corte y amolado de tuberÍas -...
TRANSCRIPT
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
FASCÍCULO DE APRENDIZAJE
CÓDIGO: 89001594
CORTE Y AMOLADO DE TUBERÍAS
SOLDADOR TUBERO



CORTE Y AMOLADO DE TUBERÍAS
N° ORDEN DE EJECUCIÓN HERRAMIENTAS/INSTRUMENTOS 01 02 03 04
Preparar equipo. Habilitar material base. Cortar en posición plana. Cortar tubos en rotación.
Equipo de oxicorte manual. Equipo de oxicorte semiautomático recto. Wincha, chispero, cincel. Equipo de protección para oxicorte.
01 05 Probetas - varias A36
PZA. CANT. DENOMINACION-NORMA/DIMENSIONES MATERIAL OBSERVACIONES
OXICORTE MANUAL HT. 01 SE. REF.
TIEMPO: HOJA: 1 /1
SOLDADOR TUBERO ESCALA: S.E. AÑO: 2014
METALMECÁNICA 5
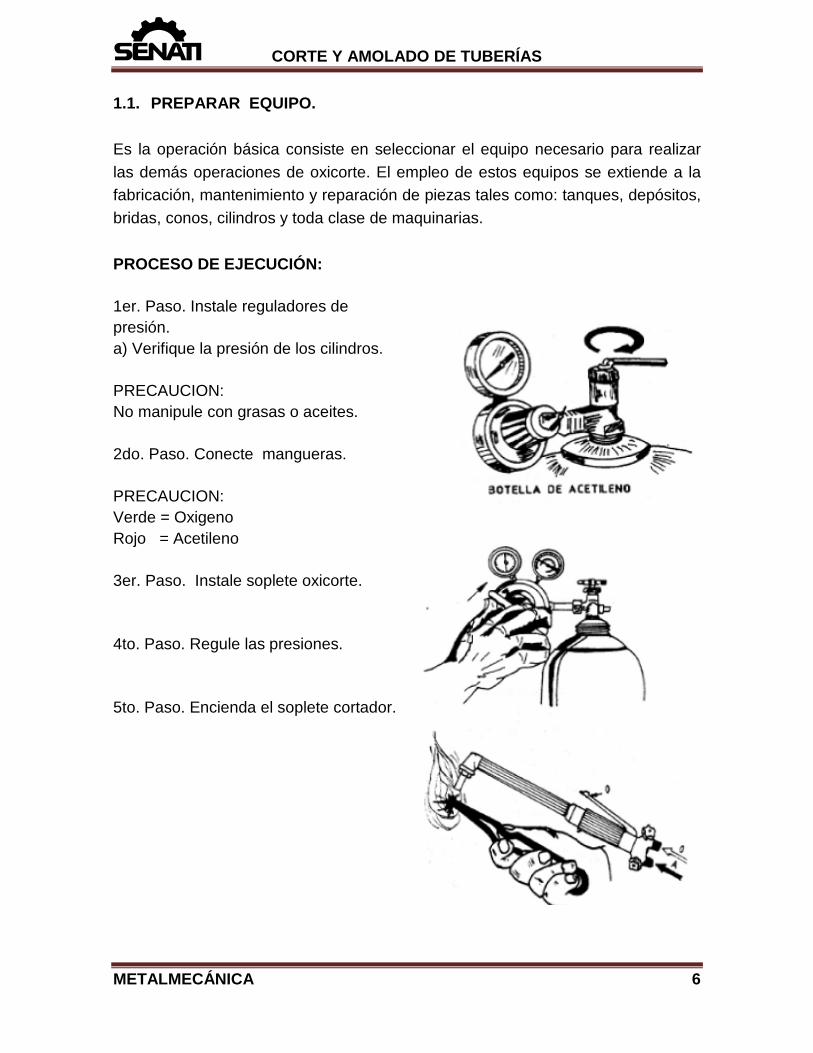
CORTE Y AMOLADO DE TUBERÍAS 1.1. PREPARAR EQUIPO. Es la operación básica consiste en seleccionar el equipo necesario para realizar las demás operaciones de oxicorte. El empleo de estos equipos se extiende a la fabricación, mantenimiento y reparación de piezas tales como: tanques, depósitos, bridas, conos, cilindros y toda clase de maquinarias. PROCESO DE EJECUCIÓN: 1er. Paso. Instale reguladores de presión. a) Verifique la presión de los cilindros.
PRECAUCION: No manipule con grasas o aceites. 2do. Paso. Conecte mangueras. PRECAUCION: Verde = Oxigeno Rojo = Acetileno 3er. Paso. Instale soplete oxicorte. 4to. Paso. Regule las presiones. 5to. Paso. Encienda el soplete cortador.
METALMECÁNICA 6

CORTE Y AMOLADO DE TUBERÍAS 1.2. HABILITAR MATERIAL BASE. Es la operación básica que consiste en realizar las operaciones previas al oxicorte, esta operación es básica de ella depende el éxito en buenos cortes. El empleo de esta se extiende a la fabricación, mantenimiento y reparación de piezas tales como: tanques, depósitos, bridas, conos, cilindros y toda clase de maquinarias. PROCESO DE EJECUCIÓN: 1er. Paso: Seleccione y trace el material a cortar. 2do. Paso: Corte. a) Acerque la boquilla del soplete al
extremo del trazo de corte aproximadamente 5mm.
b) Precaliente el inicio del corte hasta alcanzar un color rojo y se vea al metal en estado líquido.
OBSERVACIONES: • Cuando el inicio del corte no se
efectúe en los bordes de la pieza, taladre la misma para iniciarlo.
• Las piezas se perforan cuando el espesor es mayor de 15mm.
c) Abra el paso del chorro de oxígeno de
corte. d) Avance lentamente manteniendo una
velocidad y altura uniforme.
METALMECÁNICA 7

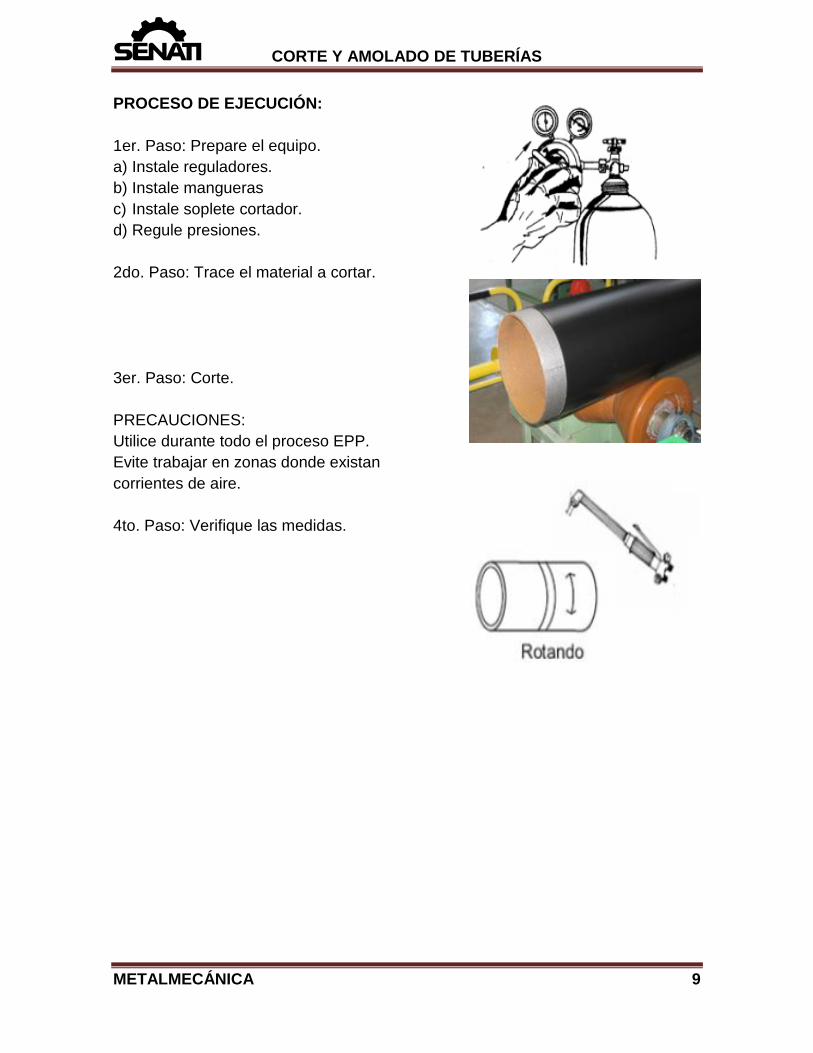
CORTE Y AMOLADO DE TUBERÍAS 1.3. CORTAR EN POSICIÓN PLANA. Es la operación básica que consiste en realizar cortes de material utilizando el oxicorte en posición plana, operación básica que se emplea en la fabricación, mantenimiento y reparación de piezas tales como: tanques, depósitos, bridas, conos, cilindros y toda clase de maquinarias. PROCESO DE EJECUCIÓN: 1er. Paso: Prepare el equipo. a) Instale reguladores. b) Instale mangueras c) Instale soplete cortador. d) Regule presiones. 2do. Paso: Trace el material a cortar. 3er. Paso: Corte. PRECAUCIONES: Utilice durante todo el proceso EPP. Evite trabajar en zonas donde existan corrientes de aire. 4to. Paso: Verifique las medidas.
1.4. CORTAR TUBOS EN ROTACIÓN. Es la operación básica que consiste en realizar cortes en tuberías para realizar diferentes estructuras o líneas tubulares esta se emplea en la fabricación de tanques, depósitos, líneas de transporte de líquidos gases etc.
METALMECÁNICA 8
CORTE Y AMOLADO DE TUBERÍAS PROCESO DE EJECUCIÓN: 1er. Paso: Prepare el equipo. a) Instale reguladores. b) Instale mangueras c) Instale soplete cortador. d) Regule presiones. 2do. Paso: Trace el material a cortar. 3er. Paso: Corte. PRECAUCIONES: Utilice durante todo el proceso EPP. Evite trabajar en zonas donde existan corrientes de aire. 4to. Paso: Verifique las medidas.
METALMECÁNICA 9
CORTE Y AMOLADO DE TUBERÍAS INFORMACIÓN TECNOLÓGICA. 1. EQUIPO DE OXICORTE MANUAL.
1.1. GENERALIDADES. El corte con oxígeno (OC) abarca un grupo de procesos de corte empleados para separar o eliminar metales mediante una reacción exotérmica del oxígeno con el metal base. En el caso de algunos metales resistentes a la oxidación, la reacción puede facilitarse con el uso de un fundente químico o un polvo metálico. Los procesos de corte con oxígeno más comunes son el corte con gas oxicombustible, con arco de oxígeno, con lanza de oxígeno, con fundente químico y con polvo metálico. 1.2. FUNDAMENTOS DEL PROCESO. Los procesos de corte con gas oxicombustible (OFC) separan o eliminan metal mediante la reacción química de oxígeno con el metal a temperaturas elevadas. La temperatura requerida se mantiene con una flama de gas combustible que arde en oxígeno. En el caso de metales resistentes a la oxidación, la reacción se acelera por la adición de fundentes químicos o polvos metálicos al chorro de oxígeno de corte. Este proceso ha recibido vanos otros nombres, como quemado, corte con flama y maquinado con flama. La operación de corte propiamente dicha la realiza el chorro de oxígeno; la flama de oxígeno-gas combustible es el mecanismo empleado para calentar el metal base a una temperatura de precalentamiento aceptable y para mantener la operación de corte. El soplete de OFC es una herramienta versátil que puede llevarse con facilidad al lugar donde se va a trabajar. Sirve para cortar placas de hasta 2 m (7 pies) de espesor.
METALMECÁNICA 10

CORTE Y AMOLADO DE TUBERÍAS Gracias a que el chorro de oxígeno de corte tiene un "filo" de 360°, constituye un procedimiento rápido para cortar tanto bordes rectos como figuras curvas hasta las dimensiones requeridas sin necesidad de equipo de manipulación costoso. La dirección de corte puede alterarse continuamente durante la operación. 1.3. PRINCIPIOS DE FUNCIONAMIENTO. El proceso de corte con gas oxicombustible se vale de un soplete provisto de una punta (boquilla). Las funciones del soplete son producir flamas de precalentamiento mediante la mezcla del gas y el oxígeno en las proporciones correctas y suministrar un chorro concentrado de oxígeno de alta pureza a la zona de reacción. El oxígeno oxida el metal caliente y también hace saltar los productos de reacción fundidos eliminándolos del corte. El soplete mezcla el combustible y el oxígeno para las flamas de precalentamiento y dirige el chorro de oxígeno hacia el corte. La punta de corte del soplete contiene varias salidas para flamas de precalentamiento y un conducto central para el oxígeno de corte. Las flamas de precalentamiento sirven para calentar el metal hasta una temperatura en la que el metal reaccionará con el oxígeno de corte. El chorro de oxígeno oxida rápidamente casi todo el metal de una sección angosta para efectuar el corte.Los óxidos del metal y el metal derretido son expulsados del área de corte por la energía cinética del chorro de oxígeno. Cuando el soplete se desplaza sobre la pieza de trabajo a una velocidad apropiada, se obtiene una acción de corte continua. El soplete puede moverse a mano o con un carro mecanizado. La precisión de una operación manual depende en gran medida de la habilidad del operador.
METALMECÁNICA 11
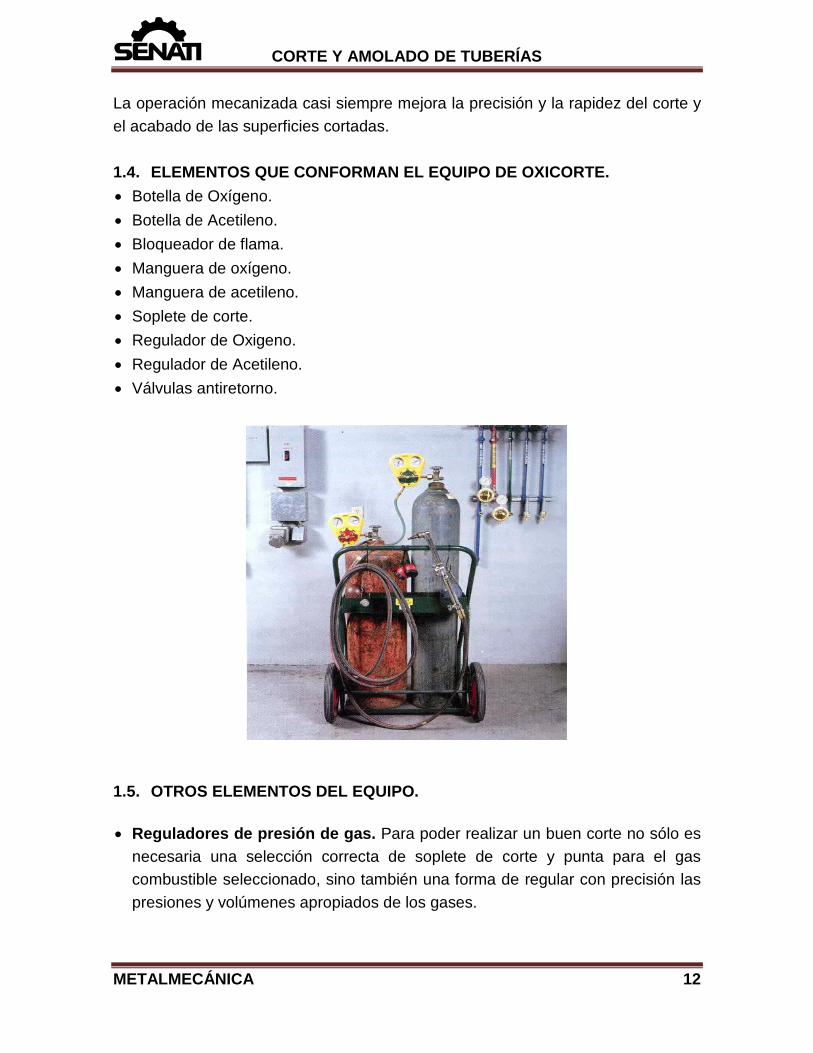
CORTE Y AMOLADO DE TUBERÍAS La operación mecanizada casi siempre mejora la precisión y la rapidez del corte y el acabado de las superficies cortadas. 1.4. ELEMENTOS QUE CONFORMAN EL EQUIPO DE OXICORTE. • Botella de Oxígeno. • Botella de Acetileno. • Bloqueador de flama. • Manguera de oxígeno. • Manguera de acetileno. • Soplete de corte. • Regulador de Oxigeno. • Regulador de Acetileno. • Válvulas antiretorno.
1.5. OTROS ELEMENTOS DEL EQUIPO.
• Reguladores de presión de gas. Para poder realizar un buen corte no sólo es necesaria una selección correcta de soplete de corte y punta para el gas combustible seleccionado, sino también una forma de regular con precisión las presiones y volúmenes apropiados de los gases.
METALMECÁNICA 12

CORTE Y AMOLADO DE TUBERÍAS
Los reguladores son dispositivos de control que sirven para reducir las presiones fuente, elevadas a presiones de trabajo requeridas mediante válvulas de ajuste manual. Su diseño varía, así como su rendimiento y características de comodidad de uso. Los reguladores de presión de gas están diseñados para emplearse con tipos específicos de gases e intervalos de presión bien definidos. Los reguladores de presión de gas utilizados para OFC en general son similares en cuanto a su diseño a los utilizados para soldadura con gas oxicombustible. Los reguladores para casi todos los demás gases combustibles son similares en diseño a los reguladores de acetileno. Para operaciones de OFC con múltiples sopletes o cortes pesados es posible que se requieran reguladores con mayores capacidades e intervalos de presión de salida que los utilizados para OFW.
• El regulador de presiones, partes y accesorios. Un regulador se compone de
dos cámaras:
a) Una cámara de alta presión en comunicación directa con la botella cuando la válvula está abierta, sobre esta cámara está conectado un manómetro de alta presión que indica la presión en la botella.
b) Una cámara de presión reducida o baja presión separada de la cámara por un orificio cuya abertura progresiva se gobierna con el tornillo ajustador de la
METALMECÁNICA 13
CORTE Y AMOLADO DE TUBERÍAS
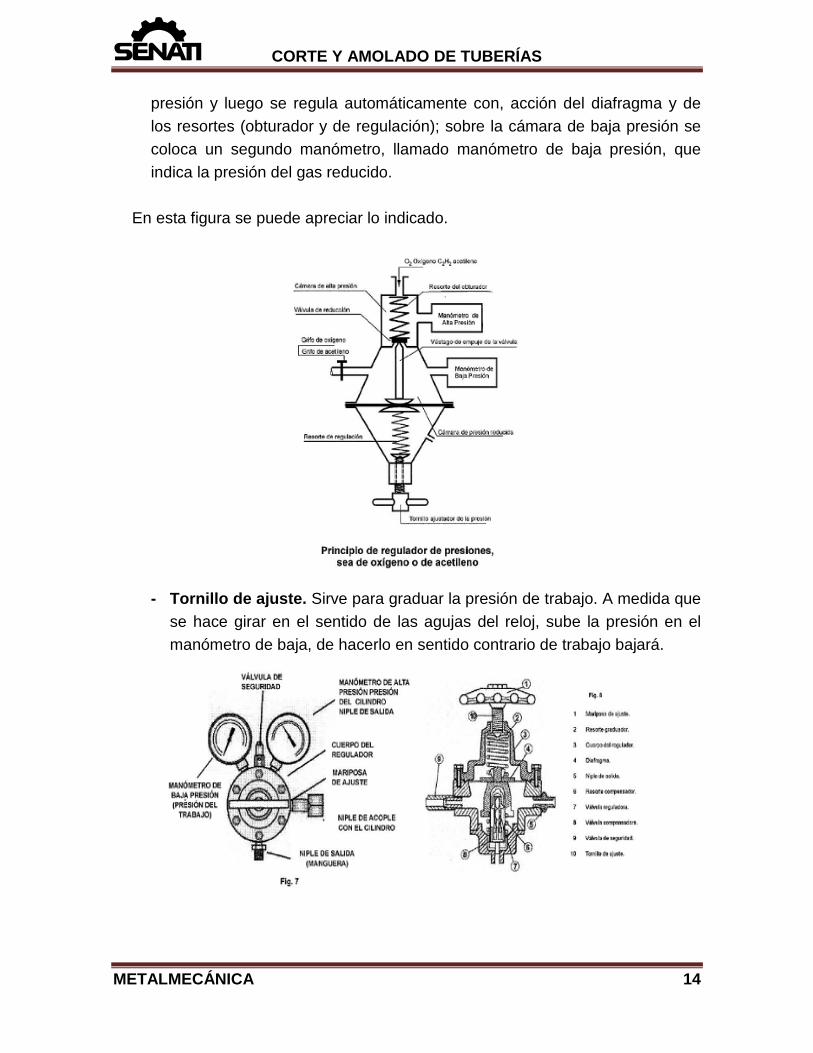
presión y luego se regula automáticamente con, acción del diafragma y de los resortes (obturador y de regulación); sobre la cámara de baja presión se coloca un segundo manómetro, llamado manómetro de baja presión, que indica la presión del gas reducido.
En esta figura se puede apreciar lo indicado.
- Tornillo de ajuste. Sirve para graduar la presión de trabajo. A medida que se hace girar en el sentido de las agujas del reloj, sube la presión en el manómetro de baja, de hacerlo en sentido contrario de trabajo bajará.
METALMECÁNICA 14

CORTE Y AMOLADO DE TUBERÍAS
- Regulador de Acetileno. Los reguladores de acetileno para operaciones de soldar y cortar, en las que se emplea acetileno disuelto, tienen manómetros que indican la presión de las botellas, que llega hasta 350 libras/pulg2 = (24,607 Kg/cm2) y manómetros que indican la presión de trabajo, que están gradualmente hasta 15 libras/pulg2 (1,054 Kg/cm2), teniendo en cuenta que esta última presión nunca debe ser superada.
Todos los manómetros para acetileno tienen a un lado agujeros de ventilación para aliviar cualquier presión anormal.
METALMECÁNICA 15

CORTE Y AMOLADO DE TUBERÍAS
- Regulador de oxígeno. Los reguladores de oxígeno son construidos de manera que la cámara de alta presión se haga cargo de la presión total de la botella, teniendo un manómetro con capacidad hasta 3000 libras/ pulg.2 = (210 Kg/cm2).
Para que el mecanismo del manómetro no trabaje forzado en vista de que el margen que queda es bastante amplio. La presión de la botella es de 2000 libras/ pulg.2 = (154,67 Kg/cm2).
En la cámara de baja presión, los reguladores están provistos de dispositivos de seguridad que, en el caso de que dicha cámara se forme una presión excesiva (debido a una válvula que tenga fugas o sea defectuosa), dará salida al gas, antes de que la presión rebase el límite de seguridad. Los manómetros de baja presión (presión de trabajo) están graduados hasta 100 libras/pulg.2 (7,03 Kg/cm2)
Para las operaciones de corte, que exigen presiones más elevados que las de soldadura, se suelen alcanzar una graduación hasta de 400 libras /pulg.2 = (28,123Kg/cm2).
METALMECÁNICA 16

CORTE Y AMOLADO DE TUBERÍAS
- Técnica para el montaje de los reguladores. Para realizar correctamente el montaje haya que seguir las siguientes operaciones.
i. Colocación de las botellas. Sujetarlas a la carretilla, o en alguna parte
fija, de forma que queden seguras y no exista peligro que queden seguras y no exista peligro de vuelco. Quitar los capuchones de protección y verificar si se encuentra en buen estado el asiento y la rosca de acoplamiento de los manorreductores.
Hay que tener en cuenta que una rosca en malas condiciones puede deteriorar la tuerca del manorreductor, y que un asiento que no permita un acoplamiento prefecto puede originar fugas.
ii. Purgar las botellas. En los orificios de salida de las botellas suele
acumularse polvo y suciedad. Si no se limpian convenientemente, al abrir las botellas esta suciedad pasará a los manorreductores y puede obstruir algún conducto.
Para evitarlo, antes de acoplar los manorreductores hay que abrir el grifo de cada botella, durante unos instantes, y cerrarlo inmediatamente. (Fig. 1)
iii. Acoplar los manorreductores. Conectar los manorreductores de oxígeno y de acetileno a las correspondientes botellas (Fig. 2). Utilizar
METALMECÁNICA 17

CORTE Y AMOLADO DE TUBERÍAS
una llave adecuada y procurar no forzar las roscas. El empleo de una llave demasiado grande puede deteriorar las esquinas de las tuercas.
iv. Conectar las mangueras a los manorreductores. La goma de oxígeno, que suele ser gris o negra, se conecta al manorreductor de oxígeno, y la de acetileno, que suele ser roja, se conecta al manorreductor correspondiente (Fig. 3).comprobar que los tornillos de regulación de los manorreductores están flojos y abrir los grifos de las botellas.
A continuación apretar los tornillos de regulación de los manorreductores, para soplar las mangueras y eliminar cualquier suciedad que puedan contener (Fig. 4). Una vez limpias las gomas aflojar los tornillos de regulación, para cortar la circulación de gas.
METALMECÁNICA 18
CORTE Y AMOLADO DE TUBERÍAS
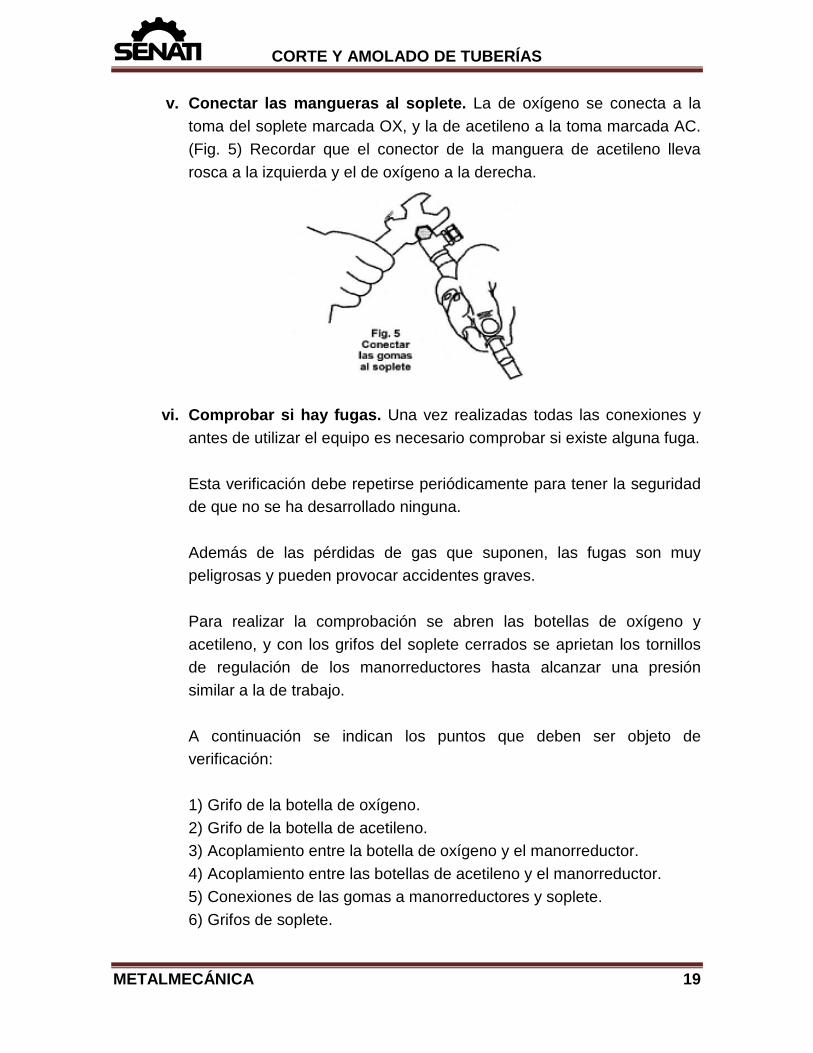
v. Conectar las mangueras al soplete. La de oxígeno se conecta a la toma del soplete marcada OX, y la de acetileno a la toma marcada AC. (Fig. 5) Recordar que el conector de la manguera de acetileno lleva rosca a la izquierda y el de oxígeno a la derecha.
vi. Comprobar si hay fugas. Una vez realizadas todas las conexiones y antes de utilizar el equipo es necesario comprobar si existe alguna fuga.
Esta verificación debe repetirse periódicamente para tener la seguridad de que no se ha desarrollado ninguna. Además de las pérdidas de gas que suponen, las fugas son muy peligrosas y pueden provocar accidentes graves. Para realizar la comprobación se abren las botellas de oxígeno y acetileno, y con los grifos del soplete cerrados se aprietan los tornillos de regulación de los manorreductores hasta alcanzar una presión similar a la de trabajo. A continuación se indican los puntos que deben ser objeto de verificación:
1) Grifo de la botella de oxígeno. 2) Grifo de la botella de acetileno. 3) Acoplamiento entre la botella de oxígeno y el manorreductor. 4) Acoplamiento entre las botellas de acetileno y el manorreductor. 5) Conexiones de las gomas a manorreductores y soplete. 6) Grifos de soplete.
METALMECÁNICA 19

CORTE Y AMOLADO DE TUBERÍAS
La verificación se realiza aplicando agua jabonosa sobre las zonas a comprobar: La formación de burbujas nos indica la existencia de fugas. En ningún caso deben utilizarse otros medios para realizar esta comprobación. Si la botella de acetileno presenta fugas que no pueden cortarse cerrando el grifo, ni apretando la tuerca de prensaestopas; o si la fuga se produce a través de la válvula de seguridad, debe sacarse la botella fuera del taller, colocándola lejos de posibles focos de ignición, y avisar inmediatamente al suministrador. Para corregir las fugas en los acoplamientos, aumentar ligeramente el apriete de las tuercas. Si a pesar de todo la fuga persiste, cerrar las botellas, desmontar el equipo y verificar asientos y roscas. Las mangueras muy usadas tienen tendencia a presentar fugas, por lo que también deben comprobarse cuidadosamente.
- Mangueras. Las mangueras de oxígeno y de gas combustible empleadas
para OFC son las mismas que se utilizan para OW. 1.6. EQUIPO MECANIZADO. El OFC, mecanizado requiere recursos adicionales que dependen de la aplicación:
(1) Una máquina para mover uno o más sopletes en el patrón de corte requerido. (2) Monturas de soplete y medios de ajuste en la máquina. (3) Una mesa de corte para sostener el trabajo. (4) Medios para cargar y descargar la mesa de corte. (5) Dispositivos de encendido del precalentamiento automáticos, en el caso de máquinas de múltiples sopletes. La complejidad del equipo de OFC mecanizado puede variar desde simples máquinas guiadas a mano hasta unidades muy avanzadas de control numérico.
METALMECÁNICA 20
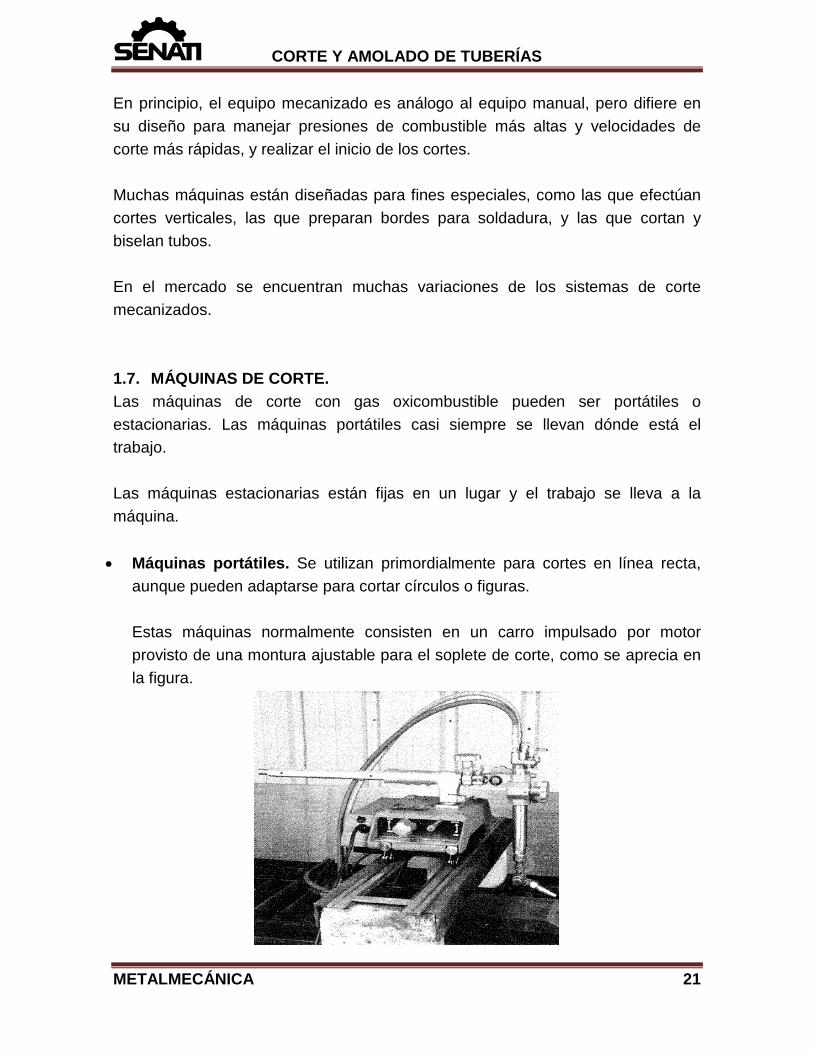
CORTE Y AMOLADO DE TUBERÍAS En principio, el equipo mecanizado es análogo al equipo manual, pero difiere en su diseño para manejar presiones de combustible más altas y velocidades de corte más rápidas, y realizar el inicio de los cortes. Muchas máquinas están diseñadas para fines especiales, como las que efectúan cortes verticales, las que preparan bordes para soldadura, y las que cortan y biselan tubos. En el mercado se encuentran muchas variaciones de los sistemas de corte mecanizados. 1.7. MÁQUINAS DE CORTE. Las máquinas de corte con gas oxicombustible pueden ser portátiles o estacionarias. Las máquinas portátiles casi siempre se llevan dónde está el trabajo. Las máquinas estacionarias están fijas en un lugar y el trabajo se lleva a la máquina. • Máquinas portátiles. Se utilizan primordialmente para cortes en línea recta,
aunque pueden adaptarse para cortar círculos o figuras.
Estas máquinas normalmente consisten en un carro impulsado por motor provisto de una montura ajustable para el soplete de corte, como se aprecia en la figura.
METALMECÁNICA 21

CORTE Y AMOLADO DE TUBERÍAS
En la mayor parte de los casos, la máquina se desplaza sobre rieles, cuya función es la de guiar el soplete. La velocidad del carro puede ajustarse dentro de un intervalo amplio. El grado de precisión del corte depende tanto de la exactitud de los rieles o de la guía, como del ajuste entre los rieles y las ruedas impulsoras del carro. Las máquinas portátiles son de muy diversos tamaños y pesos, dependiendo del trabajo al que están destinadas. Las máquinas más pequeñas pesan sólo unos cuantos kilogramos y están limitadas a sopletes de trabajo ligero para cortar materiales delgados. Las máquinas de corte portátiles grandes son pesadas y de construcción robusta; pueden llevar uno o más sopletes de trabajo pesado y el equipo auxiliar necesario para cortar secciones gruesas. En general, el operador debe ir siguiendo el carro para realizar los ajustes que se requieran para obtener cortes de buena calidad. El operador enciende el soplete, lo coloca en el punto inicial, abre el flujo de oxígeno de corte y echa a andar el carro. También ajusta la altura del soplete para mantener las flamas de precalentamiento a la distancia correcta de la superficie de trabajo. Al terminar el corte, el operador apaga el soplete de corte y detiene el carro.
• Máquinas estacionarias. Están diseñadas para permanecer en un mismo sitio.
La materia prima se lleva a la máquina y las figuras cortadas se retiran y transportan a otro lugar. La estación de trabajo consta de la máquina, un sistema para suministrar el oxígeno y el combustible de precalentamiento a la máquina y un sistema de manipulación del material. El carro que sostiene los sopletes corre sobre rieles.
METALMECÁNICA 22
CORTE Y AMOLADO DE TUBERÍAS
La estructura abarca el trabajo mediante un puente tipo grúa corrediza entre los rieles, o bien se proyecta a un lado de los rieles como viga voladiza. La longitud que puede cortarse es la distancia de recorrido de los rieles. La longitud de corte máxima la determinan las limitaciones físicas de las líneas de suministro de gas y energía eléctrica. Casi siempre, la máquina incluye un puesto para el operador con controles consolidados para el flujo de gas, el movimiento de sopletes y el recorrido de ia máquina. En las máquinas de corte de figuras se pueden montar varios sopletes, dependiendo del tamaño de la máquina. La máquina puede cortar figuras de casi cualquier tamaño y grado de complejidad. En operaciones de sopletes múltiples, es posible cortar simultáneamente varias figuras idénticas; el número depende del tamaño de las piezas, el tamaño de la placa y el número de sopletes con que se cuenta. Las máquinas de impulsor rectilíneo o coordinado suelen tener un potenciómetro seno-coseno que coordinan motores impulsores individuales para el movimiento longitudinal y transversal del soplete. El carro y el brazo transversal, cada uno con su propio motor impulsor, se mueven en las direcciones apropiadas, y la velocidad lineal del soplete se mantiene en un valor constante previamente seleccionado. Este tipo de construcción permite diseñar y fabricar máquinas de corte con la suficiente rigidez para llevar todos los equipos de control modernos. Es posible alimentar información a los motores eléctricos impulsores del carro y del brazo transversal desde cualquier control adecuado. Un método se vale de un trazador de celda fotoeléctrica que puede seguir dibujos de líneas o siluetas. Las máquinas de control numérico emplean programas de perfil grabados en cintas perforadas o magnéticas o en discos para computadora.
METALMECÁNICA 23
CORTE Y AMOLADO DE TUBERÍAS
Estos dispositivos de almacenamiento, a su vez, controlan el corte de figuras mediante el envío de señales apropiadas a los motores impulsores de la máquina de corte.
2. SOPLETES, TIPOS.
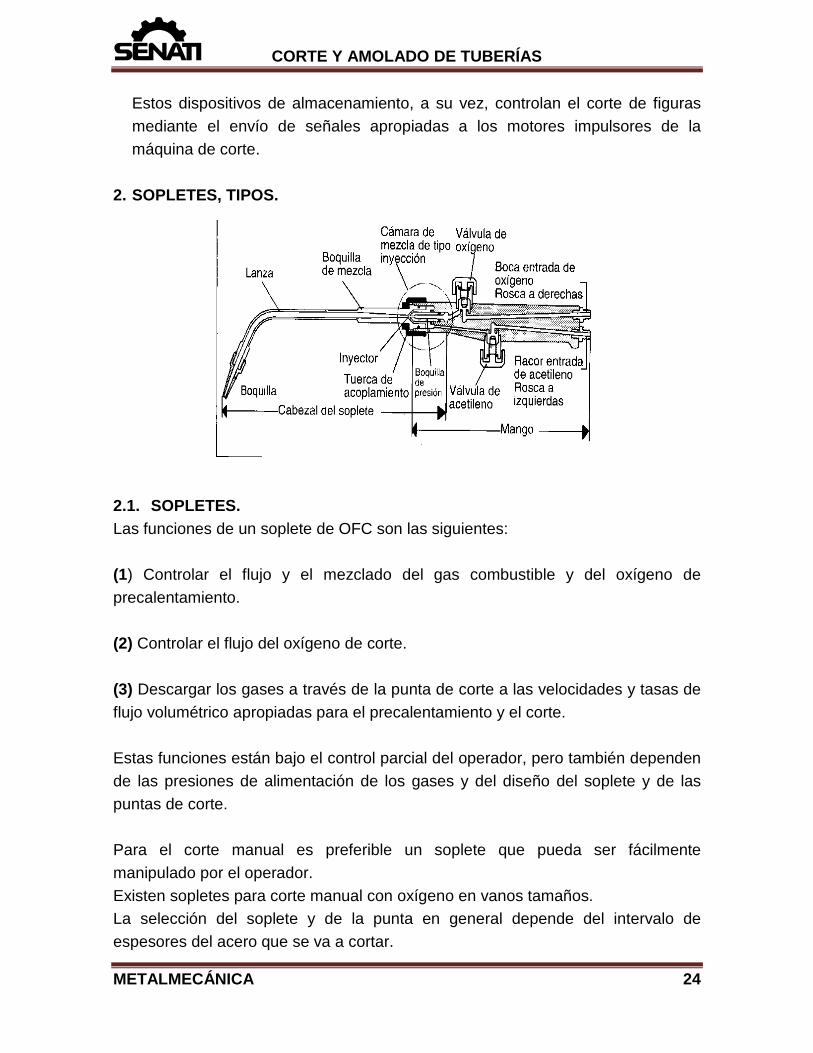
2.1. SOPLETES. Las funciones de un soplete de OFC son las siguientes: (1) Controlar el flujo y el mezclado del gas combustible y del oxígeno de precalentamiento. (2) Controlar el flujo del oxígeno de corte. (3) Descargar los gases a través de la punta de corte a las velocidades y tasas de flujo volumétrico apropiadas para el precalentamiento y el corte. Estas funciones están bajo el control parcial del operador, pero también dependen de las presiones de alimentación de los gases y del diseño del soplete y de las puntas de corte. Para el corte manual es preferible un soplete que pueda ser fácilmente manipulado por el operador. Existen sopletes para corte manual con oxígeno en vanos tamaños. La selección del soplete y de la punta en general depende del intervalo de espesores del acero que se va a cortar.
METALMECÁNICA 24
CORTE Y AMOLADO DE TUBERÍAS Las puntas empleadas en el equipo de corte manual tienen muy diversos diseños, dependiendo del gas combustible y del tipo de trabajo por realizar. Por ejemplo, para cortar acero oxidado o con incrustaciones, hay que escoger una punta que proporcione una gran cantidad de precalentamiento. 2.2. TIPOS DE SOPLETES. Son dos los tipos básicos de sopletes para OFC: 1. El tipo de mezclado en la punta, en el que el combustible y el oxígeno para las
flamas de precalentamiento se mezclan en la punta, y
2. El tipo de premezclado, en el que el mezclado se efectúa dentro del soplete. Además, los sopletes del tipo de premezclado tienen dos diseños principales: de presión igual (positiva) o de inyector (baja presión). Los sopletes del tipo de presión positiva se usan cuando la presión del gas combustible es suficiente para suministrar al mezclador del soplete el volumen requerido del gas. Los sopletes del tipo de inyector se emplean cuando la presión del gas combustible (por lo regular gas natural a menos de 2 psi.) es tal que el gas debe ser succionado hacia el soplete por la acción de Venturi del mezclador del inyector. Los dos tipos de sopletes se muestran en las figuras siguientes teniendo en cuenta que cada uno de los sopletes cumple funciones específicas por lo que se debe requerir en el momento que se hace un trabajo determinado, es necesario distinguir las formas o métodos de cortar y dar el uso adecuado de cada soplete. Algunos fabricantes ofrecen un diseño de mezclador que opera efectivamente a presiones del combustible altas y bajas. Este diseño se conoce como mezclador de presión universal.
METALMECÁNICA 25

CORTE Y AMOLADO DE TUBERÍAS
Soplete de corte de tipo Soplete de corte premezclado típico de mezclado en la punta típico.
METALMECÁNICA 26
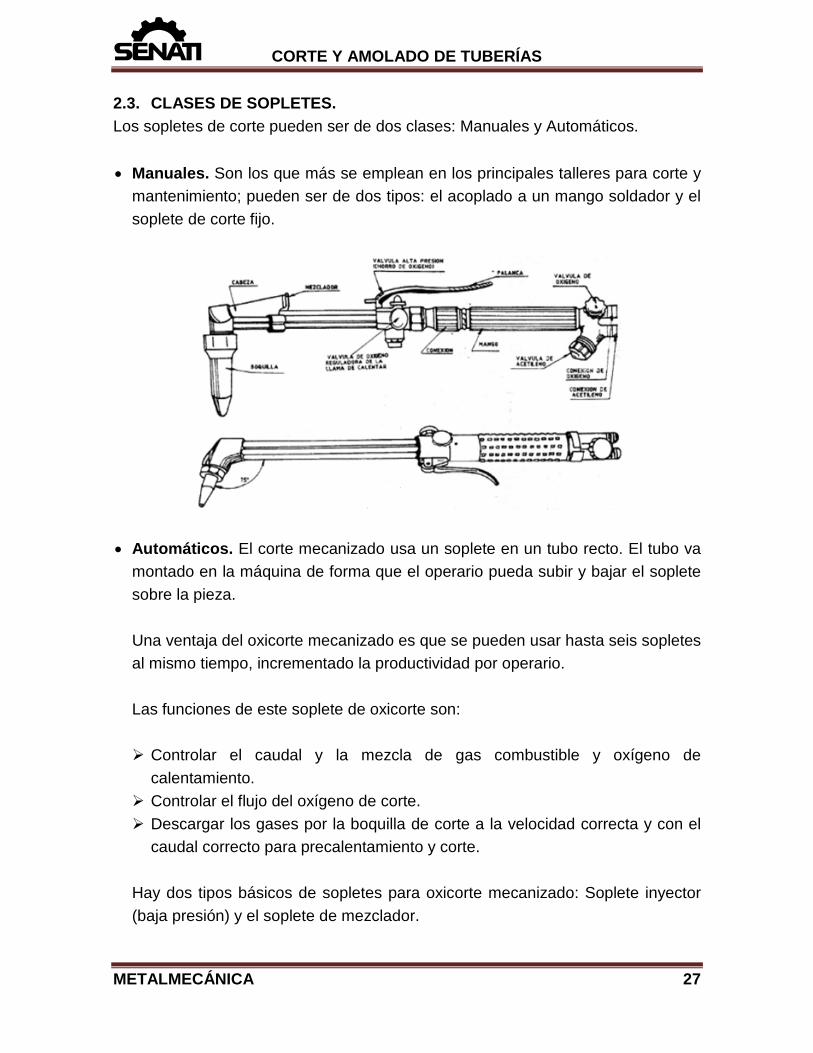
CORTE Y AMOLADO DE TUBERÍAS 2.3. CLASES DE SOPLETES. Los sopletes de corte pueden ser de dos clases: Manuales y Automáticos. • Manuales. Son los que más se emplean en los principales talleres para corte y
mantenimiento; pueden ser de dos tipos: el acoplado a un mango soldador y el soplete de corte fijo.
• Automáticos. El corte mecanizado usa un soplete en un tubo recto. El tubo va
montado en la máquina de forma que el operario pueda subir y bajar el soplete sobre la pieza.
Una ventaja del oxicorte mecanizado es que se pueden usar hasta seis sopletes al mismo tiempo, incrementado la productividad por operario.
Las funciones de este soplete de oxicorte son:
Controlar el caudal y la mezcla de gas combustible y oxígeno de
calentamiento. Controlar el flujo del oxígeno de corte. Descargar los gases por la boquilla de corte a la velocidad correcta y con el
caudal correcto para precalentamiento y corte.
Hay dos tipos básicos de sopletes para oxicorte mecanizado: Soplete inyector (baja presión) y el soplete de mezclador.
METALMECÁNICA 27

CORTE Y AMOLADO DE TUBERÍAS
En ambos casos, se mezclan el gas combustible y el oxígeno en el soplete. En el soplete inyector, el oxígeno de precalentamiento pasa por un inyector a alta velocidad y seguidamente se expande muy rápidamente, creando una succión que fuerza el gas al interior del chorro. La intensa mezcla produce una combustión sumamente eficaz, y por ello se recomiendan los sopletes inyector para el corte mecanizado. Hay varios sopletes inyectores. En la siguiente figura se ve uno que está ganando aceptación en el oxicorte mecanizado debido a que:
Reduce el riesgo de retroceso sostenido. Facilita la perforación. Reduce el desgaste de la boquilla.
METALMECÁNICA 28
CORTE Y AMOLADO DE TUBERÍAS 3. BOQUILLAS. TIPOS.
3.1. BOQUILLAS DE CORTE.
Su función consiste en controlar la combustión del gas combustible con oxígeno, de forma que las llamas de precalentamiento sean lo suficientemente efectivas, y formar el chorro del oxígeno de corte para obtener la velocidad y la calidad de corte deseadas. Las boquillas de corte suelen fabricarse en cobre o aleación de cobre. Hay distintos diseños y tamaños, según la aplicación, el espesor del material y los gases combustibles.
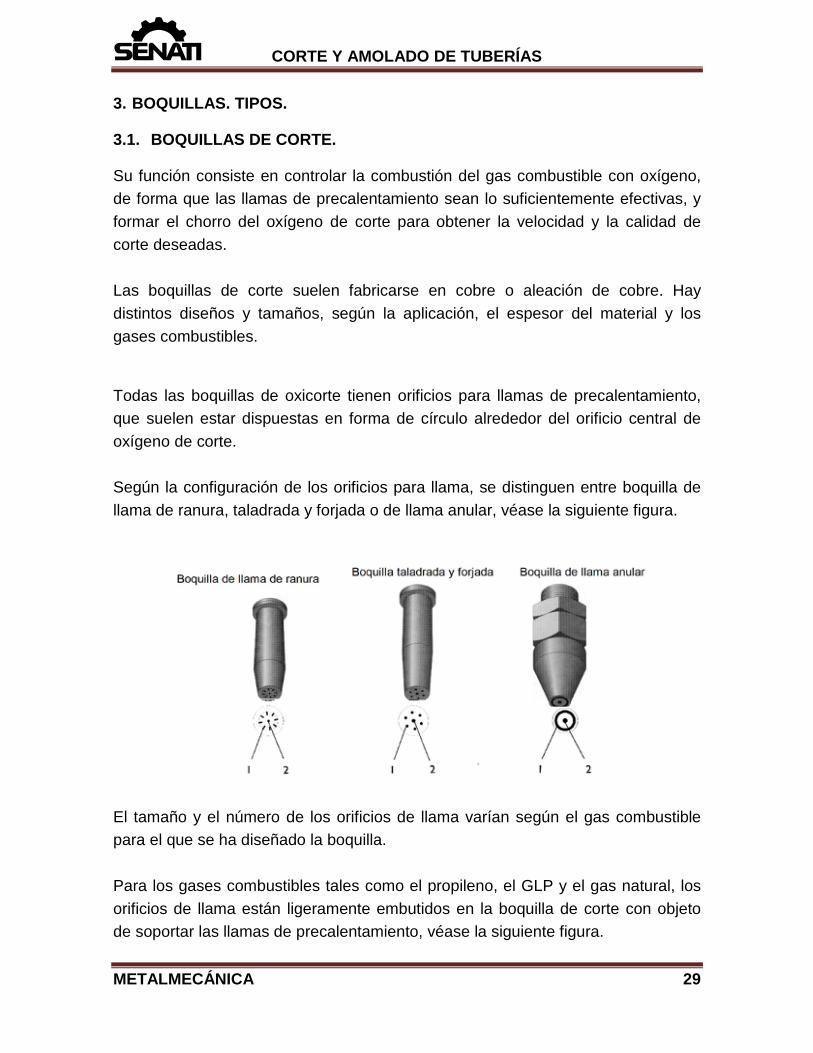
Todas las boquillas de oxicorte tienen orificios para llamas de precalentamiento, que suelen estar dispuestas en forma de círculo alrededor del orificio central de oxígeno de corte. Según la configuración de los orificios para llama, se distinguen entre boquilla de llama de ranura, taladrada y forjada o de llama anular, véase la siguiente figura.
El tamaño y el número de los orificios de llama varían según el gas combustible para el que se ha diseñado la boquilla. Para los gases combustibles tales como el propileno, el GLP y el gas natural, los orificios de llama están ligeramente embutidos en la boquilla de corte con objeto de soportar las llamas de precalentamiento, véase la siguiente figura.
METALMECÁNICA 29

CORTE Y AMOLADO DE TUBERÍAS
La boquilla cilíndrica era la única alternativa hasta los años 50, cuando se introdujo la boquilla divergente, aumentando la velocidad de corte en un 20 ó 30%. Durante mucho tiempo, las boquillas con ducto cilíndrico de corte eran la única alternativa disponible. El uso de este tipo de boquilla de corte da como resultado una baja velocidad de corte. Dándole al ducto de corte una forma convergente-divergente. Se pudo aumentar considerablemente la velocidad de corte, debido a la mayor velocidad de salida del chorro de corte. Las boquillas con salidas convergentes –divergentes han sido concebidas primordialmente para corte mecanizado en el que se puedan aprovechar altas velocidades de corte. La última mejora es la boquilla de cortina, que aumenta la velocidad en un 30% más. (Esta boquilla tiene un conducto de cortina para oxígeno que protege el chorro de oxígeno de corte contra la contaminación). Como se muestra en la figura.
METALMECÁNICA 30

CORTE Y AMOLADO DE TUBERÍAS Las boquillas divergentes y de cortina con mayor rapidez, ya que producen mayor velocidad del oxígeno de corte. En una boquilla cilíndrica (independientemente de la presión aplicada) el oxígeno de corte sale a la velocidad del sonido. La velocidad del oxígeno de corte es el, doble de la velocidad en las boquillas divergentes a 5-8 bares. Las boquillas de cortina suelen funcionar a una presión de 8-12 bares, descargando el oxígeno a velocidades ultrasónicas de aproximadamente MACH 2,5.
4. BOTELLAS DE OXÍGENO.
4.1. OXÍGENO. El oxígeno es un gas incoloro e inodoro que condensa en un líquido azul pálido. Debido a que es una molécula de pequeña masa y apolar tiene puntos de fusión y ebullición muy bajos.
Es el elemento más abundante en el planeta ya que supone el 21 % de la atmósfera (78% N2).
En la corteza terrestre constituye el 46 % de la hidrosfera (H2O) y el 58 % de la litosfera (silicatos, carbonatos, fosfatos, sulfatos, etc.)
Formación del oxígeno atmosférico. Los gases que constituían la atmósfera primitiva de la Tierra se produjeron en su mayor parte como consecuencia de erupciones volcánicas. Dichas emanaciones estarían formadas básicamente por el H2O y el CO2 pero no de oxígeno.
METALMECÁNICA 31

CORTE Y AMOLADO DE TUBERÍAS El oxígeno elemental se tuvo que formar a partir de estos compuestos. Probablemente el oxígeno empezó a formarse por hidrólisis de H2O provocada por la radiación solar. Se piensa que alrededor de un 1% del oxígeno libre se pudo producir por este proceso. La mayoría del oxígeno se formó como consecuencia de la actividad fotosintética de las algas marinas. El aumento de la cantidad de oxígeno en la atmósfera propició también la formación de la capa de ozono estratosférico facilitando la evolución de la vida del ámbito marino a la superficie terrestre. Los organismos fotosintéticos, plantas, algas, constituyen la fuente renovadora del oxígeno atmosférico implicado en un complejo ciclo de consumo/regeneración. El O2 atmosférico se consume por la respiración de los seres vivos y tambien por procesos naturales (combustión) e industriales que producen CO2, siendo regenerado a partir del CO2 y H2O mediante la fotosíntesis. Descubrimiento del oxígeno. Quién primero lo preparó fue Scheele, un químico sueco, en 1772. Lo identificó como uno de los principales constituyentes del aire y lo llamó aire de fuego y aire de vitriolo. No obstante, a quien se considera generalmente como su descubridor es a Priestley, puesto que publicó sus resultados en 1774, mientras que Scheele retrasó su publicación hasta 1777. En su preparación original, Priestley calentó lo que hoy conocemos como óxido de mercurio, H2O, y observó el desprendimiento de un gas. A este gas lo denominó aire deflogistizado y observó que aumentaba la brillantez de una llama.
METALMECÁNICA 32

CORTE Y AMOLADO DE TUBERÍAS Sin embargo, fue Lavoisier quien reconoció en el nuevo gas un elemento y lo llamó oxígeno en 1777(del griego oxygenes formador de ácidos). 4.2. PROPIEDADES FÍSICAS Y ATÓMICAS El oxígeno posee tres isótopos naturales: 16-O (99,762%), 17-O (0,038%) y 18-O(0,200%).
DESCRIPCIÓN
Nombre Oxígeno Símbolo O
Número atómico 8 Peso atómico 15,9994
PROPIEDADES ELECTRÓNICAS PROPIEDADES FÍSICAS
Valencia -2 Densidad (g/ml) 1,14
Electronegatividad 3,5 Punto de ebullición ºC
-183
Radio covalente 0,73 Punto de fusión ºC -218,8
Radio iónico (estado de oxidación)
1,40 (-2)
Radio atómico 1.40 Å
Estructura atómica 1s22s22p4
Potencial primero de ionización (eV)
13,70
4.3. PRODUCCIÓN INDUSTRIAL DEL OXÍGENO. Se emplean principalmente dos métodos para producir 100 millones de toneladas de O2 extraídas del aire para usos industriales cada año.
METALMECÁNICA 33

CORTE Y AMOLADO DE TUBERÍAS El más común consiste en destilar fraccionadamente aire licuado en sus diversos componentes, con el N2 destilado como vapor y el O2 dejado como líquido. El otro método principal de obtención de O2 gaseoso consiste en pasar un chorro de aire limpio y seco a través de un lecho de tamices moleculares de zeolita, que adsorben el nitrógeno y dejan pasar un chorro de gas que es de un 90 a 93 % O2.
Simultáneamente, el otro lecho de zeolita saturada de nitrógeno libera este gas al reducir la presión de funcionamiento de la cámara e introducir en ella a contracorriente parte del oxígeno separado en el lecho productor. Después de cada ciclo completo, los lechos se intercambian, permitiendo un suministro constante de oxígeno. Esto se conoce por adsorción por oscilación de presión y se utiliza para producir oxígeno a pequeña escala. El oxígeno también puede producirse mediante la electrólisis del agua, descomponiéndola en oxígeno e hidrógeno, para lo cual debe usarse una corriente continua; si se usara una corriente alterna, los gases de cada extremo consistirían en hidrógeno y oxígeno en la explosiva relación 2:1. Contrariamente a la creencia popular, la relación 2:1 observada en la electrólisis de corriente continua del agua acidificada no demuestra que la fórmula empírica del agua sea H2O, a menos que se asuman ciertas premisas sobre la fórmula molecular del hidrógeno y el oxígeno.
El voltámetro de Hofmann se usa en la electrólisis del agua.
METALMECÁNICA 34

CORTE Y AMOLADO DE TUBERÍAS Un método similar es la evolución electro-catalítica del O2 de óxidos a oxoácidos. También se pueden usar catalizadores químicos, como en el generador químico de oxígeno o en las velas de oxígeno que se usan en el equipamiento de apoyo en submarinos y que aún son parte del equipamiento estándar en aerolíneas comerciales para casos de despresurización. Otra tecnología de separación del aire consiste en forzar la disolución del aire a través de membranas de cerámica basadas en dióxido de zirconio, ya sea por alta presión o por corriente eléctrica, para producir O2 gaseoso prácticamente puro.37 Para grandes cantidades, el precio del oxígeno líquido era en 2001 de aproximadamente 0,21 USD/kg.
El coste de la energía necesaria para licuar el aire supone el principal coste de producción, por lo cual el coste del oxígeno varía en función del de la energía. Por razones de economía, el oxígeno se suele transportar en grandes cantidades en estado líquido, almacenado en tanques especialmente aislados, ya que un litro de oxígeno licuado equivale a 840 litros de oxígeno gaseoso a presión atmosférica y 20 °C (68 °F). Estas cisternas se usan para rellenar los grandes contenedores de oxígeno líquido que se encuentran en el exterior de los hospitales y demás instituciones que necesitan ingentes cantidades de oxígeno gaseoso puro. El oxígeno líquido se pasa por unos intercambiadores de calor que convierten el líquido criogénico en gas antes de que entre en el edificio. El oxígeno también se almacena y envía en cilindros que contienen el gas comprimido, lo que resulta útil para ciertas aplicaciones médicas portátiles y oxicorte.
Uso industrial.
METALMECÁNICA 35

CORTE Y AMOLADO DE TUBERÍAS La mayor parte del O2 producido con propósito comercial se utiliza para la fundición del hierro en acero. La fundición de mena de hierro en acero consume el 55 % del oxígeno producido comercialmente.
En este proceso, el O2 es inyectado mediante una lanza de alta presión en el molde de hierro, que expulsa las impurezas de azufre y el exceso de carbono, en forma de sus respectivos óxidos, SO2 y CO2. Las reacciones son exotérmicas y la temperatura asciende hasta los 1700 ºC. Otro 25 % de este oxígeno se dedica a la industria química.
El etileno reacciona con el O2 para crear óxido de etileno, que, a su vez, se convierte en etilenglicol, el material usado como base para fabricar una gran variedad de productos, incluyendo anticongelantes y polímeros de poliéster (los precursores de muchos plásticos y textiles). El oxígeno se usa en el oxicorte quemando acetileno con O2 para producir una llama muy caliente. En este proceso, el metal de hasta 60 centímetros de grosor se calienta primero con una pequeña llama de oxiacetilénica para después ser rápidamente cortado por un gran chorro de O2. 4.4. CILINDRO DE OXIGENO PARA OXICORTE. El oxígeno es un gas comburente, inodoro, insípido e incoloro, se utiliza para mantener e intensificar la combustión. Se encuentra en la atmósfera, en una proporción de 21%. Es un recipiente alargado de acero, sin costuras, con un espesor de pared aproximado de 1/4”. El cuello del cilindro es más estrecho, está reforzado y contiene un roscado interior donde va montada la válvula de cierre. El roscado exterior del cuello, sirve para colocar la tapa protectora de la válvula.
METALMECÁNICA 36

CORTE Y AMOLADO DE TUBERÍAS El extremo inferior es cóncavo para asegurarlo en su lugar de trabajo. La presión interna a la salida de fábrica es de 150 Kg/cm2 cuando la temperatura es de 21° C. Se fabrican en acero estirado o forjado (Fig. 1), sin soldadura y se someten a una prueba hidráulica a 235 Kg. /cm2 (3360 PSI). En su extremo superior llevan un grifo que permite abrir o cerrar el paso de gas.
Para la manipulación del grifo de las botellas de oxígeno deben tenerse en cuenta las siguientes recomendaciones: Abrir y cerrar siempre a mano. No utilizar llaves u otras herramientas. Abrir lentamente para que la presión en el manorreductor vaya aumentado de
forma gradual. El grifo debe abrirse hasta el final. En caso contrario pueden producirse fugas
de gas. Hay varios tamaños de botellas de oxígeno. El tamaño grande, que es el más utilizado en soldadura, contiene unos 7m3 de oxígeno en condiciones normales. Las botellas de tamaño de medio contienen 3.5 m3, y las pequeñas, 2.5m3. La presión de carga es de 150Kg. / cm2 (-2200 PSI) a temperatura de 20° C (unos 70° F) hay que tener en cuenta que los gases se dilatan o se contraen al cambiar la temperatura, por lo que al permanecer constante el volumen de la botella, cuando se calienta, aumenta la presión; y cuando se enfría, la presión disminuye.
METALMECÁNICA 37

CORTE Y AMOLADO DE TUBERÍAS Por ejemplo, si la botella se encuentra a la intemperie y sometida a bajas temperaturas, aunque esté llena, la presión será menor de 150 Kg/cm2 esto no quiere decir que haya perdido oxígeno, sino que ha disminuido la presión del mismo como consecuencia del enfriamiento. Puesto que la presión varía con la temperatura, las botellas van provistas de una válvula de seguridad que evita el que se alcancen presiones peligrosas. Por ejemplo, si la botella se somete a la acción de una llama, o se sitúa en zonas muy calientes, entrará en funcionamiento la válvula de seguridad, dejando escapar parte del oxígeno y evitando de esta forma que la presión pueda alcanzar valores peligrosos. Las botellas de oxígeno llevan un capuchón protector, como se muestra en la figura, roscado en el extremo superior de las mismas. Su finalidad es la de proteger el grifo, por lo que debe colocarse siempre que no esté utilizando la botella. Contiene oxígeno puro en botellas normales de 40 litros (masa de la botella vacía entre 70 a 75 Kg.) con una sobre presión llena de 150 bar.
METALMECÁNICA 38

CORTE Y AMOLADO DE TUBERÍAS 5. BOTELLA DE ACETILENO.
5.1. DESCRIPCIÓN DE LA SUSTANCIA. • El Acetileno es un gas incoloro e inodoro en su estado puro, comercialmente
tiene un olor característico (ajo). Es ligeramente más liviano que el aire. • La proporción de contenido de carbono e hidrógeno (elementos componentes)
es de aproximadamente 12/1 en peso (7,74% de hidrógeno y 92,96% de carbono). No es tóxico ni corrosivo. Es muy inflamable y arde en el aire con una intensa llama luminosa, humeante y caliente.
• Los límites superior e inferior de inflamabilidad son 2,8 y 93% en volumen de Acetileno en aire.
• Debido a su inestabilidad a altas presiones, se envasa en cilindros de acero que contienen un relleno monolítico de alta porosidad, saturado con un solvente, que generalmente es acetona, en la que se encuentra disuelto el acetileno, salvo una pequeña proporción, que permanece en estado gaseoso en la parte superior del cilindro. El relleno poroso estabiliza el gas, sofocando los conatos de descomposición.
Uso del gas. • Debido a su reactividad, es usado en la industria química para procesos de
síntesis de otros productos orgánicos. • Usado en combinación con oxígeno constituye un combustible de alto
rendimiento. Se aplica para trabajos de soldadura y corte, tratamientos por calor, escarificado, enderezado, temple y revenido de partes mecánicas, así también en la fabricación de piezas de vidrio.
• Protección de moldes de fundición a fin de evitar que El fierro fundido se pegue a las coquillas o moldes en los cuales es vertido para obtener la forma de las piezas fundidas.
• Protección de metales fundidos para evitar oxidación.
METALMECÁNICA 39
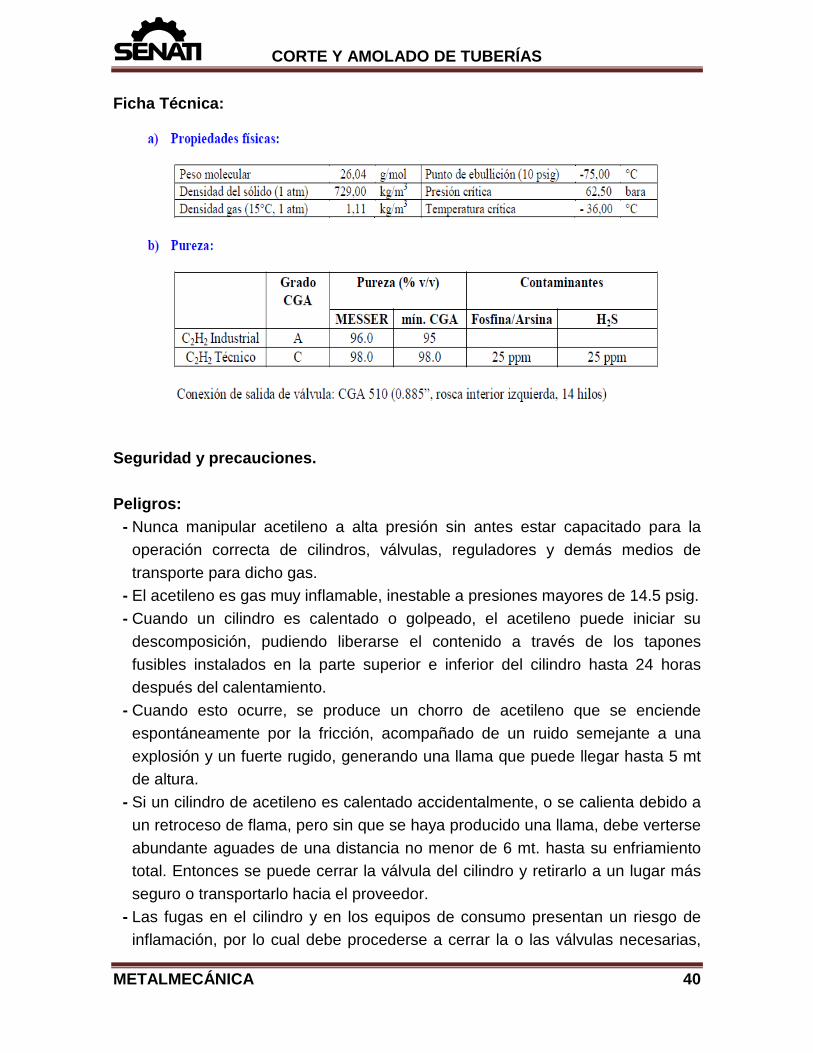
CORTE Y AMOLADO DE TUBERÍAS Ficha Técnica:
Seguridad y precauciones. Peligros:
- Nunca manipular acetileno a alta presión sin antes estar capacitado para la operación correcta de cilindros, válvulas, reguladores y demás medios de transporte para dicho gas.
- El acetileno es gas muy inflamable, inestable a presiones mayores de 14.5 psig. - Cuando un cilindro es calentado o golpeado, el acetileno puede iniciar su
descomposición, pudiendo liberarse el contenido a través de los tapones fusibles instalados en la parte superior e inferior del cilindro hasta 24 horas después del calentamiento.
- Cuando esto ocurre, se produce un chorro de acetileno que se enciende espontáneamente por la fricción, acompañado de un ruido semejante a una explosión y un fuerte rugido, generando una llama que puede llegar hasta 5 mt de altura.
- Si un cilindro de acetileno es calentado accidentalmente, o se calienta debido a un retroceso de flama, pero sin que se haya producido una llama, debe verterse abundante aguades de una distancia no menor de 6 mt. hasta su enfriamiento total. Entonces se puede cerrar la válvula del cilindro y retirarlo a un lugar más seguro o transportarlo hacia el proveedor.
- Las fugas en el cilindro y en los equipos de consumo presentan un riesgo de inflamación, por lo cual debe procederse a cerrar la o las válvulas necesarias,
METALMECÁNICA 40
CORTE Y AMOLADO DE TUBERÍAS
no sin antes comprobar que no hayan llamas ni calentamiento del cilindro. En todo caso, deben aplicarse las mismas precauciones indicadas más adelante en la sección de Incendio.
. Precauciones: - Los cilindros de acetileno deben ser usados y almacenados en lugares secos,
seguros y bien ventilados. Los techos, de haberlos, deben ser altos o de material incombustible.
- Los cilindros no deben ser colocados en las proximidades de hornos, fuentes potenciales de calor o de ignición. Los cilindros no deben exceder la temperatura de 52 °C.
- Los cilindros deben ser protegidos de cualquier impacto o choque que deteriore su estructura.
- Los cilindros vacíos y llenos deben separarse y distinguirse para evitar confusión.
- Abrir lentamente la válvula del cilindro y de preferencia no más de vuelta y media. Cerrarla luego de cada uso, dejando al menos 10 psig de presión remanente al agotarse el contenido.
- Nunca intente transferir acetileno de un cilindro a otro. Esto puede ocasionar una explosión.
- No coloque los cilindros en las proximidades de un arco eléctrico o equipos de soldadura.
- El personal que manipula la sustancia debe usar el equipo y los accesorios necesarios acorde con las normas de seguridad aplicables. Utilizar un regulador de presión apropiado para este gas.
Incendio. En caso de incendio se debe evacuar el área y aislar la zona. - Si la llama de acetileno es pequeña (menos de 30 cm), cerrar la válvula del
cilindro con las máximas precauciones y desde un lugar seguro, verter agua abundantemente en la superficie del cuerpo hasta su enfriamiento total.
- Entonces puede retirarse el cilindro a un lugar más seguro o transportarlo hacia el proveedor.
- Si la llama es mayor a 30 cm, no se deben extinguir, sino permitir que el contenido del cilindro de agote.
- En la medida de lo posible, debe retirarse de la zona los equipos y materiales que puedan arder.
METALMECÁNICA 41
CORTE Y AMOLADO DE TUBERÍAS - También debe verterse agua sobre el cilindro desde una distancia no menor de
6 mt. con el fin de enfriarlo, mas no de apagar las llamas. - La asistencia de la compañía de bomberos más cercana es recomendable a fin
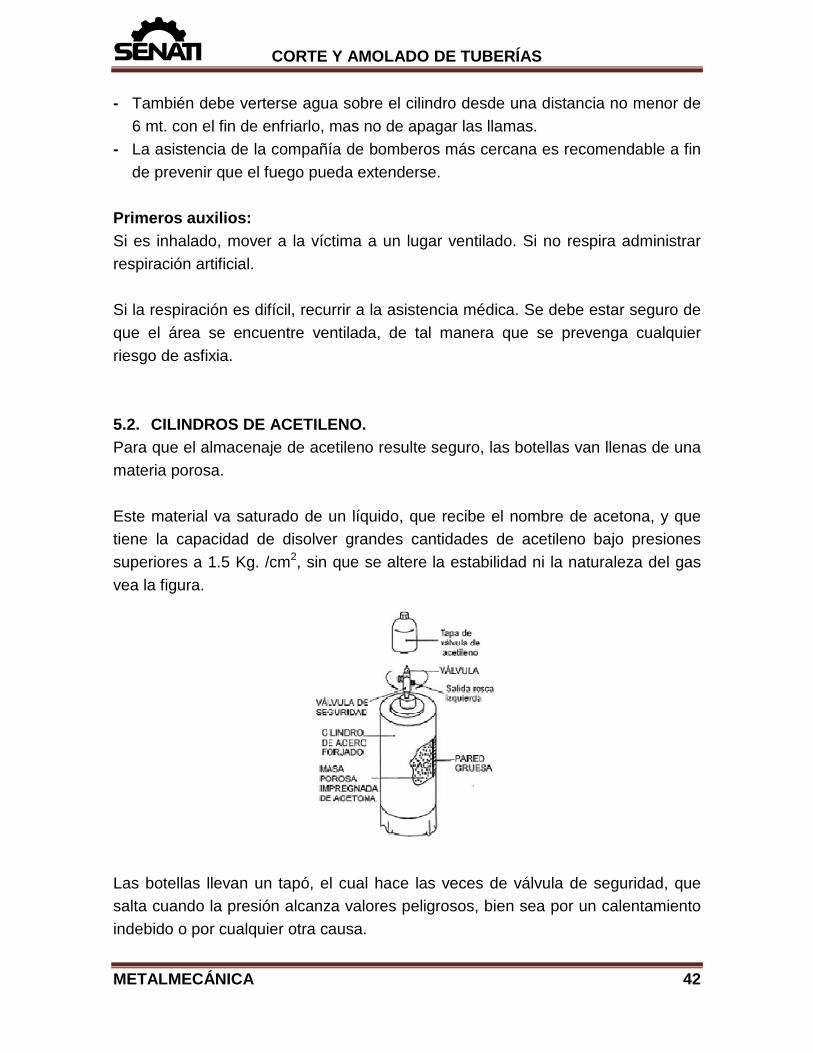
de prevenir que el fuego pueda extenderse. Primeros auxilios: Si es inhalado, mover a la víctima a un lugar ventilado. Si no respira administrar respiración artificial. Si la respiración es difícil, recurrir a la asistencia médica. Se debe estar seguro de que el área se encuentre ventilada, de tal manera que se prevenga cualquier riesgo de asfixia. 5.2. CILINDROS DE ACETILENO. Para que el almacenaje de acetileno resulte seguro, las botellas van llenas de una materia porosa. Este material va saturado de un líquido, que recibe el nombre de acetona, y que tiene la capacidad de disolver grandes cantidades de acetileno bajo presiones superiores a 1.5 Kg. /cm2, sin que se altere la estabilidad ni la naturaleza del gas vea la figura.
Las botellas llevan un tapó, el cual hace las veces de válvula de seguridad, que salta cuando la presión alcanza valores peligrosos, bien sea por un calentamiento indebido o por cualquier otra causa.
METALMECÁNICA 42
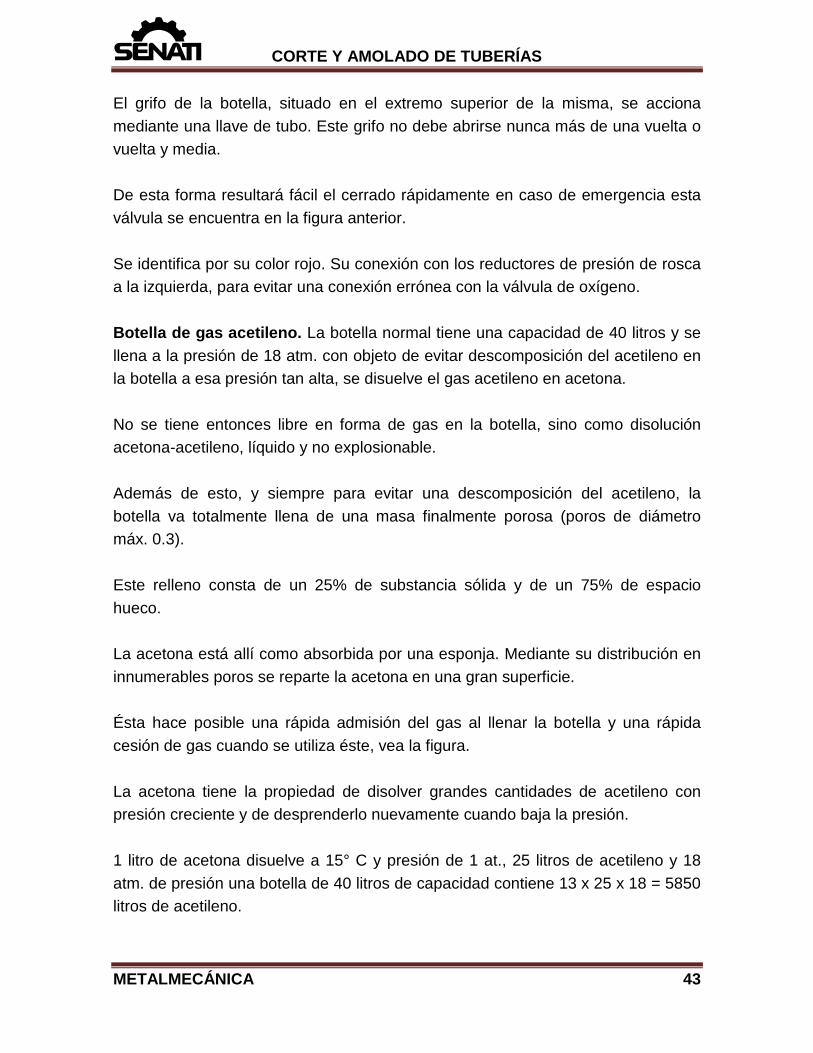
CORTE Y AMOLADO DE TUBERÍAS El grifo de la botella, situado en el extremo superior de la misma, se acciona mediante una llave de tubo. Este grifo no debe abrirse nunca más de una vuelta o vuelta y media. De esta forma resultará fácil el cerrado rápidamente en caso de emergencia esta válvula se encuentra en la figura anterior. Se identifica por su color rojo. Su conexión con los reductores de presión de rosca a la izquierda, para evitar una conexión errónea con la válvula de oxígeno. Botella de gas acetileno. La botella normal tiene una capacidad de 40 litros y se llena a la presión de 18 atm. con objeto de evitar descomposición del acetileno en la botella a esa presión tan alta, se disuelve el gas acetileno en acetona. No se tiene entonces libre en forma de gas en la botella, sino como disolución acetona-acetileno, líquido y no explosionable. Además de esto, y siempre para evitar una descomposición del acetileno, la botella va totalmente llena de una masa finalmente porosa (poros de diámetro máx. 0.3). Este relleno consta de un 25% de substancia sólida y de un 75% de espacio hueco. La acetona está allí como absorbida por una esponja. Mediante su distribución en innumerables poros se reparte la acetona en una gran superficie. Ésta hace posible una rápida admisión del gas al llenar la botella y una rápida cesión de gas cuando se utiliza éste, vea la figura. La acetona tiene la propiedad de disolver grandes cantidades de acetileno con presión creciente y de desprenderlo nuevamente cuando baja la presión. 1 litro de acetona disuelve a 15° C y presión de 1 at., 25 litros de acetileno y 18 atm. de presión una botella de 40 litros de capacidad contiene 13 x 25 x 18 = 5850 litros de acetileno.
METALMECÁNICA 43
CORTE Y AMOLADO DE TUBERÍAS
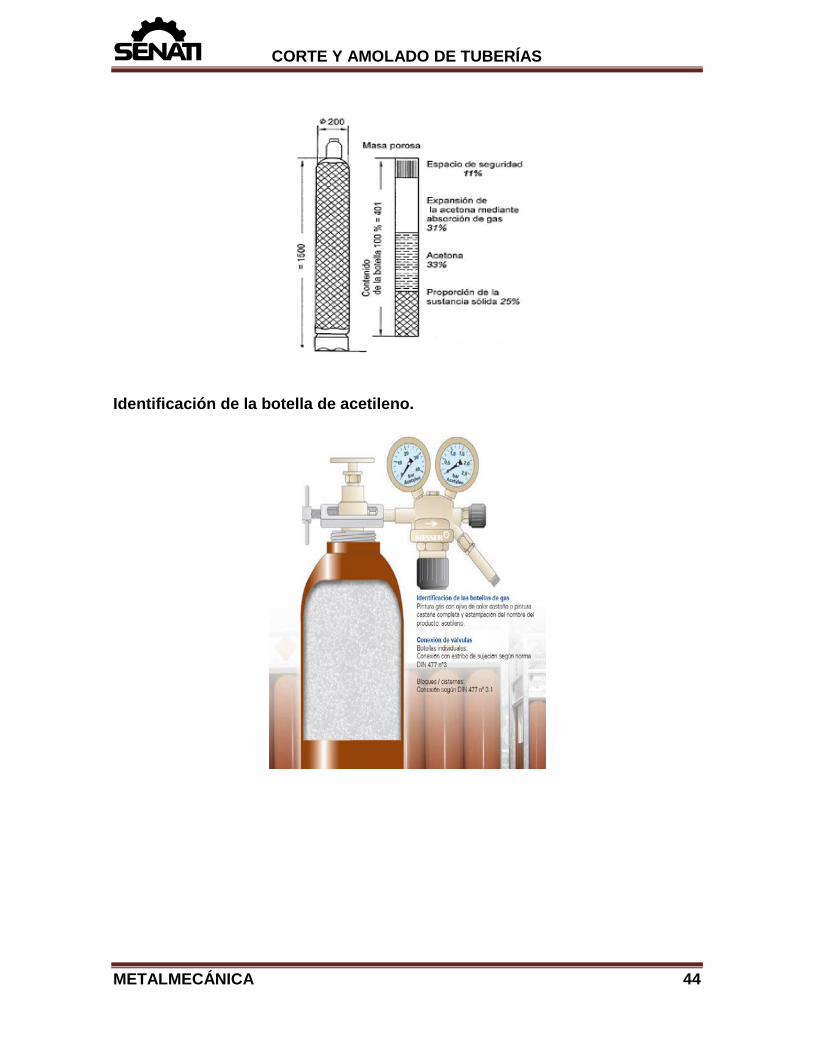
Identificación de la botella de acetileno.
METALMECÁNICA 44

CORTE Y AMOLADO DE TUBERÍAS 6. PRESIONES DE CORTE. Para obtener la dimensión exacta en el ancho del corte, un ángulo recto y un proceso de calidad, el operario debe elegir correctamente el tipo de boquilla, la velocidad de corte y el caudal de oxígeno, con los cuales va a trabajar. Si la velocidad es muy alta, el soplete no tendrá el tiempo suficiente para alcanzar a quemar el material, así mismo, si el flujo de oxígeno es demasiado bajo, éste no atravesará la pieza totalmente y dejará la escoria en el interior de la ranura. La calidad del haz de oxígeno es el factor que más incide en la calidad de corte, éste debe ser largo y uniforme, tener alta pureza y presión y estar acorde al grosor que el operario busca cortar. La pureza del O2 debe ser del 99,5% o superior. Una pérdida de pureza de 1% implica una pérdida de velocidad de avance de aproximadamente 25% y a su vez incrementa el consumo de O2 también en aproximadamente 25%. Con una pureza de O2 de un 95% la acción de corte por oxidación es imposible de conseguir y se transforma en una acción de fusión y limpieza. El haz largo y uniforme, está dado por el diseño de la boquilla, la limpieza del orificio por donde circula el O2 y la presión; por ejemplo, cuando el operario utiliza boquillas demasiado amplias, ocasiona que el chorro de oxígeno sea demasiado grande y exceda el ángulo de corte, por lo tanto, la parte inferior de la pieza resulta con un corte más ancho que la parte superior. Para obtener el haz correcto, cortes limpios y eficientes, es conveniente no utilizar presiones de O2 ni demasiado elevadas ni tampoco muy bajas. Generalmente, los fabricantes de equipos de oxicorte suministran tablas con los valores más recomendados de presión y velocidad de corte, en función del espesor del material a cortar (ver tabla valores recomendados para oxicorte).
METALMECÁNICA 45
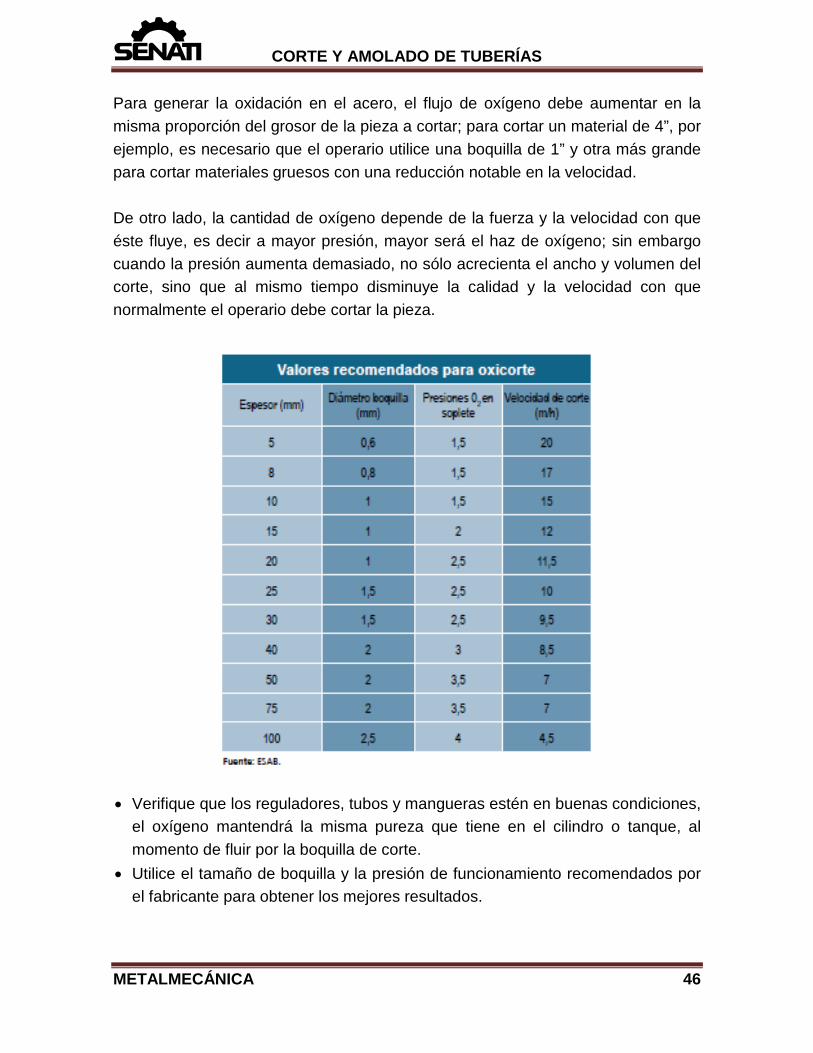
CORTE Y AMOLADO DE TUBERÍAS Para generar la oxidación en el acero, el flujo de oxígeno debe aumentar en la misma proporción del grosor de la pieza a cortar; para cortar un material de 4”, por ejemplo, es necesario que el operario utilice una boquilla de 1” y otra más grande para cortar materiales gruesos con una reducción notable en la velocidad. De otro lado, la cantidad de oxígeno depende de la fuerza y la velocidad con que éste fluye, es decir a mayor presión, mayor será el haz de oxígeno; sin embargo cuando la presión aumenta demasiado, no sólo acrecienta el ancho y volumen del corte, sino que al mismo tiempo disminuye la calidad y la velocidad con que normalmente el operario debe cortar la pieza.
• Verifique que los reguladores, tubos y mangueras estén en buenas condiciones, el oxígeno mantendrá la misma pureza que tiene en el cilindro o tanque, al momento de fluir por la boquilla de corte.
• Utilice el tamaño de boquilla y la presión de funcionamiento recomendados por el fabricante para obtener los mejores resultados.
METALMECÁNICA 46

CORTE Y AMOLADO DE TUBERÍAS En el caso que sea necesario cortar líneas rectas a alta velocidad, por ejemplo, el operario debe usar 1 ó 2 tamaños mayores que los que normalmente se aconsejan. 6.1. REGULE EL PRECALENTAMIENTO. La principal función de la llama de precalentamiento es llevar la pieza hasta la temperatura de ignición. La llama está compuesta por una mezcla proporcionada de gas y oxígeno, elementos que permiten que conserve la temperatura máxima para mayor eficacia de corte. En ese sentido, el operario debe tener presente que, cuando el equipo trabaja con acetileno, la relación adecuada entre oxígeno y combustible debe ser de 1.5/1 y la temperatura máxima debe alcanzar los 3.160 ºC (5.720º F.)
Por su parte, cuando el equipo de oxicorte trabaja con propano, la proporción entre oxígeno y combustible debe ser de 4.5/1 y la temperatura máxima debe alcanzar un nivel de 2.832 ºC (5.130º F). En el caso que el operario necesite ajustar la temperatura de la llama, es necesario tener en cuenta cuatro pasos para que ésta produzca un corte perfecto:
METALMECÁNICA 47
CORTE Y AMOLADO DE TUBERÍAS
4 PA
SOS
PAR
A U
N B
UEN
CO
RTE
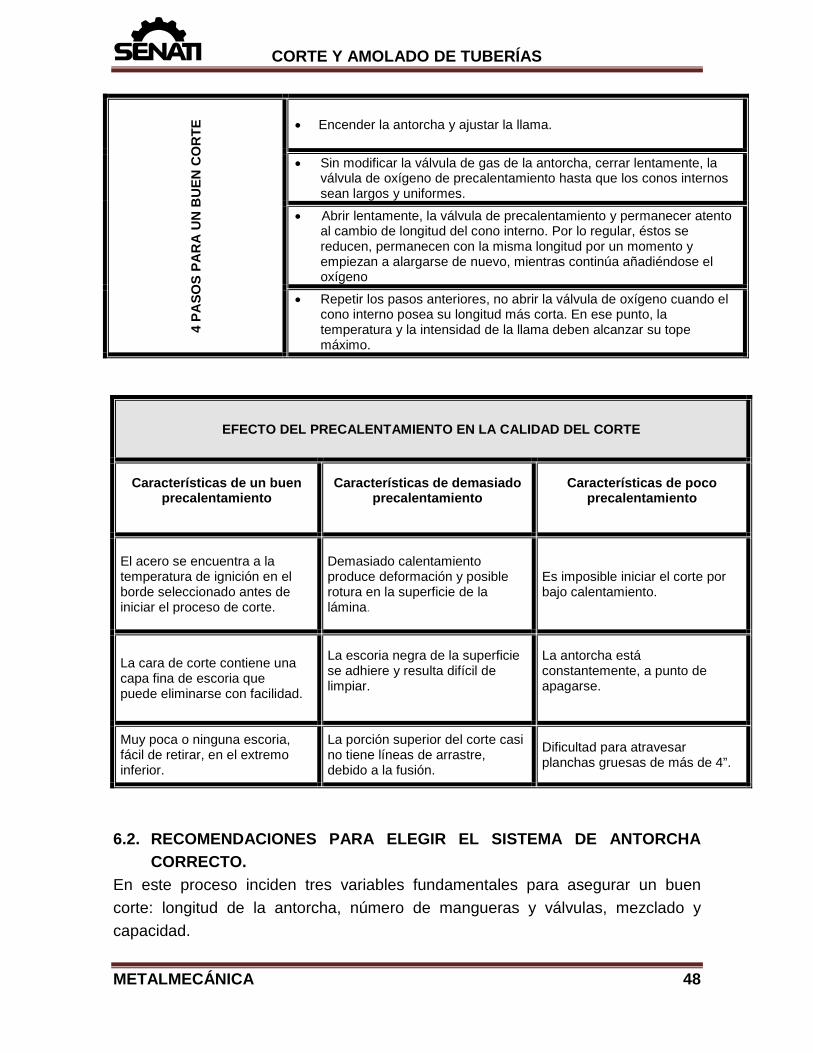
• Encender la antorcha y ajustar la llama.
• Sin modificar la válvula de gas de la antorcha, cerrar lentamente, la válvula de oxígeno de precalentamiento hasta que los conos internos sean largos y uniformes.
• Abrir lentamente, la válvula de precalentamiento y permanecer atento al cambio de longitud del cono interno. Por lo regular, éstos se reducen, permanecen con la misma longitud por un momento y empiezan a alargarse de nuevo, mientras continúa añadiéndose el oxígeno
• Repetir los pasos anteriores, no abrir la válvula de oxígeno cuando el cono interno posea su longitud más corta. En ese punto, la temperatura y la intensidad de la llama deben alcanzar su tope máximo.
EFECTO DEL PRECALENTAMIENTO EN LA CALIDAD DEL CORTE
Características de un buen precalentamiento
Características de demasiado precalentamiento
Características de poco precalentamiento
El acero se encuentra a la temperatura de ignición en el borde seleccionado antes de iniciar el proceso de corte.
Demasiado calentamiento produce deformación y posible rotura en la superficie de la lámina.
Es imposible iniciar el corte por bajo calentamiento.
La cara de corte contiene una capa fina de escoria que puede eliminarse con facilidad.
La escoria negra de la superficie se adhiere y resulta difícil de limpiar.
La antorcha está constantemente, a punto de apagarse.
Muy poca o ninguna escoria, fácil de retirar, en el extremo inferior.
La porción superior del corte casi no tiene líneas de arrastre, debido a la fusión.
Dificultad para atravesar planchas gruesas de más de 4”.
6.2. RECOMENDACIONES PARA ELEGIR EL SISTEMA DE ANTORCHA
CORRECTO. En este proceso inciden tres variables fundamentales para asegurar un buen corte: longitud de la antorcha, número de mangueras y válvulas, mezclado y capacidad.
METALMECÁNICA 48
CORTE Y AMOLADO DE TUBERÍAS
• En la primera variable, las longitudes pueden variar entre cinco pulgadas en las unidades biseladoras y máquinas portátiles pequeñas, y hasta 20 pulgadas en las máquinas de corte industrial.
• En el segundo aspecto es importante mencionar que algunas antorchas no contienen válvulas, por lo que deben ser utilizadas con otros aparatos como unidades para biselados, las cuales contienen válvulas de ajuste, sin que esto repercuta en la calidad de corte.
• El número de mangueras y su uso, depende de la existencia de reguladores de oxígeno de precalentamiento y de corte en el equipo, o de si éstos se activan desde la misma fuente. En todo caso, todas las máquinas industriales cuentan con tres mangueras, dos de ellas están diseñadas para la circulación del oxígeno.
Por último, es necesario que el operario tenga en cuenta los siguientes dispositivos que ofrece la industria para mezclar los gases: • Mezclador de presiones iguales: las ventajas de este mecanismo es que es
sencillo y el operario lo puede utilizar con cualquier combustible; sin embargo, con este tipo de mezclador es difícil equilibrar las proporciones de llama y oxígeno en múltiples instalaciones de antorchas (máquinas de corte).
• Inyector (mezclador de baja presión): con este dispositivo, el operario puede utilizar cualquier presión de combustible disponible, dado que ésta se equilibra fácilmente, en operaciones con múltiples antorchas.
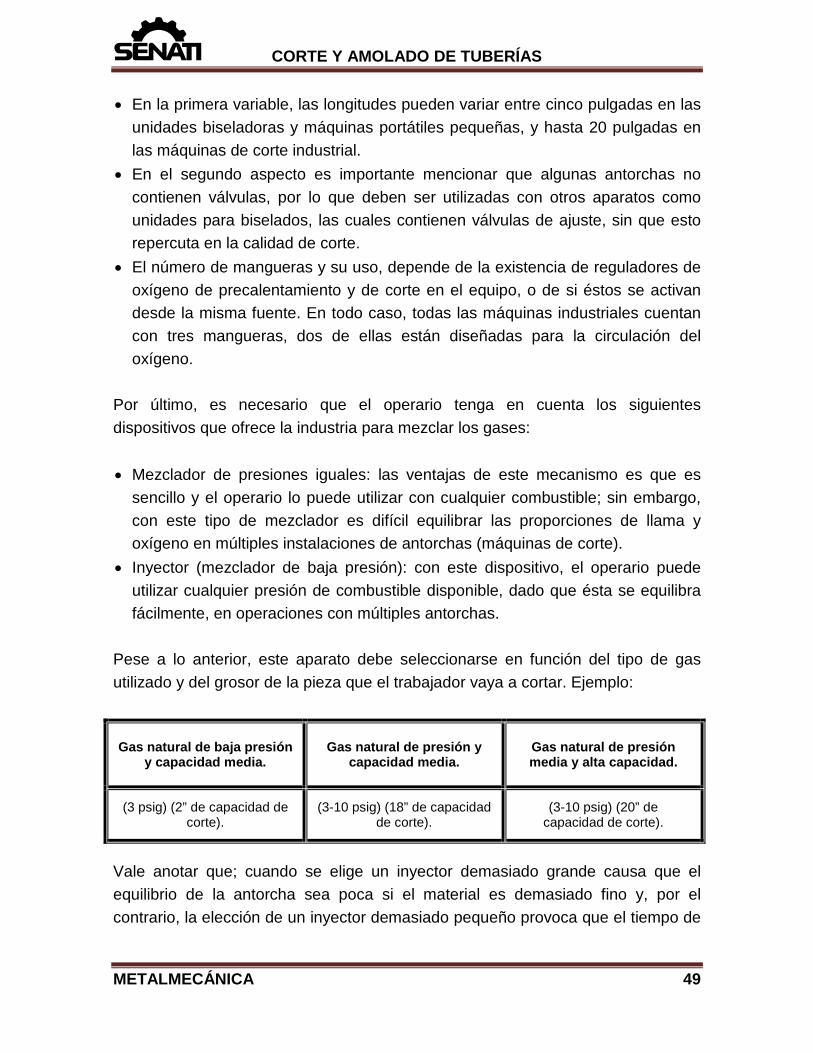
Pese a lo anterior, este aparato debe seleccionarse en función del tipo de gas utilizado y del grosor de la pieza que el trabajador vaya a cortar. Ejemplo:
Gas natural de baja presión y capacidad media.
Gas natural de presión y capacidad media.
Gas natural de presión media y alta capacidad.
(3 psig) (2” de capacidad de corte).
(3-10 psig) (18” de capacidad de corte).
(3-10 psig) (20” de capacidad de corte).
Vale anotar que; cuando se elige un inyector demasiado grande causa que el equilibrio de la antorcha sea poca si el material es demasiado fino y, por el contrario, la elección de un inyector demasiado pequeño provoca que el tiempo de
METALMECÁNICA 49
CORTE Y AMOLADO DE TUBERÍAS precalentamiento de la pieza sea muy largo, debido a que no logra quemar suficiente combustible y oxígeno con rapidez. En el mercado, existen dos tipos de boquillas especiales: de gas acetileno y gas propano. • Boquillas de acetileno: este tipo de boquilla permite obtener alta velocidad de
quemado y una mejor eficacia con el diseño de una pieza. • Boquillas de gas propano: a diferencia de la anterior, este tipo de boquilla
permite una velocidad de llama inferior, es decir es más difícil de encenderla. 6.3. CUIDE LA VELOCIDAD DE CORTE. Es uno de los factores más importantes en las operaciones de oxicorte. A continuación se presentan los efectos que la velocidad tiene sobre la calidad de este proceso: • Cuando el operario realiza diferentes cortes para cada grosor de material la
calidad de éste aumentará a medida que disminuya la velocidad, es decir si el operario aplica una velocidad adecuada, el haz de corte libera mayor pureza en el oxígeno y por lo tanto, la muesca es más fina.
• A medida que el operario aumenta la velocidad, las líneas de arrastre se vuelven más finas hacia la parte trasera, lo cual origina cierto redondeo en el extremo inferior del corte; cuando utiliza una velocidad extrema, el arrastre será tan marcado que la esquina inferior del corte no se completará, pues la llama pierde contacto con el material. Lo anterior, recibe el nombre de corte severo.
• Cuando el operario emplea una velocidad mayor a la recomendada, pueden aparecer barrigas en la superficie del corte que destruyen la suavidad deseada.
METALMECÁNICA 50

CORTE Y AMOLADO DE TUBERÍAS
• Las velocidades bajas también ocasionan problemas en el corte y es que al liberar demasiado oxígeno produce inestabilidad de funcionamiento de la llama y por lo tanto una acción de corte insuficiente en el extremo de la lámina.
• Por lo regular, cuando el operario debe cortar materiales gruesos (mayor o igual a 8”), la mayoría del calor generado durante el corte procede de la reacción exotérmica entre oxígeno y hierro, sólo un pequeño porcentaje proviene del precalentamiento; por el contrario, cuando se cortan láminas finas, la estabilidad y uniformidad de la reacción de corte depende del calor generado por la oxidación.
Lo anterior significa que si la velocidad de desplazamiento es demasiado lenta, el volumen del metal oxidado y el calor generado son insuficientes para mantener la operación de corte a lo largo de la lámina y cuando la velocidad es muy elevada, genera mucho calor, lo cual impide que el equipo libere el suficiente oxígeno para que el corte sea correcto. Por lo regular, cuando el operario corta láminas muy pesadas (más de 10”), queda un trozo sin cortar al final. Esto resulta del arrastre de corte, lo cual provoca que el taladro del oxígeno salte la última esquina de la parte superior de la lámina, antes que el haz llegue a la esquina inferior. En este caso el operario debe disminuir la velocidad al final de la lámina de corte.
6.4. EL CHORRO DE O2 DE CORTE. Tal y como se ha explicado anteriormente, es obvio que el O2 de corte juega un papel principal durante la operación de corte. Su pureza debe ser del 99.5% o superior. Una pérdida de pureza de un 1% implica una pérdida de velocidad de avance de aproximadamente un 25%. Con una pureza de O2 de un 95% la acción de corte por oxidación es imposible de conseguir y se transforma en una acción de fusión y limpieza.
METALMECÁNICA 51

CORTE Y AMOLADO DE TUBERÍAS Para conseguir la mejor calidad en el corte, siempre deben observarse las recomendaciones del fabricante de los equipos de corte referidos a: • Tamaño de la boquilla en función del grosor de chapa a cortar. • Ajuste de la llama de precalentamiento. • Presión de gas. • Presión de O2 de corte. Velocidad de corte. Si se siguen correctamente las recomendaciones se conseguirá un corte adecuado en el que podremos observar las siguientes características: • Caras de corte perpendiculares. • Ausencia de mordeduras. • Canto superior anguloso, ni redondeado ni fundido. • Canto inferior libre de escorias y rebabas. Existen muchas aplicaciones de oxicorte en las que no se requiere estos niveles de calidad y normalmente se aceptan cortes más bastos. Este es el caso más general en el que la superficie del corte va a ser cubierta con soldadura, escondida dentro de la pieza a fabricar o cubierta con pintura. Si la calidad que se le exige al corte no es la máxima, la velocidad de avance puede ser, en muchos casos, incrementada. 6.5. CONTROL DE LOS PARÁMETROS TECNOLÓGICOS, CALIDAD DEL
CORTE. Los procesos de corte por oxicorte presentan, de forma similar a lo que sucede en otros procesos como el mecanizado por arranque de material, unos parámetros tecnológicos críticos que son necesarios controlar para obtener los acabados superficiales y las tolerancias dimensionales requeridas. Para los procesos menos extendidos como el láser y el corte por agua, cabe decir que todavía hoy se siguen probando nuevas combinaciones de parámetros tecnológicos en función de aquellos materiales (ya sean nuevos o mejorados) susceptibles de ser cortados por estos métodos.
METALMECÁNICA 52

CORTE Y AMOLADO DE TUBERÍAS En cuanto al oxicorte e incluso el corte por plasma, adecuados para la mayoría de los aceros de construcción, aceros de fundición y aceros aleados (incluso inoxidables), son procesos relativamente sencillos con pocas variables a controlar. A pesar de ello, el número de empresas que optimizan realmente esas pocas variables (parámetros tecnológicos) es muy reducido, creando una falsa idea de que son procesos donde no se pueden conseguir buenos acabados ni mucho menos pequeñas tolerancias (del orden de 1 mm). Las imprecisiones dimensionales pueden ser debidas a trayectorias de corte erróneas, a movimientos de la chapa o de las piezas durante el corte o a tensiones residuales en la chapa. Los defectos que se puedan corregir durante la programación del CNC, utilizando trayectorias idóneas como por ejemplo insertando puentes en los perfiles de las piezas durante el corte, controlando el sentido de recorrido (véase la figura) serán tratados más adelante.
En otros casos se recurre a técnicas externas a la programación, realizándose el enfriamiento de la ZAT con aire frío inmediatamente después del corte cuando la chapa aún presente tensiones residuales, utilización del plasma en mesas de agua, control de las presiones y caudales de los gases, etc. Todos los problemas y defectos que se citan a continuación, incluyendo sus causas y sus posibles soluciones, han sido preparados no sólo gracias a la literatura existente, sino también teniendo en cuenta la experiencia de usuarios.
METALMECÁNICA 53
CORTE Y AMOLADO DE TUBERÍAS La calidad de la superficie del corte para la fabricación de estructuras metálicas viene recomendada por la norma DIN 2310, y recientemente, por el proyecto de norma europeo EN 1090-1-1993. En la norma, correspondiente al acabado del corte, en la que se indica cómo deben controlarse la desviación angular de la superficie de corte (en la dirección del chorro) y la profundidad de las estrías o marcas en el sentido de recorrido (dirección de avance del corte). La norma establece también que ambos requisitos pueden suavizarse si las chapas o componentes estructurales se van a soldar en la superficie del corte. Los distintos errores observados por causas tecnológicas, se pueden clasificar en función del daño o defecto causado en la chapa. Esta clasificación se establece con la finalidad de reconocer sus causas y posibilitar su posterior remedio. Debe hacerse notar que los errores son de tipo individual, es decir, debidos principalmente a un sólo parámetro, pero la combinación de varios de ellos puede dar lugar a contradicciones en los pronósticos de las causas que los originaron. También debe considerarse que para la elaboración de los defectos aquí listados no se han tenido en cuenta causas externas al proceso, como vibraciones de máquinas próximas en el taller, por ejemplo. Se asume además que el 02 empleado es de pureza estándar industrial. 6.6. DEFECTOS EN EL FILO SUPERIOR DEL CORTE. Fusión de las esquinas. El filo del corte, presenta un redondeo excesivo debido a la fusión del material en dicha zona. Este defecto se debe principalmente a una velocidad de corte demasiado baja o a una llama de corte (presión de 02) demasiado fuerte. También se puede deber a una distancia boquilla-chapa demasiado grande o demasiado pequeña o a una mezcla con demasiado 02 (Figura 5a).
METALMECÁNICA 54

CORTE Y AMOLADO DE TUBERÍAS Formación de cadena de gotas fundidas. La cadena de gotas fundidas de la figura 5b, formadas sobre el filo de corte son debidas a suciedad, óxidos, etc. existentes en la superficie de la chapa. En segundo orden de magnitud pueden deberse a una distancia excesivamente pequeña entre boquilla-chapa. Filo de corte colgante. La formación de un filo de corte colgante, con forma convexa sobre el filo ideal (a escuadra), se debe a una llama demasiado fuerte. Aun cuando la presión y mezcla de 02 es correcta se puede producir este defecto si la distancia entre boquilla y chapa es pequeña o la velocidad de corte es excesivamente lenta (Figura 5c). Borde separado de la zona de corte con adherencia de escorias. En la Figura 5d se puede observar este error causado generalmente por una distancia de la boquilla a la chapa demasiado grande. Cuando la distancia es la correcta, se puede producir por una presión del 02 de corte demasiado alta.
Fig. 5.- Defectos propios de la arista superior del perfil cortado.
METALMECÁNICA 55

CORTE Y AMOLADO DE TUBERÍAS 6.7. DEFECTOS EN LA SUPERFICIE DEL CORTE: IRREGULARIDADES. Todas las desviaciones e irregularidades de la superficie ideal de corte se definen de acuerdo a la distancia entre dos planos paralelos, separados por la sangría y creados por contacto entre la llama y los puntos superior e inferior de la chapa sobre el perfil de corte. Teóricamente, el ángulo correcto de la chapa con la superficie cortada debe ser de 90°, de forma que la sangría debe permanecer constante a lo largo de todo el espesor de la chapa. Concavidad bajo el borde superior. La concavidad que se produce en la parte inmediatamente inferior al borde superior de la superficie de corte se debe a una presión de 02 demasiado alta, que produce un chorro turbulento inicialmente, volviéndose laminar al penetrar en la chapa. Este tipo de daños revela también suciedades en la boquilla (Figura 6a). Estrechamiento del filo (sangría convergente). Este defecto se produce cuando ambas superficies de corte (derecha e izquierda), convergen hacia la parte inferior. Claramente indica un chorro de corte débil que puede ser debido a una velocidad demasiado alta, alta distancia de la boquilla o al empleo de una boquilla de diámetro demasiado pequeño para el espesor de la chapa que se quiere cortar (Figura 6b). Ensanchamiento del filo (sangría divergente). Es el defecto contrario al anterior, se consideran también las causas opuestas (Figura 6c). Sección cóncava de la superficie del corte. La concavidad se produce a lo largo de toda la superficie, particularmente en la zona media (Figura 6d). Se produce principalmente por una velocidad de corte demasiado elevada o por utilizar poca presión de 02. Otras causas secundarias son debidas a la boquilla, diámetro pequeño para el espesor considerado, suciedad o deterioro, etc. Sección ondulada de la superficie del corte. La sección transversal de corte presenta en este caso unas inflexiones cóncavas y convexas alternadas (Figura
METALMECÁNICA 56
CORTE Y AMOLADO DE TUBERÍAS 6e). Como en la mayoría de estos defectos, la alta velocidad de corte es la causa primordial. En este caso, el empleo de boquillas demasiado grandes o su vibración (causada por suciedad a lo largo de la guía, etc.) pueden también originar estas ondulaciones. Superficie de corte desviada de la vertical. Si las superficies son paralelas, sin defectos en su interior, debemos presuponer que la presión, velocidad, y distancia de la boquilla son correctas. Por lo tanto, este defecto sólo puede ser debido a un incorrecto posicionamiento angular de la torcha. Ocasionalmente puede producirse por defectos superficiales o suciedad en la chapa (Figura 6f). Borde inferior redondeado. En la Figura 6g se observa este defecto, pudiendo ser más o menos severo en función de ciertos daños sufridos por la boquilla. También puede producirse cuando la velocidad de corte es muy alta (flujo muy turbulento de la llama). Escalón en el borde inferior. Se trata de un defecto similar al anterior. Las causas son también las mismas aunque predominando el exceso de velocidad (Figura 6h). Dirección defectuosa del corte y superficie transversal ondulada. La superficie de corte no sigue una línea recta, sino que presenta un contorno ondulado (Figura 6i). Esta irregularidad en la dirección del corte se debe principalmente al exceso de velocidad o al elevado contenido de los aleantes. Causas secundarias pueden ser la suciedad o daños en la boquilla, contenido en Carbono elevado o llama con exceso de gas comburente. Si el control de la velocidad se hace de forma irregular también se manifiesta de esta forma.
METALMECÁNICA 57

CORTE Y AMOLADO DE TUBERÍAS
Fig. 6.- Defectos en la superficie de la pieza cortada: Irregularidades.
6.8. DEFECTOS EN LA SUPERFICIE DE 1 CORTE: MARCADO. La separación y dirección de las líneas de marcado, forman un patrón que delata cómo se está realizando el proceso. Las normas DIN 2310 y EN 1090-1-993, detallan cual debe ser el patrón de marcado ideal y qué profundidad pueden tener las marcas. El patrón ideal debe tener las marcas formando ángulo recto con el borde superior del corte y una pequeña desviación hacia atrás en el sentido de la marcha, con el borde inferior. Cualquier desviación, tanto en la dirección de las líneas de marcado cómo en la profundidad, denotará un mal empleo de alguno de los parámetros. Excesiva deflexión del marcado inferior. Es un defecto muy usual en este tipo de procesos y quizás el menos importante. La excesiva velocidad de corte es la causa principal. Cuando las exigencias de acabado no sean muy severas, es preferible utilizar una alta velocidad de corte aun cuando las marcas presenten dicha deflexión (Fig. 7a).
METALMECÁNICA 58
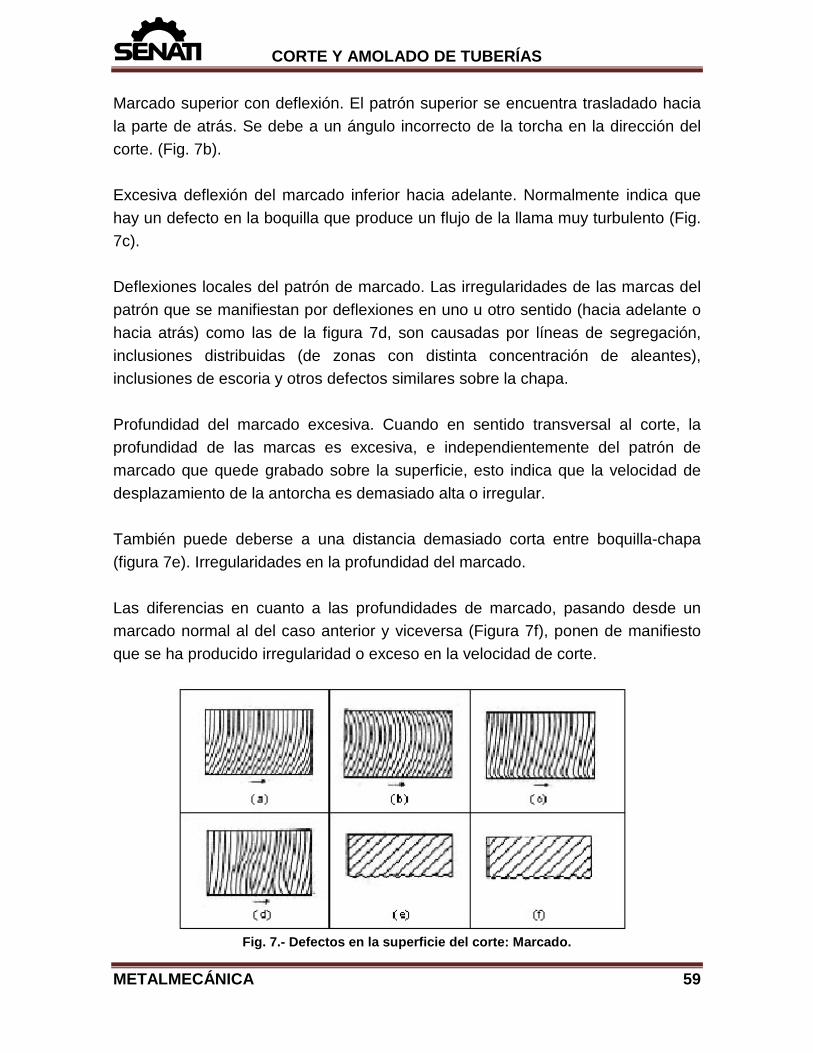
CORTE Y AMOLADO DE TUBERÍAS Marcado superior con deflexión. El patrón superior se encuentra trasladado hacia la parte de atrás. Se debe a un ángulo incorrecto de la torcha en la dirección del corte. (Fig. 7b). Excesiva deflexión del marcado inferior hacia adelante. Normalmente indica que hay un defecto en la boquilla que produce un flujo de la llama muy turbulento (Fig. 7c). Deflexiones locales del patrón de marcado. Las irregularidades de las marcas del patrón que se manifiestan por deflexiones en uno u otro sentido (hacia adelante o hacia atrás) como las de la figura 7d, son causadas por líneas de segregación, inclusiones distribuidas (de zonas con distinta concentración de aleantes), inclusiones de escoria y otros defectos similares sobre la chapa. Profundidad del marcado excesiva. Cuando en sentido transversal al corte, la profundidad de las marcas es excesiva, e independientemente del patrón de marcado que quede grabado sobre la superficie, esto indica que la velocidad de desplazamiento de la antorcha es demasiado alta o irregular. También puede deberse a una distancia demasiado corta entre boquilla-chapa (figura 7e). Irregularidades en la profundidad del marcado. Las diferencias en cuanto a las profundidades de marcado, pasando desde un marcado normal al del caso anterior y viceversa (Figura 7f), ponen de manifiesto que se ha producido irregularidad o exceso en la velocidad de corte.
Fig. 7.- Defectos en la superficie del corte: Marcado.
METALMECÁNICA 59
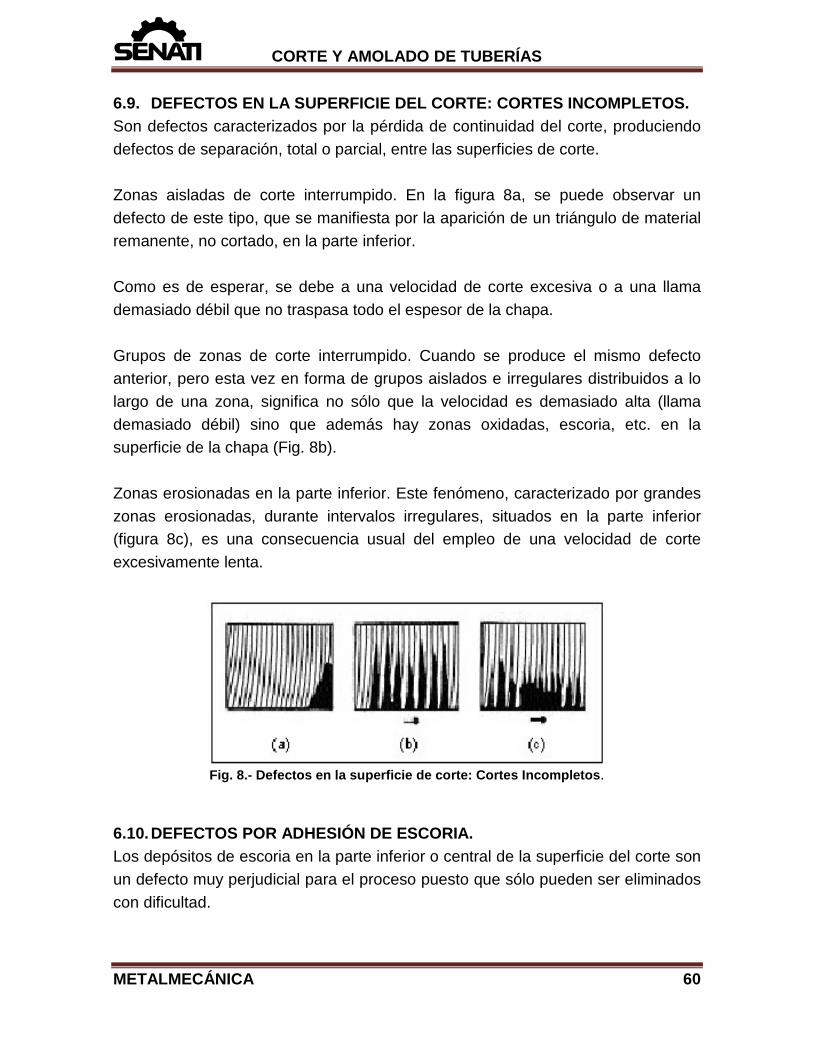
CORTE Y AMOLADO DE TUBERÍAS 6.9. DEFECTOS EN LA SUPERFICIE DEL CORTE: CORTES INCOMPLETOS. Son defectos caracterizados por la pérdida de continuidad del corte, produciendo defectos de separación, total o parcial, entre las superficies de corte. Zonas aisladas de corte interrumpido. En la figura 8a, se puede observar un defecto de este tipo, que se manifiesta por la aparición de un triángulo de material remanente, no cortado, en la parte inferior. Como es de esperar, se debe a una velocidad de corte excesiva o a una llama demasiado débil que no traspasa todo el espesor de la chapa. Grupos de zonas de corte interrumpido. Cuando se produce el mismo defecto anterior, pero esta vez en forma de grupos aislados e irregulares distribuidos a lo largo de una zona, significa no sólo que la velocidad es demasiado alta (llama demasiado débil) sino que además hay zonas oxidadas, escoria, etc. en la superficie de la chapa (Fig. 8b). Zonas erosionadas en la parte inferior. Este fenómeno, caracterizado por grandes zonas erosionadas, durante intervalos irregulares, situados en la parte inferior (figura 8c), es una consecuencia usual del empleo de una velocidad de corte excesivamente lenta.
Fig. 8.- Defectos en la superficie de corte: Cortes Incompletos.
6.10. DEFECTOS POR ADHESIÓN DE ESCORIA. Los depósitos de escoria en la parte inferior o central de la superficie del corte son un defecto muy perjudicial para el proceso puesto que sólo pueden ser eliminados con dificultad.
METALMECÁNICA 60
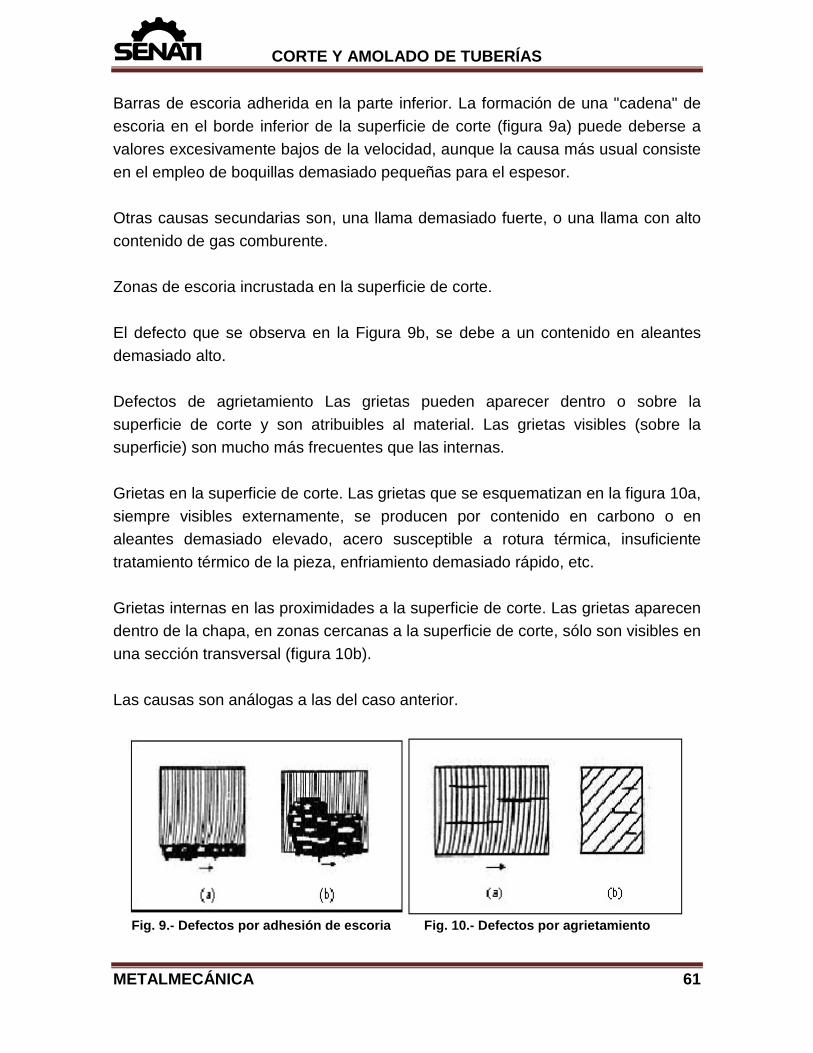
CORTE Y AMOLADO DE TUBERÍAS Barras de escoria adherida en la parte inferior. La formación de una "cadena" de escoria en el borde inferior de la superficie de corte (figura 9a) puede deberse a valores excesivamente bajos de la velocidad, aunque la causa más usual consiste en el empleo de boquillas demasiado pequeñas para el espesor. Otras causas secundarias son, una llama demasiado fuerte, o una llama con alto contenido de gas comburente. Zonas de escoria incrustada en la superficie de corte. El defecto que se observa en la Figura 9b, se debe a un contenido en aleantes demasiado alto. Defectos de agrietamiento Las grietas pueden aparecer dentro o sobre la superficie de corte y son atribuibles al material. Las grietas visibles (sobre la superficie) son mucho más frecuentes que las internas. Grietas en la superficie de corte. Las grietas que se esquematizan en la figura 10a, siempre visibles externamente, se producen por contenido en carbono o en aleantes demasiado elevado, acero susceptible a rotura térmica, insuficiente tratamiento térmico de la pieza, enfriamiento demasiado rápido, etc. Grietas internas en las proximidades a la superficie de corte. Las grietas aparecen dentro de la chapa, en zonas cercanas a la superficie de corte, sólo son visibles en una sección transversal (figura 10b). Las causas son análogas a las del caso anterior.
Fig. 9.- Defectos por adhesión de escoria Fig. 10.- Defectos por agrietamiento
METALMECÁNICA 61

CORTE Y AMOLADO DE TUBERÍAS 6.11. CALIDAD DEL CORTE. La obtención de calidad aceptable en OFC depende de los requisitos del trabajo. Las operaciones de recuperación y la separación de miembros para convertirlos en chatarra no requieren cortes de alta calidad. Se utiliza el corte con oxígeno para completar con rapidez las operaciones sin preocuparse por la calidad de las superficies cortadas Cuando los materiales cortados se emplean en fabricación sin un procesamiento ulterior de las superficies cortadas, la calidad de las superficies podría ser vital. La calidad de un corte puede abarcar cosas como: (1) Ángulo apropiado entre la superficie cortada y las superficies adyacentes. (2) Lo plano de la superficie. (3) Lo recto del borde de precalentamiento del corte. (4) Tolerancias dimensionales de la figura cortada. (5) Adherencia de escorias tenaces. (6) Defectos de la superficie cortada, como grietas y bolsas. . En general, estos aspectos sólo se controlan con precisión en el OFC a máquina. Para un corte de alta calidad se requiere un buen control de la posición del soplete, de la iniciación del corte, de la velocidad de recorrido y de la estabilidad de la plantilla. Además hay que mantener y limpiar el equipo con regularidad. Con el equipo adecuado en buenas condiciones, un operador capacitado y piezas de trabajo razonablemente limpias y bien apoyadas, es posible cortar figuras con tolerancias de 0.8 a 1.6 mm (1/32 a 1/16 pulg) de material con un espesor máximo de 51 mm (2 pulg). Para ello es preciso que las puntas de corte, las flamas de precalentamiento, la presión y el flujo de oxígeno de corte y la velocidad de recorrido sean todos los correctos.
METALMECÁNICA 62
CORTE Y AMOLADO DE TUBERÍAS Independientemente de las condiciones de operación, las líneas de arrastre son inherentes al corte con oxígeno. Se trata de las líneas que aparecen en la superficie cortada (vease la figura) y que resultan del modo como el hierro se oxida dentro del corte.
Líneas de arrastre en la pared del corte producidas por el corte con oxígeno.
Unas líneas de arrastre poco marcadas en la superficie no se consideran como un defecto. La magnitud del arrastre es importante; si es demasiado grande, la esquina en el extremo del corte tal vez no se cercene por completo, con lo que la pieza no se separará. La calidad de la superficie cortada depende de muchas variables, siendo las más significativas las siguientes: 1) Tipo del acero. 2) Espesor del material. 3) Calidad del acero (ausencia de segregaciones, inclusiones etc.) 4) Condición de la superficie del acero. 5) Intensidad de las flamas de precalentamiento y razón oxígeno de
precalentamiento/gas combustible. 6) Tamaño y forma del orificio del oxígeno de cortar. 7) Pureza del oxígeno de cortar. 8) Tasa de flujo del oxígeno de cortar. 9) La limpieza y la uniformidad del extremo de salida de la 10) Velocidad de corte.
METALMECÁNICA 63

CORTE Y AMOLADO DE TUBERÍAS Para un corte dado, conviene evaluar las variables mencionadas a fin de obtener un corte con la calidad requerida y con el costo global mínimo en términos de oxígeno, gas combustible, mano de obra y gastos extra. Las figuras 14.22 y 14.23 muestran condiciones de borde representativas producidas por variaciones en el procedimiento de corte para material de tipo y espesor uniformes. La tolerancia dimensional y la aspereza de la superficie deben considerarse simultáneamente al juzgar la calidad de un corte, porque dependen hasta cierto punto una de la otra. En general, las especificaciones incluyen tolerancias dimensionales, como lo recto del borde, lo cuadrado del borde y las variaciones permitidas en el ancho de la placa. Todo esto depende en primera instancia del equipo de corte y de su funcionamiento mecánico. Cuando el soplete se sostiene con rigidez y avanza a velocidad constante, como en el OFC a máquina. las tolerancias dimensionales pueden mantenerse dentro de límites razonables. EI grado de precisión longitudinal de un corte a máquina depende primordialmente de factores como la condición del equipo, la alineación de los rieles guía, las separaciones en el mecanismo de operación y la uniformidad del control de velocidad de la unidad impulsora. Además del equipo, la exactitud dimensional depende del control de la expansión térmica del material cortado. La falta de una tolerancia dimensional puede deberse a un pandeo del material (placa delgada o lámina), a deformaciones producidas por la aplicación de calor a un borde, o a un desplazamiento del material durante el corte.
METALMECÁNICA 64

CORTE Y AMOLADO DE TUBERÍAS
Figura 14.22-Condiciones de borde representativas producidas por operaciones de corte con gas oxicombustible.
1) Buen corte en una placa de 25 mm (1 pulg): el borde es cuadrado y las líneas
de arrastre son prácticamente verticales y no demasiado pronunciadas; 2) Las flamas de precalentamiento fueron demasiado pequeñas para este corte, y
la velocidad de corte fue demasiado lenta, provocando un excavado notable en la parte inferior;
3) Las flamas de precalentamiento fueron demasiado largas, por lo que la superficie superior se derritió, el borde del corte quedó irregular y hubo cantidades excesivas de escoria adherida;
4) La presión de oxígeno fue demasiado baja, por lo que el borde superior se derritió debido a la baja velocidad de corte;
5) La presión de oxigeno fue demasiado alta y el tamaño de la boquilla demasiado pequeño, haciendo que se perdiera el control del corte.
METALMECÁNICA 65
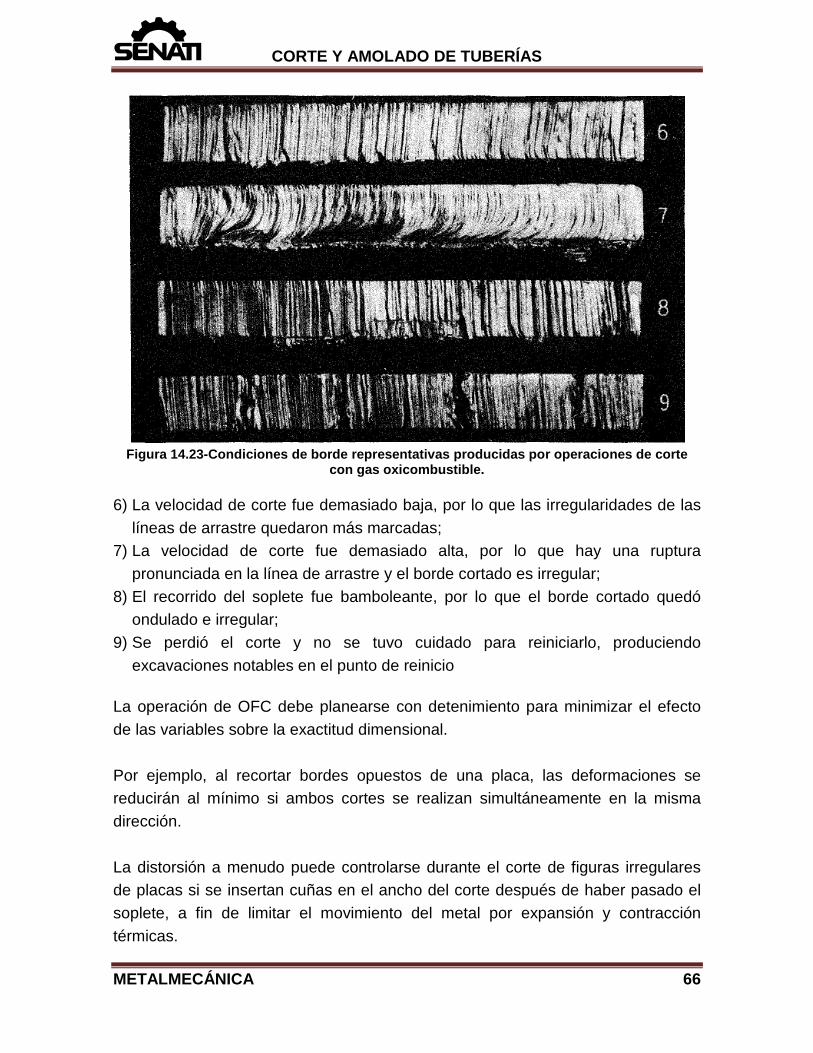
CORTE Y AMOLADO DE TUBERÍAS
Figura 14.23-Condiciones de borde representativas producidas por operaciones de corte
con gas oxicombustible. 6) La velocidad de corte fue demasiado baja, por lo que las irregularidades de las
líneas de arrastre quedaron más marcadas; 7) La velocidad de corte fue demasiado alta, por lo que hay una ruptura
pronunciada en la línea de arrastre y el borde cortado es irregular; 8) El recorrido del soplete fue bamboleante, por lo que el borde cortado quedó
ondulado e irregular; 9) Se perdió el corte y no se tuvo cuidado para reiniciarlo, produciendo
excavaciones notables en el punto de reinicio La operación de OFC debe planearse con detenimiento para minimizar el efecto de las variables sobre la exactitud dimensional. Por ejemplo, al recortar bordes opuestos de una placa, las deformaciones se reducirán al mínimo si ambos cortes se realizan simultáneamente en la misma dirección. La distorsión a menudo puede controlarse durante el corte de figuras irregulares de placas si se insertan cuñas en el ancho del corte después de haber pasado el soplete, a fin de limitar el movimiento del metal por expansión y contracción térmicas.
METALMECÁNICA 66

CORTE Y AMOLADO DE TUBERÍAS Al cortar aberturas en medio de una placa, la distorsión puede limitarse si se hace una serie de cortes disconexos. La sección queda pegada a la placa en vanos puntos hasta que casi se ha completado la operación de corte, y finalmente se cercenan los puntos de conexión. Lo intermitente del corte reducirá un poco la calidad del corte. Los materiales delgados a menudo se cortan en pilas para eliminar la deformación y el pandeo. Otra técnica consiste en cortar la placa delgada mientras está parcialmente sumergida en agua para eliminar el calor. 6.12. MATERIALES QUE SON CORTADOS CON OFC. Para casi todas las operaciones de corte de acero, el equipo de corte con oxígeno resulta satisfactorio. Cuando se cortan aleaciones altas y acero inoxidable puede ser necesario usar un proceso de OFC especial, como el corte con inyección de fundente o polvo, o alguno de los procesos de corte con arco. EI proceso de corte y el tipo de operación (manual o mecanizada) que se elija dependerá del material por cortar, los requisitos de producción y el uso final del producto. ACEROS AL CARBONO Y DE BAJA ALEACIÓN. Los aceros al carbono se cortan con facilidad mediante el proceso de OFC. Los aceros de bajo carbono se cortan sin problemas empleando los procedimientos estándar. En la tabla 14.2 se dan datos representativos del corte de acero de bajo carbono usando gases combustibles comunes. Las tasas de flujo de gas y velocidades de corte dadas se deben considerar como guías para determinar ajustes más precisos para un trabajo en particular. Cuando se vaya a cortar un material nuevo, conviene hacer unos cuantos cortes de prueba para obtener las condiciones de operación más eficientes. Cabe señalar que las tablas terminan en los 300 mm (12 pulg.), que es el espesor máximo de las placas de las cuales se cortan normalmente figuras en los talleres de producción.
METALMECÁNICA 67
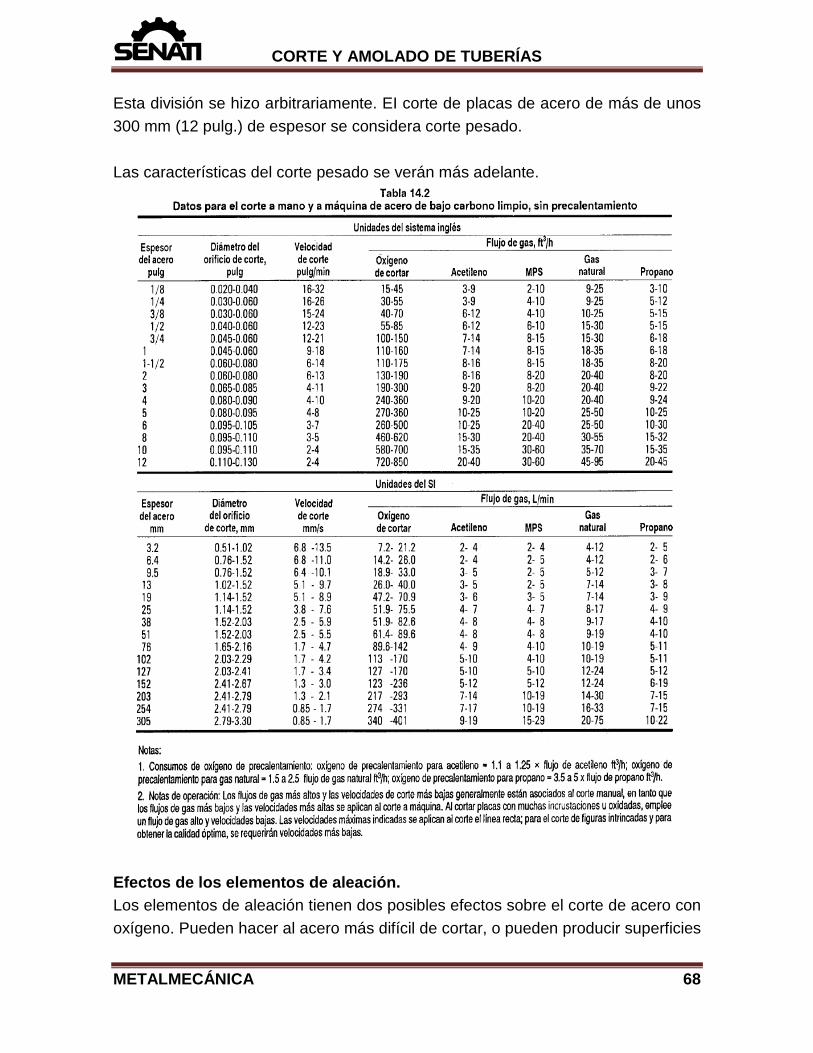
CORTE Y AMOLADO DE TUBERÍAS Esta división se hizo arbitrariamente. EI corte de placas de acero de más de unos 300 mm (12 pulg.) de espesor se considera corte pesado. Las características del corte pesado se verán más adelante.
Efectos de los elementos de aleación. Los elementos de aleación tienen dos posibles efectos sobre el corte de acero con oxígeno. Pueden hacer al acero más difícil de cortar, o pueden producir superficies
METALMECÁNICA 68

CORTE Y AMOLADO DE TUBERÍAS de corte endurecidas o termofijadas, o ambas cosas. Los efectos de los elementos de aleación se evalúan a grandes rasgos en la Tabla 14.4.
Cuando se corta acero con un chorro de oxígeno, se libera una cantidad enorme de energía calorífica dentro del corte. Gran parte de esta energía se transfiere a los lados del corte, donde eleva la temperatura del acero adyacente al corte hasta rebasar su temperatura crítica. Como el soplete está avanzando, la fuente de calor pronto se aleja. La masa de metal frío cerca del corte actúa como medio de extinción o templado, enfriando rápidamente el acero caliente. Esta acción de templado puede endurecer las superficies cortadas de los aceros de alto carbono y de aleación.
METALMECÁNICA 69
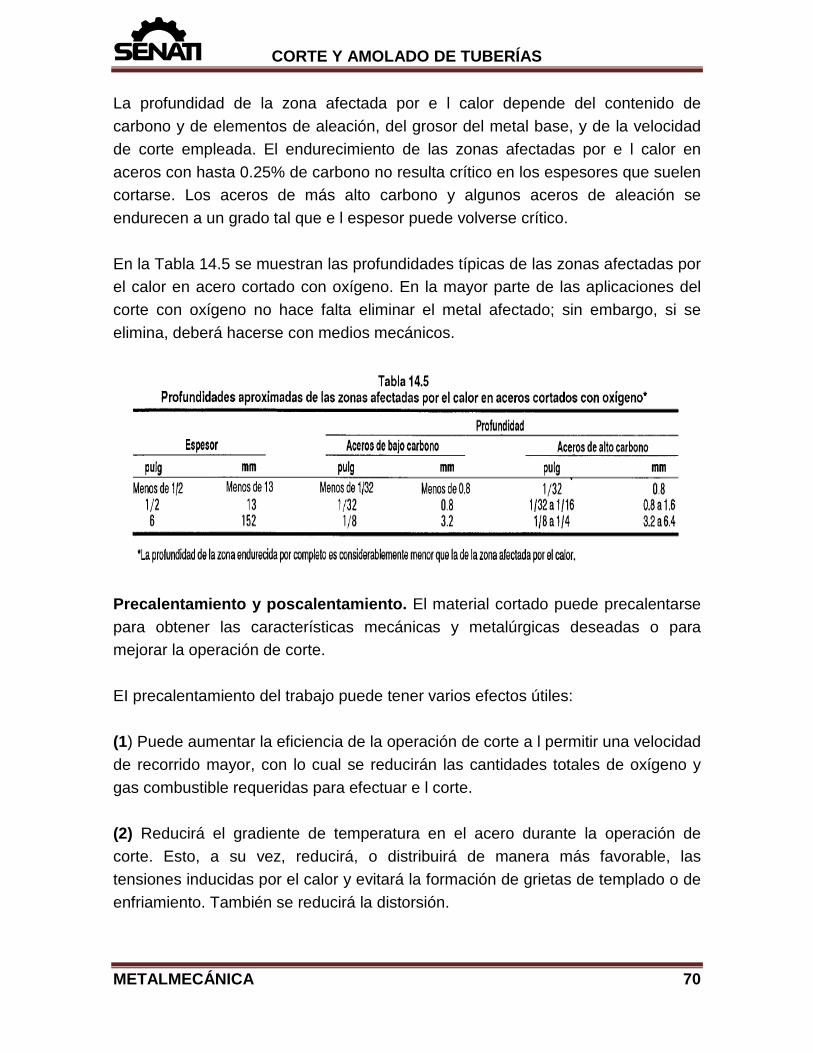
CORTE Y AMOLADO DE TUBERÍAS La profundidad de la zona afectada por e l calor depende del contenido de carbono y de elementos de aleación, del grosor del metal base, y de la velocidad de corte empleada. El endurecimiento de las zonas afectadas por e l calor en aceros con hasta 0.25% de carbono no resulta crítico en los espesores que suelen cortarse. Los aceros de más alto carbono y algunos aceros de aleación se endurecen a un grado tal que e l espesor puede volverse crítico. En la Tabla 14.5 se muestran las profundidades típicas de las zonas afectadas por el calor en acero cortado con oxígeno. En la mayor parte de las aplicaciones del corte con oxígeno no hace falta eliminar el metal afectado; sin embargo, si se elimina, deberá hacerse con medios mecánicos.
Precalentamiento y poscalentamiento. El material cortado puede precalentarse para obtener las características mecánicas y metalúrgicas deseadas o para mejorar la operación de corte. EI precalentamiento del trabajo puede tener varios efectos útiles: (1) Puede aumentar la eficiencia de la operación de corte a l permitir una velocidad de recorrido mayor, con lo cual se reducirán las cantidades totales de oxígeno y gas combustible requeridas para efectuar e l corte. (2) Reducirá el gradiente de temperatura en el acero durante la operación de corte. Esto, a su vez, reducirá, o distribuirá de manera más favorable, las tensiones inducidas por el calor y evitará la formación de grietas de templado o de enfriamiento. También se reducirá la distorsión.
METALMECÁNICA 70

CORTE Y AMOLADO DE TUBERÍAS (3) Puede evitar el endurecimiento de la superficie cortada al reducir la tasa de enfriamiento. (4) Disminuye la migración de carbono hacia la cara cortada al reducir el gradiente de temperatura en el metal adyacente al corte. Las temperaturas empleadas en el precalentamiento generalmente están entre 90 y 700°C (200 y 1300°F) dependiendo del tamaño de la pieza y del tipo de acero por cortar. La mayor parte de los aceros al carbono y de aleación pueden cortarse con el acero calentado al intervalo de temperaturas de 200 a 3 15°C (400 a 600°F). Cuanto mayor sea la temperatura de precalentamiento, más rápida será la reacción del oxígeno con el hierro, lo cual permitirá velocidades de corte más altas. Es indispensable que la temperatura de precalentamiento sea bastante uniforme a través de la sección en las áreas que se van a cortar. Si el metal cercano a las superficies está a una temperatura menor que el metal interior, la reacción de oxidación se efectuará con mayor rapidez en el interior. Se formarán bolsas grandes en el interior que producirán superficies de corte no satisfactorias o bien harán que la escoria quede atrapada pudiendo interrumpir la acción de corte. Si el material se precalienta en un homo, el corte debe iniciarse lo más pronto posible después de sacarlo del horno, a fin de aprovechar el calor de la placa. Si no se cuenta con homos de capacidad suficiente para precalentar toda la pieza, el precalentamiento local en los alrededores del corte puede servir de algo. En el caso de cortes ligeros, el precalentamiento puede efectuarse pasando las flamas de precalentamiento del soplete de corte lentamente sobre la línea del corte hasta alcanzar la temperatura de precalentamiento deseada. Otro método que puede producir mejores resultados consiste en precalentar con un soplete de calentamiento de múltiples flamas montado delante del soplete de corte.
METALMECÁNICA 71
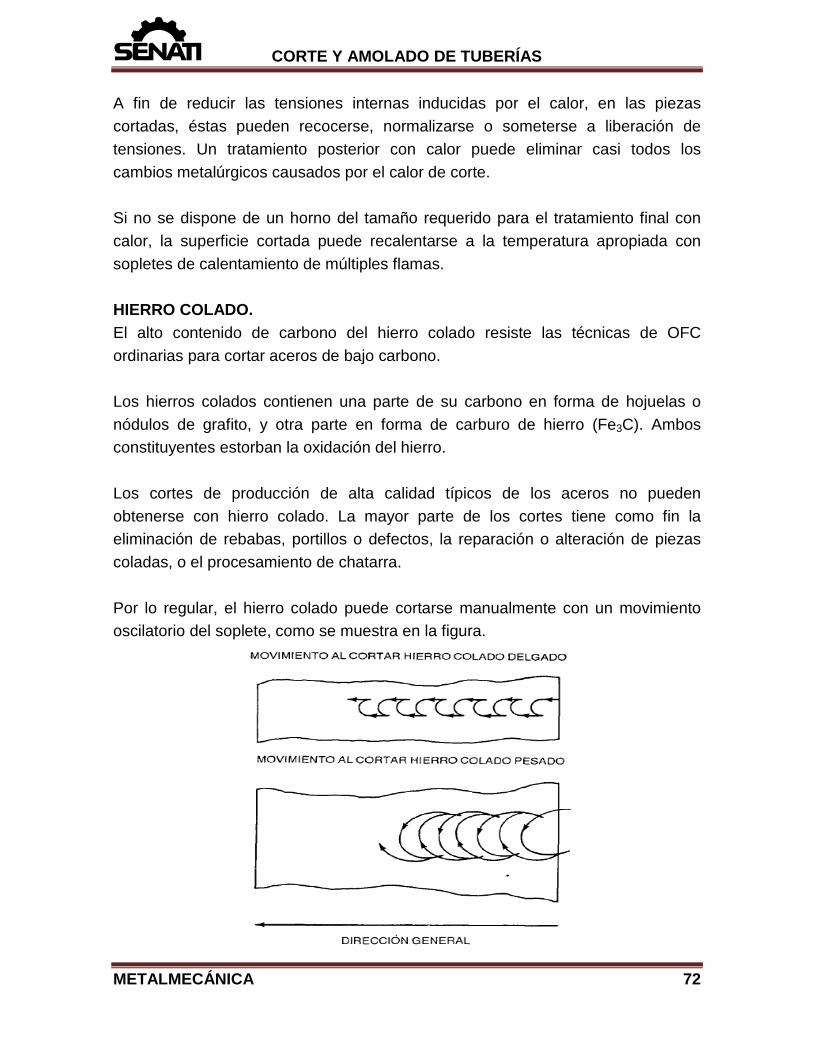
CORTE Y AMOLADO DE TUBERÍAS A fin de reducir las tensiones internas inducidas por el calor, en las piezas cortadas, éstas pueden recocerse, normalizarse o someterse a liberación de tensiones. Un tratamiento posterior con calor puede eliminar casi todos los cambios metalúrgicos causados por el calor de corte. Si no se dispone de un horno del tamaño requerido para el tratamiento final con calor, la superficie cortada puede recalentarse a la temperatura apropiada con sopletes de calentamiento de múltiples flamas. HIERRO COLADO. El alto contenido de carbono del hierro colado resiste las técnicas de OFC ordinarias para cortar aceros de bajo carbono. Los hierros colados contienen una parte de su carbono en forma de hojuelas o nódulos de grafito, y otra parte en forma de carburo de hierro (Fe3C). Ambos constituyentes estorban la oxidación del hierro. Los cortes de producción de alta calidad típicos de los aceros no pueden obtenerse con hierro colado. La mayor parte de los cortes tiene como fin la eliminación de rebabas, portillos o defectos, la reparación o alteración de piezas coladas, o el procesamiento de chatarra. Por lo regular, el hierro colado puede cortarse manualmente con un movimiento oscilatorio del soplete, como se muestra en la figura.
METALMECÁNICA 72
CORTE Y AMOLADO DE TUBERÍAS El grado de movimiento depende del espesor de la sección y del contenido de carbono. La oscilación del soplete ayuda al chorro de oxígeno a expulsar del corte la escoria y el metal derretido. El corte normalmente resulta ancho y áspero. Para cortar un cierto espesor de hierro colado se requiere una punta de corte mayor y un flujo de gas más alto que para cortar el mismo espesor de acero. Se emplea una flama carburizante caliente, con la flámula extendiéndose hasta el otro lado de la sección de hierro colado. El exceso de gas combustible ayuda a mantener el precalentamiento en el ancho del corte al quemarse. En ocasiones, el hierro colado también se corta usando las técnicas especiales de corte de aceros resistentes a la oxidación. Éstas son el corte con placa de desperdicio, el corte con polvo metálico (POC) y el corte con fundente químico (FOC). El hierro colado se corta con facilidad usando los procesos de corte con arco de carbono y aire (CAC-A) y arco de plasma (PAC), y a menudo se les prefiere por encima de los procesos de OFC. ACEROS RESISTENTES A LA OXIDACIÓN. La ausencia de materiales de aleación en el hierro puro permite el avance rápido de la reacción de oxidación. Al aumentar la cantidad y el número de elementos de aleación en el hierro, la velocidad de oxidación disminuye respecto a la del hierro puro, y el corte se hace más difícil. La oxidación del hierro en cualquier acero de aleación libera una cantidad considerable de calor. Los óxidos de hierro producidos tienen puntos de fusión cercanos al del hierro; en cambio, los óxidos de muchos de los elementos de aleación de los aceros, como aluminio y cromo, tienen puntos de fusión superiores a los de los óxidos de hierro. Estos óxidos de alto punto de fusión, de naturaleza refractaria, pueden proteger el material del área de corte e impedir que hierro nuevo quede continuamente expuesto al chorro de oxígeno de cortar. Por esto, la velocidad de corte disminuye
METALMECÁNICA 73

CORTE Y AMOLADO DE TUBERÍAS al aumentar la cantidad de elementos formadores de óxidos refractarios en el hierro. Para metales ferrosos con alto contenido de aleación, como el acero inoxidable, conviene considerar el uso de corte con arco de plasma (PAC) y en algunos casos el corte con arco de carbono y aire (CAC-A). Si estas opciones no están disponibles o no resultan prácticas, será preciso emplear variaciones del OFC. Hay numerosas variaciones del corte con oxígeno de aceros resistentes a la oxidación, aplicables también al hierro colado. Las importantes son: (1) Oscilación del soplete. (2) Placa de desperdicio. (3) Alimentación de alambre. (4) Corte con polvo. (5) Corte con fundente. Cuando se usan estos métodos para cortar metales resistentes a la oxidación, baja un poco la calidad de la superficie cortada. Es posible que se adhieran incrustaciones y escoria a las caras cortadas. Es común observar captación de carbono o hierro, o de ambos, en las superficies cortadas de aceros inoxidables y aceros de aleación con níquel. Esto puede afectar las propiedades de resistencia a la corrosión y magnéticas del metal. Si estas propiedades son importantes, habrá que eliminar por maquinado aproximadamente 3 mm (1/8 pulg.) de metal de los bordes cortados. Oscilación del soplete. Esta técnica es la que se describió previamente para el corte de hierro colado. En ocasiones se pueden cortar aceros inoxidables de baja aleación de hasta 100 mm (4 pulg.) de espesor con un soplete de corte estándar y oscilación. Es preciso precalentar todo el espesor del borde de inicio hasta un color rojo brillante antes de iniciar el corte. Es recomendable combinar esta técnica con alguno de los otros métodos de corte mencionados.
METALMECÁNICA 74

CORTE Y AMOLADO DE TUBERÍAS Placa de desperdicio. Un método para cortar aceros resistentes a la oxidación consiste en sujetar una placa “de desperdicio” de acero de bajo carbono a la superficie superior del material que se va a cortar. El corte se inicia en el material de acero de bajo carbono, y así el calor liberado por la oxidación de este acero proporciona calor adicional a la cara de corte para sostener la reacción de oxidación. El óxido de hierro del acero de bajo carbono ayuda a eliminar los óxidos refractarios del acero inoxidable. El espesor de la placa de desperdicio debe ir en proporción con el espesor del material cortado. Algunas de las desventajas de este método son el costo del material de la placa de desperdicio, el aumento en el tiempo de preparación, las bajas velocidades de corte y la aspereza del corte. Alimentación de alambre. Con el equipo apropiado, un alambre de acero de bajo carbono de diámetro pequeño se alimenta continuamente a las flamas de precalentamiento del soplete, adelante del corte. El extremo del alambre deberá fundirse rápidamente en la superficie de la placa de acero de aleación. El efecto de la adición del alambre sobre la acción de corte es el mismo que el de la placa de desperdicio. La tasa de depósito del alambre debe ser suficiente para mantener la acción de corte del oxígeno, y debe determinarse mediante cortes de prueba. El espesor de la placa de aleación y la velocidad de corte son otros factores que deben tenerse en cuenta en el proceso. Se requiere, como equipo accesorio, un alimentador de alambre impulsado por motor y una guía de alambre, montados sobre el soplete de corte. Corte con polvo metálico. El proceso de corte con polvo metálico (POC) es una técnica para suministrar a un soplete de OFC un flujo de material pulverizado rico en hierro. El material en polvo acelera y propaga la reacción de oxidación y también la acción de fusión y astillado de los materiales difíciles de cortar. El polvo se dirige hacia el interior del corte ya sea a través de la punta de corte o por una o más espiras externas a la punta.
METALMECÁNICA 75
CORTE Y AMOLADO DE TUBERÍAS Cuando se usa el primer método, el polvo transportado por gas se introduce en el corte a través de orificios especiales de la punta de corte. Cuando el polvo se introduce externamente, el gas que lo transporta imparte a las partículas velocidad suficiente para que atraviesen la envoltura de precalentamiento y lleguen al chorro de oxígeno de cortar. El corto tiempo que pasan en la envoltura de precalentamiento basta para producir la reacción deseada en la zona de corte. Algunos polvos reaccionan químicamente con los óxidos refractarios producidos dentro del corte y aumentan su fluidez. Las escorias fundidas que resultan son expulsadas de la zona de reacción por el chorro de oxígeno, de modo que continuamente se exponen superficies metálicas nuevas al chorro de oxígeno y al polvo. Se emplea hierro en polvo y mezclas de polvos metálicos, como hierro y aluminio. Los aceros resistentes a la oxidación se pueden cortar con el método del polvo aproximadamente a las mismas velocidades que aceros al carbono de espesor equivalente con puro oxígeno. El flujo de oxígeno de cortar debe ser un poco más alto en el proceso de polvo. Corte con fundente. Este proceso está pensado primordialmente para el corte de aceros inoxidables. El fundente está diseñado para reaccionar con los óxidos de los elementos de aleación, como el cromo y el níquel, produciendo compuestos con puntos de fusión cercanos a los de los óxidos de hierro. Se requiere un aparato especial para introducir el fundente en el área del corte. Con la adición de fundente los aceros inoxidables se pueden cortar a una velocidad lineal uniforme sin tener que oscilar el soplete, lográndose velocidades de corte cercanas a las alcanzables con espesores equivalentes de acero al carbono. Las puntas son de mayor tamaño y el flujo de oxígeno de cortar es un poco más alto que para los aceros al carbono.
METALMECÁNICA 76
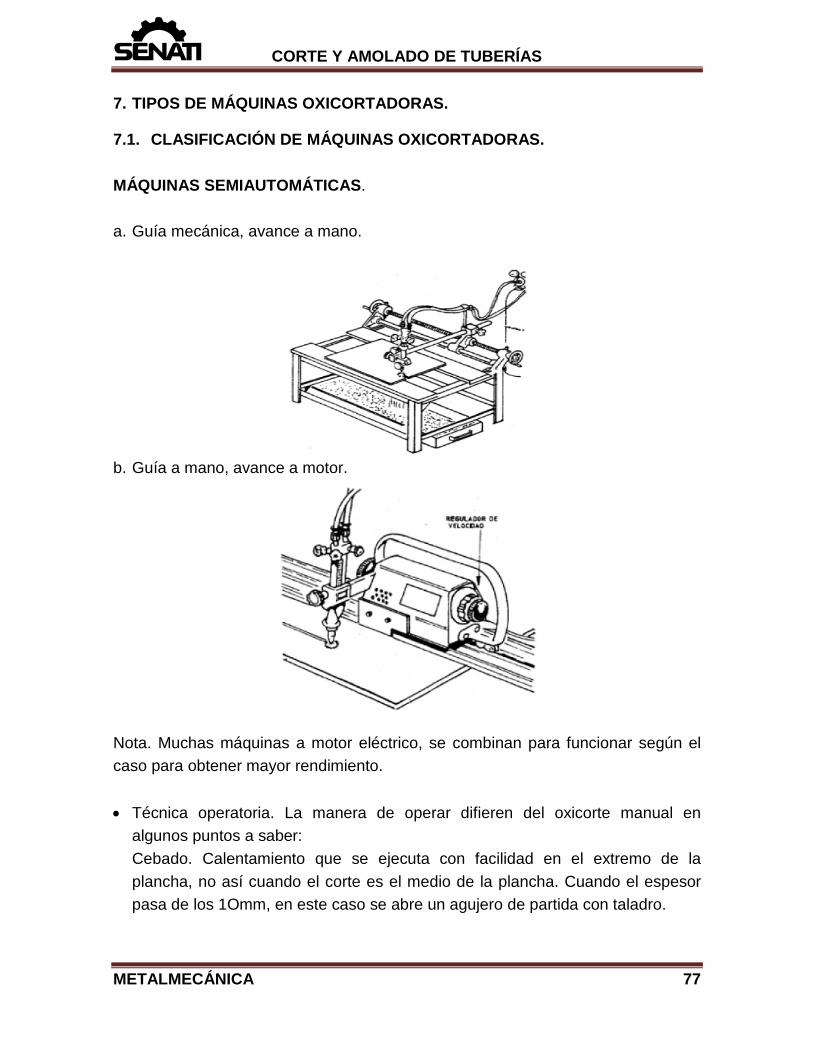
CORTE Y AMOLADO DE TUBERÍAS 7. TIPOS DE MÁQUINAS OXICORTADORAS.
7.1. CLASIFICACIÓN DE MÁQUINAS OXICORTADORAS. MÁQUINAS SEMIAUTOMÁTICAS. a. Guía mecánica, avance a mano.
b. Guía a mano, avance a motor.
Nota. Muchas máquinas a motor eléctrico, se combinan para funcionar según el caso para obtener mayor rendimiento. • Técnica operatoria. La manera de operar difieren del oxicorte manual en
algunos puntos a saber: Cebado. Calentamiento que se ejecuta con facilidad en el extremo de la plancha, no así cuando el corte es el medio de la plancha. Cuando el espesor pasa de los 1Omm, en este caso se abre un agujero de partida con taladro.
METALMECÁNICA 77
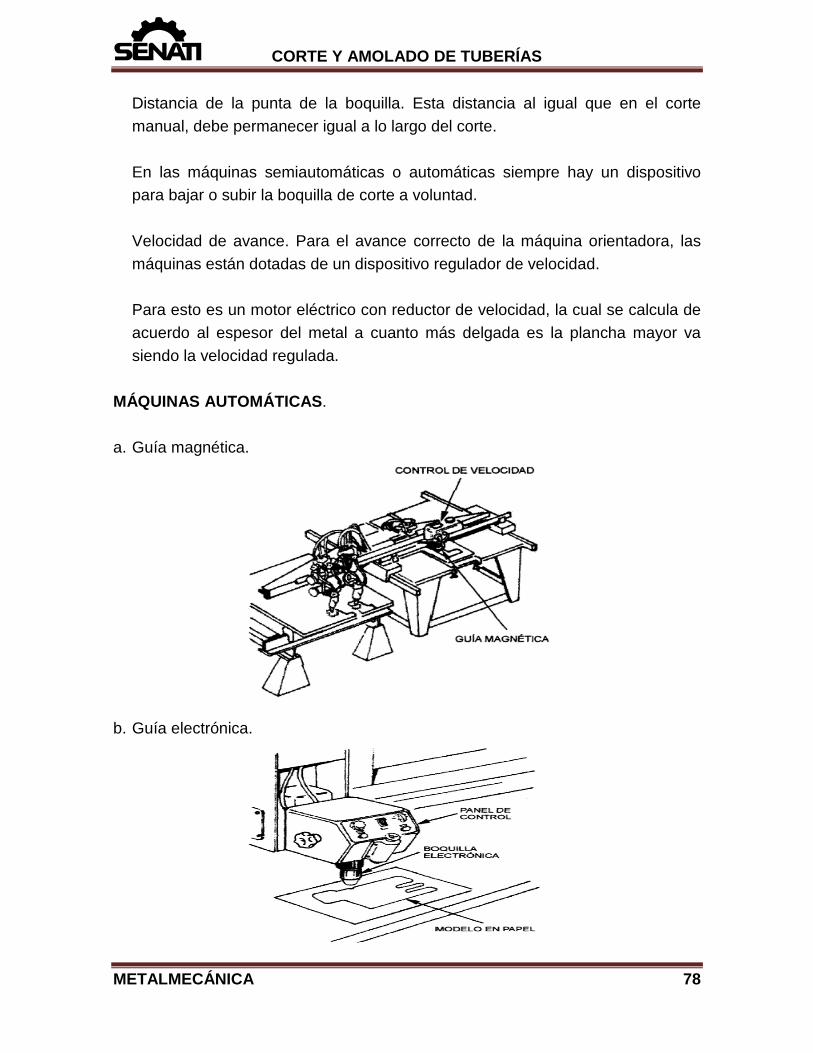
CORTE Y AMOLADO DE TUBERÍAS
Distancia de la punta de la boquilla. Esta distancia al igual que en el corte manual, debe permanecer igual a lo largo del corte. En las máquinas semiautomáticas o automáticas siempre hay un dispositivo para bajar o subir la boquilla de corte a voluntad. Velocidad de avance. Para el avance correcto de la máquina orientadora, las máquinas están dotadas de un dispositivo regulador de velocidad. Para esto es un motor eléctrico con reductor de velocidad, la cual se calcula de acuerdo al espesor del metal a cuanto más delgada es la plancha mayor va siendo la velocidad regulada.
MÁQUINAS AUTOMÁTICAS. a. Guía magnética.
b. Guía electrónica.
METALMECÁNICA 78
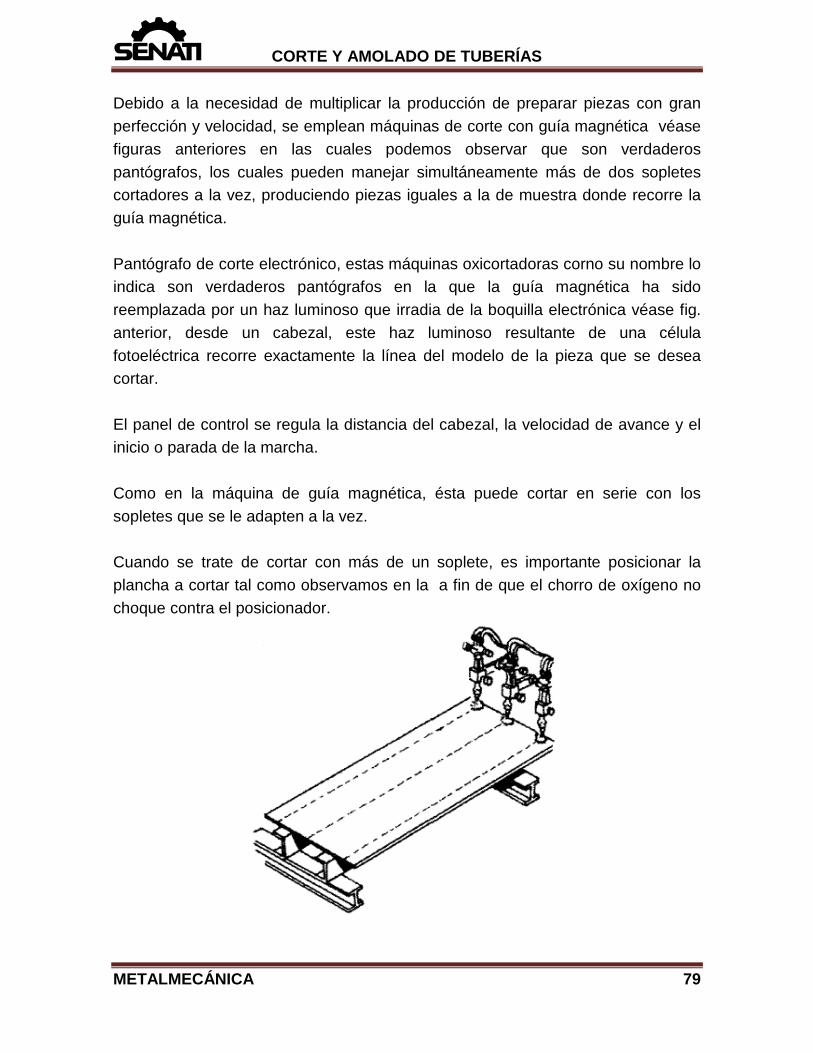
CORTE Y AMOLADO DE TUBERÍAS Debido a la necesidad de multiplicar la producción de preparar piezas con gran perfección y velocidad, se emplean máquinas de corte con guía magnética véase figuras anteriores en las cuales podemos observar que son verdaderos pantógrafos, los cuales pueden manejar simultáneamente más de dos sopletes cortadores a la vez, produciendo piezas iguales a la de muestra donde recorre la guía magnética. Pantógrafo de corte electrónico, estas máquinas oxicortadoras corno su nombre lo indica son verdaderos pantógrafos en la que la guía magnética ha sido reemplazada por un haz luminoso que irradia de la boquilla electrónica véase fig. anterior, desde un cabezal, este haz luminoso resultante de una célula fotoeléctrica recorre exactamente la línea del modelo de la pieza que se desea cortar. El panel de control se regula la distancia del cabezal, la velocidad de avance y el inicio o parada de la marcha. Como en la máquina de guía magnética, ésta puede cortar en serie con los sopletes que se le adapten a la vez. Cuando se trate de cortar con más de un soplete, es importante posicionar la plancha a cortar tal como observamos en la a fin de que el chorro de oxígeno no choque contra el posicionador.
METALMECÁNICA 79
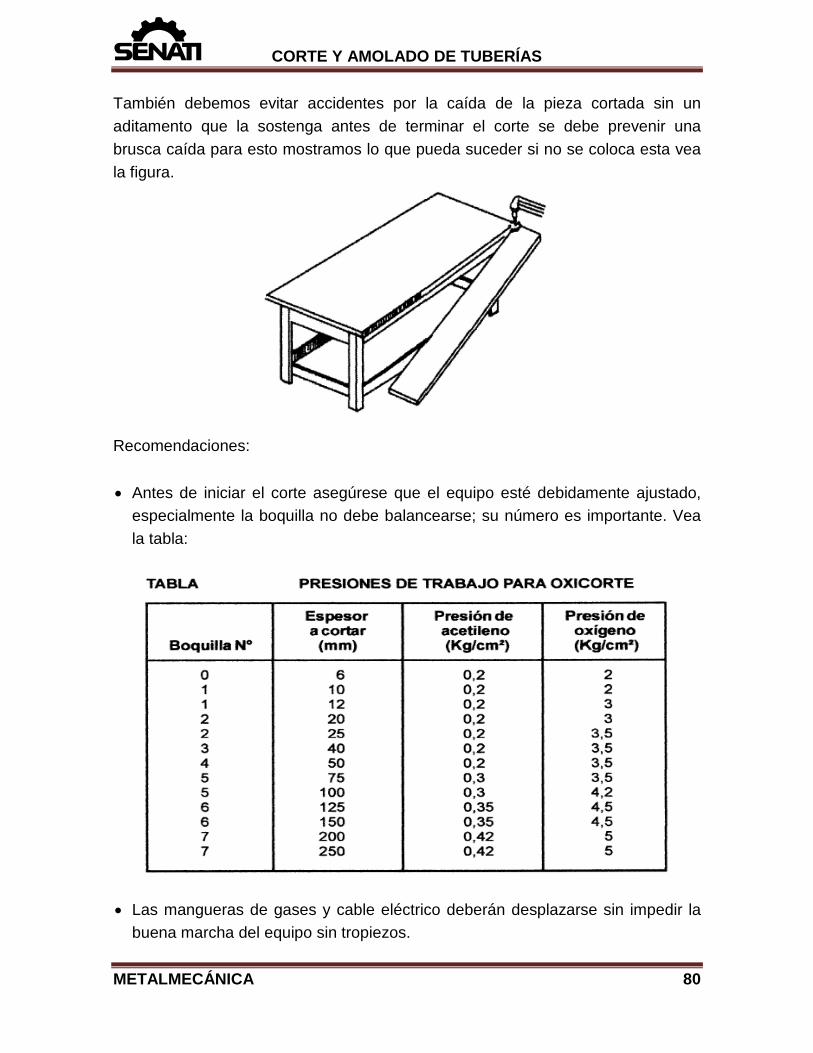
CORTE Y AMOLADO DE TUBERÍAS También debemos evitar accidentes por la caída de la pieza cortada sin un aditamento que la sostenga antes de terminar el corte se debe prevenir una brusca caída para esto mostramos lo que pueda suceder si no se coloca esta vea la figura.
Recomendaciones: • Antes de iniciar el corte asegúrese que el equipo esté debidamente ajustado,
especialmente la boquilla no debe balancearse; su número es importante. Vea la tabla:
• Las mangueras de gases y cable eléctrico deberán desplazarse sin impedir la buena marcha del equipo sin tropiezos.
METALMECÁNICA 80

CORTE Y AMOLADO DE TUBERÍAS
• Al hacerse cortes biselados deberá ajustarse la presión de oxígeno teniendo en cuenta la medida del ancho del corte biselado que es mayor que el corte recto en una misma plancha.
• Debido a la aIta presión que se emplea en los oxicortes, es necesario vaciar completamente los manómetros de los reguladores y sacarlos de la humedad producida por la alta presión y la intemperie.
7.2. TIPOS DE MÁQUINAS DE CORTE. MÁQUINA DE CORTE PORTÁTIL.
Las Máquinas de Corte Portátiles, llamadas así por equipos móviles. Generalmente son equipos que se transportan a la chapa a cortar y usados frecuentemente para cortes rectos. No obstante se pueden usar también para cortes en círculos. ULTRA GRAPH.
METALMECÁNICA 81
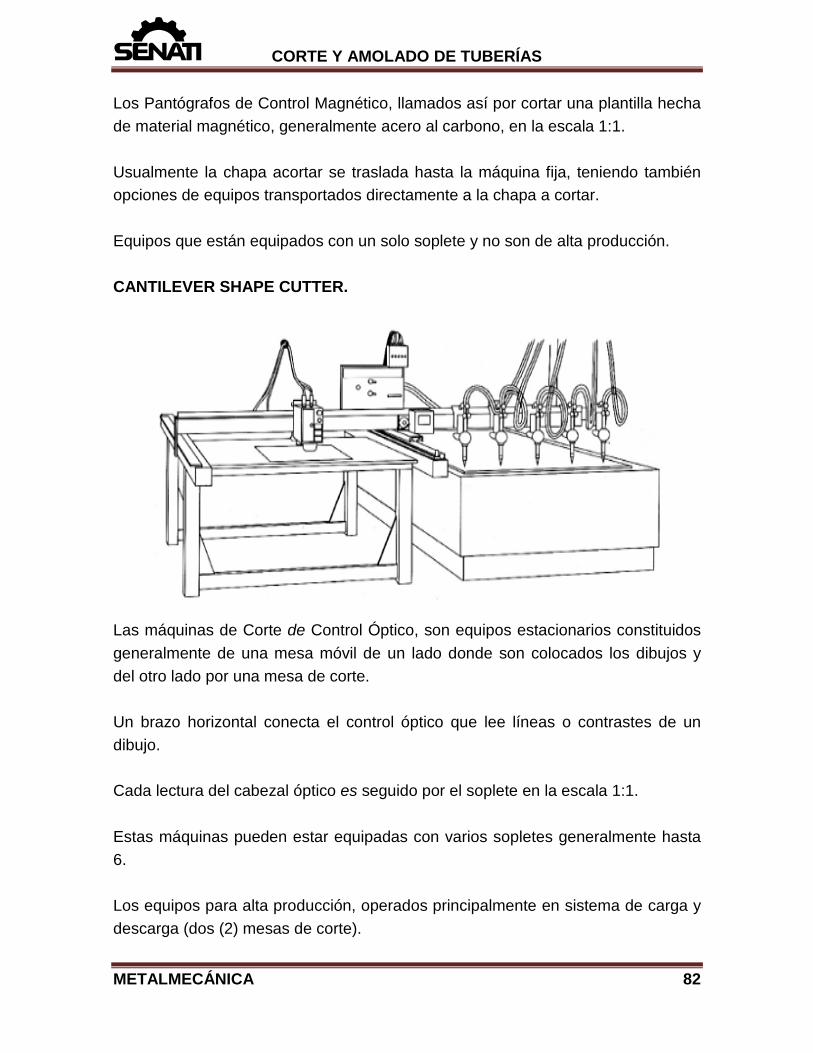
CORTE Y AMOLADO DE TUBERÍAS Los Pantógrafos de Control Magnético, llamados así por cortar una plantilla hecha de material magnético, generalmente acero al carbono, en la escala 1:1. Usualmente la chapa acortar se traslada hasta la máquina fija, teniendo también opciones de equipos transportados directamente a la chapa a cortar. Equipos que están equipados con un solo soplete y no son de alta producción. CANTILEVER SHAPE CUTTER.
Las máquinas de Corte de Control Óptico, son equipos estacionarios constituidos generalmente de una mesa móvil de un lado donde son colocados los dibujos y del otro lado por una mesa de corte. Un brazo horizontal conecta el control óptico que lee líneas o contrastes de un dibujo. Cada lectura del cabezal óptico es seguido por el soplete en la escala 1:1. Estas máquinas pueden estar equipadas con varios sopletes generalmente hasta 6. Los equipos para alta producción, operados principalmente en sistema de carga y descarga (dos (2) mesas de corte).
METALMECÁNICA 82
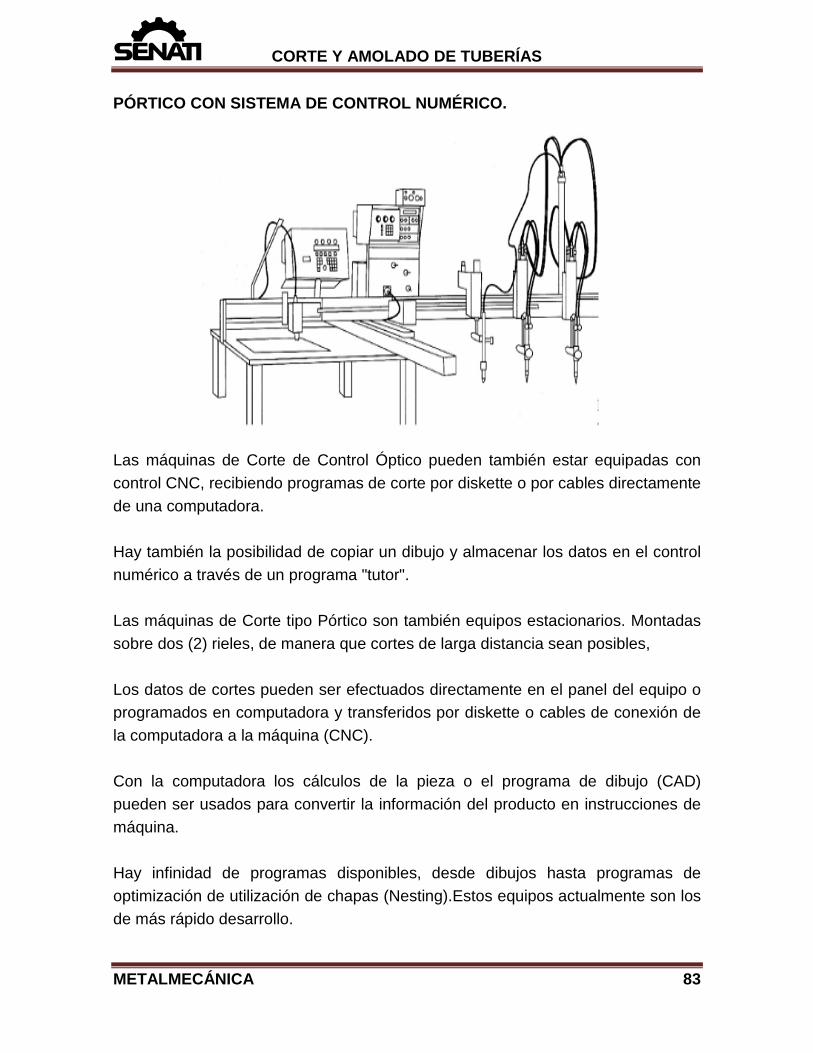
CORTE Y AMOLADO DE TUBERÍAS PÓRTICO CON SISTEMA DE CONTROL NUMÉRICO.
Las máquinas de Corte de Control Óptico pueden también estar equipadas con control CNC, recibiendo programas de corte por diskette o por cables directamente de una computadora. Hay también la posibilidad de copiar un dibujo y almacenar los datos en el control numérico a través de un programa "tutor". Las máquinas de Corte tipo Pórtico son también equipos estacionarios. Montadas sobre dos (2) rieles, de manera que cortes de larga distancia sean posibles, Los datos de cortes pueden ser efectuados directamente en el panel del equipo o programados en computadora y transferidos por diskette o cables de conexión de la computadora a la máquina (CNC). Con la computadora los cálculos de la pieza o el programa de dibujo (CAD) pueden ser usados para convertir la información del producto en instrucciones de máquina. Hay infinidad de programas disponibles, desde dibujos hasta programas de optimización de utilización de chapas (Nesting).Estos equipos actualmente son los de más rápido desarrollo.
METALMECÁNICA 83
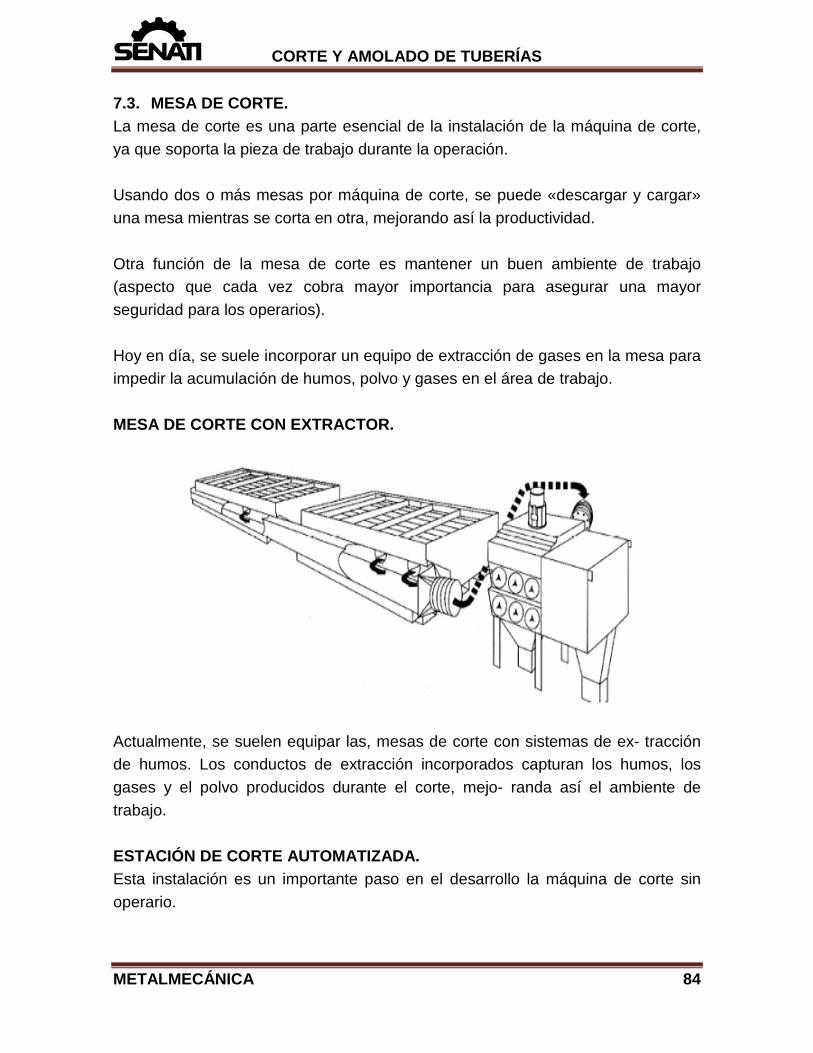
CORTE Y AMOLADO DE TUBERÍAS 7.3. MESA DE CORTE. La mesa de corte es una parte esencial de la instalación de la máquina de corte, ya que soporta la pieza de trabajo durante la operación. Usando dos o más mesas por máquina de corte, se puede «descargar y cargar» una mesa mientras se corta en otra, mejorando así la productividad. Otra función de la mesa de corte es mantener un buen ambiente de trabajo (aspecto que cada vez cobra mayor importancia para asegurar una mayor seguridad para los operarios). Hoy en día, se suele incorporar un equipo de extracción de gases en la mesa para impedir la acumulación de humos, polvo y gases en el área de trabajo. MESA DE CORTE CON EXTRACTOR.
Actualmente, se suelen equipar las, mesas de corte con sistemas de ex- tracción de humos. Los conductos de extracción incorporados capturan los humos, los gases y el polvo producidos durante el corte, mejo- randa así el ambiente de trabajo. ESTACIÓN DE CORTE AUTOMATIZADA. Esta instalación es un importante paso en el desarrollo la máquina de corte sin operario.
METALMECÁNICA 84

CORTE Y AMOLADO DE TUBERÍAS En principio, consiste en una máquina de corte con dos mesas, un transportador alimentador para la remoción continúa de escoria y un sistema intercambiador de palets para las parrillas de corte. Se vacía y se llena una parrilla mientras se efectúa el corte en la otra. Una vez realizado el corte, las parrillas cambian de sitio automáticamente. El toque final es un alimentador elevado que levanta mecánicamente las piezas de los palets, eliminando la necesidad de pesado trabajo manual.
METALMECÁNICA 85
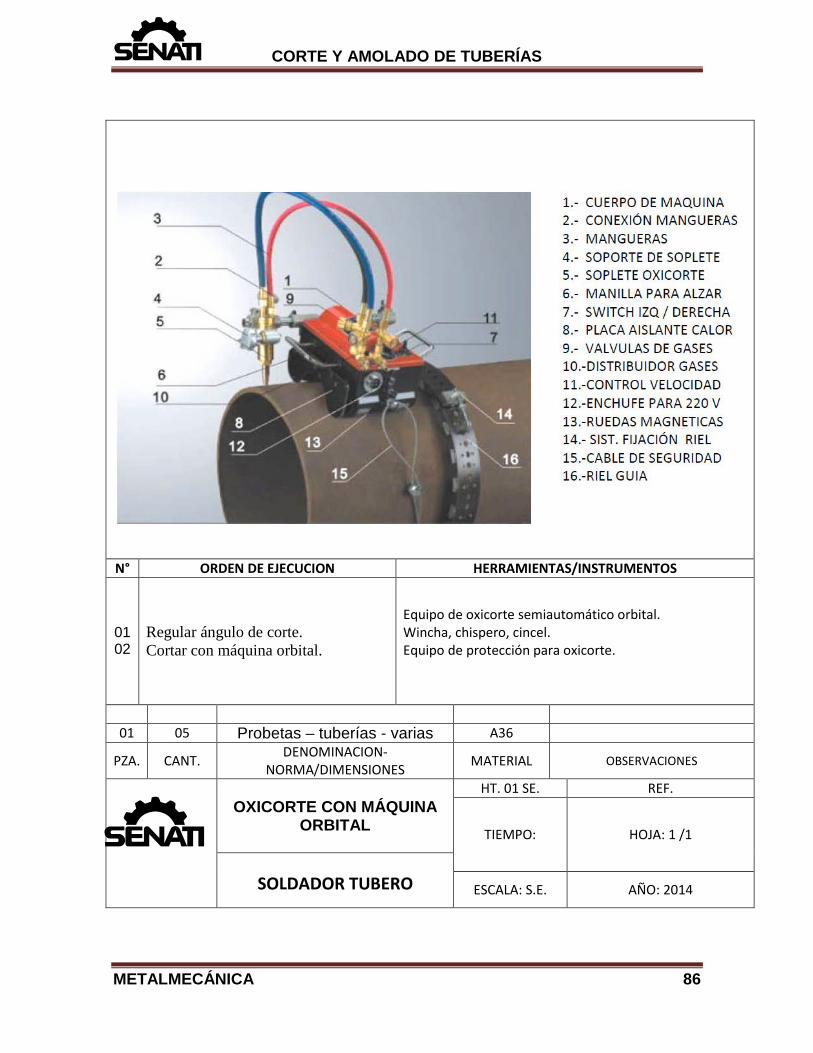
CORTE Y AMOLADO DE TUBERÍAS
N° ORDEN DE EJECUCION HERRAMIENTAS/INSTRUMENTOS
01 02
Regular ángulo de corte. Cortar con máquina orbital.
Equipo de oxicorte semiautomático orbital. Wincha, chispero, cincel. Equipo de protección para oxicorte.
01 05 Probetas – tuberías - varias A36
PZA. CANT. DENOMINACION-NORMA/DIMENSIONES MATERIAL OBSERVACIONES
OXICORTE CON MÁQUINA
ORBITAL
HT. 01 SE. REF.
TIEMPO: HOJA: 1 /1
SOLDADOR TUBERO ESCALA: S.E. AÑO: 2014
METALMECÁNICA 86

CORTE Y AMOLADO DE TUBERÍAS 2.1. REGULAR ÁNGULO DE CORTE. Es la operación que consiste en regular la inclinación del dispositivo de corte angula, al ángulo prefijado para realizar una junta básica. El empleo de esta operación es común en los juntas de tuberías. PROCESO DE EJECUCIÓN: 1er. Paso: Trace material. a) Utilice tiza de calderero.
PRECAUCION: Un trazado correcto da buenos cortes luego de trazar verifique y este seguro de cortar. 2do. Paso: Regule ángulo de corte. PRECAUCION: Tenga en cuenta que el ángulo de inclinación es de: α/2
METALMECÁNICA 87

CORTE Y AMOLADO DE TUBERÍAS 2.2. CORTAR CON MÁQUINA ORBITAL. Es la operación que consiste en realizar el oxicorte de tuberías, utilizando la maquina orbital. El empleo de esta operación es común en la preparación de juntas de tuberías. PROCESO DE EJECUCIÓN: 1er. Paso: Prepare el equipo. a) Instale reguladores. b) Instale mangueras c) Instale soplete cortador. d) Regule presiones. 2do. Paso: Trace el material a cortar. 3er. Paso: Corte. a) Regule el ángulo de corte
deseado. PRECAUCIONES: Utilice durante todo el proceso EPP. Evite trabajar en zonas donde existan corrientes de aire. 4to. Paso: Verifique las medidas.
METALMECÁNICA 88
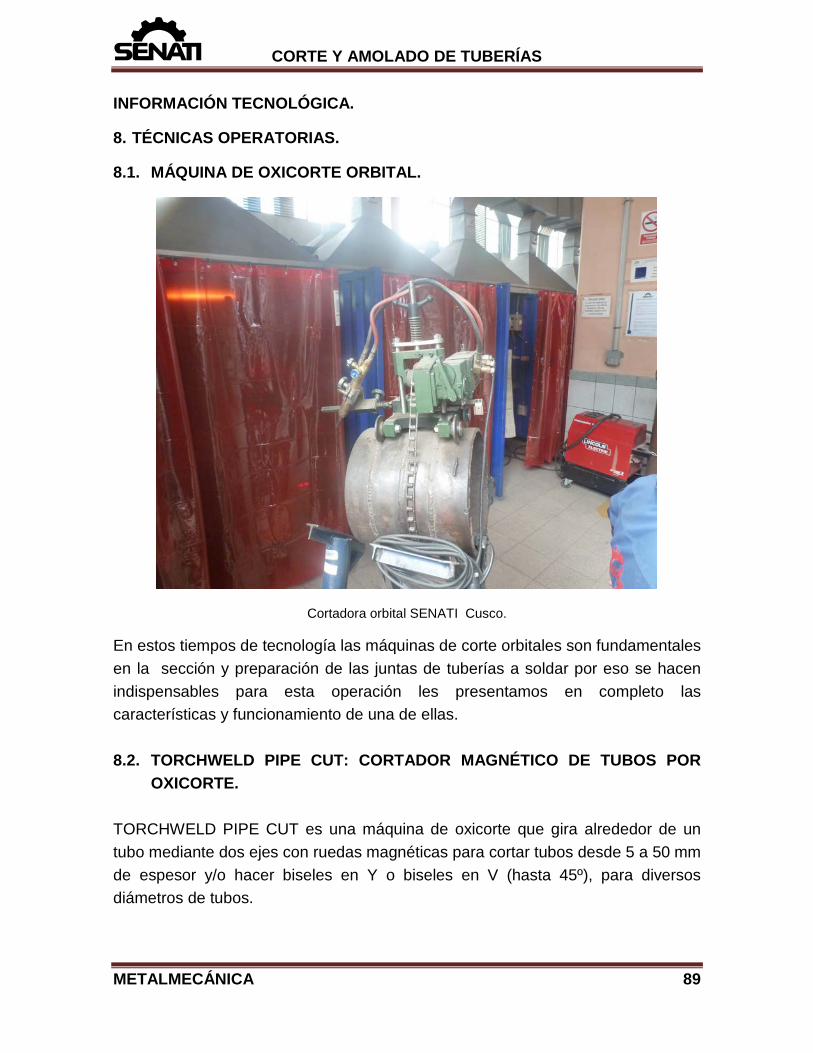
CORTE Y AMOLADO DE TUBERÍAS INFORMACIÓN TECNOLÓGICA.
8. TÉCNICAS OPERATORIAS.
8.1. MÁQUINA DE OXICORTE ORBITAL.
Cortadora orbital SENATI Cusco.
En estos tiempos de tecnología las máquinas de corte orbitales son fundamentales en la sección y preparación de las juntas de tuberías a soldar por eso se hacen indispensables para esta operación les presentamos en completo las características y funcionamiento de una de ellas. 8.2. TORCHWELD PIPE CUT: CORTADOR MAGNÉTICO DE TUBOS POR
OXICORTE. TORCHWELD PIPE CUT es una máquina de oxicorte que gira alrededor de un tubo mediante dos ejes con ruedas magnéticas para cortar tubos desde 5 a 50 mm de espesor y/o hacer biseles en Y o biseles en V (hasta 45º), para diversos diámetros de tubos.
METALMECÁNICA 89

CORTE Y AMOLADO DE TUBERÍAS TORCHWELD PIPE CUT es una máquina cuyo cuerpo es confeccionado en una aleación de Aluminio, liviana, resistente y durable. La fuerza de sus ruedas magnéticas, equivalen a una fuerza superior a 50 Kg, manteniendo la máquina firme y segura al tubo de acero, en todas las posiciones, tanto vertical, sobrecabeza y también horizontal. Existen dos métodos de traslación de la máquina de corte: MÉTODO ESTANDAR, NO GUIADO. Para diámetros desde 108 mm hasta 600 mm. En este caso, posicionar debidamente la máquina sobre la parte superior del tubo, para que esta pueda moverse a la velocidad seleccionada, en función del diámetro y espesor del tubo.
MÉTODO GUIADO, USANDO UN RIEL GUÍA. Para diámetros sobre 600 mm. Para diámetros superiores a 600 mm, utilizar un riel guía, que debe posicionarse al lado contrario al corte. El riel guía utilizado tiene un largo de 5 metros, con lo cual se puede llegar a cortar o biselar tubos de hasta 1,5 metros de diámetro, con mucha precisión, es decir el punto de partida coincidirá con el punto de término.
METALMECÁNICA 90
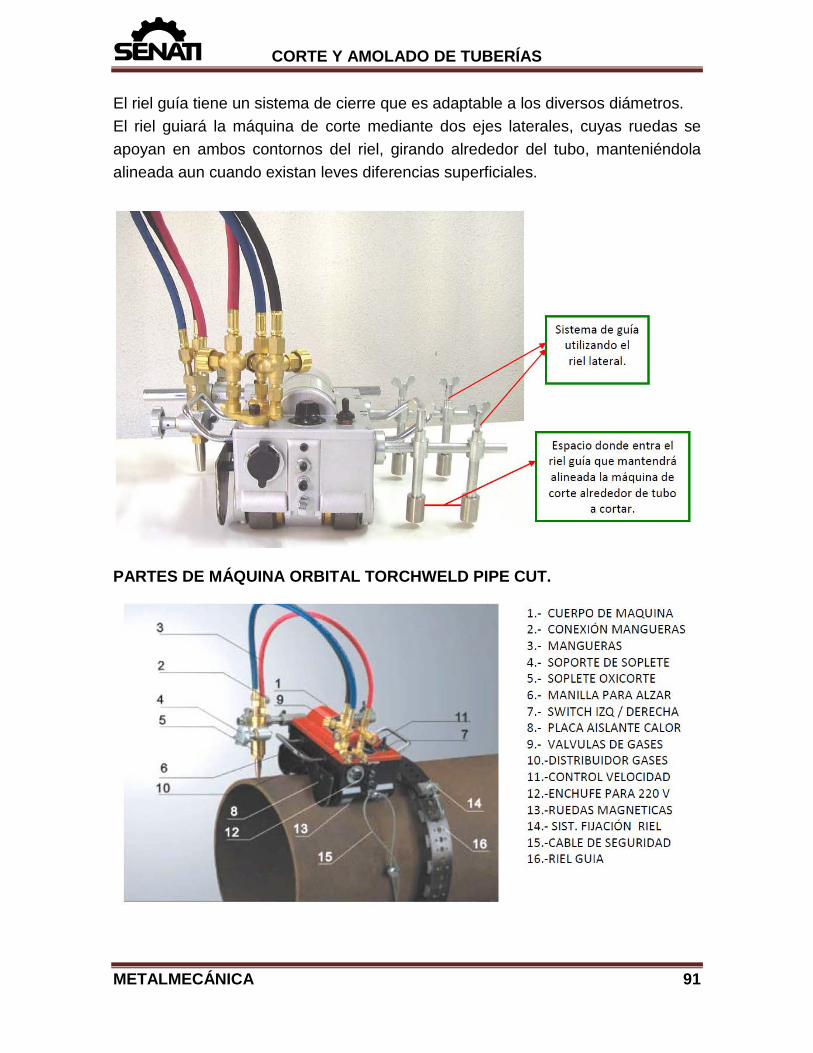
CORTE Y AMOLADO DE TUBERÍAS El riel guía tiene un sistema de cierre que es adaptable a los diversos diámetros. El riel guiará la máquina de corte mediante dos ejes laterales, cuyas ruedas se apoyan en ambos contornos del riel, girando alrededor del tubo, manteniéndola alineada aun cuando existan leves diferencias superficiales.
PARTES DE MÁQUINA ORBITAL TORCHWELD PIPE CUT.
METALMECÁNICA 91
CORTE Y AMOLADO DE TUBERÍAS OPERACIÓN DE MAQUINA ORBITAL TORCHWELD PIPE CUT. 1. Si el tubo de acero es mayor que 600 mm, previamente deberá instalar el riel
guía. Cada riel guía que tiene una extensión de 5 metros y sirve para tubos de hasta 1,5 mt.
2. Puede colocar tantos rieles guías como sea necesario en función de grandes diámetros del tubo de acero.
3. Uniendo dos rieles puede cortar hasta tubos de 3 mt. de diámetro. 4. Colocar el cuerpo de TORCHWELD PIPE CUT, cuidadosamente sobre el tubo
de acero para no dañar las ruedas magnéticas por los golpes. 5. Colocar el cable de acero alrededor del tubo asegurando ambos extremos de la
máquina. 6. Si tiene que usar riel guía, montar el dispositivo que consiste en los dos ejes
laterales. 7. Si durante el proceso de corte desea cambiar la dirección del corte, asegúrese
de detener completamente la máquina. Es prohibido cambiar la dirección del corte sobre la marcha, pues dañará el motor y su sistema de transmisión.
8. Antes de iniciar el oxicorte, ajustar las presiones de oxígeno y del gas combustible, el ángulo de corte y su velocidad. Encender el soplete e iniciar el precalentamiento en el lugar que iniciará el corte, ajustando la distancia de la boquilla oxicorte.
9. Para iniciar el corte, abra la segunda válvula de oxígeno e inicie el movimiento de la máquina en la dirección que Ud. elija.
10. Terminado el corte, cierre las válvulas del oxígeno y del gas y detenga la máquina.
MANTENIMIENTO DE MAQUINA ORBITAL TORCHWELD PIPE CUT. 1. Limpiar diariamente las ruedas magnéticas y la parte inferior de la máquina para
eliminar todas las virutas, polvo metálico, óxidos o laminilla que se acumula durante el período de trabajo.
2. Tomar las precauciones necesarias para no dañar las mangueras y los cables eléctricos durante la operación de oxicorte.
3. Después de usar la máquina, colocarla sobre una plancha de fierro, en un lugar seco, para evitar que las ruedas magnéticas se oxiden y se desmagneticen.
METALMECÁNICA 92

CORTE Y AMOLADO DE TUBERÍAS 4. Dependiendo de su uso, el mecanismo de engranajes puede limpiarse una o
dos veces al año. Limpiar con tetracloruro de Carbono y lubricar con grasa en base a MoS2.
5. Las ruedas magnéticas pueden desmontarse para ser magnetizadas nuevamente si éstas han perdido su eficiencia después de un cierto tiempo.
6. Si hay errores en el desplazamiento paralelo de la máquina producido por el impulso inicial y su momento mecánico, sacar las cubiertas superiores derecha e izquierda y ajustar ambos soportes hasta que el tornillo sinfín y la corona ajusten bien.
9. GASES PARA OXICORTAR.
9.1. ACETILENO. El acetileno es el gas combustible preferido para soldar en virtud de su elevada intensidad de combustión. Aunque los demás gases combustibles casi nunca, o nunca, se usan para soldar, sus características se describirán más adelante. El acetileno es un hidrocarburo, C2 H2, que contiene el mayor porcentaje en peso de carbono de todos los demás gases combustibles de hidrocarburos. Incoloro y más ligero que el aire, tiene un olor distintivo que recuerda al ajo.
METALMECÁNICA 93
CORTE Y AMOLADO DE TUBERÍAS EI acetileno contenido en cilindros está disuelto en acetona y por tanto tiene un olor un tanto diferente al acetileno puro. A temperaturas por encima de 780°C (1435'F) o a presiones mayores que 30 psi (207 kPa), el acetileno gaseoso es inestable y puede descomponerse incluso en ausencia de oxígeno. Esta característica ha sido considerada en la preparación de un código de prácticas seguras para la generación, distribución y uso de acetileno gaseoso. La práctica segura aceptada es nunca utilizar acetileno a presiones por encima de 15 psi (103 kPa) en generadores, tuberías o mangueras. PRODUCCIÓN. El acetileno se produce por la reacción química del carburo / de calcio (CaC2) con agua. En esta reacción, el carbono del carburo de calcio se combina con hidrógeno del agua para formar acetileno gaseoso. Al mismo tiempo, el calcio se combina con oxígeno e hidrógeno para formar un residuo de hidróxido de calcio.
La ecuación química es: CaC2, + 2H20 -+ C2H2 + Ca (OH)2 El carburo que se emplea en este proceso se obtiene por fusión de cal y coque en un homo eléctrico. El carburo se saca del homo y se enfría, y luego se tritura, se pasa por mallas y se empaca en recipientes herméticos. El tipo más común contiene 45 kg (100 lb) del sólido grisáceo duro. Con 1 kg (2.2 lb) de carburo de calcio es posible generar 0.28 m3 (10 pies3) de acetileno. El acetileno también se produce con frecuencia en las plantas petroquímicas y puede usarse para muy diversos procesos además de la soldadura y el corte con gas oxicombustible. GENERADORES DE ACETILENO. Los dos métodos principales que actualmente se usan para generar acetileno son los de carburo a agua y de agua a carburo.
METALMECÁNICA 94

CORTE Y AMOLADO DE TUBERÍAS En Estados Unidos, el método de carburo a agua se usa casi sin excepción. La construcción del generador que se emplea con este método permite descargar partículas de carburo de una tolva a un volumen relativamente grande de agua. Este tipo de generador se muestra en forma esquemática en la siguiente figura.
Los detalles de su construcción varían en los distintos fabricantes. Todos los generadores de carburo a agua se pueden clasificar como de baja presión o de presión mediana. Los primeros trabajan a 1 psi. o menos, en tanto que los segundos producen acetileno a presiones entre 1 y 15 psi. El generador de acetileno del tipo de agua a carburo raras veces se usa en Estados Unidos, pero es popular en Europa. Básicamente, el principio en que se basa es el mismo que el tipo de carburo a agua, pero el método es distinto. Se permite que agua de un tanque gotee sobre un lecho de carburo, y el gas generado sale del generador por una tubería. El carburo habitualmente está en forma de tabiques o panes, a fin de limitar el área superficial que se expone al agua.
METALMECÁNICA 95

CORTE Y AMOLADO DE TUBERÍAS La generación de acetileno produce una cantidad considerable de calor, el cual debe disiparse en vista de la inestabilidad del acetileno a temperaturas elevadas. El volumen relativamente grande de agua que se emplea en el generador de carburo a agua hace que este tipo de equipo sea muy eficiente en lo que a disipar el calor se refiere. En cambio, el tipo de agua a carburo utiliza la cantidad mínima de agua, y disipa el calor con mucha lentitud. Existen generadores de acetileno tanto estacionarios como portátiles, con una gama muy amplia de tamaños y tasas de producción de gas. La capacidad de generación de estas unidades varía entre 0.34 m3/h (12 pies3/h) para las unidades portátiles pequeñas y unos 170 m3/h (6000 pies3/h) para las unidades estacionarias grandes de instalaciones industriales. La mayor parte de los generadores modernos opera automáticamente una vez que se ha establecido la presión de operación inicial. CILINDROS DE ACETILENO. Como el acetileno en estado libre, en ciertas condiciones de presión y temperatura, puede disociarse en forma explosiva para dar hidrógeno y carbono, los cilindros que se van a llenar con acetileno se empacan inicialmente con un relleno poroso. Luego se añade acetona, un disolvente capaz de absorber 25 veces su volumen de acetileno por cada atmósfera de presión. Con la disolución del acetileno y la división del cilindro en celdas pequeñas, parcialmente separadas, dentro del relleno poroso, se produce un recipiente lleno de acetileno seguro. Los cilindros de acetileno se pueden adquirir en tamaños que contienen entre 0.28 y 12 m3 (10 y 420 pies3) del gas. Los cilindros están equipados con tapones de seguridad, fusibles fabricados con un metal que se funde a unos 100°C (212°F). Esto permite al gas escapar si el cilindro se somete a un calentamiento excesivo. De esta manera se obtiene una combustión relativamente controlada en lugar de que se rompa el cilindro.
METALMECÁNICA 96

CORTE Y AMOLADO DE TUBERÍAS 9.2. OTROS GASES COMBUSTIBLE MPS. Existen varias mezclas de gases combustibles de preparación comercial que pueden servir para soldar, aunque en general no se utilizan para este propósito; se emplean más bien para corte, soldadura fuerte con soplete y otras operaciones de calentamiento. Un grupo de gases combustibles mezclados tiene composiciones que se aproximan a la de metilacetileno-propadieno (MPS) y contiene mezclas de propadieno, propano, butano, butadieno y metilacetileno. Una característica de estos gases combustibles mezclados es que la distribución de calor dentro de la flama es más uniforme que en el caso del acetileno, por lo que no es necesario manipular tanto el soplete para controlar el aporte de calor. La temperatura de flama de estos gases es más baja que la del acetileno cuando se usan mezclas oxígeno-gas neutrales. Es posible incrementar la temperatura haciendo a la flama oxidante. Estos gases son populares porque pueden costar menos que el acetileno y los cilindros contienen un mayor volumen de combustible para un tamaño y peso dados. PROPILENO (C3H6), gas combustible de un solo componente, es un producto de las refinerías de petróleo con características de rendimiento similares a las de los gases tipo MPS. Aunque no es adecuado para soldadura normal, se le utiliza para corte con oxígeno, soldadura fuerte, rociado de flama y endurecimiento con flama. El equipo que se utiliza con este gas es similar en cuanto a diseño al que se emplea con los gases tipo MPS. PROPANO. (C3H8), se usa principalmente para precalentamiento en el corte con oxígeno y para operaciones de calentamiento. La fuente principal de este gas es las mezclas de petróleo crudo y gas que se obtienen de los pozos de petróleo y gas natural activos, aunque también se
METALMECÁNICA 97

CORTE Y AMOLADO DE TUBERÍAS produce en ciertos procesos de refinamiento de petróleo y durante el reciclaje del gas natural. El propano se vende y transporta en cilindros de acero que contienen hasta 45 kg (100 lb) del gas licuado. Las entregas a los consumidores de grandes volúmenes se hacen mediante carro tanque y suministro a granel. Existen sopletes de propanos pequeños y autónomos para usarse en talleres caseros así como para operaciones de calentamiento incidentales. HIDRÓGENO. El contenido calorífico relativamente bajo de la flama de oxi-hidrógeno limita el uso de este gas a ciertas operaciones de soldadura fuerte con soplete y a la soldadura de aluminio, magnesio, plomo y metales similares. Sin embargo, otros procesos de soldadura están suplantando casi por completo todas las formas de soldadura con gas oxicombustible para muchos de estos materiales. El hidrógeno puede adquirirse en cilindros de acero estirados, sin costura, cargados hasta una presión de cerca de 2000 psi. (14 kPa) a una temperatura de 21°C (70°F). También puede obtenerse en forma líquida, ya sea en cilindros individuales o a granel. En el punto de uso, el hidrógeno líquido se vaporiza para obtener el gas. OXIGENO, en estado gaseoso es incoloro, inodoro e insípido. Ocurre con abundancia en la naturaleza, y una fuente importante de este gas es la atmósfera, que contiene alrededor del 21 % por volumen de oxígeno. Aunque hay suficiente oxígeno en el aire para sustentar la combustión del gas combustible, el empleo de oxígeno puro acelera las reacciones de combustión y eleva la temperatura de las flamas. La mayor parte del oxígeno que se utiliza en la industria de la soldadura se extrae de la atmósfera mediante técnicas de licuefacción.
METALMECÁNICA 98
CORTE Y AMOLADO DE TUBERÍAS En el proceso de extracción, el aire puede comprimirse a cerca de 3000 psi. (20 kPa), aunque algunos equipos operan a presiones mucho más bajas. Primero se elimina el dióxido de carbono y cualesquier impurezas que contenga el aire, y luego se pasa éste por tubos espirales donde se le permite expandirse a una presión relativamente baja. El aire se enfría bastante durante la expansión, y se le hace pasar sobre los tubos espirales a fin de enfriar aún más el aire que entra, hasta que se produce la licuefacción. El aire líquido se rocía sobre una serie de bandejas o platos de evaporación en una torre de rectificación. El nitrógeno y otros gases hierven a temperaturas más bajas que el oxígeno y, conforme estos gases escapan por la parte superior de la torre, el oxígeno de alta pureza se acumula en una cámara receptora en la base. Algunas plantas están diseñadas para producir oxígeno líquido a granel; en otras, el oxígeno gaseoso se extrae para comprimirlo dentro de cilindros. GAS NATURAL (METANO). El gas natural se obtiene de pozos y se distribuye por tubería. Su composición química varía ampliamente, dependiendo del lugar del que se obtuvo. Los constituyentes principales de la mayor parte de los gases naturales son metano (CH,) y etano (C,H,). El requerimiento volumétrico de gas natural es, por regla general, 1.5 veces el del acetileno para generar una cantidad equivalente de calor. La principal aplicación del gas natural dentro de la industria de la soldadura es como gas combustible para el corte con oxígeno y en operaciones de calentamiento.
METALMECÁNICA 99

CORTE Y AMOLADO DE TUBERÍAS 9.3. FICHA TECNICA SEGÚN PRAXAIR, DEL ACETILENO.
METALMECÁNICA 100
CORTE Y AMOLADO DE TUBERÍAS
METALMECÁNICA 101
CORTE Y AMOLADO DE TUBERÍAS
METALMECÁNICA 102
CORTE Y AMOLADO DE TUBERÍAS
METALMECÁNICA 103
CORTE Y AMOLADO DE TUBERÍAS
METALMECÁNICA 104
CORTE Y AMOLADO DE TUBERÍAS
METALMECÁNICA 105
CORTE Y AMOLADO DE TUBERÍAS
METALMECÁNICA 106
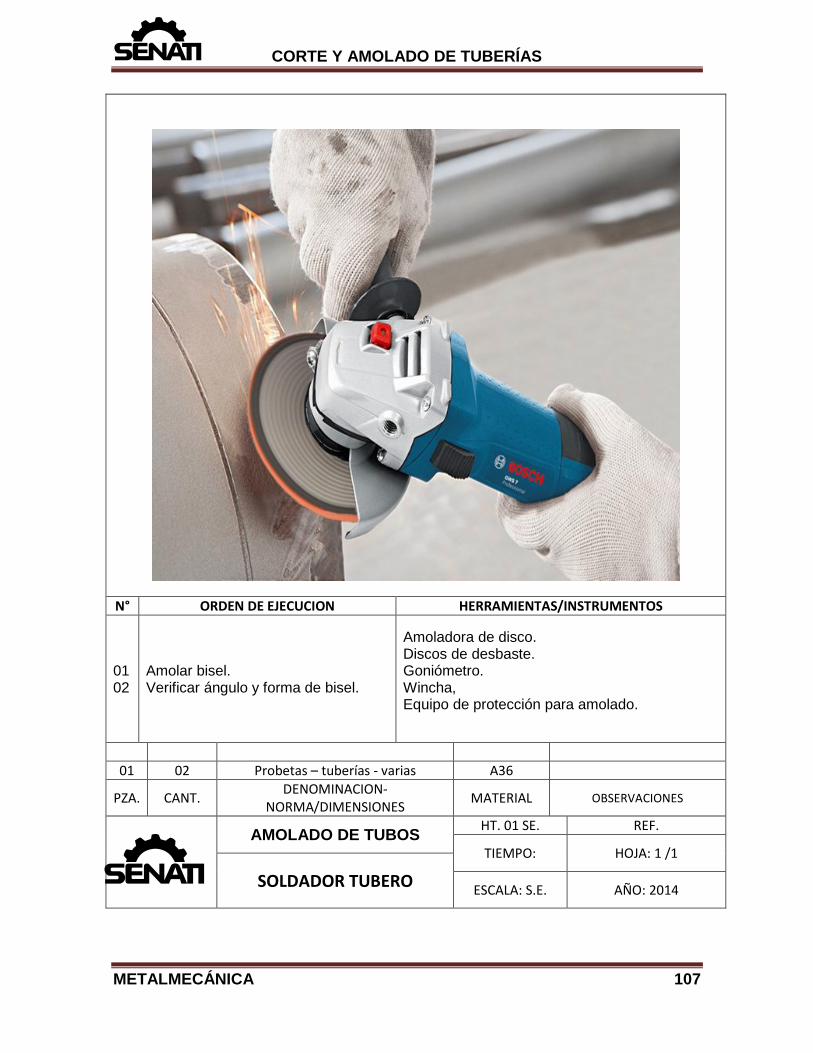
CORTE Y AMOLADO DE TUBERÍAS
N° ORDEN DE EJECUCION HERRAMIENTAS/INSTRUMENTOS
01 02
Amolar bisel. Verificar ángulo y forma de bisel.
Amoladora de disco. Discos de desbaste. Goniómetro. Wincha, Equipo de protección para amolado.
01 02 Probetas – tuberías - varias A36
PZA. CANT. DENOMINACION-NORMA/DIMENSIONES MATERIAL OBSERVACIONES
AMOLADO DE TUBOS HT. 01 SE. REF. TIEMPO: HOJA: 1 /1
SOLDADOR TUBERO ESCALA: S.E. AÑO: 2014
METALMECÁNICA 107
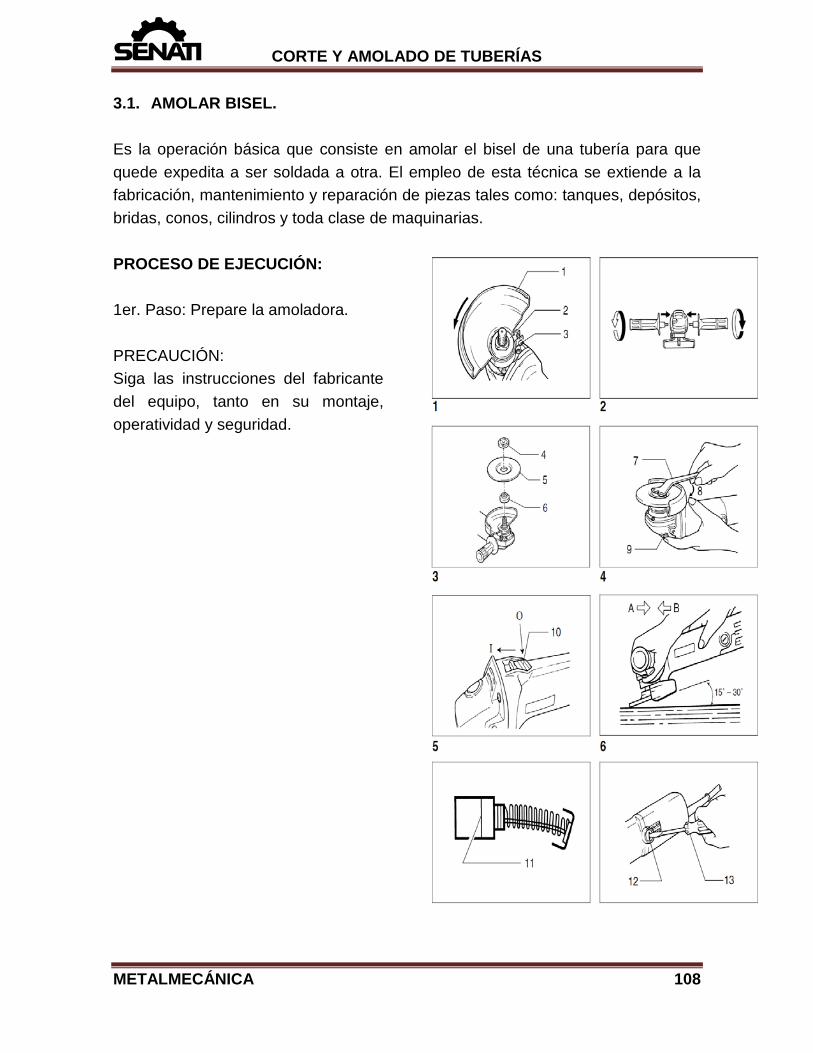
CORTE Y AMOLADO DE TUBERÍAS 3.1. AMOLAR BISEL. Es la operación básica que consiste en amolar el bisel de una tubería para que quede expedita a ser soldada a otra. El empleo de esta técnica se extiende a la fabricación, mantenimiento y reparación de piezas tales como: tanques, depósitos, bridas, conos, cilindros y toda clase de maquinarias. PROCESO DE EJECUCIÓN: 1er. Paso: Prepare la amoladora. PRECAUCIÓN: Siga las instrucciones del fabricante del equipo, tanto en su montaje, operatividad y seguridad.
METALMECÁNICA 108

CORTE Y AMOLADO DE TUBERÍAS 2do. Paso: Esmerile. a) Conecte el enchufe a la red
eléctrica.
b) Incline al ángulo prefijado el disco. c) Mantenga en ese ángulo todo el
tiempo de amolado. d) Cada dos pasadas verifique el
ángulo con el goniómetro. e) Al concluir elimine rebabas. f) Verifique que el ángulo es el
prefijado.
METALMECÁNICA 109
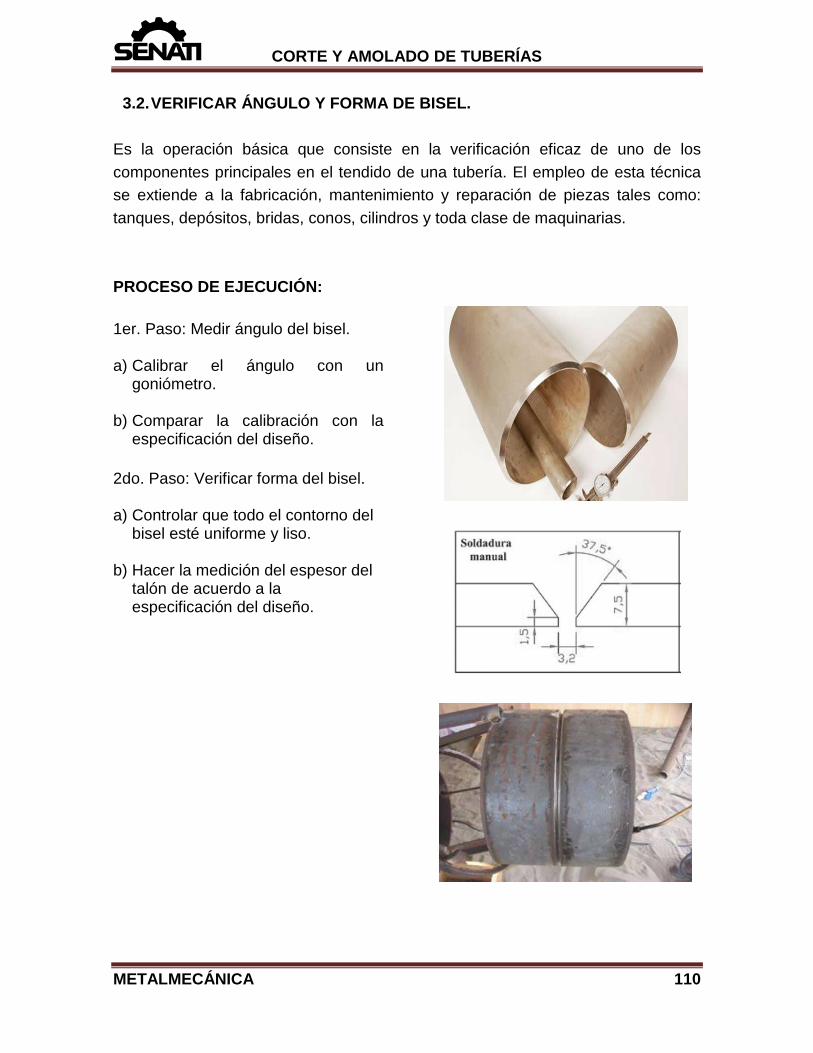
CORTE Y AMOLADO DE TUBERÍAS
3.2. VERIFICAR ÁNGULO Y FORMA DE BISEL. Es la operación básica que consiste en la verificación eficaz de uno de los componentes principales en el tendido de una tubería. El empleo de esta técnica se extiende a la fabricación, mantenimiento y reparación de piezas tales como: tanques, depósitos, bridas, conos, cilindros y toda clase de maquinarias. PROCESO DE EJECUCIÓN: 1er. Paso: Medir ángulo del bisel. a) Calibrar el ángulo con un
goniómetro.
b) Comparar la calibración con la especificación del diseño.
2do. Paso: Verificar forma del bisel. a) Controlar que todo el contorno del
bisel esté uniforme y liso. b) Hacer la medición del espesor del
talón de acuerdo a la especificación del diseño.
METALMECÁNICA 110

CORTE Y AMOLADO DE TUBERÍAS 10. AMOLADORAS. TIPOS. El amolado es un proceso de remoción de material en el cual las partículas abrasivas están contenidas en una rueda de aglutinado que opera a velocidades periféricas muy altas. Por lo general la rueda de esmeril tiene una forma de disco, balanceada con toda precisión para soportar altas velocidades de rotación. El amolado puede equipararse al fresado. En ambas técnicas de corte este ocurre en la periferie o en el frente de la rueda de amolar, similar al fresado periférico y al fresado frontal. 10.1. LAS AMOLADORAS. Las amoladoras y las miniamoladoras son máquinas eléctricas portátiles que se utilizan para cortar, desbastar y pulir, especialmente en los trabajos de mampostería y metal. Los trabajos de materiales en superficies grandes, o los trabajos intensivos en superficies duras, se suelen realizar con amoladoras y discos grandes que permiten, por ejemplo, cortes más rectos y limpios. Además de su tamaño, se deben tener en cuenta las prestaciones de la máquina. Las amoladoras o radiales y las miniamoladoras que disponen de control electrónico de velocidad se adaptan mejor al trabajo con diferentes materiales y permiten utilizar una gran variedad de accesorios. 10.2. PROCESO DE MONTAJE DE UNA AMOLADORA DE DISCO.
1) Protector del disco. 2) Alojamiento de cojinetes. 3) Tornillo. 4) Contratuerca. 5) Disco con el centro rebajado. 6) Brida interior. 7) Llave para contratuerca.
8) Apretar. 9) Bloqueo del eje. 10) Palanca del interruptor. 11) Marca límite. 12)Tapa del portaescobillas. 13)Destornillador.
METALMECÁNICA 111
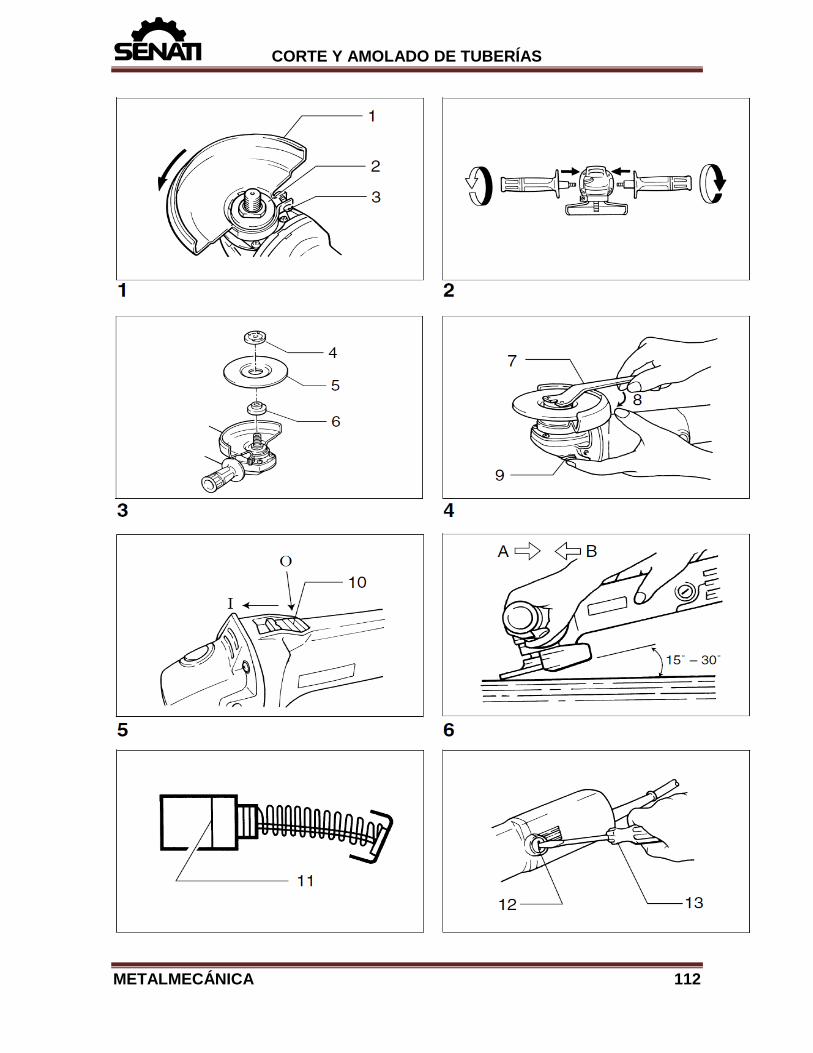
CORTE Y AMOLADO DE TUBERÍAS
METALMECÁNICA 112

CORTE Y AMOLADO DE TUBERÍAS 10.3. OBJETIVOS DE LAS AMOLADORAS. • Puesto que la amoladora es una herramienta de corte que funciona a gran
velocidad, siendo una de las máquinas más peligrosas, se hace necesario tomar medidas especiales de seguridad que reduzcan el riesgo cuando se usa.
• Definir un procedimiento para el manejo adecuado de amoladoras. • Identificar los factores de riesgo a los que están expuestos el personal que
utiliza este tipo de equipos. • El objeto del presente documento es el de establecer normas e instrucciones
para las tareas y trabajos, con máquinas radiales (amoladoras), en las condiciones adecuadas de seguridad.
• Especificar los equipos de protección necesarios para el manejo de amoladoras.
10.4. TIPOS DE AMOLADORAS. A continuación presentamos unos tipos de amoladoras según Atlas Copco. • Amoladoras rectas. Las amoladoras rectas Atlas Copco, diseñadas para su
uso con muelas rectas, ofrecen una alta capacidad de arranque de material en espacios abiertos. La potencia oscila entre 0,6 kW (0,83 CV) y 2,9 kW (4,0 CV).
- La LSR28 es adecuada para las aplicaciones más ligeras, donde la
accesibilidad es la máxima prioridad. Cuenta con bajos niveles de ruido y vibraciones gracias a su exclusivo sistema de amortiguación de vibraciones. La empuñadura aislada térmicamente y el aire de escape evacuado a distancia son algunas de las características ergonómicas más notables de la LSR28.
LSR-28
METALMECÁNICA 113

CORTE Y AMOLADO DE TUBERÍAS
- La LSR43 tiene un diseño robusto y es perfecta para aquellas aplicaciones realmente exigentes que requieren una gran durabilidad. Si necesita la máxima potencia, su mejor opción es la LSR48 o la LSR64, con hasta 2,9 kW de potencia. La longitud de estas amoladoras actúa como palanca, lo que permite aplicar una mayor fuerza de empuje.
LSR-43 • Amoladoras verticales. Gracias a su robusto diseño, junto a su motor
neumático vertical y el cilindro de fundición nodular, ofrecen una extraordinaria durabilidad. La fundición nodular tiene un efecto “lubricante” que prolonga los intervalos entre servicios. - La serie LSS es adecuada para las operaciones más exigentes de arranque
de material y de corte en superficies abiertas. - Su potencia es impresionante y varía de 1,4 kW (1,9 CV) a 3,8 kW (5,1 CV). - La LSS53 está equipada con un silenciador exclusivo que reduce los picos
de ruido que se crean en el arranque y la desconexión.
LSS
METALMECÁNICA 114

CORTE Y AMOLADO DE TUBERÍAS
• Amoladores angulares. Las amoladoras con motores de aletas ofrecen una alta potencia, un bajo peso, un reducido nivel de vibraciones y ruido, y una gran durabilidad.
- Serie LSV18 – Para trabajar en espacios reducidos, las herramientas de la
serie LSV 18 son pequeñas, potentes y exentas de lubricación. Sus características principales son: regulador de velocidad, cabeza angular sellada, empuñadura aislada térmicamente y motor neumático sin lubricación.
- Serie LSV28 – Pequeña pero potente (0,75 kW - 1 CV), disponible también en accesibilidad óptima en aquellas aplicaciones donde sea necesario. Sus características principales son: regulador de velocidad, cabeza angular sellada, empuñadura aislada térmicamente y motor neumático sin lubricación (modelo LSV 28 S060-18).
- LSV38 – Si está buscando una amoladora potente y versátil, la ha encontrado: hasta 1,3 kW (1,7 CV). Sus características principales son: regulador de velocidad, cabeza angular sellada, motor neumático sin lubricación y empuñadura aislada térmicamente. El autoequilibrador (modelos SA) reduce las vibraciones hasta en un 50%. Disponen, además, de bloqueo del eje y protector de muela ajustable.
- LSV48 – Nuestra amoladora de aletas más potente con 1,9 kW (2,5 CV), para lograr la máxima productividad. Sus características principales son: regulador de velocidad, cabeza angular sellada, motor neumático sin lubricación y empuñadura aislada térmicamente. El autoequilibrador (modelos SA) reduce las vibraciones hasta en un 50%. Dispone, además, de bloqueo del eje.
METALMECÁNICA 115
CORTE Y AMOLADO DE TUBERÍAS 11. DISCOS ABRASIVOS. 11.1. INTRODUCCIÓN. Los abrasivos son sustancias que tienen como finalidad actuar sobre otros materiales con diferentes clases de esfuerzo mecánico (triturado, molienda, corte, pulido). Son de elevada dureza y se emplea en todo tipo de procesos industriales y artesanos. Los procesos abrasivos se usan frecuentemente, de una parte para producir la forma final y de otra, para mejorar el acabado de la superficie. El amolado, bruñido, y lapeado son procesos abrasivos comunes. Son materiales que por su elevada dureza y estructura son capaces de producir por acción mecánica, un desgaste sobre materiales menos duros. Pueden presentarse en polvo, líquidos, mixtos, aglutinados con productos de resinas sintéticas, aleaciones metálicas y/o montados en soportes flexibles, rígidos, oscilantes y/o giratorios. Se considera que son indispensables para la fabricación de casi todos los productos actuales. 11.2. HISTORIA. El uso de abrasivos se remonta a la época en que el hombre rozaba piedras de cierta dureza contra otras para conseguir dar forma a sus armas y herramientas. Antiguos dibujos egipcios muestran abrasivos que se utilizaban para pulir joyas. Durante muchos siglos, la evolución fue muy lenta hasta que a finales del siglo XIX y principios del XX con los descubrimientos del óxido de aluminio y el carburo de silicio se consiguieron grandes avances. La arena y pedazos de cuero flexible fueron las lijas del hombre primitivo. Más tarde, los artesanos trataron de aglomerar los granos de materiales abrasivos sobre soportes flexibles mediante adhesivos y ya hacia el siglo XV se comenzaron a recubrir soportes de papel con vidrio triturado.
METALMECÁNICA 116
CORTE Y AMOLADO DE TUBERÍAS Los primeros esmeriles de arena y vidrio carecían de precisión, y por el siglo XIX los productos abrasivos como la piedra natural ya no satisfacía las necesidades de una industria en pleno desarrollo. En 1820, el alemán Friedrich Mohs, publicó una escala de durezas de los minerales que hoy se conoce como “Escala Mohs” y de la que de habla más adelante. En 1873, Swen Pulson consiguió hacer una muela de esmeril extrafuerte, utilizando arcilla de alfarero y un horno de fragua. Pulson logró fabricar la muela en su tercer intento. Este hecho marcó el final de los productos abrasivos de silicatos sellados con pegamento, dando lugar al nacimiento de las muelas vitrificadas. Poco antes del comienzo del siglo XX, cuando cayeron las demandas industriales de esmeriles abrasivos naturales a base de corindón y granate, el inventor estadounidense Edward G. Acheson descubrió un método de fabricación con carburo de silicio en hornos eléctricos, y los científicos de la Electro Chemical Company comenzaron a desarrollarlo. En 1955, la General Electric Company logró la fabricación de diamantes sintéticos. Al igual que otros abrasivos artificiales, los diamantes sintéticos demostraron ser superiores en muchas aplicaciones al producto natural que se venía utilizando. El pulido de las piedras en la edad prehistórica, el lapeado de diamantes con abrasivos naturales en los primeros siglos de la historia, las muelas de cuarzo en la edad media, el papel de vidrio para extraer el óxido de las piezas metálicas a comienzos del siglo XIX y el descubrimiento de los abrasivos artificiales en el siglo XX, dan una idea de la enorme importancia que han tenido estos productos en la evolución del mundo. 11.3. LAS MATERIAS PRIMAS DE LOS ABRASIVOS. A continuación se detallan los elementos necesarios para la fabricación de las herramientas abrasivas.
METALMECÁNICA 117

CORTE Y AMOLADO DE TUBERÍAS Materiales abrasivos. Son materiales que por su elevada dureza y estructura son capaces de producir por acción mecánica, un desgaste sobre materiales menos duros. Las propiedades fundamentales de los materiales abrasivos son, entre otras: • Dureza. Se define como la oposición que ofrecen los materiales a alteraciones
como la penetración, la abrasión, el rayado, etc. por otro material. Por ejemplo, la madera puede rayarse con facilidad y esto significa que no tiene mucha dureza, mientras que el vidrio es mucho más difícil de rayar. A lo largo de la historia durante el estudio y clasificación de los minerales hubo un momento en que se hacía pertinente distinguir los diferentes grados de dureza de los minerales y rocas. El primer intento de establecer un método a tal fin, más amateur que profesional se debió a Mohs. Su sencillez tanto de memorización como de aplicación hace que aún perdure aunque ha quedado relegada al aficionado o a una primera aproximación del geólogo en el trabajo de campo. Escala de Mohs. Es una relación de 10 minerales ordenados por su dureza, de mayor a menor. Con dureza 10 sitúa el Diamante, 9,6 el Carburo de Silicio, 9,2 el Corindón (Óxido de Aluminio), a los que siguen el Esmeril, Granate, etc hasta llegar al Talco con dureza 0. Se basa en el principio que una sustancia dura puede rayar a otra más blanda y nunca al contrario. Escala Rosiwal. Determina la dureza en valores absolutos a diferencia de la escala de Mohs que son relativos y la mide en base a la pérdida de peso del material tras una abrasión realizada en unas condiciones normalizadas. Escala Knoop. Al igual que la escala Rosiwal nos da su medición de la dureza en valores absolutos y está basada en la profundidad de la señal grabada en los minerales con una punta de diamante de forma piramidal rómbica a una fuerza standard.
METALMECÁNICA 118

CORTE Y AMOLADO DE TUBERÍAS
He aquí la comparación de algunos materiales abrasivos en la escala de dureza de Knoop:
• Friabilidad. Es la capacidad de los granos abrasivos para romperse y auto-afilarse bajo tensión. Es un factor muy importante en su funcionamiento ya que a una mayor friabilidad, una mayor capacidad de producir nuevas aristas cortantes.
• Tenacidad. Mide la capacidad de los abrasivos para resistir al desgaste. • Capacidad de corte. Las rayas producidas por el mineral sobre una superficie
dependen, en gran medida, de lo afiladas que sean las aristas del mineral. Clases de materiales abrasivos. • Naturales. Son producto de la naturaleza y, durante siglos se han venido
utilizando.
- Cuarzo. Se encuentra en grandes cantidades por todo el planeta. Se utiliza como abrasivo bajo el nombre de arena silícea, y se considera el abrasivo más usado por su bajo precio.
METALMECÁNICA 119

CORTE Y AMOLADO DE TUBERÍAS
Se emplea en la fabricación de lijas, discos o bloques, y, principalmente, en sistemas de abrasión por medio de un chorro de arena a presión. Su uso ha disminuido sensiblemente, pero aún se sigue empleando en productos de bajo precio. Clasificación de dureza = Escala de Mohs 7 – Escala de Knoop (Entre 8.000 y 9.000).
- Granate. También llamado Almandita, pertenece al grupo de los neosilicatos. Hay variedades muy duras que se utilizan precisamente como abrasivos debido a esta característica y, aún hoy, se continúan utilizando en algunas lijas para la industria de la madera. Clasificación de dureza = Escala de Mohs 7,5 – 8.
- Esmeril. El origen de su nombre surgió hace unos dos siglos en la isla de Naxos – Cabo Emery donde se encontraron grandes yacimientos de este abrasivo natural, por lo que comenzó a llamársele Emery (en español esmeril).
METALMECÁNICA 120

CORTE Y AMOLADO DE TUBERÍAS
Es una roca muy dura usada para hacer polvo abrasivo y podríamos considerarlo como el abrasivo histórico por excelencia. Está compuesta principalmente del mineral corindón (óxido de aluminio) mezclado con algunas trazas de hierro, titanio, cromo, manganeso, níquel, vanadio y silicato. Principalmente se emplea en piedras de afilar (esmeriladoras), herramientas para cortar y pulir metales, etc. Clasificación de dureza = Escala de Mohs 9.
- Diamante natural. Es el material natural más duro hasta ahora conocido; su resistencia a la abrasión es del orden de 140 veces superior a la del corindón a pesar de que ambas, corindón y diamante ocupan los lugares 9 y 10 de la escala de Mohs. Es un cristal transparente de átomos de carbono que ha sido adaptado para muchos usos debido a las excepcionales características físicas y una de ellas es su uso industrial. Clasificación de dureza = Escala de Mohs 10 – Escala de Knoop 70.000.
METALMECÁNICA 121

CORTE Y AMOLADO DE TUBERÍAS
• Sintéticos. Son los producidos por la mano del hombre. Requieren un importante proceso con materias primas y reactivos químicos. La mayoría de los abrasivos naturales han sido sustituidos por los sintéticos ya que la industria demanda abrasivos con propiedades más precisas y estables que las que ofrecen los naturales.
- Óxido de aluminio – Corindón. Aún hoy, este es el abrasivo mayormente
empleado en la fabricación de las herramientas abrasivas. Se produce en horno eléctrico mediante la electro-fusión de la bauxita. Su pureza varía, según tipo, entre el 95% y 99%. Es un grano abrasivo muy duro que se caracteriza por un corte frío, una larga duración y la propiedad de fracturarse bajo presión, produciendo nuevas aristas cortantes. Tiene tendencia a arromarse y está especialmente indicado para materiales blandos. Clasificación de dureza = Escala de Mohs 9,2 – Escala de Knoop 20.000.
- Carburo de silicio. También llamado carborundo, se produce en horno eléctrico tratando a muy altas temperaturas arena de sílice, coke residual de petróleo, sal (como agente purificante) y aserrín (para disipar los gases). El resultado es una masa de cristales de elevada dureza y un alto índice de fractura. Esta fragilidad, hace que al fracturarse presente continuamente aristas afiladas de excelente corte.
METALMECÁNICA 122

CORTE Y AMOLADO DE TUBERÍAS
Es el más duro y cortante entre los abrasivos convencionales, lo que le convierte en ideal para acabados finos. Su gran dureza, próxima a la del diamante, le hace excelente para el uso sobre piedra y materiales duros. Con él se elaboran lijas, discos de corte de metal, pastas para esmeril, etc. Clasificación de dureza = Escala de Mohs 9,6 – Escala de Knoop 25.000.
- Nitruro de Boro cúbico (CBN). Se obtiene por tratamiento a altas
temperaturas y presiones del Nitruro de Boro Hexagonal. Es un material de una dureza ligeramente inferior a la del diamante, tiene mejor estabilidad que este frente al calor y para trabajar con hierro tiene la ventaja de que no reacciona químicamente. Modernamente se emplea en distintas proporciones según la aplicación requerida y con aglomerantes como los galvánicos, las resinas sintéticas y los cerámicos incorporando a veces un aglutinante metálico para mejorar su tenacidad. Se emplea en herramientas de corte para la mecanización de la mayoría de los aceros y hierros fundidos. Clasificación de dureza = Escala de Knoop 45.000.
METALMECÁNICA 123
CORTE Y AMOLADO DE TUBERÍAS
- Diamante sintético. Es elaborado en procesos tecnológicos en oposición a los diamantes naturales que lo son en procesos geológicos. Sus propiedades dependen, a voluntad del fabricante, de los procesos de su manufacturación y pueden ser superiores o inferiores a las de los diamantes naturales. La dureza (que es la que nos ocupa), puede ser superior en algunos diamantes sintéticos y de ahí que sea un producto ampliamente usado como abrasivo. No es apto para utilización sobre aleaciones ferrosas a altas velocidades, puesto que el carbono es soluble en hierro a altas temperaturas, lo que provoca un mayor desgaste en las herramientas de diamante cuando se las compara con otras alternativas. Clasificación de dureza = Escala de Mohs 10 – Escala de Knoop 70.000.
Además de los señalados, existen otros como las mezclas de óxido de aluminio y óxido de circonio o los nuevos materiales de origen cerámico como el óxido cerámico que se emplean en procesos que requieren un gran arranque de material. Estos abrasivos ultramodernos, gracias a sus magníficas prestaciones están adquiriendo cada vez mayor importancia. 11.4. LAS LIGAS O AGLOMERANTES. Son los materiales que actúan como elemento de unión de los granos abrasivos. Las ligas da a los abrasivos la fuerza y dureza necesarias para resistir las exigencias de trabajo a que serán sometidos.
METALMECÁNICA 124

CORTE Y AMOLADO DE TUBERÍAS Existen varios tipos de ligas pero aquí solamente describiremos y señalaremos las más empleadas: Las vitrificadas o cerámicas (designadas con la letra V). Son las más utilizadas en la fabricación de muelas o ruedas de amolar. Están formadas por arcillas cuarzos y feldespatos que después de ser combinados químicamente se vitrifican en procesos de horneado a temperaturas del orden de 1.300 ºC. Son inalterables ante los líquidos refrigerantes, al tiempo de almacenaje y ante los cambios normales de temperatura, pero son muy susceptibles de fractura por golpes. La porosidad y resistencia de las herramientas fabricadas con este aglomerante permite una elevada eliminación de material y alcanzar altos niveles de precisión, y se emplean especialmente en la fabricación de herramientas para el rectificado de árboles de levas, cigüeñales y piezas con perfiles complejos. Las resinoides o de baquelita (designadas con la letra B). Están fabricadas a base a resinas sintéticas de tipo fenólico y se caracterizan por su elasticidad y buena conductividad del calor. Se las emplea extensamente en la fabricación de discos de corte, ruedas de desbaste, etc. donde se necesita un alto grado de arranque de material. Las metálicas (designadas con la letra M). Son ligas con propiedades metálicas que contienen dos o más elementos químicos, de los que por lo menos uno de ellos es metal. Son muy empleadas en la fabricación de útiles diamantados para el corte de piedra. Las de caucho (designadas con la letra R). Como su nombre indica, son producidas con este material.
METALMECÁNICA 125
CORTE Y AMOLADO DE TUBERÍAS Se utilizan para herramientas que se van a trabajar con grandes velocidades, aportan una gran suavidad de acción, no se embozan y son muy apropiadas para trabajos de gran precisión. También se emplean para la fabricación de discos especiales de corte y especialmente en herramientas donde la terminación superficial es importante. Precisa de buenas cantidades de refrigerante. Las de goma-Laca (designadas con la letra E). Son producto de la secreción de millares de insectos. Se la utiliza generalmente en la fabricación de ruedas de grano muy fino, discos de corte para fines muy especiales en los que el desgaste de material es de importancia secundaria. Su mayor aplicación se encuentra en herramientas para el rectificado de rodillos en la industria siderometalúrgica, en la de los plásticos y en la del papel. Las de silicato (designadas con la letra S). Paulatinamente las ligas vitrificadas han ido suplantando a estas ligas, hasta el punto en que hoy en día han prácticamente han desaparecido de la industrial y solo existen en algunos casos en que el propio industrial se las fabrica. 11.5. LOS SOPORTES. En función de la aplicación para la que se desee emplear el abrasivo, variará el tipo de soporte, su flexibilidad, dureza, etc... La dureza del soporte condiciona el acabado que se consigue. Si el soporte es más duro y rígido no se adaptará a la superficie, sin embargo, cuando el soporte es más flexible se va adaptando a la superficie a tratar. Debe ser lo suficientemente rígido para soportar las presiones de trabajo y flexible para adaptarse al contorno que se necesite. Los soportes más utilizados son:
METALMECÁNICA 126
CORTE Y AMOLADO DE TUBERÍAS Papel. El papel utilizado para la fabricación de herramientas abrasivas debe cumplir estrictamente las especificaciones con las que ha sido diseñado (resistencia a la tracción, flexibilidad, adhesión, etc.). Su fabricación está normalizada y se identifica con una letra en función de su peso: - A (70 gr/m2) – Muy ligero y flexible. Se utiliza para trabajos de acabado a mano
tanto en seco como en húmedo. Gran facilidad para adaptarse a los contornos.
- B (100 gr/m2) – Algo más resistente y menos flexible que el peso A. Se utiliza, igual que el anterior para trabajos de acabado a mano tanto en seco como en húmedo. Gran facilidad para adaptarse a los contornos.
- C (120 gr/m2) – Más resistente y menos flexible que el peso B. Se utiliza para lijado mano en seco como en húmedo y en pequeñas lijadoras portátiles. Lijado intermedio y fino.
- D (150 gr/m2) – Más resistente y menos flexible que el peso C. También se utiliza para el lijado tanto a mano en seco como en húmedo y lijado intermedio y grueso en pequeñas lijadoras portátiles.
- E (220 gr/m2) – Más resistente y menos flexible que el peso D. Se utiliza generalmente para rollos, bandas y discos en los que se precisa alta resistencia al desgarro.
- F (300 gr/m2) – Es el papel más resistente y menos flexible. Se utiliza en rollos para pulir y bandas.
- G – Es un papel muy grueso especial para trabajos de resistencia mecánica muy elevada.
Para los trabajos en húmedo, los papeles pueden ser tratados con productos resistentes al agua y a los refrigerantes.
METALMECÁNICA 127

CORTE Y AMOLADO DE TUBERÍAS Tela. Los soportes de tela son más duraderos que los de papel ya que ofrecen mayor resistencia a los desgarros y pueden curvarse y doblarse con mayor facilidad durante su uso. Se utilizan fundamentalmente para el mecanizado de metales. Igual que el papel, su fabricación está normalizada y se identifica con una letra en función de su peso: - F – Soporte de algodón muy flexible (más ligero y flexible que el J y hoy con
mucha más difusión que este). Apto para operaciones de pulido y óptimo para acabado de piezas curvas, perfiles especiales y molduras.
- H – Soporte de poliéster, muy resistente, rígido y totalmente impermeable. Indicado para trabajos muy duros donde se usan refrigerantes como taladrinas e incluso agua en determinados casos.
- J – Soporte de algodón muy ligero y flexible. Se utiliza cuando es más importante el acabado y la uniformidad de la superficie que el poder de arranque. Es ideal para acabados y suavizados.
- T – Soporte de poliéster muy resistente y flexible. Se utiliza en operaciones de desbaste y esmeril. Resistente al agua.
- W – Soporte de algodón grueso impermeabilizado. Se utiliza en herramientas de pulido y acabado.
- X – Soporte de algodón grueso, resistente y relativamente más rígido con relación al tipo J. Es utilizado en herramientas de grano grueso para eliminación de material. Se caracteriza por una productividad constante, acabados relativamente buenos y una larga duración.
- Y – Soporte más fuerte y resistente a desgarros longitudinales que las otras telas y se utiliza en productos diseñados para aplicaciones extremas, tales
METALMECÁNICA 128

CORTE Y AMOLADO DE TUBERÍAS
como el rectificado de herramientas portátiles con banda estrecha o el lijado con banda ancha de maderos y tableros aglomerados.
Fibra. Los soportes de fibra, elaborados con múltiples capas de papel impregnado, son muy resistentes y fuertes y además ofrecen una suficiente flexibilidad. Se utiliza en discos de fibra con liga de resina para desbaste y pulido con máquinas portátiles. Combinaciones de tela-papel. - K - Se construye disponiendo capas de tela ligera con papel rígido de peso E y
es utilizado en aplicaciones que requieren gran resistencia a desgarros y fracturas.
Fibra vulcanizada. Es un material fabricado a partir del papel y es muy utilizado, con diferentes espesores en discos, bandas y pliegos de lija. Sus principales características son su estabilidad, robustez y gran resistencia al agua. Soporte metálico. Se trata de un soporte de acero con distintas formas, y se usa en las herramientas diamantadas o de CBN. 11.6. ADHESIVOS. Es el producto que une el abrasivo al soporte además de, en determinadas herramientas, fijar los granos entre sí. El tipo de adhesivo depende de la aplicación a la que se oriente la herramienta que se ha de fabricar. Nos encontramos con dos grupos de adhesivos; a saber: Los adhesivos naturales (cola, derivados de cartílago y huesos de animales) NO deben utilizarse para la fabricación de herramientas que van a trabajar con agua. Los adhesivos producidos a base resinas sintéticas son los recomendados para herramientas que SI van a trabajar en un ambiente húmedo debido a su gran
METALMECÁNICA 129
CORTE Y AMOLADO DE TUBERÍAS resistencia al agua y su excelente poder de adhesión. Son menos flexibles que los naturales y son los más empleados. 11.7. HERRAMIENTAS ABRASIVAS. La fabricación de las herramientas abrasivas en la mayoría de los países se rige por unas normas muy estrictas y con el fin de reducir en todo lo posible el riesgo de accidentes la ley exige unas precauciones básicas en su almacenaje y uso ya que se trata de productos frágiles. Su almacenamiento debe hacerse en un lugar fresco y seco, evitando grandes variaciones de temperatura. Los abrasivos deben almacenarse a una temperatura de 18-20º y una humedad relativa de 45-65%. Con el fin de asegurar la calidad de las herramientas abrasivas fabricadas, se han desarrollado sistemas de homologación y así, en Europa los fabricantes se han reunido en torno a la Federación Europea de Productos Abrasivos (FEPA) y han creado un código con el que marcan con la letra P las herramientas que cumplen con sus valores estándar. Existen otros sistemas de marcar los materiales abrasivos; por ejemplo, los fabricantes americanos se reúnen en otra asociación (ANSI) y en Japón se usa la nomenclatura J.I.S. que mantienen criterios menos estrictos, lo que lleva a que sus productos no consiguen la misma calidad que los marcados con la letra P. La utilización de las herramientas abrasivas no debe sobrepasar la fecha límite de empleo si el fabricante así lo ha indicado, y en cualquier caso, no deben sobrepasarse los tiempos de almacenaje establecidos por FEPA: 3 años para los productos de aglomerante de resina, 5 años para el caucho y 10 años para los vitrificados o cerámicos. Las herramientas abrasivas, en general, están divididas en cuatro grandes grupos nombrados como: abrasivos flexibles, rígidos o semi-rígidos, abrasivos de vellón y superabrasivos (diamantados y CBN ).
METALMECÁNICA 130

CORTE Y AMOLADO DE TUBERÍAS Si bien todos se componen de un grano mineral abrasivo y contienen un aglomerado o pegante, su diferencia radica en el soporte sobre el cual se adhieren los granos, según se indica en el desarrollo de cada una de ellas. Abrasivos flexibles. Los soportes se emplean en trabajos que requieren un alto grado de flexibilidad, elasticidad y resistencia a la ruptura. Estas herramientas se utilizan para el arranque de material en lijado basto, fino y muy fino. Básicamente todos se componen de un soporte, un adhesivo, una liga o aglomerante y el mineral abrasivo propiamente dicho. Algo muy a tener en cuenta en su fabricación, independientemente de elegir las materias primas adecuadas a la aplicación que se desee, es el tamaño del grano del material abrasivo a emplear. Por ejemplo; para un trabajo de afinado se empleará un grano fino y para un trabajo de desbaste un grano grueso.
Los abrasivos flexibles se presentan en una gran variedad de formas como los rollos y pliegos de lija, bandas de lija, discos de lija, discos de láminas lijadoras, manguitos de lija, estrellas de lija, etc. y que según el grano empleado se aplican para acabados muy basto, basto, medio, fino y muy fino.
METALMECÁNICA 131

CORTE Y AMOLADO DE TUBERÍAS He aquí algunas de estas herramientas:
Abrasivos rígidos o semirígidos. En estas herramientas, las mallas del soporte están compuestas por una rueda de fibra de vidrio compacta y sólida, lo que permite una gran resistencia al esfuerzo mecánico, soportar grandes temperaturas y una gran velocidad que debe venir indicada por el fabricante en la etiqueta de cada producto. (No superar nunca la velocidad indicada en la etiqueta de la herramienta).
METALMECÁNICA 132

CORTE Y AMOLADO DE TUBERÍAS Al igual que los abrasivos flexibles, se presentan en una gama muy amplia de herramientas, como son discos (de corte, desbaste, etc.), muelas (en una gran variedad de formas), fresas, etc. Según la aplicación que se desee, estos abrasivos se comercializan con una gran variedad de formas; he aquí algunas de ellas:
METALMECÁNICA 133
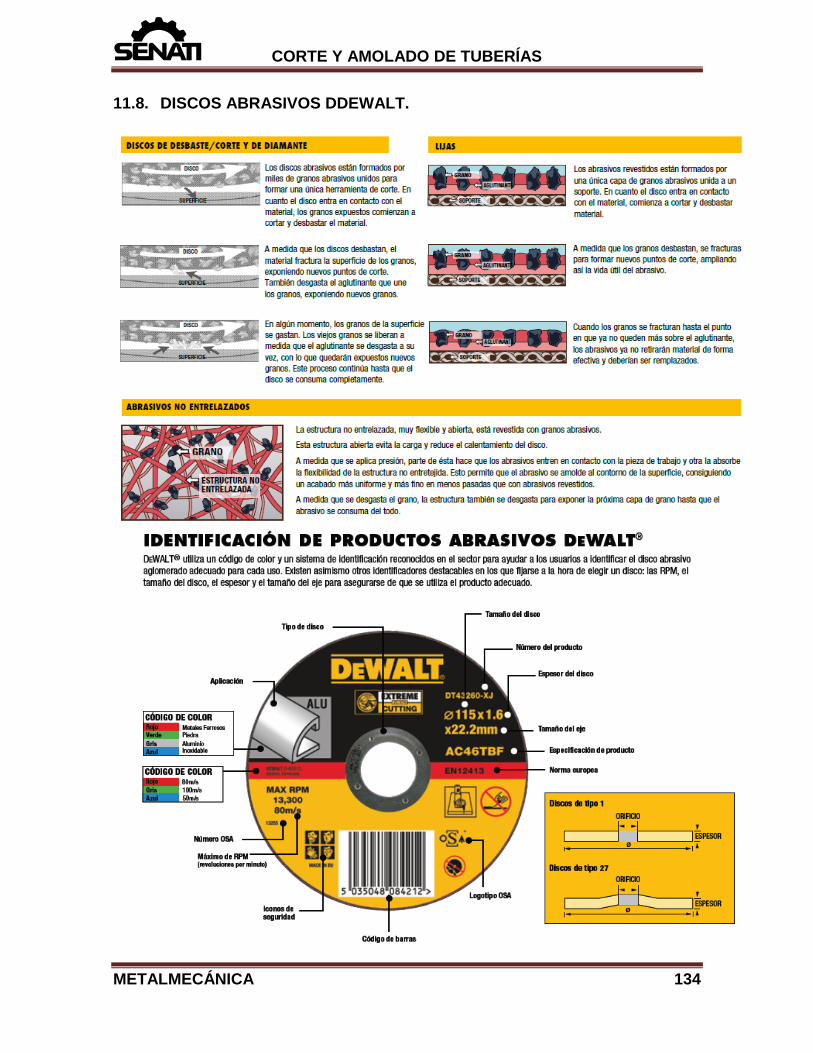
CORTE Y AMOLADO DE TUBERÍAS 11.8. DISCOS ABRASIVOS DDEWALT.
METALMECÁNICA 134
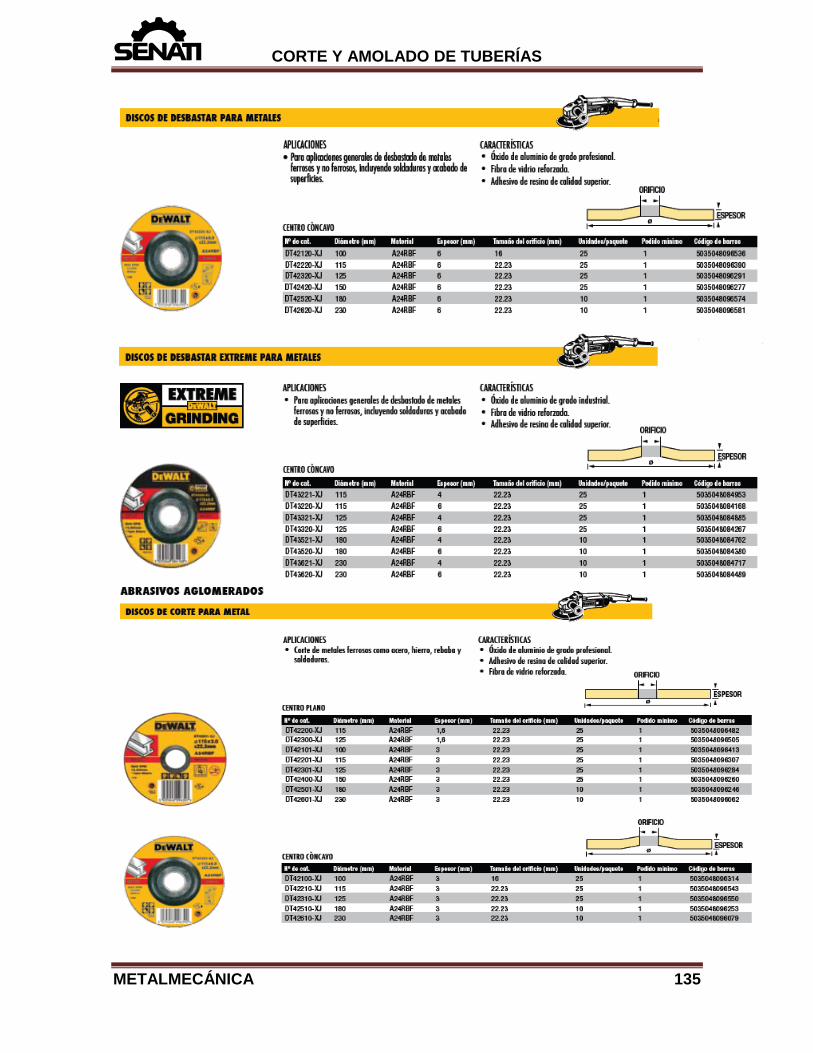
CORTE Y AMOLADO DE TUBERÍAS
METALMECÁNICA 135

CORTE Y AMOLADO DE TUBERÍAS 12. SEGURIDAD EN EL MANEJO DE LAS AMOLADORAS. 12.1. FACTORES DE RIESGO. Dejando aparte los riesgos eléctricos, por ser comunes a otras muchas máquinas portátiles, y en relación con la diversidad de tareas y condiciones de utilización de las amoladoras angulares, pueden existir riesgos de naturaleza muy diferente que pueden desencadenar accidentes, en ocasiones, de extrema gravedad: 1) Caídas al mismo o distinto nivel debidas a desequilibrios inducidos por
reacciones imprevistas, y muchas veces brutales, de la máquina. En general, en todas las herramientas rotativas existe el riesgo de que el cuerpo de la máquina tienda a girar en sentido contrario cuando la herramienta de corte se atasca. El par de giro producido en un atasco tiene que ser soportado por el operador, a menos que se transmita a la pieza trabajada y ésta salga despedida.
2) Golpes al trabajar piezas inestables. 3) Cortes por contacto directo con el disco o por rotura y proyección de
fragmentos del mismo, que pueden afectar a cualquier parte del cuerpo. 4) Heridas en ojos producidas por proyección de partículas del material trabajado
o de la propia herramienta de inserción. 5) Quemaduras debidas a incendios de vapores u otros materiales inflamables,
ocasionados por chispas. Puede incluso darse el caso de trabajar aleaciones con componentes peligrosos en estado de polvo cuya captación y eliminación resulte imprescindible.
METALMECÁNICA 136
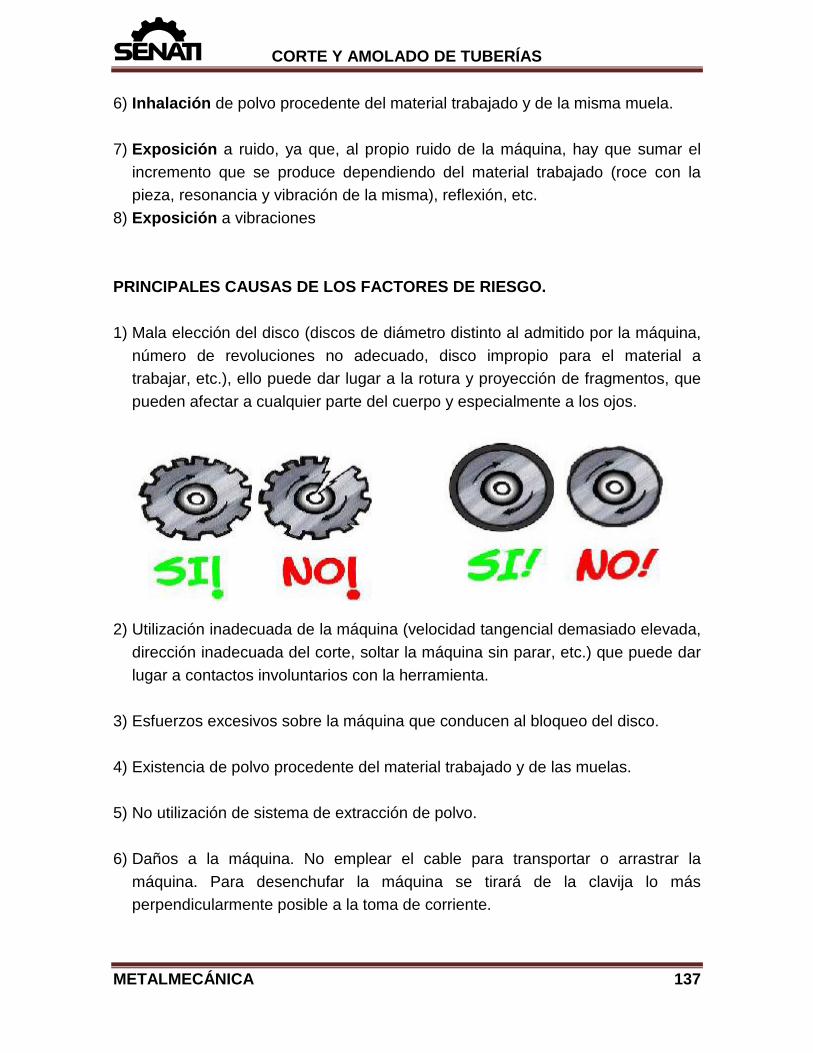
CORTE Y AMOLADO DE TUBERÍAS 6) Inhalación de polvo procedente del material trabajado y de la misma muela.
7) Exposición a ruido, ya que, al propio ruido de la máquina, hay que sumar el
incremento que se produce dependiendo del material trabajado (roce con la pieza, resonancia y vibración de la misma), reflexión, etc.
8) Exposición a vibraciones PRINCIPALES CAUSAS DE LOS FACTORES DE RIESGO. 1) Mala elección del disco (discos de diámetro distinto al admitido por la máquina,
número de revoluciones no adecuado, disco impropio para el material a trabajar, etc.), ello puede dar lugar a la rotura y proyección de fragmentos, que pueden afectar a cualquier parte del cuerpo y especialmente a los ojos.
2) Utilización inadecuada de la máquina (velocidad tangencial demasiado elevada, dirección inadecuada del corte, soltar la máquina sin parar, etc.) que puede dar lugar a contactos involuntarios con la herramienta.
3) Esfuerzos excesivos sobre la máquina que conducen al bloqueo del disco. 4) Existencia de polvo procedente del material trabajado y de las muelas. 5) No utilización de sistema de extracción de polvo. 6) Daños a la máquina. No emplear el cable para transportar o arrastrar la
máquina. Para desenchufar la máquina se tirará de la clavija lo más perpendicularmente posible a la toma de corriente.
METALMECÁNICA 137

CORTE Y AMOLADO DE TUBERÍAS
7) Mal funcionamiento de la máquina. Las anomalías más usuales son:
Ausencia de movimiento por avería de los componentes mecánicos o de los elementos de alimentación (interruptor defectuoso, cortes en los cables, etc.).
8) Ruido o vibraciones excesivas debidas generalmente a un problema de rodamientos o a un montaje defectuoso de la muela.
9) Potencia insuficiente o calentamiento anormal porque se está requiriendo de la máquina más potencia de la que admite, la tensión de alimentación es insuficiente, existen contactos eléctricos defectuosos, las escobillas o motor están en mal estado, ventilación inadecuada, etc.
10) Posturas inadecuadas o trabajo en posición inestable. Pueden producirse
caídas al mismo o distinto nivel debidas a desequilibrios inducidos por reacciones imprevistas de la máquina.
METALMECÁNICA 138

CORTE Y AMOLADO DE TUBERÍAS
En general, en todas las herramientas rotativas existe el riesgo de que el cuerpo de la máquina tienda a girar en sentido contrario al de trabajo cuando la herramienta de corte se atasca. El par de giro producido en un atasco tiene que ser soportado por el operador, a menos que se transmita a la pieza trabajada y ésta salga despedida.
11) Presencia de personas (o instalaciones sensibles) próximas a la zona de trabajo.
12) Defectos en el cable de alimentación (originados en muchas ocasiones por transportar la máquina colgada del mismo o por la acción de la muela), tomas de corrientes inadecuadas o corte involuntario de conducciones eléctricas.
12.2. INSTRUCCIONES BÁSICAS SOBRE LOS TRABAJOS CON
AMOLADORAS 12.2.1. ANTES DE COMENZAR A TRABAJAR. 1) Colocarse los equipos de protección individual indicados en la presente
instrucción.
2) Conocer las instrucciones de seguridad contenidas en el Plan de Seguridad y Salud de la obra para la realización de trabajos con este tipo de máquina.
3) Comprobar que la realización de otros trabajos cercanos no puedan generar
riesgos (huecos, zanjas, etc.), en la realización simultánea con nuestro trabajo y de que existen las protecciones colectivas necesarias cuando se hayan de realizar trabajos en altura (más de 2 metros).
METALMECÁNICA 139
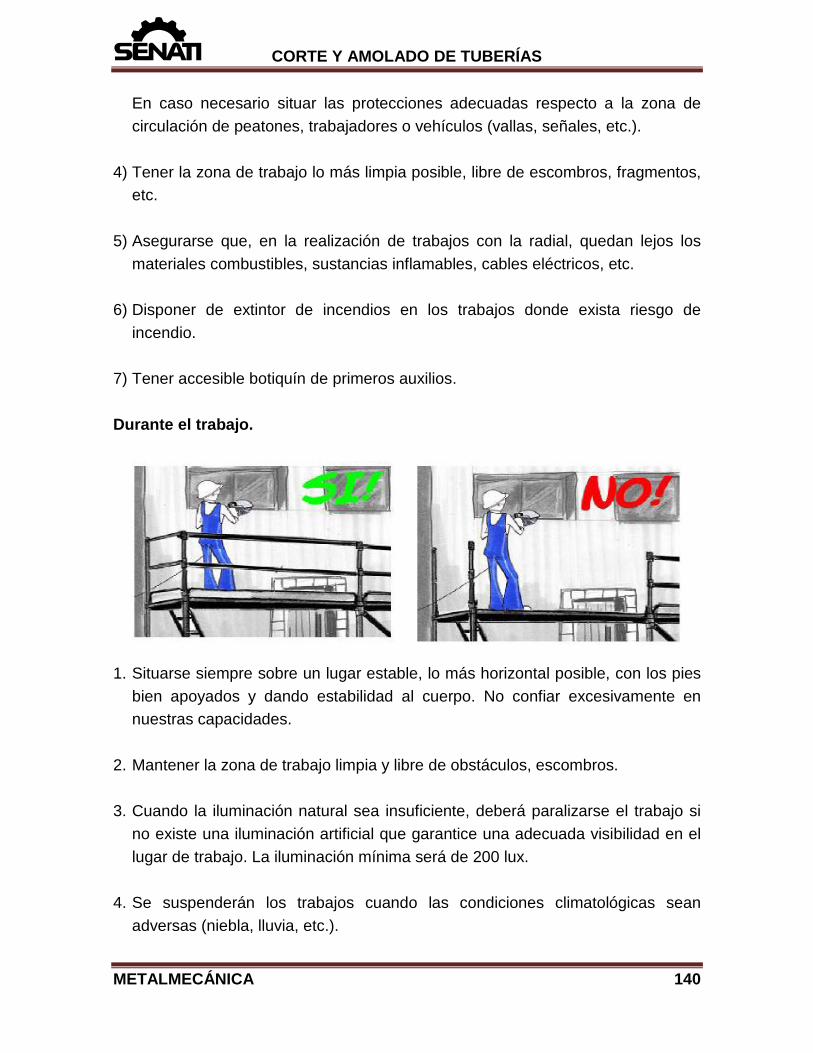
CORTE Y AMOLADO DE TUBERÍAS
En caso necesario situar las protecciones adecuadas respecto a la zona de circulación de peatones, trabajadores o vehículos (vallas, señales, etc.).
4) Tener la zona de trabajo lo más limpia posible, libre de escombros, fragmentos,
etc. 5) Asegurarse que, en la realización de trabajos con la radial, quedan lejos los
materiales combustibles, sustancias inflamables, cables eléctricos, etc. 6) Disponer de extintor de incendios en los trabajos donde exista riesgo de
incendio. 7) Tener accesible botiquín de primeros auxilios. Durante el trabajo.
1. Situarse siempre sobre un lugar estable, lo más horizontal posible, con los pies
bien apoyados y dando estabilidad al cuerpo. No confiar excesivamente en nuestras capacidades.
2. Mantener la zona de trabajo limpia y libre de obstáculos, escombros. 3. Cuando la iluminación natural sea insuficiente, deberá paralizarse el trabajo si
no existe una iluminación artificial que garantice una adecuada visibilidad en el lugar de trabajo. La iluminación mínima será de 200 lux.
4. Se suspenderán los trabajos cuando las condiciones climatológicas sean
adversas (niebla, lluvia, etc.).
METALMECÁNICA 140
CORTE Y AMOLADO DE TUBERÍAS Tras finalizar la jornada de trabajo.
1. Al finalizar el trabajo, desconectar la máquina de la toma de corriente.
2. Guardar la máquina en un lugar seguro donde no pueda ser usada por personal no autorizado.
3. Guardar la máquina en un lugar limpio, seco y protegido de las inclemencias del
tiempo. 12.3. EQUIPOS DE PROTECCIÓN INDIVIDUAL. 1. Gafas de Seguridad Integrales.- (que permitan el uso de gafas graduadas) que
protejan contra impactos de alta energía, incluso si provienen de ángulos laterales Es conveniente que tengan tratamiento antivaho.
2. Guantes Anti corte.- si la manipulación del material a trabajar puede dar lugar a cortes.
3. Mandil de Cuero.- grueso cuando sea necesario adoptar posturas peligrosas,
para minimizar el riesgo de un contacto fortuito del disco con el cuerpo. 4. Mascarilla Auto filtrante.- contra partículas si se genera polvo y no se cuenta
con un equipo provisto de un sistema de extracción eficaz. 5. Orejeras.- protección contra el ruido, de acuerdo con las especificaciones del
fabricante.
METALMECÁNICA 141

CORTE Y AMOLADO DE TUBERÍAS
12.4. CONCLUSIONES. 1. El procedimiento de manejo de amoladoras nos da una guía de uso adecuado
de este equipo para la disminución de accidentes de trabajo evidenciando los factores de riesgo a los que el trabajador está expuesto al momento de utilizar el equipo además de contar con el equipo de protección adecuado para esta actividad.
2. Se debe realizar una revisión del equipo antes de su utilización con el fin de evidenciar imperfecciones.
3. Llevar un registro de mantenimiento detallado.
METALMECÁNICA 142
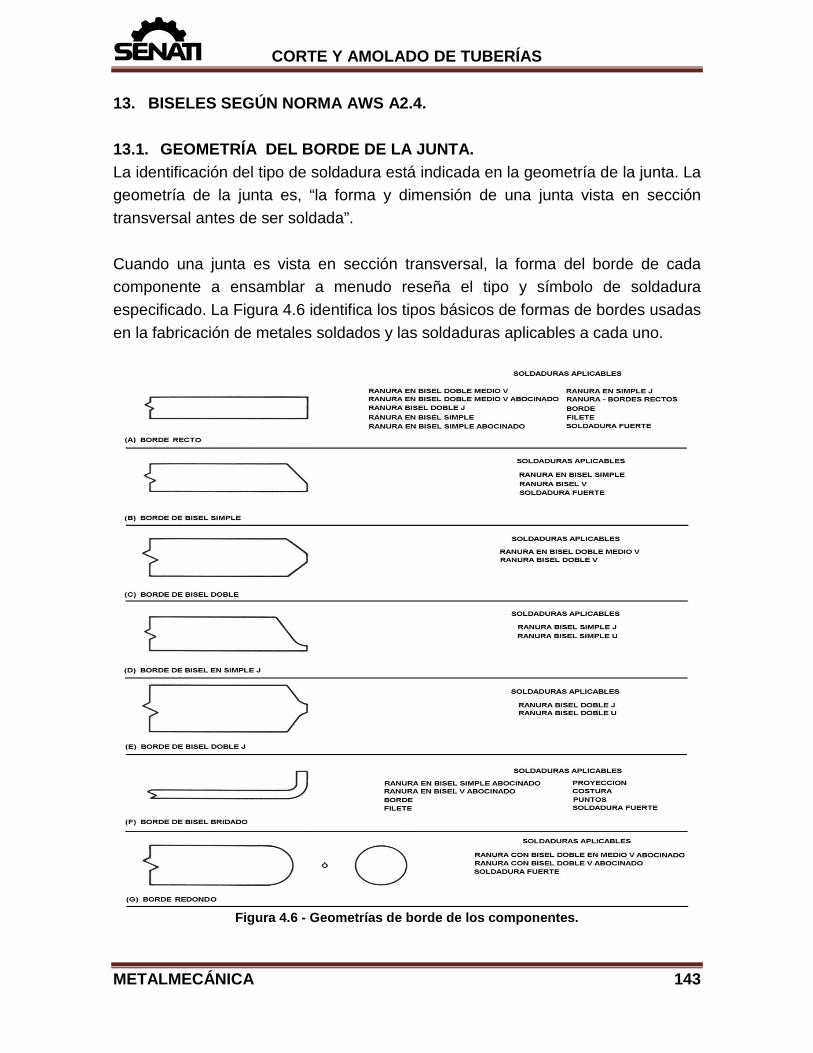
CORTE Y AMOLADO DE TUBERÍAS 13. BISELES SEGÚN NORMA AWS A2.4. 13.1. GEOMETRÍA DEL BORDE DE LA JUNTA. La identificación del tipo de soldadura está indicada en la geometría de la junta. La geometría de la junta es, “la forma y dimensión de una junta vista en sección transversal antes de ser soldada”. Cuando una junta es vista en sección transversal, la forma del borde de cada componente a ensamblar a menudo reseña el tipo y símbolo de soldadura especificado. La Figura 4.6 identifica los tipos básicos de formas de bordes usadas en la fabricación de metales soldados y las soldaduras aplicables a cada uno.
Figura 4.6 - Geometrías de borde de los componentes.
METALMECÁNICA 143

CORTE Y AMOLADO DE TUBERÍAS Las vistas en sección transversal provistas en las figuras 4.7 a 4.11, muestran la relación entre el símbolo de soldadura y las combinaciones de varias formas de bordes. Estas combinaciones de diferentes formas de bordes, ilustran una variedad de configuraciones de juntas para algunas de las soldaduras aplicables identificadas en los cinco tipos básicos de juntas mostrados en la Figura 4.2. Tipos adicionales de soldadura y diseños de biseles pueden ser hechos usando varias formas o componentes estructurales cuando las preparaciones de borde o superficie son aplicadas.
Figura 4.7 – Combinaciones de geometría de borde para diferentes juntas a tope.
METALMECÁNICA 144
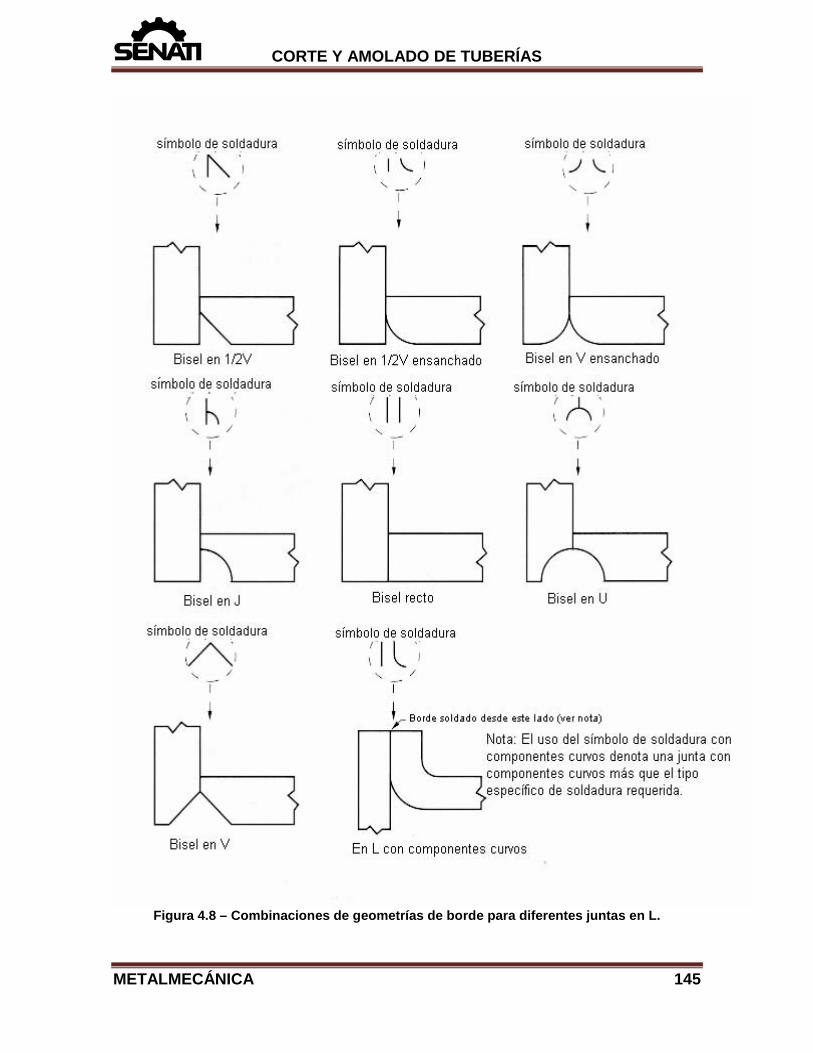
CORTE Y AMOLADO DE TUBERÍAS
Figura 4.8 – Combinaciones de geometrías de borde para diferentes juntas en L.
METALMECÁNICA 145

CORTE Y AMOLADO DE TUBERÍAS
Figura 4.9 – Combinaciones de geometrías de borde para juntas en T.
METALMECÁNICA 146

CORTE Y AMOLADO DE TUBERÍAS
Figura 4.10 – Combinaciones de geometrías de borde para juntas solapadas.
METALMECÁNICA 147

CORTE Y AMOLADO DE TUBERÍAS
Figura 4.11 – Combinaciones de geometrías de borde para juntas en borde.
METALMECÁNICA 148

CORTE Y AMOLADO DE TUBERÍAS 13.2. PARTES DE LA JUNTA SOLDADA. Una vez que el tipo de junta es identificado, puede ser necesario describir exactamente el diseño de junta requerido. Para hacer esto, el personal de soldadura e inspección debe ser capaz de identificar aspectos individuales que hagan de la geometría de la junta una junta particular. La nomenclatura asociada con estos aspectos incluye: • Raíz de la junta • Superficie de bisel • Superficie de la raíz • Borde de la raíz • Abertura de raíz • Chaflán • Ángulo de chaflán • Ángulos de bisel • Radio del bisel Dependiendo del diseño de la junta, la geometría de la junta puede tomar (ligeramente) diferentes formas. Un ejemplo es la raíz de la junta. La raíz de la junta se define como “la parte de una junta a ser soldada donde los componentes se aproximan lo más próximamente entre sí. En sección transversal, la raíz de la junta puede ser una línea, un punto o un área.” La figura 4.12 ilustra algunas de las variantes de raíz de la junta para diferentes diseños de juntas. Las raíces de juntas son mostradas como áreas sombradas en los esquemas A hasta D, o como una línea oscura en los esquemas E y F. La nomenclatura asociada con superficie de bisel, superficie de la raíz y borde de la raíz es identificada en la figura 4.13. Superficie de bisel es, “la superficie de un componente incluida en el bisel”. La superficie de la raíz (generalmente llamada land) es “la porción de la superficie del bisel dentro de la raíz de la junta”. Borde de la raíz, es definida como “una superficie de la raíz de ancho cero”. Otros aspectos que puedan requerir una descripción por el personal de soldadura son mostrados en la Figura 4.14. Estos elementos son a menudo variables esenciales en los procedimientos de soldadura, así como en la soldadura de
METALMECÁNICA 149

CORTE Y AMOLADO DE TUBERÍAS producción, y le puede ser requerido al personal de soldadura que los midan para determinar si cumplen con las especificaciones de plano u otros documentos. La abertura de raíz es descripta como “la separación entre las piezas de trabajo en la raíz de la junta”. El chaflán es “una preparación de un borde angular”. El ángulo de chaflán es definido como “el ángulo entre el chaflán de un componente de la junta y un plano perpendicular a la superficie del componente”. Ángulo de bisel es, “el ángulo total incluido del bisel entre las piezas de trabajo”. Para una soldadura con bisel en 1/2 V simple, el ángulo de chaflán y el ángulo de bisel son iguales. El radio del bisel se aplica solamente a soldaduras con bisel en J o en U. Éste es descripto como “el radio usado para dar la forma de una soldadura con bisel en J o en U”. Normalmente, una configuración de una soldadura con bisel en J o en U está especificada por un ángulo de chaflán (o bisel) y un radio del bisel.
Figura 4.12 – Raíces de juntas.
METALMECÁNICA 150
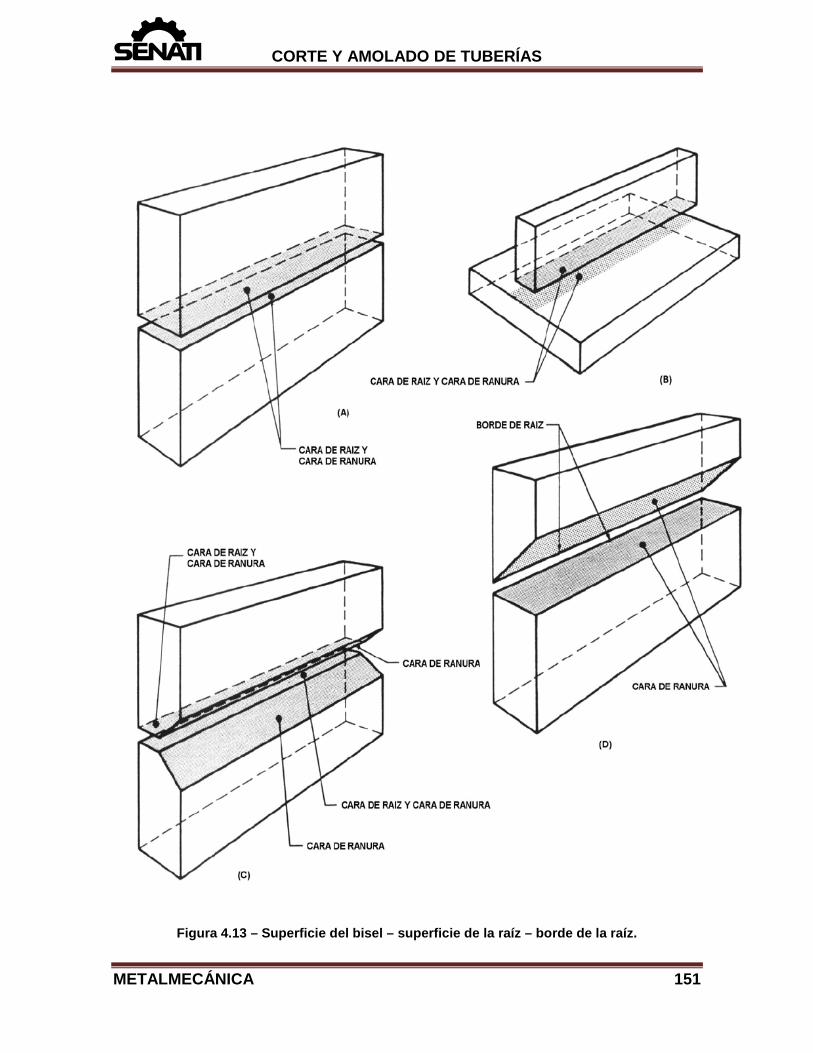
CORTE Y AMOLADO DE TUBERÍAS
Figura 4.13 – Superficie del bisel – superficie de la raíz – borde de la raíz.
METALMECÁNICA 151
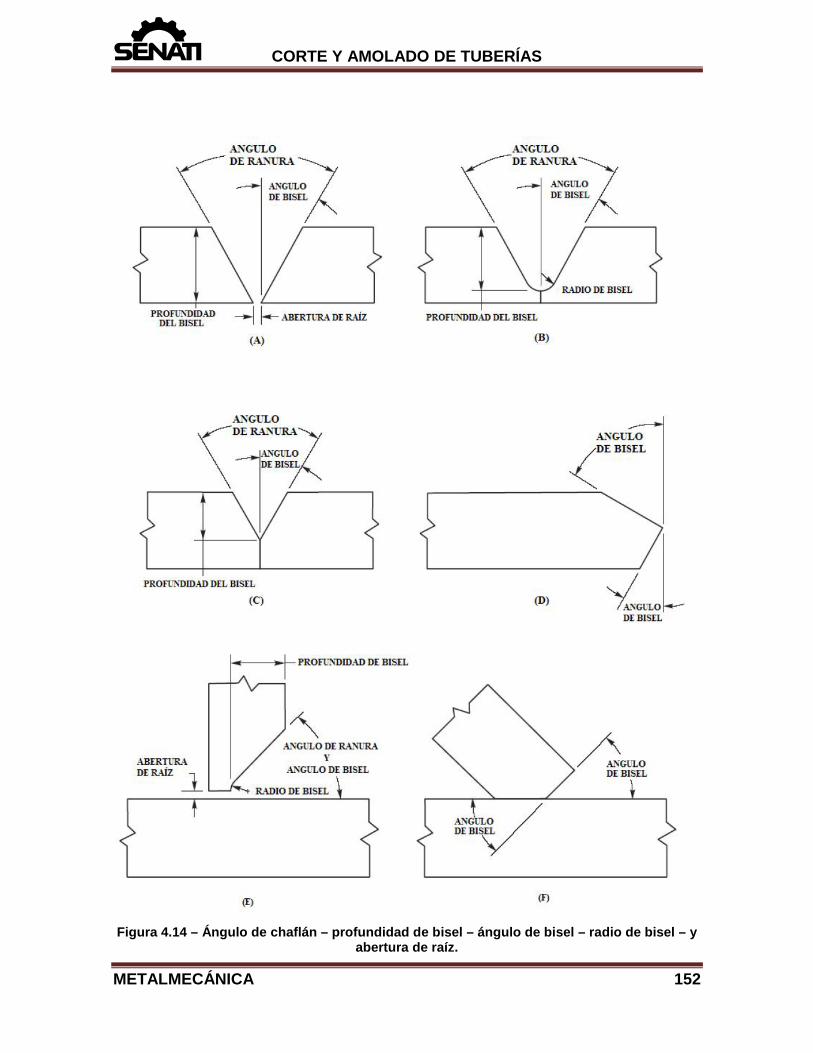
CORTE Y AMOLADO DE TUBERÍAS
Figura 4.14 – Ángulo de chaflán – profundidad de bisel – ángulo de bisel – radio de bisel – y
abertura de raíz.
METALMECÁNICA 152

CORTE Y AMOLADO DE TUBERÍAS
BIBLIOGRAFIA
1. MANEJO DE AMOLADORAS POR MRL. ESPAÑA. 2. NOCIONES SOBRE ABRASIVOS POR: ANFA, ESPAÑA. 3. ABRASIVOS POR: WWW.DEWALT.ES. 4. AMOLADORAS POR: MAKITA BRASIL. 5. MANUAL SOLDADURA TOMO II POR: AWS. EE.UU. 6. CODIG0 A 2.4 POR: AWS. EE.UU. 7. GASES INDUSTRIALES. POR: PRAXAIR ESPAÑA. 8. GEOMETRIA DE LAS JUNTAS Y SIMBOLOGIA. POR: AWS. EE.UU. 9. CODIGO A 3.0 POR: AWS EE.UU.
METALMECÁNICA 153