2
1 2 2 1
3
15
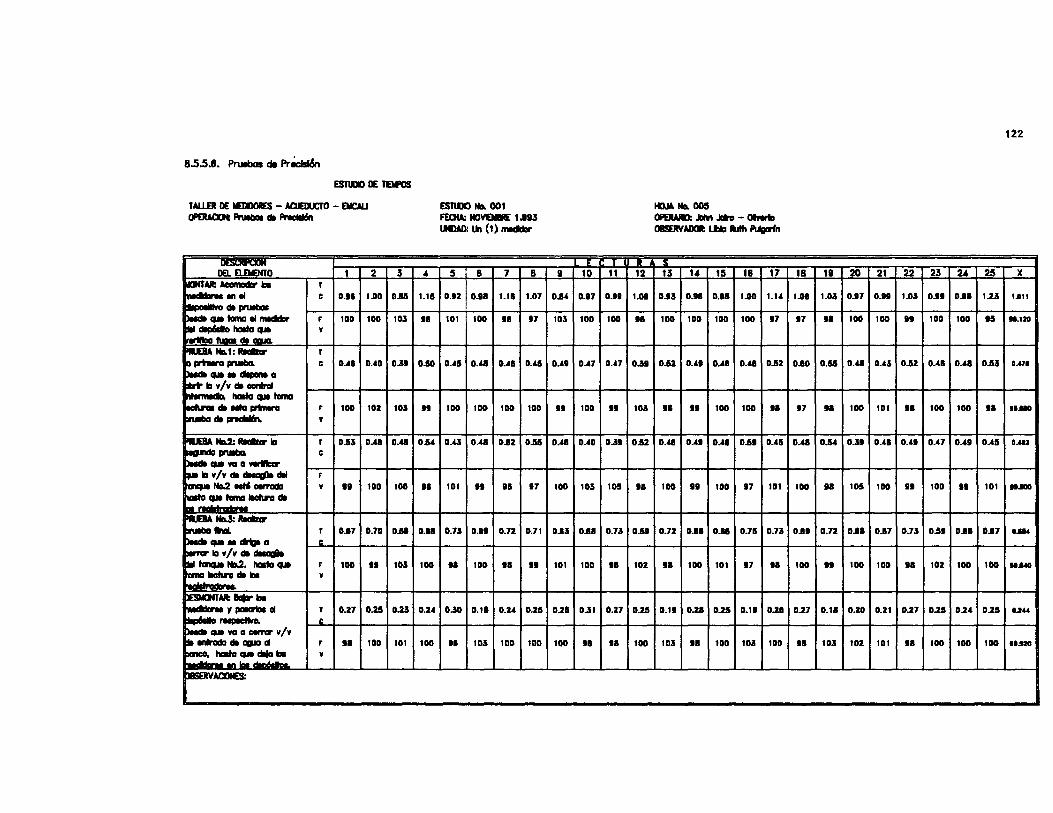
8.5.5.8. PrUIbas de Pr.dslcsn ESIlDO DE TEII'OS
TALLER DE leOOIIES - AamJCTO - EMCAU CftIllCDt l'NIbaI di lIr'.cIIII!n
DEl. El&ENTO 1 2 ¡«INTAIt AcamocIIr IDI T
¡""""enll e o .•• 1.00 ~dlpnJIbaI ¡,... CJJI lama 11 lIIIddar r 100 100 ¡-. ..., lIDIta CJJI , ~"-dl_ iIIUBl ND.1: ~ T
~ lIri'nIro pnIIbc!.. e O." 0.40 ¡,... CJJI • __ a ¡... la '1/'1 di oonIraI
lIDIta CJJI lama ~ di lita lIri'nIro r 100 102 ~dlpraMn. , i'UBA ND.2: ~ la r 0.53 0.41 ~pnIIbc!.. e ¡,... CJJI va a YW1IIccr ¡.. la .,/., di ..... dII r ~ ND.2 .... CImIdD ., II IDO i-ta CJJI lama lIcIIra di Da ¡.DA ND.3: ~ ~hI. T 0.17 0.70 ¡,... CJJI • cI9 a e ¡.mr la .,/., di ..... ¡t.I1cnpI ND.2. lIaIta CJJI r 100 .1 ~ lIcIIra di IDI , IJESIOfTAIt .... IDI lMIIIIInI 'f paataa al T 0.27 0.25
~~ ~.
¡,... CJJI va a cemr '1/'1
IttllllradadllQJllal r •• 100 ~ lIDIta CJJI dIIa IDI , I-Idar.. en IDI ~ .-vACIIIB:
3
0.85
10.1
0.31
10.1
0.41
100
0.51
10.1
023
101
4
1.15
••
0.50
.1
0.54
••
0.1.
100
0.24
100
ESJUX) ND. 001 FEOtA: I«lvo.: 1.11113 lNlADl Ü'I (1) lIIIddar
5 11 7 8
0.12 o .•• 1.1. 1.07
101 100 •• .7
0.45 O." 0.4. 0.45
100 100 100 100
0.43 O." 0.12 0.55
101 II l. .7
0.73 0.11 0.72 0.71
•• 100 l. ••
UD 0.1. 0.24 0.21
.1 103 100 100
[
8 10 11
0.14 0.17 0 .• 1
103 100 100
0.41 0.47 0.47
.1 100 .1
UI DAD D.H
100 103 105
0.13 0.11 0.73
101 100 l.
0.21 0..11 0.27
100 .1 ••
MI 12
1.01
••
0.31
10.1
0.52
••
0.51
102
0.21
100
HOJA ND. 005 0fIEIIARI0: John Jato - 0IvIrtD CllSERVADOIt Ltia """ NrPfn
S 13 14 15 111 17
0.13 o .•• 0.1. 1.00 1.14
100 100 100 100 17
0.52 0.4' 0.41 O." 0.52
l. .. 100 100 •• 0.41 DAI 0.41 0.51 DA5
100 l. 100 17 101
0.72 0.1. 0.11 0.75 0.73
•• 100 101 17 ••
0.1' 0.21 0.21 0.11 0.21
103 l. 100 103 100
18
1.0.
17
0.10
.7
0.41
100
0.11
100
0.27
l.
122
18 20 21 22 23 24 25 X
I.G.J 0.17 0.11 1.03 o ... 0.1. 1.23 Ul1 l. 100 100 l. 100 100 .5 •• 120
0.55 0.41 0.43 O.lU 0.41 DA. 0.53 ...u.
l. 100 101 l. 100 100 l. .. .-0.54 0.31 0.41 0.41 0.47 DA. 0.45 UD
•• 105 100 l. 100 .1 101 .. .-0.72 0.1. 0.17 0.73 0.5. o.a. 0.17 ..... •• 100 100 •• 102 100 100 .....
0.1. 0.20 0.21 0.27 0.25 0.24 0.25 U ..
103 102 101 l. 100 100 100 •• .ao

8.5.5.7 Reunen de Últuclo de TI8f1l)OS Operaci&' Pruebas de Prac/si&.
RESlKN DEI.. ESTlOO DE TDfI(!;
Pruebas di Precls/dn UNDAD: l)! (1) ,.,dor fOJA No. 006
ELDOTO TDfO PID[DI) CALfl:ACD4 fIID(IJO IDIO IOIMI.
1In.
IOfTM 1.01 99.12 1.001 PRUEBA No.1 0.48 99.68 D.478 PRUEBA No.2 D.48 99.8 0.479 PRUEBA No.3 0.68 99.U 0.678 DEstOfTM 0.24 99.92 0.240
TDfO I«RW. DE IJIErw:ot 2.88
Ta.ERN«:IAS APl.CmAS IL T(IIIO DE E.ECOCDt(')
~)
p(R RETRASa) PERSOfiW..ES 4
p(R F'ATGA 2
VNWl.ES:
Paercfdn rncdmoda del cuerpo '1 estar di pi. 2 "VII di ruido 1 t.b1otcna Excesiva 1
RETRASa) I€VIT AIl.ES:
mguarrclod en acoples '1 ~ 4
TOTIL m nI ..... &~ 14
100" F' ACT~ DE Tw:rw«:IA = = 1.16
100" - 14"
rDf'O EST NGM p(R UNDm =TMxF'T = 2.884 x 1.16 = 3.34 1In. = 3 1In. 21 Sea.
EST NGI!R DIARO DE fIROOlJCCD4= 9 x 60 13.35 = 161 ~dar./[){a rila ropo lIIJIIIIl rr. ralllO[ r~
•
123
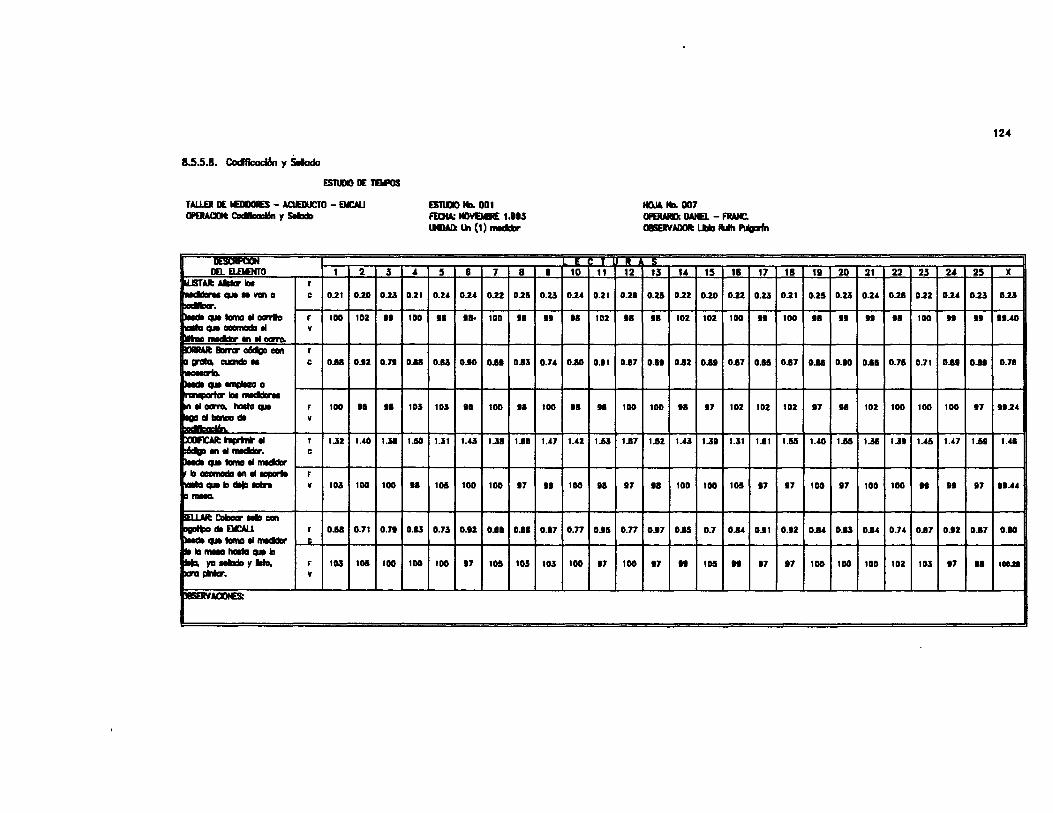
8.5.5.8. CcxffIc:ocI&. y 5.aado ESROQ DE 1EJIIIOS
TAWJI DE IOIXIRES - AaEIlUCTO - DDIJ 0PERACI0It ~ ., SeIadD
DEL EUlSfTO 1 2 3 ~AIt AIIhr_ r ~ CJJt .. VII\ a e 0.21 0.10 0.13 ~. ~ CJJt lama .. ccn1Io r IDO 102 tt lata CJJt acamadII .. y
~1'IIIddIIr 111 .. _
l1Drrcr c&IgD can r ~ erala. 1IIJCIé .. e 0.11 0.t2 0.71 r-n.. ¡,... CJJt lnIIJIIBI a • __ • __ 1ftICICIDrM
~ .. OCI'I"O, hcaIa CJJt r IDO 11 .1 ~_dbcNa dt v
pmn:.ut hIIri'I* .. r 1.32 UD UI ~ 111 .. mdIor. e ¡,... CJJt lama .. mdIor
ID acamadII 111 .. ~ r lata CJJt ID cilla lOIn y 103 IDO IDO
~-~ CaIDorr .. can ~dtaau. r 0..1 0.71 0.71 ¡,... CJJt lama .. mdIor e ¡. la _ halla CJJt ID
1*- ya lIIadD Y lito, r 103 105 IDO rxra pNa'. v
~ACIOIB:
¿
0.11
IDO
0..1
103
UD
ti
O.U
IDO
ES1\DO MIl. 001 FmtA: NOVE181: 1.113 lItDAD: l)t (1) l'IIIddIIr
5 8 1 a
O.U O.U 0.21 0.2!1
11 11· IDO ti
0.13 D.tO o..t 0.13
103 11 IDO ti
1.31 1.'3 1.31 1.81
105 100 100 t7
0.73 0.11 0..1 0..1
IDO .7 105 103
~ II!
1 lO 11 12
0.13 0.1' 0.11 0.11
It ti 101 1I
O.U 0.&11 0." 0.17
IDO 11 .1 IDO
1.'1 1.'2 1.53 1.17
ti IDO 1I 17
0.17 D.n 0.t5 D.n
103 IDO 17 IDO
HOJA lb 001 0PElIARIk DAlE. - F1WC. OBSEJIVADOIt LMlIUh Nacrfn
:s 13 I¿ 15 111 11
0.15 0.21 0.20 O.U O.D
.1 102 102 IDO .t
O.lt O.aZ O.a. 0.17 O.l!l
IDO tI 17 102 102
1.51 U3 1.31 1.31 1.81
11 100 IDO 105 17
0.17 0.a5 0.7 O.U 0.11
17 ti 105 II t7
la 11
0.11 0.15
IDO .1
0.17 0.&11
102 17
1.55 1.~
17 IDO
0.12 O.U
.7 IDO
124
20 21 22 23 2¿ 25 X
O.U 0.2. 0.21 0.21 O~ 0.13 0.13
.t •• 11 IDO .t .t .t.'O
D.tO 0..1 0.7!I 0.71 0.11 O.U 0.71
11 101 IDO IDO IDO 17 11.2.
1.55 1.311 1.3. U5 I.U 1.51 1.'1
17 100 100 .1 •• 17 . .....
O.U o.a. O.U 0.17 0.12 0.17 O.ID I
IDO 100 10Z 103 17 1I ,_
,
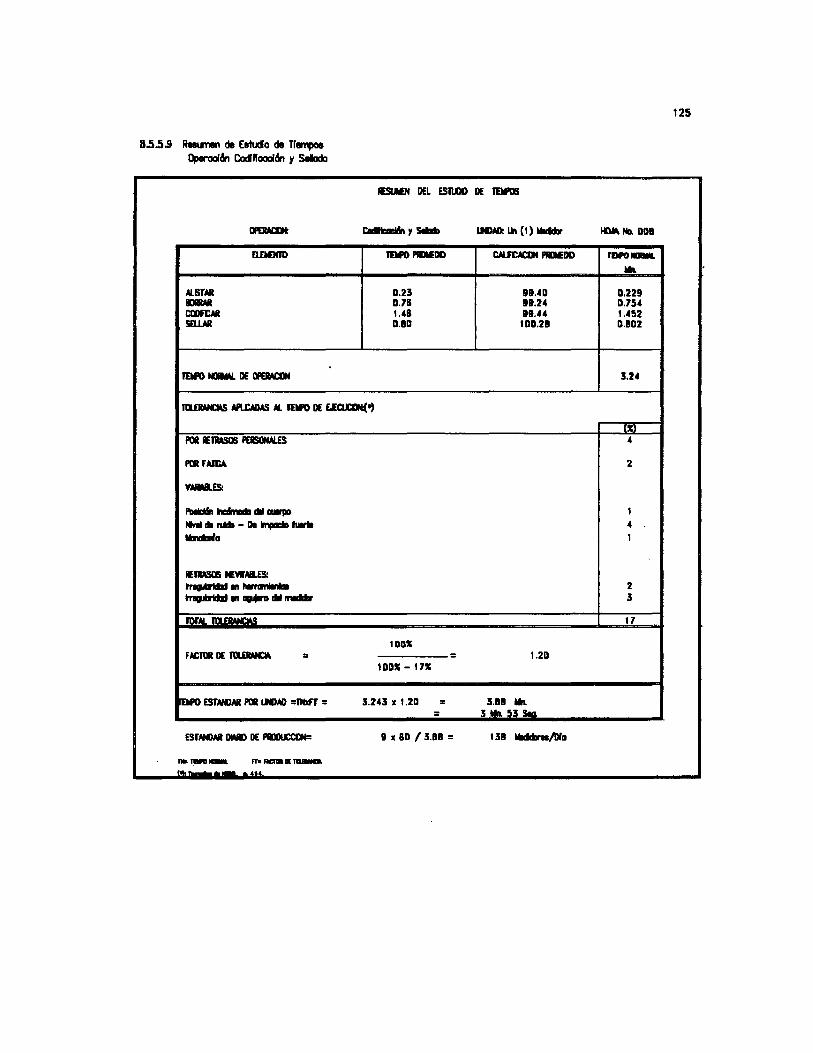
8.5.5.9 Resumen de Eltuclo de TI ..... ~6n CocIfloooI6n Y Sellado
EWEH1D
ALSfM lDItM COIlfCM SELLAR
lEY'\) NIML DE IIIUACIIN
I'Il.ERNQS API.I:AOAS A!. lEY'\) DE E.ECIJCOt(.,
POR IlEIltASOS PEISDNALES
POR FARlA
Y.wIlES:
FDIIcIdn lncdrnIdI di! ...-po lIrII di nMI - DI mpa.a ..... ......na
IlEIltASOS NEVI'AILES: ..,......111 ............ ~ 111 ...., di! rndIIr
JOrA!. I'Il.ERNQS
F.toCRllDE~ =
IESIIIN DEL ES1UX) DE lDfOS
IEY'\)I'UGD CAl.FCACIJt I'UGD
0.23 9!UD 0.78 11.24 1.~8 IU~ 0.80 lDD.28
IDDS = 1.20
IDO" - 17"
lDfO ESfNl)Alt POR IJI)AD =INxFr = 3.243 x 1.20 = 3.88 lIIn. = 3 lIIn. 53 !1m.
1.80/3.88 = 138 YIIMnI/Illa rr. __ _
125
HlW.1ID. 008
TIJIIIO IIIJIIIIIL
lIIn.
0.229 D.75~ 1.~52 0.802
3.24
", ~
2
1 ~
1
2 3
17
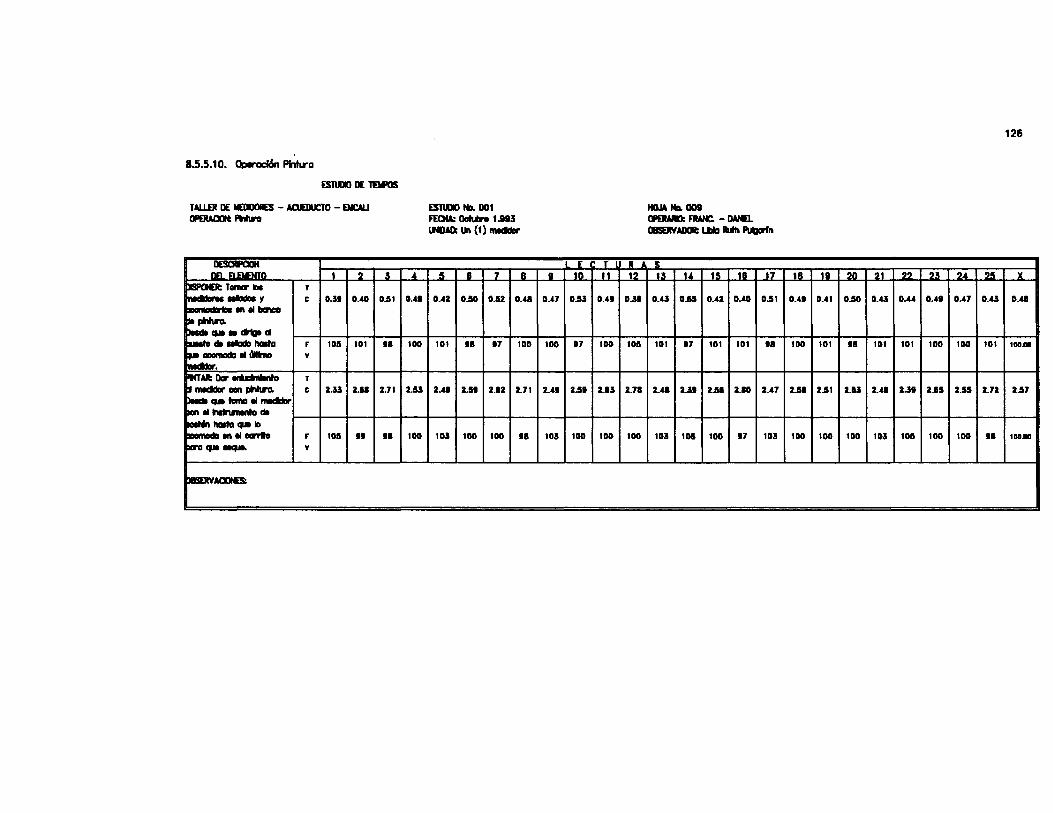
a.5.5.10. ep.-acI6n Pintlra
ESIIDO DE mFOS
TALUJt DE IIEDDOIIES - AOEDUCTO - EMCAU 0PEIWDt PWIra
DESCIRION DEL EUltENTO 1 2
~T_II» T
~ ..... '/ e 0.3. 0.40 _. __ IRII __
¡lit pH\ra. ~CI8.It9a1 ia-to ~ -- halla r 105 101 ¡.. lICOI1IIIda 11 dftnD v 1ndIar. I'NT AIt Del" riIDtnIInto T
~ lIIIIIdDr DCII'I pH\ra. e 2.33 2.11 )ea CI8 toma 11 lIIIIIdDr !'O"II~~
~ 11aiia CI8 b :IDGI'IIIIdrI IR 11 ccmto r 105 •• lIIrCI CI8 ~ v
:J8SERVACDO:
3
0.51
.1
2.71
.1
" O.U
100
2.0
100
EST\llIO MIlI. DOI FEOtA: 00Ure '-813 lNDAD: lh (1) lIIIIIdDr
5 8 7 8
0..42 0.50 0.52 0.'1
101 .1 17 100
2..41 2.51 2.12 2.71
103 100 100 .1
E T 11 ID "
0.'7 0.53 O.,.
100 17 100
2.'1 2.51 2.13
103 100 100
R 12
0..11
105
2.71
100
HOJA MIlI. 001 CJIERAIIO: FRANC. - DAte. ceuv AIXIIt l.IIIa lJIt¡ Ngarfn
S 13 1" 15 18 17
O.U 0.511 0..42 0.40 0.51
101 .7 101 101 .1
2.'1 UI 2.51 2.10 2.'7
103 105 100 .7 103
18 111
O.,. 0..41
100 101
2.51 2.51
100 100
126
20 21 22 23 2.& 25 X
0.50 O.U 0..4' O.U 0.'7 O.U 0..41
I1 101 101 100 100 101 l00JIII
2.13 2.'. 2..11 2.15 2.55 2.72 2.57
100 103 105 100 100 .1 100_
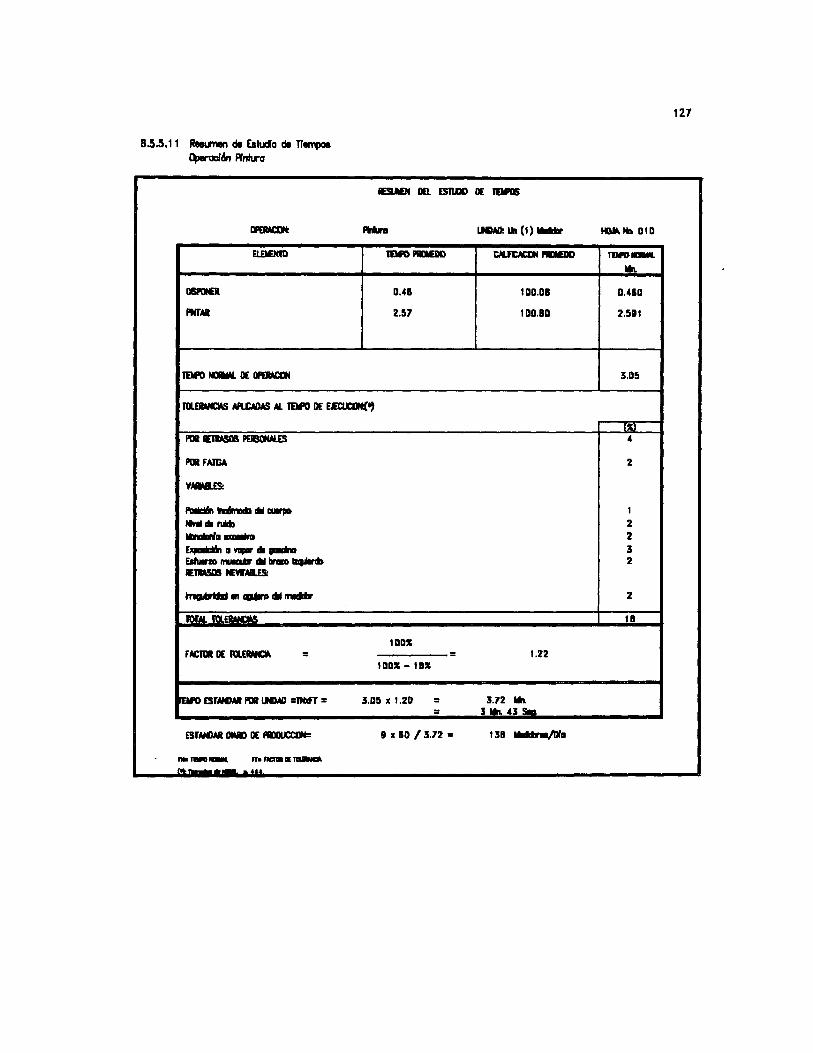
8.5.5.11 Reet.men de EstucIa de n.",aa
~dn Prnttra
EI.D01D
D6PONEI
MAl
IDfD ...,., DE DPEIMCIIH
mI'OPIIMIlO
0.41
2.51
~ AI'\.I:ADAS AL IDfD DE E.ECtaIt(.,
POI IlEIMSDS PEaSONIII.ES
POI FAlDA
YAIMIlES:
l'IIIIctdn NdIrIIIb dII -.. ....... ruIdt ItInaIIftIl ...... ElQIIIIIaI8n 11 .,... di pan EIMrZD ~ dII brIIro IzIPIrIit IlEIIASIlS NEVlAIlES:
........... ....,dIIlNIIIIIr
IDI'ALm-
IDOS FACJat DE I'DlEftAID. = =
IDOS - 18S
lBfO ESJAN)M POII.fI)AI) =1Nxf1' = 3.05 x 1.20 = =
1.80/3.12 = --- mo __ _
121
HU ...... DIO
l:.III..RACIlN PIIMIlO l'IIIf'IJ ....
lit\.
100.08 0.410
IDUO 2.511
3.05
[le
.-2
1 2 2 3 2
2
18
1.22
3.12 lit\. 311t\.US.a
138 ......... /Ilfa
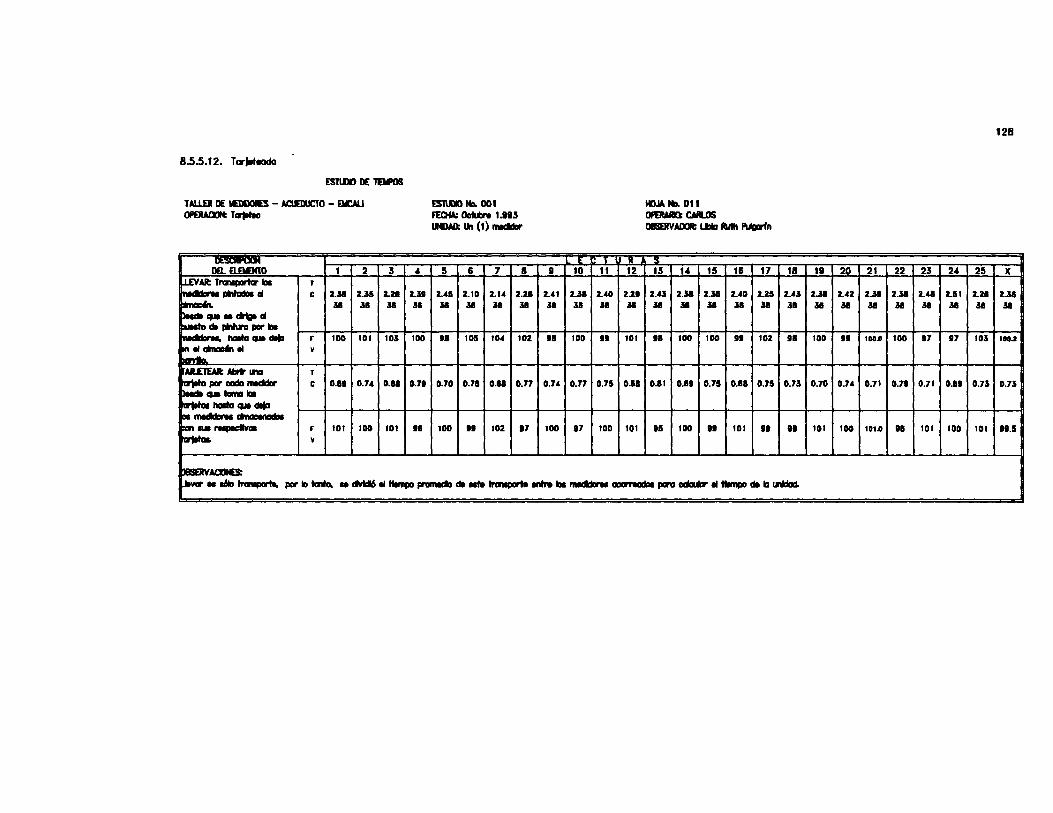
8.5.5.12. Tcr¡.t1lOdo
ESTUlI) DE 'JBIIOS
, AI..llR DE loGIlORES - AOEIllICTO - EYCALI 0PEIWXJIt T CI'jIhD
00.. EJ.alEM1O 1 2 fLEV AIt TfaIIPCIrfa' IDa T
¡........~C11 e 2.31 2..36
~ 3& 31
~CJII""C11 ~ di '*"" par IDa .-. lICIIta CJII _ r IDO IDI NI el lItnac6'I el v I.rlta. AIDEAIt AbIt' 1ft! T
~ par cada lIIICIdar e 0 .• 1 D.74 ~CJllIamaIlll ~.haIIa CJII _
~ mecIdarM an-1IIá I--~ r IDI IDO
~ v
3
2..11 3&
ID3
D.I.
IDI
• 2..31 31
IDO
D.71
••
ESTUlI) No. 00 1 FEOtA: 0cIIAn 1.1.., IH>AD: I)o¡ (1) /lidiar
5 6 7 a
2.45 2..ID 2.14 2.21 31 31 31 3&
•• 105 104 ID2
D.7D D.711 D .•• D.n
IDO •• ID2 .7
E W 11 ID " 12
2..41 2..3& 2..4D 2.21 31 3& 31 31
l. IDD •• IDI
0.74 D.n D.75 0.1.
IDO .7 IDD IDI
HGJA No. 011 0fIEItAIIQ: CARL.OS OIISERVAIXIt: l.IIb lUh F\Jaarfn
:5 13 .. 15 18 17
2.ü 2.31 2.31 2..4D 2..25 31 3& 31 3& 3&
.1 IDO IDO .1 ID2
D.l1 o .•• D.7!I o .•• D.75
15 lOO •• IDl .1
la
2..43 31
l. 0.73
••
r-ovAallO: fJtwr ea ., lrcnIporte, par lo !alfo. .. lMI6 el lIImpo ~ di .. lI'IIIIpom lIItre IDa mecIdarM CICa IIOdDI pera cdauIIr el lIImpo di la lÑIIId.
128
111 20 21 22 23 2. 25 X
2.31 2.42 2.31 2.31 2." 2..111 2..21 2.31 31 31 31 31 31 3& 3& 31
IDD II 100.0 IDO 17 .7 ID3 100.2
D.7D D.74 D.71 D.7. 0.71 D ••• 0.71 D.7I
lDl 100 101.0 .1 lDl IDO 101 11.5
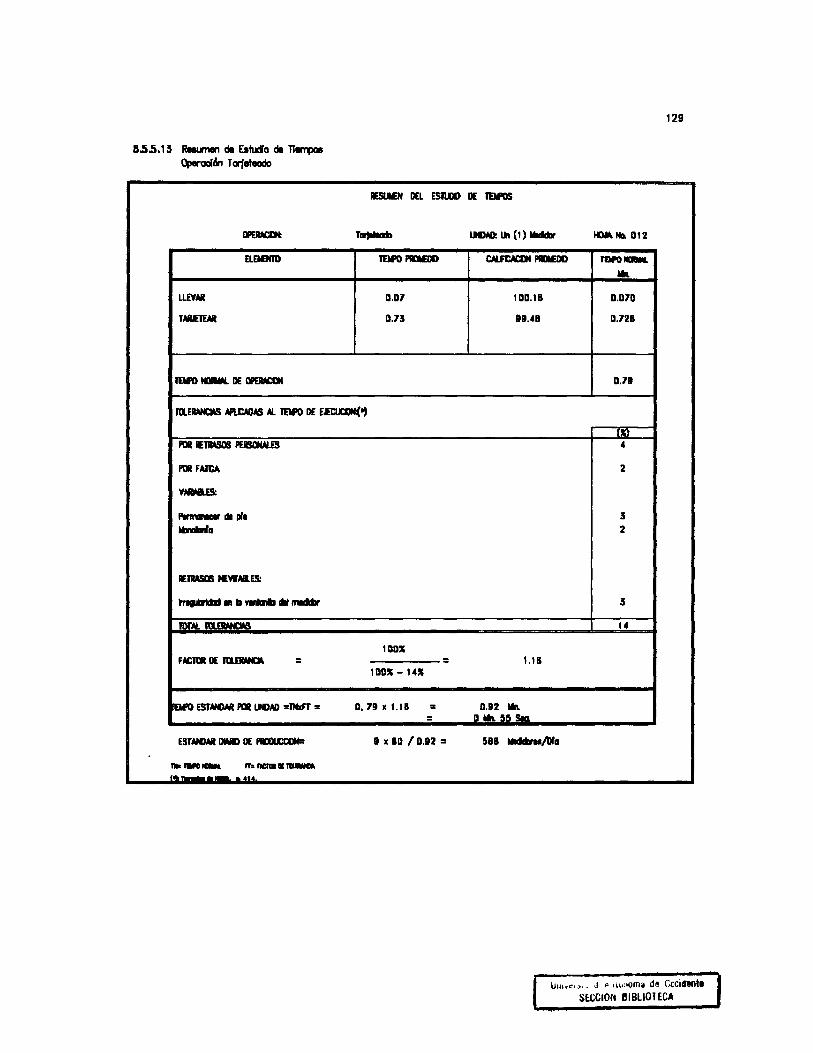
8.5.5.13 Reunen de Estuclo de TlIITp ~&, Torfeteodo
ELE.aTD
LLEVAR
rMEIEM
lDfO ..... DE OPEIM:CM
IDIOPIDGD
0.01
0.13
Ill.EIWDS APlCoCAS AL lDfO DE E.m.alN:(1I)
PIlIt 1E1IASOS PElSIlNAI.ES
PIlIt F AIIl4
VAIIitoIl.ES:
Ptrn_ di pi.
"""'11
IEIIWiOS NEWAIl.ES:
~. b nnIIdI., mdb'
mrALfll.EIWICIII.S
IDO" FACRlR DE Rl.EIMO. = =
1 DO" - 14"
~ ESrNGM PIlIt IHW) =lNxfr '" 0.79 X t.lB '" '"
9 X ID 10.92 '" l1li __ n:ncna __
129
CALF&:ACDI PIDGD TDfIDIIIJIIIIIL
..... 100.18 0.010
99.48 0.121
0.19
00 4
2
3 2
3
14
1.11
0.92 Yn. O ..... 55 SIII
U .... e. > .• J P ,¡""om" d~ Cccident. SECCION 81BlIOTECA
130
8. 6 BALANCE DE LINEA
En la sección anterior se ha realizado el estudio de
tiempos y se han determinado para las diferentes
actividades u operaciones, cada uno de los tiempos
estándar unitarios.
En este aparte se centrará la atención en estudiar y
analizar el sistema global de reparación de medidores
domiciliarios, tomando como base los resultados obtenidos
en la sección anterior.
El balance de línea, también denominado Línea de Balance,
"es un sistema de planificación de la producción que
programa los sucesos clave para completar un conjunto con
respecto a las fechas de entrega del sistema acabado" .21
8.6.1 Objetivos. Se pueden establecer como prioridades
de esta sección:
1. Analizar desde el punto de vista del momento actual,
la productividad del laboratorio de reparación de
medidores, determinando si la capacidad actualmente
instalada, satisface las exigencias planteadas por los
estándares establecidos.
21 MAYNARD, H.B. Manual de ingeniería y organización industrial. Bogotá: Editorial Reverté Colombiana S.A., 1.988. p. 963

131
2. Estudiar de acuerdo a las necesidades reales, las
necesidades de personal, teniendo en cuenta los
requerimientos de la comunidad en cuanto a la instalación
o recambio de medidores.
8.6.2 Situaci6n actual. Aunque el laboratorio
nominalmente cuenta con más operarios, se encontró que
sólo catorce (14) de los mismos, realizan permanentemente
labores de reparaci6n de medidores domiciliarios.
Actualmente, se exige a la sección de Limpieza, una
producción diaria de 36 medidores por operario, 10 que
equivale a 180 medidores diarios (5 operarios). Lo cual
significaría que debe producirse esta cantidad
diariamente, o sea, una cantidad de 900 medidores
reparados a la semana, hasta el día viernes. Pero para
poder alcanzar este nivel se deben realizar labores de
pintura, especialmente, los días sábados y domingos,
obviamente generando horas extras y sobrecostos.
En ENeALI, existe el sistema
especialización de labores, lo
de
que
categorías
impide que
y
los
operarios realicen funciones diferentes a las cuales están
asignados. De ahí que los operarios de cada sección, en el
caso del laboratorio de reparación de medidores, sólo
lleven a cabo actividades de su respectiva sección,

132
negándose a prestar sus servicios, en el tiempo libre, a
colaborar en otras secciones que requieran de su
disponibilidad. Esta si tuación es fomentada y defendida
por el sindicato de la Empresa. Esto acarrea tiempo
ocioso, como bien puede verse más adelante y genera bajo
rendimiento y altos costos.
Cuenta, como ya se dijo el laboratorio de reparación de
medidores domiciliarios con catorce operarios de tiempo
completo para cada sección, distribuídos así:
SECCION No. DE OPERARIOS
Limpieza 5
Reparación 5
Pruebas 1
Codificación y Sellado 1
Pintura 1
Tarjeteado 1

133
8. 6.2.1 Tiempos es tándar de producción por sección. La
Tabla 12 de la siguiente página, compila los resultados de
los tiempos estándar calculados anteriormente, mostrando,
según lo expuesto sobre la especialización de funciones,
cual sería la producción de cada una de las secciones en
forma diaria. Allí se establece el tiempo ocioso,
denominado para el caso como "Excedente Tiempo", para cada
una de las operaciones.
De la Tabla mencionada se establecen las siguientes
si tuaciones:
1. En condiciones de no traspaso de un operario de una
sección a otra, la capacidad máxima de reparación de
medidores del laboratorio es de 138, determinada por la
operación Codificación y Sellado, la cual se convierte en
el cuello de botella del sistema.
2. La capacidad de Limpieza de la línea diaria es de 205
medidores, lo cual deja ver que se está exigiendo una
producción por debajo de la capacidad existente.
3. Aunque el Excedente Tiempo, que aparece es de 0,33%,
equivalente a 24,74 minutos, éste sólo es teórico, puesto
que la línea apenas está en capacidad de generar 138
medidores diarios en las condiciones laborales actuales,
situación que obliga a tiempos ociosos forzosos en otras
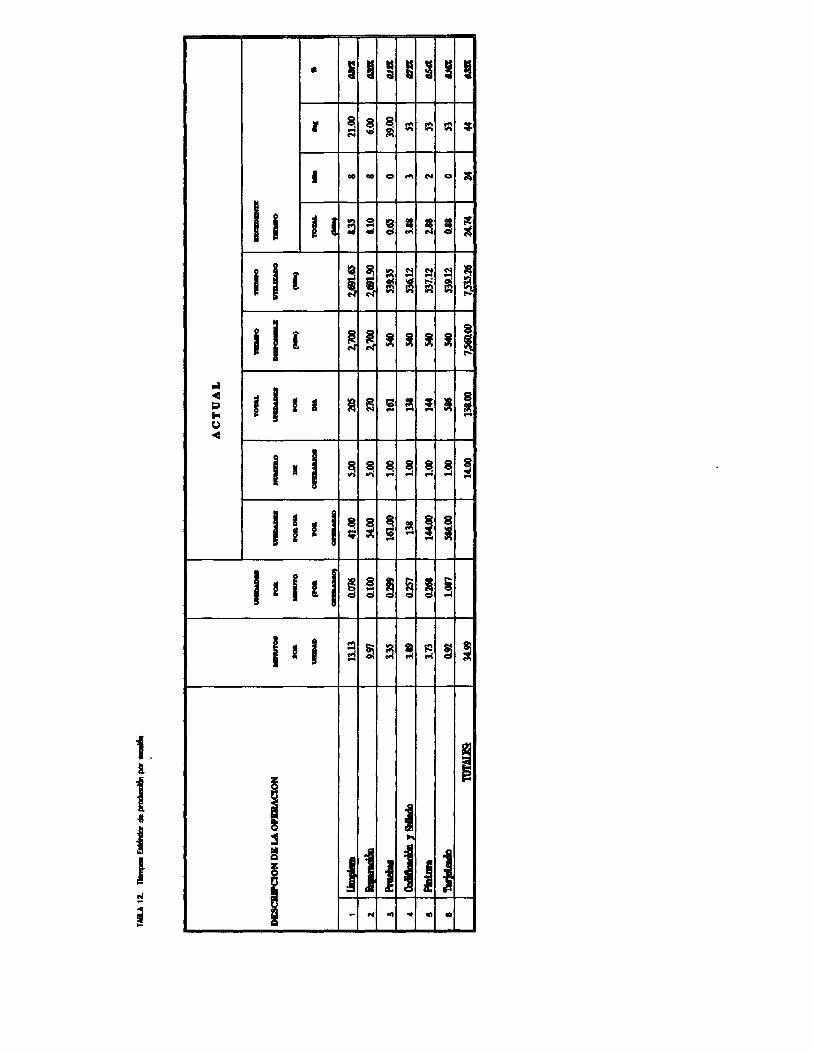
• & I = =
I ! I
, ~ 8 ;:: -o ~ ~ ~ ~ ~
I .. .. o .... N O <f¡
I I I I :2 ; ! ! ! ! ~
I I I 13 i ¡ ~ ~ ~ ~ ! ~ ~ ~ I'oi
I I I ! ~ ! ! ! ! I I'oi
- II I I ~
~ ~ ! ! ! • ~ ~ ... ... U ~
I M I ~ 8. 8. 8. ~ 8. ~ ".. ... ... ... ... ...
I ; I I 8. ~ :; ~ ! ... ~ ;
I d 1 I ~ ! ! ~ ! i. d d ...
I I I 9 S ... ~ ! !S ~ ~
1. l
t I
j J
I I
~ :! :!
J ~
J 1 J .;
I i! 1
- N ... ~ ... • ...
!
135
medidores diarios en las condiciones laborales actuales,
situación que obliga a tiempos ociosos forzosos en otras
secciones o acumulación de inventarios de productos en
proceso así:
Dado que Limpieza puede generar 205 medidores, Reparación
los absorvería todos no alcanzando a copar los 270 que
está en capacidad de procesar, por 10 tanto, en Limpieza
no existe acumulación de medidores.
La sección de Pruebas está en capacidad de procesar 161
medidores, por consiguiente diariamente se acumularían en
la Sección Reparación 109 medidores diarios. A su vez
Codificación y Sellado sólo está capacitada para producir
138 medidores, por 10 cual quedarían 23 medidores en
inventario sin poder ser codificados y sellados.
Aunque la sección de Pintura tiene capacidad de procesar
144 medidores domiciliarios apenas podría terminar los 138
provenientes de la actividad anterior, por 10 que el
tiempo ocioso en esta sección se incrementaría. y el caso
más notorio se presenta en Tarjeteado, donde aunque existe
una capacidad instalada de 586 medidores, apenas se
podrían producir 138, quedando un déficit de 448
medidores, tiempo que obligatoriamente se convierte en
tiempo ocioso para el operario.
8.6.2.2 Balance de Linea para situación actual según estándares de producción
136
Inicialmente se realiza un estudio tendiente a determinar
el balanceo de línea partiendo de la premisa, que según
los estándares es tab1ecidos, permi te una producción diaria
de sólo 138 medidores determinados por la capacidad de la
sección de Codificación y Sellado. En este análisis se
pretende terminar con la acumulación de medidores para
reparar en el laboratorio, 10 que actualmente es uno de
los mayores inconvenientes. En otras palabras, el estudio
se enfoca en procesar todo 10 que realmente llega al
taller.
Para hacer más exhaustivo el estudio se llevan a cabo
análisis a diferentes niveles de producción, con sus
respectivas sustentaciones como se verá en cada aparte del
estudio.
La Tabla 13 presenta los resultados del análisis para una
producción de 138 medidores diarios, con los consiguientes
tiempos ociosos en que se incurriría por la no posibilidad
de traslado de operarios de una sección a otra durante su
tiempo libre.
137
Como bien puede observarse el tiempo real ocioso, en estas
circunstancias, es de 2.731,38 minutos, equivalentes al
36,13% del tiempo total disponible, que representan más de
45 horas, que EMCALI, paga a sus operarios sin recibir de
su parte retribución laboral.
8.6.2.3 Balance de Línea con nueva propuesta laboral.
Como quedó desmostrado anteriormente, EMCALI debe exigir
de sus trabajadores la dedicación total a labores de
empresa, sin cortapisas de labores específicas e
implementando un programa básico de adiestramiento, que
permita la utilización del personal del laboratorio de
reparación de medidores, en diferentes secciones y de esta
manera hacer uso de los recursos humanos en forma más
eficiente diseñando horarios de trabajo que permi tan la
rotación, durante la jornada diaria, de los operarios
según las necesidades de producción.
En esta forma se realiza el análisis del Balance de Línea,
teniendo en cuenta que el número total de operarios debe
ser un número entero, pero que para cada actividad pueden
quedar asignados números decimales de operarios, que
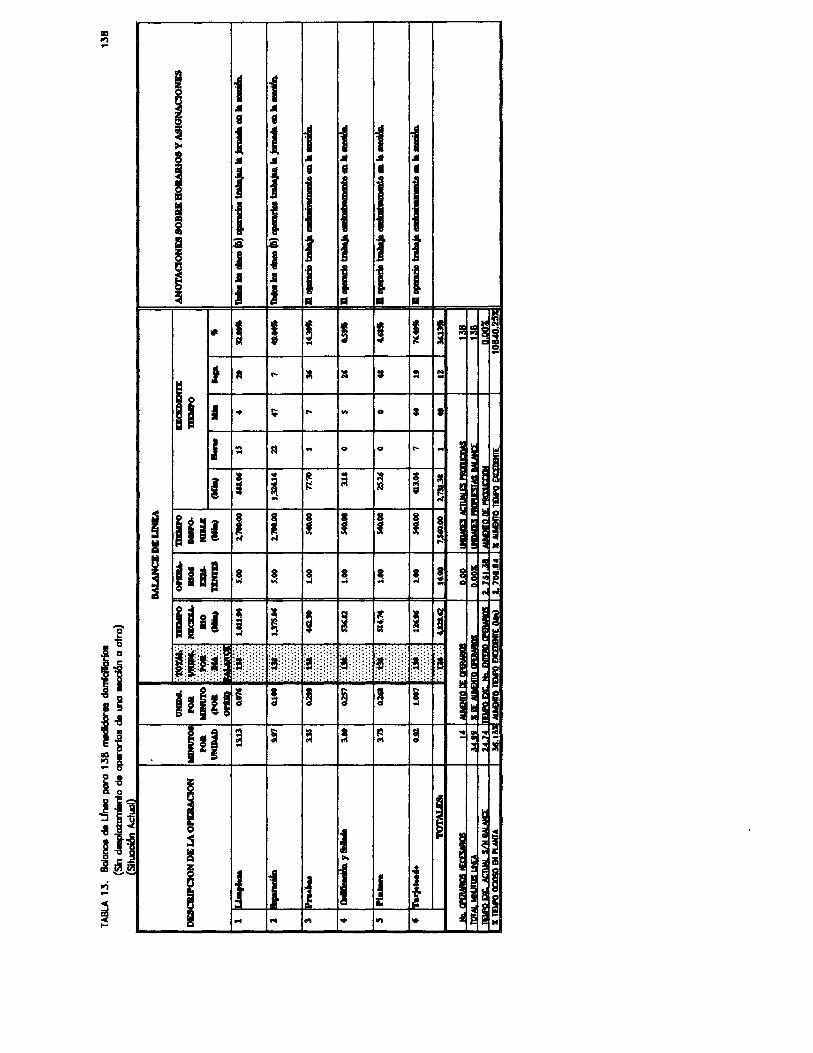
a 1 1 I • • 1 1
~ ~ ~ ~ ~ 1 1 ..
I • • • • • I I 1 8 1 8
I I I I i 1 t
I :¡¡ :¡¡ J J J J J J J J 1 '1 1 1 J J .. .. .. .. ! I ! ! I : I:I!
I~
111 ! ! i .. f ~ .- :R l' :1 • ... .. ..
h I .. ~ .- .. o $ , J '" ¡:¡ .. o o .- ..
III I! I
.. ¡ ..
~ • ~ a 1 ! ::1 ~
~Il ,!
1II i 1111 I I I I I I 1I li ! t'l t'l
~ '"
i flal I!:: ~
! ! ! ! ! ! 8. :¡ '" ~ .. ! , .. , ...
Ilal ~ a ; ; ~ ~ 1I 111
;
§ " .. ..
1I
1,:::::::: ~~¡ ~~: ¡~ ¡~ ~ ~: f~ ! ::I:~~, ~ : : i I! I ',' .,:;:;:;:i: :;:; ::: ::: :;: ::: .
I! i 11 ! ! ! ~ ! ! ~ 1I i I ~ II1
... s ~ ! ~ ! :!I ~ .. 1:
3 I~I=
í I I 11 i :s i
I 11
j j I!! ...
I! !
~
! Ij J .;
! IJ 1I I! I I i ... .... ... .. '" .. ~
"
139
equivalen al tiempo que dedican a cada actividad. En forma
más explícita, si en una actividad aparecen 4.40
operarios, ello significa que cuatro (4) de los operarios
trabajan de tiempo completo en la sección, mientras que
habrá un quinto operario que dedicará sólo el 0,40 de su
tiempo a dicha sección, o sea, 216 minutos de su jornada
diaria de 540 minutos, laborando los restantes 324 minutos
en otra sección.
Partiendo de 10 propuesto anteriormente, la Tabla 14,
muestra el análisis correspondiente, donde puede
observarse prioritariamente 10 siguiente:
La línea está balanceada, partiendo del cuello de botella
existente, es decir, 138 medidores, pero para el análisis
se prospecta utilizar el personal ubicándolo en forma
rotatoria según las necesidades de las secciones.
Una de las consecuencias principales del análisis es que
para producir los 138 medidores, únicamente se requerirían
10 operarios, 10 que équivaldría a un ahorro de mano de
obra directa del 28.57%.
Además dé1 ahorro de personal, se lograría que el tiempo
ocioso pasara de 2.731,38 minutos a 571,38 minutos,
• • t60.ma ~~ "ccíclent. Unwers,cI.1f "'~ SECCIOIt BIBLIOTECA

140
obteniéndose una disminución de excedente de tiempo del
79,08%, cifras que muestran a las claras las bondades del
sistema propuesto.
Del tiempo total disponible en planta se pasaría, en
cuanto a tiempo ocioso, del 36,13% en proceso estático de
operarios, al 10,58%, permitiendo la rotación del
personal.
En resumen, la propuesta presenta los siguientes factores
a su favor:
a) Disminución de la Mano de Obra Directa
b) Disminución del tiempo ocioso en planta
c) Aumento de la productividad
d) Mejor utilización del recurso humano
e) Permi tir una mayor producción con los operarios
actuales.
f) Ahorro de costos tanto de Mano de Obra, como de costos
indirectos.
Queda claro que para producir 138 medidores por día, sólo
se requiere en el taller 10 operarios y que cuentan con
tiempo disponible para eventualidades y mantenimiento, que
permi ten que fallas ocasionales no echen a perder el
balance del sistema.

-'ot - I •• . . . . I j ~ . I .. .
i lo: o ... ~ o o o
I j .... ..... • • • • ~
I loo 00 O O O • .. I I loo
I 00 O O O ...
:1 3· ~t"" • • O • .. • - ! ! ! ! e ~! ~ ~I ! ~ a ... -.. F.'í ti..;
f ~ • :R ~ # • ~~ ..
h :
• .... • ... .... o , t=~
I J o o o o o o ... ~ I I :: I ~ 11 ~ • ~ • ~ ~ ... ~ I ., ::1 N i I .... ~.
~ ~
I1 ~ ~ ~ ; ~
... al ilil ~
1I 5 ~ ~ .. l!! -!'t
.. 111
I fltl .'
~ ~ ! ! ! ~ =~ !S ~II Ir¡
ji 3 ~ N;";
1I1 I ; ; ~ ; ii
11 ~ .. ~
;-'.: ... ;- ':::1
~~ :!¡ ~ ~ ~¡ ~ ~.~: 1:1:1': .;.:.;::0; ;:;: ::: ::: ::: ::: ~ . i I ;:.
1I 1~111 ! ! ! ~ ! ¡ : . .. '.
!j ... 5 ~ ! ~ ! .: .
~~ 11 ::1 ... .. .; ~
'. ti
i s~ i'
i ~ 1
o J ~ft
h j
I I~ ! l'!l
,... ¡ ~ .e:-
! 1 I I 1I I j 1I ~ I 21 - ... .... ~ .... ... ~ ~ ~ ~
142
8.6.2.4 Situación Actual para una producción exigida de 180 medidores
En el taller de reparación de medidores, se exige
actualmente a cada operario de la sección Limpieza
entregar 36 medidores domiciliarios ya listos para
reparación.
Según los estándares establecidos se puede observar en la
Tabla 15 que las secciones de Pruebas, Codificación y
Sellado y la de Pintura, no están en capacidad de evacuar
dicha producción diariamente, por lo tanto, debe
recurrirse a la utilización de tiempo extra los fines de
semana.
Los cálculos están hechos para 14 operarios, de tipo
estático o sea que no pueden ser transferidos de una
sección a otra.
La primera observación a este respecto, según el análisis,
es que en la sección de limpieza queda un excedente de
tiempo para los 5 operarios de 5 horas, 36 minutos y 36
segundos, lo cual nos muestra que la exigencia está por
debajo de la capacidad del recurso humano allí utilizado.
Esta situación genera un excedente de tiempo total del
16.69%, equivalente a 1.261,80 minutos del total de 7.560
minutos disponibles, aumentándose con respecto a la
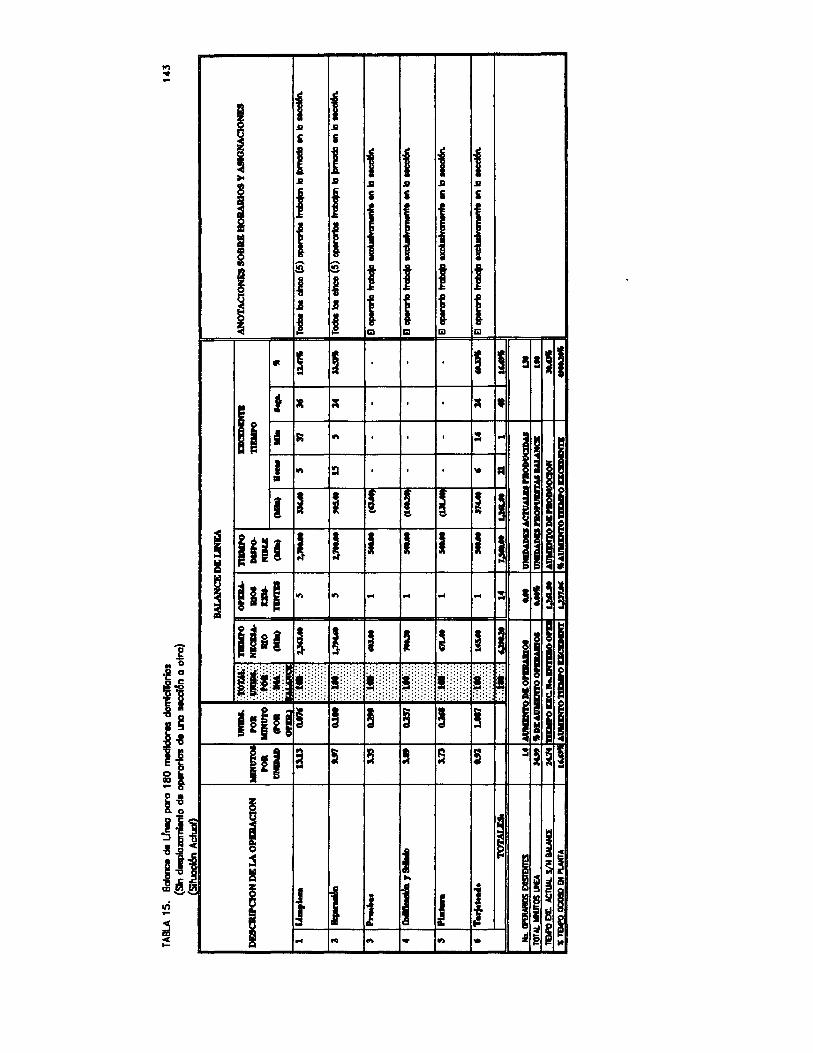
I t t .11 .11
i i
1 1 t t t t 11-
I .11 .11 .11 .11 .11 .11
t t i i i i
I I I I t t I ...... ......
I e e f f f f I I J J 1 1 1 1 J J 101 101 101 101
lit ~ I I I !! 11
h I ~ ~ · · · ~ • I ¡;¡ .... · · · :: -
11 11 ! .... :¡ · · · .. R
1 I I I I 1; I ; 11 .1 ~ 1I11 I I I I I I I 11 11 ! ... '"
i ~Ial .... .... - - - - :: 51 ,a ~ ,;.¡ ..1
ijal I ~ I I ; ; i 11 I I III.~ ~ ~ ~
;:; ! •. ~ i ! I1
~ .; .... ::::d :.; .:. ::: :;: ::; :::
1I 1~111 I ! ! ! ! ! I I! ! I 3 s ~ ! S 5 :1 ~~
1 I I !~ -<
1 j I I~ l!1 ... ;~ .!!!
I f J J i J 11 ~I - '" ... .. .... .. j~ I~
144
producción de 138 medidores en 4.900,20% el tiempo ocioso,
mientras la producción sólo a aumentado en un 30,43%.
Dado que esta es la situación actual, enmarcada por una
inamovilidad de operarios entre secciones, se generan en
las secciones donde el excedente de tiempo es negativo,
entre paréntesis () en la Tabla 15, trabajos extras que
deben ser suplidos en tiempo extra.
Es de aclarar, que para los casos actuales, no se informan
horarios, en las respectivas tablas, puesto que cada
operario labora tiempo completo ( 9 horas ), en la sección
donde ha sido asignado. Para los casos de fórmulas
propuestas, se dan los horarios de los operarios,
utilizando, para el caso, un horario de nueve (9) horas,
independientemente de la hora cronométrica del día, es
decir, que no importa si se entra a las 7 AM, 8 AM, o
cualquier otra, para los horarios la hora de inicio de
labores será Hora cero (O), Minuto cero (O), Y la hora
final de la jornada, será la hora nueve (9).
8.6.2.5 Balance de Línea Propuesto para 180 medidores
En la Tabla 16, puede observarse, que partiendo de una
estructura laboral más flexible, que permite la rotación
de personal, se pueden reparar los 180 medidores sin

TABLA 16. Balance de Llnea poro 180 medidores domiciliarios 145
(Con desplazaml~o de operarlos de una seccl6n o otro) lrrg~STgJ
---~ UIIIDI .:;;oDt.: 'IIDIl'O onat.- 'IIDIl'O DlSIIDIl1t Al'IOTAaONa 80BU BOIWlIOS Y ASIGNAQONES
DaCIlIPaoN DEJA OPDAaON roa ::~::: NaC2M- 810. DUIO- 11DIrO POlI lIINVl'O ·:·:·M:·:·: aro NKCD4- raau:
VIQDAD (POlI :.:.:-Diá::.:. (I11III) 810. (I11III) (I11III) R- Ila .... .. o DIIIlAN. MUDj 'MA \IIDII: ~
.......... NVIIIIlO lIOII.a. IIIINUI'O lIOItA. IIIINUI'O ... -.
~ u.u UH ·:·:·:üii·::·: 2,3GM 4.» l,J78.7S 7.33 • 7 JO .... 1.2.1 o o • o , o o 6 o ODIC .......... 5 o o • 10
2 lIpcracI6ft 'SI u. :.:.:.u.:.:.:. 1,'lMAII 1» ..... S.48 • , 14 .... 1,7 •• o o • o • o o 1 o ....
3 l'ruIbaI U5 ... .:.:.:üii-:.:.: -- U5 ~ 12M 1 U • ~ 10 o O • o • 1 O 6 16 UIIIIIIJ -...c
~ CocIIIocIcIdn 'f Wado 18 US1 :.:.: ... :.:.:. M.JO LX 'M.17 U1 • , .. .. .,. 11 O O • O , • O • '7 'IIIIIIm lM1IIl
5 fIWII"CI 17S ... .:.:.:ltI-:.:.: m.. U5 QUe 1f8 • , 3f .... 12 o o • o 6 • 30 • 16 lUIIID lIIAII&.
6 T~ U1 UI7 :.:.: ... :.:.:. lAfO Ul 1"-'1 o.J7 • l' U ..... , 8 '7 • o ODII! 6 • 16 • o fIIl'(Bl ,
· .. ·· ... :.:·.:.JOT~ ............ ¡: •. _d:; • 6 16 • O PIIIBIS I 11M
.. :.: ... :. .. - .. ·::··u:···· . . ... . IÑ. O'1l1lA1t108 N1lC1I6A1U06 D O,1l1lA/t1081lN I!ZCIlSO UD ror.ALM1~UN1l.A 14.- .. DEUc&ro DEO,1l1lA/t108 1~ UNlDIIDD '1lO1'UlISt'.AS.BALANCE 1"
I rIIlMI'OEZc.ACrU.AL 'UA __ • .n ... U61M rDlMI'O p.,,. .,~ ",,"JnW) o, 1MM ,,~
1 .. ·rlDl~OCIOfo~"J~~ 2~" ;-... ¡,;u ..... -.w..;;. -J~ l. a5~
146
de personal, se pueden reparar los 180 medidores sin
recurrir a la utilización de tiempo extra ni al aumento de
la planta de operarios.
En primer lugar, la estructura propuesta, basada en la
rotación de personal, donde se debe tener en cuenta que
los operarios diferentes a las secciones de Reparación y
Pruebas, no están en capacidad técnica, de desempañar
estas labores, permite que con menos personal (sólo 12
operarios), se logre la producción propuesta.
Este sistema permi te un ahorro de tiempo excedente del
85,59% y aumento de la producción del 30,43%, sobre las
138 inicialmente calculadas.
Sólo queda un 2,81% de tiempo ocioso en la planta, 10 que
garantiza la estabilidad del balanceo, para inconvenientes
que puedan presentarse durante la jornada de trabajo.
Este esquema, permitiría a ENeALI, para esta producción,
una reducción de su planta de operarios y por ende una
rebaja de costos, también la posibilidad de incrementar la
producción brindando a la comunidad un mejor servicio
diseñando quizás un programa preventivo de mantenimiento
de medidores domiciliarios.
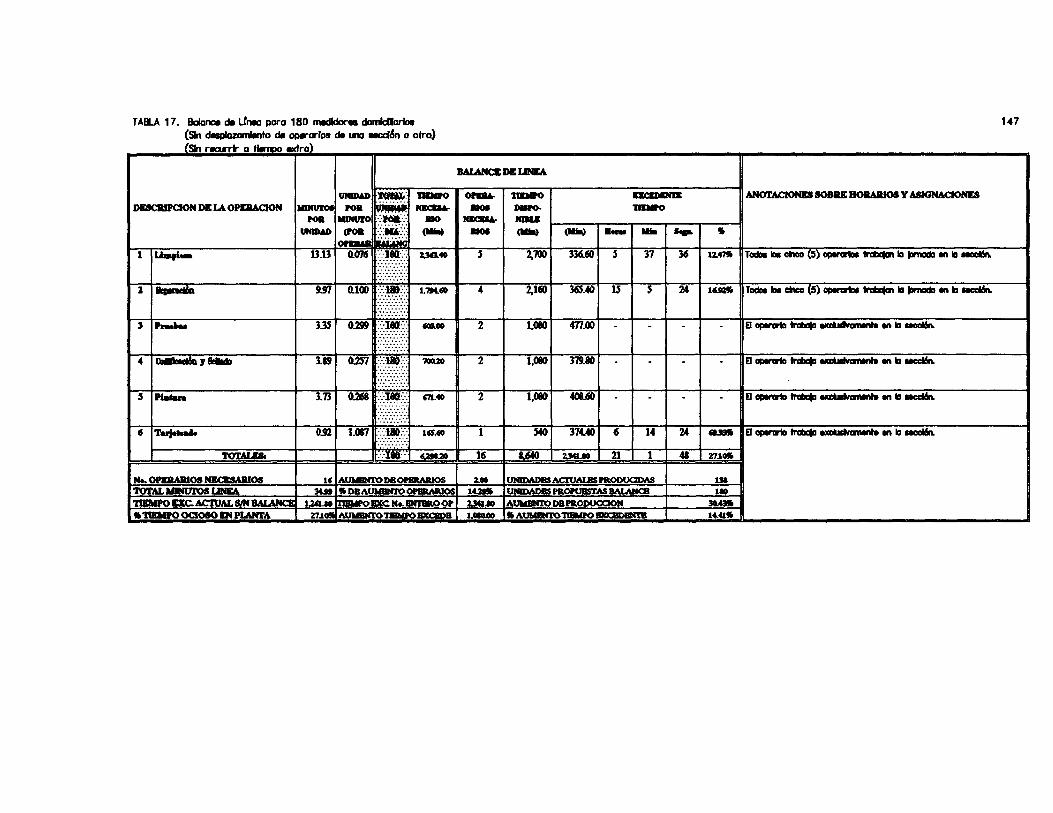
TABLA 17. Baance ciI L/rwa pora 180 l1WdIdorw darRcllarioa (Sin dalplazamilnto de ~arloa ciI IRI ~ o otra) (Sin r.anr o ti.rcla extra)
BAlANCE DI: I..INEA.
tJJIIDAD MIloJ,: DDIfO 0fD,t,. 'l'IDRO DCI:DDID 11 ANOTAClONDSOBU BOIWUOS y ASlGNAaONES DUCIUPaON DI: lA OPI'IIACION
lE roa ~ NBCSN. 8IOt DIDO- 'l'IDRO roa lIINVrO .:. :iaIi:.:: 810 DCIM- NJaL&
UNIDAD (POR .:.:eu-:.:. ~ 8IOt (lID) (lila.) B_ Illa .... ~
1 Iu.,t.. fn31 Q.aM :·:·]811·:·: UG.40 S 2,100 336060 S 37 36 11.4'" Tea. IDII cfto (5) opII'a'toI ~ la pnacm 1ft la l1ICCI&I.
........ ll....-...la un (HIlO 1t·:·:·1 .. :·:- 1.'l'M.. 4 2,160 36S.40 lS S 24 1"- Tea. IDII cfto (5) opII'a'toI ~ la pnacm 1ft la l1ICCI&I.
I(~· ....... .........
JI ....... 3.351 ó.2991r·:·1811·:·: _00 B 2 1 1,080 477.00 El apwrI"Io Irdqa ~ 1ft la l1ICCI&I.
4 IIl!MrM.!n J"" 3.&9 om ::J~:::·l ~r 2-1 1,080 319.80 El apwrI"Io Irdqa ~ 1ft la l1ICCI&I.
......... '1 ....... .73 G.2IS8 :·:·1811·:·: ·611.40-"- r-I--t,08Or- 408..601 - 1 - 1 - 1 11 El apwrI"Io Irdqa ~ 1ft la l1ICCI&I.
, ITujeIoaM 0.92 1.087 1 24 1 ... 11 El apwrI"Io Irdqa ~ 1ft la l1ICCI&I.
'l'OTAu:Sc 41 I %7.1.
UNIDIU)II$ACIUAlJIS rRODUaIMS 13. UNIDIU)II$ PJWIIUBSTM BALANCB 110 AUYIINTODBl'ROOOOClON 3Q.4_ .. AUIIIBMl'O 'J1IIIOIO JIX.!CI!DI!MTB 1Ul"
147
148
8.6.2.6 Balance de Línea para 180 medidores sin rotación de personal y sin recurrir a tiempo extra
La Tabla 17, muestra en las condiciones actuales, cuántos
operarios se requerirían para cumplir con una reparación
de 180 medidores, sin permitir la rotación de los mismos.
Como puede verse, habría que tener dos (2) operarios más,
elevándose además el tiempo excedente en un 14,41% Y
llegándose a un tiempo ocioso en planta del 27,10%.
Como puede co1egirse, desde todo punto de vista es
inconveniente y antieconómico, este sistema de trabajo.
8.6.2.7 Balance de Línea para capacidad instalada
Como hemos podido observar en los apartes anteriores de
balanceo de línea, todos ellos muestran, a las claras, que
no se está utilizando la capacidad instalada de Mano de
obra existente.
En el presente aparte, compendiado en la Tabla 18, se
calcula cuántos medidores, están en capacidad de reparar
los catorce (14) operarios que intervienen directamente en
el proceso.
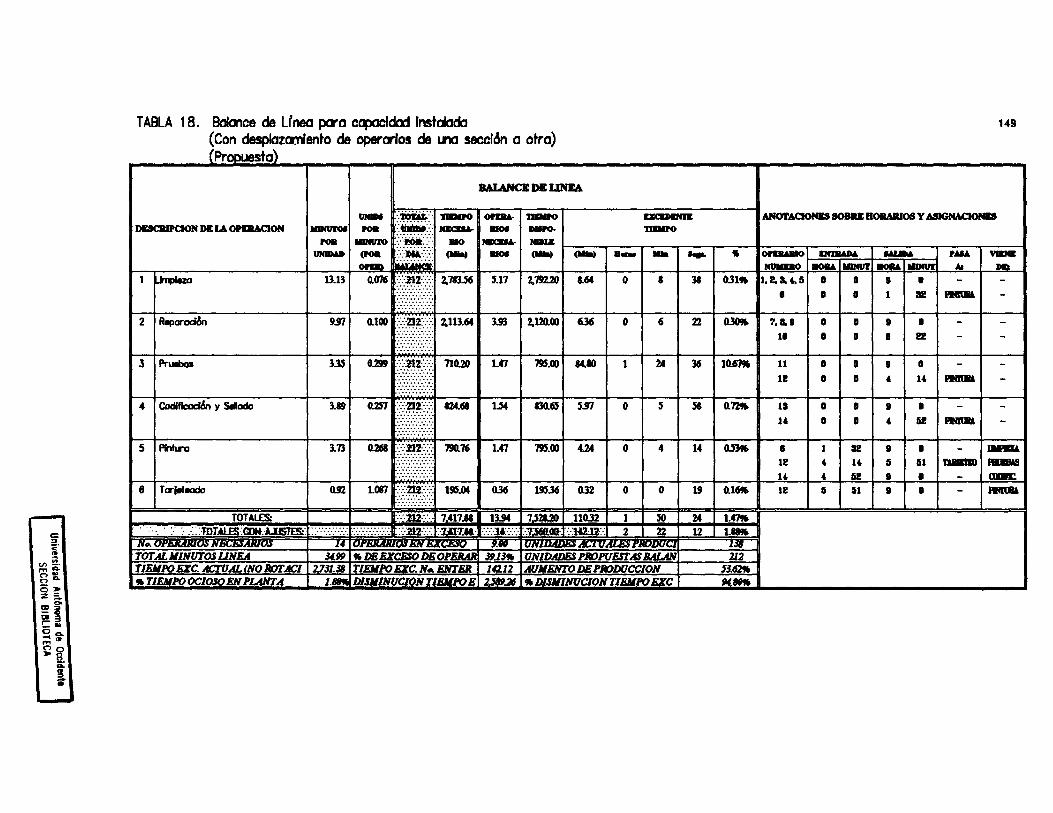
~ < ..
<Il !2. ,.,c. g,~
~s. .,. CII~ - .. CD3 ~ .. Ca. ....... ~a ....
i
TABLA 18. Balance de Lfnea pa-a c~dad Instciada (Con desplaza.nlento de operarlos de ln:I sección a otra)
lProouesta)
BALANCE DE LINI'.A
DUCIUPaON DI: lA OPalAClON
149
~I = I:~=:;: ==1= ~ fOIl lIIN1Il"O :::.:~~::::.: 810 ,.... NDI& UNIDAD (fOIl '::)~~::::::: (IIi8,I lIIOI (IIi8,I 1-1 -(IIi8,I--.----.----.----.--~--iI-----,----...,.-------,r---,---t ~ o:.t._.
1~ 13.13 1 0..a76 D:-:·:·:H2·:·:·:·J 2.183.$6 I S.17 I 2.792.20 1 &.64
2 1 R.panx:i&. 95/ 0..100 :·:':·%12:':·:': 2.113.64 3.93 2.12Q.00 6.36 o 6 22 Cl.3C* '1'.1.11 o o 11 o lO O O 11 I!I!
3 I PruIbos 1lS Q.299 ":-:':H2':':-:' nCl.2O U7 m.oo 84..80 1 24 36 100m. 11 O O 11 O
12 O O • 1. FIIIOIA
4 J CodifIcocIcSn y s.lado 3.&91 Cl2S711-:·:·:·m:·:·:·:J 824.68 U4 &30.~ J S.!11 o s S8 1 o.n. 11 O D 11 O -.. D D • 62 FIIIOIA
5 1 Pfnbro 173 1 Q.268 D:·:·:·:H2·:·:·:·J 790..76 U7 m.oo 1 4.24 o 4 14 J ~ • 1 12 11 D - lMWIl 12 , .. 5 lil ~ RDIMS .. , 62 • D - aDII!
6 1 T ar;.t.ado Q.92 1 1.08711-:':':'%12:·:,:·:1 19S.G4 I Q.36 19B61 032 o o ¡g 0.1_ 12 Ii 51 11 D - HMlUtl
TOTALES: 0::':::112::·::.1 7.4i7"~ 11.9' 1 7)2&.20 1 11032 1 1 1 so 24 1."'" f ....... ···mr··t.lrr· .......... I!Tr1"'·r········r··~··· ..... ·~~~··lr··r_l ....... ".··~2 I 22 N~·opÉRÁÍüÓsibCáiÑOs~I~ .... '::-¡/¡/PYC¡J¡¡;/dár¿3¿<lE-==i!L: 12 1 .....
1311 TOT AL MINUTOS UNE.f 34.99 l. MUCESO DEOPE.R.fR1 JI.U."' UNIDADE3 PROPUESTASBALAN 212 TIEMPO EXC. ACTUAL (NO ROTACl L1..7S.L.JJ 'TIEMpO Uc. N ... ENTER , 1412 'AUMENTO DE PRODUCClON Sl~ ,. TIEMPO OCIOSO EN PLANTA l."'¡ I)lSltlINUCJQN TIEllPO El VoS9~ l. DlSltlINUClON TIEMPO UC JIt-..
150
Los resultados no pueden ser más dicientes: se está en
capacidad de reparar doscientos doce (212) medidores
diarios, pero mediante la política de rotación de
personal.
En estas circunstancias, cada sección produciría la
cantidad mencionada, evitándose la acumulación diaria de
medidores y las colas generadas, lo que permi tiría un
flujo continuo que haría innecesario un estudio de colas,
como inicialmente se presupuestaba en el anteproyecto
presen tado.
En las condiciones enunciadas, se lograría un incremento
de la producción del 53,62% con respecto a los 138
medidores actuales, con una disminución del excedente de
tiempo del 94,80%, cifras que no requieren de mayor
análisis para mostrar sus bondades, tanto económicas como
operativas. Esto sin contar con que en la planta sólo
habría un tiempo ocioso del 1,88%.
Esta utilización de los medios de producción, aplicaría
índices mucho mejores al desempeño del Taller de
Reparación de Medidores, a la par de un mejor servicio
externo y una mejor atención a la red domiciliaria, con un
mayor cubrimiento.

-lt'I -
I ~ 1 ~ 1 ~ .-.- I ti 1
.- .-I I ti 1 .. 1 I I I I
.- .-.- t ti
t I '1 t I t ! ! I ~ t ~ 1 J t I 7 '1 J J
I I I .. ! ! ! 11
I § ~ I S I I = " " • I~~ ~ 1" :l •
h f ~ ~ ~ ~ s:! o s:!
• ~ ~ o- ... ~ !I:# ~ ...
J 1"- o \O .... .... ... IQ 11 I
I I ~ I ; I I ~ I I I I till ! ~ l. l. l. ! ! ; ,11 ~
~ - - ... "
11
flll '~ ~ 5 I \O .... ~ ~ ~ ... t:; ! ;: = Ital ! ! ~ ¡ ¡ ; ~ I li ... ! :l ~
............ ] w~ :::: w~ w: ....
~ : ~ ! 11 ~ I:I~ 'li mi ¡i,¡:
I /ii;: /ii;: 1:3: /ii;: 1:3 . ...... .;.: :-:. ;::: :::: :::: :::: ::: . ::
I!ill~ § ! ~ ! § I I o I~:I
II 1 .., :¡ r:! 81 ~ ~ ~ 1: :{I~ ... ::i ,.¡ ,.¡
I~ -. 'Q "'-.. ¡ '"
j I ~ I
a
I!! .~ J S :5
I Lo ~
,..
~
I J I I I I I~; ¡ J Ih! - C'f .., ... on ... i
152
8.6.2.8 Balance de línea para 212 medidores sin rotación de personal y sin horas extras
En la Tabla 19, se llevan a cabo los cálculos para reparar
212 medidores, con las políticas de trabajo actuales
(operarios estáticos en cada sección), pero sin recurrir
a pagar tiempo extra por parte de la Empresa.
Como puede verse, la primera consecuencia que salta a la
vista, es que la planta de personal directo, tendría que
incrementarse a 17 operarios, 10 que equivaldría a tener
3 personas más que sería un aumento del 21,43%. Este sólo
hecho, pondría la reparación de medidores en una posición
de incremento de costos, que bien puede obviarse como ya
quedó demostrado.
8.6.2.9 La planta de operarios real del Taller de Reparación de Medidores
Aunque realmente, apenas 14 operarios actualmente, son
mano de obra directa del proceso, se tiene que
nominalmente este número es de veinte.
Si todos los veinte operarios laboraran, la si tuación
cambiaría radicalmente en el Taller y como podrá verse en
la Tabla 21, donde se calcula la cantidad de medidores en
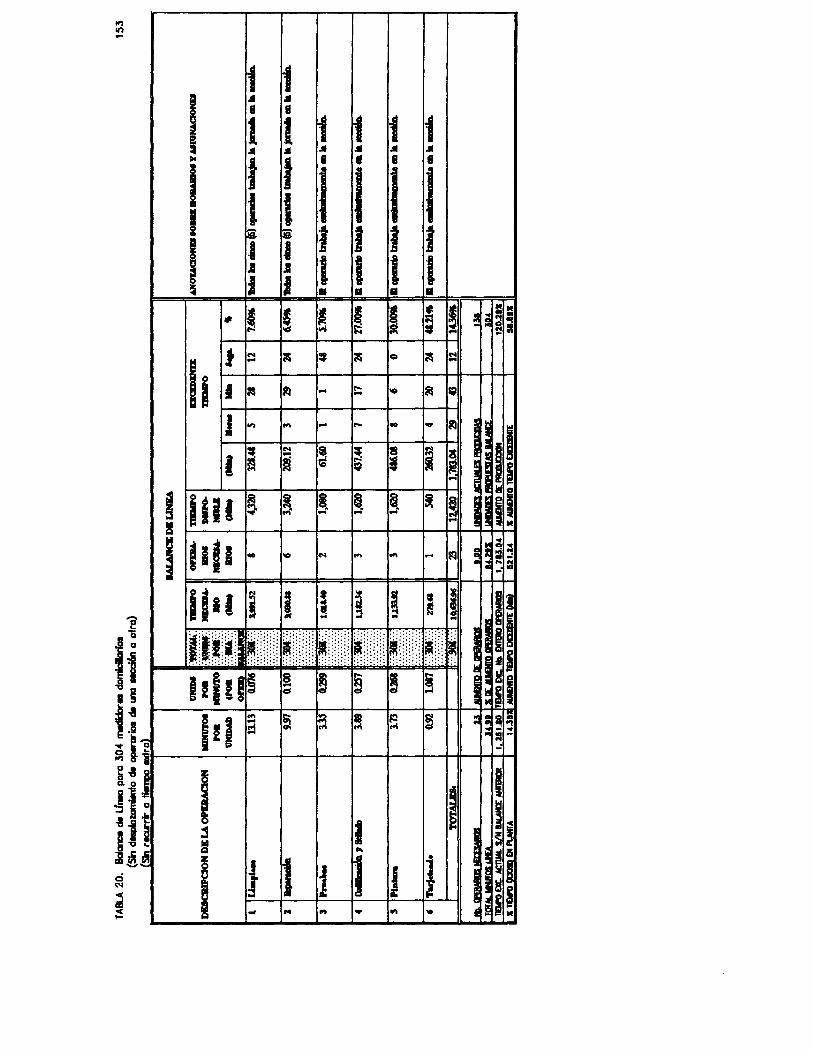
.., lfI -
~ l!I
I
-a ~ ¡
J a
1 ~
~
I ~
I I
I .-
1
h I J I
jlil ,ail lill Itll"!1 ',':'.':'; :.:-
I! 1II I!I
I :s [!I
I
~ ~ .11
11 11
~ 1 1 .11 .11 .11
f f 11
I ! ! J • • J J 1 J J .. ~ ! • .,.¡
N C\!i ~ ... ~ ~ ...
'" ... ...
; N ~ ... • ~
! ! l. ...
.. 'O N
; ¡ ! .. ..
~ ffl • :::
~ 8 ! ... o
... ~ ~ ...
d
f ~ i ... ... ...
~ 1 1 .11 .11 11 11 11
I I I J J J 1 " 1 .. .. .. I I 5 ! ! " " 1; ; • "! s:i ... ~
C\!i O C\!i N ... 1"- 'el ~ S; ... 1"- .. .. ~ I :~ I ~ !I ; 3 I ...: • - ~ S;
~ ... ~ ~ ~ I~ I li i ... ...
1""" " ... "" ... ~ : ,~ ª ~ : ~ ; ; ,i I 1; .. ..
• ~ ffl: ~ ! ¡II ::: 1I ~ ~ ~ ! § ! i I~ ~
! ~ § ::; 1= ~ r~ ~: i •
-
I I I~j I
I ~
~;i 1 J 1 f I~I
... .... .. i ~~"
154
capacidad de reparar, ésta ascendería a 304, dentro del
contexto propuesto, de rotación de personal. Pero como es
importante ver las diferencias con la política actual
estática se hacen los cálculos para esa misma cantidad de
medidores deduciendo que cantidad de operarios se
requieren.
8.6.2.10 Balance de línea para reparar 304 medidores bajo las condiciones actuales
Para reparar 304 medidores diarios, actualmente se
requerirían 23 operarios, como puede observarse en la
Tabla 20, sin recurrir al pago de horas extras y sin
rotación de personal de una sección a otra. Este proceso
incrementaría el excedente de tiempo en un 58,69%,
peroproduciría un aumento de la producción del 120,29%.
(Ver Tabla 20).
Estos resultados obligarían a la contratación de 3
operarios más sobre los que nominalmente aparecen hoy y de
aquellos otros que hoy no intervienen a entrar en el ciclo
productivo o a su reemplazo.
Las diferencias con respecto al esquema propuesto son
claras como puede verse en la Tabla 21.

TABlA 21. Balalll» de L/,.. para 304 I'IIIdlden. domcllarlol (Cm dIIpIozarHnta de opercrlos de &nl SllCCf6n a otro) ~oa..ta}
UJIIIIWIKüi:'~:': 'I'IKMPO roa . . . . .. .... NBCII:I.\-
POR JIIIIRm) :-:-:·IiOii:·:-:· IDO UMJDAI) I (fOIl ::::::~::::::: (MIa)
DI:SCIlIPaON DE.IA OPEllACJON
onauI
1
~ 13.13 D.o7. ::::)~:-:':'l 3, •• 1.5
...........
21~ 1.17 D.1DO :':':'3OA-:-:':' 3, D3O .•
J I f'IouIbal J.JII U •• ::::)~(:::::: 1. D1U
4 I CoctIIcacIdn ., SeIadD
I UII UII71'f¡~6~?;~ 1 •• 12.1
-1 IMra 3.71 I U.I t)~~{J 1.IU.I
...........
.IT~ D.n 1 • .017 1::::::iOi::::::] 27 •. 7
BALANCE" I..IN&\
OPJI'&t.. TIDIPO IDOS DISJIO. ECUA- NIBLE IUOS (MIa) L ...
7.41 'DU .• D
5.11 3, o¿o.D I •.• 2 D
2.11 1. l¿o.D I 121.ID z
2.21 1.1.1.1 I 1.51 D
2.11 1 •• ¿o.D I • .01 D
D.62 2ID .• I DAI D
TOTALES: E::iM··:-::l.D.I'7.D nI.... lID. 715.2 I II1I.2D I J
-TCir'AiB cxit A.iisiDi :.:: r:·::-: ::.:.'-:.: l-::':-:-:': :·:·:·:·I·:·:·:iOi:·:-:·:~-:1Ó;-:iii.o-:.:·:·:·:20:·:-:·:l:.¡o;:_jt:l:-iu.:o-;:·:-/ 3
ltI. CI'ERAIIIIS tmSARICIS 2D I II'EIUIIQS EN ElIDO J.DO I IMWD ACl\JII.D PRIII.I:D&S
TOTAL MItIfOS LID JUI I s lE ElIDO lE CI'EIURIIS U.O¿S IIMWD PIIO'ImAS IIALAIIJ:
Infa ElCI:. AC11Ml 011 1m AIDfi 1. 7IJ.D linfa DC. ItLDIIllID II'EJWIQS 'IU 1 oUIItRllEJ'RallDll
.IlDI'It!Q'«l QlI'UIIfA • .lI.lIl1M11D1 mRl Dr!ID1t CIiIM 1. IZO I s IIMII:III TBI'O DI:SIlIlE
DCDDITE TIDoIPO
... 1 ....
12 23
• 7
2 41
Z
1 J4
3 1
11 27
JI 24
Ü 12
1SS
ANO'rACIOND SOBRE BOIlAlUOS y ASIGNAaONU
~
D.J1S
D.3OS
lD.l7S
0.72S
O.US
O.IIS
U7S
1.I.S
~
~ -RJIIlL
ID.IIS
Una buena distribución en planta, es uno de los factores
esenciales de la gestión económica de una empresa. U
La distribución en planta implica la ordenación física de
los elementos industriales; esta ordenación ya practicada
o en proyecto incluye tanto los espacios necesarios para el
movimiento del material, almacenamiento, trabajadores
indirectos y todas las otras actividades o servicios, como
el equipo de trabajo y el personal de taller.
La misión es hallar un ordenamiento de las áreas de trabajo
y del equipo, que sea la más económica para el trabajo, al
mismo tiempo la más segura y satisfactoria para los
empleados.
Las ventajas de una buena distribución en planta se
traducen en reducción del coste de fabricación, como
resultado de los siguientes puntos:
22 MICHEL, Pierre. Colección Manuales prácticos de gestión econÓlDica de empresas. Ediciones DEUSTO. España. P .17
157
~ Reducción del riesgo para la salud y aumento de la
seguridad de los trabajadores.
~ Elevación de la moral y la satisfacción del obrero.
~ Incremento de la producción.
~ Disminución de los retrasos en los productos.
~ Ahorro del área ocupada.
~ Reducción del manejo de materiales.
~ Mayor utilización de las máquinas, de la mano de obra
y/o de los servicios.
~ Reducción del material en proceso.
~ Acortamiento del tiempo de fabricación.
~ Reducción del trabajo administrativo y del trabajo
9.1
indirecto en general.
Logro de supervisión más fácil y mejor.
Disminución de la congestión y confusión.
Disminución del riesgo para el material o su calidad. 2]
ANALISIS DE LA DISTRIBUCION ACTUAL DEL TALLER DE MEDIDORES
El Taller de reparación de Medidores, puede clasificarse
entre el tipo de industrias monolineales, ya que el ciclo
total de reparación se hace a lo largo de un circui to
único, siempre el mismo, que sucesivamente es recorrido por
todos los modelos de medidores.
23 Ibid, p. 11 a 22

158
La distribución en planta que actualmente presenta el
taller de medidores obedece a una distribución híbrida de
línea funcional. Se describe así porque los puestos de
trabajo están localizados uno junto a otros, por grupos
diferentes que siguen el orden en que se efectúan las
operaciones.
Al ingresar al taller, puede observarse fácilmente las
secciones en que se encuentran ordenados los puestos de
trabajo: Sección Limpieza, Sección de Reparación, Sección
de Prueba y Calibración, Sección de Codificación y Sellado,
Sección de Pintura, Sección de Tarjeteo y por úl timo
Sección de Recepción y Despacho.
Cada sección equipada con los implementos, máquinas,
materiales y hombres dedicados para la producción. Una
sección alimenta de materia prima (medidores) a la
siguiente conformando un circuito único de reparación que
mueve la fuerza laboral del taller.
Esta distribución en línea funcional se estableció en el
Taller por presentarse las siguientes condiciones:
• La demanda de medidores es razonablemente estable.
• Siempre hay medidores para reparar.
• Hay regularidad de funcionamiento.

159
• Permite el establecimiento de la carga laboral
equi ta ti va .
• Labores homogéneas en cada sección de trabajo.
Como vemos, se obtienen las ventajas de las distribuciones
en línea, por tener labores homogéneas en las secciones y
la distribución funcional por encontrarse sectorizados los
puestos de trabajo; indicándose fácilmente el estado de una
pieza y los pasos que debe seguir hasta obtenerse el
producto terminado.
9.2 FACTORES4
La distribución en planta requiere el conocimiento ordenado
de los diversos elementos o particularidades implicadas en
una distribución y de las diversas consideraciones que
pueden afectar la ordenación de aquellas; los factores que
tienen influencia sobre cualquier distribución se dividen
en ocho (8) grupos:
• Factor Material, incluyendo diseño, variedad, cantidad,
operaciones necesarias y su secuencia.
• Factor Maquinaria, abarcando equipo de producción y
herramientas, y su adecuada utilización.
24 Ibid, p. 44045 Ulli.el~"j.t4 ,tllttJ'om~ Ó~ Oc(ident,
SlCCIVN BIBLlonCA
160
• Factor Hombre, involucrando la supervisión y los
servicios auxiliares, al mismo tiempo que la mano de obra
directa.
• Factor Movimiento, globa1izando transporte inter o intra
departamental, así como manejo en las diversas operaciones,
almacenamientos e inspecciones.
• Factor Espera, incluye los almacenamientos temporales y
permanentes, así como las esperas.
• Factor Servicio, cubriendo el mantenimiento, inspección,
control de desperdicios, programación y lanzamiento.
• Factor Edificio, comprendiendo los elementos y
particularidades interiores y exteriores del mismo, así
como la distribución y equipo de las instalaciones.
• Factor Cambio, teniendo en cuenta la versatilidad,
flexibilidad y expansión.
En este estudio en particular, de la distribución en planta
del taller de medidores, los factores se analizan de la
siguiente manera:
161
9.2.1 Factor Material
9.2.1.1 Materia Prima. La materia prima básica en el
taller es el medidor recogido de terreno por parte de las
cuadrillas de mantenimiento que siguen un programa de
recolección, cambio e inspección a todos los medidores
instalados en el perímetro urbano de la ciudad de Ga1i. En
el taller convergen todos los tipos de medidores existentes
(de f/J=1" hasta f/J=6") que demanden las diferentes etapas de
reparación.
Gomo se indicó anteriormente, es un ciclo único de
reparación, por el cual pasan todos los tipos de medidores
de agua.
9.2.1.2 Repuestos y otros materiales.
importante son los repuestos necesarios
adelantar el proceso de reparación:
Igualmente
para poder
Para los medidores domiciliarios Kent f/J=1" se identifican
20 piezas (Ver Anexo 4 folleto medidor Kent f/JJ" de
Aquaforjas S.A. ); para los medidores industriales
actualmente no se compran repuestos y éstos deben tomarse
de los medidores viejos dados de baja, cuando el medidor no
puede repararse entonces se desarma y sus piezas pasan a
formar parte del stock de repuestos.

162
Otros materiales involucrados en el proceso son: El agua,
elemento importante e insustituible en las operaciones de
limpieza y pruebas de calibración; gasolina, grasa,
desengrasante, jabón y aceite como materiales de uso diario
pero de muy bajo consumo. Su manejo demanda muy poco
espacio de transporte como de almacenamiento.
9.2.1.3 Secuencia de operaciones. La secuencia y orden en
que se efectúan las operaciones fue la base del montaje
actual: (Ver Anexo 6. Diseño Existente)
Sección de Limpieza: Proceso inicial donde se realiza el
lavado del medidor, pieza por pieza para luego pasar al
proceso de reparación.
Sección de Reparación: Aquí se realiza la reparación
propiamente dicha; se evalúan las partes, se reparan, se
reemplazan y/o se desechan, se arma el medidor y se deja
listo para las pruebas de precisión.
Sección de Pruebas: donde se determina el buen
funcionamiento del medidor al ser sometido a diferentes
pruebas de flujo, que debe registrar correctamente.
Sección de Sellado y Pintura: donde se codifica el medidor
y se le mejora la presentación estética con pintura de
aceite, labores netamente manuales.
163
Sección de Tarjeteo: o archivo y almacenamiento del
medidor.
Sección de Despacho: donde se da la salida legal del
medidor y también se reciben los traídos de terreno.
9.2.2 Factor Maquinaria. Todos los implementos necesarios
para el proceso de producción, así como las herramientas,
dispositivos y equipos (relacionados en detalle en el
Capítulo 6) se si tuaron de acuerdo a la secuencia del
proceso de reparación y prueba que rige para cualquier tipo
de medidor. No habría objección alguna de utilizarse la
última grata sin presentar el problema de los polvos
volátiles que desmejoran la presentación de los medidores
recién pintados, razón por la cual el operario vuelve a la
grata No.1, ocasionando congestión en el desplazamiento y
demoras debido a la cola que hacen los operarios lavadores.
Ver diagrama de recorrido actual. (Ver Anexo 6)
9.2.3 Factor Hombre. Las consideraciones sobre el factor
hombre son:
9.2.3.1 Condiciones de trabajo y seguridad: Estudiadas a
fondo en el Capítulo 7 referente a Seguridad e Higiene
Industrial, donde se hacen las proposiciones para mejorar
las condiciones actuales de trabajo.
164
9.2.3.2 Necesidades de Mano de Obra. El estudio de métodos
y tiempos ratifica que con el número de trabajadores que
cuenta actualmente, el taller puede desempeñar un buen
servicio de provisión de medidores para la ciudad de Cali,
si el trabajo se realiza bajo las normas señaladas, en una
jornada laboral de nueve (9) horas diarias en cinco (5)
días por semana.
9.2.3.3 Utilización del Hombre. Para el ingreso del
trabajador al Taller de EMCALI, se debe pasar por una
prueba que revele el conocimiento general básico del cargo
que pretende desempeñar. Luego de ser admitido, se
profundiza en los conocimientos, por un tiempo de
entrenamiento que dura aproximadamente 45 días, lo que hace
del operario un hombre especializado en su labor.
Generalmente se ingresa para el cargo de lavador de
medidores y desde aquí se participa en las promociones de
ascenso y cambio de puestos. Esto permite que cada operario
vaya acrecentando sus conocimientos en todas las labores
que se desarrollan en el Taller, pero dedicado en el
momento de su trabajo a una sola labor, con el cual se
puede contar en cualquier momento para hacer un reemplazo
interno, evitando los cuellos de botella. Esta colaboración
se presta entre los operarios que desempeñan los cargos de
lavadores, selladores, pintores, tarje tea dores y
despachadores. Además se conocen a la perfección la
ubicación de los elementos que deben utilizar, pues tienen
165
una muy buena distribución de sus puestos de trabajo, de
sus labores y de los transportes necesarios.
9.2.4 Factor Movimiento. Con base en el estudio de métodos
y tiempos, se logró determinar una mejora en el recorrido
o flujo de los materiales. (Ver Planos páginas siguientes)
En el diagrama de recorrido actual, se puede ver claramente
los movimientos iniciales y luego con la mejora propuesta
se logra un recorrido no interrumpido que evita los
encuentros y las esperas retrasan tes debido a la no
utilización de la segunda grata. Ver diagrama de recorrido
propuesto. Por 10 demás, el movimiento siempre ha sido
coordinado de acuerdo al proceso de producción que se
origina en el Taller.
9.2.5 Factor Espera. Los medidores recogidos de terreno,
luego de su recibimiento legal, se llevan a la bodega
principal que está ubicada aproximadamente a 25 metros del
taller. Es necesario dejar esta bodega alejada por la
cantidad de polvo, tierra y toda clase de suciedades que
traen prendidos del cuerpo los medidores recogidos en
terreno.
De los almacenamientos interiores o que se hacen dentro del
edificio del taller, el más importante es el de los
medidores listos o producto terminado y se haya ubicado en
166
la parte terminal de la edificación, conjugando su
ubicación con la terminación del proceso. Debido al
programa establecido de cambio de medidores para la ciudad
de Cali, el poco tiempo que permanecen los medidores en
este almacenamiento, permiten que las instalaciones, así
como la dotación mobiliaria existente, sea suficiente para
tal fin. En el evento de presentarse una alta existencia de
medidores terminados, se improvisan unas tinas como
a1macenadores temporales.
Existe también un pequeño estante donde se almacenan los
repuestos, en lugar seguro y libre de humedad.
En cada puesto de trabajo se hacen almacenamientos
transi torios de los medidores que terminan cada etapa y
proveerán la siguiente de material. Son importantes por
tratarse del material que da continuidad laboral en el
Taller, pero no por volumen o riesgo.
En general puede afirmarse que los mobiliarios son
adecuados para la cantidad de piezas a almacenar y están
excelentemente ubicados, permitiendo una circulación clara
de los materiales en la planta.
9.2.6 Factor Servicio. Se refiere a las actividades,
elementos y personal que sirven y auxilian a la producción.

167
Los servicios mantienen y conservan en actividad a los
trabajadores, materiales y maquinaria.
9.2.6.1 Servicios relativos al personal:
El Taller cuenta con tres (3) puntos de acceso:
La primera que se encuentra es la puerta de
Recepción y Despacho, donde se da vía de
circulación a los medidores salientes,
especialmente utilizada para las labores del
puesto de trabajo, pero también permite el
ingreso o salida de personas cuando sea
necesario.
La segunda puerta es la que da entrada directa a
la oficina de administración del Taller. Esta
oficina a su vez tiene conexión directa con el
Taller. Es la vía más utilizada por el Jefe del
Taller y las personas que laboran en la oficina.
La tercera puerta, de dos naves, amplia, se
localiza al final del taller. Por aquí ingresan
los trabajadores con los carri tos provistos de
medidores que traen desde la bodega y es aquí
donde realmente se inicia el proceso de
reparación de medidores.
168
Lo anterior concluye que el Taller tiene vías de acceso y
salida suficientes para la ejecución diaria de los trabajos
y especialmente en casos de emergencia.
.... El Taller está dotado de las instalaciones de uso
personal en dos sectores. Un cuarto con dos (2)
sani tarios, dos (2) lavamanos y dos (2) orinales,
localizado dentro del taller de reparación; y dos
pequeños cuartos unipersonales ubicados en la oficina
de la administración.
También se ha colocado un teléfono para la
en trada de llamadas, den tro del taller, en el
cual los operarios pueden recibir informaciones
del exterior en las horas del mediodía. Fuera del
Taller, pero aún dentro de todo 10 que conforma
el departamento de suscriptores Acueducto de la
Calle 13, existen dos (2) teléfonos públicos, que
permi ten la comunicación inmediata en caso de
requerirse.
Lógicamente, la oficina cuenta con teléfonos y
radioteléfonos para el uso pertinente como
implemento de trabajo.
Todo 10 concerniente a la seguridad, higiene y otros se
trató en el capítulo 7.
169
9.2.6.2 Servicios relativos al material. Definitivamente
hace falta un control sobre los repuestos nuevos para los
medidores, con el fin de evitar los estancamientos de
medidores en el puesto de reparación.
Debe tratarse de un muestreo aleatorio de los lotes de
partes que permi tan por medio de esta verificación, la
aceptación o rechazo, antes de darle entrada a los
inventarios numéricos (Libros) y físicos (Estantes) del
Taller.
Referente al servicio de reemplazo y mantenimiento en los
domicilios, ésto se ejecuta siguiendo un programa
previamente estudiado y establecido, dejando campo también
para las nuevas instalaciones y las emergencias. Por lo
tanto, el Taller trabaja con datos reales de necesidades de
producción.
Lo que es muy importante, respecto al material, es la
necesidad de evacuación de la "montaña" de medidores
recogidos existente en la bodega, pero ésto es motivo de un
estudio aparte, que merece especial tratamiento, debiendo
considerarse, sinembargo, la contratación externa.
9.2.6.3 Servicios relativos a la maquinaria. Las
instalaciones hidraúlicas y mecánicas, como otros
Un •• trSlíl;,; l. .. tOMma de Ccci.ente SlWON 81 ¡LlOnCA
170
implementos a motor, son sometidos a mantenimiento cuando
el jefe de Taller 10 considera necesario.
9.2.7 Factor Edificio. El Taller de medidores, forma parte
del predio constitutivo del Departamento de Suscriptores,
donde se origina toda la información referente a Acueducto
y Alcantarillado, ubicado en dependencias del Insti tuto
Técnico Industrial Antonio José Camacho y fué tomado en
alquiler por EMCALI.
El Taller es una parte del edificio total. En la sección
del Taller, el edificio es de un solo piso, pero en la
sección de otras dependencias es de dos pisos.
La construcción del Taller se hizo en la parte posterior,
diferenciada en dos secciones comunicadas: El taller
propiamente dicho y la Oficina de Administración del mismo.
De forma rectangular, es amplio y apto para las labores que
en él se adelantan. Impecablemente aseado, esta es una
característica sobresaliente que se capta fácilmente;
suelos bien pulidos no resbalosos; paredes fuertes y al tas,
con techos en V invertida; provisto de todas las
instalaciones hidraúlicas sanitarias y eléctricas
necesarias en cualquier sitio de trabajo.
171
9.2.8 Factor Cambio. Referente a todas las variaciones que
puedan presentarse respecto al producto, a los métodos, a
las necesidades de producción, al personal y al edificio.
El Taller, por ser una empresa re1ativamenete pequeña, con
pocos trabajadores, e instalaciones mecánico-hidraúlicas de
tamaño menor, puede ajustarse a las variaciones que
pudiesen presentarse en el futuro; tal como se ha venido
adecuando desde su inicio hasta el día de hoy.
En el Taller se presenta una amplia gama de medidores, que
siguen el mismo ciclo, por 10 tanto se concluye, que
cambios en el medidor no afectarán la planta instalada. Si
se comprasen, por ejemplo, otras máquina de pruebas, se
instalaría donde se encuentra la existente, o cualquier
otro aparato que ayude al incremento de la producción, se
puede ubicar en el sitio del que se reemplace. En el Taller
no es beneficioso el aumento de maquinaria, sino el
reemplazo o reajuste, de modo que la inversión se vea
reflejada en la agilidad y cantidad productiva.
La edificación actual es amplia, por 10
hacerse los reajustes o acoplamientos a
tan to, pueden
estaciones más
grandes que cubran las necesidades de producción,
afectar otros puestos de trabajo.
sin
172
Sinembargo, si fuese necesaria la ampliación del local de
Taller, no habría problema, pues al extender sus dominios,
se haría hacia la parte anterior del edificio total donde
existe una especie de bodega que no es utilizada en toda su
extensión, y que pasaría a mejorar el Taller de Reparación,
eje del servicio a la ciudadanía y gestor de este servicio
tan importante en cualquier ciudad. (Consul tar Anexo 6.
Diseño Propuesto)
Un estudio económico desde el punto de vista de ingeniería
nos permite organizar, transformar, movilizar y contratar
éticamente los recursos humanos, materiales y naturales en
beneficio del hombre. Se busca el desarrollo de ideas que
permitan reducir los tiempos de los procesos existentes,
minimizar los costos y maximizar la rentabilidad de los
procesos futuros.
Realizando una valoración entre las al ternativas existentes
y/o aplicables a los sistemas actuales de trabajo, podemos
encontrar la alternativa económica más favorable a los
procesos, lo cual permi tirá tomar decisiones con bases
cuantitativas que guíen el curso de acción para el mejor
uso de los recursos limitados con que se cuenten.
Para el desarrollo del presente estudio económico, se
tuvieron en cuenta los elementos constitutivos del costo
como son la mano de obra directa (M.O.D), costos de
materiales directos e indirectos, costos generales de
administración y su incidencia directa sobre la bondad
económica del taller.
174
10.1 ASIGNAGION DE GOSTOS
Dentro del funcionamiento global del taller se pueden
diferenciar dos tópicos concernientes a los costos: la
función productiva-operativa y la función administrativa.
Para la función productiva se identificarán los elementos
del cos to en sus tres conceptos: Mano de Obra Directa
(M.O.D), Materiales Directos y Gostos Indirectos de
Fabricación (G.I.F.); para la función administrativa se
tendrá identificado únicamente un elemento del costo,
costos generales, ya que todos las actividades realizadas
son de apoyo a la etapa operativa.
10.1.1 Mano de obra directa - M.O.D. Pertenecen a esta
cuenta todo 10 correspondiente con salarios, prestaciones
sociales legales y extra1ega1es e impuestos sobre la nómina
de los trabajadores que efectúen actividades o tareas
directamente sobre los medidores y su ciclo total de
mantenimiento - reparación.
Para el elemento del costo de M.O.D se tiene asignado un
recurso de personal opera ti vo capaci tado para la labor
específica requerida con los siguientes cargos y
cantidades.
Ayudantes de taller 10
Reparador - probador 10
175
Le corresponde a los ayudantes de taller la tarea de
lavado, limpieza y desarme de los medidores, y son ellos
quienes hacen una primitiva inspección sobre las distintas
partes de un medidor para determinar cuales sirven y cuales
deben eliminarse.
Dentro de sus funciones también están las de borrado de
serie, pintura, remarcado, puesta del sello de seguridad y
tarjeteado, que es la última operación que se realiza sobre
los medidores antes de ser entregados para su posterior
instalación.
También forma parte de las funciones del ayudante del
taller la recepción diaria de los medidores retirados y que
son llevados al taller para su posterior reparación.
Al reparador-probador le corresponde recibir el medidor
lavado y desarmado y es quien realiza una segunda
inspección y determina que piezas pueden ser reparadas.
Repara y cambia piezas malas por nuevas, ensambla, arma el
medidor y posteriormente 10 pasa a los bancos de prueba
donde son chequeados e inspeccionados en sus registros, de
tal forma que sus lecturas correspondan con ratas de flujo
determinados para la prueba. Los que pasen

176
satisfactoriamente la prueba son entregados a los ayudantes
de taller para su remarcación, pintura, sello de seguridad
y tarjeteo, los que no pasen la prueba, son devueltos a los
sitios de reparación para su correspondiente ajuste.
Cabe destacar que de las diez (10) personas asignadas en el
cargo reparador-probador, sólo laboran nueve (9), pues una
de ellas goza de permiso sindical.
Además, como se ha dicho anteriormente, la real Mano de
Obra que interviene en las labores de reparación, sólo
asciende a 14 personas; número con el cual están calculados
los costos actuales de EMCALI.
10.1.2
todos
Materiales. En
los materiales
esta cuenta han sido incluidos
que puedan identificarse y
cuantificarse directamente en las actividades de
mantenimiento y reparación de los medidores, así como
partes y piezas directamente relacionadas con los
medidores, por pequeña que sean pero necesarias para
garantizar la prestación del servicio.
Durante el proceso mantenimiento - reparación se utilizan
recursos que corresponden a ma teria1es directos y
materiales indirectos.
177
El jefe de grupo deberá elaborar un resumen mensual de
consumo de materiales para determinar el valor/mes en
repuestos y materiales.
10.1.2.1 Materiales directos. Corresponde a materiales
directos, los repuestos y materiales que intervienen
directamente en el mantenimiento - reparación, a saber:
REPUESTOS:
Código
1140 1316 1550 0328 4460 0553 1536 4060 1114 1512 4700 1425 1506 1542 1500 4640 1522 1684 1558 1604
Descripción
Cuerpo cámara Cuerpo ventanilla Tapa ventanilla Anillo "0" Rin Cuña de retención Registrador completo Empaque ventanilla Cámara motor completa Cámara motor sola Colador Tapa cámara motor completa Arandela del sin fin Buje tapa cámara Sin fin Barra impulsora Pistón Cubilete Tabique Válvula de no retorno Sello de plomo con alambre
Estos repuestos corresponden a los medidores domiciliarios
Kent de J" pulgada. Para los industriales, debido a su baja
participación en volumen en el proceso de reparación (3%)
no existe un dato estadístico sobre la adquisición de
repuestos; cuando éstos son requeridos se acude a la

178
reutilización de piezas de medidores dados de baja; cuando
no existen algunos de los repuestos necesitados, éste se
considera inservible, se adquiere uno nuevo, y el viejo se
desarma y se guardan las piezas buenas para ser utilizadas
como repuestos.
10.1.2.2 Materiales indirectos. En el grupo de los
materiales indirectos están incluídos todos aquellos
elementos que sin ser materiales directos, están presentes
durante la operación mantenimiento - reparación.
Existe un primer subgrupo considerado como herramientas de
corta duración indispensable para el desarrollo de la
labor, a éste pertenecen:
Piedra esmeril
Grata redonda para motor
Cepillos manuales de cerda
Cepillos manuales de cerda
Cepillos pequeños de Nylon
Brocha para pintura
Martillo plástico
Mazo de cuero.
de alambre
de Nylon
(dentales)
Pertenecen a un segundo subgrupo materiales utilizados
durante el proceso. Estos son:
179
Lija de agua
Pintura de aceite
Disolventes - Gasolina
Agua para limpieza y prueba
Glicerina
Grasa
Desengrasante jabonoso
Jabón
Aceite
Du1ceabrigo (Hilaza)
10.1.3 Costos indirectos de fabricación - C.I.F. Aquí se
contemplan los salarios de personal dedicado a efectuar
labores externas al taller sobre los medidores
industriales. A este segmento pertenecen:
Cargo Cantidad
Instaladores de primera
Supervisores de campo
Acondicionador de accesorios
Forman parte también de los C.I.F.,
3
3
1
los materiales
indirectos y la depreciación de los equipos que intervienen
en el proceso.
Umv~rsid2d Autlnom, l/e Occi4&nt, SE(.CION BIBLIOTECA
180
La depreciación del equipo corresponde al desgaste estimado
por períodos sobre los 1avaderos~ bancos y dispositivos de
pruebas, motores compresor y herramientas de larga duración
como destorni11adores~ a1icates~ llaves martillos etc.
Para efectos de los cálculos, se toman los tiempos totales
como dedicados a los medidores domici1iarios~ es decir~ una
dedicación del 100%.
10.1.4 Gastos generales. En el tercer elemento del costo
formarán parte los diferentes gastos distintos a mano de
obra directa y materiales directos y otros materiales
indirectos que estén involucrados en el proceso.
Dentro de este costo se incluirán aquellos que derivan en
beneficio de todo o parte del proceso mantenimiento
reparación tales como energía~ servicios públicos,
teléfono, aseo, entre otros.
Se suman también los que especialmente se relacionan con la
función administrativa, en apoyo a la acción operativa,
tales como : salarios, prestaciones sociales legales y
extra1ega1es, impuestos sobre la nómina; mantenimiento y
reparación de equipo de oficina~ mantenimiento y reparación
de edificios, etc.

En la nómina asignada a gastos generales tenemos:
Cargo
Jefe de grupo
Jefe de sección
Secretaria
Chofer
Cantidad
1
1
1
1
181
La correspondiente a depreciación edificios, equipos de
oficina se adiciona a los gastos generales por no formar
parte del ciclo productivo.
(Ver Cálculo de Costos)
Es preponderante anotar, que para los cálculos, se ha
tenido en cuenta el volumen de medidores reparados por día,
distribuyendo entre ellos el costo total diario. De esta
manera, la asignación unitaria del coste se ajusta
estrictamente a los parámetros aceptados contable y
financieramente.
Para efectos de presentación, inicialmente se determinan
los costos en que incurre EMCALI, dentro de sus políticas
de operarios estáticos, no rotativos y dedicados a una sola
actividad. Aquí, se incluyen los costos reales, para cada
nivel de reparación, bajo la premisa de no tener necesidad
de pagar tiempo extra.

182
Seguidamente, se lleva a cabo el cálculo de la propuesta de
este estudio, haciendo
resu1 tados de EMCALI, a
énfasis
fín de
compara ti vo con
poder concluir en
beneficios económicos que traería el nuevo método.
los
los
Básicamente, se estudian los costos para los niveles de
reparación de 180 y 212 medidores, que son las cantidades
instaladas, según el balance de línea, tanto para la
Empresa como para el presente estudio.
Dado que las herramientas y equipos utilizados en el
taller, son pequeños, generalmente manuales, y su costo es
muy bajo, las depreciaciones, de los mismos, se consideró
no incidían, de manera determinante en el estudio y por
consiguiente, no se tuvieron en cuenta.
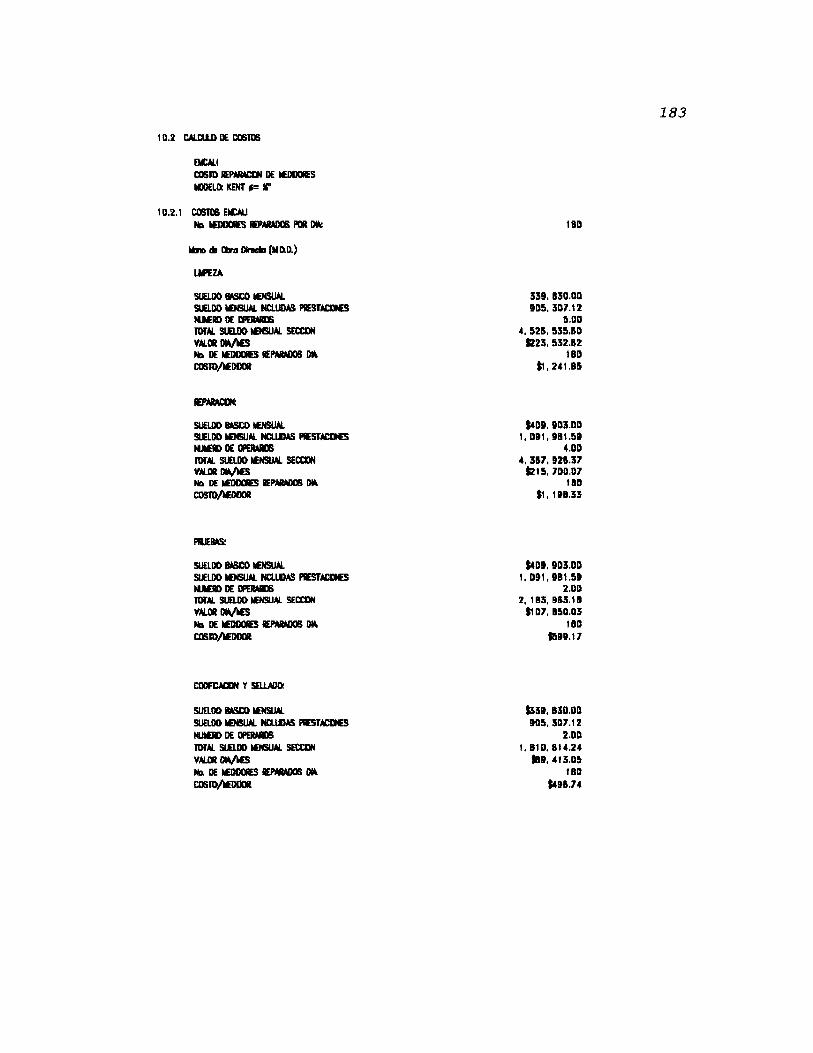
183
10.2 CAI.CULO DE IDOlDS
E..:ALI IDOm AEPAIW:DI DE ISXXJIES IItlIlELIlI KENT ... ~·
10.2.1 lD01DS EIII:ALI Nilo ~ lEPAIWlOS POR 1*: lBO
libID di Obra llfrIcIa (w D.D.)
LM'EZA
SUELDO IW:O IENSUAI. 331. B30.00 SUEl.OO IlEN!IUAL NCI.lJI),t,S PRESTAClMS 10~. 307.12 lUDO DE DPEMlS UD rorA!.. SUELDO ~A!.. SECCllN 4. 526. 53~.60 VALDlt D'A.AO 1223. 532.62 NIlo DE lIEDIXlIIES IIEPMADDS DIl lBO CDSmft€OODR tl,241.B5
lIEPMACIlN:
SUELDO IW:O ~ "'09.903.00 SUELDO ~ NCLUD~ PRESrloClMS 1.011.9BI.59 N\M1I) DE DPERAIIIS UD 1D1'A!.. SUELDO ~ SECCllN 4. 367. 126.37 'lfALDlt IM/IIES 1215. 700.07 NIlo DE lIEDIXlIIES liEPAIWXlS DIl IBO cosm/llEDDOR tI. 118.33
PII.IE.s:
SUELDO IIASI:O ~ "'09.903.00 SUElDO IINSIJAI. N:llJDAS PRESrACIMS t. 091. IB1.51 NIADD DE DPEMlS 2.00 1D1'A!.. SUElDO IINSIJAI. SECCllN 2.183.163.18 VALDlt IM/IIES t1 07. 850.03 NIlo DE lIEDIXlIIES IIEPMADDS DIl IBO IDOm/llEDDOR 11111.17
CDDFCIoCIIN Y 5ElI.ADIlI
SUELDO IW:O IIEN!IUAL un. B30.00 SUELDO IIEN!IUAL NCI.lJI),t,S PREsrloClMS 905.307.12 lüOD DE DPEIIoIIlS 2.00 rorA!.. SUELDO IINSIJAI. SECCllN 1. BID. 6104.24 VALDlt IM/IIES 181.413.05 NIlo DE ISXXJIES IIEPMADDS DIl IBO IDOm/llEDDOR "'16.74
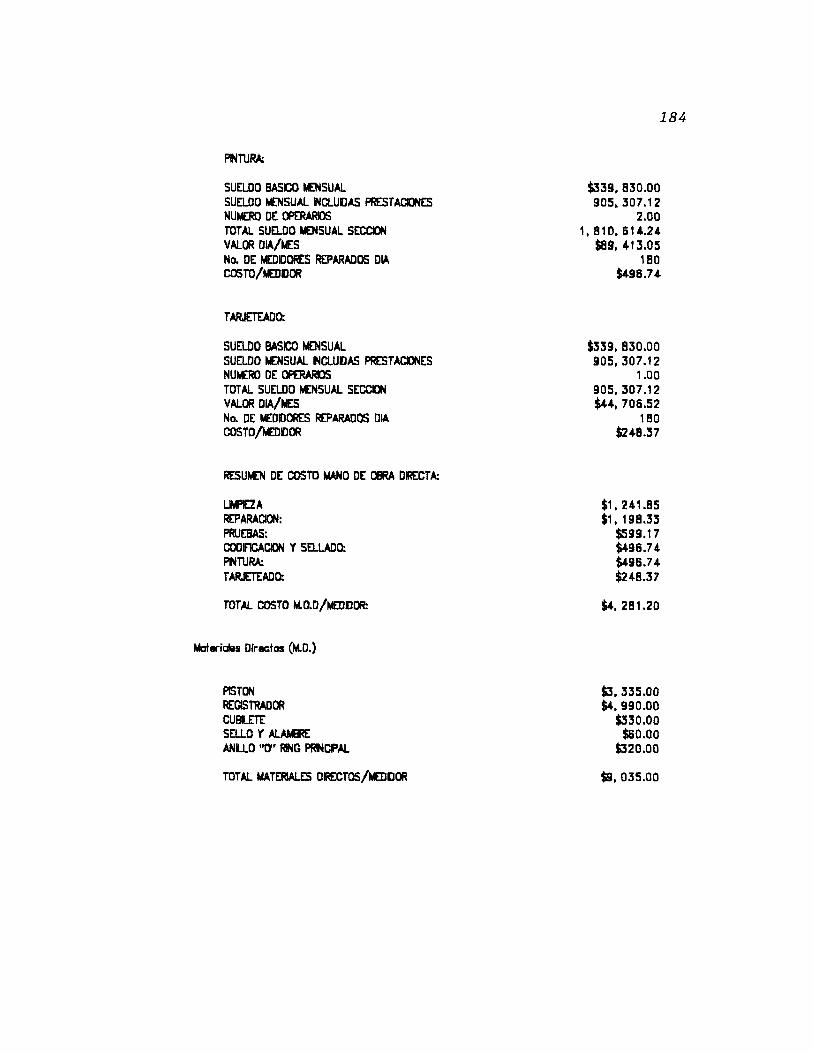
PNruRA:
SUELDO BASICO t.DSUAl SUELDO MENSUAl INCLUDAS PRESTACIONES NUtOO DE OPERARIOS TOTAl SUELDO MENSUAl SECOON VALOR OlA/MES No. DE MEDDORES REPARADOS OlA COSTO/MEDDOR
T ARJETEAOO:
SUELDO BASICO MENSUAl SUELDO t.lENSUAl INCLUDAS PRESTACIONES NUt.ERO DE ClPERARIOS TOTAl SUELDO MENSUAl SECCDI VAlOR OlA/MES No. DE OIDORES REPARADOS OlA COSTO/OIDOR
RESUMEN DE COSTO MANO DE OBRA DIRECTA:
LJt.fIIEZA REPARACION: PRUEBAS: COOrICAC1ON y SELLADO: PlNruRA: T AR.ETEADO:
TOTAl COSTO M.o.D/t€DIDOR:
Mat.-ialas Directos (M.O.)
PIS TON REGISTRADOR CUBL.ETE: SELLO y AI.N.fIRE ANlLO ''O'' RlNG PRlNCPAl
TOTAl WATERIALES DIRECTOS/MEDDOR
184
$339, 830.00 905,307.12
2.00 1,810,614.24
$a9, 413.05 180
$496.74
$339, 830.00 905,307.12
1.00 905,307.12 $44.706.52
180 $248.37
$1.241.85 $1. 198.33
$599.17 $496.74 $496.74 $248.37
$4.281.20
$3,335.00 $4,990.00
$330.00 $60.00
$320.00
$9,035.00
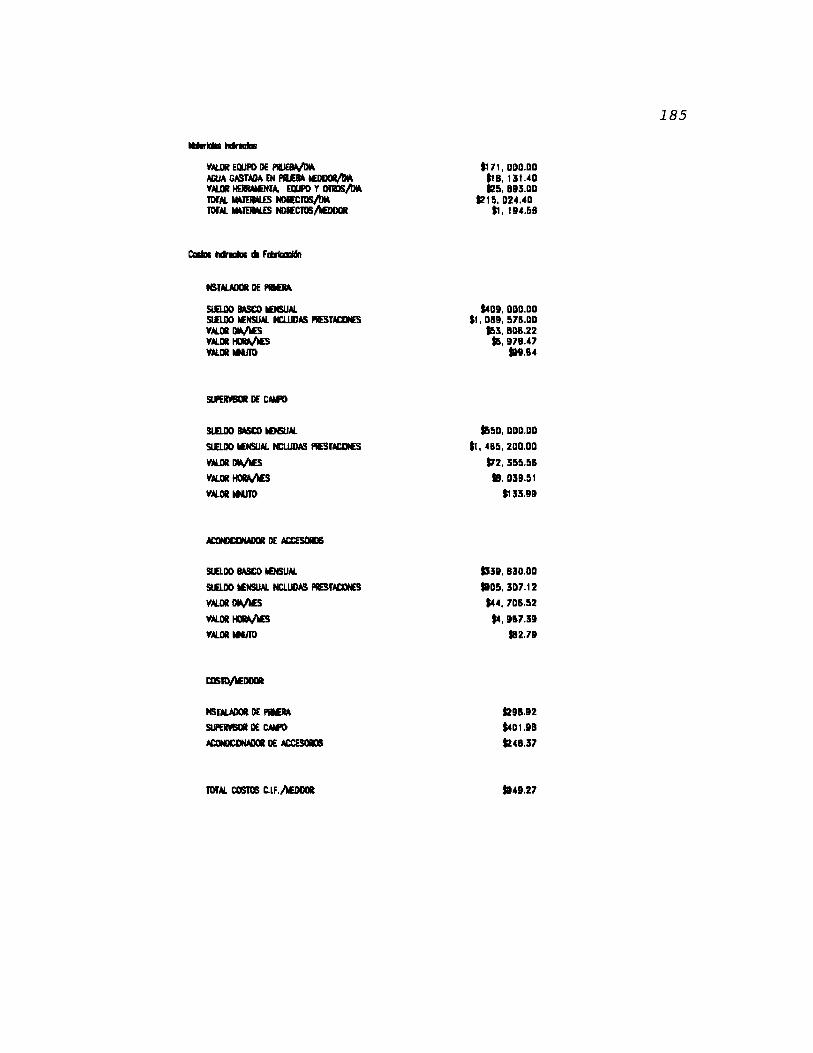
185
ltIIIrII*I l'IIIrIaIac
VIoI.llR EQUPO DE PIIJEIA/IM SI 11. 000.00 AGUA GASTADA. EN PUM ~ SI 8. 131.40 VALOR HERlWlENTA. EQUPO y 0IIIDS,ItM $2!!1.8113.00 rorAL WEKES NDlECIllS,ItM $21 !!l. OZUO rorAL WEKES NlRECIllS,MOOOR SI. 194.58
CaIIaI hcIrtoIaI di FIDIadIn
NSTALAIlOIt DE !'MM
SUElDO !lAStO 1IlNSIJAL S409. 000.00 SlRDO IINSUAL NCLUDAS I'RESTACIlNES '1. 089. !!I11.00 VALat~ 1&3.801.22 VALat HDRA/'IIls 1&.918.41 VALat IINJJO .11.14
SIJIIEMOR DE CAIofO
SIRDO !lAStO ~AL I&!!IO. 000.00
SIRDO IENSUAL NCl.IJDAS I'RESTACIlNES SI. 41!!1. 200.00
VALDR~ 1:72.3!!1UI
IfALat HIlR'A,IIe 111.039.51
VALOR .no SI 33.911
AalHDI:I!NADDIf DE ACCESOIIIS
SUELDO !lAStO 1liNSUN.. &5311. 830.00
SIRDO IliNSIJAI. NCLUDAS I'RESTACllNES .O!!l.301.12
VALDR~ S44.10U2
VALOR HIIR.VlIEs S4.911.311
VALOR IINJJO 1112.19
COSJO/II(DIItR
NSTALAIlOIt DE ,... $218.92
SIJIIEMOR DE CAIofO S401.98
ACONIlCDNAIlat DE ACCESlRlS $248.31
rorAL COSIlls C.LF./IIiDIlOR .49.21

Gastos Generales
.IJ"E OE SECCIQN:
SUELDO BASCO IOSUAL SUELOO MENSUAL NClUDAS PRESTAOONES VALOR OIA/1€S VALOR OIA/MEODORES OlKl..lARDS VALOR/t.1EODOR
.IJ"E OE GRUPO:
SUELDO BASICO MENSUAL SUELDO MENSUAL INClUDAS PRESTACIlNES VALOR OlA/MES VALOR DIA/MEOIOORES Oot.l1lAR1OS VALOR/toIDOR
SECRETARIA:
SUELOO BASICO MENSUAL SUELDO MENSUAL INClUDAS PRESTACIONES VALOR OlA/MES VALOR OIA/OIOORES OCMClIARIOS VALOR/ODOR
COSTO OE MANO OE OBRA INORECTA:
.ErE SECCION
.IJ"E DE GRUPO SECRETARIA
TOTAL MANO OE OBRA INOIRECT A/t.fJlDOR
75.001
11'7.150.00
12. U3. 087.S0
ti 3D. 572.84
S.U.S30.71
t181.78
75.001
tU3.000.00
SI. 717. 152.00
IB4.510.27
121. 147.5S
ti 11.49
15.001
"38.950.00
tI. 1 SI. n7.80
157. 74S.31
lB. SS1.95
"8.17
tl8UB
SI 17.49
"8.17
$34UI
NOTA: Los porcentajes que aparecen al lado de cada ccrgo, son el porcentaje del trempo asignado a las medrdores darriclla-ios por pa-te del fan:ionc:rio.
186
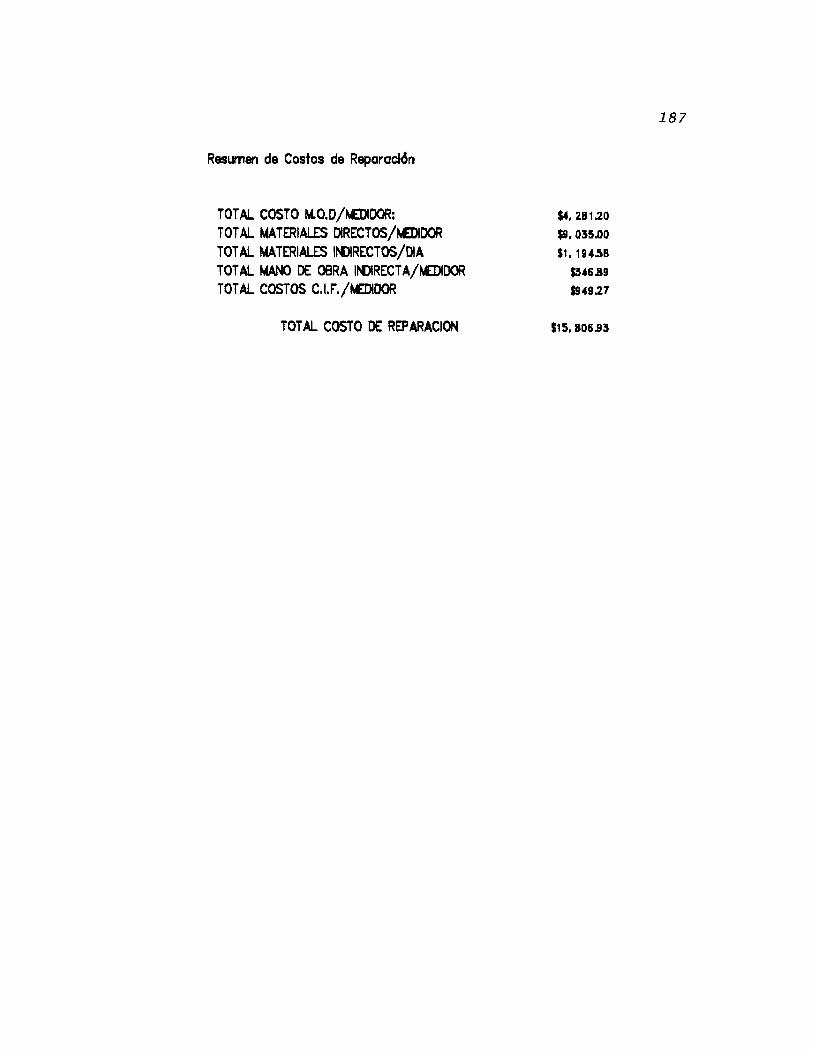
Resuman de Costos de Reparaci6n
TOT AL COSTO M.O.D/~OOR: TOTAL ~TERIALES DlRECTOS/~OOR TOT AL ~ TERIALES I~RECTOS/DlA TOT AL t.W«) DE OBRA I~RECTA/~OOR TOTAL COSTOS C.I.F./~OOR
TOT AL COSTO DE REP ARACION
$4,281.20
$9,035.00
$1.1U.58
$346.89
$949.27
$15.806.93
187
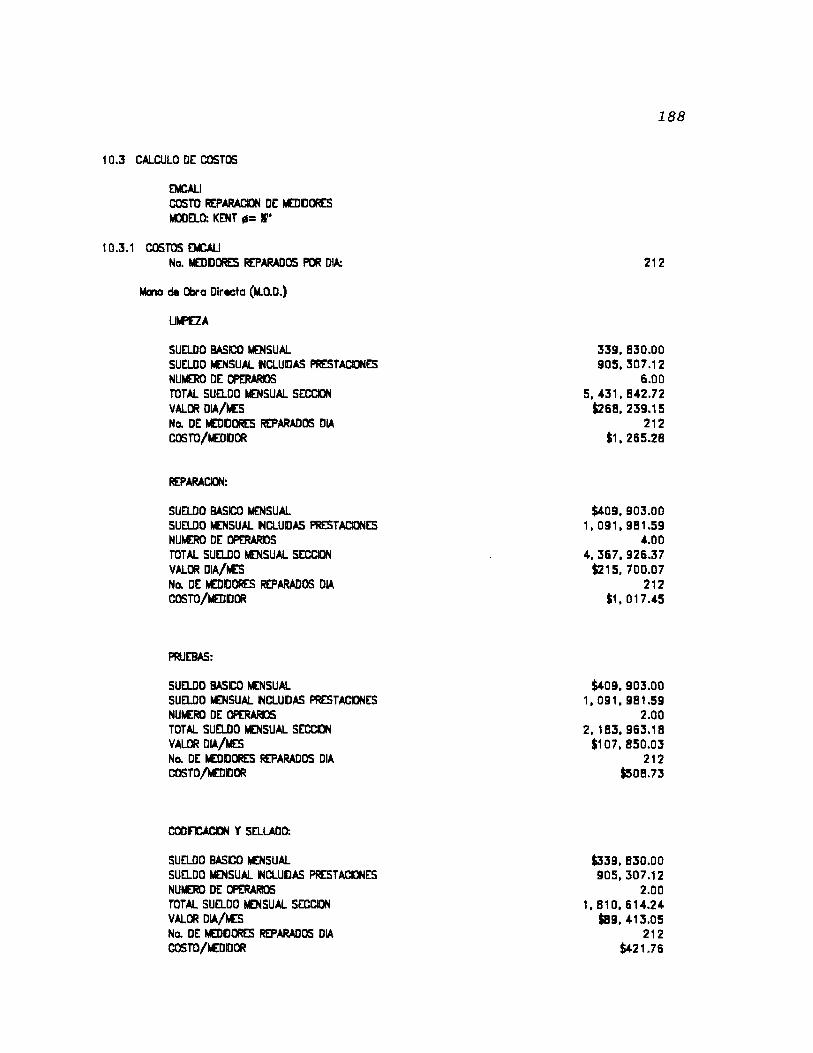
10.3
10.3.1
CALCULO DE COSTOS
E~I
COSTO REPARACION DE t.EODORES t.tJOELO: KENT .. = 1"
COSTOS OCALI No. MEODORES REPARADOS POR OlA:
Mono de llra Directa (111.0.0.)
LIlflEZA
SUELDO BASICO IlENSUAL SUELDO toSUAL INCLUDAS PREST~ES NUMERO DE OPERARDS TOTAL SUELDO toSUAL SECCDN VALOR 01A/16 No. DE t.EOlOORES REPARADOS OlA COSTO/ODOR
REPARACtON:
SUELDO BASICO t4ENSUAL SUELDO MENSUAL INCLUDAS PRESTACDIES NUMERO DE OPERARDS TOTAL SUELDO MENSUAL SECCION VALOR DIA/16 No. DE MEODORES REPARADOS OlA COSTO/tODOR
PRUEBAS:
SUELDO BASICO MENSUAL SUELDO MENSUAL INCLUIDAS PRESTACOlES NUMERO DE 0PERARl'lS TOTAL SUELDO toSUAL SECCION VALOR DIA/t.ES No. DE IIClDORES REPARADOS OlA COSTO/tODOR
COOf'CACDI y SELLADO:
SUELDO BASICO toSUAL SUELDO toSUAL INCLUDAS PRESTACIONES NUMERO DE OPERARIOS TOTAL SUELDO toSUAL SECCION VALOR OlA/MES No. DE tODORES REPARADOS OlA COSTO/tOIDOR
188
212
339,830.00 905,307.12
6.00 5,431,842.72
$268, 239.15 212
$1,265.28
$409, 903.00 1,091,981.59
4.00 4, 367, 926.37
$215, 700.07 212
$1,017.45
$409, 903.00 1,091,981.59
2.00 2, 183, 963.18
$107,850.03 212
$508.73
$339, 830.00 905,307.12
2.00 1,810,614.24
$89,413.05 212
$421.76
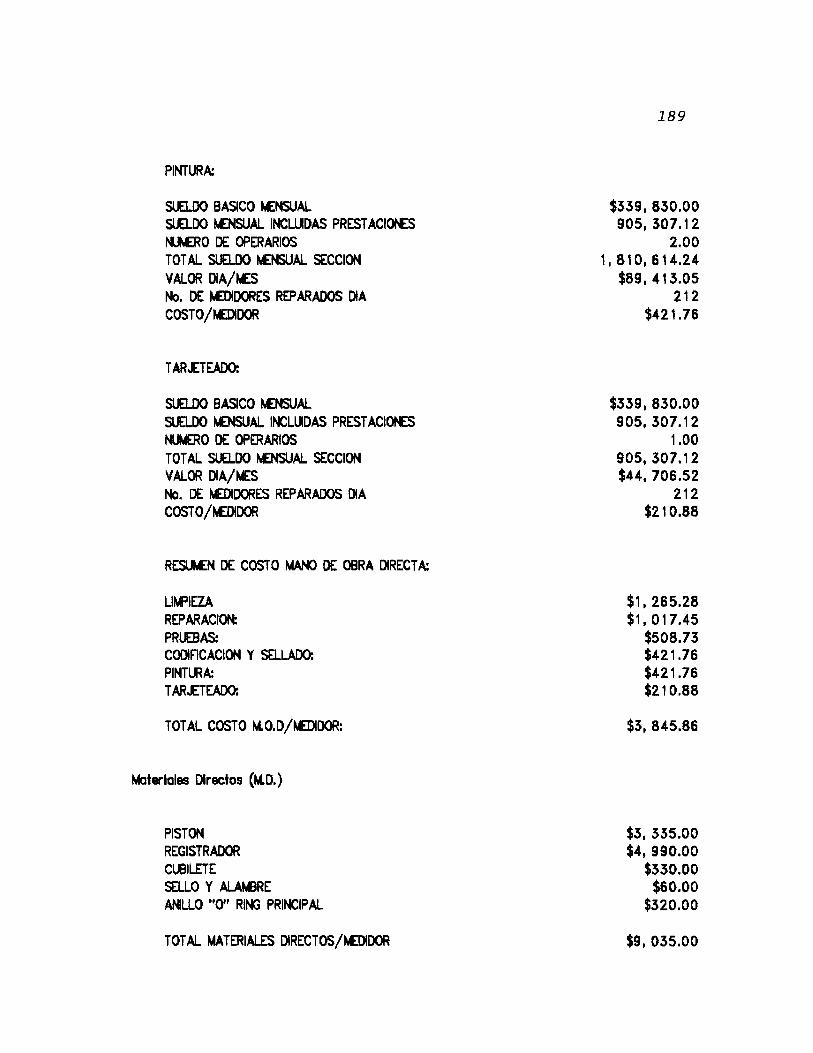
PINTURA:
SlE..OO BASlCO t.ENSUAL SlE...DO ~ INCLUOAS PRESTACIMS NUNERO DE OPERARIOS TOT AL SlE..OO te&.lAL SECCION VALOR OIA/~ No. DE ~OORES REPARADOS OlA COSTO/~OOR
T AR.ETEADO:
SlE..OO BASlCO t.ENSUAL SlE..OO t.ENSUAL INCLLJOAS PREST ACIMS ttJ.ERO DE OPERARIOS TOT AL SlE..OO ~ SECCION VALOR OIA/~ No. DE t.EDlOORES REPARADOS OlA COSTO/~OOR
RESlJt,EN DE COSTO MANO DE OBRA DIRECTA:
U~IEZA REPARACION: PRInAS: CODIFlCACION y SELLADO: PINTURA: T ARJETEADO:
TOTAL COSTO M.O.O/t.EDlOOR:
~tarialas Oirectos (M.O.)
PISTON REGISTRADOR ClI:IlLETE SELLO y ALA~RE ANILLO "0" RING PRINCIPAL
TOTAL MATERIALES OIRECTOS/~OOR
189
$339,830.00 905, 307.12
2.00 1, 810, 614.24
$89, 413.05 212
$421.76
$339, 830.00 905, 307.12
1.00 905,307.12 $44,706.52
212 $210.88
$1,265.28 $1,017.45
$508.73 $421.76 $421.76 $210.88
$3,845.86
$3,335.00 $4,990.00
$330.00 $60.00
$320.00
$9,035.00

Materrales Irdrectos
VALOR EO..PO DE PRLEBA/DIA AGUA GASTADA EN PRLEBA t.ffiOOR/ClA VALOR ~A. EaLPO Y OTROS/ClA TOTAL MATERIAlES NHCTOS/DIA TOTAL MATERIALES N)lRECTOS/lr€OOOR
Costos Inclrectos de Fabrrcaclón
INST ALAOOR DE PRt8A
st..nOO BASICO t.eISUAl Sl.ELDO t.€NSlJAl INCLUIDAS PRESTACDES VALOR ClA/~ VALOR HJRA/~ VALOR t.1NJTO
Sl.ElOO BASICO MENSUAL Sl.ElDO tr1ENSUAL INCLUDAS PREST ACD6 VALOR DIA/I.€S VALOR l{)RA/tS VALOR MINUTO
Sl.ElDO BASICO t.1ENSUAl SLELOO MENSUAL !NCLl.I)AS PRESTAOONES VALOR ClA/I.€S VALOR HORA/MES VALOR tJNJTO
COSTO/I.€OOOR!
INST ALAOOR DE PRt.OA SUPERVISOR DE CAMPO ACON>CIONAOOR DE ACCESOROS
TOTAL COSTOS C.LF./t.€DIDOR
$171. 000.00 $18. 131.¿0 $25.893.00
$215. 02¿.40 $1.014.27
k09.000.00 $1.089.576.00
$53.806.22 $5.978.47
$99.64
$550. 000.00 $1. 465. 200.00
$72.355.56 $8. 039.51
$133.99
$339. 830.00 $905.307.12 k4.706.52 k.967.39
$82.79
$253.80 $341.30 $210.88
$805.98
190
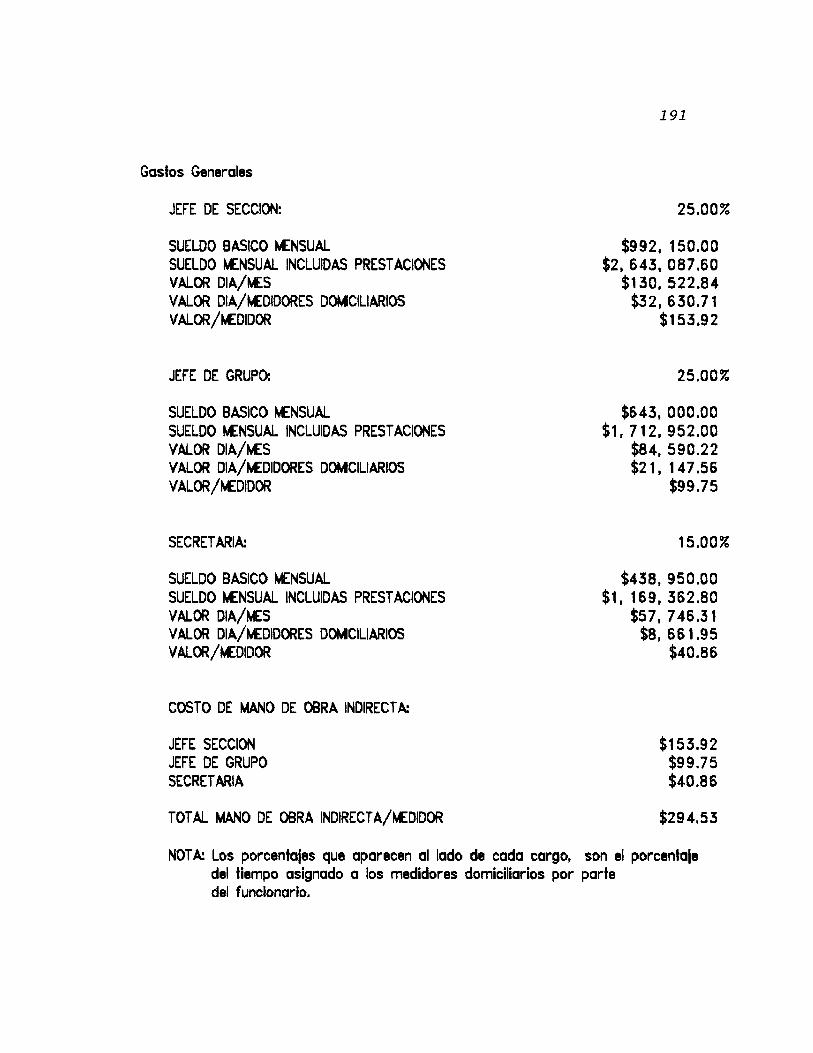
Gastos Generales
JEF'E DE SECCION:
SUELDO BASICO ~NSUAL SUELDO ~NSUAL INCLUIDAS PRESTACIONES VALOR DIA/t.€S VALOR DIA/~DIDORES DOMICILIARIOS VALOR/~DIDOR
JEF'E DE GRUPO:
SUELDO BASICO ~NSUAL SUELDO ~NSUAL INCLUIDAS PRESTACIONES VALOR DIA/~S V ALOR DIA/~DIDORES DOMICILIARIOS VALOR/~DIDOR
SECRET ARIA:
SUELDO BASICO ~NSUAL SUELDO ~NSUAL INCLUIDAS PRESTACIONES VALOR DIA/~S VALOR DIA/t.€D1DORES DOMICILIARIOS VALOR/~DIDOR
COSTO DE MANO DE OBRA INDIRECTA:
JEF'E SECCION JEF'E DE GRUPO SECRETARIA
TOT AL MANO DE OBRA INDIRECT A/~DIDOR
191
25.00%
$992. 150.00 $2. 643. 087.60
$130. 522.84 $32.630.71
$153.92
25.00%
$643. 000.00 $1. 712. 952.00
$84. 590.22 $21, 147.56
$99.75
15.00%
$438. 950.00 $1. 169. 362.80
$57.746.31 $8.661.95
$40.86
$153.92 $99.75 $40.86
$294.53
NOT A: Los porcentajes que aparecen al lado de cada cargo. son el porcentaje del tiempo asignado a los medidores domiciliarios por parte del funcionario.
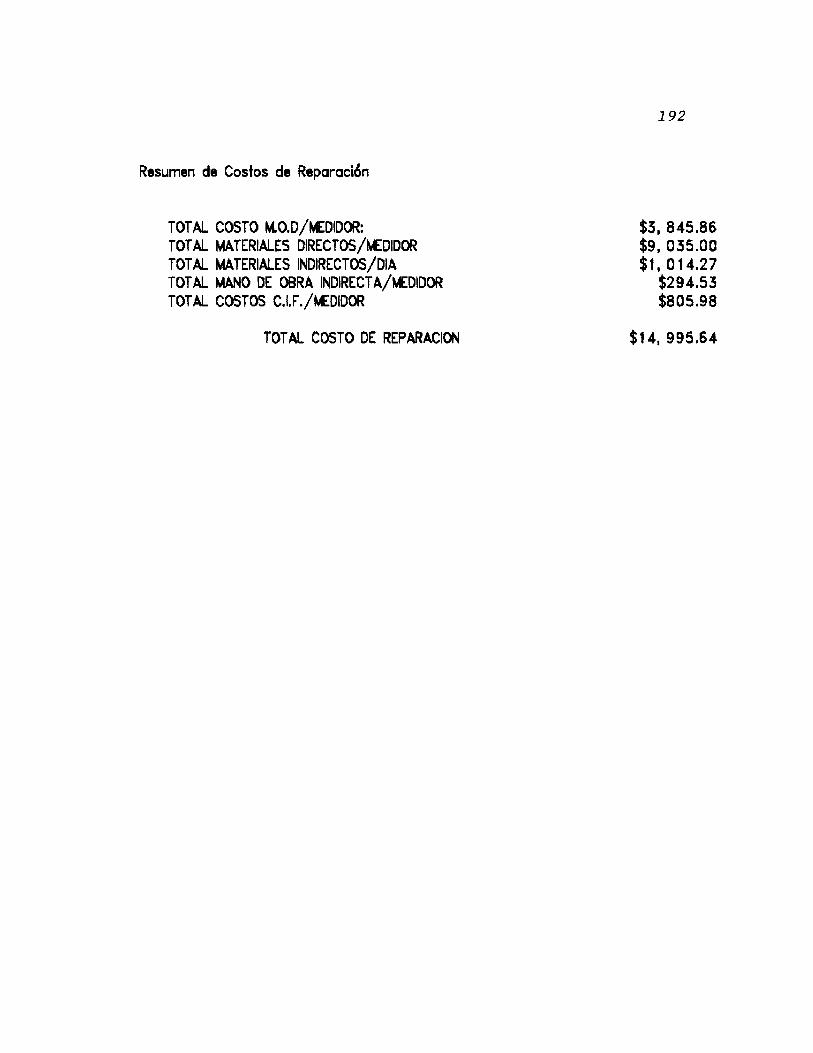
Resumen de Costos de Reparación
TOTAL COSTO M. O.D/t.E:DIDOR: TOTAL MATERIALES DIRECTOS/t.E:DIDOR TOTAL MATERIALES INDIRECTOS/OlA TOT AL MANO DE OBRA INDIRECT A/~DIDOR TOTAL COSTOS C.I.F./tLDIDOR
TOT AL COSTO DE REP ARACION
192
$3.845.86 $9.035.00 $1.014.27
$294.53 $805.98
$14.995.64
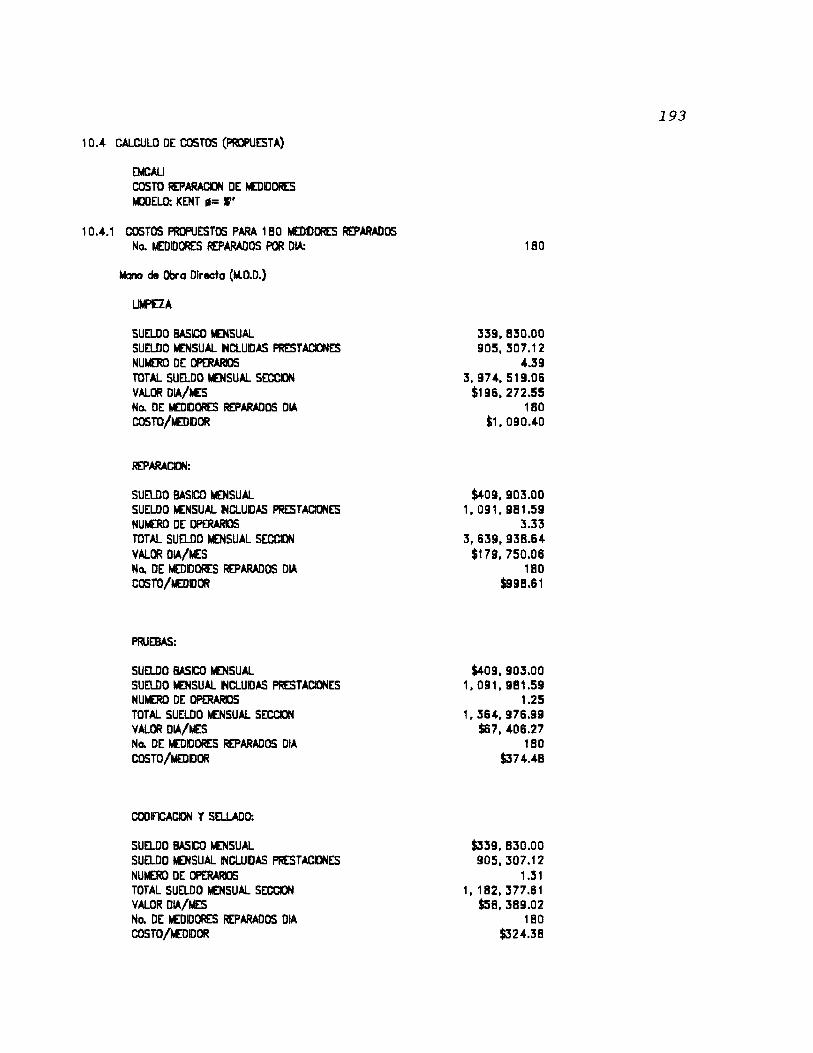
10.4 CAlCULO DE COSTOS (PROPUESTA)
OCALI COSTO REPARACIlN DE t.fD[)ORES MODELO: KENT .= 1"
10.4.1 COSTOS PROPUESTOS PARA 180 lIIDDORES REPARADOS No. OIDORES REPARADOS POR OlA:
Mano de Obra Directa (M.Q.D.)
LIMPEZA
SUELDO BASICO t.f:NSUAL SUrLDO t.f:NSUAL ~CLUIDAS PREST AOONES NUtOO DE OPERARIOS TOTAL SUrLDO IOSUAL SECOON VALOR DIA/II€S No. DE t.fDIDORES REPARADOS OlA COSTO/MEDIDOR
REPARACION:
SUELDO BASICO IOSUAL SUELDO OSUAL ~CLUIDAS PRESTACIONES NUhERD DE OPERARIOS TOTAL SUELDO t.f:NSUAL SECCION VALOR DIA/t.ES No. DE MEDDORES REPARADOS OlA COSTO/MEDIDOR
PRUEBAS:
SUELDO BASICO t.ENSUAL SUELDO t.f:NSUAL INCLUIDAS PRESTACIONES NUIIERO DE OPERARIOS TOTAL SUELDO IOSUAL SrcooN VALOR DIA/II€S No. DE MEDDORES REPARADOS OlA COSTO/MEDIDOR
COOIrICAClQN y SELLADO:
SUELDO BASICO IiDSUAL SUELDO IOSUAL INCLUDAS PRESTACIONES NUIIERO DE OPERARDS TOTAL SUELDO MENSUAL SECCION VALOR OlA/MES No. DE t.EOlDORES REPARADOS OlA COSTO/r.EDIDOR
180
339.830.00 905.307.12
4.39 3.974.519.06
$196. 272.55 180
$1.090.40
$409, 903.00 1, 091, 981.59
3.33 3, 639, 938.64
$179. 750.06 180
$998.61
$409. 903.00 1.091.981.59
1.25 1. 364. 976.99
$67.406.27 180
$374.48
$339, 830.00 905,307.12
1.31 1. 182.377.61
$58,389.02 180
$324.38
193
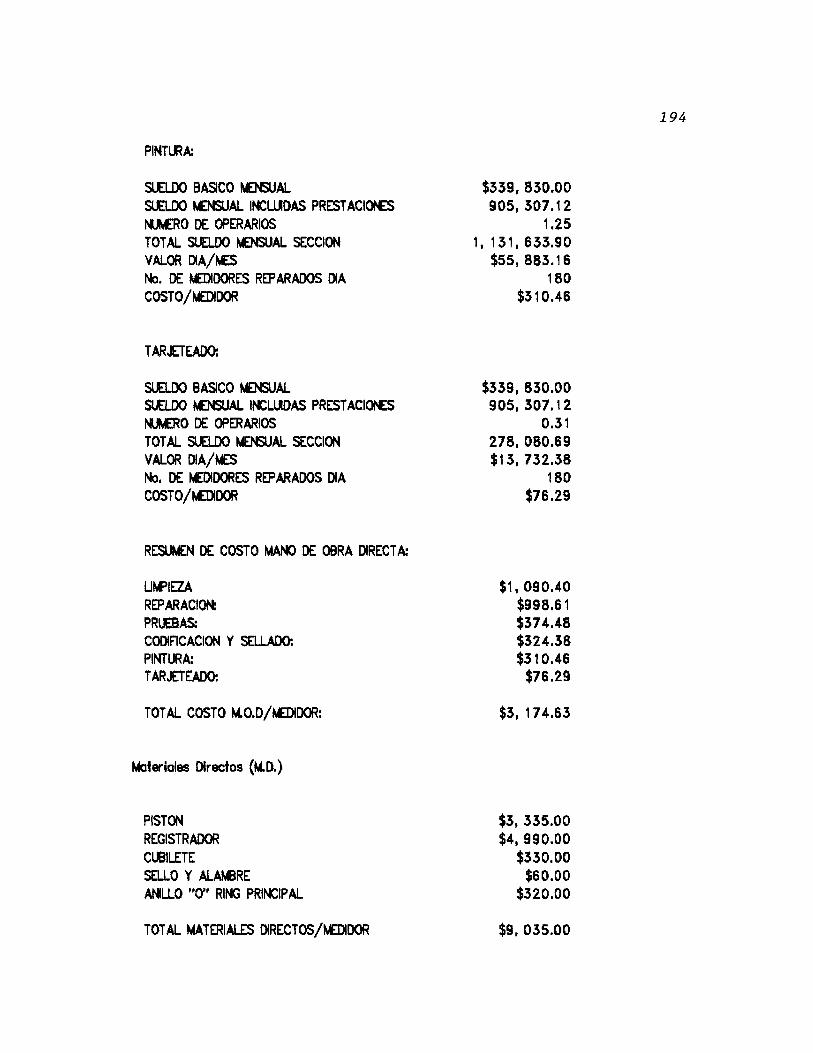
194
PINTLRA:
SlW)() 8ASJCO tLNSUAL $339. 830.00 SlELOO t.elSUAL It«:LUlDAS PREST AClot€S 905, 307.12 NLN:RO DE OPERARIOS 1.25 TOT AL SUELDO ~AL SECCION 1,131,633.90 VALOR OIA/tLS $55,883.16 No. DE ~OORES REPARADOS OlA 180 COSTO/~DOR $310.46
T AR.ETEAOQ:
SlnOO 8ASJCO teSJAL $339, 830.00 SUELDO tLNSUAL ItcLUlDAS PREST AClot€S 905, 307.12 ~O DE OPERARIOS 0.31 TOT AL SlELOO MENSUAL SECCION 278,080.69 VALOR OlA/MES $13, 732.38 No. DE ~OORES REPARADOS DlA 180 COSTO/~OOR $76.29
RESLNEN DE COSTO MANO DE OBRA DIRECTA:
U~IEZA $1, 090.40 REP ARACION: $998.61 PRlEBAS: $374.48 CODIFlCACION y SELLADO: $324.38 PINTLRA: $310.46 T AR.ETEADO: $76.29
TOTAL COSTO M.O.O/~DOR: $3, 174.63
t-tltericles Directos (M.O.)
PISTON $3,335.00 REGISTRADOR $4,990.00 CUBILETE $330.00 SELLO Y AL.AAf3RE $60.00 ANILLO "0" RING PRltclP AL $320.00
TOT AL ~TERIALES DIRECTOS/MEDIDOR $9,035.00
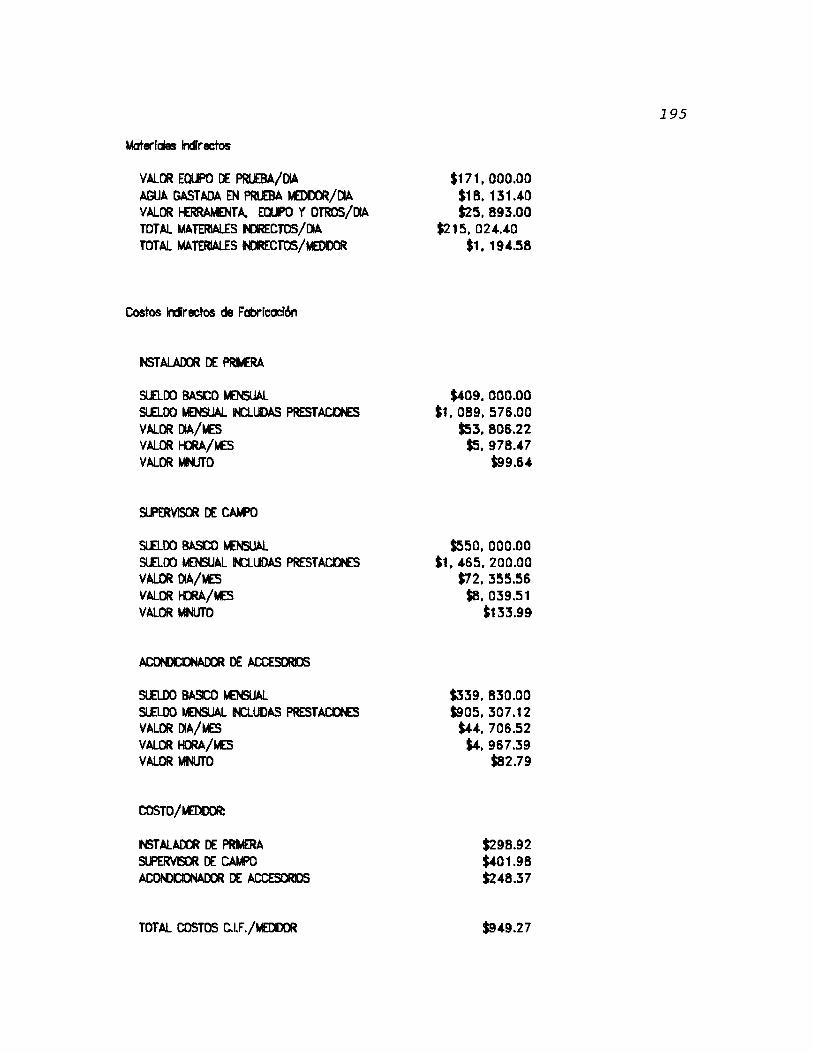
MaterIales IncIrectos
VALOR EOUPO DE PRLEBA/OIA AGUA GASTADA EN PRLEBA t.€DI)()R/OIA VALOR HERRAMENTA. ECll.f'O '( OTROS/OlA TOTAL MATERIAlES KlRECTOS/DIA TOTAL MATERIALES KlRECTOS/t.mDOR
Costos IncIrectos de Fci:>rlcacr6n
INST AL.AOOR DE PRt.BA
SIAOO BAsca MENSUAL SUELDO r.€NSUAL NCLlJ)AS PREST ACMS VALOR OlA/te VALOR HORA/~ VALOR w.urO
SUELDO BASICO t.€NSUAL SUELOO MENSUAL IIICU JIDAS PREST ACMS VALOR DIA/tS VALOR HORA/te VALOR tANUTO
ACONXIONAOOR DE ACCESORIOS
SLELDO BASICO MENSUAL SlAOO ~NSlJAL INCllJ)AS PRESTACDES VALOR llA/te VALOR HORA/te VALOR MINUTO
COSTO/KDOOR:
INST ALAOOR DE PRII8A SlPERVISOR DE CAMPO ACONOICDWX)R DE ACCESORIOS
TOTAL COSTOS C.LF./~
$171.000.00 $18.131.40 $25.893.00
$215.024.40 $1. 194.58
$409. 000.00 $1.089.576.00
$53.806.22 $5.978.47
$99.64
$550. 000.00 $1. 465. 200.00
$72.355.56 $8.039.51
$133.99
$339. 830.00 $905. 307.12
$44. 706.52 $4.967.39
$82.79
$298.92 $401.98 $248.37
$949.27
195

Gastos Generales
JEFE DE SECCION:
SUELDO BASICO ~NSUAL SUELDO ~NSUAL INCLUIDAS PRESTACIONES VALOR DIA/t.ES VALOR DIA/t.EDIDORES DOMCILlARIOS VALOR/t.EDIDOR
JEFE DE GRUPO:
SUELDO BASICO t.ENSUAL SUELDO t.ENSUAL INCLUIDAS PRESTACIONES VALOR DIA/t.ES VALOR DIA/t.EDIDORES DOMCILlARIOS VALOR/t.EDIDOR
SECRET ARIA:
SUELDO BASICO ~NSUAL SUELDO t.ENSUAL INCLUIDAS PRESTACIONES VALOR DIA/t.ES VALOR DIA/t.EDIDORES DOMCILlARIOS VALOR/~DIDOR
COSTO DE MANO DE OBRA INDIRECTA:
JEFE SECCION JEFE DE GRUPO SECRETARIA
TOT AL MANO DE OBRA INDIRECT A/t.EDIDOR
25.00%
$992, 150.00 $2, 643, 087.60
$130, 522.84 $32, 630.71
$181.28
25.00%
$643, 000.00 $1, 712, 952.00
$84,590.22 $21,147.56
$117.49
15.00%
$438, 950.00 $1. 169, 362.80
$57,746.31 $8,661.95
$48.12
$181.28 $117.49
$48.12
$346.89
196
NOT A: Los porcentajes que aparecen al lado de cada cargo, son el porcentaje del tiempo asignado a los medidores domiciliarios por parte del funcionario.

ResLm8l"l de Costos de Reparaci6n
TOT AL COSTO M.O.D/~OOR: TOT AL MATERIALES DlRECTOS/~OOR TOT AL MATERIALES I~RECTOS/DlA TOT AL MANO DE OBRA IIORECT A/~OOR TOTAL COSTOS C.I.F./~DlDOR
TOT AL COSTO DE REP ARACION
$3, 174.63 $9,035.00 $1,194.58
$346.89 $949.27
$14, 700.37
197
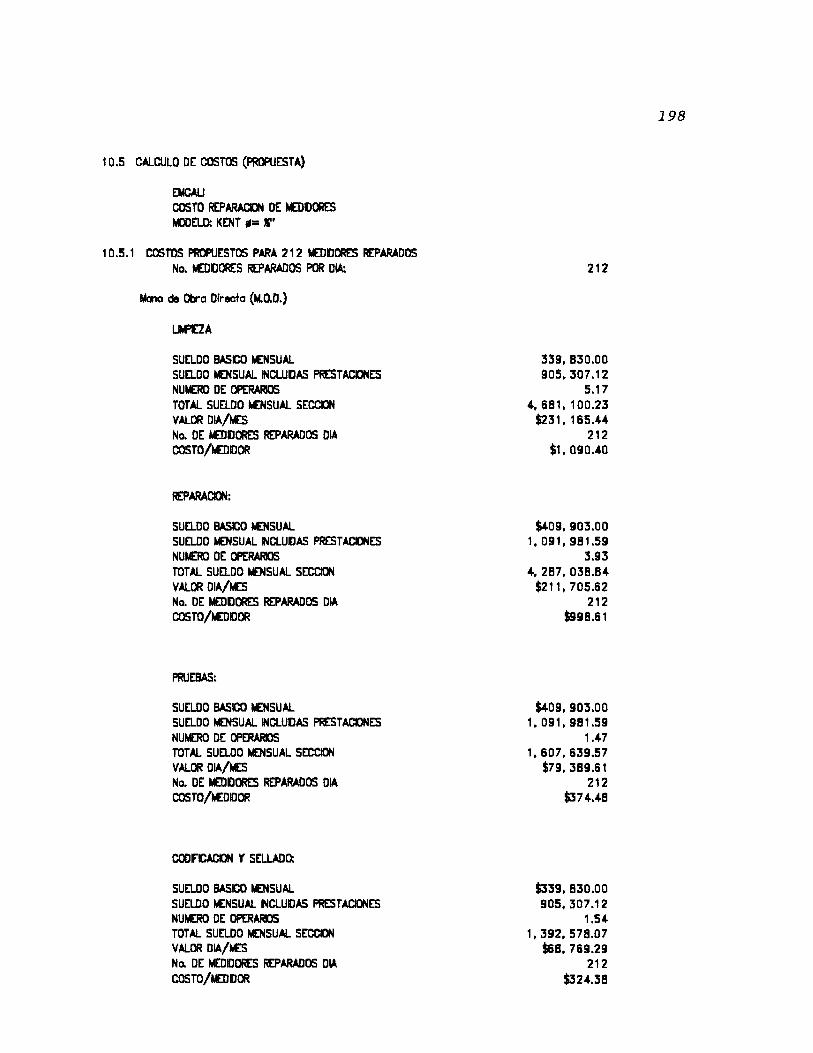
10.5 CALCULO DE COSTOS (PROPUESTA)
OICAU COSTO REPARAOON DE t€DDORES OELO: KENT ¡j= 1"
1 0.5.1 COSTOS PROPUESTOS PARA 21 2 t€DDORES REPARADOS No. MEDIDORES REPARADOS POR OlA:
t.b1o de Obra Directa (t.l.o.D.)
SUELDO BASICO MENSUAL SUELDO tOSUAL INCLUDAS PREST AOONES NUIIERO DE OPERARIOS TOTAL SUELDO MENSUAL SECCION VALOR DIA/tLS No. DE I€ODORES REPARADOS OlA COSTO/IIIEllIDOR
REPARACKlN:
SUELDO BASlCO-\ENSUAL SUELDO MENSUAL INCLUIDAS PRESTACIONES NUt.OO DE OPERARIOS TOTAL SUELDO tOSUAL SECCtON VALOR 01A/1IES No. DE MEDIDORES REPARADOS OlA COSTO/IlEDDOR
PRUEBAS:
SUELDO BASICO MENSUAL SUELDO MENSUAL INCLUIDAS PRESTACIONES NUMERO DE OPERARDS TOTAL SUELDO MENSUAL SECCION VALOR DIA/t.ES No. DE MEDIDORES REPARADOS OlA COSTO/MEDIDOR
COOF'CAC1ON '( SELLADO:
SUELDO BASICO tOSUAL SUELDO MENSUAL INCLUIDAS PRESTACIONES NUMERO DE OPERARIOS TOTAL SUELDO MENSUAL SECCtON VALOR DIA/IIES No. DE MEDIDORES REPARADOS OlA COSTO/OIDOR
212
339,830.00 905,307.12
5.17 4,681,100.23
$231, 165.44 212
$1,090.40
$409, 903.00 1,091,981.59
3.93 4, 287, 038.84
$211, 705.62 212
$998.61
$409, 903.00 1,091,981.59
1.47 1, 607, 639.57
$79,389.61 212
$374.48
$339, 830.00 905,307.12
1.54 1, 392, 578.07
$68,769.29 212
$324.38
198
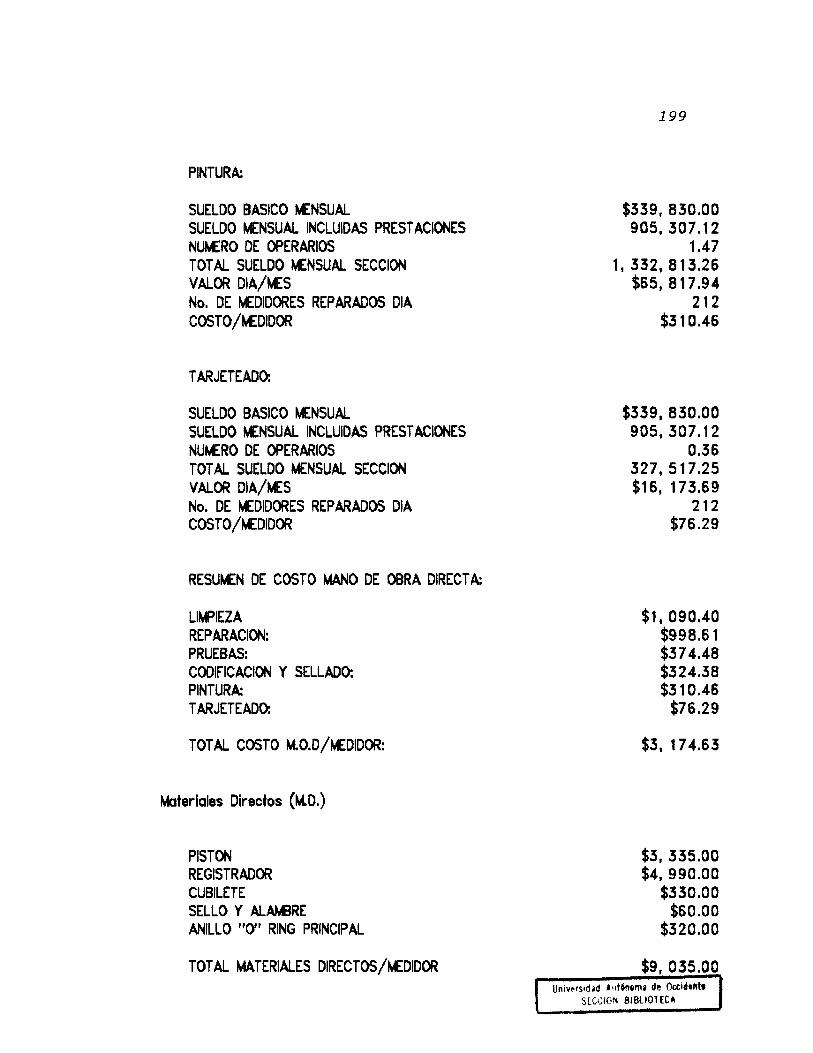
PINTURA:
SUELDO BASICO ~NSUAL SUELDO ~NSUAL INCLUIDAS PRESTACIONES NU~RO DE OPERARIOS TOT AL SUELDO t.€NSUAL SECCION VALOR DIA/~S No. DE ~DIDORES REPARADOS DIA COSTO/~DIDOR
T ARJETEADO:
SUELDO BASICO t.€NSUAL SUELDO t.€NSUAL INCLUIDAS PRESTACIONES NU~RO DE OPERARIOS TOT AL SUELDO ~NSUAL SECCION VALOR DIA/MES No. DE t.€DIDORES REPARADOS DIA COSTO/~DIDOR
RESUt.€N DE COSTO MANO DE OBRA DIRECTA:
LlWIEZA REP ARACION: PRUEBAS: COOIFICACION y SELLADO: PINTURA: T ARJETEADO:
TOTAL COSTO M.O.D/~DIDOR:
Materiales Directos (M.D.)
PISTON REGISTRADOR CUBILETE SELLO Y ALMSRE ANILLO "O" RING PRINCIPAL
TOT AL MATERIALES DIRECTOS/~DIDOR
199
$339. 830.00 905.307.12
1.47 1. 332, 813.26
$65.817.94 212
$310.46
$339, 830.00 905,307.12
0.36 327,517.25 $16,173.69
212 $76.29
$1,090.40 $998.61 $374.48 $324.38 $310.46
$76.29
$3, 174.63
$3, 335.00 $4,990.00
$330.00 $60.00
$320.00
$9,035.00 Univ~fs,d ad A "tónema de Octi¡.ftt,
SECGION 81BlIOHCA
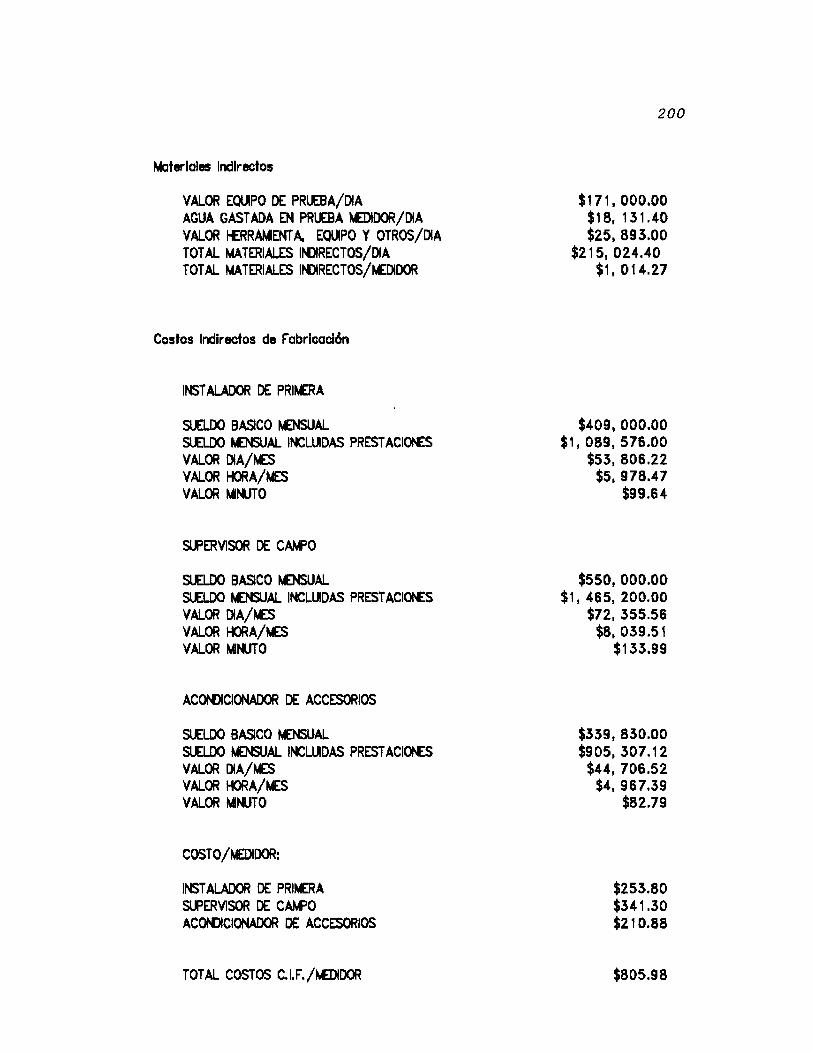
Materiales Indirectos
VALOR EQlJPO DE PRlfBA/OIA AGUA GASTADA EN PRlfBA ~DOR/OIA VALOR I€RRAt.tOOA. EQlJPO y OTROS/OlA TOT AL M4 TERIALES ItORECTOS/OIA TOT AL ~TERIALES ItORECTOS/~DOR
Costos Indirectos de Fabrlcaci6n
INST ALADOR DE PRI~A
SlELDO BASlCO ~ SlE.OO ~AL I~LLJDAS PREST ACICH:S VALOR OIA/~ VALOR HORA/MES VALOR ~MO
SlJIERVlSOR DE C.MPO
SlELDO BASlCO ~AL SUELDO ~AL INCLLJDAS PREST ACICH:S VALOR OIA/~ VALOR HORA/t.ES VALOR ~~O
ACONlICIONADQR DE ACCESORIOS
SUELDO BASlCO t,C&JAL SUELDO t,ENSUAL I~WDAS PREST ACICH:S VALOR OIA/t.ES VALOR HORA/hES VALOR MINUTO
COSTO/~DOR:
INST ALADOR DE PRI~A SlJIERVlSOR DE C.MPO ACCH>ICIONAOOR DE ACCESORIOS
TOTAL COSTOS C.I.F./~DOR
200
$171, 000.00 $18,131.40 $25,893.00
$215. 024.40 $1, 014.27
$409. 000.00 $1, 089, 576.00
$53,806.22 $5,978.47
$99.64
$550, 000.00 $1, 465, 200.00
$72,355.56 $8,039.51
$133.99
$339, 830.00 $905, 307.12
$44,706.52 $4, 967.39
$82.79
$253.80 $341.30 $210.88
$805.98
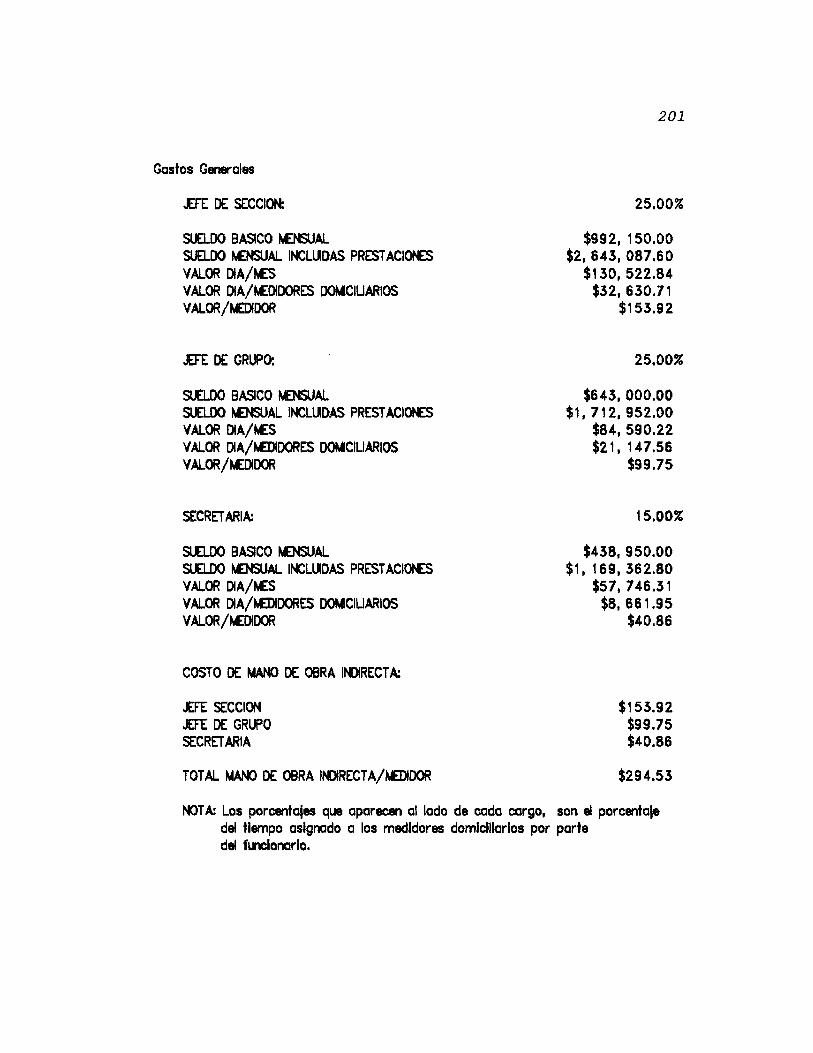
Gastos Generales
.EFE DE SECCION:
SlELOO BASlCO ~AL SUELDO ~AL INCLUIDAS PREST ACIOf'oES VALOR D1A/~ VALOR D1A/~OORES OOt.tCIUARIOS VALOR/~OOR
.EFE DE GRUPO:
SlEJ)() BASlCO ~AL SUELDO teSJAL INCLUIDAS PREST ACIOf'oES VALOR D1A/~ VALOR D1A/~OORES OCNCIUARIOS VALOR/telOOR
SECRET ARIA:
SlELDO BASlCO ~AL SlELOO ~AL INCLUIDAS PRESTACI~ VALOR D1A/~ VALOR D1A/~OORES OCNCIUARIOS VALOR/~OOR
COSTO DE MANO DE OBRA I~RECT A:
.EFE SECCION JEFE DE GRUPO SECRETARIA
TOT AL MANO DE OBRA I~RECT A/~OOR
201
25.00%
$992, 150.00 $2, 643, 087.60
$130, 522.84 $32, 630.71
$153.92
25.00%
$643.000.00 $1, 712, 952.00
$84,590.22 $21,147.56
$99.75
15.00%
$438, 950.00 $1, 169, 362.80
$57,746.31 $8, 661.95
$40.86
$153.92 $99.75 $40.86
$294.53
NOT A: Los porcentajes qL.M aparacan al lado de cada cargo, son el porcentaje del tiempo asignado a los medidores domiciliarios por parte del fLllCionario.

ResLm&n de Costos de Reparación
TOT AL COSTO M.O.D/~DOR: TOTAL ~TERIALES DlRECTOS/t.EDlDOR TOTAL htATERIALES I~RECTOS/DlA TOT AL MM«> DE OBRA ItORECTA/~DOR TOTAL COSTOS C.I.F./~OOR
TOTAL COSTO DE REPARACION
202
$3, 174.63 $9,035.00 $1,014.27
$294.53 $805.98
$14. 324.41

203
10.6 COMPARACION DE COSTOS EMCALI V.S. PROPUESTA
10.6.1 Comparación para 180 medidores
El costo de reparación para EMCALI, de cada medidor, para
este volumen asciende a $ 15.806,93, mientras implementando
el sistema propuesto en el presente estudio, sólo llegaría
a $ 14.700,37, 10 que equivaldría a un ahorro de $ 1.106.56
por medidor, siendo el ahorro diario de $ 199.180,80, cifra
que llevada a nivel mensual representaría aproximadamente
$ 4'979.520. Anualmente, ésto equivaldría a un ahorro de
$59'754.240, es decir, en términos redondos, sesenta
millones de pesos.
10.6.2 Comparación para 212 medidores reparados
El cos to uni tario de reparación de medidores de EMCALI
llega a $ 14.995,64, mientras la propuesta determina un
costo por medidor de $ 14.324,41. Mirados estos costos
comparativamente, el estudio propone una disminución de
aproximadamente $ 641.23 por cada medidor domiciliario
reparado en el Taller. Esta situación generaría ahorros de
costos del siguiente tenor:
Ahorro diario:
Ahorro mensual:
Ahorro anual:
$ 135.940,76
$ 3'398.519.00
$ 40'782.228.00
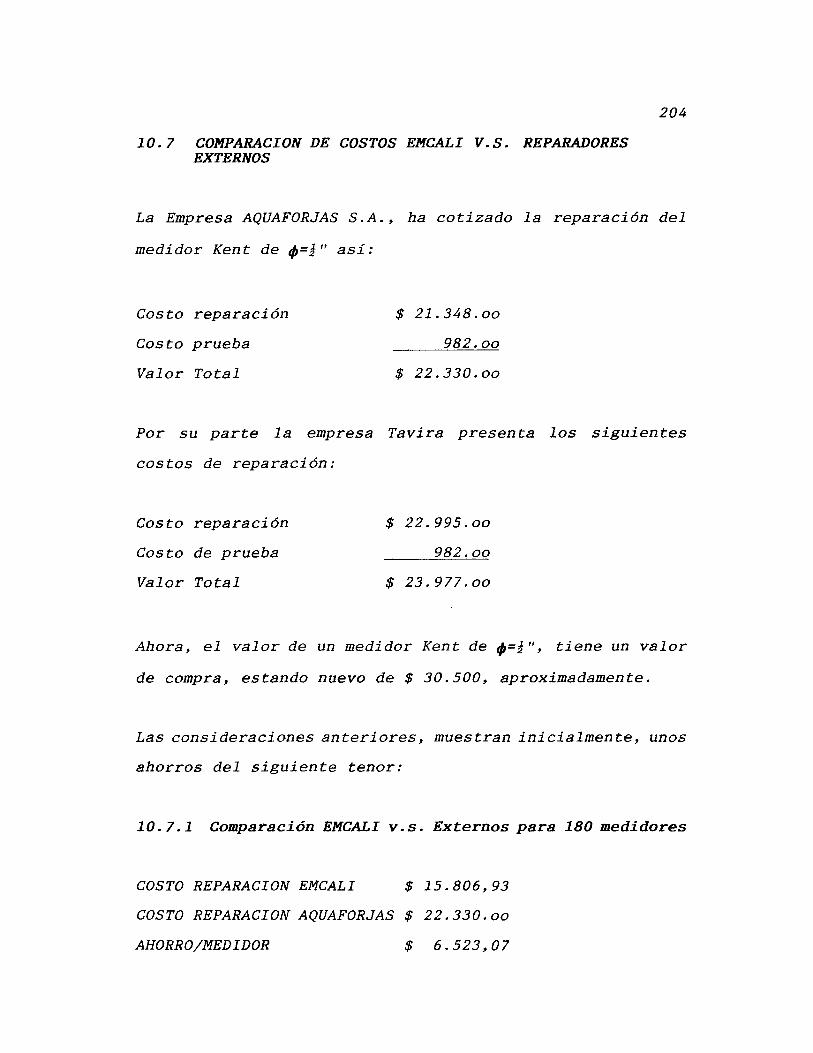
10.7 COMPARACION DE COSTOS EMCALI V.S. REPARADORES EXTERNOS
204
La Empresa AQUAFORJAS S.A., ha cotizado la reparación del
medidor Kent de t/J=JII así:
Costo reparación $ 21.348.00
Costo prueba 982.00
Valor Total $ 22.330.00
Por su parte la empresa Tavira presenta los siguientes
costos de reparación:
Costo reparación
Costo de prueba
Valor Total
$ 22.995.00
982.00
$ 23.977.00
Ahora, el valor de un medidor Kent de t/J=J ", tiene un valor
de compra, estando nuevo de $ 30.500, aproximadamente.
Las consideraciones anteriores, muestran inicialmente, unos
ahorros del siguiente tenor:
10.7.1 Comparación EMCALI V.s. Externos para 180 medidores
COSTO REPARACION EMCALI $ 15.806,93
COSTO REPARACION AQUAFORJAS $ 22.330.00
AHORRO/MEDIDOR $ 6.523,07
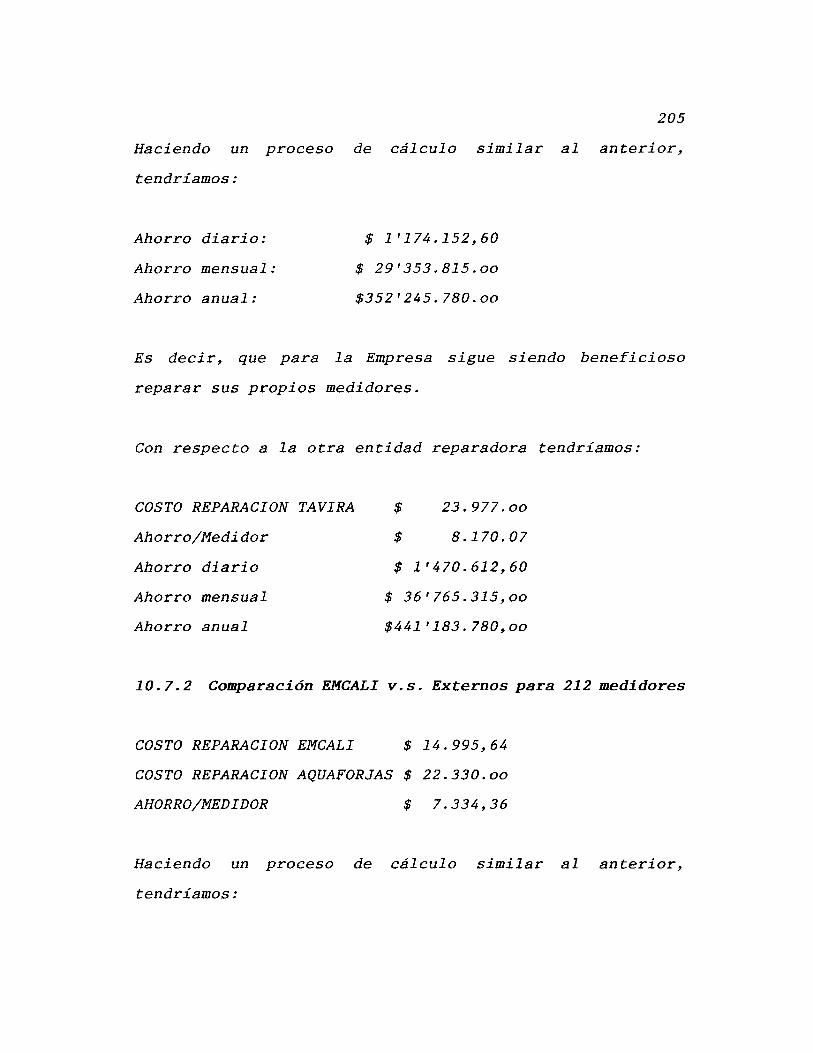
205
Haciendo un proceso de cálculo similar al anterior,
tendríamos:
Ahorro diario:
Ahorro mensual:
Ahorro anual:
$ 1'174.152,60
$ 29'353.815.00
$352'245.780.00
Es decir, que para la Empresa sigue siendo beneficioso
reparar sus propios medidores.
Con respecto a la otra entidad reparadora tendríamos:
COSTO REPARACION TAVIRA
Ahorro/Medidor
Ahorro diario
Ahorro mensual
Ahorro anual
$ 23.977.00
$ 8.170.07
$ 1'470.612,60
$ 36'765.315,00
$441'183.780,00
10.7.2 Comparación EMeALI V.s. Externos para 212 medidores
COSTO REPARACION EMCALI $ 14.995,64
COSTO REPARA ClaN AQUAFORJAS $ 22.330.00
AHORRO/MEDIDOR $ 7.334,36
Haciendo un proceso de cálculo similar al anterior,
tendríamos:

Ahorro diario:
Ahorro mensual:
Ahorro anual:
$ 1'554.884,32
$ 38'872.108.00
$ 466'465.296.00
Con respecto a la otra entidad reparadora tendríamos:
COSTO REPARACION TAVIRA
Ahorro/Medidor
Ahorro diario
Ahorro mensual
Ahorro anual
$
$
23.977.00
8.981,36
$ 1'904.048,32
$ 47'601.208,00
$ 571'214.496.00
206
A todas luces el funcionamiento del taller de reparación es
ren tab1e para EMCALI, desde el pun to de vis ta de la
reparación de los mismos a través de personal propio y no
por medió de entidades externas.
Aunque estas cifras son significativas, si se implantara el
nuevo sistema se lograrían ahorros extras, que harían aún
más rentable el funcionamiento del Taller de Reparación de
Medidores.
Otra perspectiva que sustenta el funcionamiento del Taller
es el renglón correspondiente a la recuperación de piezas
y por consiguiente, el ahorro en la compra de repuestos,
base primordial para el buen funcionamiento.

207
Las cifras que a este respecto se tienen según datos
estadísticos reportados son las siguientes:
COOIGO REP[JESTO REC[JPERACION(}L VALOR [JNITARIO VALOR REC[JPERAOO
4640 Pistón 10 J 3.335 J 333,50
0553 Registrador 10 4.990 499,00
1522 Cubilete 10 330 33,00
1536 Empaque de registrador 60 105 63,00
4460 Cuña de retención 80 630 504,00
1500 Barra impulsadora 50 1.140 570,00
1542 Sinfín 30 290 87,00
1506 Buje tapa cámara 60 265 159,00
H25 Arandela del sinfín 30 105 31,50
4700 Tapa cámara motor completa 70 2.500 1.750,00
1512 Colador 90 380 342} 00
TOTAL HATERIAL REC[JPERAOO J 4.372
Es decir, que a más de los ahorros anteriormente
calculados, en el taller el personal recupera accesorios
por valor de $ 4.372,00 por cada medidor reparado, lo cual
incrementa ostensiblemente la rentabilidad y a la vez
permi te una recuperación que no podría obtenerse si la
reparación se hiciera externamente, además, del costo de
oportunidad de disponer del medidor reparado en forma
oportuna.
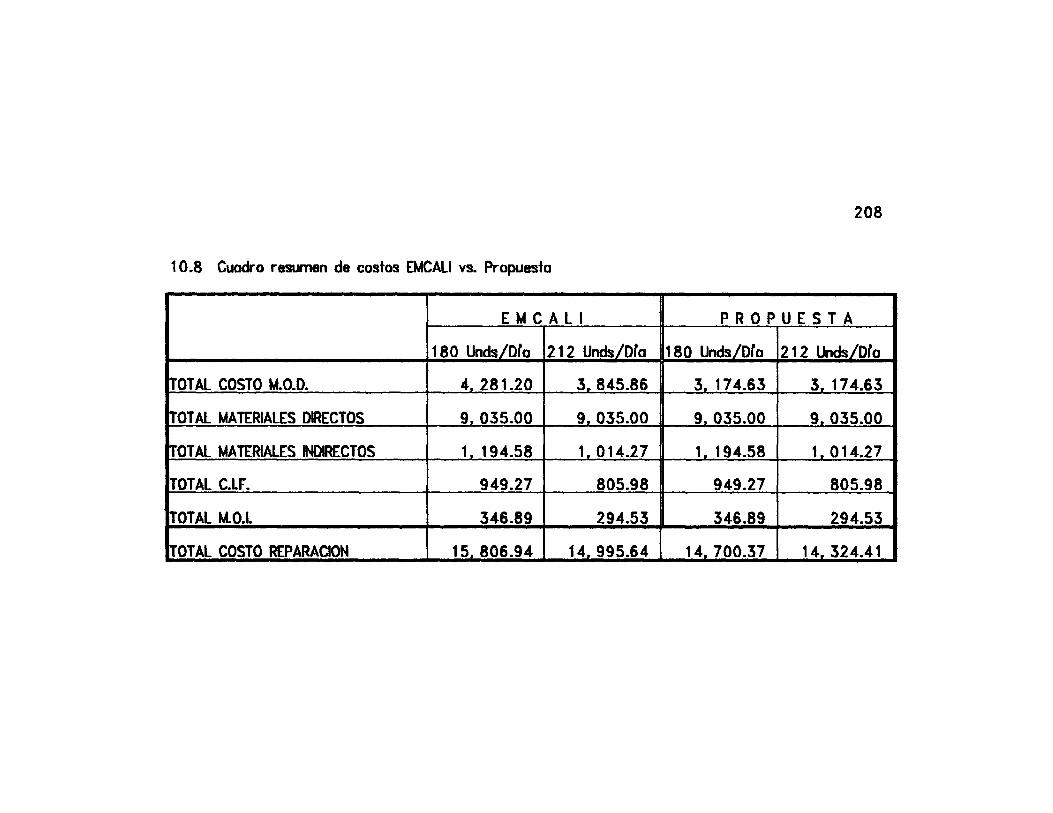
208
10.8 Cuadro resumen de costos EMCALI vs. Propuesta
EMCALI PROPU(STA
180 Unds/Ola 212 Unds/Oia 180 Unds/Ola 212 Unds/Oia
TOTAL COSTO M.O.O. 4. 281.20 3.845.86 3-, 174.63 3. 174.63
TOT Al MATERIALES DIRECTOS 9 __ 035.00 9-,035.00 9.035.00 9.035.00
TOT AL MATERIAlES INDIRECTOS 1.194.58 1. 014.27 1. 194.58 1.014.27
TOTAL C.LF. 949.27 805.98 949.27 805.98
TOTAL M.O.l. 346.89 294.53 346.89 294.53
rOTAL COSTO REPARACION 15. 806.94 14. 995.64 14. 700.37 14. 324.41

c:: ::1 <.. "' v -,-
~.5. c· • z=..
o-Q) .:;) - o C:C:3 r ... 0",--, , r-C> ..., • n
<"" <: .. :> ;
209
10.9 Cuadro comparativo de ahorros con respecto al método actual
180 Unds lOra 212 Unds/Ota
AHORRO ACTUAL PROPUESTA ACTUAL PROPUESTA
15. 806.93 14. 700.37 14. 995.64 14.324.41
AHORRO UNIDAD 1. 106.56 671.23
AHORRO OlA 199L 180.80 142J 300.76
AHORRO MES 4. 979. 520.00 3.557.519.00
AHORRO ARo 59. 754. 240.00 42. 690 228.00

210
10.10 Comparaci6n de ahorros 180 vs. 212 medidores
180 Unds/Dra 212 Unds/Dra
AHORRO ACTUAL PROPUESTA
15. 806.93 14. 324.41
AHORRO UNIDAD 1. 482.52
AHORRO OlA 314. 294.24
AHORRO MES 7. 857. 356.00
AHORRO ARo 94. 288. 272.00
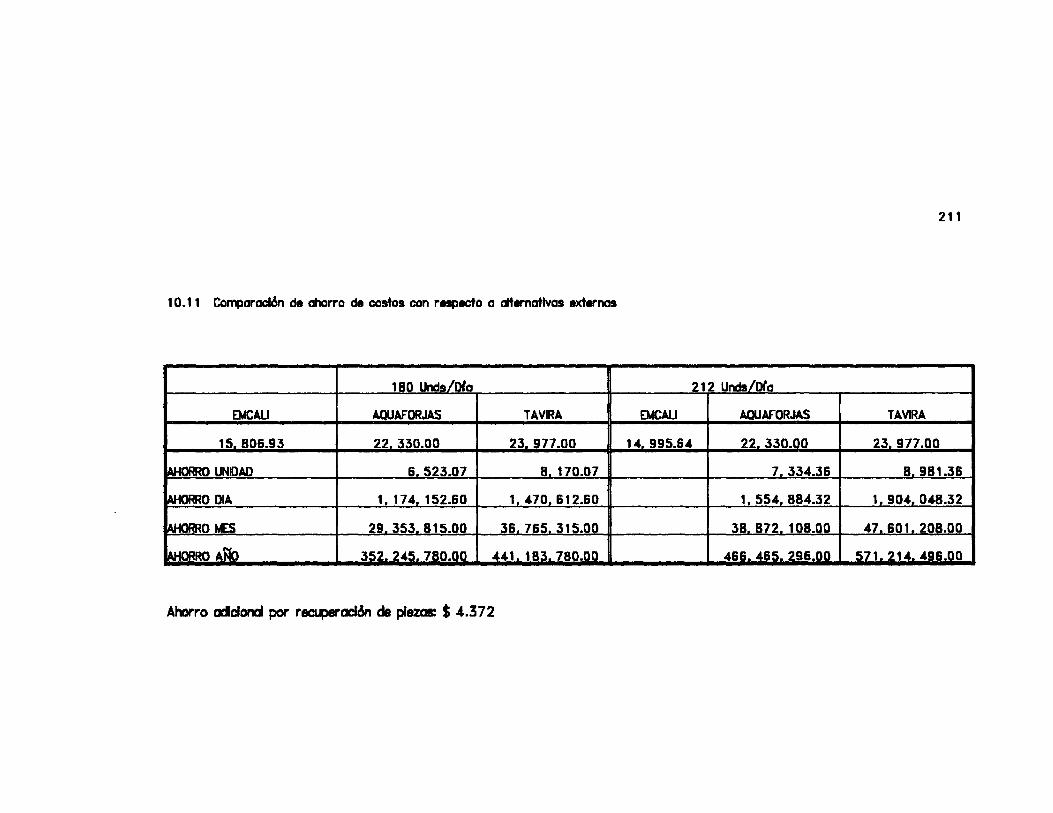
211
10.11 Comparacldn de ahorro de costos con rMJ)ecto a alternativas externas
180 Unds/Dia 212 unds/oi a
EMCAU AQUAFORJAS TAVRA EMCAU AQUAFORJAS TAVRA
15 806.93 22 330.00 23 977.00 14 995.64 22 330.00 23 977.00
iAHoRRo UNDAD 6 523.07 8 170.07 7 334.36 8 981.36
• ..... -OIA 1, 174. 152.60 1,470 612.60 1, 554, 884.32 1~_904~O48.32
~Ot.ES 29 ____ 353 815.00 36 __ 765._ 315.00 38. 872. 108.00 47 601 208.00
iAHoRRo AttO 352 245 780.00 441 183 780.00 466 465 296.00 571 214 496.00
Ahorro adclonal por r~acl6n da piezas: $ 4.372
1. La primera conclusión del estudio establece que es
rentable, para EMCALI, realizar mediante su propio taller,
la reparación de los medidores domiciliarios, que no se
justifica, en condiciones de un buen balance de línea,
enviar los medidores a reparación a fuentes externas.
2. Que los actuales costos de reparación son susceptibles
de ser mejorados sí se adoptan las medidas sugeridas en el
presente estudio.
3. Es imprescindible que se establezca en el Taller de
Medidores de Agua, de la sección Acueducto de EMCALI, el
programa de Higiene y Seguridad Industrial, empezando desde
las correcciones sugeridas a los puestos de trabajo, como
son la adecuación de lavaderos, el cambio de las sillas de
todos los operarios, el cambio de los focos de iluminación
de los bancos de reparación, la separarción de los puestos
de codificación y pintura. Todos estos cambios deben ir
acompañados de la educación e instrucción de todas las
personas que laboran en el Taller, de modo que se
implementen y arraiguen los buenos hábitos el el trabajo
diario, como un beneficio de la preservación de la salud y
213
la seguridad de todos. Todo ello redundará seguramente en
una disminución de los estándares y mejor ambiente de
trabajo.
4. Reforzando 10 anterior, el Comi té de Higiene y
Seguridad Industrial, debe actuar como ente vigilante de
todas las disposiciones legales y propicias para el buen
desarrollo del ambiente laboral, para 10 cual deben
involucrarse de manera activa los integrantes del recurso
humano del Taller y con su consentimiento previo,
establecido en actas, ejecutarse de manera diaria los
reglamentos y disposiciones del programa.
5. Es deber individual velar por la seguridad en su tarea,
logrando en conjunto, la seguridad global, por 10 tanto, el
trabajador deberá expresar sus inconvenien tes y
apreciaciones en un diálogo franco, abierto y permanente
con sus condiscípulos, que haga conocer las falencias que
se van presentando, las soluciones posibles y los riesgos
eliminados, creando de esta manera, un ambiente confiable
y armónico a nivel grupal, actuando en coordinación y con
la cooperación permanente de las directivas del Taller de
Medidores y del Departamento de Suscriptores.
6. La utilización de los cuadros estadísticos propuestos de
manera habitual, a conciencia y con cuidado de registrar
información veraz, permi tirá conocer los resu1 tados del
214
programa a corto y largo plazo; estudiar y analizar los
casos que requieren atención urgente o inmediata y montar
estrategias de seguridad.
Sólo de esta forma se hará del Taller, un sitio realmente
agradable laboralmente, donde se cree un clima de
seguridad, bienestar al trabajador y colaboración.
7. Para acabar la "montaña" de medidores domiciliarios,
sería útil la contratación de reparadores externos, ya que
la acumulación actual no permi te, con los estándares
establecidos, en el corto plazo la evacuación de la misma,
ya que inmediatamente se generaría una entrada similar por
recambio, pero con la disminución de la misma mediante los
medidores dados de baja por inservibles.
8. La situación sustentada, parte de la supuesta
si tuación, que el Taller está en capacidad de procesar
absolutamente todos los medidores que llegan a él,
evitándose la acumulación de los mismos y el estudio de
una teoría de colas para el manejo de los mismos. El
balance de línea propuesto, demuestra que la situación es
perfectamente manejable, dejando margen de tiempo ocioso
en el medio humano laboral, 10 cual permite asegurar el
continuo desempeño del programa de reparación.
215
9. El taller de medidores presenta una distribución en
planta práctica para las labores que allí se ejecutan:
todos los puestos de trabajo, las instalaciones
hidraú1icas de pruebas, motores, muebles, estantes y otros
accesorios que intervienen directa o indirectamente en el
ciclo total de reparación se hallan ubicados de modo que
permiten un flujo continuo y sin interferencia de los
materiales, que no presentan inconvenientes técnicos, de
no ser por la segunda grata, localizada al final del
proceso. El operario prefiere no utilizarla porque ella
está al lado del banco único de pintura y codificación; el
polvillo de bronce que se expele, afecta la presentación
de los medidores recién pintados, ya que se adhiere al
cuerpo del medidor al encontrarse el esmalte fresco, por
10 que se decide trasladar los medidores que requieren el
borrado de codigo hasta la Grata No.1.
La propuesta de ubicar la Grata No.2 en una cabina
cerrada, y la separación de los puestos de Pintura y
Codificación, tal como se determina en el plano de la
Distribución en Planta Propuesta, erradica el problema de
la expansión del polvillo, disminuye notablemente los
transportes y reduce los factores de riesgo a los
operarios implicados en esta labor.
10. Una gran ventaja, como previamente se manifestó en el
capítulo 9, es la edificación presenta un grado de

216
flexibilidad que permite remode1aciones futuras, de
acuerdo a las necesidades que se presenten.
11. El presente trabajo, permite comprobar que todas y
cada una de las actividades desarrolladas en el Taller,
son susceptibles de ser estandarizadas y que en base a
principios técnicos, de acuerdo a las condiciones
establecidas, dichos estándares han sido establecidos,
como una herramienta, para estudios económicos y
financieros que involucren al Taller. Así mismo, ellos
sirven como pauta para realizar mediciones de rendimiento,
proyectar estrategias de producción y elaborar
presupuestos con un mayor grado de exactitud.
12. Una conclusión básica que se desprende de los
resultados, estriba en la mejora de los rendimientos
actuales, tanto a nivel del personal directamente
involucrado en el proceso, como del personal de refuerzo
logístico, gracias a una mejor distribución unitaria de
los costos, gracias a un aumento de la productividad.
1. Implementar nuevas políticas laborales en el Taller de
Reparación de Medidores, que permitan el desplazamiento de
operarios de una sección a otra. Por 10 tanto, deben
llevarse a cabo conferenccias y cursos de adiestramiento.
2. Dar a conocer al personal involucrado en el Taller, el
resultado del presente estudio, analizarlo y conseguir en
grupo, los mecanismos que hagan viable
3. Agilizar la entrega del software contratado, ya que
és te permi tirá a EMCALI, llevar a cabo un mayor con tro1
económico del Taller de reparación de medidores.
4. Enviar a reparación externa, la montaña de medidores
que esperan ser reparados.
Dado que la reparación masiva de éstos generaría un
exagerado inventario de medidores reparados, se podrían
implementar dos programas alternativos:
a) Comercialización de Medidores reparados a empresas de
acueducto de otros municipios.
b) Mayor cubrimien to en el
218
cambio de medidores
domiciliarios en la ci udad, que evi taría facturaciones
erróneas, pérdida de tiempo y mala imagen.
5. Tecnificar las áreas de Lavado y Limpieza, mediante la
compra de equipo de San B1as ter, igualmen te la zona de
Pintura a través del diseño de una cámara para tal fín que
esté dotada de extractor de gases y la operación se haga
mediante pistolas para tal actividad y no a brocha.
ANZIZU, José M. de. Las funciones directivas. Colección
Temas Empresariales. Barcelona: Editorial Labor S.A ..
1.978
GOMEZ A., Luis Alfonso y RIZO F., María Fernanda. Estudio
y proyección de la capacidad de la planta de la sección
de empaque de una empresa manufacturera-Confi tería- p. 47
GOMEZ M, Ramón E1ías y MARTINEZ R., Javier. Estudio de
distribución en planta, seguridad e Higiene Industrial
a la Central de Clasificación Adposta1. 1.990
GONZALEZ, Luz Ste1la. Conferencia dictada de Salud
Ocupacional. Compuestos Químicos. p. 23 a 29
HEATING AN COLLIN FOR MAN INDUSTRY, Asociación Americana de
Higiene Industrial. Akron, Ohio. 1.970
HEINRICH, H. W. Prevención de Accidentes Industriales. Un
ensayo ciéntifico. México, D. F.: Asociación Mexicana de
Higiene y Seguridad, A. C. 1.950
Um~~I,,) ,1' "'or,. d~ (;cdá.nl. SECClúN IIfSUO ¡ LeA

IRWIN, Richard y NIEVEL, W. Métodos, Tiempos y Movimiento.
Ingeniería Industrial. Tercera Edición. 1.990
LI, David H. Contabilidad de Costos para uso de la
Gerencia. México: Editorial Diana. 1.977
WESTINHOUSE. MANUAL DE ALUMBRADO DE LA
MAYNARD, H. B. Manual de Ingeniería y Organización
Industrial. Tercera Edición. Bogotá: Editorial Reverté
S.A. 1.988
MICHEL, Pierre. Colección Manuales prácticos de gestión
económica de empresas. Ediciones Deusto. España.
SAPAG CHAIN, Nassir y SAPAG CHAIN, Reina1do. Fundamentos de
preparación y evaluación de proyectos. Bogotá: Mc Graw
Hi11. 1.988
SERVICIO NACIONAL DE APRENDIZAJE (SENA). Mecánico reparador
de medidores de agua. Programa de entrenamiento dentro
de la empresa. Bogotá. p. 4-1 a 4-6.
VARELA, Rodrigo. Evaluación económica de inversiones.
Editorial Norma: Colombia. 1.993

VILLOTA, Héctor F. y SANTA CRUZ , Mayer o. Estudio de
distribución en planta, seguridad e higiene industrial en
la empresa Transformadores de Colombia. (Tesis). 1.989
ANEXO A

Enf.rmedade. de trllbojo ~nfermedade. Profeslonole. Enfermedades Comunel Auserrtismo Gtmer'"
~,o ~Jl ~~J~l I F. Año I S.=-Año====~~
11. Humls b. PC~V(lS
o. Gasas}' Vapores d. Ruido e. MaJos Olores
¡~JN°1 8=
~ t
SANEAIoIIIENTO BASICO
l. Abasteclmlenw de agu. para consumo humano
11. Acuoou(:to Público b. Acuaducto Ptivpdo c. Acarreo (Botellas.Canecas) d. Alrl'lftCenarniento prot'gldo
2. Bttbedores
3. Stnviclo. Higiénicos a Inodoros - Orinales b lavarnanos c. Duchas d Recintos
4. Sala d. Vestiur
5. Stuvlcio da Alimentaci6n a Comida d.ntm dela EmpreSII
b Preparación (Co·~ina) local Adecuado
- Manipulación Adeouada c Almace namiento y Conservación
Adecuada de A1imente'll el Comedor, l.oc.aI adecuado
T"'toPlj~DIO
.......... do
i [Si ]]~
EE3 Ullir.cic .•
s..6cielle AII ..... do A.:J..cu.la
E~4~: t~ ~=~
~.. ~=~- Ei~ - - --- -- -- --
SII6ci .. 'e
ISI Uo
... d ..... do [=CJ
6. Disposición Adecuada de Oe •• chol b Aguas Industriales
Sftfi,'¡~.le
[=[3 c neseoho$ Sólidos
OBSERVJ\GIONES InlOlo I~O' ! P'8'1 - -,¿,<sati . ----------j=¡=- ----------------
~3==I=t=:::========-----f-- --- ---, -- -- ---~---------------
------+--1----"---I.-._-~
I---t--+----+-----. - ___ 4 ____ -I. _____ ~
--]-=t----t ==t=-+=~==========-- --------------------¡--¡------.J.--- ---- -------------
----------------------------------------
---t--t--t -----1---- ---- ---------------------
----~----~-----~---------------
---t--t-r-·------------------------------1---- --J------------------
---1---,--'------------------------~---
- ---- --~
------------------------
----I-----t---... -----------------------------------1 ____ ... ____ • ______ . __ ~ _________ _
---·--;-.--1--------------------3--f--f-------------------- --- -- -------------------- -- -- --------------- -- ____ o ________________________________ _
___ .t-__ --. ____ I _______________ _
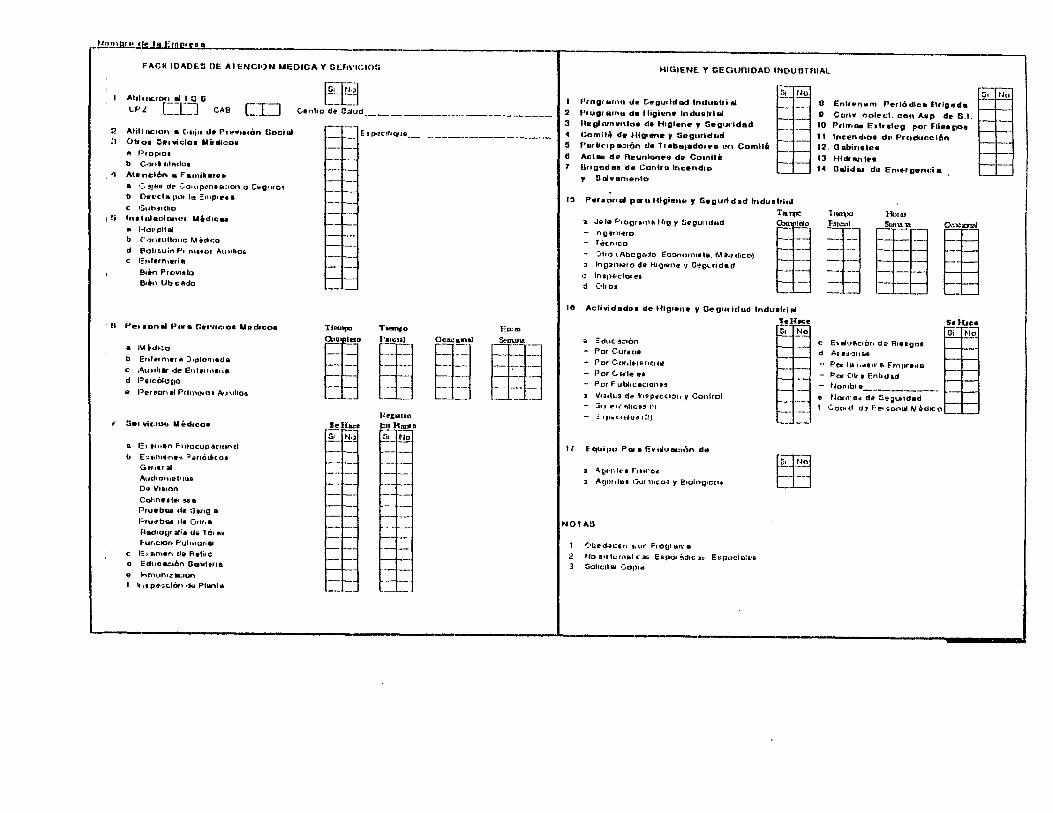
_!:!!.!.!ll!I!.!!..!I .. l. f,np'S8!L.
FAGlIlDADElIllE ArENCltJN MEDICA y :a:F'\'IGIO!'
2 :1
AhllllC.lOU el I G G
LPZ el] CAB [TI
A'ili.M:::IUh • (.Iaill d. PreY.e.ón naci'" OtrOI S.''''cfol MúdicOM I!l f='roplol
b C'l".I,,,,tlO'
" Atanción 11 FamU.auHI
! ~;
'11
• ':'1'911 df" \:"]lnp~rl.a::IOIl o CIiV' .• rot
b O.redll pUl tI! :mp' ••• e l~uhoJldlO
In ..... aciolll!1 "'dlc ..
a H<l,'~II"
b C'lnlultollc M-idlco
d E'c,"cuín fJr "''''01 AU).lhoi e f=nr.rn,.ría
elM Pre.vlsto Bfe" Ubcado
Pe'lon" PUl. GeNlclol U"dlcou
iI 1111 ~d.,o
b Enl~fm.ra Jlplol"ada
e .'tI)llIar de E"I'"I'.'¡. d 1~.,cÓIO\lO
" 1:).'8or,.1 P,lrnarol AtJ),lhOI
31t1-vi,.lutI .. ad,coe
e. l=:. 11I11 .. n FI,tocup~Cll)nfl
b E:l:fll1ll·n.o !)¡¡rtÓdICOI
G.nar ),1 Aud,olllnl. lile
DI' \/'I,on Cohn •• tel Me. l:lruebee ct~ 311119 • I:-"rutibel ele ursr.. RadluUr aH. ti. lél8J1.
fur,ctOn f'ultllor.a. e I=.) ........ n ellt A.ti, e o Educ ación n .. "I.lla a Inn'.unlZ Ie,on
".1 p"'Jl:.ión da Plenta
I~J~~j C.onlro de :¡'~ud _______ , _____ , ___ , _________ _
Elip~clllq'J. _________________ ._
Tiempo "''''''Fo F.o> ID
- - - - -- ---a,ameto I~I'::I'L Oca.:~1l SE'~la'_
~- mi ~~~ m~ Se Hace S, lif;
Re,,, .... ) !:.nH,uUII 'ñ;Jr~
2 3 4
5
6
15
18
HIGIENE Y GECHIRIOAO ItwuurlllAL
Progr.untl dR f:.eQuddll'::t Indulihi al
P,ogrtunll d. tligi~n. Illdualrial ReghllnlPllto. d. Htgie,... , 3egl.Jl"idad
Comil. d. tllo,.n. y S"OuridlJd f'orbC"lpa:lón da l •• baJador .... IUl Comilé Aelaa de Reunion •• d. Cornil. Orinad ea de Con Ira Incendio , 301vumenlo
~J!.lO
P4u.nnU p.lltiillilfn~ y Gegurid.d 'ndu.hiul
B Enl"," .. m Periódica ElrlDad" D Conv nol~cl. con A.p dI> S.1. 10 Primaa E.lnl"u por FIi ... "oa 11 Inc,md.oo d .. Producción 12, G ahin.ley
13 Hidrante. 14 Salid .. de EmHoan<,1 a
T, .. '(lC 1'00"0 He,., 3.. .J~'fI' P,ogr.ma Hlg y {iegulldüd - ngll1lofro - TécniCO
- :.Ir.) t Abe getojo Econnn"1I8'a, M th. elIC")
,) Ing;tn.~ro de Hl9~lle', G·'Q\..rldad
,;: tnepE:ctol'" :f (¡hoJ
B~] ".": :;.,~ - "'"~
-~ ~ ~I m Actividad~. de Uiglen .. )' Geuuridud Induatrial
SoH..,e SIH,.,.
il ::duca::lón - Por Cura el. - Por Celf,'.,enCIlIE - Por C. .rle tU - Por F ubltceclonls
l \lIaltt-.3 d~ ",sP'¡CC.IOh '/ Conlrol - J'a ~.,' 61u~1>3 11,
- ':J,u'l.ud(tI!J .:!)
G.'1!:'ol e e"alUI\CIÓ" de RI •• gos d Art':t']IIa.1
Por lu r"!lIt"!\ Fm"r.flB - ~orC'h.Enhdld - t~C)n.b'9 ____ " ____ ._
e fJnrn"sliI de flc¡.;ulldad , Coold d~ F-eotwonw tII"dlco
rn~¡;
17 E quilJU PQI. evu'uIICHín da
a '",·nlt,. F"lIu'oa
J Agur,'tu l:;'Ulll1C03 y emlnglco,¡ Ej~3
NOTA3
Ola· d-.can ti ur Progr an". :z u:;, 8111l!rllill C~¡ EePCJIS::lIC:Se Et:;pt~ciBll'.
Sohtal at '~O,,'iII
:J,ltJn
.--------------------- j
ANEXO B
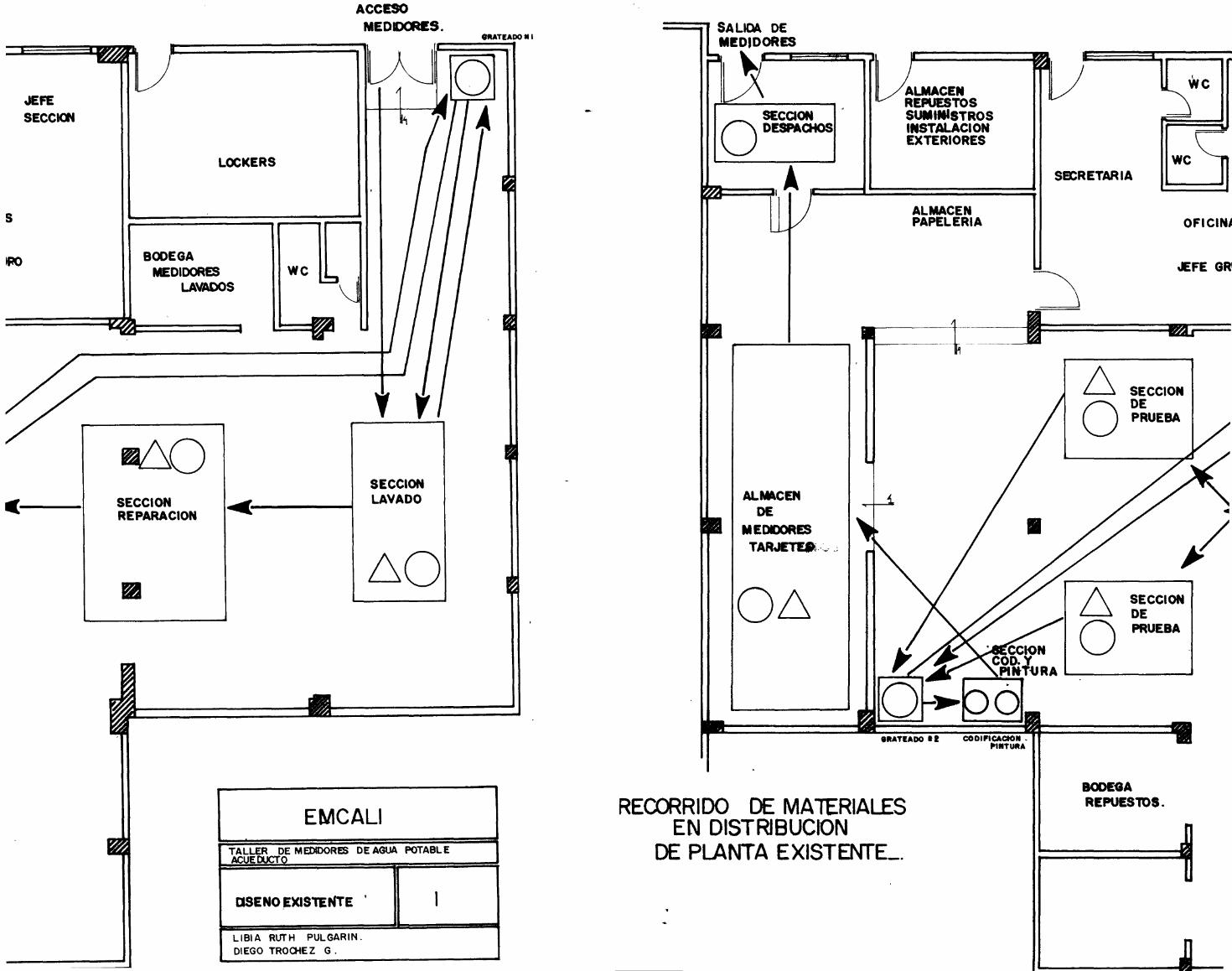
s
JEFE SECCOj
ACCESO NEDIIJC:RES.
LOCKERS
BOOEGA MEDIDORES
LAVADOS WC
EMCALI
TALLER POE MEDIDORa> DEAGUA POTABLE ACUEDUCT
DSENO .XlSTEtfrE • 1
LIBIA RUTH PULGARIN. DIEGO TROOiEZ G.
GRATEADOtI. =:=1 SALIDA DE
MEDIDORES
o SECCION
ALMACEN REPUESTOS SUMINISTROS INSTAlACION EXTERIORES
ALMACEN PAPELERIA
RECORRIDO DE MAlERIALES EN DISTRJBUCION
DE PLANTA EXISTENTE_.
SECRETARIA
BQDEGA REPUESlOS.
• wc
OFICIN~
~FE GR
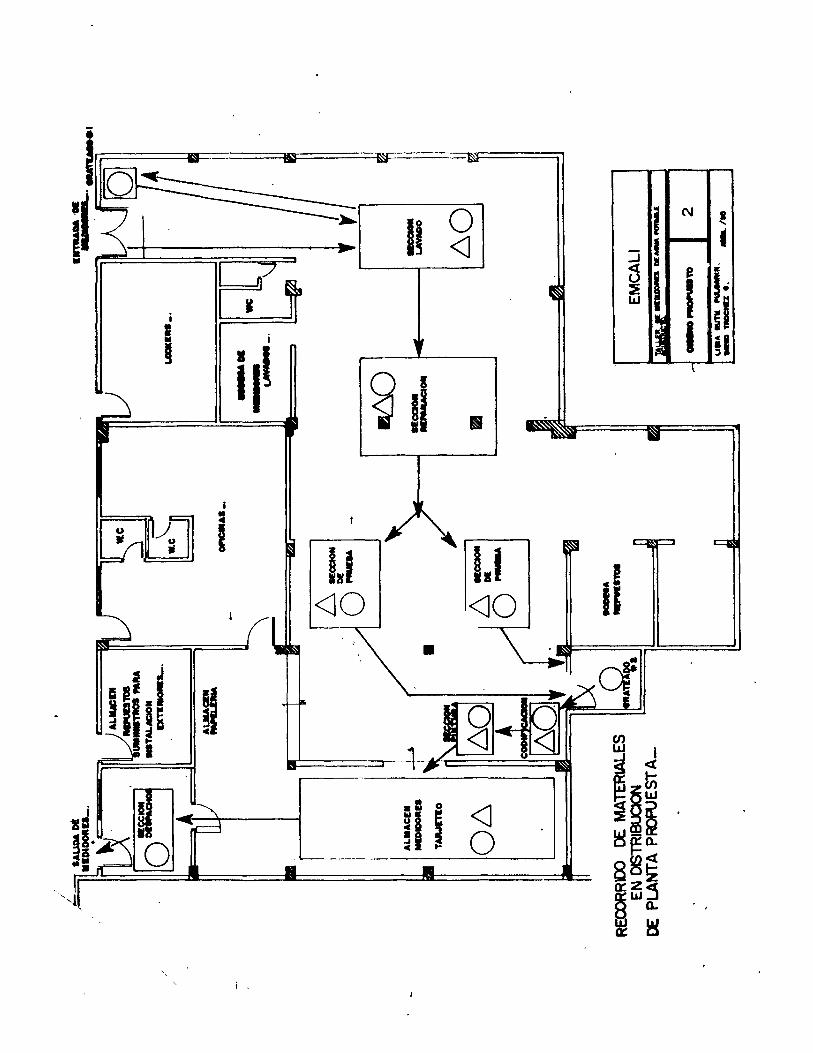
i
I
I
I J
1I
i .

lAs tmtfgtneüu ttlW tdific«ionts pÚlnltan como prioridtuJ IMItdiszl4 /Q 1Itcf.lÍtllld dt busau qut Iodas las Ptrsotl4S tuntlUJudas /ogrtn ponmt , salvo.
Usted -que habita la torre- es la pe~na clave para colaborar en los operativos de emergencias.
RECOMENDACIONES EN CASO DE EMERGENCIA
10. Conserve la calma. 20. No oorra· No grite, el gritar produce pánjco. 30. No se devuelva por objetos oMd~. 40. AJéjese de las ventanas o puertas ron vidrio So. Oriente a bs visitantes pues no oonocen el
edificio. 60. No dIVUlgue ni haga rumores.
. I 70 Si las escaleras no representan peligro baje ordenadamente y salga del edificio.
So. No haga lo que no sabe hacer. 90. Diríjase a Ja zona de refugio o al siDo ~icado
por, los coordinadores de emergencias. 100 Cerciórese- que sus compañeros hayan sabdo
del ~ificio.
PONGA ATENCION
TRABAJ~ CON SEGURIDAD
LOS DIEZ MANDAMIENTOS
DE LA SEGURIDAD
Stga las InStruc00n8S. no ~a amesgue; &i no sabe.
pregunte. 2 Cuanoo ye. una c:ondeClOn ansegul a. con l¡aLa o informe
lf'Vtl8d .. lJtI1\@l.I·,;.
3. Conserve SU irea de trabaJo Itmpla y ordenada.
oC. Empie61as hefTamtentas aproptadas para cada lJaLa
JO; c:onsérveta.s en buen estado
5. NotIfique cuaJQulet leSIOn a la mayOl brevedad. por
tnSJgndicante que esta sea.
6. ()pele uncamenle el eQUIpo que le ha stdo asagnado. 7 .. UtilICe e' eQUIPO de prolecoOn. vista ropas apropcadas
al ttabalO 8. No ha~ bromas ni chlsles; evite distraer a tos oemAs.
Camane. no corTa. 9 Cuando Ie\'an:e algO. doble las ,odlllas; sc!lC1'e ayuda
par a 1':':. cargas Pt!sadas.
'O Siga .as tnslr~ de segundad. y Ibc:.Jerde que ...
·Un segundo de d!stracoón puede oca~w toda
una vida de pesates·.
TU F.4MILIA TE ESPERA

Salud y Seguridad Industrial
. ftlANFJO DE MAQUlNARL\ a) Antes de ponet en marcha la máQuIna aseQÚres. de
Que nadae eSl6 traba/andO en .lIa o repar!nowa.
bl Si no llene AVTO"fZAClOH par. SU ~ no Irale
de hacerla fun..-sonat.
e, SI po: algUn motIVO bene Que ausenlarse de IU ..uo de trebat<>. AP AGUELA.
d) Los ptotectOle. est." Instalados pala su protec::ciOn: no los qUite. sepate. ni tlale de .gOOfat1OS
e) 'ARE la m&Quin~ antM de engrasaN O IImpcana.
nunca U ate óe a,uslaI1a. graduarla o desbaratan. 85-
tandO en movt:ftf8t'IIO.
f) Toda reParaoon deOe $8f hecha por personas aulonza
lUs. g) Consef)felalatnpla y en orden. EVite reguetos Oe acerte,
grasa, agua u otros liquidas.
h) CualquIer CONOICION INSEGURA comun1quela tIl·
meoialamenle a Sequndad Industrial .
• ) No coma. charle O se dtStratga cuando 'a ~e. Ponga
lcoa su alenoc>O en et t,abato· i) En caso de falla en aa energía OPRIMA EL BOTOH
"ARA A'AGARLA k) No debe Usat'$8 ninguna prenda suelta ni tampoco
JOyas Que se puedan enganchar o enredar oon la nta
quana en rTlOVIrTlIento.
1) CualqUIer duda Que lenga SObre el mane,o de la m~,II
na, comunlquela a su JEFE INMEDIATO.
- CUALOUIER MEDIDA PREVENT7VA OUE USTED TOME ES PARA SU PROPtO
BIENESTAR·
.. SEGURIDAD ANTE TODO ti
ES PARTE DE SU TRABAJO
LA LLAVE DE LA SEGURIDAD
SOMOS NOSOTROS .

EV IT E
~ lÓ~~)~J~~ ~
USE e ICEROS , ~--
no! •
FUME$Ol.AMENTE , DONDE
ESTA PERMITIDO
UniverSld' 1 _ ,·t "'oma o ~ Cccidente ~l_ .Il·~ &ii.~O rECA
ESPERE LO INESPERADO CUANDO TRABAJE e ERCA DE OTRO

DDAS las condiciones peligrosas nec"esitan
~R CORREGIDAS
¡
o}. ~ ~ f!i ~O.J ~()$'
·W·_· __ ·-

FORMAS DE INTERCAMS10 DE CALOR
EVAPORACION DEL SUDOR
~I....-------
~~~- ,,~ ,...---------"-" "'\ "-
~~
RADIACION CONVECCION I
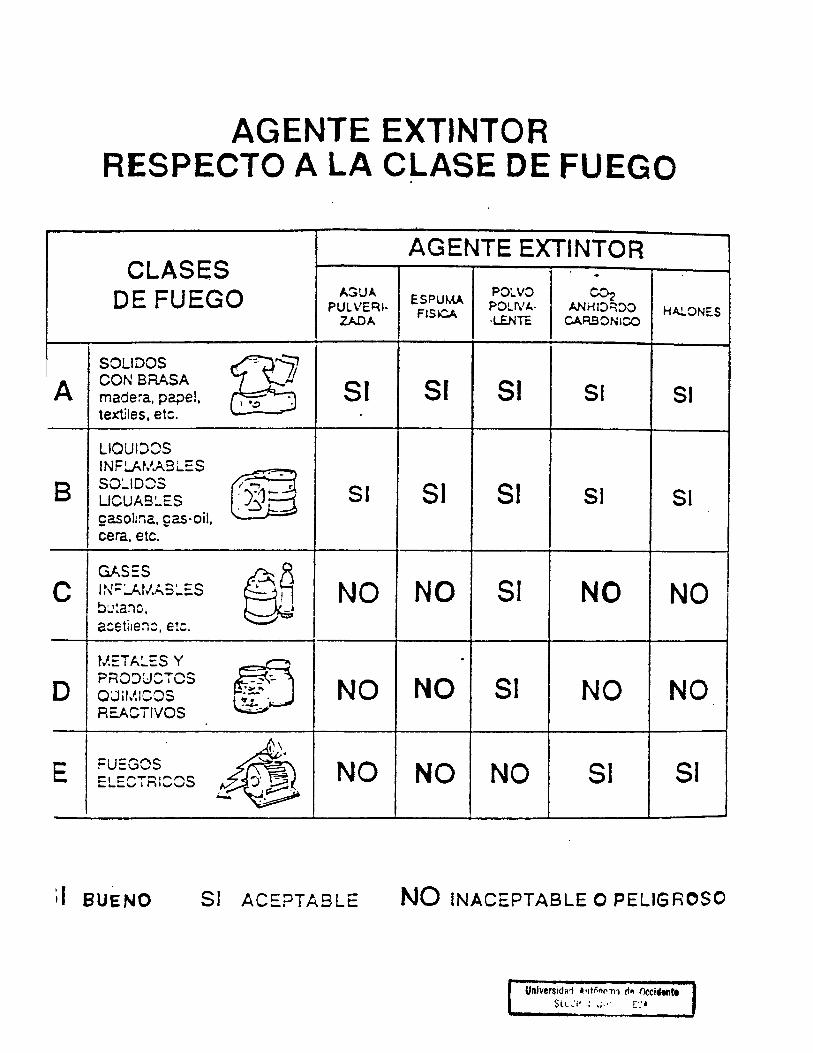
lA
B
e
o
E
AGENTE EXTINTOR RESPECTO A LA C~ASE DE FUEGO
AGENTE EXTINTOR CLASES -
DE FUEGO A~UA ESPUMA PO~VO ~
PULVERI- PO~NI.· ANHI:>~::>O ZADA FISICA . lENTE CARBONICO
HALONES
SOLIDOS &g CON BRt..SA SI SI SI SI made~a. papel. SI \ 0t:) •
textiles. etc.
LlOUI:>8S INF!..A~/.A9~ES
~ SO:"1005 ;' .., . SI SI SI SI UCUAS~ES ' }11- SI .~
gasoh~a. ~as·oil. cera. etc.
GASES
~ l· r=-J..I~· ..... · =-s NO NO SI NO NO .'\ J"\:;' ... _
b:J!ailO. a:etile:¡:. et:.
META~ES y . PRO:)l:J:T05 tJ NO NO SI NO NO "'9;~ Q:.JIMIC05 .-RSACTIVOS
'!~~ ' ..
~ FUEGOS
~~ NO NO NO SI SI ELECTRI:OS
;1 BUeNO SI ACEPTABLE NO INACEPTABLE o PELIGROSO
Unlversid~1 ~."t~I'\(\:111 ¡f., Occi.tIItt SlL;¡' ; ,; .. ' L"
I
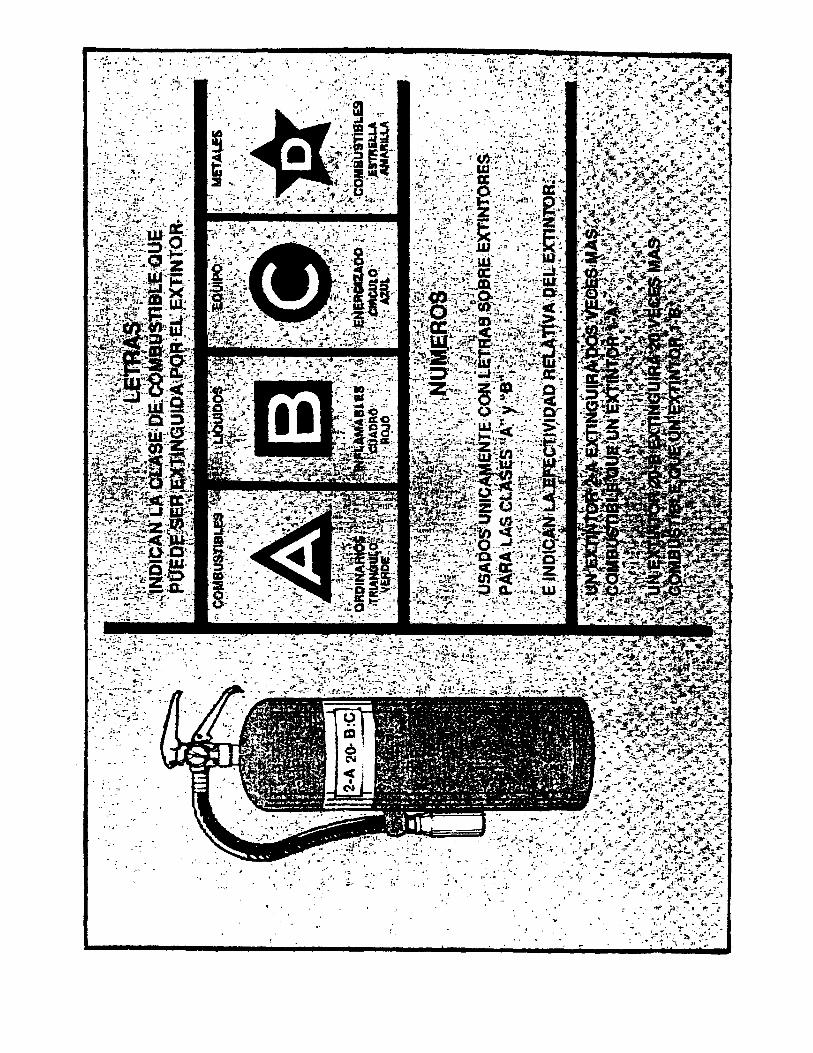
- ~~!.4"" .:_ ;....~ ... :--- ~" ~.
~i .
".! .. -)
,-1'.-
< '-
'. ~ . . . ~ , I ~~
"" . ,-,
- ~ .j-" '.
,',

TRIANGULO DEL FUEGO
PIRAMIDE DEL FUEGO
TEORIAS DEL FUEGO
REACCIONES
EN
CADENA
ELEMENTOS DE PROTECCION PERSONAL
~ Ojos y Rostro
- Gafas de seguridad en todos los sitios de la ,Planta excepto Cafetería, Oficinas, Zonas de reposo.
- Para manejo de productos químicos se deben usar monogafas de ventilación indirecta.
- Para esmerilar, cortar, pulir fuera de las gafas se debe usar careta facial.
~ Cabeza
- Cascos donde exista riesgos de lesiones en la cabeza, por impacto de objetos que caen, o suspendidos, choques eléctricos o quemaduras.
- Si las condiciones de trabajo cambian como en mantenimiento, construcción en el área, reparaciones, paradas, debe usarse casco.
ELEMENTOS DE PROTECCION PERSONAL
~ Manos
Se deben usar guantes dependiendo de la labor ejecutada:
- Para trabajar en caliente. - Para manejar materiales cortantes. - Para "manejo de productos químicos. - Guantes para soldador. - Guantes para electricista (altos voltajes).
~ . Cuerpo
- Ropa de trabajo camisa con manga y pantalón .. - Delantales de cuero para manejo de productos calientes, químicos,
abrasivos, cáusticos, ácidos. - Pecheras, polainas, mangas de cuero para soldadores.
ELEMENTOS DE PROTECCION PERSONAL
~ Pies
- Debe usarse botas con puntera de acero
~ Oídos
- Se debe usar protección auditiva en los sitios demarcados como de alto ruido.
~ Protección contra caídas de altura
- Cualquier trabajo por encima de tres metros, la persona debe usar dispositivo de protección contra caídas:
• Correas de seguridad • Redes de seguridad
+ Cuerdas de salvamento + Ames de seguridad
- Es importante revisar el dispositivo antes de usarlo.

ANEXO e
Uniytrsida1 ~'Itó'loma de Ccciitnt. Sl(;CION BIBLIOTECA
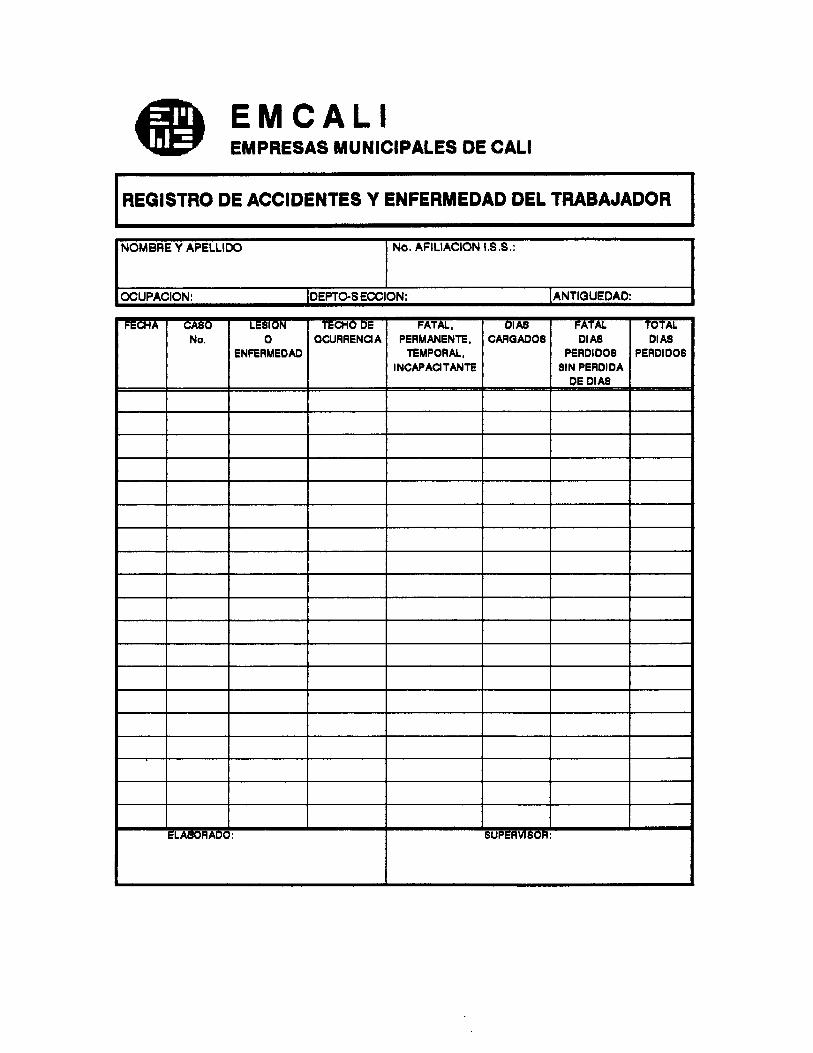
EMCALI EMPRESAS MUNICIPALES DE CALI
REGISTRO DE ACCIDENTES Y ENFERMEDAD DEL TRABAJADOR
NOMBRE Y APELLIDO No. AFILlACION I.S.S.:
OCUPACION: IOEPTo-S ECCION: lANTIGUEOAO:
FECHA CASO LESION TECHO OE FATAL, OlAS ~ TOTAL No. O OCURRENCIA PERMANENTE , CARGADOS OlAS DIAS
ENFERMEDAD TEMPORAL, PERDIDOS PERDIDOS I NCAPACI T ANTE SIN PERDIDA
DE OlAS
ELABORADO: SUPERVISOR:
ITI!M
• EMCALI EMPRESAS MUNICIPALES DE CAU
ACUEDUCTO
TALLER DE REPARACION CONTADORES
-.0- _M
_C1U_ D~PCION --
C!IIQ. s.ad/h QIns)
1
II
3
• 5
11
7
11
11
10
11
111
13
1.
15
oeGI!RVACION!!ll:
-. __ . --~ ---
PM-...-
INFORME DE INSPECCION Fecha:
Insaecc:ionado por:
VALORES DE CALlFlCACION
A - Deficiente
B - Aceptable. Bueno
e -EXÍltltJ se pnt .. nta
-- IUI_ID_ ....... LACIO. -.0'-
PRD1'8DCIO. -... ..- -.0'-
0_ .. ao __
Y (PIllO) .- u __

EMCALI EMPRESAS MUNICIPALES DE CALl
CASO No 1 .... __ --' FECHA: L-l _______ ....J
INFORME DE PRIMEROS AUXILIOS
INOM8RE:
SEXO: MABCUUNOB I'!M!NINO
FECHA DE LA LES ION: FECHA PRIMER TRATAMIENTO:
I NATURALEZA DE LA LESION:
ENVIADO A:
SUTRA8AJO HOSPITAL B
IOCUPACION:
MEDICO SU CASA
OlAS ESTIMADOS DE INCAPACIDAD:
DESCRIPCION DEL ACCIDENTE POR EL LESIONADO:
1 OPTO:
HORA: HORA:
B
FIRMA AUTORIZADA PRIMEROS AUXILIOS TRA8AJADOR

• EMCALI EMPRESAS MUNICIPALES DE CALI
MES ACCIDENTE ACCIDENTE DIAS TOTAL
CON DE PRIMEROS PERDIDOS DIAS
INCAPACIDAD AUXILIOS POR PERDIDOS
ACCIDENTES
~PERO
feBRERO
~O
~RIL
~AYO
~LHO
~WO
~GOSTO
~PTIEMBRE
~
!NoVIEMBRE
0I0EMBRE
TOTALES
RESUMEN MENSUAL DE ACCIDENTES
E INDICES ANO:
HORAS INDlCE INDICE INDlCE PROMEDIO
HOMBRE DE DE DE DE TRABAJADAS FREClENCIA SEVERlDAIl INCIDENCIA DIAS
C'I., CARGADOS
• EMCALI CLASIFICACION ANALITICA DE ACCIDENTES EMPRESAS MUNICIPALES DE CAU
MES~ --- ARo· -
No. FEOtA IOBE-AFI..JACIIN OQI'ACOI HORA TDRI EDAD Nl rutu..EZ.4 PARlE DEl. AGENTE TPO COIOCIINES AGENTE ACTO
SEJMCI) (.lb) CELA. QERPO 1lELA. DE AI&NJ.lI..ES .lCCIlENlE NSECUIO
(.lb) \.ESDII AFreJ.lD.l l..E5ICJN 4CCIlEMTE fIEUGROSAS

~ : 1I rmH-i--R=Htl+ w r:-----U- I ~ i I nTtiit+-W-LlI j
<1 (J i ~ :& ~ . i LLI ji --11.--+ 1 mtt++++-WJ
-I fT r I i ~¡I 1 1 1 1 1 1 I liT 1 ~ ~ I I I111 TTT 1111-1
~ I i I I ~ ; ~II i I ~ ¡ji I : ¡ ¡ r s l'sl I I ~ I!I I 1
111 I I I -
i u ! m
i I I ullIl I II Ir I I -I
I 1--
I I -
- i ... 1
ce W ,'" o I :1 I ILI !
• LD' mI ttttttt-~I UJJlW I I I I I I 1 1 I 1 1 1 1 I I -I III I I III -
ANEXO D
Univers,d-''J h. ""I'n\ ¡ ¡jo Occi4ent, Sl( ~:Il"~ 1-,:', ,,., '.~,.

ANEXO E

P.AIMEROS EH MEDICION y CONTROL DEL AGUA POTABLE EJ
:.
MEDIDO" VOLU~"ICO_ JSM 1/2'~ x .ii5 y_i9() m.m.\
"':._." 4:.' _:_ ~_ .. :~_-::""':-. -::-:- - • \
trFAQUAFORJAS S.A.
~ Calle 20 No 65S.o7
- Cvf:,nlJtadvr 260 48 es 'lentas 260 62 59 - 260 71 ¡'C I
-:. Té/ex 044772 - FJ"( 2505652 ~ AA 138'0 3c,o,,""~r.,ma J
~ .. 6 _ .... ' •• _ •• , -._ • __ - 6- ••• __ •• ___ _
. VENTAJAS EXCLUSIVAS DEL J.S.M.
Unicos de instalación vertical en el mundo, permitiendo así lo modernización en los viviendas de propiedad horizontal.
El sistema de medición volumétrico por pistÓn r~tatorio, garantizo la óptimo exactitud desde-caudales de gotas hasta flujos móximos.
- El aguo poso por el medidor sin cambios en lo dirección, asegurando uno mínima pérdida de cargo.
- Un sistema combinado de tren de engranajes reductor con el registrador, evito el prensaestopas .
. - Normas ICONTEC No. 1060.
. (
\ I I
.1 .. I I
--
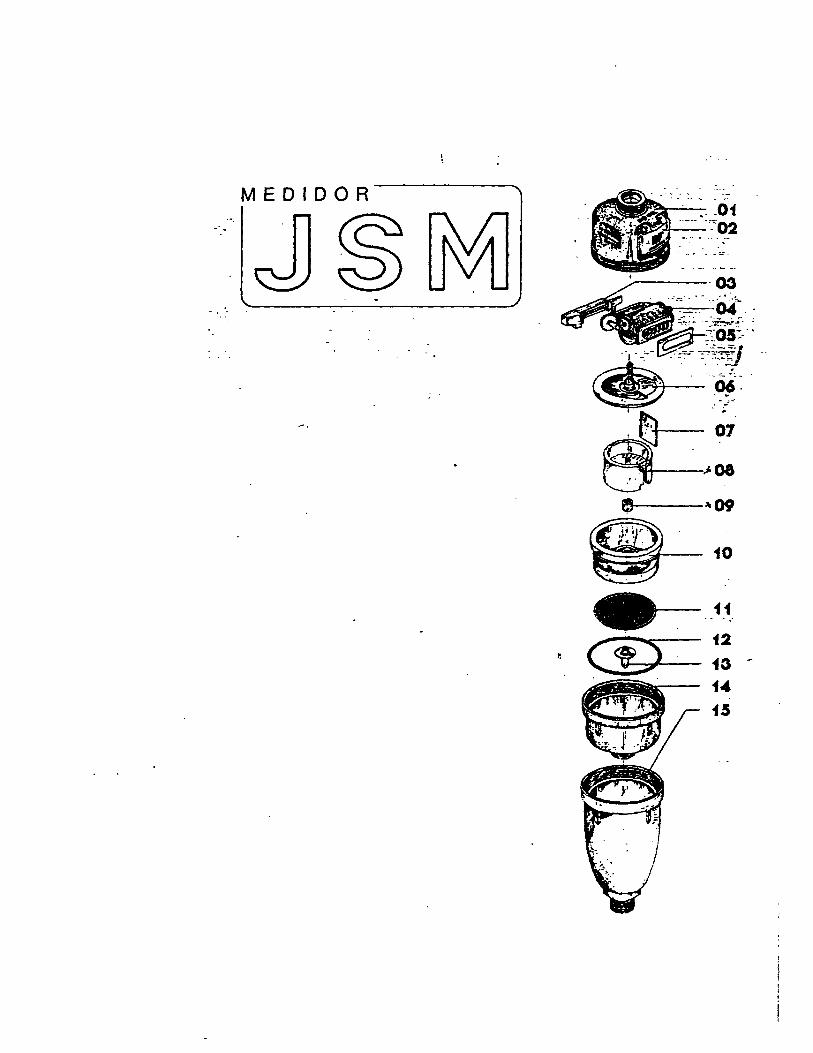
MEDIDOR ~·-... 01
.. --- ":02
1---- 11
~~-i2
.....:t;;;;;r-- 13 -,..--- 14
15

01 CUERPO VENTANILLA
Cuerpo forjado en material de latón MS-58 de alto resistencia o lo corrosión.
02 TAPA VENTANILLA
Esté fabricado en POlIPROPllENO. su función específico consiste en proteger lo ventanillo del registrador .
. 15 CUERPO CA MARA 190 m.m.
Cuerpo foljodo en moteñol de latón MS-58 de alto resistencia o lo corrosión.
14 CUERPO CAMARA 115 m.m.
Cuerpo forjado en macerial de lacón M5-58 de alto resistencia o lo corrosión.

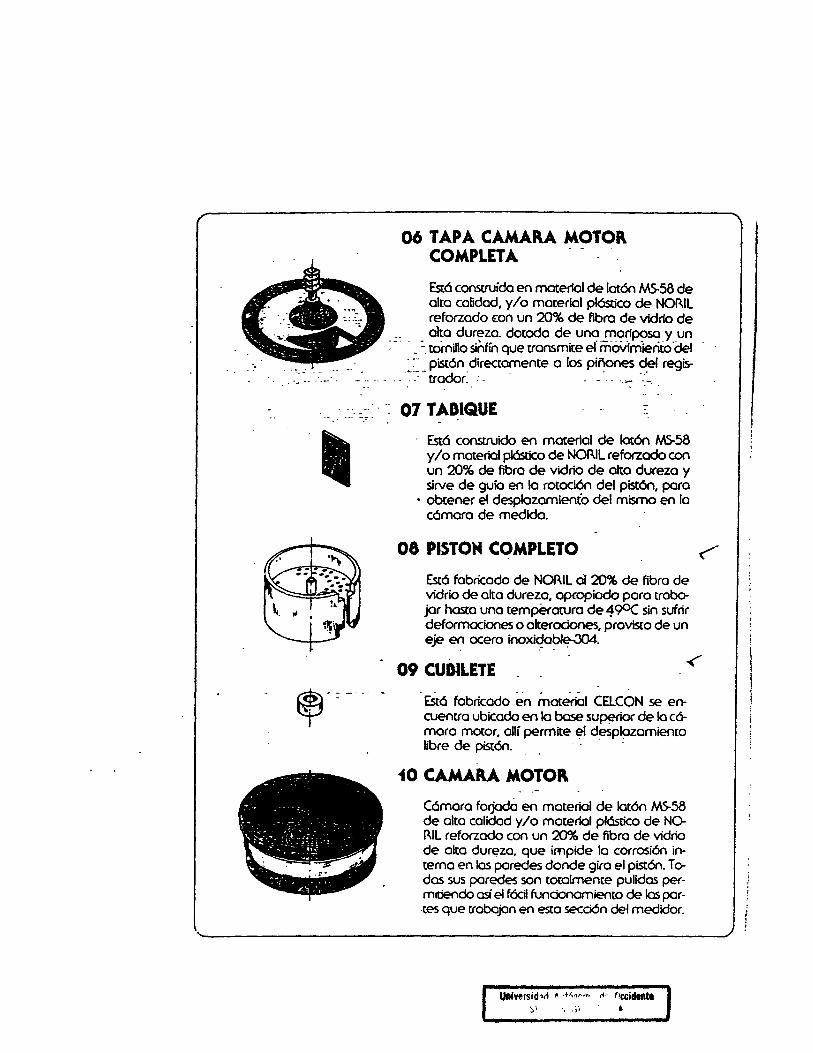
06 TAPA CAMAU MOTO,. COMPLETA.
Está coosuuida en material de latón MS-58 de alto calidad. y/o material plóstico de NOI\IL reforzado (on un 20% de fibra de vidrio de alto dureza. dotado de uno mariposa y un
--' - .. :. tornUIo sinfín que transmite el" movim1eñto -del . :- . pistón directamente o los piñones del regís-
- .-- - . - •. -:-; - [(ador: . - - - -- -._- -:~ ..
- -.. ---- .. :- 07 TABIQUE
Está construido en material de Iotón MS-58 y/o material plóstico de NOI\IL reforzado con un 20% de fibra de vidrio de alto dureza y sirve de guío en la rotación del pistón, paro
• obtener el desplazamiento del mismo en lo cámara de medido. -
08 PISTON COMPLETO
Está fabricado de NOOIL al 20% de fibra de vidrio de alto dureza. apropiado poro trabojar hosco uno temperatura de490C sin sufrir deformociones o alteraciones, provisto de un eje en acero inox~~.
09 CUBILETE <
Está fabricado en material caCON se encuentro ubicado en lo base su~ de lo cómoro motor. allí permite el d~p~zamiento libre de pistón.
'f0 CAMAU MOTO,.
Cámara fotjoda en material de Iotón MS-58 de alto calidad y/o material plástiCo de NOI\IL reforzado con un 20% de fibra de vidrio de alta dureza. que impide lo corrosión interna en los paredes donde giro el pistón. T <r dos sus paredes son totalmeme pulidas permitiendo así el fócil funcionamiento de los par-tes que trabajan en esto sección del medidor_
UlUversid./i ~ ·tf,",,~ ,1- fla:idlllte :" " ,jl ,

11 COLADOR
Estó construido en POLlPf\OPIlENO. Ajustado o lo base de lo cómoro y colocado en uno espigo. lo espigo tiene lo longitud suficiente que permite lo colocación de lo vólvulo de no retorno. Como el colador no tiene ninguno tu~rco poro sujetarlo, su limpieza puede eJecutarse en pocos segundos.
i2 ANILLO no" RIHG
Está construido en material de coucho NImILO. Este anillo en "O" hoce lo conexión hermétiCo entre el cuerpo y lo cómoro de trabajo.
i 3 VAL VULA DE HO RETORNO
Está construido de material CELCON de alto resisrenCJo o los presiones. Esto vólvulo tiene por objeto no permitir lo devolución de fluidos, evitando en esto formo. en coso de suspensión de servicio de aguo en los tuberios de lo red. lo desocupación de los tanques aéreos de reservo y el retroceso en lo leauro del medidor
(
l __________ ~4 _J

I
o
o
~------L--------~
~ ____ ----~--LI--------__ --__ ~
I I
I F
. t---.-- L --------------1
r-------------------- L1 --------------------~
A D CALlORE DN m.m 15 15
MCORES DIN ".l.QQQ (ISO ;;1> AG Pulgadas f1- 0/4 R 0/4
CAUDAL NOMINAL Qn m:l/h 0 0
PUNTO DE ARRANQUE P.e L/h 6 6 DIAMETRO D m.m ~ 84
LONGITUD SIN MCORES Lmm 115-" 190
CON MCORES L1 mm 200 275
PESO SIN MCOí\ES kg 1200 1460
CON RACORES kg 1410 1672
í I
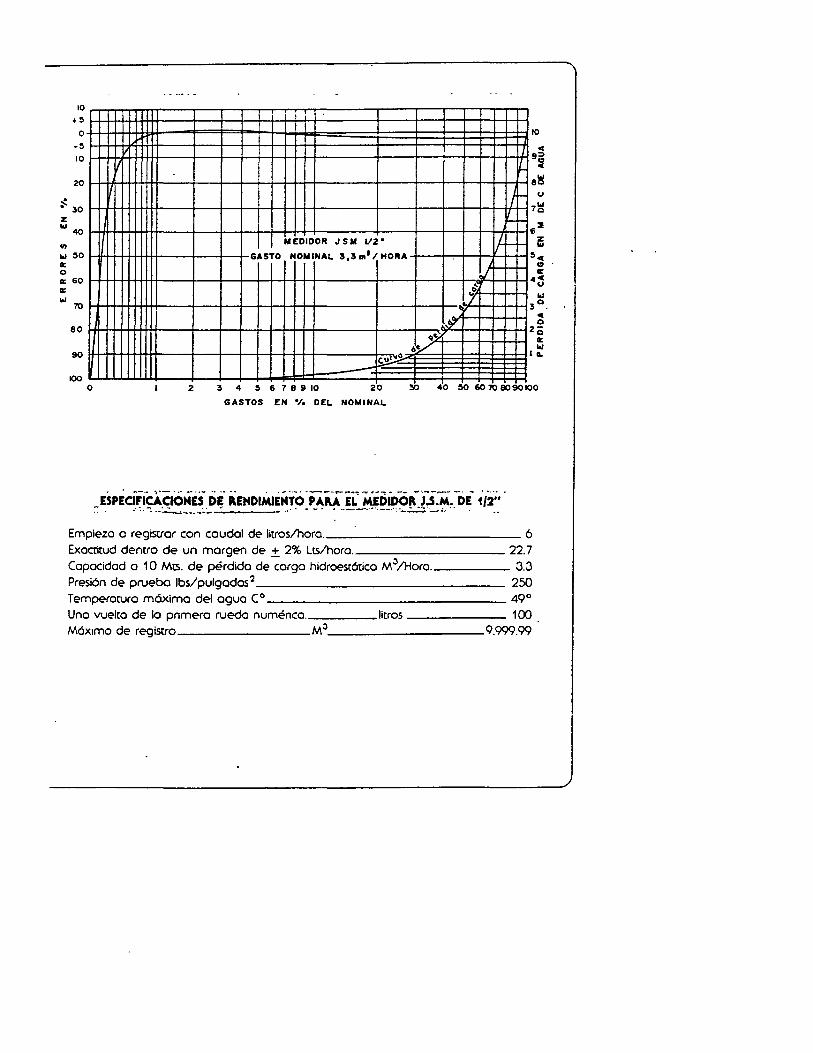
10
.~
O 10
-~
10 1
11
20
~ 30 Z ...
40
'" ... ~O
I IJ ~
MEDIDOR JSM V2" 1--GASTO NOMINAL. 3,3 mi / HORA
u
a: O a: 60 a: ...
70
.! ~
2 80
:,tjr </"
90 6V 1
c.u' o
100 O 2 3 4 ~ 6 7 8 9 10 20 30 40 50 60 70 80 90 100
GASTOS EN % DEL. NOMINAL.
. ...- ... ,._.,- --.-." -. -. . ~.,. ..... --_ .. _---_ .. ",-,", "'- -'--... -_. - .... ~ .. ESPECIFICACIONES DE RENDIMIENTO PAIU. Ef MEDIDOR J.S.M. DE 1/2"
~ • ,':. ~ ._:..::.....: ... -:._:..._ .. o,'· .. -'. .. .• _--.... ,--•• :._.;......:.::..:--.:- -'. ._
Empiezo o registrar con caudal de litras/hara. ______________ 6
Exactitud dentro de un margen de ± 2% Les/hara. 22.7 Capacidad a 10 Mts. de pérdida de carga hidroestótica MJlHora. 3.3 Presión de prueba Ibs/pulgados2 250 Temperatura máxima del agua Co 49° Uno vuelto de la pnmera ruedo numénca. litros 100 Móxlma de registro MJ 9.999.99

o ........... o
I o loo .. • .... .. O
I O loo 111 ....... O
I O loo 111 ....... O
I
~ ~
I i ~ ~ j
~ i ::i ! ~
I ;
~ ~ . e 8 ~ ~ i SI ~ ~ ~ ~ 3 SI ~ ~ e