bosgasclean 2014 b vessel
TRANSCRIPT
RISK BASED INSPECTION
BOS PLANT ‘B’ VESSEL
HOOD & GAS CLEANING
SYSTEM
RBI1
BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
Date 22 FEBRUARY 2015
Plant STEELMAKING
Item BOS PRIMARY ‘B’ VESSEL HOOD
& GAS CLEANING SYSTEM
Assessment
Team
FABRICATION ENGINEER; TONY SMITH
MECHANICAL ENGINEER; ROB BLAKE
PRODUCTION MANAGER; STUART DUNBAR /
ALEX SMITH
STRUCTURAL INSPECTOR; GLYN SHERWOOD
FABRICATION TEAM LEADER; COLIN WAITT
MATERIALS SPECIALIST; IAN RICHARDSON
2BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
ASSESSMENT GROUP AND TASK DETAIL

BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT3
INDEX PAGE
PAGE No
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
SKETCH IDENTIFYING INSPECTION AREAS
SIGNATORIES OF REVIEW GROUP
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
MINIMUM THICKNESS DRAWING
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL FEEDBACK FROM FABRICATION GROUP
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
TYPICAL DETAILED INSPECTION REQUIREMENT
LIST OF COMPONENTS FOR RISK BASED ASSESSMENT
ASSESSMENT OF THE RISK
RESULT OF THE REVIEW PROCEDURE & CHANGE OF SCOPE / INSPECTION
STRUCTURAL INSPECTORS WORKLIST & SAP INFORMATION
TYPICAL STRUCTURAL INSPECTORS SAP TASK
TYPICAL NOTIFICATION TASK FOLLOWING INSPECTION
PAGE TITLE
TITLE PAGE
ASSESSMENT GROUP AND TASK DETAIL
INDEX PAGE
STEPS FOR QUALITATIVE RISK BASED INSPECTION
STEPS FOR QUALITATIVE RISK BASED INSPECTION (CONT)
BASIC INFORMATION
DAMAGE MECHANISM'S
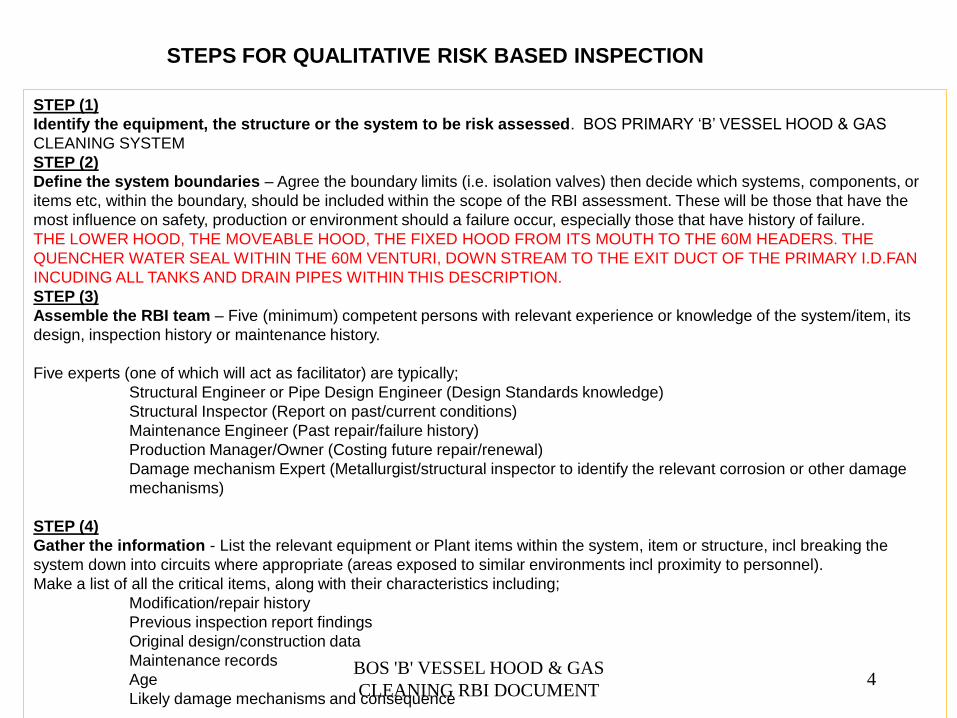
STEPS FOR QUALITATIVE RISK BASED INSPECTION
STEP (1)
Identify the equipment, the structure or the system to be risk assessed. BOS PRIMARY ‘B’ VESSEL HOOD & GAS
CLEANING SYSTEM
STEP (2)
Define the system boundaries – Agree the boundary limits (i.e. isolation valves) then decide which systems, components, or
items etc, within the boundary, should be included within the scope of the RBI assessment. These will be those that have the
most influence on safety, production or environment should a failure occur, especially those that have history of failure.
THE LOWER HOOD, THE MOVEABLE HOOD, THE FIXED HOOD FROM ITS MOUTH TO THE 60M HEADERS. THE
QUENCHER WATER SEAL WITHIN THE 60M VENTURI, DOWN STREAM TO THE EXIT DUCT OF THE PRIMARY I.D.FAN
INCUDING ALL TANKS AND DRAIN PIPES WITHIN THIS DESCRIPTION.
STEP (3)
Assemble the RBI team – Five (minimum) competent persons with relevant experience or knowledge of the system/item, its
design, inspection history or maintenance history.
Five experts (one of which will act as facilitator) are typically;
Structural Engineer or Pipe Design Engineer (Design Standards knowledge)
Structural Inspector (Report on past/current conditions)
Maintenance Engineer (Past repair/failure history)
Production Manager/Owner (Costing future repair/renewal)
Damage mechanism Expert (Metallurgist/structural inspector to identify the relevant corrosion or other damage
mechanisms)
STEP (4)
Gather the information - List the relevant equipment or Plant items within the system, item or structure, incl breaking the
system down into circuits where appropriate (areas exposed to similar environments incl proximity to personnel).
Make a list of all the critical items, along with their characteristics including;
Modification/repair history
Previous inspection report findings
Original design/construction data
Maintenance records
Age
Likely damage mechanisms and consequence
4BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
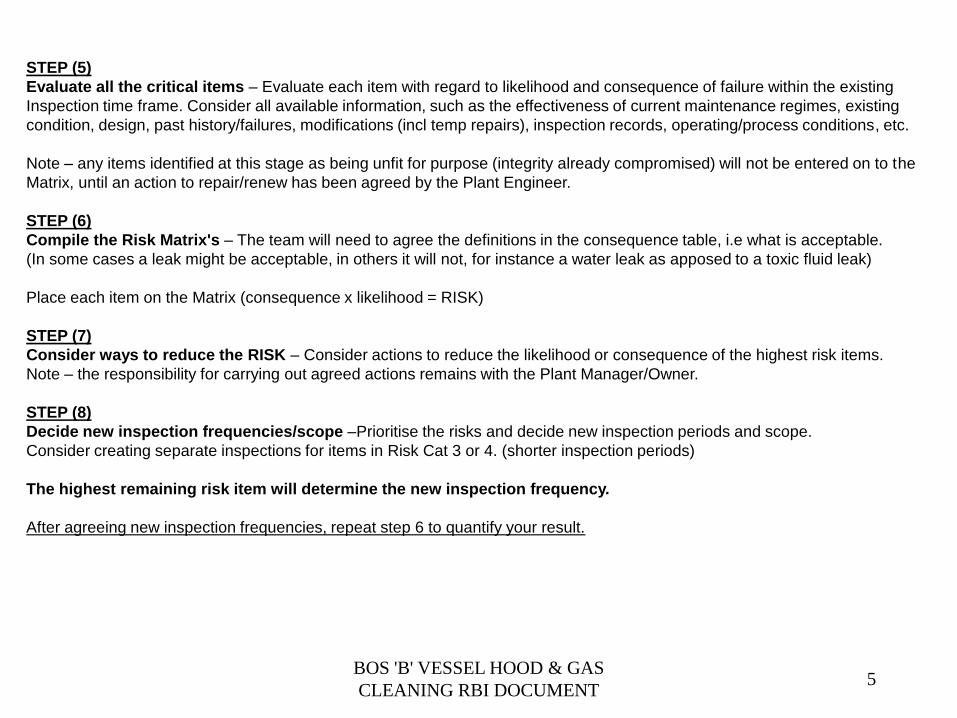
STEP (5)
Evaluate all the critical items – Evaluate each item with regard to likelihood and consequence of failure within the existing
Inspection time frame. Consider all available information, such as the effectiveness of current maintenance regimes, existing
condition, design, past history/failures, modifications (incl temp repairs), inspection records, operating/process conditions, etc.
Note – any items identified at this stage as being unfit for purpose (integrity already compromised) will not be entered on to the
Matrix, until an action to repair/renew has been agreed by the Plant Engineer.
STEP (6)
Compile the Risk Matrix's – The team will need to agree the definitions in the consequence table, i.e what is acceptable.
(In some cases a leak might be acceptable, in others it will not, for instance a water leak as apposed to a toxic fluid leak)
Place each item on the Matrix (consequence x likelihood = RISK)
STEP (7)
Consider ways to reduce the RISK – Consider actions to reduce the likelihood or consequence of the highest risk items.
Note – the responsibility for carrying out agreed actions remains with the Plant Manager/Owner.
STEP (8)
Decide new inspection frequencies/scope –Prioritise the risks and decide new inspection periods and scope.
Consider creating separate inspections for items in Risk Cat 3 or 4. (shorter inspection periods)
The highest remaining risk item will determine the new inspection frequency.
After agreeing new inspection frequencies, repeat step 6 to quantify your result.
5BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
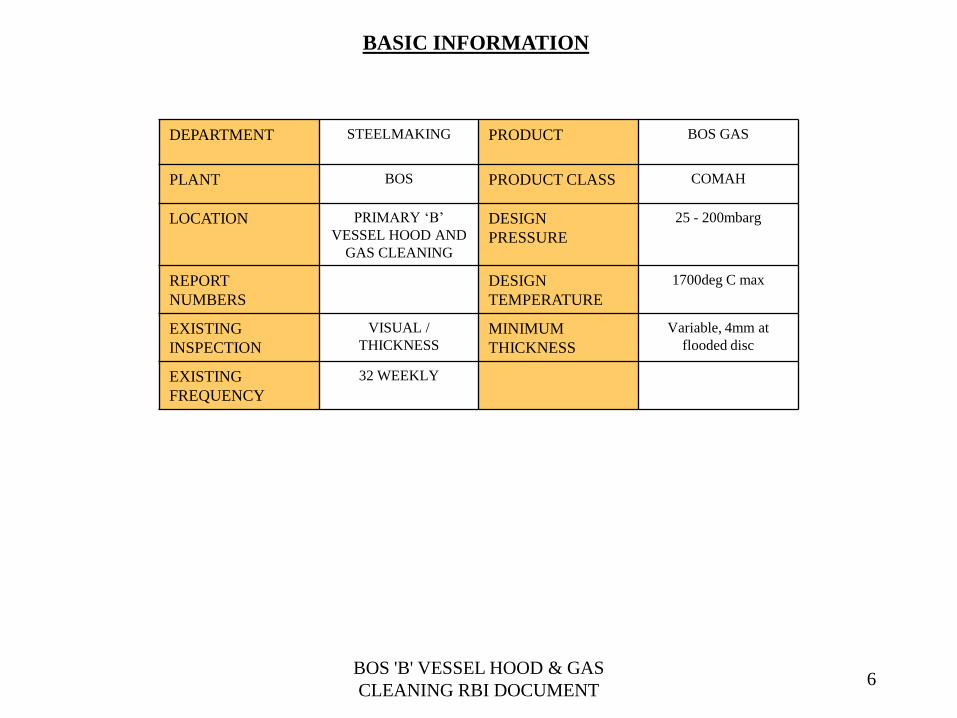
BASIC INFORMATION
DEPARTMENT STEELMAKING PRODUCT BOS GAS
PLANT BOS PRODUCT CLASS COMAH
LOCATION PRIMARY ‘B’
VESSEL HOOD AND
GAS CLEANING
DESIGN
PRESSURE
25 - 200mbarg
REPORT
NUMBERS
DESIGN
TEMPERATURE
1700deg C max
EXISTING
INSPECTION
VISUAL /
THICKNESSMINIMUM
THICKNESS
Variable, 4mm at
flooded disc
EXISTING
FREQUENCY
32 WEEKLY
6BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
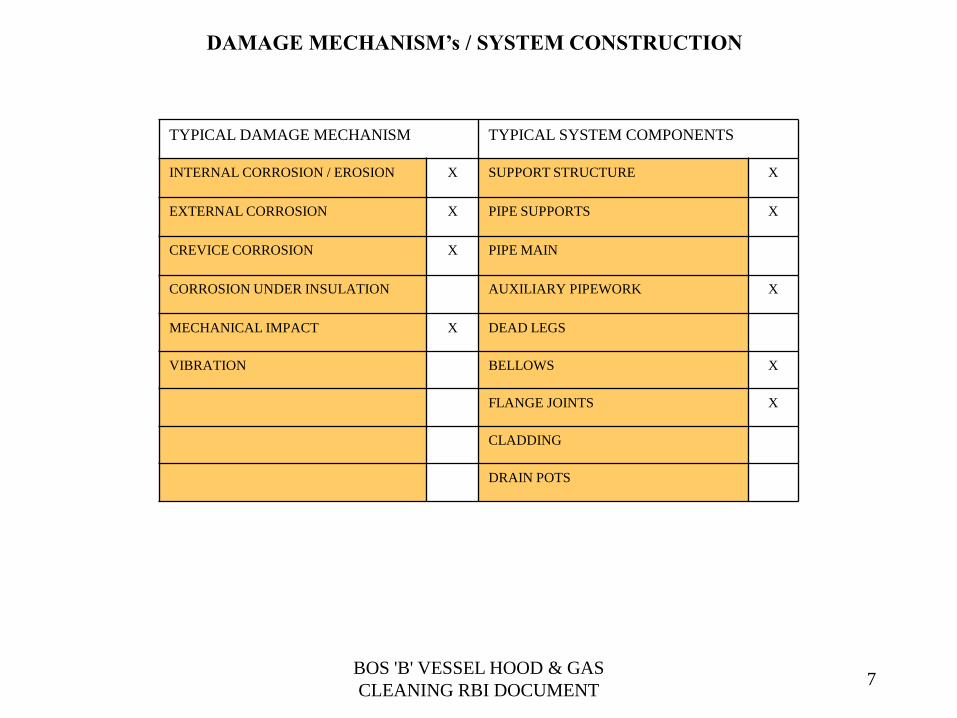
DAMAGE MECHANISM’s / SYSTEM CONSTRUCTION
TYPICAL DAMAGE MECHANISM TYPICAL SYSTEM COMPONENTS
INTERNAL CORROSION / EROSION X SUPPORT STRUCTURE X
EXTERNAL CORROSION X PIPE SUPPORTS X
CREVICE CORROSION X PIPE MAIN
CORROSION UNDER INSULATION AUXILIARY PIPEWORK X
MECHANICAL IMPACT X DEAD LEGS
VIBRATION BELLOWS X
FLANGE JOINTS X
CLADDING
DRAIN POTS
7BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
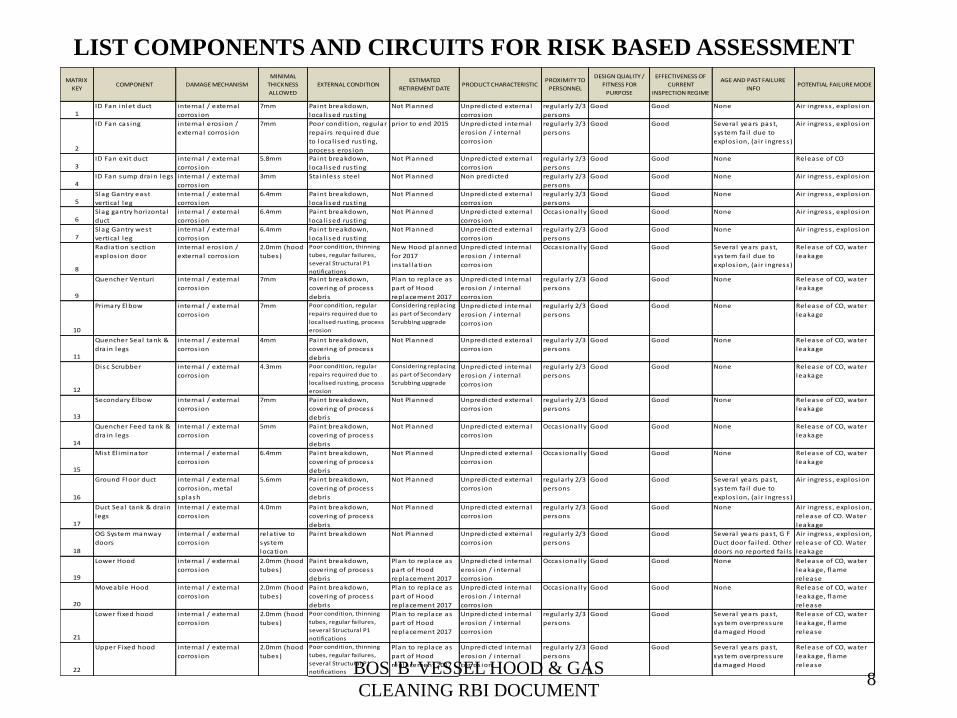
LIST COMPONENTS AND CIRCUITS FOR RISK BASED ASSESSMENT
8BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
MATRIX
KEYCOMPONENT DAMAGE MECHANISM
MINIMAL
THICKNESS
ALLOWED
EXTERNAL CONDITIONESTIMATED
RETIREMENT DATEPRODUCT CHARACTERISTIC
PROXIMITY TO
PERSONNEL
DESIGN QUALITY /
FITNESS FOR
PURPOSE
EFFECTIVENESS OF
CURRENT
INSPECTION REGIME
AGE AND PAST FAILURE
INFOPOTENTIAL FAILURE MODE
1ID Fan inlet duct internal / external
corros ion
7mm Paint breakdown,
loca l i sed rusting
Not Planned Unpredicted external
corros ion
regularly 2/3
persons
Good Good None Air ingress , explos ion
2
ID Fan cas ing internal eros ion /
external corros ion
7mm Poor condition, regular
repairs required due
to loca l i sed rusting,
process eros ion
prior to end 2015 Unpredicted internal
eros ion / internal
corros ion
regularly 2/3
persons
Good Good Severa l years past,
system fa i l due to
explos ion, (a i r ingress )
Air ingress , explos ion
3ID Fan exi t duct internal / external
corros ion
5.8mm Paint breakdown,
loca l i sed rusting
Not Planned Unpredicted external
corros ion
regularly 2/3
persons
Good Good None Release of CO
4ID Fan sump dra in legs internal / external
corros ion
3mm Stainless s teel Not Planned Non predicted regularly 2/3
persons
Good Good None Air ingress , explos ion
5Slag Gantry east
vertica l leg
internal / external
corros ion
6.4mm Paint breakdown,
loca l i sed rusting
Not Planned Unpredicted external
corros ion
regularly 2/3
persons
Good Good None Air ingress , explos ion
6Slag gantry horizonta l
duct
internal / external
corros ion
6.4mm Paint breakdown,
loca l i sed rusting
Not Planned Unpredicted external
corros ion
Occas ional ly Good Good None Air ingress , explos ion
7Slag Gantry west
vertica l leg
internal / external
corros ion
6.4mm Paint breakdown,
loca l i sed rusting
Not Planned Unpredicted external
corros ion
regularly 2/3
persons
Good Good None Air ingress , explos ion
8
Radiation section
explos ion door
internal eros ion /
external corros ion
2.0mm (hood
tubes)
Poor condition, thinning
tubes, regular failures,
several Structural P1
notifications
New Hood planned
for 2017
insta l lation
Unpredicted internal
eros ion / internal
corros ion
Occas ional ly Good Good Severa l years past,
system fa i l due to
explos ion, (a i r ingress )
Release of CO, water
leakage
9
Quencher Venturi internal / external
corros ion
7mm Paint breakdown,
covering of process
debris
Plan to replace as
part of Hood
replacement 2017
Unpredicted internal
eros ion / internal
corros ion
regularly 2/3
persons
Good Good None Release of CO, water
leakage
10
Primary Elbow internal / external
corros ion
7mm Poor condition, regular
repairs required due to
localised rusting, process
erosion
Considering replacing
as part of Secondary
Scrubbing upgrade
Unpredicted internal
eros ion / internal
corros ion
regularly 2/3
persons
Good Good None Release of CO, water
leakage
11
Quencher Seal tank &
dra in legs
internal / external
corros ion
4mm Paint breakdown,
covering of process
debris
Not Planned Unpredicted external
corros ion
regularly 2/3
persons
Good Good None Release of CO, water
leakage
12
Disc Scrubber internal / external
corros ion
4.3mm Poor condition, regular
repairs required due to
localised rusting, process
erosion
Considering replacing
as part of Secondary
Scrubbing upgrade
Unpredicted internal
eros ion / internal
corros ion
regularly 2/3
persons
Good Good None Release of CO, water
leakage
13
Secondary Elbow internal / external
corros ion
7mm Paint breakdown,
covering of process
debris
Not Planned Unpredicted external
corros ion
regularly 2/3
persons
Good Good None Release of CO, water
leakage
14
Quencher Feed tank &
dra in legs
internal / external
corros ion
5mm Paint breakdown,
covering of process
debris
Not Planned Unpredicted external
corros ion
Occas ional ly Good Good None Release of CO, water
leakage
15
Mist El iminator internal / external
corros ion
6.4mm Paint breakdown,
covering of process
debris
Not Planned Unpredicted external
corros ion
Occas ional ly Good Good None Release of CO, water
leakage
16
Ground Floor duct internal / external
corros ion, metal
splash
5.6mm Paint breakdown,
covering of process
debris
Not Planned Unpredicted external
corros ion
regularly 2/3
persons
Good Good Severa l years past,
system fa i l due to
explos ion, (a i r ingress )
Air ingress , explos ion
17
Duct Seal tank & dra in
legs
internal / external
corros ion
4.0mm Paint breakdown,
covering of process
debris
Not Planned Unpredicted external
corros ion
regularly 2/3
persons
Good Good None Air ingress , explos ion,
release of CO. Water
leakage
18
OG System manway
doors
internal / external
corros ion
relative to
system
location
Paint breakdown Not Planned Unpredicted external
corros ion
regularly 2/3
persons
Good Good Severa l years past, G F
Duct door fa i led. Other
doors no reported fa i l s
Air ingress , explos ion,
release of CO. Water
leakage
19
Lower Hood internal / external
corros ion
2.0mm (hood
tubes)
Paint breakdown,
covering of process
debris
Plan to replace as
part of Hood
replacement 2017
Unpredicted internal
eros ion / internal
corros ion
Occas ional ly Good Good None Release of CO, water
leakage, flame
release
20
Moveable Hood internal / external
corros ion
2.0mm (hood
tubes)
Paint breakdown,
covering of process
debris
Plan to replace as
part of Hood
replacement 2017
Unpredicted internal
eros ion / internal
corros ion
Occas ional ly Good Good None Release of CO, water
leakage, flame
release
21
Lower fixed hood internal / external
corros ion
2.0mm (hood
tubes)
Poor condition, thinning
tubes, regular failures,
several Structural P1
notifications
Plan to replace as
part of Hood
replacement 2017
Unpredicted internal
eros ion / internal
corros ion
regularly 2/3
persons
Good Good Severa l years past,
system overpressure
damaged Hood
Release of CO, water
leakage, flame
release
22
Upper Fixed hood internal / external
corros ion
2.0mm (hood
tubes)
Poor condition, thinning
tubes, regular failures,
several Structural P1
notifications
Plan to replace as
part of Hood
replacement 2017
Unpredicted internal
eros ion / internal
corros ion
regularly 2/3
persons
Good Good Severa l years past,
system overpressure
damaged Hood
Release of CO, water
leakage, flame
release
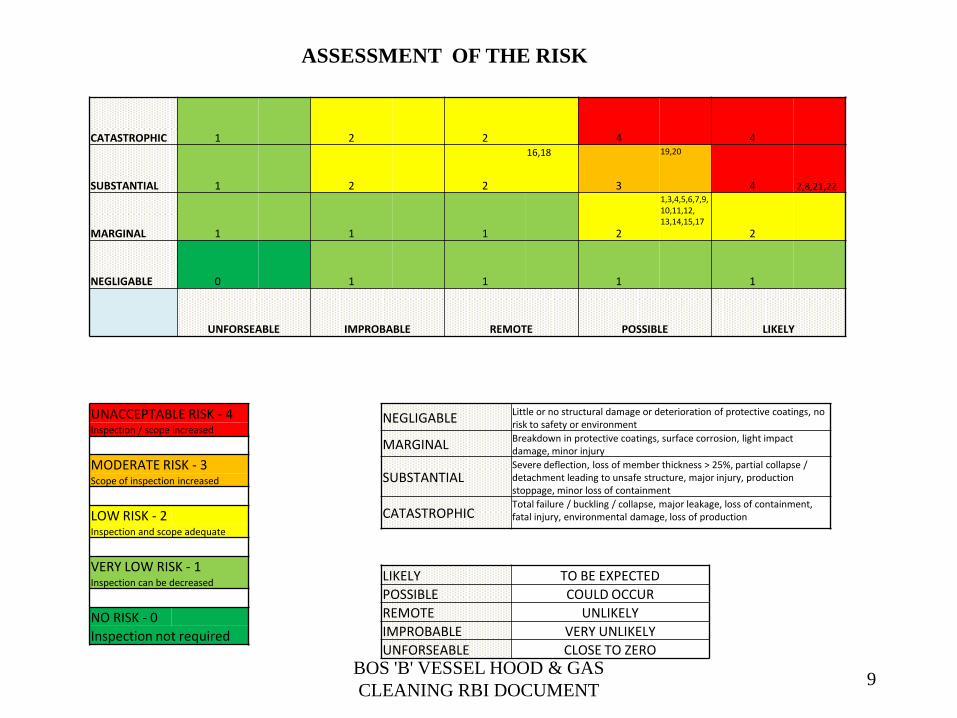
CATASTROPHIC 1 2 2 4 4
SUBSTANTIAL 1 2 2
16,18
3
19,20
4 2,8,21,22
MARGINAL 1 1 1 2
1,3,4,5,6,7,9,10,11,12, 13,14,15,17
2
NEGLIGABLE 0 1 1 1 1
UNFORSEABLE IMPROBABLE REMOTE POSSIBLE LIKELY
COMPONENTS AND CIRCUITS RISK ASSESSMENT MATRIX
UNACCEPTABLE RISK - 4Inspection / scope increased
MODERATE RISK - 3Scope of inspection increased
LOW RISK - 2Inspection and scope adequate
VERY LOW RISK - 1Inspection can be decreased
NO RISK - 0
Inspection not required
KEY
NEGLIGABLELittle or no structural damage or deterioration of protective coatings, no risk to safety or environment
MARGINALBreakdown in protective coatings, surface corrosion, light impact damage, minor injury
SUBSTANTIALSevere deflection, loss of member thickness > 25%, partial collapse / detachment leading to unsafe structure, major injury, production stoppage, minor loss of containment
CATASTROPHICTotal failure / buckling / collapse, major leakage, loss of containment, fatal injury, environmental damage, loss of production
LIKELY TO BE EXPECTED
POSSIBLE COULD OCCUR
REMOTE UNLIKELY
IMPROBABLE VERY UNLIKELY
UNFORSEABLE CLOSE TO ZERO
RISK / PROBABILITY DESCRIPTION
9BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
ASSESSMENT OF THE RISK
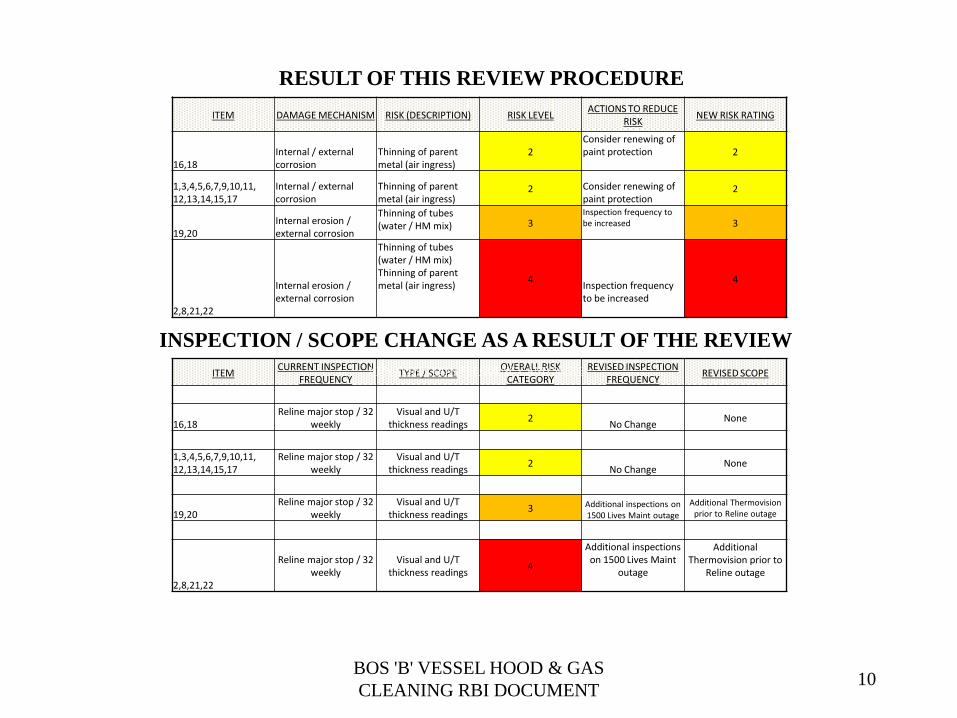
ITEM DAMAGE MECHANISM RISK (DESCRIPTION) RISK LEVELACTIONS TO REDUCE
RISKNEW RISK RATING
16,18Internal / external corrosion
Thinning of parent metal (air ingress)
2Consider renewing of paint protection 2
1,3,4,5,6,7,9,10,11, 12,13,14,15,17
Internal / external corrosion
Thinning of parent metal (air ingress)
2 Consider renewing of paint protection
2
19,20Internal erosion / external corrosion
Thinning of tubes (water / HM mix) 3
Inspection frequency to be increased 3
2,8,21,22
Internal erosion / external corrosion
Thinning of tubes (water / HM mix)Thinning of parent metal (air ingress)
4Inspection frequency to be increased
4
ACTIONS TO BE TAKEN TO REDUCE THE LIKELYHOOD OF FAILURE
ITEMCURRENT INSPECTION
FREQUENCYTYPE / SCOPE
OVERALL RISK CATEGORY
REVISED INSPECTION FREQUENCY
REVISED SCOPE
16,18Reline major stop / 32
weeklyVisual and U/T
thickness readings2
No ChangeNone
1,3,4,5,6,7,9,10,11, 12,13,14,15,17
Reline major stop / 32 weekly
Visual and U/T thickness readings
2No Change
None
19,20Reline major stop / 32
weeklyVisual and U/T
thickness readings3 Additional inspections on
1500 Lives Maint outage
Additional Thermovisionprior to Reline outage
2,8,21,22
Reline major stop / 32 weekly
Visual and U/T thickness readings
4
Additional inspections on 1500 Lives Maint
outage
Additional Thermovision prior to
Reline outage
NEW INSPECTION FREQUENCY AND SCOPE
10BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
RESULT OF THIS REVIEW PROCEDURE
INSPECTION / SCOPE CHANGE AS A RESULT OF THE REVIEW
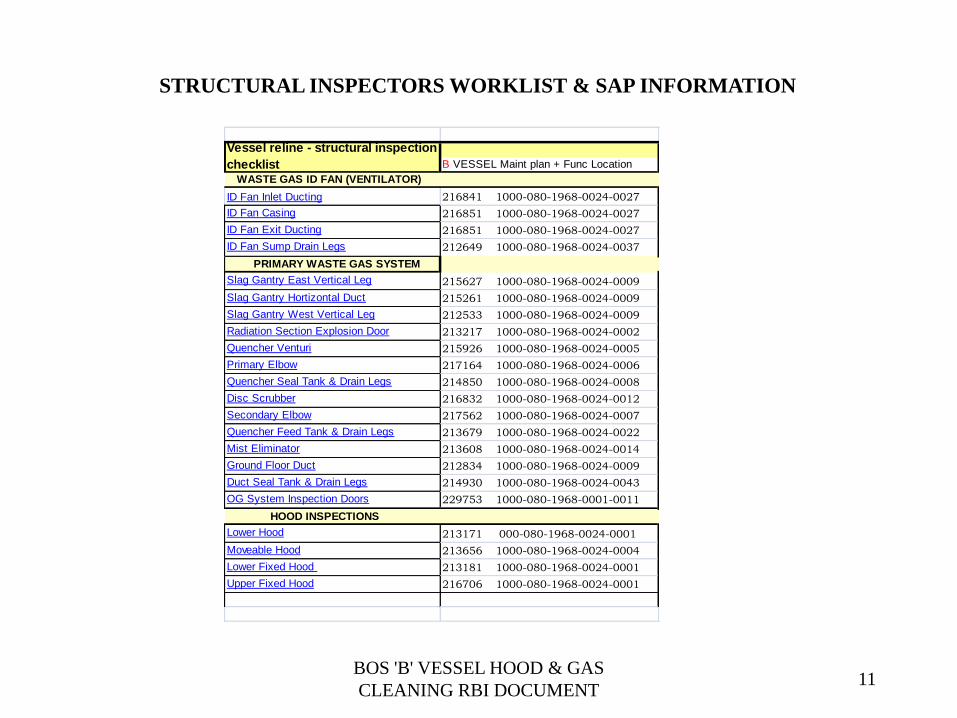
B VESSEL Maint plan + Func Location
WASTE GAS ID FAN (VENTILATOR)
ID Fan Inlet Ducting 216841 1000-080-1968-0024-0027
ID Fan Casing 216851 1000-080-1968-0024-0027
ID Fan Exit Ducting 216851 1000-080-1968-0024-0027
ID Fan Sump Drain Legs 212649 1000-080-1968-0024-0037
PRIMARY WASTE GAS SYSTEM
Slag Gantry East Vertical Leg 215627 1000-080-1968-0024-0009
Slag Gantry Hortizontal Duct 215261 1000-080-1968-0024-0009
Slag Gantry West Vertical Leg 212533 1000-080-1968-0024-0009
Radiation Section Explosion Door 213217 1000-080-1968-0024-0002
Quencher Venturi 215926 1000-080-1968-0024-0005
Primary Elbow 217164 1000-080-1968-0024-0006
Quencher Seal Tank & Drain Legs 214850 1000-080-1968-0024-0008
Disc Scrubber 216832 1000-080-1968-0024-0012
Secondary Elbow 217562 1000-080-1968-0024-0007
Quencher Feed Tank & Drain Legs 213679 1000-080-1968-0024-0022
Mist Eliminator 213608 1000-080-1968-0024-0014
Ground Floor Duct 212834 1000-080-1968-0024-0009
Duct Seal Tank & Drain Legs 214930 1000-080-1968-0024-0043
OG System Inspection Doors 229753 1000-080-1968-0001-0011
HOOD INSPECTIONS
Lower Hood 213171 000-080-1968-0024-0001
Moveable Hood 213656 1000-080-1968-0024-0004
Lower Fixed Hood 213181 1000-080-1968-0024-0001
Upper Fixed Hood 216706 1000-080-1968-0024-0001
Vessel reline - structural inspection
checklist
11BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
STRUCTURAL INSPECTORS WORKLIST & SAP INFORMATION
BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT12
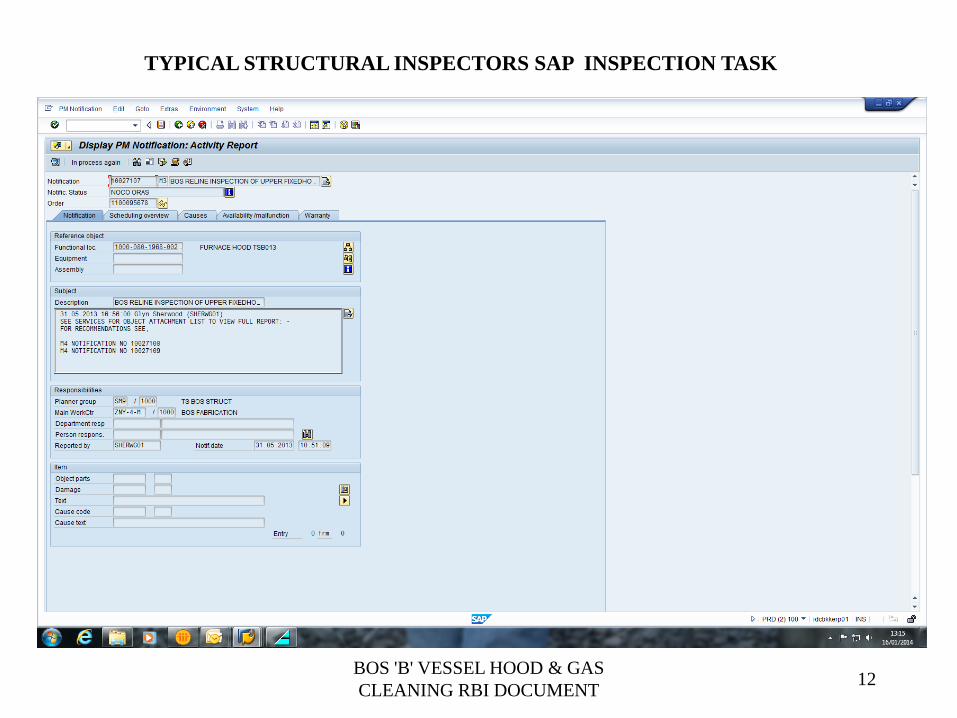
TYPICAL STRUCTURAL INSPECTORS SAP INSPECTION TASK
BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT13
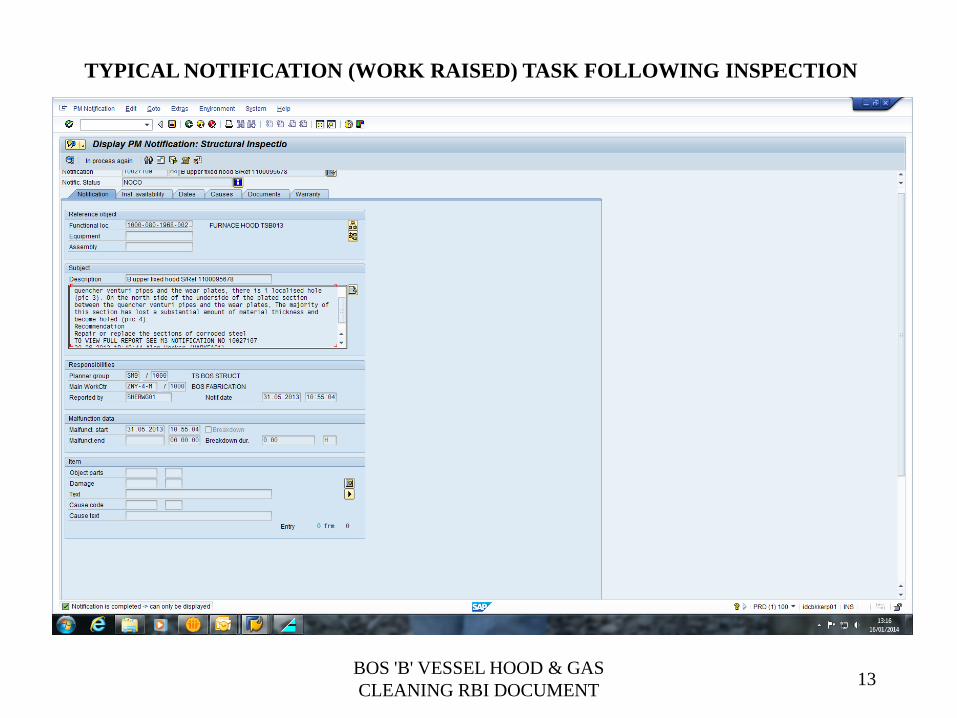
TYPICAL NOTIFICATION (WORK RAISED) TASK FOLLOWING INSPECTION
BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT14
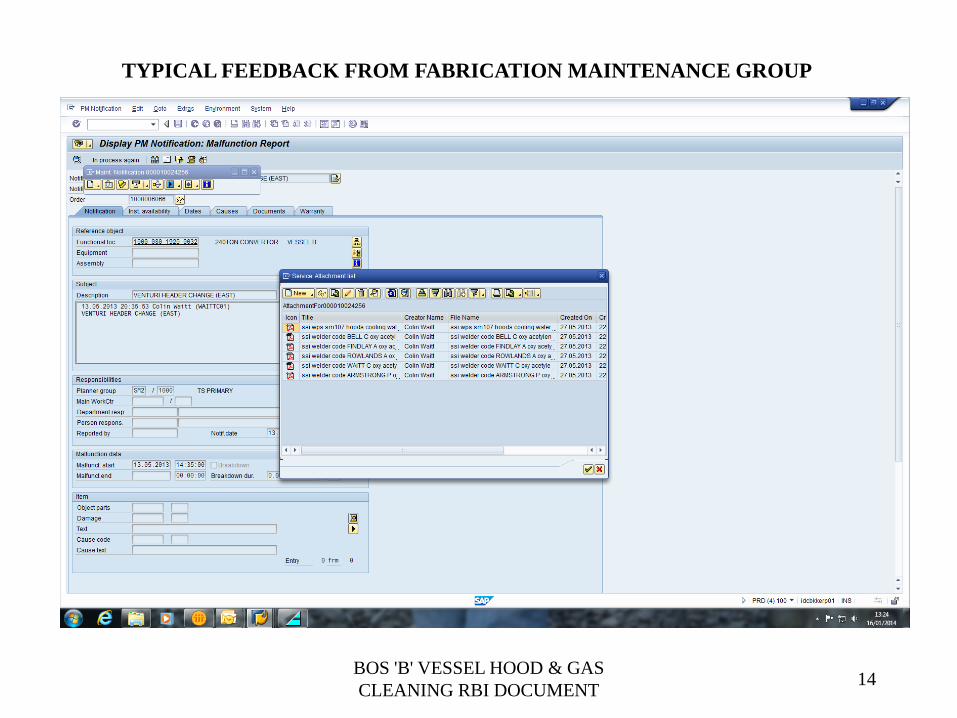
TYPICAL FEEDBACK FROM FABRICATION MAINTENANCE GROUP
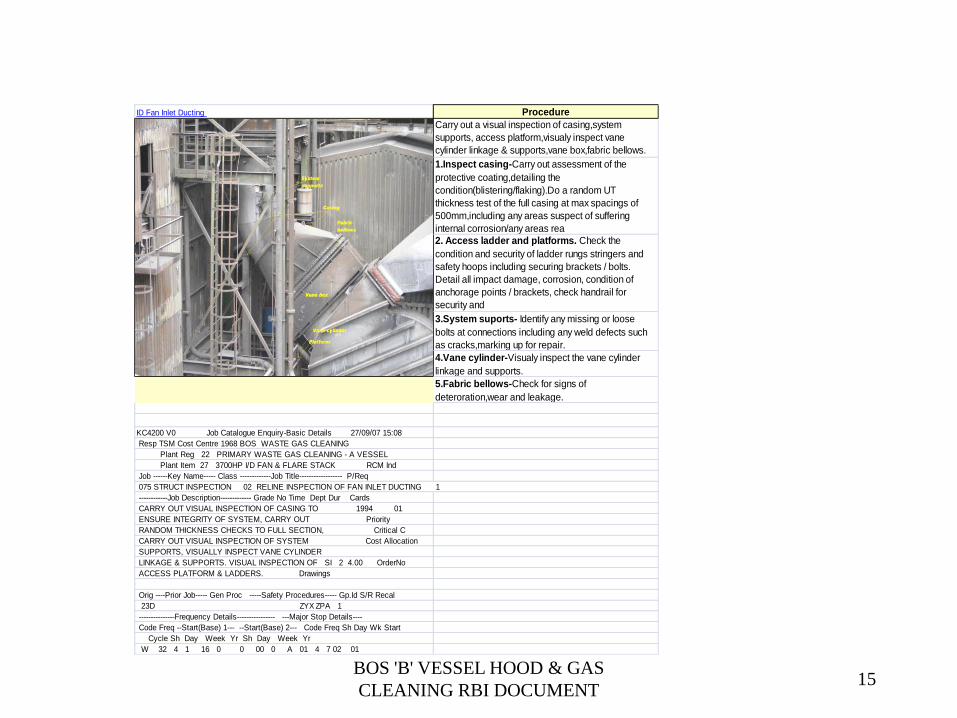
ID Fan Inlet Ducting Procedure
INSPECTION LIST
Carry out a visual inspection of casing,system
supports, access platform,visualy inspect vane
cylinder linkage & supports,vane box,fabric bellows.
1.Inspect casing-Carry out assessment of the
protective coating,detailing the
condition(blistering/flaking).Do a random UT
thickness test of the full casing at max spacings of
500mm,including any areas suspect of suffering
internal corrosion/any areas rea
2. Access ladder and platforms. Check the
condition and security of ladder rungs stringers and
safety hoops including securing brackets / bolts.
Detail all impact damage, corrosion, condition of
anchorage points / brackets, check handrail for
security and
3.System suports- Identify any missing or loose
bolts at connections including any weld defects such
as cracks,marking up for repair.
4.Vane cylinder-Visualy inspect the vane cylinder
linkage and supports.
5.Fabric bellows-Check for signs of
deteroration,wear and leakage.
KC4200 V0 Job Catalogue Enquiry-Basic Details 27/09/07 15:08
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 27 3700HP I/D FAN & FLARE STACK RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
075 STRUCT INSPECTION 02 RELINE INSPECTION OF FAN INLET DUCTING 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF CASING TO 1994 01
ENSURE INTEGRITY OF SYSTEM, CARRY OUT Priority
RANDOM THICKNESS CHECKS TO FULL SECTION, Critical C
CARRY OUT VISUAL INSPECTION OF SYSTEM Cost Allocation
SUPPORTS, VISUALLY INSPECT VANE CYLINDER
LINKAGE & SUPPORTS. VISUAL INSPECTION OF SI 2 4.00 OrderNo
ACCESS PLATFORM & LADDERS. Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 1 16 0 0 00 0 A 01 4 7 02 01
15BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
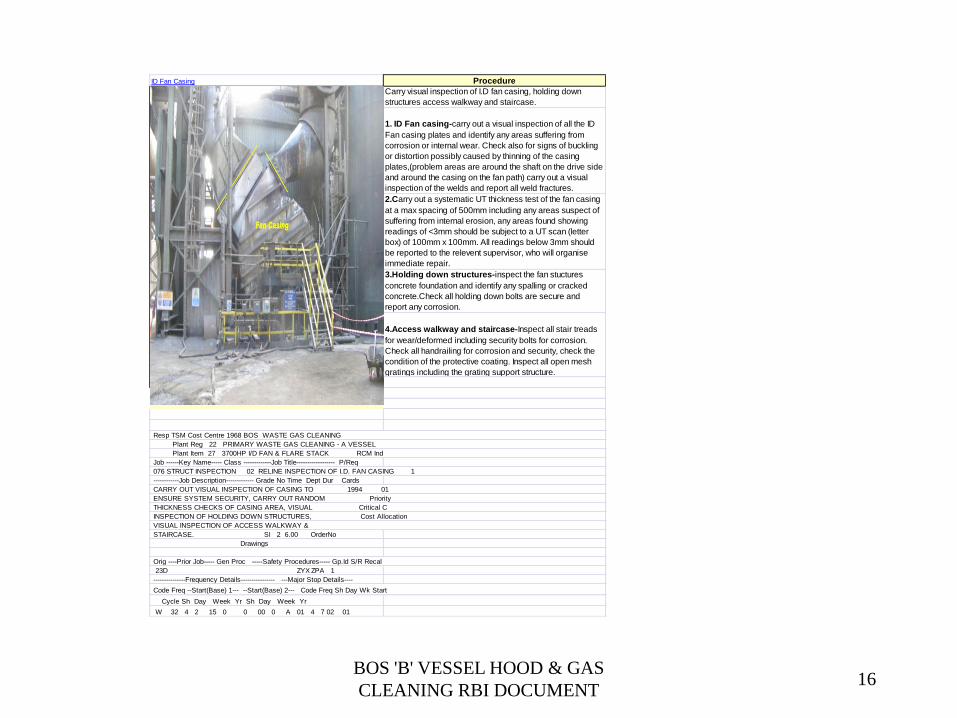
ID Fan Casing Procedure
INSPECTION PROCEDURE
Carry visual inspection of I.D fan casing, holding down
structures access walkway and staircase.
1. ID Fan casing-carry out a visual inspection of all the ID
Fan casing plates and identify any areas suffering from
corrosion or internal wear. Check also for signs of buckling
or distortion possibly caused by thinning of the casing
plates,(problem areas are around the shaft on the drive side
and around the casing on the fan path) carry out a visual
inspection of the welds and report all weld fractures.
2.Carry out a systematic UT thickness test of the fan casing
at a max spacing of 500mm including any areas suspect of
suffering from internal erosion, any areas found showing
readings of <3mm should be subject to a UT scan (letter
box) of 100mm x 100mm. All readings below 3mm should
be reported to the relevent supervisor, who will organise
immediate repair.
Visual inspection
3.Holding down structures-inspect the fan stuctures
concrete foundation and identify any spalling or cracked
concrete.Check all holding down bolts are secure and
report any corrosion.
4.Access walkway and staircase-Inspect all stair treads
for wear/deformed including security bolts for corrosion.
Check all handrailing for corrosion and security, check the
condition of the protective coating. Inspect all open mesh
gratings including the grating support structure.
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 27 3700HP I/D FAN & FLARE STACK RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
076 STRUCT INSPECTION 02 RELINE INSPECTION OF I.D. FAN CASING 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF CASING TO 1994 01
ENSURE SYSTEM SECURITY, CARRY OUT RANDOM Priority
THICKNESS CHECKS OF CASING AREA, VISUAL Critical C
INSPECTION OF HOLDING DOWN STRUCTURES, Cost Allocation
VISUAL INSPECTION OF ACCESS WALKWAY &
STAIRCASE. SI 2 6.00 OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
16BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT

ID Fan Exit Ducting Procedure
Carry out a visual inspection of:
Swan neck, Stainless steel expansion Bellows, Silencer, T piece,
Transition duct and Fabric bellows to ensure integrity of ducting.
1. Swan neck, check for paint deterioration / corrosion, check
welds on channel stiffeners / between ducting and stiffeners for
crevice corrosion. Carry out visual inspection of swan neck to Stack
flanged connection looking for signs of leakage. Check bolts for
severe corrosion and identify any found missing or loose. Carry out
thickness checks to ducting at a max spacing of 500mm, including
any areas suspected of suffering internal errosion or severe external
corrosion (i.e above channel stiffeners where plant process debris
collects, signs of buckling or distortion). Any areas showing
readings < 3mm should be subject to a scan (Min 100mm x
100mmm) to dermine the area requiring repair. Mark all areas
requiring repair and report to relevant plant supervisor who will
organise immediate repair.
2. Stainless expansion Bellows Check convolutes for signs of
fatigue/cracking. Any suspect areas should be subject to DPI.
Check and report any signs of impact damage and misalignment.
3. Silencer Thickness check ducting at a max spacing of 500mm /
check for paint deterioation signs of corrosion. Check welds for
defects
4. T piece and transition ducting Check for paint deterioration /
corrosion to casings,Check bolts in flanges for severe corrosion and
identify any missing or loose. Check around welded connection of "T"
piece for leakage thinning of shell casing .Carry out thickness checks
to ducting at a max spacing of 400mm including any areas suspected
of suffering internal errosion or severe external corrosion i.e. signs of
buckling, distortion, pin holes . Any areas showing readings <3mm
should be subject to a scan (min 100mm x 100mm) to dermine the
area requiring repair, mark all areas requiring repair and report to
relevant plant supervisor who will organise immediate repair.Check
bolted connections in north and south sides supporting columns.
5.Fabric bellows Check bellows for signs of deterioration, tears, holes, .
any signs of leakage
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 27 3700HP I/D FAN & FLARE STACK RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
077 STRUCT INSPECTION 02 RELINE INSPECTION OF FAN EXIT DUCTING 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF CASING TO 1994 01
ENSURE SYSTEM SECURITY, CARRY OUT RANDOM Priority
THICKNESS CHECKS TO FULL SECTION, REPORT Critical C
ON FABRIC BELLOWS CONDITION, VISUAL Cost Allocation
INSPECTION OF SILENCER SECTION, VISUAL
INSPECTION OF SWAN NECK ENTERING INTO SI 2 4.00 OrderNo
CHIMNEY. Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
17BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
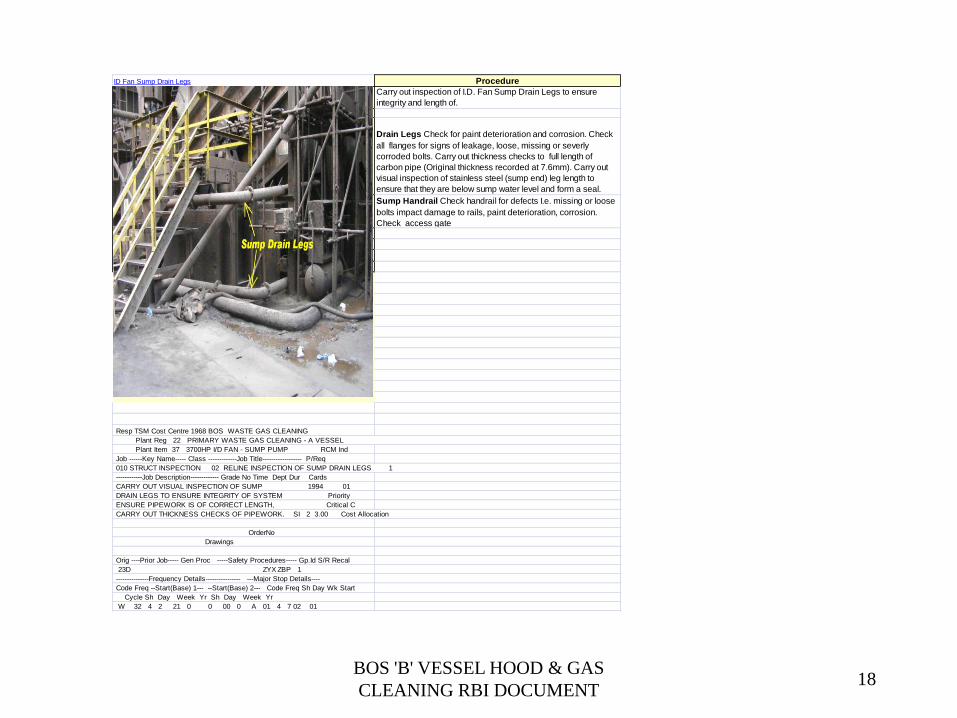
ID Fan Sump Drain Legs Procedure
INSPECTION LIST
Carry out inspection of I.D. Fan Sump Drain Legs to ensure
integrity and length of.
Visual inspect
Drain Legs Check for paint deterioration and corrosion. Check
all flanges for signs of leakage, loose, missing or severly
corroded bolts. Carry out thickness checks to full length of
carbon pipe (Original thickness recorded at 7.6mm). Carry out
visual inspection of stainless steel (sump end) leg length to
ensure that they are below sump water level and form a seal.
1 Sump drain legs
Sump Handrail Check handrail for defects I.e. missing or loose
bolts impact damage to rails, paint deterioration, corrosion.
Check access gate
2 Ensure pipe work is of correct length
UT thickness tests
1 Ut thickness testing of pipe work
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 37 3700HP I/D FAN - SUMP PUMP RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
010 STRUCT INSPECTION 02 RELINE INSPECTION OF SUMP DRAIN LEGS 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF SUMP 1994 01
DRAIN LEGS TO ENSURE INTEGRITY OF SYSTEM Priority
ENSURE PIPEWORK IS OF CORRECT LENGTH, Critical C
CARRY OUT THICKNESS CHECKS OF PIPEWORK. SI 2 3.00 Cost Allocation
OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZBP 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 21 0 0 00 0 A 01 4 7 02 01
18BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT

Slag Gantry East Vertical Leg Procedure
INSPECTION LIST
Carry out inspection of casing, 20metre level pivot point
frames and pin connections to casing, crane drivers access
walkway level slide bearing frame
Visual inspect
1.Inspect casing-Carry out assessment of the protective
coating,detailing the condition(blistering/flaking).Do a
random UT thickness test of the full casing at max spacings
of 500mm,including any areas suspect of suffering internal
erosion / any areas reading <3mm should be subject to a
scan (min 100mmx100mm) to determine the area to repair.
1 Inspect casings
2. Pivot point frame. Check around pin to esure welded
connection to ducting is intact and pin is horizontal. Check
frame for defects I.e. distortion, welds cracking and if frame
is vertical on supporting steelwork.
2 System supports at 20m level
3. Slide bearing and frame. Check channel bracings for
integrity I.e. bolted connections any signs of distortion. Check
wear plates on shell casing and channel bracings to ensure
integrity off.
3 Slide bearing frame
4 Pivot point frame
UT thickness tests
1 Random Ut Thickness tesing of full section
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 09 DAHL TUBE RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
025 STRUCT INSPECTION 02 RELINE INSPECTION OF EAST VERTICAL LEG 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF CASING TO 1994 01
ENSURE INTEGRITY OF SYSTEM, CARRY OUT Priority
RANDOM THICKNESS CHECKS TO FULL SECTION, Critical C
VISUALLY INSPECT SYSTEM SUPPORTS @ 20M Cost Allocation
LEVEL, VISUAL INSPECTION OF SLIDE
BEARING FRAME, VISUAL INSPECTION OF SI 2 12.00 OrderNo
PIVOT POINT FRAME. Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
19BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
Slag Gantry Hortizontal Duct Procedure
INSPECTION LIST
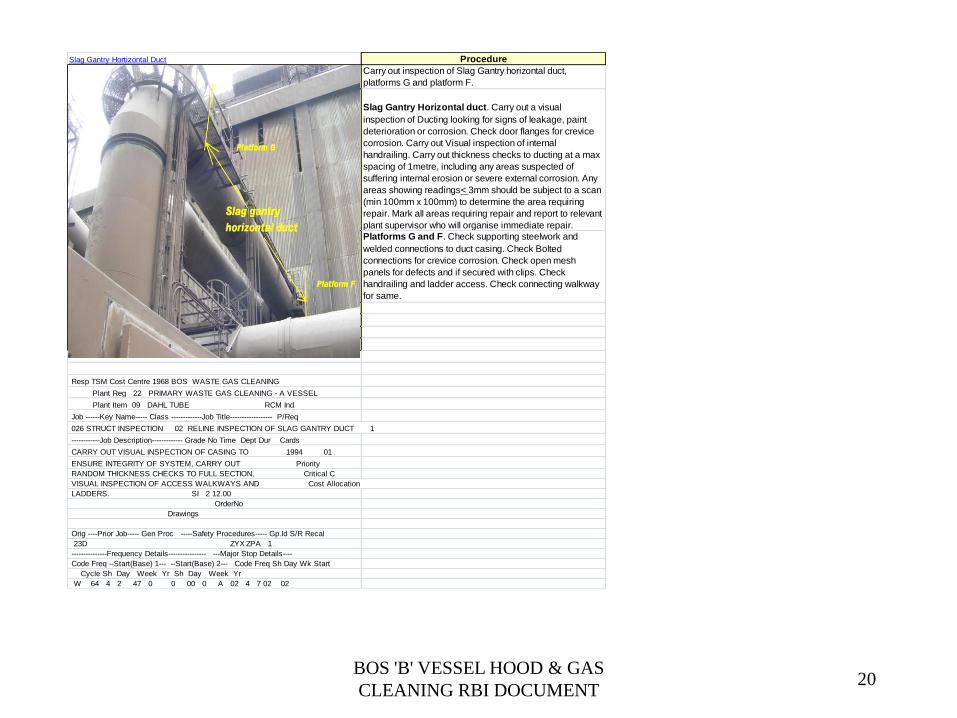
Carry out inspection of Slag Gantry horizontal duct,
platforms G and platform F.
Slag Gantry Horizontal duct. Carry out a visual
inspection of Ducting looking for signs of leakage, paint
deterioration or corrosion. Check door flanges for crevice
corrosion. Carry out Visual inspection of internal
handrailing. Carry out thickness checks to ducting at a max
spacing of 1metre, including any areas suspected of
suffering internal erosion or severe external corrosion. Any
areas showing readings< 3mm should be subject to a scan
(min 100mm x 100mm) to determine the area requiring
repair. Mark all areas requiring repair and report to relevant
plant supervisor who will organise immediate repair.
Visual inspect
Platforms G and F. Check supporting steelwork and
welded connections to duct casing. Check Bolted
connections for crevice corrosion. Check open mesh
panels for defects and if secured with clips. Check
handrailing and ladder access. Check connecting walkway
for same.
1 Inspect casings
2 Access walkways and ladders
UT thickness tests
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 09 DAHL TUBE RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
026 STRUCT INSPECTION 02 RELINE INSPECTION OF SLAG GANTRY DUCT 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF CASING TO 1994 01
ENSURE INTEGRITY OF SYSTEM, CARRY OUT Priority
RANDOM THICKNESS CHECKS TO FULL SECTION, Critical C
VISUAL INSPECTION OF ACCESS WALKWAYS AND Cost Allocation
LADDERS. SI 2 12.00
OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 64 4 2 47 0 0 00 0 A 02 4 7 02 02
20BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT

Slag Gantry West Vertical Leg Procedure
INSPECTION LIST
carry out a visual inspection of casing,system supports
and vertical access ladder.
1.Inspect casing-Carry out assessment of the
protective coating,detailing the
condition(blistering/flaking).Do a random UT thickness
test of the full casing at max spacings of
500mm,including any areas suspect of suffering internal
corrosion/any areas reading <3mm should be subject to
a scan (min 100mmx100mm) to determine the area to
repair.
2.System suports- Identify any missing or loose bolts at
connections including any weld defects such as
cracks,marking up for repair.
3.Vertical access ladder-Check the condition and
security of the ladder rungs,stringers and safety hoops
including securing brackets/bolts.Detail all impact
damage,corrosion,contition of protective
coating,condition of anchorage point.
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 09 DAHL TUBE RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
027 STRUCT INSPECTION 02 RELINE INSPECTION OF WEST VERTICAL LEG 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF CASING TO 1994 01
ENSURE INTEGRITY OF SYSTEM, CARRY OUT Priority
RANDOM THICKNESS CHECKS TO FULL SECTION, Critical C
CARRY OUT VISUAL INSPECTION OF SYSTEM Cost Allocation
SUPPORTS, VISUAL INSPECTION OF VERTICAL
LADDER ACCESS. SI 2 4.00 OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 64 4 2 47 0 0 00 0 A 02 4 7 02 02
21BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
Radiation Section Explosion Door Procedure
INSPECTION LIST
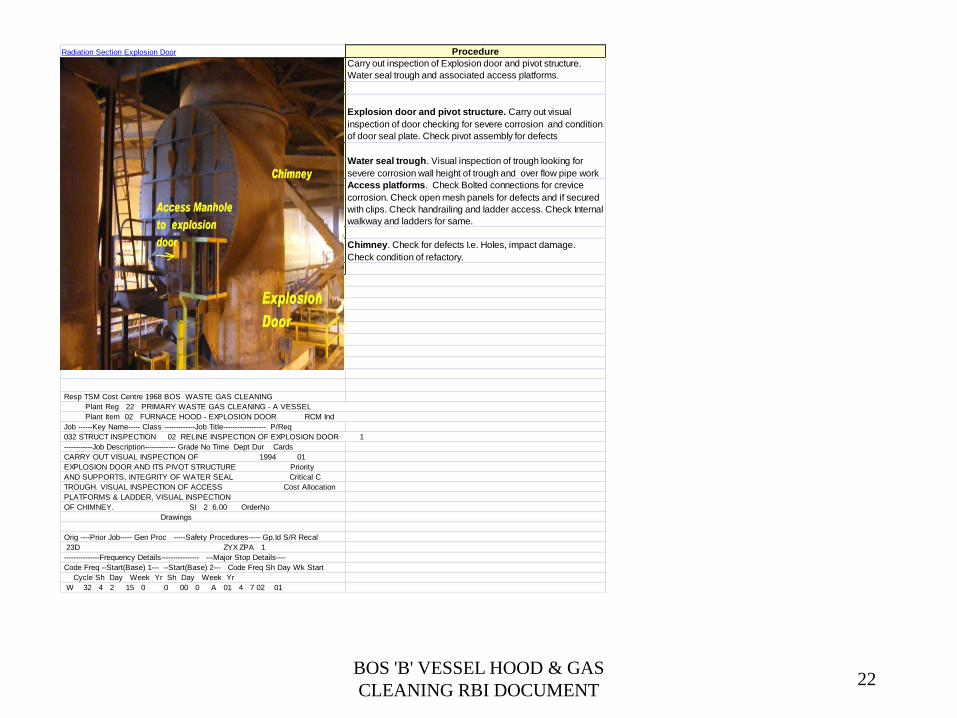
Carry out inspection of Explosion door and pivot structure.
Water seal trough and associated access platforms.
Visual inspect
Explosion door and pivot structure. Carry out visual
inspection of door checking for severe corrosion and condition
of door seal plate. Check pivot assembly for defects
1 Explosion door
Water seal trough. Visual inspection of trough looking for
severe corrosion wall height of trough and over flow pipe work
2 Explosion door pivot structure ans supports
Access platforms. Check Bolted connections for crevice
corrosion. Check open mesh panels for defects and if secured
with clips. Check handrailing and ladder access. Check Internal
walkway and ladders for same.
3 Water seal trough
4 access platforms and ladder
Chimney. Check for defects I.e. Holes, impact damage.
Check condition of refactory.
5 chimney
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 02 FURNACE HOOD - EXPLOSION DOOR RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
032 STRUCT INSPECTION 02 RELINE INSPECTION OF EXPLOSION DOOR 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF 1994 01
EXPLOSION DOOR AND ITS PIVOT STRUCTURE Priority
AND SUPPORTS, INTEGRITY OF WATER SEAL Critical C
TROUGH. VISUAL INSPECTION OF ACCESS Cost Allocation
PLATFORMS & LADDER, VISUAL INSPECTION
OF CHIMNEY. SI 2 6.00 OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
22BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
Quencher Venturi Procedure
INSPECTION LIST
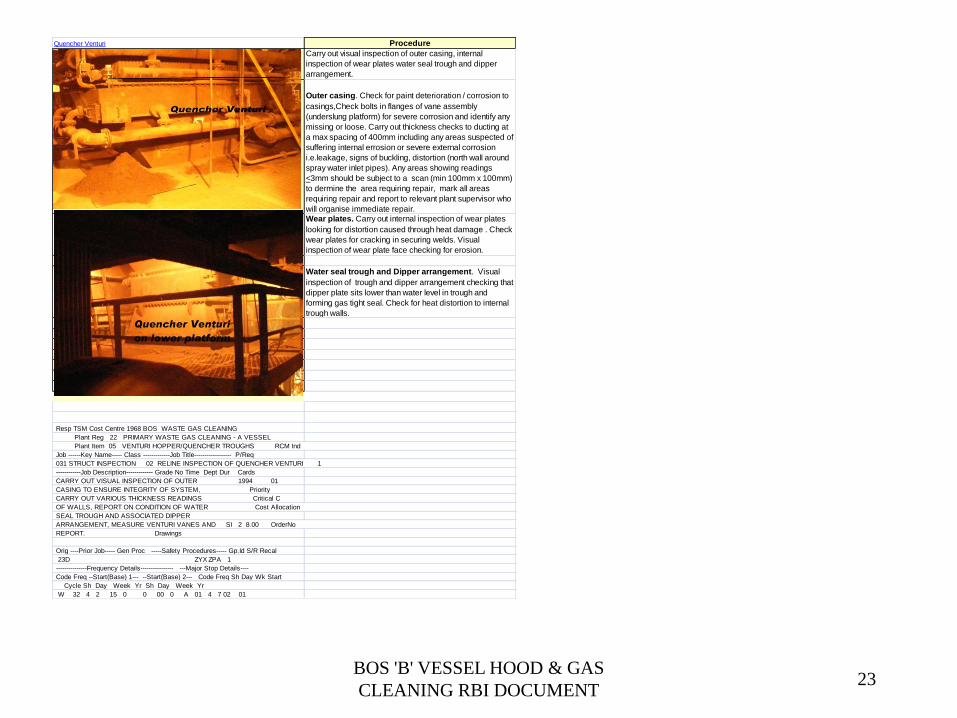
Carry out visual inspection of outer casing, internal
inspection of wear plates water seal trough and dipper
arrangement.
Outer casing. Check for paint deterioration / corrosion to
casings,Check bolts in flanges of vane assembly
(underslung platform) for severe corrosion and identify any
missing or loose. Carry out thickness checks to ducting at
a max spacing of 400mm including any areas suspected of
suffering internal errosion or severe external corrosion
i.e.leakage, signs of buckling, distortion (north wall around
spray water inlet pipes). Any areas showing readings
<3mm should be subject to a scan (min 100mm x 100mm)
to dermine the area requiring repair, mark all areas
requiring repair and report to relevant plant supervisor who
will organise immediate repair.
Visual inspect
Wear plates. Carry out internal inspection of wear plates
looking for distortion caused through heat damage . Check
wear plates for cracking in securing welds. Visual
inspection of wear plate face checking for erosion.
1 Outer casing
2 Water seal trough
Water seal trough and Dipper arrangement. Visual
inspection of trough and dipper arrangement checking that
dipper plate sits lower than water level in trough and
forming gas tight seal. Check for heat distortion to internal
trough walls.
3 Dipper arrangement
UT thickness tests
1 UT thickness test walls
Measure
Venturi vanes and report
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 05 VENTURI HOPPER/QUENCHER TROUGHS RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
031 STRUCT INSPECTION 02 RELINE INSPECTION OF QUENCHER VENTURI 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF OUTER 1994 01
CASING TO ENSURE INTEGRITY OF SYSTEM, Priority
CARRY OUT VARIOUS THICKNESS READINGS Critical C
OF WALLS, REPORT ON CONDITION OF WATER Cost Allocation
SEAL TROUGH AND ASSOCIATED DIPPER
ARRANGEMENT, MEASURE VENTURI VANES AND SI 2 8.00 OrderNo
REPORT. Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
23BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT

Primary Elbow Procedure
INSPECTION LIST
Carry out inspection to The outer casing,system
supports, access ladders, platforms andExpansion
bellows
1. Outer casing, Check for paint deterioration /
corrosion. Check welds on channel stiffeners / between
ducting and stiffeners for crevice corrosion. Carry out
visual inspection of elbow casing looking forsigns of
leakage. Check bolts for severe corrosion and
identifyany found missing or loose. Carry out thickness
checks to the ducting at a max imum spacing of 500mm,
including any suspected of suffering from internal
erosion, areas showing signs buckling or distortion.Any
areas showing readings< 3mm should be subject to a
scan (min 100mm x 100mm) to determine the area
requiring repair.
Visual inspect
2.System supports Identify any missing or loose bolts
at connections, including any defects such as cracks,
marking up any for repair
1 Outer casing
3. Access ladder and platforms. Check the condition
and security of ladder rungs stringers and safety hoops
including securing brackets / bolts. Detail all impact
damage, corrosion, condition of anchorage points /
brackets, check handrail for security and damage,
check Kennedy grating for security i.e. clips
4. Expansion Bellows. Check the convolutes for signs
of fatigue / cracking. Any suspect areas should be
subject to D,P,I. Check and report any signs of impact
damage and misalignment.
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 06 PRIMARY ELBOW RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
023 STRUCT INSPECTION 02 RELINE INSPECTION OF PRIMARY ELBOW 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF OUTER 01
CASING TO ENSURE INTEGRITY OF SYSTEM, Priority
REPORT ON STRUCTURAL SUPPORTS FOR SYSTEM Critical C
VISUAL INSPECTION OF ACCESS LADDER & Cost Allocation
PLATFORMS, REPORT ON CONDITION OF
EXPANSION BELLOWS. SI 2 8.00 1994 OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 64 4 2 07 1 0 00 0 A 02 4 7 02 02
24BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
Quencher Seal Tank & Drain Legs Procedure
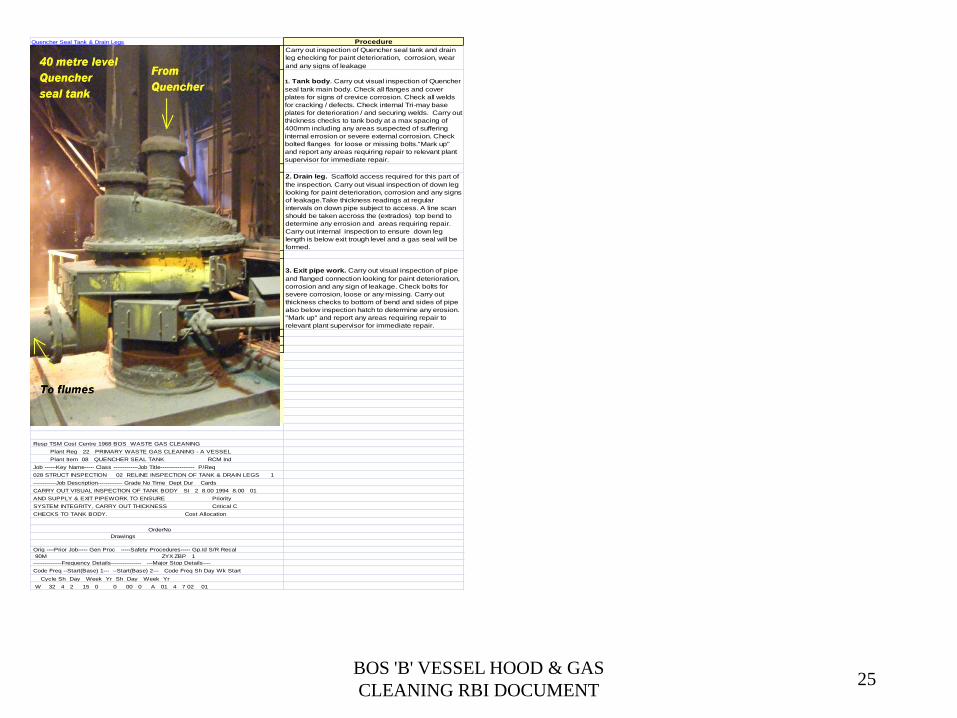
Carry out inspection of Quencher seal tank and drain
leg checking for paint deterioration, corrosion, wear
and any signs of leakage
INSPECTION LIST
1. Tank body. Carry out visual inspection of Quencher
seal tank main body. Check all flanges and cover
plates for signs of crevice corrosion. Check all welds
for cracking / defects. Check internal Tri-may base
plates for deterioration / and securing welds. Carry out
thickness checks to tank body at a max spacing of
400mm including any areas suspected of suffering
internal errosion or severe external corrosion. Check
bolted flanges for loose or missing bolts."Mark up"
and report any areas requiring repair to relevant plant
supervisor for immediate repair.
Visual inspect
1 Tank body
2. Drain leg. Scaffold access required for this part of
the inspection. Carry out visual inspection of down leg
looking for paint deterioration, corrosion and any signs
of leakage.Take thickness readings at regular
intervals on down pipe subject to access. A line scan
should be taken accross the (extrados) top bend to
determine any errosion and areas requiring repair.
Carry out internal inspection to ensure down leg
length is below exit trough level and a gas seal will be
formed.
2 Supply pipe work
3 Export pipe work
3. Exit pipe work. Carry out visual inspection of pipe
and flanged connection looking for paint deterioration,
corrosion and any sign of leakage. Check bolts for
severe corrosion, loose or any missing. Carry out
thickness checks to bottom of bend and sides of pipe
also below inspection hatch to determine any erosion.
"Mark up" and report any areas requiring repair to
relevant plant supervisor for immediate repair.
UT thickness tests
1 UT thickness tests of tank body
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 08 QUENCHER SEAL TANK RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
028 STRUCT INSPECTION 02 RELINE INSPECTION OF TANK & DRAIN LEGS 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF TANK BODY SI 2 8.00 1994 8.00 01
AND SUPPLY & EXIT PIPEWORK TO ENSURE Priority
SYSTEM INTEGRITY, CARRY OUT THICKNESS Critical C
CHECKS TO TANK BODY. Cost Allocation
OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
90M ZYX ZBP 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
25BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
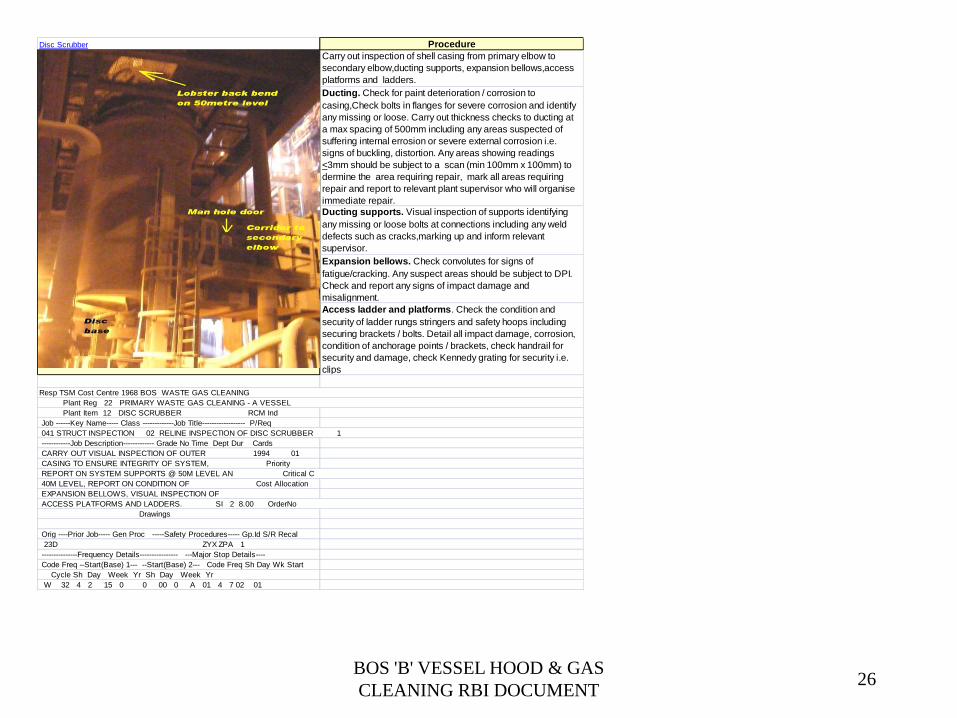
Disc Scrubber Procedure
INSPECTION LIST
Carry out inspection of shell casing from primary elbow to
secondary elbow,ducting supports, expansion bellows,access
platforms and ladders.
Ducting. Check for paint deterioration / corrosion to
casing,Check bolts in flanges for severe corrosion and identify
any missing or loose. Carry out thickness checks to ducting at
a max spacing of 500mm including any areas suspected of
suffering internal errosion or severe external corrosion i.e.
signs of buckling, distortion. Any areas showing readings
<3mm should be subject to a scan (min 100mm x 100mm) to
dermine the area requiring repair, mark all areas requiring
repair and report to relevant plant supervisor who will organise
immediate repair.
Visual inspect
Ducting supports. Visual inspection of supports identifying
any missing or loose bolts at connections including any weld
defects such as cracks,marking up and inform relevant
supervisor.
1 Outer casing
Expansion bellows. Check convolutes for signs of
fatigue/cracking. Any suspect areas should be subject to DPI.
Check and report any signs of impact damage and
misalignment.
Access ladder and platforms. Check the condition and
security of ladder rungs stringers and safety hoops including
securing brackets / bolts. Detail all impact damage, corrosion,
condition of anchorage points / brackets, check handrail for
security and damage, check Kennedy grating for security i.e.
clips
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 12 DISC SCRUBBER RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
041 STRUCT INSPECTION 02 RELINE INSPECTION OF DISC SCRUBBER 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF OUTER 1994 01
CASING TO ENSURE INTEGRITY OF SYSTEM, Priority
REPORT ON SYSTEM SUPPORTS @ 50M LEVEL AN Critical C
40M LEVEL, REPORT ON CONDITION OF Cost Allocation
EXPANSION BELLOWS, VISUAL INSPECTION OF
ACCESS PLATFORMS AND LADDERS. SI 2 8.00 OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
26BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
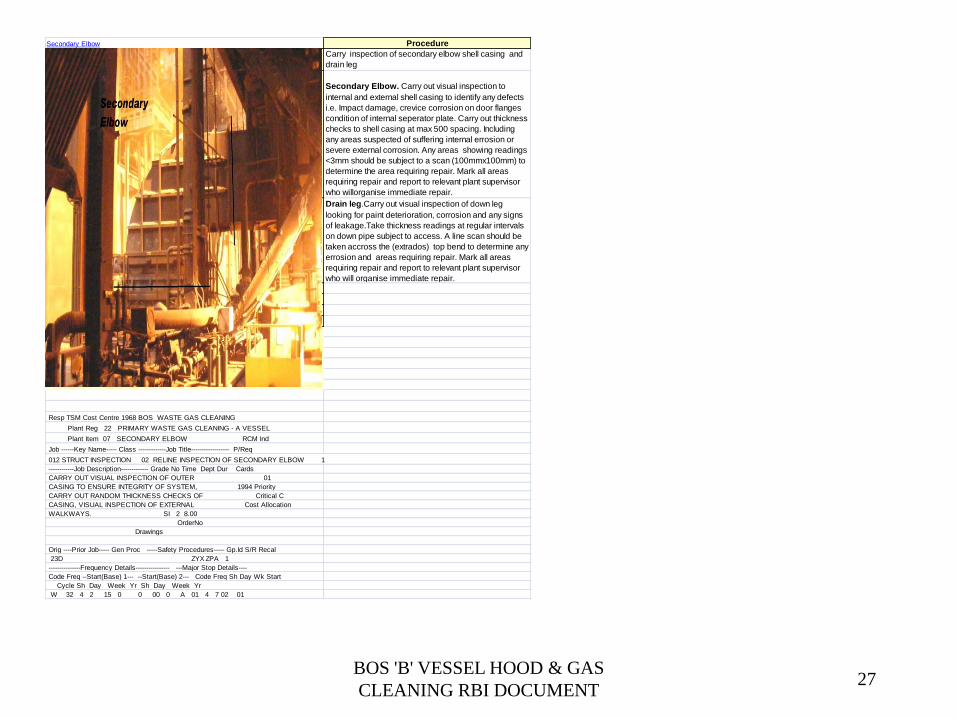
Secondary Elbow Procedure
INSPECTION LIST
Carry inspection of secondary elbow shell casing and
drain leg
Visual inspect
Secondary Elbow. Carry out visual inspection to
internal and external shell casing to identify any defects
i.e. Impact damage, crevice corrosion on door flanges
condition of internal seperator plate. Carry out thickness
checks to shell casing at max 500 spacing. Including
any areas suspected of suffering internal errosion or
severe external corrosion. Any areas showing readings
<3mm should be subject to a scan (100mmx100mm) to
determine the area requiring repair. Mark all areas
requiring repair and report to relevant plant supervisor
who willorganise immediate repair.
1 Outer casing
Drain leg.Carry out visual inspection of down leg
looking for paint deterioration, corrosion and any signs
of leakage.Take thickness readings at regular intervals
on down pipe subject to access. A line scan should be
taken accross the (extrados) top bend to determine any
errosion and areas requiring repair. Mark all areas
requiring repair and report to relevant plant supervisor
who will organise immediate repair.
2 External walkways
UT thickness tests
1 Random UT thickness tests of casing
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 07 SECONDARY ELBOW RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
012 STRUCT INSPECTION 02 RELINE INSPECTION OF SECONDARY ELBOW 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF OUTER 01
CASING TO ENSURE INTEGRITY OF SYSTEM, 1994 Priority
CARRY OUT RANDOM THICKNESS CHECKS OF Critical C
CASING, VISUAL INSPECTION OF EXTERNAL Cost Allocation
WALKWAYS. SI 2 8.00
OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
27BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT

Quencher Feed Tank & Drain Legs Procedure
INSPECTION LIST
Carry out inspection to Tank body, inlet and out let
pipework, weir wall and man hole door access.
Visual inspect
Tank body. Carry out a visual inspection of Tank
looking for signs of leakage, paint deterioration or
corrosion. Check door flanges for crevice corrosion.
Carry out Visual inspection of internal ladder. Carry out
thickness checks to tank walls roof and floor at a max
spacing of 1metre, including any areas suspected of
suffering internal erosion or severe external corrosion.
Any areas showing readings< 3mm should be subject
to a scan (min 100mm x 100mm) to determine the area
requiring repair. Mark all areas requiring repair and
report to relevant plant supervisor who will organise
immediate repair.
1 Tank body
Weir wall. Check integrity of wall, height of wall is
higher than east side internal drain legs to form seal.
Carry out random thickness checks to weir wall.
2 Supply pipe work
Inlet and outlet pipework (drain legs).Carry out
visual inspection of all pipework looking for signs of
leakage, paint deterioration and corrosion. Check all
flanged connections checking for loose severly
corroded or missing bolts. Carry out thickness checks
to all pipe work at random areas and areas liable to
suffer from internal errosion (extrados).
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 22 QUENCHER FEED TANK RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
022 STRUCT INSPECTION 02 RELINE INSPECTION OF TANK & DRAIN LEGS 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF TANK BODY 01
AND SUPPLY & EXIT PIPEWORK TO ENSURE Priority
SYSTEM INTEGRITY, CARRY OUT RANDOM Critical C
THICKNESS CHECKS TO TANK BODY AND PIPE - Cost Allocation
WORK, ENSURE WEIR WALL IS FIT FOR PURPOS
AND CARRY OUT RANDOM THICKNESS CHECKS. SI 2 12.00 OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZBP 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 29 0 0 00 0 A 01 4 7 02 01
28BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT

Mist Eliminator Procedure
INSPECTION LIST
Carry out inspection of Mist eliminator shell casing, drain leg
access walkways, ladders and system supports.
1. Shell casing, Check for paint deterioration / corrosion.
Check welds on channel stiffeners / between ducting and
stiffeners for crevice corrosion. Carry out visual inspection of
casing looking for signs of leakage. Check bolts for severe
corrosion and identify any found missing or loose. Carry out
thickness checks to the ducting at a maximum spacing of
500mm, including any suspected of suffering from internal
erosion, areas showing signs buckling or distortion.Any
areas showing readings< 3mm should be subject to a scan
(min 100mm x 100mm) to determine the area requiring
repair.
Visual inspect
Drain leg. Carry out visual inspection of down leg looking for
paint deterioration, corrosion and any signs of leakage.Take
thickness readings at regular intervals on down pipe subject
to access. A line scan should be taken accross the
(extrados) top bend to determine any errosion and areas
requiring repair.
1 Outer casing
4.Access walkway and ladders-Inspect all ladder rungs
for wear/deformed including security bolts for corrosion.
Check all handrailing for corrosion and security, check the
condition of the protective coating. Inspect all open mesh
gratings including the grating support structure.
2 Access walk ways and ladders
3.System suports- Identify any missing or loose bolts at
connections including any weld defects such as
cracks,marking up for repair.
3 System supports at 20m level
4 System supports at 30m level
UT thickness tests
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 14 MIST ELIMINATOR RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
011 STRUCT INSPECTION 02 RELINE INSPECTION OF MIST ELIMINATOR 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF OUTER 1994 01
CASING TO ENSURE INTEGRITY OF SYSTEM, Priority
CARRY OUT RANDOM THICKNESS CHECKS OF Critical C
CASING, VISUAL INSPECTION OF ACCESS Cost Allocation
WALKWAYS AND LADDERS, VISUAL INSPECTION
OF SYSTEM SUPPORTS @ 20M/30M LEVEL SI 2 8.00 OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
29BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
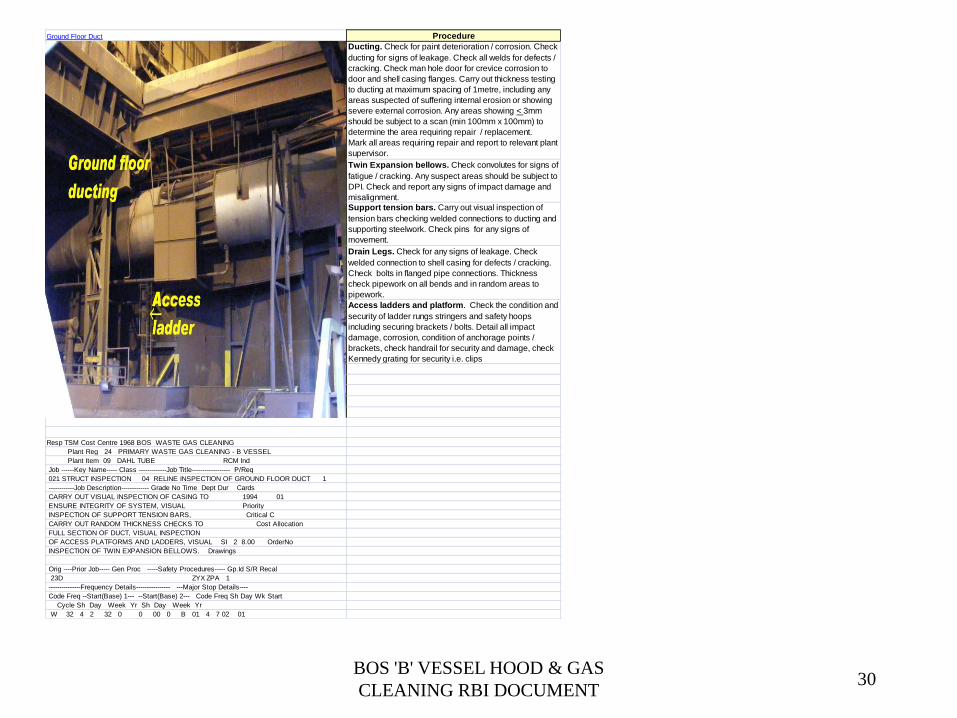
Ground Floor Duct Procedure
INSPECTION LIST
Ducting. Check for paint deterioration / corrosion. Check
ducting for signs of leakage. Check all welds for defects /
cracking. Check man hole door for crevice corrosion to
door and shell casing flanges. Carry out thickness testing
to ducting at maximum spacing of 1metre, including any
areas suspected of suffering internal erosion or showing
severe external corrosion. Any areas showing < 3mm
should be subject to a scan (min 100mm x 100mm) to
determine the area requiring repair / replacement.
Mark all areas requiring repair and report to relevant plant
supervisor.
Twin Expansion bellows. Check convolutes for signs of
fatigue / cracking. Any suspect areas should be subject to
DPI. Check and report any signs of impact damage and
misalignment.
Visual inspect
Support tension bars. Carry out visual inspection of
tension bars checking welded connections to ducting and
supporting steelwork. Check pins for any signs of
movement.
1 Casing
Drain Legs. Check for any signs of leakage. Check
welded connection to shell casing for defects / cracking.
Check bolts in flanged pipe connections. Thickness
check pipework on all bends and in random areas to
pipework.
2 Support tension bars
Access ladders and platform. Check the condition and
security of ladder rungs stringers and safety hoops
including securing brackets / bolts. Detail all impact
damage, corrosion, condition of anchorage points /
brackets, check handrail for security and damage, check
Kennedy grating for security i.e. clips
3 Access platforms and ladders
4 Twin expansion bellows
UT thickness tests
1 Random UT thickness tests of full ducting
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 24 PRIMARY WASTE GAS CLEANING - B VESSEL
Plant Item 09 DAHL TUBE RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
021 STRUCT INSPECTION 04 RELINE INSPECTION OF GROUND FLOOR DUCT 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF CASING TO 1994 01
ENSURE INTEGRITY OF SYSTEM, VISUAL Priority
INSPECTION OF SUPPORT TENSION BARS, Critical C
CARRY OUT RANDOM THICKNESS CHECKS TO Cost Allocation
FULL SECTION OF DUCT, VISUAL INSPECTION
OF ACCESS PLATFORMS AND LADDERS, VISUAL SI 2 8.00 OrderNo
INSPECTION OF TWIN EXPANSION BELLOWS. Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 32 0 0 00 0 B 01 4 7 02 01
30BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
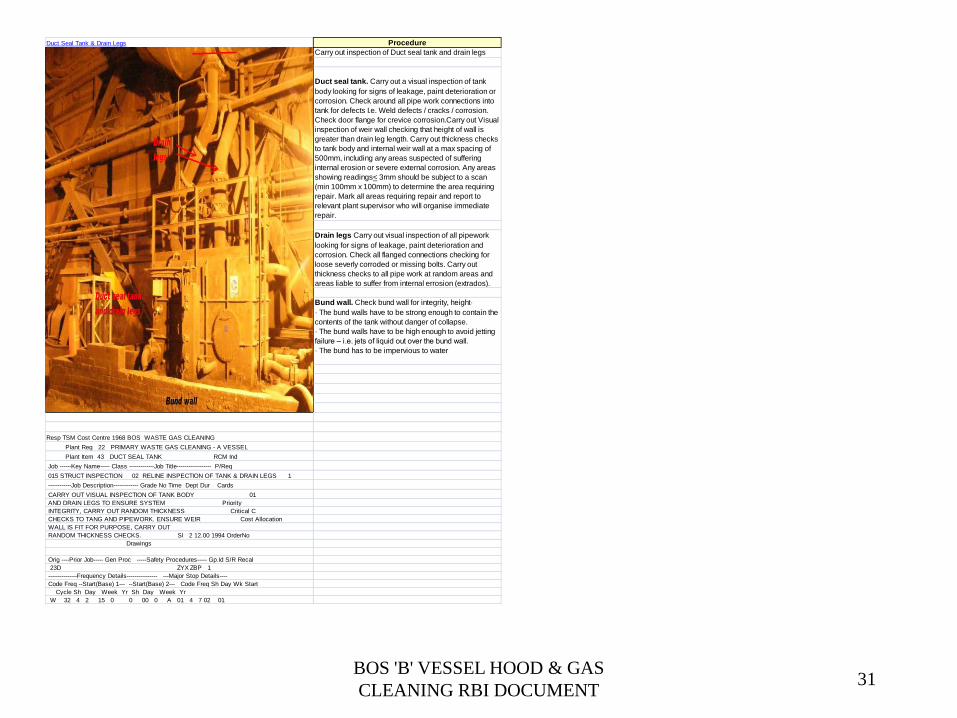
Duct Seal Tank & Drain Legs Procedure
INSPECTION LIST Carry out inspection of Duct seal tank and drain legs
Visual inspect
Duct seal tank. Carry out a visual inspection of tank
body looking for signs of leakage, paint deterioration or
corrosion. Check around all pipe work connections into
tank for defects I.e. Weld defects / cracks / corrosion.
Check door flange for crevice corrosion.Carry out Visual
inspection of weir wall checking that height of wall is
greater than drain leg length. Carry out thickness checks
to tank body and internal weir wall at a max spacing of
500mm, including any areas suspected of suffering
internal erosion or severe external corrosion. Any areas
showing readings< 3mm should be subject to a scan
(min 100mm x 100mm) to determine the area requiring
repair. Mark all areas requiring repair and report to
relevant plant supervisor who will organise immediate
repair.
1 Tank body
2 Drain legs
Drain legs Carry out visual inspection of all pipework
looking for signs of leakage, paint deterioration and
corrosion. Check all flanged connections checking for
loose severly corroded or missing bolts. Carry out
thickness checks to all pipe work at random areas and
areas liable to suffer from internal errosion (extrados).
3 Access platforms and ladders
4 Twin expansion bellows
Bund wall. Check bund wall for integrity, height·
· The bund walls have to be strong enough to contain the
contents of the tank without danger of collapse.
· The bund walls have to be high enough to avoid jetting
failure – i.e. jets of liquid out over the bund wall.
· The bund has to be impervious to water
UT thickness tests
1 Random UT thickness tests of Tank
2 Random UT thickness tests of Pipe work
3 Carry out thickness tests of Weir wall
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 43 DUCT SEAL TANK RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
015 STRUCT INSPECTION 02 RELINE INSPECTION OF TANK & DRAIN LEGS 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF TANK BODY 01
AND DRAIN LEGS TO ENSURE SYSTEM Priority
INTEGRITY, CARRY OUT RANDOM THICKNESS Critical C
CHECKS TO TANG AND PIPEWORK. ENSURE WEIR Cost Allocation
WALL IS FIT FOR PURPOSE, CARRY OUT
RANDOM THICKNESS CHECKS. SI 2 12.00 1994 OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZBP 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
31BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
OG System Inspection Doors Procedure
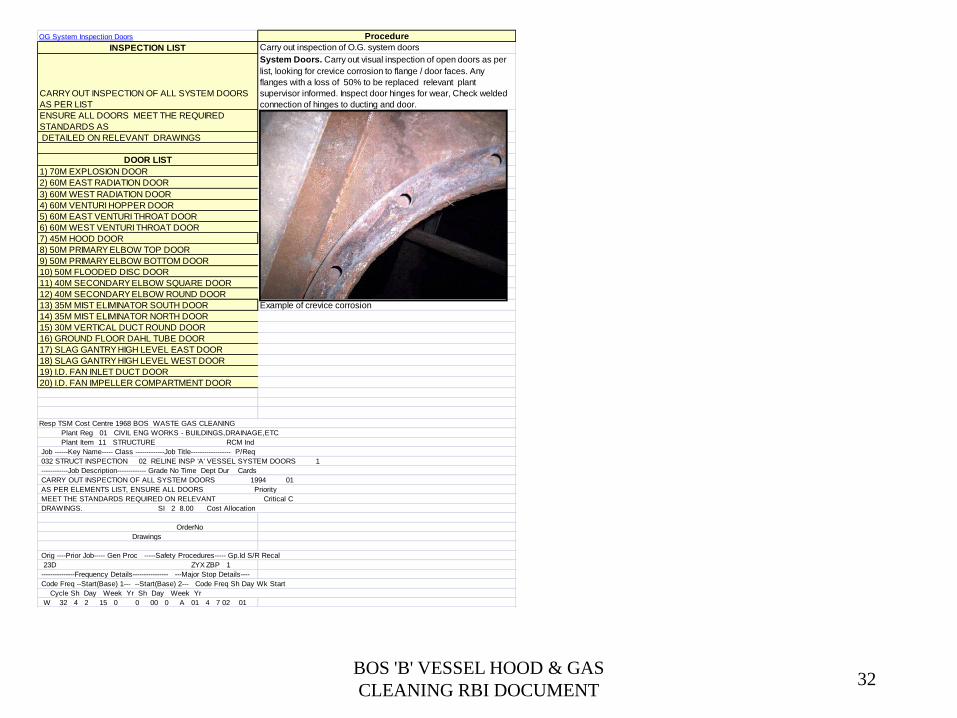
INSPECTION LIST Carry out inspection of O.G. system doors
CARRY OUT INSPECTION OF ALL SYSTEM DOORS
AS PER LIST
System Doors. Carry out visual inspection of open doors as per
list, looking for crevice corrosion to flange / door faces. Any
flanges with a loss of 50% to be replaced relevant plant
supervisor informed. Inspect door hinges for wear, Check welded
connection of hinges to ducting and door.
ENSURE ALL DOORS MEET THE REQUIRED
STANDARDS AS
DETAILED ON RELEVANT DRAWINGS
DOOR LIST
1) 70M EXPLOSION DOOR
2) 60M EAST RADIATION DOOR
3) 60M WEST RADIATION DOOR
4) 60M VENTURI HOPPER DOOR
5) 60M EAST VENTURI THROAT DOOR
6) 60M WEST VENTURI THROAT DOOR
7) 45M HOOD DOOR
8) 50M PRIMARY ELBOW TOP DOOR
9) 50M PRIMARY ELBOW BOTTOM DOOR
10) 50M FLOODED DISC DOOR
11) 40M SECONDARY ELBOW SQUARE DOOR
12) 40M SECONDARY ELBOW ROUND DOOR
13) 35M MIST ELIMINATOR SOUTH DOOR Example of crevice corrosion
14) 35M MIST ELIMINATOR NORTH DOOR
15) 30M VERTICAL DUCT ROUND DOOR
16) GROUND FLOOR DAHL TUBE DOOR
17) SLAG GANTRY HIGH LEVEL EAST DOOR
18) SLAG GANTRY HIGH LEVEL WEST DOOR
19) I.D. FAN INLET DUCT DOOR
20) I.D. FAN IMPELLER COMPARTMENT DOOR
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 01 CIVIL ENG WORKS - BUILDINGS,DRAINAGE,ETC
Plant Item 11 STRUCTURE RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
032 STRUCT INSPECTION 02 RELINE INSP 'A' VESSEL SYSTEM DOORS 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT INSPECTION OF ALL SYSTEM DOORS 1994 01
AS PER ELEMENTS LIST, ENSURE ALL DOORS Priority
MEET THE STANDARDS REQUIRED ON RELEVANT Critical C
DRAWINGS. SI 2 8.00 Cost Allocation
OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZBP 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
32BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
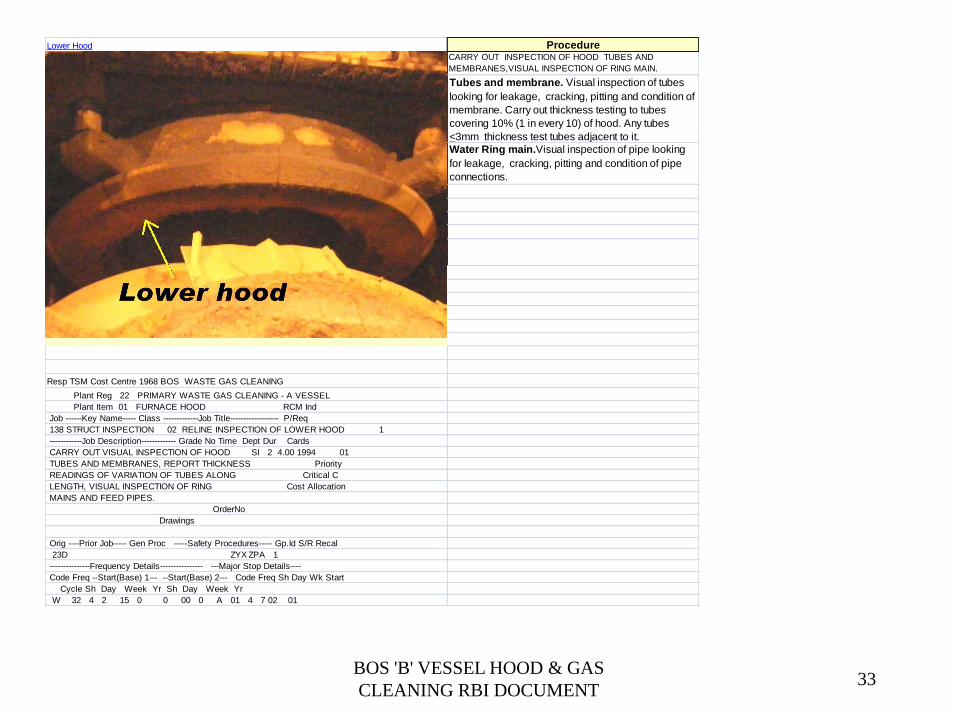
Lower Hood Procedure
INSPECTION LISTCARRY OUT INSPECTION OF HOOD TUBES AND
MEMBRANES,VISUAL INSPECTION OF RING MAIN.
Tubes and membrane. Visual inspection of tubes
looking for leakage, cracking, pitting and condition of
membrane. Carry out thickness testing to tubes
covering 10% (1 in every 10) of hood. Any tubes
<3mm thickness test tubes adjacent to it.
Visual inspect
Water Ring main.Visual inspection of pipe looking
for leakage, cracking, pitting and condition of pipe
connections.
1 Lower hood tubes amd membranes
2 Ring main and feed pipes
UT thickness tests
1 UT Thickness test tubes. Coverage 10%. Length 1m from lower bend up over and
with probe as close as posible to the membranes.
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 01 FURNACE HOOD RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
138 STRUCT INSPECTION 02 RELINE INSPECTION OF LOWER HOOD 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF HOOD SI 2 4.00 1994 01
TUBES AND MEMBRANES, REPORT THICKNESS Priority
READINGS OF VARIATION OF TUBES ALONG Critical C
LENGTH, VISUAL INSPECTION OF RING Cost Allocation
MAINS AND FEED PIPES.
OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
33BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
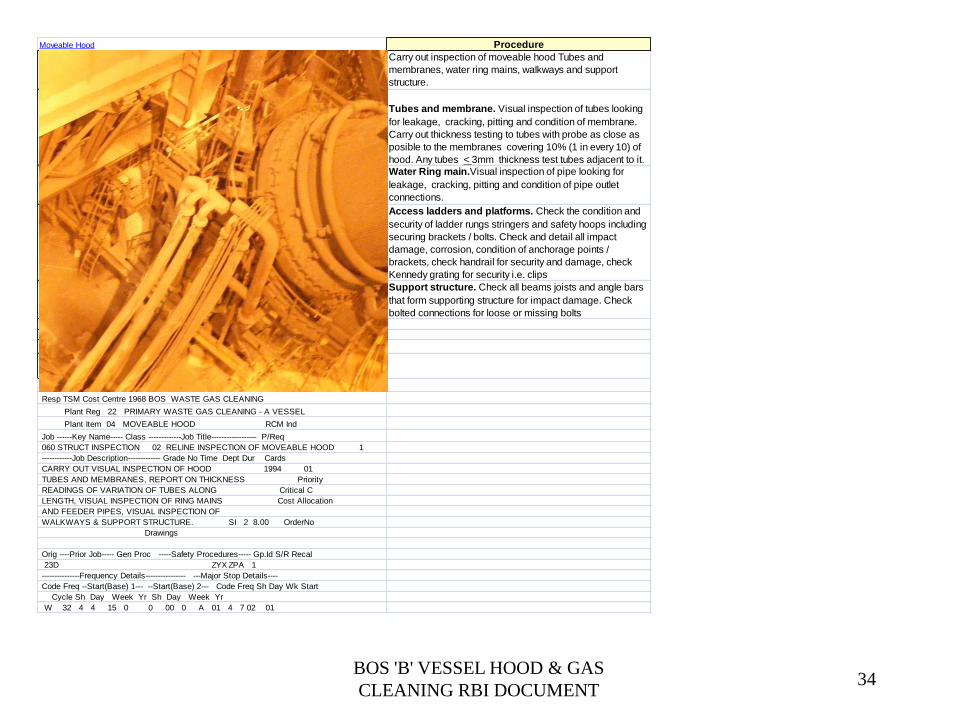
Moveable Hood Procedure
INSPECTION LIST
Carry out inspection of moveable hood Tubes and
membranes, water ring mains, walkways and support
structure.
Tubes and membrane. Visual inspection of tubes looking
for leakage, cracking, pitting and condition of membrane.
Carry out thickness testing to tubes with probe as close as
posible to the membranes covering 10% (1 in every 10) of
hood. Any tubes < 3mm thickness test tubes adjacent to it.
Visual inspect
Water Ring main.Visual inspection of pipe looking for
leakage, cracking, pitting and condition of pipe outlet
connections.
1 Movable hood tubes amd membranes
Access ladders and platforms. Check the condition and
security of ladder rungs stringers and safety hoops including
securing brackets / bolts. Check and detail all impact
damage, corrosion, condition of anchorage points /
brackets, check handrail for security and damage, check
Kennedy grating for security i.e. clips
2 Ring main and feed pipes
Support structure. Check all beams joists and angle bars
that form supporting structure for impact damage. Check
bolted connections for loose or missing bolts3 Walk ways and support structure
UT thickness tests
1 UT Thickness test tubes. Coverage 10%. Length 1m from lower bend up over
and with probe as close as posible to the membranes.
TEM's
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 04 MOVEABLE HOOD RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
060 STRUCT INSPECTION 02 RELINE INSPECTION OF MOVEABLE HOOD 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF HOOD 1994 01
TUBES AND MEMBRANES, REPORT ON THICKNESS Priority
READINGS OF VARIATION OF TUBES ALONG Critical C
LENGTH, VISUAL INSPECTION OF RING MAINS Cost Allocation
AND FEEDER PIPES, VISUAL INSPECTION OF
WALKWAYS & SUPPORT STRUCTURE. SI 2 8.00 OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 4 15 0 0 00 0 A 01 4 7 02 01
34BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
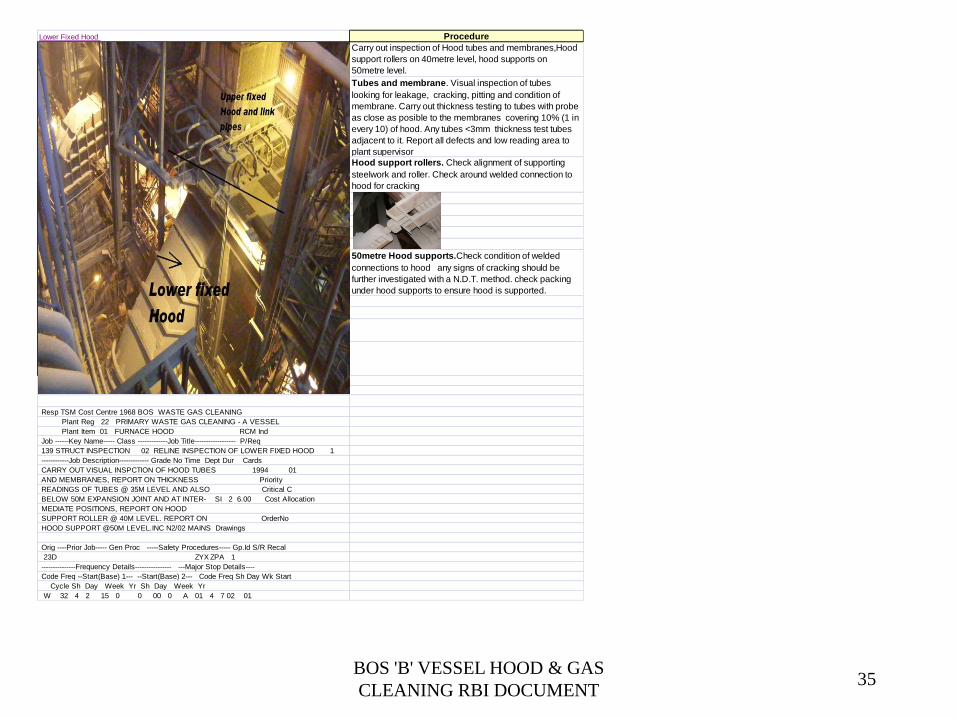
Lower Fixed Hood Procedure
INSPECTION LIST
Carry out inspection of Hood tubes and membranes,Hood
support rollers on 40metre level, hood supports on
50metre level.
Tubes and membrane. Visual inspection of tubes
looking for leakage, cracking, pitting and condition of
membrane. Carry out thickness testing to tubes with probe
as close as posible to the membranes covering 10% (1 in
every 10) of hood. Any tubes <3mm thickness test tubes
adjacent to it. Report all defects and low reading area to
plant supervisor
Visual inspect
Hood support rollers. Check alignment of supporting
steelwork and roller. Check around welded connection to
hood for cracking
1 Lower fixed hood tubes amd membranes
2 Ring main and feed pipes
3 Walk ways and support structure
4 Support rollers on 40m level
5 Hood support on 50m level
6 N2/02 Mains pipe work
50metre Hood supports.Check condition of welded
connections to hood any signs of cracking should be
further investigated with a N.D.T. method. check packing
under hood supports to ensure hood is supported.
UT thickness tests
1 UT Thickness test tubes at 35m level. Coverage 10%. Length 1m from lower
bend up over and with probe as close as posible to the membranes.
2 UT Thickness test tubes below 50m expansion joint and at the intermediate
positions. Coverage 10%. Length 1m from lower bend up over and with probe
as close as posible to the membranes.
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 01 FURNACE HOOD RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
139 STRUCT INSPECTION 02 RELINE INSPECTION OF LOWER FIXED HOOD 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPCTION OF HOOD TUBES 1994 01
AND MEMBRANES, REPORT ON THICKNESS Priority
READINGS OF TUBES @ 35M LEVEL AND ALSO Critical C
BELOW 50M EXPANSION JOINT AND AT INTER- SI 2 6.00 Cost Allocation
MEDIATE POSITIONS, REPORT ON HOOD
SUPPORT ROLLER @ 40M LEVEL. REPORT ON OrderNo
HOOD SUPPORT @50M LEVEL.INC N2/02 MAINS Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
35BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
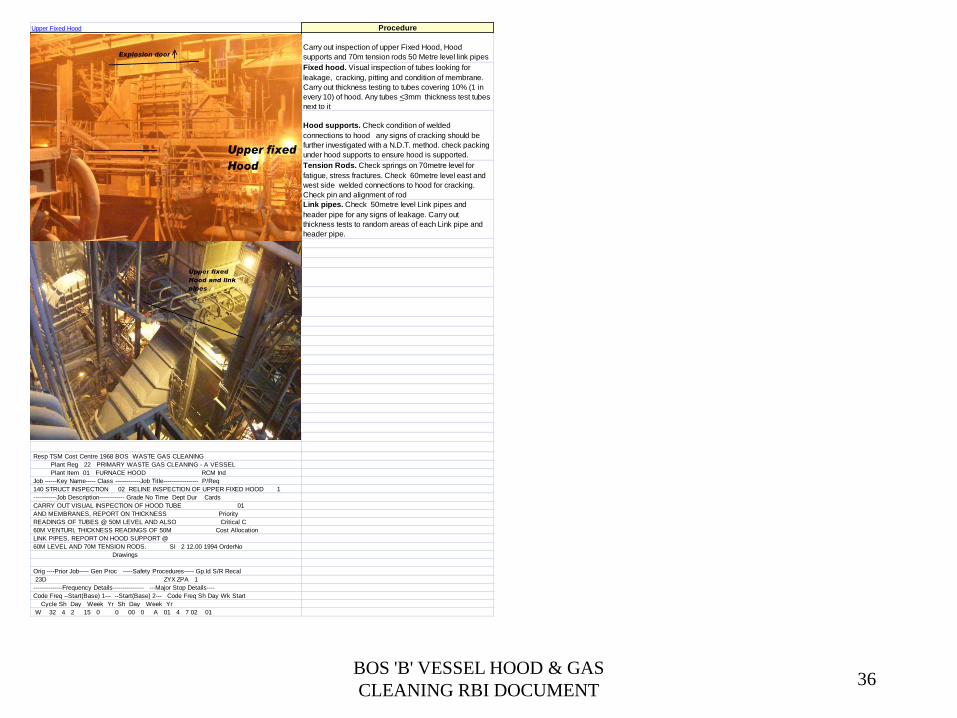
Upper Fixed Hood Procedure
INSPECTION LIST
Carry out inspection of upper Fixed Hood, Hood
supports and 70m tension rods 50 Metre level link pipes
Fixed hood. Visual inspection of tubes looking for
leakage, cracking, pitting and condition of membrane.
Carry out thickness testing to tubes covering 10% (1 in
every 10) of hood. Any tubes <3mm thickness test tubes
next to it
Visual inspect
Hood supports. Check condition of welded
connections to hood any signs of cracking should be
further investigated with a N.D.T. method. check packing
under hood supports to ensure hood is supported.
1 Upper fixed hood tubes amd membranes
Tension Rods. Check springs on 70metre level for
fatigue, stress fractures. Check 60metre level east and
west side welded connections to hood for cracking.
Check pin and alignment of rod
2 Hood support at 60m level
Link pipes. Check 50metre level Link pipes and
header pipe for any signs of leakage. Carry out
thickness tests to random areas of each Link pipe and
header pipe.
3 70m tension rods
UT thickness tests
1 UT Thickness test tubes at 50m level. Coverage 10%. Length 1m from lower
bend up over and with probe as close as posible to the membranes.
2 UT Thickness test link pipes at 50m level.
3 UT Thickness test tubes at 60m venturi. Coverage 10%. Length 1m from lower
bend up over and with probe as close as posible to the membranes.
Resp TSM Cost Centre 1968 BOS WASTE GAS CLEANING
Plant Reg 22 PRIMARY WASTE GAS CLEANING - A VESSEL
Plant Item 01 FURNACE HOOD RCM Ind
Job ------Key Name----- Class -------------Job Title------------------ P/Req
140 STRUCT INSPECTION 02 RELINE INSPECTION OF UPPER FIXED HOOD 1
------------Job Description------------- Grade No Time Dept Dur Cards
CARRY OUT VISUAL INSPECTION OF HOOD TUBE 01
AND MEMBRANES, REPORT ON THICKNESS Priority
READINGS OF TUBES @ 50M LEVEL AND ALSO Critical C
60M VENTURI, THICKNESS READINGS OF 50M Cost Allocation
LINK PIPES, REPORT ON HOOD SUPPORT @
60M LEVEL AND 70M TENSION RODS. SI 2 12.00 1994 OrderNo
Drawings
Orig ----Prior Job----- Gen Proc -----Safety Procedures----- Gp.Id S/R Recal
23D ZYX ZPA 1
---------------Frequency Details---------------- ---Major Stop Details----
Code Freq --Start(Base) 1--- --Start(Base) 2--- Code Freq Sh Day Wk Start
Cycle Sh Day Week Yr Sh Day Week Yr
W 32 4 2 15 0 0 00 0 A 01 4 7 02 01
36BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
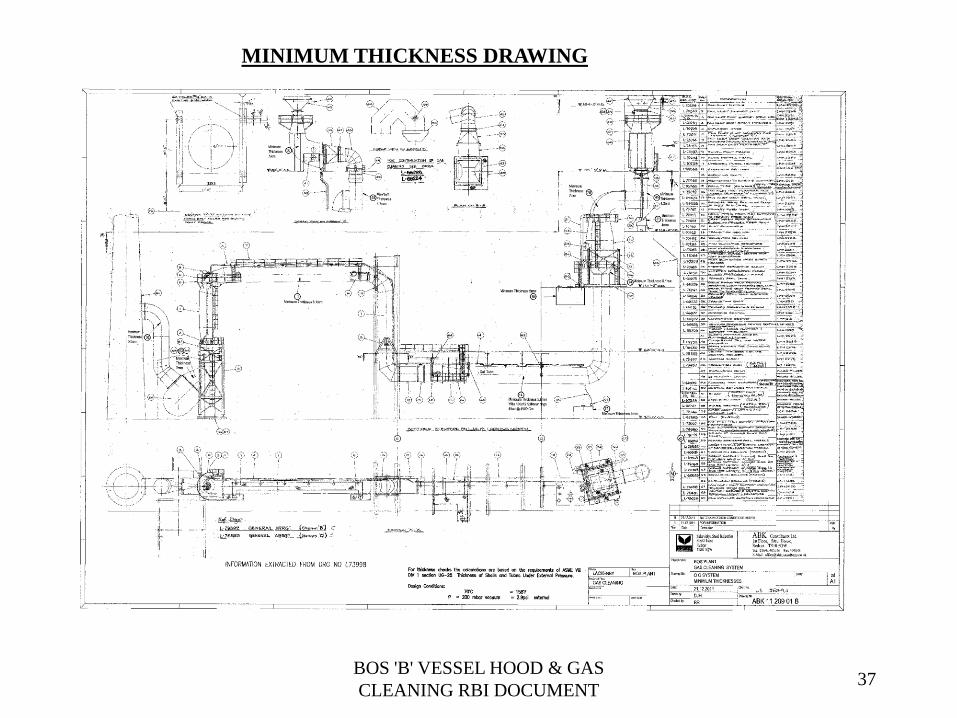
MINIMUM THICKNESS DRAWING
37BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
38BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
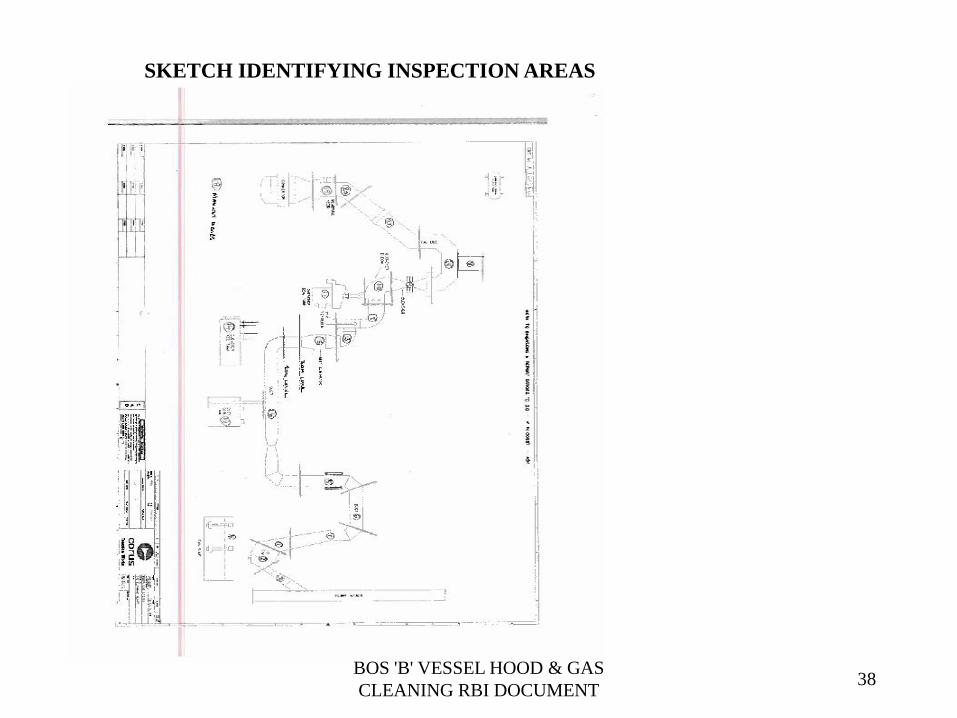
SKETCH IDENTIFYING INSPECTION AREAS

39BOS 'B' VESSEL HOOD & GAS
CLEANING RBI DOCUMENT
SIGNATORIES OF WORKING GROUP AGREEING WITH RBI REVIEW