casa abierta al tiempo - 148.206.53.84148.206.53.84/tesiuami/uam3829.pdf · 4.6.5 diseÑo de la...
TRANSCRIPT

Casa abierta al tiempo UNIVERSIDAD AUTONOMA METROPOLITANA
UNIDAD IZTAPALAPA
/División de Ciencias B6sicas e Ingeniería
Departamento de Ingeniería de Procesos e Hidraúlica
&Fabricación de un Adhesivo a partir de Poliestireno Recuperado"
Alumnos
/María Cristina Santos Villegas Matrícula: 9431 8620
José Antonio Solís Mejía Matrícula: 89228288
Para la obtención del grado de , .
/Licenciatura en Ingeniería Química
Asesor José Angel Escobar Hernández.
Octubre 2000

I N D I C E
INTRODUCCI~N
1. ESTIRENO
1 .I HISTORIA
1.2 ESTRUCTURA DEL ESTIRENO
1.3 PROPIEDADES DEL ESTIRENO
I .4 CLASIFICACI~N
1.5 DESCRIPC16N DEL PROCESO DE OBTENCldN DE ESTIRENO
I .6 PRODUCCldN DE POLiMEROS DE ESTIRENO
2 2 5 9 9 8
2. POLIESTIRENO EXPANSIBLE ( EPS )
2.1 ESTRUCTURA
2.2 PRODUCCI~N
2.2.1 MATERIAS PRIMAS
2.2.2 AGENTE EXPANSOR
2.2.3 PROCESO DE EXPANSI6N
2.3 PROPIEDADES
2.3.1 RADIACTIVIDAD - 2.3.2 RESISTENCIA AL FUEGO Y COMBUST16N
2.3.3 HIGIENE INDUSTRIAL
2.3.4 MANEJO DE LA ESPUMA DE POLIESTIRENO
2.3.5 APLICACIONES
3. RECICLADO
3.1 HISTORIA DEL RECICLADO
3.2 RAZONES PARA RECICLAR
3.2. I ECOLOG~A
3.2.2 ECONOMíA
3.2.3 ESCASEZ
3
9
11
13 14
14
15 15 18 19 19 20 21- 21
25 25 26 27 27 27

3.3 FUENTES DE DESPERDICIOS PLÁSTICOS
3.4 VARIABLES QUE INTERVIENEN EN EL RECICLADO
3.5 ESTUDIO DE MERCADO
3.5.1 MERCADO DE DESPERDICIO PLÁSTICOS
3.6 CAPACIDAD INSTALADA
3.7 IMPORTACI~N
3.8 EXPORTACI~N
3.9 CONSUMO APARENTE
3.9.1 SEGMENTACION DEL CONSUMO POR SECTORES
3.9.2 PARTlClPACldN Y TENDENCIA POR APLlCACldN
3.10 DISTRIBUC16N GEOGRÁFICA DEL CONSUMO
3.1 1 EMPRESAS PRODUCTORAS
3.12 PROYECTOS Y PERSPECTIVAS
4
4. ADHESIVOS
4.1 HISTORIA
4.2 ADHESIóN, ADHERENCIA, COHESldN Y COHERENCIA
4.2.1 TEORíAS DE LA ADHESION
4.2.2 TEORíA MECÁNICA
4.2.3 TEORíA DE ADSORC16N
4.2.4 TEORíA ELECTROSTATICA 4.2.5 TEORíA DE LA DlFUSldN
4.2.6 TEORíA DE LA CAPA LíMITE DÉBIL
4.3 ENERGíA SUPERFICIAL, HUMECTACION
4.4 ESTADO SUPERFICIAL
4.5 ESPESOR
4.6 REQUERIMIENTOS PARA UNA BUENA UNION
4.6.1 LIMPIEZA
4.6.2 HUMECTACI~N
'4.6.3 SOLIDIFICACI~N
27
30
32
32
34
34
35
35
35
36
37
37
38
39
39
41
41
41
42
42
42
43
45
47
48
48
49
49

4.6.4 SELECCION DEL ADHESIVO
4.6.5 DISEÑO DE LA UNION
4.7 PROCESO DE CURADO
4.8 POLíMEROS, CARACTERkTICAS
4.9 ADHESIVOS TERMOPLÁSTICOS
4.10 UNION DE PLÁSTICOS
4.1 1 DISEÑO Y RESISTENCIA DE LA UNION ADHESIVA
4.12 COMPORTAMIENTO DE LA UNION FRENTE A LOS ESFUERZOS
4.13 FACTORES INFLUYENTES EN LA RESISTENCIA DE UNION
4.14 VENTAJAS
4.15 LIMITACIONES
4.15.1 DISEÑO DE LA JUNTA
4.15.2 PREPARACldN DE LA SUPERFICIE
4.15.3 TEMPERATURA
4.1 5.4 DURABILIDAD
4.16.5 ESPECIFICACIONES, CALIDAD Y PREPARACION
4.17 RESULTADOS EXPERIMENTALES
5 PLANEACldN DE LA PLANTA
5.1 INVESTIGACION Y DESARROLLO
5.2 EVALUACldN ECONOMICA PRELIMINAR
5.3 EVALUACIONES ECONOMICAS
5.4 SELECCldN DE LOS MATERIALES DE CONSTRUCCt6N
5.5 EVALUACION PRELIMINAR
56 CONSTRUCCldN DE LA PLANTA
5.7 ADMINISTRACION DEL PROYECTO
5.8 UBICACION DE LA PLANTA
49
51
51
52
53
54
56
57
62
63
66
66
61
67
67
67
69
77
77
77
78
78
78
79
79
6. BASES DE DlSElijO

A. GENERALIDADES 81 1 Funci6n de la planta 2 Tipo de proceso
B. CAPACIDAD, RENDIMIENTO Y FLEXIBILIDAD 81 1 Factor de servicio 2 Capacidad y rendimiento 3 Flexibilidad 4 Ampliaciones futuras
C. ESPECIFICACIONES DE LAS
ALIMENTACIONES DE PROCESO
D. ESPECIFICACIONES DE LOS PRODUCTOS
E. CONDICIONES DE ALlMENTACldN 1 Condiciones en Límite de Baterías 2 Elementos de seguridad
F. CONDICIONES DE LOS PRODUCTOS
G. DESECHOS
H. CORRIENTES DE SALIDA
I. SERVICIOS AUXILIARES 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Vapor Condensados Agua de enfriamiento Agua de servicios Agua potable Agua contra incendio Agua de proceso Aire de instrumentos Aire de proceso Distribución de áreas y equipos Alumbrado Sistema de tierras Misceláneos Desfogue
J. SISTEMAS DE SEGURIDAD 1 Sistemas contra incendio 2 Protección de personal 3 Sistema de aspersión
82
82
82
83
83
83
83
87

K. CONDICIONES CLIMATOLOGICAS 1 Temperatura 2 Tormentas 3 Vientos 4 Humedad 5 Atmósfera 6 Altura sobre el nivel del mar del lugar
L. LOCALIZACION DE LA PLANTA
M. ENTORNO GEOGRÁFICO 1 Hidrografía 2 Orografía 3 Clasificación y uso de suelo 4 Flora y fauna
N. MARCO ECONOMICO 1 Actividades económicas 2 Salud 3 Vivienda 4 Servicios públicos 5 Vías de comunicación
6 Recursos energéticos 7 Distribución de la planta
5.1 Comunicaciones y transportes
O. BASES DE DISEÑO PARA TUBERíAS
P. BASES DE DISEÑO PARA INSTRUMENTOS
Q. BASES DE DISEÑO PARA EQUIPO
R. CONSIDERACIONES DE SEGURIDAD
7. CAPACIDAD DE LA PLANTA
8. COSTO TOTAL DE LA PLANTA 8.1 COSTOS DE PRODUCCldN 8.1 . I MATERIA PRIMA 8.1.2 TRANSPORTE 8.1.4 SALARIOS 8.2 VIABILIDAD DEL PROYECTO
APENDICES
88
89
89
90
94
94
95
97
1 o1
1 o1 102 102 103 103 1 04
P CORRIDAS DEL DISEÑO DE EQUIPO POR MEDIO DEL SIMULADOR ASPEN PLUS.

> DIAGRAMAS DE TUBERíA E INSTRUMENTACION DEL EQUIPO. > DIAGRAMA DE TUBERíA E INSTRUMENTACION DEL PROCESO. P DIAGRAMAS DE FLUJO DEL PROCESO. > ANALISIS HAZOP PARA LOS TANQUE DE ALMACENAMIENTO DE
> DlSTRlBUClON DE LA PLANTA. > ORGANIGRAMA DE LA EMPRESA. P BIBLIOGRAFíA
LlQUlDOS VOLATILES.

P DIAGRAMAS DE TUBERIA E INSTRUMENTACION DEL EQUIPO. P DIAGRAMA DE TUBERíA E INSTRUMENTACION DEL PROCESO. > DIAGRAMAS DE FLUJO DEL PROCESO. > ANALISIS HAZOP PARA LOS TANQUE DE ALMACENAMIENTO DE
> DlSTRlBUClON DE LA PLANTA. > ORGANIGRAMA DE LA EMPRESA.
LlQUlDOS VOLATILES.
BIBLIOGRAFíA

Laboratorio de Procesos v Diseno
RESUMEN
En este proyecto se realizó un estudio para la fabricación de un adhesivo en base a poliestireno expansible proveniente de los scraps (material de desecho que se genera durante la producción de piezas moldeadas) así como de material de empaque postconsumo; mediante disolución con solventes tales como Tolueno, Xileno y MetiI etil cetona. Se experimentó hasta llegar a la formulación idónea para unir materiales como madera, cartón y papel cascarón.
Se disefió tanto el proceso como las condiciones de proceso y el equipo necesario para la elaboración del adhesivo. Se realizó conjuntamente un estudió de mercado del EPS y de adhesivos base solvente, así como un análisis de costos y factibilidad del proyecto.
ABSTRACT
In this proyect, with the disolution in organics solvents such as Toluene, Xilene and Metiletil ketone a study was made for the fabrication of an adhesive based on expandable polystyrene from scraps ( waste material that is generated during the production of foamed pieces ) and post-costumer packing materials. Experiments were realized until reaching the ideal formulation to join materials such as wood, carton and materials for arquitecture.
The process, process conditions and necesary equipment were designated for the elaboration of the adhesive. Jointly, a marqueting study of EPS and solvent basis adhesives was realized with a cost analysis and proyect factibility.
1

Laboratorio de Procesos Y Diseilo
AGRADECIMIENTOS
En este momento vienen a mi mente muchas personas a las que tengo que agradecer el que por fin halla terminado este trabajo, sin embargo, faltarían espacios.
En vez de eso mencionaré a quienes desinteresadamente estuvieron a mi lado en los momentos más difíciles.
A mi Madre y a mi Padre ( Alejandra y Armando ............................... mejores amigos
y los más pacientes del mundo A mis hermanas ( Gabriela, Teresa y Rocio ).....................mis incondicionales cómplices
A mis futuros suegros ( Severino y Herminia ................................ salvavidas preferidos
A mi futura esposa ( Sara Rosa )... ........................................ mi mejor regalo, mi inspiración y
A mis compañeros ( T - 040 et AI ............................................. fans
dueña de mi corazón
A mis Maestros ( J. M. Zamora, J.A de los Reyes HI T. Viveros GI H. Torres V )....................mis ejemplos a seguir
A mi compañera de Proyecto ( Ma Cristina Santos V. .............................. apoyo, mi mejor amiga
A la vida y con lo que con ella viene,
y a ti, como te llames SENOR
que de cualquier forma, eres el mismo.
2

Laboratorio de Procesos Y Diseno
INTRODUCCI~N.
¿ Alguna vez ha intentado pegar con resisto1 “5000” una maqueta hecha de
poliestireno expandido ( unicel ), y le ha ocurrido que ésta no sólo no pega, sino
que además se llena de agujeros ? ¿ O ha unido el espejo retrovisor al parabrisas
de su auto usando un pegamento instantáneo, sólo para que al día siguiente,
mientras usted zigzaguea entre el pesado tráfico y el calor de la ciudad, el espejo
caiga de nuevo rompiéndose con el golpe?. Eso ocurre por usar adhesivos
inadecuados. Aunque muchos son multiusos y sirven para una gran variedad de
materiales, puede ser que alguno de ellos no peguen bien, o que se vean
afectados por ciertos factores como la humedad, los rayos ultravioleta, la
temperatura excesiva o el movimiento. Entonces hay que elegir el adecuado para
los materiales que se quieren unir.
Los pegamentos se pueden separar en tres grandes grupos: los húmedos, los de
contacto y los de reacción. Con los primeros la unión se hace en húmedo, esto es,
se aplica el producto y las piezas a pegar se unen inmediatamente. Los de
contacto, una vez aplicados, hay que dejarlos secar de cinco a veinte minutos
antes de hacer la unión. Y los de reacción ( p. ejemplo, los epóxicos ) llevan a
cabo una reacción química.
Normalmente, los húmedos y los de contacto contienen solventes químicos o
agua como vehículo o aglutinante. Se le llama solvente al elemento capaz de
amalgamar todas las sustancias de un pegamento, dándoles una consistencia
líquida ( o fresca, en el caso de la barra adhesiva, que es sólida ) y permitiendo
que cuando se utilice el adhesivo y se evapore el solvente, el producto se
endurezca totalmente. Cuando esto ocurre, se dice que el adhesivo secó.
En cambio, cuando un pegamento pasa de su estado líquido al sólido mediante
una reacción química, sin evaporación de solventes, entonces se dice que “curó”.
El curado tiene la ventaja de que todo el adhesivo se aprovecha al máximo, pues
no hay pérdida de sus componentes por evaporación. Un ejemplo de esta
reacción química ocurre en los adhesivos de tipo epóxico, en los que hay que
mezclar dos partes para que se produzca la unión definitiva.
3

Laboratorio de Procesos Y Diseno
Por otra parte, la creciente necesidad de estructuras más ligeras conlleva
tecnologías de ensamblado entre materiales diversos, tradicionales o nuevos, a
los cuales es difícil, o prácticamente imposible, aplicar las técnicas tradicionales
de soldadura, remachado o atornillado. El adhesivo, como elemento de unión, es
parte integrante de nuestra época. Se hace difícil, hoy en día, encontrar productos
que no estén, de algún modo, vinculados en alguna de las fases de producción o
comercialización, con los adhesivos, si no lo ha estado en su manufacturación, lo
ha estado en el empaquetado, o en el transporte, almacenamiento, o tal vez en la
distribución.
El desarrollo de nuevos adhesivos con carácter específico, adecuados a la
demanda industrial, ha sido posible gracias al avance espectacular que ha tenido
la industria química en el campo de la obtención de resinas sintéticas, que unen a
sus características propias, las de poder emplearse en la adhesión de diferentes
materiales, con resultados excelentes.
La industria de los adhesivos utiliza la tecnología del latex que se desarrolló
durante la Segunda Guerra Mundial. Todavía se usan muchos polímeros
naturales, pero casi cada plástico nuevo y hule de origen a un adhesivo. El
desarrollo de los "superpegamentos" basados en cianoacrilatos es un caso atípico
en el que los materiales que se usan como adhesivos, no tuvieron una aplicación
previa como plásticos o recubrimientos.
En la actualidad, se dispone de una gran variedad de adhesivos que posibilita el
que materiales muy diversos puedan unirse de forma efectiva y económica. La
elección del adhesivo para unir dos superficies, especialmente, si son materiales
diferentes no resulta tarea fácil ya que para obtener resultados óptimos hay que
considerar muchos aspectos. Alta resistencia a los agentes climatológicos y
contaminantes, resistencia al impacto, a la humedad, a los esfuerzos mecánicos,
etc., son algunas de las propiedades de los adhesivos que los hacen sumamente
versátiles en la unión de madera, metales, plásticos, cartón, etc., y en
combinaciones de diferentes materiales con aplicación tan diversa como es la
edificación, el diseño de interiores, el sector del transporte, la industria del
4

Laboratorio de Procesos v Disello
mueble, electricidad y electrónica, etc., siendo, actualmente, la solución para los
nuevos materiales Compuestos y las estructuras tipo Sandwich, de aplicación en
diversos campos industriales, especialmente en la industria aeronáutica y
aerospacial.
El aspecto ambiental de este proyecto.- En los últimos años, a nivel mundial se
ha generalizado el cuidado del medio ambiente y de recursos naturales. Los plásticos se enfrentan a uno de los retos más importantes desde su introducción
en el mercado, ya que sus ventajas como la resistencia a la degradación y su
economía con respecto a otros materiales están siendo cuestionadas por su
impacto ambiental.
El interés por reciclar plásticos tiene como beneficios el mejoramiento ecológico y
la generación de nuevas industrias que pueden resolver los problemas de
contaminación, aunado a la obtención de utilidades económicas. Actualmente las
normas ecológicas se han reestructurado siendo más estrictas para el control de
los desechos plásticos, el reciclado de plásticos contribuye a la ecología, ya que
ayuda a resolver el problema de los desperdicios plásticos, se ahorra el 88% de la
energía que se requiere para producirlos a partir de petroquímicos y conserva los
recursos naturales al reutilizar los productos del petróleo.
5

Laboratorio de Procesos Y Diseno
1. ESTIRENO
l. I HISTORIA
En 1839 Simon, un farmacéutico Berlinés lleva a cabo la destilación del storax
( líquido derivado de la corteza del árbol " liguarnbar orientalis " ) obteniendo un
líquido muy reactivo al que llama ESTRENO. Más adelante observó la
transformación del líquido transparente semejante al agua, en una masa viscosa y
traslúcida. Posteriormente en 1845 los químicos J. Blyth y A.W. Hofmann,
basándose en los datos anteriores, llevaron al estireno a temperaturas altas y con
ello obtuvieron productos sólidos parecidos al vidrio.
En 1868 Berthelot descubrió la primera obtención sintética del estireno, a partir de
la eliminación de dos hidrógenos de la molécula de etilbenceno. En la actualidad
esta ruta continúa siendo la base de la síntesis de estireno.
Consecutivamente en Alemania y Estados Unidos se trabajó para lograr la
síntesis técnica y la realización industrial de la polimerización, destacando en
1920 los estudios de Staudinger sobre la polimerización de estireno y las
propiedades del polímero.
Con base en esos estudios, para 1930 la compañía BASF entonces como
Frabenindustrie A.G., inicia la producción industrial del Poliestireno instalando
una planta para producir 100 tonlaño.
Durante la 2a Guerra Mundial se realizaron injertos de estireno en el
Polibutadieno, obteniéndose un hule sintético para sustituir al caucho natural
debido a su escasez.
Después de 1945 Estados Unidos, inició la producción de nuevos plásticos de
estireno.
Partiendo de la modificación del Poliestireno con Polibutadieno se obtuvo un
Poliestireno con mayor resistencia al impacto. En 1948, las mezclas de
copolímeros de estireno / acrilonitrilo con estireno / butadieno generaron como
resultado el ABS.
En 1951 surge el Poliestireno Expansible y los plhsticos de estireno/acrilonitrilo
(SAN). Asimismo aparecieron nuevos tipos de Poliestireno (PS) de alta
6
Laboratorio de Procesos y Diseno
resistencia al impacto, como los copolimeros de injerto para la metalización
y los modificadores a la luz ultravioleta y a la intemperie. En 1969 el
Acrilonitrilo-Estireno-Acrilato (ASA) y en 1976 el Acrilonitrilo-Elastómero-Etil-
Propil Estireno ( AIEPMIS).
Los últimos desarrollos son los copolimeros Estireno-Butadieno-Estireno (SBS) en
bloque, SBS super alto impacto y SBS de gran transparencia y las mezclas de
polimeros tipo Poliestireno/Poliolefinas que presentan gran resistencia al
intemperismo. El desarrollo del Poliestireno ha formado un grupo de plásticos
denominados, familia de Polimeros de Estireno, en los que se incluyen :
Poliestireno Cristal o de Uso General ( ps ) Poliestireno Grado Impacto ( P S - I )
Poliestireno Expansible ( EPS 1 Estireno / Acrilonitrilo ( SAN )
Copolimero en Bloque de Estireno / Butadieno / Estireno ( SBS )
Acrilonitrilo - Butadieno - Estireno ( ABS )
Aleaciones
Se caracterizan por poseer la estructura del estireno en su composición.
Los polimeros de estireno son de gran relevancia en el mercado, ocupan el cuarto
lugar del consumo, y ello se debe a su abundante variedad de aplicaciones
debidas a sus propiedades y fácil moldeo.
1.2 ESTRUCTURA DEL ESTIRENO
El estireno también llamado vinilbenceno, feniletileno, estirol o estiroleno, tiene
una estructura que puede representarse como :
Figura 1. Estructura del Estireno
7

Laboratorio de Procesos Y DiseAo
1.3 PROPIEDADES DEL ESTIRENO
Es un líquido transparente, muy reactivo, de olor dulce y apariencia aceitosa,
insoluble en agua, con punto de ebullición de 145' C.
Se autopolimeriza en presencia de oxígeno, cuando es expuesto a la luz o al
calentarse, e incluso a temperatura ambiente, por tal razón, se almacena con la
adición de inhibidores.
I .4 CLASIFICACI~N
La siguiente clasificación se utiliza comúnmente en la industria y esth basada en
los monómeros contenidos en la estructura de los polimeros de estireno.
Los plásticos que están formados de un mismo monbmero son homopolímeros,
los que contienen dos clases de monómeros en su estructura son copolímeros,
los que contienen tres tipos de monómeros son terpolímeros y los que se obtienen
al combinar polímeros miscibles entre sí, aleaciones.
HOMOPOLIMEROS
- Poliestireno Cristal ( PS ) Uso General
- Alto flujo
- Flujo medio
- Resistencia a la temperatura
- Poliestireno Expansible ( EPS )
COPOLiMEROS
- Poliestireno Grado Impacto
- Medio impacto
- Alto impacto
- Super alto impacto
- Copolímero en Bloque Estireno / Butadieno / Estireno
- Estireno - Acrilonitrilo ( SAN )
TERPOLiMEROS
- Acrilonitrilo - Butadieno - Estireno ( ABS )
- Acrilonitrilo - Estireno - Acrilato ( ASA )
8

Laboratorio de Procesos Y Diseno
ALEACIONES
- ABSIPC
- ABS1 PVC
- ABSIASA
1.5 DESCRIPCIóN DEL PROCESO DE OBTENCIóN DE ESTIRENO
Para obtener el monómero de estireno, que es la materia prima básica de los polimeros de estireno, se deber partir del etileno y del benceno, los cuales se
obtienen de la refinación del petróleo.
AI reaccionar el etileno con el benceno, se origina etilbenceno.
@ + H 2 C = C H 2 AlCl
BENCENO ETILENO ETILBENCENO
Una vez que se tiene el etilbenceno, por deshidrogenación catalítica se obtiene el
estireno.
6-6 600 "C + H 2
ETILBENCENO ESTIRENO HIDR~GENO
9

Laboratorio de Procesos Y Diseno
En México, Petróleos Mexicanos ( PEMEX ) obtiene el estireno mediante el
proceso que se muestra en la Figura :
t
PETR~LEO
BENCENO REFINACI~N 1 ETILENO
ALQUILACI~N CATALÍTICA
SUBPRODUCTOS DLETILBENCENOS POLIALQUILADOS
4 ETILBENCENO
I 1 DESHIDROGENACI~N CATALÍTICA
SUBPRODUCTOS BENCENO, TOLUENO
\ 1
~~
Figura 2. Diagrama del proceso de PEMEXpara la Obtención de Estireno
10

Laboratorio de Procesos Y Diselio
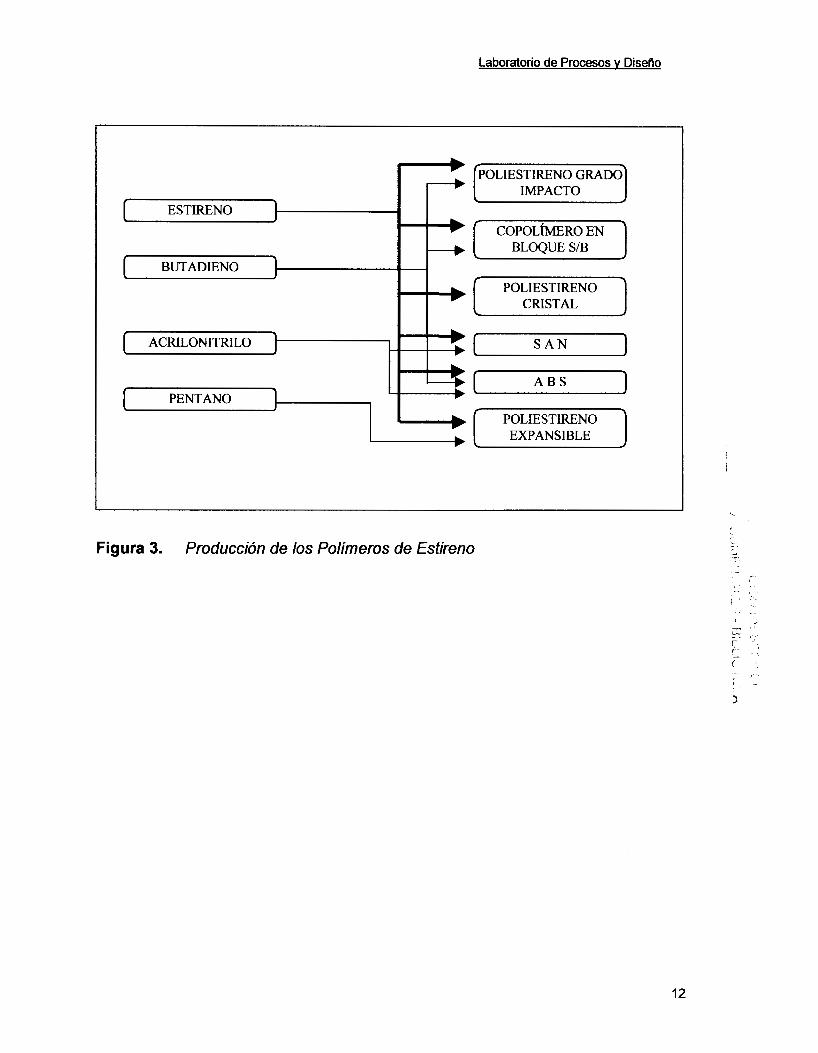
1.6 PRODUCCIóN DE POLiMEROS DE ESTIRENO
El grupo de los homopolímeros integrado principalmente por Poliestireno Cristal y
Poliestireno Expansible, se obtienen por la polimerización del monómero de
estireno, pero para el segundo se agrega un agente neumatógeno o expansor.
Dentro del grupo de los copolímeros se encuentra el Poliestireno Impacto, que es
un poliestireno modificado con un elastómero, generalmente butadieno. Este se
puede obtener por reacción o por una mezcla de polimeros compuestos por
Poliestireno y Polibutadieno. El grado de resistencia al impacto está en función
del contenido de butadieno.
El SAN también es un copolímero, básicamente es un Poliestireno modificado con
acrilonitrilo que presenta mejor resistencia mecánica y química.
Otro polímero es el copolímero en bloque de Estireno - Butadieno - Estireno;
presenta un contenido mayor de butadieno, que el del Poliestireno Grado
Impacto, además de una estructura molecular distinta, y por lo tanto, mayor
resistencia al impacto.
El tercer grupo está formado por los terpolímeros ABS y ASA. El
Acrilonitrilo - Butadieno - Estireno ( ABS ) es un Poliestireno modificado que
presenta buenas propiedades mecánicas y elevada resistencia al impacto. Se
fabrica principalmente por polimerización de injerto o mezclas de polímeros a
partir de Estireno - Acrilonitrilo, Butadieno - Acrilonitrilo y Estireno - Butadieno. El
Acrilonitrilo - Estireno - Acrilato ( ASA ), presenta propiedades semejantes al ABS,
su estabilidad a la intemperie y al envejecimiento son excelentes, se obtiene por
la modificación de estireno - acrilonitrilo con una base dispersa de ácido acrílico.
El cuarto grupo se conforma por Aleaciones que tratan de combinar las
propiedades de los polimeros que la componen para cubrir un uso específico. En
el mercado las Aleaciones del ABS son las de mayor importancia.
11
Laboratorio de Procesos Y Diseno
I 1 ESTIRENO IMPACTO
BLOQUE S/B
CRISTAL
A B S
EXPANSIBLE
Figura 3. Producción de los Polimeros de Estireno
12

Laboratorio de Procesos Y Diseno
2. POLIESTIRENO EXPANSIBLE ( EPS )
Varios procesos se utilizan para producir los poliestirenos disponibles hoy en día.
Uno de los procesos comerciales más antiguos fue la polimerización en
suspensión para PS cristal y suspensión másica de IPS. El monómero de estireno
fue agitado con un volumen aproximadamente igual de agua más surfactantes
para romper el estireno en gotas que pueden eventualmente polimerizarse en
perlas firmes. Se añaden iniciadores para acelerar y finalizar la reacción y las
perlas finales son entonces extruídas en pelets.
El EPS usa el mismo proceso general pero incorpora un agente expansor
(típicamente pentano) durante un proceso de remojado con el resultado de perlas
impregnadas.
El poliestireno es un material plástico de bajo peso, compuesto de átomos de
hidrógeno y carbono, derivado del petróleo y de los subproductos del gas natural.
El poliestireno se usa principalmente como aislante o aligerante en la industria de
la construcción por su baja conductividad térmica y como material de embalaje
por su ligereza y excelente poder amortiguador de impactos entre otras muchas
aplicaciones.
El StyroporB (nombre comercial del poliestireno expansible), se suministra en
forma de pequeñas perlas, siendo el material expandido o espuma de poliestireno
expansible el formado por la fusión de esas partículas individua1es.El poliestireno
expansible se produce por una polimerización , cuyo producto es una mezcla de
perlas que contienen el agente expansor. El diámetro de las perlas varía entre
0.2 y 3.0 mm. Estas perlas se dividen en fracciones de diferentes tamaños de
acuerdo a su aplicación específica.
El poliestireno expansible se clasifica de acuerdo a un código integrado por una
letra seguida de un número. La letra indica el tipo de material y el número el
rango del tamaño de las partículas en milímetros.
13

Laboratorio de Procesos v Diseno
TIPO
P
F
PR
FR
APLICACI~N
Material estándar
Placas y cuerpos moldeados
Material autoextinguible
Placas y cuerpos moldeados de
acuerdo a las Normas ASTM E-84 C-
578 y UL-214
Material estándar para moldeo en
máquinas con sistemas de vacío
Material autoextinguible para moldeo
en máquinas con sistemas de vacío.
Tabla 1. Clasificación de Poliestireno Expansible.
2.1 ESTRUCTURA
El poliestireno Expansible tiene la misma estructura química que el PS Cristal y
contiene pentano como agente neumatógeno o expansor. La concentración de
&te varía de 3 a 7 %, es decir, 7 kg por cada 100 kg de estireno.
2.2 PRODUCCI~N
2.2.1 MATERIAS PRIMAS
El poliestireno expansible (EPS) se obtiene por la polimerización del estireno y
durante esta reacción se introducen pequeñas cantidades de pentano como
agente expansor, tanto el estireno como el pentano (agente neumatógeno), son
hidrocarburos puros derivados del petróleo. Ambos estás constituidos solamente
por carbono e hidrógeno.
14

Laboratorio de Procesos Y Diseno
2.2.2 AGENTE EXPANSOR
El agente neumatógeno o expansor empleado en el poliestireno expansible es el
pentano, quinto alcano en la serie de las parafinas. Los alcanos sencillos no
están considerados, ya que en la naturaleza se descomponen de forma tan rapida
y continua como se forman en las fuentes naturales.
En la atmósfera, el pentano se descompone rápidamente por una reacción
fotoquímica. Su vida media ( tiempo durante el cual su concentración baja a la
mitad del valor original ) es del orden de 10 a 15 horas.
Con el tiempo los productos de descomposición del pentano son absorbidos por
el agua y la tierra, transformándose en dióxido de carbono, agua y productos que
sirven para el metabolismo de plantas, bacterias y otros microorganismos.
2.2.3 PROCESO DE EXPANSIóN
El moldeo de poliestireno expansible ( EPS ) es un proceso que consiste de tres
pasos en donde primero requiere la pre-expansión de las perlas de EPS y un
pre-esponjado. El pre-esponjado permite el intercambio de aire con los agentes
y el agua, los pre-esponjados son transferidos a un cofre de vapor y finalmente el
moldeado. Las densidades de EPS pueden variar de menos de 1 a más de 6 Ib/ft3.
Pre-expansión de la perla.
Reposo de las partículas pre-expandidas.
Expansión y moldeo.
Durante estas tres etapas, se libera el pentano y trazas de estireno. Su
concentración depende de las instalaciones con que se cuente y de las
propiedades deseadas del producto.
Se utiliza el proceso de polimerización en suspensión en el cual, el estireno se
mezcla con agua formando pequefias gotas suspendidas en la fase acuosa, al
avanzar la polimerización, se obtienen perlas de Poliestireno que son
impregnadas por el agente neumatógeno.
15

Laboratorio de Procesos Y Diseiio
Posteriormente por medio de centrifugado o filtración se separan de la fase
acuosa, se secan y a través de cribadoras, se seleccionan las perlas en diferentes
tamaños de acuerdo a su aplicación final para acondicionarlas con lubricantes
externos antes de su envase. Las perlas contienen en su estructura interna el
agente neumatógeno ( expansor ) n-pentano.
AI aplicar calor a las perlas se provoca que el Poliestireno se reblandezca y
crezca de tamaño. El grado de expansión puede ser controlado para obtener
desde dos hasta 60 veces el volumen original de la perla. La capacidad de
crecimiento es la característica principal en la elaboración de piezas moldeadas,
existiendo diferentes grados de acuerdo al porcentaje de retenido en malla ( 6-16,
0-20, 16-30, 25-40,40-45 ).
Este producto, después de agregarle el agente neumatógeno, tiene una
durabilidad de tres meses, ya que éste se evapora perdiendo su efecto.
Pre-expansión
Debido a que el material contiene un agente expansor en su estructura interna, el
poliestireno expansible aumenta su volumen en presencia de vapor de agua
saturado y seco.
El equipo donde se lleva a cabo esta operación recibe el nombre de pre-
expansor, donde se logra una expansión libre a una temperatura que varía entre
los 90 y los 120 "C. La agitación que se tiene dentro del equipo evita la formación
de aglomeraciones y ayuda a mejorar la distribución del vapor. En la pre-
expansión se controla la densidad variable que determina todas las propiedades
del poliestireno expansible y se puede modificar de acuerdo al tipo de producto
deseado. Para la obtención de densidades bajas (10 a 12 kg/m3), generalmente el
material se somete a una segunda pre-expansión, que se realiza después de un
reposo corto entre ambas.
16

Laboratorio de Procesos Y Diseno
Reposo Intermedio
Después de la pre-expansión, el material se transporta neumáticamente a silos,
para reposar. Ahí mismo, el material se seca y el aire penetra en las perlas pre-
expandidas, para lograr una estabilidad térmica y estructural. La duración del
reposo depende de la densidad aparente y del tamaño de las perlas pre-
expandidas, variando de minutos a días.
Moldeo
Los moldes se llenan completamente con las perlas pre-expandidas y reposadas,
calentándose a una temperatura de entre 100 y 120 "C con vapor saturado.
En la operación, las perlas pre-expandidas se reblandecen y nuevamente se
expanden uniéndose entre sí al encontrarse en un espacio cerrado.
El ciclo de moldeo consta de tres pasos: llenado del molde, calentamiento y
enfriamiento. El tiempo en que se lleva a cabo la operación, depende de la
temperatura del vapor de agua, densidad y espesor de la pieza moldeada,
principalmente.
El moldeo y la densidad determinan el grado de fusión de las perlas pre-
expandidas, y son las variables responsables de la mayoría de las propiedades
del EPS.
Densidad ( kg/ m3) Presión ( kg I m')
0.6 - 0.8
0.8 - 1.0
II 1 O0 1.0 - 1.3 I
150 1.4 - 1.6 I 200
2.5 - 2.8 300
1.8 - 2.0
Tabla 2. Presión del Vapor para la Expansión.
17

Laboratorio de Procesos Y Diseno
IMPREGNACIÓN TOLVA DE
-
ESTI- RENO
T
REACTORES
E ÁCID0
1 c TANQUE
LAVADO
VERTEDERO
CENTRIFUGA
TOLVA DE ACONDICIONAMIENT
SILOS
CLASI. FICA-
I
~
SILOS
el EMPAQUE
ÁREA DE CRlBADORAS
Figura 4. Proceso para la obtención de Poliestireno Expansible
2.3 PROPIEDADES
Es un material dúctil y resistente a temperaturas bajo cero, pero a temperaturas
elevadas, aproximadamente a 88' C, pierde sus propiedades.
Debido a ello, y a su baja conductividad térmica, se utiliza como aislante a bajas
temperaturas. Posee poder de amortiguamiento, es decir, permite absorber la
energía producida por golpes y vibraciones. Flota en el agua y es completamente
inerte a los metales. Resiste a la mayoría de los ácidos, soluciones alcalinas y
saladas, sin importar su concentración. También resiste a la temperatura e
18

Laboratorio de Procesos v Diseno
intemperie y no es tóxico, sin embargo, no es resistente a solventes orgánicos,
como tampoco a los aceites minerales.
Debido a su estructura celular presenta valores bajos de transmisión de vapor y
de absorción de agua. Es combustible, y por lo tanto no debe ser expuesto a la
flama u otra fuente de ignición, sin embargo, existen grados especiales donde se
emplean retardantes a la flama. Es resistente a los microorganismos y cuenta con
buenas propiedades de aislamiento acústico.
Algunas de sus propiedades son :
Densidad Aparente 0.6 kg/m3 a 1.7 kg/m3
Absorción de Agua 0.4 a 0.8 % Vol.
( sumergido 8 días )
Composición Poliestireno
Agente Expansor
93 - 97 %
3 - 7 %
Tabla 3. Propiedades del poliestireno.
2.3.1 RADIACTIVIDAD.
No se ha detectado la emisión de rayos alfa, beta y gama, ni de radón en
estudios realizados con espumas de poliestireno expansible.
2.3.2 RESISTENCIA AL FUEGO Y COMBUSTIÓN
Tanto el poliestireno expansible como los productos de espuma de poliestireno
expansible, son inflamables. Los gases emitidos durante su combustión no
difieren esencialmente de los humos generados al quemar otros materiales
orgánicos. Predominantemente están constituidos por dióxido de carbono y agua.
Otros compuestos pueden ser las cenizas y el monóxido de carbono dependiendo
de las condiciones de la combustión. Se ha comprobado que en una combustión
eficiente por cada 100 kg de espuma de poliestireno se producen 0.01 kg de
19

Laboratorio de Procesos v Diseno
cenizas, comparado con 25 kg de ceniza que se generan al quemarse 100 kg de
una mezcla de residuos sólidos.
La EPA (Enviromental Protection Agency), de los Estados Unidos no considera a
las cenizas producto de la combustión, como un residuo peligroso pudiendo ser
manejadas de la misma forma que los desechos municipales. El poliestireno
expansible y sus espumas pueden quemarse a temperaturas de alrededor de
1500 "C en incineradores.
Las espumas de poliestireno resultan convenientes para el proceso de
combustión, ya que este material tiene un poder calorífico como combustible de
más de 9444 cal/gr, que resulta ventajoso al compararlo con otros combustibles
como el carbón de Wyoming con 5000 callgr y el aceite combustible residual con
11 600 cal/gr.
Por su alto poder calorífico el poliestireno ayuda a incinerar desecho municipal y
a mantener temperaturas altas, que son necesarias para una incineración segura.
En el caso de un incendio en el que se vean afectados los productos de
poliestireno expansible, no existen riesgos para el medio ambiente provocados
por humos tóxicos, ni contaminación del agua. Los humos desprendidos al
quemar el poliestireno expansible, son similares a los que emite la madera en el
mismo caso. Los productos de poliestireno expansible de tipo F son
autoextinguibles. Contienen un agente que reduce considerablemente la
inflamabilidad y propagación de la llama, lo que los hace materiales ideales para
ser utilizados en la industria de la construcción.
2.3.3 HIGIENE INDUSTRIAL
El poliestireno expansible y sus espumas han sido producidos por décadas . En
todo este tiempo no se han recibido reportes de efectos dañinos para la salud,
que pudieran estar relacionados con este material . El poliestireno expansible y los productos de espuma de poliestireno expansible,
son materiales neutros, insolubles en agua y que no desprenden sustancias
solubles en agua que pudieran contaminar los mantos acuíferos. No son
20

Laboratorio de Procesos Y Diseno
descompuestos por microorganismos y no tienen valor nutritivo para el desarrollo
de hongos y bacterias. Tampoco sirven de nutrientes para los seres humanos o
animales y la lluvia ácida, la tierra fertilizada con fosfatos, etc., no tiene ningún
efectos sobre ellos.
En el caso de ingesti6n de las espumas de poliestireno expansible, pasan por el
estómago y el tracto digestivo, siendo eliminados sin sufrir ningún cambio
químico.
2.3.4 MANEJO DE LA ESPUMA DE POLIESTIRENO
Se pueden emitir a la atmósfera trazas de estireno y agente expansor residual, de
bloques o cuerpos moldeados recién fabricados. Un estudio realizado con placas
para aislamiento instaladas en un cuarto, ha demostrado que la emisión de
estireno en el aire circundante no puede ser mayor que el detectado después de
un gran período de almacenamiento. Asimismo la emisión del agente
expansorcesa con el tiempo.
2.3.5 APLICACIONES
El poliestireno expansible ( EPS ) ha sido usado para fabricar una amplia gama
de artículos desde vasos hasta material aislante en casas. Las propiedades
(tales como densidad y resistencia a la compresión) de la espuma dependen del
tamaño de la celda y la distribución de celdas, cada una de las cuales es
controlada por la distribución, porcentaje y volatilidad del agente incorporado
(agentes típicos son pentano e isopentano). El EPS retardante de flama es usado
en hidrocarburos hidrogenados y es ampliamente usado para aislante de edificios
y construcción. ESAN (SAN expansible) ha sido usado en flotadores y otras
aplicaciones que exigen resistencia a la gasolina.
El EPS es uno de los termoplásticos más versátiles, de estructura rígida celular,
contiene hasta un 98 % de aire encapsulado, que imparte bajo peso y resistencia.
Se utiliza en la industria de la construcción, como aligerante y aislante, en
empaque y envase se emplea como medio de protección y presentación.
21

Laboratorio de Procesos v Disello
Este material es fácil de colorear e imprimir. Los empaques se diseñan para
amoldarse perfectamente a la forma del producto, variando la densidad, espesor
de pared y número de refuerzos.
Con el EPS es posible proteger desde una delicada porcelana hasta una pesada
caja fuerte. Algunas de las industrias que emplean el empaque de EPS son : la
automotriz, farmacéutica, cosméticos, cristales, maquinaria, electrónica, vinos y
licores, y todas aquellas que empacan sus productos, para protegerlos contra
golpes durante su manejo, obteniendo una reducción considerable en los costos
de mano de obra, fletes y mermas.
Se usa en la producción de artículos para contener productos alimenticios, por la
gran variedad de ventajas que ofrece, ya que el material no promueve la formación de bacterias u hongos, además de su bajo costo, versatilidad, sanidad
y eficiencia en el consumo de energía.
De acuerdo a las consideraciones del organismo oficial de los Estados Unidos la
“Food and Drug Administration (FDA)”, el poliestireno no modificado, puede
emplearse en forma segura como componente de artículos que tengan contacto
con los alimentos (Code Federal Regulations 177.1640). Asimismo, permite el uso
de la espuma de poliestireno para empacar alimentos, usando como agentes
neumatógenos el pentano o isopentano (1 78.3010).
Por otra parte, con EPS se pueden envasar y proteger bebidas frías, calientes,
heladas y una gran variedad de alimentos.
El incremento de envases moldeados con EPS en la industria y uso doméstico, es
prueba de su gran utilidad.
También se fabrican cajas para frutas, pescados y mariscos, que proporcionan
ventajas sobre empaques tradicionales de madera y cartón porque pesan hasta
un 60% menos, no generan la creación de moho u hongos, no absorben agua, no
pierden su forma y favorecen su transporte.
AI utilizarlo en la Industria de la construcción como aligeramiento en las losas,
falsos plafones y como material aislante, se ahorran costos en la estructura, en el
concreto, en la mano de obra, y ademas no se desperdicia por ruptura.
22

Laboratorio de Procesos Y Diseno
Este mercado utiliza productos de baja densidad con propiedades
autoextinguibles (Norma U.L.- 723 Aprobación R-9767 ), es de fácil manejo,
presenta casi nula absorción de agua ayudando al fraguado de concreto y
manteniendo el calor de hidratación.
Todas las propiedades del EPS se aplican perfectamente de una o varias formas
en los siguientes mercados:
EDIFICACI~N
- Losa reticular
- Plafones
- Muros divisorios
- Fachadas
- Ductos de aire acondicionado
VlVl E N DA
- Sistema de losas
- Sistemas integrales ( muro - losa )
- Sistemas de aislamiento
ESPECIALIDADES INDUSTRIALES
- Frigoríficos
- Concreto aligerado
- Aislamiento de tuberías
- Aislamiento de techos
CUERPOS MOLDEADOS
- Empaque comercial, industrial y agrícola
- Artículos decorativos
- Flotadores
- Deslizadores
23

Laboratorio de Procesos Y Diseno
ENVASES
- Vasos térmicos desechables
Otra aplicación importante en empaque es la perla expandida para protección. Se
moldean en forma de estrellas, cacahuates o " S ", las cuales sirven para rellenar
cajas de cartón corrugado para proteger productos frágiles.
24

Laboratorio de Procesos v Diseno
3. RECICLADO
En los últimos años, a nivel mundial se ha generalizado el cuidado del medio
ambiente y de recursos naturales. Los plásticos se enfrentan a uno de los retos
más importantes desde su introducción en el mercado, ya que sus ventajas como
la resistencia a la degradación y su economía con respecto a otros materiales
están siendo cuestionadas por su impacto ambiental. El interés por reciclar
plásticos tiene como beneficios el mejoramiento ecológico y la generación de
nuevas industrias que pueden resolver los problemas de contaminación, aunado a
la obtención de utilidades económicas.
3.1 HISTORIA DEL RECICLADO
Aunque no se cuenta con documentos sobre cómo y cuándo comenzó el reciclado
de plásticos, probablemente en los inicios del desarrollo de la industria los
transformadores empezaron a reciclar las piezas defectuosas que producían
durante el proceso de producción y posteriormente determinaron que
mezclándolas en determinados porcentajes con el material virgen podrían obtener
partes moldeadas de buena calidad.
En el año de 1970, inicia el desarrollo del reciclado de plásticos debido a que su
precio comenzó a aumentar y, posteriormente, al desabasto de materiales como
consecuencia del embargo petrolero y del incremento en el precio del petróleo.
Esta combinación de circunstancias propició el desarrollo de tecnologías de
recuperación que atenderían las necesidades de los consumidores para
solucionar el problema de desabasto.
Con el objetivo de encontrar soluciones para los desechos plásticos, se han
desarrollado diversas investigaciones que incluyen métodos físicos y químicos.
Los métodos físicos consisten en sistemas para lavado y separación, molienda,
fusión y granulado.
Los métodos químicos no han prosperado fuera del laboratorio, como el proceso
de pirólisis para poder aprovechar el poder calorífico de los materiales plásticos o
los procesos de hidrólisis que sirven para depolimerizar las moléculas de
25

Laboratorio de Procesos Y Diseno
plásticos, como el PET y el Acrílico, y obtener sus materias primas originales.
Cuando se analizó el costo energético y productivo desde la extracción del crudo
hasta su transformación final, se obtuvieron datos poco favorables para hacer de
la incineración la solución que eliminara el desecho municipal plástico, creándose
otras tecnologías que permitieran transformarlo en unmaterial de vida útil
secundaria.
Considerando las ventajas de los métodos físicos, nace el reciclado de materias
plásticas, que cobra gran importancia en los años ~ O ’ S , donde surgen mercados y
aplicaciones como una opción de negocio.
En los go’s, se desarrollaron Centros de Acopio, en donde se recolectan
sistemáticamente los diferentes materiales para facilitar su transformación
posterior.
Los desperdicios plásticos se vuelven a integrar a un ciclo, industrial o comercial,
convirtiéndose en materias primas a través de procesos cada vez más
especializados.
La escasez de materias primas que presenta la Industria del Plástico provocará el
desarrollo tecnológico del reciclado.
Reciclar significa “La circulación de materiales dentro de un sistema cerrado con
el propósito de optimizar recursos, disminuir la generación de desecho municipal,
propiciar la separación de desperdicios y reintroducir los mismos al sistema
productivo para generar attículos úfiles al hombre”.
3.2 RAZONES PARA RECICLAR
Los factores más importantes para reciclar plásticos son :
Ecología
Economía
Escasez
26

Laboratorio de Procesos v Diseno
3.2.1 ECOLOGIA
Actualmente las normas ecológicas se han reestructurado siendo más estrictas
para el control de los desechos plásticos, el reciclado de plásticos contribuye a la
ecología, ya que ayuda a resolver el problema de los desperdicios plásticos, se
ahorra hasta el 88% de la energía que se requiere para producirlos a partir de
petroquímicos y conserva los recursos naturales al reutilizar los productos del
petróleo.
3.2.2 ECONOMíA
La generación de desperdicios es inevitable en la industria de transformación de
plásticos, por lo que para no crear una pérdida económica las empresas reciclan
las mermas combinándolas con material virgen. Estas mezclas ayudan a reducir
el costo del producto, que de acuerdo a los porcentajes que se utilicen de
regranulado, se disminuyen los costos, siempre y cuando no se afectan las
características del artículo fabricado.
El precio del material reciclado es menor que el virgen, con lo que el costo del
producto se reduce y puede competir en el mercado.
3.2.3 ESCASEZ
La industria de la transformación de plásticos ha crecido considerablemente y
atravesado por varias crisis de materiales. Estos dos factores propician la
escasez y desabasto de materias primas que origina buscar otras fuentes de
abasto como los plásticos reciclados.
3.3 FUENTES DE DESPERDICIOS PLÁSTICOS
Los plásticos generan desperdicios desde la obtención de materias primas,
transformación hasta su consumo final. Las fuentes generadoras de dichos
desperdicios son:
Hogar
Comercio
27

Laboratorio de Procesos Y Diseno
Industrias Usuarias
Transformadores
Fabricantes de materia prima
Hogar.- Los desperdicios plásticos generados por una familia son películas de
empaque, botellas y envases de bebidas, detergentes líquidos, aceites, shampoos
y otros artículos desechables que generan el 60 % del total.
Comercio.- Contribuye con el 10% de los desperdicios, en este rubro se integran:
tiendas, supermercados (desechan películas termoencogibles, utilizadas en el
embalaje de cajas, así como empaques de poliestireno expansible, utilizado en
frutas, verduras y protección de aparatos domésticos), cines, restaurantes y
centros comerciales en general.
Industria Usuaria.- Las industrias de cosméticos, alimentos y productos de
limpieza, generan una cantidad importante de desechos plásticos derivados del
empaque de sus materias primas, así como de los desperdicios generados en las
líneas de envasado, contribuyendo con un 10 % del total de desperdicios. Estos
desperdicios se contaminan por los productos que contienen y su reciclaje se
complica.
Transformadores.- En la industria transformadora no es posible evitar
desperdicios. Su cantidad depende de los procesos utilizados, la eficiencia
equipo y del tipo de plástico que se maneje.
los del
El proceso de inyección genera las coladas y eventualmente piezas defectuosas,
así como las purgas por cambio de material. Algunas empresas que poseen
equipos de inyección con sistemas de colada caliente, reducen los desechos.
La extrusión genera desperdicios menores que los del proceso de inyección,
siendo sólo purgas y desperdicios durante el arranque. Cuando hay piezas
28

Laboratorio de Procesos Y Diseilo
defectuosas es más fácil su recuperación ya que se pueden partir y moler
posteriormente.
En el proceso de soplado también existe material de desperdicio de arranque y de
purga, presenta una problemática parecida al proceso de extrusión y las piezas
defectuosas se tratan de igual forma.
En termoformado, únicamente existe recorte de material, que es fácil de procesar
y manejar para su recuperación. Estos desperdicios, excepto las purgas, son
posibles de reciclar moliéndolos en equipos convencionales y mezclándolos con
material virgen, en niveles desde 10 hasta 70% cuando la pieza moldeada no
requiere de propiedades especiales.
Es común observar que los desechos se utilicen en la misma empresa para
productos de menor calidad, ya que la industria transformadora aporta un 15 %
del total de desperdicios. Existen productos que no aceptan material reciclado,
por lo que este se vende a empresas que lo procesan y lo comercializan como
remolidos.
Fabricantes de Materia Prima.- Generan un 5% con el material de purga y
limpieza para los reactores, estos plásticos presentan grandes dimensiones, son
difíciles de moler y procesar, sin embargo, también deben ser considerados como
una fuente de desperdicios, ya que con ciertas tecnologías, como la molienda
criogénica, es posible recuperarlos.
29

Laboratorio de Procesos v Diseiio
FUENTES DE DESPERDICIOS PLÁSTICOS.
TI
MATERIAS PRIMAS
5% USFORMA-
USUARIOS 10% 4 COMERCIO v
1 0%
ioGAR 60%
Figura 5. Fuentes de desperdicios plásticos
3.4 VARIABLES QUE INTERVIENEN EN EL RECICLADO
El reciclado de plásticos no presenta una tarea fácil, sobre todo por que no existe
una cultura en plásticos como ecológica, sin embargo, en paises desarrollados
como Alemania , Japón y Estados Unidos, se observa una gran oportunidad de
negocio en éI, México y América Latina están en la primera etapa del reciclado,
por lo que su factibilidad radica básicamente en cuatro aspectos:
J Abasto
J Liquidez
J Tecnología
J Mercado
El abasto de materiales d ebe ser constante y clasificado, de acuerdo a la
normalización que existe de cada uno de los productos. Los plásticos ocupan un
30

Laboratorio de Procesos v Diseno
gran volumen, por lo que se debe disponer de espacio suficiente en el local donde
se resguardarán, además de contar con la cantidad adecuada a la tecnología que
se utilice.
La liquidez es necesaria para que el abasto del material no sea suspendido, el 2 2 5 9 9 8
cual puede provenir del post-consumo o de desperdicios industriales.
Existen empresarios que se han intentado el reciclado de plásticos sin tecnología,
sin lograr prosperar por que los gastos de producción se elevan. Si se pretende
un negocio rentable en el reciclado de plástico, se debe invertir en tecnología de
vanguardia donde se puedan controlar los diferentes lotes de materiales de
acuerdo al abasto y producción que se maneje para su comercialización.
El mercado es un aspecto importante para propiciar el éxito del negocio, se debe
tener un producto en cantidad y calidad, así como aprovechar los nuevos avances
en extrusiones.
Como ejemplo podemos citar el sistema para la recuperación de “compact-disc”,
procedentes de desechos industriales y CD que no se vendieron, en el cual, se
someten a una molienda especial y, posteriormente, se tratan con una solución
acuosa que elimina el barniz y la capa de aluminio colocada por deposición
catódica.
De las operaciones de lavado y secado, se obtiene un material molido con un
material degranulado definido y homogéneo que es utilizado para fabricar la
señalización en carreteras.
La industria del calzado consume un gran porcentaje de poliestireno reciclado
para fabricar tacones, también se utiliza para ganchos de ropa, accesorios de
oficina y aislamientos térmicos.
La recuperación y reciclado de materiales se debe hacer bajo un sistema que
incluya:
Legislación
informar y Motivar a la población.
Actuar.
31

Laboratorio de Procesos y Diseno
Legislación.- Se deben actualizar todas las normas y leyes existentes sobre
recolección, aprovechamiento y eliminación de desechos municipales urbanos,
para adecuadas a las existentes en países desarrollados. Por ejemplo, en México
se propone la privatización en la recolección de desechos municipales.
Informar y motivar a la población.- Mediante la utilización de todos los medios
educativos de comunicación y publicitarios, se debe conseguir la comprensión y
colaboración de toda la población, para aprender a clasificar y separar los
diferentes desperdicios.
Actuar.-
Instalando centros de acopio y recolección diferenciada.
Crear empresas especializadas en reciclado de materiales.
Controlar los tiraderos a cielo abierto.
Instalar plantas incineradoras, exclusivamente para desechos no reciclables y de
control sanitario.
3.5 ESTUDIO DE MERCADO
3.5.1 MERCADO DE DESPERDICIO PLÁSTICOS
En México el 60% del consumo anual de plásticos se convierte en desechos,
generadas principalmente para aplicaciones de los segmentos de Envase y
Consumo.
32

Laboratorio de Procesos v Disello
TRANSPORTE AGR[cOLAP% 2%
r,.m*.,,r TLTL InUNl
INDUSTRIAL 6%% %HESIMSB% dDlco ,%
CONSlRUCCldN 17%
iNVASE 37%
CONSUMO 20%
Figura 6. Generación de desperdicios plásticos, incluyendo productos importados
La principal fuente de desperdicios plásticos es el hogar con 60 %, donde se
incluyen envases y diversos productos de postconsumo; con un 30 % el sector
industrial ocupa el segundo lugar con productos defectuosos, coladas y purgas de
los productores y transformadores plásticos, además de envases y productos
postconsumo de la industria en general; el sector comercial contribuye con el 10 % restante de desperdicios plásticos, como se puede observar en la figura 8.
TOTAL: 1'600,OOO Ton
Figura 7. Fuentes de desechos plásticos
33

Laboratorio de Procesos Y Diseno
Los productos transformados en México, sumados a los importados, pueden ser
de larga vida como aparatos electrodomésticos, muebles o partes automotrices, y
de corta vida como aquellos cuya duración de uso es mínima, como las bolsas
para supermercado y todos los diferentes envases y empaques.
Los productos de corta vida, equivalentes al 54% del consumo, se convierten
rápidamente en desechos que terminan en los desechos municipales.
AI final del ciclo, todos los productos plásticos son desperdicios, pero algunos
como las carcazas de teléfonos y computadoras, pertenecientes al rubro de larga
vida, tardarán más en contribuir a la cantidad de desechos.
3.6 CAPACIDAD INSTALADA
Actualmente se cuenta con una capacidad instalada de 182, O00 toneladas por
año , incrementada en 87.6% durante la presente década . Sta capacidad se encuentra distribuida entre nueve empresas, ubicadas en la
región central del país: Zona Centro 40%, Distrito Federal y Estado de México
29%, Veracruz 26 % y el 55 Nuevo León.
La producción de poliestireno ha registrada altibajos significativos durante el
período 1981 - 1989. La tasa de crecimiento anual de 1985 a 1989 fué del 7%,
siempre ajustándose a la demanda interna y a partir de 1987 con las
exportaciones importantes de los excedentes. Cabe señalar la estabilización en la
producción durante los últimos tres años principalmente debida al ñato
crecimiento en la demanda interna ocasionada directa e indirectamente por la
apertura comercial que trae con sigo un incremento en las importaciones de
resina y productos elaborados.
3.7 IMPORTACI~N
Las importaciones hasta 1986 no fueron significativas. Sin embargo se observa
durante los últimos tres años un aumento considerable, llegando a representar en
1987 el 2.2 % y en 1989 el 7.2 % del consumo aparente nacional.
34

Laboratorio de Procesos v Diseño
Los principales tipos de poliestirenos que se importaron fueron Perla de
Poliestireno Expansible, Copolímeros y en menor grado en Poliestireno, Medio y
Alto Impacto.
3.8 EXPORTACI~N
A partir de 1987 se inicio una adecuada política de exportación de los diferentes
tipos de poliestireno principalmente por industrias Resistol, S.A. de C.V. y en
segundo termino de acuerdo a su capacidad instalada por Poliestireno y
Derivados, S.A. y Polioles S.A.
Las exportaciones realizadas en 1989 representaron el 29 % de la producción
nacional, lo que da idea de la necesidad de producir en forma adecuada la
transformación de esta resina nacionalmente y en su caso exportar productos de
aplicación final.
3.9 CONSUMO APARENTE
El consumo aparente nacional ha mostrado un comportamiento inestable durante
la década presente. Anteriormente durante el período de 1976 a 1981 este creció
a una tasa anual del 16.5%, en los momentos más duros de la crisis (1982 - 1984)
el consumo disminuyó drásticamente el 21.4% en el paso de tres años. Sin
embargo partir de 1985 hasta 1989 el consumo interno se ha recuperado aunque
en forma más conservadora, creciendo durante dicho período a una tasa del 2.3%
anual.
3.9.1 SEGMENTACIóN DEL CONSUMO POR SECTORES
Los diversos tipos de poliestireno son utilizados en una gran variedad de
aplicaciones, dentro de los sectores principales se encuentran: envase,
electrodomésticos, construcción, empaque, artículos para el hogar y recreación.
En el sector de envase aplica para vasos desechables, tazas, charolas y
recipientes en general. Así mismo a través de inyección se obtienen
35

Laboratorio de Procesos v Diseno
contenedores para rollos fotográficos, artículos de uso personal y cosméticos.
Dentro de las aplicaciones en electrodomésticos se utiliza para partes y carcazas
de licuadora, ventiladores, paneles de refrigeradores, gabinetes de televisores y
radios.
En el ramo de la construcción los paneles de poliestireno expansible son
utilizados en plafones y paredes por sus características de aislante térmico y
acústico.
En el área del empaque, las placas de espuma de poliestireno extrusadas se
emplean para carnes frutas y verduras, huevo y diversos alimentos procesados.
Por su parte la película de poliestireno biaxial se usa para brindar presentación a
las charolas para contener cárnicos y verduras.
En la gráfica siguiente se presenta la segmentación del consumo en 1989.
3.9.2 PARTICIPACIóN Y TENDENCIA POR APLICACIóN
Como se mencionó anteriormente el 76% del consumo nacional se encuentra en
tres sectores Envase y Empaque, Electrodomésticos y Construcción.
Los sectores que continuarán con una tendencia de crecimiento positiva
ganando una menor participación dentro del consumo global de esta resina serán
el de Envases desechables y Electrodomésticos. Este último a traves del
crecimiento esperado en el área de refrigeración.
Otro sector que incrementará en forma moderada su crecimiento es el de
construcción, sujeto directamente a la insipiente renovación de la economía
nacional.
Por su parte, sectores que muestran una tendencia negativa y la cual continuará
en el corto plazo son: el de artículos de oficina, recreación y las aplicaciones en el
ramo automotriz.
Sectores que mantendrán una participación estable son el de los artículos para el
hogar y la industria mueblera.
36
Laboratorio de Procesos Y Diseno
3.10 DlSTRlBUClÓN GEOGRÁFICA DEL CONSUMO
El 88% del consumo nacional de poliestirenos es transformado en la región
central del país, destacando Distrito Federal y Zona Metropolitana, Bajío y
Jalisco.
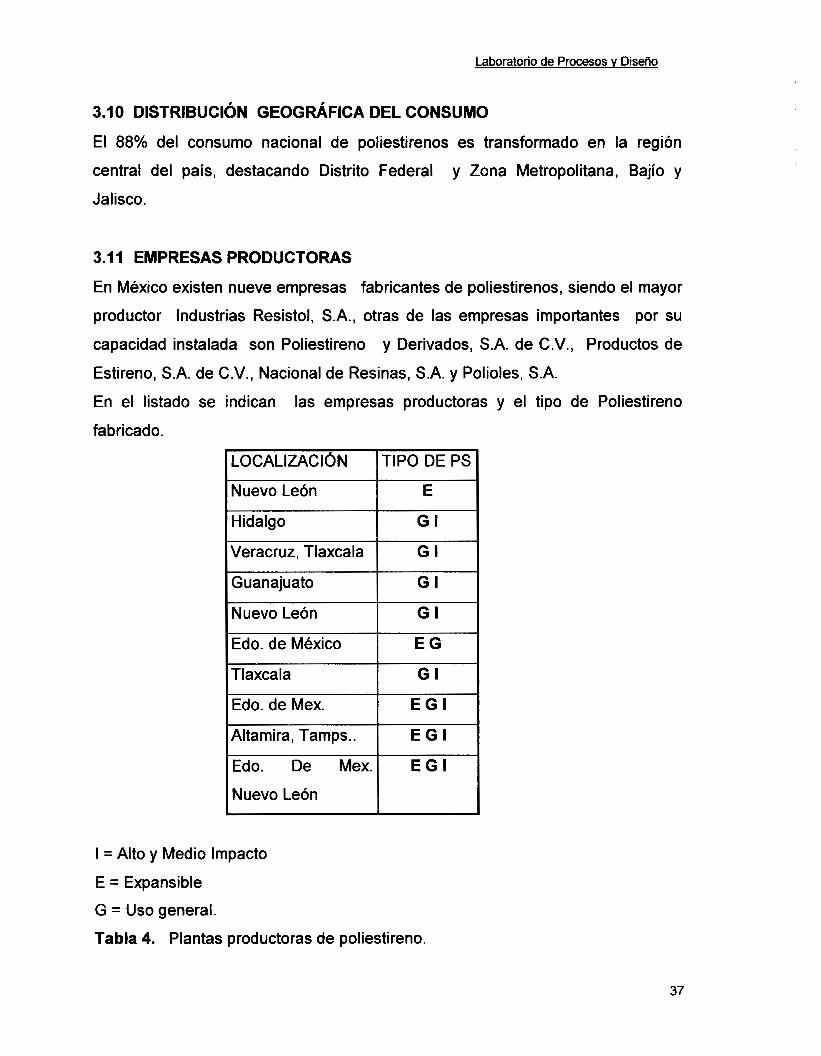
3.1 1 EMPRESAS PRODUCTORAS
En México existen nueve empresas fabricantes de poliestirenos, siendo el mayor
productor Industrias Resistol, S.A., otras de las empresas importantes por su
capacidad instalada son Poliestireno y Derivados, S.A. de C.V., Productos de
Estireno, S.A. de C.V., Nacional de Resinas, S.A. y Polioles, S.A.
En el listado se indican las empresas productoras y el tipo de Poliestireno
fabricado.
LOCALIZACIoN
G I Hidalgo
E Nuevo León
TIPO DE PS
Veracruz, Tlaxcala G I
Guanajuato G I
Nuevo León G I
Edo. de México E G
Tlaxcala G I
Edo. de Mex.
E G I Altamira, Tamps..
E G I
Nuevo León
E G I Edo. De Mex.
I = Alto y Medio Impacto
E = Expansible
G = Uso general.
Tabla 4. Plantas productoras de poliestireno.
37

Laboratorio de Procesos Y DiseAo
3.12 PROYECTOS Y PERSPECTIVAS
La demanda interna como se señalo anteriormente muestra un crecimiento
moderado. El desarrollo de los Mercados está sujeto directamente al
comportamiento del sector de construcción, electrodomésticos y principalmente al
envase y empaque. Los tres sectores en su conjunto se estima no incrementen
en forma importante su crecimiento debido a la situación de la economía nacional
por lo menos hasta 1992. Razón por la cual se consideras que el crecimiento de
la demanda interna durante el periodo 1990 -1992 sea máximo del 3% anual.
La sobreproducción continuará canalizándose hacia los mercados de exportación
durante dicho período. Las principales empresas que cuentan con proyectos
para aumentar la capacidad de Poliestireno en el orden de las 55 O00 toneladas - año en su conjunto son:
Aislantes y Acústicos de Monterrey, S.A.
Corporación Productora y Distribuidora de Equipos, S.A. de C.V.
Polioles, S.A.
Productos Sesi. S.A de C.V.
Resinas Sintéticas Oroz, S.A. de C.V.
38

Laboratorio de Procesos Y Disefio
4. ADHESIVOS
4.1 HISTORIA
El adhesivo como elemento de unión, forma parte integral de esta moderna época
tecnológica que vivimos, sin embargo, un breve repaso a la historia, es más que
suficiente para mostrarnos que se trata de una de las técnicas más antiguas que
el hombre ha empleado.
Los adhesivos no fueron considerados seriamente como agentes de unión en el
mundo industrial, hasta que la industria aeronáutica promocionó su uso en
aplicaciones estructurales, primordialmente por pura necesidad.
El empleo de los adhesivos no es fenómeno del siglo X X , ya en los tiempos
antiguos, hay manifestaciones de su uso. Por ejemplo, esculturas en Tebas que
datan de hace 3300 años, describen el encolado de delgadas piezas de chapeado
en un tablón de madera; los egipcios, empleaban adhesivos de caseína,
almidones y azúcares para unir las hojas de papiro; los romanos, aplicaban
láminas de oro sobre papel, empleando como adhesivo la clara de huevo;
documentos chinos que datan del año I000 a. de J.C., hablan del uso de
sustancias obtenidas de la boca del esturión para su empleo, como colas
aplicables en la construcción de barcos.
Si nos acercamos más a nuestra época, aparece, a finales del siglo XVII, en
Holanda la primera planta industrial para la producción de colas animales; en el
siglo XVIII, en Inglaterra se obtiene la primera patente para la fabricación de colas
de pescado, y ya finalizando este siglo, se patenta el uso del caucho natural como
adhesivo.
4.2 ADHESIóN, ADHERENCIA, COHESIóN Y COHERENCIA
Estos conceptos surgen variada y repetidamente cuando se habla de adhesivos y
de los mecanismos de unión, por ello se ha considerado conveniente hacer una
breve aclaración de los mismos. Se puede definir la “adhesión” como la acción de
las fuerzas que se oponen a la separación de las moléculas que pertenecen a
diferentes cuerpos, siendo por tanto la “adherencia” la acción de las fuerzas que
39

Laboratorio de Procesos v Diseno
se oponen a la separación de diferentes cuerpos materiales ( Figura 5 ).
El concepto de “cohesión” se refiere a la unión entre las moléculas de un mismo
cuerpo, definiéndose como “la acción de las fuerzas que se oponen a la
separación de las moléculas de un cuerpo homogéneo”, mientras que la
”coherencia” se define como la acción de las fuerzas que se oponen a la
separación de las moléculas de un cuerpo heterogéneo.
Adherencia
Cohesión
Adhesidn
I I I
Cohesión
I Sistema disperso de A en B
Figura 8. Adhesión, adherencia, cohesión y coherencia. Diagrama explicativo.
Es por tanto importante no confundir los términos, adhesión y cohesión. La
cohesión como la adhesión se definen por las relaciones existentes entre las
moléculas, (moléculas de un mismo cuerpo para la cohesión) y moléculas
pertenecientes a diferentes cuerpos para la adhesión. Por ejemplo, si tomamos
dos pedazos de caucho natural y los amasamos forman un cuerpo Único y
. .. ..
40

Laboratorio de Procesos v Diseflo
hablaremos, por tanto, de "cohesión" de la masa, mientras que si esos dos
pedazos los aplicamos uno contra otro el concepto cambia, tratándose ahora de
"adhesión". 2 2 5 9 9 8
4.2.1 TEORíAS DE LA ADHESIóN
Varias teorías intentan describir el fenómeno de la adhesión. Ninguna teoría
simple explica la adhesión en forma general. Sin embargo, el conocimiento de las
teorías de adhesión pueden ayudar a entender los requerimientos básicos para
una buena unión.
4.2.2 TEORíA MECANICA La superficie de un material sólido nunca se encuentra totalmente lisa, ya que a
nivel microscopico está formada de valles y picos. De acuerdo a la teoría
mecánica de adhesión, el adhesivo debe penetrar las cavidades sobre la
superficie y desplazar el aire atrapado en la interfase.
4.2.3 TEORíA DE ADSORCIÓN
La teoría de la adsorción establece que la adhesión es resultado del contacto
molecular entre dos materiales y las fuerzas superficiales que las cuales
desarrolla. El proceso de establecer contacto intimo entre el adhesivo y el
adherente es conocido como humectación.
Para un adhesivo que moja una superficie sólida, el adhesivo debe tener una
tensión superficial menor que la tensión superficial crítica del sólido. Muchos
adhesivos orgánicos, mojan fácilmente sólidos metálicos, pero muchos sustratos
sólidos orgánicos tienen tensiones superficiales menores que las de los
adhesivos comunes.
Después de que se alcanza un contacto intimo entre adhesivo y adherente, se
cree que la adhesión es resultado de fuerzas de atracción molecular. Se
reconocen cuatro tipos generales de uniones químicas : electrostática, covalente
41

Laboratorio de Procesos Y Disefio
y metálica las cuales se refieren a uniones primarias, y fuerzas de Van der Waals
a uniones primarias las cuales se refieren a uniones secundarias. La adhesión
entre adhesivo y adherente es debida a fuerzas de atracción tipo Van der Waals.
4.2.4 TEORíA ELECTROSTÁTICA
La teoría electrostática establece que fuerzas electrostáticas en forma de una
doble capa eléctrica se forman en la interfase adhesivo - adherente. Estas fuerzas
explican la resistencia a la separación. La teoría se soporta en el hecho de que se
han notado descargas eléctricas cuando un adhesivo es pelado de un sustrato.
4.2.5 TEORíA DE LA DIFUSIóN
El concepto fundamental de la teoría de la difusión es que la adhesión surge de la
interdifusión de moléculas en el adhesivo y el adherente. La teoría difusional es
primariamente aplicable cuando tanto el adhesivo como el adherente son
polímeros, teniendo largas cadenas moleculares capaces de moverse. Uniones
formadas por solvente resultan de la difusión de moléculas.
4.2.6 TEORíA DE LA CAPA LíMITE DÉBIL
De acuerdo a la teoría de la capa límite débil, cuando falla el enlace parece haber
sido en la interfase, pero en realidad existe un rompimiento cohesivo en la capa
límite débil. Capas límites débiles pueden originarse en el adhesivo, el adherente,
el medio ambiente, o una combinación de cualquiera de los tres.
Capas límites débiles existen sobre el adhesivo o adherente si hay una
concentración de impurezas cerca de la superficie de unión y forma un enlace
débil con el sustrato. Cuando ocurre una falla de unión, es que la capa límite
débil ha fallado, aunque las fallas pareciera que existen en la interfase adhesivo - adherente. Dos ejemplos del efecto de capa límite débil son el polietileno y los
óxidos metálicos. Capas límites débiles pueden ser removidas por diversos
tratamientos superficiales.
42

Laboratorio de Procesos v Diseno
La humedad del aire puede también formar una capa límite débil sobre
adherentes hidrofílicos.
4.3 ENERGíA SUPERFICIAL, HUMECTACIóN
Uno de los aspectos esenciales para poder llevar a cabo una unión correcta, es el
contacto físico del adhesivo con el sustrato. De forma simplificada podemos decir
que la energía superficial nos relaciona el estado de los electrones superficiales,
es decir, si estos tienen una energía de excitación alta, si están siendo solicitados
en varias direcciones por átomos cercanos, o si están en reposo, deduciéndose
que las superficies con baja energía superficial no son polares, mientras que
aquellas que presentan una energía alta, son generalmente polares ( Tabla 5 ).
MATERIAL ENERGíA SUPERFICIAL
^ ¿ G e t e l i c o s Muy alta
Acrílicos
P.V.C.
Polietileno
Siliconas 1 1 Teflón Muy baja
-.----_l__ "" "
Tabla 5 Energías superficiales relativas de algunos materiales.
Así, los líquidos mojan sólidos cuya energía superficial sea superior a la suya
propia, es el caso, por ejemplo, del agua que moja bien una superficie metálica,
pero no lo hace sobre una superficie de polietileno. Si colocamos una gota de
adhesivo sobre una superficie limpia y plana, obtenemos, que en corto tiempo las
orillas de la gota forman un ángulo de contacto con la superficie del sólido. Este
ángulo de contacto, da la afinidad del adhesivo con el sustrato, de modo que si la
gota de adhesivo se extiende en una película delgada con un ángulo de contacto
cero, no deja duda alguna que el adhesivo ha mojado bien al sólido, si está en
intimo contacto con él. Por el contrario si la gota no se extiende sobre la
superficie, o incluso, se retrae elevando el ángulo, nos indicara la poca o nula
43

Laboratorio de Procesos Y Disello
afinidad de este adhesivo con el sustrato ( Figura 9 ).
( Tensión superficial del adhesivo )
1 '1.v
( Tensión superficial del sustrato ) Llquluo
Sólido ( Tensión interfacial entre adhesivo y sustrato )
rsv
Figura 9. Ángulo de contacto del adhesivo con el sustrato.
El problema que se plantea con las superficies no mojables se puede solucionar
modificando su estructura superficial para incrementar la polaridad y la energía
superficial hasta el punto en que sea posible el mojado por el adhesivo (Tabla 2 ).
Un especial cuidado se debe tener en superficies que estén contaminadas con
siliconas. Este producto confiere a la superficie una energía muy baja, que no sólo
impide el mojado del adhesivo, sino que rechaza a los productos limpiantes. La
razón está en la elevada estabilidad química y al calor de las siliconas, que las
hace virtualmente imposibles de desplazar con los procedimientos usuales de
limpieza superficial.
En resumen, si un adhesivo no alcanza un ángulo de contacto bajo al aplicarlo
sobre una superficie lisa, el problema puede residir en el sustrato por encontrarse
su superficie no preparada convenientemente ( oleosa, con polvo, etc. ), o bien,
que el adhesivo no tenga afinidad, o se encuentre muy viscoso, lo que impide que
pueda fluir rápidamente.
44

Laboratorio de Procesos v Diseno
ADHESIVO
Resina fenólica
Adhesivo de Urea - Formaldehído
Adhesivo de Fenol - Resorcina
Adhesivo de Caseína
Resina Epoxi
Látex de poliacetato de vinilo
Adhesivo de nitrocelulosa
Ir,, (Dinas / cm)
78
71
48
47
47
38
26
Tabla 6. Tensión superficial de algunos adhesivos
4.4 ESTADO SUPERFICIAL
El análisis anterior se ha realizado en base a una superficie del sustrato lisa y
pulida, sin embargo, nos podemos encontrar con superficies ásperas, es decir,
superficies en las que su perfil denota la presencia de picos y valles, o poros o
capilaridades, e incluso, dicha aspereza puede haber sido provocada ( baños de
ácidos, chorreado de arena, etc. ), con el fin de descontaminar y aumentar el área
total de la unión.
SUSTRATO
El adhesivo llena completamente las irregularidades
Figura I O . Buena humectacidn y superficie rugosa. El adhesivo está en intimo contacto con el sustrato.
45

Laboratorio de Procesos v Diseno
AIRE ATRAPADO
Figura 1 l. Pobre humectación y superficie rugosa. El adhesivo no ha fluido en las irregularidades de la superficie, y el aire es atrapado en la interfase.
En cualquier caso, el hecho es que al aplicar el adhesivo sobre estas superficies,
este, no se extienda como lo hace sobre un sustrato liso ya que se producen
bolsas de aire entre el adhesivo y el sustrato.
La cantidad de aire que quede atrapado, no será apreciable cuando el adhesivo
tenga una viscosidad baja, y los valles y capilaridades se vayan estrechando, con
la profundidad, por el contrario, si el adhesivo es poco humectante y su
viscosidad alta, el problema se agrava, máxime, si el tiempo de fraguado es corto,
pasando a ser elevada la cantidad de aire que quedaría atrapada.
Otra cuestión que se nos puede plantear, es la presencia notable de poros o
capilaridades abiertas en donde el adhesivo puede mojar. En este caso, el peligro
no reside tanto en el aire que pueda quedar atrapado, ya que el adhesivo en
principio lo desplazaría, sino en la pérdida de adhesivo que se pueda originar en
la zona de unión por exceso de fluidez a través de las capilaridades ( Figura 12 ).
46

Laboratorio de Procesos v Diseno
Figura 12. Efecto del poro. Las flechas indican la dirección hacia la cual el
adhesivo quiere fluir
Las superficies, en general, no están libres de contaminación, superficies recién
fabricadas se cubren inmediatamente de una película de óxido (si son metálicas),
de vapor de agua, y otros contaminantes que inevitablemente están en la
atmósfera. Si además, el limpiado no ha sido totalmente efectivo, el problema se
agrava con la inclusión de aceites, grasa, etc.
En líneas generales, los adhesivos tienen una cierta tolerancia frente a los contaminantes pudiendo absorber alguna cantidad de estos, o desplazarlos, sino
están fuertemente unidos a la superficie, sin que esto suponga una pérdida
excesiva de la resistencia de la unión. Ahora bien, esto sólo se podrá lograr si el
adhesivo aplicado moja bien las superficies a unir.
Es razonable pensar, que una condiciones optimas de la superficie del sustrato,
son las mejores para la aplicación del adhesivo, sin embargo, la experiencia
demuestra que para determinadas condiciones de trabajo, de las uniones
realizadas con adhesivo, se hace preciso una cierta aspereza de la superficie,
con el fin de obtener mejoras en las resistencias de la unión.
4.5 ESPESOR
Otro de los aspectos a considerar, en una unión con adhesivos, es el espesor de
capa de adhesivo. La teoría elástica nos dice que las capas gruesas deberían ser
más resistentes. Varias razones hacen considerar los espesores delgados como
más adecuados para lograr una buena resistencia en la unión. Entre estas
47

Laboratorio de Procesos Y Diselio
razones podemos enumerar las siguientes:
Cuanto mayor sea la cantidad de adhesivo, mayor es la probabilidad de presencia
de burbujas de aire, o de elementos extraños que debilitan la unión.
El esfuerzo necesario para deformar una película delgada es superior al de una
de mayor espesor.
Las tensiones internas que se originan en el proceso de la unión, están
relacionadas con el espesor de película aplicado.
La posibilidad de que el adhesivo, fluya o se cristalice, es mayor conforme el
espesor aumenta.
El uso de espesores delgados, debe prever, que la cantidad de adhesivo, sea tal,
que permita cubrir las posibles ondulaciones y niveles de la superficie del
sustrato, así como, tener en cuenta, la disminución de volumen por difusión o por
fluir dentro de los poros.
4.6 REQUERIMIENTOS PARA UNA BUENA UNIÓN
Los requerimientos para una buena unión con adhesivos son los siguientes:
J Limpieza de la superficie
J Humectación
J Solidificación
J Buen diseño de la junta
J Elección del adhesivo
4.6.1 LIMPIEZA
Para obtener una buena unión con adhesivo es importante empezar con limpiar la
superificie del adherente.
Materiales extraños tales como polvo, grasa, humedad y capa débiles de óxido
debe eliminarse o de otro forma el adhesivo se unirá a estas capas límites débiles
más que a el sustrato.
Existen diversos tratamientos superficiales para remover o reforzar capas límites
débiles, estos tratamientos generalmente involucran procesos físicos o químicos o
48

Laboratorio de Procesos Y Diseno
una combinación de ambos.
4.6.2 HUMECTACI~N
El resultado de una buena humectación es aumentar el área de contacto entre el
adherente y el adhesivo sobre la cual las fuerzas de adhesión deben actuar.
4.6.3 SOLIDIFICACI~N
El adhesivo líquido una vez aplicado, debe ser capaz de convertirse en sólido por
alguna de las tres formas. El método por el cual ocurre la solidificación depende
de la elección del adhesivo. Las maneras por las cuales el adhesivo líquido pasa k t
al estado sólido son : !,-# ,,! 4 . .
Reacción química por una combinación de calor, presión y agentes de curado. * A '
;. (7
Enfriamiento de un líquido
Secado como resultado de la evaporación de solvente
4.6.4 SELECCIóN DEL ADHESIVO ' 5 2 m pm Se deben tomar un gran número de consideraciones cuando se selecciona un 6 ;f? "!= adhesivo que será usado en una aplicación muy particular. En la tabla 3 se listan cn S
rriv E. L7
algunos de estos factores. Sin embargo las áreas generales que se siguen
cuando se selecciona un adhesivo serían :
1 ) el material que va a ser unido,
2 ) requerimientos de servicio,
3 ) requerimientos de producción y
4 ) costos.
49

Laboratorio de Procesos Y Diseiio
actores que influencian la selección de adhesivo ~~~ ~~~~ ~~
:sfuerzo 1
_____
:actores químicos
_____
ixposición
-emperatura I '
'actores biológicos
'ropiedades de trabajo
rensión
Xzalla
mpacto
'elado
lesgarramiento
-atiga
Externos
nternos
Medio ambiente
,uz
3xidación
Humedad
41 ta
Baja
Ciclica
Bacterias
Moho
Roedores
Aplicación
Tiempo de unión
Rango de temperatura
Estabilidad de almacenamiento
Velocidad de curado
Cobertura
Tabla 7 . Factores que ínfluencian la selección del adhesivo.
50

Laboratorio de Procesos Y Diseno
4.6.5 DISEÑO DE LA UNIóN 2259911 La junta adhesiva debe seer diseñada tomando las ventajas de las propiedades
deseadas del adhesivo y minimizando sus inconvenientes. Aunque uniones con
adhesivo hayan ensamblado satisfactoriamente en juntas diseñadas para
sujeciones mecánicas, resultados óptimos se obtendrán en ensambles
especialmente diseñados para uniones adhesivas.
4.7 PROCESO DE CURADO
El proceso de curado, es la operación que se sigue para lograr una película sólida
y resistente, a partir del adhesivo líquido aplicado en la junta de la unión,
pudiéndose obtener mediante algunos de los procedimientos que a continuación
se describen. Uno de los procedimientos, consiste en la eliminación del disolvente
contenido en el adhesivo, tras la operación de unión de las superficies.
Cuando los materiales unidos son porosos, el disolvente puede difundirse a
través de ellos, pero no ocurre así con materiales poco o nada porosos que
requerirán un tiempo de exposición al aire bastante largo, para conseguir la total
eliminación del disolvente.
Con adhesivos que curen por este sistema, se deberá tener muy en cuenta la
pérdida de volumen en la unión, correspondiente al disolvente. De no hacerlo, se
pueden obtener juntas deficientes y poco resistentes.
Otro sistema empleado es el curado por calor, con posterior enfriamiento hasta
que la película se solidifique. Este procedimiento de fusión en caliente, o
activación por calor del adhesivo, no presenta, en general, problemas de
reducción de volumen. En este caso el proceso es una polimerización. El empleo
de calor en las operaciones de curado, se debe, muchas veces, al hecho, de que
si bien bastantes adhesivos pueden curar a temperatura ambiente, esta reacción
es tan lenta que no es viable industrialmente. El calor actúa entonces como
acelerador de la reacción.
La utilización de agentes de curado o de catalizadores, es un procedimiento más,
de los empleados en el curado. Los catalizadores, son compuestos químicos
51

Laboratorio de Procesos v Disello
adicionados para lograr que los componentes del adhesivo sean más reactivos,
no constituyendo, una parte significativa de la película final del adhesivo y
pudiéndose aplicar calor como acelerante del proceso. El curado a temperatura
ambiente, se emplea, sobre todo, en uniones en las que los materiales a unir no
son estables al calor o donde la configuración física de las piezas, requeriría
equipos suplementarios, cuyo costo no estaría justificado con la producción. En
estos casos se emplean adhesivos, en dos partes, altamente reactivos, que dan
tiempos cortos de posicionamiento de las partes a unir.
Los adhesivos anaeróbicos, también curan a temperatura ambiente, ya que el
proceso se realiza, al eliminar el oxígeno del aire por presión de la junta.
El proceso de curado admite pocas tolerancias, e independientemente del
procedimiento seguido, no se debe acortar ni alargar el mismo.
Las uniones en las que el curado del adhesivo no se ha completado presentan
una débil resistencia cohesiva, por el contrario si el proceso se ha sobrepasado,
la unión es frágil y poco resistente a los impactos mecánicos.
4.8 POLíMEROS, CARACTERíSTICAS
Los polimeros lineales, tienen una larga cadena de átomos enlazados de carbono
e hidrógeno, u otros átomos. Dichas cadenas están enlazadas mediante enlaces
débiles : Fuerzas de Van der Waal’s, dipolo-dipolo, puentes de hidrógeno.
Estos polímeros poseen un peso molecular muy alto y, generalmente, se
ablandan por efecto de la temperatura. Esto se debe, a que las moléculas
absorben la energía térmica, lo que las hace vibrar de sus posiciones en la
cadena molecular. Cuando se alcanza un cierto valor, las atracciones moleculares
se rompen y las moléculas pueden desplazarse, lo que físicamente se traduce en
la fusión del polímero.
AI producirse el enfriamiento la energía que había provocado el movimiento
interno se pierde y el polímero recupera el estado sólido.
A estos polímeros, que en general son rígidos a temperatura ambiente, pero se
tornan blandos y flexibles cuando se aumenta la temperatura, se les denomina
52

Laboratorio de Procesos v Diseno
Termoplásticos.
Existe un cierto grado de flexibilidad en estos polimeros, aún a temperatura
ambiente, lo que permite frente a determinados esfuerzos, su deformación, con
posterior recuperación (lenta) de la forma original. Este comportamiento es de
interés en las uniones con adhesivos de estructura donde se prevean posibles
vibraciones.
Los polímeros con estructura tridimensional, poseen un peso molecular
relativamente bajo con una estructura en forma de red compleja. Son sustancias
duras, no solubles y resistentes al calor, características todas ellas, muy
relacionadas con la complejidad de su estructura.
Estructuras altamente complejas, como por ejemplo, las que poseen los adhesivos
de tipo fenólico y los epoxi, muestran una gran resistencia a la solubilidad, ya que
se le hace muy difícil al disolvente penetrar en la red.
Las fuerzas de unión entre átomos son tan elevadas que se hace imposible llegar
al estado de fusión, lo que le confiere una gran estabilidad térmica.
Sin embargo esta rígida y fuerte estructura, ventajosa en algunos aspectos, no lo
es frente a ciertos esfuerzos mecánicos, pudiéndose decir, que estos polímeros
son, generalmente, quebradizos, ya que no admiten deformaciones elásticas. Lo
que para algunas aplicaciones, nos llevará a adhesivos mixtos en los que otro
compuesto mejore estas deficiencias.
Su estabilidad térmica ha dado nombre a estos polímeros que se les conoce más
comúnmente por Tennofijos.
4.9 ADHESNOS TERMOPLÁSTICOS
Adhesivos Polivinílicos.- Los polímeros de vinilo son sustancias resultantes, de la
polimeración por adición de compuestos orgánicos monomoleculares que
contienen del doble enlace de vinilo o etileno no saturado, siendo interesante en
el campo de los adhesivos, los ésteres de polivinilo, los éteres, los acetales, el
alcohol polivinílico y el poliestireno.
Poseen una cierta flexibilidad que puede ser mejorada con la incorporación de
53

Laboratorio de Procesos Y Diseno
látex de caucho. La resistencia a la cizalladura es del mismo orden que en los
adhesivos de urea y fenólicos. Soportan bien los esfuerzos por impacto, siempre y
cuando no sean continuados.
En disolución, estas resinas forman una gran variedad de adhesivos, una de
cuyas aplicaciones más destacadas, es como adhesivos sensibles a la presión,
dada su buena adhesividad y estabilidad, junto con su bajo orden de toxicidad o
efecto dermatológico. De aquí, su ejemplo en la industria del calzado en la
adhesión de suelas y en otras aplicaciones que requieran un pegado rápido.
Pueden trabajar en márgenes de temperatura comprendidas entre los -20 OC y los
70 O C aproximadamente, y su degradación frente a la radiación ultravioleta puede
ser controlada mediante la adición de ciertos absorbentes.
Mencionamos también el poliestireno como adhesivo dentro de este grupo de
adhesivos vinílicos. Su obtención se realiza por polimerización del estireno y su
utilización como adhesivo puede ser en disolución o en dispersión acuosa.
Su adherencia viene limitada por la necesidad de sustratos porosos, de aquí que
una bien la madera, no muy bien los metales y de los materiales plásticos, sólo al
propio poliestireno empleando un catalizador. Si bien, es un buen aislante
eléctrico, por contra es inflamable y algo quebradizo también.
La copolimerización del estireno con otros compuestos da productos de mayor
resistencia mecánica y al calor, siendo los más importantes como adhesivos los
resultantes de la copolimerización con el butadieno, que confiere el estireno
propiedades de caucho, según la cantidad de butadieno incorporada,
reduciéndose la fragilidad normal del poliestireno, ampliando el campo de
aplicaciones a otras industrias como la del calzado para la unión de suelas de
caucho y cuero.
4.10 UNIóN DE PLÁSTICOS
Los plásticos pueden unirse entre ellos o bien a otros materiales. El método
seguido en la unión, dependerá, de los sustratos a unir, de la facilidad de
aplicación y de la utilización final del producto.
54

Laboratorio de Procesos v DiseAo
La unión mediante adhesivos es el método más versátil en unión de plásticos, ya
que es apto, tanto para plásticos del tipo termofijo, corno para los termoplásticos.
Prácticamente, todos los plásticos, pueden ser unidos satisfactoriamente con
adhesivos, sin embargo, algunos se unen más fácilmente que otros, y 10s
problemas que se pueden presentar en un plástico en concreto, no se presentan
en otro.
La selección del adhesivo depende, como ya se ha mencionado anteriormente, de
muchos factores : estado de tensión, condiciones ambientales, tipo de sustratos,
geometría de la junta, etc.; siendo con los plásticos un importante factor, los tipos
a unir, por la reactividad química que pueda existir entre adhesivos y adherente.
En muchas ocasiones se tiende a seleccionar el adhesivo con mayor resistencia
existente en el mercado, lo cual no es siempre necesario, puesto que la máxima
resistencia de la junta puede estar limitada por la resistencia de uno de los
adherentes, el más débil lógicamente.
Los adhesivos termoplásticos son adecuados, cuando las uniones no estén
sujetas a temperaturas elevadas, o cuando el estado de tensión no sea continuo,
y si bien son adhesivos de costo no elevado, se debe considerar también su
pobre resistencia a los disolventes y a la deformación. En líneas generales los
adhesivos epoxi o los epoxi modificados dan una excelente adhesión
especialmente con plásticos termofijos.
En general, se prefieren adhesivos que curan a temperaturas ambiente y con
presión de contacto, a excepción de plásticos estructurales, especialmente con
los materiales reforzados con fibra de vidrio, en que el utillaje supone un factor
importante. Otro aspecto a considerar en uniones de plásticos con otros
materiales, son los coeficientes de dilatación de los sustratos y del mismo
adhesivo, sobre todo en aquellos casos en que la junta vaya a estar sometida a
temperaturas extremas, bien sean altas o bien muy bajas, puesto que el
coeficiente térmico de los plásticos es superior a otros materiales, por lo que el
adhesivo deberá ser suficientemente elástico, como para permitir una buena
distribución de las tensiones que se originan a esas temperaturas.
55

Laboratorio de Procesos v Diseíio
4.1 1 DISEÑO Y RESISTENCIA DE LA UNIóN ADHESIVA
Se recomienda la preparación de la superficie antes de la unión. Un método
sencillo para éSta preparación, consiste en un desengrasado con alcohol metilo o
isopropilo seguido de lijado con papel de esmeril, y posterior eliminación de
partículas.
En aplicaciones en las que no se precise una gran resistencia, se puede emplear
un adhesivo a base de resina de poliestireno en disolución con tolueno,
adicionándole un plastificante, obteniéndose buenos resultados en uniones de
poliestireno con papel o madera.
En la unión de dos materiales, cada una de las fases del proceso, desde el diseño
de la junta, hasta las pruebas finales deben ser rigurosamente planificadas si
queremos obtener los máximos resultados. Un esquema básico a seguir sería el
siguiente:
Diseñar la unión especialmente para ser tratada con adhesivos: Hay que tener en
cuenta que estos productos tienen buenas y malas características, y que no son
directamente un sustituto de las uniones mecánicas. Las piezas disefiadas, para
otros m6todos de unión pueden no aprovechar totalmente las propiedades del
adhesivo, ni compensar sus defectos.
Seleccionar el adhesivo apropiado: Determinando su resistencia, en base a los cálculos de las condiciones de trabajo a que se va a ver sometida la unión, y
considerando los materiales a unir.
Comprobar la eficacia de la unión: Mediante pruebas de diseño realizadas con un
montaje simple. Esto permitirá determinar las dimensiones óptimas y el espesor
de la película de adhesivo.Las muestras a ensayar deberán simular, lo máximo
posible, el montaje final, ya que su comportamiento será determinante en el
rediseño de la junta para la aplicación definitiva.
56

Laboratorio de Procesos v Disello
Planificar: Todas las fases de fabricación en base a los requerimientos impuestos
por el diseño de la junta, el adhesivo y los sustratos.
Aunque la tendencia general sea la de emplear juntas destinadas a otros métodos
de unión, el empleo de adhesivos requiere juntas de diseno especial. Se recalca
este hecho, ya que la costumbre de emplear juntas ordinarias o tal vez
ligeramente alteradas, puede, y de suyo conduce, a resultados desastrosos.
Ciertamente, el campo de los adhesivos en aplicaciones estructurales está en
rápida evolución y sus posibilidades de resistencia a diferentes estados de
tensión se ha incrementado notablemente, pero ello no supone que se pueda
hacer uso de juntas concebidas para otros métodos de unión, ya que el adhesivo
actúa en una zona entera y no sobre un punto Único como ocurre en las uniones
mecánicas, con la consecuente pérdida de capacidad resistente del adhesivo.
Una junta, raramente está sujeta a un solo tipo de tensión, considerándose
esencialmente como cuatro, los estados simples de tensión que pueden
producirse en las uniones con adhesivos:
Tracción.
Cizallamiento.
Desgarramiento.
Peladura.
4.12 COMPORTAMIENTO DE LA UNIóN FRENTE A LOS ESFUERZOS
Analizando cada uno de los estados de tensión simple anteriores:
La Tensión de Tracción se produce, como resultado de la distribución uniforme
sobre la zona de la unión, de las fuerzas que actúan perpendicularmente al plano
de la junta( fig 13 ).
Uno de los métodos empleados para este tipo de ensayos utiliza probetas cortas,
tipo cápsula.
Estas probetas tienen un saliente anular que sirve para la sujeción, mediante las
mordazas en forma de "U", de la miiquina de ensayos, el otro extremo es la
57

Laboratorio de Procesos Y Diseilo
superficie de unión donde se aplicará el adhesivo para formar la junta con la otra
media probeta, similar a esta.
El método, no se limita sólo a dos adherentes de igual material, sino que podemos
adaptarlo para determinar la resistencia entre materiales diferentes.
Sin embargo, este método plantea problemas de excentricidad de la carga
durante el ensayo, debido a las amplias tolerancias de las mordazas y la ausencia
de autoalineamiento, produciendo esfuerzos de tracción no uniformes en la junta.
Si el adhesivo no es rígido, o de bajo módulo, se puede emplear este tipo de
probetas, en caso contrario, se opta por modelos centrados en los que la carga
sea perfectamente axial.
Figura 13. Esfuerzo de fracción.
Si el diseño de la junta es correcto, el adhesivo contribuye a reforzar la unión,
ahora bien no es frecuente que el esfuerzo actúe de forma axial con lo que se
producen tensiones de desgarramiento. Para prevenir que pueda suceder esto, se
pueden emplear sujeciones físicas complementarias.
Figura 14. Esfueno de cizallarniento
58

Laboratorio de Procesos Y Diseno
La tensión de Cizallarnienfo se produce, en el momento en que la fuerza actúa
paralela al plano de la junta y se distribuye uniformemente sobre la zona de la
unión.
Se produce una concentración del esfuerzo de cizallamiento (fig 14) en los
extremos de la junta, y la deformación resultante al curvarse el material, puede
ser reducida biselando los extremos de la unión facilitando asÍ el curvado.
Debido a que los adhesivos por sus características trabajan mejor a esfuerzos
cortantes, estos ensayos son muy empleados ya que además son de fácil montaje
y económicos.
El ensayo más sencillo corresponde a las juntas por superposición simple.
Es difícil conseguir en el ensayo una tensión de cizallamiento pura, pero por otra
parte, hay que pensar que en las condiciones reales de trabajo de la junta, esta,
tampoco se va a producir. Sin embargo, en el ensayo, se debe evitar el
desalineado de las mordazas de sujeción y cumplir con las cotas de sujeción
previstas. Un desalineado de mordazas, del orden de la mitad del espesor del
adherente, puede conducir a variaciones importantes en el valor de la resistencia
obtenida en el ensayo.
Si bien la resistencia de la unión es proporcional al ancho de la probeta, se ha
comprobado que al aumentar la longitud de la superposición, la resistencia
disminuye debido a la concentración de tensiones en los extremos de la junta.
Otro aspecto a considerar, y que se determina mediante estos ensayos, es el
espesor de la película de adhesivo y el factor de junta, de los que ya hablamos
anteriormente.
AI igual que en los ensayos de tracción, también se pueden ensayar, a esfuerzo
cortante, materiales que por su espesor o poca resistencia no podrían ser
sometidos directamente a las pruebas, siguiéndose la misma técnica que vimos
en el anterior ensayo.
59

Laboratorio de Procesos v Diselio
Figura 15. Esfueno de desgarramiento
Desgarramiento es un estado de tensión p OCO recomendable en las uniones con
adhesivos. Se trata de una situación similar a la de tracción ya que el esfuerzo se
aplica perpendicular al plano de la junta, sin embargo, la tensión de
desgarramiento actúa en uno de los lados de la unión, mientras que el resto de la
junta permanece casi sin tensión ( fig 15).
Otro método alternativo, utiliza unos bloques especiales que permiten la
aplicación de una carga de tracción perpendicular a la línea de unión en uno de
sus extremos.
En este caso se somete la junta a esfuerzos de tracción y flexión, teniendo en
cuenta en ambos tipos de ensayos, al evaluar los resultados que en el extremo de
la unión donde no actúa el esfuerzo de desgarramiento, hay una concentración de
esfuerzos por compresión.
Figura 16. Esfuerzo de peladura
60

Laboratorio de Procesos Y Disello
Por último, la Tensión de Peladura o Excoriación, en la que la acción del esfuerzo,
se restringe a una línea muy delgada en el borde de la unión ( fig 16). 2 2 5 9 9 0 La tensión de pelado es otro tipo poco deseable que aparezca en una junta. La
resistencia que pueda tener un adhesivo a este esfuerzo, es una medida de $u
resistencia a la propagación de la rotura, a lo largo de la película de adhesivo que
se haya aplicado en una junta.
Se ha comprobado, tanto en condiciones reales de trabajo, como en el
laboratorio, que las zonas que carecen de adhesivo en una pieza unida, pueden
convertirse en áreas localizadas de rotura a partir de las cuales, se extenderá el
fallo cuando la pieza es sometida a esfuerzos. Esta situación se agrava más en
grandes paneles, donde la aplicación del adhesivo puede presentar algún fallo
dejando zonas carentes del mismo.
AI igual que en el desgarramiento, cuando se presenta este estado de tensión, la
restante zona de la unión no contribuye a reforzar la junta. Para aumentar la
resistencia se puede dar mayor anchura a la junta, o bien plegar el extremo del
sustrato más flexible sobre el más rígido; otra solución podría ser el empleo
complementario de remaches.
Los adhesivos, poseen una alta resistencia a las tensiones por tracción o
cizalladura, de aquí, que tanto en la concepción, como en las fases de diseño,
cálculo y realización de la junta, el adhesivo deba soportar el grado de tensión
que produce el esfuerzo cortante, encontrándose de este modo, en las mejores
condiciones de resistencia que le son propias.
No son, por tanto, deseables tensiones como la de desgarramiento por la
concentración de tensiones que se producen a lo largo de uno de los lados de
unión, mientras otras zonas apenas son sometidas a esfuerzos, o las de peladura,
en las que la tensión actúa en una línea delgada en el borde de la unión, sin que
el resto actúe reforzando la junta.
Consecuentemente, dos cualidades son exigibles en el diseno de la unión :
Distribución uniforme de los esfuerzos en toda el área de contacto.
Reducir las concentraciones de esfuerzos en los extremos de la línea del
61

Laboratorio de Procesos Y DiseAo
adhesivo.
Existen otros ensayos que determinan la resistencia al impacto o la fatiga,
temperatura, etc., cuya descripción extendería mucho el tema, por lo que nos
hemos limitado solo a algunos de los ensayos que se emplean para la
determinación del comportamiento de la unión adhesiva frente a los estados
simples de tensión que pueden producirse en este tipo de uniones.
4.13 FACTORES INFLUYENTES EN LA RESISTENCIA DE UNIóN
En cuanto a la resistencia de una unión sometida a esfuerzos que puedan
producir el corte o cizallamiento podemos decir, que fundamentalmente depende
de los siguientes factores :
Longitud de superposición.
Espesor de las partes a unir.
Características del adhesivo.
Espesor de la película.
La longitud o extensión de superposición viene limitada por un valor óptimo,
superado el cual no se obtiene una disminución de los máximos de tensión en los extremos. Estando dicho valor óptimo a su vez influenciado por el espesor de las
partes adheridas.
Mediante ensayos destructivos de diversas muestras se obtienen gráficos, en los
que se relacionan, la resistencia a la cizalladura con la relación espesor / longitud
de solape o superposición, con el ensayo de series de diferentes valores ( ell ) se
preparan, para cada sistema de adhesivo particular, los diagramas
correspondientes que luego podrán ser utilizados por el proyectista, facilitando la
labor de diseño.
Respecto al tipo de adhesivo, es obvio su influencia en la distribución de las
tensiones internas, ya que si el adhesivo es poco elástico favorece la disminución
del grado de tensión en los extremos de la unión, por el contrario, adhesivos más
resistentes, pero con un nivel eldstico superior, producen efectos opuestos, es
decir, aumentan el grado de tensión.
62

Laboratorio de Procesos Y Diseno
Por último, de las magnitudes que influyen en la resistencia de la unión por
superposición simple, está el espesor de la película, del que ya se comentó
anteriormente, y cuya influencia en la resistencia de unión alcanza un valor
óptimo, sobrepasado el cual, todo aumento supondrá una disminución de la
misma.
4.14 VENTAJAS
El indudable éxito que han tenido, y tienen, los adhesivos en el mundo industrial,
no es solo fruto de una necesidad concreta, sino de que estos han podido cumplir,
e incluso superar las exigencias que se les han hecho. Analizaremos a
continuación algunos de los aspectos más positivos de las uniones mediante
ad hesivos.
Ausencia de concentraciones y deformaciones : El empleo de adhesivos en las
uniones confiere a estas, una mayor área de contacto, cosa que no se logra con
las uniones mecánicas. De este modo, la distribución de tensiones es uniforme lo
que da como resultado una mayor resistencia en la unión y consecuentemente la
posibilidad de emplear materiales más ligeros o espesores más delgados. Esto
supone una reducción de peso importante en la construcción de estructuras,
principalmente en aquellas en las que peso y consumo de combustible están
intimamente relacionados, como es el caso de los aviones, automóviles, etc.
Unión de materiales de diferente espesor : La unión de metales de poco espesor
se hace muy difícil con uniones mediante tornillo, soldadura o remaches, cuando
no, imposibles. Es muy probable que empleando estos sistemas, se produzca
deformación o deterioro del sustrato más delgado, debilitándose la unión. La
utilización de adhesivos es el sistema más adecuado, no solo para metales sino
para otros materiales tales como corcho, cerámica, plástico, caucho ... que no
podrían ser unidos de otro modo, y que permite recubrimientos de láminas muy
finas en diferentes sustratos.
63

Laboratorio de Procesos Y Diseno
Unión de materiales diferentes : Cuando se debe proceder a la unión de
materiales distintos, y no solo nos referimos a combinaciones tales, como por
ejemplo, metal-plástico, madera-metal, etc., sino también, dentro de un mismo
tipo (hierro-aluminio, fibra de vidrio-poliester con poliuretano, etc.), el empleo de
adhesivos como medio de unión, debe ser considerado prioritariamente.
La razón estriba en dos cuestiones fundamentales : Corrosión y dilatación. Cada
metal tiene un potencial electroquímico distinto, por lo que cuando los ponemos
en contacto bastará, un poco de humedad para que se forme una pila electrolítica,
produciéndose la corrosión, de al menos el metal menos resistente.
Por otra parte, en uniones en las que las condiciones de trabajo supongan
cambios importantes de temperatura, los materiales que compongan los sustratos
se verán sujetos a frecuentes dilataciones y contracciones térmicas, con la
particularidad de que cada material tiene su propio coeficiente térmico.
Considerando estos aspectos la unión clásica, se nos hace muy dificultosa y solo
el empleo de adhesivos puede proporcionarnos una solución apropiada y
relativamente sencilla. El adhesivo actúa como aislante entre dos metales en la
unión, con lo que el problema de corrosión galvánica deja de existir con este
sistema, y si el problema está en los cambios de temperatura, un adhesivo
elegido con una adecuada elasticidad, puede adaptarse a las diferentes
deformaciones térmicas de los sustratos evitando los alabeos o combaduras que
se producirían con una unión rígida.
Uniones herméticas : El adhesivo proporciona una unión continua en toda el área
donde se aplica, lo que confiere a la unión una característica de hermeticidad y
aislamiento ampliamente utilizada en múltiples aplicaciones, como la fabricación
de embarcaciones, sistemas de aire acondicionado, encapsulado de motores
eléctricos y componentes electrónicos, neumaticos sin cámara, equipos e
instrumentos musicales, varios recipientes, aplicaciones médicas en las que esta
característica sellante se amplia al campo de las bacterias, etc.
64

Laboratorio de Procesos v Diseno
Reducción de vibraciones : Esta característica de los adhesivos es de gran
importancia en automóviles, embarcaciones, aviones y otros productos que están
sujetos a continuos estados de vibración. La distribución de tensiones en la unión
supone también una mejora de la resistencia, cuando se aplican cargas
vibratorias, ya que el adhesivo no solo transfiere y distribuye, sino que también
absorbe estas tensiones evitando el fallo por fatiga de los sustratos.
Aislamiento eléctrico : La elección adecuada del adhesivo permite que la unión
sea totalmente aislante al paso de la corriente eléctrica, o por el contrario, buscar
una formulación que sea conductora si las necesidades de la aplicación así lo
requieren. Algunos componentes eléctricos que son peligrosos, se aislan
mediante adhesivos evitando así corrientes no deseadas, o bien se emplean en
circuitos de microelectrónica cuando no es posible la soldadura metálica.
Zonas de dificil acceso. Uniones de pequeños componentes : Se pueden diseñar
superficies y contornos, que serían de difícil montaje para sistemas de unión
clásicos, si se emplean adhesivos en su construcción. Esto permite obtener
perfiles más aerodinámicos, estructuras más complejas que alivian pesos y son
más resistentes, y en algunos casos ahorros sensibles en el costo final.
En la unión de elementos pequeños, joyería, electrónica, maquetismo industrial,
etc. La única solución posible es el empleo de adhesivos. En uniones metálicas,
aún se podrían considerar otros tipos de unión, sin embargo, cuando los
materiales son de otra naturaleza, o simplemente metal con no metal, la solución,
repetimos, es el adhesivo.
Acabado final : Un aspecto que ha adquirido relevancia importante, hoy en día, es
el diseño y la estática del producto. Muchas de las realizaciones que se venían
realizando hasta ahora, sobre todo en el campo del interiorismo y la arquitectura,
resultaban costosas por su búsqueda de formas y diseño en los que se pudieran
conjugar, los métodos de unión, con la estética. Los adhesivos has solucionado
65

Laboratorio de Procesos Y Diseno
este problema, al no alterar la superficie externa de la unión, quedando ocultos,
permitiendo recubrimientos con láminas finas, protectora a veces, otras
simplemente decorativas, y asilando los materiales en contacto, consiguiendo
uniones de materiales similares y obtenido uniones resistentes mecánicamente, y
a los agentes ambientales, tanto meteorológicos como contaminantes.
Costos : La reducción de costos no debe ser la razón más importante a la hora
de elegir el adhesivo como método de unión, si bien en muchos casos, el ahorro
que se obtiene, es sensible, hay otros factores a considerar en el costo de la
unión, como son el diseño, el proceso de fabricación y el utillaje necesario. Esta
reducción es notable, cuando por ejemplo, el adhesivo nos permite recuperar
piezas o elementos que se han roto, o también la fabricación de contrachapados
de madera que suponen un mayor aprovechamiento de la materia prima, o la
fabricación de paneles sandwich, etc. No obtenemos una reducción de costos
directa, si sustituimos un tipo de mortero por un cemento epoxi, pero a cambio,
tenemos una mayor dureza y mayor vida en servicio, con lo que el ahorro no
sensible a corto plazo, sí lo es, a largo plazo.
4.15 LIMITACIONES
Es obvio que los adhesivos presentan desventajas, y que estas deben ser
consideradas, no cayendo en la equivocación de que los adhesivos lo “curan
todo”. Algunas de estas limitaciones o inconvenientes son las siguientes :
4.15.1 DISEÑO DE LA JUNTA
Ya hemos comentado anteriormente que los adhesivos aguantan bien las
tensiones a tracción y cizalladura, pero su resistencia al pelado y al
desgarramiento es débil. Esto da lugar a que las uniones exijan un diseño
especial para evitar posteriores problemas, no sirviendo las juntas concebidas
para otras formas de unión, debiéndose evitar las uniones a tope, y resultando el
mejor sistema la junta por superposición.
66

Laboratorio de Procesos Y Diseno
4.15.2 PREPARACIóN DE LA SUPERFICIE
Las particulares características de los adhesivos exigen, que la superficie del
sustrato esté en perfectas condiciones de limpieza para lograr una buena
adherencia con la misma, consecuentemente el proceso de preparación
superficial, supone un costo adicional y un tiempo en el proceso de fabricación
que no se tiene con otros métodos de unión, siendo esta, una de las fases del
proceso de unión más crítica.
4.15.3 TEMPERATURA
El campo de aplicación de un adhesivo se ve influenciado por la temperatura a la
cual puede trabajar, lo cual acota la elección del adhesivo en función de este
parámetro. Por otra parte, la temperatura de curado del adhesivo puede influir
sobre los sustratos según su naturaleza, cuestión esta muy importante cuando se
quieren obtener resistencias elevadas a temperaturas altas.
4.15.4 DURABILIDAD
Este aspecto debe ser cuidadosamente estudiado al elegir el adhesivo, en función
de las condiciones a que se haya de someter la unión, y en ningún caso, variar
estas condiciones una vez realizada la junta. Ambiente, cargas, tipo de adhesivo,
naturaleza de los sustratos y proceso seguido en la unión, serán los factores que
determinarán la vida en servicio de la junta.
4.1 6.5 ESPECIFICACIONES, CALIDAD Y PREPARACIóN
La utilización de adhesivos requiere, generalmente, especificaciones más
complejas y detalladas que en otros procesos de unión, así como mayores
controles, debido a lo crítico de los procesos. También el control de calidad
presenta mayores inconvenientes por la dificultad de realizarlo una vez que se ha
concluido el proceso, y los sistemas de ensayo no destructivo, como es el empleo
de ultrasonidos, infrarrojos, rayos X, etc., son caros, pero en principio, la única
solución.
67

Laboratorio de Procesos v Diseño
Con relación a otros procesos la unión con adhesivos requiere personal
específicamente mejor preparado, conocedor del producto con el que está
trabajando, y de las precauciones a adoptar tanto en la preparación como en la
conservación de las superficies antes de la aplicación del adhesivo, etc.
El campo de los adhesivos se va haciendo cada día más amplio, la tendencia
creciente hacia estructuras más livianas, y el creciente desarrollo de nuevos
materiales compuestos, demandan sistemas de unión más ligeros y más
resistentes. La tecnología está avanzando en todos los frentes, y las nuevas
formulaciones químicas de los adhesivos, abren nuevas posibilidades de
aplicación, acelerando su demanda.
68

Laboratorio de Procesos Y Diseno
5 RESULTADOS EXPERIMENTALES.
La parte experimental de este proyecto fue dividida en tres partes
fundamentalmente, la primera consistió en encontrar sustancias compatibles con
el poliestireno expansible tal que le dieran las características de adhesivo; la
segunda parte consistió en explotar las propiedades de adhesividad, para
encontrar los materiales que podría unir, así como su resistencia a distintos
esfuerzos y finalmente en la tercera parte se buscaron las condiciones para
mejorar su desempeño. A continuación se desglosan las distintas partes y su
fundamento teórico.
Parte 1 .- Muchas de las propiedades únicas de los polímeros pueden atribuirse al
hecho de que los segmentos de los polímeros se mantienen juntos en una
dirección, por enlaces covalentes y en las otras dos por enlaces secundarios. Una
medida de la fortaleza de los enlaces secundarios es la densidad de energía
cohesiva. Un parámetro útil es la raíz cuadrada de la densidad de energía
cohesiva, el parámetro de solubilidad 6. La unidad más ampliamente aceptada
para el parámetro de solubilidad, es el Hildebrand, el cual es igual a 1 (cal/cm3)".
Desde luego, un Hildebrand es también 2.046 (J/cm3)".
Los líquidos con parámetros de solubilidad semejantes son aptos para disolver los
mismos solutos y son mutuamente compatibles. La disolución de un polímero en
un líquido de bajo peso molecular hace que la hélice desordenada se expanda y
ocupe un volumen mayor del que ocuparía cuando está seca en el estado amorfo.
Si el polímero está compuesto de moléculas individuales como es el caso del
poliestireno expansible, existe flujo viscoso y la viscosidad aumentará a medida
que el polímero se expanda. Es de esperarse que cuando el polímero y el
solvente tengan el mismo valor de 6, ocurrirá la mayor expansión y, por lo tanto, la
viscosidad máxima (para una concentración dada).
Uno de los usos de los parámetros de solubilidad consiste en la selección de
polímeros compatibles que se utilizan mezclados en los recubrimientos para
superficies y en adhesivos, tal como en este caso.
69
Laboratorio de Procesos Y Diseilo
Los experimentos se realizaron basándose en una selección de varios solventes
con respecto a su parámetro de solubilidad, es decir, buscamos aquellos que
tuvieran un parámetro de solubilidad semejante al del poliestireno, el cual es de
9.1.
Ejemplos de solventes con parámetros de solubilidad semejantes al poliestireno:
Tetracloruro de carbono.. ..
Xileno .................................
Tolueno ..............................
Acetato de Etilo ..................
Benceno ............................. MEK ....................................
Tricloroetileno .....................
Clorobenceno .....................
8.6
8.8
8.9
9.1
9.2
9.3
9.3
9.5
Definitivamente existe una gran cantidad de solventes con parámetros de
solubilidad semejante al del poliestireno, sin embargo, muchos de estos solventes
no están disponibles en el laboratorio o tal vez son muy corrosivos o caros e
incluso cancerígenos como es el caso del benceno, por lo que eliminamos
aquellos que por sus características fueron inadecuados.
Una elección preliminar nos llevó a utilizar acetato de etilo (6 = 9.1) por obvias
razones, tiene el mismo valor de parámetro de solubilidad, indicando que es
totalmente compatible y que lo disolverá totalmente, se comenzó con bajas
concentraciones hasta alcanzar un 35% en peso, sin embargo, se observó que lo
disolvía moderadamente rápido, sólo a concentraciones altas pegaba, el tiempo
de secado era bajo, pero que se volvía muy quebradizo, esto último se explica
sobre la base de que el acetato de etilo tiene un punto de ebullición de 77.2 "C,
es decir, se considera un solvente de secado rápido, se evapora en corto tiempo y
el adhesivo se vuelve quebradizo ante el mínimo esfuerzo.
70

Laboratorio de Procesos y Diseno
Lo mismo sucedió cuando utilizamos metil etil cetona cuyo punto de ebullición es
de 79.4 “C, el adhesivo se volvió quebradizo. Decidimos eliminar el dicloroetileno
y el tricloroetileno por su alta toxicidad y por sus bajos puntos de ebullición, los
cuales son 83.3 “C y 86.1 “C respectivamente.
Experimentamos con tolueno (punto de ebullición 11 1 “C) a diferentes
concentraciones, dando como resultado un adhesivo con buenas características
de pegado a superficies porosas sobre todo a concentraciones mayores del 40%
en peso, con una mayor resistencia a esfuerzos.
Posteriormente utilizamos xileno, ya que estabamos observamos en los
experimentos, que conforme aumentaba el punto de ebullición, mejoraban las
propiedades de adhesión, justificado por la velocidad de evaporación, este
solvente tiene un punto de ebullición entre 133 y 143 “C. Observamos una ligera
mejoría pero no era muy marcada con respecto a los resultados obtenidos con el
tolueno.
Parte 2.- Para catar el adhesivo elegimos materiales que fuesen de uso común y
que se adaptaran a la caracterización que nos fue posible realizar (debido a las
limitaciones del equipo, “lsfron”). Las superficies sobre las que se probó el
adhesivo fueron madera (abatelenguas), cartón corrugado (utilizado en
empaque), papel cascarón (utilizado en arquitectura), papel, plástico y lámina
galvanizada.
En una primera selección desechamos aquellos materiales que basándose en la
teoría de adhesión (mencionadas en el capitulo 2 de este trabajo) fueran
incompatibles con nuestro adhesivo, tales materiales fueron el papel y la lamina
galvanizada, el primero debido a su alta porosidad, ya que el solvente
inmediatamente penetraba y manchaba el papel y la lamina galvanizada por su
baja porosidad, el adhesivo no humectaba (baja polaridad) adecuadamente el
71

Laboratorio de Procesos Y DiseAo
material y esto hacía que la adhesión fuera débil.
Era necesario normalizar los experimentos con respecto tanto a las dimensiones
de los materiales utilizados, así como a la cantidad de adhesivo aplicado y el
tiempo de secado, por lo que decidimos tratar de acercarnos lo más posible a las
normas ASTM propuestas para la caracterización de adhesivos en el ámbito
industrial, sin embargo, no siempre fue posible cumplir con tales normas debido a
las características de nuestro adhesivo y sobre todo a sus capacidades.
La cantidad aplicada y el tiempo de secado para cada material así como sus
dimensiones se presentan en la siguiente tabla:
MATERIAL TIEMPO DE CANTIDAD DIMENSIONES
Largo X Ancho SECADO APLICADA
[cm1 [min] [9 rl
Cartón
2 o. 1 4 x 1.3 Plástico
10 0.6 1 0 x 2 Madera
3 0.3 7 x 2 Papel cascarón
3 0.3 7 x 2
Comenzamos con concentraciones de 10% en peso de poliestireno,
incrementándola un 10% cada vez, hecho esto, observamos que a
concentraciones del 10 y 20% no se presentaba adherencia en ningún material; AI
llegar a la concentración de 30% observamos adherencia en los materiales
elegidos, excepto en plástico y lámina galvanizada debido a su baja porosidad.
Sometimos éstas primeras muestras a una caracterización física con el objeto de
descartar en esta primera etapa de experimentación algunos de los solventes.
Dicha caracterización, la realizamos en el lnstron (Instruments and Systems for
72

Laboratorio de Procesos v Diseno
Advanced Materials Testing), aparato adecuado para realizar pruebas de tensión,
esfuerzo, deformación, compresión y en general resistencia de materiales, dicho
aparato nos arrojó datos sobre el Módulo de Young, y una gráfica de esfuerzo
(MPa) vs deformación (mm) que sufre la muestra bajo determinada tensión
preestablecida, más adelante comentaremos en forma cuantitativa tales
resultados, sin embargo en este momento nos sirvió para medir cual material
soportaba mejor la tensión y que concentración era la adecuada.
La selección de los solventes se realizó sobre la base de aquella muestra que
presentara el mayor Módulo de Young, soportara un mayor esfuerzo con mínima
deformación como podrá observarse en las gráficas anexas. Con los resultados
de esta primera caracterización los solventes seleccionados fueron:
Tolueno;
MetiI etil cetona y
Xileno
Con respecto a las concentraciones, se descartaron las de menores del 40% en
peso de poliestireno, observando una considerable mejora en los resultados (ya
que ahora pegaba incluso en plástico; aunque muy débilmente) llegamos hasta
una concentración de 60% de PS en la cual la disolución del material comenzaba
a ser muy lenta (por que nos acercábamos al punto de saturación), además a
concentraciones más elevadas las muestras presentaban una viscosidad
demasiado alta lo que las hace de difícil aplicación, y en cuanto a su producción a
escala industrial, esto nos significaría mayores costos de manufactura.
Decidimos en este momento preparar adhesivos con mezclas binarias de
solventes, se realizaron preparaciones con soluciones de tolueno y xileno al 40,
50 y 60% en peso de poliestireno; probando éstas en los materiales antes
mencionados. Las pruebas fueron realizadas a la misma temperatura, y variando
73

la tensión aplicada, la cantidad utilizada,
midieron en función de las dimensiones
aplicaría. También se intentó con tolueno
Laboratorio de Procesos Y Diseno
2259983 y el tiempo de secado, las cuales
y tipo de superficie sobre la cual
y metil etil cetona y los resultados
fueron superados con respecto a los que se obtuvieron con el adhesivo
poliestireno - tolueno al 40% en peso,
se
se
no
de
Finalmente en este apartado decidimos intentar con mezclas ternarias de solvente
y en esta ocasión experimentamos con tolueno (6 = 8.9 ) con punto de ebullición
110.62 OC como base, metil etil cetona (6 = 9.3 ) cuyo punto de ebullición es
79.4OC y xileno (6 = 8.8 ) con punto de ebullición de 138.35 - 144.42 OC, este
último se utilizó como plastificante, modificando la flexibilidad del adhesivo. Cabe
mencionar en este momento que encontramos dos plastificantes adicionales que
tuvieran parámetros de solubilidad parecida al EPS, los cuales fueron monoamil
benceno y etil naftaleno cuyos puntos de ebullición son ( 202.2 OC ) y ( 257.2 OC )
respectivamente, sin embargo estos solventes no pudieron ser adquiridos ni por
nuestro asesor ni por nuestros propios medios, pero existe la posibilidad de
mejorar la formulación en el futuro, con cualquiera de estos dos solventes que
incrementarían las propiedades mecánicas del adhesivo y en particular la
flexibilidad de éste ante determinados esfuerzos. Las concentraciones utilizadas
fueron entre el 30% y 50% en peso de poliestireno.
Los resultados superaron a todos los anteriores, ya que la experiencia y los
resultados cualitativos basándose en el lnstron nos condujeron a buscar tiempos
de secado no tan largos de ahí que decidiéramos usar el metil etil cetona, buena
adhesión con lo que el tolueno mejoró tales características y finalmente una
buena fuerza de unión con resistencia moderada a la flexión, justificando el uso
del xileno. Por lo que la recomendación en la preparación final sería utilizar un
solvente de bajo punto de ebullición (abajo de 100 OC), para buscar tiempos de
secado relativamente cortos, un solvente de punto de ebullición entre los 100 OC y
200 OC que proporcionará buena adhesión y un solvente con alto punto de
74

Laboratorio de Procesos Y Diseno
ebullición (arriba de 200 "C) para proporcionar alta fuerza de unión y finalmente
poliestireno arriba del 25 % que es la base del adhesivo.
Parte 3. - Toda vez que decidimos trabajar sobre las dos preparaciones:
Poliestireno expansible (40% peso) en Tolueno.
Poliestireno expansible (40% peso) en metil etil cetona, tolueno, xileno.
Nos enfocamos a tratar de explicar con base en las curvas esfuerzo-deformación
el comportamiento que tenia el adhesivo, al tratarse de un adhesivo termoplástico,
los parámetros de la curva son el esfuerzo nominal (fuerza sobre la especie
dividida por el área de sección transversal original), el correspondiente
estiramiento nominal (incremento en la longitud dividido por la longitud original) y
el módulo (pendiente de la curva de esfuerzo-deformación). Para las muestras
sometidas se observó que tienen un módulo tensil intermedio 0 . 5 ~ 1 0 ~ - 4 . 0 ~ 1 0 ~
psi. Ese estiramiento está en términos no de un estiramiento efectivo, sino de una
resistencia a despegarse, sin embargo, las curvas se parecen al comportamiento
que presentan los plásticos, alto esfuerzo y baja deformación, también el adhesivo
no presentaba altas deformaciones ya que antes despegaba o el material se
rompía, indicándonos la resistencia del adhesivo, pero sólo sucedió con el cartón
y la madera. Con estos materiales para adhesivos a concentraciones mayores al
35% y alto contenido de xileno, se presentaba desgarramiento antes de que se
despegaran. Por lo que no percatamos que el xileno estaba fungiendo como un
plastificante.
Este plastificante es un solvente poco o nada volátil (para el xileno punto de
ebullición = 138.35 - 144.42 "C) que generalmente permanece en el sistema para
su uso final. Como el solvente y el polímero no están enlazados químicamente
entre sí, algunas veces se utiliza el término "plastificante externo" para distinguir
este caso de la copolimerización en la que se utiliza un co-monómero de bajo
valor de Tg (temperatura de descomposición vítrea) para disminuir la Tg del
75

Laboratorio de Procesos v Diseno
sistema, en cuyo caso se denomina plastificación interna. La linearidad de Tg con
la composición, para varios plastificantes, está dada por el comportamiento de la
temperatura de flexión, la cual está próxima a Tg. La eficiencia para disminuir el
valor de Tg, no es el Único criterio para seleccionar una plastificante. El costo, el
olor, la biodegradabilidad, estabilidad a alta temperatura, y la resistencia a la
migración pueden ser muy importantes en una aplicación específica. La eficiencia
de plastificación también se puede juzgar por la disminución del módulo de rigidez
a la temperatura ambiente.
Cabe mencionar que de haber conseguido alguno de los plastificantes
propuestos, monoamil benceno y etil naftaleno cuyos puntos de ebullición son
(202.2 "C) y (257.2 "C) respectivamente, hubiésemos podido encontrar mayores
esfuerzos para despegar las muestras. Las gráficas sirvieron pues, para comparar
los esfuerzos de los distintos materiales a despegar bajo condiciones muy
semejantes para eliminar las concentraciones y materiales que no cumplieran con
determinado esfuerzo. Podemos decir que fue una comparación de esfuerzo vs
deformación la que se utilizó para eliminar las uniones más débiles y elegir las
más resistentes.
Es importante mencionar que se compararon con adhesivos comerciales, "Flexo"
y un hotmelt en barras de silicón (adhesivo termofusible). El primero es de
aplicación semejante al nuestro, de contacto y el segundo difiere un tanto en la
aplicación, sin embargo, los resultados fueron muy parecidos. Puede observarse
que el adhesivo Flexo presentó gran esfuerzo y moderada deformación ya que
este presenta mayor elasticidad, pero nuestro adhesivo a diferencia de este, no
tiene elasticidad alguna, empero, soportó moderado esfuerzo haciéndolo útil en el
pegado de cartón y madera principalmente, por lo que se recomienda en
empaque (pegado de cajas de cartón) y maquetismo (papel cascarón, madera,
etc.).
76

Laboratorio de Procesos Y Diseno
6 PLANEACIÓN DE LA PLANTA
6.1 INVESTIGACIóN Y DESARROLLO
La investigación y el desarrollo son solo un elemento de la inversión total
requerida para establecer una empresa comercial nueva. Estos costos incluyen
(en adición a la investigación y desarrollo) ingeniería, equipo, construcción,
capital de trabajo, costos de arranque, cambios en la planta y el valor reservado
para cubrir las erogaciones hasta que empieza a ingresar la utilidad esperada.
El objetivo del programa de investigación y desarrollo aquí considerado consiste
en el desarrollo de un proceso económico para el que pueda justificarse la
inversión de capital en una planta comercial. Como la investigación y desarrollo
orientados a la obtención de datos para el diseño de plantas es un elemento
importante de la inversión, la relación entre el dinero gastado en investigación y
desarrollo y los fondos aplicados a todo la planta puede constituir un índice
adecuado para estimar los costos por concepto de investigación y desarrollo.
6.2 EVALUACIóN ECONÓMICA PRELIMINAR
Generalmente deberá llevarse a cabo un estudio de evaluación económica. La
amplitud de este estudio, el grado de elaboración y la cantidad de trabajo
detallado que deberá efectuarse, dependen en alto grado de la información
disponible, algunas veces solo se justifican muy pocos cálculos y trabajos de
estimación de costos, debido a la carencia de datos disponibles para fijar
estimaciones de capital para la planta y operación; en este caso, todo lo que
puede hacerse es observar los costos de las materias primas y los precios de los
productos, y estimar si es razonable suponer que los rendimientos necesarios
para hacer atractivo el proceso, pueden alcanzarse en los programas de
investigación.
6.3 EVALUACIONES ECONÓMICAS
Para las evaluaciones económicas, deberán elaborarse diagramas de flujo
alternativos y estudios de los esquemas básicos de proceso, tan frecuentemente
77
Laboratorio de Procesos Y Diseno
como sea posible, durante todo el programa de desarrollo del mismo. Deberán
observarse varios esquemas de la preparación de la alimentación, diseño de
equipo, recuperación y purificación del producto como concepto de diseño. Estos
diseños conceptuales deberán ser discutidos con el grupo experimental, y
evaluados respecto a su economía y factibilidad.
6.4 SELECCIóN DE LOS MATERIALES DE CONSTRUCCIóN
La economía de la mayor parte de los procesos está íntimamente ligada a los
materiales de construcción. El programa de selección de materiales es, en
consecuencia, un renglón en la optimización global, tal como cualquier otra parte
del proceso. En vista de ello es importante que la selección de materiales se
emprenda desde el principio mismo del programa, en algunos casos, el problema
de los materiales puede afectar algún aspecto tan considerable como lo es la
configuración de alguna pieza importante del equipo básico.
6.5 EVALUACIóN PRELIMINAR
Los datos requeridos para evaluar procesos son:
La inversión de la planta.
El costo de producción por kilogramo de producto manufacturado,
convenientemente desglosado para incluir rendimientos y servicios, etc.
Estos datos se representan con frecuencia en una hoja de datos estándar que
pueden ser llamados elementos del costo de producción, los datos del costo de
producción pueden ser dados sobre una base unitaria de kilogramo de producto,
o en millones de kilogramos, o en toneladas u otras unidades por año,
correspondientes al costo de producción.
6.6 CONSTRUCCIóN DE LA PLANTA
Es bien claro que bajo ciertas circunstancias normales, una compañía encontrará
ventajoso el empleo de los servicios de un contratista para la construcción,
cuando los ha utilizado para el diseño y adquisiciones de un proyecto, debido a
78

Laboratorio de Procesos v Diseno
los beneficios que se obtienen de la buena integración de estas funciones.
Cuando el tamaño no constituye problema, se puede preferir el trabajo directo de
la construcción como una solución completa al problema de la divulgación de la
información.
6.7 ADMINISTRACIÓN DEL PROYECTO
Administración global de las diferentes fases del proyecto es el factor individual
mas importante que tiene la influencia sobre el éxito o el fracaso relativo. Es
también de primordial importancia, el reconocer que las actitudes de la
organización misma no son el factor principal. Aún de mayor importancia es la
actitud de la persona seleccionada para el trabajo, otro factor, de difícil
evaluación, pero de máxima importancia para la decisión de si deben o no
utilizarse los servicios de un contratista en particular, es la calidad de
administración ejecutiva. Deberán entrar en consideración la comprensión, el
deseo de lograr un buen desempeño y la estabilidad financiera y aspectos
similares.
La buena administración y ejecución de los proyectos, depende de contar con una
buena base de apoyo en los departamentos de ingeniería, compras y
construcción. Otros servicios de importancia significativa incluyen a las
estimaciones, el control de costos, la programación y otros similares. La
importancia de estas funciones se hace aparente a partir de otros capítulos de
esta investigación.
6.8 UBICACIóN DE LA PLANTA
La selección del lugar para elección de la ubicación de la planta es
fundamentalmente una cuestión de economía. Las principales consideraciones
que determinan la economía de cualquier localidad son el costo y disponibilidad
de las materias primas, mano de obra y servicios; los factores de venta tales como
las consideraciones de mercado y transportación. La importancia de cada uno de
79

Laboratorio de Procesos Y Diseno
ellos varía notablemente según los diferentes tipos de plantas y las distintas
condiciones locales. Considerando varias ubicaciones y asignando costos a todos
los factores anteriores, usualmente es posible decidir sobre una localidad o área
particular.
Las ventajas de situar una planta cerca del mercado son obvias. En el caso de
muchos productos químicos, las materias primas son productos intermedios
elaborados en plantas adyacentes al área de mercado. Para un análisis y
justificación de localización adecuados se toman cuenta los factores siguientes:
Infraestructura Básica.
a).- Vías de comunicación (Carretras, Vías Férreas, Aeropuerto).
b).- Servicios (Agua, Luz Pública y Subestación Propia, Drenaje, Planta de
Tratamiento de Aguas Industriales, Subestación de Bomberos, Vigilancia las 24
horas).
Incentivos Fiscales.
a).- Descuentos fiscales por creación de empleos.
b).- Costo del terreno.
c).- Descuento predial.
d).- Descuento en servicios básicos.
Localizacibn y Precio de la Materia Prima.
Localización de Clientes Potenciales.
En nuestro caso, el proyecto se refiere a una industria dedicada a captar todo el
scrap (material de desecho) de poliestireno expandido, del proceso de
producción
para transformarlo en adhesivo; por lo que para evitarnos problemas de
transporte del material reciclado, proponemos este proceso se lleve a cabo en un
anexo a la planta de BASF en Altamira, Tamps .
80

Laboratorio de Procesos Y DiseAo
7.
A.
1.
2.
B.
3.
4.
BASES DE DISEÑO
GENERALIDADES
Función de la Planta. Producción de adhesivo de poliestireno expansible base solvente. La planta tiene por objeto producir un adhesivo basándose en poliestireno expansible de desecho proveniente de los scraps del proceso de producción, termoformado, inyección (recortes, rebabas, rechazo en control de calidad, material fuera de especificaciones) ylo del material de empaque recuperado de las tiendas de autoservicio más cercanas a la planta ylo de la misma planta.
Tipo de Proceso. La producción del adhesivo base poliestireno expansible se realiza mediante dos formulaciones, un proceso de disolución con la mezcla ternaria tolueno, xileno y metil etil cetona con poliestireno expansible al 40% en peso, y poliestíreno expansible al 40% en peso en tolueno.
CAPACIDAD, RENDIMIENTO Y FLEXIBILIDAD
Factor de Servicio. Se incluye un factor de servicio de 90% para el diseño de la planta.
Capacidad y Rendimiento. La planta ha sido diseñada para una carga de 520 kg de poliestireno expansible por día, considerándose un flujo normal de entre 480 y 570 kg diarios y una carga mínima del 60% de la capacidad de diseño.
Flexibilidad. La planta no operará a carga reducida por falla eléctrica, pero deberá tener facilidad para lograr un paro eventual. De acuerdo a lo anterior, se tendrá facilidades fuera de la planta para el desvío de carga.
Ampliaciones Futuras. Se planea construir pequeñas unidades de procesamiento con cámaras de mezclado montadas en una unidad móvil (trailer con plataforma) con solvente previamente cargado provistas con trampas Dean Star para recuperación de solvente in situ.
81

Laboratorio de Procesos v Diseno
C. ESPECIFICACIONES DE LAS ALIMENTACIONES DE PROCESO
1. Poliestireno expansible recuperado. 2. Tolueno 3. Xileno 4. Metil etil cetona
Componente
Poliestireno expansible Tolueno Xileno Metil etil cetona
Total
% MOL
34.65 21 5 8 18.43 25.34 """"""
100.00
D. ESPECIFICACIONES DE LOS PRODUCTOS
Adhesivo base poliestireno expansible (concentración 40% peso).
1. Mezcla de tres con tres solventes (Tolueno, Xileno, Metil etil cetona)
Viscosidad aparente ( 25 "C ) 960 CP Densidad aparente 0.973 kg/lt
2. Mezcla con tolueno
Viscosidad aparente ( 25 "C ) 1064 CP Densidad aparente 0.9839 kg/lt
E. CONDICIONES DE ALlMENTAClÓN
l. Condiciones en Límite de Baterías.
Corriente Estado Presión Man atm Temperatura OC Forma de Físico Máx. Nor. Min. Máx. Nor. Min. Recibo
Poliestireno Sólido expandido
Tolueno Líquido 1 MetiI etil Líquido 1 cetona Xileno Líquido 1
21 Banda transporta dora
21 Tu bería 21 Tubería
21 Tubería
82

Laboratorio de Procesos v Diseno
2. Elementos de Seguridad.
Las líneas de alimentación estarán protegidas con válvulas de seguridad
Corrosión atmosférica: Pintura anticorrosiva
F. CONDICIONES DE LOS PRODUCTOS
Corriente Estado Presión Man atm Temperatura OC Forma de Físico Máx. Nor. Min. Máx. Nor. Min. Entrega
Adhesivo Líquido 1 mezcla de solventes.
Adhesivo Líquido eps-tolueno
G. DESECHOS
1
Los requerimientos de pureza
25 Envasado
25 Envasado
del agua, deberán ajustarse a norma S
aplicables de SEDESOL y C.N.A. Para la pureza del aire se utilizará el reglamento correspondiente pero será responsabilidad de BASF el tratamiento final en la eliminación de los desechos fuera de límite de batería.
H. CORRIENTES DE SALIDA
Las preparaciones de adhesivo se mandarán a envasado o se envasarán desde la cámara de mezclado. Los vapores de solventes recuperados se enviarán a las recuperadoras de solventes o se recuperará ahí mismo con trampas Dean Star y posterior separación.
1. SERVICIOS AUXILIARES
1. Vapor.
BASF generará todo el vapor que sea necesario fuera de límite de batería, recomendado para el lavado de la cámara de mezclado, se sugiere de baja calidad como sigue:
83

2.
3.
4.
5.
6.
7.
Laboratorio de Procesos Y Diseno
Vapor de baja presión:
Presión 50 PSlG
Temperatura 297 OF
Calidad Saturado
Condensados.
Se devolverá a BASF la máxima cantidad de condensado económicamente posible. El condensado de todas las corrientes de vapor tendrá en L.B.
Presión 50 PSlG
Temperatura 296.7 OF
Agua de enfriamiento. No se requiere, mezclado isotérmico
Agua para Servicios.
Se dispone de una cantidad ilimitada de agua para servicios y usos sanitarios
Fuente Unidad de Pretratamiento de BASF
Presión en L.B. 50 Psig
Temperatura en L.B. 90 OF
Agua Potable.
BASF proporcionará agua potable a través de botellas para su consumo.
Agua contra incendio.
Fuente de suministro Red existente
Se dispone de una cantidad ilimitada para el agua contraincendio.
Presión 170 Psig (límite de baterías)
Temperatura en L.B. Ambiente
Agua de Proceso.
No se prevé la necesidad de una fuente constante de agua de proceso
84

Laboratorio de Procesos v Diseño
tratada dentro de L.B. pero BASF cumplirá los requerimientos de diseño en dicho sentido, si se requiere.
8. Aire de Instrumentos.
El aire de instrumentos será suministrado por un compresor dentro de L.B.
Impurezas
Presión del sistema
Punto de rocío
Temperatura
Ninguna y libre de aceite y polvo
100 Psig
- 4 0 OF
100 O F
9. Aire de Planta.
El compresor está diseñado para sustituir al de aire de instrumentos y el cabezal se integrará con válvula de paso al sistema general fuera de L.B.
10.- Distribución de Areas y Equipos.
a. Área disponible
b. Localización de plantas del complejo
1 1. Alumbrado.
a. Tipo de iluminación preferida para:
Rack de tuberías y calles interiores
Áreas de proceso
S.E. de respaldo
S.E. principal y secundarias.
Existe de manera amplia
Ver plano anexo
b. Voltaje de operación
c. Control de alumbrado
d. Alumbrado de emergencia
Vapor de mercurio.
Vapor de mercurio.
No aplica
Fluorescentes en cuartos de control y vapor de mercurio en área de transformadores.
220 - 127 Volts
127 volts
A través de unidad
85

Laboratorio de Procesos v DiseAo
operada con baterías con 2 lámparas, sólo en la subestación.
12. Sistema de Tierras.
a. Características del terreno (lectura).
Promedio de resistividad en ( OHMS - Metro)
b. Resistencia máxima permisible de la Red de tierras ( en OHMS ).
C. Material de la red de tierras.
d. Conectores ( mecánicos o soldables)
e. Puntas de pararrayos.
13. Misceláneos.
a. Telecomunicaciones.
Sistema Telefónico (existente).
Cantidad de líneas troncales.
Cantidad de líneas locales.
Conductor telefónico
Operadora
25
I O
Red principal : cable de cobre semiduro desnudo Cal. No 410 AWG, derivaciones : idem anterior, pero Cal. No 2/0.
Soldables en instalaciones subterráneas Y estructuras metálicas, mecánicos en equipos removibles.
Sistema Faraday
- Si No
Por BASF
Una extensión conectada al conmutador existente.
- Si No
- Si No
86

Laboratorio de Procesos v DiseAo
Selección Automática
Sistema de intercomunicación y voceo.
b. Aislamiento preferido para los conductores.
- Alta tensión
- Baja tensión
- Control
- Si No
- Si No
XLP
THW antillama 90 O
ambiente seco
THW antillama 90 O
ambiente seco
1 4. Desfogue.
Se diseño el sistema de desfogues hasta el L.B.
Los cabezales dentro de L.B. se unen a los cabezales del complejo con las siguientes características:
Presión máxima Psig
Desfogue húmedo
Desfogue ácido
30
15
J. SISTEMAS DE SEGURIDAD
1. Sistema Contra Incendio.
El equipo móvil, portátil, extintores, camiones, etc. Es suministrado por BASF.
1 La red de agua se integrará a la red existente de acuerdo a las normas del IMP, de BASF, NFPA y NFC.
2 El sistema de COZ, está diseñado para proteger el cuarto de control de instrumentos y está de acuerdo con el código del NFPA.
2 . Protección de Personal.
El equipo de protección personal (botas, guantes de hule o polipropiieno, gafas, casco, chamarra o gabán de tela ahulada), es proporcionado por BASF.
87

Laboratorio de Procesos v Diseno
3. Sistema de Aspersión.
El sistema de aspersión está integrado a la red de agua contra incendio de acuerdo con la distribución de los planos y a las Normas de BASF. El proyecto incluye la complementación e implementación del sistema de líneas de entrada y salida en límites de batería.
K. CONDICIONES CLIMATOLÓGICAS
1. Temperatura.
La temperatura media anual es de 16 "C
2. Tormentas.
a. Precipitación pluvial
Anual media 1,000.0 mm
b. Tormentas
Régimen de lluvia de junio a septiembre.
3.- Vientos.
Dirección de sus vientos de sureste a noreste.
Dirección de los dominantes Provenientes del S.E.
Dirección de los reinantes Provenientes del E.
Velocidad media vientos 20.7 kmlhr
Velocidad máxima vientos 240.0 kmhr
4. Humedad.
Promedio 75 % a 30.8 OC
88

Laboratorio de Procesos v DiseAo
5. Atmósfera.
Presión Corrosiva Contaminantes
1 .O3 kg/cm2 ABS si v o c s
6. Altura sobre el Nivel del Mar del Lugar.
La cabecera municipal se localiza a los 22' 23' de latitud norte y a los 97O56'
latitud oeste, a una altitud de 26 metros sobre el nivel del mar.
L. LOCALlZAClÓN DE LA PLANTA
Coordenadas en L.B. (metros)
Elevación sobre el nivel del mar
Ver plano
26.0 mts.
M. ENTORNO GEOGRÁFICO.
El Municipio colinda al Norte con el de Aldama; al Sur con los de Madero y Tampico, así como con el Estado de Veracruz, al Este con el Golfo de México y al Oeste con el Municipio de González. ~-
Altamira (cabecera municipal).
- 1 . . - J. a , .I
. . I \_ '
1 ,
.., .- r _ *
:, i
I . c
1. Hidrografia . . \
Los recursos hidrográficos con que cuenta están constituidos por el río Barberena, ubicado en la parte norte del Municipio, que sirve como límite entre Aldama y Altamira; nace en la sierra de Tamaulipas en el Municipio de Aldama; el río Tamesí que marca los límites con el Estado de Veracruz. Además cuenta con otros recursos como son los Esteros, El Salado, El Conejo y el del Norte, así como las lagunas del Camalote, Chapayán y la Altamira.
2. Orografia
Sierra de la Palma, el Cerro del Metate, el Cerro del Lagarto, la Cruz, el Esporta.
89

Laboratorio de Procesos v Diseiio
El Municipio no presenta relieves accidentados, por ser una región sensiblemente plana debido a su lejanía de las cadenas montañosas.
3. Clasificación y uso del suelo
AI Norte y Oeste, el suelo es vertisol pélico y en la parte sureste, cabisol cálcico y calcárico. En lo que respecta a la tenencia de la tierra, es predominantemente ejidal y en lo que se refiere al uso, es básicamente agrícola.
4. Flora y fauna
Los tipos de vegetación del Municipio se presentan en dos agrupaciones. La mayor parte del Municipio está conformada por selva baja caducifolia espinosa y en una porción muy pequeña, al Este, se presentan zacatales.
N. MARCO ECONÓMICO
1. Actividades económicas
Agricultura: Los principales cultivos son: soya, maíz, sorgo y cártamo, en menos importancia chile serrano, ajo, jitomate y melón.
Ganadería: Se cría fundamentalmente ganado vacuno.
Pesca: Las principales especies obtenidas son: tilapia, carpín de altamar, jaiba y camarón.
Industria: El equipamiento industrial del Municipio lo constituye las industrias de productos alimenticios, bebidas, química y petroquímica, hule y plástico (actividad en la que se ocupa el mayor personal), de productos metálicos, maquinaria y equipo. Cuenta con un parque de pequeña y mediana industria.
Minería: El Municipio cuenta con marismas en explotación donde el mineral que se obtiene es la sal. Se encuentran ubicadas en los ejidos Aquiles Serdán y Congregación Lomas del Real.
Turismo: En la cercanía hay playas bellísimas y la laguna de Champayán, donde se pueden practicar deportes acuáticos. Sus zonas arqueológicas, al igual que su Parroquia, son monumentos que el trabajador puede disfrutar.
Comercio: Cuenta con centros de acopio, distribución y abasto de productos básicos, así como centros para la comercialización del vestido,
90

Laboratorio de Procesos v Diseiio
calzado, artículos para el hogar, etc. El Sistema Estatal para el Desarrollo Integral de la Familia (DIF), así como pequeños establecimientos.
Servicios: Instituciones de crédito y banca, hoteles, restaurantes, hospitales, expendios de combustibles y lubricantes, talleres de reparación, forman la infraestructura de servicios.
2. Salud
El Municipio recibe atención del sector salud a través de la Secretaría de Salud (SSA), Instituto Mexicano del Seguro Social (IMSS), Instituto de Seguridad y Servicios Sociales de los Trabajadores del Estado (ISSSTE), y el Sistema Nacional para el Desarrollo Integral de la Familia (DIF).
3. Vivienda
De las 6,805 viviendas totales del Municipio, el 47.3 por ciento tiene un solo cuarto, habitados por el 44.1% de la población total; el 27.2 por ciento tiene dos, el resto equivalente al 11.4% habitados por el 12.4 por ciento del resto de la población. La mayoría de las viviendas cuentan con los servicios de agua potable, energía eléctrica y drenaje. El tipo de construcción es fundamentalmente de concreto, y se distribuye proporcionalmente en viviendas propias y de alquiler, aunque predominan las primeras.
4. Servicios públicos
El Municipio ofrece a sus habitantes los servicios de energía eléctrica, alumbrado público, parques y jardines, rastros, panteones y centros de abasto, seguridad pública, tránsito, limpieza y bomberos.
5. Vías de Comunicación
5.1 Comunicaciones y transportes
El Municipio de Altamira se beneficia por la carretera número 81 que cruza por su cabecera municipal; la longitud total caminera es de 181.5 kilómetros, de los cuales 60 son pavimentados y 121.5 revestidos; existen 11 localidades ubicadas sobre la carretera federal y en cada una hay paradas oficiales de unidades de transporte foráneos que conectan al Municipio de Tampico, Victoria, Mante, etc.
Altamira se conecta también a través de ferrocarriles de México, ruta Monterrey-Tampico, misma que toca las localidades de Chocoy,
91

Laboratorio de Procesos Y Diseno
e
e
e
Cuauhtémoc, Cervantes, Colonias, y Ciudad de Altamira con una longitud total dentro del Municipio de 71 kilómetros. La red de comunicaciones esta integrada por una retransmisora de microondas denominada Las Palmas, televisión, radio en amplitud modulada (AM), cuenta con un servicio telefónico, administración de correos y telégrafo.
Tamaulipas ofrece una privilegiada situación geográfica; al Noreste de México, sus 370 km de frontera con los Estados Unidos lo colocan en el centro del corredor de intercambio comercial más importante del mundo. Por sus 12 puentes internacionales cruza el 50% de este tráfico, uniendo las principales ciudades del norte del Continente; adicionalmente, sus puertos de altura favorecen la transportación marítima internacional.
La globalización de la economía mundial ha intensificado el interés de empresas manufactureras de diversos países por establecerse en Tamaulipas. Saben que dispondrán de eficientes sistemas de transportación que harán disminuir sus costos de traslado de insumos y productos terminados, participando competitivamente en los principales mercados del mundo, especialmente el que integró el TLCAN y el que ofrece la Unión Europea.
Datos relevantes:
79,829 km2 de superficie.
2.6 millones de habitantes.
Fuerza laboral joven, estable y altamente calificada.
23 parques industriales totalmente equipados.
4,130 km de carreteras pavimentadas y 940 km de vías férreas que facilitan el
acceso hacia el interior del país y a los Estados Unidos.
2 puentes internacionales a lo largo de 370 km de frontera con el Estado de
Texas (EUA) favorecen el intercambio industrial, comercial y turístico.
Más del 50% del tráfico comercial entre México y Estados Unidos cruza por el
territorio tamaulipeco.
420 km. de costa en el Golfo de México facilitan el transporte marítimo.
Dos puertos marítimos de altura, el Puerto Comercial de Tampico y el Puerto Industrial de Altamira considerados entre los más seguros del mundo.
92

Laboratorio de Procesos Y Diseno
6. Recursos Energéticos
En lo referente al suministro de energía eléctrica y combustibles, Tamaulipas cuenta en el Municipio de Altamira, con el establecimiento de PEMEX y una planta Termoeléctrica en la parte noreste del Municipio, la cual tiene una capacidad de 770 KWh; este ha venido a ser uno de los centros más importantes de distribución de energéticos.
7. Distribución de la planta
Una buena distribución de la planta es la que proporciona condiciones de trabajo aceptables y permite la operación más económica, a la vez que mantiene las condiciones óptimas de seguridad y bienestar para los trabajadores.
Los objetivos y principios básicos que tomamos en cuenta para realizar la distribución de nuestra planta son los siguientes:
Integración total.- Consiste en integrar en lo posible todos los factores que afectan la distribución, para obtener una visión de todo el conjunto y la importancia relativa de cada factor. Mínima disfancia de recorrido.- AI tener una visión general de todo el conjunto, se debe tratar de reducir en lo posible el manejo de materiales, trazando el mejor flujo. Utilización del espacio cúbico.- Aunque el espacio es de tres dimensiones, pocas veces se piensa en el espacio vertical. Esta opción es muy útil cuando se tienen espacios reducidos y su utilización debe ser máxima. Seguridad y bienestar para el trabajador.- Este debe ser uno de los objetivos principales de la distribución. Flexibilidad.- Se debe obtener una distribución que pueda reajustarse fácilmente a los cambios que exige el medio, para poder cambiar el tipo de proceso de la manera más económica, si fuera necesario.
En la distribución de la planta se deben tomar en cuenta las siguientes áreas: Area administrativa: Gerencia General. Departamentos de: Compras, Ventas, Investigación y Desarrollo, Administración, Producción y Calidad, Area de Producción: Maquinaria, Maniobras y Almacenes. Area de Mantenimiento. Area de Estacionamiento. Areas Verdes. Areas comunes: Comedor, Servicios
93

Laboratorio de Procesos v Diseno
O. BASES DE DISEÑO PARA TUBERíAS
1. Soportes y Trincheras.
Los soportes serán marcos de concreto.
2. Drenajes.
m Receptor Material Elevación en L.B.
Aceitoso Placas Corrugadas Fo.Fo.
Pluvial Colector General Fo.Fo. C04D-002 NBIC
Sanitario Fosa Séptica de Cemento hasta en L.B. Asbesto Fosa
Químico Fosa dentro de L.B. Fo.Fo.
P. BASES DE DISEÑO PARA INSTRUMENTOS
El diseño de ingeniería de instrumentos comprende:
1. La instrumentación de campo será de tipo electrónico. En el caso de las válvulas de control se requiere que los actuadores sean de tipo neumático con transductor neumático - eléctrico cuyas señales estarán integradas al Sistema de Control Distribuido (s.c.d.). El paro de bombas se contempla en el Sistema de Control Distribuido, aún para bombas peristálticas.
2. Sistema de Control Distribuido. Especificado de acuerdo a bases de diseño de instrumentos.
3. En general la instrumentación de campo de planta se ha integrado al Sistema de Control Distribuido por medio de RTU’S (Cajas de conexiones en campo) y gabinetes de entradas y salidas instalados en el cuarto de control.
4. Analizadores continuos compatibles con el sistema de control distribuido.
Los analizadores continuos analizarán las siguientes corrientes:
94

Laboratorio de Procesos v Diseno
a. Descarga de tanque de almacenamiento de Tolueno (fase liq) b. Descarga de tanque de almacenamiento de Xileno (fase liq) c. Descarga de tanque de almacenamiento de MEK (fase liq)
Q. BASES DE DISEÑO PARA EQUIPO
1. Bombas
Se contempla el uso de una bomba peristáltica marca Watson Marlow, modelo 504S/RC para 220 rpm máximo, 120-240 V, 50-160 Hz. Una extensión cabeza, modelo 313X. Adaptador para cabeza, modelo 313D. Adaptador primario 303A para bombas serie 303. Tubing silicón N" 16 de bore 3.2 mm y pared 1.6 5 anos de garantía. Se anexa cotización y hoja de datos técnicos e ingenieriles
Esta bomba peristáltica tiene la capacidad de manejar los tres solventes del proceso simultáneamente mediante un cabezal de distribución siempre y cuando se mantenga el mismo flujo para los tres solventes. Puede trabajar en seco, por lo que no se espera cavitación alguna. No necesita mantenimiento en general, excepto eventualmente cambiar los tubings y si es necesario utilizar flujos distintos de alimentación a la cámara de mezclado, se modifica el cabezal de distribución manualmente.
No es necesario relevo, por efecto del proceso en lotes, por el bajo flujo requerido y por el costo asociado a éstas.
Si fuera necesario, se puede utilizar bombas centrífugas de % HP. Se utilizaran bombas cuyos accionadores son motores eléctricos hasta un máximo de 112 HP. Las unidades de relevo serán accionadas siempre por motor eléctrico, al igual que los sistemas de aceite de lubricación y sello.
2. Agitador
Se propone un agitador para tanque cerrado modelo 5JTL-1.5 a 310 rpm velocidad de salida, con reductor de velocidad de doble reducción, con engranes carburizados de dureza y diseño AGMA, con baleros de larga vida. La lubricación es por medio de grasa sintética de alta calidad y de amplio tiempo de duración. El reductor está totalmente sellado, baleros de baja velocidad y sellos de aceite de doble labio, por lo que no hay posibilidad de fuga. No se requiere de supervisión de lubricación. El reductor va sellado contra vapores exteriores. La carcasa del reductor es
95

Laboratorio de Procesos v Diseiio
2.
de aluminio de especificación estructural y alta resistencia.
Motor eléctrico de 1.5 HP, 3F, 60 Hz, 220/440 V, XP motor a prueba de explosión, con velocidad de 1800 rpm. El acoplamiento con la flecha del agitador es a través de un acoplamiento con copie rígido.
La flecha es sólida de I .25” de diámetro por 43” de largo, lleva un impulsor de alta eficiencia JF3 15.5” de di{ametro, con capacidad de bombeo de 3165 GPM. El material de construcción de las partes húmedas es acero inoxidable tipo 316.
El acabado estándar es POIANE, recubrimiento de poliuretano catalizado, con alta resistencia para ambientes ácidos y básicos, así como a la abrasión.
El montaje es por medio de una brida ANSI 150 # de 8” de diámetro y lleva sello de labio. Está brida esta especialmente diseñada para evitar la fuga del solvente que evapora dentro de la cámara de agitación.
Se anexa cotización y hoja de datos de diseño
Cámara de mezclado
Tanque cerrado cilíndrico vertical de 39.37” de diámetro y un lado recto de 19.6. Tapa y fondo hemiesférico de 19.6”. Volúmen de operación 206 galones.
Material de fabricación, acero al carbón.
Se anexa simulación en simulador ASPEN en el que se puede consultar el costo y dimensiones.
96

Laboratorio de Procesos v Disello
R. CONSIDERACIONES DE SEGURIDAD
METIL ETlL CETONA
CH3 c(o)c2 H5 1977 TLV 200 ppm
Sinónimos : 2-butanona Forma física : Líquido incoloro usos : Solvente Exposición : Inhalación Toxicología : El MEK ( metil etil cetona ) en un irritante de los ojos, membranas mucosas y piel; en altas concentraciones causa narcosis en animales, y se espera que una exposición severa pueda producir el mismo efecto. En humanos, una exposición de corto tiempo a 300 ppm causa dolor de cabeza e irritación de la garganta; a 200 ppm causa irritación moderada de ojos; a 100 ppm causa ligera irritación de nariz y garganta. Varios trabajadores expuestos tanto a vapores como líquidos entre 300 y 600 ppm por un tiempo determinado experimentaron entumecimiento de los brazos y dedos, un trabajador experimento entumecimiento de piernas y manos. Muchos trabajadores en esta planta desarrollaron dermatitis en el rostro por la exposición de vapores. En cerdos de Guinea expuestos a 10,000 ppm, se desarrollaron rápidamente signos de irritación en nariz y ojos y presentaron narcosis después de 5 horas. El metil etil cetona puede reconocerse a 25 ppm por su olor, el cual es similar a la acetona pero más irritante. El TLV fue establecido en un nivel que previene efectos dañinos y minimizar irritaciones. Diagnostico : Los signos y síntomas incluyen irritación de ojos, nariz y garganta; dermatitis de la piel expuesta; exposición prolongada a altas concentraciones puede causar entumecimiento de dedos, brazos y piernas; concentraciones extremadamente altas puede causar síntomas de depresión del sistema nervioso central tal como vértigo y somnolencia. Diagnóstico diferencial : Se diferencia de otras causas por conjuntivitis e irritación de membranas mucosas, tales como infecciones virales del aparato respiratorio superior y alergias. En caso de exposición extrema se diferencia de otras causas por un estado de confusión, tal como hipoglucemia, hiperglucemia, accidentes cerebro vasculares, episodios de isquemia transiente, daño cerebral, confusión postepiléptica, histeria, abuso de drogas, encefalopatía tóxica, meningitis o encefalitis. Pruebas especiales : Si los signos o síntomas de CNS se presenta depresión, obtenga glucosa de la sangre y temperatura rectal y realice un examen neurológico completo. Tratamiento : Remueva de la exposición, lave las áreas de la piel e irrigue los ojos con agua. Trate los efectos de sistema nervioso central sintomatológicamente.
97

Laboratorio de Procesos y Diseno
TOLUENO
CS H5CH3 1977 TLV 100 ppm
Sinónimos : Toluol, MetiI benceno Forma física : Líquido incoloro
fabricación de benceno y otros líquidos. Exposición : Inhalación; absorción en la piel Toxicología : El tolueno causa depresión de sistema nervioso central. Exposiciones controladas en humanos sujetos a 200 ppm durante ocho horas produjo fatiga moderada, debilidad, confusión y lagrimeo; a 600 ppm durante ocho horas, otros efectos fueron euforia, dolor de cabeza, vértigo, pupilas dilatas y náusea; a 800 ppm durante ocho horas, los síntomas fueron más pronunciados y las consecuencias incluyeron nerviosismo, fatiga muscular, e insomnio persistente por varios días. Ocurrió daño severo pero reversible en el hígado y riñón de personas quienes habían aspirado pegamento durante tres años; el componente principal del solvente inhalado fue tolueno ( 80 % vol. ). En trabajadores expuesto por muchos años a concentraciones en el rango de 80 a 300 ppm no existe evidencia clínica o de laboratorio de alteraciones de las funciones del hígado. La mayor cantidad de tolueno absorbido por inhalación es metabolizado a ácido benzóico, conjugado con glicina en el hígado para formar ácido hipúrico, y excretado en la orina; la cantidad promedio de ácido hipúrico excretado en la orina por individuos no expuestos a tolueno es aproximadamente 0.7 a 1 .O g/lt de orina. El líquido salpicado en los ojos de dos trabajados causo daño corneal no permanente e irritación conjuntivitica; la recuperación completa o total dentro de las cuarenta y ocho horas. Contacto repetido o prolongado de la piel con tolueno líquido tiene una acción secante, agrietante y dermatitis. Diagnóstico : Los signos y síntomas incluyen fatiga, debilidad; confusión, euforia, vértigo, dolor de cabeza; pupilas dilatadas, lagrimeo; nerviosismo, fatiga muscular, insomnio; dermatitis. Diagnóstico diferencial : Se diferencia de otras causas de un estado de confusión, tal como hipoglucemia, hiperglucemia, accidentes cerebrovasculares, episodios de isquemia no permanente, daño cerebral, confusión postepiléptica, histeria, abuso de drogas, encefalopatía, meningitis o encefalitis. Pruebas especiales : Si los signos o síntomas de CNS se presenta depresión, obtenga glucosa de la sangre y temperatura rectal y realice un examen neurológico completo. Análisis de orina para ácido hipúrico, se usa un metabolito de tolueno en exposiciones monitoreadas. Un nivel de ácido hipúrico de 5 g/lt de orina tiene correlación con ocho horas en promedio de 200 ppm de tolueno. Tratamiento : Remueva de la exposición, lave las áreas de la piel e irrigue los ojos con agua. Trate los efectos de sistema nervioso central sintomatológicamente. Control Médico : Realice un examen físico anual con énfasis en el sistema nervioso central, hígado y riñones; urianálisis.
usos : Solvente para pinturas y recubrimientos, componente de gasolina,
98

Laboratorio de Procesos v DiseAo
XILENO
C6 H4 (CH& 1977 TLV 100 ppm
Sinónimos : Xilol, Dimetil benceno Forma física : Líquido incoloro
compuestos orgánicos. Exposición : Inhalación; absorción en la piel Toxicología : Los vapores de xileno irritan los ojos, membranas mucosas y piel; a altas concentraciones causan narcosis. Tres pintores trabajando en un espacio confinado a 600 ppm durante ocho horas, sufrieron euforia, dolor de cabeza, vértigo, pupilas dilatas y náusea; a 800 ppm durante ocho horas, los síntomas fueron más pronunciados y las consecuencias incluyeron nerviosismo, fatiga muscular, e insomnio persistente por varios días. Ocurrió daño severo pero reversible en el hígado y riñón de personas quienes habían aspirado pegamento durante tres años; el componente principal del solvente inhalado fue tolueno (80% vol. ). En trabajadores expuesto por muchos años a concentraciones en el rango de 80 a 300 ppm no existe evidencia clínica o de laboratorio de alteraciones de las funciones del hígado. La mayor cantidad de tolueno absorbido por inhalación es metabolizado a ácido benzóico, conjugado con glicina en el hígado para formar ácido hipurico, y excretado en la orina; la cantidad promedio de ácido hipúrico excretado en la orina por individuos no expuestos a tolueno es aproximadamente 0.7 a 1.0 g/lt de orina. El líquido salpicado en los ojos de dos trabajados causo daño corneal no permanente e irritación conjuntivitica; la recuperación completa o total dentro de las cuarenta y ocho horas. Contacto repetido o prolongado de la piel con touleno líquido tiene una acción secante, agrietante y dermatitis. Diagnóstico : los signos y síntomas incluyen fatiga, debilidad; confusión, euforia, vértigo, dolor de cabeza; pupilas dilatadas, lagrimación; nerviosismo, fatiga muscular, insominio; dermatitis. Diagnóstico diferencial : se diferencia de otras causas de un estado de confusión, tal como hipoglucemia, hiperglucemia, accidentes cerebrovasculares, episodios de isquemia no permanente, daño cerebral, confusión postepiléptica, histeria, abuso de drogas, encefalopatía, meningitis o encefalitis. Pruebas especiales : Si los signos o síntomas de CNS se presenta depresión, obtenga glucosa de la sangre y temperatura rectal y realice un exámen neurológico completo. Analisis de orina para ácido hipúrico, se usa un metabolito de tolueno en exposiciones monitoreadas. Un nivel de ácido hipúrico de 5 g/lt de orina tiene correlación con ocho horas en promedio de 200 ppm de tolueno. Tratamiento : Remueva de la exposición, lave las áreas de la piel e irrige los ojos con agua. Trate los efectos de sistema nervioso central sintomatológicamente. Control Médico : Realice un exámen físico anual con énfasis en el sistema nervioso central, hígado y riñones; urianálisis.
usos : Solvente, como materia prima en la fabricación de ciertos
99

Laboratorio de Procesos Y Diseno
Propiedades del poliestireno expandido
Mecánicas ( 77 OF 1
Esfuerzo de compresión, p.s.i Esfuerzo de tensión, p.s.i Esfuerzo de pelado, p.s.i Módulo de compresión, p.s.i Módulo de torsión, p.s.i
Térmicas
Conductividad térmica Btu/hr f f (OFlin) Coeficiente de expansión térmica Calor específico, Btu/(lbPF) a 40 OF Calor de distorsión O F
Absorción de agua
Eléctricas
Constante dieléctrica
Densidad Ib/cu. ft. - 1.3 - 1.6 - 2.0
10-20 15-25 25-35 30-45 50-70 80- 1 O0 15-25 25-35 35-45
450-1 1 O0 750-1 350 1 150-1 750 200-750 650-1 200 1200-1 900
0.23-0.30 a temp. media de 40 O F
2-5x105 / OF entre 320 y 500 OF 0.27
175 máximo para servicio continuo 6% por volumen, 0.1 Ib/sq.ft. de
área
c 1 .O5 de 1 O2 a 1 O8 cicloslseg.
Se anexa un estudio de peligro y operabilidad para los tanques de almacenamiento de solventes volátiles.
1 O0

Laboratorio de Procesos Y DiseAo
8 CAPACIDAD DE LA PLANTA
En la práctica, determinar el tamaño de una nueva unidad de producción es una
tarea limitada por las relaciones recíprocas que existen entre el tamaño y la
demanda, la disponibilidad de materias primas, la tecnología, los equipos y el
financiamiento. La demanda es uno de los factores más importantes para
condicionar el tamaño de un proyecto. El tamaño propuesto sólo puede aceptarse
en caso de que la demanda sea claramente superior a dicho tamaño. Si el tamaño
propuesto fuera igual a la demanda no se recomendaría llevar a cabo la
instalación, puesto que sería riesgoso. Cuando la demanda es claramente
superior al tamaño propuesto, este debe ser tal que sólo se pretenda cubrir un
bajo porcentaje de la demanda, normalmente no mas del IO%, siempre y cuando
haya mercado libre. Sin embargo en nuestro caso la producción está basada sí,
en tratar de satisfacer una pequeña porción del mercado (adhesivos destinados
en su mayor parte a empaques), pero también en el volumen de recuperación de
los scraps de poliestireno. Planeamos recuperar el scrap de BASF de EPS el
cual asciende aproximadamente al 1% de la producción total, por lo tanto si BASF
produce 12 500 Todañ0 , nosotros recuperaremos 125 Tonlaño, siendo así la
capacidad de la planta de 380M Ton/año, referente a la producción de adhesivos.
8.1 COSTO TOTAL DE LA PLANTA
ACTIVO FIJO
Costo del terreno:
Costo de edificios:
Costo de equipo:
Costo total equipo:
Instalación de equipo:
Tu berias:
$20 O00 (25 * 40 m *) a $20.00 / m2
$ 150 O00 incluye servicios y nave industrial
$ 35 250 Bomba peristáltica
$34 730 Agitador
$32 470 Cámara de Mezclado
$30,000 3 tanques de almacenamiento
$150 O00 $50 O00 $10 O00
101

Laboratorio de Procesos Y Diseho
Instrumentación y control: $60 O00 Servicios
(Vapor, aire comp, ...) :
Servicios eléctricos :
Áreas de maniobras,
Jardines y estacionamientos:
TOTAL ACTIVO FIJO :
$60 O00 $80 O00
$20 O00 """"""""_ $600 O00
8.2 COSTOS DE PRODUCCIóN
8.2.1 MATERIA PRIMA
El costo de la materia prima para los adhesivos elegidos se muestra en las
sigui € ?rites tablas:
El costo de la
año] día] para
[Pesos por [Pesos por Por día [Pesos] materia prima
Costo Total Costo Total Requerimientos Costo
EPS recuperado 624 O00 2600 520 Kg 5.0 I Kg
MEK
247 987.51 1033.28 328.02581 Lt 3.15 I Lt Xilol
260 851 -86 1086.88 325.414 Lt 3.34 I Lt Toluol
507 547.24 21 14.78 330.4344 Lt 6.4 I Lt
TOTAL 1 640 6834.94
386.61
Tabla 9. Costo de la materia prima para un adhesivo en base a una mezcla de solventes.
Materia Prima Costo Total Requerimientos Costo
[Pesos] [Pesos por día] Por día
EPS recuperado 2600 520 Kg 5.0 I Kg
Toluol
3686.88 TOTAL
1086.88 325.414 Lt 3.34 I Lt
Tabla 10. Costo de la materia prima para un adhesivo en base toluol
Costo Total
[Pesos por año]
1 02

Laboratorio de Procesos Y Diseno
8.2.2 TRANSPORTE
Se estima que durante el proceso productivo se requierirán algunos servicios de
transportación, como por ejemplo, llevar a la planta los desechos que se logren
colectar en los autoservicios, plantas cercanas, etc., y que tales servicios no
fueron considerados en la inversión fija. Además es posible, como parte de las
ampliaciones futuras, montar equipos de mezclado sobre trailers que irian
directamente a los centros de acopio a procesar tales desechos. El costo por este
concepto se ha considerado de $ 5 O00 / día, por lo que se tendría un gasto de
$720 O00 / año
8.2.3 SALARIOS
El personal total requerido es el siguiente, junto con su sueldo mensual:
3 obreros (1000 c/u ) 3000
1 Supervisor 3500 2 de mantenimiento (3000 c/u ) 6000
1 Almacenista 2000 2 de Limpieza y ornato (800 c/u ) 1600
1 Técnico en control de calidad 3500 1 Representante de ventas Sueldo base 2000 + comisión
1 Representante de compras 3500
1 Administrador 6000 1 Ingeniero químico 6000
1 Gerente 10 O00 I Director general 15 O00
En total se gastan $ 3 355/día ( $805 200 anuales ) en salarios
103

Laboratorio de Procesos Y Diselio
8.3 VIABILIDAD DEL PROYECTO
Durante la evaluación económica se toma en cuenta principalmente el valor del
dinero a través del tiempo. Para cuantificar esto existen básicamente dos
conceptos: VPN (Valor Presente Neto) y TIR (Tasa Interna de Retorno). Para
calcular la TIR, por definición el VPN = O. Para aceptar la inversión el valor que se
obtenga de la TIR debe ser mayor a la TREMA. Si la TIR es menor a la TREMA la
inversión se rechazará. El cálculo de la TIR se lleva a cabo igualando la suma de
los flujos descontados a la inversión. En la ecuación se usa una incógnita '7"
llamada la TIR del proyecto.
Para VPN y TIR, se supone que las ganancias se reinvierten en su totalidad y
que al reinvertirse ganan la misma tasa de descuento con la que fueron
calculadas.
En la práctica, la mayoría de las plantas o fábricas duran en funcionamiento no
cinco, sino 10 o 20 y tal vez más, dependiendo de las metas de producción. Pero
para efectos de evaluación, el tiempo debe cortarse en algún momento. En
nuestro caso consideramos cinco años para calcular el valor de salvamento de
todos los activos. El valor de salvamento considerado será el valor en libros o
fiscal que tengan los activos hasta el quinto año de operación. Considerando una
depreciación anual del 10%.
Calculo de la TIR con flujos inflados y producción constante:
Utilizando los mismos datos del cálculo anterior se tiene que:
O = FNE/(l+i) + FNE/(l+i)2 + FNE/(l+i)3 + FNE/(l+i)4 + FNE/(1+i)5 donde FNE es
Flujo Neto de Entradas.
La "i" que satisface la ecuación anterior es de 85.08 y equivale a la TIR del
proyecto. Se fija una TREMA = (Inflación + premio al riesgo) = (22.93% + 40%) =
62.93%, la TIR es mayor y por lo tanto se acepta el proyecto ya que esto
demuestra que es económicamente rentable.
104

TM AAAAA SSSSS PPPPP EEEEE NN N PPPPP L u u sssss A A S P P E N N N P P L u u s AAAAA SSSSS PPPPP EEEEE N N N PPPPP L u u sssss A A S P E N NN P L u u S A A SSSSS P EEEEE N N P LLLLL uuuuu sssss
ASPEN PLUS IS A TRADEMARK OF HOTLINE: ASPEN TECHNOLOGY, INC. U.S.A. 617/577-O337 TEN CANAL PARK EUROPE (32) 2/726-9303 C?.lYBRIDGE, MASSACHUSETTS 02141 617/577-0100
VERSION: PC-DOS RELEASE : 9.3- 1 INSTALLATION: UAP-MEX
APRIL 11, 1999 SATURDAY 6:00:30 A.M.
ASPEN PLUS VER: PC-DOS REL: 9.3-1 INST: UAM-MEX 04/11/98 PAGE I
MEZCLADOR DE AHDESIVO
ASPEN PLUS (TM) IS A PROPRIETARY PRODUCT OF ASPEN TECHNOLOGY, INC. (ASPENTECH), AND MAY BE USED ONLY UNDER AGREEMENT WITH ASPENTECH. RESTRICTED RIGHTS LEGEND: USE, REPRODUCTION, OR DISCLOSURE BY THE U.S. GOVERNMENT IS SUBJECT TO RESTRICTIONS SET FORTH IN (i) FAR 52.227-14, Alt. 111, (ii) FAR 52.227-19, (iii) DFARS 252.227-7013 (c) (1) (ii), or ( i v ) THE ACCOMPANYING LICENSE AGREEMENT, AS APPLICABLE. FOR PURPOSES OF THE FAR, THIS SOFTWARE SHALL BE DEEMED TO BE "UNPUBLISHED" AND LICENSED WITH DISCLOSURE PROHIBITIONS. CONTRACTOR/SUBCONTRACTOR: ASPEN TECHNOLOGY, INC. TEN CANAL PARK, CAMBRIDGE, MA 02141.
TABLE OF CONTENTS
RUN CONTROL SECTION.... ................................ 1 RUN CONTROL INFORMATION ........................... 1
FLOWSHEET SECTION ...................................... 2 FLOWSHEET CONNECTIVITY BY STREAMS . . . . . . . . . . . . . . . . . 2 FLOWSHEET CONNECTIVITY BY BLOCKS.. . . . . . . . . . . . . . . . . 2 COMPUTATIONAL SEQUENCE ............................ 2 OVERALL FLOWSHEET BALANCE ......................... 2
PHYSICAL PROPERTIES SECTION ............................ 3 COMPONENTS ........................................ 3
T 1 - n - v v S BLOCK SECTION .................................... 4 BLOCK: B1 MODEL: MIXER ..................... 4
STREAM SECTION ......................................... 5 1 ................................................ 5
COST BLOCK SECTION. .................................... 6 BLOCK: MIXER MODEL: V-VESSEL . . . . . . . . . . . . . . . . . . 6
PROBLEM STATUS SECTION...... ........................... 8 BLOCK STATUS ...................................... 8

ASPEN PLUS VER: PC-DOS REL: 9.3-1 INST: UA"MEX 04/11/98 PAGE 1
MEZCLADOR DE AHDESIVO RUN CONTROL SECTION
RUN CONTROL INFORMATION
THIS COPY OF ASPEN PLUS LICENSED TO UNIV. AUTONOMA METROPOLITANA """""""""""-
TYPE OF RUN: NEW
INPUT FILE NAME: - 1626blg.inm
OUTPUT PROBLEM DATA FILE NAME: 1626blg VERSION NO. 1 LOCATED IN:
-
PDF SIZE USED FOR INPUT TRANSLATION: NUMBER OF FILE RECORDS (PSIZE) = O NUMBER OF IN-CORE RECORDS = 256
PSIZE NEEDED FOR SIMULATION = 256
CALLING P R O G M NAME: apma i n LOCATED IN: D:\AP93\xeq
SIMULATION REQUESTED FOR ENTIRE FLOWSHEET
ASPEN PLUS VER: PC-DOS REL: 9.3-1 INST: UAM-MEX MEZCLADOR DE AHDESIVO
FLOWSHEET SECTION
FLOWSHEET CONNECTIVITY BY STREAMS """"""""""""""""-
STREAM SOURCE DEST 1 "" B1
FLOWSHEET CONNECTIVITY BY BLOCKS -"""""""""""""""-
BLOCK INLETS B1 1
COMPUTATIONAL SEQUENCE
SEQUENCE USED WAS: -""""""""""~
B1 MIXER
OVERALL FLOWSHEET BALANCE ""-""""""""""
*** MASS AND ENERGY BALANCE * * * IN OUT
CONVENTIONAL COMPONENTS (KMOL/HR ) TOLUENO O . 388924 O . 388924 MEK O . 456531 O . 456531 XILENO O . 333683 O . 333683 EPS O . 624082 O . 624082
TOTAL BALANCE MOLE ( KMOL/HR ) 1.80322 l. 80322 MASS (KG/HR ) 169.180 169.180 ENTHALPY (MMKCAL/H) -0.115874E-02 -0.115874E-02
34/11/98 PAGE 2
STREAM SOURCE DEST 2 B1 ""
OUTLETS 2
RELATIVE DI FF.
0 . 0 0 0 0 0 0 E t 0 0 0.000000E+00 0.000000E+00

ASPEN PLUS VER: PC-DOS REL: 9.3-1 INST: UAI-MEX 04/11/98 PAGE 3 MEZCLADOR DE AHDESIVO
PHYSICAL PROPERTIES SECTION
COMPONENTS """""
ID TYPE FORMULA NAME OR ALIAS TOLUENO C C7H8 C7H8 MEK C C4H80 C4H80 XILENO C C8H10-1 C8H10-1 EPS C C8H8 C8H8
REPORT NAME TOLUENC! MEK XILENO EPS
ASPEN PLUS VER: PC-DOS REL: 9.3-1 INST: UAM-MEX 04/11/98 PAGE 4 MEZCLADOR DE AHDESIVO U-O-S BLOCK SECTION
BLOCK: B1 MODEL: MIXER """"""""""""""- INLET STREAM: 1 CUTLET STREAM: 2 PROPERTY OPTION SET: BKlO
* * * MASS AND ENERGY BALANCE **' IN OUT RELATIVE DIFF.
TOTAL BALANCE MOLE ( KMOL/HR ) l. 80322 1.80322 0.000000E+00 YASS (KG/HR ) 169.180 169.180 0.000000E+00 ENTHALPY (MMKCAL/H) -0.115874E-02 -0.115874E-02 0.000000E+00
* * * INPUT DATA *** TWO PHASE FLASH MAXIMUM NO. ITERATIONS 30 CONVERGENCE TOLERANCE 0.000100000 CTJTLET PRESSURE: MINIMUM OF INLET STREAM PRESSURES
ASPEN PLUS VER: PC-DOS REL: 9.3-1 INST: UA"MEX 04/11/98 PAGE 5 MEZCLADOR DE AHDESIVO
STREAM SECTION 1 2 "_ STREAM ID FROM : TO :
SUBSTRW: MIXED PHASE : COMPONENTS: KMOL/HR TOLUENO MEK XI LEN0 EPS
COMPONENTS: KG/HR TOLUENO MEK XILENO EPS
TOTAL FLOW : KMOL/HR KG/HR CUM/HR
1
B1
LIQUID
O. 3889 O. 4565 O. 3336 O. 6240
35.8356 32.9190 35.4262 64.9990
1.8032 169.1800
O. 1943
2 B1
LIQUID
O. 3889 O. 4565 O. 3336 O. 6240
35.8356 32.9190 35.4262 64.9990
1.8032 169.1800
O. 1943
STATE VARIABLES: TEMP C 21.0000 21.0000 PRES BAR 1.0000 1.0000

VFRAC LFRAC S FRAC
ENTHALPY: KCAL/MOL KCAL/ KG MMKCAL/HR -
CAL/MOL-K CAL/GM-K
ENTROPY:
DENSITY: KMOL/ CUM KG/ CUM
AVG MW
0 . 0 1.0000 0 . 0
-0.6425 -6.8490
-1.1587-03 -
-88.1436 -0.9394
9.2789 870.5643 93.8210
0.0 1 . 0 0 0 0 0 . 0
-0.6425 -6.8490
l. 1587-03
-88.1436 -0.9394
9.2789 870.5643 93.8210
ASPEN PLUS VER: PC-DOS REL: 9.3-1 INST: UA"MEX 04/11/98 PAGE 6 MEZCLADOR DE AHDESIVO
COST BLOCK SECTION
BLOCK: MIXER MODEL: V-VESSEL """"""""""""""""
*** INPUT DATA * * *
MATERIAL OF CONSTRUCTION PEAK CAPACITY ALLOWANCE FACTOR TANGENT-TO-TANGENT LENGTH \IBPOR FLOW LIQUID FLOW VAPOR DENSITY LIQUID DENSITY VELOCITY RATIO TEMPERATURE PRESSURE CORRCSION ALLOWANCE PLATFORM ALLOWANCE
*** FLOWSHEET REFERENCE DATA *** BLOCK ID
CARBON STEEL 1.06
2.0000 3.6000-12
O. 1940 1.0000-10
O. 9734 O. 5000 21.0000 1. O000 0.0 O. 4318
B1
METER CUM/ HR CUM/ HR KG/ CUM KG / CUM
C BAR METER METER
* * * SIZING AND COSTING CALCULATED NUMBER OF VESSELS MATERIAL OF CONSTRUCTION FACTOR TOTAL SHELL WEIGHT CALCULATED DIAMETER TOP SHELL THICKNESS BOTTOM SHELL THICKNESS SCALED VAPOR FLOW
RESULTS *** 1
1.00 266.2489 KG 0.6666 METER
6.3500-03 METER 6.3500-03 METER 3.8160-12 CUM/HR
* * * COST RESULTS * * * CARBON STEEL COST $ 3,000 PURCHASED COST $ 3,000
ASPEN PLUS VER: PC-DOS REL: 9.3-1 INST: UA"MEX 04/11/98 PAGE 7 MEZCLADOR DE AHDESIVO
COST BLOCK SECTION
BLOCK: MIXER MODEL: V-VESSEL (CONTINUED)

*** DETAILED REPORT *** PRESSURE VESSEL $ 3247.
CLOSED VERTICAL VESSEL WELDED CLOSURES ASME ELLIPTICAL HEADS CARBON STEEL SA-285-C
DESIGN PRESSURE, O. PSIG DESIGN TEMPERATURE, 70. DEG F CAPACITY, 201. GALS
DIAMETER, 2.17 FEET
HEIGHT OF SUPPORT TO TL, 4.00 FEET OVERALL HE1 GHT, 11.12 FEET SHELL THICKNESS, 0.2500 INCHES TOP HEAD THICKNESS, 0.1875 INCHES BOTTOM HEAD THICKNESS, 0.1875 INCHES CORROSION ALLOWANCEf 0.0000 INCHES JOINT EFFICIENCY, 70. PCT DESIGN STRESS, 13800. PSI SPECIFIC GRAVITY OF CONTAINED LIQUID, 1.20
LENGTH OF SHELL, T-T 6.56 FEET
ANGLE IRON LEGS, ANGLE SIZE, ANGLE THICKNESS, BASE PLATE SIZE (B) BASE PLATE THICKNESS (P)
SHOP COAT PRIMER PAINT OUTSIDE SURFACE AREA OF VESSEL,
4 2.5000 INCHES 0.2500 INCHES
4.0 INCHES 0.5000 INCHES
57. SQ FT
NOZZLES WITH WELDING NECK FLANGES CARBON STEEL SA- 53-B SEAMLESS
150 PSIG RATING NOZZLE REINFORCEMENT PAD OD WALL THKNS DIAMR X THKNS
2 1-INCH HALF-COUPLINGS, 3 0 0 0 PSIG 2 2-INCH NOZZLES, 2.375 O . 2180 2 1-INCH NOZZLES, 1.315 O . 1790
SHIPPING WT, LB OPERATING WT, LB TEST WT, LB DELIVERY, WEEKS F.O.B. CHEMICAL ENGINEERING
FABRICATED EQUIPMENT INDEX COST AT PROJECTED INDEX OF SHIPPING CHARGES, 500 MILES DATE OF COST DATA 5/ 1/95
COST OF VESSEL
$/LB SHELL O . 4870 HEADS O. 5265 NOZ Z LES SUPPORTS WELDING MATERIALS REWORK
678. 2690. 2355. 15
$ 3247.
389.5 355.1 2960.
115.
MATERIAL LABOR LBS $ HOURS $ 457. 223. 11. 2 8 3 . 106. 740. 7. 187. 24. 27. 14. 349. 91. 57. 13. 333.
12. 300. ( 5.) 4.

"""" """" """" """"
TOTAL COMPONENTS 678. 1051. 57. 1416.
STRESS RELIEVE PAINT
TOTAL EXTRAS
SUB-TOTALS
O . 7 . 6. 150.
7. 6. 150.
1058. 63. 1566.
"""" """" """"
"""" """" """"
TOTAL SHOP COST 2624.
TOTAL FABRICATION COST 2952.
TOTAL COST OF VESSEL 3247.
LABOR RATE, $/HR & J . 3c. v v nn
ASPEN PLUS VER: PC-DOS REL: 9.3-1 INST: UA"MEX 04/11/98 PAGE 8 MEZCLADOR DE AHDESIVO PROBLEM STATUS SECTION
BLOCK STATUS
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . * * * CALCULATIONS WERE COMPLETED NORMALLY * * ALL UNIT OPERATION BLOCKS WERE COMPLETED NORMALLY
* ALL STREAMS WERE FLASHED NORMALLY *
* * ALL EQUIPMENT BLOCKS WERE COMPLETED NORMALLY *
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . * *
ADHESIVOS SANSOL S.A. DE C.V.
Ing. Ma Cristina Santos Villegas Ing. José Antonio Solís Mejía


n

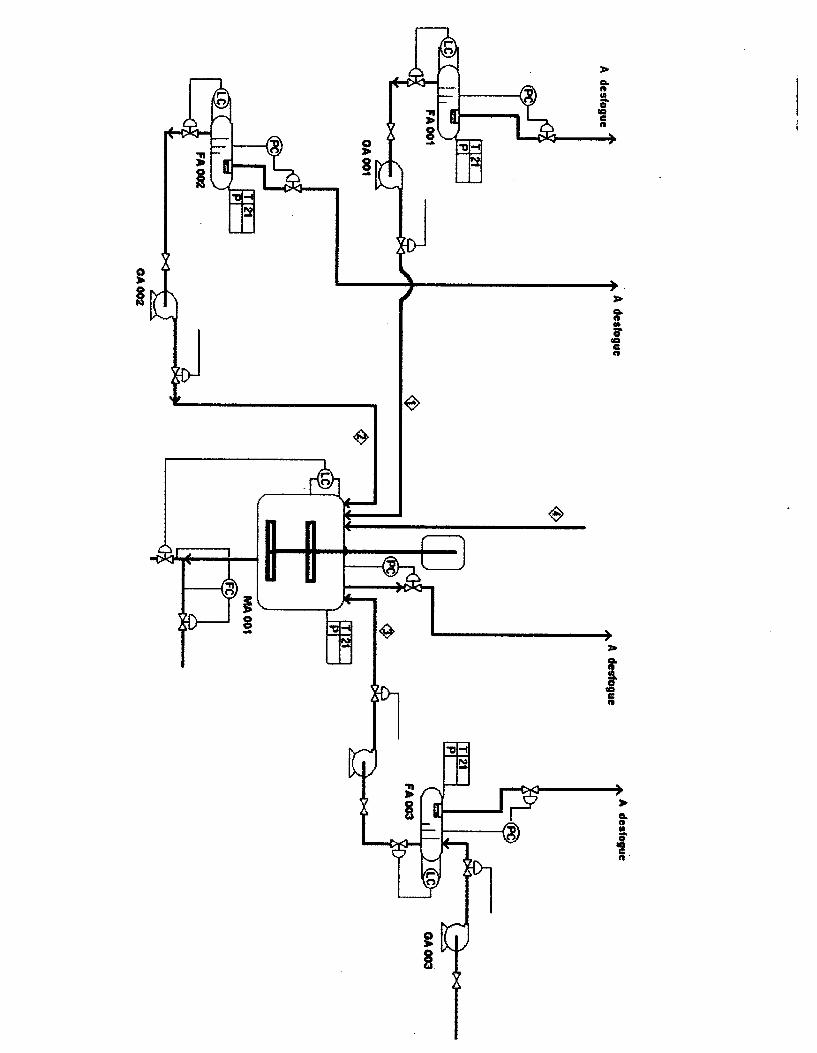


O
U a,
m al m 3
C m CI
E m n a
I
b c S
, r
z O

z O
o

w io
o m T F
> > b b
W a,
m o)
LL 3
a, 3 U C m U
m



Laboratorio de Procesos Y Diseño
BIBLIOGRAFIA.
HANDBOOK OF PLASTICS, ELASTOMERS, AND COMPOSITES Harper Charles A. McGraw-Hill, Inc. Second Edition USA, 1992
ADHESIVES TECHNOLOGY HANDBOOK Landrock Arthur H. Noyes Publications USA, 1985
CHEMICAL ENGINEERING SERIES Peters Max S., Timmerhaus Klaus D. McGraw-Hill, Inc. Fourth Edition USA, 1991
POLYMER SCIENCE AND ENGINEERING Williams David J. Prentice-Hall, Inc. New Jersey USA, 1971
TEXTBOOK OF POLYMER SCIENCE Billmeyer Fred W. John Wiley & Sons, Inc. Second Edition USA, 1971
FLUJO DE FLUIDOS EN VÁLVULAS, ACCESORIOS Y TUBERíAS Crane Co. McGraw-Hill MÉXICO, 1992
MANUAL DEL INGENIERO QUlMlCO Perry Robert H., Chilton Cecil H. Quinta edición McGraw-Hill MÉXICO, 1973
105