control estadÍstico del proceso - icicm.com · web viewconfiabilidad es la probabilidad de que...
TRANSCRIPT

CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
Página 1
Core tools de la AIAG
MÓDULO 4. Planeación avanzada de la calidad del producto (APQP)
DR. PRIMITIVO REYES AGUILAR Junio 2010 Mail: [email protected] / Página Web www.icicm.com Cel. 044 55 52 17 49 12

CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
ContenidoIntroducción............................................................................................................................................................................4
PLANEACIÓN AVANZADA DE LA CALIDAD............................................................................................................4PLANES DE CONTROL....................................................................................................................................................6
1. Planeación y definición del programa.................................................................................................................................71.1 VOZ DEL CLIENTE....................................................................................................................................................71.2 PLAN DE NEGOCIO / ESTRATEGIA DE MERCADO............................................................................................81.3 COMPARACIÓN COMPETITIVA DEL PRODUCTO / PROCESO.........................................................................81.4 SUPUESTOS SOBRE EL PRODUCTO / PROCESO.................................................................................................81.5 ESTUDIOS DE CONFIABILIDAD DEL PRODUCTO..............................................................................................81.6 ENTRADAS DEL CLIENTE.......................................................................................................................................81.7 METAS DE DISEÑO...................................................................................................................................................81.8 METAS DE CALIDAD Y CONFIABILIDAD............................................................................................................81.9 LISTA PRELIMINAR DE MATERIALES.................................................................................................................81.10 DIAGRAMA DE FLUJO DEL PROCESO PRELIMINAR......................................................................................91.11 LISTADO PRELIMINAR DE CARACTERÍSTICAS ESPECIALES DE PRODUCTO Y PROCESO..................91.12 PLAN DE ASEGURAMIENTO DEL PRODUCTO.................................................................................................91.13 SOPORTE GERENCIAL...........................................................................................................................................9
2. Diseño y desarrollo del producto........................................................................................................................................92.1 AMEF DE DISEÑO (AMEFD)....................................................................................................................................92.2 DISEÑO PARA MANUFACTURABILIDAD Y ENSAMBLE................................................................................102.3 VERIFICACION DEL DISEÑO................................................................................................................................112.4 REVISIONES AL DISEÑO........................................................................................................................................112.5 CONSTRUCCION DE PROTOTIPO - PLAN DE CONTROL................................................................................122.6 DIBUJOS DE INGENIERIA......................................................................................................................................142.7 ESPECIFICACIONES DE INGENIERIA..................................................................................................................152.8 ESPECIFICACIONES DE MATERIALES...............................................................................................................152.9 CAMBIOS A DIBUJOS Y ESPECIFICACIONES....................................................................................................152.10 REQUERIMENTOS PARA EL EQUIPO NUEVO,................................................................................................162.11 CARACTERISTICAS ESPECIALES DE PRODUCTO Y PROCESO..................................................................172.12 REQUERIMENTOS DE INSTRUMENTOS DE PRUEBA....................................................................................182.13 COMPROMISO DE FACTIBILIDAD DEL GRUPO Y SOPORTE GERENCIAL...............................................18
3. Diseño y desarrollo del producto......................................................................................................................................183.1 ESTÁNDARES DE EMPAQUE................................................................................................................................183.2 REVISION DEL SISTEMA DE CALIDAD DE PRODUCTO \ PROCESO............................................................193.3 DIAGRAMA DE FLUJO DEL PROCESO................................................................................................................213.4 DISTRIBUCIÓN DEL PLANTA...............................................................................................................................223.5 MATRIZ DE CARACTERÍSTICAS..........................................................................................................................223.6 AMEF DE PROCESO (AMEFP)...............................................................................................................................233.7 PLAN DE CONTROL DE PRE - LANZAMIENTO.................................................................................................243.8 INSTRUCCIONES DE PROCESO............................................................................................................................293.10 PLAN DE ESTUDIOS PRELIMINARES DE HABILIDAD DE PROCESO........................................................293.11 ESPECIFICACIONES DE EMPAQUE...................................................................................................................303.12 SOPORTE GERENCIAL.........................................................................................................................................30
4. Validación del producto y proceso....................................................................................................................................314.1 CORRIDA DE PRUEBA DE PRODUCCION..........................................................................................................314.2 EVALUACION DEL SISTEMA DE MEDICION....................................................................................................324.3 ESTUDIO PRELIMINAR DE CAPACIDAD DE PROCESO..................................................................................324.4 APROBACIÓN DE PARTES DE PRODUCCION...................................................................................................324.5 PRUEBAS DE VALIDACIÓN DE PRODUCCIÓN.................................................................................................344.6 EVALUACIÓN DE EMPAQUE................................................................................................................................344.7 PLAN DE CONTROL PARA PRODUCCIÓN..........................................................................................................34
Página 2

CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
4.8 CIERRE DE LA PLANEACIÓN DE CALIDAD Y SOPORTE GERENCIAL........................................................345.0 Retroalimentación, evaluación y acción correctiva.........................................................................................................37
5.1 VARIACIÓN REDUCIDA.........................................................................................................................................375.2 SATISFACCION DEL CLIENTE..............................................................................................................................375.3 ENTREGA Y SERVICIO...........................................................................................................................................37
Página 3
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
Introducción
PLANEACIÓN AVANZADA DE LA CALIDAD
Método estructurado que define y establece los pasos necesarios para asegurar que un producto satisfaga los requerimientos del cliente.
Su meta es facilitar la comunicación con todos los involucrados para asegurar que todos los pasos requeridos se completen a tiempo.
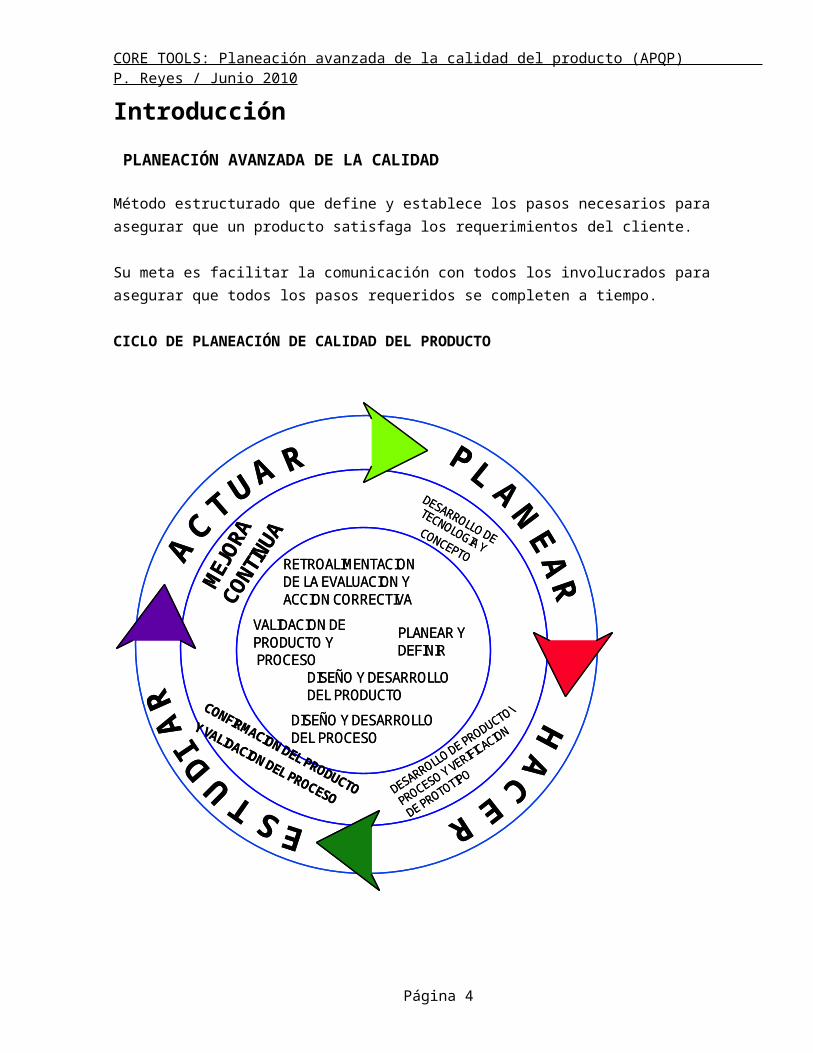
CICLO DE PLANEACIÓN DE CALIDAD DEL PRODUCTO
Fig. 1 Ciclo de planeación del producto
Página 4
A
CT U
RAP L A N
AE
RH
ACERESTU
DIR
A
RETROALIMENTACIONDE LA EVALUACION YACCION CORRECTIVA
PLANEAR YDEFINIR
DISEÑO Y DESARROLLODEL PRODUCTO
DISEÑO Y DESARROLLO DEL PROCESO
VALIDACION DEPRODUCTO YPROCESO
MEJO
RACO
NTIN
UA
DESARROLLO DE
TECNOLOGIA YCONCEPTO
CONFIRMACION DEL PRODUCTO
Y VALIDACION DEL PROCESO DESARROLLO DE PRODUCTO\
PROCESO Y VERIFICACION
DE PROTOTIPO
A
CT U
RAP L A N
AE
RH
ACERESTU
DIR
A
RETROALIMENTACIONDE LA EVALUACION YACCION CORRECTIVA
PLANEAR YDEFINIR
DISEÑO Y DESARROLLODEL PRODUCTO
DISEÑO Y DESARROLLO DEL PROCESO
VALIDACION DEPRODUCTO YPROCESO
MEJO
RACO
NTIN
UA
DESARROLLO DE
TECNOLOGIA YCONCEPTO
CONFIRMACION DEL PRODUCTO
Y VALIDACION DEL PROCESO DESARROLLO DE PRODUCTO\
PROCESO Y VERIFICACION
DE PROTOTIPO
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
3
PLANEA-CION
DISEÑO Y DESARRO-LLO DEL PRODUCTO
DISEÑO Y DESARROLLO DEL PROCESO
VALIDACION DE PRODUCTO Y DEL PROCESO
PRODUCCION
RETROALIMENTACION DE EVALUACION Y ACCION CORRECTIVA
INICIACION \ APROBACIONDEL CONCEPTO
APROBACION DELPROGRAMA
PROTOTIPO PILOTO LANZAMIENTO
PLANEACION
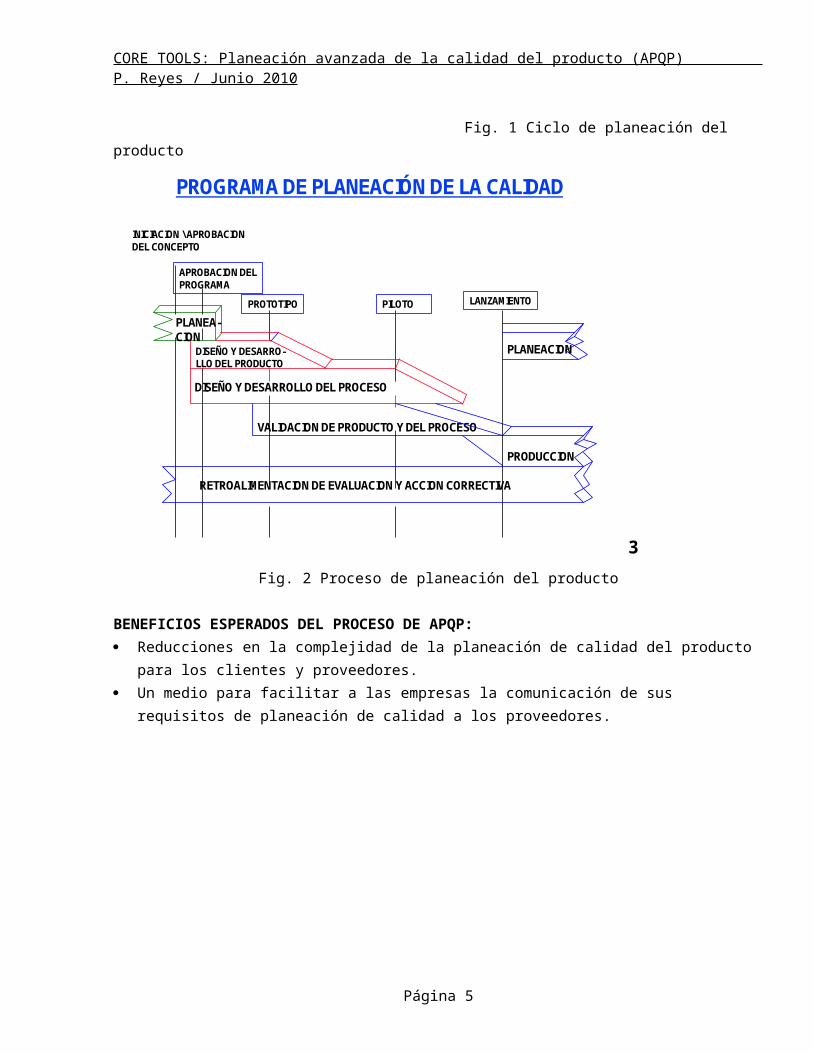
PROGRAMA DE PLANEACIÓN DE LA CALIDAD
Fig. 2 Proceso de planeación del producto
BENEFICIOS ESPERADOS DEL PROCESO DE APQP: Reducciones en la complejidad de la planeación de calidad del producto para los clientes y proveedores. Un medio para facilitar a las empresas la comunicación de sus requisitos de planeación de calidad a los
proveedores.
5
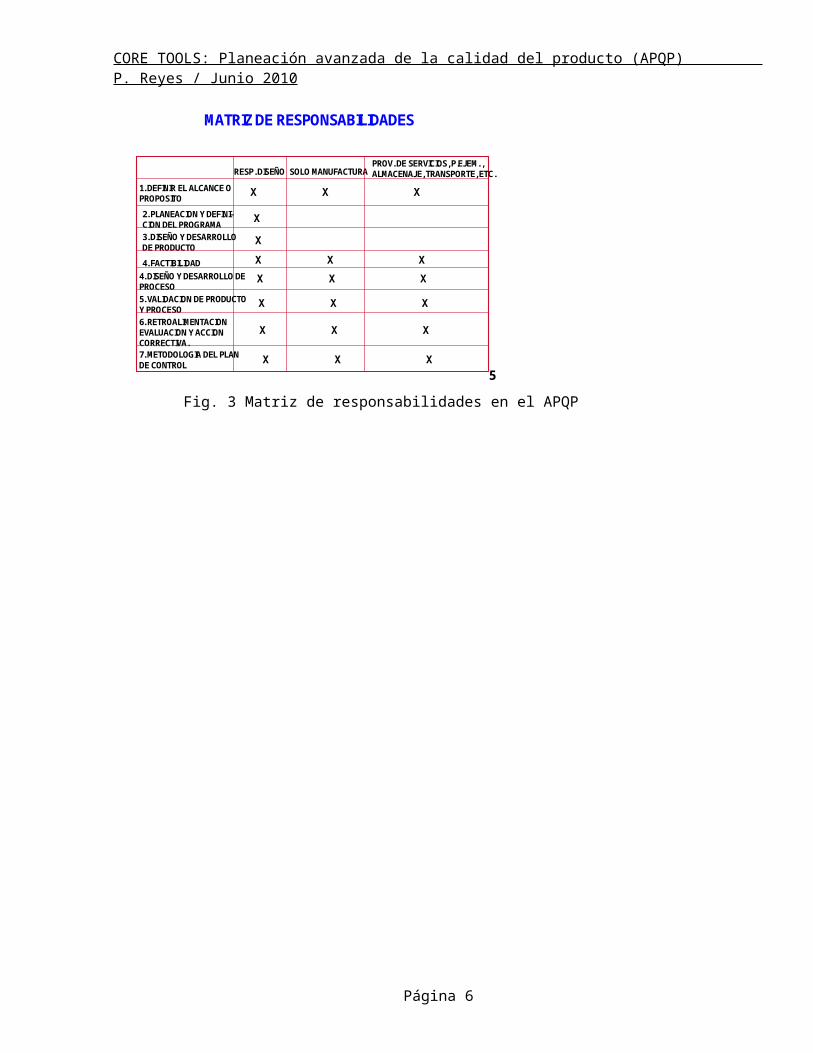
MATRIZ DE RESPONSABILIDADES
PROV. DE SERVICIOS, P.EJEM. ,ALMACENAJE, TRANSPORTE, ETC.SOLO MANUFACTURARESP. DISEÑO
1. DEFINIR EL ALCANCE OPROPOSITO
2. PLANEACION Y DEFINI-CION DEL PROGRAMA
4. DISEÑO Y DESARROLLO DEPROCESO5. VALIDACION DE PRODUCTOY PROCESO6. RETROALIMENTACIONEVALUACION Y ACCIONCORRECTIVA.7. METODOLOGIA DEL PLAN DE CONTROL
4. FACTIBILIDAD
3. DISEÑO Y DESARROLLODE PRODUCTO
X XX
X
X
X XX
X XX
X XX
X XX
X XX
Fig. 3 Matriz de responsabilidades en el APQP
Página 5
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
ORGANIZAR AL EQUIPOAsignar las responsabilidades a un grupo multifuncional con representantes de ingeniería, manufactura, control de materiales, compras, calidad, ventas, servicio, proveedores y clientes.
DEFINICIÓN DEL ALCANCEEl equipo debe identificar las necesidades expectativas y requerimientos del cliente, como mínimo debe realizar lo siguiente: Seleccionar un líder de proyecto; definir las funciones y responsabilidades de cada área representada. Identificar a los clientes y sus requisitos y expectativas - internos y externos. Definir los requisitos de los clientes, (si aplica) usar QFD. Evaluar la factibilidad del diseño propuesto, requerimientos de desempeño y proceso de manufactura. Identificar costos, tiempo y restricciones a considerar. Determinar asistencia requerida del cliente. Identificar documentación de proceso o método.
COMUNICACIÓN ENTRE GRUPOS Establecer líneas de comunicación y reuniones con otros grupos ( proveedores y clientes).
ENTRENAMIENTOPara comunicar los requisitos y desarrolle habilidades para cumplir con las necesidades y expectativas de clientes.
INVOLUCRAMIENTO DE CLIENTE Y PROVEEDOR El cliente primario puede iniciar el proceso de Planeación de Calidad con un proveedor. El proveedor
también debe establecer un grupo multifuncional para el APQP incluyendo a los subproveedores.
INGENIERÍA SIMULTANEA Reemplaza la serie secuencial de fases donde los resultados son transmitidas a la siguiente área para
ejecución, para expeditar la introducción de productos de calidad lo más pronto posible.
PLANES DE CONTROLDescripciones escritas de los sistemas para controlar partes y procesos, en tres fases distintas: PROTOTIPO - Una descripción de las mediciones dimensionales, pruebas a materiales y de desempeño
que ocurrirán durante la construcción del prototipo. PRE - PRODUCCION - Una descripción de las mediciones dimensionales, pruebas a materiales y de
desempeño que ocurrirán después de la construcción del prototipo y antes de la producción. PRODUCCION - Una documentación completa de las características de producto\proceso controles de
proceso, pruebas y sistemas de medición que ocurrirán durante la producción masiva.
SOLUCIÓN DE PREOCUPACIONES Las preocupaciones serán documentadas en una matriz con responsabilidades asignadas y tiempo de
ejecución. Utilizar métodos disciplinados para solución de problemas ante situaciones difíciles. CALENDARIZACIÓN DEL PLAN
Página 6
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
Listar tareas, asignaciones, otros eventos y fechas (inicial y final) de ejecución. Todos los miembros deberán estar de acuerdo con cada evento, acción y fechas. Se recomienda emplear el método de la ruta critica (PERT). Proporciona un formato consistente para monitorear el proceso y fijar la agenda de juntas.
1. Planeación y definición del programa
12
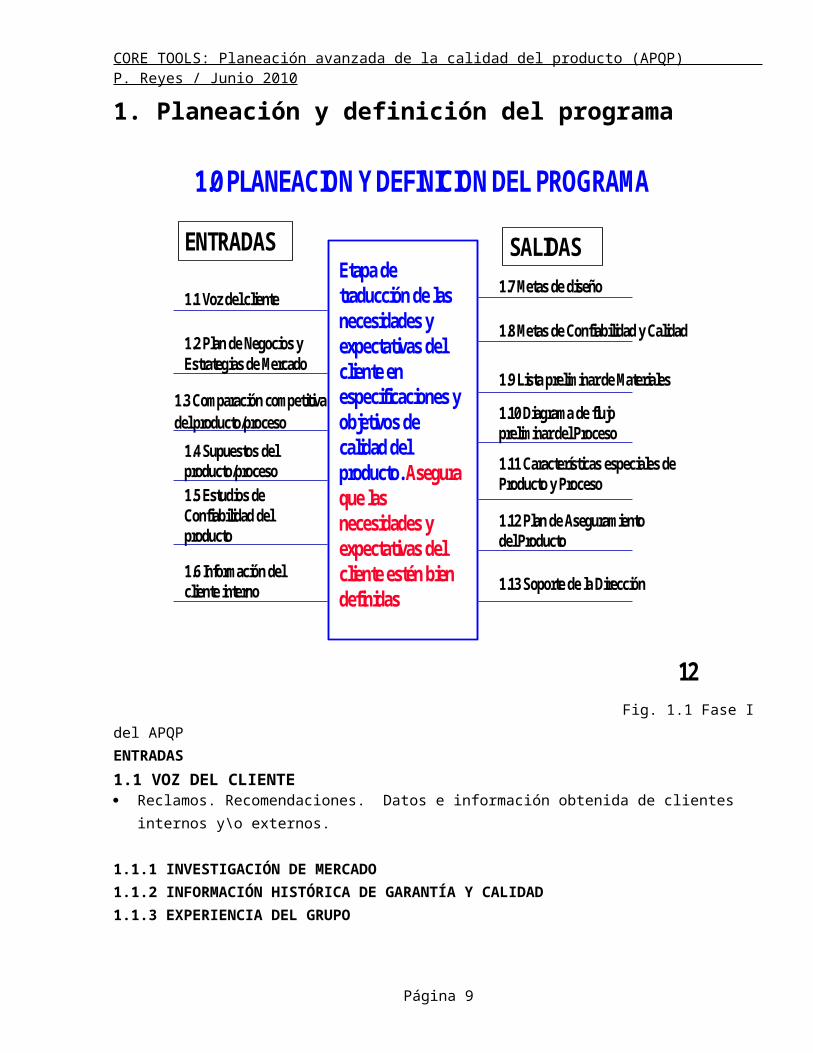
1.0 PLANEACION Y DEFINICION DEL PROGRAMA
Etapa de traducción de lasnecesidades y expectativas del cliente en especificaciones y objetivos de calidad del producto. Aseguraque lasnecesidades y expectativas del cliente estén biendefinidas
1.1 Voz del cliente
1.2 Plan de Negocios y Estrategias de Mercado
1.3 Comparación competitivadel producto/proceso
1.4 Supuestos del producto/proceso1.5 Estudios de Confiabilidad del producto
1.6 Información del cliente interno
1.7 Metas de diseño
1.8 Metas de Confiabilidad y Calidad
1.9 Lista preliminar de Materiales
1.10 Diagrama de flujopreliminar del Proceso
1.11 Características especiales de Producto y Proceso
1.12 Plan de Aseguramientodel Producto
1.13 Soporte de la Dirección
ENTRADAS SALIDAS
Fig. 1.1 Fase I del APQPENTRADAS1.1 VOZ DEL CLIENTE Reclamos. Recomendaciones. Datos e información obtenida de clientes internos y\o externos.
1.1.1 INVESTIGACIÓN DE MERCADO 1.1.2 INFORMACIÓN HISTÓRICA DE GARANTÍA Y CALIDAD1.1.3 EXPERIENCIA DEL GRUPO
Página 7

CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
1.2 PLAN DE NEGOCIO / ESTRATEGIA DE MERCADO
PLAN DE NEGOCIO – LIMITACIONES EN: Tiempo. Costo. Inversión. Posicionamiento del producto. Recursos para investigación y desarrollo. ESTRATEGIA DE MERCADO Consumidor objetivo. Puntos clave de venta. Competidores clave.
1.3 COMPARACIÓN COMPETITIVA DEL PRODUCTO / PROCESO
1.4 SUPUESTOS SOBRE EL PRODUCTO / PROCESO Se asume que el producto tiene cierto concepto de apariencia, diseño o proceso
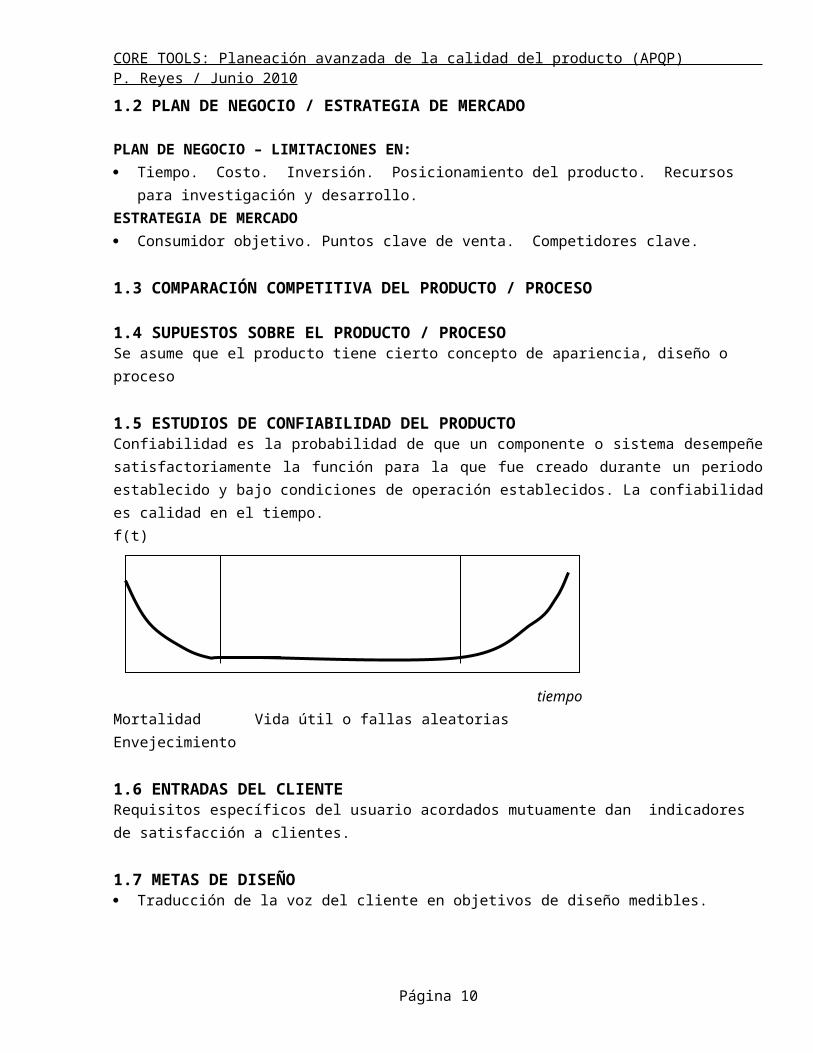
1.5 ESTUDIOS DE CONFIABILIDAD DEL PRODUCTOConfiabilidad es la probabilidad de que un componente o sistema desempeñe satisfactoriamente la función para la que fue creado durante un periodo establecido y bajo condiciones de operación establecidos. La confiabilidad es calidad en el tiempo.f(t)
tiempoMortalidad Vida útil o fallas aleatorias Envejecimiento
1.6 ENTRADAS DEL CLIENTERequisitos específicos del usuario acordados mutuamente dan indicadores de satisfacción a clientes.
1.7 METAS DE DISEÑO Traducción de la voz del cliente en objetivos de diseño medibles.
1.8 METAS DE CALIDAD Y CONFIABILIDAD Se establecen en función de las expectativas del cliente y benchmarks. Probabilidad de sobrevivencia y
límites de confianza, MTBF, MTTF, etc. Nivel de defectos, ppm, reducción de desperdicio, etc.
1.9 LISTA PRELIMINAR DE MATERIALES Materiales a emplear. Lista preliminar de proveedores. Caract. preliminares del producto \ proceso.
1.10 DIAGRAMA DE FLUJO DEL PROCESO PRELIMINARAnticipar el proceso de manufactura en base a los supuestos de producto \ proceso y lista preliminar de materiales
Página 8
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
1.11 LISTADO PRELIMINAR DE CARACTERÍSTICAS ESPECIALES DE PRODUCTO Y PROCESOResultado del análisis de las entradas relacionadas con expectativas y necesidades del cliente. Desarrollada en base a: Supuestos del producto. Identificación de requerimientos \ metas de fiabilidad. Procesos de manufactura anticipados, AMEF’S de partes similares.
1.12 PLAN DE ASEGURAMIENTO DEL PRODUCTO Identificación de requerimientos de confiabilidad. Evaluación de nueva tecnología, complejidad,
materiales, aplicación, medio ambiente, empaque, servicio, requisitos de manufactura, etc. Desarrollo de AMEF. Desarrollo de requerimientos de estándares de ingeniería preliminares.
1.13 SOPORTE GERENCIAL Actualizar la información para la gerencia al concluir cada fase de la planeación demostrando que todos
los requerimientos se han cumplido. Participación de la gerencia en las juntas de planeación de Calidad de Producto.
2. Diseño y desarrollo del producto
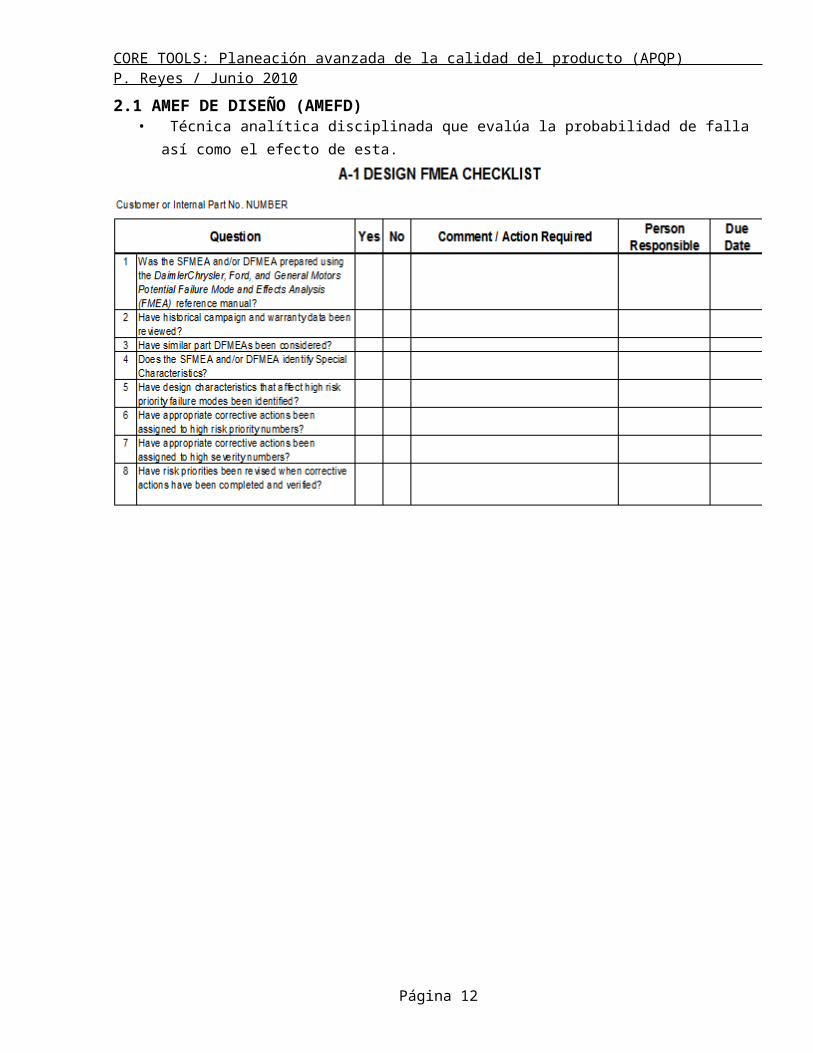
2.1 AMEF DE DISEÑO (AMEFD)• Técnica analítica disciplinada que evalúa la probabilidad de falla así como el efecto de esta.
Página 9
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
21
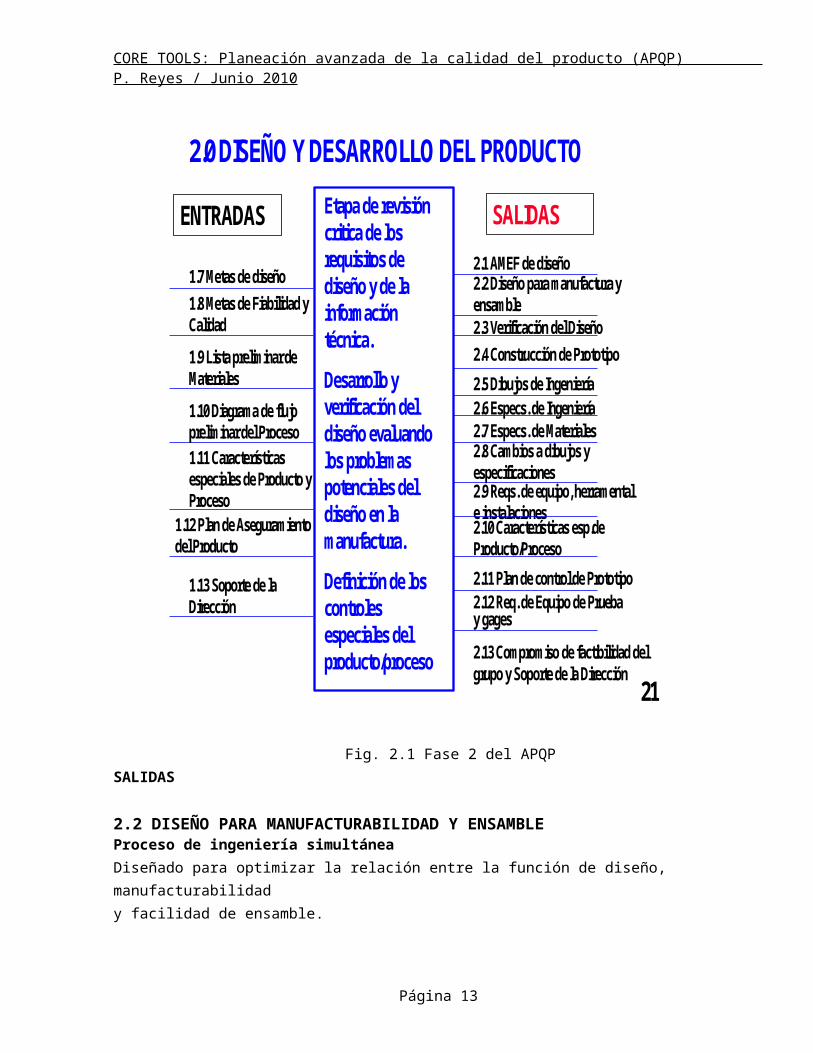
2.0 DISEÑO Y DESARROLLO DEL PRODUCTOEtapa de revisióncritica de losrequisitos de diseño y de la informacióntécnica.
Desarrollo y verificación del diseño evaluandolos problemaspotenciales del diseño en la manufactura.
Definición de loscontrolesespeciales del producto/proceso
2.1 AMEF de diseño2.2 Diseño para manufactura y ensamble2.3 Verificación del Diseño
2.7 Especs. de Materiales2.8 Cambios a dibujos y especificaciones
2.13 Compromiso de factibilidad del grupo y Soporte de la Dirección
1.7 Metas de diseño1.8 Metas de Fiabilidad y Calidad
1.9 Lista preliminar de Materiales
1.10 Diagrama de flujopreliminar del Proceso1.11 Característicasespeciales de Producto y Proceso
1.12 Plan de Aseguramientodel Producto
1.13 Soporte de la Dirección
2.4 Construcción de Prototipo2.5 Dibujos de Ingeniería2.6 Especs. de Ingeniería
2.9 Reqs. de equipo, herramentale instalaciones2.10 Características esp.de Producto/Proceso2.11 Plan de control de Prototipo2.12 Req. de Equipo de Pruebay gages
ENTRADAS SALIDAS
Fig. 2.1 Fase 2 del APQPSALIDAS
2.2 DISEÑO PARA MANUFACTURABILIDAD Y ENSAMBLEProceso de ingeniería simultánea Diseñado para optimizar la relación entre la función de diseño, manufacturabilidad y facilidad de ensamble.
2.3 VERIFICACION DEL DISEÑO Verificar que el diseño de producto cumple con los requerimientos del cliente Derivados de las actividades descritas en sección 1.0
Página 10

CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
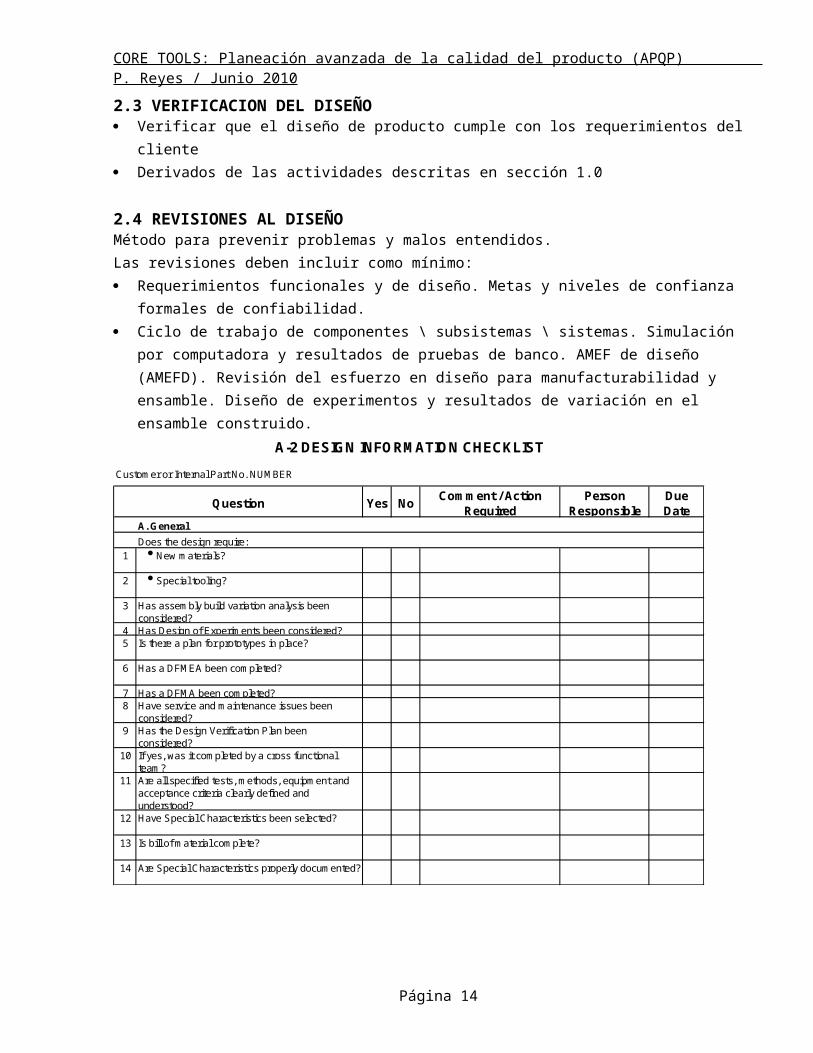
2.4 REVISIONES AL DISEÑO Método para prevenir problemas y malos entendidos.Las revisiones deben incluir como mínimo: Requerimientos funcionales y de diseño. Metas y niveles de confianza formales de confiabilidad. Ciclo de trabajo de componentes \ subsistemas \ sistemas. Simulación por computadora y resultados de
pruebas de banco. AMEF de diseño (AMEFD). Revisión del esfuerzo en diseño para manufacturabilidad y ensamble. Diseño de experimentos y resultados de variación en el ensamble construido.
A-2 DESIGN INFORMATION CHECKLIST
Customer or Internal Part No. NUMBER
Question Yes No Comment / Action Required
Person Responsible
Due Date
A. GeneralDoes the design require:
1 l New materials? /
2 l Special tooling? /
3 Has assembly build variation analysis been considered?
4 Has Design of Experiments been considered?5 Is there a plan for prototypes in place?
/6 Has a DFMEA been completed?
/7 Has a DFMA been completed?8 Have service and maintenance issues been
considered?9 Has the Design Verification Plan been
considered?10 If yes, was it completed by a cross functional
team?11 Are all specified tests, methods, equipment and
acceptance criteria clearly defined and understood?
12 Have Special Characteristics been selected? /
13 Is bill of material complete? /
14 Are Special Characteristics properly documented?
B. Engineering Drawings15 Have dimensions that affect fit, function and
durability been identified?16 Are reference dimensions identified to minimize
inspection layout time?17 Are sufficient control points and datum surfaces
identified to design functional gages?18 Are tolerances compatible with accepted
manufacturing standards?19 Are there any requirements specified that cannot
be evaluated using known inspection techniques?
Página 11
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
C. Engineering Performance Specifications20 Have all special characteristics been identified?
/21 Is test loading sufficient to provide all conditions,
i.e., production validation and end use?22 Have parts manufactured at minimum and
maximum specifications been tested?23 Can additional samples be tested when a reaction
plan requires it, and still conduct regularly scheduled in-process tests?
24 Will all product testing be done in-house? /
25 If not, is it done by an approved subcontractor? /
26 Is the specified test sampling size and/or frequency feasible?
27 If required, has customer approval been obtained for test equipment?D. Material Specification
28 Are special material characteristics identified? /
29 Are specified materials, heat treat and surface treatments compatible with the durability requirements in the identified environment?
30 Are the intended material suppliers on the customer approved list?
31 Will material suppliers be required to provide certification with each shipment?
32 Have material characteristics requiring inspection been identified? If so,
33 l Will characteristics be checked in-house? /
34 l Is test equipment available? /
35 l Will training be required to assure accurate test results?
36 Will outside laboratories be used? /
37 Are all laboratories used accredited (if required)? /Have the following material requirements been considered:
38 l Handling? /
39 l Storage? /
40 l Environmental? /
Revision Date
Prepared By:
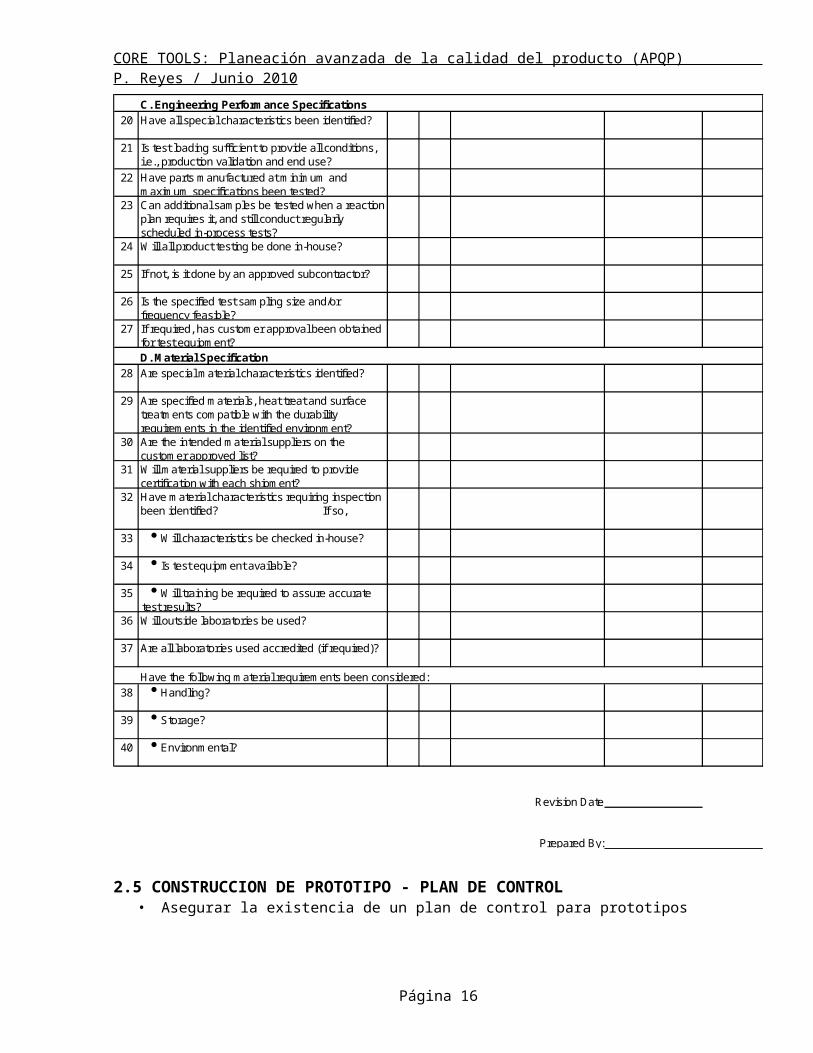
2.5 CONSTRUCCION DE PROTOTIPO - PLAN DE CONTROL• Asegurar la existencia de un plan de control para prototipos
Los prototipos deben revisarse para:
Página 12
A-8 CONTROL PLAN CHECKLIST
Customer or Internal Part No. NUMBER
Question Yes No Comment / Action Required Person Responsible
Due Date
1 Was the control plan methodology referenced in Section 6 used in preparing the control plan?
2 Have all known customer complaints been identified to facilitate the selection of special product/process characteristics?
3 Are all special product/process characteristics included in the control plan?
4 Were SFMEA, DFMEA, and PFMEA used to prepare the control plan?
5 Are material specifications requiring inspection identified?
6 Does the control pan address incoming (material/components) through processing/assembly including packaging?
7 Are engineering performance testing requirements identified?
8 Are gages and test equipment available as required by the control plan?
9 If required, has the customer approved the control plan?
10 Are gage methods compatible between supplier and customer?
Revision Date
Prepared By:
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
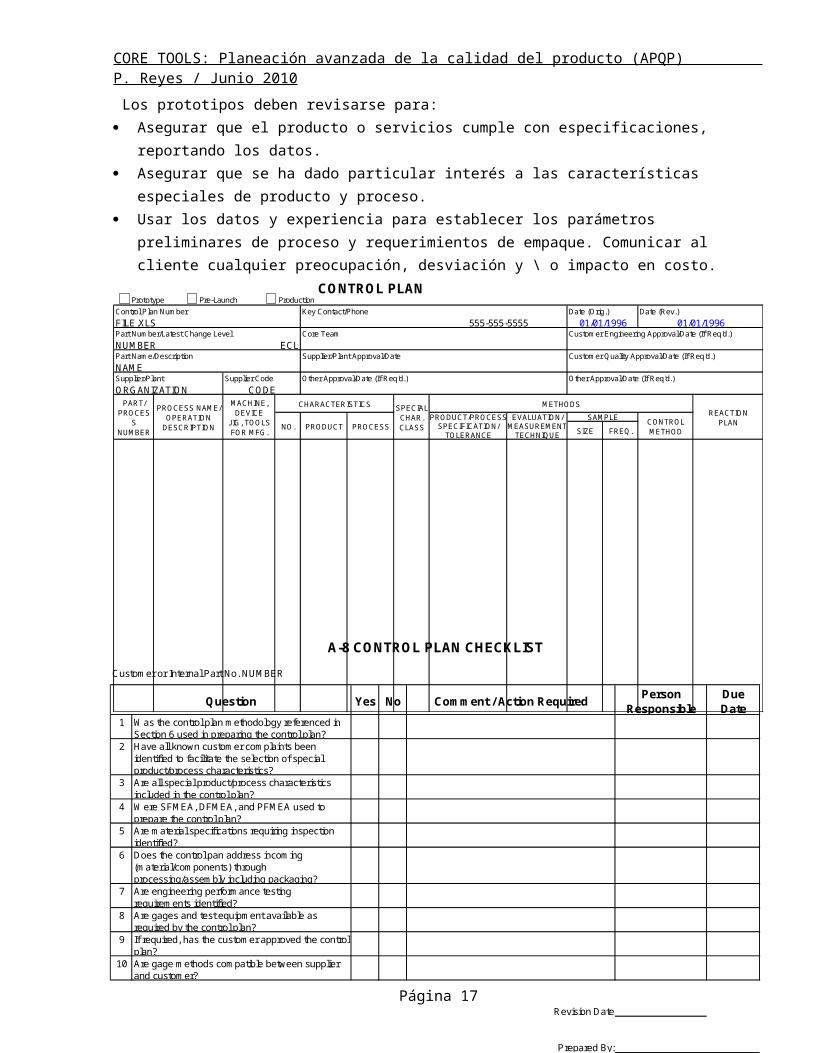
Asegurar que el producto o servicios cumple con especificaciones, reportando los datos. Asegurar que se ha dado particular interés a las características especiales de producto y proceso. Usar los datos y experiencia para establecer los parámetros preliminares de proceso y requerimientos de
empaque. Comunicar al cliente cualquier preocupación, desviación y \ o impacto en costo.CONTROL PLAN
Control Plan Number Key Contact/Phone Date (Orig.) Date (Rev.)FILE.XLS 555-555-5555Part Number/Latest Change Level Core Team Customer Engineering Approval/Date (If Req'd.)NUMBER ECLPart Name/Description Supplier/Plant Approval/Date Customer Quality Approval/Date (If Req'd.)NAMESupplier/Plant Supplier Code Other Approval/Date (If Req'd.) Other Approval/Date (If Req'd.)ORGANIZATION
PRODUCT/PROCESS EVALUATION/ SAMPLESPECIFICATION/ MEASUREMENT
TOLERANCE TECHNIQUE
PART/ PROCES
SNUMBER
PROCESS NAME/OPERATION
DESCRIPTION FREQ.CONTROLMETHOD
CHARACTERISTICS METHODS
CODE
REACTIONPLAN
01/01/1996 01/01/1996
MACHINE,DEVICE
JIG, TOOLSFOR MFG.
NO. PRODUCT PROCESS
SPECIALCHAR.CLASS SIZE
Prototype Pre-Launch Production
Página 13
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
2.6 DIBUJOS DE INGENIERIA ( INCLUYENDO MEMORIA DE CÁLCULO)
Los dibujos de ingeniería pueden incluir características especiales ( regulaciones gubernamentales o de seguridad), mostradas en el plan de control.
Deben revisarse para determinar cuáles características afectan al uso, función, durabilidad y \ o requerimientos de seguridad regulados por el gobierno. Información para Layout dimensional.
Los localizadores\datums deben identificarse claramente para diseño de equipo y escantillones para control. Las dimensiones deben evaluarse para asegurar factibilidad y compatibilidad con los estándares de manufactura y medición de la industria.
Página 14

CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
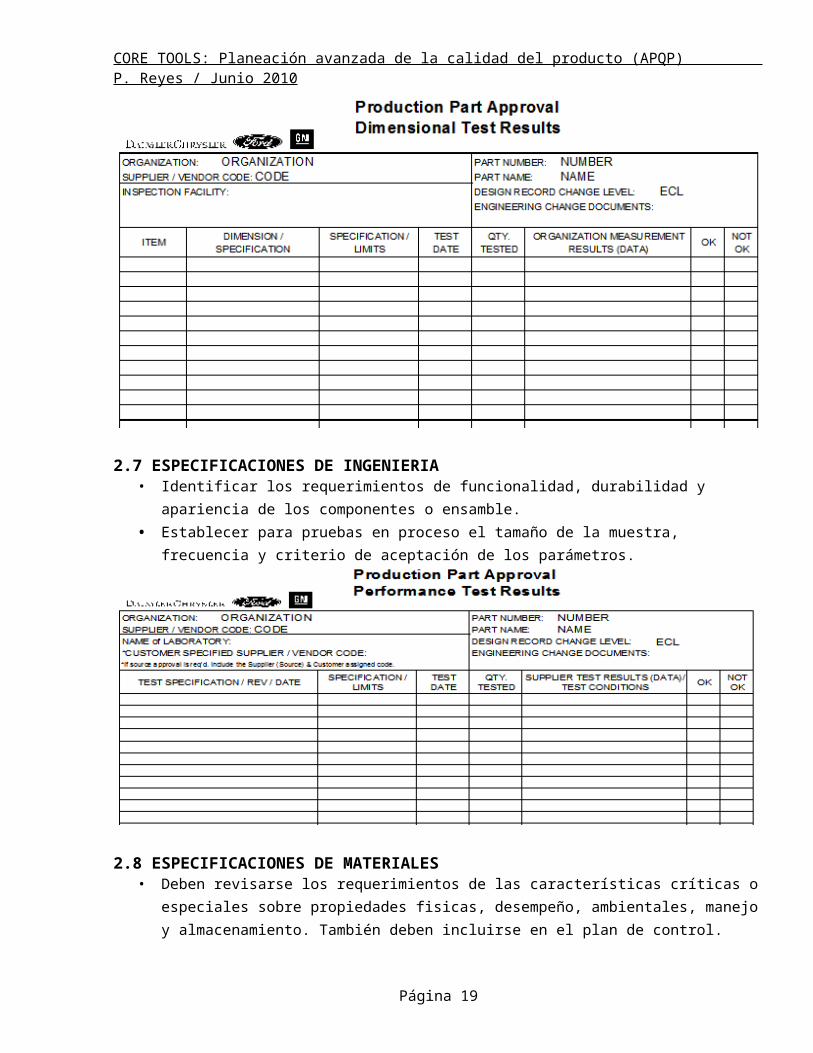
2.7 ESPECIFICACIONES DE INGENIERIA• Identificar los requerimientos de funcionalidad, durabilidad y apariencia de los componentes o
ensamble. • Establecer para pruebas en proceso el tamaño de la muestra, frecuencia y criterio de aceptación de
los parámetros.
2.8 ESPECIFICACIONES DE MATERIALES• Deben revisarse los requerimientos de las características críticas o especiales sobre propiedades
fisicas, desempeño, ambientales, manejo y almacenamiento. También deben incluirse en el plan de control.
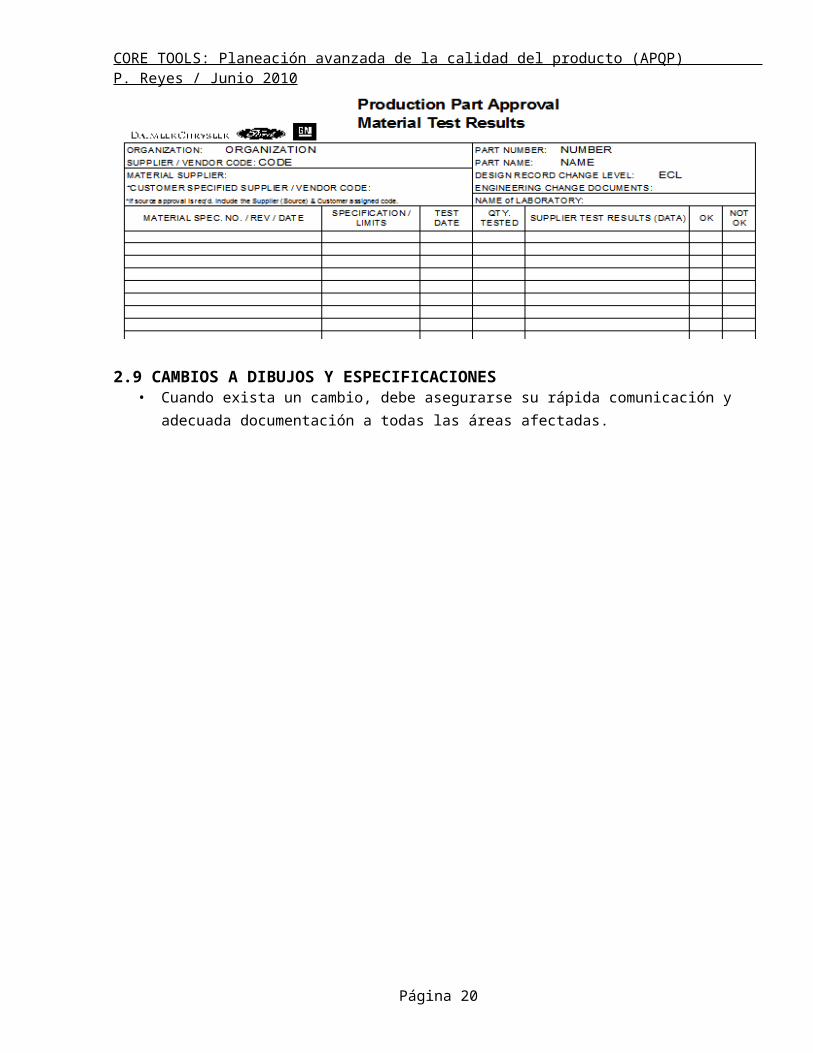
2.9 CAMBIOS A DIBUJOS Y ESPECIFICACIONES• Cuando exista un cambio, debe asegurarse su rápida comunicación y adecuada documentación a
todas las áreas afectadas.
Página 15
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
2.10 REQUERIMENTOS PARA EL EQUIPO NUEVO, HERRAMIENTAS NUEVAS E INSTALACIONES NUEVAS
Derivado del AMEF de diseño, plan de aseguramiento de producto y \ o revisiones al diseño pueden identificarse estos requerimientos.
Los requerimientos deben agregarse al programa del proyecto asegurando que el equipo y herramientas tengan la capacidad requerida y se entreguen en forma oportuna.
Se debe dar seguimiento al avance en las instalaciones con objeto de asegurar su terminación para lograr las metas de producción piloto.
Página 16
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
A-3 NEW EQUIPMENT, TOOLING, AND TEST EQUIPMENT CHECKLIST
Customer or Internal Part No. NUMBER
Question Yes No Comment / Action Required Person Responsible
Due Date
Does the design require:1 l New materials?
/2 l Quick change?
/3 l Volume fluctuations?
/4 l Mistake proofing?
/Have lists been prepared identifying:
5 l New equipment? /
6 l New tooling? /
7 l New test equipment? /Has acceptance criteria been agreed upon for:
8 l New equipment? /
9 l New tooling? /
10 l New test equipment? /
11 Will a preliminary capability study be conducted at the tooling and/or equipment manufacturer?
12 Has test equipment feasibility and accuracy been established?
13 Is a preventive maintenance plan complete for equipment and tooling?
14 Are setup instructions for new equipment and tooling complete and understandable?
15 Will capable gages be available to run preliminary process capability studies at the equipment supplier's facility?
16 Will preliminary process capability studies be run at the processing plant?
17 Have process characteristics that affect special product characteristics been identified?
18 Were special product characteristics used in determining acceptance criteria?
19 Does the manufacturing equipment have sufficient capacity to handle forecasted production and service volumes?
20 Is testing capacity sufficient to provide adequate testing?
Revision Date
Prepared By:
2.11 CARACTERISTICAS ESPECIALES DE PRODUCTO Y PROCESO
• El equipo debe tener consenso en relación con las características críticas identificadas en la sección de Voz del Cliente.
• Debe llenarse el Plan de control indicando estas características con los símbolos correspondientes a cada cliente.
Página 17

CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
CONTROL PLAN SPECIAL CHARACTERISTICSControl Plan Number Key Contact/Phone Date (Orig.) Date (Rev.)FILE.XLS 555-555-5555Part Number/Latest Change Level Core Team Customer Engineering Approval/Date (If Req'd.)NUMBER ECLPart Name/Description Supplier/Plant Approval/Date Customer Quality Approval/Date (If Req'd.)NAMESupplier/Plant Supplier Code Other Approval/Date (If Req'd.) Other Approval/Date (If Req'd.)ORGANIZATION
No. Class
01/01/1996 01/01/1996
CODEDescription/Rationale Specification/Tolerance Illustration/Pictorial
Prototype Pre-Launch Production
2.12 REQUERIMENTOS DE INSTRUMENTOS DE PRUEBA
• El equipo debe identificar estos requerimientos y agregarlos al programa, monitoreando para asegurar se cumpla con el tiempo programado.
2.13 COMPROMISO DE FACTIBILIDAD DEL GRUPO Y SOPORTE GERENCIAL
Evaluar la factibilidad del diseño propuesto. El grupo debe estar convencido que el producto o servicio diseñado podrá ser manufacturado, ensamblado, probado, empacado y entregado en cantidad suficiente a un costo aceptable y en el tiempo programado.
3. Diseño y desarrollo del producto
3.1 ESTÁNDARES DE EMPAQUE• Aplicar estándares actuales o modificarlos para preservar integridad del producto desde su liberación
hasta el punto de uso.
Página 18
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
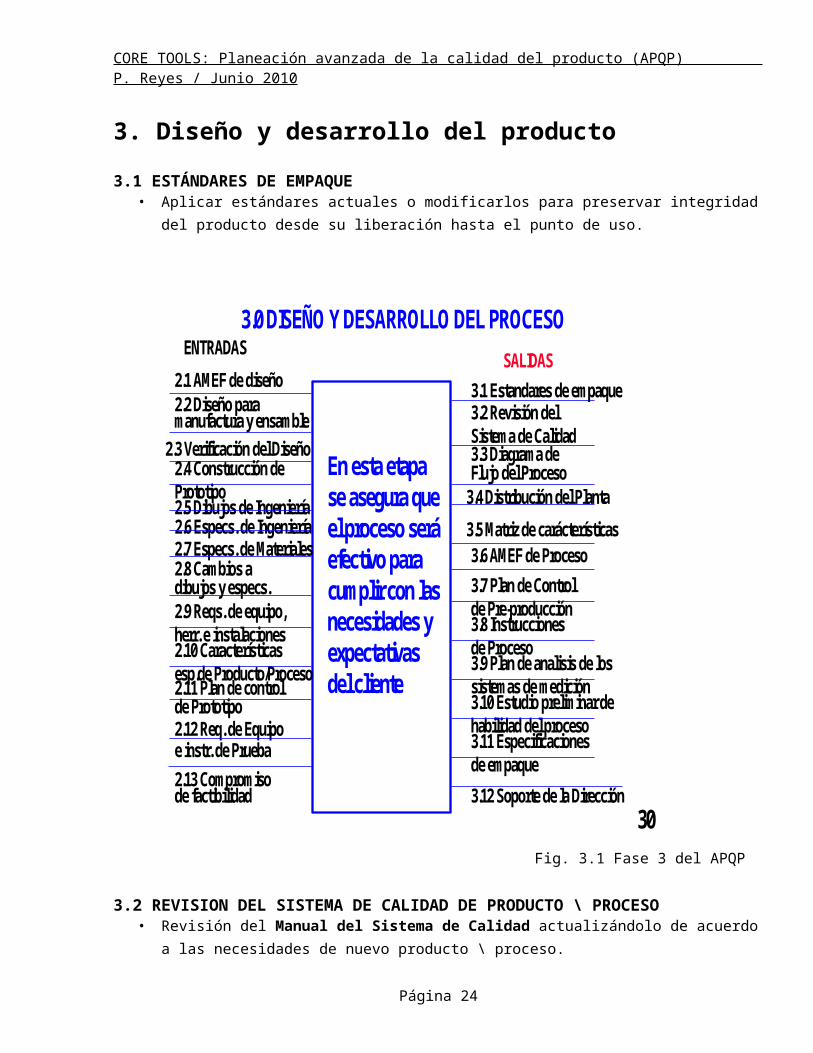
30
3.0 DISEÑO Y DESARROLLO DEL PROCESO
En esta etapase asegura queel proceso seráefectivo paracumplir con lasnecesidades y expectativasdel cliente
3.12 Soporte de la Dirección
2.1 AMEF de diseño2.2 Diseño paramanufactura y ensamble
2.3 Verificación del Diseño
2.7 Especs. de Materiales2.8 Cambios a dibujos y especs.
2.4 Construcción de Prototipo2.5 Dibujos de Ingeniería2.6 Especs. de Ingeniería
2.9 Reqs. de equipo, herr. e instalaciones2.10 Característicasesp.de Producto/Proceso2.11 Plan de control de Prototipo2.12 Req. de Equipoe instr. de Prueba2.13 Compromisode factibilidad
ENTRADAS SALIDAS3.1 Estandares de empaque3.2 Revisión del Sistema de Calidad3.3 Diagrama de Flujo del Proceso
3.4 Distribución del Planta3.5 Matriz de carácterísticas3.6 AMEF de Proceso3.7 Plan de Control de Pre-producción3.8 Instruccionesde Proceso3.9 Plan de analisis de lossistemas de medición3.10 Estudio preliminar de habilidad del proceso3.11 Especificacionesde empaque
Fig. 3.1 Fase 3 del APQP
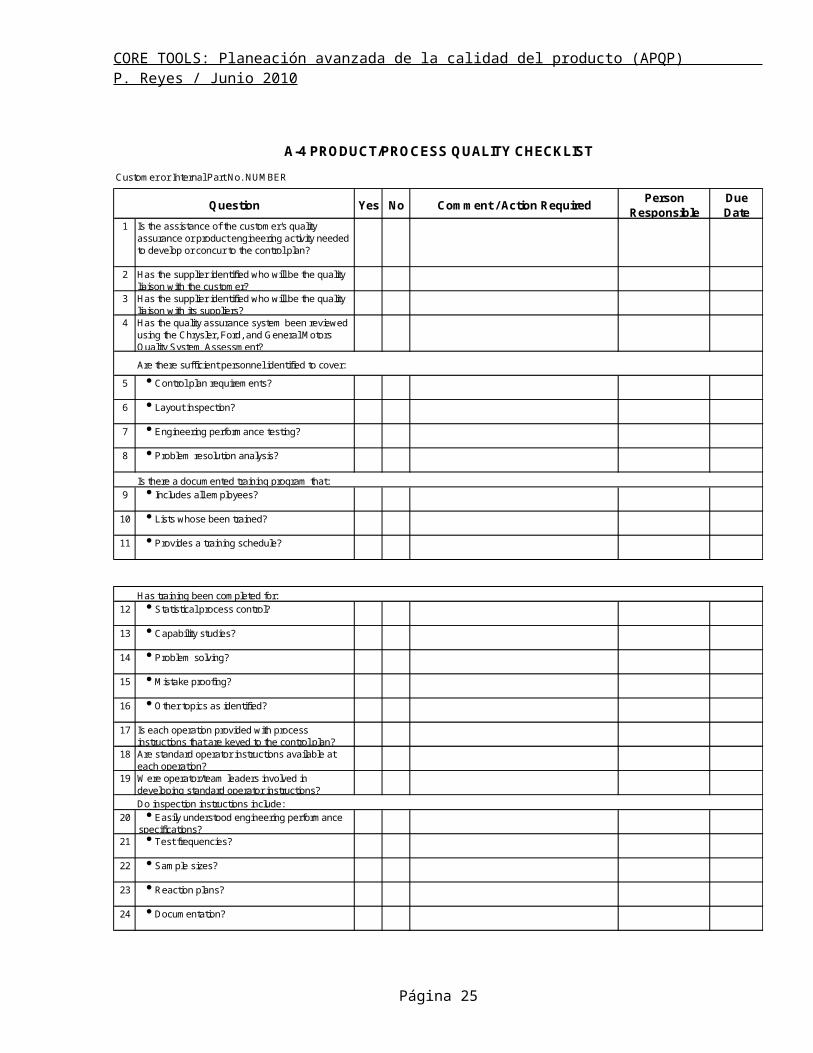
3.2 REVISION DEL SISTEMA DE CALIDAD DE PRODUCTO \ PROCESO• Revisión del Manual del Sistema de Calidad actualizándolo de acuerdo a las necesidades de nuevo
producto \ proceso.
Página 19
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
A-4 PRODUCT/PROCESS QUALITY CHECKLIST
Customer or Internal Part No. NUMBER
Question Yes No Comment / Action Required Person Responsible
Due Date
1 Is the assistance of the customer's quality assurance or product engineering activity needed to develop or concur to the control plan?
2 Has the supplier identified who will be the quality liaison with the customer?
3 Has the supplier identified who will be the quality liaison with its suppliers?
4 Has the quality assurance system been reviewed using the Chrysler, Ford, and General Motors Quality System Assessment?
Are there sufficient personnel identified to cover:
5 l Control plan requirements? /
6 l Layout inspection? /
7 l Engineering performance testing? /
8 l Problem resolution analysis? /Is there a documented training program that:
9 l Includes all employees? /
10 l Lists whose been trained? /
11 l Provides a training schedule? /
Has training been completed for:12 l Statistical process control?
/13 l Capability studies?
/14 l Problem solving?
/15 l Mistake proofing?
/16 l Other topics as identified?
/17 Is each operation provided with process
instructions that are keyed to the control plan?18 Are standard operator instructions available at
each operation?19 Were operator/team leaders involved in
developing standard operator instructions?Do inspection instructions include:
20 l Easily understood engineering performance specifications?
21 l Test frequencies? /
22 l Sample sizes? /
23 l Reaction plans? /
24 l Documentation? /
Página 20

CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
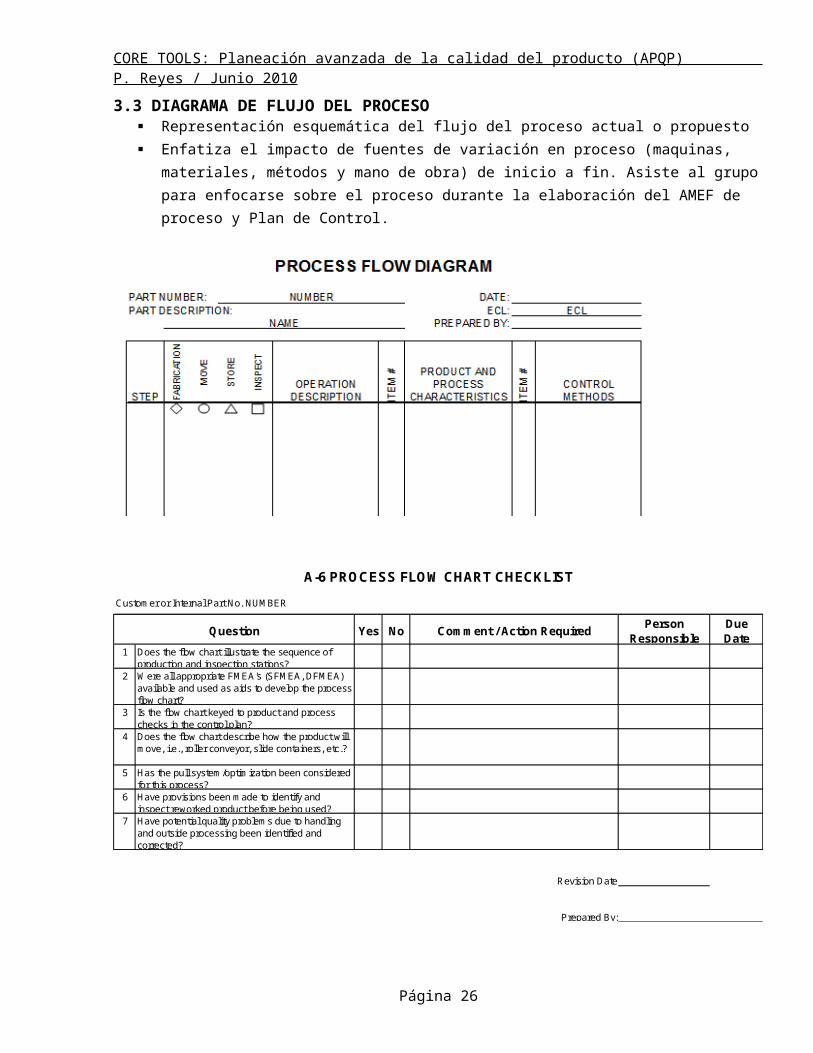
3.3 DIAGRAMA DE FLUJO DEL PROCESO Representación esquemática del flujo del proceso actual o propuesto Enfatiza el impacto de fuentes de variación en proceso (maquinas, materiales, métodos y mano de
obra) de inicio a fin. Asiste al grupo para enfocarse sobre el proceso durante la elaboración del AMEF de proceso y Plan de Control.
A-6 PROCESS FLOW CHART CHECKLIST
Customer or Internal Part No. NUMBER
Question Yes No Comment / Action Required Person Responsible
Due Date
1 Does the flow chart illustrate the sequence of production and inspection stations?
2 Were all appropriate FMEA's (SFMEA, DFMEA) available and used as aids to develop the process flow chart?
3 Is the flow chart keyed to product and process checks in the control plan?
4 Does the flow chart describe how the product will move, i.e., roller conveyor, slide containers, etc.?
5 Has the pull system/optimization been considered for this process?
6 Have provisions been made to identify and inspect reworked product before being used?
7 Have potential quality problems due to handling and outside processing been identified and corrected?
Revision Date
Prepared By:
Página 21

CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
3.4 DISTRIBUCIÓN DEL PLANTA
• Desarrollado y revisado para determinar la aceptabilidad de los puntos de inspección, localización de cartas de control, aplicabilidad de ayudas visuales, estaciones de reparación y áreas para contener material defectivo.
A-5 FLOOR PLAN CHECKLIST
Customer or Internal Part No. NUMBER
Question Yes No Comment / Action Required Person Responsible
Due Date
1 Does the floor plan identify all required process and inspection points?
2 Have clearly marked areas for all material, tools, and equipment at each operation been considered?
3 Has sufficient space been allocated for all equipment?Are process and inspection areas:
4 l Of adequate size? /
5 l Properly lighted? /
6 Do inspection areas contain necessary equipment and files?Are there adequate:
7 l Staging areas? /
8 l Impound areas? /
9 Are inspection points logically located to prevent shipment of nonconforming products?
10 Have controls been established to eliminate the potential for an operation, including outside processing, to contaminate or mix similar products?
11 Is material protected from overhead or air handling systems contamination?
12 Have final audit facilities been provided?13 Are controls adequate to prevent movement of
nonconforming incoming material to storage or point of use?
Revision Date
Prepared By:
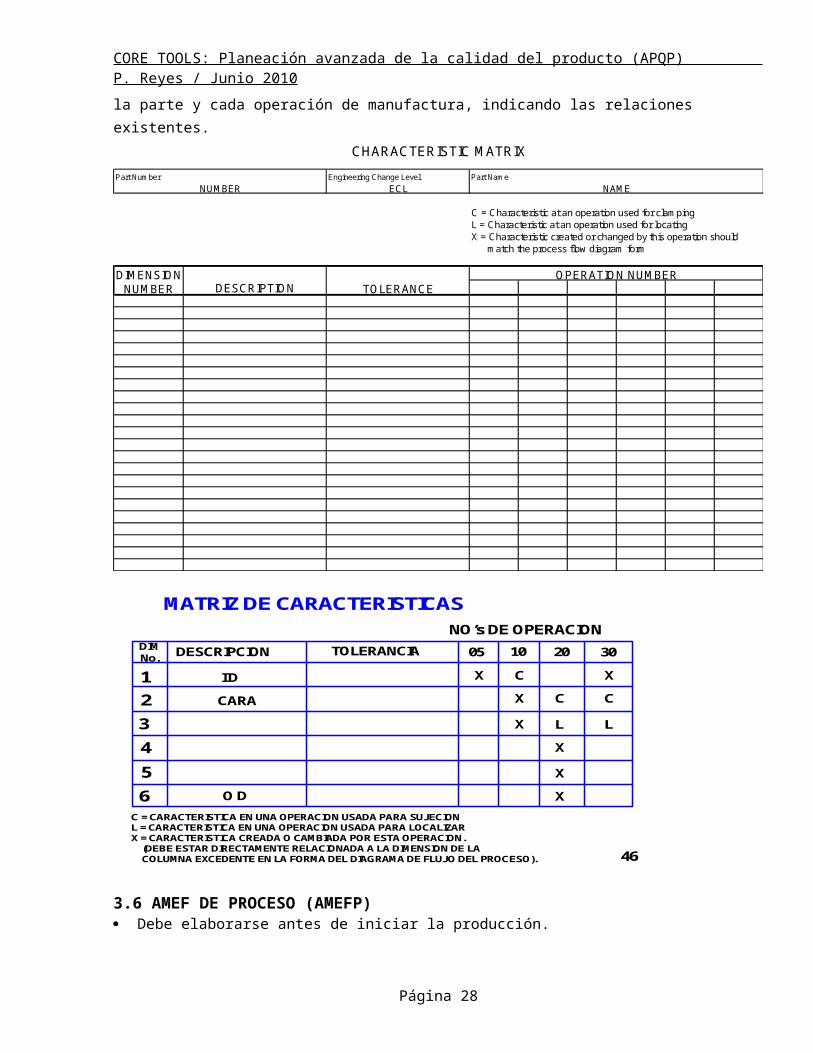
3.5 MATRIZ DE CARACTERÍSTICASMuestra las relaciones de los parámetros de proceso y las estaciones de manufactura. Se numeran las dimensiones y \ o características del dibujo dela parte y cada operación de manufactura, indicando las relaciones existentes.
Página 22

CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
CHARACTERISTIC MATRIX
Part Number Engineering Change Level Part NameNUMBER ECL NAME
C = Characteristic at an operation used for clampingL = Characteristic at an operation used for locatingX = Characteristic created or changed by this operation should match the process flow diagram form
DIMENSION OPERATION NUMBERNUMBER DESCRIPTION TOLERANCE
46
MATRIZ DE CARACTERISTICASNO’s DE OPERACION
DIMNo.
123456
DESCRIPCION TOLERANCIA 05 10 20 30
I D
CARA
O D
X X
X
X
X
X
X
C
C C
C = CARACTERISTICA EN UNA OPERACION USADA PARA SUJECIONL = CARACTERISTICA EN UNA OPERACION USADA PARA LOCALIZARX = CARACTERISTICA CREADA O CAMBIADA POR ESTA OPERACION.
(DEBE ESTAR DIRECTAMENTE RELACIONADA A LA DIMENSION DE LACOLUMNA EXCEDENTE EN LA FORMA DEL DIAGRAMA DE FLUJO DEL PROCESO).
L L
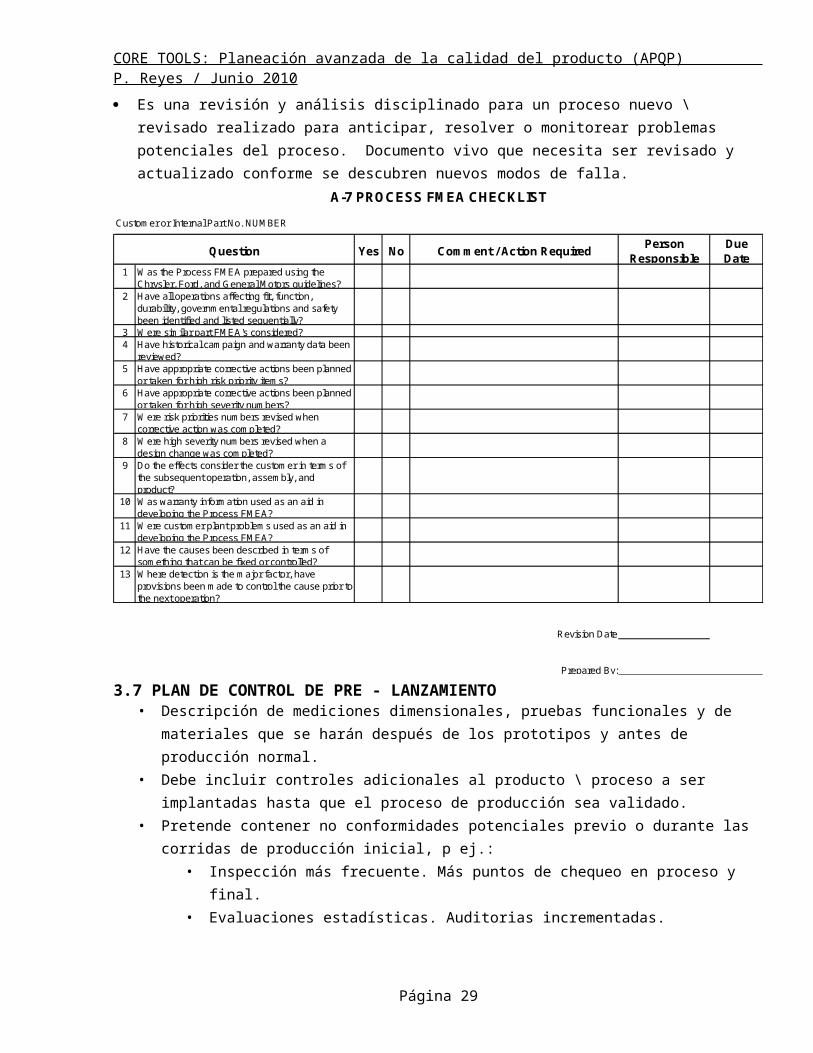
3.6 AMEF DE PROCESO (AMEFP) Debe elaborarse antes de iniciar la producción. Es una revisión y análisis disciplinado para un proceso nuevo \ revisado realizado para anticipar, resolver
o monitorear problemas potenciales del proceso. Documento vivo que necesita ser revisado y actualizado conforme se descubren nuevos modos de falla.
Página 23
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
A-7 PROCESS FMEA CHECKLIST
Customer or Internal Part No. NUMBER
Question Yes No Comment / Action Required Person Responsible
Due Date
1 Was the Process FMEA prepared using the Chrysler, Ford, and General Motors guidelines?
2 Have all operations affecting fit, function, durability, governmental regulations and safety been identified and listed sequentially?
3 Were similar part FMEA's considered?4 Have historical campaign and warranty data been
reviewed?5 Have appropriate corrective actions been planned
or taken for high risk priority items?6 Have appropriate corrective actions been planned
or taken for high severity numbers?7 Were risk priorities numbers revised when
corrective action was completed?8 Were high severity numbers revised when a
design change was completed?9 Do the effects consider the customer in terms of
the subsequent operation, assembly, and product?
10 Was warranty information used as an aid in developing the Process FMEA?
11 Were customer plant problems used as an aid in developing the Process FMEA?
12 Have the causes been described in terms of something that can be fixed or controlled?
13 Where detection is the major factor, have provisions been made to control the cause prior to the next operation?
Revision Date
Prepared By:
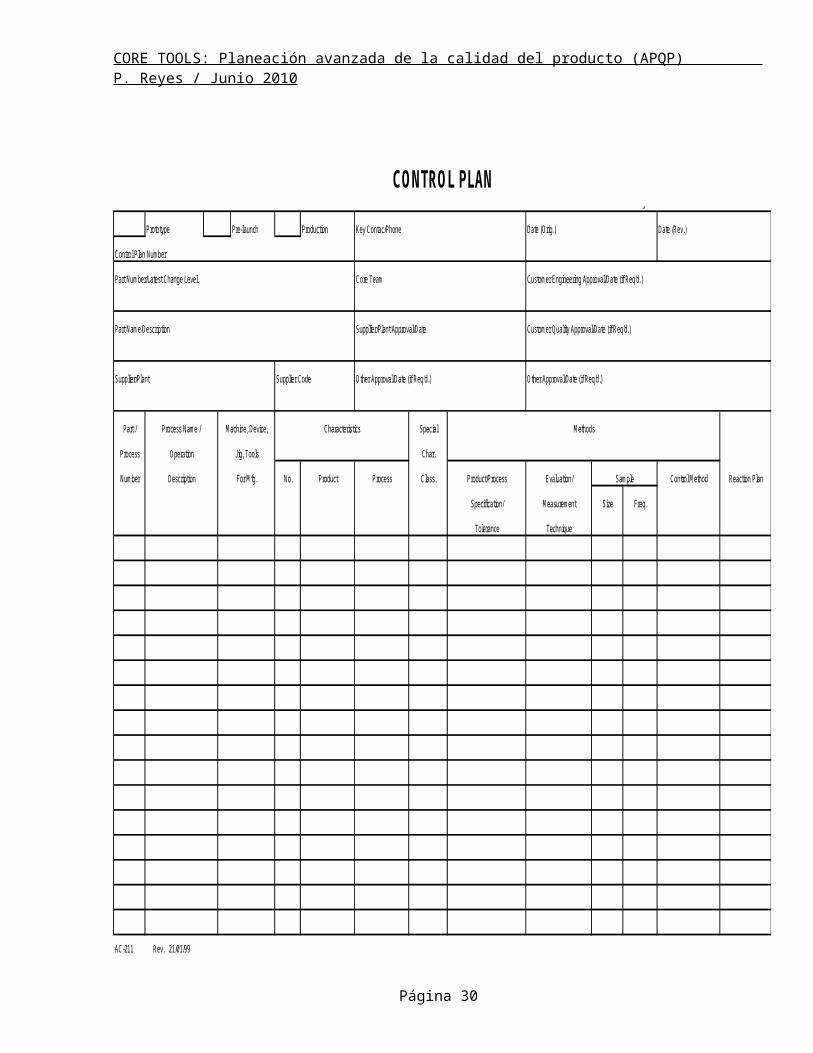
3.7 PLAN DE CONTROL DE PRE - LANZAMIENTO• Descripción de mediciones dimensionales, pruebas funcionales y de materiales que se harán después
de los prototipos y antes de producción normal. • Debe incluir controles adicionales al producto \ proceso a ser implantadas hasta que el proceso de
producción sea validado. • Pretende contener no conformidades potenciales previo o durante las corridas de producción inicial,
p ej.: • Inspección más frecuente. Más puntos de chequeo en proceso y final. • Evaluaciones estadísticas. Auditorias incrementadas.
Página 24
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
CONTROL PLAN
Prototype Pre-launch Production Key Contac/Phone Date (Orig.) Date (Rev.)
Control Plan Number
Part Number/Latest Change Level Core Team Customer Engineering Approval/Date (if Req'd.)
Part Name/Description Supplier/Plant Approval/Date Customer Quality Approval/Date (if Req'd.)
Supplier/Plant Supplier Code Other Approval/Date (if Req'd.) Other Approval/Date (if Req'd.)
Part / Process Name / Machine, Device, Characteristics Special Methods
Process Operation Jig, Tools Char.
Number Description For Mfg. No. Product Process Class. Product/Process Evaluation/ Sample Control Method Reaction Plan
Specification/ Measurement Size Freq.
Tolerance Technique
AC-211 Rev. 21/01/99
ofPage
Página 25
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
Prototype Pre-launch Production Key Contac/Phone Date (Orig.) Date (Rev.)
Control Plan Number
Part Number/Latest Change Level Core Team Customer Engineering Approval/Date (if Req'd.)
Part Name/Description Supplier/Plant Approval/Date Customer Quality Approval/Date (if Req'd.)
Supplier/Plant Supplier Code Other Approval/Date (if Req'd.) Other Approval/Date (if Req'd.)
Part / Process Name / Machine, Device, Characteristics Special Methods
Process Operation Jig, Tools Char.
Number Description For Mfg. No. Product Process Class. Product/Process Evaluation/ Sample Control Method Reaction Plan
Specification/ Measurement Size Freq.
Tolerance Technique
ofPage
10 11
16
12
17
14
18
13
2015 19 2122
24
23 2625
1
2
3 8
4
7
65
9
14
Página 26

CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
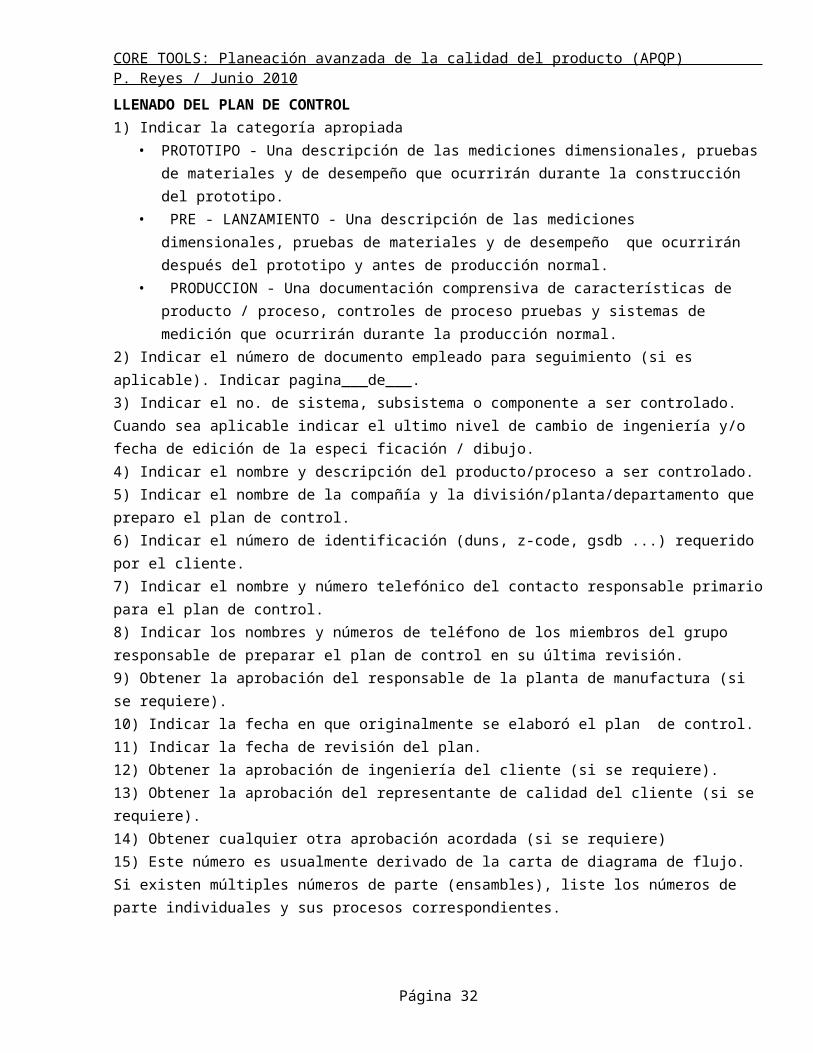
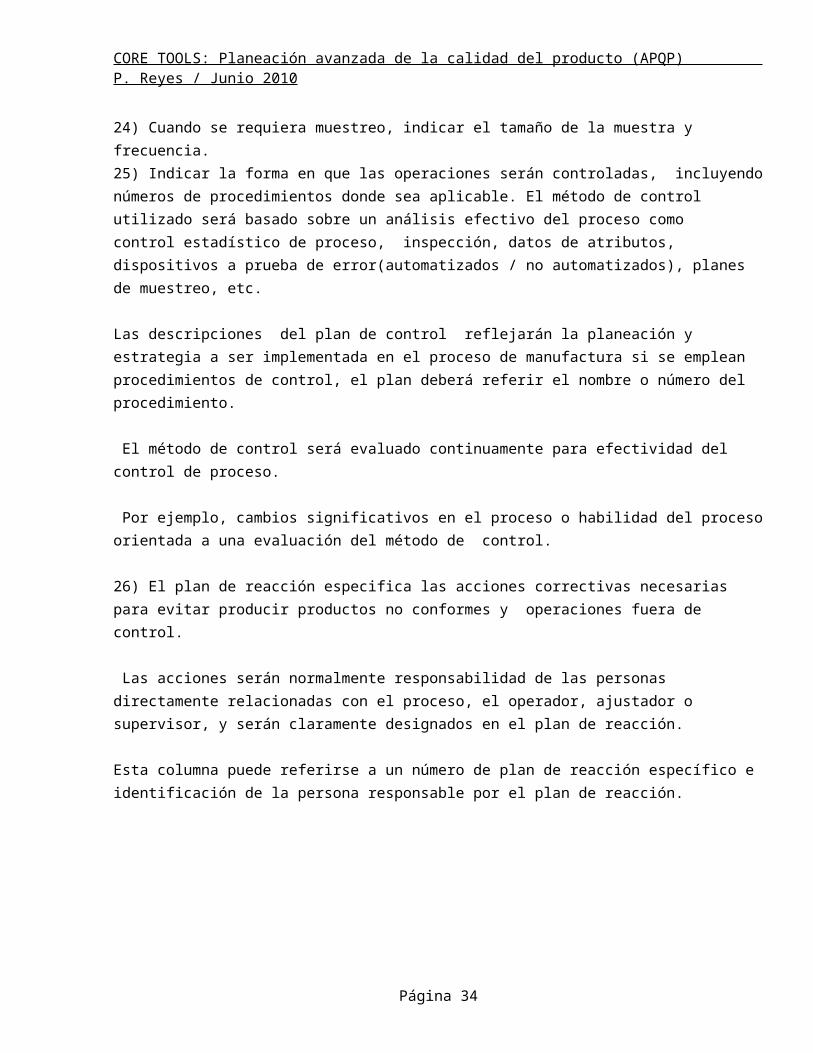
LLENADO DEL PLAN DE CONTROL1) Indicar la categoría apropiada
• PROTOTIPO - Una descripción de las mediciones dimensionales, pruebas de materiales y de desempeño que ocurrirán durante la construcción del prototipo.
• PRE - LANZAMIENTO - Una descripción de las mediciones dimensionales, pruebas de materiales y de desempeño que ocurrirán después del prototipo y antes de producción normal.
• PRODUCCION - Una documentación comprensiva de características de producto / proceso, controles de proceso pruebas y sistemas de medición que ocurrirán durante la producción normal.
2) Indicar el número de documento empleado para seguimiento (si es aplicable). Indicar pagina___de___. 3) Indicar el no. de sistema, subsistema o componente a ser controlado. Cuando sea aplicable indicar el ultimo nivel de cambio de ingeniería y/o fecha de edición de la especi ficación / dibujo. 4) Indicar el nombre y descripción del producto/proceso a ser controlado.5) Indicar el nombre de la compañía y la división/planta/departamento que preparo el plan de control. 6) Indicar el número de identificación (duns, z-code, gsdb ...) requerido por el cliente.7) Indicar el nombre y número telefónico del contacto responsable primario para el plan de control. 8) Indicar los nombres y números de teléfono de los miembros del grupo responsable de preparar el plan de control en su última revisión. 9) Obtener la aprobación del responsable de la planta de manufactura (si se requiere).10) Indicar la fecha en que originalmente se elaboró el plan de control.11) Indicar la fecha de revisión del plan.12) Obtener la aprobación de ingeniería del cliente (si se requiere).13) Obtener la aprobación del representante de calidad del cliente (si se requiere).14) Obtener cualquier otra aprobación acordada (si se requiere)15) Este número es usualmente derivado de la carta de diagrama de flujo. Si existen múltiples números de parte (ensambles), liste los números de parte individuales y sus procesos correspondientes. 16) Todos los pasos en la manufactura de un sistema, subsistema o componente son descritos en un diagrama de flujo del proceso. Identificar el nombre del proceso/operación del diagrama de flujo que mejor describa la actividad referida.
17) Identificar el equipo de proceso, por ejemplo: máquina dispositivo, JIG u otras herramientas para fabricación relacionado con la operación descrita.
CARACTERISTICAS.18) Indique el número de referencia cruzada de todos los documentos aplicables tales como; diagrama de flujo, dibujos numerados, AMEF’S, esquemas etc. 19) Apariencia o propiedades de una parte, componente o ensamble que son descritos en dibujos u otra información primaria de ingeniería. 20) Variables del proceso que tienen una relación causa/efecto con las características identificadas del producto. El grupo deberá identificar características de proceso mediante las cuales, controlando su variación se minimiza la variación del producto puede haber una o mas características de proceso relacionadas para cada
Página 27
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
característica de producto. En algunos procesos una característica de proceso puede afectar varias características de producto.
21) Usar la clasificación apropiada como se requiere por el cliente de equipo original para designar el tipo de características especiales o dejar el espacio en blanco cuando no tengan designación. 22) Indicar la especificación y tolerancia obtenida de la información de ingeniería tal como: dibujos, revisiones al diseño, estándares de material, datos de cada requisito de manufactura y/o ensamble, etc. 23) Identificar el sistema de medición a emplearse. Puede incluir gages, dispositivos de fijación, herramientas y\o equipo de prueba requerido para medir la parte / proceso / equipo de manufactura. Deberán hacerse los análisis de linealidad, reproducibilidad, repetibilidad, estabilidad y exactitud del sistema de medición previo a depender de el.
24) Cuando se requiera muestreo, indicar el tamaño de la muestra y frecuencia.25) Indicar la forma en que las operaciones serán controladas, incluyendo números de procedimientos donde sea aplicable. El método de control utilizado será basado sobre un análisis efectivo del proceso como control estadístico de proceso, inspección, datos de atributos, dispositivos a prueba de error(automatizados / no automatizados), planes de muestreo, etc.
Las descripciones del plan de control reflejarán la planeación y estrategia a ser implementada en el proceso de manufactura si se emplean procedimientos de control, el plan deberá referir el nombre o número del procedimiento.
El método de control será evaluado continuamente para efectividad del control de proceso. Por ejemplo, cambios significativos en el proceso o habilidad del proceso orientada a una evaluación del método de control.
26) El plan de reacción especifica las acciones correctivas necesarias para evitar producir productos no conformes y operaciones fuera de control.
Las acciones serán normalmente responsabilidad de las personas directamente relacionadas con el proceso, el operador, ajustador o supervisor, y serán claramente designados en el plan de reacción. Esta columna puede referirse a un número de plan de reacción específico e identificación de la persona responsable por el plan de reacción.
Página 28
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
3.8 INSTRUCCIONES DE PROCESOProporcionan detalles suficientes para la operación del proceso, accesibles a los operadores incluyendo parámetros de ajuste como: velocidad de máquina, tiempos del ciclo etc.
Se desarrollan partiendo de:- AMEF’S. Planes de control. Dibujos de ingeniería, estándares y especificaciones - Diagrama de flujo del proceso. Distribución de planta. Matriz de características.- Estándares de empaque. Parámetros de proceso. - Experiencia y conocimiento de los procesos y productos.- Requerimientos de manejo de materiales. Operadores del proceso.
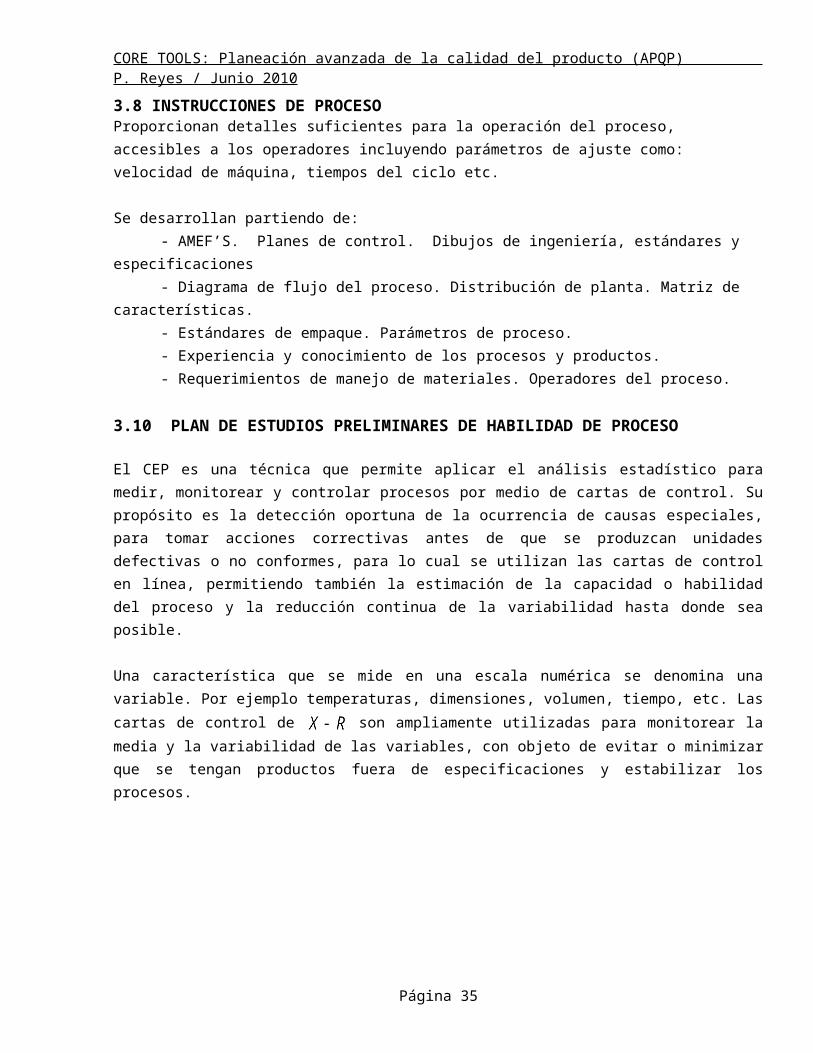
3.10 PLAN DE ESTUDIOS PRELIMINARES DE HABILIDAD DE PROCESO
El CEP es una técnica que permite aplicar el análisis estadístico para medir, monitorear y controlar procesos por medio de cartas de control. Su propósito es la detección oportuna de la ocurrencia de causas especiales, para tomar acciones correctivas antes de que se produzcan unidades defectivas o no conformes, para lo cual se utilizan las cartas de control en línea, permitiendo también la estimación de la capacidad o habilidad del proceso y la reducción continua de la variabilidad hasta donde sea posible.
Una característica que se mide en una escala numérica se denomina una variable. Por ejemplo temperaturas, dimensiones, volumen, tiempo, etc. Las cartas de control de son ampliamente utilizadas para monitorear la media y la variabilidad de las variables, con objeto de evitar o minimizar que se tengan productos fuera de especificaciones y estabilizar los procesos.
2010Subgroup 0
602.5
601.5
600.5
599.5
598.5
597.5
Sam
ple
Mea
n
Mean=599.9
UCL=602.1
LCL=597.7
9876543210
Sam
ple
Ran
ge
R=3.833
UCL=8.106
LCL=0
Xbar/R Chart for Supp2
Figura 3.2 Carta de control de medias rangos en control
Página 29
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
360330300270240210
LSL USLProcess Data
Sample N 100StDev(Within) 30.83472StDev(Overall) 30.80011
LSL 200.00000Target *USL 330.00000Sample Mean 269.25354
Potential (Within) Capability
CCpk 0.70Overall Capability
Pp 0.70PPL 0.75PPU 0.66Ppk
Cp
0.66Cpm *
0.70CPL 0.75CPU 0.66Cpk 0.66
Observed PerformancePPM < LSL 10000.00PPM > USL 30000.00PPM Total 40000.00
Exp. Within PerformancePPM < LSL 12353.30PPM > USL 24415.36PPM Total 36768.66
Exp. Overall PerformancePPM < LSL 12272.69PPM > USL 24288.79PPM Total 36561.48
WithinOverall
Process Capability of Datos
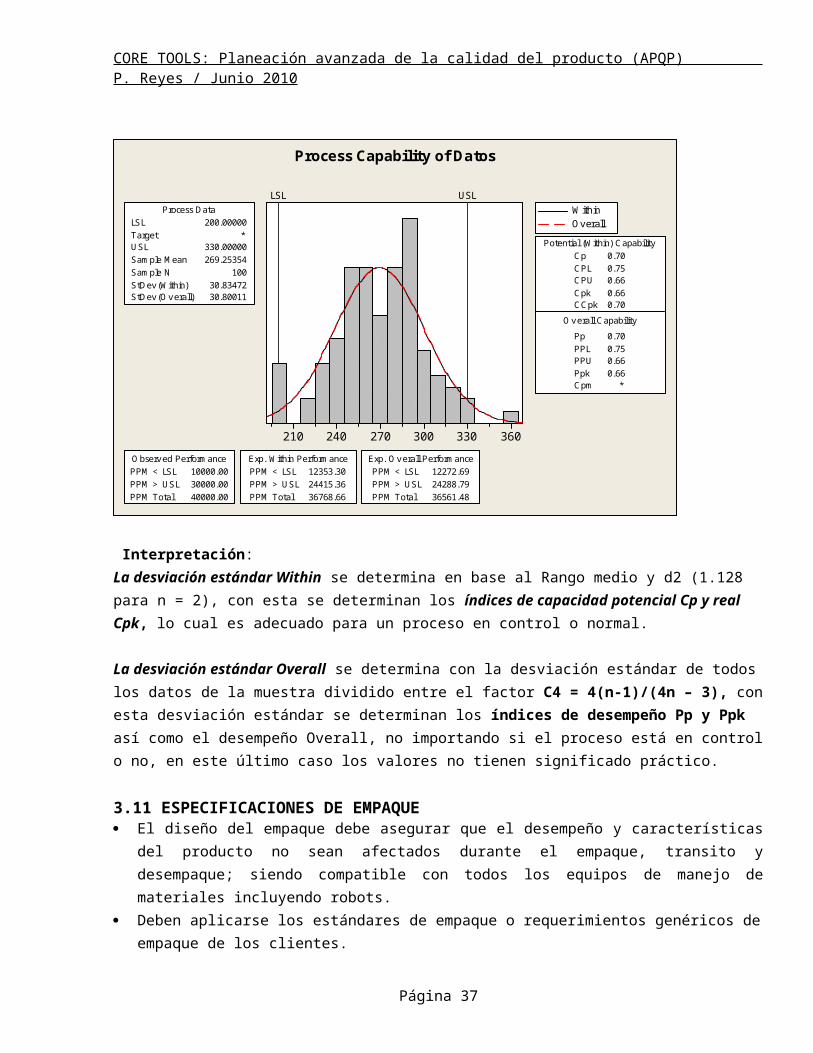
Interpretación:La desviación estándar Within se determina en base al Rango medio y d2 (1.128 para n = 2), con esta se determinan los índices de capacidad potencial Cp y real Cpk, lo cual es adecuado para un proceso en control o normal.
La desviación estándar Overall se determina con la desviación estándar de todos los datos de la muestra dividido entre el factor C4 = 4(n-1)/(4n – 3), con esta desviación estándar se determinan los índices de desempeño Pp y Ppk así como el desempeño Overall, no importando si el proceso está en control o no, en este último caso los valores no tienen significado práctico.
3.11 ESPECIFICACIONES DE EMPAQUE El diseño del empaque debe asegurar que el desempeño y características del producto no sean afectados
durante el empaque, transito y desempaque; siendo compatible con todos los equipos de manejo de materiales incluyendo robots.
Deben aplicarse los estándares de empaque o requerimientos genéricos de empaque de los clientes.
3.12 SOPORTE GERENCIAL• Programar las revisiones formales durante esta fase para informar a la gerencia, logrando su
participación para asistir en la solución de actividades no concluidas.
Página 30

CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
4. Validación del producto y proceso
37
4.0 VALIDACION DEL PRODUCTO Y PROCESO
Etapa donde el proceso de manufactura esvalidado por mediode la evaluación de una corrida pilotode prueba.
El grupo de APQP debe verificar queel Plan de Control y el Diagrama de Flujo del procesose aplican en piso y aseguran el cumplimiento de los requisitos del cliente.
4.8 Cierre de la Planeación de Calidad y Soporte de la Dirección
ENTRADAS SALIDAS (PPAP)3.1 Estandares de empaque
3.2 Revisión del Sistema de Calidad3.3 Diagrama de flujo del Proceso3.4 Distribución de planta3.5 Matriz de caracter.3.6 AMEF de Proceso3.7 Plan de Control de Pre-producción3.8 Instruccionesde Proceso3.9 Plan de analisis de lossistemas de medición3.10 Estudio preliminarde habilidad del proceso
3.11 Especificaciones de empaque3.12 Soporte Gerencial
4.1 Corrida de Pruebade Producción4.2 Evaluación del Sistema de Medición4.3 Estudio Preliminar de Capacidad del Proceso4.4 Aprobación de Partes de Producción4.5 Pruebas de Validación de Producción
4.6 Evaluación de Empaque
4.7 Plan de Control paraProducción
Fig. 4.1 Fase 4 del APQP
SALIDAS4.1 CORRIDA DE PRUEBA DE PRODUCCION Debe conducirse empleando herramental, equipo, ambiente (incluyendo operadores de producción),
instalaciones y tiempo de ciclo normales de producción. La cantidad mínima es determinada por el cliente.
Se usa para:• Estudios preliminares de habilidad de procesos. Evaluación de sistemas de medición.• Factibilidad final. Revisión de proceso. Pruebas de validación de producción.
Página 31
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
• Aprobación de partes de producción. Evaluación de empaque. Habilidad de primera vez (FTC).• Cierre de la planeación de calidad.
4.2 EVALUACION DEL SISTEMA DE MEDICION Deberán de emplearse los dispositivos y métodos especificados para verificar las características
identificadas en el plan de control. Evaluar el sistema de medición previo o durante la corrida de producción de prueba, a través de un
estudio R&R, ANOVA o con Cartas de Control. (ver “Measurement Systems Analysis Ref. Manual”)
4.3 ESTUDIO PRELIMINAR DE CAPACIDAD DE PROCESO Evalúa la capacidad o habilidad del proceso para la producción. Se desarrolla sobre las características identificadas en el plan de control.
4.4 APROBACIÓN DE PARTES DE PRODUCCION
Valida que el producto hecho con herramentales y procesos de producción normal cumple con los requerimientos de ingeniería.
Se aplica lo descrito en el Manual “Production Part Approval Process”
Página 32
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
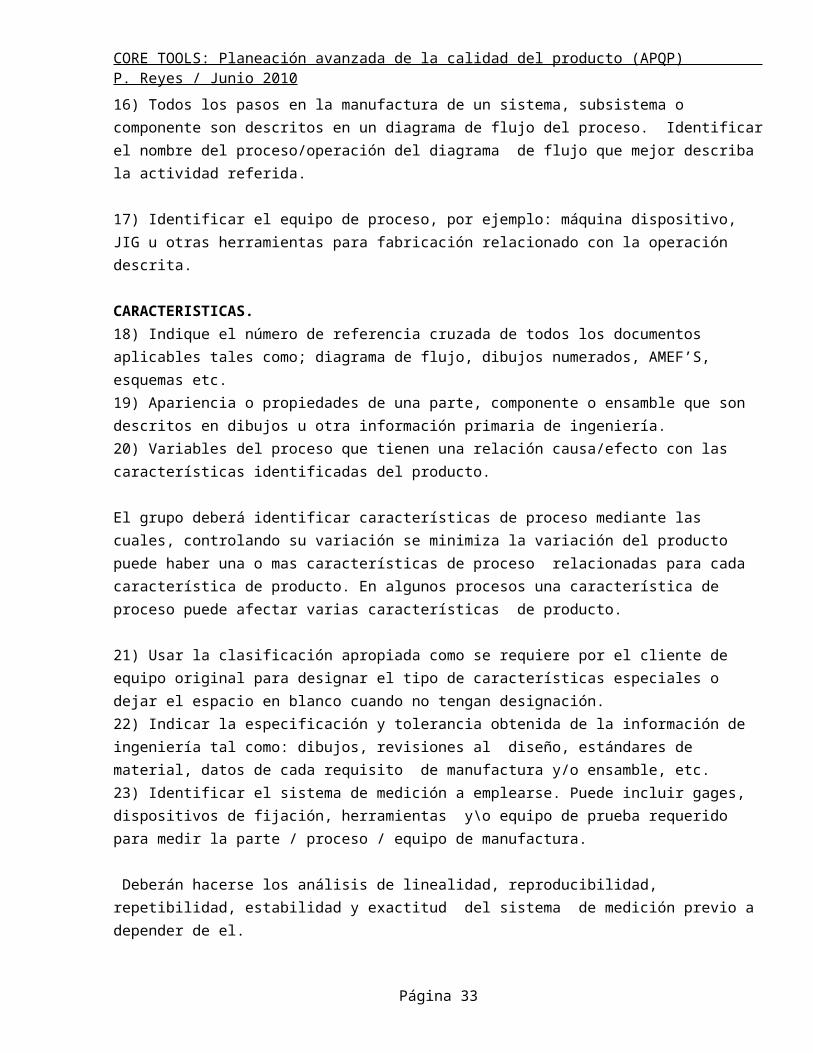
Part Submission WarrantPart Name Cust. Part Number
Shown on Drawing Number Org. Part Number
Engineering Change Level Dated
Additional Engineering Changes Dated
Safety and/or Government Regulation Purchase Order No.
Checking Aid Number Checking Aid Eng. Change Level Dated
ORGANIZATION MANUFACTURING INFORMATION CUSTOMER SUBMITTAL INFORMATION
ORGANIZATION CODE DaimlerChrysler DIVISIONSupplier Name & Supplier/Vendor Code Customer Name/Division
ADDRESSStreet Address Buyer/Buyer Code
CITY STATE ZIP APPLICATIONCity Region Postal Code Country Application
MATERIALS REPORTING
Has customer-required Substances of Concern information been reported?
Submitted by IMDS or other customer format:
Are polymeric parts identified with appropriate ISO marking codes?
REASON FOR SUBMISSION (Check at least one)Initial submission Change to Optional Construction or MaterialEngineering Change(s) Sub-Supplier or Material Source ChangeTooling: Transfer, Replacement, Refurbishment, or additional Change in Part ProcessingCorrection of Discrepancy Parts produced at Additional LocationTooling Inactive > than 1 year Other - please specify
REQUESTED SUBMISSION LEVEL (Check one)Level 1 - Warrant only (and for designated appearance items, an Appearance Approval Report) submitted to customer.Level 2 - Warrant with product samples and limited supporting data submitted to customer.Level 3 - Warrant with product samples and complete supporting data submitted to customer.Level 4 - Warrant and other requirements as defined by customer.Level 5 - Warrant with product samples and complete supporting data reviewed at organization's manufacturing location.
SUBMISSION RESULTSThe results forThese results meet all design record requirements: (If "NO" - Explanation Required)Mold / Cavity / Production Process
DECLARATION
EXPLANATION/COMMENTS:
Is each Customer Tool properly tagged and numbered?
Organization Authorized Signature Date
Print NameTitle E-mail
FOR CUSTOMER USE ONLY (IF APPLICABLE)
PPAP Warrant Disposition:
Customer Signature Date
Print Name Customer Tracking Number (optional)
Phone No.
NAME NUMBER
ECL DATEECL
I affirm that the samples represented by this warrant are representative of our parts, which were made by a process that meets allProduction Part Approval Process Manual 4th Edition Requirements. I further affirm that these samples were produced at the productionrate of ____/____ hours. I also certify that documented evidence of such compliance is on file and available for your review. I have notedany deviation from this declaration below.
Weight (kg)
Fax No.555-555-5555
Yes NOdimensional measurements material and functional tests appearance criteria statistical process package
Yes No
Yes No
Yes No
Approved Rejected Other
n/a
Yes No n/a
Página 33
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
4.5 PRUEBAS DE VALIDACIÓN DE PRODUCCIÓNPruebas de ingeniería para validar que los productos hechos con herramientas y procesos de producción normal cumplen los estándares de ingeniería.
Se aplica lo descrito en “Quality System Requirements” de Ford, Chrysler y GM
4.6 EVALUACIÓN DE EMPAQUE Todas las pruebas de embarque y los métodos de prueba deben evaluar la protección del producto
contra daños de transportación normal y factores ambientales adversos.
4.7 PLAN DE CONTROL PARA PRODUCCIÓN Extensión del plan preparado en la fase anterior. Puede ser requerido por cliente para su aprobación.
4.8 CIERRE DE LA PLANEACIÓN DE CALIDAD Y SOPORTE GERENCIAL Reportar a la gerencia el estado del programa. Efectuar revisión de piso y coordinar el cierre formal.
Previo al embarque de la primera producción se requiere revisar: Planes de control existentes y disponibles en todos los casos para las operaciones afectadas. Instrucciones de proceso conteniendo todas las características especiales especificadas en el plan de
control y todas las recomendaciones derivadas del AMEF de proceso. Uso adecuado y estudios R & R de dispositivos especiales de medición requeridos por el plan de control.
Página 34
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
TEAM FEASIBILITY COMMITMENTCustomer: Date:
Part Number: Part Name:
Feasibility ConsiderationsOur product quality planning team has considered the following questions, not intended to be all-inclusive inperforming a feasibility evaluation. The drawings and/or specifications provided have been used as a basis for analyzing the ability to meet all specified requirements. All "no" answers are supported with attached commentsidentifying our concerns and/or proposed changes to enable us to meet the specified requirements.
YES NO CONSIDERATIONIs product adequately defined (application requirements, etc. to enablefeasibility evaluation?Can Engineering Performance Specifications be met as written?Can product be manufactured to tolerances specified on drawing?Can product be manufactured with Cpk's that meet requirements?Is there adequate capacity to produce product?Does the design allow the use of efficient material handling techniques?Can the product be manufactured without incurring any unusual:
- Costs for capital equipment?- Costs for tooling?- Alternative manufacturing methods?
Is statistical process control required on the product?Is statistical process control presently used on similar products?Where statistical process control is used on similar products:
- Are the processes in control and stable?- Are Cpk's greater than 1.33?
Conclusion
Feasible Product can be produced as specified with no revisions.Feasible Changes recommended (see attached).Not Feasible Design revision required to produce product within the specified requirements.
Sign-Off
Team Member/Title/Date Team Member/Title/Date
Team Member/Title/Date Team Member/Title/Date
Team Member/Title/Date Team Member/Title/Date
DaimlerChrysler
NUMBER NAME
Página 35
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
PRODUCT QUALITY PLANNING SUMMARY AND SIGN-OFF
DATE:
PRODUCT NAME: NAME PART NUMBER: NUMBER
CUSTOMER: DaimlerChrysler MANUFACTURING PLANT: CITY
1. PRELIMINARY PROCESS CAPABILITY STUDY QUANTITY
REQUIRED ACCEPTABLE PENDING*
Ppk - SPECIAL CHARACTERISTICS
2. CONTROL PLAN APPROVAL (If Required) APPROVED: YES / NO* DATE APPROVED
3. INITIAL PRODUCTION SAMPLESCHARACTERISTIC CATEGORY QUANTITY
CHARACTERISTICSSAMPLES PER SAMPLE ACCEPTABLE PENDING*
DIMENSIONALVISUALLABORATORYPERFORMANCE
4. GAGE AND TEST EQUIPMENTMEASUREMENT SYSTEM ANALYSIS QUANTITY
REQUIRED ACCEPTABLE PENDING*
SPECIAL CHARACTERISTIC
5. PROCESS MONITORINGQUANTITY
PROCESS MONITORING INSTRUCTIONS REQUIRED ACCEPTABLE PENDING*
PROCESS SHEETSVISUAL AIDS
6. PACKAGING/SHIPPING QUANTITY
REQUIRED ACCEPTABLE PENDING*
PACKAGING APPROVALSHIPPING TRIALS
7. SIGN-OFF
TEAM MEMBER/TITLE/DATE TEAM MEMBER/TITLE/DATE
TEAM MEMBER/TITLE/DATE TEAM MEMBER/TITLE/DATE
TEAM MEMBER/TITLE/DATE TEAM MEMBER/TITLE/DATE
* REQUIRES PREPARATION OF AN ACTION PLAN TO TRACK PROGRESS.
Página 36
CORE TOOLS: Planeación avanzada de la calidad del producto (APQP) P. Reyes / Junio 2010
5.0 Retroalimentación, evaluación y acción correctiva
ENTRADAS:- Las salidas de la fase anterior.
SALIDAS:Variación reducida, satisfacción de cliente, entrega y servicio.
5.1 VARIACIÓN REDUCIDAEmplear cartas de control u otra técnica estadística para identificar variación de proceso. (ver “Statistical Process Control Reference Manual”). Analizar y tomar acciones correctivas para reducir variación. Establecer mejora continua entendiendo las causas comunes y reducir sus fuentes de variación.
5.2 SATISFACCION DEL CLIENTEAsociarse con el cliente para hacer los cambios necesarios para corregir deficiencias.
5.3 ENTREGA Y SERVICIOAsociarse con el cliente para solución de problemas y mejora continua. Junto con el cliente escuchar la Voz del Cliente y del Consumidor.
Página 37