copia de tesis final para...
TRANSCRIPT
CAMART
INSTITUTO POLITÉCNICO NACIONALESCUELA SUPERIOR DE INGENIERÍA
MECÁNICA Y ELÉCTRICA
UNIDAD AZCAPOTZALCO
RACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416ENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
PRESENTA:
SÁNCHEZ PÉREZ JOSÉ ANTONIO.
DIRECTOR: M en C. SALVADOR RUBÉN AYALA RODRÍGUEZ.
MÉXICO DF A 27 DE MAYO 2009.
LA TÉCNICA AL SERVICIO DE LA PATRIA.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
2
DEDICATORIAS.
Quiero dar el mas sincero agradecimiento a quienes en el largo camino recorridohasta ahora me han brindado su apoyo incondicional, a todas y cada una de laspersonas que me han visto caer, tropezar y me han ayudado a levantarme, o unsimple empujoncito para no desistir y poder llegar al final de este largo camino quehasta ahora es uno de los mayores logros que estoy apunto de conseguir.
Principalmente a mi madre (Juana Pérez Estrada).
Quien fue la persona que estuvo en todo en los momentos mas difíciles, siempredando todo cuanto tiene en sus manos ella me dio tanto cariño, amor,comprensión, así como infinidad de consejos junto con su carácter y sus fuertespalabras, me hizo comprender que hay tantas cosas malas y caminar por eserumbo solo me daña, ella me enseño valores que vale la pena rescatar y que sevive mejor teniéndolos me enseño a asumir una responsabilidad para poder cumplirlos objetivos que yo me propuse y ella me ayuda a terminarlos por esto y muchasotras cosas gracias mamá.
Seguido pero no menos importante a mi padre (Antonio Sánchez Castillo).
Siempre preguntando preocupado por saber como iban mis calificacionespresionando hasta cierto punto siempre empujando hacia delante, cargandoconsigo una responsabilidad de darme lo necesario gracias a el nunca me hizofalta lo esencial para poder terminar esta licenciatura por estar conmigo graciaspapá.
A mis dos hermanas (Rubí Arlet y Diana).
Las dos personitas que desde siempre convivieron y compartieron emocionescomo alegrías tristezas triunfos y derrotas, siempre compartiendo experiencias,comentarios, sugerencias y opiniones.
A Todos y cada uno de mis compañeros.
A quienes me acompañaron y aprendimos juntos a lo largo de la carrera dándonosla mano unos a los otros. Formando equipos para poder facilitarnos la enseñanzaen conjunto por hacer que cada pedazo de tiempo fuera ameno. No voy a olvidarsus consejos, enseñanzas y ayuda.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
3
AGRADECIMIENTOS.
Al M. En C. Salvador Rubén Ayala Rodríguez.
Por haber sido quien apoyo en todo momento dando consejos “tips” que son devital importancia para el desarrollo del ingeniero que sin desespero fue el guía einstructor de esta tesis.
Al I.P.N. y ESIME Azcapotzalco.
Por todo cuanto nos han dado desde aprender en todo lo largo de susinstalaciones, laboratorios, salones de clases, todo el equipo utilizado y sobretodopor haberme dado el grado de ingeniero, por esto prometo llevar siempre elnombre de ESIME como de I.P.N por delante poniéndolo enalto el nombre de lainstitución y tratando no defraudar la institución.
Al M. En C. Martín Darío Castillo Sánchez.
Por todo el apoyo dado y toda la enseñanza que me brindo en la realización deesta tesis especialmente en las pruebas de desgaste abrasivo.
Al Doctor Manuel Vite.
Quien dio parte del conocimiento acerca de desgaste y además nos pudo facilitar ellaboratorio para la realización de las pruebas.
Al profesor Octavio Arzave Barrera.
Gracias por la enseñanza y explicación para la utilización de durómetros en laspruebas de durezas en este trabajo.
Al comité de revisión y jurado.
Agradezco las buenas intenciones como atenciones dadas a este trabajo delicenciatura.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
4
ÍNDICE
UNIDAD 1
1.1 Introducción 10
1.2 Aceros inoxidablesx 14
1.3 Micro estructura de los aceros 141.3.1 ferrita 151.3.2 cementita 161.3.3 perlita 171.3.4 austenita 171.3.5 martensíta 181.3.6 trocita 191.3.7 sorbita 191.3.8 bainita 19
1.4 Aplicación de los aceros inoxidables 20
UNIDAD 2
2.1 Introducción 26
2.2 Tipos de aceros inoxidables 262.2.1 aceros martenciticos 262.2.2 aceros austeniticos 302.2.3 aceros ferríticos 31
UNIDAD 3
3.1 Efectos de elementos de aleación y fenómenos de corrosión 34
3.2 Elementos de aleación 343.2.1 cromo 353.2.2 Níquel 353.2.3 manganeso 363.2.4 silicio 363.2.5 molibdeno 373.2.6 vanadio 373.2.7 tungsteno 373.2.8 cobalto 383.2.9 aluminio 38
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
5
3.3 Precipitación de carburos 39
3.4 Propiedades de los aceros inoxidables resistentes a la corrosión 413.4.1 corrosión por picado 423.4.2 corrosión ínter granular 433.4.3 corrosión por rendijas 443.4.4 corrosión bajo tensión 443.4.5 corrosión Galvanica 453.4.6 corrosión por contacto 46
UNIDAD 4
4.1 Desgaste introducción 48
4.2 Tipos de desgaste 484.2.1 desgaste por abrasión 494.2.2 desgaste por adhesión 504.2.3 desgaste micro oscilatorio 52
4.3 Experimentos de fricción y desgaste 54
4.4 Metalografía 57
UNIDAD 5
5.1 Desarrollo experimental 625.2 Preparación de probetas 65
5.3 Tratamiento térmico 66
5.4 Pruebas de dureza 67
5.5 Pruebas de desgaste 71
Conclusiones 79Anexos. 81Referencias. 91
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
6
ÍNDICE (figuras).
Fig. 1.1 Ilustración esquemática de un alto horno 13Fig. 1.2 Diagrama Fe-C 15Fig. 1.3 Cristales blancos de ferrita 15Fig. 1.4 Red blanca de cementita 16Fig. 1.5 Cristales oscuros de perlita 17Fig. 1.6 Micro estructura de la austenita 18Fig. 1.7 Microestructura de la martensíta 18Fig. 1.8 Forma, tamaño y distribución de los cristales 20Fig. 1.9 Diagrama de fase 23Fig. 1.10 Diagrama Cr. – Ni. 24
Fig. 2.1 Álabes de turbina y tubería especial, algunas aplicaciones de losaceros martensíticos. 29
Fig. 2.2 Remaches y tubería, algunas de las aplicaciones de los acerosausteníticos 31
Fig. 2.3 Lamina y utensilios de cocina algunas de las aplicaciones de losaceros ferríticos. 32
Fig. 3.1 Probetas con distintos elementos de aleación 39Fig. 3.2 Distintas vistas de corrosión 42Fig. 3.3 Corrosión por picado. 43Fig. 3.4 Corrosión ínter granular 43Fig. 3.5 Diagrama de corrosión por rendijas 44Fig. 3.6 Vista de corrosión bajo tensión 45Fig. 3.7 Corrosión galvánica 46Fig. 3.8 Vista de corrosión por contacto 46
Fig. 4.1 Desgaste en piezas mecánicas 48Fig. 4.2 Desgaste por abrasión 50Fig. 4.3 Desgaste por adhesión 52Fig. 4.4 Desgaste con cargas ligeras 54Fig. 4.5 Máquina de espiga y buje 54Fig. 4.6 Cilindro cruzado 55Fig. 4.7 Máquina de 4 bolas 56Fig. 4.8 Máquina de discos 56Fig. 4.9 Máquina de espiga-disco 57Fig. 4.10 Diferentes tipos de cortadoras 59Fig. 4.11 Desbaste de la pieza 60Fig. 4.12 Pulido de las piezas 60
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
7
Fig. 5.1 Cortadora de disco 62Fig. 5.2 Lijadora metalografica d de banda 62Fig. 5.3 Torno 62Fig. 5.4 Durometro Vickers 63Fig. 5.5 Durómetro Rockwell 63Fig. 5.6 Calderas 63Fig. 5.7 Controlador de temperaturas 63Fig. 5.8 Microscopio metalografico 64Fig. 5.9 Maquina de desgaste 64Fig. 5.10 Probetas acabado a espejo 65Fig. 5.11 Marcas de 1,2 y 3 horas 66Fig. 5.12 Enrollado de probetas 66Fig. 5.13 Crisoles para precalentado 66Fig. 5.14 Mezcla para cementación 67Fig. 5.15 Pesos de Rockwell 68Fig. 5.16 Carátula de Rockwell 68Fig. 5.17 Huella de penetrador 68Fig. 5.18 Revolver de máquina de dureza 68Fig. 5.19 Desgaste en la pieza 73Fig. 5.20 Balanza 73Fig. 5.21 Huella de desgaste 73
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
8
JUSTIFICACIÓN.
El estudio de este trabajo de tesis para licenciatura esta enfocado especialmente alacero inoxidable 416, el cual fue elegido por ser un acero inoxidable de bajo costoque se puede conseguir fácilmente en distintas formas y tamaños para poder seraplicados en maquinaria, utilizada en la industria donde el desgaste es el principalproblema en distintas piezas mecánicas expuestas a los distintos tipos de perdidade el material como son fricción de metal con metal, abrasión, corrosión, altatemperatura.
Una vez seleccionado el material obtenemos las características iniciales que poseeeste material dadas por el proveedor, y sabiendo que con sus propiascaracterísticas no es posible cambiar el material que con anterioridad se utilizabaen la maquina por este que tiene propiedades que no son adecuadas para eltrabajo así que se decide por un tratamiento térmico que sea adecuado y que nosde una mejoría en las características del metal no se utilizaron otros tratamientosya sea por el impacto, la alta temperatura o el costo que este ocasiona y que noson factibles para realizar este cambio.
La cementacion de el acero inoxidable 416 es uno de los tratamientos maseconómicos, y tiene como objetivo endurecer la superficie de una pieza sinmodificación del núcleo, dando lugar así a una pieza formada por dos materiales, ladel núcleo de acero con bajo índice de carbono, tenaz y resistente a la fatiga, y laparte de la superficie, de acero con mayor concentración de carbono, más dura,resistente al desgaste y a las deformaciones, siendo todo ello una única piezacompacta, con esta base partimos para realizar el estudio de este material paraverificar si en realidad se puede hacer este cambio de piezas originales, dando unamejoría y sobre todo reducir los costos en cuanto al material, mantenimiento, manode obra, reducción de tiempos, y reducción de un costo que a un futuro serásignificativo para la empresa.
El estudio se sustentara en la cementacion del acero inoxidable 416 en un tiempode 1, 2 y 3 horas, realizando pruebas de dureza, desgaste y un análisismetalografico en cada una de estas piezas y dependiendo de los resultados seaplicara el acero o se buscara otra solución al problema.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
9
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
10
UNIDAD 11.1 INTRODUCCIÓN.
No se conoce con exactitud la fecha en que se descubrió la técnica de fundirmineral de hierro para producir el metal para ser utilizado. Los primeros utensiliosde hierro descubiertos por los arqueólogos en Egipto datan del año 3.000 a.c., y sesabe que antes de esa época se empleaban adornos de hierro; los griegos yaconocían hacia el 1.000 a.c, la técnica de cierta complejidad para endurecer armasde hierro mediante tratamiento térmico.
Las aleaciones producidas por los primeros artesanos del hierro (y, de hecho,todas las aleaciones de hierro fabricadas hasta el siglo XIV d.c.) se clasifican en laactualidad como hierro forjado. Para producir esas aleaciones se calentaba unamasa de mineral de hierro y carbón vegetal en un horno o forja con tiro forzado.
Ese tratamiento reducía el mineral a una masa esponjosa de hierro metálico llenode una escoria formada por impurezas metálicas y cenizas de carbón vegetal. Estaesponja de hierro se retiraba mientras permanecía incandescente y se golpeabacon pesados martillos para expulsar la escoria y dejar el hierro. El hierro producidoen esas condiciones solía contener un 3% de partículas de escoria y un 0,1% deotras impurezas. En ocasiones esta técnica de fabricación producíaaccidentalmente auténtico acero en lugar de hierro forjado. Los artesanos del hierroaprendieron a fabricar acero calentando hierro forjado y carbón vegetal enrecipientes de arcilla durante varios días, con lo que el hierro absorbía suficientecarbono para convertirse en acero.
Después del siglo XIV se aumentó el tamaño de los hornos utilizados para lafundición y se incrementó el tiro para forzar el paso de los gases de combustión porla carga o mezcla de materias primas. En estos hornos de mayor tamaño el mineralde hierro de la parte superior del horno se reducía a hierro metálico y acontinuación absorbía más carbono como resultado de los gases que loatravesaban. El producto de estos hornos era el llamado arrabio, una aleación quefunde a una temperatura menor que el acero o el hierro forjado. El arrabio serefinaba después para fabricar acero. La producción moderna de arrabio empleaaltos hornos que son modelos perfeccionados de los usados antiguamente. Elproceso de refinado del arrabio para la producción de acero mediante chorros deaire se debe al inventor británico Henry Bessemer, que en 1855 desarrolló el hornoo convertidor que lleva su nombre. Desde la década de 1960 funcionan varios minihornos que emplean electricidad para producir acero a partir de chatarra.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
11
Las aleaciones de hierro y carbono -aceros y fundiciones- son las aleacionesmetálicas más importantes de la civilización actual. Por su volumen, la producciónde fundición y de acero supera en más de diez veces la producción de todos losdemás metales juntos.
Corrientemente se da el nombre de acero y fundición, a las aleaciones hierro -carbono (si tienen más del 2% de C son fundiciones y si tienen menos del 2% de Cson aceros).
El uso del hierro y del acero como materiales estructurales ha sido uno de losdesarrollos tecnológicos de mayor importancia. Las herramientas ferrosasprimitivas aparecieron por primera vez alrededor de 4000 - 3000 a.C. Se fabricaronde hierro meteorítico, obtenido de los meteoritos que habían caído sobre la tierra.
El verdadero trabajo en hierro se inició en Asia Menor aproximadamente 1100 a.C.,y señaló la llegada de la Edad de hierro. La invención del alto horno,aproximadamente 1340 d.C., hizo posible la producción de grandes cantidades dehierro y de acero.
Materias primas.
Los tres materiales básicos que se utilizan en la fabricación del hierro y del aceroson el mineral de hierro, la piedra caliza y el coque. Aunque no existe en estadolibre en la naturaleza, el hierro es uno de los elementos de mayor abundancia en elmundo, formando aproximadamente 5% de la corteza terrestre (bajo forma devarios minerales).
Una vez extraído de la mina, el mineral es triturado en partículas finas, lasimpurezas son eliminadas utilizando varios métodos como la separaciónmagnética, y el mineral se forma en pelets o bolas. El mineral de hierroconcentrado se conoce como beneficiado (como otros minerales concentrados).
Algunos minerales ricos en hierro se utilizan directamente sin hacerlo en pelets. Elmineral empleado se mezcla con carbón , coque por ejemplo, y un fundente, en unalto horno en el cual, por combustión incompleta del carbón, se forma del gasreductor llamado monóxido de carbono (CO) o simplemente óxido de carbono, quereduce al mineral y deja en libertad al hierro. Éste, fundido, se recoge en el pozodel horno, o crisol de donde se retira la escoria, por una abertura superior, y lamasa líquida de hierro bruto o arrabio, por otra más baja, dejando que se derrameen moldes de arena, o en moldes enfriados, donde solidifica. El arrabio, quecontiene 1,5 a 4 por ciento de carbono, en parte libre en forma de grafito y en partecombinado con el hierro con el que constituye el carburo de hierro (Fe3C), junto conotras impurezas, entre ellas, fósforo, azufre y silicio sirve para preparar, hierrodulce y acero. Prácticamente, la mayor proporción de arrabio se utiliza en la
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
12
industria moderna para obtener el acero, que es hierro que contiene de 0,16 hastacasi 2 por ciento de carbono y vestigios mínimos de fósforo y azufre.
El coque se obtiene de grados especiales de carbón, que se calienta en hornosverticales hasta temperaturas de 1150°C (2100°F) y luego se enfría con agua entorres de enfriamiento. El coque tiene varias funciones en la fabricación del acero.Otra es generar el elevado nivel de calor requerido para que ocurran las reaccionesquímicas en la fabricación del acero. Un segundo es producir monóxido de carbono(un gas reductor, elimina el oxígeno), el cual es utilizado para reducir el óxido dehierro a hierro. Los subproductos químicos del coque se utilizan en la fabricaciónde plásticos o de compuestos químicos. Los gases que han sido emitidos durantela conversión de carbón a coque se utilizan como combustible para las operacionesde la planta.
La función de la piedra caliza (carbonato de calcio) es remover impurezas delhierro fundido. La caliza reacciona químicamente con las impurezas, actuandocomo fundente (lo que significa, que fluye como fluido) lo que hace que lasimpurezas se fundan a baja temperatura. La caliza se combina con las impurezas yforma una escoria, que es ligera, flota sobre el metal fundido, y quesubsecuentemente es eliminada.
FABRICACIÓN DE HIERRO.
Las tres materias primas son llevadas a la parte superior de un alto horno ylanzado dentro del mismo; este proceso se conoce como cargar el horno. El altohorno es básicamente un gran cilindro de acero recubierto con tabique refractarioresistente al calor; tiene la altura de aproximadamente un edificio de 10 pisos.
La mezcla de la carga se funde en una reacción a 1650°C (3000°F) con aireprecalentado a aproximadamente 1100°C (2000°F) y soplado en el horno (de ahí eltérmino en inglés de blast furnace) a través de toberas (tuyeres). Aunque ocurre uncierto número de reacciones, la reacción básica es la del oxígeno con el carbono,para producir monóxido de carbono, que a su vez reacciona con el óxido de hierroy lo reduce a hierro. El precalentamiento del aire de entrada es necesario, porquela sola combustión del coque no produce temperaturas suficientemente elevadaspara que ocurran las reacciones.
El metal fundido se acumula en la parte inferior del alto horno, en tanto que lasimpurezas flotan hacia la parte superior del metal. A intervalos de 4 a 5 horas, elmetal fundido es vaciado en cubas o carros torpedo, cada una de ellas con 160toneladas de hierro.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
13
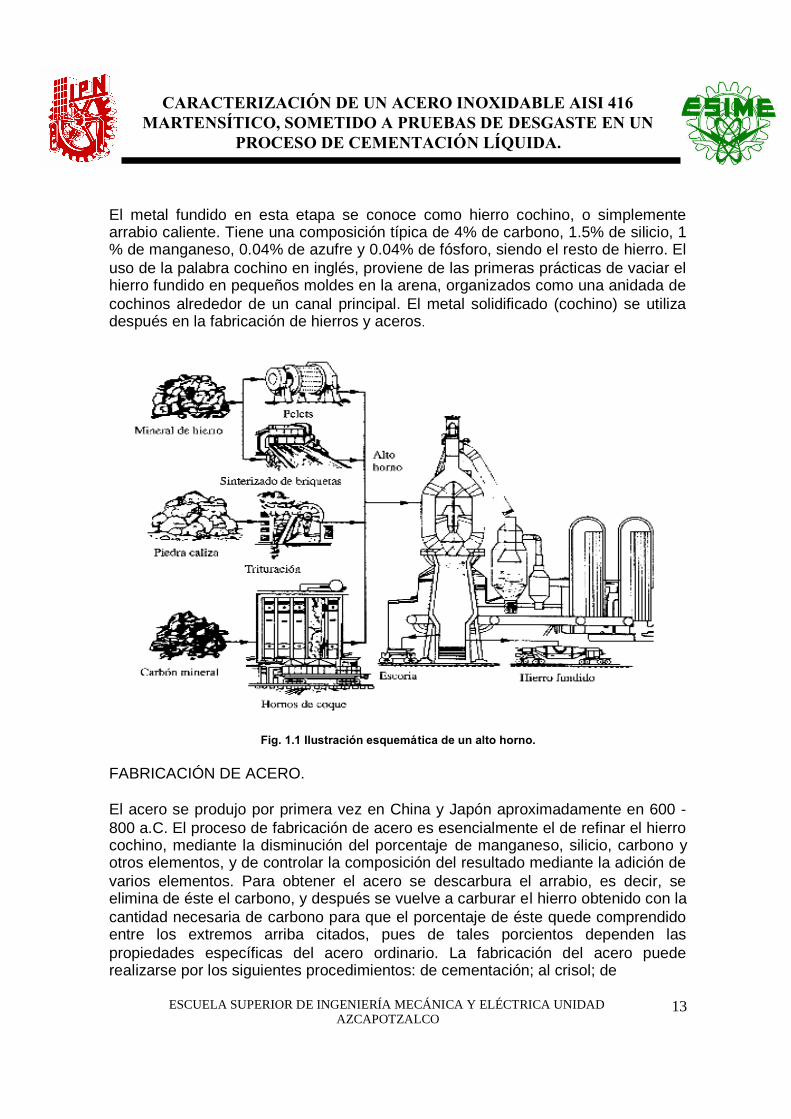
El metal fundido en esta etapa se conoce como hierro cochino, o simplementearrabio caliente. Tiene una composición típica de 4% de carbono, 1.5% de silicio, 1% de manganeso, 0.04% de azufre y 0.04% de fósforo, siendo el resto de hierro. Eluso de la palabra cochino en inglés, proviene de las primeras prácticas de vaciar elhierro fundido en pequeños moldes en la arena, organizados como una anidada decochinos alrededor de un canal principal. El metal solidificado (cochino) se utilizadespués en la fabricación de hierros y aceros.
Fig. 1.1 Ilustración esquemática de un alto horno.
FABRICACIÓN DE ACERO.
El acero se produjo por primera vez en China y Japón aproximadamente en 600 -800 a.C. El proceso de fabricación de acero es esencialmente el de refinar el hierrocochino, mediante la disminución del porcentaje de manganeso, silicio, carbono yotros elementos, y de controlar la composición del resultado mediante la adición devarios elementos. Para obtener el acero se descarbura el arrabio, es decir, seelimina de éste el carbono, y después se vuelve a carburar el hierro obtenido con lacantidad necesaria de carbono para que el porcentaje de éste quede comprendidoentre los extremos arriba citados, pues de tales porcientos dependen laspropiedades específicas del acero ordinario. La fabricación del acero puederealizarse por los siguientes procedimientos: de cementación; al crisol; de
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
14
Bessemer; de hogar abierto, o de Siemens-Martin, y eléctricos. El metal fundido delalto horno se transporta a uno de tres tipos de hornos: de hogar abierto, eléctrico, ode oxígeno básico. También se deben considerar métodos mas antiguos como lacementación, al crisol o el convertidor de Bessemer
1.2 ACEROS INOXIDABLES.
El acero inoxidable es un tipo de acero resistente a la corrosión, dado que el cromoque contiene posee gran afinidad por el oxígeno y reacciona con él formando unacapa pasivadora, evitando así la corrosión del hierro. Sin embargo, esta capapuede ser afectada por algunos ácidos, dando lugar a que el hierro sea atacado yoxidado por mecanismos ínter granulares o picaduras generalizadas. Contiene, pordefinición, un mínimo de 10,5% de cromo. Algunos tipos de acero inoxidablecontienen además otros elementos aleantes; los principales son el níquel y elmolibdeno.
Se distinguen tres grupos de aceros al carbono: eutectoides, que contienen cercade un 0,8% de C, cuya estructura está constituida únicamente por perlita:Hipoeutectoides, que contienen menos del 0,8% de C, con estructura formada porferrita y perlita; e Hipereutectoides, que contienen del 0,8 al 2% de C y cuyaestructura consta de perlita y cementita.
La razón principal para la existencia del acero inoxidable es su resistencia a lacorrosión. El cromo es el principal elemento aleante y el acero inoxidable debecontener por lo menos 11% . El Cromo es un elemento reactivo, pero lasaleaciones que contienen Cromo se pasivan, exhibiendo una excelente resistenciaa muchos ambientes.
Se dispone de un gran número de aleaciones resistentes a la corrosión, conpropiedades mecánicas definidas, variando el costo en forma considerable. Ennuestro medio, a pesar que la demanda de estos materiales ha aumentadosignificativamente, la industria nacional sigue cubriendo casi el 90% de susnecesidades de aceros inoxidables con apenas dos o tres tipos de estasaleaciones, siendo los más representativos las aleaciones AISI 304 y AISI 316.
1.3 MICRO ESTRUCTURAS DE LOS ACEROS.
Los constituyentes metálicos que pueden presentarse en los aceros al carbonoson: ferrita, cementita, perlita, sorbita, troostita, martensita, bainita, y rara vezaustenita, aunque nunca como único constituyente. También pueden estarpresentes constituyentes no metálicos como óxidos, silicatos, sulfuros yaluminatos.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
15
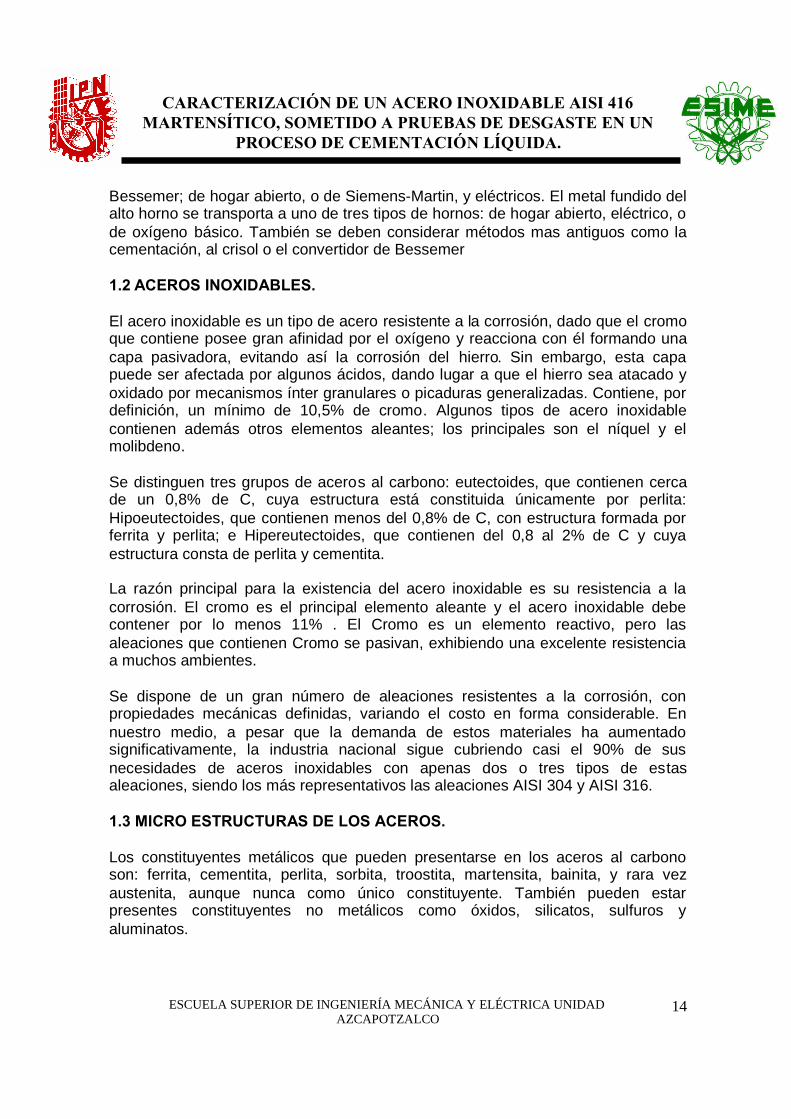
El análisis de las microestructuras de los aceros al carbono recocidos y fundicionesblancas debe realizarse en base al diagrama Hierro-carburo de hierro o Cementita.
Fig. 1.2 Diagrama Fe-C.
Las microestructuras que presenta el diagrama de equilibrio para los aceros alcarbono son:
1.3.1 FERRITA (Hierro a).
Es una solución sólida de carbono en hierro alfa, su solubilidad a la temperaturaambiente es del orden de 0.008% de carbono, por esto se considera como hierropuro, la máxima solubilidad de carbono en el hierro alfa es de 0,02% a 723 °C.
Fig.1.3 Cristales blancos de ferrita.
La ferrita es la fase más blanda y dúctil de los aceros, cristaliza en la red cúbicacentrada en el cuerpo, tiene una dureza de 90 Brinell y una resistencia a la tracciónde 28
2mmkg , llegando hasta un alargamiento del 40%. La ferrita se observa al
microscopio como granos poligonales claros.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
16
En los aceros, la ferrita puede aparecer como cristales mezclados con los deperlita, en los aceros de menos de 0.6% C, formando una red o malla que limita losgranos de perlita, en los aceros de 0.6 a 0.85% C en forma de agujas o bandascirculares orientados en la dirección de los planos cristalográficos de la austenitacomo en los aceros en bruto de colada o en aceros que han sido sobrecalentados.
La ferrita también aparece como elemento eutectoide de la perlita formandoláminas paralelas separadas por otras láminas de cementita, en la estructuraglobular de los aceros de herramientas aparece formando la matriz que rodea losglóbulos de cementita, en los aceros hipoeutectoides templados, puede aparecermezclada con la martensita cuando el temple no ha sido bien efectuado.
1.3.2 CEMENTITA.
Es el carburo de hierro de fórmula Fe3C, contiene 6.67 %C y 93.33 % de hierro, esel micro constituyente más duro y frágil de los aceros al carbono, alcanzando unadureza Brinell de 700 (68 Rc) y cristaliza en la red ortorrómbica.
Fig. 1.4 Red blanca de cementita.
En las probetas atacadas con ácidos se observa de un blanco brillante y aparececomo cementita primaria o proeutéctica en los aceros con más de 0.9% Cformando una red que envuelve los granos de perlita, formando parte de la perlitacomo láminas paralelas separadas por otras láminas de ferrita, se presenta enforma de glóbulos o granos dispersos en una matriz de ferrita, cuando los acerosde alto carbono se han sometido a un recocido de globulización, en los aceroshipoeutectoides que no han sido bien templados.
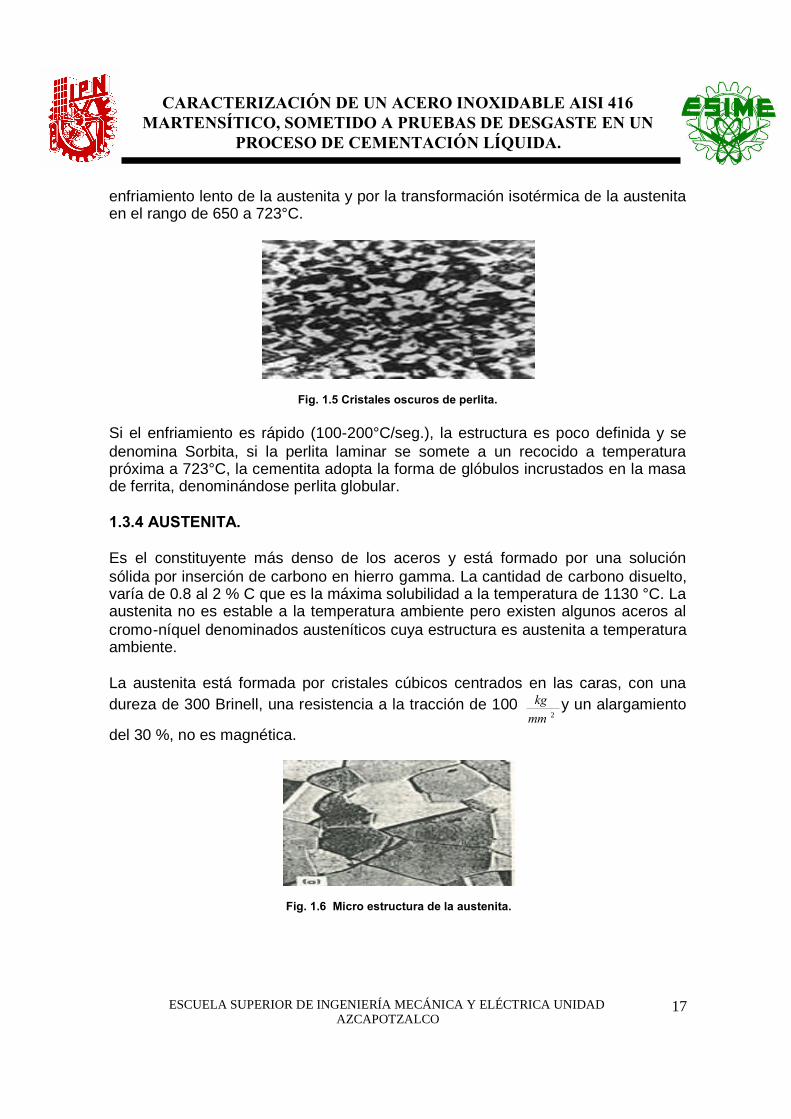
1.3.2 PERLITA.
Es el micro constituyente eutectoides formado por capas alternadas de ferrita ycementita, compuesta por el 88 % de ferrita y 12 % de cementita, contiene el 0.8%C. Tiene una dureza de 250 Brinell, resistencia a la tracción de 80
2mmkg y un
alargamiento del 15%; el nombre de perlita se debe a las irisaciones que adquiereal iluminarla, parecidas a las perlas. La perlita aparece en general en el
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
17
enfriamiento lento de la austenita y por la transformación isotérmica de la austenitaen el rango de 650 a 723°C.
Fig. 1.5 Cristales oscuros de perlita.
Si el enfriamiento es rápido (100-200°C/seg.), la estructura es poco definida y sedenomina Sorbita, si la perlita laminar se somete a un recocido a temperaturapróxima a 723°C, la cementita adopta la forma de glóbulos incrustados en la masade ferrita, denominándose perlita globular.
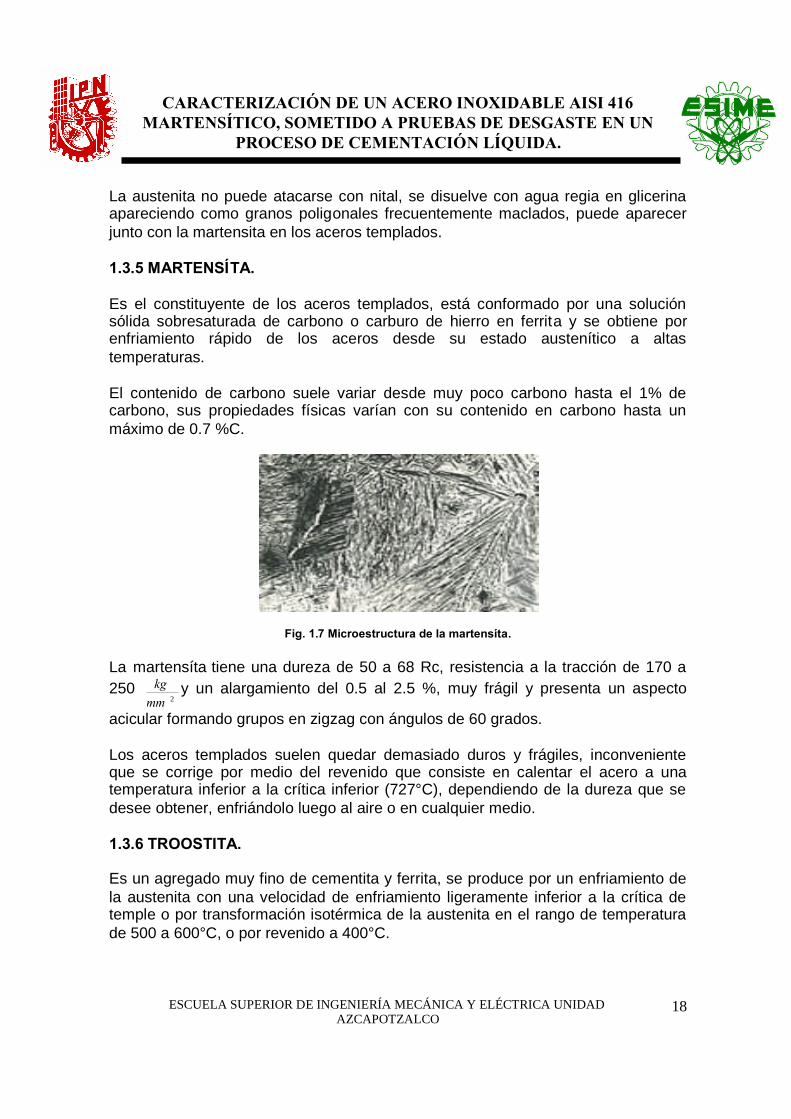
1.3.4 AUSTENITA.
Es el constituyente más denso de los aceros y está formado por una soluciónsólida por inserción de carbono en hierro gamma. La cantidad de carbono disuelto,varía de 0.8 al 2 % C que es la máxima solubilidad a la temperatura de 1130 °C. Laaustenita no es estable a la temperatura ambiente pero existen algunos aceros alcromo-níquel denominados austeníticos cuya estructura es austenita a temperaturaambiente.
La austenita está formada por cristales cúbicos centrados en las caras, con unadureza de 300 Brinell, una resistencia a la tracción de 100
2mmkg y un alargamiento
del 30 %, no es magnética.
Fig. 1.6 Micro estructura de la austenita.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
18
La austenita no puede atacarse con nital, se disuelve con agua regia en glicerinaapareciendo como granos poligonales frecuentemente maclados, puede aparecerjunto con la martensita en los aceros templados.
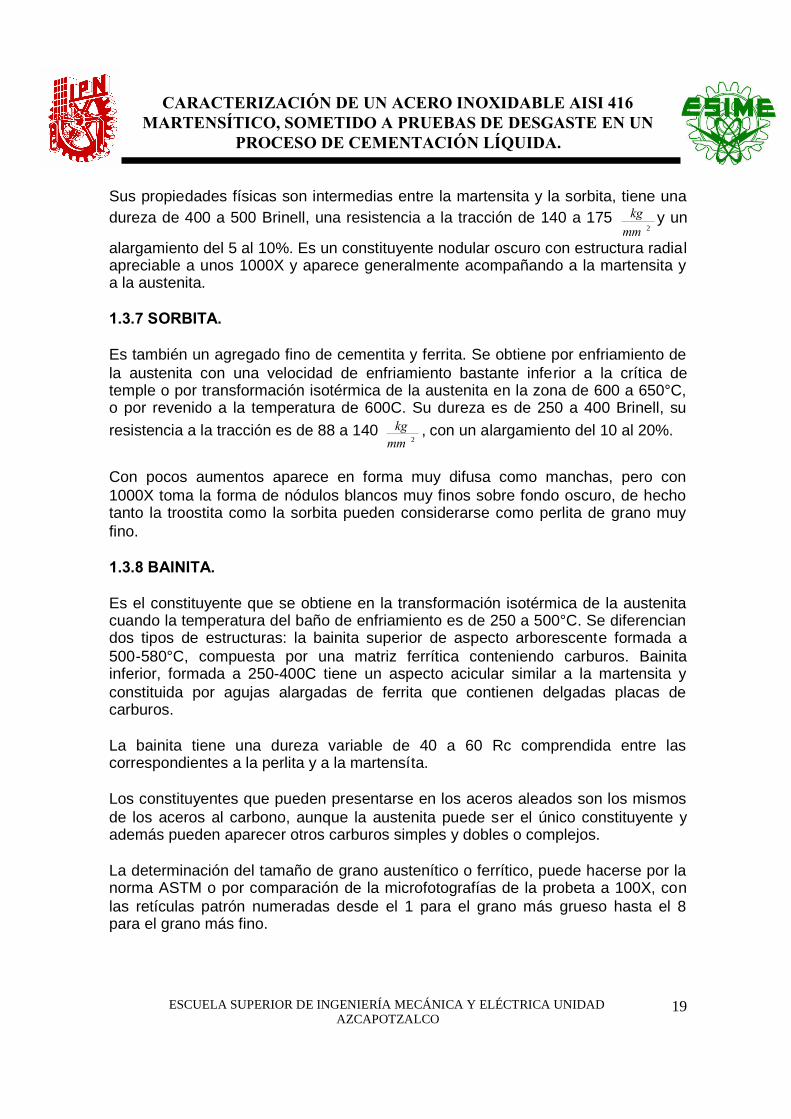
1.3.5 MARTENSÍTA.
Es el constituyente de los aceros templados, está conformado por una soluciónsólida sobresaturada de carbono o carburo de hierro en ferrita y se obtiene porenfriamiento rápido de los aceros desde su estado austenítico a altastemperaturas.
El contenido de carbono suele variar desde muy poco carbono hasta el 1% decarbono, sus propiedades físicas varían con su contenido en carbono hasta unmáximo de 0.7 %C.
Fig. 1.7 Microestructura de la martensíta.
La martensíta tiene una dureza de 50 a 68 Rc, resistencia a la tracción de 170 a250
2mmkg y un alargamiento del 0.5 al 2.5 %, muy frágil y presenta un aspecto
acicular formando grupos en zigzag con ángulos de 60 grados.
Los aceros templados suelen quedar demasiado duros y frágiles, inconvenienteque se corrige por medio del revenido que consiste en calentar el acero a unatemperatura inferior a la crítica inferior (727°C), dependiendo de la dureza que sedesee obtener, enfriándolo luego al aire o en cualquier medio.
1.3.6 TROOSTITA.
Es un agregado muy fino de cementita y ferrita, se produce por un enfriamiento dela austenita con una velocidad de enfriamiento ligeramente inferior a la crítica detemple o por transformación isotérmica de la austenita en el rango de temperaturade 500 a 600°C, o por revenido a 400°C.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
19
Sus propiedades físicas son intermedias entre la martensita y la sorbita, tiene unadureza de 400 a 500 Brinell, una resistencia a la tracción de 140 a 175
2mmkg y un
alargamiento del 5 al 10%. Es un constituyente nodular oscuro con estructura radialapreciable a unos 1000X y aparece generalmente acompañando a la martensita ya la austenita.
1.3.7 SORBITA.
Es también un agregado fino de cementita y ferrita. Se obtiene por enfriamiento dela austenita con una velocidad de enfriamiento bastante inferior a la crítica detemple o por transformación isotérmica de la austenita en la zona de 600 a 650°C,o por revenido a la temperatura de 600C. Su dureza es de 250 a 400 Brinell, suresistencia a la tracción es de 88 a 140
2mmkg , con un alargamiento del 10 al 20%.
Con pocos aumentos aparece en forma muy difusa como manchas, pero con1000X toma la forma de nódulos blancos muy finos sobre fondo oscuro, de hechotanto la troostita como la sorbita pueden considerarse como perlita de grano muyfino.
1.3.8 BAINITA.
Es el constituyente que se obtiene en la transformación isotérmica de la austenitacuando la temperatura del baño de enfriamiento es de 250 a 500°C. Se diferenciandos tipos de estructuras: la bainita superior de aspecto arborescente formada a500-580°C, compuesta por una matriz ferrítica conteniendo carburos. Bainitainferior, formada a 250-400C tiene un aspecto acicular similar a la martensita yconstituida por agujas alargadas de ferrita que contienen delgadas placas decarburos.
La bainita tiene una dureza variable de 40 a 60 Rc comprendida entre lascorrespondientes a la perlita y a la martensíta.
Los constituyentes que pueden presentarse en los aceros aleados son los mismosde los aceros al carbono, aunque la austenita puede ser el único constituyente yademás pueden aparecer otros carburos simples y dobles o complejos.
La determinación del tamaño de grano austenítico o ferrítico, puede hacerse por lanorma ASTM o por comparación de la microfotografías de la probeta a 100X, conlas retículas patrón numeradas desde el 1 para el grano más grueso hasta el 8para el grano más fino.

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
20
En el sistema ASTM el grosor del grano austenitico se indica con un númeroconvencional n, de acuerdo con la formula:
logG=(n-1)log2
Donde G es el número de granos por pulgada cuadrada sobre una imagenobtenida a 100 aumentos; este método se aplica a metales que han recristalizadocompletamente, n es el número de tamaño de grano de uno a ocho.
Fig. 1.8 Forma, tamaño y distribución de los cristales o granos en la micro estructura del acero paracomparación a 100X.
1.4 APLICACIONES DE LOS ACEROS INOXIDABLES.
La razón principal para la existencia del acero inoxidable es su resistencia a lacorrosión. El cromo es el principal elemento aleante y el acero inoxidable debecontener por lo menos 11%. El Cromo es un elemento reactivo, pero las aleacionesque contienen Cromo se pasivan, exhibiendo una excelente resistencia a muchosambientes.
Se dispone de un gran número de aleaciones resistentes a la corrosión, conpropiedades mecánicas definidas, variando el costo en forma considerable. Ennuestro medio, a pesar que la demanda de estos materiales ha aumentadosignificativamente, la industria nacional sigue cubriendo casi el 90% de susnecesidades de aceros inoxidables con apenas dos o tres tipos de estasaleaciones, siendo los más representativos las aleaciones AISI 304 y AISI 316.
Son apropiados para cementación los aceros de baja contenido de carbono, queconserven la tenacidad en el núcleo. El cromo acelera la velocidad de penetracióndel carbono. Los aceros al cromo níquel tienen buenas cualidades mecánicas yresponden muy bien a este proceso. Una concentración de níquel por encima del5% retarda el proceso de cementación.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
21
OBJETIVO DE LA CEMENTACIÓN.
El templado y revenido proporcionan dureza a la pieza, pero también fragilidad. Porel contrario, si no se templa el material no tendrá la dureza suficiente y sedesgastará. Para conservar las mejores cualidades de los dos casos se utiliza lacementación.
La cementación tiene por objeto endurecer la superficie de una pieza sinmodificación del núcleo, dando lugar así a una pieza formada por dos materiales, ladel núcleo de acero con bajo índice de carbono, tenaz y resistente a la fatiga, y laparte de la superficie, de acero con mayor concentración de carbono, más dura,resistente al desgaste y a las deformaciones, siendo todo ello una única piezacompacta.
La cementación consiste en recubrir las partes a cementar de una materia rica encarbono, llamada cementante, y someterla durante varias horas a altastemperatura (1000°C). En estas condiciones, el carbono irá penetrando en lasuperficie que recubre a razón de 0,1 a 0,2 mm por hora de tratamiento.
CEMENTACIÓN SÓLIDA O EN CAJA.
El agente carburante es el monóxido de carbono generado por la reacción entre elcarbón granulado que rellena la caja con el aire atrapado por el relleno. En esteproceso se presentan los activadores y catalizadores como carbonato de bario(20%) o sodio que ayudan a acelerar la reacción.
La caja se debe introducir a una temperatura que está entre 810°C y 950°C; entremás alta sea la temperatura, más alta será la cementación y mayor el contenido decarbono, pero debido a las elevadas temperaturas se produce un grano grande querepercute en el deterioro de las propiedades de la pieza.
CEMENTACIÓN LÍQUIDA.
Las piezas se introducen en un baño de sales fundidas a 930°C constituidas poruna sal base generalmente cloruro o carbonato de sodio, con adición de una sal aportadora de carbono, cianuro de sodio o de potasio y de una sal activante, clorurode bario, mezclados en porcentajes adecuados, según los resultados que sedeseen obtener. La presencia de nitrógeno en los cianuros provoca también laformación de productos de reacción (nitruros) de elevada dureza pero limitados auna finísima capa exterior.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
22
CEMENTACIÓN GASEOSA.
El agente carburante en este proceso puede ser un hidrocarburo gaseoso como elgas natural o propano, o hidrocarburos líquidos como los terpenos, benceno,alcoholes, glicoles o cetonas.
Cuando se hace por hidrocarburos líquidos se hace dejando caer en gotas sobreuna placa caliente donde se evapora y se vuelve monóxido y dióxido de carbono,metano y vapor de agua.
Cuando se hace con hidrocarburos gaseosos, estos se introducen con unasatmósferas portadoras que transportan en forma uniforme los agentes carburantespara mantenerlos con el contenido de carbono constante.
Las atmósferas protectoras no se pueden introducir ni se deben dejar enfriar pordebajo de los 750°C, pero antes de llegar a esta temperatura debe introducirse ungas inerte como el nitrógeno o dióxido de carbono.
Las atmósferas que contengan más de 4% de hidrógeno, más de 1.25% demonóxido de carbono o si la suma de ambas es de 7% pueden ser muy peligrosaspor lo altamente combustibles.
La cementación se hace a la temperatura de austenización del acero, dado que lasolubilidad del carbono es mayor que cuando se encuentra en la fase ferrítica, latemperatura ideal es de 950°C.
Los resultados indican que el proceso de cementación líquido es mas eficiente quelos de cementación sólida y gaseosa. asimismo el tiempo y la temperatura ejercenun efecto determinante sobre el espesor de la capa cementada, creciendo estaúltima a medida que las variables citadas aumentan.
La cementación en fase líquida presenta las siguientes ventajas:
La reacción se produce con gran rapidez. El precipitado puede separarse con facilidad sin contaminación. Se puede reciclar la solución gastada final y proceder a devolverla a su
estado reducido anterior con algún otro proceso sencillo. Presenta una gran economía de espacio y de costos de operación.
La cementación encuentra aplicación en todas aquellas piezas que tengan queposeer gran resistencia al choque y tenacidad junto con una gran resistencia aldesgaste, como es el caso de los piñones, levas, ejes, etc.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
23
Características de la cementación
Endurece la superficie No le afecta al corazón de la pieza Aumenta el carbono de la superficie
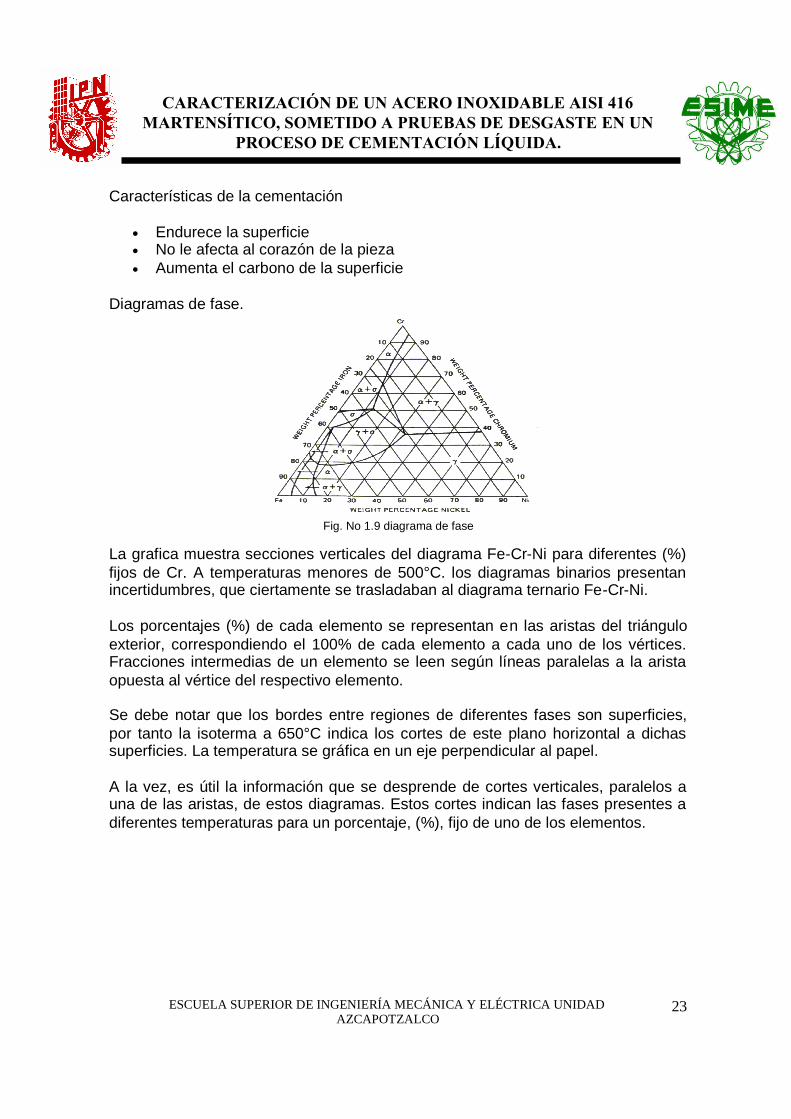
Diagramas de fase.
Fig. No 1.9 diagrama de fase
La grafica muestra secciones verticales del diagrama Fe-Cr-Ni para diferentes (%)fijos de Cr. A temperaturas menores de 500°C. los diagramas binarios presentanincertidumbres, que ciertamente se trasladaban al diagrama ternario Fe-Cr-Ni.
Los porcentajes (%) de cada elemento se representan en las aristas del triánguloexterior, correspondiendo el 100% de cada elemento a cada uno de los vértices.Fracciones intermedias de un elemento se leen según líneas paralelas a la aristaopuesta al vértice del respectivo elemento.
Se debe notar que los bordes entre regiones de diferentes fases son superficies,por tanto la isoterma a 650°C indica los cortes de este plano horizontal a dichassuperficies. La temperatura se gráfica en un eje perpendicular al papel.
A la vez, es útil la información que se desprende de cortes verticales, paralelos auna de las aristas, de estos diagramas. Estos cortes indican las fases presentes adiferentes temperaturas para un porcentaje, (%), fijo de uno de los elementos.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
24
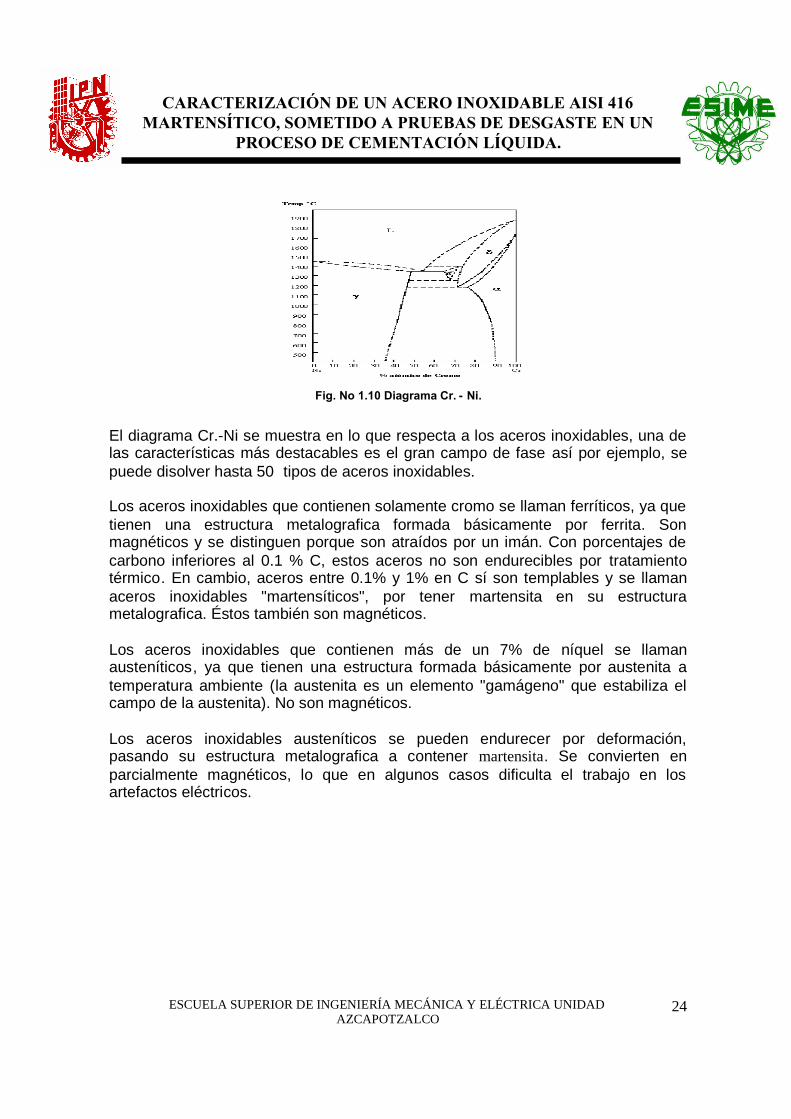
Fig. No 1.10 Diagrama Cr. - Ni.
El diagrama Cr.-Ni se muestra en lo que respecta a los aceros inoxidables, una delas características más destacables es el gran campo de fase así por ejemplo, sepuede disolver hasta 50 tipos de aceros inoxidables.
Los aceros inoxidables que contienen solamente cromo se llaman ferríticos, ya quetienen una estructura metalografica formada básicamente por ferrita. Sonmagnéticos y se distinguen porque son atraídos por un imán. Con porcentajes decarbono inferiores al 0.1 % C, estos aceros no son endurecibles por tratamientotérmico. En cambio, aceros entre 0.1% y 1% en C sí son templables y se llamanaceros inoxidables "martensíticos", por tener martensita en su estructurametalografica. Éstos también son magnéticos.
Los aceros inoxidables que contienen más de un 7% de níquel se llamanausteníticos, ya que tienen una estructura formada básicamente por austenita atemperatura ambiente (la austenita es un elemento "gamágeno" que estabiliza elcampo de la austenita). No son magnéticos.
Los aceros inoxidables austeníticos se pueden endurecer por deformación,pasando su estructura metalografica a contener martensita. Se convierten enparcialmente magnéticos, lo que en algunos casos dificulta el trabajo en losartefactos eléctricos.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
25
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
26
UNIDAD 22.1 TIPOS DE ACEROS INOXIDABLES.
Las propiedades de los aceros inoxidables son influenciados significativamente porsu composición química, la que a su vez determina las características microestructurales de estas aleaciones. En la actualidad, los aceros inoxidables sepueden clasificar en forma general en cuatro grandes familias:
-Los aceros inoxidables ferríticos.- Los aceros inoxidables austeníticos.- Los aceros inoxidables martensíticos- Los aceros inoxidables austenoferríticos (dúplex)
Además de estos, existen otros nuevos tipos de aceros inoxidables como losaceros inoxidables endurecibles ferrítico-martensíticos.
2.1.1 ACEROS MARTENSÍTICOS.
Son aleaciones que tienen una estructura austenítica a elevadas temperaturas yque puede ser transformada a martensita después de un tratamiento térmico detemple, elevando su dureza y resistencia al desgaste. El contenido de carbono deestas aleaciones varía en un amplio rango (entre 0.15% y 1% C), mientras que elcontenido de Cr suele oscilar entre el 12% y 18%. Los aceros inoxidables de bajocontenido de carbono (0.15% C) están asociados a un menor contenido de Cr en elacero, debido a que éste tiende a estabilizar la ferrita a elevadas temperaturas, loque impide al acero sufrir la transformación martensítica después del temple.
En los aceros inoxidables martensíticos, el carbono está en una concentración tal,que permite la formación de austenita a altas temperaturas, que a su vez setransforma en martensita durante el enfriamiento.
Es acero al cromo que recibe este nombre porque puede ser tratado térmicamenteen forma análoga a los aceros ordinarios y quedar con ésa estructura después deltemplado, aún después del enfriamiento al aire.
Son la primera rama de los aceros inoxidables, llamados simplemente al Cromo yfueron los primeros desarrollados industrialmente (aplicados en cuchillería). Tienenun contenido de Carbono relativamente alto de 0.2 a 1.2% y de Cromo de 12 a18%.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
27
Los tipos más comunes son el AISI 410, 420 y 431.
Las propiedades básicas son: Elevada dureza (se puede incrementar portratamiento térmico) y gran facilidad de maquinado, resistencia a la corrosiónmoderada.
Principales aplicaciones: Ejes, flechas, instrumental quirúrgico y cuchillería.
Todos los aceros inoxidables martensíticos pueden ser templados y revenidos y ladureza alcanzada dependerá del contenido de carbono de la aleación. En acerosde bajo carbono la dureza máxima es de 45 HRC. y en los aceros de alto contenidode carbono la dureza puede alcanzar valores próximos a 60 HRC. Al igual que losaceros al carbono, estas aleaciones son susceptibles a la fragilidad de revenidocuando son tratados térmicamente después del temple en el rango de 450 a540° C.
Dentro de este grupo el acero inoxidable más representativo es el tipo AISI 410(12% Cr- 0,15% C – 1,0% Mn) que junto al acero AISI 431 puede ser empleado enla fabricación de pernos, ejes de bombas, válvulas, alabes de turbinas a gas yvapor. Aceros inoxidables martensíticos de alto contenido de carbono (>0,2% C)son empleados como acero para cuchillería (tipos AISI 420 y AISI 440).
La resistencia a la corrosión de este tipo de aceros inoxidables está asociado a sucontenido de Cr y a su micro estructura. Las aleaciones de mayor contenido de Cexhiben una menor resistencia a la corrosión en condición de temple y revenido,debido a la mayor susceptibilidad a la precipitación de carburos de cromo quepresentan estos materiales.
En términos generales se pueden decir que los aceros inoxidables martensíticospresentan una menor resistencia a la corrosión que las demás familias de acerosinoxidable, pero tienen una resistencia mecánica elevada. Algunas aleacionespueden ser tratadas térmicamente para alcanzar valores de resistencia superioresa 1400 Mpa. (2000,000 psi).
En los aceros inoxidables martensíticos, el carbono está en una concentración tal,que permite la formación de austenita a altas temperaturas, que a su vez setransforma en martensita durante el enfriamiento.
La martensita es una fase rica en carbono, frágil y extraordinariamente dura. Losaceros inoxidables martensíticos tienen la característica común de ser magnéticosy endurecibles por tratamiento térmico, presentando cuando templados una microestructura acicular (en forma de agujas).
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
28
Es importante observar que estos aceros son normalmente producidos por laindustria siderúrgica en estado recocido, con ductilidad razonablemente buena.Solamente después de templados serán muy duros y poco dúctiles. Pero esprecisamente en esta condición (templados), que serán resistentes a la corrosión.
El más utilizado de los aceros inoxidables martensíticos es el Tipo 420. En estadorecocido (estructura ferrítica), no presenta buen comportamiento frente a lacorrosión atmosférica. Esto porque durante la operación de recocido, a unatemperatura aproximada de 760 ºC, el carbono y el cromo se combinan para formarcarburos de cromo, Cr23C6. Cada molécula de carburo de cromo contiene, en peso,aproximadamente 95% de cromo.
Considerando el alto tenor de carbono y el bajo tenor de cromo del aceroinoxidable 420 (aproximadamente 0,35 %C y 12,50% Cr.), como todo el carbonoprecipita como carburo de cromo durante el recocido, esta precipitación retirará dela solución sólida aproximadamente la mitad del cromo disponible. En estacondición el material no resiste a la corrosión y no puede ser consideradopropiamente como un acero inoxidable (ya que no tiene un mínimo de 11% decromo en solución sólida).
Por eso, el acero inoxidable 420, es colocado en servicio por el usuario, solamentedespués de un tratamiento de temple. Cuando templado, el carbono forma parte dela fase martensítica, no siendo encontrado en la aleación precipitado como carburode cromo.
La alta dureza y la consecuente resistencia al desgaste, determinan lasaplicaciones de este material, utilizado en cuchillería, discos de freno, equiposquirúrgicos, odontológicos y turbinas.
Si la cantidad elevada de carbono es un inconveniente en el acero inoxidable 420en estado recocido, una solución lógica es la de disminuir este tenor, lo que sehace en el inoxidable Tipo 410. Como este material tiene un máximo de 0,15% decarbono, esta cantidad no es suficiente para remover tanto cromo de la soluciónsólida y, consecuentemente, presenta una buena resistencia a la corrosiónatmosférica, tanto en la condición de recocido como de templado.
Después del tratamiento de temple, las durezas alcanzadas por este material noson tan altas como las presentadas por el inoxidable 420. Las principalesaplicaciones del inoxidable 410 son en equipos para refinación de petróleo,válvulas, componentes de bombas y cuchillería.
Aumentando la cantidad de azufre se obtiene el inoxidable 420 F, una variedad del420, con buena maquinabilidad.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
29
Adiciones de carbono (para obtenerse durezas todavía mayores) y de cromo ymolibdeno (mejorando también la resistencia a la corrosión) nos llevan a los acerosinoxidables martensíticos Tipo 440, utilizados en cuchillos de corte profesional.
Algunos tipos de acero inoxidable martensítico logran atender estas exigenciasademás de ofrecer resistencia a la corrosión y tenacidad. El que más se emplea enla cubertería es el acero inoxidable 420A, el cual combina la resistencia a lacorrosión, alta dureza y facilidad para su fabricación. Cuando el mantenimiento delfilo cortante pasa a ser importante, como en las aplicaciones profesionales, dichoacero presenta deficiencias que exigen el empleo de otros tipos de aceros.
En el caso de los cuchillos industriales, los cuales son el objeto del presentetrabajo, los aceros deben presentar todavía una gran resistencia a la corrosión,desgaste por deslizamiento (cuando estén en operación), y a la abrasión(relacionada al afilado de los cuchillos).
Actualmente, los instrumentos cortantes son evaluados internacionalmente pormedio de un dispositivo específico reglamentado a través de la norma europea BSEN ISO 8442:1999. En esta prueba, en condiciones controladas, la lámina corta unpaquete de papel especial que contiene 5% de partículas de SiO2 en su volumen.
Fig. 2.1 Álabes de turbina y tubería especial. Algunas aplicaciones de los aceros martensíticos.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
30
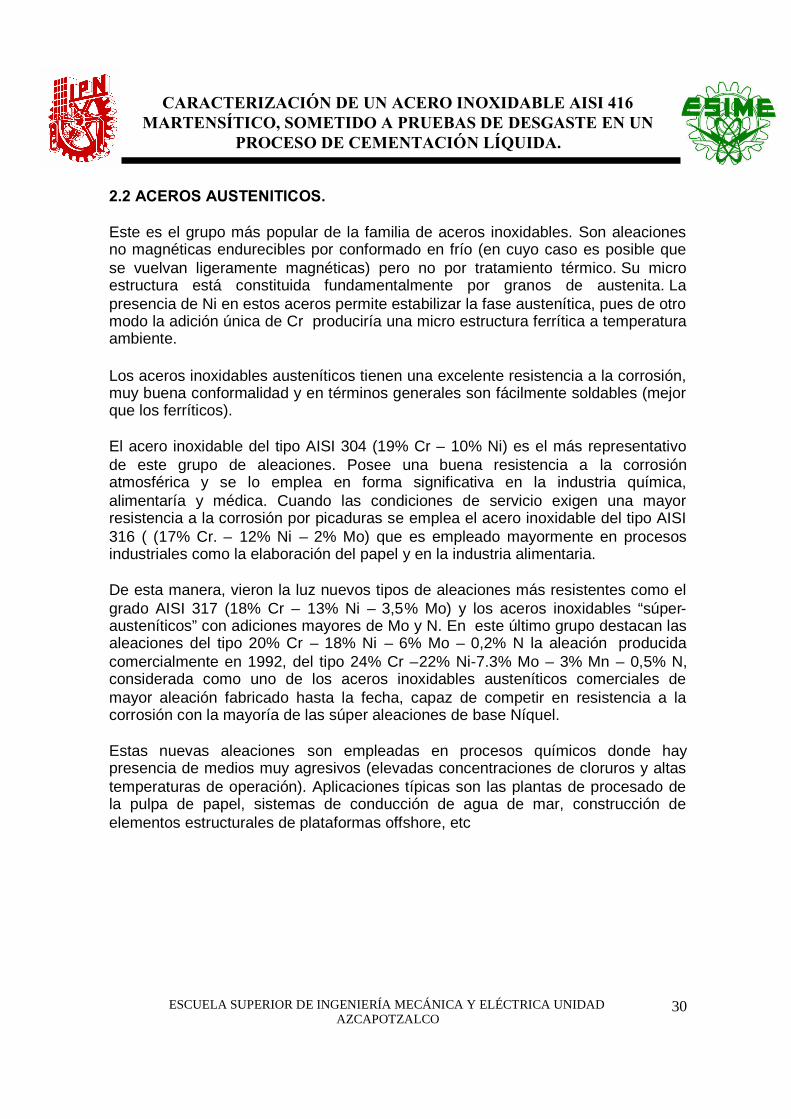
2.2 ACEROS AUSTENITICOS.
Este es el grupo más popular de la familia de aceros inoxidables. Son aleacionesno magnéticas endurecibles por conformado en frío (en cuyo caso es posible quese vuelvan ligeramente magnéticas) pero no por tratamiento térmico. Su microestructura está constituida fundamentalmente por granos de austenita. Lapresencia de Ni en estos aceros permite estabilizar la fase austenítica, pues de otromodo la adición única de Cr produciría una micro estructura ferrítica a temperaturaambiente.
Los aceros inoxidables austeníticos tienen una excelente resistencia a la corrosión,muy buena conformalidad y en términos generales son fácilmente soldables (mejorque los ferríticos).
El acero inoxidable del tipo AISI 304 (19% Cr – 10% Ni) es el más representativode este grupo de aleaciones. Posee una buena resistencia a la corrosiónatmosférica y se lo emplea en forma significativa en la industria química,alimentaría y médica. Cuando las condiciones de servicio exigen una mayorresistencia a la corrosión por picaduras se emplea el acero inoxidable del tipo AISI316 ( (17% Cr. – 12% Ni – 2% Mo) que es empleado mayormente en procesosindustriales como la elaboración del papel y en la industria alimentaria.
De esta manera, vieron la luz nuevos tipos de aleaciones más resistentes como elgrado AISI 317 (18% Cr – 13% Ni – 3,5% Mo) y los aceros inoxidables “súper-austeníticos” con adiciones mayores de Mo y N. En este último grupo destacan lasaleaciones del tipo 20% Cr – 18% Ni – 6% Mo – 0,2% N la aleación producidacomercialmente en 1992, del tipo 24% Cr –22% Ni-7.3% Mo – 3% Mn – 0,5% N,considerada como uno de los aceros inoxidables austeníticos comerciales demayor aleación fabricado hasta la fecha, capaz de competir en resistencia a lacorrosión con la mayoría de las súper aleaciones de base Níquel.
Estas nuevas aleaciones son empleadas en procesos químicos donde haypresencia de medios muy agresivos (elevadas concentraciones de cloruros y altastemperaturas de operación). Aplicaciones típicas son las plantas de procesado dela pulpa de papel, sistemas de conducción de agua de mar, construcción deelementos estructurales de plataformas offshore, etc

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
31
Fig. 2.2 Remaches y tubería algunas de las aplicaciones de los aceros austeniticos.
2.3 ACEROS FERRÍTICOS.
Este tipo de aleaciones tienen contenidos de Cr entre 12 y 29% y muy bajoscontenidos de Ni (<2%) Reciben su nombre debido a que su micro estructura estaconstituida completamente por ferrita. Este tipo de aceros inoxidables son los maseconómicos debido a su bajo contenido de Ni.
Sin embargo, las ventajas económicas que se derivan de ello no se puedenaprovechar del todo en estas aleaciones debido principalmente a los problemastecnológicos asociados a la elevada tendencia a precipitación de fases secundaria(dificultad de elaborar productos de gran espesor y problemas de soldabilidad).
Sin embargo, debido a su buena resistencia a la corrosión bajo tensión (CBT), a lacorrosión por picaduras y por resquicios, en medios conteniendo cloruros, puedenser seleccionados en determinadas aplicaciones, como alternativa a los acerosinoxidables austeníticos.
Los aceros inoxidables ferríticos son magnéticos, tienen una buena ductilidad y sonresistentes a la corrosión y oxidación a temperaturas elevadas. El acero inoxidabletipo AISI 430 es el más representativo de este grupo, tiene aproximadamente 17%Cr y es considerado como una aleación multipropósito para aplicaciones en lascuales las exigencias de resistencia a la corrosión, especialmente en las unionessoldadas, no sean importantes. El acero inoxidable del tipo AISI 444 (18% Cr 2%Mo) posee una mejor resistencia a la corrosión por picaduras y por resquicios,equivalente al acero inoxidable austenítico del tipo AISI 316.
En los últimos años se han desarrollado aceros inoxidables ferríticos diseñadosespecialmente para su empleo en la fabricación de tubos de condensadores para

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
32
agua de mar. Aleaciones para esta aplicación suelen tener contenidos de Cr> 26%y Mo > 3% y se les denomina aceros inoxidables súper-ferríticos.
Fig. 3.3 Lamina y utensilios de cocina algunas de las aplicaciones de los aceros ferríticos.
2.4 ACEROS ALTA TEMPERATURA
Estos aceros están basados en la adición de cantidades considerables de cromo yníquel a los que se suman otros elementos para otras propiedades másespecíficas. Son resistentes a ambientes húmedos, a agentes químicos y a altastemperaturas. Sus aplicaciones más importantes son para la fabricación dedepósitos de agua, cámaras frigoríficas industriales, material clínico e instrumentosquirúrgicos, pequeños electrodomésticos, material doméstico como cuberterías,cuchillería, etc.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
33
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
34
UNIDAD 3
3.1 EFECTOS DE ELEMENTOS DE ALEACIÓN.
Se da el nombre de aceros aleados a los aceros que además de los cincoelementos: carbono, silicio, manganeso, fósforo y azufre, también contienencantidades relativamente importantes de otros elementos como molibdeno, cromo,níquel, etc. que sirven para mejorar algunas de sus características fundamentales.
También pueden considerarse aceros aleados, a los aceros con mayor proporciónque los porcentajes normales de los aceros al carbono de los cuatro elementosdiferente del carbono que antes hemos citado y cuyos limites superiores suelen serlos siguientes: Si = 0,50%, Mn. = 0,90%, P = 0,10%, S = 0,10%.
Los aceros aleados no sólo poseen propiedades físicas más convenientes, sinoque también permiten una mayor amplitud en el proceso de tratamiento térmico.
BENEFICIOS DE USAR ACEROS ALEADOS.
• Piezas de gran espesor con elevadas resistencias en su interior.• Grandes durezas con tenacidad.• Mantener una resistencia elevada a grandes temperaturas.• Aceros inoxidables.• Aceros resistente a la acción de agentes corrosivos.• Herramientas que realicen trabajos muy forzados y que no pierdan dureza al
calentarse.
Esto nos muestra que la influencia que ejercen los elementos de aleación en losaceros es muy variada, lo cual nos permite obtener ciertas características que nose pueden obtener con los aceros ordinarios al carbono.
3.2 ELEMENTOS DE ALEACIÓN.
Los elementos de aleación más frecuentes que se utilizan para la fabricación deaceros aleados son: níquel, manganeso, cromo, vanadio, wolframio, molibdeno,cobalto, silicio, cobre, titanio, zirconio, plomo, selenio, niobio, aluminio y boro.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
35
3.2.1 CROMO.
La adición del elemento cromo origina la formación de diversos carburos de cromoque son muy duros; sin embargo, el acero resultante es más dúctil que un acero dela misma dureza producido simplemente al incrementar su contenido de carbono.La adición de cromo amplía el intervalo crítico de temperatura.
Es uno de los elementos especiales más empleados para la fabricación de acerosaleados, usándose indistintamente en los aceros de construcción, en los deherramientas, en los inoxidables y en los de resistencia en caliente.
Se emplea en cantidades diversas desde 0,3 a 30% de Cr según los casos, y sirvepara aumentar la dureza y la resistencia a la tracción de los aceros, mejora latemplabilidad, impide las deformaciones en el temple, aumenta la resistencia aldesgaste, la inoxibilidad, etc.
3.2.2 NÍQUEL.
La adición de níquel al acero amplía el nivel crítico de temperatura, no formacarburos u óxidos. Esto aumenta la resistencia sin disminuir la ductilidad. El cromose utiliza con frecuencia junto con el níquel para obtener la tenacidad y ductilidadproporcionadas por el níquel, y la resistencia al desgaste y la dureza que aporta elcromo.
Desde que se empezó a usar el níquel en los aceros, se vio que este elementomejora las propiedades de los aceros. El empleo de aceros con níquel es sobretodo interesante para la construcción de piezas de maquinas y motores de altacalidad.
Una de las ventajas más importantes que reporta el empleo del níquel, es evitar elcrecimiento del grano en tratamientos térmicos, lo que sirve para conseguirsiempre con ellos gran tenacidad.
Los aceros al níquel sometidos a temperaturas demasiado elevadas, quedandespués del temple y revenido con muy buena tenacidad. El níquel, hacedescender los puntos críticos y por ello los tratamientos térmicos pueden hacerse atemperaturas ligeramente mas bajas que las correspondientes a los acerosordinarios. Experimentalmente se observa que con los aceros aleados con níquelse obtiene para una misma dureza, un límite de elasticidad ligeramente máselevado y mayores alargamientos y resistencias que con aceros al carbono.
También es muy interesante señalar que para la misma dureza su resistencia a lafatiga es un 30% superior a la de los aceros de baja aleación.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
36
Entre todos los elementos aleados, el níquel, que cristaliza como austenita encubos de caras centradas, es el único que forma con el hierro una serie continuade soluciones sólidas. El níquel hace descender la temperatura de transformacióngamma-alfa y, por lo tanto, tiende a estabilizar a bajas temperaturas la faseaustenítica de caras centradas. Las aleaciones con más de 30% de níquel sonausteníticas a la temperatura ambiente, y poseen ciertas propiedades magnéticas.
3.2.3 MANGANESO.
El manganeso aparece prácticamente en todos los aceros, debido, principalmente,a que se añade como elemento de adición para neutralizar la perniciosa influenciadel azufre y del oxigeno, que siempre suelen contener los aceros cuando seencuentran en estado líquido en los hornos durante el proceso de fabricación. Elmanganeso actúa también como desoxidante y evita, en parte, que en lasolidificación del acero se desprendan gases que den lugar a la formación deporosidades perjudiciales en el material.
Este se suele usar también como elemento de aleación. Al aumentar de 0,6 a 1,6%aproximadamente el porcentaje de manganeso en los aceros, se aumentaligeramente su resistencia, se mejora su templabilidad, siendo interesante destacarque el manganeso es un elemento de aleación relativamente barato.
3.2.4 SILICIO.
Este elemento aparece en todos los aceros, al igual que el manganeso, se añadeintencionalmente durante el proceso de fabricación. Es un desoxidante másenérgico que el manganeso y se emplea como elemento desoxidantecomplementario del manganeso con objeto de evitar que aparezcan en el aceroporos y defectos internos.
Las adicione de silicio se hacen durante la fabricación, suelen ser relativamentepequeñas y variables (0,2- 0,35% de Si). Una clase de acero para muelles muyempleadas contiene cantidades de silicio de 1,5 a 2,25% de Si. En los aceros, elsilicio sirve para aumentar ligeramente la templabilidad y elevar sensiblemente ellímite elástico y la resistencia a la fatiga de los aceros sin reducir su tenacidad. Seemplean aceros de 1 a 4,5% de Si para la fabricación de chapa magnética.
3.2.5 MOLIBDENO.
El molibdeno forma carburos y también se disuelve en ferrita hasta cierto punto, demodo que intensifica su dureza y la tenacidad.
El molibdeno abate sustancialmente el punto de transformación. Debido a esteabatimiento, el molibdeno es de lo más eficaz para impartir propiedades deseables
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
37
de templabilidad en aceite o en aire. Exceptuando al carbono, es el que tiene elmayor efecto endurecedor y un alto grado de tenacidad. Este elemento mejora laresistencia a la tracción, la templabilidad.
Añadiendo pequeñas cantidades a los aceros cromo-níquel, se disminuye oelimina la fragilidad Krupp que se presenta cuando estos aceros son revenidos enla zona de los 450°C a 550°C.
También aumenta la resistencia de los aceros en caliente y reemplaza al wolframioen la fabricación de aceros rápidos, pudiendo emplear para las mismasaplicaciones aproximadamente una parte de molibdeno por cada dos de wolframio.
3.2.6 VANADIO.
Es un fuerte desoxidante y promueve un tamaño fino de grano, también acrecientala tenacidad del acero. El acero al vanadio es muy difícil de suavizar por revenido,por lo que se utiliza ampliamente en aceros para herramientas.
3.2.7 TUNGSTENO.
Este elemento se emplea mucho en aceros para herramientas, por que laherramienta mantendrá su dureza aún cuando estuviera candente o al rojo produceuna estructura densa y fina, impartiendo tenacidad y dureza.
Empleándose en especial en los aceros rápidos, aceros para herramientas decorte, y aceros para trabajos en calientes. Sirve para aumentar la dureza aelevadas temperaturas y evitan que se desafilen o ablanden las herramientas,aunque lleguen a calentarse a 500° ó 600°C. También se usa para la fabricación deaceros para imanes.
3.2.8 COBALTO.
El cobalto se emplea casi exclusivamente en los aceros rápidos de más altacalidad. Este elemento, al ser incorporado a los aceros, se combina con la ferrita,aumentando su dureza y resistencia. En los aceros de alto porcentaje de carbonoreduce la templabilidad. En los aceros al wolframio endurece la ferrita con lo quefacilita el mantenimiento de la dureza y de la aptitud de corte de las herramientas aelevada temperatura.
3.2.9 ALUMINIO.
El aluminio se emplea como elemento de aleación en los aceros de nitruración, quesuelen contener 1% aproximadamente de aluminio. También se usa en algunosaceros resistentes al calor. El aluminio es un elemento desoxidante muy enérgico y
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
38
es frecuente añadir 300 gr. por tonelada de acero para desoxidarlo y afinar elgrano. En general los acero aleados de calidad contienen aluminio en porcentajespequeñísimos de 0,001 a 0,008% de Al.
TITANIO.
Se suelen añadir pequeñas cantidades de titanio a algunos aceros muy especialespara desoxidar y afinar el grano el titanio tiene gran tendencia a formar carburos ya combinarse con el nitrógeno. En los aceros inoxidables cromo-níquel, actúa comoestabilizador de los carburos y evita la corrosión ínter cristalina.
COBRE.
El cobre se suele emplear para mejorar la resistencia a la corrosión de ciertosaceros de 0,15 a 0,30% de carbono, que se usan para grandes construccionesmetálicas. Se suelen emplear contenidos de cobre variables de 0,4 a 0,5 %.
BORO.
El boro es un elemento de aleación que a comenzado a ser empleadorecientemente experimentalmente se ha visto que cantidades pequeñísimas deboro del orden 0,001 a 0,006%, mejoran notablemente la templabilidad, siendo eneste aspecto el mas efectivo de los elementos aleados y el de mayor podertemplante de todos.
Su eficacia para mejorar la templabilidad es extraordinaria, y para 0,40% decarbono puede decirse que su efecto es, aproximadamente, unas 50 veces mayorque el del molibdeno, unas 75 veces mayor que el cromo, unas 150 veces mayorque el manganeso y unas 400 veces mayor que el níquel
La utilización de este elemento se comprende que es de un interés extraordinario,pero su empleo, que tiene sobre todo eficacia en los aceros de0,30 a 0,50% decarbono, presenta bastantes dificultades.
La solubilidad del boro en el hierro es de 0,15% a 1174° y de 0,06% a latemperatura ambiente.
Durante los procesos de fabricación su incorporación al baño metálico es difícil, yaque por ser un desoxidante enérgico es un elemento que se oxida fácilmente ytiene también gran avidez con el nitrógeno que contiene el acero.

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
39
Fig. 3.1 Probetas con distintos elementos de aleación (solo cambian de color según su aleación)
3.3 PRECIPITACIÓN DE CARBUROS.
Cuando los aceros se hallan a temperaturas comprendidas entre los 450 y 900 °Cdurante cierto tiempo, o se enfrían lentamente durante dicho intervalo detemperaturas, se origina en ellos una precipitación, principal mente de carburo dehierro y cromo esta precipitación es mas intensa en el intervalo de los 600 a los850 °C.
Por lo general estos carburos se precipitan en las uniones de los granosdisminuyendo la cohesión de los mismos y haciendo que las zonas contiguasqueden empobrecidas de cromo, por lo que pierden su carácter de inoxidables enesas zonas y, por consiguiente, su resistencia a la corrosión.
De esta manera en ciertos medios corrosivos se puede producir un ataque íntergranular, cuya intensidad dependerá de la temperatura a la que han estadoexpuestos y del tiempo transcurrido, así como de la composición química y deltratamiento previo realizado en el acero.
Esta precipitación se produce preferentemente en los aceros inoxidablesausteniticos y es típico en las zonas cercanas a los cordones de soldadura. Loscarburos precipitados son del tipo 236 ),( FeCrC .
Se evita esta precipitación de los carburos en las juntas de los granos fabricandolos aceros con un contenido máximo de carbono de 0.03%
En aceros al carbono se han identificado tres tipos de carburos que difieren encomposición química y estructura cristalina.
En revenidos entre 100 y 200°C, en aceros sobre 0,2%C, se produce precipitaciónde“carburo e”, (composición Fe2-3C, con una estructura cristalina HCP), el cual es
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
40
meta estable y se disuelve a altas temperaturas. Los carburos e se caracterizan porser finos y muy pequeños, por lo cual es necesario mucho aumento paraobservarlos, además precipitan según ciertos planos cristalográficos específicos.
Es importante destacar el hecho que en aceros de bajo carbono, menos de 0,2%de C, estos carburos no precipitan.
Para revenidos entre 250 y 700°C, precipita cementita, (composición Fe3C yestructura cristalina ortorrómbica). En un comienzo y con revenidos a menorestemperaturas, 200 a 300ºC, la cementita aparece en forma de agujas, en cambio,para revenidos a mayores temperaturas, entre 400 y 700°C, las partículas decementita crecen por coalescencia y toman forma esférica. Si el tiempo de revenidose prolonga mucho los carburos crecen demasiado y se pierde completamente ladureza del temple, se obtiene de esta forma una matriz de ferrita con partículasgruesas de cementita, llamada esferoidita,
Existe un tercer tipo de carburo, denominado carburo Hägg (Fe5C2, y estructuracristalina monoclínica), éste precipita en algunos aceros de alto carbono revenidosentre 200 y 300ºC, es metal estable y de composición intermedia entre el carburo ey la cementita.
3.4 PROPIEDADES DE ACEROS INOXIDABLES RESISTENTES A LACORROSIÓN.
Aleaciones a base de hierro y que contienen por lo menos 12% de cromo sedenominan aceros inoxidables. Las características más importantes de estosmetales es su resistencia a muchas condiciones corrosivas.
Los cuatro tipos disponibles son los aceros al cromo ferríticos, los aceros al cromo-níquel austeníticos y los aceros inoxidables martensíticos y templables porprecipitación.
Los aceros al cromo ferríticos tienen su resistencia a la corrosión depende delcontenido de dicho elemento. Los aceros de muy alto carbono presentan buenatemplabilidad, tanto que en los de bajo carbono desaparece.
Con muy altos contenidos de cromo la dureza se hace tan intensa que debeprestarse cuidadosa atención a las condiciones de servicio. Puesto que el cromo escostoso, el diseñador deberá de elegir el contenido de cromo mínimo compatiblecon las condiciones corrosivas.
Los aceros inoxidables al cromo-níquel retienen la estructura austenítica, por lo queson susceptibles de tratamiento térmico. Su resistencia mecánica puede mejorarnotablemente por el trabajo en frío, sólo así serán magnéticos.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
41
Todos los aceros al cromo-níquel retienen la estructura austenítica, por lo que noson susceptibles de tratamiento térmico. Su resistencia mecánica puede mejorarnotablemente por el trabajo en frío.
Los aceros inoxidables o resistentes a la corrosión, adquieren esta propiedad através de la formación de una capa superficial invisible y muy adherente de unóxido muy rico en cromo, llamada película de pasivación, que se forma yrecompone espontáneamente en la presencia de oxígeno.
Esta capa es continua, adherente, no porosa, insoluble, y auto reconstituible en lapresencia de oxígeno cuando es deteriorada.
La pasividad se forma bajo un rango de condiciones dependiendo de lascaracterísticas del ambiente circundante, pero la presencia de oxígeno esfundamental en todos los casos.
En general, la resistencia a la corrosión de un acero inoxidable es máxima cuandola superficie del acero está lo suficientemente aireada o expuesta y libre decualquier tipo de depósitos.
Cuando el contenido de cromo se eleva a 17 - 20%, típico de los acerosinoxidables austeníticos; o entre 26- 29% de cromo, típico de los más recientesdesarrollados súper ferríticos, la estabilidad de la capa de pasivación aumentanotoriamente.
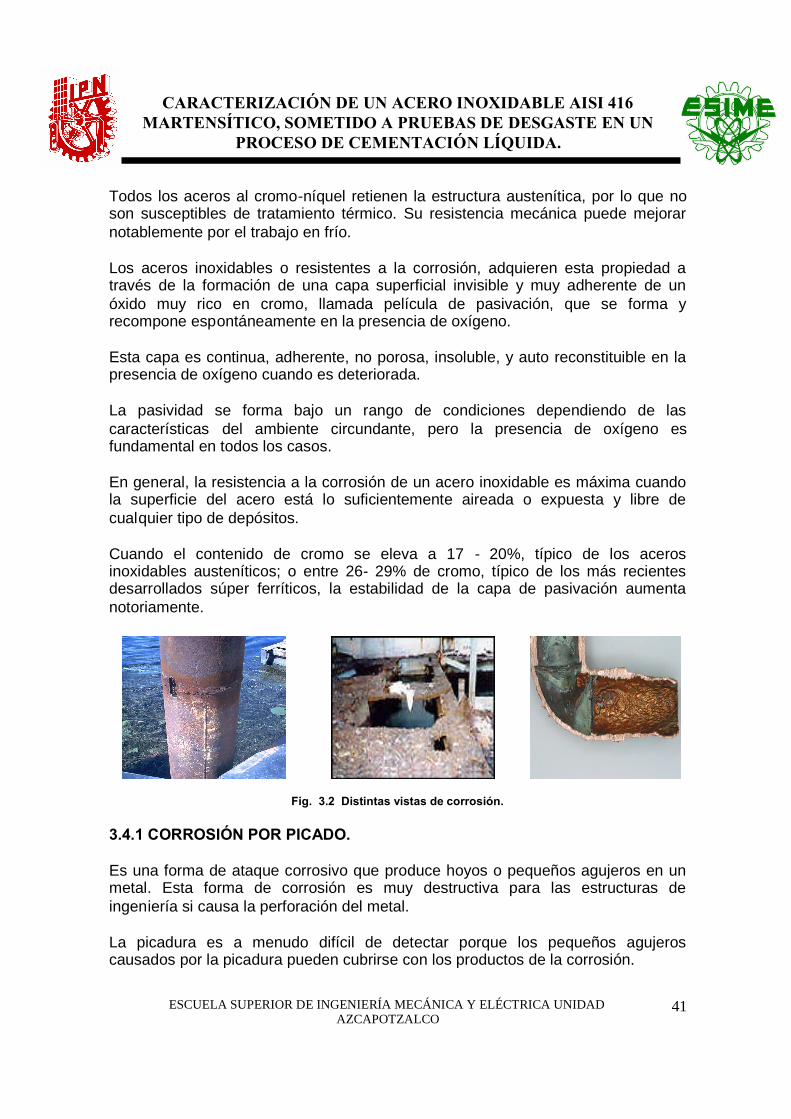
Fig. 3.2 Distintas vistas de corrosión.
3.4.1 CORROSIÓN POR PICADO.
Es una forma de ataque corrosivo que produce hoyos o pequeños agujeros en unmetal. Esta forma de corrosión es muy destructiva para las estructuras deingeniería si causa la perforación del metal.
La picadura es a menudo difícil de detectar porque los pequeños agujeroscausados por la picadura pueden cubrirse con los productos de la corrosión.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
42
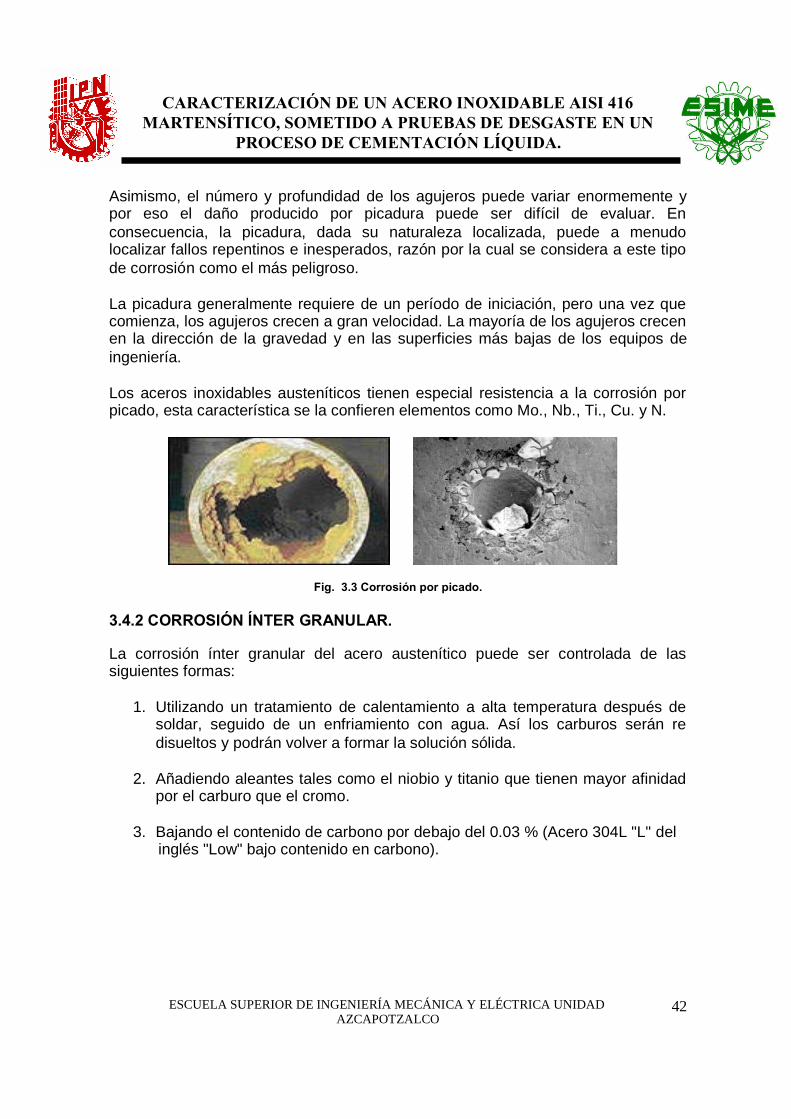
Asimismo, el número y profundidad de los agujeros puede variar enormemente ypor eso el daño producido por picadura puede ser difícil de evaluar. Enconsecuencia, la picadura, dada su naturaleza localizada, puede a menudolocalizar fallos repentinos e inesperados, razón por la cual se considera a este tipode corrosión como el más peligroso.
La picadura generalmente requiere de un período de iniciación, pero una vez quecomienza, los agujeros crecen a gran velocidad. La mayoría de los agujeros crecenen la dirección de la gravedad y en las superficies más bajas de los equipos deingeniería.
Los aceros inoxidables austeníticos tienen especial resistencia a la corrosión porpicado, esta característica se la confieren elementos como Mo., Nb., Ti., Cu. y N.
Fig. 3.3 Corrosión por picado.
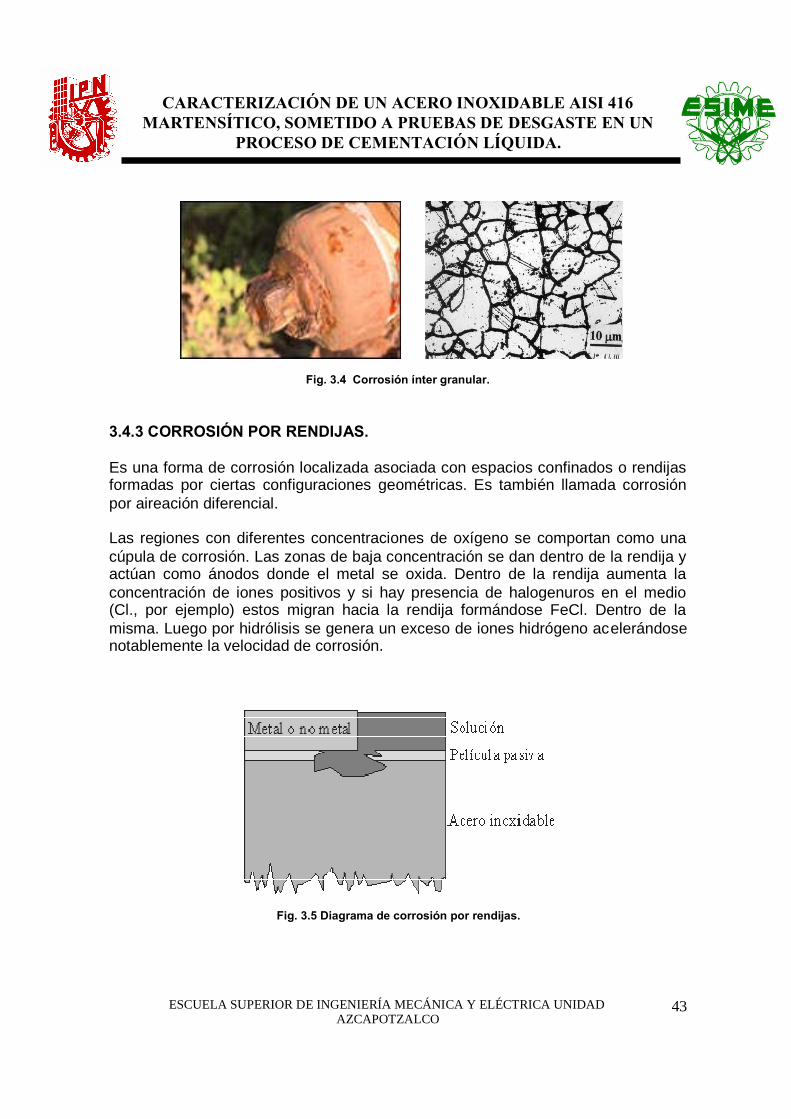
3.4.2 CORROSIÓN ÍNTER GRANULAR.
La corrosión ínter granular del acero austenítico puede ser controlada de lassiguientes formas:
1. Utilizando un tratamiento de calentamiento a alta temperatura después desoldar, seguido de un enfriamiento con agua. Así los carburos serán redisueltos y podrán volver a formar la solución sólida.
2. Añadiendo aleantes tales como el niobio y titanio que tienen mayor afinidadpor el carburo que el cromo.
3. Bajando el contenido de carbono por debajo del 0.03 % (Acero 304L "L" delinglés "Low" bajo contenido en carbono).
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
43
Fig. 3.4 Corrosión ínter granular.
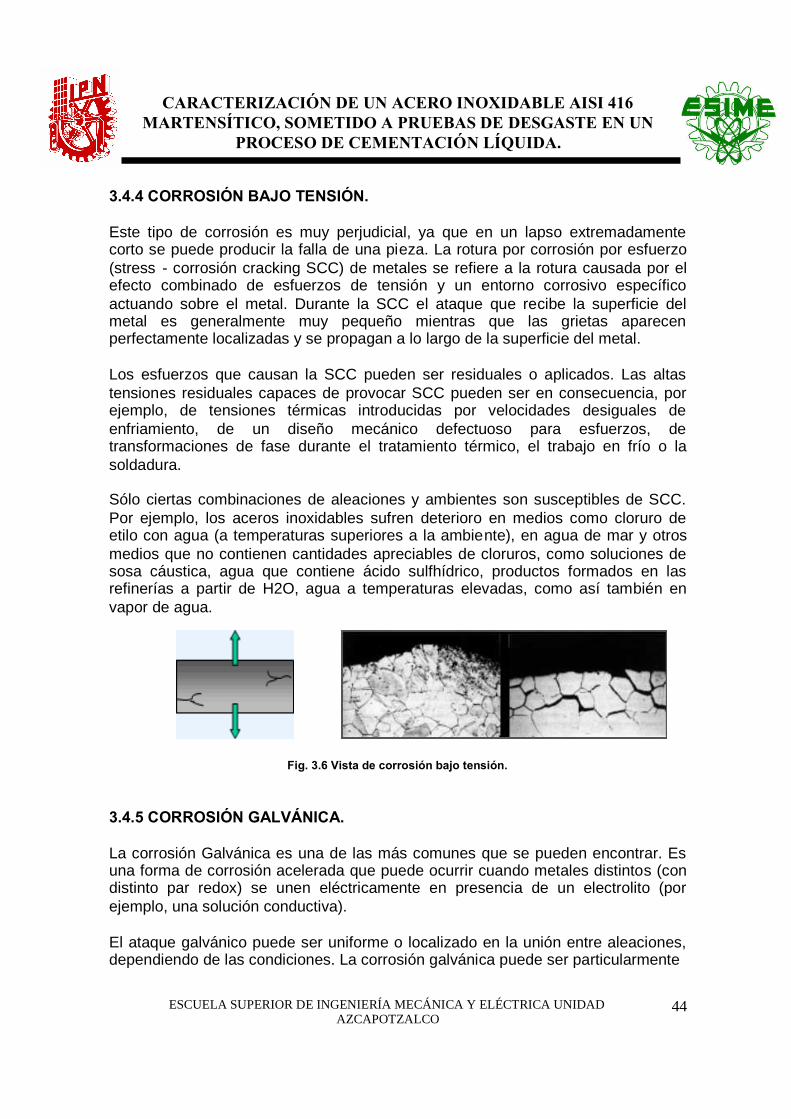
3.4.3 CORROSIÓN POR RENDIJAS.
Es una forma de corrosión localizada asociada con espacios confinados o rendijasformadas por ciertas configuraciones geométricas. Es también llamada corrosiónpor aireación diferencial.
Las regiones con diferentes concentraciones de oxígeno se comportan como unacúpula de corrosión. Las zonas de baja concentración se dan dentro de la rendija yactúan como ánodos donde el metal se oxida. Dentro de la rendija aumenta laconcentración de iones positivos y si hay presencia de halogenuros en el medio(Cl., por ejemplo) estos migran hacia la rendija formándose FeCl. Dentro de lamisma. Luego por hidrólisis se genera un exceso de iones hidrógeno acelerándosenotablemente la velocidad de corrosión.
Fig. 3.5 Diagrama de corrosión por rendijas.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
44
3.4.4 CORROSIÓN BAJO TENSIÓN.
Este tipo de corrosión es muy perjudicial, ya que en un lapso extremadamentecorto se puede producir la falla de una pieza. La rotura por corrosión por esfuerzo(stress - corrosión cracking SCC) de metales se refiere a la rotura causada por elefecto combinado de esfuerzos de tensión y un entorno corrosivo específicoactuando sobre el metal. Durante la SCC el ataque que recibe la superficie delmetal es generalmente muy pequeño mientras que las grietas aparecenperfectamente localizadas y se propagan a lo largo de la superficie del metal.
Los esfuerzos que causan la SCC pueden ser residuales o aplicados. Las altastensiones residuales capaces de provocar SCC pueden ser en consecuencia, porejemplo, de tensiones térmicas introducidas por velocidades desiguales deenfriamiento, de un diseño mecánico defectuoso para esfuerzos, detransformaciones de fase durante el tratamiento térmico, el trabajo en frío o lasoldadura.
Sólo ciertas combinaciones de aleaciones y ambientes son susceptibles de SCC.Por ejemplo, los aceros inoxidables sufren deterioro en medios como cloruro deetilo con agua (a temperaturas superiores a la ambiente), en agua de mar y otrosmedios que no contienen cantidades apreciables de cloruros, como soluciones desosa cáustica, agua que contiene ácido sulfhídrico, productos formados en lasrefinerías a partir de H2O, agua a temperaturas elevadas, como así también envapor de agua.
Fig. 3.6 Vista de corrosión bajo tensión.
3.4.5 CORROSIÓN GALVÁNICA.
La corrosión Galvánica es una de las más comunes que se pueden encontrar. Esuna forma de corrosión acelerada que puede ocurrir cuando metales distintos (condistinto par redox) se unen eléctricamente en presencia de un electrolito (porejemplo, una solución conductiva).
El ataque galvánico puede ser uniforme o localizado en la unión entre aleaciones,dependiendo de las condiciones. La corrosión galvánica puede ser particularmente
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
45
severa cuando las películas protectoras de corrosión no se forman o soneliminadas por erosión.
Esta forma de corrosión es la que producen las Celdas Galvánicas. Sucede quecuando la reacción de oxidación del ánodo se va produciendo se vandesprendiendo electrones de la superficie del metal que actúa como el polonegativo de la pila (el ánodo) y así se va produciendo el desprendimiento paulatinode material desde la superficie del metal. Este caso ilustra la corrosión en una desus formas más simples.
Quizá la problemática mayor sobre corrosión esté en que al ser este caso bastantecomún se presente en variadas formas y muy seguido. Por ejemplo, la corrosión detuberías subterráneas se puede producir por la formación de una pila galvánica enla cual una torre de alta tensión interactúa con grafito solidificado y soterrado, conun terreno que actúe de alguna forma como solución conductiva.
Fig. 3.7 Corrosión galvanica.
3.4.6 CORROSIÓN POR CONTACTO.
Una diminuta partícula de acero al carbono o hierro, una escama de óxido, cobre uotra sustancia extraña cualquiera incrustada en el acero inoxidable puede sersuficiente para destruir la pasividad en el punto de contacto. El ataque empieza alformarse una celda galvánica con la partícula de material extraño como ánodo.
La acción de picado puede proseguir después de haber sido eliminada la partículaextraña por haberse constituido una celda activa - pasiva entre la diminutasuperficie anódica atacada y la extensa área catódica circundante.
Fig. 3.8 Vista de corrosión por contacto.

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
46

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
47
UNIDAD 44.1 INTRODUCCIÓN AL DESGASTE.
El desgaste se puede definir como el desprendimiento de partículas de la superficiede un cuerpo y / ó el desplazamiento de material de zonas en contacto, haciazonas libres de carga.
El desgaste es una falla inevitable dondequiera que hayan cuerpos en contactobajo carga, con movimiento relativo. Normalmente, el desgaste no ocasiona fallasviolentas, pero trae como consecuencias:
• Reducción de la eficiencia de operación.• Pérdidas de potencia por fricción.• Incremento del consumo de lubricantes.• y eventualmente conduce al reemplazo de componentes desgastados y a la
obsolescencia de las máquinas en su conjunto.
Fig. 4.1 Desgaste en piezas mecánicas.
4.2 TIPOS DE DESGASTE.
El desgaste por lo general es una forma física (en lugar de química) de ladegradación del material. Específicamente el desgaste puede definirse como laremoción del material superficial resultado del trabajo mecánico. La cantidad dedesgaste no necesita ser grande para ser relativamente devastadora. Aunque elestudio sistemático del desgaste se a confinado a las ultimas décadas, variosaspectos claves de este fenómeno están ahora bien caracterizados . Ahora sepresentan las distintas formas de desgaste a continuación:
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
48
4.2.1 DESGASTE POR ABRASIÓN.
Se llama abrasión al desgaste producido por partículas duras que penetran en unasuperficie; ocasionando deformación plástica y/ó arrancando virutas. Se consideraque este tipo de desgaste puede tomar dos formas extremas: una en la cual ladeformación plástica es lo mas importante y la otra, en la cual la fractura, condeformaciones plásticas limitadas es lo que predomina.
En los metales la resistencia a la abrasión aumenta con la dureza; observándoseque para los aceros este parámetro resulta ser menor que para metales puros de lamisma dureza.
Es de advertir que esta propiedad en el material desgastado es más indicativa de laresistencia a la abrasión que la dureza original.
El contenido de carburos es un factor importante en la reducción de la abrasión enaceros; siendo los carburos de vanadio y niobio mas efectivos que los de cromo ytungsteno.
Por otra parte el contenido de carbono hace disminuir la abrasión en los aceros yque distintas microestructuras presentan diferentes resistencias al desgaste. Seobserva que la martensita presenta la mejor resistencia a la abrasión, entre las tresmicroestructuras que se comparan; pero también se han obtenido buenosresultados con refinamientos de perlita y esto se atribuye a una alta tasa deendurecimiento por deformación.
A fin de obtener un aumento apreciable en la resistencia a la abrasión la durezasuperficial debe hacerse mayor que 1/2 de la dureza Vickers del abrasivo. No esrecomendable, por otra parte, aumentar la dureza de la superficie por encima de1,3 veces la dureza del abrasivo, ya que esto podría resultar contraproducente.
En general, para metales ferrosos las mejores resistencias al desgaste se obtienenen matrices martensíticas, con carburos secundarios uniformemente distribuidos.Cuando la dureza de los carburos es aumentada mediante aleación, la resistenciaal desgaste también aumenta, pero hay que tener en cuenta la dureza de laspartículas abrasivas.
Si se requiere una matriz mas tenaz, para condiciones de impactos fuertes, es masrecomendable una estructura austenítica inestable, la cual tender a endurecersepor deformación o sufrir transformación de fase, o bien ser sometida a ambosprocesos durante el trabajo de abrasión.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
49
En relación a las partículas abrasivas: tamaños reducidos, formas redondeadas,disminución de las velocidades y de las cargas de impacto, son todos factores quehacen disminuir la abrasión.
En resumen los factores más importantes que hacen disminuir la abrasión son lossiguientes:
-Aumentos de dureza.-Aumentos del contenido de carbono y de carburos duros.-Control de la relación entre la dureza de la superficie y del abrasivo.-Disminución del tamaño de las partículas abrasivas.-Formas de partículas redondeadas.-Disminución de velocidades.-Disminución de cargas.
Fig. No. 4.2 Desgaste por abrasión.
4.2.2 DESGASTE POR ADHESIÓN.
Formación de "proa" característica de desgaste adhesivo. El desgaste adhesivo,también llamado desgaste por fricción ó desgaste deslizante, es una forma dedeterioro que se presenta entre dos superficies en contacto deslizante.
Toma lugar típicamente en cojinetes de deslizamiento, chumaceras, bocinas, bujes,motores de combustión interna, compresores reciprocantes, bielas, tornillos depotencia, matrices, estoperas, engranajes, guías en general, etc. Según la teoríaadhesiva del desgaste deslizante, bajo la acción de las cargas normales aplicadaslos topes de las asperezas de las dos superficies sufren fluencia plástica ysoldadura en frío.
Al producirse el movimiento, las uniones soldadas se rompen por cizalladura,tomando lugar la separación en el interior del cuerpo de menor dureza. De estamanera, la superficie mas dura se cubre de una película transferida del material dela contracara, a la vez que se desprenden partículas en el proceso. Se cree queotros mecanismos, como abrasión y fatiga superficial son responsables por eldesprendimiento de partículas de la película transferida. Sin embargo, existen otras

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
50
teorías que tratan de explicar de maneras diferentes esta forma de desgaste y laformación y remoción de las partículas.
Particularmente en este tipo de desgaste es que se ha detectado más claramentela existencia de los llamados regímenes de Desgaste Suave y Desgaste Severo.
El primero de ellos está caracterizado por velocidades de desgaste moderadas,estabilización de la fuerza de roce y la temperatura, y producción de partículas dedesgaste de tamaño reducido, con la apariencia de óxidos oscuros.
Por su parte, en el régimen de desgaste severo se presentan velocidades dedesgaste de 4 a 100 veces mayores y los desechos incluyen partículassensiblemente más grandes, algunas de ellas con brillo metálico. Además se hanobservado transiciones bruscas de la velocidad de desgaste con la Fuerza normaly con la velocidad de deslizamiento.
Generalmente los aumentos de dureza hacen disminuir la velocidad de desgaste,siempre que otros factores permanezcan constantes. A durezas relativamentebajas, las reducciones de la tasa de desgaste con la dureza son de magnitudbastante mayor que a durezas altas. Sin embargo, debido a la existencia de lastransiciones es posible que para una misma carga, a dos durezas diferentes sepresenten distintos regímenes de desgaste y así los aumentos de dureza puedenhacer aumentar la velocidad de desgaste.
De tal manera que para garantizar una mejora sustancial se necesitan aumentosde dureza relativamente grandes (por ejemplo, más de cinco puntos de durezaRockwell C). Por otra parte, los incrementos de dureza reducen el rango de cargascorrespondiente al desgaste severo, hasta hacerlo desaparecer.
Generalmente el desgaste aumenta con la temperatura, debido a incrementos en laductilidad de las asperezas y del crecimiento resultante de las juntas metálicas. Sinembargo, se han encontrado temperaturas de transición, por encima de las cualesse producen notables reducciones en la velocidad de desgaste. Este fenómeno hasido asociado a la formación de óxidos con muy buenas propiedades lubricantes;aunque es de advertir que la oxidación puede tener efectos opuestos, ya que unaalta tasa de oxidación puede convertirse en un problema de desgaste mayor. Esinteresante destacar que la rugosidad también puede tener efectos contrapuestos.
Una rugosidad alta generalmente produce mucho desgaste; mientras que unarugosidad moderada le confiere a la superficie capacidad de retener lubricantes,por otra parte, una rugosidad excesivamente baja puede favorecer los fenómenosadhesivos y conducir a un desgaste acelerado.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
51
Por último, es necesario señalar que debido a que en el desgaste de tipo deslizantese presentan situaciones donde la abrasión es importante, la mayor parte de lasrecomendaciones de la sección anterior son válidas para este tipo de desgaste.
Se considera a la erosión como una forma de abrasión producida por esfuerzos decontacto relativamente bajo, debido al impacto de partículas sobre una superficie.
Esta, a consecuencia del proceso, generalmente presenta una apariencia granularfina, similar a la de las fracturas frágiles. El desgaste de tipo erosivo se presenta,por ejemplo, en equipos y líneas de bombeo para fluidos con sólidos ensuspensión, boquillas de equipos para granallado por arena (sand-blasting), etc.
La velocidad de desgaste por erosión aumenta con la velocidad de las partículas ysi los ángulos de impacto son pequeños predomina el corte abrasivo; siendo ladureza superficial un factor crítico. Si por el contrario, los ángulos de impacto songrandes el desgaste es debido principalmente a deformación y fractura.
Un material blando puede ser más adecuado para resistir la erosión que unmaterial duro. Por ejemplo, el caucho natural ó sintético produce buenos resultadosdebido a su bajo módulo elástico, lo que le permite grandes deformaciones y unabuena distribución de la carga.
Fig. No. 4.3 Desgaste por adhesión.
4.2.3 Desgaste Micro-oscilatorio.
Esta forma de deterioro se caracteriza por la pérdida de material de superficies encontacto, bajo la acción de una carga y de movimiento deslizante de amplitud muypequeña (130 µm = 5 mpulg. Desgaste Micro-oscilatorio ("Fretting").
Normalmente la apariencia de la superficie es rojiza-marrón (ladrillo) ó gris, conpresencia de partículas oxidadas. El desgaste micro-oscilatorio conduceeventualmente a fallas por fatiga y se produce en uniones atornilladas, piezasajustadas por calado, contactos eléctricos, etc. Diversas teorías que tratan deexplicar esta forma de desgaste, se basan en fenómenos de adhesión, abrasión y/ócorrosión.
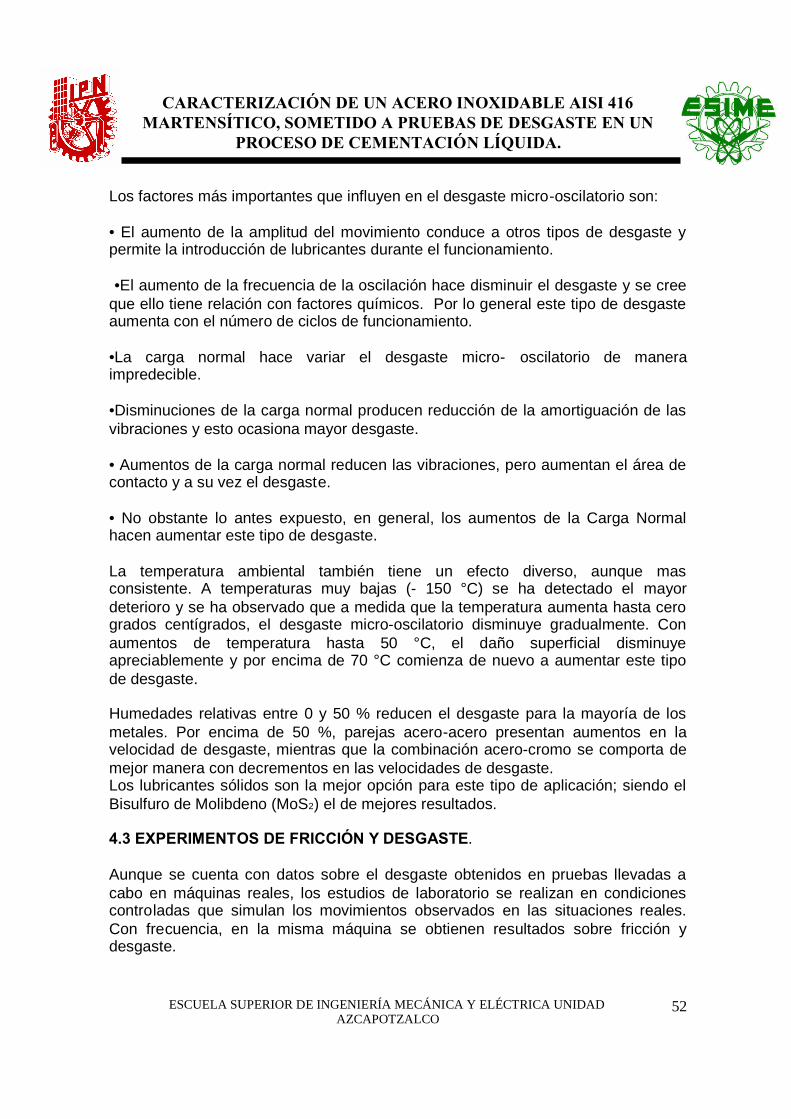
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
52
Los factores más importantes que influyen en el desgaste micro-oscilatorio son:
• El aumento de la amplitud del movimiento conduce a otros tipos de desgaste ypermite la introducción de lubricantes durante el funcionamiento.
•El aumento de la frecuencia de la oscilación hace disminuir el desgaste y se creeque ello tiene relación con factores químicos. Por lo general este tipo de desgasteaumenta con el número de ciclos de funcionamiento.
•La carga normal hace variar el desgaste micro- oscilatorio de maneraimpredecible.
•Disminuciones de la carga normal producen reducción de la amortiguación de lasvibraciones y esto ocasiona mayor desgaste.
• Aumentos de la carga normal reducen las vibraciones, pero aumentan el área decontacto y a su vez el desgaste.
• No obstante lo antes expuesto, en general, los aumentos de la Carga Normalhacen aumentar este tipo de desgaste.
La temperatura ambiental también tiene un efecto diverso, aunque masconsistente. A temperaturas muy bajas (- 150 °C) se ha detectado el mayordeterioro y se ha observado que a medida que la temperatura aumenta hasta cerogrados centígrados, el desgaste micro-oscilatorio disminuye gradualmente. Conaumentos de temperatura hasta 50 °C, el daño superficial disminuyeapreciablemente y por encima de 70 °C comienza de nuevo a aumentar este tipode desgaste.
Humedades relativas entre 0 y 50 % reducen el desgaste para la mayoría de losmetales. Por encima de 50 %, parejas acero-acero presentan aumentos en lavelocidad de desgaste, mientras que la combinación acero-cromo se comporta demejor manera con decrementos en las velocidades de desgaste.Los lubricantes sólidos son la mejor opción para este tipo de aplicación; siendo elBisulfuro de Molibdeno (MoS2) el de mejores resultados.
4.3 EXPERIMENTOS DE FRICCIÓN Y DESGASTE.
Aunque se cuenta con datos sobre el desgaste obtenidos en pruebas llevadas acabo en máquinas reales, los estudios de laboratorio se realizan en condicionescontroladas que simulan los movimientos observados en las situaciones reales.Con frecuencia, en la misma máquina se obtienen resultados sobre fricción ydesgaste.
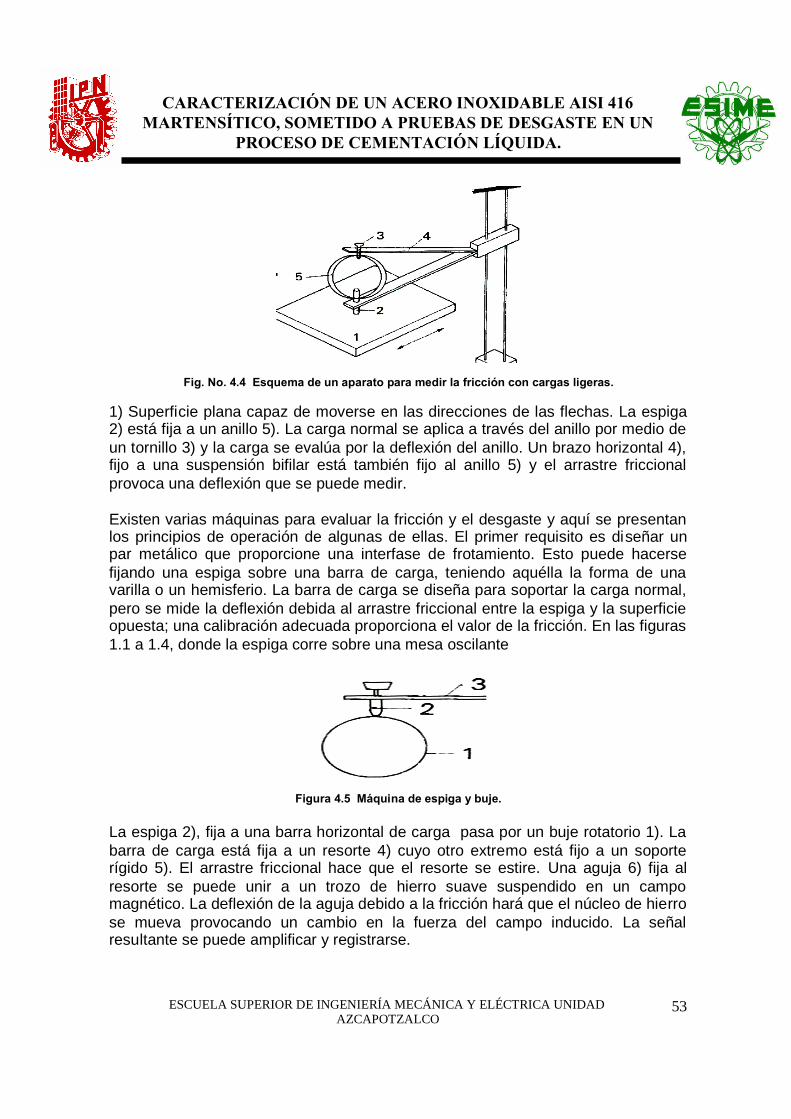
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
53
Fig. No. 4.4 Esquema de un aparato para medir la fricción con cargas ligeras.
1) Superficie plana capaz de moverse en las direcciones de las flechas. La espiga2) está fija a un anillo 5). La carga normal se aplica a través del anillo por medio deun tornillo 3) y la carga se evalúa por la deflexión del anillo. Un brazo horizontal 4),fijo a una suspensión bifilar está también fijo al anillo 5) y el arrastre friccionalprovoca una deflexión que se puede medir.
Existen varias máquinas para evaluar la fricción y el desgaste y aquí se presentanlos principios de operación de algunas de ellas. El primer requisito es diseñar unpar metálico que proporcione una interfase de frotamiento. Esto puede hacersefijando una espiga sobre una barra de carga, teniendo aquélla la forma de unavarilla o un hemisferio. La barra de carga se diseña para soportar la carga normal,pero se mide la deflexión debida al arrastre friccional entre la espiga y la superficieopuesta; una calibración adecuada proporciona el valor de la fricción. En las figuras1.1 a 1.4, donde la espiga corre sobre una mesa oscilante
Figura 4.5 Máquina de espiga y buje.
La espiga 2), fija a una barra horizontal de carga pasa por un buje rotatorio 1). Labarra de carga está fija a un resorte 4) cuyo otro extremo está fijo a un soporterígido 5). El arrastre friccional hace que el resorte se estire. Una aguja 6) fija alresorte se puede unir a un trozo de hierro suave suspendido en un campomagnético. La deflexión de la aguja debido a la fricción hará que el núcleo de hierrose mueva provocando un cambio en la fuerza del campo inducido. La señalresultante se puede amplificar y registrarse.
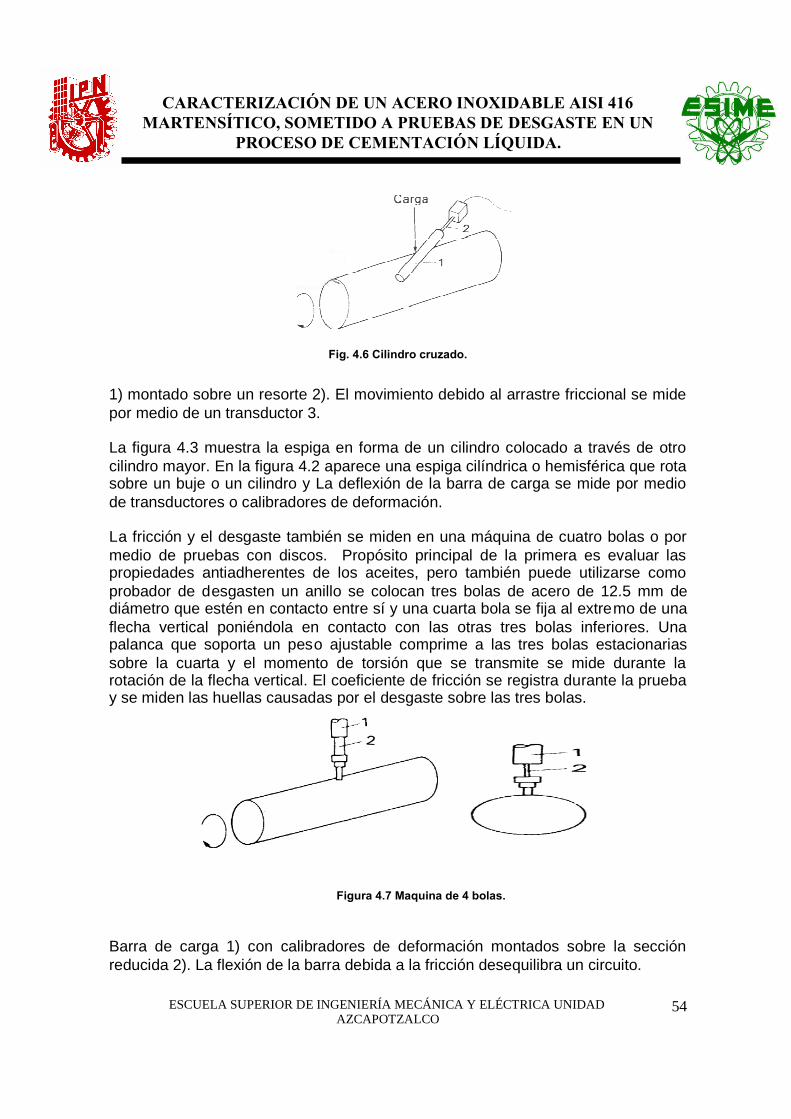
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
54
Fig. 4.6 Cilindro cruzado.
1) montado sobre un resorte 2). El movimiento debido al arrastre friccional se midepor medio de un transductor 3.
La figura 4.3 muestra la espiga en forma de un cilindro colocado a través de otrocilindro mayor. En la figura 4.2 aparece una espiga cilíndrica o hemisférica que rotasobre un buje o un cilindro y La deflexión de la barra de carga se mide por mediode transductores o calibradores de deformación.
La fricción y el desgaste también se miden en una máquina de cuatro bolas o pormedio de pruebas con discos. Propósito principal de la primera es evaluar laspropiedades antiadherentes de los aceites, pero también puede utilizarse comoprobador de desgasten un anillo se colocan tres bolas de acero de 12.5 mm dediámetro que estén en contacto entre sí y una cuarta bola se fija al extremo de unaflecha vertical poniéndola en contacto con las otras tres bolas inferiores. Unapalanca que soporta un peso ajustable comprime a las tres bolas estacionariassobre la cuarta y el momento de torsión que se transmite se mide durante larotación de la flecha vertical. El coeficiente de fricción se registra durante la pruebay se miden las huellas causadas por el desgaste sobre las tres bolas.
Figura 4.7 Maquina de 4 bolas.
Barra de carga 1) con calibradores de deformación montados sobre la secciónreducida 2). La flexión de la barra debida a la fricción desequilibra un circuito.
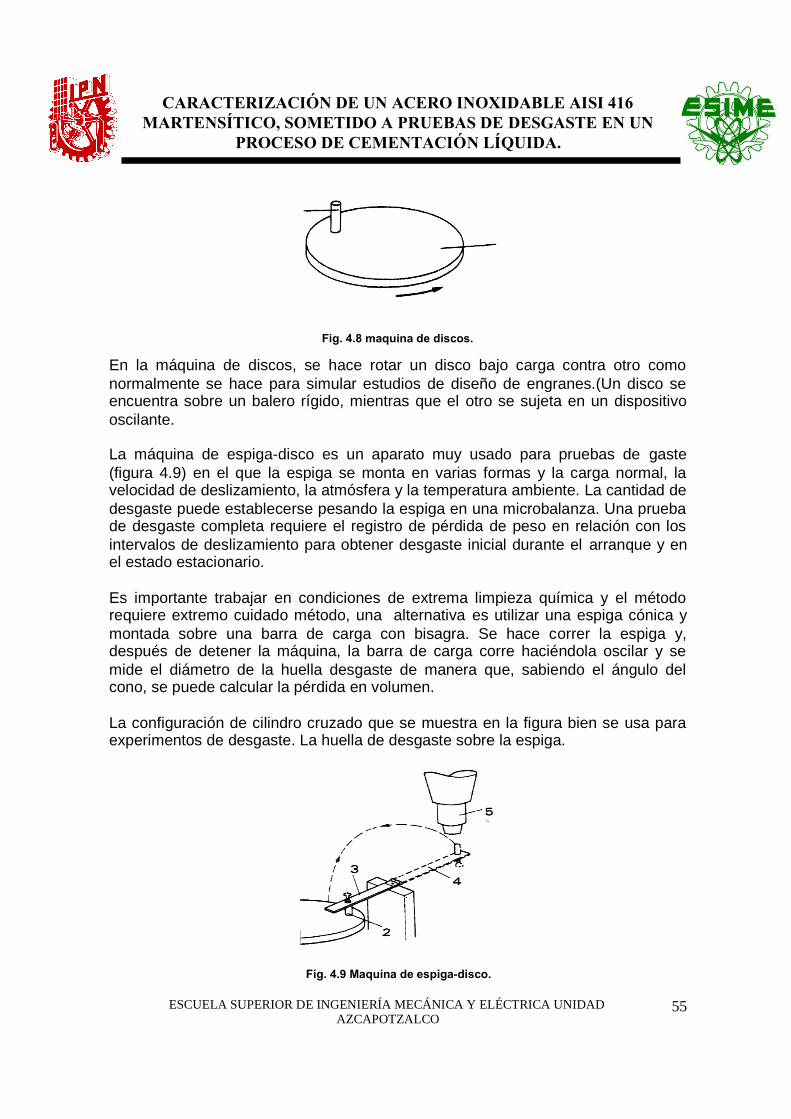
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
55
Fig. 4.8 maquina de discos.
En la máquina de discos, se hace rotar un disco bajo carga contra otro comonormalmente se hace para simular estudios de diseño de engranes.(Un disco seencuentra sobre un balero rígido, mientras que el otro se sujeta en un dispositivooscilante.
La máquina de espiga-disco es un aparato muy usado para pruebas de gaste(figura 4.9) en el que la espiga se monta en varias formas y la carga normal, lavelocidad de deslizamiento, la atmósfera y la temperatura ambiente. La cantidad dedesgaste puede establecerse pesando la espiga en una microbalanza. Una pruebade desgaste completa requiere el registro de pérdida de peso en relación con losintervalos de deslizamiento para obtener desgaste inicial durante el arranque y enel estado estacionario.
Es importante trabajar en condiciones de extrema limpieza química y el métodorequiere extremo cuidado método, una alternativa es utilizar una espiga cónica ymontada sobre una barra de carga con bisagra. Se hace correr la espiga y,después de detener la máquina, la barra de carga corre haciéndola oscilar y semide el diámetro de la huella desgaste de manera que, sabiendo el ángulo delcono, se puede calcular la pérdida en volumen.
La configuración de cilindro cruzado que se muestra en la figura bien se usa paraexperimentos de desgaste. La huella de desgaste sobre la espiga.
Fig. 4.9 Maquina de espiga-disco.
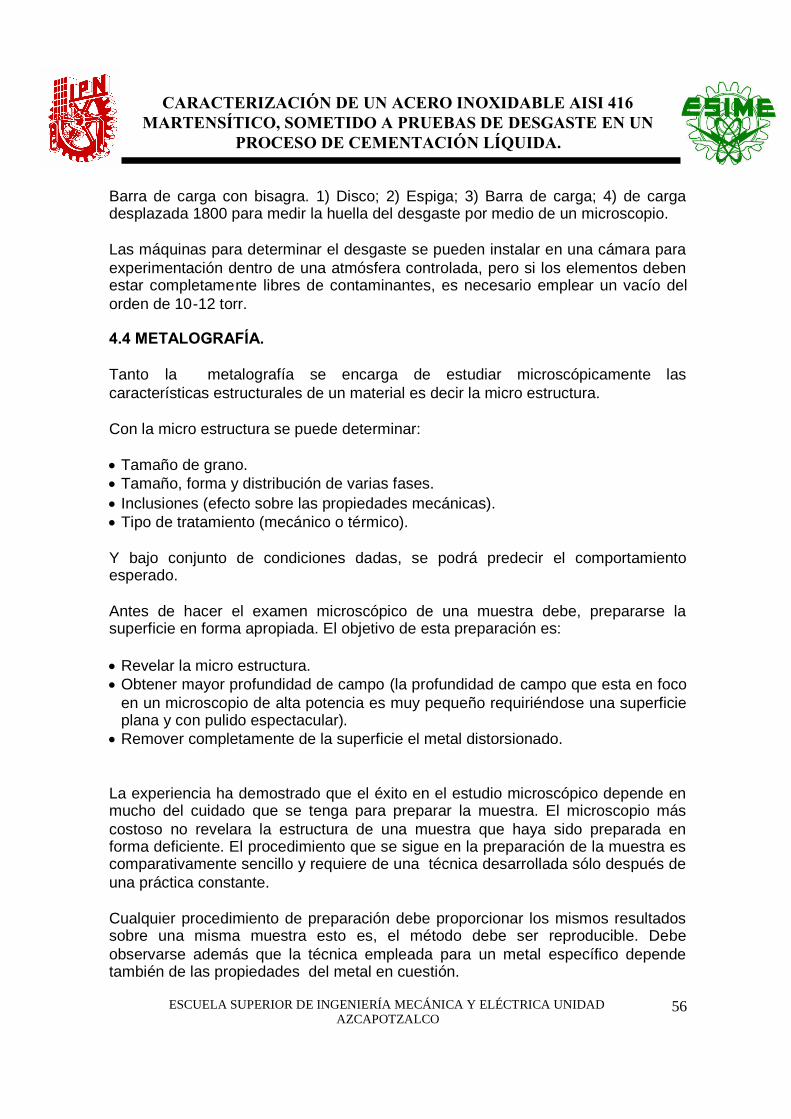
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
56
Barra de carga con bisagra. 1) Disco; 2) Espiga; 3) Barra de carga; 4) de cargadesplazada 1800 para medir la huella del desgaste por medio de un microscopio.
Las máquinas para determinar el desgaste se pueden instalar en una cámara paraexperimentación dentro de una atmósfera controlada, pero si los elementos debenestar completamente libres de contaminantes, es necesario emplear un vacío delorden de 10-12 torr.
4.4 METALOGRAFÍA.
Tanto la metalografía se encarga de estudiar microscópicamente lascaracterísticas estructurales de un material es decir la micro estructura.
Con la micro estructura se puede determinar:
Tamaño de grano.Tamaño, forma y distribución de varias fases.Inclusiones (efecto sobre las propiedades mecánicas).Tipo de tratamiento (mecánico o térmico).
Y bajo conjunto de condiciones dadas, se podrá predecir el comportamientoesperado.
Antes de hacer el examen microscópico de una muestra debe, prepararse lasuperficie en forma apropiada. El objetivo de esta preparación es:
Revelar la micro estructura.Obtener mayor profundidad de campo (la profundidad de campo que esta en foco
en un microscopio de alta potencia es muy pequeño requiriéndose una superficieplana y con pulido espectacular).
Remover completamente de la superficie el metal distorsionado.
La experiencia ha demostrado que el éxito en el estudio microscópico depende enmucho del cuidado que se tenga para preparar la muestra. El microscopio máscostoso no revelara la estructura de una muestra que haya sido preparada enforma deficiente. El procedimiento que se sigue en la preparación de la muestra escomparativamente sencillo y requiere de una técnica desarrollada sólo después deuna práctica constante.
Cualquier procedimiento de preparación debe proporcionar los mismos resultadossobre una misma muestra esto es, el método debe ser reproducible. Debeobservarse además que la técnica empleada para un metal específico dependetambién de las propiedades del metal en cuestión.

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
57
La preparación de muestras metalograficas generalmente requieren de 6 pasosprincipales:
Selección o muestreoCorteMontajeDesbastePulidoAtaque
SELECCIÓN O MUESTREO.
La muestra debe seleccionarse de la zona de la pieza que necesita examinarse yen la orientación apropiada debe ser representativa. Es decir si el flujo de grano ola distorsión es importante, puede ser que una sección trasversal de la parte nomuestre granos alargados; únicamente una tajada paralela a la dirección delaminado revelaría adecuadamente los granos alargados debido al laminado.Usualmente, una soldadura se examina por medio de una sección transversal.Algunas veces se requiere más de una muestra.
CORTE SECCIONADO.
Existen dos formas para cortar, con segueta o con discos abrasivos ¿Cuándo elegircuál? Si el material suave como metales y aleaciones no ferrosas y aceros notratados térmicamente la selección puede obtenerse por corte manual con unasegueta, si el material es duro, la selección puede obtenerse mediante un discocortador abrasivo.
Fig. 4.10 diferentes tipos de cortadoras
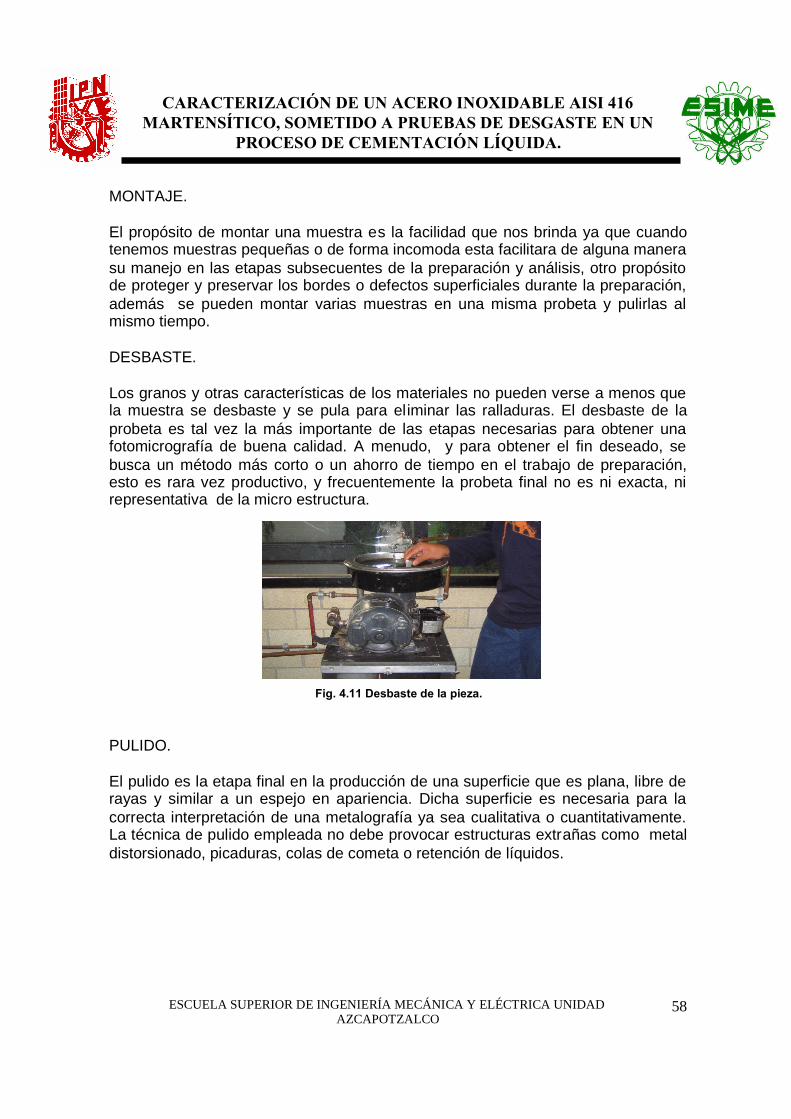
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
58
MONTAJE.
El propósito de montar una muestra es la facilidad que nos brinda ya que cuandotenemos muestras pequeñas o de forma incomoda esta facilitara de alguna manerasu manejo en las etapas subsecuentes de la preparación y análisis, otro propósitode proteger y preservar los bordes o defectos superficiales durante la preparación,además se pueden montar varias muestras en una misma probeta y pulirlas almismo tiempo.
DESBASTE.
Los granos y otras características de los materiales no pueden verse a menos quela muestra se desbaste y se pula para eliminar las ralladuras. El desbaste de laprobeta es tal vez la más importante de las etapas necesarias para obtener unafotomicrografía de buena calidad. A menudo, y para obtener el fin deseado, sebusca un método más corto o un ahorro de tiempo en el trabajo de preparación,esto es rara vez productivo, y frecuentemente la probeta final no es ni exacta, nirepresentativa de la micro estructura.
Fig. 4.11 Desbaste de la pieza.
PULIDO.
El pulido es la etapa final en la producción de una superficie que es plana, libre derayas y similar a un espejo en apariencia. Dicha superficie es necesaria para lacorrecta interpretación de una metalografía ya sea cualitativa o cuantitativamente.La técnica de pulido empleada no debe provocar estructuras extrañas como metaldistorsionado, picaduras, colas de cometa o retención de líquidos.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
59
Fig. 4.12 pulido de las piezas.
ATAQUE QUÍMICO.
El propósito del ataque químico es hacer visible las características estructurales delmetal o aleación. El proceso debe ser tal que queden claramente diferenciadas laspartes de la micro estructura. Esto se logra mediante un reactivo apropiado quesomete a la superficie pulida a una acción química.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
60
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
61
UNIDAD 55.1 DESARROLLO EXPERIMENTAL.
En esta unidad será explicado cada uno de los pasos que se siguieron al realizarel desarrollo de lo experimental así como los resultados que se obtuvieron en cadauna de las pruebas hechas al acero AISI 416 cementado en líquido y enfriado enagua.
Iniciare por describir el equipo que se empleo para el desarrollo experimentaldesde el corte, preparación, hasta las últimas pruebas que se realizaron acontinuación:
5.1.1.- MAQUINADO.
Cortadora de disco abrasivo de marca Buehler y lijadora de banda de la mismamarca brindadas por el laboratorio de ciencia de los materiales de ESIME UPA.
Fig. 5.1 cortadora de disco Fig. 5.2 lijadora metalografica de banda
Torno universal Marca OLYMPIC-140, Modelo OL SAIMCA-BAIN.
Fig. No. 5.3 Torno usado para maquinado de piezas.

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
62
5.1.2. DUREZA DE MATERIAL.
Durómetro Vickers Modelo ABK-C1.Durometro para Rocwell C marca Ashmler.
Fig. No. 5.4 Durometro. Vickers Fig. No 5.5 Durometro para Rodwell
5.1.3.- TRATAMIENTO TÉRMICO.
Calderas y crisoles
Fig.5.6 Calderas utilizadas. Fig.5.7 Controlador e indicador deTemperatura.

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
63
5.1.4.- ANÁLISIS METALOGRAFICO.
Microscopio óptico Marca OLYMPUS, Modelo PMG-3.Marca Joel Modelo JSM-6300 SCANING brindada por ESIQUIE unidad profesionalzacatenco
Fig. 5.8 Microscopio metalografico.
5.1.5 PRUEBAS DE DESGASTE
Máquina tribologica de desgaste abrasivo con un controlador de velocidad, larueda tiene un diámetro de 23 cm. Con un contrapeso de 500 gramos y un brazode palanca de 6 Kg.
Se utilizo una bascula electrónica de marca scientech con una exactitud en sumedición de hasta 0.0001 gr.
Brindada para la realización de las pruebas requeridas por SEPI. ESIME.ZACATENCO.
Fig. 5.9 Maquina de desgaste abrasivo y bascula electrónica

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
64
Para realizar las pruebas se requirió de un seguimiento de distintos pasos que acontinuación se describen:
5.2 PREPARACIÓN DE LAS PROBETAS.
-se consigue la barra de acero 416 en bruto en aceros palmer de México s.a. Conlas especificaciones requeridas.
- La barra contiene especificaciones dadas por PALMEXICO (Ver anexo No.1)
-las barras son cortadas transversalmente con la sierra cortadora a la medida de 1cm de espesor con un disco de piedra para corte.
-Las probetas son maquinadas por ambas caras para tener una superficietotalmente plana con un ángulo de 90 grados y rebajadas a 8 mm de espesor: Paraesto se utilizo un torno marca OLYMPIC-140, Modelo OL SAIMCA-BAIN.
Para el maquinado fue necesario hacer un dispositivo de sujeción diseñadoespecialmente para el espesor así como la longitud requerida para las probetaspuesto que las mordazas no alcanzan a sujetar la pieza y por consiguiente no sepueden centrar las probetas.
-Son pulidas con una lijadora de rodillos con lija de 80 para dar una superficie masuniforme seguida con un lijado a mano con lija de 180, luego 240, 320, 600, 1000,1500, para terminar con una lija 2000 para dar un acabado superficial a espejosiendo muy cuidadosos de no tener ralladuras o defectos en la superficie.
Fig. 5.10 Probetas con un acabado a espejo.

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
65
5.3 TRATAMIENTO TÉRMICO DE LAS PROBETAS.
-Las probetas son marcadas por un costado de las mismas para poderidentificarlas unas de las otras con segueta se marcan con una dos y tres líneaslas mismas que representan 1, 2 y 3 horas de cementado respectivamente.
-Las probetas son enrolladas con alambre para poder ser sujetadas y con estopoder ser llevados al tratamiento.
Fig. 5.11 Marcas de 1,2 y 3 horas. Fig.5.12 Enrollados después dePrecalentado.
-Se levan a un precalentamiento dentro de unos crisoles que han sido calentaos auna temperatura aproximada de 100 °C para evitar fracturas futuras en lasprobetas (evitar impacto o choque térmico).
Fig.5.13 Crisoles para precalentado.
Las piezas se introducen en un baño de sales fundidas a 930°C constituidas poruna sal base generalmente cloruro o carbonato de sodio, con adición de una sal aportadora de carbono, cianuro de sodio o de potasio y de una sal activante, clorurode bario, mezclados en porcentajes adecuados, según los resultados que sedeseen obtener. La presencia de nitrógeno en los cianuros provoca también laformación de productos de reacción (nitruros) de elevada dureza pero limitados auna finísima capa exterior.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
66
Fig.5.14 Mezcla introducida en la caldera.
-Se dejan adentro las probetas durante un tiempo de 1,2 y 3 horas según la marcaque se les dio.
-Al sacar cada una de las probetas son enfriadas en agua que se encuentra a unatemperatura ambiente 24 °C aproximadamente esto para dar la máxima dureza a lacapa cementada.
-Al terminar con el tratamiento de cementado se vuelve a dar un acabado de lasuperficie con una lija de 1500 a 2000 solo para quitar la imperfección de lasuperficie, lo quemado originado por el tratamiento teniendo mucho cuidado de nopenetrar l la capa superficial cementada dejándola nuevamente con un acabado aespejo.
5.4 PRUEBAS DE DUREZA.
-Realizamos las pruebas de dureza tanto en una máquina de dureza Vickers comoRockwell.
La carátula de la maquina de dureza Rocwell lleva dos grupos de números uno encolor rojo y otro en color negro. Los cuales difieren por 30 números (grados dedureza). La carátula fue diseñada de esta manera para acomodar las escalas B y Clas cuales fueron las primeras normalizadas y son las mas extensamentecumplidas.
L a escala B es para ensayar materiales con dureza intermedia el rango de trabajoes de 0 a 100 (de trabajo) utilizando herramientas de bola.
En nuestro caso utilizamos la escala C que es comúnmente la más usada paramateriales más duros que B100. Los materiales mas duros son de aproximadamenteRC70, los cuales son sometidos a tratamientos de temple. El rango útil es de RC20hacia arriba.
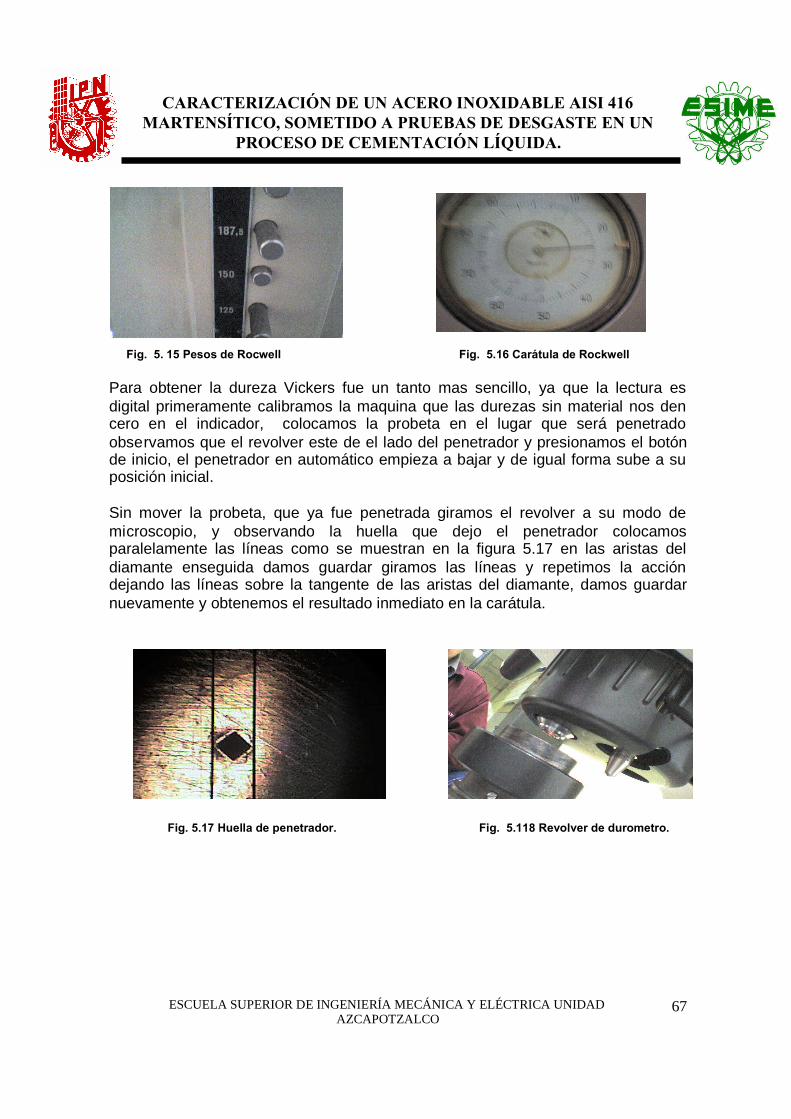
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
67
Fig. 5. 15 Pesos de Rocwell Fig. 5.16 Carátula de Rockwell
Para obtener la dureza Vickers fue un tanto mas sencillo, ya que la lectura esdigital primeramente calibramos la maquina que las durezas sin material nos dencero en el indicador, colocamos la probeta en el lugar que será penetradoobservamos que el revolver este de el lado del penetrador y presionamos el botónde inicio, el penetrador en automático empieza a bajar y de igual forma sube a suposición inicial.
Sin mover la probeta, que ya fue penetrada giramos el revolver a su modo demicroscopio, y observando la huella que dejo el penetrador colocamosparalelamente las líneas como se muestran en la figura 5.17 en las aristas deldiamante enseguida damos guardar giramos las líneas y repetimos la accióndejando las líneas sobre la tangente de las aristas del diamante, damos guardarnuevamente y obtenemos el resultado inmediato en la carátula.
Fig. 5.17 Huella de penetrador. Fig. 5.118 Revolver de durometro.
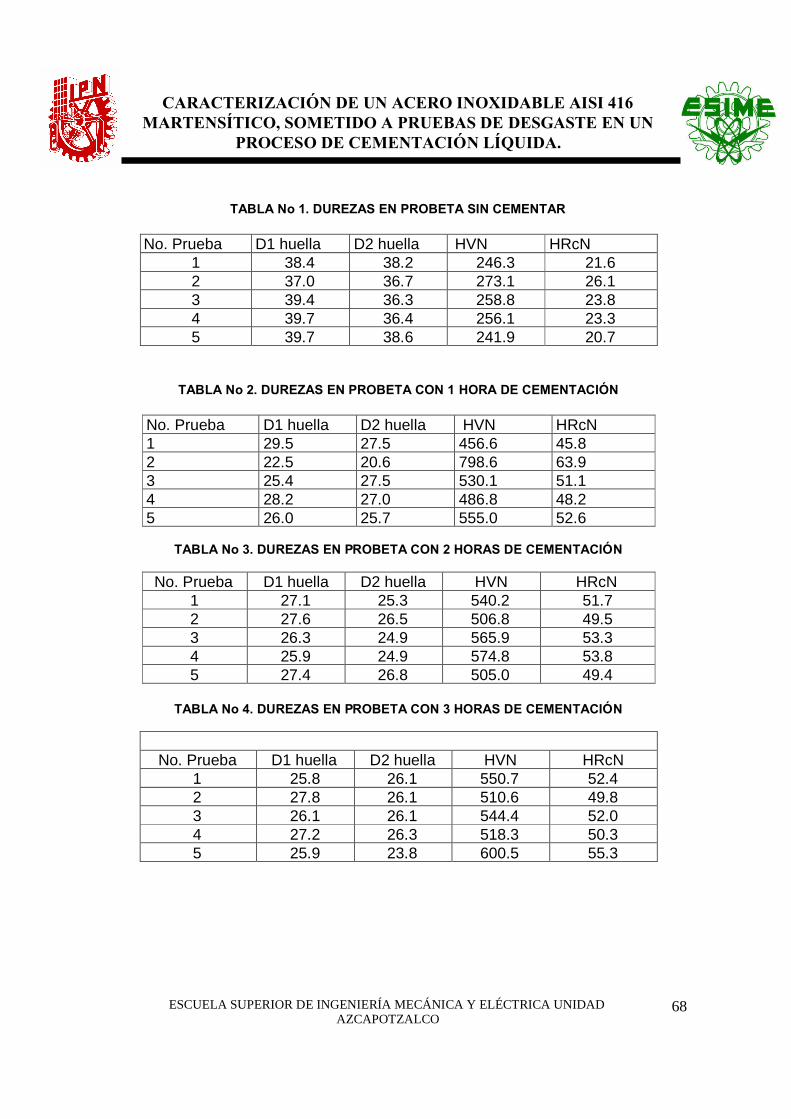
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
68
TABLA No 1. DUREZAS EN PROBETA SIN CEMENTAR
No. Prueba D1 huella D2 huella HVN HRcN1 38.4 38.2 246.3 21.62 37.0 36.7 273.1 26.13 39.4 36.3 258.8 23.84 39.7 36.4 256.1 23.35 39.7 38.6 241.9 20.7
TABLA No 2. DUREZAS EN PROBETA CON 1 HORA DE CEMENTACIÓN
TABLA No 3. DUREZAS EN PROBETA CON 2 HORAS DE CEMENTACIÓN
TABLA No 4. DUREZAS EN PROBETA CON 3 HORAS DE CEMENTACIÓN
No. Prueba D1 huella D2 huella HVN HRcN1 29.5 27.5 456.6 45.82 22.5 20.6 798.6 63.93 25.4 27.5 530.1 51.14 28.2 27.0 486.8 48.25 26.0 25.7 555.0 52.6
No. Prueba D1 huella D2 huella HVN HRcN1 27.1 25.3 540.2 51.72 27.6 26.5 506.8 49.53 26.3 24.9 565.9 53.34 25.9 24.9 574.8 53.85 27.4 26.8 505.0 49.4
No. Prueba D1 huella D2 huella HVN HRcN1 25.8 26.1 550.7 52.42 27.8 26.1 510.6 49.83 26.1 26.1 544.4 52.04 27.2 26.3 518.3 50.35 25.9 23.8 600.5 55.3
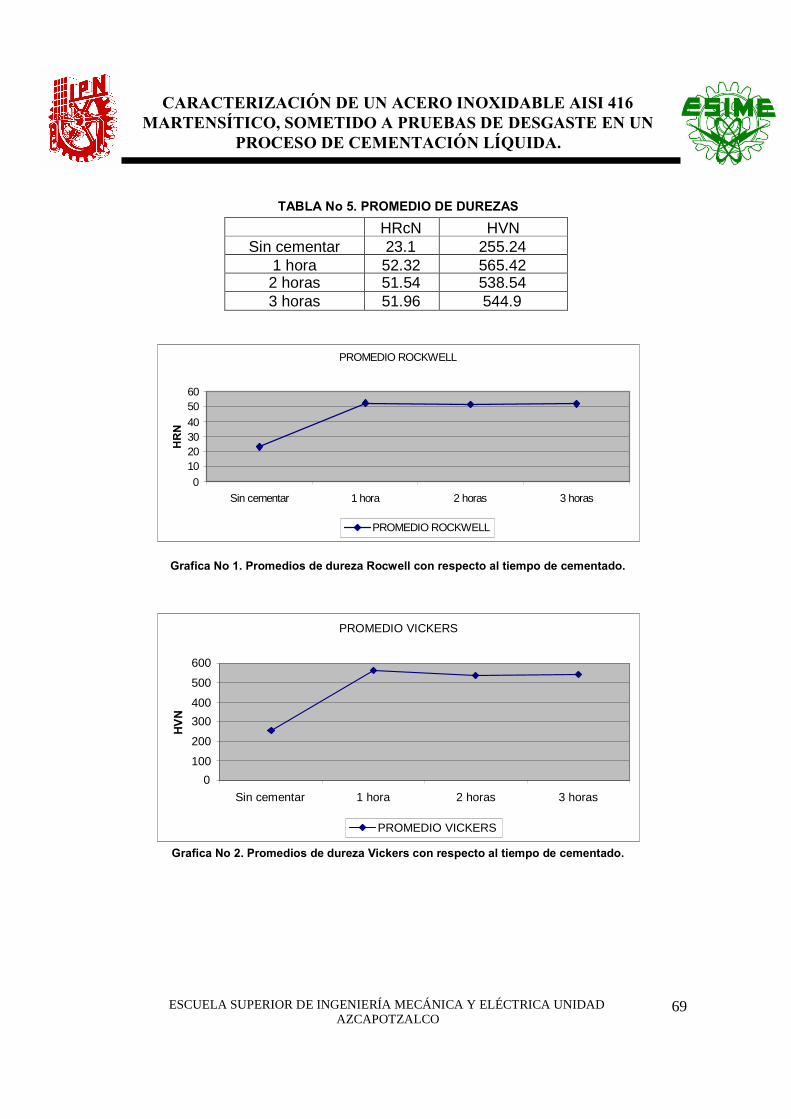
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
69
TABLA No 5. PROMEDIO DE DUREZAS
PROMEDIO ROCKWELL
0102030405060
Sin cementar 1 hora 2 horas 3 horas
HR
N
PROMEDIO ROCKWELL
Grafica No 1. Promedios de dureza Rocwell con respecto al tiempo de cementado.
PROMEDIO VICKERS
0
100
200
300
400
500
600
Sin cementar 1 hora 2 horas 3 horas
HV
N
PROMEDIO VICKERS
Grafica No 2. Promedios de dureza Vickers con respecto al tiempo de cementado.
HRcN HVNSin cementar 23.1 255.24
1 hora 52.32 565.422 horas 51.54 538.543 horas 51.96 544.9
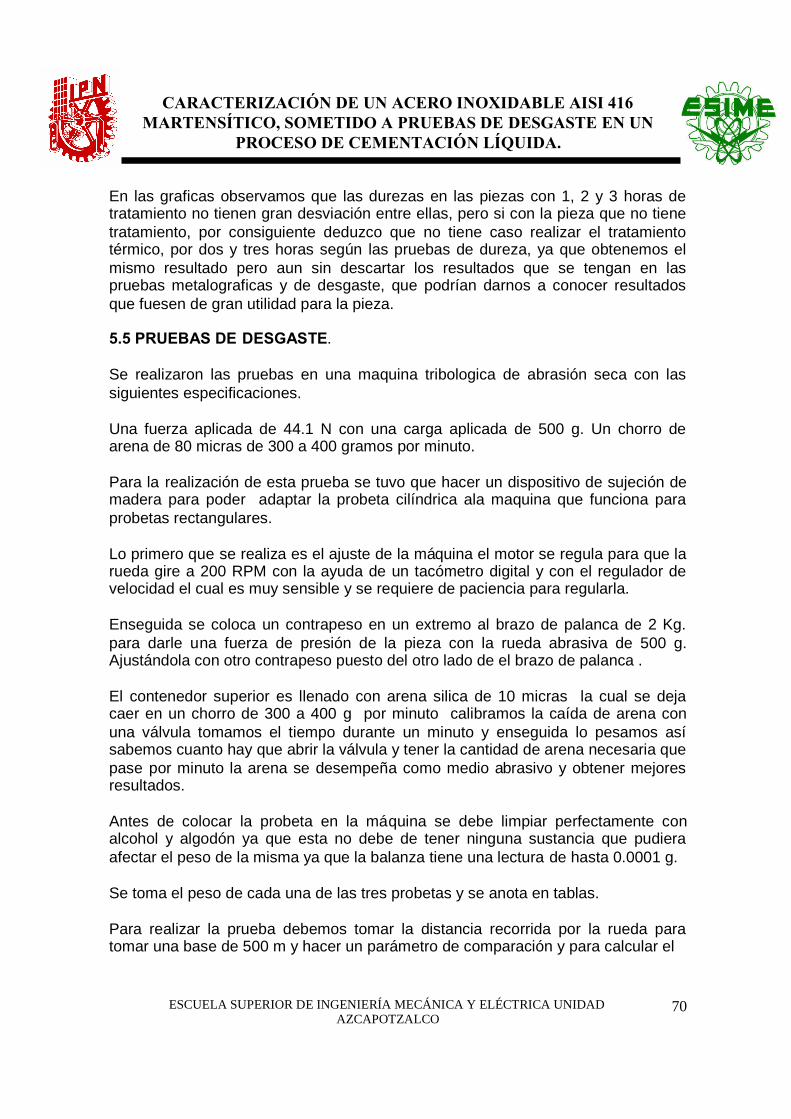
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
70
En las graficas observamos que las durezas en las piezas con 1, 2 y 3 horas detratamiento no tienen gran desviación entre ellas, pero si con la pieza que no tienetratamiento, por consiguiente deduzco que no tiene caso realizar el tratamientotérmico, por dos y tres horas según las pruebas de dureza, ya que obtenemos elmismo resultado pero aun sin descartar los resultados que se tengan en laspruebas metalograficas y de desgaste, que podrían darnos a conocer resultadosque fuesen de gran utilidad para la pieza.
5.5 PRUEBAS DE DESGASTE.
Se realizaron las pruebas en una maquina tribologica de abrasión seca con lassiguientes especificaciones.
Una fuerza aplicada de 44.1 N con una carga aplicada de 500 g. Un chorro dearena de 80 micras de 300 a 400 gramos por minuto.
Para la realización de esta prueba se tuvo que hacer un dispositivo de sujeción demadera para poder adaptar la probeta cilíndrica ala maquina que funciona paraprobetas rectangulares.
Lo primero que se realiza es el ajuste de la máquina el motor se regula para que larueda gire a 200 RPM con la ayuda de un tacómetro digital y con el regulador develocidad el cual es muy sensible y se requiere de paciencia para regularla.
Enseguida se coloca un contrapeso en un extremo al brazo de palanca de 2 Kg.para darle una fuerza de presión de la pieza con la rueda abrasiva de 500 g.Ajustándola con otro contrapeso puesto del otro lado de el brazo de palanca .
El contenedor superior es llenado con arena silica de 10 micras la cual se dejacaer en un chorro de 300 a 400 g por minuto calibramos la caída de arena conuna válvula tomamos el tiempo durante un minuto y enseguida lo pesamos asísabemos cuanto hay que abrir la válvula y tener la cantidad de arena necesaria quepase por minuto la arena se desempeña como medio abrasivo y obtener mejoresresultados.
Antes de colocar la probeta en la máquina se debe limpiar perfectamente conalcohol y algodón ya que esta no debe de tener ninguna sustancia que pudieraafectar el peso de la misma ya que la balanza tiene una lectura de hasta 0.0001 g.
Se toma el peso de cada una de las tres probetas y se anota en tablas.
Para realizar la prueba debemos tomar la distancia recorrida por la rueda paratomar una base de 500 m y hacer un parámetro de comparación y para calcular el
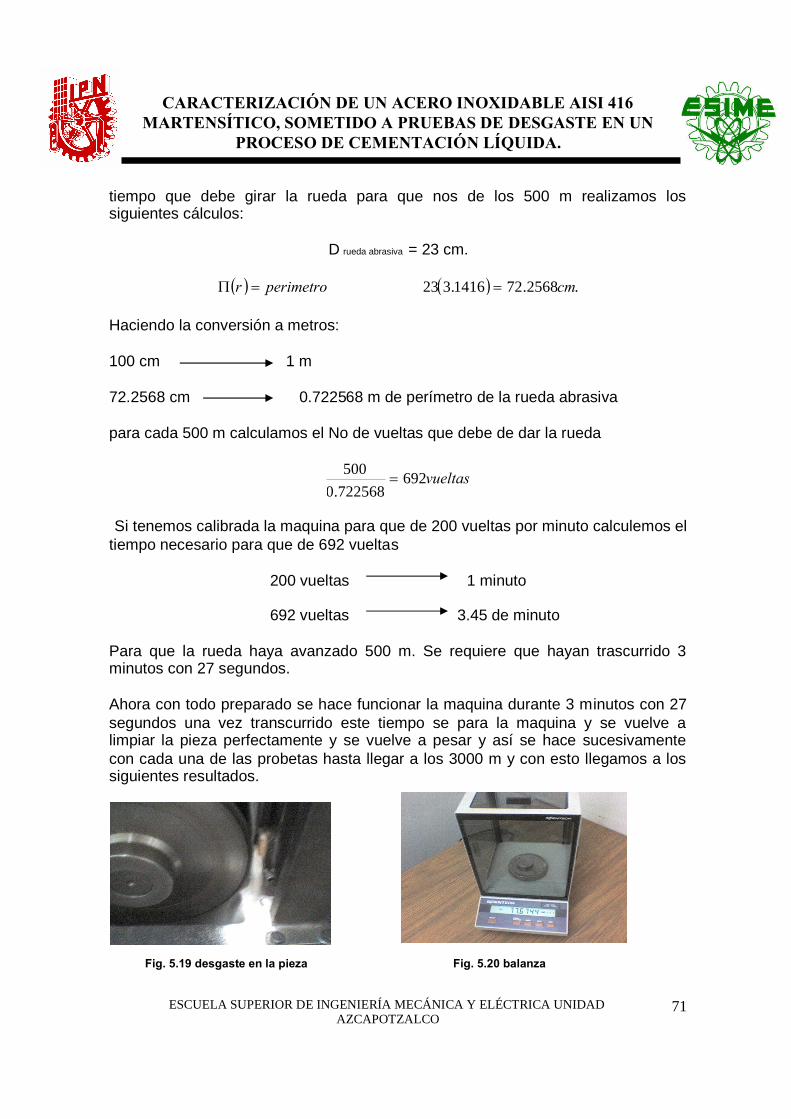
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
71
tiempo que debe girar la rueda para que nos de los 500 m realizamos lossiguientes cálculos:
D rueda abrasiva = 23 cm.
perimetror .2568.721416.323 cm
Haciendo la conversión a metros:
100 cm 1 m
72.2568 cm 0.722568 m de perímetro de la rueda abrasiva
para cada 500 m calculamos el No de vueltas que debe de dar la rueda
vueltas692722568.0500
Si tenemos calibrada la maquina para que de 200 vueltas por minuto calculemos eltiempo necesario para que de 692 vueltas
200 vueltas 1 minuto
692 vueltas 3.45 de minuto
Para que la rueda haya avanzado 500 m. Se requiere que hayan trascurrido 3minutos con 27 segundos.
Ahora con todo preparado se hace funcionar la maquina durante 3 minutos con 27segundos una vez transcurrido este tiempo se para la maquina y se vuelve alimpiar la pieza perfectamente y se vuelve a pesar y así se hace sucesivamentecon cada una de las probetas hasta llegar a los 3000 m y con esto llegamos a lossiguientes resultados.
Fig. 5.19 desgaste en la pieza Fig. 5.20 balanza
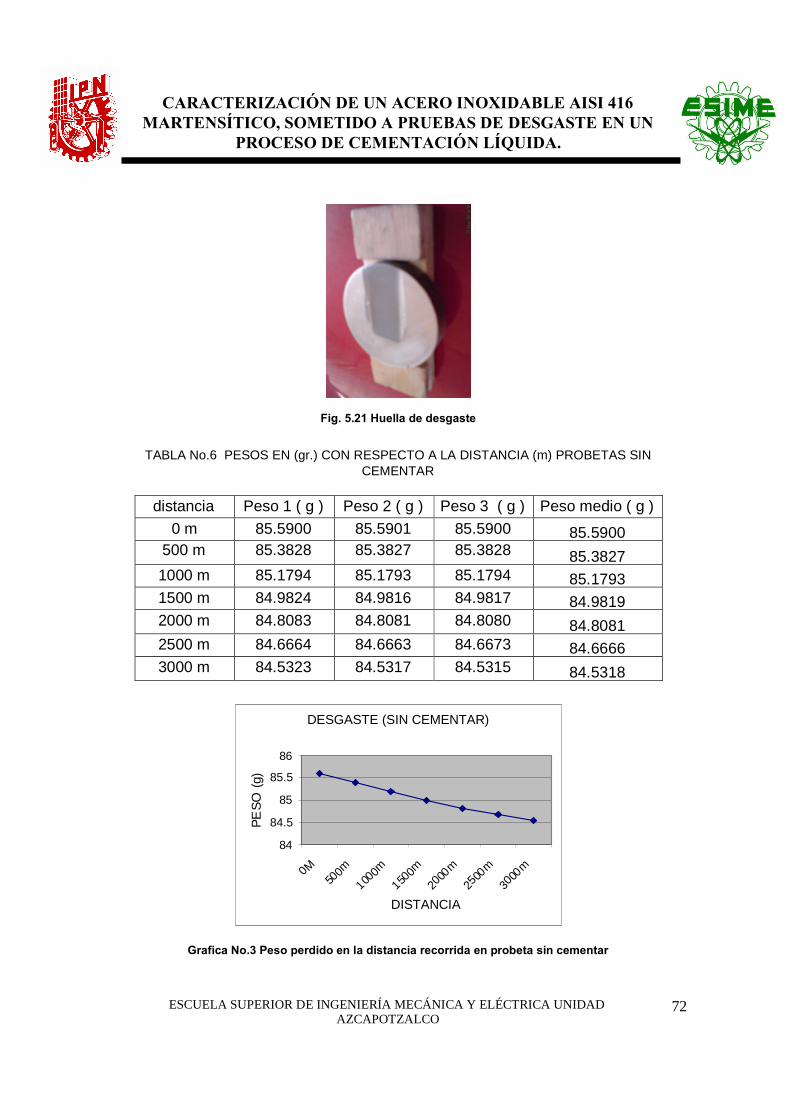
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
72
Fig. 5.21 Huella de desgaste
TABLA No.6 PESOS EN (gr.) CON RESPECTO A LA DISTANCIA (m) PROBETAS SINCEMENTAR
distancia Peso 1 ( g ) Peso 2 ( g ) Peso 3 ( g ) Peso medio ( g )0 m 85.5900 85.5901 85.5900 85.5900
500 m 85.3828 85.3827 85.3828 85.38271000 m 85.1794 85.1793 85.1794 85.17931500 m 84.9824 84.9816 84.9817 84.98192000 m 84.8083 84.8081 84.8080 84.80812500 m 84.6664 84.6663 84.6673 84.66663000 m 84.5323 84.5317 84.5315 84.5318
DESGASTE (SIN CEMENTAR)
84
84.5
85
85.5
86
0M50
0m
1000m
1500m
2000
m
2500
m
3000
m
DISTANCIA
PE
SO
(g)
Grafica No.3 Peso perdido en la distancia recorrida en probeta sin cementar
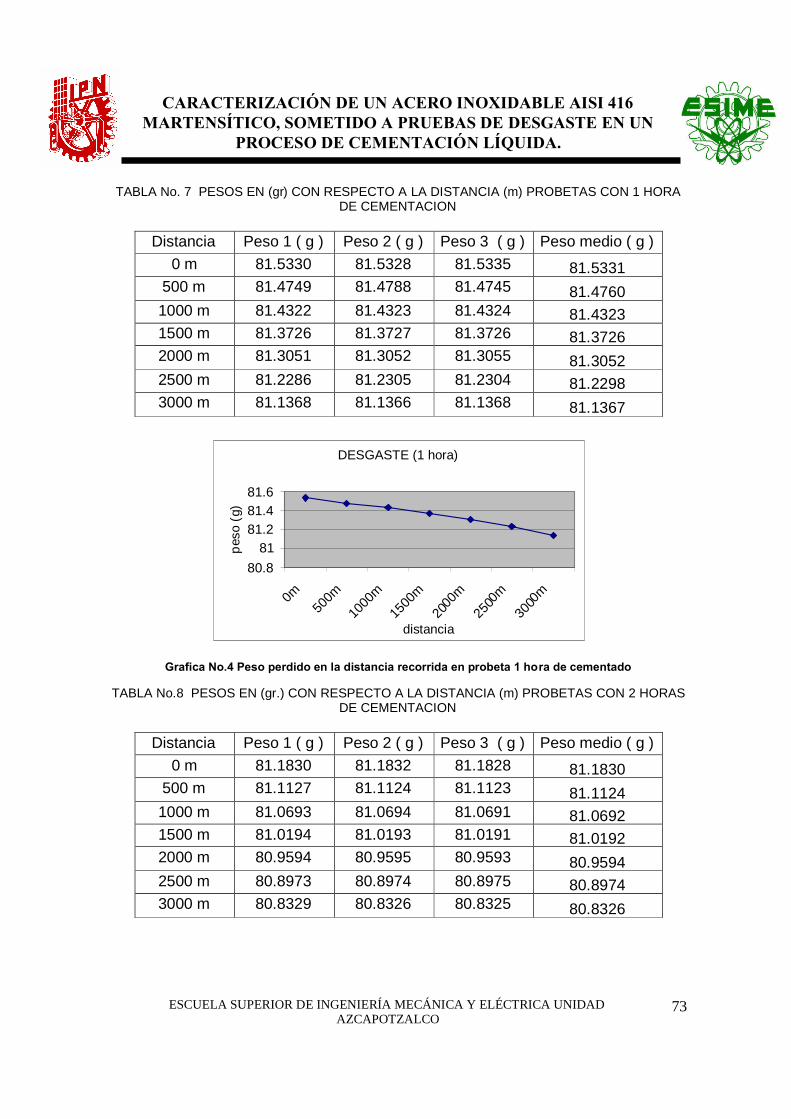
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
73
TABLA No. 7 PESOS EN (gr) CON RESPECTO A LA DISTANCIA (m) PROBETAS CON 1 HORADE CEMENTACION
Distancia Peso 1 ( g ) Peso 2 ( g ) Peso 3 ( g ) Peso medio ( g )0 m 81.5330 81.5328 81.5335 81.5331
500 m 81.4749 81.4788 81.4745 81.47601000 m 81.4322 81.4323 81.4324 81.43231500 m 81.3726 81.3727 81.3726 81.37262000 m 81.3051 81.3052 81.3055 81.30522500 m 81.2286 81.2305 81.2304 81.22983000 m 81.1368 81.1366 81.1368 81.1367
DESGASTE (1 hora)
80.881
81.281.481.6
0m50
0m
1000
m
1500
m
2000
m
2500
m
3000
m
distancia
pes
o(g
)
Grafica No.4 Peso perdido en la distancia recorrida en probeta 1 hora de cementado
TABLA No.8 PESOS EN (gr.) CON RESPECTO A LA DISTANCIA (m) PROBETAS CON 2 HORASDE CEMENTACION
Distancia Peso 1 ( g ) Peso 2 ( g ) Peso 3 ( g ) Peso medio ( g )0 m 81.1830 81.1832 81.1828 81.1830
500 m 81.1127 81.1124 81.1123 81.11241000 m 81.0693 81.0694 81.0691 81.06921500 m 81.0194 81.0193 81.0191 81.01922000 m 80.9594 80.9595 80.9593 80.95942500 m 80.8973 80.8974 80.8975 80.89743000 m 80.8329 80.8326 80.8325 80.8326
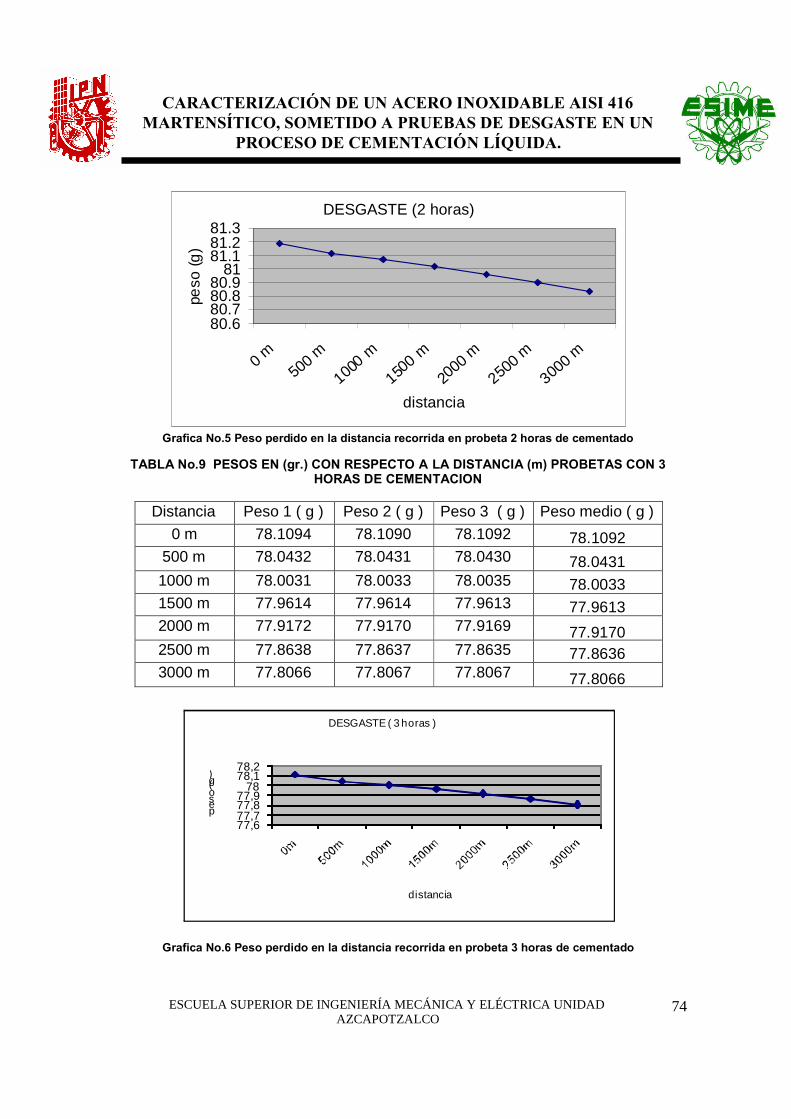
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
74
DESGASTE (2 horas)
80.680.780.880.9
8181.181.281.3
0 m500 m
1000m
1500 m
2000 m
2500 m
3000 m
distancia
peso
(g)
Grafica No.5 Peso perdido en la distancia recorrida en probeta 2 horas de cementado
TABLA No.9 PESOS EN (gr.) CON RESPECTO A LA DISTANCIA (m) PROBETAS CON 3HORAS DE CEMENTACION
77,677,777,877,9
7878,178,2
peso(g)
distancia
DESGASTE ( 3 horas )
Grafica No.6 Peso perdido en la distancia recorrida en probeta 3 horas de cementado
Distancia Peso 1 ( g ) Peso 2 ( g ) Peso 3 ( g ) Peso medio ( g )0 m 78.1094 78.1090 78.1092 78.1092
500 m 78.0432 78.0431 78.0430 78.04311000 m 78.0031 78.0033 78.0035 78.00331500 m 77.9614 77.9614 77.9613 77.96132000 m 77.9172 77.9170 77.9169 77.91702500 m 77.8638 77.8637 77.8635 77.86363000 m 77.8066 77.8067 77.8067 77.8066
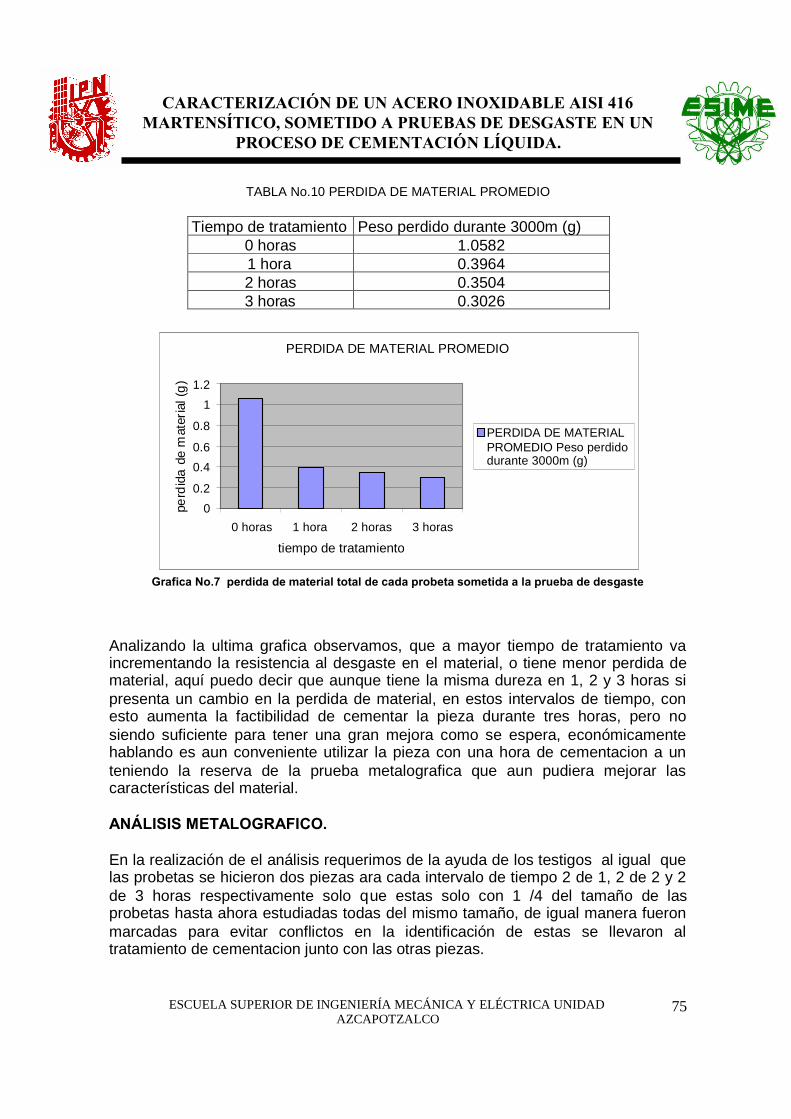
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
75
TABLA No.10 PERDIDA DE MATERIAL PROMEDIO
Tiempo de tratamiento Peso perdido durante 3000m (g)0 horas 1.05821 hora 0.39642 horas 0.35043 horas 0.3026
PERDIDA DE MATERIAL PROMEDIO
0
0.2
0.4
0.6
0.8
1
1.2
0 horas 1 hora 2 horas 3 horas
tiempo de tratamiento
perd
ida
dem
ater
ial(
g)
PERDIDA DE MATERIALPROMEDIO Peso perdidodurante 3000m (g)
Grafica No.7 perdida de material total de cada probeta sometida a la prueba de desgaste
Analizando la ultima grafica observamos, que a mayor tiempo de tratamiento vaincrementando la resistencia al desgaste en el material, o tiene menor perdida dematerial, aquí puedo decir que aunque tiene la misma dureza en 1, 2 y 3 horas sipresenta un cambio en la perdida de material, en estos intervalos de tiempo, conesto aumenta la factibilidad de cementar la pieza durante tres horas, pero nosiendo suficiente para tener una gran mejora como se espera, económicamentehablando es aun conveniente utilizar la pieza con una hora de cementacion a unteniendo la reserva de la prueba metalografica que aun pudiera mejorar lascaracterísticas del material.
ANÁLISIS METALOGRAFICO.
En la realización de el análisis requerimos de la ayuda de los testigos al igual quelas probetas se hicieron dos piezas ara cada intervalo de tiempo 2 de 1, 2 de 2 y 2de 3 horas respectivamente solo que estas solo con 1 /4 del tamaño de lasprobetas hasta ahora estudiadas todas del mismo tamaño, de igual manera fueronmarcadas para evitar conflictos en la identificación de estas se llevaron altratamiento de cementacion junto con las otras piezas.
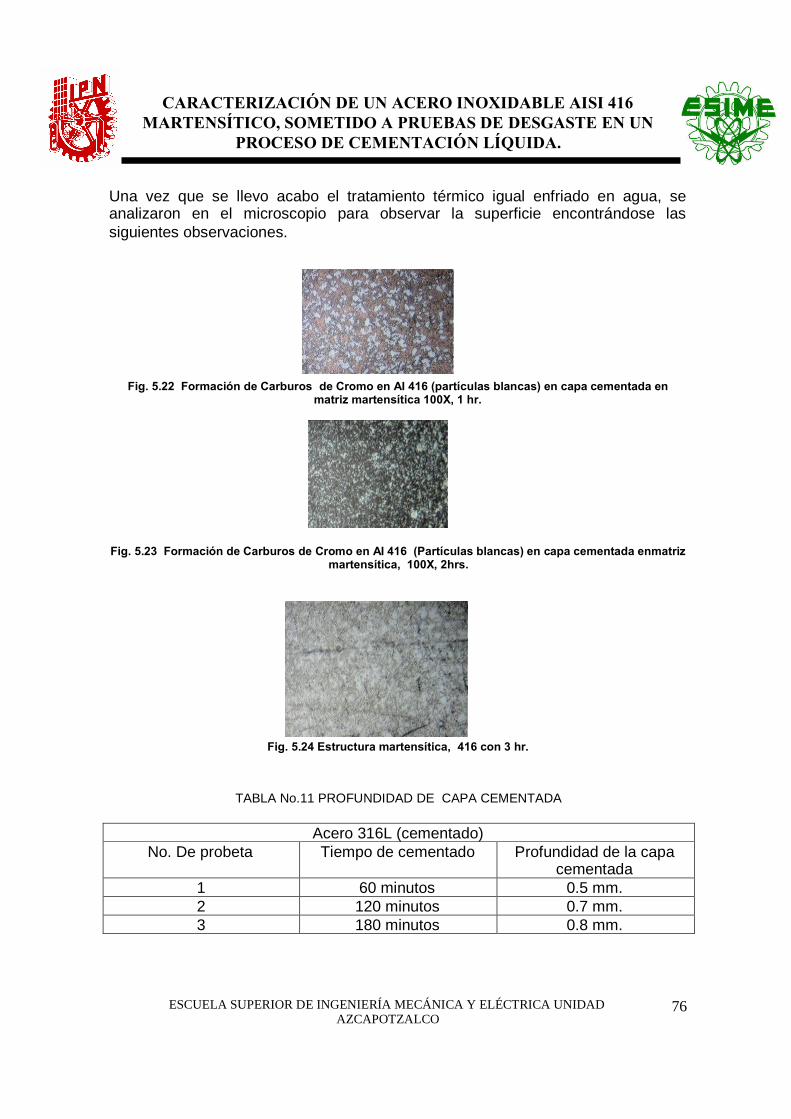
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
76
Una vez que se llevo acabo el tratamiento térmico igual enfriado en agua, seanalizaron en el microscopio para observar la superficie encontrándose lassiguientes observaciones.
Fig. 5.22 Formación de Carburos de Cromo en AI 416 (partículas blancas) en capa cementada enmatriz martensítica 100X, 1 hr.
Fig. 5.23 Formación de Carburos de Cromo en AI 416 (Partículas blancas) en capa cementada enmatrizmartensítica, 100X, 2hrs.
Fig. 5.24 Estructura martensítica, 416 con 3 hr.
TABLA No.11 PROFUNDIDAD DE CAPA CEMENTADA
Acero 316L (cementado)No. De probeta Tiempo de cementado Profundidad de la capa
cementada1 60 minutos 0.5 mm.2 120 minutos 0.7 mm.3 180 minutos 0.8 mm.
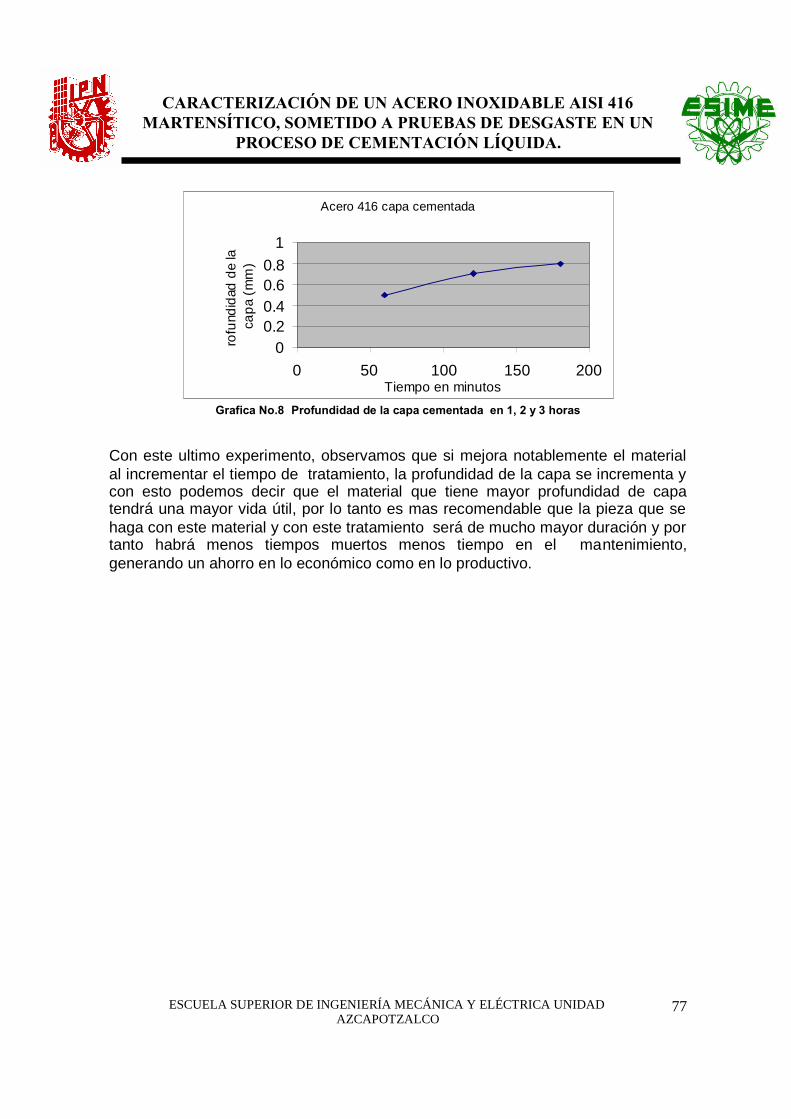
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
77
Acero 416 capa cementada
00.20.40.60.8
1
0 50 100 150 200Tiempo en minutos
rofu
ndid
adde
laca
pa(m
m)
Grafica No.8 Profundidad de la capa cementada en 1, 2 y 3 horas
Con este ultimo experimento, observamos que si mejora notablemente el materialal incrementar el tiempo de tratamiento, la profundidad de la capa se incrementa ycon esto podemos decir que el material que tiene mayor profundidad de capatendrá una mayor vida útil, por lo tanto es mas recomendable que la pieza que sehaga con este material y con este tratamiento será de mucho mayor duración y portanto habrá menos tiempos muertos menos tiempo en el mantenimiento,generando un ahorro en lo económico como en lo productivo.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
78
CONCLUSIONES
El acero inoxidable 416 contiene en su formación molecular cantidades especificasde cromo, Níquel, manganeso, carbono, silicio, azufre y fosforo, los cuales le dantenacidad, dureza, resistencia a la corrosión, abrasión y con la adición de eltratamiento térmico (cementación) nos dio excelentes resultados, los cuales nosdan seguridad de poder sustituir piezas que estén muy desgastadas o que nohayan resistido el esfuerzo repetitivo generado por el trabajo mecánico.
Este material es más viable por su facilidad para ser cortado y maquinado, esrelativamente fácil trabajar con el para darle la forma física que se requiere antesde ser tratado debido a la poca resistencia que opone a ser penetrado antes de sutratamiento.
En cuanto a las pruebas de dureza pude observar que el material alcanzo la durezaque se deseaba, en la primera hora después de la primera hora de cementacionpermaneció constante, ya que el grado de carbón que se fue adicionando en lasuperficie es uniforme, y no importando el tiempo sus propiedades no cambian. Lasmejoras que se han estado buscando solo se obtienen con el tratamiento a unahora de cementado, con 2 y 3 horas se obtiene un resultado similar sin unavariación importante en cuanto a dureza y con esto no se ve necesario hacerlo por2 y 3 horas para así tener un ahorro económico.
En la prueba de desgaste las piezas presentan una gran diferencia, entre la piezaque no tiene tratamiento y las piezas que si lo tienen observándose un incrementode resistencia al desgaste en la primer hora, con las pruebas de dureza no vimosnecesario cementar las piezas por 2 y 3 horas ya que se tenia el mismo resultadopero una vez realizadas las pruebas de desgaste se pudo observar que conformemayor tiempo eran tratadas las piezas mayor resistencia presentaban las piezas aperder material. Con esto si se ve una diferencia entre una hora y 3 horas detratamiento haciendo de mejor característica la pieza que se quiera sustituir.
Con el análisis metalografico se verifico que entre mayor tiempo de tratamientotérmico mayor era el espesor de la capa cementada y con esto podemos decir quela pieza va a tener una vida útil mas amplia ya que las bondades del tratamientoson mas profundas y mas difíciles de que se pierda el total de la capa cementadaen un proceso de desgaste de igual forma se observan formaciones de carburos decromo en formación de grumos blancos.
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
79
En general se puede decir que el material tiene unas cualidades muy especificascomo son su gran resistencia que este acero martensítico presenta ante lacorrosión por su contenido de cromo, su capa cementada que opone mucharesistencia ala perdida de material en un proceso de desgaste abrasivo y sabemosque tiene una buena dureza superficial y un corazón blando haciendo posible queeste tenga resistencia al impacto repetitivo sin temor a que haya fracturas debido aque el corazón puede ser un tanto elástico y absorber gran cantidad de el impactoy buscando maquinaria que tenga esta característica encontré que puede tener unaamplia aplicación en la industria textil sobretodo en maquinas tejedoras que tienenun horario de operación de 24 horas al día y requieren de este tipo de material.
Muy aparte de lo que fueron resultados observaciones realización de las pruebas,este trabajo de tesis me dio una gran experiencia en cuanto a conocer distintaspersonas, que se desenvuelven en diversas áreas, pero que todas se puedenaunar para hacer un trabajo en común, obteniendo excelentes resultados, en eltratamiento térmico de las piezas las cuales tuve la oportunidad de poder observar,como se hace el tratamiento haciéndoseme mucho mas censillo el proceso que elque yo me imaginaba en el salón de clases. Y así en cada uno de los laboratorios yempresas que tuve que visitar para la realización de esta tesis, se me fuerongrabando los procesos que se tienen que seguir tomándola como experienciafundamental para poder realizar otros trabajos.
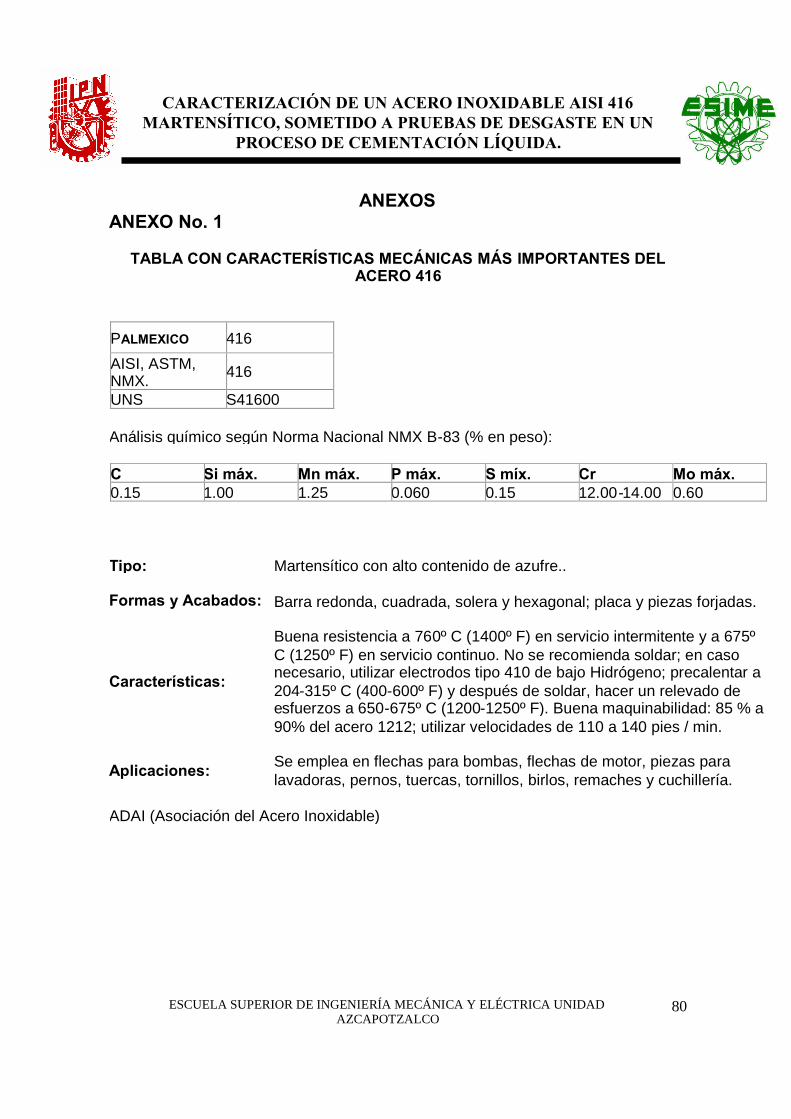
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
80
ANEXOSANEXO No. 1
TABLA CON CARACTERÍSTICAS MECÁNICAS MÁS IMPORTANTES DELACERO 416
PALMEXICO 416
AISI, ASTM,NMX. 416
UNS S41600
Análisis químico según Norma Nacional NMX B-83 (% en peso):
C Si máx. Mn máx. P máx. S míx. Cr Mo máx.0.15 1.00 1.25 0.060 0.15 12.00-14.00 0.60
Tipo: Martensítico con alto contenido de azufre..
Formas y Acabados: Barra redonda, cuadrada, solera y hexagonal; placa y piezas forjadas.
Características:
Buena resistencia a 760º C (1400º F) en servicio intermitente y a 675ºC (1250º F) en servicio continuo. No se recomienda soldar; en casonecesario, utilizar electrodos tipo 410 de bajo Hidrógeno; precalentar a204-315º C (400-600º F) y después de soldar, hacer un relevado deesfuerzos a 650-675º C (1200-1250º F). Buena maquinabilidad: 85 % a90% del acero 1212; utilizar velocidades de 110 a 140 pies / min.
Aplicaciones: Se emplea en flechas para bombas, flechas de motor, piezas paralavadoras, pernos, tuercas, tornillos, birlos, remaches y cuchillería.
ADAI (Asociación del Acero Inoxidable)
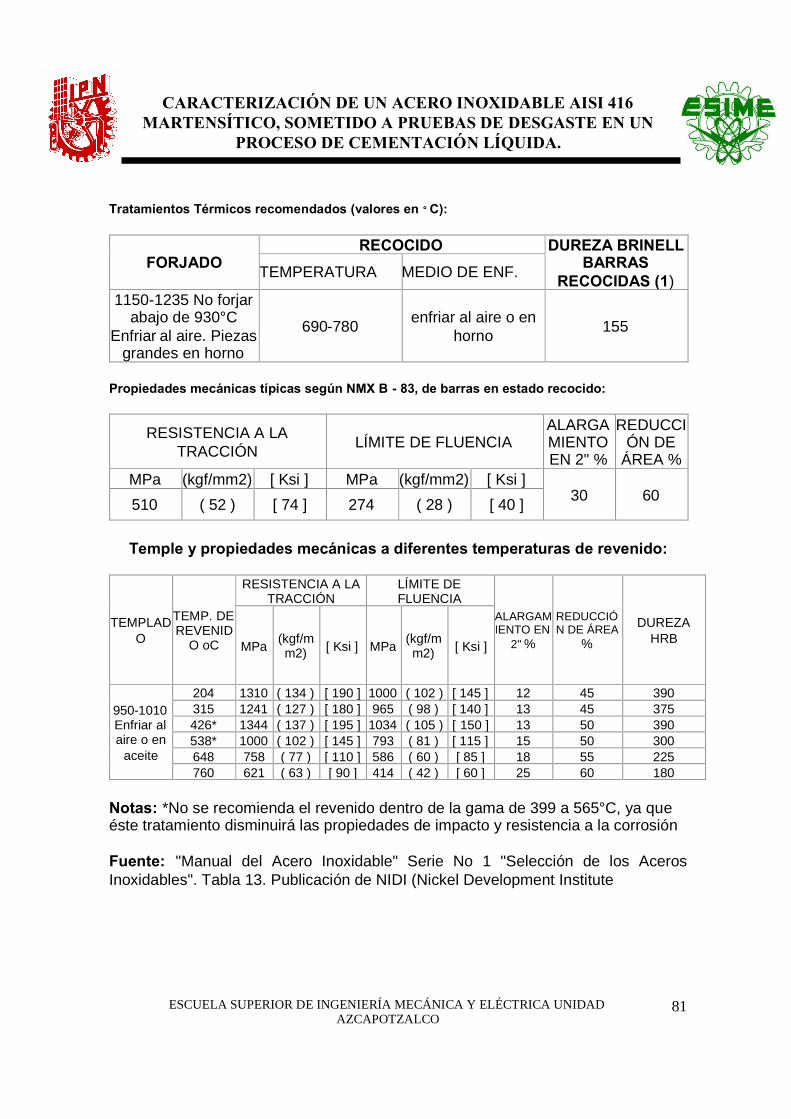
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
81
Tratamientos Térmicos recomendados (valores en ° C):
FORJADORECOCIDO DUREZA BRINELL
BARRASRECOCIDAS (1)TEMPERATURA MEDIO DE ENF.
1150-1235 No forjarabajo de 930°C
Enfriar al aire. Piezasgrandes en horno
690-780 enfriar al aire o enhorno 155
Propiedades mecánicas típicas según NMX B - 83, de barras en estado recocido:
RESISTENCIA A LATRACCIÓN LÍMITE DE FLUENCIA
ALARGAMIENTOEN 2" %
REDUCCIÓN DE
ÁREA %MPa (kgf/mm2) [ Ksi ] MPa (kgf/mm2) [ Ksi ]
30 60510 ( 52 ) [ 74 ] 274 ( 28 ) [ 40 ]
Temple y propiedades mecánicas a diferentes temperaturas de revenido:
TEMPLADO
TEMP. DEREVENID
O oC
RESISTENCIA A LATRACCIÓN
LÍMITE DEFLUENCIA
ALARGAMIENTO EN
2" %
REDUCCIÓN DE ÁREA
%
DUREZAHRB
MPa(kgf/mm2) [ Ksi ] MPa
(kgf/mm2) [ Ksi ]
950-1010Enfriar alaire o en
aceite
204 1310 ( 134 ) [ 190 ] 1000 ( 102 ) [ 145 ] 12 45 390315 1241 ( 127 ) [ 180 ] 965 ( 98 ) [ 140 ] 13 45 375426* 1344 ( 137 ) [ 195 ] 1034 ( 105 ) [ 150 ] 13 50 390538* 1000 ( 102 ) [ 145 ] 793 ( 81 ) [ 115 ] 15 50 300648 758 ( 77 ) [ 110 ] 586 ( 60 ) [ 85 ] 18 55 225760 621 ( 63 ) [ 90 ] 414 ( 42 ) [ 60 ] 25 60 180
Notas: *No se recomienda el revenido dentro de la gama de 399 a 565°C, ya queéste tratamiento disminuirá las propiedades de impacto y resistencia a la corrosión
Fuente: "Manual del Acero Inoxidable" Serie No 1 "Selección de los AcerosInoxidables". Tabla 13. Publicación de NIDI (Nickel Development Institute
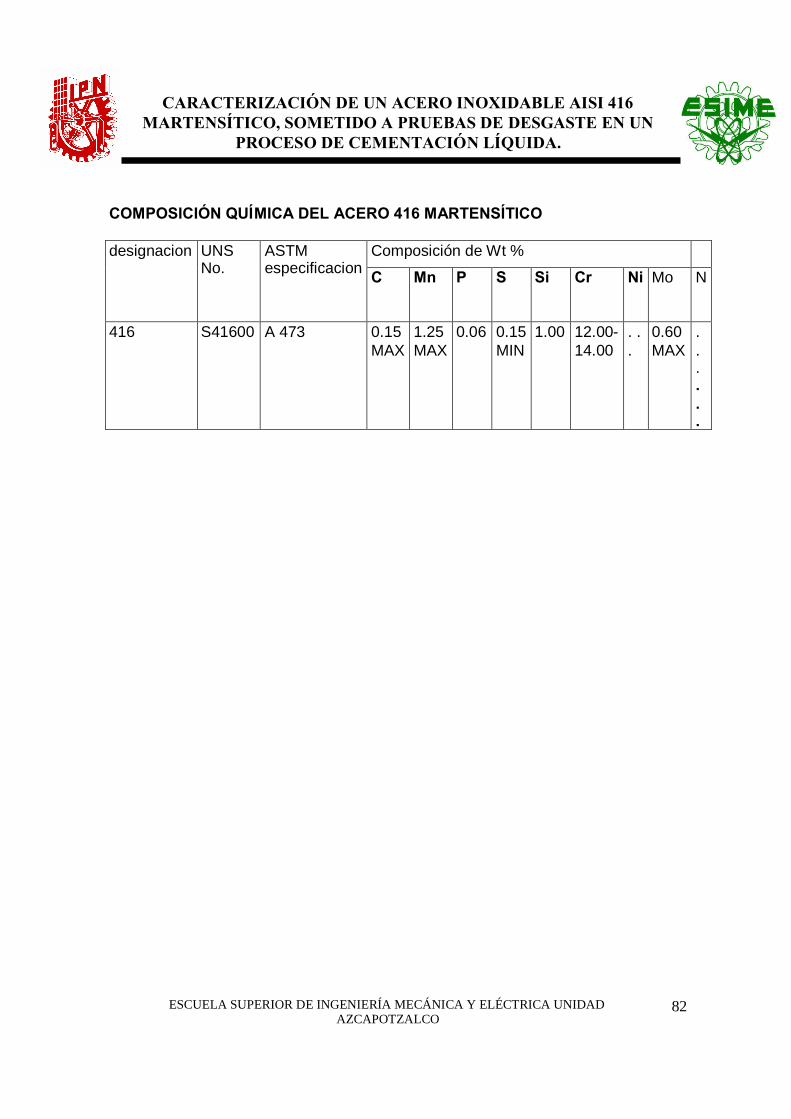
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
82
COMPOSICIÓN QUÍMICA DEL ACERO 416 MARTENSÍTICO
designacion UNSNo.
ASTMespecificacion
Composición de Wt %
C Mn P S Si Cr Ni Mo N
416 S41600 A 473 0.15MAX
1.25MAX
0.06 0.15MIN
1.00 12.00-14.00
. .
.0.60MAX
.
.
.
.
.
.

CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
83
ANEXO No. 2CORRESPONDENCIAS DE LOS ACEROS A DISTINTAS NORMAS
MARTENSÍTICOSNORMA EUROPEA EN 10088-3 CORRESPONDENCIAS
Nº Designación AISI ASTMAntiguas normas (1)
AFNOR WNr SIS BS
ACEROS MARTENSÍTICOS AL CROMO
1.4006 X12Cr13 410 Z10C13/Z13C13 1.4006 2302 410S21
1.4021 X20Cr13 420 Z20C13 1.4021 2303
1.4021 X20C13 420 Z20C13 1.4021 2303
1.4028 X30Cr13 420 Z33C13 1.4028 2304
1.4031 X39Cr13 420 1.4031
1.4034 X46Cr13 420 Z44C14 1.4034
ACEROS MARTENSÍTICOS CON ADICIÓN DE AZUFRE
1.4005 X12CrS13 416 Z11CF13 1.4005 2380 416S21
1.4029 X29CrS13 420F Z29CF13
ACEROS MARTENSÍTICOS CON ADICIONES PARTICULARES
1.4057 X17CrNi16-2 431 Z15CN16-02 1.4057 2321 431S29
1.4122 X39CrMo17-1 1.4122
1.4418 X4CrNiMo16-5-1 Z6CND16-05-01 1.4418 2387
1.4542 X5CrNiCuNb16-4 630 Z7CNU16-04
ACEROS MARTENSÍTICOS CON ADICIONES PARTICULARES Y AZUFRE
1.4121 (2) X22CrMoNiS13-1 1.4197
(1) AFNOR: NF A35-574/NF A35-578WNr: DIN 17440/SEW 400BS 970 (1983/1991)(2) Calidad no normalizada, pero correspondiente a un número de acero según EN 10027-2, anexo 2FERRÍTICOS
NORMA EUROPEA EN10088-3
CORRESPONDENCIAS
Nº DesignaciónAISIASTM
Antiguas normas (1)
AFNOR WNr SIS BS
ACEROS FERRÍTICOS
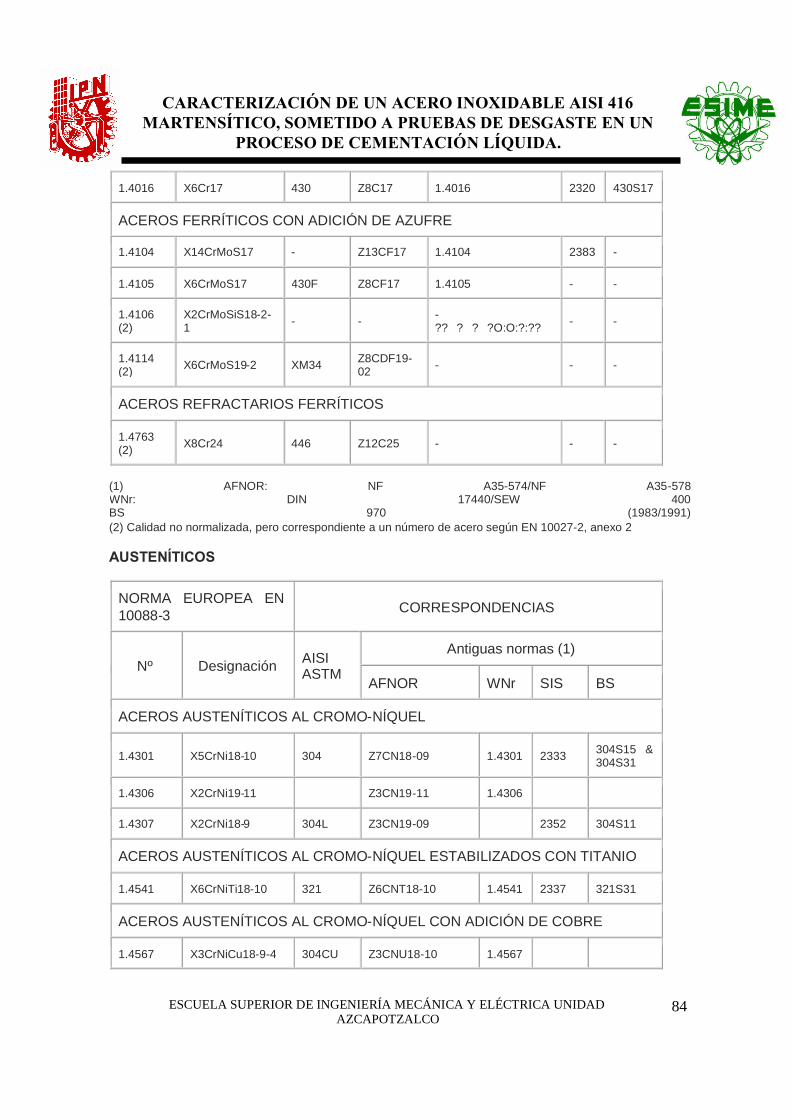
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
84
1.4016 X6Cr17 430 Z8C17 1.4016 2320 430S17
ACEROS FERRÍTICOS CON ADICIÓN DE AZUFRE
1.4104 X14CrMoS17 - Z13CF17 1.4104 2383 -
1.4105 X6CrMoS17 430F Z8CF17 1.4105 - -
1.4106(2)
X2CrMoSiS18-2-1 - - -
?? ? ? ?O:O:?:?? - -
1.4114(2) X6CrMoS19-2 XM34 Z8CDF19-
02 - - -
ACEROS REFRACTARIOS FERRÍTICOS
1.4763(2) X8Cr24 446 Z12C25 - - -
(1) AFNOR: NF A35-574/NF A35-578WNr: DIN 17440/SEW 400BS 970 (1983/1991)(2) Calidad no normalizada, pero correspondiente a un número de acero según EN 10027-2, anexo 2
AUSTENÍTICOS
NORMA EUROPEA EN10088-3 CORRESPONDENCIAS
Nº Designación AISIASTM
Antiguas normas (1)
AFNOR WNr SIS BS
ACEROS AUSTENÍTICOS AL CROMO-NÍQUEL
1.4301 X5CrNi18-10 304 Z7CN18-09 1.4301 2333 304S15 &304S31
1.4306 X2CrNi19-11 Z3CN19-11 1.4306
1.4307 X2CrNi18-9 304L Z3CN19-09 2352 304S11
ACEROS AUSTENÍTICOS AL CROMO-NÍQUEL ESTABILIZADOS CON TITANIO
1.4541 X6CrNiTi18-10 321 Z6CNT18-10 1.4541 2337 321S31
ACEROS AUSTENÍTICOS AL CROMO-NÍQUEL CON ADICIÓN DE COBRE
1.4567 X3CrNiCu18-9-4 304CU Z3CNU18-10 1.4567
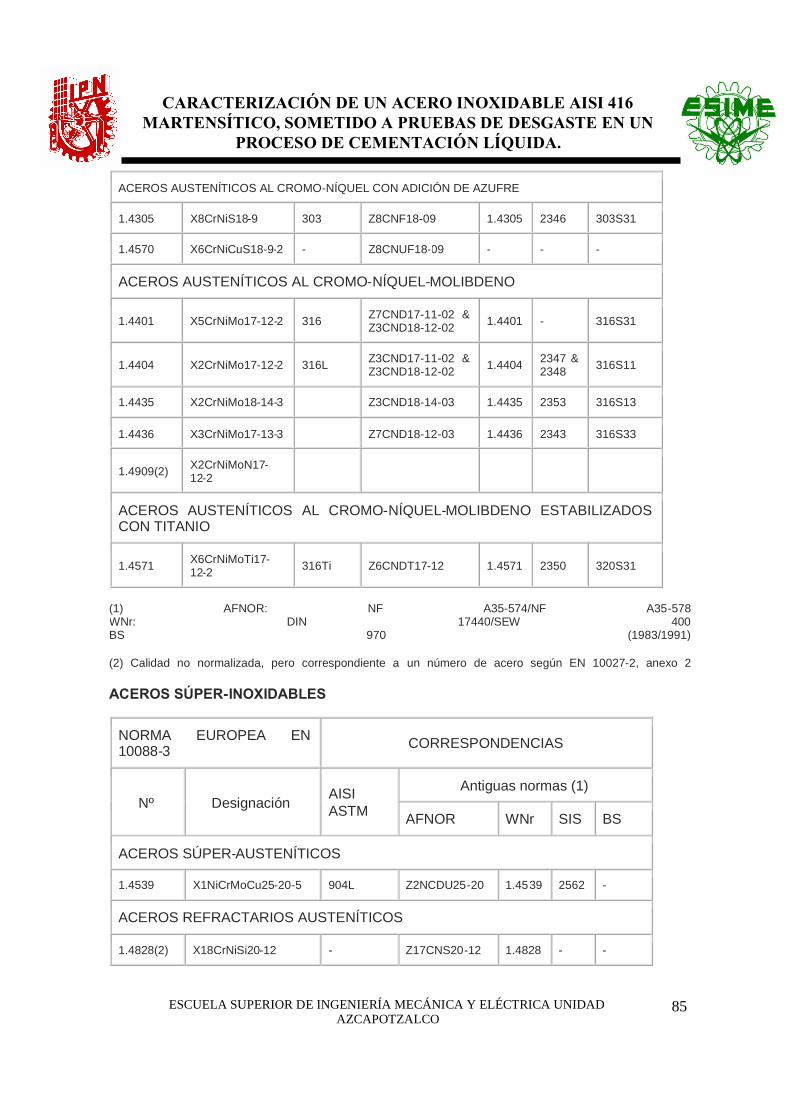
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
85
ACEROS AUSTENÍTICOS AL CROMO-NÍQUEL CON ADICIÓN DE AZUFRE
1.4305 X8CrNiS18-9 303 Z8CNF18-09 1.4305 2346 303S31
1.4570 X6CrNiCuS18-9-2 - Z8CNUF18-09 - - -
ACEROS AUSTENÍTICOS AL CROMO-NÍQUEL-MOLIBDENO
1.4401 X5CrNiMo17-12-2 316 Z7CND17-11-02 &Z3CND18-12-02 1.4401 - 316S31
1.4404 X2CrNiMo17-12-2 316L Z3CND17-11-02 &Z3CND18-12-02 1.4404 2347 &
2348 316S11
1.4435 X2CrNiMo18-14-3 Z3CND18-14-03 1.4435 2353 316S13
1.4436 X3CrNiMo17-13-3 Z7CND18-12-03 1.4436 2343 316S33
1.4909(2) X2CrNiMoN17-12-2
ACEROS AUSTENÍTICOS AL CROMO-NÍQUEL-MOLIBDENO ESTABILIZADOSCON TITANIO
1.4571 X6CrNiMoTi17-12-2 316Ti Z6CNDT17-12 1.4571 2350 320S31
(1) AFNOR: NF A35-574/NF A35-578WNr: DIN 17440/SEW 400BS 970 (1983/1991)
(2) Calidad no normalizada, pero correspondiente a un número de acero según EN 10027-2, anexo 2
ACEROS SÚPER-INOXIDABLES
NORMA EUROPEA EN10088-3 CORRESPONDENCIAS
Nº DesignaciónAISIASTM
Antiguas normas (1)
AFNOR WNr SIS BS
ACEROS SÚPER-AUSTENÍTICOS
1.4539 X1NiCrMoCu25-20-5 904L Z2NCDU25-20 1.4539 2562 -
ACEROS REFRACTARIOS AUSTENÍTICOS
1.4828(2) X18CrNiSi20-12 - Z17CNS20-12 1.4828 - -
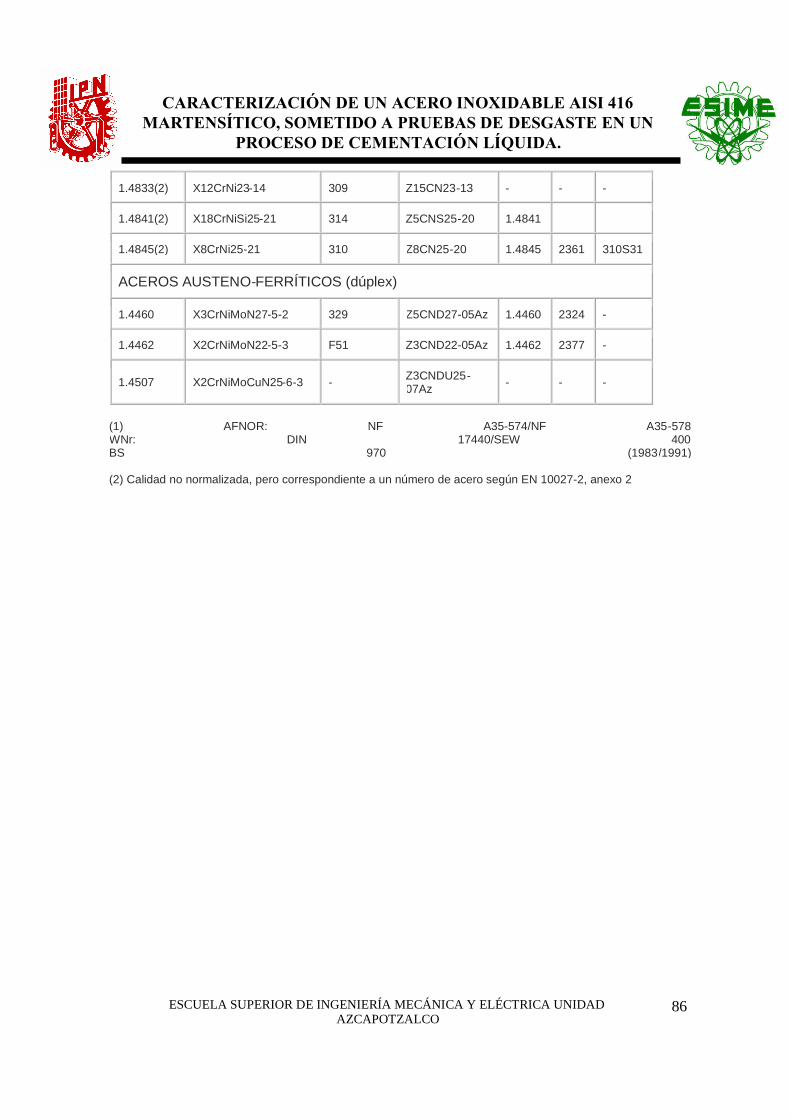
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
86
1.4833(2) X12CrNi23-14 309 Z15CN23-13 - - -
1.4841(2) X18CrNiSi25-21 314 Z5CNS25-20 1.4841
1.4845(2) X8CrNi25-21 310 Z8CN25-20 1.4845 2361 310S31
ACEROS AUSTENO-FERRÍTICOS (dúplex)
1.4460 X3CrNiMoN27-5-2 329 Z5CND27-05Az 1.4460 2324 -
1.4462 X2CrNiMoN22-5-3 F51 Z3CND22-05Az 1.4462 2377 -
1.4507 X2CrNiMoCuN25-6-3 - Z3CNDU25-07Az - - -
(1) AFNOR: NF A35-574/NF A35-578WNr: DIN 17440/SEW 400BS 970 (1983/1991)
(2) Calidad no normalizada, pero correspondiente a un número de acero según EN 10027-2, anexo 2
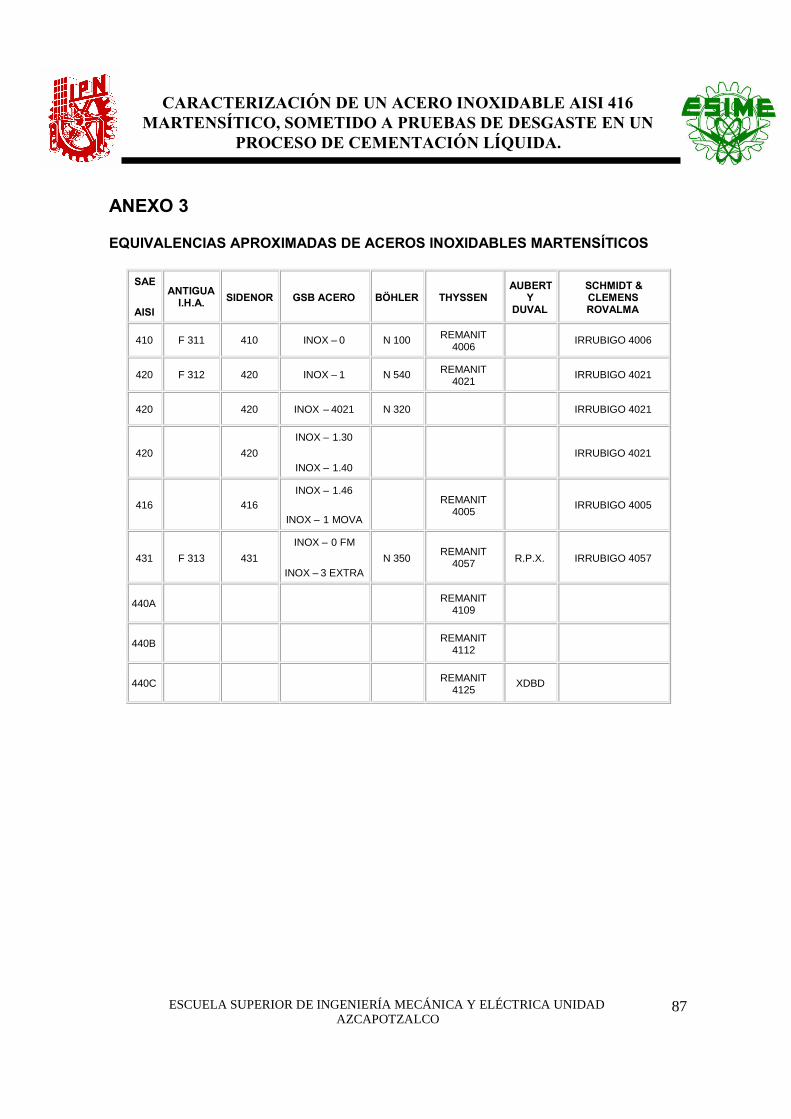
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
87
ANEXO 3
EQUIVALENCIAS APROXIMADAS DE ACEROS INOXIDABLES MARTENSÍTICOS
SAE
AISI
ANTIGUAI.H.A. SIDENOR GSB ACERO BÖHLER THYSSEN
AUBERTY
DUVAL
SCHMIDT &CLEMENSROVALMA
410 F 311 410 INOX – 0 N 100 REMANIT4006
IRRUBIGO 4006
420 F 312 420 INOX – 1 N 540 REMANIT4021
IRRUBIGO 4021
420 420 INOX – 4021 N 320 IRRUBIGO 4021
420 420
INOX – 1.30
INOX – 1.40IRRUBIGO 4021
416 416INOX – 1.46
INOX – 1 MOVA
REMANIT4005
IRRUBIGO 4005
431 F 313 431
INOX – 0 FM
INOX – 3 EXTRAN 350
REMANIT4057 R.P.X. IRRUBIGO 4057
440A REMANIT4109
440B REMANIT4112
440C REMANIT4125
XDBD
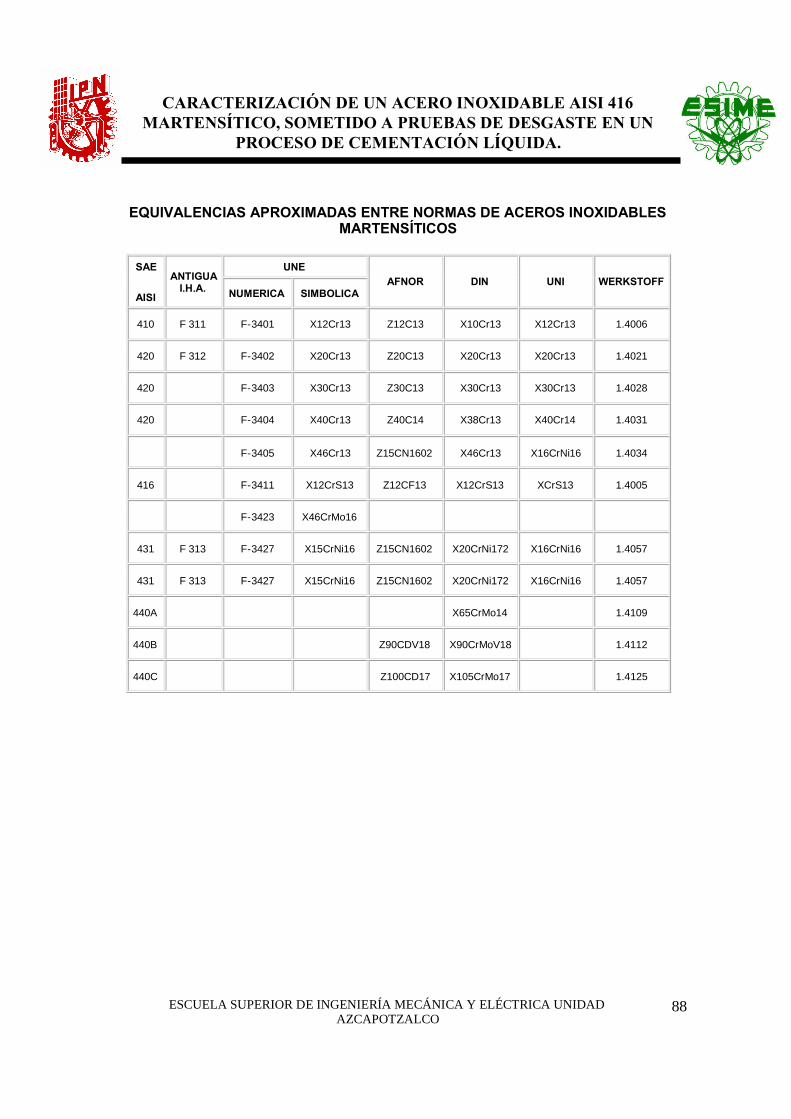
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
88
EQUIVALENCIAS APROXIMADAS ENTRE NORMAS DE ACEROS INOXIDABLESMARTENSÍTICOS
SAE
AISI
ANTIGUAI.H.A.
UNEAFNOR DIN UNI WERKSTOFF
NUMERICA SIMBOLICA
410 F 311 F-3401 X12Cr13 Z12C13 X10Cr13 X12Cr13 1.4006
420 F 312 F-3402 X20Cr13 Z20C13 X20Cr13 X20Cr13 1.4021
420 F-3403 X30Cr13 Z30C13 X30Cr13 X30Cr13 1.4028
420 F-3404 X40Cr13 Z40C14 X38Cr13 X40Cr14 1.4031
F-3405 X46Cr13 Z15CN1602 X46Cr13 X16CrNi16 1.4034
416 F-3411 X12CrS13 Z12CF13 X12CrS13 XCrS13 1.4005
F-3423 X46CrMo16
431 F 313 F-3427 X15CrNi16 Z15CN1602 X20CrNi172 X16CrNi16 1.4057
431 F 313 F-3427 X15CrNi16 Z15CN1602 X20CrNi172 X16CrNi16 1.4057
440A X65CrMo14 1.4109
440B Z90CDV18 X90CrMoV18 1.4112
440C Z100CD17 X105CrMo17 1.4125
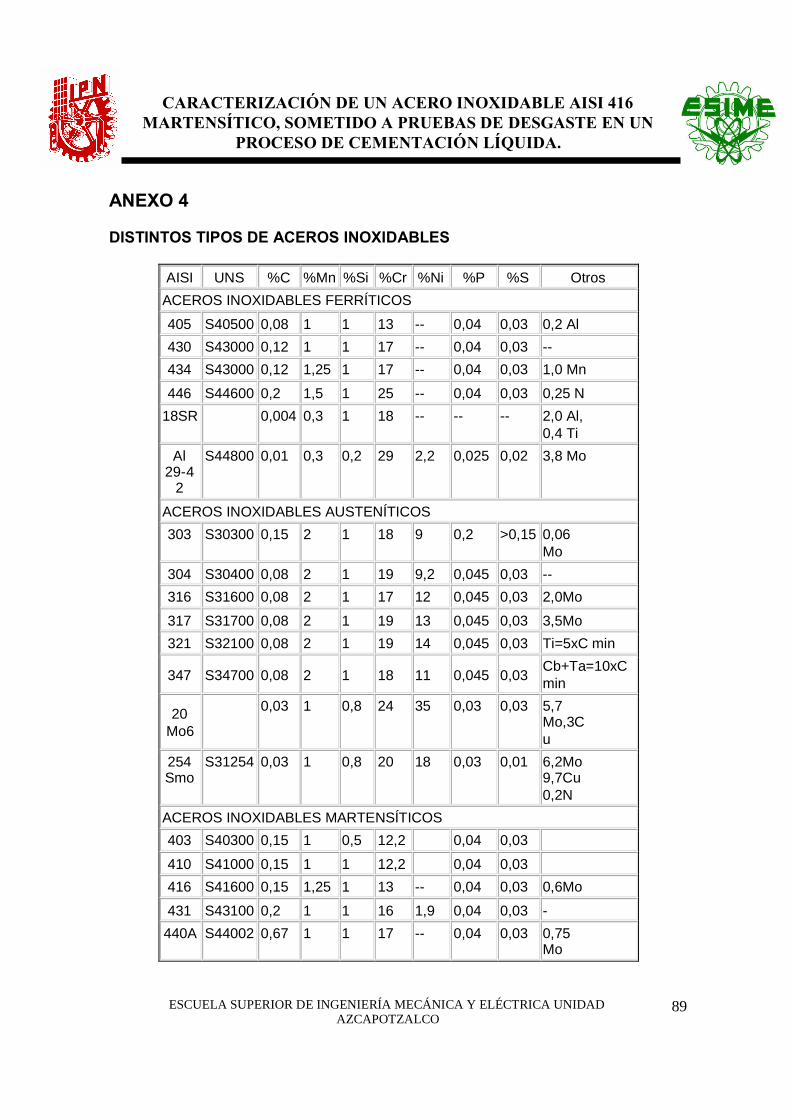
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
89
ANEXO 4
DISTINTOS TIPOS DE ACEROS INOXIDABLES
AISI UNS %C %Mn %Si %Cr %Ni %P %S Otros
ACEROS INOXIDABLES FERRÍTICOS
405 S40500 0,08 1 1 13 -- 0,04 0,03 0,2 Al
430 S43000 0,12 1 1 17 -- 0,04 0,03 --
434 S43000 0,12 1,25 1 17 -- 0,04 0,03 1,0 Mn
446 S44600 0,2 1,5 1 25 -- 0,04 0,03 0,25 N
18SR 0,004 0,3 1 18 -- -- -- 2,0 Al,0,4 Ti
Al29-4
2
S44800 0,01 0,3 0,2 29 2,2 0,025 0,02 3,8 Mo
ACEROS INOXIDABLES AUSTENÍTICOS
303 S30300 0,15 2 1 18 9 0,2 >0,15 0,06Mo
304 S30400 0,08 2 1 19 9,2 0,045 0,03 --
316 S31600 0,08 2 1 17 12 0,045 0,03 2,0Mo
317 S31700 0,08 2 1 19 13 0,045 0,03 3,5Mo
321 S32100 0,08 2 1 19 14 0,045 0,03 Ti=5xC min
347 S34700 0,08 2 1 18 11 0,045 0,03Cb+Ta=10xCmin
20Mo6
0,03 1 0,8 24 35 0,03 0,03 5,7Mo,3Cu
254Smo
S31254 0,03 1 0,8 20 18 0,03 0,01 6,2Mo9,7Cu0,2N
ACEROS INOXIDABLES MARTENSÍTICOS
403 S40300 0,15 1 0,5 12,2 0,04 0,03
410 S41000 0,15 1 1 12,2 0,04 0,03
416 S41600 0,15 1,25 1 13 -- 0,04 0,03 0,6Mo
431 S43100 0,2 1 1 16 1,9 0,04 0,03 -
440A S44002 0,67 1 1 17 -- 0,04 0,03 0,75Mo
CARACTERIZACIÓN DE UN ACERO INOXIDABLE AISI 416MARTENSÍTICO, SOMETIDO A PRUEBAS DE DESGASTE EN UN
PROCESO DE CEMENTACIÓN LÍQUIDA.
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA UNIDADAZCAPOTZALCO
90
BIBLIOGRAFÍA
1.- Malishev, Nicolaiev, Shuvalov. Tecnología de los Metales.Editorial Limusa.
2.- Adrián Inchaurza Zabala. Aceros Inoxidables y Aceros Resistentes al Calor.Editorial Limusa.
3.- CRC. Press Taylor and Francis Group. Steel Heat Treatment “Metallurgy andTechnologies”. Second Edition.Edited Totten.
4.- Manual de Metalografía y Tratamientos Térmico de los Metales
5.- Vanblack, Lawrence, H. Materiales para IngenieríaEditorial Cecsa.
6.- Flinn, Richard A. Materiales de Ingeniería y sus Aplicaciones. Tercera ediciónEditorial Mc. Graw Hill.
7.- Askeland Donald R., ET. AL. Ciencia e Ingeniería de los MaterialesEditorial Thomson.
8.- West, john M. Corrosión y Oxidación.Editorial Limusa.
9.- Doyle, Lawrence E. Materiales y Procesos de Manufactura para IngenierosEditorial Prentice.
10.- William F. Smith. Fundamentos de los Materiales. 2da EdiciónEditorial Mc. Graw Hill.
11.- James F. Shackel Ford. Ciencia de los Materiales para Ingenieros.Tercera Edición.Editorial Prentice Hall.
12.- Rolando Bastida Ferra. Apuntes de Propiedades de los Materiales II.Publicaciones Tres Guerras.