control de calidad en uniones soldadas...
TRANSCRIPT
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
FASCÍCULO DE APRENDIZAJE
CÓDIGO: 89001611
CONTROL DE CALIDAD EN UNIONES SOLDADAS
ESTRUCTURALES
SOLDADOR ESTRUCTURAL



CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
ÍNDICE
CONTENIDO N° PÁG.TAREA N° 1: PRUEBAS NO DESTRICTIVOS AWS D1.1 y ASME IX. 7OPERACIONES:Ejecutar la inspección visual (VT) a las uniones soldadas. 8Ejecutar el ensayo de l íquidos penetrantes (PT) a las uniones soldadas. 10Ejecutar el ensayo de partículas magnéticas (MT) a las uniones soldadas. 12Ejecutar el ensayo de radiografía industrial (RT) a las uniones soldadas. 13
INFORMACIÓN TECNOLÓGICA:1. INTRODUCCIÓN A LOS ENSAYOS NO DESTRUCTIVOS. 162. INSPECCIÓN VISUAL DE SOLDADURAS. 182.1. Alcance. 192.2. Pre-Requisitos. 192.3. Fundamentos de la inspección visual. 222.4. Condición superficial de la soldadura. 283. LÍQUIDOS PENETRANTES. GENERALIDADES TIPOS. 483.1. Generalidades. 483.2. Tipos. 553.3. Ventajas y l imitaciones de los procesos de inspección. 574. LAS PARTÍCULAS MAGNÉTICAS. GENERALIDADES. CAMPO MAGNÉTICO. 604.1. Principios básicos. 604.2. Discontinuidades superficiales. 604.3. Campo Magnético. 644.4. Tipos. 894.5. Lámparas de luz negra. 935. RADIOGRAFÍA INDUSTRIAL. RAYOS GAMMA y RAYOS X. 965.1. Principios básicos. 965.2. Antecedentes históricos. 965.3. Aplicaciones. 975.4. Ventajas y l imitaciones. 975.5. Procedimiento básico para obtener una radiografía. 986. SEGURIDAD RADIOLÓGICA. 1086.1. Generalidades. 1086.2. Requisitos de equipos y fuentes. 1096.3. Medios de protección radiológica. 1146.4. Optimización de la protección radiológica. 1156.5. Formación y entrenamiento de personal. 1166.6. Diarios de operación e informes periódicos. 1176.7. Normas de protección radiológica. 118
Aplicar criterios de aceptación y rechazo a las uniones soldadas ensayadas con VT, PT, MT y RT. 15
METALMECÁNICA 5
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
CONTENIDO N° PÁG.6.8. Normas de transporte del material radiactivo. 1226.9. Plan de Emergencia radiológica. 1237. CÁLCULO DEL TIEMPO DE EXPOSICIÓN EN RX. 1277.1. Relación de miliamperaje (fuerza de la fuente) , distancia y tiempo. 1277.2. Principios geométricos de exposición. 1307.3. Parámetros de calidad de la imagen radiográfica. 1337.4. Indicadores de calidad de la imagen (penetrámetros). 1358. SIMBOLOGÍA DE END. 1388.1. Símbolos de END. 1388.2. Símbolos de END sobre la flecha. 139TAREA N° 2: PRUEBAS DESTRUCTIVAS AWS D1-1 y ASME IX. 142OPERACIONES: 142Ejecutar ensayo de doblez de lado, cara y raíz. 143Ejecutar enayo de tracción. 144Ejecutar ensayo de rotura de fi lete. 145Ejecutar ensayo de macroataque. 146Aplicar criterios de aceptación y rechazo de los especímenes ensayados. 147Ejecutar Reporte. 148INFORMACIÓN TECNOLÓGICA:9. DIBUJOS DE LOS ESPECÍMENES A ENSAYAR. 1499.1. Según D1.1. - AWS. 1499.2. Según ASME - Sección IX. 15610. LÍMITES DE FLUENCIA Y CARGA MÁXIMA. 15910.1. Curva Esfuerzo-Deformación. 159
11.1. Ejercicio 1. 16611.2. Ejercicio 2. 16711.3. Ejercicio 3: Cálculo de la resistencia a la rotura. 16912. TIPOS DE ÁCIDOS UTILIZADOS PARA EL ENSAYO DE MACROATAQUE. 16912.1. Identidad de la sustancia química. 16912.2. Sinónimos. 16912.3. Dcescripción. 16912.4. Composición/Información de los ingredientes. 17012.5. Propiedades físicas. 17112.6. Propiedades químicas. 17112.7. Incompatibil idades. 17212.8. Aplicaciones y usos. 17212.9. Efectos sobre la salud. 17312.10. Inhalación. 17412.11. Procedimientos en caso de derrames o fugas. 17412.12. Equipo de protección personal. 17512.13. Protección respiratoria. 17612.14. Almacenamiento. 17612.15. Comportamiento en el ambiente. 17712.15. Usos, generación y controles. 178BIBLIOGRAFÍA 179
11. CÁLCULOS DE FLUENCIA, CARGA MÁXIMA, RESISTENCIA MÁXIMA, ELONGACIÓN Y EXTRICCIÓN.
166
METALMECÁNICA 6
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
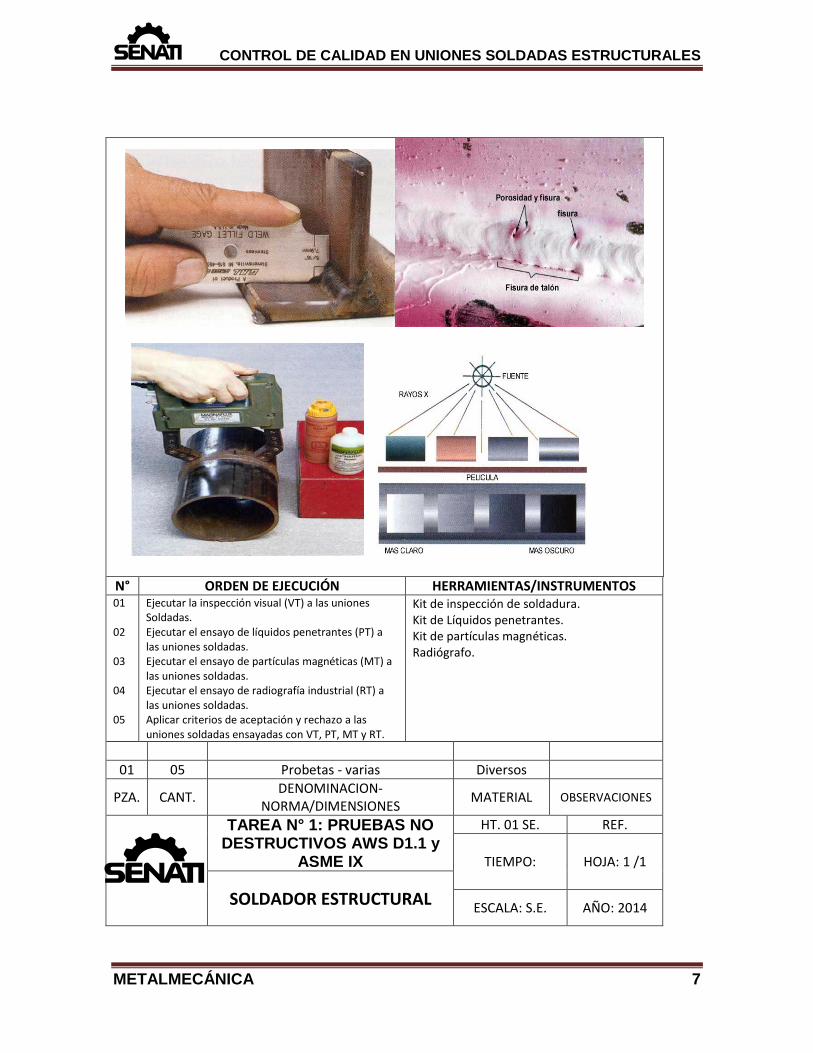
N° ORDEN DE EJECUCIÓN HERRAMIENTAS/INSTRUMENTOS 01 02 03 04 05
Ejecutar la inspección visual (VT) a las uniones Soldadas. Ejecutar el ensayo de líquidos penetrantes (PT) a las uniones soldadas. Ejecutar el ensayo de partículas magnéticas (MT) a las uniones soldadas. Ejecutar el ensayo de radiografía industrial (RT) a las uniones soldadas. Aplicar criterios de aceptación y rechazo a las uniones soldadas ensayadas con VT, PT, MT y RT.
Kit de inspección de soldadura. Kit de Líquidos penetrantes. Kit de partículas magnéticas. Radiógrafo.
01 05 Probetas - varias Diversos
PZA. CANT. DENOMINACION-NORMA/DIMENSIONES MATERIAL OBSERVACIONES
TAREA N° 1: PRUEBAS NO DESTRUCTIVOS AWS D1.1 y
ASME IX
HT. 01 SE. REF.
TIEMPO: HOJA: 1 /1
SOLDADOR ESTRUCTURAL ESCALA: S.E. AÑO: 2014
METALMECÁNICA 7
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
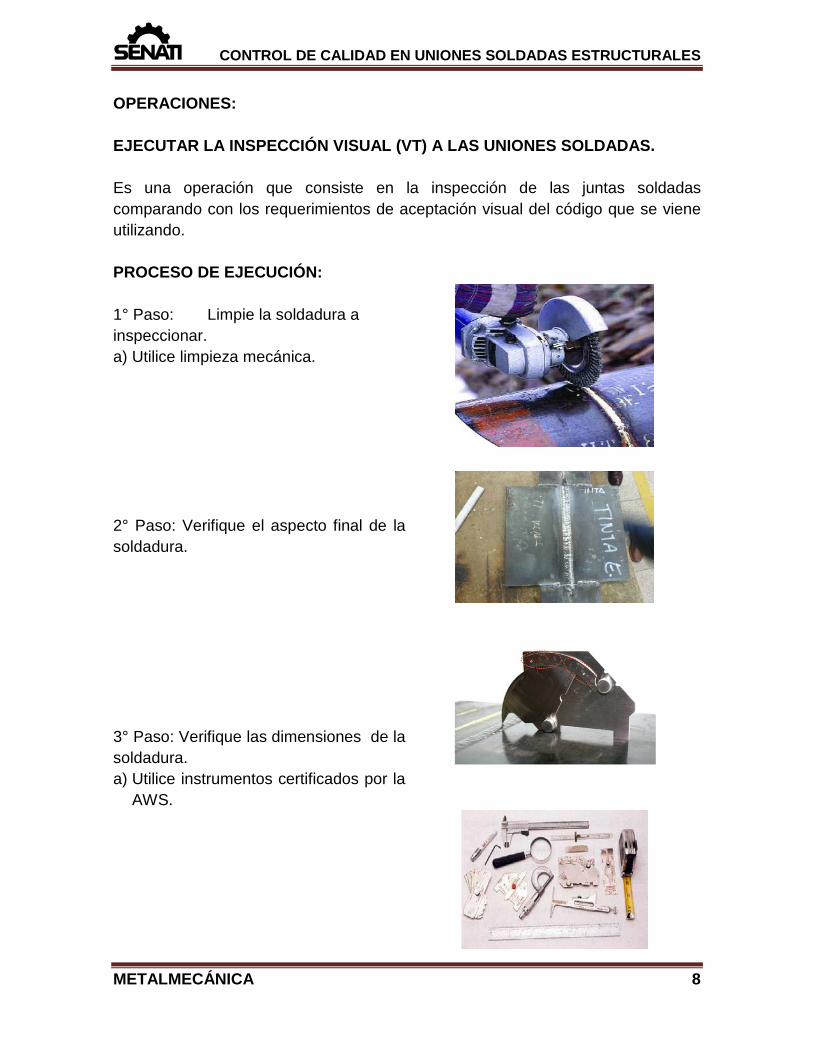
OPERACIONES: EJECUTAR LA INSPECCIÓN VISUAL (VT) A LAS UNIONES SOLDADAS. Es una operación que consiste en la inspección de las juntas soldadas comparando con los requerimientos de aceptación visual del código que se viene utilizando. PROCESO DE EJECUCIÓN: 1° Paso: Limpie la soldadura a inspeccionar. a) Utilice limpieza mecánica. 2° Paso: Verifique el aspecto final de la soldadura. 3° Paso: Verifique las dimensiones de la soldadura. a) Utilice instrumentos certificados por la
AWS.
METALMECÁNICA 8
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
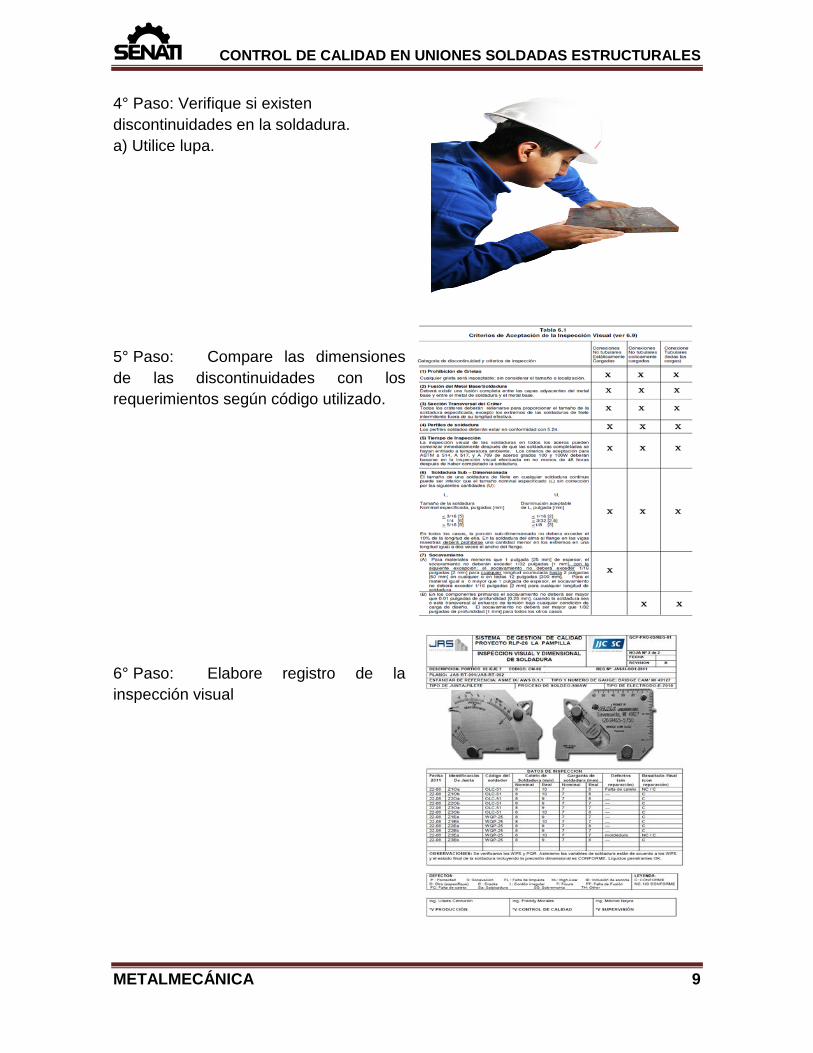
4° Paso: Verifique si existen discontinuidades en la soldadura. a) Utilice lupa.
5° Paso: Compare las dimensiones de las discontinuidades con los requerimientos según código utilizado. 6° Paso: Elabore registro de la inspección visual
METALMECÁNICA 9
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
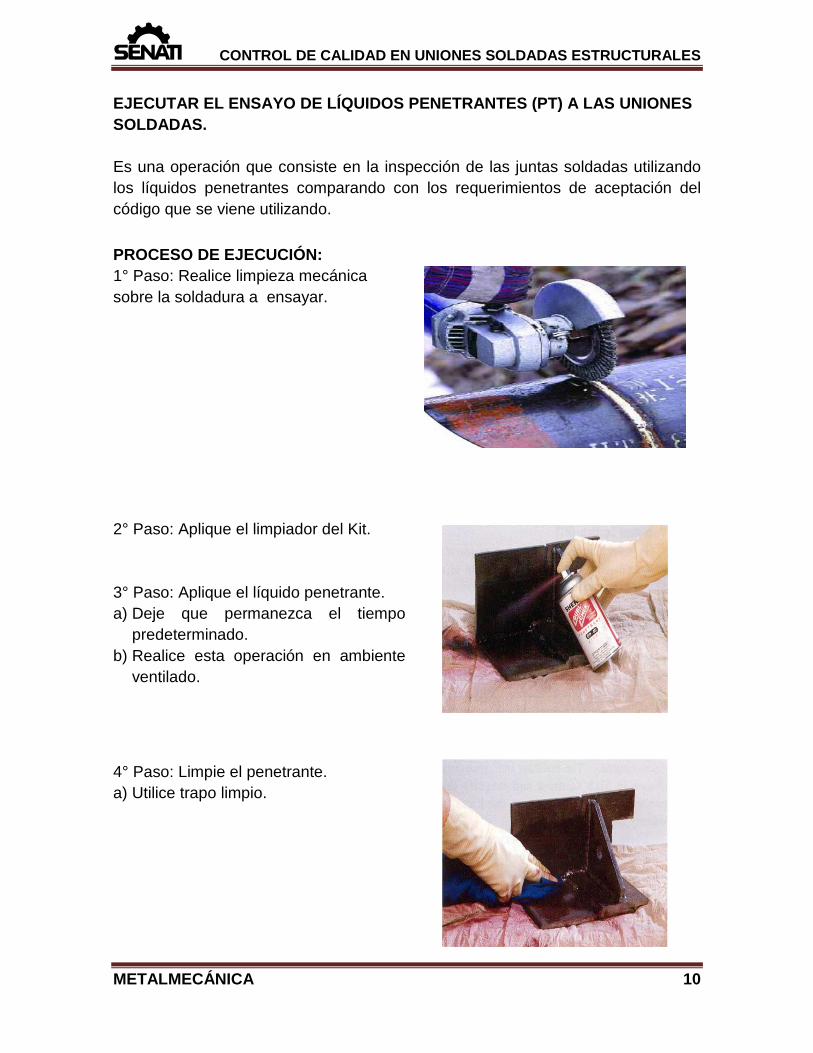
EJECUTAR EL ENSAYO DE LÍQUIDOS PENETRANTES (PT) A LAS UNIONES SOLDADAS. Es una operación que consiste en la inspección de las juntas soldadas utilizando los líquidos penetrantes comparando con los requerimientos de aceptación del código que se viene utilizando. PROCESO DE EJECUCIÓN: 1° Paso: Realice limpieza mecánica sobre la soldadura a ensayar. 2° Paso: Aplique el limpiador del Kit. 3° Paso: Aplique el líquido penetrante. a) Deje que permanezca el tiempo
predeterminado. b) Realice esta operación en ambiente
ventilado. 4° Paso: Limpie el penetrante. a) Utilice trapo limpio.
METALMECÁNICA 10

CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
5° Paso: Aplique el revelador. a) Evite excesos, esto dificulta el
resultado. 6° Paso: Elabore el registro con los resultados del ensayo.
METALMECÁNICA 11
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
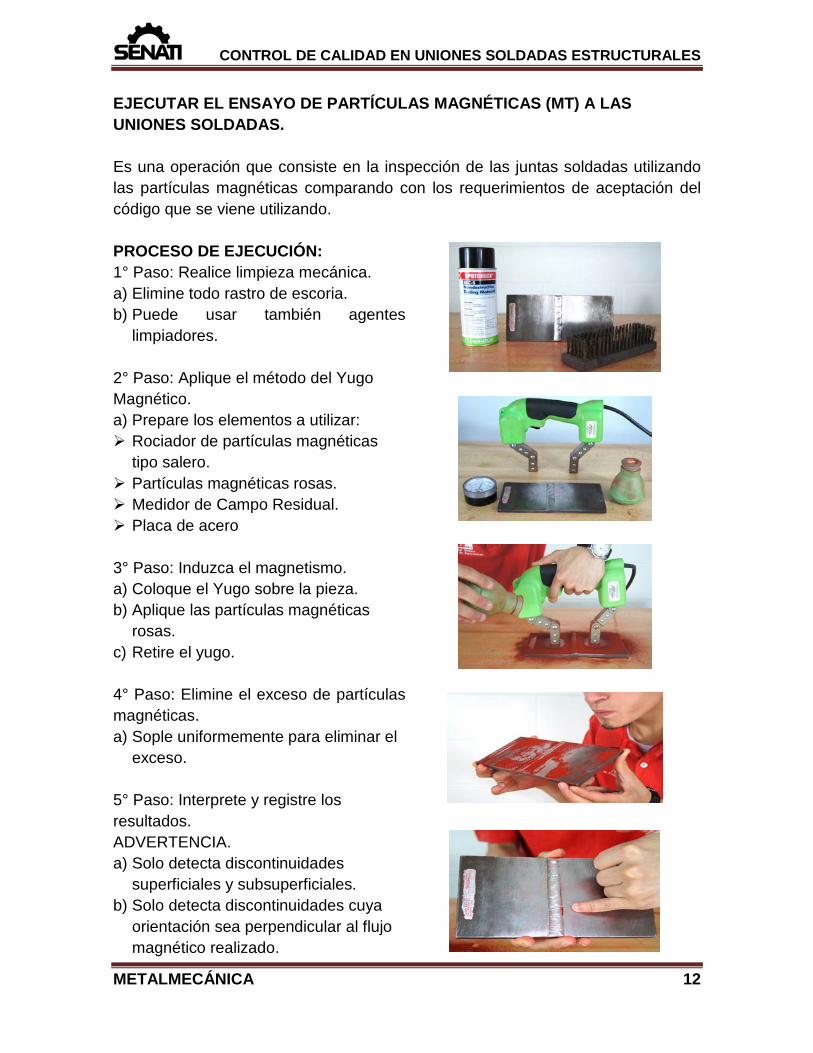
EJECUTAR EL ENSAYO DE PARTÍCULAS MAGNÉTICAS (MT) A LAS UNIONES SOLDADAS. Es una operación que consiste en la inspección de las juntas soldadas utilizando las partículas magnéticas comparando con los requerimientos de aceptación del código que se viene utilizando. PROCESO DE EJECUCIÓN: 1° Paso: Realice limpieza mecánica. a) Elimine todo rastro de escoria. b) Puede usar también agentes
limpiadores. 2° Paso: Aplique el método del Yugo Magnético. a) Prepare los elementos a utilizar: Rociador de partículas magnéticas
tipo salero. Partículas magnéticas rosas. Medidor de Campo Residual. Placa de acero 3° Paso: Induzca el magnetismo. a) Coloque el Yugo sobre la pieza. b) Aplique las partículas magnéticas
rosas. c) Retire el yugo. 4° Paso: Elimine el exceso de partículas magnéticas. a) Sople uniformemente para eliminar el
exceso. 5° Paso: Interprete y registre los resultados. ADVERTENCIA. a) Solo detecta discontinuidades
superficiales y subsuperficiales. b) Solo detecta discontinuidades cuya
orientación sea perpendicular al flujo magnético realizado.
METALMECÁNICA 12
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
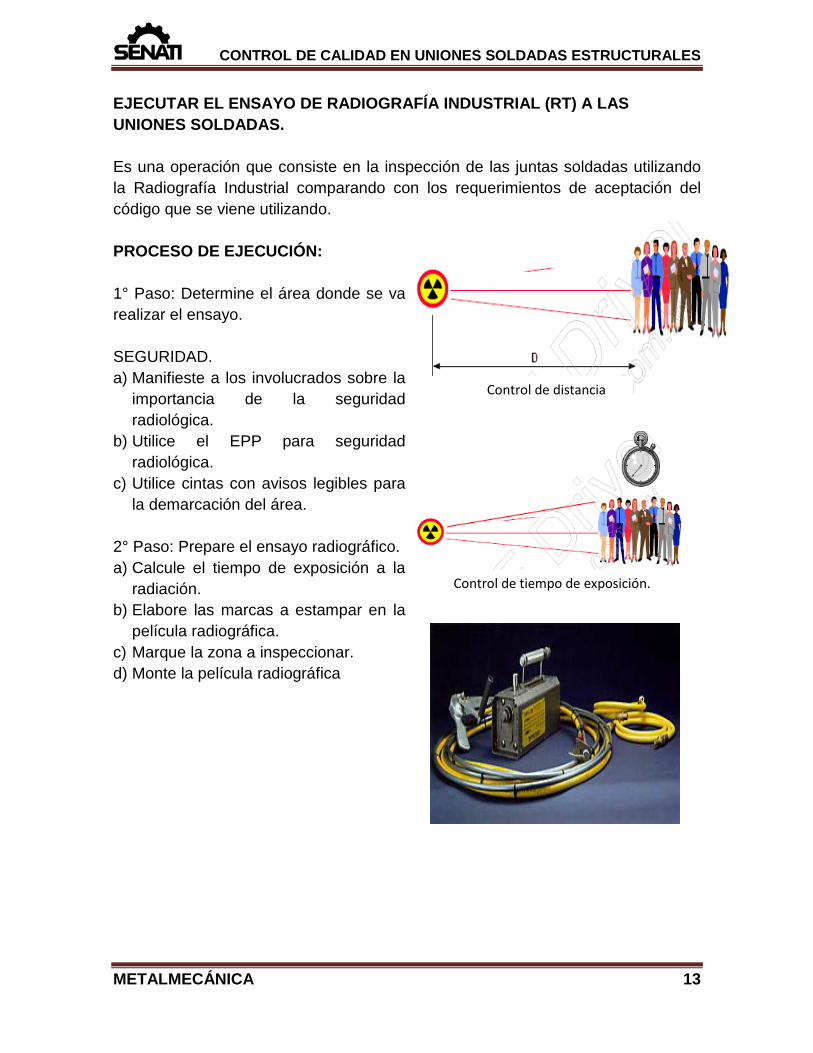
EJECUTAR EL ENSAYO DE RADIOGRAFÍA INDUSTRIAL (RT) A LAS UNIONES SOLDADAS. Es una operación que consiste en la inspección de las juntas soldadas utilizando la Radiografía Industrial comparando con los requerimientos de aceptación del código que se viene utilizando. PROCESO DE EJECUCIÓN: 1° Paso: Determine el área donde se va realizar el ensayo. SEGURIDAD. a) Manifieste a los involucrados sobre la
importancia de la seguridad radiológica.
b) Utilice el EPP para seguridad radiológica.
c) Utilice cintas con avisos legibles para la demarcación del área.
2° Paso: Prepare el ensayo radiográfico. a) Calcule el tiempo de exposición a la
radiación. b) Elabore las marcas a estampar en la
película radiográfica. c) Marque la zona a inspeccionar. d) Monte la película radiográfica
Control de distancia
Control de tiempo de exposición.
METALMECÁNICA 13
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
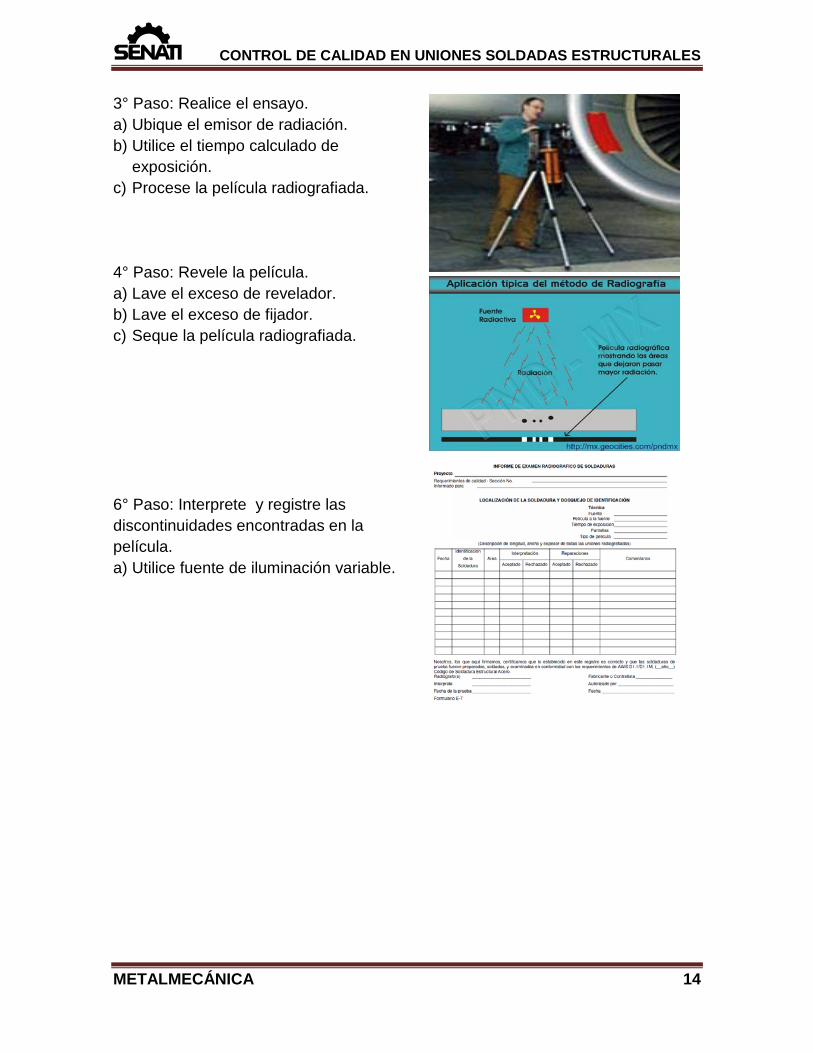
3° Paso: Realice el ensayo. a) Ubique el emisor de radiación. b) Utilice el tiempo calculado de
exposición. c) Procese la película radiografiada. 4° Paso: Revele la película. a) Lave el exceso de revelador. b) Lave el exceso de fijador. c) Seque la película radiografiada. 6° Paso: Interprete y registre las discontinuidades encontradas en la película. a) Utilice fuente de iluminación variable.
METALMECÁNICA 14
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
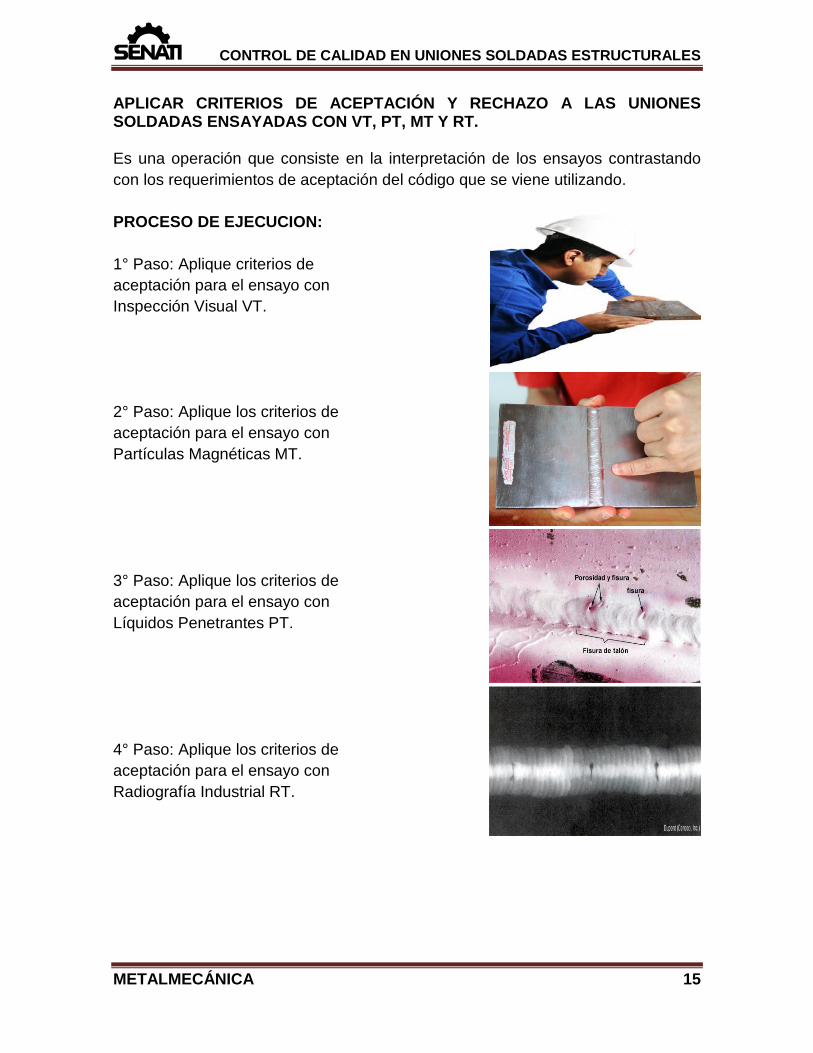
APLICAR CRITERIOS DE ACEPTACIÓN Y RECHAZO A LAS UNIONES SOLDADAS ENSAYADAS CON VT, PT, MT Y RT. Es una operación que consiste en la interpretación de los ensayos contrastando con los requerimientos de aceptación del código que se viene utilizando. PROCESO DE EJECUCION: 1° Paso: Aplique criterios de aceptación para el ensayo con Inspección Visual VT. 2° Paso: Aplique los criterios de aceptación para el ensayo con Partículas Magnéticas MT. 3° Paso: Aplique los criterios de aceptación para el ensayo con Líquidos Penetrantes PT. 4° Paso: Aplique los criterios de aceptación para el ensayo con Radiografía Industrial RT.
METALMECÁNICA 15
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
INFORMACIÓN TECNOLÓGICA. 1. INTRODUCCIÓN A LOS ENSAYOS NO DESTRUCTIVOS (END). Uno de los propósitos de un control de calidad efectivo es determinar la conveniencia de un metal base dado o soldadura para cumplir con el servicio para el cual fue construido. Una manera de juzgar esta conveniencia es someter al metal base o al metal de soldadura a ensayos destructivos que pueden proveer información acerca de la performance del objeto a ensayar. La mayor desventaja de este enfoque es, como el nombre lo indica, que el objeto es destruido en el ensayo. Por esto, un número de ensayos han sido desarrollados para proveer una indicación de la aceptabilidad del objeto a ensayar sin que éste se vuelva inutilizable para el servicio. Todos éstos son conocidos como “ensayos no destructivos”, porque permiten una componente. Además, los ensayos destructivos de un porcentaje dado de piezas pueden ser caros y asumen que las piezas no ensayadas son de la misma calidad que las ensayadas. Los ensayos no destructivos, alcanzan indirectamente resultados aún válidos, dejando la pieza o componente sin cambios y lista para ser colocada en servicio si fuera aceptable. Como se mencionó arriba, hay numerosos ensayos no destructivos usados para evaluar los metales base a ser unidos como así también las soldaduras. Serán discutidos los métodos más comunes de ensayo, mostrando sus ventajas, limitaciones y aplicaciones. Estos elementos esenciales son:
Una fuente de energía o medio de prueba
Una discontinuidad debe provocar un cambio de la energía de prueba.
Una guía o patrón para detectar este cambio.
Una guía o patrón que indique este cambio.
Una guía o patrón de observación o registro de esta indicación de manera que pueda interpretarse.
METALMECÁNICA 16
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
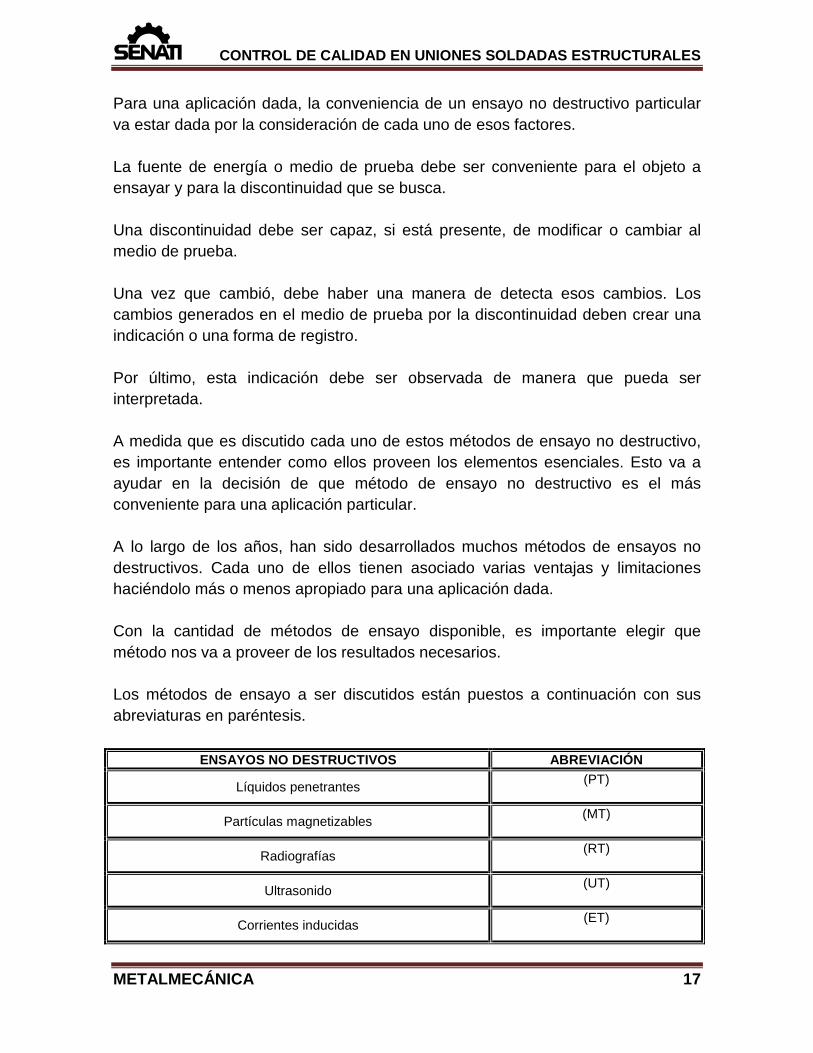
Para una aplicación dada, la conveniencia de un ensayo no destructivo particular va estar dada por la consideración de cada uno de esos factores. La fuente de energía o medio de prueba debe ser conveniente para el objeto a ensayar y para la discontinuidad que se busca. Una discontinuidad debe ser capaz, si está presente, de modificar o cambiar al medio de prueba. Una vez que cambió, debe haber una manera de detecta esos cambios. Los cambios generados en el medio de prueba por la discontinuidad deben crear una indicación o una forma de registro. Por último, esta indicación debe ser observada de manera que pueda ser interpretada. A medida que es discutido cada uno de estos métodos de ensayo no destructivo, es importante entender como ellos proveen los elementos esenciales. Esto va a ayudar en la decisión de que método de ensayo no destructivo es el más conveniente para una aplicación particular. A lo largo de los años, han sido desarrollados muchos métodos de ensayos no destructivos. Cada uno de ellos tienen asociado varias ventajas y limitaciones haciéndolo más o menos apropiado para una aplicación dada. Con la cantidad de métodos de ensayo disponible, es importante elegir que método nos va a proveer de los resultados necesarios. Los métodos de ensayo a ser discutidos están puestos a continuación con sus abreviaturas en paréntesis.
ENSAYOS NO DESTRUCTIVOS ABREVIACIÓN
Líquidos penetrantes (PT)
Partículas magnetizables (MT)
Radiografías (RT)
Ultrasonido (UT)
Corrientes inducidas (ET)
METALMECÁNICA 17
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
2. INSPECCIÓN VISUAL DE SOLDADURAS. La información contenida se aplica a las tareas y responsabilidades de los inspectores visuales de las uniones soldadas y es útil para ellos en llevar las tareas precisas y responsabilidades definidas en los códigos o especificaciones particulares. Se provee la información relativa a los métodos de inspección visual (VT). El inspector debería ser conocedor de cada uno de los principios y métodos de examen requeridos en una soldadura particular. Es responsabilidad de aquellos encargados con la administración y la supervisión de la inspección para hacer cierto que los principios y métodos a ser aplicados sean apropiadamente entendidos y uniformemente aplicados. Esta responsabilidad también incluye la Calificación y Certificación de los inspectores, cuando tales certificaciones son requeridas por los códigos, especificaciones o leyes civiles. Es beneficioso considerar la certificación como un programa disponible el de la Sociedad Americana de Soldadura bajo el certificado de Inspector de soldadura (CWI). Dibujos y especificaciones adecuados relativos a la inspección visual debería ser entregado como parte del contrato. En ausencia de tales requisitos, el fabricante debería ser solicitado para establecer, por escrito, detalles de los métodos a ser usados, incluyendo los métodos de examen. Los estándares de aceptación deberían ser caramente entendidos por el fabricante y por el comprador antes de que la soldadura se inicie. Esto no solo es para hacer uso más efectivo de los métodos d examen sino para prevenir el desacuerdo sobre cualquier soldadura satisfactoria y en acuerdo con las especificaciones del contrato.
METALMECÁNICA 18
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
2.1. ALCANCE. El alcance de esta guía incluye un esbozo de los requisitos fundamentales para el personal que realiza la inspección visual de soldaduras, tales como limitaciones o capacidades físicas, como también conocimiento técnico, entrenamiento, experiencia, juicio, y certificación. La guía provee esencialmente una introducción al examen visual relacionada la soldadura. Estas inspecciones caen en tres categorías basadas en el tiempo en las que ellas son realizadas: (1) previo a la soldadura, (2) durante la soldadura, y (3) después de la soldadura. Un tratamiento extensivo es provisto sobre las condiciones superficiales de la soldadura, incluyendo referencias a terminologías frecuentemente usadas asociadas con condiciones “preferibles” y “no preferibles”. La inspección visual puede ser realizada por diferente gente u organizaciones. También provee una revisión de los equipos de ayuda rutinaria del examen visual usado, tales como galgas presenta aquellos aspectos los cuales pueden ser considerados necesarios para la documentación formal de los resultados de la inspección proveen más detalles. 2.2. PRE-REQUISITOS. Como cualquier otro método de ensayo no destructivo, hay varios pre-requisitos que deberían ser considerados previos a la realización del examen visual. Algunos de los atributos más comunes a considerar se discuten a continuación. 2.2.1. Agudeza visual. Uno de los prerrequisitos más obvios es que el examinador visual debería tener suficiente agudeza visual para realizar una adecuada inspección. La Consideración debería estar dada para visión suficiente cercana y lejana con visión natural o corregida. Una inspección visual documentada es un requerimiento por muchos códigos y especificaciones y es generalmente considerada una buena práctica.
METALMECÁNICA 19
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Un examen de ojos por un examinador calificado es un pre-requisito para la certificación por la AWS como Un Inspector de Soldadura Certificado (CWI) o un Inspector de Soldadura Asociado (CAWI). 2.2.2. Equipamiento. El examen visual requiere el uso de herramientas especiales o equipos dependerá sobre la aplicación y posiblemente el grado de precisión requerida por la inspección. Algunas herramientas pueden necesitar calificaciones especiales previas a su uso, por ejemplo, las calibraciones. A pesar que esta guía presenta un esbozo de las ayudas de la inspección visual, hay muchos conceptos diferentes y otras variaciones de equipamientos. Como una regla general, aquellas herramientas las cuales cumplen con un código y especificación particular, adecuado para medir a la precisión del criterio de aceptación, o el cual satisfará la necesidad de la inspección deberían usar. 2.2.3. Experiencia y Entrenamiento. Otro pre-requisito obvio es que el inspector visual debería tener suficiente conocimiento y habilidad para realizar el examen satisfactoriamente, el conocimiento y habilidad puede ser impartido u obtenido a través de procesos de educación y entrenamiento. Ambos procesos pueden ser formal (aulas) o en el trabajo. La variedad de métodos y procesos de impartir u obtener conocimientos y habilidades son muchos, pero el arte del buen juicio no siempre viene fácilmente y rápido. Debería permitirse suficiente tiempo para los diferentes individuos por apropiadamente puntos claves pertinentes a: preparación de juntas, precalentamiento de la soldadura, temperatura de Interpase, distorsión de las soldaduras, consumibles de soldadura, y otros materiales. Adicionalmente, suficiente exposición a muchos tipos de variancias de debería ser permitido.
METALMECÁNICA 20
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
2.2.4. Procedimientos. El desarrollo de procedimientos estándares cubriendo la metodología de examen y criterio de aceptación es una consideración la cual puede ayudar considerablemente para consistencia y precisión. Tales procedimientos son preparados normalmente por el empleador y típicamente consiste de instrucciones detalladas con las cuales se interrelaciona los variados procesos de fabricación, los requerimientos detallados del comprador, y una línea base del criterio de inspección. Los ítems como quién realiza una inspección, cuándo se realiza la inspección, como realizar un examen, y donde realizar un examen son incluidos típicamente en el procedimiento. Los factos de exámenes específicos detallados pueden ser incluidos como una lista de chequeo de atributos, requerimientos de equipos y otros ítems. Cuando no son disponibles procedimientos escritos, los inspectores pueden preguntar a trabajar directamente con códigos ye especificaciones. 2.2.5. Programas de Certificación. Para proveer confiabilidad que los inspectores de soldadura están calificados (esto es, suficientes pre-requisitos son obtenidos y mantenidos) puede ser conveniente tener personal de inspección visual formalmente certificado. La AWS ofrece programas de CWI y CAWI. Pueden usarse otros programas para la certificación de la inspección visual de inspectores de soldadura. 2.2.6. Seguridad. Los inspectores visuales deberían recibir suficiente adoctrinamiento sobre prácticas de seguridad en soldadura. Hay muchas potenciales danos presentes (electricidad, gases, humos, luz ultravioleta, calor, etc.). Cualquier personal de trabajo o que entre en contacto con un ambiente de soldadura debería tener entrenamiento en seguridad en soldadura.
METALMECÁNICA 21
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
2.3. FUNDAMENTOS DE LA INSPECCION VISUAL. 2.3.1. Generalidades. Muchos programas instituidos por el fabricante para controlar la calidad de los productos usan el examen visual como el método de evaluación primario, y en algunas instancias el único. Puede ser una invalorable herramienta cuando se aplica apropiadamente. Adicionalmente a ubicar discontinuidades superficiales, el examen visual puede ser una excelente técnica de control de proceso para ayudar a identificar subsecuentes problemas de fabricación. El examen visual es un método para identificar discontinuidades e imperfecciones superficiales. Consecuentemente, cualquier programa de control de calidad concienzudo, consistirá esencialmente de inspección visual debería incluir una secuencia continua de exámenes realizados durante todas las fases de la fabricación. Esto permitirá a la inspección visual de las superficies expuestas como ellas aparecen en la secuencia de fabricación. El descubrir y reparar cualquier defecto al tiempo que aparece resultara en una sustancial reducción de costo. Se ha mostrado que un programa concienzudo de inspección visual antes, durante y después de la soldadura puede resultar en descubrir la mayoría de todos los defectos los cuales habrían sido detectados después usando métodos de ensayo más extensivos. Los fabricantes deben realizar el benéfico de un sistema de calidad bien disciplinado de la inspección visual. La efectividad de la inspección visual es incrementada cuando un sistema es sustituido el cual provee cubrir todas las fases del proceso de soldadura (antes, durante y después).
METALMECÁNICA 22
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
2.3.2. Previo a la Soldadura. Previo a la soldadura, algunas acciones típicas requieren atención por el inspector visual incluye: (1) Revisar dibujos y especificaciones. (2) Chequear la calificación de los procedimientos y del personal a ser utilizados. (3) Establecer los puntos de chequeo. (4) Establecer un plan para el registro de los resultados. (5) Revisar los materiales a ser utilizados (6) Chequear las discontinuidades del material base. (7) Chequear la disposición, alineamiento, de las juntas soldadas. (8) Chequear el precalentamiento, si es requerido Si el inspector presta particular atención a estos ítems preliminares, muchos problemas los cuales pueden suceder después pueden ser prevenidos. Es muy importante que los inspectores conozcan exactamente los requisitos a ser cumplidos. La revisión de los documentos que gobiernan simplificara estas informaciones. Una vez que son revisadas, un sistema debería ser establecido para asegurar que los registros apropiados y completos pueden ser prácticamente producidos. Puntos de mantenimiento. Deberían darse las consideraciones para establecer los puntos de mantenimiento o puntos de chequeo cuando un examen ocurrirá antes a la de cualquier etapa de fabricación posterior. Esto es de mucha importancia en proyectos de grandes construcciones o fabricaciones de soldaduras masivas. Procedimientos de Soldadura. Otra etapa preliminar la cual debería ocurrir para asegurar que el procedimiento de soldadura aplicable cumple con los requerimientos del trabajo. La documentación apropiada de la calificación o certificación de los soldadores individualmente debería ser revisada también. Los dibujos y especificaciones dictarán que metal base a ser unidos y que metal de aporte será utilizado.
METALMECÁNICA 23
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Para soldadura estructural y otras aplicaciones críticas, la soldadura es llevada a cabo, normalmente, con procedimientos calificados con registro de las variables esenciales del proceso, y por soldadores calificados para el proceso, material, y posición a ser soldados. Etapas adicionales al procedimiento en etapas puede necesitarse para adecuarse a ciertos materiales. Un ejemplo de un procedimiento por etapas es aquel donde el electrodo de bajo hidrógeno son especificados, las instalaciones de almacenamiento como recomienda el fabricante son requeridos. Material base. Previo a la soldadura, la identificación del tipo de material base y un examen de las especificaciones del metal base deberían hacerse. Si una discontinuidad, tal como una laminación en planchas, esta presenta y permanece indetectable, ella puede afectar la integridad total de la estructura de la soldadura. Muchas veces una laminación será visible a lo largo del borde de la plancha, especialmente en un borde cortado con oxi –corte. La importancia de la disposición de junta previo a la soldadura no puede ser lo suficiente estensionada. Por tanto, el examen visual de la disposición es de la más alta prioridad. Los ítems que pueden ser considerados prioritarios para soldar incluyen: (1) Angulo del canal (2) Abertura de raíz (3) Alineamiento de la junta (4) Respaldo (5) Insertos consumibles (6) Limpieza de la junta (7) Soldaduras de apuntalamiento (8) Precalentamiento Todos estos factores podrían tener un directo efecto en la calidad de la soldadura resultante.
METALMECÁNICA 24
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Si la disposición de la junta es pobre, entonces la soldadura será casi indiscutiblemente de una calidad sub. estándar también. Tener cuidado extra durante el ensamble de la junta puede incrementar grandemente la efectividad de la soldadura. Algunas veces, el examen de la junta previo a la soldadura revelará irregularidades dentro de las imitaciones del código, pero estas áreas de interés y pueden ser vistas cuidadosamente durante etapas posteriores. Por ejemplo, si una junta en T para soldaduras en filete muestran excesiva abertura de raíz, el tamaño de la soldadura de filete requerido debería ser incrementada por una cantidad de abertura de raíz presente. De esta manera, si el inspector sabe que esta situación existe, el dibujo o la junta de soldadura pueden ser marcadas y tomar la final determinación de la conformidad del tamaño de la soldadura puede ser correctamente interpretada. 2.3.3. Durante la Soldadura. Durante la soldadura, hay un número de ítems los cuales requieren control de manera que la soldadura resultante será satisfactoria. El examen visual es el método primario para controlar este aspecto de la fabricación. Puede convertirse en una herramienta invalorable del control del proceso. Algunos de los aspectos de la fabricación los cuales pueden ser chequeados incluyen: (1) calidad del pase de raíz de la soldadura (2) Preparación de la raíz de la junta previa a la soldadura del segundo pase (3) Temperaturas de precalentamiento e interpases. (4) Secuencia de los pases de soldadura. (5) Capas subsecuentes para la calidad aparente de la soldadura (6) Limpieza entre pases. (7) Conformidad con el procedimiento aplicable: por ejemplo voltaje, amperaje, calor aportado, velocidad. Cualquiera de estos factores, si se ignoran, podría resultar en discontinuidades que podrían causar seria degradación de la calidad.
METALMECÁNICA 25
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Pase de Raíz. Quizá la parte más crítica de cualquier soldadura es el pase de raíz. Los problemas existen en este punto en la progresión combine para hacer el resultado satisfactorio del balance de la dificultad de la soldadura para.... Consecuentemente, una gran cantidad de defectos los cuales son descubiertos posteriormente es una soldadura están asociados con el pase de raíz de la soldadura. Una buena inspección visual seguida a la aplicación del pase de raíz ayudara a superar la situación. Otra condición crítica de la raíz de la junta existe cuando un tratamiento es aplicado en una junta de doble soldadura. Esto usualmente incluye la remoción de escoria y otras irregularidades por socavado térmico, o esmerilado. Una vez que esta remoción ha sido hecha, el examen del área excavada previo a la soldadura desde el segundo lado es requerido. Esto es para asegurar que todas las discontinuidades han sido removidas. El tamaño y la forma del canal pueden ser alterados para permitir un acceso conveniente a todas las superficies. Temperaturas de Precalentamiento e Interpase. Las temperaturas de precalentamiento e Interpase pueden ser críticas y, si son especificadas deben ser medidas. Los límites son frecuentemente descritos como un mínimo, un máximo o ambas. También, para ayudar a controlar la cantidad de calor en la zona de soldadura, la secuencia y ubicación de pase individuales puede ser importante. El inspector debería ser siempre consiente de la extensión y ubicación de cualquier distorsión o contracción causada por el calor de la soldadura. Muchas veces, las medidas correctivas pueden ser tomadas como el calor de soldadura progrese para aliviar el problema.
METALMECÁNICA 26
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Examen entre capas. Para evaluar la calidad de soldadura según el trabajo progresa, es deseable examinar visualmente cada capa para juzgar su integridad. Esto también provee un chequeo para determinar si limpieza adecuada se está realizando entre pase. Esto puede ayudar para aliviar la ocurrencia de inclusiones de escoria en la soldadura final. Muchas de estos ítems pueden ser direccionados en el procedimiento de soldadura aplicable. En ese caso, la inspección visual realizado durante la soldadura básicamente un chequeo para determinar si hay conformidad con los requisitos del procedimiento de soldadura. 2.3.4. Después de la soldadura. Mucha gente siente que la Inspección visual empieza cuando la soldadura ha sido terminada. Sin embargo, si todas las etapas discutidas han sido tomadas antes y durante la soldadura, esta etapa final de la inspección visual será cumplida fácilmente. Proveerá simplemente un chequeo para asegurar que las etapas tomadas han resultado en una soldadura satisfactoria. Algunas de los diversos ítems los cuales requieren atención después que la soldadura ha sido terminada son: (1) Apariencia final de la soldadura (2) Tamaño final de la soldadura (3) Longitud de la soldadura (4) Precisión dimensional (5) Cantidad de distorsión (6) Tratamiento post soldadura El propósito básico de la inspección visual final es asegurar la calidad de la soldadura.
METALMECÁNICA 27
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
La mayoría de códigos y especificaciones describen la extensión de las discontinuidades que son aceptables, y muchas de estas pueden aparecer en la superficie de la soldadura terminada. Discontinuidades. Discontinuidades típicas encontradas en las soldaduras son: (1) Porosidad (2) Fusión incompleta (3) Penetración de junta incompleta (4) Socavación (5) Traslape (6) Fisuras (7) Inclusión de escoria (8) Sobremonta excesiva 2.4. CONDICIÓN SUPERFICIAL DE LA SOLDADURA. 2.4.1. Generalidades. Esta sección es concerniente solo con las discontinuidades, las cuales pueden o no ser clasificadas como defectos (rechazables) dependiendo delos requisitos de las especificaciones o códigos individuales. La intención es para información e instrucción y asistir en la identificación de las discontinuidades. Las discontinuidades pueden ocurrir en cualquier ubicación de la soldadura. La Inspección visual después que la soldadura es terminada esta limitada a la condición superficial de la soldadura. Descubrir discontinuidades sub-superficiales requiere que el examen visual sea complementado por otro método de END. Una discontinuidad está definida como una interrupción de la estructura típica de una unión soldada, tal como falta de homogeneidad en las características mecánica, metalúrgica, o física del material o soldadura. Una discontinuidad no es necesariamente un defecto.
METALMECÁNICA 28
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Las discontinuidades son rechazables solamente si ellas exceden los requerimientos de las especificaciones en términos del tipo, tamaño, distribución, o ubicación. Una discontinuidad rechazable es llamada defecto. Por definición un defecto es una discontinuidad que por su tamaño, forma, orientación, o ubicación lo hace detrimente al uso, servicio de la pieza en la cual aparece. Las discontinuidades pueden ser encontradas en el metal de soldadura, zona afectada por calor, o metal base de muchas uniones soldadas. Cuatro juntas de soldadura básicas son consideradas en esta guía: a tope, T, esquina y de traslape. Discontinuidades de la soldadura y del metal base de tipos específicos son comúnmente cuando ciertos procesos de soldadura y detalles de junta son usados. Un ejemplo son las inclusiones de tungsteno, las cuales solo ocurren en soldaduras hechas usando soldadura con arco gas y electrodo de tungsteno (TIG: GTAW). Otras condiciones, tales como alta restricción y acceso limitado a las porciones a la junta soldada, puede llevar a una alta incidencia de discontinuidades en metal base y de soldadura. Cada tipo general de discontinuidad es discutida en detalles en esta sección. Otros documentos pueden usar diferente terminología para algunas de estas discontinuidades; sin embargo sonde sea posible, las terminología aprobaba AWS, encontrada en ANSI/AWS A3.0 Términos y Definiciones de Soldadura Normalizadas, deberían ser usadas para eliminar la confusión. Un ejemplo de terminología adicional aparece en la ANSI/ AWS d1.1, Código de Soldadura Estructural – Acero. Donde “discontinuidad del tipo fusión” es un término general usado para describir un numero de varios discontinuidades, incluyendo: inclusiones d escoria, fusión incompleta, penetración de junta incompleta, y discontinuidades alargadas similares en soldaduras con fusión.
METALMECÁNICA 29
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Otro tipo de discontinuidad es causada por perdida del gas de protección. Ver Figura 1. Estas discontinuidades son de interés general para dueños, diseñadores y fabricantes.
Figura 1.
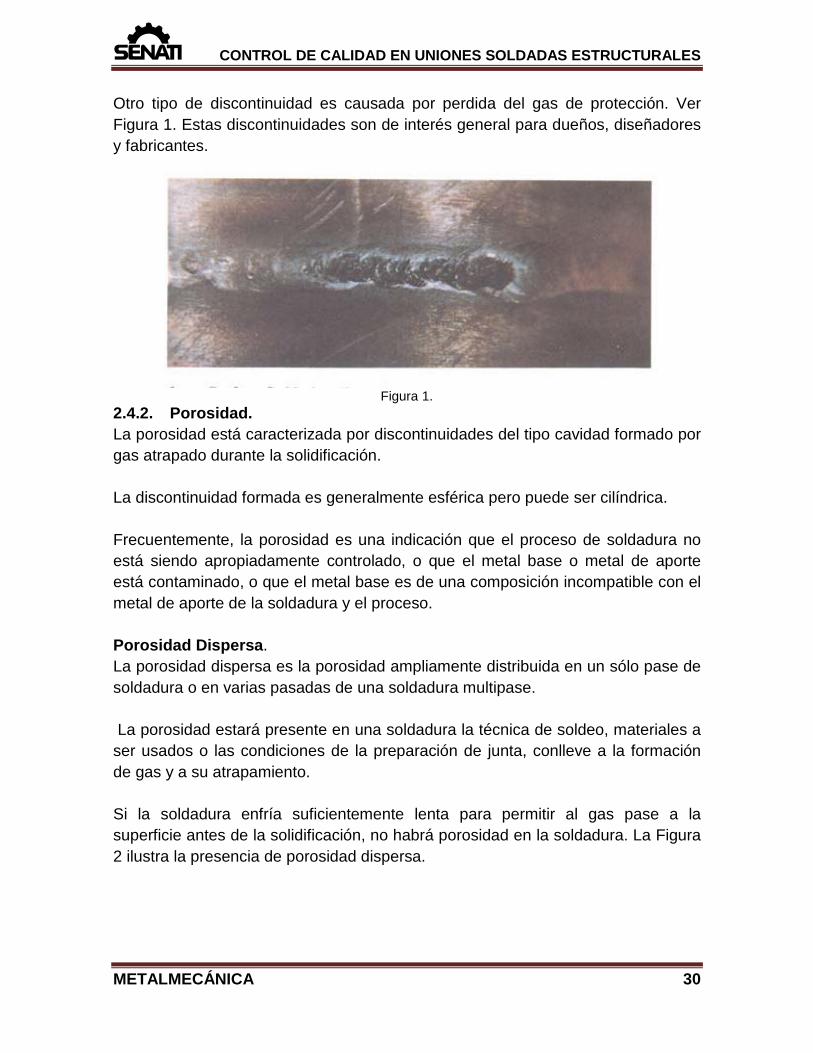
2.4.2. Porosidad. La porosidad está caracterizada por discontinuidades del tipo cavidad formado por gas atrapado durante la solidificación. La discontinuidad formada es generalmente esférica pero puede ser cilíndrica. Frecuentemente, la porosidad es una indicación que el proceso de soldadura no está siendo apropiadamente controlado, o que el metal base o metal de aporte está contaminado, o que el metal base es de una composición incompatible con el metal de aporte de la soldadura y el proceso. Porosidad Dispersa. La porosidad dispersa es la porosidad ampliamente distribuida en un sólo pase de soldadura o en varias pasadas de una soldadura multipase. La porosidad estará presente en una soldadura la técnica de soldeo, materiales a ser usados o las condiciones de la preparación de junta, conlleve a la formación de gas y a su atrapamiento. Si la soldadura enfría suficientemente lenta para permitir al gas pase a la superficie antes de la solidificación, no habrá porosidad en la soldadura. La Figura 2 ilustra la presencia de porosidad dispersa.
METALMECÁNICA 30
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Figura 2. Porosidad Dispersa
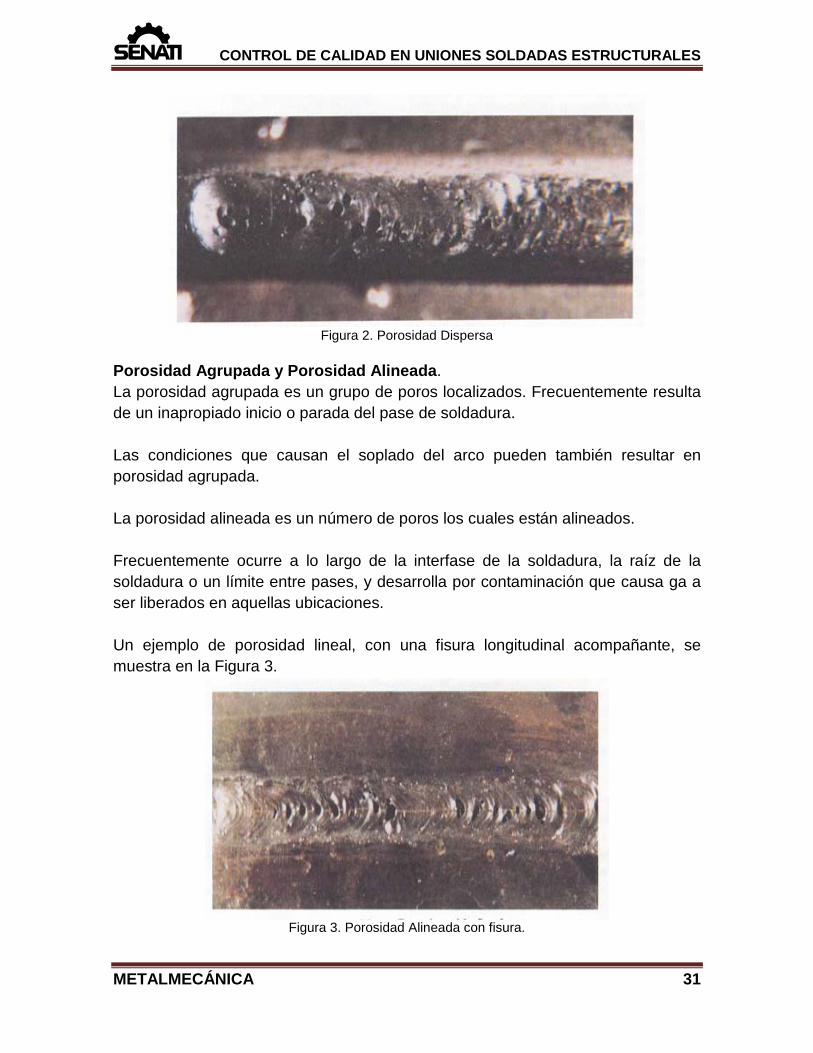
Porosidad Agrupada y Porosidad Alineada. La porosidad agrupada es un grupo de poros localizados. Frecuentemente resulta de un inapropiado inicio o parada del pase de soldadura. Las condiciones que causan el soplado del arco pueden también resultar en porosidad agrupada. La porosidad alineada es un número de poros los cuales están alineados. Frecuentemente ocurre a lo largo de la interfase de la soldadura, la raíz de la soldadura o un límite entre pases, y desarrolla por contaminación que causa ga a ser liberados en aquellas ubicaciones. Un ejemplo de porosidad lineal, con una fisura longitudinal acompañante, se muestra en la Figura 3.
Figura 3. Porosidad Alineada con fisura.
METALMECÁNICA 31
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
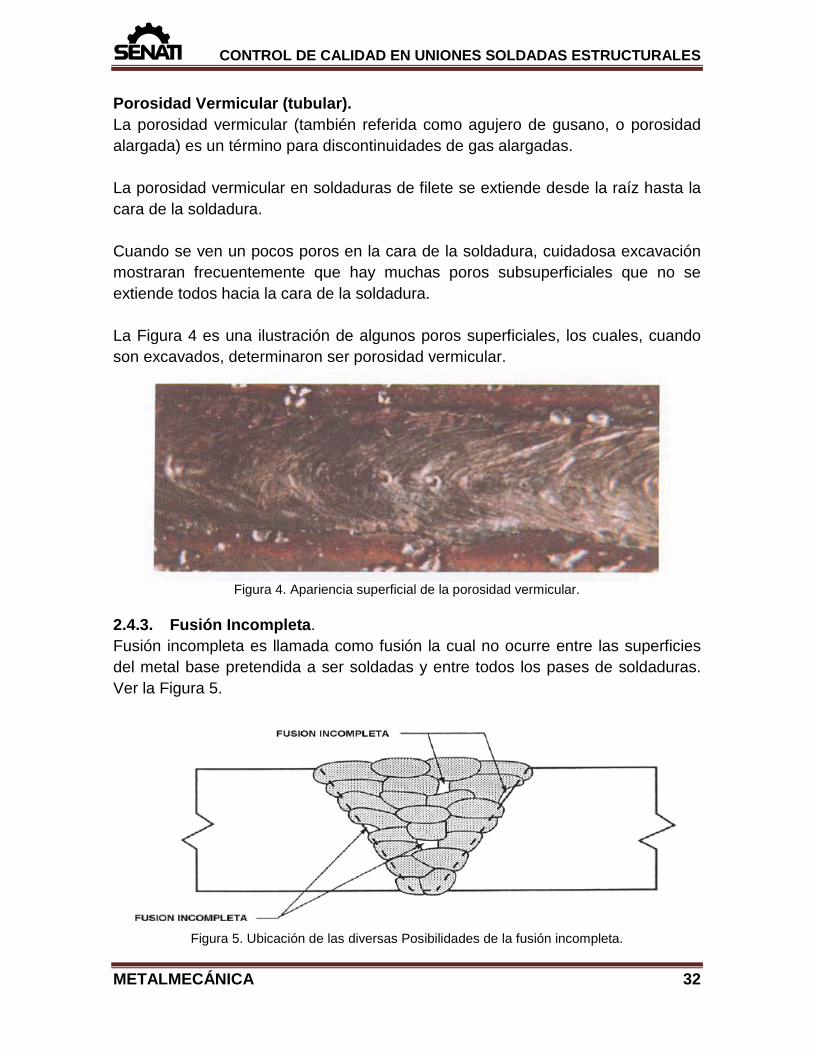
Porosidad Vermicular (tubular). La porosidad vermicular (también referida como agujero de gusano, o porosidad alargada) es un término para discontinuidades de gas alargadas. La porosidad vermicular en soldaduras de filete se extiende desde la raíz hasta la cara de la soldadura. Cuando se ven un pocos poros en la cara de la soldadura, cuidadosa excavación mostraran frecuentemente que hay muchas poros subsuperficiales que no se extiende todos hacia la cara de la soldadura. La Figura 4 es una ilustración de algunos poros superficiales, los cuales, cuando son excavados, determinaron ser porosidad vermicular.
Figura 4. Apariencia superficial de la porosidad vermicular.
2.4.3. Fusión Incompleta. Fusión incompleta es llamada como fusión la cual no ocurre entre las superficies del metal base pretendida a ser soldadas y entre todos los pases de soldaduras. Ver la Figura 5.
Figura 5. Ubicación de las diversas Posibilidades de la fusión incompleta.
METALMECÁNICA 32
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
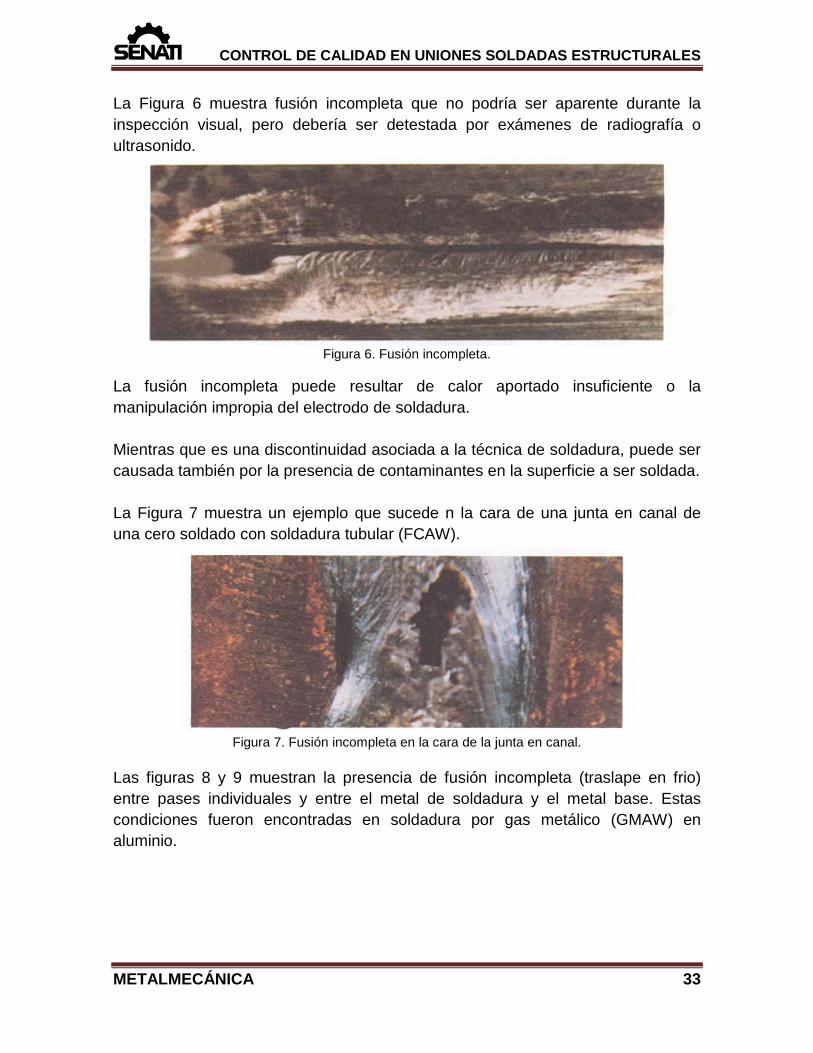
La Figura 6 muestra fusión incompleta que no podría ser aparente durante la inspección visual, pero debería ser detestada por exámenes de radiografía o ultrasonido.
Figura 6. Fusión incompleta.
La fusión incompleta puede resultar de calor aportado insuficiente o la manipulación impropia del electrodo de soldadura. Mientras que es una discontinuidad asociada a la técnica de soldadura, puede ser causada también por la presencia de contaminantes en la superficie a ser soldada. La Figura 7 muestra un ejemplo que sucede n la cara de una junta en canal de una cero soldado con soldadura tubular (FCAW).
Figura 7. Fusión incompleta en la cara de la junta en canal.
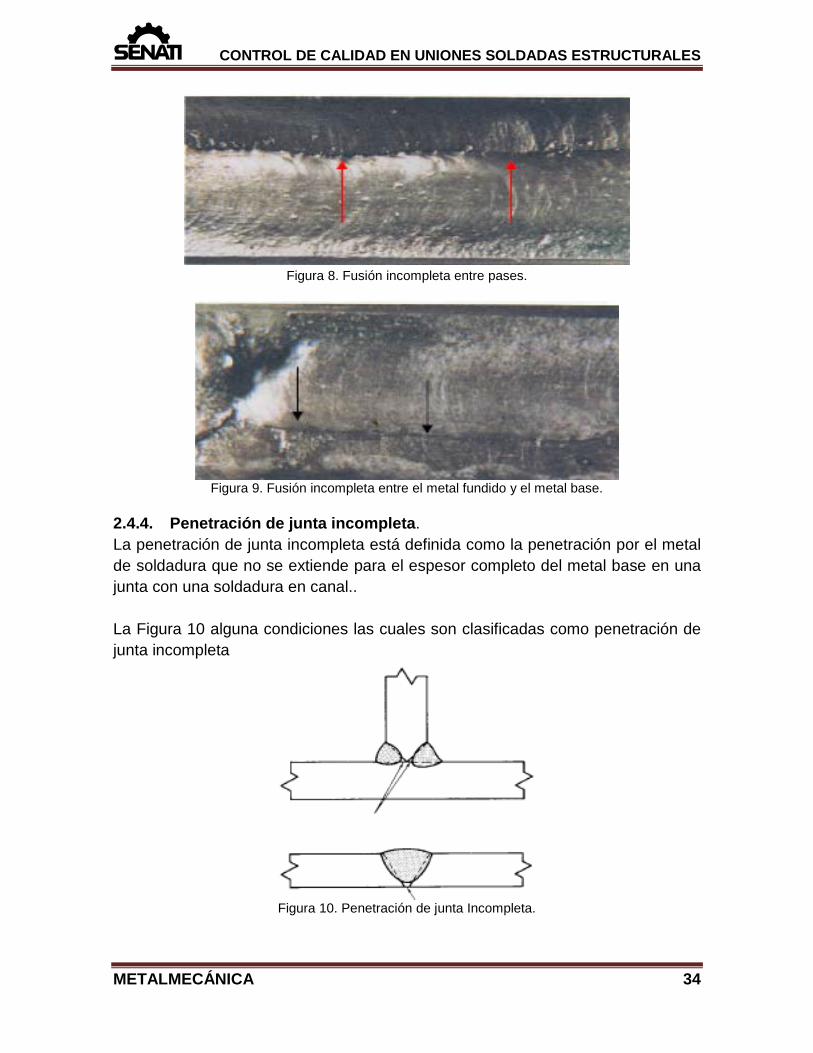
Las figuras 8 y 9 muestran la presencia de fusión incompleta (traslape en frio) entre pases individuales y entre el metal de soldadura y el metal base. Estas condiciones fueron encontradas en soldadura por gas metálico (GMAW) en aluminio.
METALMECÁNICA 33
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Figura 8. Fusión incompleta entre pases.
Figura 9. Fusión incompleta entre el metal fundido y el metal base.
2.4.4. Penetración de junta incompleta. La penetración de junta incompleta está definida como la penetración por el metal de soldadura que no se extiende para el espesor completo del metal base en una junta con una soldadura en canal.. La Figura 10 alguna condiciones las cuales son clasificadas como penetración de junta incompleta
Figura 10. Penetración de junta Incompleta.
METALMECÁNICA 34
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
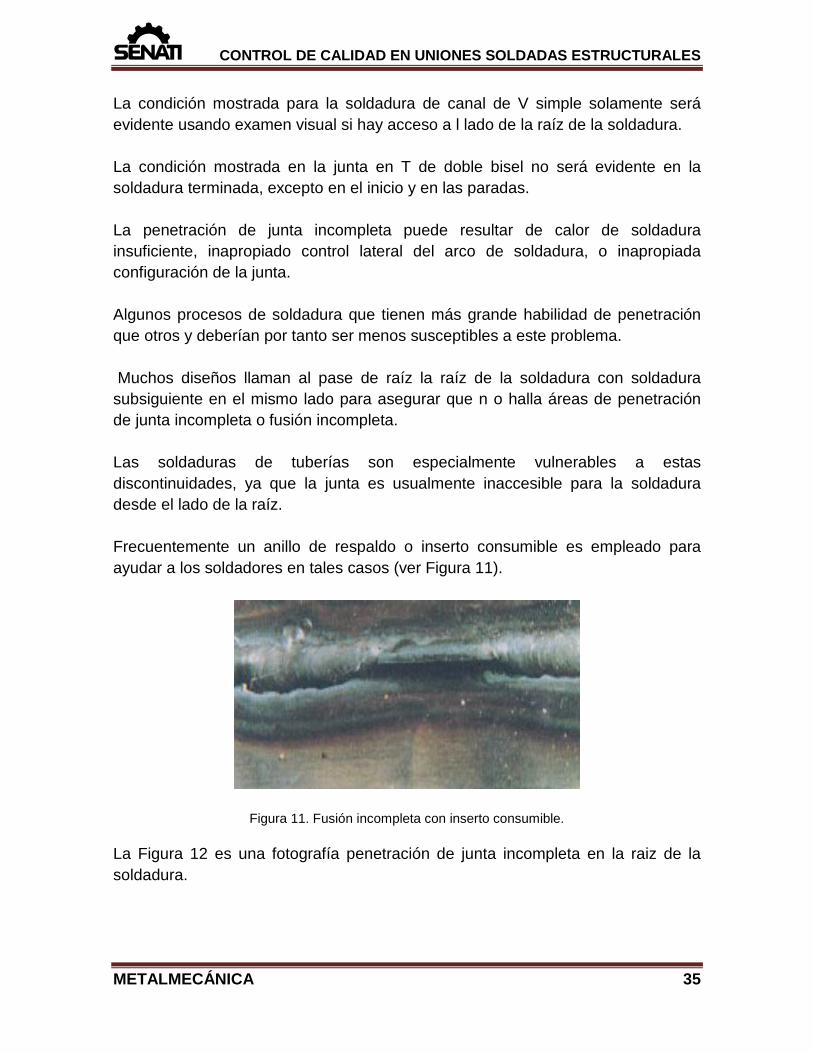
La condición mostrada para la soldadura de canal de V simple solamente será evidente usando examen visual si hay acceso a l lado de la raíz de la soldadura. La condición mostrada en la junta en T de doble bisel no será evidente en la soldadura terminada, excepto en el inicio y en las paradas. La penetración de junta incompleta puede resultar de calor de soldadura insuficiente, inapropiado control lateral del arco de soldadura, o inapropiada configuración de la junta. Algunos procesos de soldadura que tienen más grande habilidad de penetración que otros y deberían por tanto ser menos susceptibles a este problema. Muchos diseños llaman al pase de raíz la raíz de la soldadura con soldadura subsiguiente en el mismo lado para asegurar que n o halla áreas de penetración de junta incompleta o fusión incompleta. Las soldaduras de tuberías son especialmente vulnerables a estas discontinuidades, ya que la junta es usualmente inaccesible para la soldadura desde el lado de la raíz. Frecuentemente un anillo de respaldo o inserto consumible es empleado para ayudar a los soldadores en tales casos (ver Figura 11).
Figura 11. Fusión incompleta con inserto consumible. La Figura 12 es una fotografía penetración de junta incompleta en la raiz de la soldadura.
METALMECÁNICA 35
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
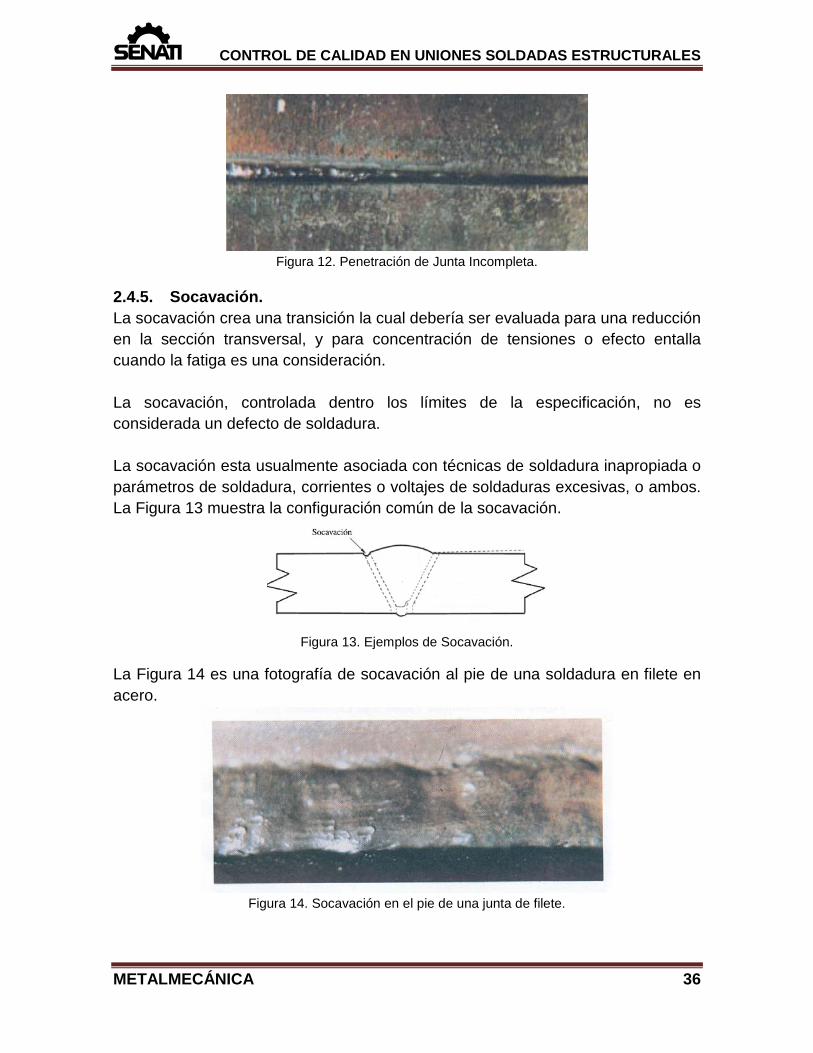
Figura 12. Penetración de Junta Incompleta.
2.4.5. Socavación. La socavación crea una transición la cual debería ser evaluada para una reducción en la sección transversal, y para concentración de tensiones o efecto entalla cuando la fatiga es una consideración. La socavación, controlada dentro los límites de la especificación, no es considerada un defecto de soldadura. La socavación esta usualmente asociada con técnicas de soldadura inapropiada o parámetros de soldadura, corrientes o voltajes de soldaduras excesivas, o ambos. La Figura 13 muestra la configuración común de la socavación.
Figura 13. Ejemplos de Socavación.
La Figura 14 es una fotografía de socavación al pie de una soldadura en filete en acero.
Figura 14. Socavación en el pie de una junta de filete.
METALMECÁNICA 36
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
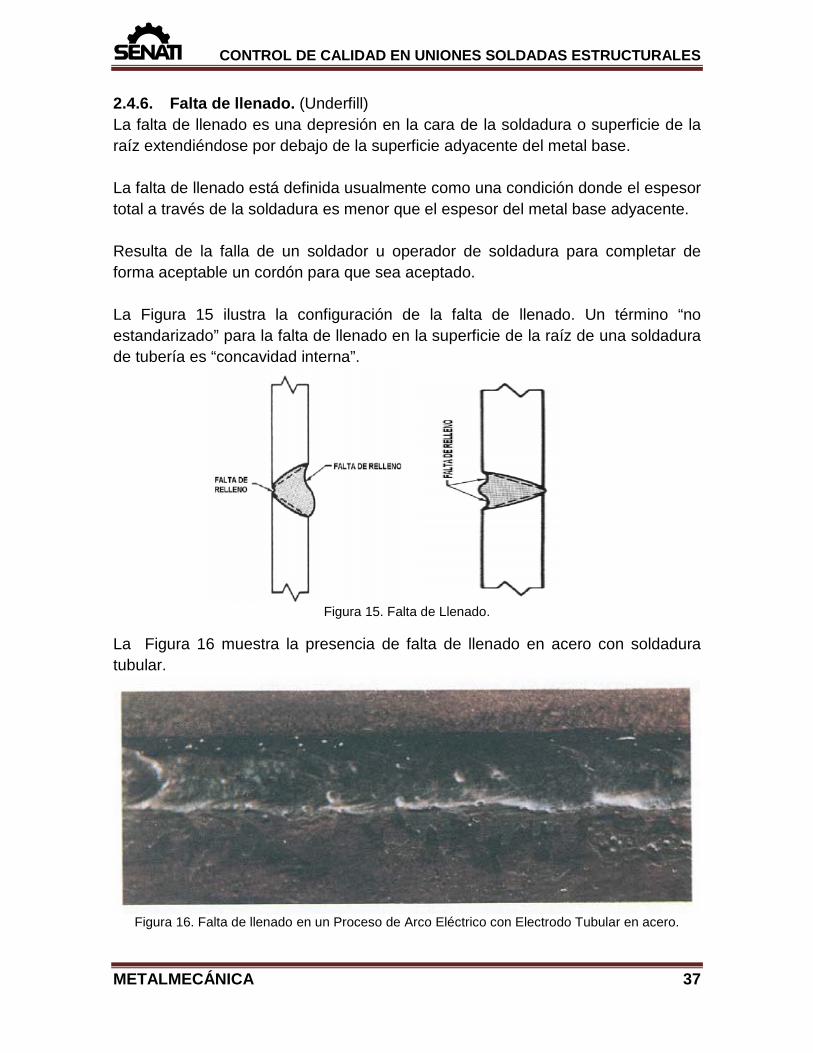
2.4.6. Falta de llenado. (Underfill) La falta de llenado es una depresión en la cara de la soldadura o superficie de la raíz extendiéndose por debajo de la superficie adyacente del metal base. La falta de llenado está definida usualmente como una condición donde el espesor total a través de la soldadura es menor que el espesor del metal base adyacente. Resulta de la falla de un soldador u operador de soldadura para completar de forma aceptable un cordón para que sea aceptado. La Figura 15 ilustra la configuración de la falta de llenado. Un término “no estandarizado” para la falta de llenado en la superficie de la raíz de una soldadura de tubería es “concavidad interna”.
Figura 15. Falta de Llenado.
La Figura 16 muestra la presencia de falta de llenado en acero con soldadura tubular.
Figura 16. Falta de llenado en un Proceso de Arco Eléctrico con Electrodo Tubular en acero.
METALMECÁNICA 37
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
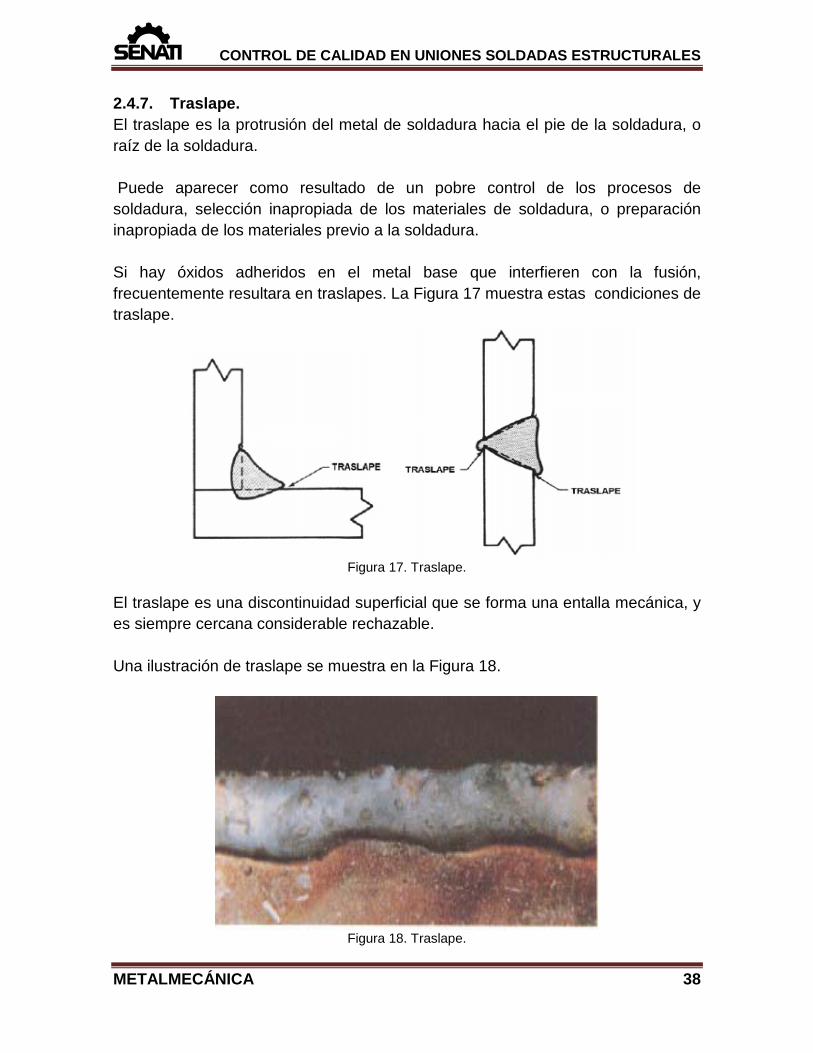
2.4.7. Traslape. El traslape es la protrusión del metal de soldadura hacia el pie de la soldadura, o raíz de la soldadura. Puede aparecer como resultado de un pobre control de los procesos de soldadura, selección inapropiada de los materiales de soldadura, o preparación inapropiada de los materiales previo a la soldadura. Si hay óxidos adheridos en el metal base que interfieren con la fusión, frecuentemente resultara en traslapes. La Figura 17 muestra estas condiciones de traslape.
Figura 17. Traslape.
El traslape es una discontinuidad superficial que se forma una entalla mecánica, y es siempre cercana considerable rechazable. Una ilustración de traslape se muestra en la Figura 18.
Figura 18. Traslape.
METALMECÁNICA 38
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
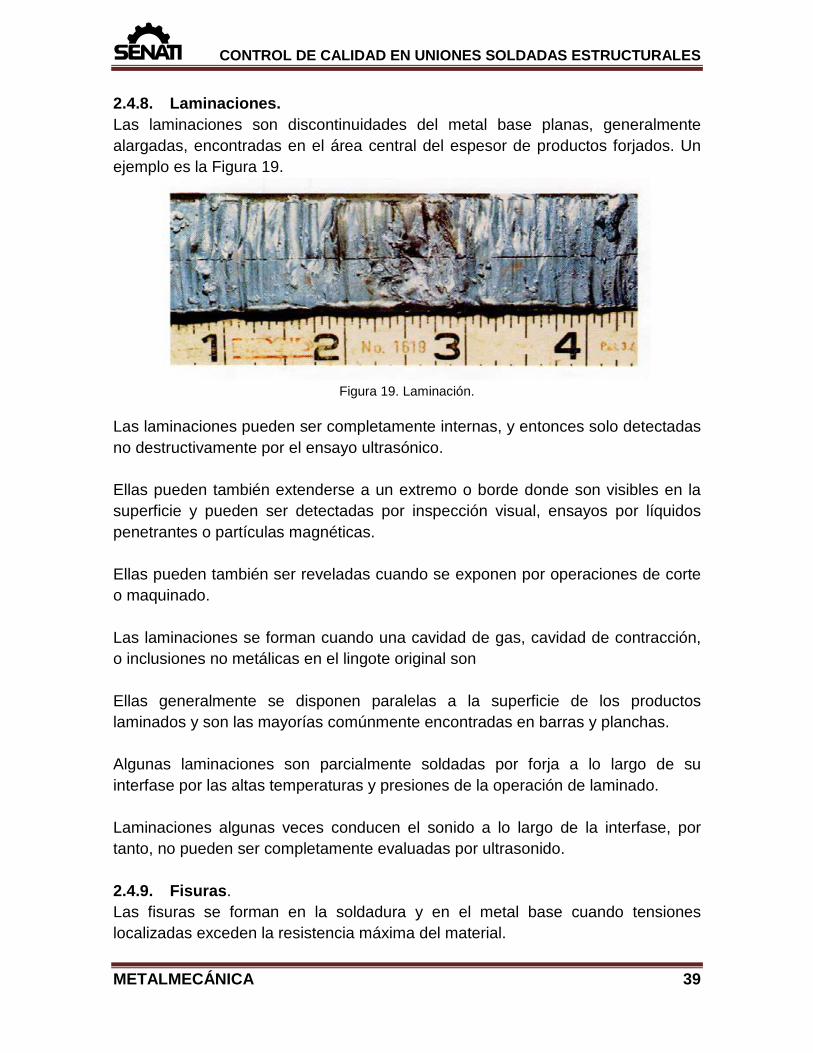
2.4.8. Laminaciones. Las laminaciones son discontinuidades del metal base planas, generalmente alargadas, encontradas en el área central del espesor de productos forjados. Un ejemplo es la Figura 19.
Figura 19. Laminación.
Las laminaciones pueden ser completamente internas, y entonces solo detectadas no destructivamente por el ensayo ultrasónico. Ellas pueden también extenderse a un extremo o borde donde son visibles en la superficie y pueden ser detectadas por inspección visual, ensayos por líquidos penetrantes o partículas magnéticas. Ellas pueden también ser reveladas cuando se exponen por operaciones de corte o maquinado. Las laminaciones se forman cuando una cavidad de gas, cavidad de contracción, o inclusiones no metálicas en el lingote original son Ellas generalmente se disponen paralelas a la superficie de los productos laminados y son las mayorías comúnmente encontradas en barras y planchas. Algunas laminaciones son parcialmente soldadas por forja a lo largo de su interfase por las altas temperaturas y presiones de la operación de laminado. Laminaciones algunas veces conducen el sonido a lo largo de la interfase, por tanto, no pueden ser completamente evaluadas por ultrasonido. 2.4.9. Fisuras. Las fisuras se forman en la soldadura y en el metal base cuando tensiones localizadas exceden la resistencia máxima del material.
METALMECÁNICA 39
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
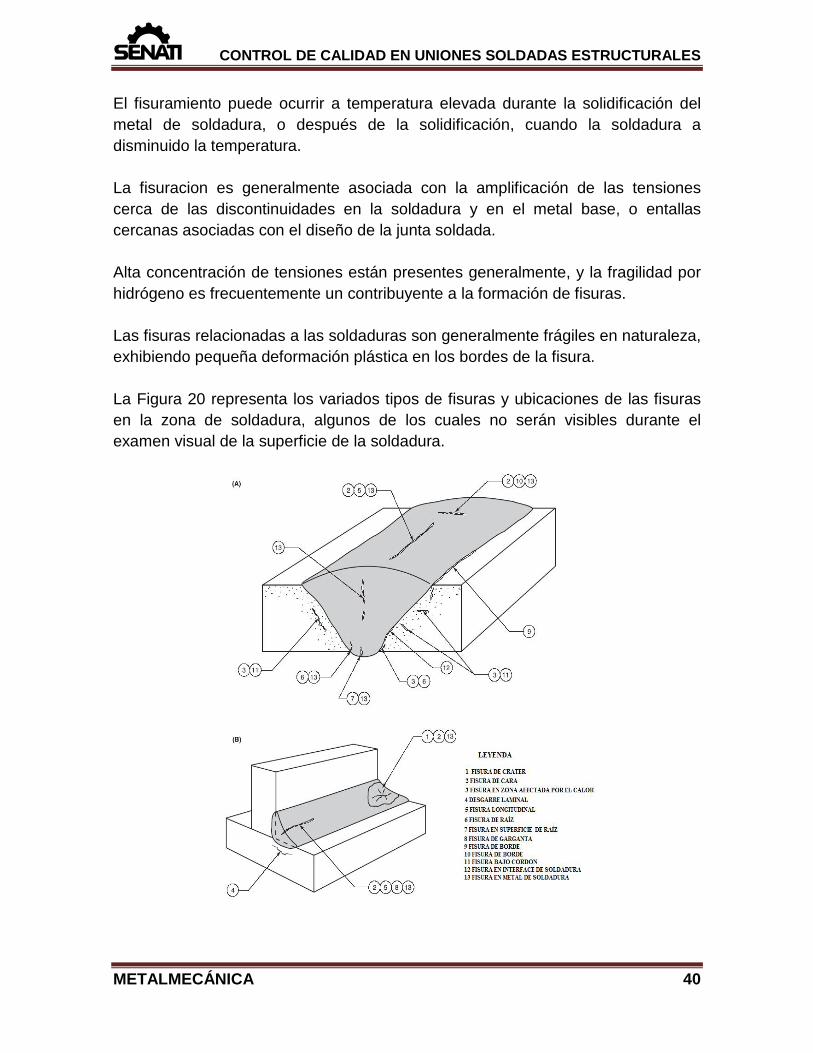
El fisuramiento puede ocurrir a temperatura elevada durante la solidificación del metal de soldadura, o después de la solidificación, cuando la soldadura a disminuido la temperatura. La fisuracion es generalmente asociada con la amplificación de las tensiones cerca de las discontinuidades en la soldadura y en el metal base, o entallas cercanas asociadas con el diseño de la junta soldada. Alta concentración de tensiones están presentes generalmente, y la fragilidad por hidrógeno es frecuentemente un contribuyente a la formación de fisuras. Las fisuras relacionadas a las soldaduras son generalmente frágiles en naturaleza, exhibiendo pequeña deformación plástica en los bordes de la fisura. La Figura 20 representa los variados tipos de fisuras y ubicaciones de las fisuras en la zona de soldadura, algunos de los cuales no serán visibles durante el examen visual de la superficie de la soldadura.
METALMECÁNICA 40
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Las fisuras pueden ser clasificadas como fisuras en caliente o fisuras en frio. Las fisuras en caliente se desarrollan a temperaturas elevadas. Ellas se forman durante la solidificación del metal a temperatura cercana a la del punto de fusión. Las fisuras en frio se desarrollan des pues que la solidificación es terminada. El fisuramiento asociado con la fragilidad por hidrógeno, comúnmente llamada “fisuramiento retardado” es una forma de fisuracion en frio. Las fisuras en frio se propagan a través de los límites de grano y también a través de los granos. Orientación. La orientación de la fisura puede ser llamada longitudinal o transversal. Dependiendo de la dirección de la fisura con respecto al eje de la soldadura. Cuando una fisura es paralela al eje de la soldadura, es llamado fisura longitudinal, sin interesar de donde está la línea central de la fisura en el metal de soldadura, o en el pie de la soldadura en la zona afecta por el calor del metal base. Las fisuras transversales caen transversales al eje de la soldadura. Estas pueden ser limitadas en tamaño y confinadas al metal de soldadura o ellas pueden propagar desde la soldadura en la zona afectada adyacente y dentro del metal base. En algunas soldaduras, las fisuras transversales formaran en la zona afectada por el calor y no en la soldadura. Las fisuras longitudinales en las soldaduras, hechas en máquinas automatizadas, están asociadas comúnmente con la alta velocidad de soldeo y están algunas veces relacionadas a la porosidad que no se muestran en la cara de la soldadura. Las soldaduras que tienen altos radios profundidad – ancho pueden ser susceptibles a fisuracion longitudinal debido al patrón de solidificación.
METALMECÁNICA 41
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
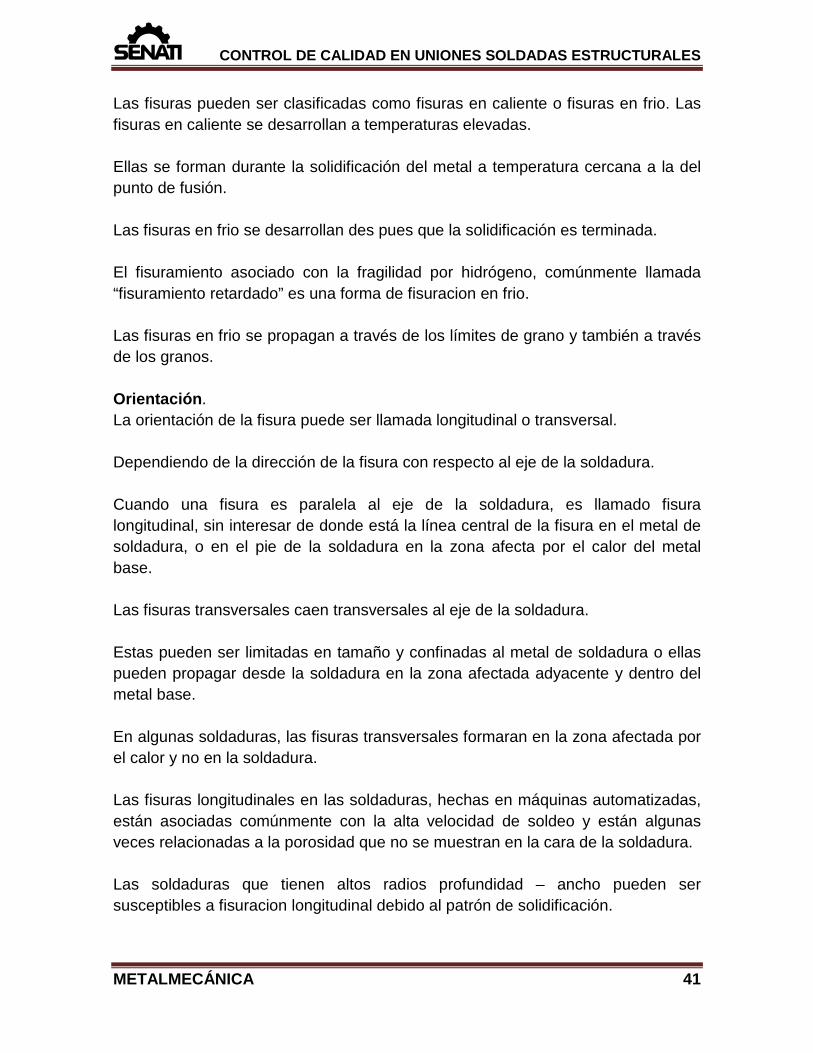
Las fisuras longitudinales en soldaduras pequeñas entre secciones gruesas son frecuentemente el resultado de rápidas velocidades de enfriamiento y de alto embridamiento. Las fisuras en frio transversales están generalmente en resultado de esfuerzos de contracción longitudinales actuantes en metal de soldadura duro de baja ductilidad. La Figura 21 muestra, esquemáticamente, la apariencia de fisuras longitudinal y transversal.
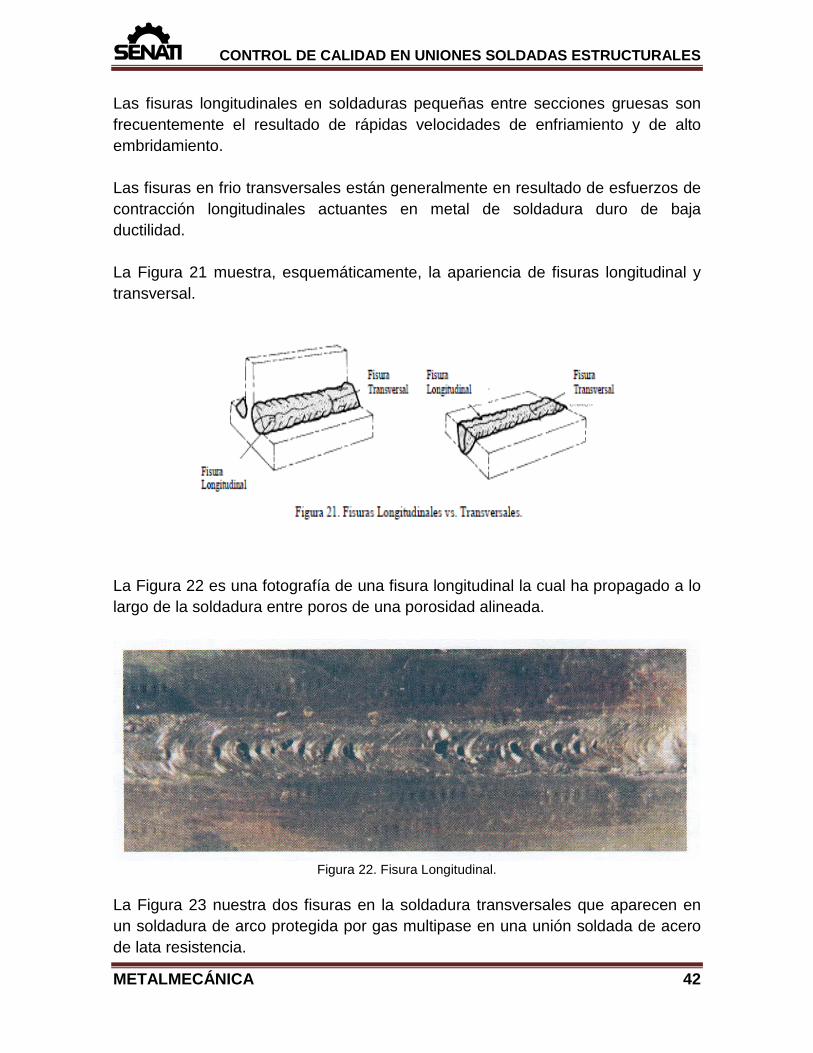
La Figura 22 es una fotografía de una fisura longitudinal la cual ha propagado a lo largo de la soldadura entre poros de una porosidad alineada.
Figura 22. Fisura Longitudinal.
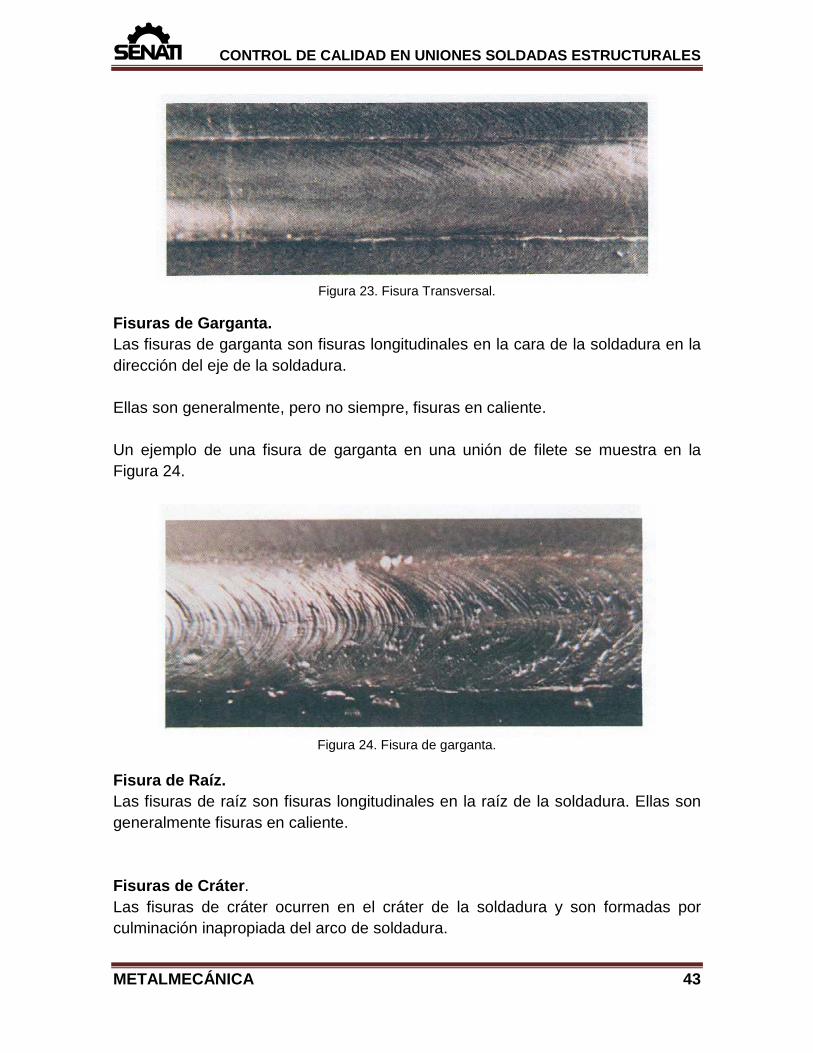
La Figura 23 nuestra dos fisuras en la soldadura transversales que aparecen en un soldadura de arco protegida por gas multipase en una unión soldada de acero de lata resistencia.
METALMECÁNICA 42
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Figura 23. Fisura Transversal.
Fisuras de Garganta. Las fisuras de garganta son fisuras longitudinales en la cara de la soldadura en la dirección del eje de la soldadura. Ellas son generalmente, pero no siempre, fisuras en caliente. Un ejemplo de una fisura de garganta en una unión de filete se muestra en la Figura 24.
Figura 24. Fisura de garganta.
Fisura de Raíz. Las fisuras de raíz son fisuras longitudinales en la raíz de la soldadura. Ellas son generalmente fisuras en caliente. Fisuras de Cráter. Las fisuras de cráter ocurren en el cráter de la soldadura y son formadas por culminación inapropiada del arco de soldadura.
METALMECÁNICA 43
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
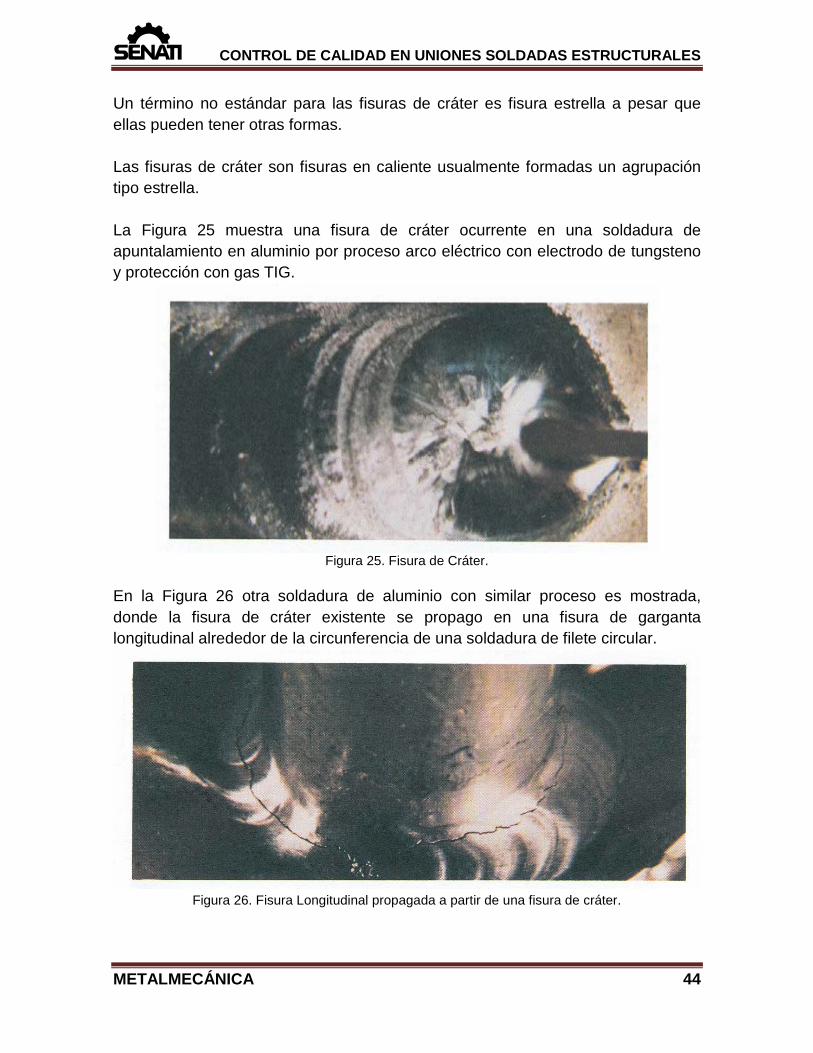
Un término no estándar para las fisuras de cráter es fisura estrella a pesar que ellas pueden tener otras formas. Las fisuras de cráter son fisuras en caliente usualmente formadas un agrupación tipo estrella. La Figura 25 muestra una fisura de cráter ocurrente en una soldadura de apuntalamiento en aluminio por proceso arco eléctrico con electrodo de tungsteno y protección con gas TIG.
Figura 25. Fisura de Cráter.
En la Figura 26 otra soldadura de aluminio con similar proceso es mostrada, donde la fisura de cráter existente se propago en una fisura de garganta longitudinal alrededor de la circunferencia de una soldadura de filete circular.
Figura 26. Fisura Longitudinal propagada a partir de una fisura de cráter.
METALMECÁNICA 44
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Fisura de Talón. La fisura de talón son generalmente fisuras en frio. Ellas se inician y propagan desde el talón de la soldadura donde los esfuerzos de embridamiento son los más altos. Cambios abruptos en el perfil en el talón causados por una convexidad o sobremonta excesiva pueden amplificar as tensiones. La Figura 27 muestra la apariencia de la fisura de talón en una junta en T y la Figura 28 muestra una fotografía de una fisura de talón.
Figura 27. Fisura de Talón Figura 28. Fisuras de Talón en soldadura de filete.
La fisura de talón se inicia aproximadamente normal a la superficie del metal base. Estas fisuras generalmente son el resultado de contracciones de tensiones térmicas de contracción actuantes en la Zona afectada por calor de la soldadura. Algunas fisuras de talón ocurren porque las propiedades de tracción transversales de la ZAC no pueden acomodarse a las tensiones de contracción que son impuestas por soldadura. Fisuras debajo del Cordón y en ZAC. Las fisuras debajo del cordón y en ZAC generalmente son fisuras en frio que se forman en la ZAC del metal base. Pueden ser longitudinales o transversales. Ellas son encontradas a intervalos regulares debajo de la soldadura y también delineando los bordes de la soldadura donde las tensiones residuales son las más altas. Las fisuras debajo de los pases pueden convertirse en serios problemas cuando los siguientes tres elementos están presentes simultáneamente:
METALMECÁNICA 45
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
(1) Hidrógeno (2) Microestructura susceptible a la fisuracion (3) Tensiones La Figura 29 esquematiza la ocurrencia de fisuras debajo del cordón, la cual no puede ser detectada por examen visual, excepto si el material es seccionado
Figura 29. Fisuras Debajo del cordón.
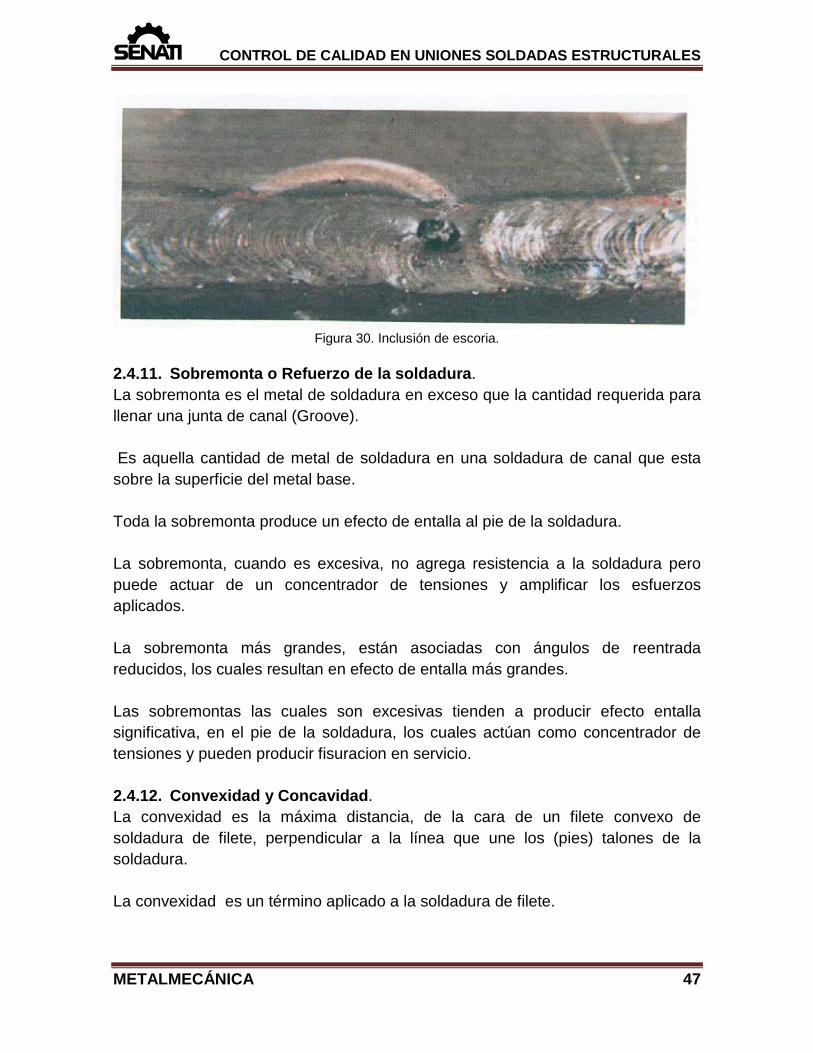
2.4.10. Inclusión de escoria. Las inclusiones de escoria son material sólido no metálico atrapado en el metal de soldadura o entre el metal de soldadura y el metal base. Las inclusiones de escoria son regiones dentro de la sección transversal de la unión soldada o en la superficie donde el flux fundido usado para protegerle metal fundido es mecánicamente atrapado cuando solidifica el metal. Esta escoria solidificada representa una porción de la sección transversal donde el metal no se ha fundido consigo mismo. Esto puede resultar en una condición de debilidad la cual podría ser la condición de servicio del componente. A pesar que normalmente pensamos que se trata de una discontinuidad subsuperficial, las inclusiones pueden también aparecer en la superficie de la soldadura. Como aparece en la Figura 30. Al igual que la fusión incompleta, la inclusión de escoria puede ocurrir entre el metal de soldadura y el metal base o entre pases de soldadura individuales. En efecto, las inclusiones de escoria están frecuentemente asociadas con fusión incompleta.
METALMECÁNICA 46
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Figura 30. Inclusión de escoria.
2.4.11. Sobremonta o Refuerzo de la soldadura. La sobremonta es el metal de soldadura en exceso que la cantidad requerida para llenar una junta de canal (Groove). Es aquella cantidad de metal de soldadura en una soldadura de canal que esta sobre la superficie del metal base. Toda la sobremonta produce un efecto de entalla al pie de la soldadura. La sobremonta, cuando es excesiva, no agrega resistencia a la soldadura pero puede actuar de un concentrador de tensiones y amplificar los esfuerzos aplicados. La sobremonta más grandes, están asociadas con ángulos de reentrada reducidos, los cuales resultan en efecto de entalla más grandes. Las sobremontas las cuales son excesivas tienden a producir efecto entalla significativa, en el pie de la soldadura, los cuales actúan como concentrador de tensiones y pueden producir fisuracion en servicio. 2.4.12. Convexidad y Concavidad. La convexidad es la máxima distancia, de la cara de un filete convexo de soldadura de filete, perpendicular a la línea que une los (pies) talones de la soldadura. La convexidad es un término aplicado a la soldadura de filete.
METALMECÁNICA 47
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
De la misma manera que la sobremonta, cuando la cantidad de esta convexidad es excesiva, la entalla creada en el talón de la soldadura puede resultar en una fisura de talón. Durante la soldadura, una convexidad excesiva puede ocurrir en los pases intermedios de soldaduras multipases lo cual puede inhibir el proceso de limpieza y puede llevar a inclusiones de escoria o fusión incompleta. La Figura 33 esquematiza la presencia de convexidad. La concavidad es la máxima distancia, desde la cara de una soldadura de filete cóncava, perpendicular a la línea que une los talones de la soldadura. La concavidad es solamente considerada en detrimento cuando resulta tener un tamaño menor que el estipulado. 3. LÍQUIDOS PENETRANTES. GENERALIDADES. TIPOS. 3.1. GENERALIDADES. La fundición y el trabajo de los metales cambian sus estructuras cristalinas y pueden desarrollar esfuerzos que puedan llevar a la formación de defectos. Existen muchas imperfecciones en los metales debido a varios métodos de manufactura. Estas imperfecciones, en muchas ocasiones, están directamente relacionadas al tipo de metal y a los métodos de formado. Es de utilidad discutir los efectos de cada uno de los métodos de procesado primario del metal, por separado, para clasificar los tipos de imperfecciones que puedan esperarse. El uso de partes de metal puede provocar discontinuidades en servicio que pueden estar relacionadas con los procesos de manufactura. La fundición, forjado, soldadura, tratamiento térmico, maquinado y formado pueden producir discontinuidades que son características del metal, la forma de la parte, el medio ambiente de uso y el tipo de cargas.
METALMECÁNICA 48
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
A continuación se discute la relación entre el procesado del metal y el desarrollo de discontinuidades. 3.1.2. Fundiciones. El metal es vaciado dentro de moldes para formar componentes desde formas geométricas muy simples hasta configuraciones muy complejas e intrínsecas. Existe un número de diferentes tipos de discontinuidades que están característicamente relacionadas a la fundición; muchas de esas discontinuidades pueden ser detectadas por la inspección con líquidos penetrantes en piezas recién fabricadas o después de maquinado. La siguiente es una lista de discontinuidades comunes de fundición: • Gas y porosidad. • Contracciones o rechupes (porosidad y cavidades). • Inclusiones (de arena o escoria). • Grietas (por contracción, templado, esfuerzos o enfriamiento). • Desgarres en caliente. • Insertos (chaplets sin fundir). • Traslapes en frío. • Pliegues o doblez (fundición con dados). Como sabemos, la inspección por líquidos penetrantes solo puede ser usada para detectar discontinuidades que están abiertas a la superficie. El tamaño de la indicación y la cantidad del sangrado indican el volumen relativo de las discontinuidades detectadas por lo que la inspección puede ser usada para estimar, de forma burda, la profundidad relativa de las discontinuidades. El Grupo IV fue formulado para usarse con fundiciones de arena fabricadas con moldes. Son fáciles de remover de las superficies rugosas y pueden detectar la mayoría de las discontinuidades superficiales en fundiciones comerciales. Las fundiciones de alta integridad son fundidas en moldes de cerámica, moldes permanentes y otros tipos de moldes que proporcionan mucho mejor acabado superficial que las fundiciones de arena. En fundiciones de este tipo pueden ser usados los penetrantes del Grupo VI. Los alabes de turbina fundidos son un ejemplo de este tipo de fundiciones.
METALMECÁNICA 49
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
El revelador seco es normalmente usado en fundiciones; tiene sensibilidad adecuada y alta resolución, por lo que no permite demasiado sangrado de la porosidad, como otros reveladores, y por lo cual puede medirse el tamaño de los poros y contarse su número dentro de un área específica. 3.1.3. Soldaduras. Las soldaduras son similares a las fundiciones; por lo tanto, algunas discontinuidades de soldadura son similares a aquellas encontradas en fundiciones. También, existen discontinuidades adicionales relacionadas con la fusión, penetración y zonas afectadas por el calor (HAZ por su nombre en inglés). Existen muchos métodos de soldadura por fusión, los cuales, producen discontinuidades similares. La inspección por líquidos penetrantes puede ser usada para detectar las siguientes discontinuidades: • Porosidad. • Falta de penetración en la raíz (en juntas de preparación sencilla). • Grietas. • Inclusiones de escoria (cuando se remueve la corona). • Grietas de cráter o estrella. • Faltas de fusión. • Grietas en la zona afectada por el calor. Las soldaduras en trabajos de construcción en sitio son normalmente inspeccionadas con un penetrante visible usando el método removible con solvente. El procedimiento estándar para la remoción del exceso de penetrante, con un trapo o papel absorbente y sin aplicar el solvente directamente, muchas veces es modificado en soldaduras con refuerzos rugosos. Ya que las grietas normalmente son bastante profundas retienen suficiente volumen de penetrante para formar una indicación, aun cuando el solvente se introduce directamente en la superficie rugosa de la soldadura. Si esto no se hace, el exceso de fondo del penetrante atrapado en las ondulaciones de la soldadura puede hacer inservible la inspección.
METALMECÁNICA 50
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Por esta razón, y por la capacidad de detectar algunas discontinuidades subsuperficiales, en ocasiones se prefiere la inspección por partículas magnéticas sobre la inspección por líquidos penetrantes. Las soldaduras fabricadas con los métodos de soldadura de arco con electrodo de tungsteno y de arco con gas de protección normalmente tienen una superficie bastante tersa y regular, por lo que se recomienda el método de limpieza más sensible. En recipientes a presión o en estructuras grandes pueden ser usados penetrantes fluorescentes lavables con agua, enjuagando con una manguera y un secador de aire. El revelador en suspensión no acuosa puede proporcionar buena sensibilidad. Es importante remover toda la escoria de las soldaduras antes de la inspección con líquidos penetrantes. Sería preferible esmerilar las ondulaciones de la soldadura para realizar una buena inspección, pero se debe tener cuidado que el esmeril o abrasivo no embarre metal sobre la superficie, especialmente en metales suaves. 3.1.4. Forjas. Las forjas son originalmente fundiciones, las cuales, son trabajadas con martillos o prensas para cambiar la estructura cristalina de la fundición, para formar una estructura de grano fino direccional en el metal. Este trabajo del metal también aplana discontinuidades globulares tales como inclusiones, porosidad y contracciones. Las inclusiones se convierten en encordados, los pliegues o dobleces pueden formar costuras o traslapes, y la porosidad en el centro de un billete fundido puede formar laminaciones. Las forjas son un tipo de materiales extruidos. Los métodos de trabajo de metales extruidos incluyen: • Forjado (por martillo o presión). • Extruido. • Rolado (en caliente y en frío). • Estirado.
METALMECÁNICA 51
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
• Formado por explosión, y otros procesos de deformación. El proceso de forjado también desarrolla algunas discontinuidades con sus propias características, algunas de ellas son: • Tubería (pipe). • Inclusiones. • Reventones. • Grietas. • Hojuelas o escamas. • Traslapes y costuras. • Grietas chevron. La estructura de grano en una forja normalmente es alargada, en la dirección de su dimensión mayor; esto resulta en propiedades diferentes que existen en diferentes direcciones. Los granos alargados pueden actuar como un paquete de fibras en dirección longitudinal, y su esfuerzo en dirección transversal normalmente es menor. Las piezas forjadas muchas veces tienen cáscara fuertemente adherida, la cual, puede evitar que el penetrante entre en discontinuidades como traslapes y costuras, reduciendo la efectividad de la inspección. Por esto, la mayoría de piezas forjadas deben ser preparadas antes de la inspección para remover la cáscara superficial y algo de los óxidos incluidos. Las discontinuidades en metales extruidos normalmente son cerradas, debido a la naturaleza del proceso que las produce. Debido a que los metales extruidos normalmente son usados en aplicaciones que requieren cargas mayores que para fundiciones, las discontinuidades pequeñas pueden ser muy críticas. Por lo anterior, las partes extruidas requieren el uso de, al menos, penetrantes del Grupo V. Las aleaciones resistentes al calor, y especialmente partes de rotación en motores, requieren penetrantes con sensibilidad del Grupo VI junto con revelador seco y con el proceso de fluorescente postemulsificable.
METALMECÁNICA 52
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Los tiempos de penetración típicamente son de 30 minutos o más. 3.1.5. Piezas maquinadas y ensambles. Las piezas maquinadas pueden presentar dos tipos de discontinuidades que pueden ser detectadas con líquidos penetrantes: • El maquinado puede abrir discontinuidades internas de fundición, soldadura y
forja, tales como porosidad, contracciones o inclusiones, proporcionando aberturas superficiales que pueden ser detectadas.
Algunas otras discontinuidades superficiales, como costuras o traslapes de forja, en ocasiones son removidas completamente por el maquinado.
• El maquinado puede producir sus propias discontinuidades, tales como
desgarres y grietas por esmerilado. También, puede provocar condiciones como filetes agudos, raíces de roscas y ranuras muy finas que pueden ser puntos potenciales de concentración de esfuerzos en los cuales pueden iniciar, más adelante, grietas por fatiga. El maquinado también puede exponer discontinuidades internas en las que más adelante pueden iniciar discontinuidades de servicio. El maquinado puede embarrar el metal sobre la superficie, por lo que debería realizarse un corte final muy superficial con una herramienta aguda o aplicando un ataque. Para la detección de discontinuidades de maquinado, la inspección debería ser similar a la recomendada para el material original, con variaciones dependiendo si es fundido o extruido; con excepción en la detección de grietas por esmerilado, para lo cual, se requiere una proceso de alta sensibilidad. 3.1.6. Piezas no metálicas. Gran cantidad de piezas no metálicas es inspeccionada con líquidos penetrantes. Grietas en aislantes de alto voltaje pueden causar cortos circuitos, especialmente si el componente contiene algún tipo de mezcla. Los líquidos penetrantes son adecuados para la inspección de la mayoría de plásticos moldeados o termo-ajustados.
METALMECÁNICA 53
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
También, las cerámicas no porosas vidriadas, partes fabricadas con nylon o teflón para implantes ortopédicos, rocas ornamentales para aplicaciones en arquitectura, y piezas de vidrio son inspeccionadas para detectar grietas. La inspección de partes no metálicas puede ser realizada con un penetrante visible lavable con agua junto con reveladores secos, gracias a que las grietas en estos productos pueden ser fácilmente detectadas. Normalmente los tiempos de penetración son cortos. Es muy importante determinar que los aceites y solventes del proceso de inspección no ataquen a los materiales plásticos. 3.1.7. Inspección en campo y en servicio. La inspección en campo y en servicio incluye aplicaciones de mantenimiento y reparación. La inspección por líquidos penetrantes es especialmente importante en el mantenimiento de aviones porque muchos de los metales usados son no magnéticos. La preparación puede ser considerada como la parte más difícil e importante de la inspección por líquidos penetrantes en servicio. Esto se debe a que si existen grietas por fatiga frecuentemente están contaminadas con aceite u otros contaminantes; si las grietas son causadas por esfuerzos de corrosión o corrosión íntergranular son muy finas y se encuentran contaminadas con productos de corrosión. Una especificación militar de los Estados Unidos proporciona un juego de penetrante fluorescente para usarse en campo, en la inspección de componentes de aviones de la fuerza aérea. Este juego proporciona la mayor sensibilidad y capacidad disponible en la inspección por líquidos penetrantes, e incluye: solvente removedor, botes de penetrante del Grupo VI, revelador en suspensión no acuosa y luz negra. También se encuentra disponible comercialmente para uso industrial, para mantenimiento de plantas o edificios y en la industria del transporte.
METALMECÁNICA 54
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
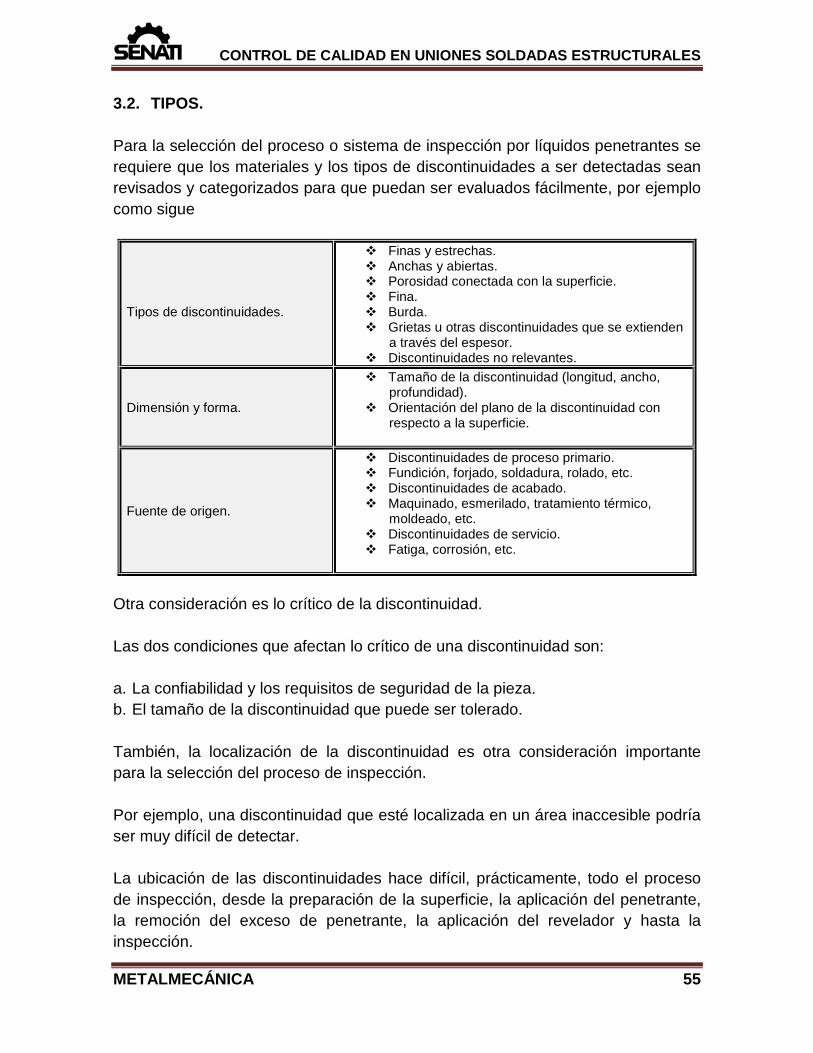
3.2. TIPOS. Para la selección del proceso o sistema de inspección por líquidos penetrantes se requiere que los materiales y los tipos de discontinuidades a ser detectadas sean revisados y categorizados para que puedan ser evaluados fácilmente, por ejemplo como sigue
Tipos de discontinuidades.
Finas y estrechas. Anchas y abiertas. Porosidad conectada con la superficie. Fina. Burda. Grietas u otras discontinuidades que se extienden
a través del espesor. Discontinuidades no relevantes.
Dimensión y forma.
Tamaño de la discontinuidad (longitud, ancho, profundidad).
Orientación del plano de la discontinuidad con respecto a la superficie.
Fuente de origen.
Discontinuidades de proceso primario. Fundición, forjado, soldadura, rolado, etc. Discontinuidades de acabado. Maquinado, esmerilado, tratamiento térmico,
moldeado, etc. Discontinuidades de servicio. Fatiga, corrosión, etc.
Otra consideración es lo crítico de la discontinuidad. Las dos condiciones que afectan lo crítico de una discontinuidad son: a. La confiabilidad y los requisitos de seguridad de la pieza. b. El tamaño de la discontinuidad que puede ser tolerado. También, la localización de la discontinuidad es otra consideración importante para la selección del proceso de inspección. Por ejemplo, una discontinuidad que esté localizada en un área inaccesible podría ser muy difícil de detectar. La ubicación de las discontinuidades hace difícil, prácticamente, todo el proceso de inspección, desde la preparación de la superficie, la aplicación del penetrante, la remoción del exceso de penetrante, la aplicación del revelador y hasta la inspección.
METALMECÁNICA 55
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
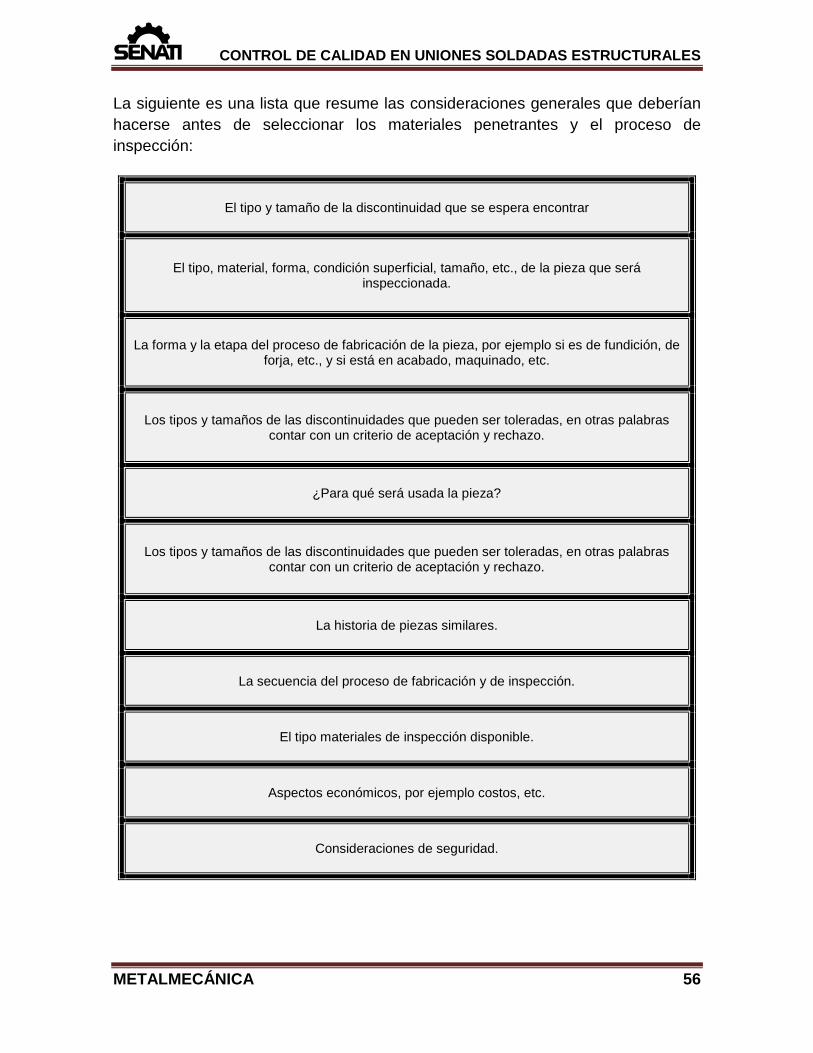
La siguiente es una lista que resume las consideraciones generales que deberían hacerse antes de seleccionar los materiales penetrantes y el proceso de inspección:
El tipo y tamaño de la discontinuidad que se espera encontrar
El tipo, material, forma, condición superficial, tamaño, etc., de la pieza que será inspeccionada.
La forma y la etapa del proceso de fabricación de la pieza, por ejemplo si es de fundición, de forja, etc., y si está en acabado, maquinado, etc.
Los tipos y tamaños de las discontinuidades que pueden ser toleradas, en otras palabras contar con un criterio de aceptación y rechazo.
¿Para qué será usada la pieza?
Los tipos y tamaños de las discontinuidades que pueden ser toleradas, en otras palabras contar con un criterio de aceptación y rechazo.
La historia de piezas similares.
La secuencia del proceso de fabricación y de inspección.
El tipo materiales de inspección disponible.
Aspectos económicos, por ejemplo costos, etc.
Consideraciones de seguridad.
METALMECÁNICA 56
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
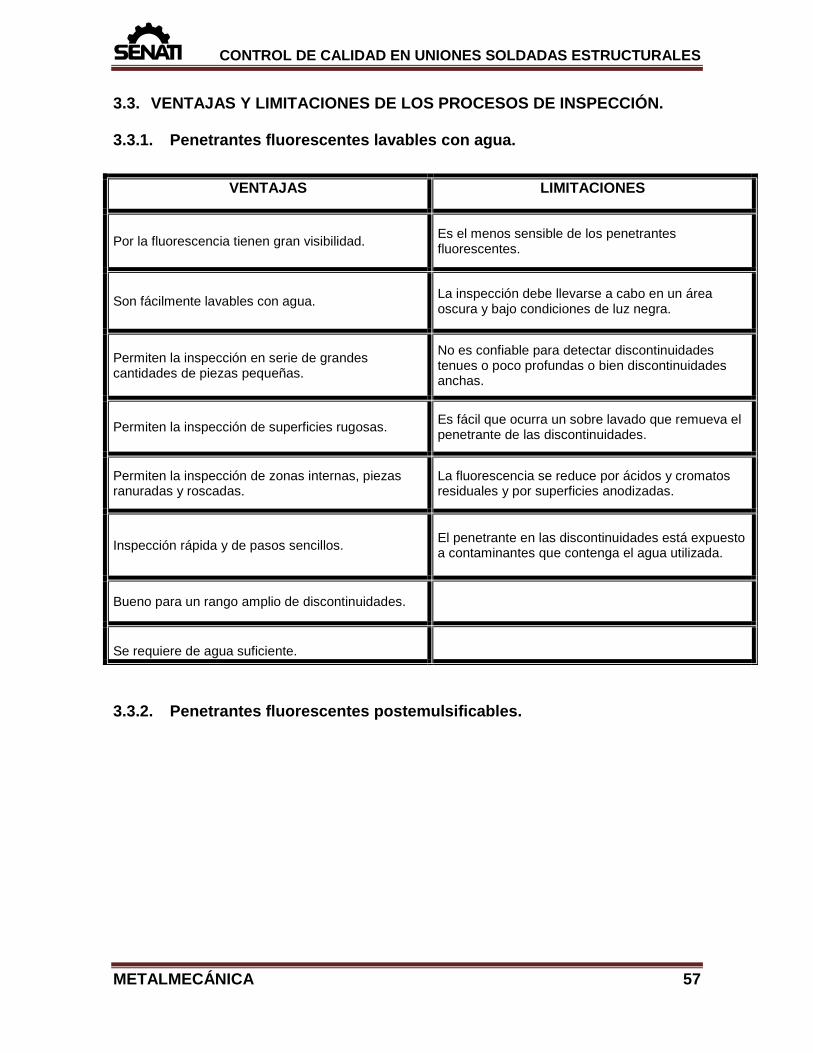
3.3. VENTAJAS Y LIMITACIONES DE LOS PROCESOS DE INSPECCIÓN. 3.3.1. Penetrantes fluorescentes lavables con agua.
VENTAJAS LIMITACIONES
Por la fluorescencia tienen gran visibilidad. Es el menos sensible de los penetrantes fluorescentes.
Son fácilmente lavables con agua. La inspección debe llevarse a cabo en un área oscura y bajo condiciones de luz negra.
Permiten la inspección en serie de grandes cantidades de piezas pequeñas.
No es confiable para detectar discontinuidades tenues o poco profundas o bien discontinuidades anchas.
Permiten la inspección de superficies rugosas. Es fácil que ocurra un sobre lavado que remueva el penetrante de las discontinuidades.
Permiten la inspección de zonas internas, piezas ranuradas y roscadas.
La fluorescencia se reduce por ácidos y cromatos residuales y por superficies anodizadas.
Inspección rápida y de pasos sencillos. El penetrante en las discontinuidades está expuesto a contaminantes que contenga el agua utilizada.
Bueno para un rango amplio de discontinuidades.
Se requiere de agua suficiente.
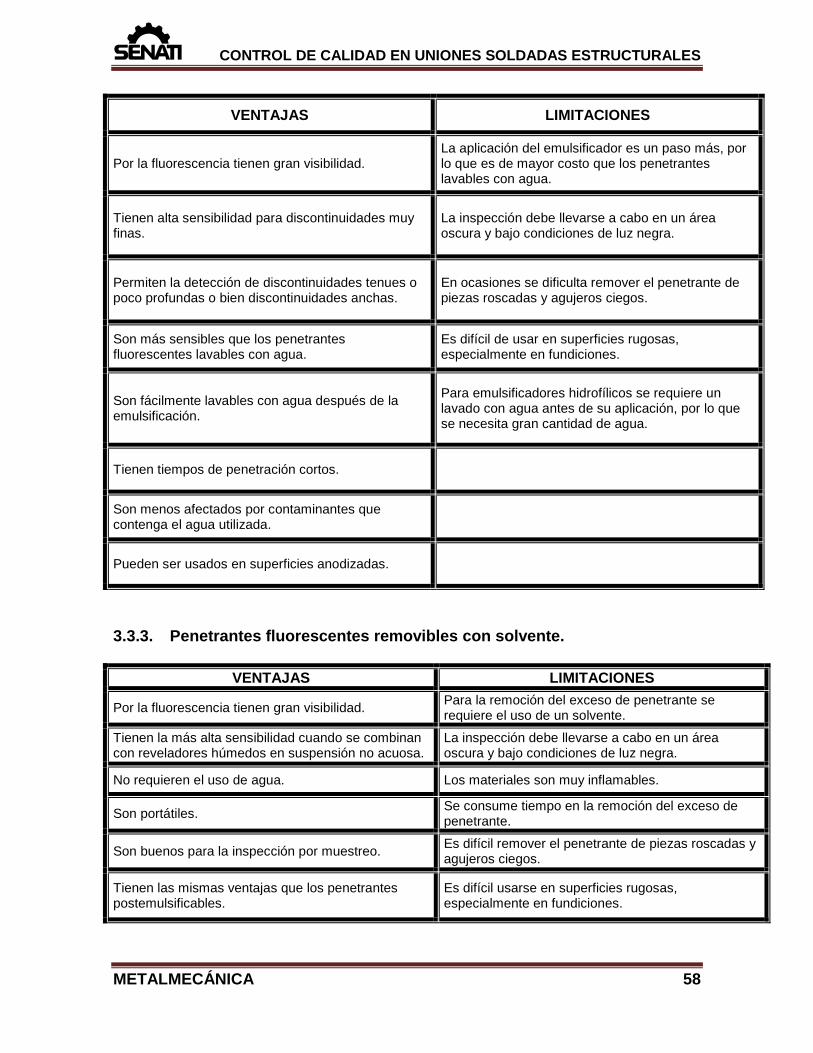
3.3.2. Penetrantes fluorescentes postemulsificables.
METALMECÁNICA 57
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
VENTAJAS LIMITACIONES
Por la fluorescencia tienen gran visibilidad. La aplicación del emulsificador es un paso más, por lo que es de mayor costo que los penetrantes lavables con agua.
Tienen alta sensibilidad para discontinuidades muy finas.
La inspección debe llevarse a cabo en un área oscura y bajo condiciones de luz negra.
Permiten la detección de discontinuidades tenues o poco profundas o bien discontinuidades anchas.
En ocasiones se dificulta remover el penetrante de piezas roscadas y agujeros ciegos.
Son más sensibles que los penetrantes fluorescentes lavables con agua.
Es difícil de usar en superficies rugosas, especialmente en fundiciones.
Son fácilmente lavables con agua después de la emulsificación.
Para emulsificadores hidrofílicos se requiere un lavado con agua antes de su aplicación, por lo que se necesita gran cantidad de agua.
Tienen tiempos de penetración cortos.
Son menos afectados por contaminantes que contenga el agua utilizada.
Pueden ser usados en superficies anodizadas.
3.3.3. Penetrantes fluorescentes removibles con solvente.
VENTAJAS LIMITACIONES
Por la fluorescencia tienen gran visibilidad. Para la remoción del exceso de penetrante se requiere el uso de un solvente.
Tienen la más alta sensibilidad cuando se combinan con reveladores húmedos en suspensión no acuosa.
La inspección debe llevarse a cabo en un área oscura y bajo condiciones de luz negra.
No requieren el uso de agua. Los materiales son muy inflamables.
Son portátiles. Se consume tiempo en la remoción del exceso de penetrante.
Son buenos para la inspección por muestreo. Es difícil remover el penetrante de piezas roscadas y agujeros ciegos.
Tienen las mismas ventajas que los penetrantes postemulsificables.
Es difícil usarse en superficies rugosas, especialmente en fundiciones.
METALMECÁNICA 58
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
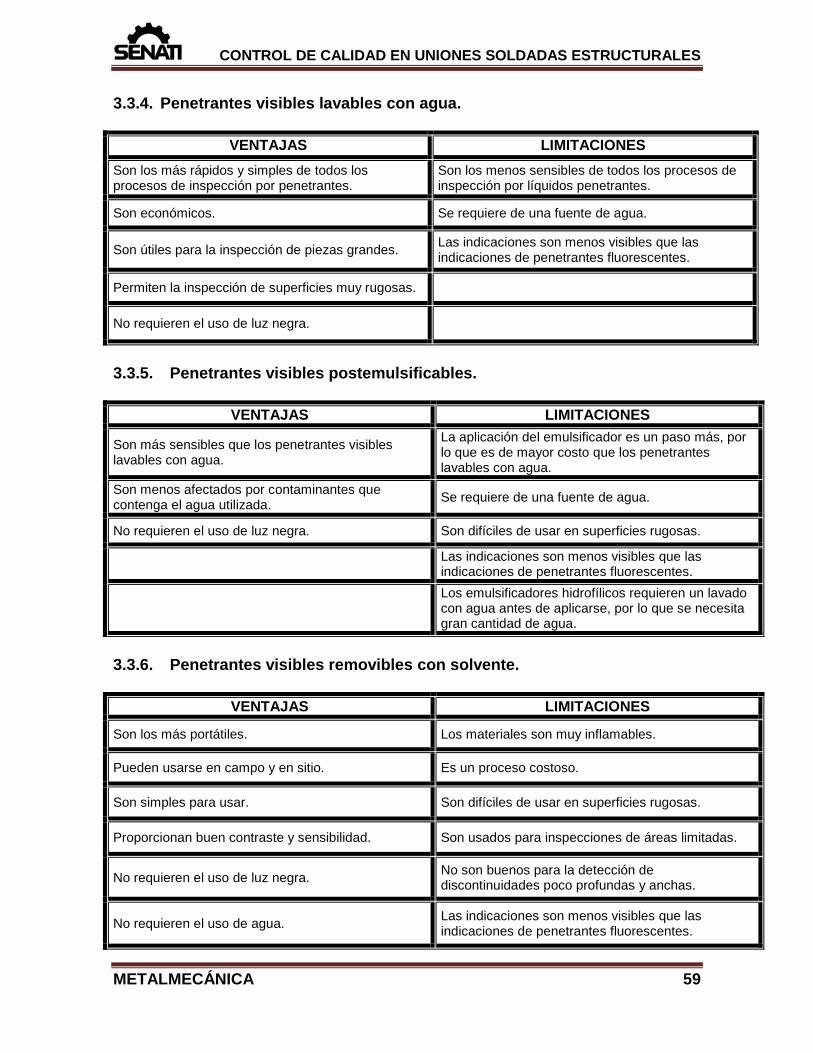
3.3.4. Penetrantes visibles lavables con agua.
VENTAJAS LIMITACIONES Son los más rápidos y simples de todos los procesos de inspección por penetrantes.
Son los menos sensibles de todos los procesos de inspección por líquidos penetrantes.
Son económicos. Se requiere de una fuente de agua.
Son útiles para la inspección de piezas grandes. Las indicaciones son menos visibles que las indicaciones de penetrantes fluorescentes.
Permiten la inspección de superficies muy rugosas.
No requieren el uso de luz negra.
3.3.5. Penetrantes visibles postemulsificables.
VENTAJAS LIMITACIONES
Son más sensibles que los penetrantes visibles lavables con agua.
La aplicación del emulsificador es un paso más, por lo que es de mayor costo que los penetrantes lavables con agua.
Son menos afectados por contaminantes que contenga el agua utilizada. Se requiere de una fuente de agua.
No requieren el uso de luz negra. Son difíciles de usar en superficies rugosas.
Las indicaciones son menos visibles que las indicaciones de penetrantes fluorescentes.
Los emulsificadores hidrofílicos requieren un lavado con agua antes de aplicarse, por lo que se necesita gran cantidad de agua.
3.3.6. Penetrantes visibles removibles con solvente.
VENTAJAS LIMITACIONES
Son los más portátiles. Los materiales son muy inflamables.
Pueden usarse en campo y en sitio. Es un proceso costoso.
Son simples para usar. Son difíciles de usar en superficies rugosas.
Proporcionan buen contraste y sensibilidad. Son usados para inspecciones de áreas limitadas.
No requieren el uso de luz negra. No son buenos para la detección de discontinuidades poco profundas y anchas.
No requieren el uso de agua. Las indicaciones son menos visibles que las indicaciones de penetrantes fluorescentes.
METALMECÁNICA 59
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
4. LAS PARTÍCULAS MAGNÉTICAS. GENERALIDADES. CAMPO MAGNÉTICO.
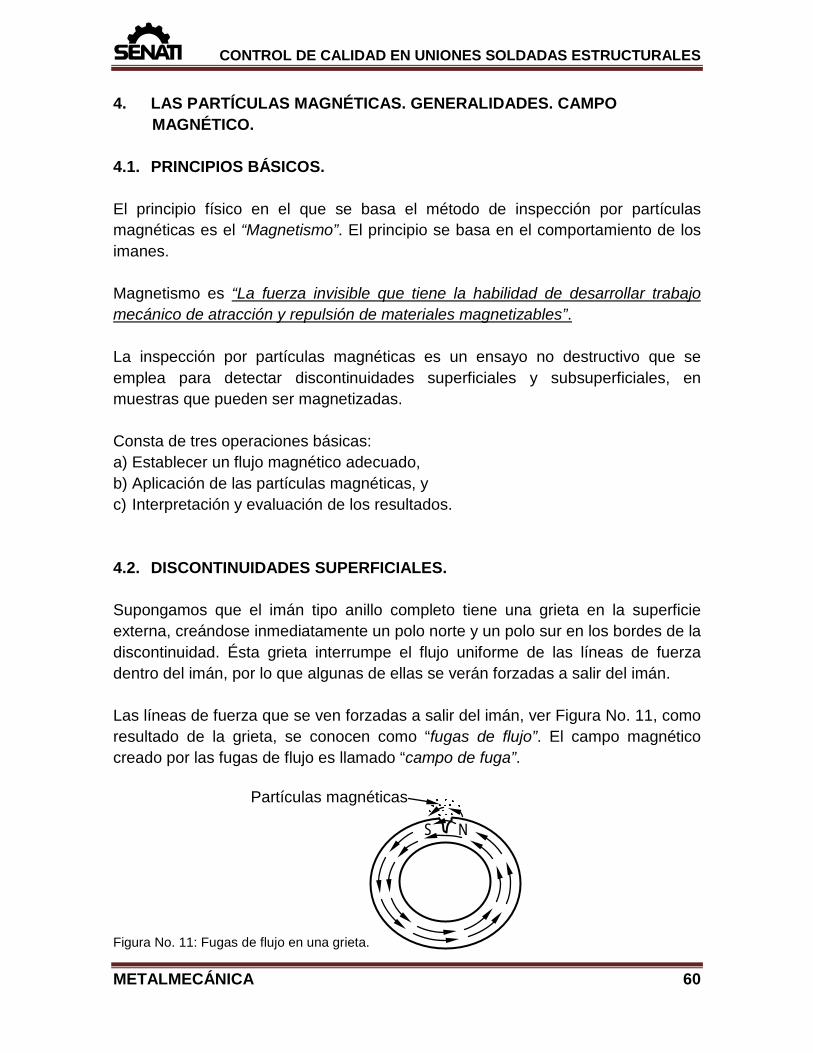
4.1. PRINCIPIOS BÁSICOS. El principio físico en el que se basa el método de inspección por partículas magnéticas es el “Magnetismo”. El principio se basa en el comportamiento de los imanes. Magnetismo es “La fuerza invisible que tiene la habilidad de desarrollar trabajo mecánico de atracción y repulsión de materiales magnetizables”. La inspección por partículas magnéticas es un ensayo no destructivo que se emplea para detectar discontinuidades superficiales y subsuperficiales, en muestras que pueden ser magnetizadas. Consta de tres operaciones básicas: a) Establecer un flujo magnético adecuado, b) Aplicación de las partículas magnéticas, y c) Interpretación y evaluación de los resultados. 4.2. DISCONTINUIDADES SUPERFICIALES. Supongamos que el imán tipo anillo completo tiene una grieta en la superficie externa, creándose inmediatamente un polo norte y un polo sur en los bordes de la discontinuidad. Ésta grieta interrumpe el flujo uniforme de las líneas de fuerza dentro del imán, por lo que algunas de ellas se verán forzadas a salir del imán. Las líneas de fuerza que se ven forzadas a salir del imán, ver Figura No. 11, como resultado de la grieta, se conocen como “fugas de flujo”. El campo magnético creado por las fugas de flujo es llamado “campo de fuga”. Partículas magnéticas Figura No. 11: Fugas de flujo en una grieta.
N S
METALMECÁNICA 60
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
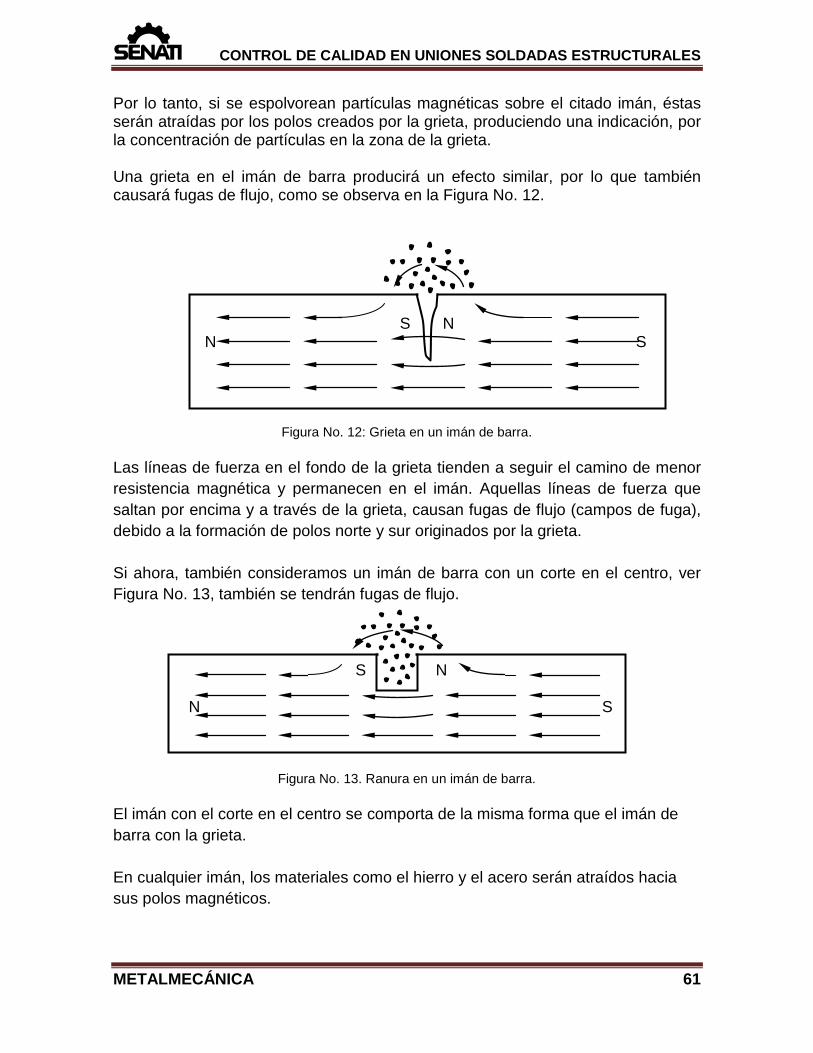
Por lo tanto, si se espolvorean partículas magnéticas sobre el citado imán, éstas serán atraídas por los polos creados por la grieta, produciendo una indicación, por la concentración de partículas en la zona de la grieta. Una grieta en el imán de barra producirá un efecto similar, por lo que también causará fugas de flujo, como se observa en la Figura No. 12. S N N S
Figura No. 12: Grieta en un imán de barra.
Las líneas de fuerza en el fondo de la grieta tienden a seguir el camino de menor resistencia magnética y permanecen en el imán. Aquellas líneas de fuerza que saltan por encima y a través de la grieta, causan fugas de flujo (campos de fuga), debido a la formación de polos norte y sur originados por la grieta. Si ahora, también consideramos un imán de barra con un corte en el centro, ver Figura No. 13, también se tendrán fugas de flujo. S N N S
Figura No. 13. Ranura en un imán de barra. El imán con el corte en el centro se comporta de la misma forma que el imán de barra con la grieta. En cualquier imán, los materiales como el hierro y el acero serán atraídos hacia sus polos magnéticos.
METALMECÁNICA 61
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
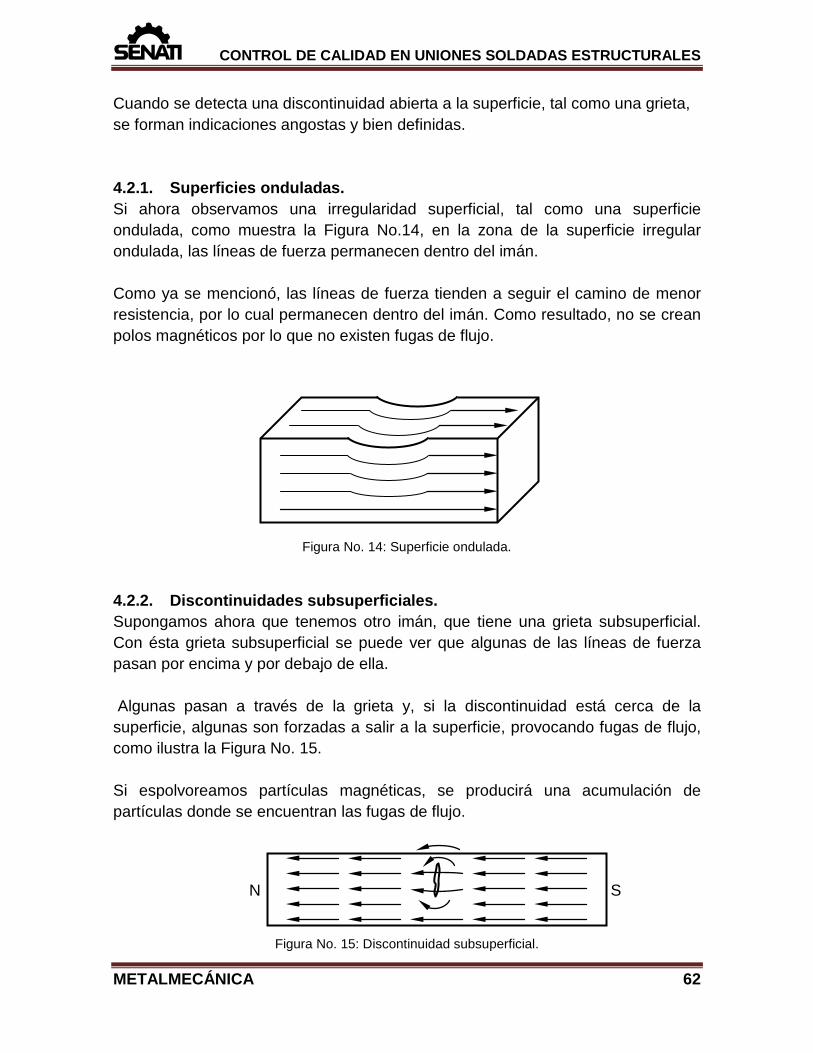
Cuando se detecta una discontinuidad abierta a la superficie, tal como una grieta, se forman indicaciones angostas y bien definidas. 4.2.1. Superficies onduladas. Si ahora observamos una irregularidad superficial, tal como una superficie ondulada, como muestra la Figura No.14, en la zona de la superficie irregular ondulada, las líneas de fuerza permanecen dentro del imán. Como ya se mencionó, las líneas de fuerza tienden a seguir el camino de menor resistencia, por lo cual permanecen dentro del imán. Como resultado, no se crean polos magnéticos por lo que no existen fugas de flujo.
Figura No. 14: Superficie ondulada. 4.2.2. Discontinuidades subsuperficiales. Supongamos ahora que tenemos otro imán, que tiene una grieta subsuperficial. Con ésta grieta subsuperficial se puede ver que algunas de las líneas de fuerza pasan por encima y por debajo de ella. Algunas pasan a través de la grieta y, si la discontinuidad está cerca de la superficie, algunas son forzadas a salir a la superficie, provocando fugas de flujo, como ilustra la Figura No. 15. Si espolvoreamos partículas magnéticas, se producirá una acumulación de partículas donde se encuentran las fugas de flujo. N S
Figura No. 15: Discontinuidad subsuperficial.
METALMECÁNICA 62
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Cuando se detecta una discontinuidad subsuperficial normalmente se forman indicaciones anchas y difusas. El tamaño y la intensidad de la indicación dependen de: la proximidad de la discontinuidad a la superficie, el tamaño y orientación de la discontinuidad, y la intensidad y distribución del flujo magnético. 4.2.3. Fuerza de un campo de fuga. La distorsión o fuerza de un campo de fuga, producido por una discontinuidad, depende de varios factores indicados a continuación: 1. El número de las líneas de fuerza; éste factor es afectado por varias
características de la propia discontinuidad: a) El ancho de la discontinuidad (distancia entre sus polos); b) La longitud de la discontinuidad; c) La profundidad de la discontinuidad; d) La forma de la discontinuidad; e) La orientación de la discontinuidad. La discontinuidad debe estar orientada a
90°, y hasta 45°, con respecto a la dirección del flujo magnético. 2. La condición de la superficie.
3. La fuerza del flujo magnético generado, el cual es controlado por el amperaje
utilizado para generar el campo magnético. La fuerza del campo de fuga determina directamente el número de partículas magnéticas que pueden ser atraídas para formar una indicación. 4.2.4. Formación de indicaciones. Cuando las partículas magnéticas son atraídas al sitio donde se localiza una fuga de flujo, ellas producen una indicación que es visible para el ojo humano, bajo condiciones de iluminación adecuada. La formación de las indicaciones depende de las características de las líneas de fuerza. Cuando las partículas son atraídas hacia las fugas de flujo y se acercan a los polos magnéticos, más líneas de flujo fluyen hacia ellas. Esto concentra las líneas de flujo a través de los caminos de baja reluctancia que forman las partículas de material ferromagnético.
METALMECÁNICA 63
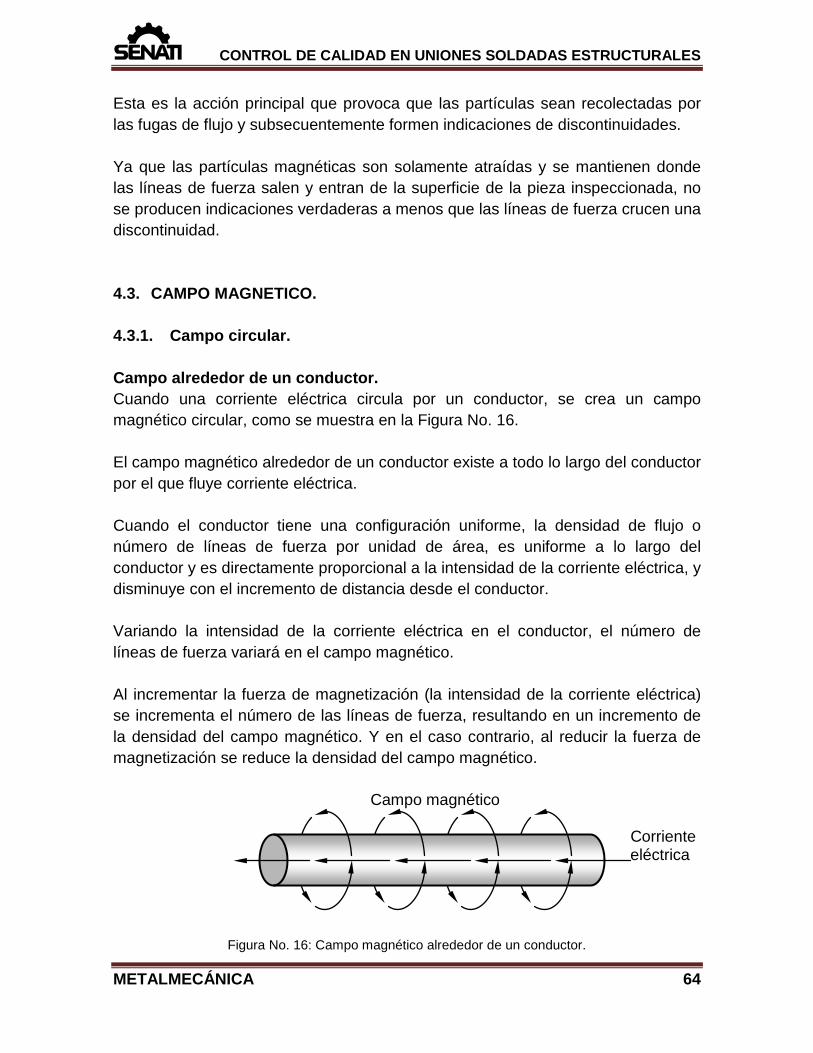
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Esta es la acción principal que provoca que las partículas sean recolectadas por las fugas de flujo y subsecuentemente formen indicaciones de discontinuidades. Ya que las partículas magnéticas son solamente atraídas y se mantienen donde las líneas de fuerza salen y entran de la superficie de la pieza inspeccionada, no se producen indicaciones verdaderas a menos que las líneas de fuerza crucen una discontinuidad. 4.3. CAMPO MAGNETICO. 4.3.1. Campo circular. Campo alrededor de un conductor. Cuando una corriente eléctrica circula por un conductor, se crea un campo magnético circular, como se muestra en la Figura No. 16. El campo magnético alrededor de un conductor existe a todo lo largo del conductor por el que fluye corriente eléctrica. Cuando el conductor tiene una configuración uniforme, la densidad de flujo o número de líneas de fuerza por unidad de área, es uniforme a lo largo del conductor y es directamente proporcional a la intensidad de la corriente eléctrica, y disminuye con el incremento de distancia desde el conductor. Variando la intensidad de la corriente eléctrica en el conductor, el número de líneas de fuerza variará en el campo magnético. Al incrementar la fuerza de magnetización (la intensidad de la corriente eléctrica) se incrementa el número de las líneas de fuerza, resultando en un incremento de la densidad del campo magnético. Y en el caso contrario, al reducir la fuerza de magnetización se reduce la densidad del campo magnético. Campo magnético Corriente eléctrica
Figura No. 16: Campo magnético alrededor de un conductor.
METALMECÁNICA 64
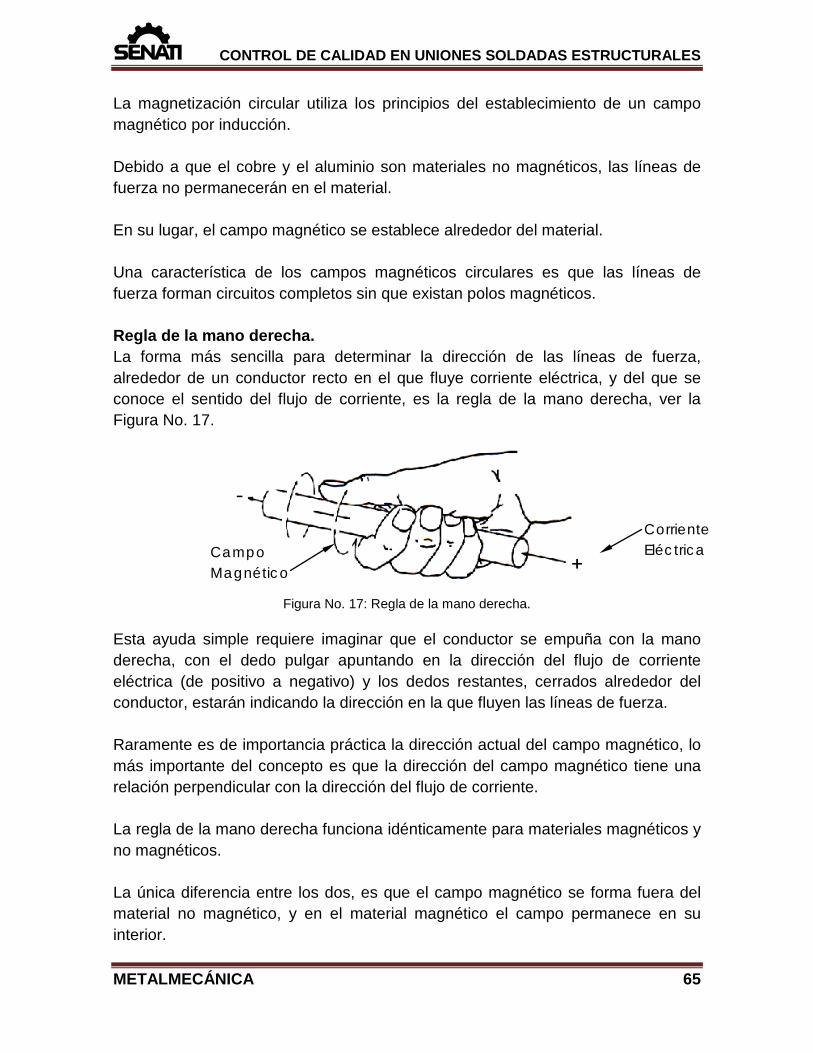
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
La magnetización circular utiliza los principios del establecimiento de un campo magnético por inducción. Debido a que el cobre y el aluminio son materiales no magnéticos, las líneas de fuerza no permanecerán en el material. En su lugar, el campo magnético se establece alrededor del material. Una característica de los campos magnéticos circulares es que las líneas de fuerza forman circuitos completos sin que existan polos magnéticos. Regla de la mano derecha. La forma más sencilla para determinar la dirección de las líneas de fuerza, alrededor de un conductor recto en el que fluye corriente eléctrica, y del que se conoce el sentido del flujo de corriente, es la regla de la mano derecha, ver la Figura No. 17.
Figura No. 17: Regla de la mano derecha.
Esta ayuda simple requiere imaginar que el conductor se empuña con la mano derecha, con el dedo pulgar apuntando en la dirección del flujo de corriente eléctrica (de positivo a negativo) y los dedos restantes, cerrados alrededor del conductor, estarán indicando la dirección en la que fluyen las líneas de fuerza. Raramente es de importancia práctica la dirección actual del campo magnético, lo más importante del concepto es que la dirección del campo magnético tiene una relación perpendicular con la dirección del flujo de corriente. La regla de la mano derecha funciona idénticamente para materiales magnéticos y no magnéticos. La única diferencia entre los dos, es que el campo magnético se forma fuera del material no magnético, y en el material magnético el campo permanece en su interior.
Corriente Eléctrica Campo
Magnético
METALMECÁNICA 65
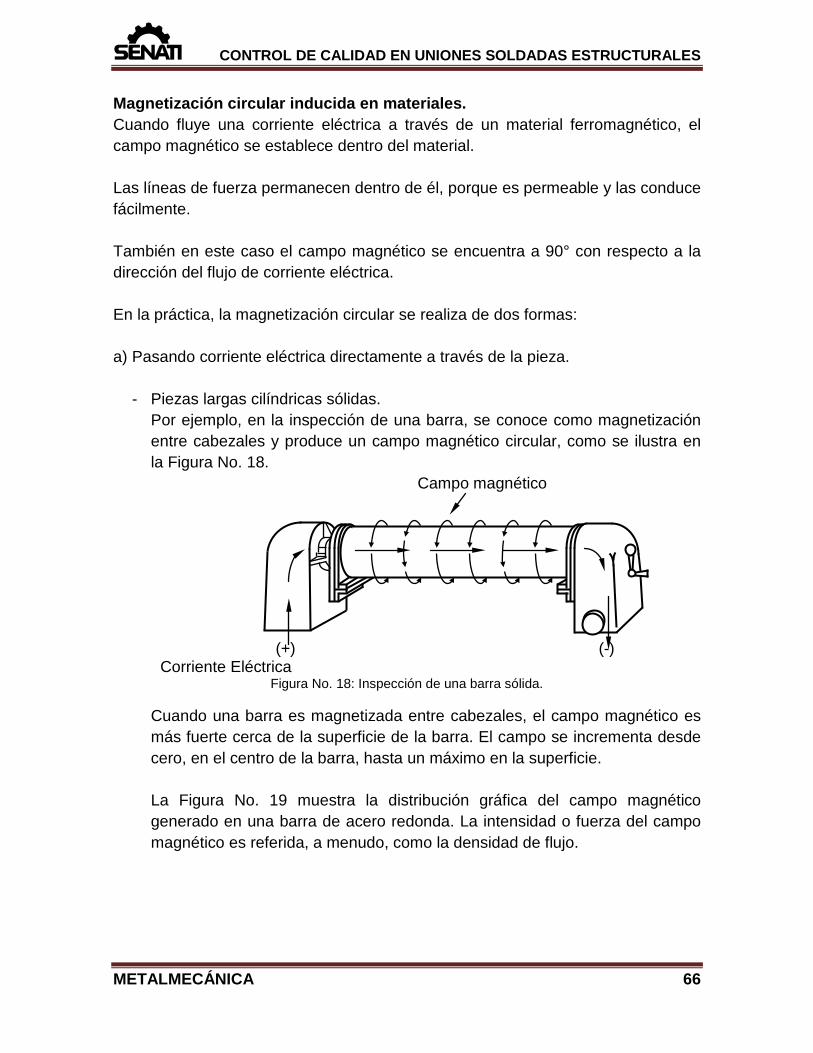
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Magnetización circular inducida en materiales. Cuando fluye una corriente eléctrica a través de un material ferromagnético, el campo magnético se establece dentro del material. Las líneas de fuerza permanecen dentro de él, porque es permeable y las conduce fácilmente. También en este caso el campo magnético se encuentra a 90° con respecto a la dirección del flujo de corriente eléctrica. En la práctica, la magnetización circular se realiza de dos formas: a) Pasando corriente eléctrica directamente a través de la pieza.
- Piezas largas cilíndricas sólidas.
Por ejemplo, en la inspección de una barra, se conoce como magnetización entre cabezales y produce un campo magnético circular, como se ilustra en la Figura No. 18.
Campo magnético (+) (-) Corriente Eléctrica
Figura No. 18: Inspección de una barra sólida.
Cuando una barra es magnetizada entre cabezales, el campo magnético es más fuerte cerca de la superficie de la barra. El campo se incrementa desde cero, en el centro de la barra, hasta un máximo en la superficie.
La Figura No. 19 muestra la distribución gráfica del campo magnético generado en una barra de acero redonda. La intensidad o fuerza del campo magnético es referida, a menudo, como la densidad de flujo.
METALMECÁNICA 66
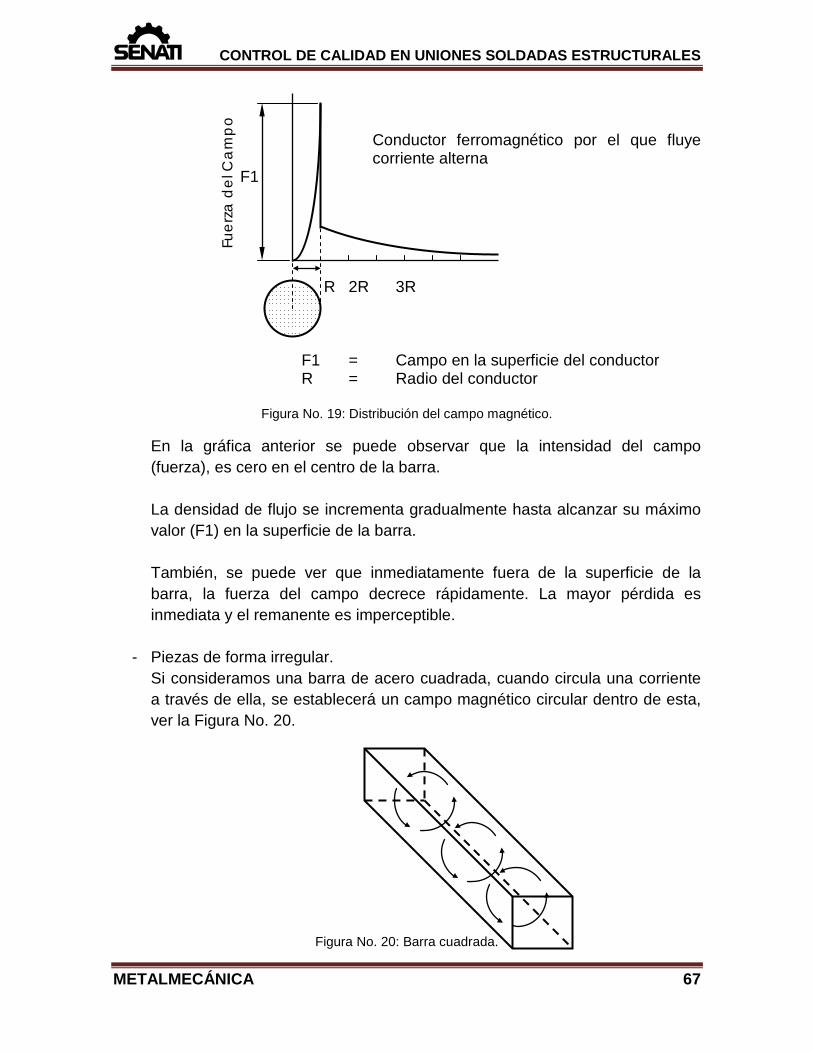
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Conductor ferromagnético por el que fluye corriente alterna
F1
R 2R 3R
F1 = Campo en la superficie del conductor R = Radio del conductor
Figura No. 19: Distribución del campo magnético.
En la gráfica anterior se puede observar que la intensidad del campo (fuerza), es cero en el centro de la barra. La densidad de flujo se incrementa gradualmente hasta alcanzar su máximo valor (F1) en la superficie de la barra. También, se puede ver que inmediatamente fuera de la superficie de la barra, la fuerza del campo decrece rápidamente. La mayor pérdida es inmediata y el remanente es imperceptible.
- Piezas de forma irregular.
Si consideramos una barra de acero cuadrada, cuando circula una corriente a través de ella, se establecerá un campo magnético circular dentro de esta, ver la Figura No. 20.
Figura No. 20: Barra cuadrada.
Fuer
za d
el C
am
po
METALMECÁNICA 67
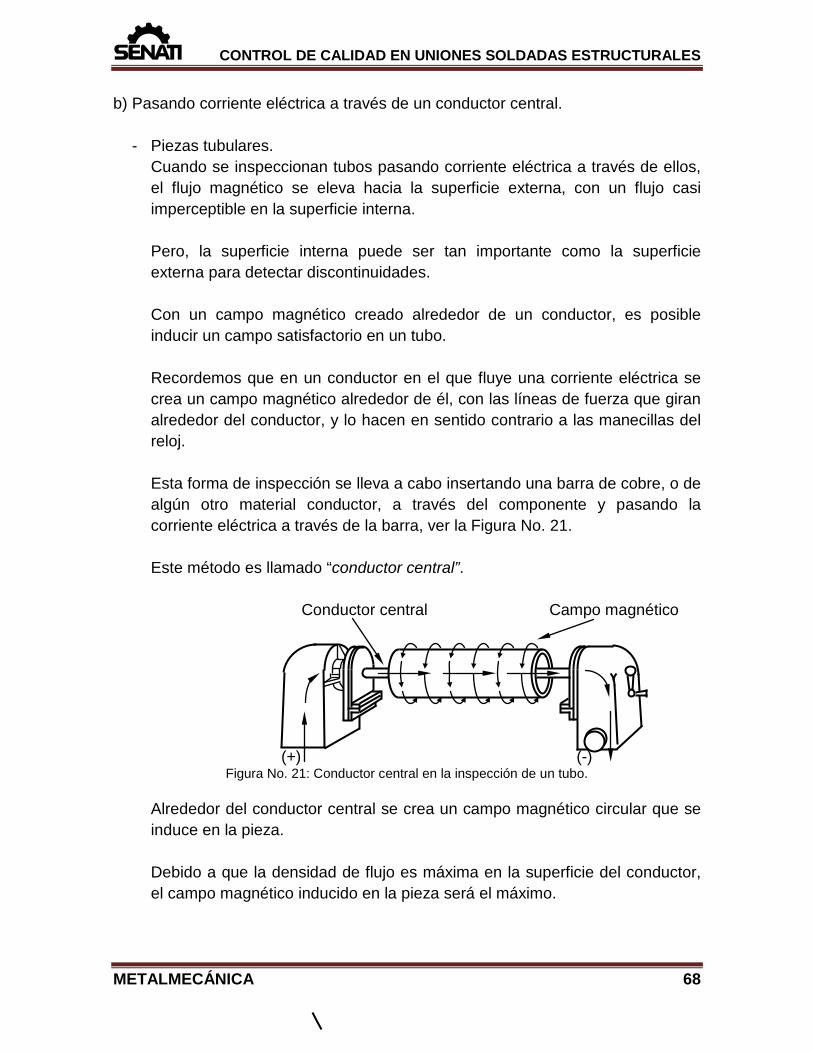
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
b) Pasando corriente eléctrica a través de un conductor central.
- Piezas tubulares. Cuando se inspeccionan tubos pasando corriente eléctrica a través de ellos, el flujo magnético se eleva hacia la superficie externa, con un flujo casi imperceptible en la superficie interna. Pero, la superficie interna puede ser tan importante como la superficie externa para detectar discontinuidades. Con un campo magnético creado alrededor de un conductor, es posible inducir un campo satisfactorio en un tubo. Recordemos que en un conductor en el que fluye una corriente eléctrica se crea un campo magnético alrededor de él, con las líneas de fuerza que giran alrededor del conductor, y lo hacen en sentido contrario a las manecillas del reloj. Esta forma de inspección se lleva a cabo insertando una barra de cobre, o de algún otro material conductor, a través del componente y pasando la corriente eléctrica a través de la barra, ver la Figura No. 21. Este método es llamado “conductor central”.
Conductor central Campo magnético (+) (-)
Figura No. 21: Conductor central en la inspección de un tubo.
Alrededor del conductor central se crea un campo magnético circular que se induce en la pieza. Debido a que la densidad de flujo es máxima en la superficie del conductor, el campo magnético inducido en la pieza será el máximo.
METALMECÁNICA 68
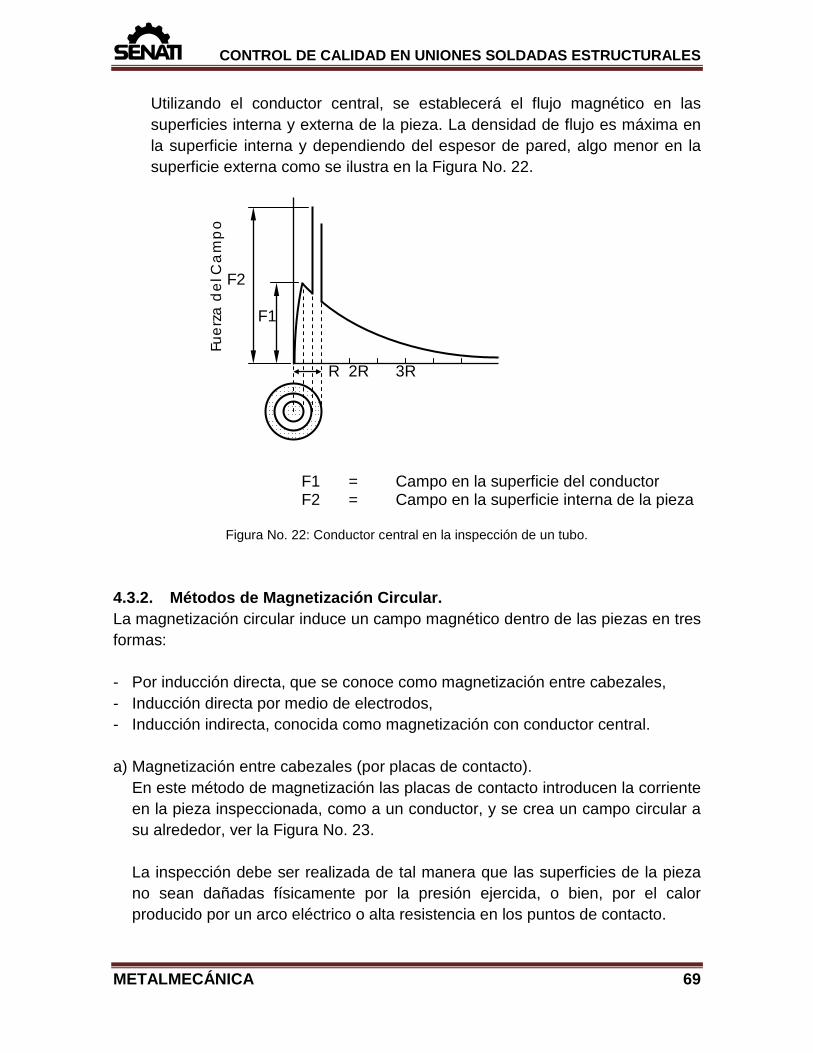
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Fuer
za d
el C
am
po
Utilizando el conductor central, se establecerá el flujo magnético en las superficies interna y externa de la pieza. La densidad de flujo es máxima en la superficie interna y dependiendo del espesor de pared, algo menor en la superficie externa como se ilustra en la Figura No. 22.
F2 F1
R 2R 3R
F1 = Campo en la superficie del conductor F2 = Campo en la superficie interna de la pieza
Figura No. 22: Conductor central en la inspección de un tubo.
4.3.2. Métodos de Magnetización Circular. La magnetización circular induce un campo magnético dentro de las piezas en tres formas: - Por inducción directa, que se conoce como magnetización entre cabezales, - Inducción directa por medio de electrodos, - Inducción indirecta, conocida como magnetización con conductor central. a) Magnetización entre cabezales (por placas de contacto).
En este método de magnetización las placas de contacto introducen la corriente en la pieza inspeccionada, como a un conductor, y se crea un campo circular a su alrededor, ver la Figura No. 23.
La inspección debe ser realizada de tal manera que las superficies de la pieza no sean dañadas físicamente por la presión ejercida, o bien, por el calor producido por un arco eléctrico o alta resistencia en los puntos de contacto.
METALMECÁNICA 69
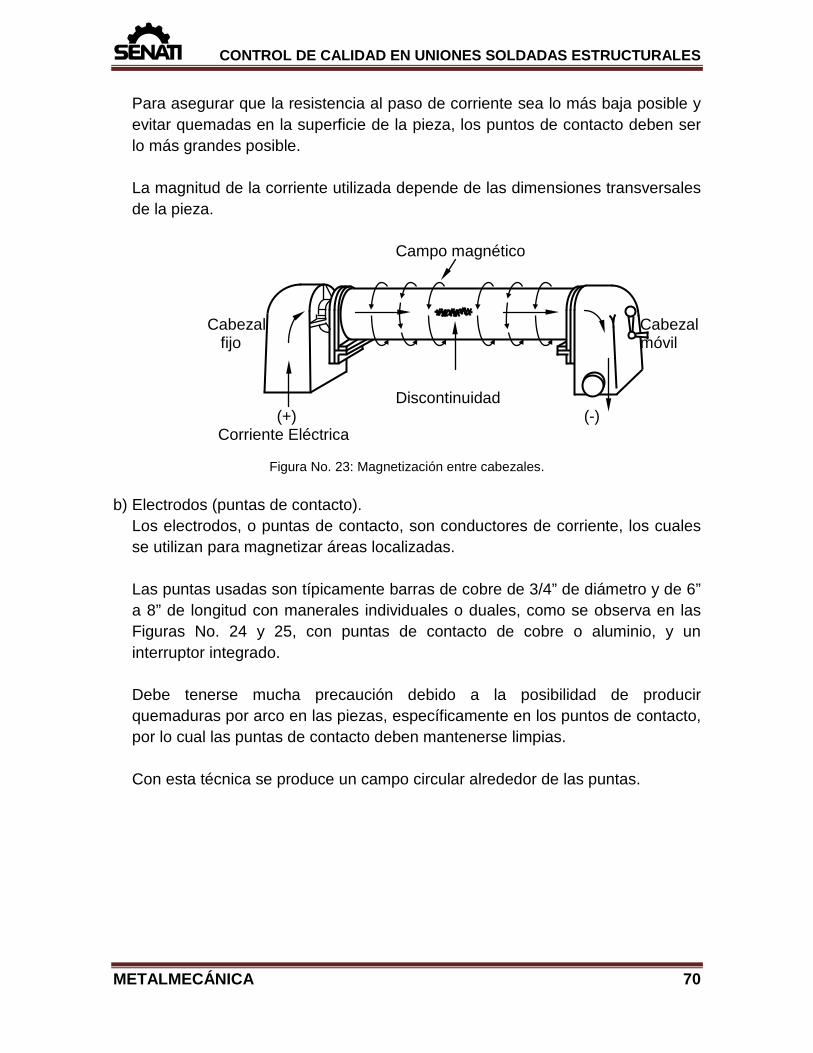
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Para asegurar que la resistencia al paso de corriente sea lo más baja posible y evitar quemadas en la superficie de la pieza, los puntos de contacto deben ser lo más grandes posible.
La magnitud de la corriente utilizada depende de las dimensiones transversales de la pieza.
Campo magnético Cabezal Cabezal fijo móvil
Discontinuidad (+) (-) Corriente Eléctrica
Figura No. 23: Magnetización entre cabezales.
b) Electrodos (puntas de contacto).
Los electrodos, o puntas de contacto, son conductores de corriente, los cuales se utilizan para magnetizar áreas localizadas. Las puntas usadas son típicamente barras de cobre de 3/4” de diámetro y de 6” a 8” de longitud con manerales individuales o duales, como se observa en las Figuras No. 24 y 25, con puntas de contacto de cobre o aluminio, y un interruptor integrado. Debe tenerse mucha precaución debido a la posibilidad de producir quemaduras por arco en las piezas, específicamente en los puntos de contacto, por lo cual las puntas de contacto deben mantenerse limpias. Con esta técnica se produce un campo circular alrededor de las puntas.
METALMECÁNICA 70
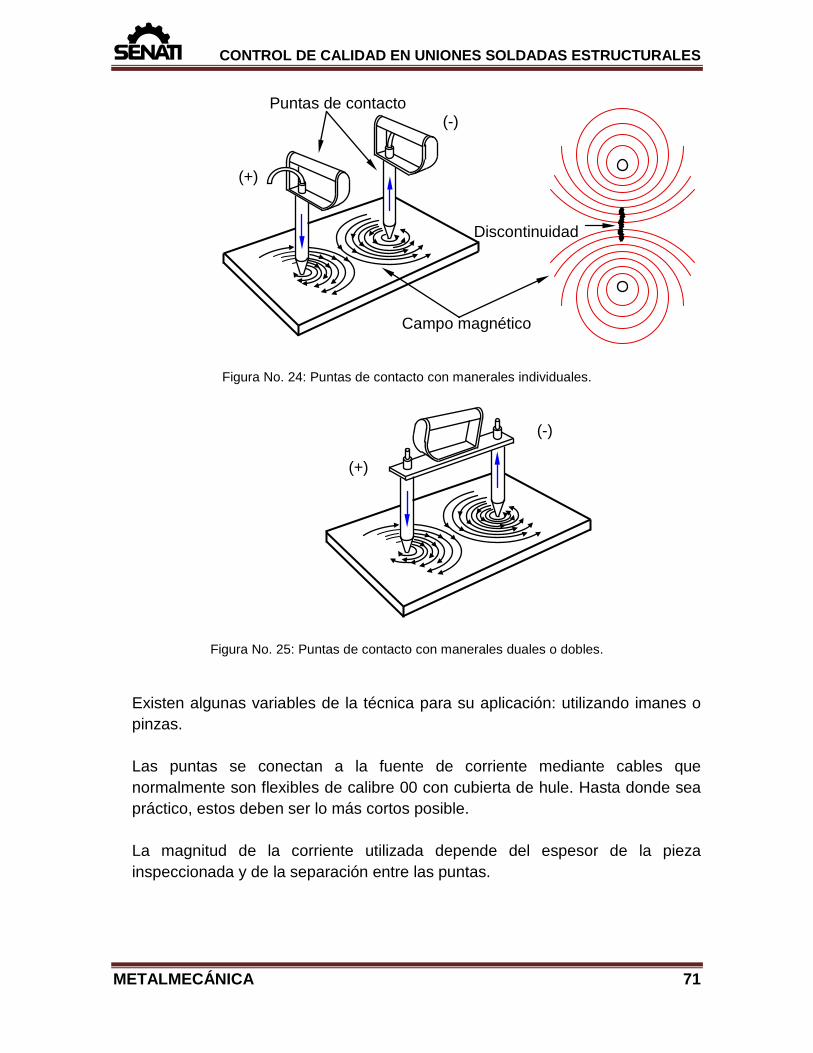
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Puntas de contacto (-) (+)
Discontinuidad Campo magnético
Figura No. 24: Puntas de contacto con manerales individuales. (-)
(+)
Figura No. 25: Puntas de contacto con manerales duales o dobles.
Existen algunas variables de la técnica para su aplicación: utilizando imanes o pinzas. Las puntas se conectan a la fuente de corriente mediante cables que normalmente son flexibles de calibre 00 con cubierta de hule. Hasta donde sea práctico, estos deben ser lo más cortos posible. La magnitud de la corriente utilizada depende del espesor de la pieza inspeccionada y de la separación entre las puntas.
METALMECÁNICA 71
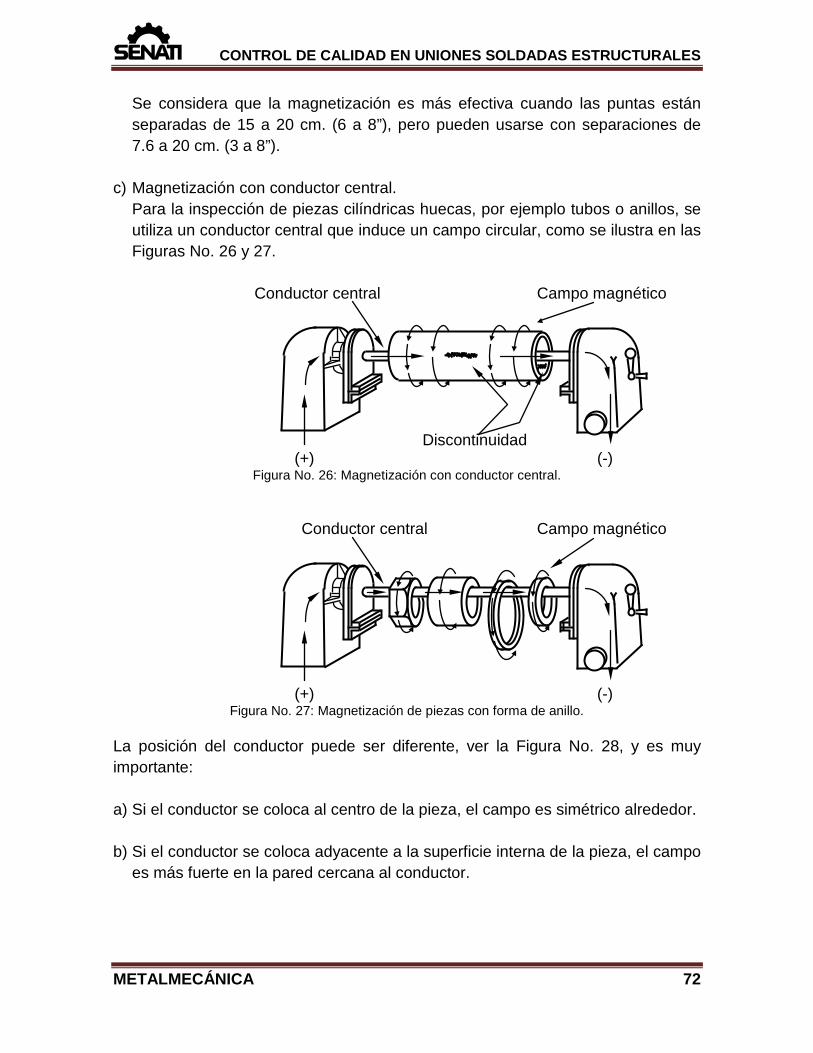
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Se considera que la magnetización es más efectiva cuando las puntas están separadas de 15 a 20 cm. (6 a 8”), pero pueden usarse con separaciones de 7.6 a 20 cm. (3 a 8”).
c) Magnetización con conductor central.
Para la inspección de piezas cilíndricas huecas, por ejemplo tubos o anillos, se utiliza un conductor central que induce un campo circular, como se ilustra en las Figuras No. 26 y 27.
Conductor central Campo magnético
Discontinuidad (+) (-)
Figura No. 26: Magnetización con conductor central. Conductor central Campo magnético
(+) (-) Figura No. 27: Magnetización de piezas con forma de anillo.
La posición del conductor puede ser diferente, ver la Figura No. 28, y es muy importante: a) Si el conductor se coloca al centro de la pieza, el campo es simétrico alrededor.
b) Si el conductor se coloca adyacente a la superficie interna de la pieza, el campo
es más fuerte en la pared cercana al conductor.
METALMECÁNICA 72
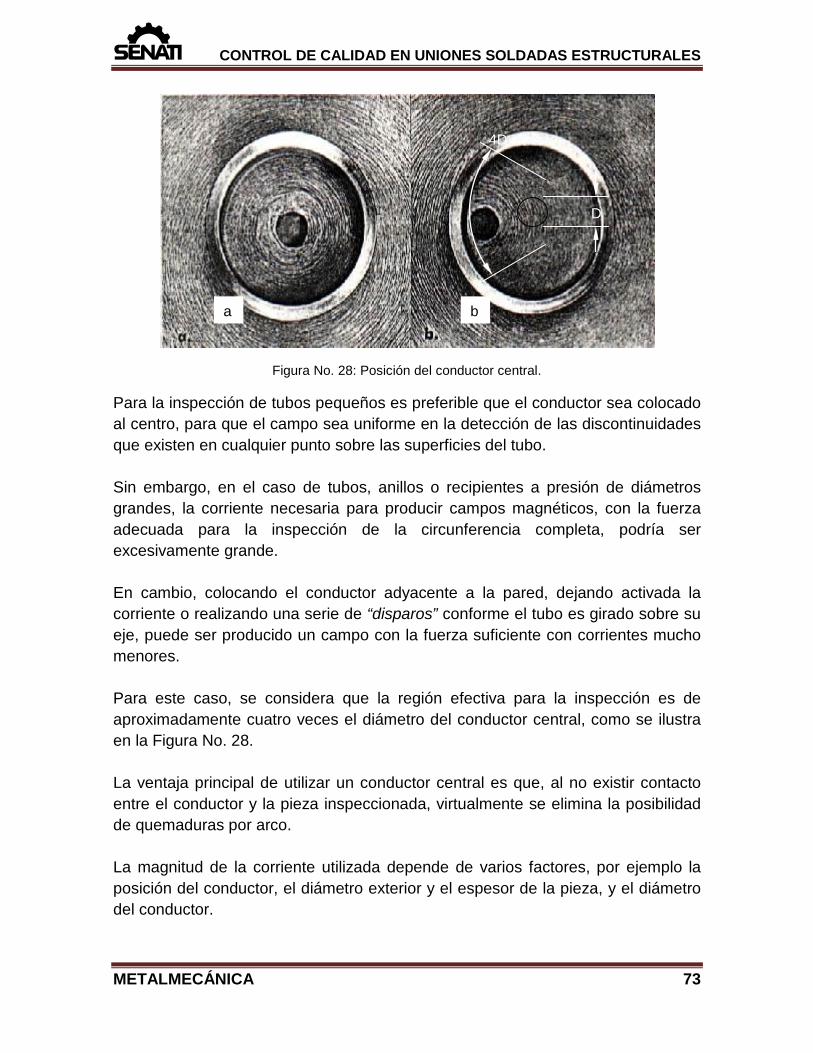
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Figura No. 28: Posición del conductor central. Para la inspección de tubos pequeños es preferible que el conductor sea colocado al centro, para que el campo sea uniforme en la detección de las discontinuidades que existen en cualquier punto sobre las superficies del tubo. Sin embargo, en el caso de tubos, anillos o recipientes a presión de diámetros grandes, la corriente necesaria para producir campos magnéticos, con la fuerza adecuada para la inspección de la circunferencia completa, podría ser excesivamente grande. En cambio, colocando el conductor adyacente a la pared, dejando activada la corriente o realizando una serie de “disparos” conforme el tubo es girado sobre su eje, puede ser producido un campo con la fuerza suficiente con corrientes mucho menores. Para este caso, se considera que la región efectiva para la inspección es de aproximadamente cuatro veces el diámetro del conductor central, como se ilustra en la Figura No. 28. La ventaja principal de utilizar un conductor central es que, al no existir contacto entre el conductor y la pieza inspeccionada, virtualmente se elimina la posibilidad de quemaduras por arco. La magnitud de la corriente utilizada depende de varios factores, por ejemplo la posición del conductor, el diámetro exterior y el espesor de la pieza, y el diámetro del conductor.
D
a b
4D
METALMECÁNICA 73
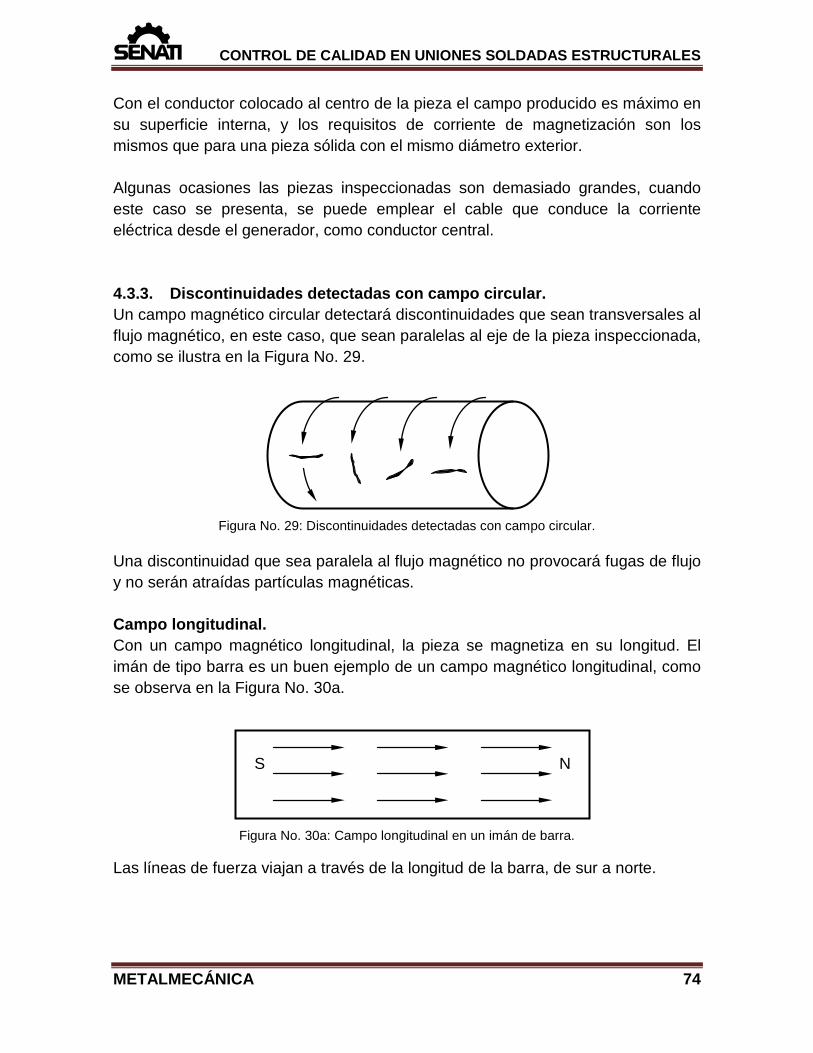
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Con el conductor colocado al centro de la pieza el campo producido es máximo en su superficie interna, y los requisitos de corriente de magnetización son los mismos que para una pieza sólida con el mismo diámetro exterior. Algunas ocasiones las piezas inspeccionadas son demasiado grandes, cuando este caso se presenta, se puede emplear el cable que conduce la corriente eléctrica desde el generador, como conductor central. 4.3.3. Discontinuidades detectadas con campo circular. Un campo magnético circular detectará discontinuidades que sean transversales al flujo magnético, en este caso, que sean paralelas al eje de la pieza inspeccionada, como se ilustra en la Figura No. 29.
Figura No. 29: Discontinuidades detectadas con campo circular. Una discontinuidad que sea paralela al flujo magnético no provocará fugas de flujo y no serán atraídas partículas magnéticas. Campo longitudinal. Con un campo magnético longitudinal, la pieza se magnetiza en su longitud. El imán de tipo barra es un buen ejemplo de un campo magnético longitudinal, como se observa en la Figura No. 30a. S N
Figura No. 30a: Campo longitudinal en un imán de barra.
Las líneas de fuerza viajan a través de la longitud de la barra, de sur a norte.
METALMECÁNICA 74
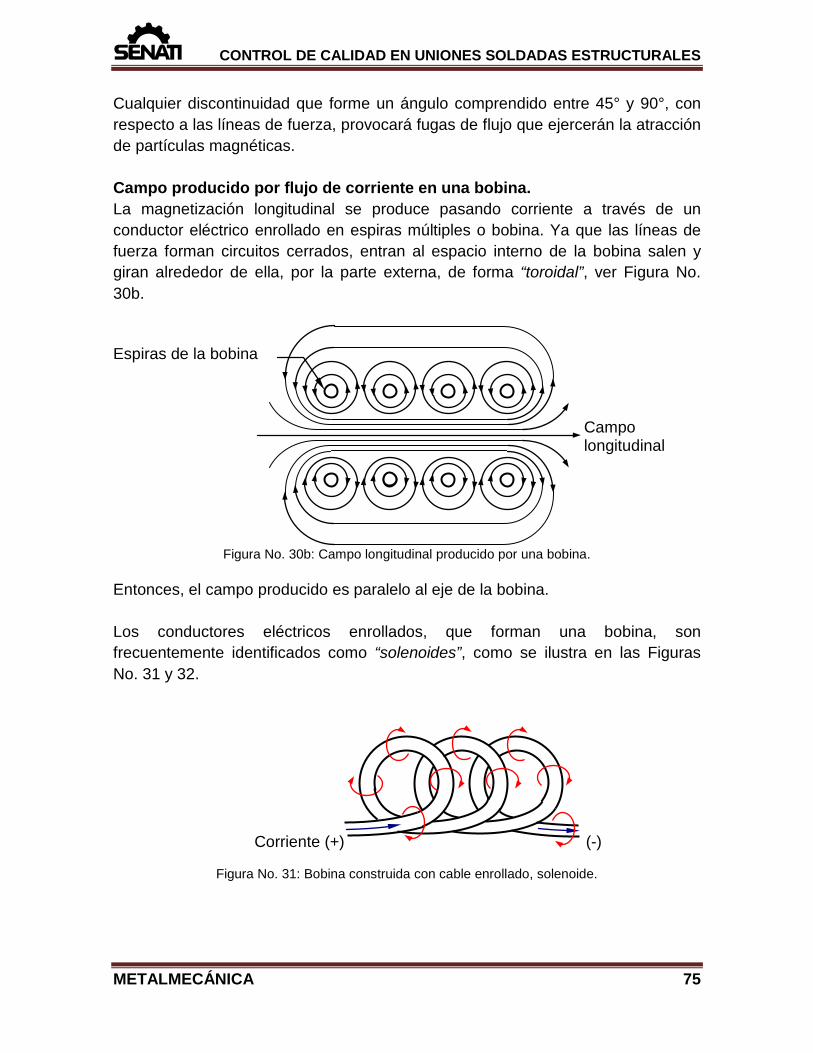
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Cualquier discontinuidad que forme un ángulo comprendido entre 45° y 90°, con respecto a las líneas de fuerza, provocará fugas de flujo que ejercerán la atracción de partículas magnéticas. Campo producido por flujo de corriente en una bobina. La magnetización longitudinal se produce pasando corriente a través de un conductor eléctrico enrollado en espiras múltiples o bobina. Ya que las líneas de fuerza forman circuitos cerrados, entran al espacio interno de la bobina salen y giran alrededor de ella, por la parte externa, de forma “toroidal”, ver Figura No. 30b. Espiras de la bobina Campo longitudinal
Figura No. 30b: Campo longitudinal producido por una bobina. Entonces, el campo producido es paralelo al eje de la bobina. Los conductores eléctricos enrollados, que forman una bobina, son frecuentemente identificados como “solenoides”, como se ilustra en las Figuras No. 31 y 32.
Corriente (+) (-)
Figura No. 31: Bobina construida con cable enrollado, solenoide.
METALMECÁNICA 75
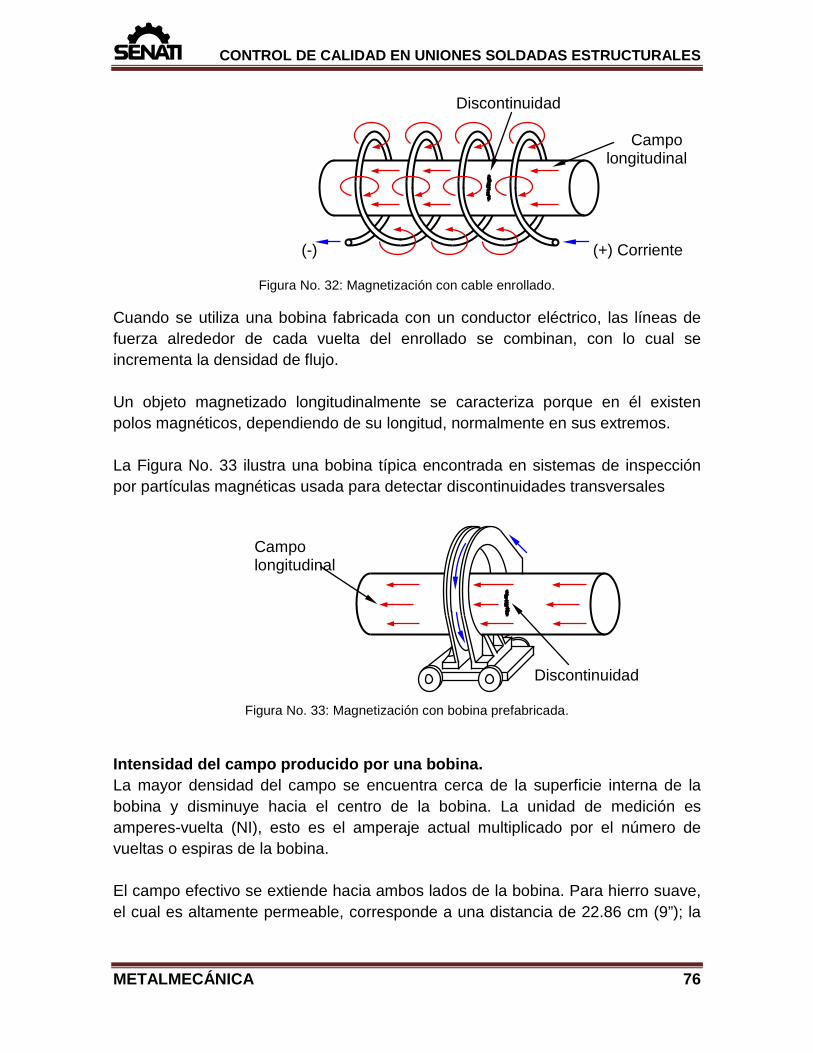
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Discontinuidad Campo longitudinal
(-) (+) Corriente
Figura No. 32: Magnetización con cable enrollado.
Cuando se utiliza una bobina fabricada con un conductor eléctrico, las líneas de fuerza alrededor de cada vuelta del enrollado se combinan, con lo cual se incrementa la densidad de flujo. Un objeto magnetizado longitudinalmente se caracteriza porque en él existen polos magnéticos, dependiendo de su longitud, normalmente en sus extremos. La Figura No. 33 ilustra una bobina típica encontrada en sistemas de inspección por partículas magnéticas usada para detectar discontinuidades transversales Campo longitudinal
Discontinuidad
Figura No. 33: Magnetización con bobina prefabricada. Intensidad del campo producido por una bobina. La mayor densidad del campo se encuentra cerca de la superficie interna de la bobina y disminuye hacia el centro de la bobina. La unidad de medición es amperes-vuelta (NI), esto es el amperaje actual multiplicado por el número de vueltas o espiras de la bobina. El campo efectivo se extiende hacia ambos lados de la bobina. Para hierro suave, el cual es altamente permeable, corresponde a una distancia de 22.86 cm (9”); la
METALMECÁNICA 76
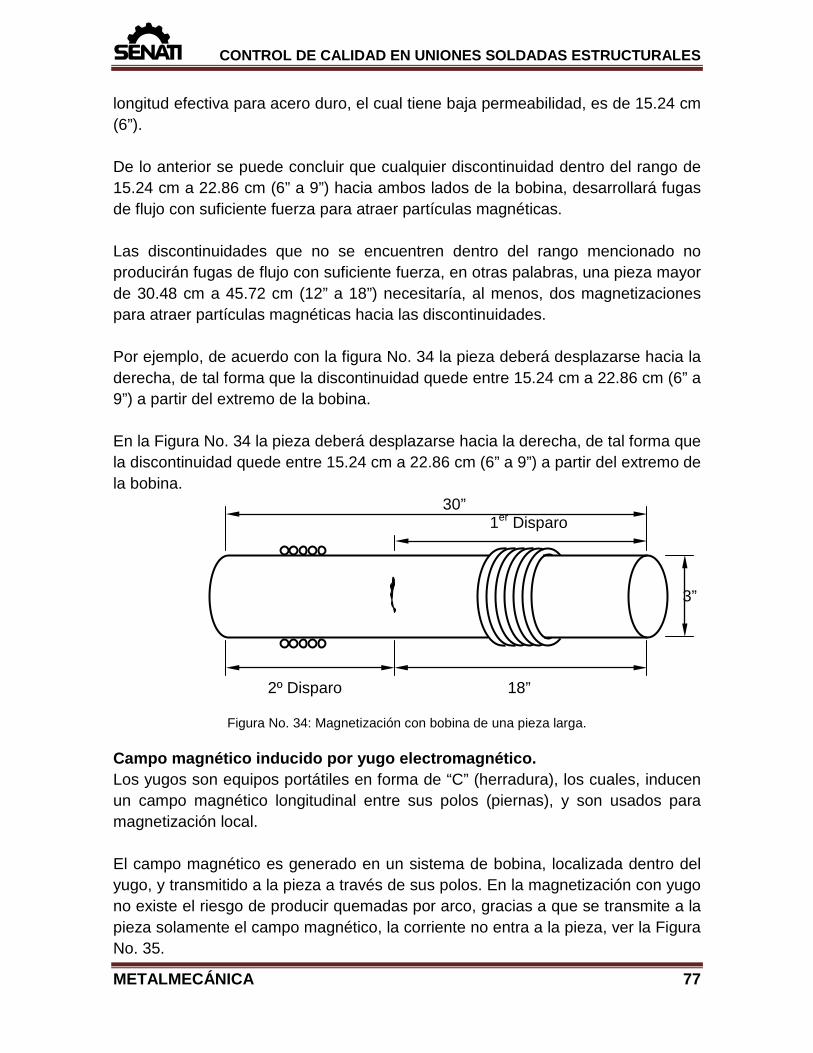
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
longitud efectiva para acero duro, el cual tiene baja permeabilidad, es de 15.24 cm (6”). De lo anterior se puede concluir que cualquier discontinuidad dentro del rango de 15.24 cm a 22.86 cm (6” a 9”) hacia ambos lados de la bobina, desarrollará fugas de flujo con suficiente fuerza para atraer partículas magnéticas. Las discontinuidades que no se encuentren dentro del rango mencionado no producirán fugas de flujo con suficiente fuerza, en otras palabras, una pieza mayor de 30.48 cm a 45.72 cm (12” a 18”) necesitaría, al menos, dos magnetizaciones para atraer partículas magnéticas hacia las discontinuidades. Por ejemplo, de acuerdo con la figura No. 34 la pieza deberá desplazarse hacia la derecha, de tal forma que la discontinuidad quede entre 15.24 cm a 22.86 cm (6” a 9”) a partir del extremo de la bobina. En la Figura No. 34 la pieza deberá desplazarse hacia la derecha, de tal forma que la discontinuidad quede entre 15.24 cm a 22.86 cm (6” a 9”) a partir del extremo de la bobina. 30” 1er Disparo
3”
2º Disparo 18”
Figura No. 34: Magnetización con bobina de una pieza larga. Campo magnético inducido por yugo electromagnético. Los yugos son equipos portátiles en forma de “C” (herradura), los cuales, inducen un campo magnético longitudinal entre sus polos (piernas), y son usados para magnetización local. El campo magnético es generado en un sistema de bobina, localizada dentro del yugo, y transmitido a la pieza a través de sus polos. En la magnetización con yugo no existe el riesgo de producir quemadas por arco, gracias a que se transmite a la pieza solamente el campo magnético, la corriente no entra a la pieza, ver la Figura No. 35.
METALMECÁNICA 77
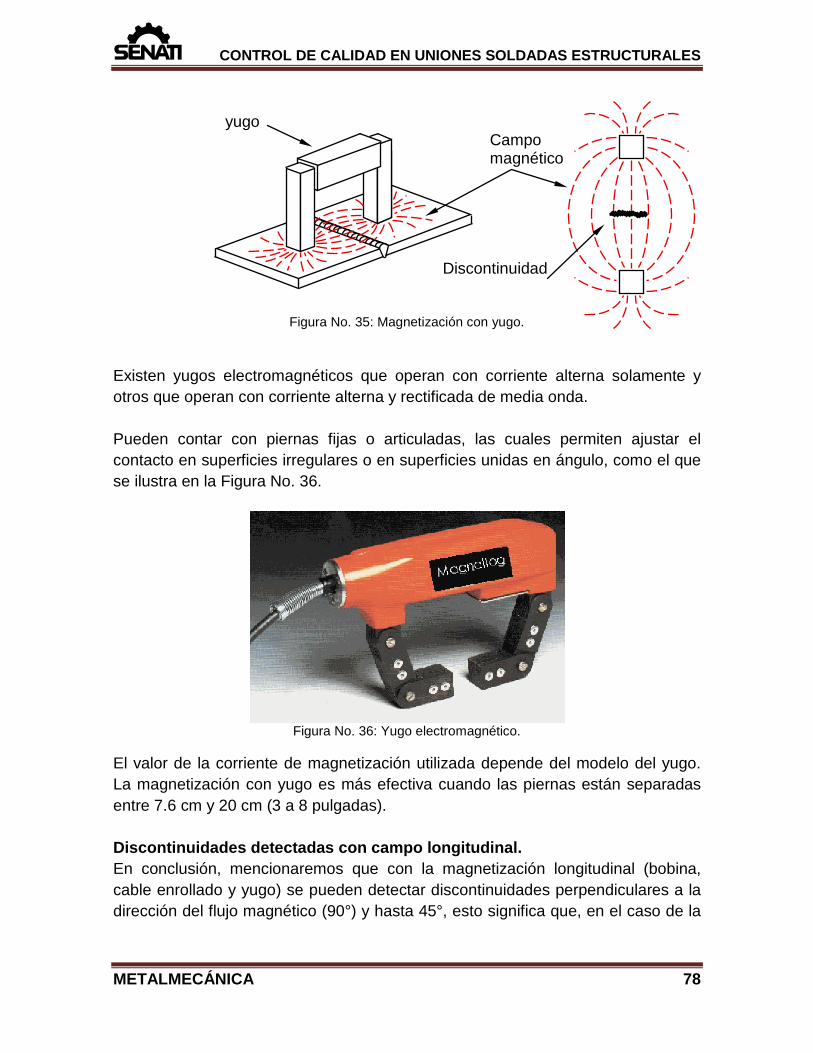
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
yugo Campo magnético Discontinuidad
Figura No. 35: Magnetización con yugo. Existen yugos electromagnéticos que operan con corriente alterna solamente y otros que operan con corriente alterna y rectificada de media onda. Pueden contar con piernas fijas o articuladas, las cuales permiten ajustar el contacto en superficies irregulares o en superficies unidas en ángulo, como el que se ilustra en la Figura No. 36.
Figura No. 36: Yugo electromagnético.
El valor de la corriente de magnetización utilizada depende del modelo del yugo. La magnetización con yugo es más efectiva cuando las piernas están separadas entre 7.6 cm y 20 cm (3 a 8 pulgadas). Discontinuidades detectadas con campo longitudinal. En conclusión, mencionaremos que con la magnetización longitudinal (bobina, cable enrollado y yugo) se pueden detectar discontinuidades perpendiculares a la dirección del flujo magnético (90°) y hasta 45°, esto significa que, en el caso de la
METALMECÁNICA 78
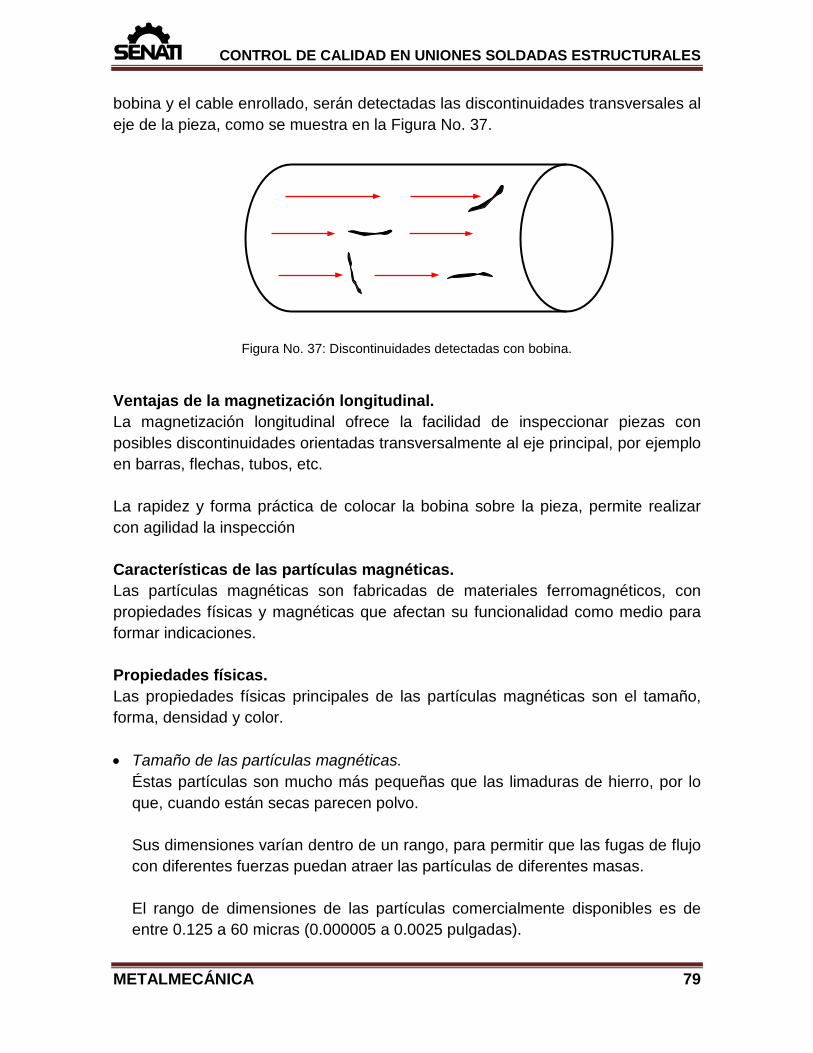
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
bobina y el cable enrollado, serán detectadas las discontinuidades transversales al eje de la pieza, como se muestra en la Figura No. 37.
Figura No. 37: Discontinuidades detectadas con bobina. Ventajas de la magnetización longitudinal. La magnetización longitudinal ofrece la facilidad de inspeccionar piezas con posibles discontinuidades orientadas transversalmente al eje principal, por ejemplo en barras, flechas, tubos, etc. La rapidez y forma práctica de colocar la bobina sobre la pieza, permite realizar con agilidad la inspección Características de las partículas magnéticas. Las partículas magnéticas son fabricadas de materiales ferromagnéticos, con propiedades físicas y magnéticas que afectan su funcionalidad como medio para formar indicaciones. Propiedades físicas. Las propiedades físicas principales de las partículas magnéticas son el tamaño, forma, densidad y color. • Tamaño de las partículas magnéticas.
Éstas partículas son mucho más pequeñas que las limaduras de hierro, por lo que, cuando están secas parecen polvo. Sus dimensiones varían dentro de un rango, para permitir que las fugas de flujo con diferentes fuerzas puedan atraer las partículas de diferentes masas. El rango de dimensiones de las partículas comercialmente disponibles es de entre 0.125 a 60 micras (0.000005 a 0.0025 pulgadas).
METALMECÁNICA 79
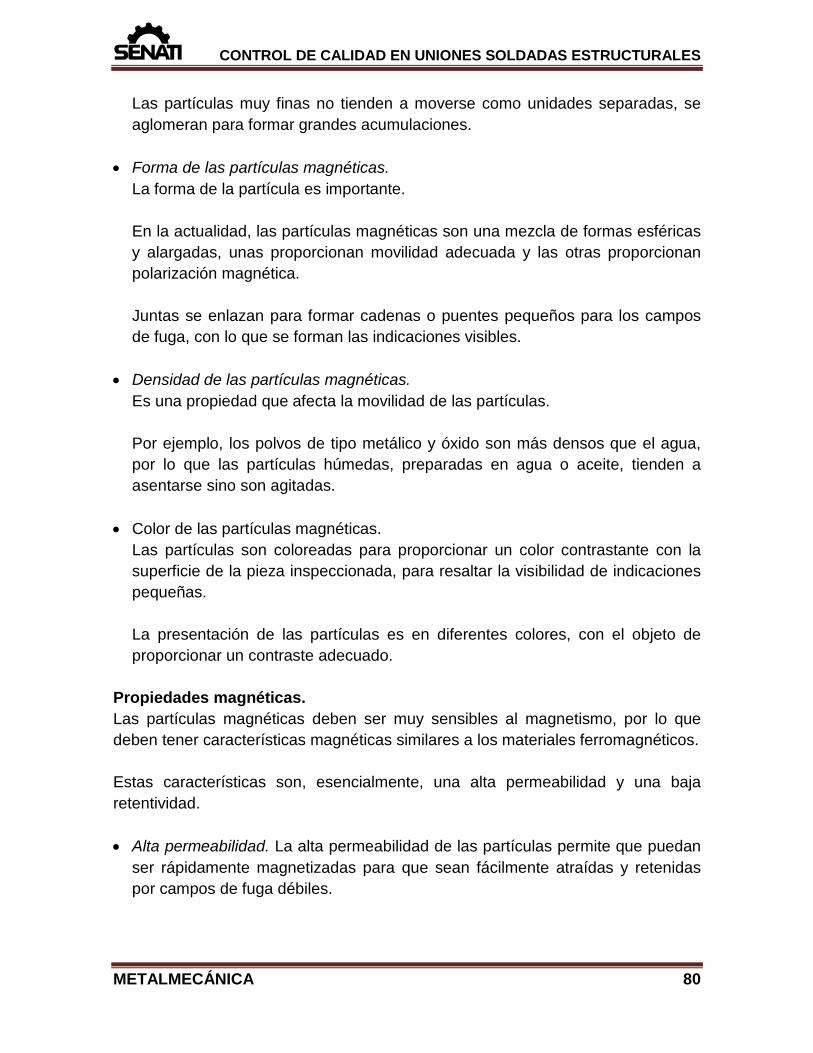
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Las partículas muy finas no tienden a moverse como unidades separadas, se aglomeran para formar grandes acumulaciones.
• Forma de las partículas magnéticas.
La forma de la partícula es importante. En la actualidad, las partículas magnéticas son una mezcla de formas esféricas y alargadas, unas proporcionan movilidad adecuada y las otras proporcionan polarización magnética. Juntas se enlazan para formar cadenas o puentes pequeños para los campos de fuga, con lo que se forman las indicaciones visibles.
• Densidad de las partículas magnéticas.
Es una propiedad que afecta la movilidad de las partículas.
Por ejemplo, los polvos de tipo metálico y óxido son más densos que el agua, por lo que las partículas húmedas, preparadas en agua o aceite, tienden a asentarse sino son agitadas.
• Color de las partículas magnéticas.
Las partículas son coloreadas para proporcionar un color contrastante con la superficie de la pieza inspeccionada, para resaltar la visibilidad de indicaciones pequeñas. La presentación de las partículas es en diferentes colores, con el objeto de proporcionar un contraste adecuado.
Propiedades magnéticas. Las partículas magnéticas deben ser muy sensibles al magnetismo, por lo que deben tener características magnéticas similares a los materiales ferromagnéticos. Estas características son, esencialmente, una alta permeabilidad y una baja retentividad. • Alta permeabilidad. La alta permeabilidad de las partículas permite que puedan
ser rápidamente magnetizadas para que sean fácilmente atraídas y retenidas por campos de fuga débiles.
METALMECÁNICA 80
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
• Baja retentividad. Se requieren partículas de baja retentividad, esto significa que no retendrán prácticamente ningún magnetismo residual, para que no se queden sobre la pieza si no son retenidas por un campo de fuga, lo que permite que sean fácilmente removidas de la superficie de la pieza inspeccionada.
4.3.4. Clasificación de las partículas magnéticas. Las partículas magnéticas pueden ser clasificadas en: • Métodos, por la forma de ser transportadas:
- Partículas secas (aire). - Partículas vía húmeda (agua o petróleo ligero).
• Tipos, por el contraste con la superficie:
- Partículas visibles, no-fluorescentes, contrastantes o coloreadas. - Partículas fluorescentes.
Es importante utilizar el método y tipo adecuado de partículas magnéticas para asegurar que las indicaciones de discontinuidades prevalezcan en cualquier caso dado. Métodos: Partículas secas. El requisito básico para las partículas secas es que tengan las propiedades magnéticas adecuadas, además que sean ligeras y móviles. Las partículas empleadas en el método seco tienen características similares a las del método húmedo, excepto que se utilizan secas, en forma de polvo. Las partículas secas dependen de que el aire las lleve a la superficie de la pieza, por lo que se pueden utilizar pistolas, bulbos o aplicadores racionadores en forma de pera o tipo salero, ver la Figura No. 52.
Figura No. 52: Aplicadores de partículas secas.
METALMECÁNICA 81
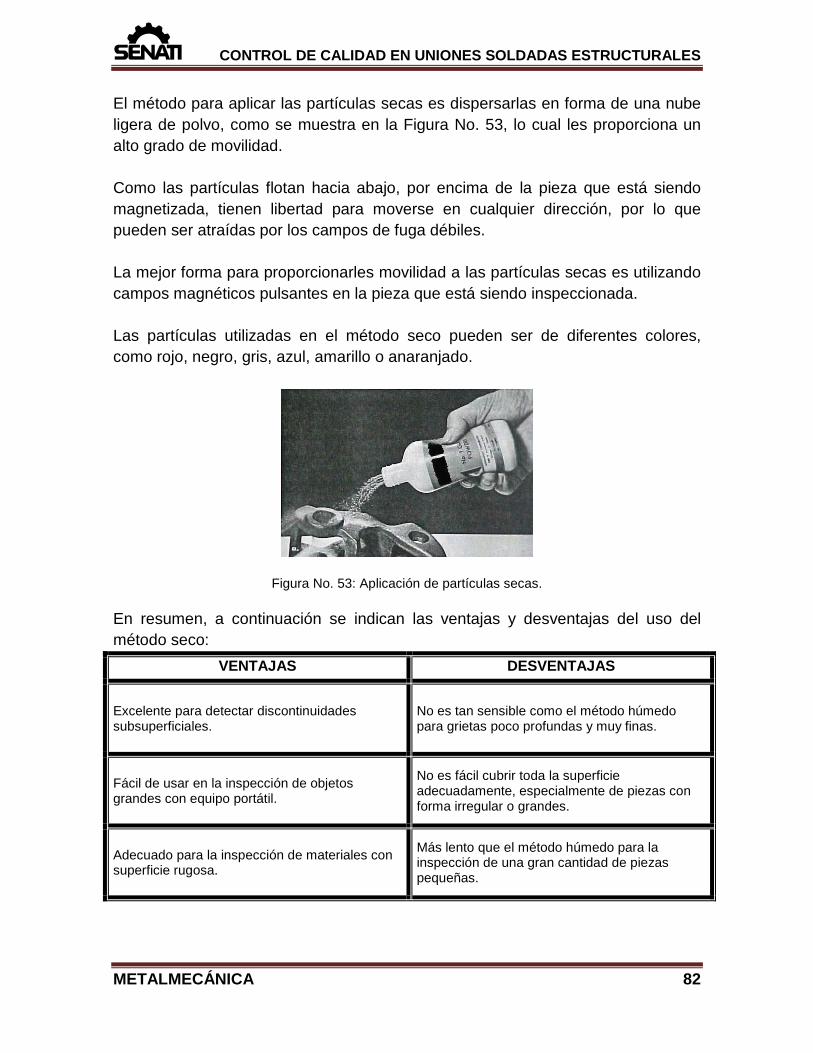
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
El método para aplicar las partículas secas es dispersarlas en forma de una nube ligera de polvo, como se muestra en la Figura No. 53, lo cual les proporciona un alto grado de movilidad. Como las partículas flotan hacia abajo, por encima de la pieza que está siendo magnetizada, tienen libertad para moverse en cualquier dirección, por lo que pueden ser atraídas por los campos de fuga débiles. La mejor forma para proporcionarles movilidad a las partículas secas es utilizando campos magnéticos pulsantes en la pieza que está siendo inspeccionada. Las partículas utilizadas en el método seco pueden ser de diferentes colores, como rojo, negro, gris, azul, amarillo o anaranjado.
Figura No. 53: Aplicación de partículas secas. En resumen, a continuación se indican las ventajas y desventajas del uso del método seco:
VENTAJAS DESVENTAJAS
Excelente para detectar discontinuidades subsuperficiales.
No es tan sensible como el método húmedo para grietas poco profundas y muy finas.
Fácil de usar en la inspección de objetos grandes con equipo portátil.
No es fácil cubrir toda la superficie adecuadamente, especialmente de piezas con forma irregular o grandes.
Adecuado para la inspección de materiales con superficie rugosa.
Más lento que el método húmedo para la inspección de una gran cantidad de piezas pequeñas.
METALMECÁNICA 82
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Las partículas tienen una alta resistencia al calor, por lo que pueden usarse a altas temperaturas, de hasta 315°C.
No es fácil de utilizar para tiempos de inspección cortos, con la técnica de “disparos” en el método continuo.
Fácil de usar en inspecciones en campo con equipo portátil.
Difícil de adaptar a sistemas de inspección mecanizados.
Buena movilidad cuando es usado con C.A. o C.D.R.M.O.
No es tan “sucio” como el método húmedo.
El equipo utilizado es menos costoso.
Partículas húmedas. La presentación inicial de estas partículas puede ser en forma de pastas, polvo y concentrados. - Pastas. En forma de pasta, las partículas magnéticas deben ser disueltas en
aceite para conseguir el tamaño de partícula y la consistencia adecuada.
La pasta es difícil de deshacer y no se puede evitar que se formen terrones que puedan mezclarse con la suspensión. Actualmente, casi ya no se suministran las partículas en forma de pastas
. - Polvo. Con el uso del agua como vehículo, las partículas en forma de pasta son
más difíciles de dispersar, por lo que actualmente las partículas son producidas en forma de un polvo concentrado seco, que puede ser para suspensiones en aceite o en agua.
Las partículas en polvo tienen la necesidad de mezclarse con agentes que faciliten su dispersión, agentes humectantes, agentes inhibidores de corrosión, etc.
Las partículas en forma de polvo pueden ser vertidas directamente en el tanque para preparar el baño, sin la necesidad de mezclarlas previamente.
- Concentrados. Las partículas usadas en concentrados son recubiertas con
agentes humectantes, un tipo de detergente, que les permite combinarse fácilmente con el vehículo.
METALMECÁNICA 83
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Los concentrados de partículas que son diseñados para utilizarse en agua, vienen premezclados con un acondicionador para que puedan ser vertidas directamente en el agua y para mejorar las características de la solución. La Figura No. 54 ilustra la presentación comercial de partículas magnéticas en forma de un concentrado. Las partículas utilizadas en el método húmedo pueden ser de diferentes colores, como rojo, negro o fluorescentes (verde-amarillo). Las partículas húmedas pueden ser aplicadas en forma manual o automática, bombeadas a través de boquillas, pistolas y aspersores. Las partículas húmedas normalmente son aplicadas sobre las piezas inspeccionadas, posteriormente son recolectadas en recipientes o tanques abiertos en donde son agitadas y bombeadas, todo esto se hace en equipos estacionarios de magnetización.
Figura No. 54: Partículas húmedas en forma de concentrado.
Cuando se utiliza el método húmedo las partículas están suspendidas en un vehículo, el cual puede ser aceite (petróleo ligero o queroseno) o agua. El vehículo de las partículas húmedas les permite flotar para que sean fácilmente atraídas hacia las fugas de flujo, pero cuando no existen fugas, salen de la pieza junto con el líquido. 4.3.5. Características de las suspensiones en aceite. El aceite tiende a proporcionar una buena humectabilidad para las piezas metálicas. Sin embargo, debe tener otras características para que sea un buen vehículo para las partículas. Estas características son:
METALMECÁNICA 84
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Viscosidad. Para que la partícula tenga buena movilidad la viscosidad máxima a temperatura ambiente debería ser de aproximadamente 5 centiestokes. Flamabilidad. Como el aceite (petróleo ligero o queroseno) es un combustible, es preferible que la temperatura mínima para que produzca flama sea de 57 °C (135°F). Los aceites que producen flama por debajo de esta temperatura tienen baja presión de vapor y se evaporan rápidamente, por lo que se requiere reemplazarlos frecuentemente para que no se formen vapores nocivos y se presente el riesgo de producirse flama. Color. El color es un indicador de la presencia de azufre. Olor. El olor es una objeción para muchos operadores que trabajan todo el día con recipientes abiertos que contienen partículas. El olor puede ser un indicador de la presencia de contaminantes indeseables, tal como el azufre. Fluorescencia. La mayoría de suspensiones húmedas utilizan partículas fluorescentes y muchos aceites también son fluorescentes, por eso es mejor utilizar aceites con bajo nivel de fluorescencia natural. Reacción química. La suspensión no debe reaccionar con los materiales que son inspeccionados. Contaminación. La suspensión puede ser contaminada con polvo, grasa y aceite que permanezca en las piezas inspeccionadas. Estos contaminantes pueden provocar acumulación de partículas y producir indicaciones como de discontinuidades. Además, en la prueba de asentamiento de las partículas, los contaminantes pueden provocar que sea difícil medir el nivel y la concentración de las partículas. También, los contaminantes pueden elevar la fluorescencia del aceite y producir una alta fluorescencia de fondo durante la inspección. Finalmente, los contaminantes pueden aumentar la viscosidad del aceite.
METALMECÁNICA 85
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
4.3.6. Características de las suspensiones en agua. El agua es bastante popular como vehículo de suspensión para las partículas magnéticas. Las suspensiones con agua tienen ciertas características: Con el agua se elimina completamente el riesgo de producirse flama. Obviamente, las suspensiones con agua deben ser utilizadas cuando la temperatura se encuentra por debajo del punto de evaporación y por encima del punto de congelación. Debido a que el agua es un buen conductor eléctrico, el equipo debe estar bien conectado a tierra. Como el agua se evapora más rápidamente que los aceites, la suspensión debe ser verificada frecuentemente. También, puede ser necesaria una prueba frecuente de rompimiento del agua para asegurar que hay suficiente agente humectante en la suspensión. 4.3.7. Control del baño de suspensión. Conforme el baño de suspensión va siendo utilizado para realizar inspecciones sufre de ciertos cambios, algunos de los cuales son: La pérdida de partículas magnéticas, porque se adhieran mecánica o magnéticamente a las piezas, lo que tiende a reducir la concentración del baño. La pérdida del líquido debido a la película que se adhiere a la superficie de las piezas La pérdida del líquido por evaporación, lo que tiende a incrementar la concentración de las partículas La acumulación gradual de polvo, suciedad, óxido, aceite y grasa de piezas sin limpiar adecuadamente, y por pelusas que se desprenden del trapo usado para limpiar Por lo anterior, es muy importante y necesario verificar el baño frecuentemente y realizar las correcciones necesarias. Una de las verificaciones que debería realizarse periódicamente es para determinar la concentración del baño.
METALMECÁNICA 86
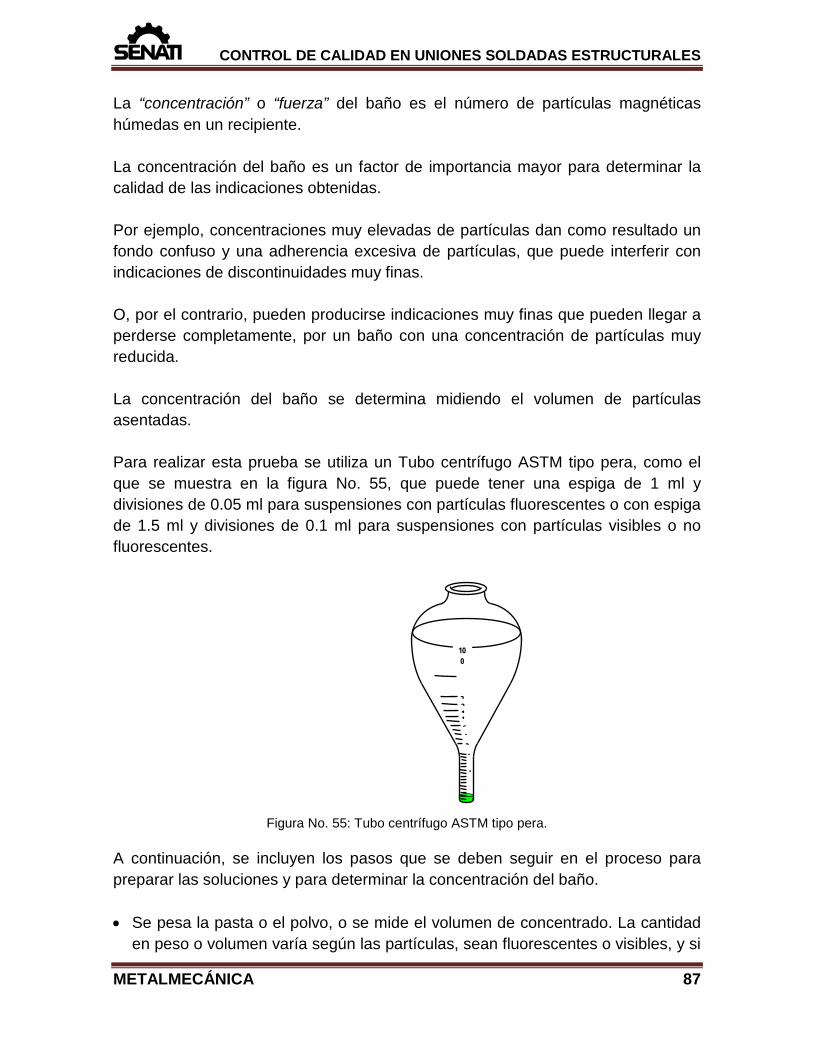
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
La “concentración” o “fuerza” del baño es el número de partículas magnéticas húmedas en un recipiente. La concentración del baño es un factor de importancia mayor para determinar la calidad de las indicaciones obtenidas. Por ejemplo, concentraciones muy elevadas de partículas dan como resultado un fondo confuso y una adherencia excesiva de partículas, que puede interferir con indicaciones de discontinuidades muy finas. O, por el contrario, pueden producirse indicaciones muy finas que pueden llegar a perderse completamente, por un baño con una concentración de partículas muy reducida. La concentración del baño se determina midiendo el volumen de partículas asentadas. Para realizar esta prueba se utiliza un Tubo centrífugo ASTM tipo pera, como el que se muestra en la figura No. 55, que puede tener una espiga de 1 ml y divisiones de 0.05 ml para suspensiones con partículas fluorescentes o con espiga de 1.5 ml y divisiones de 0.1 ml para suspensiones con partículas visibles o no fluorescentes.
Figura No. 55: Tubo centrífugo ASTM tipo pera. A continuación, se incluyen los pasos que se deben seguir en el proceso para preparar las soluciones y para determinar la concentración del baño. • Se pesa la pasta o el polvo, o se mide el volumen de concentrado. La cantidad
en peso o volumen varía según las partículas, sean fluorescentes o visibles, y si
2 2 1 1 6 4 2 1
1
100
METALMECÁNICA 87
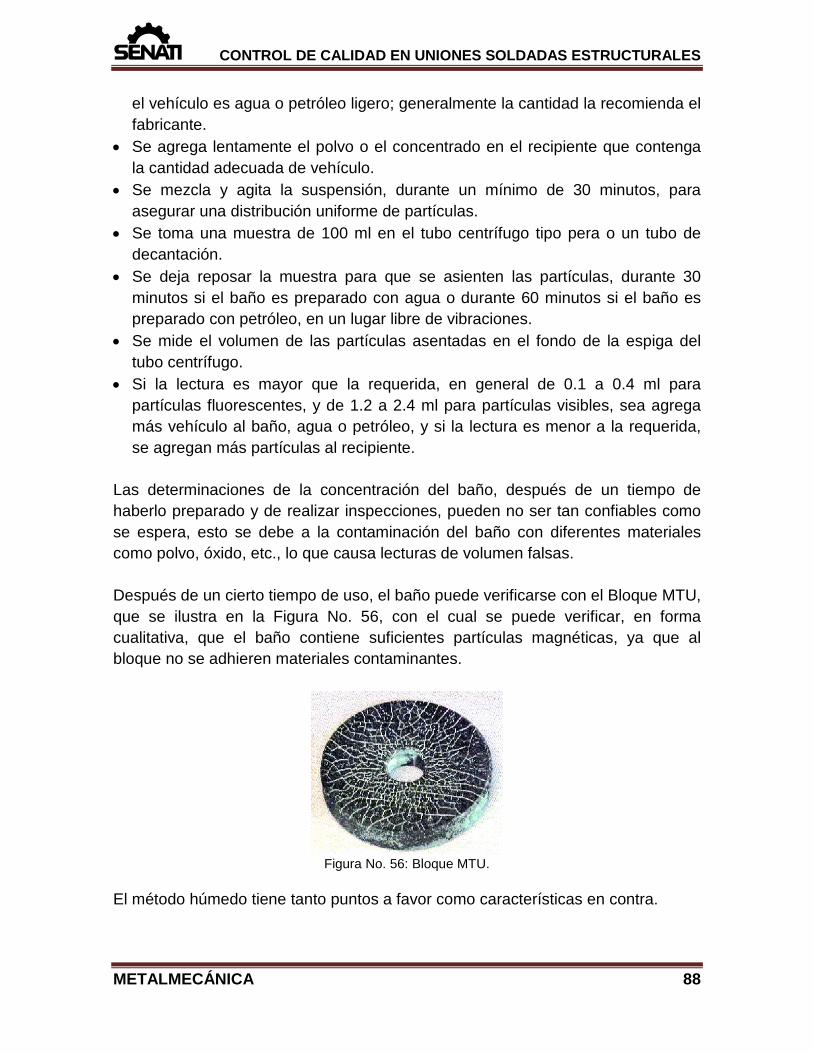
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
el vehículo es agua o petróleo ligero; generalmente la cantidad la recomienda el fabricante.
• Se agrega lentamente el polvo o el concentrado en el recipiente que contenga la cantidad adecuada de vehículo.
• Se mezcla y agita la suspensión, durante un mínimo de 30 minutos, para asegurar una distribución uniforme de partículas.
• Se toma una muestra de 100 ml en el tubo centrífugo tipo pera o un tubo de decantación.
• Se deja reposar la muestra para que se asienten las partículas, durante 30 minutos si el baño es preparado con agua o durante 60 minutos si el baño es preparado con petróleo, en un lugar libre de vibraciones.
• Se mide el volumen de las partículas asentadas en el fondo de la espiga del tubo centrífugo.
• Si la lectura es mayor que la requerida, en general de 0.1 a 0.4 ml para partículas fluorescentes, y de 1.2 a 2.4 ml para partículas visibles, sea agrega más vehículo al baño, agua o petróleo, y si la lectura es menor a la requerida, se agregan más partículas al recipiente.
Las determinaciones de la concentración del baño, después de un tiempo de haberlo preparado y de realizar inspecciones, pueden no ser tan confiables como se espera, esto se debe a la contaminación del baño con diferentes materiales como polvo, óxido, etc., lo que causa lecturas de volumen falsas. Después de un cierto tiempo de uso, el baño puede verificarse con el Bloque MTU, que se ilustra en la Figura No. 56, con el cual se puede verificar, en forma cualitativa, que el baño contiene suficientes partículas magnéticas, ya que al bloque no se adhieren materiales contaminantes.
Figura No. 56: Bloque MTU.
El método húmedo tiene tanto puntos a favor como características en contra.
METALMECÁNICA 88
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Los puntos a favor más importantes, los cuales constituyen la razón para ser un método usado ampliamente, son: • Es el método más sensible para grietas superficiales muy finas. • Es el método más sensible para grietas superficiales finas y muy poco
profundas. • Las partículas magnéticas cubren rápida y completamente todas las superficies
de piezas con forma irregular, grandes o pequeñas. • Es el método más rápido y completo para la inspección de lotes grandes de
piezas pequeñas. • Es fácil recuperar y re-utilizar el baño. • Las partículas magnéticas tienen excelente movilidad en el líquido de
suspensión. • Es fácil medir y controlar la concentración de partículas en el baño, lo que hace
más uniforme y segura la reproducción de resultados. • Se adapta a tiempos de inspección cortos, con la técnica de “disparos” de
magnetización para el método continuo. • Se adapta fácilmente a la operación en unidades automáticas. Algunas de las características desfavorables del método húmedo son: • Normalmente no es capaz de detectar discontinuidades subsuperficiales. • Es sucio para trabajar, especialmente cuando no se recuperan las partículas y
en inspecciones en campo. • Cuando se utiliza aceite para el baño y la magnetización circular por contacto
directo, se presenta un riesgo potencial de producirse fuego. • Se requiere un sistema de recirculación diseñado adecuadamente para
mantener las partículas en suspensión. • En ocasiones, en la limpieza posterior es un problema remover las partículas
magnéticas adheridas a la superficie. 4.4. TIPOS. Aun desarrollando un sistema de inspección altamente sofisticado, sin embargo, si el inspector tiene dificultades para observar las indicaciones, entonces el sistema es inadecuado. La mejor visibilidad para el ojo humano es proporcionada por condiciones de alto contraste.
METALMECÁNICA 89
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Uno de los requisitos principales para observar la presencia de indicaciones es contar con una buena iluminación. 4.4.1. Partículas visibles, no-fluorescentes, contrastantes o coloreadas. Las indicaciones de partículas visibles son examinadas con luz blanca, que puede ser natural, proveniente del sol, o artificial, proveniente de lámparas, focos, etc. Con partículas visibles la selección del color de la partícula a utilizar depende únicamente de cual proporcione el mayor contraste con el color de la superficie de la pieza que será inspeccionada, como en el caso de una hoja blanca, la impresión de color negro es una condición con alto contraste. Por ejemplo, polvos blancos o grises sobre la superficie gris de fundiciones de arena son difíciles de ver, por el contrario, polvos de color rojo proporcionan buen contraste. Algunas partículas son cubiertas con tintes que proporcionan colores brillantes con los cuales se tiene un mejor contraste que los colores naturales menos brillantes. En algunos casos, se puede utilizar un tipo de recubrimiento sobre la superficie de la pieza inspeccionada, conocido como tinta de contraste, con el objeto de proporcionar una superficie que contraste con el color de las partículas. Su espesor debe ser el menor posible (no mayor de 0.05 mm) para que no ocasione interferencias con la formación de indicaciones, no debe interferir con la movilidad de las partículas, no debe interferir con los puntos de contacto eléctrico y no deben ser solubles en el vehículo de las partículas húmedas. 4.4.2. Partículas fluorescentes. Existen partículas magnéticas cubiertas con un tinte fluorescente, el cual proporciona el máximo contraste para el ojo humano. En partículas magnéticas, “Fluorescencia” es la propiedad que tienen ciertas sustancias para emitir luz blanca, en el rango de luz visible, cuando son iluminadas o expuestas a la luz ultravioleta. La luz visible y la luz ultravioleta pertenecen a una familia de ondas llamadas “Ondas Electromagnéticas”.
METALMECÁNICA 90
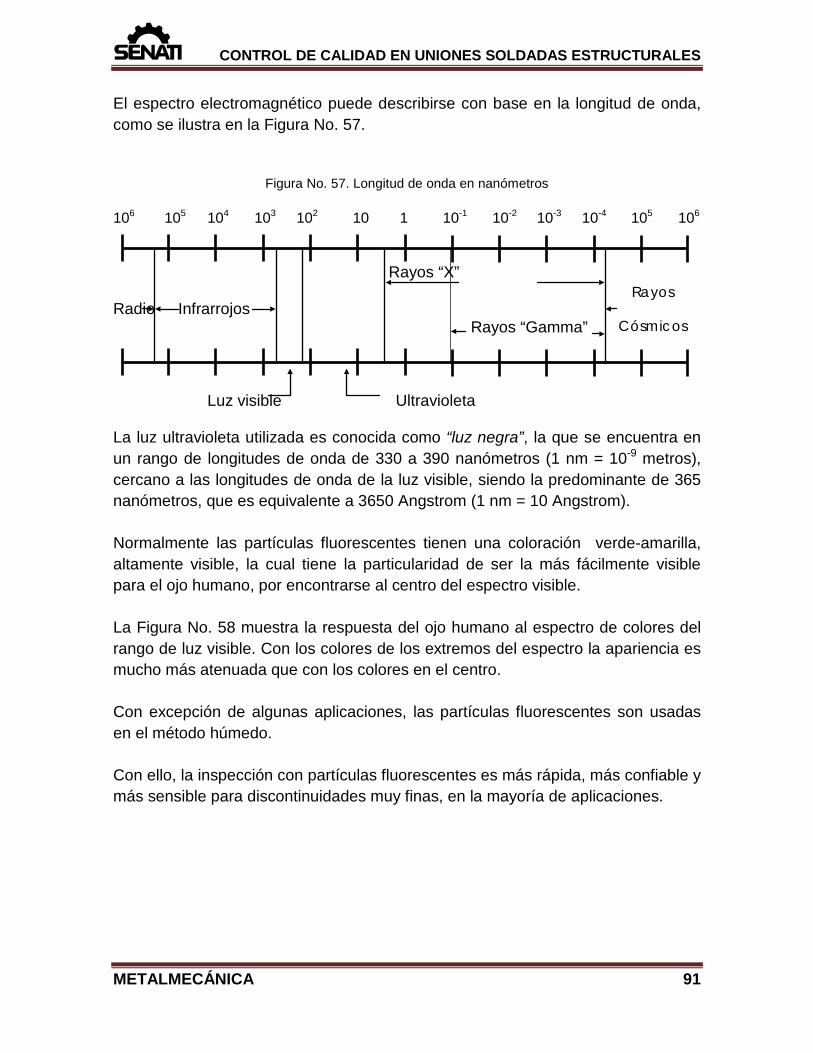
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
El espectro electromagnético puede describirse con base en la longitud de onda, como se ilustra en la Figura No. 57.
Figura No. 57. Longitud de onda en nanómetros
106 105 104 103 102 10 1 10-1 10-2 10-3 10-4 105 106
Rayos “X” Radio Infrarrojos Rayos “Gamma”
Luz visible Ultravioleta
La luz ultravioleta utilizada es conocida como “luz negra”, la que se encuentra en un rango de longitudes de onda de 330 a 390 nanómetros (1 nm = 10-9 metros), cercano a las longitudes de onda de la luz visible, siendo la predominante de 365 nanómetros, que es equivalente a 3650 Angstrom (1 nm = 10 Angstrom). Normalmente las partículas fluorescentes tienen una coloración verde-amarilla, altamente visible, la cual tiene la particularidad de ser la más fácilmente visible para el ojo humano, por encontrarse al centro del espectro visible. La Figura No. 58 muestra la respuesta del ojo humano al espectro de colores del rango de luz visible. Con los colores de los extremos del espectro la apariencia es mucho más atenuada que con los colores en el centro. Con excepción de algunas aplicaciones, las partículas fluorescentes son usadas en el método húmedo. Con ello, la inspección con partículas fluorescentes es más rápida, más confiable y más sensible para discontinuidades muy finas, en la mayoría de aplicaciones.
Rayos
Cósmicos
METALMECÁNICA 91
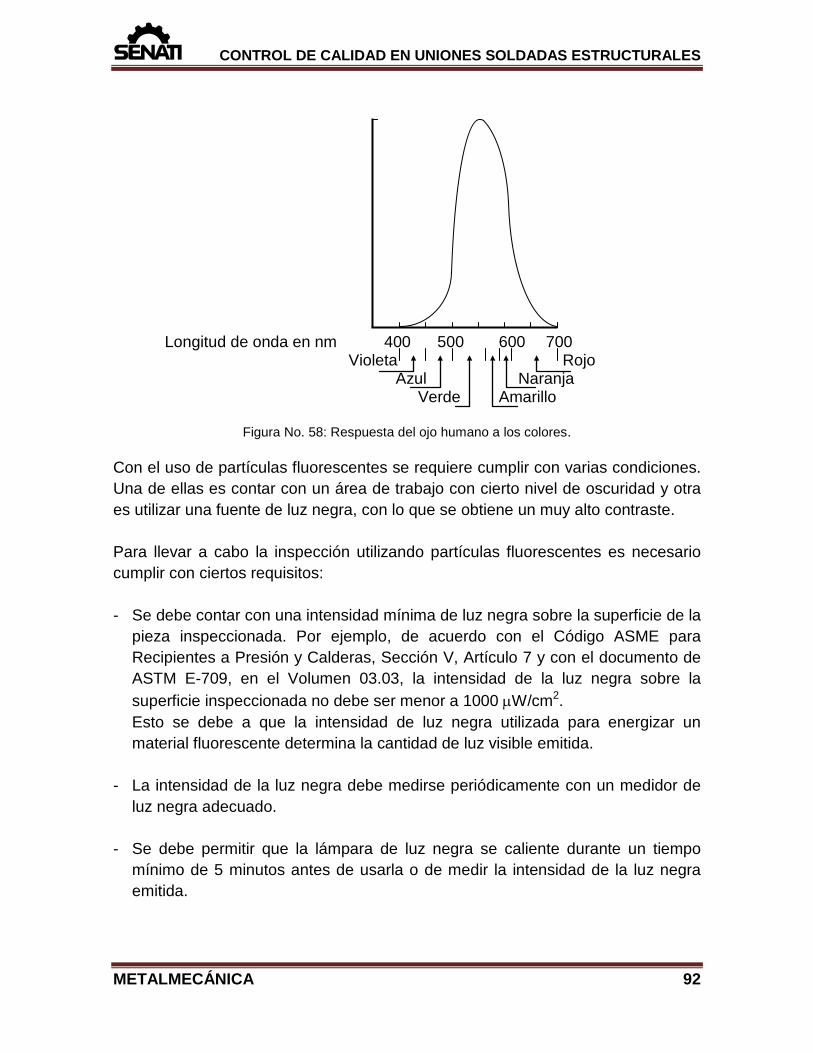
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Longitud de onda en nm 400 500 600 700 Violeta Rojo Azul Naranja Verde Amarillo
Figura No. 58: Respuesta del ojo humano a los colores. Con el uso de partículas fluorescentes se requiere cumplir con varias condiciones. Una de ellas es contar con un área de trabajo con cierto nivel de oscuridad y otra es utilizar una fuente de luz negra, con lo que se obtiene un muy alto contraste. Para llevar a cabo la inspección utilizando partículas fluorescentes es necesario cumplir con ciertos requisitos: - Se debe contar con una intensidad mínima de luz negra sobre la superficie de la
pieza inspeccionada. Por ejemplo, de acuerdo con el Código ASME para Recipientes a Presión y Calderas, Sección V, Artículo 7 y con el documento de ASTM E-709, en el Volumen 03.03, la intensidad de la luz negra sobre la superficie inspeccionada no debe ser menor a 1000 µW/cm2. Esto se debe a que la intensidad de luz negra utilizada para energizar un material fluorescente determina la cantidad de luz visible emitida.
- La intensidad de la luz negra debe medirse periódicamente con un medidor de
luz negra adecuado.
- Se debe permitir que la lámpara de luz negra se caliente durante un tiempo mínimo de 5 minutos antes de usarla o de medir la intensidad de la luz negra emitida.
METALMECÁNICA 92
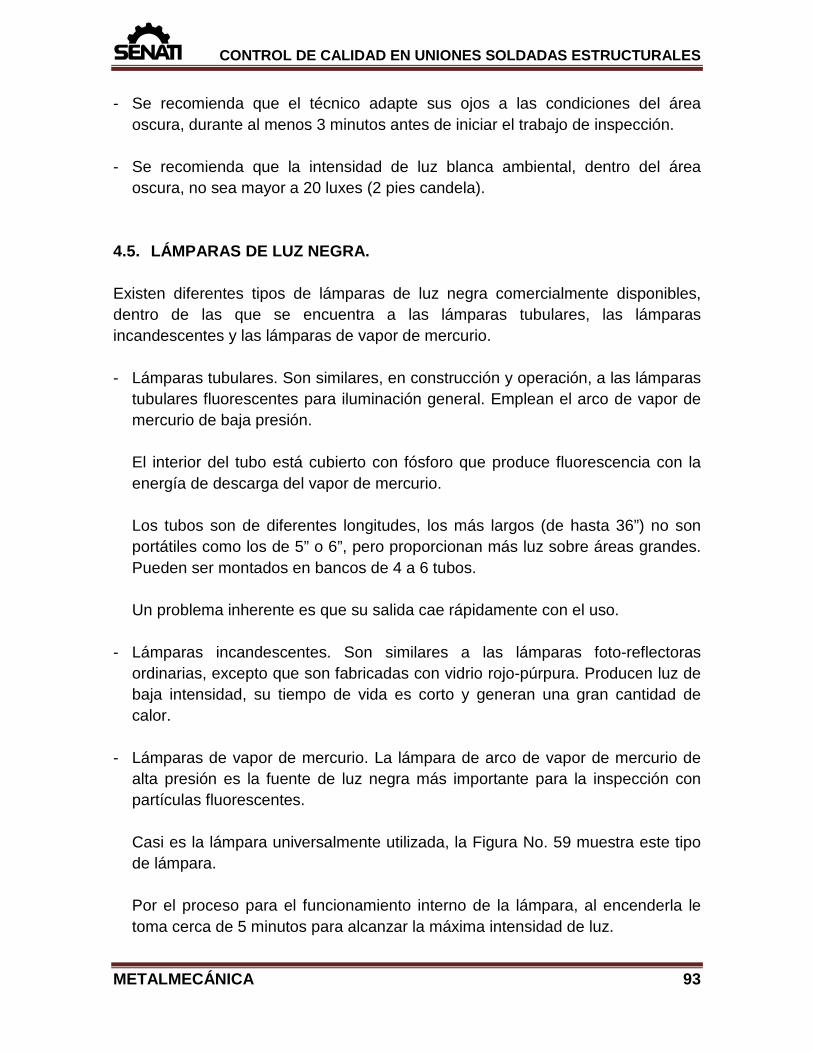
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
- Se recomienda que el técnico adapte sus ojos a las condiciones del área oscura, durante al menos 3 minutos antes de iniciar el trabajo de inspección.
- Se recomienda que la intensidad de luz blanca ambiental, dentro del área oscura, no sea mayor a 20 luxes (2 pies candela).
4.5. LÁMPARAS DE LUZ NEGRA. Existen diferentes tipos de lámparas de luz negra comercialmente disponibles, dentro de las que se encuentra a las lámparas tubulares, las lámparas incandescentes y las lámparas de vapor de mercurio. - Lámparas tubulares. Son similares, en construcción y operación, a las lámparas
tubulares fluorescentes para iluminación general. Emplean el arco de vapor de mercurio de baja presión.
El interior del tubo está cubierto con fósforo que produce fluorescencia con la energía de descarga del vapor de mercurio.
Los tubos son de diferentes longitudes, los más largos (de hasta 36”) no son portátiles como los de 5” o 6”, pero proporcionan más luz sobre áreas grandes. Pueden ser montados en bancos de 4 a 6 tubos.
Un problema inherente es que su salida cae rápidamente con el uso.
- Lámparas incandescentes. Son similares a las lámparas foto-reflectoras
ordinarias, excepto que son fabricadas con vidrio rojo-púrpura. Producen luz de baja intensidad, su tiempo de vida es corto y generan una gran cantidad de calor.
- Lámparas de vapor de mercurio. La lámpara de arco de vapor de mercurio de
alta presión es la fuente de luz negra más importante para la inspección con partículas fluorescentes.
Casi es la lámpara universalmente utilizada, la Figura No. 59 muestra este tipo de lámpara.
Por el proceso para el funcionamiento interno de la lámpara, al encenderla le toma cerca de 5 minutos para alcanzar la máxima intensidad de luz.
METALMECÁNICA 93
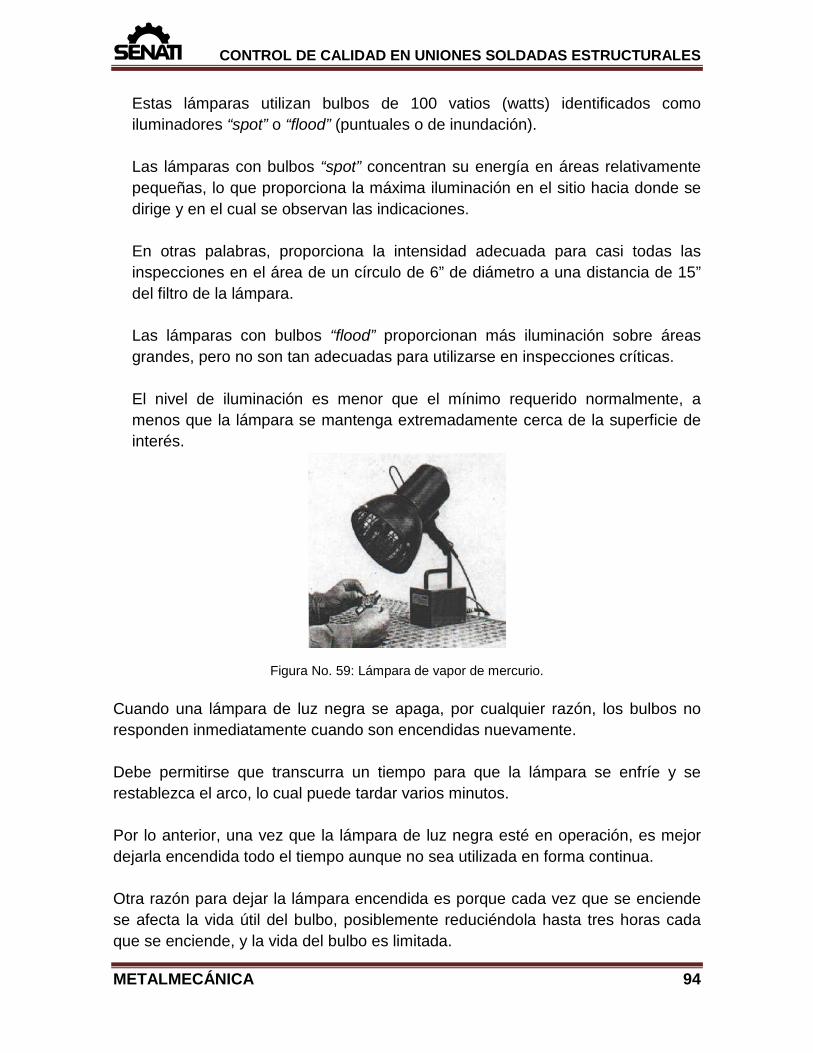
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Estas lámparas utilizan bulbos de 100 vatios (watts) identificados como iluminadores “spot” o “flood” (puntuales o de inundación).
Las lámparas con bulbos “spot” concentran su energía en áreas relativamente pequeñas, lo que proporciona la máxima iluminación en el sitio hacia donde se dirige y en el cual se observan las indicaciones.
En otras palabras, proporciona la intensidad adecuada para casi todas las inspecciones en el área de un círculo de 6” de diámetro a una distancia de 15” del filtro de la lámpara.
Las lámparas con bulbos “flood” proporcionan más iluminación sobre áreas grandes, pero no son tan adecuadas para utilizarse en inspecciones críticas.
El nivel de iluminación es menor que el mínimo requerido normalmente, a menos que la lámpara se mantenga extremadamente cerca de la superficie de interés.
Figura No. 59: Lámpara de vapor de mercurio. Cuando una lámpara de luz negra se apaga, por cualquier razón, los bulbos no responden inmediatamente cuando son encendidas nuevamente. Debe permitirse que transcurra un tiempo para que la lámpara se enfríe y se restablezca el arco, lo cual puede tardar varios minutos. Por lo anterior, una vez que la lámpara de luz negra esté en operación, es mejor dejarla encendida todo el tiempo aunque no sea utilizada en forma continua. Otra razón para dejar la lámpara encendida es porque cada vez que se enciende se afecta la vida útil del bulbo, posiblemente reduciéndola hasta tres horas cada que se enciende, y la vida del bulbo es limitada.
METALMECÁNICA 94
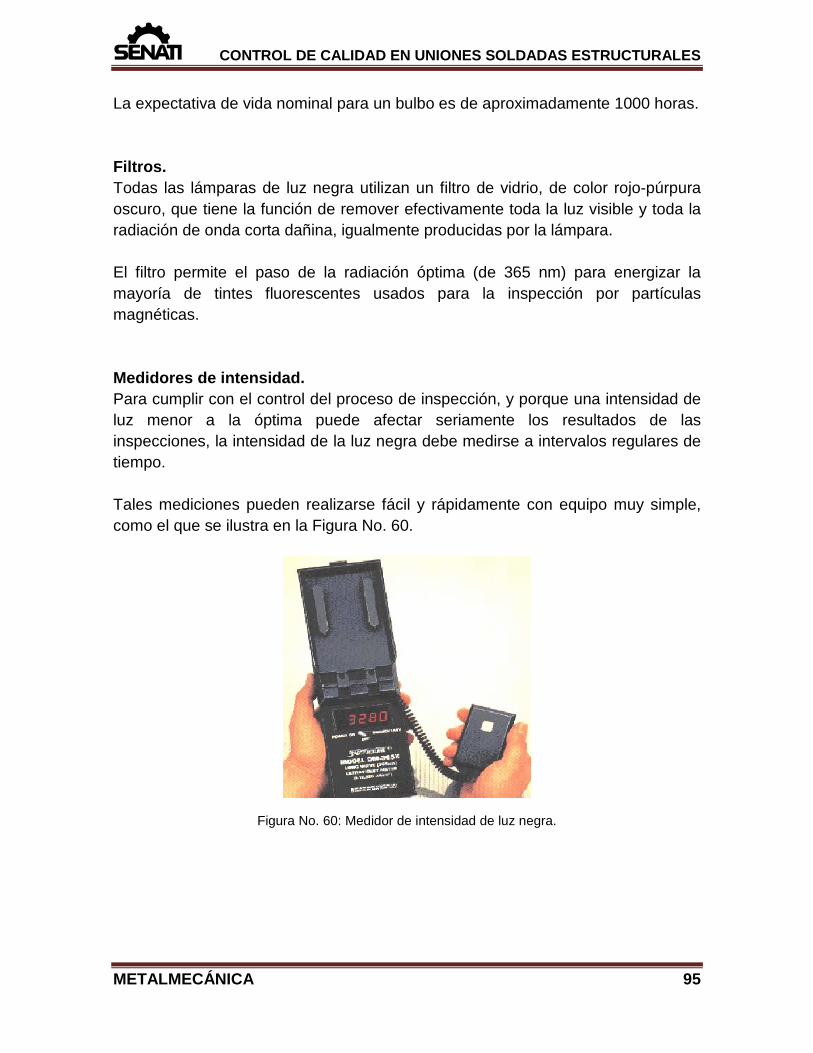
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
La expectativa de vida nominal para un bulbo es de aproximadamente 1000 horas. Filtros. Todas las lámparas de luz negra utilizan un filtro de vidrio, de color rojo-púrpura oscuro, que tiene la función de remover efectivamente toda la luz visible y toda la radiación de onda corta dañina, igualmente producidas por la lámpara. El filtro permite el paso de la radiación óptima (de 365 nm) para energizar la mayoría de tintes fluorescentes usados para la inspección por partículas magnéticas. Medidores de intensidad. Para cumplir con el control del proceso de inspección, y porque una intensidad de luz menor a la óptima puede afectar seriamente los resultados de las inspecciones, la intensidad de la luz negra debe medirse a intervalos regulares de tiempo. Tales mediciones pueden realizarse fácil y rápidamente con equipo muy simple, como el que se ilustra en la Figura No. 60.
Figura No. 60: Medidor de intensidad de luz negra.
METALMECÁNICA 95
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
5. RADIOGRAFÍA INDUSTRIAL. RAYOS GAMMA Y RAYOS X. 5.1. PRINCIPIOS BÁSICOS. La inspección radiográfica se emplea básicamente para detectar discontinuidades en la estructura interna de materiales de ingeniería. El principio físico en el que se basa la inspección radiográfica es la interacción entre la materia y la radiación electromagnética de longitud de onda muy corta y de alta energía, los rayos “X” y los rayos “Gama”. 5.2. ANTECEDENTES HISTÓRICOS. En 1895 el científico Alemán Wilhem Conrad Roentgen, descubrió un nuevo tipo de radiación, los rayos “X”, llamados así por su naturaleza desconocida. Roentgen demostró que esos rayos eran capaces de producir imágenes, como si fuera posible ver a través de materiales sólidos. Además, Roentgen determinó que los rayos “X” causaban fluorescencia en varios tipos de componentes, y descubrió los efectos de ennegrecimiento que producía la radiación sobre placas fotográficas. El descubrimiento de Roentgen fue aplicado inmediatamente en el campo de la medicina y abrió las puertas para ser aplicado en muchas otras áreas de la ciencia, incluyendo las aplicaciones como la radiografía industrial. Roentgen es considerado como el primer radiógrafo. En 1896 el físico Francés Henri Becquerel, y más adelante Marie y Pierre Curie, descubrió que algunos minerales que contenían uranio emitían un tipo de radiación similar a los rayos “X”, los rayos “Gama” ( ), ya que e ra
ennegrecer placas fotográficas sin exponer. Becquerel identifico el fenómeno y le dio el nombre de “radiactividad”. Más tarde, los Curie descubrieron dos nuevos elementos radiactivos, el polonio y el radio.
METALMECÁNICA 96
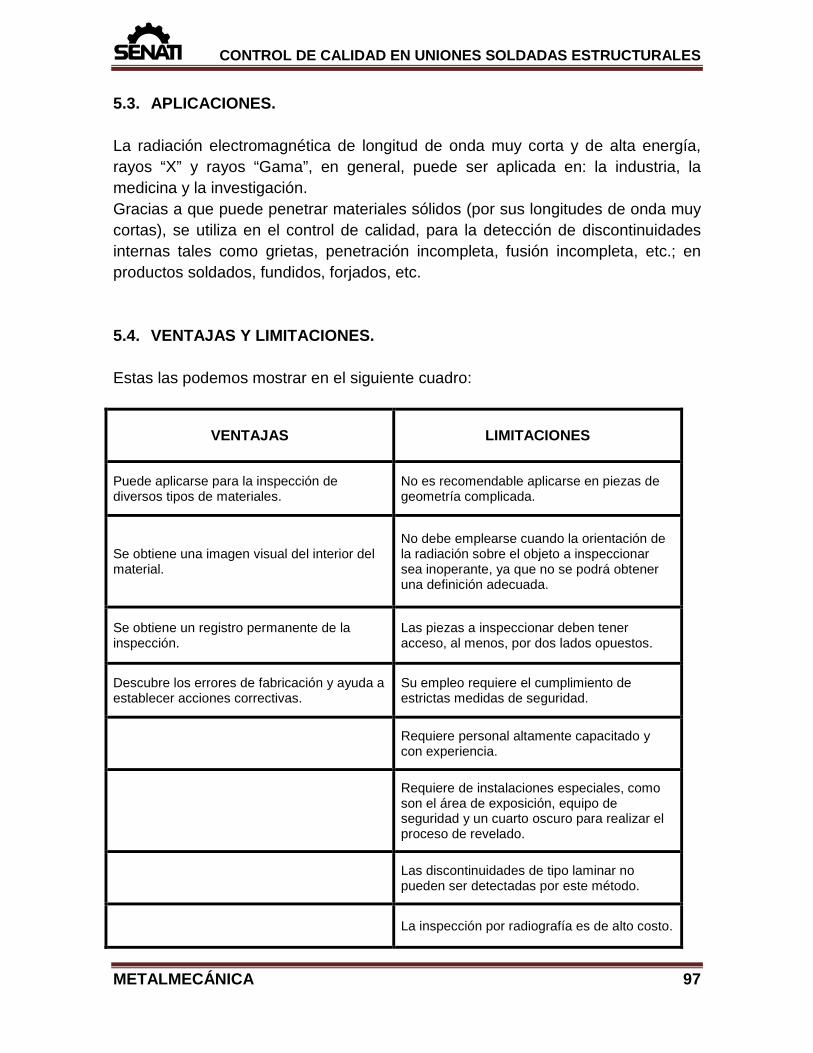
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
5.3. APLICACIONES. La radiación electromagnética de longitud de onda muy corta y de alta energía, rayos “X” y rayos “Gama”, en general, puede ser aplicada en: la industria, la medicina y la investigación. Gracias a que puede penetrar materiales sólidos (por sus longitudes de onda muy cortas), se utiliza en el control de calidad, para la detección de discontinuidades internas tales como grietas, penetración incompleta, fusión incompleta, etc.; en productos soldados, fundidos, forjados, etc. 5.4. VENTAJAS Y LIMITACIONES. Estas las podemos mostrar en el siguiente cuadro:
VENTAJAS LIMITACIONES
Puede aplicarse para la inspección de diversos tipos de materiales.
No es recomendable aplicarse en piezas de geometría complicada.
Se obtiene una imagen visual del interior del material.
No debe emplearse cuando la orientación de la radiación sobre el objeto a inspeccionar sea inoperante, ya que no se podrá obtener una definición adecuada.
Se obtiene un registro permanente de la inspección.
Las piezas a inspeccionar deben tener acceso, al menos, por dos lados opuestos.
Descubre los errores de fabricación y ayuda a establecer acciones correctivas.
Su empleo requiere el cumplimiento de estrictas medidas de seguridad.
Requiere personal altamente capacitado y con experiencia.
Requiere de instalaciones especiales, como son el área de exposición, equipo de seguridad y un cuarto oscuro para realizar el proceso de revelado.
Las discontinuidades de tipo laminar no pueden ser detectadas por este método.
La inspección por radiografía es de alto costo.
METALMECÁNICA 97
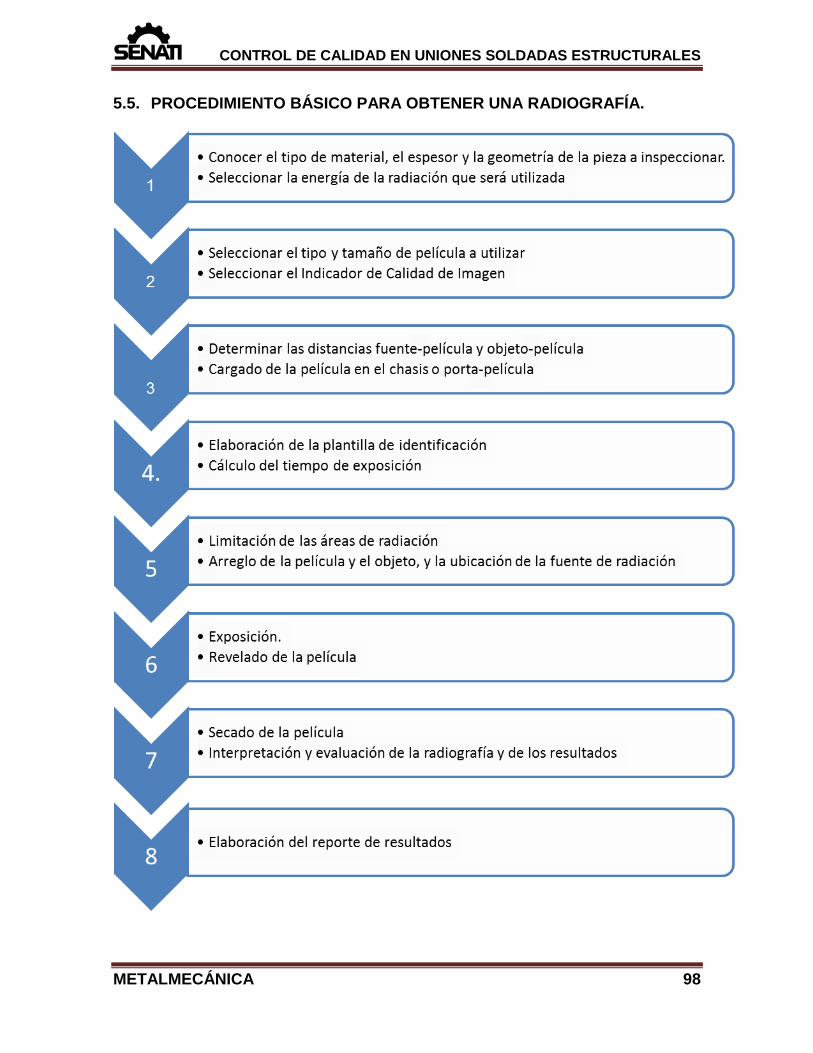
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
5.5. PROCEDIMIENTO BÁSICO PARA OBTENER UNA RADIOGRAFÍA.
METALMECÁNICA 98
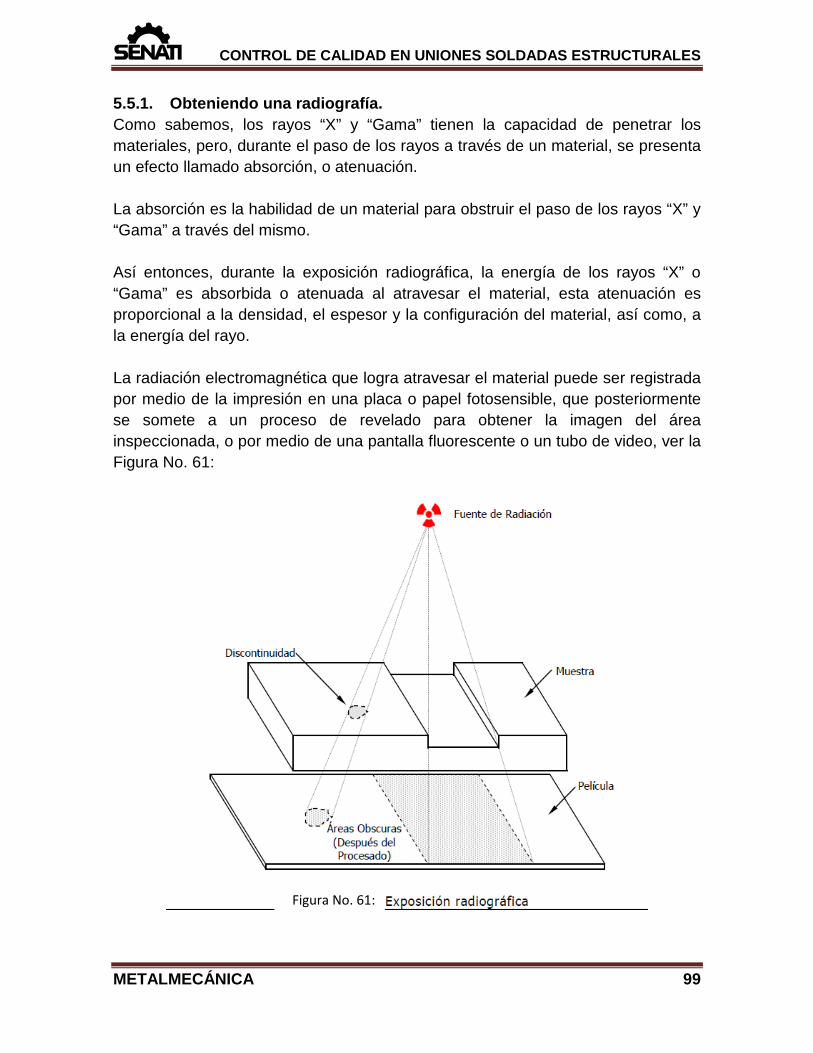
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
5.5.1. Obteniendo una radiografía. Como sabemos, los rayos “X” y “Gama” tienen la capacidad de penetrar los materiales, pero, durante el paso de los rayos a través de un material, se presenta un efecto llamado absorción, o atenuación. La absorción es la habilidad de un material para obstruir el paso de los rayos “X” y “Gama” a través del mismo. Así entonces, durante la exposición radiográfica, la energía de los rayos “X” o “Gama” es absorbida o atenuada al atravesar el material, esta atenuación es proporcional a la densidad, el espesor y la configuración del material, así como, a la energía del rayo. La radiación electromagnética que logra atravesar el material puede ser registrada por medio de la impresión en una placa o papel fotosensible, que posteriormente se somete a un proceso de revelado para obtener la imagen del área inspeccionada, o por medio de una pantalla fluorescente o un tubo de video, ver la Figura No. 61:
Figura No. 61:
METALMECÁNICA 99
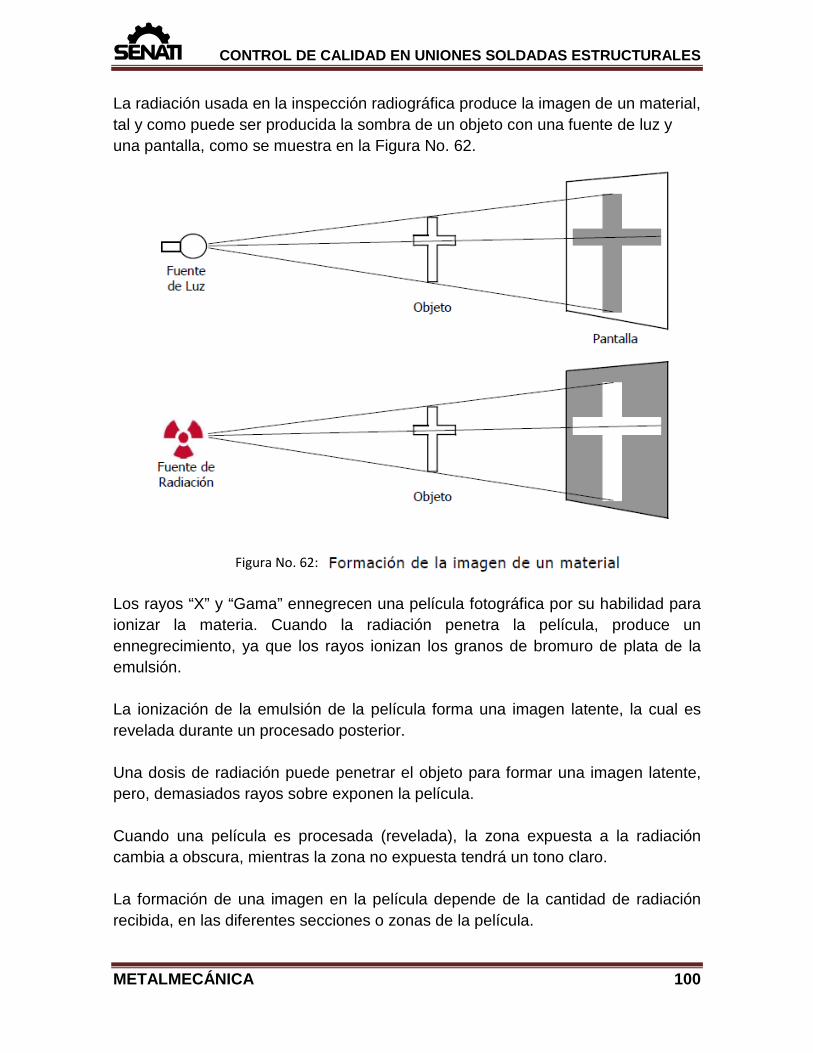
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
La radiación usada en la inspección radiográfica produce la imagen de un material, tal y como puede ser producida la sombra de un objeto con una fuente de luz y una pantalla, como se muestra en la Figura No. 62.
Los rayos “X” y “Gama” ennegrecen una película fotográfica por su habilidad para ionizar la materia. Cuando la radiación penetra la película, produce un ennegrecimiento, ya que los rayos ionizan los granos de bromuro de plata de la emulsión. La ionización de la emulsión de la película forma una imagen latente, la cual es revelada durante un procesado posterior. Una dosis de radiación puede penetrar el objeto para formar una imagen latente, pero, demasiados rayos sobre exponen la película. Cuando una película es procesada (revelada), la zona expuesta a la radiación cambia a obscura, mientras la zona no expuesta tendrá un tono claro. La formación de una imagen en la película depende de la cantidad de radiación recibida, en las diferentes secciones o zonas de la película.
Figura No. 62:
METALMECÁNICA 100
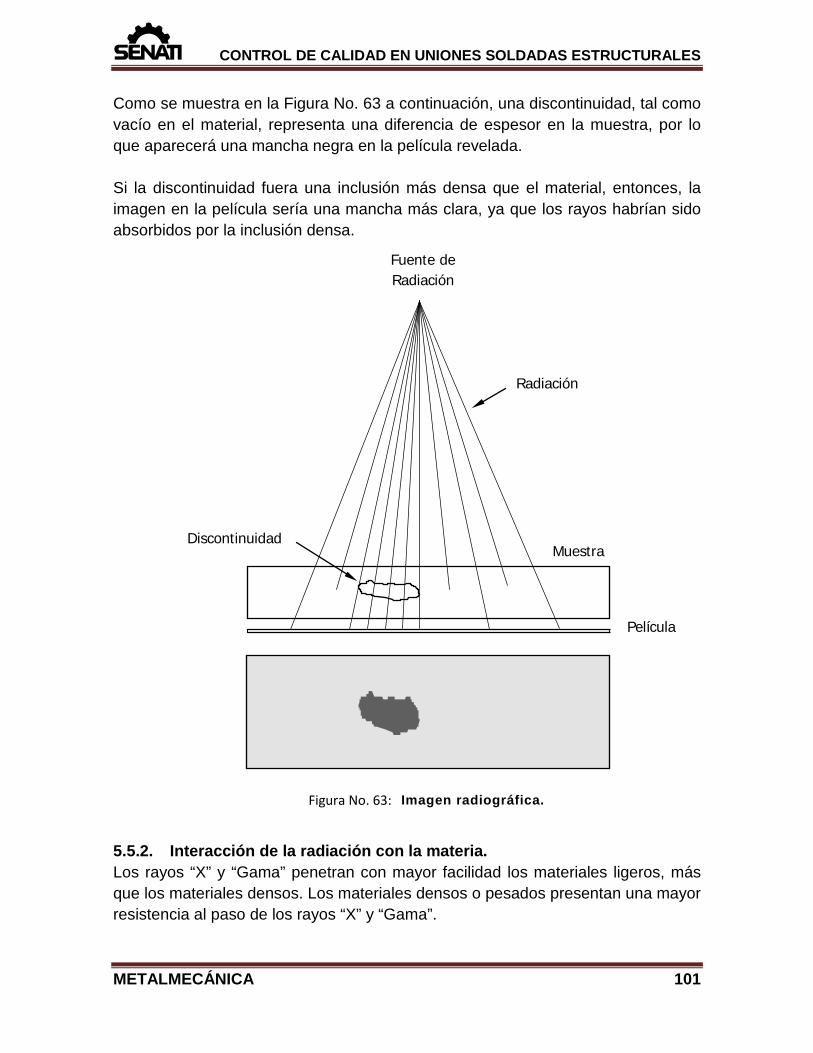
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Como se muestra en la Figura No. 63 a continuación, una discontinuidad, tal como vacío en el material, representa una diferencia de espesor en la muestra, por lo que aparecerá una mancha negra en la película revelada. Si la discontinuidad fuera una inclusión más densa que el material, entonces, la imagen en la película sería una mancha más clara, ya que los rayos habrían sido absorbidos por la inclusión densa.
Figura No. 3: Imagen radiográfica.
5.5.2. Interacción de la radiación con la materia. Los rayos “X” y “Gama” penetran con mayor facilidad los materiales ligeros, más que los materiales densos. Los materiales densos o pesados presentan una mayor resistencia al paso de los rayos “X” y “Gama”.
Muestra
Película
Discontinuidad
Radiación
Fuente de Radiación
Figura No. 63:
METALMECÁNICA 101
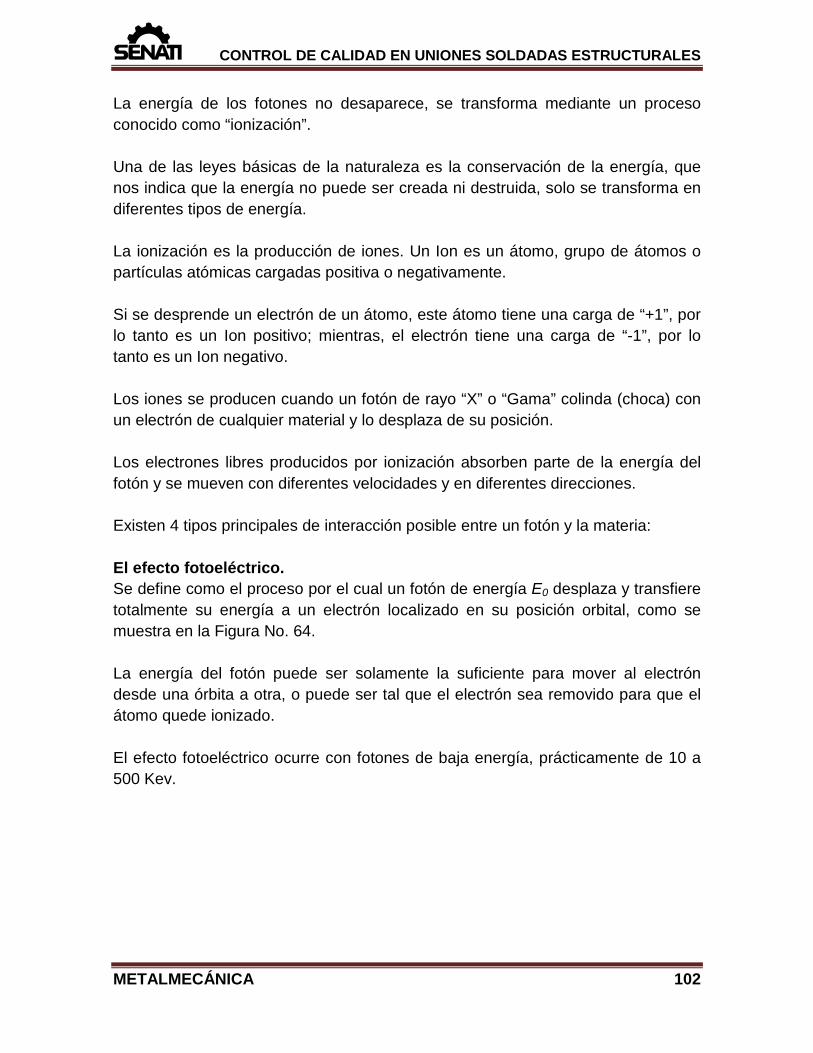
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
La energía de los fotones no desaparece, se transforma mediante un proceso conocido como “ionización”. Una de las leyes básicas de la naturaleza es la conservación de la energía, que nos indica que la energía no puede ser creada ni destruida, solo se transforma en diferentes tipos de energía. La ionización es la producción de iones. Un Ion es un átomo, grupo de átomos o partículas atómicas cargadas positiva o negativamente. Si se desprende un electrón de un átomo, este átomo tiene una carga de “+1”, por lo tanto es un Ion positivo; mientras, el electrón tiene una carga de “-1”, por lo tanto es un Ion negativo. Los iones se producen cuando un fotón de rayo “X” o “Gama” colinda (choca) con un electrón de cualquier material y lo desplaza de su posición. Los electrones libres producidos por ionización absorben parte de la energía del fotón y se mueven con diferentes velocidades y en diferentes direcciones. Existen 4 tipos principales de interacción posible entre un fotón y la materia: El efecto fotoeléctrico. Se define como el proceso por el cual un fotón de energía E0 desplaza y transfiere totalmente su energía a un electrón localizado en su posición orbital, como se muestra en la Figura No. 64. La energía del fotón puede ser solamente la suficiente para mover al electrón desde una órbita a otra, o puede ser tal que el electrón sea removido para que el átomo quede ionizado. El efecto fotoeléctrico ocurre con fotones de baja energía, prácticamente de 10 a 500 Kev.
METALMECÁNICA 102
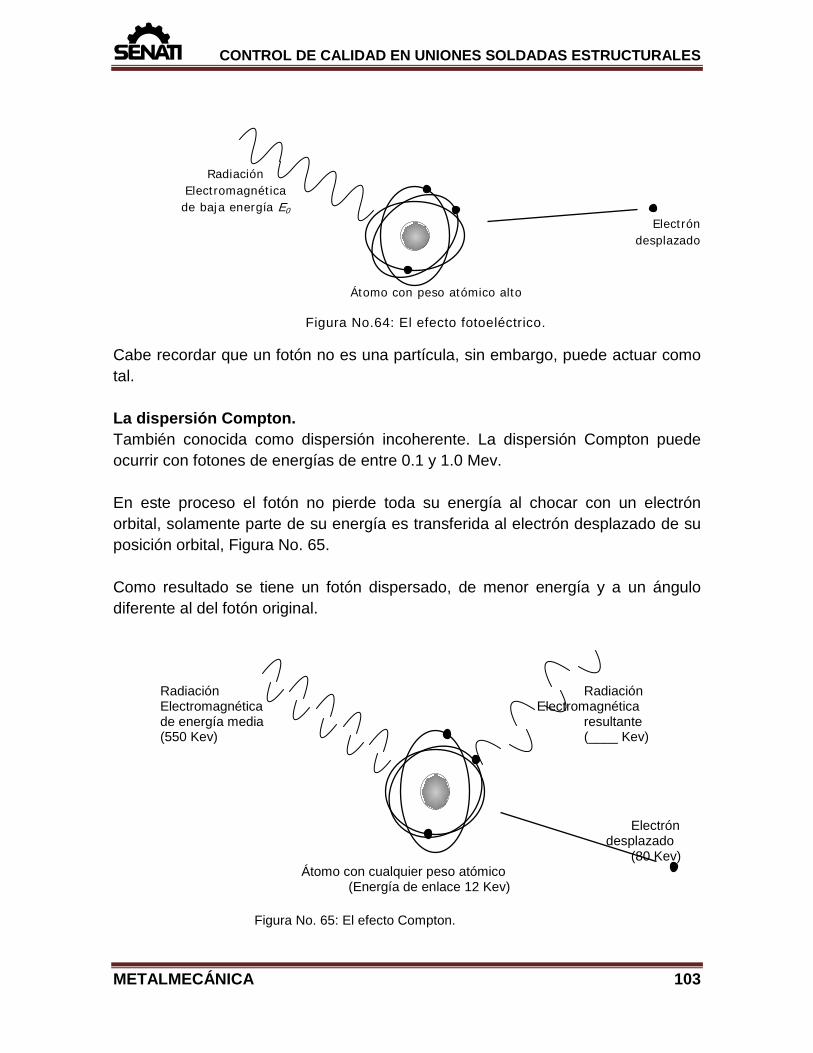
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Radiación Electromagnética de baja energía E0 Electrón desplazado
Átomo con peso atómico alto
Figura No.64: El efecto fotoeléctrico.
Cabe recordar que un fotón no es una partícula, sin embargo, puede actuar como tal. La dispersión Compton. También conocida como dispersión incoherente. La dispersión Compton puede ocurrir con fotones de energías de entre 0.1 y 1.0 Mev. En este proceso el fotón no pierde toda su energía al chocar con un electrón orbital, solamente parte de su energía es transferida al electrón desplazado de su posición orbital, Figura No. 65. Como resultado se tiene un fotón dispersado, de menor energía y a un ángulo diferente al del fotón original.
Radiación Radiación Electromagnética Electromagnética de energía media resultante (550 Kev) (____ Kev) Electrón desplazado (80 Kev) Átomo con cualquier peso atómico (Energía de enlace 12 Kev)
Figura No. 65: El efecto Compton.
METALMECÁNICA 103
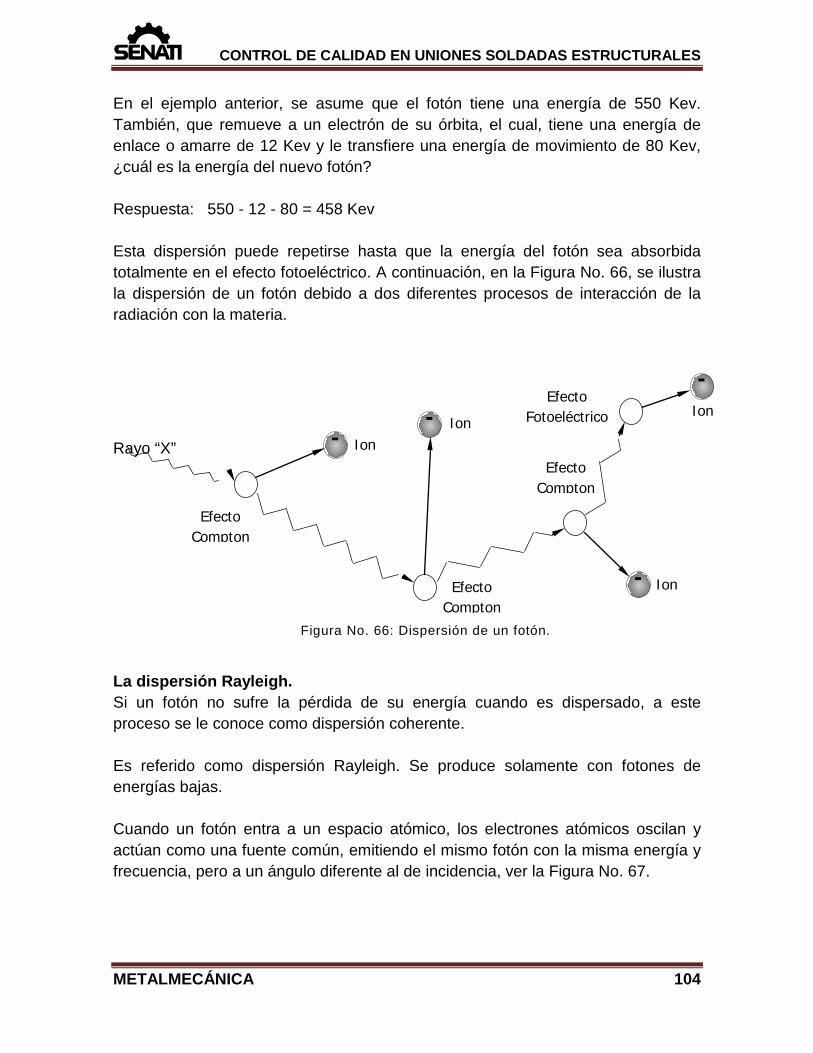
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
En el ejemplo anterior, se asume que el fotón tiene una energía de 550 Kev. También, que remueve a un electrón de su órbita, el cual, tiene una energía de enlace o amarre de 12 Kev y le transfiere una energía de movimiento de 80 Kev, ¿cuál es la energía del nuevo fotón? Respuesta: 550 - 12 - 80 = 458 Kev Esta dispersión puede repetirse hasta que la energía del fotón sea absorbida totalmente en el efecto fotoeléctrico. A continuación, en la Figura No. 66, se ilustra la dispersión de un fotón debido a dos diferentes procesos de interacción de la radiación con la materia. Rayo “X”
Figura No. 66: Dispersión de un fotón.
La dispersión Rayleigh. Si un fotón no sufre la pérdida de su energía cuando es dispersado, a este proceso se le conoce como dispersión coherente. Es referido como dispersión Rayleigh. Se produce solamente con fotones de energías bajas. Cuando un fotón entra a un espacio atómico, los electrones atómicos oscilan y actúan como una fuente común, emitiendo el mismo fotón con la misma energía y frecuencia, pero a un ángulo diferente al de incidencia, ver la Figura No. 67.
Efecto Compton
Efecto Compton
- -
-
-
Efecto Compton
Efecto Fotoeléctrico
Ion Ion
Ion
Ion
METALMECÁNICA 104
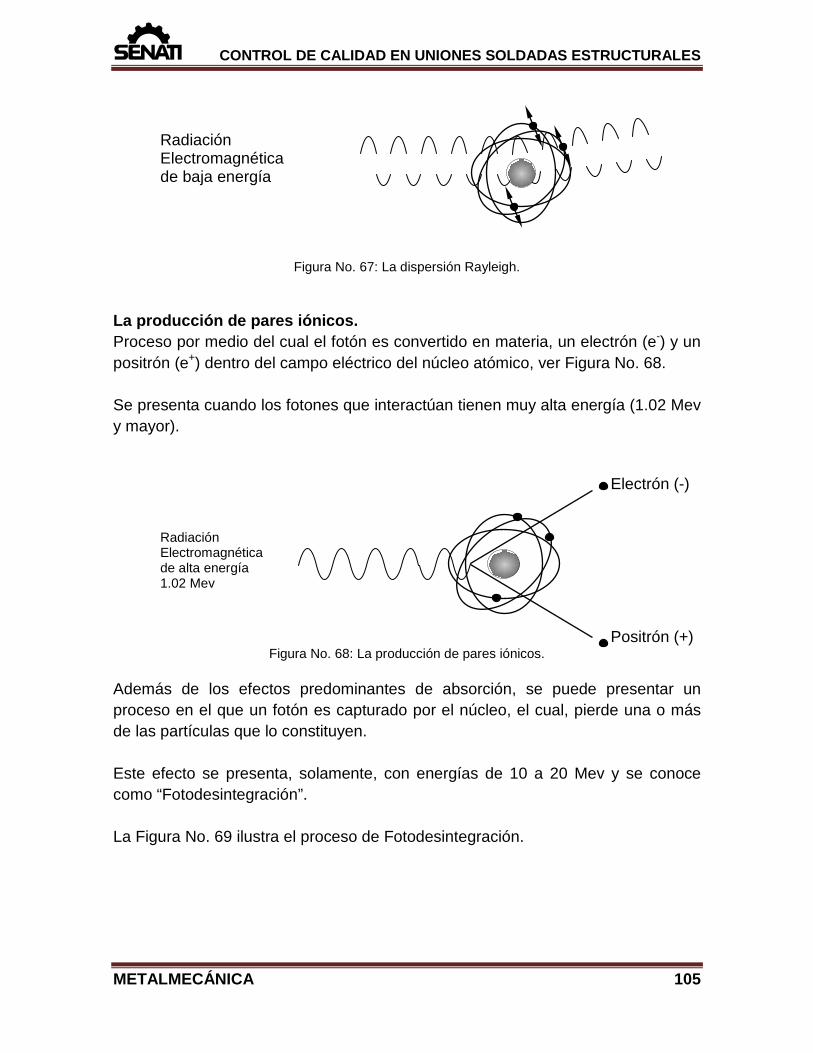
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Radiación Electromagnética de baja energía
Figura No. 67: La dispersión Rayleigh. La producción de pares iónicos. Proceso por medio del cual el fotón es convertido en materia, un electrón (e-) y un positrón (e+) dentro del campo eléctrico del núcleo atómico, ver Figura No. 68. Se presenta cuando los fotones que interactúan tienen muy alta energía (1.02 Mev y mayor). Electrón (-) Radiación Electromagnética de alta energía 1.02 Mev Positrón (+)
Figura No. 68: La producción de pares iónicos. Además de los efectos predominantes de absorción, se puede presentar un proceso en el que un fotón es capturado por el núcleo, el cual, pierde una o más de las partículas que lo constituyen. Este efecto se presenta, solamente, con energías de 10 a 20 Mev y se conoce como “Fotodesintegración”. La Figura No. 69 ilustra el proceso de Fotodesintegración.
METALMECÁNICA 105
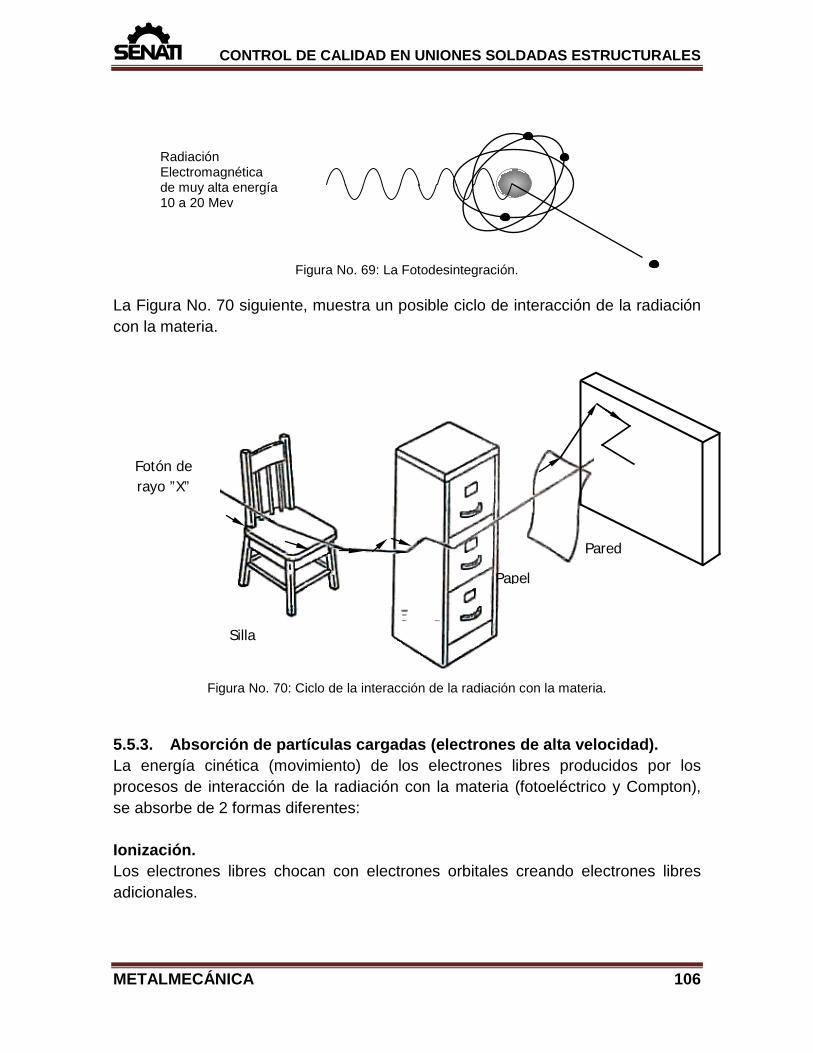
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Radiación Electromagnética de muy alta energía 10 a 20 Mev
Figura No. 69: La Fotodesintegración. La Figura No. 70 siguiente, muestra un posible ciclo de interacción de la radiación con la materia.
Figura No. 70: Ciclo de la interacción de la radiación con la materia.
5.5.3. Absorción de partículas cargadas (electrones de alta velocidad). La energía cinética (movimiento) de los electrones libres producidos por los procesos de interacción de la radiación con la materia (fotoeléctrico y Compton), se absorbe de 2 formas diferentes: Ionización. Los electrones libres chocan con electrones orbitales creando electrones libres adicionales.
Fotón de rayo ”X”
Silla
Papel
Pared
METALMECÁNICA 106
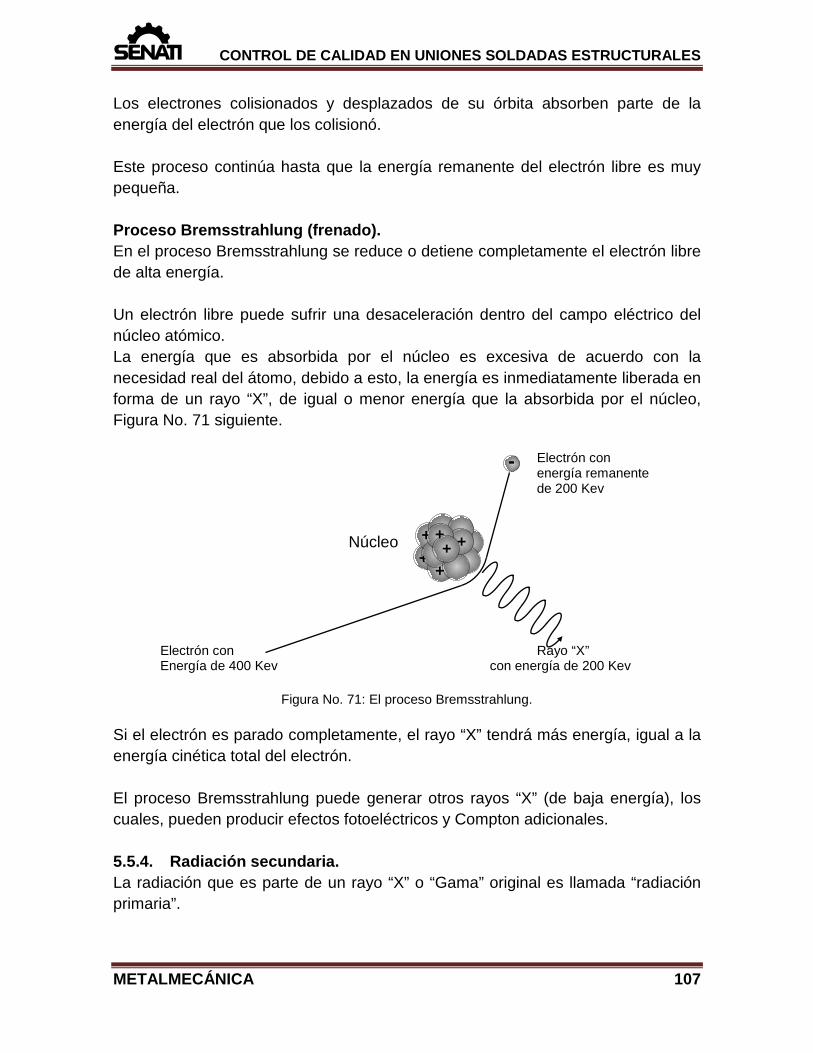
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Los electrones colisionados y desplazados de su órbita absorben parte de la energía del electrón que los colisionó. Este proceso continúa hasta que la energía remanente del electrón libre es muy pequeña. Proceso Bremsstrahlung (frenado). En el proceso Bremsstrahlung se reduce o detiene completamente el electrón libre de alta energía. Un electrón libre puede sufrir una desaceleración dentro del campo eléctrico del núcleo atómico. La energía que es absorbida por el núcleo es excesiva de acuerdo con la necesidad real del átomo, debido a esto, la energía es inmediatamente liberada en forma de un rayo “X”, de igual o menor energía que la absorbida por el núcleo, Figura No. 71 siguiente. Electrón con energía remanente de 200 Kev Núcleo Electrón con Rayo “X” Energía de 400 Kev con energía de 200 Kev
Figura No. 71: El proceso Bremsstrahlung. Si el electrón es parado completamente, el rayo “X” tendrá más energía, igual a la energía cinética total del electrón. El proceso Bremsstrahlung puede generar otros rayos “X” (de baja energía), los cuales, pueden producir efectos fotoeléctricos y Compton adicionales. 5.5.4. Radiación secundaria. La radiación que es parte de un rayo “X” o “Gama” original es llamada “radiación primaria”.
-
+ +
+ + + +
+
METALMECÁNICA 107
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
La radiación dispersa es un término general que se refiere a la radiación resultante del rayo “X” o “Gama” primaria, debido a la interacción de la radiación con la materia, la ionización o el proceso Bremsstrahlung, y se le conoce como “radiación secundaria”. Debido a que los rayos “X” son generados por electrones libres que chocan con la materia, se tiene como consecuencia que se produce radiación secundaria o dispersa. 6. SEGURIDAD RADIOLÓGICA. 6.1. GENERALIDADES. Las instalaciones radiactivas donde se utilizan equipos de gammagrafía industrial requieren una autorización en base a lo establecido en el Reglamento sobre Instalaciones Nucleares y Radiactivas. Para obtener esta autorización se deben presentar una serie de documentos, que se podrán elaborar siguiendo lo recogido en la Guía de Seguridad GS-5.2. Entre los citados documentos cabe destacar, por su relevancia en el funcionamiento de la instalación radiactiva, el Reglamento de Funcionamiento y el Plan de Emergencia; estos documentos son fundamentales para que con su cumplimiento se logren unas condiciones óptimas de seguridad desde el punto de vista radiológico, en el funcionamiento de la instalación. El Reglamento sobre Protección Sanitaria contra las Radiaciones ionizantes establece unos objetivos a alcanzar y unas medidas de protección radiológica, con carácter general, que deben ser aplicadas a estas instalaciones radiactivas. La experiencia adquirida sobre el funcionamiento de estas instalaciones, que por su particularidad suponen unos riesgos radiológicos, demanda una especial atención en cuanto a los requisitos a cumplir en materia de seguridad y protección radiológica. Por parte de este Consejo de Seguridad Nuclear se ha elaborado la presente Guía, con objeto de facilitar a los titulares de este tipo de instalaciones radiactivas el cumplimiento de los requisitos a aplicar desde el punto de vista de la seguridad
METALMECÁNICA 108
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
y la protección radiológica, así como para servir de ayuda en la elaboración de la documentación preceptiva y en particular en lo referente a los documentos “Reglamento de Funcionamiento” y “Plan de Emergencia”, donde se desarrollan los procedimientos para operar con estos equipos de forma segura. 6.2. REQUISITOS DE EQUIPOS Y FUENTES. A los efectos de esta Guía, un equipo para realizar gammagrafía industrial se compone en esencia de las siguientes unidades: a) Fuente radiactiva encapsulada acoplada en el extremo de un cable flexible,
denominado cable portafuentes.
b) Contenedor blindado, para almacenamiento de la fuente.
c) Elementos auxiliares como son, el telemando, el tubo guía o manguera y la posible extensión del mismo.
Un caso particular lo constituyen los equipos de gammagrafía denominados “Crawler”, que se utilizan para radiografiar soldaduras en tuberías. Estos equipos disponen de un vehículo autopropulsado donde va acoplado un contenedor que alberga una fuente radiactiva encapsulada (generalmente Iridio-192). Es un sistema que permite el desplazamiento del portafuentes tanto a la posición de operación como a la de almacenamiento, y un sistema de control. El “Crawler” es activado y controlado por el operador de radiografía a través de una fuente radiactiva encapsulada de baja actividad, normalmente de Cesio-137, que se encuentra alojada en el interior de un contenedor blindado y colimado. 6.2.1. Requisitos del equipo. • Los equipos de gammagrafía industrial deberán estar diseñados, en general, de
acuerdo a lo recogido en la norma internacional ISO 3999, o equivalente.
• Se deberá disponer del certificado de aprobación del prototipo del equipo, emitido por la autoridad competente en el país de origen del mismo, así como
METALMECÁNICA 109
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
de un certificado de control de calidad en correspondencia con el equipo, emitido por el fabricante.
• El contenedor nunca albergará fuentes radiactivas de distinta naturaleza, ni
actividad superior, para la que ha sido diseñado. • En el exterior de los equipos figurará información suficiente que permita conocer
en todo momento sus características fundamentales en lo relativo al diseño, fabricante y contenido radiactivo, y se señalizará de conformidad al distintivo básico recogido en la correspondiente norma UNE 73-302.
• Los contenedores de estos equipos portátiles, considerando las fuentes
radiactivas y la actividad que incorporan, generalmente deben cumplir los requisitos para el transporte de un bulto tipo B(U) especificados en la regla mentación vigente para el transporte de mercancías peligrosas, así como disponer del correspondiente certificado.
6.2.2. Requisitos de la fuente radiactiva. • La fuente radiactiva deberá estar diseñada de acuerdo con la norma ISO 2919
(4) y su clasificación debe ser, al menos, la que figura en la citada norma para esta actividad.
• Se deberá disponer de un certificado de actividad y hermeticidad de la fuente radiactiva, emitido por el fabricante.
• Se considera conveniente que las fuentes estén encapsuladas como “material
radiactivo en forma especial”, de acuerdo a la reglamentación vigente para el transporte de mercancías peligrosas. En tal caso se dispondrá del correspondiente certificado de aprobación.
6.2.3. Requisitos de las instalaciones fijas. Se consideran instalaciones fijas aquellos recintos blindados donde se efectúan actividades de radiografía industrial. Recinto blindado (búnker) es todo espacio cerrado y construido para contener la radiación ionizante y proporcionar suficiente protección a las personas en las zonas contiguas
METALMECÁNICA 110
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
En estas instalaciones el puesto de control estará situado en el exterior del recinto blindado. El diseño de estas instalaciones incluye consideraciones sobre blindaje, accesos, enclavamientos de seguridad, monitor de radiación, señalizaciones y alarmas, con objeto de dar cumplimiento a lo establecido en el Reglamento sobre Protección Sanitaria contra las Radiaciones Ionizantes en particular, en lo referente a los límites de dosis y a la optimización de las mismas. Para el diseño del blindaje se deberá considerar lo siguiente: • Condiciones máximas de funcionamiento (actividades máximas). • Dirección del haz directo para el cálculo de la barrera primaria. • Radiación dispersa y de fuga para el cálculo de la barrera secundaria (con
especial atención en este punto a las instalaciones sin techo). • Penetraciones, puertas o accesos, disposición del blindaje y otras
características de diseño, que puedan suponer fugas de radiación. En el diseño de estos recintos se deberá asegurar que: • La zona exterior al recinto blindado sea una zona vigilada o de libre acceso. • En el caso de que la zona exterior al recinto blindado sea una zona de libre
acceso, fuera de la propiedad del titular de la instalación, la tasa de dosis en la superficie exterior al recinto no superará 2,5 pSv/h. Si la zona circundante al recinto blindado está dentro de la propiedad del titular, éste podrá definir la zona vigilada o de libre acceso dependiendo de los factores de ocupación y uso, de manera que no se superen los límites de dosis fijados en el Reglamento sobre Protección Sanitaria contra las Radiaciones Ionizantes. Como orientación, el cálculo de estos blindajes se podrá realizar de acuerdo al procedimiento recogido en la norma BS 4094 parte 1.
El diseño de los sistemas de seguridad de la instalación radiactiva, contemplará los siguientes criterios:
• Se dispondrá de enclavamientos que impidan la apertura de puertas o accesos
durante la exposición.
• Al menos una puerta podrá ser abierta desde el interior.
METALMECÁNICA 111
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
• La unidad de control deberá estar colocada en una posición desde la que se vea fácilmente la puerta de acceso. El resto de accesos no visibles no podrán ser abiertos desde el exterior.
• Existirá una señal roja de advertencia, en el exterior de la puerta de acceso, que
se mantendrá encendida cuando comience la irradiación con la fuente, hasta la recogida de la misma. Junto a la señal deberá existir un cartel que explique su significado.
• El sistema de enclavamiento y la luz de advertencia deberán ser independientes, de manera que el fallo de uno no implique el del otro.
• En el caso de recintos blindados de gran tamaño sería conveniente disponer de
una señal sonora que avise que va a comenzar la irradiación. • Deberá existir un detector de radiación fijo en el interior del recinto blindado a la
entrada al mismo. Los enclavamientos y señalizaciones luminosas de emergencia pueden estar conectadas a este detector.
Los sistemas de seguridad anteriormente mencionados podrán ser sustituidos por otros distintos siempre y cuando éstos proporcionen una seguridad equivalente. 6.2.4. Requisitos para los recintos de almacenamiento de gammágrafos. Los recintos de almacenamiento para los gammágrafos podrán estar ubicados en la sede central de la instalación radiactiva o en las distintas delegaciones que ésta posea y deberán cumplir los siguientes requisitos: • Disponer de acceso controlado (con cerradura).
• La puerta de acceso se señalizará de acuerdo con el Reglamento sobre
Protección Sanitaria contra las Radiaciones Ionizantes (6) y con la correspondiente norma UNE 73-302 (2).
• No colindar con otras entidades que desarrollen actividades con riesgo de
incendio o explosión y preferentemente se situará en sótanos.
• El acceso de los equipos a la instalación debe ser independiente del utilizado en el mismo edificio por otras entidades.
METALMECÁNICA 112
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
• Siempre que sea posible, estos almacenamientos se establecerán en una zona calificada como industrial.
• En la construcción de estos recintos se emplearán materiales resistentes al
fuego. Asimismo, existirán extintores de fuego. • En las superficies de las dependencias de la instalación que colinden con el
recinto de almacenamiento, la tasa de dosis será como máximo 2,5 pSv/h. Para calcular el espesor del blindaje necesario en estos recintos, se tendrá en cuenta la radiación de fuga producida por los gammágrafos, para la carga máxima que se tenga prevista albergar en el almacén. Este blindaje asegurará que la tasa de dosis en las dependencias de la instalación que colinden con el recinto de almacenamiento son las especificadas en el párrafo anterior. Como orientación, el cálculo de estos blindajes se podrá realizar de acuerdo al procedimiento recogido en la norma BS 4094 parte 1. • El recinto de almacenamiento no deberá estar ocupado habitualmente por
personas, es decir, no deberán existir en él puestos de trabajo fijos.
• En el recinto de almacenamiento no se realizarán, ni tan siquiera ocasionalmente, operaciones que puedan conllevar riesgo de explosión o incendio. En él no se almacenará material inflamable o explosivo.
Además de estos recintos de almacenamiento, se contemplará la posibilidad de almacenamientos temporales a pie de obra. Previamente al desplazamiento de equipos a obra es recomendable que se concierte con el cliente la preparación de un recinto con las características adecuadas. Estos almacenamientos a pie de obra, deberán cumplir los siguientes requisitos: • Deberán estar ubicados siempre dentro de instalaciones con acceso controlado.
METALMECÁNICA 113
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
• Deberán disponer de acceso controlado (con cerradura) y debidamente señalizados de acuerdo con el Reglamento sobre Protección Sanitaria contra las Radiaciones Ionizantes (6) y la correspondiente norma UNE 73-302 (2).
• La tasa de dosis en el exterior del recinto no superará los 2,5 pSv/h.
• Los materiales de construcción de estos recintos deberán ser resistentes al
fuego. En estos recintos no se almacenará material inflamable o explosivo. • Se situarán alejados de puntos peligrosos (sala de calderas, hornos, depósitos
de gases o líquidos combustibles, transformadores eléctricos...). • Los vehículos de transporte no se utilizarán como recintos de almacenamiento
de gammágrafos, pudiendo permanecer en el interior de los vehículos únicamente durante cortos intervalos de tiempo y siempre en tránsito.
6.3. MEDIOS DE PROTECCIÓN RADIOLÓGICA. Los medios de protección radiológica a tener en cuenta en operación normal son: • Elementos para la acotación y señalización de zonas (cintas, cuerdas, carteles).
• Tablas o gráficas donde el operador pueda relacionar los parámetros que
influyen en la calidad del trabajo (actividad de la fuente, tiempos de exposición, material y espesor de la pieza a radiografiar...).
• Tablas o gráficas donde el operador pueda relacionar los parámetros que influyen en la protección radiológica (actividad de la fuente, distancia, blindajes...).
• Colimadores. En caso de emergencia los sistemas de protección radiológica a tener en cuenta serían los siguientes: • Telepinzas o pinzas de mango largo. • Tenazas. • Tejas de plomo. • Contenedor apropiado para la fuente radiactiva.
METALMECÁNICA 114
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
6.4. OPTIMIZACIÓN DE LA PROTECCIÓN RADIOLÓGICA. Uno de los objetivos a abordar de forma inmediata es la optimización de la protección radiológica en lo relativo a la exposición externa de los trabajadores, mediante la implementación del concepto ALARA dentro de los programas operacionales de protección radiológica, cuya finalidad es la reducción de las dosis individuales de los trabajadores a niveles tan bajos como sea razonablemente posible (teniendo en cuenta factores económicos y sociales). En el Reglamento sobre Protección Sanitaria contra las Radiaciones Ionizantes, ya aparecen definidos los objetivos perseguidos por el concepto ALARA. De forma simplificada, se puede resumir, que el objetivo perseguido en la optimización de la protección radiológica consiste, una vez justificada una práctica, en utilizar todos los recursos posibles, de forma que los riesgos sean lo más reducidos posibles tanto para el trabajador como para la población. La implementación de la optimización de la protección radiológica tomaría como partida el análisis de los siguientes aspectos: • Reducción del tiempo de exposición asociado a la ejecución de la práctica.
• Para ello se debe estudiar el empleo de placas más rápidas y la preparación de
los trabajadores mediante ejercicios de entrenamiento, con objeto de evitar el riesgo de repetición de trabajos de forma total o parcial debido a que no han sido ejecutados conforme a lo esperado.
• Realización de un análisis de las dosis individuales asociadas a los diferentes
tipos de trabajos o tareas, con la ayuda de los sistemas de dosimetría de lectura directa. Esto permitirá identificar las dosis individuales asociadas a cada tipo de trabajo, teniendo en cuenta las técnicas empleadas, los tiempos de exposición y la pericia del operador. Magnitudes todas ellas de las que se puede extraer información que permita llevar a cabo un análisis orientado a la reducción de dosis individuales y al conocimiento del riesgo radiológico asociado a cada uno de los diferentes trabajos o tareas.
• Optimizar el número de personas involucradas en la ejecución de la práctica, de
forma que no haya más de las estrictamente necesarias.
METALMECÁNICA 115
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
• Tener en consideración “restricciones de dosis”, debido a que una exposición sistemática de los trabajadores a niveles de dosis cercanos al límite establecido estaría cercana a una situación de riesgo inaceptable.
• Realización de planes de formación básicos en protección radiológica y planes
de reentrenamiento, en los que se incluyan líneas básicas del programa ALARA aplicado a las prácticas.
El análisis de los aspectos arriba enunciados debe concluir con el establecimiento de modificaciones en la práctica operacional, de forma que se reduzcan las exposiciones con un costo razonable. Para ello se definirán unas restricciones operacionales de dosis asociadas a los distintos tipos de prácticas a realizar, que aseguren que las exposiciones ocupacionales están tan lejos, por debajo, de los límites establecidos por la legislación, como sea razonablemente posible. Estas actuaciones irán encaminadas a asegurar una reducción de las dosis individuales en el personal profesionalmente expuesto, y evitar riesgo de sobreexposiciones o de niveles de dosis cercanos a los límites de dosis establecidos en el Reglamento sobre Protección Sanitaria contra las Radiaciones Ionizantes. 6.5. FORMACIÓN Y ENTRENAMIENTO DEL PERSONAL. De acuerdo con el Título V del Reglamento sobre Instalaciones Nucleares y Radiactivas para dirigir el funcionamiento de la instalación existirá, como mínimo, un supervisor provisto de la licencia reglamentaria. Los equipos de gammagrafía sólo podrán ser manipulados por personal provisto de licencia de operador o supervisor. La empresa se hará cargo de la correspondiente formación e instrucción de los trabajadores expuestos, aprendices, estudiantes etc, en el ámbito de la protección radiológica. Se deberá cumplir todo lo relacionado con formación, información e instrucción en materia de protección radiológica a un nivel adecuado, atendiendo a la responsabilidad y al riesgo de exposición radiológica en el puesto de trabajo,
METALMECÁNICA 116
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
siguiendo lo establecido en el Reglamento sobre Protección Sanitaria contra las Radiaciones Ionizantes. Se recomienda llevar a cabo el entrenamiento del personal mediante la realización de ejercicios prácticos que reflejen operaciones propias de situación normal y de emergencia. El objetivo de estas acciones irá dirigido a aumentar la pericia del trabajador en el desarrollo de una práctica para reducir los tiempos de exposición, así como a conseguir que el trabajador conozca de forma clara las actuaciones a llevar a cabo en caso de emergencia. En este mismo sentido, sería aconsejable que se estableciera un programa de las inspecciones periódicas sobre el trabajo de los radiógrafos. 6.6. DIARIOS DE OPERACIÓN E INFORMES PERIÓDICOS. El cumplimiento de lo establecido del Reglamento sobre Instalaciones Nucleares y Radiactivas se podrá llevar a cabo siguiendo la Guía de Seguridad GS-5.8. Para este tipo de instalaciones, deberá cumplimentarse un diario de operación general que reflejará, al menos: • Desplazamientos de los equipos radiactivos.
• Cambios de las fuentes, señalando el destino de las fuentes fuera de uso y el
origen de las nuevas. • Datos sobre la vigilancia radiológica en los almacenamientos de la instalación. • Resultados de las verificaciones y calibraciones de los detectores de radiación. • Resultados de las pruebas periódicas de hermeticidad de las fuentes. (No
aplicable a Iridio-l 92). • Revisiones de los equipos radiactivos y sus accesorios, tanto las efectuadas por
el servicio de asistencia técnica externo como en la propia instalación (podrá hacerse referencia a certificados o partes de trabajo).
METALMECÁNICA 117
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
• Incidencias ocurridas en la instalación. Entre éstas deberán considerarse también las que afecten a los dosímetros personales.
• En el caso de instalaciones que dispongan de un búnker de operación, también
se recogerán en este diario los resultados de las verificaciones periódicas de los sistemas de seguridad del búnker y de su vigilancia radiológica.
Además del diario de operación general, se dispondrá de Uno por cada equipo móvil, donde se anotarán los datos relativos a las operaciones que se lleven a cabo: fecha, lugar, tipo de operación, actividad de la fuente, tiempos de exposición, personal implicado, incidencias y dosis registradas por los dosímetros de lectura directa; 6.7. NORMAS DE PROTECCIÓN RADIOLÓGICA. Dentro de este apartado se englobarán normas relativas a la vigilancia de los trabajadores profesionalmente expuestos y normas básicas de actuación en protección radiológica operacional. 6.7.1. Vigilancia personal. Dosímetros personales. Para la correcta utilización de este tipo de dispositivos de medida de las dosis de radiación recibidas por la persona que lo usa, se deben tener en cuenta las siguientes instrucciones, que se incluirán en el Reglamento de Funcionamiento: • Los dosímetros personales han de prenderse en la ropa a la altura del pecho
con ayuda de la pinza de la que están provistos. La pinza siempre ha de estar dirigida hacia su cuerpo.
• En caso de utilizar elementos de radioprotección durante la ejecución de la práctica, tales como delantales plomados, los dosímetros se colocarán debajo de los mismos.
• Los dosímetros personales deben ser utilizados en todo momento durante la jornada laboral. Al término de la misma, los dosímetros se guardarán en un lugar alejado de las fuentes de radiación, calor y humedad.
METALMECÁNICA 118
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
• Deberá estar terminantemente prohibido manipular o abrir los dosímetros, irradiarlos intencionadamente o dañarlos de cualquier modo, siendo el usuario del mismo el responsable de su buen uso y de mantener su integridad.
• En caso de que el usuario deba acceder a una zona dotada con control de
acceso vigilado mediante equipos de rayos X, el dosímetro no se pasará a través de dichos equipos, para evitar una irradiación accidental.
• Los dosímetros personales no deben ser utilizados fuera del lugar de trabajo. • En caso de encontrar un dosímetro al que previamente se dió por perdido, no
deberá ser utilizado sino que se entregará al responsable de la empresa para su envío inmediato al servicio de dosimetría personal externa.
• Los dosímetros deben ser recambiados de forma mensual y en la fecha prevista
por el responsable de la empresa a tal efecto. Para ello se deberá disponer de normas escritas sobre cómo efectuar el recambio y distribución mensual de los dosímetros personales, con objeto de evitar situaciones en las que no se efectué dicho proceso porque el trabajador esté fuera de la empresa o por falta de información.
Si se produjese o se sospechara de la ocurrencia de una sobreexposición, los dosímetros personales serían inmediatamente enviados al servicio de dosimetría personal. En caso de extravío del dosímetro o cuando éste haya sufrido algún incidente, este hecho deberá ser comunicado inmediatamente al supervisor y registrado en el diario de operación general de la instalación. Dosímetros de lectura directa. Para la correcta utilización de este tipo de dispositivos de medida de las dosis de radiación recibidas por la persona que lo usa, se deben tener en cuenta las siguientes instrucciones, que se incluirán en el Reglamento de Funcionamiento: • Estos dosímetros deben ser utilizados en todo momento durante el desarrollo
de la operación gammagráfica. • Se deberán incluir normas escritas para la utilización de los dosímetros.
METALMECÁNICA 119
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
• En el transcurso de la práctica el trabajador leerá el dosímetro de forma periódica, a intervalos tanto más frecuentes cuanto mayor sea el riesgo radiológico asociado.
• En el caso de detectar una lectura anormalmente alta, el trabajador deberá
suponer que la lectura es debida a un nivel de radiación elevado, por lo que habrá de detener las operaciones que esté realizando en esa área de trabajo y poner el hecho en conocimiento del supervisor, el cual deberá evaluar el riesgo radiológico asociado a esa zona de trabajo y enviar los dosímetros de los trabajadores involucrados en ese hecho al servicio de dosimetría personal externa autorizado, para proceder a su lectura.
• Se deben registrar los niveles de dosis que aparecen en la pantalla del
dosímetro de lectura directa del usuario al concluir el trabajo, lo que permitirá efectuar una relación dosis-trabajo o tarea.
• Antes de empezar a trabajar con estos dosímetros se debe prestar atención a
los indicadores de baterías y de necesidad de calibración que puedan aparecer. • En el caso de que en la instalación se realicen verificaciones periódicas de
estos dosímetros para asegurar la fiabilidad y precisión del sistema utilizado para medida de dosis, se deberán incorporar las normas escritas donde se detalle el procedimiento para efectuar estas verificaciones, así como una hoja de registro de datos obtenidos en la ejecución de dicho proceso.
• Si el dosímetro de lectura directa que utiliza un operador se saliera de escala,
sería recomendable que se remitiera el dosímetro personal asignado a ese operador al servicio de dosimetría personal para su lectura, dentro de las 24 horas siguientes.
Sistemas de vigilancia de área. Dado que para el trabajo con los equipos radiactivos, es necesario disponer de un detector de radiación, el personal de operación deberá estar familiarizado con su utilización, así como ser capaz de interpretar las lecturas de los mismos. Por lo expuesto, para cada uno de los modelos de detector existentes en la instalación deberá incluirse el procedimiento de utilización. En general, para muchos de los detectores en uso los puntos a recoger en el procedimiento podrían ser:
METALMECÁNICA 120
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
1) Comprobación de que el estado de baterías del detector es correcto.
2) Ajuste a cero. 3) Información sobre las diferentes escalas o rangos de medida, indicando cómo
se deben interpretar los valores obtenidos en cada una de ellas, a fin de obtener los resultados en intensidad de dosis.
4) Verificaciones a realizar para constatar que la respuesta del detector es correcta.
En el caso de que sea el personal de la propia instalación quien realice estas verificaciones periódicas, es recomendable que se incluyan normas escritas donde se detalle el procedimiento para efectuarlas, así como una hoja de registro de datos obtenidos como consecuencia de la ejecución de dicho proceso. Se incluirán las normas a seguir para el almacenamiento de detectores. Estas normas deben tener por objetivo que el detector se mantenga en buenas condiciones de uso. En el caso de que en la instalación se disponga de varios detectores de radiación, es recomendable incluir un procedimiento para el control de los mismos, de manera que en todo momento se conozca quien lo tiene en uso y su estado de funcionamiento. También se incluirá en el Reglamento de Funcionamiento el procedimiento a seguir por el operador en caso de que detecte un mal funcionamiento en un detector. Deberán considerarse, la comunicación al supervisor o responsable previamente designado y el registro en el diario de operación de la instalación. Es recomendable que los detectores averiados sean marcados, de manera que no sean llevados a operar inadvertidamente. Esta recomendación es también válida para los dosímetros de lectura directa y para el propio gammágrafo y sus accesorios.
METALMECÁNICA 121
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
6.8. NORMAS DE TRANSPORTE DEL MATERIAL RADIACTIVO. El transporte del material radiactivo se habrá de realizar siguiendo normas y procedimientos con los que se dé cumplimiento a la legislación específica dentro de cada modalidad de transporte. A continuación se destacan los principales aspectos para el transporte por carretera, por ser la modalidad más utilizada. Los requisitos definidos en las fichas se refieren, entre otras, a las siguientes materias: • Embalaje. • Intensidad máxima de radiación en los bultos. • Carga en común con otras mercancías. • Señalización y etiquetado de bultos y vehículos. • Documentación de acompañamiento (cartas de porte). • Almacenamiento en tránsito y recorrido. • Condiciones de transporte. En relación con los vehículos, cabe destacar lo recogido sobre el equipamiento que deben llevar y sobre la vigilancia durante su estacionamiento. Asimismo, es destacable lo aplicable a las normas de circulación y actuación en caso de accidente o avería. Los conductores de los vehículos deberán estar en posesión de un certificado para la conducción, expedido por la correspondiente Jefatura Provincial de Tráfico. Además de todo lo anteriormente expuesto, se considera muy importante destacar, para el caso concreto del transporte de gammágrafos, que antes de su inicio se deberá comprobar que el material radiactivo se encuentra en la posición de almacenamiento. Asimismo, el gammágrafo se colocará en el lugar más alejado posible al ocupado por el personal en el vehículo y, si es posible, rodeado de material de blindaje para reducir las dosis. Además, se fijará con la seguridad suficiente a fin de evitar el movimiento del mismo.
METALMECÁNICA 122
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
6.9. PLAN DE EMERGENCIA RADIOLÓGICA. Se considera que existe una situación de emergencia desde el momento en que se pierde el control de la fuente radiactiva, ya sea porque ésta no vuelve a su posición de blindaje una vez que se retrae mediante el cable propulsor, bien porque el equipo al completo sufre robo, aplastamiento, incendio, etc. Cuando un operador sospeche que se encuentra en una situación de emergencia habrá de poner en práctica unos procedimientos que deberán haber sido elaborados previamente para esa instalación radiactiva y que conformarán el documento Plan de Emergencia. Es posible que estos procedimientos no contemplen todas las situaciones que pueden dar lugar a una emergencia, a veces imprevisibles, pero sí deben contener el tipo de actuaciones generales a seguir en caso de emergencia, equipamiento a utilizar para solventarla y, al menos, su aplicación a los casos más previsibles. Ante una situación de emergencia; los trabajadores que se vean implicados en la misma deberán tener presente en todo momento cuáles son sus funciones y responsabilidades durante la emergencia, por lo que éstas deben estar perfectamente definidas en el Plan de Emergencia. 6.9.1. Medidas de actuación generales. Una primera fase importante para poder solventar una emergencia, es reconocer que se está en esta situación, lo cual no siempre es evidente. Para poder reconocer una situación de emergencia se deben utilizar adecuadamente los detectores de radiación, de forma que se puedan detectar niveles anormales de radiación, si fuera el caso, indicativos de que la fuente no está bajo control. Para el caso de que ésta no vuelva a su posición de blindaje, se debe medir en primer lugar lateralmente y a continuación frontalmente, ya que en el caso de que la fuente quede en la entrada del contenedor y no alcance la posición correcta de almacenamiento, sólo se detectaría midiendo la tasa de dosis frontalmente. Una vez reconocida la emergencia, el operador se debe alejar y pedir ayuda inmediatamente, mantener la calma y analizar la situación, Se establecerá un control de accesos a la fuente (se colocarán barreras y señalizaciones en un área
METALMECÁNICA 123
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
considerada como de acceso restringido alrededor de la fuente en exposición y se evacuará al personal que estuviera en ese área). En el Plan de Emergencia debe figurar explícitamente que la fuente radiactiva en exposición no debe quedar fuera del control visual del operador, hasta que se personen en el lugar los responsables de resolver el incidente. A continuación, el operador deberá avisar al supervisor que figure en su procedimiento y a los responsables de la empresa para la que se está trabajando. En el procedimiento deberá figurar una lista de nombres y teléfonos a los que debe recurrir el operador involucrado en una emergencia, indicando el orden que debe seguir en cuanto a notificación y qué debe hacer en caso de no localizar a esa persona. El operador sólo podrá realizar operaciones para las que previamente ha sido entrenado. Posteriormente se deben planificar las acciones a adoptar para la localización de la fuente y su posterior recuperación. Como pauta a seguir, para localizar la fuente se elige un punto en el que la intensidad de dosis sea aceptable, por ejemplo 1 mSv/h, y desde este punto se camina paralelamente al tubo guía. Las lecturas de tasa de dosis se incrementarán y decrecerán. En el punto donde la lectura sea más elevada, enfrente, en el tubo guía, se encontrará aproximadamente la fuente. Para la recuperación de la fuente se deberá disponer de herramientas apropiadas, ya que nunca se debe coger ésta con la mano. Tan pronto como se tenga conocimiento de una situación de emergencia se deberá comunicar al Consejo de Seguridad Nuclear. 6.9.2. Equipamiento para solventar una emergencia. El equipamiento mínimo recomendable para solventar una situación de emergencia es el siguiente:
METALMECÁNICA 124
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
• Blindaje necesario para atenuar en un factor de 100 (la cantidad de blindaje dependerá de la naturaleza y actividad de la fuente).
• Herramientas que permitan cortar la manguera. • Tenaza de mango largo de al menos lm ó 1,5m de longitud. El explotador responsable deberá facilitar a los trabajadores el material necesario para hacer frente a una emergencia. 6.9.3. Medidas de actuación una vez superada la emergencia. Una vez superada la situación de emergencia, se deberán llevar a cabo las siguientes actuaciones: 1) Hacer un cálculo teórico de las posibles dosis recibidas por los trabajadores
implicados en la situación y registrar los valores de dosis medidos por los dosímetros electrónicos de lectura directa.
2) Remitir el dosímetro personal de los trabajadores involucrados en el accidente al servicio de dosimetría autorizado, para proceder a su lectura.
3) En caso de detectarse superación de los límites de dosis correspondientes, se
realizará una revisión excepcional de la persona afectada, en un servicio médico especializado autorizado (art.40 R.D. 53/92).
4) Describir en el diario de operación general y en el del equipo, el incidente y las
medidas que se adoptaron. 6.9.4. Incidentes a considerar. Si bien no es posible prever todos los tipos de incidentes que se pueden dar, a continuación se exponen aquellos más comunes durante la operación con los equipos y que como mínimo deberán ser considerados. Se señalan, asimismo, algunas de las acciones que se recomienda adoptar para solventarlos:
METALMECÁNICA 125
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Desconexión de la fuente radiactiva. En general, la causa que motiva este incidente es un fallo en el mecanismo de acople entre el portafuentes y el cable propulsor del telemando. Las acciones que se recomienda adoptar son las siguientes: • Recoger el cable propulsor.
• Con ayuda de pinzas (siempre las de mayor longitud) mover la manguera, a fin
de que la fuente se deslice hacia el gammágrafo. • Blindar la fuente. • Desconectar la manguera del contenedor. • Con las pinzas, coger el portafuentes e introducirlo en un contenedor de
emergencia.
• Si ello no fuera posible (por carecer de contenedor), con las pinzas se empujaría la fuente hasta el interior del gammágrafo.
Manguera deteriorada. Debido a algún golpe, la manguera se deteriora y ello impide el retorno de la fuente radiactiva al interior del gammágrafo. Las acciones que se recomienda adoptar son las siguientes: • Localizar la fuente con el detector y blindarla.
• Cortar la manguera por la zona deteriorada teniendo cuidado de no dañar el
cable propulsor, y eliminar esa parte. • Unir provisionalmente, con cinta aislante, los dos extremos saneados de la
manguera. • Recoger la fuente con el telemando. Accidente de transporte. En el caso de que ocurra un accidente cuando se está transportando el gammágrafo, la primera medida a adoptar es comprobar con el detector el nivel de radiación, a fin de poder determinar si ha habido rotura del contenedor. a) En caso de detectarse altos niveles de radiación:
METALMECÁNICA 126
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
• Acotar y señalizar la zona. • Poner el hecho en conocimiento de la autoridad competente, informando de
la naturaleza del material que se transporta. b) En caso de no. detectar altos niveles de radiación:
• Sacar el gammágrafo del vehículo y retirarlo de la zona donde se produjo el accidente, debiendo estar bajo vigilancia
En el caso de los equipos tipo “Crawler” se deberá considerar, al menos, el supuesto de accidente en el transporte, a semejanza del desarrollado anteriormente, y otros supuestos que impliquen que la fuente no puede retornar a su posición de blindaje. En todos estos supuestos se desarrollarán los procedimientos correspondientes, que incluyan las acciones a tomar para solventarlos y los medios y medidas de protección radiológica a adoptar. 7. CÁLCULO DEL TIEMPO DE EXPOSICIÓN EN RX. 7.1. RELACIÓN DE MILIAMPERAJE (FUERZA DE LA FUENTE), DISTANCIA Y
TIEMPO. Con un kilovoltaje dado de radiación “X” o con la radiación “Gama”, de un isótopo particular, los tres factores que gobiernan la exposición son el miliamperaje (para rayos “X”) o la fuerza de la fuente (para rayos Gama”), el tiempo y la distancia fuente-película. Las relaciones numéricas entre estas tres variables se demuestran a continuación, aplican para rayos “X” y para rayos “Gama”, pero en este caso se debe proporcionar el número de Curies de la fuente en lugar del valor de miliamperaje. Los cálculos necesarios para cualquier cambio en la distancia fuente-película (D), miliamperaje (M) o tiempo (T) son materia de aritmética simple. 7.1.1. Relación Miliamperaje-Distancia. El miliamperaje empleado en cualquier técnica de exposición debería aplicarse conforme con las proporciones establecidas por el fabricante del tubo de rayos “X”.
METALMECÁNICA 127
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Sin embargo, en la mayoría de aplicaciones es usado un valor constante, adoptado por conveniencia. Regla: El miliamperaje (M) requerido para una exposición dada es directamente proporcional al cuadrado de la distancia fuente-película (D). La ecuación se expresa como sigue:
7.1.2. Relación Tiempo-Distancia. Regla: El tiempo de exposición (T) requerido para una exposición dada es directamente proporcional al cuadrado de la distancia fuente-película (D). Esto es:
7.1.3. Relación Miliamperaje-Tiempo. Regla: El miliamperaje (M) requerido para una exposición dada es inversamente proporcional al tiempo (T):
De la segunda expresión, se puede decir que el producto del miliamperaje por el tiempo es constante para el mismo efecto fotográfico. Lo anterior es comúnmente conocido como la “Ley de la Reciprocidad”. 7.1.4. Factor de exposición. El “factor de exposición” es una cantidad que combina el miliamperaje (para rayos “X”) o la fuerza de la fuente (para rayos “Gama”), el tiempo y la distancia. Numéricamente el factor de exposición es igual a:
METALMECÁNICA 128
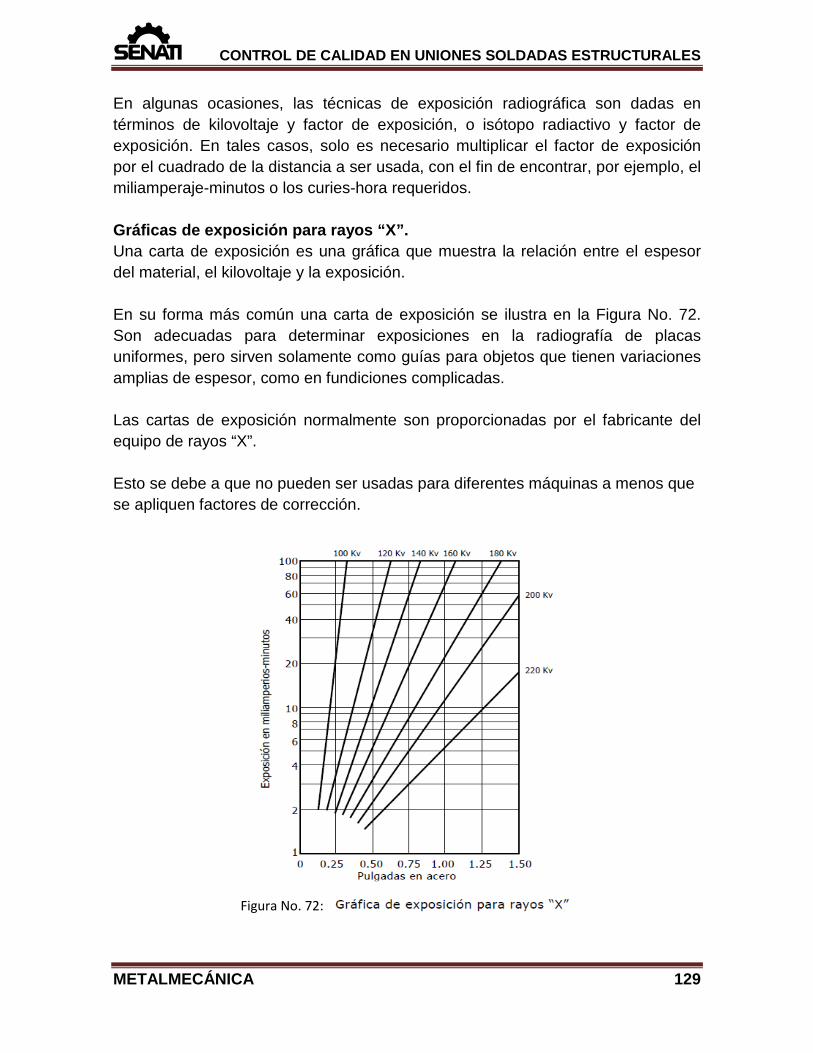
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
En algunas ocasiones, las técnicas de exposición radiográfica son dadas en términos de kilovoltaje y factor de exposición, o isótopo radiactivo y factor de exposición. En tales casos, solo es necesario multiplicar el factor de exposición por el cuadrado de la distancia a ser usada, con el fin de encontrar, por ejemplo, el miliamperaje-minutos o los curies-hora requeridos. Gráficas de exposición para rayos “X”. Una carta de exposición es una gráfica que muestra la relación entre el espesor del material, el kilovoltaje y la exposición. En su forma más común una carta de exposición se ilustra en la Figura No. 72. Son adecuadas para determinar exposiciones en la radiografía de placas uniformes, pero sirven solamente como guías para objetos que tienen variaciones amplias de espesor, como en fundiciones complicadas. Las cartas de exposición normalmente son proporcionadas por el fabricante del equipo de rayos “X”. Esto se debe a que no pueden ser usadas para diferentes máquinas a menos que se apliquen factores de corrección.
Figura No. 72:
METALMECÁNICA 129
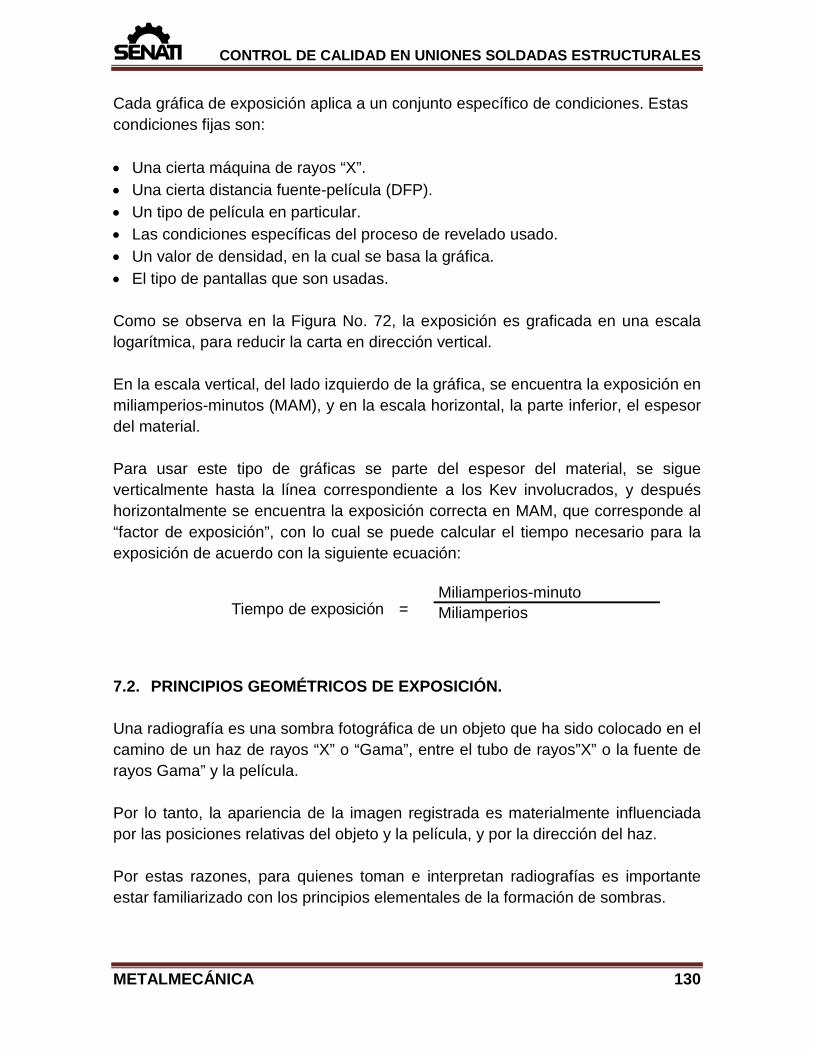
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Cada gráfica de exposición aplica a un conjunto específico de condiciones. Estas condiciones fijas son: • Una cierta máquina de rayos “X”. • Una cierta distancia fuente-película (DFP). • Un tipo de película en particular. • Las condiciones específicas del proceso de revelado usado. • Un valor de densidad, en la cual se basa la gráfica. • El tipo de pantallas que son usadas. Como se observa en la Figura No. 72, la exposición es graficada en una escala logarítmica, para reducir la carta en dirección vertical. En la escala vertical, del lado izquierdo de la gráfica, se encuentra la exposición en miliamperios-minutos (MAM), y en la escala horizontal, la parte inferior, el espesor del material. Para usar este tipo de gráficas se parte del espesor del material, se sigue verticalmente hasta la línea correspondiente a los Kev involucrados, y después horizontalmente se encuentra la exposición correcta en MAM, que corresponde al “factor de exposición”, con lo cual se puede calcular el tiempo necesario para la exposición de acuerdo con la siguiente ecuación:
Miliamperios-minuto Miliamperios
7.2. PRINCIPIOS GEOMÉTRICOS DE EXPOSICIÓN. Una radiografía es una sombra fotográfica de un objeto que ha sido colocado en el camino de un haz de rayos “X” o “Gama”, entre el tubo de rayos”X” o la fuente de rayos Gama” y la película. Por lo tanto, la apariencia de la imagen registrada es materialmente influenciada por las posiciones relativas del objeto y la película, y por la dirección del haz. Por estas razones, para quienes toman e interpretan radiografías es importante estar familiarizado con los principios elementales de la formación de sombras.
Tiempo de exposición =
METALMECÁNICA 130
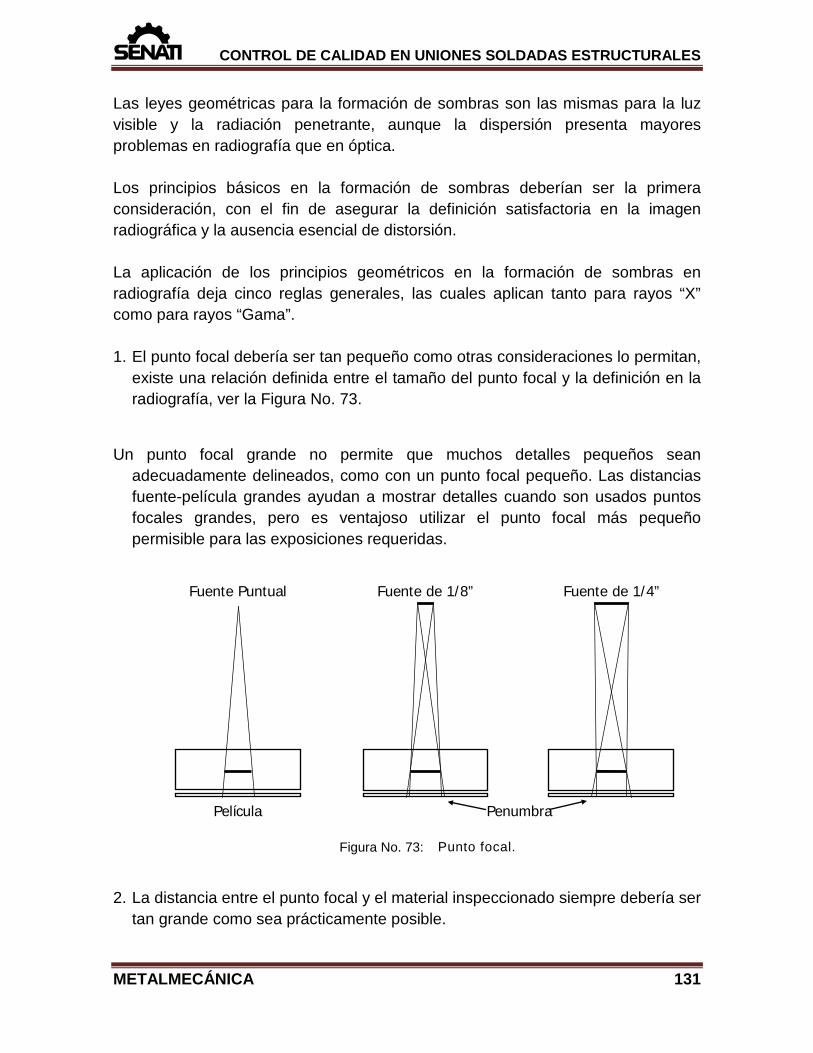
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Las leyes geométricas para la formación de sombras son las mismas para la luz visible y la radiación penetrante, aunque la dispersión presenta mayores problemas en radiografía que en óptica. Los principios básicos en la formación de sombras deberían ser la primera consideración, con el fin de asegurar la definición satisfactoria en la imagen radiográfica y la ausencia esencial de distorsión. La aplicación de los principios geométricos en la formación de sombras en radiografía deja cinco reglas generales, las cuales aplican tanto para rayos “X” como para rayos “Gama”. 1. El punto focal debería ser tan pequeño como otras consideraciones lo permitan,
existe una relación definida entre el tamaño del punto focal y la definición en la radiografía, ver la Figura No. 73.
Un punto focal grande no permite que muchos detalles pequeños sean adecuadamente delineados, como con un punto focal pequeño. Las distancias fuente-película grandes ayudan a mostrar detalles cuando son usados puntos focales grandes, pero es ventajoso utilizar el punto focal más pequeño permisible para las exposiciones requeridas.
Figura No. 17: Punto focal.
2. La distancia entre el punto focal y el material inspeccionado siempre debería ser
tan grande como sea prácticamente posible.
Fuente Puntual Fuente de 1/8”
Película Penumbra
Fuente de 1/4”
Figura No. 73:
METALMECÁNICA 131
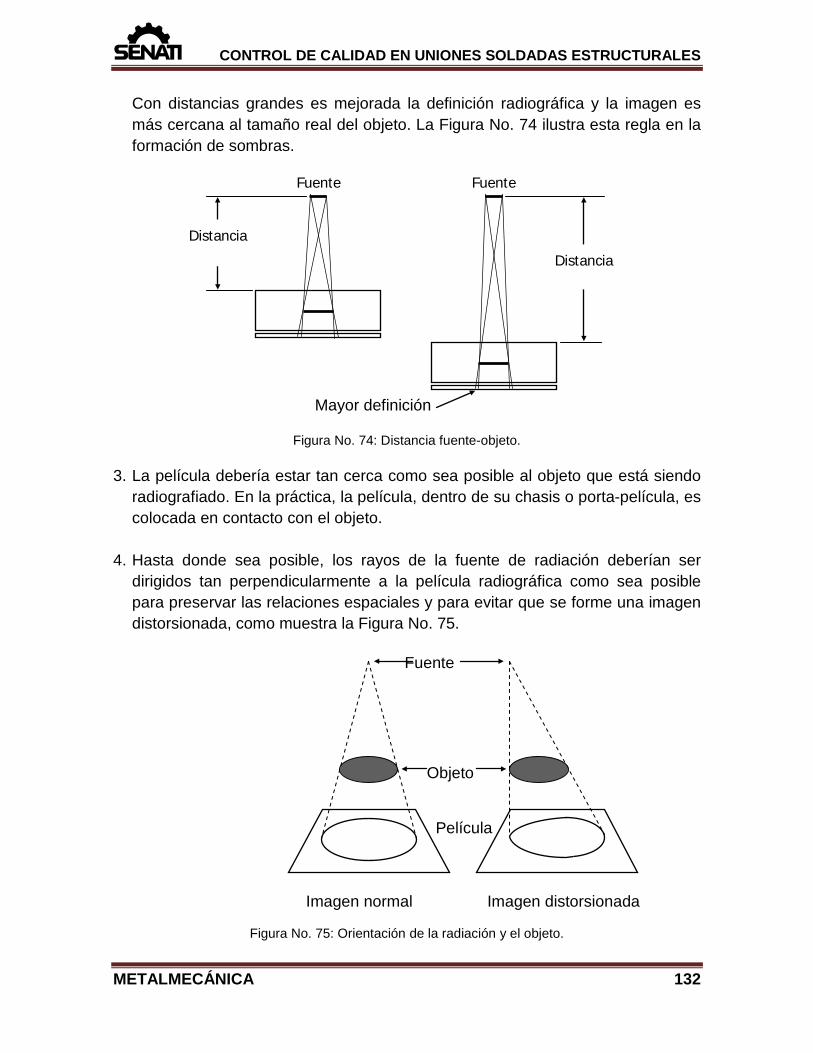
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Con distancias grandes es mejorada la definición radiográfica y la imagen es más cercana al tamaño real del objeto. La Figura No. 74 ilustra esta regla en la formación de sombras.
Mayor definición
Figura No. 74: Distancia fuente-objeto. 3. La película debería estar tan cerca como sea posible al objeto que está siendo
radiografiado. En la práctica, la película, dentro de su chasis o porta-película, es colocada en contacto con el objeto.
4. Hasta donde sea posible, los rayos de la fuente de radiación deberían ser dirigidos tan perpendicularmente a la película radiográfica como sea posible para preservar las relaciones espaciales y para evitar que se forme una imagen distorsionada, como muestra la Figura No. 75.
Fuente Objeto Película
Imagen normal Imagen distorsionada
Figura No. 75: Orientación de la radiación y el objeto.
Fuente
Distancia
Fuente
Distancia
METALMECÁNICA 132
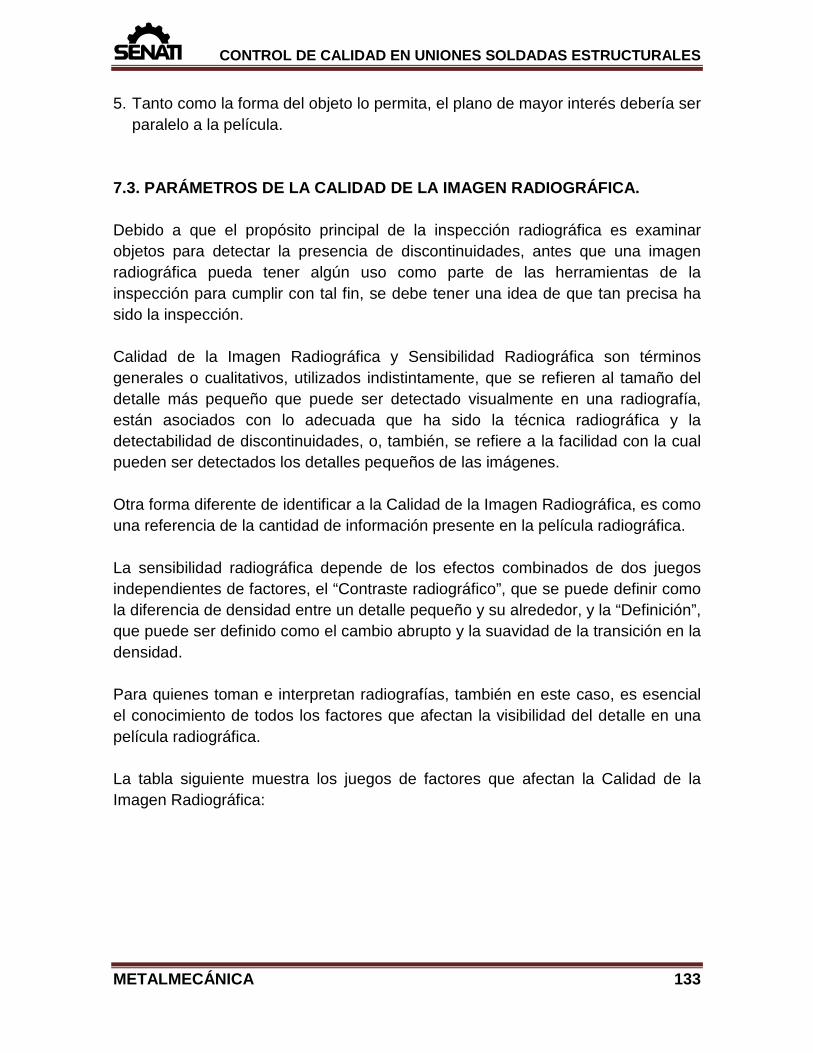
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
5. Tanto como la forma del objeto lo permita, el plano de mayor interés debería ser paralelo a la película.
7.3. PARÁMETROS DE LA CALIDAD DE LA IMAGEN RADIOGRÁFICA. Debido a que el propósito principal de la inspección radiográfica es examinar objetos para detectar la presencia de discontinuidades, antes que una imagen radiográfica pueda tener algún uso como parte de las herramientas de la inspección para cumplir con tal fin, se debe tener una idea de que tan precisa ha sido la inspección. Calidad de la Imagen Radiográfica y Sensibilidad Radiográfica son términos generales o cualitativos, utilizados indistintamente, que se refieren al tamaño del detalle más pequeño que puede ser detectado visualmente en una radiografía, están asociados con lo adecuada que ha sido la técnica radiográfica y la detectabilidad de discontinuidades, o, también, se refiere a la facilidad con la cual pueden ser detectados los detalles pequeños de las imágenes. Otra forma diferente de identificar a la Calidad de la Imagen Radiográfica, es como una referencia de la cantidad de información presente en la película radiográfica. La sensibilidad radiográfica depende de los efectos combinados de dos juegos independientes de factores, el “Contraste radiográfico”, que se puede definir como la diferencia de densidad entre un detalle pequeño y su alrededor, y la “Definición”, que puede ser definido como el cambio abrupto y la suavidad de la transición en la densidad. Para quienes toman e interpretan radiografías, también en este caso, es esencial el conocimiento de todos los factores que afectan la visibilidad del detalle en una película radiográfica. La tabla siguiente muestra los juegos de factores que afectan la Calidad de la Imagen Radiográfica:
METALMECÁNICA 133
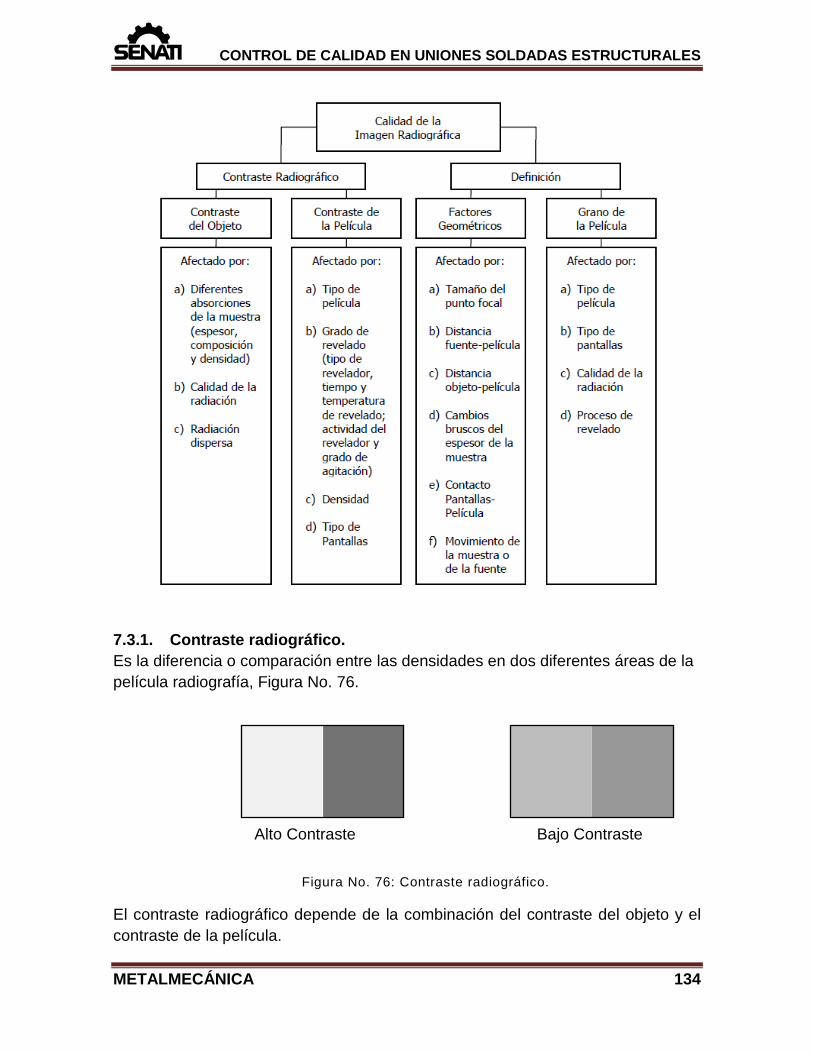
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
7.3.1. Contraste radiográfico. Es la diferencia o comparación entre las densidades en dos diferentes áreas de la película radiografía, Figura No. 76. Alto Contraste Bajo Contraste
Figura No. 76: Contraste radiográfico.
El contraste radiográfico depende de la combinación del contraste del objeto y el contraste de la película.
METALMECÁNICA 134
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Contraste del objeto. Es la relación de intensidades de rayos “X” y “Gama” transmitidas por dos porciones seleccionadas de la muestra. También, aquellos factores de la muestra, que afectan al contraste radiográfico, son identificados como “contraste del objeto”. Contraste de la Película. Se refiere a la pendiente de la curva característica de la película, se puede definir como la habilidad inherente de la película para mostrar una diferencia de densidad para un cambio en la exposición de la película. Aquellos factores de la película que afectan al contraste radiográfico son llamados “contraste de la película”. 7.3.2. Definición. La definición es la línea que marca los contornos de las áreas de diferentes densidades. Si la imagen es clara y definida, se dice que la radiografía tiene buena definición como se muestra en la Figura No. 77 a continuación. “A” “B”
Figura No. 77: Definición.
7.4. INDICADORES DE CALIDAD DE IMAGEN (PENETRÁMETROS). El Indicador de Calidad de Imagen (ICI), conocido comúnmente como penetrámetro o penetrómetro, es un accesorio estándar de prueba normalmente incluido en cada radiografía, cuya imagen se utiliza para determinar el nivel de la calidad radiográfica (la sensibilidad). Además, sirve para juzgar la calidad de la técnica radiográfica. Su uso se debe a todas las variables asociadas con la sensibilidad radiográfica y los efectos que ellas producen sobre la visibilidad del ICI. (IQI por su nombre en inglés). Los indicadores de calidad de imagen son fabricados de un material radiográficamente igual o similar (composición química similar) a la muestra que es radiografiada.
METALMECÁNICA 135
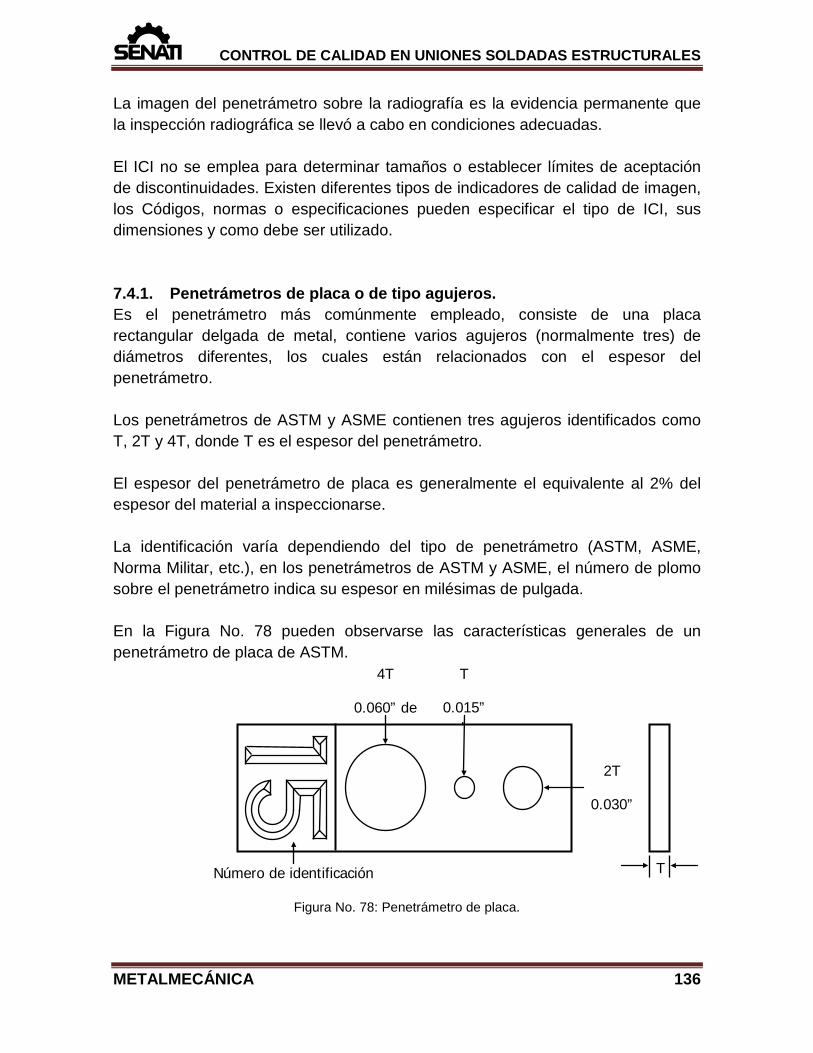
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
La imagen del penetrámetro sobre la radiografía es la evidencia permanente que la inspección radiográfica se llevó a cabo en condiciones adecuadas. El ICI no se emplea para determinar tamaños o establecer límites de aceptación de discontinuidades. Existen diferentes tipos de indicadores de calidad de imagen, los Códigos, normas o especificaciones pueden especificar el tipo de ICI, sus dimensiones y como debe ser utilizado. 7.4.1. Penetrámetros de placa o de tipo agujeros. Es el penetrámetro más comúnmente empleado, consiste de una placa rectangular delgada de metal, contiene varios agujeros (normalmente tres) de diámetros diferentes, los cuales están relacionados con el espesor del penetrámetro. Los penetrámetros de ASTM y ASME contienen tres agujeros identificados como T, 2T y 4T, donde T es el espesor del penetrámetro. El espesor del penetrámetro de placa es generalmente el equivalente al 2% del espesor del material a inspeccionarse. La identificación varía dependiendo del tipo de penetrámetro (ASTM, ASME, Norma Militar, etc.), en los penetrámetros de ASTM y ASME, el número de plomo sobre el penetrámetro indica su espesor en milésimas de pulgada. En la Figura No. 78 pueden observarse las características generales de un penetrámetro de placa de ASTM.
Figura No. 78: Penetrámetro de placa.
4T
0.060” de
T
0.015” de
2T
0.030”
Número de identificación T
METALMECÁNICA 136
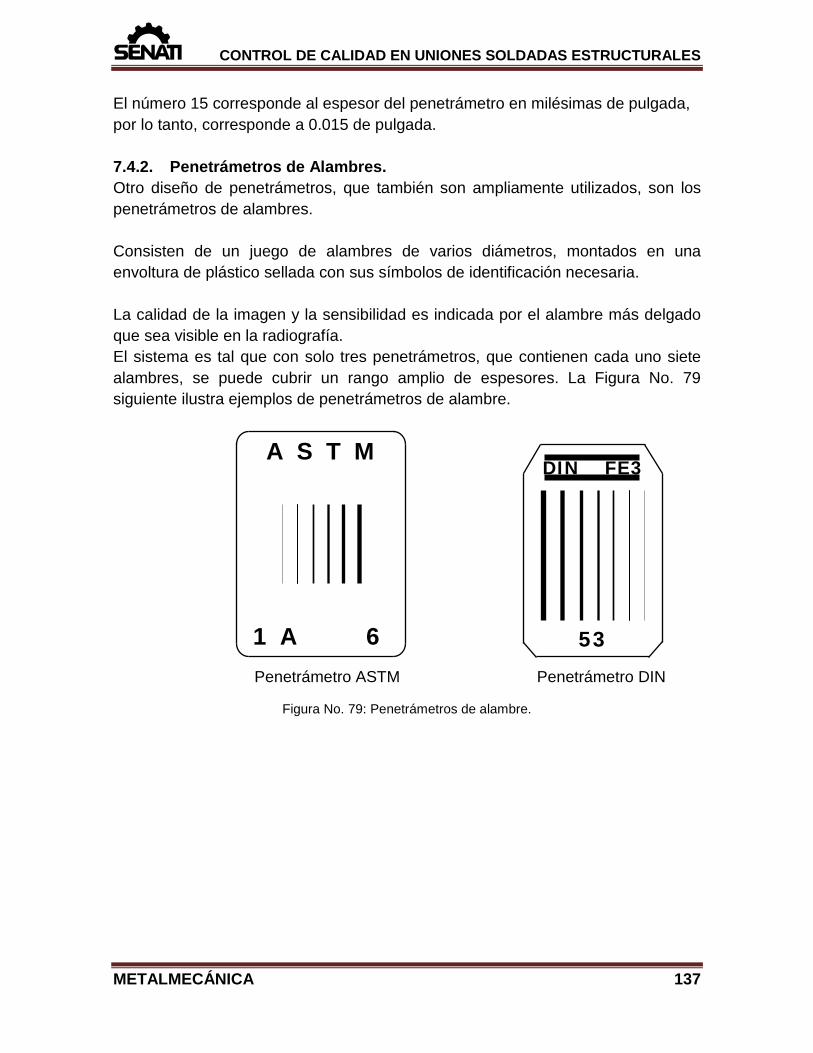
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
El número 15 corresponde al espesor del penetrámetro en milésimas de pulgada, por lo tanto, corresponde a 0.015 de pulgada. 7.4.2. Penetrámetros de Alambres. Otro diseño de penetrámetros, que también son ampliamente utilizados, son los penetrámetros de alambres. Consisten de un juego de alambres de varios diámetros, montados en una envoltura de plástico sellada con sus símbolos de identificación necesaria. La calidad de la imagen y la sensibilidad es indicada por el alambre más delgado que sea visible en la radiografía. El sistema es tal que con solo tres penetrámetros, que contienen cada uno siete alambres, se puede cubrir un rango amplio de espesores. La Figura No. 79 siguiente ilustra ejemplos de penetrámetros de alambre.
Penetrámetro ASTM Penetrámetro DIN
Figura No. 79: Penetrámetros de alambre.
A S T M
1 A 6
DIN FE3
53
METALMECÁNICA 137
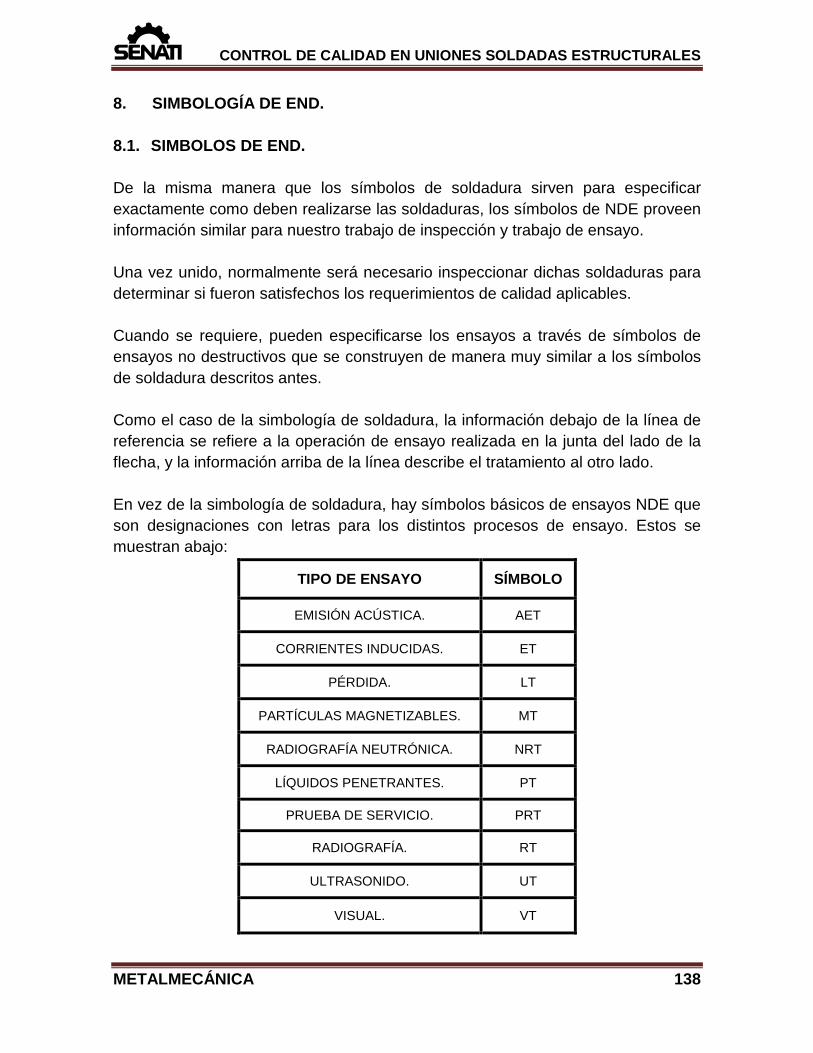
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
8. SIMBOLOGÍA DE END. 8.1. SIMBOLOS DE END. De la misma manera que los símbolos de soldadura sirven para especificar exactamente como deben realizarse las soldaduras, los símbolos de NDE proveen información similar para nuestro trabajo de inspección y trabajo de ensayo. Una vez unido, normalmente será necesario inspeccionar dichas soldaduras para determinar si fueron satisfechos los requerimientos de calidad aplicables. Cuando se requiere, pueden especificarse los ensayos a través de símbolos de ensayos no destructivos que se construyen de manera muy similar a los símbolos de soldadura descritos antes. Como el caso de la simbología de soldadura, la información debajo de la línea de referencia se refiere a la operación de ensayo realizada en la junta del lado de la flecha, y la información arriba de la línea describe el tratamiento al otro lado. En vez de la simbología de soldadura, hay símbolos básicos de ensayos NDE que son designaciones con letras para los distintos procesos de ensayo. Estos se muestran abajo:
TIPO DE ENSAYO SÍMBOLO
EMISIÓN ACÚSTICA. AET
CORRIENTES INDUCIDAS. ET
PÉRDIDA. LT
PARTÍCULAS MAGNETIZABLES. MT
RADIOGRAFÍA NEUTRÓNICA. NRT
LÍQUIDOS PENETRANTES. PT
PRUEBA DE SERVICIO. PRT
RADIOGRAFÍA. RT
ULTRASONIDO. UT
VISUAL. VT
METALMECÁNICA 138
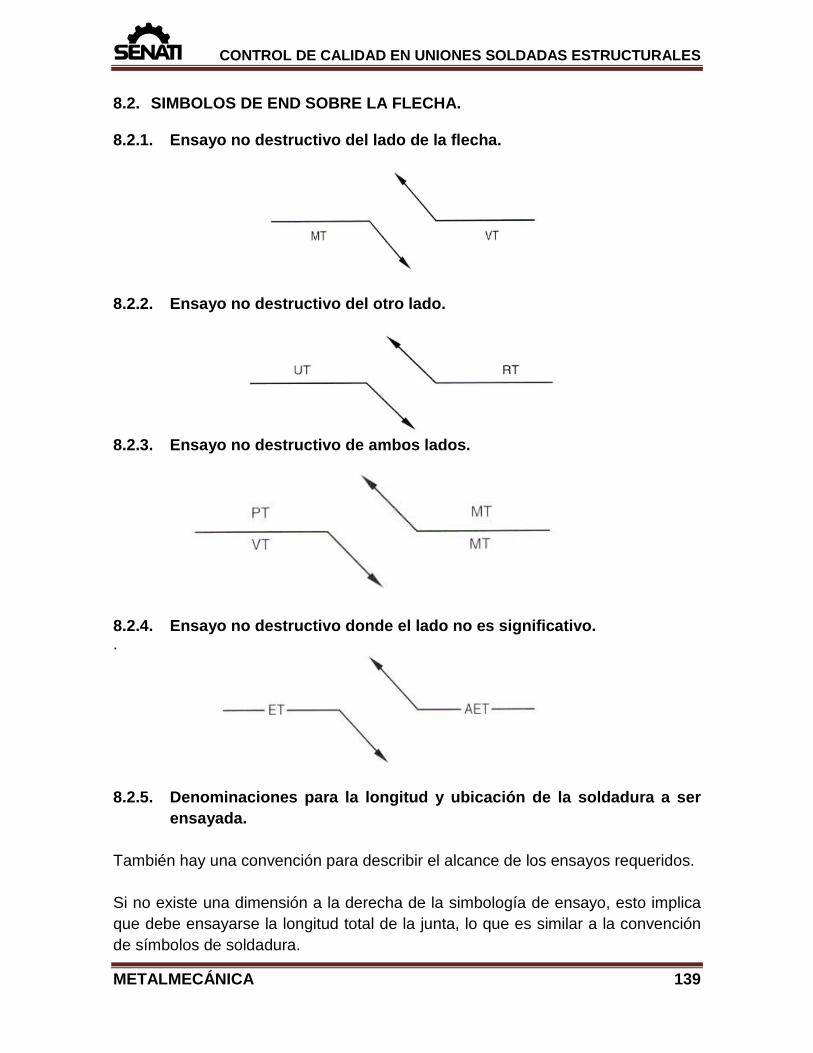
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
8.2. SIMBOLOS DE END SOBRE LA FLECHA. 8.2.1. Ensayo no destructivo del lado de la flecha.
8.2.2. Ensayo no destructivo del otro lado.
8.2.3. Ensayo no destructivo de ambos lados.
8.2.4. Ensayo no destructivo donde el lado no es significativo. .
8.2.5. Denominaciones para la longitud y ubicación de la soldadura a ser
ensayada. También hay una convención para describir el alcance de los ensayos requeridos. Si no existe una dimensión a la derecha de la simbología de ensayo, esto implica que debe ensayarse la longitud total de la junta, lo que es similar a la convención de símbolos de soldadura.
METALMECÁNICA 139
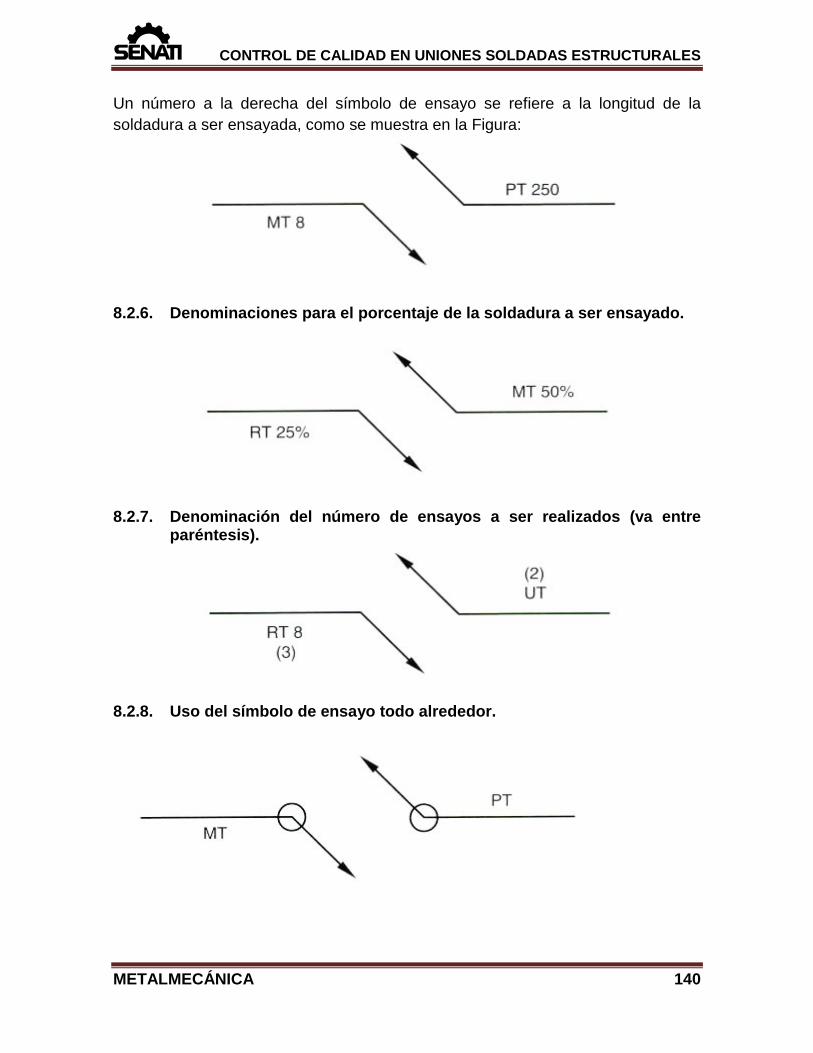
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Un número a la derecha del símbolo de ensayo se refiere a la longitud de la soldadura a ser ensayada, como se muestra en la Figura:
8.2.6. Denominaciones para el porcentaje de la soldadura a ser ensayado.
8.2.7. Denominación del número de ensayos a ser realizados (va entre
paréntesis).
8.2.8. Uso del símbolo de ensayo todo alrededor.
METALMECÁNICA 140
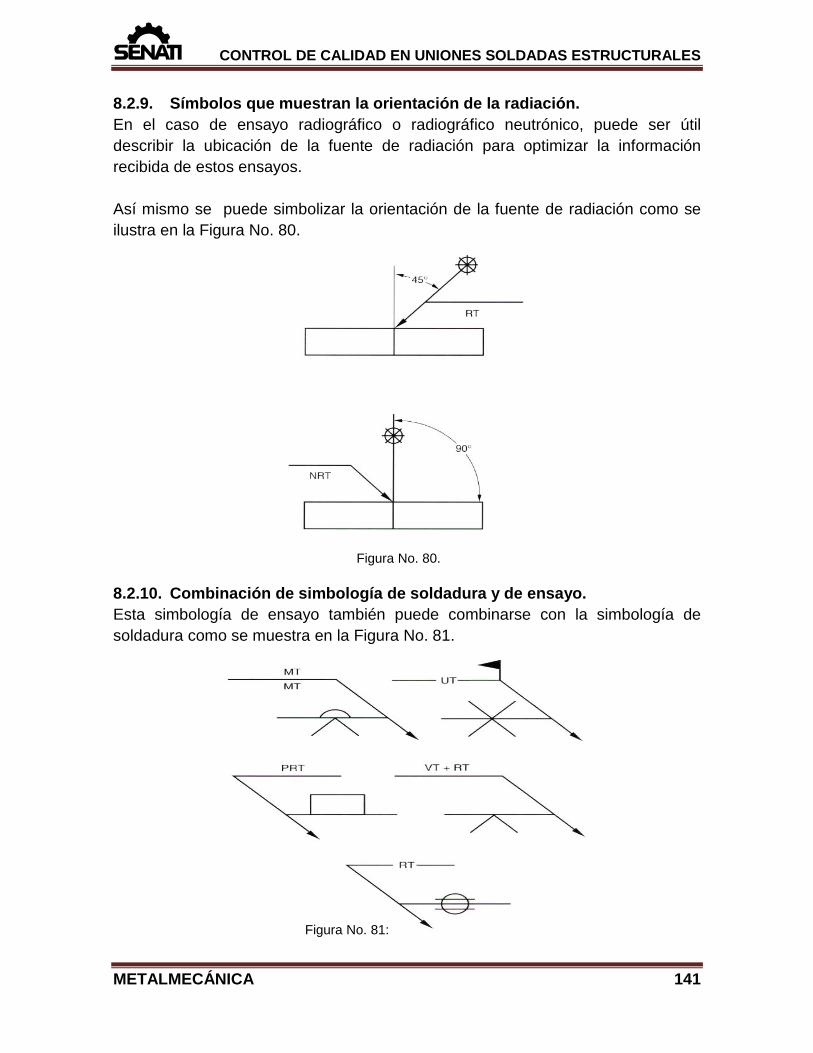
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
8.2.9. Símbolos que muestran la orientación de la radiación. En el caso de ensayo radiográfico o radiográfico neutrónico, puede ser útil describir la ubicación de la fuente de radiación para optimizar la información recibida de estos ensayos. Así mismo se puede simbolizar la orientación de la fuente de radiación como se ilustra en la Figura No. 80.
8.2.10. Combinación de simbología de soldadura y de ensayo. Esta simbología de ensayo también puede combinarse con la simbología de soldadura como se muestra en la Figura No. 81.
Figura No. 80.
Figura No. 81:
METALMECÁNICA 141
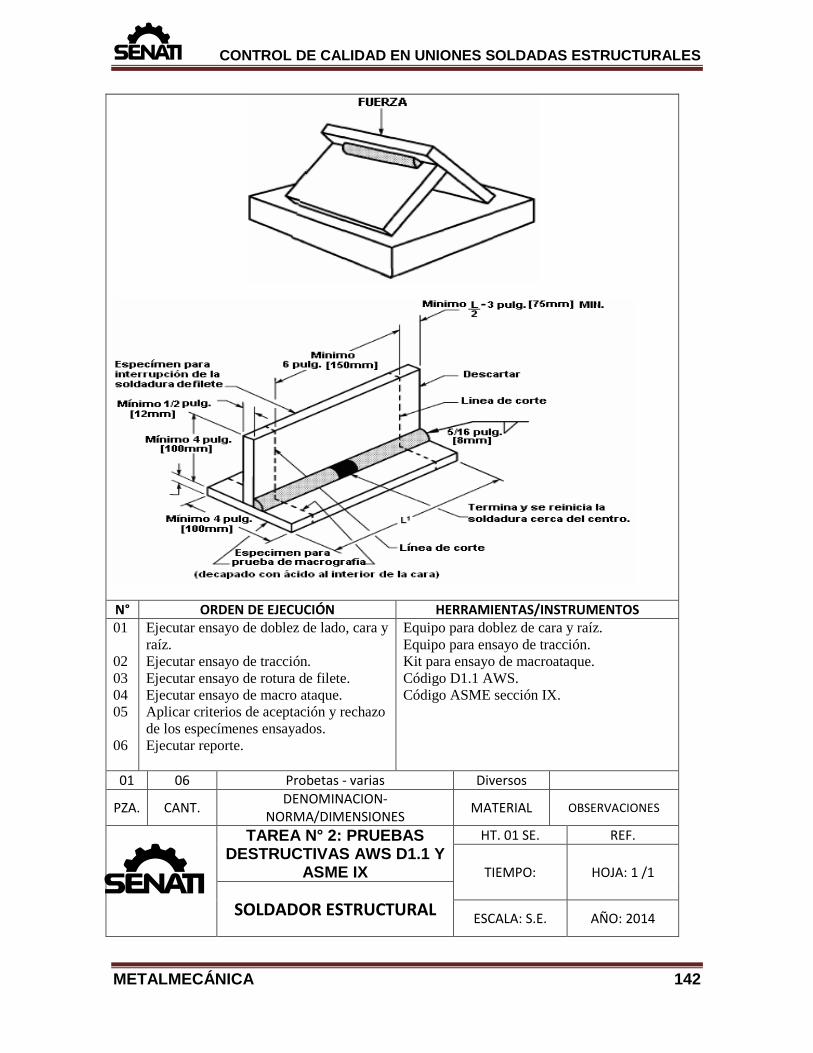
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
N° ORDEN DE EJECUCIÓN HERRAMIENTAS/INSTRUMENTOS 01 02 03 04 05 06
Ejecutar ensayo de doblez de lado, cara y raíz. Ejecutar ensayo de tracción. Ejecutar ensayo de rotura de filete. Ejecutar ensayo de macro ataque. Aplicar criterios de aceptación y rechazo de los especímenes ensayados. Ejecutar reporte.
Equipo para doblez de cara y raíz. Equipo para ensayo de tracción. Kit para ensayo de macroataque. Código D1.1 AWS. Código ASME sección IX.
01 06 Probetas - varias Diversos
PZA. CANT. DENOMINACION-NORMA/DIMENSIONES MATERIAL OBSERVACIONES
TAREA N° 2: PRUEBAS DESTRUCTIVAS AWS D1.1 Y
ASME IX
HT. 01 SE. REF.
TIEMPO: HOJA: 1 /1
SOLDADOR ESTRUCTURAL ESCALA: S.E. AÑO: 2014
METALMECÁNICA 142
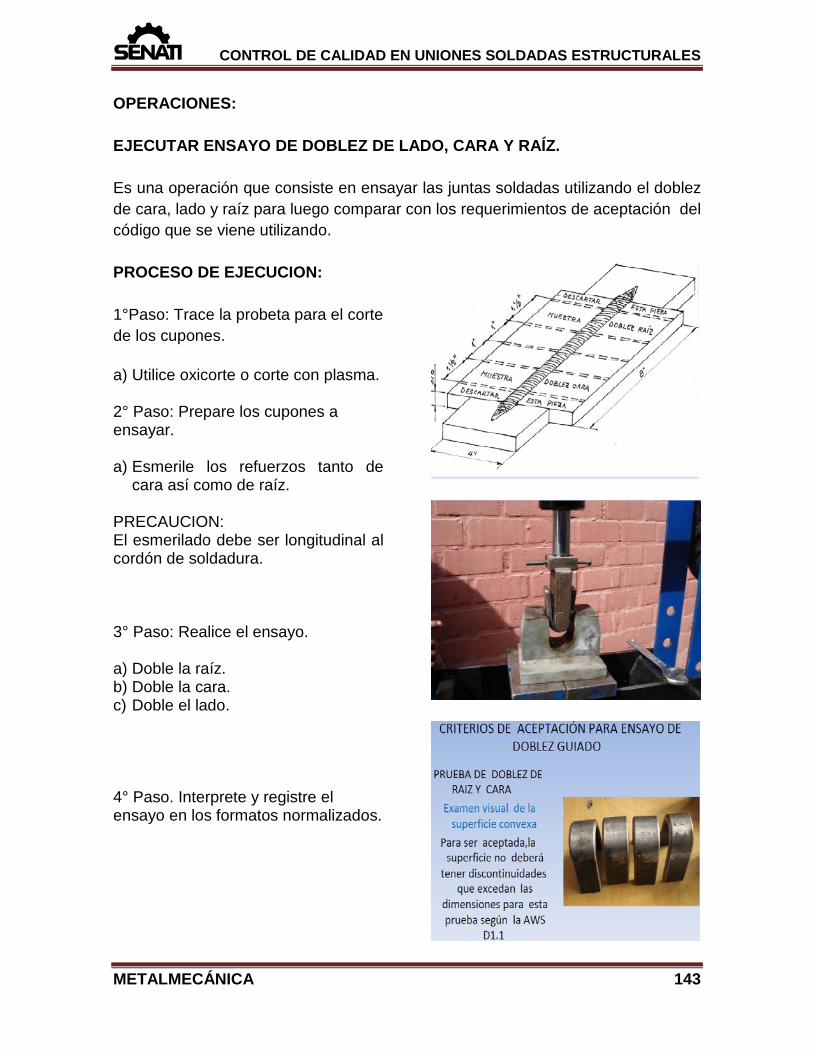
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
OPERACIONES: EJECUTAR ENSAYO DE DOBLEZ DE LADO, CARA Y RAÍZ. Es una operación que consiste en ensayar las juntas soldadas utilizando el doblez de cara, lado y raíz para luego comparar con los requerimientos de aceptación del código que se viene utilizando. PROCESO DE EJECUCION: 1°Paso: Trace la probeta para el corte de los cupones. a) Utilice oxicorte o corte con plasma. 2° Paso: Prepare los cupones a ensayar. a) Esmerile los refuerzos tanto de
cara así como de raíz. PRECAUCION: El esmerilado debe ser longitudinal al cordón de soldadura. 3° Paso: Realice el ensayo. a) Doble la raíz. b) Doble la cara. c) Doble el lado. 4° Paso. Interprete y registre el ensayo en los formatos normalizados.
METALMECÁNICA 143
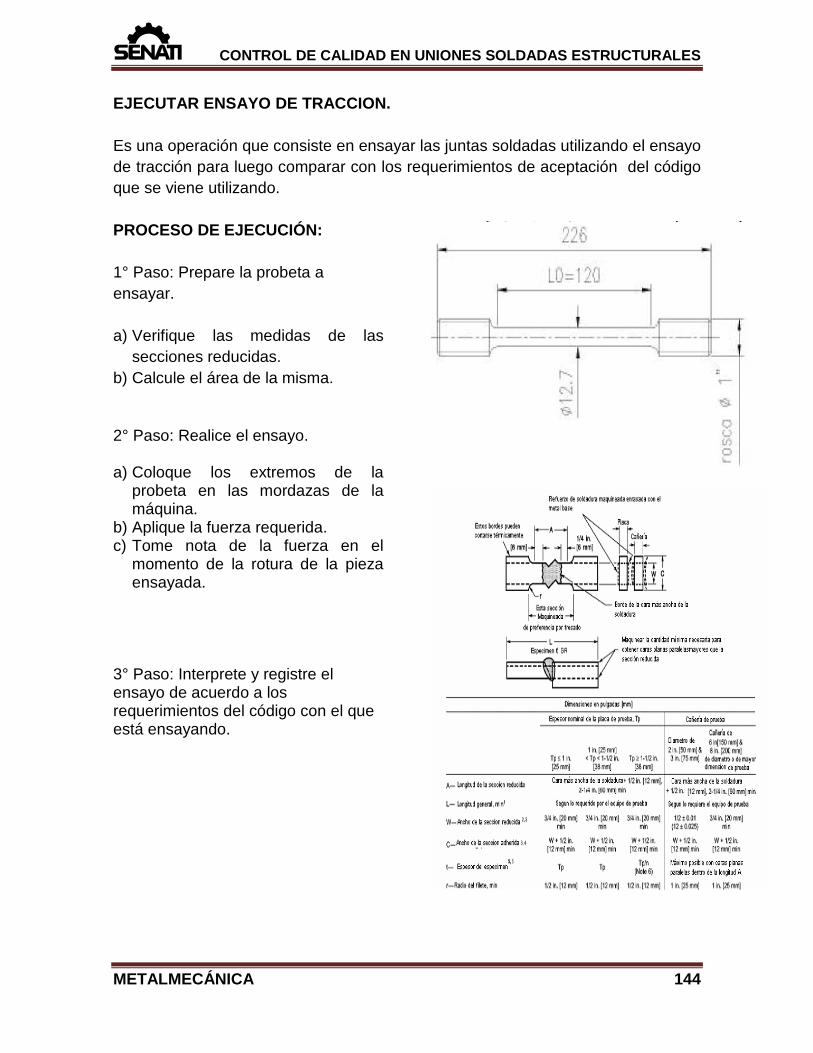
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
EJECUTAR ENSAYO DE TRACCION. Es una operación que consiste en ensayar las juntas soldadas utilizando el ensayo de tracción para luego comparar con los requerimientos de aceptación del código que se viene utilizando. PROCESO DE EJECUCIÓN: 1° Paso: Prepare la probeta a ensayar. a) Verifique las medidas de las
secciones reducidas. b) Calcule el área de la misma. 2° Paso: Realice el ensayo. a) Coloque los extremos de la
probeta en las mordazas de la máquina.
b) Aplique la fuerza requerida. c) Tome nota de la fuerza en el
momento de la rotura de la pieza ensayada.
3° Paso: Interprete y registre el ensayo de acuerdo a los requerimientos del código con el que está ensayando.
METALMECÁNICA 144
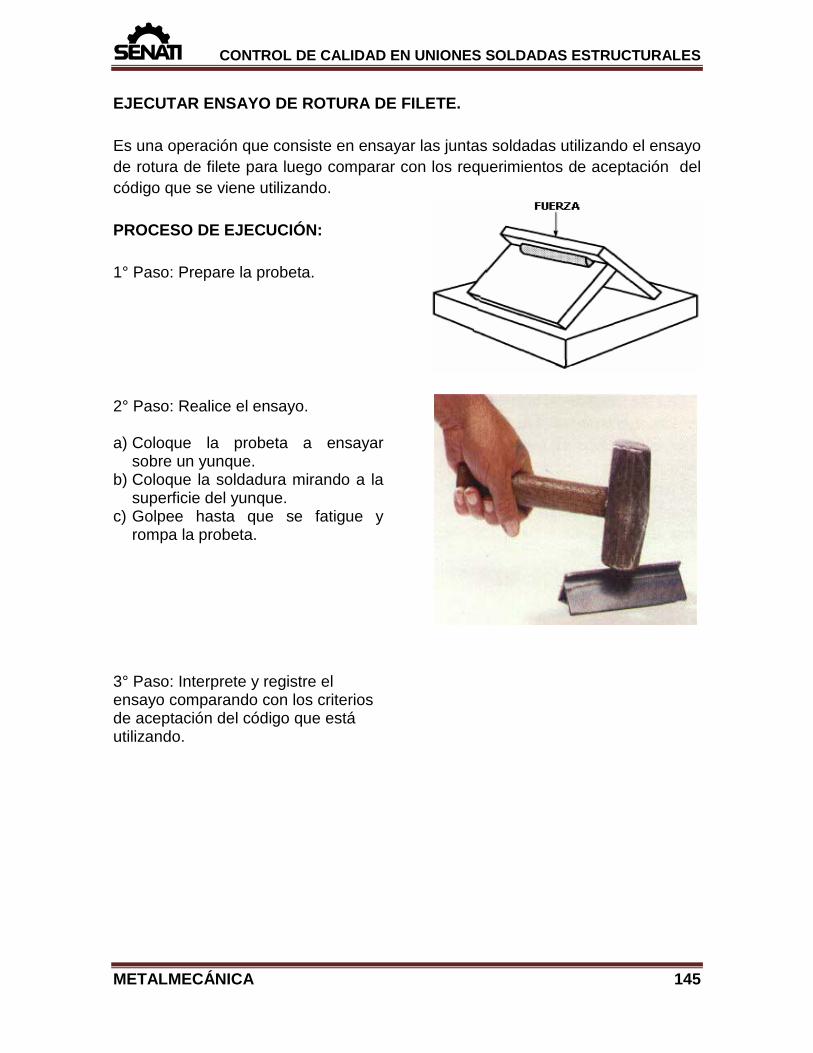
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
EJECUTAR ENSAYO DE ROTURA DE FILETE. Es una operación que consiste en ensayar las juntas soldadas utilizando el ensayo de rotura de filete para luego comparar con los requerimientos de aceptación del código que se viene utilizando. PROCESO DE EJECUCIÓN: 1° Paso: Prepare la probeta. 2° Paso: Realice el ensayo. a) Coloque la probeta a ensayar
sobre un yunque. b) Coloque la soldadura mirando a la
superficie del yunque. c) Golpee hasta que se fatigue y
rompa la probeta. 3° Paso: Interprete y registre el ensayo comparando con los criterios de aceptación del código que está utilizando.
METALMECÁNICA 145
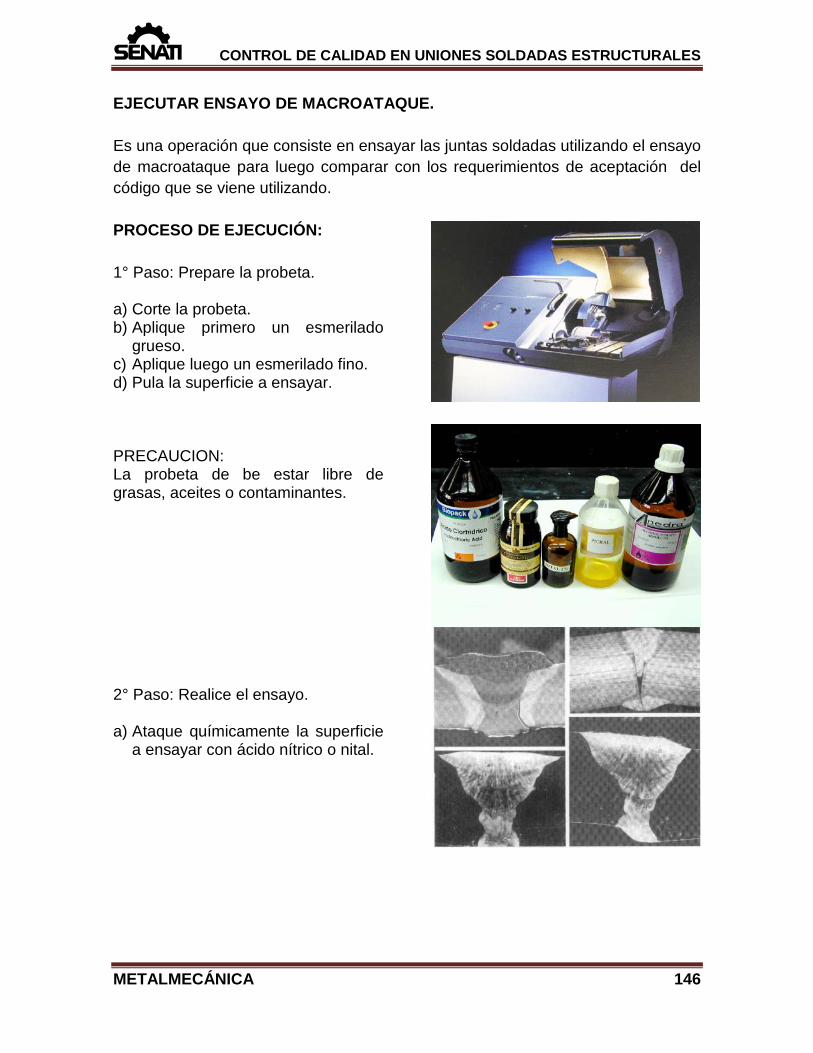
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
EJECUTAR ENSAYO DE MACROATAQUE. Es una operación que consiste en ensayar las juntas soldadas utilizando el ensayo de macroataque para luego comparar con los requerimientos de aceptación del código que se viene utilizando. PROCESO DE EJECUCIÓN: 1° Paso: Prepare la probeta. a) Corte la probeta. b) Aplique primero un esmerilado
grueso. c) Aplique luego un esmerilado fino. d) Pula la superficie a ensayar. PRECAUCION: La probeta de be estar libre de grasas, aceites o contaminantes. 2° Paso: Realice el ensayo. a) Ataque químicamente la superficie
a ensayar con ácido nítrico o nital.
METALMECÁNICA 146
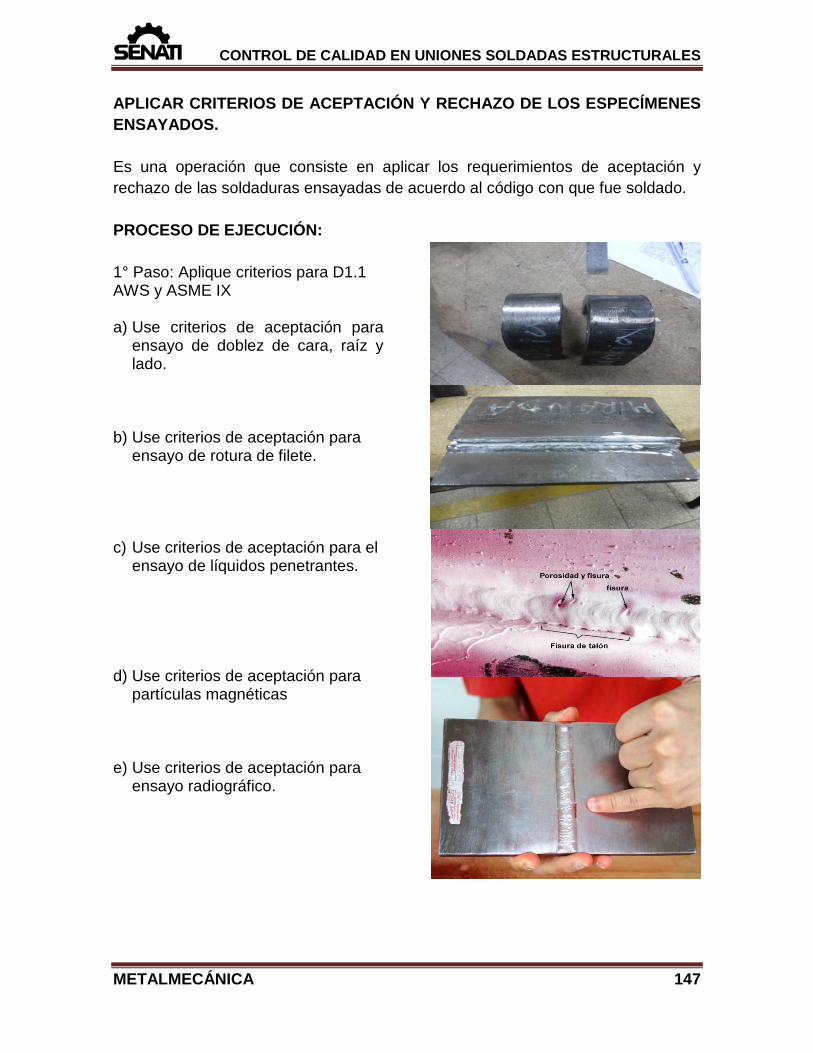
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
APLICAR CRITERIOS DE ACEPTACIÓN Y RECHAZO DE LOS ESPECÍMENES ENSAYADOS. Es una operación que consiste en aplicar los requerimientos de aceptación y rechazo de las soldaduras ensayadas de acuerdo al código con que fue soldado. PROCESO DE EJECUCIÓN: 1° Paso: Aplique criterios para D1.1 AWS y ASME IX a) Use criterios de aceptación para
ensayo de doblez de cara, raíz y lado.
b) Use criterios de aceptación para
ensayo de rotura de filete. c) Use criterios de aceptación para el
ensayo de líquidos penetrantes. d) Use criterios de aceptación para
partículas magnéticas e) Use criterios de aceptación para
ensayo radiográfico.
METALMECÁNICA 147
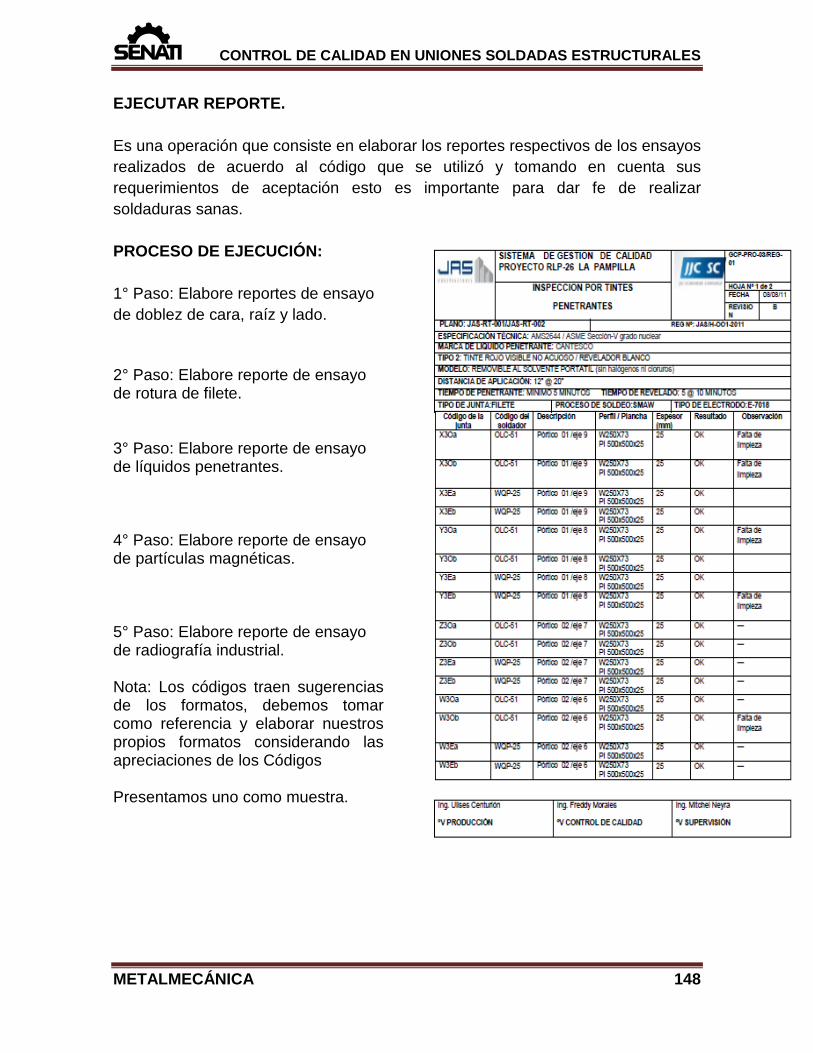
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
EJECUTAR REPORTE. Es una operación que consiste en elaborar los reportes respectivos de los ensayos realizados de acuerdo al código que se utilizó y tomando en cuenta sus requerimientos de aceptación esto es importante para dar fe de realizar soldaduras sanas. PROCESO DE EJECUCIÓN: 1° Paso: Elabore reportes de ensayo de doblez de cara, raíz y lado. 2° Paso: Elabore reporte de ensayo de rotura de filete. 3° Paso: Elabore reporte de ensayo de líquidos penetrantes. 4° Paso: Elabore reporte de ensayo de partículas magnéticas. 5° Paso: Elabore reporte de ensayo de radiografía industrial. Nota: Los códigos traen sugerencias de los formatos, debemos tomar como referencia y elaborar nuestros propios formatos considerando las apreciaciones de los Códigos Presentamos uno como muestra.
METALMECÁNICA 148
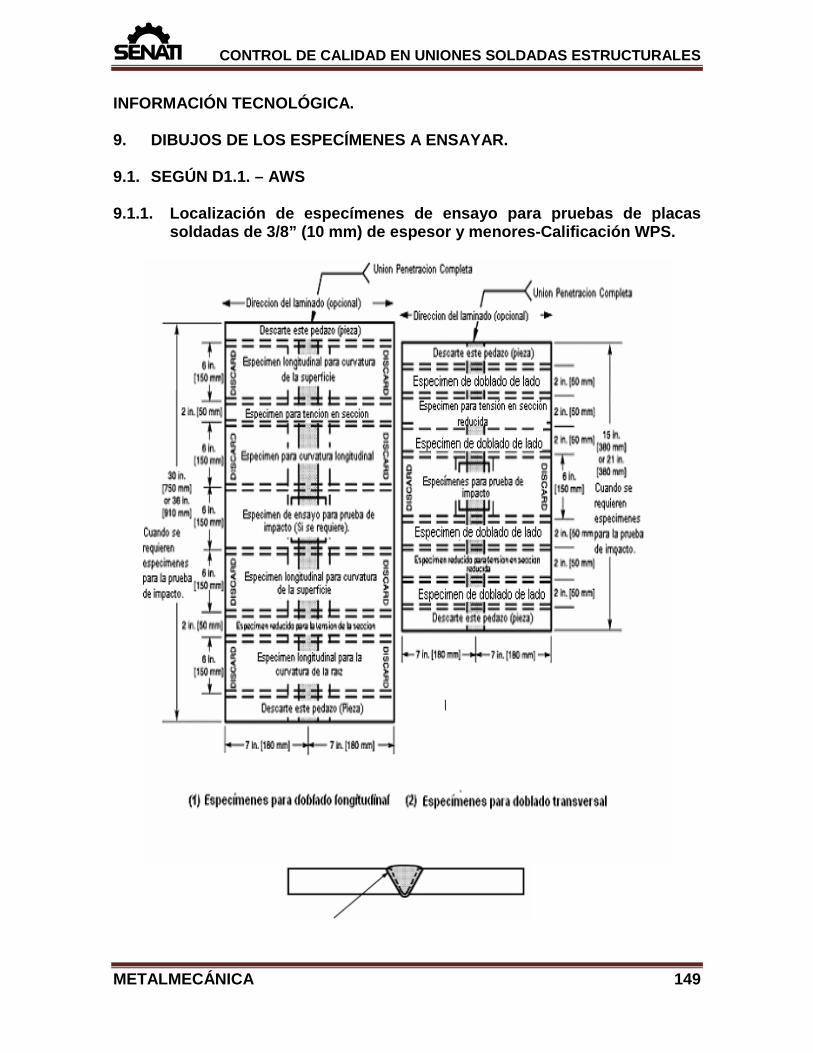
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
INFORMACIÓN TECNOLÓGICA. 9. DIBUJOS DE LOS ESPECÍMENES A ENSAYAR. 9.1. SEGÚN D1.1. – AWS 9.1.1. Localización de especímenes de ensayo para pruebas de placas
soldadas de 3/8” (10 mm) de espesor y menores-Calificación WPS.
METALMECÁNICA 149
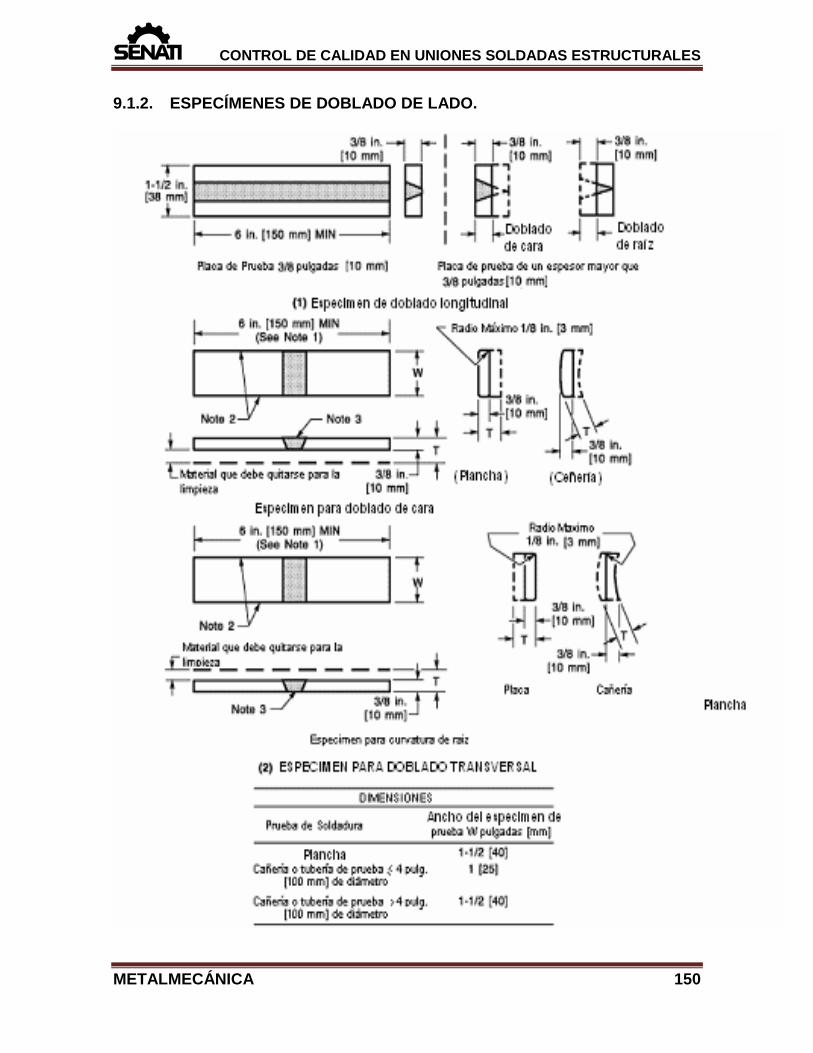
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
9.1.2. ESPECÍMENES DE DOBLADO DE LADO.
METALMECÁNICA 150
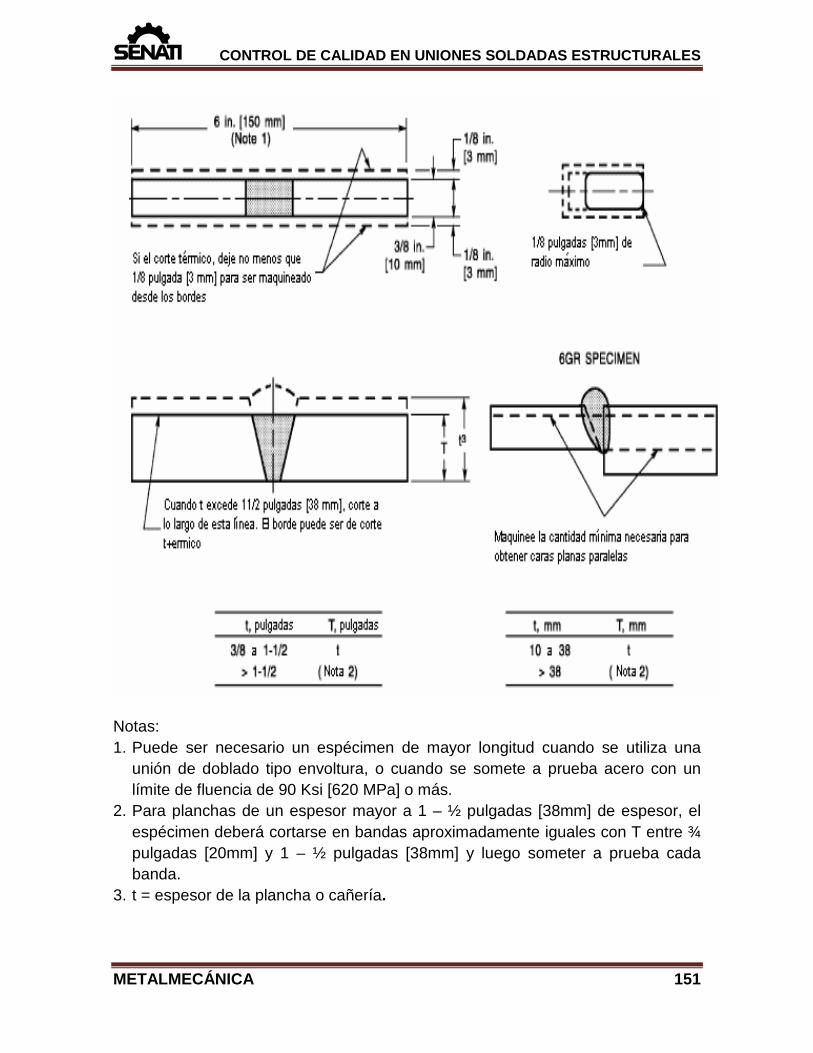
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Notas: 1. Puede ser necesario un espécimen de mayor longitud cuando se utiliza una
unión de doblado tipo envoltura, o cuando se somete a prueba acero con un límite de fluencia de 90 Ksi [620 MPa] o más.
2. Para planchas de un espesor mayor a 1 – ½ pulgadas [38mm] de espesor, el espécimen deberá cortarse en bandas aproximadamente iguales con T entre ¾ pulgadas [20mm] y 1 – ½ pulgadas [38mm] y luego someter a prueba cada banda.
3. t = espesor de la plancha o cañería.
METALMECÁNICA 151
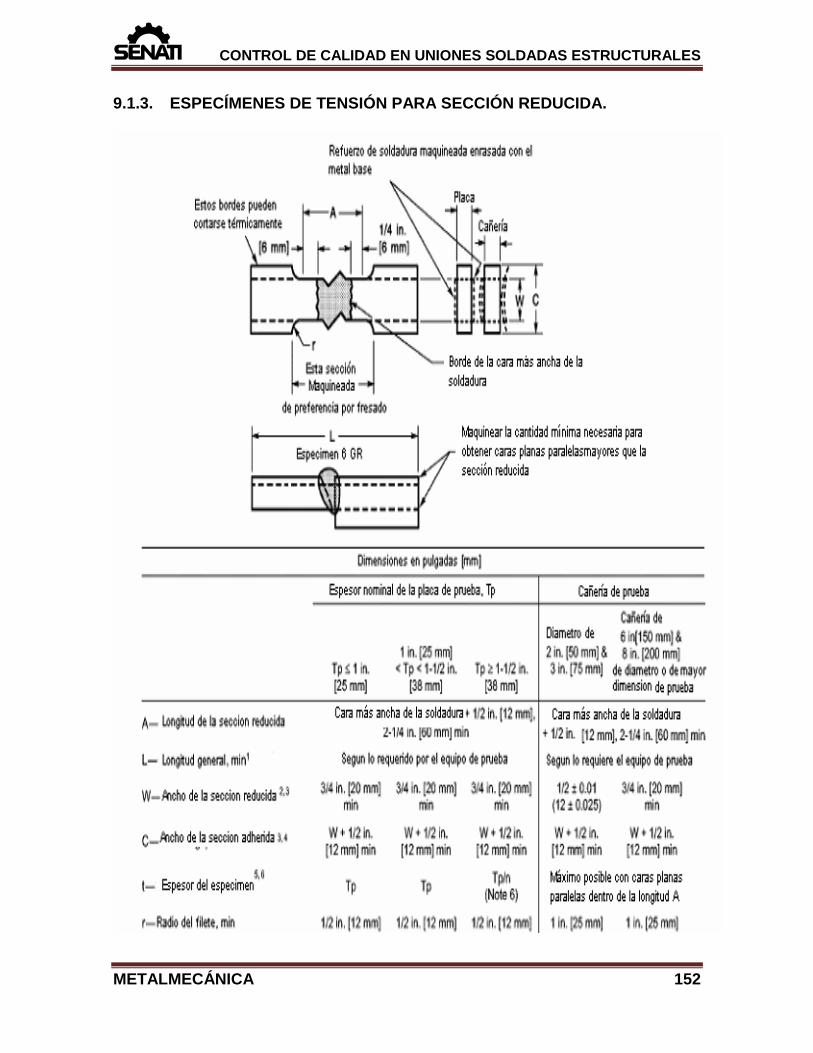
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
9.1.3. ESPECÍMENES DE TENSIÓN PARA SECCIÓN REDUCIDA.
METALMECÁNICA 152
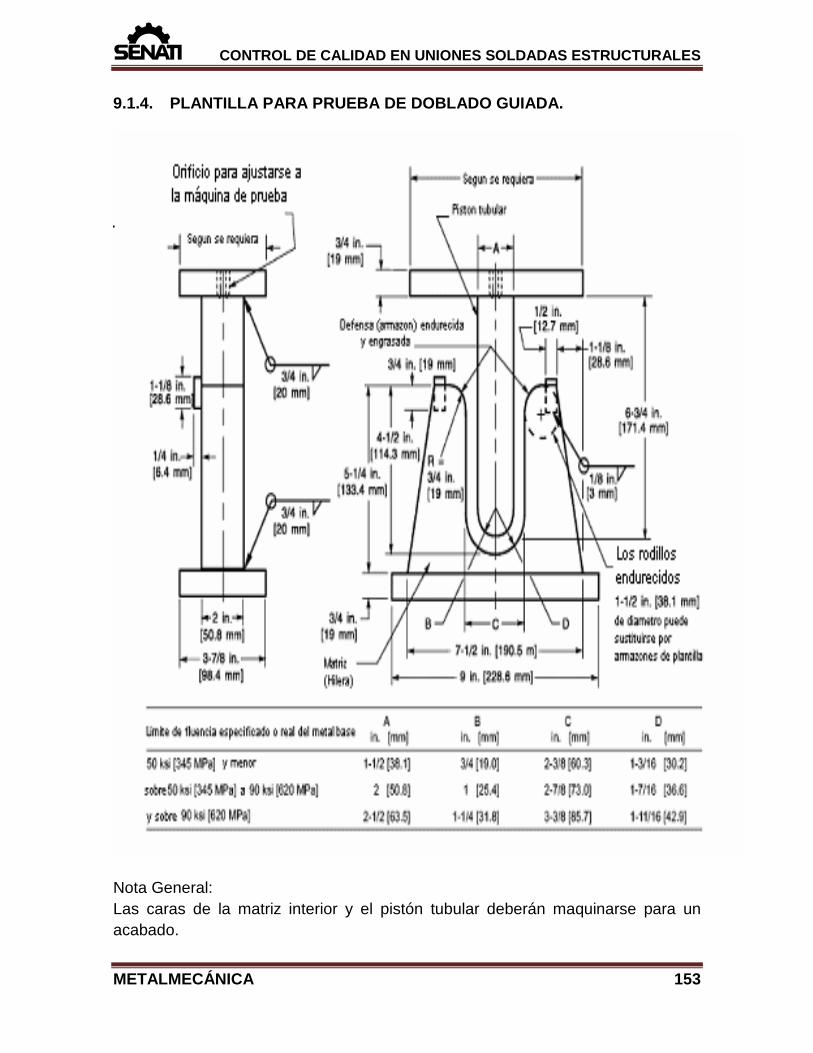
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
9.1.4. PLANTILLA PARA PRUEBA DE DOBLADO GUIADA.
Nota General: Las caras de la matriz interior y el pistón tubular deberán maquinarse para un acabado.
METALMECÁNICA 153
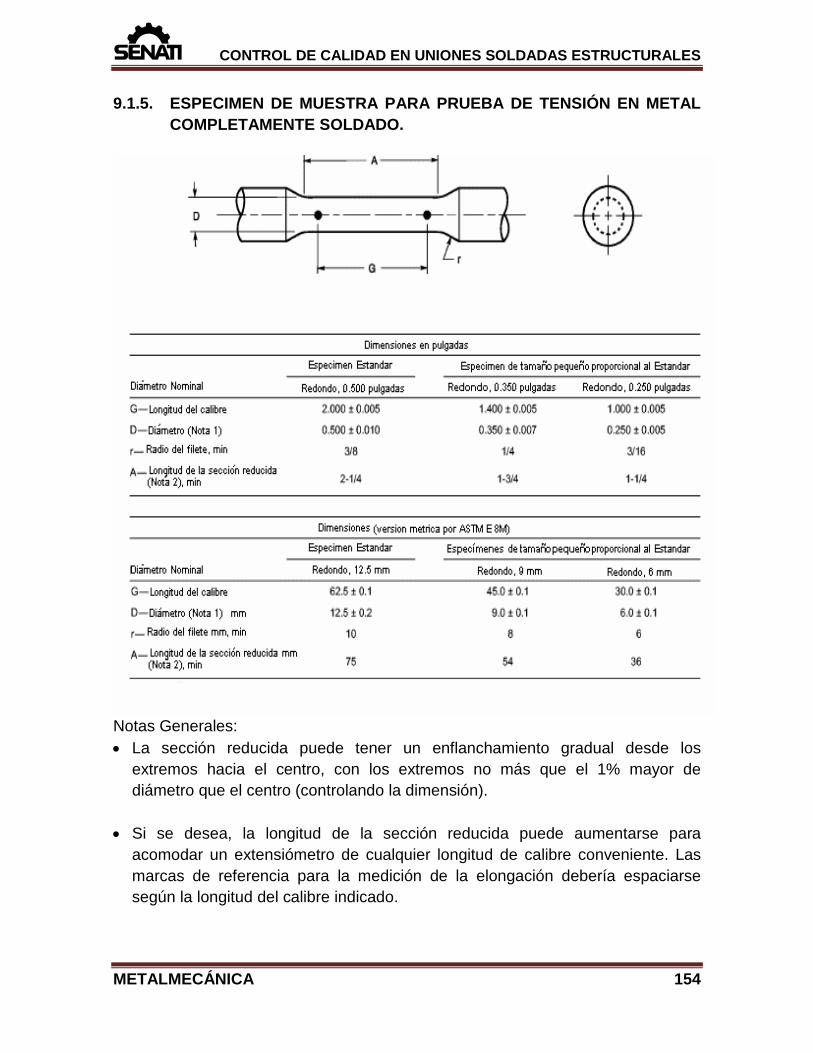
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
9.1.5. ESPECIMEN DE MUESTRA PARA PRUEBA DE TENSIÓN EN METAL COMPLETAMENTE SOLDADO.
Notas Generales: • La sección reducida puede tener un enflanchamiento gradual desde los
extremos hacia el centro, con los extremos no más que el 1% mayor de diámetro que el centro (controlando la dimensión).
• Si se desea, la longitud de la sección reducida puede aumentarse para acomodar un extensiómetro de cualquier longitud de calibre conveniente. Las marcas de referencia para la medición de la elongación debería espaciarse según la longitud del calibre indicado.
METALMECÁNICA 154
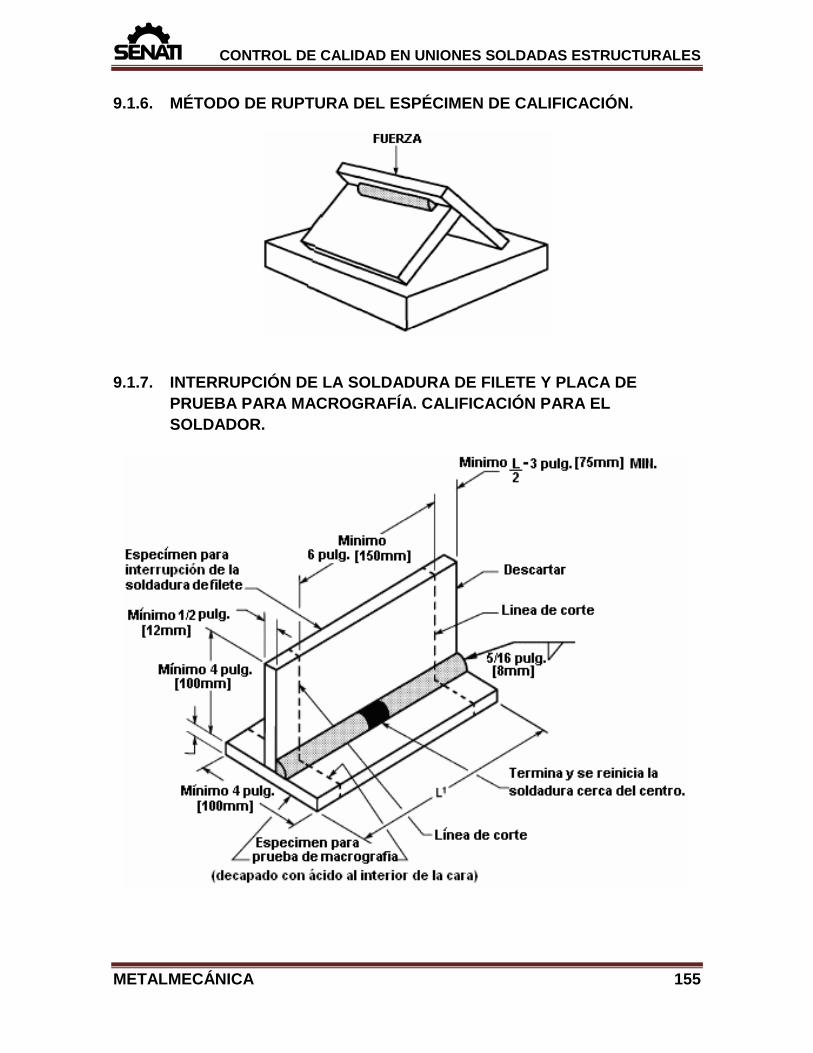
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
9.1.6. MÉTODO DE RUPTURA DEL ESPÉCIMEN DE CALIFICACIÓN.
9.1.7. INTERRUPCIÓN DE LA SOLDADURA DE FILETE Y PLACA DE PRUEBA PARA MACROGRAFÍA. CALIFICACIÓN PARA EL SOLDADOR.
METALMECÁNICA 155
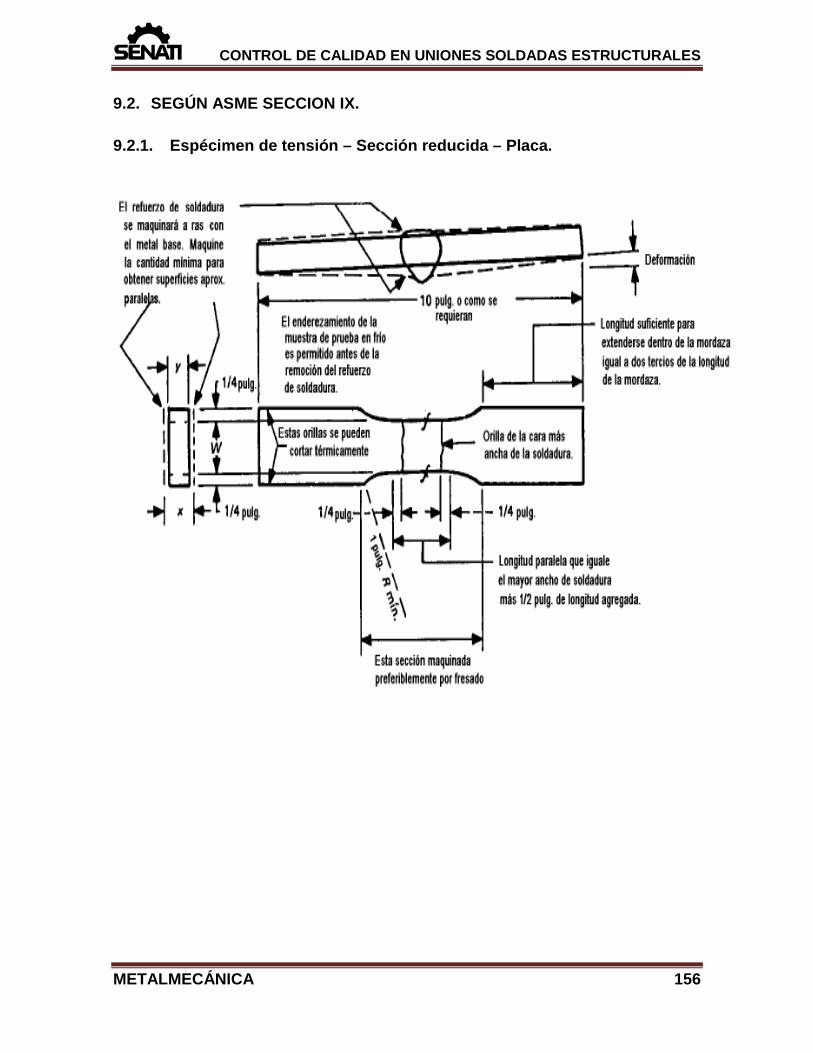
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
9.2. SEGÚN ASME SECCION IX. 9.2.1. Espécimen de tensión – Sección reducida – Placa.
METALMECÁNICA 156
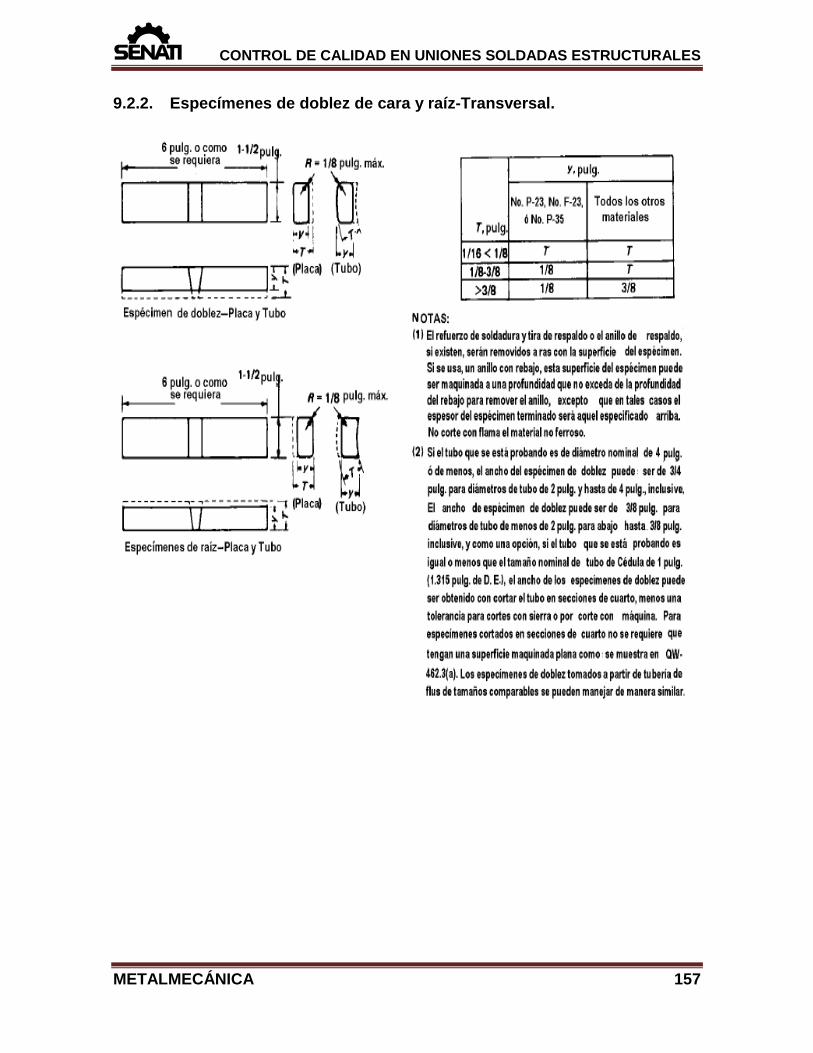
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
9.2.2. Especímenes de doblez de cara y raíz-Transversal.
METALMECÁNICA 157
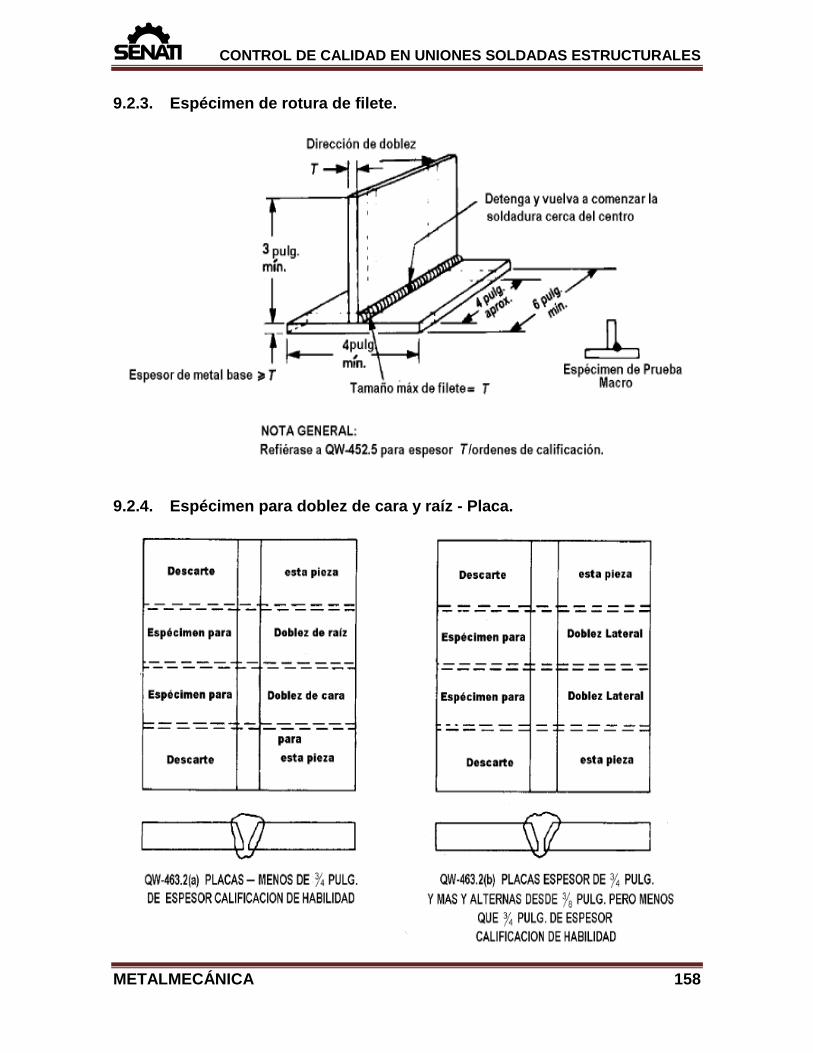
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
9.2.3. Espécimen de rotura de filete.
9.2.4. Espécimen para doblez de cara y raíz - Placa.
METALMECÁNICA 158

CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
10. LÍMITES DE FLUENCIA Y CARGA MÁXIMA. 10.1. CURVA ESFUERZO-DEFORMACIÓN. Algunas de las propiedades principales de un material se obtienen con el ensayo de tracción. Para explicar este ensayo y algunos de sus resultados, se estudiará el comportamiento de un acero suave (dulce o de bajo contenido de carbono). En el ensayo de tracción se somete una probeta del material a analizar normalizada y pulida a una carga axial de tracción (Figura No. 82). La carga de tracción aplicada comienza desde cero hasta un valor máximo poco antes del rompimiento de la probeta. Al aumentar la carga la probeta se deforma; entonces, se mide tanto la fuerza como la deformación en diferentes instantes de la prueba, y se construye una curva esfuerzo-deformación como la de la Figura No. 83, que muestra la curva típica de un acero suave.
Figura No. 82:
METALMECÁNICA 159
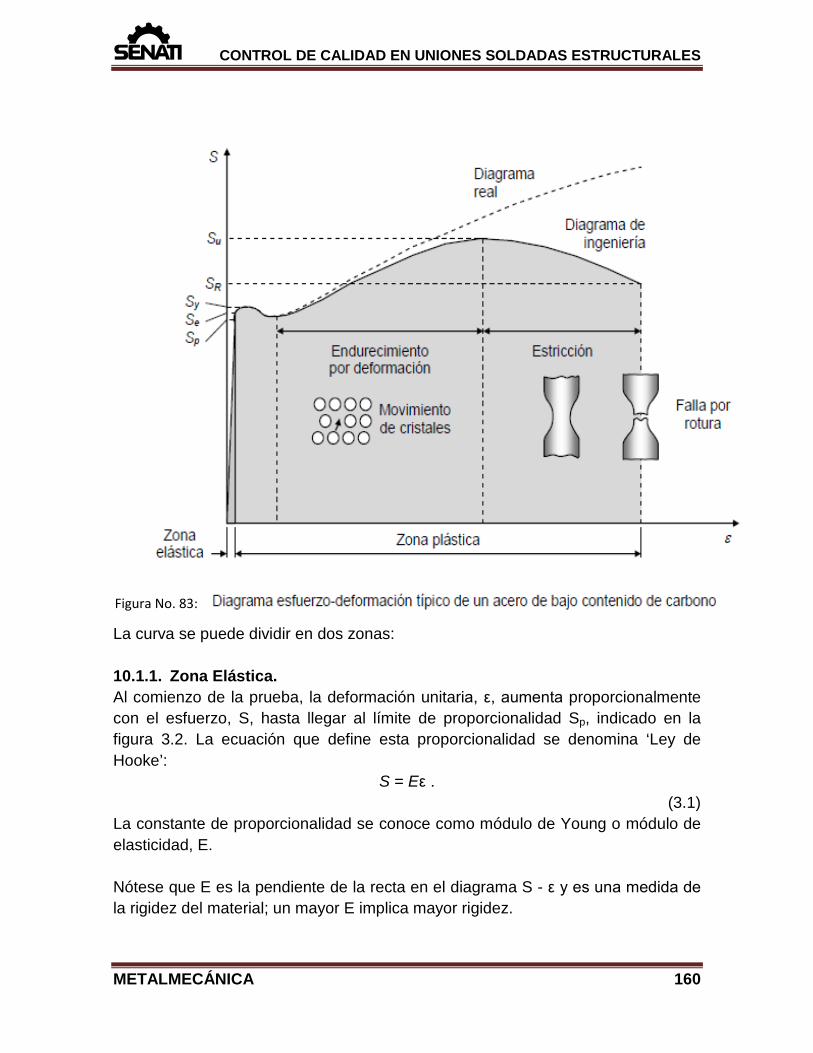
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
La curva se puede dividir en dos zonas: 10.1.1. Zona Elástica. Al comienzo de la prueba, la deformación unitaria, ε, aumenta proporcionalmente con el esfuerzo, S, hasta llegar al límite de proporcionalidad Sp, indicado en la figura 3.2. La ecuación que define esta proporcionalidad se denomina ‘Ley de Hooke’:
S = Eε . (3.1)
La constante de proporcionalidad se conoce como módulo de Young o módulo de elasticidad, E. Nótese que E es la pendiente de la recta en el diagrama S - ε y es una medida de la rigidez del material; un mayor E implica mayor rigidez.
Figura No. 83:
METALMECÁNICA 160
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Por ejemplo, dentro de la zona de proporcionalidad el acero es casi tres veces más rígido que las aleaciones de aluminio (Eacero = 207 GPa y Ealeac.aluminio = 72 GPa - tabla A-3.1, apéndice 3). A partir del límite de proporcionalidad, la deformación no varía linealmente con el esfuerzo; ambos siguen aumentando hasta que se alcanza el limite elástico, Se, que es el máximo esfuerzo que se le puede aplicar a la probeta sin que ocurran deformaciones permanentes. Si la fuerza se suprime en este límite o en un punto anterior, la probeta recuperará su tamaño inicial; es decir, toda su deformación fue elástica. El valor que se obtiene del límite elástico depende de la precisión de la medición. Por esto, se suele definir un límite elástico convencional, con el que se produce un alargamiento residual igual a un valor prefijado (usualmente de 0.05%). Como se muestra en la figura 3.2, la zona elástica es una parte muy pequeña del diagrama S - ε de un acero suave. Esto se debe a que las deformaciones que sufre la probeta en la parte elástica son muy pequeñas comparadas con las deformaciones en la zona plástica. Durante todo el ensayo, el área de la sección transversal se reduce a medida que la probeta se alarga. 10.1.2. Zona Plástica. Esta zona comienza donde termina la zona elástica. En la zona plástica ocurren deformaciones plásticas (permanentes); es decir, la pieza queda deformada al suprimir la carga. Los cristales y las dislocaciones del material comienzan a deslizarse (véase la Figura No. 83) debido a la acción de esfuerzos cortantes, ya que se ha alcanzado la resistencia del material a la fluencia, Sy; en este instante ocurren grandes deformaciones con pequeños (o nulos) aumentos de la carga. A medida que los cristales del material se deslizan, éstos van ocupando los vacíos que hay en la red, haciendo el material más homogéneo y resistente.
METALMECÁNICA 161
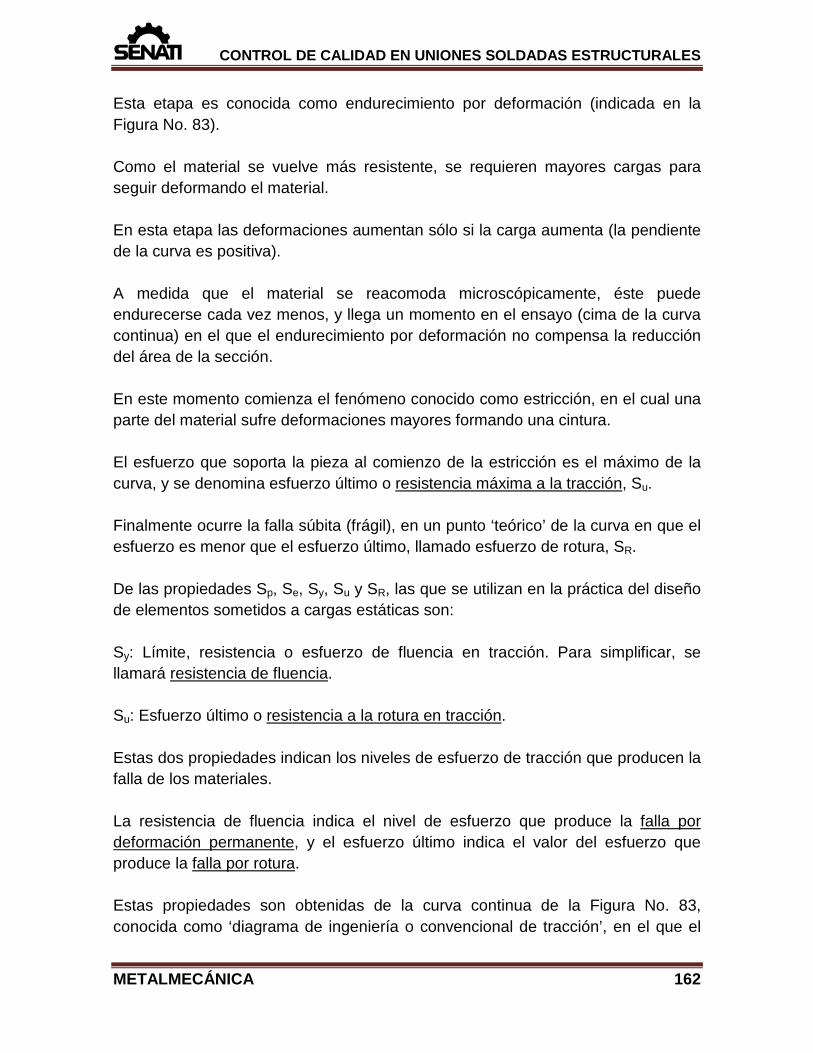
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Esta etapa es conocida como endurecimiento por deformación (indicada en la Figura No. 83). Como el material se vuelve más resistente, se requieren mayores cargas para seguir deformando el material. En esta etapa las deformaciones aumentan sólo si la carga aumenta (la pendiente de la curva es positiva). A medida que el material se reacomoda microscópicamente, éste puede endurecerse cada vez menos, y llega un momento en el ensayo (cima de la curva continua) en el que el endurecimiento por deformación no compensa la reducción del área de la sección. En este momento comienza el fenómeno conocido como estricción, en el cual una parte del material sufre deformaciones mayores formando una cintura. El esfuerzo que soporta la pieza al comienzo de la estricción es el máximo de la curva, y se denomina esfuerzo último o resistencia máxima a la tracción, Su. Finalmente ocurre la falla súbita (frágil), en un punto ‘teórico’ de la curva en que el esfuerzo es menor que el esfuerzo último, llamado esfuerzo de rotura, SR. De las propiedades Sp, Se, Sy, Su y SR, las que se utilizan en la práctica del diseño de elementos sometidos a cargas estáticas son: Sy: Límite, resistencia o esfuerzo de fluencia en tracción. Para simplificar, se llamará resistencia de fluencia. Su: Esfuerzo último o resistencia a la rotura en tracción. Estas dos propiedades indican los niveles de esfuerzo de tracción que producen la falla de los materiales. La resistencia de fluencia indica el nivel de esfuerzo que produce la falla por deformación permanente, y el esfuerzo último indica el valor del esfuerzo que produce la falla por rotura. Estas propiedades son obtenidas de la curva continua de la Figura No. 83, conocida como ‘diagrama de ingeniería o convencional de tracción’, en el que el
METALMECÁNICA 162
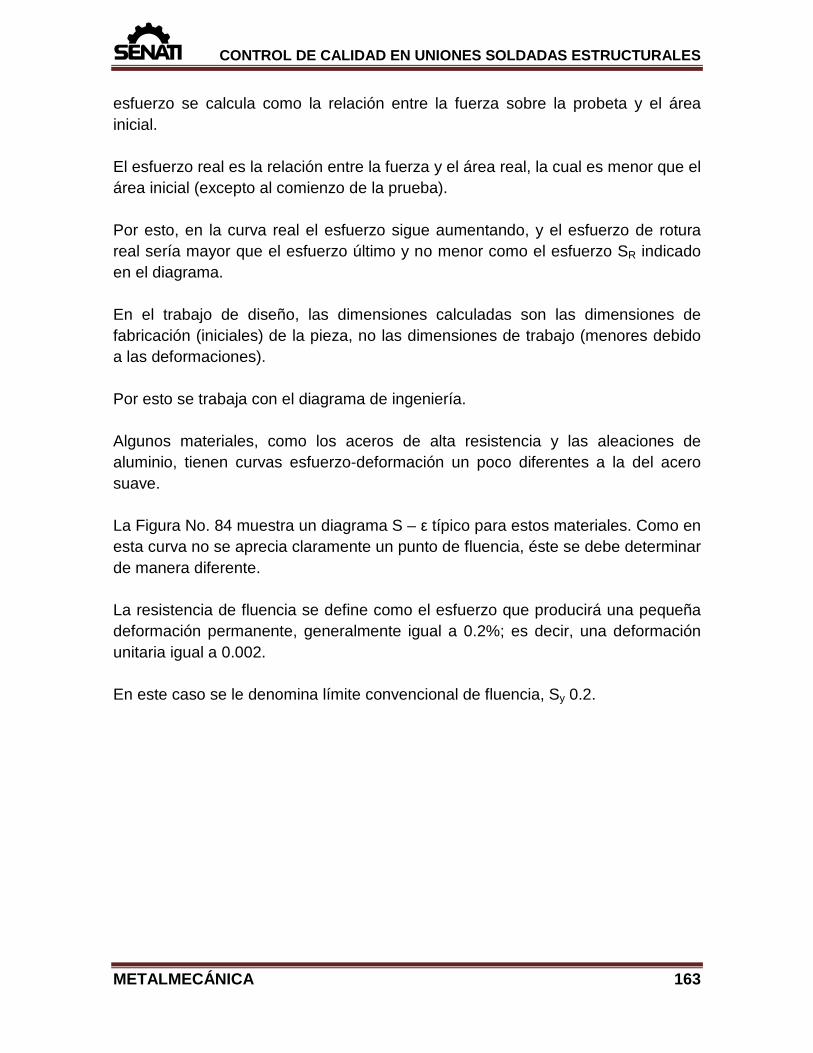
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
esfuerzo se calcula como la relación entre la fuerza sobre la probeta y el área inicial. El esfuerzo real es la relación entre la fuerza y el área real, la cual es menor que el área inicial (excepto al comienzo de la prueba). Por esto, en la curva real el esfuerzo sigue aumentando, y el esfuerzo de rotura real sería mayor que el esfuerzo último y no menor como el esfuerzo SR indicado en el diagrama. En el trabajo de diseño, las dimensiones calculadas son las dimensiones de fabricación (iniciales) de la pieza, no las dimensiones de trabajo (menores debido a las deformaciones). Por esto se trabaja con el diagrama de ingeniería. Algunos materiales, como los aceros de alta resistencia y las aleaciones de aluminio, tienen curvas esfuerzo-deformación un poco diferentes a la del acero suave. La Figura No. 84 muestra un diagrama S – ε típico para estos materiales. Como en esta curva no se aprecia claramente un punto de fluencia, éste se debe determinar de manera diferente. La resistencia de fluencia se define como el esfuerzo que producirá una pequeña deformación permanente, generalmente igual a 0.2%; es decir, una deformación unitaria igual a 0.002. En este caso se le denomina límite convencional de fluencia, Sy 0.2.
METALMECÁNICA 163
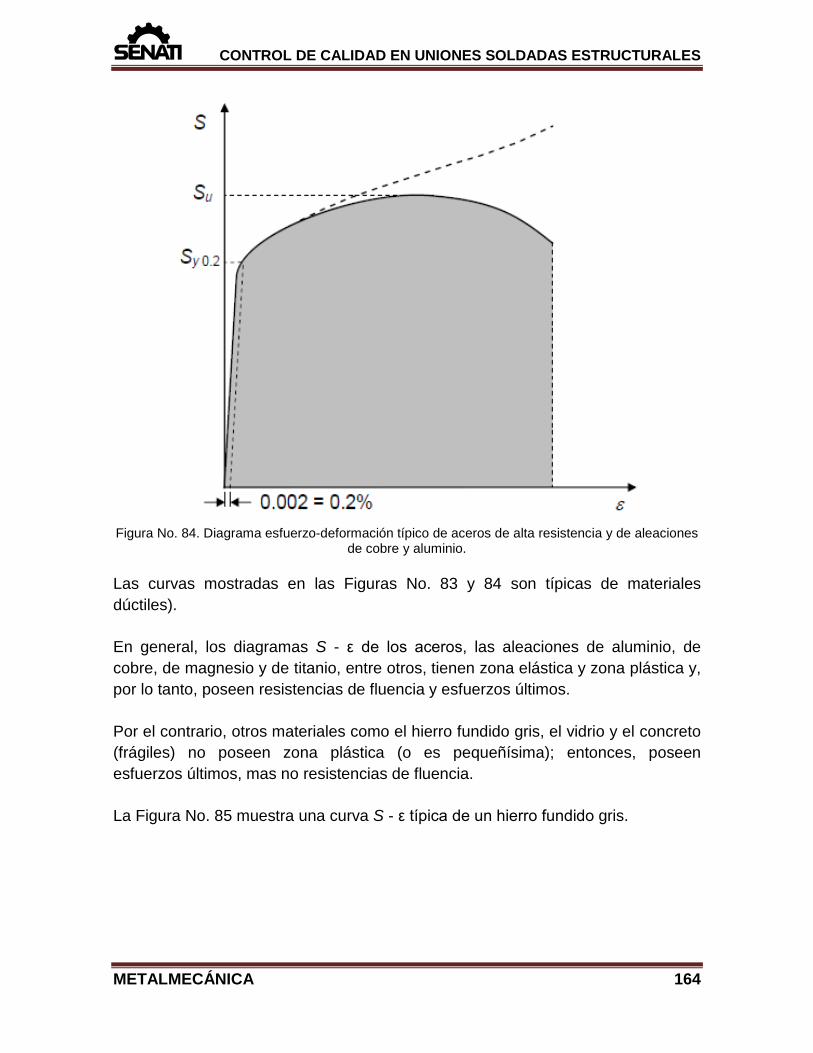
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Figura No. 84. Diagrama esfuerzo-deformación típico de aceros de alta resistencia y de aleaciones
de cobre y aluminio. Las curvas mostradas en las Figuras No. 83 y 84 son típicas de materiales dúctiles). En general, los diagramas S - ε de los aceros, las aleaciones de aluminio, de cobre, de magnesio y de titanio, entre otros, tienen zona elástica y zona plástica y, por lo tanto, poseen resistencias de fluencia y esfuerzos últimos. Por el contrario, otros materiales como el hierro fundido gris, el vidrio y el concreto (frágiles) no poseen zona plástica (o es pequeñísima); entonces, poseen esfuerzos últimos, mas no resistencias de fluencia. La Figura No. 85 muestra una curva S - ε típica de un hierro fundido gris.
METALMECÁNICA 164

CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Figura No. 85. Curva S - ε de un hierro fundido gris.
Al aplicar cargas de compresión y de torsión sobre probetas de ensayo, se obtienen curvas similares a las de las figuras 3.2 a 3.4. De estos ensayos se obtienen también las propiedades para el diseño: Syc: Resistencia de fluencia en compresión. Suc: Esfuerzo último en compresión. Sys: Resistencia de fluencia en torsión. Sus: Esfuerzo último en torsión. Los subíndices ‘c’ y ‘s’ de estas propiedades indican ‘compresión’ y ‘shear stress’ (esfuerzo cortante) respectivamente. Cuando no se tengan disponibles las resistencias a la torsión de un acero, pueden estimarse así:
Sus ≈ 0.75 Su y Sys ≈ 0.577 Sy.
METALMECÁNICA 165
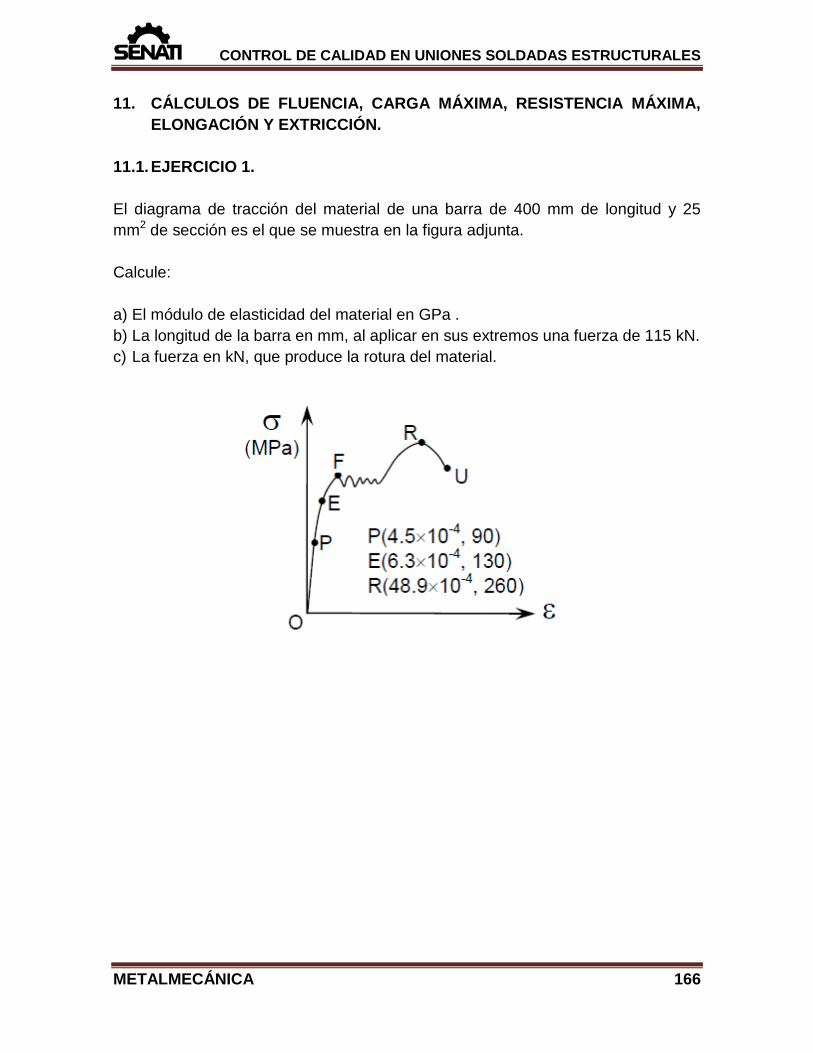
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
11. CÁLCULOS DE FLUENCIA, CARGA MÁXIMA, RESISTENCIA MÁXIMA, ELONGACIÓN Y EXTRICCIÓN.
11.1. EJERCICIO 1. El diagrama de tracción del material de una barra de 400 mm de longitud y 25 mm2 de sección es el que se muestra en la figura adjunta. Calcule: a) El módulo de elasticidad del material en GPa . b) La longitud de la barra en mm, al aplicar en sus extremos una fuerza de 115 kN. c) La fuerza en kN, que produce la rotura del material.
METALMECÁNICA 166
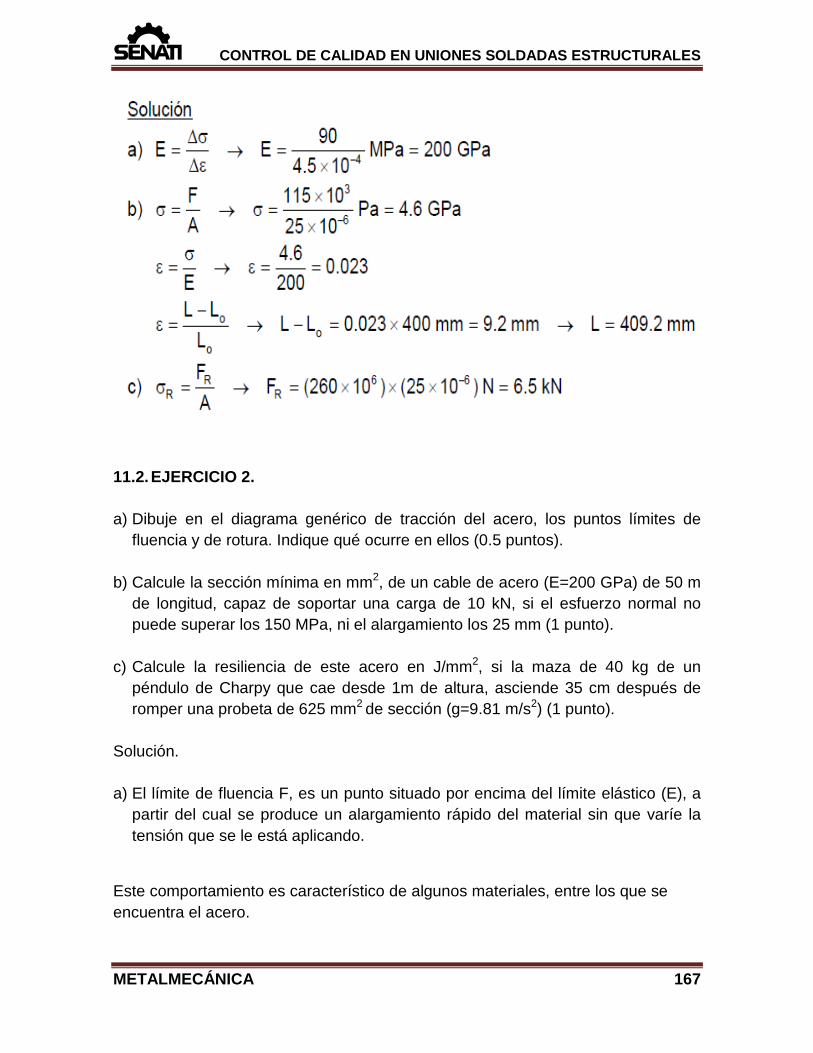
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
11.2. EJERCICIO 2. a) Dibuje en el diagrama genérico de tracción del acero, los puntos límites de
fluencia y de rotura. Indique qué ocurre en ellos (0.5 puntos).
b) Calcule la sección mínima en mm2, de un cable de acero (E=200 GPa) de 50 m de longitud, capaz de soportar una carga de 10 kN, si el esfuerzo normal no puede superar los 150 MPa, ni el alargamiento los 25 mm (1 punto).
c) Calcule la resiliencia de este acero en J/mm2, si la maza de 40 kg de un péndulo de Charpy que cae desde 1m de altura, asciende 35 cm después de romper una probeta de 625 mm2 de sección (g=9.81 m/s2) (1 punto).
Solución. a) El límite de fluencia F, es un punto situado por encima del límite elástico (E), a
partir del cual se produce un alargamiento rápido del material sin que varíe la tensión que se le está aplicando.
Este comportamiento es característico de algunos materiales, entre los que se encuentra el acero.
METALMECÁNICA 167
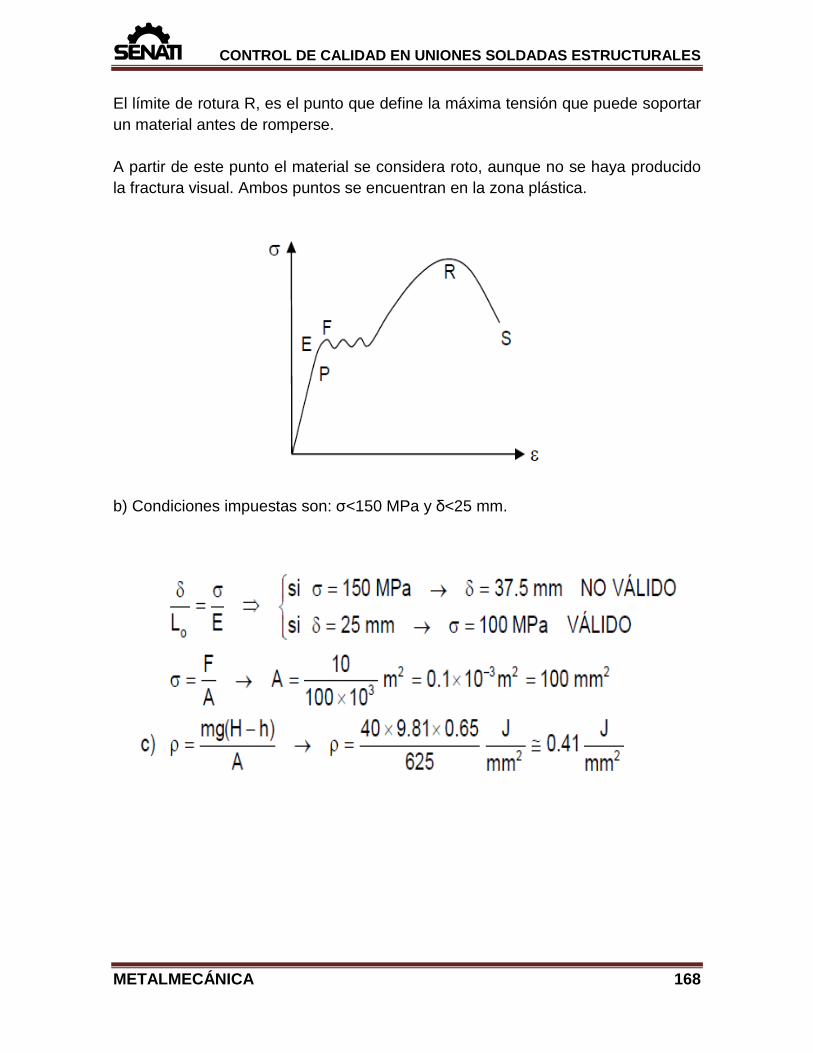
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
El límite de rotura R, es el punto que define la máxima tensión que puede soportar un material antes de romperse. A partir de este punto el material se considera roto, aunque no se haya producido la fractura visual. Ambos puntos se encuentran en la zona plástica.
b) Condiciones impuestas son: σ<150 MPa y δ<25 mm.
METALMECÁNICA 168
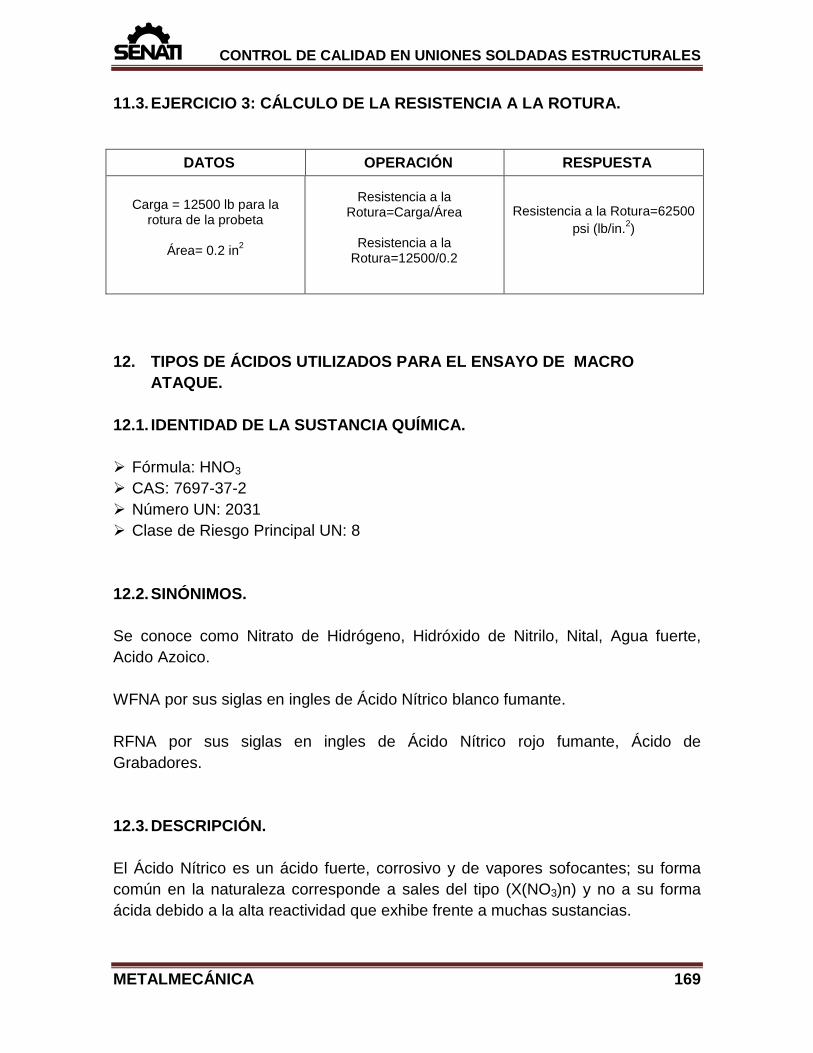
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
11.3. EJERCICIO 3: CÁLCULO DE LA RESISTENCIA A LA ROTURA.
DATOS OPERACIÓN RESPUESTA
Carga = 12500 lb para la
rotura de la probeta
Área= 0.2 in2
Resistencia a la Rotura=Carga/Área
Resistencia a la
Rotura=12500/0.2
Resistencia a la Rotura=62500 psi (lb/in.2)
12. TIPOS DE ÁCIDOS UTILIZADOS PARA EL ENSAYO DE MACRO
ATAQUE. 12.1. IDENTIDAD DE LA SUSTANCIA QUÍMICA. Fórmula: HNO3 CAS: 7697-37-2 Número UN: 2031 Clase de Riesgo Principal UN: 8 12.2. SINÓNIMOS. Se conoce como Nitrato de Hidrógeno, Hidróxido de Nitrilo, Nital, Agua fuerte, Acido Azoico. WFNA por sus siglas en ingles de Ácido Nítrico blanco fumante. RFNA por sus siglas en ingles de Ácido Nítrico rojo fumante, Ácido de Grabadores. 12.3. DESCRIPCIÓN. El Ácido Nítrico es un ácido fuerte, corrosivo y de vapores sofocantes; su forma común en la naturaleza corresponde a sales del tipo (X(NO3)n) y no a su forma ácida debido a la alta reactividad que exhibe frente a muchas sustancias.
METALMECÁNICA 169
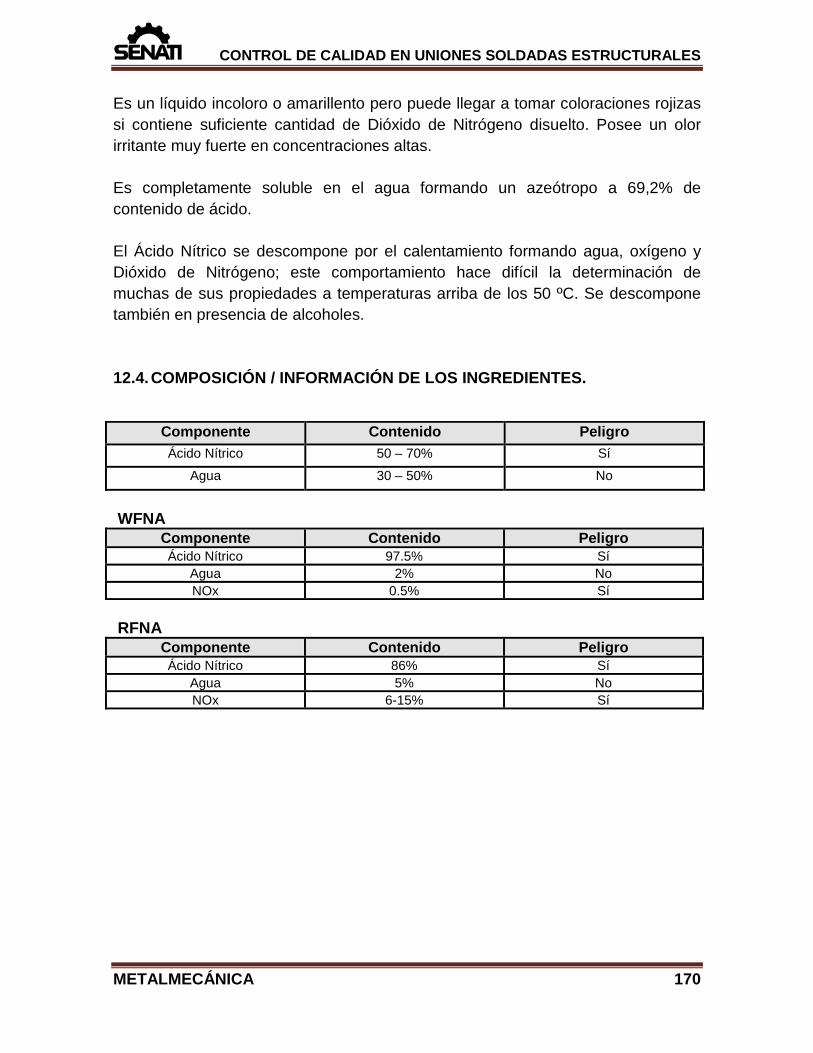
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Es un líquido incoloro o amarillento pero puede llegar a tomar coloraciones rojizas si contiene suficiente cantidad de Dióxido de Nitrógeno disuelto. Posee un olor irritante muy fuerte en concentraciones altas. Es completamente soluble en el agua formando un azeótropo a 69,2% de contenido de ácido. El Ácido Nítrico se descompone por el calentamiento formando agua, oxígeno y Dióxido de Nitrógeno; este comportamiento hace difícil la determinación de muchas de sus propiedades a temperaturas arriba de los 50 ºC. Se descompone también en presencia de alcoholes. 12.4. COMPOSICIÓN / INFORMACIÓN DE LOS INGREDIENTES.
Componente Contenido Peligro Ácido Nítrico 50 – 70% Sí
Agua 30 – 50% No
WFNA
Componente Contenido Peligro Ácido Nítrico 97.5% Sí
Agua 2% No NOx 0.5% Sí
RFNA
Componente Contenido Peligro Ácido Nítrico 86% Sí
Agua 5% No NOx 6-15% Sí
METALMECÁNICA 170
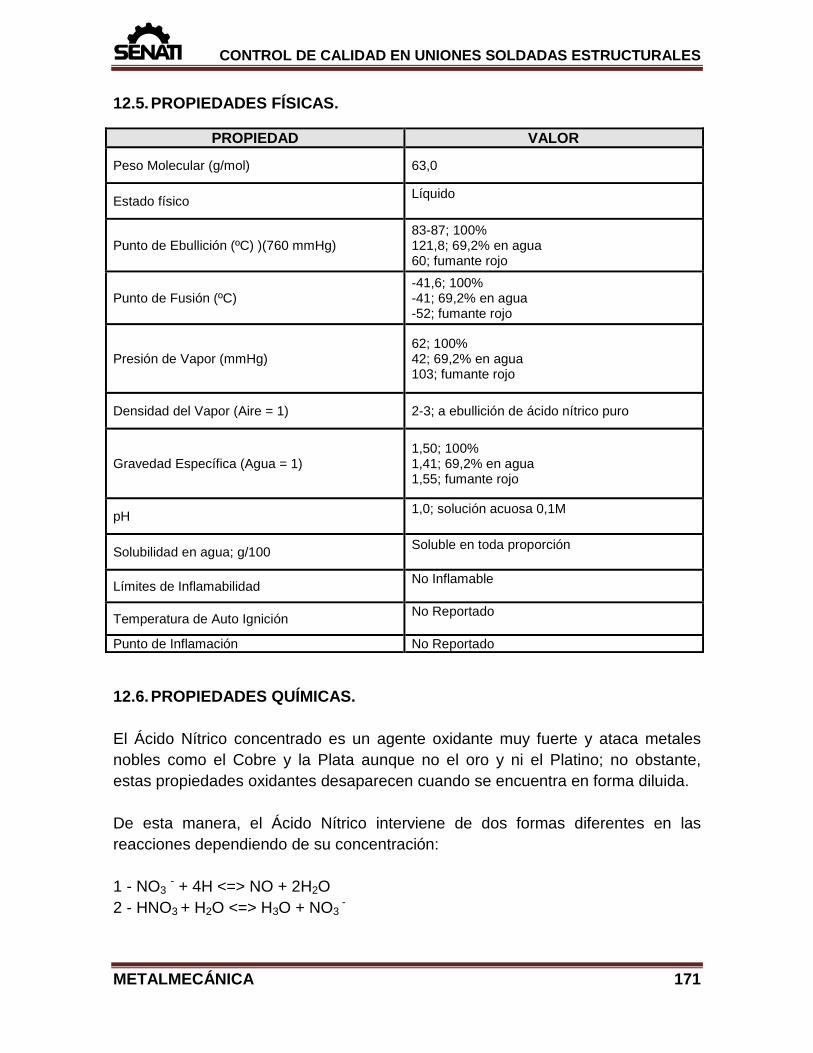
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
12.5. PROPIEDADES FÍSICAS.
PROPIEDAD VALOR
Peso Molecular (g/mol) 63,0
Estado físico Líquido
Punto de Ebullición (ºC) )(760 mmHg) 83-87; 100% 121,8; 69,2% en agua 60; fumante rojo
Punto de Fusión (ºC) -41,6; 100% -41; 69,2% en agua -52; fumante rojo
Presión de Vapor (mmHg) 62; 100% 42; 69,2% en agua 103; fumante rojo
Densidad del Vapor (Aire = 1) 2-3; a ebullición de ácido nítrico puro
Gravedad Específica (Agua = 1) 1,50; 100% 1,41; 69,2% en agua 1,55; fumante rojo
pH 1,0; solución acuosa 0,1M
Solubilidad en agua; g/100 Soluble en toda proporción
Límites de Inflamabilidad No Inflamable
Temperatura de Auto Ignición No Reportado
Punto de Inflamación No ReportadoOPIEDAD 12.6. PROPIEDADES QUÍMICAS. El Ácido Nítrico concentrado es un agente oxidante muy fuerte y ataca metales nobles como el Cobre y la Plata aunque no el oro y ni el Platino; no obstante, estas propiedades oxidantes desaparecen cuando se encuentra en forma diluida. De esta manera, el Ácido Nítrico interviene de dos formas diferentes en las reacciones dependiendo de su concentración: 1 - NO3 - + 4H <=> NO + 2H2O 2 - HNO3 + H2O <=> H3O + NO3
-
METALMECÁNICA 171
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
La primera de las semirreacciones corresponde a su forma concentrada y la segunda a la diluida. Este ácido reacciona con metales de carácter básico liberando Hidrógeno y dando lugar al correspondiente nitrato del metal; si los metales se encuentran en forma de polvo, la reacción se desarrolla con un violento desprendimiento de energía generando por lo regular explosiones. El Ácido Nítrico no ataca metales nobles como el oro, pero éste se puede disolver en una mezcla de tres partes de Ácido Nítrico concentrado y una de Ácido Clorhídrico concentrado conocida como agua regia. Cuando el Ácido Nítrico ataca metales como el aluminio y el Cromo, se genera en la superficie de estos metales una capa de óxido que les impide seguir siendo atacados y los protege contra ataques posteriores de químicos de otra naturaleza, este fenómeno se conoce como pasivación. De forma general, ataca algunas formas de plásticos, cauchos y recubrimientos; reacciona de forma violenta con sustancias fácilmente oxidables como madera, combustibles y solventes como la Trementina o el Etanol. 12.7. INCOMPATIBILIDADES. El Ácido Nítrico concentrado es una sustancia oxidante muy fuerte y reacciona de forma violenta con materiales combustibles y reductores. Es un ácido fuerte y como tal reacciona violentamente con las sustancias básicas. Reacciona violentamente con sustancias orgánicas como Acetona, Ácido Acético, Anhídrido Acético, Alcoholes, Trementina, causando riesgo de fuego y explosión. En presencia de Polvos Metálicos, Carburos y Sulfuro de Hidrógeno da lugar a reacciones explosivas. El Ácido Nítrico concentrado libera calor y gases tóxicos cuando se mezcla con agua. Cuando se calienta genera Óxidos de Nitrógeno irritantes. 12.8. APLICACIONES Y USOS. De forma general se usa en la manufactura de nitratos orgánicos e inorgánicos, como intermediario en materiales colorantes, en la elaboración de medicamentos
METALMECÁNICA 172
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
para veterinaria, en joyería, en la industria del fotograbado y en la industria de los explosivos. Su principal aplicación es la industria de los fertilizantes donde se consume en alrededor de un 75% del total producido. El Ácido Nítrico en intervalos de concentraciones de 55% a 60% se usa aquí como materia prima en la producción de fertilizantes nitrogenados. 12.9. EFECTOS SOBRE LA SALUD. 12.9.1. Ácido Nítrico Concentración Mayor 20% R8: Peligro de fuego en contacto con materias combustibles
R35: Provoca quemaduras graves. 12.9.2. Ácido Nítrico Concentración entre 5% y 20% R35: Provoca quemaduras graves El Ácido Nítrico es una sustancia muy corrosiva e irritante de ojos, piel, tracto respiratorio y tracto digestivo. No es una sustancia combustible pero promueve la combustión en otras sustancias. Cuando se somete al calentamiento o a la llama, el Ácido Nítrico emite gases tóxicos e irritantes muy peligrosos. Cuando el Ácido Nítrico entra en contacto con tejidos o membranas vivas como la boca, garganta, esófago y estómago, causa ulceraciones y quemaduras que dependiendo de la concentración del ácido pueden llegar a ser muy graves. Los síntomas de una exposición a Ácido Nítrico incluyen irritación en los ojos, en las membranas mucosas y en la piel, de forma retardada se puede presentar edema pulmonar, bronquitis y erosión dental. La muerte por efecto de esta sustancia se da por lo regular a causa de shock y colapso circulatorio.
METALMECÁNICA 173
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Personas con desordenes cardiopulmonares, oculares o cutáneos son más sensibles a los efectos de exposiciones al Ácido Nítrico. 12.10. INHALACIÓN. El Ácido Nítrico no es una sustancia de uso doméstico, solo se emplea a nivel industrial y en laboratorios y por tanto estos son los lugares donde existe mayor riesgo de exposición en niveles peligrosos para la salud de una manera aguda. La fuente de exposición al Ácido Nítrico en el aire obedece a que éste desprende humos tóxicos aun a temperatura ambiente; estos humos corresponden principalmente a óxido nítrico y Dióxido de Nitrógeno. La contaminación del aire con los humos del ácido se da de manera rápida y puede alcanzar niveles peligrosos si la habitación donde se encuentra la sustancia está mal ventilada. La exposición aguda a humos de Ácido Nítrico provoca de manera inmediata irritación nasal, inflamación del tracto respiratorio, sensación de ahogo, laringitis y dolor en el pecho. Junto con estos efectos se puede presentar sangrado de las encías y de la nariz, ulceración de la mucosa nasal y oral, edema pulmonar, bronquitis crónica y neumonía. Los efectos descritos se pueden presentar de manera retardada en periodos de entre 4 y 30 horas. Después de la exposición. Para el caso del edema pulmonar, los efectos reales se experimentan unas horas luego de la exposición y son agravados por actividades físicas fuertes. 12.11. PROCEDIMIENTOS EN CASO DE DERRAMES O FUGAS. Las siguientes son recomendaciones para tratar fugas o derrames de Acido Nítrico: Ventilar el área de fuga o derrame.
METALMECÁNICA 174
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
En lo posible, colectar el líquido de escape en recipientes sellables herméticamente.
Diluir con agua el material que no se haya podido recoger. Efectuar una neutralización con bases diluidas como Carbonato de Sodio o cal
viva. El Ácido Nítrico no se debe intentar absorber sobre agentes combustibles como
aserrín. El área de fuga se debe evacuar de forma inmediata. Se debe aplicar ventilación para diluir y retirar los posibles gases generados por la fuga o el derrame. El personal innecesario y aquel que no porte equipo de seguridad apropiado se debe retirar de la zona de peligro hasta que se completen los procedimientos de limpieza 12.12. EQUIPO DE PROTECCIÓN PERSONAL. Los empleados deben estar provistos y obligados a usar ropas impermeables,
guantes, caretas y otros materiales de protección apropiados para prevenir cualquier posibilidad de contacto con la piel de Ácido Nítrico o líquidos que contengan Ácido Nítrico que tengan un pH menor o igual a 2,5. Los empleados deben portar este mismo equipo de seguridad cuando estén expuestos de forma prolongada a soluciones de Ácido Nítrico con pH mayor de 2,5.
La ropa contaminada con Ácido Nítrico se debe retirar de manera inmediata y
se debe ubicar en un contenedor de cierre hermético hasta que se retire el Ácido Nítrico de ella.
Donde exista alguna posibilidad de exposición del cuerpo de un empleado a Ácido Nítrico en forma líquida o en soluciones que contengan Ácido Nítrico con pH igual o menor de 2, 5, se deben proveer instalaciones para el rápido lavado del cuerpo en el área inmediata de trabajo para uso en emergencias.
Los empleados deben estar provistos y obligados a usar gafas de seguridad a
prueba de salpicaduras donde exista alguna posibilidad que Ácido Nítrico líquido o en soluciones entre en contacto con los ojos.
Donde exista alguna posibilidad que Ácido Nítrico líquido o soluciones de Ácido
Nítrico con pH menor o igual a 2,5 entren en contacto con los ojos de los
METALMECÁNICA 175
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
trabajadores, se debe proveer una ducha lava ojos en las cercanías inmediatas al área de trabajo.
12.13. PROTECCIÓN RESPIRATORIA. Se deben usar respiradores (máscaras de respiración) cuando las prácticas de control de ingeniería y de operación no son técnicamente alcanzables, cuando tales controles están en proceso de instalación o cuando fallan y necesitan ser reemplazados. Los equipos de respiración pueden ser también usados para operaciones donde se requiere ingresar en tanques o recipientes cerrados y en situaciones de emergencia. En adición al uso de respiradores y equipos de respiración, se debe instituir un programa completo de seguridad respiratoria que debe incluir entrenamiento, mantenimiento, inspección, limpieza y evaluación. 12.14. ALMACENAMIENTO. El lugar de almacenamiento del Ácido Nítrico no debe contener ninguna de las sustancias que constituyen sus incompatibilidades, dentro de las que se encuentran sustancias reductoras, sustancias básicas, químicos orgánicos o combustibles, etc. El Ácido Nítrico no se debe transportar o almacenar junto con alimentos o productos alimenticios intermediarios para evitar la contaminación de estos últimos. Los empaques unitarios donde se envase el Ácido Nítrico deben ser de material irrompible. Aquellos envases que pueden sufrir ruptura como botellas de vidrio se deben introducir en contenedores más grandes de mayor resistencia a la ruptura. Como regla general, de forma industrial el Ácido Nítrico se transporta y almacena en contenedores de acero inoxidable. El lugar de almacenamiento permanente debe estar proveído con un buen sistema de ventilación para evitar acumulación de vapores o gases tóxicos; de la misma
METALMECÁNICA 176
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
forma, debe ser un lugar seco, fresco y que no presente cambios bruscos en su temperatura. 12.15. COMPORTAMIENTO EN EL AMBIENTE. El Ácido Nítrico está presente en la atmósfera por acción humana indirecta donde contribuye en los fenómenos de lluvia ácida. Los compuestos nitrogenados de carácter ácido, como los óxidos de Nitrógeno y el Ácido Nítrico generan una amplia gama de efectos en el ambiente, incluyendo cambios en la composición de algunas especies de vegetación en ecosistemas acuáticos y terrestres, reducción de visibilidad, acidificación de cuerpos de agua dulce, eutrificación de aguas costeras y de estuarios e incrementos de toxinas peligrosas para peces y otros organismos acuáticos. 12.15.1. Suelo. El Ácido Nítrico puede alcanzar el suelo por acción de las lluvias que lo limpian de la atmósfera o por derrames directos producto de accidentes o malos manejos en las plantas de producción o transformación. Gracias a sus características de alta reactividad no es una sustancia que se mantenga en su forma ácida por mucho tiempo. Reacciona con sustancias básicas en el suelo formando Nitratos que son luego transformados y asimilados por bacterias del suelo o por plantas y se incorpora a las cadenas alimenticias en forma de nutrientes. Por sus características oxidantes, reacciona con materiales orgánicos generando de nuevo los Óxidos de Nitrógeno de los cuales proviene. 12.15.2. Aire. El Ácido Nítrico está presente en la atmósfera gracias a la interacción de Óxidos de Nitrógeno (NO y NO2 principalmente) con Ozono y humedad atmosféricos en presencia de sustancias catalíticas como aerosoles metálicos y radiaciones ultravioleta del sol.
METALMECÁNICA 177
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
Los Óxidos de Nitrógeno se liberan en la atmósfera como producto de los gases emitidos por vehículos a motor, la quema de Carbón, aceite o gas natural, en operaciones como la soldadura con arco eléctrico, electroplateado, la reacción del Ácido Nítrico con celulosa o metales y explosión de dinamita. La presencia de Óxidos de Nitrógeno en la atmósfera varía de lugar a lugar y con la época del año. 12.16. USOS, GENERACION Y CONTROLES.
USO, GENERACION CONTROL
Usado en metalurgia; en la refinación de metales y en la recuperación de minerales metálicos.
Ventilación local de la operación; ventilación de dilución general; equipo de protección personal.
Usado en la acidificación de roca fosfórica y manufactura de soluciones de Nitrógeno para uso en la industria de fertilizantes.
Ventilación local de la operación; ventilación de dilución general; equipo de protección personal.
Usado como reactivo de laboratorio; usado en la industria de la pulpa de madera.
Aislamiento de operación, ventilación local de la operación; ventilación de dilución general; equipo de protección personal.
Usado en la síntesis inorgánica en la manufactura de fertilizantes, explosivos, herbicidas, antibióticos, curado de la carne, cerámica y farmacéuticos.
Aislamiento de operación, ventilación local de la operación; ventilación de dilución general; equipo de protección personal.
Usado en la síntesis orgánica en la manufactura de agentes nitrantes y oxidantes, nylon, espumas, lubricantes, insecticidas, colorantes, explosivos, películas fotográficas, lacas y derivados de la celulosa.
Aislamiento de operación, ventilación local de la operación; ventilación de dilución general; equipo de protección personal.
Uso / Generación
METALMECÁNICA 178
CONTROL DE CALIDAD EN UNIONES SOLDADAS ESTRUCTURALES
BIBLIOGRAFÍA
1. FUNDAMENTOS DE LA SOLDADURA POR AWS. (SOCIEDAD AMERICANA DE SOLDADURA).
2. INTERPRRETACION DE PLACAS
RADIOGRAFICAS. POR PUCP ING. SOLDADURA.
3. LIQUIDOS PENETRANTES POR ATAC SAC.
4. PARTICULAS MAGNETICAS POR ATAC SAC.
5. RADIOGRAFIA INDUSTRIAL. POR ATAC SAC.
6. CODIGO D1.1 POR AWS.
7. CODIGO ASME SECCION IX POR ASME.
8. RESUMEN CODIGO D1.1 POR Ing. W. MENDOZA
9. RESUMEN CODIGO ASME IX POR Ing. W. MENDOZA
10. CODIGO API 1104 POR API.
METALMECÁNICA 179