d se#&) de uha - 148.206.53.84148.206.53.84/tesiuami/uam7590.pdf · h2so4 (1iq);asl como a la...
TRANSCRIPT
PROYECTO TERMINAL. TEMA: D J' SE#&) DE UHA PLANTA PARA
LA pRQ3wIccION DE DlETllL MALEATQ.
ASESOR: IN. J. URIEP. AR1ECHIGA VIRAWINUES.
MEXICO, D.F.
SOPTIOWRE 5,1991./
INDICE: Pbg .
l.-RESuMEN Y CONCLUSIONES . . . . . . . . . 1 2.-EL PRODUCTO Y SUS CARACTERISTICS . . . . 6
3.-EL ESTUDIO DE MERCADO . . . . . . . . . . 9 4.-TFtABAJO DE INVESTIGACION . . . . . . . . 13 5 . -RESULTADOS DE D ISEN0
5.1 BALANCES DE MATERIA Y ENERGIA . . . . 15 5.2 DISER0 DE EQUIPOS Y PLANOS . . . . . 17
6 . -PERSONAL NECESARIO . . . . . . . . . . . 21 7.-ESTIMACION DE INVERSION . . . . . . . . 22
7.1 INVERSION FIJA . . . . . . . . . . . 23 7.2 CAPITAL DE TRABAJO . . . . . . . . . 26
7.3 PUNTO DE EQUILIBRIO ECONOMICO . . . . 28 7.4 TASA INTERNA DE RENTABILIDAD . . . . 34 7.5 TIEMPO DE RECUPERACION DE INVERSION . 38
8.-BIBLIOGRAFIA . . . . . . . . . . . . . . 39 9.-APENDICES . . . . . . . . . . . . . . . 41
t
1
SECCION 1
RESUMEN Y CONCLUSIONES
Los consumidores potenciales, son representados a nivel nacional
por Química Lucava S.A. de C.V., mientras que a n i d internacional,
en E.U.A., empresas tales como BASF, DuPont, GAF y ARCO; quedando
tambien la posibilidad de la exportacibn a Europa, a compaflias como
BASF y GAFAuels, así como a Asia a las industrias
Mitsubishi, DuPontAdemitsu, Dong Sung y TSK.
Considerando que en México, el DEM que se produce es destinado
mayoritariamente a la producción de malatión , la estimación del vo-
lúmen actual de producción en base a este último es de 703 tons/ aRo,
de esta cifra asignandole un 10% para su uso como plastificante se
alcanza en total una producci6n nacional anual de 773.3 tons. i
EN RELACION AL PROCESO. Las materias primas que se utilizan para la
producción de DEM, se consiguen con facilidad en el mercado
nacional. A continuación se reportan los productores nacionales de
&as:
MATERIA PRIMA PRODUCTOR NACIONAL
Anhídrido Maleic0 Derivados maleicrzs. (IDESA)
Etanol (96% peso) PANAMENT S.A. 4? C.V. ' Resina de intercambio
i6nico -Amberlist 15
seca- R o b and Hass.
actualmente una de sus mayores preocupaciones es aumentar el mercado
para sus diferentes tipos de resina de intercambio i6nico. QuizP el
Único problema vendría a representarlo el anhídrido maleico por solo
existir un productor nacional y una gran cantidad de industrias que
lo utilizan como materia prima, sin embargo esto no debe ser motivo
de preocupación , dado que IDESA nos confi6 que su capacidad actual
es de 9000 tondaño mismas que son suficientes para satisfacer la
demanda nacional; más importante es aún el hecho de que a raíz del
tratado de libre comercio tienen un proyecto de instalación de una
nueva planta de anhídrido maleíco en Coatzacoalcos, Veracruz. Esta
planta contará con la implantación de nueva tecnología tendiente a
disminuir costos auxiliares por medio de control automático y de
consideraciones realizadas en el diseño sobre optimización de
energía. La capacidad de esta planta no fue confiada pero se sabe
que será mucho mayor a la actual, lo cual habilitará a esta empresa
a ser competitiva a nivel internacional y así ,ofrecer mejores
precios con lo se disminuirán los costos de producción de DEM. Una
alternativa secundaria en la obtención de esta materia prima podría
ser la importación desde Argentina y/o Brasil, tal como lo realiza
Química Lucava , al ser estas sus otras dos fuentes de
abastecimiento.
Por otro lado en el proceso de obtenci6n del DEM , a partir de
etanol seco, el subproducto de reacción observable más importante,es
el que proviene de las impurezas del anhídrido maleico, las cuales
para efectos prdcticos , lo consideraremos como ácido fumArico. Se
observ6 experimentalmente, mediante el cromatógrafo de gases, que
esta substancia provocó la aparici6n de un pico que tuvo la
tendencia a crecer al inicio de la reaccibn y conforme paso el
tiempo , a decrecer, lo que fue interpretado como la formación de
monoetilfumarato para luego este reaccionar y pasar a-
dietilfumarato. (VePse afindice H).
2
dietilfumarato.(Vease apendice F).
asi como tambien es de esperarse que se locallzen trazas CU
etanol, agua , MPI y dcido malelco; siendo estos productos que 9'
alcanzaron a reaccionar y ademas no se separaron en las columnas .* destilacih.
Sin embargo, por el tipo de diseRo empleado, podemos decir que estos subproductos , en conjunto representan menos de un 1X e:$
el producto final.
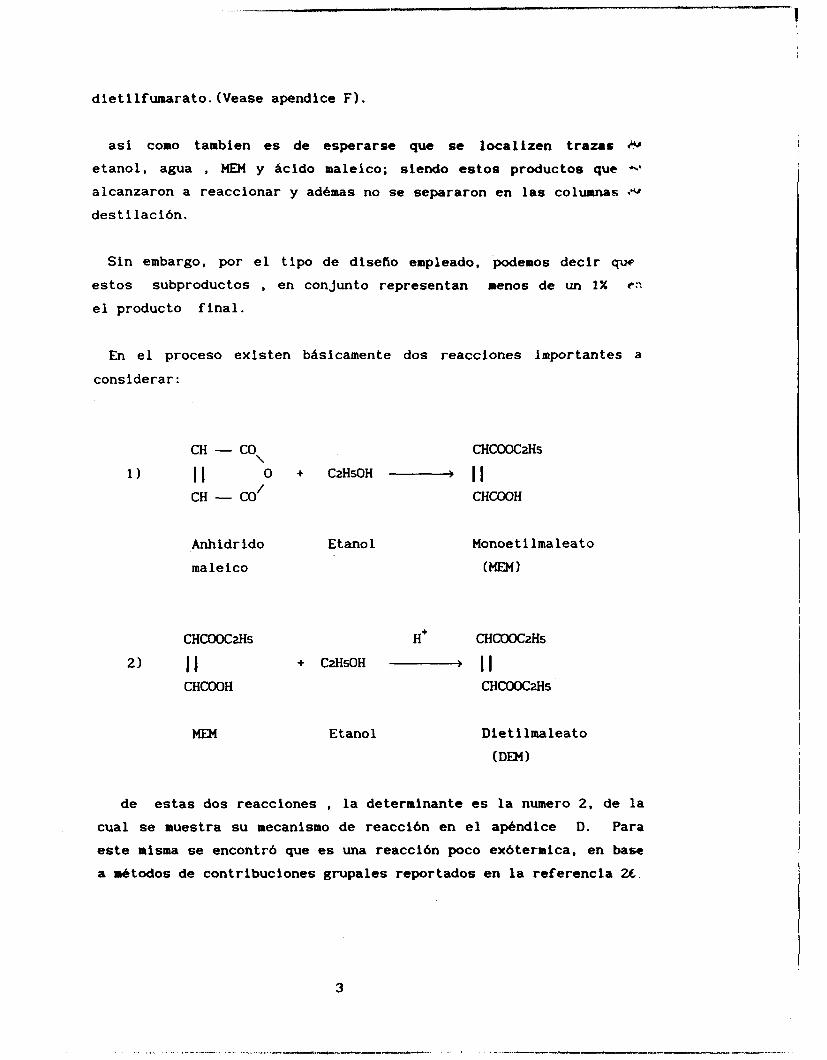
En el proceso existen bdsicamente dos reacciones importantes a
considerar:
1)
CH - CO, cHcooc2Hs
I I O + CzHsOH - I I CH - CO / CHCOOH
Anhidrido maleic0
E tano 1 Monoetilmaleato
0JfE"EM
CHCOOCzHs H+ C H c o O c z H S
I I + CzHsOH I I CHCOOH c H C W 2 H S
MEM Etanol Dietihaleato
(Dm 1
de estas dos reacciones , la determinante es la numero 2, de la cual se muestra su mecanismo de reacci6n en el aphdice D. Para este misma se encontr6 que es una reaccldn poco ex6teralca, en base
a &todos de contribuciones grupales reportados en la referencia 2 6 ,
3
De acuerdo al estudio de mercado , se determinf, que la capacidad
de la planta , para su funcionamiento en 1993, sera de 1625.5 tons-
DEWafIo, tenidndose planeado distribuir un 607. de esta producci6n
en el mercado nacional y el restante 407. destinarlo a l a
exportación.
El monto de la inversión ascendió a $ 3 485 273 841 pesos,
con una inversi6n f i j a d e $ 2 675 165 965 pesos y un capital de
t raba jo de $ 810 107 876 pesos.
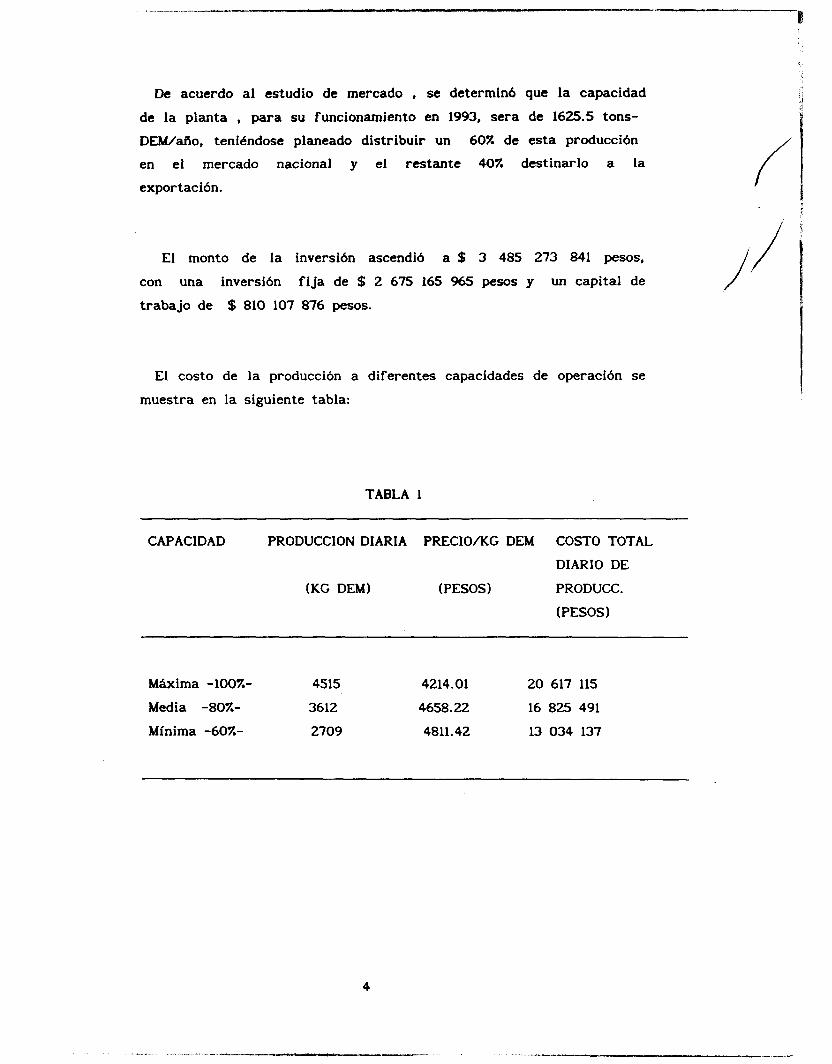
El costo de la producción a diferentes capacidades de operación se
muestra en la siguiente tabla:
TABLA 1
CAPACIDAD PRODUCCION DIARIA PRECIO/KG DEM COSTO TOTAL
DIARIO DE
(KG DEMI (PESOS) PRODUCC.
(PESOS)
Mdxima -1007.- 4515 4214.01 20 617 115
Media -807.- 3612 4658.22 16 825 491
Mínima -607.- 2709 4811.42 13 034 137
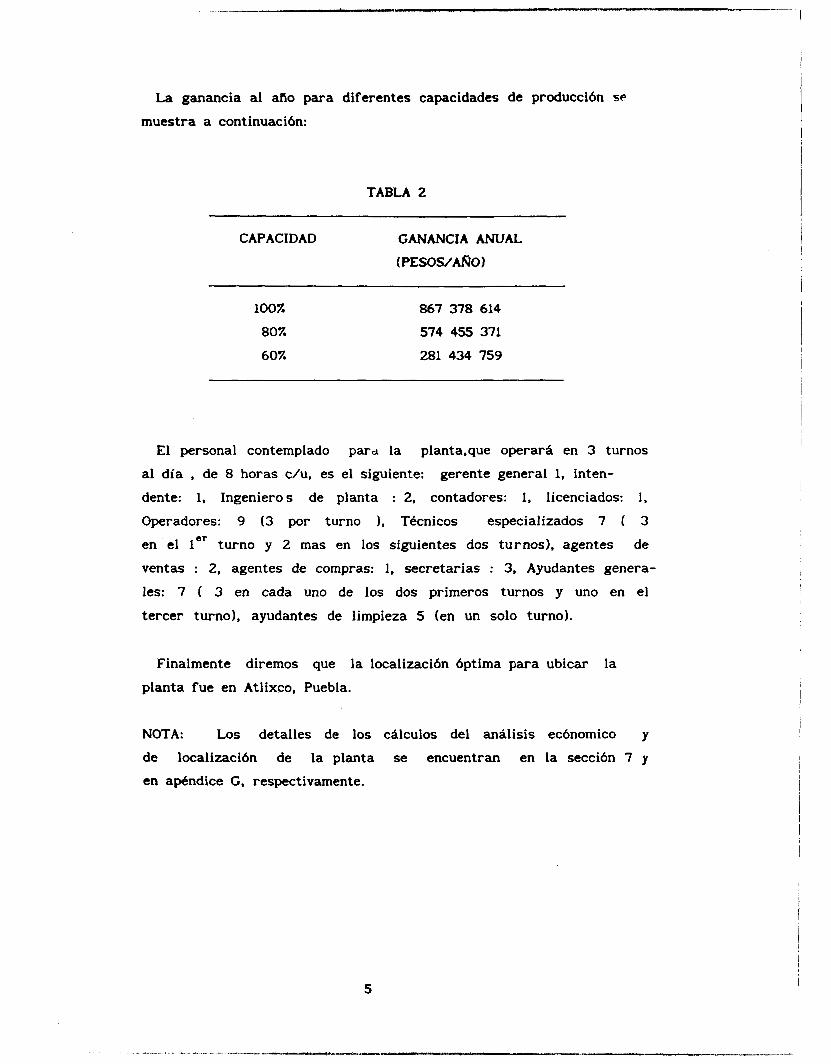
La ganancia al aHo para diferentes capacidades de producci6n se
muestra a continuaci6n:
TABLA 2
CAPACIDAD GANANCIA ANUAL
(PESOWfiO)
100% 867 378 614
80% 574 455 371
60% 281 434 759
El personal contemplado pard la planta,que operard en 3 turnos
al día , de 8 horas c/u, es el siguiente: gerente general 1, inten-
dente: 1, Ingenieros de planta : 2, contadores: 1, licenciados: 1,
Operadores: 9 (3 por turno 1, Técnicos especializados 7 ( 3 en el ler turno y 2 mas en los siguientes dos turnos), agentes de
ventas : 2, agentes de compras: 1 , secretarias : 3, Ayudantes genera-
les: 7 ( 3 en cada uno de los dos primeros turnos y uno en el
tercer turno), ayudantes de limpieza 5 (en un solo turno).
Finalmente diremos que la localizaci6n 6ptima para ubicar la
planta fue en Atlixco, Puebla.
NOTA: Los detalles de los cdlculos del analisis ec6nomico y
de localizaci6n de la planta se encuentran en la secci6n 7 y
en aphdice G, respectivamente.
5
." c
SECCION 2
EL PRODUCTO Y SUS CARACTERISTICAS
El DEM es una subst ancia liquida , de olor característico, cuya
fórmula condensada es C8H1204. con peso molecular de 172.18 gr/mol.
Presenta la siguiente composición porcentual : C = 55.8% ,H = 7.037..
O = 37.17%. Sus pr o piedades físicas más importantes son las
siguientes:
densidad,gr/ml = 1.074
Temp. de ebullición a 760 mmHg,OC: 223. Temp. de ebullición a 580 mmHg,OC: 213.1.
Es insoluble en agua y soluble en alcohol Y Cter.
Existen básicamente dos procesos de obtenci6n de DEM:
a) El que concierne a este proyecto , se describe a
continuación:
Anhídrido maleic0 es alimentado con un exceso de etanol "seco", a
una zona en donde se lleva a cabo la monoesterificación, sin
necesidad de catalizador. Esta reacción es irreversible e
instantánea.
El MEM producido, es entonces esterificado en una segunda e-
tapa a DEM, utilizando un catalizador sólido -resina de
intercambio iónico, tipo Bcido fuerte- Amberlist 15. El exceso de
de etanol y agua que se obtiene de la reacci6n es retirado como - azeotropo binario. La corriente resultante es purificada por desti-
lación , para recuperar el monoester que no reaccionó y recir-
cularse a la zona de reacci6n , obtenikndose finalmente un dits
ter con pureza arriba del 997..
b) El proceso es analog0 al anterior. la diferencia radica en el
empleo de &SO4 como catalizador líquido.
6
._- -. " I ." ""_ ~ -,.__ i" . ...I. -I
La razbn que marca la seleccibn del primer proceso, es por la alta
corrosividad que se presentarla al manejar un material del tipo del
H2SO4 (1iq);asl como a la necesidad de emplear un tratamiento alcali
no, con el fin de eliminar el catalizador del Cster producido.
Mientras que mediante el manejo del catalizador sólido, no se
presentarían tales problemas . Aparte de que una resina de
intercambio ibnico, del tipo a manejar, mantiene su actividad por un
tiempo relativamente largo (50 días) y no se contaminan , siendo,
adémas, factible regenerarlas. Otra ventaja que se le suma a este
material, es que dadas las condiciones de operacibn, se hace posible
emplear acero al carbón y acero inoxidable, en el disefío de equipos
propios para la zona de reacción.
Las desventajas principales que se asocian con el empleo de
resinas de intercabio iónico, radican en su poca resistencia a al
abrasión, a la temperatura y su alto costo.
Otro decisión importante acerca del proceso , fue la de
seleccionar emplear alcohol "húmedo" (96%) o alcohol "seco". Se
optó por este último, dados los mayores rendimientos a obtener en la
esterificación; estando aquí también en consideración el análisis
econ6mic0, que estableció el diseno de una pequefia planta adyacente
a la principal, para el secado de etanol.
7
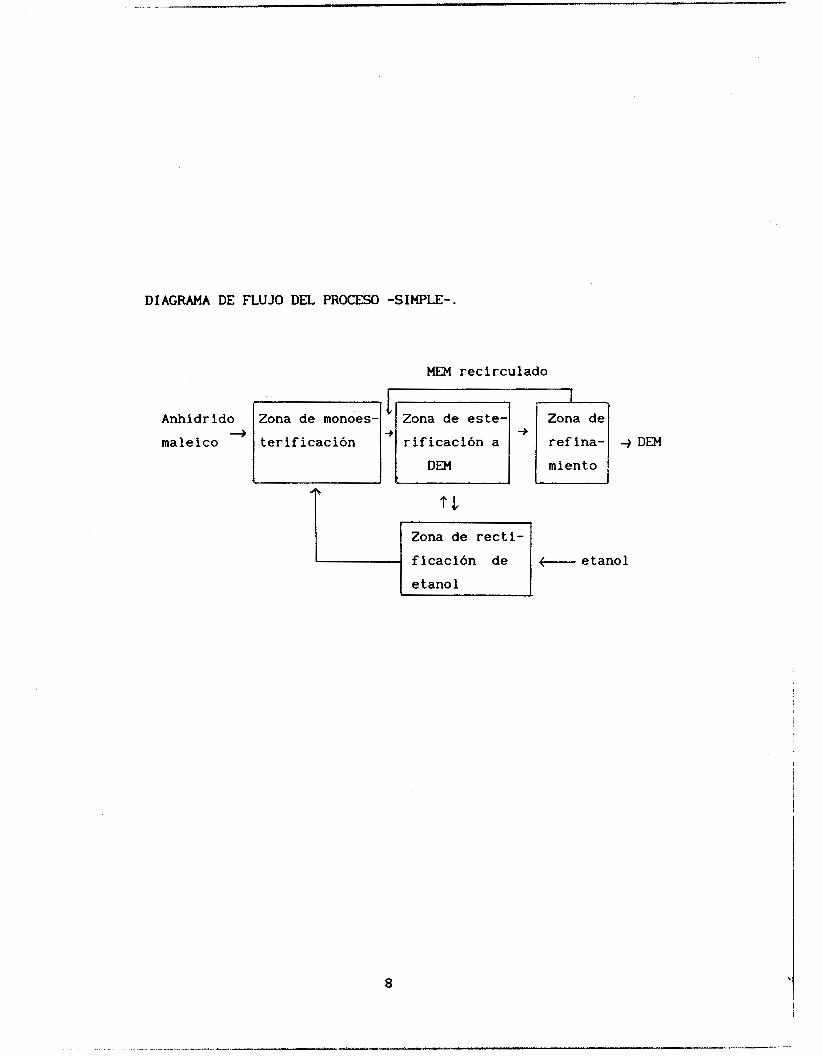
DIAGRAMA DE FLUJO DEL PROCESO -SIMPLE-.
MEM recirculado
Anhídr id", m !mr] maleico terificación rificación a refina- 4 DEN
miento
4 u Zona de recti-
. +" etanol ficación de etanol -
8
SECCION 3
EL ESTUDIO DE MERCADO
Dado que no se dispone de informacibn especifica del D m , los
antecedentes y proyecciones relativos a esta substancia se h a r b
considerando los datos estadisticos correspondientes al malati6n.
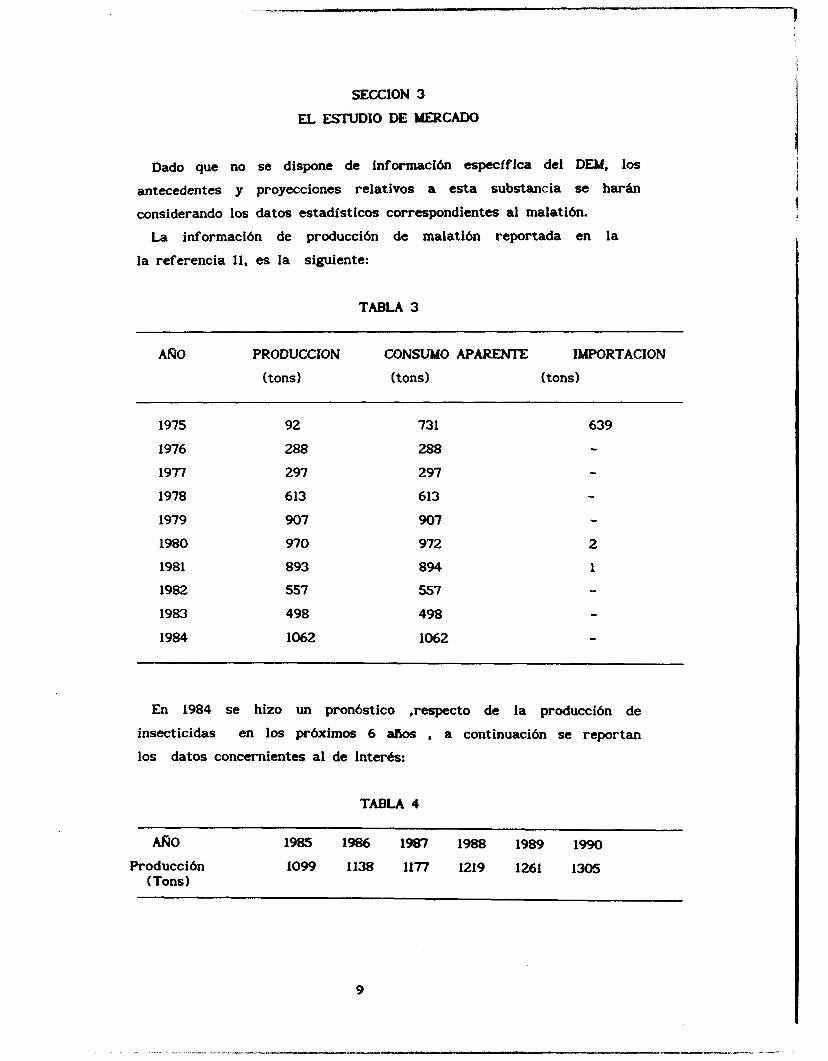
La informacidn de producci6n de malati6n reportada en la
la referencia 11, es la siguiente:
TABLA 3
ARO PRODUCCION coNsw0 APARENTE IMPORTACION
(tons) (tons 1 (tons)
1975
1976
197-l
1978
1979
1980
1981
1982
1983
1984
92
288
297
613
907
970
893
557
498
1062
731
288
297
613
907
972
894
557
498
1062
639
-
En 1984 se hizo un pron6stico ,respecto de la produccidn de
insecticidas en l o s prbximos 6 alios , a continuaci6n se reportan
los datos concernientes al de inter&:
TABLA 4
m0 1985 1986 1987 1988 1989 1990
Produccidn 1099 1138 117’7 1219 1261 1 3 0 5 ( Tons 1
9
De la informacibn anterior , se deduce que la tendencia de
crecimiento anual es de 3.57.. Asi mismo es observable que en 1975
hubo una gran importación de este producto, mientras que para aiios
subsiguientes la producción de malati6n es practicamente la misma
que se consumió.
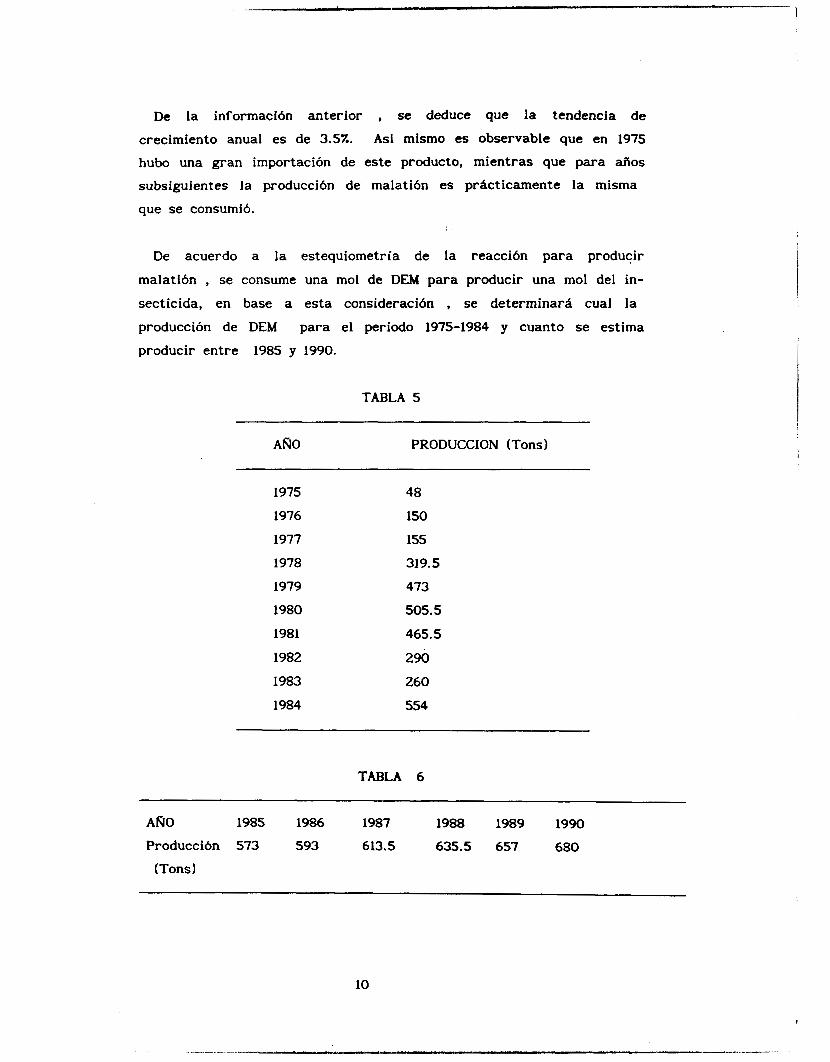
De acuerdo a la estequiometría de la reaccibn para producir
malatibn , se consume una mol de DEM para producir una mol del in-
secticida, en base a esta consideracibn , se determinard cual la
producción de DEM para e l periodo 1975-1984 y cuanto se estima
producir entre 1985 y 1990.
TABLA 5
ARO
~
PRODUCCION (Tons)
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
48
150
155
319.5
473
505.5
465.5
290
260
554
TABLA 6
AIÚ0 1985 1986 1987 1988 1989 1990
Producción 573 593 613.5 635.5 657 680
(Tons 1
10
1
" I__.""- "
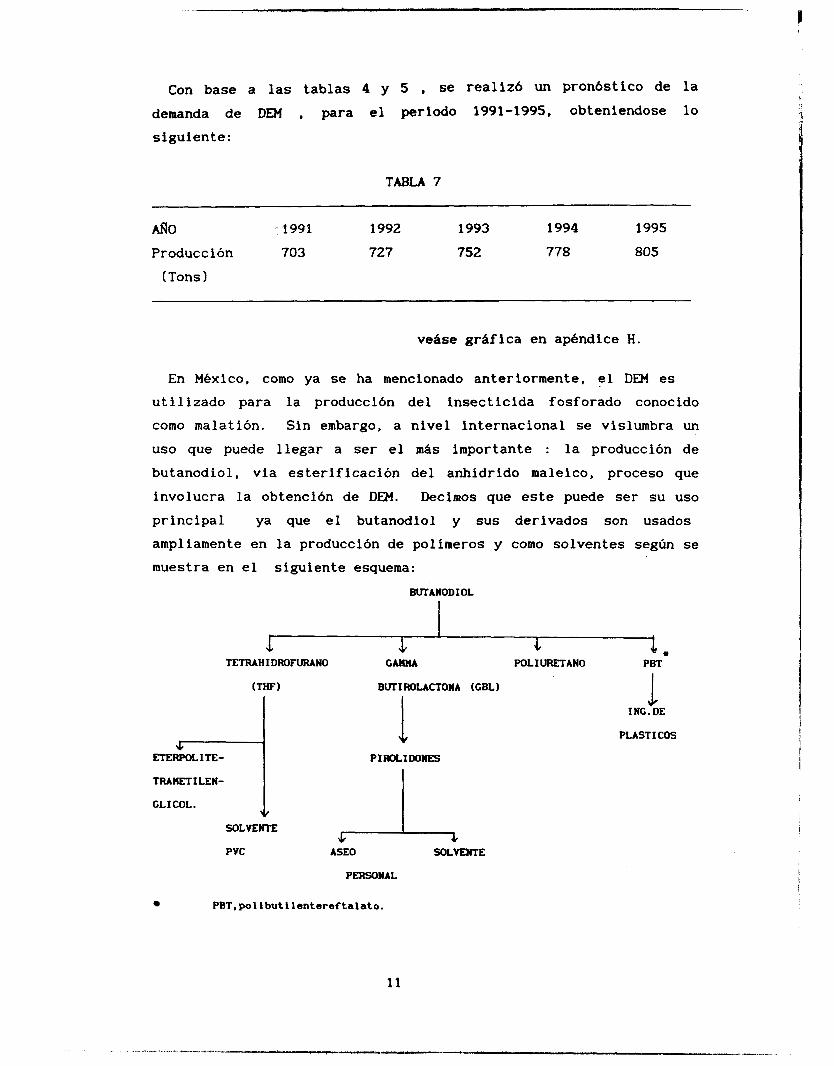
TABLA 7
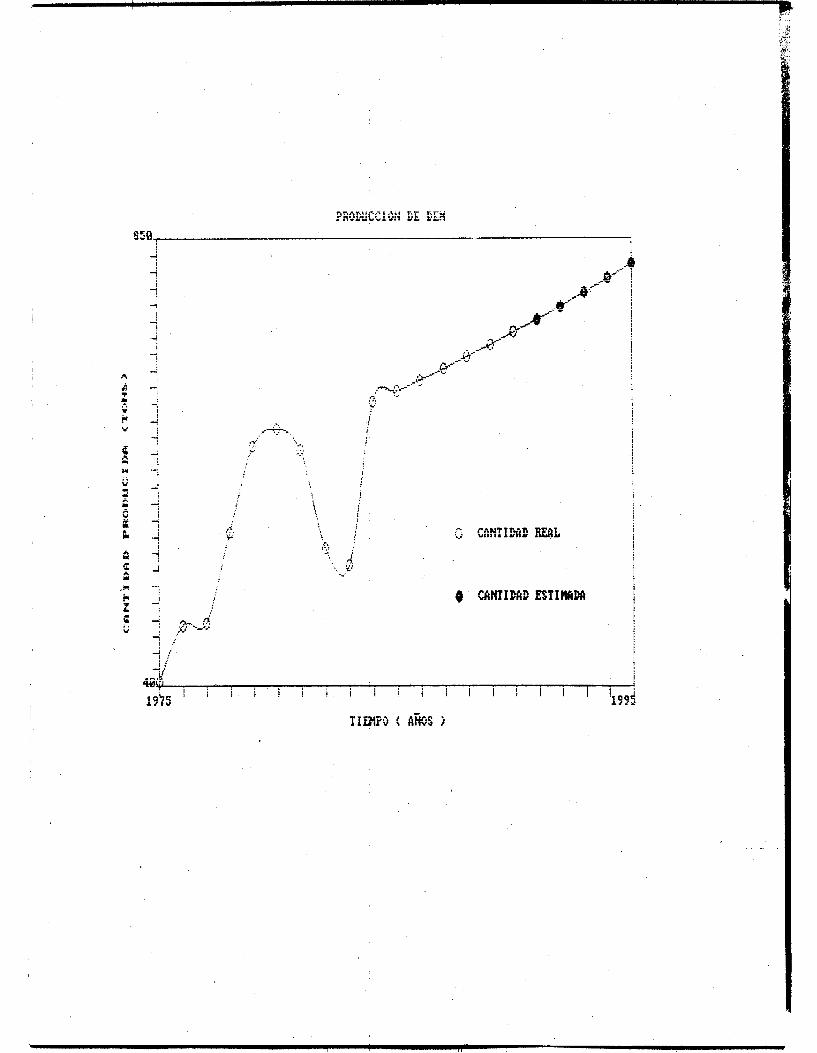
M 0 1991 1992 1993 1994 1995
Producción 703 727 752 778 805
(Tons 1
vehse grhfica en apbndice H.
En Mexico, como ya se ha mencionado anteriormente, el DEM es utilizado para la producción del insecticida fosforado conocido como malatión. Sin embargo, a nivel internacional se vislumbra un uso que puede llegar a ser el m6s importante : la producción de butanodiol, via esterificación del anhídrido maleico, proceso que involucra la obtenci6n de DEN. Decimos que este puede ser su uso principal ya que el butanodiol y sus derivados son usados ampliamente en la producción de polfmeros y como solventes según se muestra en el siguiente esquema:
h. BtJTANODIOL
TETRAHIDROFURANO c m POLIURETANO PBT
(TIP) BVTIROLACTONA (CBL) I
1 PIWLIDONES
TRAHETILEN- I I CLICOL.
SOLVENTE
PYC ASEO SOLVENTE L c
PERSONAL
PBT,pollbutilentereftalato.
11
J. INC. DE
PLAST I COS
A nivel nacional , no se produce DEM con fines de
comercializacibn, sino que la empresa que lo utiliza es la misma que
lo produce como una parte de su proceso tota1;como es el caso de
Qufmica Lucava . Sin embargo al instalarse plantas de butanodiol vía
esterificacibn del anhfdrido maleic0 , el número de consunlidores
potenciales de DEM aumentaría enormemente , ya que existen muchas
compafiias productoras de polímeros, que demandan butanodiol como
materia prima.
Por otro lado ,en la produccibn de butanodiol, el DEM , puede ser
reemplazado por el uso de acetileno y formaldehído. Actualmente
casi todo el butanodiol se produce mediante el proceso Reppe, que
involucra tales substancias.
En el proceso ARCO, puede ser substituido por el uso del óxido de
propileno, el cual es convertido primero a alil alcohol y
posteriormente hidroformilado e hidrogenado a butanodiol.
Para la produccibn de malatión no se tiene conocimiento de algún
sustituto.
SECCION 4
TRABAJOS DE INVESTIGACION
Se estudió la cinética de la esterificación del anhídrido
maleic0 con etanol, catalizada por una resina de intercambio
iónico del tipo dcido, para producir dietil maleato. Para lo cual la
reacción se efectuó en un reactor batch.
Procedimiento Experimental
Aparatos.- Se utilizó un matraz balón de tres bocas de 500ml.
un condensador, una parrilla de calentamiento, un reóstato, un
agitador magnCtico, una pipeta de 5m1, una propipeta y tubos de
ensayo.
Materiales. - Anhídrido maleico, alcohol absoluto seco, resina
de intercambio' iónico amberlist 15.
Procedimiento.- Se pesaron 98g ( 1 mol ) de anhídrido maleico
y 5 moles de etanol, los cuales se cargaron en el reactor ( matraz
balón de 3 bocas 1 a una temperatura de 5OoC, manteniendose
constante la agitación ( f 350rpm I. DcspuCs de que se disolvió
completamente el anhídrido maleico en el etanol, se tomó la primera
muestra ( ? lml I ; Se agregaron 12.54g de resina que equivale al
12.87. ( masa / masa de AM I , se anotó el tiempo y se aumentó la
temperatura a 8OoC.
A determinados períodos de tiempo la agitación se paraba
durante 1 minuto, permitiendo que la resina se asentara y se pudiera
tomar la siguiente muestra para su análisis,
El tiempo que permaneció la reacción fue de 7 horas, para
alcanzar una conversión del 72%.
Objetivo
El objetivo de este estudio, es encontrar una expresión
cinCtica para el disefio de los reactores que serán utilizados en la
planta que producira dietil maleato.
13
j
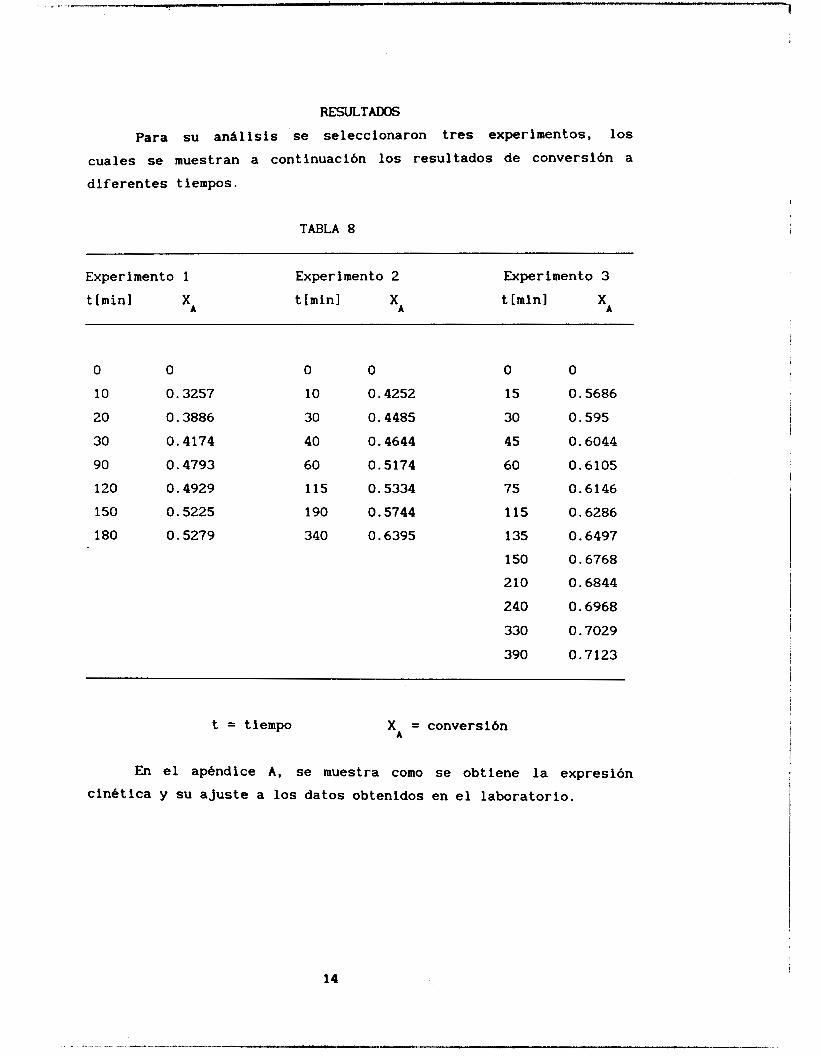
RESULTADOS
Para su analisis se seleccionaron tres experimentos, los
cuales se muestran a continuación los resultados de conversión a diferentes tiempos.
TABLA 8
Experimento 1 Experimento 2 Experimento 3
t [minl xA
t [minl xA
t [minl xA
O
10
20
30
90
120
150
180
O
O. 3257
O. 3886
O. 4174
o. 4793
O. 4929
O. 5225
O . 5279
O
10
30
40
60
115
190
340
O
O. 4252
O. 4485
O. 4644
O. 5174
o. 5334
o. 5744
O. 6395
O
15
30
45
60
75
115
135
150
210
240
330
390
0
O. 5686
O. 595
O. 6044
O. 6105
O. 6146
O. 6286
O. 6497
O. 6768
O. 6844
O. 6968
O. 7029
O. 7123
t = tiempo XA = conversi6n
En el aphdice A, se muestra como se obtiene la expresión cinktica y su ajuste a los datos obtenidos en el laboratorio.
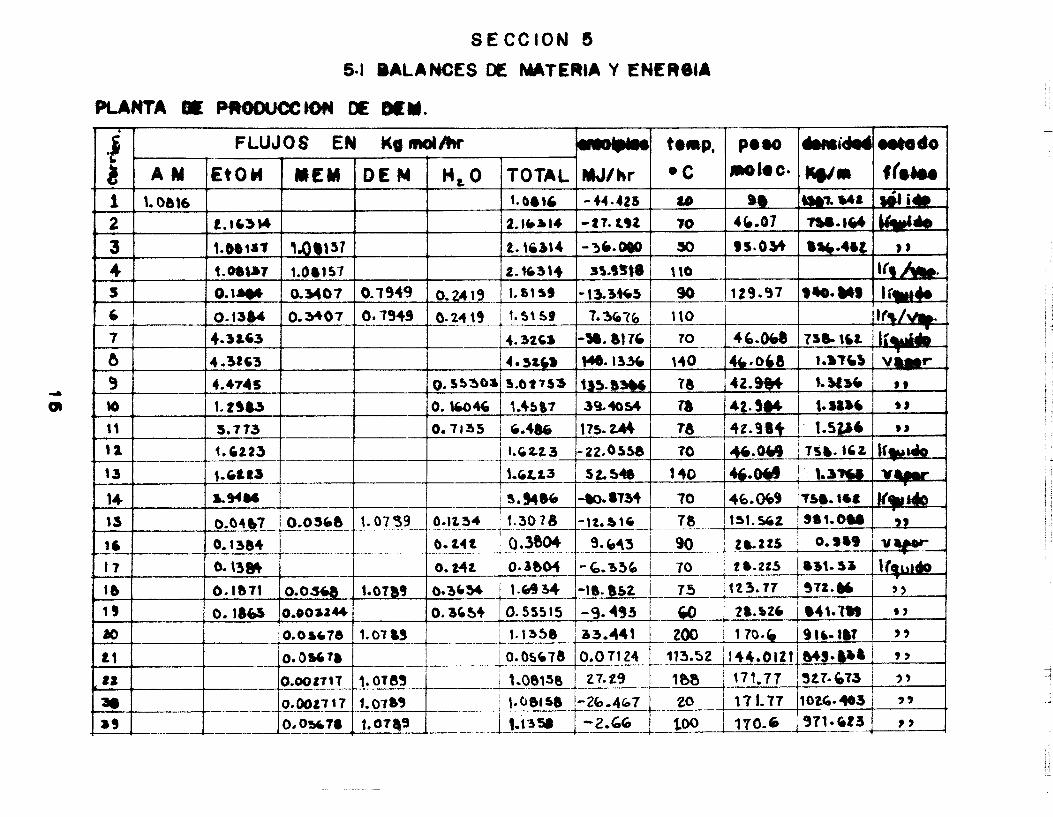
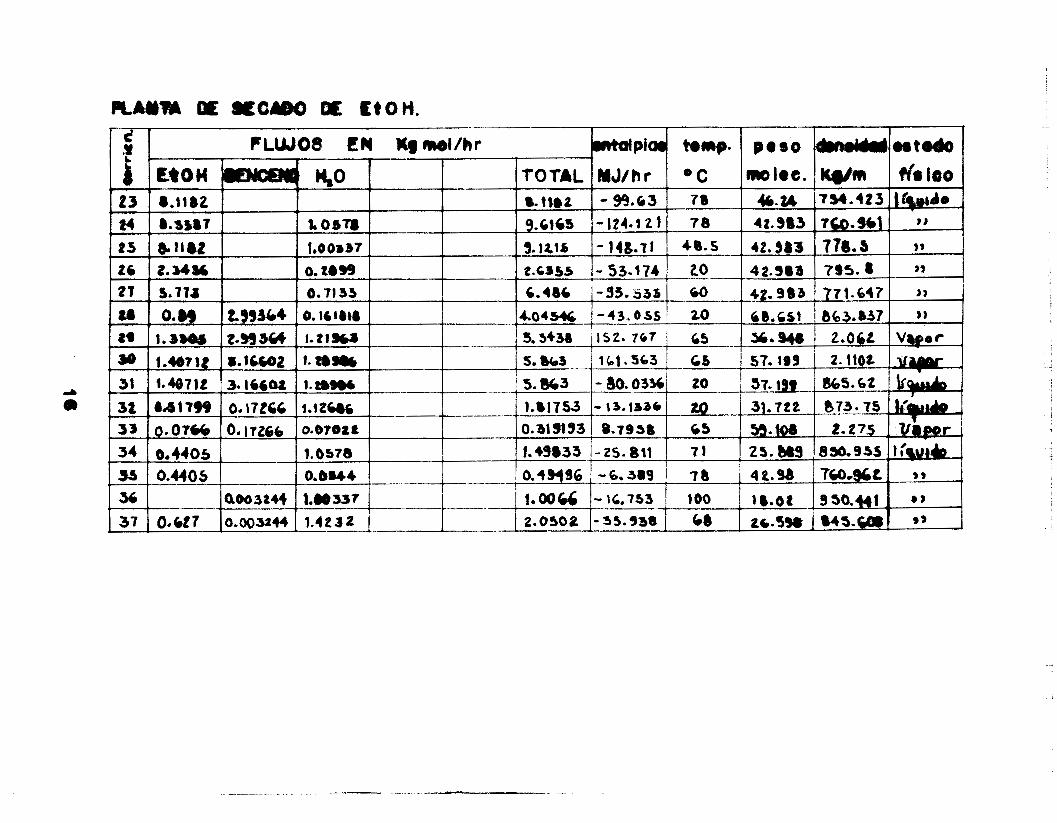
S E C C I O N S
5.1 B A l A M E S DE MATERIA Y EN€RWA
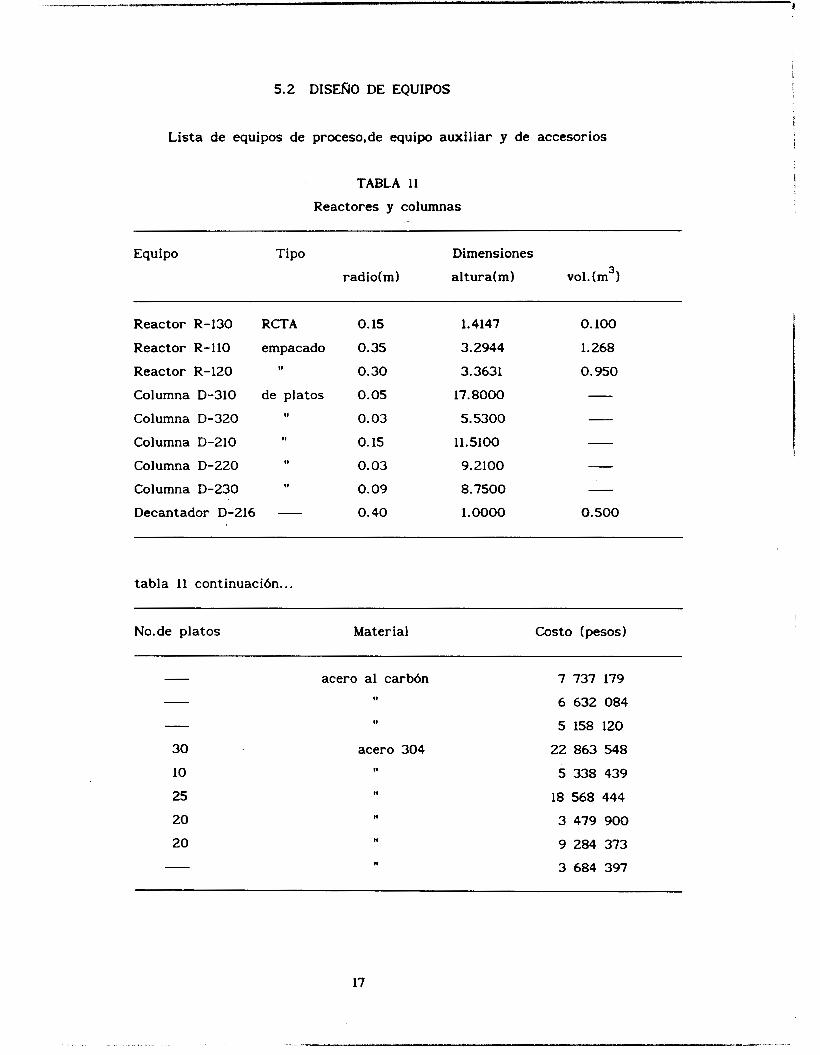
5.2 DISER0 DE EQUIPOS
Lista de equipos de proceso.de equipo auxiliar y de accesorios
TABLA 11
Reactores y columnas
Equipo Tipo Dimensiones
radio(m1 altura(m1 vol.(m 1 3
~~~~~
Reactor R-130 RCTA O. 15 1.4147 o. 100
Reactor R-110 empacado 0.35 3.2944 1.268
Reactor R-120 O. 30 3.3631 o. 950
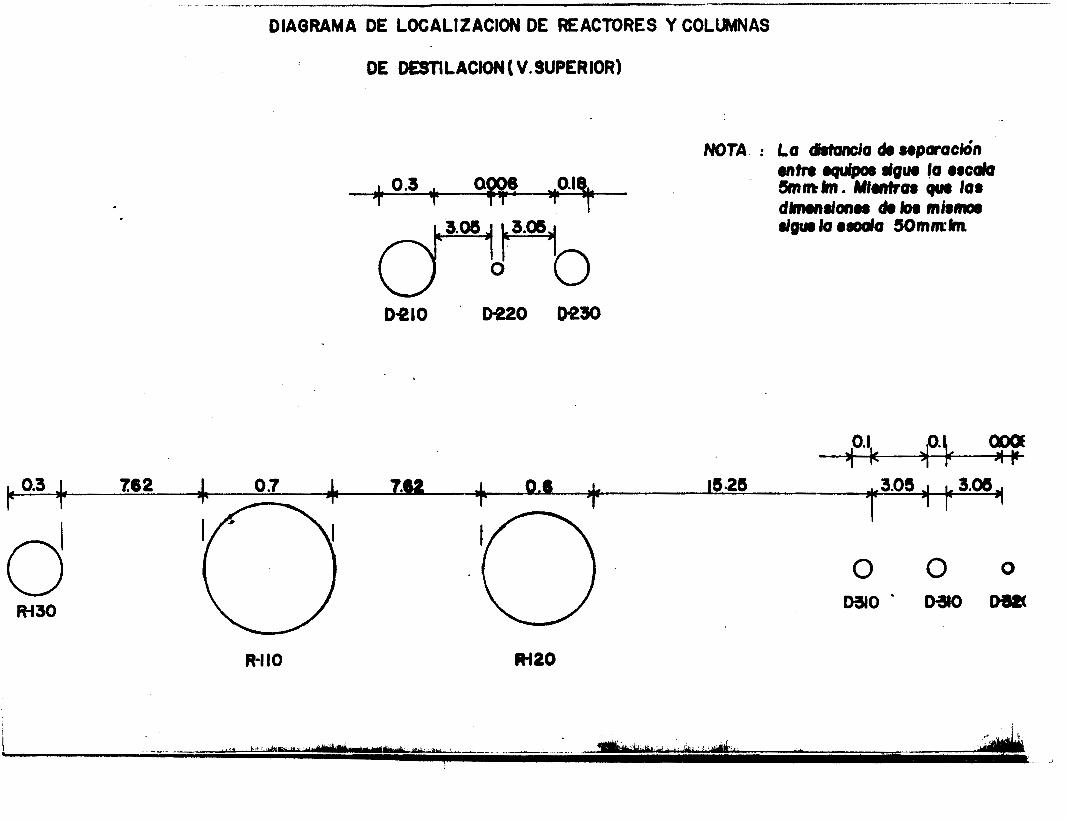
Columna D-310 de platos 0.05 17.8000 - Columna D-320 O. 03 5.5300 - Columna D-210 O. 15 11.5100 - Columna D - 2 2 0 O. 03 9.2100 - Columna D-230 o. o9 8.7500 - Decantador D-216 - O. 40 l. O000 o. 500
11
11
II
I1
I,
tabla 1 1 continuación.. .
No.de platos Material Costo (pesos) ~
- acero al carbón 7 737 179
6 632 084
5 158 120
30 acero 304 22 863 548
10 5 338 439
25 18 568 444
20 3 479 900
20 9 284 373
3 684 397
I1 - I1 -
I*
11
11
I1
I. -
17
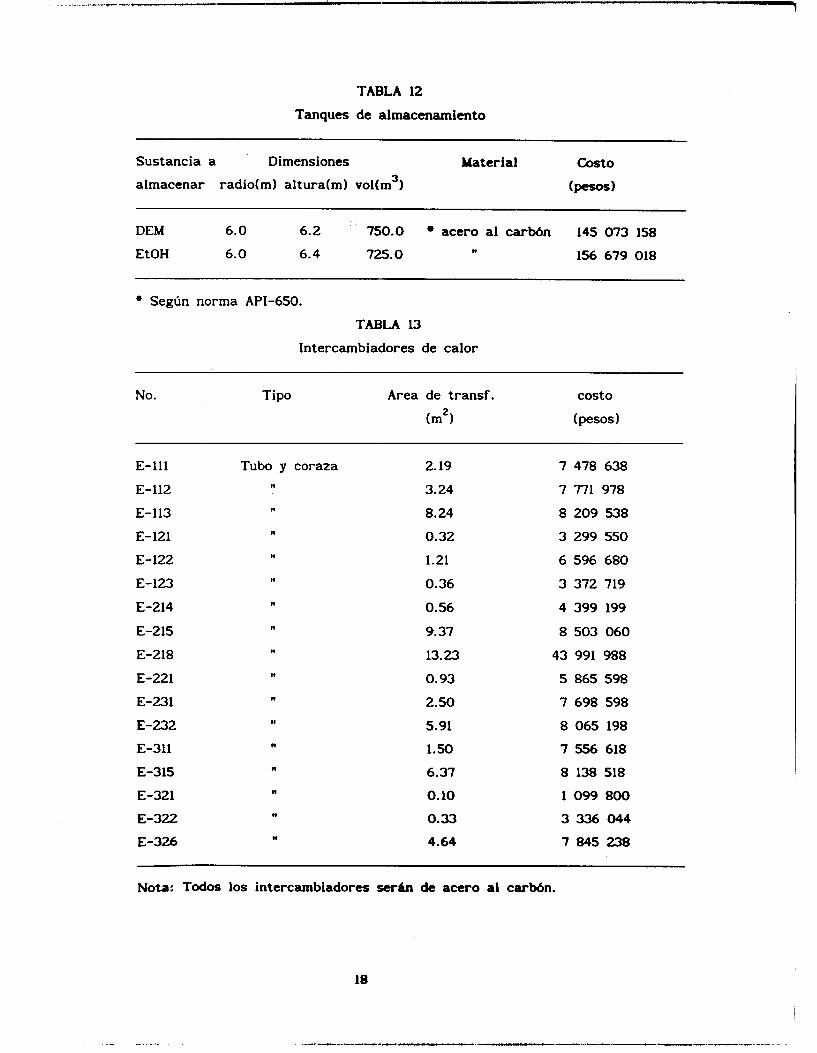
TABLA 12
Tanques de almacenamiento
Sustancia a Dimensiones Material cost0
almacenar radio(m1 altura(m1 vol(m ) 3 (peros)
DEM 6.0 6.2 750.0 acero al carb6n 145 073 158
EtOH 6. O 6.4 725. O 156 679 018 U
* Según norma API-650.
TABLA 13
Intercambiadores de calor
No. Tipo Area de transf. costo
(m 1 2 (pesos)
E-111
E-112
E-113
E-121
E-122
E-123
E-214
E-215
E-218
E-221
E-231
E-232
E-311
E-315
E-321
E-322
E-326
Tubo y coraza It
I1
It
I1
I1
U
It
II
It
It
II
n
n
N
n
n
2.19
3.24
8.24
O. 32
1.21
O. 36
O. 56
9.37
13.23
O. 93
2.50
5.91
1.50
6.37
o. 1 0
0.33
4.64
7 478 638
7 771 978
8 209 538
3 299 550
6 596 680
3 372 719
4 399 199
8 503 060
43 991 988
5 865 598
7 698 598
8 065 198
7 556 618
8 138 518
1 O99 800
3 336 044
7 845 238
Nota: Todos los intercambiadores serh de acero al carb6n.
18
. ". . . .,.
I
i I
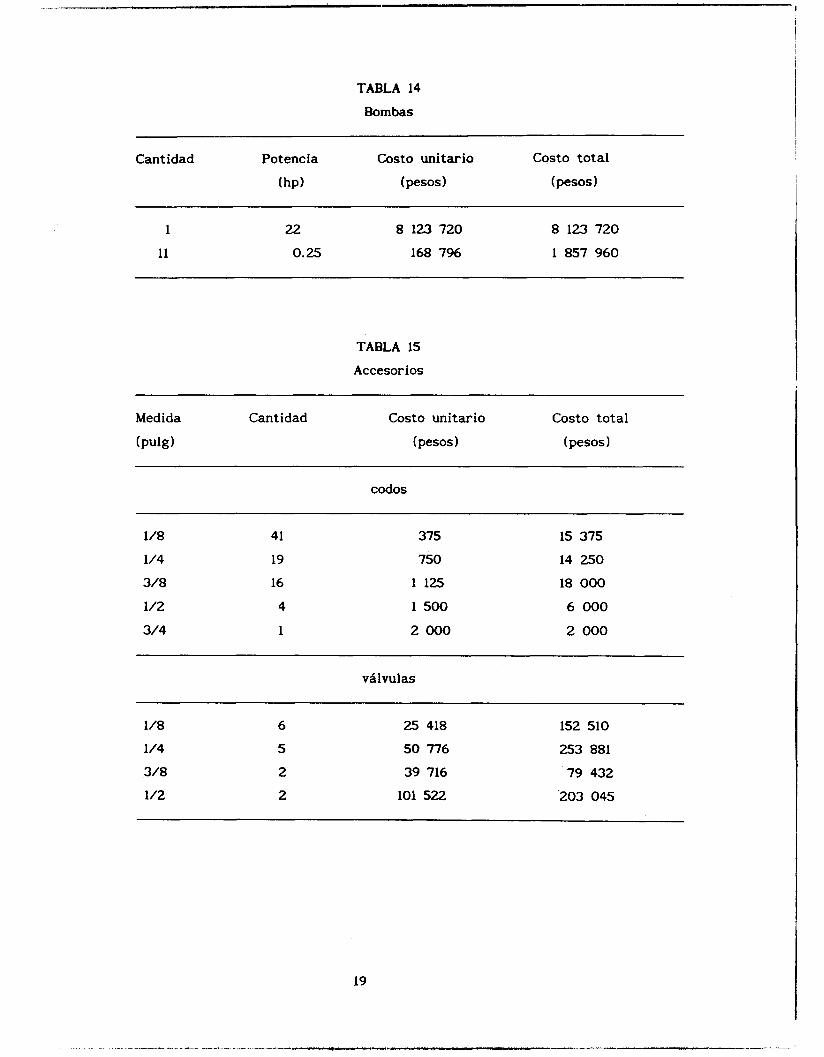
TABLA 14
Bombas
Cantidad Potencia Costo unitario Costo total
(hp) (pesos) (pesos)
1 22 8 123 720 8 123 720
11 O. 25 168 7% 1 857 960
TABLA 15
Accesorios
Medida Cantidad Costo unitario Costo total
(pulg) (pesos 1 (pesos 1
codos
1/8 41 375 15 375
1/4 19 750 14 250
318 16 1 125 18 O00
112 4 1 500 6 O00
3/4 1 2 0 0 0 2 O00
válvulas
118
114
318
112
25 418
50 776
39 716
101 522
152 510
253 881
79 432
203 045
19
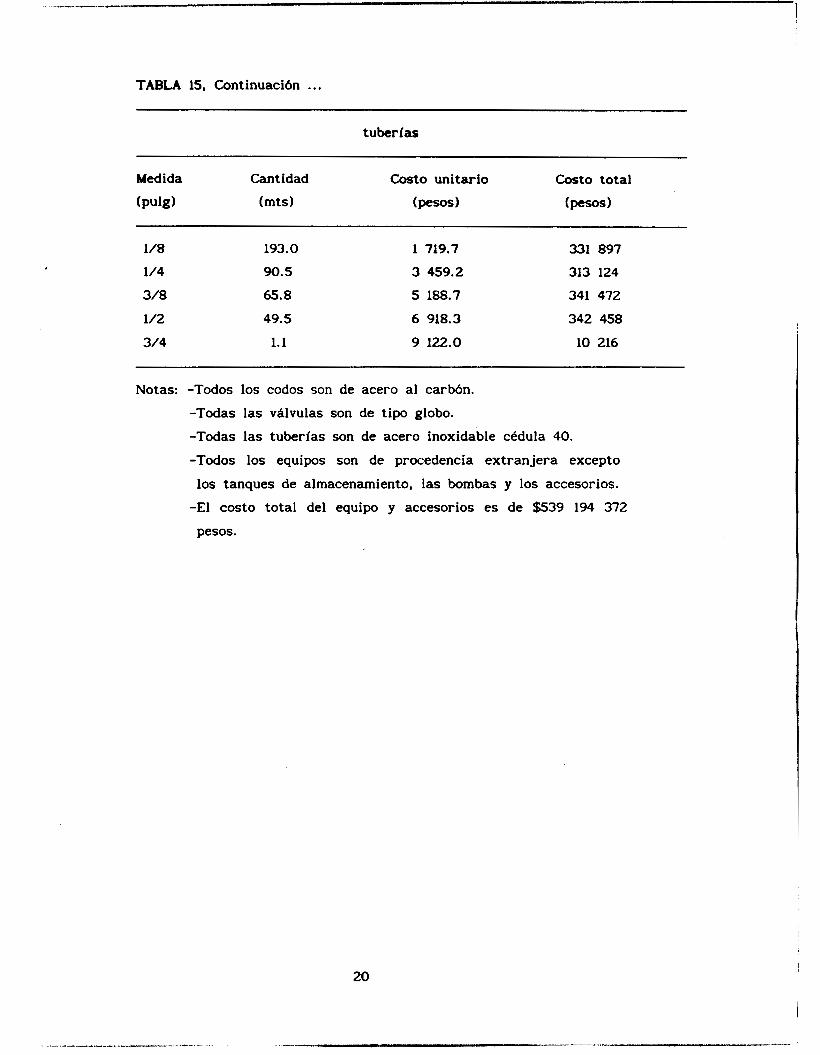
TABLA 15, Continuaci6n ...
Medida Cantidad Costo unitario Costo total
(pulg) (mts) (peSOS) (peSOS)
118
1/4
318
1/2
3/4
193. O
90. S
65.8
49.5
1.1
1 719.7
3 459.2
5 188.7
6 918.3
9 122.0
331 897
313 124
341 472
342 458
10 216
Notas: -Todos los codos son de acero al carb6n.
-Todas las vdlvulas son de tipo globo.
-Todas las tuberías son de acero inoxidable cCdula 40.
-Todos los equipos son de procedencia extranjera excepto
los tanques de almacenamiento, las bombas y los accesorios.
-El costo total del equipo y accesorios es de $539 194 372
pesos.
20
-1
-223 w"
1.555 I5 )
0-230
. " .- - - . - .
~ - - - "" " -
'r'
c- 0-216 DECANTADOR
1
r I C
I I
"/
1 1
L-
L-
3 25
324
4 K-323
- ""t
I
0
P
" "-2 I
L-212 8 -
h 7" -7
A . . . .
. - . . -
- - - - "t
i 1 I I
S\ 1.6934 I I 3
A @ "313 -ccas
K-312
?
1
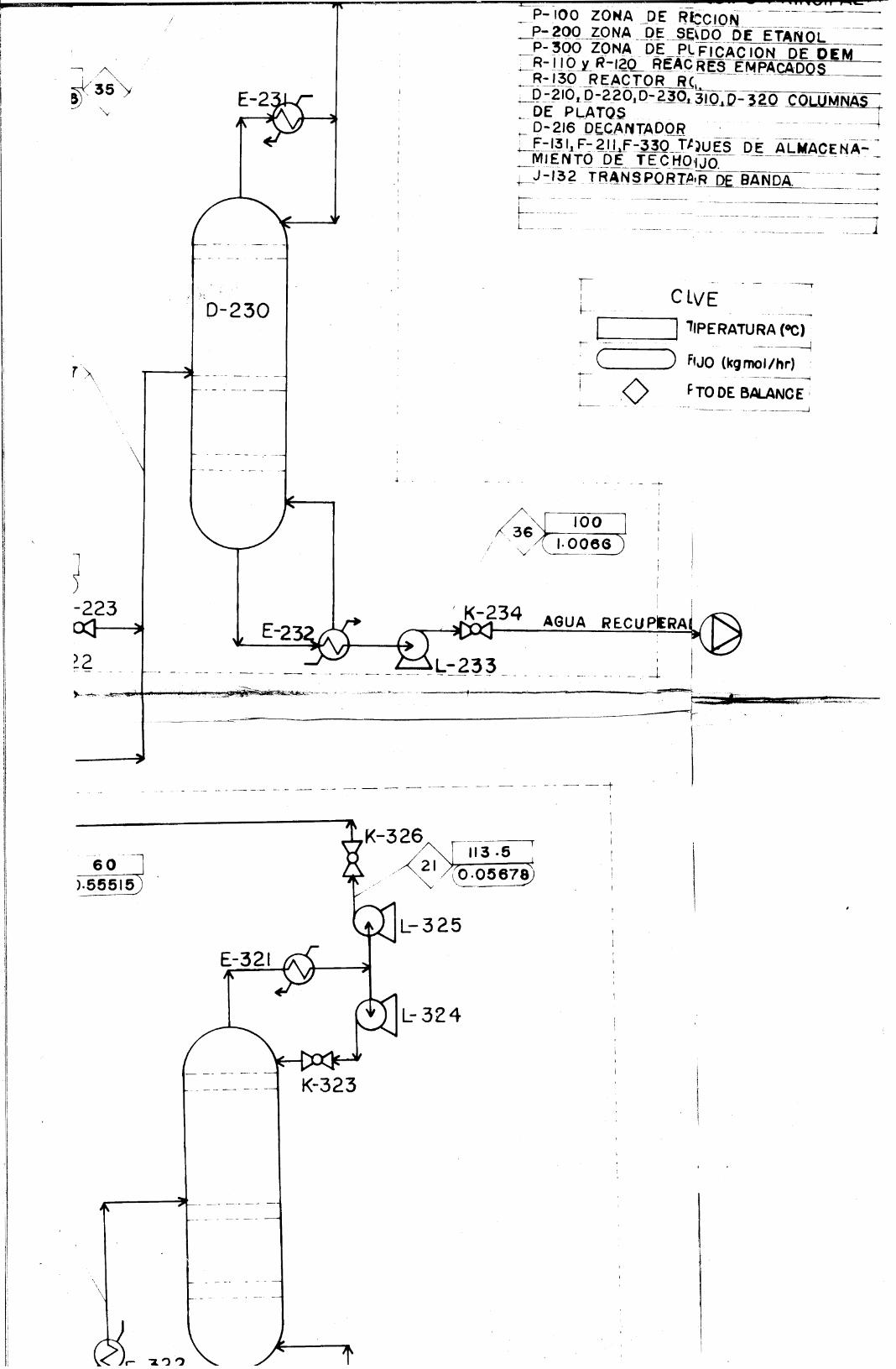
D l AGRAMA DE FLUJO b 1 ¡ PLANTA PRODUCTORA DE DEM 1 /rc\
I 'W ET
- t-
I
i
" + i
t" I
F-131
C
I I
"I F-2" -
L- 212 A " 1
/ i ,/
/'
/ A
I K-213A /'
L - " " _
t~ -
i
, /'
1 "" "I
1'
\ \
R-I IO
I -. " "_." l__l ."".I
DIAORAMA DE LOCALlZAClON DE REACTORES Y COLUMNAS
DE DEStlLACION( V.SUPERIOR)
R-l IO al20
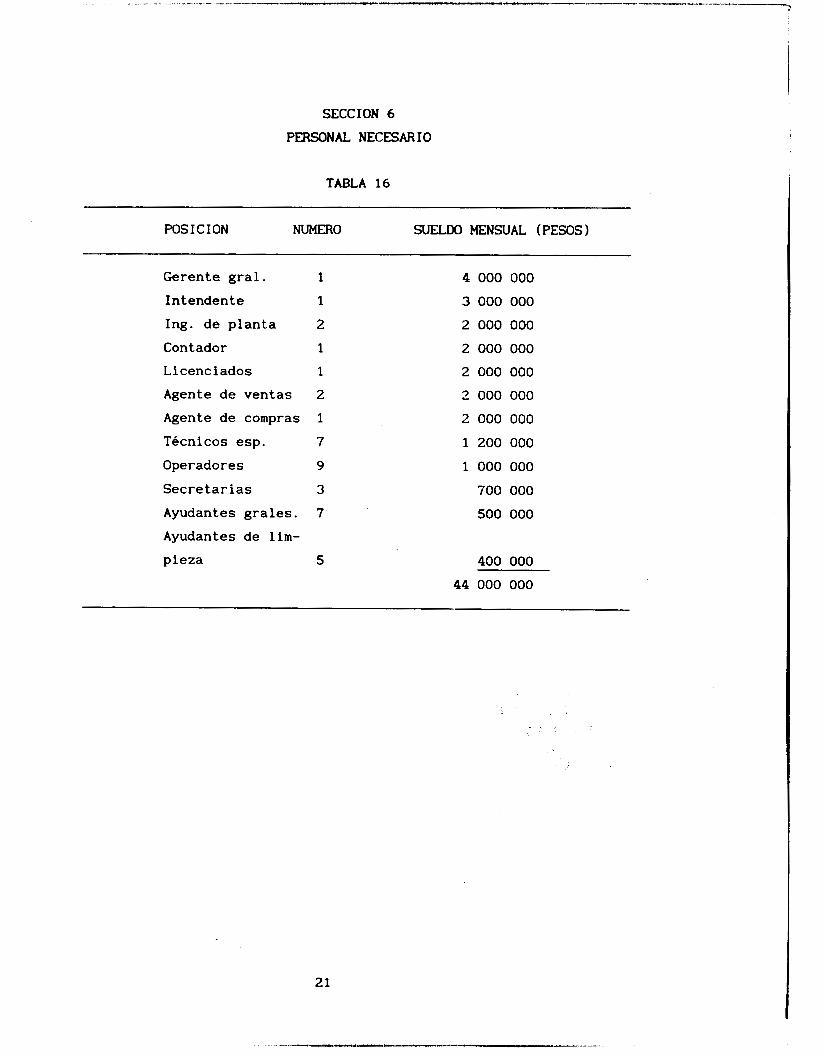
SECCION 6 PERSONAL NECESARIO
TABLA 16
WSICION NUMERO SUELW MENSUAL (PESOS 1
Gerente gral. 1
Intendente 1
Ing. de planta 2
Contador 1
Licenciados 1
Agente de ventas 2
Agente de compras 1
Técnicos esp. 7 Operadores 9
Secretarias 3
Ayudantes grales. 7
Ayudantes de lim- pieza 5
4 O00 O00
3 O00 O00
2 O00 O00
2 O00 O00
2 O00 O00
2 O00 O00
2 O00 O00
1 200 O00
1 O00 O00
700 O00
500 O00
400 O00
44 O 0 0 O00
21
* O o L
O Ji
o
M r/i
a e Y
b”
O 4
O o c
O o II
\ -
O
c o
10.0
ALMACEM DE. 7AMBOz VACl OS
C U A R T O D E
S E R V I C I O S
20. -~ o
ALMACE
MATER l b
1
R E C R E O
V E S T I D O 1 Y REGADEf
R E C R E O
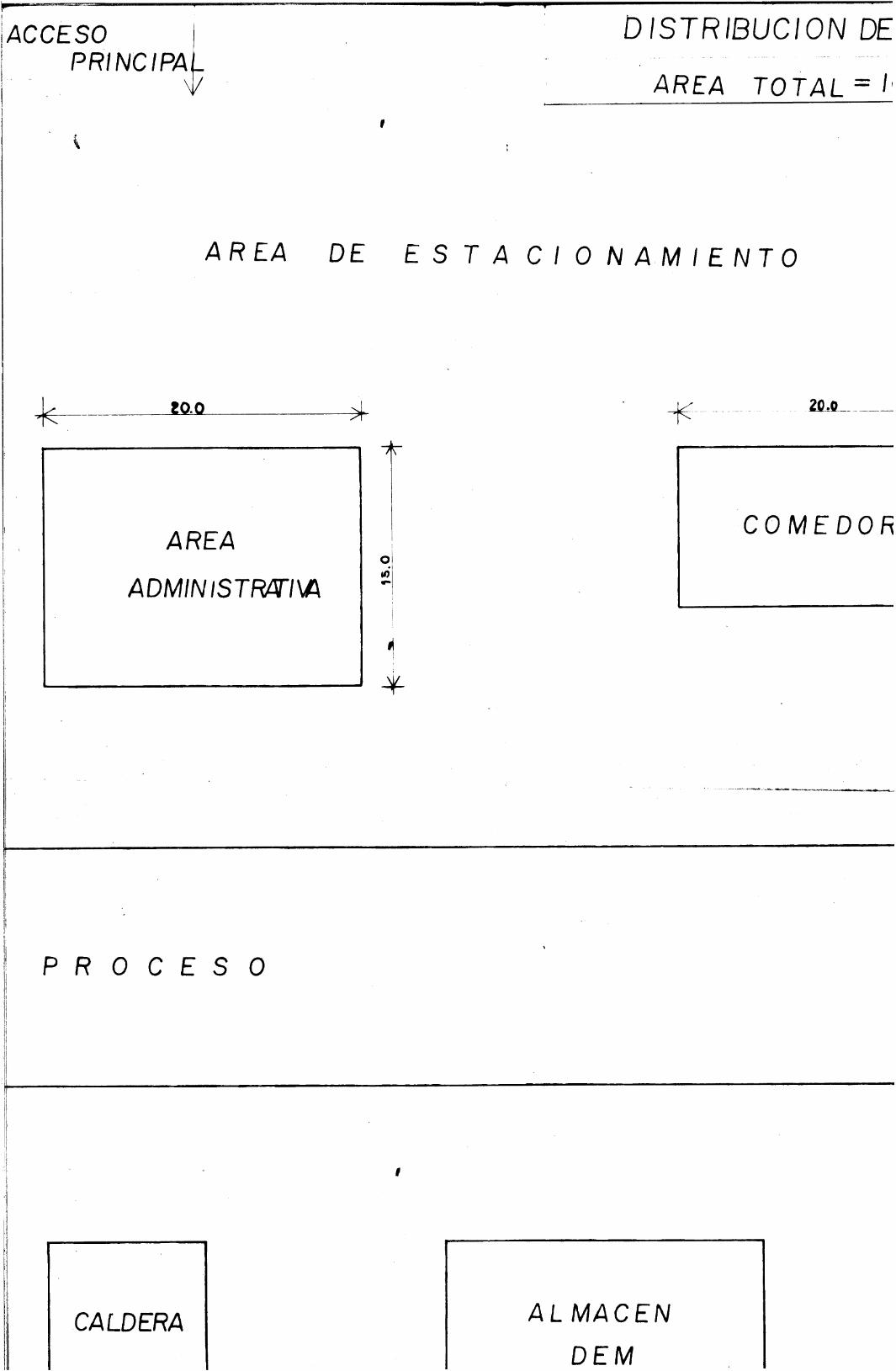
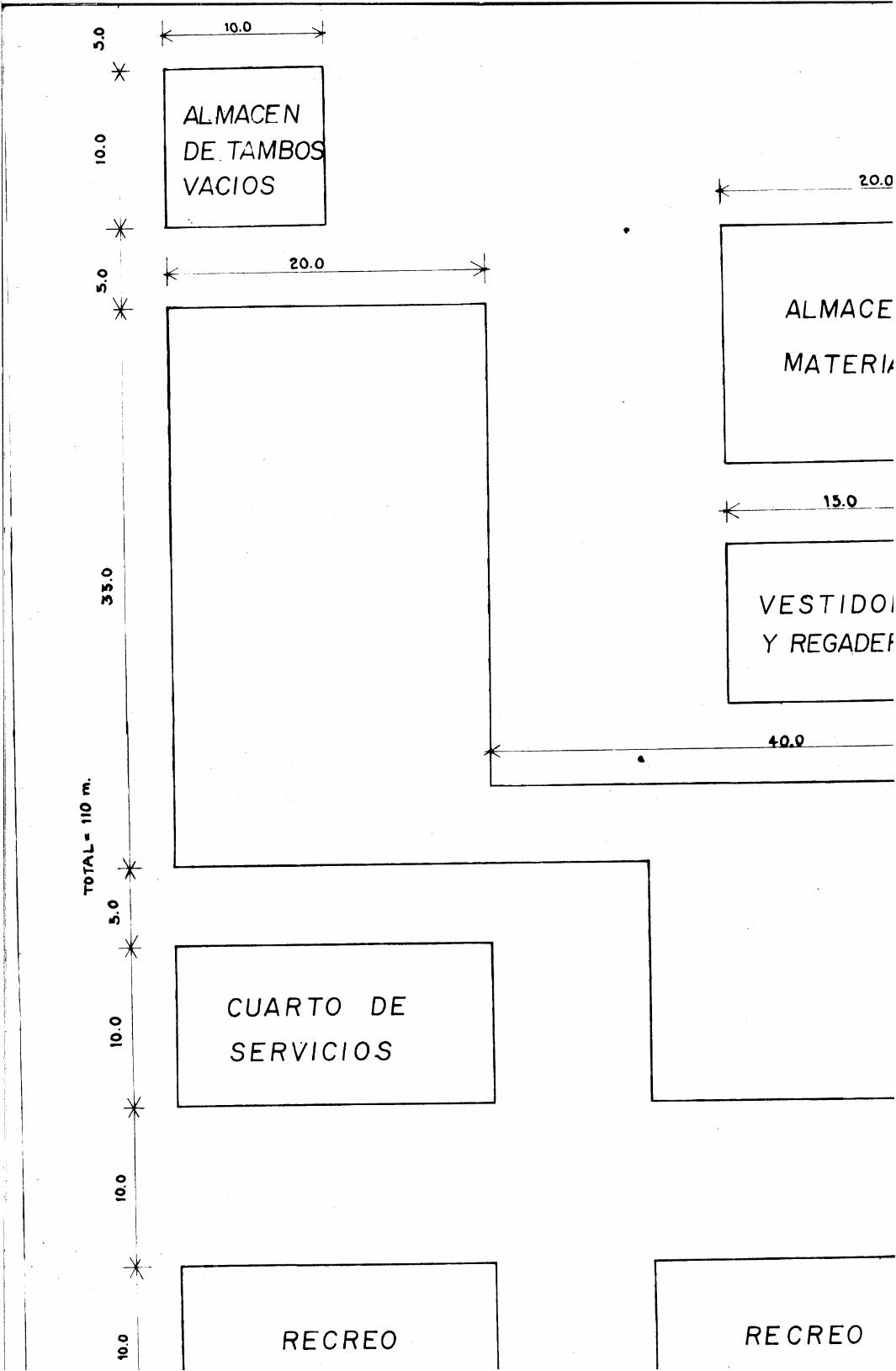
ACCESO PRINCIPA/-
D I S T R I B U C I O N DE AREA T O T A L = 1'
A R E A D E E S T A C I O N A M I E N T O
4" to. o J 4
A REA T C O M E D O R
P R O C E S O
CALDERA A L M A C E N
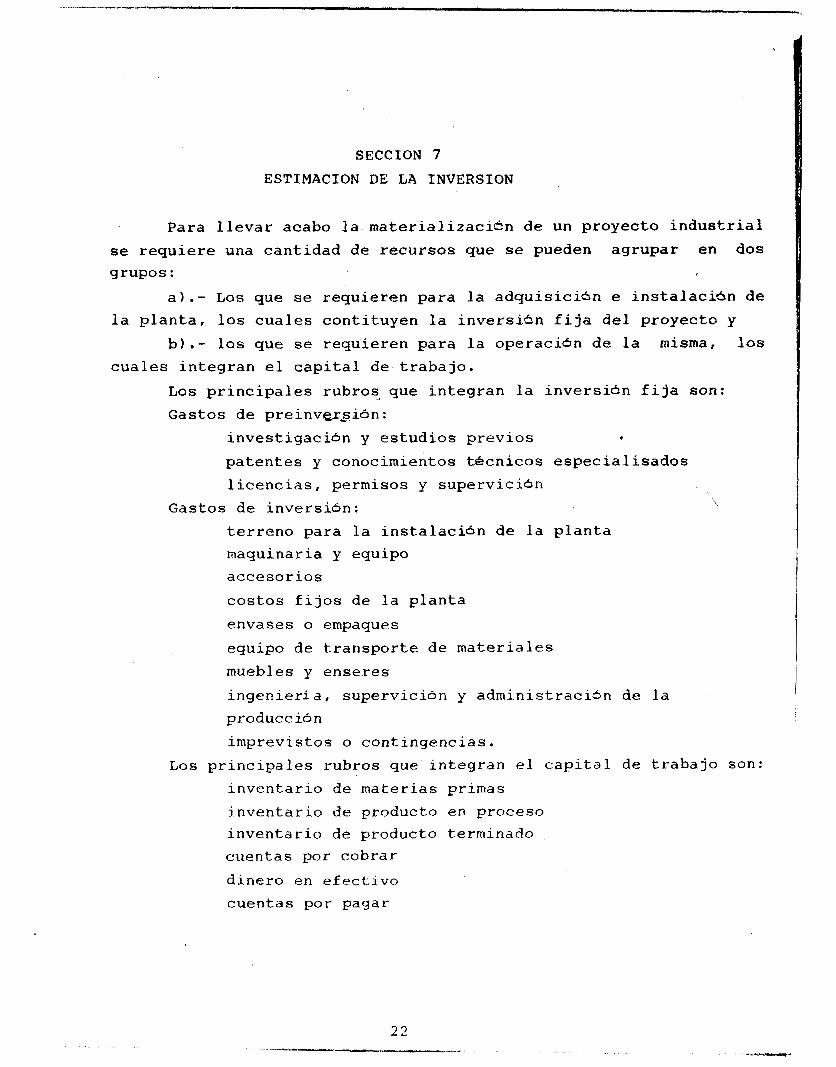
SECCION 7 ESTIMACION DE LA INVERSION
Para llevar acabo la-materializacien de un proyecto industrial se requiere una cantidad de recursos que se pueden agrupar en dos grupos:
a).- LOS que se requieren para la adquisicidn e instalaci5n de la planta, los cuales contituyen la inversidn fija d e l proyecto y
b).- los que se requieren para la operación de la misma, los cuales integran el capital de trabajo.
Los principales rubros que integran l a inversidn fija son: Gastos de preinveqgibn:
investigacibn y estudios previos patentes y conocimientos thcnicos especialisados licencias, permisos y supervicidn
Gastos de inversitjn: \
terreno para la instalacidn de la planta maquinaria y equipo accesorios costos fijos de la planta envases o empaques equipo de transporte de materiales muebles y enseres ingeniería, supervición y administracikn de la produccidn imprevistos o contingencias.
LOS principales rubros que integran el capital de trabajo son: inventario de materias primas inventario de producto en proceso inventario de producto terminado cuentas por cobrar dinero en efectivo cuentas por pagar
22
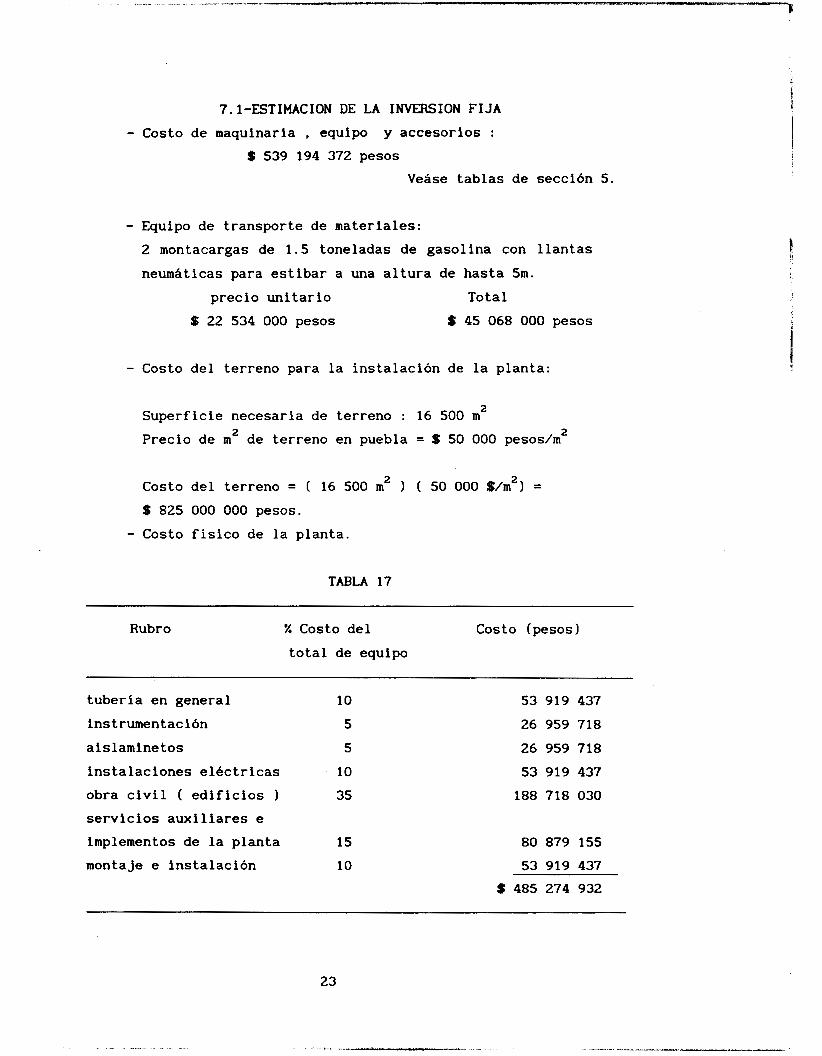
7.1-ESTIMACION DE LA INVERSION FIJA - Costo de maquinaria , equipo y accesorios :
$ 539 194 372 pesos Veáse tablas de sección 5.
- Equipo de transporte de materiales: 2 montacargas de 1.5 toneladas de gasolina con llantas neumáticas para estibar a una altura de hasta 5m.
precio unitario Total $ 22 534 O00 pesos $ 45 068 O00 pesos
- Costo del terreno para la instalación de la planta:
Superficie necesaria de terreno : 16 500 m2
Precio de m de terreno en puebla = $ 50 O00 pesos/m2 2
Costo del terreno = ( 16 500 m2 1 ( 50 O00 $/m2) =
$ 825 O00 O00 pesos. - Costo físico de la planta.
TABLA 17
Rubro % Costo del Costo (pesos) total de equipo
tubería en general 10 53 919 437
instrumentación 5 26 959 718
aislaminetos 5 26 959 718
instalaciones eléctricas 10 53 919 437
obra civil ( edificios 35 188 718 030 servicios auxiliares e implementos de la planta 15 80 879 155 montaje e instalación 10 53 919 437
$ 485 274 932
23
, . ".. . ,
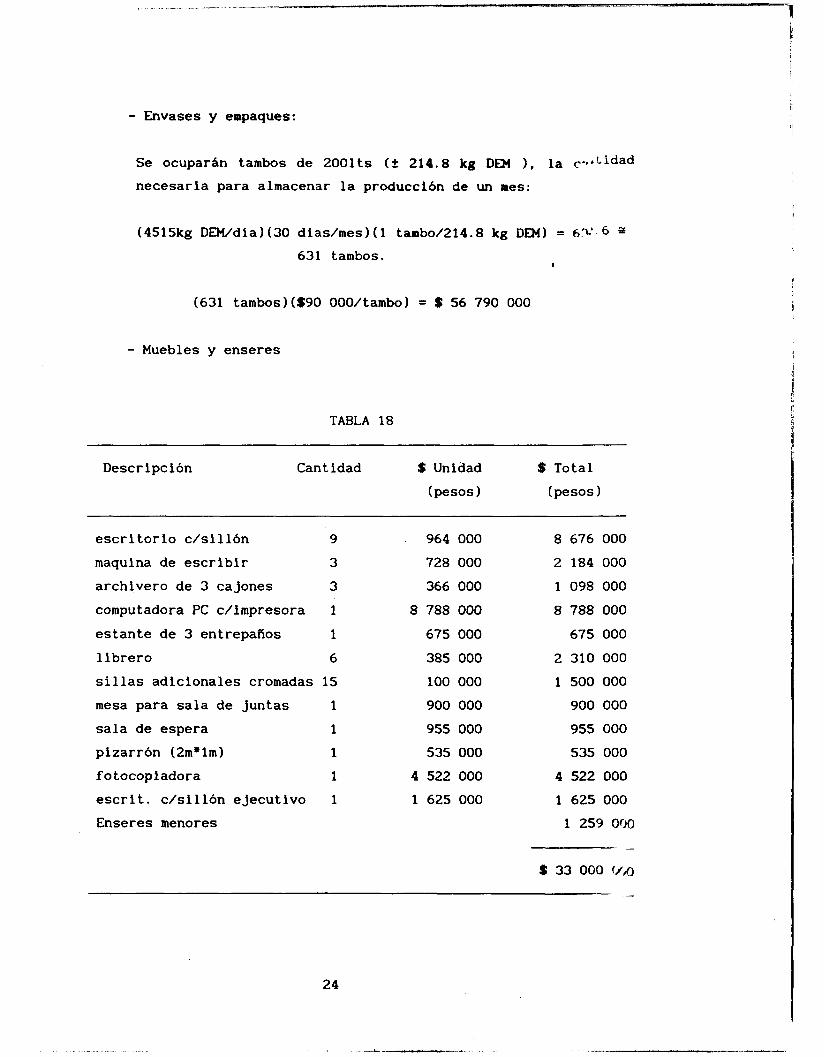
- Envases y empaques:
Se ocupardn tambos de 2001ts (k 214-8 kg DEN 1, la c-p*Lidad necesaria para almacenar la producci6n de un mes:
(4515kg DWdíaI(30 dias/rnes)(l taabo/214.8 kg DEM) = 63' 6
631 tambos. I
(631 tambosl(S90 000/tambo) = S 56 790 O00
- Muebles y enseres
TABLA 18
Descripción Cant idad $ Unidad $ Total (pesos 1 (pesos 1
escritorio c/sillón 9 964 O00 8 676 O00
maquina de escribir 3 728 O00 2 184 O00
archivero de 3 cajones 3 366 O00 1 098 O00
computadora PC dimpresora 1 8 788 O00 8 788 O00
estante de 3 entrepafios 1 675 O00 675 O00 1 ibrero 6 385 O00 2 310 O00
sillas adicionales cromadas 15 100 O00 1 500 O00
mesa para sala de juntas 1 900 O00 900 O00
sala de espera 1 955 O00 955 O00
pizarr6n (2m*lm) 1 535 O00 535 O00
fotocopiadora 1 4 522 O00 4 522 O00
escrit. c/sillón ejecutivo 1 1 625 O00 1 625 O00
Enseres menores 1 259 orlo -
$ 33 O00 v,o -
24
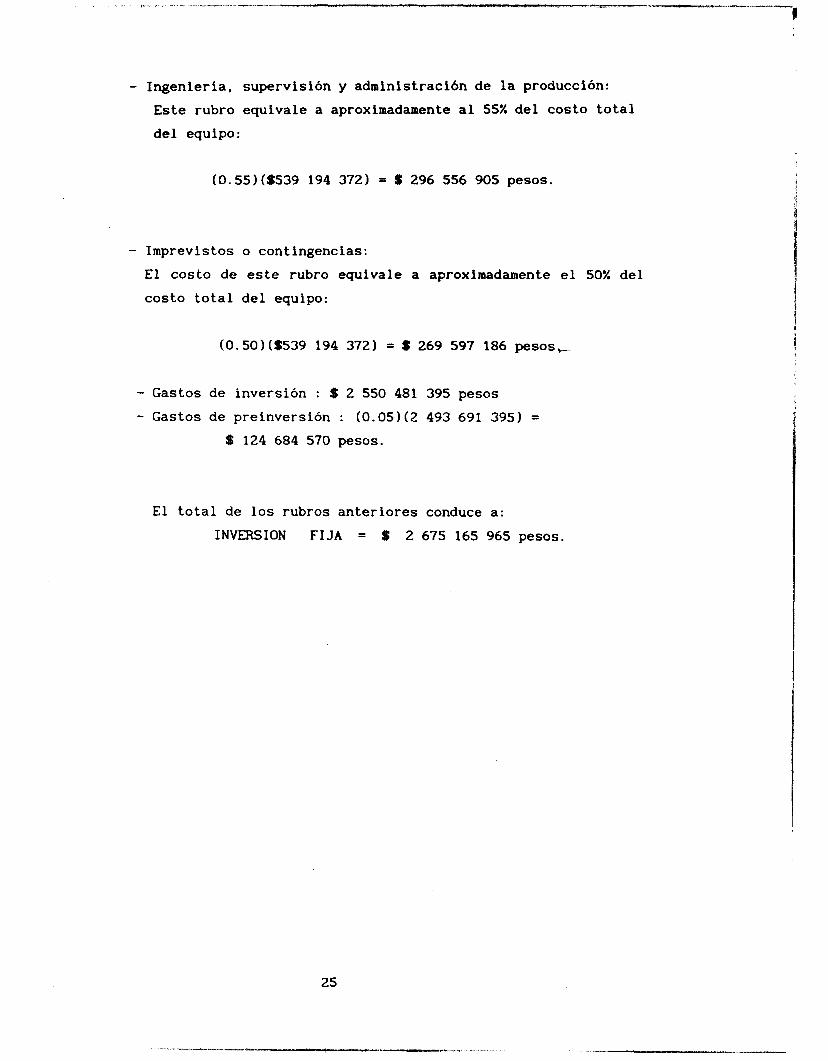
- Ingeniería, supervisibn y administracih de la produccibn: Este rubro equivale a aproximadamente al 55% del costo total del equipo:
(0.55)($539 194 372) = $ 296 556 905 pesos.
- Imprevistos o contingencias: El costo de este rubro equivale a aproximadamente el 50% del costo total del equipo:
(0.50)($539 194 372) = $ 269 597 186 pesos+
- Gastos de inversión : $ 2 550 481 395 pesos - Gastos de preinversión : (0.05)(2 493 691 395) =
$ 124 684 570 pesos.
El total de los rubros anteriores conduce a: INVERSION FIJA = $ 2 675 165 965 pesos.
__"....I.
i
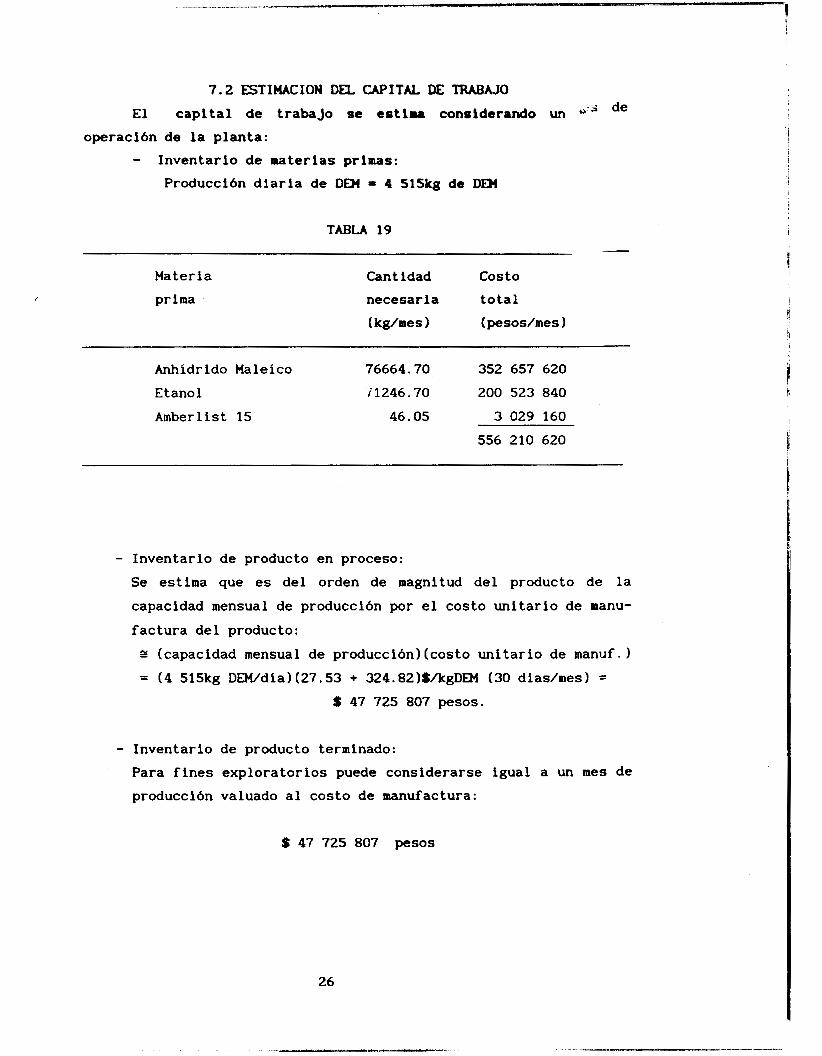
7.2 ESTIMACION DEL CAPITAL DE TRABAJO El capital de trabajo se estima considerando un +b's de
operaci6n de la planta: - Inventario de materias primas:
Producci6n diaria de D M = 4 SlSkg de D M
TABLA 19
Materia prima
Cant idad cos to necesaria total (kg/mes 1 (pesos/mes)
Anhídrido Maleíco 76664.70 352 657 620
Etanol P1246.70 200 523 840
Amberlist 15 46.05 3 029 160
556 210 620
- Inventario de producto en proceso: Se estima que es del orden de magnitud del producto de la capacidad mensual de producción por el costo unitario de manu- factura del producto:
(capacidad mensual de producci6n)(costo unitario de manuf.) = (4 515kg DEM/dia)(27.53 + 324.82)$/kgDEM (30 dias/mes) =
$ 47 725 807 pesos.
- Inventario de producto terminado: Para fines exploratorios puede considerarse igual a un mes de producci6n valuado al costo de manufactura:
S 47 725 807 pesos
26
i
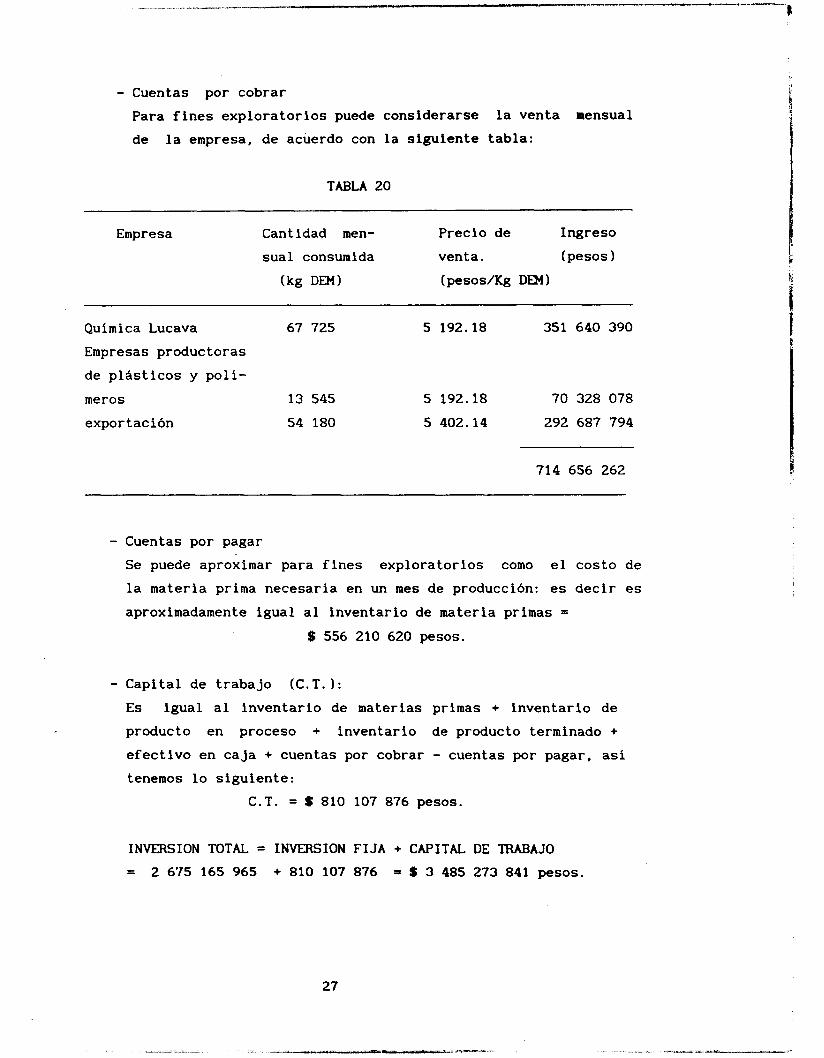
- Cuentas por cobrar Para fines exploratorios puede considerarse la venta mensual de la empresa, de acuerdo con la siguiente tabla:
TABLA 20
Empresa Cant idad men- Precio de Ingreso sua1 consumida venta. (pesos 1
(kg DEM) (pesos/Kg DEMI
Quimica Lucava 67 725 5 192.18 351 640 390 Empresas productoras de plásticos y polí- meros 13 545 5 192.18 70 328 078
exportación 54 180 5 402.14 292 687 794 ~~
714 656 262
- Cuentas por pagar Se puede aproximar para fines exploratorios como el costo de la materia prima necesaria en un mes de producción: es decir es aproximadamente igual al inventario de materia primas =
Jt 556 210 620 pesos.
- Capital de trabajo (C.T.): Es igual al inventario de materias primas + inventario de producto en proceso + inventario de producto terminado + efectivo en caja + cuentas por cobrar - cuentas por pagar, así tenemos lo siguiente:
C.T. = S 810 107 876 pesos.
INVERSION TOTAL = INVERSION FIJA + CAPITAL DE TRABAJO = 2 675 165 965 + 810 107 876 = S 3 485 273 841 pesos.
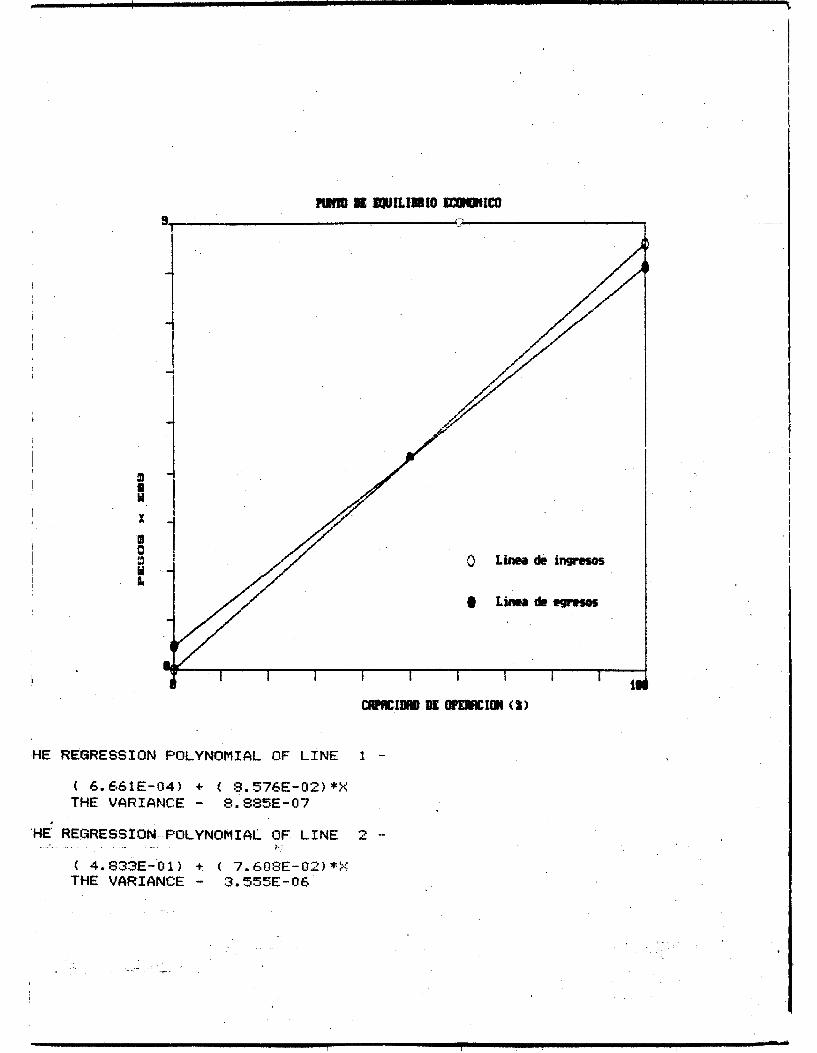
7.3 DETERMINACION DEL PUNTO DE EQUIl &lo ECoNoMIC0
Clasificacibn de los costos para la d+rminación
del punto de equilibrio e c 0 n 6 * - ~ ~
I. -COSTOS VARIABLES
a).- Costos directos de operacibn.
1.- Materias primas y reactivos de prvceso.
2.- Mano de obra de produccibn.
3.- Personal de supervisión
4. - Servicios auxiliares.
5. - Mantenimiento y reparación.
6. - Suministros de operación.
7. - Regalías.
8.- Impuestos sobre ventas.
11.-COSTOS FIJOS
a). - Costos fijos de inversi6n.
1. - Depreciaciones.
2.- Impuestos sobre la propiedad.
3.- Seguros sobre la planta.
4. - Rentas.
b). - Costos fijos de operacibn.
1. - Superintendencia de planta.
2.- Control de calidad. .
3.- Seguridad industrial.
4.- Servicio al personal.
c1.- Gastos generales.
1. - Gastos administrativos.
2.- Gastos de distribucibn y ventas.
3.- Gastos de invest igach y desarrollo.
4. - Gastos financieros.
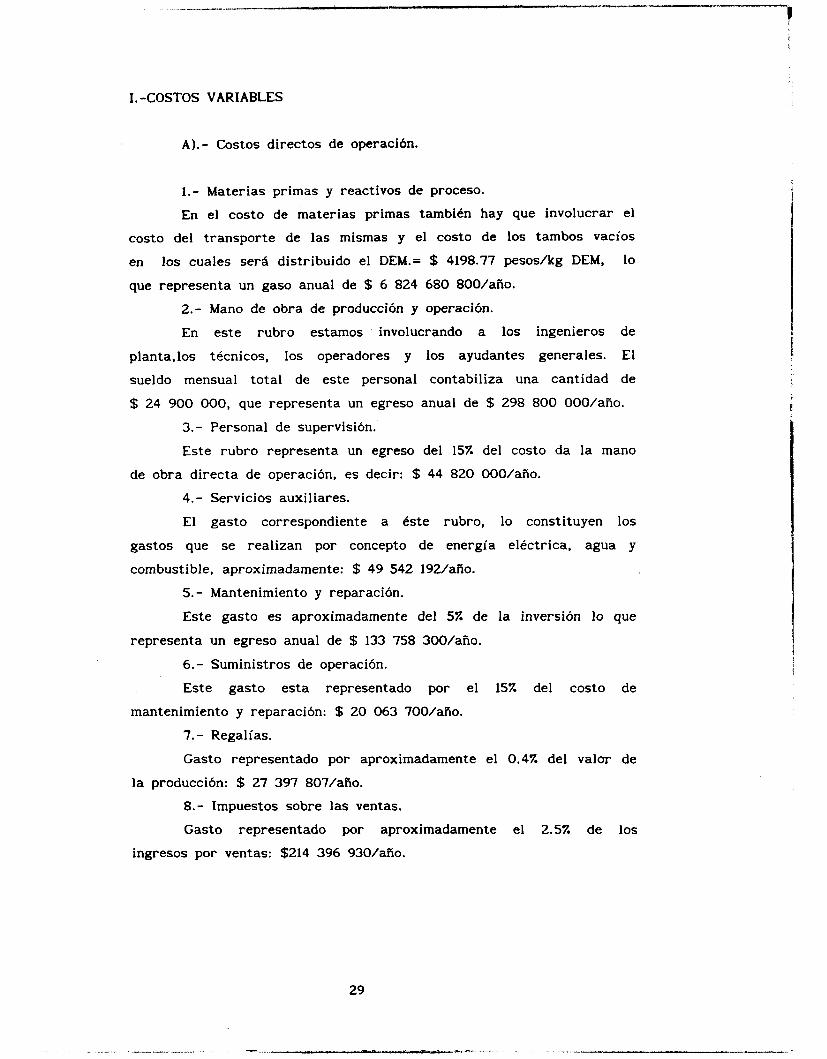
I. -COSTOS VARIABLES
A).- Costos directos de operacibn.
1.- Materias primas y reactivos de proceso.
En el costo de materias primas tambiCn hay que involucrar el
costo del transporte de las mismas y el costo de los tambos vacíos
en los cuales será distribuido el DEM.= $ 4198.77 pesoslkg DEM, lo
que representa un gaso anual de $ 6 824 680 800/año.
2.- Mano de obra de producción y operación.
En este rubro estamos involucrando a los ingenieros de
planta,los técnicos, los operadores y los ayudantes generales. El
sueldo mensual total de este personal contabiliza una cantidad de
$ 24 900 000, que representa un egreso anual de $ 298 800 000/año.
3.- Personal de supervisión.
Este rubro representa un egreso del 15% del costo da la mano
de obra directa de operación, es decir: $ 44 820 000/año.
4.- Servicios auxiliares.
El gasto correspondiente a éste rubro, lo constituyen los
gastos que se realizan por concepto de energía eléctrica, agua y
combustible, aproximadamente: $ 49 542 19Waño.
5. - Mantenimiento y reparación.
Este gasto es aproximadamente del 5% de la inversión lo que
representa un egreso anual de $ 133 758 300/año.
6. - Suministros de operación.
Este gasto esta representado por el 15% del costo de
mantenimiento y reparación: $ 20 063 700/año.
7. - Regalías.
Gasto representado por aproximadamente el 0.4% del valor de
la producción: $ 27 397 807/año.
8.- Impuestos sobre las ventas.
Gasto representado por aproximadamente el 2.5% de los
ingresos por ventas: $214 396 930/año.
i
F
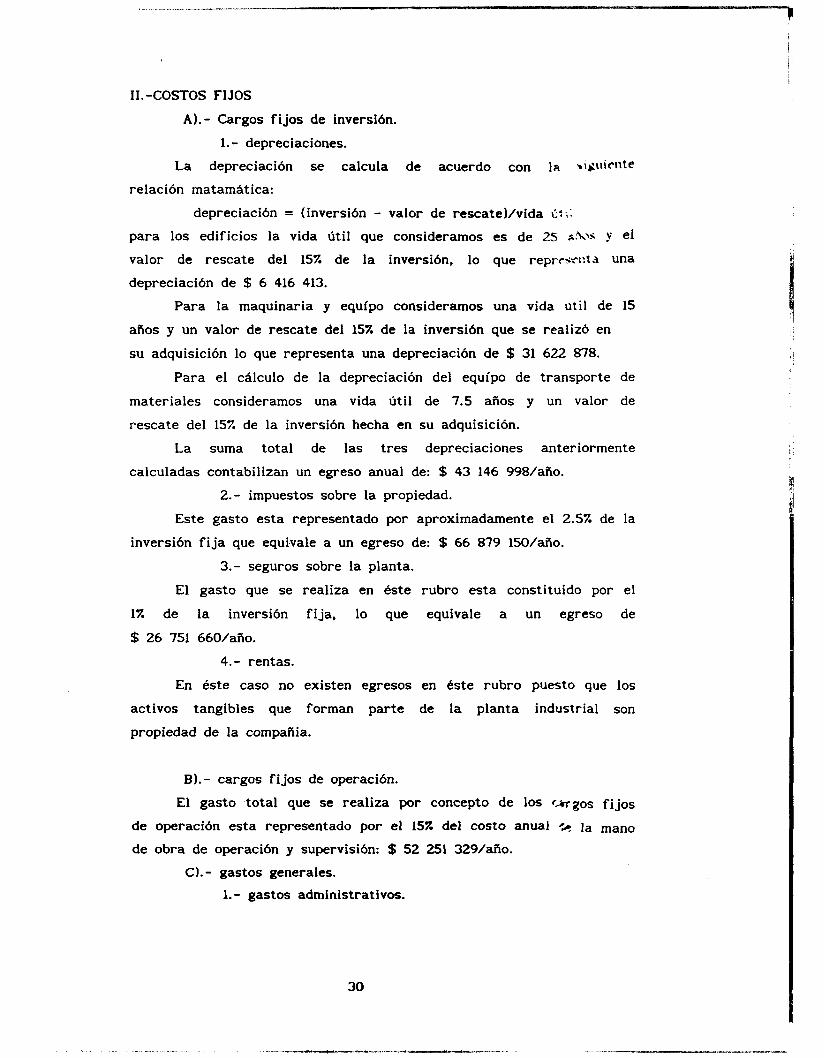
11.-COSTOS FIJOS
A). - Cargos fi jos de inversidn.
1. - depreciaciones.
La depreciación se calcula de acuerdo con la -~g\licllte
relación matamAtica:
depreciación = (inversión - valor de rescate)/vida \it ::
para los edificios la vida útil que consideramos
valor de rescate del 15% de la inversión, lo
depreciación de $ 6 416 413.
Para la maquinaria y equipo consideramos
aAos y un valor de rescate del 157. de la inversidn
una vida m i l de 15
que se realizó en
su adquisición lo que representa una depreciación de $ 31 622 878.
Para el chlculo de la depreciación del equipo de transporte de
materiales consideramos una vida útil de 7.5 años y un valor de
rescate del 15% de la inversión hecha en su adquisición.
La suma total de las tres depreciaciones anteriormente
calculadas contabilizan un egreso anual de: $ 43 146 998/aAo.
2.- impuestos sobre la propiedad.
Este gasto esta representado por aproximadamente el 2.5% de la
inversión f i j a que equivale a un egreso de: $ 66 879 150/año.
3.- seguros sobre la planta.
El gasto que se realiza en éste rubro esta constituido por el
1% de la inversibn f i ja , lo que equivale a un egreso de
$ 26 751 660Iaiio.
4. - rentas.
En éste caso no existen egresos en Cste rubro puesto que los
activos tangibles que forman parte de la planta industrial son
propiedad de la compafiia.
B).- cargos fi jos de operación.
El gasto total que se realiza por concepto de los c ~ g o s fijos
de operacidn esta representado por el 157. del costo anual % ]a mano
de obra de operaci6n y supervisidn: $ 52 2 5 1 329/aRo.
C). - gastos generales.
1.- gastos administrativos.
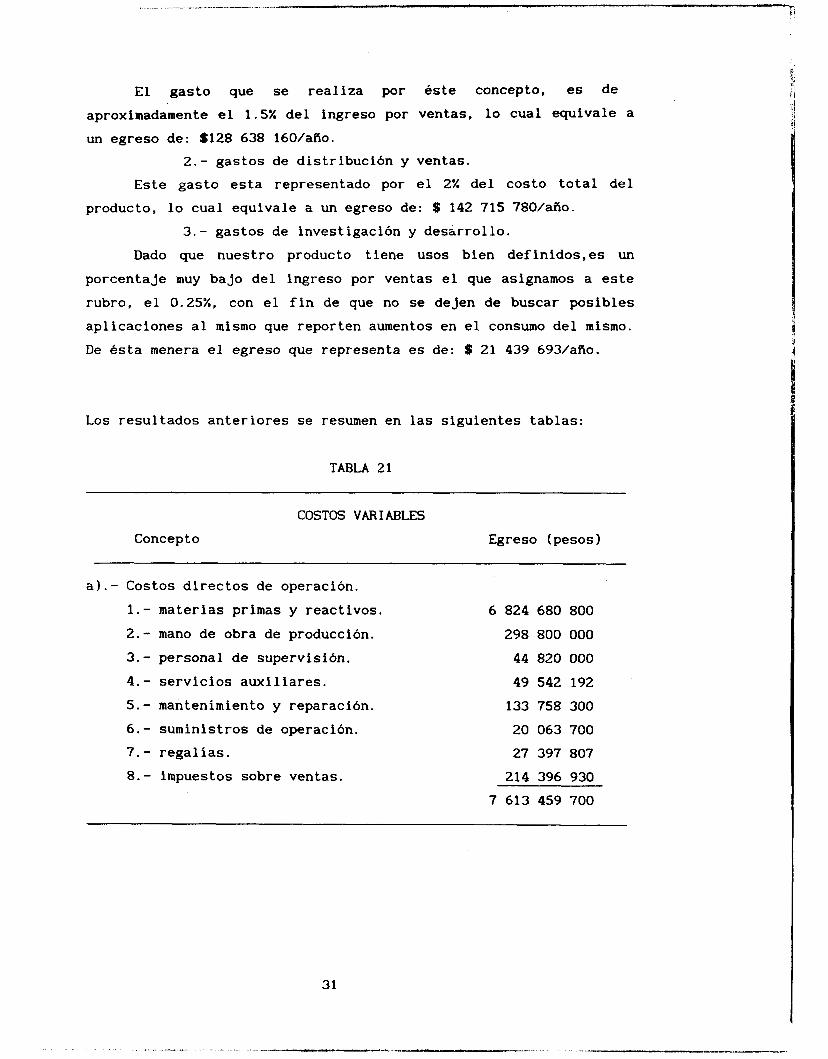
El gasto que se realiza por éste concepto, es de aproximadamente el 1 .5% del ingreso por ventas, lo cual equivale a un egreso de: $128 638 160/aAo.
2.- gastos de distribución y ventas. Este gasto esta representado por el 2% del costo total del
producto, lo cual equivale a un egreso de: $ 142 715 780/aAo. 3.- gastos de investigacih y desárrollo.
Dado que nuestro producto tiene usos bien definidos, es un porcentaje muy bajo del ingreso por ventas el que asignamos a este rubro, el 0.25%, con el fin de que no se dejen de buscar posibles aplicaciones al mismo que reporten aumentos en el consumo del mismo. De Csta menera el egreso que representa es de: S 21 439 693/afio.
Los resultados anteriores se resumen en las siguientes tablas:
TABLA 21
COSTOS VARIABLES Concept o Egreso (pesos 1
a ) . - Costos directos de operación. 1.- materias primas y reactivos. 2.- mano de obra de producción. 3.- personal de supervisión. 4.- servicios auxiliares. 5 . - mantenimiento y reparación. 6.- suministros de operación. 7. - regal ías. 8.- impuestos sobre ventas.
6 824 680 800 298 800 O00
44 820 O00
49 542 192 133 758 300 20 063 700 27 397 807 214 396 930
7 613 459 700
31
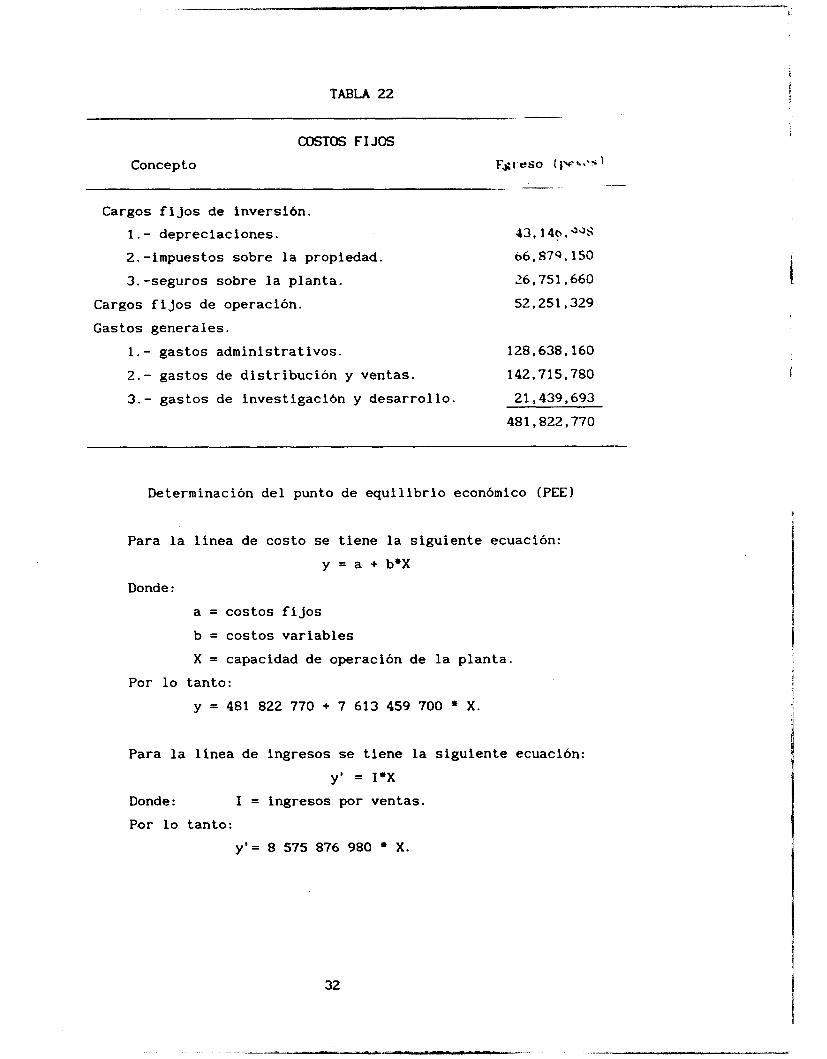
TABLA 22 "
COSTOS FIJOS Concepto
Cargos fijos de inversi6n. 1.- depreciaciones. 2.-impuestos sobre la propiedad. 3.-seguros sobre la planta.
Cargos fijos de operación.
43,140,~aS
06,879.150
26,751,660
52,251,329
Gastos generales. 1.- gastos administrativos. 128,638,160
2.- gastos de distribución y ventas. 142,715,780 3 . - gastos de investigación y desarrollo. 21,439,693
481,822,770
Determinación del punto de equilibrio económico (PEE)
Para la línea de costo se tiene la siguiente ecuación: y = a + b*X
Donde : a = costos fijos b = costos variables X = capacidad de operación de la planta.
Por lo tanto: y = 481 822 770 + 7 613 459 700 * X.
Para la línea de ingresos se tiene la siguiente ecuación: y' = I*X
Donde : I = ingresos por ventas. Por lo tanto:
y' = 8 575 876 980 * X.
I
i
I I'
En el punto de equilibrio econ6mico los ingresos son iguales a
los egresos , es decir , no existe ganancia. por lo que al igualar
las dos ecuaciones anteriores se obtiene una expresidn para PEE :
PEE = X = d(1-b)
por lo que: PEE = (481 822 770)/(8 575 876 980 - 7 613,459,700 1 PEE = 0.50.
Es decir, cuando la planta se encuentra operando al 50% no existen
ganancias.
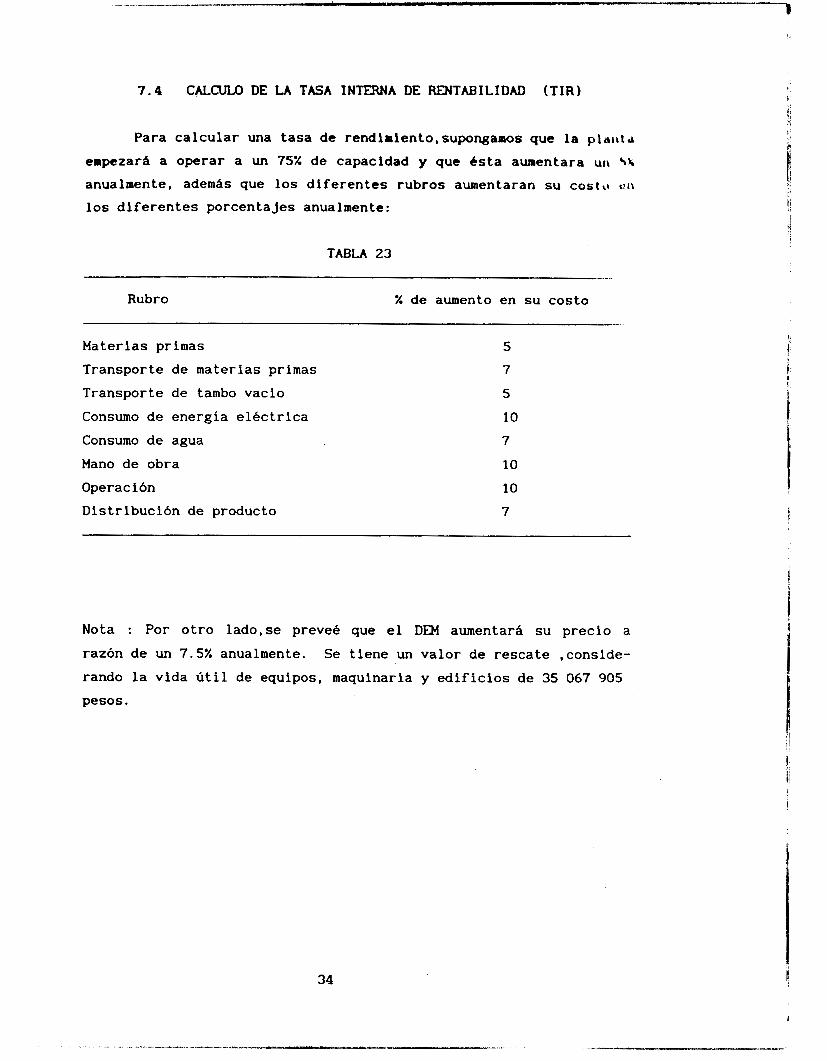
7.4 CALCULO DE LA TASA INTERNA DE RENTABILIDAD (TIR)
Para calcular una tasa de rendlmlento,supongaas que la plaltta
empezara a operar a un 75% de capacidad y que Csta aumentara un \\ anualmente. ademas que los diferentes rubros aumentaran su costo ~ ! n
los dlferentes porcentajes anualmente:
TABU 23
. .
Rubro X de aumento en su costo "
Materias primas 5
Transporte de materias primas 7 Transporte de tambo vacio 5
Consumo de energía eléctrica 10
Consumo de agua 7 Mano de obra 10
Operación 10
Distribución de producto 7
Nota : Por otro lado,se preveé que el DEM aumentará su precio a razón de un 7.5% anualmente. Se tiene un valor de rescate ,conside- rando la vida útil de equipos, maquinaria y edificios de 35 067 905 pesos.
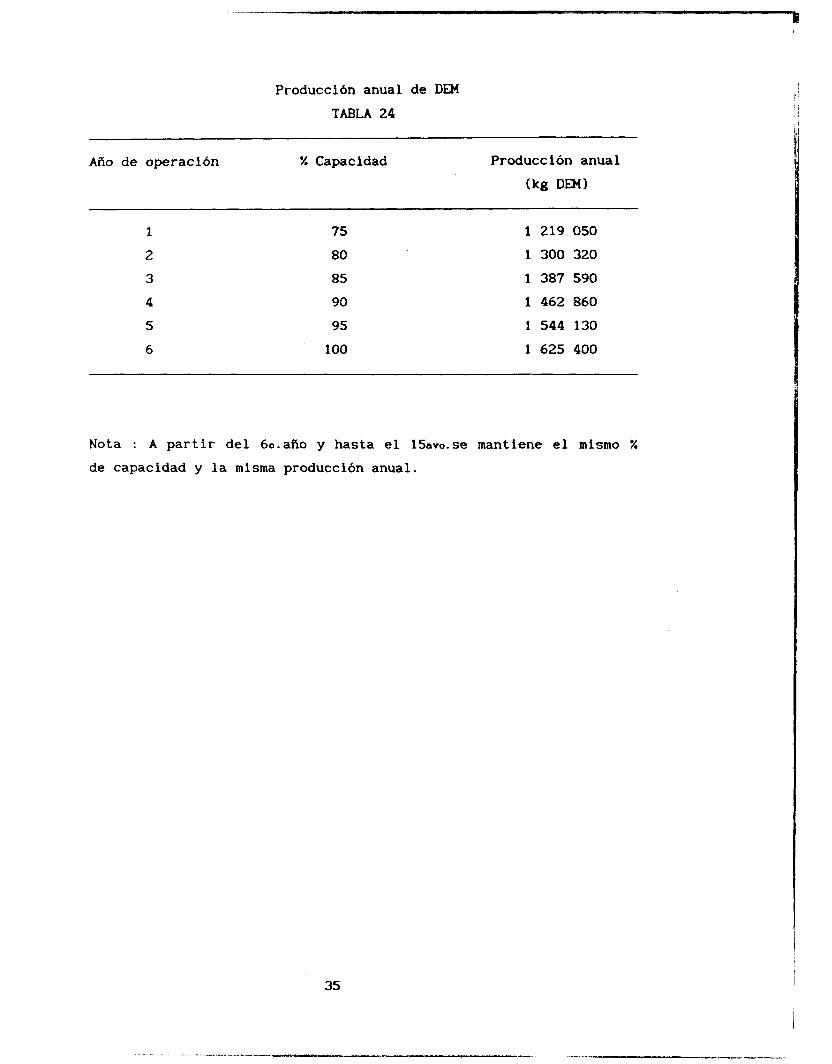
Producción anual de DEM
TABLA 24
Año de operación X Capacidad Producción anual (kg DEM)
75
80
85
90
95
1 O0
1 219 050
1 300 320
1 387 590
1 462 860
1 544 130
1 625 400
Nota : A partir del 6o.aA0 y hasta el 15avo.se mantiene el mismo %
de capacidad y la misma producción anual.
35 i
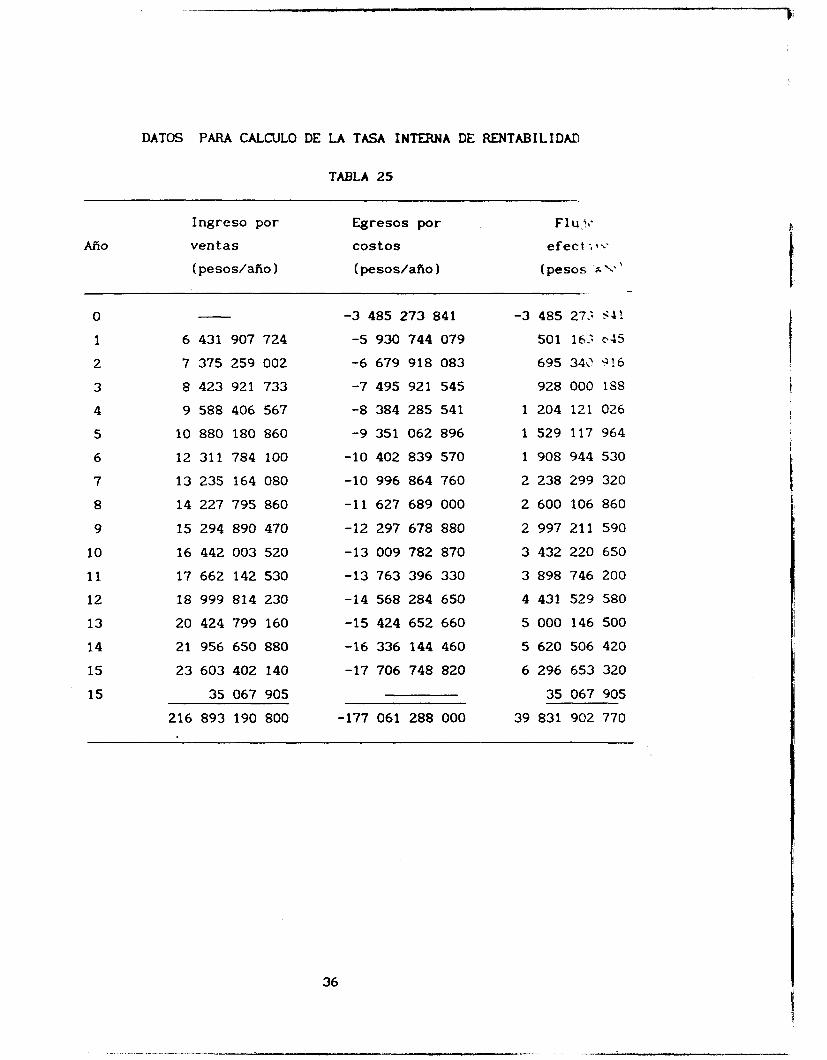
DATOS PARA CALCULO DE LA TASA INTERNA DE RENTABILIDAD
TABLA 25
Año
O 1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
15
Ingreso por
ventas
(pesos/año)
6 431 907 724
7 375 259 002
8 423 921 733
9 588 406 567
10 880 180 860
12 311 784 100
13 235 164 080
14 227 795 860
15 294 890 470
16 442 003 520
17 662 142 530
18 999 814 230
20 424 799 160
21 956 650 880
23 603 402 140
35 067 905
~~~ ~
Egresos por costos
(pesos/afio)
-3 485 273 841
-5 930 744 079
-6 679 918 083
-7 495 921 545
-8 384 285 541
-9 351 062 896
-10 402 839 570
-10 996 864 760
-11 627 689 O00
-12 297 678 880
-13 O09 782 870
-13 763 396 330
-14 568 284 650
-15 424 652 660
-16 336 144 460
-17 706 748 820
~~~ ~
Flu),. efect .,*o.'
(pesos '2 '4' ' -
-3 485 27' S4!
501 16: e45
695 342 4!6
928 O00 158
1 204 121 026
1 529 117 964
1 908 944 530
2 238 299 320
2 600 106 860
2 997 211 590
3 432 220 650
3 898 746 200
4 431 529 580
5 O00 146 500
5 620 506 420
6 296 653 320
35 067 905
216 893 190 800 -177 061 288 O00 39 831 902 770
36
i"
CI
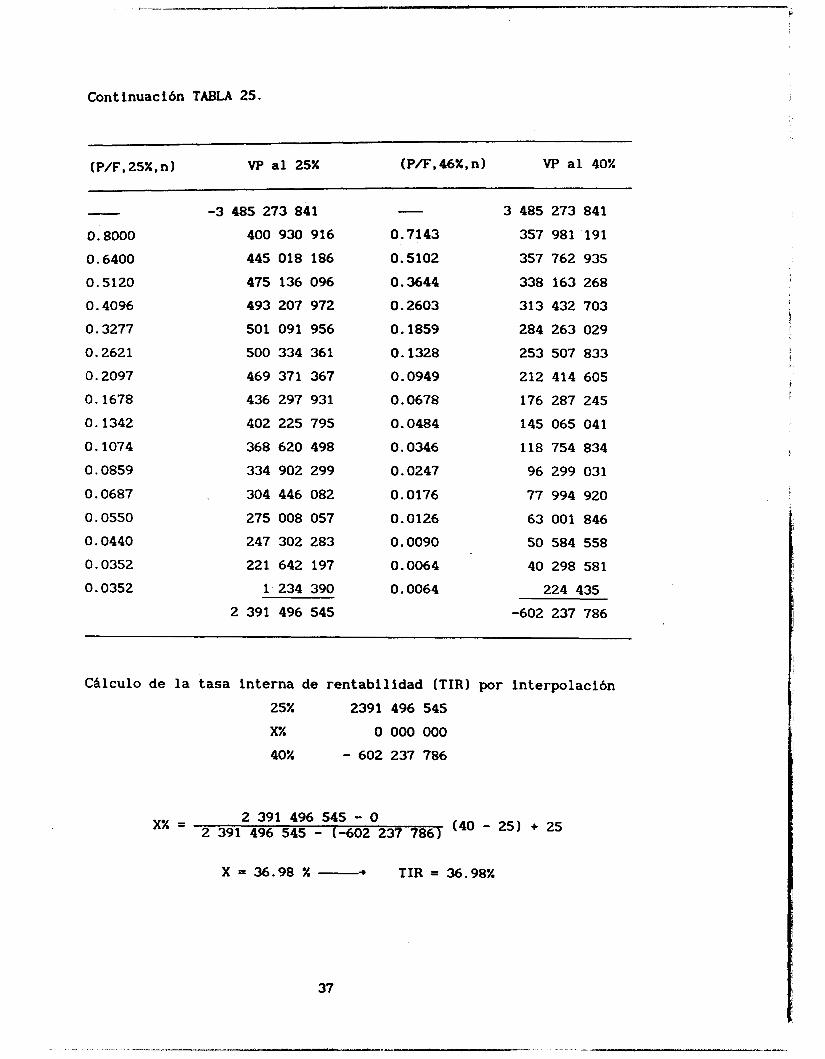
Continuacl6n TABLA 25.
VP al 25x (P/F,46X,n) VP al 40%
- -3 485 273 841 - 3 485 273 841
o. 8000 400 930 916 O. 7143 357 981 191
O. 6400
O . 5120
O. 4096
O . 3277
O. 2621
O . 2097
O . 1678
O . 1342
O. 1074
O . 0859
O. 0687
O . 0550
O . 0440
O. 0352
O. 0352
445 018 186
475 136 096
493 207 972
501 O91 956
500 334 361
469 371 367
436 297 931
402 225 795
368 620 498
334 902 299
304 446 082
275 008 057
247 302 283
221 642 197
1.234 390
O. 5102
O. 3644
O. 2603
O. 1859
O. 1328
O. 0949
O. 0678
O. 0484
O. 0346
O. 0247
O. 0176
O. 0126
o. O090
O. 0064
O. 0064
2 391 496 545
357 762 935
338 163 268
313 432 703
284 263 029
253 507 833
212 414 605
176 287 245
145 065 041
118 754 834
96 299 031
77 994 920
63 O01 846
50 584 558
40 298 581
224 435
-602 237 786
C&lculo de la tasa interna de rentabilidad (TIR) por interpolacibn
25% 2391 496 545
x% o O00 O00
40% - 602 237 786
x% = 2 391 496 545 - O 2 391 496 545 - (-602 237 786) (40 - 25) + 25
X t 36.98 X -+ TIR = 36.98%
37
!
7.5 DETERMINACION DEL TIEMPO DE RECUPERACION
CONTABLE DE LA INVERSION
Se calcula dividiendo la inversi6n inicial entre el flujo de
efectivo y representa, como su nombre lo indica, el peri6do en el
cual la suma de las utilidades netas mAs las depreciaciones, permite
recuperar la inversi6n del proyecto.
En este caso calculamos un flujo de efectivo acumulativo
sumando al flujo de efectivo del primer aAo el del segundo aHo,a la
suma de los dos primeros el tercero y así sucesivamente, hasta que
en un cierto año el flujo de efectivo acumulativo así calculado
iguala o supera la inversi6n final.
Inversi6n inicial = $ 3 845 273 841 pesos
C5 Flujo acumulativo (año i) = 1 012 469 898 1 = 1
Se puede observar que en el 50 aHo se logra recuperar
totalmente la inversión realizada inicialmente, además de que se
empiezan a obtener ganancias reales.
38
8.- BIBLIOCRAFIA
1.-Harris N.,Tuck M.W. Hidrocarbon Processing,69 (199o),p 79. 2.-Chawla H.S.,Hussain S . Z . , Indian Journal of Technology,20 (19821, p 22.
3.-Chawla H.S., Hussain S.Z.,Indian Journal of Technology,21 (19831,~ 57.
4.-McKee D.,Patent Cooperation Treaty (PCT),WO 88/00937.11 febrero 1988.
5.-Alvarez J.R.,Alvarez R.R Jr.,Hungarian Journal of Industrial Chemistry.16 (19881, p 263.
6. -Manual "Chemical Processing by Ion Exchange" .Rohm and Hass (1988).
7.-Manual 'I Rohm and Hass ion exchange resins laboratory guide" , Rohm and Hass , ( 1988 1.
8.-Boletín técnico "Amberlist 15". Rohm and Hass (1978). 9.-Manual " Tabla de propiedades típicas y aplicaciones", Rohm and
Hass. 10. -Albright R.L. , JakovacI. J. , 'I Catalysis by funcionalized
porous organic Polymers", Rohm and Hass. 11.-Revista "Industria de los plaguicidas en México",Comisión
Petroquímica Mexicana (1984). 12.-Perry,H.P.,Chilton C.H.,"Biblioteca del Inneniero Químico".Mc -
Graw Hill, México (1986). 13.-Henley H.J.,Seader J.D.,"Operaciones de separacióQ - p o ~ etapas
euuilibrio en inneniería - Química'' - ,Reverté,EspaAa (1988). 14. -Levenspiel O. "Inneniería - & las reacciones químicas", - Repla,
México (1987). 15.-Smith J.H. "Innenieríg - de la cinetica símica", - CECSA,
México ( 1986). 16.-Felder R.M., Rousseau R.U."Princi~ios bdsicos - & los procesos
guímicos ",Manual Moderno (1981). -
39
. . I_ "" . " ".
17. -Karlekar B.V., Desmond R.M."Transferencia de c a l o r " ,
Interamericana,MBxico (1985). 18.-we1ty J.R., et a1,"Fundamentos & transferencia momento
calor y masa ' I , Limusa , México (1988). 19.-Foust A.S., et a1,"Principios & operaciones unitarias ",CECSA,
México (1989). 20.-Wark K. "'J&!gódinamica",Mc - Craw Hil1,MCxico (1987). 21. -Morrison R.T., Boyd R . N . "Quimica &g&nica", - Adison Wesley
Iberoamericana, MBxico (1987). 22.-Varios ,"Modern engineerirn",McGraw Hill, USA,(1979).
(Compendio de la revista "Chemical engineering"). 23.-Soto R . H . , Espejel Z.E., Martinez F.H,"B formulación - y
evaluación técnico económica de proyectos industriales", Edición Propia,México (1973). " - -
24.-Grant E.L., Ireson W.G. ,Leavenworth R.S. ,"Principios ingeniería - económica - ' I , Continental, México (1984).
25.-Galindo A., Notas del curso : Ingeniería económica y evaluación de proyectos,UAMI (1989).
26.-R.C.Reid, J.M.Prausnitz, T.K.Sherwood."Las Propiedades de - los gases y lícmidos" - McGraw-Hill.
40
SECCION 9
APENDICES
41
APENDICE A
Ajuste ctnettco.

Para un reacción reversible de segundo orden, donde la
estequiometria es :
La ecuación de velocidad será:
-r =- dCA - - klCACB - k2CRCs A d t
dCA - d t " kl ( CACB - CRCs 1.. . . . . . . . . (1)
-r =- dCA - - klCACB - k2CRCs A d t
dCA - d t " kl ( CACB - CRCs 1.. . . . . . . . . (1)
donde 1 / K = k2/ kl haciendo
cA= CA0(l - x*)
con M = - CBO CAO CB= CBO - C X = ( M - XA) CAO
A 0 A
c R = c x
cs=
A0 A
+ CAoXA = ( N + XA 1 CAO CSO con N = - CAO
Sustituyendo las ecuaciones anteriores en la ecuación (1)
" dXA - klCAo [ ( l-XA)( "XA) - A d t
X ( N + X 11 ....... (2) A
Al equilibrio, de la ecuación (2) obtenemos :
K = XAe( N + XAe) (1 - XAC)(M - XAe) , ' si Cso = O implica que N = O
$A e por lo tanto K = ( 1 - X A e ) ( M - X A e )
de la ecuación (2)
1 " dXA - klCAo[ M - XA- XAM + X:- 7 XAN - 7
d t

1 N d t 1 A 0 A K " dXA - k C I X i ( l - T ) - X ( l + M + - ) + M ]
- dXA = k C ( c XA+2b XA+ a 1 d t 1 A 0
donde c = l - l / K b = - ( l + M + N / K )
a = M
dXA c X i + b X A + a = k C dt
1 A 0
multiplicando ambos miembros de la ecuación por c
Si descomponemos X:+ (b/c)XA+ (a/c) en fracciones parciales,
para después integrar.
donde p l = - b + d 9 Y P2 = 2c 2c
con q = b - 4ac
por lo tanto
2 y A = 1/P1 - P2 ; B = 1/P2 - PI
como P1 - P2 = - por lo tanto sq C
Integrando la siguiente expresidn
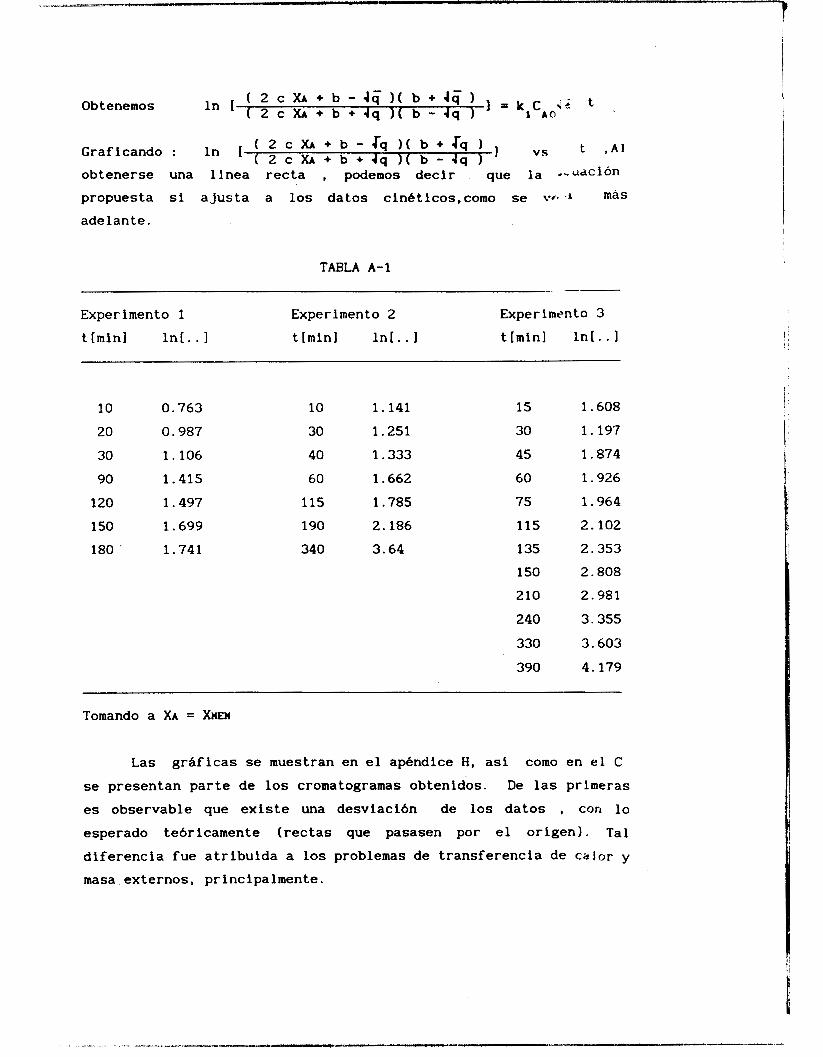
Obtenemos ( 2 c X A + b - q c ) ( b + d c ) In ' ( 2 c XA + b + 4q ) ( b - 4q 1 ZE k~C~o'"
. .
Craficando : In ( 2 ~ X A + b + 4 q I ( b - 4 q ) ( 2 ~ X A + b - $ q ) ( b + $ q ) ~ vs t * A l
obtenerse una linea recta , podemos decir que la +-uación
propuesta si ajusta a los datos cinCticos,como se v " , t más adelante.
I
TABLA A-1 . "
Experimento 1 Experimento 2 Experimento 3
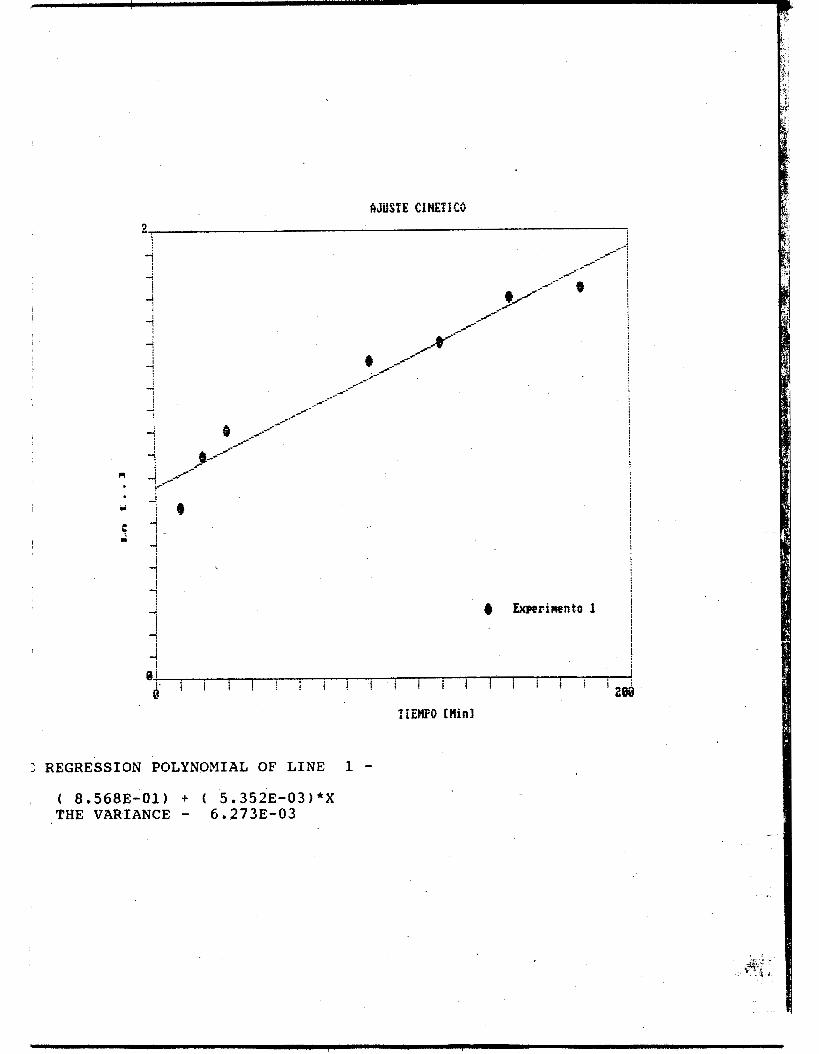
t [minl In[. . 1 t [minl In[. . I t [minl In[. . I
10 O. 763
20 O. 987
30 l. 106 90 l. 415
120 1.497 150 1.699 180 . l. 741
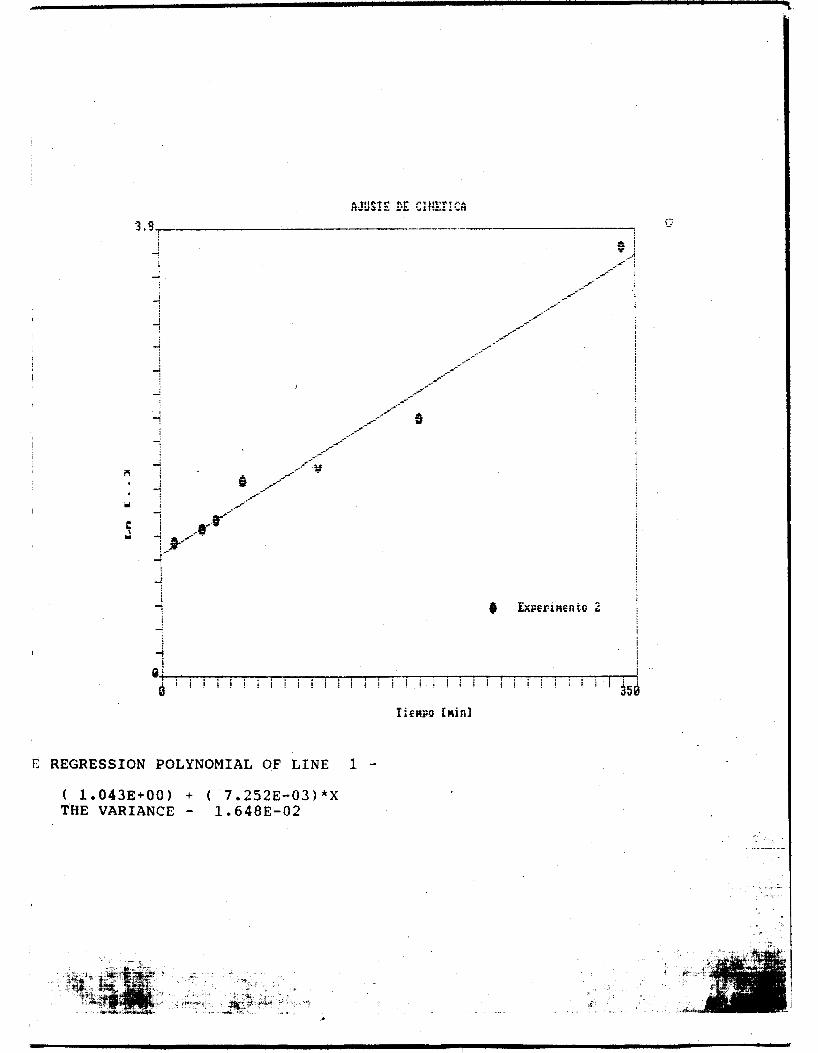
10 l. 141
30 1.251
40 l. 333 60 l. 662 115 l. 785 190 2.186
340 3.64
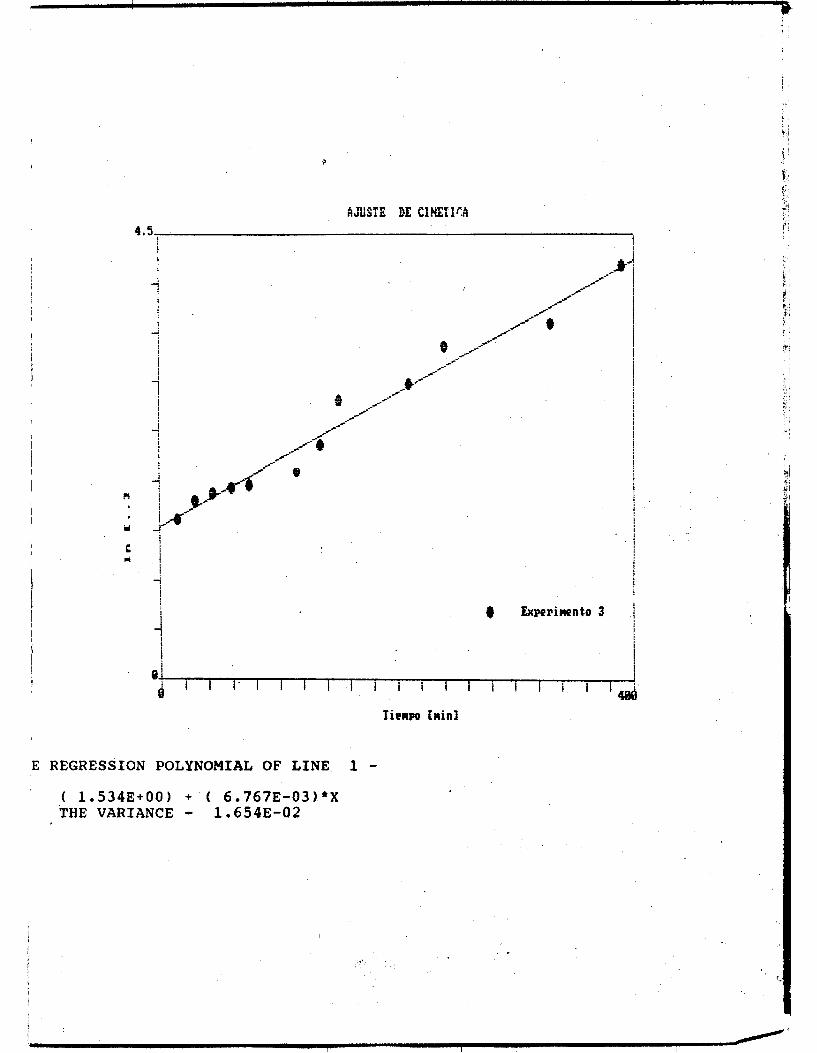
15
30
45
60
75
115
135 150
210
240
330
390
1.608
1.197
l. 874 l. 926
l. 964 2.102 2.353 2.808 2.981
3.355
3.603
4.179
Tomando a XA = X m n
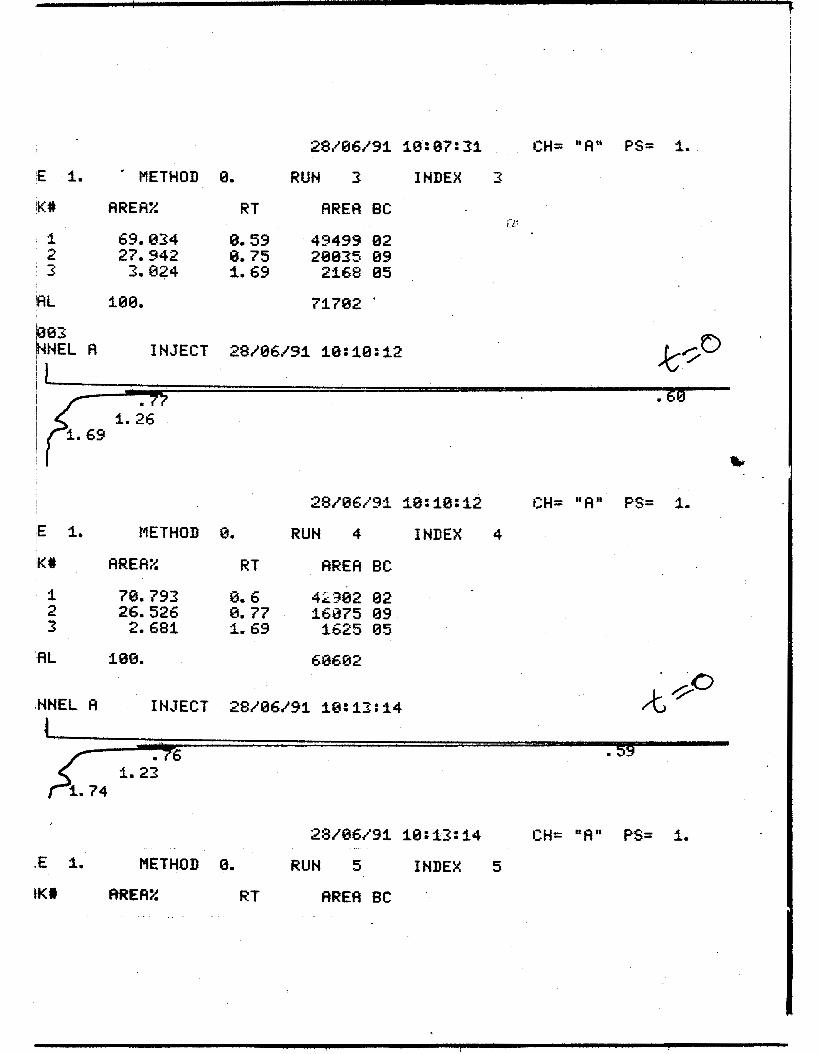
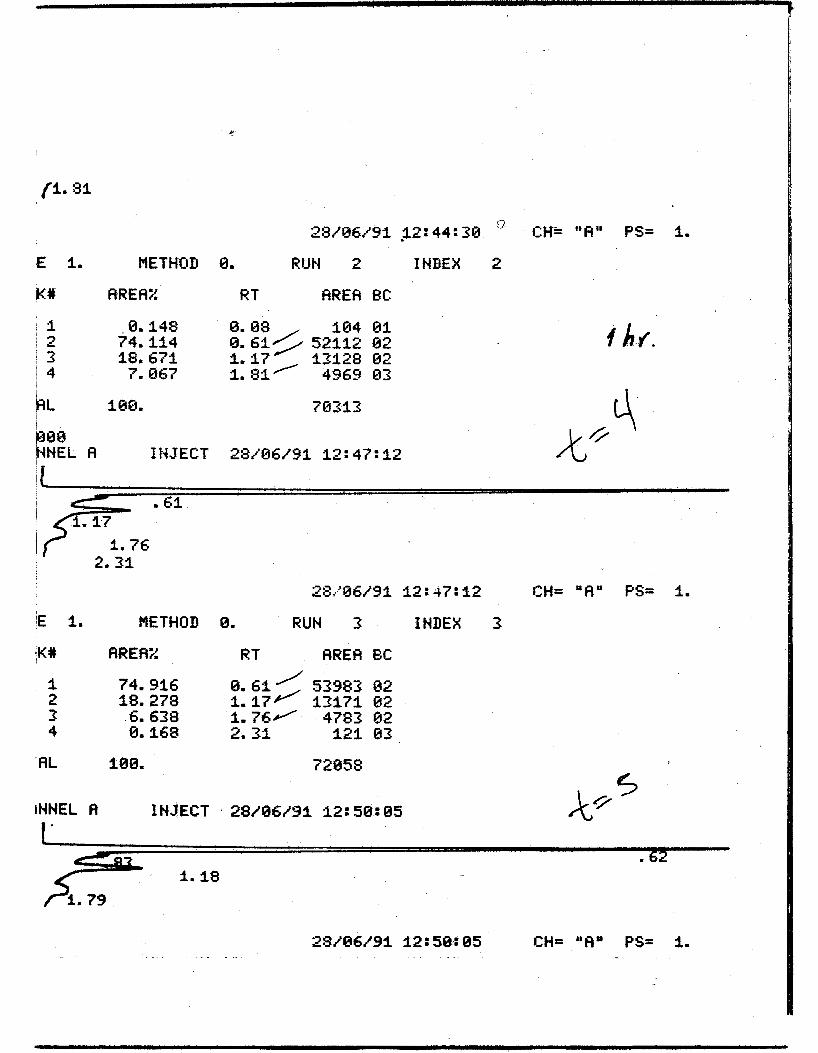
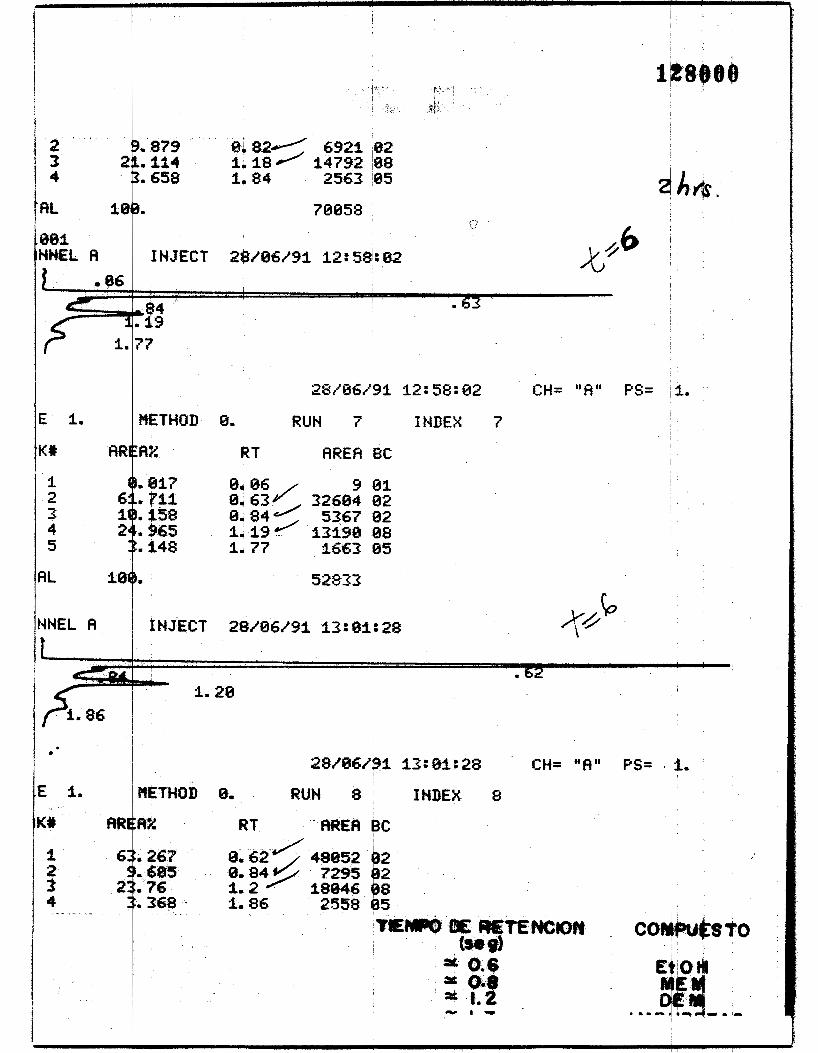
Las grdficas se muestran en el apendice H, asi como en el C
se presentan parte de los cromatogramas obtenidos. De las primeras es observable que existe una desviacibn de los datos , con lo esperado tebricamente (rectas que pasasen por el origen). Tal diferencia fue atribuida a los problemas de transferencia de calor y
masa externos, principalmente.
APENDIC;: n Disezo de w p ~ l p o .
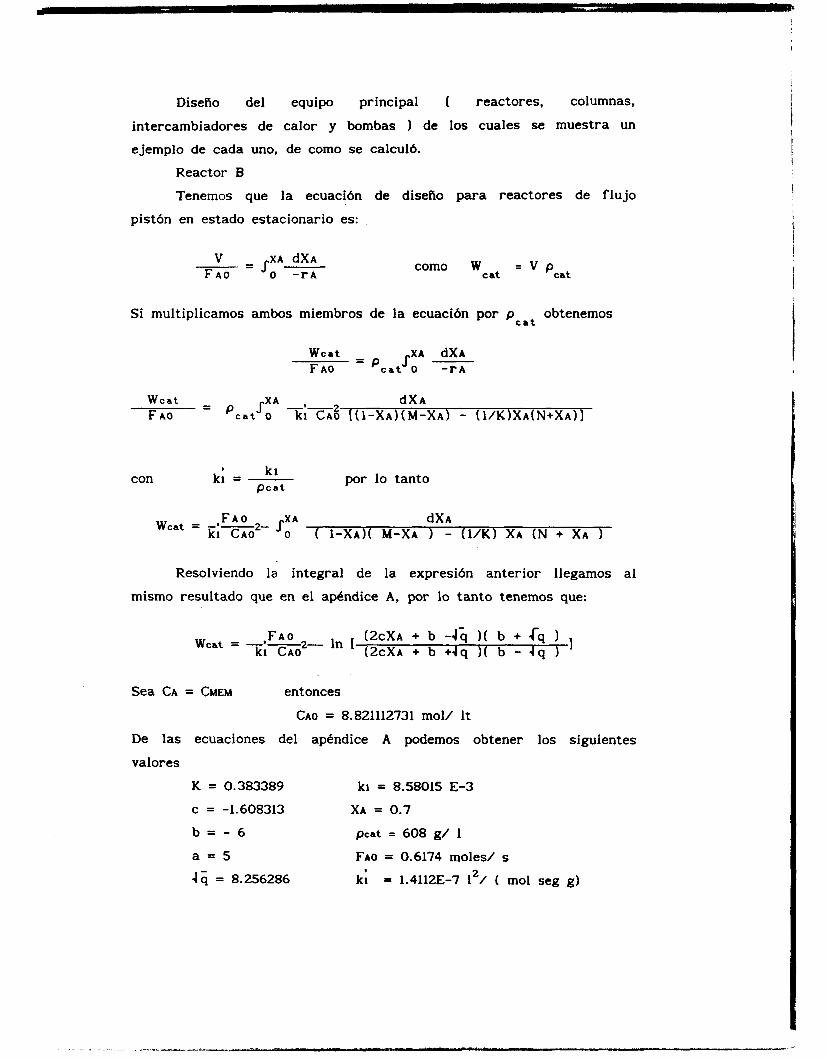
DiseRo del equipo principal ( reactores, columnas,
intercambiadores de calor y bombas 1 de los cuales se muestra un
ejemplo de cada uno, de como se calcul6.
Reactor B Tenemos que la ecuacibn de disefio para reactores de flujo
pist6n en estado estacionario es:
v XA dXA F A O - s o -rA " como Wcat - - Pcat
Si multiplicamos ambos miembros de la ecuacidn por p obtenemos c a t
Wcat - JXA dXA FAO 'cat O - r A
-
con por lo tanto
Resolviendo la integral de la expresi6n anterior llegamos al
mismo resultado que en el apéndice A, por lo tanto tenemos que:
FAO (2CxA + b -4; ) ( b + $q ) kl C A O ~ - In [ ( 2 c X ~ + b +Jq ) ( b - Jq ) ]
Wcat = -I-
Sea CA = CHEM entonces
CAO = 8.821112731 mol/ I t
De las ecuaciones del apCndice A podemos obtener los siguientes
valores
K = 0.383389 kl = 8.58015 E-3
c = -1.608313 X A = 0.7
b = - 6 pcat = 608 g/ 1 a = 5 FAO = 0.6174 moles/ S
J = 8.256286 k; = 1.4112E-7 12/ ( mol seg g)
I
I
I
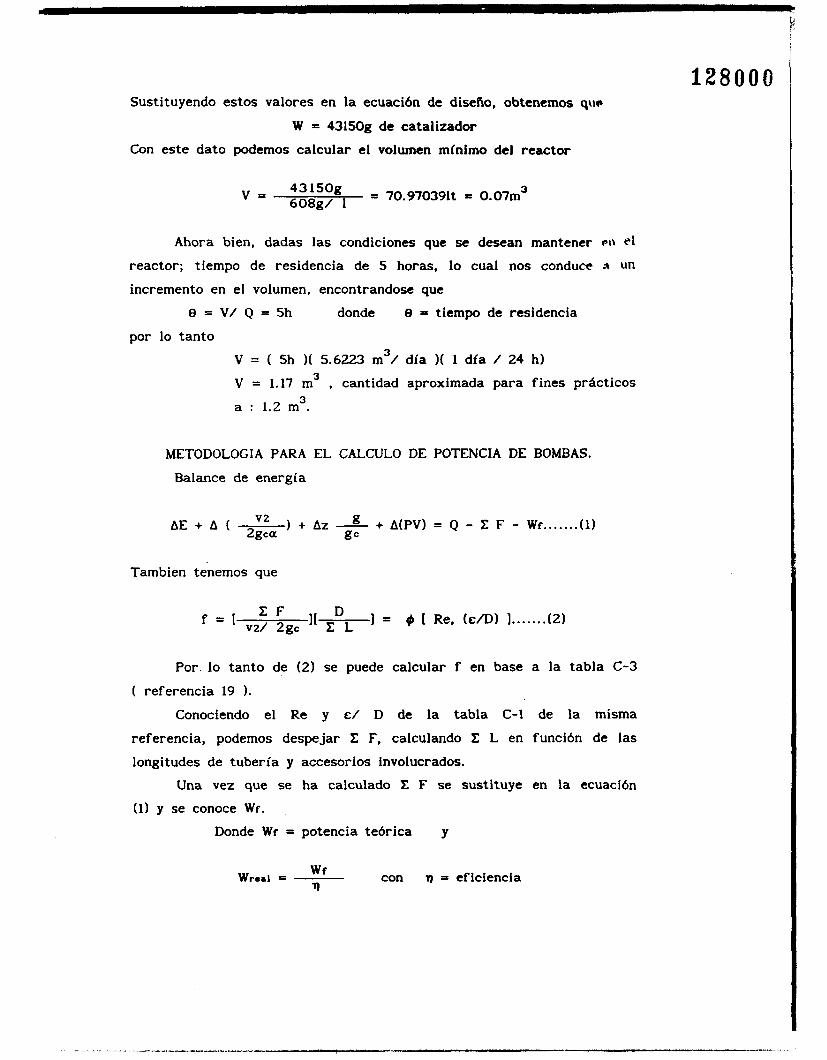
1 2 8 0 0 0 Sustituyendo estos valores en la ecuaci6n de diseno, obtenemos QW
W = 431SOg de catalizador
Con este dato podemos calcular el volumen mlnimo del reactor
V = 608g/ 1 43150g = 70.970391t = 0.07m3
Ahora bien, dadas las condiciones que se desean mantener et\ el
reactor; tiempo de residencia de 5 horas, lo cual nos conduce A un
incremento en el volumen, encontrandose que
e = V / Q = S h donde e = tiempo de residencia
por lo tanto
V = ( Sh M 5.6223 m3/ día I( 1 día / 24 h)
V = 1.17 mJ , cantidad aproximada para fines practicas
a : 1.2 m . 3
METODOLOGIA PARA EL CALCULO DE POTENCIA DE BOMBAS.
Balance de energía
Tambien tenemos que
C F D = [ v2/ 2gc I[ C L I = # 1 Re, (C/D) I ....... (2)
Por. lo tanto de (2) se puede calcular f en base a la tabla C-3
( referencia 19 1. Conociendo el Re y E/ D de la tabla C-1 de la misma
referencia, podemos despejar C F, calculando C L en funci6n de las longitudes de tubería y accesorios involucrados.
Una vez que se ha calculado Z F se sustituye en la ecuacidn
(1) y se conoce Wr.
Donde Wr = potencia te6rica y
Wreal = Wr 9
con 1 = eficiencia

Para conocer el Re, tenemos la ecuacibn
Re = D V P
de la referencia 12 tenemos para p que Vh
= 0.324
con lo cual, para los compuestos puros tenemos que:
'ME,
"DE,
= 0.309076 CP
= 0.335774 CP
'HZ0
'EtOH/HZO
'EtOH
= 0.324 CP
= 0.287795 CP ( mezcla azeotr6pica 1 = 0.256137 CP
Para una mezcla tenemos la siguiente correlacih, de acuerdo
con la referencia 12.
1 /3 1 /3 1 /3
'mezc 1 a +......+ x p
n n
con XI = fraccibn mol del compuesto i
',,OH = 0.789
PUEY * 0.91
PDEU
= x p + x p +......+ x pn Prnezc 1 a 1 1 2 2 n
= 1.074 'HZ0 = I
Aplicando lo anterior a la bomba L-124 (Corriente 18). tenemos:
Q = 4.4881 m3/ dia = 5.19459E-5 m3/ S
D. I. = 1/4 plg = 9.25E-3 m r = 4.625E-3 m
- ". "_""""- "1
I
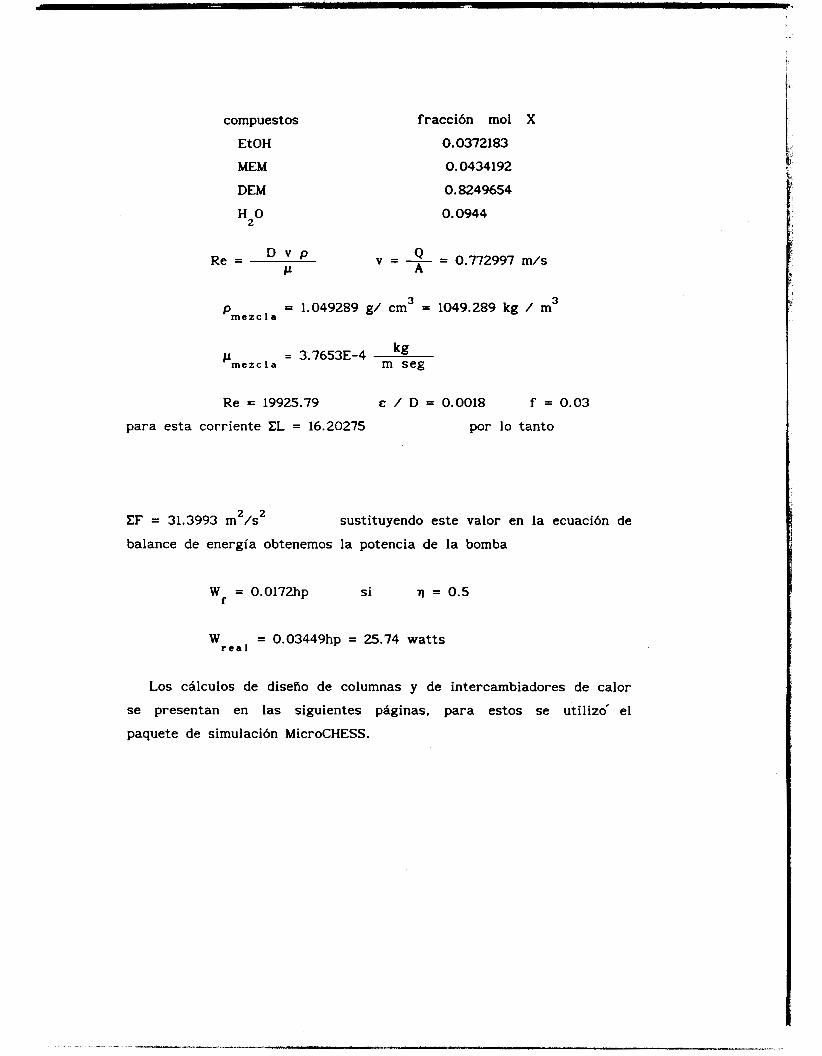
compuestos
EtOH
MEM
DEM
Re = D V P CL
fracci6n mol X
O. 0372183
O. 0434192
O. 8249654
O. 0944
y = - = 0.772997 m/s A
'rnezc I a = 1.049289 g/ cm3 = 1049.289 kg / m3
= 3.7653E-4 kg 'rnezc 1 a m seg
Re = 19925.79 E / D = 0.0018 f = 0.03
para esta corriente ZL = 16.20275 por lo tanto
ZF = 31.3993 m2/s2 sustituyendo este valor en la ecuación de
balance de energía obtenemos la potencia de la bomba
Wf = 0.0172hp si r) = 0.5
W = 0.03449hp = 25.74 watts r e a l
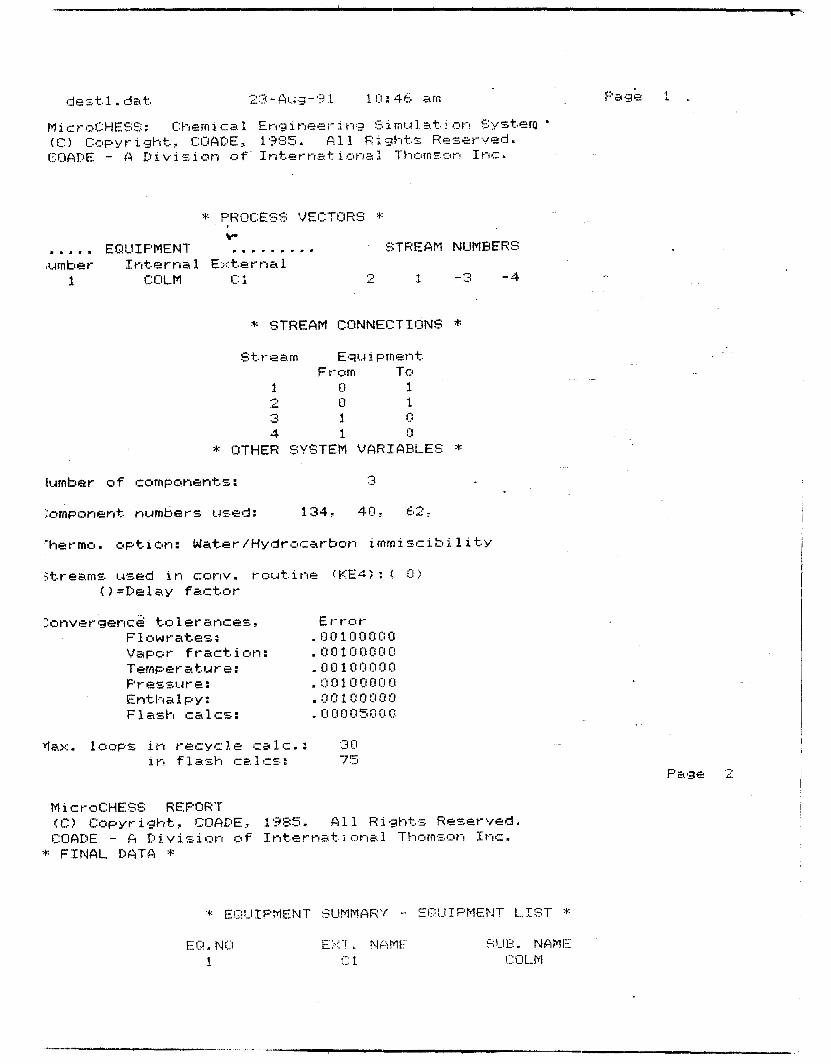
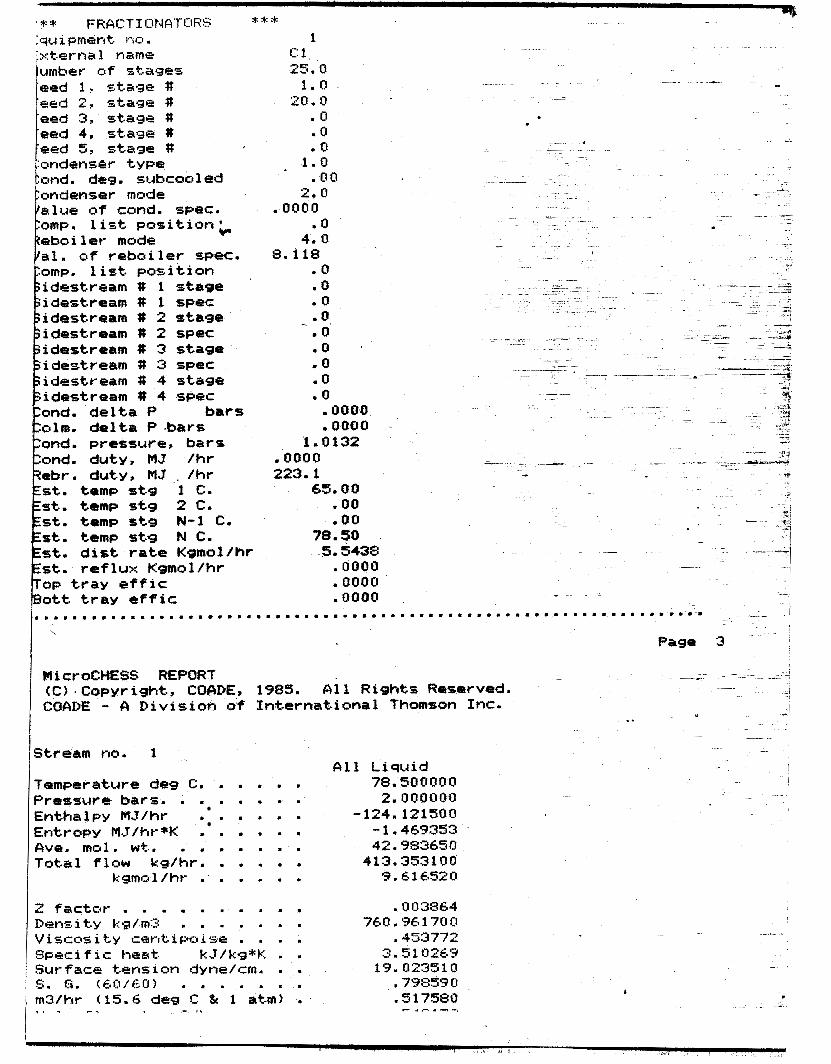
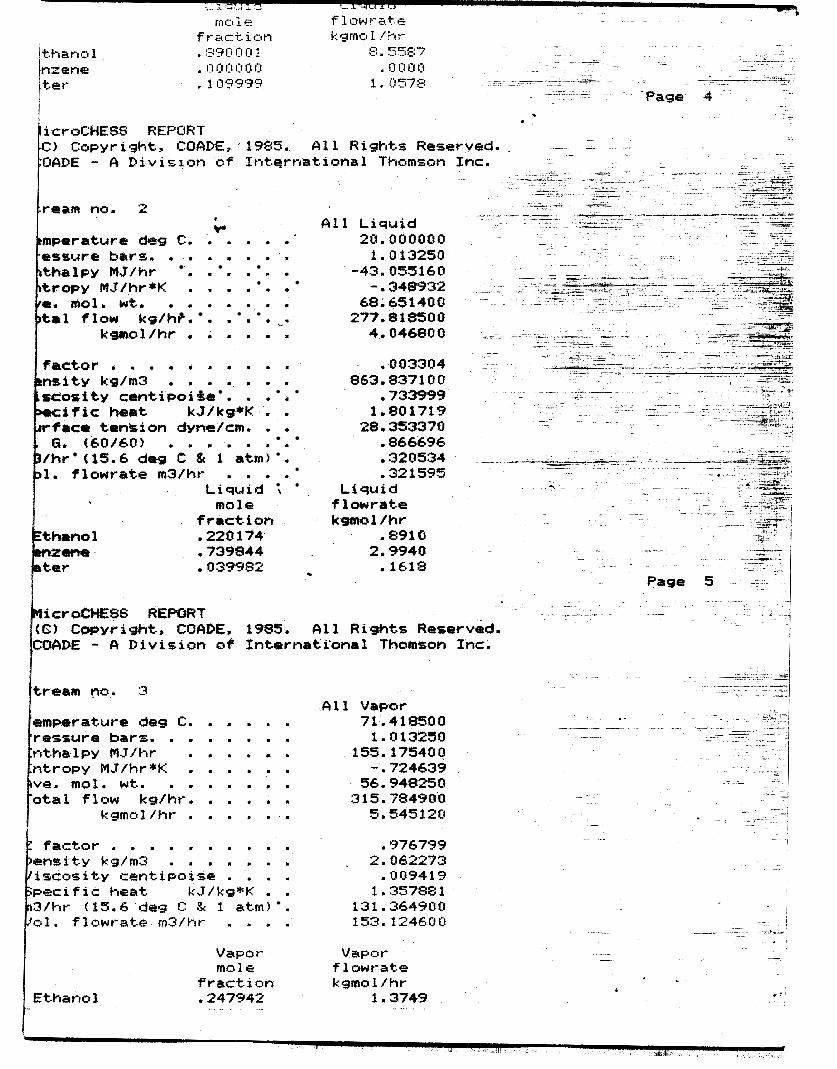
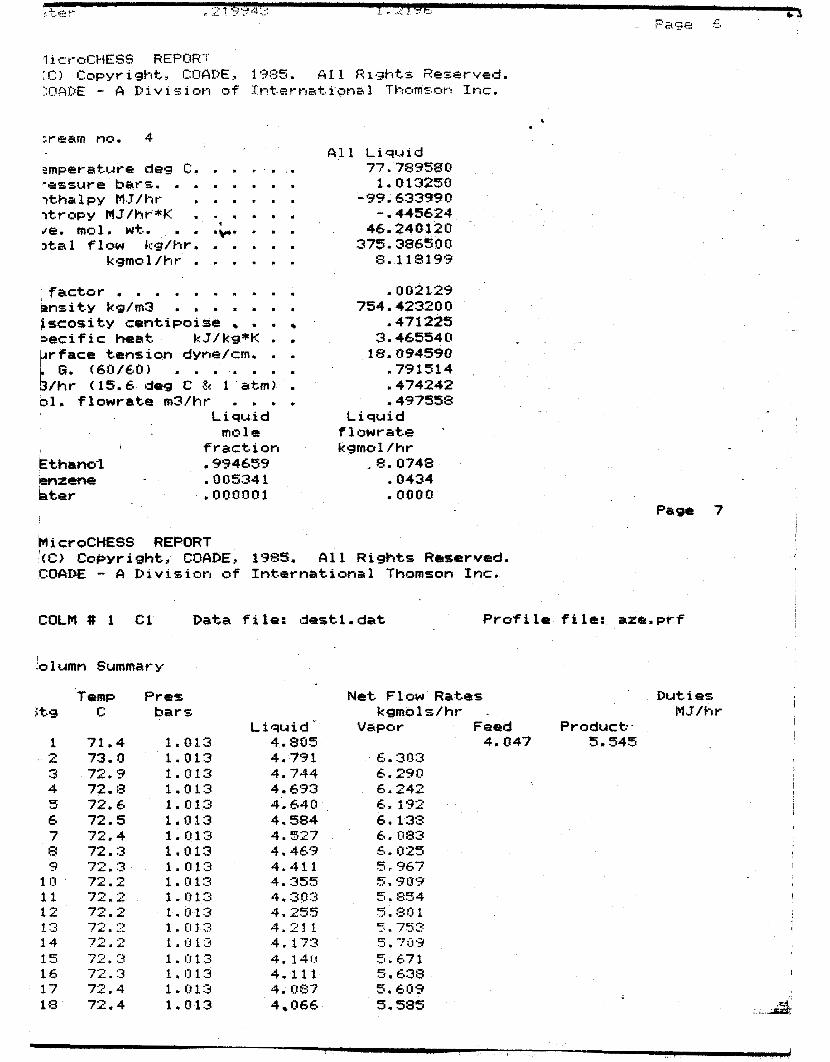
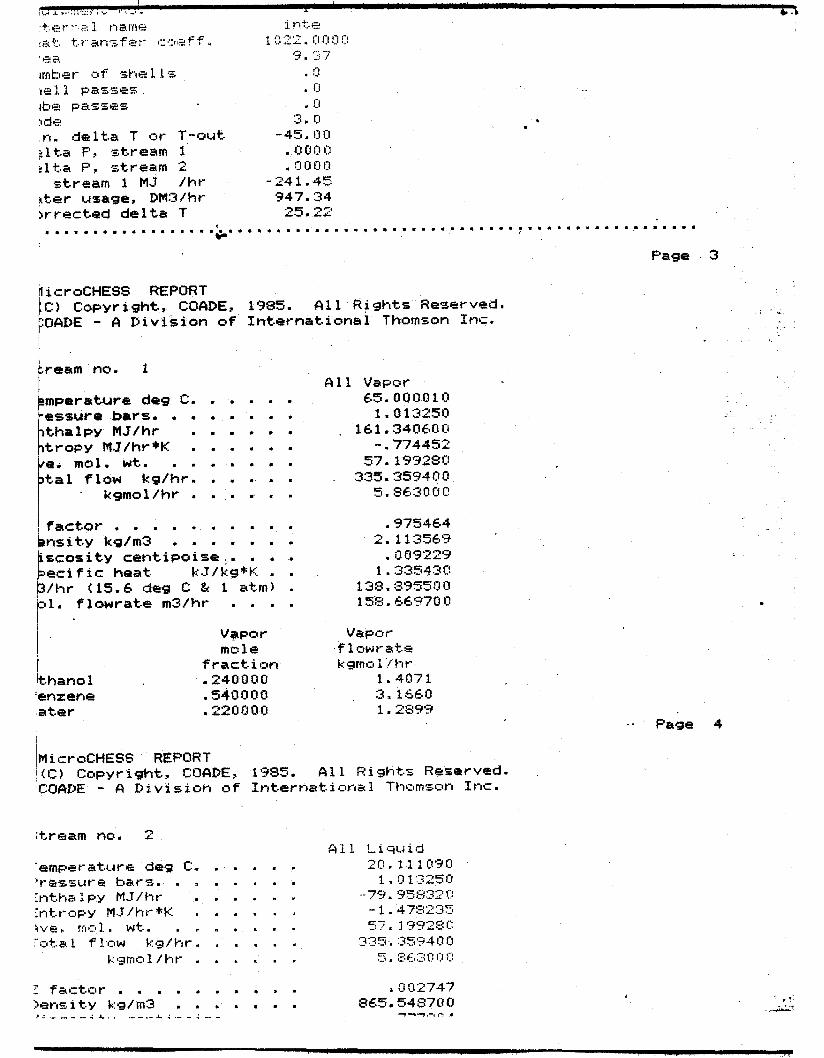
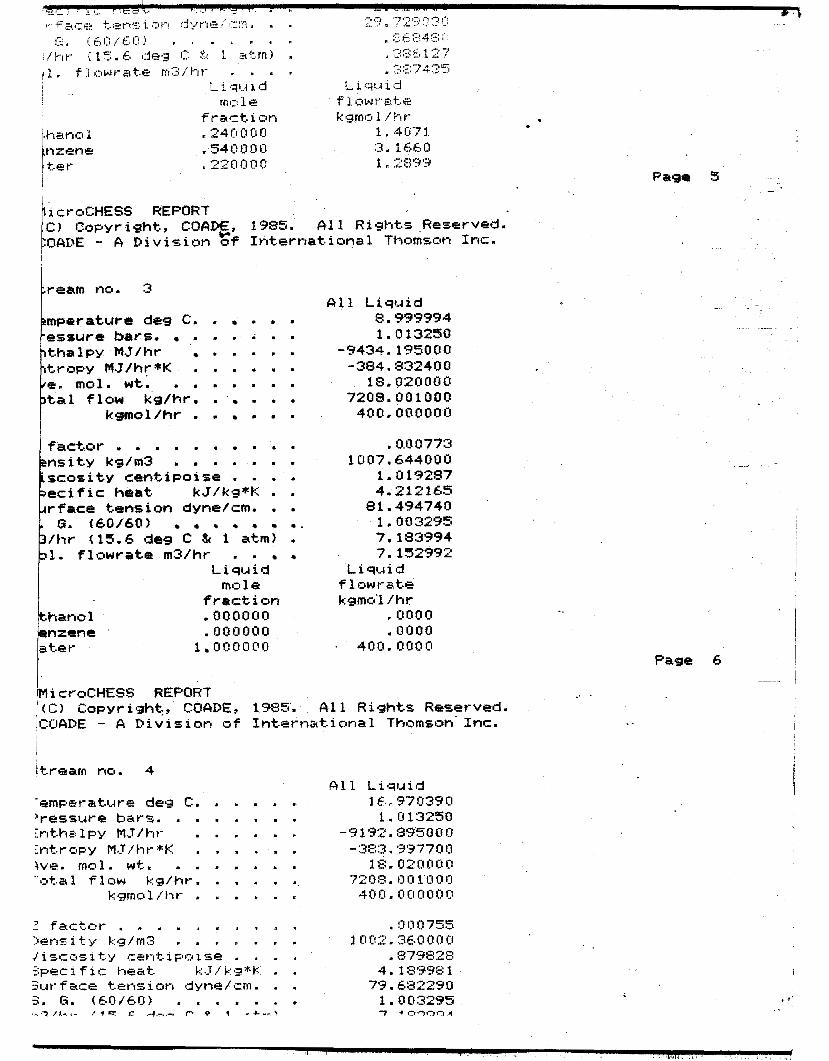
Los cálculos de diseño de columnas y de intercambiadores de calor
se presentan en las siguientes pdginas, para estos se utilizo' el
paquete de simulación MicroCHESS.
..
WicroCWSS REPORT ( C ) Copyrightr COADE,, 1985. fill Rights Reserved. COCsDE - Cs Divisiof i of In*rrnational Thcltnrron Inc.
" , - " - __ - . "" ~. ~~
- ~"
"
,¡ .. i r ,
Stream no. 1
Temperat.ure deg C. Pressure bars. . Enthalpy MJ/hr Entropy M J / h r * K - Total flow kgthr.
kgmol/ht- :
AV?. mol. wt.. . .
f i l l Liquid . . o . . 78.500000 . . . . . 2,000000 . . o . . -124.1ZlSOD . . . . . -1.469353
m . . . . 413.3531(30 . . . . . 9,616520
-~
m . . . . 42.983650
"
.
. .
. ..-.
.... .
ream no'. 2 *
rnperaturte de9 C. . . . . . . 20. OOOoau e s s u r e hwrs. . . . ' - 1.013250
halpy MJ/hr '. . - -43.053160 ropy MJ/hr*K . . . . . . - . 348932
al flow kg/hr . . . . . . . 277.815500
r A l 1 Liquic
t mol. W t D I 68.651400
k m l / h r 4.046800 . . . . . . ~
-1~ "
.actat- . . . . . . . . . . ' -003304
l f i c hart kJ/kg*K '- m 1.801719
n s i t y kg/m3 . m. . 843.83"" seosity c a n t i p o i s e . . a .733999
ucr t e n s i o n dyndun. 28 . 353370
/hr (15.4 de9 C & 1 atm) 320534 1. f lowrat-c m3/hr . . .32 1 5 9 5
(60/60) 'w = .846696
L i q u i d I , L i q u i d mole f lwrate
. f r a c t i o n kwol / h r -
?-"T.A" , "" . . ." ~ - a
....
". - . . - , ,& -- "" * ,-. ,
. i d. " _ - "" .;=e77
71UU ""
-220174 . 739944 . 8910
2.9940 ~. - . 1339982 . . 1 6 1 3
. Y .
croC9.tES6 REPORT 1 C a p w i g h t , COCSDE, 1985. A l l Rights Raserved. ADE - A D i v i s i o n of I n t e r n a t f o n a l Thomron I n c .
A1 1 Vapor -
~. - .. 71.418500
l. 013250 1%. 17540Q -. 724639 ,
56 . 948250 3 1 S. 78490'0
5.545120
empacrat.ure des C. . . . . . r e s s u r e bars. . . . . . . . :nt.halpy MJ/hr . . . . . . :nt.rupy MJ/hr*K . . . . . . we. mol. wt.. . . . . . . . 'otal flow k g / h r . . . . . .
kgmcl l /hr . . . . . . . factor . . . . . . . . . .
ans i t .y k g / m 3 . . . . . . . i s c o s i k y c e n t i p o i s e . . . . pec i f i c heat. k J / k g * t < 3/hr (15.6 dag C S( 1 a t m ) . 01. flowt-at.e m3/hr . . . .
.976799 2.062273 . 009419 l. 35788 1
131.364900 153,124600
I
I
- 1
Vanrt=, t- Vapmr mo 1 e f 1 owrate
T r a c t - i o n kgmol / h r .24?'342 l. . . . . 3749 - . . ....... . -
E t.ha no 1 -
factor . . . . . . . . . . en4tit-y kg/m3 . . . . . . . lgcopity centipoise pscific heat k J / k g * M . . rfaca tension dyne/cm. . . /hr (15.6 drg C 8~ 1 ' a t m ) . bl. flawrate m3/hr . . I .
. . . . . . . 1 L i q u i d
male I fraction
Ethano-1 .984658 knzene . 00334 1 h t e r . O O O a O l
k4icroCHESS REPORT ' (C ) C o p y r i g h t , COADE, 1985.
. Al 1 L i q u i d
7 7 . 7 8 9 5 8 0 l. 0132.50
-79.433990 - .44§624 46.240120
37Si.3865O0 8 . 1 1 8 1 9 9
S o02129 754.42320 O
.47 i 225 3.46354 O
18.094590 , 7 9 1 5 1 4 ,
.474242
.497558 L i q u i d
f l o w r a t e . kgmol / h r
. .
o 8.0748 .O434 S 0 0 0 0
Page 7
fill R i g h t s Resmrvecl. COADE - A D i v i s i o n af I n t . a r n a t i o n e 1 Thornson Inc. j
I
COLM 1 C1 Data f i le: d e s t l . dat
to 1 umn Summar L'
P r e s b a r s
1.013 1 . 0 1 3 1.013 1.013 1 . 0 1 3 1, I113 l . o13 l. 013 1 * o 1 3 1 . 1 3 1 3 l. n13 1 . o 1 3 1 . o 3 :3 1. . 0 1. :> 1 . 1:I 1 :3 1 . o 1 :3 1 . 0 1 3 1 . 0 3 3
L i q u i d " 4.805 4.791 4.744 4.683 5.640 4.584 4.527 4. 469 4.411 4.353
4.255 4.21 1 4. 173 4 . 1 4 1:.r 4.111 4. 087 4 066
4. 343
Prof ilea file: atea.prf
Product-.
D u t i e s MJ/hr
S. 545 ~
I
I
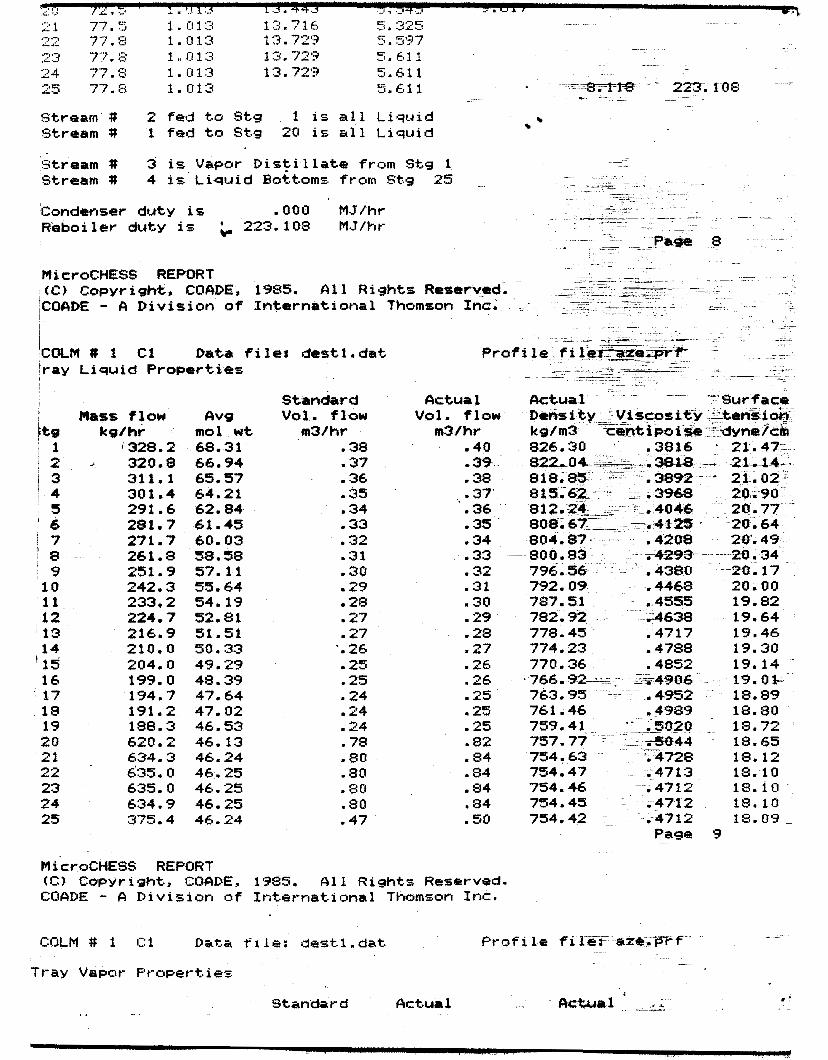
Stream 8 2 fed to S t g 1 is all L i q u i d Stream # 1 fed t o St.g 20 i s a11 Liquid
j 2 . . I 3 : 4 I s ! 6 1 7 1 8 ! 9 10
' 1 1 ~ 12 ' 13 14
' 1 5 16
' 17 18 19 20 21 22 23 24 25
204. O 49.29 199. O 48.39 194.7 47.64 191 . 2 47.02 188.3 46.53 620.2 46.13 434.3 46.24
635. 0 46.25 634.9 46.25 335.4 46.24
6358 0 46:. 25
e 25 .2s .24 .24 .24 .78 . 80 .30 * 8CI .80 .47
.26
.26
.25
.25 . 25
.82
.34
.34
.84
.34
.90
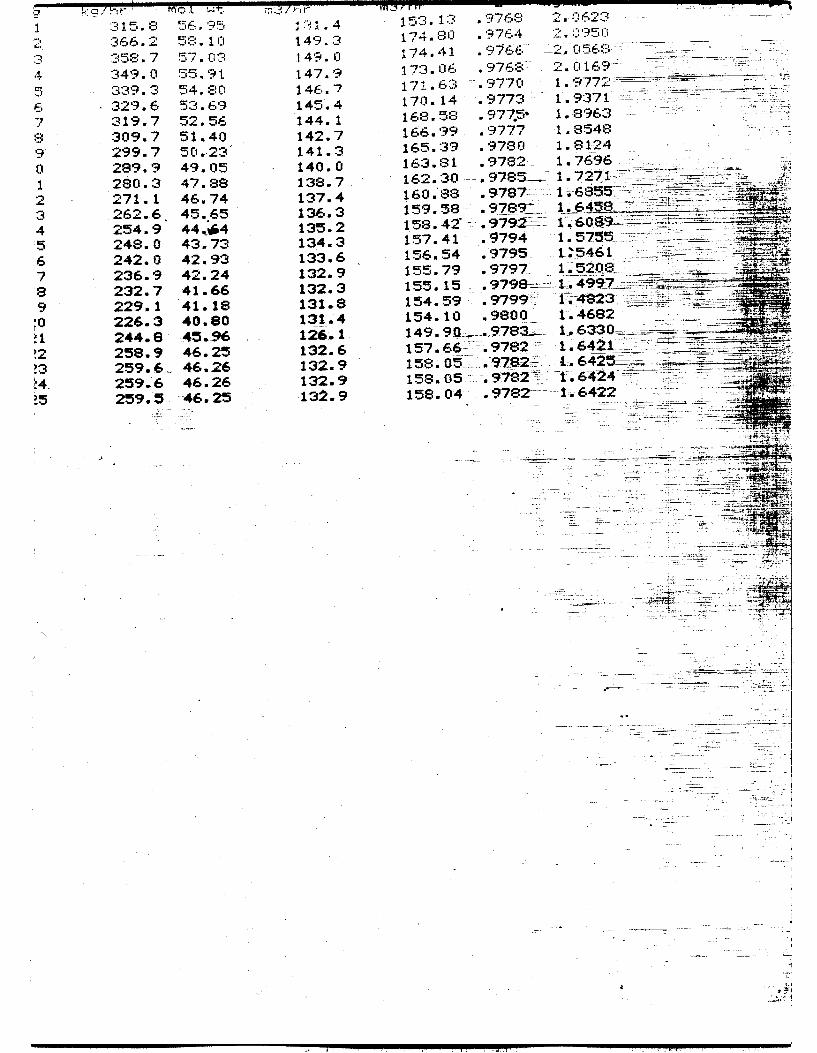
MicroCHESS REPORT ( C ) Copyright, COADE, 1385. A l l RiMts Reserved. COADE - A Divisiun of International Tt-mmson Inc.
COLM # 1 C 1 Data fi le: dest.1. dat
T r a y Vap~=rr Properties
19.14 . 19.01~
18.30 . 13.72 15.65 18.12 13.10
18.10 18.09
18.89
1s. i o
"
128060
i
' ~ t A D 0 ~ DE CALOR
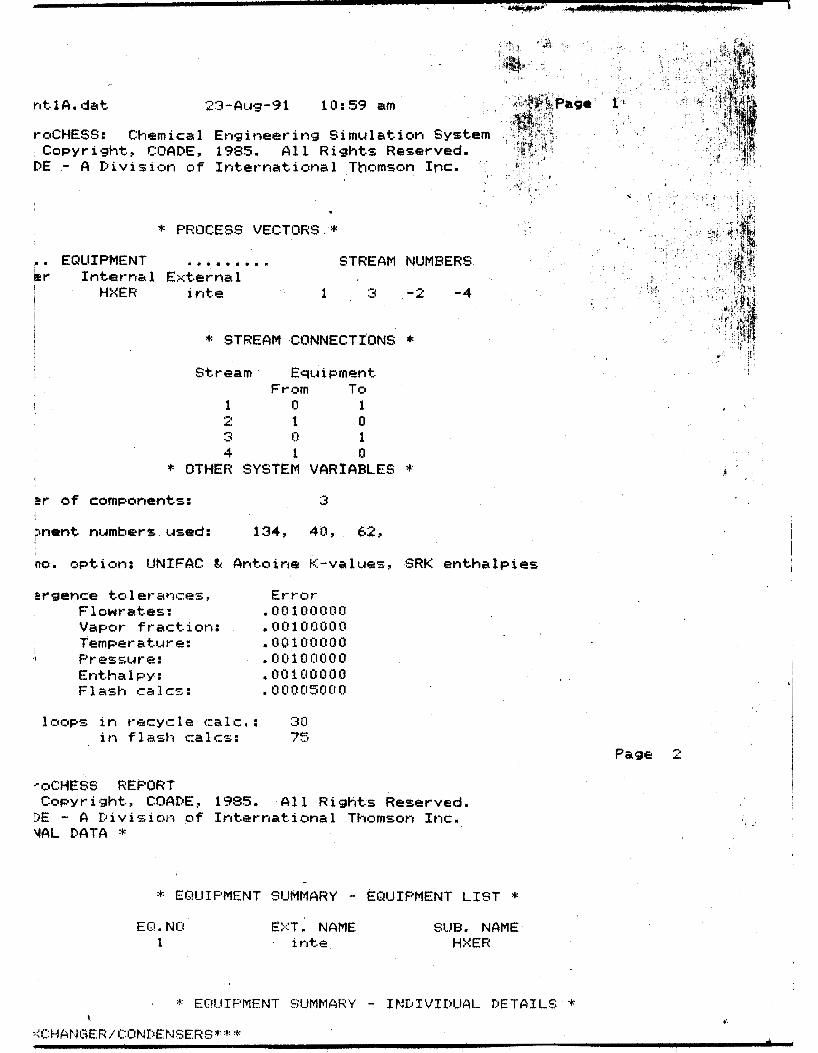
n%. 16. Jat 23-fiug-’31 1 O : 39 am
roCHESS: Chemical Engineering Simulat.ian System I Copyright, COQDE, 1985. A l l Rights Reserved. DE .- (Is D i v i s i o n of Int.ernationa1 Thomson Inc. ’ .
* PROCESS VECTORS * . . EQUIPMENT . . . . . . . . . STREFIM NUMBERS ar Internal Ext.artm1
HXEH i t-1 t.& 1 3 .-2 -4 I I
* STRECSM .CQNNECTI’ONS * Stream Eqcr i pment.
From TO 1 o 1 2 I O 3 O 1 4 1 o
* OTHER SYSTEM VARIABLES * p r o f components: 3
.-cJCHESS REPORT Copyright., COADE, 1985. A 1 1 Rights Reserved. 3E - CI Irivisicrt-t of Int.ernat.iona1 Thomson Inc. VAL DATA :k
*. EC!UIPMENT SLIMMARY - EQIJIFMENT LIST *
Page 2
EQ. NCt EXT. NAME SCIB. NAME 1 r i rhe HXER
Page 3
E 9icrcsCHESS REPORT C) Copyright, COADE, 1985. fill Right,s Reserved. . OADE - fi Division of Internet.iuna1 Thornson Inc.
. . ... "
ream no. 1
mperaturr des C. . . . . . essure bars. . . . . . . . thaalpy MJ/hr . . . . . . tropy MJ/hr*K . . . . . . e. mal. w t . . . . . . . . . tal flow kg/hr. . . . . . .
. kgmol/hr . . . . . . factor . . . . . . . . . . nrit.y kg/m3 . . . . . . . scosity centipoise:. . . . eci f ic heat. k J / k g * # . / h r (15.4 dag C Sr 1 &.m) . 1 . f lowrate m3/hr . . . .
Vppor m o 1 e
f ract ion .240000 .540000 . asa 0 o 0
...
. .
. , I I
A l 1 R i g k t t . s Reservad.
- - Page 4
1 i croCHESS REPORT C ) Copyright., C Q A e , OASrE - A D i v i s i o n of
i
;ream no. 3
amperat.ure de0 C. . - c o w r e bars. - a - . st.halpy MJ/hr a . strapy M.J/hr*K . . . /e. mol. wt. . . . . >tal flow kg/hr. m
kgmolhr . .
1985. a11 Right.5 Reserved. Inttzrt-twtional Thornscm Iric.
A 1 1 Liquid . m . 8.999994 i . . 1.013250 . . . -9434.195000 . . . -384.832400 . . . 18. u2zoo0fr . e . 72O8.001000 m . . 4150, 00000-0
factor . . . . . . . . . . . 0.0 0 7 7 3 nsity k W m 3 . . . . . . . lO07.644OOO scority centipoise . . . . 1.019287 ecific heat kJ/kg*K . . 4.212165 rface tension dyndcm. . . 81.494740
/hr (15.4 des C fk 1 atm) ,, 7.153994 l. flowrate m3/hr . . 7.152992
Lis t60/40) . l. o03295
L i q u i d L i qu i d rnO 1 I f 1owrat.a
f ract,i on k g m o ' l ! h r hano 1 . 0000u0 . #0OO nzene! ' . 000000 . 0000 ter 1 000cIcl0 . 400. 0000
MirlrctCHESS REF'QRT I C ) Copyright,, COCSDE, 1985. A l l Rights Reserved.
jCUADE - A D i v i s i o n of Xnt.ernat.iona1 Thornson' Inc.
.
. I
..
. .
. ".. - ... .. ... . .
. . ,
..
- . . ..
I I 8 t c
1
i
I I
r i
'E .l. ' METHOD
IK # RREAZ
1 69.034 2 27.942 3 3.824
!A L 100.
28/86/91 18:07:31 C H = " A " PS= i.
0. RUN 3 INDEX 3
RT AREA BC
0.59 49499 02 0.75 20835 09 l. 69 2168 05
a
71702
103 INEL A INJECT 28/86/91 10:10:12 I
: 1, tlETHOD 0. RUN 4 INDEX 4
:# AREA% RT AREA BC
1 70.793 8.6 42302 02 2 26. 526 0.77 96975 09
3 2.681 l. 69 1625 85
IAt 100. 606632
MNEL A INJECT 28/06/91 18:13:14
28/86/91 10:13:14 CH= "R" PS= l.
.E l. METHOD 8. RUN 5 INDEX 5
IK# #+REA% RT AREA BC '
/l. 81
E 1.
Kf
$,0 NEL A
28/86/91 $.2!44:38 o
HETHOII 0. RUN 2 INfrEX 2
AREA% RT HRER ec 0.148 0.08 184 81
i4 .114 0.61/ 52112 $2
7.867 1.81 4969 03 18.671 1.17, ' 13128 82
180. 78313
,
i f
i f 1.76 2. 31
28;'06/91 12: 47: 12
'E l. METHOD 0. RUN 3 INDEX 3
iK n RRERX RT AREA BC
3. 74.916 0.61 ' 53983 82 2 18.278 3.. 17/ 13171 82 3 6.63% 1. 76c;u' 4783 02 4 0. I d8 2. 31 121 03
'AL 100. 72858 d
1
1.18
28/86/91 12: 58,: 05 CH= "A" PS= 3.. "
3L I@
:#
1 2 3 4 5
iL
l.
FtR
6 1 2
18
IHEL R
e
1 l.
:# m1
I 879 & 8 2 4 6921 ,82 8214 3.. 18 A 14792 ;08 1 658 l. 84 2563 ~05
D 70058 r;,
%8/@5/91 92:5E:82 CH= " A " PS=
0. RUN 7 INDEX 7
RT AREA ~BC
B i q 86 9 B l 8 , 6 3 5 32504 b2
lo 19 -- 13i9e ieEr l. 77 1663 @S
8-34 / 5367 82
52833
1.
L.
i
. ..
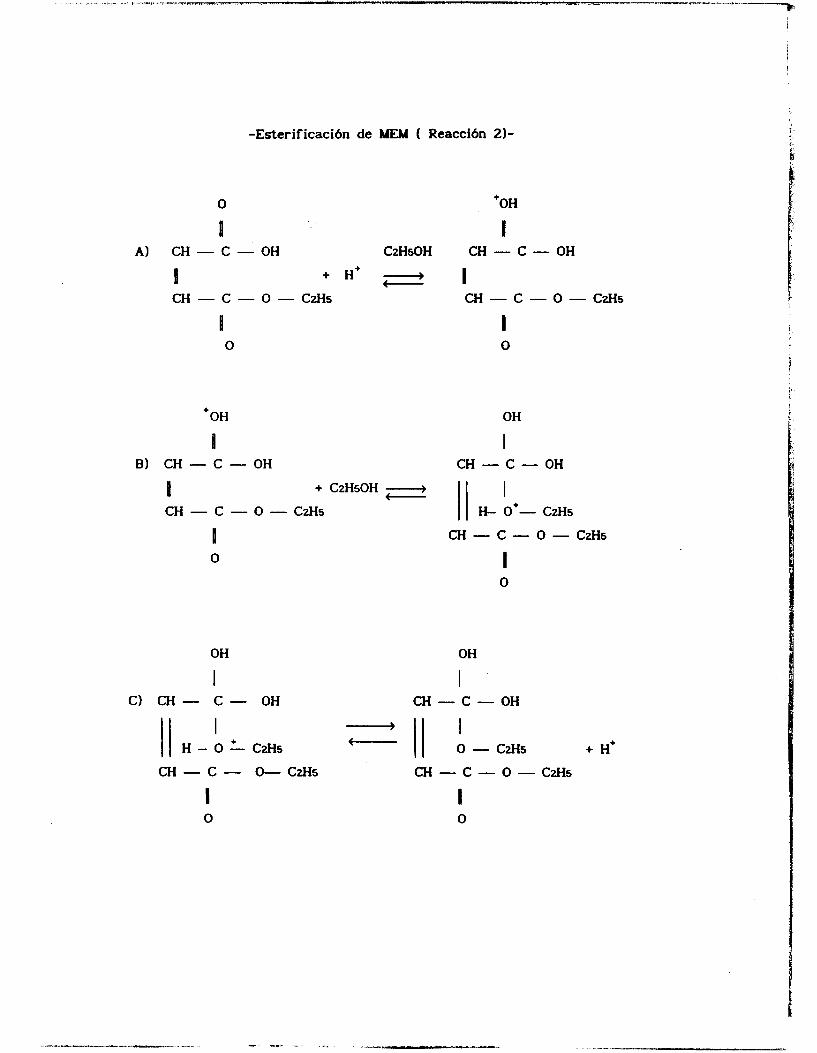
-Esterificaci6n de MEM ( Reaccibn 2)-
O +OH
U I A) CH - C - OH CzHsOH CH - C - OH
a + H+ I CH - C - O - CZHS CH - C - O - CZHS
I I O O
*OH
II B) CH - C - OH
OH
I CH - C - OH
U + CzHsOH
CH - C - O - CZHS 1 1 H- k+- C2H.S
I CH - C - O - CZH5
O
OH
I C) CH - C - OH
U O
OH
I C H - C - O H
I ___) I 1 1 I - i - o + c Z H s - 1 1 o - C Z H S + H+
C H - C - o- c2Hs C H - c - o - C Z H S
I I O O
OH
I OH
I + H+ + CH- DI CH - C - OH
I I .
c - OH2
H - O - TZHS c" I CH - C - O - CZHS 11 o - c2Hs
II C H r - o - c 2 H s O I
O
OH
I . E) CH - C - OH2
o I o - c2Hs
CH - C - O - C2HS
II O
*OH
II CH - C 4 - C ~ H S - ("----- l l CH - C - O - CZHS
I O
+ Hz0
*OH O
I I F) CH - c - o - C2HS CH - C - O - CZHS
C H - C - O - C2HS I O
+ H+
CH - C - O - CZHS I O
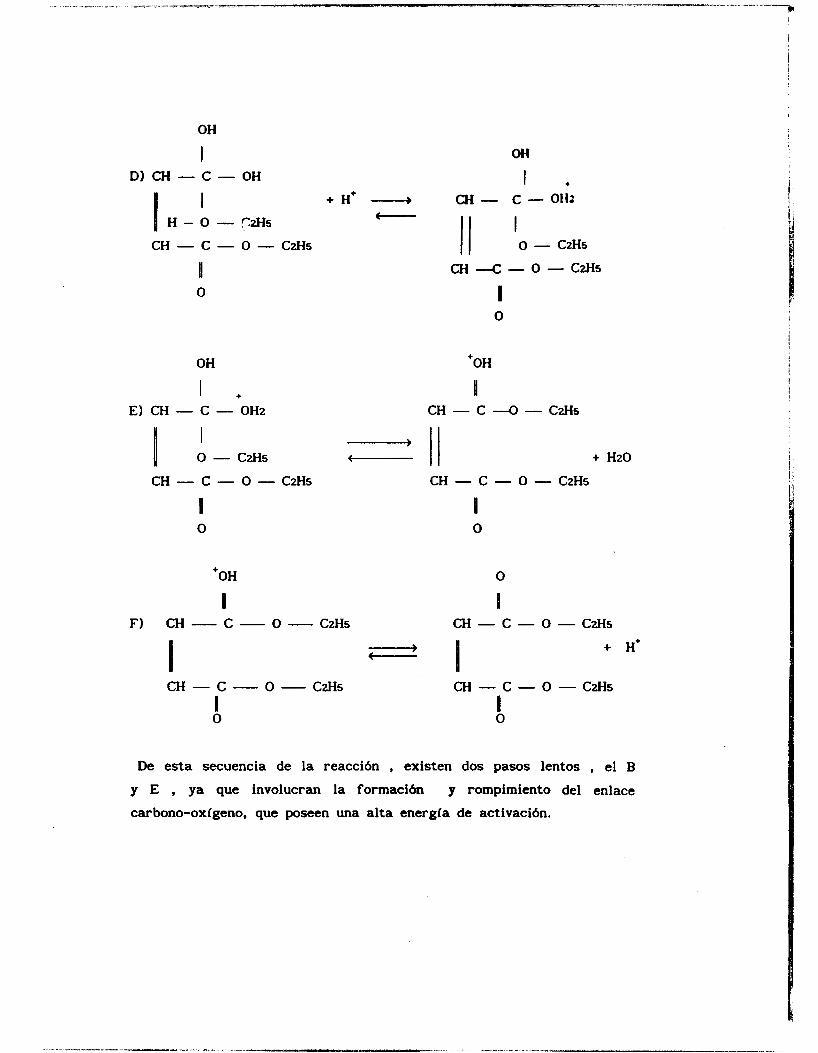
De esta secuencia de la reacci6n , existen dos pasos lentos , el B
y E , ya que involucran la formacih y rompimiento del enlace
carbono-oxfgeno, que poseen una alta energfa de activach.
i
APENDICE E *
Cottzacton de transporte
TRANSPORTES DE CARGA
GONZALEZ. E H I J O S , S. A. DE C. V. SERVICIO PUBLICO FEDERAL DE CARGA REGULAR
R c ~ : Ftd de CORM. T C G - 900567- G Z 6
OfICINA MAW: SUCUtSAL TEIIUAUN. Marcos Mpez Jim6nez M. 187 L. 12 11 Oriente No. 612
Col. Ampliacih Santa Martha Acatitla Col. San NicolPl B r ~ r o Tels. 792-96-24 y 792-26-31 Tel. 8-26-07 Mexico, D. F. C. P. O9610 Tehuachn Pue.
Cmi Esq. Av. Texcoco Entre 6 y 7 Sur
SERVICIO DIARIO - MEXICO - PUEBLA - TEHIJACAN ........... P .................................................................................................................................................................... MBxico, D.F. 21 de Agosto de 1991.
A QUIEN CORRESPQNDA t
:rco
B LA
ACRUZ
ASCO
IPECHE
ATAN .
VTANA ROO
APAS
UNTOS INT.
. .
Por medio de l a p r e s e n t e nos es g r a t o s a l u d a r l e y al mismo tiempo para p r e s e n t a r a n t e u s t e d (es) , n u e s t r a s i g u i e n t e c o t i z a c i 6 n a las si- g u i e n t e s c i u d a d e s .
TONELAJE. C I U D A D E S . F L E T E .
c A t l i x c o Pue. a A c a t l a n Pue. s750,000 . 00
A t l i x c o Pue. a T i m e p a n t l a EQo de Mex. $9'j0,000.00
Apizaco T lax . a T l a n e p a n t l a Edo de Mex. $750,000.00
A p i z a c o T l a x . a P u e b l a , Pue. ~5c0,c00.00
10 Toneladas .
1& Toneladas .
Edo de Hex. ~900,000.00
A c a t l d n Pue. a Ref lose , Tam. $2*950,000.00 10 Toneladas .
1 E T l a n e p a n t l a hex. a T u l t i t l z n Kex. 450,000.00
T l a n e p a n t l a Mex. a R&ynosa, Tam. $2'450,000.00
M6xico D.F. a A c a t l b Pue. 950,00c'.OO
MBrico D.F. a T l a n e p a n t l a Mer. 450,000.00 50 Tambos.
A e s t o s f l e h s se l e o agregara ~15U,OOO.- d e u m n i o b r a e d e d e s c a r go para camiones de 15 Tone. y $100,000.00 de maniobras de devcarga pa ra camiones da 10 Tons. m8a IVA. -
S i n mas poe e l momento esperando que sea d e su amable comprensi& para p o l e r o e r v i r l e a mejor es g r a t o a n t i c i p a r l e o las g r a o i o s .
." "... HI............-.H.-.................-,......................... :*\ ..................................... .............................................. 30 f lOS DE EXPERIENCIA EN UNA EMPRE8A NUEVA AL BERVlCIO DE USTED -.... "..-"..-..-................................................................................."....*.*..-.........."........~..*.......................-
. "
E
APENDICE F ?
Description de diag. de flujo
i
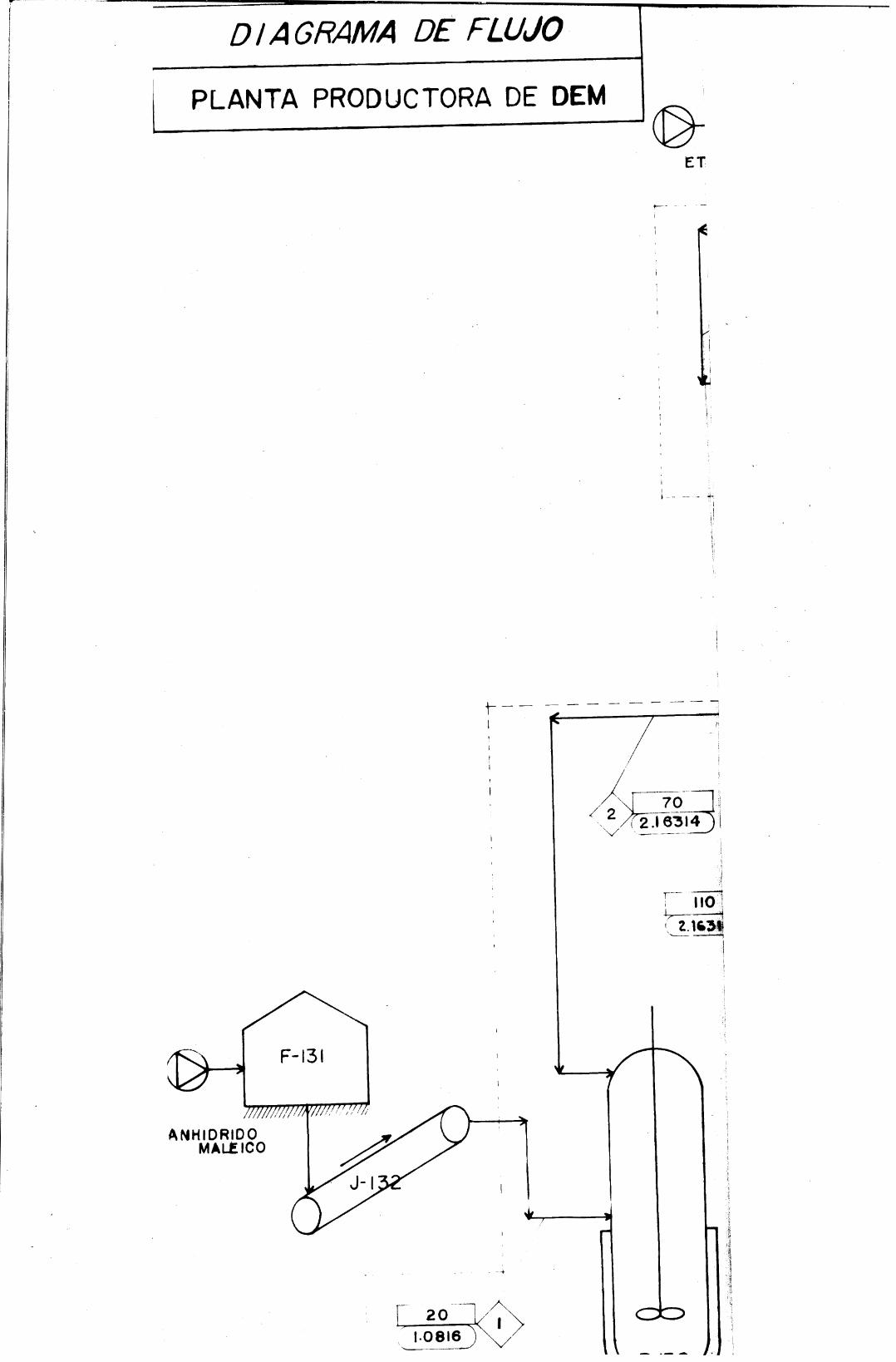
ZONA DE REACCION (P-100).
Esta planta es alimentada con a n h l d r i d o malelco s6lldo en la linea 1 y en la linea 2 con etanol puro en una raz6n molar de 1:2.
El anhidrido maleico contiene un 0.0057. de impurezas, las cuales son
bdsicamente dcido maleico y dcido fumArico. Ambas lineas sc
descargan en el reactor de monoesterificaci6n R-130, en el cual se
tiene un tiempo de residencia de 45 min., operando a presi6n
de 1 bar y una temperatura de 75OC.
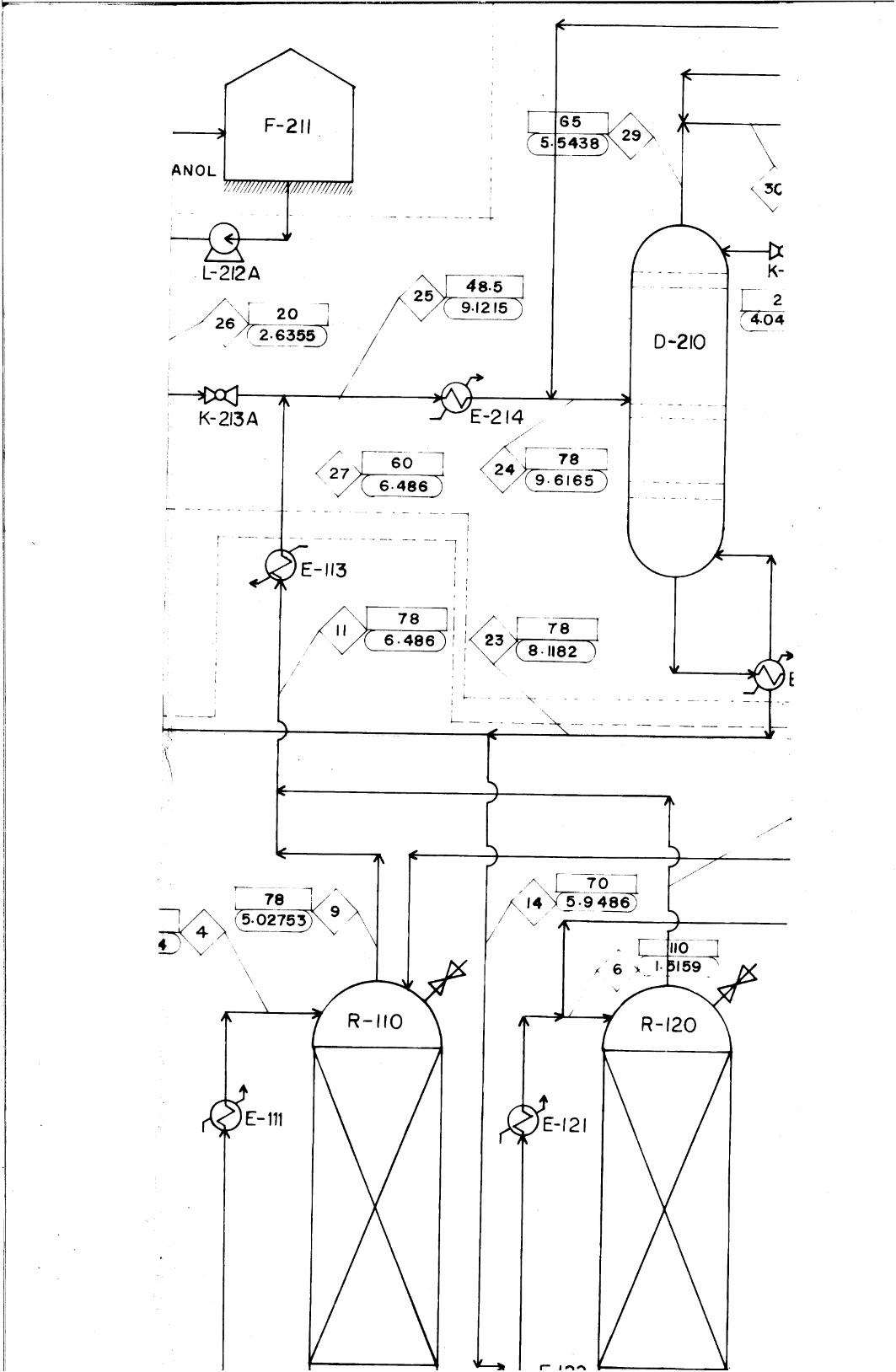
Cuantitativa formación de MEM ocurre en este reactor . La mezcla
de reacción es descargada a travds de la linea 3. Esta corriente es
previamente calentada antes de introducirse al reactor de lecho
fijo (R-1101, donde existe una carga de resina Amberlist 15 seca.
Por la parte inferior de este último reactor es alimentado en la
linea 8, una corriente de etanol en fase vapor que permitir&
eliminar el agua producida por la reaccibn, via la formacidn de un
azeotropo binario,tal saldrd del equipo por la linea 9. Así mismo
es alimentado por la linea 21, MEM recirculado que no alcanz6 a
reaccionar. La conversión alcanzada en este reactor es del 707.
sobre el monodster,teniCdose un tiempo de residencia de 5 hrs. Se
opera a una temperatura de 100°C y a una presi6r de 1 bar.
El producto de reacci6n del reactor R-110, fluye por la linea 5,esta
corriente es posteriormente calentada, para evaporar residuos de
agua y etanol. El vapor asi producido saldrd por la linea 16.
Dicho calentamiento permite a la vez introducir los "pesados", a una
temperatura mayor al reactor de lecho f i jo R-120.
Este último reactor de lecho f i jo , posee tambidn una carga de
resina amberlist 15 seca. Por la linea 13, se le introduce etanol
puro en fase vapor a contracorriente, para los mismos prop6sitos que
en el reactor R-110; ahora la mezcla aze6tropica saldrd a travds de
la linea 1 0 , la cual se le unira a la linea 9, se condensardn y
Los .productos de reacci6n del reactor R-120, fluir6n por la linea 15, donde se les une la linea 17 ( que son vapores condensados de la linea 16). Ambas lineas dan lugar a la linea 18, la que pasar6 directamente a 1,s zona de purificaci6n de DEM (P-300). La conversibn neta que se alcanza en este segundo reactor, ser6 del 95%, siendo las condiciones de operaci6n y tiempo de residencia iguales al reactor R-110.
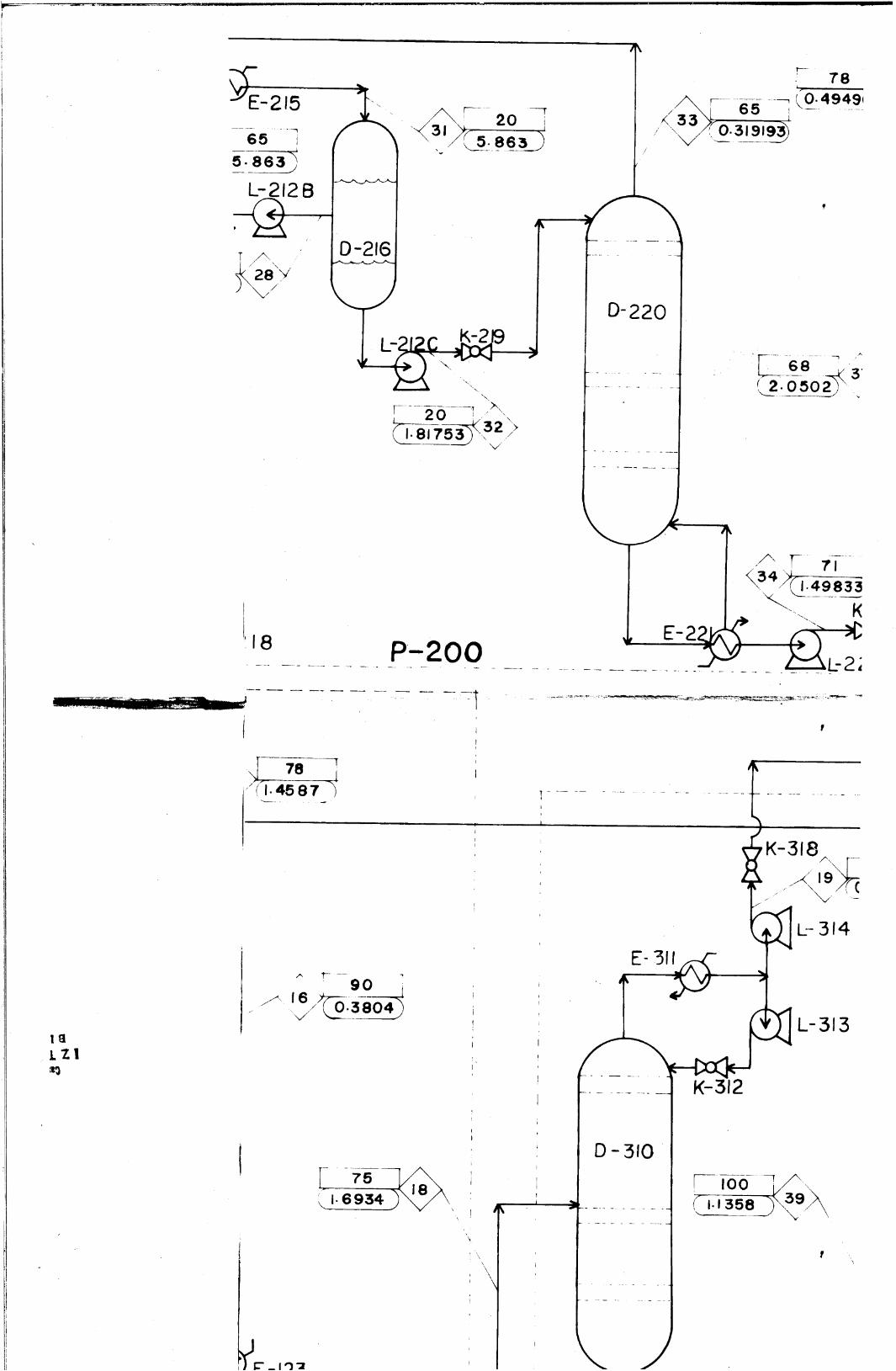
ZONA DE SECADO DE ETANOL (P-200). Se alimenta etanol (96% peso) a la columna de destilacibn D-210,
la cual opera a 2 bar. El etanol proviene de dos lineas , la 25 y
35, ambas originan la linea 24. La primera de éstas se forma en base al etanol de la zona de reacci6n , linea 27 y el de reposicibn alimentado desde el almacén, linea 26. Por otro lado la linea 35 transporta el alcohol recirculado de la columna D-230. El producto de cabeza que se obtiene en la columna D-210 , que consiste de etanol 18.5%, benceno (74.1%) y agua .7.4% (el benceno se carga inicialmente), sale a traves de la linea 29 , se mezcla con otra corriente de la misma c~rnltosic~bn , linea 33, que proviene de la columna D-220 y se forma la linea 31, que se alimenta al separador de equilibrio (D-216). En este último equipo el 84% de la corriente en la linea 31, formar6 la capa superior rica en benceno ( Etanol 14.5%,benceno 84.5% y agua 1.0% 1; mientras que el restante 16% dar6 origen a la capa inferior rica en alcohol ( Etanol 53%, benceno 11% y agua 36% l. De estas fases , la superior se regresa a la columna D-210 , linea 28; siendo que la inferior se alimenta a la siguiente columna de destilaci6n (D-2201, via linea 32.
El producto de fondo de la columna D-210, consiste de etanol 100% puro, el cual pasa por la linea 23 para posteriormente dividirse y
t i
alimentar en la proporci6n deseada a los reactores. 128006)
La columna D-220 opera a 2 bar ,obtenledose en ella un producto de
cabeza descrito anteriormente y un producto de fondo, etanol acuoso,
que fluye por la linea 34. A esta última se le une la linea 19,
para formar la linea 3 7 , la cual a su vez alimenta al siguiente
equipo de spparaci6n.
La columna D-230 opera a 1 bar y como producto de cabeza se
encuentra alcohol del %, linea 35, que se recirculara como se
menciono al inicio de esta descripci6n; mientras que el producto de
fondo es esencialmente agua, que se utilizar& para servicios.
ZONA DE PURIFICACION DE DEM (P-300).
Se alimenta la mezcla de reacci6n proveniente del reactor R-120, a
la primera columna de desti lach. la cual opera a 0.8 bar. El
producto de cabeza , bdsicamente ligeros (etanol- agua) salen por la
linea 19 , y son alimentados en un punto previo a la tercer columna
de destilacibn en la planta de secado de etanol. El producto de
fondo , linea 20 consiste mayoritariamente de DEM y contiene
menores cantidades de MEM, asi como trazas de impurezas propias de
la reaccibn. Esta linea es la alimentaci6n a la cdurnr d D-230, que
opera a 0.4 bar; a h i el MEM es separado del DEM, fluyendo el
primero de éstos como producto de cabeza ,por la linea 21, para ser
recirculado al reactor R-110, mientras que como producto de fondo
es obtenido DEM con un 99.77. de pureza.
?
APENDICE C
Calculos complementarios
al analisis economico
8
, S
COSTO APROXIMADO DE LA PRODucclON ( capacidad mfnima,media y mdxima 1
Consideraremos las capacidades de inter& de acuerdo con los porcentajes de operaci6n presentados en la tabla 1.
Los factores que se c o n s i d e r a r h para determinar el costo
total de la producci6n son l o s siguientes:
-Costo total de materias primas por kg de DEM = $ 4 106.4 pesos.
-Costo de transporte de materias primas por kg de DEM = $ 50.47
pesos.
-Costo del transporte de tambo vacio que le corresponde a un kg
de DEM = $ 41.90 pesos.
Estos factores permanecen constantes, sin embargo, otros
varfan conforme lo hace la capacidad de operacidn y son los
siguientes:
-Producci6n diaria de DEM.
-Cargo por mano de obra.
-Cargo por proceso.
-Costo del consumo de energia elktrica.
-Costo del consumo de agua.
NOTA: El detalle del c6lculo para el cargo por mano de obra y cargo
por proceso se muestra en este mismo apCndice en el estudio
re ferente a la localizaci6n de la planta.
Estimacidn del costo de energia elCctrica por kg DEM
Consumo de energia elCctrica por operaci6n de bombas:
22 hp + 1014 hp = ( 24.5 hp 2545 BTU/h)/(l hp) = 62 352.5 BTU/h ( 62 352.5 BTWh I( 24 h 1 = 1 4% 460 BTU ( 1 4% 460 BTU 1 kw h I/( 3413 BTU) = 438.46 kw h.
Consumo de energía eldctrica por: iluminacidn y
artefactos eldctricos: - 61.54 kW h/día.
Por lo tanto el consumo de energia elCctrica =
438.46 + 61.64 = 500 kw h / dia
Precio de la energía elktrica = $ 91 pesos/ kw h.
Costo diario de la energía eldctrica = (500 kw h/día)($gl/kw h) =
$ 45 500 pesosldía.
Estimacidn del costo del fluio de asma reauerido:
flujo total = ( 43 127.3 l t /h M 1 día/24h 1 = 1 O 3 5 O56 lt/día =
1 035 m3/día
El 907. del agua se recupera para ser tratada y reutilizarse, por lo
que solo es necesario reponer el 107..
- Volúmen de reposicidn = (0.10)(1 0351 = 103.5m3/día.
- Costo = ( 103.5 m3/dia)($ 225/m3) = $ 23 288 pesos/día.
I
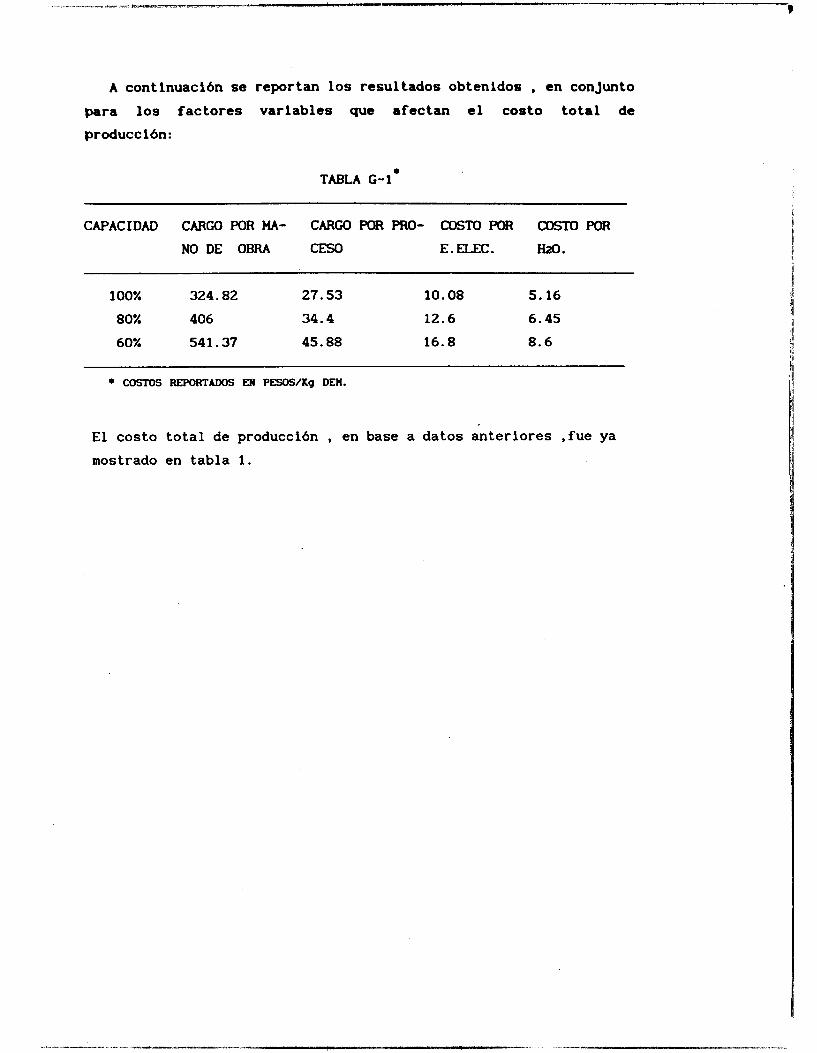
A contlnuacl6n se reportan los resultados obtenidos , en conjunto para los factores varlables que afectan el costo total de ptoduccl6n:
TABLA G-1.
CAPACIDAD CARGO POR MA- CARGO POR PRO- COSTO POR CosTO POR NO DE OBRA CESO E. ELEC. m.
100% 324.82 27.53 10.08 5.16
80% 406 34.4 12.6 6.45
60% 541.37 45.88 16.8 8.6
* CosTOS REPORTADOS EN PESOS/Kg DEH.
El costo total de producci6n , en base a datos anteriores ,fue ya mostrado en tabla 1 .
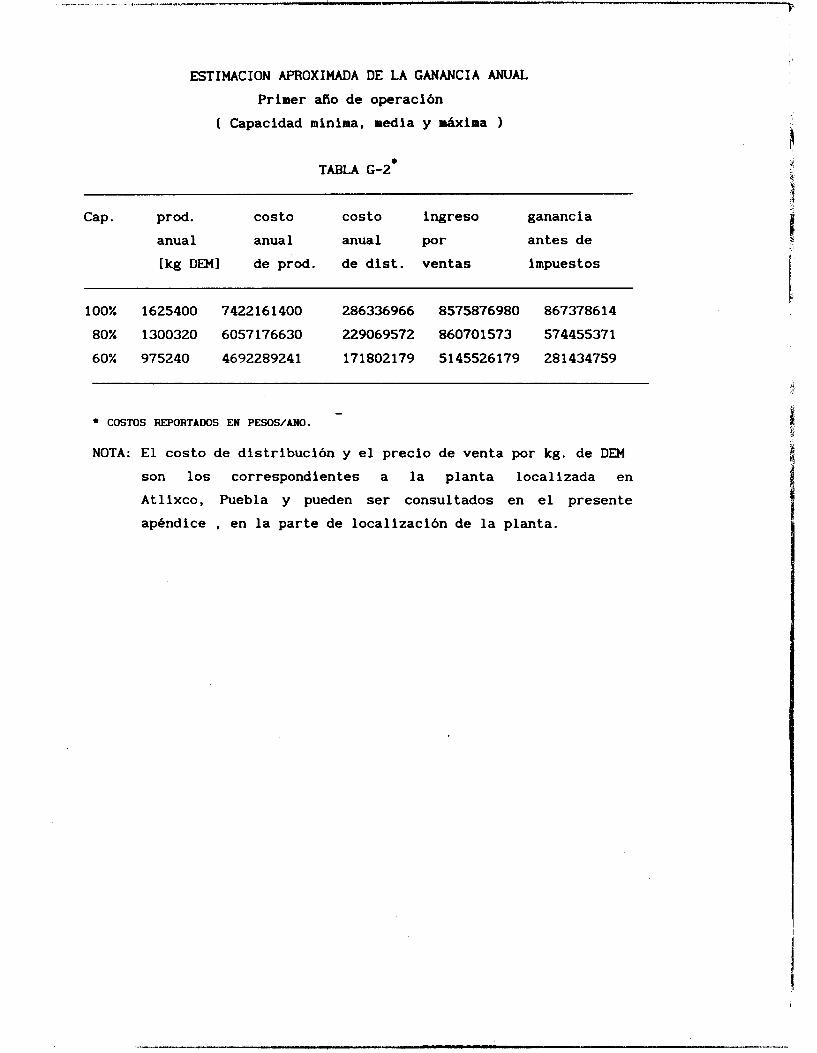
ESTIMACION APROXIMADA DE W GANANCIA ANUM.
Primer aflo de operacibn ( Capacidad mínima, media y dxima 1
TABLA G-2.
Cap. prod. costo costo ingreso ganancia anua 1 anua 1 anual por antes de [kg DEMI de prod. de dist. ventas impuestos
100% 1625400 7422161400 286336966 8575876980 867378614
80% 1300320 6057176630 229069572 860701573 574455371
60% 975240 4692289241 171802179 5145526179 281434759
* COSTOS FEWRTAWS EN PESOSIANO. -
NOTA: El costo de distribuci6n y el precio de venta por kg. de DP1 son los correspondientes a la planta localizada en Atlixco, Puebla y pueden ser consultados en el presente ap6ndice , en la parte de localizacih de la planta.
ESTUDIO DE LOCALIUCION DE U PLANTA Los lugares que se consideran para instalar la planta de D M
son : -Atlixco, Puebla. Cerca de la planta de anhidrido ral*lCo
(IDESA), que es la principal materia prima para producir Dm. -Tultitl&n, Edo. de MBxico. Cerca del principal consmidot' de
DEM: Quimica Lucava, que tambiBn se encuentra instalada en hsta
regi6n y que utiliza el DEM como materia prima principal para producir el malatión.
Se considera que la producci6n de DEM se distribuirh de acuerdo con el siguiente porcentaje:
-Como plastificante en la industria de plisticos y polímeros. -Para producir malati6n
(Química Lucava) -Para ser exportado a E.U.A.
1 0%
50%
40%
El DEM que se exportar& a E.U.A. sera mandado a una bodega que se instalar6 en Cd. Reynosa Tamaulipas por ser dsta una Cd. fronteriza que se encuentra en la línea de la parte central de E.U.A. y así podri surtir con mayor eficiencia a las empres 3 de Bste pais que se interesen en adquirir el DEM.Cabe mencionar que el transporte de DEM de Cd. Reynosa a estas empresas, así como el pago de impuestos por exportación quedan bajo la responsabilidad de las empresas consumidoras.
Para el cdlculo del costo total, se toma como base 1 kg. de DEM producido y los factores que se consideratin son los siguientes:
-Costo de la materia prima. -Costo de transporte de materias primas y de los tambos vacios en los que ser& distribuido el DEM. -Costo de transporte para distribuci6n del DEM. -Cargo por proceso. -Cargo por mano de obra.
9
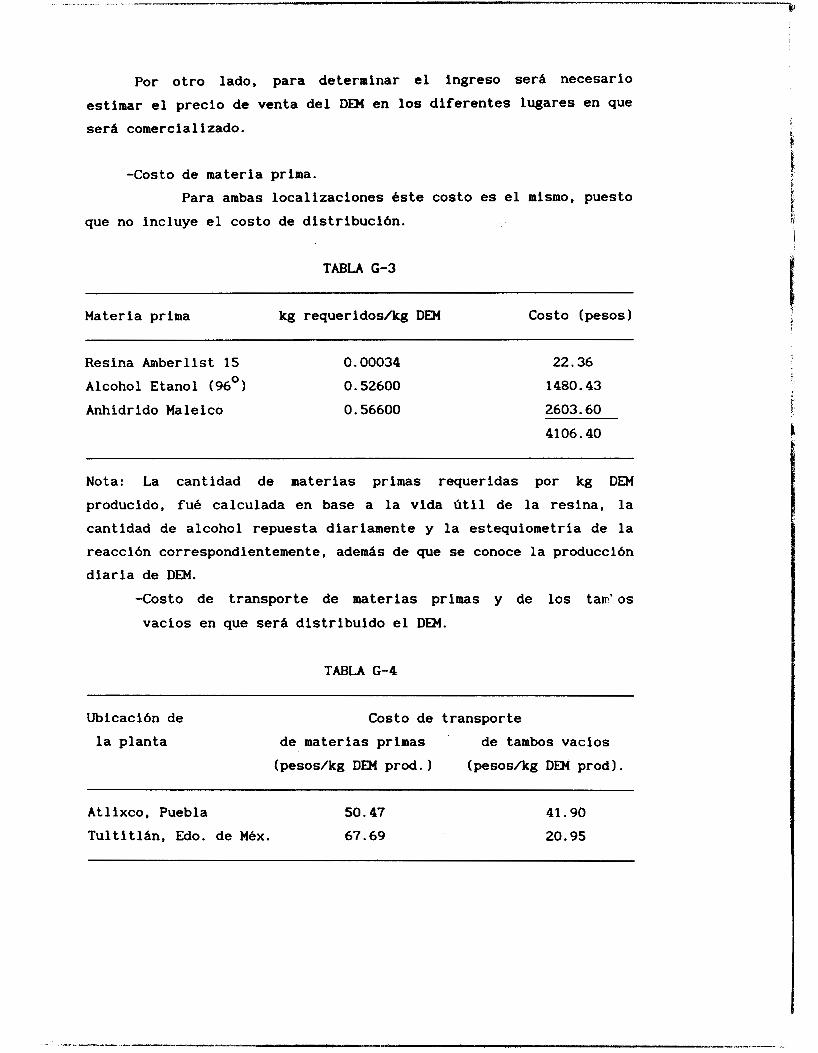
Por otro lado, para determinar el ingreso sera necesario estimar el precio de venta del D M en los diferentes lugares en que sera comercializado.
-Costo de materia prima. Para ambas localizaciones dste costo es el mismo, puesto
que no incluye el costo de distribucibn.
TABLA G-3
Materia prima kg requeridoshg DEN Costo (pesos)
Resina Amberlist 15 O. 00034
Alcohol Etanol (96O) O. 52600
Anhídrido Maleic0 O. 56600
22.36
1480.43
2603.60
4106.40
Nota: La cantidad de materias primas requeridas por kg DEM producido, fui! calculada en base a la vida útil de la resina, la cantidad de alcohol repuesta diariamente y la estequiometría de la reacci6n correspondientemente, ademas de que se conoce la produccih diaria de DEM.
-Costo de transporte de materias primas y de los tap’ os vacíos en que serd distribuido el DEM.
TABLA G-4
Ubicacibn de la planta
Costo de transporte de materias primas de tambos vacíos
(pesoslkg DEM prod.) (pesos/kg DEM prod).
Atlixco, Puebla 50.47
Tultitldn, Edo. de M6x. 67.69
41.90
20.95
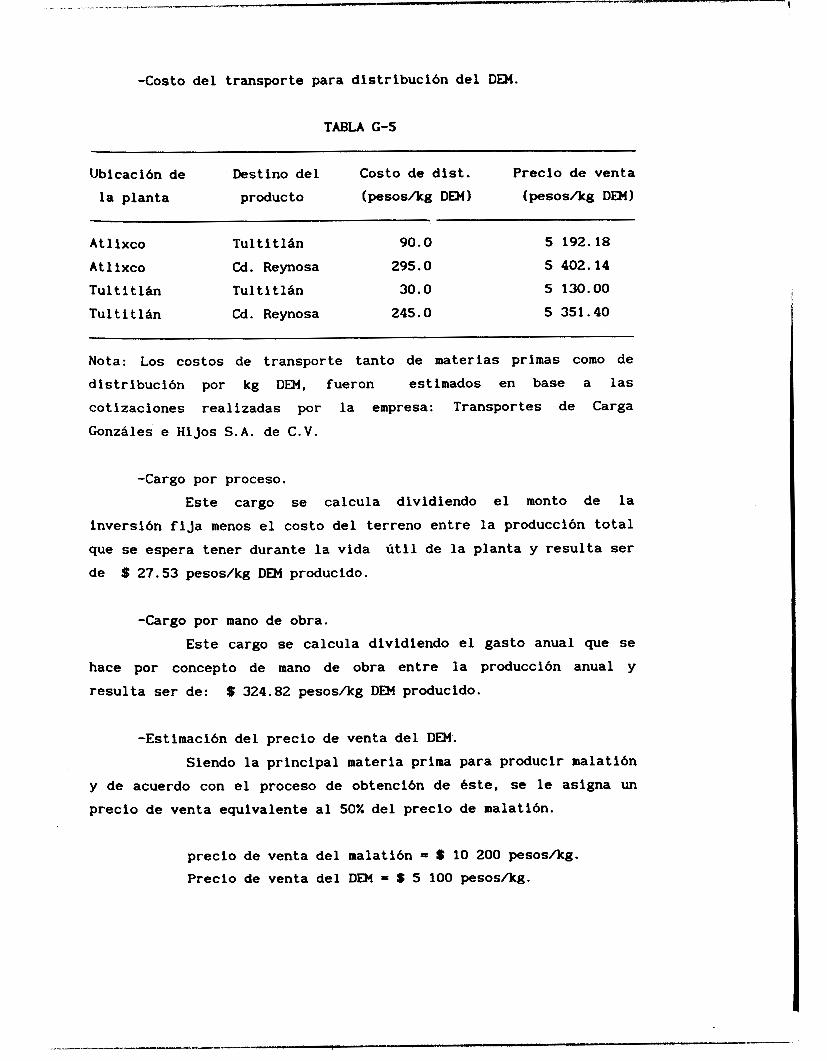
-Costo del transporte para distribuci6n del DM.
TABLA C-5
Ublcaci6n de Destino del Costo de dist. Preclo de venta
la planta producto (pesos/kg DPI) (pesoshg DEM)
Atlixco TultitlAn 90. o 5 192.18
Atlixco Cd. Reynosa 295. O S 402.14
Tultitlh Tultitlin 30. O 5 130.00
Tultitlhn Cd. Reynosa 245. O 5 351.40
Nota: Los costos de transporte tanto de materias primas como de distribución por kg DEM, fueron estimados en base a las
cotizaciones realizadas por la empresa: Transportes de Carga Gonzales e Hijos S.A. de C.V.
-Cargo por proceso. Este cargo se calcula dividiendo el monto de la
inversi6n fija menos el costo del terreno entre la producci6n total que se espera tener durante la vida útil de la planta y resulta ser de $ 27.53 pesoslkg DEM producido.
-Cargo por mano de obra. Este cargo se calcula dividiendo el gasto anual que se
hace por concepto de mano de obra entre la producci6n anual y resulta ser de: $ 324.82 pesos/kg DEI4 producido.
-Estirnacibn del precio de venta del DEM. Siendo la principal materia prima para producir malatibn
y de acuerdo con el proceso de obtenci6n de bste, se le asigna un precio de venta equivalente al 50% del precio de malatih.
precio de venta del malati6n = S 10 200 pesos/kg. Precio de venta del DEN = $ 5 100 pesos/kg.
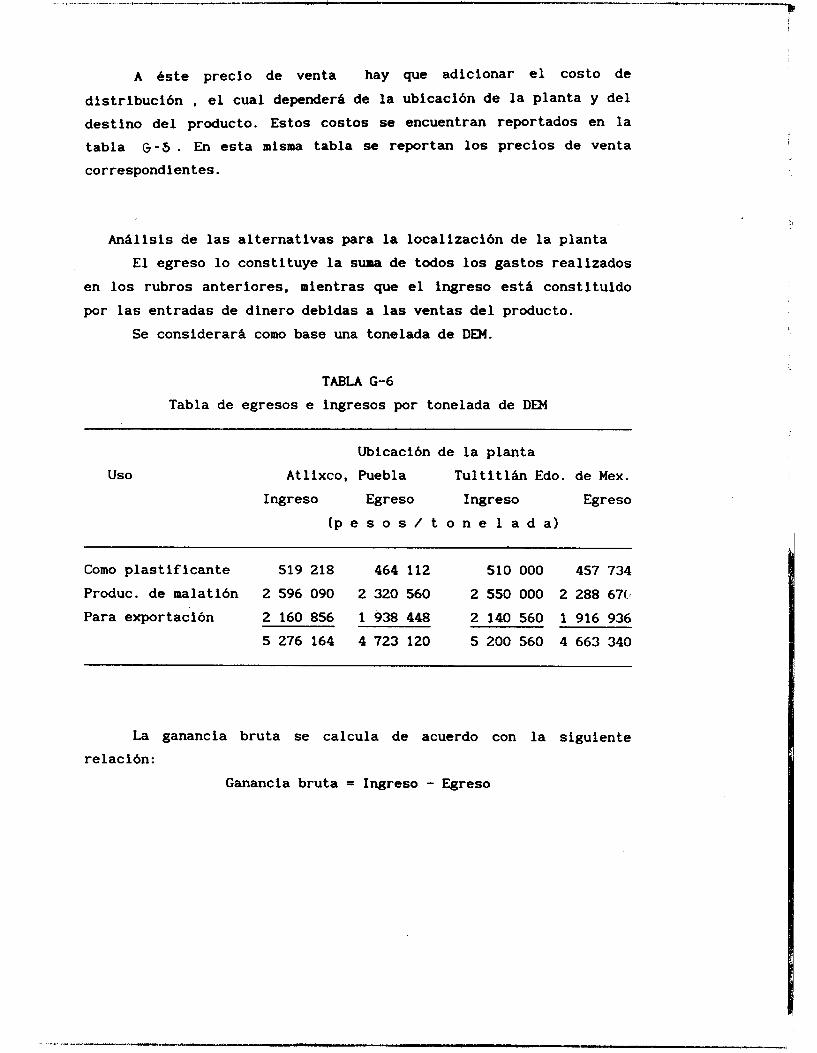
A dste precio de venta hay que adicionar el costo de
distribucibn , el cual dependera de la ubicaci6n de la planta y del destino del producto. Estos costos se encuentran reportados en la tabla G -5 . En esta misma tabla se reportan los precios de venta correspondientes.
An&lisis de las alternativas para la localizacibn de la planta El egreso lo constituye la suma de todos los gastos realizados
en los rubros anteriores, mientras que el ingreso esta constituido por las entradas de dinero debidas a las ventas del producto.
Se considerar& como base una tonelada de D E "
TABLA G-6
Tabla de egresos e ingresos por tonelada de DEM
I
uso
Ubicacibn de la planta Atlixco, Puebla Tultitlán Edo. de Mex.
Ingreso Egreso Ingreso Egreso
( p e s o s / t o n e l a d a )
Como plastificante 519 218 464 112 510 O00 457 734
Produc. de malatibn 2 596 O90 2 320 560 2 550 O 0 0 2 288 67Cr Para exportac.ibn 2 160 856 1 938 448 2 140 560 1 916 936
5 276 164 4 723 120 5 200 560 4 663 340
La ganancia bruta se calcula de acuerdo con la siguiente relacibn:
Ganancia bruta = Ingreso - Egreso
” . *
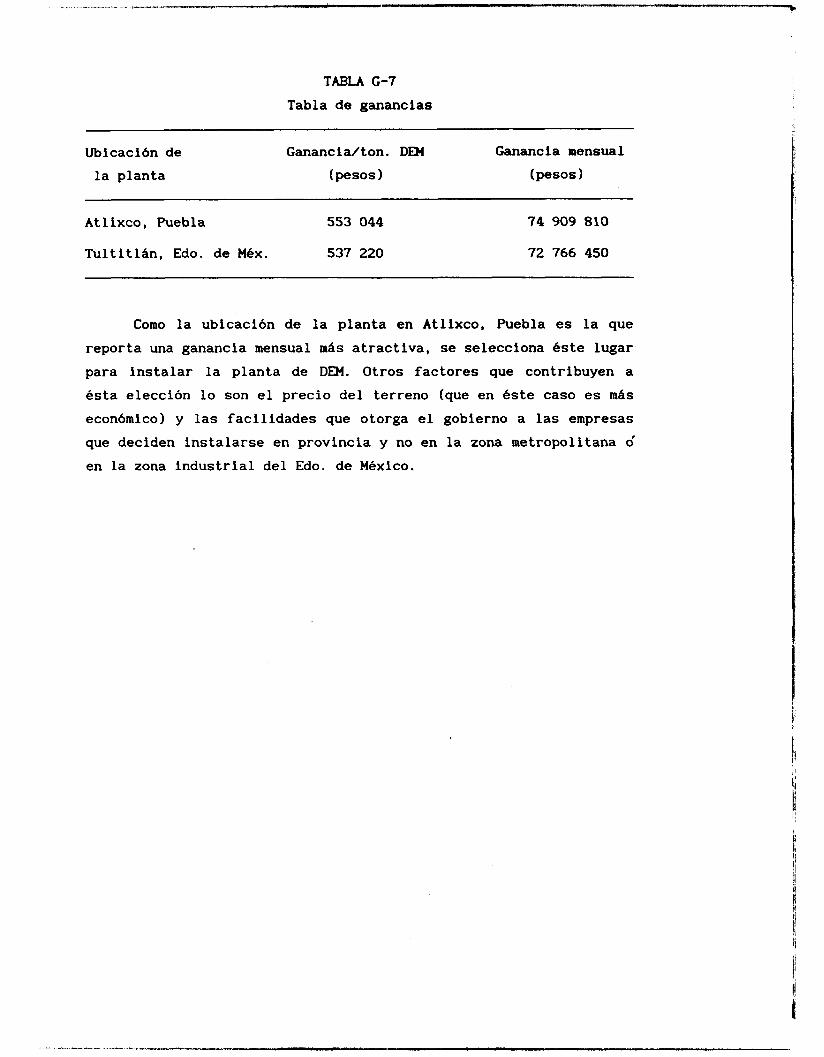
TABLA G-7 Tabla de ganancias
Ubicación de la planta
Ganancidton. DEM Ganancia mensual (pesos 1 (pesos 1
Atlixco, Puebla 553 044 74 909 810
Tultitlhn, Edo. de Méx. 537 220 72 766 450
Como la ubicaci6n de la planta en Atlixco, Puebla es la que reporta una ganancia mensual más atractiva, se selecciona éste lugar para instalar la planta de DEM. Otros factores que contribuyen a ésta elección lo son el precio del terreno (que en éste caso es más económico) y las facilidades que otorga el gobierno a las empresas que deciden instalarse en provincia y no en la zona metropolitana Ó
en la zona industrial del Edo. de México.
APENDICE H graficas
?
i
.i 'P
...
4 I
! i
TIEMPO tf l inl
2 REGRESSION POLYNOMIAL OF LINE 1 - ( 8.5683-011 + ( 5.352E-03IfX THE VARIANCE - 6.273E-O3
Y
s
E REGRESSION POLYNOMIAL OF LINE 1 -
( 1.043E+00) + ( 7.252E-O3)*X THE VARIANCE - 1.6483-02
I
E REGRESSION POLYNOMIAL OF LINE 1 - ( 1,5343+00) + ( 6.767E-O3)*X THE VARIANCE 0 1.654E-02
I ? ? ;
i i
Ti
k
1
HE REBRESSION POLYNOMIAL OF LINE 1
'HE REGRESSION.POLYNOMIGL OF LINE 2 . . . 3.;
1 I