caracterizaciÓn de un motor decombustiÓn …
TRANSCRIPT
CARACTERIZACIÓN DE UN MOTOR DE COMBUSTIÓN INTERNA UTILIZANDO MEZCLA DE
GASOLINA CON ETANOL.
CARLOS MARIO GONZÁLEZ MC’MAHON.
Proyecto de Grado
Profesor Asesor
Rafael Beltrán MSc
Ingeniero Mecánico
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERIA, DEPARTAMENTO DE INGENIERIA MECANICA
BOGOTA D.C.
2009

2

3
TABLA DE CONTENIDOS.
1. CAPITULO I: INTRODUCCIÓN Y OBJETIVOS. .....................................................................8
1.1. INTRODUCCIÓN. ....................................................................................................8
1.2. OBJETIVOS. ...........................................................................................................9
1.2.1. OBJETIVO GENERAL. .......................................................................................9
1.2.2. OBJETIVOS ESPECÍFICOS..................................................................................9
2. CAPITULO II: CONCEPTOS GENERALES. ......................................................................... 10
2.1. MOTORES DE COMBUSTIÓN INTERNA................................................................... 10
2.1.1. EL CICLO DE OTTO. ....................................................................................... 10
2.2. ALCOHOL CARBURANTE. ETANOL ANHÍDRIDO C₂H₅OH........................................... 12
2.2.1. PROCESAMIENTO Y ESPECIFICACIÓN. ............................................................ 12
2.2.2. MEZCLA ESTEQUIOMÉTRICA. ........................................................................ 14
2.2.3. EMISION DE GASES CONTAMINATES EN LA COMBUSTIÓN. ............................. 16
2.3. NORMA TECNICA COLOMBIANA 1930. .................................................................. 16
2.3.1. PRECISIÓN DEL EQUIPO E INSTRUMENTOS DE MEDICIÓN. .............................. 16
2.4. FRENO HIDRÁULICO. ............................................................................................ 17
2.4.1. DESCRIPCIÓN Y FUNCIONAMIENTO. .............................................................. 17
2.4.2. PRINCIPIOS FÍSICOS Y ECUACIONES QUE RIGEN EL DISEÑO. ............................ 18
2.4.3. PARÁMETROS DE DISEÑO. ............................................................................ 24
2.4.4. MECANIZADO Y ENSAMBLE. .......................................................................... 25
3. CAPITULO III: PRUEBAS. ........................................................................................... 28
3.1. COMPROBACIÓN DEL DISEÑO. ............................................................................. 28
3.2. PROTOCOLO DE LA PRUEBA.................................................................................. 29
3.3. CONSUMO DE COMBUSTIBLE. .............................................................................. 30
3.4. CONSUMO DE AIRE. ............................................................................................. 30
4. CAPITULO IV: CORRELACIÓN DE DATOS. ....................................................................... 31
4.1. FACTORES DE CORRELACIÓN DE POTENCIA. .......................................................... 31
4.2. FACTORES DE TOLERANCIA EN LA POTENCIA CORREGIDA. ..................................... 32
5. CAPITULO V: CONCLUSIONES. ...................................................................................... 34
6. BIBLIOGRAFÍA. ............................................................................................................ 36

4
TABLA DE ILUSTRACIONES.
ILUSTRACIÓN 1: TIEMPOS EN UN MOTOR DE COMBUSTIÓN INTERNA. 10 ILUSTRACIÓN 2: CICLO DE OTTO. 11 ILUSTRACIÓN 3: CARACTERIZACIÓN DE GASOLINA BASE, ETANOL Y MEZCLAS E10 Y E20 (TORRES,
MOLINA, PINTO, & RUEDA, 2002) 15 ILUSTRACIÓN 4: VARIACIÓN DE LA PRESIÓN EN EL CANAL LATERAL. (PFLEIDERER, 1960) 18 ILUSTRACIÓN 5: DETERMINACIÓN DEL RADIO EFECTIVO DE SALIDA RS. (PFLEIDERER, 1960) 19 ILUSTRACIÓN 6: CURVA DE ENSAYO BOMBA RITTER. (PFLEIDERER, 1960) 20 ILUSTRACIÓN 7: CURVA DE RENDIMIENTO BOMBA RITTER. (PFLEIDERER, 1960) 20 ILUSTRACIÓN 8: DIFERENTES FORMAS DE CANAL LATERAL Y DE ÁLABE DEL ROTOR. 21 ILUSTRACIÓN 9: CURVA CARACTERÍSTICA DE UNA BOMBA DE CANAL LATERAL DE UNA FASE.
(PFLEIDERER, 1960) 22 ILUSTRACIÓN 10: COEFICIENTE DE PRESIÓN Ψ PARA EL CANAL ÓPTIMO, EN FUNCIÓN DEL NÚMERO DE
VUELTAS. 23 ILUSTRACIÓN 11: FOTO MOLDE DEL ROTOR. (ALVARES, 2007) 25 ILUSTRACIÓN 12: FOTO FUNDICIÓN. (ALVARES, 2007) 26 ILUSTRACIÓN 13: MECANIZADO DE CARCASAS. (ALVARES, 2007) 26 ILUSTRACIÓN 14: PERFORACIÓN DE CUÑEROS. 27 ILUSTRACIÓN 15: TORNEADO DEL EJE DE TRANSMISIÓN. 27 ILUSTRACIÓN 16: FOTO DEL ENSAMBLE. 28 ILUSTRACIÓN 17: PERFORACIÓN AGUJERO ACOPLE ARAÑA. 28 ILUSTRACIÓN 18: GRÁFICO DE LA POTENCIA MÁXIMA DECLARADA A UNA VELOCIDAD DEL MOTOR. 32 ILUSTRACIÓN 19: GRÁFICO DE LA POTENCIA MÁXIMA DECLARADA A UN INTERVALO DE VELOCIDAD DEL
MOTOR. 33 ILUSTRACIÓN 20: GRÁFICO DE TORQUE MÁXIMO DECLARADO A UNA VELOCIDAD DEL MOTOR. 33 ILUSTRACIÓN 21: GRÁFICO DEL TORQUE MÁXIMO DECLARADO DE UN INTERVALO DE VELOCIDAD DEL
MOTOR. 34

5
TABLA DE ECUACIONES.
ECUACIÓN 1: EFICIENCIA DE UN MOTOR DE COMBUSTIÓN. 11 ECUACIÓN 2: EFICIENCIA EN EL CASO DE UN CICLO OTTO. 11 ECUACIÓN 3: ECUACIÓN EFICIENCIA CON TEMPERATURAS DE CICLO. 11 ECUACIÓN 4: ECUACIÓN PARA LA COMBUSTIÓN COMPLETA PARA UN HIDROCARBURO EN MASA. 14 ECUACIÓN 5: BALANCE D ENERGÍA DE BERNOUILLI. 18 ECUACIÓN 6: BALANCE DE ENERGÍA SIMPLIFICADO. 18 ECUACIÓN 7: PERDIDAS POR FRICCIÓN. 18 ECUACIÓN 8: POTENCIA PARA TRANSPORTE DE UN FLUIDO. 19 ECUACIÓN 9: RADIO MEDIO DEL CANAL. 19 ECUACIÓN 10: COEFICIENTE DE PRESIÓN. 21 ECUACIÓN 11: ECUACIÓN DE CABEZA DE BOMBA SIN ROZAMIENTO CON LA PARED DEL CANAL. 22 ECUACIÓN 12: COEFICIENTE DE PRESIÓN EN PUNTO ÓPTIMO DE OPERACIÓN. 23 ECUACIÓN 13: RELACIÓN DE FUERZA DE INTERCAMBIO CONTRA COEFICIENTE DE PRESIÓN. 23 ECUACIÓN 14: VELOCIDAD TANGENCIAL EFECTIVA DE SALIDA. 23 ECUACIÓN 15: DIÁMETRO EXTERIOR DEL ROTOR. 23 ECUACIÓN 16: SECCIÓN LATERAL DEL CANAL. 23 ECUACIÓN 17: NÚMERO DE ÁLABES. 24 ECUACIÓN 18: TORQUE [NM] 24 ECUACIÓN 19: POTENCIA DE LA BOMBA. 24 ECUACIÓN 20: VELOCIDAD PERIFÉRICA. 24 ECUACIÓN 21: VELOCIDAD MEDIA DEL CANAL. 24 ECUACIÓN 22: CABEZA DE BOMBA [M] 25 ECUACIÓN 23: CAUDAL EN EL CANAL [M3/S] 25 ECUACIÓN 24: POTENCIA AL EJE. 25 ECUACIÓN 25: TORQUE AL EJE. 25 ECUACIÓN 26: CONSUMO ESPECÍFICO DE COMBUSTIBLE. 30 ECUACIÓN 27: ECUACIÓN DE BERNOULLI. 31 ECUACIÓN 28: ECUACIÓN DE CONTINUIDAD DE CAUDAL. 31 ECUACIÓN 29: CAUDAL DE CONSUMO DE AIRE DEL MOTOR. 31 ECUACIÓN 30: FACTOR DE CORRELACIÓN DE POTENCIA. 31 ECUACIÓN 31: FACTOR DE CORRELACIÓN PARA MOTORES DE IGNICIÓN POR CHISPA. 32
6
TABLAS DE INFORMACIÓN.
TABLA 1: REQUISITOS DE CALIDAD DEL ETANOL ANHÍDRIDO EN COLOMBIA. (RODRIGEZ GONZÁLEZ, 2003) 14
TABLA 2: COMPOSICIÓN POR MASA ATÓMICA DE GASOLINA Y ETANOL (REED, 1998). 15 TABLA 3: TABLA DE PRECISIÓN DE EQUIPOS DE MEDICIÓN (INSTITUTO COLOMBIANO DE NORMAS
TÉCNICAS Y CERTIFICACIÓN, 1996). 17 TABLA 4: RANGO DE OPERACIÓN DE MOTORES. 24 TABLA 5: COMPARACIÓN PARÁMETROS DE DISEÑO REALES. 29 TABLA 6: TOLERANCIAS NUMÉRICAS 34

7
LISTA DE SIMBOLOS.
P: Presión en la entrada y salida del sistema
[Pa].
: Densidad del fluido de trabajo [Kg/m3]
g: Gravedad [m/s2].
Z: Altura de la entrada y salida [m].
V: Velocidad lineal del fluido [m/s]
Q: Caudal [m3/s].
D: Diámetro de la tubería [m].
: Potencia de la bomba [W].
: Flujo másico [Kg/s].
: Altura de la cabeza [m].
n: eficiencia de la bomba.
= Calor específico a volumen constante [Joul/mol K].
= Calor específico a presión constante
[Joule/mol K].
K= Relación de calores específicos.
= Eficiencia térmica.
Q= Calor [Joule].
W= Trabajo neto realizado [Joule].
= Temperatura de admisión [°C].
= Temperatura de compresión [°C].
= Temperatura de combustión [°C].
= Temperatura de escape [°C].
Radio Efectivo de salida.
Radio Medio del canal[m].
Radio Exterior del canal[m].
Radio Interno del canal[m].
Velocidad tangencial efectiva de salida
o periférica [m/s].
Velocidad media del canal [m/s].
Sección transversal del canal [m2].
Coeficiente de presión.
Gravedad [m/s2].
Cabeza de la bomba [m].
Corriente de intercambio.
Fuerza de intercambio [N].
Número de álabes.
Ancho del rotor [m2].
Velocidad angular del eje [rpm].
Caudal de la bomba [m3/s]
= Flujo de combustible por unidad de
tiempo [Kg/h].
= Potencia liberada [W/Kg h].
= Coeficiente de descarga para el caudal de consumo de aire.
α: Factor de correlación, siendo el factor de corrección para los motores de
ignición por chispa.
: Potencia medida (observada) [W].
T: Temperatura absoluta en la entrada de
aire del motor [K].
: Presión atmosférica seca [Pa].
= Velocidad del motor a máxima
potencia declarada [rpm].
Velocidad del motor a máximo
torque declarado [rpm].
8
1. CAPITULO I: INTRODUCCIÓN Y OBJETIVOS.
1.1. INTRODUCCIÓN.
Durante el último año la industria mundial se ha visto afectada por la crisis financiera, que ha
hecho que la cotización internacional del petróleo haya tocado límites nunca antes vistos. Proyecciones hechas por el Banco Interamericano de Desarrollo muestran que para el caso de
Latinoamérica, el crecimiento económico rondara el 1% mientras que el mundo estará alrededor del 0.7% lo que deja ver un panorama nada alentador (Publicaciones El Tiempo, 2009). La continua incertidumbre sobre las reservas mundiales, el aumento de la demanda por
parte del sector de transportes y la dificultad de explotar nuevos pozos cada vez en lugares mas inaccesibles; hace que las fuentes alternativas de energía se conviertan en una opción
atractiva, dentro de esa gama los biocombustibles han ganado su merecido lugar.
El avance en las tecnologías de aprovechamiento de la biomasa, la reducción de gases
contaminantes tipo invernadero, la reducción de la producción de dióxido de carbono (CO₂) gracias a que el balance de carbono es casi nulo desde la siembra hasta el consumo final y el desarrollo de una economía rural adecuada hace que la producción de combustibles a partir de
biomasa (etanol y biodiesel) haya crecido a nivel mundial. (Flisch, 2008)
Según las proyecciones de la Agencia Internacional de Energía (AIE), estiman que la
participación de los biocombustibles en le mercado de energía será del 4% en el año 2030, frente al 1% actual. (Londoño, 2008) Gracias a las circunstancias favorable Colombia se puede
convertir en una opción para este tipo de tecnología. La tendencia mundial hacia el uso de combustibles con origen distinto al fósil, así como las favorables condiciones climatológicas
con que contamos, muestran que Colombia puede seguir el ejemplo de otros como Brasil y Malasia para convertirse en un país con una importante capacidad de producción y refinación de biocombustibles. (Beherentz, 2006)
Como es importante para esta investigación seguir los estándares necesarios para asegurar que las pruebas realizadas estén acorde con las normativas internacionales, el procedimiento
de toma y análisis de datos estará sujeto a la Norma Técnica Colombiana NTC‐1930 elaborada por el Instituto Colombiano de Normas Técnicas y Certificación con el nombre de: Motores de
Combustión Interna. Potencia Neta del 23 de octubre de 1996.
Este trabajo quiere a partir de la medición de torque, potencia, emisiones de gases y consumo
de combustible, hacer una comparación entre dos diferentes composiciones de combustibles utilizados en la actualidad (E 10 y E 20), y finalmente concluir acerca de las bondades y falencias que tiene este cambio.

9
1.2. OBJETIVOS.
1.2.1. OBJETIVO GENERAL.
Analizar en un banco de pruebas el comportamiento de un motor automotriz con dos combustibles diferentes (E10 y E20).
1.2.2. OBJETIVOS ESPECÍFICOS.
• Realizar una prueba de potencia al freno a un motor de combustión interna por freno hidráulico de disco, siguiendo lo estipulado por la Norma Técnica Colombiana (NTC)
1930 del 23 de octubre de 1996.
• Realizar un marco teórico apropiado para las pruebas de consumo de combustible, velocidad angular a la salida del motor, flujo de entrada de aire.
• Diseño y construcción del freno hidráulico por medio de una bomba de canales laterales.
• Fundición, mecanizado y ensamble del freno hidráulico.
• Corroborar los cálculos de diseño realizados, con la geometría final del freno.
• Puesta a punto del banco de pruebas.

10
2. CAPITULO II: CONCEPTOS GENERALES.
2.1. MOTORES DE COMBUSTIÓN INTERNA.
En la actualidad existe un gran número de diferentes motores que utilizan la combustión de en agente externo (gasolina, gas natural, alcohol etc.) para convertir la energía química que este
contiene en trabajo. De forma general podremos dividir los motores según (Valencia Blanco, 2005):
• El modo de generar el estado térmico en: motores de combustión externa e interna.
• La forma en que se recupera la energía mecánica en: alternativos, rotativos y de reacción.
• Según la forma en que se realiza la ignición del combustible en: por chispa y por compresión.
• La forma en que se realiza el trabajo en: cuatro o dos tiempos.
Dado que el motor que va a ser utilizado en este proyecto es un motor a gasolina convencional
de cuatro cilindros, es necesario realizar un marco teórico apropiado que enmarque esta investigación. El motor de combustión interna se remonta a mediados del siglo XVII cuando
Nicholas August Otto desarrollo una maquina térmica que siguiera un ciclo teóricamente en el mismo volumen.
2.1.1. EL CICLO DE OTTO. El ciclo de Otto es un ciclo de cuatro tiempos: admisión, compresión, combustión y escape, en
los cuales el cigüeñal ha realizado dos vueltas.
Ilustración 1: Tiempos en un motor de combustión interna.

11
Ilustración 2: Ciclo de Otto.
1. Admisión: El ciclo empieza cuando el pistón, inicialmente en el punto muerto superior
recorre todo el cilindro con la válvula de admisión abierta. En éste recorrido se genera una presión de succión lo que hace ingresar la mezcla generada por el inyector de aire‐
gasolina atomizada a la cámara. Este proceso es isentrópico. 2. Compresión: En esta etapa, se cierra la válvula de admisión y el pistón aprisiona la
mezcla dentro de la cámara. La relación isentrópica de compresión en un motor de combustión interna varía entre 8 y 10.5 a 1.
3. Combustión: Una vez la mezcla esta alojada en la cámara comprimida, el distribuidor
hace contacto con la bujía la cual produce un arco voltaico que enciende la mezcla. Esta es la única etapa isobárica en que se produce energía dentro del ciclo
4. Escape: Este es un proceso isocórico, donde el pistón pasa de su punto muerto inferior al punto muerto superior mientas que la válvula de escape se mantiene abierta,
desalojando los gases de la combustión durante el recorrido.
La eficiencia de un motor de combustión se expresa como (Horrillo Espitia, 2006):
wQ
Ecuación 1: Eficiencia de un motor de combustión.
En el caso del ciclo Otto, la eficiencia se puede re escribir como:
1 1
Ecuación 2: Eficiencia en el caso de un ciclo Otto.
Dado que la relación entre las capacidades caloríficas se puede expresar , entonces la
ecuación de eficiencia queda finalmente:
1 1
1
Ecuación 3: Ecuación eficiencia con temperaturas de ciclo.
12
Podemos definir la eficiencia en un ciclo de cómo:
11
Donde:
= Calor específico a volumen constante [Joul/mol K].
= Calor específico a presión constante [Joule/mol K].
K= Relación de calores específicos.
= Eficiencia térmica.
Q= Calor [Joule].
W= Trabajo neto realizado [Joule].
= Temperatura de admisión [°C].
= Temperatura de compresión [°C].
= Temperatura de combustión [°C].
= Temperatura de escape [°C].
2.2. ALCOHOL CARBURANTE. ETANOL ANHÍDRIDO C₂H₅OH.
2.2.1. PROCESAMIENTO Y ESPECIFICACIÓN.
Se conoce como biocombustible a cualquier tipo de combustibles procedente de biomasa renovable: maíz, yuca, caña de azúcar, remolacha, etc. Existen básicamente dos procesos de
obtención de etanol. El primero es por medio de la hidratación del etileno, pero debido a sus elevados costos solo es utilizado en la industria farmacéutica y cosmética. El segundo, de uso industrial es la transformación de glucosa por agentes de fermentación orgánicos
(Zygosaccharom Barker, Torulasporas, Saccharomyces Meyer y Zymomonas Mobilis) de azucares provenientes de la biomasa.
El proceso empieza desde la recolección de la biomasa en el cultivo, molienda y prensado en la cual se extrae del bagazo, la sacarosa disuelta en agua. Por medio de una fermentación
aeróbica con recirculación celular se produce alcohol etílico, posteriormente se refina el producto por medio de una destilación primaria y una deshidratación final en membrana o por destilación extractiva. El resultado es un etanol anhídrido de entre un 95% a 99% en volumen
de pureza. (Narváez, 2007)
Dentro de las ventajas que se pueden encontrar en el uso del etanol anhídrido podemos
numerar:
• Balance energético positivo. (Mesa, 2007)
• Flexibilidad del sistema de producción agroindustrial. Azúcar vs Panela vs Etanol
• Reducción del CO₂ en su ciclo de vida.

13
• Aumenta el número de octanos ayudado por una relación de compresión mayor.
• Aumenta el calor de vaporización de la mezcla gasolina corriente‐etanol.
• Aumenta la presión de vapor (RPV)
• Aumento de entre un 1‐3,6% en el torque y la potencia máxima con cambios de E0 a E10. (Flisch, 2008).
Algunas desventajas que vale la pena mencionar son:
• Aumenta la solubilidad de agua, lo que reduce la capacidad calorífica (Etanol=6463 Kcal/Kg vs Gasolina=10568 Kcal/Kg). (Quinche, 2007)
• Aumenta la densidad de la mezcla, lo que se traduce en mayor consumo promedio en los motores. (Mantilla, 2007)
• Generación de emisiones altamente evaporativas lo que puede producir problemas en el tracto respiratorio y causar efectos nervioso en el sistema nervioso central. (Quinche, 2007)
• Debido a que este tipo de etanol se produce a partir de biomasa, existen impactos ambientales importantes tales como:
o Degradación del suelo.
o Reducción de la biodiversidad por tala. o Reducción de recursos hídricos e infraestructura de recursos (abonos, tierras,
personal, etc.) que son utilizados en la actualidad para mantener la seguridad
alimentaria. (Koch, 2007).
En el caso de Colombia, la legislatura ha estandarizado por medio de la Ley 0447 del 2003, el
tipo de mezcla y las características del etanol anhídrido tipo carburante (Mejía Castro, 2003) lo que corresponde a una producción aproximada de 1.5 millones de litros de etanol diarios:

14
Tabla 1: Requisitos de calidad del etanol anhídrido en Colombia. (Rodrigez González, 2003)
2.2.2. MEZCLA ESTEQUIOMÉTRICA.
Como una respuesta mundial al aumento de los gases invernaderos contaminantes producidos en su mayoría por la combustión que se produce en los motores; se ha venido oxigenando las
gasolinas producida por la refinación de hidrocarburos con la adición de éteres y alcoholes en su mayoría provenientes de la fermentación y destilación de biomasa.
La combustión es un proceso básico en el que por medio del oxigeno presente en el aire, se
oxida el carbono presente en el etanol y en la gasolina. Para encontrar la composición exacta presente en las diferentes mezclas E10 y E20 es necesario realizar un análisis para la
combustión completa para un hidrocarburo ( ) en masa (Acevedo Gamboa & Arias Collazos, 2005).
n12 C
m1 H A
0.23332 O
0.76728 N B dCO fN kH O
Ecuación 4: Ecuación para la combustión completa para un hidrocarburo en masa.
Donde:
A: Relación másica aire/combustible [Kg aire/Kg combustible]
B: Moles de productos gaseoso / Kg de combustible

15
n: % de carbono en el combustible en peso
m: % de hidrogeno en el combustible en peso.
d: % en Volumen de CO₂.
f: % en Volumen de N₂.
k: Moles/ Kg de agua.
Tabla 2: Composición por masa atómica de Gasolina y Etanol (Reed, 1998).
Ilustración 3: Caracterización de gasolina base, etanol y mezclas E10 y E20 (Torres, Molina, Pinto, & Rueda, 2002)
En este punto es necesario hacer claridad acerca de cómo las cantidades arrojadas por el
análisis estequeométrico de la combustión, es una primera aproximación a las cantidades reales ya que esta igualdad cambia si se tienen en cuenta factores como la geometría de la
cámara de combustión, la sincronización del motor y las condiciones de temperatura, humedad y presión del aire; la combustión puede darse en un rango eficiente con una
proporción de aire combustible entre 11:1 a 17:1. En la práctica se suelen tomar mezclas pobres para asegurar un eficiente uso del combustible, usando una composición 16:1 de aire
combustible aunque se ha visto que se aumenta la producción de gases de escape. Por otro lado, si se desea maximizar las potencia del motor, lo aconsejado es utilizar una proporción mayor de combustible en la mezcla esto quiere decir 12:1.
ElementoGasolina C ₈H₁₈
Etanol C ₂H₅OH
Gasolina C ₈H₁₈
Etanol C ₂H₅OH
C 96,09 24,02 84,12 52,14H 18,14 6,05 15,88 13,13O 0 16,00 0 34,73N 0 0,00 0 0S 0 0,00 0 0
Masa Atómica [g/mol] Porcentaje másico
Parámetros Unidades ASTM Etanol Corriente Extra Corriente Extra Corriente Extra
Densidad ( 15°C) kg/l D ‐4052 0,79 0,75 0,74 0,82 0,88 0,83 0,81
Gravedad API (15,6°C) D ‐4052 46,55 57,51 58,10 58,20 55,60 58,75 54,22
Índice de refracción (20°C)
D ‐1218 1,36 1,43 1,44 1,41 1,42 1,45 1,42
Contenido de agua ppm D ‐1744 4083,60 201,00 320,00 518,00 565,00 835,00 810,00
%v/v de etanol % D ‐5845 99,96 0,00 0,00 10,28 10,16 20,2 20,13
Presión de vapor (37,8°C)
KPa D‐323 18,33 55,14 55,14 54,38 56,24 55 55,7
% p/p de azufre % D ‐4294 0,00 0,07 0,07 0,02 0,03 0,02 0,01
Índice antidetonante D ‐2700 108,00 87,80 81,05 87,05 81 87
Índice de cierre de vapor ICV
KPa 77,65 75,83 98,58 102,81 98 98
Poder Calor ífico MJ/Kg D‐240 29,62 46,10 46,55 44,61 44,20 42,3 44,3
Gasolina Gasolina E10 Gasolina E20

16
2.2.3. EMISION DE GASES CONTAMINATES EN LA COMBUSTIÓN.
En el proceso de combustión, el aire es considerado como una mezcla de oxigeno al 21% base molar y nitrógeno al 78%, que dependiendo de la presión y la temperatura de la cámara de
combustión, reaccionan creando energía debida a la explosión, monóxido y dióxido de carbono (CO CO₂), oxigeno O₂, oxido de nitrógeno NOx y vapor de agua.
En algunos casos, debido a impurezas presentes en el combustible, bajas temperaturas debido a la ineficiencia del motor y falta de sincronización entre la chispa de ignición y los tiempos de admisión y escape de las válvulas; la combustión puede ser incompleta creando gases
altamente tóxicos como los óxidos con base nitrógeno NOx y en especial el NO₂, culpable de la capa de smog que cubre las grandes ciudades y es responsable del fenómeno de lluvia acida
que tanto preocupa a ambientalistas y gobiernos interesados en la protección ambiental. Otro gas altamente patógeno es el dióxido de azufre SO₂, responsable de enfermedades
cardiovasculares y respiratorias a los individuos expuestos a los niveles de exposición en tiempos prolongados.
2.3. NORMA TECNICA COLOMBIANA 1930. (Instituto Colombiano de Normas Técnicas y Certificación, 1996).
Debido a que este trabajo debe contar con la rigurosidad en los procedimientos y ceñirse a los estándares nacionales e internacionales utilizados para este tipo de pruebas, es necesario
hacer referencia a la norma técnica colombiana NTC‐1930 del 23 de octubre de 1996. La reproducción de esta norma solo tendrá fines académicos.
La norma se encarga de las especificaciones en el método para ensayar motores diseñados para vehículos automotores. El objetivo es presentar las curvas de potencia y consumo específico de combustible bajo carga completa, como una función de la velocidad angular del
motor. Los motores objeto de estudio por esta norma pueden ser de aspiración natural, como el caso de esta investigación, o cargados a presión sea usando un sobre alimentador mecánico
o un turbo cargador.
2.3.1. PRECISIÓN DEL EQUIPO E INSTRUMENTOS DE MEDICIÓN.
A continuación se nombran los equipos de medición que deben ser utilizados y la precisión la precisión de los mismos:

17
Tabla 3: Tabla de precisión de equipos de medición (Instituto Colombiano de Normas Técnicas y Certificación, 1996).
2.4. FRENO HIDRÁULICO.
Para la medición del momento par generado es necesario contar con un dispositivo de freno
capaz de disipar la potencia suministrada por el motor, por medio del principio físico de disipación de energía por fricción líquida. El freno hidráulico, conocido como dinamómetro
hidráulico, es un dispositivo que transforma la energía entregada por el motor en energía cinética del fluido de trabajo, en este caso agua, que a su vez es entregada por medio de fricción a la carcasa exterior.
2.4.1. DESCRIPCIÓN Y FUNCIONAMIENTO.
El sistema funciona como una bomba de canales laterales, con la diferencia que el fluido
circula varias veces a través del impulsor centrífugo, por eso es conocida como bomba regenerativa. Cuando el líquido entra por primera vez a la bomba, los alabes empujan el fluido
hacia la periferia de la bomba, creando un flujo circulatorio entre los alabes y las carcasas, proporcionando velocidad a través de energía cinética. Debido a que el fluido se encuentra
confinado momentáneamente en la cámara de la bomba, el aumento de la energía cinética del fluido se traducirá finalmente en un aumento en la presión del fluido de trabajo y en un mayor movimiento rotacional de las carcasas.
Las partes del freno son:
• Rotor: Es un disco sujeto al eje, en el cual fue maquinado un conjunto de canales en forma de alabes que permiten que el fluido sea acelerado y friccione contra las caras
del estator.
• Estator: Son una pareja de carcasas en aluminio que permiten sellar todo el conjunto. Debido a que están montadas sobre un par de rodamientos de bolas, el fluido en
movimiento hace que se muevan en la misma dirección y velocidad del eje. En operación, una palanca conectada desde el extremo exterior de la carcasa hasta la
celda de carca hace que pueda medir la potencia al freno del motor o Brake Horse Power (BHP).
Instrumento Precisión [%]Torque +/‐1% en el rango de la escala de
valores requeridos para el ensayo.Velocidad rotacional +/‐ 0.5%Sistema de medición de flujo de combustible
+/‐ 1%
Temperatura del combustible +/‐ 2KTemperatura del aire +/‐2KPresión Barométrica. +/‐ 100 Pa (1 Pa=1 N/m²)Depresión en el sistema de admisión.
+/‐ 50 Pa
Presión absoluta en el ducto de admisión
+/‐ 2% de la presión medida.

18
Un freno hidráulico funciona como una bomba regenerativa, en el cual el agua se aloja en las cavidades del rotor creando un fluido turbulento que se opone al sentido de giro del rotor.
Este fluido cada vez más turbulento aumenta el coeficiente de rozamiento entre el agua y las carcasas o estator, permitiendo transferir la potencia del motor al freno y finalmente a una
celda de carga.
2.4.2. PRINCIPIOS FÍSICOS Y ECUACIONES QUE RIGEN EL DISEÑO.
Para tener un completo conocimiento del diseño de una bomba regenerativa de anillo de agua, es necesario remitirnos a conceptos físicos como conservación de energía, cálculos de potencia y pérdidas de presión en tubería para dar un marco teórico apropiado al diseño y
posterior manufactura del freno hidráulico.
El siguiente marco teórico se baso en el libro Bombas centrifugas y turbocompresores de Carl
Pfleiderer (Pfleiderer, 1960).
Ilustración 4: Variación de la presión en el canal lateral. (Pfleiderer, 1960)
Según Bernoulli el balance de energía a lo largo de un conducto esta dada por:
2 0
Ecuación 5: Balance d energía de Bernouilli.
Si a la expresión la dividimos entre la masa y la gravedad tenemos:
2 0
Ecuación 6: Balance de energía simplificado.
Por otro lado, las pérdidas por fricción se pueden expresar como:
2 0.0826
Ecuación 7: Perdidas por fricción.
La potencia necesaria para transportar el fluido entre la entrada y la salida por unidad de
tiempo esta dado por:

19
Ecuación 8: Potencia para transporte de un fluido.
Donde
P: Presión en la entrada y salida del sistema [Pa].
: Densidad del fluido de trabajo [Kg/m3]
g: Gravedad [m/s2].
Z: Altura de la entrada y salida [m].
V: Velocidad lineal del fluido [m/s]
Q: Caudal [m3/s].
D: Diámetro de la tubería [m].
: Potencia de la bomba [W].
: Flujo másico [Kg/s].
: Altura de la cabeza [m].
n: eficiencia de la bomba.
Debido a que la corriente de circulación del fluido dentro del sistema se afecta por el movimiento del mismo, es necesario determinar el radio efectivo de salida (ra) como la
distancia media al eje de esta corriente por su paso por el canal. Ilustración número 5. De esta forma la distancia efectiva de salida:
13
Ecuación 9: Radio medio del canal.
Ilustración 5: Determinación del radio efectivo de salida rs. (Pfleiderer, 1960)

20
Ilustración 6: Curva de ensayo Bomba Ritter. (Pfleiderer, 1960)
Ilustración 7: Curva de rendimiento Bomba Ritter. (Pfleiderer, 1960)
Una vez encontremos el radio medio del canal, podremos despejar la velocidad tangencial
efectiva a la salida: . De las ilustraciones 6 y 7, se han determinado como abscisa, el
valor . Se puede demostrar gráficamente que el rendimiento total óptimo
corresponde aproximadamente a 0.5, que corresponde al punto de trabajo que sirve de base para los cálculos de la geometría de la bomba. La magnitud de , independiente del caudal, puede tomarse como 0.85, dado que la diferencia hasta 1 se debe al número finito
de álabes.
21
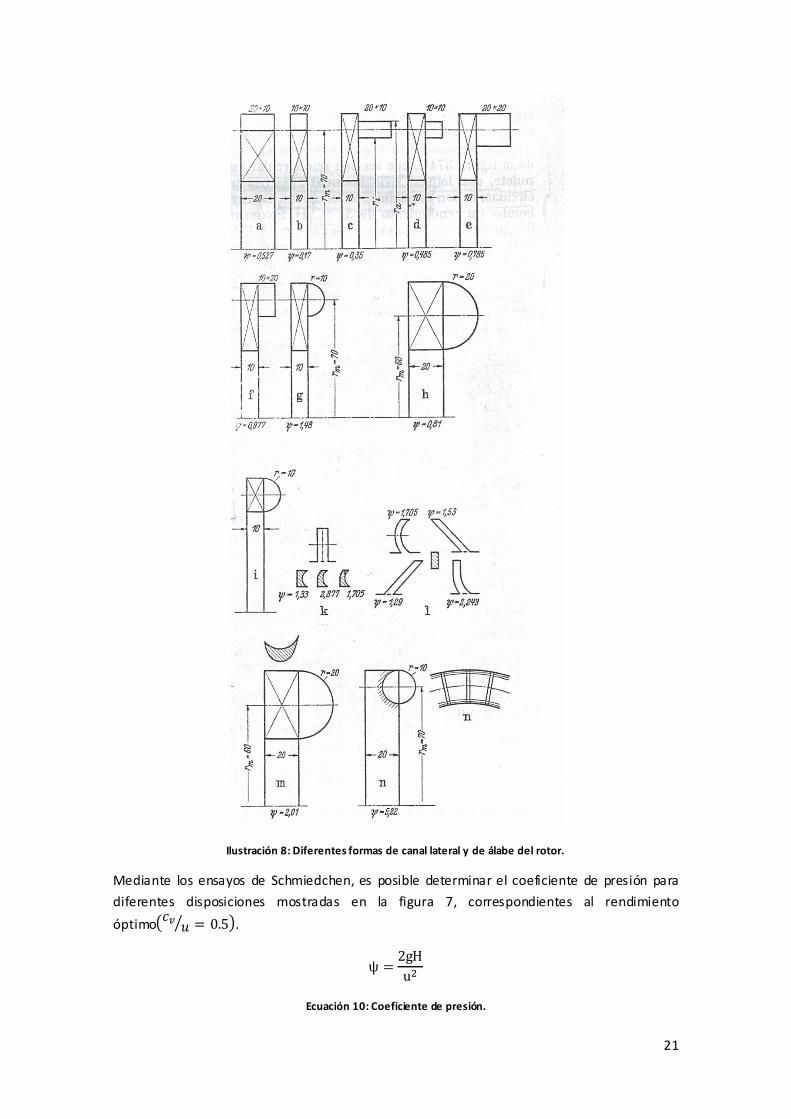
Ilustración 8: Diferentes formas de canal lateral y de álabe del rotor.
Mediante los ensayos de Schmiedchen, es posible determinar el coeficiente de presión para
diferentes disposiciones mostradas en la figura 7, correspondientes al rendimiento
óptimo 0.5 .
ψ2gHu
Ecuación 10: Coeficiente de presión.

22
Es claro que son más apropiadas las secciones de canal redondeadas en forma semicircular, ya que se adaptan mejor a las corrientes de circulación. De igual forma son favorables las
secciones de álabes numeral K de la ilustración 8, ya que facilitan la entrada sin choque de la corriente circular.
En los ensayos realizados por Schmiedchen y Westco, los tubos de aspiración e impulsión estaban conectados directamente al principio y el final del canal lateral, con ello desaparecía
considerablemente las resistencias ocasionadas por la salida centrípeta a través del rotor.
Ilustración 9: Curva característica de una bomba de canal lateral de una fase. (Pfleiderer, 1960)
Con una sección semicircular en el canal lateral y en el rotor, Schmiedchen logro reducir la
resistencia de la corriente de circulación, llegando a obtener rendimientos del η=34%. De la misma forma H. Engels obtuvo una bomba con ψ=6.5 y η= 46%; no obstante no se debe olvidar
que en este tipo de rotores cerrados y de una cara, se produce un empuje axial importante, que actúa excéntricamente, por lo que origina un fuerte momento flector adicional sobre el
eje. Por esta razón es adecuado, que el rotor este cargado por ambas caras.
El ancho axial del rotor más favorable lo encontró Schmiedchen cuando esta era igual a la
mitad del recorrido radial del canal lateral. Si se dispone un canal lateral en cada lado de los rotores hay que doblar el ancho de éste, mejorando de esta forma su rendimiento. Respecto al número de álabes se comprobó que el paso de álabe más favorable es igual a la dimensión
radial del canal lateral. De igual forma se encontró que el rendimiento mejora si se curvan o afilan, de forma que la corriente circulante carezca de choques a la entrada. Los álabes se
deben construir lo más delgado posibles, ya que maximiza el número de álabes por unidad de longitud en el rotor.
Es importante contar con tolerancias reducidas en el mecanizado y ensamble, ya que el valor
experimental hallado para 0.5 solo rige para juegos pequeños.
Una vez conocido el coeficiente de presión ψ, podemos conocer el valor de la corriente de intercambio A de la forma:
Ecuación 11: Ecuación de cabeza de bomba sin rozamiento con la pared del canal.

23
Para el punto óptimo elegido, con 0.5, 0.85
2 20.35 0.7
Ecuación 12: Coeficiente de presión en punto óptimo de operación.
Expresando la corriente de intercambio A, sin dimensiones, mediante la fuerza de intercambio
es posible encontrar la geometría adecuada para los álabes y el canal:
0.7 1.43
Ecuación 13: Relación de fuerza de intercambio contra coeficiente de presión.
Ilustración 10: Coeficiente de presión ψ para el canal óptimo, en función del número de vueltas.
Sean V, H y n, datos conocidos del punto de funcionamiento óptimo. Basados en la distribución elegida, se elige el coeficiente de presión (ψ) de los valores experimentales de la figura 8, de donde:
2
Ecuación 14: Velocidad tangencial efectiva de salida.
60
Ecuación 15: Diámetro exterior del rotor.
2
Ecuación 16: Sección lateral del canal.

24
Finalmente, se determina el ancho del rotor con un valor de 2 y el número de álabes (z)
como:
Ecuación 17: Número de álabes.
El diámetro D ha de ser lo suficientemente grande para que pueda contener el canal lateral y,
dado el caso los orificios de entrada y salida. Si D resulta excesivamente grande, es oportuno el empleo de varias fases o la elevación del número de vueltas.
2.4.3. PARÁMETROS DE DISEÑO.
Como primera medida, y debido a que la finalidad del freno es ser usado en diferente rango de
motores, es necesario determinar rangos de operación aproximados para la potencia y la velocidad angular.
7462
60
Ecuación 18: Torque [Nm]
3 9.81
Ecuación 19: Potencia de la Bomba.
Tabla 4: Rango de operación de motores.
Realizando un proceso iterativo utilizando diferentes áreas de canal y diámetros del disco, se llegó a que si tomamos un diámetro de 0.25 m girando a 1000 rpm tendremos el punto de
partida para los demás parámetros de diseño. (Alvares, 2007)
De esta forma la velocidad periférica, se determina como:
600.25 1000
60 13.09 ⁄
Ecuación 20: Velocidad periférica.
La velocidad media del canal y la cabeza de bomba son iguales a:
213.09 ⁄
2 6.54 ⁄
Ecuación 21: Velocidad media del canal.
Mínimo Máximo
Potencia [hp] 30 150
Potencia [W] 22380 111900
Velocidad angular [rpm] 4000 1000Torque [Nm] 53,43 1068,57

25
213.09 ⁄ 1.7
2 9.81 14.84
Ecuación 22: Cabeza de bomba [m]
Debido a que fijamos el área del canal como A= 0.01 m2 podemos hallar el caudal:
0.01 6.54 ⁄ 0.065
Ecuación 23: Caudal en el canal [m3/s]
De la misma forma la potencia transmitida al eje:
3 9.81 3 9.81 1000 14.8 4 0.065 28.56
Ecuación 24: Potencia al eje.
Para hallar el torque transmitido, despejamos la ecuación que relaciona potencia, torque y
velocidad angular:
228562.87
2 1000 60
272.75
Ecuación 25: Torque al eje.
Finalmente al comparar el torque máximo transmitido por el motor y el torque máximo
absorbido por el freno, . .
3.92 lo que indica que necesitamos 4 como el
anteriormente diseñado para disipar la energía rotacional generada por el motor.
2.4.4. MECANIZADO Y ENSAMBLE.
Para la fabricación del freno se realizaron los siguientes pasos sucesivos:
1. Fabricación y rectificación de los moldes: Debido a que los moldes de fundición deben
contar con un volumen mayor a la pieza finalizada, gracias a la dilatación térmica que experimentan durante el vaciado en el molde, fue necesario rediseñar los moldes para que
no tuvieran cambios de espesor de pared considerable que produjeran rechupes.
Ilustración 11: Foto molde del rotor. (Alvares, 2007)
26
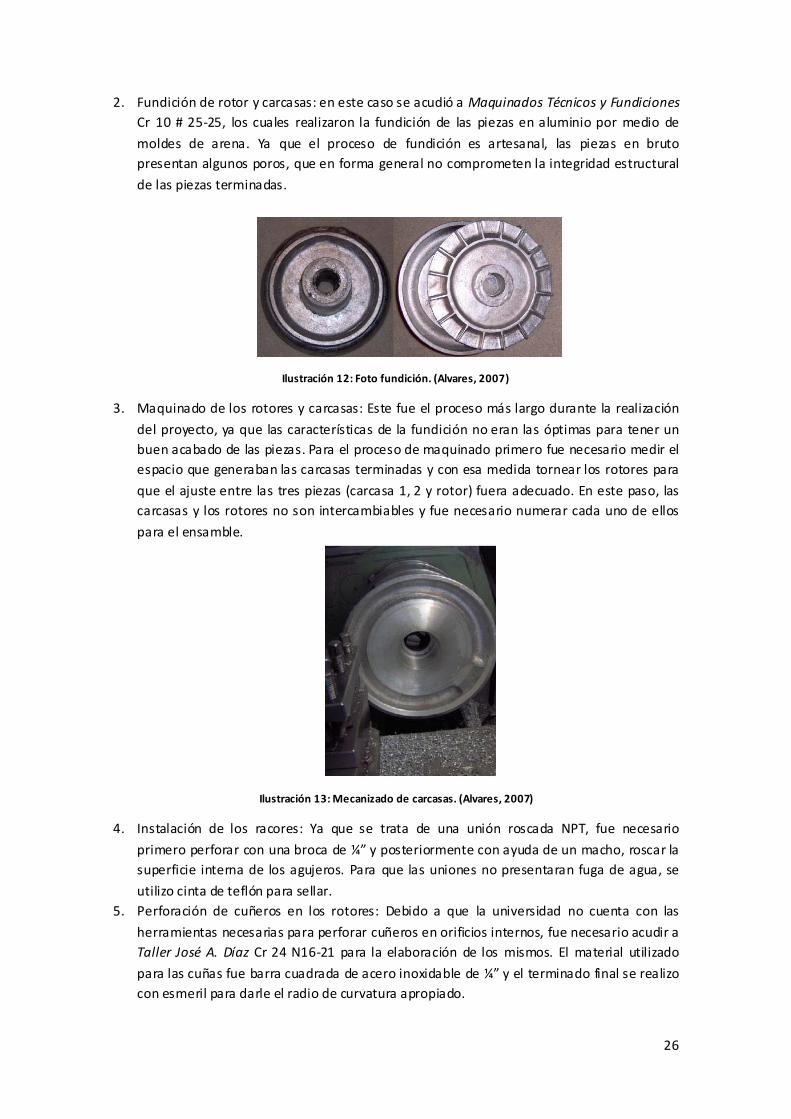
2. Fundición de rotor y carcasas: en este caso se acudió a Maquinados Técnicos y Fundiciones Cr 10 # 25‐25, los cuales realizaron la fundición de las piezas en aluminio por medio de
moldes de arena. Ya que el proceso de fundición es artesanal, las piezas en bruto presentan algunos poros, que en forma general no comprometen la integridad estructural
de las piezas terminadas.
Ilustración 12: Foto fundición. (Alvares, 2007)
3. Maquinado de los rotores y carcasas: Este fue el proceso más largo durante la realización
del proyecto, ya que las características de la fundición no eran las óptimas para tener un buen acabado de las piezas. Para el proceso de maquinado primero fue necesario medir el espacio que generaban las carcasas terminadas y con esa medida tornear los rotores para
que el ajuste entre las tres piezas (carcasa 1, 2 y rotor) fuera adecuado. En este paso, las carcasas y los rotores no son intercambiables y fue necesario numerar cada uno de ellos
para el ensamble.
Ilustración 13: Mecanizado de carcasas. (Alvares, 2007)
4. Instalación de los racores: Ya que se trata de una unión roscada NPT, fue necesario
primero perforar con una broca de ¼” y posteriormente con ayuda de un macho, roscar la superficie interna de los agujeros. Para que las uniones no presentaran fuga de agua, se
utilizo cinta de teflón para sellar. 5. Perforación de cuñeros en los rotores: Debido a que la universidad no cuenta con las
herramientas necesarias para perforar cuñeros en orificios internos, fue necesario acudir a Taller José A. Díaz Cr 24 N16‐21 para la elaboración de los mismos. El material utilizado
para las cuñas fue barra cuadrada de acero inoxidable de ¼” y el terminado final se realizo con esmeril para darle el radio de curvatura apropiado.

27
Ilustración 14: Perforación de cuñeros.
6. Corte y ensamble de o‐rings: Los empaques u oring, fueron adquiridos por metro, por lo tanto fue necesario cortarlos a la medida del diámetro de las carcasas y posteriormente pegarlos con pegadit.
7. Torneado del eje de transmisión. 7.1. Torneado del eje: Ya que el eje no contaba con las medidas adecuadas para el
montaje, fue necesario tornearlo para rediseñar los diámetros, y de esta forma ensamblaran correctamente los elementos
Ilustración 15: Torneado del eje de transmisión.
7.2. Perforación de cuñeros: Con ayuda del centro de mecanizado MAG Fadal Industrial automation system se perforaron los orificios para alojar los cuñeros y de igual forma
se perforaron los canales que alojan los anillos retenedores seeger. 7.3. Balanceo del eje: En el banco del torno se evaluó el balance del eje, como era de
esperarse debido a la simplicidad y equilibrio de su geometría, no se presento desbalance.
8. Mecanizado de las bridas de apreté: Los aros de apreté del sistema no contaban con el mecanizado apropiado, por eso se volvió a tornear esta vez con las medidas adecuadas para que efectivamente las dos carcasas que cierran el sistema encajaran.
9. Ensamble del freno: Gracias a que contamos con sellos mecánicos de 44 mm de diámetro, el proceso de ensamble depende radicalmente de la compresión de los resortes lo que
hace difícil en ensamble de las carcasas. Además, el posicionamiento de los rotores se

28
asegura con los anillos seeger, ya que una vez se posicionan las carcasas es imposible saber su posición exacta dentro del ensamble. Finalmente, el freno fue purgado y puesto en
funcionamiento como prueba durante dos días, esto con el fin de probar que no existieran fallas en el ensamble ni fugas de agua.
Ilustración 16: Foto del ensamble.
10. Conexión hidráulica: Se cuenta con una manguera de caucho y lona ¼” que fueron conectada a los racores con ayuda de abrazaderas de latón.
11. Conexión del freno al motor: Debido a que anteriormente el motor estaba conectado por medio de conectores de cruceta, que no son adecuados para operaciones a altas velocidades angulares, este fue cambiado por un conector flexible de araña. Para el
ensamble del eje de salida del motor con el conector fue necesario utilizar una prensa hidráulica ya que se trataba de un ajuste de interferencia.
Ilustración 17: Perforación agujero acople araña.
3. CAPITULO III: PRUEBAS.
3.1. COMPROBACIÓN DEL DISEÑO.
Como una última etapa dentro de a manufactura del freno, es preciso comprobar numéricamente si las medidas y geometrías finales tanto de los rotores como de las carcasas
concuerdan con el diseño original, y si es el caso re calcular los parámetros de diseño para encontrar en la práctica cuanta potencia estaría dispuesto a disipar el freno.

29
Tabla 5: Comparación parámetros de diseño reales.
3.2. PROTOCOLO DE LA PRUEBA.
El ensayo de potencia neta es basado en la norma técnica colombiana NTC 1930 (Instituto
Colombiano de Normas Técnicas y Certificación, 1996) anteriormente mencionada, consiste en efectuar una corrida con la válvula reguladora completamente abierta para los motores de
ignición. Los datos de funcionamiento se obtendrán bajo condiciones de operación estables, con un suministro de aire fresco para el motor.
Las mediciones se tomarán a un número suficiente de velocidades del motor, para definir
completamente la curva de potencia entre las velocidades del motor más alta y más baja que corresponde al fabricante. Esta gama de velocidades debe incluir la velocidad a la cual el motor
produce su máxima potencia, en el caso del motor de estudio es de 3000 rpm.
El motor debe haber funcionado, arrancado y calentado de acuerdo con las recomendaciones
del fabricante. Las cámaras de combustible pueden contener depósitos, pero en cantidades limitadas. Las condiciones de ensayo, como temperatura del aire, se pueden elegir lo más
similares posibles a las condiciones de referencia para minimizar el factor de correlación.
La temperatura del aire de admisión al motor (aire ambiental), es necesario medirla dentro de 0.15 m corriente arriba del ducto de admisión de aire. El termómetro se debe proteger de la
radiación de calor y es preciso colocarlo directamente en la corriente de aire. Se empleará en un número suficiente de sitios, para obtener un promedio representativo de la temperatura de
admisión.
La contrapresión de escape se medirá en un punto localizado al menos a 3 diámetros de la
salida del reborde de la tobera de escape, se necesario especificar su ubicación.
No es conveniente tomar datos hasta que el torque, la velocidad y la temperatura se hayan mantenido constantes por lo menos durante 1 min. La velocidad del motor durante una
Teórico 1 2 3 4
Diámetro exterior del Canal D[m] 0,25 0,27778 0,27678 0,27878 0,27678Velocidad angular n[rpm] 1000 1000 1000 1000 1000Velocidad periférica U[m/s] 13,09 14,54 14,49 14,60 14,49
Velocidad media del canal w[m/s] 6,54 7,27 7,25 7,30 7,25Coeficiente de presión ψ 1,7 1,7 1,7 1,7 1,7Cabeza de bomba H[m] 14,85 18,33 18,20 18,46 18,20
Diámetro del Canal d[m] 0,1128 0,0473 0,0480 0,0485 0,0490
Área del Canal A[m 2̂] 0,010 0,00176 0,00181 0,00185 0,00189
Caudal Q[m^3/s] 0,065 0,01278 0,01311 0,01348 0,01366Potencia Entregada al eje Pot eje [W] 7144,5383 6893,20406 7022,35083 7325,95508 7317,99668Error vs teórico e[%] 4% 2% ‐3% ‐2%Potencia Total Calculada Pot Tot Cal [W] 28559,507Potencia Total Teórica Pot Tot Teo [W] 28578,153
Rotor/Carcasa.

30
corrida, no se debe desviar de la velocidad seleccionada por más de +/‐ 1% o +/‐ 10 , lo que sea mayor.
Los datos sobre la carga observada aplicada al freno, el flujo de combustible y la temperatura del aire de entrada, se tomarán en forma virtualmente simultánea y en lo posible es
conveniente que sean, el promedio de dos lecturas consecutivas, en condiciones estables, que no varíen más de 2% para la carga aplicada al freno y el consumo de combustible. La segunda
lectura debe determinarse sin ningún ajuste del motor, aproximadamente 1 min después de la primera.
Para motores de ignición por chispa, la temperatura del combustible es importante medirla lo más cerca posible de la entrada del carburador. La temperatura del combustible debe mantener dentro de +/‐ 5K de la especificación del fabricante. Sin embargo la temperatura del
combustible mínima permitida para el ensayo, debe ser la temperatura ambiental del aire.
La temperatura del lubricante es necesario medirla a la entrada del dispositivo de aceite, a
menos que el fabricante especifique otra ubicación para la medición.
3.3. CONSUMO DE COMBUSTIBLE.
El consumo de combustible es quizás uno de los puntos más importantes para determinar la
eficiencia del motor, ya que de esta forma podemos cuantificar que cantidad de energía consumida a través del combustible llega a ser transferida realmente como energía mecánica. Una medición del desempeño es el consumo específico de combustible que se define como
(Horrillo Espitia, 2006):
Ecuación 26: Consumo específico de combustible.
Donde:
= Flujo de combustible por unidad de tiempo [Kg/h].
= Potencia liberada [W/Kg h].
Para la medición del flujo se combustible se utilizo una bascula de precisión estándar digital
marca PRIXMA LEXUS con una resolución de 0.001 gr.
3.4. CONSUMO DE AIRE.
Debido a que la demanda de aire no es constante durante todo el ciclo del motor, es necesario
diseñar un dispositivo que sea capaz de amortiguar y medir el flujo real de aire que es consumido. El sistema elegido es un medidor de tobera diseñado siguiendo la norma ISO 1936,
ya que este reduce de forma sustancial la pérdida de energía generada por el flujo turbulento a la entrada y salida de la restricción.

31
El dispositivo cuenta con un reservorio en forma de tanque teóricamente 50 veces más grande que el volumen de un cilindro del motor, que le permite amortiguar la demanda de aire del
carburador. Un transductor de presión manométrica tanto positiva como negativa marca Omegadyne PX209‐30V15G5V con una precisión de 0.75 psi, su salida esta entre 0‐5 Voltios,
el error del sensor es de 0.25% de su escala que va hasta 15 Psi. La curva de calibración del sensor es:
Gracias a la ecuación de Bernoulli y de continuidad de caudal podemos encontrar el caudal de aire a la entrada:
2 2
Ecuación 27: Ecuación de Bernoulli.
Ecuación 28: Ecuación de continuidad de caudal.
2
1
Ecuación 29: Caudal de consumo de aire del motor.
Donde C es el coeficiente de descarga, en este caso se fijo en 0.993 (Fonseca Flores, 2007).
De esta forma y midiendo la diferencia entre la presión atmosférica y la del interior del tanque, y sabiendo de antemano las áreas de las secciones transversales de la boquilla y la manquera que se conecta al carburador; es posible calcular el consumo de aire.
4. CAPITULO IV: CORRELACIÓN DE DATOS. 4.1. FACTORES DE CORRELACIÓN DE POTENCIA.
El factor de correlación de potencia es un número dimensional por el cual se debe multiplicar la potencia observada, para determinar la potencia del motor bajo las condiciones
atmosféricas de referencia especificadas para motores de ignición por chispa 288 K T308 K, donde la temperatura de referencia es 298 25° y la presión seca de
80 kPa P 110 kPa. La potencia corregida (es decir, la potencia bajo las condiciones de referencia), esta dada por:
Ecuación 30: Factor de correlación de potencia.

32
Donde:
α: es el factor de correlación, siendo el factor de corrección para los motores de ignición
por chispa.
: es la potencia medida (observada).
El factor de corrección para motores de ignición por chispa se debe calcular a partir de la
fórmula:
99 .
298
.
Ecuación 31: Factor de correlación para motores de ignición por chispa.
Donde:
T: es la temperatura absoluta, en Kelvins, en la entrada de aire del motor.
: es la presión atmosférica seca, en kilo pascales, es decir la presión barométrica total menos
la presión de vapor de agua.
Esta fórmula se aplica a motores carburados y a otros a otros en los que el sistema de
regulación está diseñado para mantener una relación combustible/aire, relativamente constante ante los cambios en las condiciones ambientales. Esta formula sólo se aplica si:
0.93 1.07
Si se excede estos límites, se debe dar el valor corregido obtenido y las condiciones de ensayo
(presión y temperatura) con precisión en el informe.
4.2. FACTORES DE TOLERANCIA EN LA POTENCIA CORREGIDA.
El ICONTEC a través de la norma técnica NTC 1930 hace las siguientes recomendaciones:
Ilustración 18: Gráfico de la potencia máxima declarada a una velocidad del motor.

33
En el caso de la potencia máxima declarada, cuando la velocidad del motor se encuentre en el intervalo 2%, la potencia corregida no debe ser menor de (100‐a) % de la potencia
declarada.
A ninguna velocidad, la potencia corregida debe ser mayor de (100+a) % de la potencia declarada.
En ningún caso la potencia corregida debe diferir más de d% en relación con la potencia declarada a determinada velocidad del motor.
Ilustración 19: Gráfico de la potencia máxima declarada a un intervalo de velocidad del motor.
Para el intervalo de velocidad del motor 2% 2% , la potencia corregida no
debe ser menor de (100‐a) % de la potencia declarada.
En ningún caso, la potencia corregida debe ser mayor de (100+a) % de la potencia declarada.
Ilustración 20: Gráfico de torque máximo declarado a una velocidad del motor.
Al menos a una velocidad del motor entre 2% la potencia corregida no debe ser menor de (100‐b)% del torque máximo declarado.
A ninguna velocidad del motor, el torque corregido debe ser mayor a (100+b) % del torque máximo declarado.
En ningún caso, el torque corregido debe diferir más de d% en relación con el torque declarado a determinada velocidad del motor.

34
Ilustración 21: Gráfico del torque máximo declarado de un intervalo de velocidad del motor.
Dentro del intervalo de velocidad del motor 2% 2% , el torque corregido no debe ser menor de (100‐b) % del torque máximo declarado.
A ninguna velocidad del motor la potencia corregida debe ser mayor de (100+b) % de la potencia declarada.
En ningún caso el torque corregido debe diferir más de d% en relación con el torque declarado a determinada velocidad del motor.
Se debe verificar que el consumo específico de combustible calculado durante el ensayo, no sea mayor de c% más que el consumo especifico declarado del combustible, para una
velocidad (intervalo) declarada del motor.
A B C D
Verificación de los valores declarados.
2% 4% 2% 4%
Ensayos de conformidad de la producción.
5% 6% 4% 6%
Tabla 6: Tolerancias numéricas
5. CAPITULO V: CONCLUSIONES.
En este capítulo se resaltarán los puntos significativos sobre el diseño y manufactura del
dinamómetro hidráulico, de igual forma se plantearán mejoras futuras que deben ser implementadas al sistema para contar con un excelente desempeño.
Se fundieron y maquinaron las 8 tapas que conforman las carcasas y los 4 rotores dándole las dimensiones y tolerancias exigidas para un ensamble exitoso. Fue necesario numerar y marcar
cada una de las piezas con su número en el ensamble, de esta forma cada fuego de carcasas ensambla solo con su rotor. Se logro una correcta alineación del sistema, dándole al ensamble
final las tolerancias necesarias para el buen funcionamiento del freno. Como sugerencia futura para trabajos que se relacionen con fundiciones de partes, es necesario hacer pruebas

35
metalografías, de dureza y de porosidad tanto superficial como interiormente, esto para comprobar que las fundiciones cumplen con las normas de calidad exigidas para este tipo de
elementos. Podemos ver que las micro inclusiones (arena de fundición), porosidades, y grietas en el material, reducirán considerablemente la vida útil del dispositivo de freno.
Se conectaron las mangueras a los racores de salida y entrada, de esta forma se garantizó la hermeticidad del freno para que funcione con altas presiones del fluido. Es necesario
implementar un sistema de válvulas que permitan tener control sobre la carga de agua en cada uno de los estatores. De igual forma hay que tomar medidas de caudales experimentales y tiempo de carga de cada una de las carcasas a diferentes velocidades angulares.
Después de dos sesiones de ocho horas, se puede concluir que el freno se encuentra en condiciones óptimas de uso y se propone para trabajos posteriores la elaboración de la curva
de calibración, para de esta forma tener correctamente documentado el funcionamiento del freno.
36
6. BIBLIOGRAFÍA.
Acevedo Gamboa, H., & Arias Collazos, O. F. (2005). Caractrización de un motor de combustión
interna por ignición utilizando como combustible una mezcla de gasolina corriente con etanol al diez por ciento (10%) en volumen E10. Bogotá: Universidad Nacional de Colombia.
Alvares, J. P. (2007). Diseño y construcción de un freno hidráulico. Bogotá: Uniandes.
Beherentz, E. (31 de Octubre de 2006). Biocombustibles, sí... pero no. El Tiempo .
Flisch, F. (2008). I Foro de Combustibles Alternativos y Medio Ambiente. Bogotá.: Revista Auto
& Estilo.
Fonseca Flores, A. F. (2007). Diseño e implementación de un medidor de flujo de aire para el
banco de motores de combustión interna. Bogotá: Uniandes.
Horrillo Espitia, J. F. (2006). Adecuación y pruebas del banco de motores Diesel. Bogotá:
Uniandes.
Instituto Colombiano de Normas Técnicas y Certificación. (23 de Octubre de 1996). Norma Técnica Colombiana: Hehículos Automotores. Motores de Combustión Interna. Potencia Neta.
ICONTEC , pág. 32.
Instituto Colombiano de Normas Técnicas y Certificación. (23 de Octubre de 1996). Norma
Técnica Colombiana: Vehículos Automotores. Motores de Combustión Interna. Potencia Neta. ICONTEC , pág. 32.
Koch, S. (2007). Biocombustibles ¿Son realmente una alternativa? Berna: Instituto Federal Suizo de Investigación EMPA.
Londoño, J. G. (12 de Noviembre de 2008). Petróleo barato desafía futuro mundial del mercado productor de biocombustibles. Portafolio .
Mantilla, J. M. (2007). Uso de mezcla Gasolina‐Etanol en motores de combustión interna.
Bogotá.: Universidad Nacional de Colombia.
Mejía Castro, M. d. (2003). RESOLUCION NUMERO 0447 DE 2003. Bogotá: Ministerio de minas
y energía.
Mesa, L. A. (2007). Fundamentos de la producción de etanol por fermentación. Bogotá.:
Universidad Nacional de Colombia.
Narváez, P. C. (2007). Fundamentos de la producción de Biodiesel. Bogotá.: Universidad
Nacional de Colombia.
Pfleiderer, C. (1960). Bombas centrífugas y turbocompresores. Barcelona: Editorial Labor.
37
Publicaciones El Tiempo. (01 de Marzo de 2009). Presidente Del Bid Luis Alberto Moreno: Y Crisis En La Región ‘Nos Irá Mejor Que Al Resto Del Planeta’. El Tiempo .
Quinche, C. A. (2007). Comparación de la mezcla gasolina alcohol en motores de combustión interna por medio de pruebas en vehículos. Bogotá: Tesis de Grado Uniandes.
Reed, S. G. (1998). Thermal Data for Natural and Synthetic Fuels. New York: Marcel Dekker.
Rodrigez González, C. (2003). Resolución 0447: Criterios ambientales de calidad de los
combustibles líquidos usados en motores de combustión interna. Diario oficial 45166 .
Torres, J., Molina, D., Pinto, C., & Rueda, F. (2002). Estudio de mezclas de gasolina con etanol anhídrico. Evaluación de las propiedades fisicoquimicas. Bogotá: ECOPETROL.
Valencia Blanco, J. A. (2005). Adquisición de datos de un motor de combustión interna y visualización de su funcionamiento en tiempo real de su funcionamiento. Bogotá: Uniandes.