capitulo 5. demanda
TRANSCRIPT
INSTITUTO TECNOLOGICO SUPERIOR DE TEPEACA
INGENIERIA INDUSTRIAL
SISTEMAS DE MANUFACTURA
MC. ARMANDO SANCHEZ CUEVAS
CAPITULO 5 : DEMANADAMANUAL DE LEAN MANUFACTURING
EQUIPO: JUDITH LUNA JUAREZ LORENZO ROMERO BLANCO
TAKT TIME
PRODUCIR CON TAKT TIME Ó RITMO DE PRODUCCIÓN SIGNIFICA QUE DEBEN ESTAR SINCRONIZADOS CON LAS VENTAS YA QUE ES UNA META DE LEAN MANUFACTURING.
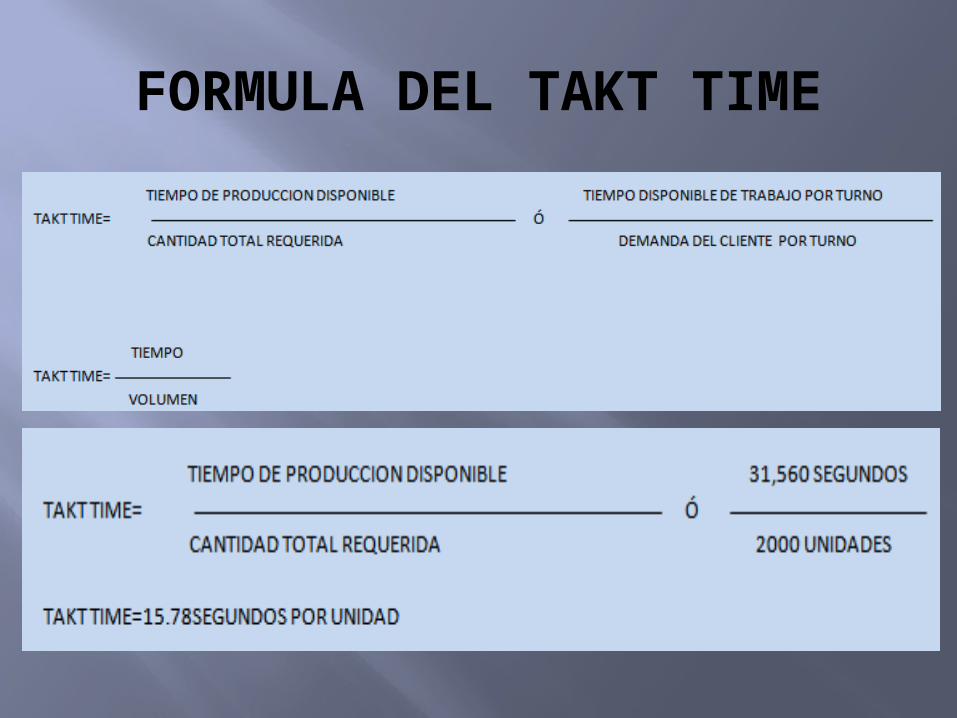
FORMULA DEL TAKT TIME

TAKT TIME OPERACIONAL
ESTE TIEMPO SE USA PARA BALANCEAR LA LINEA CON EL FIN DE TENER UN ESPACIO, SI ES QUE SE CUENTA CON UNA FALLA CRONICA, COMO EQUIPO CAIDO, AUSENTISMO Ó CAMBIOS INESPERADOS DE DEMANDA
PITCH (LOTE CONTROLADO)
ES UNA CANTIDAD DE PIEZAS POR UNIDAD DE TIEMPO, BASADA EN EL TAKT TIME DE PRODUCTO Y LA CANTIDAD DE UNIDADES EN EL PAQUETE
FORMULA DEL PITCHPITCH= TAKT TIME x CANTIDAD DE UNIDADES
EN EL PAQUETE
NOTA: EL TAKT TIME ES LA DEMANDA DEL CLIENTE.
VENTAJAS DE UTILIZAR EL PITCH
EL USO DE MONTACARGAS SE REDUCE, POR QUE SE ESTA TRABAJANDO CON LOTES PEQUEÑOS.
EXISTEN MEJORAS EN LA SEGURIDAD, PORQUE LOS TRABAJADORES LEVANTAN PEQUEÑAS CANTIDADES.
EXISTEN MEJORAS EN EL CONTROL DE INVENTARIO. LOS PROBLEMAS PUEDEN SER IDENTIFICADOS
INMEDIATAMETE. SE PUEDE REACCIONAR A LOS PROBLEMAS EN MENOS
TIEMPO COMPARADO CON ELTRABAJO DE LOTES GRANDES

TAKT IMAGE: VISUALIZANDO EL FLUJO DE UNA PIEZA
ES LA VISION DE UN ESTADO IDEAL EN EL CUAL SE TIENE QUE ELIMINAR TODOS LOS DESPERDICIOS Y MEJORAR EN LOS PUNTOS EN DONDE SE LLEVA ACABO EL FLUJO DE UNA PIEZA BAZANDOSE EN EL TAKT TIME.
DEBE MOTIVAR A TODOS PARA HACER LAS MEJARAS NECESARIAS PARA ALCANZAR EL YIEMPO DE CICLO TAN RAPIDO COM SEA POSIBLE
INVENTARIO MOTIVADOR Y DE SEGURIDAD(BUFFER AND SAFETY
INVENTORIES)
BUFFER: LOS PRODUCTOS TERMINADOS ESTAN DISPONIBLES PARA ALCANZAR LA DEMANDA DEL MERCADO CUANDO EL CLIENTE HACE ORDENES EXTRAORDINARIAS O VARIAN MUCHO.
SEGURIDAD: LOS PRODUCTOS TERMINADOS ESTAN DISPONOBLES PARA ALCANZAR LA DEMANDA DEL MERCADO CUANDO SE TIENEN RESTRICCIONES INTERNA QUE INTERRUMPEN EL FLUJO DEL PROCESO
ANDON
ES UNA HERRAMIENTA VISUAL QUE MUESTRA EL ESTADO ACTUAL DE LAS OPERACIONES, CONSISTE EN UN TABLERO EN UNA PARTE ALTA DEL AREA CON INDICADORES DE LA ESTACION, EN CUANTO UNA LUZ SE ENCIENDE ES SEÑAL DE QUE HAY UN PROBLEMA.
PARO DEL SISTEMA EN UNA POSICION
FIJA (FIXED POSITION STOP SYSTEM) ES UN METODO PARA DIRECCIONAR LOS PROBLEMAS EN LAS LINEAS
DE PRODUCCION, LAS CUALES SON DETENIDAS EN UNA POSICION FIJA MIENTRAS SE TERMINA EL TIEMPO DE CICLO DE TRABAJO.
MAPEO DEL PROCESO(VALUE STREAM
MAPPING)SE ENFOCA AL FLUJO DE PRODUCCIÓN,
PARA HACER UN MAPEO SE REQUIERE DE LAPIZ Y PAPEL Y AYUDARAN A VER Y ENTENDER EL FLUJO DE MATERIALES E INFORMACIÓN QUE SE REQUIERE PARA HACER U N PRODUCTO ATRAVEZ DE SU CAMINO POR VALUE STREAM Ó PROCESO
¿POR QUE EL MAPEO DE PROCESO ES UNA HERRAMIENTA ESCENCIAL?
AYUDA A VISUALIZAR MAS EL NIVEL DE PROCESOS DE PRODUCCION.
AYUDA A APRECIAR MAS DESPERDICIOS . PROVEE UN LENGUAJE COMUN PARA HABLAR DE
PROCESOS DE MANUFACTURA. AYUDA A TOMAR DECISIONES ACERCA DEL FLUJO. UNE LOS CONCEPTOS Y TECNICAS DE LA
MANUFACTURA ESBELTA. FORMA LA BASE PARA UN PLAN DE IMPLEMENTACION. MUESTRA LAS CONEXIONES ENTRE EL FLUJO DE LA
INFORMACION Y DE MATERIALES. ES MAS SUTIL QUE HERRAMIENTAS CUANTITATIVAS Y
DIAGRAMAS DE LAYOUT.
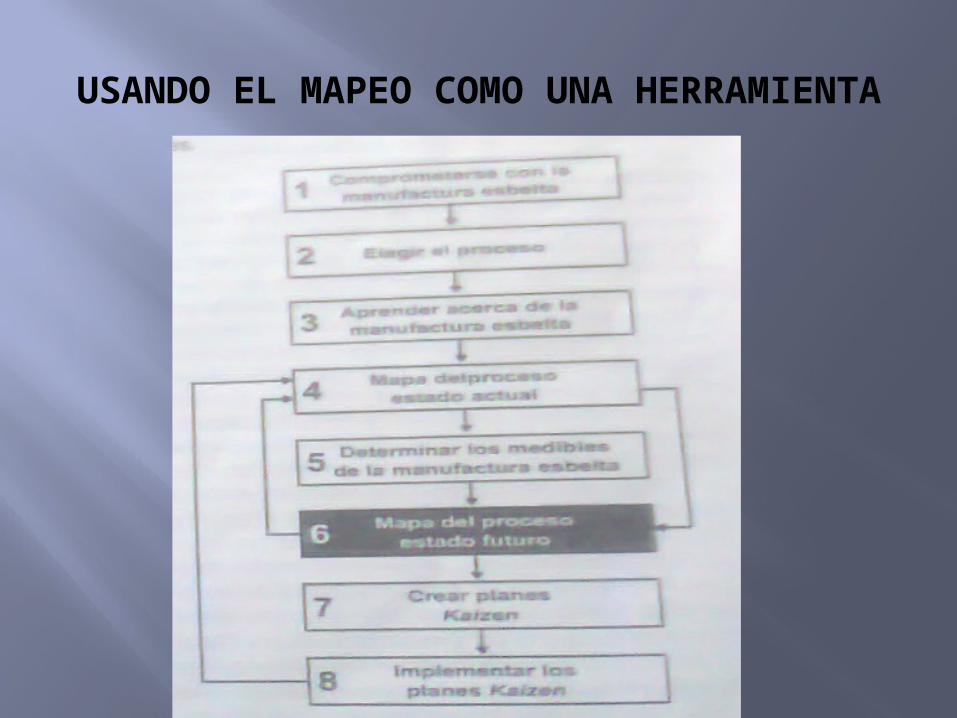
USANDO EL MAPEO COMO UNA HERRAMIENTA

PASOS DE MAPEO DE PROCESOS
1. COMPROMETERSE CON LA MANUFACTURA ESBELTA
ES SABER INVOLUCRAR A LA GENTE, DARLE LO QUE QUIERE CUANDO LO PIDE.
SE ESTABLECE Y MANTIENE CLARAMENTE LA META.
2. ELEGIR EL PROCESO
SE PRETENDE AGRUPAR A LOS PRODUCTOS QUE SE MANEJAN DENTRO DE LOS PROCESOS EN FAMILIAS CON EL FIN DE CONOCER CUALES PASAN POR LOS MISMOS PROCESOS
SI EL PROCESO NO SE PRESTA PARA QUE SE DEFINA SE PUEDEN EMPLEAR DOS TECNICAS PARA HACERLO:
1. ANALISIS PRODUCTO-CANTIDAD(PC)2. ANALISIS PRODUCTO-RUTA
3. APRENDER DE LA MANUFACTURA ESBELTA
SE RECOMIENDA APRENDER LO SIGUIENTE:1. PRINCIPIO DE LA REDUCCION DE COSTOS.2. LOS SIETE DESPERDICIOS3. LOS DOS PILARES DEL SISTMA DE
PRODUCCION TOYOTA: JIT Y JIDOKA4. LAS 5 ESES5. FABRICA VISUAL6. LOS TRES NIVELES PARA LA APLICACIÓN
DE LA MANUFACTURA ESBELTA: DEMANDA, FLUJO Y NIVELACIÓN.
4. MAPEAR EL ESTADO ACTUAL
SE TRABAJA DIRECTAMENTE EN EL PISO DE PRODUCCIÓN, Y SE OBTIENEN LOS DATOS NECESARIOS DE VALUE STREAM Y SELECCIONADO CON EL FIN DE EMPEZAR LA ELABORACION DEL MAPA.
5. DETERMINAR LOS MEDIBLES DE LA MANUFACTURA ESBELTA
1. REVISAR LISTAS DE MEDIBLES COMUNES Y LAS METAS ESPECIFICAS DEL CLIENTE U OTRAS METAS DE MEJORA DOCUMENTADAS POR SUS EQUIPOS
2. INICIAR EL INTERCAMBIO DE INFORMACIÓN CON LA GERENCIA
3. DETERMINAR EXACTAMENTE SE VAN A CALCULAR LOS MEDIBLES
4. CALCULAR LA LNEA DE LOS MEDIBLES DURANTE LA CREACION DEL MAPA DEL ESTADO ACTUAL
5. DETERMINAR LAS METAS DE LOS MEDIBLES PARA LLEGAR AL ESTADO FUTURO
6.MAPEAR EL ESTADO FUTURO7. CREAR PLANES KAIZEN
1. REVISAR EL MAPA DEL ESTADO FUTURO Y CREAR UN PLAN DE KAIZEN MENSUALMENTE CON EL FIN DE ALCANZAR EL PLAN FUTURO PROPUESTO.
2. DETERMINAR EL SEGUIMIENTO PARA CADA ACTIVIDAD KAIZEN Y CREAR UN DIAGRAMA DE SEGUIMIENTO
3. COMPLETAR EL MAPEO4. OBTENER APROBACION DE GERENCIA
IMPLEMENTAR LOS PLANES KAIZEN
COMUNIQUESE, COMUNIQUESE, COMUNIQUESE. ENFRENTESE AL COMPORTAMIENTO NEGATIVO AL
INICIO. NO PERNITA QUE UN PROBLEMA DETENGA EL
PROCESO. CONSIDERE CADA EVENTO KAIZEN UN
EXPERIMENTO. RECONOZCA EL EZFUERZO DE LA GENTE,
PRACTIQUE EL RESPETO YCONFIANZA MUTUA Y TATRE A LA GENTE CON HONESTIDAD E INTEGRIDAD CADA DIA.
ESTE PRESENTE. SEA FLEXIBLE.
BIBLIOGRAFIA: MANUAL DE LEAN MANUFACTURING, GUIA BASICA. VILLASEÑOR CONTRERAS ALBERTO, GALINDO COTA EDBER. LIMUSA, 2DA EDICIÓN.