caracterización de las propiedades de soldadura láser · caracterizaciÓn de las propiedades de...
TRANSCRIPT

CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISIÓN DE ESTUDIOS DE POSGRADO
CARACTERIZACIÓN DE LAS PROPIEDADES DE LA SOLDADURA LÁSER EN ACERO AISI 1018 Y HSLA DE 8 MM DE ESPESOR PARA LA
INDUSTRIA AUTOMOTRIZ
POR
MIGUEL ANGEL CARRIZALEZ VAZQUEZ
TESIS
EN OPCIÓN COMO MAESTRO EN TECNOLOGÍA DE LA SOLDADURA INDUSTRIAL
SALTILLO, COAHUILA, MÉXICO A 15 DE DICIEMBRE DEL 2017.

CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISIÓN DE ESTUDIOS DE POSGRADO
CARACTERIZACIÓN DE LAS PROPIEDADES DE LA SOLDADURA LÁSER EN ACERO AISI 1018 Y HSLA DE 8 MM DE ESPESOR PARA LA
INDUSTRIA AUTOMOTRIZ
POR
MIGUEL ANGEL CARRIZALEZ VAZQUEZ
TESIS
EN OPCIÓN COMO MAESTRO EN TECNOLOGÍA DE LA SOLDADURA INDUSTRIAL
SALTILLO, COAHUILA, MÉXICO A 15 DE DICIEMBRE DEL 2017.
Corporación Mexicana de Investigación en Materiales
Gerencia de Desarrollo Humano
División de Estudios de Posgrado
Los miembros del Comité Tutorial recomendamos que la Tesis
“CARACTERIZACIÓN DE LAS PROPIEDADES DE LA SOLDADURA LÁSER
EN ACERO AISI 1018 Y HSLA DE 8 MM DE ESPESOR PARA LA
INDUSTRIA AUTOMOTRIZ”, realizada por el alumno MIGUEL ANGEL
CARRIZALEZ VAZQUEZ, con número de matrícula 16-MS049 sea aceptada
para su defensa como Maestro en Tecnología de la Soldadura Industrial.
El Comité Tutorial
Dr. Melvyn Alvarez Vera Tutor Académico
Ing. Gabriel Sandoval Vázquez
Tutor en Planta
Dra. Alejandra Hernández Rodríguez
Asesor
Vo.Bo. Dr. Pedro Pérez Villanueva
Coordinador de Posgrado
Corporación Mexicana de Investigación en Materiales
Gerencia de Desarrollo Humano
División de Estudios de Posgrado
Los abajo firmantes, miembros del Jurado del Examen de Grado del
alumno MIGUEL ANGEL CARRIZALEZ VAZQUEZ, una vez leída y revisada la
Tesis titulada “CARACTERIZACIÓN DE LAS PROPIEDADES DE LA
SOLDADURA LÁSER EN ACERO AISI 1018 Y HSLA DE 8 MM DE
ESPESOR PARA LA INDUSTRIA AUTOMOTRIZ”, aceptamos que la referida
Tesis revisada y corregida, sea presentada por el alumno para aspirar al grado
de Maestro en Tecnología de la Soldadura Industrial durante el Examen de
Grado correspondiente.
Y para que así conste firmamos la presente a los 15 días del mes de diciembre
del año 2017.
Dr. René de Jesús Cerda Rojas
Presidente
Dr. Héctor Manuel Hernández García
Secretario
Dr. Melvyn Alvarez Vera Vocal

AGRADECIMIENTOS
A Dios:
Por guiarme en todo momento a lo largo de mi vida y bendecirme
enormemente para hacer posible el inicio y culminación de cada uno mis
proyectos.
A COMIMSA:
Por la oportunidad que me otorgó de realizar mis estudios de posgrado y por
brindarme todas las herramientas e instalaciones necesarias para concluirlos.
A CONACYT:
Porque gracias al gran apoyo concedido pude realizar mis estudios de tiempo
completo y concluir este trabajo de investigación.
A mis maestros:
Por la invaluable calidad y dedicación a la enseñanza que me otorgaron para
poder realizar este trabajo.
A mi esposa e hijos:
Por el tiempo robado que no pude compartir con ellos. Sin su apoyo
incondicional, comprensión y amor esto no hubiera sido posible. Siempre serán
el motor de mi vida.

A mis padres y hermanos:
Por enseñarme el verdadero valor de la educación. Por su apoyo incondicional
en todo momento y por enseñarme que la unión familiar motiva a toda persona
a salir adelante.
A mis amigos y compañeros:
Por su apreciable apoyo en cada una de las actividades que se fueron
realizando a lo largo de este proyecto. Por las vivencias y gratos momentos
que pasamos juntos para realizar nuestros estudios de posgrado.
A todos ustedes, ¡muchas gracias!

DEDICATORIA
Esta tesis está dedicada primeramente a Dios, porque sin su bendición, salud y
favor, ningún proyecto sería posible.
De igual manera, a todas aquellas personas que Dios puso en mi camino y que
son parte de la elaboración de este trabajo, que compartieron conmigo
experiencias y conocimientos que me ayudaron a ir formando el cuerpo de esta
investigación.
“El éxito no se logra sólo con cualidades especiales. Es sobre todo un trabajo
de constancia, de método y de organización”.
Jean – Pierre Sergent

ÍNDICE GENERAL
SÍNTESIS ........................................................................................................... 1
ABSTRACT ......................................................................................................... 2
CAPÍTULO 1 ....................................................................................................... 3
INTRODUCCIÓN ................................................................................................ 3
1.1 Antecedentes ......................................................................................... 3
1.2 Objetivos ................................................................................................ 4
1.2.1 Objetivo general .................................................................................. 4
1.2.2 Objetivos específicos .......................................................................... 4
1.3 Justificación ........................................................................................... 5
1.4 Planteamiento del problema .................................................................. 6
1.5 Hipótesis ................................................................................................ 7
1.6 Aportaciones .......................................................................................... 7
1.7 Alcances y delimitaciones ...................................................................... 7
CAPÍTULO 2 ....................................................................................................... 8
ESTADO DEL ARTE ........................................................................................... 8
2.1 Aceros al carbono ..................................................................................... 8
2.2 Aceros de alta resistencia baja aleación (HSLA) ....................................... 9
2.2.1 Características principales ................................................................ 10
2.2.2 Clasificación general ......................................................................... 11
2.2.3 Designación ...................................................................................... 12
2.2.4 Efecto de los elementos aleantes ..................................................... 13

2.2.5 Microestructura ................................................................................. 15
2.3 Acero HSLA 550 (S550MC) .................................................................... 16
2.3.1 Características principales ................................................................ 16
2.4 Proceso de soldadura láser ..................................................................... 17
2.4.1 Clasificación de la soldadura láser ................................................... 18
2.4.2 Ventajas y desventajas de la soldadura láser ................................... 22
2.4.3 Parámetros del proceso de soldadura por rayo láser pulsado y de
onda continua ............................................................................................ 24
2.4.4 Parámetros del proceso de soldadura por rayo láser pulsado .......... 27
2.4.5 Especificaciones del procedimiento de soldadura láser.................... 30
2.4.6 Modos del proceso de soldadura láser ............................................. 31
2.4.7 Defectos y microestructura de la soldadura láser ............................. 33
2.4.8 Distribución de temperatura .............................................................. 36
2.4.9 Simulación del proceso de soldadura láser mediante el método de
elementos finitos (MEF) ............................................................................. 42
2.5 Técnicas de caracterización de materiales .............................................. 43
2.5.1 Microscopía electrónica de barrido (MEB) ........................................ 44
2.5.2 Difracción de electrones retrodispersados (EBSD) ........................... 48
2.6 Preparación de muestras ........................................................................ 55
2.6.1 Microscopía electrónica de barrido (MEB) ........................................ 55
2.6.2 Difracción de electrones retrodispersados (EBSD) ........................... 55
2.7 Aplicaciones recientes de las técnicas de MO, MEB y EBSD ................. 57
2.7.1 Microscopía óptica (MO) y microscopía electrónica de barrido (MEB)
................................................................................................................... 57
2.7.2 Difracción de electrones retrodispersados (EBSD) ........................... 59
CAPÍTULO 3 ..................................................................................................... 63
METODOLOGÍA ............................................................................................... 63
3.1 Metodología de trabajo ............................................................................ 63
3.2 Diseño experimental ................................................................................ 65
CAPÍTULO 4 ..................................................................................................... 66
DESARROLLO EXPERIMENTAL ..................................................................... 66
4.1 Materiales y equipo de soldadura láser ................................................... 66
4.2 Procedimiento de soldadura láser ........................................................... 67
4.3 Caracterización microestructural ............................................................. 69
4.4 Caracterización mecánica ....................................................................... 69
4.4.1 Ensayos de tensión........................................................................... 69
4.4.2 Pruebas de microdureza ................................................................... 69
4.5 Simulación del proceso de soldadura láser ............................................. 70
CAPÍTULO 5 ..................................................................................................... 72
RESULTADOS .................................................................................................. 72
5.1 Caracterización de las soldaduras de acero AISI 1018 ........................... 72
5.1.1 Conceptualización para el análisis térmico de las uniones soldadas 72
5.1.2 Inspección microestructural de las soldaduras por láser .................. 82
5.1.3 Interpretación y caracterización mecánica ........................................ 87
5.2 Caracterización de las soldaduras de acero HSLA 550 .......................... 89
5.2.1 Conceptualización para el análisis térmico de las uniones soldadas 89
5.2.2 Inspección macroestructural de las soldaduras por láser ................. 94
5.2.3 Inspección microestructural de las soldaduras por láser .................. 96
5.2.4 Interpretación y caracterización mecánica ...................................... 100
CAPÍTULO 6 ................................................................................................... 103
DISCUSIÓN DE RESULTADOS ..................................................................... 103
6.1 Caracterización de las soldaduras de acero AISI 1018 ......................... 103
6.1.1 Conceptualización para el análisis térmico de las uniones soldadas
................................................................................................................. 103
6.1.2 Inspección microestructural de las soldaduras por láser ................ 107

6.1.3 Interpretación y caracterización mecánica ...................................... 108
6.2 Caracterización de las soldaduras de acero HSLA 550 ........................ 110
6.2.1 Conceptualización para el análisis térmico de las uniones soldadas
................................................................................................................. 110
6.2.2 Inspección macroestructural de las soldaduras por láser ............... 111
6.2.3 Inspección microestructural de las soldaduras por láser ................ 113
6.2.4 Interpretación y caracterización mecánica ...................................... 113
CAPÍTULO 7 ................................................................................................... 115
CONCLUSIONES, RECOMENDACIONES Y TRABAJO FUTURO ................ 115
7.1 Conclusiones ......................................................................................... 115
7.1.1 Uniones soldadas de acero AISI 1018 ............................................ 115
7.1.2 Uniones soldadas de acero HSLA 550 ........................................... 116
7.2 Recomendaciones y trabajo futuro ........................................................ 117
BIBLIOGRAFÍA ............................................................................................... 118
LISTA DE FIGURAS ....................................................................................... 126
LISTA DE TABLAS ......................................................................................... 131

1
SÍNTESIS
El presente trabajo se enfocó en determinar la modificación de las
propiedades mecánicas y microestructurales de uniones soldadas por rayo
láser de diferentes aceros utilizados en la industria automotriz como el AISI
1018 y HSLA 550. La afectación térmica se presentó en las soldaduras de
ambos materiales, ya que los resultados mostraron una severa modificación de
las propiedades mecánicas del material. La caracterización microestructural
mediante microscopia óptica, microscopía electrónica de barrido y difracción de
electrones retrodispersados permitió identificar las fases presentes en las
uniones soldadas. Se realizaron ensayos de tensión y microdureza para
evaluar las propiedades mecánicas de las soldaduras.
Por otra parte, se llevó a cabo un análisis térmico mediante el modelo
bidimensional de Rosenthal resuelto en el programa MATLAB R2014a y
simulación numérica con el programa SYSWELD 2016.1, el cual utiliza el
método de elementos finitos para resolver ecuaciones diferenciales complejas.
Los resultados obtenidos permitieron analizar la distribución térmica en el
material y su relación con la zona afectada por el calor y zona de fusión,
obteniendo buenas aproximaciones en comparación con los datos
experimentales.
Palabras clave: caracterización, soldadura láser, simulación numérica, MEF.
Campo de estudio: análisis y diseño de uniones soldadas.

2
ABSTRACT
The present work focused to define the modification on the mechanical and
microstructural properties of welded joints by laser beam welding of different
steels used in the automotive industry such as AISI 1018 and HSLA 550. The
thermal affectation was present in the welds of both materials. The results
showed modifications on the mechanical properties of the material. The
microstructural characterization by optical microscopy, scanning electron
microscopy and electron backscattering diffraction allowed to identify the
phases present in the welded joints. The tensile and microhardness tests were
carried out to evaluate the mechanical properties of the welds.
On the other hand, a thermal analysis was carried out using the Rosenthal
two-dimensional model solved in the MATLAB R2014a program and numerical
simulation with the SYSWELD 2016.1 program that uses the finite element
method to solve complex differential equations. The obtained results allowed to
analyze the thermal distribution in the material and the relation with the heat
affected zone and fusion zone, obtaining good approximations in comparison
with the experimental data.
Keywords: characterization, laser welding, numerical simulation, FEM.
Field of study: analysis and design of welded joints.

3
CAPÍTULO 1
INTRODUCCIÓN
1.1 Antecedentes
La industria automotriz constantemente está buscando la forma de utilizar
diferentes tipos de aceros para la fabricación de componentes estructurales
más livianos que tengan un impacto en la reducción del peso de los vehículos,
lo cual afecta significativamente el aumento de la eficiencia del combustible con
el fin de reducir el volumen de emisión de CO2 a la atmósfera [1][2].
En comparación con los aceros comerciales de bajo carbono que son
fácilmente accesibles por su precio y elaboración en grandes cantidades en
diferentes presentaciones como el AISI 1018, los aceros micro-aleados o
HSLA se convierten en una clase indispensable para diferentes aplicaciones
como la construcción de grandes barcos, petróleo y líneas de transporte de
gas, plataformas de perforación de petróleo en alta mar, recipientes a presión,
construcción de edificios, puentes o tanques de almacenamiento. Estos tipos
de aceros fueron principalmente desarrollados para sustituir a los de bajo
carbono para la industria automotriz con el fin de mejorar la relación
resistencia-peso y satisfacer la necesidad de materiales de grado de
construcción de mayor resistencia [3]. Por su bajo contenido de carbono son
adecuados para su soldabilidad, sustituyendo a este elemento que le
proporciona resistencia mecánica y tenacidad, por pequeñas cantidades de

4
elementos microaleantes como el vanadio, titanio y niobio, los cuales actúan
como refinadores de grano.
Existe información científica que describe las propiedades de los aceros
AISI 1018 y HSLA, no obstante, se requiere profundizar en su modificación
microestructural y de propiedades mecánicas al ser sometidos a procesos de
unión no convencionales como la soldadura láser, caracterizado por una
mejora significativa en la calidad de las uniones, altas velocidades de
producción y obtención de excelentes propiedades mecánicas en diferentes
materiales. Además, el comportamiento termomecánico de las uniones
soldadas se puede prever mediante análisis numérico haciendo uso de
programas de simulación que trabajan mediante el método de elementos finitos
(MEF) como SYSWELD [4][5], el cual está especializado en la determinación de
la distribución de temperatura y esfuerzos residuales de los materiales unidos
mediante procesos de soldadura como GMAW y rayo láser [6][7].
1.2 Objetivos
1.2.1 Objetivo general
Determinar las propiedades mecánicas y microestructurales de las placas
de acero AISI 1018 y HSLA 550 de 8 mm de espesor unidas por soldadura
láser, las cuales son modificadas por el efecto de los parámetros de operación
que influyen sobre las diferentes entradas de calor.
1.2.2 Objetivos específicos
1. Recopilar y analizar el estado del arte y marco teórico de los diferentes
procesos de soldadura láser aplicados en los aceros AISI 1018 y HSLA.
2. Establecer la metodología para realizar la caracterización de las
propiedades mecánicas y microestructurales de las uniones soldadas.
3. Determinar los parámetros de operación de la soldadura láser.

5
4. Estudiar la microestructura de las uniones soldadas, mediante
microscopía óptica (MO), microscopía electrónica de barrido (MEB) y
difracción de electrones retrodispersados (EBSD: Electron
Backscattering Diffraction por sus siglas en inglés).
5. Realizar la caracterización mecánica de las soldaduras por medio de
ensayos de tensión y microdureza.
6. Realizar las simulaciones de las uniones soldadas de acero AISI 1018 y
HSLA 550.
7. Determinar la afectación térmica en las soldaduras comparando los
resultados experimentales con los simulados obtenidos mediante el
método de elementos finitos.
1.3 Justificación
La industria automotriz se encuentra en crecimiento continuo científico y
tecnológico, ya que busca desarrollar nuevos productos con aceros más
livianos y resistentes que cumplan los parámetros de calidad y seguridad
necesarios para un funcionamiento correcto. Uno de los puntos críticos para
esta industria es el estudio y evaluación de las propiedades mecánicas y
microestructurales que pueden tener los materiales soldados, en este caso, por
proceso láser.
El acero AISI 1018 es un material de uso común en la fabricación de ejes
automotrices de mediana resistencia, sin embargo, la industria del automóvil
también está utilizando materiales con mejores características como los aceros
de alta resistencia baja aleación. Por lo cual, la caracterización de las zonas de
unión de placas de acero AISI 1018 y HSLA de 8 mm de espesor soldadas
mediante proceso láser es muy importante, ya que existe poca información al
respecto siendo área de investigación en desarrollo. Por lo tanto, la realización
de este trabajo permitirá determinar la afectación térmica en las propiedades
mecánicas y microestructurales de las soldaduras haciendo uso del programa
de simulación SYSWELD que trabaja mediante el método de elementos finitos.

6
La información generada de la experimentación y los resultados de las
simulaciones, podrán servir para la innovación de productos automotrices que
sean desarrollados con características semejantes a las de los materiales de
estudio, utilizando parámetros de funcionamiento adecuados para la aplicación
de la soldadura láser.
1.4 Planteamiento del problema
La utilización de los aceros AISI 1018 y HSLA en la industria automotriz es
relevante, debido a que las propiedades mecánicas que los caracterizan se
toman en cuenta para la elaboración de diferentes componentes.
Lo que se busca es caracterizar las propiedades mecánicas y
microestructurales de ambos materiales antes y después de ser soldados
mediante proceso láser, ya que no existe información suficiente que establezca
un estudio de carácter científico-tecnológico sobre ambos aceros sometidos a
esta condición. Los resultados obtenidos podrán ser de utilidad para los
proyectos tendientes a reemplazar aceros de mayores dimensiones y
diferentes propiedades, por otros con mejores características mecánicas y que
sean más redituables económicamente.
Por otra parte, los procesos de soldadura convencionales, presentan ciertas
desventajas y algunas de las más importantes son la falta de penetración,
zonas de fusión y zonas afectadas por al calor más amplias, baja velocidad de
producción, incremento de la distorsión y utilización de material de aporte, por
lo cual, la soldadura por rayo láser es una excelente opción para obtener
uniones con mejores características de calidad, siendo una de las principales
ventajas el incremento de la velocidad de producción. La alta velocidad de
avance de la soldadura permite fabricar más componentes en poco tiempo sin
tener problemas de penetración en las uniones.

7
1.5 Hipótesis
Por medio de las técnicas de microscopía óptica, microscopía electrónica de
barrido, difracción de electrones retrodispersados y la simulación numérica por
el método de elementos finitos, se podría establecer una correlación del efecto
de la modificación microestructural causada térmicamente por las diferentes
entradas de calor sobre las propiedades mecánicas de los aceros AISI 1018 y
HSLA de 8 mm de espesor.
1.6 Aportaciones
Dentro de los procesos de soldadura los cambios microestructurales se
llevan a cabo por diferentes entradas de calor. La distribución de la temperatura
está en función de las propiedades físicas del material, así como de los
parámetros utilizados durante la soldadura. La aportación principal de este
trabajo es la determinación de los cambios microestructurales en la zona de
fusión y la zona afectada por el calor en placas de acero AISI 1018 y HSLA de
8 mm de espesor unidas con soldadura láser y la relación con el cambio en sus
propiedades mecánicas.
La información concerniente al proceso de soldadura láser utilizado en estos
materiales no es suficiente, por lo tanto, los resultados obtenidos de la
experimentación contribuirán al incremento de la información científica que
pueda ser de utilidad para investigaciones futuras, donde se haga uso de
diferentes equipos de soldadura por rayo láser y aceros con mejores
propiedades que están saliendo al mercado.
1.7 Alcances y delimitaciones
Realizar pruebas de soldadura láser, así como establecer la metodología
adecuada para caracterizar las propiedades mecánicas y microestructurales de
las uniones soldadas, comparando los resultados obtenidos experimentalmente
con la información generada a través de simulaciones numéricas.

8
CAPÍTULO 2
ESTADO DEL ARTE
2.1 Aceros al carbono
El Instituto Americano del Hierro y el Acero (AISI) define el acero al carbono
como aquel que no tiene requisitos mínimos especificados para elementos
como el cromo, cobalto, niobio, molibdeno, níquel, titanio, tungsteno, vanadio o
circonio, o cualquier otro que puede ser agregado para obtener un efecto
deseado. El cobre especificado debe estar entre 0.40 y 0.60%, el límite máximo
para el manganeso es 1.65%, y el del silicio es 0.60%. Este material puede
clasificarse generalmente como acero de bajo, medio y alto carbono. Los
primeros contienen hasta 0.30%, los segundos 30 - 60% y los últimos 60 –
1.00% de este elemento [8].
Dentro de los aceros de bajo-medio carbono, el AISI 1018 es considerado
uno de los materiales más accesibles por diversas industrias como la
automotriz y construcción, por sus características de resistencia media y un
costo bajo. Tienen buena soldabilidad y una maquinabilidad ligeramente mejor
que los grados de carbono más bajo. Son relativamente suaves y se fortalecen
con laminado o conformado en frío [9]. También pueden ser endurecidos por
tratamiento térmico aumento su resistencia a la tensión y desgaste.

9
Su uso radica en la fabricación de ejes, piñas, pines, rodillos, cuñas, tornillos
y pasadores. Se encuentra en presentaciones como láminas, placas y perfiles.
Su composición química es de 0.15 - 0.20% de C, 0.60 - 0.90% de Mn, 0.04%
de P y 0.05% de S. Se puede encontrar con un límite elástico de 485 MPa, una
resistencia última a la tensión de 565 MPA y una dureza de 170 HV [10].
2.2 Aceros de alta resistencia baja aleación (HSLA)
Actualmente la industria automotriz tiene como prioridad incorporar a sus
líneas de producción materiales modernos con mayor resistencia y menores
dimensiones. Esto repercute en la disminución del peso de los vehículos, lo
cual beneficia en el ahorro de combustible y en la reducción de la
contaminación ambiental [11].
Los aceros HSLA están siendo ampliamente utilizados en aplicaciones
estructurales debido a su alto límite elástico y una buena capacidad de
soldadura. Típicamente, estos materiales tienen microestructuras que consisten
principalmente de ferrita, perlita, una pequeña cantidad de carburos,
carbonitruros y nitruros, dependiendo del tratamiento térmico y el
procesamiento recibido durante la producción [12]. Los aceros HSLA, DP y
TRIP son algunos de los más utilizados por la industria automotriz (ver Figura
2.1).
Figura 2. 1 Aceros de la primera, segunda y tercera generación. Resistencia a la tensión versus elongación [13].

10
2.2.1 Características principales
Los aceros de alta resistencia baja aleación son materiales de alto potencial
para estructuras ligeras donde se requiere una fuerza considerable. La
combinación de resistencia, tenacidad y capacidad de formación permite a los
ingenieros de construcción realizar estructuras de peso ligero en vehículos
comerciales y ofrecer nuevas posibilidades para el diseño de productos nuevos
reduciendo los costos de fabricación sin pérdida de la integridad estructural [14]
[15].
Los aceros HSLA también son conocidos como microaleados y su diseño
tiene como objetivo proporcionar mejores propiedades mecánicas, así como
una alta resistencia a la corrosión atmosférica, la cual no tienen los aceros al
carbono convencionales. Estos aceros tienen bajo contenido de carbono (0.05
a 0.25%), con la finalidad de proporcionarles mayor conformabilidad y
soldabilidad, y tienen contenidos de manganeso de hasta 2.0%. Se añaden
pequeñas cantidades de vanadio, niobio, titanio, cromo, níquel, molibdeno,
cobre, nitrógeno, y circonio en diferentes combinaciones para otorgar
propiedades específicas [16].
La Tabla 2.1, muestra la composición química del acero de alta resistencia
baja aleación (HSLA).
Tabla 2. 1 Composición química y propiedades mecánicas del acero de alta resistencia baja aleación (HSLA) [8].
No son considerados aceros aleados normales, ya que su diseño es para
cumplir con propiedades mecánicas determinadas más que una composición
MaterialLímite
elástico
Resistencia a la
tensión (mín.)
Ductilidad
mínima
(elongación
en 50 mm)
C (máx) Mn Si MPa MPa %
Acero HSLA 0.08 1.30 Máx 0.15 a 0.40 275 - 450 415 - 450 18 - 24
Otro
0.2 Nb ó 0.05 V
Composición química (% e. p.)
11
química. Los aceros de alta resistencia baja aleación tienen esfuerzos de
cedencia superiores a los 275 MPa y su composición química puede variar en
productos con diferentes dimensiones [8] [17].
2.2.2 Clasificación general
A continuación se menciona la clasificación de los aceros HSLA usados
comúnmente [8], la cual describe las características principales de cada uno:
• Laminados controladamente. Están rolados en caliente y diseñados para
presentar una estructura austenítica deformada que se transformará en una
estructura equiaxial ferrítica muy fina durante el enfriamiento.
• Resistentes a la intemperie. Diseñados para tener mayor resistencia a la
corrosión atmosférica.
• Microaleados. Contienen pequeñas cantidades de elementos como el
niobio, vanadio y titanio, los cuales permiten el refinamiento del tamaño de
grano y/o el endurecimiento por precipitación.
• De ferrita acicular. Contienen un porcentaje de carbono muy bajo con poca
capacidad de temple durante el enfriamiento que permite la transformación de
una estructura de ferrita acicular muy fina de alta resistencia en lugar de una
estructura de ferrita poligonal.
• De perlita reducida. Son endurecidos por precipitación con granos de ferrita
muy finos, pero con un contenido bajo de carbono y, por lo tanto, con poca
perlita en la microestructura.
• De doble fase. Caracterizados por la presencia de una microestructura de
ferrita con pequeñas zonas de martensita distribuidas uniformemente, teniendo

12
como consecuencia productos con bajo esfuerzo de cedencia, alto
endurecimiento por trabajo, alta resistencia y mayor conformabilidad.
2.2.3 Designación
De acuerdo a la Sociedad de Ingenieros Automotrices (SAE por sus siglas
en inglés) [18], los grados específicos de estos aceros son identificados en una
nomenclatura de seis dígitos que describen el nivel de resistencia, composición
química general, nivel general de carbono y desoxidación o control de inclusión
de sulfuros como sigue:
1. Primer, segundo y tercer carácter. Mínimo esfuerzo de cedencia
expresado en miles de libras por pulgada cuadrada (ksi): 35, 40, 45, 50,
60, 70, y 80 expresados como 035, 040, 045, 050, 060, 070, y 080
respectivamente. Estas cantidades equivalen a 241, 275, 310, 344, 413,
482 y 551 MPa, respectivamente.
2. Cuarto carácter. Composición química general:
X - Alta resistencia baja aleación, que puede ser, Cr, Cu, Mo, Nb, Ni, Si,
Ti, V, Zr cualquiera ligeramente o en combinación, con 10 ksi (70 MPa)
de diferencia entre la especificación mínima de cedencia y resistencia a
la tensión. N y P pueden ser usados en combinación con cualquier otro
de los elementos antes mencionados.
Y - Con el mismo significado de X, pero con 15 ksi (100 MPa) de
diferencia entre la especificación mínima de cedencia y la resistencia
a la tensión.
Z - Con el mismo significado de X, pero con 20 ksi (140 MPa) de
diferencia entre la especificación mínima de cedencia y la resistencia
a la tensión.
3. Quinto carácter. Nivel general de carbono:
H - Máximo nivel de carbono 0.23%
L - Máximo nivel de carbono 0.13%

13
4. Sexto carácter. Práctica de desoxidación o de control de inclusión de
sulfuros:
K - Calmado con práctica de grano fino.
F - Calmado con práctica de grano fino y control de inclusiones de
sulfuros.
2.2.4 Efecto de los elementos aleantes
La función principal de los elementos aleantes es el endurecimiento de la
ferrita por refinamiento de grano, endurecimiento por solución sólida y
endurecimiento por precipitación. Estos elementos influyen en la modificación
de la temperatura de transformación de la austenita a ferrita propiciando el
crecimiento de granos finos, que es la mayor fuente de endurecimiento [8]:
1. Carbono. En alto contenido incrementa la cantidad de perlita que se
genera en la microestructura. Es muy importante ya que permite el
endurecimiento de los aceros a bajo costo, sin embargo, en grandes
proporciones reduce la soldabilidad y la tenacidad al impacto.
2. Manganeso. Principal elemento endurecedor en aceros de alta
resistencia al carbono presente en cantidades de más de 1%. En
solución sólida su función es endurecer la ferrita, reducir la temperatura
de transformación de la austenita a ferrita y mejorar el endurecimiento
por precipitación de los aceros con contenido de vanadio.
3. Nitrógeno. En los aceros HSLA es utilizado en cantidades de hasta
0.02% para obtener la resistencia típica a un bajo costo. Su
incorporación en los aceros con contenido de vanadio incrementa el
endurecimiento por precipitación, ya que la precipitación del nitruro de
vanadio promueve el refinamiento de grano debido a su menor
solubilidad en la austenita que el carburo de vanadio.

14
4. Silicio. Se utiliza como desoxidante en metal líquido y en cantidades
superiores a 0.30% reduce la tenacidad y soldabilidad.
5. Fósforo. Sirve como endurecedor por solución sólida en la ferrita.
Mejora la resistencia a la corrosión, pero en cantidades muy pequeñas
puede originar fragilización en los límites de grano.
6. Cobre. Es agregado en cantidades de 0.20% para aumentar la
resistencia a la corrosión atmosférica, la cual es mejorada cuando el
fósforo está presente en cantidades de 0.05%.
7. Cromo. Este elemento es comúnmente agregado con el cobre para
mejorar su resistencia a la corrosión.
8. Molibdeno. Es utilizado en aceros laminados en caliente para mejorar el
endurecimiento cuando se desean productos de transformación
diferentes a la ferrita y perlita.
9. Níquel. Puede ser agregado en cantidades de hasta un 1%. Permite el
aumento de la resistencia a la corrosión atmosférica y combinándolo con
fósforo y cobre mejora la resistencia al agua de mar.
10. Aluminio. Es utilizado comúnmente para desoxidar a bajo costo.
11. Niobio. Pequeñas adiciones (hasta 0.05%) incrementan el esfuerzo de
cedencia por la combinación del endurecimiento por precipitación y el
refinamiento de grano, el niobio es el elemento refinador de grano más
efectivo debido a que en la austenita el carburo de niobio es más estable
que el carburo de vanadio a las temperaturas típicas de laminación.
15
12. Vanadio. Este elemento incrementa la resistencia de los aceros de alta
resistencia baja aleación mediante el endurecimiento por precipitación
en la ferrita y refinamiento del tamaño de grano. La precipitación del
carbonitruro de vanadio en la ferrita puede desarrollar un aumento
significativo en la resistencia que depende tanto del proceso de formado,
como de la composición base.
13. Titanio. Es utilizado para proveer endurecimiento por precipitación.
Pequeñas adiciones de este elemento limitan el crecimiento de grano
austenítico, mientras que el endurecimiento por carburos se ve afectado
con variaciones en el contenido de oxígeno, nitrógeno y azufre.
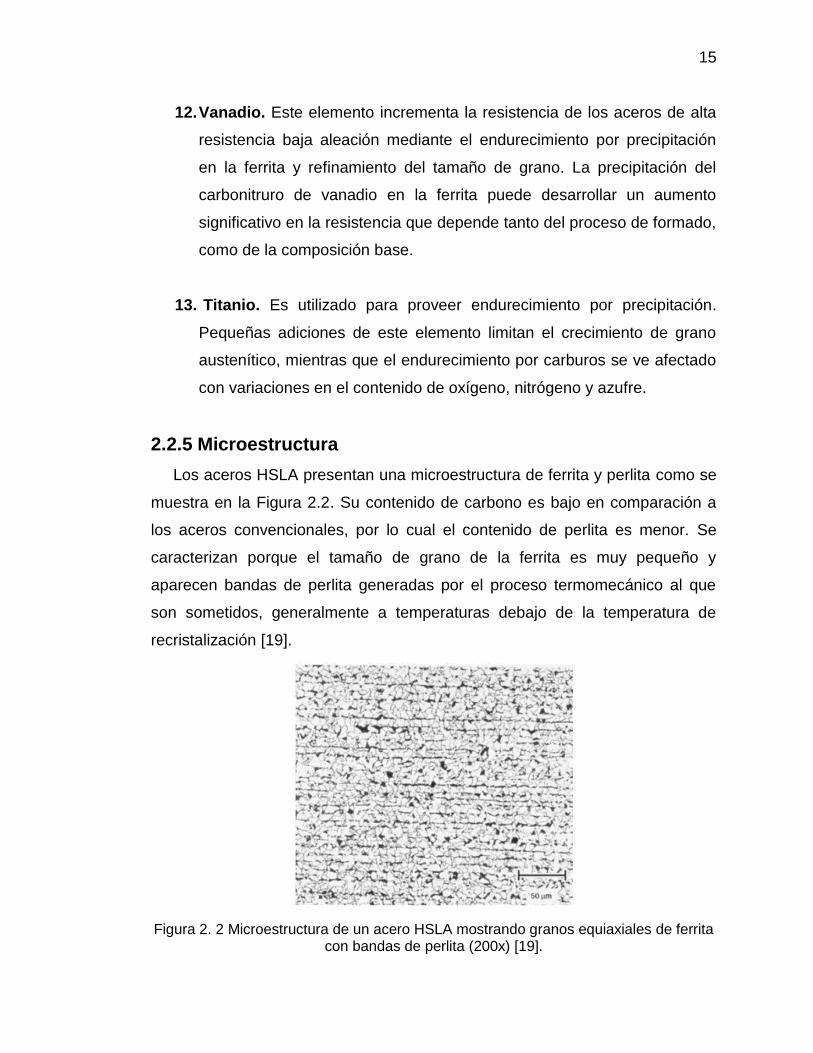
2.2.5 Microestructura
Los aceros HSLA presentan una microestructura de ferrita y perlita como se
muestra en la Figura 2.2. Su contenido de carbono es bajo en comparación a
los aceros convencionales, por lo cual el contenido de perlita es menor. Se
caracterizan porque el tamaño de grano de la ferrita es muy pequeño y
aparecen bandas de perlita generadas por el proceso termomecánico al que
son sometidos, generalmente a temperaturas debajo de la temperatura de
recristalización [19].
Figura 2. 2 Microestructura de un acero HSLA mostrando granos equiaxiales de ferrita con bandas de perlita (200x) [19].

16
La composición química al igual que la microestructura es de vital
importancia para determinar las propiedades de un producto. En muchos
aceros HSLA la morfología de la ferrita, perlita, cementita, bainita y martensita
es muy diferente, y en algunos de ellos se puede encontrar austenita retenida.
En la mayoría de los aceros laminados o recocidos, los granos de ferrita son
equiaxiales, lo cual significa que sus dimensiones son aproximadamente las
mismas en los tres ejes [19].
2.3 Acero HSLA 550 (S550MC)
Los aceros HSLA 550, también clasificados como HSLA S550 MC por la
euronorma EN 10149-2, son materiales para conformación en frío que están
laminados termomecánicamente en plantas modernas, donde los procesos de
calentamiento, laminación y enfriamiento son controlados cuidadosamente. Su
composición química consiste en bajos niveles de carbono y manganeso con
pequeñas cantidades de refinadores de grano, tales como el niobio, titanio o
vanadio.
2.3.1 Características principales
Los aceros HSLA 550 se utilizan en la fabricación de grúas, chasis de
camiones y máquinas de movimiento de tierras. Su alta resistencia y buena
capacidad de deformación permiten ahorrar peso y/o aumentar la carga útil, por
lo tanto, los costos totales pueden reducirse. A continuación, en la Tabla 2.2 se
muestra su composición química [20]:
Tabla 2. 2 Composición química y propiedades mecánicas del acero HSLA 550 [20].
MaterialLímite
elástico
Resistencia
a la tensión
Elongación
mín.
C %
máx
Si %
máx
Mn %
máx
P %
máx
S %
máx
Al %
máx
Nb %
máx
V %
máx
Ti %
máxMPa MPa %
0.12 0.1 1.8 0.025 0.01 0.015 0.09 0.2 0.15 550 600 - 760 14 - 17
Domex 550 MC
Compisición química (% e. p.)

17
Los bajos contenidos de carbono, fósforo y azufre permiten todos los
métodos convencionales de soldadura para ser utilizados fácilmente con este
material. No es necesario precalentar. Una zona afectada por el calor estrecha
con una dureza algo inferior se forma inmediatamente, adyacente a la
soldadura. Sin embargo, si se utilizan parámetros y métodos de soldadura
normales, la zona afectada por el calor no es de importancia práctica. Piezas
para ensayos de tensión tomadas a través de la soldadura pueden cumplir los
mismos requisitos mínimos de resistencia a la tensión como el material base
[20].
2.4 Proceso de soldadura láser
Un láser es un dispositivo de conversión capaz de transformar la energía
eléctrica, química, térmica, óptica o nuclear en un rayo de radiación
electromagnética con una frecuencia determinada. Existen muchos tipos
diferentes de láseres, pero todos ellos comparten un elemento crucial: cada
uno contiene material capaz de amplificar radiación. Este material se denomina
el medio de ganancia ya que la radiación gana energía que pasa a través de él
[21]. El principio físico responsable de esta amplificación se llama emisión
estimulada y fue descubierto por Albert Einstein en 1916.
La soldadura por rayo láser es una tecnología de soldadura por fusión que
permite la unión de materiales por la interacción de un haz concentrado,
coherente de la luz y la superficie del material [22]. La temperatura creada por
éste es suficiente para producir la fusión del material y la coalescencia del
material fundido de los dos componentes que se sueldan. El haz láser se dirige
y se centra mediante espejos y/o lentes en una pequeña área para producir
una densidad de potencia suficiente que permita fundir e incluso vaporizar el
material que se procesa [23] [24].
La densidad de potencia en la soldadura láser es del orden de hasta 108
W/cm2, que es aproximadamente 4 órdenes de magnitud más alta que en los
18
métodos convencionales de soldadura. Esta es la razón del porque su
influencia en el material base de las proximidades de la soldadura es
considerablemente más baja y la degradación microestructural es mínima. El
haz de fotones tiene varios efectos sobre la superficie de la materia:
calefacción, fusión o incluso de pulverización de algunos de sus átomos [25].
Actualmente, en la industria se utiliza la soldadura láser, ya sea con un láser
de Nd: YAG, fibra, disco o de CO2. Estos tipos de láseres pueden ser operados
de manera de onda continua (CW) o pulsada. En general, los láseres de Nd:
YAG son de energía más baja (hasta 6 kW), mientras que los de CO2 tienen
capacidades de potencias más elevadas (superiores a 40 kW) [24].
2.4.1 Clasificación de la soldadura láser
Existen sistemas de soldadura por rayo láser, los cuales son aplicados
según el objetivo a cumplir. Los que se encuentran actualmente en el mercado
y están siendo ampliamente utilizados en las industrias como sectores de
construcción naval, aeroespacial y de defensa [17], son de estado sólido y gas.
La soldadura láser de estado sólido Nd: YAG y la soldadura de gas CO2, son
las tecnologías más comunes que a continuación se describen:
• Láser de estado sólido. Este tipo de láser utiliza una sustancia sólida
transparente como el medio activo. El láser de estado sólido más común en las
aplicaciones industriales es el neodimio dopado con láser de itrio-aluminio-
granate, comúnmente referido como el láser de Nd: YAG. Éste se utiliza como
cristal hospedante, ya que tiene conductividad térmica relativamente alta, alta
resistencia mecánica, buena calidad óptica, y se puede obtener en grandes
tamaños [24].
Debido a que la luz de 1.06 µm del Nd: YAG se transmite fácilmente a
través de fibras de cuarzo flexibles, el diseño del sistema puede ser
considerablemente más sencillo que con el láser de CO2. Además, la longitud

19
de onda del Nd: YAG es absorbida más fácilmente por los metales que la
radiación láser de CO2, mejorando aún más la eficiencia del proceso[24]. En la
Figura 2.3, se pueden apreciar los elementos de un láser de Nd: YAG. Una de
sus aplicaciones más comunes es para unir elementos estructurales o no
estructurales de productos de la industria automotriz (ver Figura 2.4).
Figura 2. 3 Elementos de un láser de Nd: YAG [21].
Figura 2. 4 Láser Nd: YAG conectado con un brazo robótico [26].

20
• Láser de gas. Este láser se caracteriza por ser el más común empleado en
diferentes industrias, ya que es el más eficiente de alta potencia. Para su
funcionamiento se requiere del uso de una mezcla de gases constituida
principalmente por nitrógeno y helio con un pequeño porcentaje de CO2,
aplicando una descarga eléctrica de iluminación para excitar este medio [23].
El dióxido de carbono (CO2) es el tipo más poderoso de láser industrial
actualmente disponible. Es de uso general para el corte de contornos y la
soldadura de penetración profunda. La larga longitud de onda de la luz de CO2,
10.6 μm, es absorbido por la mayoría de los sólidos. Esto permite que el láser
de CO2 pueda procesar una amplia variedad de materiales [24]. En la Figura
2.5, se pueden apreciar los elementos de un láser de gas.
Figura 2. 5 Vista Esquemática de un láser de flujo axial lento [21].
Su aplicación se puede llevar a cabo soldando piezas como engranajes de
transmisión y flechas donde los espesores del material superan los 6 mm (ver
Figura 2.6).

21
Figura 2. 6 Soldadura de rayo láser de CO2 aplicada a un engranaje de transmisión [23].
Por otra parte, la soldadura láser de Nd: YAG y CO2 puede llevarse a cabo
de forma pulsada y de onda continua [24]:
1. Láser pulsado y de onda continua. El rayo que sale del láser de soldadura
puede ser un haz de onda continua o un haz de potencia de impulsos. Como su
nombre indica, una onda continua (CW) de láser produce un haz con una
potencia de salida relativamente constante en el tiempo. Cuando se utiliza un
láser CW para la soldadura, el haz establece un baño de soldadura fundida
constante que es atravesado a lo largo de la trayectoria de la soldadura; este
baño de soldadura se mantiene fundido durante toda la duración de la
soldadura. El baño de soldadura de metal líquido que se crea por los láseres de
CW es más estable que para láseres pulsados y, por lo tanto, las salpicaduras
de metal no son un problema.

22
Por rayo láser pulsante, la potencia de salida de cualquiera Nd: YAG o láser
de CO2, es posible producir picos de potencias muy altos de corta duración a
potencias relativamente medias - bajas. Por ejemplo, unos 400 W de potencia
media de Nd: YAG láser pueden producir más de 8 kW de potencia pico en un
pulso de 3 milisegundos. Debido a las diferencias en la eficiencia de
transferencia de energía, estas altas potencias pico permiten láseres pulsados
para soldar una variedad más amplia de materiales que de manera equivalente
pueden considerar los láseres de onda continua. Con la soldadura por láser
pulsado, una serie de impulsos superpuestos se combinan para formar una
costura de soldadura, y la energía del pulso láser es el factor principal en la
determinación de la cantidad de fusión. Como resultado, los láseres pulsados a
menudo se clasifican por la máxima energía por impulso obtenible a partir del
láser.
Las soldaduras de láser pulsado se caracterizan por tener mínimas zonas
afectadas por el calor, bajas entradas de calor y un enfriamiento
extremadamente rápido. Debido a las salpicaduras, la penetración de la
soldadura se limita generalmente a secciones relativamente delgadas (<2 mm).
Los láseres pulsados sobresalen en aplicaciones de secciones delgadas
debido a su capacidad única para producir potencias extremadamente altas
durante períodos muy cortos de tiempo y de controlar con precisión la energía
de pulso. El acero inoxidable tan delgado como de 0.025 mm se ha soldado
con éxito por los láseres pulsados. Los parámetros del proceso de importancia
para la soldadura láser de CO2 pulsado y el efecto de estos parámetros son los
mismos que para Nd: YAG pulsado, así como los efectos de esos parámetros
en el material base.
2.4.2 Ventajas y desventajas de la soldadura láser
La soldadura por rayo láser tiene numerosas ventajas sobre otros procesos;
sin embargo, también tiene varias limitaciones que deben considerarse al

23
momento de seleccionar este proceso de soldadura para una aplicación
particular [21] [24].
Ventajas:
1. Produce una zona de fusión y zona afectada por el calor estrecha,
contracción y distorsión mínima.
2. Se pueden realizar soldaduras extremadamente estrechas.
3. Mediante el uso de la óptica de aumento para la alineación, la
colocación exacta es posible.
4. Es un proceso sin contacto, el rayo sólo necesita una línea de visión
directa de la unión soldada.
5. Las secciones tan delgadas como de 0.025 mm se han soldado con
éxito.
6. Se logra una penetración profunda, por lo tanto, las soldaduras con
lados paralelos pueden hacer que reduzcan al mínimo la cantidad de
fusión.
7. Se pueden utilizar velocidades de desplazamiento de hasta 500 mm/s.
8. El proceso suelda algunas combinaciones de materiales con espesores
y difusividad térmica disímiles que no son posibles con otros procesos
de soldadura (ver Figura 2.7).
9. Las soldaduras se pueden hacer directamente en la atmósfera, por lo
general con gases de protección.
10. No se generan rayos x por el proceso.
Desventajas:
1. La zona de unión debe ser colocada con precisión y alineación bajo el
rayo láser y de forma controlada con respecto a éste.
2. Las velocidades de enfriamiento extremadamente altas pueden inducir
grietas en algunos materiales.
3. Puede presentarse la vaporización de algunos elementos de aleación.

24
4. Los materiales con superficies altamente reflectantes, tales como las
aleaciones de aluminio y cobre, son difíciles de penetrar.
5. Las secciones finas requieren una fijación, precisión y tolerancias de
ajuste en marcha.
6. Se requieren las medidas de seguridad que se respeten para prevenir
afectación en los ojos y quemaduras en la piel por el rayo láser, y
lesiones graves por alto voltaje.
Figura 2. 7 Soldadura láser de espesores disimiles de paneles automotrices [26].
2.4.3 Parámetros del proceso de soldadura por rayo láser
pulsado y de onda continua
Los parámetros más importantes a considerar para utilizar este proceso de
unión, los cuales afectan directamente la calidad de la soldadura, se
mencionan a continuación [24][27]:

25
1. Potencia (P). La potencia de salida del láser o la tasa de suministro de
energía se describe universalmente con el Sistema Internacional de
Unidades mediante las unidades de potencia (vatio), que es 1 J/s.
2. Velocidad de desplazamiento (S). La soldadura láser es
principalmente un proceso automático de soldadura, ya que el operador
no lo controla de forma manual. La velocidad de soldadura es, por lo
tanto, el desplazamiento lineal de una unión soldada que se mueve con
relación al haz, expresada en unidades de mm/s.
3. Tamaño de punto (D). El diámetro del rayo láser enfocado sobre la
superficie de la muestra se conoce comúnmente como el tamaño de
punto. El tamaño del punto puede depender del nivel de potencia en el
que el láser está en funcionamiento y puede cambiar a medida que la
óptica se calienta, ya que afecta en gran medida el proceso de
soldadura, el control del tamaño del punto y su dependencia de los otros
parámetros necesita estar firmemente entendido.
4. Densidad de potencia o irradiancia (I). La capacidad de
procesamiento único del proceso de soldadura por rayo láser se debe a
las densidades de potencia extremadamente altas que puede entregar a
la superficie de la pieza. La potencia del rayo láser por unidad de área
en la superficie se conoce como la densidad de potencia del haz o
irradiancia. La forma de la zona de fusión está controlada por la
densidad de potencia. La densidad de potencia, en W/cm2, está dada
por la siguiente ecuación:
𝐼 =𝑃
𝐴 …………… Ecuación 1
Donde:
P= potencia (W)

26
A = área del rayo láser enfocado en la superficie de la pieza = 𝜋𝐷2
4 en
cm2
I= densidad de potencia (W/cm2)
5. Entrada lineal de calor (E '). La capacidad del haz láser para fundir un
volumen de material depende de la energía entregada por unidad de
longitud de la soldadura y se conoce como la entrada de calor y se
calcula dividiendo la potencia del láser entre la velocidad de
desplazamiento lineal (J/mm), como se muestra a continuación:
𝐸′ =𝑃
𝑆 ……………. Ecuación 2
Donde:
E’= entrada lineal de calor (J/mm)
P= potencia (W)
S= velocidad de desplazamiento (mm/s)
En los últimos años, se ha hecho una revisión de los parámetros
fundamentales del proceso de soldadura láser, los cuales están en función del
tipo de soldadura a aplicar. En la Tabla 2.3, se muestran algunos de los
parámetros utilizados por algunos autores para llevar a cabo este tipo de
soldadura [14] [22] [28] [29]:

27
Tabla 2. 3 Parámetros de soldadura láser [14] [22] [28] [29].
2.4.4 Parámetros del proceso de soldadura por rayo láser
pulsado
En el apartado anterior se enunciaron los parámetros del funcionamiento de
la soldadura por rayo láser pulsado y de onda continua. En esta sección se
abordan exclusivamente los parámetros que complementan el desarrollo de la
soldadura laser pulsada [24][30]:
Título del artículo Equipo MaterialEspesor
(t) en mm
Penetración
en mm
Potencia
(P) en kW
Velocidad
de avance
(S) en mm/s
Diámetro
de punto
(D) en mm
CO2 LBW 3.50 16.67 -
Nd:YAG
fiber laser4.00 25.00 -
Propiedades
microestructurales y
mecánicas del acero
de alta resistencia
S960 soldado por
láser (Wei Guo et al.,
2015)
IPG YLS-
16000 Fiber
laser CW
(16 kW)
S960
(HSLA)8.00 8.00 6.00 - 6.50 18.00 0.80
8.27 10.00 30.00 0.80
8.89 9.40 21.00 0.80
Estructura –
Evaluación de las
propiedades en
soldaduras láser de
aceros de alta
resistencia baja
aleación (M.V.L.
Ramesh et al., 2015)
CO2 LBW15CDV6
alloy steel3.70 3.70 3.50 0.03 -
6.80
13.00
Inducción asistida de
la soldadura láser de
un acero HSLA
S500MC laminado
termomecánicamente
: Una microestructura
y evaluación de
tensiones residuales
(R.S. Coelho et al.,
2013)
TMP
S500MC6.80
Comparación de la
soldadura láser en
secciones gruesas de
acero de alta
resistencia S700 en
posición plana (1G) y
horizontal (2G) (Wei
Guo et al., 2015)
IPG YLS-
16000 Fiber
laser CW
(16 kW)
S700
(HSLA)
28
1. Energía de pulso (E). El volumen fundido de la zona de fusión
producido por un pulso individual del láser es determinado por la energía
de pulso y comúnmente es medida en J. Las energías de pulso típicas
del láser para soldar las aleaciones comunes de ingeniería se extienden
de aproximadamente 1 J a mayor que 50 J.
2. Duración de pulso (tp). El tiempo de duración de un pulso individual del
láser es llamado algunas veces como la longitud del pulso, anchura de
pulso, o el pulso a tiempo. La duración de pulso para la soldadura láser
se extiende de 0.250 a 20.0 ms. Las duraciones largas de pulso
permiten más energía para ser depositada durante un pulso de láser sin
levantar el poder máximo. Las duraciones de pulso cortas permiten a
altos poderes máximos ser alcanzados sin depositar mucha de la
energía total en la pieza de trabajo; esto puede ser útil en la soldadura
de láminas delgadas de metal.
3. Frecuencia de pulso (f). La tasa de pulsación de láser en pulsos por
segundo o Hertz (Hz) es una variable importante en la soldadura por
rayo láser pulsado. La frecuencia de pulso y la velocidad de soldadura
controlarán la cantidad de traslape de pulso en una soldadura de
costura. La frecuencia de pulso también determina la potencia media.
4. Traslape de pulso. Es la cantidad fraccional por la que el diámetro de la
zona fundida creada por un pulso se solapa con el creado por el pulso
anterior. Depende de muchos factores, incluyendo la energía de pulso,
frecuencia del pulso, la velocidad de desplazamiento, y propiedades del
material. El solapamiento de pulsos (frecuencia dada como un
porcentaje) debe determinarse a partir de mediciones de una soldadura
realizada para ser exactos.
29
5. Potencia pico (PP). Las potencias elevadas que se alcanzan durante la
corta duración de pulso de láser son descritas por la potencia pico. La
potencia pico se establece de diversas maneras, dependiendo del tipo
de láser y su construcción. Los materiales con alta difusividad térmica
requieren una potencia pico alta y corta duración de pulso para obtener
la máxima penetración de la energía del pulso dado y lo contrario es
apropiado para materiales de baja difusividad térmica. La potencia pico
puede ser determinada dividiendo la energía de pulso por la duración de
pulso (tp) como se muestra a continuación:
𝑃𝑝 =𝐸
𝑡𝑝 ……………. Ecuación 3
6. Potencia media (P). La potencia del rayo láser pulsado es la suma de
todos los pulsos del láser promediada en el tiempo y se conoce como la
potencia media y es aproximadamente equivalente a la potencia (P)
dada anteriormente para un láser de onda continua, ya que es un
indicador de la capacidad de procesamiento de un láser pulsado. La
potencia media no se usa para calcular la densidad de potencia en la
superficie que se determina por la potencia pico. La potencia media se
puede determinar a partir del producto de la frecuencia de impulsos y la
energía de impulsos como sigue:
𝑃𝑝 = ƒ E ……………. Ecuación 4
7. La densidad de potencia o de irradiancia (I). La densidad de potencia
para la soldadura láser pulsada es, en efecto, la misma como se
describe en la sección anterior, excepto que se calcula a partir de la
potencia pico en lugar de la potencia media. Es importante tener en
cuenta que este es el parámetro que tiene la mayor influencia en la
forma de la zona de fusión. Se calcula como sigue:

30
𝐼 =𝑃𝑝
𝐴 …………… Ecuación 5
8. Formación de pulsos. La formación de pulsos es un método que sirve
para variar la forma de onda de salida de la forma de onda de pulso del
láser para mejorar reacciones de materiales con el pulso del láser. Una
aplicación típica de formación de pulsos es introducir un pico de borde
de ataque para mejorar el acoplamiento de materiales altamente
reflectantes.
2.4.5 Especificaciones del procedimiento de soldadura láser
Es una lista de condiciones de soldadura requeridos para soldar un
componente específico. En comparación con los procesos de soldadura por
arco convencionales, las especificaciones del procedimiento de soldadura láser
no pueden ser directamente transferibles de un láser a otro. Esto es
principalmente debido a las diferencias sustanciales en las interacciones láser-
material debido a la variación en la densidad de potencia incidente y también la
longitud de onda de la radiación láser [24].
Por lo tanto, es muy importante informar de todos los parámetros del
proceso láser y las condiciones que pueden afectar la densidad de potencia del
láser. Los parámetros esenciales que deben ser registrados, son los siguientes
[24]:
1. Potencia continua o promedio
2. Velocidad de desplazamiento
3. Distancia focal óptica
4. Posición de enfoque
5. Tipo de gas de protección, el caudal y la posición
31
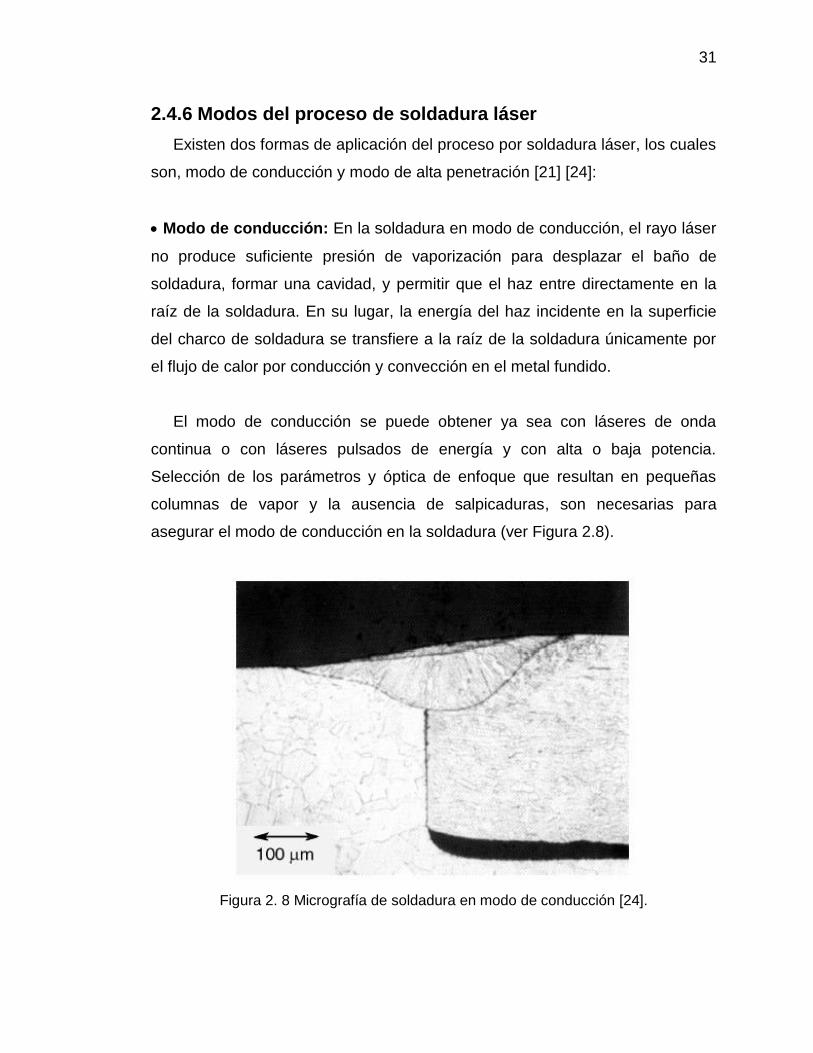
2.4.6 Modos del proceso de soldadura láser
Existen dos formas de aplicación del proceso por soldadura láser, los cuales
son, modo de conducción y modo de alta penetración [21] [24]:
• Modo de conducción: En la soldadura en modo de conducción, el rayo láser
no produce suficiente presión de vaporización para desplazar el baño de
soldadura, formar una cavidad, y permitir que el haz entre directamente en la
raíz de la soldadura. En su lugar, la energía del haz incidente en la superficie
del charco de soldadura se transfiere a la raíz de la soldadura únicamente por
el flujo de calor por conducción y convección en el metal fundido.
El modo de conducción se puede obtener ya sea con láseres de onda
continua o con láseres pulsados de energía y con alta o baja potencia.
Selección de los parámetros y óptica de enfoque que resultan en pequeñas
columnas de vapor y la ausencia de salpicaduras, son necesarias para
asegurar el modo de conducción en la soldadura (ver Figura 2.8).
Figura 2. 8 Micrografía de soldadura en modo de conducción [24].

32
• Modo de alta penetración: El modo de soldadura de alta penetración se
muestra en la Figura 2.9 y se produce cuando la densidad de potencia del haz
es de aproximadamente 106 W/cm2 o más (para los láseres de CO2 y Nd:
YAG). El material en el punto de contacto se funde y evapora. La presión de
retroceso de vapor, la tensión superficial, y otro fenómeno crean una cavidad
profunda. Esta cavidad es una región de alta presión rodeada de paredes de
metal fundido. Como la pieza de trabajo se mueve con relación al rayo láser, la
cavidad es sostenida, y fluye el metal fundido desde el borde frontal de la
cavidad alrededor de los lados en una dirección opuesta a la dirección de
desplazamiento, y se solidifica en el borde posterior formando una zona de
fusión estrecha.
Figura 2. 9 Soldadura en modo de alta penetración [24].

33
2.4.7 Defectos y microestructura de la soldadura láser
La soldadura por rayo láser se ha convertido en una de las tecnologías de
unión más importantes que se utilizan en las industrias modernas, debido a sus
propiedades superiores tales como alta velocidad de soldadura, baja distorsión
térmica [31], facilidad de automatización, cordones de soldadura delgadas y
pequeñas, y la posibilidad de control en línea de la calidad durante el proceso
de soldadura [32].
Los láseres de Nd: YAG y CO2 están siendo ampliamente utilizados en las
industrias tales como los sectores de construcción naval, aeroespacial y de
defensa. Recientemente, se han desarrollado los láseres de estado sólido
como el láser de disco, láser de diodo y láser de fibra [33]. La soldadura láser
de fibra ha estado recibiendo atención debido a las ventajas de alta potencia,
alta calidad del haz, entrega flexible del haz con fibra óptica y alta eficiencia
energética, que permiten que soldaduras de alta penetración se produzcan a
velocidades rápidas de soldadura [34]. El tipo de microestructura a obtener
depende directamente de las variables del proceso, las cuales, en su mayoría
son comunes independientemente del equipo a utilizar.
Diferentes autores han realizado experimentos con los diversos equipos de
soldadura láser existentes en el mercado. Las microestructuras obtenidas son
muy semejantes y su morfología depende principalmente de la potencia y
velocidad de avance de la soldadura, ya que la relación entre éstas
determinará la entrada lineal de calor en el material.
Cao y colaboradores [35], examinaron la soldabilidad del acero HSLA de
9.50 mm de espesor placa usando gas inerte de metal, soldadura láser y
técnicas de soldadura híbrida láser-arco. Los autores observaron que hubo
mejoras en la reducción de la distorsión y la porosidad en la soldadura al
tiempo que emplearon ambas técnicas láser e híbrido-láser en comparación
con la técnica de soldadura MIG.

34
Sharma y Molian [36], emplearon un láser de disco Yb: YAG para la unión
de aceros avanzados de alta resistencia. Observaron una ligera concavidad en
la parte inferior de la articulación.
Saha y colaboradores [37], estudiaron en la microestructura propiedades de
correlación en la soldadura por láser de fibra de aceros HSLA. La fractura por
tensión mostró estructuras extendidas con hoyuelos. Además, los autores
también notificaron la aparición de precipitados de carburos en la soldadura
actuando como sitios de iniciación de grietas que conducen a la formación de
micro huecos.
Oyyaravelu y colaboradores [17], utilizaron un láser Nd: YAG de 2 kW para
unir placas de acero HSLA SA516 grado 70 de 4 mm de espesor con un solo
pase. Notificaron la formación de martensita en la zona de fusión (ZF), la cual
pudo originarse debido a la alta velocidad de enfriamiento de la soldadura
láser. Se obtuvo una buena correlación entre las propiedades
microestructurales de las uniones y las propiedades mecánicas. La alta dureza
encontrada en la zona de fusión fue consecuencia del alto contenido de
carbono y la formación de martensita. Los resultados de dureza también
mostraron una zona blanda estrecha en la zona afectada por el calor (ZAC)
adyacente a la interfaz de soldadura, que no tuvo efecto sobre la resistencia a
la tensión de la soldadura. Resultados similares también fueron obtenidos por
Guo [28], Parkes [38], Ramesh y colaboradores [22].
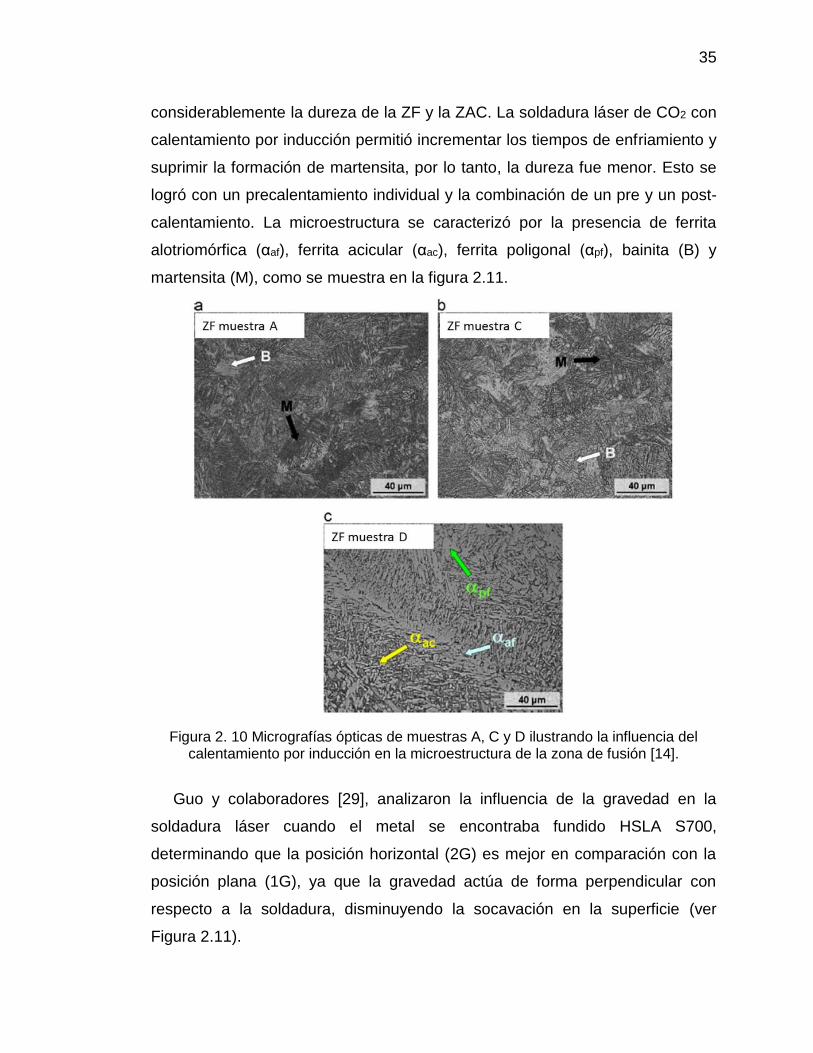
Coelho y colaboradores [14], compararon los procesos CO2 y fibra de Nd:
YAG por separado con calentamiento por inducción. La Figura 2.10 muestra los
resultados del calentamiento por inducción, el cual puede ser combinado con la
soldadura láser con el fin de incrementar los tiempos de enfriamiento. La
utilización de un láser de Nd: YAG no fue factible para unir el acero HSLA
S500MC con los parámetros utilizados, ya que su utilización incrementó
35
considerablemente la dureza de la ZF y la ZAC. La soldadura láser de CO2 con
calentamiento por inducción permitió incrementar los tiempos de enfriamiento y
suprimir la formación de martensita, por lo tanto, la dureza fue menor. Esto se
logró con un precalentamiento individual y la combinación de un pre y un post-
calentamiento. La microestructura se caracterizó por la presencia de ferrita
alotriomórfica (αaf), ferrita acicular (αac), ferrita poligonal (αpf), bainita (B) y
martensita (M), como se muestra en la figura 2.11.
Figura 2. 10 Micrografías ópticas de muestras A, C y D ilustrando la influencia del calentamiento por inducción en la microestructura de la zona de fusión [14].
Guo y colaboradores [29], analizaron la influencia de la gravedad en la
soldadura láser cuando el metal se encontraba fundido HSLA S700,
determinando que la posición horizontal (2G) es mejor en comparación con la
posición plana (1G), ya que la gravedad actúa de forma perpendicular con
respecto a la soldadura, disminuyendo la socavación en la superficie (ver
Figura 2.11).

36
Figura 2. 11 Soldadura láser de fibra en (a) posición plana (1G) y (b) horizontal (2G) [29].
2.4.8 Distribución de temperatura
Los modelos matemáticos han sido desarrollados, calculados, simulados y
validados a través de los resultados experimentales. Son de gran importancia
para un gran número de razones: la profunda comprensión de la física de
soldadura por láser, la extensión fiable de la aplicabilidad del proceso a las
exigentes aplicaciones industriales y para optimizar los parámetros del proceso,
con menos costo de penalización [39] [40].
Se utilizan con eficacia las soluciones analíticas y numéricas de las
ecuaciones de conducción térmica para calcular la distribución de temperatura
en un medio semi-infinito por una fuente de calor en movimiento en 3D
localizada de cualquier tipo para su uso en el procesamiento de materiales por
láser, como la soldadura, la fabricación de capas y láser aleación [39].
Generalmente, la solución de las ecuaciones de flujo de calor de las
condiciones de soldadura es un problema complicado. Con el fin de encontrar

37
soluciones analíticas a las ecuaciones, es necesario hacer muchas
suposiciones de simplificación. Para hacer el problema más manejable
analíticamente, se hacen las siguientes suposiciones [39] [41]:
1. El material de pieza de trabajo se supone que es homogéneo e
isotrópico.
2. La conducción de calor a través de la pieza de trabajo es generalmente
mucho mayor que cualquier intercambio de calor con el entorno por
convección natural o radiación. Se supone además que los planos de la
pieza son adiabáticos; es decir, no hay ninguna pérdida o ganancia de
calor por convección o radiación.
3. La fuente de calor se considera que es una línea en movimiento que
pasa a través de todo el espesor de la placa de manera uniforme.
4. Una distribución de Gauss que es más representativo de la fuente de
calor se considera de modo espacial más adecuada específicamente
para la soldadura, también para el corte y la perforación.
5. El análisis de la caja de la fuente de calor en movimiento se ve facilitado
por el uso de un sistema de coordenadas que está unida a la fuente de
calor.
6. En un modelo realista la conductividad térmica y el calor específico
deben considerarse como funciones de temperatura. La ecuación se
linealiza suponiendo que los coeficientes físicos del material tales como
la conductividad térmica son independientes de la temperatura.
7. No se producen cambios de fase; es decir, el efecto del calor latente de
fusión es insignificante. El principal inconveniente que se tiene es que el
comportamiento de material fundido no puede ser tomado en cuenta.
La fuente de calor de Gauss se considera por separado para los dos tipos
de soluciones [42]:

38
1. Un caso es el de una placa gruesa en la que una fuente de calor se
mueve e implica el flujo de calor en tres dimensiones. Este podría ser el
caso, por ejemplo, en la soldadura en modo de conducción.
2. El otro caso es el de una placa delgada con una fuente de calor que
penetra a través del espesor y consiste en el flujo de calor de dos
dimensiones. Ejemplos de ello serían la soldadura o corte por láser.
Para determinar si una placa es delgada o gruesa, la siguiente ecuación
puede ser utilizada como una aproximación inicial [39] [23]:
𝜏 = 𝑡√𝜌∁𝜌 (𝑇𝑐−𝑇0)
𝐻𝑛𝑒𝑡………………… Ecuación 6
Donde:
𝜏= espesor relativo (adimensional)
𝑡= espesor de la placa (mm)
𝜌= densidad del material (kg/mm3)
𝐶𝜌= calor específico del material (J/kg °C)
𝑇𝑐= temperatura crítica (°C)
𝑇0= temperatura inicial (°C)
𝐻𝑛𝑒𝑡= entrada de calor(J/mm)
Nota: Si 𝜏 es mayor que 0.75 se refiere a una placa gruesa y si el valor es
menor, a una placa delgada.
D. Rosenthal (1946), expuso dos posibles soluciones para la ecuación de
flujo de calor durante la soldadura tomando en cuenta las siguientes
consideraciones [40] [43]:

39
1. El flujo de calor en el estado estacionario
2. La fuente de calor de forma puntual
3. El calor de la fusión es insignificante
4. Las propiedades térmicas son constantes
5. No hay pérdidas de calor en la superficie de la pieza
6. No hay convección en el charco de fusión
A partir de estos supuestos, formuló las ecuaciones para obtener la solución
de la distribución de temperatura las cuales se citan a continuación [40] [41]
[43]:
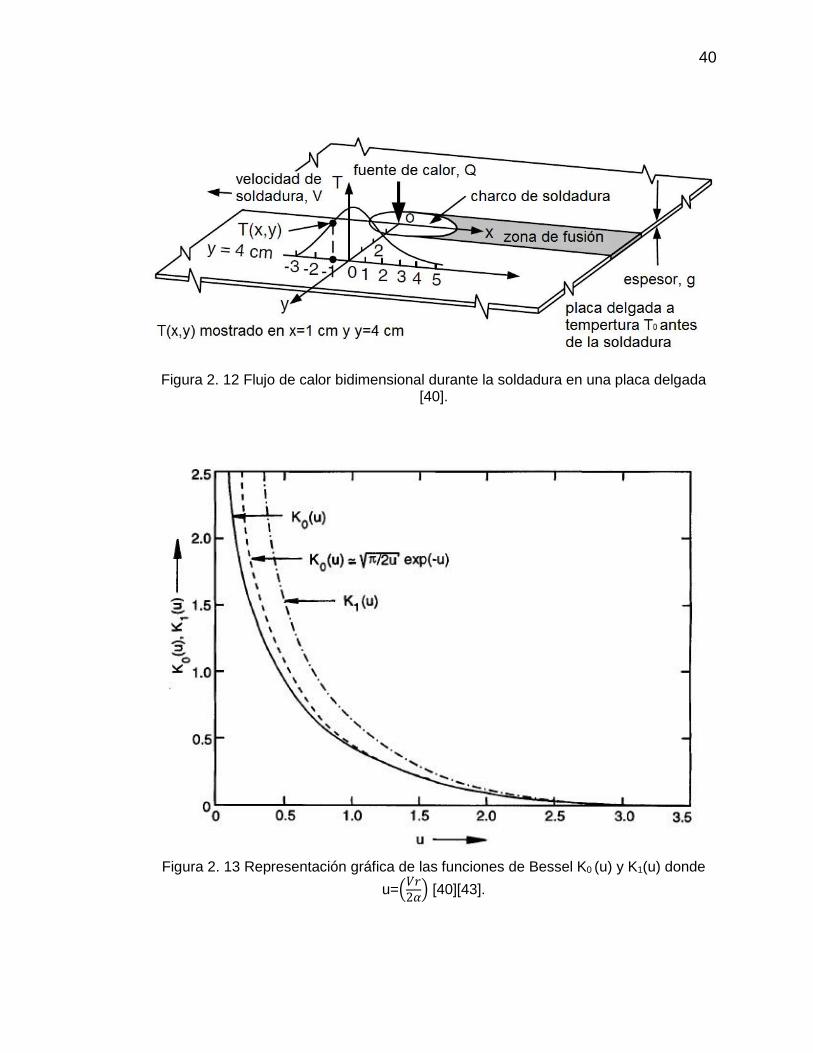
a) Modelo Bidimensional. Para una placa delgada de anchura infinita
como la que se muestra en la Figura 2.12, está dado por:
𝑇 − 𝑇0 =𝑄
2𝜋𝑘𝑔 𝑒𝑥𝑝 (
𝑉𝑥
2𝛼) 𝐾0 (
𝑉𝑟
2𝛼)………………. Ecuación 7
Donde:
𝑇= temperatura obtenida para un determinado punto de análisis durante el
movimiento de la fuente de calor (K)
𝑇0= temperatura inicial de la placa (K)
𝑄= calor transferido desde la fuente de calor a la pieza de trabajo (W/mm)
𝑘= conductividad térmica de la pieza (W/mm K)
𝑟= distancia radial desde el origen O, a un punto P, donde r= (𝑥2 + 𝑦2)1/2 =
(mm)
𝑉= velocidad de desplazamiento (mm/s)
𝑥= punto fijo en el material base medido a lo largo de la soldadura (mm)
𝛼= difusividad térmica de la pieza de trabajo (mm2/s)
K0= función modificada de Bessel de segunda clase y orden cero (ver Figura
2.13)
40
Figura 2. 12 Flujo de calor bidimensional durante la soldadura en una placa delgada [40].
Figura 2. 13 Representación gráfica de las funciones de Bessel K0 (u) y K1(u) donde
u=(𝑉𝑟2𝛼
) [40][43].
41
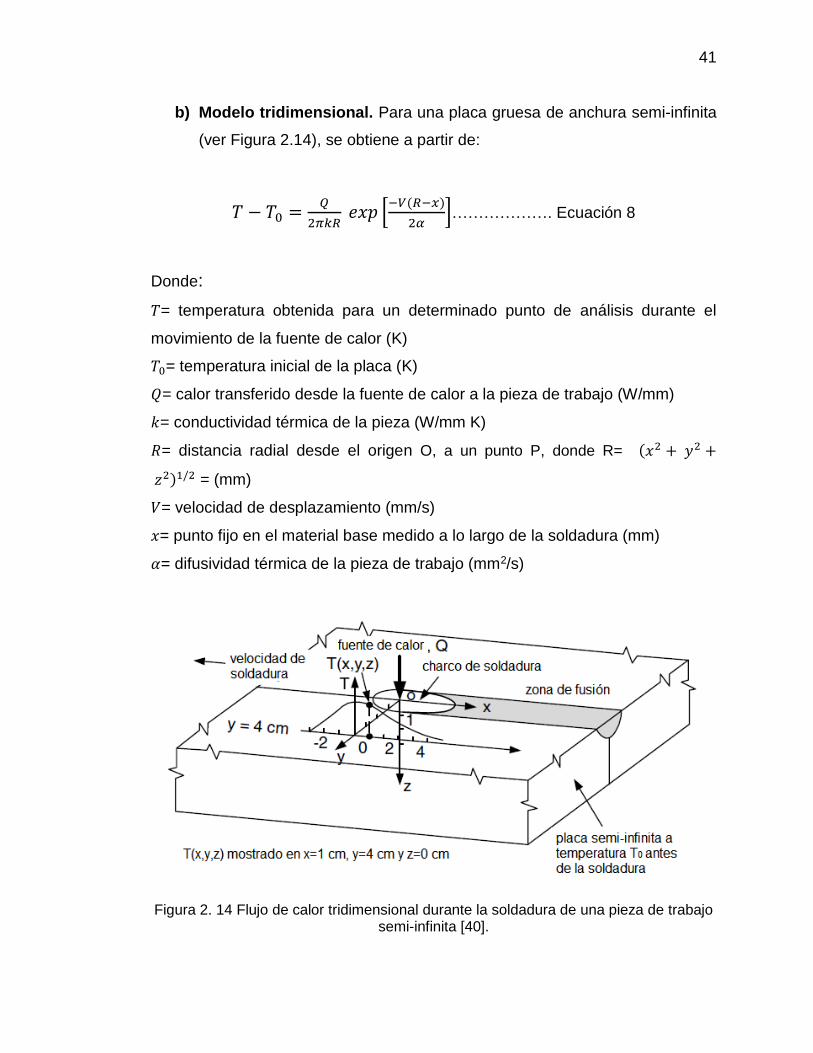
b) Modelo tridimensional. Para una placa gruesa de anchura semi-infinita
(ver Figura 2.14), se obtiene a partir de:
𝑇 − 𝑇0 =𝑄
2𝜋𝑘𝑅 𝑒𝑥𝑝 [
−𝑉(𝑅−𝑥)
2𝛼]………………. Ecuación 8
Donde:
𝑇= temperatura obtenida para un determinado punto de análisis durante el
movimiento de la fuente de calor (K)
𝑇0= temperatura inicial de la placa (K)
𝑄= calor transferido desde la fuente de calor a la pieza de trabajo (W/mm)
𝑘= conductividad térmica de la pieza (W/mm K)
𝑅= distancia radial desde el origen O, a un punto P, donde R= (𝑥2 + 𝑦2 +
𝑧2)1/2 = (mm)
𝑉= velocidad de desplazamiento (mm/s)
𝑥= punto fijo en el material base medido a lo largo de la soldadura (mm)
𝛼= difusividad térmica de la pieza de trabajo (mm2/s)
Figura 2. 14 Flujo de calor tridimensional durante la soldadura de una pieza de trabajo semi-infinita [40].

42
2.4.9 Simulación del proceso de soldadura láser mediante el
método de elementos finitos (MEF)
Los diferentes parámetros utilizados en la soldadura afectan las
propiedades microestructurales y mecánicas de los materiales soldados [44]. La
modificación microestructural del acero se debe a la alta entrada de calor y la
velocidad de enfriamiento [45]. Además, las propiedades mecánicas se
modifican por el cambio en la microestructura del material [46]. Por lo tanto,
para prever diferentes condiciones térmicas, metalúrgicas y mecánicas de
elementos soldados se ha utilizado la simulación de procesos de soldadura por
medio del método de elementos finitos (MEF). Este método numérico permite
obtener soluciones aproximadas de problemas de ecuaciones diferenciales
mediante operaciones matriciales proporcionando resultados para un número
determinado de puntos interpolando la solución al resto del dominio.
Diferentes autores se han centrado en analizar los efectos térmicos y
termomecánicos del proceso de soldadura láser, así como su optimización
mediante la simulación por MEF. Wang y colaboradores [47], desarrollaron un
modelo numérico transitorio tridimensional para estudiar el campo de
temperatura y la forma del charco de soldadura durante el proceso continuo de
alta penetración. Los resultados mostraron que se producen grandes
gradientes de temperatura en la vecindad frontal del keyhole. Zhang y
colaboradores [48], también simularon el acoplamiento dinámico entre el
keyhole y el charco de soldadura. Descubrieron que una parte del rayo láser
pasa directamente a través keyhole y escapa de la salida inferior sin ningún
contacto con el metal. Fang y colaboradores [49] desarrollaron la simulación del
análisis 3D de elementos finitos (FEA) de los procesos de soldadura láser para
predecir la distribución de la temperatura en comparación con los resultados
experimentales para evaluar el impacto sobre las propiedades del acero
inoxidable 316LN. Ma y colaboradores [50], predijeron la evolución de la
temperatura en la soldadura láser de aceros galvanizados de alta resistencia

43
en una configuración de solapa con ninguna separación utilizando un modelo
tridimensional de elementos finitos. Los resultados experimentales mostraron
que la carga de falla de la junta solapada del acero galvanizado DP980
aumentaba con una menor velocidad de soldadura o una mayor potencia del
láser. Por otro lado, Xu y colaboradores [7], estudiaron los efectos de tres
modelos de endurecimiento diferentes (isotrópico, cinemático y mixto
isotrópico-cinemático) y la sujeción de las tensiones residuales de soldadura
utilizando la simulación del software SYSWELD. Los resultados mostraron que
las tensiones residuales de soldadura previstas usando el modelo de
endurecimiento mixto tenían el mejor acuerdo con los datos medidos y que la
restricción de sujeción tenían poco efecto sobre las tensiones residuales de
soldadura. Rahman y colaboradores [51], también usaron SYSWELD para
simular ciclos térmicos, tensiones residuales y distorsión, empleando tres
fuentes de calor (cónica tridimensional, cónica tridimensional con doble
elipsoidal y cónica tridimensional con capa cilíndrica). Encontraron que el
modelo de fuente de calor cónica tridimensional con capa cilíndrica predijo los
atributos de soldadura con mayor precisión en comparación con los otros
modelos. Por otro lado, Jiang y colaboradores [27], optimizaron los parámetros
del proceso de soldadura láser del acero inoxidable 316L combinando MEF.
Informaron que los parámetros óptimos del proceso son efectivos y confiables
para producir el cordón de soldadura esperado en comparación con los
resultados simulados.
2.5 Técnicas de caracterización de materiales
La caracterización de un material mediante distintos métodos tiene como
finalidad conocer cualitativa y cuantitativamente cómo está constituido su
interior y su superficie y las modificaciones que sufre por el sometimiento a
tratamientos térmicos, deformación plástica o exposiciones a diferentes
sustancias químicas.

44
Existe una gran variedad de técnicas usadas para conocer específicamente
un material. En este caso, para caracterizar microestructuralmente de forma
amplia el acero AISI 1018 y HSLA 550 de 8 mm de espesor, además de la
microscopía óptica, se emplearon las técnicas de microscopía electrónica de
barrido y difracción de electrones retrodispersados, que más adelante se
describen.
2.5.1 Microscopía electrónica de barrido (MEB)
El microscopio electrónico de barrido es una herramienta muy útil para
examinar y analizar sólidos de forma microestructural. Permite obtener
información topográfica y morfológica de muchos materiales gracias a su alta
resolución. Además, cuenta con la característica particular de brindarnos
imágenes con apariencia tridimensional mediante su gran profundidad de foco
[52] [53].
El funcionamiento del MEB se lleva acabo a través de dos pares de bobinas
ubicadas entre un conjunto de lentes objetivos; uno de los pares desplaza el
haz de electrones en dirección x sobre toda muestra y el otro en la dirección y.
La señal de la muestra es codificada y almacenada permitiendo controlar su
intensidad en un punto establecido en el tubo de rayos catódicos. Por lo tanto,
mediante el barrido se genera un mapa de la muestra [52].
Los componentes del microscopio electrónico de barrido son muy
semejantes a los del microscopio electrónico de transmisión (MET), como el
cañón de electrones, sistema de vacío, lentes objetivo, etc. Generalmente
difieren entre ellos por la forma en la que generan y magnifican las imágenes,
por lo tanto, la información obtenida es muy diferente. Con el MET se puede
estudiar la ultra-estructura de muestras delgadas, mientras que el MEB permite
conocer su morfología superficial [54].

45
Cuando los electrones inciden en la muestra e interactúan con los átomos
que la componen se producen diferentes señales, las cuales son captadas por
varios detectores. Cada uno de ellos capta la señal correspondiente y la
convierten en una señal electrónica que se proyecta en una pantalla (CRT),
manteniendo una sincronización entre el barrido del haz y el barrido del CRT. A
continuación, se describen las señales que pueden ser captadas por lo
detectores correspondientes [54]:
• Volumen de excitación primaria. Cuando se realiza un barrido, el haz de
electrones choca contra la muestra y la zona en la cual penetran se denomina
volumen de excitación primaria. La profundidad de la penetración aumenta al
igual que el volumen de excitación primaria con respecto al aumento de la
energía del haz que incide sobre la muestra y disminuye con la presencia de
elementos de número atómico alto.
• Naturaleza de la interacción. Dentro del volumen de excitación primaria se
generan diversas señales (ver Figura 2.15), las cuales proporcionan
información diferente:
1. Electrones retrodispersados: éstos se originan de las interacciones
elásticas y, por lo tanto, son de alta energía. También se caracterizan
por interactuar con átomos de la muestra para producir electrones
secundarios y otras señales. Se utilizan en la obtención de imágenes de
contraste topográfico y por número atómico.
2. Electrones secundarios: son aquellos que provienen desde la muestra
como producto de las ionizaciones generadas de las interacciones
inelásticas, tienen baja energía (50 eV) y otorgan información
morfológica de la superficie.

46
3. Rayos x: estas señales se producen cuando un electrón de un orbital
interno es expulsado por un electrón del haz que incide sobre la
muestra. El lugar es ocupado por un electrón proveniente de un orbital
más alejado y la energía que se libera durante esta acción se le
denomina radiación electromagnética o rayos x. La prueba de
espectroscopía de rayos x (EDX) proporciona información de la
composición elemental de la muestra.
4. Catodoluminiscencia: se refiere a la expulsión de fotones en longitudes
de onda en los rangos ultravioleta, visible o infrarrojo, que permite la
disipación del exceso de energía que se genera durante el movimiento
de los electrones entre los orbitales. Se utiliza para realizar estudios de
concentración de impurezas en un material.
Figura 2. 15 Señales que podrían ser usadas en el MEB.
La distancia de trabajo (wd) es aquella existente entre la parte inferior del
lente objetivo y la superficie de la muestra. El contraste recogido de la señal de
electrones secundarios está relacionado con la superficie de la muestra, por lo
cual se le conoce como contraste topográfico.

47
Es normal que al momento de analizar una muestra mediante microscopía
electrónica de barrido se presenten dificultades para su observación. Esto se
debe a que muchos materiales no son buenos conductores de electricidad y
calor y la manera más sencilla de contrarrestar esta condición, es mediante la
colocación de una capa delgada de algún metal, la cual mejora la señal de
electrones secundarios [54] [55].
Antes de elegir el metal más apropiado y el método de deposición se deben
tomar en cuenta algunos factores, como el tipo de observación que se realizará
(MEB de alto vacío, presión variable o ambiental), las propiedades físicas de la
muestra y la información que se desea obtener.
La nitidez y el límite de visibilidad de las micrografías MEB dependen de
cuatro parámetros: el tamaño de la sonda de electrones (dp), la corriente de
sonda de electrones (Ip), el ángulo de convergencia de la sonda electrónica
(αp), y la tensión de aceleración del haz de electrones Vo (kV). Cada uno de
estos cuatro parámetros del haz domina uno de los cuatro modos principales
de imagen en el microscopio electrónico de barrido [55]:
1. Modo de resolución. Para la imagen de más alta resolución, dp debe
ser tan pequeño como sea posible mientras que al mismo tiempo
contiene suficiente corriente de haz para exceder el umbral de visibilidad
para el contraste producido por las características de interés. La
resolución se refiere al tamaño de los detalles más finos que se pueden
observar.
2. Modo de alta corriente. Para la mejor visibilidad de la imagen y la
calidad, se requieren grandes corrientes de haz Ip. A menos que el
contraste entre una característica de imagen y el fondo sea distinguible
por encima de las fluctuaciones de señal aleatoria (ruido), el detalle no
se puede observar incluso si el tamaño del punto es lo suficientemente
pequeño para que pueda ser resuelto fácilmente. Grandes corrientes de

48
haz también son necesarias para el éxito de microanálisis de rayos x
debido a que sólo una pequeña fracción de las interacciones del haz
resulta en la emisión de rayos x.
3. Modo de profundidad de enfoque. Para una mejor profundidad de
enfoque αp debe ser lo más pequeño posible.
4. Modo de baja tensión. A bajos voltajes de aceleración (<5 kV), la
interacción del haz con la muestra se limita a las regiones muy cerca de
la superficie. Esto proporciona una imagen de la superficie muy
detallada en comparación con las obtenidas a mayores voltajes de
aceleración (15-30 kV), donde el haz penetra debajo de la superficie y
los electrones de señal emergentes proporcionan la información sobre el
interior de la muestra.
Figura 2. 16 Diagrama esquemático que muestra los componentes principales del microscopio electrónico de barrido (MEB) [56].
2.5.2 Difracción de electrones retrodispersados (EBSD)
Actualmente, la técnica de EBSD basada en la difracción de electrones
retrodispersados, es considerada como la más utilizada para el estudio de

49
microtexturas y consiste en tener una ventaja única en la determinación de las
orientaciones individuales de un número significativo de granos cristalinos y la
microestructura en comparación con los métodos tradicionales de análisis [53]
[57].La primera observación de un patrón de difracción en el modo de
retrodispersión se informó en 1928 por Nishikawa y Kikuchi en el mismo
volumen donde se discutieron los patrones de Kikuchi de microscopía
electrónica de transmisión.
Esta técnica basada en los diagramas de Kikuchi, permite realizar al mismo
tiempo, un amplio análisis microestructural, el estudio de las orientaciones
cristalinas, el análisis de fases existentes y la evolución de la microtextura,
durante un proceso de laminación el cual involucra la deformación del material.
Se puede observar el tipo de límite de grano, desorientación y la distribución de
ellos, la medición estadística y el análisis cuantitativo (ver Figura 2.17). En
consecuencia, la técnica de EBSD permite determinar el comportamiento del
material durante el proceso de conformado del mismo, tal y como establecen
diversos autores en procesos de recristalización dinámica típica de procesos de
deformación en caliente y ha sido una técnica experimental muy importante en
varios campos de la ciencia e ingeniería [53] [57].
Figura 2. 17 EBSD relacionado al trabajo llevado a cabo en la base que presentó el acero HSLA S500MC [14].

50
La técnica de difracción de electrones retrodispersados se basa en el uso de
los electrones como medio de análisis más adecuado para el estudio de la
microestructura. Hasta la época de 1980 la microscopía electrónica de
transmisión era la técnica más ampliamente usada con ayuda de la
microscopía electrónica de barrido (MEB) y la difracción de rayos x de Laue.
Después se desarrolló una técnica basada en MEB especialmente para el
estudio microestructural denominada EBSD que actualmente es la herramienta
principal para el estudio de la microtextura e identificación de fases, con la
virtud para ser llevada a cabo relativamente rápido [58].
Para comenzar con el análisis mediante EBSD de una muestra en
específico, ésta se coloca dentro de la cámara del microscopio electrónico de
barrido con un ángulo de inclinación de 70° con respecto al haz de electrones
que incide sobre la superficie y orientada hacia el detector. La inclinación de la
muestra permite la difracción de electrones retrodispersados que salen de la
superficie atacada dirigiéndose a una pantalla de fósforo colocada al final de
una cámara de TV tipo CCD [59].
Los especímenes deben ser compatibles con los requisitos generales de la
microscopía electrónica de barrido. En particular, las muestras deben ser
conductoras y no deben descomponerse en vacío o bajo el haz de electrones.
La superficie debe ser razonablemente plana y libre de capas externas [58].
2.5.2.1 Dispositivo de adquisición de patrones
El patrón de retrodispersión de Kikuchi se proyecta sobre una pantalla de
fósforo transparente (aproximadamente 5 cm de diámetro), que está a
aproximadamente 2 cm de distancia de la muestra. La pantalla está paralela
con el haz primario y el eje de inclinación de la etapa, pero se puede girar
aproximadamente 20 grados desde ese plano en cualquier dirección. El patrón
se visualiza con una cámara de alta sensibilidad a través de una ventana desde
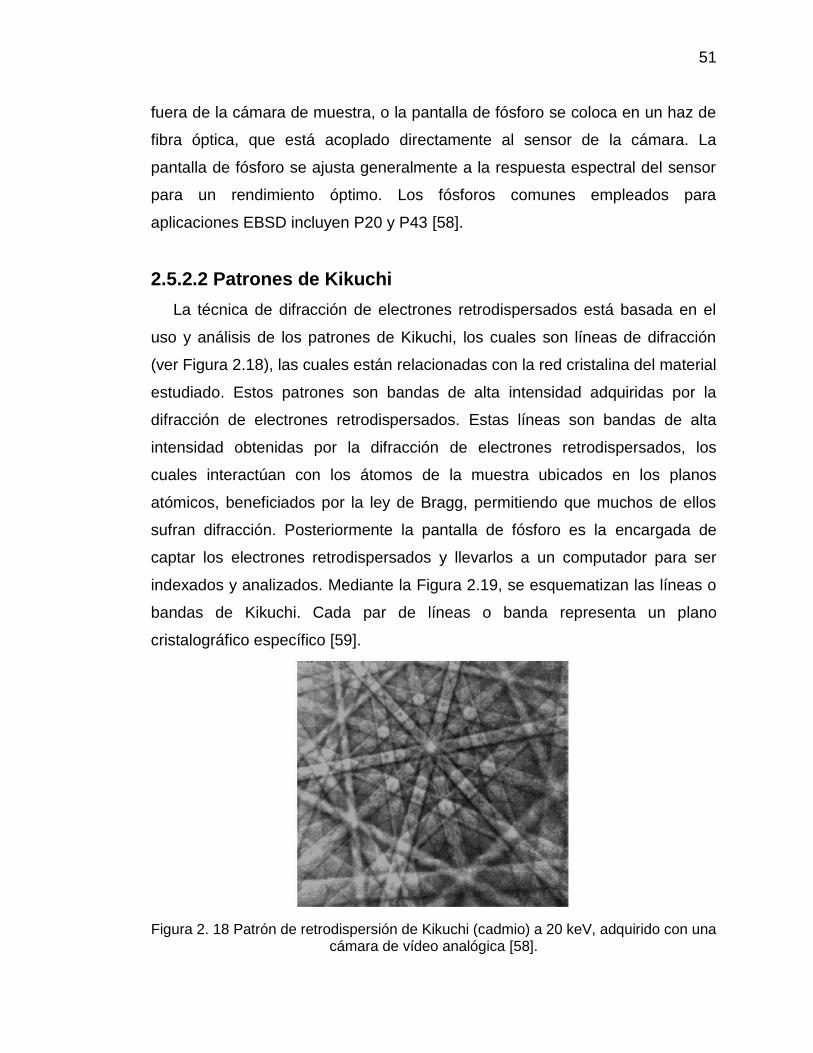
51
fuera de la cámara de muestra, o la pantalla de fósforo se coloca en un haz de
fibra óptica, que está acoplado directamente al sensor de la cámara. La
pantalla de fósforo se ajusta generalmente a la respuesta espectral del sensor
para un rendimiento óptimo. Los fósforos comunes empleados para
aplicaciones EBSD incluyen P20 y P43 [58].
2.5.2.2 Patrones de Kikuchi
La técnica de difracción de electrones retrodispersados está basada en el
uso y análisis de los patrones de Kikuchi, los cuales son líneas de difracción
(ver Figura 2.18), las cuales están relacionadas con la red cristalina del material
estudiado. Estos patrones son bandas de alta intensidad adquiridas por la
difracción de electrones retrodispersados. Estas líneas son bandas de alta
intensidad obtenidas por la difracción de electrones retrodispersados, los
cuales interactúan con los átomos de la muestra ubicados en los planos
atómicos, beneficiados por la ley de Bragg, permitiendo que muchos de ellos
sufran difracción. Posteriormente la pantalla de fósforo es la encargada de
captar los electrones retrodispersados y llevarlos a un computador para ser
indexados y analizados. Mediante la Figura 2.19, se esquematizan las líneas o
bandas de Kikuchi. Cada par de líneas o banda representa un plano
cristalográfico específico [59].
Figura 2. 18 Patrón de retrodispersión de Kikuchi (cadmio) a 20 keV, adquirido con una cámara de vídeo analógica [58].
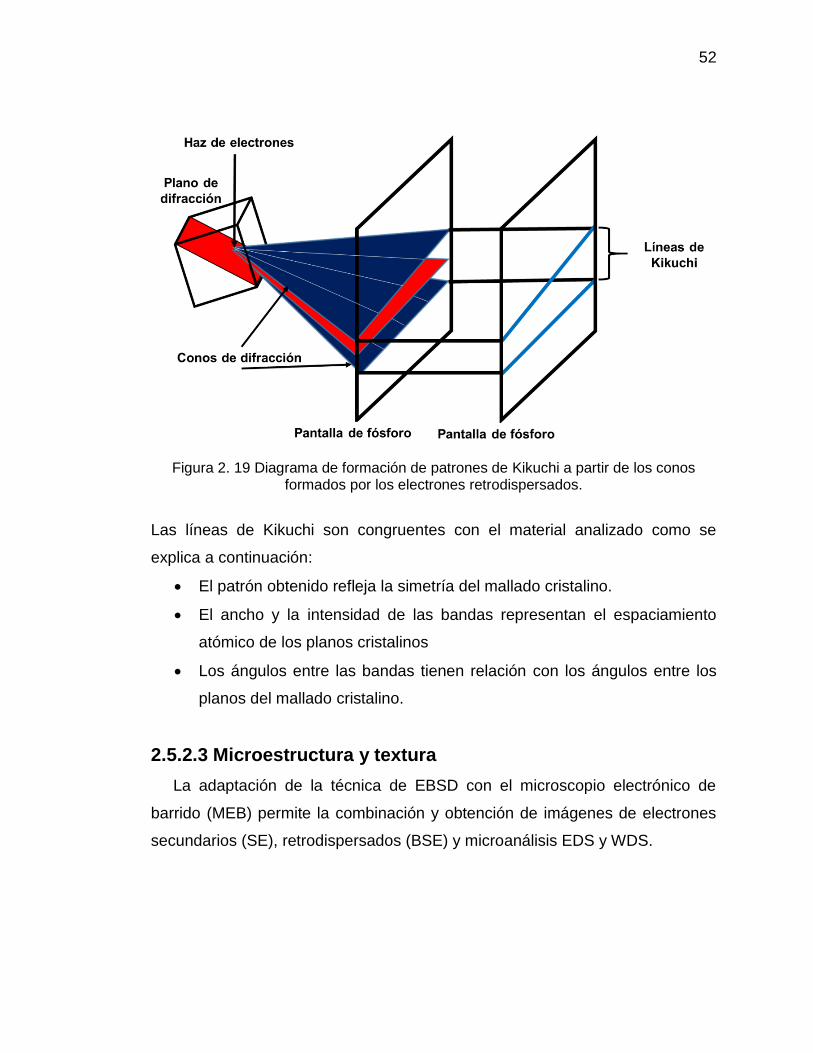
52
Figura 2. 19 Diagrama de formación de patrones de Kikuchi a partir de los conos formados por los electrones retrodispersados.
Las líneas de Kikuchi son congruentes con el material analizado como se
explica a continuación:
• El patrón obtenido refleja la simetría del mallado cristalino.
• El ancho y la intensidad de las bandas representan el espaciamiento
atómico de los planos cristalinos
• Los ángulos entre las bandas tienen relación con los ángulos entre los
planos del mallado cristalino.
2.5.2.3 Microestructura y textura
La adaptación de la técnica de EBSD con el microscopio electrónico de
barrido (MEB) permite la combinación y obtención de imágenes de electrones
secundarios (SE), retrodispersados (BSE) y microanálisis EDS y WDS.

53
2.5.2.4 Métodos de representación de textura
Existen varios métodos para estudiar y dar a conocer la textura de un
material. La técnica más utilizada es EBSD y comúnmente se ha recurrido a
ella para describir la textura de diferentes materiales (ver Figura 2.20). Esta
técnica permite obtener información diferente mediante mapas de EBSD,
figuras de polo (PF) y figuras de polo inversa (IPF) [59].
Figura 2. 20 Representación de las estructuras cristalinas dentro de los granos de un material alotrópico: a) sin textura y b) con textura [59].
2.5.2.4.1 Figura de polo (PF)
Cuando el crecimiento de los granos cristalográficos tiene una orientación
preferencial se dice que el material presenta textura cristalográfica. Ésta se
designa mediante componentes {hkl} <uvw>, basándose en la familia de planos
atómicos que presentan difracción durante la incidencia del haz de electrones
sobre la superficie de la muestra y la dirección que registran estos planos. Las
normales a los planos atómicos o distribución de polos de un plano cristalino
particular, conforman una figura de polo, también conocida como proyección
estereográfica, la cual toma como referencia los ejes de la muestra para
generar su representación gráfica (ver Figura 2.21) [59].

54
Figura 2. 21 a) Figura de polo del cristal, b) puntos de proyección estereográfica de la unidad cristalina de la muestra y c) mapa de proyección estereográfica[58].
2.5.2.4.2 Figura de polo inversa (IPF)
Una figura de polo inversa es una representación gráfica en forma de un
triángulo característico del sistema cristalográfico de la muestra estudiada, el
cual registra la densidad de los polos de los planos {hkl}, los cuales son
paralelos a la superficie del espécimen (ver Figura 2.22) [59] [60].
Figura 2. 22 a). Representación de las estructuras cristalinas de un material, b) figura de polo inversa obtenida de una proyección estereográfica y c) representación
semántica de las orientaciones cristalográficas [60].

55
2.6 Preparación de muestras
2.6.1 Microscopía electrónica de barrido (MEB)
Los pasos para la preparación de muestras para MEB coinciden en su
mayoría con la metodología de preparación de muestras para EBSD, los cuales
se describen más adelante.
2.6.2 Difracción de electrones retrodispersados (EBSD)
Algunas empresas comercializadoras del aditamento de EBSD recomiendan
realizar los siguientes pasos para la preparación de muestras, manipulándolas
cuidadosamente antes, durante y después de este procedimiento [58].
1. Corte. Lo primero que hay que recordar que al cortar muestras para
EBSD, se debe preservar la orientación de los ejes de muestra. Cortar la
muestra de tal manera que no se pierdan las direcciones importantes,
tales como la dirección de rolado, la dirección transversal y la muestra
normal. La segunda cosa es recordar que el proceso de corte no debe
dañar o cambiar la microestructura, ya que esto conduciría a resultados
erróneos.
2. Montaje: Generalmente, los especímenes pequeños requieren montaje
para que se apoyen en un medio estable para rectificar y pulir. El medio
elegido puede ser un sistema de montaje en frío o un compuesto de
montaje de compresión en caliente.
3. Desbaste: En muchos casos, cuando se preparan muestras para EBSD,
las técnicas de corte usadas limitan efectivamente el daño por
seccionamiento. La etapa de desbaste inicial seleccionada debe
minimizar la agresión y causar menos daño en la sección. Por esta
razón, normalmente no se recomiendan superficies tales como piedras

56
de desbaste y otras superficies abrasivas agresivas. Se comienza con el
uso de lijas de carburo de silicio 120 a 1200 utilizando agua para
remover los residuos.
4. Pulido: Para eliminar las deformaciones y rayas del desbaste fino y
obtener una superficie que sea altamente reflectante, las muestras
deben ser pulidas antes de que puedan ser examinadas bajo el
microscopio. Para lograr una eliminación de material eficiente y para
cortar consistentemente a través de todos los materiales y fases, se
utiliza el abrasivo más duro conocido - diamante. El pulido con diamante
se puede realizar en diferentes superficies de preparación (paños para
pulir) y con diversos tamaños de grano de diamante.
El pulido se puede realizar mediante 4 maneras diferentes: mecánico,
electropulido, ataque químico y ataque por iones. Si se opta por un
pulido mecánico y dependiendo de la pieza, se puede realizar un pulido
con pasta de diamante de 1 µm durante 60-120 minutos. Después de
este paso es necesario limpiar la muestra con ultrasonido durante 10
minutos aproximadamente y continuar puliendo con sílica coloidal de
0.05 µm durante 15-30 minutos (dependiendo del acabado superficial
que se desee obtener). La preparación de la muestra concluye una
limpieza en ultrasonido durante 30-40 minutos.
Las superficies directamente pulidas pueden inspeccionarse utilizando
EBSD, pero en muchos casos, si la muestra es conductora, la calidad
del patrón se mejora mediante el pulido electrolítico. Por otra parte, se
puede utilizar pulido iónico el cual es un proceso aplicado a una muestra
bajo vacío por lo que un área seleccionada de la superficie puede ser
bombardeada por un haz energético de iones. El bombardeo erosiona la
superficie, pero también puede causar daños por implantación iónica lo
que puede conducir a una capa amorfa que se está formando. Por lo

57
tanto, la rotación y el ángulo de ataque son importantes. El pulido iónico
puede producir superficies adecuadas para EBSD con una preparación
previa mínima, especialmente en materiales que son difíciles de
preparar mediante metalográfica convencional, tales como zirconio.
5. Almacenamiento: Como la preparación de la muestra es tan crítica,
tiene sentido almacenar sus muestras para que no tenga que repulirlas.
Un lugar adecuado para almacenar muestras se encuentra en un
desecador, o por lo menos en una habitación limpia en recipientes o
cajones apropiados.
2.7 Aplicaciones recientes de las técnicas de MO, MEB y EBSD
2.7.1 Microscopía óptica (MO) y microscopía electrónica de
barrido (MEB)
El uso del equipo de microscopía óptica, microscopía electrónica de barrido
y difracción de electrones retrodispersados, depende de la información que se
vaya a obtener. Algunos autores utilizaron estos equipos para caracterizar
adecuadamente el material base y la soldadura láser de las probetas de la
experimentación.
Ramesh y colaboradores [22], unieron placas de acero HSLA 15CDV6 con
un equipo de soldadura láser de CO2. Utilizaron un estereoscopio para tomar
macrografías y definir la zona de fusión, zona afectada por el calor y el material
base (MB). Con microscopía óptica pudieron observar las fases
correspondientes y el tamaño de grano en el material base (ver Figura 2.23).

58
Figura 2. 23 Junta de soldadura láser de acero HSLA [22].
Guo y colaboradores [28] [29], utilizaron soldadura láser de fibra para unir
placas de acero HSLA S700 y S960. Con la ayuda de un microscopio
electrónico de barrido pudieron identificar con mayor precisión las fases
presentes y límites de grano en el material base, la zona de fusión y la zona
afectada por el calor (ver Figura 2.24). También analizaron la morfología de la
superficie de la fractura generada en el material base de una probeta de
tensión como se muestra en la Figura 2.25, al igual que Oyyaravelu [17],
Parkes y colaboradores [38].
Figura 2. 24 Micrografía electrónica de barrido del material de base y zona de fusión [28].

59
Figura 2. 25 Alta magnificación de la morfología de la superficie de fractura del material base de una probeta de tensión [28].
2.7.2 Difracción de electrones retrodispersados (EBSD)
Coelho y colaboradores [14], utilizaron la técnica de EBSD para indicar la
fracción de volumen de fase y la superficie de granos correspondiente del
material base S500MC. La caracterización de la microestructura se llevó a cabo
por microscopía óptica, microscopía electrónica de barrido y difracción de
electrones retrodispersados. El análisis MEB-EBSD se realizó utilizando un
microscopio electrónico de barrido marca Jeol JSM-6490 equipado con un
filamento de tungsteno y un sistema EBSD Pegasus EDAX/TSL. La inspección
de la microestructura se llevó a cabo en las secciones transversales de
conjunta a tope de todas las regiones relevantes: material de base, la zona
afectada por el calor y la zona de fusión.
Las muestras se extrajeron de las juntas a tope por electroerosión y se
sometieron a un desbaste y pulido metalográfico estándar. Los especímenes
60
para microscopía óptica fueron finalmente atacados durante un minuto en una
solución de Nital 1% para revelar la microestructura soldada. Las muestras
para las investigaciones de EBSD se sometieron a un pulido químico final
durante 3 minutos usando una solución de 10 mL de HF y 100 mL de H2O2. La
caracterización de microscopía óptica se centró en la evaluación cualitativa
microestructural, mientras los análisis de EBSD se aplicaron para cuantificar los
constituyentes de la microestructura [14] [58].
Las mediciones de EBSD se llevaron a cabo usando tamaños de paso entre
0.08 y 0.15 mm para los mapas de alta resolución y 1.50 mm para grabar las
vistas generales de las regiones soldadas. Los resultados se analizaron
aplicando un procedimiento basado en los valores de grano promedio de la
calidad de imagen (IQ) y la distribución de las desorientaciones de contorno. El
grano promedio está asociado con la nitidez de los patrones de Kikuchi, que
puede ser correlacionada con el nivel promedio local de la distorsión de celosía
de cada grano causada por defectos cristalinos (por ejemplo, dislocaciones y
límites de grano) [58]. Este parámetro es adecuado para la cuantificación de las
microestructuras de acero de baja aleación de múltiples fases, ya que los
componentes morfológicos BCC (ferrita, bainita y martensita) presentan
diferentes densidades de dislocaciones y estructuras sub-grano (ver Figura
2.26). Como resultado, las particiones con valores de IQ promedio bajos se
pueden asignar a la martensita, con valores intermedios a la bainita y con altos
a la ferrita.
Se llevaron a cabo análisis combinados de grano promedio y las
distribuciones de desorientaciones de límite para cuantificar los gradientes de
composición de fase producida por las diferentes configuraciones de la
soldadura por rayo láser [14].

61
Figura 2. 26 Micrografías de EBSD relacionado con el trabajo realizado en la sección transversal de la soldadura de la muestra A mostrando (a) el mapa IPF con la vista
general de la soldadura en las áreas seleccionadas del análisis de grano promedio IQ (b-d). Los valores presentados indican la fracción de volumen de fase y la superficie de
grano promedio correspondiente [14].
Chen y colaboradores [61], realizaron soldaduras con proceso HLAW.
Utilizaron EBSD para identificar la fracción de cada fase en la zona de
soldadura láser y en la zona de soldadura GMAW comparándolas con el
material base. La figura de polo inverso (IPF) con un límite de grano de
desorientación alto (>15°) en la Figura 2.27 muestra que los tamaños de grano
efectivos medios de la zona de láser y de arco son de 4.2 μm y 8.1 μm,
respectivamente. Estos granos son mucho más pequeños que los del material
base, que poseían un tamaño medio de grano de 15.8 μm.

62
Figura 2. 27 Figura de polo inversa (IPF) de la distribución de los límites de grano con altos ángulos de desorientación (> 15 °): (a) material base, (b) zona del láser, y (c)
zona del arco [61].

63
CAPÍTULO 3
METODOLOGÍA
3.1 Metodología de trabajo
La Figura 3.1, muestra la metodología llevada a cabo durante la
experimentación.
Figura 3. 1 Diagrama esquemático de la metodología que se llevó a cabo durante la investigación.

64
1. Se realizó una investigación bibliográfica sobre los diferentes tipos de
soldadura láser que existen y su aplicación en la unión de acero AISI 1018 y
HSLA.
2. Con la información estudiada se analizaron los parámetros de operación que
se pueden variar para realizar soldaduras en diferentes aceros, determinando
que la variación de la potencia del láser y la velocidad de avance tiene un
efecto significativo sobre la penetración y modificación de propiedades
mecánicas y microestructurales de los materiales soldados.
3. Se decidió realizar soldaduras con un acero comercial, en este caso AISI
1018. Se planteó un diseño experimental para este material, para que los
resultados obtenidos se compararan con el modelo aplicable de Rosenthal y la
simulación computacional. Se realizó otra matriz de experimentos donde se
varió la velocidad de avance para tener diferentes condiciones de estudio en el
acero HSLA 550.
4. Se realizaron las soldaduras de acero AISI 1018.
5. Se llevaron a cabo las soldaduras de acero HSLA 550.
6-7-8. Para la caracterización microestructural de ambos materiales, se utilizó
microscopía óptica, microscopía electrónica de barrido y difracción de
electrones retrodispersados. Para evaluar las propiedades mecánicas de las
uniones se realizaron ensayos de tensión y microdureza.
9. Se determinó la distribución térmica en los cupones de acero AISI 1018 y
HSLA 550 mediante el uso del modelo aplicable de Rosenthal. Además, se
desarrolló la simulación computacional únicamente de las soldaduras del
primer material mencionado para comparar sus resultados con los
experimentales, ya que el programa de simulación no cuenta con la información
del segundo acero para poder llevar a cabo un análisis más completo.
10. Se analizaron los resultados obtenidos de ambos materiales, comparando
las propiedades mecánicas y microestructurales de las soldaduras.

65
3.2 Diseño experimental
Siguiendo la metodología planteada, se desarrollaron dos matrices de
experimentos diferentes. El primero corresponde a un tipo factorial con dos
niveles y dos factores aplicado a placas de acero AISI 1018 (ver Tabla 3.1). Por
otra parte, se planteó el segundo diseño experimental, el cual concierne a las
soldaduras de acero HSLA 550, como se muestra en la Tabla 3.2. En ambos
casos, se realizaron 4 corridas por material obteniendo 8 en total.
Tabla 3. 1 Diseño factorial 2² para corridas con placas de acero AISI 1018.
Tabla 3. 2 Diseño experimental para corridas con placas de acero HSLA 550.

66
CAPÍTULO 4
DESARROLLO EXPERIMENTAL
4.1 Materiales y equipo de soldadura láser
Para la realización de la experimentación se utilizaron placas de acero
HSLA 550 de 50.8 x 50.8 x 8 mm y AISI 1018 de 101.6 x 50.8 x 8 mm como se
muestran en la Figura 4.1.
Figura 4. 1 a) Placas de acero HSLA 550 de 50.8 x 50.8 x 8 mm y b) placas de acero AISI 1018 de 101.6 x 50.4 x 8 mm.
Las uniones se llevaron a cabo utilizando un equipo láser de disco marca
TRUMPF de 10.00 kW como el que se muestra en la Figura 4.2.

67
Figura 4. 2 Equipo de soldadura híbrida láser-GMAW basado en un láser de disco de 10.00 kW.
4.2 Procedimiento de soldadura láser
De acuerdo a la Figura 4.3, las caras de la sección transversal de las placas
en contacto durante la soldadura fueron maquinadas para minimizar la
separación. Éstas fueron careadas y limpiadas con etanol antes de realizar las
soldaduras. Los cupones se sujetaron superficialmente con mordazas en las
esquinas para contrarrestar la distorsión generada por la expansión y
contracción del material durante el proceso de soldadura por láser. La
experimentación se llevó a cabo soldando en una posición plana (1G), como se
muestra en la Figura 4.4. El diámetro del punto focal del láser y el ángulo del
haz fueron de 0.6 mm y 5˚, respectivamente. Se usó una mezcla de gas de
protección de 60 psi de 98% de Ar y 2% de CO2 para proteger la zona de
soldadura.

68
Figura 4. 3 Colocación de placas de acero AISI 1018 para realizar la soldadura.
Figura 4. 4 Representación esquemática de la sujeción de las placas para realizar las soldaduras.
69
4.3 Caracterización microestructural
Las uniones de soldadura láser fueron analizadas en cortes transversales
mediante microscopía óptica, microscopía electrónica de barrido y difracción de
electrones retrodispersados. Los pasos de preparación metalográfica se
desarrollaron conforme las indicaciones del apartado 2.5.1. Para revelar la
microestructura de ambos materiales se utilizó Nital al 2% (98% de alcohol y
2% de ácido nítrico) durante 5 segundos. La microestructura se caracterizó con
un microscopio Nikon Eclipse MA200 y un microscopio electrónico de barrido
TESCAN MIRA 3. También se llevaron a cabo análisis de espectroscopía de
energía dispersiva (EDS) y un mapeo automático de orientación cristalográfica
(ACOM) utilizando difracción de electrones retrodispersados con una cámara
digital DigiView EBSD (TSL-EDAX). Se usó el programa computacional OIM
Analysis para procesar la información.
4.4 Caracterización mecánica
4.4.1 Ensayos de tensión
Los ensayos de tensión se realizaron utilizando un equipo Tinius-Olsen
H300KU-0049, basados en la norma ASTM E8/E8M-16a [62], eligiendo las
dimensiones de probetas subsize por las dimensiones de los cupones. Se
obtuvieron dos especímenes por cada cupón. Las fracturas de las probetas de
tensión se analizaron con un estereoscopio Nikon SMZ 7457.
4.4.2 Pruebas de microdureza
Se obtuvieron los datos de las microdurezas de las soldaduras utilizando un
durómetro Tukon 2500 Knoop-Vickers con una carga de 500 g durante 10 s.
Para ambos materiales, las mediciones se realizaron en la sección transversal
media partiendo del material base hacia la soldadura. Para el acero AISI 1018
se llevaron a cabo 50 indentaciones a cada 200 μm para tener información más
70
detallada de la ZAC y ZF y para el acero HSLA 550 fueron 60 indentaciones a
cada 250 μm.
4.5 Simulación del proceso de soldadura láser
Se realizó un análisis térmico haciendo uso del programa de simulación
comercial de elementos finitos SYSWELD versión 2016.1, utilizando solamente
la información del acero AISI 1018, ya que el programa no cuenta con la base
de datos del acero HSLA 550.
La modelación de la malla 3D se realizó en Visual-Mesh. El procedimiento
de análisis de independencia de malla se llevó a cabo para obtener
convergencia y que los resultados fueran repetitivos. La malla inicial contenía
32017 nodos y 27400 elementos hexaédricos. La malla final se seleccionó con
42521 nudos y 37400 elementos hexaédricos. Se desarrolló el refinamiento de
la malla para definir la zona de fusión y la zona afectada por el calor
aumentando la precisión numérica, como se muestra en la Figura 4.5.
La segunda parte del procedimiento experimental se desarrolló en Visual-
Weld. Las condiciones iniciales para la simulación se muestran en la Tabla 3.2.
Se seleccionaron las propiedades térmicas, físicas y mecánicas del acero AISI
1018. Las condiciones de contorno incluyeron la extracción de una malla 2D del
modelo 3D donde actuó una temperatura ambiente de 25 °C. El método de
sujeción consistió en restringir los cupones con tres nodos de las esquinas
inferiores con restricciones en XYZ, YZ y Z. En la parte superior se
seleccionaron cuatro nodos para realizar la sujeción con restricciones en Z. La
simulación se realizó con 3600 segundos de tiempo de enfriamiento. Teniendo
los resultados de cada simulación, se utilizó Visual-Viewer para visualizar y
analizar cada uno de ellos.

71
Figura 4. 5 Modelo de malla 3D con refinamiento en la zona de soldadura.
72
CAPÍTULO 5
RESULTADOS
5.1 Caracterización de las soldaduras de acero AISI 1018
5.1.1 Conceptualización para el análisis térmico de las uniones
soldadas
El análisis térmico se llevó a cabo mediante el uso de la Ecuación 7 del
modelo bidimensional de Rosenthal, resuelta a través de MATLAB R2014a y
también utilizando el programa de simulación SYSWELD 2016.1 que trabaja
mediante el método de elementos finitos.
5.1.1.1 Modelo bidimensional de Rosenthal
Se utilizó la Ecuación 6 del cálculo del espesor relativo para determinar el
modelo a utilizar. La entrada de calor se dedujo en base a las potencias del
láser de 7.00 y 9.50 kW, con velocidades de 10.00 y 15.00 mm/s. A
continuación, se muestra un ejemplo del cálculo con 7.00 kW y 10.00 mm/s:
𝜏 = 0.008𝑚√(7,850
𝑘𝑔
𝑚3)(440 𝐽
𝑘𝑔 °𝐶)(550 °𝐶−27 °𝐶)
(700000 𝐽
𝑚)
……………..Ecuación 6
𝜏 = 0.4063

73
Por lo tanto, 𝜏 =0.4063 < 0.75 y el espesor relativo corresponde a placa
delgada para el acero AISI 1018 de 8 mm de espesor. En todos los casos, el
resultado de placa delgada fue el mismo. A partir de esta determinación, los
resultados obtenidos del procesamiento del modelo bidimensional se muestran
en las Figuras 5.1-5.4.
La Figura 5.1, muestra la distribución de temperatura de la soldadura 1
realizada con 7.00 kW y 10.00 mm/s. La temperatura máxima obtenida fue de
4360.75 °C en el centro de la soldadura. Se observan isotermas alargadas con
una temperatura de entre 27 °C y 1657.31 °C. También se aprecian isotermas
más cortas con una temperatura de entre 1657.31 °C y 4360.75 °C.
Figura 5. 1 Gráfica de distribución superficial de temperatura del cupón 1.
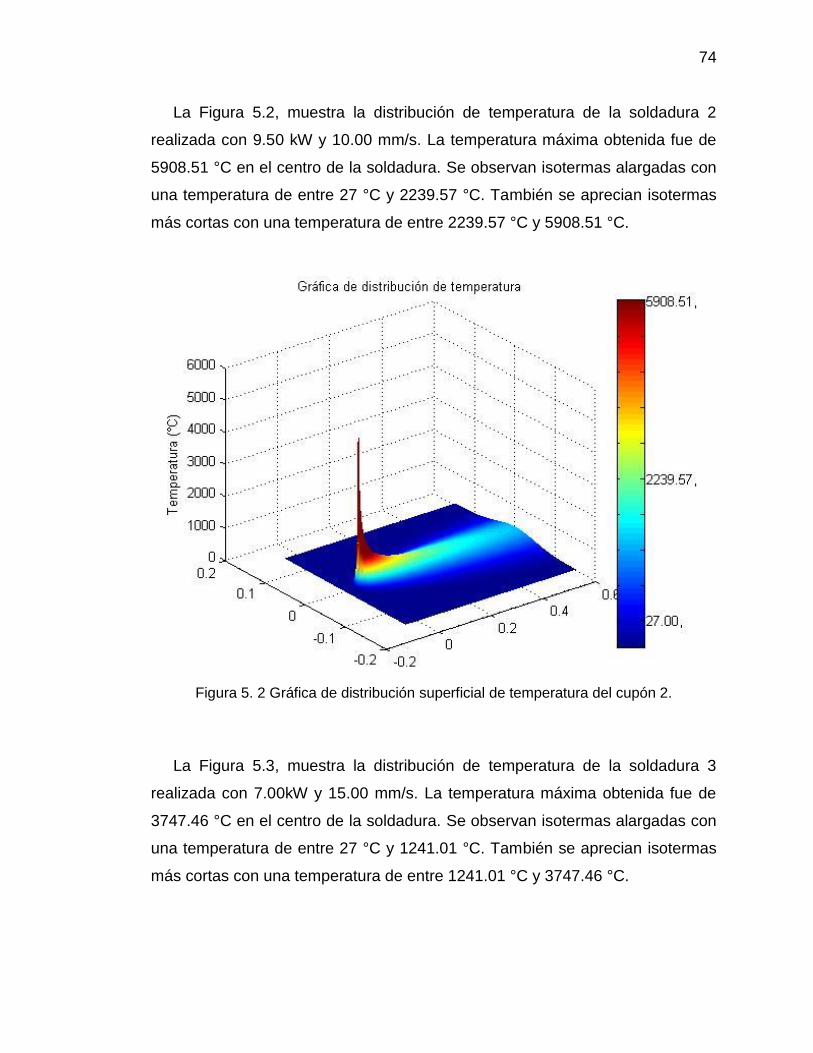
74
La Figura 5.2, muestra la distribución de temperatura de la soldadura 2
realizada con 9.50 kW y 10.00 mm/s. La temperatura máxima obtenida fue de
5908.51 °C en el centro de la soldadura. Se observan isotermas alargadas con
una temperatura de entre 27 °C y 2239.57 °C. También se aprecian isotermas
más cortas con una temperatura de entre 2239.57 °C y 5908.51 °C.
Figura 5. 2 Gráfica de distribución superficial de temperatura del cupón 2.
La Figura 5.3, muestra la distribución de temperatura de la soldadura 3
realizada con 7.00kW y 15.00 mm/s. La temperatura máxima obtenida fue de
3747.46 °C en el centro de la soldadura. Se observan isotermas alargadas con
una temperatura de entre 27 °C y 1241.01 °C. También se aprecian isotermas
más cortas con una temperatura de entre 1241.01 °C y 3747.46 °C.
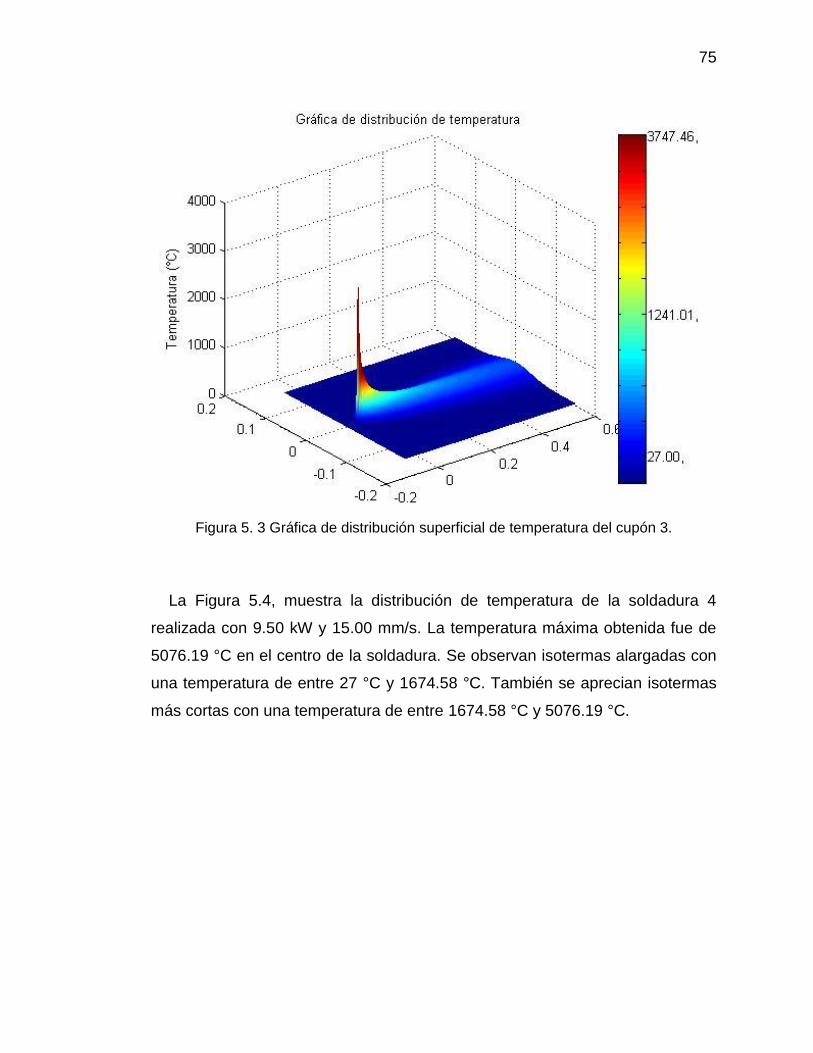
75
Figura 5. 3 Gráfica de distribución superficial de temperatura del cupón 3.
La Figura 5.4, muestra la distribución de temperatura de la soldadura 4
realizada con 9.50 kW y 15.00 mm/s. La temperatura máxima obtenida fue de
5076.19 °C en el centro de la soldadura. Se observan isotermas alargadas con
una temperatura de entre 27 °C y 1674.58 °C. También se aprecian isotermas
más cortas con una temperatura de entre 1674.58 °C y 5076.19 °C.

76
Figura 5. 4 Gráfica de distribución superficial de temperatura del cupón 4.
5.1.1.2 Simulación numérica mediante el programa de
elementos finitos SYSWELD
La Figura 5.5 muestra los perfiles térmicos simulados con el programa de
elementos finitos.
En la Figura 5.5 a), la temperatura máxima simulada fue de 5278.01 °C. El
perfil térmico muestra que esta temperatura estuvo presente en la parte inferior
de la unión, abarcando gran parte de esta zona. La baja velocidad de avance
de la soldadura permitió la acumulación de la energía que incidió sobre el
material. Se aprecian zonas en color amarillo y verde con temperaturas de
3174.80 °C y 2473.74 °C, respectivamente.

77
La Figura 5.5 b), muestra una temperatura máxima simulada de 7111.61 °C.
El perfil térmico expone que esta temperatura también estuvo presente en la
parte inferior de la unión, abarcando poca zona. La baja velocidad de avance
de la soldadura permitió la acumulación de la energía que incidió sobre el
material, ya que la potencia de 9.50 kW incrementó la entrada de calor. Se
aprecian zonas en color amarillo y verde con temperaturas de 4274.97 °C y
2856.64 °C, respectivamente. La geometría de esta unión fue más grande que
las otras debido a la alta entrada de calor siendo más evidente el
encuellamiento en la parte superior.
En la Figura 5.5 c) la temperatura máxima simulada fue de 5076.51 °C. El
perfil térmico muestra que esta temperatura estuvo presente en la parte inferior
de la unión, abarcando parte de esta zona. La alta velocidad de avance de la
soldadura permitió la acumulación de la energía que incidió sobre el material,
ya que la potencia de 7.00 kW disminuyó la entrada de calor. Se aprecian
zonas en color amarillo y verde con temperaturas de 3053.91 °C y 2042.60 °C,
respectivamente. Se puede observar que esta figura presenta el perfil de
temperaturas más estrecho.
La Figura 5.5 d) muestra una temperatura máxima simulada de 6987.91 °C.
El perfil térmico expone que esta temperatura también se presentó en la parte
inferior de la unión como en todas las anteriores abarcando muy poca zona. Se
aprecian zonas en color amarillo y verde con temperaturas de 4200.75 °C y
2807.16 °C, respectivamente. La geometría de esta unión presentó un
encuellamiento en la parte media, formándose una figura de reloj característica
de esta soldadura.

78
Figura 5. 5 Secciones transversales de zonas de soldadura láser con temperaturas máximas simuladas: a) 700.00 J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33
J/mm.
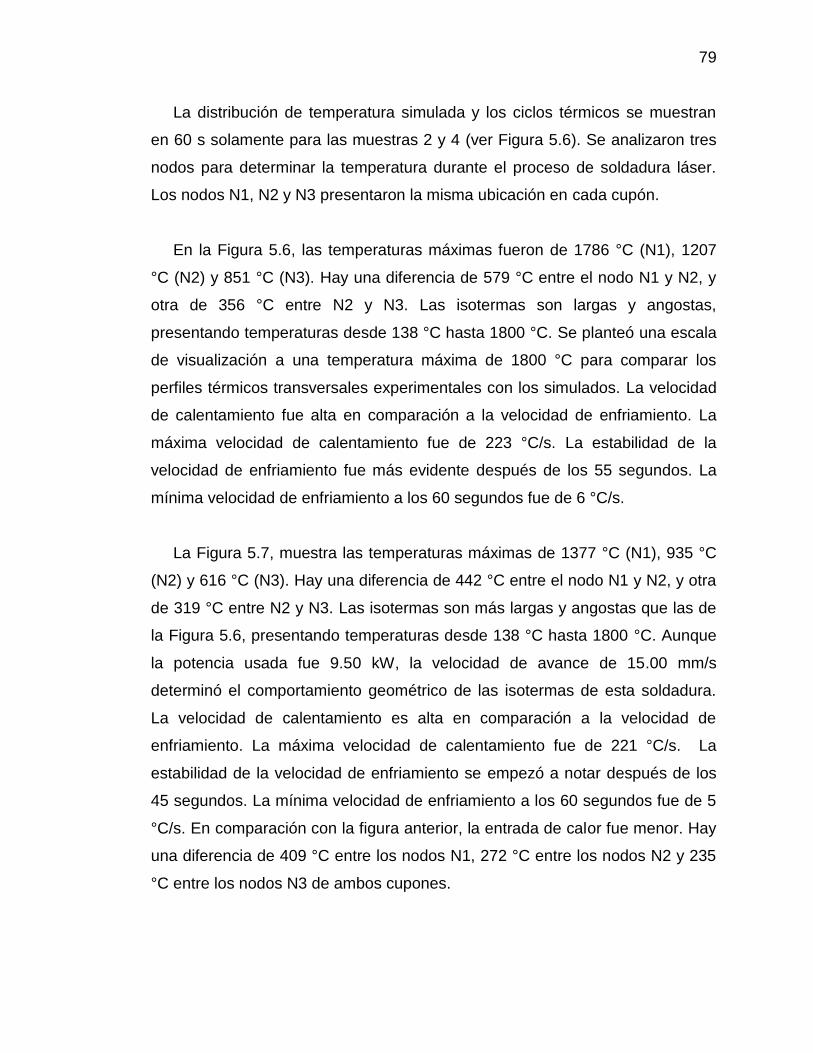
79
La distribución de temperatura simulada y los ciclos térmicos se muestran
en 60 s solamente para las muestras 2 y 4 (ver Figura 5.6). Se analizaron tres
nodos para determinar la temperatura durante el proceso de soldadura láser.
Los nodos N1, N2 y N3 presentaron la misma ubicación en cada cupón.
En la Figura 5.6, las temperaturas máximas fueron de 1786 °C (N1), 1207
°C (N2) y 851 °C (N3). Hay una diferencia de 579 °C entre el nodo N1 y N2, y
otra de 356 °C entre N2 y N3. Las isotermas son largas y angostas,
presentando temperaturas desde 138 °C hasta 1800 °C. Se planteó una escala
de visualización a una temperatura máxima de 1800 °C para comparar los
perfiles térmicos transversales experimentales con los simulados. La velocidad
de calentamiento fue alta en comparación a la velocidad de enfriamiento. La
máxima velocidad de calentamiento fue de 223 °C/s. La estabilidad de la
velocidad de enfriamiento fue más evidente después de los 55 segundos. La
mínima velocidad de enfriamiento a los 60 segundos fue de 6 °C/s.
La Figura 5.7, muestra las temperaturas máximas de 1377 °C (N1), 935 °C
(N2) y 616 °C (N3). Hay una diferencia de 442 °C entre el nodo N1 y N2, y otra
de 319 °C entre N2 y N3. Las isotermas son más largas y angostas que las de
la Figura 5.6, presentando temperaturas desde 138 °C hasta 1800 °C. Aunque
la potencia usada fue 9.50 kW, la velocidad de avance de 15.00 mm/s
determinó el comportamiento geométrico de las isotermas de esta soldadura.
La velocidad de calentamiento es alta en comparación a la velocidad de
enfriamiento. La máxima velocidad de calentamiento fue de 221 °C/s. La
estabilidad de la velocidad de enfriamiento se empezó a notar después de los
45 segundos. La mínima velocidad de enfriamiento a los 60 segundos fue de 5
°C/s. En comparación con la figura anterior, la entrada de calor fue menor. Hay
una diferencia de 409 °C entre los nodos N1, 272 °C entre los nodos N2 y 235
°C entre los nodos N3 de ambos cupones.

80
Figura 5. 6 Ciclos térmicos en °C: 9.50 kW y 10.00 mm/s (2).

81
Figura 5. 7 Ciclos térmicos en °C: 9.50 kW y 15.00 mm/s (4).

82
5.1.2 Inspección microestructural de las soldaduras por láser
La Figura 5.8, muestra la micrografía a 500x de un corte transversal del
material base donde se observa la presencia de una matriz de ferrita (F) con
perlita (P). Existe una distribución de la perlita en toda la matriz entre granos
equiaxiales.
Figura 5. 8 Micrografía de fases de perlita y ferrita en el material base 1018 (500x).
En la Figura 5.9, se presenta la zona afectada por el calor (ZAC) de cada
soldadura. Se identificaron diferentes morfologías de ferrita como: ferrita
Widmanstätten (FW) primaria y secundaria y ferrita alotriomórfica (FAL). La FW
destaca por ser una fase fragilizadora debido a la morfología puntiaguda que
permite la concentración de esfuerzos y se presenta por una rápida
solidificación. La ferrita Widmanstätten primaria creció a partir del límite de
grano y la secundaria a partir de la ferrita alotriomórfica. Por otro lado, se
observa que el tamaño de grano es mayor en la ZAC que en el MB. Algunas
inclusiones fueron observadas en los límites de algunos granos.

83
Figura 5. 9 Micrografías de fases de la ZAC en las probetas soldadas (500x): a) 700.00 J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm.
En la Figura 5.10, se presenta la zona de fusión de cada soldadura. Ésta
también se caracterizó por la presencia de diferentes morfologías de ferrita
como ferrita Widmanstätten (primaria y secundaria) y ferrita alotriomórfica.
Estas microestructuras se presentaron de manera uniforme sobre toda la zona
de fusión. Además, se observó que el tamaño de grano es semejante al del
MB. Algunas inclusiones fueron detectadas en el límite de algunos granos. Por
su morfología se identificaron como sulfuros de manganeso. Se observó un
crecimiento columnar característico de esta zona.
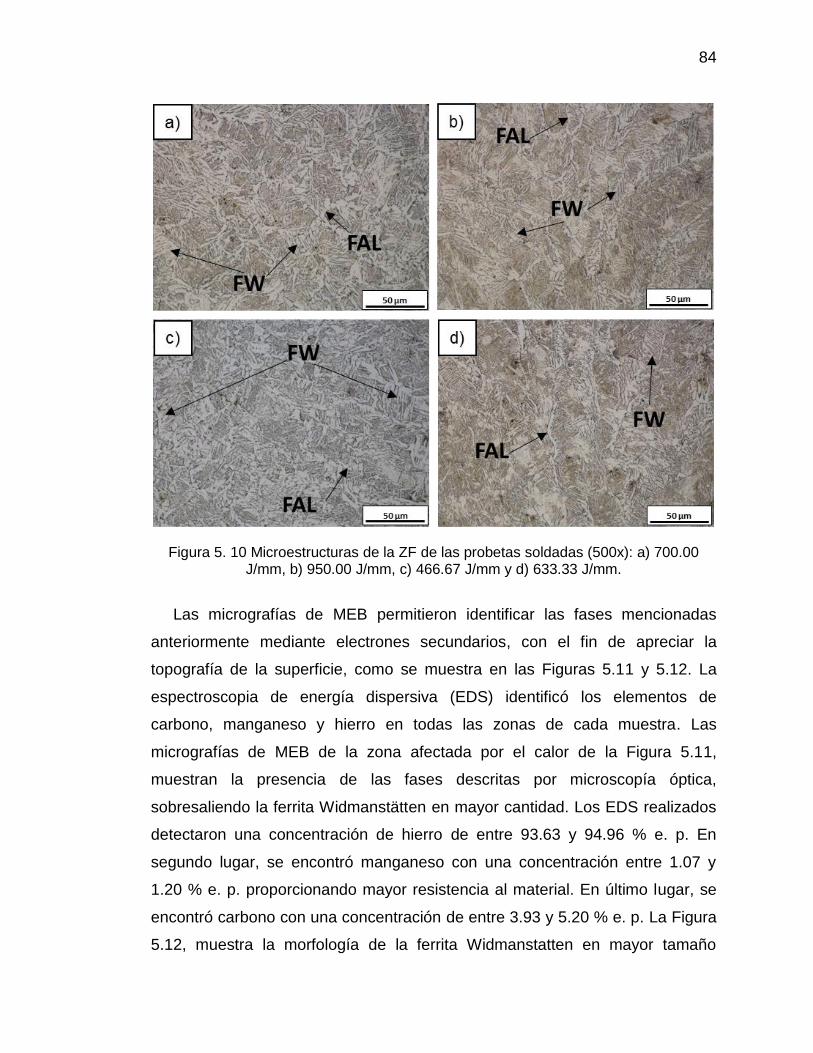
84
Figura 5. 10 Microestructuras de la ZF de las probetas soldadas (500x): a) 700.00 J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm.
Las micrografías de MEB permitieron identificar las fases mencionadas
anteriormente mediante electrones secundarios, con el fin de apreciar la
topografía de la superficie, como se muestra en las Figuras 5.11 y 5.12. La
espectroscopia de energía dispersiva (EDS) identificó los elementos de
carbono, manganeso y hierro en todas las zonas de cada muestra. Las
micrografías de MEB de la zona afectada por el calor de la Figura 5.11,
muestran la presencia de las fases descritas por microscopía óptica,
sobresaliendo la ferrita Widmanstätten en mayor cantidad. Los EDS realizados
detectaron una concentración de hierro de entre 93.63 y 94.96 % e. p. En
segundo lugar, se encontró manganeso con una concentración entre 1.07 y
1.20 % e. p. proporcionando mayor resistencia al material. En último lugar, se
encontró carbono con una concentración de entre 3.93 y 5.20 % e. p. La Figura
5.12, muestra la morfología de la ferrita Widmanstatten en mayor tamaño
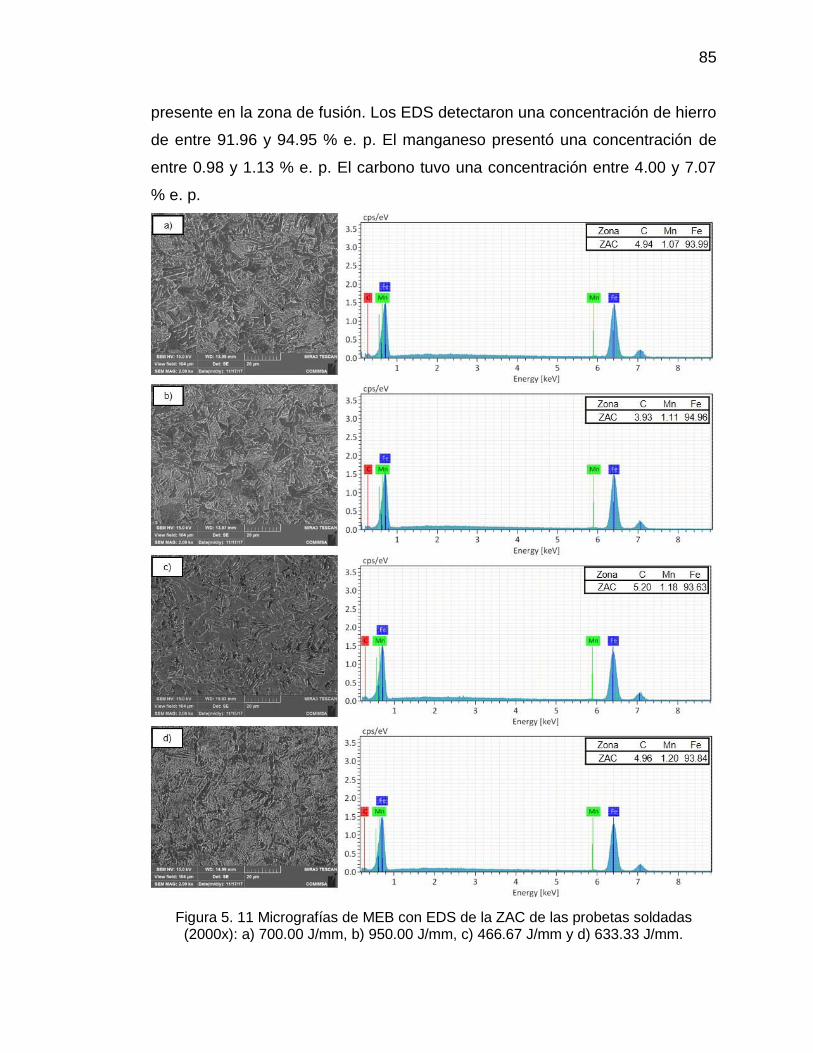
85
presente en la zona de fusión. Los EDS detectaron una concentración de hierro
de entre 91.96 y 94.95 % e. p. El manganeso presentó una concentración de
entre 0.98 y 1.13 % e. p. El carbono tuvo una concentración entre 4.00 y 7.07
% e. p.
Figura 5. 11 Micrografías de MEB con EDS de la ZAC de las probetas soldadas (2000x): a) 700.00 J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm.

86
Figura 5. 12 Micrografías de MEB con EDS de la ZF de las probetas soldadas (2000x): a) 700.00 J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm.
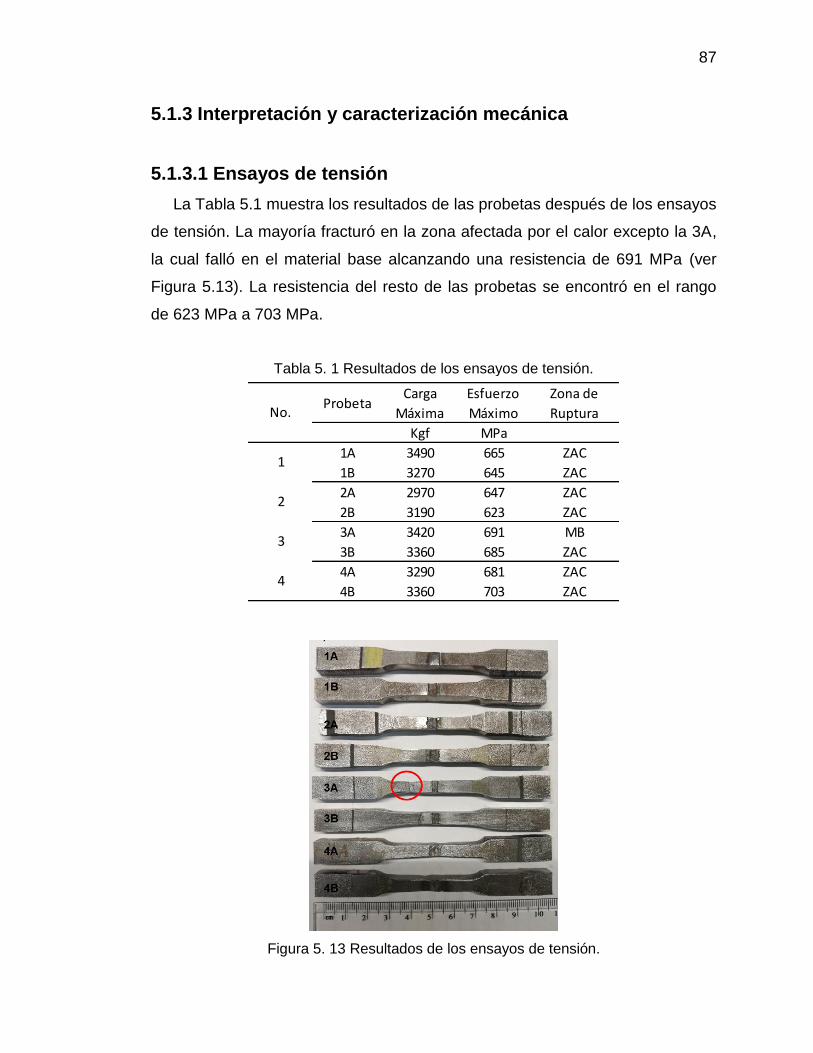
87
5.1.3 Interpretación y caracterización mecánica
5.1.3.1 Ensayos de tensión
La Tabla 5.1 muestra los resultados de las probetas después de los ensayos
de tensión. La mayoría fracturó en la zona afectada por el calor excepto la 3A,
la cual falló en el material base alcanzando una resistencia de 691 MPa (ver
Figura 5.13). La resistencia del resto de las probetas se encontró en el rango
de 623 MPa a 703 MPa.
Tabla 5. 1 Resultados de los ensayos de tensión.
Figura 5. 13 Resultados de los ensayos de tensión.
ProbetaCarga
Máxima
Esfuerzo
Máximo
Zona de
Ruptura
Kgf MPa
1A 3490 665 ZAC
1B 3270 645 ZAC
2A 2970 647 ZAC
2B 3190 623 ZAC
3A 3420 691 MB
3B 3360 685 ZAC
4A 3290 681 ZAC
4B 3360 703 ZAC
No.
1
2
3
4
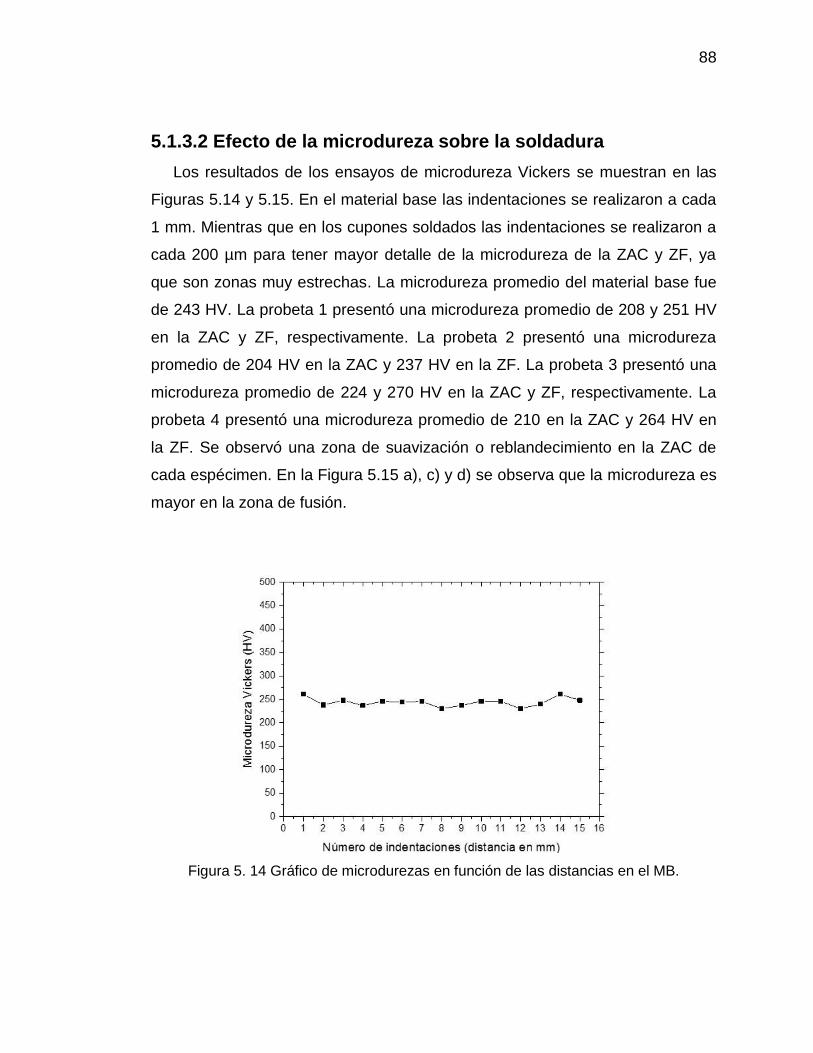
88
5.1.3.2 Efecto de la microdureza sobre la soldadura
Los resultados de los ensayos de microdureza Vickers se muestran en las
Figuras 5.14 y 5.15. En el material base las indentaciones se realizaron a cada
1 mm. Mientras que en los cupones soldados las indentaciones se realizaron a
cada 200 µm para tener mayor detalle de la microdureza de la ZAC y ZF, ya
que son zonas muy estrechas. La microdureza promedio del material base fue
de 243 HV. La probeta 1 presentó una microdureza promedio de 208 y 251 HV
en la ZAC y ZF, respectivamente. La probeta 2 presentó una microdureza
promedio de 204 HV en la ZAC y 237 HV en la ZF. La probeta 3 presentó una
microdureza promedio de 224 y 270 HV en la ZAC y ZF, respectivamente. La
probeta 4 presentó una microdureza promedio de 210 en la ZAC y 264 HV en
la ZF. Se observó una zona de suavización o reblandecimiento en la ZAC de
cada espécimen. En la Figura 5.15 a), c) y d) se observa que la microdureza es
mayor en la zona de fusión.
Figura 5. 14 Gráfico de microdurezas en función de las distancias en el MB.

89
Figura 5. 15 Gráficos de las microdurezas de las probetas soldadas: a) 700.00 J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm.
5.2 Caracterización de las soldaduras de acero HSLA 550
5.2.1 Conceptualización para el análisis térmico de las uniones
soldadas
El análisis térmico también se llevó a cabo mediante el uso de la Ecuación 7
del modelo bidimensional de Rosenthal, resuelta a través de MATLAB R2014a
y también utilizando el programa de simulación SYSWELD 2016.1 que trabaja
mediante el método de elementos finitos.

90
5.2.1.1 Modelo bidimensional de Rosenthal
Se utilizó la Ecuación 6 del cálculo del espesor relativo para determinar el
modelo a utilizar. La entrada de calor se dedujo en base a la potencia del láser
de 4.90 kW, con velocidades de 2.00, 1.00, 1.50 y 4.00 mm/s. A continuación,
se muestra un ejemplo del cálculo con 4.90 kW y 2.00 mm/s:
𝜏 = 0.008𝑚√(7,850
𝑘𝑔
𝑚3)(440 𝐽
𝑘𝑔 °𝐶)(550 °𝐶−27 °𝐶)
(2450000 𝐽
𝑚)
……………..Ecuación 6
𝜏 = 0.2172
Por lo tanto, 𝜏 =0.2172 < 0.75 y el espesor relativo corresponde a placa
delgada para el acero HSLA 550 de 8 mm de espesor. En todos los casos, el
resultado de placa delgada fue el mismo. A partir de esta determinación, los
resultados obtenidos del procesamiento del modelo bidimensional se muestran
en las Figuras 5.16-5.19.
La Figura 5.16, muestra la distribución de temperatura de la soldadura 1
realizada con 4.90 kW y 2.00 mm/s. La temperatura máxima obtenida fue de
5102.48 °C en el centro de la soldadura. Se observan isotermas alargadas con
una temperatura de entre 27 °C y 2424.37 °C. También se aprecian isotermas
más cortas con una temperatura de entre 2424.37 °C y 5102.48 °C.

91
Figura 5. 16 Gráfica de distribución de temperatura del cupón 1.
La Figura 5.17, muestra la distribución de temperatura de la soldadura 2
realizada con 4.90 kW y 1.00 mm/s. La temperatura máxima obtenida fue de
6101.64 °C en el centro de la soldadura. Se observan isotermas alargadas con
una temperatura de entre 27 °C y 2979.12 °C. También se aprecian isotermas
más cortas con una temperatura de entre 2979.12 °C y 6101.64 °C.
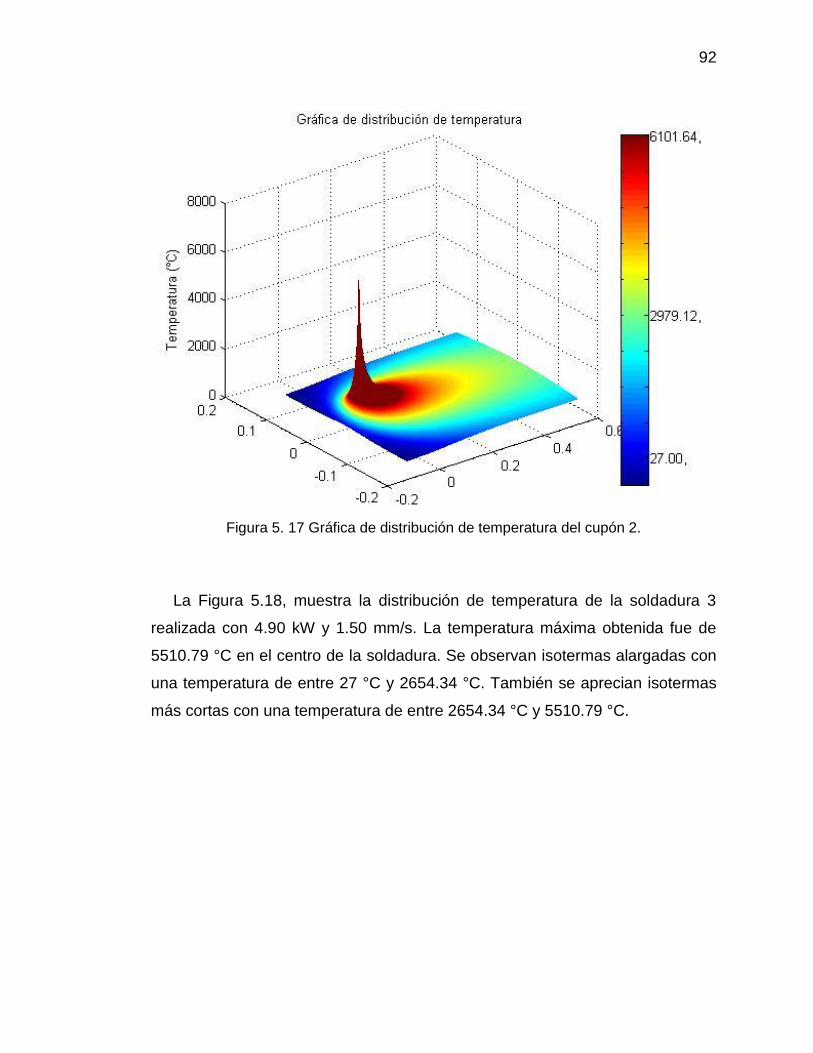
92
Figura 5. 17 Gráfica de distribución de temperatura del cupón 2.
La Figura 5.18, muestra la distribución de temperatura de la soldadura 3
realizada con 4.90 kW y 1.50 mm/s. La temperatura máxima obtenida fue de
5510.79 °C en el centro de la soldadura. Se observan isotermas alargadas con
una temperatura de entre 27 °C y 2654.34 °C. También se aprecian isotermas
más cortas con una temperatura de entre 2654.34 °C y 5510.79 °C.
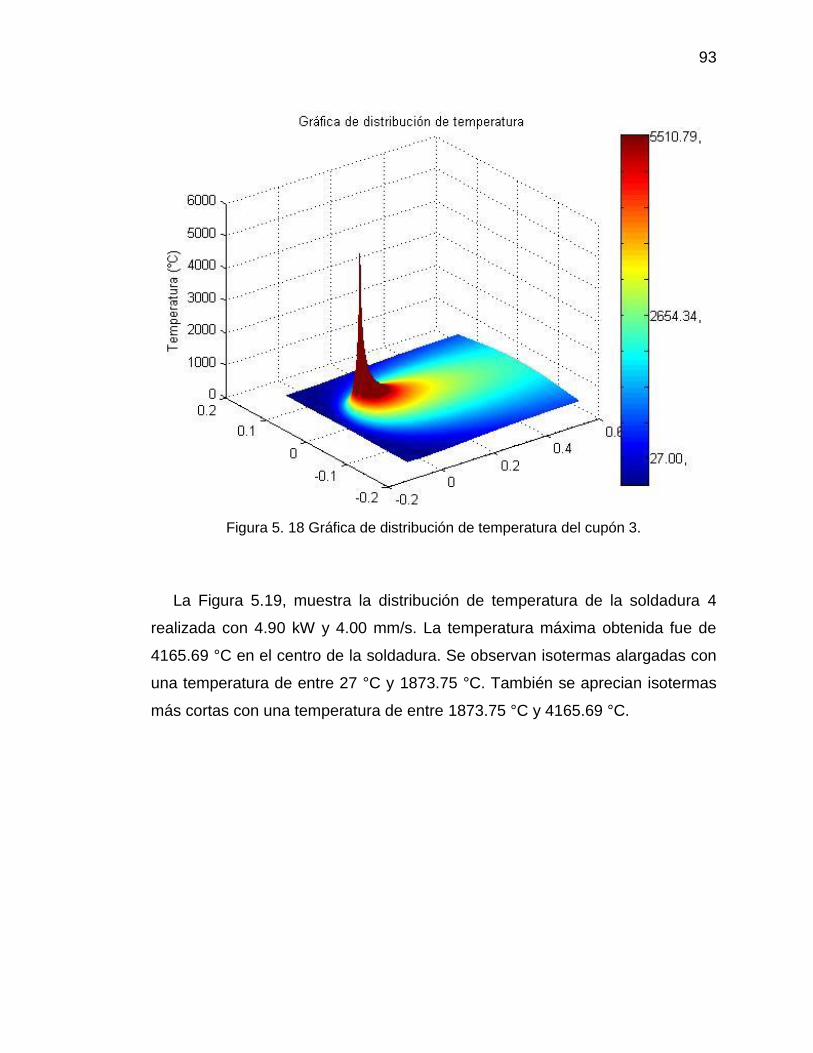
93
Figura 5. 18 Gráfica de distribución de temperatura del cupón 3.
La Figura 5.19, muestra la distribución de temperatura de la soldadura 4
realizada con 4.90 kW y 4.00 mm/s. La temperatura máxima obtenida fue de
4165.69 °C en el centro de la soldadura. Se observan isotermas alargadas con
una temperatura de entre 27 °C y 1873.75 °C. También se aprecian isotermas
más cortas con una temperatura de entre 1873.75 °C y 4165.69 °C.

94
Figura 5. 19 Gráfica de distribución de temperatura del cupón 4.
5.2.2 Inspección macroestructural de las soldaduras por láser
Las cuatro soldaduras de acero HSLA 550 presentaron características
físicas evidentes de la afectación térmica, como se muestra en la Figura 5.20.
Cabe destacar que la Figura 5.20 d) muestra una menor afectación térmica.
Las discontinuidades presentes son la concavidad en la soldadura 2, mientras
que en las demás la falta de penetración fue la que destacó debido a la
insuficiencia de la entrada de calor.
Se delimitaron las diferentes zonas presentes con dimensiones variables
según el perfil analizado las cuales son: zona de fusión, zona afectada por el
calor, zona afectada por el calor de grano grueso (ZACGG), zona afectada por
el calor de grano fino (ZACGF) y material base (ver Figura 5.21). El ancho total
de la zona afectada por el calor de la soldadura de la Figura 5.21 a) fue de 2.2
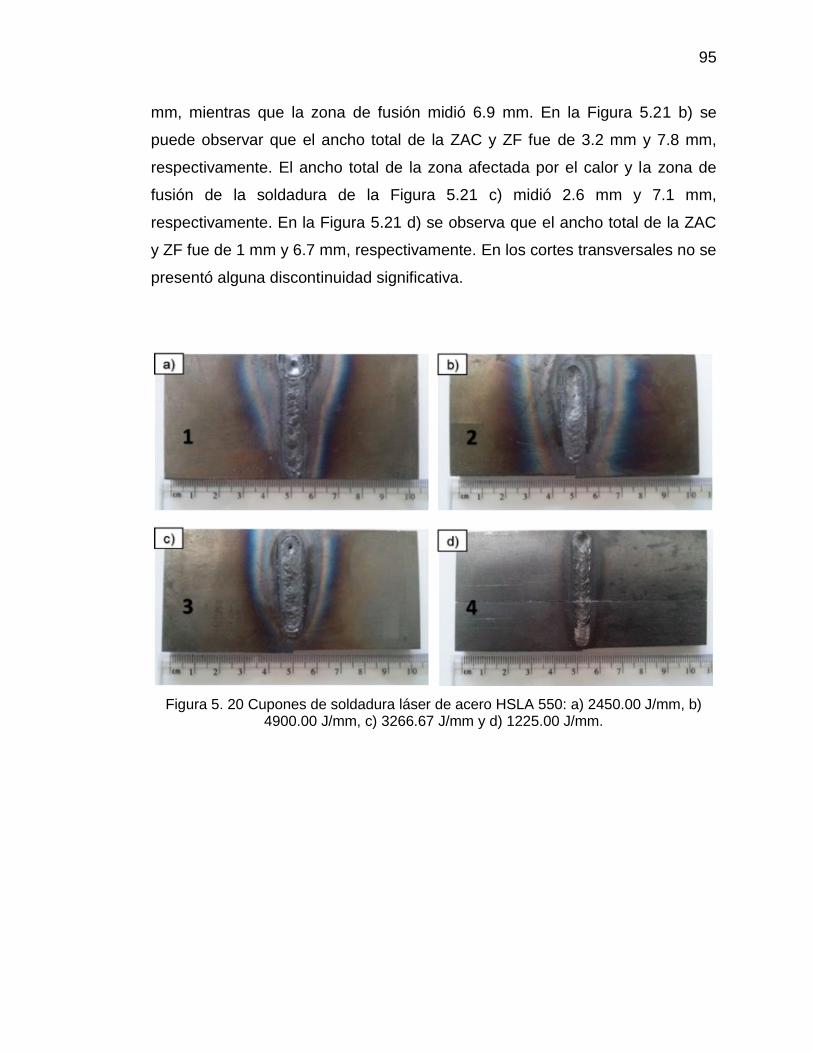
95
mm, mientras que la zona de fusión midió 6.9 mm. En la Figura 5.21 b) se
puede observar que el ancho total de la ZAC y ZF fue de 3.2 mm y 7.8 mm,
respectivamente. El ancho total de la zona afectada por el calor y la zona de
fusión de la soldadura de la Figura 5.21 c) midió 2.6 mm y 7.1 mm,
respectivamente. En la Figura 5.21 d) se observa que el ancho total de la ZAC
y ZF fue de 1 mm y 6.7 mm, respectivamente. En los cortes transversales no se
presentó alguna discontinuidad significativa.
Figura 5. 20 Cupones de soldadura láser de acero HSLA 550: a) 2450.00 J/mm, b) 4900.00 J/mm, c) 3266.67 J/mm y d) 1225.00 J/mm.

96
Figura 5. 21 Perfiles de soldadura láser con diferente entrada de calor: a) 2450.00 J/mm, b) 4900.00 J/mm, c) 3266.67 J/mm y d) 1225.00 J/mm.
5.2.3 Inspección microestructural de las soldaduras por láser
Se comenzó por el análisis microestructural del material base (MB),
observando que está constituido por perlita y en una matriz ferrítica con
algunos carburos e inclusiones (ver Figura 5.22). Se aprecia que las bandas de
perlita están en dirección al sentido de la laminación del material. Las bandas
de perlita paralelas muestran laminillas segmentadas y de aspecto grueso en
una matriz de ferrita recristalizada debido al proceso termomecánico.

97
Figura 5. 22 Micrografía del material base con presencia de perlita segmentada y gruesa en una matriz de ferrita recristalizada (500x).
La ZAC presenta fases de perlita y ferrita como se muestra en la Figura
5.23. Estas microestructuras son características de los aceros HSLA sometidos
a procesos de soldadura. Los granos no son equiaxiales y presentan
morfologías aciculares esparcidas por toda la matriz. El tamaño del grano es
mayor en la Figura 5.23 a), b) y c), observándose perlita segmentada y gruesa.
En la Figura 5.23 d), se observó ferrita poligonal y un ligero refinamiento de
grano. Esta imagen corresponde a la soldadura 4 con menor entrada de calor
de 1225 J/mm. La microdureza diferente en cada soldadura se debe a la
formación de las fases citadas anteriormente que al tamaño de grano originado.

98
Figura 5. 23 Microestructuras de la ZAC de las probetas soldadas con diferente entrada de calor (500x): a) 2450.00 J/mm, b) 4900.00 J/mm, c) 3266.67 J/mm y d)
1225.00 J/mm.
La Figura 5.24, muestra la microestructura de la zona de fusión de cada
cupón de soldadura presentando ferrita alotriomórfica, ferrita acicular, ferrita
proeutectoide (FP) y perlita. La formación de ferrita alotriomórfica es evidente,
ya que delimita la geometría de los granos. La ferrita acicular presente en cada
muestra se observa en el interior de los granos en diferentes proporciones,
debido a que nuclea a partir de inclusiones no metálicas como sulfuros de
manganeso y óxidos. Las Figuras 5.24 a), b) y c) muestran un tamaño de grano
similar. Mientras que la Figura 5.24 d) presenta un refinamiento de grano
característico de la zona de fusión. La presencia de ferrita alotriomórfica y
acicular le brinda a esta zona mayor suavidad o menor dureza, lo cual no se
presenta generalmente en la ZAC.

99
Figura 5. 24 Microestructuras de la ZF de las probetas soldadas con diferente entrada de calor (500x): a) 2450.00 J/mm, b) 4900.00 J/mm, c) 3266.67 J/mm y d) 1225.00
J/mm.
En la Figura 5.25, se puede observar la figura de polo inversa de
orientaciones cristalográficas. En este caso, el material base fue analizado
identificando la presencia de ferrita o hierro α. La muestra no presentó
orientación preferencial, por lo tanto, carece de textura.

100
Figura 5. 25 Micrografías de polos inversa de orientaciones cristalográficas del material base.
5.2.4 Interpretación y caracterización mecánica
5.2.4.1 Ensayos de tensión
La Tabla 5.2, muestra los resultados de las probetas después de los
ensayos de tensión. La mayoría fracturó en la zona de fusión excepto la 2.2, la
cual falló en el material base alcanzando una resistencia de 570 MPa. La
resistencia del resto de las probetas se encontró en el rango de 81 a 491 MPa.
Tabla 5. 2 Resultados de los ensayos de tensión.
ProbetaCarga
Máxima
Esfuerzo
Máximo
Zona de
Ruptura
Kgf MPa
1.1 1790 349 ZF
1.2 1530 300 ZF
2.1 2140 418 ZF
2.2 2880 570 MB
3.1 1920 371 ZF
3.2 2560 491 ZF
4.1 428 81 ZF
4.2 677 127 ZF
No.
1
2
3
4

101
5.2.4.2 Efecto de la microdureza sobre la soldadura
Los resultados de los ensayos de microdureza Vickers se muestran en las
Figuras 5.26 y 5.27. En el material base las indentaciones se realizaron a cada
1 mm. Mientras que en los cupones soldados las indentaciones se realizaron a
cada 250 µm para tener mayor detalle de la microdureza de la ZAC y ZF, ya
que son zonas muy estrechas. La microdureza promedio del material base fue
de 173 HV. La probeta 1 presentó una microdureza promedio de 296 y 270 HV
en la ZAC y ZF, respectivamente. La probeta 2 presentó una microdureza
promedio de 244 HV en la ZAC y 226 HV en la ZF. La probeta 3 presentó una
microdureza promedio de 250 y 252 HV en la ZAC y ZF, respectivamente. La
probeta 4 presentó una microdureza promedio de 399 en la ZAC y 383 HV en
la ZF.
Figura 5. 26 Gráfico de la microdureza en función de las distancias del material base.

102
Figura 5. 27 Gráficos de las microdureza de las probetas soldadas con diferente entrada de calor: a) 2450.00 J/mm, b) 4900.00 J/mm, c) 3266.67 J/mm y d) 1225.00
J/mm.
103
CAPÍTULO 6
DISCUSIÓN DE RESULTADOS
6.1 Caracterización de las soldaduras de acero AISI 1018
6.1.1 Conceptualización para el análisis térmico de las uniones
soldadas
La utilización del modelo de Rosenthal resuelta mediante MATLAB y la
simulación computacional por el método de elemento finitos realizada en
SYSWELD proporcionaron resultados diferentes, ya que el primer método
otorga una solución analítica con muchas consideraciones, mientras que el
segundo proporciona resultados numéricos aproximados.
6.1.1.1 Modelo bidimensional de Rosenthal
La aplicación del modelo bidimensional de Rosenthal tiene desventajas por
las consideraciones que se mencionan en el apartado 2.4.8. La temperatura
máxima infinita en el origen del sistema de coordenadas es el resultado del
problema de singularidad en las soluciones de Rosenthal causado por la
suposición de la fuente de calor puntual. Sin embargo, se debe mencionar que
las soluciones analíticas, aunque basadas en muchos supuestos
simplificadores, son fáciles de usar y han sido muy apreciadas por la industria
de la soldadura, como lo menciona Kou [40].

104
La Figura 6.1 muestra los resultados obtenidos mediante MATLAB, los
cuales indican que la probeta con menor entrada de calor tuvo menor
afectación térmica, alargando las isotermas y reduciendo su anchura. Esta
información está relacionada con los ciclos térmicos, donde la disminución de
la velocidad de enfriamiento incrementa el tamaño de las isotermas conforme
se distribuye y disminuye la temperatura en el material, como lo reporta Kumar
y colaboradores [39]. Los cupones soldados se ordenan mediante la entrada de
calor de la siguiente manera: corrida 3 con 466.67 J/mm, corrida 4 con 633.33
J/mm, corrida 1 con 700.00 J/mm y corrida 2 con 950.00 J/mm. A alta entrada
de calor la temperatura máxima obtenida fue mayor. En este modelo no
influyen las dimensiones de largo y ancho, por lo cual se decidió optar por las
medidas de 200 mm de largo por 200 mm de ancho para tener mejor
apreciación de las isotermas.
Figura 6. 1 Distribución de temperatura superficial en cada cupón soldado con láser: a) 700.00 J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm.

105
6.1.1.2 Simulación computacional mediante SYSWELD
Los resultados obtenidos mediante el método de elementos finitos tienen
mejor aproximación, debido a que el programa considera la variación de la
conductividad térmica, la densidad y el calor específico con respecto a la
temperatura y la modificación microestructural. El análisis se realizó
comparando las probetas 1 con 3 y 2 con 4, dándole importancia a la velocidad
de avance de la soldadura, la cual influye directamente en la entrada de calor.
El material base, la zona afectada por el calor y la zona de fusión presentaron
una buena aproximación entre los datos experimentales y simulados. La Figura
6.2 c) muestra una ZAC y ZF más angostas que la Figura 6.2 a) generadas por
menor entrada de calor de 466.67 J/mm. La potencia del láser fue la misma con
7.00 kW, pero la velocidad de soldadura fue mayor en la última (15.00 mm/s).
La Figura 6.2 d) muestra una ZAC y ZF más angostas que la Figura 6.2 b)
debido a una menor entrada de calor de 633,33 J/mm. La potencia del láser fue
la misma con 9.50 kW, pero la velocidad de soldadura fue mayor en la última
(15.00 mm/s). La alta entrada de calor aumentó el ancho del área soldada. Por
otro lado, la baja entrada de calor disminuyó el ancho del área soldada. Estos
resultados están de acuerdo con aquellos encontrados por Sathiya y
colaboradores [63]. En la sección transversal de las soldaduras con
penetración completa, el charco de soldadura se convierte en ancho y alargado
tanto en la superficie superior como en la inferior debido a la convección de
Marangoni [63]. De acuerdo con Guo y colaboradores [29] la gravedad influye
sobre la concavidad originada en la superficie, lo cual se puede observar en
cada soldadura. El rango de la temperatura de revenido se encuentra entre
376 ° C y 494.67 ° C, lo que influye en la microdureza de esta zona [64].
Los ciclos térmicos describen diferentes isotermas obtenidas
numéricamente. Según un estudio realizado por Kumar y colaboradores [39], la
velocidad de enfriamiento va disminuyendo con respecto a la distancia del
centro de la línea de soldadura a medida que disminuye la temperatura
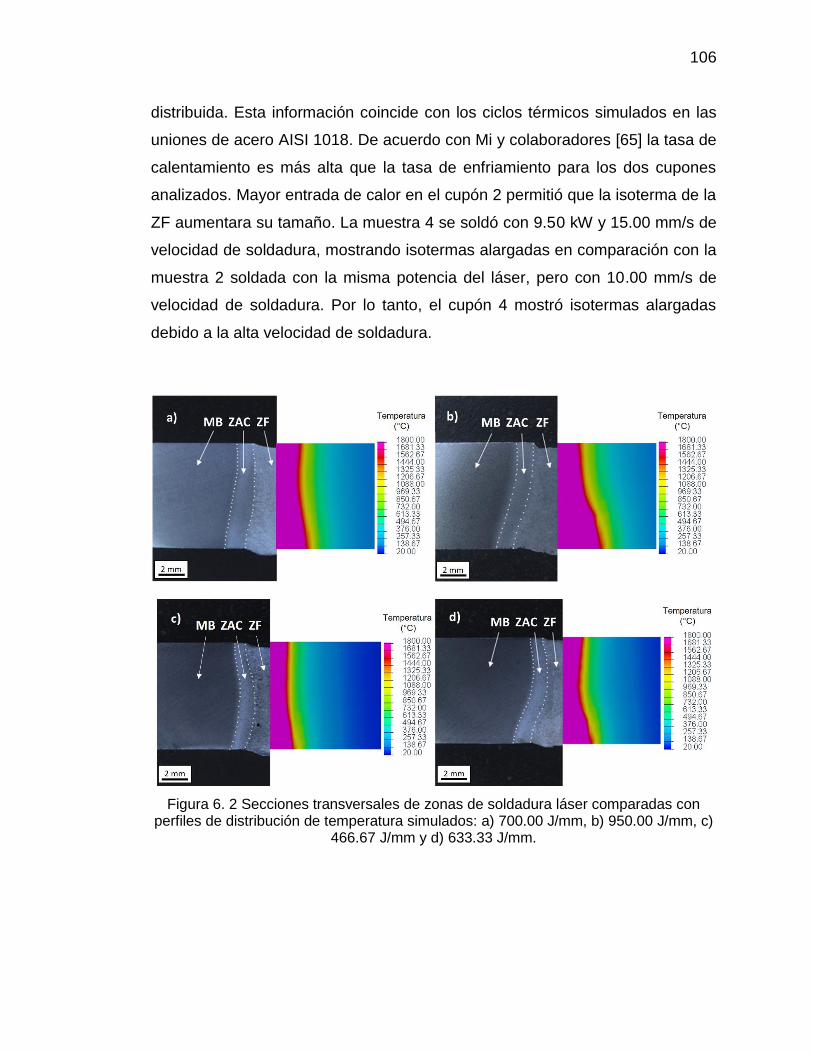
106
distribuida. Esta información coincide con los ciclos térmicos simulados en las
uniones de acero AISI 1018. De acuerdo con Mi y colaboradores [65] la tasa de
calentamiento es más alta que la tasa de enfriamiento para los dos cupones
analizados. Mayor entrada de calor en el cupón 2 permitió que la isoterma de la
ZF aumentara su tamaño. La muestra 4 se soldó con 9.50 kW y 15.00 mm/s de
velocidad de soldadura, mostrando isotermas alargadas en comparación con la
muestra 2 soldada con la misma potencia del láser, pero con 10.00 mm/s de
velocidad de soldadura. Por lo tanto, el cupón 4 mostró isotermas alargadas
debido a la alta velocidad de soldadura.
Figura 6. 2 Secciones transversales de zonas de soldadura láser comparadas con perfiles de distribución de temperatura simulados: a) 700.00 J/mm, b) 950.00 J/mm, c)
466.67 J/mm y d) 633.33 J/mm.

107
6.1.2 Inspección microestructural de las soldaduras por láser
El acero alcanzó la temperatura de fusión por encima de la línea Ac3,
transformándose en austenita (910 °C) [66], como se muestra en la Figura 6.3.
El rango de temperatura de la simulación de la formación de la ZAC fue de 732
°C y 969 °C. Durante el enfriamiento, la austenita se transformó en diferentes
morfologías de ferrita formadas debajo de la temperatura Ac3 como ferrita
alotriomórfica, ferrita Widmanstätten primaria y secundaria, siendo fases
fragilizadoras por su morfología concentradora de esfuerzos. Estos resultados
coinciden con Benasciutti [67], Porter [68], Xiong y colaboradores [69]. Aunque
no fue muy evidente debido a las altas velocidades de soldadura, se presentó
una zona de recristalización entre la ZAC y el MB con una temperatura de entre
494 °C y 732 °C. Se observó que el tamaño de grano fue mayor en la ZAC que
en la ZF y MB como lo menciona Hazratinezhad y colaboradores [70]. Se
observó un crecimiento columnar en la zona de fusión de cada muestra
coincidiendo con Esfahani y colaboradores [46].
Figura 6. 3 Sección transversal isométrica simulada de zonas de soldadura láser con distribución de temperatura de la probeta 2 (950 J/mm).

108
6.1.3 Interpretación y caracterización mecánica
6.1.3.1 Ensayos de tensión
La fractura de las probetas en la ZAC se presentó por una suavización en
esta zona. El tipo de fractura dúctil permitió que el material tuviera una
transición lenta de deformación elástica a plástica, como se muestra en la
Figura 6.4. La fractura presentó una superficie fibrosa en la zona de desgarre
como resultado del comportamiento de ablandamiento de la ZAC, como lo
reportan Hazratinezhad [70], Saha y colaboradores [37]. El esfuerzo máximo a
la tensión se presentó en mayor magnitud en las probetas que recibieron
menor entrada de calor, ya que la dureza se observó menos afectada en la
ZAC (ver Figura 6.5). Mayor aporte de calor indujo la suavización en la zona
afectada por el calor, coincidiendo con Ma y colaboradores [50].
Figura 6. 4 Macrografías de las secciones transversales de las soldaduras con fractura dúctil en tensión uniaxial: 1 A) 700.00 J/mm, 2 A) 950.00 J/mm, 3 A) 466.67 J/mm y 4
A) 633.33 J/mm.

109
Figura 6. 5 Curvas de esfuerzos máximos a la tensión en función de la posición: 1 A-B) 700.00 J/mm, 2 A-B) 950.00 J/mm, 3 A-B) 466.67 J/mm y 4 A-B) 633.33 J/mm.
6.1.3.2 Efecto de la microdureza sobre la soldadura
En estudios realizados por Hazratinezhad [70], Saha [37], Farabi y
colaboradores [71], se observó una zona de suavización en la ZAC provocada
por el revenimiento del material provocando la fractura en los ensayos de
tensión y fatiga, lo cual coincide con los resultados obtenidos. El tamaño de
grano diferente del MB, ZAC y ZF modificó los resultados de microdureza
coincidiendo con Benasciutti [67], Mazar y colaboradores [72]. Los perfiles de
microdureza están de acuerdo con el ancho de la zona de fusión y la zona
afectada por el calor. El ancho de la zona de ablandamiento aumentó debido a
que la entrada de calor fue mayor disminuyendo su microdureza por la baja
velocidad de avance, coincidiendo con la información reportada en un estudio
de Westerbaan y colaboradores [73]. La baja potencia del láser y la alta
velocidad de soldadura (baja entrada de calor) aumentaron la microdureza de
la ZF de la soldadura 3, ya que la velocidad de enfriamiento fue mayor
110
provocando la formación de fases más duras. Por otro lado, el cupón 2 con alta
potencia y baja velocidad de avance (alta entrada de calor) presentó una
microdureza menor en la ZF [74]. Los resultados de microdureza de las
muestras corresponden a las fases descritas en el apartado 6.1.2.
6.2 Caracterización de las soldaduras de acero HSLA 550
6.2.1 Conceptualización para el análisis térmico de las uniones
soldadas
6.2.1.1 Modelo bidimensional de Rosenthal
La Figura 6.6, muestra los resultados obtenidos mediante MATLAB, los
cuales indican que la probeta con menor entrada de calor tuvo menor
afectación térmica, alargando las isotermas y reduciendo su anchura. Esta
información también está relacionada con los ciclos térmicos, donde la
disminución de la velocidad de enfriamiento incrementa el tamaño de las
isotermas conforme se distribuye y disminuye la temperatura en el material,
como lo reporta Kumar y colaboradores [39]. Se aprecia que el tamaño del
punto de la fuente de calor varía en cada caso, siendo más grande en la Figura
6.6 b) porque la entrada de calor fue mayor en esta soldadura. Los cupones
soldados se ordenan mediante este parámetro de la siguiente manera: corrida
4 con 1225.00 J/mm, corrida 1 con 2450.00 J/mm, corrida 3 con 3266.67 J/mm
y corrida 2 con 4900.00 J/mm. La entrada de calor menor fue la de la probeta 4,
por lo tanto, la temperatura máxima obtenida fue la menor de todas con
4166.69 °C. La entrada de calor más alta fue la de la probeta 2, ocasionado
que la temperatura máxima obtenida fuera de 6101.64 °C en el centro de la
soldadura. En este modelo no influyen las dimensiones de largo por ancho, por
lo cual se decidió optar por las medidas de 200 mm de largo por 200 mm de

111
ancho para tener mejor apreciación de las isotermas. Por otra parte, el modelo
bidimensional de Rosenthal es de utilidad para determinar la afectación térmica
en un material cuando se requieren resultados rápidos en la industria.
Figura 6. 6 Distribución de temperatura superficial en cada cupón soldado con láser: a) 2450.00 J/mm, b) 4900.00 J/mm, c) 3266.67 J/mm y d) 1225.00 J/mm.
6.2.2 Inspección macroestructural de las soldaduras por láser
La corrida 2 con entrada de calor de 4900 J/mm fue la que presentó mayor
afectación térmica, sin embargo, alcanzó el 100% de penetración. Ésta se
debió a la alta entrada de calor, causada por la baja velocidad de soldadura de
1.00 mm/s. Por otro lado, el cupón 4 presentó la menor afectación térmica
debido a una baja entrada de calor de 1125 J/mm, ya que la velocidad de
avance fue de 4.00 mm/s, logrando una penetración de 29.91%. Los cupones 1
y 3, presentaron una afectación térmica intermedia entre los cupones 2 y 4,

112
debido a que la velocidad de avance fue de 2.00 y 1.50 mm/s logrando una
penetración de 56.96% y 72.95%, respectivamente.
La presencia de dos regiones de ZAC se debe a que en la ZACGG la
temperatura alcanzada está por encima de la línea Ac3 y en la ZACGF una
temperatura por encima de Ac1, como lo menciona Kou [40]. Estas líneas de
transformación se muestran en la Figura 6.7. La penetración de cada probeta
está directamente relacionada con la entrada de calor, en este caso, la
potencia quedó estable con un valor de 4.90 kW y lo único que se varió fue la
velocidad de avance, por lo tanto, al ser disminuida, la entrada de calor
aumentó proporcionando mayor penetración. Sin embargo, mayor entrada de
calor aumentó el ancho de la ZAC y menor entrada de calor lo disminuyó. Estos
resultados coinciden con los reportados por Sathiya y colaboradores [63].
Figura 6. 7 Diagrama Fe – C [8].

113
6.2.3 Inspección microestructural de las soldaduras por láser
De acuerdo con Zhang y colaboradores [75], la presencia de perlita y ferrita
en la zona afectada por el calor y zona de fusión es característico de este
material. Por otra parte, algunos autores como Mi [65], Coelho y colaboradores
[14], mencionan que puede darse una transformación martensítica y bainítica
en mayor cantidad, debido a altas velocidades de soldadura, lo cual disminuye
el tiempo de enfriamiento, ya que las entradas de calor suelen ser menores. Sin
embargo, esta información no coincide para el caso del acero HSLA 550
soldado con láser, ya que la baja cantidad de carbono que contiene, la alta
entrada de calor y la baja velocidad de avance permitieron el crecimiento de los
granos y la formación de perlita y diferentes morfologías de ferrita.
6.2.4 Interpretación y caracterización mecánica
6.2.4.1 Ensayos de tensión
La Figura 6.8 muestra la probeta 2.2 que fue la única que tuvo ruptura en el
material base lejos de la zona afectada por el calor. Las demás fracturaron en
la zona de fusión, ya que la falta de penetración propició la concentración de
esfuerzos en esa área, como lo reporta Mazar y colaboradores [72]. Además, la
formación de fases aciculares incrementa la probabilidad de fragilización en la
ZF, según un estudio de Farabi y colaboradores [71].

114
Figura 6. 8 Probetas subsize para ensayos de tensión conforme a la norma ASTM E8/E8M-16a y b) probetas subsize después de los ensayos de tensión.
6.2.4.2 Efecto de la microdureza sobre la soldadura
Los resultados de los ensayos de microdureza de las probetas soldadas con
láser mostraron un incremento significativo en la zona afectada por el calor y la
zona de fusión de la probeta 3. Esto se debe a que la velocidad de avance de
la soldadura es mayor en las primeras tres mencionadas, por lo cual, el
enfriamiento es más rápido por la baja entrada de calor distribuida en esta
región, como se reporta en un estudio realizado por Sun y colaboradores [76] .
La microdureza de la muestra 2 fue la única que presentó simetría y
homogeneidad en la zona de fusión y la zona afectada por el calor, sin
embargo, fue la unión que presentó la menor microdureza por el enfriamiento
lento y la alta entrada de calor. La microdurezas obtenidas corresponden a
microestructuras perlita y ferrita.

115
CAPÍTULO 7
CONCLUSIONES,
RECOMENDACIONES Y TRABAJO
FUTURO
7.1 Conclusiones
A continuación, se presentan por separado las conclusiones para las uniones
de soldadura láser de cada material, obtenidas de los resultados de la
experimentación correspondiente.
7.1.1 Uniones soldadas de acero AISI 1018
• Los parámetros que influyeron significativamente sobre las soldaduras
fueron la velocidad de avance y la potencia del láser. La variación entre
ellos otorgó diferentes entradas de calor (700.00 J/mm, 950.00 J/mm,
466.67 J/mm y 633.33 J/mm para las soldaduras 1, 2, 3 y 4,
respectivamente), las cuales intervinieron directamente en la formación
de diferentes microestructuras de ferrita. Las uniones soldadas
presentaron cambios microestructurales como ferrita Widmanstätten y
ferrita alotriomórfica en la ZAC y ZF.
• Las temperaturas máximas (4360.75 °C, 5908.51 °C, 3747.46 °C y
5076.19 °C para las soldaduras 1, 2, 3 y 4, respectivamente) obtenidas a
través del modelo bidimensional de Rosenthal son menores que las

116
obtenidas mediante simulación computacional (5278.01 °C, 7111.61 °C,
5076.51 °C y 6987.91 °C para las soldaduras 1, 2, 3 y 4,
respectivamente), ya que no considera la variación de la conductividad
térmica, densidad y calor específico en función de la temperatura.
Además, las dimensiones de la fuente de calor no son consideradas, las
cuales interviene en la densidad de la energía que incidió sobre el
material.
• Los perfiles térmicos obtenidos mediante simulación computacional se
compararon con las pruebas experimentales que mostraron una
reducción en la ZAC y la ZF disminuyendo la temperatura de los ciclos
térmicos con menor entrada de calor. La probeta con menor entrada de
calor y menor temperatura máxima simulada fue la 3 con 466.67 J/mm y
5076.51 °C, respectivamente.
• Las propiedades mecánicas se modificaron debido a la afectación
térmica. La zona de suavización se observó en la ZAC. Los resultados
de los ensayos de tensión mostraron que la resistencia máxima a la
tensión disminuyó con mayor entrada de calor. La fractura dúctil de las
muestras se concentró en la ZAC, con un rango de 623 MPa a 703 MPa.
• La microdureza de la ZF aumentó debido a menor entrada de calor (alta
potencia y alta velocidad de avance de la soldadura). Por el contrario, la
baja velocidad de soldadura (mayor entrada de calor) disminuyó la
microdureza de la ZF incrementando su anchura. La microdureza y
amplitud de la zona de reblandecimiento disminuyó en menor cantidad
con baja entrada de calor.
7.1.2 Uniones soldadas de acero HSLA 550
• Los parámetros que influyeron significativamente sobre las soldaduras
fueron la velocidad de avance y la potencia del láser. La variación entre
ellos otorgó diferentes entradas de calor (2450.00 J/mm, 4900.00 J/mm,
3266.67 J/mm y 1225.00 J/mm para las soldaduras 1, 2, 3 y 4,
respectivamente), las cuales intervinieron directamente en la formación

117
de diferentes microestructuras de ferrita. Las uniones soldadas
presentaron cambios microestructurales como ferrita alotriomórfica en la
ZF.
• Las temperaturas máximas (5102.48 °C, 6101.64 °C, 5510.79 °C y
4165.69 °C para las soldaduras 1, 2, 3 y 4, respectivamente) obtenidas a
través del modelo bidimensional de Rosenthal son elevadas, ya que se
consideraron altas entradas de calor que incidieron sobre el material.
Los resultados no se pudieron comparar con análisis numérico, debido a
que el programa de simulación no tiene la información de este material.
• Las propiedades mecánicas se modificaron debido a la afectación
térmica. No se observó ninguna zona de suavización. La falta de
penetración en las soldaduras permitió la concentración de esfuerzos,
por lo cual las probetas fracturaron en la zona de fusión.
• La microdureza de la ZF y ZAC aumentó debido a menor entrada de
calor (alta velocidad de avance de la soldadura). Por el contrario, la baja
velocidad de soldadura (mayor entrada de calor) disminuyó la
microdureza de la ZF incrementando la amplitud de su anchura.
7.2 Recomendaciones y trabajo futuro
Se requiere realizar una investigación detallada del comportamiento del
acero HSLA 550 con un diseño experimental diferente que permita obtener
soldaduras con penetración completa aplicando menor entrada de calor, como
en el caso de las uniones soldadas de acero AISI 1018. Esto permitirá tener
menor afectación térmica en el material afectando de manera diferente las
propiedades mecánicas y microestructurales de las soldaduras. Además, se
recomienda utilizar otras técnicas de caracterización microestructural para
identificar otras fases.

118
BIBLIOGRAFÍA
[1] J. Murray and D. King, “Climate policy: Oil’s tipping point has passed,”
Nature, vol. 481, no. 7382, pp. 433–435, Jan. 2012.
[2] W. J. Joost, “Reducing Vehicle Weight and Improving U . S . Energy
Efficiency Using Integrated Computational Materials Engineering,” J. Met.,
vol. 64, no. 9, 2012.
[3] S. Ragu Nathan, V. Balasubramanian, S. Malarvizhi, and A. G. Rao,
“Effect of welding processes on mechanical and microstructural
characteristics of high strength low alloy naval grade steel joints,” Def.
Technol., vol. 11, pp. 308–317, 2015.
[4] P. Knoedel, S. Gkatzogiannis, and T. Ummenhofer, “Practical aspects of
welding residual stress simulation,” J. Constr. Steel Res., vol. 132, pp.
83–96, 2017.
[5] A. Ramazani, K. Mukherjee, A. Abdurakhmanov, U. Prahl, M. Schleser,
U. Reisgen, and W. Bleck, “Micro–macro-characterisation and modelling
of mechanical properties of gas metal arc welded (GMAW) DP600 steel,”
Mater. Sci. Eng. A, vol. 589, pp. 1–14, 2014.
[6] S. Joshi, J. Hildebrand, A. S. Aloraier, and T. Rabczuk, “Characterization
of material properties and heat source parameters in welding simulation
of two overlapping beads on a substrate plate,” Comput. Mater. Sci., vol.
69, pp. 559–565, 2013.
[7] J. J. Xu, P. Gilles, Y. G. Duan, and C. Yu, “Temperature and residual
stress simulations of the NeT single-bead-on-plate specimen using

119
SYSWELD,” Int. J. Press. Vessel. Pip., vol. 99–100, pp. 51–60, 2012.
[8] ASM Handbook, Volume 1: Properties and Selection: Irons, Steels, and
High-Performance Alloys, vol. 1. ASM International, 1990.
[9] Sumitec, “Acero Grado Maquinaria AISI 1018,” 2015. [Online]. Available:
http://www.sumiteccr.com.
[10] P. D. Harvey, Engineering Properties of Steel. American Society for
Metals, 2011.
[11] M. S. Węglowski, K. Kwieciński, K. Krasnowski, and R. Jachym,
“Characteristics of Nd:YAG laser welded joints joints of dual phase steel,”
Arch. Civ. Mech. Eng., vol. 9, no. 4, pp. 85–97, 2009.
[12] Z. Shenghai, S. Yifu, and Q. Huijuan, “The technology and welding joint
properties of hybrid laser-tig welding on thick plate,” Opt. Laser Technol.,
vol. 48, pp. 381–388, 2013.
[13] N. Fonstein, Advanced High Strength Sheet Steels. Chicago: Springer,
2015.
[14] R. S. Coelho, M. Corpas, J. A. Moreto, A. Jahn, J. Standfuß, A. Kaysser-
Pyzalla, and H. Pinto, “Induction-assisted laser beam welding of a
thermomechanically rolled HSLA S500MC steel: A microstructure and
residual stress assessment,” Mater. Sci. Eng. A, vol. 578, pp. 125–133,
2013.
[15] K. Takasawa, R. Ikeda, N. Ishikawa, and R. Ishigaki, “Effects of grain size
and dislocation density on the susceptibility to high-pressure hydrogen
environment embrittlement of high-strength low-alloy steels,” Int. J.
Hydrogen Energy, vol. 37, no. 3, pp. 2669–2675, 2012.
[16] Ramesh Singh, “Classification of Steels,” Appl. Weld. Eng., pp. 51–56,
2012.
[17] R. Oyyaravelu, P. Kuppan, and N. Arivazhagan, “Metallurgical and
mechanical properties of laser welded high strength low alloy steel,” J.
Adv. Res., vol. 7, pp. 463–472, 2016.
[18] “SAE J1392-Steel, High Strength, Hot Rolled Sheet and Strip, Cold Rolled
Sheet, and Coated Sheet,” vol. 1, no. 724, pp. 1–10, 2001.

120
[19] D. A. Brent L. Adams, Metallography and Microstructures Handbook, vol.
9. 2004.
[20] “Welding of Domex Advanced High Strength Steels,” SSAB. [Online].
Available: www.ssab.com.
[21] A. W. Society, Welding Handbook, Ninth., vol. 3. Miami, Florida: AWS,
2007.
[22] M. V. L. Ramesh, P. S. Rao, V. V. Rao, and K. V. P. Prabhakar,
“Structure – Properties Evaluation In Laser Beam Welds Of High Strength
Low Alloy Steel,” Mater. Today Proc., vol. 2, pp. 2532–2537, 2015.
[23] ASM Handbook, Volume 6: Welding Brazing and Soldering. ASM
International, 1993.
[24] A. W. Society, Recommended Practices for Laser Beam Welding , Cutting
, and Allied Processes, Second. Miami, Florida, 2010.
[25] S. Němeček, T. Mužík, and M. Míšek, “Differences between Laser and
Arc Welding of HSS Steels,” Phys. Procedia, 2012.
[26] TWI, “Laser welding,” Woodhead Publ., 2000.
[27] P. Jiang, C. Wang, Q. Zhou, X. Shao, L. Shu, and X. Li, “Optimization of
laser welding process parameters of stainless steel 316L using FEM,
Kriging and NSGA-II,” Adv. Eng. Softw., vol. 99, pp. 147–160, 2016.
[28] W. Guo, D. Crowther, J. A. Francis, A. Thompson, Z. Liu, and L. Li,
“Microstructure and mechanical properties of laser welded S960 high
strength steel,” Mater. Des., vol. 85, pp. 534–548, 2015.
[29] W. Guo, Q. Liu, J. A. Francis, D. Crowther, A. Thompson, Z. Liu, and L.
Li, “Comparison of laser welds in thick section S700 high-strength steel
manufactured in flat ( 1G ) and horizontal ( 2G ) positions,” CIRP Ann. -
Manuf. Technol., vol. 64, no. 1, pp. 197–200, 2015.
[30] S. Chaki, R. N. Bathe, and S. Ghosal, “Multi-objective optimisation of
pulsed Nd : YAG laser cutting process using integrated ANN – NSGAII
model,” J. Intell. Manuf., 2015.
[31] J. Lee, K. Asim, and J. Pan, “Modeling of failure mode of laser welds in
lap-shear specimens of HSLA steel sheets,” Eng. Fract. Mech., vol. 78,
121
no. 2, pp. 374–396, 2011.
[32] C. Dawes, Laser Welding: A Practical Guide, vol. 26. Woodhead
Publishing, 1994.
[33] N. Farabi, D. L. Chen, J. Li, Y. Zhou, and S. J. Dong, “Microstructure and
mechanical properties of laser welded DP600 steel joints,” vol. 527, pp.
1215–1222, 2010.
[34] L. Li, R. Eghlio, and S. Marimuthu, “Laser net shape welding,” CIRP Ann.,
vol. 60, no. 1, pp. 223–226, 2011.
[35] X. Cao, P. Wanjara, J. Huang, C. Munro, and A. Nolting, “Hybrid fiber
laser – Arc welding of thick section high strength low alloy steel,” Mater.
Des., vol. 32, no. 6, pp. 3399–3413, 2011.
[36] R. S. Sharma and P. Molian, “Weldability of advanced high strength
steels using an Yb:YAG disk laser,” J. Mater. Process. Technol., vol. 211,
no. 11, pp. 1888–1897, 2011.
[37] Y. Z. D. C. Saha, D. Westerbaan, S. S. Nayak, E. Biro, A. P. Gerlich,
“Microstructure-properties correlation in fiber laser welding of dual-phase
and HSLA steels,” Mater. Sci. Eng. A, vol. 607, pp. 445–453, 2014.
[38] D. Parkes, W. Xu, D. Westerbaan, S. S. Nayak, Y. Zhou, F. Goodwin, S.
Bhole, and D. L. Chen, “Microstructure and fatigue properties of fiber
laser welded dissimilar joints between high strength low alloy and dual-
phase steels,” Mater. Des., vol. 51, pp. 665–675, 2013.
[39] K. S. Kumar, “Analytical modeling of temperature distribution, peak
temperature, cooling rate and thermal cycles in a solid work piece welded
by laser welding process,” Procedia Mater. Sci., vol. 6, pp. 821–834,
2014.
[40] S. Kou, Welding Metallurgy. Hoboken, New Jersey: John Wiley & Sons,
Inc, 2003.
[41] J. Dowden, The Mathematics of Thermal Modeling. Chapman &
Hall/CRC, 2001.
[42] H. J. Jiang and H. L. Dai, “Effect of laser processing on three dimensional
thermodynamic analysis for HSLA rectangular steel plates,” Int. J. Heat

122
Mass Transf., vol. 82, pp. 98–108, 2015.
[43] 0ystein Grong, Metallurgical Modelling of Welding, Second. London: The
Institute of Materials, 1997.
[44] S. Srivastava and R. K. Garg, “Process parameter optimization of gas
metal arc welding on IS:2062 mild steel using response surface
methodology,” J. Manuf. Process., vol. 25, pp. 296–305, 2017.
[45] J. A. Alcock and B. Baufeld, “Diode laser welding of stainless steel 304L,”
J. Mater. Process. Technol., vol. 240, pp. 138–144, 2016.
[46] M. N. Esfahani, J. Coupland, and S. Marimuthu, “Microstructure and
mechanical properties of a laser welded low carbon-stainless steel joint,”
J. Mater. Process. Technol., vol. 214, pp. 2941–2948, 2014.
[47] R. Wang, Y. Lei, and Y. Shi, “Numerical simulation of transient
temperature field during laser keyhole welding of 304 stainless steel
sheet,” Opt. Laser Technol., vol. 43, pp. 870–873, 2011.
[48] L. J. Zhang, J. X. Zhang, A. Gumenyuk, M. Rethmeier, and S. J. Na,
“Numerical simulation of full penetration laser welding of thick steel plate
with high power high brightness laser,” J. Mater. Process. Technol., vol.
214, pp. 1710–1720, 2014.
[49] C. Fang, Y. T. Song, W. Y. Wu, J. Wei, J. J. Xin, H. P. Wu, and A.
Salminen, “Thermal analysis of laser welding for ITER correction coil
case,” Fusion Eng. Des., vol. 100, pp. 357–363, 2015.
[50] J. Ma, F. Kong, and R. Kovacevic, “Finite-element thermal analysis of
laser welding of galvanized high-strength steel in a zero-gap lap joint
configuration and its experimental verification,” Mater. Des., vol. 36, pp.
348–358, 2012.
[51] J. Rahman Chukkan, M. Vasudevan, S. Muthukumaran, R. Ravi Kumar,
and N. Chandrasekhar, “Simulation of laser butt welding of AISI 316L
stainless steel sheet using various heat sources and experimental
validation,” J. Mater. Process. Technol., vol. 219, pp. 48–59, 2015.
[52] J. Goldstein, Practical Scanning Electron Microscopy. Kluwer
Adacemic/Plenum, 1977.

123
[53] V. Kazmiruk, Scanning Electron Microscopy. Croacia: InTech, 2012.
[54] A. M. Viviana S. de Lozano, María Julia Yáñez, Principios y práctica de la
Microscopía Electrónica. Bahía Blanca, 2014.
[55] D. Newbury, D. Joy, C. Lyman, P. Echlin, E. Lifshin, J. Michae, J.
Goldstein, and I. Charles, Scanning Electron Microscopy and X-Ray
Microanalysis. 2013.
[56] R. B. Peter J. Goodhew, John Humphreys, Electron Microscopy and
Analysis, Third. Taylor and Francis Books UK, 2002.
[57] A. M. J. Coello, V. Miguel, A. Calatayud, C. Ferrer, “Caracterización
mediante la técnica EBSD de la deformación de chapa de acero
inoxidable AISI 304 DDQ bajo tensiones multiaxiales típicas de la
embutición,” Rev. Metal., vol. 45, no. 5, pp. 351–364, 2009.
[58] A. J. Schwartz, Electron Backscatter Diffractio in Material Science. 2009.
[59] D. H. M. Grajales, “Principios y aplicaciones de la técnica de difracción de
electrones retro-proyectados (EBSD , Electron Back-Scattering
Diffraction),” Inf. Técnico, vol. 74, pp. 64–74, 2010.
[60] H. j. Bunge, Texture Analysis in Materials Science, First. Butterworths,
1982.
[61] Y. Chen, J. Feng, L. Li, S. Chang, and G. Ma, “Microstructure and
mechanical properties of a thick-section high-strength steel welded joint
by novel double-sided hybrid fibre laser-arc welding,” Mater. Sci. Eng. A,
vol. 582, pp. 284–293, 2013.
[62] ASTM International, E8/E8M 16a. Standard Test Methods for Tension
Testing of Metallic Materials. 2016, pp. 1–28.
[63] P. Ã. Sathiya and M. Y. A. Jaleel, “Measurement of the bead profile and
microstructural characterization of a CO2 laser welded AISI 904 L super
austenitic stainless steel,” Opt. Laser Technol., vol. 42, pp. 960–968,
2010.
[64] J. Wang, L. Yang, M. Sun, T. Liu, and H. Li, “A study of the softening
mechanisms of laser-welded DP1000 steel butt joints,” Mater. Des., vol.
97, pp. 118–125, 2016.

124
[65] G. Mi, L. Xiong, C. Wang, X. Hu, and Y. Wei, “A thermal-metallurgical-
mechanical model for laser welding Q235 steel,” J. Mater. Process.
Technol., vol. 238, pp. 39–48, 2016.
[66] H. Bhadeshia and R. Honeycombe, “Steels: Microstructure and
Properties,” Third., Elsevier Ltd., 2006, p. 10.
[67] D. Benasciutti, A. Lanzutti, G. Rupil, and E. F. Haeberle, “Microstructural
and mechanical characterisation of laser-welded lap joints with linear and
circular beads in thin low carbon steel sheets,” Mater. Des., vol. 62, pp.
205–216, 2014.
[68] D. A. Porter and K. E. Easterling, “Phase Transformations in Metals and
Alloys,” Second., Chapman & Hall, 1992, p. 347.
[69] Z. P. Xiong, A. G. Kostryzhev, N. E. Stanford, and E. V. Pereloma,
“Microstructures and mechanical properties of dual phase steel produced
by laboratory simulated strip casting,” Mater. Des., vol. 88, pp. 537–549,
2015.
[70] M. Hazratinezhad, N. B. Mostafa Arab, A. R. Sufizadeh, and M. J.
Torkamany, “Mechanical and metallurgical properties of pulsed
neodymium-doped yttrium aluminum garnet laser welding of dual phase
steels,” Mater. Des., vol. 33, pp. 83–87, 2012.
[71] N. Farabi, D. L. Chen, and Y. Zhou, “Microstructure and mechanical
properties of laser welded dissimilar DP600 / DP980 dual-phase steel
joints,” J. Alloys Compd., vol. 509, pp. 982–989, 2011.
[72] M. Mazar Atabaki, J. Ma, G. Yang, and R. Kovacevic, “Hybrid laser/arc
welding of advanced high strength steel in different butt joint
configurations,” Mater. Des., vol. 64, pp. 573–587, 2014.
[73] D. Westerbaan, D. Parkes, S. S. Nayak, D. L. Chen, E. Biro, F. Goodwin,
and Y. Zhou, “Effects of concavity on tensile and fatigue properties in fibre
laser welding of automotive steels,” Sci. Technol. Weld. Join., vol. 19, no.
1, pp. 60–68, 2014.
[74] M. A. Carrizalez-Vazquez, M. Alvarez-Vera, A. Hernández-Rodríguez, J.
M. Orona-Hinojos, G. Sandoval-Vázquez, and J. L. Acevedo-Dávila,

125
“Effect of Laser Welding on the Mechanical Properties AISI 1018 Steel,”
MRS Adv., 2017.
[75] L. Zhang and T. Kannengiesser, “Austenite grain growth and
microstructure control in simulated heat affected zones of microalloyed
HSLA steel,” Mater. Sci. Eng. A, vol. 613, pp. 326–335, 2014.
[76] M. R. D. K. S. Qian, D. Hong-Shuang, L. Jun-Chen, W. Bao-Qiang, “A
comparative study of the microstructure and properties of 800MPa
microalloyed C-Mn steel welded joints by laser and gas metal arc
welding,” Mater. Sci. Eng. A, vol. 669, pp. 150–158, 2016.

126
LISTA DE FIGURAS
Figura 2. 1 Aceros de la primera, segunda y tercera generación. Resistencia a
la tensión versus elongación [13]. ....................................................................... 9
Figura 2. 2 Microestructura de un acero HSLA mostrando granos equiaxiales de
ferrita con bandas de perlita (200x) [19]. .......................................................... 15
Figura 2. 3 Elementos de un láser de Nd: YAG [21]. ........................................ 19
Figura 2. 4 Láser Nd: YAG conectado con un brazo robótico [26]. ................... 19
Figura 2. 5 Vista Esquemática de un láser de flujo axial lento [21]. .................. 20
Figura 2. 6 Soldadura de rayo láser de CO2 aplicada a un engranaje de
transmisión [23]. ................................................................................................ 21
Figura 2. 7 Soldadura láser de espesores disimiles de paneles automotrices
[26]. ................................................................................................................... 24
Figura 2. 8 Micrografía de soldadura en modo de conducción [24]. ................. 31
Figura 2. 9 Soldadura en modo de alta penetración [24]. ................................. 32
Figura 2. 10 Micrografías ópticas de muestras A, C y D ilustrando la influencia
del calentamiento por inducción en la microestructura de la zona de fusión [14].
.......................................................................................................................... 35
Figura 2. 11 Soldadura láser de fibra en (a) posición plana (1G) y (b) horizontal
(2G) [29]. ........................................................................................................... 36
Figura 2. 12 Flujo de calor bidimensional durante la soldadura en una placa
delgada [40]. ..................................................................................................... 40
Figura 2. 13 Representación gráfica de las funciones de Bessel K0 (u) y K1(u)
donde u=𝑉𝑟2𝛼 [40][43]. ..................................................................................... 40

127
Figura 2. 14 Flujo de calor tridimensional durante la soldadura de una pieza de
trabajo semi-infinita [40]. ................................................................................... 41
Figura 2. 15 Señales que podrían ser usadas en el MEB. ................................ 46
Figura 2. 16 Diagrama esquemático que muestra los componentes principales
del microscopio electrónico de barrido (MEB) [56]. ........................................... 48
Figura 2. 17 EBSD relacionado al trabajo llevado a cabo en la base que
presentó el acero HSLA S500MC [14]. ............................................................. 49
Figura 2. 18 Patrón de retrodispersión de Kikuchi (cadmio) a 20 keV, adquirido
con una cámara de vídeo analógica [58]. ......................................................... 51
Figura 2. 19 Diagrama de formación de patrones de Kikuchi a partir de los
conos formados por los electrones retrodispersados. ....................................... 52
Figura 2. 20 Representación de las estructuras cristalinas dentro de los granos
de un material alotrópico: a) sin textura y b) con textura [59]. .......................... 53
Figura 2. 21 a) Figura de polo del cristal, b) puntos de proyección
estereográfica de la unidad cristalina de la muestra y c) mapa de proyección
estereográfica[58]. ............................................................................................ 54
Figura 2. 22 a). Representación de las estructuras cristalinas de un material, b)
figura de polo inversa obtenida de una proyección estereográfica y c)
representación semántica de las orientaciones cristalográficas [60]. ............... 54
Figura 2. 23 Junta de soldadura láser de acero HSLA [22]. ............................. 58
Figura 2. 24 Micrografía electrónica de barrido del material de base y zona de
fusión [28]. ........................................................................................................ 58
Figura 2. 25 Alta magnificación de la morfología de la superficie de fractura del
material base de una probeta de tensión [28]. .................................................. 59
Figura 2. 26 Micrografías de EBSD relacionado con el trabajo realizado en la
sección transversal de la soldadura de la muestra A mostrando (a) el mapa IPF
con la vista general de la soldadura en las áreas seleccionadas del análisis de
grano promedio IQ (b-d). Los valores presentados indican la fracción de
volumen de fase y la superficie de grano promedio correspondiente [14]. ....... 61

128
Figura 2. 27 Figura de polo inversa (IPF) de la distribución de los límites de
grano con altos ángulos de desorientación (> 15 °): (a) material base, (b) zona
del láser, y (c) zona del arco [61]. ..................................................................... 62
Figura 3. 1 Diagrama esquemático de la metodología que se llevó a cabo
durante la investigación. ................................................................................... 63
Figura 4. 1 a) Placas de acero HSLA 550 de 50.8 x 50.8 x 8 mm y b) placas de
acero AISI 1018 de 101.6 x 50.4 x 8 mm. ......................................................... 66
Figura 4. 2 Equipo de soldadura híbrida láser-GMAW basado en un láser de
disco de 10.00 kW. ........................................................................................... 67
Figura 4. 3 Colocación de placas de acero AISI 1018 para realizar la soldadura.
.......................................................................................................................... 68
Figura 4. 4 Representación esquemática de la sujeción de las placas para
realizar las soldaduras. ..................................................................................... 68
Figura 4. 5 Modelo de malla 3D con refinamiento en la zona de soldadura. .... 71
Figura 5. 1 Gráfica de distribución superficial de temperatura del cupón 1. ..... 73
Figura 5. 2 Gráfica de distribución superficial de temperatura del cupón 2. ..... 74
Figura 5. 3 Gráfica de distribución superficial de temperatura del cupón 3. ..... 75
Figura 5. 4 Gráfica de distribución superficial de temperatura del cupón 4. ..... 76
Figura 5. 5 Secciones transversales de zonas de soldadura láser con
temperaturas máximas simuladas: a) 700.00 J/mm, b) 950.00 J/mm, c) 466.67
J/mm y d) 633.33 J/mm. ................................................................................... 78
Figura 5. 6 Ciclos térmicos en °C: 9.50 kW y 10.00 mm/s (2). .......................... 80
Figura 5. 7 Ciclos térmicos en °C: 9.50 kW y 15.00 mm/s (4). .......................... 81
Figura 5. 8 Micrografía de fases de perlita y ferrita en el material base 1018
(500x). ............................................................................................................... 82
Figura 5. 9 Micrografías de fases de la ZAC en las probetas soldadas (500x): a)
700.00 J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm. .................. 83
129
Figura 5. 10 Microestructuras de la ZF de las probetas soldadas (500x): a)
700.00 J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm. .................. 84
Figura 5. 11 Micrografías de MEB con EDS de la ZAC de las probetas soldadas
(2000x): a) 700.00 J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm. 85
Figura 5. 12 Micrografías de MEB con EDS de la ZF de las probetas soldadas
(2000x): a) 700.00 J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm. 86
Figura 5. 13 Resultados de los ensayos de tensión. ......................................... 87
Figura 5. 14 Gráfico de microdurezas en función de las distancias en el MB. .. 88
Figura 5. 15 Gráficos de las microdurezas de las probetas soldadas: a) 700.00
J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm. .............................. 89
Figura 5. 16 Gráfica de distribución de temperatura del cupón 1. .................... 91
Figura 5. 17 Gráfica de distribución de temperatura del cupón 2. .................... 92
Figura 5. 18 Gráfica de distribución de temperatura del cupón 3. .................... 93
Figura 5. 19 Gráfica de distribución de temperatura del cupón 4. .................... 94
Figura 5. 20 Cupones de soldadura láser de acero HSLA 550: a) 2450.00
J/mm, b) 4900.00 J/mm, c) 3266.67 J/mm y d) 1225.00 J/mm. ........................ 95
Figura 5. 21 Perfiles de soldadura láser con diferente entrada de calor: a)
2450.00 J/mm, b) 4900.00 J/mm, c) 3266.67 J/mm y d) 1225.00 J/mm. .......... 96
Figura 5. 22 Micrografía del material base con presencia de perlita segmentada
y gruesa en una matriz de ferrita recristalizada (500x). .................................... 97
Figura 5. 23 Microestructuras de la ZAC de las probetas soldadas con diferente
entrada de calor (500x): a) 2450.00 J/mm, b) 4900.00 J/mm, c) 3266.67 J/mm y
d) 1225.00 J/mm. .............................................................................................. 98
Figura 5. 24 Microestructuras de la ZF de las probetas soldadas con diferente
entrada de calor (500x): a) 2450.00 J/mm, b) 4900.00 J/mm, c) 3266.67 J/mm y
d) 1225.00 J/mm. .............................................................................................. 99
Figura 5. 25 Micrografías de polos inversa de orientaciones cristalográficas del
material base. ................................................................................................. 100
Figura 5. 26 Gráfico de la microdureza en función de las distancias del material
base. ............................................................................................................... 101

130
Figura 5. 27 Gráficos de las microdureza de las probetas soldadas con
diferente entrada de calor: a) 2450.00 J/mm, b) 4900.00 J/mm, c) 3266.67
J/mm y d) 1225.00 J/mm. ............................................................................... 102
Figura 6. 1 Distribución de temperatura superficial en cada cupón soldado con
láser: a) 700.00 J/mm, b) 950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm. .. 104
Figura 6. 2 Secciones transversales de zonas de soldadura láser comparadas
con perfiles de distribución de temperatura simulados: a) 700.00 J/mm, b)
950.00 J/mm, c) 466.67 J/mm y d) 633.33 J/mm. ........................................... 106
Figura 6. 3 Sección transversal isométrica simulada de zonas de soldadura
láser con distribución de temperatura de la probeta 2 (950 J/mm). ................ 107
Figura 6. 4 Macrografías de las secciones transversales de las soldaduras con
fractura dúctil en tensión uniaxial: 1 A) 700.00 J/mm, 2 A) 950.00 J/mm, 3 A)
466.67 J/mm y 4 A) 633.33 J/mm. .................................................................. 108
Figura 6. 5 Curvas de esfuerzos máximos a la tensión en función de la
posición: 1 A-B) 700.00 J/mm, 2 A-B) 950.00 J/mm, 3 A-B) 466.67 J/mm y 4 A-
B) 633.33 J/mm. .............................................................................................. 109
Figura 6. 6 Distribución de temperatura superficial en cada cupón soldado con
láser: a) 2450.00 J/mm, b) 4900.00 J/mm, c) 3266.67 J/mm y d) 1225.00 J/mm.
........................................................................................................................ 111
Figura 6. 7 Diagrama Fe – C [8]. ..................................................................... 112
Figura 6. 8 Probetas subsize para ensayos de tensión conforme a la norma
ASTM E8/E8M-16a y b) probetas subsize después de los ensayos de tensión.
........................................................................................................................ 114
131
LISTA DE TABLAS
Tabla 2. 1 Composición química y propiedades mecánicas del acero de alta
resistencia baja aleación (HSLA) [8]. ................................................................ 10
Tabla 2. 2 Composición química y propiedades mecánicas del acero HSLA 550
[20]. ................................................................................................................... 16
Tabla 2. 3 Parámetros de soldadura láser [14] [22] [28] [29]. ........................... 27
Tabla 3. 1 Diseño factorial 2² para corridas con placas de acero AISI 1018. .... 65
Tabla 3. 2 Diseño experimental para corridas con placas de acero HSLA 550.65
Tabla 5. 1 Resultados de los ensayos de tensión. ............................................ 87
Tabla 5. 2 Resultados de los ensayos de tensión. .......................................... 100