cilindros para el almacenamiento de energia en forma d¹4 ÷ ' ç
TRANSCRIPT

IM-2003-I-37
CILINDROS PARA EL ALMACENAMIENTO DE ENERGÍA EN FORMA DE
PRESIÓN
CARLOS EDUARDO RESTREPO GONZALEZ.
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECÁNICA
BOGOTÁ, D.C.
2003

IM-2003-I-37
CILINDROS PARA EL ALMACENAMIENTO DE ENERGÍA EN FORMA DE
PRESIÓN
CARLOS EDUARDO RESTREPO GONZALEZ.
Proyecto de grado para optar el título de
Ingeniero Mecánico
Asesor
JAIME LOBOGUERRERO
Ph.D. Ingeniería Mecánica
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE MECÁNICA
BOGOTÁ, D.C.
2003

IM-2003-I-37
Bogotá, D.C., Junio 5 de 2003
Doctor ALVARO PINILLA Director del Departamento de Ingeniería Mecánica Universidad de los Andes Ciudad Apreciado Doctor:
Por medio de la presente someto a su consideración el Proyecto de Grado titulado
“CILINDROS PARA EL ALMACENAMIENTO DE ENERGÍA EN FORMA DE
PRESIÓN”, que tiene como objetivo realizar una aproximación teórica y viable
para la industria colombiana, al problema del diseño de recipientes de alta
presión.
Considero que este proyecto cumple con sus objetivos y lo presento como
requisito parcial para optar al título de Ingeniero Mecánico.
Cordialmente,
______________________________ CARLOS EDUARDO RESTREPO G Código 199812220

IM-2003-I-37
Bogotá, D.C., Junio 5 de 2003 Doctor ALVARO PINILLA Director del Departamento de Ingeniería Mecánica Universidad de los Andes Ciudad Apreciado Doctor:
Por medio de la presente someto a su consideración el Proyecto de Grado titulado
“CILINDROS PARA EL ALMACENAMIENTO DE ENERGÍA EN FORMA DE
PRESIÓN”, ya que dicho proyecto representa un avance para el problema del
trasporte y una solución factible para la solución de este.
Certifico como asesor que el proyecto de grado cumple con los objetivos
propuestos y que por lo tanto califica como requisito para optar al título de
Ingeniero Mecánico.
Cordialmente,
_______________________ JAIME LOBOGUERRERO Profesor Asesor

IM-2003-I-37
Nota de aceptación
____________________________
____________________________
____________________________
____________________________
Asesor
____________________________
Estudiante
____________________________
Coordinador
Bogotá, D.C., Mayo 16 de 2003

IM-2003-I-37
A Todos los que me apoyaron

IM-2003-I-37
AGRADECIMIENTOS
La realización de este proyecto de grado no hubiera sido posible sin la asesoría
del Doctor Jaime Loboguerrero, profesor del departamento de ingeniería
mecánica de la Universidad de los Andes, quien fue el gestor de esta idea y
deposito en mi la confianza necesaria para llevarlo acabo.
De igual forma, agradezco al Ingeniero Enrique Antonio Puentes, por brindarme
soluciones a los problemas y dudas que se me presentaron durante la realización
de esta proyecto.
A mis tíos Luis Enrique Lopera y Martha Lucia González por brindarme la
posibilidad, motivación y tuvieron la paciencia de tolerarme durante estos 5 años.
A todas las personas que de una u otra manera colaboraron en el desarrollo de
este proyecto.

IM-2003-I-37
i
ÍNDICE DE CONTENIDO
Pág.
ÍNDICE DE CONTENIDO. i
ÍNDICE DE CUADROS. iv
ÍNDICE DE FIGURAS. vi
ÍNDICE DE GRAFICAS. Ix
RESUMEN 1
INTRODUCCIÓN. 7
1. MARCO TEÓRICO. 9
1.1. Innovaciones Desarrolladas. 9
1.1.1. Motores De Gasolina Con El Sistema Que Integra
El Alternador Con El Motor. 9
1.1.2. Motores Disel. 10
1.1.3. Motores Eléctricos. 10
1.1.4. Motores Pila De Combustible.� � 11�
1.1.5. Motores Duales O Híbridos. 11
1.1.6. Motor De Aire Comprimido. 12
1.2. Esfuerzos En Tanques Cilíndricos Y Esféricos . 13
1.2.1. Recipientes Cilíndricos De Pared Delgada. 13
1.2.2. Recipientes Cilíndricos De Pared Gruesa. 15

IM-2003-I-37
ii
1.2.3. Recipientes Esféricos De Pared Delgada
Y Gruesa. 16
1.3. Código ASME (American Society Of Mechanical
Engineers). 17
1.3.1. Presión De Operación. 20
1.3.2. Presión De Diseño. 20
1.3.3. Presión De Trabajo. 20
1.3.4. Esfuerzo Permisible (Allowable Stress). 21
1.3.5. Eficiencia De La Unión. 21
1.3.6. Espesor Debido A Cargas Externas. 22
1.3.7. Corrosión. 23
1.4. Factores De Seguridad. 24
1.4.1. Factor De Seguridad Para Carga Estática
(Teoría De Energía De Deformación). 25
1.4.2. Factor De Seguridad Para Fatiga (Criterio
De Goodman). 26
1.5. Ciclo Termodinámico Del Motor De Aire Comprimido. 31
1.6. Características De Las Simulaciones. 41
1.6.1. Programa Mdsolids. 42
1.6.2. Programa ANSYS (Elementos Finitos). 46
2. CARACTERÍSTICAS FÍSICAS DE LOS TANQUES. 50
3. OPTIMIZACIÓN DEL PESO DE LOS TANQUES. 53

IM-2003-I-37
iii
3.1. Tanques Esféricos. 53
3.2. Tanques Cilíndricos. 55
3.3. Número De Tanques. 61
4. PROPUESTAS PARA EL ALMACENAMIENTO DEL AIRE. 66
4.1. Primera Propuesta (Almacenamiento Del Aire En Una
Estructura Tubular). 66
4.2. Segunda Propuesta (Los Tanques Como Parte
Estructural Del Chasis). 70
5. DISEÑO DE LOS TANQUES. 78
5.1. Tanques Soldados. 78
5.2. Tanques Forjados. 98
5.3. Tanques Hechos Con Fibra De Vidrio. 113
6. CONEXIONES ENTRE TANQUES. 123
7. ACCESORIOS. 131
7.1. Válvulas. 131
7.2. Manómetros De Presión. 133
7.3. Reguladores De Presión. 134
7.4. Válvulas De Alivio. 135
8. CONCLUSIONES. 136
9. REFERENCIAS. 142

IM-2003-I-37
iv
ÍNDICE DE CUADROS
Pág.
Cuadro 1. Factores Para Ka. 28
Cuadro 2. Relación SrtSt . 30
Cuadro 3. Admisión Del Motor. 34
Cuadro 4. Compresión Del Motor. 34
Cuadro 5. Condiciones De Operación De Los Tanques. 35
Cuadro 6. Consumo De Aire Del Motor. 36
Cuadro 7. Estado Del Aire Antes De La Mezcla. 37
Cuadro 8. Estado Del Aire Después De La Mezcla. 38
Cuadro 9. Estado Final Del Aire. 38
Cuadro 10. Trabajo Consumido. 39
Cuadro 11. Trabajo Entregado. 40
Cuadro 12. Trabajo Neto. 40
Cuadro 13. Parámetros Para 3 Tanques. 63
Cuadro 14. Parámetros Para 4 Tanques. 63
Cuadro 15. Parámetros Para 5 Tanques. 64
Cuadro 16. Dimensiones Para Tuberías Estándares. 67

IM-2003-I-37
v
Cuadro 17. Presión Máxima De Operación Para Las Tuberías. 69
Cuadro 18. Fuerzas Aplicadas. 71
Cuadro 19. Composición Del Acero Inox SA – 240 Tipo 410. 99
Cuadro 20. Propiedades Del Acero Inox SA – 240 Tipo 410. 99
Cuadro 21. Propiedades De La Fibra De Vidrio Clase E. 118
Cuadro 22. Propiedades De La Resina. 119
Cuadro 23. Parámetros De La Simulación Para Esfuerzos En Las
Uniones En Las Cabezas Esféricas. 124
Cuadro 24. Parámetros De La Simulación Para Esfuerzos En Las
Uniones En El Cilindro. 127

IM-2003-I-37
vi
ÍNDICE DE FIGURAS
Pág.
Figura 1. Esfuerzo Circunferencial En Un Cilindro. 14
Figura 2. Esfuerzo Longitudinal En Un Cilindro. 14
Figura 3. Esfuerzo Vs. Tiempo. 27
Figura 4. Funcionamiento Del Motor. 32
Figura 5. Diagramas De Cortante Y Momento Para Una Viga Simple. 43
Figura 6. Diagrama De Fuerzas Obtenido Usando El Programa
Mdsolids . 44
Figura 7. Diagrama De Fuerzas Cortantes Obtenido Usando El
Programa Mdsolids. 44
Figura 8. Diagrama De Momentos Obtenido Usando El Programa
Mdsolids. 45
Figura 9. Diagrama De Deflexión Obtenido Usando El Programa
Mdsolids. 45
Figura 10. Descripción Del Elemento Solid 45. 46
Figura 11. Condiciones Iniciales De La Simulación De Prueba. 47
Figura 12. Resultados De La Simulación De Prueba. 48

IM-2003-I-37
vii
Figura 13. Estructura Tubular De Un Carro Tipo Buggy. 66
Figura 14. Distribución De Cargas En El Chasis. 71
Figura 15. Distribución De Cargas En El Tanque Más Cargado. 72
Figura 16. Diagrama De Fuerzas. 73
Figura 17. Diagrama De Cortante. 73
Figura 18. Diagrama De Momentos. 74
Figura 19. Soldadura De Doble Cordón. 81
Figura 20. Soldadura De Cordón Simple. 82
Figura 21. Estado De Esfuerzo. 92
Figura 22. Base Plana. 102
Figura 23. Cabeza Tanque Forjado. 104
Figura 24. Condiciones Iniciales De La Simulación Para La
Cabeza De Los Tanques Forjados. 105
Figura 25. Esfuerzos En La Cabeza Para Tanques Forjados. 106
Figura 26. Condiciones Iniciales De La Simulación Para La Base. 107
Figura 27. Esfuerzos En La Base De Los Tanques Forjados. 108
Figura 28. Esfuerzos En El Cilindro. 115
Figura 29. Condiciones Iniciales Para La Simulación De
Concentradores De Esfuerzo En La Cabeza Esférica. 124
Figura 30. Resultados De La Simulación De Concentradores De
Esfuerzo En La Cabeza Esférica. 125
Figura 31. Ampliación De Los Esfuerzos. 126

IM-2003-I-37
viii
Figura 32. Condiciones Iniciales Para La Simulación De
Concentradores De Esfuerzo En El Cilindro. 128
Figura 33. Magnitudes De Los Esfuerzos En El Cilindro. 128
Figura 34. Ampliación De Los Esfuerzos En El Cilindro. 129
Figura 35. Detalles Válvula De Alta Presión. 132
Figura 36.Tipos De Válvulas De Alta Presión (Recta) Y (En Ángulo). 132
Figura 37. Manómetro. 133
Figura 38. Regulador. 134
Figura 39. Válvula De Alivio. 135

IM-2003-I-37
ix
ÍNDICE DE GRAFICAS
Pág.
Gráfica 1. Diagrama P – V del motor de aire . 41
Gráfica 2. Potencia y torque vs. Revoluciones por minuto. 51
Gráfica 3. Volumen de material utilizado en los tanques con un
radio igual a 1 y longitud igual 1. 58
Gráfica 4. Volumen de material utilizado en los tanques con un
radio igual a 1 y longitud igual 2. 60
Gráfica 5. variación del espesor vs. Eficiencia. 80
Gráfica 6. Espesor de la pared vs. Esfuerzo en el material. 83
Gráfica 7. Espesor de la pared de la cabeza vs. Eficiencia de
la unión. 87
Gráfica 8. ciclo de presión. 93
Gráfica 9. ciclo de presión para tanques forjados. 109
Gráfica 10. Espesor de la pared del cilindro vs. Relación de
volúmenes en la fibra. 120
Gráfica 11. Comparación de los tanques por factor de seguridad. 139
Gráfica 11. Comparación de los tanques según el peso. 139

IM-2003-I-37
x
Gráfica 13. Comparación de la posibilidad de fabricar los
tanques en Colombia. 140

IM-2003-I-37
RESUMEN
Objetivos: - Diseño de un tanque para el almacenamiento de aire a alta presión.
Cuyo fin será el suministro de energía necesaria para el
funcionamiento de un motor de aire durante una hora.
- Determinación de las condiciones a las cuales estarán expuestos
los tanques.
- Identificar la forma y materiales mas adecuados entre los posibles,
para llevar acabo el diseño de los tanques.
- Analizar y determinar los valores de los esfuerzos y deformaciones
mediante simulaciones con elementos finitos.
- Factibilidad del proceso de fabricación.
Marco Teórico:
Principios básicos de resistencia de materiales para el análisis recipiente a
presión (cilíndricos y esféricos) de pared delgada y gruesa, esto con el fin de
determinar cuales eran las magnitudes de los esfuerzos y deformaciones que se
presentarían en los tanques.

IM-2003-I-37
2
Familiarización y aplicación del código ASME sección VIII división 1, para hallar
algunos parámetros de diseño como fueron el espesor de la pared de los tanques,
corrosión, eficiencia de las uniones soldadas y esfuerzo permisible en los
materiales.
Teorías de falla para carga estática (teoría de distorsión) y dinámica (Criterio de
Goodman modificada), esto para determinar cuales eran los factores de seguridad
con el cual estarían trabajando los tanques.
Se aplicaron principios de termodinámica para hallar el ciclo termodinámico del
motor y de esta forma calcular el trabajo, potencia y la cantidad de masa
necesaria para el funcionamiento del motor.
Para el análisis de los tanques fabricados con fibra de vidrio (compuestos) se
partió del modelo de isodeformación, y con este se realizo un análisis para
determinar el espesor que deberían tener los tanques para soportar la presión
interna.
Pensando en los costos y en obtener parámetros de comparación, se emplearon
tres procesos de manufactura que fueron: Soldadura, forjado y enrollado
(poltrusion), además se usaron diferentes materiales dadas las características de
cada proceso, así por ejemplo en los tanques soldados se utilizo un acero que

IM-2003-I-37
3
cumpliera con la propiedad que fuera soldable, para los tanques forjados se uso
un acero inoxidable de alta resistencia y para los tanques de fibra de vidrio se
seleccionó una proporción fibra – resina de modo que la pared de los tanques
tuviera una magnitud razonable.
Memorias de cálculos y resumen de la tesis:
Para definir los diferentes estados del ciclo termodinámico del motor de aires se
utilizaron los siguientes principios y / o teoremas:
- Primera ley de la termodinámica.
- Ley de los gases ideales.
- Ley de mezclas de gases.
- Proceso politrópico.
Ya con el ciclo termodinámico definido y corroborado según los datos
suministrados por la pagina de MDI (sitio oficial del motor de aire), se prosiguió a
utilizar una vez mas la ecuación de gases ideales para hallar la cantidad de masa
por unidad de tiempo que requería el motor y definiendo una presión de diseño de
2000psi se calculó el volumen que esta masa ocuparía.
Con el volumen calculado y haciendo una deducción matemática acerca de que
seria mejor si un o varios tanques esféricos o si seria mejor hacer un tanque o
varios tanques cilíndricos, se tomo la determinación de hacer varios tanques

IM-2003-I-37
4
cilíndricos. Para determinar cuantos tanques realizar se efectuó una iteración con
el numero de tanques pero limitando los resultados a las dimensiones de un
Chevrolet Alto debido a que este tipo de carro se asemeja mucho a lo que se
denomina “citycar”.
Luego de haber determinado las dimensiones físicas de los tanques se analizaron
varias alternativas de diseño utilizando los tres tipos de procesos de manufactura
mencionados anteriormente, el calculo del espesor de la pared de los recipientes
se baso en su totalidad en las ecuaciones presentadas en el código ASME. A
cada tanque se le calculo el factor de seguridad para carga estática utilizando la
teoría de energía de deformación, el factor de seguridad para carga dinámica
usando el criterio de Goodman modificada y por ultimo se calculo el peso que el
conjunto de tanques tendría.
Para analizar en que lugar seria mas conveniente realizar las conexiones se
realizaron simulaciones con el programa de elementos finitos ANSYS, el cual
mostró las magnitudes de los concentradores de esfuerzos.
También se desarrollaron algunas propuestas realizadas por el profesor Jaime
Loboguerrero que consistían en almacenar el aire en una estructura tubular tipo
“Buggy” y hacer que los tanques fueran el chasis del carro, esto con el fin de

IM-2003-I-37
5
evitar usar una superestructura que soportara los tanques y de esta forma hacer
que el vehículo fuera lo mas liviano posible.
Por ultimo se analizo que tipo de válvulas se podría utilizar en las conexiones
entre los tanques y de propusieron algunos factores a tomar en cuenta para la
selección.
Aplicabilidad del proyecto:
Debido a la necesidad de encontrar una soluciona corto o mediano plazo al
problema del trasporte y a la contaminación que este genera, el vehículo diseñado
por el ingeniero francés Gay Nègre corresponde a una excelente alternativa a la
solución a este problema. Debido a que la importación de este tipo de tecnología
podría no ser tan viable en términos económicos, el desarrollo de este tipo de
tecnología en el mercado nacional podría ser una opción acertada. Por esto
pienso que este proyecto constituye un punto de partida hacia el desarrollo de un
medio de trasporte suplementario adaptado a la industria Colombiana.
Pasos a seguir:
El siguiente paso a seguir seria realizar pruebas en algunos materiales
compuestos y verificar de manera practica los resultados obtenidos. También
considero que paralelo a esto se podría realizar un estudio mas a fondo de las

IM-2003-I-37
6
necesidades de trasporte que presenta el mercado Colombiano para de esta
forma hacer que este proyecto se convierta en una realidad.
Conclusiones
El principal problema encontrado en los tanques soldados fue el peso que estos
tendrían, como ventaja se encontró los factores de seguridad con los que
trabajarían y la facilidad del proceso de manufactura en Colombia.
Los tanques forjados mostraron gran ventaja en cuanto a peso se refiere, sin
embargo los factores de seguridad son menores que los encontrados para los
tanques soldados y la ausencia del proceso de manufactura en Colombia
aumentan considerablemente los costos.
Para los tanques diseñados con materiales compuestos se encontró una
reducción significativa en el peso, un proceso de manufactura sencillo lo que
conllevaría a un bajo costo. En su contra hallamos la falta de homogeneidad de
este tipo de materiales que depende de la proporción fibra- resina, del proceso de
manufactura y la dificultad para obtener datos estadísticos de las propiedades
mecánicas de estos. Para contrarrestar esta falta de homogeneidad se propone el
uso de un factor de seguridad mas alto en el diseño debido a que el aumento del
espesor en la pared de los tanques no generaría cambios importantes en el peso.

IM-2003-I-37
7
INTRODUCCIÓN
Actualmente los combustibles están entrando en una etapa de agotamiento, “las
reservas de petróleo alcanzaran apenas para unos 30 años”( Ahlbrandt, Párr.1),
debido al daño causado al medio ambiente y por ende a nosotros, existe urgencia
en el ámbito mundial de encontrar soluciones viables a corto plazo o mediano
plazo para este problema.
El trasporte urbano, es uno de los principales generadores de contaminación en el
mundo, este genera cerca del 50% de contaminación, convirtiendo así en una
fuente inagotable de estudios. Este problema llevo a que el gobierno de Estados
Unidos expidiera una ley llamada ZEV (Zero Emission Vehicles), que exigía a los
fabricantes de automóviles que antes de 1998 al menos el 2% de los vehículos
producidos funcionaran arrojando cero contaminación (ZEV, 1990). Para no ir tan
lejos en algunas ciudades de Colombia como Bogotá, se implemento una ley que
obliga a que al menos una vez al año los ciudadanos no utilicen el carro, este día
se denomino día sin carro. En la capital de México hay un proyecto en el cual se
espera que al menos 87000 taxis utilicen el motor de aire diseñado por el
ingeniero Guy Nègre.

IM-2003-I-37
8
El presente trabajo tiene como finalidad realizar el diseño de los tanques que
almacenaran el aire a alta presión para unas condiciones especificas de
operación del motor. Los tanques se diseñaran teniendo en cuenta algunos
parámetros como son: la factibilidad de los procesos de manufactura, los
materiales disponibles en la industria colombiana, y otras limitaciones como
presión, tamaño, etc.
Para poder sacar algunas conclusiones, se estudiaran tres panoramas distintos, el
primero será el diseño de los cilindros por medio del proceso de soldadura, el
segundo es el diseño por medio del proceso de forjado, y por ultimo se diseñara
por el proceso de enrollado, este ultimo se utiliza solo para materiales
compuestos.
También se desarrollaran algunas ideas planteadas para el almacenamiento del
aire, como son:
- Hacer un chasis tubular en el cual se almacene el aire.
- Hacer que los tanques sean el chasis del vehículo.

IM-2003-I-37
9
1. MARCO TEÓRICO
En las ultimas décadas se han desarrollado algunas alternativas para solucionar
el problema de trasporte urbano, debido a que los carros que utilizan gasolina
como fuente de energía generan innumerables problemas de contaminación.
En este momento existen en el mercado al menos cinco alternativas de motores
para vehículos cada una con algunas ventajas y desventajas, a continuación se
hace una breve descripción de cada una.
1.1. INNOVACIONES DESARROLLADAS
1.1.1. MOTORES DE GASOLINA CON EL SISTEMA QUE INTEGRA EL
ALTERNADOR CON EL MOTOR
Esta clase de motores genera las mismas emisiones que genera un vehículo con
un motor convencional de inyección electrónica, pero tiene la particularidad que
cuando el motor esta inactivo por mas de dos segundos este se apaga y dado que
este esta integrado con el alternador en el momento de demandar potencia el
motor se enciende en cuestión de milésimas de segundo. Con este sistema se

IM-2003-I-37
10
logra disminuir las emisiones cerca de un 20% y a su vez la autonomía aumenta
considerablemente.
1.1.2. MOTORES DISEL
El motor creado por el ingeniero alemán Rudolf Diesel, funciona con gasóleo o
aceite mineral. La combustión se obtiene por el calor desarrollado del aire que
comprimido alcanza altas temperaturas. Este motor produce más emisiones de
hidrocarburos (HC) pero menos óxidos de hidrógeno (Nox) que el de gasolina.
Ambos residuos gaseosos, junto con el monóxido de carbono (CO) y el dióxido de
azufre (SO2), son los principales responsables directos e indirectos de la lluvia
ácida, la contaminación fotoquímica (smog), la degradación de la capa de ozono y
el efecto invernadero.
1.1.3. MOTORES ELÉCTRICOS
La alternativa ideal para uso urbano son los carros eléctricos. Su rendimiento es
superior al de los motores de combustión pues no consumen energía mientras
están detenidos y al estar sujetos directamente a las ruedas se resuelven los
problemas de transmisión. Con las ultimas investigaciones se han remplazado los
motores eléctricos de corriente continua y se han escogido los de corriente alterna

IM-2003-I-37
11
para lograr mayor eficiencia en la respuesta de frenado y aceleración. Son
además ideales porque no producen contaminación atmosférica ni sónica; en
pocas palabras, nada de gases ni ruido. En su contra tienen los elevados precios
de producción, la larga espera de recarga que puede alcanzar las ocho horas y el
excesivo peso de las baterías que disminuye la potencia efectiva. Por otra parte
emiten tres veces más dióxido de azufre que los mismos motores de gasolina,
aspecto bastante inconveniente en lo que a la ecología se refiere.
1.1.4. MOTORES PILA DE COMBUSTIBLE
Son motores que se surten con agua, esta clase de motores sólo requieren de
oxígeno e hidrógeno para su funcionamiento. El sistema consistente en una
membrana electrolítica que transforma el oxígeno y el hidrógeno en electricidad.
El oxígeno es tomado directamente del aire y el hidrógeno es extraído de la
combustión de metano (producto del gas natural) o por proceso electrolítico del
agua. Las desventajas son el elevado costo, peso y tamaño de la pila.
1.1.5. MOTORES DUALES O HÍBRIDOS
En general, se puede definir un auto híbrido por la utilización de dos fuentes de
energía diferentes, electricidad y gasolina por ejemplo. Esto quiere decir que
dentro del vehículo se encuentra tanto un motor de combustión interna común y

IM-2003-I-37
12
corriente, como un motor eléctrico. Para lograr la mixtura entre electricidad y
gasolina se pueden utilizar sistemas en "serie" o en "paralelo", el sistema paralelo
se resume en que tanto la electricidad como la gasolina funcionan
independientes, en la conexión en serie sucede exactamente lo opuesto el motor
de gasolina genera electricidad que sirve para cargar las baterías o darle
movimiento a un motor eléctrico que impulsa el vehículo. De esta forma, la
gasolina nunca es responsable del movimiento del carro. Las desventajas de este
tipo de carros son el peso y el elevado costo.
1.1.6. MOTOR DE AIRE COMPRIMIDO
En la década de los 90’s el ingeniero francés Guy Nègre presento al mundo un
motor que es capaz de generar potencia utilizando aire comprimido como fuente
de energía, este motor es capaz de convertir la energía almacenada mediante
presión en energía rotacional. Esta presión es obtenida gracias a un compresor
que trasforma la energía mecánica (rotacional) en energía potencial en forma de
presión, esta energía puede ser obtenida utilizando fuentes de energía renovables
como son: El sol, el viento, una turbina hidroeléctrica, una turbina de vapor, etc.
La principal desventaja o principal problema que posee esta clase de vehículos es
el almacenamiento de aire, la gran dificultad es lograr almacenar el aire a alta
presión en recipientes livianos y resistentes. En este momento estos recipientes
son fabricados con fibra de carbono lo que los hace muy costosos.

IM-2003-I-37
13
1.2. ESFUERZOS EN TANQUES CILÍNDRICOS Y ESFÉRICOS
Para acercarse a una solución del problema de almacenamiento del aire se hace
necesario entender lo que pasa en un tanque sujeto a presión interna. Cuando un
tanque ya sea cilíndrico o esférico es cargado con una presión, el material con el
que esta formado soporta cargas en todas las direcciones, estas cargas varían
con el radio lo que a llevado a desarrollar dos modelos para el análisis de los
esfuerzos, el primero es cuando la relación entre radio y el espesor es mayor o
igual a 10, a lo que se le designa recipientes de pared delgada y a los recipientes
cuya relación es menor a diez se les denomina de pared gruesa.
1.2.1. RECIPIENTES CILÍNDRICOS DE PARED DELGADA
Como se menciono anteriormente son considerados recipientes delgados
aquellos que tengan una relación 10≥tr , con esta proporción se puede
considerar que el esfuerzo radial es muy pequeño comparado con el esfuerzo
circunferencial y que las magnitudes de los esfuerzos no varían
considerablemente a lo largo del espesor. Realizando una simple igualación de
fuerzas sobre una sección del recipiente se puede obtener que el esfuerzo
circunferencial es (Hibbeler, Cáp. 8.)

IM-2003-I-37
14
( ) ( )
trP
dyrpdyt
*
0**2****2
1
1
=
=−
σ
σ
1
Figura 1. Esfuerzo circunferencial en un cilindro.2
Haciendo un calculo similar al anterior es fácil encontrar el esfuerzo longitudinal:
( ) ( )
trP
rpt
*2*
0****2*
2
22
=
=−
σ
ππσ 4
Figura 2. Esfuerzo longitudinal en un cilindro.3
1 Hibbeler, Ecuación (8-1) 2,3 Hibbeler, Cáp. 8, Pág. 414 Fig., 8-1 (c) y Fig., 8-1(d) 4 Hibbeler, Ecuación (8-2)

IM-2003-I-37
15
1.2.2. RECIPIENTES CILÍNDRICOS DE PARED GRUESA
En los recipientes de pared gruesa ( 10≤tr ) ya no se puede suponer que la
variación de los esfuerzos en muy pequeña, por lo que hay que considerar una
distribución de esfuerzos a lo largo del radio. Si se analiza un aro de espesor
diferencial en la mitad de la pared del cilindro se puede obtener las siguientes
relaciones (Shigley, p. 65.).
��
�
�
��
�
�−
−=
��
�
�
��
�
�+
−=
2
20
220
2
2
20
220
2
1*
1*
ii
iir
ii
iit
r
r
rr
Pr
r
r
rr
Pr
σ
σ
5
Donde:
ri Radio interno.
ro Radio externo.
Po Presión externa, ya que las presiones son manométricas. (P0 = 0)
Pi Presión interna.
Haciendo el mismo análisis que el realizado en el caso de los recipientes de pared
delgada podemos obtener el esfuerzo longitudinal generado en esta clase de
recipientes 5,6 Shigley, Ecuación (2-51) y (2-52)

IM-2003-I-37
16
( )( ) ( )
220
2
2
22202
*
0****
i
ii
iii
rr
rP
rPrr
−=
=−−
σ
ππσ 6
1.2.3. RECIPIENTES ESFÉRICOS DE PARED DELGADA Y GRUESA
Para el análisis de los esfuerzos en los recipientes esféricos se puede realizar el
mismo estudio empleado para hallar los esfuerzos longitudinales en un cilindro,
debido a que si se divide una esfera por la mitad, como resultado obtenemos los
mismos esfuerzos longitudinales conseguidos en el cilindro (Hibbeler, p. 416.).,
por lo tanto los esfuerzos generados en cualquier dirección en los tanques
esféricos es el mismo esfuerzo longitudinal
Para esferas de pared delgada el esfuerzo es:
trP
*2*
2 =σ 7
7 Hibbeler, Ecuación (8-3)

IM-2003-I-37
17
Para esferas de pared gruesa el esfuerzo es:
220
2
2
*
i
ii
rr
rP
−=σ 8
1.3. CÓDIGO ASME (AMERICAN SOCIETY OF MECHANICAL ENGINEERS).
La American Society of Mechanical Engineers, en adelante (ASME), fue creada
en 1911 con el propósito de formular estándares para la fabricación y
construcción de calderas y recipientes a presión, esto con el fin de evitar
accidentes que se estaban presentando en esta época. Este código es aceptado
en casi todo el mundo por lo que el presente trabajo se baso en gran parte en las
reglas que este presenta.
El código se divide en 11 secciones, pero la que compete para este caso es la
número 8. Esta sección se divide a su vez en 3 divisiones, en la primera se
compilan las reglas generales de diseño y fabricación para recipientes a presión
de menos de 3000psi y cuyo diámetro sea mayor de 6 pulgadas, en la segunda
división se presenta algunas reglas adicionales para tanques cuya presión sea
mayor a 3000psi y la tercera división hace referencia a tanques en donde este
involucrada la vida humana (ASME, Code U-1). Debido a que la idea del proyecto
8 Shigley, Ecuación (2-52)

IM-2003-I-37
18
es hacer el diseño de tanques que se puedan construir en Colombia y que estos
sean lo más económicos posibles se tomo la decisión de diseñarlos según las
reglas presentadas en la división 1, es decir hacer los tanques con un diámetro
mayor a 6 pulgadas y trabajar con una presión inferior a los 3000psi.
El código ASME basa su diseño en la teoría del máximo esfuerzo cortante, esta
supone que la falla se presenta cuando los esfuerzos en el material son mayores
o iguales al esfuerzo de fluencia en el material.
Los esfuerzos de compresión causados por presión externa y los esfuerzos a
tensión ocasionados por la presión interna se calculan deacuerdo con las
ecuaciones (1) y (2), presentadas anteriormente. Para calcular el espesor de las
diferentes partes de los tanques el código propone las siguientes ecuaciones
(ASME, Code UG-27):
Para el espesor del cilindro:
PESRP
t*6.0*
*−
= 9
9,10,11 ASME, Code UG-27

IM-2003-I-37
19
Para el espesor de una cabeza semiesférica:
PESRP
t*2.0**2
*−
= 10
Para cabezas planas circulares:
ESP
dt*
*13.0*= 11
Donde:
P = Presión manométrica de diseño en psi.
S = Esfuerzo permisible del material en psi.
E = Eficiencia de la unión.
R = Radio interno del cilindro en in.
D = Diámetro interno del cilindro en in.
t = Espesor de la pared en in.
ASME define tres tipos de presión que hay que tener en cuenta pare el diseño de
recipientes a presión, presión de operación (Operating Pressure), presión de
diseño (Design pressure) y presión máxima de trabajo (Maximum allowable
working pressure) (ASME, Code UG-97).

IM-2003-I-37
20
1.3.1. PRESIÓN DE OPERACIÓN.
Es la presión a la cual el tanque va a operar o va a trabajar en condiciones
normales de uso.
1.3.2. PRESIÓN DE DISEÑO.
Es la presión usada para diseñar el tanque. Esto es un factor de seguridad que se
suma en el momento de hacer los cálculos para los diferentes espesores. Como
se observará en los cálculos posteriores los factores de seguridad que maneja el
código son muy amplios por lo que realizar los cálculos con la presión de
operación es aceptable, además según el código la presión de diseño es
alrededor 30psi por encima de la presión de operación, es decir que la presión de
diseño seria de 2030psi.
1.3.3. PRESIÓN DE TRABAJO.
Es la presión a la cual el elemento mas débil de todo el tanque esta cargado, en
otras palabras es la presión que resiste el elemento mas débil antes de que
alcance el esfuerzo máximo permisible.

IM-2003-I-37
21
1.3.4. ESFUERZO PERMISIBLE (ALLOWABLE STRESS).
El esfuerzo permisible se define como el esfuerzo máximo que resiste un material
tomando en cuenta un factor de seguridad. Este factor de seguridad se debe a
que nunca se puede conseguir un material perfecto, es decir que no tenga ningún
defecto en la estructura o que no contenga ninguna grieta. Según la “American
Institute of steel construction”, el esfuerzo permisible para miembros que están
cargados a tensión es 0.6 el esfuerzo de fluencia del material (Megyesy, p. 449.).
1.3.5. EFICIENCIA DE LA UNIÓN.
La eficiencia de la unión depende únicamente del tipo de unión y del grado de
examinación que a este se le dé (ASME, Code UW-11.), Para la selección del tipo
de unión que se utiliza en los tanques hay que tener en cuenta la facilidad y la
accesibilidad que estos posean, si el diámetro de los tanques es muy pequeño
hay que tener en cuenta que no se podría realizar una soldadura dentro del
mismo, por lo cual habría que seleccionar una unión que se lograra aplicar solo
desde el exterior del tanque.

IM-2003-I-37
22
1.3.6. ESPESOR DEBIDO A CARGAS EXTERNAS.
Para el calculo del espesor que se necesitaría para que el tanque soportara
algunas cargas externas, el libro “Pressure Vezsel Handbook” en el capitulo que
hace referencia a la combinación de esfuerzos (Megyesy, p. 69), utiliza el modelo
de una barra empotrada para de esta forma encontrar el espesor que debería
tener el elemento para soportar la fuerza ejercida por el viento sobre el tanque.
Utilizando el mismo modelo, pero adaptado al análisis a las condiciones que se
encuentran en nuestro diseño, se obtiene el espesor necesario para soportar las
cargas aplicadas por el chasis y otros componentes del carro.
Para el análisis es necesario encontrar el máximo momento que se genera en el
tanque, utilizando la siguiente fórmula se calcula el espesor necesario. Cabe
anotar que a este espesor habría que sumarle el espesor necesario para soportar
la presión interna del aire.
ESRMt
t***2 π
= 12
12 Megyesy Pág. 71

IM-2003-I-37
23
Donde
Mt = Es el máximo momento que se genera en el tanque en lb * in.
S = Esfuerzo permisible del material en psi.
E = Eficiencia de la unión.
1.3.7. CORROSIÓN
Los tanques y las partes que lo componen pueden estar sujetas a corrosión
(ASME, Code UG-25), erosión o abrasión mecánica, para que los tanques
soporten los diferentes tipos de corrosión y puedan tener una vida de operación
mas larga, se hace necesario el incremento del espesor de la pared de las
diferentes partes del tanque (cilindro, cabeza). El código no hace referencia a cual
debería ser este espesor, el libro “Pressure Vessel Handbook” en el capitulo que
hace referencia a la corrosión (Megyesy, p. 221) plantea que una rata de
corrosión de 5 mils por año es usualmente satisfactoria.
El espesor total de las diferentes partes del tanque sería:
corrosiónFexternaspresióntotal tttt ++=

IM-2003-I-37
24
Donde
ttotal = Espesor total del tanque, in.
tprsión = Espesor necesario para soportar la presión interna del aire, in.
tF externas = Espesor necesario para soportar las cargas externas impuestas sobre
el tanque, in.
tcorrosión = Espesor necesario para que el tanque soporte la corrosión, in.
1.4. FACTORES DE SEGURIDAD
En el momento en que los tanques se encuentran cargados a la máxima presión
de trabajo (2000 psi), el material con el que están construidos experimenta una
fuerza de tensión que trata de romperlo, para determinar si la fuerza hecha por la
presión es capaz de desgarrar el material se emplea un factor de seguridad, este
factor de seguridad dice cuantas veces la parte mecánica soporta la presión. Para
saber cual es el factor de seguridad para carga estática se emplea la teoría de
energía de deformación y para determinar cual es el factor de seguridad para
carga dinámica se emplea el criterio de Goodman modificada.

IM-2003-I-37
25
1.4.1. FACTOR DE SEGURIDAD PARA CARGA ESTÁTICA (TEORÍA DE
ENERGÍA DE DEFORMACIÓN)
“La teoría de la energía de deformación afirma que la falla causada por fluencia,
ocurre cuando la energía de deformación total en un volumen unitario iguala o
excede el valor de la energía de deformación en el mismo volumen
correspondiente a la resistencia de fluencia en tensión, o bien en compresión.”
(Shigley, p.273).
( ) ( ) ( )2
'2
312
322
21 σσσσσσσ −+−+−= 13
Sy≥'σ 14
'σSy
n =
Donde
σ1, σ2 y σ3 = son los esfuerzos principales
σ’ = Es el esfuerzo de Von Mises
n = Es el factor de seguridad
Sy = Es el esfuerzo de fluencia del material
13 Shigley, Ecuación (6-11) 14 Shigley, Ecuación (6-12)

IM-2003-I-37
26
1.4.2. FACTOR DE SEGURIDAD PARA FATIGA (CRITERIO DE GOODMAN).
Debido a que los tanques van a ser cargados y descargados varias veces durante
el día, el material puede fallar por fatiga debido a que no se puede asegurar que
el material sea perfecto, es decir que no posea grietas o imperfecciones de
fabricación.
Para determinar si los tanques fallan por fatiga, se va a utilizar la relación de
Goodman modificada (Shigley, p.337), tomando en cuenta que este es uno de los
criterios más conservadores, lo que hace que los resultados sean confiables.
La ecuación es la siguiente
nSutSema 1=+
σσ 15
donde
σa = amplitud del esfuerzo
σm =Esfuerzo medio
Se = Limite de la resistencia a la fatiga
Sut = Es el esfuerzo ultimo del material
15 Shigley, Ecuación (7-39)

IM-2003-I-37
27
Para el calculo de σa, σm se utilizan las siguientes ecuaciones
2minmax σσσ +
=m 16
2minmax σσσ −
=a 17
Los parámetros σa, σm, σmax, σmin se visualizan mejor en la siguiente gráfica
Figura 3. Esfuerzo Vs. Tiempo.18
Para el calculo de Se se utiliza la siguiente ecuación
eSKeKbKcKbKaSe '*****=
16 Shigley, Ecuación (7-30) 17 Shigley, Ecuación (7-31) 18 Shigley, Fig. 7-12 (e)
IM-2003-I-37
28
Donde
Ka = factor de superficie.
Kb = Factor de tamaño.
Kc = Factor de carga.
Kd = factor de temperatura.
Ke = factor de efectos diversos.
S’e= Limite de la resistencia a la fatiga de una viga giratoria.
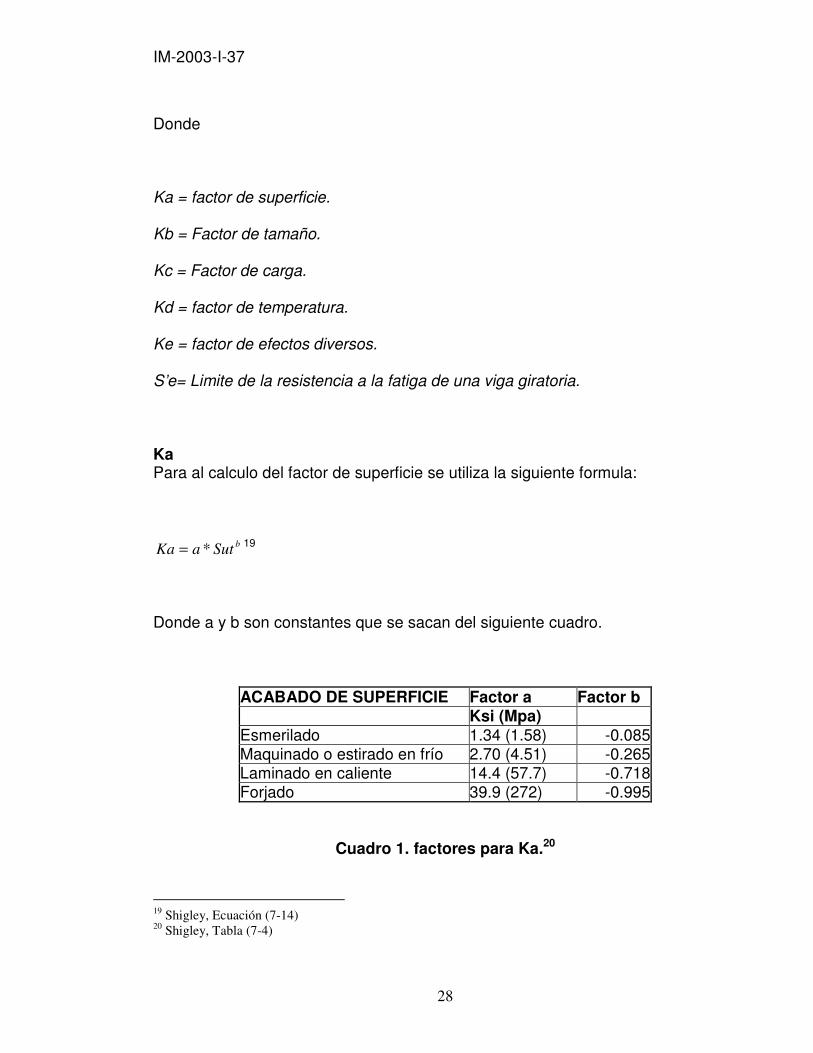
Ka Para al calculo del factor de superficie se utiliza la siguiente formula:
bSutaKa *= 19
Donde a y b son constantes que se sacan del siguiente cuadro.
ACABADO DE SUPERFICIE Factor a Factor b Ksi (Mpa) Esmerilado 1.34 (1.58) -0.085Maquinado o estirado en frío 2.70 (4.51) -0.265Laminado en caliente 14.4 (57.7) -0.718Forjado 39.9 (272) -0.995
Cuadro 1. factores para Ka.20
19 Shigley, Ecuación (7-14) 20 Shigley, Tabla (7-4)

IM-2003-I-37
29
��
�
��
��
�
��
�
=
577.0
1
1
923.0
Kc
Kb
Para el calculo del factor de tamaño se utilizan las siguientes ecuaciones:
����
�
����
�
≤≤→−
≤≤→��
���
�
≤≤→��
���
�
=−
−
indd
mmdd
indd
Kb
102*02125.0859.0
5179.262.7
211.03.0
1133.0
1133.0
21
Donde d es una dimensión efectiva, la cual para vigas macizas o huecas es igual:
Dde *370.0= 22
D es el diámetro externo del cilindro Kc Para calcular el factor de carga se utiliza la siguiente ecuación:
Carga axial Sut ≤ 220 Kpsi
Carga axial Sut > 220 Kpsi 23
Flexión Torsión y cortante
21 Shigley, Ecuación (7-15) 22 Shigley, Ecuación (7-18) 23 Shigley, Ecuación (7-22)

IM-2003-I-37
30
Kd
El factor de temperatura se calcula con la siguiente ecuación:
SrtSt
kd = 24
Donde la relación SrtSt se saca del siguiente cuadro:
Cuadro 2. relación SrtSt .25
Ke
El factor Ke se refiere a diversos efectos, en algunas ocasiones es el factor de
seguridad para carga estática u otro factor de seguridad que tenga en cuenta
otras cosas, pero como estos efectos están contemplados en la norma este factor
es de 1 para nuestro caso.
24 Shigley, Ecuación (7-23) 25 Shigley, Tabla (7-5)
Temperatura St/Srt °C 20 1.000 50 1.010 100 1.020 150 1.025 200 1.020

IM-2003-I-37
31
Se
Es el limite de la resistencia a la fatiga de una viga giratoria y se calcula usando la
siguiente ecuación:
Sut < 200 Kpsi
Sut > 200 Kpsi 26
1.5. CICLO TERMODINAMICO DEL MOTOR DE AIRE COMPRIMIDO
Para poder determinar con precisión cuál es el consumo de aire del motor, es
necesario tener claro cuál es su ciclo termodinámico. Para tal fin se tomaron como
referencia los datos suministrados por la página de Internet del motor de aire.
El motor de aire diseñado por el ingeniero Guy Negré es muy similar al
funcionamiento del motor de combustión interna de dos tiempos ya que ambos
son motores reciprocantes y en ambos se produce un ciclo de potencia por cada
vuelta del cigüeñal. También la potencia obtenida se debe a un aumento de
presión en el cilindro pero a diferencia del motor de dos tiempos, el motor de aire
divide el ciclo de potencia en tres cámaras independientes: la primera es utilizada
para la compresión; en la segunda ocurre la admisión y aumento de presión; y en
una tercera tiene lugar la expansión y la generación de potencia. También, la
26 Shigley, Ecuación (7-9)
�
��
=100
504.0'
SuteS

IM-2003-I-37
32
forma de generar la presión es diferente, ya que en el motor de combustión
interna, la presión es elevada gracias a la explosión de una mezcla de aire –
gasolina dentro del pistón, mientras que en el motor de aire esta presión se eleva
gracias a una mezcla de aire caliente – aire a temperatura ambiente (Casas
Quintero, Cáp. 3).
Para llevar a cabo esta mezcla se utiliza un principio físico muy sencillo: al ser
comprimido, el aire se calienta y se enfría al ser descomprimido
A continuación se presenta con más detalle el funcionamiento del motor y el ciclo
termodinámico que este sigue.
Figura 4. Funcionamiento del motor.27
27 Grafica, Obtenida de la pagina de MDI

IM-2003-I-37
33
Para el análisis se define la siguiente constante:
R ����
��
°KKgKJ
*
= 0.287
R es la constante del aire tratado como un gas ideal.
La etapa de compresión inicia cuando el pistón de compresión succiona aire del
ambiente a condiciones estándar, es decir, a una temperatura de 20 grados
centígrados (293 K) y una presión de una atmósfera (101.3 Kpa), después este
aire es comprimido por el pistón alcanzando una presión cercana a los 2000 Kpa.
y aumentando la temperatura del aire en unos 400 grados centígrados (673 K)
aproximadamente.
Ecuaciones Usadas:
TRvP ** =
vVm =

IM-2003-I-37
34
ESTADO 1 (Admisión) P1 (Kpa) 100.00T1 (K) 293.00V1 (m3) 2.22E-04v1 (m3 / Kg) 0.8409m1 (Kg) 2.64E-04
Cuadro 3. Admisión del motor.
ESTADO 2 (compresión) P2 (Kpa) 2000.00T2 (K) 673.00V2 (m3) 2.55E-05v2 (m3 / Kg) 0.0966m2 (Kg) 2.64E-04
Cuadro 4. Compresión del motor.
Donde R es la constante del aire tratado como un gas ideal, el estado de admisión
(1) es cuando el pistón se encuentra en el punto mas bajo posible (punto muerto
inferior), el estado de compresión (2) es cuando el pistón comprime la cantidad de
aire succionada en el estado (1) y el pistón se encuentra en el punto mas alto
posible (punto muerto superior), cabe destacar que la cantidad de masa en el
estado uno (1) es igual que en el estado dos (2).

IM-2003-I-37
35
Después de la compresión el aire pasa a una cámara de volumen constante y en
este momento se mezcla con una cantidad de aire a temperatura ambiente
proveniente de los tanques, que es inyectada, dando como resultado una
elevación de la presión y una disminución de la temperatura.
Según la información suministrada por la página de Internet anteriormente
mencionada, los tanques mantienen el aire a una presión de 4350 psi
(30000Kpa) y a temperatura ambiente (293 K) en un volumen de 300 litros
(0.3m3).
Para determinar cuánto ocuparía esa cantidad de aire a presión atmosférica se
tiene:
Ecuaciones Usadas:
VatmPatmqueVqueP *tan*tan =
DATOS Ptanques (Kpa)= 30000 Ttanques (K) = 293 Vtanques (m3) = 0.3 Patm (Kpa)= 101.3 Vatm (m3) = 88.845
Cuadro 5. Condiciones de operación de los tanques.

IM-2003-I-37
36
Para hallar cuánto aire consume el motor, se sabe que este consume 88.84 m3 de
aire en un tiempo de 10 horas, por lo tanto el volumen de aire que consume por
revolución es:
V de aire (m3) = 88.845 tiempo Horas = 10.00 RPM = 3500.00 Volumen por segundo (m3 / s) = 2.47E-03 Consumo por revolución (m3 / rev) = 2.12E-05
Cuadro 6. Consumo de aire del motor.
Esta cantidad de aire entra a la cámara a temperatura ambiente a una presión
controlada de 5000 Kpa. Luego este aire se mezcla con el aire que comprimió el
pistón anteriormente, arrojando el siguiente resultado
Ecuaciones Usadas:
TRVconsumidoP
m*
*= 28
23 VV = 29
214 mmm += 30

IM-2003-I-37
37
41
1mm
Y = 31
43
2mm
Y = 32
( ) ( )3*2*2*14 TYTYT = 33
34 VV = 34
44
4mV
v = 35
ESTADO 3 (Antes de la mezcla) P3 (Kpa) 5000.00T3 (K) 293.00V3 (m3) 2.554E-05v3 (m3 / Kg) 0.0203m3 (Kg) 0.0013
Cuadro 7. Estado del aire antes de la mezcla.
28, 29, 30, 31, 32, 33, 34, 35, Cengel, Cáp. 12, Pág. 665.

IM-2003-I-37
38
ESTADO 4(después de la mezcla) P4 (Kpa) 6140.9649 T4 (K) 359.0209 V4 (m3) 2.55E-05 v4 (m3 / Kg) 0.0168 m4 (Kg) 0.0015
Cuadro 8. Estado del aire después de la mezcla.
Posteriormente este aire pasa a la tercera cámara, donde la presión hace que el
pistón se desplace, produciendo así un ciclo de potencia. Al final de la expansión,
el aire queda con las siguientes propiedades:
Usando las ecuaciones 28 y 35:
ESTADO 5 P5 (Kpa) 204.30T5 (K) 260V5 (m3) 5.56E-04v5 (m3 / Kg) 3.65E-01m5 (Kg) 0.00152225
Cuadro 9. Estado final del aire.
Para calcular la potencia entregada por el motor, se analizan por separado el
trabajo consumido y el trabajo entregado por el motor en las diferentes etapas del

IM-2003-I-37
39
ciclo. Para calcular el trabajo neto, se aproximan las dos etapas del ciclo (la de
compresión y la de expansión) a un proceso politrópico el cual se define como:
teConsVP n tan* = 36
El trabajo consumido es
( ) ( )( )n
VPVPTrabajoconsumido −
−=1
1*12*2
TRABAJO CONSUMIDO n 1.38Wc (KJ) -0.075
Cuadro 10. Trabajo consumido.
El trabajo entregado se calcula:
( ) ( )( )n
VPVPTrabajoconsumido −
−=1
4*45*5
36 Cengel, Ecuación (3-21)

IM-2003-I-37
40
TRABAJO ENTREGADO n 1.10Wc (KJ) 4.13E-01
Cuadro 11. Trabajo entregado.
Trabajo neto será entonces:
TRABAJO NETO Wn (KJ) = We + WcWn (KJ) = 3.38E-01
Cuadro 12. Trabajo neto.
El diagrama P-V del ciclo termodinámico se muestra en la gráfica 1. En ella se
distingues los 5 diferentes estados.
La potencia neta del motor a 3500 rpm es de 26.41 Hp lo cual se aproxima a los
datos proporcionados por la página de MDI. Fabricantes del motor.

IM-2003-I-37
41
DIGRAMA P - V
0
1000
2000
3000
4000
5000
6000
0 0.0001 0.0002 0.0003 0.0004
Volumen (m^3)
Pre
sión
(KP
a)
COMPRESION INYECCION EXPANSION ESCAPE
Gráfica 1. DIAGRAMA P – V DEL MOTOR DE AIRE.
1.6. CARACTERÍSTICAS DE LAS SIMULACIONES
Para el calculo de algunos esfuerzos, factores de seguridad y otros datos que se
necesitan, se utilizaran algunas simulaciones hechas con el programa de
elementos finitos ANSYS y el programa MDsolids.
Para probar que los resultados arrogados por ambos programas son confiables se
realizan algunos cálculos teóricos y se comparan los resultados de estos con los

IM-2003-I-37
42
resultados arrojados por las simulaciones correspondientes a las mismas
condiciones de los cálculos teóricos.
1.6.1. PROGRAMA MDSOLIDS
Para el caso del programa Mdsolids, la prueba que se realizo fue para una viga
apoyada por dos soportes en los finales, con una carga aplicada en el centro se
tiene
Utilizando los siguientes parámetros:
F = 100 N
L = 1.0 m
Dexterno = 0.1 m
Dinterno = 0.05 m
E = 200 Gpa.

IM-2003-I-37
43
Figura 5. Diagramas de cortante y momento para una viga simple.37
Remplazando en las formulas presentadas en la figura 4. se obtiene:
NF
RR 502
100221 ====
NRVAB 501 ==
NRVBC 502 ==
( ) ( ) 46444int
4 10*6.405.01.0*64
*64
mDDI eriorexterior−=−=−= ππ
37 Shigley, Pág. 833.

IM-2003-I-37
44
( ) ( ) mmmIE
LFy 002264.010*26.2
10*6.4*10*200*481*100
**48* 6
69
33
max ==== −−
Los resultados del programa fueron:
Figura 6. diagrama de fuerzas obtenido usando el programa Mdsolids.
Figura 7. diagrama de fuerzas cortantes obtenido usando el programa
Mdsolids.

IM-2003-I-37
45
Figura 8. diagrama de momentos obtenido usando el programa Mdsolids.
Figura 9. diagrama de deflexión obtenido usando el programa Mdsolids.
Como se puede observar los datos de la simulación corresponde exactamente a
los datos calculados teóricamente, por lo que se utilizara este programa
aceptando todos los resultados que este proporcione.

IM-2003-I-37
46
1.6.2. PROGRAMA ANSYS (ELEMENTOS FINITOS).
Para el programa de elementos finitos ANSYS, el objetivo de la simulación
realizada fue la de obtener los esfuerzos de Von Mises para una esfera de radio
unitario y con una presión en el interior de 1000psi. Para ello se selecciono el
elemento SOLID45 cuya descripción se hace a continuación.
Descripción del elemento SOLID45
Este elemento es usado para análisis estructurales. El elemento esta definido por
8 nodos cada uno con 3 grados de libertad, el elemento fue seleccionado por que
posee buena plasticidad, soporta largas deformaciones, otra propiedad que posee
este elemento es que los resultados los proporciona de dos formas, la primera es
por deformaciones y la segunda es por esfuerzos.
Figura 10. Descripción del elemento solid 45.38
38 Obtenida del HELP del programa ANSYS

IM-2003-I-37
47
Los parámetros usados son:
Dexterior = 1 in
Espesor = 0.1 in
P = 2000 psi
Utilizando la ecuación (2) y remplazando los anteriores parámetros se tiene
100001.0*21*2000
*2* ===
trpσ psi
Debido a que los esfuerzos en una esfera son iguales en cualquier dirección el
esfuerzo de Von Mises es igual al esfuerzo calculado.
Resultados de la simulación realizada con ANSYS
Las condiciones de frontera fueron las siguientes
Figura 11. Condiciones iniciales de la simulación de prueba.

IM-2003-I-37
48
Los esfuerzos obtenidos con la simulación fueron
Figura 12. Resultados de la simulación de prueba.
Como se puede observar los esfuerzos obtenidos varían un poco con respecto al
calculado teóricamente, pero esto se debe a que se realizo un modelaje sólido, si
se calcula el promedio de los esfuerzos obtenidos se tiene
psi101388
117481139011032106759601924488868528 =+++++++

IM-2003-I-37
49
Como se esperaba el esfuerzo promedio calculado por ANSYS es casi igual al
calculado teóricamente, por lo que se van a aceptar todos los resultados
calculados con este tipo de elemento y bajo condiciones similares.
También cabe resaltar que en la simulación realizada en la figura 12, los
esfuerzos que se muestran en el exterior no aparecen constantes, pero esto es
debido a que la esfera se aproxima a un polígono irregular por el tipo de maya
generada por el elemento lo que hace que los esfuerzos no sean constantes en el
exterior.

IM-2003-I-37
50
2. CARACTERÍSTICAS FÍSICAS DE LOS TANQUES
Con el ciclo termodinámico ya definido, se procede calcular o estimar las
dimensiones físicas del o de los tanques. Para ello se tiene en cuenta la siguiente
propuesta:
Se quiere comprimir el aire a una presión no superior a 2000 psi, esto es para que
los tanques estén dentro de los parámetros establecidos por el código ASME. y
para poder utilizar materiales de bajo costo. También se quiere comprimir
suficiente aire para que el vehículo esté en funcionamiento por lo menos durante
1 hora (60 minutos) a una velocidad cercana de 60 Km / hr. Esto es pensando en
las distancias que se recorren en un día común en Bogotá. En lo que a
restricciones de espacio se refiere, se quiere que el carro sea lo más pequeño y
liviano posible, debido a la relación peso potencia del vehículo.
Para esto, el Ingeniero Mecánico Daniel Zamora, en su trabajo de tesis, realizó
algunos cálculos, en los cuales se llega a la conclusión de que se necesitan

IM-2003-I-37
51
alrededor de 3 Hp, para poder desplazar un vehículo durante una hora a una
velocidad constante de 60 Km / hr.
Según el ciclo termodinámico, para obtener dicha potencia se necesitaría que el
motor girara a 450 rpm, pero dado que el torque máximo se obtiene cuando el
motor está girando cerca de las 700 rpm (como se puede observar en la gráfica
2), los cálculos acerca del consumo de aire se realizarán para estas revoluciones.
Los resultados obtenidos se muestran en la siguiente tabla:
VELOCIDAD POTENCIA CONSUMO CONSUMO CONSUMO RPM HP m3/rev m3/s m3/hora
700 5.2 2.14E-05 4.99E-04 1.795
Gráfica 2. Potencia y torque vs. Revoluciones por minuto.39
39 Grafica, Obtenida de la pagina de MDI

IM-2003-I-37
52
Por lo tanto, la cantidad de masa de aire que el vehículo necesitaría para el
funcionamiento, sería:
KgTRVP
m 73.106293*287.0795.1*5000
** ===
Esto, teniendo en cuenta que la presión a la cual se inyecta el aire de los tanques
en el motor (estado 3 del ciclo termodinámico), es de 5000 Kpa, y que el aire se
encuentra a temperatura ambiente.
Como se mencionó en la propuesta, la presión de trabajo de los tanques va a ser
de 2000 psi (13789.5 Kpa). Por lo tanto para una masa de aire de 106.71 Kg, a
una presión de 13789.5 Kpa, el volumen que esta masa ocupara será de:
365.05.13189
293*287.0*73.106**m
PTRm
V ===

IM-2003-I-37
53
3. OPTIMIZACIÓN DEL PESO DE LOS TANQUES.
Para hacer que el peso de los tanques sea el menor posible se requiere hacer un
análisis matemático acerca de que seria mejor, si uno tanque o varios tanques, si
hacerlos esféricos o cilíndricos, para esto se retoma una vez mas los cálculos
hechos por el ingeniero Zamora, que se presentan a continuación:
3.1. TANQUES ESFÉRICOS.
El volumen de una esfera es:
31**34
1 rV π=
Si se divide el radio por n
32**34
2 rV π=
Donde nr
r1
2 =

IM-2003-I-37
54
Igualando ambos volúmenes
2*1 VxV =
Donde x representa el número de tanques que se necesitan para almacenar la
misma cantidad de aire, que en el tanque con radio r1
3
33 1
**34
*1**34
nx
nr
xr
=
��
�
�
��
�
���
���
�= ππ
Para obtener el mismo volumen que en el tanque esférico de radio r1 se
necesitarían n3 esferas de radio r2.
Para saber que es mejor si una esfera o varias esferas se hace un análisis acerca
de la cantidad de material que se necesitaría.
Para una esfera, el espesor de la pared utilizando el criterio de tanques de presión
de pared delgada seria:
SrP
t*2*=

IM-2003-I-37
55
El volumen de material a utilizar para una esfera será entonces de:
( )33 1**34
1**34
trrVolumen material −−= ππ
Remplazando t
33
*2*
1**34
1**34
���
����
���
���
�−−=SrP
rrVolumenmaterial ππ
Como se puede ver la anterior ecuación es lineal ya que tanto S, P, y � son
constantes, por lo tanto sin importar el radio de la esfera la cantidad de materia
que se utilizaría seria la misma, por lo cual es igual hacer un tanque o varios
tanques pequeños.
3.2. PARA TANQUES CILÍNDRICOS
El volumen de un cilindro es:
31**11 rhV π=

IM-2003-I-37
56
Dividiendo el radio del cilindro por n se obtiene:
32**22 rhV π=
Donde una vez mas nr
r1
2 =
Igualando ambos volúmenes
2
22
*12
1**21**1
nhh
nr
hrh
=
��
���
�= ππ
Con esta relación se puede observar que cada vez que se reduzca un poco el
radio, el largo del cilindro aumentara de forma cuadrática.
Para saber que seria mejor desde el punto de vista de la cantidad de material, se
realiza el mismo procedimiento que en el caso de tanques esféricos.
El espesor de la pared del tanque, según el criterio de tanques cilíndricos de
pared delgada a presión es:
SrP
t*2*=

IM-2003-I-37
57
El volumen de material que se necesitaría para hacer un tanque seria:
( )11*1*1**2 trtrVolmenmaterial += π
Ahora definiendo las siguientes variables: t2 = t1 / n r2 = r1 / n h2 = h1 * n2
Volumen de material sería igual a:
( )22*2*2**2 hrtrVolmaterial += π
( ) ( ) ( ) ( )( )2*11*1*1**2 nhnr
nt
nrVolmaterial += π
( )3
3*11*11**2n
ntrtrVolmaterial
++= π
Remplazando t
( )Sn
nhrrPVolmaterial *
*11*1**3
32 += π
Para entender mejor la anterior ecuación y sabiendo que tanto h1, r1, P y S son
constantes, se procede a graficar al volumen de material contra el número de

IM-2003-I-37
58
tanques para así mirar si esta converge a algún valor, para esto se utilizan los
siguientes parámetros:
h1 = 1
r1 = 1
P = 2000 psi
S = 36000 psi
Volumen de material Vs Numero de tanques
0
0.1
0.2
0.3
0.4
1 2 3 4 5 6 7 8 9
Numero de tanques
Vol
umen
de
mat
eria
l(in
3 )
Gráfica 3. Volumen de material utilizado en los tanques con un radio igual a
1 y longitud igual 1.
Podemos observar entonces que la ecuación converge. Ahora si sacamos el limite
cuando n tiende a infinito para saber a que número tiende asintóticamente
tendríamos:

IM-2003-I-37
59
( )17533.0
18**1**11*
3
23
==+=∞→
ππSn
rPrhnLimite
n
Dividiendo el volumen de material que se necesitaría para hacer n tanques entre
el volumen de material que se necesitaría para hacer un solo un tanque podemos
conseguir la fracción de material que se podría ahorrar, entonces:
Volumen de un tanque con los parámetros mencionados es = 0.3490 m3
El volumen de material de n tanques seria = 0.174533 m3
La relación de volúmenes = 0.174533 / 0.3490 = 0.5
Se puede concluir que como máximo podríamos reducir el volumen de material y
por ende el peso de los mismos a la mitad, lo cual es una muy buena alternativa a
seguir, pero cabe anotar que esto es cierto solo para tanques cuya altura sea
igual al radio.
Aunque lo mas seguro es que los tanques no posean la altura y el radio de la
misma longitud, se puede pensar que con otras relaciones puede también haber
un ahorro de material sin que este tenga que ser de la mitad. Para analizar la
anterior proposición se va a realizar el mismo análisis pero cambiando los valores
del radio y de la altura.

IM-2003-I-37
60
Los nuevos parámetros son los siguientes
h1 = 2
r1 = 1
P = 2000 psi.
S = 36000 psi.
Volumen de material Vs Numero de tanques
0
0.1
0.2
0.3
0.4
0.5
0.6
1 2 3 4 5 6 7 8 9
Numero de tanques
Vol
umen
de
mat
eria
l
Gráfica 4. Volumen de material utilizado en los tanques con un radio igual a
1 y longitud igual 2.
Se puede concluir que sin importar que relación radio - largo se utilice, siempre
hay un pequeño ahorro de material, por lo cual se procederá a diseñar los
tanques de forma cilíndrica, y haciendo mas de un tanque.

IM-2003-I-37
61
3.3. NÚMERO DE TANQUES
Para saber cuantos tanques cilíndricos hacer, se requiere fijar algunas
dimensiones del chasis, para ello se utilizo las dimensiones de un chevrolet
ALTO, dado que este carro es muy pequeño y se asemeja mucho a lo que podrá
denominarse un “citycar”. También se tuvo en cuenta el espesor del chasis, ya
que se procuro que este fuera lo más delgado posible, para de esta forma lograr
alcanzar un coeficiente de penetración bajo, tal como lo determino el ingeniero
Zamora.
Fijando algunas relaciones se procedió a iterar el número de tanques para así
establecer cuantos cilindros construir. Cave anotar que algunas dimensiones
fueron aproximadas pensando en los siguientes factores:
- Debido a que los tanques se tienen que poder sustraer del vehículo, es
necesario dejar un espacio prudencial para sujetarlos a una estructura
externa y poder manipularlos.
- Los cálculos se desarrollaron para tanques con cabezas semiesféricas y
cuerpo cilíndrico.
Las relaciones y parámetro utilizados para la iteración del número de cilindros se
describen a continuación:

IM-2003-I-37
62
Separación entre tanques 0.10 m 3.937 in distancia entre ejes 1.4750 m 58.071 in número de tanques 4.00 El volumen de cada tanque se obtiene dividiendo el volumen necesario para
almacenar el aire por el número de tanques.
El radio externo se calculó de la siguiente forma:
A la distancia entre ejes se le resta una separación entre tanques a este resultado
se divide por el número de tanques, con esto obtenemos el diámetro por lo que
hay que dividirlo por dos para obtener el radio.
Con el radio se calcula el volumen que almacenarían las cabezas (semi-
esféricas), utilizando la ecuación del volumen de la esfera.
Para calcular el largo del cilindro, se resta al volumen de las cabezas al volumen
que almacenaría cada tanque. Con este volumen y con el radio ya calculado se
obtiene la longitud que tendría el cilindro.
Ahora sumando el largo del cilindro con el radio de cada cabeza obtenemos el
largo total del tanque.

IM-2003-I-37
63
Las iteraciones fueron las siguientes:
- Para 3 tanques:
Volumen por tanque 0.2169 m3 13236.425 in^3 Radio externo 0.1792 m 7.054 in Volumen de las cabezas 0.0241 m3 1470.142 in3
Volumen del cilindro 0.1687 m3 10296.142 in3
Largo del cilindro 1.6731 m 65.868 in Largo total del tanque 2.0314 m 79.976 in
Cuadro 13. Parámetros para 3 tanques.
- Para 4 tanques:
Volumen por tanque 0.1627 m3 9927.319 in^3 Radio externo 0.1219 m 4.798 in Volumen de las cabezas 0.0076 m3 462.734 in3 Volumen del cilindro 0.1475 m3 9001.851 in3 Largo del cilindro 3.1612 m 124.457 in Largo total del tanque 3.4050 m 134.054 in
Cuadro 14. Parámetros para 4 tanques.

IM-2003-I-37
64
- Para 5 tanques:
Volumen por tanque 0.1301 m3 7941.855 in3 Radio externo 0.0875 m 3.445 in Volumen de las cabezas 0.0028 m3 171.243 in3 Volumen del cilindro 0.1245 m3 7599.370 in3 Largo del cilindro 5.1774 m 203.835 in Largo total del tanque 5.3524 m 210.725 in
Cuadro 15. Parámetros para 5 tanques.
Como se puede examinar, para 3 tanques el radio es de 0,1792 m. lo que
significa que el diámetro sería de 0.3584 m. lo que haría que el chasis fuera
demasiado ancho y a su vez la longitud total del carro seria cercana a los dos
metros, lo cual dificultaría la distribución interna del vehículo. Para 5 tanques el
problema es que la longitud total es demasiado grande 5.35 m. lo cual se
saldría del concepto “citycar”, por lo tanto se decidió hacer 4 tanques ya que
este número nos proporciona una longitud apropiada, aunque el ancho total
del chasis seguiría siendo un poco grande.

IM-2003-I-37
65
Es necesario comprobar que las medidas a utilizar se encuentran dentro de los
parámetros determinados por el código ASME, el cual dice que el diámetro de
los tanques debe ser mayor a 6 pulgadas.
Para nuestro caso el diámetro seria de
in59.92*798.4 =
Por lo cual no tendríamos ninguna contrariedad con la norma.

IM-2003-I-37
66
4. PROPUESTAS PARA EL ALMACENAMIENTO DEL AIRE.
Para el almacenamiento del aire, el ingeniero Zamora y el profesor Jaime
Loboguerrero plantearon las siguientes alternativas.
4.1. PRIMERA PROPUESTA (ALMACENAMIENTO DEL AIRE EN UNA
ESTRUCTURA TUBULAR).
Una de las propuestas hechas por el profesor Jaime Loboguerrero para
almacenar el aire comprimido, fue almacenar el aire en una estructura tipo tubular,
como la utilizada en los carros tipo buggy.
Figura 13. Estructura tubular de un carro tipo Buggy.40
40 Grafica tomada de la revista How to Build a Dune Buggy

IM-2003-I-37
67
Para el análisis de esta idea se recurrió a las normas para tubería de acero al
carbón ANSI B36.10 y a la norma ANSI B36.19 para tubería de acero inoxidable
(Megyesy, p.142), con estas se probo con todos los posibles diámetros
estándares que se encuentran en el mercado.
Para cada diámetro se calculo la longitud necesaria para almacenar el aire a 2000
psi así como también el peso total que tendría toda la tubería. La siguiente tabla
muestra los resultados obtenidos
Dimensión Nominal Área interna Longitud Longitud Peso (in) (in^2) (in) (m) (Kg)
0.1250 0.0740 535404.93 13599.29 3784.01 0.2500 0.1320 300186.67 7624.74 3755.10 0.3750 0.2333 169889.33 4315.19 2729.18 0.5000 0.3848 102982.41 2615.75 2248.93 0.7500 0.5463 72548.26 1842.73 2990.37 1.0000 0.9452 41932.03 1065.07 2233.28 1.2500 1.6331 24267.70 616.40 1662.23 1.500 2.2220 17836.40 453.04 1410.76
2.0000 3.6542 10845.73 275.48 1085.35 2.5000 5.4532 7267.71 184.60 973.47 3.0000 8.3469 4748.14 120.60 780.27 3.5000 11.1036 3569.30 90.66 673.32 4.0000 14.2531 2780.61 70.63 592.13
Cuadro 16. Dimensiones para tuberías estándares.

IM-2003-I-37
68
La densidad utilizada para los cálculos es de:
33 787028.0mKg
inLb
acero ==ρ
Teniendo en cuenta que los espesores de las tuberías cambian de un diámetro a
otro, es necesario calcular cual es la presión máxima que soportan las tuberías.
Para ello se emplean las formulas propuestas por el código ASME utilizando los
siguientes parámetros:
S = Esfuerzo permisible (psi) 17100 E = Eficiencia de la unión = 1 D = Diámetro interno de la tubería (in) t = Espesor de la tubería (in) P = Presión máxima soportada (psi)
La ecuación utilizada para el calculo de la máxima presión según el código ASME
es:

IM-2003-I-37
69
tDtES
P*2.1***2
+= 41
Remplazando los diferentes parámetros para cada diámetro y espesor de tubería
se tiene:
Dimensión Nominal Presión (in) (psi)
0.1250 4581.19 0.2500 4555.33 0.3750 3568.22 0.5000 3053.57 0.7500 3833.13 10.000 3036.16 12.500 2370.17 1.500 2056.38
20.000 1629.43 25.000 1476.79 30.000 1205.64 35.000 1051.23 40.000 931.88
Cuadro 17. Presión máxima de operación para las tuberías.
Como se puede observar la tubería más liviana que resiste la presión es la que
tiene el diámetro nominal de 1.5 pulgadas, pero debido a que se necesitan 453.04
metros de tubería con un peso de 1410.76 Kg se descarto esta idea de inmediato.
41 Megyesy, Ecuación p.142

IM-2003-I-37
70
4.2. SEGUNDA PROPUESTA (LOS TANQUES COMO PARTE
ESTRUCTURAL DEL CHASIS).
Otra posibilidad que se analizó fue la de hacer los tanques de modo que estos
fueran también la estructura del vehículo, es decir que los tanques además de
resistir la presión del aire también resistierieran las cargas externas impuestas
sobre ellos. La idea de esto era evitar hacer una “superestructura” que sujetara
los tanques y de esta forma lograr hacer que el carro fuera más liviano.
Para hacer el análisis se recurrió al principio de superposición de fuerzas, en el
cual se obtienen los esfuerzos, y por ende los espesores que debe tener los
tanques para soportar cada carga individual para que luego sumar todos los
resultados algebraicamente, y de esta forma obtener los esfuerzos y el espesor
final de cada tanque ocasionado por todas las fuerzas.
Las magnitudes de las fuerzas utilizadas para el análisis se muestran en el
siguiente cuadro, estas cargas son aproximadas, ya que no se sabe con exactitud
cual es el peso real de los diferentes componentes.
IM-2003-I-37
71
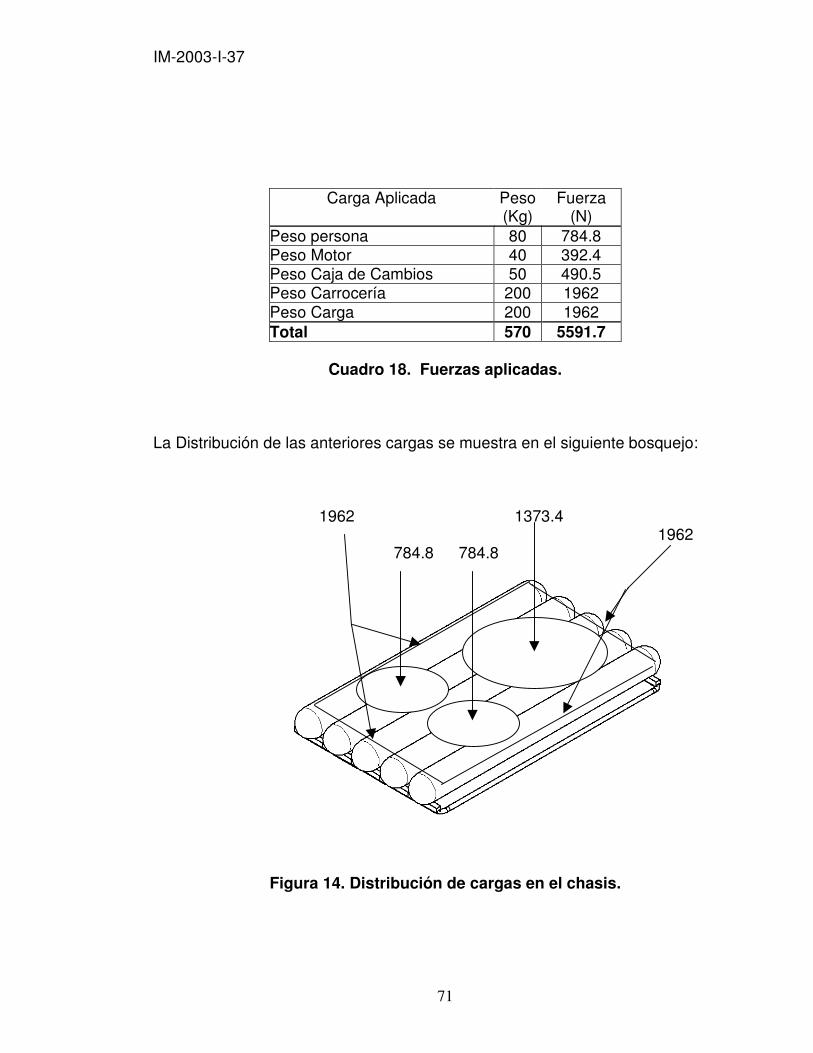
Carga Aplicada Peso Fuerza (Kg) (N) Peso persona 80 784.8 Peso Motor 40 392.4 Peso Caja de Cambios 50 490.5 Peso Carrocería 200 1962 Peso Carga 200 1962 Total 570 5591.7
Cuadro 18. Fuerzas aplicadas.
La Distribución de las anteriores cargas se muestra en el siguiente bosquejo:
1962 1373.4 1962 784.8 784.8
Figura 14. Distribución de cargas en el chasis.

IM-2003-I-37
72
El análisis se realizara sobre el tanque que más cargas soporta, para de esta
forma establecer la peor condición de esfuerzos y determinar el máximo espesor
que este tendría.
392.4 981 392.4 Reacción de la Reacción de la Llanta delantera Llanta trasera
Figura 15. Distribución de cargas en el tanque mas cargado.
Para calcular el espesor del tanque debido a las fuerzas externas, en necesario
saber cual es máximo momento generado sobre el tanque por las cargas, para
esto se utilizo el programa MdSolids, ya que este programa nos facilita el computo
de los momentos y los presenta de una forma clara.

IM-2003-I-37
73
Los diagramas de Cortante y momento son:
Figura 16. Diagrama de fuerzas.
Figura 17. Diagrama de cortante.

IM-2003-I-37
74
Figura 18. Diagrama de momentos.
Como se puede ver el momento máximo que se genera es de 2786.06 N * m. lo
que equivale a 24658.7 lb. * in.
Utilizando las ecuaciones presentadas por el libro “PRESSURE VEZSEL
HANDBOOK” y utilizando los siguientes parámetros se obtiene el espesor debido
a las cargas externas.
R = Radio interno en in 4.3307 D = diámetro interno en in 8.6614 S = Esfuerzo máximo en psi 20000.00 E = Eficiencia de la unión 0.8500

IM-2003-I-37
75
Remplazando en la ecuación antes presentada tenemos:
ESR
Mat
***2 π=
int 025.085.0*20000**33.4
7.246582 ==
π
Ahora se calcula el espesor necesario para soportar la presión interna del cilindro,
para este calculo se emplean los mismos parámetros utilizados anteriormente.
Los datos empleados fueron los siguientes:
P = presión interna de diseño en, psi 2000.00 R = Radio interno en, in 4.3307 D = diámetro interno en, in 8.6614 S = Esfuerzo máximo en, psi 20000.00 E = Eficiencia de las uniones 0.85
Dado que los esfuerzos circunferenciales en un tanque cilíndrico son los mas
críticos, el espesor de la pared del tanque se calcula según estos esfuerzos.
Conforme a la norma ASTM el espesor para tanques cilíndricos es:
PESRP
t*6.0*
*−
=

IM-2003-I-37
76
Remplazando los datos en la ecuación obtenemos:
int 5481.02000*6.085.0*20000
33.4*2000 =−
=
Con el espesor debido a la presión, y el espesor debido a las fuerzas externas, se
procede a sumarlos para así obtener el espesor final que tendría el tanque mas
cargado.
presiónasctopal ttt += arg
57.0548.0025.0 =+=totalt
El aumento del espesor del tanque por las fuerzas externas es de apenas 3.55%,
como se puede ver esta es una buena posibilidad, ya que el volumen de material
utilizado para fabricar el tanque no aumenta considerablemente.
Para lograr hacer que los tanques sean el chasis del carro, sin que sea necesaria
una superestructura, se pensó en soldar los cilindros uno al lado del otro y diseñar
la soldadura de tal modo que esta aguantara todas las cargas impuestas sobre los
tanques, así como también todos los esfuerzos que se pudieran general debido a
las diferentes condiciones de uso del carro, como son frenadas, aceleradas,
huecos o estrellones.

IM-2003-I-37
77
Pensando en el mantenimiento de los tanques y en que estos pudieran fallar, en
el momento de querer inspeccionar o cambiar un solo tanque, el hecho de que
este estuviera soldado y a que fueran el chasis traería muchos problemas debido
a que en el instante de remplazarlo se tendría que retirar toda la carrocería y
suspensión del vehículo, así como también se tendría que reventar la soldadura
que uniría los tanques. Esto además de gastar mucho tiempo acarrearía un costo
muy alto de mantenimiento lo cual elevaría en un alto porcentaje el mantenimiento
del carro y esto haría que el proyecto no fuera tan atractivo como lo es ahora.

IM-2003-I-37
78
5. DISEÑO DE LOS TANQUES
El diseño de los tanques se realizara utilizando tres procesos de fabricación,
soldadura, forjado y enrollado.
5.1. TANQUES SOLDADOS
Una de las formas más económicas de construir tanques es haciéndolos soldados
y tomando en cuenta que este proceso de fabricación es muy común en el país, la
primera alternativa de diseño fue esta.
Una vez más para el cálculo de las dimensiones y de los esfuerzos se utilizó el
código ASME. Para poder examinar varias alternativas se diseñaron los tanques
con diferentes parámetros, esto con el fin de escoger el mejor tanque que se
podría construir con este proceso y poder comparar otros tanques ya sean
soldados o fabricados por otros métodos.
Para llevar acabo los cálculos se iteró con los valores de la eficiencia de la unión
soldada, los materiales y el espesor de la capa de corrosión. Para saber que tanto

IM-2003-I-37
79
afecta la eficiencia de la unión en el espesor del tanque, se conservó el valor del
radio y los demás valores fueron unitarios.
Los parámetros usados son:
P = presión interna de diseño en psi 1.0000 R = Radio interno en in 4.7982 D = diámetro interno en in 9.5965 S = Esfuerzo máximo en psi 1.0000 C.A = Corrección en in 1.0000
El espesor del cilindro se calcula con la siguiente ecuación sabiendo que en este
se presentan los esfuerzos más críticos.
PESRP
t*6.0*
*−
=
ACtt total .+=
La gráfica 5 de la Variación del espesor con la eficiencia de la unión es la
siguiente:

IM-2003-I-37
80
Espesor Vs Eficiencia
020406080
100120
0.65
0.68
0.71
0.74
0.77 0.8 0.8
30.8
60.8
90.9
20.9
50.9
8
Eficiencia
Esp
esor
(in)
Gráfica 5. variación del espesor vs. Eficiencia.
Como se puede ver en la gráfica el espesor disminuye de forma exponencial para
lograr que el espesor sea el más pequeño posible se necesita que la eficiencia de
la unión sea mayor de 0.85, al mismo tiempo mientras más alta sea la eficiencia
de la unión más pequeño va a ser el espesor.
Para poder alcanzar esas eficiencias se necesita que la unión tenga las siguientes
condiciones, según el código (ASME, Code UW - 12), las soldaduras se pueden
realizar por los procesos de soldadura de Arco y Soldadura de gas más conocida
como soldadura por oxicombustible; así mismo solo los siguientes tipos de
uniones con sus diferentes restricciones logran la eficiencia requerida:

IM-2003-I-37
81
Figura 19. Soldadura de doble cordón. 42
La unión se puede hacer por doble soldadura o por otro método en el cual se
obtenga la misma calidad y la misma cantidad de material soldado tanto en el
interior como en el exterior como aparece en la figura 19.
Se puede usar un apoyo en el interior pero luego de realizar la soldadura hay que
retirarlo. Las eficiencias que se obtienen con esta unión según el código son las
siguientes:
- Si la soldadura es totalmente radiografiada la eficiencia es 1.
- Si la soldadura es solamente examinada visualmente la eficiencia de la
unión es de 0.85.
- Si la soldadura no es examinada la eficiencia será de 0.70.
42 ASME, Code UW-12
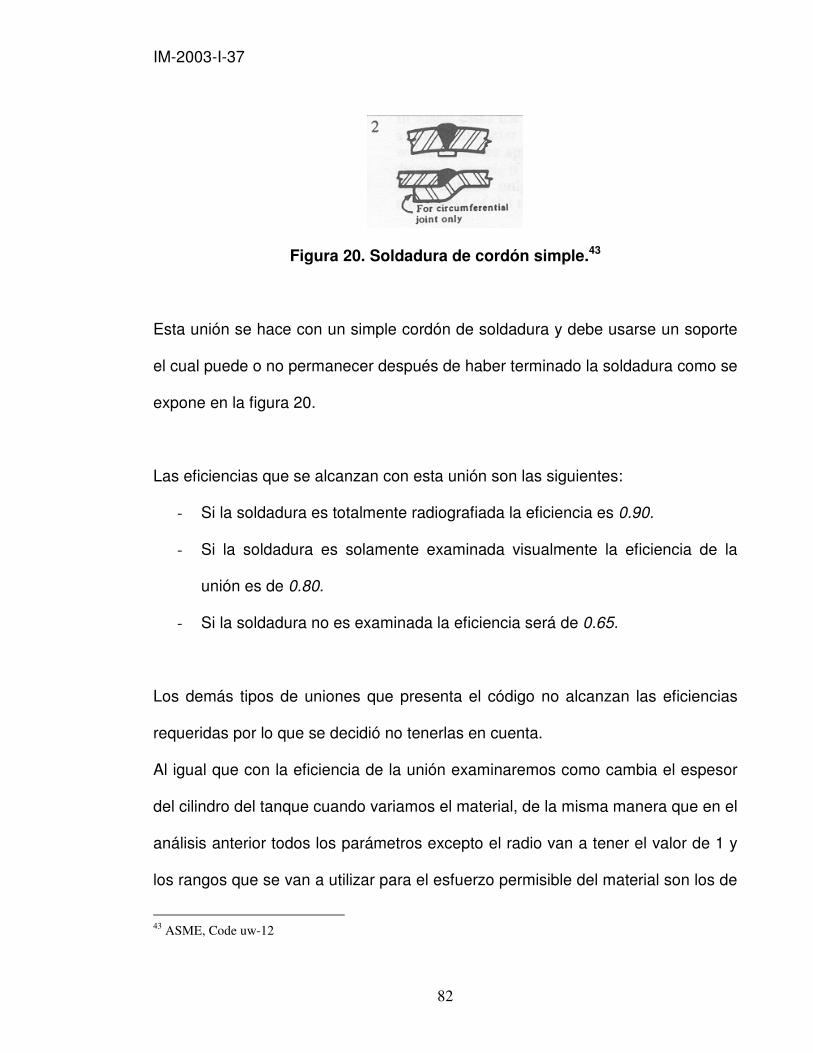
IM-2003-I-37
82
Figura 20. Soldadura de cordón simple.43
Esta unión se hace con un simple cordón de soldadura y debe usarse un soporte
el cual puede o no permanecer después de haber terminado la soldadura como se
expone en la figura 20.
Las eficiencias que se alcanzan con esta unión son las siguientes:
- Si la soldadura es totalmente radiografiada la eficiencia es 0.90.
- Si la soldadura es solamente examinada visualmente la eficiencia de la
unión es de 0.80.
- Si la soldadura no es examinada la eficiencia será de 0.65.
Los demás tipos de uniones que presenta el código no alcanzan las eficiencias
requeridas por lo que se decidió no tenerlas en cuenta.
Al igual que con la eficiencia de la unión examinaremos como cambia el espesor
del cilindro del tanque cuando variamos el material, de la misma manera que en el
análisis anterior todos los parámetros excepto el radio van a tener el valor de 1 y
los rangos que se van a utilizar para el esfuerzo permisible del material son los de
43 ASME, Code uw-12

IM-2003-I-37
83
los aceros que permite utilizar el código, tomando en cuenta que los tanques no
van a soportar temperaturas extremas el esfuerzo utilizado es calculado para en
rango de –20 a 400 ° F. (-30 a 200 ° C).
Los parámetros usados son:
P = presión interna de diseño en psi 1.00 R = Radio interno en in 4.7982 D = diámetro interno en in 9.5965 C.A = Corrección en in 1. 00 E = Eficiencia de la unión 1.00
Espesor pared Vs. Esfuerzo Permisible (Sa)
0
0.1
0.2
0.3
0.4
0.5
0.6
1000
0
1100
0
1200
0
1300
0
1400
0
1500
0
1600
0
1700
0
1800
0
1900
0
2000
0
2100
0
2200
0
2300
0
2400
0
2500
0
2600
0
2700
0
2800
0
2900
0
Esfuerzo (Psi)
Esp
esor
(in)
Gráfica 6. Espesor de la pared vs. Esfuerzo en el material.
IM-2003-I-37
84
Como podemos ver en la gráfica, una vez mas presenta un comportamiento
exponencial, gracias a esto el acero a tomar en cuenta para fabricar los tanques
es el acero (SA – 194 grado 2H) con un esfuerzo permisible de 25000psi, con
este se puede lograr que el espesor de la pared del cilindro sea la más pequeña
posible.
El último parámetro que nos falta por definir es el espesor extra que tendría que
tener el tanque para poder soportar la posible corrosión. Según la ecuación que
hemos venido trabajando el término de la corrosión se expresa en pulgadas y va
sumándose al primer termino de la ecuación por lo que solo afectaría esta en
forma lineal.
El código ASME no precisa acerca de la magnitud del espesor de la corrosión
excepto para tanques con un espesor mayor de 0.25 in. que contengan vapor de
agua o aire comprimido, en tal caso el espesor deberá ser no menor a 1/6 del
mínimo espesor requerido y el total del espesor no deberá ser mayor a ¼ in. este
requerimiento no aplica para tanques que tengan una eficiencia de unión menor a
0.85.
Para nuestro caso habría que calcular primero el espesor para saber si cumplimos
con la norma o calcular la tasa de corrosión teniendo en cuenta que por cada año
de uso la pared se incrementaría en un porcentaje.

IM-2003-I-37
85
Para calcular de cuanto sería el espesor del mejor tanque que se lograría obtener
por soldadura se utilizaron los siguientes parámetros:
P = presión interna de diseño en psi 2000.00 R = Radio interno en in 4.80 D = diámetro interno en in 9.60 C.A = Corrosión en in 0.00 E = Eficiencia de la unión 0.85 S = Esfuerzo máximo en psi 25000.00 SA - 194 grado 2H Para determinar el espesor requerido
PESRP
t*6.0*
*−
= 0.4786
ACtt total .+= = 0.4786
Para confirmar si las ecuaciones usadas cumplen la norma ASME se tiene
ESP **385.0<
=ES **385.0 8181.2500 Como se puede notar, el espesor alcanzado esta muy por arriba de la que
requiere la norma para determinar la dimensión de la capa de corrosión, por lo
tanto hay que calcular la tasa a la cual se consumiría la pared del cilindro.
Tomando en cuenta que es muy dispendioso realizar los cálculos para conocer
esta tasa el libro “PRESSURE VEZSEL HANDBOOK” en su aparte acerca de la

IM-2003-I-37
86
corrosión expone que una tasa de corrosión de 5 mils por año (0.005 in / año) es
adecuada para el cálculo.
Ahora si suponemos que los tanques van a tener una vida de no menos de 15
años, el espesor necesario seria de:
5 mils * 15 años = 75Mils = 0.075 in
Además si tomamos en cuenta que la corrosión puede aparecer en los dos lados
del tanque (en el interior y en el exterior) tenemos que el espesor hay que
aumentarlo en no menos de:
0.075 in * 2 = 0.15 in.
Por lo que el espesor total de la pared del cilindro calculado anteriormente tendría
una magnitud de:
int 628.015.04786.0 =+=
Para el análisis de las cabezas se empleará el mismo procedimiento que para el
estudio del cilindro pero en esta ocasión utilizando la ecuación para cabezas
esféricas.
La ecuación proporcionada por el código para este caso es
ACPES
RPt .
*2.0**2* +−
=

IM-2003-I-37
87
Los parámetros utilizados van a tener valores unitarios excepto el radio, que por
razones de geometría sería igual que el radio del cilindro.
Los parámetros usados son:
P = presión interna de diseño en psi 1.0000 R = Radio interno en in 4.7982 D = diámetro interno en in 9.5965 S = Esfuerzo máximo del material en psi 1.0000 C.A = Corrosión en in 1.0000
Para ver como cambia el espesor cuando se varía la eficiencia de la unión, se
tiene la siguiente gráfica
ESPESOR Vs Eficiencia de la Union
0102030405060708090
0,13
0,18
0,23
0,28
0,33
0,38
0,43
0,48
0,53
0,58
0,63
0,68
0,73
0,78
0,83
0,88
0,93
0,98
Eficencia
Esp
esor
Gráfica 7. Espesor de la pared de la cabeza vs. Eficiencia de la unión.

IM-2003-I-37
88
Encontramos que el espesor vario en forma exponencial como se muestra, por lo
cual podemos conservar la eficiencia antes seleccionada que era de 0.85.
Tomando en cuenta que la ecuación para el espesor de las cabezas tiene la
misma forma que la ecuación para el cilindro, el material escogido es el mismo. El
espesor agregado por corrosión de las cabezas es la misma que la del cilindro,
por lo tanto esta capa debe ser de no menos de 0.15 in. para que resista una vida
de al menos 15 años.
Para ver cual seria el espesor final que tendría cada cabeza se utilizaron los
siguientes parámetros
P = presión interna de diseño en psi 2000.00 R = Radio interno en in 4.80 D = diámetro interno en in 9.60 S = Esfuerzo máximo del material en psi 25000.00 SA - 194 grado 2H C.A = Corrosión en in 0.15 E = Eficiencia de la unión 0.85
Remplazando estos valores en la ecuación antes mostrada se tiene
PESRP
t*2.0**2
*−
= 0.2279 in
=+ ACt . 0.3779 in
Habiendo determinado el espesor del cilindro y de las cabezas procedemos a
mirar cuanto va a ser el peso de cada tanque.

IM-2003-I-37
89
33 78702843.0m
Kgin
lbacero ==ρ
El volumen del material usado para fabricar el cilindro es
( ) 033.0*2*** =+= tRtLVolmaterial π m3
71.2597870*033.0* === ρmaterialcilindro VolPeso Kg
El volumen del material usado para fabricar la cabeza
( ) 422
10*64.93
**3*3**4 −=+++= tttrrVolmaterial
πm3
kgVolPeso materialcabeza 618.77870*10*64.9* 4 === −ρ
Sumando los pesos de las cabezas y el peso del cilindro tenemos que el peso
total de cada tanque es:
KgPesoPesoPeso cabezacilindroques 95.274618.771.259*2tan =+=+=
Como sabemos que vamos a necesitar 4 tanques, el peso total seria

IM-2003-I-37
90
KgPesoPeso quetotal 1100*4 tan ==
El peso de todos los tanques juntos es demasiado alto para el propósito final del
proyecto por lo que se va a determinar con que factor de seguridad se están
diseñando y según el resultado se va a tomar la decisión de bajar este factor o
fabricar los tanques por otro método mediante el cual se pueda bajar el peso de
una forma considerable.
Para encontrar el factor de seguridad empleado por el código es necesario
calcular los esfuerzos principales y para esto es necesario calcular los esfuerzos
σx, σy que para nuestro caso son el esfuerzo circunferencial y el esfuerzo
longitudinal. Para esto se van a emplear las ecuaciones y formulas que aparecen
en el libro “MECÁNICAS OF MATERIALS”, R. C. HIBBELER.
El esfuerzo cilíndrico es igual a
psit
RPc 67.15265
6286.07980.4*2000* ===σ
El esfuerzo longitudinal es
psitRP
l 83.76326286.0*2
7980.4*2000*2* ===σ

IM-2003-I-37
91
Para calcular los esfuerzos principales tenemos σ1 = σx = 15.265,67 psi
σ2 = σy = 7.632,83 psi
σ3 = 0
Por la teoría de energía de distorsión, los esfuerzos de Von-Mises serian
( ) ( ) ( )2
'2
312
322
21 σσσσσσσ −+−+−=
σ’ = 13220.3 psi
8.63.13220
90000'
===σSy
n
El diagrama quedaría de la siguiente forma

IM-2003-I-37
92
Figura 21. Estado de esfuerzo.
Como podemos observar el factor de seguridad para carga estática según el
método calculado es demasiado alto por lo cual se explica que la pared de los
tanques y por ende el peso haya quedado tan alto. Ahora examinaremos cual es
el factor de seguridad para fatiga y si este es de las mismas magnitudes que el
factor para carga estática se podría reducir aunque con esto estaríamos obviando
el código ASME.
Para el calculo del factor de seguridad para fatiga se empleará el criterio de
Goodman, ya que esta teoría establece el limite mas conservador de todas las
teorías existentes.
La ecuación de Goodman modificada es

IM-2003-I-37
93
nSutSema 1=+
σσ
Para calcular σa y σm es necesario saber como se comportan los esfuerzos en el
tiempo. Para calcularlos utilizaremos los parámetros definitivos que se calcularon
anteriormente pero esta vez usamos la ecuación tradicional para el esfuerzo (S2 =
PD/(2t)) y variaremos la presión desde 0 hasta 2000 psi ya que esto es lo que
ocurriría en el tiempo y observaremos el esfuerzo máximo y el esfuerzo mínimo.
Este calculo se hará con base a la ecuación del esfuerzo en el cilindro, ya que
como se menciono anteriormente en el cilindro están presentes los esfuerzos más
altos.
La gráfica es la siguiente
Esfuerzo Vs Presión
0
5000
10000
15000
20000
025
050
075
010
0012
5015
0017
5020
0017
5015
0012
5010
00 750
500
250 0
Presión
Esf
uerz
o
Gráfica 8. ciclo de presión.
18805,45
0 psi

IM-2003-I-37
94
Ahora según la gráfica tenemos
σmax = 18805,45 psi
σmin = 0 psi
psim 73.94022
45.188052
minmax ==+
=σσσ
psim 73.94022
45.188052
minmax ==−
=σσσ
Por ultimo nos hace falta calcular el limite de resistencia a la fatiga del elemento,
para ello se utiliza la siguiente ecuación
eSKeKbKcKbKaSe '*****=
Donde como se digo anteriormente
Ka = factor de superficie.
Kb = Factor de tamaño.
Kc = Factor de carga.
Kd = factor de temperatura.

IM-2003-I-37
95
Ke = factor de efectos diversos.
S’e= Limite de la resistencia a la fatiga de una viga giratoria.
Para nuestro caso se escogen los factores de acabado superficial
correspondientes al maquinado o estirado en frió debido a que los tanques
después del proceso de soldadura requieren ser maquinados para remover la
escoria.
Factor de Acabado Superficial
777.094.109*7.2 265.0 == −Ka
Para calcular el factor de tamaño se asume que el tanque en algún momento de
su uso va a soportar cargas de torsión o de flexión.
( ) ( ) intRde 964.35532.0*2798.4*2*37.0*2*2*37.0 =+=+=
Remplazando en la formula de Kb.
Factor de tamaño
7748.0964.3*02125.0859.0*02125.0859.0 =−=−= deKb

IM-2003-I-37
96
Debido a que el tanque soporta tanto carga axial como carga cortante, se utilizan
dos factores Kc el de carga axial lo llamamos Kca y el de carga por cortante lo
llamamos Kcc.
Remplazando en la fórmula para cada carga obtenemos
Factor de Carga
Kca = 0.923
Kcc = 0.577
Según la gráfica, para una temperatura de 100 grados centígrados (que es la
temperatura máxima a la que llagaría el carro).
Factor de Temperatura
Kd = 1.020
El factor de efectos diversos tiene en cuenta agentes como lo son la corrosión y
los concentradores de esfuerzos a este factor se le va a dar el valor de uno ya
que el código tiene en cuenta estos elementos.
Factor de efectos diversos
Ke = 1.

IM-2003-I-37
97
Por ultimo hace falta calcular S’e que es la resistencia a la fatiga de una viga
giratoria
Para nuestro caso
Sut = 109.94 Kpsi
KsiSuteS 409.5594.109*504.0*504.0' ===
Ahora remplazando todo en la ecuación antes expuesta tenemos los siguientes
valores
eSKeKbKcKbKaSe '*****=
7.181208.55409*020.1*577.0*923.0*7748.0*777.0 ==Se psi
Despejando n de la ecuación para el factor de seguridad de Goodman tenemos
654.1109940*73.940273.9402*7.18120
109940*7.18120**
* =+
=+
=am SutSe
SutSen
σσ
Con este resultado podemos comprobar que el factor de seguridad utilizado por la
norma no es tan alto como se pensaba, por lo que no se debería modificar ningún
parámetro arbitrariamente.

IM-2003-I-37
98
5.2. TANQUES FORJADOS
Debido a que los tanques diseñados por el proceso de soldadura fueron
demasiado pesados para el propósito del proyecto, se tomo la decisión de
diseñarlos por el proceso de forjado, con el inconveniente que no se pueden
realizar en Colombia; sin embargo para tener parámetros de decisión se
desarrollará el diseño por este método.
Para realizar el análisis se va a utilizar el mismo procedimiento que para los
tanques soldados, esto con el fin de tener los mismos parámetros de comparación
y poder llegar a una conclusión acerca de cual de los dos tanques se comporta
mejor ante las mismas condiciones de uso.
Para la selección del material se tiene en cuenta que con este proceso se pueden
formar o fabricar aceros de mediana o alta aleación porque que no se necesita
que estos sean soldables; lo que conlleva a utilizar aceros con muy buenas
propiedades mecánicas.
Para este fin se procede a seleccionar un acero que se encuentren dentro de las
tablas del código ASME y que presente buenas propiedades mecánicas.

IM-2003-I-37
99
El acero seleccionado y sus especificaciones se muestran a continuación
- AISI tipo 410 Acero Inoxidable que para la norma ASME es el SA – 240
tipo 410.
Composición % en peso C 0.15 Cr 12.50 Fe 86.00 Mn 1.00 P 0.04 S 0.03 Si 0.28
Cuadro 19. Composición del Acero Inox SA – 240 tipo 410.44
Propiedades físicas Valor g/cc lb/in3 Densidad 7.80 0.28 Propiedades Mecánicas Dureza, Rockwell C 45.00 Esfuerzo ultimo a tensión 1525.00 MPa 221 Ksi Esfuerzo de fluencia a tensión 1225.00 MPa 178 Ksi Modulo de Elasticidad 200.00 GPa 29000 Ksi
Cuadro 20. Propiedades del Acero Inox SA – 240 tipo 410.45
44, 45 MATWEB, propiedades y composición del acero UNS S41000 que es igual al acero SA – 240 tipo 410

IM-2003-I-37
100
Para calcular el esfuerzo permisible (Allowable Stress, Sa) del acero
seleccionado, se recurrió al libro (PRESSURE VEZSEL HANDBOOK,2001,pg
449) que a su vez toma como referencia el trabajo desarrollado en “American
Institute of Steel Construction”, la cual estipula que este esfuerzo es 0.60 veces el
esfuerzo de fluencia en el caso de tensión. Para el acero seleccionado tenemos
que Sa es igual a:
- SA – 240 tipo 410
Sa = 0.6 x Sy
Sa = 0.6 x 178 = 106.8 Ksi
Con este valor se procederá a calcular el espesor y el factor de seguridad. Para
este fin se recurre una vez mas a la ecuación del espesor para cilindros
proporcionada por el código ASME, teniendo en cuenta que con este proceso de
fabricación no existen uniones la eficiencia de la unión antes mencionada va a
tener un valor de uno. Al ser escogido este tipo de acero inoxidable, el espesor
que aumenta en el tanque por la corrosión se reducirá en un 25% debido a que no
se puede asegurar que el material no posea ningún defecto que pueda generar
corrosión.
Para calcular el espesor tomamos en cuenta los siguientes parámetros:
P = presión interna de diseño en psi 2000

IM-2003-I-37
101
R = Radio interno en in 4.798 D = diámetro interno en in 9.596 S = Esfuerzo máximo en psi 106800 E = Eficiencia de la unión 1.000 C.A = Corrección en in 0.1125
Remplazando estos datos en la ecuación tenemos
PESRP
t*6.0*
*−
=
0908.02000*6.01*106800
798.4*2000 =−
=t in
ACtt total .+=
2033.01125.00908.0; =+=totat in
Debido al proceso de fabricación, se calculará el espesor que debe tener la base,
pero en esta ocasión no se utilizaran cabezas semiesféricas si no una base plana
circular como se muestra en la figura.

IM-2003-I-37
102
Figura 22. Base plana.46
La ecuación brindada por el código ASME para calcular el espesor de esta clase
de bases es la siguiente
ESP
dtbase **13.0
*=
Remplazando con los mismos parámetros usados anteriormente obtenemos
4735.01*106800
2000*13.0*596.9 ==baset in.
La anterior ecuación puede ser utilizada si las siguientes condiciones se cumplen
- Cuando el diámetro interno no excede 24 in.
- La relación erno
base
Dt
int
no sea menor 0.05 ni mayor de 0.25.
- El espesor de la base no sea menor que el espesor del cilindro.
46 ASME, Code UG – 34, Base tipo (d)

IM-2003-I-37
103
El calculo de la relación anterior es:
04935.0596.94735.0
int
==erno
base
Dt
Como se puede observar según el resultado no se puede utilizar la ecuación para
el espesor de la base, pero el valor obtenido es muy cercano o casi igual al
especificado por el código, por tanto se va a aumentar el espesor en un 5 % y
definir si con esta adición se cumple la restricción.
497175.005.1*4735.0%105* ==baset
051811.0596.9
497175.0
int
==erno
base
Dt
Ya que el resultado obtenido se ajusta a las restricciones del código, se va a
utilizar este valor para los cálculos posteriores.
Por ultimo queda pendiente establecer como terminar el cilindro debido a que esta
clase de acero no es soldable. Por esta razón es necesario fabricar la cabeza del
tanque mediante un proceso en caliente después de haber realizado la forja del
mismo.

IM-2003-I-37
104
La forma que va a tener la cabeza se muestra a continuación
Figura 23. Cabeza tanque forjado.47
Según el código ASME, la longitud de rL no debe ser menor de 0.12*(RL + t) o 3 *
t, y para rs no existen restricciones
6.0)2033.0798.4(*12.0)(*12.0 =+=+= tRLrL
Los valores escogidos para rL y rs fueron los siguientes
rL = 2.0 in
rs =1.5 in
47 ASME, Code UG-36, cabeza tipo ( c)

IM-2003-I-37
105
Rs es el radio donde se situarán los tubos de conexión, por lo cual para el diseño
va a tener un valor de 0.5 in.
El espesor va a tener el mismo valor que el espesor del cilindro, y para facilitar los
cálculos el ángulo α va a ser de 90°.
Para calcular los factores de seguridad que se obtienen con ese material y con las
dimensiones supuestas, se utilizo el programa de elementos finitos ANSYS, con
este se calcularon los esfuerzos de Von Misies para hallar el factor de seguridad
utilizando la teoría de energía de distorsión.
Las condiciones iniciales, las deformaciones y los esfuerzos se muestran en las
figuras 24 y 25.
Figura 24. Condiciones iniciales de la simulación para la cabeza de los
tanques forjados.
Eje x
Eje z
Eje y

IM-2003-I-37
106
Figura 25. Esfuerzos en la cabeza para tanques forjados.
Utilizando los datos proporcionados por las simulaciones se puede ver que el
esfuerzo máximo fue de 65395 psi. También se observan irregularidades en los
esfuerzos obtenidos, pero esto se debe básicamente al tipo de enmallado y a la
cantidad de nodos que contiene el elemento.
Aplicando la ecuación para el factor de seguridad para la teoría de energía de
distorsión obtenemos
Syn ='*σ

IM-2003-I-37
107
72.265395
178000'
===σSy
n
El factor de seguridad obtenido para esta parte del tanque, no es tan alto como
los conseguidos para los tanques soldados, sin embargo un factor de 2.7 es
razonable.
Para calcular el factor de seguridad con el cual esta trabajando la base, se
emplea una vez mas las simulaciones realizadas por ANSYS.
Las condiciones de frontera se muestran en el siguiente grafico
Figura 26. Condiciones iniciales de la simulación para la base.

IM-2003-I-37
108
Los resultados de la simulación se muestran en la gráfica, en esta se puede
observar que el máximo esfuerzo alcanzado fue de 76038 psi, pero estos se
encuentran localizados en la parte donde se pusieron las restricciones, por lo que
se va a tomar como máximo esfuerzo 60000 psi.
Calculando el factor de seguridad
Syn ='*σ
96.260000
178000'
===σSy
n
Figura 27. Esfuerzos en la base de los tanques forjados.

IM-2003-I-37
109
Los factores de seguridad obtenidos para carga estática son bastante razonables
auque muy inferiores a los conseguidos en el diseño de los tanques soldados.
Para aceptar este diseño queda por analizar cual seria el factor de seguridad para
carga dinámica, para esto se van a utilizar los mismos criterios empleados para
los tanques soldados.
Dado que tanto la presión como el esfuerzo son funciones del tiempo, y estas
están definidas para el mismo dominio, podemos relacionar el esfuerzo con la
presión utilizando la siguiente ecuación
tDP
*2*=σ
El comportamiento del esfuerzo en el cilindro se muestra en la gráfica
Esfuerzo Vs Presión
0
10000
20000
30000
40000
50000
60000
020
040
060
080
010
0012
0014
0016
0018
0020
0018
0016
0014
0012
0010
00 800
600
400
200 0
Presión (psi)
Esf
uerz
o (p
si)
Gráfica 9. ciclo de presión para tanques forjados.
0 psi
48019.34 psi

IM-2003-I-37
110
σmax = 48019.34psi
σmin = 0 psi
σm = (σmax + σmin) / 2 = 48019.34/2 = 24009,7 psi
σa = (σmax - σmin) / 2 = 48019.34/2 = 24009,7 psi
Factor de superficie
64.0221*70.2* 265.0 === −bSutaKa
Factor de tamaño
)*375.0(*02125.0859.0*02125.0859.0 DdeKb −=−=
7748.0964.3*02125.0859.0 =−=
Factor de carga
1=Kc
Factor de temperatura
020.1==SrtSt
Kd

IM-2003-I-37
111
Factor de efectos diversos
1=Ke
Limite de la resistencia a la fatiga de una barra rotatoria.
100´ =eS
Limite de resistencia a la fatiga
eSKeKdKcKbKaSe ´*****=
57.50100*1*020.1*1*7748.0*64.0 == ksi
Remplazando en la ecuación para fatiga
nSutSema 1=+
σσ
0.224*22124*57.50
221*57.50**
* =+
=+
=am SutSe
SutSen
σσ
Por ultimo falta calcular el peso de los tanques para decidir si se justifica la
implementación de este proceso de manufactura.

IM-2003-I-37
112
33 78702843.0m
Kgin
lbacero ==ρ
El volumen del material usado para fabricar el cilindro es
( ) 0117.0*2*** =+= tRtLVolmaterial π m3
079.927870*0117.0* === ρmaterialcilindro VolPeso Kg.
El volumen del material usado para fabricar la cabeza
( ) 422
10*38.43
**3*3**4 −=+++= tttrrVolmaterial
π
kgVolPeso materialcabeza 44.37870*10*38.4* 4 === −ρ
El volumen del material usado para fabricar la base
42 10*19.5** −== trVolmaterial π m3
kgVolPeso materialbase 65.47870*10*19.5* 4 === −ρ
Sumando los pesos de la cabeza, de la base y el peso del cilindro tenemos que el
peso total de cada tanque es:

IM-2003-I-37
113
KgPesoPesoPesoPeso cabezabasecilindroques 18.10065.444.3079.92tan =++=++=
Como se sabe que se necesitan 4 tanques, el peso total será
kgquesPesoPeso quetotal 72.4004*18.100tan4*tan ===
Se puede concluir que con este proceso de manufactura, los tanques disminuyen
sustancialmente de peso, haciendo que estos sean viables para el proyecto. El
problema seria el proceso de fabricación dado que este proceso como se
menciono anteriormente no se realiza actualmente en Colombia y su
implementación elevaría aun mas los costos de cada tanque.
5.3. TANQUES HECHOS CON FIBRA DE VIDRIO
Por último se van a diseñar los tanques con materiales compuestos, ya que esta
clase de materiales ofrece ventajas diferentes a los materiales metálicos. Una de
las principales ventajas es el peso, dado que para la misma resistencia de un
acero, estos poseen un peso cercano a la mitad.

IM-2003-I-37
114
Se entiende que un material compuesto es aquel que se forma por una
combinación de dos o más materiales. Uno de los materiales compuestos mas
comunes es la fibra de vidrio, conformado por fibras de vidrio situadas en el
interior de una matriz que por lo general es polimérica, esta mantiene a las fibras
unidas y distribuye los esfuerzos en todo el material. Las fibras soportan la mayor
parte de las cargas mientras que la matriz se responsabiliza de la tolerancia al
daño, sellado y del comportamiento a fatiga. Un hilo es una multitud de fibras o
filamentos hilados. Por lo tanto, lo que se ve a simple vista se llama hilado (bundle
o yarn) (Larrañaga, Párr.1). El material compuesto ofrece sus mejores
propiedades cuando trabaja en la dirección de las fibras, es decir, que en un caso
ideal deberían alinearse las direcciones de las fibras con la dirección de los
esfuerzos.
El material se crea uniendo las fibras en forma de lamina como en telas o para el
caso de cilindros en formas de espiral. La secuencia de apilación y orientación
tiene más importancia incluso que las características físicas de las fibras. Usando
las mismas fibras y matriz y variando secuencia de apilado y orientación se
pueden conseguir diferentes comportamientos. Variando algunos parámetros se
pueden conseguir comportamientos radicalmente diferentes en resistencia, rigidez
y estabilidad dimensional.

IM-2003-I-37
115
Para el caso de la fabricación de los tanques, se propone que las fibras se
enrollen formando un ángulo con el eje axial, de forma que estas se encuentren
orientadas en la dirección del máximo esfuerzo. Con el fin de encontrar este
ángulo se propone el siguiente modelo
Figura 28. Esfuerzos en el cilindro.
22Lctotal σσσ +=
��
���
�=��
���
�+��
���
�=t
DPtDP
tDP
total
**
45
*4*
*2* 22
σ
2)(*4**2*
===tDPtDP
L
cTanσσθ
οθ 44.63)2(1 == −Tan
σT σc
σL θ

IM-2003-I-37
116
Según la ley de Hooke
εσ *E=
��
���
�=t
DPE
*45
*ε
Utilizando la teoría de isodeformación (Finn, p.459) se puede hallar el espesor del
tanque en función de las fracciones de volúmenes utilizadas, para ello se utiliza la
siguiente deducción matemática.
fibramatrizcompuesto εεε ==
)*)1(*(*)cos( fibrafibrafibramatrizcompuesto VEVEE +−= θ
Donde
Ecompuesto : Modulo de elasticidad del compuesto.
Efibra : Modulo de elasticidad de la fibra.
Ematriz : Modulo de elasticidad de la matriz.
Vmatriz = (1 – Vfibra) : Porcentaje del volumen de la matriz.
Vfibra: Porcentaje del volumen de la fibra.

IM-2003-I-37
117
Despejando de la ecuación antes desarrollada, el espesor y utilizando un factor de
seguridad para carga estática n
nE
DPt *
**4**5ε
=
( )( )( ) nVEVE
DPt
fibrafibrafibramatriz
***)1(*cos*4
**5εθ +−
=
Como se puede ver es espesor del cilindro es función de la relación de volúmenes
del material, por lo que se itera con esta relación y se especifican los demás
parámetros así como también las propiedades de la matriz y de la fibra.
Para la fabricación de fibra de uso en plástico reforzado, se emplea el
vidrio tipo "E", el cual es un vidrio de borosilicato, con un poco de contenido
de álcalis.
Las propiedades de una fibra de vidrio genérica tipo E

IM-2003-I-37
118
Composición % en peso Al2O3 15.2 BaO 8 CaO 17.2 MgO 4.7 NaO2 0.6 SiO2 54.3 Propiedades Físicas Valor Densidad, g/cc (lb/in3) 2.54 (0.0917) Propiedades Mecánicas Esfuerzo Ultimo, Mpa (Ksi) 3448 (500.09) Elongación, % 4.8 Modulo de elasticidad, Gpa (Ksi) 72.4 (10500) Relación de Poisson 0.2
Cuadro 21. Propiedades de la fibra de vidrio clase E.48
Para la resina
El tipo de resinas con las que se fabrican esta clase de compuestos es por lo
general las resinas epoxicas, ya que estas poseen una excelente resistencia a la
corrosión, buena estabilidad dimensional, excelente adhesión y su costo es
relativamente bajo.
Las propiedades típicas de una resina se muestran en la siguiente tabla.
48 MATWEB, propiedades y composición de la fibra de vidrio genérica clase E

IM-2003-I-37
119
Cuadro 22. Propiedades de la resina.49
Los demás parámetros usados son
P = Presión (psi) 2000 D = Diámetro Interno del cilindro (in) 9.59 n = Factor de seguridad 4.00
Remplazando los valores y los parámetros calculados, en la ecuación ¿ se
obtiene
041667.0198241.0+
=fibraV
t
49 Tomado de: Catalogo para la resina epoxica derakane, distribuido por The Dow Chemical Co.

IM-2003-I-37
120
Teniendo el espesor en términos de la relación de volúmenes, se procede a darle
valores a fibraV , para de esta forma analizar como varia el espesor a medida que
el porcentaje de fibra en el compuesto va aumentando.
Espesor Vs. Volumen de la fibra
00.20.40.60.8
11.21.41.61.8
2
0.01
0.07
0.13
0.19
0.25
0.31
0.37
0.43
0.49
0.55
0.61
0.67
0.73
0.79
0.85
0.91
0.97
Volumen fibra (%)
Esp
esor
(in)
Grafica 10. Espesor de la pared del cilindro vs. Relación de volúmenes en la
fibra
Como era de esperarse el espesor vario casi de forma exponencial con el
aumento de la fibra, por lo tanto concluimos que mientras más fibra posea el
compuesto será mas resistente y por lo tanto mas liviano. Como se mencionó
anteriormente, la parte que soporta la fatiga del material es la resina, pero dado
que los ciclos de operación de estos tanques son tan bajos (730 ciclos/ año), se
considera que los cilindros trabajan bajo carga estática.

IM-2003-I-37
121
Para una relación de volúmenes de 70% fibra de vidrio – 30% resina, el espesor
seria de
267.03*4217.0*10079
567.4994*
421*10079567.499 =
+=
+=
fibraVt in
Para calcular el peso de los cilindros se necesita encontrar la densidad del
compuesto.
Por ley de mezclas se tiene
matrizmatrizfibrafibracompuesto VV ** ρρρ +=
0824.03.0*06145.07.0*0917.0 =+=compuestoρ lb / in3.
El volumen de material necesario para construir el tanque es
( ) ( )( ) ( ) ( )( )( )3322 *3/4*3/4*2*** rtrLrtrVol ππππ −++−+=
Remplazando por los parámetros hallados anteriormente se tiene
76.102461.81138.943 =+=Vol in3

IM-2003-I-37
122
Multiplicando por la densidad del material
43.840824.0*76.1024 ==Peso lb por tanque
Paro los 4 tanques se tiene
KgLbPesoTotal 2.15379.3374*83.84 ===

IM-2003-I-37
123
6. CONEXIONES ENTRE TANQUES
Uno de los lugares en donde se presentan más concentradores de esfuerzos es
en las boquillas de las válvulas, debido a que en esta zona se encuentra un
cambio brusco de secciones lo que hace que los esfuerzos inducidos en el
material se intensifiquen. Los concentradores de esfuerzos no solo dependen de
la geometría si no también de la forma en que se aplican las fuerzas sobre el
tanque.
Para el análisis se estudiara como es el comportamiento de los esfuerzos en el
cilindro y en la cabeza de los tanques; para ello se empleara el programa de
elementos finitos ANSYS, con el fin de determinar el máximo esfuerzo en la
conexión y poder establecer cual es el factor de seguridad con el que se están
diseñado los tanques.
Para el análisis de los esfuerzos en la conexión en la cabeza de los tanques
soldados se utilizaron los parámetros calculados anteriormente para estos y para
el tubo de conexión se emplearon las dimensiones especificadas por el código
ASME.

IM-2003-I-37
124
Los parámetros fueron:
Presión interna en el tanque 2000 psi Radio Interno de la cabeza 4.798 in Espesor de la cabeza 0.3779 in Esfuerzo de fluencia 90000 psi Radio Interno del tubo 1 in Espesor del tubo 0.133 in
Cuadro 23. Parámetros de la simulación para esfuerzos en las uniones en
las cabezas esféricas.
Las condiciones de frontera fueron:
Figura 29. condiciones iniciales para la simulación de concentradores de
esfuerzo en la cabeza esférica.

IM-2003-I-37
125
Los resultados de la simulación fueron
Figura 30. Resultados de la simulación de concentradores de esfuerzo en la
cabeza esférica.

IM-2003-I-37
126
Figura 31. Ampliación de los esfuerzos.
Como se puede apreciar en las figuras 30 y 31 los mayores esfuerzos aparecen
en la zona donde se encuentra la unión y estos son alrededor de 1.9 veces más
grandes que los calculados sin la unión.
El factor de seguridad con el que están trabajando los tanques es entonces

IM-2003-I-37
127
67.41925690000
'
'*
19256'
===
≥
=
σ
σ
σ
Syn
Syn
psi
Para analizar los esfuerzos generados esta vez sobre el cilindro del tanque, se
realizan los mismos cálculos desarrollados anteriormente:
Los parámetros utilizados son
Presión interna 2000 psi Radio Interno de la cabeza 4.798 in Espesor del cilindro 0.628 in Esfuerzo de fluencia 90000 psi Radio Interno del tubo 1 in Espesor del tubo 0.133 in
Cuadro 24. Parámetros de la simulación para esfuerzos en las uniones en el
cilindro.
Las condiciones de frontera utilizadas son:

IM-2003-I-37
128
Figura 32. Condiciones iniciales para la simulación de concentradores de
esfuerzo en el cilindro.
Los resultados fueron los siguientes
Figura 33. Magnitudes de los esfuerzos en el cilindro.

IM-2003-I-37
129
Figura 34. Ampliación de los esfuerzos en el cilindro.
El factor de seguridad para este caso es
8.14974490000
'
'*
49744'
===
≥
=
σ
σ
σ
Syn
Syn
psi
Como se puede observar en las figuras 33 y 34 los esfuerzos para este caso son
casi tres veces los esfuerzos conseguidos en cilindro sin la unión.

IM-2003-I-37
130
Con estas dos simulaciones se pude concluir que las conexiones se deberían
fabricar en las cabezas de los tanques, dado que esta es la zona donde los
concentradores de esfuerzos son menores.
Debido a que los concentradores de esfuerzos son generados en gran parte por la
geometría, podemos esperar que en los tanques fabricados con fibra de vidrio se
presente el mismo fenómeno, por lo que se concluye que sin importar el tipo de
material utilizado en la manufactura de tanques las aberturas también se deberían
realizar en las cabezas. Para los tanques fabricado por forja, la situación cambia
un poco debido a que los factores de seguridad calculados en lo que se denominó
la cabeza ya tenían los concentradores de esfuerzos incluidos, además que
construir una conexión en la pared del cilindro seria muy complicado y por ende
costoso.

IM-2003-I-37
131
7. ACCESORIOS
7.1. VÁLVULAS
Las válvulas son usadas para el control de flujo de algunos fluidos, en el mercado
se encuentran una gran variedad de tipos de válvulas, entre los tipos más
comunes se encuentran las válvulas de bola, los tapones, las válvulas para
medición y las válvulas de diafragma. Todas estas se encuentran en una gran
variedad de tipos y para diferentes usos (ES & H Manual, Cáp. 6.5).
Las válvulas de alta presión por lo general tienen conexiones que evitan las
perdidas y están diseñadas para una larga vida de operación, en la figura 35 se
muestra una válvula típica de este tipo.
Los siguientes puntos son los que se deben tener en cuenta para la selección de
las válvulas
- Presión y temperatura de operación.
- Flujo requerido.
- Clase de fluido.
- Tipo de conexión y tamaño de esta.
- Control de flujo.

IM-2003-I-37
132
Figura 35. Detalles válvula de alta presión.
Figura 36.Tipos de válvulas de alta presión (recta) y (en ángulo).

IM-2003-I-37
133
7.2 MANÓMETROS DE PRESIÓN
Los manómetros de presión son instrumentos de precisión que indican la presión
a la cual se encuentra un sistema, en nuestro caso los tanques. Los manómetros
se encuentran con una gran variedad de conexiones, niveles de exactitud,
materiales de construcción y rangos de temperatura (ES & H Manual, Cáp. 6.7).
Cuando se selecciona un manómetro hay que tener en cuenta las siguientes
indicaciones:
- Los manómetros deben ser graduados para que su rango de operación sea
alrededor de dos veces la presión máxima de trabajo y nunca menos de
1.2 veces esta presión.
- Los manómetros nunca deben soportar presiones mayores para las que
estos están diseñados, ya que esto provocaría daños irreversibles o que
se descalibrara.
- Los manómetros no pueden estar expuestos a hidrocarburos y oxigeno al
mismo tiempo, ya que esto podría provocar una explosión.
Figura 37. Manómetro.

IM-2003-I-37
134
7.3 REGULADORES DE PRESIÓN
Debido a que las presiones con las que funciona el motor son mas bajas que las
almacenadas en los tanques, hay que utilizar reguladores. Para el uso de estos se
debe tener en cuenta que hay dos tipos de reguladores, los de presión y los de
flujo. En el mercado se encuentran reguladores que cumplen las dos funciones
simultáneamente (ES & H Manual, Cáp. 6.10).
Para el uso seguro de los reguladores hay que tener en cuenta lo siguiente:
- Nunca hay que considerar un regulador como una válvula de seguridad.
- No se debe reparar ningún regulador al menos que se tenga autorización
de la compañía que los fabrica.
- No se debe lubricar ninguna parte del regulador, o de ninguna válvula,
debido a que esta puede estar fabricada con materiales que no soporten
los hidrocarburos.
Figura 38. Regulador.

IM-2003-I-37
135
7.4 VÁLVULAS DE ALIVIO
Debido a que los tanques están diseñados para trabajar a una presión
determinada, el hecho de que la presión pueda estar por encima de este limite es
un riesgo que se puede evitar con algunas válvulas de alivio.
Las válvulas de alivio por lo general tienen un resorte precargado y un disco de
ruptura, este sistema tienen la particularidad que se puede ajustar a las presiones
que se requieran. Para tener un rango seguro de operación de los tanques, es
recomendado ajustar la válvula de alivio a una presión de no mas del 110% de la
presión de trabajo del tanque (ES & H Manual, Cáp. 6.6)..
Un ejemplo de este tipo de válvulas se presenta en a figura.
Figura 39. Válvula de alivio.

IM-2003-I-37
136
8. CONCLUSIONES
- El presente proyecto constituye una profundización al trabajo realizado por
el ingeniero Daniel Zamora, en su proyecto de grado realizó un rediseño
del vehículo de aire diseñado por el ingeniero francés Gay Nègre. Uno de
los principales inconvenientes encontrados fue el desarrollo de los tanques
que almacenarían el aire debido al peso que estos alcanzarían siguiendo el
diseño propuesto por Zamora.
- Analizando el documento de Zamora se halló que la aproximación de la
cantidad de aire almacenado en los tanques carecía de un análisis
termodinámico. Realizando el ciclo termodinámico del motor y hallando la
cantidad de aire requerido se encontró que el total de masa de aire con la
que se realizó el rediseño era incorrecta. Después del proceso de análisis
se encontró que la masa requerida era mas de dos veces la usada por
Zamora. Dada esta diferencia se hizo imposible la comparación entre los
diseños, sumado a esto la falta de utilización de un código internacional por
parte de Zamora causa una disminución radical en el peso de los tanques.

IM-2003-I-37
137
- Siguiendo el modelo para la optimización del peso realizado por Zamora,
se llego a la conclusión que el número ideal de tanques era de 4, esto bajo
la suposición que el carro tendría las mismas dimensiones de un Chevrolet
Alto, que se aproxima al concepto de “Citycar”.
- Al tomar la propuesta de almacenar el aire en una estructura tubular, que
además actuara como chasis del vehículo y cumpliera con los
requerimientos de presión y cantidad de masa, se encontró como resultado
un peso excesivo debido a la cantidad de tubería requerida para satisfacer
las condiciones de almacenamiento y operación del motor.
- En la segunda propuesta al desarrollar los tanques como parte estructural
del chasis se encontró que el espesor de estos debido a las cargas
estáticas no aumentaba considerablemente. Desafortunadamente los
esfuerzos generados bajo condiciones normales de operación del vehículo
(cargas dinámicas) y el difícil mantenimiento de los tanques llevo a
descartar esta posibilidad de diseño. La principal dificultad analizada fue la
presencia de esfuerzos de torsión en las uniones de los tanques y la falta
de rigidez que esto generaría en el chasis.
- Para el desarrollo del diseño de los tanques se utilizaron tres tipos de
procesos de manufactura, el primero fue realizar los tanques soldados, el

IM-2003-I-37
138
segundo fue por el proceso de forjado y el tercero se analizó utilizando el
proceso de enrollado que solo es utilizado con materiales compuestos.
El principal problema encontrado en los tanques soldados fue el peso que
estos tendrían, como ventaja se encontró los factores de seguridad con los
que trabajarían y la facilidad del proceso de manufactura en Colombia.
Los tanques forjados mostraron gran ventaja en cuanto a peso se refiere,
sin embargo los factores de seguridad son menores que los encontrados
para los tanques soldados y la ausencia del proceso de manufactura en
Colombia aumentan considerablemente los costos.
Para los tanques diseñados con materiales compuestos se encontró una
reducción significativa en el peso, un proceso de manufactura sencillo lo
que conllevaría a un bajo costo. En su contra hallamos la falta de
homogeneidad de este tipo de materiales que depende de la proporción
fibra- resina, del proceso de manufactura y la dificultad para obtener datos
estadísticos de las propiedades mecánicas de estos. Para contrarrestar
esta falta de homogeneidad se propone el uso de un factor de seguridad
mas alto en el diseño debido a que el aumento del espesor en la pared de
los tanques no generaría cambios importantes en el peso.
A continuación se mostraran unas graficas comparativas

IM-2003-I-37
139
Factor de segridad en los tanques
0
1
2
3
4
5
6
7
8
TanquesSolados
TanquesForjados
Tanques conFibra de vidrio
Fact
or d
e S
egur
idad
Grafica 10. Comparación de los tanques por factor de seguridad.
Peso de los tanques
0
200
400
600
800
1000
1200
TanquesSolados
TanquesForjados
Tanques conFibra de vidrio
Pes
o (K
g)
Grafica 11. Comparación de los tanques según el peso.

IM-2003-I-37
140
Posibilidad de manufactura
0
10
20
30
40
50
60
70
80
90
100
TanquesSolados
TanquesForjados
Tanques conFibra de vidrio
Faci
lidad
de
fabr
icac
ion
(%)
Grafica 11. Comparación de la posibilidad de fabricar los tanques en
Colombia.
Para la realización de la grafica de “posibilidad de fabricación en
Colombia”, a cada tanque se le asigno un porcentaje que indica la
viabilidad que tiene el mercado Colombiano en realizar el proceso de
manufactura. Así al proceso de soldado se le asigno 100% debido a que
este es uno de los procesos de manufactura más común en nuestro país,
el proceso de enrollado se le asigno 60% a causa de que este proceso no
es muy usual en Colombia y por ultimo al proceso de forjado se le asigno
10% dado que aunque este no se realiza actualmente se podría importar.
- En el desarrollo de las conexiones entre los tanques se observo que tanto
en las uniones en los cilindros como las uniones en las cabezas esféricas,

IM-2003-I-37
141
los esfuerzos aumentan en casi tres veces, pero debido a las
consideraciones geométricas los esfuerzos en los cilindros son mayores
que los esfuerzos en las esferas. Debido a esto se recomienda realizar las
uniones en la parte esférica de los tanques.

IM-2003-I-37
142
9. REFERENCIAS
1. California ZEV Alliance, Programa Estadounidense para lograr reducir la
contaminación, 1990, Recuperado el 20 de Abril de 2003,
http://www.zevnow.org/
2. Cesar A. Casas Quintero, Aproximación teórica y evaluación comparativa
de un vehículo con motor de aire comprimido, 2002, Universidad de los
Andes, Bogota.
3. ES & H Manual, Volumen II: Health and Safety Controls and Hazards,
Recuperado el 15 de Marzo de 2003,
http://www.llnl.gov/es_and_h/hsm/doc_18.02/doc18-02.html#4.9.1
4. Eugene F. Megyesy, Pressure Vezsel Handbook, 12va edición, 2001,
Pressure Vezsel publication, inc., Tulsa, Ok.
5. Flinn Trojan, Materiales de Ingeniería y sus Aplicaciones, 3ra edición, 1991,
McGraw-Hill., Bogota.
6. Joseph E. Shigley, Charles R. Mischke, Diseño en Ingeniería Mecánica, 5ta
edición, 1990, McGraw-Hill Interamericana de México, S.A., México.
7. Mat-Web, Material Propriety Data, Recuperado el 30 de Abril de 2003,
http://www.matweb.com
8. Moteur Development International (MDI), pagina en español del motor de
aire, Recuperado el 1 de febrero de 2003, http://www.motordeaire.com

IM-2003-I-37
143
9. R. C. Hibbeler, Mechanics of Materials, 3ra edición, 1997, Prentice Hall,
New Jersey.
10. The ASME Boiler and Pressure Vezsel Code - 1998, Sect. VIII, Div.1,
ASME.
11. Thomas S. Ahlbrandt, Inventario mundial de petróleo para el 2000,
Recuperado el 15 de Marzo de 2003, http://pubs.usgs.gov/fs/fs-
0106-01/fs-0106-01textonly.pdf
12. Yunus A. Cengel, Michael A. Boles, Termodinámica, tomo I y II, 2da
edición, 1996, McGraw-Hill Interamericana editores, S.A. México.
13. Felipe P. Larrañaga, Materiales compuestos (Composite materials),
Recuperado el 1 de Mayo de 2003,
http://www.arrakis.es/~palarra/mcompuestos.htm
14. THE DOW CHEMICAL CO. MACINALLY, Andy. Propiedades y
Aplicaciones de la resina Epoxica de Vinyl. Información disponible en
http://www.derakane.com. Dow Deutschland Inc. D-77836 Rheinmuenster.
Germany. 1997