control automatico de producci´ on de helado´ ice cream
TRANSCRIPT

Control automatico de produccion de helado
ICE CREAM POP
INFORME AVANCE
UNIVERSIDAD EAFIT
ASIGNATURA
Control Automatico de Procesos
PROFESOR
Davinson Castano Cano
Melissa Lobo ([email protected])
Natalia Alvarez ([email protected])
Maria Isabel Gomez ([email protected])
Anderson Fabian Pena ([email protected])
I. INTRODUCCION
El presente informe corresponde al avance del proyecto
final que esta siendo realizado para la materia control au-
tomatico de procesos, este requiere de la seleccion de un
proceso industrial para su posterior automatizacion, el cual
para este caso es la produccion de helado. Este producto tiene
como ingrediente principal “crema fresca o nata fermentada”,
la cual debe ser refrigerada para luego ser mezclada con los
otros ingredientes necesarios (Leche descremada en polvo,
estabilizantes naturales, emulsionan tes, harina y jarabe de
maız), posteriormente la mezcla final requiere de varios
procesos como pasteurizacion, homogeneizacion, adicion
de saborizante y congelacion, para ası alcanzar su sabor
y textura final. Relacionado a la produccion y venta del
producto, la companıa tiene en cuenta tambien el proveedor
de materia prima y su presentacion optima para el proceso,
y finalmente el envasado y almacenamiento del producto
final. La companıa “Ice Cream Pop” identifica como publico
objetivo a hombres, mujeres y ninos de todas las edades,
con gusto por los helados; y tiene como meta la produccion
diaria de 500 litros de helado, considerandose una empresa
de tamano mediano.Lo anterior, ligado a una amplia demanda
por nuestro producto, debido a factores como: la oferta y
multivariedad de sabores, el consumo masivo, la facilidad
de adquisicion, entre otros. La industria calcula que un
colombiano consume en promedio 1.4 kilos de helado al
ano y preve que dentro de 5 anos habra un alza del 22,9
por-ciento en su consumo.
A. DESCRIPCION DEL PROBLEMA
El proyecto final, como ya se menciono anteriormente,
exige la automatizacion de un proceso industrial. Este equipo
de trabajo pretende llevar a cabo la descripcion e informacion
necesaria para lograr la automatizacion total del proceso
de produccion de helado, a partir de la recepcion de la
materia prima, desde su refrigeracion hasta el alcance de una
mezcla final optima, y adicional el envasado y almacenado
del producto.
Para lograr lo anterior, se debe conocer detalladamente
los subprocesos que requiere el producto, entender el or-
den, el objetivo y necesidades de cada uno, la maquinaria
involucrada, y los funcionamientos de esta, para ası tener
la capacidad de llevar todo lo anterior a un funcionamiento
compacto y automatizado. Lo cual, es posible por medio
de sensores y actuadores que se encargaran de reconocer
el flujo o presencia de la mezcla y activar los diferentes
procesos que esta requiere, cada uno con especificaciones
previamente establecidas. Tambien, se deben involucrar otros
sistemas y conocimientos adquiridos como lo son, sistemas
de adquisicion de datos, PLC, IHM, MEF y plataformas de
programacion, que permitiran la compactacion de todos los
elementos para un funcionamiento final integrado.
El motivo por el cual se requiere automatizar la produccion
de helado es principalmente, para la practica, desarrollo
y aplicacion de conocimientos de los estudiantes a cargo
y en relacion con la industria en general, se relaciona
con el hecho de que es un proceso industrial realizado
mundialmente, como muchos otros a los cuales se pueden
enfrentar como profesionales en un futuro, el cual comprende
altas cantidades de produccion y como se dijo anteriormente,
presenta una demanda alta y que promete su crecimiento
acelerado. Ademas, la automatizacion total de los procesos
a nivel mundial se ve cada vez mas utilizada y exprimida
para sacar lo mejor de estos, en cuanto a incremento de
calidad, reduccion de costos, liberacion de recursos, elimi-
nacion de errores, disminucion de tiempos y aumento de la
productividad y rentabilidad.

B. OBJETIVOS
1) OBJETIVOS GENERALES: El proyecto pretende
cumplir con la investigacion, analisis y creacion de todo lo
necesario para la automatizacion de un proceso industrial,
especıficamente la produccion de helado, por medio de la
busqueda de informacion relacionada y un paso a paso para
la construccion de cada una de las fases necesarias para la
aplicacion y funcionamiento final del proceso automatizado.
2) OBJETIVOS ESPECIFICOS:
• Aplicar los conocimientos adquiridos en la asignatura
“Control Automatico de Procesos”, por medio de la
practica y el desarrollo de la automatizacion de un
proceso industrial elegido por los estudiantes a cargo.
• Permitir a los estudiantes conocer y sumergirse en la
industria, como funcionan los procesos en la actualidad
y plantear la automatizacion como una estrategia de
enfrentamiento a este mundo cambiante.
• Reconocer la importancia de la automatizacion y sus al-
cances, otorgandole la relevancia que se merece al tener
la capacidad de incrementar la calidad, productividad
y rentabilidad; a la vez logra la reduccion de costos,
errores y tiempos.
II. DESCRIPCION DEL PROCESO
El proceso productivo que se puede apreciar a contin-
uacion en ambos diagramas, comienza en la zona de descarga
donde es recibida la materia prima para iniciar la produccion
de helado, esta crema es almacenada y homogeneizada en los
silos refrigerantes, para luego pasar a ser mezclada con cinco
ingredientes adicionales que requiere el producto, despues se
lleva a un tanque de pasteurizacion y homogeneizacion para
aumentar su temperatura, activar algunos ingredientes y por
ultimo homogeneizar la mezcla al retirar sus residuos; de
nuevo pasa a una mezcladora para la adicion del saborizante
que se elija y por ultimo se lleva a la temperatura requerida
en el tanque de congelacion, generando ası la textura final
del producto. El producto es ahora envasado por medio de
inyeccion en cantidades de 1 litro, para luego ubicar las
unidades en bandejas que seran almacenadas en refriger-
adores llevados al almacen de producto terminado. NOTA:
Las maquinas utilizadas estan ubicadas estrategicamente en
el orden en que se realiza el proceso; debido a que este debe
ser continuo, ya que cada subproceso alimenta el siguiente.
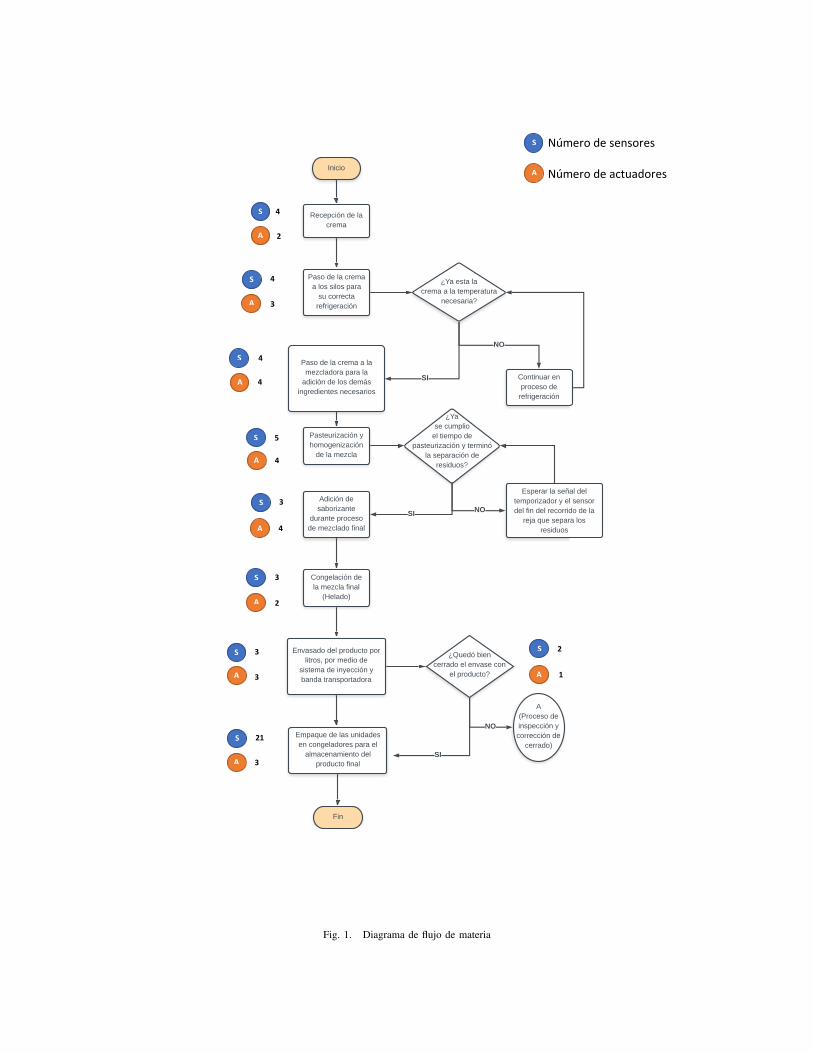
A. Diagrama de flujo de materia
En la Figura 1, disponible en la siguiente pagina, se puede
observar el diagrama de flujo de materia.
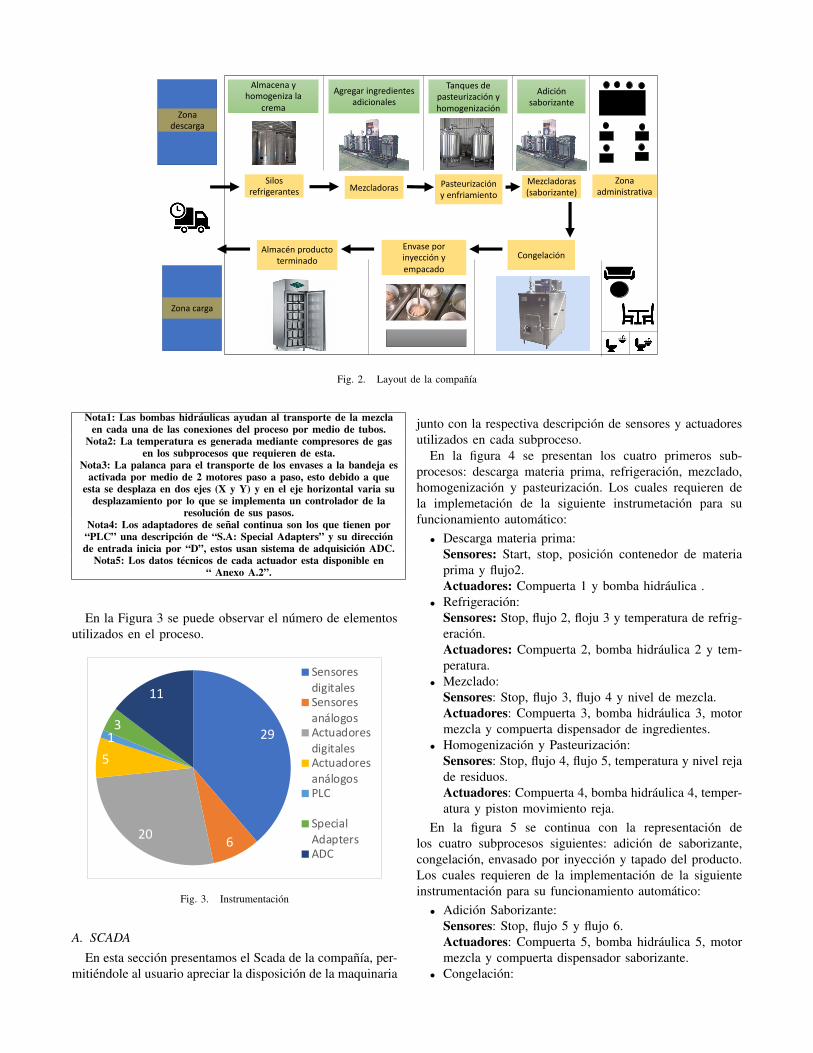
B. Layout
En la Figura 2, disponible en la siguiente pagina, se puede
observar el layout de la companıa.
III. INSTRUMENTACION
PLC:Para el control e implementacion del proceso se elige
el PLC “FX3G Main Units with 60 I/O”, debido a que
este dispone de 36 entradas y 24 salidas, las cuales cubren
el numero total de variables involucradas en el proceso.
Sensor Variable PLC Entrada dispositivo Anexo
Startt Start 1 X000 A.1
Stopp Stop 1 X001 A.1
Posicion conmp 1 X002 A.1
Flujo de mezcla flujo2 1 X003 A.1
Temp Silos temp2 S.A 1 D8080 A.1
Flujo mezcla Flujo3 1 X004 A.1
Nivel de mezcla Niv3 S.A 1 D8081 A.1
Nivel reja Niv4 1 X005 A.1
Temp Past/Hom temp4 S.A 1 D8082 A.1
Flujo mezcla flujo4 1 X006 A.1
Flujo mezcla flujo5 1 X007 A.1
Temp Cong temp6 S.A 1 D8083 A.1
Flujo mezcla flujo6 1 X008 A.1
Peso Pesinv S.A 1 D8180 A.1
Posicion tapado Postap 1 X009 A.1
Encoder Enc S.A 2 D8181 A.1
Posicion Pospal 1 X0010 A.1
Posicion bandeja De Pos1 a Pos15 1 X011-X026 A.1
Posicion PosArr 1 X0027 A.1
Posicion PosInic 1 X0028 A.1
Nota1: Debido a que todos los subprocesos y maquinas estan conectados,se involucran tubos de transporte con mecanismos hidraulicos, por lo que
utiliza un sensor “flujo mezcla” para reconocer la presencia de esta encada una de las conexiones del proceso.
Nota2: La bandeja de almacenamiento cuenta con 15 posicionesdisponibles, cada una con un sensor de posicion para el control de cantidady el funcionamiento de la palanca, por lo que en N registramos el respectivo
numero de posicion.Nota3: Los sensores de senal continua son los que tienen por “PLC” unadescripcion de “S.A: Special Adapters” y su direccion de entrada inicia
por “D”, estos usan sistema de adquisicion ADC.Nota4: Los datos tecnicos de cada sensor esta disponible en “ Anexo A.1”.
Actuador Variable PLC Entrada Dispositivo Anexo
Compuerta con1 1 Y000 A.2
Bomba hidraulica ba1 1 Y001 A.2
Temp Silos Tref S.A 1 D8084 A.2
Compuerta con2 1 Y002 A.2
Bomba hidraulica ba2 1 Y003 A.2
Motor mezcladora Mmez 1 Y004 A.2
Compuerta con3 1 Y005 A.2
Compuerta Ingred Cing 1 Y006 A.2
Bomba hidraulica ba3 1 Y007 A.2
Temp Past/Hom Tph S.A 2 D8182 A.2
Piston reja Prej 1 Y008 A.2
Compuerta con4 1 Y009 A.2
Bomba hidraulica ba4 1 Y010 A.2
Compuerta saborz Csab 1 Y011 A.2
Motor mezcla saborz Msab 1 Y012 A.2
Compuerta con5 1 Y013 A.2
Bomba hidraulica ba5 1 Y014 A.2
Temp.Cong Tcong S.A 2 D8183 A.2
Compuerta con7 1 Y015 A.2
Piston inyeccion Piny S.A 2 D8184 A.2
Motor banda transp. Mban 1 Y016 A.2
Piston tapas Ptap 1 Y017 A.2
Motor palanca vert Mpalv 1 Y018 A.2
Motor palanca horz Mpalh S.A 3 D8085 A.2
Motor bandeja almac Malm 1 Y019 A.2
2
4
Número de sensores
Número de actuadores
S
A
S
S
S
S
S
S
S
S
A
A
A
A
A
A
A
A
21
3
3
3
2
3
4
3
3
4
4
4
4
5
S
A 1
2
Fig. 1. Diagrama de flujo de materia
Silos
refrigerantes Mezcladoras Pasteurización
y enfriamiento
Mezcladoras
(saborizante)
CongelaciónAlmacén producto
terminado
Envase por
inyección y
empacado
Zona
descarga
Zona carga
Zona
administrativa
Almacena y
homogeniza la
crema
Agregar ingredientes
adicionales
Tanques de
pasteurización y
homogenización
Adición
saborizante
Fig. 2. Layout de la companıa
Nota1: Las bombas hidraulicas ayudan al transporte de la mezclaen cada una de las conexiones del proceso por medio de tubos.
Nota2: La temperatura es generada mediante compresores de gasen los subprocesos que requieren de esta.
Nota3: La palanca para el transporte de los envases a la bandeja esactivada por medio de 2 motores paso a paso, esto debido a que
esta se desplaza en dos ejes (X y Y) y en el eje horizontal varia sudesplazamiento por lo que se implementa un controlador de la
resolucion de sus pasos.Nota4: Los adaptadores de senal continua son los que tienen por“PLC” una descripcion de “S.A: Special Adapters” y su direccionde entrada inicia por “D”, estos usan sistema de adquisicion ADC.
Nota5: Los datos tecnicos de cada actuador esta disponible en“ Anexo A.2”.
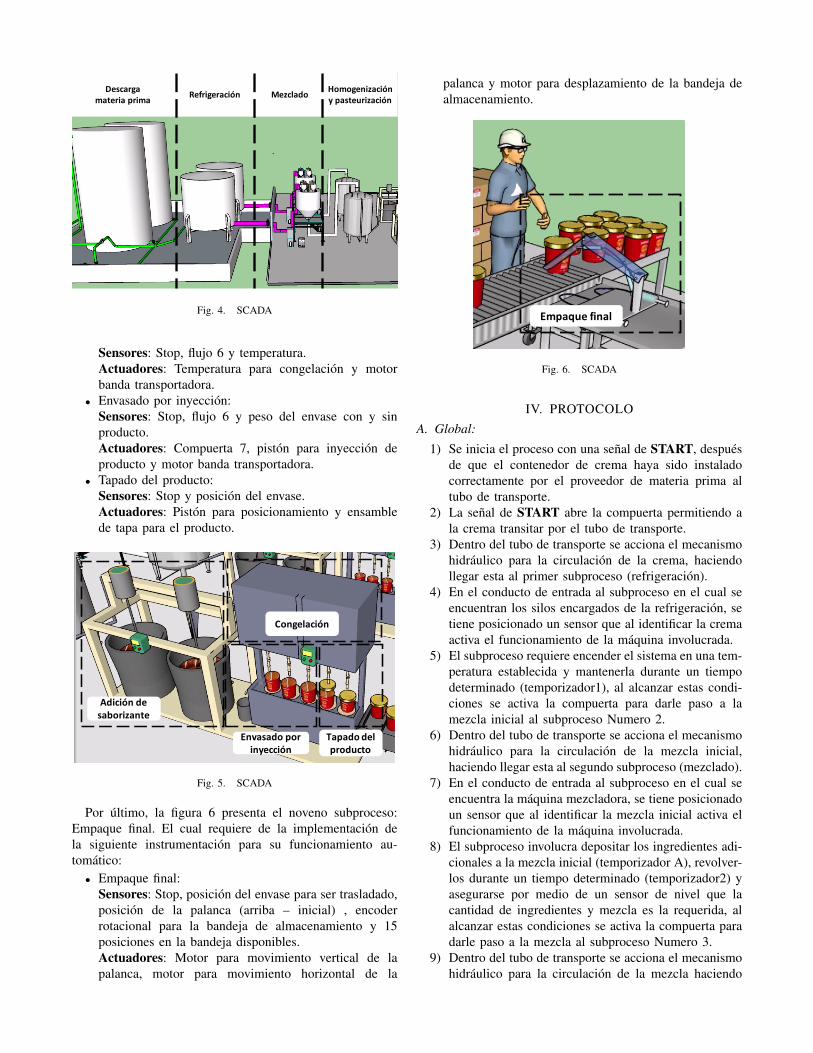
En la Figura 3 se puede observar el numero de elementos
utilizados en el proceso.
29
620
5
13
11
Sensores
digitales
Sensores
análogos
Actuadores
digitales
Actuadores
análogos
PLC
Special
Adapters
ADC
Fig. 3. Instrumentacion
A. SCADA
En esta seccion presentamos el Scada de la companıa, per-
mitiendole al usuario apreciar la disposicion de la maquinaria
junto con la respectiva descripcion de sensores y actuadores
utilizados en cada subproceso.
En la figura 4 se presentan los cuatro primeros sub-
procesos: descarga materia prima, refrigeracion, mezclado,
homogenizacion y pasteurizacion. Los cuales requieren de
la implemetacion de la siguiente instrumetacion para su
funcionamiento automatico:
• Descarga materia prima:
Sensores: Start, stop, posicion contenedor de materia
prima y flujo2.
Actuadores: Compuerta 1 y bomba hidraulica .
• Refrigeracion:
Sensores: Stop, flujo 2, floju 3 y temperatura de refrig-
eracion.
Actuadores: Compuerta 2, bomba hidraulica 2 y tem-
peratura.
• Mezclado:
Sensores: Stop, flujo 3, flujo 4 y nivel de mezcla.
Actuadores: Compuerta 3, bomba hidraulica 3, motor
mezcla y compuerta dispensador de ingredientes.
• Homogenizacion y Pasteurizacion:
Sensores: Stop, flujo 4, flujo 5, temperatura y nivel reja
de residuos.
Actuadores: Compuerta 4, bomba hidraulica 4, temper-
atura y piston movimiento reja.
En la figura 5 se continua con la representacion de
los cuatro subprocesos siguientes: adicion de saborizante,
congelacion, envasado por inyeccion y tapado del producto.
Los cuales requieren de la implementacion de la siguiente
instrumentacion para su funcionamiento automatico:
• Adicion Saborizante:
Sensores: Stop, flujo 5 y flujo 6.
Actuadores: Compuerta 5, bomba hidraulica 5, motor
mezcla y compuerta dispensador saborizante.
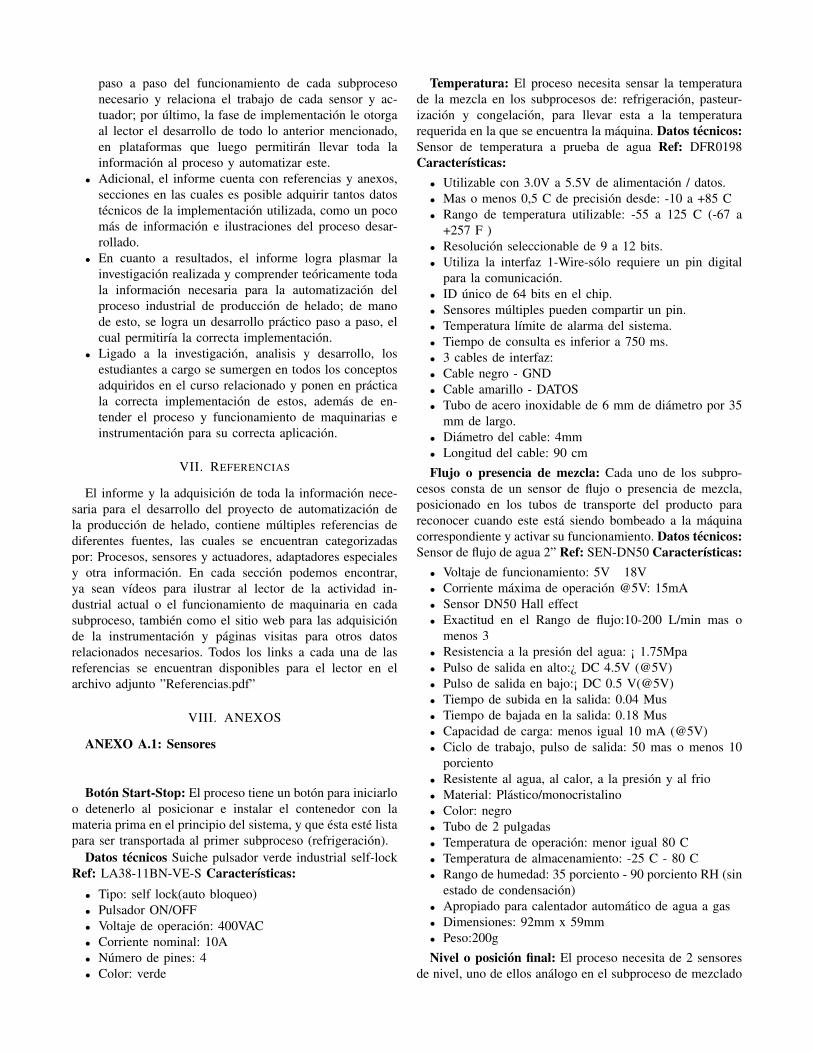
• Congelacion:
Descarga
materia primaRefrigeración Mezclado
Homogenización
y pasteurización
Fig. 4. SCADA
Sensores: Stop, flujo 6 y temperatura.
Actuadores: Temperatura para congelacion y motor
banda transportadora.
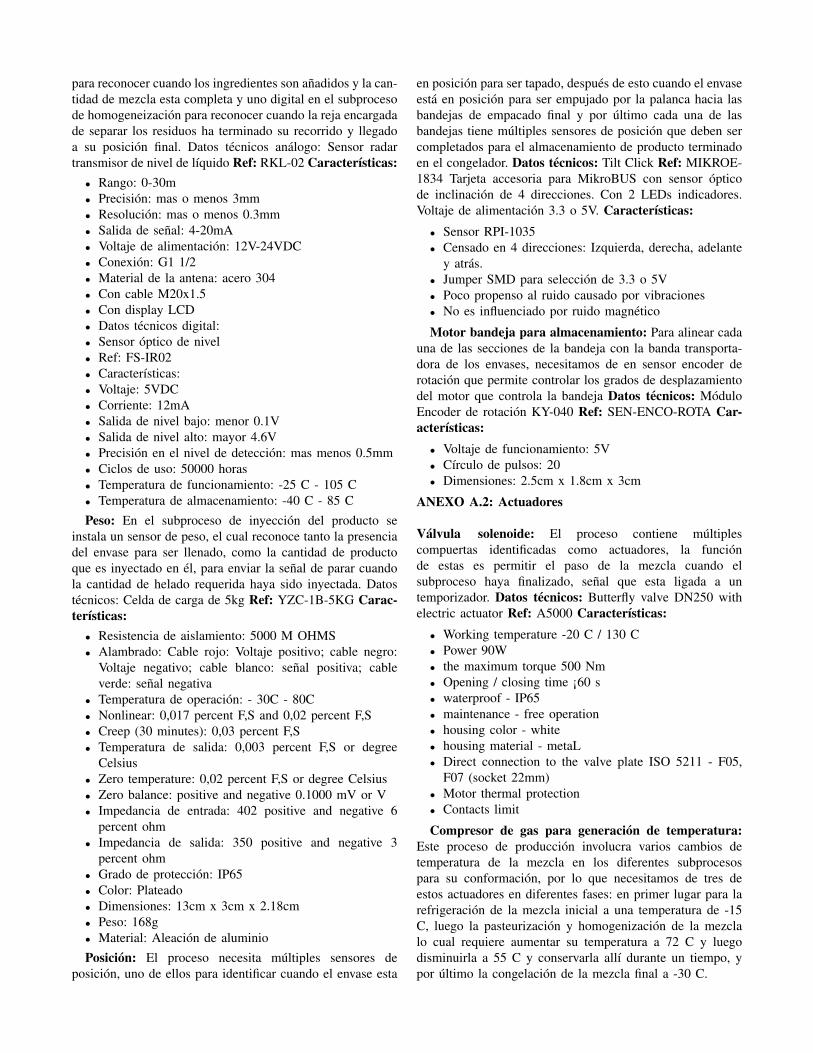
• Envasado por inyeccion:
Sensores: Stop, flujo 6 y peso del envase con y sin
producto.
Actuadores: Compuerta 7, piston para inyeccion de
producto y motor banda transportadora.
• Tapado del producto:
Sensores: Stop y posicion del envase.
Actuadores: Piston para posicionamiento y ensamble
de tapa para el producto.
Envasado por
inyección
Tapado del
producto
Congelación
Adición de
saborizante
Fig. 5. SCADA
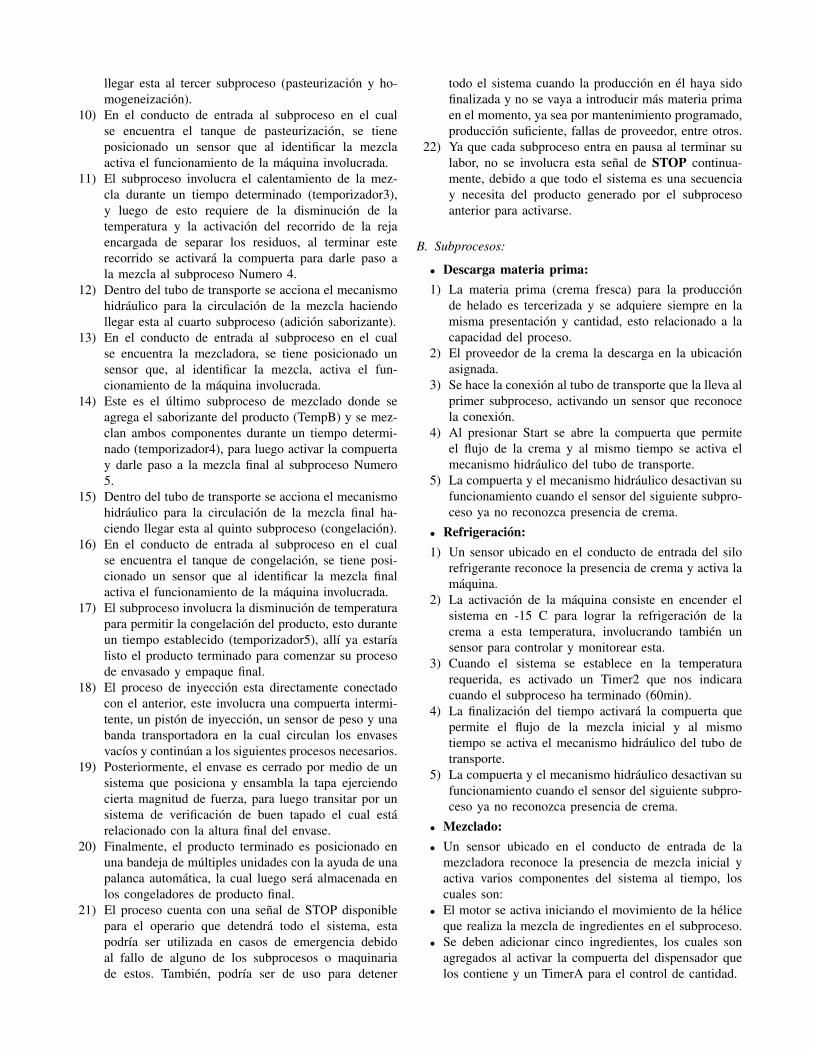
Por ultimo, la figura 6 presenta el noveno subproceso:
Empaque final. El cual requiere de la implementacion de
la siguiente instrumentacion para su funcionamiento au-
tomatico:
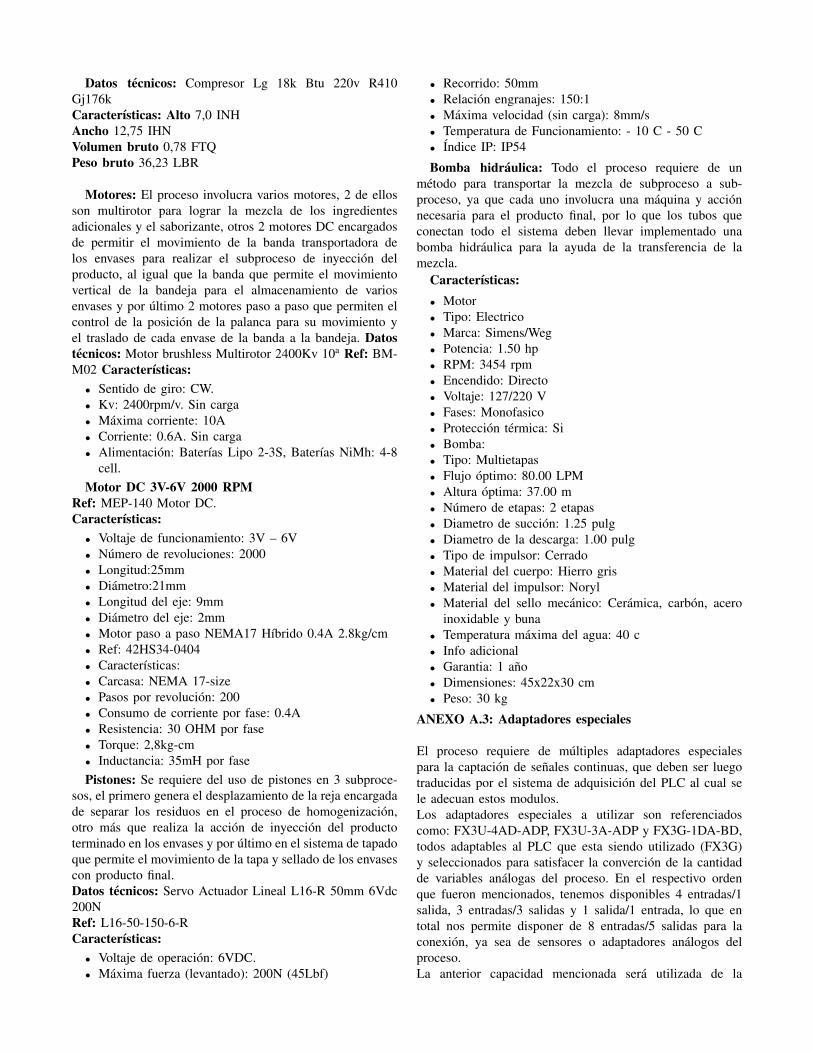
• Empaque final:
Sensores: Stop, posicion del envase para ser trasladado,
posicion de la palanca (arriba – inicial) , encoder
rotacional para la bandeja de almacenamiento y 15
posiciones en la bandeja disponibles.
Actuadores: Motor para movimiento vertical de la
palanca, motor para movimiento horizontal de la
palanca y motor para desplazamiento de la bandeja de
almacenamiento.
Empaque final
Fig. 6. SCADA
IV. PROTOCOLO
A. Global:
1) Se inicia el proceso con una senal de START, despues
de que el contenedor de crema haya sido instalado
correctamente por el proveedor de materia prima al
tubo de transporte.
2) La senal de START abre la compuerta permitiendo a
la crema transitar por el tubo de transporte.
3) Dentro del tubo de transporte se acciona el mecanismo
hidraulico para la circulacion de la crema, haciendo
llegar esta al primer subproceso (refrigeracion).
4) En el conducto de entrada al subproceso en el cual se
encuentran los silos encargados de la refrigeracion, se
tiene posicionado un sensor que al identificar la crema
activa el funcionamiento de la maquina involucrada.
5) El subproceso requiere encender el sistema en una tem-
peratura establecida y mantenerla durante un tiempo
determinado (temporizador1), al alcanzar estas condi-
ciones se activa la compuerta para darle paso a la
mezcla inicial al subproceso Numero 2.
6) Dentro del tubo de transporte se acciona el mecanismo
hidraulico para la circulacion de la mezcla inicial,
haciendo llegar esta al segundo subproceso (mezclado).
7) En el conducto de entrada al subproceso en el cual se
encuentra la maquina mezcladora, se tiene posicionado
un sensor que al identificar la mezcla inicial activa el
funcionamiento de la maquina involucrada.
8) El subproceso involucra depositar los ingredientes adi-
cionales a la mezcla inicial (temporizador A), revolver-
los durante un tiempo determinado (temporizador2) y
asegurarse por medio de un sensor de nivel que la
cantidad de ingredientes y mezcla es la requerida, al
alcanzar estas condiciones se activa la compuerta para
darle paso a la mezcla al subproceso Numero 3.
9) Dentro del tubo de transporte se acciona el mecanismo
hidraulico para la circulacion de la mezcla haciendo
llegar esta al tercer subproceso (pasteurizacion y ho-
mogeneizacion).
10) En el conducto de entrada al subproceso en el cual
se encuentra el tanque de pasteurizacion, se tiene
posicionado un sensor que al identificar la mezcla
activa el funcionamiento de la maquina involucrada.
11) El subproceso involucra el calentamiento de la mez-
cla durante un tiempo determinado (temporizador3),
y luego de esto requiere de la disminucion de la
temperatura y la activacion del recorrido de la reja
encargada de separar los residuos, al terminar este
recorrido se activara la compuerta para darle paso a
la mezcla al subproceso Numero 4.
12) Dentro del tubo de transporte se acciona el mecanismo
hidraulico para la circulacion de la mezcla haciendo
llegar esta al cuarto subproceso (adicion saborizante).
13) En el conducto de entrada al subproceso en el cual
se encuentra la mezcladora, se tiene posicionado un
sensor que, al identificar la mezcla, activa el fun-
cionamiento de la maquina involucrada.
14) Este es el ultimo subproceso de mezclado donde se
agrega el saborizante del producto (TempB) y se mez-
clan ambos componentes durante un tiempo determi-
nado (temporizador4), para luego activar la compuerta
y darle paso a la mezcla final al subproceso Numero
5.
15) Dentro del tubo de transporte se acciona el mecanismo
hidraulico para la circulacion de la mezcla final ha-
ciendo llegar esta al quinto subproceso (congelacion).
16) En el conducto de entrada al subproceso en el cual
se encuentra el tanque de congelacion, se tiene posi-
cionado un sensor que al identificar la mezcla final
activa el funcionamiento de la maquina involucrada.
17) El subproceso involucra la disminucion de temperatura
para permitir la congelacion del producto, esto durante
un tiempo establecido (temporizador5), allı ya estarıa
listo el producto terminado para comenzar su proceso
de envasado y empaque final.
18) El proceso de inyeccion esta directamente conectado
con el anterior, este involucra una compuerta intermi-
tente, un piston de inyeccion, un sensor de peso y una
banda transportadora en la cual circulan los envases
vacıos y continuan a los siguientes procesos necesarios.
19) Posteriormente, el envase es cerrado por medio de un
sistema que posiciona y ensambla la tapa ejerciendo
cierta magnitud de fuerza, para luego transitar por un
sistema de verificacion de buen tapado el cual esta
relacionado con la altura final del envase.
20) Finalmente, el producto terminado es posicionado en
una bandeja de multiples unidades con la ayuda de una
palanca automatica, la cual luego sera almacenada en
los congeladores de producto final.
21) El proceso cuenta con una senal de STOP disponible
para el operario que detendra todo el sistema, esta
podrıa ser utilizada en casos de emergencia debido
al fallo de alguno de los subprocesos o maquinaria
de estos. Tambien, podrıa ser de uso para detener
todo el sistema cuando la produccion en el haya sido
finalizada y no se vaya a introducir mas materia prima
en el momento, ya sea por mantenimiento programado,
produccion suficiente, fallas de proveedor, entre otros.
22) Ya que cada subproceso entra en pausa al terminar su
labor, no se involucra esta senal de STOP continua-
mente, debido a que todo el sistema es una secuencia
y necesita del producto generado por el subproceso
anterior para activarse.
B. Subprocesos:
• Descarga materia prima:
1) La materia prima (crema fresca) para la produccion
de helado es tercerizada y se adquiere siempre en la
misma presentacion y cantidad, esto relacionado a la
capacidad del proceso.
2) El proveedor de la crema la descarga en la ubicacion
asignada.
3) Se hace la conexion al tubo de transporte que la lleva al
primer subproceso, activando un sensor que reconoce
la conexion.
4) Al presionar Start se abre la compuerta que permite
el flujo de la crema y al mismo tiempo se activa el
mecanismo hidraulico del tubo de transporte.
5) La compuerta y el mecanismo hidraulico desactivan su
funcionamiento cuando el sensor del siguiente subpro-
ceso ya no reconozca presencia de crema.
• Refrigeracion:
1) Un sensor ubicado en el conducto de entrada del silo
refrigerante reconoce la presencia de crema y activa la
maquina.
2) La activacion de la maquina consiste en encender el
sistema en -15 C para lograr la refrigeracion de la
crema a esta temperatura, involucrando tambien un
sensor para controlar y monitorear esta.
3) Cuando el sistema se establece en la temperatura
requerida, es activado un Timer2 que nos indicara
cuando el subproceso ha terminado (60min).
4) La finalizacion del tiempo activara la compuerta que
permite el flujo de la mezcla inicial y al mismo
tiempo se activa el mecanismo hidraulico del tubo de
transporte.
5) La compuerta y el mecanismo hidraulico desactivan su
funcionamiento cuando el sensor del siguiente subpro-
ceso ya no reconozca presencia de crema.
• Mezclado:
• Un sensor ubicado en el conducto de entrada de la
mezcladora reconoce la presencia de mezcla inicial y
activa varios componentes del sistema al tiempo, los
cuales son:
• El motor se activa iniciando el movimiento de la helice
que realiza la mezcla de ingredientes en el subproceso.
• Se deben adicionar cinco ingredientes, los cuales son
agregados al activar la compuerta del dispensador que
los contiene y un TimerA para el control de cantidad.

• La mezcladora tiene un sensor de nivel que permite
identificar que la cantidad de cada ingrediente sea la
correcta segun el nivel alcanzado, al igual que el nivel
de la mezcla al final.
• El sensor anterior, al reconocer el ultimo nivel registrado
activa el Timer3, el cual nos indicara cuando el subpro-
ceso ha terminado (15min).
• La finalizacion del tiempo activara la compuerta que
permite el flujo de la mezcla y al mismo tiempo se
activa el mecanismo hidraulico del tubo de transporte.
• La compuerta y el mecanismo hidraulico desactivan su
funcionamiento cuando el sensor del siguiente subpro-
ceso ya no reconozca presencia de crema.
• Pasteurizacion y homogeneizacion:
1) Un sensor ubicado en el conducto de entrada del
tanque de pasteurizacion y homogeneizacion reconoce
la presencia de la mezcla y activa la maquina.
2) La activacion de la maquina consiste en encender el
sistema en una temperatura de 72 C para generar el
calentamiento de la mezcla, involucrando tambien un
sensor para controlar y monitorear esta.
3) Al alcanzar la temperatura requerida, es activado el
Timer4, el cual es el encargado de contabilizar la
duracion establecida para la pasteurizacion (30 min).
4) La finalizacion del tiempo anterior envıa la senal
para disminuir la temperatura a 60 C y realizar el
subproceso de homogeneizacion.
5) Al mismo tiempo, activa el piston para el movimiento
de la reja encargada de la separacion de los residuos
de la mezcla.
6) El tanque en su parte superior cuenta con un sensor de
nivel, el cual reconocera cuando la reja haya acabado
su recorrido.
7) La finalizacion del recorrido de la reja activara la
compuerta que permite el flujo de la mezcla y al mismo
tiempo se activa el mecanismo hidraulico del tubo de
transporte.
8) La compuerta y el mecanismo hidraulico desactivan su
funcionamiento cuando el sensor del siguiente subpro-
ceso ya no reconozca presencia de crema.
• Adicion saborizante:
1) Un sensor ubicado en el conducto de entrada de la
mezcladora reconoce la presencia de la mezcla y activa
la maquina.
2) La activacion del motor inicia el movimiento de la
helice que realiza la mezcla con el saborizante.
3) Al mismo tiempo, el saborizante sera agregado al
activar la compuerta del dispensador que lo contiene y
un TimerB para el control de cantidad.
4) Al finalizar la adicion de ingredientes, es activado
un Timer5 que nos indicara cuando el subproceso ha
terminado (10min).
5) La finalizacion del tiempo activara la compuerta que
permite el flujo de la mezcla final y al mismo tiempo se
activa el mecanismo hidraulico del tubo de transporte.
6) La compuerta y el mecanismo hidraulico desactivan su
funcionamiento cuando el sensor del siguiente subpro-
ceso ya no reconozca presencia de crema.
• Congelacion:
1) Un sensor ubicado en el conducto de entrada del tanque
de congelacion reconoce la presencia de la mezcla final
y activa la maquina.
2) La activacion de la maquina consiste en encender el
sistema en -30 C para lograr la congelacion de la
mezcla final a esta temperatura, involucrando tambien
un sensor para controlar y monitorear esta.
3) Cuando el sistema este en la temperatura requerida,
es activado un Timer6 que nos indicara cuando el
subproceso ha terminado (15min).
4) La finalizacion del tiempo otorga la aprobacion al
sistema para comenzar la inyeccion del producto final,
lo que activa el motor de la banda transportadora.
• Envasado por inyeccion:
1) La posicion ubicada justo debajo del tanque de con-
gelacion cuenta con un sensor de peso, el cual recono-
cera cuando el envase este allı listo para ser llenado.
2) Este activa la compuerta que permite la salida del
producto del tanque y el piston de inyeccion para verter
allı la mezcla.
3) Al alcanzar el peso requerido, la compuerta se cerrara,
el piston deja de generar presion y la banda transporta-
dora avanza una posicion.
4) Se repite este subproceso un numero de veces estable-
cidas (165L unidades), las cuales hacen referencia a la
cantidad de mezcla final que es capaz de ser procesada
por el sistema cada que se realiza el proceso desde su
inicio, terminado el conteo de estas unidades se detiene
el funcionamiento del piston para la inyeccion y la
compuerta ya que no habra mas producto disponible
en el tanque.
• Tapado del producto:
1) La posicion ubicada justo debajo del sistema de tapas
cuenta con un sensor de posicion el cual reconocera
cuando el envase este allı, listo para ser tapado.
2) Al ocupar esa posicion, el sistema se desplazara hacia
abajo por medio de la activacion de un piston, para
ubicar ası la tapa del envase y generar cierta fuerza
sobre este, quedando tapado correctamente.
3) Se incluye un Timer8 que otorgara la senal al piston
para que regrese a su posicion inicial, y esperar ası el
siguiente envase.
4) El avance de la banda transportadora esta ligado al
proceso de envasado, pero cuando esta avance, el
envase que acaba de ser tapado se topara con la
palanca del subproceso siguiente, dispositivo que es
utilizado alterna-mente como verificador de calidad y
permitira continuar en el proceso solamente los envases
que respecto a su altura final hayan quedado cerrados
correctamente, de lo contrario son expulsados por una
banda alterna a un proceso de rectificacion.
• Empaque final:
1) La ultima posicion de la banda transportadora cuenta

con un sensor de posicion, el cual reconocera cuando
el envase este allı listo para ser trasladado a la bandeja
2) Al reconocer el envase, la palanca se activara poniendo
en funcionamiento su motor para el desplazamiento
vertical, alcanzando ası el envase
3) Luego, para el desplazamiento horizontal de la palanca
contamos con 3 posiciones disponibles de cada seccion
de la bandeja de almacenamiento, al reconocer sen-
sores disponibles el motor se activara, hasta ocupar
cada uno en su respectivo orden
4) Despues de posicionar el envase, la palanca sube
hasta alcanzar su sensor de posicion arriba, para luego
devolverse a su posicion inicial y trasladar el siguiente
envase
5) La bandeja es posicionada inicialmente con su extremo
superior totalmente alineado con la banda transporta-
dora, luego al reconocer que la ultima posicion de cada
una de las secciones ha sido ocupada, activara su motor
hasta dejar en posicion otra seccion disponible
C. CAJA NEGRA Y MEF
Con el fin de automatizar el sistema, deben reconocerse
cada uno de los subprocesos de este por medio de un
diagrama de caja negra, el cual especifica cada una de las
variables de entrada y salida. Ademas, se debe desarrollar
cada una de las MEF (Maquinas de estados finitos), ya que
son estas las que permiten el funcionamiento logico de los
subprocesos, enviando senales a la maquinaria (actuadores)
segun la reaccion de los sensores implementados.
1) Caja negra: Las siguientes graficas representan la caja
negra de cada subproceso con sus respectivas entradas y
salidas.
Descarga
Materia
Prima
Startt Stopp
Conmpflujo2
con1: Compuertaba1: Bomba
hidraulica 1
Refrigeración
Stoppflujo2
temp2
Trefcon2: Compuerta 2
ba2: Bomba hidraulica 2
Mezclado
StoppNiv3
Flujo3flujo4
MmezCing
con1: Compuerta 3
ba1: Bomba
hidraulica 3
Pasteurización y
homogenización
StoppFlujo4
Temp4Flujo5
Niv4
TphPreja
con1: Compuerta 4
ba1: Bomba
hidraulica 4
Adición
saborizante
StoppFlujo5
Flujo6
MsabCsab
con1: Compuerta 5
ba1: Bomba
hidraulica 5
Congelación
StoppFlujo6
temp6
TcongMban
Envasado por
inyección
StoppPesiny
flujo6
Con7: Compuerta 7Piny
Mban
Tapado del
productoStopp
PostapPtap
Empaque
final
Stopp
Pospal
Pos1 a Pos15
Posarr
Posinicial
Enc
Mpalh
Mpalv
Malm
2) MEF: En las siguientes figuras 7, se presentan las
Maquinas de Estados Finitos disenadas para el correcto
funcionamiento del proceso con una breve descripcion de
su objetivo.
• La MEF en la figura 7 permite el paso de la crema
del contenedor, al reconocer su conexion al sistema y
presionar Start.
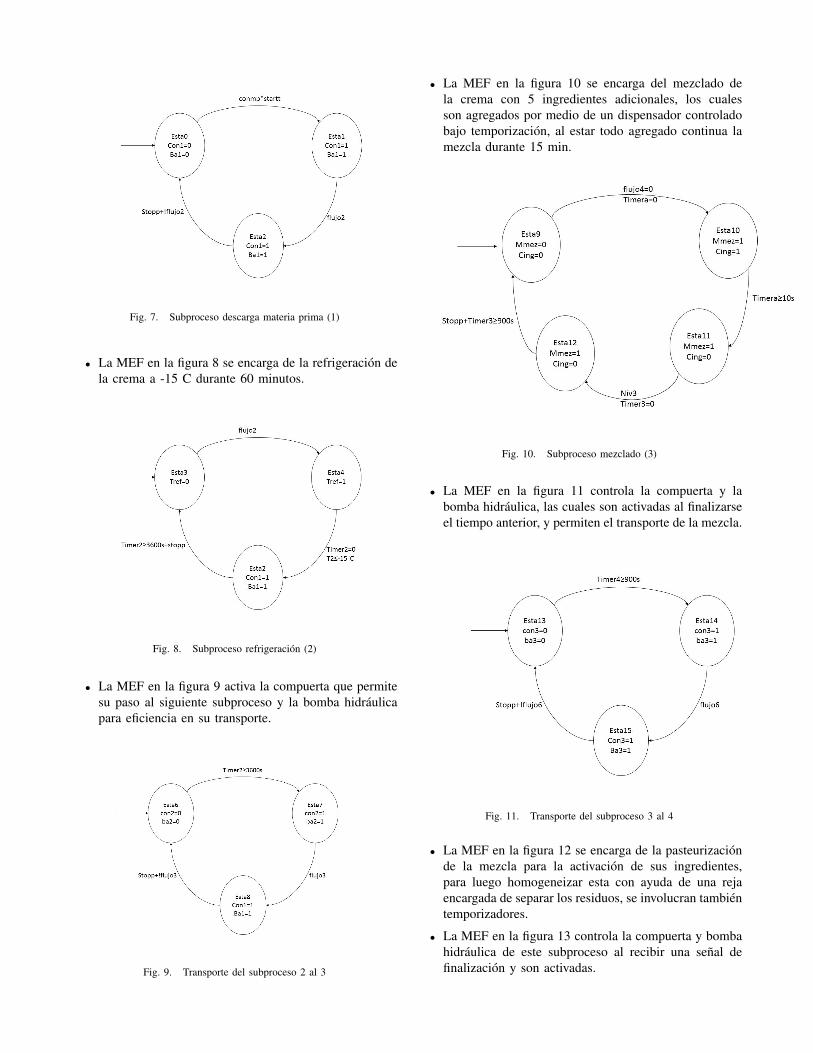
Fig. 7. Subproceso descarga materia prima (1)
• La MEF en la figura 8 se encarga de la refrigeracion de
la crema a -15 C durante 60 minutos.
Fig. 8. Subproceso refrigeracion (2)
• La MEF en la figura 9 activa la compuerta que permite
su paso al siguiente subproceso y la bomba hidraulica
para eficiencia en su transporte.
Fig. 9. Transporte del subproceso 2 al 3
• La MEF en la figura 10 se encarga del mezclado de
la crema con 5 ingredientes adicionales, los cuales
son agregados por medio de un dispensador controlado
bajo temporizacion, al estar todo agregado continua la
mezcla durante 15 min.
Fig. 10. Subproceso mezclado (3)
• La MEF en la figura 11 controla la compuerta y la
bomba hidraulica, las cuales son activadas al finalizarse
el tiempo anterior, y permiten el transporte de la mezcla.
Fig. 11. Transporte del subproceso 3 al 4
• La MEF en la figura 12 se encarga de la pasteurizacion
de la mezcla para la activacion de sus ingredientes,
para luego homogeneizar esta con ayuda de una reja
encargada de separar los residuos, se involucran tambien
temporizadores.
• La MEF en la figura 13 controla la compuerta y bomba
hidraulica de este subproceso al recibir una senal de
finalizacion y son activadas.
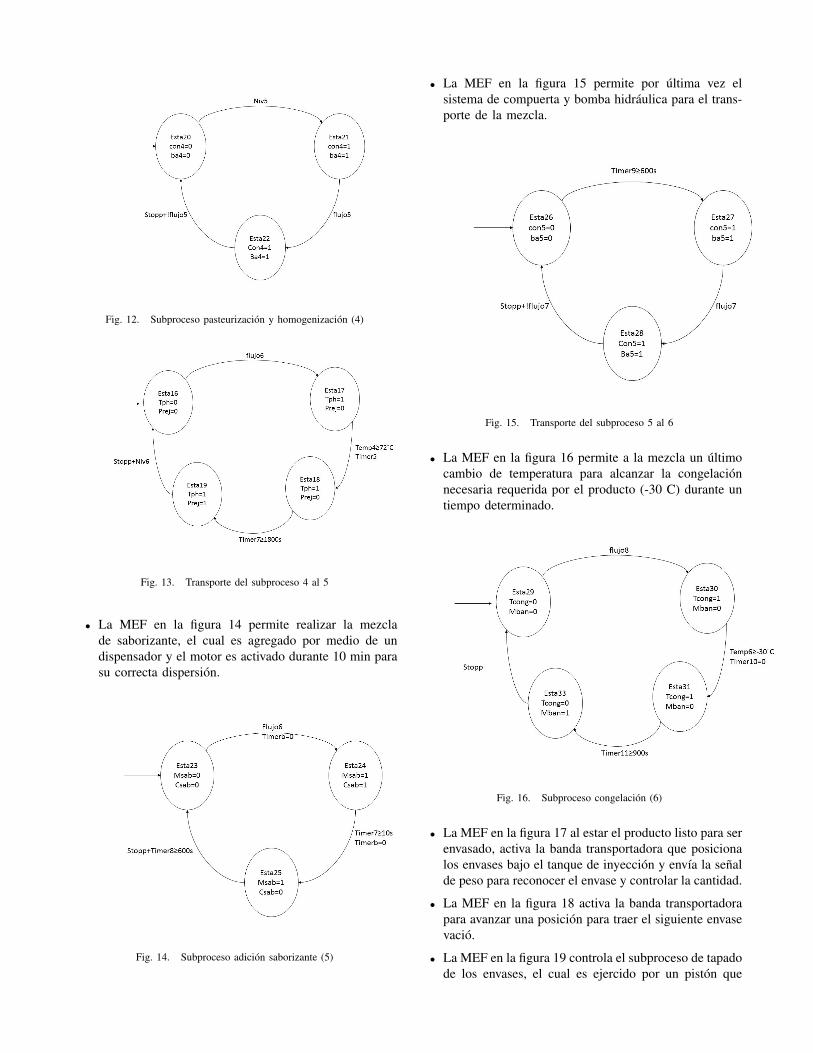
Fig. 12. Subproceso pasteurizacion y homogenizacion (4)
Fig. 13. Transporte del subproceso 4 al 5
• La MEF en la figura 14 permite realizar la mezcla
de saborizante, el cual es agregado por medio de un
dispensador y el motor es activado durante 10 min para
su correcta dispersion.
Fig. 14. Subproceso adicion saborizante (5)
• La MEF en la figura 15 permite por ultima vez el
sistema de compuerta y bomba hidraulica para el trans-
porte de la mezcla.
Fig. 15. Transporte del subproceso 5 al 6
• La MEF en la figura 16 permite a la mezcla un ultimo
cambio de temperatura para alcanzar la congelacion
necesaria requerida por el producto (-30 C) durante un
tiempo determinado.
Fig. 16. Subproceso congelacion (6)
• La MEF en la figura 17 al estar el producto listo para ser
envasado, activa la banda transportadora que posiciona
los envases bajo el tanque de inyeccion y envıa la senal
de peso para reconocer el envase y controlar la cantidad.
• La MEF en la figura 18 activa la banda transportadora
para avanzar una posicion para traer el siguiente envase
vacio.
• La MEF en la figura 19 controla el subproceso de tapado
de los envases, el cual es ejercido por un piston que
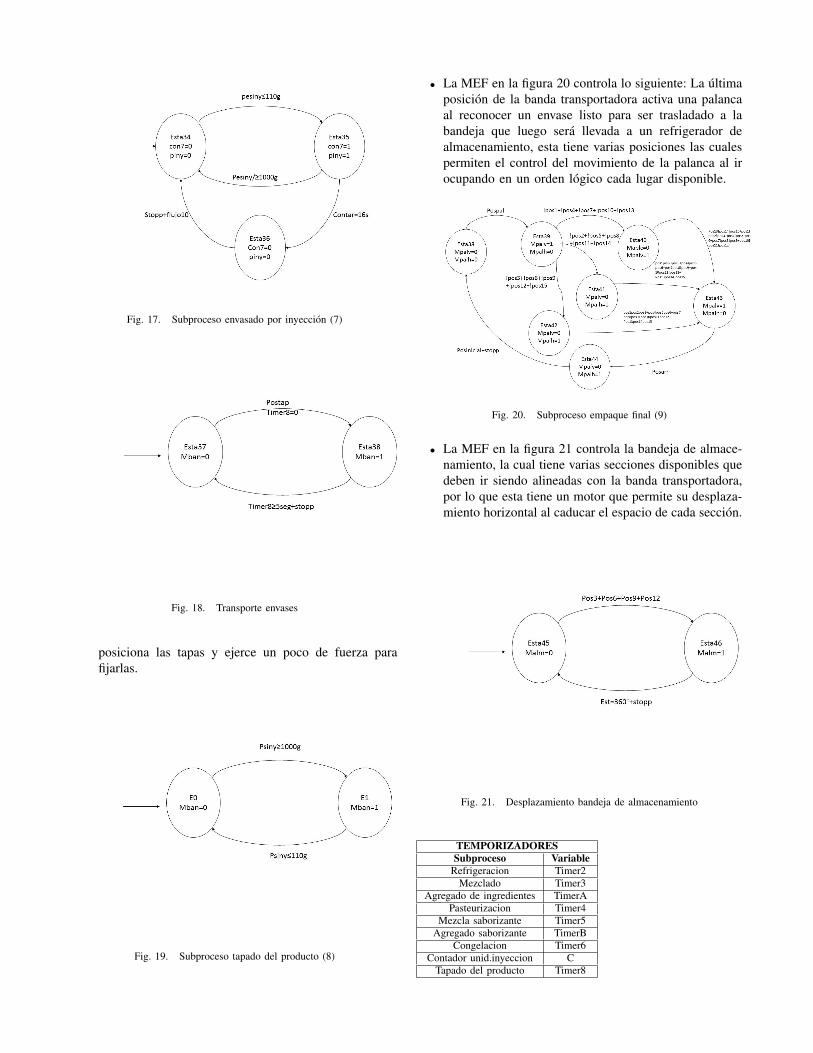
Fig. 17. Subproceso envasado por inyeccion (7)
Fig. 18. Transporte envases
posiciona las tapas y ejerce un poco de fuerza para
fijarlas.
Fig. 19. Subproceso tapado del producto (8)
• La MEF en la figura 20 controla lo siguiente: La ultima
posicion de la banda transportadora activa una palanca
al reconocer un envase listo para ser trasladado a la
bandeja que luego sera llevada a un refrigerador de
almacenamiento, esta tiene varias posiciones las cuales
permiten el control del movimiento de la palanca al ir
ocupando en un orden logico cada lugar disponible.
Fig. 20. Subproceso empaque final (9)
• La MEF en la figura 21 controla la bandeja de almace-
namiento, la cual tiene varias secciones disponibles que
deben ir siendo alineadas con la banda transportadora,
por lo que esta tiene un motor que permite su desplaza-
miento horizontal al caducar el espacio de cada seccion.
Fig. 21. Desplazamiento bandeja de almacenamiento
TEMPORIZADORES
Subproceso Variable
Refrigeracion Timer2
Mezclado Timer3
Agregado de ingredientes TimerA
Pasteurizacion Timer4
Mezcla saborizante Timer5
Agregado saborizante TimerB
Congelacion Timer6
Contador unid.inyeccion C
Tapado del producto Timer8
Nota: Variables no mencionadas anteriormente como sen-
sores o actuadores en sus respectivas tablas.
• Convenciones de notacion
1) El sımbolo ! representa negacion de la variable
2) El sımbolo mayor o igual representa mayor o igual que
el temporizador o variable relacionado
3) El sımbolo menor o igual representa menor o igual que
el temporizador o variable relacionado
V. IMPLEMENTACION
Cada una de las MEF deben ser programadas en el
software GX Works para el control del PLC, el cual luego
se encarga del procesamiento de todas las variables para
su correcto funcionamiento y nos permite realizar una de-
mostracion posterior. Este sistema necesita del desarrollo de
15 maquinas de estados finitos, las cuales fueron desarrol-
ladas por el equipo de trabajo de forma individual en un
archivo .gxw del software, para luego ser compactadas en
una carpeta disponible como “MEF”.
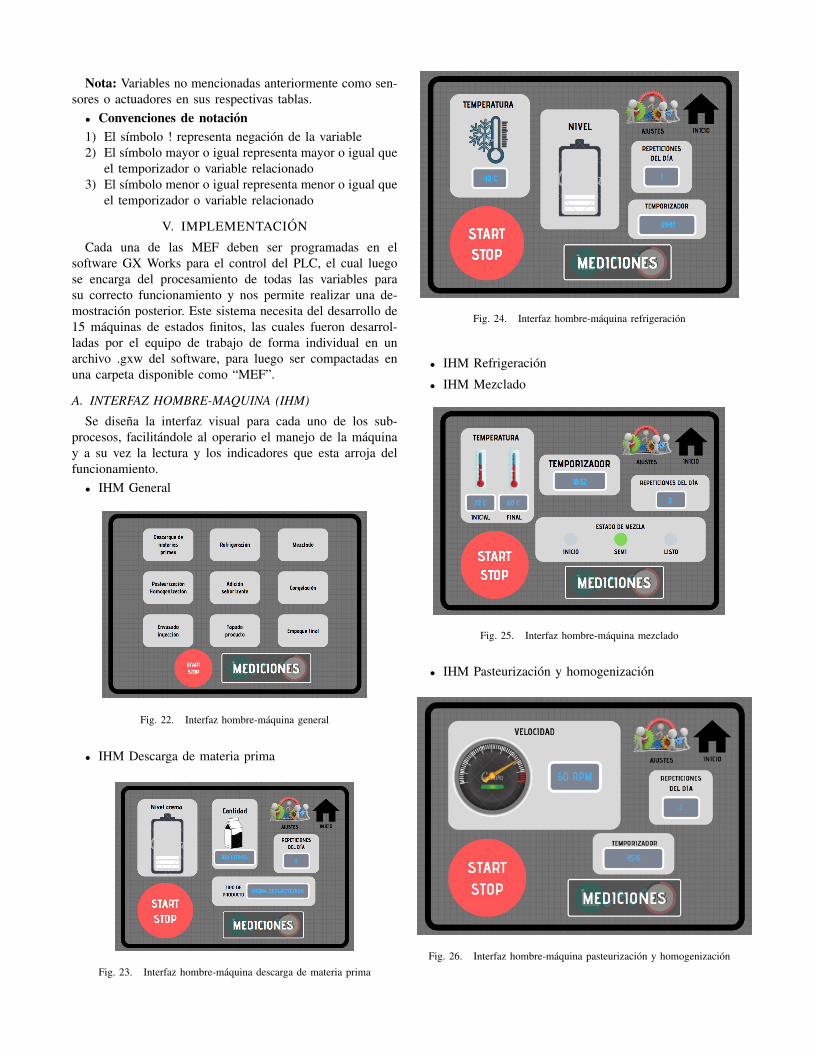
A. INTERFAZ HOMBRE-MAQUINA (IHM)
Se disena la interfaz visual para cada uno de los sub-
procesos, facilitandole al operario el manejo de la maquina
y a su vez la lectura y los indicadores que esta arroja del
funcionamiento.
• IHM General
Fig. 22. Interfaz hombre-maquina general
• IHM Descarga de materia prima
Fig. 23. Interfaz hombre-maquina descarga de materia prima
Fig. 24. Interfaz hombre-maquina refrigeracion
• IHM Refrigeracion
• IHM Mezclado
Fig. 25. Interfaz hombre-maquina mezclado
• IHM Pasteurizacion y homogenizacion
Fig. 26. Interfaz hombre-maquina pasteurizacion y homogenizacion
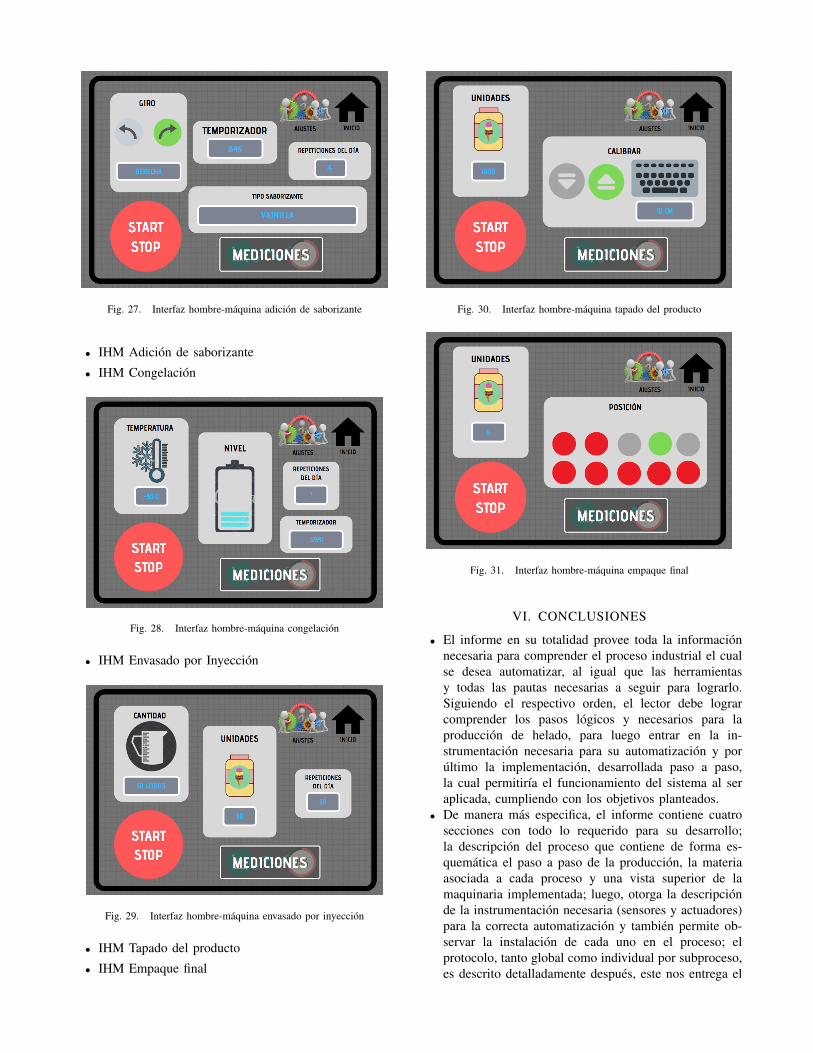
Fig. 27. Interfaz hombre-maquina adicion de saborizante
• IHM Adicion de saborizante
• IHM Congelacion
Fig. 28. Interfaz hombre-maquina congelacion
• IHM Envasado por Inyeccion
Fig. 29. Interfaz hombre-maquina envasado por inyeccion
• IHM Tapado del producto
• IHM Empaque final
Fig. 30. Interfaz hombre-maquina tapado del producto
Fig. 31. Interfaz hombre-maquina empaque final
VI. CONCLUSIONES
• El informe en su totalidad provee toda la informacion
necesaria para comprender el proceso industrial el cual
se desea automatizar, al igual que las herramientas
y todas las pautas necesarias a seguir para lograrlo.
Siguiendo el respectivo orden, el lector debe lograr
comprender los pasos logicos y necesarios para la
produccion de helado, para luego entrar en la in-
strumentacion necesaria para su automatizacion y por
ultimo la implementacion, desarrollada paso a paso,
la cual permitirıa el funcionamiento del sistema al ser
aplicada, cumpliendo con los objetivos planteados.
• De manera mas especifica, el informe contiene cuatro
secciones con todo lo requerido para su desarrollo;
la descripcion del proceso que contiene de forma es-
quematica el paso a paso de la produccion, la materia
asociada a cada proceso y una vista superior de la
maquinaria implementada; luego, otorga la descripcion
de la instrumentacion necesaria (sensores y actuadores)
para la correcta automatizacion y tambien permite ob-
servar la instalacion de cada uno en el proceso; el
protocolo, tanto global como individual por subproceso,
es descrito detalladamente despues, este nos entrega el
paso a paso del funcionamiento de cada subproceso
necesario y relaciona el trabajo de cada sensor y ac-
tuador; por ultimo, la fase de implementacion le otorga
al lector el desarrollo de todo lo anterior mencionado,
en plataformas que luego permitiran llevar toda la
informacion al proceso y automatizar este.
• Adicional, el informe cuenta con referencias y anexos,
secciones en las cuales es posible adquirir tantos datos
tecnicos de la implementacion utilizada, como un poco
mas de informacion e ilustraciones del proceso desar-
rollado.
• En cuanto a resultados, el informe logra plasmar la
investigacion realizada y comprender teoricamente toda
la informacion necesaria para la automatizacion del
proceso industrial de produccion de helado; de mano
de esto, se logra un desarrollo practico paso a paso, el
cual permitirıa la correcta implementacion.
• Ligado a la investigacion, analisis y desarrollo, los
estudiantes a cargo se sumergen en todos los conceptos
adquiridos en el curso relacionado y ponen en practica
la correcta implementacion de estos, ademas de en-
tender el proceso y funcionamiento de maquinarias e
instrumentacion para su correcta aplicacion.
VII. REFERENCIAS
El informe y la adquisicion de toda la informacion nece-
saria para el desarrollo del proyecto de automatizacion de
la produccion de helado, contiene multiples referencias de
diferentes fuentes, las cuales se encuentran categorizadas
por: Procesos, sensores y actuadores, adaptadores especiales
y otra informacion. En cada seccion podemos encontrar,
ya sean vıdeos para ilustrar al lector de la actividad in-
dustrial actual o el funcionamiento de maquinaria en cada
subproceso, tambien como el sitio web para las adquisicion
de la instrumentacion y paginas visitas para otros datos
relacionados necesarios. Todos los links a cada una de las
referencias se encuentran disponibles para el lector en el
archivo adjunto ”Referencias.pdf”
VIII. ANEXOS
ANEXO A.1: Sensores
Boton Start-Stop: El proceso tiene un boton para iniciarlo
o detenerlo al posicionar e instalar el contenedor con la
materia prima en el principio del sistema, y que esta este lista
para ser transportada al primer subproceso (refrigeracion).
Datos tecnicos Suiche pulsador verde industrial self-lock
Ref: LA38-11BN-VE-S Caracterısticas:
• Tipo: self lock(auto bloqueo)
• Pulsador ON/OFF
• Voltaje de operacion: 400VAC
• Corriente nominal: 10A
• Numero de pines: 4
• Color: verde
Temperatura: El proceso necesita sensar la temperatura
de la mezcla en los subprocesos de: refrigeracion, pasteur-
izacion y congelacion, para llevar esta a la temperatura
requerida en la que se encuentra la maquina. Datos tecnicos:
Sensor de temperatura a prueba de agua Ref: DFR0198
Caracterısticas:
• Utilizable con 3.0V a 5.5V de alimentacion / datos.
• Mas o menos 0,5 C de precision desde: -10 a +85 C
• Rango de temperatura utilizable: -55 a 125 C (-67 a
+257 F )
• Resolucion seleccionable de 9 a 12 bits.
• Utiliza la interfaz 1-Wire-solo requiere un pin digital
para la comunicacion.
• ID unico de 64 bits en el chip.
• Sensores multiples pueden compartir un pin.
• Temperatura lımite de alarma del sistema.
• Tiempo de consulta es inferior a 750 ms.
• 3 cables de interfaz:
• Cable negro - GND
• Cable amarillo - DATOS
• Tubo de acero inoxidable de 6 mm de diametro por 35
mm de largo.
• Diametro del cable: 4mm
• Longitud del cable: 90 cm
Flujo o presencia de mezcla: Cada uno de los subpro-
cesos consta de un sensor de flujo o presencia de mezcla,
posicionado en los tubos de transporte del producto para
reconocer cuando este esta siendo bombeado a la maquina
correspondiente y activar su funcionamiento. Datos tecnicos:
Sensor de flujo de agua 2” Ref: SEN-DN50 Caracterısticas:
• Voltaje de funcionamiento: 5V 18V
• Corriente maxima de operacion @5V: 15mA
• Sensor DN50 Hall effect
• Exactitud en el Rango de flujo:10-200 L/min mas o
menos 3
• Resistencia a la presion del agua: ¡ 1.75Mpa
• Pulso de salida en alto:¿ DC 4.5V (@5V)
• Pulso de salida en bajo:¡ DC 0.5 V(@5V)
• Tiempo de subida en la salida: 0.04 Mus
• Tiempo de bajada en la salida: 0.18 Mus
• Capacidad de carga: menos igual 10 mA (@5V)
• Ciclo de trabajo, pulso de salida: 50 mas o menos 10
porciento
• Resistente al agua, al calor, a la presion y al frio
• Material: Plastico/monocristalino
• Color: negro
• Tubo de 2 pulgadas
• Temperatura de operacion: menor igual 80 C
• Temperatura de almacenamiento: -25 C - 80 C
• Rango de humedad: 35 porciento - 90 porciento RH (sin
estado de condensacion)
• Apropiado para calentador automatico de agua a gas
• Dimensiones: 92mm x 59mm
• Peso:200g
Nivel o posicion final: El proceso necesita de 2 sensores
de nivel, uno de ellos analogo en el subproceso de mezclado
para reconocer cuando los ingredientes son anadidos y la can-
tidad de mezcla esta completa y uno digital en el subproceso
de homogeneizacion para reconocer cuando la reja encargada
de separar los residuos ha terminado su recorrido y llegado
a su posicion final. Datos tecnicos analogo: Sensor radar
transmisor de nivel de lıquido Ref: RKL-02 Caracterısticas:
• Rango: 0-30m
• Precision: mas o menos 3mm
• Resolucion: mas o menos 0.3mm
• Salida de senal: 4-20mA
• Voltaje de alimentacion: 12V-24VDC
• Conexion: G1 1/2
• Material de la antena: acero 304
• Con cable M20x1.5
• Con display LCD
• Datos tecnicos digital:
• Sensor optico de nivel
• Ref: FS-IR02
• Caracterısticas:
• Voltaje: 5VDC
• Corriente: 12mA
• Salida de nivel bajo: menor 0.1V
• Salida de nivel alto: mayor 4.6V
• Precision en el nivel de deteccion: mas menos 0.5mm
• Ciclos de uso: 50000 horas
• Temperatura de funcionamiento: -25 C - 105 C
• Temperatura de almacenamiento: -40 C - 85 C
Peso: En el subproceso de inyeccion del producto se
instala un sensor de peso, el cual reconoce tanto la presencia
del envase para ser llenado, como la cantidad de producto
que es inyectado en el, para enviar la senal de parar cuando
la cantidad de helado requerida haya sido inyectada. Datos
tecnicos: Celda de carga de 5kg Ref: YZC-1B-5KG Carac-
terısticas:
• Resistencia de aislamiento: 5000 M OHMS
• Alambrado: Cable rojo: Voltaje positivo; cable negro:
Voltaje negativo; cable blanco: senal positiva; cable
verde: senal negativa
• Temperatura de operacion: - 30C - 80C
• Nonlinear: 0,017 percent F,S and 0,02 percent F,S
• Creep (30 minutes): 0,03 percent F,S
• Temperatura de salida: 0,003 percent F,S or degree
Celsius
• Zero temperature: 0,02 percent F,S or degree Celsius
• Zero balance: positive and negative 0.1000 mV or V
• Impedancia de entrada: 402 positive and negative 6
percent ohm
• Impedancia de salida: 350 positive and negative 3
percent ohm
• Grado de proteccion: IP65
• Color: Plateado
• Dimensiones: 13cm x 3cm x 2.18cm
• Peso: 168g
• Material: Aleacion de aluminio
Posicion: El proceso necesita multiples sensores de
posicion, uno de ellos para identificar cuando el envase esta
en posicion para ser tapado, despues de esto cuando el envase
esta en posicion para ser empujado por la palanca hacia las
bandejas de empacado final y por ultimo cada una de las
bandejas tiene multiples sensores de posicion que deben ser
completados para el almacenamiento de producto terminado
en el congelador. Datos tecnicos: Tilt Click Ref: MIKROE-
1834 Tarjeta accesoria para MikroBUS con sensor optico
de inclinacion de 4 direcciones. Con 2 LEDs indicadores.
Voltaje de alimentacion 3.3 o 5V. Caracterısticas:
• Sensor RPI-1035
• Censado en 4 direcciones: Izquierda, derecha, adelante
y atras.
• Jumper SMD para seleccion de 3.3 o 5V
• Poco propenso al ruido causado por vibraciones
• No es influenciado por ruido magnetico
Motor bandeja para almacenamiento: Para alinear cada
una de las secciones de la bandeja con la banda transporta-
dora de los envases, necesitamos de en sensor encoder de
rotacion que permite controlar los grados de desplazamiento
del motor que controla la bandeja Datos tecnicos: Modulo
Encoder de rotacion KY-040 Ref: SEN-ENCO-ROTA Car-
acterısticas:
• Voltaje de funcionamiento: 5V
• Cırculo de pulsos: 20
• Dimensiones: 2.5cm x 1.8cm x 3cm
ANEXO A.2: Actuadores
Valvula solenoide: El proceso contiene multiples
compuertas identificadas como actuadores, la funcion
de estas es permitir el paso de la mezcla cuando el
subproceso haya finalizado, senal que esta ligada a un
temporizador. Datos tecnicos: Butterfly valve DN250 with
electric actuator Ref: A5000 Caracterısticas:
• Working temperature -20 C / 130 C
• Power 90W
• the maximum torque 500 Nm
• Opening / closing time ¡60 s
• waterproof - IP65
• maintenance - free operation
• housing color - white
• housing material - metaL
• Direct connection to the valve plate ISO 5211 - F05,
F07 (socket 22mm)
• Motor thermal protection
• Contacts limit
Compresor de gas para generacion de temperatura:
Este proceso de produccion involucra varios cambios de
temperatura de la mezcla en los diferentes subprocesos
para su conformacion, por lo que necesitamos de tres de
estos actuadores en diferentes fases: en primer lugar para la
refrigeracion de la mezcla inicial a una temperatura de -15
C, luego la pasteurizacion y homogenizacion de la mezcla
lo cual requiere aumentar su temperatura a 72 C y luego
disminuirla a 55 C y conservarla allı durante un tiempo, y
por ultimo la congelacion de la mezcla final a -30 C.
Datos tecnicos: Compresor Lg 18k Btu 220v R410
Gj176k
Caracterısticas: Alto 7,0 INH
Ancho 12,75 IHN
Volumen bruto 0,78 FTQ
Peso bruto 36,23 LBR
Motores: El proceso involucra varios motores, 2 de ellos
son multirotor para lograr la mezcla de los ingredientes
adicionales y el saborizante, otros 2 motores DC encargados
de permitir el movimiento de la banda transportadora de
los envases para realizar el subproceso de inyeccion del
producto, al igual que la banda que permite el movimiento
vertical de la bandeja para el almacenamiento de varios
envases y por ultimo 2 motores paso a paso que permiten el
control de la posicion de la palanca para su movimiento y
el traslado de cada envase de la banda a la bandeja. Datos
tecnicos: Motor brushless Multirotor 2400Kv 10a Ref: BM-
M02 Caracterısticas:
• Sentido de giro: CW.
• Kv: 2400rpm/v. Sin carga
• Maxima corriente: 10A
• Corriente: 0.6A. Sin carga
• Alimentacion: Baterıas Lipo 2-3S, Baterıas NiMh: 4-8
cell.
Motor DC 3V-6V 2000 RPM
Ref: MEP-140 Motor DC.
Caracterısticas:
• Voltaje de funcionamiento: 3V – 6V
• Numero de revoluciones: 2000
• Longitud:25mm
• Diametro:21mm
• Longitud del eje: 9mm
• Diametro del eje: 2mm
• Motor paso a paso NEMA17 Hıbrido 0.4A 2.8kg/cm
• Ref: 42HS34-0404
• Caracterısticas:
• Carcasa: NEMA 17-size
• Pasos por revolucion: 200
• Consumo de corriente por fase: 0.4A
• Resistencia: 30 OHM por fase
• Torque: 2,8kg-cm
• Inductancia: 35mH por fase
Pistones: Se requiere del uso de pistones en 3 subproce-
sos, el primero genera el desplazamiento de la reja encargada
de separar los residuos en el proceso de homogenizacion,
otro mas que realiza la accion de inyeccion del producto
terminado en los envases y por ultimo en el sistema de tapado
que permite el movimiento de la tapa y sellado de los envases
con producto final.
Datos tecnicos: Servo Actuador Lineal L16-R 50mm 6Vdc
200N
Ref: L16-50-150-6-R
Caracterısticas:
• Voltaje de operacion: 6VDC.
• Maxima fuerza (levantado): 200N (45Lbf)
• Recorrido: 50mm
• Relacion engranajes: 150:1
• Maxima velocidad (sin carga): 8mm/s
• Temperatura de Funcionamiento: - 10 C - 50 C
• Indice IP: IP54
Bomba hidraulica: Todo el proceso requiere de un
metodo para transportar la mezcla de subproceso a sub-
proceso, ya que cada uno involucra una maquina y accion
necesaria para el producto final, por lo que los tubos que
conectan todo el sistema deben llevar implementado una
bomba hidraulica para la ayuda de la transferencia de la
mezcla.
Caracterısticas:
• Motor
• Tipo: Electrico
• Marca: Simens/Weg
• Potencia: 1.50 hp
• RPM: 3454 rpm
• Encendido: Directo
• Voltaje: 127/220 V
• Fases: Monofasico
• Proteccion termica: Si
• Bomba:
• Tipo: Multietapas
• Flujo optimo: 80.00 LPM
• Altura optima: 37.00 m
• Numero de etapas: 2 etapas
• Diametro de succion: 1.25 pulg
• Diametro de la descarga: 1.00 pulg
• Tipo de impulsor: Cerrado
• Material del cuerpo: Hierro gris
• Material del impulsor: Noryl
• Material del sello mecanico: Ceramica, carbon, acero
inoxidable y buna
• Temperatura maxima del agua: 40 c
• Info adicional
• Garantia: 1 ano
• Dimensiones: 45x22x30 cm
• Peso: 30 kg
ANEXO A.3: Adaptadores especiales
El proceso requiere de multiples adaptadores especiales
para la captacion de senales continuas, que deben ser luego
traducidas por el sistema de adquisicion del PLC al cual se
le adecuan estos modulos.
Los adaptadores especiales a utilizar son referenciados
como: FX3U-4AD-ADP, FX3U-3A-ADP y FX3G-1DA-BD,
todos adaptables al PLC que esta siendo utilizado (FX3G)
y seleccionados para satisfacer la convercion de la cantidad
de variables analogas del proceso. En el respectivo orden
que fueron mencionados, tenemos disponibles 4 entradas/1
salida, 3 entradas/3 salidas y 1 salida/1 entrada, lo que en
total nos permite disponer de 8 entradas/5 salidas para la
conexion, ya sea de sensores o adaptadores analogos del
proceso.
La anterior capacidad mencionada sera utilizada de la
siguiente manera: Los subprocesos de refrigeracion (2),
pasteurizacion-homogeneizacion (4) y congelacion (6),
utilizan sensores de temperatura los cuales nos entregan
un dato de salida en voltaje que debe ser convertido
por un codigo de comunicacion arduina, los adaptadores
especiales se encargan de esta transformacion con un rango
de temperatura de -50 a 250 C, en el cual estan incluidas
todas las temperaturas alcanzadas en los 3 subprocesos que
necesitan de este.
Tambien es necesario en el subproceso de mezcla, para
la implementacion de un sensor de nivel analogo. Esto
debido a que se agregan multiples ingredientes en diferentes
cantidades, los cuales van completando la mezcla para
conseguir el producto final, por lo que se necesita saber el
avance progresivo del nivel de esta. Luego, en el subproceso
de inyeccion recurrimos a un sensor de peso analogo, el cual
nos permite reconocer la presencia del envase para iniciar
la inyeccion del producto y ademas regular la correcta
cantidad de este para detener el actuador. Por ultimo, se
necesita de un controlador para el motor paso a paso, ya
que, segun la posicion a llenar en la bandeja del producto
final, el motor debe recurrir a un control de la resolucion
de sus diferentes pasos.
Ligado a lo anterior, reconocemos los actuadores que
por ende requieren de un modelado matematico para su
funcionamiento ya que su entrada de informacion involucra
sensores analogos.
ANEXO A.4: PLC
Base Units FX3G Las unidades base de la serie FX3G
estan disponibles con 14 a 60 puntos de entrada / salida,
y es posible elegir entre los tipos de salida de rele
y transistor. Caracterısticas especiales: Interfaz USB
integrada para la comunicacion entre PLC y PC, interfaz
serie integrada para la comunicacion entre PC y HMI,
LED para indicar el estado de entrada y salida, bornes
desmontables para todas las unidades, ranura para casetes
de memoria, reloj de tiempo real integrado, control de
posicionamiento integrado, interfaz capaz de cambiar y
adaptadores de extension para montaje directo en una
unidad base. Ampliable con I / Omodules digitales, modulos
de funciones especiales y modulos ADP. Sistemas de
programacion faciles de usar, incluido el software de
programacion compatible con IEC1131.3 (EN 61131.3),
HMI y unidades de programacion portatiles. Tambien
disponible: Especificaciones ambientales, especificaciones
electricas, specificaciones de programacion.