corporaciÓn mexicana de investigaciÓn en materiales · los miembros del comité tutorial...
TRANSCRIPT
CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISIÓN DE ESTUDIOS DE POSGRADO
"EFECTO DE LA SOLDABILIDAD CON EL PROCESO GMAW SOBRE LAS
PROPIEDADES MECÁNICAS DE UNIONES DE ACERO WELDOX 100 Y
ACERO FORJADO AISI 8630 PARA CAMIONES DE MINERÍA"
POR
EDUARDO CORTES GRIJALVA
TESIS
EN OPCIÓN COMO MAESTRO EN TECNOLOGÍADE LA SOLDADURA INDUSTRIAL
CD. ACUÑA, COAHUILA, MÉXICO, FEBRERO DEL 2012

CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISIÓN DE ESTUDIOS DE POSGRADO
EFECTO DE LA SOLDABILIDAD CON EL PROCESO GMAW SOBRE LASPROPIEDADES MECÁNICAS DE UNIONES DE ACERO WELDOX 100 Y
ACERO FORJADO AISI 8630 PARA CAMIONES DE MINERÍA"
POR
EDUARDO CORTES GRIJALVA
TESIS
EN OPCIÓN COMO MAESTRO EN TECNOLOGÍADE LA SOLDADURA INDUSTRIAL
CD. ACUÑA, COAHUILA, MÉXICO, FEBRERO DEL 2012

Corporación Mexicana de Investigación en Materiales
Gerencia de Desarrollo Humano
División de Estudios de Posgrado
Los miembros del comité tutorial recomendamos que la tesis "EFECTO DE
LA SOLDABILIDAD CON EL PROCESO GMAW SOBRE LAS
PROPIEDADES MECÁNICAS DE UNIONES DE ACERO WELDOX 100 Y
ACERO FORJADO AISI 8630 PARA CAMIONES DE MINERÍA"realizada por
el alumno EDUARDO CORTES GRIJALVA con número de matrícula 10-
MS021 sea aceptada para su defensa como Maestro en Tecnología de la
Soldadura Industrial.
ElCo
i dhCiSCó ÚdfldiA íl.CWI. Francisco Canales Rodríguez
Tutor en Planta
MC. Claudi
Coor
MjOGfíbfielTGárcía CereceroTutor Académico
MC. Víctor Hugo López CortezAsesor
González Rodríguezídor de Posgrado

Corporación Mexicana de Investigación en Materiales
Gerencia de Desarrollo Humano
División de Estudios de Posgrado
Los abajo firmantes, miembros del Jurado del Examen de Grado del alumno
EDUARDO CORTES GRIJALVA, una vez leída y revisada la Tesis titulada
"EFECTO DE LA SOLDABILIDAD CON EL PROCESO GMAW SOBRE LAS
PROPIEDADES MECÁNICAS DE UNIONES DE ACERO WELDOX 100 Y
ACERO FORJADO AISI 8630 PARA CAMIONES DE MINERÍA", aceptamos
que la referida Tesis revisada y corregida, sea presentada por el alumno para
aspirar al grado de Maestro en Tecnología de la Soldadura Industrial durante el
Examen de Grado correspondiente.
Y para que así conste firmamos la presente a los 27 días del mes de febrero
del año 2012
cía Cerecero
Vocal

DEDICATORIAS Y AGRADECIMIENTOS
El siguiente trabajo se lo dedico a mi esposa Leo, mis hijos Cristian y Valeria,
mis padres Hernán y Rosa María, mis hermanos Ana Lilia, Rosita y Aldo, a mis
maestros que estuvieron durante el desarrollo de la especialidad así como de la
maestría, importante mención de mi asesor y amigo Gabriel García Cerecero
que tuvo la paciencia y las palabras siempre apropiadas para alentarme en este
andar.
Y por sobre todas las cosas agradezco a Dios por haberme dado salud,
entereza y perseverancia para lograr este importante objetivo en mi vida.

ÍNDICE GENERAL
SÍNTESIS 1
CAPÍTULO 1 INTRODUCCIÓN 31.1 Antecedentes 31.2 Planteamiento del problema 91.3 Objetivo general 10
1.3.1 Objetivos específicos 101.4 Justificación 111.5 Hipótesis 121.6 Beneficios y aportaciones 121.7 Alcance 12
CAPÍTULO 2 ESTADO DEL ARTE 142.1 Aceros forjados 14
2.1.1 Proceso de forja 152.1.2 Metalurgia 222.1.3 Soldabilidad 222.1.4 Aceros AISI 8630 24
2.2 Aceros de alta resistencia 242.2.1 Metalurgia de aceros de alta resistencia 252.2.2 Soldabilidad 282.2.3 Aceros Weldox 100 33
2.3 Caracterización de las propiedades mecánicas en uniones 34soldadas en Aceros disímiles sometidos a cargas cíclicas.2.3.1 Parámetros utilizados en el proceso de soldadura 352.3.2 Evaluación de propiedades mecánicas 352.3.3 Caracterización química (método de espectrofotometría) 382.3.4. Caracterización microestructural 39
2.4 Proceso de soldadura GMAW 412.4.1 Definición 412.4.2 Equipo 422.4.3 Mecanismos de transferencia de metal de aporte 43
2.5 Caracterización de la microestructura y propiedades mecánicas en 46estudio de materiales disímiles
2.5.1 Caracterización de la microestructura 472.5.2 Caracterización de las propiedades mecánicas 482.5.3. Evaluación de la microestructura con la difracción de electrones 50
de retrodispersión
CAPÍTULO 3 METODOLOGÍA 523.1 Condiciones de los procesos de soldadura 53

CAPÍTULO 4 DISCUSIÓN DE RESULTADOS 624.1 Prueba de tensión 60
4.2 Prueba de impacto (Charpy V) 634.3 Microdureza 66
4.4 Evaluación metalografía y caracterización de las zonas de la junta 72respecto al efecto del calor de entrada.4.4.1 Evaluación con microscopio óptico 72
CONCLUSIONES 75
Bibliografía 78
Listado de figuras 80
Listado de tablas 85
RESUMEN AUTOBIOGRÁFICO 87
ii

SÍNTESIS
En la fabricación de motores eléctricos esta inherente el uso de metales, tales
como el cobre que se utiliza para el devanado del motor, él cual permite generar
el campo magnético al cruzar una corriente por él, de igual manera, se utilizan
aceros de medio carbono (0.28%- 0.30% son aceros forjados y aceros
resistentes al desgaste).
El enfoque de este proyecto está dirigido a la optimización de la fabricación del
eje de un motor eléctrico de una capacidad de 4000 rpm, el cual tiene la función
de generar la tracción trasera del camión, con capacidad de mover 440
toneladas de material en la industria minera. Cada camión contiene dos
motores eléctricos.
El eje esta hecho actualmente por un acero de fundición (casting) ASTM A148,
sin embargo, el actual estudio demostró la factibilidad de usar un diseño
alternativo el cual está formado de dos anillos de acero forjado AISI 8630, así
como una placa rolada de acero WELDOX 100 unidos por proceso de
soldadura
La investigación consideró un diseño de experimentos de 8 especímenes,
unidos ambos materiales (forja y weldox) por el proceso de soldadura de arco
metálico y protección de gas (GMAW, por sus siglas en inglés) con el objetivo
i

de disminuir las distorsiones del ensamble final del eje del motor y cambios
significativos en las propiedades mecánicas de la junta.
Los parámetros proporcionados por el algoritmo evolutivo para obtener los
valores de voltaje, corriente y velocidad de alimentación óptimos fueron
aplicados en la muestra "M5" para la junta formada por el acero AISI 8630, el
acero Weldox 100 y el material de aporte ER100S-G. Las propiedades
mecánicas obtenidas indican que la tenacidad estuvo dentro de los
requerimientos por diseño, con rangos de valores de 23 a 47 Joules, el
esfuerzo ultimo a la tensión de 115,884 psi, cumplió con el mínimo requerido
por la especificación de 100,000 psi, el perfil de microdureza en la ZAC de
ambos materiales base fue congruente con la microestructura obtenida por una
mezcla de martensítica y bainita acicular. En esta muestra se obtuvo el mínimo
calor de entrada derivado de las velocidades de enfriamiento reguladas por los
tratamientos térmicos de pre y post calentamientos.

CAPITULO 1
INTRODUCCIÓN
1.1 Antecedentes
Se requiere fabricar el eje del motor eléctrico de un camión de minería,
utilizando un acero forjado y un acero de alta resistencia al desgaste, por medio
del proceso de soldadura de microalambre por arco y protección de gas
(GMAW por sus siglas en inglés). Esta alternativa que se está buscando por
parte de la compañía, está en función de la cantidad de ejes dañados en
campo, debido a fugas de aceite y fracturas, esto en gran medida a la
fabricación de este eje con un acero de fundición (casting) ASTM A148.
Este tipo de defectos en procesos de fundición y vaciado en molde, se generan
por una serie de variables en la que destaca la acumulación de gases, escoria o
basura, generada de los moldes o del trayecto donde se transporta la fundición
antes de depositarse en el molde. Las principales indicaciones o
discontinuidades que se presentan en este tipo de acero son rechupes y
porosidad. Por lo que se pretende encontrar una solución alterna para eliminar
esta situación en los ejes de los motores eléctricos de los camiones de minería.
El enfoque del desarrollo de este proyecto, está encaminado a generar un
motor con mayor tiempo de vida en campo, siendo esto, el detonante para el
desarrollo de un eje, utilizando forjas de acero así como aceros de alta
resistencia al desgaste, y por supuesto un proceso de soldadura particular, que

permita cumplir con las características y especificaciones requeridas por el
motor. Por lo tanto, se pretende con esto, evitar el uso de aceros de fundición
(casting) y la reducción de costos por servicio al cliente por estos motores.
El motor eléctrico es una parte medular respecto al funcionamiento, ensamble y
movimiento del camión de minería. Este camión presenta dos motores, uno en
cada una de las llantas traseras, ver Figura 1.1.
Figura 1.1. Camión de minería con capacidad de 400 toneladas.(Cortesía Equipos de Acuña)
_L
Ejecilindrico
Figura 1.2. Ensamble de los motores eléctricos del camión(Cortesía Equipos de Acuña)
La ubicación de estos equipos móviles esta soportada por un acero de fundición
(casting) cilindrico que hace la función de un eje entre las llantas traseras, ver
Figura.1.2

El funcionamiento general del motor eléctrico en el camión, consiste de la
siguiente manera: Es un motor diesel, el cual hace mover a la flecha de un
generador, enviando la corriente producida a un sistema de control y este a su
vez, suministra la corriente rectificada al motor eléctrico, esta corriente excita a
los devanados del motor así como al estator, generándose un campo magnético
que propicia el movimiento de la flecha del motor, desencadenando, todo lo
anterior, en un par o momento, el cual permite el inicio del movimiento del
camión. Por otra parte se muestra también la ubicación del motor, el ensamble
de los riñes y llantas, así como el camión terminado, ver Figura 1.3.
Motor Diesel Generador Control
Camión en MovimientoColocación de Llantas
en motor eléctrico
Equipo Móvil
Colocación de motor
en la estructura
trasera del camión
Figura 1.3. Esquema funcionamiento y ensamble del motor eléctrico.(Cortesía Equipos de Acuña)
La problemática en la cual se enfocará el estudio, es sobre el motor eléctrico y
en el caso específico sobre el eje de este motor.
El actual diseño del eje, que forma parte del ensamble del motor, está hecho de
un acero de fundición (casting) ASTM A148.
Las funciones que desempeña este eje son las siguientes:
1. Contener y /o retener el aceite del motor

2. Permitir; aunado a los demás componentes, el giro concéntrico del
motor, así como la de alojar otros componentes que generarán el
funcionamiento óptimo del mecanismo.
3. Contiene la ubicación y ensamble de los riñes donde se montan las
llantas traseras del camión, siendo el eje, el último elemento del sistema
motriz que transmite el movimiento al camión. En la figura 1.4 se muestra
la ubicación del eje en el motor.
Figura 1.4. Posición del eje en el motor (Cortesía Equipos de Acuña)
La problemática del diseño actual de este componente, es primordialmente las
variaciones que se presentan en la fabricación de un eje a otro, tanto en calidad
del proceso de vaciado del acero de fundición (casting), así como
dimensionalmente. Actualmente, se cuenta con 2 proveedores para la
fabricación de este componente, uno de ellos está ubicado en la República
Checa y el otro en la India.
La continua mala calidad del proceso de vaciado en el acero de fundición
(casting) del proveedor, es evidenciada por la gran cantidad de poros y grietas
internas y externas que son detectadas mediante la evaluación de pruebas no
destructivas, tales como partículas magnéticas, líquidos penetrantes y
ultrasonido. A continuación se presentan algunas indicaciones encontradas por
prueba de partículas magnéticas en los ejes, ver Figura 1.5.

A-1
o
ge oo
99
.§?«§
«*l.-Grl«U
2. Grieto
3.-Grieta4-Grl«l»
S. Grieta
B.-Giiet* .obb
7. Grieta 263
8.-Grieta9.-Gll«Ul
10. Grieta
1.048" /.907" •
Figura 1.5. Indicaciones detectadas en el eje por prueba de partículas magnéticas ysus dimensiones (Cortesía Equipos de Acuña)
Por otra parte, el retrabajo realizado después de detectar alguna indicación,
consiste en excavar hasta que el poro o grieta hayan desaparecido por
completo, después de haber escavado se procede a rellenar con soldadura y
finalmente se pule la superficie. En ocasiones las dimensiones de la excavación
son tan profundas, que son difíciles de reparar, esto debido a la cantidad de
soldadura que se deposita.
La cantidad de calor de entrada suministrado por la soldadura genera una
deformación que puede llegar a afectar las dimensiones del eje tanto del
diámetro interno como externo, estas variaciones en las dimensiones podrían
ocasionar perder la concentricidad dentro del ensamble, siendo considerada
esta característica crítica para el óptimo funcionamiento del motor. Por lo
anterior, el reparar este componente implica un alto costo, así como también
altas posibilidades de ser desechado debido a distorsiones que no permitan
mantener las características del diseño. A continuación se muestra la magnitud
de una grieta encontrada en el eje por prueba de partículas magnéticas, ver
Figura 1.6.

Figura 1.6. Magnitud de una grieta encontrada en el eje del motor.(Cortesía Equipos de Acuña)
La evaluación de la problemática de la fuga de aceite por el eje del motor,
debido a la porosidad y fracturas que presenta el acero de fundición (casting),
es uno de los principales contribuyentes en camiones fuera de servicio en las
minas, debido a que los motores son desmontados del camión,
desensamblados para revisar el eje, evaluados por pruebas no destructivas y
reparados, ocasionando constantes paros técnicos en campo.
Por otra parte, el efecto de la soldadura, genera distorsiones que pueden
afectar en el funcionamiento del motor, así como llegar a ocasionar el
reemplazo del eje por otro nuevo, generando esto, un costo extra en el motor,
tanto por el reemplazo como por la instalación del mismo.
La importancia del funcionamiento del eje en el motor eléctrico, es finalmente, el
planteamiento de la problemática antes mencionada y la manera en la que este
componente interfiere en el sistema motriz, aunado con los demás
componentes que lo conforman.
El motor está constituido de un rotor, el cual es alimentado por una corriente
rectificada, que permite iniciar el movimiento de una flecha, este par a su vez es
8

transferido a una caja de transmisión (relación del mecanismo 42:1 ó 32:1), la
transmisión está constituida de tres estaciones de engranes las cuales están
sincronizados entre sí para poder mover a un aro dentado, siendo éste el que
transfiere el movimiento al eje del motor.
Las funciones del eje son esencialmente cargar las llantas y mantener el giro
concéntrico generado por la transmisión, así también, generar la lubricación de
baleros y caja de transmisión del motor, es por ello el siguiente esquema para
visualizar el mecanismo, ver Figura 1.7.
Funcionamiento del motor eléctrico:
Llantas E¡e(Hubl
Figura 1.7. Componentes que conforman el motor eléctrico y su funcionamiento(Cortesía Equipos de Acuña)
1.2. Planteamiento del problema
La cantidad de problemas de calidad con los ejes del motor se incrementó en el
año 2011 en un 70%, de 14 motores eléctricos en campo, 10 de estos, fueron
retirados por fugas de aceite y esto generó el paro de 5 camiones en la mina. El
costo promedio de multa por hora de un camión parado en la mina es de $9,000

USD., esto, debido a que el camión esta aún dentro de las garantías de
compra-venta y es válida hasta no rebasar las 15,000 hrs de funcionamiento.
Por lo anterior, la importancia de este proyecto es de generar alternativas de
fabricación óptimas, para la elaboración del eje del motor eléctrico del camión
de minería.
El diseño del modelo del eje utilizando una junta de acero forjado y rolado
generará una estructura cristalina más compacta, esto garantizará una
disminución en la porosidad y fracturas debido al material deformado
mecánicamente.
Por otra parte, la soldadura ahora será una variable importante en la fabricación
de este eje, la entrada de calor puede traer consigo distorsiones en el material,
y es por ello, que se requiere hacer un análisis de los parámetros óptimos
utilizando el proceso de soldadura de microalambre por arco y protección de
gas (GMAW) y tomando en consideración el alcance del proyecto en la decisión
de las variables de estudio.
1.3. Objetivo general
Estudiar la soldabilidad respecto a la afectación de las propiedades mecánicas,
utilizando el proceso de soldadura de microalambre por arco y protección de
gas (GMAW), tomando en consideración la evaluación de la microestructura y
los cambios en la dureza de una junta que está formada de un acero
estructural WELDOX 100 y un acero forjado AISI 8630.
1.3.1. Objetivos específicos
1. Estudio de la soldabilidad en juntas de un acero de alta resistencia al
desgaste con un acero forjado.
10

2. Evaluación del efecto generado en la microestructura de la zona afectada
por el calor (ZAC), la zona del metal de soldadura y la zona de los metales
base involucradas en la unión de la junta por medio del proceso de
soldadura de microalambre por arco y protección de gas (GMAW), tomando
en consideración el calor de entrada como variable dependiente en el caso
de estudio.
3. Predecir mediante un diseño de experimentos los parámetros óptimos con
los cuales se puede obtener menos distorsión y mejores propiedades
mecánicas, así como comparar los resultados obtenidos en el diseño
experimental, con la valoración de muestras físicas.
1.4. Justificación
La cantidad de camiones de minería con capacidad de 400 toneladas que la
compañía tiene fuera de servicio y en específico por ejes dañados de los
motores eléctricos, es alrededor de 6 camiones, en minas de Australia y
Canadá. Aunado a esto se tienen 8 motores que sólo llegaron a 5500 hrs. de
servicio, esto último implica que estos motores son reparados con costo
absorbido por la compañía, ya que la cantidad de horas límite para entregar la
garantía de un camión al cliente es de 15,000 hrs. De estos 8 motores, 5 de
ellos fueron por fracturas y fugas de aceite en el eje, el costo por hora de uno
de estos camiones fuera de servicio es alrededor de $9,000 USD.
Por consiguiente el alto costo que se está generando por problemas con ejes
manufacturados con aceros de fundición (casting), permite que se haya
decidido desarrollar el nuevo diseño del eje con placas de acero forjado y rolado
utilizando el proceso de soldadura de microalambre por arco y protección de
gas (GMAW).
II

1.5. Hipótesis
Los efectos de la soldabilidad en la junta formada por un acero forjado AISI
8630 y un acero WELDOX 100, fue determinante para la afectación y/o cambio
de las propiedades mecánicas y microestructura cristalina de la zona afectada
por el calor (ZAC), el límite de fusión y en ambas zonas de los metales base
involucrados en la junta.
1.6. Beneficios y aportaciones
La aportación principal de esta tesis es práctica/científica, ya que se publicará
un artículo con los resultados obtenidos de la experimentación desarrollada de
la junta de un acero WELDOX100 y un acero AISI 8630 con un proceso de
soldadura GMAW. El beneficio de esta publicación involucrará, principalmente,
a la industria minera, ya que se determinarán los procesos de soldadura y los
parámetros para su aplicación y uso dependiendo de la microestructura
resultante, lo que a su vez nos revela el desempeño de la unión soldada y sus
propiedades mecánicas. En cuanto a la aportación tecnológica, la empresa está
interesada en la aplicación de los resultados de este estudio en sus procesos.
1.7. Alcance
El alcance de este estudio, es desarrollar los parámetros óptimos, para la
fabricación del nuevo diseño del eje del motor eléctrico del camión de minería
con capacidad de 400 ton., al aplicar un proceso de soldadura GMAW en un
acero forjado AISI 8630 y una placa rolada de acero WELDOX 100 evitando;
con la obtención de estos parámetros, la distorsión del material así también,
conseguir las propiedades mecánicas óptimas en la junta.
Las variables que se analizarán como límite de estudio serán las variables
involucradas en el calor de entrada, como lo son voltaje, corriente y velocidad
12

de alimentación. Con este alcance se pretende poder fabricar el eje del motor
cumpliendo con las especificaciones dimensionales del diseño original, así
como también, mantener las propiedades mecánicas óptimas en todas las
zonas de la junta de soldadura.
13

CAPÍTULO 2
ESTADO DEL ARTE
2.1 Aceros forjados (1)
Desde los inicios de la civilización el hombre ha intentado siempre estar en
constante mejora con todo lo que le rodea, en el caso de los metales como el
hierro, bronce, cobre, etc. tuvieron un realce importante en la historia de la
humanidad debido a la utilización de estos, en la creación de distintos
herramentales, dispositivos, etc., con diferentes aplicaciones de acuerdo a la
época en la cual fueron desarrollados (1).
Gran parte de la metalurgia fue hecha manualmente hasta el 1300 A.C. En este
tiempo, el martilleo fue desarrollado inicialmente para barras y placas forjadas.
La máquina usaba la energía hidráulica para levantar un brazo de palanca que
tenía un martillo al final de esta herramienta; éste fue nombrado el martillo
inclinado. El auge de este equipo permitió que el herrero utilizara esta práctica o
método, pero solamente utilizando la caída de martillo por gravedad, por
consiguiente generando el golpe de forja (2).
La forja se define como el proceso en el cual el metal es deformado
plásticamente con la aplicación de temperatura y presión. Normalmente este
proceso es usado para cambiar no solo la figura o forma sino también es
utilizado para cambiar las propiedades del metal en cuestión, este tipo de
deformación mecánica puede llegar a retinar el tamaño del grano y con ello
14

mejorar su estructura. Cotidianamente las partes forjadas son usadas para
aceros de alto desgaste, alta resistencia a la deformación y alta confiabilidad en
aplicaciones donde esfuerzos, cargas y la seguridad humana son
consideraciones críticas (3) Algunas aplicaciones donde son utilizados estos
aceros pueden ser en amplios rangos de medio ambientes demandantes como
niveles altos de corrosión y extremas temperaturas y presiones (3).
En general, el proceso de forja se utiliza para producir formas irregulares, (ver
Figura 2.1), las cuales requieren cierto trabajo para mejorar la estructura del
metal por reducción de la porosidad y refinamiento de la estructura interna. Por
ejemplo, una llave que ha sido forjada será mucho más resistente y menos fácil
de quebrar que otra que ha sido moldeada (4).
Figura 2.1. Muestra un proceso de forja en caliente (4).
2.1.1 Procesos de forja
a) Proceso de forja en caliente
La forja en caliente, también conocida como forja de caída o descenso, es un
proceso que puede ser usado para producir una amplia variedad de partes en la
mayoría de los metales. Ver Figura 2.2
15

Los principios y prácticas de la forja en caliente han sido establecidas desde del
último siglo, las gran mayoría de las mejoras han sido hechas en equipos,
lubricantes y la disponibilidad de procesar materiales de forja más difíciles
desde entonces. Este proceso es una deformación plástica a una temperatura y
un nivel de esfuerzo tal que la recristalización ocurre simultáneamente con la
deformación, por consiguiente se evita endurecimiento por deformación. Para
que esto ocurra, la pieza de trabajo a una alta temperatura (acompañado de la
temperatura de recristalización del metal) debe ser alcanzada a lo largo del
proceso (5).
•Tí^ofto*
Figura 2.2. Partes formadas por el proceso de forja en caliente (5).
Una forma de forja en caliente es una forja isotérmica, donde los materiales y
dados son calentados a la misma temperatura. Casi en todos los casos, este
tipo de forja es hecha en superaleaciones al vacío o con altas atmósferas
controladas para prevenir oxidaciones. A diferencia de la forja en frío, en la
caliente, debido a la temperatura a la que es expuesta la pieza de trabajo para
ser deformada permite elaborar una más grande cantidad de formas, en este
tipo de forja es común utilizar los metales duros tales como los aceros, los
cuales deben ser difíciles de generar las formas deseadas cuando estos se
enfrían.
El inicio del proceso de esta forja es con la fundición de lingotes, los cuales son
calentados hasta la temperatura de deformación plástica, finalmente el forjado
entre los dados de equipo permite la forma y tamaño deseado.
16

Durante el proceso de forja, la fundición presenta la estructura del grano grande
es quebrado y remplazado por grano fino, conseguido durante la reducción de
tamaño del lingote. Ver Figura 2.3.
Dependiendo del tipo de material y el grado al cual fue calentado, el proceso de
forja podría ser suficiente para templar o fortalecer el material. Usualmente, se
realiza un tratamiento térmico después de la forja en caliente (5).
Estructura de
grano grandeoriginal
Deformación plástica
(Grano alargado)
Recristal izacion
rano equiaxial)
Crecimiento de nuevo
Grano fino y
Figura 2.3. Muestra esquemática del tratamiento térmico el cual ocurre en un procesode foja en caliente de una fundición en lingote (5).
b) Proceso de forja en frío
En el proceso de forja en frío se le conoce también como proceso de
calentamiento en frío, sin embargo, este último proceso usa presión vertical en
lugar de máquinas de calentamiento en frío horizontales. El proceso de formado
en frío usa dados que golpean un bloque, barra, etc., para convertirlo en un
volumen dado. Este proceso generalmente añade el calentamiento en frío para
poder conseguir más formas complicadas de fabricar (6), Ver Figura 2.4.
La forja en frío es confiable y es un proceso eficiente en costos, las ventajas
principales de este proceso son:
> Ahorro en material y maquinado final
> Productividad alta
> Excelente exactitud dimensional y calidad en la superficie de las partes
eximidas en frío.
> Mejora en propiedades mecánicas de partes extruidas.
17

> El flujo del cristal aumenta la dureza del grano favorablemente
Ariete
Impactador
Pieza
Dado
Cabezal
Figura 2.4. Esquema de los pasos del proceso de forja en frío (6).
A continuación se presentan grupos de productos de partes forjadas en frío. Ver
Figura 2.5.
> Partes de motor de arranque (Piñones, núcleos, émbolo, barriles,
cuerpos de solenoide)
> Partes para alternadores ( Poleas)
> Partes para switch, válvulas y otras aplicaciones
> Partes para asientos de carro
> Engranes, etc.
#*Figura 2.5. Partes de forja en frío para partes de la industria eléctrica
automotriz (4)
c) Forjado en rolado.
También conocido como material de forja en caliente es un proceso para la
reducción del área transversal de las barras de calefacción o palanquillas,
18

pasándolos entre dos rodillos accionados que giran en direcciones opuestas y
tienen una o más ranuras de juego en cada rollo (6).
Los metales que pueden ser forjados por otros métodos pueden ser el rodillo
forjado. Los tiempos de calentamiento y las temperaturas son las mismas que
los utilizados en la forja de los metales en dados abiertos o cerrados.
El rodillo de forja tiene dos áreas generales de demanda:
1. En su operación principal, en la producción de una forma.
2. En una operación preliminar para guardar el material y el número de
accesos en las siguientes forjas en dados cerrados.
Las aplicaciones en la primera categoría implican por lo general las piezas
cónicas. Ejemplos típicos son las secciones del avión de la hélice, cónico
semiejes, afilado de cuchillas, cuchillos de mesa, ballestas de barcos, varias
herramientas agrícolas (tales como horquillas), y herramientas de trabajo (tales
como cinceles).
Las aplicaciones en la segunda categoría por encima de incluir la formación
preliminar de las acciones antes de la forja en dados cerrados, ya sean una
prensa o martillo, eliminando así una operación, cigüeñales, bielas, y otras
piezas automotrices (6).
Máquinas para forjar en rollo (a menudo llamados rollos de forja, rollos
reductores, rollos de vuelta, rollos o brecha) son de dos tipos generales (Figura
2.6 y 2.7). En ambos tipos, el motor de accionamiento se monta en la parte
superior de la cubierta principal. El motor impulsa un gran volante de correas en
V.
19

CubiertaExterior
D<xio Rodillo
Dado.'Rodilb
Figura 2.6. Máquina de forja de rodillo con motor fuera de borde (6).
Figura 2.7. Máquina de forja proyección (6).
d) Forja de laminado
La forja por laminado se usa en una amplia variedad de piezas, incluyendo ejes,
barras para propulsores de avión, palancas, hojas de cuchillos, cinceles,
estrechado de tubos y extremos de muelles. Las piezas hechas de este modo
20

tienen muy buen terminado de superficie y las tolerancias son iguales a otros
procesos de forja (7). El metal es trabajado completamente en caliente y tiene
buenas propiedades físicas. Ver Figura 2.8.
Figura 2.8. Fabricación de piezas con el proceso de formado de laminado (7).
e) Estampado
El estampado difiere de la forja con martillo en que se usa más bien una
impresión cerrada en lugar de dados de cara abierta. Para asegurar el flujo
apropiado del metal durante los golpes intermitentes, las operaciones se dividen
en un número de pasos, cada paso cambia la forma gradualmente, controlando
el flujo del metal hasta que la forma final se obtiene (7)
El número de pasos requeridos varía de acuerdo al tamaño y forma de la
pieza, las cualidades de forja del metal y las tolerancias requeridas. Ver Figura
2.9.
J VFigura 2.9. Fabricación de piezas con el proceso de estampado (7).
21

2.1.2 Metalurgia (8).
Ciencia aplicada cuyo objeto es el estudio de las operaciones industriales
tendientes a la preparación, tratamiento (físico y/o químico) y producción de
metales y sus aleaciones.
En el caso de la forja para un metal dado, tanto el esfuerzo de fluencia y
forjabilidad son influenciados por las características metalúrgicas del material y
por las temperaturas, tensiones y velocidades de deformación.
2.1.3 Soldabilidad (8).
Es la propiedad de unirse de dos metales hasta constituir una sola unidad. Esta
unión puede hacerse siempre y cuando las superficies a soldar estén
perfectamente limpias. El aluminio es difícil de soldar debido al constante
recubrimiento de óxido. En cambio, el hierro, fácil de limpiarse, puede ser unido
a baja temperatura.
Veamos algunos requerimientos para producir una buena unión y los problemas
que pueden aparecer, referidos a soldaduras de cualquier geometría y origen:
1) En el caso de la soldadura por fusión, la temperatura de fusión, el calor
específico y el calor latente de fusión determinan la cantidad de calor que es
necesario añadir. Una alta conductividad térmica permitirá una mayor
rapidez de entrada de calor y un enfriamiento más rápido. La adición
insuficiente de calor causa falta de fusión y, en secciones gruesas,
penetración incompleta. La entrada de calor excesiva puede originar
quemado (perforado del material). Los contaminantes superficiales,
incluyendo óxidos, aceites, suciedad, pintura, provocan falta de enlace o
conducen a porosidad por gas.
22

2) Las reacciones indeseables con contaminantes superficiales o con la
atmósfera se evitan sellando la zona de fusión con vacío, atmósfera inerte o
escoria.
3) Los gases liberados durante la soldadura pueden producir porosidad, que
debilita la unión. Particularmente peligroso es el hidrógeno que se origina de
la humedad atmosférica o de un fundente húmedo. Cuando se combina en
forma molecular, causa porosidad en las aleaciones de aluminio. En la forma
atómica se difunde en las puntas de las grietas y provoca fragilidad por
hidrógeno del metal. Las grietas de solidificación aparecen bajo la influencia
de esfuerzos en la soldadura cuando un líquido de bajo punto de fusión es
expulsado durante la solidificación dendrítica. Las grietas de licuación a lo
largo de las fronteras de grano se deben a la segregación de estado sólido
de elementos de bajo punto de fusión.
4) La contracción por solidificación junto con la concentración sólida impone
esfuerzos internos de tensión en la estructura y pueden originar distorsión y
agrietamiento. El problema se puede aliviar con un material que aporte
menos aleado y más dúctil que reduzca la fragilidad térmica.
5) Las transformaciones metalúrgicas son de gran importancia, especialmente
cuando provocan la formación de fases frágiles como la martensita.
Entonces, es esencial precalentar el metal base.
6) El espesor de las partes que se van a unir y el diseño de la unión tienen una
gran influencia sobre el calentamiento y enfriamiento, y por tanto sobre la
soldabilidad.
No se puede generalizar sobre la soldabilidad de los materiales como pudiera
hacerse con otras propiedades. Sin embargo se pueden formular algunas
directrices.
23

2.1.4 Aceros AISI 8630
A) Propiedades químicas
Tabla 2.1. Composición química (% en peso) del acero AISI 8630 (9).
c Mn P s Si Ni Cr Mo Cu V Nb
0.32 0.89 0.009 0.014 0.27 0.85 1 0.43 0.14 0.008 0.002
B) Propiedades mecánicas
Tabla 2.2. Propiedades mecánicas del acero AISI 8630 (9).
Esfuerzo a la
cedencia
(PSI)
Esfuerzo a la
tensión (PSI)Elongación
(2")
A.R
(%)
Dureza
(HBW)Dureza
(HBW)
129300 144400 21 63 302 309
2.2 Aceros de alta resistencia
Este tipo de aceros son utilizados principalmente en herramientas así como en
aplicaciones de alto desgaste como pueden ser equipos de minería tales como
taladros, camiones de carga, grúas, entre otros.
Los aceros para herramientas están hechas normalmente con aceros de alta
resistencia y éstos tienen tres características principales: tenacidad, dureza y
resistencia al desgaste. Todas sujetas al tratamiento térmico que reciben. Estas
características deben ser examinadas para el desempeño óptimo de punzones
usados en el estampado de aceros de alta resistencia (10).
Las propiedades principales que catalogan a estos aceros son la dureza,
tenacidad y la resistencia al desgaste. En la actualidad se han estado
24

perfeccionando los aceros de forma considerable de modo que hoy se cuenta
con diferentes calidades y límites elásticos mínimos de hasta 1100 Mpa y
espesores de 3 a 100mm, que han probado su eficiencia no sólo en la
construcción de vehículos industriales, sino también en equipos de minería, así
como en la construcción de estanques o ductos a presión y de oleoductos (10),
ver Figura 2.10.
Figura 2.10. Aplicaciones de aceros de alta resistencia en la industria (10).
2.2.1 Metalurgia de aceros de alta resistencia
Los aceros de alta resistencia tales como los Weldox y Hardox presentan una
microestructura de martensita revenida, ésta en el tratamiento térmico del
revenido evolucionará hacia dos fases de equilibrio, que son ferrita y cementita,
por lo cual las características de la matriz permitirán una nucleacion muy
copiosa (10).
Por ello, las partículas de cementita aparecerán (nuclearán) en muchos puntos.
Controlando adecuadamente las condiciones de temperatura y tiempo de
revenido, se tendrá finos carburos en una matriz de ferrita (no se tendrá perlita,
asociada a nucleacion limitada). La estructura bifásica fina resultante de la
martensita revenida no es una fase ni es ya martensita: son finas partículas de
la fase cementita en una matriz de la fase ferrita (10). Ver Figura 2.11.
25

_
Figura 2.11. Cambios durante el revenidode la martensita (10).
A continuación se presentan algunas metalografías de un acero Hardox 500
como metal base y como una estructura de una junta soldada.
Figura 2.12. Microestructura de un Hardox 500, se observa martensita revenida yaustenita retenida (11).
26

Figura 2.13. Estructura de una junta de soldadura de un acero Hardox 500 en la zonade fusión: W- metal de soldadura, ZAC- Zona afectada por el calor (11).
En la Figura 2.12 y 2.13 se indica lo débil de la línea del área de fusión, en la
zona afectada presenta una estructura de post-martensita orientada con áreas
de bainita, es claramente visible las estructuras de Widmanstátten esta última
típicamente generada por un sobre enfriamiento que ha sido observado a nivel
local (11).
Figura 2.14. Estructura de una junta de soldadura de un acero Hardox 500 después elendurecimiento del área (11).
27

En la Figura 2.14 se presenta un acero Hardox 500 con una estructura
martensítica con una dureza evaluada de 503HV a 10mm del centro de la junta
soldada (11).
La estructura martensítica generada puede entenderse debido al proceso de
soldadura aplicado y el enfriamiento súbito del mismo.
Figura 2.15. Microestructura de una junta Figura 2.16. Microestructura de la ZAC ende soldadura de un acero HARDOX 400 una junta de soldadura de un acero
después del endurecimiento HARDOX 400 después de endurecido yY revenido a 300 °C(11). revenido a 300°C (11).
Con respecto a la Figura 2.15 se puede observar martensita revenida y finos
carburos, esta microestructura es generada debido al tratamiento realizado en
la junta del acero HARDOX 400, en la Figura 2.16 se puede observar una
microestructura martensítica debido a los cambios súbitos del proceso de
soldadura.
2.2.2 Soldabilidad
Las fallas de las conexiones soldadas en aceros de alta resistencia por debajo
de cargas estáticas pueden ser dúctiles o tipos frágiles y estas dependen
fuertemente del esfuerzo distribuido en la soldadura y sobre la resistencia y
tenacidad del material (12).
28

En un estudio generado de acuerdo a la norma EN 1993-1-10, fueron
desarrolladas pruebas de tensión a temperatura ambiente y asumiendo una
distribución de esfuerzo uniforme, se generó una gráfica donde se compara la
tenacidad Vs temperatura y de esta arrojando un par de gráficas mas donde se
puede ver la fractura frágil y el límite elástico de la misma (12). Ver Figura 2.17.
JTFractura Frágil
O
£
Temperatura
±Límite plástico
Figura 2.17. Dependencia Tenacidad-Temperatura (12).
En Europa, hay dos métodos para calcular el esfuerzo de la conexión de
soldadura de acuerdo con la EN1993-1-8 y EN 1993-1-12, el método direccional
y el método de esfuerzo medio (12).
El método direccional utiliza la fuerza aplicada dividida por el área de la sección
de la garganta de la soldadura estas son divididas dentro de los componentes
de esfuerzos o±, %x y T//. El componente de esfuerzo normal o//paralelo al eje de
la soldadura es tradicionalmente olvidado. El esfuerzo calculado usando cargas
29

diseñadas asumiendo una distribución de esfuerzo uniforme en la garganta de
la soldadura. Los componentes de esfuerzos que se muestran en la Figura.
2.18., resulta en un esfuerzo equivalente Gw.Ed el cual, como los componentes
de esfuerzo normal perpendicular a la garganta d tiene a ser más pequeño que
la resistencia diseñada dependiente o el esfuerzo de tensión último nominal de
la parte unida más débil. (12):
ow,Ed = K + 3-tí+ 3-T¡f <_ fu
Pw • YM2y^i<
0.9 •/„
YM2
Figura 2.18. Componentes de esfuerzo longitudinal y perpendicular a lagarganta de la soldadura (12).
La resistencia diseñada es expresada por una función del esfuerzo de tensión
del metal base fu en combinación con la correlación del factor pw. La resistencia
del metal de aporte no es considerado. Para aceros S460 a S700 de acuerdo al
esfuerzo de tensión del metal base fu debe ser remplazado por el esfuerzo de
tensión del metal de aporte cuando se está usando electrodos por debajo del
que debe utilizarse (12).
La resistencia y la ductilidad de conexiones de aceros de alta resistencia
respecto a la capacidad de soportar cargas en soldaduras de filete longitudinal,
transversal y juntas a tope con penetración parcial en ranuras en doble-V, como
estas conexiones tienen una resistencia de diseño normativa baja (De acuerdo
30
con el Euro código) en comparación a la de los metales base (12). En la
evaluación se generaron 328 experimentos para determinar la resistencia,
dureza y tenacidad.
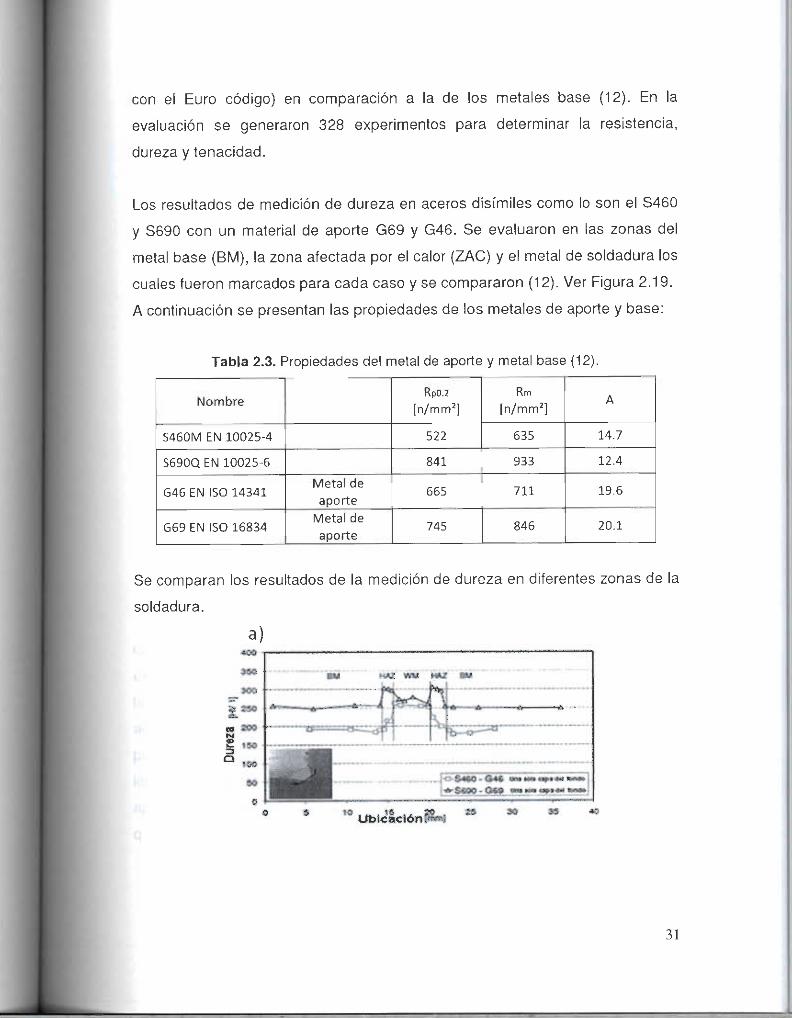
Los resultados de medición de dureza en aceros disímiles como lo son el S460
y S690 con un material de aporte G69 y G46. Se evaluaron en las zonas del
metal base (BM), la zona afectada por el calor (ZAC) y el metal de soldadura los
cuales fueron marcados para cada caso y se compararon (12). Ver Figura 2.19.
A continuación se presentan las propiedades de los metales de aporte y base:
Tabla 2.3. Propiedades del metal de aporte y metal base (12).
NombreRp0.2
[n/mm2]Rm
[n/mm2]A
S460M EN 10025-4 522 635 14.7
S690Q EN 10025-6 841 933 12.4
G46 EN ISO 14341Metal de
aporte665 711 19.6
G69 EN ISO 16834Metal de
aporte745 846 20.1
Se comparan los resultados de la medición de dureza en diferentes zonas de la
soldadura.
a)
_.
iO
HME VSÍM mi smBM
«-«"..-«-MW» •> -- -' - V " t^t * — "
Á j^^S
•Má
•'•••• •• • • • •
Mil
Ubicación'
31

b)400
c)
15 20Ubicación (mmj
Ubicación
O S460 - G46 Uno «ola iín»a. alitenttjUna sote línea, ai i
25 40
Figura 2.19. Gráficas a, b, y c de comparación de dureza de diferentes áreas en lasoldadura tanto del Material de aporte G46 como del G69 (12).
Como se puede observar, el autor de este artículo pudo identificar que en las
evaluaciones de líneas paralelas a la soldadura el cambio no fue significativo en
la zona afectada por el calor ni en las zonas del material y de aporte en los dos
aceros en comparación, sin embargo en la línea diagonal a la soldadura se
puede observar un cambio en la dureza en las zona afectada por el calor entre
los dos materiales de aporte, esto puede ser por la resistencia del material de
aporte G69 mas alta respecto del G46 esto en proporción a su composición
química y al valor de resistencia a la tensión.
32

_
Es importante mencionar que en este artículo no se mencionan las condiciones
iniciales con las cuales se aplicó el proceso de soldadura, siendo el voltaje,
corriente, velocidad de alimentación, pre y post calentamiento así como las
condiciones de la temperatura ambiente, permitiendo estas últimas variables
poder tener una mayor injerencia en el resultado del valor de dureza
conseguido en las pruebas realizadas.
La determinación de las propiedades mecánicas dentro de las zonas afectadas
por la soldadura permitieron en este estudio, establecer donde se pudieron ver
cambios significativos en la dureza, por lo que es importante poder visualizar
atreves de este articulo la manera que se abordará el estudio de la junta del
acero Weldox 100 y el acero AISI 8630 respecto a sus propiedades mecánicas
en función del calor de entrada.
2.2.3. Acero Weldox 100
A) Composición química
Tabla 2.4. Composición química del acero Weldox 100. (13)
Acero
(% en peso)
C S Mn P Si Cr Ni Mo Cu V Nb Ti W
Weldox
1000.15 0.003 1.31 0.01 0.3 0.14 0.05 0.28 0.017 0.009 0.017 0.008 0.008
B) Propiedades mecánicas
Tabla 2.5. Propiedades mecánicas del acero Weldox 100 (13).
Esfuerzo a la Esfuerzo a la _. ., .. _ , ., .Espesor de ., Elongación Aso Reducción de
cedencia tensiónplaca „ mm área mm,
Rp0.2min. Rm.
(m) (Ksi) (Ksi) ¡5(3/16)-13/16 100 110-130 16 35(13/16)-21/2 100 110-130 16 45(2 1/2)-4 64 110-130 14 45(4)-5 91 102-130 14 45
33

2.3. Caracterización de las propiedades mecánicas en uniones soldadasen aceros disímiles sometidos a cargas cíclicas.
En un estudio realizado por A. García, R. Salas en la unión de dos metales
disímiles, estos fueron un acero inoxidable austenítico 304L (ASTM A204/A
204M: 01) con un acero estructural (ASTM A537/A 537M: 95) mediante el
proceso GMAW con un material de aporte (ANSI/AWS A5.9M:2006).
Una de las variables importantes que se omitieron en el desarrollo de esta
experimentación es la de el uso del pre y post calentamiento a la junta de
soldadura lo cual evita la formación de martensita. El objetivo de este estudio
fue el de disminuir la formación de estructura martensítica durante la
solidificación del metal de soldadura y con eso evitar la posibilidad de cualquier
tipo de agrietamiento en el cordón, línea de fusión y la ZAC así como el
comportamiento mecánico de la unión (14).
La investigación se centró en caracterizar las propiedades mecánicas de los
materiales y la junta soldada así como analizar la influencia de los factores que
afectan la calidad de la soldadura en el comportamiento mecánico de la junta
sometida a carga cíclica. Ver Figura 2.20.
Metal de
Metal Base 1(MB1) \ Soldadura I Metal Base 2(MB2>
.?JftA?jnM-fln \ íMS) /aSTMA537íA537MS5
Figura 2.20. Configuración de la unión soldada y ubicación de los materialesinvolucrados (14).
2.3.1. Parámetros utilizados en el proceso de soldadura (14).
> Corriente, l =250 A (DCRP) ;
> Voltaje, E = 27 V;
> Energía, Q0 = E.l= 6,75 Kw.;
> Calor aportado (CE) = 0,80 KJ/mm;
34

> Velocidad de alambre 4 m/min.
> Velocidad de arco 0,508 m/min, según las especificaciones AWS.
Nota: después de soldados se evaluó con líquidos penetrantes y ultrasonido.
2.3.2. Evaluación de propiedades mecánicas
Se realizaron ensayos de:
> Microindentación Vickers (Barrido de Dureza).
> Charpy
> Doblez
> Fatiga
1) Microindentación (Barrido de Dureza).
Se puede apreciar en la Figura 2.21 que la ZAC presenta un incremento
progresivo en los valores de dureza entre el acero estructural y el acero
inoxidable, ubicándose en un intervalo entre 150 y 383 HV.
=
40m
350
.3 300
250
118
700
150
II VI
Atiro
cstractaral
100
-10 -8 6
MitradurMa (HV)tí dK»»»ria (mm)
Acer»
u*oxidable303L
-i /jA537 - 3081.
LincaJe
f. IÜIJI
,
12 0
Línea
fksMa
Acero
m-t inoxidable
30ÜL - 3041.
--♦ TEECK) SLTTRSOR
• CENTRO
TERCIO IKFERJOR.
4 6 8 10
distarías (mm)
Figura 2.21. Gráfica y microestructura del perfil de microdureza (14).
35

De igual forma, se observa que próximo a la línea de fusión entre el cordón de
soldadura y el acero inoxidable 304L se presenta el valor máximo de dureza de
383 HV que se atribuye a la existencia de una estructura dendrítica en la
interface al cordón de soldadura debido a la fusión del material de aporte;
mientras que, próximo a la línea de fusión entre el cordón de soldadura y el
acero estructural, se presenta un máximo relativo de 210 HV producto de la
descomposición de la austenita a medida que se disminuye la temperatura.
2) Tensión.
Es importante mencionar que las probetas soldadas, ensayadas a tracción (ver
tabla 2.6) fallaron fuera de la ZAC y el cordón de soldadura, específicamente en
las regiones con fases más duras que la ferrita modificando la respuesta del
material cuando éste es sometido a carga.
Tabla. 2.6 Probetas soldadas, curva esfuerzo- deformación y propiedadesMecánicas a tensión de las muestras en estudio en A240 YA534 (14).
S (MPa) v* r. (nim/mni)
Sóida<hiraF^lla
Material Sy(Mpa) Su (Mpa) Elongación (%)
MB1A240(340L) 388+-3 648+2 48+-1
MB2A534(I) 265+-6 458+2 34+-1
MAA240(ER-308L)* 481+-3 585+-2 40+-1
Junta Soldada (JS) 283+-3 456+-2 25+-2
(*) Muestras extraídas del propio alambre de soldadura(Material de aporte; ANSI/AWS A5.9/A5.9M:2006)
36

Estas estructuras hacen el material más resistente a ser deformado
conduciendo a un mayor esfuerzo para producir su deformación plástica. Al
mismo tiempo tiende a aceptar un menor grado de alargamiento.
3) Fatiga
Se puede apreciar de la curva que la resistencia a la fatiga, para el millón de
ciclos, de la junta de soldadura (JS) es superior al 8% a la determinada para el
material base 2 (MB2), lo que refuerza la no existencia de fisuración interior que
influiría de manera determinante en el inicio de la grieta y en consecuencia en la
resistencia a la fatiga de la junta de soldadura (JS).
Es importante mencionar que en todas las probetas soldadas, ensayadas a
fatiga, se inició la grieta en la línea de fusión, donde posteriormente se produjo
la falla. Ver Figura 2.22.
Tabla 2.7. Propiedades mecánicas a tensión de las muestras en estudioenA240yA237(14).
MaterialSfatiga =0.4 Sfatiga 106
fSu(Mpa) (Mpa)
MB1A240(340L) 259+-2 218+-2 0.36
MB2 A537(l) 183+-2 122+-2 0.27
Junta Soldadura 182+-2 135+-2 0.3
Figura 2.22. Probetas soldadas y ensayadas a tensión yCurva esfuerzo- deformación (14).
37

4) Impacto (Charpy).
Tabla 2.8. Propiedades mecánicas a impacto en acero A240, A537 (14).
MaterialEnergía de Impacto (J)
ASTM Laboratorio
Metal base 1 A240(340L) 86.8 80+-2
Metal base 2 A537(l) 68 80+-2
Junta Soldada(JS) *** 80+-2
2.3.3 Caracterización química (método de espectrofotometría)
Tabla 2.9. Caracterización química de los materiales base (MB) y el material de
aporte así como del cordón de soldadura en aceros 304L, A537 (14).
Composcion Qu¡m¡ca(% en peso) de los MB y MA
obtenidos en el laboratorio Composcion Quimica(% en peso) del cordón
Elemento MB2.A537(1) MB1:304L MA:ER308LJunta 304L-308L 308L-A537(1) Promedios
0.028 0.230 0.040cC 0.028 0.230 0.040
Cr 18.240 0.180 19.500Cr 18.240 0.180 19.500
Ni 8.880 0.200 10.000
Mo 0.000 0.100 0.000Ni 8.880 0.200 10.000
Mn 1.890 0.890 2.500 Mo 0.000 0.100 0.000
Si 0.660 0.280 0.900 Mn 1.890 0.890 2.500
N 0.100 0.120 0.140 Si 0.660 0.280 0.900
P 0.035 0.030 0.040 N 0.100 0.120 0.140
38

2.3.4 Caracterización microestructural (14).
. .; • 1 • " J, . '
Figura 2.23. Microestructura del metal base A537 está constituida principalmente deferrita y perlita en proporción de un 20% y 80% respectivamente (200X), se observó
alto nivel de inclusiones (14).
f»«
^
*•————————»•—————
Figura 2.24. Microestructura del metal base 304L, es un acero inoxidableaustenítico, observándose bajo nivel de inclusiones (14).
39

Metal Base I iMB1)
Aceroinoxidable
Metal de
Fiq32
Metal B«w2(MBZ)
Fig 33
Figura 2.25. Microestructura donde se revela el acero estructural, constituido porgranos de perlita con ferrita acicular en los bordes de grano (14).
40

2.4 Proceso de soldadura GMAW
Este proceso es conocido como Gas Metal Are Welding (GMAW) es un proceso
que utiliza un arco entre un electrodo de metal de aporte continuo al charco de
soldadura protegido por un gas.
El concepto de GMAW es introducido en el año 1920, pero no fue hasta 1948
que fue fabricado y disponible comercialmente. Primero fue considerado para
ser, fundamentalmente de densidad de corriente alta, así como de diámetros
pequeños para el material de aporte, usando un gas inerte para protección del
arco. Esta primera aplicación fue para soldaduras de aluminio. Como resultado
de esto se le denomino MIG (Metal Are Welding). Procesos subsecuentes
desarrollaron operación que incluían operaciones de densidad de corrientes
bajas y pulsos de corriente directa, aplicaciones para un amplio rango demateriales y los usos de gases reactivos (particularmente CO2) y mezcla de
gases. Esto posteriormente dio como consecuencia que como se usaban tanto
gases reactivos como inertes se aceptara el término de GMAW.
Este tipo de proceso es considerado para ser usado en todas las soldaduras
metálicas comerciales y de aleaciones (15).
2.4.1 Definición
El proceso GMAW usa calor intenso de un arco eléctrico para fundir el metal
de aporte y el metal base. El alambre o electrodo sólido desnudo se alimenta
continuamente al arco. El metal fundido de la punta del alambre-electrodo es
transferido a través del arco a la pieza de trabajo.
El gas protege la soldadura para evitar contaminaciones de la atmósfera del
medio ambiente, como se muestra en la Figura 2.26 (15).
41

Figura 2.26. Proceso de soldadura GMAW (15).
2.4.2 Equipo
El equipo requerido para soldar con GMAW es semiautomático (se muestra en
la Figura.2.27. Los componentes del equipo básico son: una fuente de
alimentación de corriente continua y voltaje constante, un alimentador de metal
de aporte o electrodo automático y un sistema de control, alambre-electrodo,
una pistola de soldar, cable eléctrico y un conjunto de manguera para el gas de
protección, y un suministro de gas protección (15).
La fuente de alimentación es un transformador rectificador o un generador.
Tione un ciclo de trabajo de cien por ciento. La fuente de alimentación funciona
continuamente a cargas nominales mientras se alimenta el material de aporte al
arco. Produce voltaje casi constante con amperaje variable similar a la corriente
doméstica. En las fuentes de alimentación de voltaje constante, una gran
variación del amperaje da una pequeña variación en el voltaje (15).
Una vez que la unidad de control y el alimentador de alambre están ajustados,
mantiene constante la velocidad apropiada de alimentación del alambre.
El amperaje es controlado por la velocidad de la alimentación del material de
aporte. Cuando mayor la velocidad de alimentación. Tanto, mayor el amperaje.
A diferencia de la soldadura con electrodos revestidos, la soldadura con
alambre se ve afectada por la sobre extensión de la punta de la pistola de
42

trabajo. Mientras está soldando, el soldador puede ajustar la longitud de la
sobre extensión. Esto da al soldador el control preciso de todos los parámetros
(15).
La pistola de soldador actúa como un conductor y control de arranque y/o
parada de la corriente. También entrega el material de aporte y gas de
protección. La pistola tiene una forma tal que puede agarrarse cómodamente
con el ángulo apropiado del material de aporte o electrodo.
pisto u de
soidadup;
PIEZA DE TRABAJO
UNIDAD DE ALIMENTACIÓN
DE ELECTRODO O MATERIAL
DE APORTE
circulación de
ACU* lOPCIOMALj
¡.CONDUCTO ELÉCTRICO DETPABAJO
2. FÉCULA DO P PARA AGLM
3.GUU PAPA ELAGUA
-l.IMTEPPLIPTOPDELCIPÍUITO DE LA PISTOLA
5.GU1A PAPA ELOAS DE PROTECCIÓN
PROVEEDOR DE
ELECTRODO O
MATERIAL DE
APORTE
REGULADOR DE 0¿S
DE PROTECCIÓN
PRO. E EDO RES DE
GAS DE PROTECCIÓN
«.ENSAMBLE DElCiBLE DE LA PISTOLA
7 CILINDRO DE GAS DE PROTECCIÓN
8.CONTPOL DE LA MAQUINA DE SOLDADURA
9 CABLE DE LA f UENTE DE PODER
10.EHTPADA DE FUENTE DE PODEP PRIMARIA
Figura 2.27. Diagrama de un equipo GMAW (15).
2.4.3 Mecanismos de transferencia de metal de aporte (15).
Existen 3 tipos de transferencia de metal en el proceso de GMAW estas son:
a) Transferencia por corto circuito
b) Transferencia globular
c) Transferencia de espray
Los tipos transferencia están determinados por un número de factores, los más
influyentes son los siguientes.
43

> Magnitud y tipo de corriente
> Diámetro de electrodo o material de aporte
> Composición química del electrodo
> Extensión del electrodo
> Gas de protección
a) Transferencia por corto circuito.
Este tipo de transferencia presenta bajos rangos de corriente de soldadura y
diámetros de electrodo así como una mezcla de Argón y CO2 como gases de
protección; produce contacto el electrodo o metal de aporte en el charco de
soldadura de 20 hasta 200 veces por segundo, produce un pequeño charco de
soldadura el cual es solidificado rápidamente, esto es generalmente propio de
los tipos de junta de sección delgada que son óptimos para soldar por este tipo
de transferencia (Ver Figura 2.28).
Figura 2.28. Transferencia por corto circuito (15).
b) Transferencia globular (15).
Este tipo de transferencia es con la conexión electrodo al positivo y sus gases
de protección es una mezcla de Argón y CO2, ésta toma lugar cuando la
corriente es relativamente baja, esto es, sin considerar el tipo de gas de
protección. Sin embargo, con el dióxido de carbono y el helio, este tipo de
transferencia toma lugar en todas las corrientes de soldadura, es caracterizado
por una gota de tamaño con diámetro más grande que el diámetro del electrodo
o material de aporte.
44

Este tipo de transferencia, debido al tamaño de la gota, cae fácilmente por
gravedad, siendo esto ideal para la posición de soldar en forma plana. El
promedio de la corriente es ligeramente más alta que la usada en corto circuito.
De igual manera en esta transferencia, como en corto circuito, se usan en todas
las posiciones en materiales de espesores delgados (Ver Figura 2.29).
Figura 2.29. Transferencia globular (15).
C) Transferencia por espray (15).
Con protección rica de Argón este tipo de transferencia es posible producir un
proceso de soldadura libre de chisporroteo. Éste requiere el uso de corriente
directa y un electrodo al positivo y un nivel de corriente por encima del valor
crítico llamado corriente de transición.
Bajo esta corriente ocurre el modo globular. La penetración en este tipo de
transferencia es profunda, ésta puede ser usada para soldar la mayor parte de
los metales, así como aleaciones debido a la protección del gas inerte como es
el argón. Sin embargo, aplicar este tipo de transferencia a hojas de espesor
delgado puede ser muy difícil porque las corrientes son altas necesarias para
producir el arco de espray. Por otra parte las velocidades de deposición de
material de aporte en el material bases son altos, por ende es posible soldar en
posiciones de sobre cabeza y verticales (Ver Figura 2.30).
45

Figura 2.30. Transferencia por espray (15).
2.5 Evaluación de la dureza y estructura cristalina en estudios de
materiales disímiles (16).
En un estudio realizado por J.Hou, Q.J.Peng para la caracterización de la
microestructura y las propiedades mecánicas de dos metales disímiles, estos
fueron un acero A533Gr.B (Metal Base) y un acero aleado 182(Material de
Aporte) (16).
El material de aporte es un acero aleado 182 es usado frecuentemente como
metal de relleno en reactores de energía eléctrica y el metal base es un acero
A533Gr.B que se utiliza en toberas de tanques de presión y en toberas
generadores de vapor.
La junta de soldadura fue preparada múltiples pases utilizando el proceso
SMAW seguida por un post calentamiento a 615°C por 25 h. con un
enfriamiento al aire para relevar esfuerzos residuales.
Acero
Tabla 2.10. Composición química del metal base y el metal de aporte enAceros A535 y Allow 182 (16).
Elementos aleantes(%)
C Si P S Cu Ni Cr V Nb+Ta Nb Ti Fe
A5356r.B 0.2 0.24 1.42 0.11 0.64 0.12 0.54
Allow 182 0.053 0.44 6.5 68.9 14.7 1.55 1.5 7.23
46

2.5.1. Caracterización de la microestructura.
Se tomaron muestras de la junta para analizar el comportamiento de la
microestructura y la dureza en la región limite de fusión. Ver Figura.2.31.
Figura 2.31. Esquema que muestra la extracción de los cupones (16).
Esta fue caracterizada por un microscopio óptico y un microscopio electrónico
de barrido, se utilizó una solución de CuCl2 2H2O (10g) + HCL (50ml) +Etanol
(50MI) y la composición química en la región límite de fusión fue analizada por
un microscopio electrónico de barrido de electrones dispersos y un
espectroscopio de rayos X.
Se encontró que en la aleación 182 estaba compuesta de grano columnar, fue
observada también una zona no mezclada respecto a la zona de dilución cerca
del límite de fusión, por otra parte en la zona afectada por el calor consiste de
granos alargados en forma de listones de martensita los cuales aparecen cerca
del límite de fusión. Con el incremento de la distancia del límite de fusión, el
tamaño de grano gradualmente decrece hasta una distancia de 0.6mm. Además
los listones de martensita inician a desaparecer a una distancia de 0.4mm. A
una distancia de 0.6mm, solo ferrita y carburos fueron observados, esto es
similar a la microestructura del metal base. Ver Figura 2.32.
47

Figura 2.32. Toma de metalografías por un microscopio electrónico de barrido en lamicroestructura del límite de fusión a la zona afectada por el calor en el metal base, a)Cerca del límite de fusión, b) 0.2mm del límite de fusión, b) 0.4mm del límite de fusión,
c) 0.4mm de la zona de fusión, d) 0.6mm de la zona de fusión.(16).
2.5.2. Caracterización de las propiedades mecánicas (16).
Las propiedades mecánicas del metal base, metal de aporte y la ZAC de la
junta de soldadura disímil a 228 °C fue medida por una serie de pruebas de
tensión en especímenes de tensión cilindrica. Dos tipos de cupones de tensión
fueron empleados:
a) Cupones de tamaño pequeño: con un diámetro de 1.5 mm y una longitud de
5.3mm
b) Cupones de tamaño grande: especímenes maquinados de acuerdo al
Estándar Industrial Japonés.
Los pequeños cupones fueron usados para medir las propiedades mecánicas
de la zona afectada por el calor (ZAC) en el metal base cerca del límite de
fusión, mientras los especímenes grandes fueron usados para medir las
48

.
propiedades mecánicas del metal base y el metal de aporte (16). Ver Figura
2.33.
Especímenes graneles yespecímenes pequeños
del metal de aporte
Especímenes grandes yespecímenes pequeños
del metal base
Especímenespequeftos de ZAC
Figura 2.33. Esquema de la extracción de los cupones grandes y pequeños para laprueba de tensión (16).
La dureza del metal base y el metal de aporte es similar. La ZAC muestra una
dureza de 50HV más alta que el metal base. Este resultado sugiere que el
esfuerzo residual probablemente sea el más alto en la región límite de fusión.
Ver Figura 2.34.
400
» • Dureza en el acero
oeo•
baja aleación
m Aleada 182320 aleacion182
280-
240
200•
ISO •
i . i i . i—.—i———i «
-2.5 -2-0 -1.5 -I.O -O.S O.O O.S I.O 1-5 2.0 2-f
Distancia del limite de fusión (mnny
Figura 2.34. Perfil de microdureza del límite de fusión (16).El esfuerzo a la cedencia del metal base, ZAC y el metal de soldadura debido a
288°C. Ver Figura 2.35. El esfuerzo a la cedencia de la ZAC es de 470-506Mpa, el cuales cerca de 50-100Mpa más alta que el metal base y el metal de soldadura. Esteresultado es compatible con el perfil de dureza.
49

Figura 2.35. El esfuerzo de cedencia del metal base, metal de soldadura y laZAC (16).
2.5.3. Evaluación de la microestructura con la difracción de electrones de
retrodispersión.
A través del la difracción de electrones de retrodispersión se puede observar el
crecimiento de austenita y listones de martensita adyacentes al límite de fusión
durante el proceso de soldadura. Los listones de martensita con orientaciones
similares cerca del límite de fusión en la ZAC fueron observados, estos son del
mismo color en la imagen (Ver Figura.2.36). Estos listones en su mayoría son
bloques en paquetes (Los grupos de listones en el mismo plano) en la matriz de
austenita.
50

Figura 2.36. Laorientación de los granos de la región límite de fusión y la zonaafectada por el calor tomada por un microscopio electrónico de barrido (16).
51

_
CAPITULO 3
METODOLOGÍA
El estudio se revisó usando acero Weldox 100 con 100 ksi de esfuerzo mínimo
de cedencia y 110 Ksi de esfuerzos mínimo a la tensión; AISI 8630 de
esfuerzo mínimo de cedencia con 129 Ksi con 140 Ksi de esfuerzo mínimo a la
tensión; la composición química y microestructura del metal base se observa en
la composición química y microestructura del metal base se muestra en la tabla
3.1.y Figura 3.1.
Se generaron 8 muestras de 350 x 250 x 25.5mm para los aceros AISI 8630 y 8
muestras de 350 x 250 x 25.5mm para los aceros Weldox 100, el proceso de
soldadura utilizado en esta junta fue el GMAW se utilizó un material de aporte
ER100S-G con un esfuerzo mínimo a la tensión de 10Oksi.
Tabla 3.1 Composición química de los metales base y
de la forja, ER100S- G, Weldox 100.
52

Figura 3.1. Matriz de martensita revenida del acero AISI 8630 forja y martensita contrazas de vainita del acero Weldox 100, respectivamente
Los parámetros que se propusieron en esta experimentación están en la tabla
3.2, sin embargo es importante mencionar que la variable dependiente que se
eligió para analizar, es el calor de entrada en función de la variación del voltaje,
corriente y velocidad de alimentación.
Para el cálculo del calor de entrada se utilizó la siguiente fórmula:
'V*I* 60\
5*1000/
Q = Calor de entrada
V= Voltaje
I = Corriente
S = Velocidad de alimentación
3.1 Condiciones de los procesos de soldadura
.-G
Tabla 3.2. Parámetros de cada una de las probetas con los cuales fueronsoldadas la junta Weldox 100/ER100S-G/AISI8630.
Muestra Proceso
Tipode
unión
Metal de Aporte
Gas Grado
Corriente
Voltaje
(V)
Velocidad
de
avance
(cm/min)
Calor
de
entrada
(KJ/mm)AWS
0
(1.1mm)
Polaridad (A)
MI
GMAW
Unión
a
tope
ER100S-
G0.045"
90% Ar
8%C02
2% O
AISI
8630
Weldox
100CDEP
200 27 73.66 439.8
M2 220 27 76.2 467.7
M3 240 27 78.74 493.7
M4 260 28 78.74 554.7
M5 200 27 88.9 364.5
M6 300 28 83.82 601.2
M7 320 30 86.36 666.9
M8 340 30 88.9 688.4
53

3.2 Predicción de optimización de parámetros utilizando un diseño de
experimentos.
Modelo de regresión múltiple:
Análisis de regresión: CE vs. A, V, Va
La ecuación de regresión es:
CE = 1060 + 55.8 A + 509 V - 508 Va
La prueba de hipótesis para los parámetros estimados, es decir para cada
variable de proceso:
Tabla 3.3. Parámetros de entrada estimados en la prueba de hipótesis dela junta Weldox/ER100S-G/AISI8630 (17).
Predictor Coef. de EE
Constante 1059.5 803 1.32 0.257
A 55.799 1.413 39.48 0.0000
V 508.89 37.44 13.59 0.0000
Va 508.01 36.96 -13.75 0.0000
Todas las variables son significativas o afectan para el calor de entrada, por lo
tanto todas deben ser incluidas en el modelo:
S = 44.2163 R-cuad. = 100.0% R-cuad (ajustado) = 100.0%
R-cuad (pred) = 99.90%
Se puede ver que el R-cuad es 100% al igual que el R-cuad (ajustado) lo que
indica que el modelo está explicando casi toda la variación del proceso en
función de A, V, Va y por lo tanto, el modelo es adecuado para realizar
predicciones acerca del calor de entrada en función de las variables de proceso
incluidas.
54

Por otro lado, se tiene un R-cuad (pred) de predicción del 99%, lo que indica
que si se desea realizar predicciones fuera de los rangos de las variables del
proceso indicados en la tabla (es decir extrapolar) el modelo es capaz de
realizarlo. Con respecto a los supuestos del modelo de regresión, Ver Figura
3.2:
!
99
90
50 j
10
-100
2.0
1.5-1
1.0
0.5
0.0
Gráficas de residuos para CE
Gráfica de probabilidad normal
-60 -40
Histograma
-20 0
Residuo
20 40
100
50
25H
0
-25
-50
12000
vs. ajustes
13500 15000
Valor ajustado
vs. orden
16500
3 4 5 6
Orden de observación
18000
Figura 3.2. Gráfica de residuales de los supuestos del modelo de regresión (17).
Se observa que los errores no tienen auto correlación serial (Gráfica: vs. orden)
y que la varianza es homogénea (Gráfica: vs. ajustes), sin embargo puede ser
que los errores no sigan una distribución normal, dado que el histograma
muestra un poco de sesgo a la izquierda. Si hacemos una prueba de Anderson
Darling el p-valué es mayor que 0.05 lo que indica que los errores CE (tabla)
menos CE (estimada) si siguen una distribución normal. Ver Figura.3.3.
55

-100
Gráfica de probabilidad de RESIDÍNormal
RESIDÍ
Media 2.273737E-13
Desv.EsL 33.42
N 8
AD 0.159
Valor P 0.917
Figura 3.3. Gráfica de distribución normal con residuales (17).
Tabla 3.4. Resultados del análisis de varianza, calor de entrada vs variablesdel proceso de la junta Weldox/ER100S-G/AISI8630 (17).
Análisis de varianza
Fuente GL SC MC
Regresión 3 36262810 12087603 6182.67 0.000Error
Residual
Total 7 36270630
7820 1955
El análisis de varianza indica que el modelo es adecuado, es decir, representa
de forma adecuada los datos de la tabla 3.4 (proceso de soldadura), esto es el
calor de entrada en función de las variables de proceso.
Una suma de cuadrados secuencial indica cual de las variables del proceso
aporta más al calor de entrada, ver Tabla 3.5:
56

Tabla 3.5. Suma de cuadrados secuencial de las variables del proceso en laJunta de Weldox/ER100S-G/AISI8630 (17).
Fuente GL SC sec.
A 1 35770404
V 1 123004
Va 1 369402
Lo cual nos indica que aportan en el orden A, Va y al final V.
Por otro lado, podría pensarse que como el modelo es lineal (sin interacciones
ni cuadráticas), la superficie será un plano, sin embargo se realizara las gráficas
para constatarlo.
Gráfica de superficie de CE vs. V, Va
CE
30
Figura 3.4. Gráfica de superficie de CE Vs V, Va (17).
57

Gráfica de superficie de CE vs. A, V
CE
Figura 3.5. Gráfica de superficie de CE Vs A, V (17).
Gráfica de superficie de CE vs. A, Va
CE
Figura 3.6. Gráfica de superficie de CE Vs A, Va (17).
58

Las gráficas 3.4, 3.5 y 3.6 indican que el crecimiento es lineal, sin embargo no
son completamente planos.
Dado que se busca el mínimo calor de entrada, analizando las superficies,
existe la posibilidad de que el mínimo se alcance situando A entre 200 y 250,
Va menor a 30 y V menor a 30. Sin embargo tendría que utilizarse algún
método de optimización que no dependa del gradiente, debido a que la función
es lineal. Un método podría ser un algoritmo evolutivo, el cual tiene las
características deseadas.
Aplicando el algoritmo evolutivo, el mínimo calor de entrada con las
propiedades mecánicas óptimas para el desarrollo de esta junta, que se puede
predecir que se generará es situando las variables en:
Probeta M5
A=200 amperesV=27 volts
Va=35 cm/min
CE= 8,183 J
59

CAPITULO 4.
DISCUSIÓN DE RESULTADOS
4.1. Pruebas de tensión.
La Figura 4.1, muestra las dimensiones utilizadas para realizar las probetas así
como la prueba de tensión de los metales base (Weldox 100 y AISI 8630).
85MM
R4 1!A=24fl
V-
Qie:;
? io
Q
Figura 4.1. Muestra de las dimensiones de las probetas utilizadas pararealizar las pruebas de tensión de acero de acuerdo al ASTM E8/E8.
Ensayo de resistencia a la tensión en soldadura por ASTM E8/E8 M-2008, AWS
D1.1 ED. 2008, se uso un equipo TINIUS-OLSEN de 100TON, observándose
los siguientes resultados. Ver Tabla 4.1 y Figura 4.2.
60

Tabla 4.1. Resultados de la resistencia a la tensión de las 8 probetasSoldadas en la junta de Weldox/ER100S-G/AISI8630.
IdentificaciónEspesor
(mm)Ancho
(mm)
CargaMáxima
(Kg.f)
Proceso Junta
Calor
de
entrada
KJ/mm
Esfuerzo
máximo
(Psi)
Zona de
ruptura
MI 31.01 19.69 48500GMAW Weldox/ERIOOS-G
/AISI8630 439.8 112976 soldadura
M2 29.49 19.6 43800GMAW Weldox/ERIOOS-G
/AISI8630467.7
107779 soldadura
M3 27.13 19.33 36100GMAW Weldox/ERIOOS-G
/AISI8630493.7
97908 soldadura
M4 31.05 19.95 47100GMAW Weldox/ERIOOS-G
/AISI8630554.7
108145 soldadura
M5 28.86 19.18 45100GMAW Weldox/ERIOOS-G
/AISI8630364.5
115884 soldadura
M6 31.76 19.26 48600GMAW Weldox/ERIOOS-G
/AISI8630601.2
113003 soldadura
M7 31.75 19.24 48300GMAW Weldox/ERIOOS-G
/AISI8630666.9
112458 soldadura
M8 28.19 19.28 33800GMAW Weldox/ERIOOS-G
/AISI8630688.4
88452 soldadura
140000
120000
ÍOOOOO
, 80000
60000
40000
20000
O
ps
112976
S
Prueba de Tensión
Esfuerzo ultimo a la tensión
f <? ¿Samples
¿ *
Figura 4.2. Gráfica de resultados del esfuerzo último a la tensión.
88452
61

La especificación de la junta Weldox 100 / ER100S- G / AISI 8630 por diseño
permite un esfuerzo último a la tensión de un mínimo de 100,000 psi (100Ksi),
por lo anterior, los resultados generados de la evaluación de cada una de las 8
muestras, permite observar que la zona de ruptura en todos los ejemplares se
genero en el área de soldadura, deduciendo que la zona de fusión, ZAC y Metal
Base presentaron un último esfuerzo a la tensión por encima de los 100 Ksi,
así también se observa en la tabla 4.2 que 2 de las probetas estuvieron por
debajo de la especificación, siendo estas M3 y M4. y que los parámetros que
permitieron una mayor resistencia a la tensión fueron los de la probeta M5 con
115, 884 psi, siendo M5 la muestra con los valores de entrada pronosticados
por el diseño de experimentos. El efecto del calor de entrada en la resistencia a
la tensión se puede visualizar perfectamente en la gráfica 4.3.
Tabla 4.2. Valores de último esfuerzo a la tensión en las 8 muestras sobrela junta de Weldox/ER100S-G/AISI8630.
Propiedades mecánicas
Muestras
Esfuerzo último a la tensión(Especificación: 100,000 Psi)
Dentro de
especificaciónFuera de
especificación
M1 112976
M2 107779
M3 97908
M4 108145
M5 115884
M6 113003
M7 112458
M8 88452
62

Psi
MI
Comparativo de Ultimo Esfuerzo a latensión Vs. Calor de Entrada
M2 M3 M4 M5
Muestras
M6
666.9 j/mm
112458
M7 M8
Figura 4.3. Gráficadel comparativo del último esfuerzo a la tensión vs calor deentrada.
4.2. Pruebas de Impacto (Charpy V)
Ensayo de Impacto por ASTM E23/07, se uso un equipo TINIUS-OLSEN, con
capacidad de 358 Joules, con tipo de ranura en "V", a una temperatura de
ensayo de -40°C. A continuación se ve el tipo de probeta a usar. Ver Figura 4.4.
Detalla A
0.25
1Q-*0.07S
Figura 4.4. Dimensiones de las probetas utilizadas para realizar las pruebas deimpacto de acuerdo al ASTM E23/07.
Respecto a la evaluación de impacto se puede ver en la tabla 4.3 los valores
resultantes, tomando en consideración la especificación de diseño de un valor
mínimo de 20 Joules en la prueba de impacto, sobre la junta del Weldox 100/
ER100S-G/ AISI 8630.
63

En la evaluación inicial de los resultados se evidencia que 2 de las 8 muestras
presenta un área o locación dentro de la junta soldada fuera de especificación.
Por otra parte, dentro de estas 2 muestras se puede observar que ocurrieron
dentro de la zona afectada por el calor (ZAC) de la forja. En las Figuras. 4.5 y
4.6 se ve una microestructura martensítica en la ZAC (Forja), esto permite
entender, la fractura de las muestras a estos niéveles de impacto en joule , ya
que esta fase propicia fragilidad, viéndose reflejado esto en la tabla 4.3, en los
valores conseguidos en las probetas M1 y M6.
Sin embargo, otro punto importante a considerar es la relación directa en la
dureza obtenida en el ensayo de microdureza, en la muestra M1 se obtuvieron
los valores más altos que van desde 521 HV hasta 679 HV, en el caso de M6
los valores de dureza son 348 HV hasta 471 HV, que no es tan alta y que
realmente no pudiese haber sido determinante en la fractura sin embargo si se
observa la microestructura de la ZAC (Forja), se observa una mezcla de fases
tales como martensita, ausentita retenida y bainita, así también en la prueba de
tensión la fractura ocurre en la soldadura, debida a falta de fusión por el lado de
la forja-metal de aporte. En las muestras con la falta de fusión existe un alto
calor de entrada (666.9 KJ/mm) pudiendo ser determinante para generar un
incremento en el endurecimiento de la ZAC (Forja).
Tabla 4.3. Resultados de la prueba de impacto en las 8 muestras
RESULTADOS DE LA PRUEBA DE IMPACTO( Especificación 20 Joules)
ZONAS
MUESTRAS
(Joules)M1 M2 M3 M4 M5 M6 M7 M8
Metal Base (Forja)Metal Base (Weldox)ZAC (Forja)ZAC (Weldox)Soldadura
51
150
17
192
61
31
23
37
22
28
56
35
27
47
36
23
47
18
26
122
45
34
60
32
69
59
64

250
200
150
100
50
0
TENACIDAD DE MUESTRA MI
Metal Base(Forja) MetalBase(Weldox)
ZAC(Forja)
Zona
ZAC(Weldox) Soldadura
Figura 4.5. Gráfica de los valores de impacto de la muestra M1, donde semuestra la microestructura martensítica de la ZAC(Forja).
TENACIDAD DE MUESTRAS M6
122
ZAC(Forja) ZAC(Weldox) Soldadura
zona
Figura 4.6. Gráfica de los valores de impacto de la muestra M6, donde semuestra la microestructura con una mezcla de martensítica,
ferrita acicular y trazas de bainita en la ZAC (Weldox).
Para la valoración más clara de los resultados de impacto se generó una
gráfica, ver Figura 4.7, con el concentrado de los datos obtenidos en unidades
de Joules, sobre cada una de las zonas involucradas en la junta, siendo estas la
ZAC (Forja), soldadura, ZAC (Weldox). En gráfica se observa que la tenacidad
más alta en promedio se obtuvo en la zona de soldadura siendo un buen
65

resultado para la valoración del estudio de la junta; por otro lado se encuentra la
ZAC (Forja) con valor promedio más bajo de tenacidad, incluyendo las dos
muestras que obtuvieron valores fuera de especificación.
PRUEBA DE IMPACTO CHARPY
(Temp. de ensayo a -40°C)
M3 M4 M5 M6
•SOLDADURA ZAC PLACA ZAC FORJA
Figura 4.7. Gráfica de impacto con las tres zonas involucradas dentro de lasoldadura,así como su comportamiento una con respecto de otra.
4.3. Microdureza.
Ensayo de microdureza por ASTM E384-2008, se usó un equipo WILSON
INSTRON, tipo de penetrador 0136°, escala HV0.5y con una carga de 500 gf.
Para evaluar el efecto de calor de entrada en cada una de las zonas
inmiscuidas en la junta se realizaron dos perfiles de microdureza a lo largo de la
unión soldada uno denominado "O" y el otro "W" como se muestra en la Figura
4.8.
Figura 4.8. Perfil de microdureza en dos zonas a lo largo de la soldadura.
66

En las Figuras. 4.9 a la 4.16 Se muestran los perfiles de microdureza, en ellas
se muestran los valores de dureza obtenidos en las 8 muestras, por cada una
de las zonas involucradas así como sus microestructuras.
Figura 4.9. Perfil de microdureza y la metalografía en cada zona de M1.
MB(Laminado) ZAC(Laminado) ZAC(Laminado) Soldadura Soldadura Soldadura ZAC(Forja) ZAC(Forja) MB(Forja)
-*-0 - w
Figura 4.10. Perfil de microdureza y la metalografía en cada zona de M2.
67

MB(Laminado)ZAC(Laminado)ZAC(Lam¡nado) Soldadura Soldadura Soldadura ZAC(Forja) ZAC(Forja) MB(Forja)
-♦-o -»-w
Figura 4.11. Perfil de microdureza y la metalografía en cada zona de M3.
ZAC
Laminado
MB
Laminado
MB(Forja) ZAC(Forja) ZAC(Forja) Soldadura Soldadura Soldadura ZAC(Laminado)ZAC(Uminado) MB(Laminado)
-*-o -»-w
Figura 4.12. Perfil de microdureza y la metalografía en cada zonade M4.
68

MB(Forja) ZAC(Forja) ZAC(Forja) Soldadura Soldadura Soldadura ZAC(Laminado) ZAC(Laminado) MB(Laminado)
-•-w
Figura 4.13. Perfil de microdureza y la metalografía en cadazona de M5.
MB(Lamlnado) ZAC(Lamlnado) ZAC(Laminado) Soldadura Soldadura Soldadura ZAC(Forja) ZAC(Forja) MB(Forja)
-♦-O -»-w
Figura 4.14. Perfil de microdureza y la metalografía en cadazona de M6.
69

MB(Laminado) ZAC(Laminado) ZAC(Lamlnado) Soldadura Soldadura Soldadura ZAC(Forja) ZAC(Forja) MB(Forja)
-•-0 -"-W
Figura 4.15. Perfil de microdurezay la metalografía en cada zona de M7
MBIForja) ZAC(Forja) ZAqForja) Soldadura Soldadura Soldadura ZAC(Lam¡nado)ZAqLaminado) MB(Lam¡nado)
—•—0 —•—W
Figura 4.16. Perfil de Microdureza y la metalografía en cada zona de M8
70

Los resultados graficados en la Figura 4.17, así como en cada una de las
gráficas de microdureza de las Figura 4.9 a la 4.19, permite ver claramente el
comportamiento de la dureza en cada zona, tomando en consideración todas
las muestras participantes en la evaluación. De esta manera, se puede observar
el comportamiento evidente de endurecimiento en la zona afectada por el calor
sobre el acero forjado, el cual, es común sobre aceros que son tratados
termomecánicamente como es el proceso de forja, ya que el grano es refinado,
siendo este último una variable influyente en la obtención de esta dureza.
Por otro lado, si la aplicación del precalentamiento sobre las piezas antes de
soldar tanto del material de aporte como el material base, que en este caso es
la forja no es uniforme puede permitir la formación de zonas frágiles
compuestas por martensita, esto, debido a el choque térmico presentado en
ambos materiales, al momento de llegar del estado sólido al líquido o fundición
generado por el calor de entrada del arco eléctrico respecto al súbito
enfriamiento de la soldadura sobre la junta del material base.
PERFIL DE DUREZA EN LAS 8 MUESTRAS
SOBRE LAS ZONAS INVOLUCRADAS EN
LA JUNTA
450
400
Pk471
-«-MI
_^M2
— M3
-~-M4
O |— «I"*" —-M6
(ILaMB
niñada)ZAC
(Laminado)Solí Bdura ZAC
(Forja) F
•rja) —M8
100
é/ ^ /
y&
' / / / / / y /
Figura 4.17. Perfil de microdureza en las 8 muestras sobre las zonasinvolucradas en la junta.
71

4.4. Evaluación metalografía y caracterización de las zonas de la junta
respecto al efecto del calor de entrada
Para la evaluación de metalografía se prepararon las muestras de soldadura
mediante corte con disco abrasivo, desbaste y pulido hasta acabado espejo
para posteriormente realizar el ataque químico con reactivo Nital al 5% y
evaluación en microscopio óptico.
4.4.1. Evaluación con microscopio óptico
En la Figura 4.18 se observa la microestructura que se presentó en las zonas
afectadas por el calor de entrada en la junta de soldadura, se muestra la zona
del metal base Weldox 100, ZAC Weldox 100, ZAC-Soldadura, Soldadura,
Soldadura-ZAC Forja, ZAC-Forja, Forja.
En la microestructura del Weldox 100 se puede observar martensita revenida,
en la ZAC-Weldox 100 se ven granos de ferrita gruesa en mayor porcentaje y
bainita granular, conforme se incremente el calor de entrada esta bainita se
engrosará y esto se puede ver con más claridad en la imagen de la ZAC-
soldadura Weldox 100 en la línea de fusión donde se presenta con más claridad
austenita retenida por el enfriamiento más lento que el de la soldadura,
generando microestructuras blandas como las ferritas y las bainitas gruesas así
también estructuras martensíticas (altas velocidades de enfriamiento)(18).
En la soldadura presenta una microestructura de grano columnar y este tipo de
grano está constituido de ferrita acicular y Widmanstátten; en lo que respecta a
las soldadura-ZAC, Forja y la ZAC-Forja se puede observar granos en formas
de agujas esto indica que está constituida de una microestructura de martensita
gruesa, siendo muy común este tipo de grano ya que la estructura que presenta
la placa forjada es de antemano un grano refinado debido al proceso
termomecánico, es fácilmente generada la martensita revenida, esto desde
luego también por las velocidades de enfriamiento en el proceso de forjado (19)
72

Placa
J
•H tó*
/AC Weldox 100 7AC-Soldadura SoldaduraWeldox 100
Soldadura-ZAC ZAC Forja
Forja
Figura 4.18. Mapeo metalográfico en las zonas de la junta afectadas por el calor deentrada.
En las Figuras 4.19 y 4.20 podemos ver una muestra de los resultados de lacaracterización de la ZAC(Forja) donde se aprecia la escala (mm) de un par de
muestras M1 y M4.
Figura 4.19. Acotación de la ZAC (Forja AISI 8630), tomando el centro de lasoldadura de la muestra M1. El calor de entrada generado de
acuerdo a los parámetros de entrada en esta junta fue de439.8J/mm.
73

Escala en mm
Figura 4.20. Acotación de la ZAC (Forja AISI 8630), tomando el centrode lasoldadura de la muestra M4. El calor de entrada generado de
acuerdo a los parámetros de entrada en esta junta fue de554.7 J/mm.
74

CONCLUSIONES
De acuerdo a los resultados de la caracterización y análisis de las 8 probetas
generadas a diferentes parámetros de calor de entrada en aceros estructurales
disímiles (Weldox 100 y Forjado), se concluye lo siguiente:
1) El análisis metalográfico evidencia una transformación microestructural de
martensita revenida en ambos materiales base (weldox 100 y forjado) a una
mezcla de martensita gruesa y bainita en la ZAC y en la soldadura granos
columnares de ferrita acicular y ferrita alotriomórfica en límite de grano. Lo
anterior fue notorio en las muestras M1, M2, M3, M6 y M7.
2) El ensayo de microdureza en la ZAC del acero forjado sufrió un incremento
considerable con valores de 320, 397 y 325 HV en las probetas de bajo calor
de entrada como son la M1, M2 y M3, esto es debido a su mayor
sensibilidad al efecto térmico del proceso de soldadura sometido a mayores
velocidades de enfriamiento.
3) El ensayo de impacto en las diferentes zonas de la soladura y ZAC de
ambos aceros, evidencia diferencia en los valores de energía absorbida, los
cuales están dependientes del calor de entrada (CE) introducido durante la
aplicación de la soldadura. Se determina que el mejor efecto en las
propiedades mecánicas de tenacidad, se logró con la combinación de
parámetros de las variables esenciales del proceso GMAW, siendo éstas,
voltaje 28 V, corriente 260 A, velocidad de avance 78.74 cm/min
produciendo un CE de 554.7 KJ/mm, los cuales corresponden a la muestra
"M4".
75

4) Respecto a los parámetros proporcionados por el algoritmo evolutivo para
obtener los valores de voltaje, corriente y velocidad de alimentación óptimos
fueron aplicados en la muestra "M5" para la junta formada por el acero AISI
8630, el acero Weldox 100 y el material de aporte ER100S-G. Con respecto
a sus propiedades mecánicas obtenidas después de haberse hecho las
pruebas destructivas para la valoración de cada una de ellas, se pudo
observar que la tenacidad estuvo dentro de los requerimientos por diseño,
fluctuando entre 23 y 47 joule, así también, el esfuerzo ultimo a la tensión
cumplió con el mínimo requerido por especificación de 100,000 psi,
presentando 115,884 psi; respecto al perfil de microdureza se pudo observar
de igual manera la misma tendencia de dureza en la zona afectada por el
calor (ZAC) del lado de la forja, teniendo un nivel fuera de especificación de
dureza.
5) El mínimo calor de entrada obtenido durante la evaluación de parámetros en
las 8 probetas, fue conseguido por la muestra "M5", pudiendo concluir que
las velocidades de enfriamiento súbito generadas por el control del calor de
entrada en un nivel bajo, puede ser eliminadas debido a los tratamientos de
post y pre calentamientos, evitando con esto, la formación de zonas frágiles
como la martensita y la bainita acicular, produciendo esta combinación,
excelentes propiedades mecánicas de tenacidad.
6) Los resultados de las propiedades mecánicas obtenidas en la probeta "M5"en la cual se aplicaron los parámetros definidos por un diseño de
experimentos, permiten concluir, que cuando son elegidas las variablesesenciales correctas así como el diseño de experimentos adecuado,
generará un ahorro en la inversión de fabricación de probetas así como un
nivel de confiabilidad alto en la utilización de los parámetros de entrada en
una junta de soldadura generados por la evaluación estadística.
7) Es importante señalar que la experiencia obtenida al aplicar una
metodología de investigación en la industria aplicando un diseño de
76

experimentos, es un punto de referencia esencial en la toma de decisiones,
seleccionando adecuadamente los rangos de los parámetros, que puedan
influir en la variación que se requiera obtener de él o los procesos con un
nivel de certidumbre más alto en la obtención de resultados satisfactorios.
77

BIBLIOGRAFÍA
1) Aggen G, Akstens W. Frank. 2005. ASM Metals Handbooks. ASM
International Handbook. Properties and Selection: Irons, Steels, and CEgh
Performance Alloys. 10a edición, p. 459.
2) Smith William F. 1998. Fundamentos de Ciencia e Ingeniería de Materiales.
3ra edición, p. 156- 189.
3) Montes J, Castro L, Romero J. 2006. Procesos industriales para materiales
metálicos. Editorial Visión Net. 2da. Edición. P. 203-232.
4) Tarkany N. 2007. Aceros de alta resistencia, Magazine Metal forming,
http://mexico.pma.org.
5) Maarefdoust M, Kadkhodayan M. 2010. Simulation and analysis of hot
forging process for industrial locking gear elevators. Department of
Mechanical Engineering, Ferdowsi University of Mashhad, Irán.
6) Nunes R, Abbas I. 1988. ASM Handbook. ASM Handbook Committee.
Forming and Forging. 9a- Edición. P.96-469.
7) Ares Rios J. 2007. Forja. Editorial Parroman. Edición lera. P. 109-138
8) Afzal A. 2004. Fatigue Behavior and life predictions of rods. University of
Toledo. P. 187-231.
9) Ortiz L. 2010.ASTM A148 G-105/85(AISI-8630M) -08, Material Test Report
No. 346760. Frisa Forjados, S.A de C.V.
10)Kaiser H. 2007. Aceros de alta resistencia N-A- XTRA y XABO.
ThssenKrupp Steel A.G. Vol. 1101.
http://grobblech.thvssenkruppsteeleurope.com/documents/1629/n-a-
xtra xabo flyer sp 2007.pdf.
11)Frydman S, Konat L, Pekalaski G. 2008. Structure and Hardness changes in
welded joints of Hardox Steels. ArcCEves of Civil and Mechanical
Engineering.Vol Vil, No.4.
78

12)Gunther P, CEIdebrand J, Rasche C, Versch C, Wudtke I. 2009. WeldedConnections of CEgh strength steels for the building industry. International
Institute of Welding, No. XV-1315-09.
13)Weldox, CEgh Strength Steel. 2010. Data sheet Weldox 100. SSAB.
www.weldox.com.
14)García A, Salas R, Centeno L. 2011. Metalurgia de Uniones de aceros
disímiles (ASTM A240- A537) y Comportamiento mecánico ante cargas
monotonica y cíclica. Rev. LatinAm.Metal.Mat.
15)CEcken G, Campbell D, Madigan R. 1997. Gas Metal Are Welding Hanbook.
American Welding Society. Capitulo 4.
16)Hou J, Peng Q, Takeda Y, Kuniya J. 2010. Microestructure and mechanical
property of the fusión Boundary región in an Alloy 182-low alloy steel
dissimilar weld joint. Springer Science Media, LLC.
17)Montgomery D. 2004. Diseño y Análisis de Experimentos. Limusa Wiley.
Segunda edición, 87- 218.
18)Datta R, Mukerjee D, RoCEra K, Veeraraghavan R.1999. Weldability
Evaluation of CEgh TensilePlates Using GMAW Process. Springer Science
Media, LLC.
19)Marconi N, Svoboda H, Vedia L. 2010. Efectos del calor aportado y del
tratamiento térmico post soldadura sobre la microestructura y las
propiedades mecánicas de depósitos de soldadura de aceros 9% Cr
Avanzados.
79

LISTADO
Figura 1.1.
Figura 1.2.
Figura 1.3.
Figura 1.4.
Figura 1.5.
Figura 1.6.
Figura 1.7.
Figura 2.1.
Figura 2.2.
Figura 2.3.
Figura.2.4.
Figura.2.5.
Figura 2.6.
Figura 2.7.
Figura 2.8.
Figura 2.9.
Figura 2.10.
Figura 2.11.
Figura 2.12
Figura 2.13.
DE FIGURAS
Camión de minería con capacidad de 400 toneladas 4
Ensamble de los motores eléctricos del camión. 4
Esquema funcionamiento yensamble del motor eléctrico. 5
Posición del eje en el motor. 6
Indicaciones detectadas en el eje por prueba de partículas 7
magnéticas y sus dimensiones.
Magnitud de una grieta encontrada en el eje del motor 8
Componentes que conforman el motor eléctrico y su 9
funcionamiento.
Muestra un proceso de forja en caliente. 15
Partes formadas por el proceso de forja en caliente. 16
Muestra esquemática del tratamiento térmico el cual ocurre 17
en un proceso de forja en caliente de una fundición en
lingote.
Esquema de los pasos del proceso de forja en frío. 18
Partes de forja en frío para partes de la industria eléctrica 18
automotriz.
Máquina de forja de rodillo con motor fuera de borde. 20
Máquina de forja proyección 20
Fabricación de piezas con el proceso de formado de 21
laminado
Fabricación de piezas con el proceso de estampado. 21
Aplicaciones de aceros de alta resistencia en la industria 25
Cambios durante el revenido de la martensita. 26
Microestructura de un Hardox 500, se observa martensita 26
revenida austenita retenida (10)
Estructura de una junta de soldadura de un acero Hardox 27
500 en la zona de fusión: W-metal de soldadura, ZAC- Zona
afectada por el calor.
80

.
Figura 2.14. Estructura de una junta de soldadura de un acero Hardox 27
500 después del endurecimiento del área.
Figura 2.15 Microestructura de una junta de soldadura de un acero 28
HARDOX 400 después del endurecimiento y revenido a 300
°C.
Figura 2.16 Microestructura de la ZAC en una junta de soldadura de un 28
acero HARDOX 400 después de endurecido y revenido a
300 °C.
Figura 2.17. Dependencia Tenacidad-Temperatura. 29
Figura 2.18.
Figura 2.19.
Figura 2.20.
Figura 2.21.
Figura 2.22.
Figura 2.23.
Figura 2.24.
Figura 2.25.
Figura 2.26.
Figura 2.27.
Figura 2.28.
Componentes de esfuerzo longitudinal y perpendicular a la 30
garganta de la soldadura.
Configuración de la unión soldada y ubicación de los 32
materiales involucrados.
Gráfica y microestructura del perfil de Microdureza 34
Gráfica y microestructura del perfil de microdureza 35
Probetas soldadas y ensayadas a tensión y curva de 37
esfuerzo de deformación
Microestructura del metal base A537 está constituida 39
principalmente de ferrita y perlita en proporción de un 20%
y 80% respectivamente (200X), se observó alto nivel de
inclusiones
Microestructura del metal base 304L, es un acero 39
inoxidable austenítico, observándose bajo nivel de
inclusiones
Microestructura donde se revela el acero estructural, 40
constituido por granos de perlita con ferrita acicular en los
bordes de grano
Proceso de soldadura GMAW. 42
Diagrama de un equipo GMAW. 43
Transferencia por corto circuito. 44
81

Figura 2.29. Transferencia globular 45
Figura 2.30. Transferencia por espray. 46
Figura 2.31 Esquema que muestra la extracción de los cupones. 47
Figura 2.32 Toma de metalografías por un Microscopio electrónico de
barrido en la microestructura del límite de fusión a la zona
afectada por el calor en el metal base, a) Cerca del límite
de fusión, b) 0.2mm del límite de fusión, b) 0.4mm del límite
de fusión, c) 0.4mm de la zona de fusión, d) 0.6mm de la
zona de fusión.
48
Figura 2.33.
1Esquema de la extracción de los cupones grandes y
pequeños para la prueba de tensión.
49
Figura 2.34. Perfil de microdureza del límite de fusión. 49
Figura 2.35. El esfuerzo de cedencia del metal base, metal de soldadura
y la ZAC.
50
Figura 2.36. La orientación de los granos de la región limite de fusión y
la zona afectada por el calor tomada por un microscopio
51
electrónico de barrido
Figura 3.1. Matriz de martensita revenida del acero AISI 8630 forja y 53
martensita con trazas de vainita del acero Weldox 100,
respectivamente
Figura 3.2. Gráfica de residuales de los supuestos del modelo de 55
regresión
Figura 3.3. Gráfica de distribución normal con residuales 56
Figura 3.4. Gráfica de superficie de CE Vs V, Va 57
Figura 3.5. Gráfica de superficie de CE Vs A, V 58
Figura 3.6. Gráfica de superficie de CE Vs A, Va 58
Figura 4.1. Muestra de las dimensiones de las probetas utilizadas para
realizar las pruebas de tensión de acero de acuerdo al
ASTM E8/E8.
60
Figura 4.2. Gráfica de resultados del esfuerzo último a la tensión 61
Figura 4.3. Gráfica del comparativo del último esfuerzo a la tensión Vs. 64
82
L ^^^^^^^^^^^^^^^l

Calor de Entrada
Figura 4.4. Dimensiones de las probetas utilizadas para realizar las 63pruebas de impacto de acuerdo al ASTM E23/07.
Figura 4.5. Gráfica de los valores de impacto de la muestra M1, donde 65se muestra la microestructura martensítica de la ZAC
(Forja)
Figura 4.6. Gráfica de los valores de impacto de la muestra M6, donde 65se muestra la microestructura con una mezcla de
martensítica, ferrita acicular y trazas de bainita en la ZAC
(Weldox).
Figura 4.7. Gráfica de Impacto con las tres zonas involucradas dentro 66de la soldadura, así como su comportamiento una con
respecto de otra.
Figura 4.8. Perfil de microdureza en dos zonas a lo largo de la 66soldadura
Figura 4.9. Perfil de microdureza yla metalografía en cada zona de MI 67Figura 4.10. Perfil de microdureza yla metalografía en cada zona de M2 67Figura 4.11. Perfil de microdureza yla metalografía en cada zona de M3 68Figura 4.12. Perfil de microdureza yla metalografía en cada zona de M4 68Figura 4.13. Perfil de microdureza yla metalografía en cada zona de M£ 69Figura 4.14. Perfil de microdureza yla metalografía en cada zona de M6 69Figura 4.15. Perfil de microdureza yla metalografía en cada zona de M7 70Figura 4.16. Perfil de Microdureza yla metalografía en cada zona de M8 70Figura 4.17. Perfil de microdureza en las 8muestras sobre las zonas 71
Involucradas en la junta.
Figura 4.18. Mapeo metalográfico en las zonas de la junta afectadas por 73el calor de entrada.
Figura 4.19 Acotación de la ZAC (Forja AISI 8630), tomando el centro 73de la soldadura de la muestra M1. El calor de entrada
generado de acuerdo a los parámetros de entrada en esta
junta fue de 439.8J/mm.
83

Figura 4.20 Acotación de la ZAC (Forja AISI 8630), tomando el centro 74de la soldadura de la muestra M4. El calor de entrada
generado de acuerdo a los parámetros de entrada en esta
junta fue de
554.7 J/mm.
84

LISTADO DE TABLAS
Tabla 2.1. Propiedades químicas del Acero AISI 8630 24
Tabla 2.2 Propiedades mecánicas del Acero AISI 8630 24
Tabla 2.3 Propiedades del metal de aporte y metal base 31
Tabla 2.4 Composición químicas del acero Weldox 100 33
Tabla 2.5 Propiedades mecánicas del acero Weldox 100 33
Tabla 2.6 Probetas soldadas, curva esfuerzo- deformación y propiedades 36
mecánicas a tensión de las muestras en estudio en A240
YA534.
Tabla 2.7 Probetas soldadas, curva esfuerzo- deformación y propiedades 37
mecánicas a tensión de las muestras en estudio en A240 y
A237.
Tabla 2.8 Propiedades mecánicas a impacto en acero A240, A537 y 38soldadura.
Tabla 2.9 Caracterización química de los materiales base (MB) y el 38
material de aporte así como del cordón de soldadura en aceros
304L, A537.
Tabla 2.10 Composición química del metal base y el metal de aporte en 46
aceros A535 y Allow 182.
Tabla 3.1 Composición químicade los metales base y el metal de aporte 52
de la forja, ER100S- G, Weldox 100.(16).
Tabla 3.2 Parámetros de cada una de las probetas con los cuales fueron 53
Soldadas la junta Weldox/ER100S-G/AISI8630
Tabla 3.3 Parámetros de entrada estimados en la prueba de Hipótesis de 54la junta Weldox/ER100S-G/AISI8630.
Tabla 3.4 Resultados del análisis de varianza, calor de entrada Vs 56
85

variables del proceso de la junta Weldox/ER100S-G/AISI8630.
Tabla 3.5 Suma de cuadrados secuencial de las variables del proceso en 57la junta de Weldox/ER100S-G/AISI8630.
Tabla 4.1 Resultados de la resistencia a la tensión de las 8 probetas
Soldadas en la junta de Weldox/ER100S-G/AISI8630.
61
Tabla 4.2 Valores de último esfuerzo a la tensión en las 8 muestras sobre 62la junta de Weldox/ER100S-G/AISI8630.
Tabla 4.3 Resultados de la prueba de impacto en las 8 muestras 64
86

RESUMEN AUTOBIOGRÁFICOIng. Eduardo Cortes Grijalva
Grado a Obtener: Maestría en Tecnología de laSoldadura Industrial
Ingeniería, Operaciones, Calidad yManufactura Esbelta
Cd, Delicias, Chihuahua, a 16 deJulio de 1976
W. Hernán Cortes Grijalva y RosaMaña Grijalva Nieto
Instituto Tecnológico de los Mochis
Ingeniero Electromecánico
Campo Profesional:
Lugar y Fecha de Nacimiento:
Nombre de Padres
Universidad:
Título Obtenido:
ExperienciaLaboral:
**LIDER DE MANUFACTURA: OCTUBRE 2011 - ACTUAL CATERPILLAR (INDUSTRIA DESOLDADURA ENFABRICACIÓN DEEQUIPO PESADO PARA MINERÍA) TRABAJO ACTUAL.
**UDER DE PROYECTOS: FEBRERO 2009 - 20011 OCTUBRE CATERPILLAR (INDUSTRIA DEFABRICACIÓN DEEQUIPO PESADO PARA MINERÍA) TRABAJO ACTUAL.
**LÍDER DE MANUFACTURA: FEBRERO 2008 - ENERO 2009 CATERPILLAR (INDUSTRIA DESOLDADURA ENFABRICACIÓN DEEQUIPO PESADO PARA MINERÍA) TRABAJO ACTUAL.
♦♦SUPERVISOR DE INGENIERÍA INDUSTRIAL: SEPTIEMBRE2006 -FEBRERO2008 GRUPOBAFAR (INDUSTRIA ALIMENTICIA)
♦♦SUPERVISOR DE INGENIERÍA INDUSTRIAL Y MEJORA CONTINUA:SEPTIEMBRE 2003 - JUNE 2006; ALAMBRADOS Y CIRCUITOS ELÉCTRICOS (DELPCE),CCEHUAHUA, CCEH.(MANUFACTURA DE ARNESES AUTOMOTRICES "GM")
87