articulos mezclas
DESCRIPTION
mezclas multicomponentesTRANSCRIPT

Disponible en: http://www.redalyc.org/articulo.oa?id=94403407
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
Sistema de Información Científica
Francisco Sánchez Mares, Pedro Alonso Dávila
Predicción de Puntos Críticos en Mezclas de Gas Natural
Conciencia Tecnológica, núm. 34, julio-diciembre, 2007, pp. 32-36,
Instituto Tecnológico de Aguascalientes
México
¿Cómo citar? Fascículo completo Más información del artículo Página de la revista
Conciencia Tecnológica,
ISSN (Versión impresa): 1405-5597
Instituto Tecnológico de Aguascalientes
México
www.redalyc.orgProyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto

Predicción de Puntos Críticos en Mezclas de Gas NaturalInvestigación
M. C. Francisco Sánchez Mares y Dr. Pedro Alonso DávilaDoctorado en Ciencias en Ingeniería Química
Universidad Autónoma de San Luís PotosíAv. Dr. Manuel Nava No. 6, Zona Universitaria, San Luís Potosí, S. L. P.
Resumen
La predicción confiable de puntos críticos en mezclas de gas natural permite conocer su comportamiento de fases. En este trabajo se presenta el cálculo de puntos críticos de dos mezclas de gas natural resolviendo la formulación de Heidemann y Khalil (1980) con un método de Newton multivariable. Los resultados muestran que el método es eficiente y puede ser aplicado a mezclas multicomponentes.
Palabras Clave
Puntos críticos, Gas natural, Formulación de Heidemann y Khalil.
Abstract
The reliable calculation of critical points in natural gas mixtures allows to predict the behavior of phases. The calculation of critical points of two mixtures of natural gas solving the Heidemann and Khalil´s formulation (1980) with a multivariable Newton´s method is presented in this work. The results show that method is efficient and can be applied to multicomponent mixtures.
Keywords
Critical point, Natural gas, Heidemann and Khalil´s formulation.
Introducción
El gas natural es una mezcla de hidrocarburos parafínicos ligeros que tiene como principal componente al metano CH
4. También contiene pequeñas cantidades
de etano C2H
6, propano C
3H
8 y en proporciones
variables nitrógeno N2, dióxido de carbono CO
2 y
ácido sulfhídrico H2S (PEMEX, 2005).
Se puede encontrar en dos formas distintas asociado y no asociado. Se denomina asociado cuando se encuentra acompañado de petróleo, mientras que no asociado es cuando se encuentra en yacimientos exclusivos de gas natural.
Actualmente es el combustible más limpio para la generación de energía eléctrica, ofrece las mejores opciones en términos económicos, de rendimiento e impacto ambiental. Es utilizado en diversos procesos industriales como la producción de cerámica, cemento, vidrio, textiles, en los sectores comercial y doméstico y como combustible en vehículos. Debido a que el gas natural se ha convertido en un combustible importante, para procesarlo es necesario conocer su comportamiento de fases, el cual es descrito por su envolvente y el punto crítico. La ubicación del punto crítico sobre la envolvente de fases proporciona información importante; por ejemplo, si la mezcla está principalmente formada de componentes ligeros o pesados o si existe condensación retrógrada. Conociendo lo anterior se pueden determinar las alternativas adecuadas de diseño que deberán emplearse en la extracción y procesamiento del gas del yacimiento. Como se puede observar el cálculo de puntos críticos en mezclas de gas natural es una actividad importante. No obstante, el software comercial disponible para realizar estos cálculos tiene un costo elevado. Por lo tanto, el objetivo de este trabajo es implementar un método eficiente para calcular puntos críticos en mezclas de gas natural resolviendo la formulación de Heidemann y Khalil (1980) con un método de Newton multivariable.
Trabajos previos
Peng y Robinson (1977) calcularon las propiedades críticas de mezclas multicomponentes empleando su famosa ecuación de estado. El método propuesto se basa en la solución de un conjunto de determinantes derivados de la transformación de Legendre de la energía libre de Gibbs. Hicks y Young (1977) calcularon los puntos críticos de diversas mezclas binarias utilizando un método de búsqueda exhaustiva del punto donde coinciden las derivadas de las condiciones críticas en términos de la energía libre de Helmholtz.
El método más empleado actualmente para calcular puntos críticos en mezclas multicomponentes es el propuesto por Heidemann y Khalil (1980) que emplea una formulación propia y que es aplicable a ecuaciones
32
Conciencia Tecnológica No. 34, Julio - Diciembre 2007

Conciencia Tecnológica No. 34, Julio - Diciembre 2007
de estado cúbicas. La convergencia al punto crítico se logra mediante un método de Newton con dos lazos de iteración.
Michelsen (1984) propone una metodología para calcular puntos críticos de mezclas multicomponentes empleando una modificación del plano tangente de Gibbs, mientras que Stradi y col. (2001) resolvieron la formulación de Heidemann y Khalil (1980) empleando un método de Newton con intervalos definidos para calcular puntos críticos de mezclas binarias y ternarias.
Henderson y col. (2004), Freitas y col. (2004) y Justo-García y García-Sánchez (2005) abordaron el cálculo de puntos críticos en mezclas multicomponentes como un problema de optimización global donde la función a minimizar era el criterio del plano tangente de Gibbs.
Recientemente, Sánchez-Mares y Bonilla-Petriciolet (2006) resolvieron la formulación de Heidemann y Khalil (1980) con Simulated Annealing (Goffe y col., 1994) y determinaron las propiedades críticas de diversas mezclas multicomponentes.
Fundamentos teóricos
Heidemann y Khalil (1980) propusieron que para determinar el punto crítico de una mezcla se deben cumplir las siguientes condiciones
donde C es el número de componentes, A es la energía libre de Helmholtz, n
i representa el número de
moles del componente i, representa una perturbación en el número de moles diferente de cero y Q es una matriz cuadrada formada por los elementos
Las expresiones (1) – (4) conforman un sistema de C + 2 ecuaciones no lineales donde la temperatura crítica Tc, el volumen crítico Vc y serán las incógnitas a determinar. Para calcular la presión crítica Pc se sustituyen Tc y Vc calculados en la ecuación de estado cúbica bajo análisis.
Solución de las condiciones críticas de Heidemann y Khalil (1980)
Las Ecuaciones (1) – (4) fueron resueltas empleando un método de Newton multivariable, que para converger a la solución depende de una estimación inicial de las incógnitas adecuadas. Los valores iniciales de Tc y Vc se calcularon de la siguiente forma
donde z
i es la composición en la alimentación del
componente i.
Para el caso de la inicialización fue
Materiales y métodos
a) Las ecuaciones de estado cúbicas de Peng-Robinson (PR) y Soave-Redlich-Kwong (SRK).
Las ecuaciones de estado cúbicas PR y SRK en su forma estándar son las siguientes
Ecuación SRK
donde P es la presión del sistema, T es la temperatura, V es el volumen y R es la constante universal de los gases. Los parámetros restantes se definen de la siguiente forma
33
PREDICCIÓN DE PUNTOS CRÍTICOS EN MEZCLAS DE GAS NATURAL
M.C. Francisco Sánchez Mares y Dr. Pedro Alonso Dávila
Conciencia Tecnológica No. 34, Julio - Diciembre 2007
Prop
oner
nue
vos
valo
res d
eTc
,Vc
y
1.0E-6
donde Tc es la temperatura crítica de componente puro, Pc es la presión crítica de componente puro, ω es el factor acéntrico del componente puro y /Tr T Tc= .
b) Reglas de mezclado utilizadas.Las reglas de mezclado empleadas para las dos ecuaciones de estado fueron las convencionales, es decir, las de Van der Waals y se definen de la siguiente forma
donde kij es el parámetro de interacción binaria.
c) Parámetros de interacción binaria empleados.
Los parámetros de interacción binaria utilizados en este trabajo se tomaron como cero para las mezclas entre alcano-alcano. Para las mezclas entre no alcano -alcano se utilizaron los valores presentados en la Tabla 1. Todos los parámetros de interacción binaria fueron tomados de Michelsen y Mollerup (2004).
CH4 C2H6 C3H8 n-C4H10N2 0.02 0.06 0.08 0.08
CO2 0.12 0.15 0.15 0.15
n-C5H12 n-C6H14 N2 CO2N2 0.08 0.08 0.00 0.00
CO2 0.15 0.15 0.00 0.00
Tabla 1. Parámetros de interacción binaria kij
empleados para mezclas binarias no alcano-alcano.
d) Propiedades críticas de componente puro.
Las propiedades críticas de componente puro empleadas en el cálculo de los puntos críticos de las mezclas de gas natural se presentan en la Tabla 2 y fueron obtenidas de Michelsen y Mollerup (2004).
Componente Tc (K) Pc (MPa) CH4 190.6 4.599 0.008C
2H
6305.4 4.883 0.098
C3H
8369.8 4.244 0.152
i-C4H
10408.1 3.647 0.176
n-C4H
10425.2 3.799 0.193
i-C5H
12460.4 3.383 0.227
n-C5H
12469.6 3.373 0.251
n-C6H
14507.4 2.968 0.296
n-C7H
16540.2 2.735 0.351
N2
126.2 3.394 0.040CO
2304.2 7.375 0.225
Tabla 2. Propiedades de componente puro empleadas en el cálculo de puntos críticos de mezclas
de gas natural.
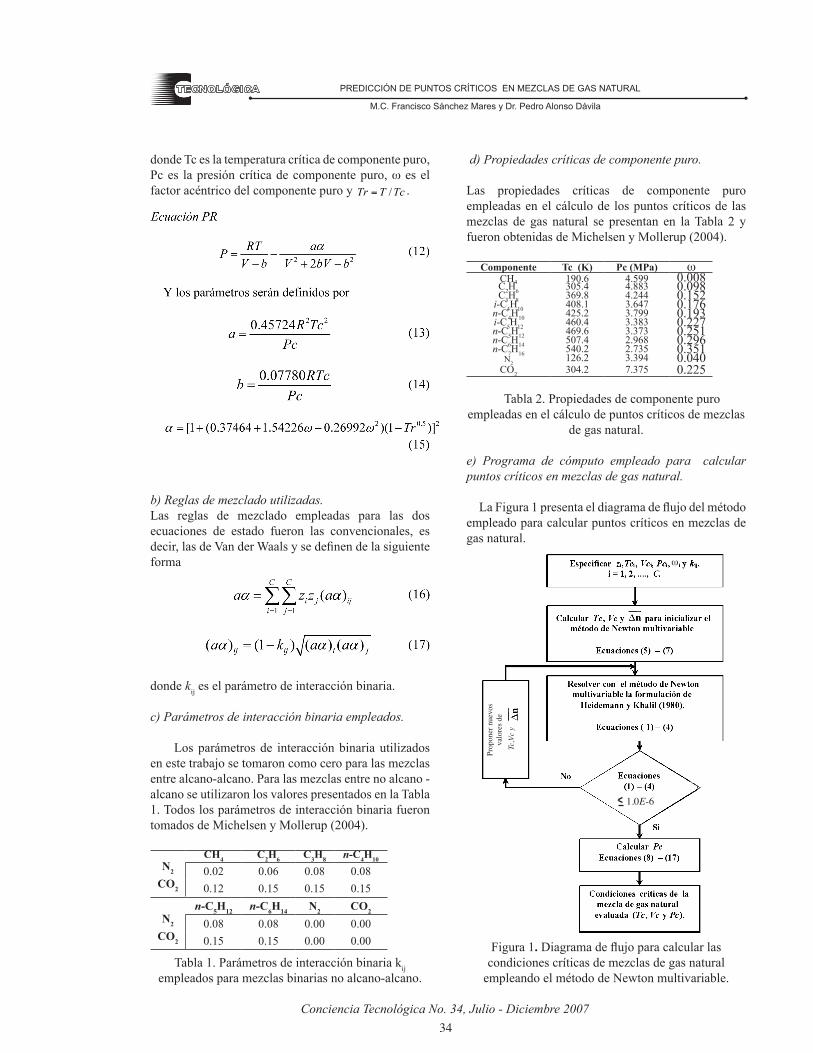
e) Programa de cómputo empleado para calcular puntos críticos en mezclas de gas natural.
La Figura 1 presenta el diagrama de flujo del método empleado para calcular puntos críticos en mezclas de gas natural.
Figura 1. Diagrama de flujo para calcular las condiciones críticas de mezclas de gas natural
empleando el método de Newton multivariable.
34
PREDICCIÓN DE PUNTOS CRÍTICOS EN MEZCLAS DE GAS NATURAL
M.C. Francisco Sánchez Mares y Dr. Pedro Alonso Dávila

Conciencia Tecnológica No. 34, Julio - Diciembre 2007
donde el superíndice cal es el valor de la propiedad crítica calculada con la ecuación de estado y el subíndice exp es el valor experimental. En general se puede observar que las dos ecuaciones de estado predicen de manera adecuada las propiedades críticas.
Mezcla de gas natural con ocho componentes
La composición de esta mezcla de gas se presenta en la Tabla 5 y tiene como característica principal la adición de dióxido de carbono en pequeña cantidad. Para esta mezcla no existen reportados datos experimentales en la literatura.
Componente Composición (%)CH
495.08
C2H
62.14
C3H
80.29
n-C4H
100.11
n-C5H
120.04
n-C6H
140.01
N2
1.94CO
20.39
Tabla 5. Componentes y composiciones de una mezcla de gas natural con adición de CO
2.
El punto crítico calculado para esta mezcla se reporta en la Tabla 6.
SRK PRTc(K)
Pc(MPa)
Tc(K)
197.53 5.24 197.36 5.23
Tabla 6. Punto crítico predicho para la mezcla de gas natural de ocho componentes.
En general, las ecuaciones de estado cúbicas SRK y PR son confiables en la predicción de puntos críticos. Por lo tanto, el software comercial empleado en la industria petroquímica está basado en estas ecuaciones. Sin embargo, en algunos casos se pueden presentar errores en la predicción. Los cuales vienen dados por la formulación teórica de la ecuación de estado cúbica, no por el método de solución de las condiciones críticas.
35
PREDICCIÓN DE PUNTOS CRÍTICOS EN MEZCLAS DE GAS NATURAL
M.C. Francisco Sánchez Mares y Dr. Pedro Alonso Dávila
El programa de cómputo empleado en este trabajo para obtener las condiciones críticas de mezclas de gas natural fue codificado en lenguaje FORTRAN y se compone de un programa principal y dos subrutinas. La primer subrutina contiene la codificación de la formulación de Heidemann y Khalil (1980), es decir las Ecuaciones (1) – (4), mientras que en la segunda subrutina se encuentra el método de Newton multivariable. El criterio de paro ó margen de error establecido en el programa fue 1.0E-6 y los cálculos se realizaron en un equipo de cómputo portátil con procesador Intel Celeron M 1.50 GHz y 240 MB de RAM.
Resultados y discusión
En esta sección sólo se presentan los resultados obtenidos para dos mezclas diferentes. A continuación se presentan los sistemas evaluados.
Gas de Michelsen (1980)
Esta mezcla de gas natural fue estudiada por Michelsen (1980) y tiene la composición mostrada en la Tabla 3.
Componente Composición (%)CH
494.30
C2H
6 2.70
C3H
80.74
n-C4H
100.49
n-C5H
120.10
n-C6H
140.27
N2
1.40
Tabla 3. Componentes y composiciones del gas de Michelsen (1980).
La Tabla 4 presenta el punto crítico calculado para esta mezcla de gas con las ecuaciones de estado cúbicas de PR y SRK y la comparación con el valor experimental reportado.
Experimental SRK PRTc (K)
Pc (MPa)
Tc(K)
Pc(MPa)
Tc(K)
Pc
(MPa)
207.09 5.578 202.39 5.830 202.47 5.850DA 2.27 4.52 2.23 4.88
Tabla 4. Punto crítico calculado para el gas de Michelsen (1980) con las ecuaciones de estado cúbicas PR y SRK y su comparación con el valor experimental.
La Desviación Absoluta (DA) para la temperatura y presión crítica se calculó de la siguiente forma,
(MPa)Pc

Conciencia Tecnológica No. 34, Julio - Diciembre 2007
Debido a lo anterior es de esperar que se presenten errores en la predicción de las propiedades críticas de mezclas que contengan alcoholes o agua y en sistemas con una elevada cantidad de nitrógeno. El error entre los sistemas hidrocarburos-nitrógeno es ocasionado por la alta asimetría molecular entre estos compuestos, mientras que para las mezclas hidrocarburos-agua o hidrocarburos-alcoholes es debido a la polaridad de las moléculas.
Para el caso de los sistemas evaluados en este trabajo el punto crítico calculado es confiable, debido a que existe poca cantidad de nitrógeno y no se incluyen en la mezcla los componentes agua o alcohol. Además las ecuaciones de estado cúbicas PR y SRK han sido probadas con este tipo de sistemas y han mostrado una gran capacidad para reproducir los resultados experimentales. Por lo tanto, es adecuado modelar este tipo de mezclas con esta alternativa.
Conclusiones
En este trabajo se han utilizado las ecuaciones de estado cúbicas de SRK y PR combinadas con el método de Newton multivariable con el fin de calcular los puntos críticos presentes en mezclas de gas natural. El método propuesto es eficiente y puede ser aplicado para determinar las propiedades críticas de diversos sistemas multicomponentes, es decir, no está limitado simplemente a mezclas de gas natural.
La metodología utilizada en este trabajo es dependiente a las estimaciones iniciales de las propiedades críticas. Por lo tanto, para converger al punto crítico de la mezcla bajo análisis es necesario proponer diferentes formas de inicializar el método. Para los dos casos evaluados las Ecuaciones (5) – (7) resultaron adecuadas. No obstante, para mezclas compuestas por más componentes, con una cantidad elevada de nitrógeno o constituida por agua o algún alcohol se deberán buscar formas alternativas de inicializar el método, debido a que en estas condiciones la técnica propuesta presenta problemas de convergencia.
Para casos de mezclas de gas natural que contengan agua o metanol será necesario derivar las condiciones críticas de Heidemann y Khalil (1980) para ecuaciones de estado más complejas con el fin de predecir de manera adecuada las condiciones críticas, o utilizar ecuaciones de estado cúbicas con parámetros de interacción binaria en función de la temperatura.
Referencias
[1] Henderson, N., Freitas, L., Platt, M.G., (2004), “Prediction of critical points: a new methodology using global optimization”, A. I. Ch. E. Journal, Vol. 50, p. 1300-1314.
[2] Freitas, L., Platt, G., Henderson, N., (2004), “NovelFreitas, L., Platt, G., Henderson, N., (2004), “Novel Approach for the Calculation of Critical Points
in Binary Mixtures using Global Optimization”, Fluid Phase Equilibria, volumen 225, p. 29-37.p. 29-37.-37.
[3] Goffe, W.L., Ferrier, G.D. y Rogers J., (1994), “Global optimization of statistical functions with Simulated Annealing”, J. Econometrics, volumen 60, p. 65-100.
[4] Heidemann, R.A., Khalil, A.M., (1980), “TheHeidemann, R.A., Khalil, A.M., (1980), “The Calculation of Critical Points”, A. I. Ch. E. Journal, volumen 15, p. 769-779.p. 769-779.-779.
[5] Hicks, C.P., Young, C.L., (1977), “TheoreticalHicks, C.P., Young, C.L., (1977), “Theoretical Prediction of Phase Behavior at High Temperatures and Pressures for Non-Polar Mixtures: I. Computer Solution Techniques and Stability Tests”, J. Chem. Soc. Faraday II , volumen 73, p. 597-612.
[6] Justo-García, D.N., García-Sánchez, F., (2005), “Cálculo de puntos críticos de sistemas multicomponentes utilizando optimización global”, XX Congreso Nacional de Termodinámica; (Apizaco, Tlaxcala, 5-9 de Septiembre de 2005), p. 342-366.
[7] Michelsen, M.L., (1980), “Calculation of Phase Envelopes and Critical Points for Multicomponent mixtures”, Fluid Phase Equilibria, volumen 4, p.p. 1-10.10.
[8] Michelsen, M.L., (1984), “Calculation of CriticalMichelsen, M.L., (1984), “Calculation of Critical Points and Phase Boundaries in the Critical Region”, Fluid Phase Equilibria, volumen 16, p.volumen 16, p.p. 57-76.-76..
[9] Michelsen,M.L.,yMollerupJ., (1984),“CalculationMichelsen, M.L., y Mollerup J., (1984), “Calculation of Critical Points and Phase Boundaries in the Critical Region”, Fluid Phase Equilibria, volumenvolumen 16, p. 57-76.p. 57-76.-76..
[10] Michelsen, M.L., y Mollerup J., (2004),Michelsen, M.L., y Mollerup J., (2004), “Thermodynamic Modelling: Fundamentals andThermodynamic Modelling: Fundamentals and Computational Aspects”,, Tie-Line Publications.
[11] PEMEX Anuario estadístico (2005). (2005).[12] Peng, D.Y., Robinson, D.B., (1977), “A RigorousPeng, D.Y., Robinson, D.B., (1977), “A Rigorous
method for predicting the critical propierties of multicomponent systems from an equation of state”, A. I. Ch. E. Journal, volumen 23, p. 137-p. 137-144..
[13] Sánchez-Mares, F., Bonilla-Petriciolet, A. (2006), “Cálculo de puntos críticos empleando una estrategia de optimización global estocástica”, Afinidad, volumen, No. 525, p. 396-403.
[14] Stradi,A.B., Brennecke, F.J., Khon, P.J., Stadtherr,Stradi, A.B., Brennecke, F.J., Khon, P.J., Stadtherr, A.M. (2001), “Reliable Computation of Mixture Critical Points”. A. I. Ch. E. Journal, volumen 47, p. 212- 220.p. 212- 220..
Artículo recibido: 9 agosto 2007
Aceptado para publicación: 9 noviembre 2007
36
PREDICCIÓN DE PUNTOS CRÍTICOS EN MEZCLAS DE GAS NATURAL
M.C. Francisco Sánchez Mares y Dr. Pedro Alonso Dávila

Disponible en: http://www.redalyc.org/articulo.oa?id=34241606
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
Sistema de Información Científica
Marco Antonio Ponce Guerrero, Daniel Salazar Sotelo
Método integral para mejorar el diseño de columnas de destilación, a partir de conceptos de ahorro de
energía
Revista del Centro de Investigación. Universidad La Salle, vol. 4, núm. 16, enero-junio, 2001, pp. 69-76,
Universidad La Salle
México
¿Cómo citar? Fascículo completo Más información del artículo Página de la revista
Revista del Centro de Investigación. Universidad
La Salle,
ISSN (Versión impresa): 1405-6690
Universidad La Salle
México
www.redalyc.orgProyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto

Método integral para mejorar eldiseño de columnas de destilación,a partir de conceptos de ahorro de energía
MarcoAntonio Ponce Guerrero y Daniel Salazar SoteloEscuela de Ciencias Químicas, ULSA.<dsalazar @www.imp.mx>
RESUMEN
Se presenta una metodología para analizar esquemas de destilación y proponer modificaciones que sig-nifiquen ahorros de energía, mediante el uso de curvas de entalpía-temperatura que relacionan laoperación simulada con el caso de una operación ideal reversible, tal como lo proponen Dhole y Linhoff.
Se hace una aplicación a una columna de destilación atmosférica de crudo, que presenta un arreglo com-plejo con pumparounds y extracciones laterales. El resultado de adicionar un pumparound muestra unareducción en los consumos de energía, del orden de 400 millones de BTU/día, comprobando la utilidadde los métodos de análisis de procesos que utilizan la simulación.Palabras clave: esquemas de destilación, ahorros de energía, curvas de entalpía-temperatura.
ABSTRACT
A methodology for analysis of distillation schemes is presented. Improvements meaning energy savingscan be proposed, by using enthalpy-temperature curves relating simulated operations with idealreversible operations, according to Dhole and Linhoff.
The methodology is applied to an atmospheric distillation column, presenting a complex arrangement withpumparounds and lateral extractions. The results show that by adding a pumparound is possible to savean amount of energy around 400 millions BTU/day,confirming the advantages of analysis methods basedon simulation.
Keywords: distillation schemes, energy savings, enthalpy-temperature curves.
INTRODUCCiÓN El uso eficiente de la energía ha sido tomadoseriamente en nuestro país donde se elaboróun Plan Nacional de Desarrollo 1995-2000, elcual pretende que los bienes y servicios pro-ducidos por el sector industrial satisfagan losniveles de calidad exigidos internacionalmente,requiriéndose al mismo tiempo que sean com-patibles con los objetivos de preservación ymejoramiento ambiental.
Los incrementos de precios de petróleo crudoen el sector petrolero provocan aumentos en loscostos de los energéticos y, en general, en loscostos de operación de los procesos de trans-formación industrial. Para abatir estos costos sebusca una reducción en el consumo de energíaen la industria; esta tendencia se inició a finalesde la década de los años setenta, forzando a losinvestigadores a buscar métodos innovadorespara lograr el ahorro y uso eficiente de laenergía.
La industria de la refinación
El desarrollo de la industria de la refinación está
Rev. Centro Inv. (Méx) Vol. 4, Núm. 16, Ene-Jun. 2001 69

Artículo
íntimamente ligado al de la economía en gene-ral, debido a la importancia y variedad de pro-ductos que genera. En México se cuenta con 6grandes refinerías que representan una capaci-dad total de procesamiento de 1.3 millones debarriles por día (BPD) de crudo. PEMEX-Refi-nación actualmente atraviesa un proceso demodernización para incrementar la calidad delos productos de refinación y mejorar la eficien-cia operativa de sus instalaciones.
Una refinería consta de diferentes plantasque se utilizan para la transformación delpetróleo crudo. La primera fase consiste funda-mentalmente en el desalado del petróleo crudo,el calentamiento en un horno y su envío a unaplanta de destilación primaria que opera a pre-sión atmosférica, donde se separa en: gashúmedo, gasolina despuntada, gasolina pri-maria, nafta pesada, kerosina, gasóleo ligeroprimario (GOLP), gasóleo pesado primario(GOPP) y residuo primario. El residuo primariose envía a la planta de destilación de alto vacío,'donde se separa en: gasóleo ligero de alto
vacío (GOLAV), gasóleo pesado de alto vacío(GOPAV)y residuo de vacío.
La planta de destilación combinada es unaplanta de destilación atmosférica y de desti-lación al vacío integradas térmicamente (verFigura 1). Existen dos trenes paralelos de pre-calentamiento de la carga para intercambiarcalor con los productos tanto de la destilaciónatmosférica como de la de vacío; también seintercambia calor con corrientes de extracciónde calor de las torres.
En una refinería, estas unidades son las quemás capacidad tienen y además presentanmayor consumo energético. Es por ello que,para este trabajo, se seleccionó una columnade destilación atmosférica como caso de estu-dio, para la aplicación de un método de análisismediante el cual se pueden proponer modifica-ciones en el esquema de la columna que con-lleven un ahorro de energía sin detrimento de lacalidad de los productos.
Gasóleo pesado
Turbosina
Querosenoni Me'
Gasolina
Crudo
es,duo pnmano
Torre de
Residuo al!
vacío
Figura 1. Diagrama simplificado de una unidad de destilación combinada.
70 Rev. Centro Inv. (Méx) Vol. 4, Núm. 16, Ene-Jun. 2001

METODOLOGíA
En la década de los ochenta las grandes empre-sas de ingeniería se abocaron al análisis deprocesos en la industria, obteniendo finalmenteuna técnica útil para el ahorro de energía; estatécnica de integración energética es llamada"Método de punto de pliegue" y es utilizada parael análisis de procesos nuevos (diseño), asícomo para procesos existentes (rediseños orevamps).
La tecnología de punto de pliegue fue intro-ducida por Linnhoff, y es una técnica de análisisde la integración térmica de un proceso quími-co, en la que se demuestra que es posible elestablecimiento de diseño de procesos de inter-cambio térmico con un número mínimo de inter-cambiadores de calor y una mínima área detransferencia de calor.
Con el transcurso del tiempo, la aplicación dela tecnología de punto de pliegue se ha extendi-do para analizar la integración térmica de unproceso químico completo, incluso un complejode plantas. Linnhoff y Flower en 1978 pro-pusieron el uso de correlaciones Temperatura-Entalpía e introdujeron la idea de fijar una dife-rencia de temperatura mínima DTmin para unproblema dado. En 1979, Linnhoff adicionó elconcepto de flujo de calor que cruza el punto depliegue cuando desarrolló lo que ahora se lla-man las reglas de oro de la tecnología depliegue. Esto fue seguido por la colocaciónapropiada del concepto de la integración correc-ta de bombas de calor y columnas de desti-lación.
Proceso de separación por Destilación
La destilación es el proceso de separación másextensamente usado en la industria química. Esademás la operación unitaria que más consumeenergía comparada con otros procesos de se-paración. Esto hace a la destilación un objetivoprimario para estudios de conservación de laenergía.
Normalmente existe solamente un punto depliegue en el flujo de calor en cascada queexiste en las columnas de destilación, y es unpunto con exactamente cero de flujo de calor. Elcalor aceptado en el rehervidor es requerido auna temperatura más alta que la temperatura
Rev. Centro Inv. (Méx) Vol. 4, Núm. 16, Ene-Jun. 2001
Articulo
del punto de pliegue y el calor cedido en el con-densador está por debajo de la temperatura depliegue. El calor nunca debe de ser transferidoa través del Punto de Pliegue.
Liebmann y Dohle aplicaron la tecnología depunto de pliegue a una columna de destilaciónfijando la mínima condición termodinámica(MTC). Para que una columna opere en la míni-ma condición termodinámica, es necesario quela curva de equilibrio coincida con la curva deoperación, esto se podría lograr manteniendo elmínimo flujo neto de calor en todo el equipo, pormedio de la adición de una cantidad de calordQa en cada plato de la sección de agotamientopor medio de un rehervidor parcial y remociónde una cantidad de calor dQr en cada plato dela sección de rectificación. La condición ideal deuna columna operando en la MTC requiere, porlo tanto, de un número de etapas infinito y con-densadores o rehervidores parciales por cadaetapa de equilibrio.
De una columna operando en esta condiciónse puede obtener el perfil de entalpías en fun-ción de la temperatura, para comparar los flujosmínimos de calor con los de una torre real. Conel objeto de obtener los flujos mínimos de calorde una torre es necesario conocer los flujosmínimos de vapor y líquido en cada punto yasociarles su entalpía específica toda vez queesta propiedad sólo es función de la temperatu-ra, composición y presión del sistema.
Para obtener la MTC de un sistema multi-componente, es necesario resolver "n" ecuacio-nes de balances por componente y "n" ecua-ciones de equilibrio que son complicadas yrequieren de un procedimiento iterativo (donden es el número de etapas de equilibrio).
Generalmente los métodos propuestos paradeterminar la condición mínima termodinámicade sistemas multicomponentes son proce-dimientos tediosos, consumidores de tiempo, ypor lo mismo, poco prácticos. Dhole presenta unmétodo para obtener lo que llaman la condiciónmínima termodinámica práctica (practical nearminimum thermodynamic condition o PNMTC),basado en los resultados de una simulaciónconvergida de una columna de destilación, con-siderando un componente clave pesado y uncomponente clave ligero.
71

Artículo
En el PNMTC, se resuelven simultáneamentelas ecuaciones de equilibrio y operación de loscomponentes clave. Para ello, se incorporan lascomposiciones de equilibrio de las corrienteslíquido y vapor que emergen de la misma etapaen las ecuaciones de balance de materia:
Vmin'y~ - 4un 'x~ = DL
Vmin. y~ - 4nin .x~ = DH
Estas ecuaciones establecen el flujo mínimode vapor (Vmin.) y el flujo mínimo del líquido(Lmin.) a la temperatura de la etapa. L corres-ponde al clave ligero y H al clave pesado. D co-rresponde al flujo molar de los destilados. Estosflujos, junto con las fracciones al equilibrio, nosgeneran un sistema de dos ecuaciones con dosincognitas; las incognitas son los flujos molaresde vapor y de líquido mínimos por cada etapa, yse resuelven mediante métodos numéricos. Losflujos mínimos de calor así obtenidos corres-ponden a la operación reversible de una colum-na y sirven como criterio de comparación contrauna columna real. La diferencia de valores entrelas. dos condiciones representan el alcancemáximo para mejorar las fuerzas impulsorasdentro de la columna.
Para obtener la representación temperatura -Entalpía para PNMTC, es necesario expresarlos flujos de líquido y vapor mínimos en funciónde entalpías. La simulación de la columna pro-porciona resultados etapa por etapa de los va-lores de entalpía de líquido y de vapor.
Datos de la columna real y de la condiciónmínima termodiuámica (MTC).
Como se mencionó anteriormente, el vapor ylas corrientes líquidas emergen desde la mismaetapa donde está en equilibrio una con otra. Lasentalpías para los flujos de líquido y vapor míni-mos se obtienen mediante la proporcionalidadmolar directa:
H Tr
(Vmin
)Vmin = flv V *
H . = H*(
Lmin
)Lmm L L *
donde:* significa que están al equilibrio.L hace referencia a la etapa líquida.V hace referencia a la etapa de vapor.
Al calcular los déficits de entalpía para cadaplato de la columna real y graficarlos en un dia-grama de temperatura entalpía, se obtiene laGran Curva Compuesta (GCC) de la columna. Apartir de la información obtenida de los déficitsde entalpía, se obtienen las curvas compuestasfría y caliente, que representan las fuerzasimpulsoras de transferencia de masa y calorentre las etapas. (Ver Figura 2).
De acuerdo a Dhole el área dentro de la GranCurva Compuesta representa las fuerzas impul-soras de transferencia de materia y de calordentro de la columna, mientras que las curvascompuestas fría y caliente proyectan estasfuerzas impulsoras entre las curvas líquido yvapor.
T
Ti+2
Ti+]
Ti
T~d
5'T,,,,
Construcción de la gran curva compuestaGCC de la columna.
Figura 2. Diagramas de la Gran Curva Compuesta (GCC) para una columna de destilación.
72 Rev. Centro Inv. (Méx) Vol. 4, Núm. 16, Ene-Jun. 2001

T
REHERVIDOR ::.......
Gran Curva Compuesta (T-H) H
Las modificaciones posibles en el diseño deuna columna de destilación para reducir losconsumos de servicios auxiliares, como puedenser cambios en la presión de operación, en larelación de reflujo, la adición de cambiadoresde calor o bien de "pumparounds" (corrientesde recirculación), puede ser analizada con laconstrucción de las curvas compuestas, dondese verán fácilmente los niveles en la columnaque requieren modificaciones y el efecto de lasmismas sobre el balance de calor global. Lametodología aplicada se puede resumir en lossiguientes pasos:
. Simulación rigurosa de la columna de desti-lación, obteniendo perfiles de temperatura,presión, flujo y entalpías, así como las com-posiciones de líquido y vapor en cada una delas etapas de equilibrio.. Obtención del flujo mínimo de vapor y líquidocon su Entalpía específica asociada; elabo-rando un balance de materia en la columnade destilación para obtener el factor de sepa-ración, el factor de enriquecimiento, el flujodel destilado, el flujo del producto y obtenerasí los flujos mínimos requeridos para lassecciones de rectificación y agotamiento.. Elaboración de la gráfica del número deplatos reales contra el flujo de vapor real,ideal y mínimo.
. Obtención de la gran curva compuesta (dia-grama entalpía-temperatura), y sus respecti-vas curvas caliente y fría.. Proposición de nuevos casos de arreglos dela columna de destilación.
. Determinación de los costosde inversiónpor
Rev. Centro Inv. (Méx) Vol. 4, Núm. 16, Ene-Jun. 2001
Artículo
ETAPAREHERVIDOR ::............................................
Gran Curva Compuesta (Etapa-H) H
concepto de las modificaciones y la disminu-ción de los costos de operación de la colum-na, debido al ahorro de energía.
RESULTADOSY DISCUSiÓN
Para este estudio se tomó como ejemplo laplanta combinada de la refinería de Tula, enparticular la columna atmosférica que tiene unacapacidad de 150,000 BPD Y que consta de 34platos teóricos, tal como se muestra en la Figu-ra 3.
El crudo desalado llega a las torres dedespunte D01A y D01B, donde se realiza laprimera separación, obteniendo nafta dedespunte en el domo, la cual se manda atratamiento cáustico, y crudo despuntado en elfondo. Por la parte superior de las torres dedespunte se alimenta un reflujo de nafta ligera,con objeto de recuperar la nafta y fraccionesmás pesadas que van en el vapor de la ali-mentación de la torre de despunte.
El crudo se manda a un horno donde secalienta hasta 370°C. En la columna de desti-lación primaria se alimenta el crudo calentado yvapor de agua, para disminuir la presión parcialde los hidrocarburos y mantener la temperaturay presión adecuadas en la zona de vaporizaciónde la torre, asi como para contribuir comoagente de arrastre de los productos ligeros. Seobtienen diversos cortes como son los incon-densables, las naftas ligeras y pesadas, lakerosina, el GOLP, el GOPP y el residuo pri-marioa diferentespresionesy temperaturas.
73

Articulo
La columna en su diseño original tiene tres ago-tadores laterales que salen de los platos 35, 39Y 43; estos agotadores se identifican comoD03A, D038 y D03C obteniendo Nafta pesada,Querosina y GOLP como productos.
La torre de destilación primaria tambien tienedos pumparounds que salen del plato 17 y delplato 27, cuyo objetivo es aumentar la transfe-
~ SA14
¡8
248 MMB1u/dT¡;=121!CT.=285!C
193 MMB-IU/d ~T,,=180X:
T,=318!C I L
21266 Mfv1BTU/d355X:
~1612 MMBTU/d450!C L---
8170MMBTUld347!C
rencia de masa entre estos platos aumentandola eficacia en la separación.
Al aplicar la metodología y construir la GranCurva Compuesta (ver Figura núm. 4) , seobserva que en los platos 31 a 33 existe uncambio abrupto en el consumo de energía, sien-do que en estos puntos se genera energía quepuede ser aprovechada.
~~DOIB
ROIR
I (JJ3B
4B ~ . 4D ~-. 9B
~
Figura 3. Diagrama de la columna tomada como caso de estudio.
74 Rev. Centro Inv. (Méx) Vol. 4. Núm. 16, Ene-Jun. 2001
3r.SAl5
6C 6°DOIA
L----
ROlA II 4A
OJ3A9A4C -,
I9C -M1?T
EIOD: I731 MMBTU/d
¡--uJ-,
jnR
13AG:174MMBTU/d
m, 12A:nA495 MMBTU/d85!C
D02A I , I
o1I1A
-(JJ7
14A
- -?lR I
ZiAiDO*_- mRISAI

nnnn __m-
Artículo
Etapa
1500000 2500000-1000000 -500000 500000 10aoooo
H (MMBtuIh)
200000O
Figura 4. Gran Curva Compuesta para la condición de diseño de la columna
En esta Figura 4, se observa la existencia de2 puntos de pliegue por arriba de la ali-mentación (platos 15 y 21) que no pueden sermodificados debido a que son alimentación alos agotadores laterales; y un cruce del puntode pliegue (plato 31) en la alimentación dondela entalpía de vapor es menor a la de líquidodebido a que la temperatura de alimentación esmucho mayor a la generada en el rehervidor.
Con estas observaciones se decidió generary simular una nueva alternativa como se men-ciona a continuación:
Tratando de aplicar el método de punto depliegue, se encontró que no existe posibilidadpara modificar la relación de reflujo, ya que alhacerlo cambian significativamente laspropiedades y los rendimientos de los produc-tos.
Modificar el precalentamiento, para extraercalor de la alimentación obliga a incrementar lacantidad de vapor de agotamiento para obteneruna buena separación.
Si se incorpora un tren de intercambio decalor, a manera de condensador parcial, se
Rev. Centro Inv. (Méx) Vol. 4, Núm. 16, Ene-Jun. 2001
cambian fuertemente las propiedades de losproductos destilados.
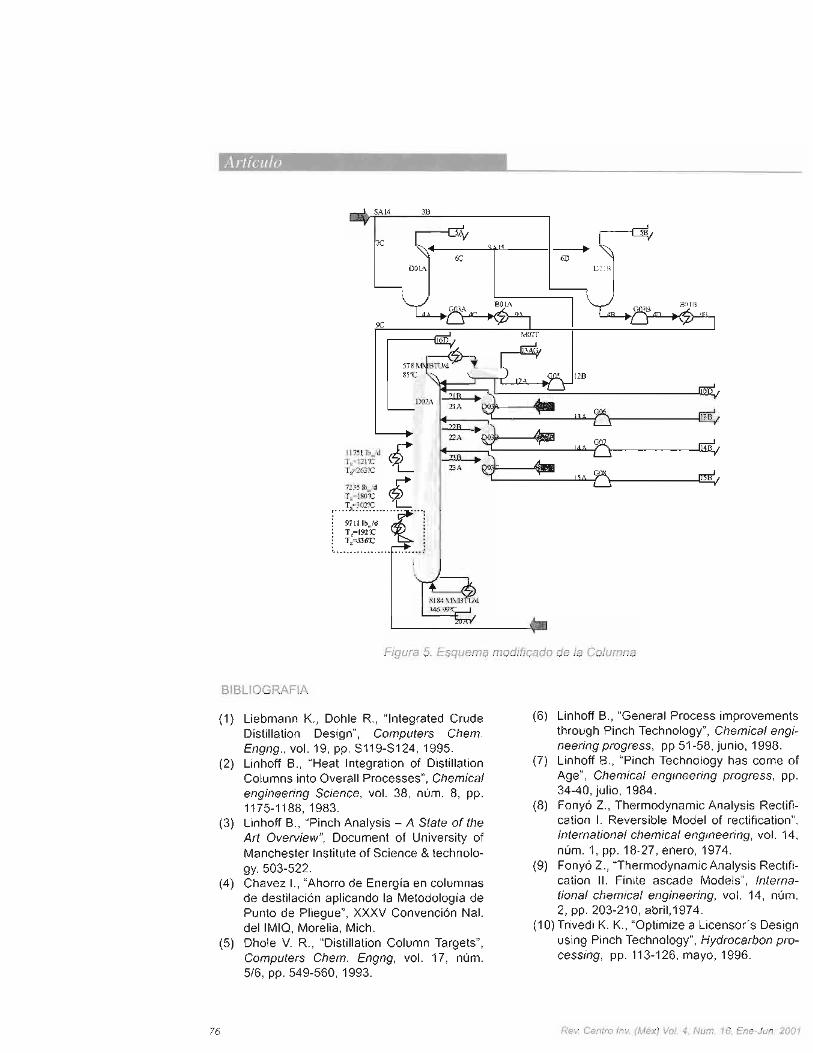
Finalmente se optó por agregar unpumparound; (ver Figura 5) esta corriente derecirculación se agregó del plato 28 al 30,extrayendo un flujo de la corriente liquida ypasándolo a una etapa superior, donde existeuna temperatura menor, recuperando calor ybajando considerablemente el deficit deentalpía en los platos inferiores a ésta.
Con esta modificación obtuvimos un deficitde entalpía en las etapas donde se hizo lamodificación de un orden de 3400 MMBTU/día,comparado con el diseño orginal que tiene unaentalpía de orden de 3800 MMBTU/día, esdecir, un ahorro de energía de 400 MMBTU/día,sin detrimento de la calidad y cantidad de losproductos destilados.
Con estos cambios se demuestra el potencialdel método para estudiar modificaciones acolumnas de destilación que bajan considera-blemente el consumo de energía, que puedeaprovecharse en otros procesos, significandoun incremento en la rentabilidadde las instala-ciones.
75
Artículo
SA14 3B
13C
9C
D02A21A
~22A
11~511b,jd (TE-121X:T,~2631C
72~5Ibm/d ~r.+
TE-lSOX:T,~3021C
:'-""""-"""'~"':: 97l1lbm/d
<t.:
: TE=l92X: :: T,=336X: :: ..d...J
23.B+23A DO:
~ ~
Figura 5. Esquema modificado de la Columna
..
BIBLlOGRAFIA
(1) Liebmann K., Dohle R., "Integrated CrudeDistillation Design", Computers Chem.Engng., vol. 19, pp. 8119-8124,1995.
(2) Linhoff B., "Heat Integration of DistillationColumns into Overall Processes", Chemicalengineering Science, vol. 38, núm. 8, pp.1175-1188,1983.
(3) Linhoff B., "Pinch Analysis - A State of theArt Overview", Document of University ofManchester Institute of 8cience & technolo-gy.503-522.
(4) Chavez l., "Ahorro de Energía en columnasde destilación aplicando la Metodología dePunto de Pliegue", XXXV Convención Nal.delIMIQ, Morelia, Mich.
(5) Dhole V. R., "Distillation Column Targets",Computers Chem. Engng, vol. 17, núm.5/6, pp. 549-560, 1993.
76
(6) Linhoff B., "General Proeess improvementsthrough Pinch Teehnology", Chemical engi-neering progress, pp 51-58, junio, 1998.
(7) Linhoff B., "Pinch Teehnology has come ofAge", Chemical engineering progress, pp.34-40, julio, 1984.
(8) Fonyó Z., Thermodynamie Analysis Rectifi-cation 1. Reversible Model of rectification".International chemical engineering, vol. 14,núm. 1, pp. 18-27, enero, 1974.
(9) Fonyó Z., "ThermodynamicAnalysis Rectifi-eation 11.Finite aseade Models", Interna-tional chemical engineering, vol. 14, núm.2, pp. 203-210, abril,1974.
(10) Trivedi K. K., "Optimize a Licensor's Designusing Pinch Technology", Hydrocarbon pro-cessing, pp. 113-126, mayo, 1996.
Rev. Centro Inv. (Méx) Vol. 4, Núm. 16, Ene-Jun. 2001

Disponible en: http://www.redalyc.org/articulo.oa?id=64328107
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
Sistema de Información Científica
Enrique Eduardo Tarifa, Eleonora Erdmann, Demetrio Humana, Samuel Franco Domínguez, Lorgio Mercado
Fuentes
Determinación de la curva de destilación flash para cortes de petróleo utilizando simuladores comerciales
Ingeniería e Investigación, vol. 28, núm. 1, abril, 2008, pp. 50-56,
Universidad Nacional de Colombia
Colombia
¿Cómo citar? Fascículo completo Más información del artículo Página de la revista
Ingeniería e Investigación,
ISSN (Versión impresa): 0120-5609
Universidad Nacional de Colombia
Colombia
www.redalyc.orgProyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto

REVISTA INGENIERÍA E INVESTIGACIÓN VOL. 28 No. 1, ABRIL DE 2008 (50-56)
50
Determinación de la curva de destilación flash para cortes de petróleo utilizando simuladores comerciales
Using commercial simulators for determining flash distillation curves for petroleum fractions
Enrique Eduardo Tarifa1, Eleonora Erdmann2, Demetrio Humana3,
Samuel Franco Domínguez4 y Lorgio Mercado Fuentes5
RESUMEN El presente trabajo describe un nuevo método para estimar la curva de destilación flash EFV (equilibrium flash vapo-rization) para cortes de petróleo utilizando simuladores comerciales. Para ello se implementa un modelo estaciona-rio de la destilación flash en un simulador comercial, y se ajusta el modelo utilizando una curva de destilación obte-nida con procedimientos estándares de laboratorio. Dicha curva puede ser del tipo TBP, ASTM D86, D1160 o D2887, entre otras; e involucra un procedimiento experimental más simple que el requerido para obtener la curva EFV. Para la simulación se puede utilizar cualquier simulador comercial que sea capaz de modelar petróleo, en este trabajo se emplearon los simuladores HYSYS y CHEMCAD. Para evaluar el método propuesto se analizaron experi-mentalmente varios tipos de petróleos y cortes de petróleo. Luego, de acuerdo con el método propuesto, los datos obtenidos fueron ingresados a un simulador para estimar las correspondientes curvas EFV. Las curvas estimadas utilizando HYSYS y CHEMCAD fueron comparadas con las producidas por dos métodos tradicionales de estima-ción: el de Edmister y el método de Maxwell. En todos los casos, las curvas estimadas por simulación se aproxima-ron a la curva promedio de las de Edmister y Maxwell. El método propuesto tiene varias ventajas: 1) evita la necesi-dad de obtener la curva EFV en forma experimental; 2) es independiente del tipo de curva experimental a utilizar para ajustar el modelo; 3) permite realizar estimaciones para diferentes presiones utilizando una única curva experi-mental como dato.
Palabras clave: petróleo, EVF, TBP, simulación, HYSYS, CHEMCAD. ABSTRACT This work describes a new method for estimating the equilibrium flash vaporisation (EFV) distillation curve for petro-leum fractions by using commercial simulators. A commercial simulator was used for implementing a stationary mo-del for flash distillation; this model was adjusted by using a distillation curve obtained from standard laboratory ana-lytical assays. Such curve can be one of many types (eg ASTM D86, D1160 or D2887) and involves an experimental procedure simpler than that required for obtaining an EFV curve. Any commercial simulator able to model petroleum can be used for the simulation (HYSYS and CHEMCAD simulators were used here). Several types of petroleum and fractions were experimentally analysed for evaluating the proposed method; this data was then put into a process si-mulator (according to the proposed method) to estimate the corresponding EFV curves. HYSYS- and CHEMCAD-estimated curves were compared to those produced by two traditional estimation methods (Edmister’s and Maswell’s methods). Simulation-estimated curves were close to average Edmister and Maxwell curves in all cases. The propo-sed method has several advantages; it avoids the need for experimentally obtaining an EFV curve, it does not de-pend on the type of experimental curve used to fit the model and it enables estimating several pressures by using just one experimental curve as data.
Keywords: petroleum, EVF, TBP, simulation, HYSYS, CHEMCAD. Recibido: diciembre 7 de 2006 Aceptado: diciembre 18 de 2007
1 Dr., Ingeniería Química. Profesor asociado, Dedicación exclusiva, Facultad de Ingeniería, Universidad Nacional de Jujuy (UNJu). Argentina. Investigador adjunto, Consejo Nacional de Investigaciones Científicas y Técnicas (CONICET), Argentina. [email protected] 2 Ingeniera química. Dra., Ciencia de Materiales. Profesor adjunto, Dedicación exclusiva, Facultad de Ingeniería, Universidad Nacional de Salta (UNSa), Argentina. Consejo de Investigaciones de la Universidad Nacional de Salta (CIUNSa) - Instituto de Investigaciones para la Industria Química (INIQUI)–CONICET, Argentina. [email protected] 3 Ingeniero químico. Jefe de trabajos prácticos, Dedicación exclusiva, Facultad de Ingeniería, Universidad Nacional de Jujuy (UNJu), Argentina. [email protected] 4 Ingeniero químico. Profesor adjunto, Dedicación exclusiva, Facultad de Ingeniería, Universidad Nacional de Jujuy (UNJu), Argentina. sfdominguez @yahoo.com 5 Ingeniero químico. Profesor titular, Dedicación exclusiva, Facultad de Ingeniería, Universidad Nacional de Salta (UNSa), Argentina. Consejo de Investigaciones de la Universidad Nacional de Salta (CIUNSa) - Instituto de Investigaciones para la Industria Química (INIQUI) – CONICET, Argentina. [email protected]

TARIFA, ERDMANN, HUMANA, FRANCO, MERCADO
REVISTA INGENIERÍA E INVESTIGACIÓN VOL. 28 No. 1, ABRIL DE 2008 (50-56) 51
Introducción
Para modelar un proceso que involucre petróleo es necesario conocer o al menos estimar las propiedades del mismo. La determinación exacta de la composición del crudo no es po-sible debido a la enorme cantidad de componentes que inte-gran la mezcla. En su lugar, es práctica generalizada caracte-rizar el petróleo por medio de una curva de destilación (tem-peratura frente a porcentaje acumulado de líquido destilado) realizada de acuerdo a procedimientos estandarizados por normas. Luego, se emplean correlaciones existentes para esti-mar las propiedades físicas del petróleo a partir de las tempe-raturas que conforman la curva de destilación (Behrenbruch y Dedigama, 2007). En base a lo anterior, el crudo puede ser modelado como un grupo de componentes hipotéticos cuyas propiedades dan forma a la curva de destilación. La incorpo-ración de mediciones experimentales adicionales, como el peso molecular, la densidad, o la viscosidad en función del porcentaje acumulado de líquido destilado, generan nuevas curvas que permiten refinar las estimaciones para el crudo (Riazi et al., 2004). Por lo general, el peso molecular y la densidad se miden para el volumen total de la muestra.
Por otra parte, los componentes livianos (light ends) de la muestra son componentes orgánicos de bajo peso molecular, como por ejemplo: metano, etano, propano, etc. Los com-ponentes livianos pueden ser estimados a partir de la curva de destilación, o de un análisis por separado, o pueden ser ignorados, dependiendo ello de los objetivos del estudio. Si se incorporan al estudio los componentes livianos, la canti-dad de estos representa la cantidad de crudo que tiene un punto de ebullición promedio igual al punto especificado pa-ra dichos componentes. Esto es, la base elegida para los com-ponentes livianos es la misma que la tomada para la muestra de crudo total.
La conveniencia de estimar un tipo de curva de destilación a partir de otra ha sido reconocida desde hace tiempo (Hoff-man, 1969). Lo mismo ocurre con la estimación de las curvas de destilación a partir de otros tipos de datos experimentales (Mondragón y Ouchi, 1984; Falla et al., 2006; Pasquini y Fe-rreira Bueno, 2007). En este trabajo se presenta un nuevo método para estimar la curva de destilación EFV (equilibrium flash vaporization) a partir de curvas obtenidas por procedi-mientos estándares de laboratorio, tales como: TBP (true boi-ling point distillation), ASTM D86, la destilación D1160 (se-parada o combinada), y la destilación D2887 simulada a par-tir de datos de cromatografía (Watkins, 1981). Por definición, la curva EFV es generada por una serie de experimentos rea-lizados a presión constante (por lo general, 1 atm). El resul-tado vincula la temperatura de equilibrio con el porcentaje de volumen de líquido destilado, donde el vapor total está en equilibrio con el líquido que no se evaporó. Esta curva es ampliamente utilizada en el diseño de equipos para la indus-tria petroquímica (Cerutti, 2002). Sin embargo, debido a que el procedimiento experimental requerido para obtener la curva EFV es complicado, esta es generalmente estimada a partir de otras curvas que involucran procedimientos experi-
mentales más simples. Para tal fin, se desarrollaron métodos para estimar la curva EFV, siendo el de Edmister y el de Max-well los más utilizados (Maxwell, 1950; Nelson, 1958; Edmis-ter and Okamoto, 1959). Estos métodos realizan la estima-ción empleando un procedimiento gráfico que requiere da-tos obtenidos de diagramas y tablas desarrollados para dicho efecto. Este empleo intensivo de gráficos y tablas, hace que los métodos sean engorrosos, pocos exactos y difíciles de se-guir sin cometer errores.
Para resolver los problemas que afectan a los métodos ante-riormente descritos, en este trabajo se presenta un nuevo método para estimar la curva EFV utilizando simuladores de procesos químicos. El método se ejemplifica utilizando los simuladores comerciales HYSYS y CHEMCAD; pero igual-mente puede utilizarse cualquier otro simulador, siempre y cuando sea capaz de manejar petróleo. A fin de comparar el método propuesto con los de Edmister y Maxwell, se anali-zaron muestras de varios tipos de petróleo. En todos los casos estudiados, la curva EFV estimada por simulación se ubicó entre las estimadas por los otros dos métodos. Una gran ven-taja del nuevo método es que no depende del tipo de curva experimental empleada; esto es, la curva EFV puede ser esti-mada siguiendo el mismo procedimiento sin importar el tipo de curva de destilación experimental ingresada al simulador para caracterizar al petróleo.
Caracterización del petróleo
La destilación de petróleo en laboratorio es de gran utilidad en el refinamiento y formulación de combustibles. Tres de los ensayos más importantes son (Wuithier, 1971; Speight, 1998; Cohen, 2003): la curva ASTM (la más difundida), la TBP y la EFV. En las secciones siguientes se describen los cita-dos ensayos.
La curva ASTM
Para este ensayo se utiliza el balón Engler con dimensiones estándar. Se le debe suministrar calor a una velocidad tal que pueda recogerse 5 cm3 por minuto de destilado. Durante el experimento se registra para la curva la temperatura a la cual se obtiene la primera gota de destilado; lo mismo se hace cada vez que se recoge un nuevo 10% de destilado. La tem-peratura máxima es 370 °C, por lo cual se trata de una desti-lación suave sin división.
La curva TBP
La destilación TBP no está estandarizada. El destilado se ob-tiene de la división de la muestra en las fracciones que la componen. Se emplea el equipo Geters con una carga de 1.000 a 5.000 cm3 de muestra. La columna de fracciona-miento está rodeada por un calentador que compensa las pérdidas de calor, de esta forma se pretende emular una co-lumna adiabática. En el tope de la columna se instala un con-densador que condensa el vapor que llega a él. El conden-sado desciende y entra en contacto con el vapor que sacien-de, allí se produce la separación. Nuevamente, la curva se
DETERMINACIÓN DE LA CURVA DE DESTILACIÓN FLASH PARA CORTES DE PETRÓLEO UTILIZANDO SIMULADORES COMERCIALES
REVISTA INGENIERÍA E INVESTIGACIÓN VOL. 28 No. 1, ABRIL DE 2008 (50-56) 52
obtiene registrando la temperatura en el momento en que se produce la primera gota de destilado, y cada vez que se re-coge un nuevo 10% de este.
La curva EFV
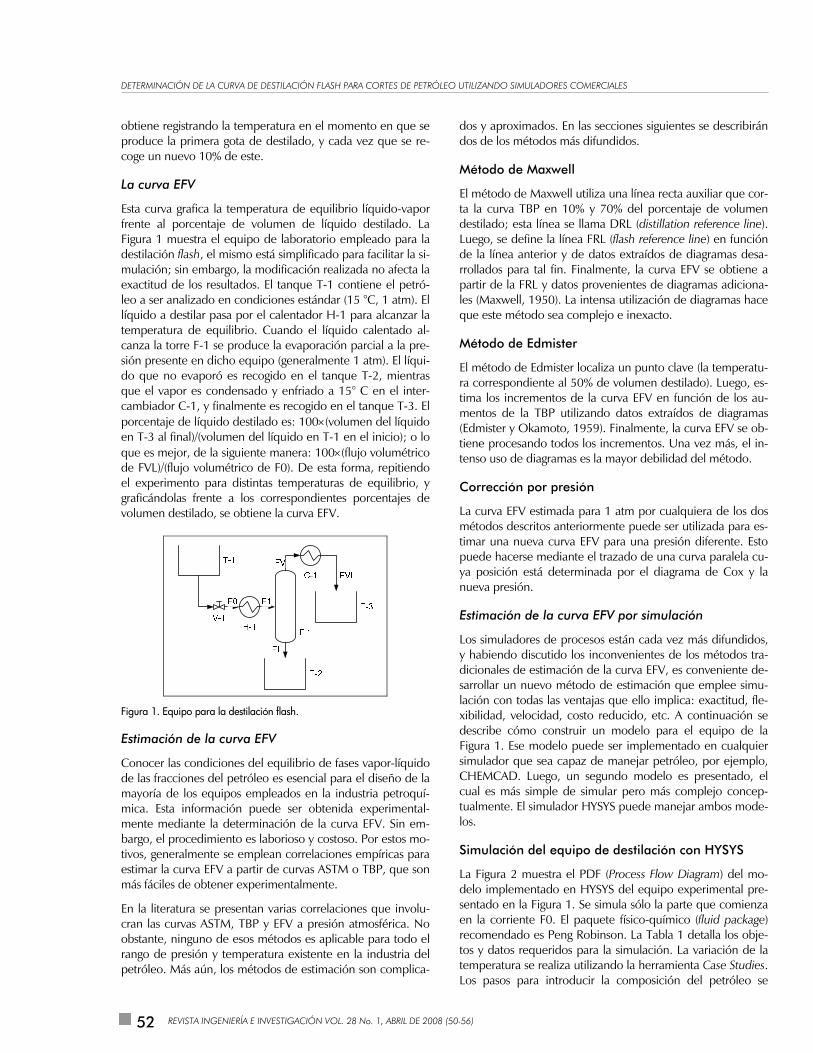
Esta curva grafica la temperatura de equilibrio líquido-vapor frente al porcentaje de volumen de líquido destilado. La Figura 1 muestra el equipo de laboratorio empleado para la destilación flash, el mismo está simplificado para facilitar la si-mulación; sin embargo, la modificación realizada no afecta la exactitud de los resultados. El tanque T-1 contiene el petró-leo a ser analizado en condiciones estándar (15 °C, 1 atm). El líquido a destilar pasa por el calentador H-1 para alcanzar la temperatura de equilibrio. Cuando el líquido calentado al-canza la torre F-1 se produce la evaporación parcial a la pre-sión presente en dicho equipo (generalmente 1 atm). El líqui-do que no evaporó es recogido en el tanque T-2, mientras que el vapor es condensado y enfriado a 15° C en el inter-cambiador C-1, y finalmente es recogido en el tanque T-3. El porcentaje de líquido destilado es: 100×(volumen del líquido en T-3 al final)/(volumen del líquido en T-1 en el inicio); o lo que es mejor, de la siguiente manera: 100×(flujo volumétrico de FVL)/(flujo volumétrico de F0). De esta forma, repitiendo el experimento para distintas temperaturas de equilibrio, y graficándolas frente a los correspondientes porcentajes de volumen destilado, se obtiene la curva EFV.
Figura 1. Equipo para la destilación flash.
Estimación de la curva EFV
Conocer las condiciones del equilibrio de fases vapor-líquido de las fracciones del petróleo es esencial para el diseño de la mayoría de los equipos empleados en la industria petroquí-mica. Esta información puede ser obtenida experimental-mente mediante la determinación de la curva EFV. Sin em-bargo, el procedimiento es laborioso y costoso. Por estos mo-tivos, generalmente se emplean correlaciones empíricas para estimar la curva EFV a partir de curvas ASTM o TBP, que son más fáciles de obtener experimentalmente.
En la literatura se presentan varias correlaciones que involu-cran las curvas ASTM, TBP y EFV a presión atmosférica. No obstante, ninguno de esos métodos es aplicable para todo el rango de presión y temperatura existente en la industria del petróleo. Más aún, los métodos de estimación son complica-
dos y aproximados. En las secciones siguientes se describirán dos de los métodos más difundidos.
Método de Maxwell
El método de Maxwell utiliza una línea recta auxiliar que cor-ta la curva TBP en 10% y 70% del porcentaje de volumen destilado; esta línea se llama DRL (distillation reference line). Luego, se define la línea FRL (flash reference line) en función de la línea anterior y de datos extraídos de diagramas desa-rrollados para tal fin. Finalmente, la curva EFV se obtiene a partir de la FRL y datos provenientes de diagramas adiciona-les (Maxwell, 1950). La intensa utilización de diagramas hace que este método sea complejo e inexacto.
Método de Edmister
El método de Edmister localiza un punto clave (la temperatu-ra correspondiente al 50% de volumen destilado). Luego, es-tima los incrementos de la curva EFV en función de los au-mentos de la TBP utilizando datos extraídos de diagramas (Edmister y Okamoto, 1959). Finalmente, la curva EFV se ob-tiene procesando todos los incrementos. Una vez más, el in-tenso uso de diagramas es la mayor debilidad del método.
Corrección por presión
La curva EFV estimada para 1 atm por cualquiera de los dos métodos descritos anteriormente puede ser utilizada para es-timar una nueva curva EFV para una presión diferente. Esto puede hacerse mediante el trazado de una curva paralela cu-ya posición está determinada por el diagrama de Cox y la nueva presión.
Estimación de la curva EFV por simulación
Los simuladores de procesos están cada vez más difundidos, y habiendo discutido los inconvenientes de los métodos tra-dicionales de estimación de la curva EFV, es conveniente de-sarrollar un nuevo método de estimación que emplee simu-lación con todas las ventajas que ello implica: exactitud, fle-xibilidad, velocidad, costo reducido, etc. A continuación se describe cómo construir un modelo para el equipo de la Figura 1. Ese modelo puede ser implementado en cualquier simulador que sea capaz de manejar petróleo, por ejemplo, CHEMCAD. Luego, un segundo modelo es presentado, el cual es más simple de simular pero más complejo concep-tualmente. El simulador HYSYS puede manejar ambos mode-los.
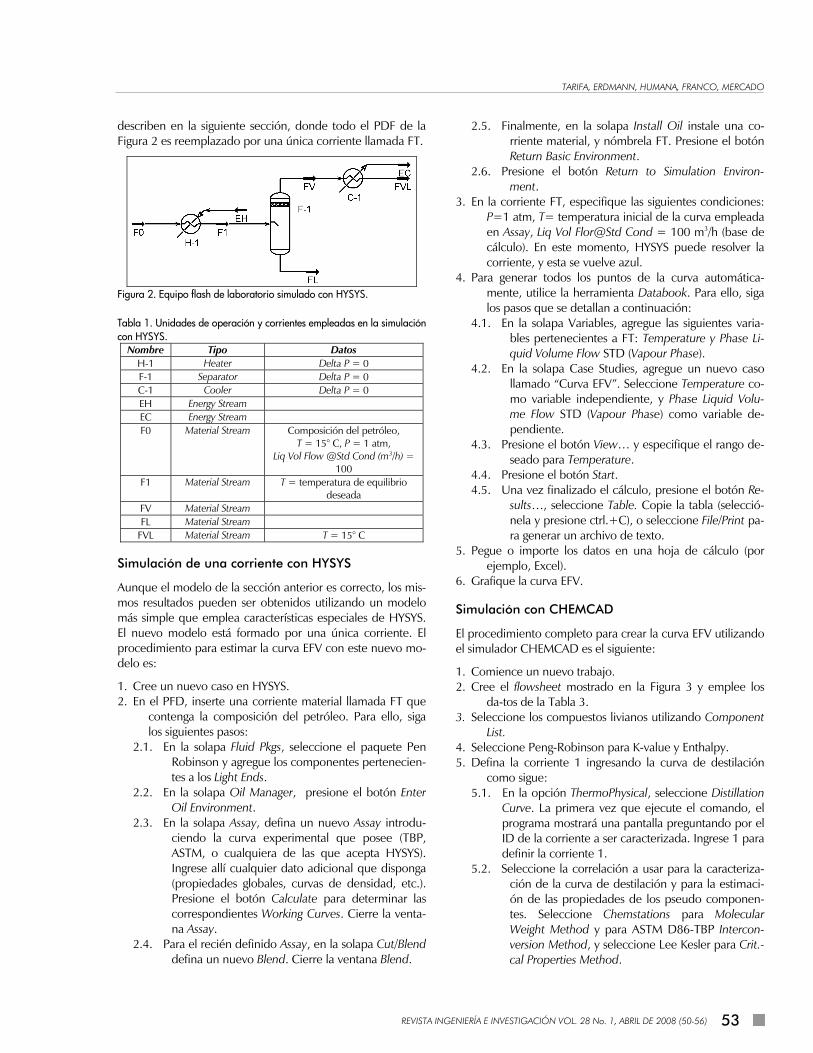
Simulación del equipo de destilación con HYSYS
La Figura 2 muestra el PDF (Process Flow Diagram) del mo-delo implementado en HYSYS del equipo experimental pre-sentado en la Figura 1. Se simula sólo la parte que comienza en la corriente F0. El paquete físico-químico (fluid package) recomendado es Peng Robinson. La Tabla 1 detalla los obje-tos y datos requeridos para la simulación. La variación de la temperatura se realiza utilizando la herramienta Case Studies. Los pasos para introducir la composición del petróleo se
TARIFA, ERDMANN, HUMANA, FRANCO, MERCADO
REVISTA INGENIERÍA E INVESTIGACIÓN VOL. 28 No. 1, ABRIL DE 2008 (50-56) 53
describen en la siguiente sección, donde todo el PDF de la Figura 2 es reemplazado por una única corriente llamada FT.
Figura 2. Equipo flash de laboratorio simulado con HYSYS. Tabla 1. Unidades de operación y corrientes empleadas en la simulación con HYSYS.
Nombre Tipo Datos H-1 Heater Delta P = 0 F-1 Separator Delta P = 0 C-1 Cooler Delta P = 0 EH Energy Stream EC Energy Stream F0 Material Stream Composición del petróleo,
T = 15° C, P = 1 atm, Liq Vol Flow @Std Cond (m3/h) =
100 F1 Material Stream T = temperatura de equilibrio
deseada FV Material Stream FL Material Stream
FVL Material Stream T = 15° C
Simulación de una corriente con HYSYS
Aunque el modelo de la sección anterior es correcto, los mis-mos resultados pueden ser obtenidos utilizando un modelo más simple que emplea características especiales de HYSYS. El nuevo modelo está formado por una única corriente. El procedimiento para estimar la curva EFV con este nuevo mo-delo es:
1. Cree un nuevo caso en HYSYS. 2. En el PFD, inserte una corriente material llamada FT que
contenga la composición del petróleo. Para ello, siga los siguientes pasos:
2.1. En la solapa Fluid Pkgs, seleccione el paquete Pen Robinson y agregue los componentes pertenecien-tes a los Light Ends.
2.2. En la solapa Oil Manager, presione el botón Enter Oil Environment.
2.3. En la solapa Assay, defina un nuevo Assay introdu-ciendo la curva experimental que posee (TBP, ASTM, o cualquiera de las que acepta HYSYS). Ingrese allí cualquier dato adicional que disponga (propiedades globales, curvas de densidad, etc.). Presione el botón Calculate para determinar las correspondientes Working Curves. Cierre la venta-na Assay.
2.4. Para el recién definido Assay, en la solapa Cut/Blend defina un nuevo Blend. Cierre la ventana Blend.
2.5. Finalmente, en la solapa Install Oil instale una co-rriente material, y nómbrela FT. Presione el botón Return Basic Environment.
2.6. Presione el botón Return to Simulation Environ-ment.
3. En la corriente FT, especifique las siguientes condiciones: P=1 atm, T= temperatura inicial de la curva empleada en Assay, Liq Vol Flor@Std Cond = 100 m3/h (base de cálculo). En este momento, HYSYS puede resolver la corriente, y esta se vuelve azul.
4. Para generar todos los puntos de la curva automática-mente, utilice la herramienta Databook. Para ello, siga los pasos que se detallan a continuación:
4.1. En la solapa Variables, agregue las siguientes varia-bles pertenecientes a FT: Temperature y Phase Li-quid Volume Flow STD (Vapour Phase).
4.2. En la solapa Case Studies, agregue un nuevo caso llamado “Curva EFV”. Seleccione Temperature co-mo variable independiente, y Phase Liquid Volu-me Flow STD (Vapour Phase) como variable de-pendiente.
4.3. Presione el botón View… y especifique el rango de-seado para Temperature.
4.4. Presione el botón Start. 4.5. Una vez finalizado el cálculo, presione el botón Re-
sults…, seleccione Table. Copie la tabla (selecció-nela y presione ctrl.+C), o seleccione File/Print pa-ra generar un archivo de texto.
5. Pegue o importe los datos en una hoja de cálculo (por ejemplo, Excel).
6. Grafique la curva EFV.
Simulación con CHEMCAD
El procedimiento completo para crear la curva EFV utilizando el simulador CHEMCAD es el siguiente:
1. Comience un nuevo trabajo. 2. Cree el flowsheet mostrado en la Figura 3 y emplee los
da-tos de la Tabla 3. 3. Seleccione los compuestos livianos utilizando Component
List. 4. Seleccione Peng-Robinson para K-value y Enthalpy. 5. Defina la corriente 1 ingresando la curva de destilación
como sigue: 5.1. En la opción ThermoPhysical, seleccione Distillation
Curve. La primera vez que ejecute el comando, el programa mostrará una pantalla preguntando por el ID de la corriente a ser caracterizada. Ingrese 1 para definir la corriente 1.
5.2. Seleccione la correlación a usar para la caracteriza-ción de la curva de destilación y para la estimaci-ón de las propiedades de los pseudo componen-tes. Seleccione Chemstations para Molecular Weight Method y para ASTM D86-TBP Intercon-version Method, y seleccione Lee Kesler para Crit.-cal Properties Method.

DETERMINACIÓN DE LA CURVA DE DESTILACIÓN FLASH PARA CORTES DE PETRÓLEO UTILIZANDO SIMULADORES COMERCIALES
REVISTA INGENIERÍA E INVESTIGACIÓN VOL. 28 No. 1, ABRIL DE 2008 (50-56) 54
5.3. En el siguiente formulario (Curve Temperature Cut Range), en la primera fila ingrese la temperatura inicial y la final de la curva experimental, y 50 pa-ra No of_points.
5.4. Seleccione Edit Curve Data para ingresar las propie-dades globales. Seleccione 0) User specified for Distillation Curve, y seleccione el tipo apropiado para la curva experimental (TBP, ASTM, etc.). Si no conoce la curva de densidad, ingrese la corres-pondiente Bulk gravity. Seleccione 4) m3/h para Selected total flow units, e ingrese 100 para Total flow rate (base de cálculo).
5.5. Ingrese la curva experimental. Opcionalmente, pue-de ingresar también la curva de densidad.
5.6. Presione Save and Exit para iniciar el cálculo. 6. En la corriente 1, especifique las siguientes condiciones:
P=1 atm y T=15°C. En este punto, CHEMCAD puede resolver la corriente, para ello presione el botón Flash.
7. En el equipo heater 1, ingrese la temperatura inicial de la curva experimental en Temperature of stream 2.
8. En el equipo cooler 2, ingrese 15 °C en Temperature of stream 4.
9. Resuelva el modelo presionando Run all. 10. Para generar automáticamente todos los puntos de la
curva EFV, utilice la herramienta Sensitivity Study. Para ello, proceda de la siguiente manera:
10.1. En el menú Run, seleccione la opción Sensitivity Stu-dy.
10.2. Selección la opción New Analysis. 10.3. Ingrese el nombre “Curva EFV” para el análisis de
sensibilidad. 10.4. Presione Edit Independent Variable, seleccione la
opción Equipment, especifique 1 para ID, selec-cione 4 T Out Srt 1 for Variable, escriba “Teq” en Variable name, e ingrese la temperatura inicial y fi-nal de la curva experimental en Vary this variable from/to, y 50 en equal steps.
10.5. Presione Edit Recorded Variables, seleccione Stream, especifique 4 en ID, seleccione 7 Total std liq. as Variable, escriba “Vol %” en Variable name y selec-cione 29 Actual liq vol rate para Variable units.
10.6. Presione Run All. CHEMCAD genera la curva EFV. 10.7. Presione Plot Results, seleccione “Teq” para el eje Y,
y “Vol %” para el eje X. 11. Pegue o importe los datos a una planilla de cálculo
(por ejemplo, Excel). 12. Nuevamente grafique la curva EFV. Tabla 2. Unidades de operación empleadas en la simulación con CHEMCAD.
Nombre Tipo Datos 1 Heater Delta P = 0 2 Cooler Delta P = 0 3 Separator
Figura 3. Equipo flash de laboratorio simulado con CHEMCAD. Tabla 3. Corrientes utilizadas en la simulación con CHEMCAD.
Nombre Tipo Datos 1 Material Stream Composición del petróleo,
T = 15° C, P = 1 atm, Liq Vol Flow @Std Cond (m3/h) = 100
2 Material Stream T = temperatura de equilibrio deseada
3 Material Stream 4 Material Stream T = 15° C 5 Material Stream
Casos de estudio
Para evaluar el método propuesto, se estudiaron varios tipos de petróleo. La Tabla 4 caracteriza las muestras estudiadas, donde puede verse que se empleó una amplia variedad de muestras. En los primeros tres ejemplos, se utilizó la curva TBP para caracterizar la muestra, mientras que en los dos úl-timos ejemplos se empleó la curva ASTM D86. Todas ellas fueron obtenidas experimentalmente. Para todos los ejem-plos, se estimó la curva EFV utilizando los métodos de Ed-mister y Maxwell, como así también los simuladores HYSYS y CHEMCAD. Las curvas obtenidas para los ejemplos son representadas desde la Figura 4 a la Figura 8. Para todos los ejemplos, las curvas EFV obtenida por simulación se ubicaron entre las obtenidas por los métodos de Edmister y Maxwell. Sin embargo, en el ejemplo 2, donde se empleó un petróleo pesado, la curva obtenida con CHEMCAD muestra una des-viación hacia abajo para porcentaje de destilados superiores a 50%. Finalmente, la Figura 9 muestra las curvas EFV para el ejemplo 1 pero a una presión distinta de 1 atm. Para ello se realizó la correspondiente corrección por presión en los mé-todos tradicionales; mientras que para obtener las curvas simuladas, simplemente se ingresó la nueva presión P=50 mmHg en el modelo, y ningún otro cambio fue necesario. Nuevamente, las curvas producidas por HYSYS y CHEMCAD están entre las producidas por los métodos de Edmister y Maxwell. Tabla 4. Muestras analizadas.
Ejemplo Curva
experimental
Rango de temperatura
(°C) ρ15/15 Comentario
1 TBP 25-289 0.80 Crudo 2 TBP 61-461 0.84 Crudo 3 TBP 58-88 0.76 Nafta 4 ASTM D86 71-256 0.75 Crudo 5 ASTM D86 56-358 0.75 Crudo

TARIFA, ERDMANN, HUMANA, FRANCO, MERCADO
REVISTA INGENIERÍA E INVESTIGACIÓN VOL. 28 No. 1, ABRIL DE 2008 (50-56) 55
Figura 4. Ejemplo 1
Figura 5. Ejemplo 2
Figura 6. Ejemplo 3
Conclusiones
Un nuevo método para estimar la curva EFV por simulación fue presentado. Para evaluar el método se emplearon los simuladores HYSYS y CHEMCAD, pero cualquier otro simulador con capacidad para manejar petróleo puede ser utilizado. Si bien el método presentado e-xige que se realice un esfuerzo para construir el modelo, este esfuerzo se realiza una única vez; y una vez disponible, el modelo permite estimar las curvas EFV que sean necesarias, a-horrando todo el trabajo que implica obtener en forma experimental dichas curvas. Por otra parte, es cierto que aún es necesario realizar experiencias para obtener las curvas que se u-tilizan para ajustar el modelo, pero las expe-riencias que se deben llevar a cabo son mu-cho más simples que las requeridas para pro-ducir la curva EFV.
Las curvas estimadas utilizando HYSYS y CHEMCAD fueron comparadas con aquellas producidas por dos métodos tradicionales de estimación: el método de Edmister y el méto-do de Maxwell. En todos los casos, las curvas estimadas por simulación se aproximaron a la curva promedio de las curvas de Edmister y Maxwell. Aunque los resultados son compara-bles, el método propuesto tiene las ventajas que provienen de automatizar el cálculo, co-mo por ejemplo: mayor velocidad, más exac-titud, menor probabilidad de cometer errores, etc. A esto se suma la gran variedad de curvas que pueden ser utilizadas por el modelo de-pendiendo del simulador utilizado, siendo los pasos a seguir independientes del tipo de cur-va utilizada. Finalmente, el método permite estimar fácilmente la curva EFV a diferentes presiones utilizando una única curva como dato; para ello, basta con indicar en el mode-lo cuál es la presión deseada.
Bibliografía
Behrenbruch, P., Dedigama, T., Classification and characterisation of crude oils based on distillation properties., Journal of Petroleum Science and Engineering., 57, pp. 166–180, 2007.
Cerutti, A. A., La Refinación del petróleo., To-mo I, Ed. IAPG, pp. 9-25, 2002.
Cohen, L., Diseño y Simulación de Procesos Químicos., Segunda Ed., Algeciras-España, Editor León Cohen Mesonero, 2003.
Edmister, W. C., Okamoto, K. K., Applied Hy-drocarbon Thermodynamics-Part 12:
0
50
100
150
200
250
300
350
0 10 20 30 40 50 60 70 80 90 100
V %
T (°
C)
TBP Maxwell Edmister Hysys Chemcad
0
50
100
150
200
250
300
350
400
450
0 10 20 30 40 50 60 70 80
V %
T (°
C)
TBP Maxwell Edmister Hysys Chemcad
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
V %
T (º
C)
TBP Maxwell Edmister Hysys Chemcad

DETERMINACIÓN DE LA CURVA DE DESTILACIÓN FLASH PARA CORTES DE PETRÓLEO UTILIZANDO SIMULADORES COMERCIALES
REVISTA INGENIERÍA E INVESTIGACIÓN VOL. 28 No. 1, ABRIL DE 2008 (50-56) 56
Equilibrium Flash Vapo-rization Correlations for Petroleum Fractions, August- Petro-leum Refiner, 1959.
Figura 7. Ejemplo 4
Figura 8. Ejemplo 5
Figura 9. Corrección por presión, P = 50 mmHg
Falla, F. S., Larini, C., Le Roux, G. A. C., Quina, F. H., Moro, L. F. L., Nascimento, C. A. O., Characterization of crude
petroleum by NIR., Journal of Petroleum Science and Engi-neering, 51, pp. 127–137, 2006.
Hoffman, E. J., Relations between true boiling point and ASTM distillation curves., Chemical Engineering Science, 24 (1), January, pp. 113 -117, 1969.
Maxwell, J. B., Data Book on Hydrocarbons. London, D. van Nostrand Company, 1950.
Mondragon, F., Ouchi, K., New method for obtaining the distillation curves of petroleum products and coal-derived liquids using a small amount of sample., Fuel, 63 (1), Ja-nuary, pp. 61-65, 1984.
Nelson, W. L., Petroleum Refinery Engi-neering., Ed. Mc Graw Hill, 1958.
Pasquini, C., Ferreira Bueno, A., Characteri-zation of petroleum using near-infrared spec-troscopy: Quantitative modeling for the true boiling point curve and specific gravity., Fuel, 86, pp. 1927–1934, 2007.
Riazi, M. R., Al-Adwani, H. A., Bishara, A., The impact of characterization methods on proper-ties of reservoir., fluids and crude oils: options and restrictions, Journal of Petroleum Science and Engineering, 42, pp. 195– 207, 2004.
Speight, J. G., The Chemistry and Technology of Petroleum., Third Ed, New York, 1998.
Watkins, R. N., Petroleum Refinery Distillation., Second Ed., Gulf Publishing, 1981.
Wuithier, P., Refino y Tratamiento Químico: el petróleo., Madrid, Cepsa S. A, Marcel Dekker Inc., 1971.
0
50
100
150
200
250
300
0 10 20 30 40 50 60 70 80 90 100
V %
T (°
C)
ASTM D86 Maxwell Edmister Hysys Chemcad
0
50
100
150
200
250
300
350
400
0 10 20 30 40 50 60 70 80 90 100
V %
T (°
C)
ASTM D86 Maxwell Edmister Hysys Chemcad
0
50
100
150
200
250
300
350
0 10 20 30 40 50 60 70 80 90 100
V %
T (°
C)
TBP Maxwell Edmister Hysys Chemcad

Disponible en: http://www.redalyc.org/articulo.oa?id=62010301
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
Sistema de Información Científica
A. Castro Agüero, A. Jiménez Gutiérrez
Método corto para el diseño de columnas de destilación térmicamente acoplada petlyuk
Revista Mexicana de Ingeniería Química, vol. 1, núm. 3, 2002, pp. 85-96,
Universidad Autónoma Metropolitana Unidad Iztapalapa
México
¿Cómo citar? Fascículo completo Más información del artículo Página de la revista
Revista Mexicana de Ingeniería Química,
ISSN (Versión impresa): 1665-2738
Universidad Autónoma Metropolitana Unidad
Iztapalapa
México
www.redalyc.orgProyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto

AMIDIQ REVISTA MEXICANA DE INGENIERÍA QUÍMICA Vol. 1 (2002) 85-96
METODO CORTO PARA EL DISEÑO DE COLUMNAS DE DESTILACION TERMICAMENTE ACOPLADA PETLYUK
A SHORT CUT METHOD FOR THE DESIGN OF PETLYUK THERMALLY COUPLED
DISTILLATION COLUMNS
A. Castro-Agüero* y A. Jiménez-Gutiérrez.
Depto. Ingeniería Química, Instituto Tecnológico de Celaya. Av. Tecnológico y García Cubas S/N, 38010, Celaya, Gto.
Resumen
Se propone un método de diseño para el sistema de destilación térmicamente acoplado, mejor conocido como sistema Petlyuk. El método se basa en las ecuaciones de Fenske, Underwood y Gilliland, con las cuales se puede tener un buen estimado de los flujos internos, número de etapas teóricas, así como las zonas o etapas de interconexión entre el prefraccionador y la columna principal. Para mostrar la aplicación del método de diseño, se incluye el caso de estudio de separación de una mezcla ternaria. Palabras clave: destilación, petlyuk, destilación térmicamente acoplada. Abstract
A method for the design of the Fully Thermally Coupled Distillation system, or Petlyuk column, is presented. The method is based on the Fenske, Underwood and Gilliland equations, which provide the internal flowrates, number of ideal stages, as well as the stages where the prefractionator and the main column must be interlinked. A case study for the separation of a ternary mixture is presented to show the application of the design method. Key words: distillation, petlyuk column, thermally coupled distillation 1. Introducción En este campo los esfuerzos se han
concentrado en utilizar la ecuación de Underwood (1948) para comparar los diferentes arreglos desde el punto de vista de consumo de energía.
Los sistemas convencionales de destilación son relativamente fáciles de diseñar y operar, pero tienen un consumo de energía significativo. En los últimos 20 años, se han hecho estudios sobre los sistemas de destilación para mejorar su consumo de energía (Finn, 1993). Se han desarrollado secuencias no convencionales como las columnas con corrientes laterales y los sistemas térmicamente acoplados, entre otros. Dentro de los sistemas acoplados, se ha demostrado que el sistema denominado Petlyuk puede ahorrar hasta un 30% del costo de energía comparado con los sistemas convencionales (Tedder y Rudd, 1978; Glinos y Malone, 1985). Una de las razones por la que se ha limitado el uso de las columnas térmicamente acopladas es la falta de métodos confiables de diseño.
Tedder y Rudd (1978) hicieron un estudio paramétrico de ocho sistemas de destilación para separar mezclas ternarias. Dentro de estos sistemas se encuentran incluidos las secuencias convencionales (Directa e Indirecta) y tres sistemas acoplados (rectificador lateral, agotador lateral y sistema con prefraccionador). Para este estudio utilizaron métodos de diseño basados en Nodos de Composición, los cuales hacen un leve sobrediseño de la columna para separaciones perfectas. Este sobrediseño se incrementa cuando la separación es más imperfecta.
Autor para la correspondencia. E-mail: [email protected] Tel. (46161) 17801 Fax: 17575
Publicado por la Academia Mexicana de Investigación y Docencia en Ingeniería Química, A. C. 85

Castro-Agüero y Jiménez-Gutiérrez / Revista Mexicana de Ingeniería Química Vol. 1 (2002) 85-96
Fidkowski y Królikowski (1986, 1987 y 1990) desarrollaron un procedimiento para obtener el flujo de vapor óptimo para sistemas térmicamente acoplados, incluido el sistema Petlyuk. Para calcular los flujos internos utilizan la ecuación de Underwood (1948). El procedimiento se presenta para una solución ideal ternaria, es decir, valores constantes de volatilidades relativas y velocidades de flujos internos equimolares, y separaciones perfectas. El estudio se ve limitado a sistemas con alimentación como líquido saturado.
Glinos y Malone (1985) desarrollaron un procedimiento simplificado para calcular los flujos mínimos de vapor y líquido dentro de una columna de destilación con rectificador lateral. En este estudio, la columna con rectificador lateral se descompone en un arreglo equivalente (en cuanto a flujos) de dos columnas, con el destilado de la primera sirviendo como alimentación a la segunda columna. Glinos y Malone muestran que bajo ciertas condiciones de operación, los flujos que sirven de interconexión entre la primera y la segunda columna se pueden considerar como una seudo-alimentación con una condición térmica desplazada.
El sistema Petlyuk puede ser reproducido en una sola torre de destilación con una división interna. Este sistema se denomina de pared dividida. Para que el sistema Petlyuk y el de pared dividida sean termodinámicamente equivalentes, no debe de haber transferencia de energía a través de la pared divisora.
El presente trabajo propone un método simplificado para el diseño del sistema Petlyuk o de pared dividida. La importancia de este método es que proporciona una primera aproximación de manera rápida, la cual puede luego validarse mediante simulaciones rigurosas.
2. Teoría
Cuando se trata de separar una mezcla ternaria o de multicomponentes en tres productos, normalmente se usan dos torres de destilación (secuencias convencionales directa e indirecta).
En el caso del sistema Petlyuk (Fig. 1a) o su equivalente de pared dividida (Fig. 1b), la forma de separar los componentes es diferente a los sistemas convencionales. La alimentación se introduce a un prefraccionador o sección I, el cual hace una separación inicial entre el componente más volátil y el más pesado. La composición del componente intermedio se distribuye entre el domo y el fondo de la sección I.
La columna principal se puede dividir en dos secciones, la sección superior a la corriente de producto S o sección II de las Fig. 1a y 1b, y la sección inferior a la corriente S, o sección III. La sección II tiene una alimentación de vapor saturado y una corriente lateral líquida que es el reflujo de la sección I, mientras que la sección III tiene una alimentación de líquido saturado y una corriente lateral en forma de vapor.
Cada una de las secciones de la columna principal realiza una separación entre compuestos adyacentes. Además, si la separación que se realiza en la sección I es lo más perfecta posible, se puede considerar como una separación binaria. Finalmente lo que se obtiene son tres corrientes de productos: el destilado D, la corriente lateral S y el fondo B. Teóricamente se puede alcanzar cualquier pureza deseada en cada uno de los productos.
Algunos investigadores han llegado a la conclusión que este sistema ahorra energía debido a que elimina los “retromezclados” que se presentan en las columnas convencionales (Triantafyllou y Smith, 1990; Finn, 1993).
86

Castro-Agüero y Jiménez-Gutiérrez / Revista Mexicana de Ingeniería Química Vol. 1 (2002) 85-96
87
Fig. 1. (a) Sistema Petlyuk, (b) Sistema de pared dividida.
3. Desarrollo del modelo Para nuestro estudio tomamos una
alimentación de tres componentes (F1, F2, F3). Se utilizan las ecuaciones de Underwood (1948), Fenske (Henley y Seader, 1990) y Gilliland (1940) con sus respectivas consideraciones.
El sistema Petlyuk (Fig. 2a) se simplifica como se muestra en la Fig. 2b. En la sección I, además de la alimentación, se definen los productos netos; el destilado neto es la diferencia entre el vapor que sale por el domo y el líquido que entra, y el fondo neto es la diferencia entre el líquido que sale y el vapor que entra en la parte baja. Las funciones que hacen las etapas de interconexión ahora las hacen el condensador y rehervidor que se presentan en la sección I. Finalmente, la columna principal puede verse como la suma de dos secciones o columnas convencionales, tal que la corriente lateral, S, es la suma de la corriente del fondo de la sección II ( IIB ) y la corriente de destilado de la sección III ( ). IIID
3.1 Diseño del prefraccionador (Sección I)
En el caso de la sección I, se deben especificar inicialmente las recuperaciones de los componentes clave ligero (f1) y clave pesado (f3) en el domo. De acuerdo con los grados de libertad de una columna convencional, es necesario especificar una variable adicional; en este caso se usa la recuperación del componente intermedio (f2).

Castro-Agüero y Jiménez-Gutiérrez / Revista Mexicana de Ingeniería Química Vol. 1 (2002) 85-96
Fig. 2. Resultados del diseño para el caso de estudio.
De acuerdo con el procedimiento de Underwood (1948), el valor del flujo del reflujo mínimo se obtiene sustituyendo las raíces obtenidas de (1) en (2) y es el mayor de las dos soluciones de (2). Fidkowski y Królowkoski (1986) encontraron que el valor óptimo del reflujo se obtiene cuando (2) se resuelve simultáneamente con ambos valores de φ. De esta forma se pueden obtener los valores de y de fILmin 2.
,q1XF3
1i i
ii −=∑φ−α
α
=
2211 α>
3φ>α>φ>α (1)
∑
φ−α
φ=
=
3
1ii
ji
ji
jImin f
FmaxL (2)
Con los resultados del procedimiento de Underwood (1948) se pueden calcular los productos netos de la sección I ( y ID IB ), las composiciones ( IXD y IXB ), el reflujo mínimo ( ), y si se considera que los flujos molares internos son constantes, se pueden estimar los flujos internos.
IminR
Conociendo las composiciones de los productos netos de la sección I, se puede estimar el número mínimo de etapas teóricas mediante la ecuación de Fenske (Henley y Seader, 1990). Además, si se ha establecido una relación de reflujo para esta sección, se puede estimar el número de etapas teóricas por medio de la Ecuación del Gilliland (1940). Por último, con la correlación de Kirkbride (Henley y Seader, 1990) se puede estimar la localización de la alimentación para esta sección. En el Apéndice A.1 se puede encontrar el procedimiento completo para el diseño de la sección I.
88

Castro-Agüero y Jiménez-Gutiérrez / Revista Mexicana de Ingeniería Química Vol. 1 (2002) 85-96
3.2. Diseño de la columna principal
Las dos secciones de la columna principal se consideran como la suma de dos columnas convencionales. La sección II se diseña separando el componente clave ligero (f1) del intermedio (f2); el clave pesado se va completamente al fondo de esta sección. La sección III separa el clave intermedio (f2) del clave pesado (f3); el clave ligero se va completamente al domo de esta sección.
Del diseño de la sección I, se conocen los flujos de las alimentaciones a las secciones II y III pero no se conocen sus composiciones. Tampoco se conocen las composiciones de las corrientes laterales que van hacia la sección I, y no están en equilibrio con las alimentaciones. Por lo tanto el procedimiento de Underwood (1948) no se puede utilizar directamente para determinar el reflujo mínimo de las secciones II y III.
Glinos y Malone (1985) desarrollaron un procedimiento para estimar el reflujo mínimo en sistemas con rectificador lateral. Estos sistemas presentan un problema similar al que se tiene para la sección II. La conclusión a la que llegaron fue que una alimentación a una columna de destilación con una corriente lateral a una o unas pocas etapas por arriba o debajo de dicha alimentación puede representarse por una seudo–alimentación con la condición térmica desplazada (3) y (4).
I
I
II
III
DL
LVLq −=−
−= (3)
2II
1II
3
1i IIi
iI
i ,q1XD
α>φ>α−=∑φ−α
α
= (4)
Si aplicamos el mismo procedimiento
para la sección III se obtienen las expresiones equivalentes para esta sección, ecuaciones (5) y (6). De esta forma en ambas secciones
se pueden reducir la alimentación y corriente lateral a una seudo-alimentación con flujos y composiciones conocidas.
I
____I
___I
___I
___I
III
BL
VL
Lq =
−
= (5)
3III
2III
3
1i IIIi
iI
i ,q1XBα>φ>α−=∑
φ−α
α
= (6)
Las Ec. (3) y (4) proporcionan el valor
de la raíz de φ para la sección II, de la misma forma las que las Ec. (5) y (6) lo hacen para la sección III. Con estas raíces se puede estimar el reflujo mínimo necesario para cada sección.
Una vez calculados los flujos mínimos internos, se procede a establecer cual de las dos secciones es la dominante. Para poder comparar los flujos internos es necesario que el flujo de reflujo mínimo de la sección III sea llevado hasta el domo de la sección II, para comparar directamente el flujo mínimo de la sección II con el flujo mínimo necesario para la sección III (7). De acuerdo con Nikolaides y Malone (1987), para sistemas con múltiples alimentaciones la sección que requiera el mayor flujo interno es la dominante.
DqDSL
DL
maxRIIIIII
min
IImin
min
−+= (7)
Se pueden en seguida calcular los flujos
internos a la condicion del reflujo de operación ( R ):
R*DLII =
-SqDLL IIIIIIII += (8)
89
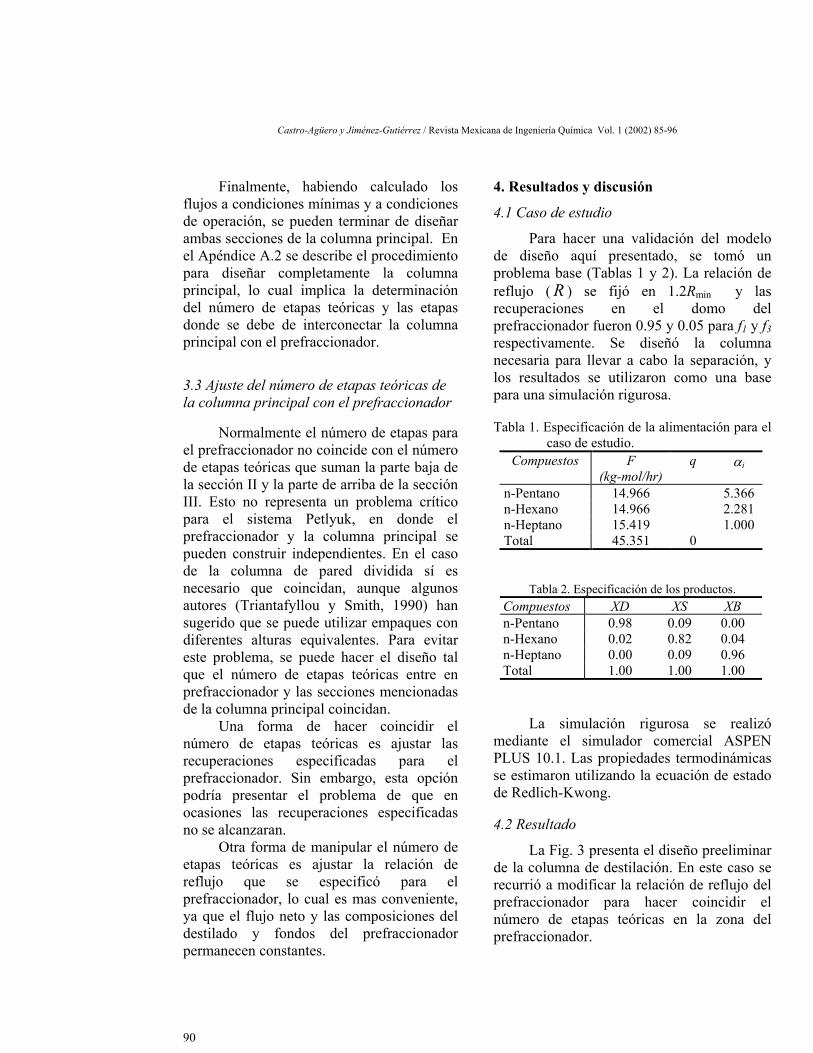
Castro-Agüero y Jiménez-Gutiérrez / Revista Mexicana de Ingeniería Química Vol. 1 (2002) 85-96
4. Resultados y discusión Finalmente, habiendo calculado los flujos a condiciones mínimas y a condiciones de operación, se pueden terminar de diseñar ambas secciones de la columna principal. En el Apéndice A.2 se describe el procedimiento para diseñar completamente la columna principal, lo cual implica la determinación del número de etapas teóricas y las etapas donde se debe de interconectar la columna principal con el prefraccionador.
4.1 Caso de estudio
Para hacer una validación del modelo de diseño aquí presentado, se tomó un problema base (Tablas 1 y 2). La relación de reflujo ( R ) se fijó en 1.2Rmin y las recuperaciones en el domo del prefraccionador fueron 0.95 y 0.05 para f1 y f3 respectivamente. Se diseñó la columna necesaria para llevar a cabo la separación, y los resultados se utilizaron como una base para una simulación rigurosa.
3.3 Ajuste del número de etapas teóricas de la columna principal con el prefraccionador
Tabla 1. Especificación de la alimentación para el caso de estudio.
Normalmente el número de etapas para el prefraccionador no coincide con el número de etapas teóricas que suman la parte baja de la sección II y la parte de arriba de la sección III. Esto no representa un problema crítico para el sistema Petlyuk, en donde el prefraccionador y la columna principal se pueden construir independientes. En el caso de la columna de pared dividida sí es necesario que coincidan, aunque algunos autores (Triantafyllou y Smith, 1990) han sugerido que se puede utilizar empaques con diferentes alturas equivalentes. Para evitar este problema, se puede hacer el diseño tal que el número de etapas teóricas entre en prefraccionador y las secciones mencionadas de la columna principal coincidan.
Compuestos F (kg-mol/hr)
q αi
n-Pentano 14.966 5.366 n-Hexano 14.966 2.281 n-Heptano 15.419 1.000 Total 45.351 0
Tabla 2. Especificación de los productos. Compuestos XD XS XB n-Pentano 0.98 0.09 0.00 n-Hexano 0.02 0.82 0.04 n-Heptano 0.00 0.09 0.96 Total 1.00 1.00 1.00
La simulación rigurosa se realizó mediante el simulador comercial ASPEN PLUS 10.1. Las propiedades termodinámicas se estimaron utilizando la ecuación de estado de Redlich-Kwong.
Una forma de hacer coincidir el número de etapas teóricas es ajustar las recuperaciones especificadas para el prefraccionador. Sin embargo, esta opción podría presentar el problema de que en ocasiones las recuperaciones especificadas no se alcanzaran.
4.2 Resultado
Otra forma de manipular el número de etapas teóricas es ajustar la relación de reflujo que se especificó para el prefraccionador, lo cual es mas conveniente, ya que el flujo neto y las composiciones del destilado y fondos del prefraccionador permanecen constantes.
La Fig. 3 presenta el diseño preeliminar de la columna de destilación. En este caso se recurrió a modificar la relación de reflujo del prefraccionador para hacer coincidir el número de etapas teóricas en la zona del prefraccionador.
90
Castro-Agüero y Jiménez-Gutiérrez / Revista Mexicana de Ingeniería Química Vol. 1 (2002) 85-96
Fig. 3. Perfil de la fracción mol del líquido en la columna principal (diseño original).
La Fig. 4 presenta los resultados obtenidos por el simulador ASPEN PLUS. Se observa que, aunque la simulación rigurosa no alcanza las composiciones establecidas, la aproximación inicial es buena. En el destilado de la columna Petlyuk casi se logró la separación deseada, ya que las composiciones del destilado coinciden con las especificadas. En el caso de la corriente lateral y de fondo, sin embargo, se presenta una mayor desviación. Esto se debe principalmente a que la sección III es la
sección dominante, es decir, que necesitaba el mayor flujo interno.
La Fig. 5 presenta los resultados de la simulación rigurosa, en la cual se tuvo que incrementar el reflujo de la columna principal desde 3.06 hasta 3.6 para lograr que las tres composiciones de los productos se satisfacieran, sin sobrepurificarse. Debe resaltarse que el número de etapas ideales del prefraccionador y de la columna principal, así como las etapas de alimentación e interconexión entre el prefraccionador y columna principal, no se modificaron.
91

Castro-Agüero y Jiménez-Gutiérrez / Revista Mexicana de Ingeniería Química Vol. 1 (2002) 85-96
123456789
1011121314151617181920212223
0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0.90 1.00
Fracc. Mol LíquidoE
tapa
s Ide
ales
n-Pentano n-Hexano n-Heptano n-Pentano n-Hexano n-Heptano
Fig. 4. Perfil de la fracción mol del líquido en la columna principal (diseño original).
123456789
1011121314151617181920212223
0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0.90 1.00
Fracc. Mol Líquido
Etapas
Ideal
es
n-Pentano n-Hexano n-Heptano n-Pentano n-Hexano n-Heptano
Fig. 5. Perfil de la fracción mol del líquido en la columna principal (reflujo a 3.6).
92

Castro-Agüero y Jiménez-Gutiérrez / Revista Mexicana de Ingeniería Química Vol. 1 (2002) 85-96
L Flujo líquido en la parte superior a la alimentación de la columna
Conclusiones
En este trabajo se propone un método de diseño para la secuencia de destilación térmicamente acoplada Petlyuk y/o pared dividida sencillo de aplicar. El método propuesto se puede utilizar como una buena base para diseños detallados mediante simulaciones rigurosas. Además el método calcula flujos de interconexión entre el prefraccionador y columna principal, los cuales se pueden utilizar como primera aproximación para la optimización del consumo de energía del sistema Petlyuk. Para el caso de estudio analizado, por ejemplo, se requirió sólo de leves modificaciones para obtener los requerimientos de diseño establecidos.
__L Flujo líquido en la parte inferior a la alimentación de la columna, Kg-mol/hr N Número de etapas o platos ideales P Presión en el domo de la columna, atm R Relación de reflujo V Flujo de vapor en la parte superior a la alimentación de la columna, Kg-mol/hr __V Flujo de vapor en la parte inferior a la alimentación de la columna, Kg-mol/hr XB Fracción mol del destilado XD Fracción mol del destilado XF Fracción mol de la alimentación al sistema símbolos griegos
El método se utilizó para diseñar una columna Petlyuk que separa una mezcla de tres componentes, pero también puede ser utilizado para el diseño de columnas Petlyuk que necesiten separar mezclas multicomponentes en tres productos.
α Volatilidades relativas φ Raíces de la Ecuación de Underwood Subíndices i Referencia al número de componente en la mezcla cl Componente clave ligero cp Componente clave pesado Como parte del desarrollo del
método, se obtuvieron relaciones directas para estimar el reflujo mínimo y la recuperación del componente intermedio en el prefraccionador, cuando la alimentación es como líquido saturado o vapor saturado. Estas relaciones simplifican en gran medida el cálculo del diseño, considerando que en muchos casos, la alimentación a una columna de destilación cumple o está cerca de esas condiciones de saturación.
min Mínimo Superíndices I, II, III Sección del sistema Petlyuk (ver Fig. 2) Agradecimientos
Este trabajo fue apoyado por una Beca de CONACYT a uno de los autores. Además la investigación fue apoyada por el SIHGO, bajo el No. del proyecto 19980205002.
Nomenclatura
Apéndice A f Fracción de recuperación de un componente en el domo de la columna, (0 a 1)
Descripción del método de diseño
A.1 Diseño del prefraccionador (Sección I) q Condición térmica de la alimentación
Para diseñar el prefraccionador o sección I, es necesario especificar f1 y f3 en el domo de esta sección, así como especificar la relación de reflujo ( IR ).
B Flujo del producto en el fondo de la columna, Kg-mol/hr D Flujo del producto en el domo de la columna, Kg-mol/hr
La Ecuación de Underwood (1948) se pueden escribir de la siguiente forma:
F Flujo de alimentación al sistema, Kg-mol/hr
93
Castro-Agüero y Jiménez-Gutiérrez / Revista Mexicana de Ingeniería Química Vol. 1 (2002) 85-96
32211c
1i i
ii ,q1XF
α>φ>α>φ>α−=∑φ−α
α
= (9)
∑φ−α
φ=
=
c
1ii
1i
1iImin fFL
∑φ−α
φ=
=
c
1ii
2i
2iImin fFL
(10)
IiiI
ic
1iii
I
D*fFXD f*FD =∑=
= (11)
αα
=
cp
cl
pcp
Icp
pcl
Icl
Imin
log
XD
XB
XB
XDlog
N (14)
El número de etapas ideales para el
prefraccioandor se estima por medio de la correlación de Gilliland (1940).
IN
1NNNy
1RRRx I
Imin
I
I
Imin
I
+
−=
+
−=
−++
−=5.0x
1xx2.11711
x4.541exp1y (15)
Donde:
IiiI
ic
1iii
I
B)f1(*FXB )f1(*FB −
=∑ −== (12)
I
IminI
min D
LR = (13)
La etapa de alimentación se puede
estimar por medio de la ecuación de Kirkbride:
Para calcular el flujo mínimo en esta
sección se deben estimar las dos raíces de (9) y resolver el sistema de ecuaciones (10). De esta forma se obtienen el flujo mínimo y la recuperación del componente intermedio. Con las relaciones (11-13) se calculan los productos netos del prefraccionador y sus composiciones.
=
2
Icl
Icl
cl
cpI
I
Iinf
Isup
XD
XBXFXF
DBlog206.0
N
Nlog (16)
A.2 Diseño de la sección II y III
A.2.1 Estimación del reflujo mínimo y balance de masa entre las dos secciones Dos casos especiales se presentan
cuando la condición de alimentación es como líquido saturado o vapor saturado. En estos casos la solución simultánea del sistema de ecuaciones (10) presenta soluciones analíticas. En el Apéndice B.1 se presenta el desarrollo de las ecuaciones para alimentación como líquido saturado y en el Apéndice B.2 se presenta cuando la alimentación es vapor saturado.
Por balance de masa en cada una de las
secciones se obtienen el flujo y composiciones de las corrientes auxiliares
IIB y . Se considera que el componente clave pesado que contiene se va completamente a
IIIDID
IIB , y que el componente ligero que sale por IB se va completamente a
. IIIDEl número mínimo de etapas ideales para el prefraccionador se calcula con la ecuación de Fenske (Henley y Seader, 1990):
El destilado del prefraccionador, que es la alimentación a la sección II, va a tener una condición térmica de acuerdo con la Ec. (3).
94

Castro-Agüero y Jiménez-Gutiérrez / Revista Mexicana de Ingeniería Química Vol. 1 (2002) 85-96
Asimismo, para la sección III la condición térmica de la alimentación será de acuerdo con (5). Con estas condiciones térmicas para cada sección, se calculan las raíces de φ con las Ecs. (4) y (6). Finalmente el reflujo mínimo para cada sección se obtiene mediante:
,1XDR3
1i IIi
iiIImin −∑
φ−α
α=
=
DRL IImin
IIImin =
(17)
,1XDR3
1i IIIi
iIII
iIIImin −∑
φ−α
α=
=
IIIIIImin
IIImin DRL =
(18)
Ahora se compara cual de las dos
secciones es la dominante mediante (7). Se obtienen luego los flujos a condiciones de operación con la ecuación (8). Finalmente el reflujo al que van a operar cada una de las secciones por separado es el siguiente:
DLR
IIII = (19)
DLR III
IIIIII = (20)
A.2.2 Diseño final de la sección II y sección
III
El componente calve intermedio es ahora el componente clave pesado para la sección II y el clave ligero para la sección III. El destilado de la sección II es el destilado final del sistema D, y el fondo de esta sección es la corriente auxiliar IIB ; en la sección III, el destilado es la corriente y el fondo es el fondo final del sistema B. El número mínimo de etapas ideales de ambas secciones se obtiene por medio de la ecuación de Fenske (14), utilizando las
correspondientes corrientes de destilados y fondos. Así también, el número de etapas ideales se obtiene aplicando la correlación de Gilliland (15) en cada sección. Finalmente, las etapas donde se van a conectar las secciones II y III con la sección I se estiman utilizando la ecuación de Kirkbride (16), considerado a y a
IIID
ID IB como las alimentaciones.
XF
2
2φ−
3 =φ
( 3
α+
Apéndice B
Flujos mínimos para la sección I cuando q=0 y q=1 B.1 Alimentación como líquido saturado
(q=0)
Cuando la alimentación a la columna se tiene como líquido saturado, el cálculo de φ en la ecuación (9) se convierte en una solución de una ecuación algebraica de segundo orden. Por lo tanto se pueden encontrar las raíces analíticamente.
0XFXF
3
32
1
11−α
α+
αα
+φ−α
α (21)
donde:
a2ac4bb 2
1−+−
=φ
a2ac4bb
22
−−−=φ
( )( )
321321
21331
1223211
332211
)FFF(cF
FFb
FFFa
ααα++=
α+αα+
αα+α+αα−=
α+α+α=
(22)
)
Como consecuencia, el flujo mínimo de
reflujo y la recuperación del componente intermedio en el prefraccionador se obtienen en este caso mediante las siguientes expresiones.
95

Castro-Agüero y Jiménez-Gutiérrez / Revista Mexicana de Ingeniería Química Vol. 1 (2002) 85-96
96
Referencias 3
31
211
31
322 fff
α−αα−α
−α−αα−α
= (23)
331
11
1
3Imin f
Ff
FL
α−αα
+α−α
α= (24)
Fidkowski, Z. y Królikowski, L. (1986). Thermally coupled system of distillation columns: optimization procedure. AIChE Journl 32, 537-546.
Fidkowski, Z. y Królikowski, L. (1987). Minimum requirements of thermally coupled distillation systems. AIChE Journal 33, 643-653.
B.2 Alimentación como vapor saturado (q=1) Fidkowski, Z. y Królikowski, L. (1990). Energy
requirements of nonconventional distillation systems. AIChE Journal 36, 1275-1277.
Cuando la alimentación a la columna es
en forma de vapor saturado, la ecuación (9) se convierte en una ecuación cúbica. Una de las raíces de esta ecuación es igual a cero. Al factorizar dicha raíz se identifica una ecuación cuadrática como en el caso de líquido saturado.
Finn, A.J. (1993). Consider thermally coupled distillation, Chemical Engineering Progress, October, 41-45.
Gilliland, E. R. (1940). Multicomponent Rectification; Industrial Engineering Chemistry 32, 1220-1223. Glinos, K. y Malone, M.F. (1985) Minimum vapor flows in a distillation column with a sidestream stripper. Industrial Engineering Chemical Process Design and Development 24, 1087-1090.
1XFXFXF
3
33
2
22
1
11 =φ−α
α+
φ−αα
+φ−α
α (25)
donde:
Henley, E.J. y Seader, J.D. (1990), Operaciones de Separación por Etapas de Equilibrio en Ingeniería Química. Reverté, S. A.
a2
ac4bb 2
1−+−
=φ
0y a2
ac4bb 32
2 =φ−−−
=φ
( ) (( )
213312321
2131
312321
321
FFFcF
FFb
FFFa
αα+αα+αα=
α+α+
α+α+α+α−=
++=
)
(26)
Nikolaides, I.P y Malone, M.F. (1987). Approximate design for multiple-feed/side-stream distillation systems, Industrial Engineering Chemical Research 26, 1839-1845.
Tedder, D.W. y Rudd, D.F. (1978). Parametric studies in industrial distillation. AIChE Journal 24, 303-334.
Triantafyllou, C. y Smith, R. (1990). The design and optimization of fully thermally coupled distillation columns. Transactions of the Institution of Chemical Engineers, 70.
Para este caso, se obtienen las siguientes expresiones analíticas. Underwood, A. J. V. (1948). Fractional
distillation of multicomponent mixtures. Chemical Engineering Progress 44.
( )( )
( )( ) 3
312
2131
312
3212 fff
α−ααα−αα
+α−ααα−αα
= (27)
( ) ( 31312
213312321Imin ff
FFFL −
α−αααα+αα+αα
= ) (28)

Disponible en: http://www.redalyc.org/articulo.oa?id=62029966023
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
Sistema de Información Científica
Narváez-García, A.; Zavala-Loría, J.C.; Rocha-Uribe, A.; Rubio-Atoche, C.
MÉTODO CORTO PARA LA DESTILACIÓN DISCONTINUA MULTICOMPONENTE CONSIDERANDO UNA
POLÍTICA DE REFLUJO VARIABLE
Revista Mexicana de Ingeniería Química, vol. 12, núm. 3, diciembre, 2013, pp. 621-637
Universidad Autónoma Metropolitana Unidad Iztapalapa
Distrito Federal, México
¿Cómo citar? Número completo Más información del artículo Página de la revista
Revista Mexicana de Ingeniería Química,
ISSN (Versión impresa): 1665-2738
Universidad Autónoma Metropolitana Unidad
Iztapalapa
México
www.redalyc.orgProyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto

Revista Mexicana de Ingeniería Química
CONTENIDO
Volumen 8, número 3, 2009 / Volume 8, number 3, 2009
213 Derivation and application of the Stefan-Maxwell equations
(Desarrollo y aplicación de las ecuaciones de Stefan-Maxwell)
Stephen Whitaker
Biotecnología / Biotechnology
245 Modelado de la biodegradación en biorreactores de lodos de hidrocarburos totales del petróleo
intemperizados en suelos y sedimentos
(Biodegradation modeling of sludge bioreactors of total petroleum hydrocarbons weathering in soil
and sediments)
S.A. Medina-Moreno, S. Huerta-Ochoa, C.A. Lucho-Constantino, L. Aguilera-Vázquez, A. Jiménez-
González y M. Gutiérrez-Rojas
259 Crecimiento, sobrevivencia y adaptación de Bifidobacterium infantis a condiciones ácidas
(Growth, survival and adaptation of Bifidobacterium infantis to acidic conditions)
L. Mayorga-Reyes, P. Bustamante-Camilo, A. Gutiérrez-Nava, E. Barranco-Florido y A. Azaola-
Espinosa
265 Statistical approach to optimization of ethanol fermentation by Saccharomyces cerevisiae in the
presence of Valfor® zeolite NaA
(Optimización estadística de la fermentación etanólica de Saccharomyces cerevisiae en presencia de
zeolita Valfor® zeolite NaA)
G. Inei-Shizukawa, H. A. Velasco-Bedrán, G. F. Gutiérrez-López and H. Hernández-Sánchez
Ingeniería de procesos / Process engineering
271 Localización de una planta industrial: Revisión crítica y adecuación de los criterios empleados en
esta decisión
(Plant site selection: Critical review and adequation criteria used in this decision)
J.R. Medina, R.L. Romero y G.A. Pérez
Vol. 12, No. 3 (2013) 621-637
METODO CORTO PARA LA DESTILACION DISCONTINUA MULTICOMPONENTECONSIDERANDO UNA POLITICA DE REFLUJO VARIABLE
SHORTCUT METHOD FOR MULTICOMPONENT BATCH DISTILLATIONCONSIDERING A VARIABLE REFLUX POLICY
A. Narvaez-Garcıa1∗, J.C. Zavala-Lorıa2, A. Rocha-Uribe1 y C. Rubio-Atoche1
1Universidad Autonoma de Yucatan, Facultad de Ingenierıa Quımica, Campus de Ingenierıas y Ciencias Exactas,Periferico Norte Kilometro 33.5, Tablaje Catastral 13615, Colonia Chuburna de Hidalgo Inn, C.P. 97203, Merida,
Yucatan, Mexico. Tel: +52 (999) 9460956.2Universidad Autonoma del Carmen, Dependencia Academica de Ciencias Quımicas y Petrolera (DACQyP),
Facultad de Quımica, Cuerpo Academico Consolidado de Ingenierıa Quımica Aplicada, Campus Principal, Calle56 No. 4 Esquina Avenida Concordia, Colonia Benito Juarez, C.P. 24180, Cd. del Carmen, Campeche, Mexico.
Tel: +52 (938) 3828484.
Recibido 26 de Octubre de 2012; Aceptado 14 de Julio de 2013
ResumenSe ha propuesto un metodo corto para destilacion discontinua considerando una polıtica de reflujo variable. Elmetodo esta basado en el trabajo de Sundaram y Evans (1993) y considera un balance global de materia, asıcomo un balance parcial de materia. La relacion funcional entre las concentraciones del fondo y del domo escalculada mediante la utilizacion de las ecuaciones de Fenske, Underwood y Gilliland (FUG). La solucion al modelomatematico propuesto se ha comparado con un metodo riguroso utilizando varias mezclas del tipo Clase I y ClaseII. El metodo corto propuesto es de simple aplicacion y puede ser utilizado para trabajos preliminares de diseno,simulacion y optimizacion.
Palabras clave: metodo corto, FUG, destilacion discontinua, polıtica de reflujo variable.
AbstractA Shortcut method for batch distillation has proposed considering a variable reflux policy. The method is based onthe work of Sundaram and Evans (1993) and considered an overall material balance, as well as a partial materialbalance. The functional relationship between the concentrations of the bottom and the dome is calculated usingthe Fenske, Underwood and Gilliland equations (FUG). The solution to the proposed mathematical model has beencompared with the rigorous method using Class I and Class II mixtures. The proposed shortcut method is verysimple and it can be used for preliminary design, simulation and optimization work.
Keywords: shortcut method, FUG, batch distillation, variable reflux policy.
∗Autor para la correspondencia. E-mail: [email protected] Tel.: +52 (999) 9460956, Fax +52 (999) 9460956
Publicado por la Academia Mexicana de Investigacion y Docencia en Ingenierıa Quımica A.C. 621

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
1 Introduccion
La destilacion batch o discontinua es un procesoampliamente utilizado para la separacion de pequenascantidades de mezclas, la recuperacion de pequenascantidades de materiales peligrosos en corrientes dedesechos, la recuperacion de solventes, ası comopara la obtencion de productos farmaceuticos ybiotecnologicos de alto valor agregado entre otros,por tanto, el desarrollo de modelos matematicos parala prediccion del comportamiento del proceso es untrabajo que ha ganado interes a lo largo de los ultimostiempos.
Una columna de destilacion batch o discontinuapuede operar utilizando cualquiera de las siguientespolıticas: reflujo constante, reflujo variable yreflujo optimo. El comportamiento del procesopuede predecirse mediante la utilizacion de modelosmatematicos basados en los balances de materia yenergıa. Los modelos matematicos que se obtienenpueden clasificarse como modelos simplificados(metodos cortos), modelos semirigurosos, modelosrigurosos y modelos de reduccion de orden.
En la actualidad la obtencion de modelos rigurososes un campo de mucho interes sobre todo porque lascomputadoras actuales cuentan con un alta precision ycapacidades de procesamiento mayores, sin embargo,el uso generalizado de equipos tales como las tabletasy/o computadoras portatiles de menor capacidad deprocesamiento de datos, hacen factible la busquedade metodos simplificados que puedan predecir elcomportamiento de los procesos sin tener que recurrira mayores capacidades de procesamiento. Aunado aesto, siempre sera necesario contar con este tipo demetodos para obtener datos iniciales para el procesode optimizacion matematica.
Cabe mencionar que el modelado y la simulaciondel proceso de destilacion discontinua, utilizando unapolıtica de reflujo variable, ha sido abordado deforma exitosa utilizando teorıa de control (Monroy-Loperena, R. y Alvarez-Ramırez, J., 2003) y redesneuronales (Cressy, D.C. y col., 1993). Tambien, sehan realizado trabajos tendientes a encontrar el efectode la derivacion del reflujo (Zavala y col., 2006).
Entre los trabajos reportados en la literatura seconsidera que el primer modelo de la dinamicacompleta de la columna fue resuelto por Distefano(1968) y es conocido como un modelo o metodoriguroso. Domenech y Enjalbert (1981) presentaronreducciones al modelo riguroso considerando entreotras restricciones que la columna puede trabajar sinacumulacion de lıquido en cada uno de los platos y en
el condensador, este tipo de modelo es conocido comosemiriguroso.
Diwekar (1988) presento un metodo simplificadoo corto basado en un balance global de materia, unbalance parcial respecto al componente (i) y, para larelacion funcional entre la concentracion del fondo yel domo, las ecuaciones de Hensgestebeck-Geddes,Underwood y Gilliland. La solucion presentada porDiwekar considero el uso de las polıticas de reflujoconstante y reflujo variable.
Sundaram y Evans (1993) tambien presentaron unmetodo corto basado en un balance global de materiay un balance parcial respecto al componente (i). Enese caso el trabajo unicamente considero una polıticade reflujo constante. Para la relacion funcional entrela concentracion del fondo y el domo, utilizaron lasecuaciones de Fenske, Underwood y Gilliland (FUG).Otros autores que han presentados trabajos al respectoen tiempos mas recientes son Barolo y Guarise (1996)y Ehsani (2002).
A diferencia de los metodos rigurosos queconsideran la dinamica completa de la columna, losmetodos reducidos o cortos son modelos matematicosque predicen el comportamiento del procesoconsiderando la menor cantidad de ecuaciones,generalmente realizando un balance global de materiay los balances parciales en el fondo de la columnaconsiderando un componente cualesquiera “i”. Auncuando los equipos de computo actuales tienencapacidades de procesamiento y almacenamientomayores, los metodos cortos continuan justificandosea partir de considerar la reduccion en los tiemposde computo, ası como una precision aceptable enlos resultados obtenidos respecto al metodo riguroso,ademas, son una herramienta adecuada para encontrarvalores iniciales para el proceso de optimizacionmatematica. Tambien, son utilizados para el disenode la columna al permitir la obtencion de condicioneslımite del proceso. Los metodos cortos son muysencillos de aplicar y por lo consiguiente son deutilidad en los procesos de ensenanza-aprendizaje.
Ademas, los metodos cortos pueden proporcionarcondiciones lımites del proceso (numero mınimo deetapas y relacion de reflujo mınima) y son metodosque permiten obtener de forma rapida valores inicialespara los procesos de optimizacion matematica dondela complejidad de los metodos requieren datos muycercanos a la solucion. Por otra parte, el usoextensivo de equipos de computo pequenos y de menorcapacidad tales como las tabletas, los Smartphonesy las computadoras mini, cuyas capacidades sonlimitadas o reducidas, requieren de programas con
622 www.rmiq.org

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
menos requerimientos, de ahı que el desarrollo deun metodo corto sea de mucha utilidad en estesentido. Por tanto, el presente trabajo retoma lametodologıa propuesta por Sundaram y Evans (1993)y propone un metodo corto considerando una polıticade reflujo variable. El modelo matematico obtenidoconsidera volatilidades relativas constantes, flujomolar constante ası como acumulacion despreciablede vapor y lıquido en los platos y el condensador.
La diferencia de esta propuesta con los metodoscortos reportados en la literatura, es que el presentetrabajo utiliza directamente el sistema de ecuacionesde Fenske-Underwood-Gilliland, mientras que otraspropuestas consideran la ecuacion de Hengestebeck-Geddes, la cual, es una derivacion de la ecuacionde la Fenske. Tambien, esta propuesta no realiza lacomparacion entre las relaciones de reflujo mınimo deUnderwood y de Gilliland, lo que tiende a reducir eltiempo de calculo.
Al igual que otros metodos reportados, estapropuesta puede ser utilizada para obtener condicionesde diseno y/o parametros iniciales para la optimizacionmatematica del proceso de destilacion discontinua,tambien conocida como solucion de problemas decontrol optimo. Las limitaciones que impone el usode volatilidades relativas constantes a lo largo deltiempo y de la columna pueden ser superadas alcalcularse las volatilidades relativas del fondo en cadapaso y obteniendo una volatilidad relativa promedio.Para cada corte, la volatilidad relativa del domopermanece sin cambios significativos debido a quela concentracion del producto deseado permanece sinvariaciones o sus variaciones son muy pequenas.
Este trabajo solo considera el uso de volatilidadesrelativas constantes, sin embargo, si existierancambios significativos en la volatilidad relativa sepuede considerar lo siguiente: para mezclas ideales, elequilibrio lıquido-vapor se calcula utilizando la Ley deRaoult y se aplican un punto de burbuja para conocerla temperatura en el fondo y en el domo. Para elcaso en que el coeficiente de actividad (γ) no puedaconsiderarse cercano a la unidad se puede utilizar laLey de Raoult modificada y calcular dicho coeficienteutilizando algun modelo de solucion (Wilson, NRTL,UNIQUAC, UNIFAC, etc.). En los casos en que elvapor de la mezcla no tenga un comportamiento idealsera necesario utilizar una ecuacion de estado paraobtener el coeficiente de fugacidad (φ).
Para la utilizacion de las ecuaciones deUnderwood se han considerado separaciones ClaseI y tambien separaciones Clase II, definidas porShiras y col., (1950) de la siguiente manera: Clase
I son aquellas separaciones que al efectuarse en unacolumna, de platos infinitos, todos los componentes dela alimentacion se encuentran presentes en el productodel domo y en el producto del fondo, es decir, todos loscomponentes se encuentran distribuidos (presentes)a lo largo de la columna y, Clase II son aquellasseparaciones que al efectuarse en una columna, deplatos infinitos, uno o varios de los componentes dela alimentacion solo se encuentran presentes en elproducto del domo o en el producto del fondo, esdecir, uno o mas de los componentes no se distribuyea lo largo de la columna. De igual forma, un conceptoimportante en el desarrollo del modelo es el conceptode componente clave ligero y componente clavepesado definidos de la siguiente manera: componenteclave ligero (lk) es aquel componente ligero de unamezcla que se encuentra presente en el residuo encantidades importantes y el componente clave pesado(hk) es aquel componente pesado que se encuentrapresente en cantidades importantes en el destilado.
A continuacion se presentan las ecuaciones queconforman el metodo corto desarrollado por Sundaramy Evans:
Balance global:
Bnueva = Banterior −
( V1 + R
)anterior
∆t (1)
Balance parcial respecto al componente “i”
x(i)B,nueva =x(i)
B,anterior+
[x(i)D − x(i)
B ]anterior
[Bnueva − Banterior
Banterior
](2)
Ecuacion de Fenske y modificaciones:
Nmin =
log{[ x(i)
D
x(i)B
][ x(k)B
x(k)D
]}log ai,k
(3)
x(i)D = x(i)
B
[ x(k)D
x(k)B
]aNmin
i,k (4)
x(k)D =
x(k)B∑c
i=1 x(i)B aNmin
i,k
(5)
Ecuaciones de Gilliland:
Y = 1 − exp[ (1 + 54.4X)(X − 1)
(11 + 117.2X)√
X
](6)
Y =N − Nmin
N + 1(7)
X =R − Rmin
R + 1(8)
Ecuacion de Eduljee:
Y = 0.75 − X0.5668 (9)
www.rmiq.org 623

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
Ecuacion de Underwood (Clase I)
Rmin =αNmin
l,k − αl,k
(αl,k − 1)∑c
i=1 xBiαNminl,k
(10)
Ecuaciones de Underwood (Clase II):
c∑i=1
αi,k x(i)B
αi,k − φ= 0 (11)
Rmin + 1 =
c∑i=1
αi,k x(i)D
αi,k − φ(12)
Cabe senalar que el trabajo de Sundaram y Evans(1993) solo considera la separacion de mezclas ClaseI. Las ecuaciones (11) y (12) se presentan en estetrabajo porque la propuesta que se desarrolla hace usode ellas en la separacion de mezclas Clase II. Lasecuaciones (11) y (12) son ecuaciones no lineales querequieren de algun metodo numerico para resolverlas,tal y como el metodo de Newton-Raphson.
2 Metodo simplificado o cortoHasta la actualidad, no se han reportado en laliteratura del area, propuestas tendientes a obtener unmetodo corto para destilacion discontinua utilizandoel trabajo de Sundaram y Evans (1993) considerandola polıtica de reflujo variable, por tanto, el presentetrabajo, retoma el metodo corto mencionado ypropone una metodologıa que considera la polıticade reflujo variable. Para el caso de reflujo variable,la concentracion del componente deseado permanececonstante durante toda la operacion, por tanto, en cadatiempo es necesario calcular la relacion de reflujo,calculo que puede realizarse utilizando un despeje dela ecuacion (8):
R =X + Rmin
1 − X(13)
Esta ecuacion (13) requiere el calculo de Rminpor lo que se puede utilizar la ecuacion (10) ola ecuacion (12). La ecuacion (10) es aplicablecuando se considera que todos los componentes estandistribuidos desde el fondo hasta el domo. La ecuacion(12) se aplica cuando alguno de los componentes nose distribuye a traves de la columna. Para el caso deutilizar la ecuacion (12) se tiene que:
Rmin = −1 +
c∑i=1
αi,k x(i)D
αi,k − φ(14)
esta ecuacion (14) requiere el calculo de φ y laconcentracion del domo. Para φ se utiliza la ecuacion(11) [Ecuacion de Underwood]:
c∑i=1
αi,k x(i)B
αi,k − φ= 0
y, para las concentraciones en el domo se utiliza laecuacion (4) [Ecuacion de Fenske] para el componente(i):
x(i)D = x(i)
B
[x(k)
D
x(k)B
]αNmin
i,k i = 1, 2, ..., n; i , k
siendo k el componente de referencia. La composiciondel componente de referencia (k), puede obtenerseutilizando una modificacion de la ecuacion (5)de forma que quede expresada en funcion delcomponente clave ligero (lk). La modificacion seobtiene utilizando la restriccion de la suma de lascomposiciones en el domo
c∑i=1
x(i)D = 1 (15)
expresion a la cual puede restarse la concentracion delcomponente ligero (lk):
c∑i=1
x(i)D − x(lk)
D = 1 − x(lk)D (16)
y, sustituyendo la ecuacion (4) en esta ecuacion (16)se tiene que:
c∑i=1
{[x(k)
D
x(k)B
](αi,k)Nminx(i)
B
}− x(lk)
D = 1 − x(lk)D (17)
La propia ecuacion (4) para la concentracion delcomponente lk queda expresada como:
x(lk)D =
[x(k)
D
x(k)B
]x(lk)
B αNminlk,k (18)
Ahora bien, sustituyendo esta ecuacion (18) en laecuacion (17) y despejando para obtener x(k)
D , se tiene:[x(k)
D
x(k)B
]{[ c∑i=1
αNmini,k x(i)
B
]− αNmin
lk,k x(lk)B
}= 1 − x(lk)
D (19)
x(k)D =
(1 − x(lk)D )x(k)
B[∑ci=1 α
Nmini,k x(i)
B
]− x(lk)
B αNminlk,k
(20)
624 www.rmiq.org

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
Entonces, la ecuacion (4) puede quedar expresadacomo:
x(i)D =
[1 − x(lk)D ]αNmin
i,k x(i)B[∑c
j=1 αNmini,k x( j)
B
]− x(lk)
B αNminlk,k
=
(1 − x(lk)D ){∑c
j=1
(α j,k
αi,k
)Nmin[ x( j)B
x(i)B
]−
(αlk,k
αi,k
)Nmin[ x(lk)B
x(i)B
]}i = 1, 2, ...n (21)
Si se considera que el componente clave ligero (lk)es el componente 1, entonces, esta ecuacion (21) sereduce a:
x(i)D =
(1 − x(1)D ){∑c
j=2
(α j,k
αi,k
)Nmin[ x( j)B
x(i)B
]} ; i = 1, 2, ...n (22)
Para las ecuaciones (20), (21) y (22) se requierela obtencion del numero mınimo de etapas, ademasde que es necesario considerar que la ecuacion (12)requiere el valor de X, que se puede obtener utilizandolas ecuaciones (6) o (9). Si se utiliza la correlacion deEduljee [ecuacion (9)] el despeje es:
X =
[1 −
43
(N − Nmin
N + 1
)]1.7643(23)
Si se utiliza la ecuacion (6) el proceso es un poco mascomplejo y se requiere un proceso iterativo. En amboscasos es necesario el valor del numero mınimo deetapas, por tanto, obtener Nmin es de maxima prioridad.
La ecuacion de Fenske [Ecuacion (3)] permitecalcular el numero mınimo de etapas considerandolos componentes clave ligero (lk) y el componente dereferencia (k), entonces:
Nmin =
log{[ x(lk)
D
x(k)D
][ x(k)B
x(lk)B
]}log(αlk,k)
(24)
donde x(lk)D es una cantidad conocida y x(hk)
D esta dadapor la ecuacion (20), entonces, la ecuacion (4) sepuede expresar como:
Nmin =
log{[ x(lk)
D
x(lk)B
][∑cj=2 α
Nminj,k x( j)
B
1−x(lk)D
]}logαlk,k
=
log{[ x(lk)
D
1−x(lk)D
][∑cj=2 α
Nminj,k
( x( j)B
x(lk)B
)]}logαlk,k
(25)
Ahora bien, esta ecuacion (25) requiere un procesoiterativo para la solucion del numero mınimo de
etapas, por tanto, se puede utilizar la ecuacion(21) o la ecuacion (22) para obtener la funcion deNmin necesaria para el metodo de Newton-Raphson.Entonces, cuando i = lk = 1, la ecuacion (17) puedeexpresarse de la siguiente manera:
[ x(1)D
x(1)B
][ c∑j=2
(α j,k
α1,k
)Nmin
x( j)B
]= 1 − x(1)
D (26)
f (Nmin) =x(1)D
{[ c∑j=2
( x( j)B
x(1)B
)(α j,k
α1,k
)Nmin]+ 1
}− 1 = 0 (27)
f ′(Nmin) =x(1)D
{[ c∑j=2
( x( j)B
x(1)B
)(α j,k
α1,k
)Nmin]ln
(α j,k
α1,k
)}(28)
Nmin,nueva = Nmin,anterior −f (Nmin)f ′(Nmin)
(29)
Con el valor del numero mınimo de etapas ya sepuede obtener la relacion de reflujo y los demasvalores que involucran a la variable Nmin. El equilibriolıquido-vapor de las mezclas es obtenido utilizando laecuacion (30):
y(i) =αi,k x(i)∑c
j=i[α j,k x( j)](30)
siendo k el componente de referencia.
3 Procedimiento de solucionA continuacion se detalla el procedimiento paraobtener el perfil de las relaciones de reflujo requeridaspara mantener constante la concentracion delcomponente clave ligero (lk) en el producto. De iniciose debe contar con los siguientes datos conocidos:composicion [x(i)
B ] y cantidad de alimentacion (F),flujo de vapor (V) a traves de la columna, numero deetapas teoricas (N), volatilidades relativas (αi) de loscomponentes de la mezcla, el tiempo de produccion(tprod) y el componente de referencia (k). En lametodologıa presentada por Sundaram y Evans (1993)el componente clave pesado (hk) es el componente dereferencia.
La solucion inicia obteniendo el numero de etapasteoricas mınima (Nmin) que es un valor necesario paracalcular las composiciones en el domo [x(i)
D ] utilizandola ecuacion de Fenske. Despues, es necesario calcular
www.rmiq.org 625

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
la cantidad de reflujo mınima (Rmin) cuyo valor esutilizado para calcular la relacion de reflujo (R).Conociendo el valor de R, se puede calcular el valor dela cantidad de destilado (D) instantaneo. Se considerael incremento del tiempo (∆t) y mediante los balancestotal y parcial se calcula el remanente en los fondos (B)y su composicion [x(i)
B ]. Tambien se puede conocer lacantidad de destilado acumulado. La Figura 1 muestrael diagrama de flujo para la solucion del metodo cortopropuesto.
4 Casos de estudioEl modelo matematico del metodo corto propuesto hasido resuelto considerando varias mezclas (binaria ymulticomponentes) cuyas condiciones de entrada alproceso se muestran en la Tabla 1. En cada unode los casos de estudio se considera que la mezclaes alimentada a la temperatura de ebullicion. Latolerancia al error es de 1.0 × 10−4, el paso deintegracion es ∆t = 1.0 × 10−1 h y el tiempo deproduccion es el necesario para agotar al componenteclave ligero. Se ha considerado una alimentacion de200 kmol y un flujo de vapor de 110 kmol/h.
Los resultados de la solucion a los problemaspresentados en la Tabla 1 se comparan con un metodoriguroso despreciando la acumulacion de lıquido enla columna y en el condensador-tanque de reflujo. Eneste trabajo se desprecio la acumulacion de vapor.El comparativo se realiza utilizando el programaMultiBatchDS R© (1991) para el modelo riguroso.
4.1 Discusion de resultados
En cada caso, los perfiles de concentracion en elfondo de la columna (rehervidor) no alcanzaron unadesviacion mayor al 7% para las concentraciones y un7% para la relacion de reflujo permitiendo considerarque los valores obtenidos en la solucion del metodopropuesto son apropiados. La comparacion de losresultados fue realizada de la siguiente manera: losdatos que se utilizaron para la solucion del modelomatematico propuesto tambien fueron utilizados enel software MultiBatchDS R© obteniendose los perfilesde composicion y relacion de reflujo para un tiempoamplio y adecuado para agotar al componente claveligero. En cada caso, se tomaron mezclas consideradasen la literatura con la intencion de validar los datos dela solucion.
Por ejemplo, el caso 5 fue tomado de Diwekary Madhavan (1991). Ellos reportaron una desviacion
para los valores de la concentracion del componenteclave (componente 1) del 8.1% maximo. En estetrabajo la desviacion maxima obtenida fue del 6.35%considerando hasta el 51.8% de destilado, ya que apartir de ese punto las cantidades de reflujo que serequieren son muy grandes y la obtencion de productoes mınima, lo cual implica gastos energeticos mayoresque pueden influir en la economıa del proceso, sobretodo porque gran parte de la energıa se retira por elcondensador. La Figura 7 muestra un comparativo delcomportamiento de las concentraciones en el fondode la columna, ası como del comportamiento de lasrelaciones de reflujo, observandose que el metodopropuesto tiene un mejor ajuste con el modelo rigurosoutilizado.
Los perfiles de las relaciones de reflujo muestrandiscrepancia cuando el componente clave ligero (lk)se encuentra en cantidades pequenas y, se consideraque esto es debido a que existen procesos iterativosen el metodo corto que pueden introducir pequenoserrores de redondeo que se pueden incrementar encada iteracion. La influencia del proceso iterativo enel calculo de la relacion de reflujo R para el metodocorto se observa en la ecuacion (13), ya que el valor deR depende de los valores de Rmin y X. Para el metodoriguroso el valor de R depende de las concentracionesdel condensador y los dos ultimos platos de la columna(Diwekar, 2012).
Tambien, un factor de importancia es el numerode etapas utilizadas, ya que en los casos resueltos, lamayor discrepancia se encuentra cuando se utiliza unnumero mayor de etapas (15 y 30 platos) debido a quela solucion al sistema de ecuaciones de Underwood yGilliland se ve afectada con la precision del procesoiterativo para resolverlo. Otro factor que influye enlos resultados es la desviacion de la idealidad de lamezcla, y para ese caso, sera necesario considerarla influencia de la temperatura y la concentracionpara predecir el comportamiento de las volatilidadesrelativas, factor que no ha sido considerado en estetrabajo.
Una de las limitantes que se ha observado parala adecuada solucion del metodo es la eleccionde los componentes claves, ya que si se hace deforma inadecuada puede causar una sobrestimacion ouna subestimacion en los balances como mencionanZamar y col., (1998). Una forma sencilla de elegirdichos componentes es predecir la distribucion delos mismos en la columna de destilacion discontinuautilizando la ecuacion (31) obtenida por los autoresantes mencionados.
626 www.rmiq.org

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 19
530
Figura 1. Diagrama de flujo para la solución del método corto considerando una política de 531 reflujo variable. 532 533
Datos iniciales: Alimentación, Composición de los Fondos, Flujo de Vapor, Número de platos,
Tiempo de Producción, Volatilidades Relativas
Suponer Nmin
Calcular Nmin
utilizando el método de Newton-Raphson Ecs. (26)-(28)
Calcular X utilizando las correlaciones de Gilliland o Eduljee Ec. (14)
Calcular las composiciones del domo utilizando la ecuación de Fenske Ecs. (4) y (21)
Calcular φ utilizando las ecuaciones de Underwood Ecs. (10) y (13)
Calcular R utilizando la correlación de Gilliland o la de Eduljee Ec. (12)
Calcular B y la composición del fondo utilizando el balance global y el balance parcial. Ecs. (1) y (2)
Incrementar el tiempo
Tiempo ≤ tprod
Terminar
No Si
Fig. 1. Diagrama de flujo para la solucion del metodo corto considerando una polıtica de reflujo variable.
www.rmiq.org 627

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
Tabla 1. Condiciones de entrada para los casos de estudio a reflujo variable.
Caso Fraccion molar de alimentacion Volatilidades relativas N+ r x(lk)D Clase
1 2 3 4 1 2 3 4
1 0.40 0.20 0.30 0.10 1.67 1.25 1.00 0.83 5 3 0.70 I2 0.50 0.30 0.10 0.10 1.67 1.25 1.00 0.83 30 3 0.95 II3 0.33 0.33 0.34 - 1.33 1.00 0.67 - 10 2 0.80 I4 0.41 0.39 0.20 - 1.76 1.00 0.68 - 10 2 0.99 I5 0.50 0.50 - - 2.40 1.00 - - 9 2 0.95 I
(1 − ηi) = (1 − ηr)αNminir (31)
siendo ηi el numero de moles del componente “i” en elfondo (ηi = di/ fi) y “r” el componente de referencia.
Los datos calculados con esta ecuacion (31) setrazan y ajustan a una lınea recta. De los componentesque se encuentran sobre la lınea recta se obtienen loscomponentes clave, el componente mas ligero sera elcomponente clave ligero (lk) y el componente maspesado sera el componente clave pesado (hk). Unadescripcion detallada de este proceso se encuentraen el trabajo de Zamar y col., (1998). La Figura(8) muestra el comportamiento de la concentraciony la relacion de reflujo considerando dos diferentescomponentes claves pesados (hk). En este caso, seobtiene una subestimacion de la concentracion delcomponente clave ligero (lk) de hasta un 15.5% y deun 24.3% en la relacion de reflujo.
Aunque este trabajo es una derivacion del trabajode Sundaram y Evans (1993), aquı se considera que elcomponente clave ligero (lk) es el componente ligeroque se encuentra en mayor cantidad en los fondosy el componente clave pesado (hk) el componentepesado que se encuentra en mayor cantidad en eldomo de acuerdo con la definicion dada anteriormente.Otra limitante para una adecuada solucion son losprocesos iterativos involucrados en las ecuacionesde Fenske, Underwood y la correlacion de Gillilandya que requieren de un “adecuado” estimado inicialincrementando los tiempos de calculo y/o procesos deciclados si no se alcanzan valores dentro del lımitede error deseado y, es que, de acuerdo con Barolo yGuarise (1996) el sistema formado por las ecuacionesde Underwood y Gilliland puede no tener solucion,sin embargo, cuando el numero de etapas es pequenageneralmente si la tiene.
Como el perfil de reflujo es una funcion continua(una funcion es continua cuando para puntos cercanosen el dominio se producen pequenas variaciones enla funcion) la dificultad de solucion generalmente seproduce en el primer paso, siendo los demas pasosmas sencillos de resolver porque ya se conoce el punto
anterior, sin embargo, las propias restricciones en elerror aceptado pueden derivar en procesos ciclados o“desbordes” en la memoria de la computadora.
Otra dificultad que puede existir en la solucionde la ecuacion de Underwood es que en su formaoriginal es una funcion discontinua cuando φ → αi,sin embargo, esta dificultad puede ser superadaconsiderando que la ecuacion de Underwood (en suforma original) puede ser representada adecuadamentepor un polinomio de orden “N=Numero decomponentes” (Monroy-Loperena y Vargas-Villamil,2001) cuyas raıces se obtienen utilizando cualquiermetodo numerico convencional. Para el caso de ladestilacion discontinua [ecuacion (11)] el polinomioes de orden “N−1” y esta representado por la ecuacion(32)
c∑i=1
αi,k x(i)B
c∏j=1j,i
(α j,k − φ
) = 0 (32)
donde “k” es el componente de referencia y “c” es elnumero de componentes de la mezcla.
ConclusionesEn este trabajo se ha desarrollado un metodo cortoconsiderando una polıtica de reflujo variable parael proceso de destilacion discontinua. El modelomatematico propuesto ha sido desarrollado a partirdel trabajo de Evans y Sundaram (1993) y pretendeser una alternativa viable dentro del contexto de losmetodos cortos utilizados para el diseno, simulacion,optimizacion y problemas de control del proceso dedestilacion discontinua. Cabe decir, que a diferenciadel metodo original de Evans y Sundaram parareflujo constante (donde solo se presentan mezclas condistribucion Clase I), este trabajo tambien considerala separacion de mezclas con distribucion Clase II.Ademas, se consideran las definiciones de componenteclave ligero (lk) y clave pesado (hk) dadas por Shirasy col., (1950) a diferencia del trabajo de Sundaram y
628 www.rmiq.org

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 20
534
535
(a) Perfil de concentraciones en el fondo. 536
537
(b) Perfil de relaciones de reflujo. 538
Figura 2. Caso 1: Mezcla cuaternaria, clase I. Comparación del método corto propuesto 539 con un modelo riguroso utilizando MultibatchDS®. 540
541
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 20
534
535
(a) Perfil de concentraciones en el fondo. 536
537
(b) Perfil de relaciones de reflujo. 538
Figura 2. Caso 1: Mezcla cuaternaria, clase I. Comparación del método corto propuesto 539 con un modelo riguroso utilizando MultibatchDS®. 540
541
Fig. 2. Caso 1: Mezcla cuaternaria, clase I. Comparacion del metodo corto propuesto con un modelo rigurosoutilizando MultibatchDS R©.
www.rmiq.org 629

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 21
542
(a) Perfil de concentraciones en el fondo. 543
544
545
(b) Perfil de relaciones de reflujo. 546
Figura 3. Caso 2: Mezcla cuaternaria, clase II. Comparación del método corto propuesto 547 con un modelo riguroso utilizando MultibatchDS®. 548
549
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 21
542
(a) Perfil de concentraciones en el fondo. 543
544
545
(b) Perfil de relaciones de reflujo. 546
Figura 3. Caso 2: Mezcla cuaternaria, clase II. Comparación del método corto propuesto 547 con un modelo riguroso utilizando MultibatchDS®. 548
549
Fig. 3. Caso 2: Mezcla cuaternaria, clase II. Comparacion del metodo corto propuesto con un modelo rigurosoutilizando MultibatchDS R©.
630 www.rmiq.org

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 22
550
(a) Perfil de concentraciones en el fondo. 551
552
553
(b) Perfil de relaciones de reflujo. 554
Figura 4. Caso 3: Mezcla ternaria, clase I. Comparación del método corto propuesto con un 555 modelo riguroso utilizando MultibatchDS®. 556
557
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 22
550
(a) Perfil de concentraciones en el fondo. 551
552
553
(b) Perfil de relaciones de reflujo. 554
Figura 4. Caso 3: Mezcla ternaria, clase I. Comparación del método corto propuesto con un 555 modelo riguroso utilizando MultibatchDS®. 556
557
Fig. 4. Caso 3: Mezcla ternaria, clase I. Comparacion del metodo corto propuesto con un modelo riguroso utilizandoMultibatchDS R©.
www.rmiq.org 631

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 23
558
(a) Perfil de concentraciones en el fondo. 559
560
561
(b) Perfil de relaciones de reflujo. 562
Figura 5. Caso 4: Mezcla ternaria, clase II. Comparación del método corto propuesto con 563 un modelo riguroso utilizando MultibatchDS®. 564
565
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 23
558
(a) Perfil de concentraciones en el fondo. 559
560
561
(b) Perfil de relaciones de reflujo. 562
Figura 5. Caso 4: Mezcla ternaria, clase II. Comparación del método corto propuesto con 563 un modelo riguroso utilizando MultibatchDS®. 564
565
Fig. 5. Caso 4: Mezcla ternaria, clase II. Comparacion del metodo corto propuesto con un modelo rigurosoutilizando MultibatchDS R©.
632 www.rmiq.org

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 24
566
(a) Perfil de concentraciones en el fondo. 567
568
569
(b) Perfil de relaciones de reflujo. 570
Figura 6. Caso 5: Mezcla binaria, Clase I. Comparación del método corto propuesto con un 571 modelo riguroso utilizando MultibatchDS®. 572
573
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 24
566
(a) Perfil de concentraciones en el fondo. 567
568
569
(b) Perfil de relaciones de reflujo. 570
Figura 6. Caso 5: Mezcla binaria, Clase I. Comparación del método corto propuesto con un 571 modelo riguroso utilizando MultibatchDS®. 572
573
Fig. 6. Caso 5: Mezcla binaria, Clase I. Comparacion del metodo corto propuesto con un modelo riguroso utilizandoMultibatchDS R©.
www.rmiq.org 633

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 25
574
(a) Perfil de concentraciones en el fondo. 575
576
577
(b) Perfil de relaciones de reflujo. 578
Figura 7. Caso 5: Mezcla binaria, Clase I. Comparación del método corto propuesto con un 579 método corto y un modelo riguroso utilizando MultibatchDS®. 580
581
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 25
574
(a) Perfil de concentraciones en el fondo. 575
576
577
(b) Perfil de relaciones de reflujo. 578
Figura 7. Caso 5: Mezcla binaria, Clase I. Comparación del método corto propuesto con un 579 método corto y un modelo riguroso utilizando MultibatchDS®. 580
581
Fig. 7. Caso 5: Mezcla binaria, Clase I. Comparacion del metodo corto propuesto con un metodo corto y un modeloriguroso utilizando MultibatchDS R©.
634 www.rmiq.org
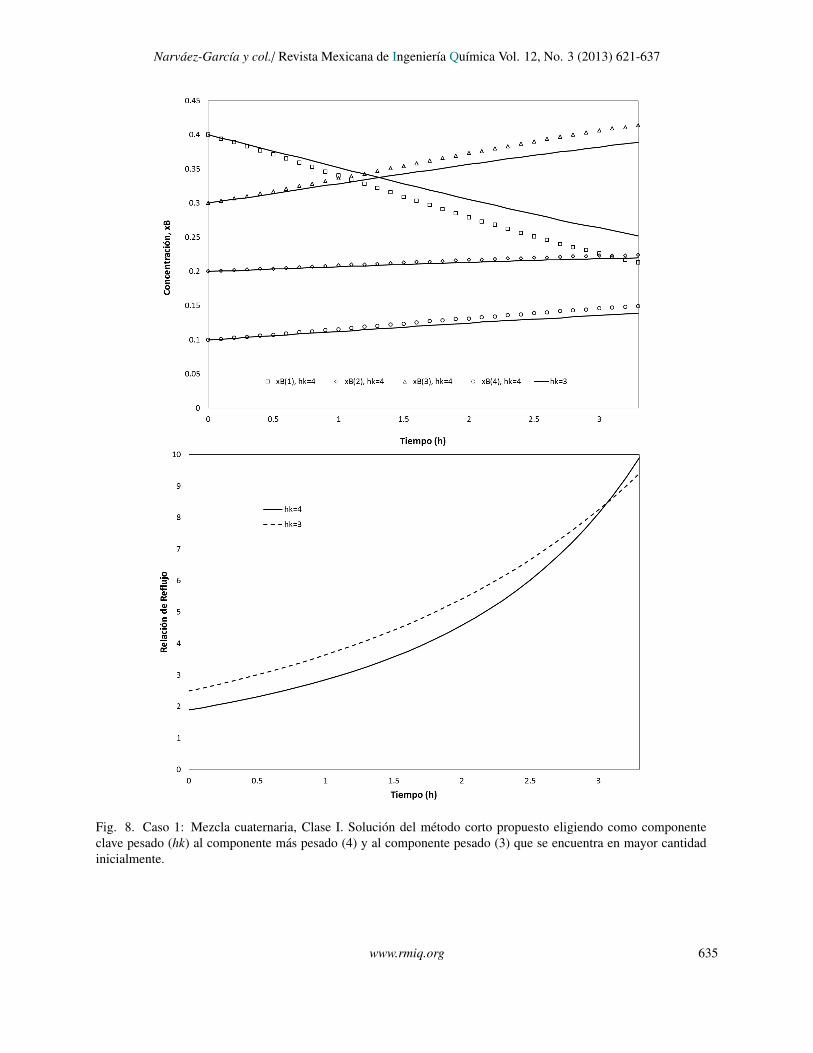
Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 26
582
(a) Perfil de concentraciones en el fondo. 583
584 585
586
(b) Perfil de relaciones de reflujo. 587
Figura 8. Caso 1: Mezcla cuaternaria, Clase I. Solución del método corto propuesto 588 eligiendo como componente clave pesado (hk) al componente más pesado (4) y al 589 componente pesado (3) que se encuentra en mayor cantidad inicialmente. 590
Manuscrito sometido a la Revista Mexicana de Ingeniería Química 26
582
(a) Perfil de concentraciones en el fondo. 583
584 585
586
(b) Perfil de relaciones de reflujo. 587
Figura 8. Caso 1: Mezcla cuaternaria, Clase I. Solución del método corto propuesto 588 eligiendo como componente clave pesado (hk) al componente más pesado (4) y al 589 componente pesado (3) que se encuentra en mayor cantidad inicialmente. 590
Fig. 8. Caso 1: Mezcla cuaternaria, Clase I. Solucion del metodo corto propuesto eligiendo como componenteclave pesado (hk) al componente mas pesado (4) y al componente pesado (3) que se encuentra en mayor cantidadinicialmente.
www.rmiq.org 635

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
Evans que consideran como componente clave ligero(lk) al componente mas volatil y como componenteclave pesado (hk) al componente mas pesado.
La eleccion de los componentes claves esparte fundamental en la solucion del modelomatematico propuesto ya que puede obtenerse unasobreestimacion o subestimacion de los balances demateria. En este trabajo, se presento el impacto deno elegir correctamente a los componentes claves.La solucion del modelo matematico se comparo conlos resultados obtenidos mediante un metodo rigurosoconsiderando una acumulacion de lıquido y vaporigual a CERO y, que se encuentra implementado enel simulador MultiBatchDS R©. En todos los casos,la diferencia de resultados respecto a los perfilesde concentracion, tanto en el fondo como en eldomo, no excedio al 7%, lo mismo se observapara los perfiles de las relaciones de reflujo, por loque se considera que los resultados obtenidos sonsatisfactorios. En cuanto a los perfiles de la relacionde reflujo, el comportamiento permite observar que sepuede “terminar” el proceso de separacion cuando unapequena variacion en los fondos de la concentraciondel componente deseado requiere de una relacion dereflujo muy grande.
Agradecimientos
Agradecemos a la Universidad Autonoma del Carmeny a la Universidad Autonoma de Yucatan, en Mexico,por todas las facilidades brindadas para el desarrollode este trabajo, de la misma manera agradecemos alPROMEP por aportar lo recursos financieros medianteel convenio PROMEP/103.5/10/5126.
NomenclaturaB fondos (kmol)D producto (kmol)hk componente clave pesadoN numero de etapasc numero de componentesNmin numero mınimo de etapaslk componente clave ligerok componente de referenciaR relacion de reflujoRmin relacion de reflujo mınimat tiempo (h)V flujo de vapor (kmol/h)x composicion del lıquido
Indices
B fondosD productohk componente clave pesadolk componente clave ligeroi componente “i”
Sımbolos griegosα Volatilidad relativaφ Parametro de la ecuacion de Underwood
ReferenciasBarolo, M. y Guarise, G. B. (1996). Batch
distillation of multicomponent systems withconstant relative volatilities. Transactions of theInstitution of Chemical Engineers 74, 863-871.
Cressy, D.C., Nabney, Ian T. y Simper, A. (1993).Neural control of a batch distillation. NeuralComputing and Applications 1, 115-123.
Distefano, G.P. (1968). Mathematical modeling andnumerical integration of multicomponent batchdistillation equations. AIChE Journal 14, 190-199.
Diwekar, U.M. (1988). Simulation, Design,Optimization and Optimal Control ofMulticomponent Batch Distillation Columns.Ph. D. Thesis. Indian Institute of Technology,Bombay, India.
Diwekar, U.M. y Madhavan, K.P. (1991). Batch-Dist: A comprehensive package for simulation,design, optimization and optimal controlof multicomponent, multifraction batchdistillation columns. Computers and ChemicalEngineering 15, 833-842.
Diwekar, U. (2012). Batch Distillation: Simulation,Optimal Design, and Control. Second Edition.CRC Press. U.S.A.
Domenech, S. y Enjalbert, M. (1981). Programfor simulating batch rectification as aunit operation. Computers and ChemicalEngineering 5, 181-184.
Ehsani, Mohammad R. (2002). Prediction ofthe operating conditions in a batch distillationcolumn using a shortcut method. Iran Journalof Chemistry & Chemical Engineering 21, 118-125.
Monroy-Loperena, R. y Alvarez-Ramırez, J. (2003).A note on the identification and control of batch
636 www.rmiq.org

Narvaez-Garcıa y col./ Revista Mexicana de Ingenierıa Quımica Vol. 12, No. 3 (2013) 621-637
distillation columns. Chemical EngineeringScience 58, 4729-4737.
Monroy-Loperena, R. y Vargas-Villamil, F.D.(2001). Determination of the polynomialdefining Underwood’s equations in short-cutdistillation design. Industrial and EngineeringChemistry Research 40, 5810-5814.
Shiras, R.N., Hanson, D.N. y Gibson, C.H. (1950).Calculation of minimum reflux in distillationcolumns. Industrial & Engineering Chemistry42, 871-876.
Sundaram, S. y Evans, L.B. (1993). Shortcutprocedure for simulating batch distillation
operations. Industrial & Engineering ChemistryResearch 32, 511-517.
Zamar, Silvina D., Salomone, Enrique y Iribarren,Oscar A. (1998). Shortcut method formultiple task batch distillations. Industrial& Engineering Chemistry Research 37, 4801-4807.
Zavala-Lorıa, J.C., Cordova-Quiroz, A.V., Robles-Heredia, J.C., Anguebes-Franseschi, F.,Narvaez-Garcıa, A. y Elvira-Antonio, N.(2006). Efecto de la derivacion del reflujo endestilacion discontinua. Revista Mexicana deIngenierıa Quımica 5, 109-113.
www.rmiq.org 637

Revista Mexicana de Ingeniería Química
ISSN: 1665-2738
Universidad Autónoma Metropolitana Unidad
Iztapalapa
México
Barroso-Muñoz, F. O.; Hernández -Castro, S.; Segovia-Hernández, J. G.; Aguilera-Alvarado, A. F.
Estudio de sistemas de destilación térmicamente acoplados con reacción química
Revista Mexicana de Ingeniería Química, vol. 5, núm. Su1, noviembre, 2006, pp. 137-142
Universidad Autónoma Metropolitana Unidad Iztapalapa
Distrito Federal, México
Disponible en: http://www.redalyc.org/articulo.oa?id=62009921
Cómo citar el artículo
Número completo
Más información del artículo
Página de la revista en redalyc.org
Sistema de Información Científica
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
Proyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto

REVISTA MEXICANA DE INGENIERÍA QUÍMICA Vol. 5, Supl. 1 (2006) 137-142 AMIDIQ
*Autor para la correspondencia: E-mail: [email protected] Tel: 473-7320006 x 8142, Fax: 473-7320006 x 8108
Publicado por la Academia Mexicana de Investigación y Docencia en Ingeniería Química A.C.
137
ESTUDIO DE SISTEMAS DE DESTILACIÓN TÉRMICAMENTE ACOPLADOS CON REACCIÓN QUÍMICA
STUDY OF THERMALLY COUPLED DISTILLATION SYSTEMS
WITH CHEMICAL REACTION
F. O. Barroso-Muñoz, S. Hernández -Castro*, J. G. Segovia-Hernández, y A. F. Aguilera-Alvarado
Facultad de Química, Universidad de Guanajuato, Noria alta s/n C.P. 36050 Guanajuato, Gto, México.
Recibido 1 de Julio 2005; Aceptado 4 de Diciembre 2005 Resumen Las secuencias de destilación con acoplamiento térmico han resultado ser una buena opción para reducir tanto los consumos de energía como los costos de capital, para la separación de algunas mezclas multicomponentes. Recientemente se ha publicado información referente al diseño, operación y control de este tipo de esquemas, que ha permitido su implementación práctica en la industria de procesos químicos. En este trabajo se estudia el proceso de producción de acetato de etilo, usando secuencias de destilación con acoplamientos térmicos a columnas auxiliares (rectificador o agotador) para llevar a cabo la reacción-separación. Se encuentra que la secuencia con acoplamiento térmico a un agotador lateral es la que presenta más ventajas, ya que reduce el consumo de energía del proceso tradicional y además mediante el agotador remueve el agua que se forma en la reacción, con lo cual se favorece la producción de acetato de etilo y se evita la posterior formación de azeótropos. Este mismo resultado ha sido obtenido en la columna tipo Petlyuk. Palabras clave: sistemas térmicamente acoplados, reacción química, acetato de etilo. Abstract Thermally coupled distillation systems have been excellent options to save energy and capital investment for the separation of multicomponent mixtures. Latest information about design, operation and control of these systems has been published and it has allowed a practical implementation in the chemical industry. In this paper the ethyl acetate process is studied, using distillation systems with side columns (either stripper or rectifier) to carry out the reaction-separation. Thermally coupled sequence with side stripper shows more advantages because it reduces traditional process energy demand and also eliminates the water produced by the chemical reaction which allows higher ethyl acetate production and avoid azeotrope formation. A similar result has been obtained for the case of the Petlyuk distillation column. Keywords: thermally coupled systems, chemical reaction, ethyl acetate. 1. Introducción
A pesar del alto consumo de energía y baja eficiencia termodinámica (Tedder y Rudd, 1978; Flores y col., 2003), la destilación continúa siendo la técnica más utilizada para separar mezclas multicomponentes, de hecho cada nuevo proceso de separación debe ser comparado con ésta como una forma estándar de separación. Una tendencia actual en los procesos de separación es la búsqueda de nuevos esquemas de destilación, que puedan reducir sustancialmente el costo anual de operación. Una forma de lograr el objetivo anterior es el empleo de sistemas de destilación térmicamente acoplados, los cuales pueden tener una reducción en el consumo de energía de hasta 50% en comparación con los trenes de destilación convencionales de amplio uso en la industria de procesos químicos (Hernández y
Jiménez, 1999a; Triantafyllou y Smith, 1992; Rong y col., 2003). Este ahorro de energía se logra debido a que los esquemas con acoplamiento térmico no presentan remezclado en comparación con los esquemas de destilación convencionales. En los trenes de columnas de destilación convencionales, por ejemplo, la secuencia directa de dos columnas para la separación de una mezcla ternaria, el perfil de composición del componente intermedio en la primera columna aumenta desde el domo hasta un máximo por debajo de la alimentación y luego disminuye. Esta disminución de composición se conoce como remezclado y es causa de una baja eficiencia termodinámica, debido a que se deberá de suministrar más energía en la segunda columna para lograr las purezas deseadas. Este problema se evita en las columnas con acoplamiento térmico, pues en las secuencias con columnas laterales se extrae una

F. O. Barroso-Muñoz y col./ Revista Mexicana de Ingeniería Química Vol. 5, Supl. 1 (2006) 137-142
138
corriente lateral del plato en donde se alcanza el máximo de la concentración del componente intermedio para suministrar la alimentación a la segunda columna (Triantafyllou y Smith, 1992; Hernández y col., 2003). En general, en un sistema con acoplamiento térmico, un par de corrientes en fase líquida y vapor sustituyen ya sea a un condensador o rehervidor, por lo que la transferencia de calor se logra mediante contacto directo de corrientes de materia.
El desarrollo de métodos de diseño y optimización de esquemas de destilación térmicamente acoplados ha permitido su implementación práctica, reportándose ahorros en el consumo de energía y capital de 30%. BASF se ha convertido en la industria líder en la construcción de columnas de destilación térmicamente acopladas, mediante implementación de paredes divisorias en las columnas, creando con esto una columna que es termodinámicamente equivalente a la columna Petlyuk (Kaibel y Schoenmarkers, 2002).
La implementación real de sistemas de destilación térmicamente acoplados ha sido posible debido a que se conocen suficientes aspectos sobre el control y la operación. Se pensaba que la implementación práctica podía presentar problemas debido a la naturaleza integrada de las columnas. Estudios reportados (Wolff y Skogestad, 1995; Hernández y Jiménez, 1999b; Segovia-Hernández y col., 2004) en el área de control han puesto de manifiesto que las propiedades teóricas de control de los esquemas integrados son tan buenas como las de los esquemas convencionales. En este sentido una selección adecuada de estrategias de control y sintonización de controladores, permitirán que la reducción en el costo anual de operación de los esquemas térmicamente acoplados sea alcanzable en la práctica, sin introducir problemas potenciales de control.
La tendencias actuales en el campo de esquemas de destilación térmicamente acoplados son: estudios de modos avanzados de control que permitirán mejorar las propiedades de control, separación de sistemas azeotrópicos, destilación reactiva y estudios sobre el diseño y la optimización mediante modelos basados en transferencia de masa (Grossmann, 2005).
En el contexto anterior, el propósito de este trabajo es el estudio de sistemas de reacción-separación, en esquemas de destilación térmicamente acoplados (TCDS) con columnas laterales como los indicados en la Fig. 1.
En el diseño y optimización de los esquemas de destilación con acoplamiento térmico es muy importante minimizar el consumo de energía con respecto al flujo de interconexión. Un método de diseño para TCDS usa las secciones de platos de las secuencias de destilación convencionales directa e indirecta. Por ejemplo, en el caso de la TCDS con rectificador lateral de la Fig. 1a, el diseño se muestra
de manera conceptual en la Fig. 2a. En el caso de la secuencia convencional directa, la primera columna tiene secciones de rectificación y agotamiento denotadas por 1 y 2, para la segunda columna se tienen las secciones de rectificación y agotamiento llamadas 3 y 4.
Fig. 1. Esquemas de destilación térmicamente acoplados para separaciones ternarias.
Fig. 2. Diseño de TCDS partiendo de una secuencia de destilación convencional: (a) TCDS con rectificador lateral, (b) TCDS con agotador lateral.
La TCDS con rectificador lateral, se genera al mover la sección de agotamiento 4 de la segunda columna al fondo de la primera columna, con lo cual se genera una columna con secciones 1, 2 y 4. La sección de rectificación 3 se acopla mediante un par de corrientes de vapor y líquido a la columna de tres secciones. En el caso de TCDS con rectificador lateral, el flujo de vapor (VF) se varía hasta que se detecta el mínimo consumo de energía (Hernández y Jiménez, 1996). Para la TCDS con agotador lateral el flujo de interconexión LF es en fase líquida y el diseño se obtiene de manera similar.

F. O. Barroso-Muñoz y col./ Revista Mexicana de Ingeniería Química Vol. 5, Supl. 1 (2006) 137-142
139
2. Metodología
Usando el método de diseño descrito en Hernández y Jiménez (1996) se procedió al estudio del proceso industrial de producción de acetato de etilo. El proceso convencional industrial mostrado en la Fig. 3, consta de una columna-reactor en la cual se introducen corrientes de alcohol etílico y ácido acético en el rehervidor de la columna, que contiene ácido p-toluensulfónico como catalizador. En la columna- reactor se produce acetato de etilo y agua que se destilan juntamente con el alcohol y el ácido que no reaccionaron. Se pasan luego a un tanque colector de destilados, en el que se introduce una corriente de agua con el propósito de formar una capa orgánica y otra acuosa. Parte de la capa orgánica se regresa a la columna-reactor como reflujo, la parte restante se introduce a una columna de purificación, en la que se obtiene una corriente de acetato de etilo con una pureza de 99.5 % en peso. La capa acuosa se introduce a una columna de destilación con el propósito de recuperar una parte del alcohol y regresarlo a la fase de reacción. Dos problemas importantes del proceso son: primero, se trata de una reacción que está gobernada por el equilibrio y, segundo, se forman azéotropos que dificultan la posterior purificación del acetato y recuperación de alcohol y ácido.
Dentro del estudio realizado y motivo del presente artículo, se consideraron esquemas TCDS con rectificador o agotador laterales (Fig. 1), con el fin de estudiar la etapa de reacción y determinar el efecto que tienen en la posterior purificación de las corrientes de producto y reciclo. Al final, se presentan los resultados preliminares para el estudio de este sistema reactivo en una columna tipo Petlyuk.
Fig. 3. Esquema convencional de producción de acetato de etilo.
3. Resultados
Como se mencionó anteriormente ya existen métodos de diseño y optimización de TCDS; sin embargo, para el caso de sistemas térmicamente
acoplados y reactivos no existen. En la mayoría de los trabajos reportados para procesos de esterificación en columnas de destilación (Chien y col., 2005; Taylor y Krishna, 2000), el diseño óptimo se obtiene mediante un procedimiento de optimización en el cual se varía el número de platos, plato de alimentación, relación de reflujo y carga térmica hasta lograr minimizar una función objetivo. En el presente estudio se procedió a proponer una estructura de platos de la secuencia con acoplamiento térmico para estudiar los parámetros operacionales. Esta propuesta se basa en las columnas reales usadas en un proceso comercial de producción de acetato de etilo. Básicamente se considera que los reactivos se introducen en el rehervidor, el cual se puede modelar mediante un reactor de equilibrio, intentando desplazar el equilibrio hacia la formación del acetato de etilo, al extraer la mayor cantidad de agua, mediante una corriente lateral. Para el modelado de estos sistemas se emplean las ecuaciones MESH, balances de materia, energía, relaciones de equilibrio y restricciones como sumatorias, reportadas en el apéndice A. Los esquemas analizados en esta modalidad son similares al mostrado en la Fig. 4, para la TCDS con agotador lateral, de acuerdo a la ecuación:
A B C D+ ↔ +
A Alcohol Etílico B Ácido Acético C Acetato de Etilo D Agua
Fig. 4. TCDS reactivo con agotador lateral.
El estudio se realizó usando el simulador de procesos Aspen Plus 11.1TM, empleando para la predicción del equilibrio de fases, las ecuaciones NRTL y Redlich-Kwong y considerando que la reacción se lleva a cabo en fase líquida.
En primera instancia se encontró que la columna lateral juega un papel muy importante en la eficiencia global del proceso de reacción-separación, ya que extrae el agua que se forma en la reacción, con lo cual se incrementa la conversión en la reacción, al remover directamente uno de los productos de la reacción. La conversión lograda para la secuencia acoplada directa fue del 68%, mientras que para la secuencia indirecta, la conversión alcanzada fue del 80%. También, la remoción del

F. O. Barroso-Muñoz y col./ Revista Mexicana de Ingeniería Química Vol. 5, Supl. 1 (2006) 137-142
140
agua resulta de gran importancia debido a que se evita la formación de los azeótropos que forma el acetato de etilo y el alcohol etílico con el agua.
En el caso de la secuencia térmicamente acoplada indirecta, la Fig. 5 muestra la remoción del agua en la columna lateral al variar el flujo de interconexión fase líquida y el producto de fondos del agotador lateral. En esta gráfica se nota que la máxima cantidad de agua que se puede extraer, corresponde a un flujo de fondos de 22.7 kg-mol/h.
7
9
11
13
15
17
19
21
10 20 30 40 50 60
FL (Kmol/hr)
Agu
a Ex
traì
da (K
mol
/hr)
11.3513.6215.8918.1620.4322.7
BR (Kmol/hr)
Fig. 5. Efecto del flujo de interconexión en el agua extraída, para la TCDS con agotador lateral.
En el desempeño energético de las TCDS, el flujo de interconexión tiene un efecto muy importante. En este sentido, la Fig. 6 muestra la variación del consumo energético en función del flujo de interconexión para diferentes valores de producto de fondos, para el caso de la TCDS con agotador lateral. Es posible observar en la Fig. 6 que la carga térmica menor corresponde a un producto de fondos de 22.7 kg-mol/h y un flujo de interconexión de 68.1 kg-mol/h. La cantidad máxima de agua se obtuvo con los valores anteriores, lo cual indica que los valores óptimos para operar la TCDS con agotador lateral son los encontrados anteriormente debido a que cumplen los objetivos de extraer la mayor cantidad de agua y, a su vez, la mínima carga térmica suministrada a los rehervidores.
1,000,000.00
1,100,000.00
1,200,000.00
1,300,000.00
1,400,000.00
1,500,000.00
1,600,000.00
1,700,000.00
1,800,000.00
1,900,000.00
10 20 30 40 50 60 70
FL (Kmol/hr)
Car
ga T
èrm
ica
(W) 11.35
13.6215.8918.1620.4322.7
BR (Kmol/hr)
Fig. 6. Efecto del flujo de interconexión en el consumo de energía, para la TCDS con agotador lateral.
De igual manera se exploró la secuencia térmicamente acoplada directa. En las Figs. 7 y 8 se
puede observar la cantidad de agua extraída y la carga térmica respectivamente, al variar el flujo de interconexión de vapor hacia el rectificador lateral.
De acuerdo a la Fig. 8, la carga térmica mínima se presenta con un flujo de vapor de 27.24 kg-mol/h, y un flujo de destilado de 22.7 kg-mol/h con dichos valores se extrae la máxima cantidad de agua según la Fig. 7 y correspondiente a 15.9 kg-mol/h.
8
9
10
11
12
13
14
15
16
17
20 22 24 26 28 30 32 34
FV (Kmol/hr)
Agu
a Ex
traìd
a(K
mol
/hr)
13.6215.8918.1622.7
DR (Kmol/hr)
Fig. 7. Efecto del flujo de interconexión en el agua extraída, para la TCDS con rectificador lateral.
1.00E+06
1.20E+06
1.40E+06
1.60E+06
1.80E+06
2.00E+06
2.20E+06
20 22 24 26 28 30 32 34
FL (Kmol/hr)
Car
ga T
érm
ica
( W )
13.6215.8918.1622.7
DR (Kmol/hr)
Fig. 8. Efecto del flujo de interconexión en la carga térmica, para la TCDS.
Cabe señalar que actualmente se está analizando la columna Petlyuk y se han encontrado resultados interesantes. Por ejemplo, respecto a la carga térmica, lo cual puede observarse en la Fig. 9, donde el consumo de energía es menor para este esquema térmicamente acoplado. Lo anterior es prometedor para posteriores análisis.
698200
698250
698300
698350
698400
698450
698500
698550
0 5 10 15 20 25 30
FL (kgmol/hr)
Car
ga T
érm
ica
( W )
27.2422.718.1615.8913.6211.359.084.54
VF (Kgmol/h)
Fig. 9. Efecto del flujo de interconexión en la carga térmica, para la columna Petlyuk.

F. O. Barroso-Muñoz y col./ Revista Mexicana de Ingeniería Química Vol. 5, Supl. 1 (2006) 137-142
141
Conclusiones
Al analizar las secuencias térmicamente acopladas para la producción de acetato de etilo, la mayor cantidad de acetato fue producido por la TCDS con agotador lateral, logrando un rendimiento de la reacción del 80%, mientras que la secuencia térmicamente acoplada directa tuvo un rendimiento del 68 %; lo anterior consecuencia directa de la cantidad de agua extraída por la columna lateral en cada configuración.
De acuerdo a los resultados anteriores, se puede concluir que los esquemas térmicamente acoplados son factibles de aplicar en este proceso debido a que aumentan el rendimiento de la reacción, al desplazar el equilibrio hacia la formación del acetato, mediante la extracción del agua producida. Además con tal acción, se evita la formación de dos fases líquidas y de azeótropos en el producto de la columna de esterificación. Agradecimientos
Este proyecto se está desarrollando en parte
gracias al apoyo recibido de PROMEP y la Universidad de Guanajuato. Nomenclatura BR Producto de fondos en agotador lateral. c Número de componentes. DR Destilado retornado en rectificador lateral. f Flujo de alimentación a la etapa de equilibrio. h Entalpía del líquido. H Entalpía del vapor. i Componente i. j Etapa de equilibrio. k Constante de equilibrio. LF Flujo de líquido. l Flujo de líquido que sale de la etapa. M Moles de líquido retenido en la etapa. Q Carga térmica. TCDS Sistema de destilación térmicamente
acoplados. u Corriente lateral de líquido que sale de la
etapa de equilibrio. VF Flujo de vapor. v Flujo de vapor que sale de la etapa de
equilibrio. w Flujo lateral de vapor extraído de la etapa de
equilibrio. x Fracción mol en la fase líquida. y Fracción mol en la fase vapor. ΔH Entalpía de reacción. Referencias Chien, I.-L.; Teng, Y.-P.; Huang, H.-P. y Tang, Y. T.
(2005). Design and Control of an Ethyl Acetate Process: Coupled Reactor/Column
Configuration. Journal of Process Control 15, 435.
Flores, O. A.; Cárdenas, J.C.; Hernández, S. y Rico-Ramírez, V. (2003). Thermodynamic Analysis of Thermally Coupled Distillation Sequences. Industrial and Engineering Chemistry Research 42, 5940.
Grossmann, I. E. (2005). Comunicación Personal. Hernández, S. y Jiménez, A. (1996). Design of
Optimal Thermally-Coupled Distillation Systems Using a Dynamic Model. Transactions of the Institution of Chemical Engineers 74, 357.
Hernández, S. y Jiménez, A. (1999a) Design of Energy-Efficient Petlyuk Systems. Computers and Chemical Engineering 23, 1005.
Hernández, S. y Jiménez, A. (1999b). Controllability Analysis of Thermally Coupled Distillation Systems. Industrial and Engineering Chemistry Research 38, 3957.
Hernández, S.; Pereira-Pech, S.; Jiménez, A. y Rico-Ramírez, V. (2003). Energy efficiency of an indirect thermally coupled distillation sequence. The Canadian Journal of Chemical Engineering 81, 1087.
Kaibel, G. y Schoenmarkers, H. (2002). Process Synthesis and Design in Industrial Practice. Proc. ESCAPE-12 (Computer Aided Process Engineering,10), Eds. J. Grievink and J.V. Schijndel, Elsevier, Amsterdam 9.
Rong, B. G.; Kraslawski, A. y Turunen, I. (2003). Synthesis of Functionally Distinct Thermally Coupled Configurations for Quaternary Distillation. Industrial and Engineering Chemistry Research 42, 1204.
Segovia-Hernández, J.G.; Hernández, S.; Rico-Ramírez, V. y Jiménez, A. (2004). A Comparison of the Feedback Control Behavior between Thermally Coupled and Conventional Distillation Schemes. Computers and Chemical Engineering 28, 811.
Taylor, R. y Krishna, R. (2000). Modelling Reactive Distillation. Chemical Engineering Science 55, 5183.
Tedder, D. W. y Rudd, D. F. (1978) Parametric Studies in Industrial Distillation: Part I. Design Comparisons. AIChE Journal 24, 303.
Triantafyllou, C. y Smith, R. (1992). The Design and Optimisation of Fully Thermally Coupled Distillation Columns. Transactions of the Institution of Chemical Engineers 70, 118.
Wolff, E. A. y Skogestad, S. (1995). Operation of Integrated Three-Product (Petlyuk) Distillation Columns Industrial and Engineering Chemistry Research 34, 2094.

F. O. Barroso-Muñoz y col./ Revista Mexicana de Ingeniería Química Vol. 5, Supl. 1 (2006) 137-142
142
Apéndice A
El modelo del esquema reactivo se puede obtener en base a la etapa de equilibrio mostrada en la Fig. A.1.
Las ecuaciones que describen el modelo son las siguientes: Balances de materia por componente
, , -1 , 1 ,
, ,
(1 )
(1 ) 0i j i j i j i j L J
i j VJ j i j
f l v l S
v S M r++ + − +
− + − = (A.1)
jVJ
j
wS
V= (A.2)
jLJ
j
uS
L= (A.3)
Equilibrio de fases. , , , i j i j i jy k x= (A.4)
Restricciones como sumatorias.
10
c
ii
y=
=∑ (A.5)
10
c
ii
x=
=∑ (A.6)
Balance de energía. 1 1 1 1 ( )
( ) 0j j j j j j j j j
j j j rxn j
f h l h v H v w H
l u h Q r H M− − + ++ + − +
− + + − Δ = (A.7)
j Q
lij
uij
fij
vij
wij
vij+1
lij−1
Fig. A.1 Etapa de equilibrio.

Disponible en: http://www.redalyc.org/articulo.oa?id=94403014
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
Sistema de Información Científica
Francisco Sánchez Mares
Uso de Arreglos Matriciales para obtener Secuencias Óptimas de Separación de Mezclas Multicomponentes
Conciencia Tecnológica, núm. 27-30, 2005
Instituto Tecnológico de Aguascalientes
México
¿Cómo citar? Fascículo completo Más información del artículo Página de la revista
Conciencia Tecnológica,
ISSN (Versión impresa): 1405-5597
Instituto Tecnológico de Aguascalientes
México
www.redalyc.orgProyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto

Uso de Arreglos Matriciales para obtener Secuencias Óptimas de Separación de Mezclas Multicomponentes
Divulgación tecnológica
Ing. Francisco Sánchez Mares Maestría en Ciencias en Ingeniería Química
Instituto Tecnológico de Aguascalientes [email protected]
Av. López Mateos 1801 Ote., Esq. Av. Tecnológico Aguascalientes, Ags., Tel. 9105002 Ext. 103 fax (0149) 700423 C.P.20256
Resumen La separación de sistemas multicomponentes ha sido de gran importancia para la industria. Un ejemplo es la petroquímica, la separación del petróleo (mezcla de hasta 277 compuestos de hidrocarburos) tiene como resultado gran cantidad de subproductos con distinto valor agregado. Una alternativa ampliamente utilizada en la separación de sistemas multicomponentes son los trenes de separación debido a que son eficientes y económicos, sin embargo, el encontrar cual es la secuencia óptima es un problema que ha atraído la atención de diversos investigadores. El presente trabajo muestra una alternativa novedosa en la síntesis de secuencias de separación de mezclas multicomponentes, basándose en dos reglas heurísticas básicas: tratar de separar los componentes más abundantes primero y hacer la separación más difícil al último. Estas dos reglas se conjugan en un arreglo matricial que las hará interactuar entre si, de tal manera que la respuesta del arreglo sea la óptima para los componentes de la mezcla con base en las reglas antes mencionadas, sin embargo, esto no garantiza que sea la mejor en base a economía. La secuencia propuesta puede ser analizada en base a sus costos, y proponer una nueva secuencia a partir del método evolutivo, al tener las dos secuencias se hace una comparación en costos y se concluye si es la mejor o todavía existe otra más económica. Si existe otra, entonces seguiremos evolucionando la secuencia hasta obtener la óptima. Al aplicar los arreglos matriciales en los ejemplos presentados en este trabajo se obtiene en la mayoría de los casos la mejor secuencia, pero también hay algunos donde se presenta otra alternativa muy cercana a la óptima.
Palabras clave
Reglas heurísticas, arreglo matricial, método evolutivo.
Introducción Aún cuando con frecuencia se puede diseñar un separador complejo para obtener todos los productos deseados de mezclas multicomponentes, generalmente se utiliza una secuencia de separadores simples debido a que frecuentemente resulta más económico que un separador complejo. Al aumentar al número de componentes de una mezcla, el problema de síntesis de separación se complica por la naturaleza combinatorial del problema. El número de subproblemas de separación y por lo tanto la cantidad de posibles secuencias que se pueden generar dependen del número de componentes de la mezcla original. La Tabla 1 muestra el número de secuencias según el número de componentes de la mezcla.
Número de
componentes
[N]
Número de
subgrupos
[N(N+1)/2] - N
Número de
subproblemas
de separación
[(N - 1)(N)(N + 1)/6]
Número de
posibles
secuencias
[2(N-1)]!/N!(N - 1)!
2
3
4
5
6
7
8
9
10
1
3
6
10
15
21
28
36
45
1
4
10
20
35
56
84
120
165
1
2
5
14
42
132
429
1,430
4,862
Tabla 1. Número de posibles secuencias de separación en función del número de componentes.
Por lo tanto el problema se complica significativamente al considerar más de una posible operación unitaria para la separación de los componentes. Es necesario entonces tener un procedimiento eficiente que detecte la secuencia de separación óptima (o cercana a la óptima), y de ser posible, con un mínimo de esfuerzo computacional.

Aunque existen distintos enfoques para encontrar una alternativa óptima como lo son métodos heurísticos y los métodos algorítmicos, su principal desventaja es que se tiene que analizar secuencia por secuencia y determinar su costo para cada una, esto es una actividad que puede ocupar algo de tiempo, aun cuando con la ayuda de la computadora se reduce al máximo este trabajo, es necesario buscar otras alternativas distintas.
Fundamentos teóricos
1. Técnicas heurísticas y síntesis evolutiva. Los métodos heurísticos, que abordan la solución de un problema por medio de reglas plausibles, pero no infalibles, se utilizan ampliamente para evitar tener que examinar todas las secuencias posibles con el fin de encontrar las disposiciones óptimas y casi óptimas. Utilizando métodos heurísticos se pueden establecer rápidamente buenas secuencias sin diseñar y estimar el coste del equipo aun en el caso de que haya un gran número de componentes a separar. Se han propuesto numerosas reglas heurísticas para secuencias sencillas compuestas de columnas de destilación ordinaria. Las reglas heurísticas más útiles se pueden seleccionar, de acuerdo con Seader y Westerberg[1] para desarrollar secuencias partiendo de la alimentación del proceso, en la forma que se indica a continuación. 1. Cuando los componentes adyacentes ordenados de la alimentación del proceso varían grandemente en la volatilidad relativa, la secuencia de las escisiones se establece en el orden de volatilidad relativa decreciente. 2. La secuencia de las escisiones para la separación de componentes se establece en el orden del porcentaje molar decreciente de la alimentación del proceso, cuando dicho porcentaje varia grandemente pero en cambio la variación de la volatilidad relativa es pequeña. 3. Cuando ni la volatilidad relativa ni el porcentaje molar en la alimentación varían grandemente, deben separarse los componentes uno a uno como productos de cabeza. Estas tres reglas heurísticas están de acuerdo con numerosas observaciones relacionadas con el efecto de la presencia de componentes no clave sobre el coste de escisión de dos componentes clave. Una vez que se ha desarrollado una buena secuencia de separación a partir de reglas heurísticas, puede tratar de mejorarse mediante síntesis evolutiva en la forma descrita por Seader y Westerberg. Este método consiste en desplazarse desde una secuencia de partida hacia secuencias cada vez mejores a través de una sucesión de pequeñas modificaciones. Para cada
secuencia es preciso evaluar su coste con el fin de determinar si es mejor. Las siguientes reglas evolutivas de Stephanopoulos y Westerberg proporcionan una aproximación sistemática. 1. Intercambiar las posiciones relativas de dos separadores adyacentes. 2. Sustituir una determinada separación usando el método I por la separación del método II. Con frecuencia la síntesis evolutiva puede conducir a la secuencia óptima sin necesidad de examinar todas las secuencias. La eficacia depende de la estrategia utilizada para dirigir las modificaciones.
2. El método rápido. Con la aplicación de métodos algorítmicos se han detectado secuencias de separación óptimas. Al revisar las reglas heurísticas y su posible ingerencia para explicar la estructura de secuencias óptimas, puede encontrarse que en la mayoría de los casos las secuencias que minimizan el consumo de servicios tienden a minimizar el costo anual del sistema. Entonces, se puede utilizar una regla heurística que cumpla con este objetivo y es de esperarse que la estructura que se genere sea óptima o una excelente aproximación al óptimo. Un método rápido[2] para la síntesis de trenes de separación consiste en buscar la alternativa que minimice los flujos de alimentación a la secuencia:
Min ΣΣΣΣFi [1]
donde Fi es la alimentación a cada una de las columnas que contiene la secuencia que separa n+1 componentes. Esta función objetivo es parte de un problema de optimización bastante simple, que puede resolverse manualmente por principios como programación dinámica, métodos evolutivos o inclusive mediante simple inspección en algunos casos. Una vez que la estructura óptima se detecta, cada columna deberá diseñarse, para lo cual las variables de presión y razón de reflujo a su vez pueden establecerse por las heurísticas ya tratadas.
3. Heurísticas aplicadas. Este trabajo se basa en las dos primeras reglas heurísticas propuestas por Seader y Westerberg, para desarrollar secuencias partiendo de la alimentación del proceso. El motivo de seleccionar estas heurísticas:
a) Provienen de la experiencia de diseñadores.

b) Son fáciles de medir, ya que la volatilidad y el flujo manejado son conocidos desde un principio.
c) El método rápido es un método basado solamente en flujos y provee de buenas secuencias al diseñador.
4. Criterios para flujos y volatilidades. Al desear obtener una secuencia directa, se tienen que implicar los cortes en cada arreglo, por ejemplo si se desea evaluar el corte A/B se necesita tener como datos la razón entre la volatilidad (α) de A y la de B, es decir:
Corte ij = (ααααi/ααααj) [2] Volatilidad relativa ij = ( ααααi/ααααj) [3]
Para los flujos en el corte A/B se presentan dos opciones para evaluarlo, la primera es el evaluar la razón entre dos flujos, por ejemplo A/B.
Corte ij = Flujo i/ Flujo j [4]
Sin embargo, si obtenemos la razón de A/B y si A tiene un caudal muy grande y B uno muy pequeño entonces al dividirlos se obtendrá un resultado muy alto, mismo que engañaría al arreglo matricial, diciéndole que posiblemente este corte presenta el flujo más grande, de tal manera que la propuesta efectuada se descarta y se utiliza la siguiente: Corte ij = (Flujo de i + Flujo de j)/suma de todos los
flujos involucrados [5]
De esta manera el arreglo matricial tiene una buena percepción del orden de las magnitudes de flujos de cada corte propuesto.
Materiales y métodos El proyecto se basa en el siguiente objetivo: generar una alternativa novedosa, rápida y confiable en la obtención de la secuencia de separación óptima de una mezcla multicomponentes. El desarrollo de este proyecto se lleva a cabo de la siguiente forma: 1. Revisión de la teoría de síntesis de secuencias de separación. En esta parte se analizan todas las aportaciones a la síntesis de procesos de distintos autores tanto en métodos algorítmicos como heurísticos.
2. Diseño de los arreglos matriciales.
En esta etapa se relaciona el problema de la secuencia como si fuera un diseño de experimentos y se llega a la conclusión de que esta comparación puede generar resultados interesantes, mismos que pueden obtener una buena secuencia a partir de esta analogía.
En esta etapa del proyecto:
a). Se intenta aplicar arreglos ortogonales ya existentes a la síntesis de procesos, relacionando su número de componentes con los factores del arreglo y el número de corridas con las alternativas, esto genera un intento fallido pero presenta resultados interesantes. b). Cuando se observa que existe la posibilidad de generar una buena secuencia, pero que no existe un arreglo adecuado para nuestro problema, se realiza el diseño de los arreglos matriciales adecuados.
3. Pruebas con sistema de tres componentes en arreglos matriciales.
a). Teniendo los arreglos adecuados, se procede a evaluar un problema de cinco secuencias, pero por separado, es decir, primero para volatilidades y se observó que generó la secuencia óptima para esa condición. Posteriormente se evalúa la condición de flujos y también se genera la secuencia óptima. b). Sabiendo que el arreglo funcionaba perfectamente, se procede unir las dos condiciones en nuevo arreglo matricial, mismo que vuelve a generar una secuencia óptima idéntica. 4. Desarrollo de un programa de cómputo para evaluar sistemas de más de tres componentes con arreglos matriciales.
Al observar que el arreglo generaba secuencias aceptables, se procede a la programación de varios arreglos, para facilitar el trabajo de experimentación y análisis de resultados.
5. Resultados.
En esta etapa se evalúan dos problemas encontrados en la literatura y se comprueba la efectividad de los arreglos generados para encontrar buenas secuencias. Se genera un paquete de programas, cada programa evalúa secuencias, dando distinto peso a cada opción (volatilidad y flujos) y se obtienen opciones interesantes. Estos programas se realizan en C++ Builder.

Resultados y discusión Para probar la efectividad del método se seleccionaron varios problemas de la literatura, los cuales han sido ampliamente estudiados por diversos autores. Sin embargo debido a la brevedad del documento solo se exponen dos ejemplos. 1. Separación de parafinas ligeras por destilación ordinaria. Considere la separación de una mezcla de cinco hidrocarburos ligeros en componentes puros por destilación ordinaria estudiada por Heaven[3] (1969), Usando una base de cálculo de 100 mol/hora. Ver la Tabla 2.
Especie Fracción Corte Flujos
Volatilidad
relativa
A: Propano 0.5 A/B 0.33334 2.0
B: Iso – butano 0.15 B/C 0.6 1.33
C: N – butano 0.25 C/D 1.25 2.4
D: Iso – pentano 0.20 D/E 0.571428571 1.25
E: N – pentano 0.35
Tabla 2. Datos para el problema de Heaven.
Los datos se introducen en el arreglo matricial mostrado en la Tabla 3.
Corte 1 2 3 4 5 Respuesta
A/B
B/C
C/D
D/E
A/B
B/C
C/D
D/E
1 1 1 2 1
1 1 2 2 2
1 2 2 2 1
1 2 2 2 2
2 2 2 1 1
2 2 1 1 2
2 1 1 1 1
2 1 1 1 2
Y1
Y2
Y3
Y4
Y5
Y6
Y7
Y8
Tabla 3. Arreglo matricial L8(4
5). En el arreglo matricial se observan números uno y dos, el número uno se refiere a flujos y el dos a valores de volatilidad. Evaluando el arreglo matricial dándole el mismo peso tanto a flujos como a volatilidades (50% flujos y 50% volatilidad) se obtienen los siguientes resultados:
A/B = 10.566699 (último en realizar) B/C = 12.710000 (segundo en efectuar) C/D = 14.301428(efectuar primero) D/E = 11.095714 (tercero en efectuar) La Figura 1 muestra la secuencia para la relación 50/50 y la Figura 2 presenta el tren de separación obtenido para una relación 10% flujos y 90% flujos.
Figura 1. Secuencia óptima. (50% volatilidad y 50% flujos).
Y si se trabaja 10% volatilidad y 90% flujos se obtiene: A/B = 6.8433337(segundo en efectuar) B/C = 6.3550004 (último corte) C/D = 7.4941401 (efectuar primero) D/E = 6.6146802(tercero en efectuar)
Figura 2. Segunda mejor secuencia. (10% volatilidad
y 90% flujos). Cabe mencionar que la primer secuencia esta reportada en la literatura como la mejor de las catorce posibles con un costo de 858,780 USD y la segunda como otra muy buena opción solo 0.53% arriba de la primera. 2. Separación de olefinas ligeras y parafinas por destilación ordinaria. Considere la separación de una mezcla de olefinas ligeras y parafinas por destilación ordinaria. La mezcla de alimentación es presentada por Thompson y King
A B C D E
A B C
D E
A B
C
D
E
A
B
A B C D E
A B C
D E
BC
A
D
E
B
C

(1972[3], utilizando una base de cálculo de 100 mol/hora. La Tabla 4 presenta los datos del problema.
Especie Fracción Corte Flujos
Volatilidad
relativa
A: Etano 0.20 A/B 1.33334 3.5
B: Propileno 0.15 B/C 0.75 1.2
C: Propano 0.20 C/D 1.33334 2.7
D: 1 – buteno 0.15 D/E 1 1.21
E: N – butano 0.15 E/F 1 3.0
F: N – pentano 0.15
Tabla 4. Datos para el problema de Thompson y King. Para este problema se utilizó el arreglo matricial mostrado en la Tabla 5.
Corte 1 2 3 4 5 6 Respuesta
A/B
B/C
C/D
D/E
E/F
A/B
B/C
C/D
D/E
E/F
1 1 1 1 2 1
1 1 1 2 2 2
1 1 2 2 2 1
1 2 2 2 2 2
1 2 2 2 2 1
2 2 2 2 1 2
2 2 2 1 1 1
2 2 1 1 1 2
2 1 1 1 1 1
2 1 1 1 1 2
Y1
Y2
Y3
Y4
Y5
Y6
Y7
Y8
Y9
Y10
Tabla 5. Arreglo matricial L10 (5
6). La Figura 3 muestra la secuencia generada para la relación 50% volatilidad y 50% flujos.
Figura 3. Secuencia (50% volatilidad y 50% flujos).
Esta secuencia viene reportada como una de las cuatro mejores secuencias obtenidas para este problema por Nadgir y Liu[3]. La secuencia generada para 10% volatilidad y 90% flujos se presenta en la Figura 4.
Figura 4. Secuencia (10% volatilidad y 90% flujos).
Conclusiones El presente trabajo muestra una forma rápida de obtener secuencias de separación económicas a partir de dos reglas heurísticas importantes, basadas en la experiencia de diseñadores de secuencias de separación. Las mejores secuencias generadas por este método son las que tienen igual porcentaje de importancia tanto en flujos como en volatilidades (50% y 50%), aunque también se obtienen excelentes secuencias al darle mayor peso a los flujos (90% flujos y 10% volatilidades).
Agradecimientos
El autor de este artículo agradece a los profesores Dr. Omar Jair Purata Sifuentes y al Dr. Adrián Bonilla Petriciolet, de la Maestría en Ciencias en Ingeniería Química del Instituto Tecnológico de Aguascalientes por sus brillantes aportaciones a este proyecto.
Bibliografía [1] Ernest J. Henley y J.D. Seader (2003); Operaciones de separación por etapas de equilibrio en ingeniería química. Editorial Reverté. España [2] Arturo Jiménez Gutiérrez (2003); Diseño de procesos en ingeniería química. Editorial Reverté. España. [3] V. M. Nadgir y Y. A. Liu (1983); “A simple heuristic method for systematic síntesis of inicial sequences for multicomponent separations”. AIChE Journal (Vol 29, No. 6).
A B C D E F
A
B C D E F
BC
C
F
D E F
B
D E
D
E
A B C D E F
A B C
D E F
BC
C
F
D E
A
D
B
E

TECNOLÓGICO DE ESTUDIOS SUPERIORES DE SAN FELIPE DEL PROGRESO
INGENIERÍA QUÍMICA
Aplicación de procesos de separación de mezclas multicomponentes
Determinación de la definición del polinomio de líquido-vapor separado de mezclas multicomponentes
PRESENTAN:
Cortez Alvarado Christian Alhi
García López Daniela Sarahy
Sánchez Nava Dayra Margarita
Zubieta Aguirre Jessica
Catedrático : I.Q Guadalupe López García ABRIL 2015

INTRODUCCIÓN Rosenberg (1963, 1977) mostró que la determinación dividida líquido-
vapor en un problema isotérmico-isobárico flash puede serrepresentada por un polinomio de grado n - 1 con respecto a lavaporización instantánea, donde N es el número de componentespresentes en la mezcla.
En su trabajo, las expresiones para los coeficientes de este polinomiose han presentado durante un máximo de 6 productos, que se puedeutilizar durante un máximo de 14 componentes
Las expresiones para el cálculo de los coeficientes de este polinomiose derivan para cualquier número de componentes utilizando laecuación Rachford y Rice.
2

PLANTEAMIENTO DEL PROBLEMA
Considere el proceso de separación flash vapor-líquido
Representación esquemática de una separación flash.
3

Donde:
Φ - relación de la velocidad de flujo molar total del vapor a la de la corriente de alimentación, que generalmente se llama vaporización instantánea (flash);
N es el número de especies en la mezcla
xi, yi, y zi son las fracciones molares de componente i (i = 1,…,N); en la fase líquida, en fase de vapor, y corriente de alimentación, respectivamente
Ki es el factor de separación del componente i que se define como yi= xi.
4

En general, los valores K se obtienen a partir de un modelo termodinámico y son una función de la temperatura T, presión P, las fracciones molares líquidos xi, y las fracciones molares de vapor yi se puede escribir como:
Donde la Eq. (6) es la ecuación Rachford-Rice5

Ecuación Rachford-Rice. Una función objetivo que a menudo permite una convergencia más
rápida para la determinación de la fracción vaporizada en una corriente a temperatura y presión constante.
Un simple análisis muestra que hay N + 2 grados de libertad, que por lo general se fijan mediante la especificación N fracciones molares de alimentación zi, la temperatura T, y la presión P, del proceso de separación flash.
Suponiendo que las especificaciones son elegidas por debajo del estado crítico de una mezcla no azeotrópica (para evitar los efectos retrógrados) para definir al menos una solución de vapor-líquido real (cantidades positivas de material en cada fase). Entonces tenemos un problema isotérmico-isobárico.
6

Este estudio es importante porque Φ está delimitado entre cero y uno.
Los valores de Φ fuera de la región cero-uno implican que o bien el líquido el vapor se alimenta en vez de ser representado como un producto.
Por lo tanto, si el líquido se suministra a la torre, además de la alimentación, como consecuencia Φ será mayor que uno, y si el vapor se alimenta, entonces Φ será negativo.
Estos casos se han identificado como el flash negativo.
El propósito principal de este concepto es ser capaz de obtener la convergencia en la región de una sola fase.
7

VAPORIZACIÓN FLASH (INSTANTANEA) DEL POLINOMIO De la ecuación Rachford-Rice (Eq. 6), una ecuación polinómica en Φ se puede
derivar, multiplicando a través de los denominadores de los términos individuales. Cuando Ki-1 se define como Ri, esta relación es:
Se puede volver a escribir como un polinomio de grado N-1
Las raíces de este polinomio que se encuentran entre cero y uno van a ser los valores deseados de Φ.
La raíz o raíces se pueden encontrar por cualquier método convencional. El método de Newton podría ser utilizado. 8

CUESTIONES POLINOMICAS
Dado que, sólo estamos interesados en la raíz de Φ ⊂ [0,1]; si esta existe, se deben cumplir las siguientes condiciones:
Estas condiciones son equivalentes a las observaciones para la existencia de una fracción de vapor-líquido. Sólo se produce cuando el punto de operación está entre el rocío y el punto de burbuja.
9
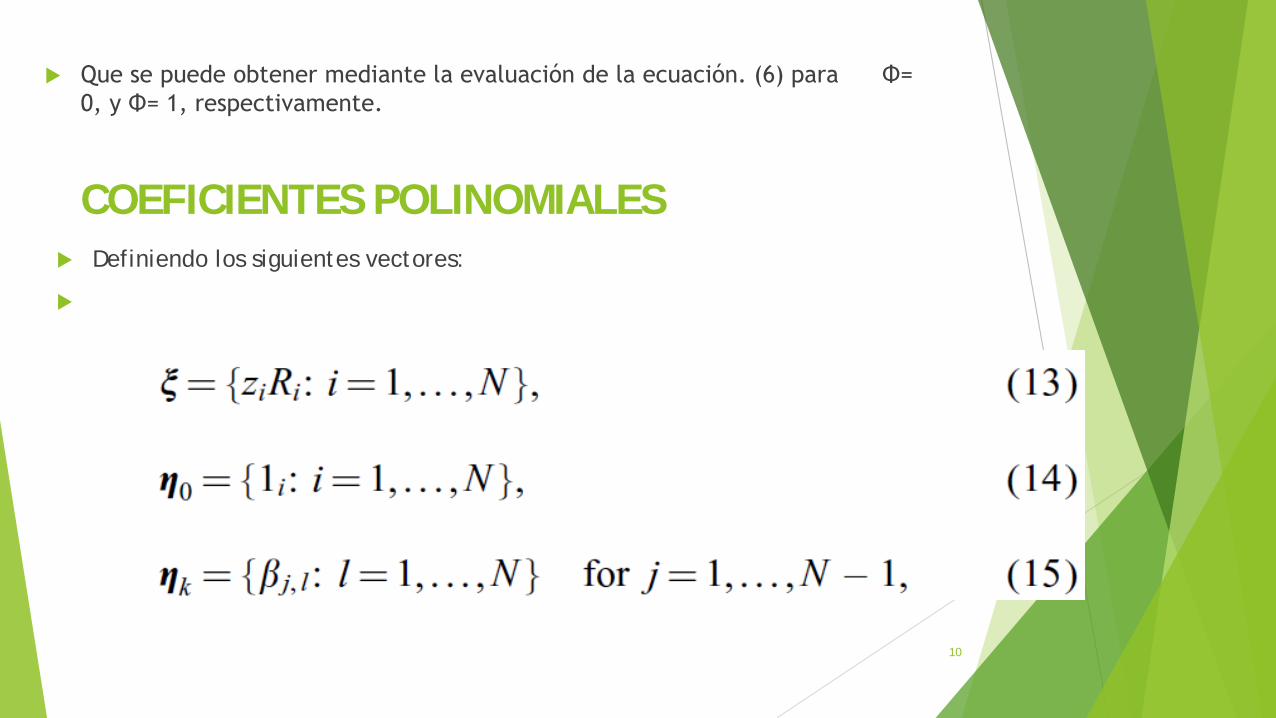
COEFICIENTES POLINOMIALES
Que se puede obtener mediante la evaluación de la ecuación. (6) para Φ= 0, y Φ= 1, respectivamente.
Definiendo los siguientes vectores:
10

Donde:
Para k = 1,……,N. Por lo tanto, los coeficientes del polinomio son dados por
11
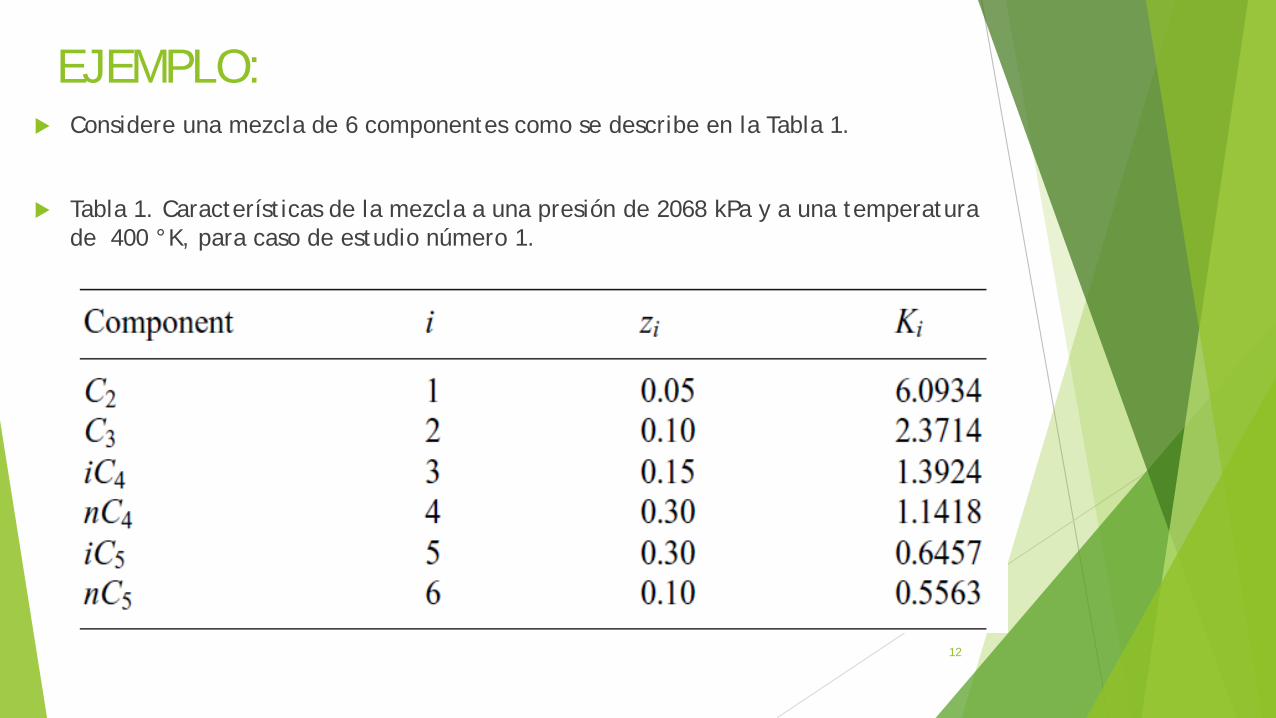
EJEMPLO: Considere una mezcla de 6 componentes como se describe en la Tabla 1.
Tabla 1. Características de la mezcla a una presión de 2068 kPa y a una temperatura de 400 °K, para caso de estudio número 1.
12

Los valores Ki se asumen independientes de la composición y se calculan utilizando las expresiones polinómicas dadas.
De la ecuación (6) y de la Tabla 1 se obtiene la siguiente expresión:
Y a partir de las ecuaciones. (13) a (17)
13

Las ecuaciones (18) y (19) se representan en la Fig. 2.
Las raíces del polinomio propuesto y la ecuación Rachford-Rice.14

Tenga en cuenta que si bien ambas ecuaciones tienen las mismas raíces, las formas son diferentes. Eq. (18) es discontinua, mientras que la ecuación. (19) es continua y lisa. Las raíces son:
ΦT = {- 5.00870, -1.68650, -0.38141, 0.72074, 2.41440}.
15

EJEMPLO 2 Ahora, consideremos la mezcla de 19 componentes. La composición de la
alimentación y los valores de Ki se dan en la Tabla 2.
16
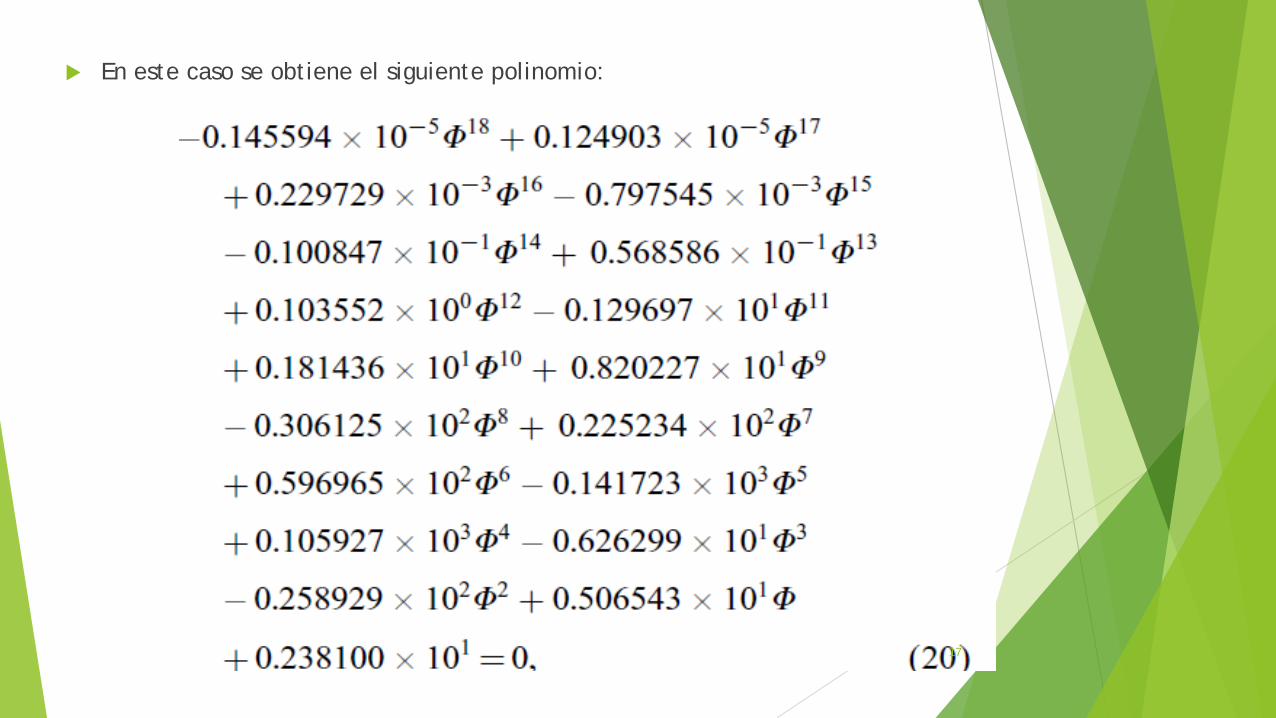
En este caso se obtiene el siguiente polinomio:
17

Que tiene las siguientes raíces:
Como se mencionó anteriormente, la única raíz que es de interés es entre cero y uno.
En ambos casos de estudio, las desigualdades (9) y (10) se cumplen
ΦT = {- 11.093, -6.2422, -4.9901, -3.6911, -1.9426, -0.33238, -0.27747, 0.84614, 1.3847 ± 5.7406 ×10-2 i, 1.6414 ± 0.20527 i, 2.1747 ± 0.21774 i, 2.8134, 3.5256,
4.8823, 6.9578}.
18
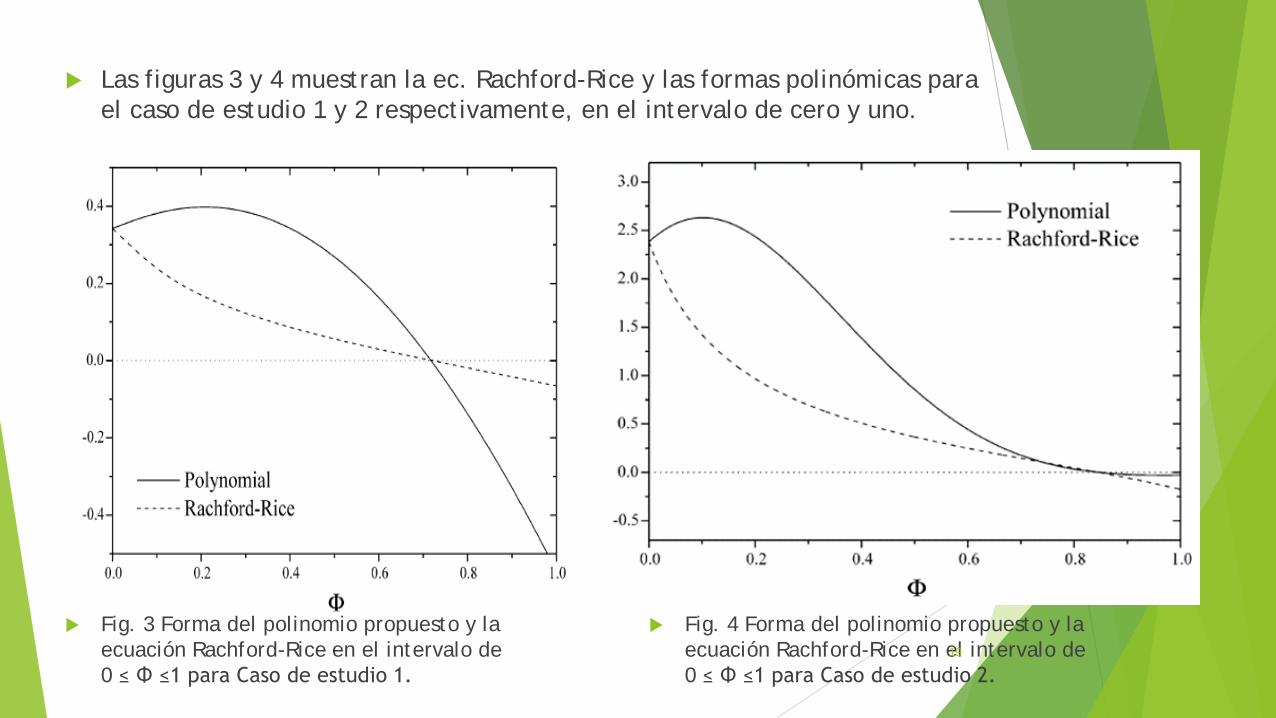
Las figuras 3 y 4 muestran la ec. Rachford-Rice y las formas polinómicas para el caso de estudio 1 y 2 respectivamente, en el intervalo de cero y uno.
Fig. 3 Forma del polinomio propuesto y la ecuación Rachford-Rice en el intervalo de 0 ≤ Φ ≤1 para Caso de estudio 1.
Fig. 4 Forma del polinomio propuesto y la ecuación Rachford-Rice en el intervalo de 0 ≤ Φ ≤1 para Caso de estudio 2.
19

CONCLUSIÓNES
Se ocupa del cálculo de vaporización instantanea isobárica- isotérmica, que se realiza extensamente en programas de simulación de procesos asistidos por ordenador.
Se han derivado expresiones para calcular los coeficientes necesarios para definir un sistema de cualquier número de componentes para obtener el polinomio que define el problema flash isotérmico- isobárica como una función de Φ.
Se encontró que la solución propuesta es altamente estable y convergente para cualquier tipo de vector de inicio y que el número de iteraciones es afectado críticamente por éste vector y no necesariamente por la cantidad de fases o número de componentes.
20

Disponible en: http://www.redalyc.org/articulo.oa?id=62009919
Red de Revistas Científicas de América Latina, el Caribe, España y Portugal
Sistema de Información Científica
M. Vaca, A. Jiménez-Gutiérrez, R. Monroy-Loperena
Aplicación de técnicas de colocación en el diseño de columnas de destilación petlyuk
Revista Mexicana de Ingeniería Química, vol. 5, núm. Su1, noviembre, 2006, pp. 121-127,
Universidad Autónoma Metropolitana Unidad Iztapalapa
México
¿Cómo citar? Fascículo completo Más información del artículo Página de la revista
Revista Mexicana de Ingeniería Química,
ISSN (Versión impresa): 1665-2738
Universidad Autónoma Metropolitana Unidad
Iztapalapa
México
www.redalyc.orgProyecto académico sin fines de lucro, desarrollado bajo la iniciativa de acceso abierto

REVISTA MEXICANA DE INGENIERÍA QUÍMICA Vol. 5, Supl. 1 (2006) 121-127 AMIDIQ
*Autor para la correspondencia: E-mail: [email protected] Fax: (01 461) 611 77 44
Publicado por la Academia Mexicana de Investigación y Docencia en Ingeniería Química A.C.
121
APLICACIÓN DE TÉCNICAS DE COLOCACIÓN EN EL DISEÑO DE COLUMNAS DE DESTILACIÓN PETLYUK
APPLICATION OF COLLOCATION TECHNIQUES TO THE DESIGN
OF PETLYUK DISTILLATION COLUMNS
M. Vaca1,3, A. Jiménez-Gutiérrez1* y R. Monroy-Loperena2
1 Departamento de Ingeniería Química, Instituto Tecnológico de Celaya Av. Tecnológico y A. García Cubas, Celaya, 38010, Gto, México.
2 ROMON, S.A. Paseo de los Pirules 124, México, 04250, México. 3 División de Ingeniería Química y Bioquímica, Tecnológico de Estudios Superiores de Ecatepec
Av. Tecnológico S/N, Ecatepec, 55210, México
Recibido 1 de Julio 2005; Aceptado 4 de Diciembre 2005 Resumen Las técnicas de colocación ortogonal reducen la dimensionalidad de los modelos de procesos de separación de etapas; además, transforman las variables discretas en continuas. Esta última característica ha permitido la aplicación de métodos estándar de programación no lineal para diseñar columnas convencionales de destilación. En este trabajo se aplican técnicas de colocación para diseñar columnas de destilación Petlyuk para la separación de mezclas ternarias. Utilizando como estimación inicial el diseño preliminar obtenido mediante un método corto, se aplicaron técnicas de colocación para refinar la localización de las etapas de interconexión y de producto lateral así como los flujos de interconexión que proporcionan purezas especificadas en los productos. El método propuesto proporciona una distribución adecuada de etapas en el sistema Petlyuk, como se muestra para dos casos de estudio. El diseño final se obtiene rápidamente mediante la metodología presentada, con un esfuerzo notablemente menor que el requerido cuando el ajuste del diseño preliminar se realiza mediante simulación repetida y paquetes comerciales. Los diseños fueron validados exitosamente mediante un simulador comercial. Palabras clave: destilación, columna Petlyuk, columnas térmicamente acopladas, métodos de diseño. Abstract Orthogonal collocation techniques reduce the dimensionality of staged, separation process models; in addition, they transform the discrete variables into continuous variables. This characteristic has allowed the application of standard nonlinear-programming methods to the design of conventional distillation columns. In this work, collocation techniques are applied to design Petlyuk distillation columns for the separation of ternary mixtures. Using the preliminary design generated by a shortcut method, collocation techniques were applied to refine the values for interconnecting and sidestream product stages as well as the interlinking flows that provide specified product purities. The proposed method gives a proper distribution of stages for the Petlyuk system, as shown in two cases of study. The final designs are easily obtained by means of the proposed methodology, with a significant lower effort than that required when preliminary designs are corrected using recursive simulations. The designs were successfully validated through the use of a commercial simulation package. Keywords: distillation, Petlyuk column, thermally coupled columns, design methods. 1. Introducción
El uso de acoplamiento térmico para disminuir el consumo de energía en sistemas de destilación ha recibido mucha atención en los últimos años. La transferencia directa de energía entre dos flujos a contracorriente provenientes de columnas de destilación adyacentes es el medio para eliminar hervidores de las secuencias convencionales de destilación (SCD) y para reducir el consumo de
energía. Ejemplos de estos sistemas son las columnas con rectificador lateral, con agotador lateral y las columnas Petlyuk, llamadas colectivamente secuencias térmicamente acopladas (STA). Diversos estudios han mostrado que los ahorros potenciales pueden ir del 30 al 50% con respecto del consumo de energía de las SCD (Glinos y Malone, 1988; Hernández y Jiménez, 1996, 1999; Jiménez y col., 2003). Las STA no han sido empleadas ampliamente a escala industrial; se ha dicho que el diseño y la

M. Vaca y col./ Revista Mexicana de Ingeniería Química Vol. 5, Supl. 1 (2006) 121-127
122
operación puede ser más complejos que en el caso de las SCD, debido al mayor número de grados de libertad. Una columna Petlyuk (Fig. 1) tiene 11 grados de libertad, que deben especificarse explícita o implícitamente a fin de determinar variables como son: el número de etapas en cada una de sus 6 secciones ( , 1, ,6)kN k = … , los flujos de las corrientes de interconexión ( , )S IL V , el reflujo de la columna principal ( )R y el flujo de dos corrientes de producto ( , , )D S B . Estas variables definen el número de etapas en el prefraccionador, el número de etapas en la columna principal, la etapa de alimentación, las etapas de interconexión superior e inferior ( , )L VN N y la etapa de extracción de producto lateral ( )SN .
Fig. 1 Representación esquemática de una columna
Petlyuk
A la fecha se han empleado básicamente dos enfoques para diseñar columnas Petlyuk, que Annakkou y Mizsey (1996) clasifican como enfoque jerárquico y enfoque algorítmico. En el enfoque jerárquico, se efectúa un diseño preliminar mediante métodos cortos, basados en las ecuaciones de Fenske-Underwood-Gilliland-Kirkbride (FUGK). En el siguiente paso, el sistema es validado empleando simulación rigurosa y se efectúan cambios al diseño de acuerdo al comportamiento deseado, optimizando ya sea el consumo de energía en los rehervidores o el costo total de la secuencia. Métodos basados en el enfoque jerárquico son los presentados por Triantafyllou y Smith (1992), Annakkou y Mizsey (1996), Hernández (1998), Castro y Jiménez (2002), y Muralikrishna y col. (2002). Por otro lado, en el enfoque algorítmico se desarrollan modelos de optimización mixta entera no lineal con base en superestructuras, en las cuales se incluyen todas las alternativas de interés para el sistema (Dünnabier y Pantelides, 1999; Yeomans y Grossman, 2000a; 2000b; Grossmann y col., 2005). Como resultado se obtiene la mejor secuencia compleja, con el menor costo, para una separación especificada, que no es necesariamente una columna Petlyuk. En este enfoque se afronta la naturaleza discreta del problema de síntesis y de diseño. Tiene la importante
característica de involucrar modelos rigurosos pero puede presentar dificultades computacionales significativas, tales como la introducción de ecuaciones que llegan a ser singulares, la solución de muchas ecuaciones redundantes y el requerimiento de excelentes estimaciones iniciales y límites para las variables para alcanzar convergencia. Su demanda computacional puede ser excesiva. Grossmann y col. (2005) proporcionan una revisión del estado del enfoque, y concluyen que la combinación de nuevas representaciones de columnas individuales y de superestructuras con técnicas de programación matemática disyuntiva y con esquemas robustos de inicialización basados en conceptos termodinámicos hace posible resolver con eficiencia computacional razonable estos problemas. En otro trabajo relacionado, Shah y Kokossis (2002) proponen un nuevo marco de referencia para la síntesis de sistemas complejos de destilación basado en el uso de supertareas en lugar de superestructuras. En este enfoque, el problema de optimización se formula como un problema de programación lineal mixta entera que admite una solución global óptima. Una importante característica del enfoque es que aprovecha los esfuerzos desarrollados por otros investigadores en la modelación y la simulación de sistemas complejos de destilación, tales como los métodos cortos, métodos novedosos para cálculo de reflujo mínimo y análisis de factibilidad.
Se han reportado también esfuerzos recientes basados en cálculos etapa a etapa. Amminudin y col. (2001) desarrollan un complicado método de diseño semi-riguroso, que utiliza la descomposición en tres columnas convencionales usada comúnmente al aplicar métodos cortos. Esta representación sólo es válida a reflujo mínimo (Carlberg y Westerberg, 1989). Kim (2002) separa el diseño estructural de la columna Petlyuk, que se efectúa primero a partir de cálculos a reflujo total, del diseño operativo, en el que se hallan el reflujo y los flujos de interconexión requeridos; en ambos casos, emplea cálculos rigurosos de equilibrio. No obstante, la estructura conseguida requiere también correcciones.
Las correcciones que requieren los diseños preliminares basados en métodos cortos normalmente se efectúan sobre el reflujo y los flujos de las corrientes de interconexión. En otros casos, incluso debe modificarse el número de etapas en algunas de las secciones de la columna Petlyuk (Ramírez, 2003). La necesidad de efectuar estas modificaciones puede atribuirse a las suposiciones de derrame molar y volatilidades relativas constantes, implícitas en el uso del método FUGK. Amminudin y col. (2001) mencionan también las limitaciones de las correlaciones empíricas del método corto.
Las correcciones al reflujo y a los flujos de interconexión puede efectuarse con relativa facilidad debido a la naturaleza continua de esas variables. Sin embargo, debido a la naturaleza discreta de las
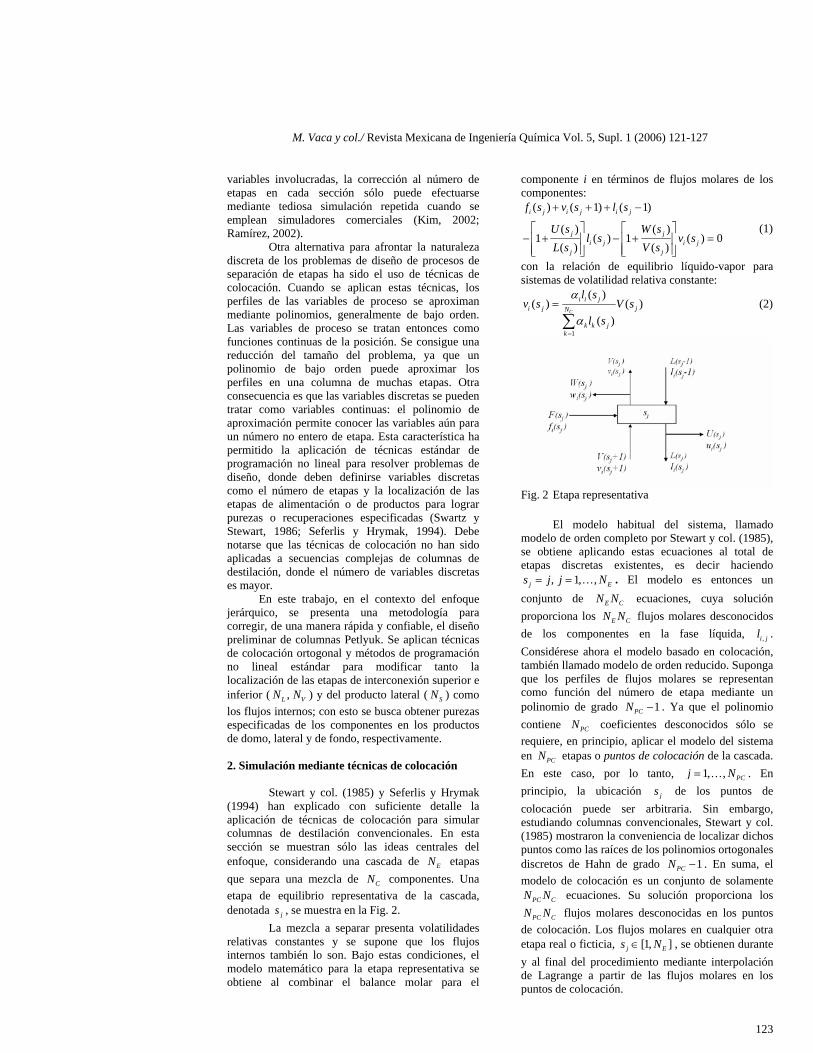
M. Vaca y col./ Revista Mexicana de Ingeniería Química Vol. 5, Supl. 1 (2006) 121-127
123
variables involucradas, la corrección al número de etapas en cada sección sólo puede efectuarse mediante tediosa simulación repetida cuando se emplean simuladores comerciales (Kim, 2002; Ramírez, 2002).
Otra alternativa para afrontar la naturaleza discreta de los problemas de diseño de procesos de separación de etapas ha sido el uso de técnicas de colocación. Cuando se aplican estas técnicas, los perfiles de las variables de proceso se aproximan mediante polinomios, generalmente de bajo orden. Las variables de proceso se tratan entonces como funciones continuas de la posición. Se consigue una reducción del tamaño del problema, ya que un polinomio de bajo orden puede aproximar los perfiles en una columna de muchas etapas. Otra consecuencia es que las variables discretas se pueden tratar como variables continuas: el polinomio de aproximación permite conocer las variables aún para un número no entero de etapa. Esta característica ha permitido la aplicación de técnicas estándar de programación no lineal para resolver problemas de diseño, donde deben definirse variables discretas como el número de etapas y la localización de las etapas de alimentación o de productos para lograr purezas o recuperaciones especificadas (Swartz y Stewart, 1986; Seferlis y Hrymak, 1994). Debe notarse que las técnicas de colocación no han sido aplicadas a secuencias complejas de columnas de destilación, donde el número de variables discretas es mayor.
En este trabajo, en el contexto del enfoque jerárquico, se presenta una metodología para corregir, de una manera rápida y confiable, el diseño preliminar de columnas Petlyuk. Se aplican técnicas de colocación ortogonal y métodos de programación no lineal estándar para modificar tanto la localización de las etapas de interconexión superior e inferior ( ,L VN N ) y del producto lateral ( SN ) como los flujos internos; con esto se busca obtener purezas especificadas de los componentes en los productos de domo, lateral y de fondo, respectivamente. 2. Simulación mediante técnicas de colocación
Stewart y col. (1985) y Seferlis y Hrymak
(1994) han explicado con suficiente detalle la aplicación de técnicas de colocación para simular columnas de destilación convencionales. En esta sección se muestran sólo las ideas centrales del enfoque, considerando una cascada de EN etapas que separa una mezcla de CN componentes. Una etapa de equilibrio representativa de la cascada, denotada js , se muestra en la Fig. 2.
La mezcla a separar presenta volatilidades relativas constantes y se supone que los flujos internos también lo son. Bajo estas condiciones, el modelo matemático para la etapa representativa se obtiene al combinar el balance molar para el
componente i en términos de flujos molares de los componentes:
( ) ( 1) ( 1)
( ) ( )1 ( ) 1 ( ) 0
( ) ( )
i j i j i j
j ji j i j
j j
f s v s l s
U s W sl s v s
L s V s
+ + + −
⎡ ⎤ ⎡ ⎤− + − + =⎢ ⎥ ⎢ ⎥⎢ ⎥ ⎢ ⎥⎣ ⎦ ⎣ ⎦
(1)
con la relación de equilibrio líquido-vapor para sistemas de volatilidad relativa constante:
1
( )( ) ( )
( )C
i i ji j jN
k k jk
l sv s V s
l s
α
α=
=
∑ (2)
Fig. 2 Etapa representativa
El modelo habitual del sistema, llamado modelo de orden completo por Stewart y col. (1985), se obtiene aplicando estas ecuaciones al total de etapas discretas existentes, es decir haciendo
, 1, ,j Es j j N= = … . El modelo es entonces un conjunto de E CN N ecuaciones, cuya solución proporciona los E CN N flujos molares desconocidos de los componentes en la fase líquida, ,i jl . Considérese ahora el modelo basado en colocación, también llamado modelo de orden reducido. Suponga que los perfiles de flujos molares se representan como función del número de etapa mediante un polinomio de grado 1PCN − . Ya que el polinomio contiene PCN coeficientes desconocidos sólo se requiere, en principio, aplicar el modelo del sistema en PCN etapas o puntos de colocación de la cascada. En este caso, por lo tanto, 1, , PCj N= … . En principio, la ubicación js de los puntos de colocación puede ser arbitraria. Sin embargo, estudiando columnas convencionales, Stewart y col. (1985) mostraron la conveniencia de localizar dichos puntos como las raíces de los polinomios ortogonales discretos de Hahn de grado 1PCN − . En suma, el modelo de colocación es un conjunto de solamente
PC CN N ecuaciones. Su solución proporciona los
PC CN N flujos molares desconocidas en los puntos de colocación. Los flujos molares en cualquier otra etapa real o ficticia, [1, ]j Es N∈ , se obtienen durante y al final del procedimiento mediante interpolación de Lagrange a partir de las flujos molares en los puntos de colocación.

M. Vaca y col./ Revista Mexicana de Ingeniería Química Vol. 5, Supl. 1 (2006) 121-127
124
Con frecuencia es necesario considerar varios elementos finitos, es decir, más de un polinomio, para representar los perfiles en una cascada o sección. Si este es el caso, al modelo matemático anterior deben añadirse ecuaciones de continuidad de flujos en las fronteras de los elementos finitos (Seferlis y Hrymak, 1994). Detalles adicionales acerca de la implementación de métodos de colocación pueden encontrarse en las referencias citadas. 3. Diseño refinado de columnas Petlyuk
La Fig. 3 muestra la metodología empleada
para corregir los diseños preliminares. La columna Petlyuk se diseñó mediante el método corto de Castro y Jiménez (2002), utilizando un programa de cómputo de estos investigadores. Se especifican la corriente de alimentación, la presión de operación, las purezas requeridas, la relación de reflujo (respecto del reflujo mínimo) en ambas columnas y las recuperaciones de los componentes ligero y pesado en el domo de la columna prefraccionadora. El programa proporciona las variables de diseño
1 2, , , , , , , , , ,S I L S V ED S R L V N N N N N N . El valor de un subconjunto X de estas variables de diseño se considera sujeto a corrección, pero dejando constante el total de etapas del diseño preliminar, tanto en la columna prefraccionadora como en la columna principal. El diseño se simula para conocer las purezas de los componentes A, B y C en destilado, producto lateral y residuo. Si la función objetivo
2 2, , , ,
2, ,
( ) ( ) ( )
( )
esp espA D A D B S B S
espC B C B
f X x x x x
x x
= − + −
+ − (3)
ha alcanzado su valor mínimo, el diseño se considera satisfactorio y puede validarse mediante simulación rigurosa. En caso contrario, el subconjunto de variables X se actualiza en el modulo de optimización, que emplea el método Simplex de Nelder y Mead (Edgar y Himmelblau, 1988). El diseño refinado que resulta se validó mediante el simulador Aspen-Plus 10.2, empleando el método de propiedades IDEAL. En el modulo de simulación se suponen volatilidades relativas y derrame molar constantes, es decir, es congruente con el método FUGK, pero utiliza técnicas de colocación para permitir valores continuos de , ,L S VN N N .
Para ilustrar la aplicación del método se reportan los dos casos descritos en las Tablas 1 y 2, aunque se analizaron todos los casos estudiados por Jiménez y col. (2003). El flujo de alimentación fue de 100 kmol/h y la presión de diseño se fijó para asegurar el empleo de agua como medio de enfriamiento. Las purezas de diseño se indican en negritas en las tablas. Para completar la distribución de componentes en los productos se suponen separaciones nítidas entre B y C en domo, y entre A y B en fondo. Asimismo, se supone separación simétrica entre A y C en el producto lateral.
Generalmente estas aproximaciones son adecuadas. Para aplicar el método de colocación se definió generalmente un elemento finito por cada 7 a 15 etapas discretas y se utilizaron cuatro puntos de colocación por elemento. Además, para evitar la adición las ecuaciones de continuidad de los perfiles, se localizó un punto de colocación en cada frontera de los elementos finitos.
DISEÑOPRELIMINAR
L S V I R D S
OPTIMIZACIÓNX
SIMULACIÓN
X
X
Ni
NO
SI
¿ f(X) Min ?
X
Fig. 3 Diagrama de flujo para obtener diseños
refinados.
Tabla 1 Caso de estudio I COMPONENTE iα iz ,i Dx ,i Sx ,i Bx
i-pentano 3.04 0.33 0.98 0.02 0.00 n-pentano 2.44 0.33 0.02 0.96 0.02 n-hexano 1.00 0.34 0.00 0.02 0.98
Tabla 2 Caso de estudio II
COMPONENTE iα iz ,i Dx ,i Sx ,i Bx n-pentano 5.06 0.15 0.91 0.005 0.00 n-hexano 2.20 0.70 0.09 0.990 0.09 n-heptano 1.00 0.15 0.00 0.005 0.91
4. Resultados y discusión
Los resultados para el caso I se proporcionan
en la Tabla 3. Para este caso el diseño preliminar indicó que en la columna principal 39LN = ,
72SN = y 77VN = . La simulación de la secuencia con esta configuración indicó que los productos lateral y de fondo no alcanzaban las purezas requeridas (renglón 1). La aplicación de la metodología de refinamiento del diseño, con como variables independientes de optimización, proporcionó 30.89LN = , 69.90SN = y
76.98VN = . Al simular el diseño final, mediante el modelo de orden completo, se encontró que se lograban prácticamente las purezas de diseño (renglón 2). La validación del diseño obtenido indicó que se satisfacen las especificaciones (renglón 3). En este caso de estudio debió modificarse tanto la

M. Vaca y col./ Revista Mexicana de Ingeniería Química Vol. 5, Supl. 1 (2006) 121-127
125
localización de la interconexión superior como la del producto lateral sin modificar ningún flujo.
En la Tabla 4 se muestra que el diseño preliminar no es satisfactorio para el caso de estudio II: en el renglón 1 las purezas de los componentes, obtenidas con el reflujo del diseño preliminar
6.3R = , están lejos de la especificación. Para este caso, la corrección al conjunto de variables independientes ( , , )L S VX N N N= no fue suficiente para lograr un diseño refinado adecuado. Se decidió, por lo tanto, probar el conjunto de variables independientes de optimización
( , , , , )L S V S IX N N N L V= a distintos valores de reflujo en la columna principal. El diseño refinado obtenido con 14R = se da en el renglón 2 y su simulación indicó la satisfacción de las especificaciones. La validación mediante el simulador comercial indicó que es necesario un ligero incremento adicional al reflujo para llevar a especificación la pureza del componente pesado (renglón 3). Finalmente, debe resaltarse el incremento tan importante que debió hacerse al reflujo preliminar, de 6.3 a 14.0, para satisfacer las especificaciones.
En ambos casos de estudio existen al menos 3 variables discretas por determinar, por lo que deben examinarse un gran número de combinaciones mediante simulación repetida cuando el diseño se refina usando simuladores comerciales. En contraste, el diseño refinado se halló rápidamente empleando la metodología indicada. Por otra parte, es importante enfatizar que el módulo de simulación utiliza un modelo basado en volatilidades y derrame molar constantes, implícitos también en el uso del método FUGK. La validación de los diseños refinados indica que ese modelo es efectivo para las mezclas de hidrocarburos estudiadas. Por lo tanto, la necesidad de correcciones a los diseños preliminares obtenidos en el enfoque jerárquico se debe atribuir más a las limitaciones de las correlaciones empíricas (Gilliland o Kirkbride) que a las suposiciones de derrame molar y volatilidades constantes, consistente con lo
indicado por Amminudin y col. (2001). Actualmente se desarrollan trabajos para incorporar modelos semi-rigurosos o rigurosos tanto en el módulo de diseño como en el simulación-optimización, a fin de superar las limitaciones del enfoque jerárquico y de considerar separaciones de mezclas no ideales.
Conclusiones
Se ha presentado una metodología para mejorar el diseño preliminar de columnas Petlyuk generado mediante métodos cortos. La aplicación de la metodología permite hallar la distribución de etapas y/o los flujos de interconexión que proporcionan purezas especificadas en sus productos, aplicando técnicas de colocación ortogonal a un modelo basado en volatilidades y flujos internos constantes. Una característica relevante del método es la posibilidad de usar técnicas estándar de optimización no lineal, tal como el método Simplex de Nelder y Mead. Dada la simplicidad de los métodos cortos y las características del método de colocación presentado, la metodología es globalmente sencilla y, para mezclas ideales, compite favorablemente con métodos que utilizan cálculos etapa a etapa, como los de Kim(2002), y Amminudin y col. (2001). Se confirmó que la necesidad de correcciones al diseño preliminar se debe más a las limitaciones de las correlaciones empíricas del método FUGK que a las suposiciones de flujos internos y volatilidades constantes. El método desarrollado disminuye notablemente el esfuerzo para conseguir diseños mejorados, en comparación con el necesario cuando se utiliza simulación repetida mediante paquetes comerciales. Modificando la representación de las propiedades termodinámicas, la metodología puede extenderse para efectuar estudios de diseño de separaciones azeotrópicas y de destilación reactiva.
Tabla 3 Resultados para caso de estudio I
SIMULACIÓN DISEÑO LN SN VN ,A Dx = 0.98 ,B Sx = 0.96 ,C Bx = 0.98
Preliminar 39 72 77 0.98 0.94 0.96 Refinado 30.89 69.90 76.98 0.98 0.96 0.97
Validación 31 70 77 0.98 0.97 0.99
Tabla 4 Resultados para caso de estudio II SIMULACIÓN DISEÑO LN SN VN SL
F IV
F ,A Dx = 0.91 ,B Sx = 0.99 ,C Bx = 0.91
Preliminar 10 18 23 0.3885 0.7429 0.88 0.92 0.65 Refinado 10.94 15.94 23.44 0.5025 1.1053 0.92 0.99 0.91 Validación 11 16 24 0.5025 1.1053 0.92 0.99 0.90

M. Vaca y col./ Revista Mexicana de Ingeniería Química Vol. 5, Supl. 1 (2006) 121-127
126
Agradecimientos
Los autores agradecen el financiamiento a este trabajo otorgado por CONACYT e IMP. Nomenclatura B flujo molar de residuo D flujo molar de destilado
if flujo molar del componente i en la alimentación
il flujo molar del componente i en la fase líquida
L flujo molar de líquido que abandona la etapa
SL flujo molar de líquido de interconexión superior
CN número de componentes
EN número de etapas
LN etapa de interconexión superior en la columna principal
PCN número de puntos de colocación
SN etapa de producto lateral en la columna principal
VN etapa de interconexión inferior en la columna principal
R relación de reflujo en la columna principal js etapa genérica
S flujo molar de producto lateral U flujo molar de salida lateral de líquido
iv flujo molar del componente i en la fase vapor
V flujo molar de vapor que abandona una etapa
IV flujo molar de vapor de interconexión inferior
x fracción molar en fase líquida X vector de variables independientes del
diseño refinado y fracción molar en fase vapor W flujo molar de salida lateral de vapor Símbolos griegos α volatilidad relativa Subíndices A componente ligero B componente de volatilidad intermedia,
residuo C componente pesado D destilado i componente j etapa o punto de colocación k sección de la columna Petlyuk S producto lateral
Superíndices esp especificación Referencias Amminudin, K.A., Smith, R., Thong, D.Y.C. y
Towler, G.P. (2001). Design and Optimization of Fully Thermally Coupled Distillation Columns. Part 1: Preliminary Design and Optimization Methodology. Transactions of the Institution of Chemical Engineers 79, Part A, 701-715.
Annakou, O. y Mizsey, P. (1996). Rigorous Comparative Study of Energy-Integrated Distillation Schemes. Industrial Engineering Chemistry Research 35, 1877-1885.
Carlberg, N. A. y Westerberg, A. W. (1989). Temperature-Heat Diagrams for Complex Columns. 3. Underwood’s Method for the Petlyuk Configuration. Industrial Engineering Chemistry Research 28, 1386-1397.
Castro-Agüero, A. y Jiménez-Gutiérrez, A. (2002). Método Corto para el Diseño de Columnas de Destilación Térmicamente Acoplada Petlyuk. Revista Mexicana de Ingeniería Química 1, 85-96.
Dunnebier, G. y Pantelides, C. (1999). Optimal Design of Thermally Coupled Distillation Columns. Industrial Engineering Chemistry Research 38, 162-176.
Edgar, T.F. y Himmelblau, D.M. (1988). Optimization of Chemical Processes. McGraw-Hill, New York.
Finn, A. (1993). Consider Thermally Coupled Distillations. Chemical Engineering Progress, October, 41-45.
Glinos, K. y Malone, M. F. (1988). Optimality Regions for Complex Column Alternatives in Distillation Systems. Chemical Engineering Research & Design 66, Part A, 229-240.
Grossmann, I.E., Aguirre, P. y Barttfeld, M. (2005). Optimal Synthesis of Complex Distillation Columns Using Rigorous Models. Computers & Chemical Engineering 29, 1203-1215.
Hernández, S. (1998). Estudio sobre la Optimización y el Control de Esquemas de Destilación Térmicamente Acoplados. Tesis de Doctorado, Instituto Tecnológico de Celaya, México.
Hernández, S. y Jiménez, A. (1996). Design of Optimal Thermally-Coupled Distillation System Using a Dynamic Model. Transactions of the Institution of Chemical Engineers 74, Part A, 357-362.
Hernández, S. y Jiménez, A. (1999). Design of Energy-Efficient Petlyuk Systems. Computers & Chemical Engineering 23, 1005-1010.
Jiménez, A., Ramírez, N., Castro, A. y Hernández, S. (2003). Design and Energy Performance of Alternative Schemes to the Petlyuk

M. Vaca y col./ Revista Mexicana de Ingeniería Química Vol. 5, Supl. 1 (2006) 121-127
127
Distillation System. Transactions of the Institution of Chemical Engineers 81, Part A, 518-524.
Kim, Y.H. (2002). Structural Design and Operation of a Fully Thermally Coupled Distillation Column. The Chemical Engineering Journal 85, 289-301.
Muralikrishna, K., Madhavan, K.P. y Shah, S.S. (2002). Development of Dividing Wall Distillation Column Design Space for a Specified Separation. Transactions of the Institution of Chemical Engineers 80, Part A, 155-166.
Ramírez Corona, N. (2002). Estudio Comparativo de Secuencias de Destilación no Convencionales para Mezclas Ternarias. Tesis de Maestría, Instituto Tecnológico de Celaya, México.
Ramírez Corona, N. (2003). Comunicación personal. Seader, J. D. y Henley, E. J. (1998). Separation
Process Principles. Wiley, New York. Seferlis, P. y Hrymak, A.N. (1994). Optimization of
Distillation Units Using Collocation Models. AIChE Journal 40, 813-825.
Shah, P.B.y Kokossis, A.C. (2002). New synthesis framework for the optimization of complex
distillation systems. AIChE Journal 48, 527-550.
Stewart, W.E., Levien, K.L. y Morari, M. (1985). Simulation of Fractionation by Orthogonal Collocation. Chemical Engineering Science 40, 409-421.
Swartz, C.L.E. y Stewart, W.E. (1986). A Collocation Approach to Distillation Column Design. AIChE Journal 32, 1832-1838.
Triantafyllou, C. y Smith, R. (1992). The Design and Optimisation of Fully Thermally Coupled Distillation Columns. Transactions of the Institution of Chemical Engineers 70, Part A, 118-132.
Yeomans, H. y Grossmann, I.E. (2000a). Optimal Design of Complex Distillation Columns Using Rigorous Tray-by-tray Disjunctive Programming Models. Industrial Engineering Chemistry Research 39, 4326-4335.
Yeomans, H. y Grossmann, I. E. (2000b). Disjuntive Programming Models for the Optimal Design of Distillation Columns and Separation Sequences. Industrial and Engineering Chemistry Research 39, 1637-1648.
40 Revista Ingeniería e Investigación No. 48 Diciembre de 2001
Módulo Thtorial de Simulación para el Cálculode Torres de Destilación por Etapas
Hermes A. Rangel Jara= , Gustavo Alberto Rodríguez Gómez**, Juan Carlos Rosas Molina**
REsUMEN
En este artículo se presenta un software desarrollado parala enseñanza del proceso de destilación por etapas, enfocadopara ser utilizado por los estudiantes de pregrado de IngenieríaQuímica. Se expone en él un marco general de los procesosde separación, haciendo énfasis en el proceso de ladestilación, sus orígenes, su importancia y sus perspectivas.Posteriormente se desarrolla el tema del equilibrio de fases,que,junto con el concepto de etapa de equilibrio, fundamentanel cálculo de la destilación por etapas. En este último aspectose realiza una explicación de los modelos matemáticos másrepresentativos para las mezclas binarias, de una manerarelativamente completa, mientras que se establece unaaproximación al estudio de algunos modelos para mezclasmulticomponentes. Para esto se implementan programastutores, que presentan paso a paso el procedimiento pararesolver un problema planteado por el usuario, a la vez que seobtienen los resultados. Además, con una intención centradaen solucionar un problema sin revisar el procedimiento decálculo, se adicionan programas simuladores para losdiferentes modelos estudiados.
ABSTRACT
This article presents a computer program developed forteaching of the stagewise distillation process, to be used byundergraduate chemical engineering students.Tt exposes aseparation processes overview, emphasizing in distillation,its origins, importance and prospects. Phase equilibrium isthen studied, as well as the equilibrium stage concept, bothfundamental for stagewise distillation calculations. In thelatter aspect an explanation of representative mathematicmodels is presented in a relatively complete way for binarymixtures, whereas an approximation is made to the studyof multicomponent mixture models. Tutor programs areimplemented presenting step-by-step procedures to solveuser specified problems at the time results are obtained.Moreover, with a problem solving focused intention,simulation programs are added for the different studiedmodels.
INTRODUCCIÓN
Ladestilación es el procedimiento de separación de especiesquímicas más extensamente utilizado en las industrias de
proceso. Pese a ser una técnica muy antigua, continúa a lavanguardia gracias a que posee una base tecnológica relativamentemadura, siendo el método de separación clave contra el cualotros métodos alternativos pueden compararse [2].
Desde sus inicios, la ingeniería química ha estado ligada aldesarrollo de la destilación, y son sus profesionales los que tienencompetencia más directa con ella. Lo anterior pone de manifiestola necesidad de una adecuada formación de los ingenierosquímicos en esta importante técnica. El trabajo que aquí sepresenta es un intento por proveer nuevas herramientas quecomplementen la formación académica tradicional en esta área.
La preparación del ingeniero químico no debe limitarse alconocimiento de los aspectos conceptuales de la operación,sino que debe complementarse con modelos matemáticos quesean representativos de las situaciones reales. En este sentido,la simulación de procesos brinda algunas herramientas quepermiten solucionar eficaz y eficientemente dichos modelos.
Sin lugar a dudas, la aparición del computador y el desarrollode la informática han influido de manera importante sobre lasociedad de fin de siglo en diversas áreas. En el campo de laeducación, el computador se ha convertido en una herramientaindispensable por diferentes razones: permite el manejo fácil yeficiente de la información, brinda la capacidad de desarrollartrabajos de diversa índole hábilmente, permite mayor interacciónentre el usuario y la información, etc. En la simulación deprocesos, el computador tiene la mayor relevancia, pues es elmedio para poder implementar los modelos matemáticos y hallarsoluciones satisfactoriamente. Lo anterior hace que sea elinstrumento esencial en el desarrollo de este trabajo, que enesencia es un software, que además de ser un simulador para elcálculo de torres de destilación por etapas, es un tutor de laoperación.
• Ingeniero Químico, M.Sc.I.Q., profesor titular, Universidad Nacional de Colombia ... Ingeniero Químico, Universidad Nacional de Colombia.

Módulo Tutorial de Simulación para el Cálculo de Torres de Destilación por Etapas 41
Algunos programas de esta índole están siendo desarrolladosen diferentes universidades de otros países, y es la intenciónde este trabajo introducir la enseñanza de la Ingeniería Químicade la Universidad Nacional en esta tendencia global de crearalternativas pedagógicas, que utilicen las bondadestecnológicas y la gran versatilidad que representa la tecnologíacomputacional. Además, se busca promover la creación detrabajos orientados en la misma dirección en diferentes áreasde la ingeniería química, con la intención de poder crear unsoftware académico integral.
l. LA GUÍA TUTORlAL DE DESTILACIÓN
En el software desarrollado se presenta una recopilaciónteórica de la destilación, que recoge los aspectos conceptualesnecesarios para una razonable cobertura de las nociones básicasque permiten el entendimiento de la operación, así como elestudio de la misma.
Figura l. Pantalla de inicio de la Guía tutorial de destilación.
Se expone primero un marco general de los procesos deseparación, destacando la vital importancia que tienen en losprocesos industriales, y luego ejemplos de su aplicación.Después de esta observación global, se realiza un acercamientoa los aspectos básicos de la destilación, incluyendo sudefinición, su desarrollo histórico y su relevancia presente yfutura. Aquí, se le compara con las técnicas de separaciónalternativas y se hace un compendio de los principales camposde estudio referentes a ella que están desarrollándose en laactualidad.
Posteriormente, se estudian los aspectos que dan fundamentoa la operación: el equilibrio de fases y las operaciones de etapade equilibrio.
En la primera sección se tratan inicialmente los conceptosbásicos termodinámicos, dentro de los cuales está el estudiodel equilibrio líquido-vapor. Se sigue con el análisis del estadodel sistema, el tratamiento matemático con el cual se puede
modelar, descrito por los comportamientos ideal y no ideal,para poder abocar finalmente el cálculo de los parámetrostermodinámicos de un sistema en equilibrio. En este sentido, setrata una ecuación de estado cúbica (Peng - Robinson) para elcálculo del equilibrio líquido-vapor y los términos de energía,tanto para sistemas binarios como para multicomponentes.Dicha ecuación trabaja con una base de datos de 50 hidrocarburos.Además, se incluye un modelo de cálculos de actividad (Unifac)para describir la fase líquida, que utiliza 75 compuestos comobase de datos.
En la segunda sección se presentan los conocimientoselementales de los procesos de separación por etapas deequilibrio, los diferentes tipos de configuraciones que puedenpresentar, los balances de materia y energía que se aplican y.finalmente la representación gráfica que se puede hacer de unproceso de separación de etapa múltiple.
En un aparte adicional se hace una breve descripción de laestructura de los equipos utilizados para el contacto entre fasesen la destilación y las unidades de transferencia de calor querequieren. Además, se tratan los aspectos más notables de suoperación.
Finalmente, tratados los aspectos fundamentales, se afrontael estudio de los esquemas de cálculo más representativos decada uno de los tipos de operación que se pueden presentar enla destilación por etapas y su descripción. Primero se abarcanlos procesos que operan de manera discontinua: destilacióndiferencial y por lotes (con reflujo variable y constante), ambospara mezclas binarias. Luego se trata la destilación instantáneao flash (isotérmica, adiabática y con fracción de vaporización)para sistemas multicompuestos. Posteriormente se trabaja larectificación continua de mezclas binarias, en donde se tratanlos conocidos e ilustrativos métodos de Ponchon-Savarit, MeCabe- Thiele y Sorel. Finalmente se toca la rectificación continuade mezclas multicomponentes en donde se ocupa primerode los métodos cortos para la determinación de ladistribución de los componentes, la determinación delnúmero mínimo de etapas, el cálculo del reflujo mínimo, elcálculo del número de etapas ideales y la localización del platode alimentación. Finalmente se hace una aproximación inicial ados métodos rigurosos: el de Wang-Henke y el método thetade convergencia.
Dada la densidad de la información, se buscó que la maneraen que se presentara fuera la más amigable y fácilmenteaccesible para el usuario. Para dirimir esta necesidad, seutilizaron la versatilidad y el dinamismo que caracterizan a laspáginas Web de Internet, así que se elaboró un total de 83páginas para cobijar todo el marco teórico (el programa con elcual fueron realizadas fue Microsoft Frontl'age=). Este tipo deformato permite navegar a través de diferentes hojas por mediode hipervínculos conectando términos relacionados oreferencias; tiene la capacidad de utilizar imágenes animadas,facilita el acceso a información adicional en pantalla en formade cuadros de texto, etc., acciones que pueden realizarse conuna simple pulsación del ratón.

42 Revista Ingeniería e Investigación No. 48 Diciembre de 2001
Necesariamente todas las hojas debían estar bajo unaestructura que las aunara. Entonces, se utilizó un programadiseñado para elaborar archivos de ayuda, llamado HTML HelpWorkshop=, que permite la compilación de hojas Web. Esteprograma habilita la organización del contenido en formajerárquica en una estructura en forma de árbol o tabla decontenido, en la cual se puede encontrar cualquiera de las hojasdel cuerpo del software para que sea visualizada (tal como sepresenta en la figura 2). Además, posee herramientas debúsqueda de palabras clave o de términos aislados.
~ .. "".,..,dtllhlRrlL;.. ....*"hoITO' •• ~~~tn... aqcdDIdlbln_ .....p-*".IAi~~dI __ ".)7............... ÓlC ..... Er ... qL.e~~n'!lJCh::lporEXr'(lQlr'*-qAtHtlglll'lGdllhotrtn. en ,.,.)7. t. d6rwtw ....... oprt:lCa)l. Ui
""'Ó'I nohliHl) .... 1M
o.dI DemI:!trliDt.c.II~ tldlllhllUIIClInIIt"adllll'unrlldld_",*,-port.N: .......... .t,I"O.p.- ... W1«onW:lfttllnt)dllot"O.lil__...l1li""''''' dt.,.... NlDkDI q..-I'W\ ~W" .-....-..: .. Un 1I..1dadIf~., ..... .,"~c..-..:ItG.o.ntodl_~IéIn.~,......t....-IfA~~ ... QIn .. dIIIrroIIDdI.dllcMc:lI!n
Figura 2. Tabla de contenido desplegada.
Como resultado se tiene un libro electrónico, que permiteuna gran variedad de acciones con mucha facilidad en virtudde las herramientas que exhiben los programas con los cualesfue realizado. Este libro recibe el nombre de Guía tutorial dedestilación.
Por otra parte, desde el libro electrónico es posible llamarotros programas por medio de botones que son programadospara que ejecuten una aplicación específica. Esta habilidad seutiliza en el programa para ejecutar las presentacionesexplicativas, los tutores y los simuladores, los cuales se detallana continuación.
11. LAS PRESENTACIONES EXPLICATIVAS
Para algunos temas específicos se desarrollan presentacionesque amplían la explicación del tema en cuestión. Éstas sonexposiciones con alto contenido de elementos visualesanimados que avanzan automáticamente mientras presentan lainformación pertinente. Dichas presentaciones han sidorealizadas en el programa Microsoft Powerf'oint=, y seencuentran identificadas en la guía tutorial por el siguienteicono:
La presentación arrancará simplemente pulsando sobre elbotón que se encuentra inmediatamente debajo de la figura.
En la figura 3 se presentan irnáoenes correspondientes aalgunas de las presentaciones explicativas incluidas en elprograma.
• SI.. Ir .., pIIo1o 1'1'*10 • C1JIIqJIor coro del polIocto, por eJon1>lo 111pIIo1olien1>Orlh - ~, 11propIedod exc~Ido, ....... CMO 11presión, _ic"'- • Ir'" de tDde IIIl4*fIde del pIIno Irtado, Yal volardepondIri dedónde corbI el pIIo1o su eje. Curdo pIonoI 1'1'_ • 111 ... de ....,...... opresión ..... conc:aWlCIón, ....... Ir'" del -'" del 0CJJIbrI0 lo CIIftIn, cIIndo•• ~ de ..,.,,10 vopcr -1fqJIdo • presión o lien1>Or...... --1196>'" el CMO. _10000._, CIClo ~ de _ ..... pueden _o ... _oúodoI.... .., pIIo1o bIdrnenIIonII.
a)
b)
Figura 3. Presentaciones explicativas. a) Equilibrio líquido-vaporb) Método de Ponchon Savarit.
m. Los TUTORES
Constituyen una parte fundamental del módulo tutorial, yaque permiten realizar cálculos mientras se aprende elprocedimiento paso a paso. Fueron desarrollados sobre la hojaelectrónica Microsoft Excel".
Los programas tutores tienen como una de sus principalesventajas la capacidad de desarrollar problemas diversos, debidoa que poseen una suficiente base de datos de compuestos,pueden modificarse las variables de operación (temperatura,presión, composición, etc.) y seleccionarse entre diferentes tiposde cálculo. Por medio de botones se avanza o se retrocede enel cálculo apareciendo los resultados pertinentes sobre la hojaelectrónica; también es posible reiniciar el cálculo o abandonarel ejemplo en cualquier momento. Los tutores se identificandentro de la guía por la siguiente imagen, que se encuentraacompañada de un botón para ejecutar la aplicación:

Módulo Tutorial de Simulación para el Cálculo de Torres de Destilación por Etapas
La figura 4 presenta algunas imágenes del tutor del métodode Ponchon-Savarit.
a)
b)
c)
43
d)Figura 4. Imágenes del tutor del método Ponchon-Savarit. a)
Bienvenida. b) Selección de compuestos. e) Introducción de datos.d) Pasos del cálculo.
IV. Los SIMULADORES
Estos programas también están estructurados sobre la hojaelectrónica y se diferencian de los tutores en que no presentanel procedimiento de cálculo, sino que de la introducción dedatos pasan directamente a la presentación de resultados. Laintención de estos programas es permitir el análisis de losresultados, así como observar la incidencia de las diferentesvariables sobre ellos.
En estos programas no se observa ninguna modificaciónsobre la hoja de Excel= ya que el cálculo se realiza de maneraoculta. Se distinguen de las demás aplicaciones por el siguienteicono:
La figura 5 presenta algunas imágenes del simulador dedestilación instantánea (flash).
a)

44 Revista Ingeniería e Investigación No. 48 Diciembre de 2001
b)
Cc)
...................... ----,.~---• --"";"'WI~~x:::;::_:---w.~c:n::.::D:r..:::=r-.~----.c::;;:;:::i:.::!:i:=:~.:-~~~-'~.-__. t:.:::.:: uc.::~.?"--'~~.!..:...::.
d)
Figura 5. Imágenes del simulador de destilación flash. a) Selección delproblema. b) Introducción de datos. e) Resultados. d) Otros resultados.
En el siguiente cuadro se hace una relación de los programastutores y simuladores incluidos en la guía:
Programa 1. Tutor del cálculo de equilibrio de mezclas binarias según la Leyde Raoult.Programa 2. Tutor del cálculo de temperaturas de burbuja y rocío de mezclasmulticomponentes utlizando la Lev de Raoult.Programa 3. Tutor del cálculo de la temperatura de burbuja utilizando laecuación de estado de Peng - Robinson.Programa 4. Tutor del cálculo de la temperatura de rocío utilizando laecuación de estado de Pen¡¡ - Robinson.Programa 5. Tutor del cálculo de la presión de burbuja utilizando la ecuaciónde estado de Pena - Robinson.Programa 6. Tutor del cálculo de la presión de rocío utilizando la ecuación deestado de Peng - Robinson.Programa 7. Simulador para el cálculo de los puntos de burbuja y rocíoutilizando la ecuación de estado de Pen¡¡ - Robinson.Programa 8. Tutor para el cálculo de los coeficientes de actividad por mediodel modelo UNIFAC.Programa 9. Simulador para el cálculo de los coeficientes de actividad pormedio del modelo UNIFAC.Programa 10. Simulador para el cálculo de los puntos de burbuja y rocíoutilizando la ecuación de estado de Peng - Robinson y el modelo deactividad (UNIFAC).Programa 11. Tutor para el cálculo qráfico del número de etapas ideales.Programa 12. Tutor para el cálculo analítico del número de etapas ideales
I por el método de Kremser.Proarama 13. Tutor cara el cálculo de la destilación diferencial.Programa 14. Tutor para el cálculo de la destilación discontinua con relaciónde reflujo_constante.Programa 15. Tutor para el cálculo de la destilación discontinua con relaciónde reflujo variable.Programa 16. Simulador para el cálculo de la destilación discontinua.Programa 17. Tutor para el cálculo de la destilación instantánea isotérmicacon coeficientes de distribución independientes de la composición.Programa 18. Simulador para el cálculo de la destilación instantáneaisotérmica con coeficientes de distribución calculados por la ecuación deestado de Pena - Robinson.Programa 19. Tutor para el cálculo de la destilación instantánea con fracciónde vaporización con coeficientes de distribución independientes de lacomposición.Programa 20. Simulador para el cálculo de la destilación instantánea concoeficientes de distribución independientes de la composición.Programa 21. Tutor para el cálculo de la destilación continua de mezclasbinarias por medio del método de Ponchon - Savarit.Programa 22. Tutor para el cálculo de la destilación continua de mezclasbinarias por medio del método de McCabe - Thiele.Programa 23. Tutor para el cálculo de la destilación continua de mezclasbinarias por medio del método de Sorel.Programa 24. Tutor para el cálculo de la distribución de los componentes enla destilación continua de mezclas multicomponentes.Programa 25. Tutor para el cálculo del número mínimo de etapas por el
CONCLUSIONES
El trabajo desarrollado puede ser de gran ayuda paracomplementar la formación conceptual de los estudiantes depregrado de Ingeniería Química en el área de la destilación.Esto se debe a que ofrece variedad de opciones para elacercamiento a un tema determinado, como acceso ainformación teórica, visualización de presentaciones explicativasy ejecución de tutores y de simuladores; todo organizado bajouna misma estructura dinámica que permite la elección del tipode herramienta que se quiera utilizar .
El beneficio que puede brindar este trabajo dentro de laformación académica de los ingenieros químicos depende engran parte de que sea divulgado a través de los cursos oactividades en donde se realice el estudio de la destilación o dela simulación de procesos.
Continúa latente la necesidad de realizar proyectos de estetipo en diferentes campos de la ingeniería química, para avanzarhacia el objetivo global de constituir una herramienta integralde simulación con un fin estrictamente didáctico.

Módulo Tutorial de Simulación para el Cálculo de Torres de Destilación por Etapas 45
BIBLIOGRAFÍA
1. HUMPHREY, J. "Separation Processes: Playing a critical role", En: ChemicalEngineering Progress, October, 1995, Vol. 91(10): 31-41.
2. KUNESH, J. el al., "Distillation: Still towering over other options", En: ChemicalEngineering Progress, October, 1995, Vol. 91(10): 43-54.
3. RODRíGUEZ, G. A. Y ROSAS 1. C .. "Módulo Tutorial de Simulación para el Cálculode Torres de Destilación por Etapas". Proyecto de grado presentado a la UniversidadNacional de Colombia para optar al grado de Ingeniero Quíntico, Santafé de Bogotá,D.C.,1999.
4. WEXLER, S., The official Microsoft HTML help authoring kit: Understanding,crealing and migraling to Microsoft HTMLHelp. United States of America, MicrosoftPress, 1998.