centros de torneado cnc - haas.com.mxhaas.com.mx/pdf/tornoscnc.pdf · de las herramientas y puede...
TRANSCRIPT

TCENTROS DE TORNEADO CNC
Haas Automation Inc. ES


ÍndiceControl Haas 4-11
Construcción rígida 12-13
Control de movimientos 14-15
Husillo y accionamiento 16-17
Amarre y soporte de piezas 18-19
Diseño especial de torretas 20-23
Herramientas motorizadas, ejes C e Y 24-25
Sistemas de extracción de virutas y refrigeración 26-27
Comodidad del operario y funcionamiento automático 28-29
Modelos y configuraciones 30-45
Dimensiones y especificaciones 46-53
ejorar constantemente es la razón de ser de Haas Automation. Siempre estamos buscando maneras de perfeccionar nuestros productos CNC y de dar a nuestros clientes más por su dinero.
Nuestra nueva generación de centros de torneado incorpora toda una serie de innovaciones que hacen que los tornos Haas sean mejores que nunca. Nuestros ingenieros han revisado y mejorado todos los aspectos de las máquinas –control de los movimientos, contención del refrigerante, extracción de las virutas, ergonomía y mantenimiento– para crear las máquinas herramienta más fiables y de mayor calidad posibles.
En este folleto, se describen los últimos avances tecnológicos, las nuevas máquinas y las funciones que Haas Automation ha desarrollado a través de un trabajo constante de investigación y mejora de los productos.
M
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 1

La nueva generación de centros de torneado Haas se ha diseñado de cero para que sea extremadamente rígida y ofrezca una gran precisión y estabilidad térmica. Todas las bases de fundición se han optimizado mediante el método de análisis final de elementos para obtener los diseños más rígidos posibles; se han mejorado los circuitos de las virutas y el refrigerante, y se ha simplificado el mantenimiento y el servicio. El cabezal del husillo es compacto y simétrico para garantizar la estabilidad térmica y la rigidez, y el diseño en forma de cuña de 45 grados da más espacio para montar las herramientas y mejora el flujo de
virutas. Además, las máquinas de la nueva generación vienen de fábrica con roscado rígido, monitor a color LCD de 15" y puerto USB. Entre otras opciones disponibles, están el extractor de virutas tipo cinta transportadora, el contrapunto programable, el medidor de herramientas automático, las herramientas motorizadas con eje C, el extractor de piezas automático y los sistemas de taladrina a alta presión.
Fabricada en EE.UU. por Haas, la nueva generación de centros de torneado cuenta con el respaldo de la red internacional de tiendas de la fábrica Haas, el sistema de asistencia y servicio más completo del sector.
LA NUEVA GENERACIÓNDE CENTROS DE TORNEADO HAAS
• •
2 | El mayor fabricante de máquinas herramienta de Estados Unidos
Nueva generación de tornosNuestro objetivo: mejorar siempre
incluye modelos robustos de 2 ejes, doble husillo, Super-speed y eje Y:
La precisión, la estabilidad, la productividad y la fiabilidad son los pilares que sustentan un centro de torneado de alto rendimiento. Los centros de torneado de la nueva generación Haas combinan la experiencia acumulada durante años de fabricación de máquinas herramienta con métodos innovadores de análisis y diseño digital para ofrecer un rendimiento que no tiene precedentes entre las máquinas de su misma categoría.
Éstas son algunas de las mejoras que incorpora la nueva generación de centros de torneado:
• La base de fundición se ha rediseñado para aumentar la rigidez y mejorar la circulación de las virutas y el refrigerante.
• El cabezal del husillo, compacto y simétrico, también contribuye a incrementar la rigidez y mejorar la estabilidad térmica.
• Los contrapuntos se han rediseñado con una geometría más corta para mejorar el rendimiento del corte.
• Se ha perfeccionado el diseño de los carenados para facilitar el acceso en las tareas de mantenimiento.
• El sistema de transmisión directa con engranaje dentado transfiere la potencia de manera más eficaz, genera menos calor y mejora las prestaciones del roscado.
• El extractor tipo cinta transportadora opcional rediseñado se intala en fábrica y se entrega conectado a la máquina.
• El palpador de herramientas automático (opcional) con interfaz intuitiva simplifica el amarre de las herramientas y puede programarse para detectar las roturas de herramientas cuando la máquina esté funcionando sin supervisión.
• La opción de herramientas motorizadas se ha rediseñado con transmisión de engranajes para transmitir la potencia de modo más eficaz y garantizar el par máximo en todo momento.
• La unidad de potencia hidráulica se ha reubicado para poder realizar todos los ajustes desde la parte delantera de la máquina.
• El sistema de engrase mínimo reduce la acumulación y el desperdicio de lubricante.
ST-10ST-20ST-30
ST-40DS-30
• •
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 3

Características principales
Sistema cerrado Nuestro objetivo es proporcionar un control sólido y fiable que esté perfectamente integrado en la máquina. Nuestro sistema cerrado está diseñado en concreto para las máquinas Haas, y no dependemos de proveedores externos de CN. Cuando el cliente confía en Haas, recibe el servicio de una empresa que se responsabiliza de la máquina entera.
Teclado exclusivo Las máquinas Haas tienen un teclado completo, teclas alfanuméricas incluidas, en el que todas las funciones habituales están identificadas claramente. Si alguna vez ha perdido el tiempo intentando encontrar el acceso directo correcto o desplazándose de una página a otra en busca de una función, agradecerá la sencillez del control Haas. Aquí no hay códigos encriptados que memorizar, y muchas funciones pueden realizarse pulsando un único botón.
Funciones que se activan con un solo botón Las funciones comunes que requieren varios pasos, como encender la máquina o configurar los correctores de herramientas, se han reducido al simple gesto de pulsar un botón. Otras funciones empleadas a menudo, como configurar los correctores de origen, guiar la máquina o seleccionar la herramienta siguiente durante el amarre, también son comandos que se activan con un solo botón.
Control remoto multifunción La mayoría de máquinas de otros fabricantes emplean el control remoto únicamente para mover los ejes. En las máquinas Haas, en cambio, el control remoto también se puede utilizar para avanzar por un programa, editar comandos rápidamente, cambiar la velocidad de rotación y los avances del husillo o explorar los correctores, los parámetros, etc.
Monitor de color LCD de 15" La pantalla de color TFT LCD de 15" está diseñada para entornos industriales. El monitor LCD de gran densidad y contraste tiene un ángulo de visión muy amplio y no se atenua con la luz intensa. La pantalla está montada detrás de un cristal templado antirreflejo para protegerla y mejorar la visualización.
Puerto USB El puerto USB integrado permite usar lápices de memoria o discos duros externos que le suministre el cliente.
Interruptor de bloqueo de la memoria Bloquea la memoria para evitar que el personal no autorizado modifique los programas. También puede utilizarse para bloquear configuraciones, parámetros, correctores y variables de macros.
TOME EL CONTROL
Control CNC de HaasEl tablero de mando de su máquina herramienta Haas.
Nos ha llevado años diseñar y desarrollar el mejor hardware y software de control de la industria. La nueva generación de centros de torneado incorpora todavía más innovaciones en el que ya era el control CNC más avanzado del sector.
A fin de garantizar un control de movimientos preciso y fluido, los centros de torneado de Haas usan nuevos servomotores digitales y generadores de impulsos de alta resolución en todos los ejes. Estos, combinados con avances significativos en el software y en el control del motor, permiten que las máquinas ofrezcan mejor rendimiento que nunca.
4 | El mayor fabricante de máquinas herramienta de Estados Unidos


REPLANTEARSE LO EVIDENTE
Modo Setup En la ilustración anterior, puede verse el modo Setup (Configuración). Su funcionamiento es muy sencillo. Desde aquí puede configurar todos los aspectos de la máquina. Fijémonos en la información que aparece en la pantalla.
Arriba a la izquierda aparece el Active Program (Programa activo). Arriba a la derecha se muestran los Tool Offsets (Correctores de herramientas). Debajo de los correctores de herramientas, están los Work Zero Offsets (Correctores de origen de trabajo). Abajo a la izquierda, se encuentra el cuadro Spindle Information (Información del husillo), que muestra la velocidad del husillo y cualquier variación de ésta, de los avances de trabajo y de los avances rápidos. Al lado está la sección Position (Posición), que indica las coordenadas del operario, de los correctores de origen de pieza, de la máquina y de la distancia por recorrer. A la derecha del cuadro de posición, se halla la información sobre Tool Management (Gestión de herramientas).
La disposición de la información es sencilla, clara y fácil de entender. En la ilustración, la sección de los correctores de herramientas (arriba a la derecha) aparece en blanco, mientras que las demás están coloreadas. Eso indica que el cuadro está activo, con lo que el cursor puede moverse por la sección con la ayuda de las flechas del teclado.
Sencillez en tres modosDesde el principio, el control Haas se diseñó para ser el CNC más intuitivo del sector. Tiene fama de ser fiable y duradero, pero lo que siempre dicen los dueños de una Haas es que es la máquina herramienta CNC más fácil de usar que han tenido nunca. Eso es el control Haas.
El sistema de tres modos del control Haas permite al usuario acceder a todas las funciones necesarias de cada modo sin tener que salir de la pantalla activa. Aquí tiene algunos ejemplos del aspecto y el funcionamiento de los modos.
6 | El mayor fabricante de máquinas herramienta de Estados Unidos

Modo Edit (Edición). Después de establecer los correctores en el modo Setup (Configuración), ya puede cargar un programa.
Al pulsar el botón List Programs (Lista de programas) del teclado, se abre el modo Edit (Edición), desde el que puede acceder a los programas de cualquiera de los dispositivos conectados a la máquina (memoria interna, lápiz USB, Ethernet, etc.).
Una función muy útil de la pantalla de edición es el menú de ayuda Quick-Key (Tecla rápida), que contiene una lista completa de todas las funciones, incluida la lista de programas y la exploración de archivos. En el menú de ayuda Quick-Key, verá el nombre del comando y la tecla correspondiente a cada función, junto con una descripción completa sobre cómo realizar la función. Hay muchos menús de ayuda rápida, que puede consultar desde las tres pantallas de la interfaz del control.
En la esquina inferior izquierda de la pantalla de edición, está el cuadro Editor Help (Ayuda del editor), que ofrece una descripción de todos los temas disponibles. En la esquina inferior derecha, se encuentra la sección Clipboard (Portapapeles). Cuando corte o copie una selección, aparecerá aquí.
En el modo Edit (Edición), hay numerosas funciones relacionadas con la edición de programas, como Program Simulate (Simular programa) –ahora con control sobre la velocidad con que se generan los gráficos–, una ventana de programa secundario para alternar programas, la función MDI (para introducir los datos manualmente) y las funciones de Visual Quick Code.
Modo Operation En el modo Operation (Funcionamiento), encontrará toda la información necesaria para manejar la máquina, organizada y fácil de consultar. Aquí tiene un resumen de lo que se ve: En la esquina superior izquierda, está el cuadro Program Display (Vista del programa). Al ejecutar programas que contengan subprogramas, tanto el programa como el subprograma se muestran en un cuadro dividido.
A la derecha están las secciones Active G-Codes (Códigos G activos), con descripciones, Coolant Level Indicator (Indicador de nivel de refrigerante) y Active Tool (Herramienta activa), que incluye una imagen del tipo de herramienta, según se haya especificado en la página Tool Offsets (Correctores de herramientas).
En el centro de la pantalla, se muestra la sección Offset Window (Ventana de correctores), donde puede ajustar los correctores mientras la máquina está en funcionamiento. No es necesario que salga de la pantalla Operation (Funcionamiento) para cambiar un corrector.
En la parte inferior izquierda, se encuentra el cuadro Spindle Information (Información del husillo), con las variaciones indicadas. En el centro, verá el cuadro de visualización Position (Posición) y a la derecha, la sección Timers and Counters (Temporizadores y contadores).
A los maquinistas experimentados les encantará el temporizador Remaining (Restante), que usa la información del temporizador Last Cycle (Último ciclo) para mostrar el tiempo que falta para que termine un programa. Con esta función, el operario sabe cuándo acabará el ciclo, lo que permite gestionar mejor el tiempo cuando se deja la máquina funcionando sola.
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 7

EL PODER OCULTO DEL CONTROL HAAS
8 | El mayor fabricante de máquinas herramienta de Estados Unidos

CURNT/COMDS La pantalla Current Commands (Comandos activos) detalla el estado actual de funcionamiento de la máquina, incluidos el programa activo, la posición, la herramienta activa, las cargas del husillo y del eje, la velocidad actual del husillo y el avance. Las pantallas adicionales muestran los comandos y códigos G que se están usando en el programa activo, mientras que los temporizadores indican el tiempo de ciclo, el tiempo de corte, el tiempo de encendido y el contador M30 (número de piezas). También aparecen las variables de las macros que se están usando, información sobre la vida útil de la herramienta, así como las cargas mínima y máxima del husillo para cada herramienta.
HELP/CALC La función Help (Ayuda) consta de un manual de usuario integrado que explica las distintas funciones de la máquina Haas y en el que se pueden realizar búsquedas. Solo tiene que pulsar la tecla HELP/CALC mientras esté en cualquiera de los modos y aparecerá el menú de ayuda correspondiente. Pulse la tecla HELP/CALC otra vez para abrir las pestañas de ayuda, que incluyen contenido del manual de usuario. Aquí también encontrará calculadoras para solucionar ecuaciones con triángulos, ecuaciones para encontrar la tangente entre dos círculos o entre un círculo y una línea, así como para calcular velocidades y avances. Se incluye asimismo una calculadura estándar, un gráfico de taladrado y roscado y un gráfico de equivalentes decimales. Las calculadoras simplifican las operaciones de mecanizado y los cálculos matemáticos. Además, puede pegar la solución de cualquier ecuación en un programa directamente.
El poder de un solo botón Algunas de las funciones más avanzadas del control Haas –funciones que todo maquinista valorará– se activan con un único botón. Por ejemplo, puede configurar los correctores de herramientas rápidamente sin tener que introducir números en el control de forma manual. Simplemente sitúe la herramienta en la superficie de la pieza, pulse el botón Tool Offset Measure (Medir corrector de herramienta) y la longitud de la herramienta se guardará automáticamente en el registro de longitudes de herramientas. A continuación pulse el botón Next Tool (Herramienta siguiente) para repetir el proceso con cada herramienta. Y ya está. Establecer los correctores de herramientas es así de fácil. Lo que antes era un proceso laborioso se ha reducido a unos pocos pasos sencillos.
Control de carga de la herramienta Aprovechar al máximo la vida útil de las herramientas es fundamental para aumentar la productividad. El control Haas puede supervisar la carga del husillo para cada herramienta y ajustar automáticamente los avances si la carga supera el límite definido por el operario. En ese caso, puede configurar el control para que reduzca el avance, avise al operario, detenga el avance o emita una alarma de sobrecarga de la herramienta. La primera vez que se ejecuta un programa, el control Haas memoriza automáticamente la carga máxima de cada herramienta. Con esta información y la función de control de carga de la herramienta, el operario puede definir límites de carga para cada herramienta. Así se maximiza la vida útil de la herramienta y se protege la pieza y la máquina de los efectos del desgaste de la herramienta.
Gestión avanzada de herramientas La función Advanced Tool Manager (Gestor avanzado de herramientas) del control Haas permite crear un grupo de herramientas redundantes para usarlas en los programas. Desde una única pantalla, puede ver los distintos grupos de herramientas y sus parámetros. Solo tiene que definir los números de herramienta que forman parte de un grupo y el parámetro que determinará cuándo hay que cambiar a una herramienta redundante. El parámetro puede ser el tiempo de avance, el número de veces que se activa la herramienta, la cantidad de orificios perforados o roscados, o un límite de carga predefinido. Para usar un grupo de herramientas redundantes en un programa, sólo tiene que introducir el número del grupo como activación de la herramienta. Los correctores de herramientas definidos durante la configuración se cargan automáticamente para cada herramienta al activarlas.
Volante de avance en mando remoto El volante de avance en mando remoto patentado por Haas tiene una pantalla en color de 7 cm, un teclado de 11 botones, un sistema de control de movimientos con triple botón que permite cambiar la velocidad de avance con total libertad y una luz LED de inspección integrada. Con él, puede definir los correctores de herramienta y origen, mover hasta nueve ejes, ver qué programa está activo, entre otras funciones.
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 9

8 funciones M Incorpora 8 funciones M, lo que constituye un total de 13 interfaces de usuario. Úselas para activar palpadores, bombas auxiliares, dispositivos de sujeción, cargadores de piezas, etc.
Interfaz Robot Ready Se trata de una interfaz única para estandarizar la comunicación entre el control haas y un cargador de piezas robotizado. La opción preconfigurada Robot Ready incluye el hardware necesario, el módulo de E/S DeviceNet™ y la aplicación informática para conectar los centros de torneado Haas a un robot que controle una máquina. Es una solución flexible que permite añadir, quitar o intercambiar máquinas a medida que cambian las necesidades de producción o crecen las dimensiones del taller.
Sistema de Programación Intuitiva Gracias al Sistema de Programación Intuitiva de Haas, ya no es necesario que el operario conozca el código G para realizar las operaciones básicas de torneado.
Es un sistema operativo conversacional de desarrollo propio que utiliza un sencillo formato de pestañas con gráficos en color para guiar al operario a través de los pasos necesarios para mecanizar una pieza. Primero, el control dirige al operario para que efectúe los ajustes básicos del trabajo: la configuración de los correctores de origen y herramientas, la selección del tipo de herramienta y la definición del material que se mecanizará. A continuación, el operario elige la operación e introduce la información básica que el sistema le pide. Los valores de velocidad del husillo, profundidad de corte y avance se introducen automáticamente en función de la información facilitada, aunque el operario puede modificar estos valores predeterminados si lo desea.
Una vez introducida toda la información necesaria, el operario sólo tiene que pulsar Cycle Start (Inicio de ciclo) para ejecutar la operación. Es posible registrar varias operaciones y guardarlas en un mismo programa de código G para luego ejecutarlo y duplicar una pieza. Este programa puede transferirse a otro centro de torneado de Haas y ejecutarse sin necesidad de editarlo. También se puede acceder a los menús de ayuda directamente desde la pantalla, y un simulador gráfico de programa en vacío permite a los operarios verificar el trabajo antes de mecanizar la pieza.
Gracias a un lenguaje sencillo, gráficos simples y pasos fáciles de seguir, el Sistema de Programación Intuitiva de Haas guía al operario a lo largo del proceso de mecanizado de piezas.
1. Use las pestañas superiores para elegir el tipo de operación que quiere realizar.
2. Especifique los detalles de la operación de mecanizado con las pestañas inferiores.
3. Introduzca la información cuando el control se lo pida y pulse Cycle Start (Inicio de ciclo).
AMPLIACIONES: opciones
Interfaz Ethernet Transfiera datos entre el control Haas y una red o el ordenador a través de Ethernet. Puede enviar archivos de programas a la máquina o desde ella fácilmente, así como acceder a archivos grandes con varias máquinas. La gran velocidad de transferencia de datos permite realizar operaciones de control numérico de datos (DNC ) con archivos grandes, a una velocidad de hasta 1 000 bloques por segundo. Puede configurarlo fácilmente desde la pantalla del control.
Macros definidas por el usuario Cree subrutinas para ciclos fijos personalizados, rutinas de palpado, mensajes de operario, ecuaciones y funciones matemáticas, así como para mecanizado de familias de piezas con variables.
1
2
3
10 | El mayor fabricante de máquinas herramienta de Estados Unidos

Características del control■Fácil de usar
■Editor avanzado de programas
■ Accionamiento basado en servomotor de CA sin escobillas
■Avances de corte de hasta 30,5 m/min
■Triple procesador de 32 bits
■Ejecuta hasta 1 000 bloques/segundo
■ Programación de código G compatible con norma ISO
■ Introducción de corrector de herramientas Haas con un solo botón
■50 correctores de herramientas
■105 coordenadas de piezas
■Supervisión de carga de herramientas
■Gestión de la vida útil de la herramienta
■ Interpolación helicoidal
■Edición de programas en segundo plano
■Revisión de programas en pantalla dividida
■Calculadora trigonométrica
■Calculadora de arcos y tangentes
■Calculadora de velocidades y avances
■Ejecutar/parar/avanzar/continuar
■RS-232 / DNC / USB / Ethernet opcional
■Reanudación de programas
■Programación en unidades métricas o pulgadas
■Página de mensajes
■Más de veinte idiomas a elegir
■ Más de 200 configuraciones definidas por el usuario
■Autodiagnóstico
■Alarmas descriptivas
■Ciclo de taladrados en círculo
■Simulador gráfico de programa en vacío
■5 funciones M libres
■Fabricado en EE.UU.
Especificaciones del controlCaracterísticas generalesMicroprocesador Triple, alta velocidad de 32 bitsVelocidad de ejecución de programas 1 000 bloques/seg, estándarControl de ejes 2 ejes lineales, ejes C e Y opcionales (eje B en ST-40/40L)Interpolación G01, G02 y G03
Conversión de coordenadas cartesianas a polares (con eje C opcional)
Incremento mínimo – pulgadas: 0,0001"– métrico: 0,001 mm
Resolución mínima de salida 0,00018 mm
Funciones de avanceVariación de avances rápidos 5%, 25%, 50%, 100%Variación de avances de 0% a 999% en incrementos del 1%Resolución del control remoto – pulgadas: 0,0001"/0,001"/0,01"/0,1" por división
– métrico: 0,001/0,01/0,1/1,0 mm por divisiónAvances – pulgadas: 0,1/1,0/10,0/100,0 ppm
– métrico: 1,0/10/100/1 000 mm/minRetorno a cero Una tecla (G28)
Funciones del husilloComando de velocidad S = de 1 a rpm máx. del husilloVariación de 0% a 999% en incrementos del 1%
Funciones de las herramientasCompensación de longitud 50 juegos, geometría y desgasteCompensación de diámetro/radio 50 juegos, geometría y desgasteMedida de longitud Almacenamiento automático de la longitudGestión de la vida útil 50 configuraciones con alarmasSelección Comando Txx
ProgramaciónCompatibilidad Código G conforme a norma ISOPosicionado X, Z absoluto (G90); U, W incremental (G91); Y, V opcionalCiclos fijos 20 funciones estándaresPulgada/métrico ConmutableCoordinadas de las piezas 105 juegosJuego de pieza cero Almacenamiento automáticoSalidas de funciones M 5 recambios*Compensación de la punta de la herramienta
G40, G41, G42
Compensación de herramienta (motorizada)
G40, G41, G42
Entrada/salida de datosPuerto de comunicaciones RS-232, USB, 100 Base-T Ethernet opcionalVelocidad de datos A 115 200 baudios**
Capacidad de la memoriaEstándar 1 MB; hasta 750 MB opcionalesNúmero de programas 500
* Se puede usar por opciones. ** Con un cable de 1,8 m o menor.
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 11
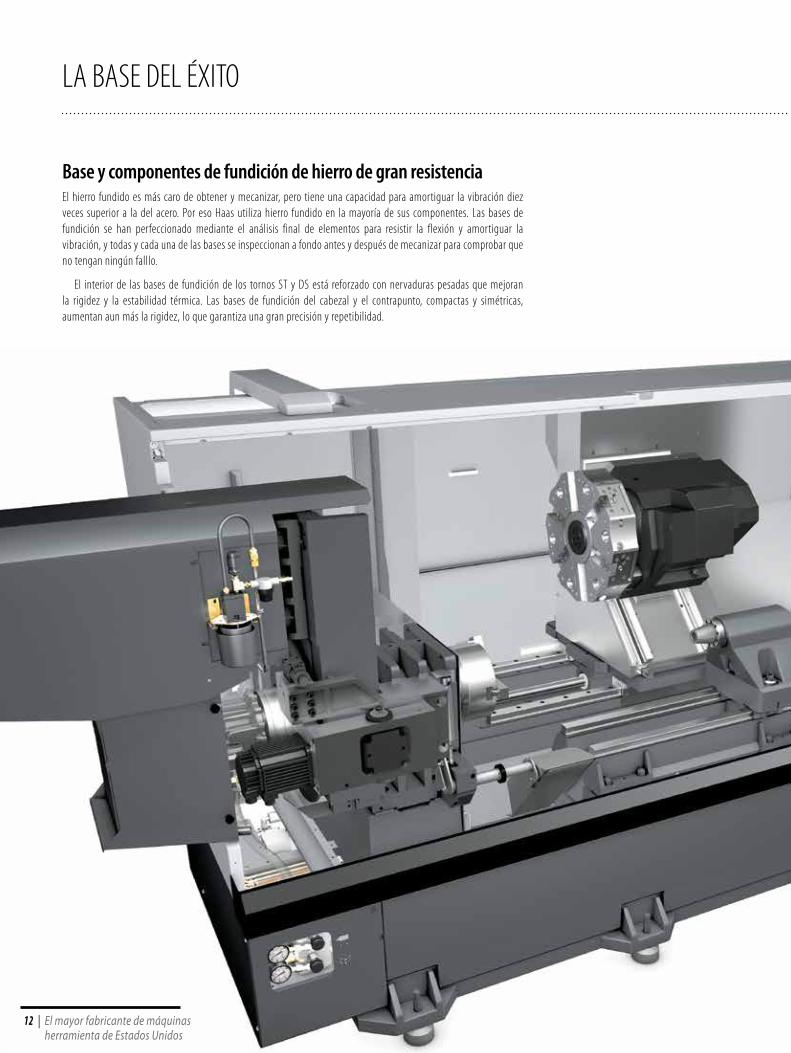
LA BASE DEL ÉXITO
Base y componentes de fundición de hierro de gran resistenciaEl hierro fundido es más caro de obtener y mecanizar, pero tiene una capacidad para amortiguar la vibración diez veces superior a la del acero. Por eso Haas utiliza hierro fundido en la mayoría de sus componentes. Las bases de fundición se han perfeccionado mediante el análisis final de elementos para resistir la flexión y amortiguar la vibración, y todas y cada una de las bases se inspeccionan a fondo antes y después de mecanizar para comprobar que no tengan ningún falllo.
El interior de las bases de fundición de los tornos ST y DS está reforzado con nervaduras pesadas que mejoran la rigidez y la estabilidad térmica. Las bases de fundición del cabezal y el contrapunto, compactas y simétricas, aumentan aun más la rigidez, lo que garantiza una gran precisión y repetibilidad.
12 | El mayor fabricante de máquinas herramienta de Estados Unidos

En Haas, hemos aprendido que la masa total de la estructura de la máquina no es lo que da los mejores resultados, sino el lugar exacto en el que se coloca la masa. Con la ayuda de las herramientas de diseño y análisis más avanzadas, nuestros ingenieros han situado la masa en el lugar necesario para conseguir una base sólida que absorbe las vibraciones y los armónicos, y al mismo tiempo proporciona unas superficies con acabados suaves y una gran repetibilidad. En el caso de los centros de torneado de las series Haas ST/DS, todos los componentes estructurales se han optimizado mediante el análisis final de elementos a fin de obtener los diseños más rígidos y un rendimiento de corte superior.
Las bases de función de los tornos Haas ST y DS se mecanizan en una sola operación de amarre, mediante técnica de mecanizado descendente, en centros de mecanizado vertical Haas VS-3. El cabezal, las guías del eje Z y el contrapunto de todos los husillos se mecanizan con un solo amarre, lo que proporciona una precisión superior y una producción más fluida. Nuestra capacidad de mecanizar con precisión todas las partes cruciales de las bases nos permite eliminar los errores en el montaje final. Además, inspeccionamos todo el proceso a conciencia para que todas las bases mecanizadas cumplan nuestro riguroso control de calidad.
Mecanizado descendente con un solo amarre
Herramientas de diseño innovadoras
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 13
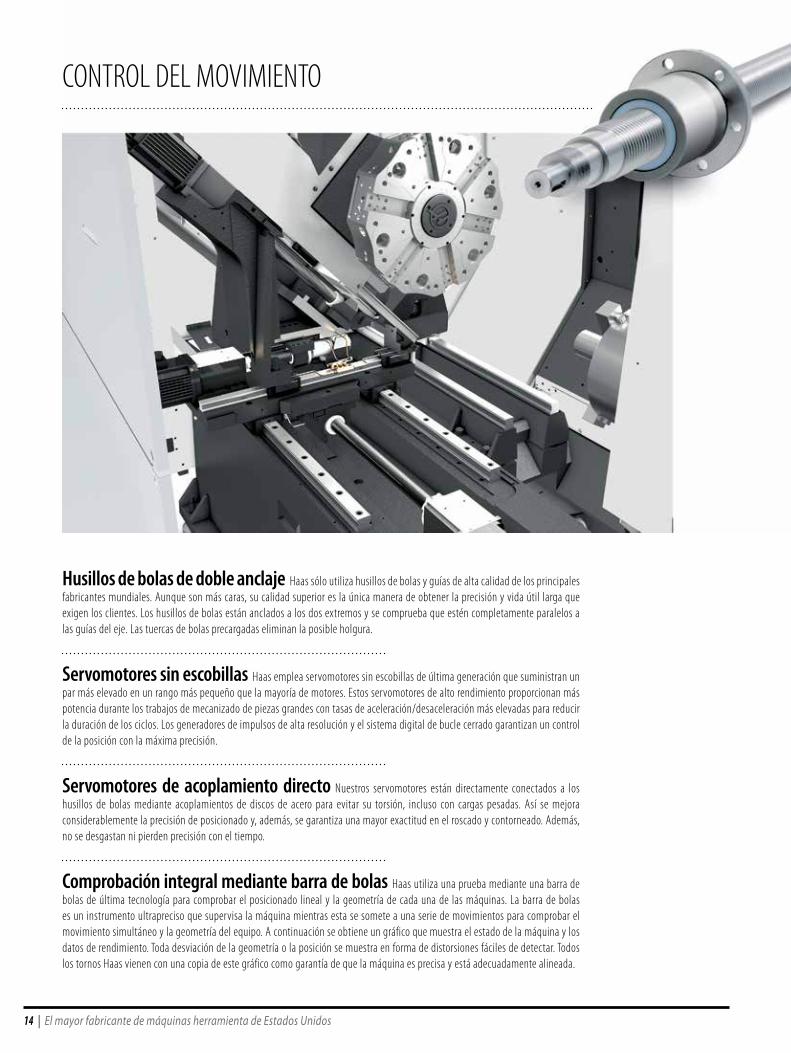
Husillos de bolas de doble anclaje Haas sólo utiliza husillos de bolas y guías de alta calidad de los principales fabricantes mundiales. Aunque son más caras, su calidad superior es la única manera de obtener la precisión y vida útil larga que exigen los clientes. Los husillos de bolas están anclados a los dos extremos y se comprueba que estén completamente paralelos a las guías del eje. Las tuercas de bolas precargadas eliminan la posible holgura.
Servomotores sin escobillas Haas emplea servomotores sin escobillas de última generación que suministran un par más elevado en un rango más pequeño que la mayoría de motores. Estos servomotores de alto rendimiento proporcionan más potencia durante los trabajos de mecanizado de piezas grandes con tasas de aceleración/desaceleración más elevadas para reducir la duración de los ciclos. Los generadores de impulsos de alta resolución y el sistema digital de bucle cerrado garantizan un control de la posición con la máxima precisión.
Servomotores de acoplamiento directo Nuestros servomotores están directamente conectados a los husillos de bolas mediante acoplamientos de discos de acero para evitar su torsión, incluso con cargas pesadas. Así se mejora considerablemente la precisión de posicionado y, además, se garantiza una mayor exactitud en el roscado y contorneado. Además, no se desgastan ni pierden precisión con el tiempo.
Comprobación integral mediante barra de bolas Haas utiliza una prueba mediante una barra de bolas de última tecnología para comprobar el posicionado lineal y la geometría de cada una de las máquinas. La barra de bolas es un instrumento ultrapreciso que supervisa la máquina mientras esta se somete a una serie de movimientos para comprobar el movimiento simultáneo y la geometría del equipo. A continuación se obtiene un gráfico que muestra el estado de la máquina y los datos de rendimiento. Toda desviación de la geometría o la posición se muestra en forma de distorsiones fáciles de detectar. Todos los tornos Haas vienen con una copia de este gráfico como garantía de que la máquina es precisa y está adecuadamente alineada.
CONTROL DEL MOVIMIENTO
14 | El mayor fabricante de máquinas herramienta de Estados Unidos

Las guías de bolas de recirculación, mejores que las guías prismáticas Las guías de bolas de recirculación se precargan para que no haya volteo entre las superficies en movimiento. De esta manera, se incrementa la rigidez en todas las direcciones, a la vez que aumenta la precisión y la fiabilidad. Las guías de bolas de recirculación ofrecen un coeficiente de fricción muy bajo, lo que permite que la máquina realice los movimientos a mayor velocidad sin que la repetibilidad ni la precisión se vean afectadas. Las guías prismáticas, en cambio, necesitan que haya volteo entre las superficies en movimiento. De ahí que presenten un coeficiente de fricción elevado, lo que genera variaciones que pueden provocar errores de la máquina.
Sistema de engrase mínimo El sistema de engrase mínimo de Haas (Minimal Lubrication System) está formado por dos subsistemas que optimizan la lubricación de los componentes de la máquina. El sistema engrasa las piezas solo cuando es preciso, lo que reduce la cantidad de lubricante necesario para la máquina y disminuye el riesgo de que el exceso de lubricante contamine el refrigerante.
El sistema de engrase de las guías lineales y los husillos de bolas está basado en la distancia que recorren los ejes en vez de en el tiempo. Así, el lubricante se inyecta cuando un eje ha recorrido la distancia especificada en el control.
El engrase del husillo se realiza en función del número de revoluciones reales que efectúa. Cuando el husillo funciona a baja velocidad, se utiliza un ciclo de inyección programada para garantizar que esté bien engrasado.
Cada depósito de lubricante lleno de los sistemas debería durar al menos un año de funcionamiento continuo.
Guías de bolas de recirculación Haas utiliza guías de bolas de recirculación en todos los ejes de los tornos. Estas guías se cargan previamente para que no haya volteo entre las superficies en movimiento y ofrecen capacidad de carga completa en todas las direcciones. Consumen menos electricidad, no es necesario ajustarlas y su rendimiento es superior al de las guías prismáticas, tanto en velocidad como en precisión. Cada guía se lubrica automáticamente para garantizar una vida útil larga.
Roscado sincronizado Si se conecta un generador de impulsos directamente al husillo, el movimiento del eje Z se sincroniza con la rotación del husillo. El roscado sincronizado elimina la necesidad de unos costosos portaherramientas de machos flotantes e impide la distorsión de la rosca principal y la interrupción de la rosca de inicio. Para reducir la duración del ciclo, el macho puede salir de un orificio con roscado rígido hasta cuatro veces más rápido de lo que entró.
Guía de bolas de recirculación
Sin volteo
Volteo necesario
Guía prismática
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 15

ST-30SS
7,4
34
68
135
271
407
14,9
22,3
33,5ST-20SS
3,7
7,4
11,1
14,9
22,3
29,8
13
34
68
102
135
176Husillo con accionamiento vectorial de gran potencia El husillo de accionamiento vectorial diseñado por Haas utiliza la tecnología de servomotores digitales de bucle cerrado para proporcionar un control de la velocidad preciso y el máximo rendimiento durante los trabajos de mecanizado de piezas grandes. El sistema optimiza el ángulo de deslizamiento entre el rotor y el estator del motor del husillo para aumentar enormemente el par de corte a baja velocidad y las aceleraciones, con lo que se consigue un husillo con la mayor velocidad y rendimiento posibles. Este accionamiento permite que el husillo alcance hasta el 150% de la potencia continua del motor durante 15 minutos y hasta el 200% durante 5 minutos. Esto se traduce en un rendimiento superior al de otros husillos disponibles en el mercado.
CARACTERÍSTICAS DEL HUSILLO PRINCIPAL
Cabezales de husillo con diseño único Los cabezales de los husillos de los centros de torneado series ST/DS son compactos y robustos, con nervaduras pesadas y simétricas que les confieren una rigidez extrema y una estabilidad térmica mejorada. Para evitar que el calor del motor afecte a la base de fundición del cabezal, el motor del husillo va montado encima del husillo, y un ventilador de gran potencia enfría la zona del cabezal.
Los husillos de las series ST/DS presentan una nueva disposición de los rodamientos que es un 20% más consistente que la de los modelos anteriores, con una dilatación térmica un 50% inferior. Los rodamientos se lubrican automáticamente mediante un sistema de engrase mínimo exclusivo de Haas que es más fiable y simplifica el mantenimiento. La tensión del sistema de transmisión directa con engranaje dentado se ajusta fácilmente, lo que alarga la vida útil de los rodamientos y minimiza el ruido. Este sistema de transmisión también dura más, transmite la potencia de manera más eficaz y genera menos calor.
Los resultados pueden variar según las condiciones de funcionamiento. Los resultados pueden variar según las condiciones de funcionamiento.
Pote
ncia
máx
. (kW
)
Pote
ncia
máx
. (kW
)
Par m
áx. (
Nm)
Par m
áx. (
Nm)
Par ParCaballos de potenciaCaballos de potencia
Accionamiento vectorial de HaasST-20 SS
Doble accionamiento vectorial de HaasST-30 SS
16 | El mayor fabricante de máquinas herramienta de Estados Unidos

Par extraLos modelos ST-40, ST-40L, ST-30 Big-Bore y ST-30Y Big-Bore vienen de serie con una caja de engranajes de dos velocidades diseñada por Haas. La caja es opcional en los modelos ST-30 y ST-30Y
estándares. Las cajas de engranajes de Haas, diseñadas y fabricadas por la empresa para garantizar una calidad y precisión superiores, se mecanizan por CNC y se tallan por generación en acero 8620, luego se someten a un tratamiento térmico hasta alcanzar una dureza de 60 HRC y se rectifican con precisión hasta lograr la calidad de Clase 13 establecida por la AGMA (Asociación Norteamericana de Fabricantes de Engranajes).
La caja de engranajes estándar de los modelos ST-40/40L proporciona un par de apriete del husillo de 1 898 Nm a 150 rpm para el mecanizado intensivo a baja velocidad, y una velocidad de 2 400 rpm en el acabado y en el torneado de aluminio.
Por su parte, la caja de engranajes opcional de los modelos ST-30 y ST-30Y ofrece un par de 1 356 Nm a 150 rpm y puede alcanzar una velocidad de hasta 3 400 rpm.
Opción de rendimiento extra de 41 kWEsta opción, disponible en los modelos ST-40 y ST-40L con bancada larga, aumenta la potencia del husillo hasta los 41 kW, con un par de apriete de 2 847 Nm. Incluye, además, un servomotor de gran tamaño en el eje Z para proporcionar un empuje de 30 025 N.
HUSILLO SECUNDARIO EN LA SERIE DS
Husillo secundario en los modelos DS El husillo secundario de las máquinas serie DS permite tornear los dos extremos de una pieza en un solo amarre a fin de minimizar la manipulación por parte del operario, incrementar la productividad y reducir el stock en curso. El husillo opuesto permite tornear de forma perfectamente sincronizada y transferir las piezas de manera ultrarrápida para acortar los tiempos de ciclo. El husillo secundario A2-5 presenta un plato hidráulico de 210 mm con capacidad de barras de 51 mm y un sistema de accionamiento vectorial de 14,9 kW que proporciona un par de corte de hasta 183 Nm.
(Consulte las páginas 40-43 para más información.)
Mayor paso de barra La opción Big-Bore de Haas proporciona más capacidad de barras y potencia sin tener que cambiar a una máquina superior.
Modelo ST-20/20Y ST-30/30Y ST-40/40LCapacidad est. 51 mm 76 mm 102 mmBig-Bore 64 mm 102 mm 178 mm
Capacidad de barras
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 17

BA
AMARRE RÁPIDO Y SISTEMAS DE SOPORTE DE PIEZAS
Contrapunto hidráulico programableEl contrapunto hidráulico completamente programable de Haas (opcional) puede activarse a través del programa de CNC o puede controlarlo el operario mediante el conmutador estándar de pedal. El control de posición en lazo cerrado permite detener el contrapunto en cualquier punto del recorrido. Las bases de fundición compactas y robustas aportan una rigidez superior, y el diseño de la caña exclusivo de Haas amortigua la vibración. (El contrapunto opcional del modelo ST-10 incorpora un preajuste manual y una caña hidráulica.)
ST-10/Y ST-20/Y ST-30/Y
A Máximo 686 mm 813 mm 1.054 mm
B Mínimo 254 mm 279 mm 330 mm
Recorridos del contrapunto
18 | El mayor fabricante de máquinas herramienta de Estados Unidos

D
C
B
A
ST-40 ST-40L
A Máx. contrapunto 1 556 mm 2 508 mm
B Mín. contrapunto 540 mm 578 mm
C Mín. contrapunto con luneta fija 883 mm 921 mm
D Mín. luneta fija 762 mm 762 mm
D Máx. luneta fija con contrapunto 1 397 mm 2 311 mm
Recorridos de contrapunto y luneta fija
El dispositivo para luneta no está disponible sin el contrapunto, ni tampoco incluye la pinza. Los diámetros mínimo y máximo de las piezas dependen del tamaño y el tipo de pinzas montadas en la plataforma. Los límites de recorrido mínimo y máximo se miden desde el extremo del husillo, y no incluyen las dimensiones del plato ni otros amarres.
Dispositivo para luneta La plataforma para luneta de Haas aporta un mayor soporte para tornear y mandrinar ejes largos en los modelos ST-40 y ST-40L. Este dispositivo admite diversas lunetas fijas, hidráulicas y automáticas disponibles en el mercado. El torno suministra la potencia hidráulica, mientras que el código M activa la pinza.
Contrapunto programable accionado por servomotor para ST-40 y ST-40L Los modelos ST-40 y ST-40L incorporan un contrapunto totalmente programable y accionado por servomotor que puede activarse a través del programa de CNC o controlarse a través del conmutador estándar de pedal. Es opcional en el modelo ST-40, pero viene de serie en el ST-40L. El contrapunto tiene un cono MT5 y proporciona un empuje de hasta 17 789 N.
Plato hidráulicoTodos los centros de torneado Haas están equipados con un plato hidráulico con agujero pasante. Los platos están disponibles en varios tamaños: de los 165 mm del modelo compacto ST-10 a los 381 mm del ST-40 de chasis grande. La capacidad de barras va de los 44 mm del ST-10 estándar a los 178 mm del ST-40 Big-Bore.
Modelo ST-10/Y ST-20/Y ST-30/Y DS-30/Y ST-40 ST-40LPlato estándar 165 mm 210 mm 254 mm 210 mm 381 mm 381 mm
Actualización a Big-Bore
254 mm 305 mm 254 mm 457 mm 457 mm
1 Aumento de capacidad de barras únicamente; husillo principal. 2 Opcional, no incluido.
Portapiezas de tornos Haas
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 19

Variación de la posición de las herramientas reducida
DISEÑO ESPECIAL DE TORRETAS
Acoplador integral de uso intensivoLas torretas para las series ST/DS de Haas se han rediseñado para poder usar un acoplador mucho más grande que antes. De hecho, tiene un diámetro un 46% mayor que los modelos anteriores.
Los dientes del acoplador integral se mecanizan directamente en el interior de la torreta y en la carcasa, de manera que se obtiene un sistema más compacto y robusto que nunca.
Las torretas emplean un sistema de sujeción doble con resortes neumáticos* y mecánicos que proporcionan una fuerza de agarre de 18 683 N (un 20% más que los modelos anteriores) y un sistema de engranaje cilíndrico accionado por servomotor que reduce el tiempo de posicionado en un 25%.
* El ST-40 utiliza un sistema de sujeción hidráulico-mecánico.
Aumento del tamaño del
acoplador de torreta
46%20 | El mayor fabricante de máquinas herramienta de Estados Unidos

Variación de la posición de las herramientas reducida
Más de un
Método de mecanizado según línea centralLas torretas de los centros de torneado Haas ST/DS se mecanizan como una unidad entera; es decir, montadas con el acoplamiento, la caja de engranajes y el sistema de accionamiento. A partir de la línea central de la torreta, todas las partes importantes de cada estación se mecanizan mediante movimientos de un solo eje. A continuación, la torreta se posiciona para la estación siguiente. De esta manera, se garantiza la concentricidad total de cada estación respecto al centro real de la torreta. Comparado con mecanizar la torreta antes del montaje, se reduce la variación del posicionado de una herramienta a otra en más de un 90%. Como resultado, la configuración de los trabajos es más sencilla, la precisión es superior y la repetibilidad, mayor.
90%
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 21

DISEÑOS ESPECIALES DE TORRETAS
CUATRO TIPOS DE TORRETA
Mejore los tiempos de ciclo manteniendo la máquina
siempre en movimiento.
La torreta combinada de 12 estaciones Haas admite herramientas VDI40 (motorizadas incluidas) y herramientas estándares de sujeción por tornillos. La torreta tiene 6 estaciones VDI y 6 estaciones de sujeción por tornillos (ranuras radiales para herramientas de tornear y soportes para montaje de herramientas de diámetro interior).
La torreta VDI de 12 estaciones Haas admite herramientas VDI40 estándares, incluidos cabezales rotativos radiales y axiales combinados con la opción de herramientas motorizadas.
La torreta de herramientas de sujeción por tornillos de 12 estaciones Haas permite montar herramientas de tornear y barras de mandrinar con una rigidez extraordinaria. La torreta acepta herramientas a lo largo del perímetro, y tiene ranuras radiales para montar herramientas de tornear en sentido izquierdo o derecho.
La torreta combinada de 24 estaciones Haas viene de serie en todos los modelos Super-speed (SS). Admite tanto herramientas VDI40 (motorizadas incluidas) como herramientas estándares de sujeción por tornillos. La torreta tiene 12 estaciones VDI y 12 estaciones de sujeción por tornillos (ranuras radiales para herramientas de tornear y soportes para montaje de herramientas de diámetro interior). No está disponible como opción.
Posicionado angular ultrarrápidoEsta función estándar permite cambiar de herramienta con gran rapidez, ya que los ejes se apartan de la pieza. Esto, combinado con los avances rápidos, permite cambiar de herramienta en menos tiempo y reducir los ciclos, ya que se disminuyen los tiempos muertos.
22 | El mayor fabricante de máquinas herramienta de Estados Unidos

12-Station BOT 12-Station Hybrid
24-Station Hybrid 12-Station VDI
6
7
8
10
11
9
5
4
3
2
1
12
12-Station VDI ST-10 Only
12-Station BOT 12-Station Hybrid
24-Station Hybrid12-Station VDI
6
7
8
10
11
9
5
4
3
2
1
12
12-Station VDI ST-10 Only
12-Station BOT 12-Station Hybrid
24-Station Hybrid 12-Station VDI
6
7
8
10
11
9
5
4
3
2
1
12
12-Station VDI ST-10 Only
12-Station BOT 12-Station Hybrid
24-Station Hybrid12-Station VDI
6
7
8
10
11
9
5
4
3
2
1
12
12-Station VDI ST-10 Only
12-Station BOT12-Station Hybrid
24-Station Hybrid12-Station VDI
6
7
8
10
11
9
5
4
3
2
1
12
12-Station VDI ST-10 Only
Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos.
1 La configuración estándar puede variar según la región. Las dimensiones de las torretas pueden consultarse en la página 52.
Torreta combinada de 12 estaciones
Estándar:
ST-20Y
ST-30Y
DS-30
DS-30Y
Opcional:
ST-20
ST-30
ST-40
ST-40L
Torreta VDI de 12 estaciones Haas
Estándar:
ST-20
Opcional:
ST-30
Torreta tornillos de 12 estaciones
Estándar: 1
ST-30
ST-40
Opcional:
ST-10
ST-20
ST-40L
Torreta combinada de 24 estaciones
Estándar:
ST-20SS
ST-20SSY
ST-30SS
ST-30SSY
DS-30SS
DS-30SSY
Torreta VDI de 12 estaciones Haas
Estándar:
ST-10
ST-10Y
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 23

HERRAMIENTAS MOTORIZADAS
Herramientas motorizadas de par elevado con eje CLa opción de herramientas motorizadas de Haas proporciona un 50% más de par que los modelos anteriores. Incorpora un sólido sistema de accionamiento con transmisión de engranajes que transfiere la potencia con eficacia y proporciona el par máximo de forma continua. Admite herramientas VDI40 con accionamiento axial o radial para llevar a cabo operaciones secundarias (fresado, taladrado, planeado y roscado) tanto en la cara de la pieza como a lo largo de su diámetro. La opción incluye un eje C completo que ofrece un movimiento bidireccional interpolado con velocidades y avances precisos para posicionar las piezas y obtener repetibilidad. Un freno hidráulico de gran potencia bloquea el husillo principal durante las operaciones secundarias.
Para usar la opción de herramientas motorizadas, se necesita una torreta VDI o combinada VB.
Movimiento del eje CEl eje C proporciona un movimiento bidireccional del husillo (±0,01 grados) de gran precisión, totalmente interpolado con el movimiento del eje X o Z. Se acciona por servomotor a través de un engranaje reductor para ofrecer un par extraordinario en las operaciones de fresado que requieren máxima precisión. La velocidad puede programarse de 0,1 a 60 rpm, y la interpolación de coordenadas cartesianas a polares permite programar operaciones de mecanizado frontal utilizando coordenadas X e Y tradicionales.
La programación con conversión de coordenadas cartesianas a polares permite transformar comandos de posición X-Y en movimientos de eje X lineales y de eje C rotativos, lo que reduce enormemente la cantidad de código necesario para programar movimientos complejos. En el sistema de coordenadas polares, fresar una línea recta en la superficie de una pieza requeriría muchos puntos para definir la trayectoria. En cambio, con las coordenadas cartesianas, solo hacen falta los puntos finales.
24 | El mayor fabricante de máquinas herramienta de Estados Unidos

+
++
Y X
+Z
X
+
++
Y X
+Z
X
Sistema de accionamiento de herramientas motorizadas sencillo y modularEl sistema de accionamiento de herramientas motorizadas presenta un diseño sencillo y modular, con el motor situado fuera del mecanismo de la torreta. De esta manera, se simplifican las tareas de mantenimiento y reparación, y el equipo resulta más robusto y fiable.
Herramientas motorizadasLa opción de herramientas motorizadas admite portaherramientas de accionamiento radial y axial. Estas herramientas pueden usarse tanto en la torreta VDI como en la torreta combinada VB.
Movimiento del eje Y para modelos ST y DS Los centros de torneado con eje Y de Haas ofrecen un recorrido del eje Y de 102 mm (a ± 51 mm de la línea central) para operaciones de taladrado, roscado y fresado descentrado. Los modelos de eje Y vienen de serie con herramientas motorizadas de par elevado y un eje C accionado por servomotor para realizar operaciones secundarias de mecanizado en piezas torneadas con un rendimiento excelente.
Como el eje Y proporciona movimiento interpolado en los planos G17 y G19, es posible usar ciclos fijos para operaciones de mecanizado descentrado como taladrado, mandrinado, roscado y ranurado radial y axial.
MOVIMIENTO DEL EJE Y
Plano horizontal
Movimiento compuesto del eje Y
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 25

EXTRACCIÓN DE VIRUTAS Y REFRIGERACIÓN
Sistemas de extracción de virutas La gente compra máquinas CNC para fabricar piezas más rápido, así que lo último que quiere es perder tiempo recogiendo virutas. Todos los centros de torneado de Haas pueden incorporar un extractor de virutas tipo cinta transportadora que saca la viruta automáticamente del carenado y la descarga en un barril.
Los extractores tipo cinta transportadora se instalan en fábrica y se entregan conectados a las máquinas, lo que reduce los gastos de envío y simplifica la instalación del equipo.
26 | El mayor fabricante de máquinas herramienta de Estados Unidos

30,3
26,5
22,7
18,9
15,1
11,3
21 69
7,5
3,8
0
Taladrina a alta presión Nuestros sistemas de refrigeración a alta presión suministran hasta 21 o 69 bares de refrigerante al filo de corte para tareas de mecanizado intensivo, mayores avances, taladrado profundo y superficies mejor acabadas. La opción estándar de taladrina a alta presión proporciona hasta 21 bares con un caudal de 5,7 litros por minuto, y 17,2 bares a 15,1 litros por minuto. La opción de 69 bares tiene un caudal máximo de 22,7 litros por minuto y necesita alimentación propia de potencia trifásica (no incluida).
Filtro de refrigerante auxiliar Este sistema de filtración compuesto por 2 cartuchos de 25 micras elimina las partículas del refrigerante antes de que la bomba de refrigeración vuelva a hacerlas circular.
Protecciones de una pieza Las protecciones del eje Z de los centros de torneado ST/DS están hechos de una única lámina metálica de gran espesor situada a ambos lados de la cuña. Las protecciones de guías evitan que haya partes sueltas, y su diseño de una pieza impide que la viruta y el refrigerante se cuelen detrás de las protecciones.
Los modelos ST-40 y ST-40L emplean protecciones telescópicas, con guías internas tipo tijera que facilitan un funcionamiento fluido y silencioso y una alineación precisa. Dinámica del caudal En las dos opciones de
taladrina a alta presión, la presión más elevada se registra cuanto menor es el caudal. La presión real suministrada al filo de corte depende del tamaño de los conductos de refrigeración de la herramienta. Los conductos de refrigeración más pequeños limitan el flujo, lo que ocasiona una subida de la presión (hasta el máximo suministrado por el sistema). A la inversa, si los conductos de la herramienta son mayores, entra más cantidad de líquido, con lo que disminuye la presión en el filo de corte.
Sensor del nivel de refrigerante Un sensor instalado en el depósito permite supervisar el nivel de refrigerante directamente en la pantalla del control, lo que evita que se dañen las herramientas y ahorra tiempo.
Presión (bares)
Volu
men
(l/m
in)
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 27

Palpado de piezas La opción de palpado de piezas de Haas incorpora un palpador montado en la torreta, un receptor y macros. El palpador puede emplearse para realizar una primera revisión rápida de las piezas, para informar del proceso y para supervisar operaciones de mecanización sin presencia del operario. También puede utilizarse para actualizar los correctores de las piezas y así dar cuenta del desgaste de las herramientas con el fin de lograr la máxima precisión.
Soplado de aire a presión automático El soplado de aire activado mediante código M aparta las virutas y el refrigerante del plato y de la pieza cuando las puertas están cerradas.
Iluminación de alta intensidad Las lámparas halógenas suministran luz intensa y regular en el área de trabajo para inspeccionar las piezas, preparar el trabajo y realizar cambios. Se encienden y se apagan de forma automática cuando las puertas se abren o se cierran, respectivamente, o pueden activarse mediante un interruptor.
Puerta automática Esta opción abre y cierra las puertas de la máquina automáticamente a través del programa de mecanizado para reducir la fatiga del operario en operaciones repetitivas o permitir el mecanizado desatendido con un cargador de piezas robotizado. (No disponible en los países de la CE.)
Área de almacenamiento del control El control colgante, con un diseño más fino, es más estable y fácil de manejar. Detrás del control colgante, hay un espacio para almacenar herramientas, calibres, piezas sueltas, etc. Debajo del control también hay un compartimento para guardar cosas, cuya tapa se abre y sirve de práctico estante.
COMODIDAD DEL OPERARIO
Palpador de herramientas automáticoEl palpador de herramientas automático permite al operario definir los correctores de herramientas de forma rápida y sencilla mediante el brazo palpador y la interfaz intuitiva del control. Después de la configuración inicial, el sistema puede actualizar automáticamente los correctores al cambiar las piezas, e incluso durante el proceso para compensar el desgaste de las herramientas y detectar roturas.
Extractor de piezas Para aplicaciones de alimentación de barras, o cuando se utiliza un tirador de barras, el extractor de piezas gira para adoptar la posición correcta y extraer la pieza acabada, y a continuación la dirige a una cubeta ubicada en la puerta frontal. No es necesario detener la máquina ni abrir la puerta para recoger las piezas.
Orientación del husillo Esta opción permite orientar el husillo principal para cargar automáticamente barras que no sean redondas (hexagonales, cuadradas, etc.) a través de un alimentador de barras. La opción de orientación del husillo va incluida en la opción de herramientas motorizadas, y viene de serie en los modelos DS.
28 | El mayor fabricante de máquinas herramienta de Estados Unidos

Tubos guía extruidos de HaasLos tubos guía extruidos para husillo –patentados por Haas– son una opción económica y fácil de instalar que aportan más estabilidad a las barras durante el torneado, con lo que se obtienen mejores resultados.
Su diseño innovador permite introducir un tubo guía dentro de otro mayor para amarrar las piezas rápidamente y cambiar con facilidad entre barras de tamaño diferente. Están hechos de un material ligero y tienen un diseño extruido, por lo que añaden muy poco peso al sistema rotativo. Además, Haas ofrece un rack para guardar los tubos que se monta en el Haas Servo Bar 300.
Alimentador de barras automático Haas Servo Bar 300Este alimentador de barras accionado por servomotor y diseñado para impulsar la productividad y optimizar la operaciones de torneado está fabricado por Haas exclusivamente para sus tornos CNC. Funciona directamente desde el control Haas, lo que lo convierte en el único alimentador de barras “inteligente” del mercado. Gracias a sus características únicas –como una puerta amplia de acceso para cambiar el tubo guía del husillo o la posibilidad de establecer el diámetro de las barras con un solo ajuste–, el amarre y el manejo resultan sencillos. Todos los parámetros de alimentación de barras se definen en el control del torno. A diferencia de otros alimentadores de barras, la interfaz de alimentación de barras y un juego de tubos guía para husillo están incluidos con el Servo Bar 300.
Disponible para todos los modelos de centros de torneado ST y DS.Capacidad De 9,5 mm a 79 mm, hasta 1 524 mm
Control A través del control CNC Haas
Accionamiento 9,5 mm y 19 mm estándar
Capacidad de la bandeja
30 barras de 25 mm de diámetro
Tubo guía del husillo Admite la mayoría de tamaños; en función del modelo de torno.
Peso de la máquina 408 kg
Nota: Especificaciones sujetas a cambios. El diámetro y la longitud máximos de las barras dependen del modelo de torno.
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 29

Características estándar• Sistema de plato hidráulico de 165 mm
• Nariz husillo A2-5
• Capacidad de barras de 44 mm
• Monitor a color LCD de 15"
• Puerto USB integrado
• Memoria de 1 MB para los programas
• Roscado rígido
• Control Haas muy fácil de usar
• Programación de código G conforme a norma ISO
• Fabricado en EE.UU.
Opciones (lista parcial)
• Contrapunto con caña hidráulica
• Medidor de herramientas automático
• Extractor de virutas tipo cinta transportadora
• Orientación del husillo
• Interfaz Ethernet
• Volante de avance en mando remoto con monitor LCD en color
• Macros definidas por el usuario
• Sistema de Programación Intuitivo de Haas
• Alimentador de barras accionado por servomotor
• Extractor de piezas
Garantía: 1 año para las piezas y la mano de obra.
El ST-10 es el modelo más pequeño de la nueva generación de centros de torneado de Haas. A pesar del espacio reducido que ocupa, ofrece una capacidad máxima de 229 x 356 mm y un volteo de 413 mm sobre carro transversal. El plato hidráulico de 165 mm gira a 6 000 rpm, mientras que el sistema de accionamiento vectorial de 11,2 kW proporciona un par de corte de 102 Nm. La nariz husillo A2-5 tiene un diámetro interior de 58,7 mm, con una capacidad de barras de 44 mm. Los avances rápidos son de 30,5 m/min en los dos ejes, y la torreta VDI de 12 estaciones posiciona las herramientas en 0,5 segundos.
TORNEADO COMPACTOCENTRO DE TORNEADO ST-10
30 | El mayor fabricante de máquinas herramienta de Estados Unidos

Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos. Las máquinas se muestran con equipo opcional.
espacio reducido y grandes prestacionesespacio reducido y grandes prestaciones, avances rápidos y posicionado preciso de lasavances rápidos y posicionado preciso de lasherramientas en un mismo productoherramientas en un mismo producto
Rendimiento del ST-10• Capacidad máxima de 229 x 356 mm
• Husillo a 6 000 rpm
• Accionamiento vectorial de 11,2 kW
• Torreta VDI de 12 estaciones (torreta de tornillos opcional)
• Avances rápidos de 30,5 m/min
Rendimiento del ST-10Y• Capacidad máxima de 229 x 356 mm
• Recorrido del eje Y de ±51 mm
• Herramientas motorizadas con eje C
• Husillo a 6 000 rpm
• Accionamiento vectorial de 11,2 kW
• Torreta VDI de 12 estaciones
• Avances rápidos de 30,5 m/min
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 31

NUEVA GENERACIÓNCENTROS DE TORNEADO ST-20 Y ST-20SS
Características estándar• Sistema de plato hidráulico de 210 mm
• Nariz husillo A2-6
• Capacidad de barras de 51 mm
• Monitor a color LCD de 15"
• Puerto USB integrado
• Memoria de 1 MB para los programas
• Roscado rígido
• Control Haas muy fácil de usar
• Programación de código G conforme a norma ISO
• Fabricado en EE.UU.
Opciones (lista parcial)
• Contrapunto hidráulico programable
• Herramientas motorizadas con eje C
• Taladrina a alta presión de 21 bares
• Taladrina a alta presión de 69 bares
• Medidor de herramientas automático
• Extractor de virutas tipo cinta transportadora
• Orientación del husillo
• Interfaz Ethernet
• Sistema de Programación Intuitivo de Haas
• Alimentador de barras accionado por servomotor
• Extractor de piezas
Garantía: 1 año para las piezas y la mano de obra.
Los centros de torneado de alto rendimiento Haas ST-20 se han diseñado de principio a fin para ofrecer flexibilidad en el amarre, rigidez extrema y gran estabilidad térmica. Estas máquinas con plato de 210 mm, disponibles en modelos estándar y Super-speed, ofrecen la mejor relación entre rendimiento y precio de su categoría.
El ST-20 presenta una capacidad máxima de 381 x 533 mm y tiene un husillo de 14,9 kW que gira a 4 000 rpm y proporciona un par de corte de 203 Nm. Viene de fábrica con una torreta VDI de 12 estaciones y avances rápidos de 24,0 m/min.
El ST-20SS, por su parte, ofrece una capacidad máxima de 254 x 533 mm y tiene un husillo de 22,4 kW que gira a 5 000 rpm y proporciona un par de corte de 190 Nm. Viene de fábrica con una torreta combinada VB de 24 estaciones y avances rápidos en el eje Z de 30,5 m/min.
32 | El mayor fabricante de máquinas herramienta de Estados Unidos

El ST-20 viene de serie con una torreta VDI de 12 estaciones, pero también puede incorporar una torreta de sujeción por tornillos de 12 estaciones o una torreta combinada VB de 12 estaciones como opciones.
Los dos modelos están disponibles con un medidor de herramientas automático para establecer la corrección de las herramientas, realizar la inspección en proceso y detectar las roturas.
El centro de torneado ST-20SS viene equipado con una torreta combinada VB de 24 estaciones que admite herramientas de sujeción por tornillos, herramientas de 19 mm de DE y herramientas VDI40.
Rendimiento del ST-20• Capacidad máxima de 381 x 533 mm
• Torreta VDI de 12 estaciones (torreta de tornillos o combinada opcionales)
• Husillo a 4 000 rpm de par elevado
• Accionamiento vectorial de 14,9 kW
• Avances rápidos de 24,0 m/min
Mejoras del ST-20SS• Capacidad máxima de 254 x 533 mm
• Torreta combinada VB de 24 estaciones
• Husillo a 5 000 rpm de alta velocidad
• Accionamiento vectorial de 22,4 kW
• Avances rápidos en eje Z de 30,5 m/min
Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos. Las máquinas se muestran con equipo opcional.
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 33

34 | El mayor fabricante de máquinas herramienta de Estados Unidos
EJE Y GAMA MEDIACENTROS DE TORNEADO ST-20Y Y ST-20SSY
La capacidad de tornear y fresar piezas complejas y de realizar varias operaciones en una sola máquina incrementa la productividad, reduce el tiempo de manipulación por parte del operario y mejora la precisión. Los centros de torneado con eje Y de la serie Haas ST-20 ofrecen un recorrido del eje Y de 102 mm (a ±51 mm de la línea central) para operaciones de taladrado, roscado y fresado descentrado, y vienen de serie con herramientas motorizadas de par elevado y un eje C accionado por servomotor para darle versatilidad con 4 ejes.
El ST-20Y ofrece una capacidad máxima de 305 x 533 mm y tiene un husillo de 14,9 kW que gira a 4 000 rpm y proporciona un par de corte de 203 Nm. Viene de fábrica con una torreta combinada VB de 12 estaciones y avances rápidos de 24,0 m/min.
El ST-20SSY, por su parte, ofrece una capacidad máxima de 254 x 533 mm y tiene un husillo de 22,4 kW que gira a 5 000 rpm y proporciona un par de corte de 190 Nm. Viene de fábrica con una torreta combinada VB de 24 estaciones y avances rápidos en el eje Z de 30,5 m/min.
Características estándar• Sistema de plato hidráulico de 210 mm
• Nariz husillo A2-6
• Capacidad de barras de 51 mm
• Monitor a color LCD de 15"
• Puerto USB integrado
• Memoria de 1 MB para los programas
• Roscado rígido
• Orientación del husillo
• Control Haas muy fácil de usar
• Programación de código G conforme a norma ISO
• Fabricado en EE.UU.
Opciones (lista parcial)
• Contrapunto hidráulico programable
• Taladrina a alta presión de 21 bares
• Taladrina a alta presión de 69 bares
• Medidor de herramientas automático
• Extractor de virutas tipo cinta transportadora
• Interfaz Ethernet
• Volante de avance en mando remoto con monitor LCD en color
• Macros definidas por el usuario
• Sistema de Programación Intuitivo de Haas
• Alimentador de barras accionado por servomotor
• Extractor de piezas
Garantía: 1 año para las piezas y la mano de obra.

centros de torneado Haas concentros de torneado Haas conprestaciones de eje Yprestaciones de eje Y
Rendimiento del ST-20Y• Capacidad máxima de 305 x 533 mm
• Recorrido del eje Y de ±51 mm
• Herramientas motorizadas con eje C
• Husillo a 4 000 rpm
• Accionamiento vectorial de 14,9 kW
• Torreta combinada VB de 12 estaciones
• Avances rápidos de 24,0 m/min
Rendimiento del ST-20SSY• Capacidad máxima de 254 x 533 mm
• Recorrido del eje Y de ±51 mm
• Herramientas motorizadas con eje C
• Husillo a 5 000 rpm
• Accionamiento vectorial de 22,4 kW
• Torreta combinada VB de 24 estaciones
• Avances rápidos en eje Z de 30,5 m/min
Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos. Las máquinas se muestran con equipo opcional.
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 35

NUEVA GENERACIÓNCENTROS DE TORNEADO ST-30 Y ST-30SS
Los centros de torneado de alto rendimiento Haas ST-30 se han concebido para ofrecer mecanizado intensivo, rigidez extrema y gran estabilidad térmica. Estas versátiles máquinas con plato de 254 mm están disponibles en modelos estándar y Super-speed.
El ST-30 presenta una capacidad máxima de 533 x 660 mm y tiene un husillo de 22,4 kW que gira a 3 400 rpm y proporciona un par de corte de 407 Nm. Existe la opción de añadir una caja de engranajes de 2 velocidades para incrementar el par hasta los 1356 Nm. Viene de fábrica con una torreta de sujeción por tornillos de 12 estaciones y avances rápidos de 24,0 m/min.
El ST-30SS, por su parte, ofrece una capacidad máxima de 406 x 660 mm y tiene un husillo de 22,4 kW que gira a 4 800 rpm y proporciona un par de corte de 373 Nm. Viene de fábrica con una torreta combinada VB de 24 estaciones y avances rápidos en el eje Z de 30,5 m/min.
Características estándar• Sistema de plato hidráulico de 254 mm• Nariz husillo A2-6• Capacidad de barras de 76 mm• Monitor a color LCD de 15"• Puerto USB integrado• Memoria de 1 MB para los programas• Roscado rígido• Control Haas muy fácil de usar• Programación de código G conforme
a norma ISO• Fabricado en EE.UU.
Opciones (lista parcial)
• Contrapunto hidráulico programable• Herramientas motorizadas con eje C• Taladrina a alta presión de 21 bares• Taladrina a alta presión de 69 bares• Medidor de herramientas automático• Extractor de virutas tipo cinta
transportadora• Orientación del husillo• Interfaz Ethernet• Volante de avance en mando remoto
con monitor LCD en color• Macros definidas por el usuario• Sistema de Programación
Intuitivo de Haas• Alimentador de barras accionado
por servomotor• Extractor de piezas
36 | El mayor fabricante de máquinas herramienta de Estados Unidos

Rendimiento del ST-30• Capacidad máxima de 533 x 660 mm
• Torreta de sujeción por tornillos de 12 estaciones (VDI o combinada opcionales)
• Husillo a 3 400 rpm de par elevado
• Accionamiento vectorial de 22,4 kW
• Avances rápidos de 24,0 m/min
Rendimiento del ST-30SS• Capacidad máxima de 406 x 660 mm
• Torreta combinada VB de 24 estaciones
• Husillo a 4 800 rpm de alta velocidad
• Accionamiento vectorial de 22,4 kW
• Avances rápidos de 30,5 m/min
Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos. Las máquinas se muestran con equipo opcional.
agujero pasante de 76 mm,agujero pasante de 76 mm,660 mm de longitud y par de corte par de corte de hasta 1 356 Nm a 150 rpmde hasta 1 356 Nm a 150 rpm
El centro de torneado ST-30SS viene equipado con una torreta combinada VB de 24 estaciones
que admite herramientas de sujeción por tornillos,
herramientas de 19 mm de DE y herramientas VDI40.
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 37

EJE Y DE GRAN TAMAÑOCENTROS DE TORNEADO ST-30Y Y ST-30SSY
Características estándar• Sistema de plato hidráulico de 254 mm• Nariz husillo A2-6• Capacidad de barras de 76 mm• Monitor a color LCD de 15"• Puerto USB integrado• Memoria de 1 MB para los programas• Roscado rígido• Orientación del husillo• Control Haas muy fácil de usar• Programación de código G conforme
a norma ISO• Fabricado en EE.UU.
Opciones (lista parcial)
• Contrapunto hidráulico programable• Taladrina a alta presión de 21 bares• Taladrina a alta presión de 69 bares• Medidor de herramientas automático• Extractor de virutas tipo cinta transportadora• Interfaz Ethernet• Volante de avance en mando remoto
con monitor LCD en color• Sistema de Programación Intuitivo de Haas• Alimentador de barras accionado por servomotor• Extractor de piezas
La capacidad de tornear y fresar piezas complejas y de realizar varias operaciones en una sola máquina incrementa la productividad, reduce el tiempo de manipulación por parte del operario y mejora la precisión. Los centros de torneado con eje Y de la serie Haas ST-30 ofrecen un recorrido del eje Y de 102 mm (a ±51 mm de la línea central) para operaciones de taladrado, roscado y fresado descentrado, y vienen de serie con herramientas motorizadas de par elevado y un eje C accionado por servomotor para darle versatilidad con 4 ejes.
El ST-30Y posee una capacidad máxima de 457 x 584 mm y tiene un husillo de 22,4 kW que gira a 3 400 rpm y proporciona un par de corte de 407 Nm. Existe la opción de añadir una caja de engranajes de 2 velocidades para incrementar el par hasta los 1 356 Nm. Viene de fábrica con una torreta combinada VB de 12 estaciones y avances rápidos de 24,0 m/min.
El ST-30SSY, por su parte, ofrece una capacidad máxima de 406 x 584 mm y tiene un husillo de 22,4 kW que gira a 4 800 rpm y proporciona un par de corte de 373 Nm. Viene de fábrica con una torreta combinada VB de 24 estaciones y avances rápidos en el eje Z de 30,5 m/min.
38 | El mayor fabricante de máquinas herramienta de Estados Unidos

prestaciones de eje Y en enprestaciones de eje Y enprestaciones de eje Y las máquinas serie ST-30, serie ST-30, probadas en condiciones realesen condiciones realesmáquinasen condiciones realesmáquinas probadas en condiciones reales
probadas
Rendimiento del ST-30Y• Capacidad máxima de 457 x 584 mm
• Recorrido del eje Y de ±51 mm
• Herramientas motorizadas con eje C
• Husillo a 3 400 rpm
• Accionamiento vectorial de 22,4 kW
• Torreta combinada VB de 12 estaciones
• Avances rápidos de 24,0 m/min
Rendimiento del ST-30SSY• Capacidad máxima de 406 x 584 mm
• Recorrido del eje Y de ±51 mm
• Herramientas motorizadas con eje C
• Husillo a 4 800 rpm
• Accionamiento vectorial de 22,4 kW
• Torreta combinada VB de 24 estaciones
• Avances rápidos en eje Z de 30,5 m/min
Los centros de torneado con eje Y de la serie ST-30 vienen de serie con eje
Y, eje C y herramientas motorizadas para proporcionar una solución
avanzada de 4 ejes para el mecanizado secundario de piezas torneadas.
Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos. Las máquinas se muestran con equipo opcional.Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos. Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 39

Características estándar• Doble sistema de sujeción
hidráulico de 210 mm• Nariz husillo principal A2-6• Nariz husillo secundario A2-5• Capacidad de barras de 51 mm
(ambos husillos)• Capacidad de torneado simultáneo• Transferencia ultrarrápida de piezas• Monitor a color LCD de 15"• Puerto USB integrado• Memoria de 1 MB para los programas• Roscado rígido• Orientación del husillo• Fabricado en EE.UU.
Opciones (lista parcial)
• Herramientas motorizadas con eje C• Sistemas de taladrina a alta presión• Medidor de herramientas automático• Extractor de virutas tipo cinta transportadora• Interfaz Ethernet• Sistema de Programación Intuitivo de Haas• Alimentador de barras accionado
por servomotor• Extractor de piezas
DOBLE HUSILLOCENTROS DE TORNEADO DS-30 Y DS-30SS
Los centros de torneado de doble husillo de la serie Haas DS-30 permiten tornear los dos extremos de una pieza en un solo amarre a fin de minimizar la manipulación por parte del operario, incrementar la productividad y reducir el stock en curso. Los husillos opuestos permiten tornear de forma perfectamente sincronizada y transferir las piezas de forma ultrarrápida para acortar los tiempos de ciclo.
El DS-30 ofrece una capacidad máxima de 457 x 660 mm, con un husillo principal de 22,4 kW y un husillo secundario de 14,9 kW. Ambos husillos giran a 4 000 rpm y tienen una capacidad de barras de 51 mm. Viene de fábrica con una torreta combinada VB de 12 estaciones y avances rápidos de 24,0 m/min.
El DS-30SS, por su parte, posee una capacidad máxima de 406 x 660 mm, con un husillo principal de 22,4 kW y un husillo secundario de 14,9 kW. Ambos husillos giran a 4 800 rpm y tienen una capacidad de barras de 51 mm. Viene de fábrica con una torreta combinada VB de 24 estaciones y avances rápidos en el eje Z de 30,5 m/min.
40 | El mayor fabricante de máquinas herramienta de Estados Unidos

Rendimiento del DS-30• Capacidad máxima de 457 x 660 mm
• Husillo principal a 4 000 rpm y 22,4 kW
• Husillo secundario a 4 000 rpm y 14,9 kW
• Torreta combinada VB de 12 estaciones
• Avances rápidos de 24,0 m/min
Rendimiento del DS-30SS• Capacidad máxima de 406 x 660 mm
• Husillo principal a 4 800 rpm y 22,4 kW
• Husillo secundario a 4 800 rpm y 14,9 kW
• Torreta combinada VB de 24 estaciones
• Avances rápidos en eje Z de 30,5 m/min
doble husillode gran potenciade gran potencia
Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos. Las máquinas se muestran con equipo opcional.
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 41

DOBLE HUSILLO Y EJE YCENTROS DE TORNEADO DS-30Y Y DS-30SSY
Características estándar• Doble sistema de sujeción hidráulico de 210 mm• Nariz husillo principal A2-6• Nariz husillo secundario A2-5• Capacidad de barras de 51 mm (ambos husillos)• Capacidad de torneado simultáneo• Transferencia ultrarrápida de piezas• Monitor a color LCD de 15"• Puerto USB integrado• Memoria de 1 MB para los programas• Roscado rígido• Orientación del husillo• Fabricado en EE.UU.
Opciones (lista parcial)
• Sistemas de taladrina a alta presión• Medidor de herramientas automático• Extractor de virutas tipo cinta transportadora• Interfaz Ethernet• Sistema de Programación Intuitivo de Haas• Alimentador de barras accionado por servomotor• Extractor de piezas
Garantía: 1 año para las piezas y la mano de obra.
Los centros de torneado con eje Y de la serie Haas DS-30 combinan el torneado de doble husillo con el eje Y, el eje C y las herramientas motorizadas para ofrecer una solución avanzada e integral para cualquier taller. Los husillos opuestos permiten tornear de forma perfectamente sincronizada y transferir las piezas de forma ultrarrápida para acortar los tiempos de ciclo. Estas máquinas ofrecen un recorrido del eje Y de 102 mm (a ±51 mm de la línea central) para operaciones de taladrado, roscado y fresado descentrado, y vienen de serie con herramientas motorizadas de par elevado y un eje C accionado por servomotor para darle versatilidad con 4 ejes.
El DS-30Y tiene una capacidad máxima de 457 x 584 mm, con un husillo principal de 22,4 kW y un husillo secundario de 14,9 kW. Ambos husillos giran a 4 000 rpm y tienen una capacidad de barras de 51 mm. Viene de fábrica con una torreta combinada VB de 12 estaciones y avances rápidos de 24,0 m/min.
El DS-30SSY, por su parte, ofrece una capacidad máxima de 406 x 584 mm, con un husillo principal de 22,4 kW y un husillo secundario de 14,9 kW. Ambos husillos giran a 4 800 rpm y tienen una capacidad de barras de 51 mm. Viene de fábrica con una torreta combinada VB de 24 estaciones y avances rápidos en el eje Z de 30,5 m/min.
42 | El mayor fabricante de máquinas herramienta de Estados Unidos

torneado de doble husillo de doble husillo totalmente nuevo con prestaciones de ejeYcon prestaciones de ejeY
Rendimiento del DS-30Y• Capacidad máxima de 457 x 584 mm
• Husillo principal a 4 000 rpm y 22,4 kW
• Husillo secundario a 4 000 rpm y 14,9 kW
• Recorrido del eje Y de ±51 mm
• Herramientas motorizadas con eje C
• Torreta combinada VB de 12 estaciones
• Avances rápidos de 24,0 m/min
Rendimiento del DS-30SSY• Capacidad máxima de 406 x 584 mm
• Husillo principal a 4 800 rpm y 22,4 kW
• Husillo secundario a 4 800 rpm y 14,9 kW
• Recorrido del eje Y de ±51 mm
• Herramientas motorizadas con eje C
• Torreta combinada VB de 24 estaciones
• Avances rápidos en eje Z de 30,5 m/min
Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos. Las máquinas se muestran con equipo opcional.
El DS-30Y y el DS-30SSY son unos centros de torneado con doble husillo muy versátiles, equipados con eje Y, eje C y herramientas motorizadas para proporcionar una solución de mecanizado avanzada e integral.
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 43

ST-40 Y ST-40L BANCADA LARGA
CENTROS DE TORNEADO TAMAÑO EXTRA
Características estándar• Sistema de plato hidráulico de 381 mm• Capacidad de barras de 102 mm• Nariz husillo A2-8• Monitor a color LCD de 15"• Puerto USB integrado• Roscado rígido• Memoria de 1 MB para los programas• Control Haas muy fácil de usar• Programación de código G conforme a norma ISO• Fabricado en EE.UU.
Opciones (lista parcial)
• Opción de husillo Big-Bore de 177,8 mm• Opción de rendimiento extra de 41,0 kW• Contrapunto programable accionado por servomotor1
• Herramientas motorizadas con eje C• Taladrina a alta presión de 21 bares• Taladrina a alta presión de 69 bares• Medidor de herramientas automático• Extractor de virutas tipo cinta transportadora
Orientación del husillo
Garantía: 1 año para las piezas y la mano de obra.
Los centros de torneado de alto rendimiento Haas de la serie ST-40 ofrecen mecanizado intensivo, rigidez extrema y gran estabilidad térmica. Estas máquinas de gran capacidad proporcionan la mejor combinación de rendimiento y valor añadido de su categoría, y tienen una selección muy amplia de opciones de alta productividad, como herramientas motorizadas de par elevado y eje C. El ST-40L es la versión de bancada larga, que aporta casi el doble de longitud de corte para tornear y mandrinar ejes y tubos largos.
1De serie en el ST-40L
44 | El mayor fabricante de máquinas herramienta de Estados Unidos

Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos. Las máquinas se muestran con equipo opcional.
ST-40 Y ST-40L BANCADA LARGA
CENTROS DE TORNEADO TAMAÑO EXTRA
Ambas máquinas también pueden ir con una torreta VDI de 12 estaciones, o una torreta combinada de 12 estaciones que admite herramientas de sujeción por tornillos y VDI, incluidas herramientas motorizadas.
El ST-40 y el ST-40L están equipados con una enorme torreta de 12 estaciones de sujeción por tornillos que admite herramientas fijas de 31,75 mm y se sujeta hidráulicamente.
capacidad de torneado de hasta 2 032 mm
Rendimiento del ST-40• Capacidad máxima de 648 x 1 118 mm
• Torreta de sujeción por tornillos de 12 estaciones (VDI o combinada opcionales)
• Husillo a 2 400 rpm de par elevado
• Accionamiento vectorial de 29,8 kW
Rendimiento del ST-40L• Capacidad máxima de 648 x 2 032 mm
• Torreta de sujeción por tornillos de 12 estaciones (VDI o combinada opcionales)
• Husillo a 2 400 rpm de par elevado
• Accionamiento vectorial de 29,8 kW
• Contrapunto programable accionado por servomotor
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 45

C
EA
Z
Z
S
XL 73 mm
Z
51 mm
X
B
K RR
R
SS S
S
J
J
XU RX
Z
P
S
R
Z
N X
6 mm
G H
F
57 mm
75 mm 75 mm
T
DZ
M RX
Note: VDI and BOT References are for Tool Types, not Turrets, unless specifically noted. Descripción de las dimensiones ST-10 ST-10Y ST-20 ST-20SS ST-20Y ST-20SSY ST-30 ST-30SS ST-30Y ST-30SSY DS-30 DS-30SS DS-30Y DS-30SSY ST-40 ST-40L
A Contrapunto con el recorrido máximo 254 mm 254 mm 813 mm 813 mm 813 mm 813 mm 1 054 mm 1 054 mm 1 054 mm 1 054 mm –– –– –– –– 1 556 mm 2 508 mm
B Recorrido del contrapunto 432 mm 432 mm 533 mm 533 mm 533 mm 533 mm 724 mm 724 mm 724 mm 724 mm –– –– –– –– 1 016 mm 1 930 mm
C Inicio torreta VDI 470 mm 470 mm 696 mm –– 696 mm –– 813 mm –– 737 mm –– –– –– –– –– –– ––
C Inicio torreta VB –– –– 696 mm 696 mm 696 mm 696 mm 813 mm 813 mm 737 mm 737 mm 813 mm 813 mm 737 mm 737 mm 1 335 mm 2 249 mm
D Inicio torreta tornillos 455 mm –– 696 mm –– –– –– 813 mm –– –– –– –– –– –– –– 1 334 mm 2 249 mm
E Superficie del husillo 38 mm 38 mm 25 mm 25 mm 25 mm 25 mm 32 mm 32 mm 32 mm 32 mm 25 mm 25 mm 25 mm 25 mm 38 mm 38 mm
F Diámetro del plato 165 mm 165 mm 210 mm 210 mm 210 mm 210 mm 254 mm 254 mm 254 mm 254 mm 210 mm 210 mm 210 mm 210 mm 381 mm 381 mm
G Superficie del plato 127 mm 127 mm 127 mm 127 mm 127 mm 127 mm 146 mm 146 mm 146 mm 146 mm 127 mm 127 mm 127 mm 127 mm 197 mm 197 mm
H Garras del plato 32 mm 32 mm 38 mm 38 mm 38 mm 38 mm 44 mm 44 mm 44 mm 44 mm 38 mm 38 mm 38 mm 38 mm 76 mm 76 mm
J Tolerancia portaherr. VDI para DE 25 mm 25 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 33 mm 33 mm
J Tolerancia portaherr. montaje frontal para DE
25 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 38 mm 38 mm
K Radio de torneado máx. con herram. VDI 114 mm 114 mm 165 mm 133 mm 165 mm 133 mm 232 mm 198 mm 232 mm 198 mm 232 mm 198 mm 232 mm 198 mm 295 mm 295 mm
L Inicio portaherramientas VDI para DI 191 mm 191 mm 226 mm 193 mm 226 mm 193 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 401 mm 401 mm
M Inicio portaherr. montaje frontal para DE 178 mm –– 191 mm 127 mm 152 mm 127 mm 267 mm 203 mm 229 mm 203 mm 229 mm 203 mm 229 mm 203 mm 324 mm 324 mm
N Inicio portaher. DI torreta tornillos 184 mm –– 191 mm 221 mm 117 mm 221 mm 267mm 197 mm 193 mm 197 mm 193 mm 197 mm 193 mm 197 mm 333 mm 333 mm
P Inicio cabezal rotativo radial 121 mm 121 mm 156 mm 123 mm 156 mm 123 mm 235 mm 206 mm 235 mm 206 mm 235 mm 206 mm 235 mm 206 mm 225 mm 225 mm
R Distancia de volteo eje X en zona de contrapunto
91 mm 91 mm 114 mm 84 mm 114 mm 84 mm 184 mm 184 mm 184 mm 184 mm 127 mm 127 mm 127 mm 127 mm 279 mm 279 mm
S Distancia de volteo eje Z en zona de contrapunto
30 mm 30 mm 124 mm 124 mm 124 mm 124 mm 64 mm 64 mm –– –– –– –– –– –– 80 mm ––
T Tolerancia cabezal rotativo radial 25 mm 25 mm 32 mm 32 mm 32 mm 32 mm 38 mm 38 mm 38 mm 38 mm 38 mm 38 mm 38 mm 38 mm 51 mm 51 mm
U Inicio cabezal rotativo axial 191 mm 191 mm 226 mm 193 mm 226 mm 193 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 401 mm 401 mm
X Recorrido de eje X 200 mm 200 mm 236 mm 236 mm 236 mm 236 mm 318 mm 318 mm 318 mm 318 mm 318 mm 318 mm 318 mm 318 mm 432 mm 432 mm
Z Recorrido de eje Z 356 mm 356 mm 533 mm 533 mm 533 mm 533 mm 660 mm 660 mm 584 mm 584 mm 660 mm 660 mm 584 mm 584 mm 1 118 mm 2 032 mm
ESPECIFICACIONES
PORTAHERR. VDI CON TOLERANCIA DE
HERRAMIENTA DIÁM. INT. TORNILLOS CABEZAL ROTATIVO RADIAL
HERRAMIENTA DIÁM. INT. VDI PORTAHERR. MONTAJE FRONTAL CON TOLERANCIA DE
CABEZAL ROTATIVO AXIAL
Series ST estándar y ST Super-speed
46 | El mayor fabricante de máquinas herramienta de Estados Unidos

Descripción de las dimensiones ST-10 ST-10Y ST-20 ST-20SS ST-20Y ST-20SSY ST-30 ST-30SS ST-30Y ST-30SSY DS-30 DS-30SS DS-30Y DS-30SSY ST-40 ST-40L
A Contrapunto con el recorrido máximo 254 mm 254 mm 813 mm 813 mm 813 mm 813 mm 1 054 mm 1 054 mm 1 054 mm 1 054 mm –– –– –– –– 1 556 mm 2 508 mm
B Recorrido del contrapunto 432 mm 432 mm 533 mm 533 mm 533 mm 533 mm 724 mm 724 mm 724 mm 724 mm –– –– –– –– 1 016 mm 1 930 mm
C Inicio torreta VDI 470 mm 470 mm 696 mm –– 696 mm –– 813 mm –– 737 mm –– –– –– –– –– –– ––
C Inicio torreta VB –– –– 696 mm 696 mm 696 mm 696 mm 813 mm 813 mm 737 mm 737 mm 813 mm 813 mm 737 mm 737 mm 1 335 mm 2 249 mm
D Inicio torreta tornillos 455 mm –– 696 mm –– –– –– 813 mm –– –– –– –– –– –– –– 1 334 mm 2 249 mm
E Superficie del husillo 38 mm 38 mm 25 mm 25 mm 25 mm 25 mm 32 mm 32 mm 32 mm 32 mm 25 mm 25 mm 25 mm 25 mm 38 mm 38 mm
F Diámetro del plato 165 mm 165 mm 210 mm 210 mm 210 mm 210 mm 254 mm 254 mm 254 mm 254 mm 210 mm 210 mm 210 mm 210 mm 381 mm 381 mm
G Superficie del plato 127 mm 127 mm 127 mm 127 mm 127 mm 127 mm 146 mm 146 mm 146 mm 146 mm 127 mm 127 mm 127 mm 127 mm 197 mm 197 mm
H Garras del plato 32 mm 32 mm 38 mm 38 mm 38 mm 38 mm 44 mm 44 mm 44 mm 44 mm 38 mm 38 mm 38 mm 38 mm 76 mm 76 mm
J Tolerancia portaherr. VDI para DE 25 mm 25 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 33 mm 33 mm
J Tolerancia portaherr. montaje frontal para DE
25 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 38 mm 38 mm
K Radio de torneado máx. con herram. VDI 114 mm 114 mm 165 mm 133 mm 165 mm 133 mm 232 mm 198 mm 232 mm 198 mm 232 mm 198 mm 232 mm 198 mm 295 mm 295 mm
L Inicio portaherramientas VDI para DI 191 mm 191 mm 226 mm 193 mm 226 mm 193 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 401 mm 401 mm
M Inicio portaherr. montaje frontal para DE 178 mm –– 191 mm 127 mm 152 mm 127 mm 267 mm 203 mm 229 mm 203 mm 229 mm 203 mm 229 mm 203 mm 324 mm 324 mm
N Inicio portaher. DI torreta tornillos 184 mm –– 191 mm 221 mm 117 mm 221 mm 267mm 197 mm 193 mm 197 mm 193 mm 197 mm 193 mm 197 mm 333 mm 333 mm
P Inicio cabezal rotativo radial 121 mm 121 mm 156 mm 123 mm 156 mm 123 mm 235 mm 206 mm 235 mm 206 mm 235 mm 206 mm 235 mm 206 mm 225 mm 225 mm
R Distancia de volteo eje X en zona de contrapunto
91 mm 91 mm 114 mm 84 mm 114 mm 84 mm 184 mm 184 mm 184 mm 184 mm 127 mm 127 mm 127 mm 127 mm 279 mm 279 mm
S Distancia de volteo eje Z en zona de contrapunto
30 mm 30 mm 124 mm 124 mm 124 mm 124 mm 64 mm 64 mm –– –– –– –– –– –– 80 mm ––
T Tolerancia cabezal rotativo radial 25 mm 25 mm 32 mm 32 mm 32 mm 32 mm 38 mm 38 mm 38 mm 38 mm 38 mm 38 mm 38 mm 38 mm 51 mm 51 mm
U Inicio cabezal rotativo axial 191 mm 191 mm 226 mm 193 mm 226 mm 193 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 401 mm 401 mm
X Recorrido de eje X 200 mm 200 mm 236 mm 236 mm 236 mm 236 mm 318 mm 318 mm 318 mm 318 mm 318 mm 318 mm 318 mm 318 mm 432 mm 432 mm
Z Recorrido de eje Z 356 mm 356 mm 533 mm 533 mm 533 mm 533 mm 660 mm 660 mm 584 mm 584 mm 660 mm 660 mm 584 mm 584 mm 1 118 mm 2 032 mm
Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos ni de imprenta.
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 47
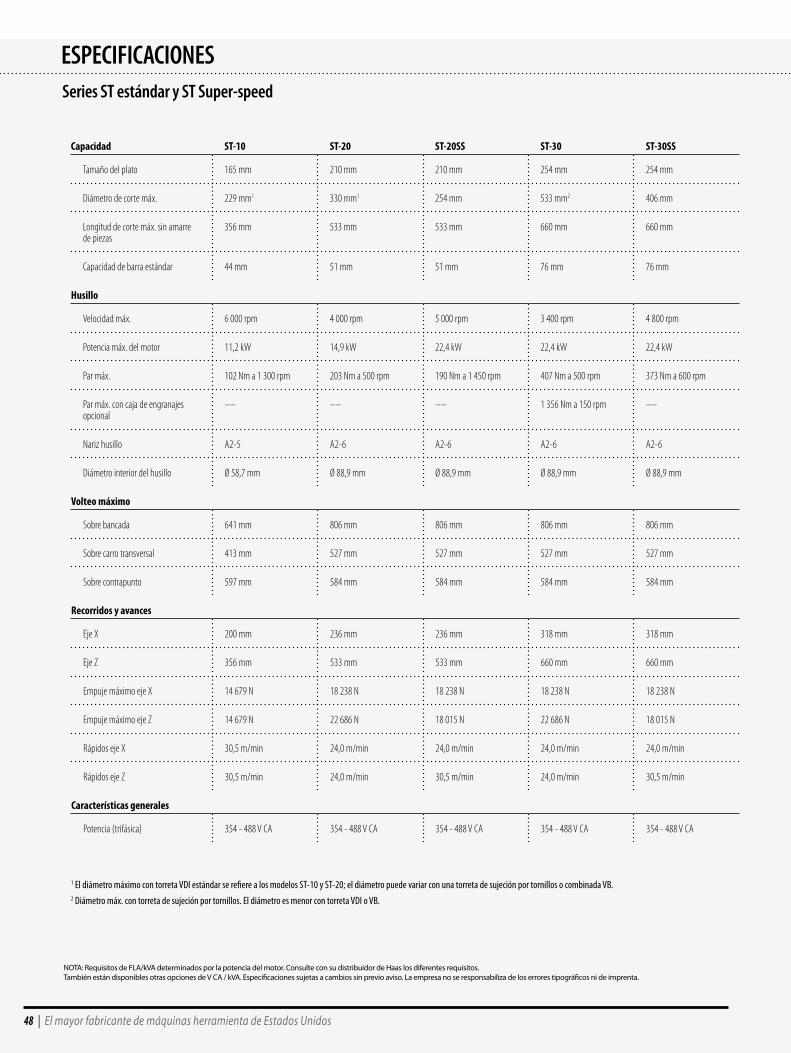
ESPECIFICACIONES
Capacidad ST-10 ST-20 ST-20SS ST-30 ST-30SS
Tamaño del plato 165 mm 210 mm 210 mm 254 mm 254 mm
Diámetro de corte máx. 229 mm1 330 mm1 254 mm 533 mm2 406 mm
Longitud de corte máx. sin amarre de piezas
356 mm 533 mm 533 mm 660 mm 660 mm
Capacidad de barra estándar 44 mm 51 mm 51 mm 76 mm 76 mm
Husillo
Velocidad máx. 6 000 rpm 4 000 rpm 5 000 rpm 3 400 rpm 4 800 rpm
Potencia máx. del motor 11,2 kW 14,9 kW 22,4 kW 22,4 kW 22,4 kW
Par máx. 102 Nm a 1 300 rpm 203 Nm a 500 rpm 190 Nm a 1 450 rpm 407 Nm a 500 rpm 373 Nm a 600 rpm
Par máx. con caja de engranajes opcional
–– –– –– 1 356 Nm a 150 rpm ––
Nariz husillo A2-5 A2-6 A2-6 A2-6 A2-6
Diámetro interior del husillo Ø 58,7 mm Ø 88,9 mm Ø 88,9 mm Ø 88,9 mm Ø 88,9 mm
Volteo máximo
Sobre bancada 641 mm 806 mm 806 mm 806 mm 806 mm
Sobre carro transversal 413 mm 527 mm 527 mm 527 mm 527 mm
Sobre contrapunto 597 mm 584 mm 584 mm 584 mm 584 mm
Recorridos y avances
Eje X 200 mm 236 mm 236 mm 318 mm 318 mm
Eje Z 356 mm 533 mm 533 mm 660 mm 660 mm
Empuje máximo eje X 14 679 N 18 238 N 18 238 N 18 238 N 18 238 N
Empuje máximo eje Z 14 679 N 22 686 N 18 015 N 22 686 N 18 015 N
Rápidos eje X 30,5 m/min 24,0 m/min 24,0 m/min 24,0 m/min 24,0 m/min
Rápidos eje Z 30,5 m/min 24,0 m/min 30,5 m/min 24,0 m/min 30,5 m/min
Características generales
Potencia (trifásica) 354 - 488 V CA 354 - 488 V CA 354 - 488 V CA 354 - 488 V CA 354 - 488 V CA
1 El diámetro máximo con torreta VDI estándar se refiere a los modelos ST-10 y ST-20; el diámetro puede variar con una torreta de sujeción por tornillos o combinada VB.2 Diámetro máx. con torreta de sujeción por tornillos. El diámetro es menor con torreta VDI o VB.
NOTA: Requisitos de FLA/kVA determinados por la potencia del motor. Consulte con su distribuidor de Haas los diferentes requisitos. También están disponibles otras opciones de V CA / kVA. Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos ni de imprenta.
Series ST estándar y ST Super-speed
48 | El mayor fabricante de máquinas herramienta de Estados Unidos

A
B
D
C
Capacidad ST-40 ST-40L
Tamaño del plato 381 mm 381 mm
Diámetro de corte máx. 648 mm1 648 mm 1
Longitud de corte máx. sin amarre de piezas
1 118 mm 2 032 mm
Capacidad de barra estándar 102 mm 102 mm
Husillo
Velocidad máx. 2 400 rpm 2 400 rpm
Potencia máx. del motor 29,8 kW 29,8 kW
Par máx. 1 898 Nm a 150 rpm 1 898 Nm a 150 rpm
Nariz husillo A2-8 A2-8
Diámetro interior del husillo Ø 117,3 mm Ø 117,3 mm
Opción de husillo de rendimiento extra con eje Z de par elevado controlado por servo
Velocidad máx. 2 400 rpm 2 400 rpm
Potencia máx. del motor 41,0 kW 41,0 kW
Par máx. 2 847 Nm a 150 rpm 2 847 Nm a 150 rpm
Empuje máximo eje Z 30 025 N 30 025 N
Volteo máximo
Sobre bancada 876 mm 876 mm
Sobre carro transversal 648 mm 648 mm
Sobre contrapunto 648 mm 648 mm
Recorridos y avances
Eje X 432 mm 432 mm
Eje Z 1 118 mm 2 032 mm
Empuje máximo eje X 24 465 N 24 465 N
Empuje máximo eje Z 24 465 N 24 465 N
Rápidos eje X 18,0 m/min 18,0 m/min
Rápidos eje Z 18,0 m/min 18,0 m/min
Características generales
Potencia (trifásica) 354 - 488 V CA 354 - 488 V CA
1 Diámetro máx. con torreta de sujeción por tornillos. El diámetro es menor con torreta VDI o VB.
Gran capacidad
Dim. ST-10 ST-20 ST-30 DS-30 ST-40 ST-40L
A 3 048 mm 4 191 mm 4 521 mm 4 521 mm 5 817 mm 6 655 mm
B 1 803 mm 1 956 mm 2 108 mm 2 108 mm 2 261 mm 2 261 mm
C 2 108 mm 2 464 mm 2 515 mm 2 515 mm 2 616 mm 2 616 mm
D – 2 921 mm 3 048 mm 3 048 mm – –
* Con la caja de engranajes de 2 velocidades opcional, súmele 229 mm. Con la opción Big-Bore, súmele 355 mm.
Las dimensiones de los modelos SS e Y son las mismas que las de los modelos estándares.
Deje 914 mm libres en la parte posterior de la máquina para acceder a la caja de control por el panel trasero.
DIMENSIONES
Puerta del panel de control abierta
Instalación de la máquina
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 49
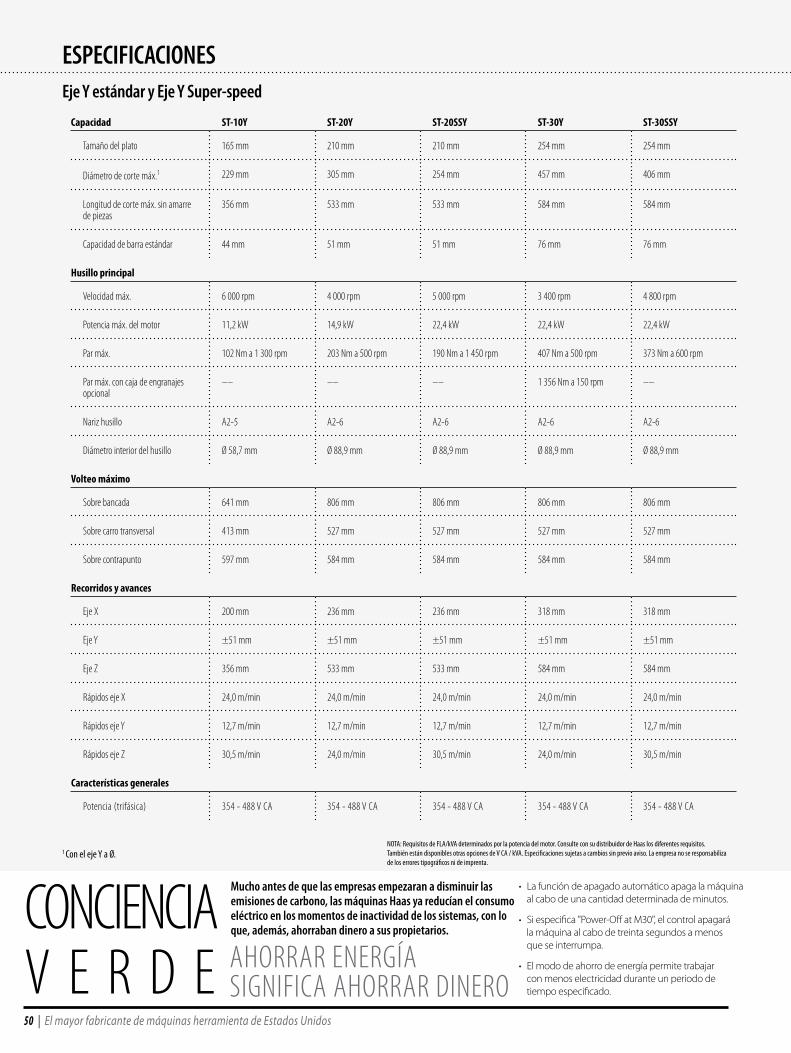
Capacidad ST-10Y ST-20Y ST-20SSY ST-30Y ST-30SSY
Tamaño del plato 165 mm 210 mm 210 mm 254 mm 254 mm
Diámetro de corte máx.1 229 mm 305 mm 254 mm 457 mm 406 mm
Longitud de corte máx. sin amarre de piezas
356 mm 533 mm 533 mm 584 mm 584 mm
Capacidad de barra estándar 44 mm 51 mm 51 mm 76 mm 76 mm
Husillo principal
Velocidad máx. 6 000 rpm 4 000 rpm 5 000 rpm 3 400 rpm 4 800 rpm
Potencia máx. del motor 11,2 kW 14,9 kW 22,4 kW 22,4 kW 22,4 kW
Par máx. 102 Nm a 1 300 rpm 203 Nm a 500 rpm 190 Nm a 1 450 rpm 407 Nm a 500 rpm 373 Nm a 600 rpm
Par máx. con caja de engranajes opcional
–– –– –– 1 356 Nm a 150 rpm ––
Nariz husillo A2-5 A2-6 A2-6 A2-6 A2-6
Diámetro interior del husillo Ø 58,7 mm Ø 88,9 mm Ø 88,9 mm Ø 88,9 mm Ø 88,9 mm
Volteo máximo
Sobre bancada 641 mm 806 mm 806 mm 806 mm 806 mm
Sobre carro transversal 413 mm 527 mm 527 mm 527 mm 527 mm
Sobre contrapunto 597 mm 584 mm 584 mm 584 mm 584 mm
Recorridos y avances
Eje X 200 mm 236 mm 236 mm 318 mm 318 mm
Eje Y ±51 mm ±51 mm ±51 mm ±51 mm ±51 mm
Eje Z 356 mm 533 mm 533 mm 584 mm 584 mm
Rápidos eje X 24,0 m/min 24,0 m/min 24,0 m/min 24,0 m/min 24,0 m/min
Rápidos eje Y 12,7 m/min 12,7 m/min 12,7 m/min 12,7 m/min 12,7 m/min
Rápidos eje Z 30,5 m/min 24,0 m/min 30,5 m/min 24,0 m/min 30,5 m/min
Características generales
Potencia (trifásica) 354 - 488 V CA 354 - 488 V CA 354 - 488 V CA 354 - 488 V CA 354 - 488 V CA
Eje Y estándar y Eje Y Super-speed
1 Con el eje Y a Ø.
AHORRAR ENERGÍA SIGNIFICA AHORRAR DINERO
Mucho antes de que las empresas empezaran a disminuir las emisiones de carbono, las máquinas Haas ya reducían el consumo eléctrico en los momentos de inactividad de los sistemas, con lo que, además, ahorraban dinero a sus propietarios.
• Lafuncióndeapagadoautomáticoapagalamáquinaalcabodeunacantidaddeterminadademinutos.
• Siespecifica"Power-OffatM30",elcontrolapagarálamáquinaalcabodetreintasegundosamenosqueseinterrumpa.
• Elmododeahorrodeenergíapermitetrabajarconmenoselectricidadduranteunperiododetiempoespecificado.
CONCIENCIA V E R D E
NOTA: Requisitos de FLA/kVA determinados por la potencia del motor. Consulte con su distribuidor de Haas los diferentes requisitos. También están disponibles otras opciones de V CA / kVA. Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos ni de imprenta.
ESPECIFICACIONES
50 | El mayor fabricante de máquinas herramienta de Estados Unidos

Capacidad DS-30Y DS-30SSY
Diámetro de corte máx. 1 457 mm 406 mm
Longitud de corte máx. sin amarre de piezas
584 mm 584 mm
Capacidad de barra estándar 51 mm 51 mm
Husillo principal
Tamaño del plato 210 mm 210 mm
Velocidad máx. 4 000 rpm 4 800 rpm
Potencia máx. del motor 22,4 kW 22,4 kW
Par máx. 407 Nm a 500 rpm 373 Nm a 600 rpm
Nariz husillo A2-6 A2-6
Diámetro interior del husillo Ø 88,9 mm Ø 88,9 mm
Husillo secundario
Tamaño del plato 210 mm 210 mm
Velocidad máx. 4 000 rpm 4 800 rpm
Potencia máx. del motor 14,9 kW 14,9 kW
Par máx. 183 Nm a 700 rpm 149 Nm a 700 rpm
Nariz husillo A2-5 A2-5
Diámetro interior del husillo Ø 61,9 mm Ø 61,9 mm
Volteo máximo
Sobre bancada 806 mm 806 mm
Sobre carro transversal 527 mm 527 mm
Sobre husillo secundario 552 mm 552 mm
Recorridos y avances
Eje X 318 mm 318 mm
Eje Y ±51 mm ±51 mm
Eje Z 584 mm 584 mm
Rápidos eje X 24,0 m/min 24,0 m/min
Rápidos eje Y 12,7 m/min 12,7 m/min
Rápidos eje Z 24,0 m/min 30,5 m/min
Características generales
Potencia (trifásica) 354 - 488 V CA 354 - 488 V CA
Doble husillo y Doble husillo Super-speed con eje YDoble husillo y Doble husillo Super-speed
Capacidad DS-30 DS-30SS
Diámetro de corte máx. 457 mm 406 mm
Longitud de corte máx. sin amarre de piezas
660 mm 660 mm
Capacidad de barra estándar 51 mm 51 mm
Husillo principal
Tamaño del plato 210 mm 210 mm
Velocidad máx. 4 000 rpm 4 800 rpm
Potencia máx. del motor 22,4 kW 22,4 kW
Par máx. 407 Nm a 500 rpm 373 Nm a 600 rpm
Nariz husillo A2-6 A2-6
Diámetro interior del husillo Ø 88,9 mm Ø 88,9 mm
Husillo secundario
Tamaño del plato 210 mm 210 mm
Velocidad máx. 4 000 rpm 4 800 rpm
Potencia máx. del motor 14,9 kW 14,9 kW
Par máx. 183 Nm a 700 rpm 149 Nm a 700 rpm
Nariz husillo A2-5 A2-5
Diámetro interior del husillo Ø 61,9 mm Ø 61,9 mm
Volteo máximo
Sobre bancada 806 mm 806 mm
Sobre carro transversal 527 mm 527 mm
Sobre husillo secundario 552 mm 552 mm
Recorridos y avances
Eje X 318 mm 318 mm
Eje Z 660 mm 660 mm
Rápidos eje X 24,0 m/min 24,0 m/min
Rápidos eje Z 24,0 m/min 30,5 m/min
Características generales
Potencia (trifásica) 354 - 488 V CA 354 - 488 V CA
1 Con el eje Y a Ø.
• Con"LCDBacklightOff",lapantalladelcontrolseponeenreposoalcabodeunnúmerodeterminadodeminutosinactiva.
• Con"ConveyorOff",elextractortipocintatransportadoraseapagaalcabodeunnúmerodeterminadodeminutossinactividad.
• Con"ServosandHydraulicsOff",losservomotoresylabombahidráulicaseapagantranscurridaunacantidaddeminutosdeterminadasinactividad.
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 51

F
A
D
I
G
A2
B1
D2
C1
A1
BH
J
D1
C
A1
D1
C
J
BH
D2
C1
C1
B1
Descripción ST-10 ST-10Y ST-20ST-20Y
ST-30ST-30Y
ST-20SSST-20SSY
DS-30DS-30Y
ST-30SS, ST-30SSYDS-30SS, DS-30SSY
ST-40ST-40L
A DE torreta tornillos (planos) 337 mm –– 410 mm 410 mm –– –– –– 566 mm
A1 DE torreta VB 12/24 (planos) –– –– 481 mm 481 mm 538 mm 481 mm 538 mm 566 mm
A2 DE torreta VDI –– –– 483 mm 483 mm –– –– –– 603 mm
B Círculo de cajeras VDI40 torreta VB 12/24 –– –– 397 mm 397 mm 464 mm 397 mm 464 mm 508 mm
B1 * Círculo de cajeras VDI40 torreta VDI 115 mm433 mm
115 mm433 mm
397 mm 397 mm –– 397 mm –– 508 mm
C Espacio de alojamiento VDI40 torreta VB 12/24 –– –– 198 mm 198 mm 119 mm 198 mm 119 mm 254 mm
C1 * Espacio de alojamiento VDI40 torreta VDI 185 mm216 mm
185 mm216 mm
103 mm 103 mm –– –– –– 131 mm
D Torreta tornillos: diferente entre planos y volteo mín. torreta 229 mm 229 mm 175 mm 203 mm –– –– –– 229 mm
D1 Torreta VB12/24: diferente entre planos y volteo mín. torreta –– –– 140 mm 174 mm 114 mm 174 mm 149 mm 229 mm
D1 Torreta VB12/24: diferencia entre centro VDI40 y volteo mín. torreta
–– –– 178 mm 212 mm 152 mm 212 mm 187 mm 254 mm
D2 Torreta VDI: diferencia entre centro VDI40 y volteo mín. torreta 171 mm 171 mm 178 mm 212 mm –– –– –– 254 mm
E Tolerancia posterior máx. herramientas torreta tornillos 19,1 mm 19,1 mm 102 mm 102 mm –– –– –– 111 mm
E Tolerancia posterior máx. herramientas torreta VB 12/24 –– –– 102 mm 102 mm 102 mm 102 mm 102 mm 111 mm
E Tolerancia posterior máx. cajeras VDI40 torreta VDI 10,2 mm 10,2 mm 10,2 mm 10,2 mm 10,2 mm 10,2 mm 10,2 mm 10,2 mm
F ** Tolerancia de herramienta máx. recomendada desde frontal de la torreta con recorrido máx. del eje Z.
114 mm 114 mm 127 mm 127 mm 127 mm 127 mm 152 mm ***
G Diámetro de cajera herramientas DI torreta tornillos 388 mm –– 474 mm –– –– –– –– 646 mm
H Diámetro de cajera herramientas DI torreta VB 12/24 –– –– 545 mm 545 mm 589 mm 545 mm 589 mm 646 mm
I Espacio de alojamiento herramientas DI torreta tornillos 101 mm –– 122 mm –– –– –– –– 168 mm
J Espacio de alojamiento herramientas DI torreta VB 12/24 –– –– 272 mm 272 mm 152 mm 272 mm 152 mm 324 mm
* Las cajeras VDI del modelo ST-10 están escalonadas. ** Si se supera esta tolerancia, podría producirse un choque con el extremo frontal.*** Una cajera de 635 mm de profundidad en los modelos ST-40 y ST-40L proporciona espacio libre para las barras de mandrinar y las
herramientas largas.
E (solo cajeras de herramientas de sujeción por tornillos)
VB12, TORRETA COMBINADA
TORRETA VDI ST-10 TORRETA VDI TORRETA TORNILLOS
TODOS LOS MODELOS SS, TORRETA COMBINADA VB24
Consulte la torreta estándar para cada máquina en la página 23.
ESPECIFICACIONESTorretas de las series ST estándar y ST Super-speed
52 | El mayor fabricante de máquinas herramienta de Estados Unidos
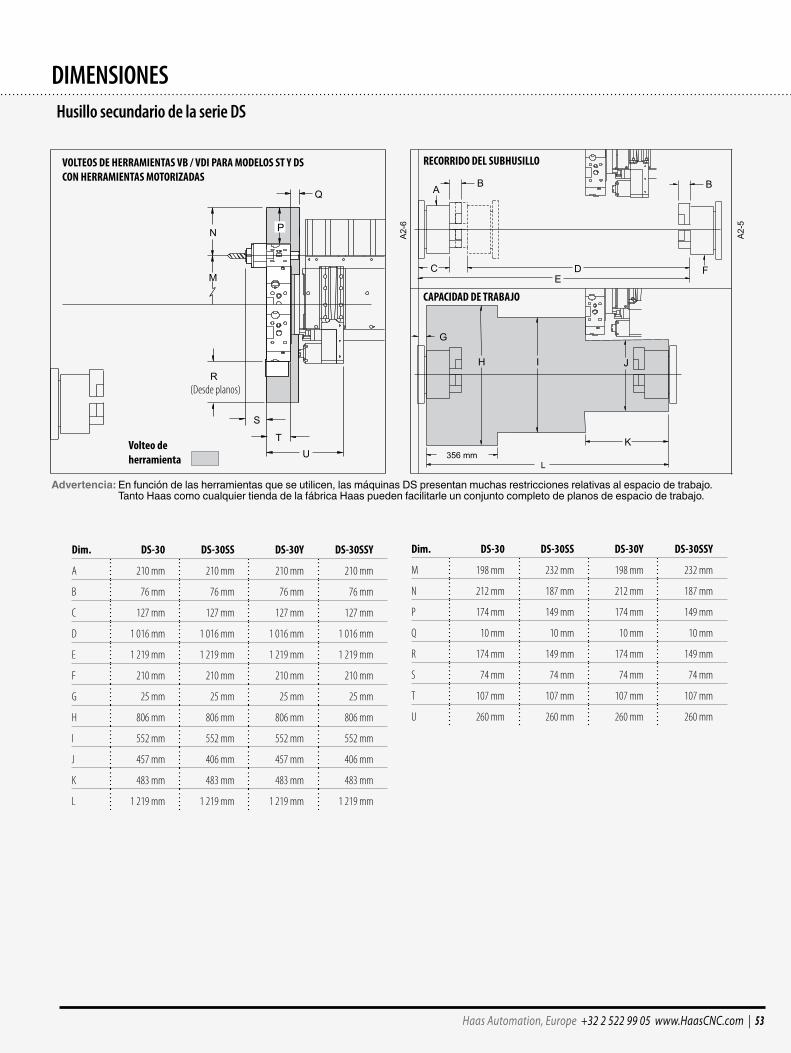
A2-
6
A2-
5
J
L
H I
G
DE
K
C
A B B
F
356 mm
Q
M
S
TU
N P
R
Advertencia: En función de las herramientas que se utilicen, las máquinas DS presentan muchas restricciones relativas al espacio de trabajo. Tanto Haas como cualquier tienda de la fábrica Haas pueden facilitarle un conjunto completo de planos de espacio de trabajo.
DIMENSIONES
Dim. DS-30 DS-30SS DS-30Y DS-30SSY
A 210 mm 210 mm 210 mm 210 mm
B 76 mm 76 mm 76 mm 76 mm
C 127 mm 127 mm 127 mm 127 mm
D 1 016 mm 1 016 mm 1 016 mm 1 016 mm
E 1 219 mm 1 219 mm 1 219 mm 1 219 mm
F 210 mm 210 mm 210 mm 210 mm
G 25 mm 25 mm 25 mm 25 mm
H 806 mm 806 mm 806 mm 806 mm
I 552 mm 552 mm 552 mm 552 mm
J 457 mm 406 mm 457 mm 406 mm
K 483 mm 483 mm 483 mm 483 mm
L 1 219 mm 1 219 mm 1 219 mm 1 219 mm
Dim. DS-30 DS-30SS DS-30Y DS-30SSY
M 198 mm 232 mm 198 mm 232 mm
N 212 mm 187 mm 212 mm 187 mm
P 174 mm 149 mm 174 mm 149 mm
Q 10 mm 10 mm 10 mm 10 mm
R 174 mm 149 mm 174 mm 149 mm
S 74 mm 74 mm 74 mm 74 mm
T 107 mm 107 mm 107 mm 107 mm
U 260 mm 260 mm 260 mm 260 mm
VOLTEOS DE HERRAMIENTAS VB / VDI PARA MODELOS ST Y DSCON HERRAMIENTAS MOTORIZADAS
RECORRIDO DEL SUBHUSILLO
CAPACIDAD DE TRABAJO
Volteo de herramienta
(Desde planos)
Husillo secundario de la serie DS
Haas Automation, Europe +32 2 522 99 05 www.HaasCNC.com | 53

C E R T I F I E D
C E R T I F I E D
C E R T I F I E D
Haas Automation, Inc.2800 Sturgis Road • Oxnard California 93030, USATel. 0800-331-6746 Fax: 805 278 8540www.HaasCNC.com
Haas Automation, EuropeMercuriusstraat 28, B-1930 Zaventem, Belgium Tel.: +32 2 522 99 05 Fax: +32 2 523 08 55
Haas Automation, AsiaNo. 96 Yi Wei Road, Building 67, Waigaoqiao FTZ, Shanghai 200131, China Tel.: +86 21 3861 6666 Fax: +86 21 3861 6799
Haas Automation, India Pvt LtdPlot EL-35, TTC Industrial Area, Mahape MIDC, Navi Mumbai 400 709, India Tel.: +91 22 66098830, 31, 32, 33, 34
RENUNCIA: Especificaciones sujetas a cambios sin previo aviso. La empresa no se responsabiliza de los errores tipográficos ni de imprenta. Editor responsable: Alain Reynvoet.
R E D D E D I S T R I B U I D O R E S E U R O P E O S Austria Wematech (Leoben) +43 (3842) 2528914
Belarus Abamet Minsk (Minsk) +375 17 385 22 30
Belgium & Luxembourg s.a. van Waasdijk n.v. (Brussels) +32 (2) 4272151
Bosnia and Herzegovina Teximp International (Zenica) +387 (32) 445640
Bulgaria Teximp International (Sofia) +359 886 156 243
Croatia Teximp International (Zagreb) +385 (1) 2331987
Czech Republic Teximp International (Brno) +420 (5) 41320102 Teximp International (Prague) +420 (2) 86853180
Denmark Edstrøms (Løsning) +45 28 14 52 10
Estonia Abplanalp Estee OÜ (Tallin) +372 5103725
Finland Oy Grönblom Ab (Helsinki) +358 (10) 2868900
France F.I.H.T. (La Milesse) +33 (2) 43848320 Performer CNC (La Grand Croix) +33 (4) 77734040 Realmeca (Clermont en Argonne) +33 (3) 29874175
Germany ARO-tec (Rheda-Wiedenbrück) +49 (5242) 96490 Dreher Werkzeugmaschinen GmbH (Denkingen) +49 (7424) 95838300 GEFAS (München) +49 (89) 30709375 Katzenmeier Maschinen-Service GmbH (Bickenbach) +49 (6257) 506500 Katzenmeier Maschinen-Service GmbH (Lauffen a.N.) +49 (6257) 506500 Microcut Maschinen GmbH (Upahl) +49 (38822) 8291010 Microcut Maschinen GmbH (Berlin) +49 (030) 48621667 M+L Werkzeugmaschinen GmbH (Limbach-Oberfrohn) +49 (372) 2518310 Weman (Postbauer-Heng) +49 (9188) 305609
Greece Ergotools (Peristeri) +30 (210) 5777118
Hungary Bartec (Györ) +36 (20) 3696374
Iceland Idnvélar - IV ehf (Hafnarfjordur) +354 4142700
Italy Celada S.r.l. (Cologno Monzese, Milano) +39 (02) 25158450
Lithuania & Latvia Abplanalp Vilnius (Vilnius) +370 (5) 2375403
Netherlands Landré Machines BV (Vianen) +31 (347) 329371
Norway Bergsli Metallmaskiner AS (Skien) + 47 35 50 35 00
Poland Abplanalp Consulting (Warszawa) +48 (22) 3794400
Portugal After Sales S.A. (Guilhabreu) +351 229351850
Romania Teximp International (Bucharest) +40 (21) 3450185 Teximp International (Cluj) +40 (264) 275050
Russia Abamet Ltd. (Moscow) +7 (495) 2329997
Serbia & Montenegro Teximp International (Belgrad) +381 (11) 7129 428
Slovakia Teximp International (Belusa) +421 (42) 4711094
Slovenia Teximp International (Ljubljana) +386 (1) 5240357
Spain HITEC Máquinas (Barcelona - Vitoria) +34 935 750 949 After Sales S.A. (Galicia) +351 229351850
Sweden Edströms Maskin AB (Jönköping) +46 (36) 392000
Switzerland Urma AG (Rupperswil) +41 (62) 8892020
Turkey CNC İleri Teknoloji ve Tic. Ltd. Şti. (Istanbul) +90 212 786 62 00
Ukraine Abplanalp Ukraine (Kiev) +380 (44) 2063043
Uzbekistan & Kazakhstan Abplanalp Engineering - Uzbekistan (Tashkent) +998 (71) 1919234
ES.LAT.02/2013