biorrefinerías: situación actual y perspectivas de futuro · resumen ejecutivo la utilización de...
TRANSCRIPT

Biorrefinerías: Situación Actual y Perspectivas de FuturoInforme de Vigilancia Tecnológica


Biorrefinerías: Situación Actual y Perspectivas de FuturoInforme de Vigilancia Tecnológica
Biorrefinerías: Situación Actual y Perspectivas de Futuro
El presente informe de Vigilancia Tecnológica ha sido
realizado en el marco del convenio de colaboración conjunta
entre Genoma España y el Centro de Investigaciones
Energéticas, Medioambientales y Tecnológicas (CIEMAT).
La reproducción parcial de este informe está autorizada bajo
la premisa de incluir referencia al mismo, indicando:
Biorrefinerías. Situación Actual y Perspectivas de Futuro.
GENOMA ESPAÑA/CIEMAT.
Genoma España no se hace responsale del uso que se realice
de la información contenida en esta publicación.
Las opiniones que aparecen en este informe corresponden
a los expertos consultados y a los autores del mismo.
Autor:
Dra. María del Prado García (CIEMAT)
Dirección:
Dra. Mercedes Ballesteros (CIEMAT)
Dra. María José Negro (CIEMAT)
Coordinación:
Fernando Garcés (Genoma España)
Miguel Vega (Genoma España)
© Copyright: Fundación Española para el Desarrollo
de la Investigación en Genómica y Proteómica /
Centro de Investigaciones Energéticas, Medioambientales
y Tecnológicas
Edición: Cintia Refojo (Genoma España)
Referencia: GEN-ES09001
Fecha: Diciembre 2008
Depósito Legal: M-16615-2009
Diseño y realización: Creaciones Hazanas, S.L.

Índice de contenido
• RESUMEN EJECUTIVO
1. INTRODUCCIÓN. CONCEPTO DE BIORREFINERÍA
2. MATERIAS PRIMAS
3. PROCESOS DE TRANSFORMACIÓN DE LA BIOMASA Y SUBPRODUCTOS APLICABLES EN UNA BIORREFINERÍA
3.1. Extracción directa 19
3.2. Transesterificación/Esterificación 20
3.3. Combustión 27
3.4. Gasificación 28
3.5. Pirólisis: pirólisis rápida 34
3.6. Licuefacción hidrotérmica 36
3.7. Fermentación 37
3.7.1. Digestión anaerobia 373.7.2. Digestión aerobia 393.7.3. Fermentación de azúcares de cinco y seis átomos de carbono 40
3.8. Otros procesos 59
3.8.1. Reformado de los azúcares en fase acuosa 593.8.2. Producción de fibras y materiales cerámicos 603.8.3. Vitrificación 61
4. APORTACIÓN DE LA BIOTECNOLOGÍA AL DESARROLLO DE LAS BIORREFINERÍAS
5. PRODUCTOS DE LAS BIORREFINERÍAS
5.1. Bioenergía 78
5.2. Bioproductos: productos químicos a partir de materias primas renovables 85
5.3. Subproductos: medios de cultivo para fermentaciones microbianas 98
78
63
18
12
9
7
6. PLATAFORMAS DE BIORREFINERÍA
6.1. Plataforma de azúcares-lignina 101
6.2. Plataforma de gas de síntesis 101
6.3. Plataforma de biogás 101
6.4. Aceites de pirólisis 101
6.5. Plataforma de cadenas ricas en carbono 101
6.6. Plantas biofactoría 102
6.7. Otras plataformas 102
7. BIORREFINERÍA INTEGRADA: BIORREFINERÍAS DE TERCERA GENERACIÓN
7.1. Biorrefinerías de material lignocelulósico 106
7.2. Biorrefinerías de cultivo completo 108
7.3. Biorrefinería verde 110
7.4. Concepto de biorrefinería de plataforma doble 112
8. BARRERAS Y OPORTUNIDADES EN LA APLICACIÓN DE TECNOLOGÍAS DENTRO DEL SECTOR INDUSTRIAL
9. CONCLUSIONES
10. REFERENCIAS
11. ABREVIATURAS
12. GLOSARIO
13. ANEXOS 138
136
134
123
121
114
105
100

Biorrefinerías: Situación Actual y Perspectivas de Futuro 7
Resumen ejecutivo
La utilización de materias fósiles para la obtención de energía y materias primas, hapermitido un enorme avance industrial en los últimos siglos. La explotación del pe-tróleo a partir del siglo XIX permitió la obtención de una fuente de combustible ase-quible, junto con materias primas útiles para gran cantidad de sectores industriales,incluido el químico, textil, automoción, construcción, envasado, etc. Sin embargo,se están produciendo algunas señales que amenazan este modelo económico basa-do en la petroquímica, como son el aumento de la demanda desde economíasemergentes, la incertidumbre en el precio y suministro y el interés político y socialpor la reducción de las emisiones de gases procedentes de combustibles fósiles.Así, surge la necesidad de reducir la dependencia de las materias primas petroquí-micas, mediante el desarrollo de nuevas energías alternativas y nuevas materiasprimas renovables, que permitan reducir las emisiones de gases con efecto inverna-dero. En este contexto, los países industrializados han comenzado nuevamente aconsiderar la biomasa como una materia prima idónea para la producción de ener-gía y productos químicos, dado su carácter renovable y su amplia distribución. Aso-ciado a este nuevo replanteamiento del desarrollo tecnológico e industrial nace elconcepto de biorrefinería, de manera análoga al de concepto de refinería, entendidacomo la industria de refino para la producción de energía, combustibles, materialesy productos químicos a partir de biomasa vegetal.
El objetivo de este nuevo planteamiento es el desarrollo de las “biorrefinerías inte-gradas”, entendidas como aquellas instalaciones en las que se aprovecharán todoslos subproductos y fracciones de la biomasa, para producir gran variedad de pro-ductos. Se busca el desarrollo de biorrefinerías flexibles en cuanto a la biomasa quese pueda utilizar como sustrato, los procesos y, por tanto, de productos que se ob-tengan. Este concepto lleva implícito el respeto por el medio ambiente, reemplazan-do en la medida de lo posible la utilización de materias primas y combustibles fósi-les, utilizando la biomasa y sus subproductos para su propio abastecimiento,minimizando la generación de efluentes.
A pesar del interés en obtener de la biomasa no sólo combustibles y energía, sinootros materiales o productos no alimentarios mediante un aprovechamiento más in-tegral de la misma, en la actualidad las aplicaciones energéticas de la biomasa pre-valecen sobre otras aplicaciones. En estos momentos, la conversión de la biomasaen combustibles y energía se realiza en instalaciones separadas, permitiendo la ob-tención de un número limitado de productos (etanol, glicerina, ésteres de ácidosgrasos, metanol, etc.), no explotándose todo su potencial.
El presente informe pretende revisar los elementos que integran una biorrefinería,desde las materias primas hasta los productos finales que pueden obtenerse, pa-sando por los procesos de conversión de la biomasa y las distintas plataformas tec-nológicas que pueden establecerse en función de la naturaleza de dichos procesos.Asimismo, se identifican las barreras que retrasan la implantación de las biorrefine-rías, y las posibles soluciones y oportunidades que implica su establecimiento, asícomo las áreas de conocimiento en las que es necesario hacer un esfuerzo especialen I+D.

8 Genoma España
La biotecnología juega un papel fundamental en la consecución del objetivo de de-sarrollar plataformas integradas, sostenibles y respetuosas con el medio ambiente.Así se incluye un apartado sobre la contribución que la biotecnología tendrá en lamejora de las materias primas, a través de la mejora genética de cultivos, tanto encuanto a su productividad, aumentando sus rendimientos y su resistencia a estrésbiótico y abiótico y disminuyendo sus requerimientos de nutrientes y cuidados,como a su composición en determinados sustratos. Otro punto de la cadena en laque la biotecnología tiene un papel destacado es en los procesos de transformación.La producción de biocatalizadores (microorganismos y enzimas) mejorados, conmayor actividad y afinidad por los sustratos o activos en medios que faciliten unaposterior separación de los productos de interés contribuirá a una mayor eficienciay protección del medio ambiente.
Por último, se analiza la situación del sistema bioenergético de la Unión Europea, yla posición que ocupa España dentro de este contexto, con las iniciativas de investi-gación tanto a nivel nacional como europeo en las que participan empresas y gru-pos de investigación españoles.
Biorrefinerías: Situación Actual y Perspectivas de Futuro 9
1. Introducción.Concepto de Biorrefinería
En sentido amplio, la biorrefinería se define como aquella instalación en la que seemplea biomasa para la producción de diversos productos (sustancias químicas,combustibles y materiales). Durante el siglo XIX y comienzos del siglo XX, la explo-tación a gran escala de los recursos vegetales estuvo dirigida principalmente a laproducción de papel, nitrocelulosa y viscosa, celulosa soluble y nylon entre otros.En la actualidad, las aplicaciones energéticas de la biomasa son las que prevalecen,mediante su transformación en combustibles de diversa naturaleza (sólidos, líqui-dos o gaseosos).
La conversión de biomasa en energía se realiza actualmente en instalaciones separa-das, con capacidad de obtención de escasos productos (tales como etanol, ésteresde ácidos grasos, glicerina, metanol, etc.), en las que no se explota todo el potencialeconómico que ofrece la biomasa. Sin embargo, las aplicaciones futuras de la bioma-sa estarán basadas en una única instalación, denominada biorrefinería integrada,donde se aprovecharán todas las fracciones y los subproductos de la biomasa paraproducir una gran variedad de productos que incluyen energía (electricidad, calor),biocombustibles, sustancias químicas y biomateriales. De este modo, aumentará larentabilidad de la utilización de la biomasa y se logrará una mayor flexibilidad frentea posibles fluctuaciones de mercado y a los cambios en las necesidades de los con-sumidores. Además, el concepto de biorrefinería integrada lleva asociado métodoscomplejos de conversión, tanto bioquímicos como termoquímicos, para la obtenciónde un amplio rango de productos. Estos procesos de conversión tendrán una mayoreficiencia energética, aumentando la sostenibilidad del proceso global.
Dado que el término de biorrefinería engloba diversos sectores industriales (trans-porte, químico, energético, agrícola y forestal) resulta complicado establecer unaúnica definición. A continuación se enumeran las principales definiciones proporcio-nadas por diferentes organizaciones implicadas en este sector:
• La Agencia Internacional de la Energía (Internacional Energy Agency, IEA1) definela biorrefinería como la instalación donde se generan, de forma sostenible, unamplio espectro de productos de interés comercial a partir de la biomasa.
• El Laboratorio Nacional de Energías Renovables de Estados Unidos (Nacional Re-newable Energy Laboratory, NREL2), propone una definición de biorrefinería aná-loga a las refinerías de petróleo: instalaciones con el equipamiento necesario paraintegrar los procesos de conversión de biomasa en combustibles, energía y co-productos de valor añadido.
• El Departamento de Energía de Estados Unidos (Department of Energy of UnitedStates, US-DOE3) define la biorrefinería como una planta de procesamiento en laque se emplea biomasa como materia prima para la extracción y/o conversión endiversos productos.
1 http://www.iea.org/2 http://www.nrel.gov/3 http://www.energy.gov/

• El Instituto de Bioeconomía (Bioeconomy Institute, BEI4) de la Universidad de Iowa,define las biorrefinerías como instalaciones integradas en las que se emplea la bio-masa como materia prima para la producción de una amplia gama de productos.
• El Centro de Investigación Energética de los Países Bajos (Energy Research Cen-ter of the Netherlands, ECN5) define la biorrefinería como instalaciones donde tie-ne lugar el fraccionamiento de la biomasa en diferentes componentes, que pue-den dirigirse al mercado directamente o ser transformados previamente mediantediferentes tratamientos (biológicos, termoquímicos).
• El Centro Nacional de Cultivos no Alimentarios de Reino Unido (Nacional Non-FoodCrop Centre, NNFCC6) la define como un emplazamiento en el que se produce el re-fino de la biomasa en diversas moléculas y materiales. Los procesos de conversiónimplicados pueden ser biológicos o termoquímicos, o una mezcla de ambos.
Este conjunto de “bioindustrias” o industrias basadas en la biomasa, comparten el mis-mo planteamiento, eficiencia y capacidad de producción de las industrias petroquímica yquímica (refinería), donde se produce energía, electricidad, combustibles, sustanciasquímicas y materiales, mediante diferentes procesos y tecnologías7 (Figura 1). A pesardel enfoque análogo al de la industria petroquímica, la heterogeneidad de la biomasa ylas numerosas posibilidades de conversión de la misma, multiplican los posibles esque-mas de operación que pueden desarrollarse en una biorrefinería. Esta amplia variedadhace difícil establecer una clasificación, aunque la más extendida se basa en el grado deintegración y optimización del aprovechamiento de la biomasa. Según este criterio, lasbiorrefinerías podrían catalogarse en primera, segunda y tercera generación.
10 Genoma España
4 http://www.biorenew.iastate.edu/homepage.html5 http://www.ecn.nl/6 http://www.nnfcc.co.uk/metadot/index.pl7 Kamm y col. (2007). International Biorefinery Systems. Pure and Applied Chemistry, 79 (11):
1983-1997.
Figura 1. Esquema de una biorrefinería.
Biorrefinerías: Situación Actual y Perspectivas de Futuro 11
La evolución de las biorrefinerías dependerá del grado de progreso que experimen-ten cada uno de los componentes que la caracterizan:
• Materia prima: la utilización de la biomasa es inherente al concepto de biorrefine-ría. Como biomasa se considera un amplio grupo de materiales de origen diversoy con características muy diferentes (apartado 2).
• Procesos de transformación de la biomasa: la heterogeneidad de la biomasa llevaasociado un amplio abanico de tecnologías de transformación (apartado 3). Estadiversidad se produce en todos los niveles de la cadena de producción:
1. En las etapas iniciales (“upstream processing”), como son los procesos de frac-cionamiento y extracción,
2. en las tecnologías de conversión (termoquímica y/o bioquímica) y
3. en las etapas finales de la cadena de producción (“downstream processing”),como son los procesos de separación y purificación de productos.
Cada una de las etapas debe ser respetuosa con el medio ambiente, reemplazandoen la medida de lo posible la utilización de combustibles y materias primas de pro-cedencia fósil, mediante el empleo de la propia biomasa y/o sus subproductos parasu abastecimiento energético. Igualmente debe limitarse el empleo de sustanciasquímicas y reducirse la formación de efluentes. En este sentido el desarrollo de pro-cesos basados en la biotecnología es de gran importancia (apartado 4).
La biorrefinería se caracteriza por la obtención de un amplio espectro de productosde interés comercial (apartado 5), incluyendo los compuestos intermedios y los pro-ductos finales (energía, calor, alimentación humana y animal, biomateriales y sus-tancias químicas).
La eficiencia y rentabilidad de las biorrefinerías dependerá del grado de integraciónde las distintas etapas y procesos que se implementen en las instalaciones y plan-tas de producción en las denominadas plataformas tecnológicas (apartado 6), quepodrán combinarse en las biorrefinerías de tercera generación (apartado 7). Paraello será imprescindible una buena coordinación entre las industrias implicadas.
2. Materias Primas
A pesar de que no existe una definición globalmente aceptada de biorrefinería, to-das las definiciones comparten la utilización de la biomasa como materia prima.De manera general, la biomasa se define como toda aquella materia orgánica, deprocedencia vegetal o animal, que ha tenido su origen inmediato a través de unproceso biológico.
Dentro del contexto energético, se emplea el término de biomasa como un tipo deenergía renovable basado en la utilización de la materia orgánica formada por vía bio-lógica o productos derivados (biocombustibles) de diversa naturaleza (sólidos, líqui-dos o gaseosos), que pueden emplearse en sustitución de los combustibles tradicio-nales en transporte, producción de calor y electricidad, y como materia prima para laindustria química.
Con la aparición del concepto de biorrefinería integrada, la biomasa además de uti-lizarse en el sector energético, agrícola y forestal, amplía su utilización hasta el sec-tor químico. Por tanto, la industria química juega un papel esencial en la obtenciónde gran variedad de bioproductos de valor añadido. En este contexto, debería rede-finirse el concepto de biomasa como toda materia orgánica de origen renovable quepuede ser empleada con fines industriales.
La energía contenida en la biomasa procede en última instancia de la energía solarfijada por los vegetales y algunos microorganismos mediante la fotosíntesis, y pos-teriormente acumulada en los enlaces de las moléculas orgánicas constituyentes dela biomasa. Esta energía es transferida a los animales a través de las cadenas trófi-cas y es liberada al medio ambiente mediante procesos de oxidación de forma rápi-da como sucede en la combustión, o más lentamente como los que se producen enla descomposición de los materiales biológicos.
La biomasa energética se puede clasificar siguiendo diversos criterios: origen, com-posición, contenido en humedad, etc. Atendiendo al origen de la biomasa se puedendistinguir dos grandes grupos de biomasa: los de origen residual y los cultivosenergéticos8.
Biomasa residual
La biomasa de origen residual es la que se genera en las actividades de produccióny transformación en los sectores agrícola, forestal e industrial. Estos materialesson considerados residuos puesto que carecen de valor económico en el contextoen el que se generan, ya sea en las actividades desarrolladas dentro del sector pri-mario (residuos agrícolas, ganaderos y forestales), secundario (residuos que segeneran en las industrias transformadoras de las materias primas primarias) o ter-
12 Genoma España
8 Ballesteros (2001). Biocombustibles para el Transporte. Tecnologías Energéticas e ImpactoAmbiental JEN-CIEMAT: 357-369.
Biorrefinerías: Situación Actual y Perspectivas de Futuro 13
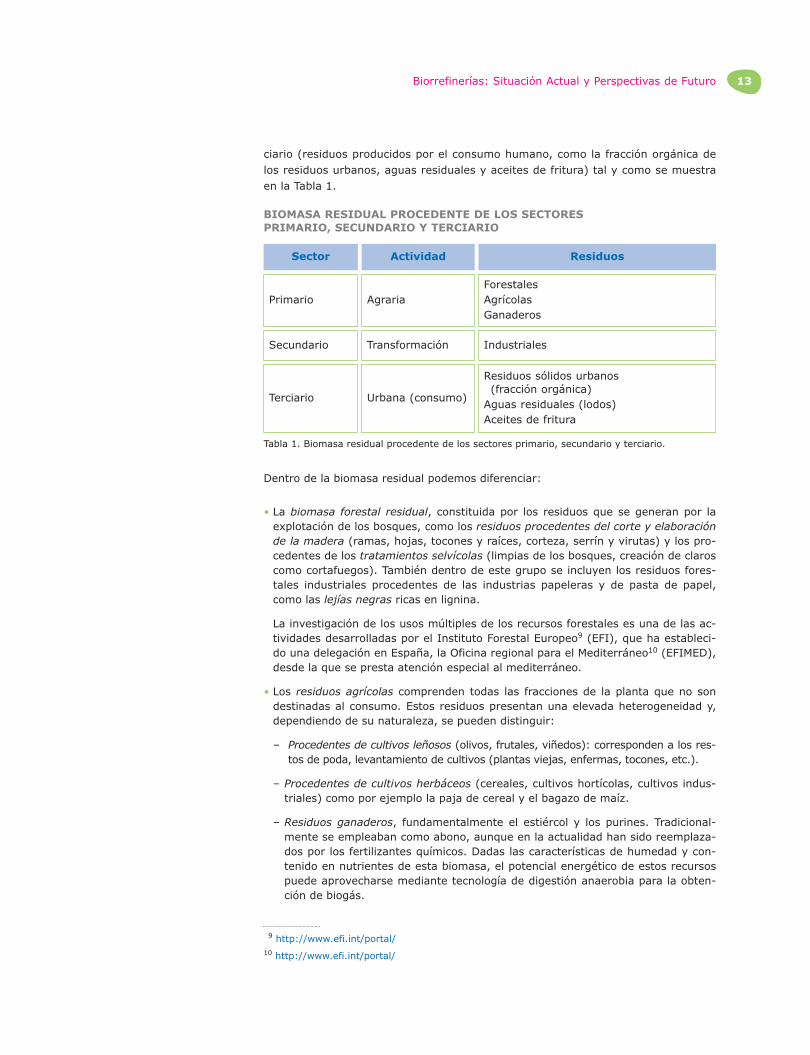
ciario (residuos producidos por el consumo humano, como la fracción orgánica delos residuos urbanos, aguas residuales y aceites de fritura) tal y como se muestraen la Tabla 1.
Sector Actividad
Primario Agraria
Secundario Transformación
Terciario Urbana (consumo)
Residuos
Forestales AgrícolasGanaderos
Industriales
Residuos sólidos urbanos (fracción orgánica)
Aguas residuales (lodos)Aceites de fritura
BIOMASA RESIDUAL PROCEDENTE DE LOS SECTORES PRIMARIO, SECUNDARIO Y TERCIARIO
Tabla 1. Biomasa residual procedente de los sectores primario, secundario y terciario.
Dentro de la biomasa residual podemos diferenciar:
• La biomasa forestal residual, constituida por los residuos que se generan por laexplotación de los bosques, como los residuos procedentes del corte y elaboraciónde la madera (ramas, hojas, tocones y raíces, corteza, serrín y virutas) y los pro-cedentes de los tratamientos selvícolas (limpias de los bosques, creación de claroscomo cortafuegos). También dentro de este grupo se incluyen los residuos fores-tales industriales procedentes de las industrias papeleras y de pasta de papel,como las lejías negras ricas en lignina.
La investigación de los usos múltiples de los recursos forestales es una de las ac-tividades desarrolladas por el Instituto Forestal Europeo9 (EFI), que ha estableci-do una delegación en España, la Oficina regional para el Mediterráneo10 (EFIMED),desde la que se presta atención especial al mediterráneo.
• Los residuos agrícolas comprenden todas las fracciones de la planta que no sondestinadas al consumo. Estos residuos presentan una elevada heterogeneidad y,dependiendo de su naturaleza, se pueden distinguir:
– Procedentes de cultivos leñosos (olivos, frutales, viñedos): corresponden a los res-tos de poda, levantamiento de cultivos (plantas viejas, enfermas, tocones, etc.).
– Procedentes de cultivos herbáceos (cereales, cultivos hortícolas, cultivos indus-triales) como por ejemplo la paja de cereal y el bagazo de maíz.
– Residuos ganaderos, fundamentalmente el estiércol y los purines. Tradicional-mente se empleaban como abono, aunque en la actualidad han sido reemplaza-dos por los fertilizantes químicos. Dadas las características de humedad y con-tenido en nutrientes de esta biomasa, el potencial energético de estos recursospuede aprovecharse mediante tecnología de digestión anaerobia para la obten-ción de biogás.
9 http://www.efi.int/portal/10 http://www.efi.int/portal/
– Residuos de la industria agroalimentaria, son aquellos residuos de naturaleza or-gánica producidos en las industrias de elaboración, transformación, preparación,conservación y envasado de los alimentos de consumo humano y animal. Las ma-terias primas de partida pueden ser de origen animal o vegetal. Constituyenejemplos de estos residuos los generados en la industria azucarera (melazas, ba-gazos), industria del café (marros, cascarilla), elaboración de cerveza y malta(bagazo, grano residual), de vino (semillas de uva, raspones, orujillos, lías, vina-zas), fabricación de alcoholes (granillas, hollejo, orujillo, vinazas), molienda hú-meda del maíz (líquido de maceración “corn steep liquor”), preparación del arroz(cascarilla), aceiteras (orujo, alpechín, alperujo), conserveras (residuos frescos devegetales y frutas, huesos, semillas, pieles), queserías (lactosuero), elaboraciónde frutos secos (cáscaras y pieles), elaboración de zumos, etc. Los subproductosgenerados en estas industrias pueden tener aplicación agrícola directa, o bien seutilizan en alimentación animal, en producción de “compost” o de alcohol.
Existe un elevado interés en el empleo de estas materias primas para la produc-ción de etanol y productos de valor añadido. Como ejemplos representativosson los proyectos que se están llevando a cabo por el CENER con conservas depimientos11, y por el CIEMAT e IMECAL con los residuos procedentes de la ela-boración del zumo de naranja (Tabla 25 en Anexo 2). También estas materiasson interesantes para la producción de biogás, uno de los objetivos del proyectoProbiogás (Tabla 29 en Anexo 2).
Otro ejemplo de residuos agroalimentarios son las grasas animales, como elsebo de vaca y la manteca de cerdo, que pueden ser empleadas como materiaprima en la producción de biodiésel.
– Los residuos urbanos, son aquellos originados a consecuencia de la actividad hu-mana. En contraposición a otros tipos de biomasa residual, presentan un carácterlocalizado, se generan de forma no estacional y su utilización no compite conotros sectores. Normalmente su eliminación implica problemas sanitarios, de con-servación del medio ambiente y una ocupación innecesaria del espacio. A conti-nuación se citan algunos ejemplos:
Aceites de fritura usados, que constituyen posibles materias primas baratas yasequibles para la producción de biodiésel.
Fracción orgánica de los residuos sólidos urbanos, que son aquellos materialessólidos resultantes de la actividad doméstica. La fracción orgánica de estos re-siduos se emplea para producción de “compost” y generación de biogás.
Aguas residuales, procedentes de la actividad humana. La depuración de es-tas aguas genera unos lodos que pueden aprovecharse energéticamente me-diante digestión anaerobia para la producción de biogás.
14 Genoma España
11 http://www.cener.com
Biorrefinerías: Situación Actual y Perspectivas de Futuro 15
Cultivos energéticos
Los cultivos energéticos son cultivos específicos dedicados exclusivamente a la pro-ducción de energía. En ocasiones las especies empleadas coinciden con las tradicio-nalmente destinadas a la producción forestal y agrícola pero, en general, se produ-cen en condiciones de cultivo muy distintas. Los cultivos energéticos tienen comocaracterísticas principales una gran productividad, robustez, resistencia a factoresambientales adversos (sequía, enfermedades, adaptación a terrenos marginales) ycapacidad de rebrote.
Existe la posibilidad de modificar genéticamente los cultivos para mejorar la pro-ductividad e incrementar su interés comercial. A pesar de la controversia existenteen torno al empleo de organismos modificados genéticamente (OMG), su aplicaciónen cultivos energéticos implicaría un marco legislativo menos restrictivo que el queexiste actualmente en el caso de cultivos de uso alimentario. Se estima que de las114,3 millones de hectáreas agrobiotecnológicas cultivadas en el mundo el pasado2007, alrededor del 9% se destinaron a la producción de biocombustibles12. El 90%se encuentra en Estados Unidos (mayoritariamente maíz transgénico). A distanciale siguen Brasil y Canadá en los que se producen respectivamente soja y canolapara la producción de biodiésel.
Según su aprovechamiento final, los cultivos pueden clasificarse en alcoholígenos,oleaginosos, plantas productoras de terpenos y caucho, y lignocelulósicos. Tambiénse han incluido en esta sección las hierbas y pastos, destinadas a la alimentaciónanimal, y los cultivos acuáticos de algas.
Cultivos alcoholígenos
Son cultivos destinados a la producción de bioetanol a partir de procesos de fer-mentación de azúcares. Dentro de este conjunto se incluyen:
• Cultivos de biomasa azucarada, constituida por un elevado contenido en azúcaressolubles, en forma de monosacáridos (glucosa, fructosa) en pulpa de frutas o disa-cáridos como la sacarosa presente en la remolacha (Beta vulgaris L.), el sorgo dulce(Sorghum bicolor L.) y la caña de azúcar (Saccharum sp).
• Cultivos de biomasa amilácea, en cuya composición predominan los polisacáridosde reserva como el almidón (polímero de glucosa) o inulina (polímero de glucosa yfructosa). Los granos de cereal y de tubérculos de patata constituyen una abun-dante fuente de almidón. La inulina está presente en tubérculos de pataca (Helian-thus tuberosus L.) y rizomas de achicoria (Cichorium sp.) y dalia (Dhalia sp.).
Cultivos oleaginosos
Son aquellos cuyas semillas contienen aceites vegetales que pueden emplearsecomo combustible en motores. Son ejemplos de este tipo de biomasa la colza(Brassica napus L.), el girasol (Helianthus agnus L.), el alazor (Carthamius tincto-
12 Clive (2007). Global Status of Commercialized Biotech/GM Crops: 2007. ISAAA Brief Nº 37.
rius) y la soja (Glycine max). Otros cultivos no convencionales productores de se-millas oleaginosas son la colza etíope (Brasica carinata), de elevada resistencia a lasequía y las plagas, el cardo13,14 (Cynara cardunculus), especie mediterránea congran capacidad de producción de biomasa, y la especie Jatropha curcas15, de origentropical, con capacidad de desarrollarse en suelos arenosos de escasa fertilidad y enzonas con escasas precipitaciones.
Plantas productoras de terpenos y caucho
Algunas plantas como las coníferas, transforman los hidratos de carbono en lípidosdistintos de los glicéridos, como los terpenos (lípidos insaponificables presentesprincipalmente en los aceites volátiles y las resinas vegetales). Pueden ser utiliza-dos directamente como carburantes, o bien emplearse como producto químico baseen la industria química.
El caucho natural (cis-1,4-polisopreno), se sintetiza a partir del látex generado poralgunas plantas de la familia Euphorbiaceae. Son representantes de esta familia elárbol del caucho (Hevea brasiliensis) y la tabaiba o planta de la tusa (Euphorbia la-thiris). El látex de estos vegetales presenta propiedades similares a las del petróleo.
Cultivos lignocelulósicos
Son aquellos cuyos componentes mayoritarios son polisacáridos de elevado pesomolecular, la celulosa y hemicelulosa, y una macromolécula fenólica, la lignina. Seemplean en la producción de biocombustibles sólidos con fines térmicos y/o eléctri-cos y para la producción de los denominados biocombustibles de segunda genera-ción. Los cultivos lignocelulósicos pueden ser tanto herbáceos como leñosos.
Hierbas y pastos
Aunque tradicionalmente se emplean en la alimentación del ganado, este tipo debiomasa constituye la materia prima que se emplea en la denominada biorrefineríaverde16. Está constituida por diferentes especies de hierbas (Lolium sp, Cynodonsp., Phleum pratense, Danthonia sp.) y otras plantas herbáceas en fases tempranas(alfalfa, sorongo, Trifolium sp., Brassica sp), incluyendo cereales cuando están ver-des y no han desarrollado el grano (trigo, soja, mijo, avena, maíz, etc.).
Dentro de estas variedades cabe destacar la especie Panicum virgatum, capaz decrecer bajo diferentes condiciones ambientales, además de haber mostrado unosbalances excelentes en la reducción de gases de efecto invernadero17. Otra especie
16 Genoma España
13 http://www.energiasrenovables.ciemat.es/14 http://www.energiasrenovables.ciemat.es/15 Biocarburantes Magazine, 2007. Número 11: 30-31.16 Kromus y col. (2004). The Green Biorefinery Austria-Development of an Integrated System
for Green Biomass Utilization. Chemical Biochemistry Engineering Q. 18 (1): 7-12.17 Schmer y col. (2008). Net Energy of Cellulosic Ethanol from Switchgrass. PNAS 105 (2): 464-469.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 17
que ha despertado el interés para su uso bioenergético es Miscanthus giganteus18,también conocido como “Pasto Elefante”, dado su elevado rendimiento (hasta 25 tpeso seco/ha anuales).
Cultivos acuáticos
La biomasa procedente de las algas también constituye una fuente de triglicéridos,carbohidratos y lignina. Las algas también son la fuente de la que se extraen trescoloides muy importantes en diversos sectores, como el agar, los alginatos y el ca-rragenato.
Su producción presenta una serie de ventajas respecto a la biomasa vegetal terrestreya que no compite con productos destinados al mercado alimentario y no requirieregrandes superficies de terreno. Las microalgas son organismos fotosintéticos extraor-dinariamente eficientes y con elevada productividad, por lo que se considera que en elfuturo pueden ser una fuente importante de biomasa. No obstante, los sistemas deproducción de algas requieren grandes inversiones, y todavía se necesita una intensainvestigación para que pueda llegar a comercializarse esta tecnología.
La elección de una biomasa determinada como materia prima para la obtención deenergía y otros productos (biocombustibles, biopolímeros, y moléculas químicasbase) va a estar determinada por las características y actividades de la región en laque se produzca: disponibilidad y características edafoclimáticas del territorio, acti-vidades predominantes de los sectores agrícola e industrial, tamaño de la pobla-ción, etc. La composición de la biomasa seleccionada determinará los procesos detransformación aplicables en una biorrefinería.
Gran parte de los esfuerzos de investigación y desarrollo en el área de la biomasaestán enfocados a su utilización como recurso energético.
18 Sarath y col. (2008). Opportunities and Roadblocks in Utilizing Forages and Small Grains forLiquid Fuels. Journal of Industrial Microbiology and Biotechnology, 35 (5): 343-354.

3. Procesos de transformación de la biomasa y subproductos aplicables en una Biorrefinería
Como se ha señalado anteriormente, la biomasa puede transformarse en una gamade productos derivados, los biocombustibles, de diversa naturaleza (sólida, líquida ogaseosa) que pueden tener aplicación en todos los campos de utilización de loscombustibles tradicionales: electricidad, transporte, usos térmicos, materia primapara la industria química.
La heterogeneidad es la característica fundamental de la biomasa. Esta heteroge-neidad hace imposible abordar la producción de energía a partir de biomasa desdeuna única perspectiva, ya que para su utilización energética existen tantas combi-naciones como tipos de biomasa y procesos de conversión. La complejidad aumentasi, además de las aplicaciones energéticas, se consideran también las nuevas tec-nologías para la obtención de bioproductos de valor añadido.
En este apartado se analizan los procesos de conversión de biomasa en biocombus-tibles. En la Figura 2 se muestra un esquema de las vías posibles de obtención decombustibles a partir de la biomasa: transformaciones mecánicas, extracción direc-ta, transformaciones termoquímicas y transformaciones biológicas. Debe señalarseque en una biorrefinería podrían aplicarse diversos procesos de transformación yque los productos resultantes de un proceso constituyan la materia prima para otro.
En cualquier proceso de producción de energía y productos de valor añadido a par-tir de biomasa, deben considerarse las fases previas a su transformación, entre lasque se incluyen la recolección, el transporte y el almacenaje. Para determinar quétipo de proceso de transformación es más adecuado para cada tipo de biomasa,esta debe caracterizarse previamente mediante la determinación de humedad, ta-maño y forma de partícula, composición química (contenido en carbohidratos, ligni-na, volátiles, cenizas) y poder calorífico.
18 Genoma España
BIOMASA
TRANSFORMACIÓNTERMOQUÍMICA
TRANSFORMACIÓNBIOLÓGICA
EXTRACCIÓNDIRECTA
TRANSFORMACIÓNFÍSICA
Producción biológicade H2
Transesterificaciónbiológica
Digestiónanaerobia
Fermentación
Licuefacción
Pirólisis
Gasificación
Combustión Transesterificaciónquímica
Figura 2. Principales vías de transformación de la biomasa.
Biorrefinerías: Situación Actual y Perspectivas de Futuro 19
En la mayoría de los casos, es necesaria una etapa de transformación física o me-cánica para reducir mediante molienda la granulometría de la biomasa y facilitar suhomogeneización. Algunos productos, incluidos determinados biocombustibles, pue-den obtenerse directamente de la biomasa mediante un proceso de extracción. Unavez extraídas las sustancias de interés, la biomasa normalmente se somete a trans-formaciones posteriores mediante diferentes procedimientos que, en términos gene-rales, se agrupan en procesos termoquímicos y biológicos.
Los procesos de transformación termoquímicos consisten en la descomposición dela biomasa en sus componentes elementales, mediante la acción de elevadas tem-peraturas en condiciones variables de oxidación. Los procesos termoquímicos pue-den dividirse en tres categorías: combustión, cuando el calentamiento de la bioma-sa se produce en exceso de aire; gasificación, cuando la biomasa se calienta concantidades limitadas de comburente (aire, oxígeno, vapor de agua y/o oxígeno, hi-drógeno) y pirólisis, en los que el calentamiento de la biomasa tiene lugar en au-sencia de aire.
Los procesos de transformación biológicos son aquellos mediados por microorganis-mos, bien presentes en la propia biomasa, o bien añadidos externamente duranteel proceso. Aunque ha sido el proceso de fermentación alcohólica, para la obtenciónde etanol-combustible, el que ha originado el concepto de biorrefinería, mediantefermentación de la biomasa pueden generarse gran diversidad de compuestos bio-derivados (butanol, ácido láctico, ácido acético, glicerina, etc.). También se incluyendentro de los procesos de transformación biológica la digestión anaerobia para laobtención de metano (biogás), la transesterificación mediada por microorganismospara la producción de microdiésel y la producción biológica de hidrógeno.
El desarrollo de las biorrefinerías proporcionará avances en estas tecnologías y eldesarrollo de nuevos procesos de transformación como el reformado de los azúca-res, la vitrificación y procesos de obtención de fibras, lo que permitirá ampliar elconjunto de productos que pueden obtenerse.
A continuación se describen los diversos procesos de conversión de la biomasa, lasmaterias primas más adecuadas y la tecnología implicada.
3.1. Extracción directa
La primera operación que se realizará en las futuras biorrefinerías es un proceso deextracción de sustancias químicas de alto valor presentes en la biomasa. Medianteextracción pueden obtenerse, dependiendo de la biomasa utilizada, fragancias, sus-tancias aromatizantes, colorantes, condimentos y sustancias farmacológicas, nutra-céuticos, aceites, polifenoles e hidrocarburos. También puede obtenerse un residuorico en proteínas que puede emplearse en alimentación animal.
Dependiendo de la materia prima varía tanto el tratamiento previo al que hay quesometer a la biomasa como los disolventes empleados en la extracción y las fraccio-nes obtenidas al final del proceso. En general, las plantas una vez secas, se muelenpara disminuir el tamaño de partícula y se someten a un proceso de extracción me-diante disolventes (acetona, hexano y benceno) en varias etapas, aunque se han

desarrollado procesos de extracción avanzados que se realizan en una única etapa.En estos procesos se emplean solventes y microondas que facilitan la difusión delagua y los solventes empleados, logrando reducir aún más el tiempo de proceso19.También existe interés en el desarrollo de nuevos métodos de extracción que em-pleen solventes adaptados a cada sustancia, como los fluidos supercríticos20. En losúltimos años, la tecnología de fluidos supercríticos se está aplicando con éxito enlos procesos extractivos, puesto que presenta ventajas frente a los procesos con-vencionales: temperaturas más suaves, con el consecuente ahorro energético, altaselectividad y ausencia de emisiones y generación de residuos peligrosos.
La aplicación más extendida en las actuales biorrefinerías es la extracción lipídica,mediante la que pueden extraerse de determinadas biomasas (semillas de cultivosoleaginosos, plantas productoras de terpeno y caucho) moléculas como terpenos,ésteres y triglicéridos. Los cultivos de algas también son sometidos a un proceso deextracción. La empresa International Energy, Inc. ha desarrollado un sistema de ex-tracción de aceite de algas en continuo. Una vez extraído el aceite, las algas vuelvena crecer y acumular triglicéridos con la reducción de tiempo y costes asociados21.
En otros procesos que emplean biomasa lignocelulósica como materia prima, comoel pulpeo kraft o aquellos basados en fermentación, se genera un residuo rico enlignina del que pueden extraerse compuestos de alto valor industrial, como la vaini-llina, el sirigaldehído y el siringol22.
Respecto a esta área de investigación son destacables algunas de las líneas de inves-tigación llevadas a cabo por el Instituto de la Grasa del CSIC23 y el Centro TecnológicoAinia24. El Laboratorio de Ingeniería Enzimática del Instituto de Catálisis (CSIC), elInstituto de Catálisis y Petroleoquímica (CSIC) y la Universidad Politécnica de Barcelo-na forman parte de la Red Temática “Red Iberoamericana para la Extracción y Trans-formación Enzimática de Ingredientes Funcionales y Nutracéuticos de Plantas y Agro-residuos Regionales” del Programa Internacional Iberoeka de CYTED25.
3.2. Transesterificación/Esterificación
Los aceites vegetales extraídos a partir de las semillas oleaginosas pueden emplear-se como combustible mezclado con gasóleo en baja proporción, o directamente enmotores adaptados. Los aceites requieren de un acondicionamiento previo a su utili-zación, que consiste en una etapa de desengomado y filtración. Los ácidos grasos
20 Genoma España
19 Patente norteamericana US7001629.20 Ragauskas y col. (2006). The Path Forward for Biofuels and Biomaterials. Science, 311: 484-489.21 http://www.biofuelreview.com/22 Eckert y col. (2007). Tunable Solvents for Fine Chemicals from the Biorefinery. Green Che-
mistry, 9: 545-548.23 http://www.ig.csic.es/24 http://www.ainia.es/25 http://www.cyted.org/
Biorrefinerías: Situación Actual y Perspectivas de Futuro 21
poliinsaturados presentan una elevada tendencia a polimerizar originando gomasque, puesto que no se queman totalmente, generan depósitos carbonados y espesa-miento del aceite lubricante, que pueden causar problemas en los motores. A esteinconveniente se suma la propia naturaleza viscosa de los aceites, que dificulta elbombeo del carburante. Para reducir los problemas que causa en el motor el uso di-recto de los aceites vegetales se recurre a transformarlos químicamente medianteun proceso de transesterificación26, originando un combustible denominado biodié-sel, de características físico-químicas y energéticas más similares al gasóleo de auto-moción.
La biomasa oleaginosa como las semillas de girasol, colza y carinata constituyenmaterias primas potenciales en España. Los aceites usados, como los aceites de fri-tura, constituyen una materia prima muy barata, además de que su empleo contri-buye a la eliminación de este tipo de residuos. Las grasas animales son otra alter-nativa posible, aunque cada vez es mayor el interés en otras fuentes como losaceites obtenidos mediante procesos microbianos y las microalgas.
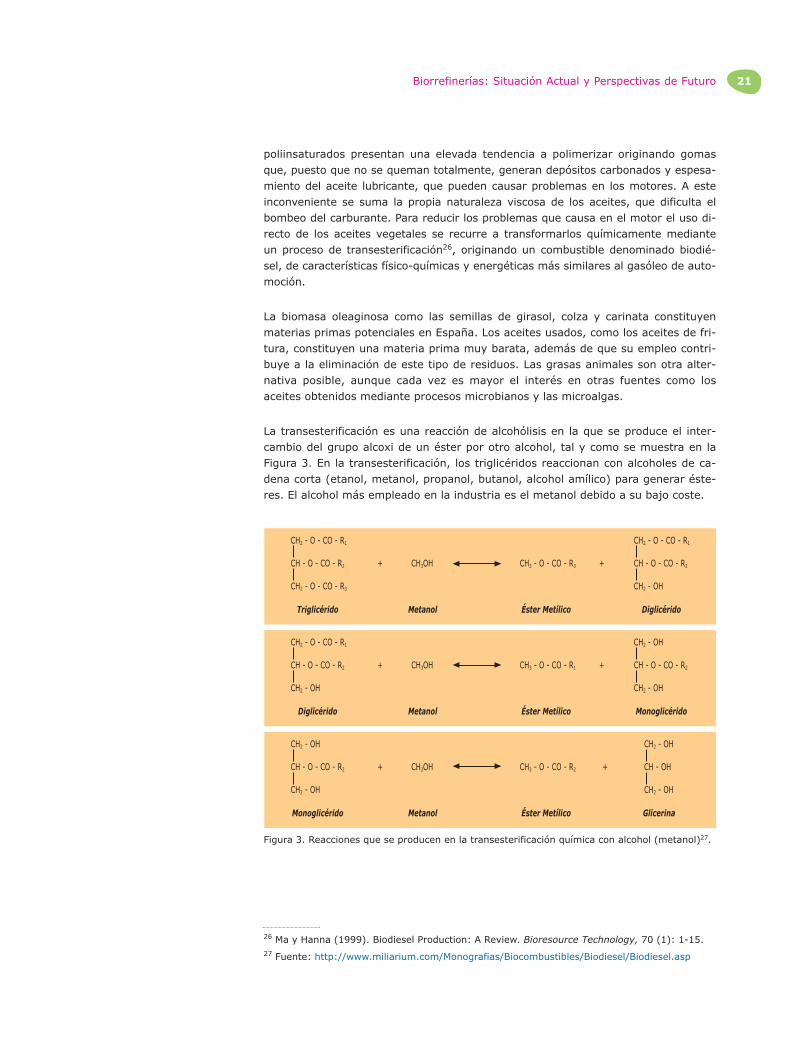
La transesterificación es una reacción de alcohólisis en la que se produce el inter-cambio del grupo alcoxi de un éster por otro alcohol, tal y como se muestra en laFigura 3. En la transesterificación, los triglicéridos reaccionan con alcoholes de ca-dena corta (etanol, metanol, propanol, butanol, alcohol amílico) para generar éste-res. El alcohol más empleado en la industria es el metanol debido a su bajo coste.
26 Ma y Hanna (1999). Biodiesel Production: A Review. Bioresource Technology, 70 (1): 1-15.27 Fuente: http://www.miliarium.com/Monografias/Biocombustibles/Biodiesel/Biodiesel.asp
CH2 - O - CO - R1
Triglicérido Metanol Éster Metílico Diglicérido
CH2 - O - CO - R3
CH - O - CO - R2
CH2 - O - CO - R1
CH2 - OH
CH - O - CO - R2CH3 - O - CO - R3CH3OH+ +
CH2 - O - CO - R1
Diglicérido Metanol Éster Metílico Monoglicérido
CH2 - OH
CH - O - CO - R2
CH2 - OH
CH2 - OH
CH - O - CO - R2CH3 - O - CO - R1CH3OH+ +
CH2 - OH
Monoglicérido Metanol Éster Metílico Glicerina
CH2 - OH
CH - O - CO - R2
CH2 - OH
CH2 - OH
CH - OHCH3 - O - CO - R2CH3OH+ +
Figura 3. Reacciones que se producen en la transesterificación química con alcohol (metanol)27.

La reacción de transesterificación puede llevarse a cabo mediante múltiples catali-zadores: catalizadores homogéneos ácidos o básicos, catalizadores heterogéneos,biocatalizadores o empleando alcoholes en estado supercrítico28. En la Tabla 2 semuestran las ventajas, inconvenientes y el estado de desarrollo de cada una de es-tas tecnologías.
La reacción de transesterificación generalmente se realiza en presencia de un cata-lizador básico (hidróxidos de sodio o potasio), aunque también pueden emplearsecatalizadores ácidos (ácidos sulfúrico y clorhídrico, ácidos sulfónicos). En Españaprácticamente la totalidad de las plantas de producción de biodiésel comercial em-plean la transesterificación química en presencia de metanol y catalizadores bási-cos. Una de las principales restricciones que presenta este tipo de procesos es laformación de jabones en presencia de agua y ácidos grasos libres, que se reduceaplicando una etapa previa de saponificación.
En la Figura 4 se muestra un esquema con las etapas del proceso de transesterifi-cación química con catalizador básico. Tras la transesterificación, se obtiene unamezcla de ésteres, glicerol, alcohol, catalizador, además de mono/di/triglicéridos,ya que la reacción se produce de forma gradual.
22 Genoma España
Figura 4. Esquema de las principales etapas de producción de biodiésel mediante transesterifi-cación química29.
ACEITESVEGETALESUSADOS
1. REFINO 3. DEPURACIÓN
4. SECADO5. PRODUCTO
BIODIÉSEL
METANOL + AGUA
2. TRANSESTERIFICACIÓN
ACEITESVEGETALESCRUDOS (TPO)
HIDRÓXIDOPOTÁSICO
METANOL
R R R
AGUA
GLICERINA + AGUA +FERTILIZANTES
ÁCIDOSULFÚRICO
Los ésteres metílicos de ácidos grasos son separados del alcohol no reaccionante yde la glicerina, tras lo cual se someten a una etapa de purificación. El producto ob-tenido, biodiésel, se envía a tanques de almacenamiento como producto terminado.
En la transesterificación de triglicéridos se producen varios problemas cuando se utili-zan hidróxidos de sodio y potasio como catalizadores. El catalizador alcalino, disueltoen el medio de reacción, permanece en el producto y forma jabones de ácidos grasos,
28 Ma y col. (2007). Progress in Processing Technology of Biodiesel. Speciality Petrochemicals,24 (5): 70-74.
29 Fuente: www.bioneteuropa.com

Biorrefinerías: Situación Actual y Perspectivas de Futuro 23
como subproductos de la transesterificación, que ocasionan una baja velocidad de se-paración entre la fase de ésteres de ácidos grasos y la fase de glicerol. Después de laseparación es necesario eliminar, mediante lavados con agua, el catalizador disuelto ylos jabones de ácidos grasos en fase monoéster. Para ayudar a resolver estos proble-mas se están desarrollando procesos de catálisis heterogénea que emplean como ca-talizadores resinas sulfónicas, óxidos metálicos, zeolitas, ácidos de Lewis, catalizado-res de Titanio y catalizadores de Zirconio, entre otros. Estos polímeros tienenunidades químicas que proporcionan sitios activos básicos no iónicos, y presentan laventaja de facilitar la separación de los productos finales, permitiendo trabajar encontinuo30. Al final de la reacción el producto se encuentra libre del catalizador sólido,por lo que no es necesaria la etapa de lavado, lo que facilita la operación de separa-ción y purificación del producto, además de poder reutilizar el catalizador. A pesar deestas ventajas, estos catalizadores son costosos y muy susceptibles a las impurezas,lo que dificulta su implantación comercial para la producción de biodiésel. En nuestropaís existen proyectos de investigación precompetitiva (PIIC, Proyecto de Investiga-ción Industrial Concertada31), como el de la empresa De Smet España S.A.32 para eldesarrollo de un nuevo proceso para la obtención de biodiésel y glicerina de alta cali-dad basado en catalizadores heterogéneos.
Otra posible vía de transesterificación de aplicación industrial es el proceso en condicio-nes supercríticas, en el que la materia prima en presencia de un alcohol se somete aelevadas presiones (alrededor de 120 atmósferas) y temperaturas (en torno a 350 ºC).En estas condiciones se promueve tanto la transesterificación de los glicéridos, como laesterificación de los ácidos grasos libres en ausencia de catalizador33. Además de la ra-pidez de la reacción, disminuyen considerablemente la formación de efluentes y loscostes asociados a las etapas posteriores de neutralización y recuperación del cataliza-dor. Los procesos en condiciones supercríticas son especialmente interesantes paraaquellas materias primas de elevada acidez con las que se obtienen bajos rendimientosen biodiésel por los métodos de transesterificación convencionales. Las condiciones ex-tremas de operación de este proceso suponen un incremento considerable en los cos-tes, lo que dificulta su aplicación a nivel industrial, por lo que existen escasas plantasde producción de biodiésel que aplican esta metodología en Europa34. No obstante, es-tudios recientes concluyen que es un proceso competitivo frente a la catálisis ácida oalcalina, especialmente en la obtención de biodiésel a partir de aceites usados35. Laempresa valenciano-argentina Integral Bioenergies Systems (IBS)36 ha desarrollado unreactor para realizar la transesterificación/esterificación empleando metanol en condi-ciones supercríticas, con la que esterifican tanto los triglicéridos como los ácidos grasos
30 Di Serio y col. (2007). From Homogeneous to Heterogeneous Catalysts in Biodiesel Production.Industrial and Engineering Chemistry Research, 46: 6379-6384.
31 http://www.cdti.es/index.asp32 http://www.desmetgroup.com/33 Demirbas (2008). Comparison of Transesterification Methods for Production of Biodiesel from
Vegetable Oils and Fats. Energy Conversion and Management, 49 (1): 125-130.34 Huber y col. (2006). Synthesis of Transportation Fuels from Biomass: Chemistry, Catalysts,
and Engineering. Chemical Reviews, 106: 4044-4098.35 Van Kasteren y Nisworo (2007). A Process Model to Estimate the Cost Of Industrial Scale Bio-
diesel Production from Waste Cooking Oil by Supercritical Transesterification. Resources, Con-servation and Recycling, 50 (4): 442-458.
36 http://www.ibsenergies.eu/
libres, lo que permite la obtención de biodiésel a partir de aceites de elevada acidez(proyecto NEOTEC37: “Planta de biodiésel sin catalizador integral”).
También se están desarrollando procesos enzimáticos, en los que la transesterifica-ción es mediada por enzimas lipasas bajo condiciones más suaves de temperatura,reduciendo, por tanto, el coste energético del proceso. Al igual que sucede en elproceso en condiciones supercríticas, las lipasas son capaces de catalizar conjunta-mente la transesterificación de los glicéridos y la esterificación de los ácidos grasoslibres, por lo que disminuyen las reacciones de saponificación, facilitando las poste-riores etapas de separación y purificación. Sin embargo, el alto coste del enzima ylos problemas de desactivación de la misma durante el proceso han imposibilitado,hasta el momento, su aplicación a nivel industrial. Los esfuerzos en investigaciónvan dirigidos al desarrollo de sistemas más económicos que permitan, por un ladola reutilización de las lipasas y, por otro, reducir la desactivación de las mismas porel alcohol y la glicerina. Se están desarrollando procesos de catálisis enzimática conlipasas extracelulares, mediante la inmovilización de los microorganismos producto-res (por ejemplo, Rhizopus oryzae). La catálisis enzimática con microorganismos in-movilizados, junto con la adición discontinua de metanol con solventes orgánicos,logra además reducir la desactivación de las lipasas38. Otra de las limitaciones de lacatálisis enzimática son los largos tiempos de proceso, lo que dificulta su aplicaciónen continuo. Recientemente el Departamento de Biocatálisis del CSIC ha desarrolla-do un sistema basado en enzimas inmovilizadas, en el que se ha logrado reducir elperíodo de obtención de biodiésel de 25 a 7 horas39.
El Instituto de Microbiología y Biotecnología Molecular (Münster, Alemania) está investi-gando la posibilidad de desarrollar un proceso microbiológico para la obtención de bio-diésel, empleando bacterias capaces de producir ésteres etílicos de ácidos grasos(FAEE) a partir de fuentes de carbono renovables. Los FAEE obtenidos por vía micro-biológica son denominados microdiésel, para distinguirlos de los FAEE obtenidos por losmétodos anteriores. En dichos estudios se emplea una bacteria recombinante de Es-cherichia coli, con capacidad de producir etanol, triglicéridos y ésteres, mediante la in-troducción de los genes implicados en la producción de etanol a partir de glucosa (ge-nes codificantes de piruvato descarboxilasa y alcohol deshidrogenasa), procedente deZymomonas mobilis, y el gen codificante de una enzima acil-transferasa inespecífica,originario de la bacteria Acinetobacter baylyi 40.
La ventaja de este tipo de procesos radica en la posibilidad de utilizar como fuente decarbono residuos lignocelulósicos y evitar el uso de metanol, más tóxico que el etanol,y en general, de procedencia fósil. Además del carácter renovable del proceso, se po-dría reconducir el proceso de conversión hacia la producción de otras sustancias óleo-químicas dado el amplio espectro de sustratos de la enzima acil-transferasa41.
24 Genoma España
37 http://www.cdti.es/index.asp38 Ranganathan y col. (2008). An Overview of Enzymatic Production of Biodiesel. Bioresource
Technology, 99 (10): 3975-3981. 39 Hernández-Martín y Otero (2008). Different Enzyme Requirements for the Synthesis of Bio-
diesel: Novozym® 435 and Lipozyme® TL IM. Bioresource Technology, 99 (2): 277-286.40 Kalscheuer y col. (2006). Microdiesel: Escherichia coli Engineered for Fuel Production. Micro-
biology, 152 (9): 2529-2536.41 Kalscheuer y col. (2007). Engineered Microorganisms for Sustainable Production of Diesel
Fuel and Other Oleochemicals from Renewable Plant Biomass. Internacional Sugar Journal,109 (1297): 16-19.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 25
Procesode transesterificación Ventajas Inconvenientes Nivel de desarrollo
Catálisis alcalina
– Condiciones moderadasde presión y temperatura.
– Tiempos de reacción deaproximadamente 60 minutos.
Catálisis ácida
– Hace factible la utilizaciónde materias primas conalto contenido en ácidosgrasos libres (AGL).
Catálisis heterogénea
– Facilitan la separación delos productos finales.
– Permite realizar elproceso en continuo.
– El aceite y el alcoholdeben ser anhidros para evitar formación de jabones.
– Tiempos de reacciónprolongados en comparación con la catálisis alcalina.
– Necesidad de equiposresistentes a la corrosión.
– Desgaste y alto coste de los catalizadores.
– Condiciones de operaciónde altas temperaturas y presiones.
– Susceptibilidad a impurezas.
– Bajas conversiones.
– Tecnología más empleadacomercialmente.
– Se emplea comoproceso de pre-esterificación parala adecuación delaceite, antes deaplicar la catálisisalcalina.
– Tecnología en desarrollo.
Alcoholes supercríticos
– Permite la utilización dematerias primas con altocontenido en agua y AGL.
– Bajos tiempos de reacción.
– No necesita catalizador.
– Alto coste debido a lascondiciones de operación.
– Algunas plantas deproducción en Europa.
Catálisis enzimáticamediante lipasas
– La reacción no estáafectada por la presenciade agua ni por AGLcontenidos en la materiaprima.
– Productos de elevadapureza por lo quedisminuyen los costesasociados a las etapas depurificación posteriores.
– Los tiempos de reacciónson elevados, no aptospara un proceso deproducción continuo.
– Inactivación del enzima,que se reduce medianteel empleo de solventesorgánicos y mediante laadición de metanol porpulsos.
– Investigación.
Microbiológica
– Emplea materias primasrenovables para laobtención de etanol, queposteriormente esempleado en latransesterificación.
– Obtención de otrassustancias lipídicas.
– Baja tasa de conversión. – Investigación.
COMPARACIÓN ENTRE LAS DIFERENTES TECNOLOGÍAS DE TRANSESTERIFICACIÓN
Tabla 2. Comparación entre las diferentes tecnologías de transesterificación.

26 Genoma España
Investigación y aplicación de la tecnología de transesterificación en España
En la Tabla 3 se muestran algunos centros tecnológicos y universidades que tienenentre sus principales líneas de investigación el proceso de transesterificación deaceites vegetales.
Centro Multidisciplinar de Innovación y Tecnologíade Navarra de la FundaciónCETENA
http://www.cemitec.com/
Departamento de Biocatálisis del Institutode Catálisis y Petroquímicadel CSIC
http://www.icp.csic.es/biocatalisis.html
Departamento de IngenieríaQuímica de la UniversidadComplutense
http://www.ucm.es/info/ccquim/
Departamento de IngenieríaQuímica y Textil,Universidad de Salamanca
http://www.usal.es/~ingquimica/caste2.htm
http://www.uca.es/
Grupo de Ingeniería Químicay Ambiental de laUniversidad Rey Juan Carlos
http://www.escet.urjc.es/giqa/
Grupo de Tecnología de Biorecursos (TEB) de la Universidad de Cádiz
http://www2.uca.es/dept/ing_quimica/
EJEMPLOS DE GRUPOS DE INVESTIGACIÓN DEL PROCESO DE TRANSESTERIFICACIÓN EN ESPAÑA
Tabla 3. Ejemplos de grupos de investigación del proceso de transesterificación en España.
Existen diversos proyectos de investigación relacionados con la producción y utiliza-ción del biodiésel. Dentro del programa CENIT gestionado por el CDTI, cabe desta-car el proyecto PIIBE, liderado por Repsol YPF. También debe mencionarse el pro-yecto científico técnico singular y estratégico (PSE) (financiado por el Ministerio deCiencia e Innovación) “On Cultivos”, coordinado por el Ciemat. El objetivo de estosproyectos, los participantes y las actividades desarrolladas por cada uno de ellospueden consultarse respectivamente en la Tabla 27 y la Tabla 28 del Anexo 2.
El interés del empleo de algas con un alto porcentaje de aceites para su transfor-mación en biodiésel se pone de manifiesto en recientes acuerdos entre compañíaspetrolíferas (Chevron42,43, Shell44, Galp45), grupos de investigación (NREL, Instituto
42 http://ambientum.com (18/02/2008).43 http://news.soliclima.com (4/03/2008).44 http://shell.com/ (11/12/2007).45 Europa Press (13/03/2008).

Biorrefinerías: Situación Actual y Perspectivas de Futuro 27
Portugués de Ingeniería e Innovación) y empresas (HR Biopetroleum, Solazyme, Al-gafuel). En nuestro país la empresa alicantina Biofuels System46 y el IDAE47, hanfirmado un convenio para el aprovechamiento energético de las microalgas median-te tecnologías tanto de combustión como de extracción de aceite y producción debiodiésel48. Asimismo, la empresa Aurantia49 ha participado en la construcción deuna planta de producción de biodiésel a partir de microalgas en la bahía de Cádiz(Gadri Biodiésel, S.A.).
Las plantas de producción de biodiésel de nuestro país pueden consultarse en la pá-gina web www.biodieselspain.com.
3.3. Combustión
La combustión es la forma más directa de aprovechamiento energético de la bioma-sa. Se genera calor como producto principal que puede emplearse directamente (fi-nes domésticos: cocción, calefacción; fines industriales: calor de procesos, genera-ción de energía eléctrica o mecánica, etc.) o utilizarse para generar energíaeléctrica mediante un ciclo de vapor convencional. La biomasa lignocelulósica conun bajo contenido en humedad es la más apropiada para la aplicación de la com-bustión con fines energéticos. El poder calorífico de la biomasa depende de variosfactores (contenido en fibra, resina y humedad). En el caso de las maderas con unalto contenido en resina, como por ejemplo el pino y el abeto, puede alcanzar valo-res en torno a los 20 MJ/kg.
Dado que el calor es el único componente energético útil del proceso, la combustiónen sí misma no se ajusta al concepto de biorrefinería (obtención de una ampliagama de productos). Ahora bien, la combustión puede emplearse para generar laenergía necesaria para los procesos de una biorrefinería ya sea utilizando la materiaprima de partida o los efluentes generados en otros procesos de conversión.
Investigación y aplicación de la tecnología de combustión en España
En la Tabla 4 se exponen algunos grupos de investigación españoles entre cuyas lí-neas de investigación se incluye la combustión de la biomasa.
Algunas de las plantas de producción de calor y electricidad a partir de biomasapueden consultarse en el manual de biomasa del IDAE50.
46 http://www.biopetroleo.com/47 http://www.idae.es/48 Biocarburantes Magazine 11: 22.49 www.aurantia.es50 www.idae.es

28 Genoma España
Centro de Desarrollo de Energías Renovables (CEDER)-CIEMAThttp://www.ciemat.es/
Departamento de Ingeniería Química y Ambiental de la Universidad de Leónhttp://www.unileon.es/
Grupo de agroenergética (GA-ETSIAM) de la Universidad Politécnica de Madrid (UPM)http://www.etsia.upm.es/
Laboratorio de Co-combustión del Centro de Investigación de Recursos y Consumos Energéticos (CIRCE)http://circe.cps.unizar.es/
Laboratorio de Investigación en Tecnologías de la Combustión (LITEC)http://www.litec.csic.es/index.html
Sistemas Energéticos y Técnicas Aplicadas (SEYTA) de la Universidad de Cantabriahttp://www.unican.es/WebUC/Unidades/Investigacion/grupos/grupo_idi.asp?Id=126
EJEMPLOS DE GRUPOS DE INVESTIGACIÓN DE LA COMBUSTIÓN DE BIOMASA EN ESPAÑA
Tabla 4. Ejemplos de grupos de investigación de la combustión de biomasa en España.
51 Stevens (2001). Hot gas conditioning: recent progress with larger-scale biomass gasificationsystems. National Renewable Energy Laboratory. P NREL/SR-510-29952.(http://www.gastechnology.org/webroot/downloads/en/IEA/HotGasConditioning.pdf)
3.4. Gasificación
La gasificación consiste en un proceso de oxidación parcial a elevada temperatura(entre 800 y 1.500 ºC) mediante el cual la biomasa (materiales lignocelulósicos ylejías negras procedentes de la industria papelera) reacciona con cantidades limita-das de comburente (entre el 10 y 50% del necesario para la combustión) originan-do un producto gaseoso formado por diferentes proporciones de los siguientes ga-ses: CO, H2, CO2, CH4 y N2. La composición química de la materia prima influye enla composición del producto gaseoso. Por norma general, es recomendable que labiomasa empleada tenga una relación C/N elevada, un bajo contenido en azufre yun contenido en humedad inferior al 40%.
El comburente empleado puede ser aire, oxígeno, vapor de agua y/o oxígeno, e hi-drógeno. Cuando la reacción se realiza con aire como oxidante, genera una mezclagaseosa con una mayor proporción de N2, denominado gas pobre o gas de gasóge-no. Este gas presenta un poder calorífico bajo, entre 2,5 y 8 MJ/Nm3 51, por lo quees generalmente empleado en combustión para la producción de calor, aunque seestán desarrollando microturbinas capaces de generar electricidad a partir de gasescon bajo poder calorífico.
Biorrefinerías: Situación Actual y Perspectivas de Futuro 29
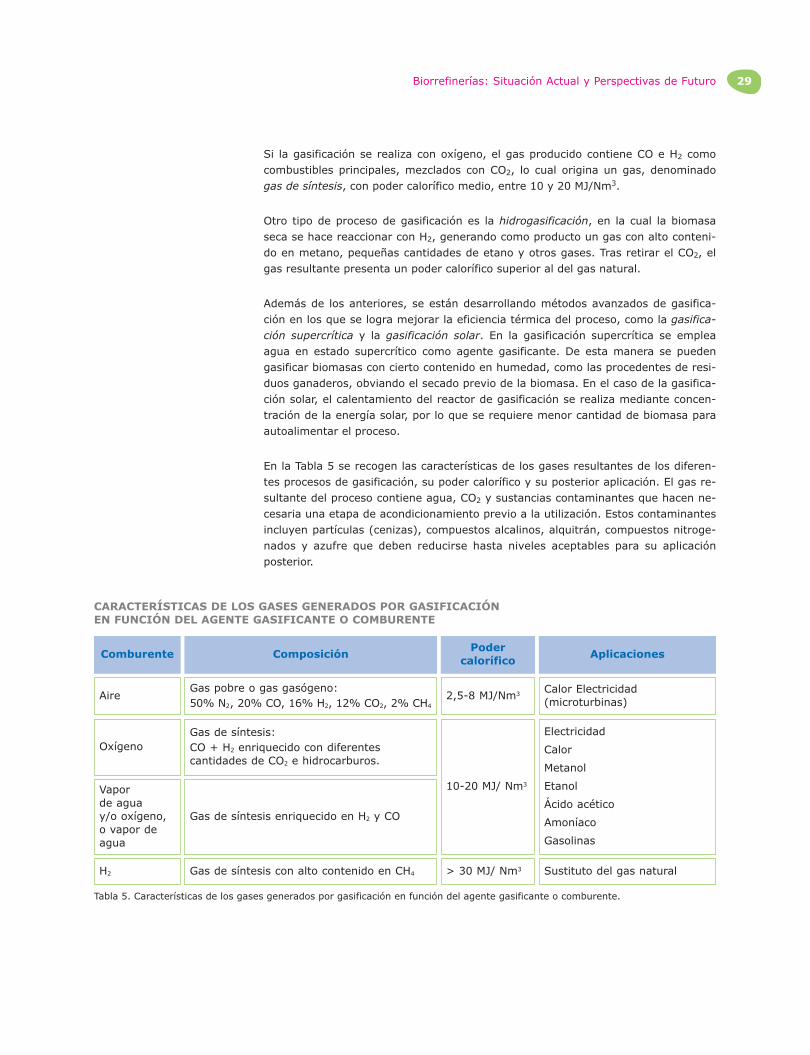
Si la gasificación se realiza con oxígeno, el gas producido contiene CO e H2 comocombustibles principales, mezclados con CO2, lo cual origina un gas, denominadogas de síntesis, con poder calorífico medio, entre 10 y 20 MJ/Nm3.
Otro tipo de proceso de gasificación es la hidrogasificación, en la cual la biomasaseca se hace reaccionar con H2, generando como producto un gas con alto conteni-do en metano, pequeñas cantidades de etano y otros gases. Tras retirar el CO2, elgas resultante presenta un poder calorífico superior al del gas natural.
Además de los anteriores, se están desarrollando métodos avanzados de gasifica-ción en los que se logra mejorar la eficiencia térmica del proceso, como la gasifica-ción supercrítica y la gasificación solar. En la gasificación supercrítica se empleaagua en estado supercrítico como agente gasificante. De esta manera se puedengasificar biomasas con cierto contenido en humedad, como las procedentes de resi-duos ganaderos, obviando el secado previo de la biomasa. En el caso de la gasifica-ción solar, el calentamiento del reactor de gasificación se realiza mediante concen-tración de la energía solar, por lo que se requiere menor cantidad de biomasa paraautoalimentar el proceso.
En la Tabla 5 se recogen las características de los gases resultantes de los diferen-tes procesos de gasificación, su poder calorífico y su posterior aplicación. El gas re-sultante del proceso contiene agua, CO2 y sustancias contaminantes que hacen ne-cesaria una etapa de acondicionamiento previo a la utilización. Estos contaminantesincluyen partículas (cenizas), compuestos alcalinos, alquitrán, compuestos nitroge-nados y azufre que deben reducirse hasta niveles aceptables para su aplicaciónposterior.
Comburente Composición
AireGas pobre o gas gasógeno:50% N2, 20% CO, 16% H2, 12% CO2, 2% CH4
Podercalorífico
2,5-8 MJ/Nm3
Aplicaciones
Calor Electricidad(microturbinas)
OxígenoGas de síntesis: CO + H2 enriquecido con diferentescantidades de CO2 e hidrocarburos.
10-20 MJ/ Nm3
Electricidad
Calor
Metanol
Etanol
Ácido acético
Amoníaco
Gasolinas
Vapor de agua y/o oxígeno,o vapor deagua
Gas de síntesis enriquecido en H2 y CO
H2 Gas de síntesis con alto contenido en CH4 > 30 MJ/ Nm3 Sustituto del gas natural
CARACTERÍSTICAS DE LOS GASES GENERADOS POR GASIFICACIÓN EN FUNCIÓN DEL AGENTE GASIFICANTE O COMBURENTE
Tabla 5. Características de los gases generados por gasificación en función del agente gasificante o comburente.

El proceso se realiza en reactores de gasificación, cuyo diseño influye en la propor-ción relativa de cada uno de los gases y contaminantes generados y, por tanto, enla posterior aplicación. Básicamente los gasificadores pueden agruparse en tres ti-pos principales52:
1. Lecho móvil a contracorriente (“updraft gasifier”), donde la biomasa y el agentegasificante presentan trayectorias opuestas. A pesar de la eficiencia térmica deeste gasificador, presenta limitaciones como la formación de gran cantidad de al-quitranes, por lo que la etapa de acondicionamiento de gas posterior encarecemucho el proceso de gasificación.
2. Lecho móvil de corrientes paralelas (“downdraft gasifier”), en los que sólido y gasse mueven en el mismo sentido. En este tipo de gasificador, se reduce la forma-ción de alquitranes respecto al anterior, pero precisa que la biomasa contenga unahumedad inferior al 20%, con el consecuente consumo en la etapa de secado.
3. Lecho fluidizado, en los que el sólido es mantenido en suspensión por medio delagente gasificante. El rendimiento en este tipo de gasificador es elevado, además deque admite un mayor porcentaje de humedad de la materia prima de partida.
El gas de síntesis, una vez acondicionado, puede ser empleado como combustibleauxiliar en calderas, para la producción de calor y electricidad en turbinas, o bienpuede transformarse en combustibles más energéticos mediante síntesis química[biocombustibles sintéticos o BTL (“biomass to liquids”) que serán descritos conmayor detalle en el apartado 5 del informe]. Recientemente se ha inaugurado enFreiberg, Alemania, la primera planta precomercial de biocombustible sintético desegunda generación en el mundo (residuos de madera y restos vegetales) de laempresa Choren, con una capacidad de producción anual de 18 millones de litros debiocombustibles53.
30 Genoma España
52 Ericksson (2007). Overview of Thermochemical Biorefinery Technologies. Internacional SugarJournal, 109 (1299): 163-173.
53 http://www.choren.com/
Biorrefinerías: Situación Actual y Perspectivas de Futuro 31
54 Huber y col. (2006). Synthesis of Transportation Fuels from Biomass: Chemistry, Catalysts, andEngineering. Chemical Reviews, 106: 4044-4098.
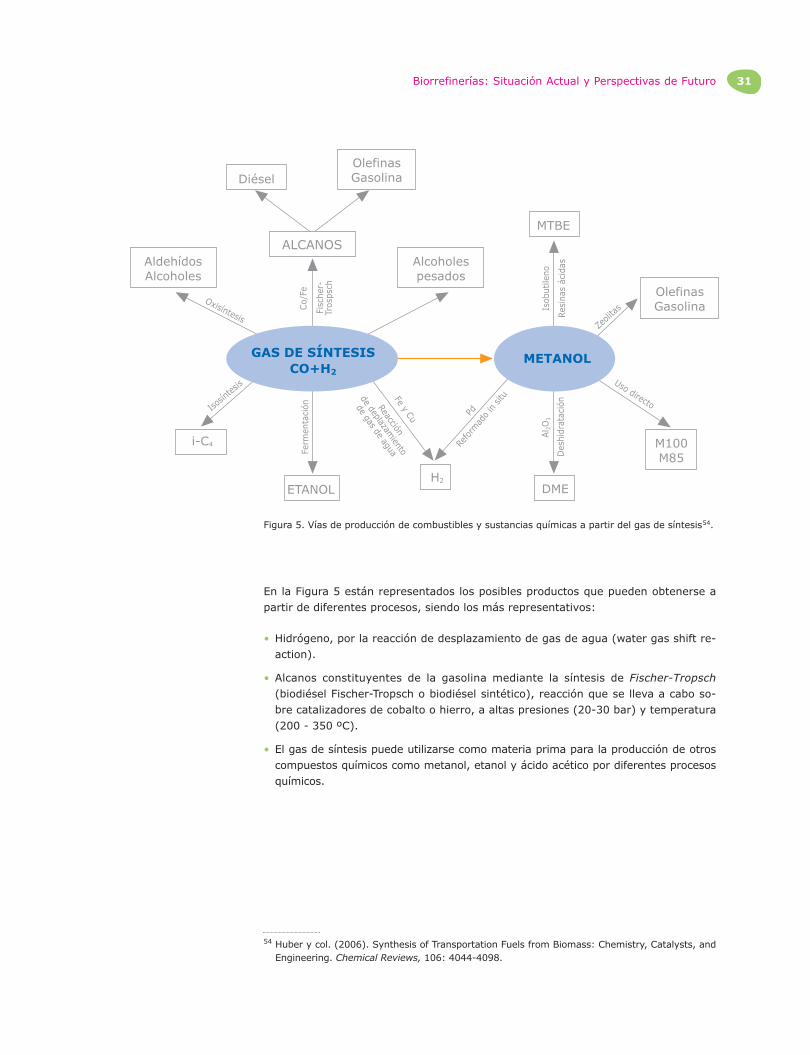
En la Figura 5 están representados los posibles productos que pueden obtenerse apartir de diferentes procesos, siendo los más representativos:
• Hidrógeno, por la reacción de desplazamiento de gas de agua (water gas shift re-action).
• Alcanos constituyentes de la gasolina mediante la síntesis de Fischer-Tropsch(biodiésel Fischer-Tropsch o biodiésel sintético), reacción que se lleva a cabo so-bre catalizadores de cobalto o hierro, a altas presiones (20-30 bar) y temperatura(200 - 350 ºC).
• El gas de síntesis puede utilizarse como materia prima para la producción de otroscompuestos químicos como metanol, etanol y ácido acético por diferentes procesosquímicos.
AldehídosAlcoholes
i-C4
H2
ETANOL DME
MTBE
Oxisíntesis
Ferm
enta
ción
Fe y Cu PdRe
form
ado
in si
tu
Reacción
de deplazamiento
de gas de aguaIso
síntes
is
Co/
Fe
Fisc
her-
Tros
psch
Alcoholespesados
OlefinasGasolina
OlefinasGasolina
M100M85
Diésel
Isob
utile
no
Resi
nas
ácid
as
Zeoli
tas
Uso directo
Des
hidr
atac
ión
Al 2O
3
ALCANOS
GAS DE SÍNTESISCO+H2
METANOL
Figura 5. Vías de producción de combustibles y sustancias químicas a partir del gas de síntesis54.

32 Genoma España
55 Lewis y col. (2008). Ethanol Via Biomass-Generated Syngas. International Sugar Journal,110 (1311): 150-155.
56 http://www.brienergy.com/pages/process01.html57 Patente norteamericana US 6136577.58 http://alicoinc.com/59 http://www.floridadep.com/60 http://www.enerkem.com/61 http://www.coskata.com/62 Levin y col. (2004). Biohydrogen Production: Prospects and Limitations to Practical Applications.
Internacional Journal of Hydrogen Energy, 29: 173-185.63 Najafpour y Youneso (2006). Ethanol and Acetate Synthesis from Waste Gas Using Batch Cultu-
re of Clostridium ljungdahlii. Enzyme and Microbial Technology, 38: 223-228.
Además de las opciones anteriores, la producción de etanol55 e hidrógeno a partirdel gas de síntesis puede realizarse mediante vía biológica. Un ejemplo lo constitu-ye el microorganismo anaerobio Clostridium ljungdahlii. La compañía estadouniden-se Bioengineering Resources Inc56 ha patentado una cepa de C. ljungdahlii57 queserá empleada en la biorrefinería en construcción por la compañía Alico Inc.58 enLaBelle (Florida). En esta planta se coproducirán etanol y electricidad, hidrógeno,amoníaco y ácido acético a partir de residuos de biomasa (maderas, astillas y otrosrestos vegetales) generados por la propia Alico59.
La empresa canadiense Enerkem60 también está construyendo en Westbury, (Cana-dá), una planta de producción de etanol a partir del gas de síntesis obtenido porgasificación de residuos de madera y otros residuos sólidos urbanos. Otra iniciativasimilar viene de la compañía Coskata Inc.61 (USA), en la que participa General Mo-tors, que prevé la construcción de una planta piloto de producción de etanol celuló-sico en Madison (Pennsylvania, USA), para posteriormente construir una planta co-mercial. La tecnología implicada en el proceso global incluye una primera etapa degasificación de cualquier tipo de material celulósico, una segunda de fermentaciónde la mezcla gaseosa y una tercera de separación del etanol producido mediante unproceso de pervaporación.
También puede obtenerse H2 a partir del gas de síntesis mediante la utilización debacterias foto-heterótrofas de la familia Rhodospirillaceae62 como la bacteria Rho-dosporillum rubrum63. Estos microorganismos son capaces de realizar la síntesis dereacción de desplazamiento de gas de agua a presión y temperatura ambientales,gracias a la enzima monóxido de carbono deshidrogenasa (CODH).
Biorrefinerías: Situación Actual y Perspectivas de Futuro 33
Investigación y aplicación de la tecnología de gasificación en España
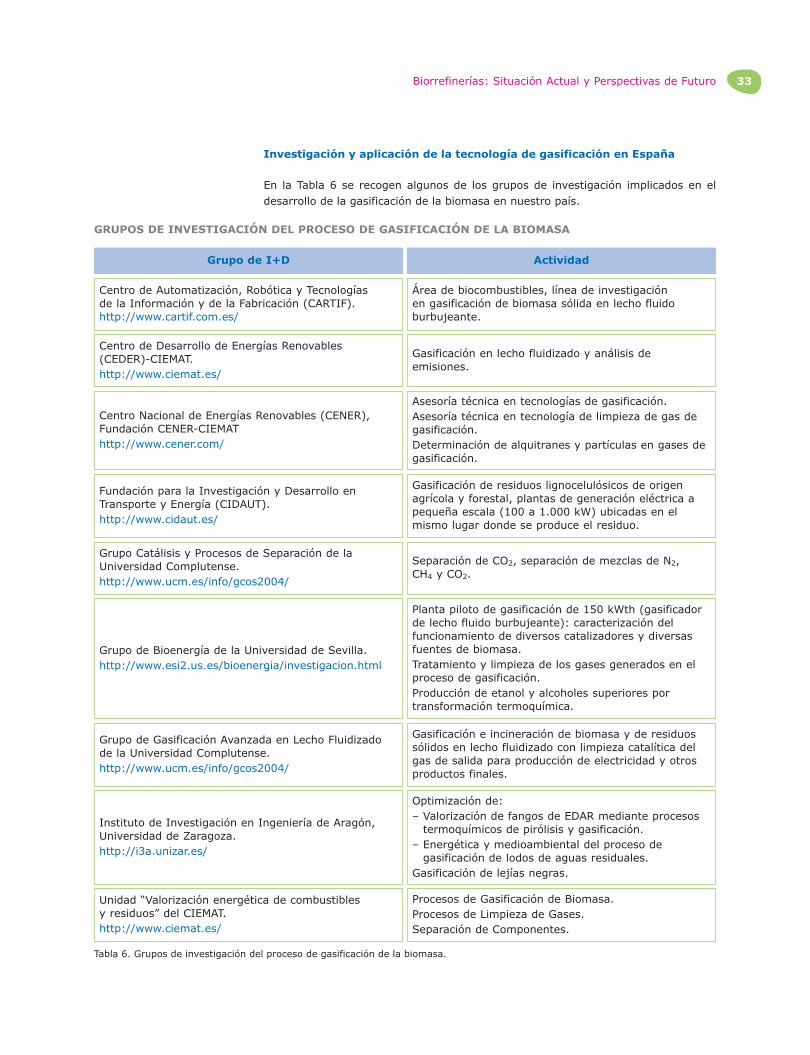
En la Tabla 6 se recogen algunos de los grupos de investigación implicados en eldesarrollo de la gasificación de la biomasa en nuestro país.
Grupo de I+D Actividad
Centro de Automatización, Robótica y Tecnologías de la Información y de la Fabricación (CARTIF).http://www.cartif.com.es/
Área de biocombustibles, línea de investigación en gasificación de biomasa sólida en lecho fluidoburbujeante.
Centro de Desarrollo de Energías Renovables (CEDER)-CIEMAT.http://www.ciemat.es/
Gasificación en lecho fluidizado y análisis deemisiones.
Centro Nacional de Energías Renovables (CENER),Fundación CENER-CIEMAThttp://www.cener.com/
Asesoría técnica en tecnologías de gasificación.Asesoría técnica en tecnología de limpieza de gas degasificación.Determinación de alquitranes y partículas en gases degasificación.
Fundación para la Investigación y Desarrollo enTransporte y Energía (CIDAUT). http://www.cidaut.es/
Gasificación de residuos lignocelulósicos de origenagrícola y forestal, plantas de generación eléctrica apequeña escala (100 a 1.000 kW) ubicadas en elmismo lugar donde se produce el residuo.
Grupo Catálisis y Procesos de Separación de laUniversidad Complutense. http://www.ucm.es/info/gcos2004/
Separación de CO2, separación de mezclas de N2, CH4 y CO2.
Grupo de Bioenergía de la Universidad de Sevilla.http://www.esi2.us.es/bioenergia/investigacion.html
Planta piloto de gasificación de 150 kWth (gasificadorde lecho fluido burbujeante): caracterización delfuncionamiento de diversos catalizadores y diversasfuentes de biomasa.Tratamiento y limpieza de los gases generados en elproceso de gasificación.Producción de etanol y alcoholes superiores portransformación termoquímica.
Grupo de Gasificación Avanzada en Lecho Fluidizadode la Universidad Complutense.http://www.ucm.es/info/gcos2004/
Gasificación e incineración de biomasa y de residuossólidos en lecho fluidizado con limpieza catalítica delgas de salida para producción de electricidad y otrosproductos finales.
Instituto de Investigación en Ingeniería de Aragón,Universidad de Zaragoza.http://i3a.unizar.es/
Optimización de:– Valorización de fangos de EDAR mediante procesos
termoquímicos de pirólisis y gasificación.– Energética y medioambiental del proceso de
gasificación de lodos de aguas residuales.Gasificación de lejías negras.
Unidad “Valorización energética de combustibles y residuos” del CIEMAT.http://www.ciemat.es/
Procesos de Gasificación de Biomasa. Procesos de Limpieza de Gases.Separación de Componentes.
GRUPOS DE INVESTIGACIÓN DEL PROCESO DE GASIFICACIÓN DE LA BIOMASA
Tabla 6. Grupos de investigación del proceso de gasificación de la biomasa.

34 Genoma España
El Ciemat y la Universidad de Sevilla participan también en el proyecto CHRISGAS64
(Clean Hydrogen-rich Synthesis Gas) financiado por el VI Programa Marco. La empre-sa española TRAGSA65 (Transformación Agraria, S.A.) lidera el proyecto europeo EU-ROFOREST66, dentro del cual se desarrollan actividades de revalorización de biomasasforestales residuales mediante su aprovechamiento energético por tecnologías de ga-sificación (subproyecto del Programa Eureka67 E! 102 – GASBIOTEC: “Development ofGasification Technologies for Energetic Appreciation of Forest Biomass and Other Resi-dues in Low Power Plants”).
Las plantas de gasificación de biomasa en España y sus características pueden con-sultarse en el manual de Gasificación68 del IDAE, desarrolladas por empresas comoENAMORA, GUASCOR, INERCO y TAIM-TFG. También pueden consultarse algunasplantas y proyectos de cogeneración de biomasa en el manual de Cogeneración delIDAE69. Otras empresas nacionales que estudian la tecnología de gasificación debiomasa son GASBI I+D70, UWT Hispania Gasificación y Abengoa Bioenergia71.
3.5. Pirólisis: pirólisis rápida
La pirólisis es un proceso de descomposición térmica de la biomasa en ausencia deoxígeno en líquidos, gases y carbón vegetal, mediante oxidación parcial y controla-da. Las cantidades de los diferentes productos dependen de la biomasa a tratar y delos parámetros de operación del equipo. Tiempos de residencia largos y bajas tem-peraturas (300-500 ºC) favorecen la formación de carbón vegetal. Sin embargo, enla denominada pirólisis rápida (tiempos inferiores a 1 segundo y temperaturas cerca-nas a los 1.000 ºC) puede obtenerse un combustible líquido denominado bioaceite72,que denominamos aceite de pirólisis para evitar confusiones con el biodiésel obteni-do por transesterificación.
La biomasa lignocelulósica (residuos agrícolas y forestales) es la más apropiada paraeste proceso de transformación, aunque también pueden utilizarse otras materias pri-mas como los residuos sólidos urbanos.
64 http://www.chrisgas.com/65 http://www.tragsa.es/66 http://www.euroforest.org/index.htm67 http://www.eureka.be/home.do68 http://www.idae.es69 http://www.idae.es70 http://www.euskalnet.net/gasbi/71 http://abengoabioenergy.com/72 Carlson y col. (2008). Green Gasoline by Catalytic Fast Pyrolysis of Solid Biomass Derived Compounds
(p NA). Chemistry & Sustainability, Energy & Materials, 1 (5): 397-400. (doi10.1002/cssc.200800018).
Biorrefinerías: Situación Actual y Perspectivas de Futuro 35
Los productos obtenidos en el proceso de pirólisis:
1. Carbón vegetal, residuo sólido carbonoso que contiene carbones, alquitranes ycenizas. Este carbón, de menor contenido en azufre que el de origen fósil, puedeemplearse directamente como combustible, con un poder calorífico entre los 25y 30 MJ/kg, o bien destinarse a la producción de carbón activo. También el car-bón puede disolverse en sal fundida, para utilizarse como materia prima en elcátodo de las pilas de combustible para producir electricidad con una mayor efi-ciencia energética que las pilas de combustible tradicionales73.
2. Un gas compuesto por hidrógeno, monóxido de carbono e hidrocarburos gaseo-sos como el metano, mezclados con gran cantidad de dióxido de carbono. El po-der calorífico de este gas oscila entre 8 y 15 MJ/Nm3, aunque puede alcanzarvalores de hasta 20,9 MJ/Nm3 aplicando la tecnología de pirólisis rápida. Estegas puede reciclarse para su empleo en la generación de calor del proceso.
3. Un combustible líquido o aceite de pirólisis, líquido complejo que se forma porcondensación de los vapores de pirólisis que contienen principalmente hidrocar-buros oxigenados con un poder calorífico del orden de 25 MJ/kg.
Investigación y aplicación de la tecnología de pirólisis en España y Europa
En España, la mayoría de las actividades desarrolladas en el campo de la pirólisis,se han centrado en la obtención de carbón activo y carbón vegetal a partir de dife-rentes materias primas, aunque también se han llevado a cabo investigaciones enprocesos pirolíticos para obtener aceites de pirolisis en grandes cantidades.
Esta investigación se ha realizado esencialmente en las Universidades. En la Tabla 7se recogen algunos de los grupos españoles que desarrollan actividades de investi-gación en el área de la pirólisis de biomasa. Además de las Universidades, el Centrode Automatización, Robótica y Tecnologías de la Información y de la Fabricación(CARTIF) participó en un proyecto IBEROEKA (IBK 06-450) titulado “Biomasa agro-forestal revalorizada por procesos ecológicamente sostenibles” pero centrado en laproducción de carbón activo74.
En la Unión Europea destaca la organización Carbon Trust75 creada por el GobiernoBritánico para ayudar a frenar el cambio climático. Dentro de sus actividades se in-cluyen proyectos de investigación para el desarrollo de procesos de pirólisis comer-ciales76.
73 http://dodfuelcell.cecer.army.mil/74 http://www.cyted.org/75 http://www.carbontrust.co.uk/default.ct76 http://www.carbontrust.co.uk/default.ct

3.6. Licuefacción hidrotérmica
Este proceso convierte la biomasa, diluida previamente, en hidrocarburos y subpro-ductos mediante la aplicación de altas presiones y temperaturas. En un principiocualquier tipo de biomasa (sin restricciones en cuanto a su humedad) es apta parala aplicación de este proceso de transformación. Se han desarrollado experiencias apequeña escala sobre residuos urbanos, residuos agrícolas, pecuarios y forestales.
La licuefacción hidrotérmica consiste en la hidrogenación indirecta de la biomasa.Puede considerarse una variante de la pirólisis, en el sentido de que no emplea oxí-geno como comburente, pero es realizada mediante un gas reductor (CO, H o unamezcla de ambos), en presencia de catalizadores en solución acuosa, a alta presión(100-200 atmósferas) y temperatura (300-500 ºC). Durante la reacción se producela rotura de las moléculas de celulosa y lignina, que pierden átomos de oxígeno eincorporan átomos de hidrógeno. El producto obtenido es una mezcla de hidrocar-buros que al enfriarse se condensan en un líquido, combustible con un poder calorí-fico en torno a los 33,5 MJ/kg compuesto por una mezcla de hidrocarburos oxigena-dos y muy similar al residuo obtenido por destilación del petróleo. Este líquido sedenomina “bioaceite de licuefacción”.
Un tipo de licuefacción hidrotérmica es el proceso denominado HTU77 (Hidro Ther-mal Upgrading), inicialmente desarrollado por Shell, y ahora desarrollado por laempresa Biofuel BV, que ha construido una planta demostración en Holanda78.
36 Genoma España
Grupo de I+D Actividad
Departamento de Ingeniería Química de la Universidad de Alicante.
Investigación a escala de planta de laboratorio, conmateriales lignocelulósicos, plásticos, etc.
Departamento de Ingeniería Química de la Universidad de Málaga.
Condiciones de pirólisis que favorecen la formación decarbón activo y carbón vegetal.
Departamento de Ingeniería Química de la Universidad del País Vasco.
Investigación a escala de planta de laboratorio, condiferentes tipos de biomasa en un reactor denominadospouted-bed.
Grupo de Ecoeficiencia, Departamento de IngenieríaQuímica, Universidad de Santiago.
Tecnologías de conversión química y térmica debiomasa.Tecnologías de conversión de residuos.
Grupo de procesos Termoquímicos del Departamentode Ingeniería Química y Tecnologías del MedioAmbiente, Universidad de Zaragoza.
Investigación en pirólisis catalítica donde se favorezcala producción de gases combustibles como H2 de granpureza.
GRUPOS DE INVESTIGACIÓN SOBRE PIRÓLISIS DE LA BIOMASA
Tabla 7. Grupos de investigación sobre pirólisis de la biomasa.
77 Naber y col. (1999). The HTU® Process for Biomass Liquefaction; R&D Strategy and PotentialBusiness Development (http://www.senternovem.nl/mmfiles/28271_tcm24-124221.pdf)
78 http://gave.novem.nl/

Biorrefinerías: Situación Actual y Perspectivas de Futuro 37
3.7. Fermentación
La fermentación es un proceso biológico mediante el cual los azúcares monoméricos oaminoácidos se rompen en sustancias de menor peso molecular tales como los ácidosorgánicos y solventes neutros como el etanol. La fermentación puede llevarse a cabomediante gran variedad de microorganismos como bacterias, levaduras y hongos.
Las reacciones de fermentación se realizan a nivel industrial en los fermentadores,donde el jugo azucarado es mezclado con otros nutrientes para crear las condicio-nes favorables para el microorganismo. Cuando la población microbiana alcanza undeterminado tamaño, comienza la fermentación y continúa hasta que se consumentodos los azúcares fermentables o hasta que se produce la inhibición del metabolis-mo del microorganismo por producto final.
Los rendimientos en los productos de fermentación son bajos en comparación conlos procesos de síntesis química, sin embargo, el proceso es muy específico y puededirigirse a la formación de determinados productos: etanol, metanol, ácido cítrico,glicerol, xilitol y otros edulcorantes, astaxantina, ácido láctico, polímeros de polilac-tida, emulsionantes, tensoactivos, vitaminas (riboflavina), ácidos grasos, aceites,enzimas, sustancias de aplicación farmacéutica y proteínas heterólogas, proteínascelulares, etc. El hidrógeno y el metano también pueden obtenerse mediante fer-mentación de los azúcares (digestión anaerobia).
Los procesos de fermentación en los que se originan algunas moléculas base (“buil-ding blocks”) a partir de las cuales se pueden obtener numerosos productos de in-terés industrial y comercial son especialmente interesantes. Son ejemplos de estasmoléculas base el ácido succínico, butanol, ácido itacónico, 1,3-propanediol, poli-hi-droxi-alcanoatos y ácido 1,3-hidroxi-propiónico entre otros (apartado 5).
Independientemente de la materia prima de partida, en la fermentación de los azú-cares se genera CO2, que puede captarse y utilizarse para la producción de bebidascarbonatadas.
Cualquier material orgánico es susceptible de ser fermentado en moléculas de me-nor tamaño, pero son los azúcares de seis átomos de carbono los de mayor disponi-bilidad en la naturaleza, bien en forma de monosacáridos (mayoritariamente en for-ma de glucosa y menores cantidades de fructosa, galactosa y manosa) ydisacáridos (maltosa, sacarosa, lactosa) o bien en forma polimérica, como en el al-midón, celulosa, inulina y hemicelulosa.
A continuación se describen los diferentes procesos de fermentación: digestiónanaerobia, digestión aerobia y fermentación de azúcares.
3.7.1. Digestión anaerobia
La digestión anaerobia es un proceso de fermentación de la biomasa en el que seobtiene un gas, el biogás, mediante la acción de microorganismos. Este proceso detransformación puede aplicarse sobre cualquier tipo de biomasa, especialmente enaquellas con un alto contenido en humedad.
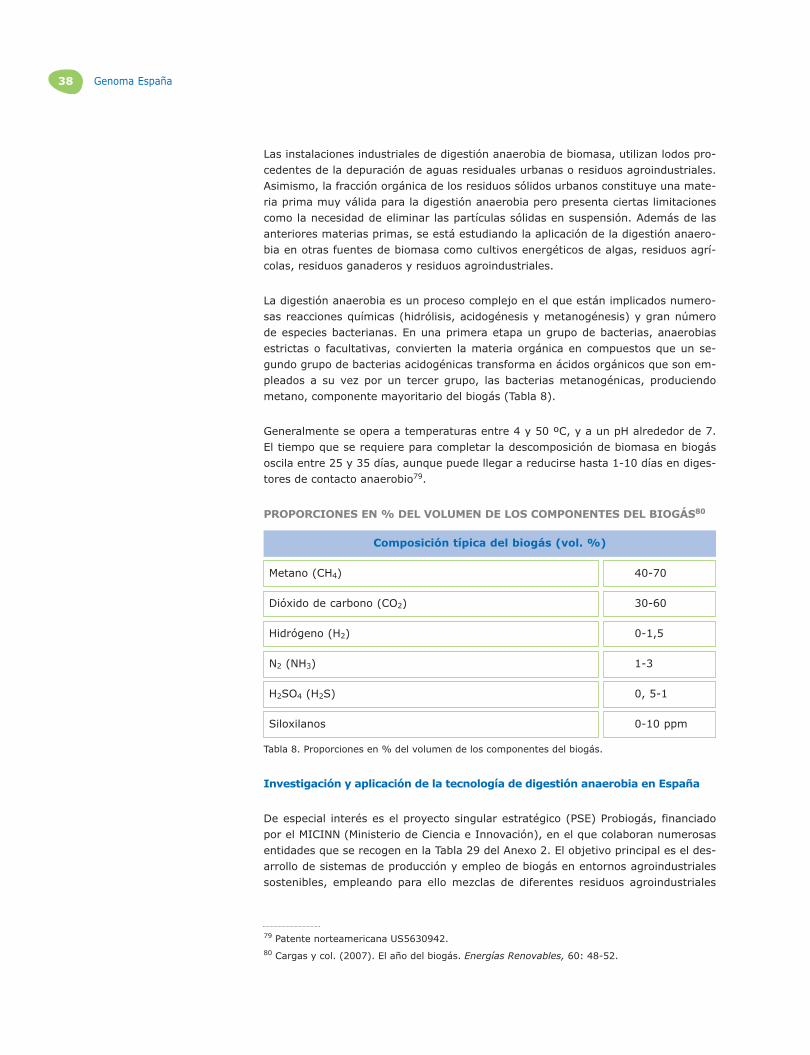
Las instalaciones industriales de digestión anaerobia de biomasa, utilizan lodos pro-cedentes de la depuración de aguas residuales urbanas o residuos agroindustriales.Asimismo, la fracción orgánica de los residuos sólidos urbanos constituye una mate-ria prima muy válida para la digestión anaerobia pero presenta ciertas limitacionescomo la necesidad de eliminar las partículas sólidas en suspensión. Además de lasanteriores materias primas, se está estudiando la aplicación de la digestión anaero-bia en otras fuentes de biomasa como cultivos energéticos de algas, residuos agrí-colas, residuos ganaderos y residuos agroindustriales.
La digestión anaerobia es un proceso complejo en el que están implicados numero-sas reacciones químicas (hidrólisis, acidogénesis y metanogénesis) y gran númerode especies bacterianas. En una primera etapa un grupo de bacterias, anaerobiasestrictas o facultativas, convierten la materia orgánica en compuestos que un se-gundo grupo de bacterias acidogénicas transforma en ácidos orgánicos que son em-pleados a su vez por un tercer grupo, las bacterias metanogénicas, produciendometano, componente mayoritario del biogás (Tabla 8).
Generalmente se opera a temperaturas entre 4 y 50 ºC, y a un pH alrededor de 7.El tiempo que se requiere para completar la descomposición de biomasa en biogásoscila entre 25 y 35 días, aunque puede llegar a reducirse hasta 1-10 días en diges-tores de contacto anaerobio79.
38 Genoma España
79 Patente norteamericana US5630942.80 Cargas y col. (2007). El año del biogás. Energías Renovables, 60: 48-52.
Composición típica del biogás (vol. %)
Metano (CH4) 40-70
Dióxido de carbono (CO2) 30-60
Hidrógeno (H2) 0-1,5
N2 (NH3) 1-3
H2SO4 (H2S) 0, 5-1
Siloxilanos 0-10 ppm
PROPORCIONES EN % DEL VOLUMEN DE LOS COMPONENTES DEL BIOGÁS80
Tabla 8. Proporciones en % del volumen de los componentes del biogás.
Investigación y aplicación de la tecnología de digestión anaerobia en España
De especial interés es el proyecto singular estratégico (PSE) Probiogás, financiadopor el MICINN (Ministerio de Ciencia e Innovación), en el que colaboran numerosasentidades que se recogen en la Tabla 29 del Anexo 2. El objetivo principal es el des-arrollo de sistemas de producción y empleo de biogás en entornos agroindustrialessostenibles, empleando para ello mezclas de diferentes residuos agroindustriales

Biorrefinerías: Situación Actual y Perspectivas de Futuro 39
para su co-digestión hasta biogás. Este mismo objetivo se persigue en el proyectoeuropeo EUGROBIOGAS81 en el que participan entidades españolas como la Asocia-ción Agraria de Jóvenes Agricultores (ASAJA), Coordinadora de Organizaciones deAgricultures y Ganaderos (COAG), Santiago Apóstol SCA (S.A.) y Bioazul S.L.(BIOAZUL); y en el proyecto iberoamericano “Producción de energía mediante di-gestión anaerobia de los residuos orgánicos de agroindustrias” en el que participanlas Universidades de Santiago de Compostela y Valladolid (Iberoeka Acción708AC0363, área Energía).
Algunas de las plantas de producción de biogás en nuestro país pueden consultarseen el catálogo de digestores82 del IDAE, como la planta de co-digestión de EcologicBiogás en Vila-Sana y la planta de tratamiento de purines de Tracjusa en Juneda,ambas en Lérida.
3.7.2. Digestión aerobia
La digestión aerobia o “compostaje” es el proceso biológico aeróbico mediante elcual los microorganismos descomponen la materia biodegradable, permitiendo ob-tener “compost”, abono excelente para la agricultura. Al igual que en la digestiónanaerobia este proceso es aplicable en biomasas que presenten un porcentaje dehumedad elevado, como restos de cosecha, excrementos de animales y residuosurbanos.
En la digestión aerobia la biomasa generalmente es recogida en “lagunas”, en lasque se garantiza el suministro de O2 mediante agitación mecánica. El proceso escomplejo ya que interviene una gran variedad de microorganismos: mesofílicos,termófilos, bacterias esporígenas y actinomicetos. El rendimiento del proceso de-pende de parámetros como la temperatura, pH, humedad, nutrientes, y los nivelesde O2, por lo que es necesaria una buena aireación y agitación durante el mismo.
Aplicación de la tecnología del compostaje en España
La Red Española de Compostaje (RED) integra todas las actividades desarrolladasen España por Universidades, Centros Tecnológicos y Empresas en relación con lagestión sostenible de residuos orgánicos. Uno de sus objetivos es el desarrollo de lainvestigación sobre biotransformación de residuos orgánicos y usos de los produc-tos obtenidos dentro de las líneas prioritarias tanto del Plan Nacional I+D+i comodel Programa Marco de la Unión Europea. Esta Red cuenta con 48 grupos de inves-tigación que pueden consultarse en su página web83.
En la Unión Europea se ha desarrollado La Red Europea de Compost (ECN), quepromueve las prácticas sostenibles en compostaje, digestión anaerobia y otros pro-cedimientos de tratamiento de residuos orgánicos a través de Europa.
81 http://www.dgs.de/82 http://www.idae.es/83 http://www.recompostaje.com/red-de-compostaje
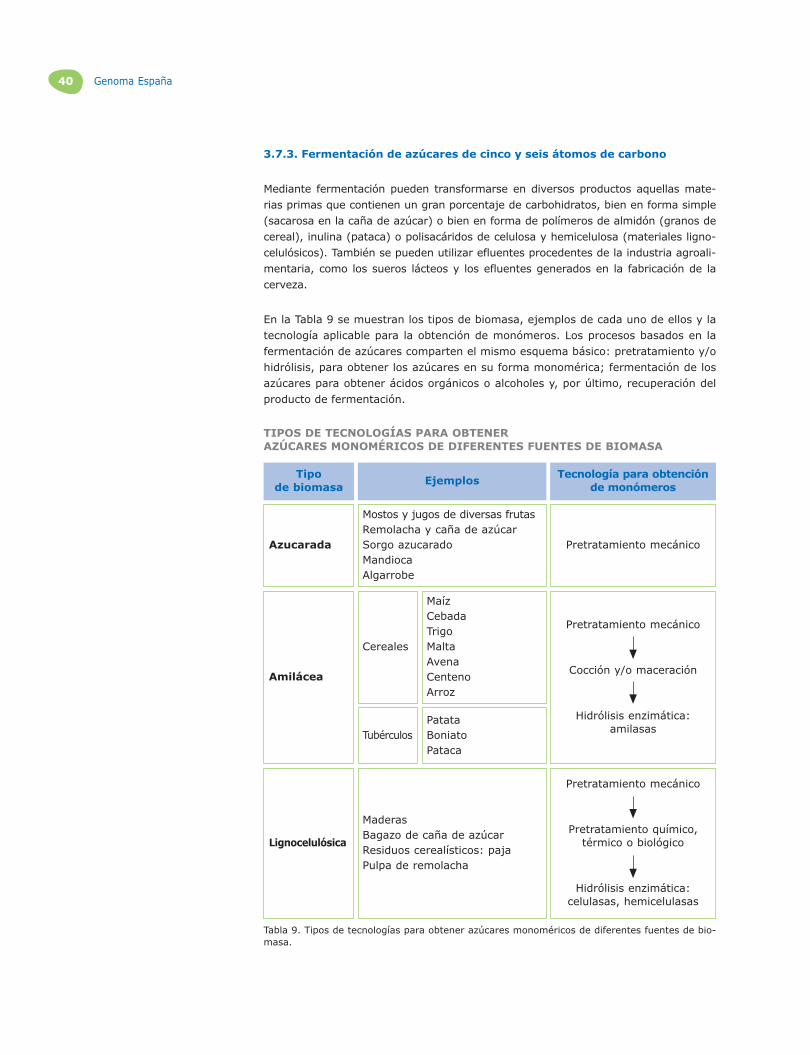
3.7.3. Fermentación de azúcares de cinco y seis átomos de carbono
Mediante fermentación pueden transformarse en diversos productos aquellas mate-rias primas que contienen un gran porcentaje de carbohidratos, bien en forma simple(sacarosa en la caña de azúcar) o bien en forma de polímeros de almidón (granos decereal), inulina (pataca) o polisacáridos de celulosa y hemicelulosa (materiales ligno-celulósicos). También se pueden utilizar efluentes procedentes de la industria agroali-mentaria, como los sueros lácteos y los efluentes generados en la fabricación de lacerveza.
En la Tabla 9 se muestran los tipos de biomasa, ejemplos de cada uno de ellos y latecnología aplicable para la obtención de monómeros. Los procesos basados en lafermentación de azúcares comparten el mismo esquema básico: pretratamiento y/ohidrólisis, para obtener los azúcares en su forma monomérica; fermentación de losazúcares para obtener ácidos orgánicos o alcoholes y, por último, recuperación delproducto de fermentación.
40 Genoma España
Tipo de biomasa Ejemplos
Azucarada
Mostos y jugos de diversas frutasRemolacha y caña de azúcarSorgo azucaradoMandiocaAlgarrobe
Tecnología para obtención de monómeros
Pretratamiento mecánico
Amilácea
Cereales
MaízCebadaTrigoMaltaAvenaCentenoArroz
Pretratamiento mecánico
Cocción y/o maceración
Hidrólisis enzimática:amilasasTubérculos
PatataBoniatoPataca
Lignocelulósica
MaderasBagazo de caña de azúcarResiduos cerealísticos: pajaPulpa de remolacha
Pretratamiento mecánico
Pretratamiento químico,térmico o biológico
Hidrólisis enzimática:celulasas, hemicelulasas
TIPOS DE TECNOLOGÍAS PARA OBTENER AZÚCARES MONOMÉRICOS DE DIFERENTES FUENTES DE BIOMASA
Tabla 9. Tipos de tecnologías para obtener azúcares monoméricos de diferentes fuentes de bio-masa.
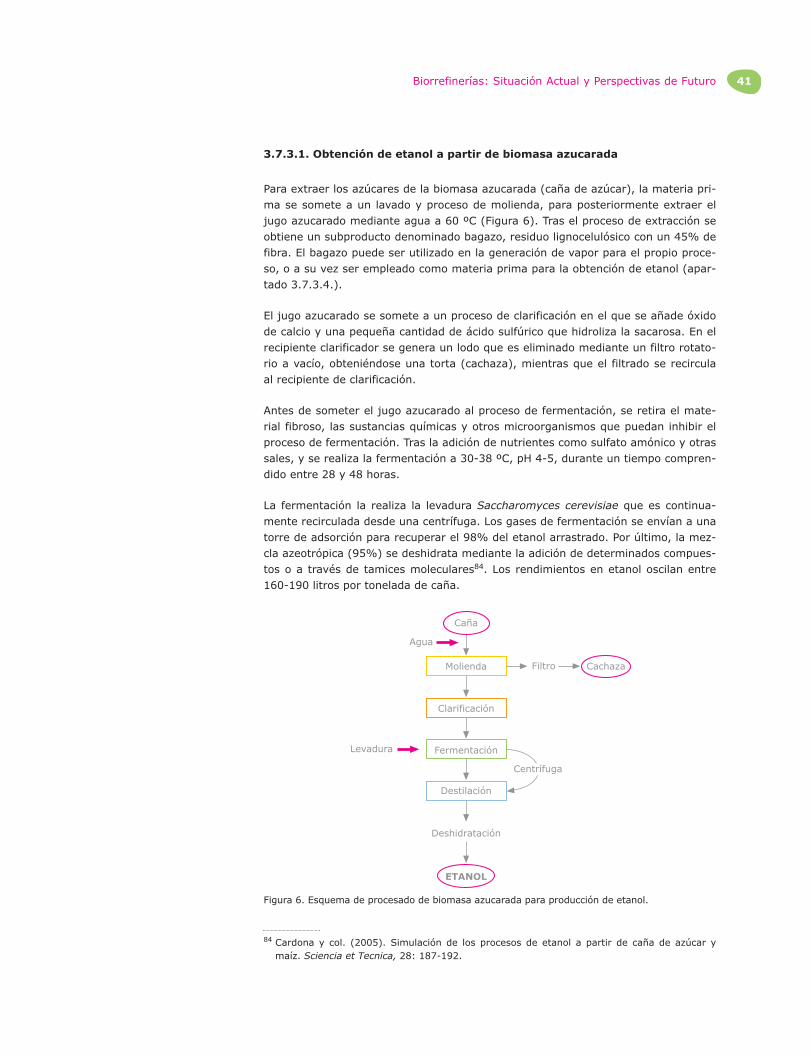
Biorrefinerías: Situación Actual y Perspectivas de Futuro 41
3.7.3.1. Obtención de etanol a partir de biomasa azucarada
Para extraer los azúcares de la biomasa azucarada (caña de azúcar), la materia pri-ma se somete a un lavado y proceso de molienda, para posteriormente extraer eljugo azucarado mediante agua a 60 ºC (Figura 6). Tras el proceso de extracción seobtiene un subproducto denominado bagazo, residuo lignocelulósico con un 45% defibra. El bagazo puede ser utilizado en la generación de vapor para el propio proce-so, o a su vez ser empleado como materia prima para la obtención de etanol (apar-tado 3.7.3.4.).
El jugo azucarado se somete a un proceso de clarificación en el que se añade óxidode calcio y una pequeña cantidad de ácido sulfúrico que hidroliza la sacarosa. En elrecipiente clarificador se genera un lodo que es eliminado mediante un filtro rotato-rio a vacío, obteniéndose una torta (cachaza), mientras que el filtrado se recirculaal recipiente de clarificación.
Antes de someter el jugo azucarado al proceso de fermentación, se retira el mate-rial fibroso, las sustancias químicas y otros microorganismos que puedan inhibir elproceso de fermentación. Tras la adición de nutrientes como sulfato amónico y otrassales, y se realiza la fermentación a 30-38 ºC, pH 4-5, durante un tiempo compren-dido entre 28 y 48 horas.
La fermentación la realiza la levadura Saccharomyces cerevisiae que es continua-mente recirculada desde una centrífuga. Los gases de fermentación se envían a unatorre de adsorción para recuperar el 98% del etanol arrastrado. Por último, la mez-cla azeotrópica (95%) se deshidrata mediante la adición de determinados compues-tos o a través de tamices moleculares84. Los rendimientos en etanol oscilan entre160-190 litros por tonelada de caña.
84 Cardona y col. (2005). Simulación de los procesos de etanol a partir de caña de azúcar ymaíz. Sciencia et Tecnica, 28: 187-192.
Molienda Filtro
Clarificación
FermentaciónLevadura
Destilación
Deshidratación
ETANOL
Caña
Agua
Cachaza
Centrífuga
Figura 6. Esquema de procesado de biomasa azucarada para producción de etanol.
85 http://www.ebropuleva.com86 http://gcebioenergy.com87 Ballesteros. Investigación y Ciencia, Noviembre 2006. Bioetanol. 88 http://www.ethanolresearch.com/89 Sayaslan (2004). Wet-Milling of Wheat Flour: Industrial Processes and Small-Scale Test Me-
thods. Lebensmittel-Wissenschaft und-Technologie, 37 (5): 499-515.
En España existen dos proyectos de plantas de producción de etanol a partir de bio-masa azucarada, concretamente remolacha azucarera (apartado 8). Uno de ellos esllevado a cabo por la sociedad Dosbio 2010 perteneciente a Ebro Puleva85 en la lo-calidad burgalesa de Miranda de Ebro. La empresa zamorana GCE Bio Energy86 estápromoviendo otro proyecto para la construcción de una biorrefinería multifuncionala partir de una fábrica azucarera ya existente. El núcleo central de esta instalaciónempleará una variedad de remolacha, la remolacha alcoholígena, para la producciónde bioetanol.
3.7.3.2. Obtención de etanol a partir de cereal
Existen dos vías principales de obtención de etanol a partir de grano de cereal, quese diferencian básicamente en el proceso de molienda: húmeda o seca. Aunque elproceso de molienda húmeda (en el que se obtiene una gran variedad de produc-tos) se desarrolló antes, el aumento en la demanda mundial de etanol ha promovi-do la aplicación del proceso de molienda seca, más orientado a la obtención de eta-nol, y con menor coste de inversión y operación asociado87.
A continuación se detallan las diferentes etapas y productos que se obtienen encada uno de estos procesos.
3.7.3.2.1. Procesado del grano por molienda húmeda
El grano de cereal se empapa antes de la molienda facilitando la separación de suscomponentes. El cereal más empleado es el maíz88 aunque puede aplicarse a otroscereales como el trigo89. Mediante este proceso es posible la obtención de un grannúmero de productos: etanol, sirope de maíz, sirope de maíz rico en fructosa, acei-te de maíz, gluten para alimentación animal o humana, levadura de cerveza, fibrasde cultivo, azúcares, almidón, alcoholes, germen de cereal, dextrinas y fibras.
Las etapas del proceso están representadas en la Figura 7. El grano de cereal se so-mete a un proceso de maceración, en el que se mezcla con agua y una solución dedióxido de azufre (SO2). Esta mezcla se mantiene a una temperatura de 50 ºC apro-ximadamente entre 15 y 30 horas, período en el que se forma ácido láctico. El ácidoláctico y el SO2 ablandan el grano favoreciendo la liberación de proteínas, aminoáci-dos y compuestos solubles junto con el almidón acompañado. A continuación se se-para la fracción sólida del germen rico en fibras, del que se obtiene un preparadopara alimentación animal. A partir del germen se obtienen grasas mediante prensa-do. El gluten y almidón restantes se filtran por un tamiz y se separan mediante cen-trifugación. Posteriormente el almidón se hidroliza y el azúcar se transforma en eta-nol mediante fermentación, aunque se pueden obtener diversos productos comoedulcorantes o almidón alimenticio.
42 Genoma España
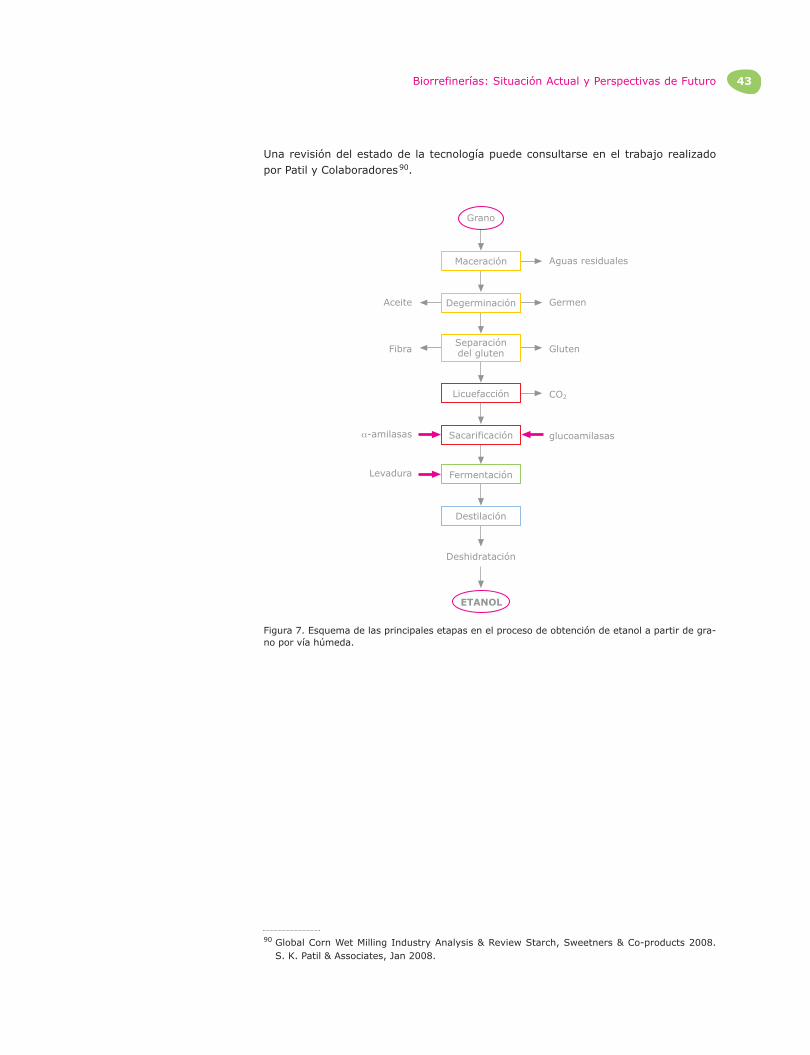
Biorrefinerías: Situación Actual y Perspectivas de Futuro 43
Una revisión del estado de la tecnología puede consultarse en el trabajo realizadopor Patil y Colaboradores90.
Aguas residuales
GermenAceite
Fibra
α-amilasas
Levadura
Gluten
CO2
glucoamilasas
Grano
Deshidratación
ETANOL
Sacarificación
Fermentación
Destilación
Licuefacción
Separacióndel gluten
Degerminación
Maceración
Figura 7. Esquema de las principales etapas en el proceso de obtención de etanol a partir de gra-no por vía húmeda.
90 Global Corn Wet Milling Industry Analysis & Review Starch, Sweetners & Co-products 2008.S. K. Patil & Associates, Jan 2008.
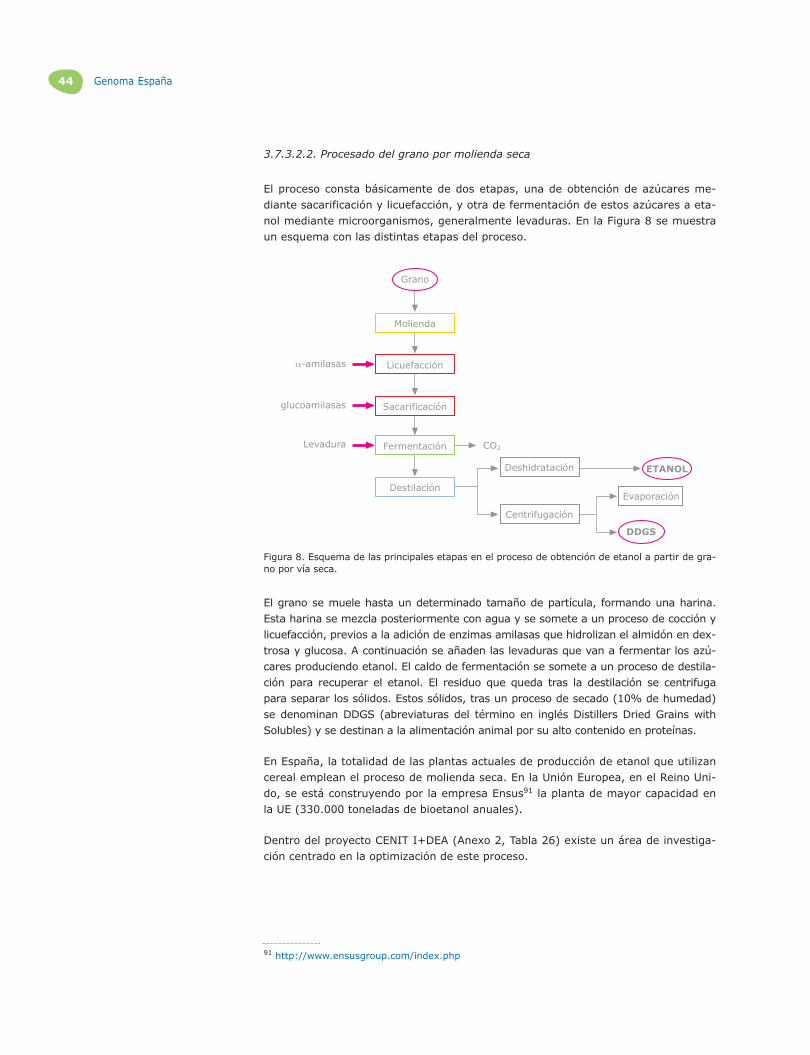
3.7.3.2.2. Procesado del grano por molienda seca
El proceso consta básicamente de dos etapas, una de obtención de azúcares me-diante sacarificación y licuefacción, y otra de fermentación de estos azúcares a eta-nol mediante microorganismos, generalmente levaduras. En la Figura 8 se muestraun esquema con las distintas etapas del proceso.
44 Genoma España
Figura 8. Esquema de las principales etapas en el proceso de obtención de etanol a partir de gra-no por vía seca.
glucoamilasas
α-amilasas
Levadura
Grano
DDGS
ETANOLDeshidratación
Centrifugación
Evaporación
CO2
Molienda
Licuefacción
Sacarificación
Fermentación
Destilación
El grano se muele hasta un determinado tamaño de partícula, formando una harina.Esta harina se mezcla posteriormente con agua y se somete a un proceso de cocción ylicuefacción, previos a la adición de enzimas amilasas que hidrolizan el almidón en dex-trosa y glucosa. A continuación se añaden las levaduras que van a fermentar los azú-cares produciendo etanol. El caldo de fermentación se somete a un proceso de destila-ción para recuperar el etanol. El residuo que queda tras la destilación se centrifugapara separar los sólidos. Estos sólidos, tras un proceso de secado (10% de humedad)se denominan DDGS (abreviaturas del término en inglés Distillers Dried Grains withSolubles) y se destinan a la alimentación animal por su alto contenido en proteínas.
En España, la totalidad de las plantas actuales de producción de etanol que utilizancereal emplean el proceso de molienda seca. En la Unión Europea, en el Reino Uni-do, se está construyendo por la empresa Ensus91 la planta de mayor capacidad enla UE (330.000 toneladas de bioetanol anuales).
Dentro del proyecto CENIT I+DEA (Anexo 2, Tabla 26) existe un área de investiga-ción centrado en la optimización de este proceso.
91 http://www.ensusgroup.com/index.php
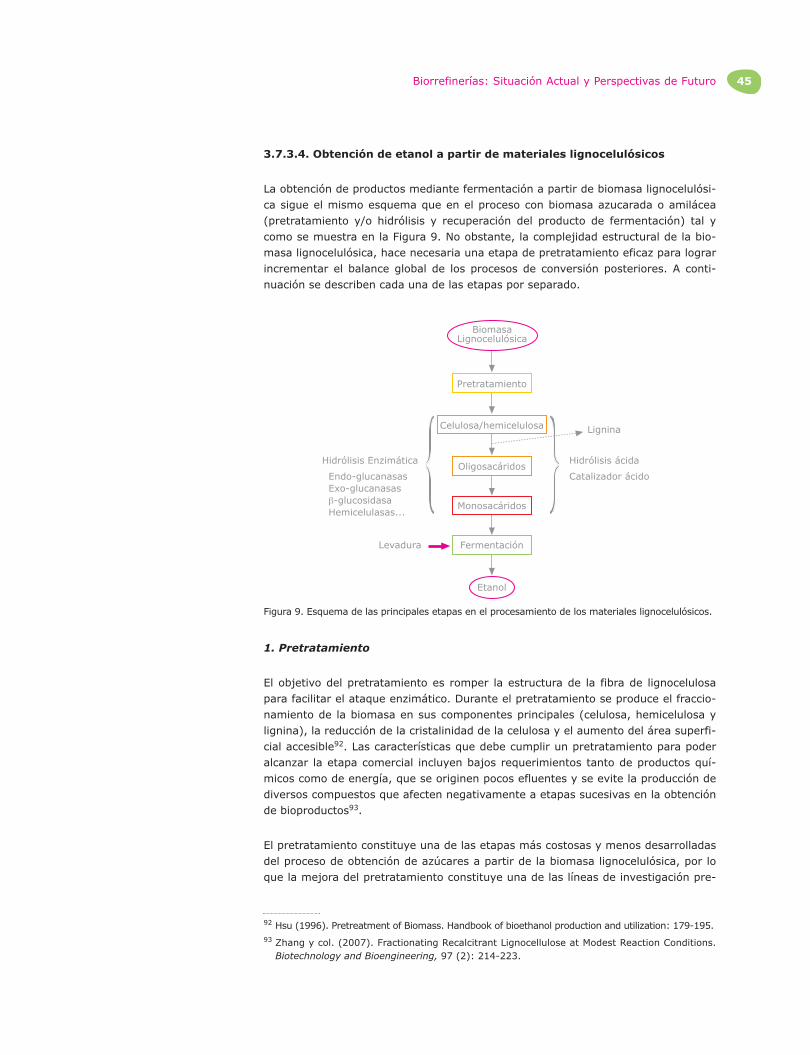
Biorrefinerías: Situación Actual y Perspectivas de Futuro 45
3.7.3.4. Obtención de etanol a partir de materiales lignocelulósicos
La obtención de productos mediante fermentación a partir de biomasa lignocelulósi-ca sigue el mismo esquema que en el proceso con biomasa azucarada o amilácea(pretratamiento y/o hidrólisis y recuperación del producto de fermentación) tal ycomo se muestra en la Figura 9. No obstante, la complejidad estructural de la bio-masa lignocelulósica, hace necesaria una etapa de pretratamiento eficaz para lograrincrementar el balance global de los procesos de conversión posteriores. A conti-nuación se describen cada una de las etapas por separado.
Lignina
Hidrólisis ácida
Catalizador ácido
Hidrólisis Enzimática
Endo-glucanasas Exo-glucanasas β-glucosidasa Hemicelulasas...
Levadura
BiomasaLignocelulósica
Fermentación
Etanol
Pretratamiento
Celulosa/hemicelulosa
Oligosacáridos
Monosacáridos
Figura 9. Esquema de las principales etapas en el procesamiento de los materiales lignocelulósicos.
1. Pretratamiento
El objetivo del pretratamiento es romper la estructura de la fibra de lignocelulosapara facilitar el ataque enzimático. Durante el pretratamiento se produce el fraccio-namiento de la biomasa en sus componentes principales (celulosa, hemicelulosa ylignina), la reducción de la cristalinidad de la celulosa y el aumento del área superfi-cial accesible92. Las características que debe cumplir un pretratamiento para poderalcanzar la etapa comercial incluyen bajos requerimientos tanto de productos quí-micos como de energía, que se originen pocos efluentes y se evite la producción dediversos compuestos que afecten negativamente a etapas sucesivas en la obtenciónde bioproductos93.
El pretratamiento constituye una de las etapas más costosas y menos desarrolladasdel proceso de obtención de azúcares a partir de la biomasa lignocelulósica, por loque la mejora del pretratamiento constituye una de las líneas de investigación pre-
92 Hsu (1996). Pretreatment of Biomass. Handbook of bioethanol production and utilization: 179-195.93 Zhang y col. (2007). Fractionating Recalcitrant Lignocellulose at Modest Reaction Conditions.
Biotechnology and Bioengineering, 97 (2): 214-223.

ferentes en esta área94. La heterogeneidad de la biomasa hace que no exista unpretratamiento válido para todas ellas. La elección del pretratamiento dependerá dela composición de la materia prima y de las aplicaciones posteriores.
Atendiendo a su naturaleza los pretratamientos pueden clasificarse en físicos, quí-micos, térmicos y biológicos, además de las posibles combinaciones entre ellos95,96.
La mayor parte de las biomasas reciben un tratamiento físico previo a una transfor-mación posterior con el objeto de reducir la cristalinidad de la celulosa y aumentarla superficie específica y la densidad aparente. El pretratamiento físico puede sermecánico, como el astillado y la molienda, o no mecánico, en los que la alteracióndel material se logra mediante agentes externos, como los tratamientos con radia-ción y la pirólisis a temperaturas intermedias.
En los pretratamientos químicos se emplean agentes químicos para alterar la es-tructura lignocelulósica y solubilizar los azúcares. Entre los pretratamientos quími-cos más estudiados se encuentran los tratamientos con ácidos, álcalis, disolventesorgánicos y agentes oxidantes. El principal inconveniente que presenta este tipo depretratamientos es que requieren de una etapa de neutralización previa a la fer-mentación y que se producen una serie de compuestos que afectan negativamentea las etapas posteriores.
Los pretratamientos físico-químicos se consideran los más efectivos para mejorar laaccesibilidad de la celulosa por lo que están siendo investigados por diversos gru-pos. Entre ellos pueden citarse el pretratamiento con agua caliente en fase líquida,la explosión por vapor sin catalizadores o con amoníaco, y la oxidación húmeda. Laexplosión por vapor (EV) es el más estudiado dentro de esta categoría puesto quese ha desarrollado a escala comercial97. En la Tabla 10 se muestran las ventajas einconvenientes de los pretratamientos hidrotérmicos.
En los pretratamientos biológicos, la biomasa se somete a la acción de microorga-nismos como los hongos de podredumbre blanca, marrón o blanda, que degradanenzimáticamente la lignina98. A pesar de las ventajas de este pretratamiento, (bajorequerimiento energético, suaves condiciones ambientales sin producción de meta-bolitos indeseables) es un proceso demasiado lento para su aplicación industrial. Noobstante, el interés de estos pretratamientos radica en su aplicación para disminuirla severidad de pretratamientos posteriores o como método de destoxificación delos hidrolizados lignocelulósicos99.
46 Genoma España
94 Wyman y col. (2005). Coordinated Development of Leading Biomass Pretreatment Technolo-gies. Bioresource Technology, 96: 1959-1966.
95 Sun y Cheng (2002). Hydrolysis of Lignocellulosic Materials for Ethanol Production. BioresourceTechnology, 83: 1-11.
96 Mosier y col. (2005). Features of Promising Technologies for Pretreatment of LignocellulosicBiomass. Bioresource Technology, 96: 673-686.
97 http://www.sunopta.com/bioprocess/index.aspx98 Anderson y Akin (2008). Structural and Chemical Properties of Grass Lignocellulose Related to
Conversion of Biofuels. Journal of Industrial Microbiology and Biotechnology, 35: 355-366.99 Sánchez y Cardona (2005). Producción Biotecnológica de Alcohol Carburante I: Obtención a
partir de Diferentes Materias Primas. Interciencia, 30 (11): 671-678.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 47
Tipo depretratamiento Mecanismo y (efecto)
Agua caliente enfase líquida100.
La biomasa se introduce enun reactor presurizado quepermite el mantenimientodel agua en estado líquido aelevadas temperaturas.
Ventajas Inconvenientes
– Elevada recuperación delos pentosanos.
– Sin apenas formación deinhibidores en elprehidrolizado.
– Poca capacidad depretratamiento de labiomasa.
Explosión porvapor sin/concatalizador101.
Vapor saturado a altaspresiones (produceautohidrólisis de loscomponentes mástermolábiles como lahemicelulosa) y rápidadespresurización(desorganización mecánicade las fibras).
– Desarrollado a escalacomercial.
– Eficaz en maderas duras yresiduos agrícolas sinnecesidad de añadircatalizadores.
– Elevado rendimiento englucosa y azúcares defracción hemicelulósica,especialmente en elmétodo en dos etapas.
– Poco eficaz en maderasblandas aunque seemplean alternativas comola EV con ácidos en 2etapas.
– Suele requerir de unaetapa adicional para retirarla lignina.
– Formación de productos dedegradación.
Explosión porvapor conamoníaco(AFEX)102.
La biomasa impregnada conamoníaco líquido se sometea un proceso de EV con unascondiciones de temperaturay presión más suaves.Transcurrido este tiempo elmaterial es sometido a unarápida descompresión queprovoca un incremento delárea superficial accesible.
– Incremento del áreasuperficial accesible, sinmodificarsignificativamente lacomposición del materialde partida.
– Bajo requerimientoenergético si se realiza aTª inferiores a 100ºC.
– Escasa formación deinhibidores.
– Eficaz solo en materialescon un contenido enlignina inferior al 15%.
– Elevado coste delamoníaco y surecuperación.
– La fracción dehemicelulosa no sehidroliza, son necesariashemicelulasas en la HE.
Oxidaciónhúmeda103.
La biomasa se somete a laacción del agua a elevadastemperaturas y presionescon oxígeno. Se añadencatalizadores alcalinos(Na2CO3) para reducir laformación de inhibidores.
– Gran deslignificación(hasta un 70%).
– Solubilización de lashemicelulosas.
– Apenas se generanproductos de degradación.
– Al ser un procesoexotérmico se reducen losrequerimientosenergéticos.
– Elevado coste del oxígenoy catalizador alcalino.
COMPARACIÓN DE LOS PRINCIPALES PRETRATAMIENTOS FÍSICO-QUÍMICOS
Tabla 10. Comparación de los principales pretratamientos físico-químicos.
100 Negro y col. (2003). Hydrothermal Pretreatment Conditions to Enhance Etanol Production from Poplar Biomass. Applied Bioche-mistry and Biotechnology, 108 (1-3): 87-100.
101 Pereira (2003). The Chemistry Involved in the Steam Treatment of Lignocellulosic Materials. Quimica Nova, 26 (6): 863-871.102 McMillan (1994). Pretreatment of Lignocellulosic Biomass. Enzymatic Conversion of Biomass for Fuel Production: 292-324.103 Georgieva y col. (2008). Enzymatic Hydrolysis and Ethanol Fermentation of High Dry Matter Wet -Exploded Wheat Straw at Low
Enzyme Loading. Applied Biochemistry and Biotechnology, 148 (1-3): 35-44.

48 Genoma España
2. Hidrólisis o sacarificación
Los procesos de sacarificación de los materiales lignocelulósicos pueden llevarse acabo mediante hidrólisis ácida o hidrólisis enzimática.
Hidrólisis ácida
Los catalizadores ácidos más empleados son los ácidos clorhídrico y sulfúrico. Losprocesos industriales de hidrólisis ácida pueden realizarse mediante ácidos concen-trados a bajas temperaturas o ácidos diluidos a altas temperaturas. La necesidad dedisponer de equipos fabricados con materiales especiales resistentes a la corrosión,la exigencia de efectuar lavados sucesivos del sustrato pretratado y la producciónde residuos químicos contaminantes que hay que procesar y eliminar de algunamanera, dificultan su implantación a escala comercial. A elevadas temperaturas yen presencia de ácidos, se produce una degradación de los azúcares procedentes dela fracción hemicelulósica, que pueden afectar negativamente a la posterior fermen-tación. Para disminuir la degradación de estos azúcares se suele realizar un procesode hidrólisis ácida en dos etapas, una primera suave en la que se hidroliza la hemi-celulosa, seguida de una más severa que altere la estructura de la celulosa.
Hidrólisis enzimática
En la degradación natural de los materiales lignocelulósicos está implicada diversamaquinaria enzimática que incluye glicosilhidrolasas (enzimas que actúan sobre lacelulosa y sobre la hemicelulosa degradándolas en sus monómeros), esterasas yenzimas oxidativas. Estos sistemas enzimáticos son producidos mayoritariamentepor hongos filamentosos y bacterias.
El sistema celulolítico de hongos está formado por distintos componentes que actúansinérgicamente y, aunque las propiedades de las enzimas pertenecientes a diferentesespecies varíen, comparten un sistema de degradación de celulosa similar. Este sis-tema enzimático posee básicamente tres tipos distintos de actividad104: endogluca-nasas (EGs), exoglucanasas (EXs) y β-glucosidasas. El mecanismo de acción de lascelulasas globalmente aceptado consiste en la acción sinérgica secuencial de loscomponentes del sistema enzimático (Figura 10): las endoglucanasas actúan sobrelas regiones amorfas en el interior del polímero de celulosa, generando nuevos ex-tremos libres en el polímero de celulosa donde actúan las EXs, que actúan sobre losfinales de la cadena liberando celobiosa y oligosacáridos de bajo peso molecular (ce-lodextrinas) que son transformados finalmente en glucosa por la β-glucosidasa.
104 Himmel y col. 1996. Cellulases: Structure, Function and Applications. Handbook on bioetha-nol production and utilization: 143-161.
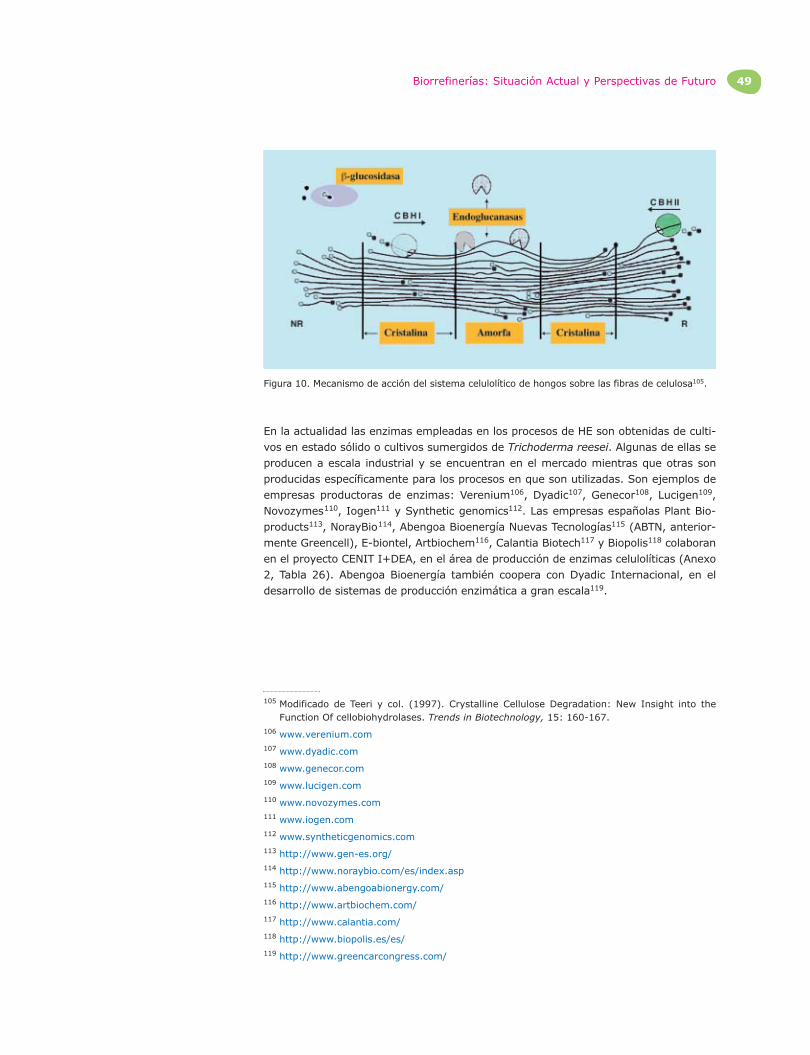
Biorrefinerías: Situación Actual y Perspectivas de Futuro 49
En la actualidad las enzimas empleadas en los procesos de HE son obtenidas de culti-vos en estado sólido o cultivos sumergidos de Trichoderma reesei. Algunas de ellas seproducen a escala industrial y se encuentran en el mercado mientras que otras sonproducidas específicamente para los procesos en que son utilizadas. Son ejemplos deempresas productoras de enzimas: Verenium106, Dyadic107, Genecor108, Lucigen109,Novozymes110, Iogen111 y Synthetic genomics112. Las empresas españolas Plant Bio-products113, NorayBio114, Abengoa Bioenergía Nuevas Tecnologías115 (ABTN, anterior-mente Greencell), E-biontel, Artbiochem116, Calantia Biotech117 y Biopolis118 colaboranen el proyecto CENIT I+DEA, en el área de producción de enzimas celulolíticas (Anexo2, Tabla 26). Abengoa Bioenergía también coopera con Dyadic Internacional, en eldesarrollo de sistemas de producción enzimática a gran escala119.
Figura 10. Mecanismo de acción del sistema celulolítico de hongos sobre las fibras de celulosa105.
105 Modificado de Teeri y col. (1997). Crystalline Cellulose Degradation: New Insight into theFunction Of cellobiohydrolases. Trends in Biotechnology, 15: 160-167.
106 www.verenium.com107 www.dyadic.com108 www.genecor.com109 www.lucigen.com110 www.novozymes.com111 www.iogen.com112 www.syntheticgenomics.com113 http://www.gen-es.org/114 http://www.noraybio.com/es/index.asp115 http://www.abengoabionergy.com/116 http://www.artbiochem.com/117 http://www.calantia.com/118 http://www.biopolis.es/es/119 http://www.greencarcongress.com/

3. Fermentación alcohólica
Una vez que se obtiene el hidrolizado con los azúcares en su forma monomérica,puede efectuarse la etapa de fermentación. La fermentación alcohólica es un proce-so de conversión bioquímica en el que globalmente una molécula de glucosa setransforma en dos moléculas de etanol y dos de dióxido de carbono. La glucosa yotras hexosas (manosa, galactosa) pueden ser fácilmente metabolizadas hasta eta-nol por levaduras convencionales, como Saccharomyces cerevisiae.
Las materias primas más utilizadas para la producción de etanol combustible sonlas de tipo azucarado (caña, remolacha), amiláceo (cereal) o la celulosa contenidaen los materiales lignocelulósicos. En estos materiales existe un compuesto hidro-carbonado, la hemicelulosa, compuesto principalmente por azúcares de cinco áto-mos de carbono (xilosa, arabinosa) que no pueden ser transformados en etanol porS. cerevisiae. Otras levaduras como Pichia stipitis, Candida shehatae y Pachysolentannophilus pueden fermentar pentosas y hexosas, pero el rendimiento en etanol apartir de glucosa es muy bajo, además de ser muy dependientes de la concentra-ción de oxígeno y presentar menor tolerancia al etanol que S. cerevisiae.
Para fermentar todos los azúcares presentes en la biomasa lignocelulósica (pentosasy hexosas) se recurre a la ingeniería genética120 (apartado 4). Los organismos pro-cariotas Escherichia coli y Zymomonas mobilis han recibido mucho interés por su ca-pacidad de crecer rápidamente121. También se han realizado avances significativosen la mejora de microorganismos eucariotas como Saccharomyces cerevisiae122 y Pi-chia stipitis123 que puedan fermentar conjuntamente pentosas y hexosas. Otros posi-bles microorganismos que están siendo estudiados para la producción de etanol sonBacillus, Candida shehatae, Clostridium thermocellum, Enterobacter, Erwinia, Fusa-rium oxysporum, Klebsiella oxytoca, Lactococcus, Pachysolen tannophilus, o Ther-moanaerobacter mathrani124.
Otro aspecto a mejorar en la etapa de fermentación es la resistencia de los micro-organismos a elevadas concentraciones de etanol y a los compuestos de degrada-ción originados durante el pretratamiento de los materiales lignocelulósicos125,126,
50 Genoma España
120 Hahn-Hägerdal y col. (2007). Metabolic Engineering for Pentose Utilization in Saccharomy-ces cerevisiae. Advances in Biochemical Engineering and Biotechnology, 108: 147-177.
121 Lin y Tanaka (2006). Ethanol Fermentation from Biomass Resources: Current State andProspects. Applied Microbiology and Biotechnology, 69: 627-642.
122 Van Maris y col. (2007). Development of Efficient Xylose Fermentation in Saccharomyces cerevisiae:Xylose Isomerase as a Key Component. Advances in Biochemistry Engineering/Biotechnology, 108:179-204.
123 Jeffries y Jin (2004). Metabolic Engineering for Improved Fermentation of Pentoses by Ye-asts. Applied Microbiology and Biotechnology, 63: 495-509.
124 Olsson y col. (2005). Bioethanol Production from Lignocellulosic Material. PolysaccharidesStructural Diversity and Functional Versatility: 957-993.
125 Linde y col. (2007). Simultaneous Saccharification and Fermentation of Steam-Pretreated Bar-ley Straw at Low Enzyme Loadings and Low Yeast Concentration. Enzyme and Microbial Techno-logy, 40: 1100-1107.
126 Öhgren y col. (2006). Fuel Ethanol Production from Steam-Pretreated Corn Stover UsingSSF at Higher Dry Matter Content. Biomass and Bioenergy, 30: 863-869.
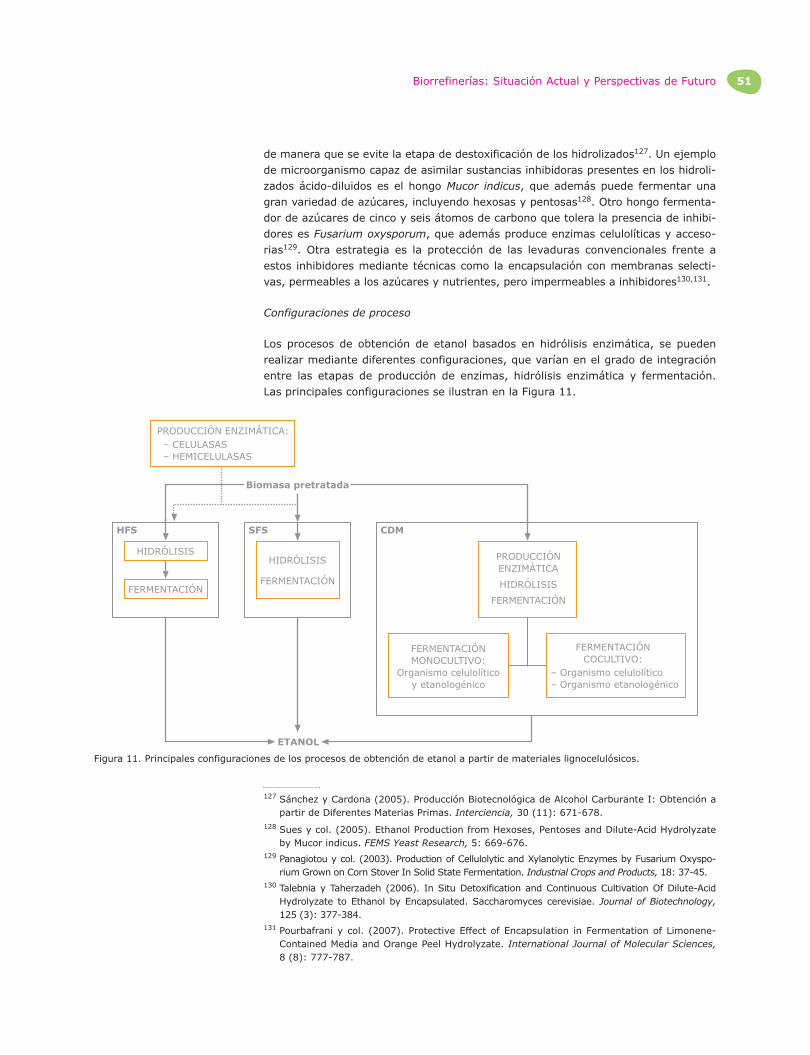
Biorrefinerías: Situación Actual y Perspectivas de Futuro 51
de manera que se evite la etapa de destoxificación de los hidrolizados127. Un ejemplode microorganismo capaz de asimilar sustancias inhibidoras presentes en los hidroli-zados ácido-diluidos es el hongo Mucor indicus, que además puede fermentar unagran variedad de azúcares, incluyendo hexosas y pentosas128. Otro hongo fermenta-dor de azúcares de cinco y seis átomos de carbono que tolera la presencia de inhibi-dores es Fusarium oxysporum, que además produce enzimas celulolíticas y acceso-rias129. Otra estrategia es la protección de las levaduras convencionales frente aestos inhibidores mediante técnicas como la encapsulación con membranas selecti-vas, permeables a los azúcares y nutrientes, pero impermeables a inhibidores130,131.
Configuraciones de proceso
Los procesos de obtención de etanol basados en hidrólisis enzimática, se puedenrealizar mediante diferentes configuraciones, que varían en el grado de integraciónentre las etapas de producción de enzimas, hidrólisis enzimática y fermentación.Las principales configuraciones se ilustran en la Figura 11.
127 Sánchez y Cardona (2005). Producción Biotecnológica de Alcohol Carburante I: Obtención apartir de Diferentes Materias Primas. Interciencia, 30 (11): 671-678.
128 Sues y col. (2005). Ethanol Production from Hexoses, Pentoses and Dilute-Acid Hydrolyzateby Mucor indicus. FEMS Yeast Research, 5: 669-676.
129 Panagiotou y col. (2003). Production of Cellulolytic and Xylanolytic Enzymes by Fusarium Oxyspo-rium Grown on Corn Stover In Solid State Fermentation. Industrial Crops and Products, 18: 37-45.
130 Talebnia y Taherzadeh (2006). In Situ Detoxification and Continuous Cultivation Of Dilute-AcidHydrolyzate to Ethanol by Encapsulated. Saccharomyces cerevisiae. Journal of Biotechnology,125 (3): 377-384.
131 Pourbafrani y col. (2007). Protective Effect of Encapsulation in Fermentation of Limonene-Contained Media and Orange Peel Hydrolyzate. International Journal of Molecular Sciences,8 (8): 777-787.
FERMENTACIÓN
HIDRÓLISISHIDRÓLISIS
FERMENTACIÓN
Biomasa pretratada
HFS SFS CDM
FERMENTACIÓNMONOCULTIVO:
Organismo celulolíticoy etanologénico
FERMENTACIÓNCOCULTIVO:
– Organismo celulolítico– Organismo etanologénico
PRODUCCIÓNENZIMÁTICA
HIDRÓLISIS
FERMENTACIÓN
PRODUCCIÓN ENZIMÁTICA:– CELULASAS– HEMICELULASAS
ETANOL
Figura 11. Principales configuraciones de los procesos de obtención de etanol a partir de materiales lignocelulósicos.

Las ventajas e inconvenientes de cada una de estas configuraciones se muestran enla Tabla 11. Las futuras biorrefinerías deberán obtener el máximo grado de integra-ción posible, para ello es necesario resolver las actuales limitaciones relativas a lasdiferentes condiciones óptimas de las etapas de producción enzimática, hidrólisis yfermentación132. El máximo grado de integración se alcanzará en el bioproceso con-solidado (CBP, del término en inglés Consolidated Bioproccesing), en el que un úni-co microorganismo produce toda la maquinaria enzimática necesaria para hidrolizarla fracción de polisacáridos, y además, fermentar todos los azúcares133,134. Aunquepor el momento no existe ningún microorganismo que disponga de todas las pro-piedades necesarias para llevar a cabo el CBP, sí que existen bacterias y hongosque tienen alguna de estas características. Estas propiedades podrían integrarse enun único microorganismo mediante herramientas de ingeniería genética135.
Una vez que los azúcares son transformados en alcohol etílico y gas carbónico, elmosto obtenido se bombea a las columnas de destilación, donde el alcohol se con-centra por destilación para la obtención de alcohol hidratado (4-5% de agua) paraentrar a continuación en la sección de deshidratación, mediante la que se obtienealcohol absoluto (99,4% mínimo de riqueza), el que se requiere para su uso enmezclas con gasolina en vehículos.
Para que las etapas de destilación136 y evaporación posteriores137 no tengan excesi-vo coste energético son necesarias concentraciones de etanol superiores al 4%(p/p) en la etapa de fermentación. Este porcentaje se obtiene fácilmente en los hi-drolizados ricos en glucosa procedentes de la biomasa amilácea. Sin embargo, enlos hidrolizados procedentes de los materiales lignocelulósicos hay que trabajar conaltas concentraciones de sólidos para alcanzar esta concentración.
52 Genoma España
132 Kumar y col. (2008). Bioconversion of Lignocelullosic Biomass: Biochemical and MolecularPerspectives. Journal of Industrial Microbiology and Biotechnology, 35: 377-391.
133 Lynd y col. (2005). Consolidated Bioprocessing of Cellulosic Biomass: An Update. CurrentOpinion in Biotechnology, 16 (5): 577-583.
134 Cardona y Sánchez (2007). Fuel Etanol Production: Process Design and Integration Opportu-nities. Bioresource Technology, 98: 2415-2457.
135 Van Zyl y col. (2007). Consolidated Bioprocessing for Bioethanol Production using Saccha-romyces Cerevisiae. Advances in Biochemical Engineering/Biotechnology, 108: 205-235.
136 Zacchi y Axelsson (1989). Economic Evaluation of Preconcentration In Production of Ethanolfrom Dilute Sugar Solutions. Biotechnology and Bioengineering, 34: 223-233.
137 Larsson y col. (1997). Development of a Saccharomyces cerevisiae by Heterologous Expres-sion of Laccase. Applied and Environmental Microbiology, 67: 1163-1170.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 53
Configuración Gradode integración
Hidrólisis y fermentación por separado (HFS)
Ninguno.
Ventajas Inconvenientes
– Las etapas dehidrólisis yfermentación serealizan bajo suscondiciones óptimasde pH y Tª.
– Permite reciclar laslevaduras.
– Inhibición de lascelulasas por productofinal (glucosa ycelobiosa).
– Desactivación térmicade las celulasas.
Sacarificación y FermentaciónSimultáneas (SFS)
Integra etapas dehidrólisis yfermentación.
– Reducción de lainhibición de lascelulasas por productofinal.
– Disminución decostes: un únicoreactor, menorconcentración decelulasa necesaria,menor tiempo en elproceso.
– Diferentes condicionesóptimas de pH y Tªde ambas etapas. Serecomiendancondiciones decompromiso y empleode levadurastermotolerantes.
– Dificultad en elreciclaje de laslevaduras.
Conversión directa pormicroorganismos (CDM)
Cocultivos:Microorganismocon capacidadhidrolítica ymicroorganismoetanologénico.
Monocultivos:Únicomicroorganismocon capacidadeshidrolítica yfermentativa.
Integra etapas deproducciónenzimática,hidrólisis yfermentación.
– Disminución de costes.
– Rendimientos bajospor la formación desubproductos, bajatolerancia al etanol ya los compuestostóxicos delhidrolizado.
VENTAJAS E INCONVENIENTES DE LAS DIFERENTES CONFIGURACIONES EN EL PROCESO DE OBTENCIÓN DE ETANOL A PARTIR DE BIOMASA LIGNOCELULÓSICA
Tabla 11. Ventajas e inconvenientes de las diferentes configuraciones en el proceso de obtención de etanol a partir de biomasa lig-nocelulósica.
Para lograr que las futuras biorrefinerías sean rentables es necesario seguir avanzan-do en el desarrollo de sistemas más eficientes en cada una de las etapas138: pretrata-mientos que no empleen sustancias químicas y con mínima degradación de azúcares;disminución en los costes de producción de sistemas enzimáticos termoestables y es-pecíficos; desarrollo de microorganismos capaces de fermentar todos los azúcarespresentes en la biomasa lignocelulósica, etc. Además, se requiere mejorar los proce-sos de purificación y aprovechamiento de los coproductos generados139.
138 Sánchez y Cardona (2008). Trends in Biotechnological Production of Fuel Ethanol from Diffe-rent Feedstocks. Bioresource Technology, 99 (13): 5270-5295.
139 Weimer (2006). Ethanol and Co-Products from Lignocellulosic Biomass. International SugarJournal, 108 (1295): 630-633.

54 Genoma España
La primera planta piloto de obtención de etanol celulósico fue construida por la em-presa Iogen en Otawa, Canadá140. El Programa Marco de la Unión Europea ha finan-ciado varios proyectos para la producción de etanol lignocelulósico a nivel demos-tración. La primera de ellas, financiada por el V Programa Marco fue construida porla empresa Abengoa en Salamanca, España. La otra instalación, finaciada por el VIPrograma Marco, fue construida en Örnsköldsvik, Suecia, por la empresa Sekab141.En China actualmente existen una planta piloto y una planta demostración, perte-neciente a la empresa China Resources Alcohol Corporation (CRAC)142. También sehan desarrollado varios proyectos de plantas comerciales de producción de etanolbasados en la hidrólisis y fermentación de los azúcares de biomasa lignocelulósicaen Estados Unidos, finaciados por el DOE143 (empresas Abengoa144, Blue Fire, Iogeny Poet), y en Reino Unido145 [BP, Associated British Foods (ABF) y DuPont].
A nivel nacional existen diversos proyectos en los que se considera la producción deetanol a partir de materiales lignocelulósicos a escala piloto, como el proyecto “Eva-luación de alternativas tecnológicas para la producción agraria de Castilla y León:Biocombustibles y Bioproductos”146, llevado a cabo por el Instituto TecnológicoAgrario de Castilla y León (ItaCyl) dependiente del INIA, y el proyecto de construc-ción de una Instalación Científica y Tecnológica Singular (ICTS) para la producciónde biocombustibles como el bioetanol a partir de materiales lignocelulósicos.
140 http://www.iogen.com141 http://www.sekab.com142 http://www.investincellulosicethanol.com/143 Koukoulas (2007). Cellulosic Biorefineries. Pulp and Paper Canada, 108 (6): 17-19.144 http://www.idict.cu/145 http://www.bp.com/146 http://www.itacyl.es

Biorrefinerías: Situación Actual y Perspectivas de Futuro 55
CENEREnergía de la Biomasa, área de actuación biocombustibles:http://www.cener.com/
CIEMATUnidad de Biomasahttp://www.ciemat.es/
IMDEAIMDEA Energíahttp://www.imdea.org/
ITACyLCentro de Biocombustibles y Bioproductos
Área de investigación agrícola.http://www.itacyl.es/opencms/opencms
Universidad de HuelvaDepartamento de Ingeniería Química:Aprovechamiento de Materiales Residuales.http://uhu.es/
Universidad de JaénDepartamento de Ingeniería Química, Ambiental y de Materiales.http://ujaen.es/
Universidad Politécnica de Madrid
Escuela Técnica Superior de Ingenieros Agrónomos:Plant Response Biotech147
GRUPOS ESPAÑOLES QUE INVESTIGAN EL PROCESO DE OBTENCIÓN DE ETANOL A PARTIR DE BIOMASA
Tabla 12. Grupos españoles que investigan el proceso de obtención de etanol a partir de biomasa.
3.7.3.6. Otras fermentaciones de interés en una biorrefinería
Aunque es la fermentación alcohólica la que ha desencadenado la evolución delconcepto de biorrefinería integrada, existen numerosos productos que pueden obte-nerse por fermentación de los azúcares presentes en la biomasa. A continuación sedescriben brevemente algunas de estas fermentaciones.
A. Fermentación láctica. Es un proceso en el que se origina ácido láctico a partirde glucosa:
glucosa piruvato + NADH + H+ ácido láctico + NAD+
Son numerosos los microorganismos capaces de realizar la fermentación láctica,principalmente bacterias, como las bacterias lácticas (Lactobacillus, Streptococcus,Leuconostoc, Enterococcus), y los pertenecientes al género Bacillus. Algunos hon-gos filamentosos (Mucor, Monilia, Rhizopus) y protozoos también pueden realizar lafermentación láctica. Las bacterias lácticas pueden clasificarse en base al procesofermentativo en homofermentativas y heterofermentativas. Las bacterias homofer-mentativas producen mayoritariamente el ácido láctico, mientras que las heterofor-mentativas originan otros productos adicionales como etanol, diacetilo, ácido acéti-co o acetoína y CO2.
147 http://www.universia.es/portada/actualidad/noticia_actualidad.jsp?noticia=96360

Como materia prima en la fermentación láctica pueden emplearse bagazos de cañade azúcar y mandioca, tubérculos de patata y granos de cereal. Los efluentes genera-dos en la industria agroalimentaria, como las melazas, el residuo del procesado de za-nahorias y el suero láctico, también pueden destinarse a la producción de ácido lácti-co. Otros sustratos potenciales son los hidrolizados de la fracción hemicelulósica,cáscara de las semillas de algodón, sorgo dulce, fibra de trigo, harina de centeno, etc.
Al igual que sucede en el proceso de obtención de azúcares y posterior fermenta-ción alcohólica, existen diferentes configuraciones de procesos para llevar a cabo lafermentación del ácido láctico148. El ácido láctico tiene numerosas aplicaciones, unade las más novedosas es su transformación en poliláctico149 (PLA, del término eninglés polylactic acid) cuyas aplicaciones se detallan en el apartado 5 del informe.
B. Fermentación ABE (acetona-butanol-etanol)
Proceso de fermentación empleado a nivel industrial hasta mediados del siglo pasa-do para la producción de solventes como acetona, butanol y etanol (fermentaciónABE) a partir de almidón, mediante la bacteria Clostridium acetobutylicum150. Paraque el proceso ABE sea competitivo frente a la síntesis química a partir del petró-leo, es necesario el empleo de materias primas de bajo coste, como la biomasa deorigen residual151; empleo de cepas solventogénicas con capacidad de crecer sobremúltiples sustratos; pretratamientos de la materia prima; empleo de co-cultivos deespecies celulolíticas y fermentadoras y, finalmente, mediante la manipulación ge-nética por transformación de genes celulolíticos en cepas solventogénicas.
El interés por la fermentación ABE se ha incrementado en los últimos años entregrandes compañías, como Dupont y BP, que están intentando introducir biobutanolcombustible152. La compañía inglesa Green Biologics Ltd153 también está desarrollan-do un nuevo método de producción de biobutanol con un menor coste de fabricación.
56 Genoma España
148 John y col. (2007). Fermentative Production of Lactic Acid from Biomass: An Overview onProcess Developments and Future Perspectives. Applied Microbiology and Biotechnology, 74:524-534.
149 Datta y Henry (2006). Lactic Acid: Recent Advances in Products, Process and Technologies-AReview. Journal of Chemical Technology and Biotechnology, 81 (7): 1119-1129.
150 Jones y Woods (1986). Acetone-Butanol Fermentation Revisited. Microbiological Reviews, 50(4): 484-524.
151 Qureshi y col. (2006). Butanol Production from Corn Fiber Xylan using Clostridium aceto-butylicum. Biotechnology Progress, 22 (3): 673-680.
152 http://www2.dupont.com/153 http://www.greenbiologics.com/
Biorrefinerías: Situación Actual y Perspectivas de Futuro 57
C. Producción de hidrógeno mediante fermentación de azúcares
Son numerosos los microorganismos capaces de producir H2154, incluidos microor-
ganismos fermentadores. Sin embargo estos procesos no han sido aplicados a esca-la industrial y se encuentran en fase de desarrollo. Los esfuerzos en investigaciónvan encaminados a mejorar los rendimientos de H2, mediante optimización del dise-ño de los reactores, mejora en la purificación de los gases obtenidos y mejora ge-nética de las rutas enzimáticas implicadas.
La producción de hidrógeno por microorganismos fermentadores a partir de mate-rias primas renovables puede realizarse por:
• Fotofermentación, realizada por bacterias púrpuras no sulfúreas, capaces de pro-ducir H2 empleando la luz solar para reducir compuestos orgánicos, principalmen-te ácidos orgánicos, mediante una enzima nitrogenasa.
Energía solarC6H12O6 + 12 H2O 12 H2 + 6CO2
Son ejemplos de estas bacterias fotoheterótrofas las especies Rhodopseudomonascapsulata y Rhodobacter spheroides. Existen investigaciones en las que se empleancocultivos de estas bacterias junto a algas cianofíceas para mejorar los rendimien-tos de hidrógeno155.
• Fermentación oscura, llevada a cabo por bacterias anaerobias que crecen en condicio-nes de escasa luminosidad a partir de sustratos ricos en carbohidratos. La reacciónpuede producirse en un amplio rango de temperaturas, desde mesofílico (25-40 ºC)hasta hipertermofílico (temperaturas superiores de 80 ºC). Además del H2, en la fer-mentación oscura se genera CO2, y también pueden producirse CO y H2S en pequeñascantidades. Dependiendo de la especie y las condiciones de la reacción se producenotros subproductos como etanol, butanol, ácido acético, butirato y lactato.
Especies de los géneros Enterobacter, Bacillus y Clostridium son capaces de gene-rar H2 a partir de glucosa o polímeros de almidón y celulosa.
La obtención biológica de H2 a partir de biomasa es un área de investigación activa enEuropa y es uno de los objetivos principales del proyecto HYVOLUTION156, financiadopor el VI Programa Marco.
154 Kalia y Purohit (2008). Microbial Diversity and Genomics in Aid of Bioenergy. Journal of In-dustrial Microbiology and Biotechnology, 35: 403-419.
155 Melis y Melniki (2006). Integrated Biological Hydrogen Production. Internacional Journal ofHydrogen Energy, 31 (11): 1563-157.
156 http://www.biohydrogen.nl/
D. Obtención de moléculas base por fermentación
• Xilitol. El xilitol puede obtenerse por fermentación de la xilosa presente en los baga-zos de caña de azúcar y de maíz, y los licores sulfíticos de la industria papelera157.
• Ácido succínico. El succinato puede producirse por fermentación de glucosa yaminoácidos por bacterias productoras de ácido propiónico (Propionibacteriumsp), bacterias gastrointestinales como Escherichia coli, y bacterias del rumencomo Ruminococcus flaveciens158 y Actinobacillus succinogenes.
• Ácido itacónico. Puede obtenerse por fermentación de carbohidratos mediantehongos como Aspergillus terreus159. Las materias primas normalmente empleadasson las melazas aunque se está investigando su producción a partir de biomasaamilácea para evitar los costosos procesos de separación y purificación finales.
• Ácido 3-hidroxipropiónico. Se está investigando la obtención de este compues-to directamente por fermentación de glucosa o glicerol mediante cepas de Esche-richia coli modificadas genéticamente.
• L-lisina. Este aminoácido puede obtenerse mediante fermentación de glucosa porcepas de Corynebacterium glutamicum160 y Eschericia coli161.
E. Fermentación de glicerol
El glicerol es una molécula base (“building block”) que puede generarse en diversosprocesos de transformación de la biomasa. A partir de este pueden a su vez obte-nerse otras sustancias mediante fermentación: 1,3-propanodiol, hidrógeno, meta-nol y ácido cítrico entre otros.
El compuesto 1,3-propanodiol puede obtenerse a partir de glicerol mediante micro-organismos del género Clostridium como C. butyricum162,163. A partir del gliceroltambién pueden obtenerse otros metabolitos como el hidrógeno y el etanol por víamicrobiológica164. El ácido cítrico también puede obtenerse a partir del glicerol me-
58 Genoma España
157 Kadam y col. (2008). Flexible Biorefinery for Producing Fermentation Sugars, Lignin And PulpFrom Corn Stover. Journal of Industrial Microbiology and Biotechnology, 35 (5): 331-341.
158 Lucia y col. (2006). Chemicals and Energy from Biomass. Canadian Journal Chemistry, 84: 960-970.
159 Diwiarti y col. (2007). Itaconic Acid Production Using Sago Starch Hydrolysate by Aspergillusterreus TN484-M1. Bioresource Technology, 98 (17): 3329-3337.
160 Ohnishi y col. (2005). A Novel gnd Mutation Leading to Increased L-Lysine Production inCorynebacterium glutamicum. FEMS Microbiology Letters, 242: 265-274.
161 Imaizumi y col. (2005). Improved Production of L-Lysine by Disruption of Stacionary Phase-Specific rmf Gene in Escherichia coli. Journal of Biotechnology, 117: 111-118.
162 González-Pajuelo y col. (2005). Metabolic Engineering of Clostridium acetobutylicum for The In-dustrial Production of 1,3-propanediol from Glycerol. Metabolic Engineering, 7 (5-6): 329-336.
163 Papanikolaou y col. (2008). Biotechnological Valorization of Raw Glycerol Discharged afterBiodiesel (Fatty Acid Methyl Esters) Manufacturing Process: Production of 1,3-Propanediol,Citric Acid and Single Cell Oil. Biomass and Bioenergy, 32: 60-71.
164 Sakai y Yakhisita (2007). Microbial Production of Hydrogen and Ethanol from Glycerol-Con-taining Wastes Discharged from a Biodiesel Fuel Production Plant in a Bioelectrochemical Re-actor with Thionine. Biotechnology and Bioengineering, 98 (2): 340-348.
Biorrefinerías: Situación Actual y Perspectivas de Futuro 59
diante microorganismos como Yarrowia lipolytica165, aunque raramente se empleael glicerol como materia prima en la producción industrial de este compuesto.
Los procesos de conversión biológica del glicerol son objeto de estudio en variosproyectos financiados por el VII Programa Marco de la Unión Europea:
• Proyecto GLYFINERY (Sustainable and integrated production of liquid biofuels, bioe-nergy and green chemicals from glycerol in biorefineries), cuyo principal objetivo esel desarrollo de nuevas tecnologías basadas en conversión biológica del glicerol enbiocombustibles líquidos, bioenergía y sustancias químicas de valor añadido.
• Proyecto PROPANENERGY (Integrated bioconversion of glycerine into value-added pro-ducts and biogas at pilot plant scale). El objetivo de este proyecto es la integración debioprocesos que empleen la glicerina como materia prima para la producción de bio-gás y dos subproductos de valor añadido: 1,3-propanodiol (PDO) y fertilizantes.
3.8. Otros procesos
3.8.1. Reformado de los azúcares en fase acuosa
Ciertos productos derivados de la biomasa como glucosa, glicerol, sorbitol, ácidoláctico, xilitol y xilosa, constituyen materias primas válidas para la producción de H2
por reformado en fase acuosa166. También pueden emplearse otras materias primascomo la celulosa, la hemicelulosa y el almidón, pero se precisa transformarlas pre-viamente en compuestos solubles.
Este proceso denominado APP (abreviaturas del término en inglés aqueous-phasecatalytic processes), a diferencia del reformado con vapor, se realiza a partir deazúcares y alcoholes de azúcares en fase acuosa. Mediante la APP pueden obtener-se también alcanos de hasta 15 átomos de carbono167.
El reformado en fase acuosa se realiza mediante catalizadores sólidos heterogéneosen condiciones de presión y temperatura suaves168. Una ventaja respecto al refor-mado con vapor es que no es necesaria la volatilización del agua y los compuestoshidrogenados, al mismo tiempo que se reducen las reacciones de descomposiciónde los carbohidratos que se producen por las altas temperaturas.
165 Förster y col. (2007). Overexpression of the ICL1 Gene Changes the Product Ratio of Citric AcidProduction by Yarrowia lipolytica. Applied Microbiology and Biotechnology, 77 (4): 861-869.
166 Tanksale y col. (2007). Hydrogen Generation from Liquid Phase Catalytic Reforming of SugarSolutions using metal-supported catalysts. International Journal of Hydrogen Energy, 32(6): 717-724.
167 Huber y col. (2006). Synthesis of Transportation Fuels from Biomass: Chemistry, Catalysts,and Engineering. Chemical Reviews, 106: 4044-4098.
168 Huber y Dumesic (2006). An Overview of Aqueus-Phase Catalytic Processes for Productionof Hydrogen and Alkanes in a Biorefinery. Catalysis Today, 111 (1-2): 119-132.
Existe otra posibilidad de reformado en fase acuosa mediante la cual se pueden ob-tener hidrocarburos con alto contenido energético como el propano y el butano. Laempresa estadounidense Virent Energy Systems Inc169 aplica esta tecnología (Bio-Forming™ process), desarrollada por la Universidad de Wisconsin-Madinson, a par-tir de subproductos procedentes de otros procesos de transformación de la biomasa(glicerol, glucosa, sacarosa, almidón, celulosa, xilosa y arabinosa). Mediante esteproceso se obtienen combustibles líquidos (gasolina, gasóleo, querosenos), gaseo-sos (hidrógeno, SuperNatural™ Gas y gas licuado de petróleo) y sustancias quími-cas (propilen-glicol, benceno, acetona, etc.).
En España, el Instituto de Investigación en Ingeniería de la Universidad de Zaragoza170
estudia el proceso de reformado en fase acuosa a alta presión para la obtención de hi-drógeno a partir de bioaceite y glicerina (Proyecto de Investigación Fundamental noorientada CTQ PPQ CTQ2007-62841).
El hidrógeno también puede producirse a partir de estas materias primas mediantereformado en agua supercrítica. En este proceso se emplean condiciones de tempe-ratura y presión por encima del punto supercrítico del agua (temperaturas superio-res a 375 ºC y presiones por encima de 217 atmósferas). También presenta venta-jas respecto al reformado con vapor, ya que produce eficazmente la gasificación dela glucosa y otros componentes de la biomasa sin apenas formación de coque. Sinembargo, a diferencia del proceso APP, se emplean elevadas temperaturas que fa-vorecen la formación de CO171.
3.8.2. Producción de fibras y materiales cerámicos
La celulosa constituye la materia prima para la obtención de papel y tejidos de fi-bras naturales. Son reseñables las actividades desarrolladas por los grupos de in-vestigación de “Celulosa y Papel” de Universidad Complutense172 y del INIA173; y al-gunas actividades de la empresa Sniace (Tabla 13). En esta línea se ha desarrolladoel proyecto Iberoeka “Mapeamento e estudo de fibras de espécies vegetais comempregabilidade textil, de biomas tropicais ou tradicionalmente manejadas por co-munidades locais, visando a sustentabilidade de seu plantio e/ou manejo com aconservação do ecossistema” (área Desarrollo Sostenible, Cambio Global y Ecosis-temas) que cuenta con la participación del subgrupo de “Aplicaciones Industriales”del Grupo de Biotecnología Molecular e Industrial de la Universidad Politécnica deCataluña.
La característica rigidez de los materiales lignocelulósicos también puede ser aprove-chada en otras aplicaciones mediante diferentes procesos. Los tableros y los materia-les empleados para el asfaltado (mezcla de madera con cemento) pueden obtenerse a
60 Genoma España
169 http://www.virent.com170 http://i3a.unizar.es/171 Huber y col. (2006). Synthesis of Transportation Fuels from Biomass: Chemistry, Catalysts,
and Engineering. Chemical Reviews, 106: 4044-4098.172 http://www.ucm.es/info/iqpapel/173 http://www.inia.es/
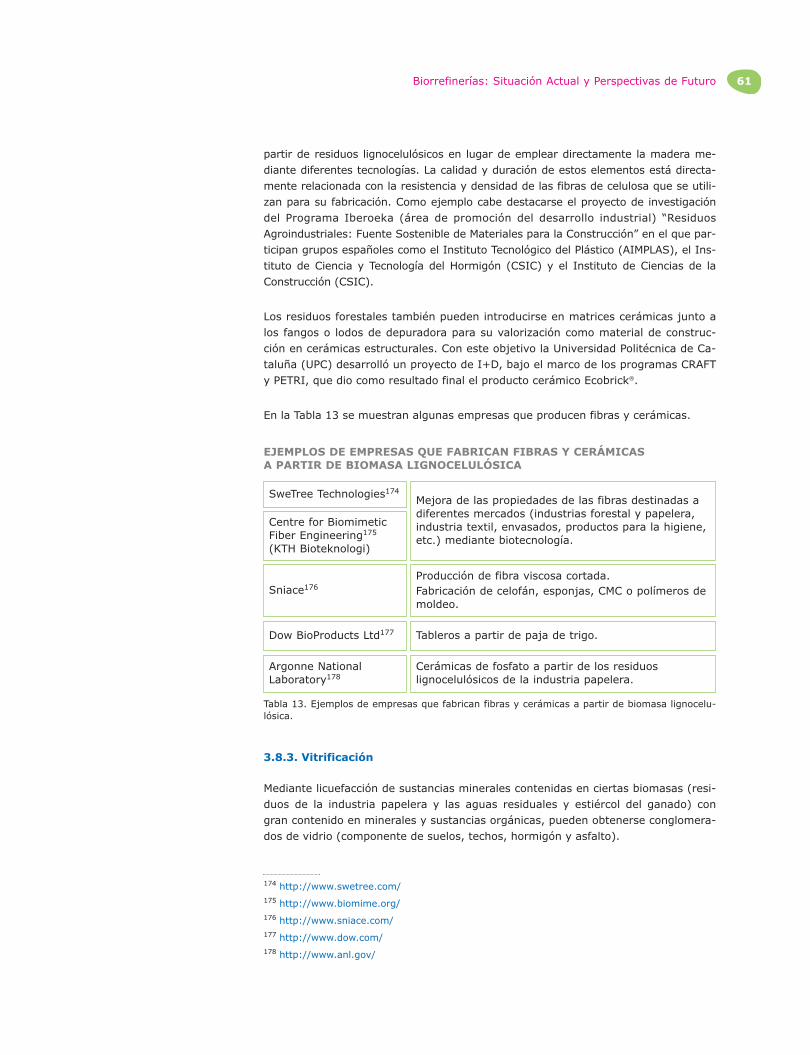
Biorrefinerías: Situación Actual y Perspectivas de Futuro 61
partir de residuos lignocelulósicos en lugar de emplear directamente la madera me-diante diferentes tecnologías. La calidad y duración de estos elementos está directa-mente relacionada con la resistencia y densidad de las fibras de celulosa que se utili-zan para su fabricación. Como ejemplo cabe destacarse el proyecto de investigacióndel Programa Iberoeka (área de promoción del desarrollo industrial) “ResiduosAgroindustriales: Fuente Sostenible de Materiales para la Construcción” en el que par-ticipan grupos españoles como el Instituto Tecnológico del Plástico (AIMPLAS), el Ins-tituto de Ciencia y Tecnología del Hormigón (CSIC) y el Instituto de Ciencias de laConstrucción (CSIC).
Los residuos forestales también pueden introducirse en matrices cerámicas junto alos fangos o lodos de depuradora para su valorización como material de construc-ción en cerámicas estructurales. Con este objetivo la Universidad Politécnica de Ca-taluña (UPC) desarrolló un proyecto de I+D, bajo el marco de los programas CRAFTy PETRI, que dio como resultado final el producto cerámico Ecobrick®.
En la Tabla 13 se muestran algunas empresas que producen fibras y cerámicas.
SweTree Technologies174Mejora de las propiedades de las fibras destinadas adiferentes mercados (industrias forestal y papelera,industria textil, envasados, productos para la higiene,etc.) mediante biotecnología.
Centre for BiomimeticFiber Engineering175
(KTH Bioteknologi)
Sniace176Producción de fibra viscosa cortada.Fabricación de celofán, esponjas, CMC o polímeros demoldeo.
Dow BioProducts Ltd177 Tableros a partir de paja de trigo.
Argonne NationalLaboratory178
Cerámicas de fosfato a partir de los residuoslignocelulósicos de la industria papelera.
EJEMPLOS DE EMPRESAS QUE FABRICAN FIBRAS Y CERÁMICASA PARTIR DE BIOMASA LIGNOCELULÓSICA
Tabla 13. Ejemplos de empresas que fabrican fibras y cerámicas a partir de biomasa lignocelu-lósica.
174 http://www.swetree.com/175 http://www.biomime.org/176 http://www.sniace.com/177 http://www.dow.com/178 http://www.anl.gov/
3.8.3. Vitrificación
Mediante licuefacción de sustancias minerales contenidas en ciertas biomasas (resi-duos de la industria papelera y las aguas residuales y estiércol del ganado) congran contenido en minerales y sustancias orgánicas, pueden obtenerse conglomera-dos de vidrio (componente de suelos, techos, hormigón y asfalto).
En el proceso de vitrificación los efluentes se secan hasta un contenido en humedadde 10%, y se funden en un horno a elevadas temperaturas. Durante el calenta-miento se destruyen compuestos orgánicos dañinos a la vez que quedan atrapadastrazas de metal en la matriz líquida que se transforman en vidrio sólido añadiendoagua. Posteriormente se aglomeran diferentes partículas de vidrio hasta alcanzar eltamaño de partícula deseado.
A nivel nacional el grupo de investigación de Materiales y Gestión Ambiental179 de laUniversidad de Barcelona desarrolla actividades para la revalorización de residuosindustriales mediante procesos de vitrificación. Las empresas estadounidenses Mi-nergy Corporation180 y Vortec Corporation181 aplican este tipo de tecnología sobreaguas residuales.
3.8.4. Conversión de otros monómeros
La lignina y otros compuestos como el furfural y el ácido levulínico pueden emplear-se como materias primas para la producción de combustibles y sustancias químicas(apartado 5).
La lignina residual de otros procesos, dentro de la refinería, puede emplearse para su-ministrar calor en diferentes etapas del proceso. La lignina también puede utilizarsecomo sustitutivo de ciertas resinas o transformarse en combustible para el transportemediante reacciones de deshidroxigenación o acondicionamiento con zeolitas.
El ácido levulínico, procedente de la degradación de la glucosa, y el furfural, proce-dente de la degradación de la xilosa, pueden transformarse en combustibles comopor ejemplo en tetrahidrofurano de metilo, que puede mezclarse hasta en un 70%con las gasolinas.
El hidroximetilfurfural (HMF) procedente de la degradación de las hexosas puedetransformarse en ácido levulínico mediante incorporación de una molécula de agua.
62 Genoma España
179 http://www.ub.es/180 http://minergy.com/181 http://www.clu-in.org/
Biorrefinerías: Situación Actual y Perspectivas de Futuro 63
4. Aportación de la biotecnología al desarrollo de las biorrefinerías
Las aplicaciones biotecnológicas a las biorrefinerías permiten el desarrollo de proce-sos de producción a escala industrial de energía, combustibles, sustancias químicasy materiales, mediante la utilización de organismos o de partes biológicamente acti-vas de estos. Para ello, el proceso de producción debe de ser eficiente, medioam-bientalmente sostenible y económicamente viable. Para lograr que el proceso deproducción sea eficiente, puede recurrirse a varias estrategias basadas en la biotec-nología182. Es posible actuar en la mejora de la obtención de la materia prima (bio-tecnología verde y biotecnología azul) y su adaptación al proceso productivo o ac-tuar en la mejora de los propios procesos en sí (biotecnología blanca).
Biotecnología verde
La biotecnología verde o agrícola permite optimizar la producción de biomasa por hec-tárea de cultivo, contribuyendo a la producción rentable de biocombustibles y otrosbioproductos. Esto se puede conseguir mediante el desarrollo de cultivos más robustoscon tolerancia al estrés biótico (plagas, malezas, enfermedades) y abiótico (sequía ysalinidad). También puede incrementarse el rendimiento potencial por hectárea modifi-cando el metabolismo de la planta183 mediante manipulación de la ruta de la fotosínte-sis, del metabolismo de nitrógeno184 y otros nutrientes para su uso más eficiente, de lafotorrespiración y del fotoperíodo para incrementar el período de crecimiento, de losgenes implicados en la latencia invernal y en la floración185, y de los mecanismos deinhibición del crecimiento por proximidad a otros individuos para lograr cultivos de altadensidad de plantación.
Otro beneficio adicional de la biotecnología aplicada a la agricultura es la considera-ble reducción del impacto ambiental de las prácticas agrícolas186. Entre los posiblesbeneficios ambientales que podría aportar se incluyen: la reducción de la cantidad ytoxicidad de los pesticidas (con la consecuente disminución de sus efectos nocivosen la calidad de las aguas superficiales y subterráneas); y la reducción o desapari-ción de labores de roturación o labranza (que favorece la conservación del suelo ypermite el ahorro de combustibles fósiles).
Además de la obtención de plantas de interés agronómico con mejores característi-cas, otro objetivo que se persigue con la modificación genética es la alteración desus propiedades para producir un nuevo compuesto de interés, alcanzar una mayor
182 Arozena (2006). Los Colores de la Biotecnología. Biotech Magazine, 1: 52-54.183 Ragauskas y col. (2006). The Path forward for Biofuels and Biomaterials. Science, 311: 484-489.184 Shrawat y Good (May 2008). ISB News Report. Genetic Engineering Approaches to Impro-
ving Nitrogen Use Efficiency.185 Salehi y col. (2005). Delay in Flowering and Increase in Biomass of Transgenic Tobacco Ex-
pressing the Arabidopsis Floral Repressor Gene Flowering locus c. Journal of Plant Physio-logy, 162: 711-717.
186 Gressel (2008). Transgenics Are Imperative for Biofuel Crops. Plant Science, 174 (3): 246-263.

concentración de un compuesto producido, y/o que se faciliten los procesos detransformación posteriores187. Como ejemplos pueden citarse los ácidos grasos con-jugados, los polímeros como el almidón y los polihidroxialcanoatos (PHA), y proteí-nas como la adhesina y las proteínas de la seda.
La naturaleza recalcitrante a la degradación de la biomasa lignocelulósica es una delas principales barreras que debe superarse para facilitar los procesos de transfor-mación que se aplican en las biorrefinerías integradas. Mediante ingeniería genéticapodrían diseñarse plantas más fácilmente despolimerizables sin que esto afecte a laviabilidad de la planta188. Estas características pueden lograrse modificando la orga-nización a nivel tisular (por ejemplo, aumentando la porosidad), o por alteración delas interacciones moleculares entre las fibras de celulosa, hemicelulosa y lignina.También podrían diseñarse plantas que incorporen genes codificantes de las enzi-mas despolimerizantes189 capaces de activarse tras la recogida de la cosecha o al fi-nalizar el ciclo de crecimiento de la propia planta.
Biotecnología azul
La biotecnología azul, aún en fase temprana de desarrollo, engloba aquellas aplica-ciones en las que se emplean organismos marinos completos, sus células o molécu-las para la obtención de numerosos productos de utilidad en diversos sectores comoalimentos, aditivos alimentarios, nutracéuticos, suplementos nutricionales, produc-tos cosméticos y farmacéuticos, biomateriales, compuestos bioactivos con actividadherbicida y pesticida, sustancias empleadas en diagnóstico y en investigación, etc.Además de estos productos, las microalgas y las bacterias fotosintéticas constitu-yen fuentes potenciales para la obtención de biocombustibles como el hidrógeno yel biodiésel190, 191.
Biotecnología blanca
La biotecnología blanca o biotecnología industrial tiene como objetivo principal labúsqueda de mecanismos de producción más eficientes y medioambientalmentesostenibles. Estos objetivos pueden lograrse mediante el desarrollo de mejores ca-talizadores biológicos (biocatálisis), la creación del mejor ambiente posible paracada reacción y la mejora de las etapas finales de producción (separación, purifica-ción y posterior conversión química de los productos deseados) mediante ingenieríabioquímica de procesos.
64 Genoma España
187 Torney y col. (2007). Genetic Engineering Approaches to Improve Bioethanol Productionfrom Maize. Current Opinion in Biotechnology, 18: 193-199.
188 Himmel y col. (2007). Biomass Recalcitrance: Engineering Plants and Enzymes for BiofuelsProduction. Science, 315: 804-807.
189 Sticklen (2007). Feedstock Crop Genetic Engineering for Alcohol Fuels. Crop Science, 47:2238-2248.
190 Xu y col. (2006). High Quality Biodiesel Production from a Microalga Chlorella protothecoidesby Heterotrophic Growth in Fermenters. Journal of Biotechnology, 126 (4): 499-507.
191 Hankamer y col. (2007). Photosynthetic Biomass and H2 Production by Green Algae: fromBioengineering to Bioreactor Scale-Up. Physiologia Plantarum, 131 (1): 10-21.
Biorrefinerías: Situación Actual y Perspectivas de Futuro 65
La biocatálisis engloba aquellos procesos productivos que emplean tanto organis-mos completos como sistemas enzimáticos aislados, ya sean libres o inmovilizados.El empleo de biocatalizadores constituye una alternativa sostenible frente a la sínte-sis química tradicional, ya que emplea condiciones de reacción más suaves y tienemenores requerimientos energéticos192. Además, los biocatalizadores son biodegra-dables y tienen selectividad química, por lo que disminuye la formación de subpro-ductos y la necesidad de activación, desactivación y/o protección de grupos funcio-nales de los reactivos. Mediante técnicas de ingeniería genética (sobreexpresión,delección y/o introducción de genes de interés) e ingeniería fisiológica (cultivo yadaptación de los catalizadores a las condiciones apropiadas del proceso), es posi-ble desarrollar y optimizar nuevas cepas y biocatalizadores. Algunos procesos debiocatálisis de interés en una biorrefinería se han descrito en el apartado de proce-sos de transformación de la biomasa:
• Transesterificación enzimática y microbiológica para la obtención de biodiésel ymicrodiésel respectivamente.
• Fermentación del gas de síntesis para la obtención de etanol e hidrógeno.
• Procesos de digestión anaerobia y aerobia para la obtención de biogás y compostrespectivamente.
• Producción de enzimas implicadas en la hidrólisis de polisacáridos (amilasas, celu-lasas, hemicelulasas, pectinasas, etc).
• Hidrólisis enzimática de polisacáridos.
• Fermentación de glicerol.
• Fermentación de azúcares: fermentación etanólica, fermentación ABE para la ob-tención de biobutanol, fotofermentación y fermentación oscura para la obtenciónde hidrógeno, fermentación para obtener moléculas químicas base como ácidosuccínico, ácido itacónico y ácido 3-hidroxipropiónico.
• Producción de cianoficina en microorganismos modificados genéticamente emplean-do como medio de cultivo la protamilasa, residuo procedente de la industria del al-midón de patata.
La mejora de estos procesos requiere investigar en:
• Aplicación de la biotecnología en la mejora de cultivos mixtos (MCB, Mixture CultureBiotechnology), no solo como tratamiento de residuos y efluentes industriales, sinotambién para incrementar los rendimientos en el producto de interés. La digestiónanaerobia constituye un ejemplo de aplicación de estos cultivos. Existen otras apli-caciones potenciales como la producción de solventes por fermentación de sustratosorgánicos o la producción de bio-plásticos usando procesos en continuo193.
192 Alcalde y col. (2006). Environmental biocatalysis: from remediation with enzymes to NovelGreen Processes. Trends in Biotechnology, 24 (6): 281-287.
193 Kleerebezem y Loosdrecht (2007). Mixed Culture Biotechnology for Bioenergy Production.Current Opinion in Biotechnology, 18: 207-212.

• Búsqueda de nuevos microorganismos y enzimas con propiedades de interés enprocesos industriales. La mayoría de estos procesos se realiza a temperaturas ele-vadas que favorecen la mezcla, la solubilidad de sustrato y la transferencia demasa, además de que disminuyen el riesgo de contaminación. Por lo tanto, es re-comendable la búsqueda de microorganismos termófilos194,195 y enzimas termoes-tables196,197.
• Mejora de microorganismos de interés industrial con mayor productividad, resis-tencia a estrés, tolerancia a altas concentraciones de sustrato, productos y sub-productos, entre otras propiedades.
Por ejemplo, el proceso de obtención de etanol a partir de materiales lignoceluló-sicos (etanol de segunda generación) puede optimizarse mejorando propiedadesde los microorganismos productores involucrados en las diferentes etapas del pro-ceso. A continuación se citan algunos ejemplos:
– Reducción del coste de producción de las enzimas hidrolíticas de los polisacáridosmediante el empleo de un único microorganismo productor de la mezcla enzimáti-ca198. La empresa Dyadic Internacional ha patentado un proceso de producción en-zimática de bajo coste, en el que emplean cepas del hongo Chrysosporium luckno-wense con gran capacidad de producción de un sistema enzimático completo.
La integración de la etapa de producción enzimática junto con la hidrólisis y fer-mentación en el proceso CBP (Consolidated Dioprocessing) constituye una víade reducción en los costes, ya que se evitarían las etapas de purificación de lasenzimas además de emplearse un único reactor199. Un paso más allá en la re-ducción de los costes de las celulasas sería la expresión de estas enzimas envacuolas y cloroplastos de plantas biofactoría200.
– Las pentosas pueden llegar a constituir hasta el 30% de los carbohidratos tota-les de los materiales lignocelulósicos, por lo que una de las líneas de investiga-ción más activas es el desarrollo de microorganismos con la capacidad de fer-mentar estos azúcares junto con las itexosas, y así mejorar el rendimiento finalen etanol201. Para ello se pueden aplicar varias estrategias: bien incorporar los
66 Genoma España
194 Koskinen y col. (2008). Bioprospecting Thermophilic Microorganisms from Icelandic HotSprings for Hydrogen and Ethanol Production. Energy and Fuels, 22: 134-140.
195 Henstra y col. (2007). Microbiology of Synthesis Gas Fermentation for Biofuel Production.Current Opinion in Biotechnology, 18: 200-206.
196 Turner y col. (2007). Potential and Utilization of Thermophiles and Thermostable Enzymes in Bio-refining. Microbial Cell Factories, 6: 9 (http://www.microbialcellfactories.com/content/6/1/9).
197 Yang y col. (2007). Cloning, Expression and Characterization of a Novel Thermal Stable andShort-Chain Alcohol Tolerant Lipase from Burkholderia cepacia Strain G63. Journal of Mole-cular Catalysis, 45 (3-4): 91-96.
198 McFarland y col. (2007). Development of Improved Cellulases Mixtures in a Single Produc-tion Organism. ACS Symposium Series, 972: 19-31.
199 Lynd y col. (2005). Consolidated Bioprocessing of Cellulosic Biomass: An Update. CurrentOpinion in Biotechnology, 98: 641-654.
200 Hood y col. (2007). Subcellular Targeting Is A Key Condition for High-Level Accumulation ofCellulase Protein In Transgenic Maize Seed. Plant Biotechnology Journal, 5 (6): 709-719.
201 Hahn-Hägerdal y col. (2007). Towards industrial pentose-fermenting yeast strains. AppliedMicrobiology and Biotechnology, 74: 937-953.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 67
genes implicados en la conversión de pentosas en etanol en microorganismosfermentadores de hexosas, o bien modificar aquellos microorganismos con ca-pacidad de consumir todos los azúcares para que sean transformados enetanol202.
– Aumentar la tolerancia del microorganismo fermentativo al etanol y a los com-puestos inhibidores originados en el pretratamiento.
• Manipulación del metabolismo de los microorganismos para dirigirlo a la síntesisde productos de interés en elevada concentración. Son ejemplos la acumulaciónde triglicéridos en microalgas marinas para la producción de biodiésel203,204, lasíntesis de ácido succínico por fermentación anaerobia del glicerol205, la obtenciónde cepas de Clostridium acetobutylicum hiperproductoras de butanol206 y la modi-ficación de la biosíntesis de aminoácidos en Escherichia coli para la producción dealcoholes ramificados para su empleo como biocombustibles207.
Tan importante como el desarrollo de nuevos biocatalizadores es la optimización de lascondiciones de operación en los biorreactores, el escalado de los bioprocesos y los pro-cedimientos de aislamiento y purificación de los bioproductos. Este campo de la biotec-nología industrial se denomina ingeniería bioquímica de procesos. Los avances en estaárea se centran en el diseño de nuevos biorreactores, nuevas configuraciones y tecnolo-gías de fermentación (integración de etapas, fermentaciones en continuo, etc.), y nue-vos procesos de separación de bioproductos. También es de especial interés el estudiode sistemas de control que permitan un seguimiento en continuo de los procesos208.
A continuación se citan algunos ejemplos:
• El cultivo intensivo de microalgas ha sido posible gracias al diseño de nuevos foto-biorreactores que consisten en sistemas cerrados en los que el cultivo no tienecontacto con la atmósfera, lo que permite un mejor control de las condiciones decultivo y disminuye el riesgo de contaminación209.
202 Lu y Jeffries (2007). Shuffling of Promoters for Multiple Genes to Optimize Xylose Fermenta-tion in an Engineered Saccharomyces cerevisiae Strain. Applied and Enviromental Microbio-logy, 73 (19): 6072-6077.
203 Yameberi y col. (1998). Nitrogen Depletion for Intracellular Triglyceride Accumulation to En-hance Liquefaction Yield of Marine Microalgal Cells into a Fuel Oil. Journal of Marine Biotech-nology, 6 (1): 44-48.
204 Li y col. (2007). Large-Scale Biodiesel Production from Microalga Chlorella protothecoides throughHeterotrophic Cultivation in Bioreactors. Biotechnology and Bioengineering, 98 (4): 764-771.
205 Yazdani y González (2007). Anaerobic Fermentation of Glycerol: a Path to Economic Viabilityfor the Biofuels Industry. Current Opinion in Biotechnology, 18: 213-219.
206 Ezeji y col. (2007). Bioproduction of Butanol from Biomass: from Genes to Bioreactors. Cu-rrent Opinion in Biotechnology, 18: 220-227.
207 Atsumi y col. (2008). Non-Fermentative Pathways for Syntesis of Branched-Chain Higher Al-cohols as Biofuels. Nature, 451: 86-90.
208 Rudnitskaya y Legin (2008). Sensor Systems, Electronic Tongues and Electronic Noses, forThe Monitoring of Biotechnological Processes. Journal of Industrial Microbiology and Biotech-nology, 35: 443-451.
209 Li y col. (2006). Large-Scale Biodiesel Production from Microalga Chlorella protothecoidesthrough Heterotrophic Cultivation in Bioreactors, 22 (6): 1490-1506.

• En el caso de la obtención de biodiésel mediante transesterificación, el diseño denuevos reactores logrará acortar el tiempo del proceso de producción, reduciendolos costes210. También se está aplicando la nanotecnología al proceso de produc-ción de biodiésel, en la que los catalizadores se sitúan en una red de nanopartícu-las de sílice211. En este sistema, la conversión de aceites en biodiésel es muchomás rápida, además de que se facilita el reciclaje de los catalizadores y se eliminala etapa de lavado del biodiésel.
• La ingeniería bioquímica de procesos también ofrece soluciones para algunos delos obstáculos existentes en los procesos de obtención de bioetanol de segundageneración212:
– El diseño de reactores que reduzcan la duración del pretratamiento podría mini-mizar la degradación de los azúcares potencialmente fermentables y la forma-ción de productos inhibitorios.
– La interferencia de la lignina sobre la hidrólisis puede reducirse aplicando nue-vas configuraciones en las que esta sea eliminada antes de someter el materialpretratado a la hidrólisis enzimática.
– El aumento de la concentración de sustrato en la fermentación comporta una se-rie de inconvenientes como son la dificultad de homogeneización del material, unaumento en la concentración de sustancias inhibidoras y de etanol, que es tóxicopara la propia levadura. Estos inconvenientes pueden reducirse mediante el em-pleo de configuraciones de fermentación en continuo, la retirada del producto finaly el diseño de nuevos reactores que faciliten la homogeneización de sustrato213.
– La aplicación de otras configuraciones como la fermentación “multiplex”, en la quese realizan fermentaciones múltiples (con cultivos puros o mixtos) en varias eta-pas en el mismo proceso productivo, permite la obtención de varios productos(proteínas, aminoácidos, succinato, lactato, etc.) además de etanol. La obtenciónde varios productos mejora el balance económico de las biorrefinerías214.
Los ejemplos citados anteriormente ponen de manifiesto el papel decisivo de la bio-tecnología, en cualquiera de sus versiones, en la optimización de la utilización de labiomasa. En cualquier caso, toda aplicación biotecnológica orientada al desarrollode las biorrefinerías hace uso de las ciencias denominadas “x-ómicas”: genómica,metagenómica, transcriptómica, proteómica, metabolómica y análisis de los flujos
68 Genoma España
210 Jovanovic (2006). Microscale Reactors for Biodiesel Manufacture. Industrial Bioproccessing,28 (4): 6.
211 Petroleum Review, 2006, 60 (716): 7.212 Stephanopoulus (2007). Challenges in Engineering Microbes for Biofuels Production. Scien-
ce, 315: 801-804.213 JØrgensen y col. (2007). Liquefaction of Lignocellulose at High-Solids Concentrations. Bio-
technology and Bioengineering, 96 (5): 862-870.214 Vertès y col. (2007). Alternative Technologies for Biotechnological Fuel Ethanol Manufactu-
ring. Journal of Chemical Technology and Biotechnology, 82: 693-697.
Biorrefinerías: Situación Actual y Perspectivas de Futuro 69
metabólicos. La relación entre cada una de estas ciencias y su objeto de estudio semuestran en la Figura 12.
La genómica es la rama de la biología que estudia el genoma, es decir, el conjuntode información genética o ADN de un organismo. La transcriptómica permite cuanti-ficar el nivel de expresión de genes, mediante el análisis de las moléculas de ARNm,cuyo conjunto recibe el nombre de transcriptoma. La expresión de los genes se tra-duce finalmente en las proteínas. La proteómica es la ciencia que correlaciona estasproteínas con los genes que las codifican.
La numerosa información que proporcionan estas ciencias es almacenada, analizadae interpretada mediante métodos informáticos en una disciplina denominada bioin-formática. La bioinformática proporciona las herramientas necesarias para ordenary dar sentido a la gran cantidad de datos obtenida, que se integran en una nuevaárea de investigación conocida como biología de sistemas, basada fundamental-mente en la modelización. El enfoque sistémico de esta disciplina permite explicarla estructura y los mecanismos de control de los fenómenos biológicos formulandomodelos que expliquen las complejas interrelaciones moleculares (vías y rutas, re-des, módulos, etc.) que se producen en el interior de las células y de los organis-mos superiores. Una mejor comprensión del metabolismo permite orientar las téc-nicas de ingeniería genéticas para dirigir la ruta metabólica hacia la producción delcompuesto de interés. También sería posible rediseñar organismos para la optimiza-ción de los procesos biocatalíticos de interés en una biorrefinería mediante la deno-minada biología sintética. Más a largo plazo, el diseño de organismos mínimos per-mitiría un mejor control de los procesos biocatalíticos.
La combinación de estas disciplinas y la tecnología asociada, permitirá la creaciónde una plataforma tecnológica que será crítica para la resolución de las barrerasque frenan el desarrollo de las biorrefinerías215.
215 Keasling (2008). Synthetic Biology for Synthetic Chemistry. ACS Chemical Biology, 3 (1): 64-76.

70 Genoma España
A continuación se definen cada una de estas ciencias y se señalan algunas de lascontribuciones de estas al desarrollo de las biorrefinerías.
Genómica
El conocimiento de un proceso biológico complejo a nivel bioquímico precisa del ais-lamiento y estudio in vitro de los componentes individuales, con la finalidad decomprender el proceso global de un organismo entero. Quizá la fuente más impor-tante y abundante de conocimiento sobre estos procesos sea precisamente el alma-cén de información celular, es decir, el ADN. La genómica es una ciencia basada enel descubrimiento y estudio de las secuencias del genoma de un organismo en con-creto. El conocimiento del genoma es tan solo el principio de la genómica, a partirde la que se pueden estudiar la función que desempeñan estos genes (genómicafuncional), comparar los genes entre diferentes organismos (genómica comparati-va), o generar la estructura tridimensional de una o más proteínas pertenecientes auna familia, lo que proporciona información sobre las posibles funciones de dichasproteínas (genómica estructural).
La genómica está permitiendo un mejor conocimiento de las materias primas, micro-organismos y los procesos de biocatálisis que pueden emplearse en una biorrefine-ría, identificando los genes de interés. En el caso de las plantas, son numerosos losestudios de los genes que intervienen en la síntesis de los componentes de la pared
CIENCIAS X-ÓMICAS
SISTEMAS BIOLÓGICOS
ADNGenómica
y Metagenómica
ARN Transcriptómica
Proteínas Proteómica
Metabolitos Metabolómica
Análisis de flujos metabólicos
BIOINFORMÁTICA
BIOLOGÍA SINTÉTICA
Figura 12. Relaciones entre las ciencias “x-ómicas”, la biología de sistemas y la biología sintética.
Biorrefinerías: Situación Actual y Perspectivas de Futuro 71
celular216, genes de resistencia a determinados agentes patógenos y condiciones deestrés y genes codificantes de sustancias de interés industrial. Un mejor conocimien-to de los mecanismos de regulación de las plantas permitirá realizar el cultivo con elempleo de menor cantidad de fertilizantes, contribuyendo a preservar el medio am-biente217. Con el objeto de desarrollar plantas más productivas y mejor adaptadassurgió el proyecto Transplanta, financiado bajo el programa del MEC Consolider2007, cuyos participantes pueden consultarse en la Tabla 30 del Anexo 2.
La genómica también permite el estudio de los genomas de otras materias primaspotenciales como las algas, y de microorganismos para la obtención de bioproduc-tos218,219 y enzimas de interés industrial220.
Un análisis más detallado del genoma será muy útil en la comprensión de procesosbiocatalíticos que se desarrollen en las biorrefinerías como la degradación enzimáti-ca de la lignocelulosa221. Un ejemplo representativo es la reciente secuenciación delgenoma del hongo Trichoderma reseei222.
Metagenómica
Los microorganismos son los seres más abundantes de la tierra, que han colonizadocon éxito todos los nichos ecológicos, y cuya presencia y actividad es esencial para lasalud y funcionamiento adecuado de todos los ecosistemas. La capacidad de los mi-crooorganismos para desarrollar la enorme variedad de funciones que llevan a cabose debe a su gran versatilidad bioquímica, basada en la posibilidad de desarrollar grancantidad de reacciones utilizando los elementos que constituyen la materia orgánica.Desde el punto de vista genético constituyen un amplio conjunto de información quepuede ser explotada a nivel industrial223. Con el objeto de aprovechar el potencial delos microorganismos surge la metagenómica, que es una nueva disciplina científicaque estudia los genomas que se obtienen de muestras procedentes del medio am-biente directamente (el suelo, el agua, la flora intestinal de alguna especie, etc.).
La búsqueda de nuevas fuentes de biocatalizadores constituye un ejemplo de apli-cación de la metagenómica en el ámbito de las biorrefinerías. Los estudios de meta-genómica han permitido determinar la existencia de gran diversidad de genes bac-
216 Sticklen (2007). Feedstock Crop Genetic Engineering for Alcohol Fuels. Crop Science, 47:2238-2248.
217 Somerville y Somerville (1999). Plant Functional Genomics. Science, 285: 380-383.218 Yu y col. (2007). Aspergillus flavus Genomics Data Mining Provides Clues for Its Use in Pro-
ducing Biobased Products. ACS National Meeting Boook of Abstracts, 1 p.219 Acevedo y col. (2008). Cloning of Complete Genes for Novel Hydrolytic Enzymes from An-
tarctic Sea Water Bacteria by Use of An Improved Genome Walking Technique. Journal ofBiotechnology, 133 (3): 277-286.
220 Cottrel y col. (2005). Sequence and Expression Analyses of Cytophaga-Like Hydrolases in aWestern Arctic Metagenomic Library and the Sargasso Sea. Applied and Enviromental Micro-biology, 71 (12): 8506-8513.
221 Kumar y col. (2008). Bioconversion of Lignocellulosic Biomass: Biochemical and MolecularPerspectives. Journal of Industrial Microbiology and Biotechnology, 35: 377-391.
222 Martínez y col. (2008). Genome Sequencing and Analysis of the Biomass-Degrading Fungus Tricho-derma reesei (syn. Hypocrea jecorina). Nature Biotechnology, 26: 553-560 (doi: 10.1038/nbt1403).
223 Lorenz y Eck (2005). Metagenomics and Industrial Applications. Nature Reviews, 3: 510-516.

terianos implicados en la hidrólisis de la celulosa y el xilano, presentes en la florabacteriana del intestino de las termitas de la especie Nasutitermes224. En esta mis-ma línea, la metagenómica ha permitido la identificación de los genes codificantesdel sistema celulolítico de la flora bacteriana del rumen del ganado vacuno225.
El conjunto de genomas de la microfauna marina constituye una fuente potencial degenes codificantes de nuevos catalizadores, sustancias farmacéuticas y biocombus-tibles226. La metagenómica está permitiendo elaborar un catálogo de la carga gené-tica de los microorganismos de origen marino, sin necesidad de cultivarlos en labo-ratorio. Estos estudios forman parte del proyecto de investigación GOS (GlobalOcean Sampling Expedition), en los que se extraen genes o proteínas directamentedel medio marino.
En nuestro país cabe destacar el Proyecto Consolider Metaibérica, cuyo objetivo esel estudio del genoma microbiano de nuestro país (Tabla 31 del Anexo 2).
Transcriptómica
Es el estudio del trasvase de la información contenida en el ADN a moléculas men-sajeras de ARN por el mecanismo de transcripción, es decir, qué material genéticoes expresado en un tipo celular bajo unas condiciones dadas.
Los conocimientos que proporciona el estudio del transcriptoma de un organismo, sonprimordiales para dirigir la manipulación genética hacia la regulación de la expresiónde genes de interés en procesos industriales. Mediante técnicas como la ingeniería dela maquinaria de transcripción, gTME (de las siglas en inglés “transcription machineryengineering”), es posible alterar las propiedades de los microorganismos por la mani-pulación de los factores de transcripción (proteínas encargadas de regular la trans-cripción del ADN en ARNm). Esta técnica ha sido empleada para aumentar, tanto laproducción de etanol como la tolerancia al mismo en la levadura Saccharomyces cere-visiae227. Otro ejemplo de ingeniería genética en el que el estudio del transcriptomaha sido determinante, es el desarrollo de un nuevo microorganismo que presenta unaelevada tolerancia a las sustancias inhibidoras que se generan durante el pretrata-miento de los materiales lignocelulósicos. Este nuevo microorganismo (“RITE strain”)desarrollado por Honda Research and Development y el Research Institute of Innova-tive Technology for the Earth (RITE), permite obtener mejor rendimiento en etanol,utilizando como materia prima maderas blandas228.
72 Genoma España
224 Warnecke y col. (2007). Metagenomic and Functional Analysis of Hindgut Microbiota of aWood-Feeding Higher Termite. Nature, 2007, 450: 560-565 (doi: 10.1038/nature0626).
225 Stickle (2008). Plant Genetic Engineering for Biofuel Production: Towards Affordable Cellulo-sic Etanol. Nature Review Genetics, 9: 433-443.
226 Wijffels (2008). Potential of Sponges and Microalgae for Marine Biotechnology. Trends inBiotechnology, 26 (1): 26-31.
227 Alper y col. (2006). Engineering Yeast Transcription Machinery for Improved Ethanol Toleran-ce and Production. Science, 314: 1565-1568.
228 http://www.greentechnolog.com/

Biorrefinerías: Situación Actual y Perspectivas de Futuro 73
Proteómica
A través de los ARNm, la información contenida en el ADN se traduce finalmente aproteínas. El conjunto de proteínas de una célula se denomina proteoma, y el estu-dio de la estructura y función del proteoma de una célula es lo que se conoce comoproteómica. La proteómica puede definirse entonces como la genómica funcional delas proteínas, responsables finales de determinadas funciones en la célula. El objeti-vo principal de la proteómica es el estudio de la contribución de las proteínas en elciclo vital de las células.
Los estudios de proteómica tienen numerosas aplicaciones de interés en las biorre-finerías. Como ejemplos pueden citarse la búsqueda de nuevos biocatalizadores porhomología estructural, la mejora por ingeniería genética de los microorganismosempleados en los procesos biocatalíticos, y el diseño y control de los procesos defermentación industriales. El estudio del patrón de proteínas permite diferenciar en-tre los organismos nativos y los organismos modificados genéticamente, en los quepor delección y/o la co-expresión de otros genes, se puede aumentar la tasa deproducción de un determinado producto de interés industrial229. También los análi-sis del proteoma pueden emplearse para determinar las enzimas y moléculas trans-portadoras implicadas en la vía metabólica que conduzcan a una mayor acumula-ción de los productos de interés.
La fermentación de pentosas es una de las asignaturas pendientes en la producciónde etanol a partir de materiales lignocelulósicos, donde la proteómica está desem-peñando un importante papel para determinar los factores que influyen en el meta-bolismo de los microorganismos fermentadores230. Un área que ha recibido menosatención en el metabolismo de los azúcares es la influencia de las moléculas trans-portadoras de los azúcares a través de la membrana celular y su regulación, depen-diente precisamente de la composición en azúcares del medio de fermentación. Lainvestigación a nivel molecular de estos transportadores proporcionará informaciónbásica para el desarrollo de microorganismos que empleen simultáneamente hexo-sas y pentosas.
La proteómica también ha sido determinante para establecer la función de enzimasreguladoras sobre procesos biocatalíticos de interés en una biorrefinería, como lasíntesis de 3-polihidroxibutirato (PHB) por una cepa de Escherichia coli modificadagenéticamente231 y la producción de ácido succínico por cepas de Mannheimia suc-ciniciproducens232.
229 Imaizumi y col. (2005). Improved Production of L-Lysine by Disruption of Stacionary Phase-Specific rmf Gene in Escherichia coli. Journal of Biotechnology, 117: 111-118.
230 Salusjärvi y col. (2003). Proteome Analysis of Recombinant Xylose-Fermenting Saccharomy-ces cerevisiae. Yeast, 20 (4): 295-314.
231 Han, M.-J. y col. (2001). Proteome Analysis of Metabolically Engineered Escherichia coli pro-ducing Poly(3-hydroxybutyrate). Journal of Bacteriology, 183(1): 301-308.
232 Lee y col. (2006). Genome-Based Metabolic Engineering of Mannheimia succiniciproducensfor Succinic Acid Production. Applied and Environmental Microbiology, 72 (3): 1939-1948.

El estudio del proteoma de los microorganismos también es una herramienta útil enla búsqueda de nuevas fuentes de catalizadores, como es el caso de la bacteria ma-rina Saccharofagus degradons, en el que se han detectado enzimas que actúan so-bre la pared celular de plantas233.
Metabolómica y Análisis de control de flujo metabólico
La expresión génica se materializa finalmente en los productos del metabolismo(componentes de bajo peso molecular que actúan como sustratos y productos de re-acciones enzimáticas) que son las que tienen un efecto directo en el fenotipo de la cé-lula. Los metabolitos, por tanto, representan el resultado final de la integración de laexpresión génica, transcripción, modificación postranscripcional, actividad enzimáticay regulación de vías metabólicas bajo determinadas condiciones ambientales, y per-miten establecer la relación entre genotipo y fenotipo. La metabolómica es la cienciadedicada al estudio de estos metabolitos. El patrón de metabolitos permite diferen-ciar, por ejemplo, entre células sanas y enfermas, o entre células modificadas y célu-las nativas. Un ejemplo lo constituye el estudio de los patrones metabólicos de cepassalvajes y cepas con tolerancia al etanol de la bacteria Clostridium thermocellum234.
El análisis de flujos metabólicos utiliza la metabolómica para esclarecer los mecanis-mos de regulación en rutas metabólicas de interés industrial, y predecir el impacto decambios en la expresión génica de determinadas enzimas sobre rutas metabólicasfrente, por ejemplo, a condiciones de estrés. El análisis de control de flujo metabólico,permite determinar cuantitativamente el grado de control que una enzima ejerce so-bre el flujo y la concentración de intermediarios en una vía metabólica bajo condicio-nes experimentales determinadas (temperatura, pH, estrés oxidativo, etc).
El estudio cinético de las enzimas y la integración de los resultados mediante pro-gramas informáticos adecuados (análisis in silico o por simulación en ordenador)permiten establecer modelos matemáticos de las vías metabólicas235, herramientaen la que se basa la biología de sistemas.
Bioinformática
La bioinformática es la nueva ciencia que combina las aportaciones de la informáti-ca, los algoritmos matemáticos y la estadística para resolver cuestiones de biología.Esta herramienta surge de la necesidad de manejar toda la información suministra-da por la genómica, proteómica, metabolómica y análisis de flujos metabólicos.Esta información (secuencias de ADN, ARN y proteínas, estructuras moleculares,patrones de expresión, etc.) se recoge y ordena de forma sistemática (por ejemplo
74 Genoma España
233 Taylor II y col. (2006). Complete Cellulase System in the Marine Bacterium Saccharophagusdegradans Strain 2-40T. Journal of Bacteriology, 188 (11): 3849-3861.
234 Jujjuri y col. (2007). Metabolic Profile of Wild-Type and Ethanol-Adapted Clostridium thermo-cellum in Continuous Culture. ACS Nacional Meeting Book of Abstracts, 1 p.
235 Smid y col. (2005). Functional Ingredient Production: Application of Global Metabolic Mo-dels. Current Opinion in Biotechnology, 16: 190-197.
Biorrefinerías: Situación Actual y Perspectivas de Futuro 75
función y especie) en bases de datos, donde es administrada mediante programasinformáticos, y analizada mediante algoritmos en términos de localización de genes,estructura de proteínas y relaciones entre diferentes especies.
La bioinformática permite realizar investigación básica (conocimiento de genes ysus funciones, como por ejemplo los genes de resistencia a plagas), el diseño deplantas y microorganismos mejorados, aprovechar la diversidad genética, el diseñode nuevas herramientas para el estudio de la función de determinados genes y rea-lizar análisis e identificación de especies. Todas estas aplicaciones servirán para lamejora y búsqueda de cultivos, tanto de vegetales como de algas, y de los microor-ganismos de interés industrial.
Las bases de datos disponen de gran cantidad de recursos para facilitar el estudiode la información obtenida experimentalmente. Aunque la estructura de las basesde datos existentes no es uniforme, comparten un esquema similar. A continuaciónse citan las principales bases de datos para acceder a casi toda la información desecuencias de nucleótidos y proteínas:
– Centro Nacional para la Información Biotecnológica (NCBI)236.
– Laboratorio Europeo de Biología Molecular-EMBL237 del Instituto Europeo de Bioin-formática (EBI).
– Banco de Datos de ADN del Japón-DDBJ del Centro de Información biológica (CIB,anteriormente Instituto Nacional de Genética o NIG).
Si bien son mantenidas por distintos organismos en distintos países, existe una coor-dinación entre las distintas bases de datos mediante el Proyecto Internacional de Co-laboración de Bases de Datos de Secuencias de Nucleótidos. Las tres bases de datosintercambian información diariamente para conseguir tener la misma. Por este motivoes indistinto qué base se use para enviar nuevas secuencias, aunque normalmente loseuropeos utilizan EMBL-BANK y los americanos GenBank.
Existe un elevado número de bases de datos, que son recogidas anualmente en elNucleic Acid Research238. Algunos ejemplos se citan en el Anexo 1.
En España existen centros tecnológicos que apoyan e impulsan los procesos de in-novación y desarrollo tecnológico (I+DT) en el área de la biotecnología, favorecien-do la colaboración con las empresas y las administraciones públicas en el desempe-ño de actividades relacionadas con la innovación tecnológica. Cabe citarse el CentroNacional de Biotecnología (CNB), dependiente del CSIC239 y el Instituto de Biocom-putación y Física de Sistemas Complejos (BIFI) de la Universidad de Zaragoza240,que investiga en el campo de la Biocomputación y la Física de sistemas complejos.
236 NCBI: http://www.ncbi.nlm.nih.gov/237 http://www.embl.org/238 http://nar.oxfordjournals.org/content/vol36/suppl_1/index.dtl239 http://www.cnb.uam.es/index.php?l=1240 http://bifi.unizar.es/index_es.php
Biología de sistemas
La biología de sistemas es el área de investigación científica que se preocupa delestudio de los procesos biológicos con un enfoque sistémico, basado fundamental-mente en el empleo de modelos matemáticos que puedan simular la actividad bio-química de las células. De este modo, son útiles para la descripción de organismosbiológicos y la predicción del comportamiento de estos sistemas.
Mediante el enfoque de la biología sistémica, una vez establecida la distribución de laregulación de una vía metabólica, se pueden identificar los genes codificantes de lasenzimas que deberían modificarse para alterar eficientemente el flujo, y así aumentarla concentración de algún metabolito de interés biotecnológico. Uno de los pocos mi-croorganismos en los que se ha llevado a cabo la reconstrucción del metabolismo hasido Saccharomyces cerevisiae. El análisis del flujo metabólico y su interpretación pormodelos matemáticos ha dado lugar al diseño de diferentes estrategias de ingenieríametabólica con el objeto de incrementar la producción de etanol241.
Biología sintética
La biología sintética es una ciencia multidisciplinar que combina los métodos de laingeniería con la biología para el diseño y construcción de sistemas biológicos com-plejos que no existen en la naturaleza, así como para el rediseño de los sistemasbiológicos ya existentes242. El enfoque de la biología sintética abarca todos los nive-les de la jerarquía estructural en biología: niveles molecular, celular, tisular y de or-ganismo. Por ejemplo, a nivel de proteína, a partir de los aminoácidos y con la in-formación proporcionada por bases de datos de estructuras proteicas, se puedendiseñar proteínas con nuevas funciones mediante programas informáticos.
Mediante biología sintética podrían llegarse a crear microorganismos con una colec-ción mínima de genes esenciales (microorganismos mínimos), e incluso totalmenteartificiales, para ser empleados en procesos de producción microbiana. La principalventaja que ofrecen estos microorganismos es su metabolismo relativamente senci-llo, lo que facilita de un modo significativo su estudio y manipulación.
La biología sintética aplicada a una biorrefinería permitiría sintetizar nuevas enzi-mas con propiedades mejoradas o novedosas, y el diseño de nuevas rutas metabó-licas que permitan la conversión de biomasa en energía y otros productos. El redi-seño genético de los organismos empleados en la síntesis de biocombustibles,mediante la aplicación de tecnologías de biología sintética, podría aumentar de for-ma significativa la eficiencia de los procesos y reducir el coste global243. En estesentido cabe destacar los proyectos de investigación del Grupo de Biología Sintéticay Bioenergía del Instituto J. Craig Venter244 que pretenden construir microorganis-mos que produzcan hidrógeno y metano (biocombustibles de cuarta generación).
76 Genoma España
241 Hjersted y col. (2007). Genome-Scale Analysis of Saccharomyces cerevisiae Metabolism andEthanol Production in Fed-Batch Culture. Biotechnology and Bioengineering, 97 (5): 1190-1204.
242 Serrano (2007). Synthetic Biology: Promises and Challenges. Molecular Systems Biology, 3: 158.243 Savage y col. (2008). Defossiling Fuel: How Synthetic Biology Can Transform Biofuel Produc-
tion. ACS Chemical Biology, 3 (1): 13-16.244 http://www.jcvi.org/cms/home
Biorrefinerías: Situación Actual y Perspectivas de Futuro 77
Mediante biología sintética podría obtenerse biomasa lignocelulósica con menorcontenido en lignina o una mayor proporción de carbohidratos para obtener mate-rias primas más eficientes para la producción de biocarburantes. También permitiríarediseñar microorganismos y enzimas que descompongan la biomasa más eficiente-mente.
La producción microbiológica de butanol también puede beneficiarse de la biologíasintética mediante la introducción en Escherichia coli de la vía metabólica implicada,procedente del microorganismo Clostridium acetobutylicum.
Las microalgas marinas constituyen una materia prima idónea para aumentar laproducción de biodiésel y mejorar sus características mediante biología sintética. Lamodificación de la expresión de determinadas enzimas, como la ácido graso sinta-sa, permite la obtención de ácidos grasos de longitudes de cadenas variables.
Asimismo, se está intentando mejorar la eficiencia en la obtención microbiológicade hidrógeno. Una de las estrategias que se están desarrollando para ello es elaprovechamiento de las propias reacciones de fotosíntesis para el proceso de pro-ducción de hidrógeno en especies con esa capacidad (Ralsonia eutropha).
En España hay diferentes equipos de investigación que están apostando por la bio-logía sintética entre los que destaca el grupo de modelización InterTech245, formadopor un equipo multidisciplinar de la Universidad Politécnica de Valencia y la Univer-sidad de Valencia. Este grupo participa en el proyecto BioModularH2, financiado porla Comisión Europea en la convocatoria del VI Programa Marco, en el que se pre-tende diseñar por procedimientos de ingeniería genética una bacteria fotosintéticapara la producción óptima de hidrógeno.
245 www.intertech.upv.es
5. Productos de las biorrefinerías
Aunque son muchos los productos que pueden obtenerse en una biorrefinería, entérminos generales pueden agruparse en dos categorías: la bioenergía en cualquie-ra de sus aplicaciones (térmica, eléctrica y mecánica), y los bioproductos, derivadosde los componentes mayoritarios de la biomasa (hidratos de carbono, lípidos, pro-teínas y metabolitos).
También se han incluido en esta sección determinados subproductos que se gene-ran en los diferentes procesos de transformación de la biomasa que pueden utilizar-se como medios de cultivo en otros procesos de producción biológicos.
5.1. Bioenergía
Se denomina bioenergía a la energía obtenida de la biomasa y comprende todas lasformas de energía derivadas de combustibles de origen biológico. La transformaciónde la biomasa puede dar origen a:
• Energía térmica. Es una de las aplicaciones más comunes de la biomasa que, porcombustión directa en calderas, genera el calor necesario para cocinar, para cale-facción o como agua caliente sanitaria. Además, es posible aprovechar el vaporque se desprende en la combustión para la producción de electricidad (cogenera-ción) o para determinados procesos industriales como secaderos, calderas y hor-nos cerámicos.
• Energía eléctrica. La tecnología aplicada para obtener electricidad a partir de la bioma-sa depende del tipo y cantidad de esta. Básicamente puede obtenerse electricidad apartir del calor generado en la combustión en un ciclo convencional de vapor o a partirdel gas generado en los procesos de gasificación y de digestión anaerobia.
El vapor generado en la combustión, o el gas de síntesis que se obtiene en la ga-sificación son expandidos en una turbina para generar electricidad. El gas de gasi-ficación y el biogás también pueden producir electricidad acoplados a un motor al-ternativo. Otros gases de menor poder calorífico, como los procedentes de lapirólisis o el gas pobre de la gasificación, pueden aprovecharse en la producciónde electricidad mediante microturbinas acopladas a la salida de los reactores.
• Energía mecánica. Obtenida en los motores de automoción mediante biocarbu-rantes obtenidos de la biomasa, predominantemente en mezclas con combusti-bles fósiles. Los combustibles originados a partir de biomasa presentan gran partede las características de los combustibles fósiles, además de las ventajas adicio-nales que supone su origen renovable.
En la Tabla 14 se muestran los biocarburantes, materia prima y proceso de obten-ción de los mismos. Se ha establecido una clasificación entre biocarburantes deprimera y segunda generación, aunque no está muy claro si esta diferenciación sehace en base a la naturaleza lignocelulósica de la materia prima de origen y/o alproceso de transformación aplicado. Conviene señalar que la clasificación en ge-neraciones de las biorrefinerías no aplica el mismo criterio y está basado en elgrado de integración y la versatilidad de las mismas.
78 Genoma España
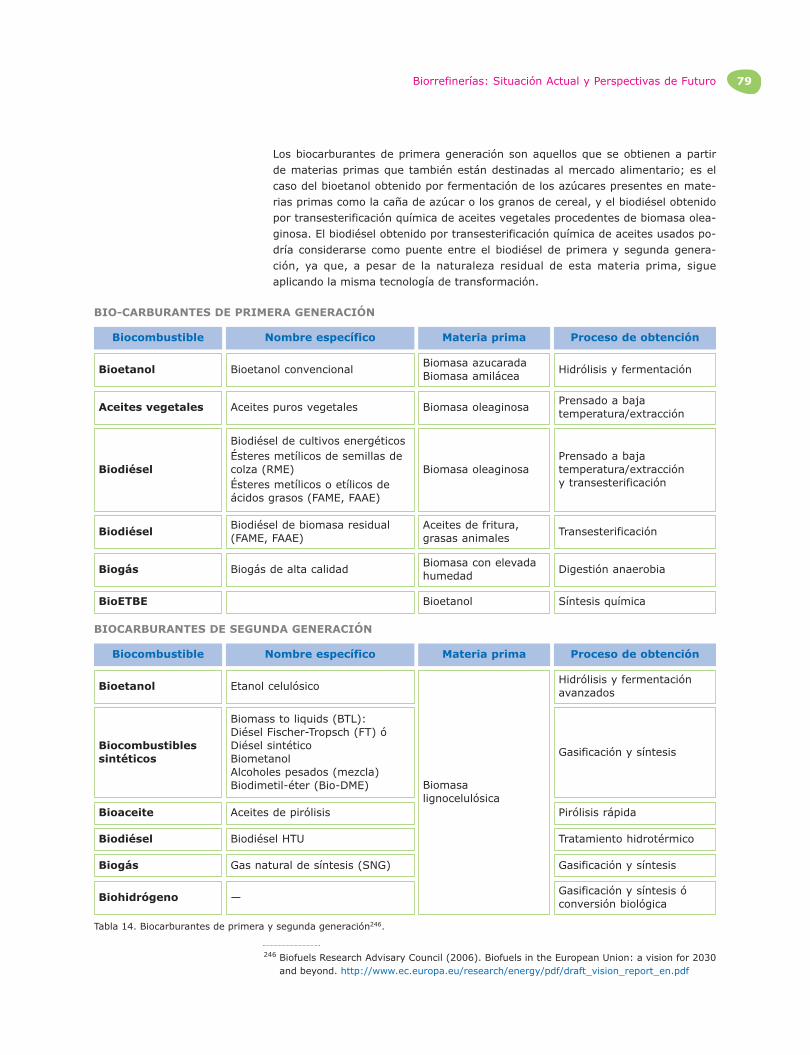
Biorrefinerías: Situación Actual y Perspectivas de Futuro 79
Los biocarburantes de primera generación son aquellos que se obtienen a partirde materias primas que también están destinadas al mercado alimentario; es elcaso del bioetanol obtenido por fermentación de los azúcares presentes en mate-rias primas como la caña de azúcar o los granos de cereal, y el biodiésel obtenidopor transesterificación química de aceites vegetales procedentes de biomasa olea-ginosa. El biodiésel obtenido por transesterificación química de aceites usados po-dría considerarse como puente entre el biodiésel de primera y segunda genera-ción, ya que, a pesar de la naturaleza residual de esta materia prima, sigueaplicando la misma tecnología de transformación.
246 Biofuels Research Advisary Council (2006). Biofuels in the European Union: a vision for 2030and beyond. http://www.ec.europa.eu/research/energy/pdf/draft_vision_report_en.pdf
Biocombustible Nombre específico Materia prima Proceso de obtención
Bioetanol Bioetanol convencionalBiomasa azucaradaBiomasa amilácea
Hidrólisis y fermentación
Aceites vegetales Aceites puros vegetales Biomasa oleaginosaPrensado a bajatemperatura/extracción
Biodiésel
Biodiésel de cultivos energéticos Ésteres metílicos de semillas decolza (RME)Ésteres metílicos o etílicos deácidos grasos (FAME, FAAE)
Biomasa oleaginosaPrensado a bajatemperatura/extracción y transesterificación
Biodiésel Biodiésel de biomasa residual(FAME, FAAE)
Aceites de fritura,grasas animales
Transesterificación
Biogás Biogás de alta calidadBiomasa con elevadahumedad
Digestión anaerobia
BioETBE Bioetanol Síntesis química
Bioetanol Etanol celulósico
Biomasalignocelulósica
Hidrólisis y fermentaciónavanzados
Biocombustiblessintéticos
Biomass to liquids (BTL):Diésel Fischer-Tropsch (FT) óDiésel sintéticoBiometanolAlcoholes pesados (mezcla)Biodimetil-éter (Bio-DME)
Gasificación y síntesis
Bioaceite Aceites de pirólisis Pirólisis rápida
Biodiésel Biodiésel HTU Tratamiento hidrotérmico
Biogás Gas natural de síntesis (SNG) Gasificación y síntesis
Biohidrógeno —Gasificación y síntesis óconversión biológica
BIO-CARBURANTES DE PRIMERA GENERACIÓN
Biocombustible Nombre específico Materia prima Proceso de obtención
BIOCARBURANTES DE SEGUNDA GENERACIÓN
Tabla 14. Biocarburantes de primera y segunda generación246.
Los biocarburantes de segunda generación son producidos a partir de una variedadmayor de materias primas que no compiten con el mercado alimentario, y mejoranlos balances en la reducción de gases de efecto invernadero, contribuyendo a lasostenibilidad del proceso y al cumplimiento de los objetivos fijados en la UE y en elPER (Plan de Energías Renovables 2005-2010). Estos biocombustibles pueden obte-nerse mediante varias rutas:
• Ruta biológica, como la obtención de bioetanol a partir de materias primas ligno-celulósicas.
• Ruta termoquímica, principalmente gasificación y síntesis, tecnología que se cono-ce como BTL, de las siglas en inglés “biomass to liquids”, a partir de la cual pue-den obtenerse diésel Fischer Tropsch, biometanol, biodimetil éter, diésel sintéticoy alcoholes pesados. Otras rutas termoquímicas como la pirólisis rápida y la licue-facción hidrotérmica permiten la obtención de los aceites de pirólisis y el biopetró-leo (biodiésel HTU) respectivamente.
También se ha establecido una tercera generación y se está explorando una cuartageneración de biocombustibles247. El biodiésel procedente de microalgas y ciano-bacterias constituiría la tercera generación. La producción de H2 y de bioelectricidadempleando mecanismos fotosintéticos, y el metano obtenido por bacterias a partirde CO2 se consideran los biocarburantes de cuarta generación.
Los diferentes tipos de biocarburantes se explican a continuación.
Biocarburantes de primera generación
• Bioetanol. El bioetanol de primera generación es alcohol etílico producido a partirde la fermentación de los azúcares de ciertas biomasas, como la biomasa azucarada(caña de azúcar) y la biomasa amilácea (granos de cereal, tubérculos de patata).
El bioetanol se emplea como sustitutivo de la gasolina, o en mezclas con esta, enlos motores de explosión. En la Tabla 15 se muestran los porcentajes de las mez-clas de bioetanol con gasolina más utilizados en el sector de automoción. El etanolabsoluto (deshidratado) se puede mezclar con gasolina en diversas proporciones(E5, E10, E20, E25, E85 con un porcentaje de etanol del 5, 10, 20, 25 y 85 res-pectivamente) o utilizarse como materia prima para la síntesis de etil-terc-butil-éter (ETBE, aditivo de las gasolinas). El etanol hidratado se puede utilizar directa-mente en motores de explosión modificados, con unos rendimientos similares alos que se obtienen con gasolina. También es posible emplearlo en mezclas condiésel (diesohol).
80 Genoma España
247 Gressel (2008). Transgenics Are Imperative for Biofuel Crops. Plant Science, 174: 246-263.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 81
• BioETBE (etil terc-butil éter) y bioMTBE (metil terc-butil éter). Aditivos de lasgasolinas obtenidos por reacción química entre el isobutileno con el bioetanol y elbiometanol respectivamente. Su expansión se debe a la sustitución de los aditivoscon plomo. Al obtenerse de la combinación de un biocarburante y un combustible fó-sil, la fracción volumétrica de ETBE que se computa como biocarburante es del 47%mientras que en el caso del bioMTBE se corresponde con un 36%.
• Aceites vegetales. Son los aceites vegetales extraídos de biomasa oleaginosa.Pueden emplearse directamente como combustible en algunos motores adaptadoso bien en mezclas con gasóleo o biodiésel.
Gasolinasoxigenadas
Mezclasblandas
E25
E85
E95Contenido de etanol del 95%. Se utiliza en flotas deautobuses de Suecia, Italia, Holanda y España.
E100Etanol puro empleado en vehículos especialmenteadaptados o en FFV en climas cálidos.
ETBEEmpleado hasta en un 15% del cual un 47% delcontenido volumétrico corresponde al etanol.
Diesohol
Mezclas de entre el 3 y el 15% de etanol con elgasóleo. El bioetanol se mezcla con gasóleo usandoun aditivo solvente. Mejora la combustión y reduceemisiones. Se comercializa en EE.UU. y Brasil.
E-5: Mezcla de un 5% de bioetanol con un 95% degasolina. Es la mezcla máxima autorizada por laregulación europea para ser vendida como gasolina.
Entre el 5 (E5) y el 20% (E20) de alcohol anhidro. El motor no requiere adaptaciones y apenas seproducen pérdidas en el rendimiento. El más comúnes el E10 (mezcla del 10% de bioetanol con 90% degasolina normal), el más empleado en EEUU ya quehasta esta proporción los motores no requierenninguna modificación.
Mezcla de 25% de bioetanol y 75% de gasolina,empleada principalmente en Brasil.
Mezcla de gasolina con un 85% de etanol. El motor requiere de adaptación. Son los llamadosmotores flexifuel (FFV) que tienen modificado elsistema de inyección para funcionar con distintosporcentajes de mezcla. Se usa en Estados Unidos yBrasil y también en algunos países del norte deEuropa, sobre todo en Suecia. Evita que se emitan150-170 g de CO2 (80%) por cada km recorrido,respecto a la gasolina de 95.
POSIBLES MEZCLAS DE BIOETANOL CON LOS COMBUSTIBLES FÓSILES
Tabla 15. Posibles mezclas de bioetanol con los combustibles fósiles.

• Biodiésel. La ASTM (American Society for Testing and Material Standard, Asocia-ción Internacional de Normativa de Calidad) define al biodiésel como ésteres mo-noalquílicos de ácidos grasos de cadena larga derivados de lípidos renovables ta-les como aceites vegetales o grasas de animales, y que se emplean en motoresde ignición de compresión. En la Unión Europea el concepto de biodiésel es másrestringido, y a efectos de la Directiva europea 2003/30/CE relativa al formentodel uso de biocarburantes, se define como éster metílico producido a partir deaceite vegetal o animal de calidad similar al gasóleo, para su empleo como carbu-rante. En la UE una de las materias primas más empleadas es la semilla de colza,por lo que reciben el nombre de ésteres metílicos de colza o RME (abreviaturasdel término en inglés Rapeseed Methyl Ester).
Las propiedades del biodiésel son prácticamente las mismas que las del gasóleo deautomoción en cuanto a densidad y número de cetano. Además, presenta un puntode inflamación superior. Por todo ello, el biodiésel puede mezclarse con el gasóleopara su uso en motores de compresión e incluso sustituirlo totalmente si estos seadaptan convenientemente (B100). La mezcla más empleada es la B20, constituidapor un 20% de biodiésel y un 80% de gasóleo, aunque existen otras mezclas en elmercado como la B5 y la B10. Aunque su empleo en motores es la aplicación máscomún, también puede utilizarse para la combustión en calderas de calefacción.
• Biogás. Se llama biogás al gas que se produce mediante un proceso metabólicode descomposición de la materia orgánica en ausencia de oxígeno (digestiónanaerobia).
Este biogás tiene un poder calorífico entre 4.700 y 5.500 kcal/Nm3. Para aumen-tar el valor calórico del biogás debe eliminarse el CO2, con lo que se logra obtenerun 95% de metano en la mezcla.
El biogás puede ser utilizado como combustible para la generación de calor (coc-ción de alimentos) y electricidad (por ejemplo para la iluminación de naves y vi-viendas), en motores de combustión interna que accionan máquinas, herramien-tas, molinos de granos, generadores eléctricos, bombas de agua y vehículosagrícolas o de cualquier otro tipo.
• Biobutanol. Combustible que se obtiene mediante la denominada fermentaciónABE a partir de azúcares. Actualmente se utilizan materiales amiláceos, aunquese estudia el empleo de otras materias primas. Este combustible presenta venta-jas adicionales respecto al bioetanol ya que no es corrosivo y puede ser mezcladocon gasolinas en mayor proporción que los biocombustibles actuales sin necesidadde modificar los motores. Además, el biobutanol tiene una menor presión de va-por, y mayor tolerancia a la presencia de agua en las mezclas con las gasolinas,facilitando su uso dentro de los actuales canales de distribución.
Biocarburantes de segunda generación
• Bioetanol celulósico. Etanol obtenido por fermentación de los azúcares presen-tes en materias primas lignocelulósicas.
• Biocombustibles sintéticos. Reciben este nombre los combustibles de segundageneración obtenidos aplicando la tecnología “biomass to liquids” (BTL), basadaen la gasificación de la biomasa lignocelulósica para obtener gas de síntesis que
82 Genoma España

Biorrefinerías: Situación Actual y Perspectivas de Futuro 83
constituye la materia prima para la producción de diferentes biocombustibles, en-tre los que cabe citar:
– Biodiésel sintético o Fischer-Tropsch. Con este nombre se denomina al diésel sintéti-co producido mediante la reacción de Fischer-Tropsch, partiendo de gas de síntesisobtenido por gasificación de la biomasa. Este biocombustible presenta una serie deventajas respecto al diésel de origen fósil, como son un mayor índice de cetano ymenores niveles de azufre. No obstante, tienen un poder lubrificante y una densi-dad menores que el diésel convencional, por lo que posiblemente se necesite em-plearlo en mezclas para mejorar su calidad como combustible.
Se estima que el empleo de este biocombustible produce tan solo un 7% de lasemisiones generadas por el diésel fósil248, por lo que medioambientalmente esmás favorable incluso que el diésel obtenido por transesterificación (63% deemisiones generadas por diésel fósil).
– Biometanol. El biometanol puede producirse también a partir del gas de síntesisobtenido en la gasificación de biomasa. El biometanol puede sustituir a la gaso-lina en los motores de ignición (motores Otto) por su alto índice de octano. Aligual que sucede con el bioetanol, los motores deben estar adaptados para po-der utilizar este combustible puro. No obstante, es posible emplear mezclas deentre un 10 y un 20% con gasolina sin la necesidad de modificaciones en el mo-tor. Una de las limitaciones de este combustible frente al bioetanol son las me-didas de seguridad adicionales que deben adoptarse para su manipulaciónpuesto que es altamente inflamable y tóxico para piel y mucosas.
Además de su uso en motores de combustión interna, el metanol puede utilizar-se para la obtención de hidrógeno empleado en celdas de combustible.
– Biodimetiléter (DME). El bioDME es un combustible gaseoso a temperatura am-biente, pero a presiones superiores a los 5 bares se encuentra en estado líqui-do, lo que permite su empleo como combustible en motores diésel con ligerasadaptaciones. Otras propiedades incluyen su baja temperatura de ignición y sualto número de cetano. El transporte, el almacenaje y la distribución del DMEson similares a los del gas licuado de petróleo.
Sin embargo, el DME tiene limitaciones ya que no puede mezclarse con gasóleoy su contenido energético es aproximadamente la mitad de este. Aunque elDME no es corrosivo para los metales, a diferencia del bioetanol y biometanol,puede dañar algunos materiales plásticos, (elastómeros y cauchos) si el contac-to con ellos es suficientemente prolongado.
– Gas de gasificación. El biogás también puede generarse mediante gasificación apartir de materias primas que por sus características no son aptas para la fer-mentación anaerobia.
Para poder emplear este gas como combustible en automoción tiene que com-primirse (CNG, compressed natural gas) o licuarse (LNG, licuefied natural gas).En cualquier caso, se requieren depósitos de gran capacidad puesto que el con-tenido energético es menor respecto a los combustibles fósiles. A pesar de que
248 www.europeanleadfree.net/SITE/UPLOAD/Document/WEEE_DTI_Mission.pdf

el índice de octano es muy alto, los motores precisan de adaptaciones por subajo índice de cetano.
• Aceites de pirólisis. Son los aceites que se generan al someter a la biomasa aun proceso de pirólisis rápida. Estos bioaceites pueden sustituir al gasóleo en mu-chas aplicaciones estáticas como en calderas, hornos, motores diésel y turbinasde gas. Sin embargo presenta una composición muy compleja y una serie de pro-piedades (bajo poder calorífico, no puede mezclarse con hidrocarburos, y son másinestables que el gasóleo convencional) que dificultan su empleo en motores dié-sel. Estos inconvenientes pueden solventarse mediante su transformación por di-ferentes procesos químicos, que elevan el coste global de producción.
Estos aceites tienen interés como materia prima para la producción de gas de sín-tesis, para su posterior transformación en otros combustibles. También de estosaceites o derivados pueden extraerse productos químicos entre los que se inclu-yen: aditivos para combustibles y otros productos de interés industrial como lasresinas. Asimismo pueden emplearse como agentes espumantes en la producciónde hormigón poroso, o como agentes tensoactivos en la preparación de emulsio-nes acuosas de fracciones de petróleo crudas y destiladas.
• Biodiésel reformado hidrotérmicamente (diésel HTU). Este biodiésel se obtie-ne a partir de materias primas con alto porcentaje de humedad, por aplicación delproceso de licuefacción hidrotérmica (apartado 3.6), que transforma la biomasaen un líquido orgánico compuesto por una mezcla de hidrocarburos que se conocecon el nombre de “biopetróleo”. Este biopetróleo es procesado de forma análogaal petróleo para generar un “diésel” de propiedades similares a las del gasóleo deorigen fósil, por lo que puede ser mezclado con este en cualquier proporción sinnecesidad de adaptaciones en los motores.
También es posible obtener biocarburantes a partir de subproductos generados enotros procesos de transformación. Es el caso del biocombustible IUCT-S50, desarro-llado por el Institut Univ. de Ciència i Tecnologia (IUCT), obtenido a partir de la glice-rina generada en el proceso de producción de biodiésel por transesterificación de áci-dos grasos. Este combustible es totalmente compatible con el biodiésel clásico249 ypermite obtener biocarburantes a partir de todo el carbono contenido en los ácidosgrasos. La empresa granadina Neuron BPh250 ha patentado un proceso de obtenciónde biocombustibles de segunda generación a partir de glicerina, basado en procesosde conversión biológicos.
Existe un elevado interés en el desarrollo de tecnologías para la producción debiocarburantes de segunda generación. Un ejemplo a nivel europeo es el proyectoRENEW251 (Renewable Biofuels for Advanced Powertrains), para la investigación ydesarrollo de la cadena de producción, procesos de transformación y análisis deciclo de vida de estos carburantes para su empleo en motores de combustión. Eneste proyecto participan, entre otros, la Asociación de Investigación y Coopera-ción Industrial de Andalucía252 (AICIA) y la empresa Abengoa.
84 Genoma España
249 http://www.iuct.com/pdf/Nota_Prensa_IUCTS50.pdf250 http://www.neuronbp.com/251 http://www.renew-fuel.com/252 http://www.aicia.es/
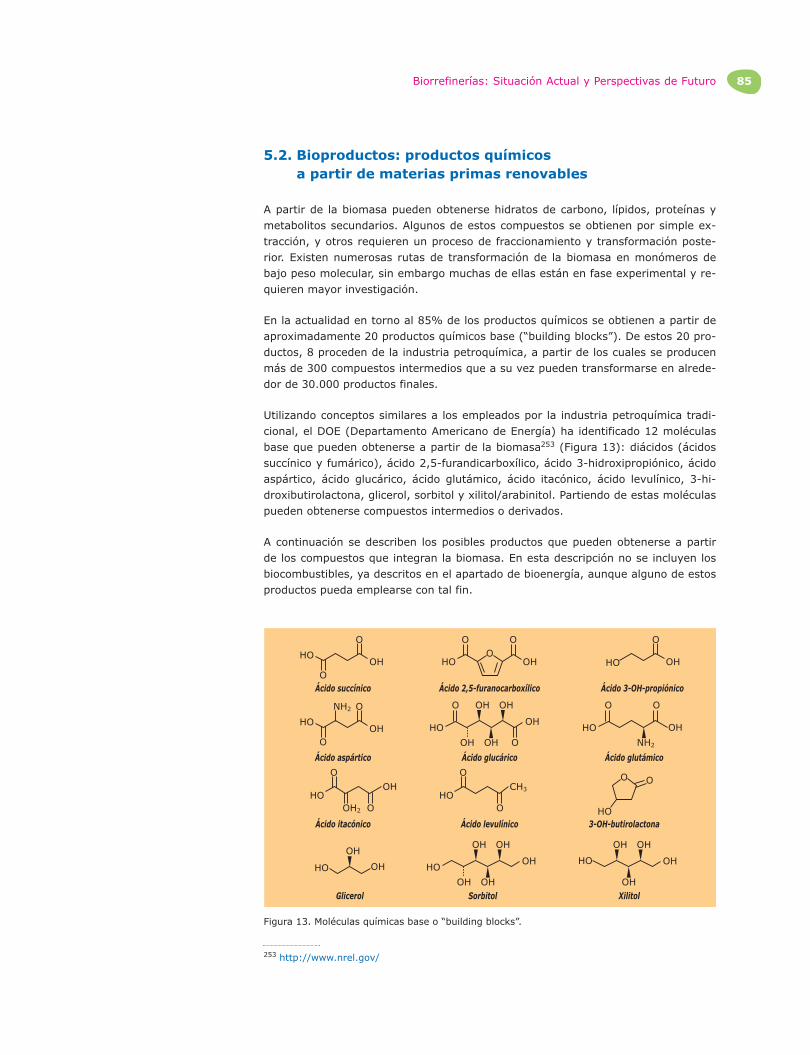
Biorrefinerías: Situación Actual y Perspectivas de Futuro 85
5.2. Bioproductos: productos químicos a partir de materias primas renovables
A partir de la biomasa pueden obtenerse hidratos de carbono, lípidos, proteínas ymetabolitos secundarios. Algunos de estos compuestos se obtienen por simple ex-tracción, y otros requieren un proceso de fraccionamiento y transformación poste-rior. Existen numerosas rutas de transformación de la biomasa en monómeros debajo peso molecular, sin embargo muchas de ellas están en fase experimental y re-quieren mayor investigación.
En la actualidad en torno al 85% de los productos químicos se obtienen a partir deaproximadamente 20 productos químicos base (“building blocks”). De estos 20 pro-ductos, 8 proceden de la industria petroquímica, a partir de los cuales se producenmás de 300 compuestos intermedios que a su vez pueden transformarse en alrede-dor de 30.000 productos finales.
Utilizando conceptos similares a los empleados por la industria petroquímica tradi-cional, el DOE (Departamento Americano de Energía) ha identificado 12 moléculasbase que pueden obtenerse a partir de la biomasa253 (Figura 13): diácidos (ácidossuccínico y fumárico), ácido 2,5-furandicarboxílico, ácido 3-hidroxipropiónico, ácidoaspártico, ácido glucárico, ácido glutámico, ácido itacónico, ácido levulínico, 3-hi-droxibutirolactona, glicerol, sorbitol y xilitol/arabinitol. Partiendo de estas moléculaspueden obtenerse compuestos intermedios o derivados.
A continuación se describen los posibles productos que pueden obtenerse a partirde los compuestos que integran la biomasa. En esta descripción no se incluyen losbiocombustibles, ya descritos en el apartado de bioenergía, aunque alguno de estosproductos pueda emplearse con tal fin.
253 http://www.nrel.gov/
Figura 13. Moléculas químicas base o “building blocks”.
HO
Ácido succínico Ácido 2,5-furanocarboxílico Ácido 3-OH-propiónico
Ácido aspártico Ácido glucárico Ácido glutámico
Ácido itacónico Ácido levulínico 3-OH-butirolactona
Glicerol Sorbitol Xilitol
O O OO
OOH OHHO HO
O
OH
HO
O
OOH2
OHHO
HO
O
O
CH3
HO
OH
OH
HO
ONH2
OOH HO
OH
OHOHO
OOH
OH
HO
OH
OHOH
OH
OH HO
OH
OHOH
OH
HO
NH2
O O
OH
O O

Bioproductos basados en hidratos de carbono
Los polisacáridos como la celulosa, hemicelulosa, almidón, alginatos y quitosanosconstituyen la fracción de hidratos de carbono más abundante de la materia orgáni-ca. A partir de estos compuestos pueden obtenerse biopolímeros, biopelículas, bio-plásticos y biofibras. La producción de estos compuestos es un mercado en cons-tante expansión (Novamont, Cargill-Dow, Metabolic y Proter-Gamble). Comoprincipales aplicaciones de los bioplásticos y biopolímeros pueden citarse las pelícu-las biodegradables empleadas en agricultura, bolsas para los residuos y empaque-tado de productos, ropa deportiva o “composites” (materiales compuestos de unamatriz polimérica reforzada con fibras de origen biológico). Las biofibras cada vezestán tomando más importancia en la sustitución de compuestos reforzados con fi-bra de vidrio, que se utiliza en la industria de la automoción y la construcción. Biofi-bras como el kenaf, cáñamo, lino, yute, fibra de la hoja de piña o sisal, combinadascon matrices poliméricas producen composites competitivos frente a sus análogosde origen fósil254.
En la Tabla 16 se citan algunas aplicaciones particulares de los polímeros que se en-cuentran en plantas y algas: almidón, inulina, celulosa, alginatos y quitosano. Ade-más de su aplicación en forma polimérica, a partir de los monómeros de estos hi-dratos de carbono pueden obtenerse moléculas químicas base que sirven comoplataforma de síntesis de numerosos compuestos, mediante procesos fermentativoso de conversión termoquímica. A continuación se citan algunas de estas moléculasbase y los productos que se derivan de las mismas.
86 Genoma España
254 Anandjiwala y Blouw (2007). Composites from Bast Fibres - Prospects and Potential in theChanging Market Environment. Journal of Natural Fibers, 4 (2): 91-901.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 87
Polímero Fuente principal
AlmidónTubérculosGrano de cereal
Alginatos Algas marinas pardas
Quitosano258
Conchas decrustáceos yexoesqueleto deinsectos, en paredescelulares de algunoshongos, levaduras yalgas.
Aplicaciones
Industria papelera.Aditivo y conservante de alimentos255,256 (éteresy ésteres de almidón).Fármacos para el tratamiento del colon257
(almidón acetilado).Agente ligante, estabilizante, gelificante oaglutinante en numerosos productos. Etanol combustible.
InulinaPatacaAchicoria.
Bebidas alcohólicas: mezcla, tequila.Aditivo alimentario.Biomedicina: medición del índice de filtraciónglomerular.Etanol combustible.
CelulosaBiomasalignocelulósica.
Fabricación de papel.Síntesis de fibras artificiales y plásticos (acetatode celulosa).Explosivos (nitrocelulosa).Agentes espesantes y agentes gelatinizantes(éteres de celulosa: carboximetilcelulosa,hidroexietilcelulosa, hidroxipropilcelulosa).
Obtención de productos químicosbase (“buildingblocks”) para lasíntesis de numerososbioproductos.
Agente espesante (cremas, detergentes, tintasde la impresión textil y otros productos).Odontología: impresiones de los dientes y lostejidos blandos adyacentes.
Química analítica: cromatografía, electrodos.Biomedicina: membranas de hemodiálisis,cicatrizante, agente liberador de fármacos ymoléculas (insulina, agentes anticancerígenos,tratamiento del SIDA).Agricultura: recubrimiento de semillas para suconservación, sistema liberador de fertilizantes,ingrediente de pesticidas.Ganadería: aditivo de piensos. Cosmética: espumas de afeitar, locionescorporales.Dietética. Industria textil y alimentaria: soporte deenzimas de aplicación industrial, espesante,preservante.Tratamiento de agua (floculante, filtrante).
PRINCIPALES APLICACIONES DE LOS POLÍMEROS PRESENTES EN BIOMASA DE PLANTAS Y ALGAS
Tabla 16. Principales aplicaciones de los polímeros presentes en biomasa de plantas y algas.
255 Brown (2004). Applications and Uses of Resistant Starch. Journal of AOAC International, 87(3): 727-732.
256 Kennedy y Panesar (2005). Starch in Food: Structure, Functions and Applications. Carbohy-drate Polymers, 61 (3): 383.
257 Chen y col. (2007). Acetylated Starch-Based Biodegradable Materials with Potential Biomedi-cal Applications as Drug Delivery Systems. Current Applied Physics, 7 (1): 90-93.
258 Lárez Velásquez (2003). Algunos Usos del Quitosano en Sistemas Acuosos. Revista Iberoameri-cana de Polímeros, 4 (2): 91-109 (http://www.ehu.es/reviberpol/pdf/ABR03/Cristobal2003.pdf)

88 Genoma España
1. Obtención de bioproductos mediante fermentación de azúcares de seis ycinco átomos de carbono
La fermentación ofrece un gran potencial de obtención de nuevos productos quími-cos base dada la gran diversidad de microorganismos existente y los avances en labiotecnología. Los azúcares fermentables de la biomasa pueden ser de cinco (xilo-sa) y seis átomos de carbono (glucosa). Los derivados de la glucosa son los queofrecen un mayor número de posibilidades, como la producción de ácido láctico,ácido succínico, butanol, ácido 3-hidroxipropiónico, 1,3-propanodiol, poli-hidroxi-al-canoatos (PHAs) y L-lisina.
La hemicelulosa es el componente fácilmente hidrolizable en los materiales lignoce-lulósicos. La fermentación de azúcares como la xilosa es un área de investigaciónen expansión y podría generar derivados como el ácido itacónico y los furanos (fur-fural, alcohol furfuril, 2-hidroxi metil tetrahidrofurano).
A continuación se señalan algunos de los compuestos que podrían obtenerse porfermentación de los derivados de la glucosa y la xilosa.
• Productos derivados del ácido láctico. El ácido láctico, ácido 2-hidroxi-propa-noico o ácido α-hidroxi-propanoico, es un compuesto químico que juega un im-portante papel en diversos procesos bioquímicos, como por ejemplo la fermenta-ción láctica.
El ácido láctico tiene aplicaciones en alimentación (regulador de acidez) y en cos-mética (suavizante, cremas). También se utiliza como agente quelante de ionescalcio, como agente mordiente de tintes y en el curtido de las pieles. En forma desal (lactato de calcio o magnesio) tiene efectos laxantes. Otra interesante propie-dad es su acción acaricida.
Además de las aplicaciones anteriores, el ácido láctico constituye una materia pri-ma para la síntesis orgánica de sustancias y biopolímeros (Tabla 17): lactida y po-lilactida, lactato de etilo, ácido acrílico, propilenglicol, ácido pirúvico, 1-amino-2-propanol, lactonitrilo, amida de ácido láctico y 2,5-dimetil-1,4-dioxano.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 89
Producto Derivados
Ácido láctico
Polilactida259
Propilen-glicol
Ácido pirúvico
Aplicación
Fibras y componente de fibras (alfombras y tejidos).Membranas y películas, varillas biodegradables.Fabricación de envases para el empaquetado.
Lactato de etiloDisolvente en productos alimenticios. Ingrediente de bases aromáticas. Disolvente de plásticos.
Ácido acrílico Intermediario en la producción de acrilatos.
Propiedades: anticongelante, desinfectante, humectante.Ingrediente de:– Resinas de poliéster insaturadas (revestimiento de superficies,
espesamiento de fibras de vidrio).– Productos farmacéuticos, cosméticos, alimentos y tabaco
(humectante).– Bebidas y alimentos (agente saborizante, E1520)– Plásticos.– Fluidos hidráulicos: caloportadores para energía solar térmica (ACS).– Detergentes no iónicos.
Solvente en limpiadores electrónicos, fungicida (en forma de piruvatode etilo). Ingrediente de medios de fermentación (piruvato sódico).Agente emulsionante, fármacos.
Otros compuestos
1-amino-2-propanol: intermediario en la síntesis de fármacos y“building block” en la síntesis de metadona.LactonitriloAmida de ácido láctico: cosméticos.Lactida2,5-dimetil-1,4-dioxano
COMPUESTOS QUE PUEDEN OBTENERSE A PARTIR DEL ÁCIDO LÁCTICO
Tabla 17. Compuestos que pueden obtenerse a partir del ácido láctico.
259 Auras y col. (2004). An Overview of Polylactides as Packaging Materials. MacromolecularBioscience, 4 (9): 835-864.
Dentro de estos compuestos, cabe destacar la polilactida, polímero termoplásticoproducido a partir del ácido láctico por un proceso de condensación y polimeriza-ción. Sus propiedades son iguales o superiores a los polímeros procedentes del pe-tróleo, además de que en su producción se emplea entre un 30 y un 50% menos decombustible fósil. Su elevada rigidez y resistencia a sustancias oleaginosas lo haceun compuesto idóneo para el envasado de alimentos, impidiendo además pérdidasde sabor y aromas. También puede ser empleado en la fabricación de tejidos, fi-bras, películas y varillas biodegradables.
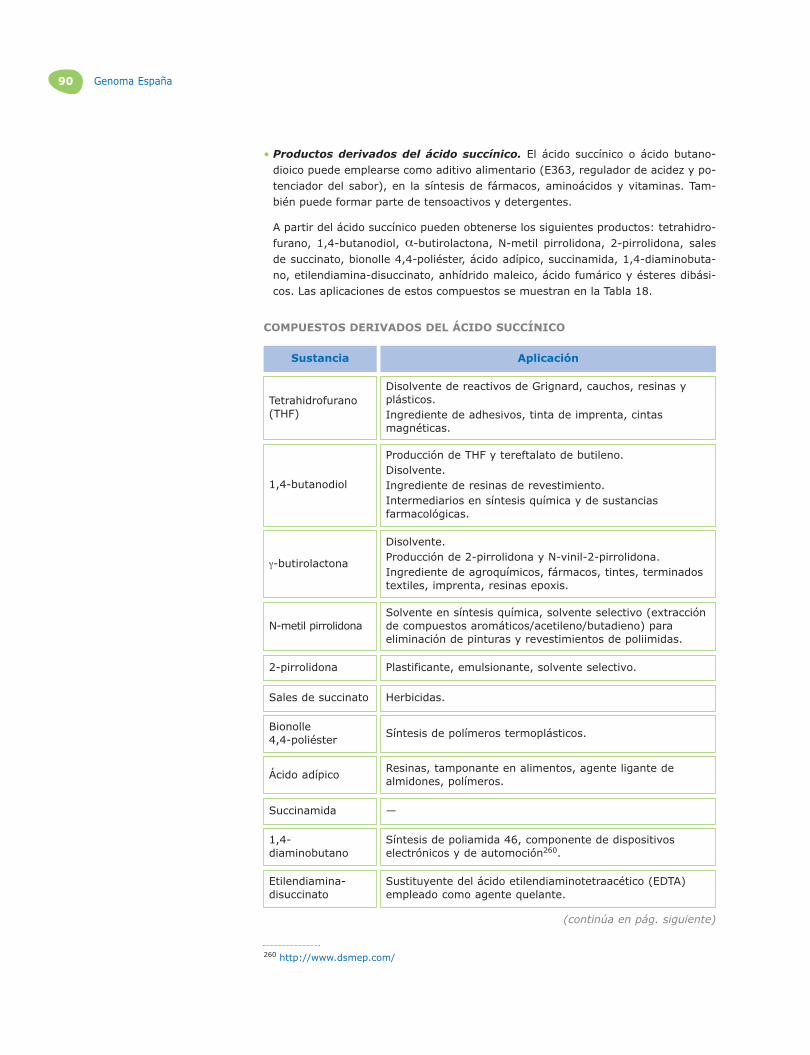
90 Genoma España
• Productos derivados del ácido succínico. El ácido succínico o ácido butano-dioico puede emplearse como aditivo alimentario (E363, regulador de acidez y po-tenciador del sabor), en la síntesis de fármacos, aminoácidos y vitaminas. Tam-bién puede formar parte de tensoactivos y detergentes.
A partir del ácido succínico pueden obtenerse los siguientes productos: tetrahidro-furano, 1,4-butanodiol, α-butirolactona, N-metil pirrolidona, 2-pirrolidona, salesde succinato, bionolle 4,4-poliéster, ácido adípico, succinamida, 1,4-diaminobuta-no, etilendiamina-disuccinato, anhídrido maleico, ácido fumárico y ésteres dibási-cos. Las aplicaciones de estos compuestos se muestran en la Tabla 18.
Sustancia
Tetrahidrofurano(THF)
1,4-butanodiol
γ-butirolactona
Aplicación
Disolvente de reactivos de Grignard, cauchos, resinas yplásticos.Ingrediente de adhesivos, tinta de imprenta, cintasmagnéticas.
Producción de THF y tereftalato de butileno.Disolvente.Ingrediente de resinas de revestimiento.Intermediarios en síntesis química y de sustanciasfarmacológicas.
Disolvente.Producción de 2-pirrolidona y N-vinil-2-pirrolidona.Ingrediente de agroquímicos, fármacos, tintes, terminadostextiles, imprenta, resinas epoxis.
N-metil pirrolidonaSolvente en síntesis química, solvente selectivo (extracciónde compuestos aromáticos/acetileno/butadieno) paraeliminación de pinturas y revestimientos de poliimidas.
2-pirrolidona Plastificante, emulsionante, solvente selectivo.
Sales de succinato Herbicidas.
Bionolle 4,4-poliéster
Síntesis de polímeros termoplásticos.
Ácido adípico Resinas, tamponante en alimentos, agente ligante dealmidones, polímeros.
Succinamida —
1,4-diaminobutano
Síntesis de poliamida 46, componente de dispositivoselectrónicos y de automoción260.
Etilendiamina-disuccinato
Sustituyente del ácido etilendiaminotetraacético (EDTA)empleado como agente quelante.
COMPUESTOS DERIVADOS DEL ÁCIDO SUCCÍNICO
260 http://www.dsmep.com/
(continúa en pág. siguiente)

Biorrefinerías: Situación Actual y Perspectivas de Futuro 91
Sustancia
Ácido málico
Aplicación
Producción de corriente eléctrica mediante la fermentaciónmaloláctica (el proceso es muy similar a una pila biológica). Ingrediente de fármacos: purgantes, medicamentos para eltratamiento del aparato respiratorio.Ingrediente de bebidas: aditivo alimentario (E296) engaseosas y refrescos, elaboración de vinos.
Anhídrido maléico
Producción de resinas: resina poliéster insaturada y resinaalquidal (base de las pinturas alquidálicas). Elaboración de fertilizantes y agroquímicos, tales como elácido fumárico.
Ácido fumárico
Ingrediente de alimentos por sus propiedadesantimicrobianas: aditivo alimentario (E297) empleado comoacidulante y antioxidante. Síntesis de polímeros como la resina poliéster insaturada,la resina alquidal y copolímero de fumarato y estireno.
Ésteres dibásicos
Ingredientes de: desengrasantes, disolventes, pinturas yrecubrimientos; plastificantes; productos de limpieza; polioles;pigmentos; resinas para papel resistente a la humedad;aglutinantes de material de fundición; estabilización de sueloso lechada química; productos químicos para campospetroleros; protección de cosechas y adhesivos.
COMPUESTOS DERIVADOS DEL ÁCIDO SUCCÍNICO (continuación)
Tabla 18. Compuestos derivados del ácido succínico.
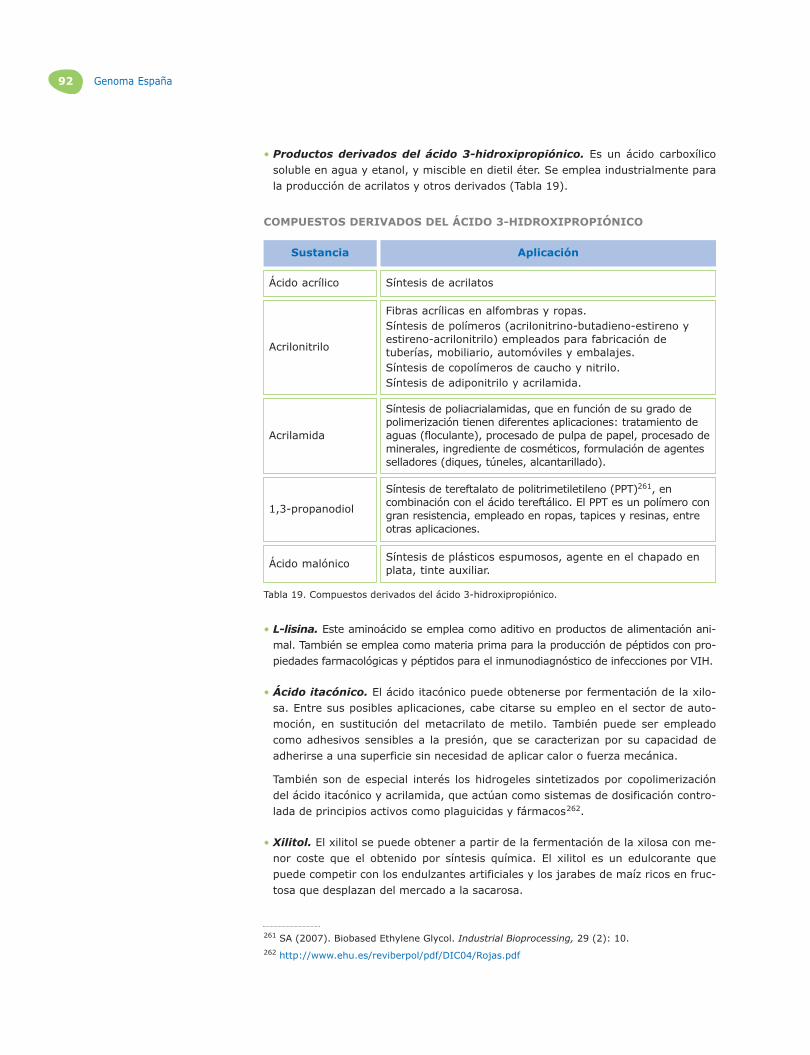
92 Genoma España
Sustancia
Ácido acrílico
Acrilonitrilo
Acrilamida
Aplicación
Síntesis de acrilatos
Fibras acrílicas en alfombras y ropas.Síntesis de polímeros (acrilonitrino-butadieno-estireno yestireno-acrilonitrilo) empleados para fabricación detuberías, mobiliario, automóviles y embalajes.Síntesis de copolímeros de caucho y nitrilo.Síntesis de adiponitrilo y acrilamida.
Síntesis de poliacrialamidas, que en función de su grado depolimerización tienen diferentes aplicaciones: tratamiento deaguas (floculante), procesado de pulpa de papel, procesado deminerales, ingrediente de cosméticos, formulación de agentesselladores (diques, túneles, alcantarillado).
1,3-propanodiol
Síntesis de tereftalato de politrimetiletileno (PPT)261, encombinación con el ácido tereftálico. El PPT es un polímero congran resistencia, empleado en ropas, tapices y resinas, entreotras aplicaciones.
Ácido malónicoSíntesis de plásticos espumosos, agente en el chapado enplata, tinte auxiliar.
COMPUESTOS DERIVADOS DEL ÁCIDO 3-HIDROXIPROPIÓNICO
261 SA (2007). Biobased Ethylene Glycol. Industrial Bioprocessing, 29 (2): 10.262 http://www.ehu.es/reviberpol/pdf/DIC04/Rojas.pdf
• Productos derivados del ácido 3-hidroxipropiónico. Es un ácido carboxílicosoluble en agua y etanol, y miscible en dietil éter. Se emplea industrialmente parala producción de acrilatos y otros derivados (Tabla 19).
• L-lisina. Este aminoácido se emplea como aditivo en productos de alimentación ani-mal. También se emplea como materia prima para la producción de péptidos con pro-piedades farmacológicas y péptidos para el inmunodiagnóstico de infecciones por VIH.
• Ácido itacónico. El ácido itacónico puede obtenerse por fermentación de la xilo-sa. Entre sus posibles aplicaciones, cabe citarse su empleo en el sector de auto-moción, en sustitución del metacrilato de metilo. También puede ser empleadocomo adhesivos sensibles a la presión, que se caracterizan por su capacidad deadherirse a una superficie sin necesidad de aplicar calor o fuerza mecánica.
También son de especial interés los hidrogeles sintetizados por copolimerizacióndel ácido itacónico y acrilamida, que actúan como sistemas de dosificación contro-lada de principios activos como plaguicidas y fármacos262.
• Xilitol. El xilitol se puede obtener a partir de la fermentación de la xilosa con me-nor coste que el obtenido por síntesis química. El xilitol es un edulcorante quepuede competir con los endulzantes artificiales y los jarabes de maíz ricos en fruc-tosa que desplazan del mercado a la sacarosa.
Tabla 19. Compuestos derivados del ácido 3-hidroxipropiónico.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 93
2. Obtención de bioproductos mediante conversión termoquímica de losazúcares
• Productos derivados del sorbitol. El sorbitol se obtiene por deshidrogenaciónde moléculas de D-glucosa. Tiene numerosas aplicaciones en la industria: ingre-diente de productos cosméticos, adhesivos, pastas dentífricas, edulcorantes y sus-tancias farmacológicas; mejora las propiedades de algunos polímeros; agente es-tabilizante de enzimas; agente quelante de metales, etc. Además, el sorbitolconstituye una molécula base o “building block” para los siguientes compuestos:etilen-glicol, propilen-glicol, glicerol, isosorbida y D-1,4-sorbitan cuyas principalesaplicaciones se muestran en la Tabla 20.
Compuesto
Etilen-glicol
Propilen-glicol
Isosorbida
Aplicación
Propiedades: humectantes, plastificante, anticongelante.Disolvente, revestimiento de superficies.Ingredientes de: tinta de imprenta, sustanciasfarmacéuticas, cosméticos, fluidos de transferencia térmica.
Glicerol
Prevención y tratamiento de la angina de pecho, diuréticos.Aditivo en polímeros: PET.
D-1,4-sorbitan Por determinar.
COMPUESTOS DERIVADOS DEL SORBITOL Y SUS POSIBLES APLICACIONES
Tabla 20. Compuestos derivados del sorbitol y sus posibles aplicaciones.
• Productos derivados del ácido levulínico. El ácido levulínico tiene numerosasaplicaciones como agente quiral, ingrediente de materiales biológicos activos e inhi-bidor de la corrosión entre otros263. Entre los productos que pueden obtenerse apartir del ácido levulínico se encuentran el metil-tetrahidrofurano (MTHF), el ácido δ-amino levulínico (DALA) y el ácido difenólico. En la Tabla 21 se muestran las apli-caciones de estos compuestos.
263 New Plants. Focus on Catalyst, 2002 (5): 5-6 (doi: 10.1016/S1351-4180(02)80057-5).

94 Genoma España
Compuesto
Metil-tetrahidrofurano
Ácido δ-aminolevulínico
Aplicación
Síntesis de primaquina, fármaco empleado en eltratamiento de la malaria.Combustible en mezclas de hasta el 70% con gasolina sinnecesidad de modificaciones en el motor.
Formulaciones de herbicidas y pesticidas.Terapias fotodinámicas en el tratamiento del cáncer264.
Ácido difenólico Síntesis de polímeros (policarbonatos) y resinas fenólicas.
OtrosTetrafurano, 1,4-butanediol, γ-butirolactona y N-metilpirrolidona.
COMPUESTOS DERIVADOS DEL ÁCIDO LEVULÍNICO Y SUS APLICACIONES
Tabla 21. Compuestos derivados del ácido levulínico y sus aplicaciones.
264 Gaal y col. (2007). Photodynamic Therapy in Dermatooncology. Orvosi Hetilap, 148 (47):2227-2233.
• Furanos. El furfural se produce mediante procesos termoquímicos a partir de lamadera. La mayor parte del furfural se emplea como disolvente en el refinado deaceites lubricantes. El furfural también se emplea para la obtención de resinas dealta resistencia a la corrosión y a elevadas temperaturas (por reacciones de conden-sación con alcohol furfurílico y formaldehído, fenol, acetona o urea).
El furfural constituye además un “building block” para obtener moléculas más com-plejas a partir de las cuales pueden obtenerse monómeros para la síntesis de polia-midas y poliésteres.
Bioproductos basados en lignina
A partir de la lignina procedente del procesado de pasta para la obtención de papelpueden obtenerse compuestos como la vainillina (agente saborizante, intermedio ensíntesis química y farmacéutica), dimetilsulfóxido (disolvente, vector de fármacos,antiinflamatorio) y lignosulfonatos (agentes ligantes en fertilizantes pelletilizados,plastificantes de hormigón, materiales cerámicos, agentes de curtido, fabricación detablas de yeso y resinas fenólicas, etc.). Otros compuestos que pueden obtenerse me-diante transformaciones diversas de la lignina son el siringaldehído, fenoles y cresoles.
Además de los productos anteriores, la lignina residual de los diversos procesos detransformación de la biomasa tienen otras aplicaciones potenciales como: sustituciónparcial o total de algunas resinas de origen fósil, como las resinas fenol-formaldehído(materiales de fricción, aislamiento de fibras de vidrio, revestimientos protectores,etc.) y las resinas epoxi (revestimiento del tejido de vidrio de paneles de circuitos im-presos); antioxidantes y fibras de carbono para carrocerías de vehículos.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 95
Bioproductos basados en lípidos
Los lípidos, formados por ésteres de glicerina y ácidos grasos saturados e insatura-dos, presentan gran diversidad en su composición. La mayoría de las transformacio-nes de los ácidos grasos y sus ésteres se realizan por transformaciones en el grupocarboxílico. No obstante, existen otro tipo de transformaciones que están cobrandoimportancia a nivel industrial (Figura 14): epoxidación, ozonolisis, metátesis o dimeri-zación, entre otras. Mediante estas transformaciones se obtienen intermediarios quí-micos como ésteres, etoxilatos y amidas que se emplean en la fabricación de diversosproductos de interés: tensoactivos, lubricantes, adhesivos, materiales poliméricos,pinturas y recubrimientos, disolventes, sustancias de interés farmacológico, etc.
Los tensoactivos obtenidos a partir de los ácidos grasos contenidos en la biomasarepresentan un considerable volumen de mercado. Estos compuestos están formadospor un grupo polar hidrofílico y una cadena hidrocarbonada hidrofóbica. Dentro de es-tos compuestos cabe destacar los alquil poliglicósidos (APG´s), basados en carbohi-dratos y aceites.
Ácidos y diácidosde cadena corta
Oxidación Metátesis Oxidación Reducción NR3 ROH
Alquenos y ácidosde cadena media Epóxidos Alcoholes
grasos
ÁCIDOSGRASOS
Amidasgrasas
Amidas grasas
Salescuaternarias
Ésteres
Fosfatos Alquenos Sulfosuccinatos Sulfatos Nitrilos
Figura 14. Compuestos derivados de los ácidos grasos mediante diferentes vías de transformación265.
265 Corma y col. (2007). Chemical Routes for the Transformation of Biomass into Chemicals.Chemical Reviews, 107: 2411-2502.
96 Genoma España
Los lubricantes y fluidos hidráulicos se emplean en equipos mecánicos para latransmisión de fuerzas y reducir la fricción y el desgaste. Los lubricantes de origenvegetal tienen mejores características que los lubricantes de origen fósil como sonun mayor índice de viscosidad y menores pérdidas por evaporación. Además de es-tas ventajas, se les añaden su origen renovable, su biodegradabilidad y su menortoxicidad. No obstante presentan menor estabilidad térmica, oxidativa e hidrolíticaque los lubricantes convencionales, problemas que pueden resolverse mediante eluso de aditivos o por modificación química.
La glicerina es un subproducto que se obtiene en el proceso de transesterificaciónquímica de los aceites vegetales. La glicerina se emplea en la fabricación, conserva-ción, ablandamiento y humectación de gran cantidad de productos (resinas alquídi-cas, celofán, tabaco, fármacos, cosméticos, alimentos y bebidas, etc.). Otra posibleaplicación es emplearlo como fuente de carbono en cultivos de microorganismosque acumulan lípidos de estructuras inusuales266.
Una de las líneas prioritarias es la búsqueda de nuevas aplicaciones a la glicerina yaque es uno de los “building blocks” más versátiles. De entre sus posibles derivadoscon mayor proyección en el mercado cabe destacar el compuesto 1,3-propanodiol ylos poliésteres termoplásticos, los poliésteres poliólicos, las resinas, el acetonitrilo267,los elastómeros de poliuretano o el carbonato de glicerol. Otro compuesto que puedeobtenerse es la epiclorhidrina268.
Bioproductos basados en proteínas
Las fuentes vegetales de proteínas más habituales son la soja, el maíz, la colza y elgluten de trigo. Prácticamente la totalidad de la producción de proteína se destina ala industria alimentaria, pero se están investigando nuevas aplicaciones, como lasíntesis de fibras y polímeros a partir de proteínas vegetales o poliaminoácidos.También es posible modificar genéticamente las propiedades de estas proteínaspara adaptarlas a la aplicación posterior.
Ciertas proteínas se emplean para el recubrimiento de materiales por sus propieda-des adhesivas (proteína de soja), cohesivas, de viscoelasticidad (proteínas de col-za), insolubilidad al agua (proteína zein) y biodegradabilidad. Igualmente presentaninterés en los campos de la farmacia, cosmética y agroquímica.
266 Papanikolaou y col. (2008). Biotechnological Valorisation of Raw Glycerol Discharged afterBiodiesel (fatty acid methyl esters) Manufacturing Process: Production of 1,3-Propanediol,Citric Acid and Single Cell Oil. Biomass and Bioenergy, 32: 61-71.
267 Guerrero-Pérez y Bañales (2008). New Reaction: Conversion of Glycerol into Acrylonitrile.Chemistry & Sustainability, Energy & Materials, 6 (1): 511-513.
268 http://www.solvaypress.com/

Biorrefinerías: Situación Actual y Perspectivas de Futuro 97
Metabolitos secundarios
Algunas sustancias producidas en el metabolismo secundario pueden tener aplica-ción industrial directa. Existe una gran variedad de metabolitos con diversas activi-dades físicas, químicas y biológicas, cuya concentración varía entre especies, teji-dos y diferentes etapas de desarrollo. Los metabolitos secundarios procedentes dediferentes especies de árboles pueden consultarse en una base de datos de libre ac-ceso269. El látex, los terpenos y los polihidroxialcanoatos son ejemplos de estoscompuestos.
El látex es el jugo propio de algunos vegetales, especialmente de las familias delas euforbiáceas y moráceas, secretado por las células del floema. Su composiciónes muy compleja y de él se obtienen sustancias diversas como el caucho, la guta-percha y la espuma de látex (para colchones, asientos, acolchados, etc.).
Los terpenos son moléculas formadas por condensación de moléculas de isopreno.Son los principales componentes de resinas y de la esencia de trementina (agua-rrás) presente en las especies de coníferas. La gran mayoría son hidrocarburos, cí-clicos y acíclicos, por lo que pueden ser utilizados directamente como carburantes,o bien emplearse como producto químico base en la industria química. Muchos sonvitaminas liposolubles: retinoides, tocoferol y naftoquinonas. Otros poliprenoides novitamínicos son los carotenoides y dolicoles. Los terpenos modificados por oxidacióno reorganización del esqueleto carbonado forman los terpenoides, aunque general-mente se engloban dentro de los terpenos. Terpenos y terpenoides son los principa-les constituyentes de los aceites esenciales, empleados como aditivo alimentario yelaboración de fragancias en perfumería.
Los poli-hidroxi-alcanoatos (PHA) son una familia de polímeros naturales produ-cidos por muchas especies de bacterias en condiciones de crecimiento caracteriza-das por un exceso en la fuente carbonada y limitación de otros nutrientes como ni-trógeno y fósforo. Estos polímeros se acumulan en gránulos citoplasmáticos y seemplean como fuente de energía en condiciones de escasez de nutrientes.
El interés industrial de estos compuestos reside en sus propiedades termoplásticasque los convierten en sustitutos potenciales de los plásticos obtenidos a partir delpetróleo. Además, como son producidos a partir de biomasa presentan otras pro-piedades interesantes como la biodegradabilidad.
Un ejemplo de PHA producido a escala industrial es el compuesto poli (3-hidroxibu-tirato-co-3-hidroxivalerato) (PHBV), comercializado bajo el nombre de Biopol270 porla empresa ICI271. Este compuesto se producía mediante la bacteria Ralstonia eu-tropha en medios de cultivo con glucosa y propionato como fuentes de carbono.Este compuesto se empleaba para fabricación de botellas para refrescos.
269 http://tree-chemicals.csl.gov.uk270 http://www.wiley-vch.de/books/biopoly/pdf_v04/bpol4003_53_68.pdf271 http://www.ici.com/main/cms/cmRender.asp?i=2

5.3. Subproductos: medios de cultivo para fermentaciones microbianas
Los residuos generados en los diferentes procesos de transformación de la biomasapueden aprovecharse como medio de cultivo de bajo coste en diferentes procesosde fermentación272. La utilización de jugos procedentes de vegetales como fuentede nitrógeno para suplementar medios de cultivo ofrece una alternativa más econó-mica al extracto de levadura convencional. Sin embargo, los medios de cultivo ba-sados en jugos de plantas tienen normalmente una baja cantidad de carbohidratos,por lo que es necesario suplementar con una fuente de carbono que puede proce-der de biomasa residual (celulosa, hemicelulosa y almidón). A continuación se des-criben algunos de los residuos provenientes del procesado de la biomasa y sus apli-caciones industriales:
• En la producción industrial de almidón a partir de tubérculos de patata, se generaun residuo (protamilasa) del jugo concentrado de patata, que contiene péptidos,aminoácidos (mayoritariamente asparragina), ácidos orgánicos, carbohidratos, sa-les y minerales. Este residuo se emplea como sustrato en procesos de producciónbiotecnológicos, como la producción de cianoficina (también conocido como CGP,de las siglas en inglés Cyanophycin Granule Polypeptide) a partir de bacterias he-terótrofas y plantas modificadas genéticamente273. La CGP purificada puede sertransformada químicamente en un derivado de poli-ácido aspártico completamen-te biodegradable con numerosas aplicaciones: sustitución de poliacrilatos no bio-degradables (empleados en el tratamiento de aguas entre otras aplicaciones), bio-medicina, fuente de arginina y ácido aspártico, etc.
• En las biorrefinerías verdes se obtienen efluentes como el jugo verde y el jugomarrón, que pueden emplearse como suplemento de medios de cultivo en la ob-tención de ácido láctico y L-lisina.
El jugo verde se obtiene a partir del prensado de hierbas y pastos para la forma-ción de pellets destinados a la alimentación animal. Este jugo está formado por un13% peso seco (p.s.) de carbohidratos y un 35% p.s. de proteínas.
También puede obtenerse un residuo denominado jugo marrón (33% p.s. de car-bohidratos y un 26% p.s. de proteínas) cuando los cultivos son tratados con vapora presión, en el que se solubilizan los componentes de la pared celular y se coa-gula gran parte del contenido proteico del cultivo.
• El licor de maceración de maíz (corn steep liquor), originado en el procesado delgrano de maíz por molienda húmeda, contiene aproximadamente un 47% de pro-teínas lo que lo convierte en una fuente de nutrientes muy válida para fermenta-ciones industriales.
98 Genoma España
272 Thomsen (2005). Complex Media from Processing of Agricultural Crops for Microbial Fermen-tation. Applied Microbiology and Biotechnology, 68: 598-606.
273 Elbahloul y col. (2005). Protamylasse, a residual compound of industrial starch production,provides a suitable medium for large-scale cyanophycin production. Applied and Enviromen-tal Microbiology, 71 (12): 7759-7767.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 99
• En los procesos de elaboración de azúcar se generan efluentes como las melazas,con un 50% de sacarosa y algo menos de un 10% de proteínas, que suelen serempleadas en alimentación animal y en procesos fermentativos como por ejem-plo, la fermentación láctica.
• En el proceso de extracción del aceite de oliva se genera una torta por prensado,compuesta por 10% p.s. de celulosa, 16% p.s. de hemicelulosa y 5% p.s. de proteí-nas. Esta torta puede emplearse como materia prima en la producción de lipasas.
• Los lodos que se generan en la industria papelera pueden emplearse como sustra-to de fermentación anaerobia para la producción de hidrógeno por microorganis-mos termofílicos274 (Thermofaga elfil y Caldicellulosiruptor saccharolyticus).
274 Kádár y col. (2003). Hydrogen Production from Paper Sludge Hydrolysate. Applied Bioche-mistry and Biotechnology, 107 (1-3): 557-566.
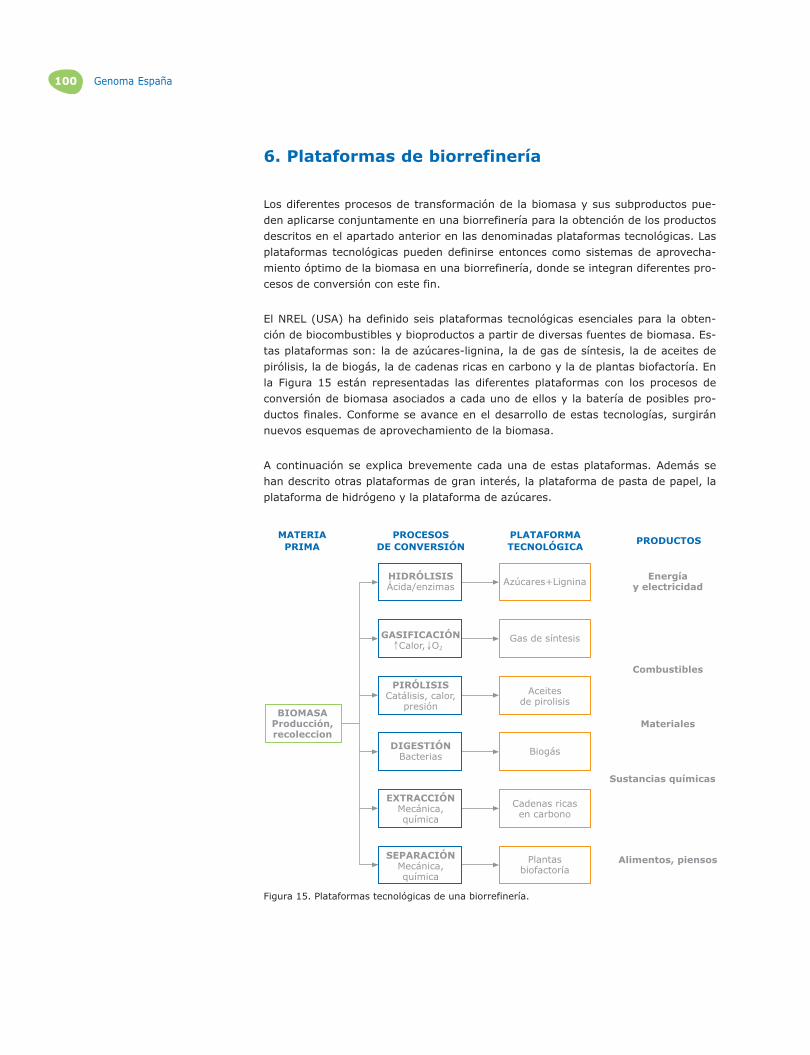
6. Plataformas de biorrefinería
Los diferentes procesos de transformación de la biomasa y sus subproductos pue-den aplicarse conjuntamente en una biorrefinería para la obtención de los productosdescritos en el apartado anterior en las denominadas plataformas tecnológicas. Lasplataformas tecnológicas pueden definirse entonces como sistemas de aprovecha-miento óptimo de la biomasa en una biorrefinería, donde se integran diferentes pro-cesos de conversión con este fin.
El NREL (USA) ha definido seis plataformas tecnológicas esenciales para la obten-ción de biocombustibles y bioproductos a partir de diversas fuentes de biomasa. Es-tas plataformas son: la de azúcares-lignina, la de gas de síntesis, la de aceites depirólisis, la de biogás, la de cadenas ricas en carbono y la de plantas biofactoría. Enla Figura 15 están representadas las diferentes plataformas con los procesos deconversión de biomasa asociados a cada uno de ellos y la batería de posibles pro-ductos finales. Conforme se avance en el desarrollo de estas tecnologías, surgiránnuevos esquemas de aprovechamiento de la biomasa.
A continuación se explica brevemente cada una de estas plataformas. Además sehan descrito otras plataformas de gran interés, la plataforma de pasta de papel, laplataforma de hidrógeno y la plataforma de azúcares.
100 Genoma España
MATERIAPRIMA
PROCESOSDE CONVERSIÓN
PLATAFORMATECNOLÓGICA PRODUCTOS
BIOMASAProducción,recoleccion
HIDRÓLISISÁcida/enzimas Azúcares+Lignina Energía
y electricidad
GASIFICACIÓNCalor, O2
Gas de síntesis
Combustibles
PIRÓLISISCatálisis, calor,
presión
Aceitesde pirolisis
Materiales
DIGESTIÓNBacterias Biogás
Sustancias químicas
EXTRACCIÓNMecánica,química
Cadenas ricasen carbono
Alimentos, piensosSEPARACIÓNMecánica,química
Plantasbiofactoría
Figura 15. Plataformas tecnológicas de una biorrefinería.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 101
6.1. Plataforma de azúcares-lignina
Los hidratos de carbono derivados de la biomasa (celulosa, hemicelulosa, almidón,inulina, pectinas) pueden ser empleados para la formación de otros polímeros, pue-den ser fermentados o ser procesados químicamente para la obtención de múltiplesproductos. Asimismo, la lignina puede emplearse para aportar la energía requeridapara los procesos anteriores, o bien emplearse como materia prima en la obtenciónde sustancias químicas, ampliando el número de productos aprovechables a partirde materiales lignocelulósicos.
6.2. Plataforma de gas de síntesis
En esta plataforma la biomasa se somete al proceso de gasificación para obtenergas de síntesis, compuesto mayoritariamente por hidrógeno y monóxido de carbo-no. El gas de síntesis puede emplearse para la producción de electricidad, hidróge-no, combustibles para el transporte libres de azufre, o proporcionar sustancias quí-micas base para la producción de bioproductos.
La principal ventaja que ofrece este proceso de conversión es que aprovecha todoslos componentes de la biomasa, no solo los correspondientes a los hidratos de car-bono para la obtención de bioproductos.
6.3. Plataforma de biogás
En esta plataforma la biomasa se somete a la acción de microorganismos anaero-bios para la obtención de biogás. El biogás puede ser empleado para la obtenciónde energía y otros productos. También durante este proceso se originan sustanciasque pueden utilizarse como fertilizantes.
6.4. Aceites de pirólisis
En esta plataforma la biomasa se somete a un proceso de pirólisis rápida que favo-rece la obtención de aceites de características similares a las del petróleo. Los acei-tes de pirólisis pueden ser empleados para producir electricidad o ser la materia pri-ma base para la obtención de determinados adhesivos y resinas plásticas.
6.5. Plataforma de cadenas ricas en carbono
En esta plataforma se emplean como materias primas largas cadenas hidrocarbona-das como las sustancias lipídicas procedentes de semillas oleaginosas y de las plan-tas productoras de terpenos y caucho. En esta plataforma se integran los procesosde extracción y acondicionamiento de las sustancias extraídas, como el proceso detransesterificación de los aceites vegetales.
6.6. Plantas biofactoría
Esta plataforma tecnológica utiliza la biotecnología para introducir genes o favorecer laexpresión de genes ya existentes en el genoma de determinadas plantas, que codificansustancias de interés comercial. Estas sustancias, o sus precursores, son extraídas trasla recolección de estas plantas. Por ejemplo, se está investigando la producción de sus-tancias producidas por bacterias (poli-3-hidroxibutirato (PHB), ácido p-hidroxibenzoicoy sorbitol) en las hojas de la caña de azúcar275. También existe un elevado interés enla obtención de sustancias farmacológicas a partir de plantas para reducir los costes deproducción: anticuerpos frente al VIH en las semillas de maíz276, vacunas frente al vi-rus del papiloma humano en cloroplastos de tabaco277.
En el informe realizado por EPOBIO en la Unión Europea278 se han establecido tresposibles plantas biofactoría: remolacha azucarera, Miscanthus y tabaco.
6.7. Otras plataformas
Las plataformas tecnológicas anteriores abarcan gran parte de los procesos detransformación detallados en el apartado 2. Conforme se vayan estableciendo lasbiorrefinerías, se desarrollarán las tecnologías de transformación apareciendo nue-vas plataformas tecnológicas.
Además de las plataformas ya descritas, se han definido otras como la plataformade pasta de celulosa para papel, lo que pone de manifiesto la incorporación del con-cepto de biorrefinería en la industria papelera, y la plataforma de hidrógeno, dadala importancia de este combustible a largo plazo. Asimismo, se está avanzando enla producción de plásticos y polímeros a partir de materias primas renovables, queconstituirán una plataforma tecnológica presente en muchas de las futuras biorrefi-nerías.
En la Figura 16 se representa la tecnología y los productos que se obtienen en lasplataformas de pasta de papel y la plataforma de hidrógeno de una forma esque-mática. En la plataforma de pasta y papel, se aprovecha el potencial comercial delas fibras de celulosa de la pulpa generada en el fraccionamiento de la biomasa lig-nocelulósica (madera, residuos agrícolas). Además de la obtención de papel, exis-ten otras posibles aplicaciones como la obtención de pulpas disolventes para la sín-tesis de rayón, fibras “Lyocell” y de acetato de celulosa, fibras para automoción yotros productos.
102 Genoma España
275 Brumbley y col. (2007). Developing the Sugarcane Biofactory for High-Value Biomaterials.International Sugar Journal, 109 (1297): 5-15.
276 Ramessar y col. (2008). Cost-Effective Production of a Vaginal Protein Microbicide to PreventHIV transmission. PNAS, 105 (10): 3727-3732.(www.pnas.org_cgi_doi_10.1073_pnas.0708841104).
277 Fernández-San Millán y col. (2008). Human Papillomavirus L1 Protein Expressed in TobaccoChloroplasts Self-Assembles into Virus-Like Particles that Are Highly Immunogenic. PlantBiotechnology Journal, 6 (5): 427–441 (doi:10.1111/j.1467-7652.2008.00338.x)
278 Industrial Crop Platforms for the Production of Chemicals and Biopolimers, April 2007.http://www.epobio.net/
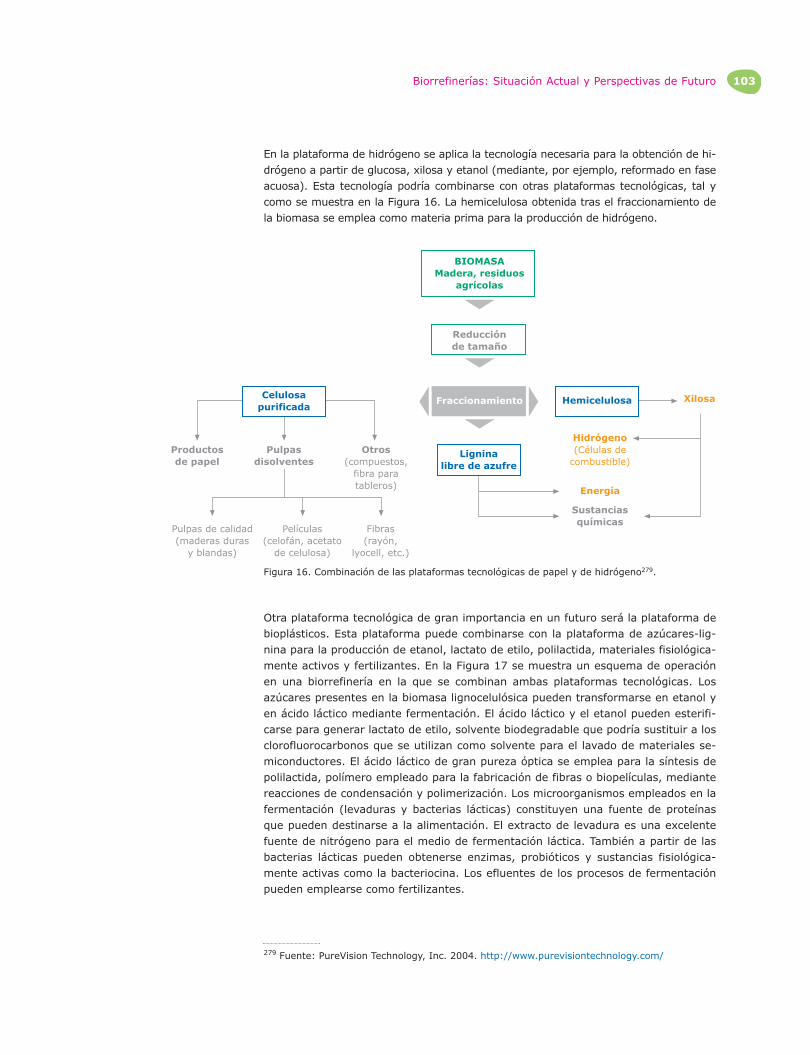
Biorrefinerías: Situación Actual y Perspectivas de Futuro 103
En la plataforma de hidrógeno se aplica la tecnología necesaria para la obtención de hi-drógeno a partir de glucosa, xilosa y etanol (mediante, por ejemplo, reformado en faseacuosa). Esta tecnología podría combinarse con otras plataformas tecnológicas, tal ycomo se muestra en la Figura 16. La hemicelulosa obtenida tras el fraccionamiento dela biomasa se emplea como materia prima para la producción de hidrógeno.
Productosde papel
Pulpasdisolventes
Sustanciasquímicas
Energía
Xilosa
Hidrógeno(Células de
combustible)Otros
(compuestos,fibra paratableros)
Pulpas de calidad(maderas duras
y blandas)
Películas(celofán, acetato
de celulosa)
Fibras(rayón,
lyocell, etc.)
Ligninalibre de azufre
Celulosapurificada
HemicelulosaFraccionamiento
Reducciónde tamaño
BIOMASAMadera, residuos
agrícolas
Figura 16. Combinación de las plataformas tecnológicas de papel y de hidrógeno279.
Otra plataforma tecnológica de gran importancia en un futuro será la plataforma debioplásticos. Esta plataforma puede combinarse con la plataforma de azúcares-lig-nina para la producción de etanol, lactato de etilo, polilactida, materiales fisiológica-mente activos y fertilizantes. En la Figura 17 se muestra un esquema de operaciónen una biorrefinería en la que se combinan ambas plataformas tecnológicas. Losazúcares presentes en la biomasa lignocelulósica pueden transformarse en etanol yen ácido láctico mediante fermentación. El ácido láctico y el etanol pueden esterifi-carse para generar lactato de etilo, solvente biodegradable que podría sustituir a losclorofluorocarbonos que se utilizan como solvente para el lavado de materiales se-miconductores. El ácido láctico de gran pureza óptica se emplea para la síntesis depolilactida, polímero empleado para la fabricación de fibras o biopelículas, mediantereacciones de condensación y polimerización. Los microorganismos empleados en lafermentación (levaduras y bacterias lácticas) constituyen una fuente de proteínasque pueden destinarse a la alimentación. El extracto de levadura es una excelentefuente de nitrógeno para el medio de fermentación láctica. También a partir de lasbacterias lácticas pueden obtenerse enzimas, probióticos y sustancias fisiológica-mente activas como la bacteriocina. Los efluentes de los procesos de fermentaciónpueden emplearse como fertilizantes.
279 Fuente: PureVision Technology, Inc. 2004. http://www.purevisiontechnology.com/

La empresa estadounidense NatureWorks LLC280 (anteriormente Cargill Dow) pusoen marcha una biorrefinería con este esquema de operación en Blair, Nebrasca.
Las empresas Sphere España281 y Bioresurces han desarrollado una técnica innova-dora para fabricar bolsas de bioplástico a partir de biomasa vegetal (almidón de lapatata y del maíz). El proyecto PICUS, financiado por el VI Programa Marco, es otroejemplo claro de la relevancia que está adquiriendo el desarrollo de procesos parala obtención de plásticos a partir de fuentes renovables. Este proyecto ha sido coor-dinado por el Instituto Tecnológico del Plástico Aimplas282 en el que se han desarro-llado fibras de plástico totalmente biodegradables. Esta empresa también participaen el proyecto “dolfin”, perteneciente al Programa CRAFT de la Unión Europea, en elque se pretende fabricar plásticos a partir de cáscara de arroz.
104 Genoma España
Figura 17. Ejemplo de sistema de optimización de aprovechamiento de azúcares283.
280 http://www.natureworksllc.com/281 http://www.sphere-spain.es/index.aspx282 https://www.aimplas.es/283 Ohara (2003). Biorefinery. Applied Microbiology and Biotechnology, 62: 474-477.
Bacterias Efluentes dela fermentación
Efluentes dela fermentación
Ácidoláctico
Etanol
PolilactidaLactatode etilo
Plásticos Solventes Biocombustibles
Fuente de proteínas
Materiales fisiológicamente activos
Fertilizantes
Purificación Purificación
Levadura
Energía parala biorrefinería
Componentede medios
Cultivo librede células
Cultivo librede células
Fermentaciónláctica
Fermentaciónalcohólica
Polimerización Esterificación
Biomasa
Biorrefinerías: Situación Actual y Perspectivas de Futuro 105
7. Biorrefinería integrada: biorrefinerías de tercera generación
Las biorrefinerías pueden clasificarse atendiendo a varios criterios. El criterio másempleado es el grado de integración, que establece tres categorías de biorrefine-rías: primera, segunda y tercera generación284. Otros criterios de clasificación atien-den a la materia prima, distinguiendo entre el origen de la biomasa285 (biomasa re-sidual o biomasa producida explícitamente para el proceso, como los cultivosenergéticos), o bien las basadas en el contenido de humedad de la biomasa. Deeste modo, las biorrefinerías se clasificarían en aquellas que emplean biomasa hú-meda o fresca, y aquellas que emplean biomasa seca. Igualmente podrían clasifi-carse considerando el proceso de transformación que utilizan, distinguiéndose bási-camente dos grandes grupos: bioquímicos y termoquímicos.
Puesto que la clasificación de biorrefinerías en base al grado de integración es lamás extendida, y considera mayor número de esquemas de operación, es la que seconsidera a continuación, por la que se establecen las siguientes categorías:
• Las biorrefinerías de primera generación son aquellas en las que apenas existeflexibilidad en las capacidades de procesado, donde se producen básicamente bio-combustibles y algunos coproductos.
Son ejemplos de este tipo de biorrefinerías las plantas de producción de etanol apartir de cereal utilizando procesos de molienda seca (apartado 3.7.3.2.2) y lasplantas de fabricación de biodiésel mediante transesterificación de los aceites ve-getales (apartado 3.2).
• Las biorrefinerías de segunda generación presentan mayor flexibilidad en cuanto ala capacidad de procesamiento y obtención de bioproductos, que puede regularseen función de la demanda.
Las plantas productoras de etanol que aplican el procesado del grano por molien-da húmeda (apartado 3.7.3.2.1) son el ejemplo representativo de esta categoría.
• Las biorrefinerías de tercera generación serán aquellas provistas de mayor flexibi-lidad a todos los niveles. Podrán emplear diversas materias primas y, medianteprocesos de conversión más eficientes, generar un amplio abanico de productosfinales286. De este modo, se podrán aprovechar todas las posibilidades que ofrecela biomasa, reduciendo la generación de residuos y haciendo más sostenible lautilización de la biomasa.
284 Kamm y Kamm (2004). Principles of Biorefineries. Applied Microbiology and Biotechnology64: 137-145.
285 Ohara (2003). Biorefinery. Applied Microbiology and Biotechnology, 62: 474-477.286 Kamm y Kamm (2004). Principles of Biorefineries. Applied Microbiology and Biotechnology, 64:
137-145.

Dentro de estas biorrefinerías, aún en desarrollo, se distinguen las biorrefineríasbasadas en biomasa lignocelulósica, biorrefinerías de aprovechamiento integral decultivo y las biorrefinerías verdes. A continuación se explican en más detalle.
7.1. Biorrefinerías de material lignocelulósico
En la Figura 18 está representado un esquema de este tipo de biorrefinerías en lasque la biomasa es fraccionada en tres componentes principalmente: celulosa, hemi-celulosa y lignina. A partir de estas fracciones pueden obtenerse múltiples produc-tos (Figura 19) que incluyen energía (por combustión del residuo rico en lignina),biocombustibles (mediante fermentación de la glucosa principalmente) y líneas deproductos químicos basados en la celulosa, xilosa (como el xilitol y el furfural) y lalignina (adhesivos naturales).
106 Genoma España
CelulosaProcesos biotecnológicos/químicos
Materia prima:azúcares
CombustiblesSustancias químicasPolímerosMateriales
Materia prima:Lignina
Residuos
Cogeneración (CHP)Energía y calor
HemicelulosaProcesos biotecnológicos/químicos
LigninaProcesos químicos
BIOMASALIGNOCELULÓSICA
Figura 18. Esquema de biorrefinería basada en materiales lignocelulósicos287.
Las biorrefinerías basadas en biomasa lignocelulósica son las más prometedorasdentro del panorama bioeconómico, dado el carácter asequible de las materias pri-mas y la posibilidad de producción de gran diversidad de productos, incluidos aque-llos que actualmente se originan en la industria petroquímica, facilitando la transi-ción a la industria basada en la biomasa.
287 Adaptado de: Kamm B, Gruber PR, Kamm M (Eds.), Wiley VCH 2005. Biorefineries-IndustrialProcesses and Products.
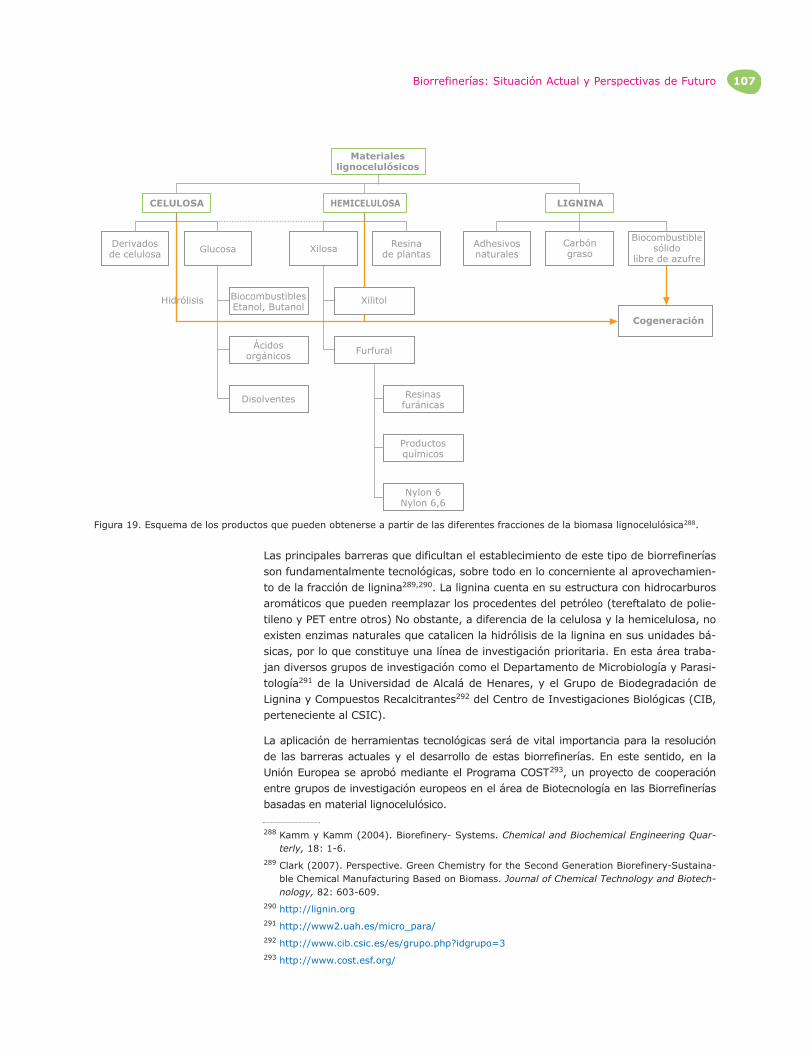
Biorrefinerías: Situación Actual y Perspectivas de Futuro 107
Las principales barreras que dificultan el establecimiento de este tipo de biorrefineríasson fundamentalmente tecnológicas, sobre todo en lo concerniente al aprovechamien-to de la fracción de lignina289,290. La lignina cuenta en su estructura con hidrocarburosaromáticos que pueden reemplazar los procedentes del petróleo (tereftalato de polie-tileno y PET entre otros) No obstante, a diferencia de la celulosa y la hemicelulosa, noexisten enzimas naturales que catalicen la hidrólisis de la lignina en sus unidades bá-sicas, por lo que constituye una línea de investigación prioritaria. En esta área traba-jan diversos grupos de investigación como el Departamento de Microbiología y Parasi-tología291 de la Universidad de Alcalá de Henares, y el Grupo de Biodegradación deLignina y Compuestos Recalcitrantes292 del Centro de Investigaciones Biológicas (CIB,perteneciente al CSIC).
La aplicación de herramientas tecnológicas será de vital importancia para la resoluciónde las barreras actuales y el desarrollo de estas biorrefinerías. En este sentido, en laUnión Europea se aprobó mediante el Programa COST293, un proyecto de cooperaciónentre grupos de investigación europeos en el área de Biotecnología en las Biorrefineríasbasadas en material lignocelulósico.
Derivadosde celulosa
CELULOSA
BiocombustiblesEtanol, Butanol
Ácidosorgánicos
Disolventes
Xilitol
Cogeneración
Hidrólisis
Furfural
Resinasfuránicas
Materialeslignocelulósicos
Productosquímicos
Nylon 6Nylon 6,6
LIGNINA
Resinade plantas
Adhesivosnaturales
Carbóngraso
Biocombustiblesólido
libre de azufreXilosaGlucosa
HEMICELULOSA
Figura 19. Esquema de los productos que pueden obtenerse a partir de las diferentes fracciones de la biomasa lignocelulósica288.
288 Kamm y Kamm (2004). Biorefinery- Systems. Chemical and Biochemical Engineering Quar-terly, 18: 1-6.
289 Clark (2007). Perspective. Green Chemistry for the Second Generation Biorefinery-Sustaina-ble Chemical Manufacturing Based on Biomass. Journal of Chemical Technology and Biotech-nology, 82: 603-609.
290 http://lignin.org291 http://www2.uah.es/micro_para/292 http://www.cib.csic.es/es/grupo.php?idgrupo=3293 http://www.cost.esf.org/

7.2. Biorrefinerías de cultivo completo
Las materias primas de este tipo de biorrefinerías son los cereales, por lo que la pri-mera etapa para el aprovechamiento integral de estos cultivos es la separación mecá-nica del grano de la paja de cereal, que se encuentran aproximadamente en la mismaproporción294. La paja de cereal será procesada en una biorrefinería basada en mate-rial lignocelulósico, de modo que es fraccionada en los componentes mayoritarios (ce-lulosa, hemicelulosa y lignina), siguiendo el mismo esquema que aparece en la Figura18. Sobre la paja de cereal también se pueden aplicar métodos de conversión termo-químicos, como la gasificación y la pirólisis, por lo que podría catalogarse tambiéncomo de plataforma doble, ya que además del aprovechamiento de los hidratos decarbono, pueden obtenerse gas de síntesis y productos derivados.
Como se detalló en el apartado 2, el grano de cereal puede ser procesado mediantevía seca o vía húmeda. En la molienda seca se obtiene una harina (Figura 20) a par-tir de la cual se obtiene almidón que puede seguir otras rutas de procesamiento parala obtención de plásticos (polimerización), u otros productos por modificación quími-ca (hidrogenación, afinación, esterificación y eterificación) y conversión biotecnológi-ca de la glucosa (Figura 21). A partir de la harina pueden obtenerse pegamentos,adhesivos y rellenos.
108 Genoma España
294 Kim y Dale (2004). Global Potencial Bioethanol Production from Waste Crops and Crop Resi-dues. Biomass and Bioenergy, 26: 361-375.
295 Adaptado de: Kamm B, Gruber PR, Kamm M (Eds), Wiley VCH 2005. Biorefineries- IndustrialProcesses and Products.
GranoProcesos biotecnológicos/químicos
Procesos físicos/químicos
Materia prima:AlmidónAzúcares
CombustiblesSustancias químicasPolímerosMateriales
Materia prima:Lignocelulosa
Cogeneración (CHP)Energía y calor
HarinaProcesos físicos/químicos
Paja de cerealProcesos biotecnológicos/químicos
CULTIVO COMPLETOCereales
(molienda seca)
Residuos
Figura 20. Esquema de biorrefinería basada en el aprovechamiento integral del cultivo de cerea-les en las que el grano es procesado mediante vía seca295.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 109
296 Kamm y Kamm (2004). Biorefinery- Systems. Chemical and Biochemical Engineering Quar-terly, 18: 1-6.
Energía
GasificaciónFraccionamiento
Semilla, grano
Celulosa Gas de síntesis
Lignina
CementoSorbitol
Hemicelulosa Metanol
PHB
ConversiónBiotecnológicade la Glucosa
Descomposición
Pegamento
Adhesivo
Bioplásticos
Polímeromixto
Acetato de almidónCarboximetil-
almidón
Aminación:Glucosamina
Hidrogenación:Sorbitol
Formaciónde éter
Esterificación
Paja de cereal
Cultivode cereal
CombustiónElectricidad
Almidón Uso directo Harina
Formaciónde plásticos
Modificacióny/o conversión
química
Figura 21. Esquema de los productos que pueden obtenerse en las biorrefinerías basadas en el aprovechamiento integral del cultivode cereales en las que el grano es procesado mediante vía húmeda296.
La línea de productos puede ampliarse si el grano de cereal se procesa por vía hú-meda: aceites de alto valor añadido, fibras, almidón y derivados (Figura 22). Lamayoría de las fábricas que aplican esta metodología se encuentran en Estados Uni-dos, en las que se utiliza maíz como materia prima para la obtención de etanol(31%), jarabe de maíz de alta concentración de fructosa (36%), almidón (16%) ydextrosa (17%). También se producen piensos de gluten, harina de gluten y aceite.
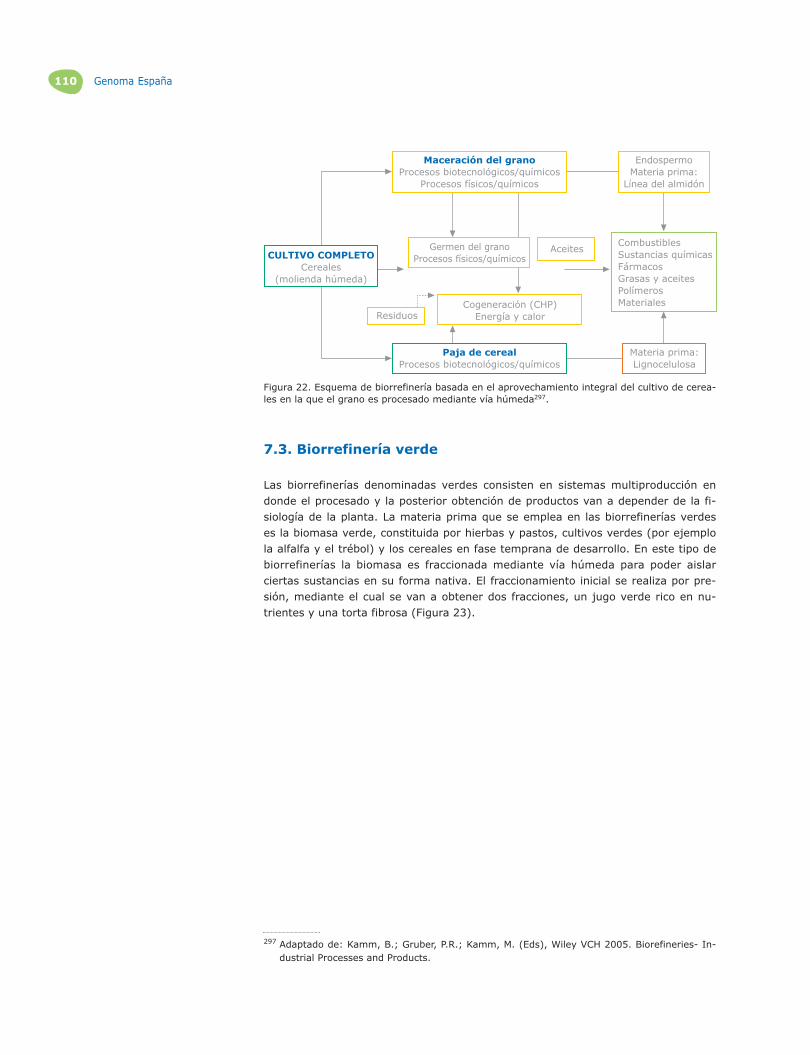
7.3. Biorrefinería verde
Las biorrefinerías denominadas verdes consisten en sistemas multiproducción endonde el procesado y la posterior obtención de productos van a depender de la fi-siología de la planta. La materia prima que se emplea en las biorrefinerías verdeses la biomasa verde, constituida por hierbas y pastos, cultivos verdes (por ejemplola alfalfa y el trébol) y los cereales en fase temprana de desarrollo. En este tipo debiorrefinerías la biomasa es fraccionada mediante vía húmeda para poder aislarciertas sustancias en su forma nativa. El fraccionamiento inicial se realiza por pre-sión, mediante el cual se van a obtener dos fracciones, un jugo verde rico en nu-trientes y una torta fibrosa (Figura 23).
110 Genoma España
Figura 22. Esquema de biorrefinería basada en el aprovechamiento integral del cultivo de cerea-les en la que el grano es procesado mediante vía húmeda297.
297 Adaptado de: Kamm, B.; Gruber, P.R.; Kamm, M. (Eds), Wiley VCH 2005. Biorefineries- In-dustrial Processes and Products.
CombustiblesSustancias químicasFármacosGrasas y aceites PolímerosMateriales
Materia prima:Lignocelulosa
Aceites
Cogeneración (CHP)Energía y calor
Germen del granoProcesos físicos/químicos
Paja de cerealProcesos biotecnológicos/químicos
CULTIVO COMPLETOCereales
(molienda húmeda)
EndospermoMateria prima:
Línea del almidón
Maceración del granoProcesos biotecnológicos/químicos
Procesos físicos/químicos
Residuos
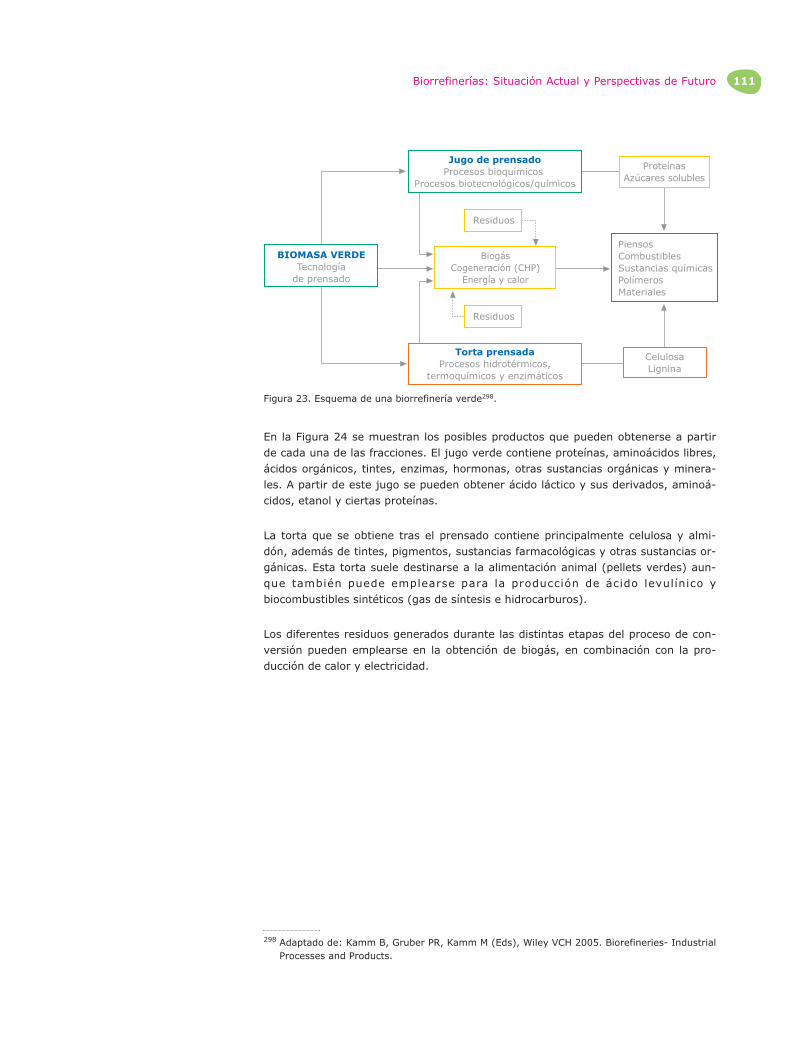
Biorrefinerías: Situación Actual y Perspectivas de Futuro 111
En la Figura 24 se muestran los posibles productos que pueden obtenerse a partirde cada una de las fracciones. El jugo verde contiene proteínas, aminoácidos libres,ácidos orgánicos, tintes, enzimas, hormonas, otras sustancias orgánicas y minera-les. A partir de este jugo se pueden obtener ácido láctico y sus derivados, aminoá-cidos, etanol y ciertas proteínas.
La torta que se obtiene tras el prensado contiene principalmente celulosa y almi-dón, además de tintes, pigmentos, sustancias farmacológicas y otras sustancias or-gánicas. Esta torta suele destinarse a la alimentación animal (pellets verdes) aun-que también puede emplearse para la producción de ácido levulínico ybiocombustibles sintéticos (gas de síntesis e hidrocarburos).
Los diferentes residuos generados durante las distintas etapas del proceso de con-versión pueden emplearse en la obtención de biogás, en combinación con la pro-ducción de calor y electricidad.
PiensosCombustiblesSustancias químicasPolímerosMateriales
CelulosaLignina
Residuos
Residuos
BiogásCogeneración (CHP)
Energía y calor
BIOMASA VERDETecnología
de prensado
ProteínasAzúcares solubles
Jugo de prensadoProcesos bioquímicos
Procesos biotecnológicos/químicos
Torta prensadaProcesos hidrotérmicos,
termoquímicos y enzimáticos
Figura 23. Esquema de una biorrefinería verde298.
298 Adaptado de: Kamm B, Gruber PR, Kamm M (Eds), Wiley VCH 2005. Biorefineries- IndustrialProcesses and Products.
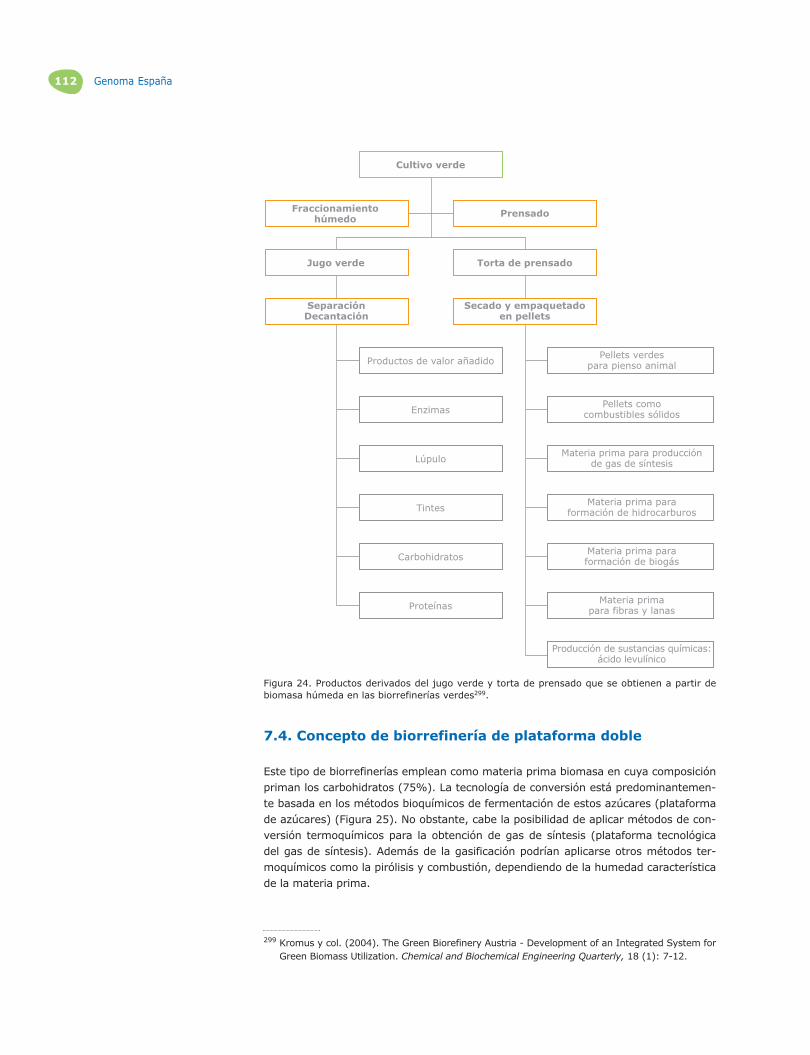
7.4. Concepto de biorrefinería de plataforma doble
Este tipo de biorrefinerías emplean como materia prima biomasa en cuya composiciónpriman los carbohidratos (75%). La tecnología de conversión está predominantemen-te basada en los métodos bioquímicos de fermentación de estos azúcares (plataformade azúcares) (Figura 25). No obstante, cabe la posibilidad de aplicar métodos de con-versión termoquímicos para la obtención de gas de síntesis (plataforma tecnológicadel gas de síntesis). Además de la gasificación podrían aplicarse otros métodos ter-moquímicos como la pirólisis y combustión, dependiendo de la humedad característicade la materia prima.
112 Genoma España
Figura 24. Productos derivados del jugo verde y torta de prensado que se obtienen a partir debiomasa húmeda en las biorrefinerías verdes299.
Torta de prensadoJugo verde
SeparaciónDecantación
Secado y empaquetadoen pellets
Productos de valor añadido
Enzimas
Proteínas
Lúpulo
Tintes
Carbohidratos
Cultivo verde
Producción de sustancias químicas:ácido levulínico
Pellets verdespara pienso animal
Pellets comocombustibles sólidos
Materia prima para producciónde gas de síntesis
Materia prima paraformación de hidrocarburos
Materia prima paraformación de biogás
Materia primapara fibras y lanas
Fraccionamientohúmedo Prensado
299 Kromus y col. (2004). The Green Biorefinery Austria - Development of an Integrated System forGreen Biomass Utilization. Chemical and Biochemical Engineering Quarterly, 18 (1): 7-12.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 113
Dentro de las ventajas que ofrece este tipo de biorrefinería cabe citar la línea deproductos químicos base que pueden desarrollarse a partir de los azúcares (aparta-do 5) y otros compuestos a partir del gas de síntesis como alcoholes simples y mix-tos, aldehídos e hidrocarburos mediante la síntesis de Fischer-Tropsch. La aplicaciónde otros procesos de transformación termoquímicos como la pirólisis rápida para laobtención de bioaceites es un área de interés, ya que se podrían emplear infraes-tructuras y tecnologías de la industria petroquímica convencional301. No obstante,para que las biorrefinerías de plataforma doble sean una realidad, deben superarselos problemas tecnológicos correspondientes a los procesos de ambas plataformas,principalmente en los termoquímicos por la propia naturaleza endotérmica de la ga-sificación, y la necesidad de limpiar y acondicionar el gas.
Figura 25. Esquema de una biorrefinería de plataforma doble300.
300 Adaptado de: Kamm, B.; Gruber, P.R.; Kamm, M. (Eds); Wiley, V.C.H. (2005). Biorefineries-Industrial Processes and Products.
301 Fernando y col. (2006). Biorefineries: Current Status, Challenges, and Future Direction.Energy and Fuels, 20: 1727-1737.
CombustiblesSustancias químicasPolímerosMateriales
Acondicionamientode gas de síntesis
Residuos
Residuos
Cogeneración (CHP)Energía y calor
BIOMASA
Materia primaAzúcares
Plataforma de azúcaresProcesos bioquímicos
Plataforma de gas de síntesisProcesos termoquímicos
Gasificación
8. Barreras y oportunidades en la aplicación de tecnologías dentro del sector industrial
El desarrollo de un nuevo sistema económico basado en la biomasa para proporcio-nar energía obedece a la expansión del empleo de fuentes de energía renovable ensustitución de las de origen fósil como medidas frente al cambio climático y la segu-ridad en el abastecimiento energético. Precisamente, uno de los mayores retos queafronta la Unión Europea es la implantación de los sistemas necesarios para alcan-zar los objetivos establecidos en relación al empleo de las energías renovables parael 2010. En el caso concreto de la bioenergía, el plan de acción de la biomasa302 enla UE se ha establecido como objetivo aumentar la energía primaria procedente dela biomasa hasta 150 Mtep (55 Mtep serán destinados a electricidad, 75 Mtep a laproducción de calor y 19 Mtep para el transporte). Más a largo plazo, la AsociaciónEuropea de la Biomasa303 (AEBIOM) ha establecido el objetivo de alcanzar un con-sumo de energía de la biomasa de alrededor de 220 Mtep para el 2020, un 20% delconsumo de energía renovable actual.
De forma paralela al plan de acción sobre biomasa de la UE, el Plan de Energías Re-novables304 (PER) calcula que en España los recursos potenciales de biomasa se ci-fran en torno a los 19 Mtep, de los cuales algo más del 68% corresponden a la bio-masa residual y el resto a los cultivos energéticos. El objetivo fijado por el PER parael año 2010 es de alcanzar aproximadamente los 5 Mtep anuales de producción deenergía primaria renovable a partir de biomasa, que se corresponde aproximada-mente con un 6% de la energía primaria total. A este objetivo se debe añadir lacontribución del biogás (188 Ktep/año) y de los biocarburantes (1.972 Ktep/año).
Pocas fuentes de energía pueden reemplazar a los carburantes de origen fósil en elsector del transporte. La producción de hidrógeno para su empleo en pilas de com-bustible todavía es costosa, además de los problemas que plantean su almacena-miento y su distribución. Por tanto, la biomasa supone una posible alternativa acorto plazo para la producción a gran escala de biocarburantes para el transporteque, además, son razonablemente compatibles con los sistemas de distribución ac-tuales. El objetivo fijado en la Unión Europea en la Directiva 2003/30/CE305 aproba-da por el Parlamento Europeo estableció como objetivo la utilización de un 5,75%de sustitución de los combustibles fósiles en el sector de transporte para el año2010. El objetivo propuesto por el PER de España es ligeramente más ambicioso,siendo de 5,83% para ese mismo año.
114 Genoma España
302 Comunicación de la Comisión - Plan de acción sobre la biomasa {SEC(2005) 1573}.http://eur-lex.europa.eu/smartapi/cgi/sga_doc?smartapi!celexplus!prod!DocNumber&lg=es&type doc=COMfinal&an_doc=2005&nu_doc=628www.ebb-eu.org/legis/Biomass_action_plan_en_07122005.pdf
303 http://www.aebiom.org/304 http://www.energiasrenovables.ciemat.es/305 Directiva 2003/30/CE relativa al fomento del uso de biocarburantes u otros combustibles re-
novables en el sector de transporte.
_
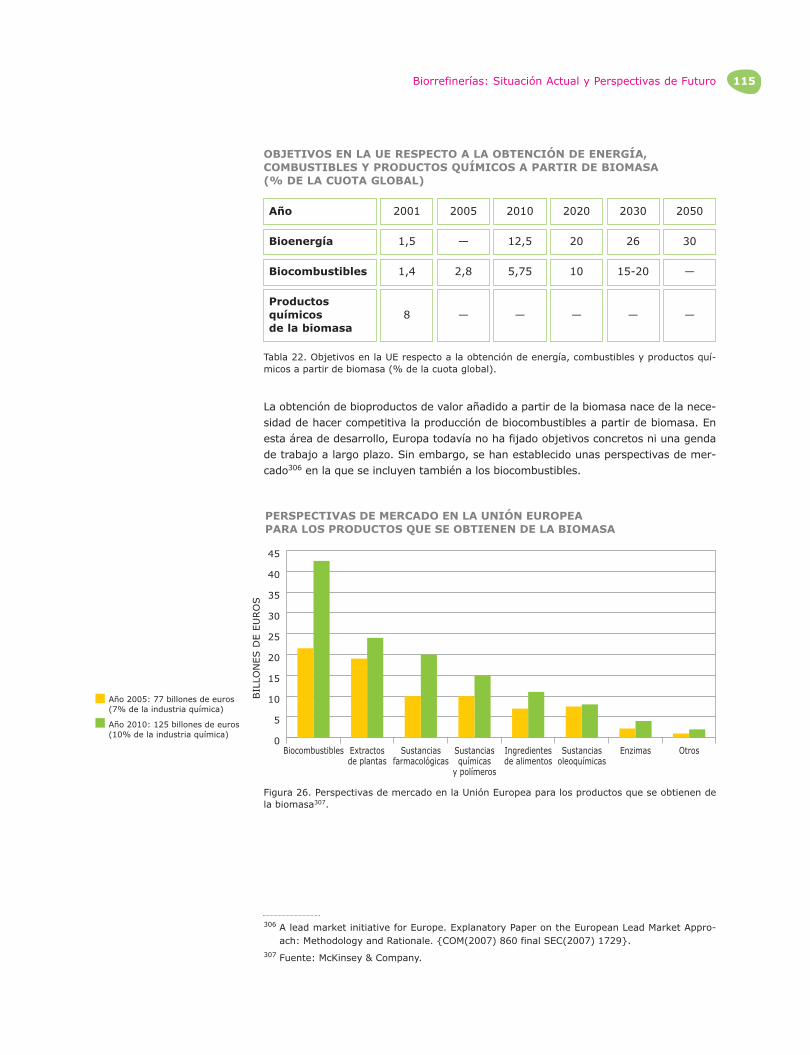
Biorrefinerías: Situación Actual y Perspectivas de Futuro 115
La obtención de bioproductos de valor añadido a partir de la biomasa nace de la nece-sidad de hacer competitiva la producción de biocombustibles a partir de biomasa. Enesta área de desarrollo, Europa todavía no ha fijado objetivos concretos ni una gendade trabajo a largo plazo. Sin embargo, se han establecido unas perspectivas de mer-cado306 en la que se incluyen también a los biocombustibles.
Año 2001 2005 2010 2020 2030 2050
Bioenergía 1,5 — 12,5 20 26 30
Biocombustibles 1,4 2,8 5,75 10 15-20 —
Productosquímicos de la biomasa
8 — — — — —
OBJETIVOS EN LA UE RESPECTO A LA OBTENCIÓN DE ENERGÍA,COMBUSTIBLES Y PRODUCTOS QUÍMICOS A PARTIR DE BIOMASA (% DE LA CUOTA GLOBAL)
Tabla 22. Objetivos en la UE respecto a la obtención de energía, combustibles y productos quí-micos a partir de biomasa (% de la cuota global).
PERSPECTIVAS DE MERCADO EN LA UNIÓN EUROPEAPARA LOS PRODUCTOS QUE SE OBTIENEN DE LA BIOMASA
Año 2005: 77 billones de euros(7% de la industria química)
Año 2010: 125 billones de euros(10% de la industria química)
0
5
10
15
20
25
30
35
40
BIL
LON
ES D
E E
URO
S
45
OtrosEnzimasSustanciasoleoquímicas
Ingredientesde alimentos
Sustanciasquímicas
y polímeros
Sustanciasfarmacológicas
Extractosde plantas
Biocombustibles
Figura 26. Perspectivas de mercado en la Unión Europea para los productos que se obtienen dela biomasa307.
306 A lead market initiative for Europe. Explanatory Paper on the European Lead Market Appro-ach: Methodology and Rationale. {COM(2007) 860 final SEC(2007) 1729}.
307 Fuente: McKinsey & Company.
Este sistema bioenergético se enfrenta a numerosas barreras que dificultan la in-corporación de la biomasa como fuente de energía complementaria. Para promoverla extensión de la utilización de bioenergía es necesario identificar las oportunida-des que ofrece este sistema frente a las fuentes de energía convencionales, las ba-rreras que impiden su desarrollo y expansión dentro de cada Estado miembro de laUE. Muchas de las barreras son comunes para todas las energías renovables, aun-que en el caso del desarrollo de los sistemas bioenergéticos la cadena es más com-pleja ya que hay que considerar la obtención de recursos de biomasa, los medios dedistribución de la misma y las diferentes tecnologías de conversión hasta los servi-cios energéticos. En toda la cadena participa un gran número de colaboradores ymercados dentro de esta sucesión, cuya cooperación es imprescindible para lapuesta en marcha de esta actividad.
La coordinación entre los diferentes agentes del sector energético, agrario, indus-trial, económico y de investigación y desarrollo, generalmente poco relacionadosentre sí, constituye una de las principales barreras para el desarrollo de la biomasacomo fuente de energía y bioproductos. Con el objeto de coordinar los sectores im-plicados en el desarrollo de la biomasa surgió la Plataforma Tecnológica de la Bio-masa, Bioplat308, en la que se considera a las biorrefinerías como vía de implanta-ción comercial de una industria basada en biomasa de forma competitiva ysostenible. Otras Plataformas Tecnológicas Españolas (PTE) con las que se debe ac-tuar en sinergia para el desarrollo de las biorrefinerías son la PTE de Química Soste-nible309, la PTE Forestal310 y la PTE del Hidrógeno y Pilas de Combustible311.
Además de las barreras anteriores se pueden establecer otras de carácter general,debido a la propia naturaleza de la biomasa (dispersión del recurso, costes de reco-lección y transporte, producción estacional, costes de almacenamiento, multipropie-dad del recurso, etc.), y otras más específicas que pueden resumirse en condicioneseconómicas, nivel de conocimiento, capacidad institucional y coordinación entre losdistintos sectores participantes. En la Tabla 23 se resumen estas barreras y las po-sibles medidas para hacer frente a las mismas.
116 Genoma España
308 http://www.bioplat.org/309 http://www.pte-quimicasostenible.org/310 http://www.plataformaforestal.org/311 http://www.ptehpc.org
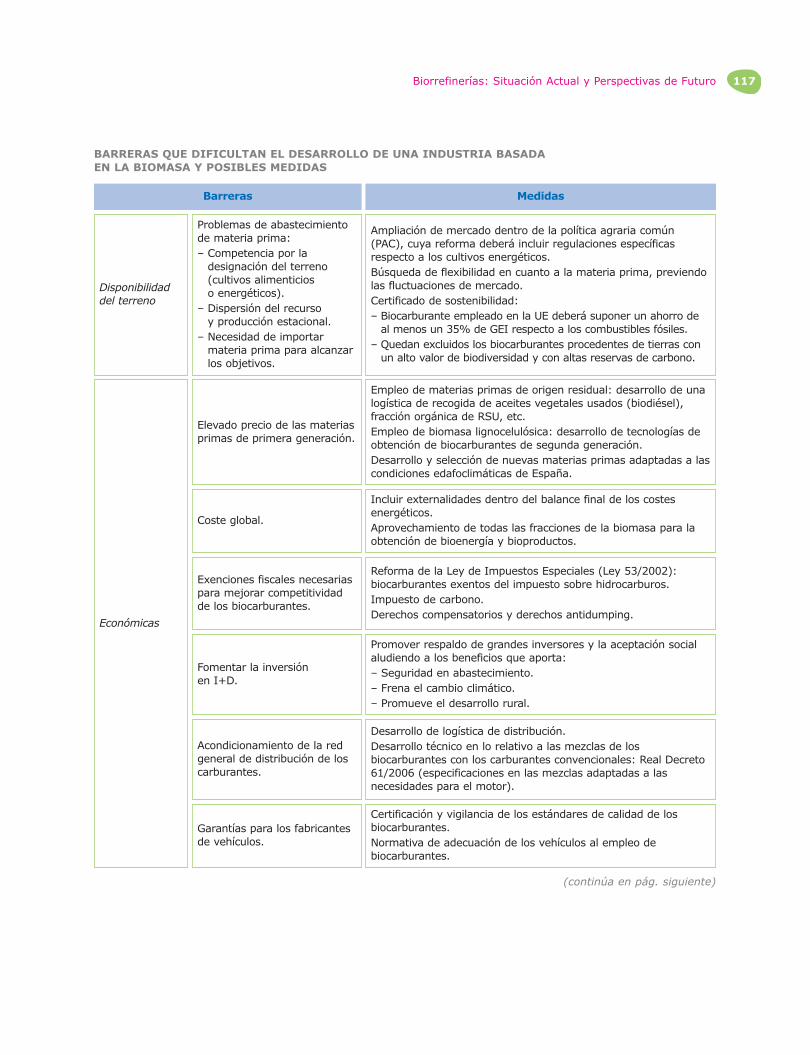
Biorrefinerías: Situación Actual y Perspectivas de Futuro 117
Barreras
Disponibilidaddel terreno
Problemas de abastecimientode materia prima:– Competencia por la
designación del terreno(cultivos alimenticios o energéticos).
– Dispersión del recurso y producción estacional.
– Necesidad de importarmateria prima para alcanzarlos objetivos.
Medidas
Ampliación de mercado dentro de la política agraria común(PAC), cuya reforma deberá incluir regulaciones específicasrespecto a los cultivos energéticos.Búsqueda de flexibilidad en cuanto a la materia prima, previendolas fluctuaciones de mercado.Certificado de sostenibilidad: – Biocarburante empleado en la UE deberá suponer un ahorro de
al menos un 35% de GEI respecto a los combustibles fósiles.– Quedan excluidos los biocarburantes procedentes de tierras con
un alto valor de biodiversidad y con altas reservas de carbono.
Económicas
Elevado precio de las materiasprimas de primera generación.
Empleo de materias primas de origen residual: desarrollo de unalogística de recogida de aceites vegetales usados (biodiésel),fracción orgánica de RSU, etc.Empleo de biomasa lignocelulósica: desarrollo de tecnologías deobtención de biocarburantes de segunda generación.Desarrollo y selección de nuevas materias primas adaptadas a lascondiciones edafoclimáticas de España.
Coste global.
Incluir externalidades dentro del balance final de los costesenergéticos.Aprovechamiento de todas las fracciones de la biomasa para laobtención de bioenergía y bioproductos.
Exenciones fiscales necesariaspara mejorar competitividadde los biocarburantes.
Reforma de la Ley de Impuestos Especiales (Ley 53/2002):biocarburantes exentos del impuesto sobre hidrocarburos.Impuesto de carbono.Derechos compensatorios y derechos antidumping.
Fomentar la inversión en I+D.
Promover respaldo de grandes inversores y la aceptación socialaludiendo a los beneficios que aporta: – Seguridad en abastecimiento. – Frena el cambio climático.– Promueve el desarrollo rural.
Acondicionamiento de la redgeneral de distribución de loscarburantes.
Desarrollo de logística de distribución.Desarrollo técnico en lo relativo a las mezclas de losbiocarburantes con los carburantes convencionales: Real Decreto61/2006 (especificaciones en las mezclas adaptadas a lasnecesidades para el motor).
Garantías para los fabricantesde vehículos.
Certificación y vigilancia de los estándares de calidad de losbiocarburantes.Normativa de adecuación de los vehículos al empleo debiocarburantes.
BARRERAS QUE DIFICULTAN EL DESARROLLO DE UNA INDUSTRIA BASADA EN LA BIOMASA Y POSIBLES MEDIDAS
(continúa en pág. siguiente)
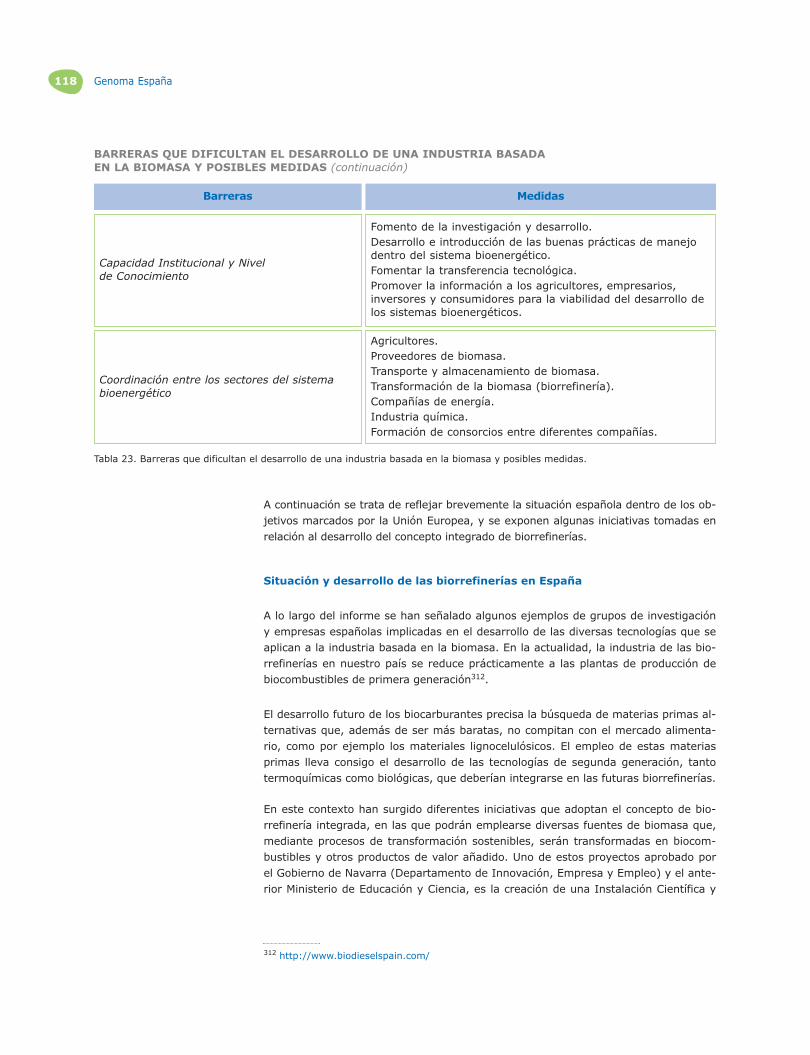
A continuación se trata de reflejar brevemente la situación española dentro de los ob-jetivos marcados por la Unión Europea, y se exponen algunas iniciativas tomadas enrelación al desarrollo del concepto integrado de biorrefinerías.
Situación y desarrollo de las biorrefinerías en España
A lo largo del informe se han señalado algunos ejemplos de grupos de investigacióny empresas españolas implicadas en el desarrollo de las diversas tecnologías que seaplican a la industria basada en la biomasa. En la actualidad, la industria de las bio-rrefinerías en nuestro país se reduce prácticamente a las plantas de producción debiocombustibles de primera generación312.
El desarrollo futuro de los biocarburantes precisa la búsqueda de materias primas al-ternativas que, además de ser más baratas, no compitan con el mercado alimenta-rio, como por ejemplo los materiales lignocelulósicos. El empleo de estas materiasprimas lleva consigo el desarrollo de las tecnologías de segunda generación, tantotermoquímicas como biológicas, que deberían integrarse en las futuras biorrefinerías.
En este contexto han surgido diferentes iniciativas que adoptan el concepto de bio-rrefinería integrada, en las que podrán emplearse diversas fuentes de biomasa que,mediante procesos de transformación sostenibles, serán transformadas en biocom-bustibles y otros productos de valor añadido. Uno de estos proyectos aprobado porel Gobierno de Navarra (Departamento de Innovación, Empresa y Empleo) y el ante-rior Ministerio de Educación y Ciencia, es la creación de una Instalación Científica y
118 Genoma España
Barreras Medidas
Capacidad Institucional y Nivel de Conocimiento
Fomento de la investigación y desarrollo.Desarrollo e introducción de las buenas prácticas de manejodentro del sistema bioenergético.Fomentar la transferencia tecnológica.Promover la información a los agricultores, empresarios,inversores y consumidores para la viabilidad del desarrollo delos sistemas bioenergéticos.
Coordinación entre los sectores del sistemabioenergético
Agricultores.Proveedores de biomasa.Transporte y almacenamiento de biomasa.Transformación de la biomasa (biorrefinería).Compañías de energía.Industria química.Formación de consorcios entre diferentes compañías.
BARRERAS QUE DIFICULTAN EL DESARROLLO DE UNA INDUSTRIA BASADA EN LA BIOMASA Y POSIBLES MEDIDAS (continuación)
Tabla 23. Barreras que dificultan el desarrollo de una industria basada en la biomasa y posibles medidas.
312 http://www.biodieselspain.com/
Biorrefinerías: Situación Actual y Perspectivas de Futuro 119
Tecnológica Singular (ICTS) en Aoiz, Navarra. En esta ICTS se desarrollarán activida-des de investigación e innovación de los biocombustibles de segunda generación, in-cluyendo toda la cadena de producción. Para ello dispondrá de las infraestructuras ylas tecnologías más punteras en el sector, constituyendo la primera instalación enEuropa que abarque desde la preparación de la biomasa hasta la obtención de losproductos finales. Por otro lado, la empresa GCE Bio Energy también ha desarrolladoun proyecto de biorrefinería integrada. En esta instalación se empleará principalmen-te remolacha alcoholígena que podría suponer un impulso para el sector remolacheroregional. Mediante diferentes tecnologías (pirólisis, gasificación, metanogénesis, fer-mentación, etc.), se obtendrán biocombustibles (etanol, metanol, metano, hidróge-no), bioplásticos degradables (polilácticos), abonos, aceites, etc.
A nivel europeo cabe destacar el Proyecto BIOSYNERGY313 (Biomass for the marketcompetitive and environmentally friendly synthesis of bio-products together withthe production of secondary energy carriers through the biorefinery approach),cuyo principal objetivo es la demostración de una biorrefinería integrada, y así con-tribuir a la competitividad del empleo de la biomasa (principalmente materiales lig-nocelulósicos y biomasa de origen residual) como materia prima para obtención decombustibles para el transporte, moléculas químicas base y energía, medianteavanzados procesos de fraccionamiento y conversión de la biomasa (vías de trans-formación bioquímicas como termoquímicas). Se pretende alcanzar la fase de de-mostración tras desarrollar estudios a escala laboratorio, tarea que será llevada acabo por Abengoa Bioenergía Nuevas Tecnologías en la planta piloto de Salamanca.
En referencia a la obtención de bioproductos de valor añadido, las actividades desarro-lladas son más dispersas y no estrechamente vinculadas al desarrollo de las biorrefine-rías, a excepción de algunos proyectos como el desarrollado por el Grupo Invintia314,en el que se pretende promover la creación de un cluster de industrias de Bioproduc-tos, Lleida Biotech315, basados en la biotecnología blanca, que impliquen a los gruposde investigación, centros tecnológicos y empresas de Cataluña.
Ayudas y subvenciones
El Plan Nacional de I+D del Sistema Español de Ciencia y Tecnología (SECYT) para elperíodo 2008-2011 cuenta con diferentes programas de subvención de diferentes ac-tividades para promover el desarrollo e innovación a medio plazo, dentro de los quepueden tener cabida proyectos de I+D+i sobre las biorrefinerías. Estos programas sedividen en Líneas Instrumentales de Actuación (LIA) y Acciones Estratégicas:
• Las LIA se dividen a su vez en varias áreas entre las que se incluyen varias mo-dalidades de subvención dependiendo de las propiedades de los proyectos I+D+i:investigación fundamental (programas Consolider y los TRACE); investigaciónaplicada en Centros Tecnológicos; desarrollo experimental; innovación; utilizacióndel conocimiento y transferencia tecnológica (NEOTEC). Además de las áreas deproyectos, existen otras líneas instrumentales que favorecen la I+D+i como son
313 http://www.biosynergy.eu/314 http://www.invintia.com/index.aspx315 http://www.lleidabiotech.com/

el fortalecimiento institucional, desarrollo de infraestructuras científicas y tecnoló-gicas, articulación e internalización del sistema (redes como las agrupaciones em-presariales innovadoras (AEI) y las plataformas tecnológicas, cooperación público-privada como los proyectos CENIT, los PSE, etc.
• Las acciones estratégicas engloban un conjunto de áreas de interés, que inclu-yen áreas en las que podrían llevarse a cabo actividades de investigación que pro-muevan el desarrollo de las biorrefinerías, tales como el área de “energía y cam-bio climático”, el área de “nanociencia y nanotecnología, nuevos materiales ynuevos procesos industriales” y el área de “biotecnología”.
Además de los programas anteriores que pueden consultarse en la web del Ministerio deCiencia e Innovación316, diferentes organizaciones e instituciones como Fundación Geno-ma317, el IDAE (Instituto para la Diversificación y Ahorro de la Energía) y el Centro parael Desarrollo Tecnológico Industrial318 (CDTI) promueven el desarrollo de la investigacióny la tecnología a través de diferentes actividades. Recientemente Fundación Genoma hapresentado una nueva convocatoria, publicada en el BOE319, para la ejecución de pro-yectos de I+D+i entre los cuales incluye el área de Bioenergía, centrado en la produc-ción de biocombustibles a partir de biomasa320.
120 Genoma España
316 http://www.micinn.es/317 http://www.gen-es.org/318 http://www.cdti.es/index.asp319 BOE Núm. 61. Fecha 11-03-08. Pág. 3087320 http://www.gen-es.org/05_proy/05_proy.cfm?pag=0201

Biorrefinerías: Situación Actual y Perspectivas de Futuro 121
9. Conclusiones
Hasta hace unos años el petróleo era una materia prima abundante, con un costeasequible, alrededor de la que se ha desarrollado una industria que permite la ob-tención de combustibles y materias primas para otras industrias. Partiendo del pe-tróleo, mediante reformado y craqueo, se obtienen productos de base para diversascadenas productivas de las que se obtienen los denominados productos petroquími-cos que, a su vez, sirven de base para otras industrias, incluidas la industria quími-ca, de fertilizantes o textil, entre otras muchas. Sin embargo, la inestabilidad en elprecio y suministro del petróleo y el aumento de su demanda desde economíasemergentes, junto con el aumento de las emisiones de gases contaminantes, hacencada vez más necesaria la búsqueda de alternativas a esta materia prima, tantopara el desarrollo de combustibles y energía, como para la elaboración de productosque sirvan como materia prima para otras industrias.
En este contexto surge el concepto de biorrefinería integrada, entendida como la in-dustria de refino para la producción de energía, combustibles, materiales y produc-tos químicos a partir de biomasa vegetal. De manera análoga a la que se trabaja enlas refinerías, en las que se procesa el petróleo, se busca desarrollar la tecnologíaque permita obtener a partir de los distintos componentes de la biomasa, no soloenergía y biocombustibles, sino familias de productos de base que puedan ser útilesa las distintas industrias productoras.
En la actualidad, la producción de biocombustibles a partir de biomasa ya es unarealidad. Como ejemplo, en el año 2006 la producción mundial de bioetanol fue de51.3 millones de litros, siendo el mayor productor Estados Unidos con 20 millones.En Europa, la producción alcanzó 1,6 millones de litros, siendo España el mayorproductor de la Unión Europea con aproximadamente 320.000 litros de bioetanol.En la actualidad la mayor parte de los países tienen políticas de uso de biomasa re-lacionadas con la generación de energía y biocombustibles.
Sin embargo, no se aprovecha todo el potencial que presenta la biomasa. Aunqueexisten estudios teóricos y prácticos que demuestran que es posible desarrollar unaindustria química basada en la biomasa como fuente de materias primas, lo cierto esque solo existen unas pocas aplicaciones en el mercado, incluyendo la fabricación deenvases a partir de bioplásticos elaborados con derivados del ácido láctico y de fibrasy tejidos a partir del 1,3-propanodiol. Entre los motivos de esta escasa presencia debioproductos en el mercado se encuentra su elevado coste de fabricación, que haceque los precios de los bioproductos sean muy superiores a los obtenidos a partir delpetróleo. Esta diferencia de precio se debe a que si bien las materias primas fósilestienen un coste superior, los costes de su procesado son relativamente bajos, mien-tras que en el caso de la biomasa los costes de procesado son muy elevados.
Por tanto, para lograr el establecimiento de este nuevo modelo económico, es vitalla mejora en la producción y composición de las materias primas y el desarrollo deprocesos de tecnologías de conversión de la biomasa más eficientes y baratas, ha-ciendo los bioproductos más competitivos frente a sus homólogos petroquímicos.
Las áreas de conocimiento en las que hay que hacer un especial esfuerzo de I+Dpara el desarrollo de las biorrefinerías son:
• Producción de biomasa, desde el punto de vista de la mejora del rendimiento ysus características como materia prima para su uso en una biorrefinería.

122 Genoma España
Productividadagrícola
CalidadImpacto
ambientalConversión/
procesosLogística
y transporte
Po
líti
cas
Pú
blica
sFi
nan
ciac
ión,
ince
ntivo
s
Ruta químicay biológica
Rutatérmica
Biorrefinería
Energía Nuevosproductos
Sector Agrícola Sector Industrial Consumidor
Figura 27. Hoja de ruta en el desarrollo de procesos y aplicación en las biorrefinerías.
• Desarrollo de tecnologías avanzadas de aprovechamiento de biomasa basadas enla biotecnología y en procesos termoquímicos.
• Mejora del rendimiento de los procesos de síntesis.
• Mejora de las operaciones de separación y purificación de productos, ya que sue-len obtenerse relativamente diluidos, siendo imprescindible desarrollar procesosque permitan concentrarlos y mejorar su pureza.
En la consecución de estos objetivos juega un papel fundamental la biotecnología.Así, la biotecnología podría ayudar en la producción de biomasa mediante la mejorade cultivos tanto en términos de producción (aumentando sus rendimientos, su resis-tencia a estrés biótico y abiótico y disminuyendo sus requerimientos, tanto de nu-trientes, como de cuidados), como en términos de calidad, generando cultivos queproduzcan mayores contenidos de determinados compuestos, como grasas o sustra-tos azucarados, o menores contenidos de sustratos difíciles de degradar o transfor-mar, como la lignina, lo cual reduciría las operaciones de pretratamiento. Otro puntode la cadena en la que la biotecnología tiene un papel destacado es en los procesosde transformación. La producción de biocatalizadores (microorganismos y enzimas)mejorados, más resistentes y con mayor actividad y afinidad por los sustratos, o acti-vos en medios que faciliten una posterior separación de los productos de interés, con-tribuirá a una mayor eficiencia y protección del medio ambiente.
Por último, señalar la falta de políticas de apoyo público al desarrollo de biorrefinerías.En la actualidad, la mayor parte de los países tienen políticas de uso de la biomasapara la generación de energía y biocombustibles, pero no para la obtención de pro-ductos químicos, excepto Estados Unidos y, en menor medida, Canadá. En el ámbitode la Unión Europea ha surgido, recientemente, una interesante iniciativa para la fi-nanciación de proyectos de cooperación y acciones de coordinación y apoyo en el áreadel desarrollo de biorrefinerías, que supone un importante apoyo en este campo. Elfomento de este tipo de programas, así como la potenciación de esfuerzos para coor-dinar e incentivar actividades, tanto en el sector público como en el privado, constitu-yen herramientas fundamentales para el futuro desarrollo de las biorrefinerías.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 123
10. Referencias
• A lead market initiative for Europe. Explanatory Paper on the European Lead Mar-ket Approach: Methodology and Rationale. [COM(2007) 860 final SEC(2007)1729].
• Acevedo, J. P.; Reyes, F.; Parra, L. P.; Salazar, O.; Andrews, B. A. & Asenjo, J. A.(2008). Cloning of complete genes for novel hydrolytic enzymes from Antarcticsea water bacteria by use of an improved genome walking technique. Journal ofBiotechnology, 133: 277-286.
• Alcalde, M.; Ferrer, M.; Plou, F. J. & Ballesteros, A. (2006). Environmental bio-catalysis: from remediation with enzymes to novel green processes. Trends inBiotechnology, 24: 281-287.
• Alper, H.; Moxley, J.; Nevoigt, E.; Fink, G. R. & Stephanopoulos, G. (2006). Engi-neering yeast transcription machinery for improved ethanol tolerance and produc-tion. Science, 314: 1565-1568.
• Anandjiwala, R. D. & Blouw, S. (2007). Composites from bast fibres - Prospects andpotential in the changing market environment. Journal of Natural Fibers, 4: 91-901.
• Anderson, W. F. & Akin, D. E. (2008). Structural and chemical properties of grasslignocelluloses related to conversion for biofuels. Journal of Industrial Microbiologyand Biotechnology, 35: 355-366.
• Atsumi, S.; Hanai, T. & Liao, J. C. (2008). Non-fermentative pathways for synthe-sis of branched-chain higher alcohols as biofuels. Nature, 451: 86-89.
• Auras, R.; Harte, B. & Selke, S. (2004). An overview of polylactides as packagingmaterials. Macromolecular Bioscience, 4: 835-864.
• Ballesteros, M. (2001). Biocombustibles para el transporte. En: Ballesteros, 2001.Biocombustibles para el transporte. Tecnologías Energéticas e Impacto AmbientalJEN-CIEMAT: 357-369.
• Ballesteros. Investigación y Ciencia, Noviembre 2006. Bioetanol.
• BOE Núm. 61. Fecha 11-03-08. Pág. 3087.
• Brown, I. L. (2004). Applications and uses of resistant starch. Journal of AOAC In-ternational, 87: 727-732.
• Brownell, H. H. & Saddler, J. N. Steam-explosion pretreatment for enzymatichydrolysis, 14: 54-68. 14, 54-68. 1984. Biotechnology and Bioengineering Symp.
• Ref Type: Conference Proceeding.
• Brumbley, S. M.; Purnell, M. P.; Petrasovits, L. A.; Nielsen, L. K. & Twine, P. H.(2007). Developing the sugarcane biofactory for high-value biomaterials. Interna-tional Sugar Journal, 109: 5-15.
• Cardona, C. A. & Sánchez, O. J. (2007). Fuel ethanol production: Process designtrends and integration opportunities. Bioresource Technology, 98: 2415-2457.
• Cargas y col. (2007). Energías Renovables, 60.
• Carlson y col. (2008). Green Gasoline by Catalytic Fast Pyrolysis of Solid BiomassDerived Compounds (p NA). Chemistry & Sustainability, Energy & Materials, 1(5): 397-400. (doi10.1002/cssc.200800018).
• Chen, L.; Li, X.; Li, L. & Guo, S. (2007). Acetylated starch-based biodegradablematerials with potential biomedical applications as drug delivery systems. CurrentApplied Physics, 7: e90-e93.
• Clark, J. H. (2007). Green chemistry for the second generation biorefinery - Sus-tainable chemical manufacturing based on biomass. Journal of Chemical Techno-logy and Biotechnology, 82: 603-609.
• Clive, J. Global Status of Commercialized Biotech/GM crops: 2007. [ISAAA BriefNº 37.]. 2007.
• Comunicación de la Comisión - Plan de acción sobre la biomasa [SEC(2005) 1573].
• Corma, C. A.; Iborra, S. & Velty, A. (2007). Chemical routes for the transforma-tion of biomass into chemicals. Chemical Reviews, 107: 2411-2502.
• Cottrell, M. T.; Yu, L. & Kirchman, D. L. (2005). Sequence and expression analy-ses of Cytophaga-like hydrolases in a western arctic metagenomic library and theSargasso Sea. Applied and Environmental Microbiology, 71: 8506-8513.
• Datar, R. P.; Shenkman, R. M.; Cateni, B. G.; Huhnke, R. L. & Lewis, R. S. (2004).Fermentation of biomass-generated producer gas to ethanol. Biotechnology andBioengineering, 86: 587-594.
• Datta, R. & Henry, M. (2006). Lactic acid: Recent advances in products, processesand technologies - A review. Journal of Chemical Technology and Biotechnology, 81:1119-1129.
• Demirbas, A. (2008). Comparison of transesterification methods for production ofbiodiesel from vegetable oils and fats. Energy Conversion and Management, 49:125-130.
• Directiva 2003/30/CE relativa al fomento del uso de biocarburantes u otros com-bustibles renovables en el sector de transporte.
• Di Serio, M.; Cozzolino, M.; Giordano, M.; Tesser, R.; Patrono, P. & Santacesaria,E. (2007). From homogeneous to heterogeneous catalysts in biodiesel production.Industrial and Engineering Chemistry Research, 46: 6379-6384.
• Dwiarti, L.; Otsuka, M.; Miura, S.; Yaguchi, M. & Okabe, M. (2007). Itaconic acidproduction using sago starch hydrolysate by Aspergillus terreus TN484-M1. Biore-source Technology, 98: 3329-3337.
• Eckert, C.; Liotta, C.; Ragauskas, A.; Hallett, J.; Kitchens, C.; Hill, E. & Draucker,L. (2007). Tunable solvents for fine chemicals from the biorefinery. Green Che-mistry, 9: 545-548.
• Elbahloul, Y.; Frey, K.; Sanders, J. & chel, A. (2005). Protamylasse, a residual com-pound of industrial starch production, provides a suitable medium for large-scalecyanophycin production. Applied and Environmental Microbiology, 71: 7759-7767.
• Emalfarb, M. (2006). Dyadic and abengoa cellulosic ethanol partnership. Indus-trial Bioprocessing, 28: 1-2.
• Erickson, J. C. (2007). Overview of thermochemical biorefinery technologies. In-ternational Sugar Journal, 109: 163-173.
• Ezeji, T. C.; Qureshi, N. & Blaschek, H. P. (2007). Bioproduction of butanol from bio-mass: from genes to bioreactors. Current Opinion in Biotechnology, 18: 220-227.
124 Genoma España
Biorrefinerías: Situación Actual y Perspectivas de Futuro 125
• Fernández-San Millán, A.; Ortigosa, S. M.; Hervás-Stubbs, S.; Corral-Martínez, P.;Seguí-Simarro, J. M.; Gáetan, J.; Coursaget, P. & Veramendi, J. (2008). Human pa-pillomavirus L1 protein expressed in tobacco chloroplasts self-assembles into virus-like particles that are highly immunogenic. Plant Biotechnology Journal, 6: 427-441.
• Fernando, S.; Adhikari, S.; Chandrapal, C. & Murali, N. (2006). Biorefineries: Cu-rrent status, challenges, and future direction. Energy and Fuels, 20: 1727-1737.
• Förster, A.; Jacobs, K.; Juretzek, T.; Mauersberger, S. & Barth, G. (2007). Overex-pression of the ICL1 gene changes the product ratio of citric acid production byYarrowia lipolytica. Applied Microbiology and Biotechnology, 77: 861-869.
• Gaàl, M.; Gyulai, R.; Baltás, E.; Kui, R.; Oláh, J. & Kémeny, L. (2007). Photodyna-mic therapy in dermatooncology. Orvosi Hetilap, 148: 2227-2233.
• Georgieva y col. (2008). Enzymatic Hydrolysis and Ethanol Fermentation of HighDry Matter Wet -Exploded Wheat Straw at Low Enzyme Loading. Applied Bioche-mistry and Biotechnology, 148 (1-3): 35-44.
• Global Corn Wet Milling Industry Analysis & Review Starch, Sweetners & Co-pro-ducts 2008. S. K. Patil & Associates, Jan 2008.
• Gressel, J. (2008). Transgenics are imperative for biofuel crops. Plant Science,174: 246-263.
• Hahn-Hägerdal, B.; Karhumaa, K.; Jeppsson, M. & Gorwa-Grauslund, M. F.(2007). Metabolic engineering for pentose utilization in saccharomyces cerevisiae,108: 147-177.
• Ref Type: Serial (Book,Monograph).
• Han, M. J.; Sang, S. Y. & Sang, Y. L. (2001). Proteome analysis of metabolicallyengineered Escherichia coli producing poly(3-hydroxybutyrate). Journal of Bacte-riology, 183: 301-308.
• Hankamer, B.; Lehr, F.; Rupprecht, J.; Mussgnug, J. H.; Posten, C. & Kruse, O.(2007). Photosynthetic biomass and H2 production by green algae: From bioengi-neering to bioreactor scale-up. Physiologia Plantarum, 131: 10-21.
• Henstra, A. M.; Sipma, J.; Rinzema, A. & Stams, A. J. (2007). Microbiology ofsynthesis gas fermentation for biofuel production. Current Opinion in Biotechno-logy, 18: 200-206.
• Hernández-Martí, E. & Otero, C. (2008). Different enzyme requirements for thesynthesis of biodiesel: Novozym® 435 and Lipozyme® TL IM. Bioresource Techno-logy, 99: 277-286.
• Himmel , M. E.; Adney, W. S.; Baker, J. O.; Nieves, R. A. & Thomas, S. R. (1996). Ce-llulases: Structure, Function, and Applications. In Wyman C.F.(Ed.). (Ed) Handbook onbioethanol production and utilization. (pp. 143-161). Taylor & Francis, Bristol, PA.
• Himmel, M. E.; Ding, S. Y.; Johnson, D. K.; Adney, W. S.; Nimlos, M. R.; Brady, J.W. & Foust, T. D. (2007). Biomass recalcitrance: Engineering plants and enzymesfor biofuels production. Science, 315: 804-807.
• Hjersted, J. L.; Henson, M. A. & Mahadevan, R. (2007). Genome-scale analysis ofSaccharomyces cerevisiae metabolism and ethanol production in fed-batch cultu-re. Biotechnology and Bioengineering, 97: 1190-1204.
• Hood, E. E.; Love, R.; Lane, J.; Bray, J.; Clough, R.; Pappu, K.; Drees, C.; Hood,K. R.; Yoon, S.; Ahmad, A. & Howard, J. A. (2007). Subcellular targeting is a keycondition for high-level accumulation of cellulase protein in transgenic maizeseed. Plant Biotechnology Journal, 5: 709-719.
• Hot Gas Conditioning: Recent Progress With Larger-Scale Biomass GasificationSystems Update and Summary of Recent Progress. 2002.
• Hsu, T. (1996). Pretreatment of Biomass. In Wyman C.F.(Ed.). (Ed) Handbook onbioethanol production and utilization. (pp. 179-195). Taylor & Francis, Bristol, PA.
• Huber, G. W. & Dumesic, J. A. (2006). An overview of aqueous-phase catalyticprocesses for production of hydrogen and alkanes in a biorefinery. Catalysis To-day, 111: 119-132.
• Huber, G. W.; Iborra, S. & Corma, A. (2006). Synthesis of transportation fuels frombiomass: Chemistry, catalysts, and engineering. Chemical Reviews, 106: 4044-4098.
• Imaizumi, A.; Takikawa, R.; Koseki, C.; Usuda, Y.; Yasueda, H.; Kojima, H.; Matsui,K. & Sugimoto, S. (2005). Improved production of L-lysine by disruption of stationaryphase-specific rmf gene in Escherichia coli. Journal of Biotechnology, 117: 111-118.
• In brief: Europe: From 1 August 2006. Petroleum Review, 60: 7.
• James, C. (2008). Global Status of Commercialized Biotech/GM crops: 2007.ISAAA: Ithaca, NY ISAAA Brief Nº 37.
• Jeffries, T. W. & Jin, Y. S. (2004). Metabolic engineering for improved fermentationof pentoses by yeasts. Applied Microbiology and Biotechnology, 63: 495-509.
• John, R. P.; Nampoothiri, K. M. & Pandey, A. (2007). Fermentative production oflactic acid from biomass: An overview on process developments and future pers-pectives. Applied Microbiology and Biotechnology, 74: 524-534.
• Jones, D. T. & Woods, D. R. (1986). Acetone-butanol fermentation revisited. Mi-crobiological Reviews, 50: 484-524.
• Jørgensen, H.; Vibe-Pedersen, J.; Larsen, J. & Felby, C. (2007). Liquefaction oflignocellulose at high-solids concentrations. Biotechnology and Bioengineering,96: 862-870.
• Jovanovic, G. N. (2006). Microscale reactors for biodiesel manufacture. IndustrialBioprocessing, 28: 6.
• Jujjuri, S.; Knutson, B. L.; Thakur, A.; Lynn, B.; Dittert, E.; Nokes, S. & Strobel,H. (2007). Metabolic profile of wild-type and ethanol-adapted Clostridium thermo-cellum in continuous culture.
• Kadam, K. L.; Chin, C. Y. & Brown, L. W. (2008). Flexible biorefinery for producingfermentation sugars, lignin and pulp from corn stover. Journal of Industrial Micro-biology and Biotechnology, 35: 331-341.
• Kádár, Z.; De Vrije, T.; Budde, M. A. W.; Szengyel, Z.; Czey, K. & Claassen, P. A. M.(2003). Hydrogen production from paper sludge hydrolysate. Applied Biochemistryand Biotechnology - Part A Enzyme Engineering and Biotechnology, 107: 557-566.
• Kalia, V. C. & Purohit, H. J. (2008). Microbial diversity and genomics in aid ofbioenergy. Journal of Industrial Microbiology and Biotechnology, 35: 403-419.
126 Genoma España

Biorrefinerías: Situación Actual y Perspectivas de Futuro 127
• Kalscheuer, R.; lting, T. & Chel, A. (2006). Microdiesel: Escherichia coli engineeredfor fuel production. Microbiology, 152: 2529-2536.
• Kalscheuer, R.; Veken, T. & chel, A. (2007). Engineered microorganisms for sus-tainable production of diesel fuel and other oleochemicals from renewable plantbiomass. International Sugar Journal, 109: 16-19.
• Kamm, B. & Kamm, M. (2004). Principles of biorefineries. Applied Microbiologyand Biotechnology, 64: 137-145.
• Kamm, B. & Kamm, M. (2007). International biorefinery systems. Pure and Ap-plied Chemistry, 79, 11: 1983-1997.
• Keasling, J. D. (2008). Synthetic biology for synthetic chemistry. ACS ChemicalBiology, 3: 64-76.
• Kennedy, J. F. & Panesar, P. S. (2005). Starch in Food: Structure, Functions andApplications, Carbohydrate Polymers, 61: 383.
• Kim, S. & Dale, B. E. (2004). Global potential bioethanol production from wastedcrops and crop residues. Biomass and Bioenergy, 26: 361-375.
• Kleerebezem, R. & van Loosdrecht, M. C. (2007). Mixed culture biotechnology forbioenergy production. Current Opinion in Biotechnology, 18: 207-212.
• Koskinen, P. E. P.; Lay, C. H.; Beck, S. R.; Tolvanen, K. E. S.; Kaksonen, A. H.;Rlygsson, J.; Lin, C. Y. & Puhakka, J. A. (2008). Bioprospecting thermophilic mi-croorganisms from icelandic hot springs for hydrogen and ethanol production.Energy and Fuels, 22: 134-140.
• Koukoulas, A. A. (2007). Cellulosic biorefineries - Charting a new course for wooduse. Pulp and Paper Canada, 108: 17-19.
• Kromus, S.; Wachter, B.; Koschuh, W.; Mandl, M.; Krotscheck, C. & Narodos-lawsky, M. (2004). The Green Biorefinery Austria - Development of an integratedsystem for green biomass utilization. Chemical and Biochemical Engineering Quar-terly, 18: 7-12.
• Kumar, R.; Singh, S. & Singh, O. V. (2008). Bioconversion of lignocellulosic bio-mass: Biochemical and molecular perspectives. Journal of Industrial Microbiologyand Biotechnology, 35: 377-391.
• Lárez Velásquez (2003). Algunos Usos del Quitosano en Sistemas Acuosos. Revis-ta Iberoamericana de Polímeros, 4 (2): 91-109.
• Larsson, S.; Cassland, P. & nsson, L. J. (2001). Development of a Saccharomycescerevisiae Strain with Enhanced Resistance to Phenolic Fermentation Inhibitors inLignocellulose Hydrolysates by Heterologous Expression of Laccase. Applied andEnvironmental Microbiology, 67: 1163-1170.
• Lee, S. J.; Song, H. & Lee, S. Y. (2006). Genome-based metabolic engineering ofMannheimia succiniproducens for succinic acid production. Applied and Environ-mental Microbiology, 72: 1939-1948.
• Levin, D. B.; Pitt, L. & Love, M. (2004). Biohydrogen production: Prospects and li-mitations to practical application. International Journal of Hydrogen Energy, 29:173-185.
• Lewis, R. S.; Frankman, A.; Tanner, R. S.; Ahmed, A. & Huhnke, R. L. (2008). Etha-nol via biomass-generated syngas. International Sugar Journal, 110: 150-155.
• González-Pajuelo, M.; Meynial-Salles, I.; Mendes, F.; Andrade, J. C.; Vasconcelos, I.& Soucaille, P. (2005). Metabolic engineering of Clostridium acetobutylicum for theindustrial production of 1,3-propanediol from glycerol. Metabolic Engineering, 7:329-336.
• Li, X.; Xu, H. & Wu, Q. (2007). Large-scale biodiesel production from microalgaChlorella protothecoides through heterotrophic cultivation in bioreactors. Biotech-nology and Bioengineering, 98: 764-771.
• Lin, Y. & Tanaka, S. (2006). Ethanol fermentation from biomass resources: cu-rrent state and prospects.
• 25. Applied Microbiology and Biotechnology, 69: 627-642.
• Linde, M.; Galbe, M. & Zacchi, G. (2007). Simultaneous saccharification and fer-mentation of steam-pretreated barley straw at low enzyme loadings and low yeastconcentration. Enzyme and Microbial Technology, 40: 1100-1107.
• Lorenz, P. & Eck, J. (2005). Metagenomics and industrial applications. Nature Re-views Microbiology, 3: 510-516.
• Lu, C. & Jeffries, T. (2007). Shuffling of Promoters for Multiple Genes To OptimizeXylose Fermentation in an Engineered Saccharomyces cerevisiae Strain. Appliedand Environmental Microbiology, 73: 6072-6077.
• Lucia, L. A.; Argyropoulos, D. S.; Adamopoulos, L. & Gaspar, A. R. (2006). Chemi-cals and energy from biomass. Canadian Journal of Chemistry, 84: 960-970.
• Lynd, L. R.; Van Zyl, W. H.; McBride, J. E. & Laser, M. (2005). Consolidated bio-processing of cellulosic biomass: An update. Current Opinion in Biotechnology,16: 577-583.
• Ma, F. & Hanna, M. A. (1999). Biodiesel production: A review. Bioresource Tech-nology, 70: 1-15.
• Ma, H.; Li, S.; Wang, R. & Tian, S. (2007). Progress in processing technology ofbiodiesel. Speciality Petrochemicals, 24: 70-74.
• Martínez, D.; Berka, R. M.; Henrissat, B.; Saloheimo, M.; Arvas, M.; Baker, S. E.;Chapman, J.; Chertkov, O.; Coutinho, P. M.; Cullen, D.; Danchin, E. G. J.; Grigo-riev, I. V.; Harris, P.; Jackson, M.; Kubicek, C. P.; Han, C. S.; Ho, I.; Larrondo, L.F.; De Leon, A. L.; Magnuson, J. K.; Merino, S.; Misra, M.; Nelson, B.; Putnam,N.; Robbertse, B.; Salamov, A. A.; Schmoll, M.; Terry, A.; Thayer, N.; Wester-holm-Parvinen, A.; Schoch, C. L.; Yao, J.; Barbote, R.; Nelson, M. A.; Detter, C.;Bruce, D.; Kuske, C. R.; Xie, G.; Richardson, P.; Rokhsar, D. S.; Lucas, S. M.; Ru-bin, E. M.; Dunn-Coleman, N.; Ward, M. & Brettin, T. S. (2008). Genome sequen-cing and analysis of the biomass-degrading fungus Trichoderma reesei (syn.Hypocrea jecorina). Nature Biotechnology, 26: 553-560.
• Naber y col. (1999). The HTU® Process for Biomass Liquefaction; R&D Strategyand Potential Business Development.(http://www.senternovem.nl/mmfiles/28271_tcm24-124221.pdf)
• McFarland, K. C.; Ding, H.; Teter, S.; Vlasenko, E.; Xu, F. & Cherry, J. (2007). Deve-lopment of improved cellulase mixtures in a single production organism. 972, 19-31.
128 Genoma España
Biorrefinerías: Situación Actual y Perspectivas de Futuro 129
• Ref Type: Serial (Book,Monograph).
• McMillan, J. D. (1994). Pretreatment of lignocellulosic biomass. In M.E.Himmel,J.O.Baker & R.P.Overend (Eds.) Enzymatic conversion of biomass for fuel produc-tion (pp. 292-324). American Chemical Society, Washinton.
• Melis, A. & Melnicki, M. R. (2006). Integrated biological hydrogen production. In-ternational Journal of Hydrogen Energy, 31: 1563-1573.
• Mosier, N.; Wyman, C.; Dale, B.; Elander, R.; Lee, Y. Y.; Holtzapple, M. & Ladisch,M. (2005). Features of promising technologies for pretreatment of lignocellulosicbiomass. Bioresource Technology, 96: 673-686.
• Naber, J. E.; Goudriaan, F. & Zeevalkink, J. A. (2005). Conversion of biomass resi-dues to transportation fuels with the HTU process. 50[2], 685.
• Ref Type: Conference Proceeding.
• Najafpour, G. & Younesi, H. (2006). Ethanol and acetate synthesis from waste gasusing batch culture of Clostridium ljungdahlii. Enzyme and Microbial Technology,38: 223-228.
• Negro, M. J.; Manzanares, P.; Ballesteros, I.; Oliva, J. M.; Cabañas, A. & Balleste-ros, M. (2003). Hydrothermal pretreatment conditions to enhance ethanol produc-tion from poplar biomass. Applied Biochemistry and Biotechnology 87-100.
• Ohara, H. (2003). Biorefinery. Applied Microbiology and Biotechnology, 62: 474-477.
• Öhgren, K.; Rudolf, A.; Galbe, M. & Zacchi, G. (2006). Fuel ethanol productionfrom steam-pretreated corn stover using SSF at higher dry matter content. Bio-mass and Bioenergy, 30: 863-869.
• Ohnishi, J.; Katahira, R.; Mitsuhashi, S.; Kakita, S. & Ikeda, M. (2005). A novelgnd mutation leading to increased L-lysine production in Corynebacterium gluta-micum. FEMS Microbiology Letters, 242: 265-274.
• Olsson, L.; JØrgensen, H.; Krogh, K.B.R. & Roca, C., (2005). Bioethanol Produc-tion from Lignocellulosic Material. En: Polysaccharides Structural Diversity andFunctional Versatility: 957-993.
• Panagiotou, G.; Kekos, D.; Macris, B. J. & Christakopoulos, P. (2003). Productionof cellulolytic and xylanolytic enzymes by Fusarium oxysporum grown on cornstover in solid state fermentation. Industrial Crops and Products, 18: 37-45.
• Papanikolaou, S.; Fakas, S.; Fick, M.; Chevalot, I.; Galiotou-Panayotou, M.; Ko-maitis, M.; Marc, I. & Aggelis, G. (2008). Biotechnological valorisation of rawglycerol discharged after bio-diesel (fatty acid methyl esters) manufacturing pro-cess: Production of 1,3-propanediol, citric acid and single cell oil. Biomass andBioenergy, 32: 60-71.
• Pereira, R. (2003). The chemistry involved in the steam treatment of lignocellulo-sic materials. Quimica Nova, 26 (6): 863-871.
• Pourbafrani, M.; Talebnia, F.; Niklasson, C. & Taherzadeh, M. J. (2007). Protectiveeffect of encapsulation in fermentation of limonene-contained media and orangepeel hydrolyzate. International Journal of Molecular Sciences, 8: 777-787.

• Qureshi, N.; Li, X. L.; Hughes, S.; Saha, B. C. & Cotta, M. A. (2006). Butanol pro-duction from corn fiber xylan using Clostridium acetobutylicum. BiotechnologyProgress, 22: 673-680.
• Ragauskas, A. J.; Williams, C. K.; Davison, B. H.; Britovsek, G.; Cairney, J.; Ec-kert, C. A.; Frederick, J.; Hallett, J. P.; Leak, D. J.; Liotta, C. L.; Mielenz, J. R.;Murphy, R.; Templer, R. & Tschaplinski, T. (2006). The path forward for biofuelsand biomaterials. Science, 311: 484-489.
• Ramessar, K.; Rademacher, T.; Sack, M.; Stadlmann, J.; Platis, D.; Stiegler, G.;Labrou, N.; Altmann, F.; Ma, J.; ger, E.; Capell, T. & Christou, P. (2008). Cost-ef-fective production of a vaginal protein microbicide to prevent HIV transmission.Proceedings of the National Academy of Sciences of the United States of America,105: 3727-3732.
• Ranganathan, S. V.; Narasimhan, S. L. & Muthukumar, K. (2008). An overview ofenzymatic production of biodiesel. Bioresource Technology, 99: 3975-3981.
• Förster, A.; Jacobs, K.; Juretzek, T.; Mauersberger, S. & Barth, G. (2007). Overex-pression of the ICL1 gene changes the product ratio of citric acid production byYarrowia lipolytica. Applied Microbiology and Biotechnology, 77: 861-869.
• Rudnitskaya, A. & Legin, A. (2008). Sensor systems, electronic tongues and elec-tronic noses, for the monitoring of biotechnological processes. Journal of Indus-trial Microbiology and Biotechnology, 35: 443-451.
• Salusjärvi, L.; Poutanen, M.; nen, J. P.; Koivistoinen, H.; Aristidou, A.; Kalkkinen,N.; Ruohonen, L. & Penttilaá, M. (2003). Proteome analysis of recombinant xylo-se-fermenting Saccharomyces cerevisiae. Yeast, 20: 295-314.
• Sakai, S. & Yagishita, T (2007). Microbial production of hydrogen and ethanolfrom glycerol-containing wastes discharged from a biodiesel fuel production plantin a bioelectrochemical reactor with thionine. Biotechnology and Bioengineering,98: 340-348.
• Salehi, H.; Ransom, C. B.; Oraby, H. F.; Seddighi, Z. & Sticklen, M. B. (2005). De-lay in flowering and increase in biomass of transgenic tobacco expressing the Ara-bidopsis floral repressor gene flowering locus c. Journal of Plant Physiology, 162:711-717.
• Sánchez, O. J. & Cardona, C. A. (2005). Biotechnological production of fuel etha-nol. I: Obtaining from various raw materials. Interciencia, 30: 22-47.
• Sanchez, O. J. & Cardona, C. A. (2008). Trends in biotechnological production offuel ethanol from different feedstocks. Bioresource Technology, 99: 5270-5295.
• Sarath, G.; Mitchell, R. B.; Sattler, S. E.; Funnell, D.; Pedersen, J. F.; Graybosch,R. A. & Vogel, K. P. (2008). Opportunities and roadblocks in utilizing forages andsmall grains for liquid fuels. Journal of Industrial Microbiology and Biotechnology,35: 343-354.
• Savage, D. F.; Way, J. & Silver, P. A. (2008). Defossiling fuel: How synthetic bio-logy can transform biofuel production. ACS Chemical Biology, 3: 13-16.
• Sawada, T.; Nakamura, Y.; Kobayashi, F.; Kuwahara, M. & Watanabe, T. (1995). Ef-fects of Fungal Pretreatment and Steam Explosion Pretreatment on Enzymatic Sac-charification of Plant Biomass. Biotechnology and Bioengineering, 48: 719-724.
130 Genoma España

Biorrefinerías: Situación Actual y Perspectivas de Futuro 131
• Sayaslan, A. (2004). Wet-milling of wheat flour: Industrial processes and small-scale test methods. LWT - Food Science and Technology, 37: 499-515.
• Schmer, M. R.; Vogel, K. P.; Mitchell, R. B. & Perrin, R. K. (2008). Net energy ofcellulosic ethanol from switchgrass. Proceedings of the National Academy ofSciences of the United States of America, 105: 464-469.
• Serrano, L. (2007). Synthetic biology: Promises and challenges. MolecularSystems Biology, 3: 158.
• Sin Autor (2007). Biobased ethylene glycol. Industrial Bioprocessing, 29: 10.
• Smid, E. J.; Molenaar, D.; Hugenholtz, J.; De Vos, W. M. & Teusink, B. (2005).Functional ingredient production: Application of global metabolic models. CurrentOpinion in Biotechnology, 16: 190-197.
• Somerville, C. & Somerville, S. (1999). Plant functional genomics. Science, 285:380-383.
• Stephanopoulos, G. (2007). Challenges in engineering microbes for biofuels pro-duction. Science, 315: 801-804.
• Stevens, D. J. (2002). Hot gas conditioning: recent progress with larger-scale bio-mass gasification systems. Update and summary of recent progress, Doc. no.NREL/SR-510-29952.
• Sticklen, M. B. (2007). Feedstock crop genetic engineering for alcohol fuels. CropScience, 47: 2238-2248.
• Sticklen, M. B. (2008). Plant genetic engineering for biofuel production: towardsaffordable cellulosic ethanol. Nat Rev Genet, 9: 433-443.
• Sues, A.; Millati, R.; Edebo, L. & Taherzadeh, M. J. (2005). Ethanol production fromhexoses, pentoses, and dilute-acid hydrolyzate by Mucor indicus. FEMS Yeast Rese-arch, 5: 669-676.
• Sun, Y. & Cheng, J. (2002). Hydrolysis of lignocellulosic materials for ethanol pro-duction: A review. Bioresource Technology, 83: 1-11.
• Talebnia, F. & Taherzadeh, M. J. (2006). In situ detoxification and continuous culti-vation of dilute-acid hydrolyzate to ethanol by encapsulated S. cerevisiae. Journalof Biotechnology, 125: 377-384.
• Tanksale, A.; Wong, Y.; Beltramini, J. N. & Lu, G. Q. (2007). Hydrogen generationfrom liquid phase catalytic reforming of sugar solutions using metal-supported ca-talysts. International Journal of Hydrogen Energy, 32: 717-724.
• Taylor II, L. E.; Henrissat, B.; Coutinho, P. M.; Ekborg, N. A.; Hutcheson, S. W. &Weiner, R. M. (2006). Complete cellulase system in the marine bacterium Saccha-rophagus degradans strain 2-40T. Journal of Bacteriology, 188: 3849-3861.
• Teeri, T. T. (1997). Crystalline cellulose degradation: new insight into the functionof cellobiohydrolases. Trends in Biotechnology, 15: 160-167(8).
• Thomsen, M. H. (2005). Complex media from processing of agricultural crops formicrobial fermentation. Applied Microbiology and Biotechnology, 68: 598-606.
• Torney, F.; Moeller, L.; Scarpa, A. & Wang, K. (2007). Genetic engineering approa-ches to improve bioethanol production from maize. Current Opinion in Biotechno-logy, 18: 193-199.

• Turner, P.; Mamo, G. & Karlsson, E. N. (2007). Potential and utilization of thermo-philes and thermostable enzymes in biorefining. Microbial Cell Factories, 6.
• van Kasteren, J. M. N. & Nisworo, A. P. (2007). A process model to estimate thecost of industrial scale biodiesel production from waste cooking oil by supercriticaltransesterification. Resources, Conservation and Recycling, 50: 442-458.
• Van Maris, A. J. A.; Winkler, A. A.; Kuyper, M.; De Laat, W. T. A. M.; Van Dijken, J.P. & Pronk, J. T. (2007). Development of efficient xylose fermentation in Saccha-romyces cerevisiae: Xylose isomerase as a key component, 108: 179-204.
• Ref Type: Serial (Book,Monograph).
• Van Walsum, G. P.; Allen, S. G.; Spencer, M. J.; Laser, M. S.; Antal, J. & Lynd, L.R. (1996). Conversion of lignocellulosics pretreated with liquid hot water to etha-nol. Applied Biochemistry and Biotechnology - Part A Enzyme Engineering andBiotechnology, 57-58: 157-170.
• Van Zyl, W. H.; Lynd, L. R.; Den Haan, R. & McBride, J. E. (2007). Consolidatedbioprocessing for bioethanol production using Saccharomyces cerevisiae. Advan-ces in Biochemical Engineering/Biotechnology, 108: 205-235.
• Vertès, A. A.; Inui, M. & Yukawa, H. (2007). Alternative technologies for biotech-nological fuel ethanol manufacturing. Journal of Chemical Technology and Bio-technology, 82: 693-697.
• Warnecke, F.; hl, P.; Ivanova, N.; Ghassemian, M.; Richardson, T. H.; Stege, J. T.;Cayouette, M.; McHardy, A. C.; Djordjevic, G.; Aboushadi, N.; Sorek, R.; Tringe, S.G.; Podar, M.; Martin, H. G.; Kunin, V.; Dalevi, D.; Madejska, J.; Kirton, E.; Platt,D.; Szeto, E.; Salamov, A.; Barry, K.; Mikhailova, N.; Kyrpides, N. C.; Matson, E.G.; Ottesen, E. A.; Zhang, X.; ndez, M.; Murillo, C.; Acosta, L. G.; Rigoutsos, I.;Tamayo, G.; Green, B. D.; Chang, C.; Rubin, E. M.; Mathur, E. J.; Robertson, D. E.;Hugenholtz, P. & Leadbetter, J. R. (2007). Metagenomic and functional analysis ofhindgut microbiota of a wood-feeding higher termite. Nature, 450: 560-565.
• Weimer, P. J. (2006). Ethanol and co-products from cellulosic biomass. Internatio-nal Sugar Journal, 108: 630-633.
• Wijffels, R. H. (2008). Potential of sponges and microalgae for marine biotechno-logy. Trends in Biotechnology, 26: 26-31.
• Wyman, C. E.; Dale, B. E.; Elander, R. T.; Holtzapple, M.; Ladisch, M. R. & Lee, Y.Y. (2005). Coordinated development of leading biomass pretreatment technolo-gies. Bioresource Technology, 96: 1959-1966.
• Xu, H.; Miao, X. & Wu, Q. (2006). High quality biodiesel production from a micro-alga Chlorella protothecoides by heterotrophic growth in fermenters. Journal ofBiotechnology, 126: 499-507.
• Yamaberi, K.; Takagi, M. & Yoshida, T. (1998). Nitrogen depletion for intracellulartriglyceride accumulation to enhance liquefaction yield of marine microalgal cellsinto a fuel oil. Journal of Marine Biotechnology, 6: 44-48.
• Yang, J., Guo, D. & Yan, Y. (2007). Cloning, expression and characterization of anovel thermal stable and short-chain alcohol tolerant lipase from Burkholderia ce-pacia strain G63. Journal of Molecular Catalysis B: Enzymatic, 45: 91-96.
132 Genoma España

Biorrefinerías: Situación Actual y Perspectivas de Futuro 133
• Yazdani, S. S. & Gonzalez, R. (2007). Anaerobic fermentation of glycerol: a pathto economic viability for the biofuels industry. Current Opinion in Biotechnology,18: 213-219.
• Yu, J.; Nierman, W. C.; Bhatnagar, D. & Cleveland, T. E. (2007). Aspergillus flavusgenomic data mining provides clues for its use in producing biobased products.
• Ref Type: Conference Proceeding.
• Zacchi , G. & Axelsson, A. (1989). Economic evaluation of preconcentration inproduction of ethanol from dilute sugar solutions. Biotechnology and Bioenginee-ring, 34: 223-233.
• Zhang, Y. H. P.; Ding, S. Y.; Mielenz, J. R.; Cui, J. B.; Elander, R. T.; Laser, M.; Him-mel, M. E.; McMillan, J. R. & Lynd, L. R. (2007). Fractionating recalcitrant lignocellu-lose at modest reaction conditions. Biotechnology and Bioengineering, 97: 214-223.

11. Abreviaturas
ABE: acetona-butanol-etanol.
ADN: ácido desoxirribonucleico.
AFEX: explosión por vapor con amoníaco.
AGL: ácidos grasos libres.
AIMPLAS: Instituto Tecnológico del Plástico.
APG´s: alquil glicósidos.
APP: aqueous-phase catalytic processes (reformado en fase acuosa).
ARNm: ácido ribonucleico mensajero.
ASTM: American Society for Testing and Material Standard (Asociación Internacio-nal de Normativa de Calidad).
BEI: Bioeconomy Institute.
BIFI: Instituto de Biocomputación y Física de Sistemas Complejos.
BioETBE: bio-etil-terc-butil-éter.
BioMTBE: bio-metil terc-butiléter.
BTL: biomass to liquids.
CARTIF: Centro de Automatización, Robótica y Tecnologías de la Información y dela Fabricación.
CBP: consolidated bioprocessing.
CDM: conversión directa por el microorganismo.
CENER: Centro Nacional de Energía Renovable.
CENIT: Consorcios Estratégicos Nacionales en Investigación Técnica.
CGP: Cyanophycin Granule Polypeptide (cianoficina).
CIB: Centro de Investigaciones Biológicas del CSIC.
CIDAUT: Fundación para la Investigación y Desarrollo en Transporte y Energía.
CIEMAT: Centro de Investigaciones Energéticas, Medioambientales y Tecnológicas.
CNB: Centro Nacional de Biotecnología.
COST: Cooperación Europea en el Campo de la Investigación Científica y Técnica.
CSIC: Consejo Superior de Investigaciones Científicas.
DALA: ácido ‰-amino levulínico.
DDGS: Distillers Dried Grains with Solubles.
DME: dimetil-éter.
DOE: Department of Energy of United States.
EBI: Instituto Europeo de Bioinformática.
EFI: European Forestry Institute.
EFIMED: Oficina Regional del EFI del Mediterráneo.
134 Genoma España

Biorrefinerías: Situación Actual y Perspectivas de Futuro 135
ECN: Energy Research Center of the Netherlands (Centro de Investigación Energé-tica de los Países Bajos).
ECN: European Compost Network (Red Europea de Compost).
EGs: endoglucanasas.
EMBL: European Molecular Biology Laboratory (Laboratorio Europeo de BiologíaMolecular).
EV: explosión por vapor.
EXs: exoglucanasas.
FAEES: fatty acid ethylic ester (ésteres etílicos de ácidos grasos).
FFV: Flexible Fuel Vehicles.
GOS: Global Ocean Sampling Expedition.
gTME: transcription machinery engineering (ingeniería de la maquinaria de latranscripción).
HE: hidrólisis enzimática.
HFS: hidrólisis y fermentación por separado.
HMF: hidroximetilfurfural.
ICTS: Instalación Científica y Tecnológica Singular.
IDAE: Instituto de Diversificación y Ahorro Energético.
IEA: Internacional Energy Agency.
INIA: Instituto Nacional de Investigación y Tecnología Agraria y Alimentaria.
KBB: Knowledge-Based Bioeconomy
MCB: Mixture Culture Biotechnology.
MTHF: metiltetrahidrofurano.
NNFCC: National Non-Food Crop Center.
NREL: Nacional Renewable Energy Laboratory.
PAC: Política Agraria Común.
PER: Plan de Energías Renovables.
PHA: polihidroxialcanoatos.
PHB: 3-polihidroxibutirato.
PHBV: poli (3-hidroxibutirato-co-3-hidroxivalerato).
PIIC: Proyecto de Investigación Industrial Concertada.
PLA: polilactida.
PPT: tereftalato de politrimetiletileno.
PSE: proyecto singular estratégico.
RED: Red Española de Compostaje.
RME: rape methyl esters (ésteres metílicos de colza).
SFS: sacarificación y fermentación simultáneas.
Tep: toneladas equivalentes de petróleo.
12. Glosario
• Bioenergía. Energía producida a partir de biomasa bien en forma directa (com-bustión) para producción de calor y electricidad, o bien a través de compuestosderivados como alcoholes y ésteres de ácidos grasos empleados para generarenergía mecánica (biocarburantes).
• Bioindustrias. Industrias que emplean biomasa como materia prima.
• Biomasa. Material orgánico de origen biológico, o productos derivados de esta,que puede proporcionar bioenergía y bioproductos. Las fuentes de biomasa son deorigen animal y vegetal y proceden de la ganadería, agricultura, bosques y aguasresiduales municipales. Se excluyen los árboles de crecimiento lento. Los residuossólidos urbanos suelen considerarse como un grupo aparte, aunque en sentido es-tricto, la fracción orgánica de los RSU también tiene naturaleza de biomasa.
• Bioproductos. Productos industriales o comerciales productos obtenidos a partirde biomasa. Incluyen los productos químicos industriales y materiales (textiles,bioplásticos, biofibras).
• Biorrefinería integrada. Conjunto de bioindustrias en las que se producen com-bustibles, energía y diferentes líneas de productos químicos, de tal forma que seincrementa la rentabilidad económica respecto a aquellas biorrefinerías que pro-duzcen exclusivamente biocombustibles y energía.
• Externalidades. Consecuencias en la sociedad y en el medio ambiente causadas porun proceso de producción que no son consideradas en la determinación del precio delproducto final dentro de los cálculos de los costes de cada fuente de energía.
• Plataforma tecnológica. Este concepto tiene dos posibles acepciones en el áreade las biorrefinerías:
– En el ámbito puramente técnico se definen como sistemas de optimización, me-diante la integración de diferentes procesos de conversión, del aprovechamientode la biomasa en una biorrefinería.
– También se emplea este concepto para describir las actuaciones de reflexión yanálisis promovidas por las empresas, con el fin de definir las estrategias de in-vestigación y desarrollo tecnológico adecuadas para mejorar su competitividad.Mediante estos análisis se configuran de una forma integrada las Agendas Estra-tégicas de I+D (SRA, de las siglas en inglés) para el corto, medio y largo plazo.Las Plataformas Tecnológicas tienen origen en las actividades desarrolladas porel Programa Marco de la Unión Europea. A la estela de las Plataformas tecnoló-gicas Europeas a nivel nacional se promueven las Plataformas Nacionales.
• Plataforma. Conjunto de productos y materiales de interés industrial derivadosde un producto químico base o “building block”.
• Producto químico base o building block. Son aquellas moléculas a partir delas cuales se pueden obtener nuevas familias de moléculas de interés industrial,que a su vez son la materia prima de diversos compuestos químicos y materialesaptos para el consumo.
136 Genoma España

Biorrefinerías: Situación Actual y Perspectivas de Futuro 137
• Tonelada equivalente de petróleo (Tep, en inglés Toe). Unidad de energíacuyo valor equivale a la energía que hay en un tonelada de petróleo y, como pue-de variar según la composición del mismo, se ha tomado un valor convencional de41.868.000.000 julios = 11.630 kWh.
El tep sirve también para comparar los niveles de emisión de CO2 a la atmósferaque se producen al quemar distintos elementos (1 tep de gas natural = 2,1 tone-ladas de CO2; 1 tep de carbón = 3,8 toneladas de CO2 ; 1 tep de gasoil = 2,9 to-neladas de CO2).

13. Anexos
Anexo 1. Ejemplos de bases de datos proporcionados por las ciencias “x-ómicas”
• Genome On Line Database (GOLD) (http://www.genomesonline.org/) en la que sepueden consultar información completa de los proyectos genómicos existentes entodo el mundo, que en enero de 2008 se cifraban en 3.520.
• TIGR es un portal perteneciente al Instituto de J. Craig Venter (http://www.jcvi.org/cms/home/) con información de todos los genomas secuenciados por el momento:http://www.tigr.org/
• Standford Microarray Database (http://genome-www5.stanford.edu//), recursoque almacena los datos experimentales de microarrays sin procesar y normaliza-dos, así como sus correspondientes archivos de imagen. Además, SMD proporcionainterfaces para la recuperación de datos, análisis y visualización. Los datos son he-chos públicos según criterio del investigador o en el momento de su publicación.
• Microbial Genome Viewer (http://www.cmbi.ru.nl/genome/), que ofrece los datosde una forma interactiva.
• CAMERA (http://camera.calit2.net/) representa la ciberinfraestructura para la investiga-ción avanzada y el análisis microbianos del medio marino. Dispone de bases de datos yherramientas bioinformáticas que permiten interpretar los análisis metagenómicos.
• Banco de datos de Proteínas-PDP (http://rcsb.org/pdb/home/home.do), web en-cargada de mantener la base de datos de estructura terciaria de proteínas de lascuales se ha determinado su estructura tridimensional por cristalografía de rayosX, o por espectrofotometría de resonancia magnética nuclear (NMR).
• ENZYME enlaza la clasificación de actividades enzimáticas completa a las secuen-cias de Swissprot: http://us.expasy.org/.
• PROSITE contiene información sobre la estructura secundaria de proteínas, fami-lias, dominios, etc.: http://us.expasy.org/.
• INTERPRO integra la información de diversas bases de datos de estructura secun-daria como PROSITE, proporcionando enlaces a otras bases de datos e informa-ción más extensa: http://www.ebi.ac.uk/interpro/index.html.
• Bases de datos que contienen información sobre rutas metabólicas:
– Kyoto Encyclopedia of Genes and Genomes (KEGG) (http://www.genome.jp/kegg/),es una colección de bases de datos de genomas, rutas enzimáticas, sustancias bio-lógicas e interacciones moleculares en la célula.
– ERGO (http://ergo.integratedgenomics.com/).
– BRENDA (http://www.brenda-enzymes.info/).
– MetaCyc (http://www.metacyc.org/).
– SimPhenyTM (http://www.genomatica.org)
138 Genoma España
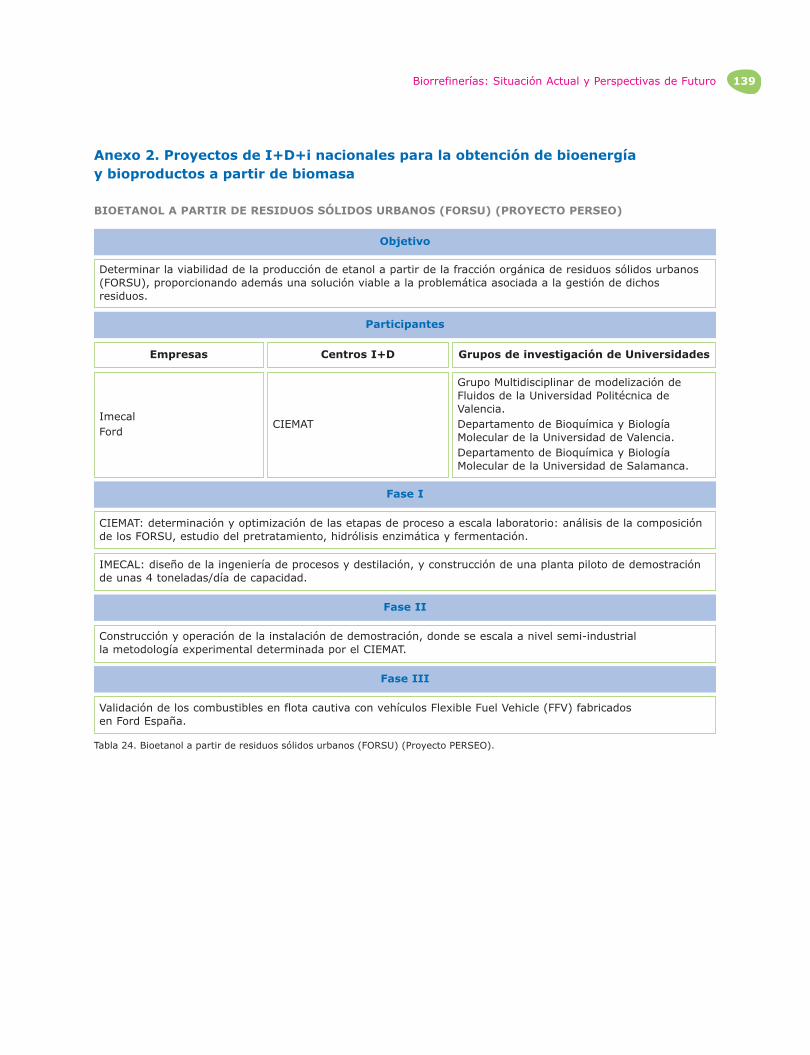
Biorrefinerías: Situación Actual y Perspectivas de Futuro 139
Anexo 2. Proyectos de I+D+i nacionales para la obtención de bioenergía y bioproductos a partir de biomasa
Objetivo
Participantes
Fase I
Determinar la viabilidad de la producción de etanol a partir de la fracción orgánica de residuos sólidos urbanos(FORSU), proporcionando además una solución viable a la problemática asociada a la gestión de dichosresiduos.
Empresas Centros I+D Grupos de investigación de Universidades
ImecalFord
CIEMAT
Grupo Multidisciplinar de modelización deFluidos de la Universidad Politécnica deValencia.Departamento de Bioquímica y BiologíaMolecular de la Universidad de Valencia.Departamento de Bioquímica y BiologíaMolecular de la Universidad de Salamanca.
CIEMAT: determinación y optimización de las etapas de proceso a escala laboratorio: análisis de la composiciónde los FORSU, estudio del pretratamiento, hidrólisis enzimática y fermentación.
IMECAL: diseño de la ingeniería de procesos y destilación, y construcción de una planta piloto de demostraciónde unas 4 toneladas/día de capacidad.
Fase II
Construcción y operación de la instalación de demostración, donde se escala a nivel semi-industrial la metodología experimental determinada por el CIEMAT.
Fase III
Validación de los combustibles en flota cautiva con vehículos Flexible Fuel Vehicle (FFV) fabricados en Ford España.
BIOETANOL A PARTIR DE RESIDUOS SÓLIDOS URBANOS (FORSU) (PROYECTO PERSEO)
Tabla 24. Bioetanol a partir de residuos sólidos urbanos (FORSU) (Proyecto PERSEO).
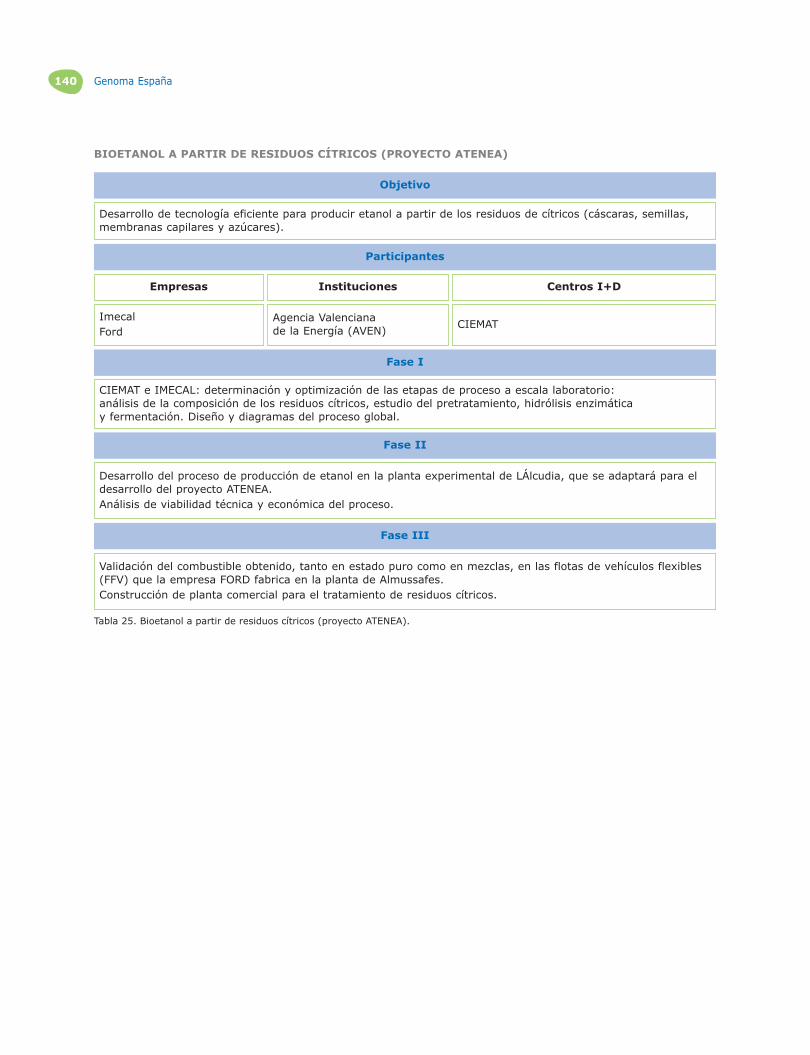
140 Genoma España
Participantes
Empresas Instituciones Centros I+D
ImecalFord
Agencia Valenciana de la Energía (AVEN)
CIEMAT
Objetivo
Fase I
Desarrollo de tecnología eficiente para producir etanol a partir de los residuos de cítricos (cáscaras, semillas,membranas capilares y azúcares).
CIEMAT e IMECAL: determinación y optimización de las etapas de proceso a escala laboratorio: análisis de la composición de los residuos cítricos, estudio del pretratamiento, hidrólisis enzimática y fermentación. Diseño y diagramas del proceso global.
Fase II
Desarrollo del proceso de producción de etanol en la planta experimental de LÁlcudia, que se adaptará para eldesarrollo del proyecto ATENEA.Análisis de viabilidad técnica y económica del proceso.
Fase III
Validación del combustible obtenido, tanto en estado puro como en mezclas, en las flotas de vehículos flexibles(FFV) que la empresa FORD fabrica en la planta de Almussafes.Construcción de planta comercial para el tratamiento de residuos cítricos.
BIOETANOL A PARTIR DE RESIDUOS CÍTRICOS (PROYECTO ATENEA)
Tabla 25. Bioetanol a partir de residuos cítricos (proyecto ATENEA).

Biorrefinerías: Situación Actual y Perspectivas de Futuro 141
Áreas
Actividades Participantes
– Mejora genética de los cultivos tradicionales para la producción de bioetanol de primera generación (grano de maíz, trigo y cebada;remolacha; nuevas variedades de patata con alto contenido en almidón).
– Selección de las variedades más aptas para cada regiónedafoclimática, de la que dependerán también las técnicas de protección de cultivo para optimizar la producción con el menorimpacto ambiental.
– Estudio de materias primas para obtención de biocombustibles de segunda generación (partes lignocelulósicas de maíz y sorgo).
Syngenta, Oryzon, ABNT, Bioiden,Albabio, Asaja, KWS.
– Estudio de cultivos alternativos para la producción de bioetanol deprimera y segunda generación: cardo, la paulownia, caña común,parte aérea del tabaco y chumbera.
– Potencial de las materias primas estudiadas para la producción deetanol en España.
Syngenta, Oryzon, ABNT, Bioiden,Albabio, Asaja, KWS.
– Plantas y microorganismos como biofactoría energética.Noraybio, Artbiochem, PlantBioproducts, Calantia, Biopolis, ABNT.
Objetivo
MATERIA PRIMA Y ENZIMAS
Generar el tecnológico necesario para permitir incrementar la capacidad de producción de bioetanol de forma sostenible y competitiva en nuestro país. El proyecto abarca el ciclo completo del bioetanol:producción de materias primas y biotecnología (cultivos energéticos y enzimas), tecnologías de transformación a partir de productos agrícolas, y su empleo posterior en motores.
PROCESOS TERMOQUÍMICOS
– Obtención de etanol a partir del gas de síntesis generado en el proceso de gasificación de la biomasa. La investigación a este nivel está centrada en:- Estudio de los sistemas de síntesis catalítica. - Diseño del proceso considerando los aspectos económicos
y financieros, para el diseño hipotético de una planta deproducción de etanol a partir de biomasa.
– Análisis del ciclo de vida para seleccionar las tecnologías másadecuadas con un sistema de producción integrado y sostenible.
Abengoa Bioenergía NuevasTecnologías (ABNT), Solutex.
APLICACIONES DEL ETANOL
Estudio y desarrollo en motores, ensayos en flota, estudios deviabilidad y normativa.
Idiada, ABNT, Derbi, Guascor, Ros Roca, E&M Combustión, Tussan,Azvi, Cepsa, Deloitte, BLH.
INVESTIGACIÓN Y DESARROLLO DE ETANOL PARA AUTOMOCIÓN (I+DEA) (PROYECTO CENIT)http://www.cenit-imasdea.es/
Tabla 26. Investigación y Desarrollo de Etanol Para Automoción (I+DEA) (Proyecto Cenit)http://www.cenit-imasdea.es/

142 Genoma España
Áreas
Subproyecto y Actividades
Cultivos oleaginosos
Empresas Centros I+D
Nuevas técnicas de cultivo y variedades para aumentarla producción de girasol, colza y mostaza en Españacon destino a biodiésel, a partir de colza, girasol y carinata en diferentes condiciones.
Instituto Andaluz deInvestigación Agraria, Pesquera,Alimentaria y de la ProducciónEcológica (IFAPA).Instituto Técnico y de GestiónAgrícola (ITGA).Institut de Recerca i TecnologíaAgroalimentaries (IRTA;Generalitat de Cataluña).Instituto Técnico AgronómicoProvincial de Albacete (ITAP).
Koipesol Semillas
Cultivos marinos
Cultivos marinos: producción de aceites para biodiésel(fotobiorreactores).
Centro de Biotecnología Marina,Universidad de Las Palmas deGran Canaria (CBM – ULPGC).
Repsol YPF
Reciclado de aceites usados y aprovechamiento de grasas
Aprovechamiento de grasas animales y aceites usadosreciclados.
Centro Nacional de EnergíaRenovable (CENER).
AccionaBiocombustibles
Desarrollo de un sistema de obtención de grasas útilespara la producción de biodiésel a partir de grasasanimales.
Fundación L`Urederra.IndustriasSuescun
Índice de calidad del aceite vegetal usado: Mejora en elcontrol de materias primas para la producción debiodiésel a partir de aceites vegetales usados.
Fundación Azti.Fundación Robotiker.
Bionortransformación
Producción de biometanol a partir de biogas:Producción sostenible de biometanol a partir de biogáspara su uso en la producción de biodiésel.
Universidad de Oviedo.Centro de desarrollo tecnológicoLEIA.
Biogás Cell Fuel
Optimización del cultivo de plantas energéticas para la producción de biodiésel.
Universidad de Valladolid.C.A. Valparaíso
Objetivo
MATERIAS PRIMAS
Extender el uso del biodiésel en el mercado nacional mediante un programa de I+D, cuyas actividadespersiguen la reducción de los costes de producción y el aumento de la disponibilidad de materias primas locales.
PROYECTO DE INVESTIGACIÓN PIIBE (PROYECTO CENIT)http://www.piibe.com/microsites/piibe/pub/proyecto_piibe/default.aspx
(continúa en pág. siguiente)
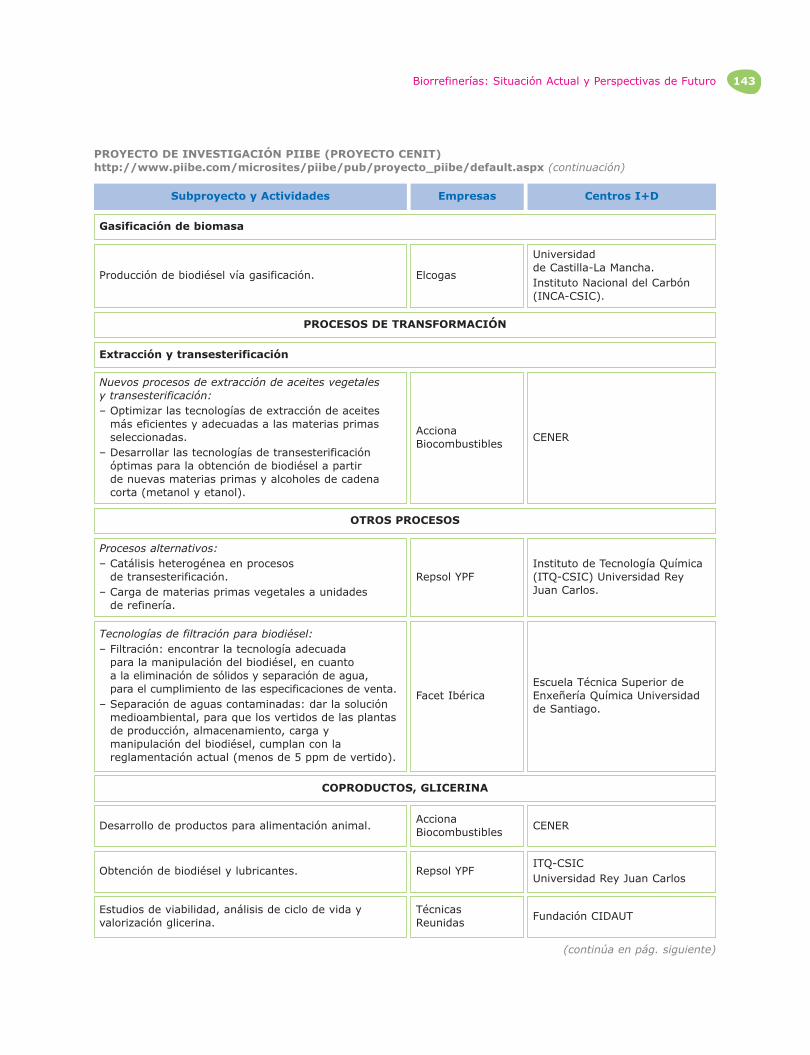
Biorrefinerías: Situación Actual y Perspectivas de Futuro 143
PROYECTO DE INVESTIGACIÓN PIIBE (PROYECTO CENIT)http://www.piibe.com/microsites/piibe/pub/proyecto_piibe/default.aspx (continuación)
Subproyecto y Actividades Empresas Centros I+D
Gasificación de biomasa
Producción de biodiésel vía gasificación.
Universidad de Castilla-La Mancha.Instituto Nacional del Carbón(INCA-CSIC).
PROCESOS DE TRANSFORMACIÓN
Elcogas
Extracción y transesterificación
Nuevos procesos de extracción de aceites vegetales y transesterificación: – Optimizar las tecnologías de extracción de aceites
más eficientes y adecuadas a las materias primasseleccionadas.
– Desarrollar las tecnologías de transesterificaciónóptimas para la obtención de biodiésel a partir de nuevas materias primas y alcoholes de cadenacorta (metanol y etanol).
CENERAccionaBiocombustibles
OTROS PROCESOS
Procesos alternativos: – Catálisis heterogénea en procesos
de transesterificación.– Carga de materias primas vegetales a unidades
de refinería.
Instituto de Tecnología Química(ITQ-CSIC) Universidad ReyJuan Carlos.
Repsol YPF
COPRODUCTOS, GLICERINA
Desarrollo de productos para alimentación animal. CENERAccionaBiocombustibles
Obtención de biodiésel y lubricantes.ITQ-CSICUniversidad Rey Juan Carlos
Repsol YPF
Estudios de viabilidad, análisis de ciclo de vida yvalorización glicerina.
Fundación CIDAUTTécnicasReunidas
Tecnologías de filtración para biodiésel:– Filtración: encontrar la tecnología adecuada
para la manipulación del biodiésel, en cuanto a la eliminación de sólidos y separación de agua, para el cumplimiento de las especificaciones de venta.
– Separación de aguas contaminadas: dar la soluciónmedioambiental, para que los vertidos de las plantasde producción, almacenamiento, carga ymanipulación del biodiésel, cumplan con lareglamentación actual (menos de 5 ppm de vertido).
Escuela Técnica Superior deEnxeñería Química Universidadde Santiago.
Facet Ibérica
(continúa en pág. siguiente)

144 Genoma España
PROYECTO DE INVESTIGACIÓN PIIBE (PROYECTO CENIT)http://www.piibe.com/microsites/piibe/pub/proyecto_piibe/default.aspx (continuación)
Subproyecto y Actividades Empresas Centros I+D
Obtención de ésteres con propiedades lubricantes apartir de coproductos y subproductos de la síntesis debiodiésel.
Universidad Politécnica deCataluña, Instituto Químico deSarriá, Universidad Autónomade Barcelona.
Industrial QuímicaLasem
Calefacción
Soluciones innovadoras para el aprovechamiento de laglicerina en calderas industriales (combustión).
IKERLANTifell
Otros
Utilización de biodiésel fuera de especificaciones enmotores de combustión interna.
Centro de desarrollo tecnológicoLEIA
GUASCORI+D
Nuevos usos no combustibles del biodiésel y su aplicación en carreteras (asfaltos).
Universidad Politécnicade Cataluña
SACYR
USOS Y APLICACIONES DEL BIODIÉSEL
Transporte:Nuevos sistemas de filtración para vehículos ligeros.
Laboratorio de Investigación enTecnologías de la Combustión(LITEC-CSIC)CIDAUT
Robert BoschEspaña
Tabla 27. Proyecto De Investigación Piibe (Proyecto Cenit) http://www.piibe.com/microsites/piibe/pub/proyecto piibe/default.aspx_

Biorrefinerías: Situación Actual y Perspectivas de Futuro 145
PSE ON CULTIVOS
Áreas
Actividades Empresas Centros I+D
Demostración comercial de:Colza (Brassica napus).Carinata (Brassica carinata).
– Instituto de AgriculturaSostenible (CSIC).
– CIEMAT.
– Acciona Biocombustibles.– Acciona Energía.– Sinersys.– Fundación Soriactiva.
Demostración comercial de:Sorgo (Sorghum bicolor).
– ITACyL.
– Valoriza Energía.
Cereales para la producción de etanol.– Abengoa Bioenergía.– Ecoagrícola.
Chopo (Populus ssp.).– INIA.– CIEMAT.
– Acciona Biocombustibles.– Acciona Energía.– Sinersys.– Fundación Soriactiva.– Asaja Granada.– Molinos de Ebro.
Programa de experimentación de:Cardo (Cynara cardunculus).Caña común (Arundo donax).
– UPM.—
Programa de experimentación de:Paulownia (Pawlonia spp.). – UPM.
– I-NIA.
– Sinersys.– Fundación Soriactiva.– VICEDEX.– Acciona Biocombustibles.– Acciona Energía.Programa de experimentación de:
Olmo de Liberia (Ulmus punila).
Logística y transporte. – CIEMAT.– ESCAN, S.A.
Objetivo
I. PRODUCCIÓN DE BIOMASA DE LOS CULTIVOS
Aplicaciones térmicas del sector doméstico.– CIEMAT.– Universidad de Vigo.– CIRCE.
– LASIAN.– BIOEBRO.
Generación de electricidad en sistemasdescentralizados y centralizados.
– CIEMAT.– GUASCOR, S.A.– GUASCAR I+D, S.A.– TAIM.
II. UTILIZACIÓN ENERGÉTICA DE LA BIOMASA
Desarrollo, demostración y evaluación de la viabilidad de la producción sostenible de energía en España a partirde biomasa de cultivos energéticos.
(continúa en pág. siguiente)
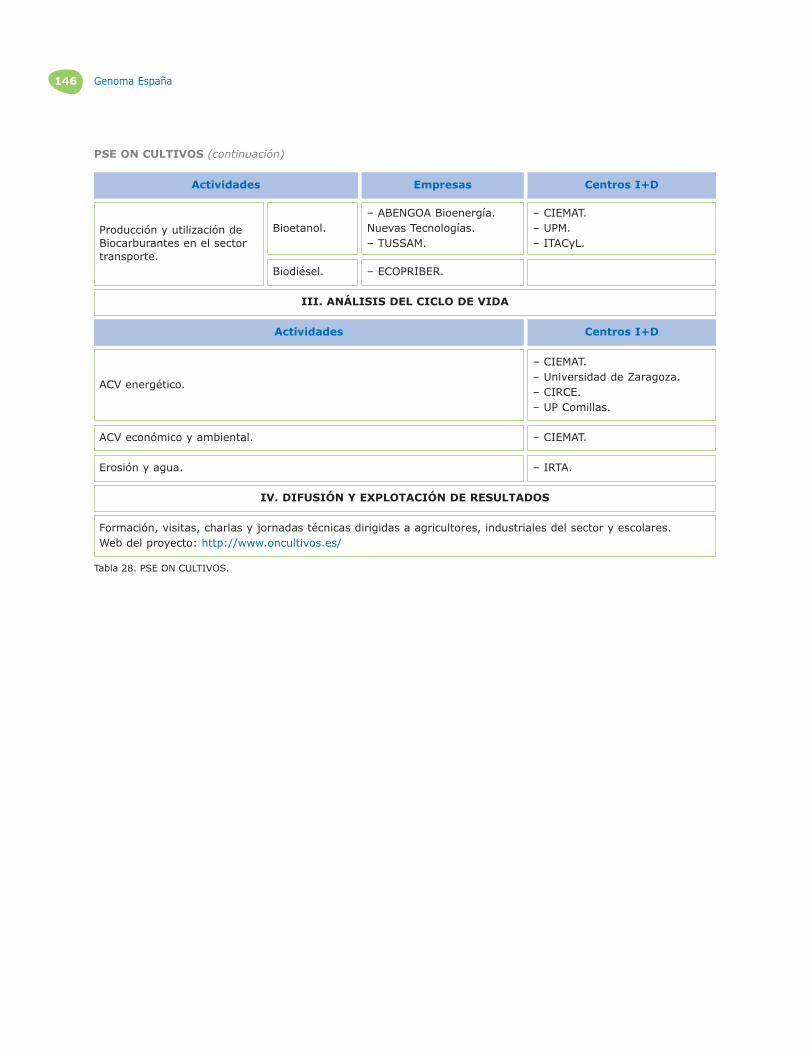
146 Genoma España
PSE ON CULTIVOS (continuación)
Actividades Empresas Centros I+D
Actividades Centros I+D
III. ANÁLISIS DEL CICLO DE VIDA
IV. DIFUSIÓN Y EXPLOTACIÓN DE RESULTADOS
Formación, visitas, charlas y jornadas técnicas dirigidas a agricultores, industriales del sector y escolares.Web del proyecto: http://www.oncultivos.es/
Producción y utilización deBiocarburantes en el sectortransporte.
Bioetanol.– CIEMAT.– UPM.– ITACyL.
– ABENGOA Bioenergía.Nuevas Tecnologías.– TUSSAM.
Biodiésel. – ECOPRIBER.
ACV energético.
– CIEMAT.– Universidad de Zaragoza.– CIRCE.– UP Comillas.
ACV económico y ambiental. – CIEMAT.
Erosión y agua. – IRTA.
Tabla 28. PSE ON CULTIVOS.
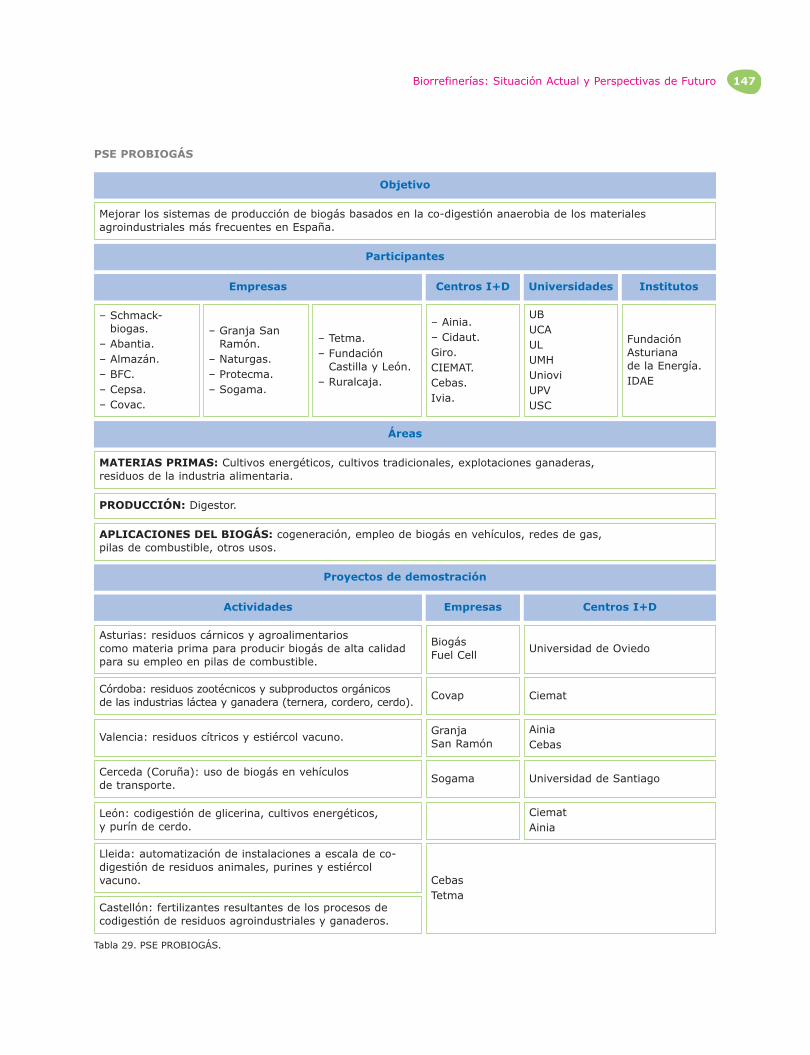
Biorrefinerías: Situación Actual y Perspectivas de Futuro 147
PSE PROBIOGÁS
Participantes
Empresas Centros I+D Universidades Institutos
Actividades Empresas Centros I+D
– Schmack-biogas.
– Abantia.– Almazán.– BFC.– Cepsa.– Covac.
MATERIAS PRIMAS: Cultivos energéticos, cultivos tradicionales, explotaciones ganaderas, residuos de la industria alimentaria.
PRODUCCIÓN: Digestor.
APLICACIONES DEL BIOGÁS: cogeneración, empleo de biogás en vehículos, redes de gas, pilas de combustible, otros usos.
– Granja SanRamón.
– Naturgas.– Protecma.– Sogama.
– Tetma.– Fundación
Castilla y León.– Ruralcaja.
– Ainia.– Cidaut.Giro.CIEMAT.Cebas.Ivia.
UBUCAULUMH UnioviUPVUSC
FundaciónAsturiana de la Energía.IDAE
Asturias: residuos cárnicos y agroalimentarios como materia prima para producir biogás de alta calidadpara su empleo en pilas de combustible.
Biogás Fuel Cell
Universidad de Oviedo
Córdoba: residuos zootécnicos y subproductos orgánicos de las industrias láctea y ganadera (ternera, cordero, cerdo).
Covap Ciemat
Valencia: residuos cítricos y estiércol vacuno.Granja San Ramón
AiniaCebas
Cerceda (Coruña): uso de biogás en vehículos de transporte.
Sogama Universidad de Santiago
León: codigestión de glicerina, cultivos energéticos, y purín de cerdo.
CiematAinia
Lleida: automatización de instalaciones a escala de co-digestión de residuos animales, purines y estiércolvacuno. Cebas
TetmaCastellón: fertilizantes resultantes de los procesos decodigestión de residuos agroindustriales y ganaderos.
Objetivo
Mejorar los sistemas de producción de biogás basados en la co-digestión anaerobia de los materialesagroindustriales más frecuentes en España.
Áreas
Proyectos de demostración
Tabla 29. PSE PROBIOGÁS.

148 Genoma España
PROYECTO CONSOLIDER TRANSPLANTA. FUNCIÓN Y POTENCIAL BIOTECNOLÓGICO DE LOS FACTORES DE TRANSCRIPCIÓN EN PLANTAS.ÁREA ALIMENTACIÓN, AGRICULTURA Y PESCA
Participantes
Objetivo
Utilizando metodologías de genómica vegetal, esta investigación busca identificar aquellos genes que controlanprocesos importantes de las plantas como pueden ser el crecimiento o la respuesta a un patógeno. El objetivodel proyecto Transplanta es usar los genes identificados para conseguir mayor productividad en las cosechas,mejor resistencia a plagas, sequía, frío y salinidad, y en definitiva, un crecimiento más acelerado. El resultadoserá plantas más productivas y mejor adaptadas a prácticas como la agricultura sostenible.
– Instituto de Recursos Naturales y Agrobiología (CSIC).– Centro Nacional de Biotecnología (CSIC).– Universidad de Castilla-La Mancha.– Universidad Politécnica de Madrid.– Universidad Miguel Hernández.– Universidad Politécnica de Valencia.– Universidad de Málaga.– Universidad de Valencia.– Departamento de Genética Molecular CSIC-IRT.– Centro de Biología Severo Ochoa (CSIC).– Instituto de Biología Molecular y Celular de Plantas (CSIC-UPV).– Instituto de Bioquimica Vegetal y Fotosíntesis.– Instituto Nacional de Investigación y Tecnología Agraria y Alimentaria (INIA).– Universidad de Salamanca.
Tabla 30. Proyecto Consolider Transplanta. Función y Potencial Biotecnológico de los Factores de Transcripción en Plantas.Área Alimentación, Agricultura y Pesca.

Biorrefinerías: Situación Actual y Perspectivas de Futuro 149
PROYECTO CONSOLIDER METAIBÉRICA. DIVERSIDAD Y METAGENOMA MICROBIANO DE LA PENÍNSULA IBÉRICA.ÁREA GENÓMICA BÁSICA
Participantes
Objetivo
El proyecto METAIBÉRICA realizará expediciones a los distintos ecosistemas de la península Ibéricarastreándolos para desvelar y explotar el potencial biotecnológico del inmenso tesoro microbiano que habita ennuestro país. La diversidad microbiana en forma de genes se almacenará en una “biblioteca nacional” queestará disponible para la comunidad científica.
– Estación Experimental del Zaidín (EEZ) (CSIC).– Centro Nacional de Biotecnología (CSIC).– Universidad Pablo de Olavide.– Centro de Investigaciones Biológicas (CSIC).– Universidad de León.– Instituto de Catálisis y Petroleoquímica (CSIC).– Estación Experimental del Zaidín (CSIC).– Universidad de Alicante.– Instituto Mediterráneo de Estudios Avanzados (CSIC).– Secugen, S.L., Biomedal, S. L.– Fundació Privada Institut de Recerca Biomédica.– Merck Sharp and Dohme de España S. A. – Instituto de Agroquímica y Tecnología de Alimentos (CSIC).
Tabla 31. Proyecto Consolider Metaibérica. Diversidad y Metagenoma Microbiano de la Península Ibérica.Área Genómica Básica.
Orense, 69, planta 2ª • 28020 MadridTeléfono: 91 449 12 50 • Fax: 91 571 54 89www.gen-es.org
MINISTERIO DE CIENCIAE INNOVACIÓN
GOBIERNODE ESPAÑA Centro de Investigaciones
Energéticas, Medioambientalesy Tecnológicas
• • • PATRONOS • • •
MINISTERIO DE INDUSTRIA, TURISMOY COMERCIO
GOBIERNODE ESPAÑA
MINISTERIO DE MEDIO AMBIENTEY MEDIO RURAL Y MARINO
MINISTERIO DE SANIDADY CONSUMO
MINISTERIO DE CIENCIAE INNOVACIÓN