anÁlisis de la factibilidad tÉcnico...
TRANSCRIPT
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA DIVISIÓN DE ESTUDIOS PARA GRADUADOS
PROGRAMA DE POSTGRADO EN GERENCIA DE MANTENIMIENTO
ANÁLISIS DE LA FACTIBILIDAD TÉCNICO-ECONÓMICA PARA EL REEMPLAZO DE
TUBERÍAS SUBLACUSTRES
Trabajo de Grado presentado ante la
Ilustre Universidad del Zulia
para optar al Grado Académico de
MAGISTER SCIENTIARUM EN GERENCIA DE MANTENIMIENTO Autor: Ing. Leslie Emirca Jiménez Guerrero
Tutor: Prof. MSc. Abraham González
Co-tutor: Profa. MSc. Francisca Fernández
Maracaibo, enero de 2014
Jiménez Guerrero, Leslie Emirca. Análisis de la factibilidad técnico-económica para el reemplazo de tuberías sublacustres. (2013). Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo-Venezuela. 121p. Tutor: MSc. Abraham González. Co-tutor. MSc. Francisca Fernández.
RESUMEN Esta investigación se centró en el análisis de la factibilidad técnico-económica para el reemplazo de tuberías sublacustres. Este estudio surgió como una necesidad que se presenta en la industria de reducir costos por mantenimiento a las tuberías de los pozos, generando una gran cantidad de costos asociados por mano de obra, equipo de gabarra, remolcador para asistir la gabarra, lancha de buzos, gabarra plana para el transporte de la tubería y un remolcador de cabotaje para asistir a la gabarra plana. El objetivo principal del presente trabajo fue revisar el proceso de reemplazo de tuberías de pozos actual e identificar las alternativas más modernas existentes en el mercado, para luego analizar los dos escenarios y hacer una selección de la opción que ofrece mayor rentabilidad y menor riesgo. La investigación fue proyectiva puesto que se plantearon soluciones a una situación determinada a partir de un proceso de indagación bajo un diseño de investigación documental.El estudio de factibilidad económica con un horizonte económico de 20 años permitió escoger la tubería flexsteel para los casos de líneas de gas y crudo con un valor presente neto (VPN) de $40.907.609.048,29 y $18.481.316.483,70 respectivamente. Indicando una tasa interna de retorno (TIR) que supera la del 15% requerida por la empresa para las propuestas de proyectos. La eficiencia de la inversión superó el 100% para cada escenario con esta tubería. El estudio de factibilidad técnica permitió decidir por la tubería flexsteel debido a que se obtuvo la mayor puntuación por su practicidad, excelentes características operacionales, adaptabilidad al lecho marino presente en nuestra zona, no requiere ni revestimiento ni sistema de protección catódica y adicional a todos estos factores permitirá la transferencia de conocimientos y adquisición de nuevas tecnologías que hace que una empresa se mantenga a nivel clase mundial. Palabras Clave: Reemplazo, tuberías, pozos, factibilidad, valor presente neto. E-mail del autor: [email protected]
Jiménez Guerrero, Leslie Emirca. Analysis of the technical and economic feasibility of replacing pipes. (2013) Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo-Venezuela. 121p. Tutor: MSc. Abraham González. Co-tutor. MSc. Francisca Fernández.
ABSTRACT
The research was focused in the analysis of the technical and economic feasibility of replacement pipes. The study was born as a need presented at the industry to reduce maintenance costs of pipes from wells , generating a lot of costs associated with labor, equipment barge , tugboat to assist the barge, boat divers flat barge for transportation of pipe and a tug to assist coastal flat barge . The main purpose of this research was to revise the process of replacing existing pipes and identify more modern alternatives on the market, and then analyze two scenarios and make a selection of the option that offers higher returns and lower risk. The research was projective because it proposes solutions to a given situation from a process of inquiry under a documentary research design. The economic feasibility study with an economic horizon of 20 years allowed to choose flexsteel pipe lines for the cases of oil and gas with an NPV of $ 40.907.609.048,29 and $ 18.481.316.483,70 and respectively. The IRR exceeds the 15% required by the company for project proposals. The investment efficiency overpass 100% for each scenario with this pipe. The technical feasibility study allowed to decide for the pipeline because flexsteel scored highest for its practicality, excellent operating characteristics, adaptability to the seabed present in the area, it do not requires coating or cathodic protection system and, in addition to all these factors it will allow knowledge transfer and acquisition of new technologies that make a company keeps a world class level. Key Words: Replacing, pipes, wells, feasibility, net present value. Author’s e-mail: [email protected]

DEDICATORIA
A mí adorado hijo y a mi familia.
A todos aquellos que creyeron en mí.

AGRADECIMIENTOS
A mi gran Jesús todopoderoso
A mi hijo que es mi tesoro
A mi familia y amigos (as)
A los profesores y equipo
Administrativo de la Universidad
ÍNDICE DE CONTENIDO
PáginaRESUMEN……………………………………………………………………………....... 3 ABSTRACT…………...…………………………………………………………………... 4 DEDICATORIA……………………………………………………………………........… 5 AGRADECIMIENTOS………………………………………………………………........ 6 ÍNDICE DE CONTENIDO………………………………………………………...……… 7 ÍNDICE DE TABLAS…..……………………………………………………………….…. 10 ÍNDICE DE FIGURAS……..…………………………………………………………....... 12 INTRODUCCIÓN………………………………………………………………………….. 13 CAPÍTULO I. EL PROBLEMA 1.1. Planteamiento y formulación del problema…….………………………................ 15 1.2. Objetivos de la investigación ……………………………………………………….. 16 1.3. Justificación de la investigación………………..…………………………………... 17 1.4. Delimitación de la investigación……………………..………………..……….…… 18 CAPÍTULO II. MARCO TEÓRICO 2.1. Antecedentes de la investigación ..………………………………………………… 19 2.2. Bases teóricas de la investigación ………………………………………………… 22 2.2.1. Pozos ……………………………………………………………….……….... 22 2.2.2. Estación de flujo……………………………...………………………………. 23 2.2.3. Sistema de tuberías de gas y petróleo ……………….…………………… 24 2.2.4 Falla ….………………………………………………………………………… 24 2.2.5. Causas de fallas……………………………………………….…….……….. 26 2.2.6. Tubería convencional……….……………….………….……….………...… 34 2.2.7. Polietileno………………………….………..……………………….……..… 34 2.2.8. Protección catódica ………..…………………………….………………...... 35 2.2.9. Procedimientos de trabajo…………………………………………………... 36 2.2.10. Filosofía de trabajo del procedimiento de tendido………………………. 36 2.2.11. Fuerza laboral…………………………………………..…………………... 37 2.2.12. Tiempo……………………………………………………………………….. 38 2.2.13. Lineamientos para la evaluación económica de proyectos …………… 38 2.2.13.1. Inversiones…………………………………..…….……………... 38 2.2.13.2. Ingresos…………………………………..………….…………... 39 2.2.13.3. Egresos….……………………………………..…………………. 39 2.2.13.4. Costos..………………………………………..………………….. 39 2.2.13.5. Gastos……..…………………………………..…………………. 40

Página 2.2.13.6. Depreciación………………………………..…………………… 41 2.2.13.7. Amortización………………………………..……………………. 41 2.2.13.8. Regalías…...……………………………………..…………….…. 41 2.2.13.9. Impuestos....…………………………………………..………….. 41 2.2.13.10. Factibilidad técnica………………………………..………….… 42 2.2.13.11. Factibilidad económica…………………………………………. 42 2.2.13.12. Factibilidad técnico-económica…….………………..….…….. 43 2.2.13.13. Criterios de rentabilidad……………………………...………… 43 2.2.13.13. Tasa interna de retorno (TIR)……………..…………………... 43 2.2.13.14. Tasa mínima atractiva de retorno (TMAR)……….....……….. 43 2.3. Definición de términos básicos……...………………………………….…………... 44 2.4. Sistemas de las variables ………….……………………………………….………. 48 CAPÍTULO III. MARCO METODOLÓGICO 3.1. Tipo de investigación ………….………………………………………….……….... 49 3.2. Diseño de la investigación ………………………………………………………..… 49 3.3. Técnicas de recolección de datos ……………………………………................... 50 3.4. Población y muestra …………………………………………………….................. 51 3.5. Viabilidad del estudio……………….……….………………………………….…… 52 3.6. Metodología aplicada………………………………….…………………….………. 52 3.7. Proceso actual de reemplazo de tuberías de pozos con la tubería
convencional……………………………………………………………………….…. 53 3.8. Procedimiento operacional del reemplazo de tuberías de 2” a 6” de
diámetro…………………………………………………………………….…………….. 78 3.9. Equipos de apoyo requeridos…………………………………………...………….. 80 3.10. Fuerza laboral requerida……………………………………………….………….. 81 3.11. Tiempo……………………..……………….…………..………………...…………. 81 3.12. Requerimientos para la selección de la tubería…………………...……….……. 81 3.13. Alternativas en el mercado ……………….…………..…………….……...….….. 82 3.14. Estudio de mercado……..……………….…………..………………………...…... 84 3.15. Nuevas tecnologías……………………….…………..……..……………………... 85 CAPÍTULO IV. ANÁLISIS DE RESULTADOS 4.1. Presentación de los resultados …………….………………………………….…… 89 4.1.1. Análisis económico……………………….………………………………....... 89 4.1.1.1. Premisas generales…………………………………………….….. 90 4.1.1.2. Cálculo del valor presente neto (VPN)……………………….….. 94 4.1.1.3. Análisis técnico…..………………………………………………… 102 4.2 Propuesta técnico-económica para el remplazo de tuberías entre pozos.......... 103
PáginaCONCLUSIONES……………………………………………………………………….. 111 RECOMENDACIONES…………………………………………………………………. 112 BIBLIOGRAFÍAS……………………….…………………………………………….….. 113 ANEXOS ……………………………………………………………………………........ 116
ÍNDICE DE FIGURAS
Figura Página1 Pozo. (11)…………………………………………………………….… 23 2 Estación de flujo. (11)……………………………………………...…. 23 3 Sistema de tuberías de gas y petróleo. (11) 24 4 Corrosión interna (11).……………………………………….……….. 27 5 Corrosión externa 1 (11)……………………………………………… 28 6 Corrosión externa 2 (11)……………………………………………… 28 7 Corrosión externa 3 (11)……………………………………………… 28 8 Daños mecánicos por ancla 1 (11)………………………………….. 29 9 Daños mecánicos por ancla 2 (11)………………………………….. 30
10 Defectos de soldadura (11)…………………………………………… 31 11 Interferencia eléctrica (11)……………………………………………. 32 12 Taponamiento por depósito (11)…………………………………….. 32 13 Taponamiento por depósito (11)……………………………………… 33 14 Tubería convencional. (35)……………………………………………. 34 15 Flujograma de las etapas para el tendido de líneas. (10)) 37 16 Tasa interna de retorno. (3)…………………………………………… 43 17 Valor presente neto. (3)………………………………………………... 44 18 Fórmula del valor presente neto VPN. (11)………………………… 95 19 VPN - tubería convencional de 2”……………………………………. 97 20 VPN - tubería convencional de 4”……………………………………. 97 21 VPN - tubería flexsteel de 3”………………………………………….. 98 22 VPN - tubería flexsteel de 4”………………………………………….. 98 23 VPN - tubería tenaris de 2”……………………………………………. 99 24 VPN - tubería tenaris de 4”……………………………………………. 99 25 VPN vs TIR. Tuberías para transporte de gas……………………… 101 26 VPN vs TIR. Tuberías para transporte de petróleo…………………. 102 27 Tubería flexible (15)……………………………………………………. 109 28 Corte transversal tubería flexible(15)………………………………… 109 29 Conectores. (16)………………………………………………………... 110

Figura Página30 Prensa para tubería flexible. (15)…………………………………….. 98 31 Carretes. (16)…………………………………………………………… 98
ÍNDICE DE TABLAS
Tabla Página1 Población de estudio……………………………………………………… 51 2 Ovalidad (10)………………………………………………………………. 65 3 Tolerancias para el diámetro en los extremos de las tuberías (10)…. 65 4 Socavaciones (10)…………………….…………………………………... 69 5 Rendimientos de tendido por tipo de tubería………………………….. 81 6 Indicadores económicos………….……………………………………… 90 7 Equipos de apoyo…………………….…………………………………… 91 8 Precios de las tuberías…………………………………………………… 91 9 Costo por revestimiento de la tubería…………………………………… 91 10 Precios de los accesorios………………………………………………… 92 11 Costos por adquisición y manejo de los carretes……………………… 92 12 Volumetría requerida……………………………………………………… 93 13 Rendimientos………………………………………………………………. 94 14 Tiempos improductivos por condiciones atmosféricas adversas…….. 94 15 Cálculo de la inversión inicial para cada tipo de tubería…………….. 95 16 Costos por ejecución del reemplazo de la tubería…………………….. 96 17 Costos materiales requeridos para la actividad………………………. 96 18 Resumen de indicadores económicos………………………………….. 101 19 Matriz de evaluación técnica…………………………………………….. 103 20 VPN Tubería flexsteel 3”…………………………………………………. 116 21 VPN Tubería flexsteel 4”…………………………………………………. 117 22 VPN Tubería tenaris 2”…………………………………………………… 118 23 VPN Tubería tenaris 4”…………………………………………………… 119 24 VPN Tubería convencional 2”……………………………………………. 120 25 VPN Tubería convencional 4”……………………………………………. 121
INTRODUCCIÓN
En el Lago de Maracaibo se encuentran actualmente más de 28.900 kilómetros de
tubería de pozos entre las categorías 1 (pozos activos), 2 y 3 (pozos cerrados
esperando una acción correctiva de mantenimiento), de 2” a 8” de diámetro que están
distribuidas en aproximadamente 17.750 tuberías entre gas y crudo, las cuales
transportan los fluidos a diferentes instalaciones, conformando así un sistema de
tuberías que abarca buena parte de la geografía del Lago de Maracaibo.
En los últimos años, la tasa de fallas en las tuberías sublacustres se ha visto
incrementada en un 40%, generando una diferida considerable en crudo y gas, además
de un aumento circunstancial en los costos de mantenimiento e impacto en la seguridad
y el medio ambiente. Surgiendo la necesidad de incorporar nuevas tecnologías y
herramientas que permitan alcanzar los estándares deseados para la corporación,
facilitando así la toma de decisiones acertadas y efectivas; así como también
direccionar de manera eficaz esfuerzos y recursos en las áreas donde más se
requiriera. Además permitirá planificar y programar el mantenimiento de las mismas,
estableciendo prioridades, sobre la base de un análisis.
Razón por la cual surge este estudio, donde se plantea analizar la factibilidad
técnica-económica de la sustitución de la tubería de pozos por tubería flexible.
Para ello se desglosa el contenido de esta investigación en cuatro capítulos, los
cuales se describen a continuación.
Capítulo I: El Problema, en cual se detalla específicamente el planteamiento del
problema y su formulación, así como también los objetivos de la investigación para
llegar al logro de la interrogante que se planteó, su justificación, delimitación espacial,
poblacional, temporal y científica.
14
Capítulo II: Marco Teórico, presenta la revisión de antecedentes de estudios de
factibilidad previamente realizados por otros autores y las bases teóricas necesarias
para que cualquier lector se identifique con el tema planteado y a su vez mostrar
detalladamente el procedimiento y normas que existen para el reemplazo de tuberías
de pozos actuales, algunas nuevas tecnologías, y formulas necesarias para efectuar el
estudio de factibilidad.
Capítulo III: Marco Metodológico, incluye tipo y diseño de la investigación, las
técnicas de recolección de datos, la población y muestra, viabilidad del estudio y las
fases que se ejecutaran para la consecución de cada uno de los objetivos específicos.
Capítulo IV: Análisis de Resultados, este capítulo es el desenlace del trabajo de
investigación, es se muestran los cálculos con los datos recolectados en campo,
bibliografías y las entrevistas al personal. En este paso se podrá obtener el Valor
presente neto y el análisis de riesgo para cada propuesta y nos permitirá tomar una
decisión, concluir y efectuar las debidas recomendaciones como gran aporte de este
estudio a las gerencias de mantenimiento que efectúen esta misma actividad
CAPÍTULO I
EL PROBLEMA
1.1 Planteamiento y formulación del problema
En la industria petrolera uno de los principales insumos en el proceso de
mantenimiento de líneas de gas y de petróleo de pozos es la tubería de acero al
carbono, la cual puede variar entre diámetros de 2”, 4”, 6” y 8”. Esto, dependiendo del
tipo de fluido a transportar.
Desde el año 2007 la data en tuberías de pozos sublacustres se ha visto
incrementada en un 40% según la estadística que maneja el personal de planificación
del departamento de mantenimiento, debido a diferentes causas, tales como:
agrietamiento interno, defectos de laminación, penetración indebida de la soldadura,
fisuras internas y externas, falta de la protección contra la corrosión como
recubrimientos y protección catódica, entre otras, aumentando la frecuencia de
reemplazo de las tuberías y por ende el consumo de las mismas. Todas estas fallas
generan fugas y una pérdida de producción de petróleo considerable, así como también
un impacto ambiental penado por la ley. En nuestro país, la producción de tuberías se
ha visto superada por la gran cantidad de fallas en tuberías de pozos, y las plantas
tienen una capacidad instalada con la cual no pueden cubrir la demanda actual.
Adicionalmente, los procedimientos actuales para ejecutar actividades de reemplazo
de tuberías generan unos costos asociados muy altos, por lo tanto se deben generar
nuevas estrategias para reducirlos. A continuación se enumeran algunos costos
asociados a Mantenimiento:
• Mano de Obra: Incluye fuerza propia y contratada.
• Materiales: Consumibles y Componentes de Reposición.
• Equipos: Equipos empleados en forma directa en la ejecución de la actividad de
mantenimiento.
16
• Costos Indirectos: Artículos del personal soporte (supervisorio, gerencial y
administrativo) y equipos suplementarios para garantizar la logística de ejecución
(transporte, comunicación, facilidades).
• Tiempo de Indisponibilidad Operacional: Cualquier ingreso perdido por ausencia de
producción o penalizaciones por riesgo mientras se realiza el trabajo de
mantenimiento.
En consideración a lo anterior, se desarrolla este proyecto de investigación que
busca explorar nuevas estrategias o vías de solución proponiendo el análisis de la
factibilidad técnico-económica para el reemplazo de tuberías sublacustres.
1.2 Objetivos de la investigación
1.2.1 Objetivo General
Analizar la factibilidad técnica-económica de la sustitución de la tubería de pozos
por tubería flexible.
1.2.2 Objetivos Específicos
• Describir el proceso actual de reemplazo de tuberías de pozos con la tubería
convencional.
• Identificar las alternativas más modernas en el mercado para el reemplazo de
tuberías de pozos.
• Comparar técnica y económicamente el proceso de reemplazo de tuberías
sublacustres con tuberías flexibles y la tubería convencional mediante el uso de la
999tasa mínima atractiva de retorno (TMAR), tasa interna de retorno(TIR), valor
presente neto(VPN) y análisis de riesgos.
• Proponer la mejor alternativa técnico-económica para el remplazo de tuberías de
pozos.

17
1.3 Justificación de la investigación
Las Gerencias de Mantenimiento que forman parte de Petróleos de Venezuela
(PDVSA), actualmente desarrollan estrategias para efectuar servicios con recursos
propios, minimizando así los gastos por utilización de equipos contratados o servicios
de terceros.
Las actividades de reemplazo de tuberías sublacustres se han efectuado a lo largo
de muchos años solo con gabarras, o barcos de tendido (servicio contratado), y con
tubería de acero al carbono, generando una gran cantidad de costos asociados por
mano de obra, equipo de gabarra, remolcador para asistir la gabarra, lancha de buzos,
gabarra plana para el transporte de la tubería y un remolcador de cabotaje para asistir a
la gabarra plana. Por ello surge la propuesta de utilizar la tubería enrollada la cual
minimiza los costos asociados de mano de obra y por utilización de algunos equipos de
apoyo.
Para este estudio se propone el análisis de la factibilidad técnico-económica para el
reemplazo de tuberías sublacustres. El porqué de esta investigación:
- Por su conveniencia: permite a las organizaciones de mantenimiento establecer
nuevas tecnologías y así disminuir los costos y tiempos de respuesta para efectuar los
mantenimientos a líneas sublacustres.
- Por su valor teórico: el presente estudio sirve como fuente de información para
aquellos casos de estudios relacionados con el tema en desarrollo, adicionalmente, se
realizará un aporte sobre las mejores prácticas de mantenimiento, así como también la
transferencia de tecnología entre Venezuela y otros países que utilizan la tubería
flexible.
- Por su implicación práctica: permite una gestión de mantenimiento que responde
a las necesidades actuales de operación y mercado, garantizando la producción.
- Por su relevancia social: permite la satisfacción del personal que labora en las
Unidades de producción quienes solicitan recurrentemente estas actividades de
reemplazos de tuberías de pozos, al cual se le podrá dar respuesta eficaz y eficiente. El
desarrollo de nuevas tecnologías permitirá que el personal ejecutor del mantenimiento
se sienta motivado a las nuevas mejoras, en un ambiente de trabajo armónico y por
consecuente más seguro, lo cual hace la organización de mantenimiento más confiable.
18
1.4 Delimitación de la investigación
Esta investigación podrá ser aplicada por organizaciones mantenimiento,
especialmente dedicadas al mantenimiento de tuberías de pozos sublacustres,
existentes en el Lago de Maracaibo. Con una delimitación poblacional de 2.550.000
metros para las tuberías de transporte de gas y 1.274.280 metros de tubería para
transporte de crudo. En el nivel temporal este estudio se concretó en el periodo
comprendido entre Junio del 2012 hasta Junio del 2013.
Científicamente esta investigación estuvo enmarcada en la línea de investigación de
Gerencia de Mantenimiento, específicamente orientada a los estudios de factibilidad
técnica-económica aplicada a los sistemas de tubería a nivel sublacustre. La revisión de
procedimientos estuvo sustentada con la norma de tendido de líneas costa afuera
PI-07-03-03 y para los cálculos de factibilidad económica se utilizaron los lineamientos
para la evaluación económica de proyectos de inversión de capital (LEEPIC).
CAPÍTULO II
MARCO TEÓRICO
En este capítulo se contemplan algunos elementos conceptuales referidos al
problema de investigación, sirviendo de apoyo y sustentación teórica al mismo. De igual
manera, se presentan algunas definiciones que se tomaron como marco referencial en
el desarrollo de cada uno de los objetivos planteados en esta investigación.
2.1 Antecedentes de la investigación
Durante las revisiones previas relacionadas con el estudio planteado, se encontraron
diversos trabajos relacionados con las variables y objetivo de estudio que contribuyeron
como guía para el desarrollo y análisis del problema en cuestión. A continuación se
mencionan dichas investigaciones:
Sandoval Carlos (2008) realizó una evaluación técnica y económica de concretos
elaborados con cemento de adición para el mantenimiento de obras civiles menores,
cuyo objetivo general consistió en evaluar concretos elaborados con cemento de
adición (Tipo Solidario Vencemos) y cemento Pórtland Tipo I, con la finalidad de
sustituir este último en actividades relacionadas al mantenimiento de obras civiles
menores. La investigación fue de campo tipo explicativa bajo un enfoque experimental.
El procedimiento realizado se fundamentó en el análisis de cilindros de concreto de
15x30cm de altura, elaborados con cemento Pórtland tipo I y cemento Pórtland de
Adición para resistencias a la compresión de 150 Kg/cm2, 180 Kg/cm2, 210 Kg/cm2,
250 Kg/cm2 y 280 Kg/cm2.
La muestra fue en su totalidad de 1800 probetas cilíndricas de concreto, donde a
cada resistencia le corresponden 360 probetas de las cuales 180 fueron con cemento
Pórtland Tipo I y 180 con el cemento Pórtland de adición. Estas probetas fueron
sometidas a un proceso de curado, para posteriormente ensayarse a los 7, 14 y 28
20
días. Las resistencias obtenidas se evaluaron mediante un análisis estadístico,
determinando parámetros estadísticos y modelos de regresión. Las resistencias
técnicamente factibles fueron 150 Kg/cm2, 180 Kg/cm2 y 210 Kg/cm2, a estas se les
realizó el Análisis de Precio Unitario (A.P.U.) considerando únicamente la manufactura
del concreto, para cada tipo de cemento. Posteriormente se realizó una evaluación
económica de las dos alternativas determinando el valor presente neto bajo distintos
escenarios, tomando en cuenta entre otros factores la inflación de los últimos años.
El estudio económico se realizó para un periodo de 10 años. Por medio de estos
análisis se obtuvo como resultado que el cemento Pórtland de Adición es una
alternativa más económica y factible en el área del mantenimiento de obras civiles
menores, para concretos con resistencia a la compresión no mayor de 210 Kg/cm2.
Barrios María Elena (2002) realizó un estudio técnico-económico para implantación
de empresa de servicios y suministros en el área de ensayos no destructivos, la cual
tuvo por objeto la importación, distribución y comercialización de equipos y materiales
para la industria petrolera y la industria en general, fuentes radiactivas, equipos de
rayos X, equipos de medición y control sus repuestos y accesorios, calibración de
equipos industriales. La mayoría de las empresas que requieren y ofrecen servicios en
el campo de ensayos no destructivos y las que utilizan dentro de sus procesos dichos
ensayos, están ubicadas en la Costa Oriental del Lago.
Actualmente, en la región zuliana existe sólo una empresa, ubicada en Maracaibo, la
cual les surte sus materiales y equipos, la misma no satisface totalmente sus
requerimientos, por lo tanto, estas organizaciones, que son la mayoría, se sienten
desasistidas debido a que en esa zona no hay una empresa que les cubra sus
demandas. El estudio se estructuró considerando tres análisis básicos: Mercado,
Técnico y Económico. El estudio de Mercado permitió conocer las condiciones bajo las
cuales opera el mercado. El estudio Técnico abarcó todas las condiciones operativas
requeridas para la venta y prestación del servicio de calibración. Por último el estudio
Económico estableció el monto total de la inversión requerida, permitiendo al
inversionista evaluar si es rentable o no el proyecto propuesto.
Todo esto fundamentado en un marco conceptual que estableció la metodología
seguida para cumplir con los objetivos establecidos. Basados en las premisas

21
expuestas, el proyecto es factible, tanto en su aspecto técnico como económico,
garantizando la confiabilidad de la inversión.
Silva Denisse (2002), realizó un estudio técnico económico para la instalación de
una planta renovadora de cauchos, sector vehículos de carga. El estudio de mercado
fue altamente promisorio, sobre todo porque Venezuela se caracteriza por movilizar las
cargas por carretera, adicionalmente existen importantes inversiones en el sector
automotriz. La planta estaría ubicada en el Municipio Lagunillas del Estado Zulia en un
área de 595 m2. La capacidad instalada de la planta fue de 12.000 unidades de caucho
reencauchados, para el primer año se espera un nivel de producción del 75%,
incrementándose en 85% en el segundo año y 95% a partir del tercer año.
Las inversiones requeridas ascienden a Bs. 718.733.625, de Ios cuales Bs.
566.897.849 corresponden a los activos fijos, Bs 62.625.765 activos diferido y Bs.
89.209.606 al capital de trabajo calculado para 3 meses. El 50% de la inversión será
aportada por los socios del proyecto y el 50% restante será solicitado en calidad de
préstamo al Banco Mercantil pagaderos en 5 años a una tasa de interés del 19% anual.
Los ingresos esperados superaron a los gastos estimados durante los primeros 5 años
de vida útil del proyecto. La evaluación financiera arrojo como resultado que la Rsi para
el primer año es de 19% y 109% para el quinto año La TPRp de 86%, la TIR se ubicó
en 50%, la inversión se recupera en 2 años, 4 meses y 26 días.
La evaluación económica indico que los ingresos se destinaron en un 33,71% y
22.67% para cubrir los insumos y en un 66.29% y 77.33% para el pago de los factores
que intervienen para el primer y quinto año respectivamente. Se recomendó invertir en
el proyecto, manteniendo un estricto control sobre los ingresos y los costos que se
generen.
Pérez Edgar (2002), realizó un estudio de factibilidad técnico-económico de una
empresa de mantenimiento y servicio automotriz, cuyo objetivo general fue mejorar los
programas de mantenimiento preventivo y suministrar la información necesaria al
personal para que ejecuten un mantenimiento de manera eficaz. Básicamente, en este
trabajo se estudiaron los servicios de mantenimiento rutinario y preventivo que se le
deben realizar a los vehículos, con el fin de estudiar la factibilidad del diseño de una
empresa automotriz, adecuándolos a las leyes vigentes para los talleres automotrices.
22
Asimismo, se diseñó una encuesta de opinión y se aplicó un estudio de factibilidad
basado en tasa interna de retorno (TIR) y valor presente neto (VPN). De acuerdo con el
proyecto de hacer una empresa de servicios y mantenimiento automotriz en la ciudad
de Maracaibo, es altamente rentable o factible económicamente, ya que según los
resultados obtenidos durante la evaluación, la inversión inicial es riesgosa, pero se
puede hacer con capital propio o mediante un préstamo bancario con una tasa de
interés de retorno dos veces mayor que la tasa de interés existente actualmente en el
mercado bancario.
Otra meta fue realizar un mantenimiento eficaz, ya que estos costos son inferiores a
las pérdidas que causa la falla del vehículo y la demora para el usuario, y con esto se
obtiene una amplia seguridad en el funcionamiento y comodidad del vehículo con la
satisfacción de los clientes.
2.2 Bases teóricas de la investigación
2.2.1 Pozos
Son el conjunto de equipos (medidores, controladores, válvulas) instalados en las
perforaciones. Pueden ser pozos de producción, si a través de las perforaciones, fluye
crudo hacia la superficie o pozos de inyección, los cuales conducen fluidos como agua
o gas a altas presiones hacia el yacimiento con el fin de empujar el crudo hacia los
pozos de producción. En la figura 1 se puede observar un pozo indicando la línea de
gas y la línea de crudo.

23
Figura 1. Pozo. (11)
2.2.2 Estación de flujo
Son instalaciones de recolección de crudo de mediana complejidad, cuya función es
recibir la producción de los pozos productores de crudo la cual llega en forma bifásica:
líquido (crudo más agua) y gas, separando posteriormente estás fases hacia un sistema
de recolección de gas y bombeo de líquido.
Figura 2. Estación de flujo. (11)

24
2.2.3 Sistema de tuberías de gas y petróleo
El sistema de tuberías en lago está comprendido por redes de gas y crudo con
tuberías de diferentes diámetros. El contexto operacional objeto de este estudio
corresponde a las líneas de gas y crudo de pozos. En la figura 3 se puede observar
indicado en rojo el sistema de tuberías para gas (en amarillo) y para crudo (en azul). El
gas es inyectado al pozo mediante un múltiple de levantamiento artificial, y el crudo es
extraído del pozo y enviado a la estación de flujo.
Figura 3. Sistema de tuberías de gas y petróleo. (11)
2.2.4 Falla
Es la condición que puede interrumpir la continuidad o la secuencia ordenada de un
proceso o de un sistema alterando su desenvolvimiento.
Una falla es el evento que produce un cambio de estado en el equipo, instalación o
sistema. Al producirse un evento “falla” se pasa de estado ideal (operable) al estado
inoperable el cual es indeseable, improductivo y controlable. Por lo tanto, el evento
25
“Falla” es de primordial importancia para la función de mantenimiento, entre otras, por
las siguientes razones:
• Controlar las fallas (prevención y corrección) es uno de los objetivos específicos de
la función del mantenimiento.
• La frecuencia de la ocurrencia de las fallas es un indicador de gestión de la función
de mantenimiento.
• Mantenimiento es una función de servicio generadora de beneficios en la medida en
que aumente la disponibilidad de equipos, instalaciones y sistemas.
El objetivo general del mantenimiento, es aumentar la disponibilidad de equipos e
instalaciones y así contribuir al logro de una mayor producción y al incremento de la
rentabilidad operacional (efectividad del sistema). Para lograrlo, el mantenimiento tiene
que satisfacer tres objetivos específicos:
• Reducir la frecuencia de las fallas (mejorar la confiabilidad).
• Disminuir el tiempo promedio para reparar (mejorar la mantenibilidad).
• Controlar los costos de ejecución.
Las fallas son eventos aleatorios, es decir, dependen de sucesos que ocurren por
casualidad, imprevistos y por lo tanto se puede esperar que ocurra pero no asegurarlo.
Debido a su naturaleza aleatoria, las fallas ofrecen características muy específicas,
entre ellas podemos señalar:
• Se pueden estudiar por métodos estadísticos.
• El evento “Falla” es probabilístico pero sus impactos y efectos son determinables.
• Los esfuerzos de prevención no garantizan que a lo largo del tiempo la falla no
ocurrirá.
El evento “falla” es siempre el último eslabón de una cadena de eventos; muchos de
ellos también probabilísticos.
La falla como evento, es el resultado de un proceso de gestación. La prevención de
la falla consiste en interrumpir oportunamente el proceso de gestación, es decir, evitar
que ese proceso se cumpla. No pueden considerarse como fallas, los efectos de los
actos voluntarios y conscientes de las personas. Los actos involuntarios expresan algo
que las personas deciden hacer estando conscientes de los efectos de la acción. Los

26
actos conscientes expresan la capacidad para hacer un juicio bueno / malo, adecuado /
inadecuado o apropiado / inapropiado.
2.2.5 Causas de Fallas:
En general las causas de las fallas están asociadas a los siguientes aspectos:
• Errores de diseño.
• Selección de materiales inadecuados.
• Errores en los procesos de producción.
• Error de ensamblaje o instalación.
• Uso inapropiado del sistema o equipo.
• Deficiencia en mantenimiento.
• Error por parte de los operadores.
En las líneas sub-lacustres las causas más comunes se muestran a continuación:
Corrosión interna:
Superficie interna de la tubería con daños por corrosión. Se caracteriza por la
presencia de capas de óxido formadas a partir del material de la tubería y/o picaduras
(corrosión localizada). La reducción de espesores de pared debido a este fenómeno
puede ocasionar roturas en la línea por sobrepresión. Normalmente se presenta en
líneas de gas y agua, ver las figuras siguientes.
27
Figura 4. Corrosión interna (11).
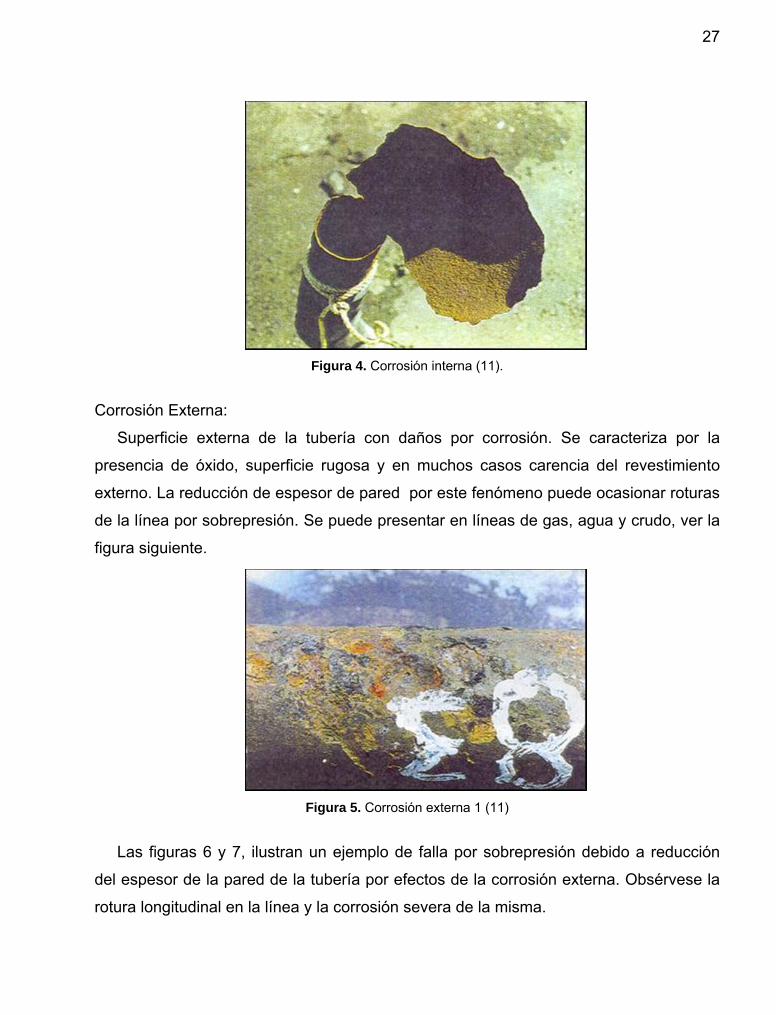
Corrosión Externa:
Superficie externa de la tubería con daños por corrosión. Se caracteriza por la
presencia de óxido, superficie rugosa y en muchos casos carencia del revestimiento
externo. La reducción de espesor de pared por este fenómeno puede ocasionar roturas
de la línea por sobrepresión. Se puede presentar en líneas de gas, agua y crudo, ver la
figura siguiente.
Figura 5. Corrosión externa 1 (11)
Las figuras 6 y 7, ilustran un ejemplo de falla por sobrepresión debido a reducción
del espesor de la pared de la tubería por efectos de la corrosión externa. Obsérvese la
rotura longitudinal en la línea y la corrosión severa de la misma.

28
Figura 6. Corrosión externa 2 (11)
Figura 7. Corrosión externa 3 (11)
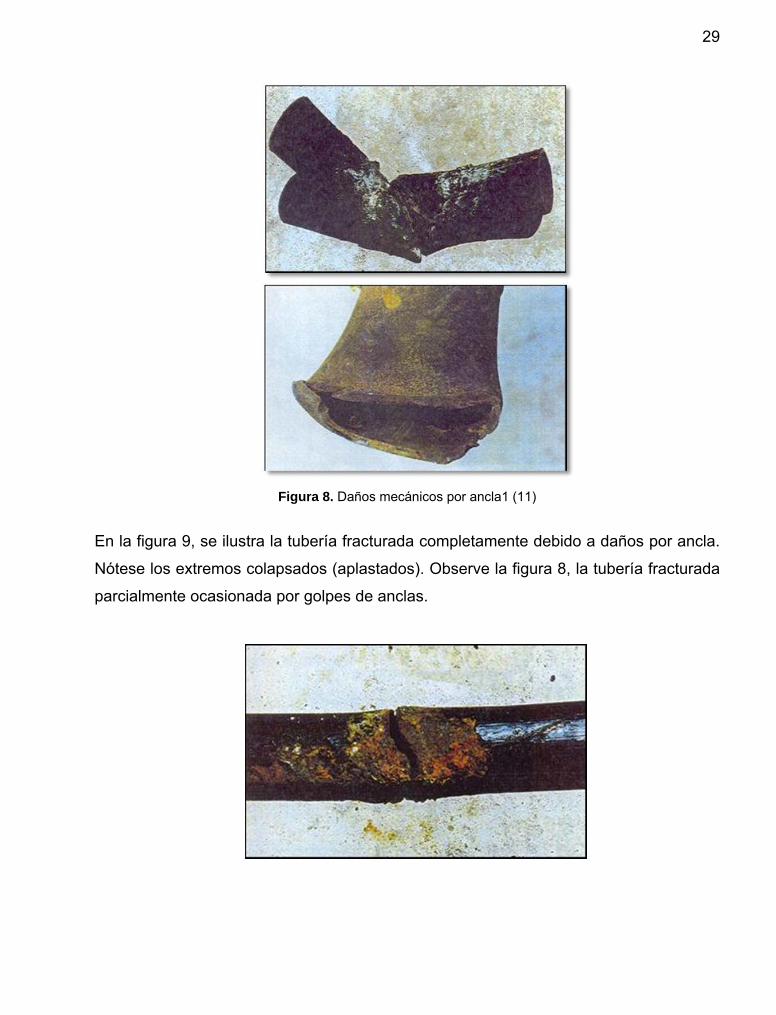
Daños Mecánicos por Ancla:
Normalmente se observa la tubería golpeada en forma de “V” y la grieta por donde
ocurre la filtración está asociada a esta zona. También se representa como fractura
completa de la tubería en cuyo caso los extremos se observan colapsados (aplastados),
ver la figura 8.
29
Figura 8. Daños mecánicos por ancla1 (11)
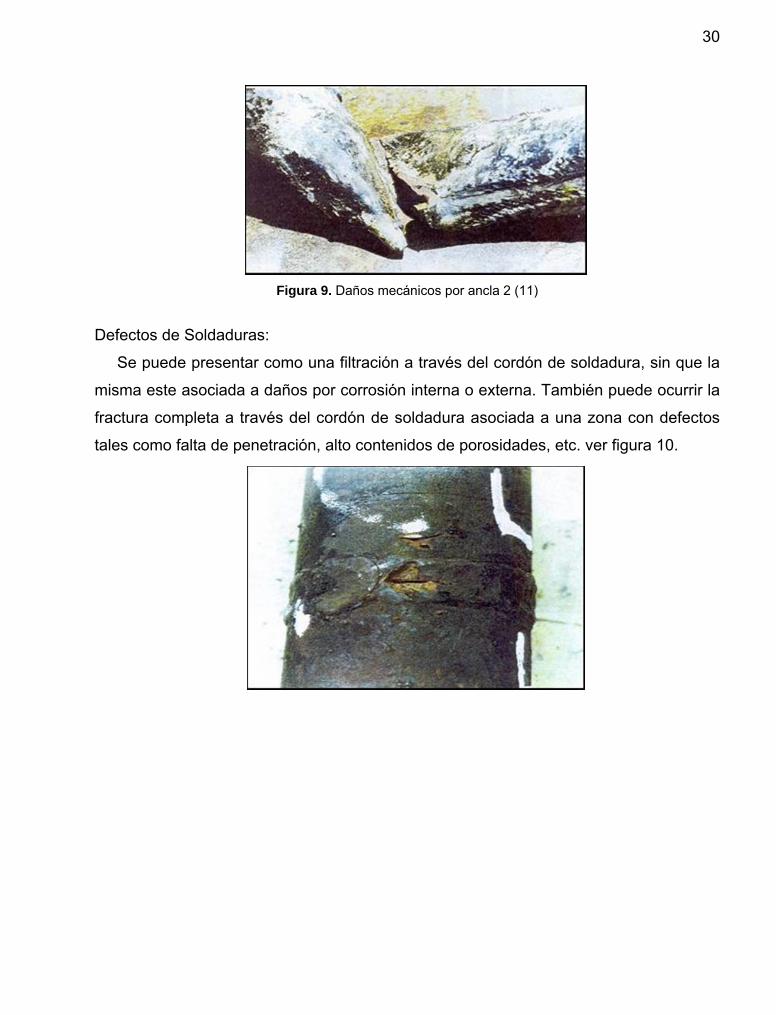
En la figura 9, se ilustra la tubería fracturada completamente debido a daños por ancla.
Nótese los extremos colapsados (aplastados). Observe la figura 8, la tubería fracturada
parcialmente ocasionada por golpes de anclas.
30
Figura 9. Daños mecánicos por ancla 2 (11)
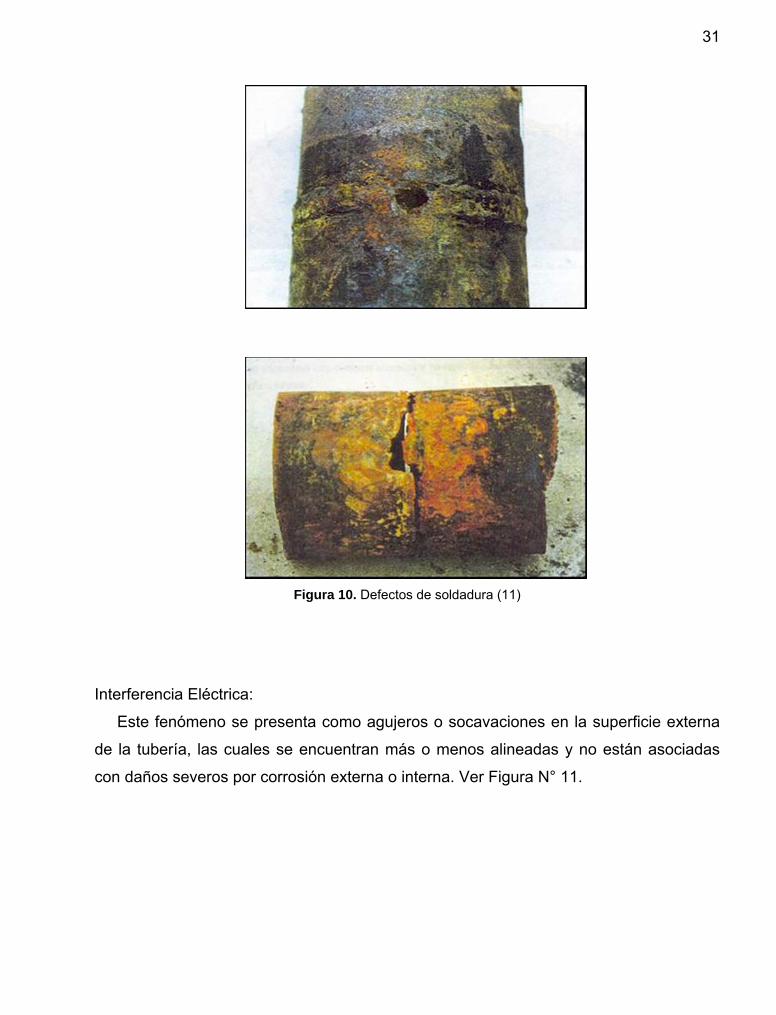
Defectos de Soldaduras:
Se puede presentar como una filtración a través del cordón de soldadura, sin que la
misma este asociada a daños por corrosión interna o externa. También puede ocurrir la
fractura completa a través del cordón de soldadura asociada a una zona con defectos
tales como falta de penetración, alto contenidos de porosidades, etc. ver figura 10.
31
Figura 10. Defectos de soldadura (11)
Interferencia Eléctrica:
Este fenómeno se presenta como agujeros o socavaciones en la superficie externa
de la tubería, las cuales se encuentran más o menos alineadas y no están asociadas
con daños severos por corrosión externa o interna. Ver Figura N° 11.

32
Figura 11. Interferencia eléctrica (11)
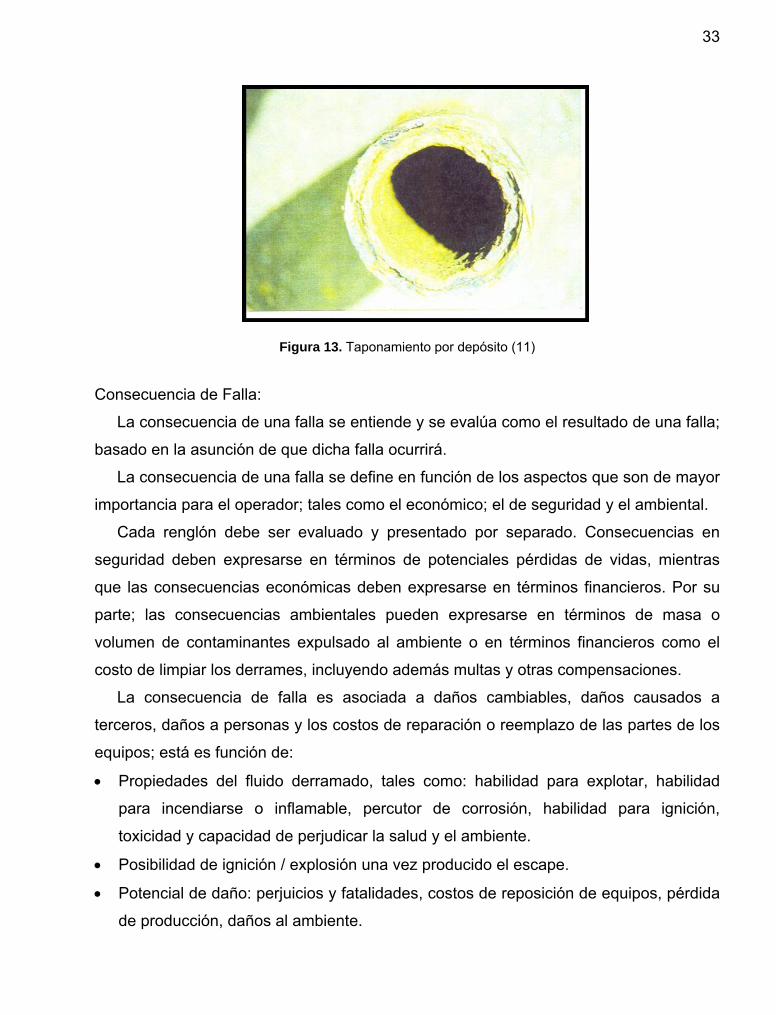
Taponamiento por Depósito:
Tubería obstruida por depósitos de sólidos, no correspondientes a los productos de
la corrosión de la misma. Ver figuras 12 y 13
Figura 12. Taponamiento por depósito (11)
33
Figura 13. Taponamiento por depósito (11)
Consecuencia de Falla:
La consecuencia de una falla se entiende y se evalúa como el resultado de una falla;
basado en la asunción de que dicha falla ocurrirá.
La consecuencia de una falla se define en función de los aspectos que son de mayor
importancia para el operador; tales como el económico; el de seguridad y el ambiental.
Cada renglón debe ser evaluado y presentado por separado. Consecuencias en
seguridad deben expresarse en términos de potenciales pérdidas de vidas, mientras
que las consecuencias económicas deben expresarse en términos financieros. Por su
parte; las consecuencias ambientales pueden expresarse en términos de masa o
volumen de contaminantes expulsado al ambiente o en términos financieros como el
costo de limpiar los derrames, incluyendo además multas y otras compensaciones.
La consecuencia de falla es asociada a daños cambiables, daños causados a
terceros, daños a personas y los costos de reparación o reemplazo de las partes de los
equipos; está es función de:
• Propiedades del fluido derramado, tales como: habilidad para explotar, habilidad
para incendiarse o inflamable, percutor de corrosión, habilidad para ignición,
toxicidad y capacidad de perjudicar la salud y el ambiente.
• Posibilidad de ignición / explosión una vez producido el escape.
• Potencial de daño: perjuicios y fatalidades, costos de reposición de equipos, pérdida
de producción, daños al ambiente.
34
• Efecto económico: tiempo fuera de operación, pérdida a futuro, imagen de la
compañía y mercadeo.
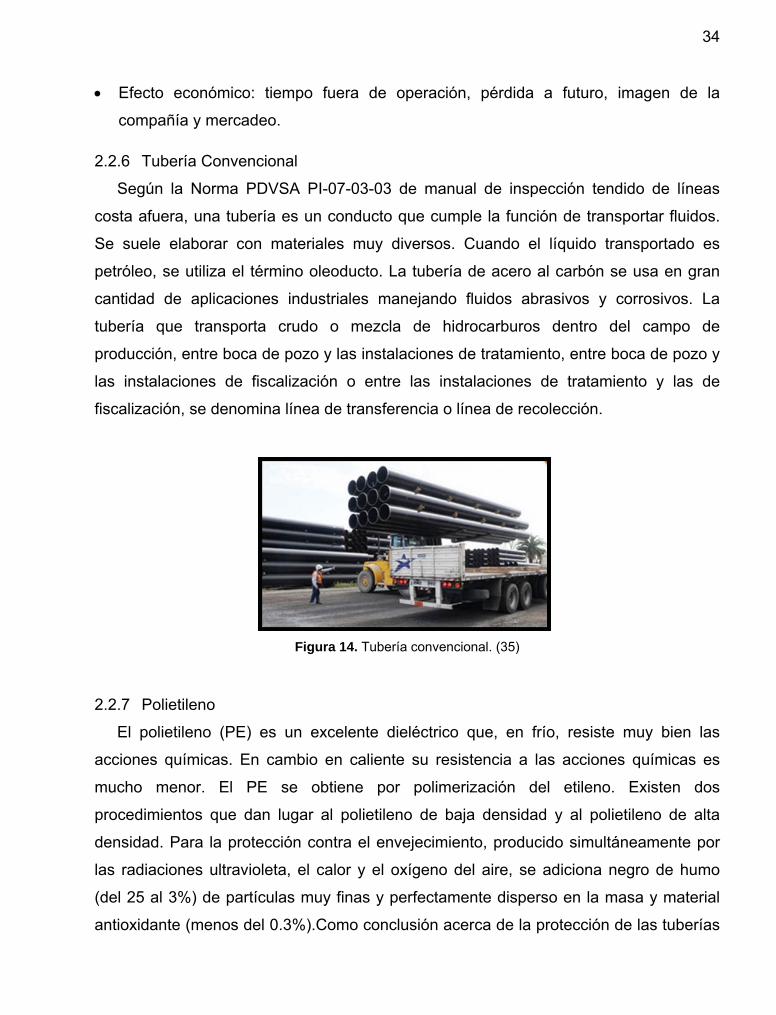
2.2.6 Tubería Convencional
Según la Norma PDVSA PI-07-03-03 de manual de inspección tendido de líneas
costa afuera, una tubería es un conducto que cumple la función de transportar fluidos.
Se suele elaborar con materiales muy diversos. Cuando el líquido transportado es
petróleo, se utiliza el término oleoducto. La tubería de acero al carbón se usa en gran
cantidad de aplicaciones industriales manejando fluidos abrasivos y corrosivos. La
tubería que transporta crudo o mezcla de hidrocarburos dentro del campo de
producción, entre boca de pozo y las instalaciones de tratamiento, entre boca de pozo y
las instalaciones de fiscalización o entre las instalaciones de tratamiento y las de
fiscalización, se denomina línea de transferencia o línea de recolección.
Figura 14. Tubería convencional. (35)
2.2.7 Polietileno
El polietileno (PE) es un excelente dieléctrico que, en frío, resiste muy bien las
acciones químicas. En cambio en caliente su resistencia a las acciones químicas es
mucho menor. El PE se obtiene por polimerización del etileno. Existen dos
procedimientos que dan lugar al polietileno de baja densidad y al polietileno de alta
densidad. Para la protección contra el envejecimiento, producido simultáneamente por
las radiaciones ultravioleta, el calor y el oxígeno del aire, se adiciona negro de humo
(del 25 al 3%) de partículas muy finas y perfectamente disperso en la masa y material
antioxidante (menos del 0.3%).Como conclusión acerca de la protección de las tuberías
35
plásticas, en general no se realiza mantenimiento, solo se evalúa su resistencia y su
vida útil para ser cambiadas. Características principales:
• Una densidad inferior.
• Una mayor resistencia a la temperatura.
• Un coeficiente de dilatación elevado.
• Fragilidad al frío –25ºC
2.2.8 Protección Catódica
La corrosión de un material metálico es la interacción del mismo con el medio que lo
rodea, produciendo un deterioro en sus propiedades físicas y químicas, acelerando su
envejecimiento y destrucción.
La protección catódica es un método electroquímico muy utilizado, que aprovecha el
principio electroquímico de la corrosión, transportando un cátodo a la estructura
metálica a proteger, bien sea que se encuentre enterrada (tuberías), sumergida, a
medias o totalmente. En la práctica se puede aplicar Protección Catódica en metales
como acero, cobre, plomo, latón, y aluminio, contra la corrosión en todos los tipos de
suelos y, en casi todos los medios líquidos.
A esta protección debe agregarse las ofrecidas por los revestimientos, las pinturas y
demás productos químicos inhibidores de la oxidación.
Protección catódica por corriente impresa: En este sistema se mantiene el mismo
principio fundamental, pero valorando las limitaciones del material, costo y diferencia de
potencial con los ánodos de sacrificio, se integra un sistema mediante el cual el flujo de
corriente requerido, se origina en una fuente de corriente continua regulable o,
simplemente se hace uso de los rectificadores, que alimentados por corriente alterna
ofrecen una corriente eléctrica continua apta para la protección de la estructura. La
corriente externa suministrada disponible es "impresa" en el circuito constituido por dos
partes: la estructura metálica a proteger y la placa anódica.
Ánodos galvánicos, ánodos de sacrificio: se fundamenta en el mismo principio de la
corrosión galvánica, en la que un metal más activo es anódico con respecto a otro más
noble, corroyéndose el metal anódico. En la protección catódica con ánodos galvánicos,
se utilizan metales fuertemente anódicos conectados a la tubería a proteger, dando
36
origen al sacrificio de dichos metales por corrosión, descargando suficiente corriente,
para la protección de la tubería.
2.2.9 Procedimientos de trabajo
Según la Norma PDVSAMR-02-15-04de procedimientos y estándares de operación
de los activos, el procedimiento es una descripción paso a paso de “cómo proceder”
correctamente desde el comienzo hasta el final en la ejecución de una actividad (serie
de tareas). Este, se divide en una serie de tareas definidas. Cada tarea se compone de
pasos individuales que se deben seguir en un orden secuencial dado e incluye la
identificación de cualquier requerimiento especial necesario para esa tarea. El
procedimiento se puede desarrollar de varios métodos que ya están establecidos en el
sitio tales como análisis de riesgos en el trabajo (HAZOP) y paquetes de análisis de
trabajo.
Los Procedimientos de trabajo aseguran la ejecución segura, eficiente o efectiva de
las actividades / tareas, que permiten la aplicación de técnicas de mejora continua para
la evaluación práctica de los procedimiento del trabajo, habilidad, calificación de los
trabajadores, los métodos de trabajo y herramientas utilizadas.
En la preparación de los Procedimientos, es necesaria la determinación del número
de los mismos y el desarrollo de estos procedimientos dependerá del nivel de habilidad
actual de los artesanos de la facilidad, la clave es tomar ventaja del nivel de habilidad
de los empleados y no generar procedimientos de trabajos adicionales, que no son
necesarios para asegurar un servicio de la calidad.
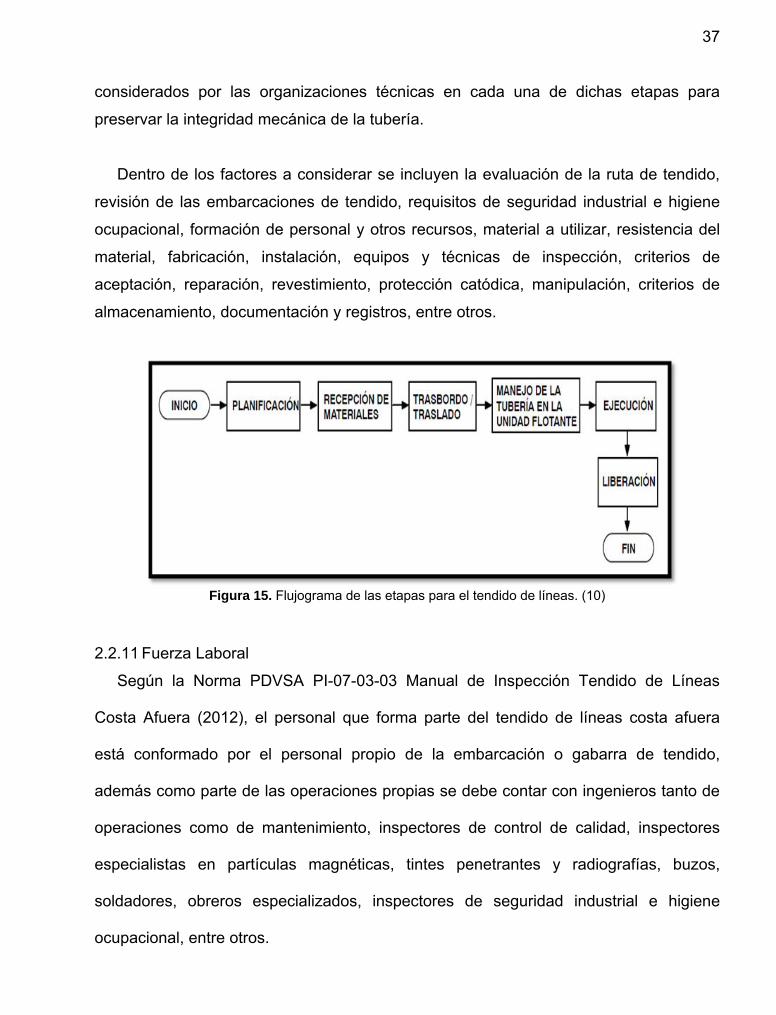
2.2.10 Filosofía de trabajo del procedimiento de tendido
El procedimiento de tendido de líneas según la norma PDVSA PI-07-03-03
comprende una serie de requerimientos establecidos para cada una de las diferentes
etapas del tendido de líneas (Ver flujograma), las cuales fueron organizadas y
desarrolladas de manera secuencial haciendo énfasis en los factores que deben ser
37
considerados por las organizaciones técnicas en cada una de dichas etapas para
preservar la integridad mecánica de la tubería.
Dentro de los factores a considerar se incluyen la evaluación de la ruta de tendido,
revisión de las embarcaciones de tendido, requisitos de seguridad industrial e higiene
ocupacional, formación de personal y otros recursos, material a utilizar, resistencia del
material, fabricación, instalación, equipos y técnicas de inspección, criterios de
aceptación, reparación, revestimiento, protección catódica, manipulación, criterios de
almacenamiento, documentación y registros, entre otros.
Figura 15. Flujograma de las etapas para el tendido de líneas. (10)
2.2.11 Fuerza Laboral
Según la Norma PDVSA PI-07-03-03 Manual de Inspección Tendido de Líneas
Costa Afuera (2012), el personal que forma parte del tendido de líneas costa afuera
está conformado por el personal propio de la embarcación o gabarra de tendido,
además como parte de las operaciones propias se debe contar con ingenieros tanto de
operaciones como de mantenimiento, inspectores de control de calidad, inspectores
especialistas en partículas magnéticas, tintes penetrantes y radiografías, buzos,
soldadores, obreros especializados, inspectores de seguridad industrial e higiene
ocupacional, entre otros.
38
2.2.12 Tiempo
Según la Norma PDVSA PI-07-03-03 Manual de Inspección Tendido de Líneas
Costa Afuera (2012), el tiempo de labor estimada para la reparación o tendido de una
línea en la industria petrolera está determinada por diferentes condiciones, entre las
cuales destacan situaciones ambientales, longitud del tramo a ser sustituido o instalado,
traslado y manejo de las tuberías para su instalación.
2.2.13 Lineamientos para la evaluación económica de proyectos
2.2.13.1 Inversiones
Según los lineamientos para la evaluación económica de proyectos de inversión de
capital (LEEPIC) son todas aquellas erogaciones necesarias para adquirir o construir un
activo, así como, para su modificación, repotenciación o prolongación de su vida útil.
Las inversiones tienen como característica principal; que son capitalizables y por lo
tanto depreciables, partiendo del supuesto de la maximización de la eficiencia de la
inversión y tomando en consideración el costo de oportunidad como política corporativa.
Es de destacar, que las inversiones sociales podrían formar parte de las inversiones de
uno o varios proyectos de una filial, división, en un monto de hasta un 10% de la
inversión total del proyecto o un máximo de hasta 10% del monto total del presupuesto
de inversiones solicitado por la empresa.
Las inversiones pueden ser: directas, indirectas o de contingencia. Las inversiones
directas son aquellas que están relacionadas con el proceso de producción. Ej. los
activos del proyecto. Las inversiones indirectas son necesarias para llevar a cabo el
proceso de producción del bien o servicio, pero no están asociadas a componentes
físicos de los activos fijos. Ej.: labor. Las inversiones de contingencia están destinadas
a cubrir cualquier eventualidad y generalmente, se expresan como un porcentaje de los
costos directos más los costos indirectos y dicho porcentaje depende de la clase del
estimado de costo del proyecto.
39
2.2.13.2 Ingresos
Son determinados en función al valor de las ventas potenciales que se espera
realizar de un producto, (gas, crudo y derivados), bienes y servicios en el mercado
interno o en el mercado internacional. La empresa puede obtener ingresos como
producto de la venta, colocación y arrendamiento de sus activos. Para la estimación de
los ingresos en los proyectos, los mismos se calculan en función al destino del producto
a ser entregado, es decir si su destino final es el mercado de exportación, se
multiplicarán los volúmenes de producción por su precio en el mercado internacional, si
su destino es el mercado interno, los ingresos se estimarán en función de los
volúmenes por su precio en el mercado interno.
2.2.13.3 Egresos
Son todas aquellas erogaciones necesarias para la continuidad de la producción de
bienes y servicios, como costos, gastos, depreciación, amortización, regalías,
impuestos, contribuciones, intereses, entre otros. Para la estimación de los costos y
gastos deberá considerarse análisis de costos similares, información de normas y
procedimientos de la industria para determinados elementos de costos tales como;
labor, servicios interfiliales entre otros y comportamiento histórico de costos similares.
2.2.13.4 Costos
También conocidos como costos directos, son desembolsos o erogaciones que
están directamente ligados a la producción de bienes o servicios. Entre los costos
directos más importantes que deben tomarse en cuenta en la evaluación económica de
un proyecto, se encuentran los siguientes:
Mano de obra o costos de labor: corresponde a los sueldos y salarios de los
trabajadores que laboran física e intelectualmente directamente en actividades
relacionadas con el mantenimiento y operación del proyecto.
Materiales generales: corresponde al costo de materiales a ser utilizados en las
actividades de operación y mantenimiento del proyecto. Dentro de este concepto se
encuentran los equipos y herramientas menores (no capitalizables) y los productos
químicos y aditivos utilizados en actividades diferentes a las de procesos de

40
producción y refinación, como por ejemplo combustibles y lubricantes consumidos
por grúas, unidades automotrices y equipos.
Combustible: incluye productos utilizados como fuente de energía de los procesos
de operación. Se encuentran en este concepto: gas natural, combustible, coque,
entre otros.
Materiales de proceso: costo de los productos químicos, catalizadores, aditivos y
otros productos que se utilizan en el proceso de producción del proyecto.
Servicios Industriales: compra de electricidad, agua, vapor y cualquier otro insumo
necesario para la operación del programa o proyecto.
2.2.13.5 Gastos
Son todos aquellos desembolsos o erogaciones que no están directamente ligados
al proceso productivo, los gastos también se conocen como costos indirectos. Entre los
costos indirectos que deben considerarse en la evaluación económica de un proyecto,
se encuentran los siguientes:
Costo de labor: sueldos y salarios del personal que no está ligado directamente a la
producción de bienes y servicios.
Materiales y equipos: utilizados en unidades de apoyo y áreas administrativas tales
como: papelería, útiles de oficina, materiales, fotocopiadoras, computadoras entre
otros.
Servicios Contratados: todas aquellas erogaciones que se realicen con la finalidad
de complementar procesos o actividades, que no son realizadas directamente por
personal perteneciente a la organización/ filial.
Apoyo Tecnológico: todas aquellas erogaciones que se realicen con la finalidad de
complementar procesos o actividades de carácter tecnológico, que apoyen a su
mejoramiento, generando como consecuencia incremento de la eficiencia y
maximización de beneficios en la producción de bienes o servicios.
Seguros: todos aquellos desembolsos necesarios para restituir el activo afectado en
condiciones previamente acordadas en caso de siniestro, contingencia o evento
41
inesperado bajo condiciones de incertidumbre. Estos desembolsos son amortizables
y pudieran cubrir daños emergentes, fuerza mayor, lucro cesante entre otros.
Los costos y los gastos pueden ser fijos o variables.
• Costos/gastos fijos: son aquellos que permanecen constantes independientemente del volumen de producción.
• Costos/gastos variables: son aquellos que fluctúan en función al volumen de producción.
2.2.13.6 Depreciación
Corresponde al costo por el uso, desgaste o consumo de los activos fijos tangibles
del proyecto, tales como plantas, equipos, instalaciones, entre otros.
2.2.13.7 Amortización
Corresponde al costo por el uso, desgaste o consumo de activos fijos intangibles
tales como: licencias, derechos de autor, patentes, derechos de explotación, entre
otros. La amortización se calculará utilizando el método adecuado, dependiendo de la
naturaleza de los activos y de conformidad con los principios de contabilidad
generalmente aceptada y con las políticas y lineamientos corporativos.
2.2.13.8 Regalías
Es el derecho que le corresponde a la Nación de participar en los ingresos brutos,
por la explotación de los volúmenes de hidrocarburos extraídos de cualquier yacimiento,
por ser propietario del recurso.
2.2.13.9 Impuestos
Son los pagos exigidos por la nación como producto de la realización de actividades
primarias; (exploración, explotación, extracción, recolección, transporte y
almacenamiento), en los yacimientos mineros y de hidrocarburos, cualquiera que sea su
naturaleza, existente en el territorio nacional, bajo el lecho del mar territorial, en la zona

42
económica exclusiva y en la plataforma continental; así como también de aquellos
negocios no petroleros que forman parte de la corporación.
2.2.13.10 Factibilidad Técnica
El análisis de factibilidad técnica evalúa si el equipo está disponible y si tiene las
capacidades técnicas requeridas por cada alternativa del diseño que se esté
considerando. Los estudios de factibilidad técnica también consideran las interfaces
entre los sistemas actuales y nuevos.
2.2.13.11 Factibilidad Económica
Los estudios de factibilidad económica incluyen análisis de costos y beneficios
asociados con cada alternativa del proyecto. Con análisis de costos/beneficio, todos los
costos y beneficios de adquirir y operar cada sistema alternativo se identifican y se hace
una comparación de ellos. Primero se comparan los costos esperados de cada
alternativa con los beneficios esperados para asegurarse que los beneficios excedan a
los costos. Después la proporción costo/beneficio de cada alternativa se compara con
las proporcionan costo/beneficio de las otras alternativas para identificar la alternativa
que sea más atractiva e su aspecto económico. Una tercera comparación, por lo
general implícita, se relaciona con las formas en que la organización podría gastar su
dinero de modo que no fuera en un proyecto de sistemas. Los parámetros que definen
una inversión son tres:
• Pago de la inversión (K), es el número de unidades monetarias que el inversor debe
desembolsar para conseguir que el proyecto empiece a funcionar como tal.
• Vida útil de proyecto (n), es el número de años estimados durante los cuales la
inversión genera rendimientos.
• Flujo de caja (Ri), resultado de efectuar la diferencia entre cobros y pagos, ya sean
estos ordinarios o extraordinarios, en cada uno de los años de la vida del proyecto.
43
2.2.13.12 Factibilidad Técnica – Económica
En general los análisis de factibilidad más profundos, o los estudios de factibilidad,
se completan durante la fase de diseño de sistemas, en general durante la
consideración de la evaluación de las diferentes alternativas de solución propuestas.
Los estudios de factibilidad consideran la factibilidad técnica, económica y operacional
de cada alternativa, así como si el proyecto es o no apropiado dados los factores
políticos y otros del contexto institucional.
2.2.13.13 Criterios de rentabilidad
Cualquier criterio es válido para evaluar proyectos, siempre y cuando a través de él
se logre determinar si la iniciativa de inversión supera o no la tasa mínima atractiva de
retorno que espera el inversionista. Es decir, si se puede confirmar que la situación
económica del inversionista se mejora o no, con su participación en el proyecto. Previo
a la evaluación del proyecto se debe determinar: los ingresos, las inversiones, los
costos y gastos durante el horizonte de evaluación del proyecto. En general lo que se
busca es analizar la velocidad de generar dinero durante este periodo de tiempo.
2.2.13.14 Tasa interna de retorno (TIR)
Tipo de interés que haría que el VPN fuera nulo. Para que la inversión sea rentable,
este valor debe de ser mayor al tipo de interés del mercado.
Figura 16. Tasa interna de retorno. (3)
2.2.13.15 Tasa mínima atractiva de retorno (TMAR)
Antes de analizar los diferentes criterios de evaluación, es necesario determinar el
costo del capital o tasa de descuento con la cual se trataran los diferentes valores en el

44
tiempo; se denomina “costo del capital” a la tasa de descuento que se debe utilizar para
actualizar los flujos de fondos de un proyecto.
Esta tasa de descuento corresponde a la rentabilidad que el accionista le exigirá al
proyecto por renunciar a un uso alternativo de esos recursos -costo de oportunidad- en
otros proyectos con niveles de riesgos similares; lo anterior para el caso en que sea el
inversionista sea el único que participara en la financiación del proyecto. No obstante,
en general los proyectos son financiados con recursos que provienen de recursos del
inversionista y de préstamos o créditos de terceros.
De esta forma, la tasa de descuento del proyecto se calcula como una ponderación
de acuerdo a la participación de los socios y los créditos, se puede calcular, como:
TAMR =Porcentaje de la inversión (a financiar) x Tasa de préstamo x (1 – Tasa de
Impuesto)
2.2.1 Valor presente neto (VPN)
Indica la ganancia o la rentabilidad neta generada por el proyecto. Se puede
describir como la diferencia entre lo que el inversor da a la inversión (K) y lo que la
inversión devuelve al inversor (Rj). Cuando un proyecto tiene un V.P.N. mayor que cero,
se dice que para el interés elegido resulta viable desde el punto de vista financiero. Se
calcula mediante la expresión:
Figura 17. Valor presente neto. (3)
2.3 Definición de términos básicos
• API: siglas en inglés del Instituto Americano del Petróleo. Una institución compuesta
por las empresas petroleras privadas estadounidenses.
• A.S.T.M: siglas en inglés de American Society for testing materials (Sociedad
Americana para el Ensayo de Materiales). Fundada en 1898. Es una organización
45
científica y técnica formada para el desarrollo de normas para la identificación de las
características físico, químicas y comportamiento mecánico de los materiales y/o
equipos, de acuerdo al servicio operacional. El objeto de esta norma es el suministro
de especificaciones técnicas que faciliten la adquisición de materiales y/o equipos.
• A.S.M.E. International: siglas en inglés The American Society of Mechanical
Engineers (Sociedad Americana de Ingenieros Mecánicos). Es una organización
educacional y técnica no lucrativa que atiende a 125.000 miembros alrededor del
mundo, tiene muchos estándares industriales y de manufactura.
• ANSI: siglas de American National Standards Institute. Norma aplicada al proceso de
fabricación de materiales, tales como: codos, bridas, acoples, tuberías, válvulas,
conexiones, recipientes, etc. Su objetivo es controlar los procesos de fabricación de
los materiales, para que sus dimensiones estén dentro de las tolerancias permisibles
por la norma.
• Batimetría: es el estudio de la profundidad marina en tercera dimensión de los fondos
lacustres o marinos.
• Confiabilidad: la probabilidad de que una determinada parte de los equipos del
proceso permanezca en servicio durante el tiempo previsto.
• Costos directos: son los costos que pueden ser asociados directamente a un
producto y son asignados con base en las cantidades cuantificables de recursos
consumidos para la producción de los mismos.
• Costos indirectos: no pueden ser asociados fácilmente a los productos. Ellos son
conocidos normalmente como costos overhead. Los mismos incluyen: a) Sueldos y
beneficios pagados a supervisores de producción y a empleados relacionados en
actividades soporte como por ejemplo, compra y recibo de materiales, planificación
de producción, la puesta a punto de equipos de producción, manejo y
almacenamiento de químicos, control de calidad, mantenimiento, ingenierías, etc. b)
Costos ocultos o difíciles de asociar a un producto determinado debido a su poco
relación con el mismo como por ejemplo, uso de facilidades de almacenaje y
transporte, y consumo de servicios comunes.
• Crudo: petróleo que proviene de un yacimiento después de separar cualquier gas
asociado y procesado en una refinería. Los petróleos crudos pueden ser de base
46
parafínica, asfáltica o mixta. Los crudos de petróleo, según la densidad, se clasifican
en: a) Pesados (10° a 23,3° API). b) Medios (22,3° a 31,1° API). c) Livianos
(superiores a los 31,3° API).
• Durmiente - tubería: larguero de metal y-o de concreto semejante a un madero, que
es colocado paralelamente a otros, a manera de base sobre la cual se apila una
ruma de tubería.
• Estratos: son cada una de las capas en que se presentan divididos los sedimentos,
las rocas sedimentarias y las rocas metamórficas que derivan de ellas, cuando esas
capas se deben al proceso de sedimentación.
• Estación de flujo: instalación compuesta por tanques, bombas y tuberías donde se
recolecta la producción de varios pozos para enviarla posteriormente a otros sitios
según las operaciones que se realicen.
• Factibilidad económica: se refiere a los recursos económicos y financieros necesarios
para desarrollar o llevar a cabo las actividades o procesos y/o para obtenerlos
recursos básicos que deben considerarse en todas las etapas del proyecto.
• Factibilidad técnica: se refiere a los recursos como herramientas, conocimientos,
habilidades, experiencia, entre otros, que son necesarios para efectuar las
actividades o procesos que requiere el proyecto. Así mismo, contiene los
fundamentos técnicos y la disponibilidad de la tecnología requerida que satisfaga las
necesidades para el desarrollo del producto.
• Gabarra: es un barco de suelo plano construido principalmente para el transporte de
bienes pesados a los ríos y canales, las cuales deben ser movidas por un
remolcador, no son autopropulsadas.
• Gasoducto: es una conducción que sirve para transportar gases combustibles a gran
escala.
• Gravedad (Grado) API: escala de medición creada por el Instituto Americano del
Petróleo y utilizada para hidrocarburos basándose en su peso específico, es decir con
relación al agua. El petróleo de 10 API tiene la misma gravedad que el agua; el
petróleo de menor grado Pies más pesado que el agua y se califica como
extrapesado, y el de mayor grado API es menos pesado. En principio, los precios
varían con el grado API, siendo más valioso un barril de petróleo crudo más liviano.
47
• Inspección: son las tareas que se efectúan en la operación de equipos para prevenir
y corregir fallas.
• Normas: es una especificación técnica o documento a disposición del público,
elaborado con la colaboración y consenso o aprobación general de
todos los intereses afectados por ella, basadas en resultados consolidados de la
ciencia, tecnología y experiencia, dirigida a promover beneficios óptimos para la
comunidad y aprobada por un organismo reconocido a nivel nacional, regional o
internacional.
• Oleoducto: tubería e instalaciones conexas utilizadas para el transporte de petróleo y
sus derivados, a grandes distancias. La excepción es el gas natural, el cual, a pesar
de ser derivado del petróleo, se le denominan gasoductos a sus tuberías por estar
en estado gaseoso a temperatura ambiente.
• Permeabilidad: capacidad de permitir el flujo de líquidos o gases a través de sus
espacios vacíos.
• Petróleo: nombre genérico utilizado para describir los hidrocarburos. Incluye el
petróleo crudo, el gas natural y los líquidos del gas natural. El nombre deriva del
latín, óleum (aceite), presente en forma natural en rocas, petra. En condiciones
normales de temperatura y presión se presentan en estado líquido. Mezcla en
proporciones variables de hidrocarburos sólidos, líquidos o gaseosos que se
encuentran en los yacimientos bajo presiones y temperaturas más o menos
elevadas.
• Pozo: denominación dada a la abertura producida por una perforación. Agujero
perforado en la roca desde la superficie de un yacimiento a efecto de explorar o para
extraer aceite o gas. Existen numerosos tipos de pozos, entre ellos de exploración,
de avanzada y de explotación.
• Pozo cerrado: pozo cuya producción está temporalmente suspendida para realizar
operaciones complementarias, en espera de reparación o en estudio del
comportamiento del mismo.
• Producción: todo tipo de actividades cuya finalidad es la extracción de hidrocarburos
y facilidades que permitan su explotación. Se refiere a los volúmenes de crudo que
resultan de los procesos destinados a satisfacer los insumos de crudo de un
48
proyecto específico, cuando todavía las facilidades de procesamiento de dicho
proyecto no se encuentran listas para procesarlos.
• Rack: expresión en inglés utilizada para denominar una armazón que sirve para
sostener los objetos que sobre ella son colocados. Por extensión, se llama “racks” a
las estructuras metálicas tipo estantes -armadas con tubería de 1 a 3 pulgadas de
diámetro- utilizadas para almacenar sobre estibas/paletas, los materiales que, por
sus características, pueden ser ubicados a la intemperie, en el patio del almacén.
• Resina epóxica: en polvo de curado térmico, es utilizada en el revestimiento externo
de tubería metálica enterrada o sumergida, para transporte de gas, crudo y sus
derivados y/o agua, en condiciones normales de servicio hasta 65 °C (150 °F),
utilizada por Petróleos de Venezuela S.A.
• Tensionadores: son aparatos que sirven para controlar la sustentación de la tubería
no permitiendo la caída a través del dispositivo de lanzamiento al mismo tiempo que
se controla la curva inferior de la tubería en contacto con el fondo marino.
2.4 Sistematización de las variables
Variable: reemplazo de tuberías de pozos.
Definición conceptual de la variable: actividad de reemplazar total o parcialmente un
tramo de tubería. (10).
Definición operacional de la variable: Es la actividad que permite reemplazar un
tramo de tubería sublacustre de pozo por donde se transporta petróleo o gas,
dependiendo de si pertenece a la línea de flujo o de gas del pozo hasta la Estación de
flujo y/o Múltiple de gas lift. (12).
CAPÍTULO III
MARCO METODOLÓGICO
En este capítulo se especifica el tipo de investigación, se describe la población,
muestra y la metodología utilizada para llevar a cabo las fases en que está dividido
cada objetivo de la investigación. En cada fase se especifican los métodos aplicados
para el análisis de los resultados.
3.1 Tipo de investigación
La investigación es proyectiva puesto que propone soluciones a una situación
determinada a partir de un proceso de indagación. Implica explorar, describir, explicar y
proponer alternativas de cambio, mas no necesariamente ejecutar la propuesta.
(Hurtado, pág. 114, 2010).
Este estudio propone mejoras y aplicación de nuevas tecnologías al proceso de
tendido de líneas sublacustres mediante la utilización de tuberías que no han sido
utilizadas en nuestro país.
Por lo tanto, en el desarrollo de este estudio se analizó la alternativa técnico-
económica adecuada al proceso de tendidos de líneas sublacustres.
3.2 Diseño de la investigación
El diseño de la investigación se define como un plan o estrategia concebida para
responder a las preguntas de investigación. El diseño señala al investigador lo que
debe hacer para alcanzar sus objetivos de estudio, contestar las interrogantes que se
50
han planteado y analizar la certeza de la hipótesis formulada en un contexto particular
(Hernández, Fernández y Batista, pág. 158, 2006).
El objeto de estudio se basa en el desarrollo de una investigación de tipo
experimental debido a que se manipula intencionalmente una acción para analizar sus
posibles resultados (Hernández, Fernández y Batista, pág. 159, 2006). En este caso, se
propone específicamente la utilización de tubería flexible para analizar a nivel operativo
y financiera su aplicación, así como también compararla con la tubería utilizada
actualmente y determinar la mejor propuesta en pro de innovar y mejorar el proceso
utilizado a lo largo de muchos años en tendido de líneas sublacustres de la Industria
Petrolera.
En tal sentido, de acuerdo a las fuentes de información, se considera que la
investigación es documental, ya que se recurrió a la observación documental o
bibliográfica, la cual brinda todo el soporte teórico y antecedentes de la investigación;
en este caso se buscó apoyo en libros, textos, folletos, revistas, entrevistas, páginas
Web, etc.
3.3 Técnicas de recolección de datos
Para la obtención de la información de las técnicas primarias, se utilizaron técnicas
como:
• Observación directa: La observación es directa cuando el investigador forma
parte activa del grupo observado y asume sus comportamientos; recibe el nombre de
observación participante (Méndez, pág. 154, 2001). Para el estudio se utiliza este
método a fin de extraer la información requerida para desarrollar la comparación entre
la propuesta actual y la nueva.
En el caso de las fuentes secundarias, las herramientas utilizadas fueron:
• Revisión bibliográfica: Se realizó una revisión de la información disponible en la
Empresa y en las bibliotecas Postgrado de Ingeniería de LUZ, libros, revistas, trabajos
de investigación y folletos entre otros. Se extrajo información de la web del tipo de
51
tubería que por ser innovador posee información de otros países, así como también
información que hiciera referencia a las técnicas en estudio en el caso de estudios de
factibilidad y que pudieran ser utilizada para apoyar y alcanzar los objetivos propuestos.
Dicha recopilación consistió básicamente en la revisión, selección y análisis de la
información obtenida.
La información obtenida de la revisión bibliográfica y de la WEB asentó las bases
para el establecimiento de la metodología que se siguió para alcanzar los objetivos
propuestos. Así como también brindó los casos prácticos que sustentaron las
conclusiones y recomendaciones obtenidas de la investigación.
3.4 Población y muestra
Población
La población es el conjunto de todos los casos que concuerdan con determinadas
especificaciones. En éste y otros casos, la delimitación de las características de la
población no solo depende de los objetivos del estudio, sino de otras razones prácticas.
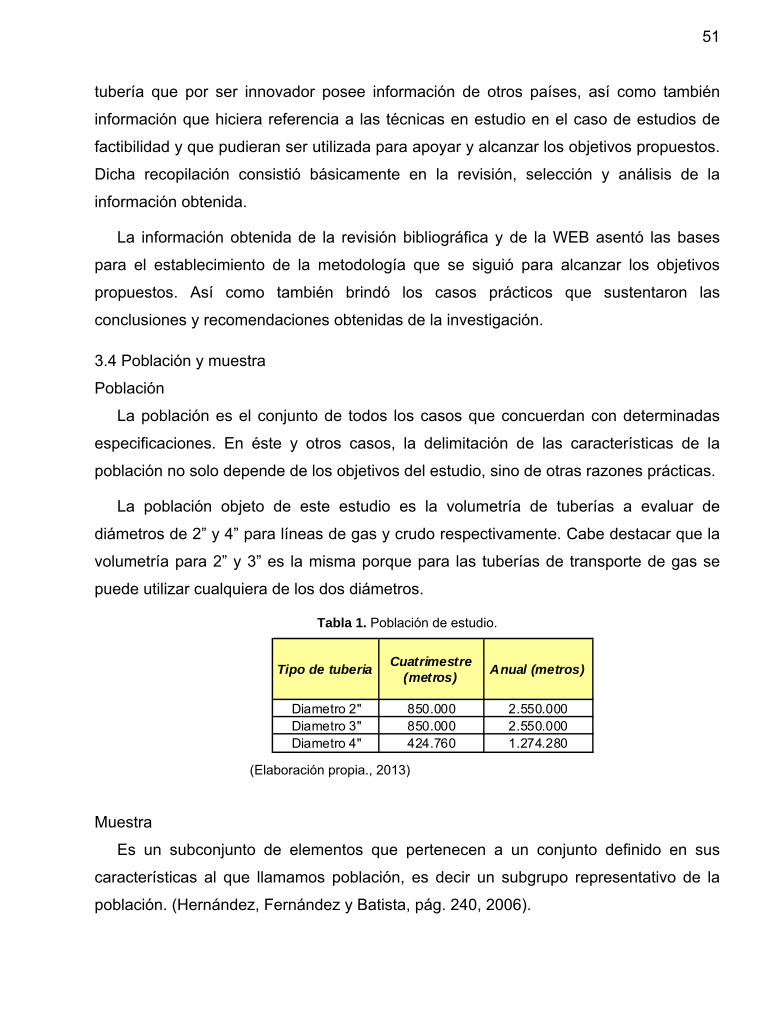
La población objeto de este estudio es la volumetría de tuberías a evaluar de
diámetros de 2” y 4” para líneas de gas y crudo respectivamente. Cabe destacar que la
volumetría para 2” y 3” es la misma porque para las tuberías de transporte de gas se
puede utilizar cualquiera de los dos diámetros.
Tabla 1. Población de estudio.
Tipo de tuberia Cuatrimestre(metros) Anual (metros)
Diametro 2" 850.000 2.550.000Diametro 3" 850.000 2.550.000Diametro 4" 424.760 1.274.280
(Elaboración propia., 2013)
Muestra
Es un subconjunto de elementos que pertenecen a un conjunto definido en sus
características al que llamamos población, es decir un subgrupo representativo de la
población. (Hernández, Fernández y Batista, pág. 240, 2006).
52
Considerando que la población objeto de estudio es pequeña y por ser un análisis de
factibilidad entre tipos de tubería, no fue necesario utilizar técnicas de muestreo, se
selecciona completa la población a estudiar.
La población es relativamente pequeña, de modo que puede ser abarcada en el
tiempo y con los recursos del investigador. (Hurtado, pág. 140, 2010).
3.5 Viabilidad del Estudio
Esta investigación es viable debido a lo siguiente:
• Existe disposición y apoyo por parte de la Gerencia de Mantenimiento Lago de
Petróleos de Venezuela S.A. para brindar facilidades en el desarrollo del estudio,
permitiendo contar con los recursos disponibles (lancha, gabarra, barcaza, personal,
materiales) para hacer toda la investigación necesaria en campo.
• Los recursos financieros necesarios para la realización del estudio serán cubiertos
por Petróleos de Venezuela S.A.
• Se cuenta con disposición de parte de algunos proveedores de la tubería flexible
para suministrar información documental y técnica, así como también asesoría
especializada.
• La utilización de tubería flexible permite un proceso de innovación e intercambio de
tecnología entre Venezuela y los países proveedores de este tipo de tubería.
• De ser viable la propuesta se tendrá un impacto en cuanto a la reducción de costos
de personal y equipos, debido a que el tendido de líneas actual con tubería
convencional se hace específicamente con gabarras de líneas y con tubería flexible
solo se requiere poco personal y una barcaza.
3.6 Metodología aplicada
• El primer paso fue hacer la revisión documental para establecer el procedimiento
actual para el tendido de tuberías de pozos, se utilizaron las normas, estándares y
prácticas recomendadas en la Industria, documentos operacionales, visitas a los
muelles donde se ejecutan las logísticas operacionales, en cuanto a suministro de
equipos de apoyo, personal y materiales. Todo esto permitió desarrollar el objetivo
53
específico 1, descripción del proceso actual de reemplazo de tuberías de pozos
con la tubería convencional.
• Se hizo una descripción de los requerimientos operacionales con los que debe
cumplir la tubería para el transporte de crudo y gas.
• Luego se hizo un estudio de mercado para obtener las nuevas tecnologías
utilizadas para el reemplazo de tuberías de pozos, específicamente direccionando
la investigación a los fabricantes de tuberías flexibles, así como también los
equipos de apoyo requeridos, personal y materiales involucrados en este proceso.
Todo esto permitió desarrollar el objetivo específico 2, identificar las alternativas
más modernas en el mercado para el reemplazo de tuberías de pozos.
• Para el estudio técnico se estableció una matriz de comparación entre la propuesta
estudiada, todo esto, basado en la información encontrada en los catálogos de los
fabricantes.
• Para el estudio económico se determinaron los costos de los materiales, los costos
de los equipos con la mano de obra incluida (así lo maneja la Industria
actualmente) y las premisas operacionales que se requieren cumplir para la
ejecución de la actividad.
3.7 Proceso actual de reemplazo de tuberías de pozos con la tubería convencional
Procedimiento normalizado:
Para la descripción del proceso actual se utilizó la norma PDVSA PI-07-03-03
Manual de Inspección Tendido de Líneas Costa Afuera (2012).
Etapas para el tendido de líneas costa afuera
Etapa 1: Planificación
En esta etapa se debe conformar un equipo multidisciplinario de trabajo, integrado
por personal de ejecución, planificación, seguridad industrial, inspección, ingeniería y
operaciones, con el fin de establecer y coordinar las estrategias a seguir para el tendido
de la línea. Este equipo deberá evaluar los siguientes aspectos:
54
Evaluación de la Ruta de Tendido
Se deben revisar los criterios establecidos en la ingeniería del proyecto que puedan
afectar la calidad del tendido, definiendo acciones correctivas según sea el caso. Los
aspectos mínimos a evaluar son los siguientes:
a. Batimetría
La batimetría del área seleccionada para el tendido permitirá definir la metodología
de instalación, la cual involucra entre otros aspectos: la técnica del tendido, el método
de anclaje de la unidad de instalación, los niveles de esfuerzo sobre la tubería y la
forma de controlarlos, y las medidas de seguridad requeridas para la ejecución del
proceso de instalación. De igual forma, el estudio batimétrico permite definir la
utilización de buzos y/o vehículos operados de forma remota que intervendrían durante
las operaciones.
b. Condiciones Geotécnicas del Lecho
Se debe llevar a cabo la revisión de los estudios geotécnicos realizados
previamente, con la finalidad de verificar las características mecánicas de los estratos
involucrados en el proceso de instalación y definir a partir de ellos los equipos de
excavación y relleno, y las actividades complementarias que puedan requerirse en cada
uno de los tramos de la ruta del tendido.
c. Condiciones Metroceánicas
Durante la ejecución del tendido se debe prever que las unidades de instalación
dispongan del equipamiento necesario para medir factores tales como: velocidad de las
corrientes, oleajes, mareas, temperatura y velocidad del viento, a los fines de garantizar
que la operación del tendido se realice dentro de los rangos permitidos, de acuerdo con
la metodología de instalación y las normas que apliquen.
d. Cruces con Otras Líneas en el Lecho
Se debe verificar a partir de un estudio, si en la ruta del nuevo tendido existen otras
líneas cuya ubicación pueda generar interferencia eléctrica, daños mecánicos u otras
condiciones que afecten la integridad del sistema a instalar o de los existentes.
Revisión de las Embarcaciones
a. Permisos
55
Se deben solicitar los permisos de trabajos, acceso temporal y navegación en
función de la normativa legal vigente y las características de las embarcaciones que
participan en el proceso del tendido, con la finalidad de comprobar que cumplen con lo
requerido para los trabajos de construcción o instalación de ductos submarinos.
Esta documentación involucra entre otros, los aspectos indicados a continuación:
– Certificado de clase.
– Certificado de francobordo.
– Certificado de arqueo.
– Certificado de balsas salvavidas.
– Planos de seguridad y de arreglo general, certificados por Casa Clasificadora o por
Marina Mercante.
– Dotación mínima seguridad.
– Cuadernillo de estabilidad sellado por la Marina Mercante, en caso de ser nacional.
– Certificado de matrícula.
– Certificado de casco y maquinaria.
– Certificado de seguridad marítima.
– Seguros vigentes.
– Permisos de navegación, en caso de ser extranjera.
– Permisos en materia ambiental.
b. Características Operacionales de las Embarcaciones
Adicional a la correspondiente permisología/documentación legal se deben revisar
aspectos tales como:
– Características físicas de la embarcación: calado, eslora, manga, puntal, arqueo,
desplazamiento, sistemas de posicionamiento, entre otros.
– Estudios de estabilidad.
– Estudios de flotabilidad.
c. Equipamiento Tecnológico
Se debe verificar las características y condiciones operacionales de los equipos tales
como:
– Sistemas de posicionamiento por satélite.
– Equipos de izamiento y transferencia de tuberías.
– Equipos de soldadura y ensayos no destructivos.
56
– Bombas y compresores.
– Equipos para recubrimientos de juntas.
– Equipamiento asociado al proceso de lanzamiento y alineamiento de la tubería.
– Vehículo con operación remota.
– Sistemas de protección integral al buzo.
d. Seguridad Industrial
Entre los aspectos que se deben tener en cuenta en el área de seguridad industrial,
se tienen los siguientes:
– Sistemas de seguridad y alerta.
– Servicios médicos/primeros auxilios.
– Planes de emergencia/evacuación, incluyendo protección radiológica.
– Disponibilidad de equipos de protección personal.
– Disponibilidad de balsas y salvavidas.
– Corredores de seguridad.
– Clasificación de áreas peligrosas.
– Sistemas contra incendios.
– Sistemas de comunicación.
– Señales de seguridad.
– Sistemas de ventilación, extracción, aire acondicionado.
– Sistemas de generación eléctrica.
e. Ambiente e Higiene Ocupacional
– Facilidades de alojamiento, alimentación, servicios básicos (agua potable,
sanitarios, electricidad), descanso y recreación (donde aplique).
– Generación, control y disposición de desechos domésticos.
– Generación, control y disposición de desechos peligrosos.
– Emisiones al ambiente.
– Emisión de ruidos.
– Protección radiológica.
Disponibilidad de Recursos
a. Personal
57
1. La organización responsable por el tendido de la tubería, debe contar con
personal técnico para el aseguramiento y control de la calidad según lo establece la
norma.
2. Los técnicos de ensayos no destructivos deben estar debidamente calificados y
certificados por la organización a la que pertenece, según el ensayo que se aplique.
3. Los soldadores y operadores de máquinas de soldar deben estar calificados de
acuerdo a lo establecido en la norma.
4. Se deberá contar con personal técnico calificado y equipos certificados que
garanticen la calidad de los trabajos en las fases de traslado, almacenaje,
manipulación, inspección, ejecución y pruebas.
b. Equipos y Herramientas de Inspección
Se debe incluir en la planificación los equipos mínimos con los que debe contar el
personal de inspección, entre los cuales están los siguientes:
– Detector de micro fallas del revestimiento.
– Medidor de espesores de película seca.
– Medidor de espesores de pared (ultrasonido).
– Calibrador de diámetro interno.
– Medidor de dureza portátil.
– Lápices térmicos.
– Set de líquidos penetrantes.
– Equipos de gammagrafía industrial.
– Galgas de soldadura.
– Vernier.
– Medidor de picaduras.
– Medidor de campo magnético.
– Cinta métrica.
– Otros.
c. Materiales
Todo material a ser utilizado en el proceso de tendido, tales como: tubería,
accesorios, conexiones y válvulas debe estar de acuerdo con lo especificado en la
ingeniería del proyecto y contar con los certificados de calidad correspondientes.
d. Protección Anticorrosiva

58
La protección anticorrosiva a ser utilizada para la tubería, conexiones submarinas,
accesorios, juntas soldadas, zonas de salpique, conexiones en superficie, entre otros,
debe estar conforme a lo especificado en la ingeniería del proyecto, en concordancia
con las normativas técnicas vigentes.
e. Protección Catódica
En todo tendido de tubería se deberá instalar un sistema de protección catódica que
cumpla con los requisitos determinados en las especificaciones técnicas del proyecto y
los contenidos en la norma.
f. Normas y Procedimientos
El proceso de tendido debe estar soportado por un sistema de gestión de la calidad
que incluya las normas y procedimientos propios de la embarcación, las cuales deben
ser divulgadas a todo el personal que interviene en las operaciones de tendido.
Etapa 2: Recepción de Materiales
En esta etapa cada organización desarrollará un procedimiento de calidad,
mediante el cual se garanticen que los materiales a ser utilizados cumplan con lo
establecido en las especificaciones técnicas del proyecto y que los mismos sean
rastreables.
Documentación Relacionada
Se deberá verificar la existencia de los certificados de calidad de todos los
materiales a ser utilizados en el tendido de tuberías.
Criterios de Almacenamiento
En los casos donde la tubería y materiales requieran ser dispuestos en forma
temporal en lugares habilitados antes de su traslado y trasbordo a la embarcación.
Inspección
a. Debido a que la tubería es recibida en los patios de almacenamiento,
inspeccionada y almacenada como apta para servicio, si es aceptada durante la
inspección inicial de recepción, generalmente varios meses antes de su uso, se debe
proceder con esta etapa de inspección para verificar que la tubería no ha sufrido daños
mecánicos durante su manejo en los patios o algún deterioro del revestimiento durante
las mismas operaciones de descarga de las tubería en las embarcaciones.
59
b. La inspección se fundamenta esencialmente en la revisión de la documentación,
presentada por el proveedor, evaluación visual y dimensional de conformidad con las
especificaciones técnicas exigidas para el diseño del tendido.
c. La actividad de inspección de recepción es ejecutada por el inspector quien revisa
físicamente la tubería y tiene la capacidad y autoridad para la aceptación o el rechazo;
actúa según este procedimiento y las normas aplicables.
d. Al recibir las especificaciones técnicas, el inspector procede de la siguiente
manera:
1. Revisa los aspectos técnicos indicados en las especificaciones del diseño para
identificar las características de la tubería requerida y selecciona la norma y
procedimiento aplicable.
2. Compara el número de colada del certificado de calidad con el estampado o
estensilado en la tubería. De ser iguales, continúa con la inspección; en caso contrario,
rechaza la tubería para revisión posterior.
3. Revisa visualmente la tubería y anota sus observaciones en el formato de
inspección indicado en este procedimiento.
4. Utilizando los instrumentos adecuados, el inspector ejecuta la inspección
dimensional. Los resultados de ésta deben ser anotados en el formato de inspección
indicado en este procedimiento.
5. Los parámetros que debe considerar el inspector para la inspección (visual y
dimensional) son los siguientes:
– Diámetro externo.
– Espesor.
– Rectitud.
– Perpendicularidad en los extremos.
– Longitud.
– Ovalidad.
– Condición del Revestimiento.
– Condición superficial (externa e interna).
– Estado de los biseles.
e. Una vez realizada la inspección, se comparan los resultados con los valores
teóricos contenidos en las especificaciones técnicas de la tubería. Si los resultados

60
dimensionales concuerdan y están conformes con la inspección visual, se acepta la
tubería; en caso contrario ésta se rechaza.
f. Dependiendo de las especificaciones técnicas, se tienen como opciones la
inspección 100% y la inspección por muestreo.
g. La tubería aceptada debe ser almacenada en la embarcación, la tubería
rechazada se aparta del lote y debe ser colocada en un área específica, para luego ser
retirada.
h. La tubería debe almacenarse en camadas, con separadores de madera
adecuadamente espaciados, para lograr una carga uniforme. Estos deben estar a
noventa grados con respecto al tubo y en la misma dirección de los separadores
inferiores, para evitar dobladuras en la tubería. La madera de los separadores debe
estar, en la zona de contacto con la tubería, recubierta con goma o plástico para evitar
daños mecánicos y corrosión en los puntos de apoyo.
Etapa 3: Trasbordo/ Traslado
Manipulación
a. Manejo de Tuberías en el Trasbordo y Traslado
1. Se deben evitar daños en los extremos de las tuberías (biseles) durante la carga,
transporte y descarga de las tuberías. Deben utilizarse separadores de madera o de
neopreno para evitar el roce entre las piezas.
2. La tubería se transporta sobre plataformas (bateas) de largo adecuado para un
apilamiento piramidal. Los tubos sobre la plataforma deben apoyarse sobre durmientes
de madera recubiertos de goma.
3. En las tuberías revestidas no se permiten estibas tubo a tubo y se deben utilizar
separadores no metálicos. Los extremos de la tubería (biseles), deben disponer de un
sistema de protección mecánica que garantice su integridad. El revestimiento no debe
quedar expuesto a impactos y los bancos para soporte deben ser lo suficientemente
anchos y acolchados para evitar daños, colocándose de tal forma que permitan un
apoyo completo de la tubería. No se permite caminar sobre la tubería revestida ni
colocar sobre ella ningún tipo de carga. No se permite transportar otros materiales
sobre la tubería revestida.
61
4. La tubería se sujeta usando fajas de nylon, los estantes laterales de la plataforma
deben estar forrados con goma. La carga y descarga se realiza con eslingas que
soporten los tubos por los extremos sin dañar los biseles.
Seguridad
Las operaciones de traslado y trasbordo de tuberías deben contar con los
procedimientos escritos de trabajo en los cuales se contemplen los riesgos y las
medidas preventivas propias de este tipo de actividad.
Inspección
a. La inspección del traslado/trasbordo debe mantener las condiciones iniciales en
las cuales fue recibida la tubería, de forma que se utilicen los equipos y herramientas
adecuados para esta operación.
b. El inspector debe tener acceso a todas las facilidades de carga y descarga de la
tubería, para lo cual debe estar notificado con suficiente tiempo de antelación, de
manera que éste pueda prepararse para el proceso de revisión.
1. Carga
La tubería dañada no será cargada a bordo. Si el daño de la tubería es detectado a
bordo, ésta debe ser reportada en el documento de carga y la tubería se marca
indicando que hubo un daño previo a la carga.
2. Descarga
La tubería dañada detectada durante el tránsito o descarga debe ser reportada con
prontitud al personal de aseguramiento de la calidad, transportista y fabricante,
apropiadamente marcada y colocada en un sitio indicado para mayor inspección.
c. Durante las operaciones de carga y descarga se presta especial atención a los
siguientes aspectos:
1. Realizar electro inspección a la tubería antes del embarque.
2. Verificar que la tubería no presente raspaduras.
3. Verificar que los durmientes tengan como mínimo 4 piezas acolchadas (por
ejemplo bolsas de arena).
4. Verificar que los soportes laterales de la pila de tubos estén protegidos con
material (por ejemplo neopreno, caucho) que evite el deterioro del revestimiento.

62
5. No se deben utilizar cadenas y/o guayas para sujetar la tubería durante el
transporte.
Reparación
a. Reparaciones en el Revestimiento
1. En los casos donde el inspector detecte la existencia de daños en el revestimiento
y éste sea de tipo monocapa con posibilidad de ser reparado, se debe cumplir con lo
establecido en la norma.
2. Para otros tipos de revestimiento se debe consultar al departamento técnico de
ingeniería de corrosión los procedimientos especiales para su reparación.
Etapa 4: Manejo de Tubería en la Unidad Flotante
Manipulación, Transporte y Almacenamiento de Tuberías
a. Generalidades
1. La manipulación, transporte, manejo y almacenamiento de tubería desnuda o
revestida que sea transportada vía terrestre o marítima se debe realizar de forma tal
que se evite cualquier daño de la misma.
2. Se debe evitar durante la manipulación caídas y golpes que puedan distorsionar la
tubería ocasionando abolladuras, aplanamientos, muescas, surcos, rasgaduras o daños
al revestimiento, por lo que debe usarse equipamiento adecuado y seguro durante la
carga y descarga.
3. Toda la tubería se debe inspeccionar visualmente para identificar las posibles
anomalías en el cuerpo de la misma, en el lastre de concreto (en caso que aplique) o en
los biseles.
b. Embarcaciones
Para la manipulación, transporte y almacenamiento de tubería en embarcaciones se
debe considerar lo siguiente:
1. La embarcación debe disponer de un compartimiento o área de carga y descarga
libre de objetos extraños y materiales que puedan causar daño, bien sea físico,
contaminación, o reacción química con los tubos.
63
2. La tubería con soldadura de costura longitudinal debe ser posicionada o colocada
de tal manera que la soldadura no esté en contacto con otras estructuras o tubería
adyacente.
3. Debe disponerse de un sistema de achique para eliminar el estancamiento de
agua en bodegas o áreas de almacenamiento de los tubos.
4. Los tubos podrán ser almacenados de forma longitudinal o transversal en la
embarcación, tomando en cuenta para ello el mejor uso del espacio disponible.
5. Debe dejarse un espacio libre entre la parte final del tubo y la embarcación de
mínimo 0,3 metros (1 pie), a fin de facilitar la operación de descarga.
6. Para el almacenamiento en cubierta de embarcación, el tubo debe ser colocado
de forma horizontal y se recomienda la construcción de un piso de madera para eliminar
el contacto de la tubería con la superficie metálica y compensar los planos inclinados
que pudiesen existir.
7. Durante la carga, la tubería no podrá estar en contacto con los lados o fondo de la
embarcación. Sin embargo, cada tramo de tubería debe estar en contacto en toda su
longitud con toda la tubería adyacente o el bloqueo, y se deben tomar todas las
precauciones necesarias para minimizar el movimiento lateral.
8. Deberán ubicarse suficientes puntales en contra de la posición de la tubería para
que esta repose en contra de ellos. Si dichos puntales son metálicos, se debe colocar
listones de madera o algún tipo de aislante de goma entre ellos y los tubos.
9. Durante el apilamiento de tuberías, se debe considerar el peso máximo que la
capa inferior puede soportar antes de la deformación.
10. El tamaño de la madera de la superficie de apoyo y de las fajas separadoras
deberán ser de mínimo de 1 x 2 pulgadas. Asimismo no se permitirán fajas metálicas.
Adicionalmente, la separación de las fajas debe ser tan pequeña como sea posible y
nunca mayor 1,2 metros (4 pies). En cuanto a la madera mínimo deberá disponerse de
cuatro (04) listones de apoyo por cada tubo de la pila.
11. Para la protección lateral y a fin de evitar concentración de esfuerzos se
requerirán listones laterales de apoyo o bloques de madera para evitar el contacto con
las superficies metálicas de la embarcación.
12. La tubería debe ser colocada sobre una superficie horizontal, y se recomienda
construir un piso de madera para eliminar el contacto de la tubería con elementos

64
metálicos y para compensar los planos inclinados. Estos elementos deberán ser de un
número suficiente para permitir que la tubería descanse. Si los puntales son metálicos,
se colocan tiras de madera o goma entre ellos y la tubería. Los cables o cadenas para
sujetar la tubería deber estar protegidos para evitar cualquier contacto con la tubería a
través de un medio de protección como estibas de goma. Durante el transporte, la
tensión de los cables o cadenas de sujeción debe ser inspeccionada diariamente.
13. Se deben tomar las prevenciones necesarias para evitar la fatiga por transporte
(de tránsito) en donde se pudieran generan grietas por variables tales como: presión
estática, tensiones cíclicas, tamaño de las zonas de contacto, naturaleza de la
superficie de apoyo, clavos, tornillos, cables, barras de acero, entre otros.
14. Para tubería con una relación D/t mayor o igual a 50, siendo D el diámetro
exterior y t el espesor de la pared de la tubería, se tienen en cuenta las fuerzas
estáticas y dinámicas que actúan sobre la tubería durante su transporte, así como la
tensión dinámica, la cual depende de la altura de las olas, la velocidad y eslora del
buque y el acomodo de la tubería en la embarcación.
15. La tubería debe ser cargada de acuerdo a procedimientos que minimicen el
riesgo de la fatiga de tránsito, éstos estarán basados en lo siguiente:
– Análisis de esfuerzos estáticos y dinámicos, número de ciclos de esfuerzo y otras
variables que influencian la fatiga.
– Prácticas que puedan ser documentadas como efectivas en la prevención de la
fatiga de tránsito. Esta documentación debe ser incluida en los registros de entrega de
traslado de tubería de un mismo diámetro, grado y espesores similares, contenidos en
este procedimiento.
Seguridad
Las operaciones de manipulación, transporte, y almacenamiento de tuberías deben
contar con los procedimientos escritos de trabajo en los cuales se contemplen los
riesgos y las medidas preventivas propias de este tipo de actividad.
Inspección de la Tubería en Cubierta
Esta etapa se refiere al control que se realiza a la tubería una vez ha sido
trasportada hacia la embarcación de tendido y es dispuesta en los estantes (rack) de
tubería antes de iniciar el proceso de tendido.

65
Adicionalmente el personal de inspección debe revisar los siguientes aspectos:
a. Ovalidad
Las tolerancias dimensionales para el diámetro tanto en el cuerpo como en los
extremos de la tubería se encuentran especificadas en las Tablas 1 y 2.
Tabla 2. Ovalidad (10).
Nota: en el caso de tuberías probadas hidrostáticamente a presiones superiores a
las presiones estándar de prueba, otras tolerancias pueden ser especificadas entre el
fabricante y el comprador.
Tabla 3. Tolerancias para el diámetro en los extremos de las tuberías (10).
Nota: las tolerancias de deformación se aplican a los diámetros máximos y mínimos
medidos con un calibrador de barras, un calibrador, o un dispositivo que mida los
diámetros máximos y mínimos reales. El diámetro promedio (medido con una cinta para
diámetros) de un extremo de la tubería no debe diferir en más de 3/32 pulgadas (2.4
mm) del otro extremo de la tubería.
b. Daños en el Cuerpo de la Tubería
Se debe tomar en cuenta el código de construcción aplicable (ASME B31.4 o ASME
B31.8) para los criterios de aceptación y rechazo.
66
c. Biseles
Cuando se produzcan hendiduras en los biseles, de profundidades menores de1,6
mm (1/16 pulgadas), los biseles deberán ser esmerilados hasta dejarlos libres de
defectos. Si la profundidad de la hendidura es mayor de 1,6 mm (1/16 pulgadas), el
extremo dañado deberá ser cortado y re–biselado.
Los biseles doblados son inaceptables. Extremos con este tipo de defecto deberán
ser cortados y re–biselados.
d. Las disposiciones para la inspección de instalaciones costa afuera en unidades
flotantes, deber ser adecuadas para hacer posibles por lo menos las siguientes
inspecciones, a intervalos suficientemente frecuentes como para asegurar la buena
calidad de la mano de obra y el trabajo.
1. Inspeccionar la superficie de la tubería para verificar la existencia de defectos
superficiales, justamente antes de la operación de revestimiento.
2. Inspeccionar la superficie del revestimiento de la tubería a medida que se baja la
tubería dentro a la superficie sub–acuática para descubrir laceraciones que indiquen
que la tubería pudiera haber sido dañada después de revestida.
3. Inspeccionar el ajuste de las juntas, antes de que se efectúe la soldadura.
4. Inspeccionar visualmente cada pase de soldadura, antes de que se apliquen los
subsiguientes cordones.
5. Inspeccionar las soldaduras completadas, antes de que se les cubra con
revestimiento.
6. Inspeccionar todas las reparaciones de soldadura antes de la instalación del
revestimiento de campo.
7. Efectuar las pruebas especiales e inspecciones que son requeridas por las
especificaciones, tales como las pruebas no destructivas de soldaduras y pruebas
eléctricas del revestimiento protector.
8. Asegurarse que el material de aporte a utilizar sea el indicado por el
procedimiento de soldadura y que el mismo sea manipulado de acuerdo a sus
características.
e. Revestimiento
67
La inspección de revestimientos será realizada de acuerdo a lo indicado en la
norma.
1. Inspección
Adicionalmente a los requerimientos de inspección y ensayos del revestimiento de
concreto establecidos en la norma.
2. Reparación
Cuando el revestimiento de concreto sufra desprendimiento por golpes, impactos,
entre otros; las reparaciones deberán ser hechas de conformidad a los siguientes
criterios:
– Cuando la pérdida del recubrimiento es menor del 20% del espesor total y menor
de 0,37 m2 (4 pie2) de área, no es necesario reparar.
– Cuando la pérdida del recubrimiento es más del 20% del espesor total, pero en un
área menor de 0,37 m2 (4 pie2), la reparación se efectúa en la siguiente forma:
remueva el concreto hasta exponer el revestimiento polimérico en toda el área dañada;
corte por debajo de los bordes del área desprendida para proveer una unión adecuada.
Repare el revestimiento si es necesario, y luego aplique el concreto nuevo en toda el
área hasta alcanzar el espesor original.
– En áreas dañadas de más de 0,37 m2 (4 pie2), se debe remover el concreto en
toda la periferia del tubo del área dañada. La reparación se efectúa como sigue:
reparando el revestimiento polimérico si fuera necesario, reinstalando la malla de
refuerzo, encofrando en el área con plancha metálica, vaciando y vibrando para que el
concreto cubra toda el área. El área reparada debe curarse por lo menos durante dos
días, siguiendo el procedimiento anteriormente explicado.
– Cuando el revestimiento de concreto sufre agrietamientos por flexión excesiva será
reparado si las grietas tienen más de 1,6 mm (1/16 pulgadas) de ancho y se extienden
más de 180 circunferencialmente, o grietas longitudinales más largas que 305 mm (12
pulgadas) independientes del ancho de las mismas. La reparación se efectúa
perforando con un cincel alrededor de la grieta en un ancho no mayor de 25,4 mm (1
pulgadas) y en toda la extensión de la grieta. Una mezcla con una parte de arena, una
parte de cemento, una parte de mortero y agua en suficiente cantidad como para
producir una pasta dura, se colocará dentro de la grieta perforada, procurando llenar
68
ésta completamente hasta el espesor original. La reparación debe curarse durante dos
días como mínimo, de acuerdo al procedimiento explicado. Cuando el proceso se
realiza en una gabarra de tendido de líneas, se debe utilizar un producto químico
acelerador de fraguado bajo el agua.
Etapa 5: Ejecución
Fabricación e Instalación
a. Requisitos Generales
Los requerimientos generales para la fabricación del tendido de línea son los
siguientes:
1. Para el proceso de fabricación del tendido, se debe contar con procedimientos de
soldadura calificados considerando el código de construcción a utilizar.
2. Los soldadores y operadores de soldadura deben estar calificados de acuerdo a lo
exigido por la norma.
3. Se debe disponer de equipos y materiales para la calibración y alineamiento de la
tubería.
4. Previo a la ejecución de los trabajos, las máquinas de soldar deben estar calibradas y
certificadas.
5. Los sistemas de izamiento y sus operadores deben estar certificados de acuerdo a lo
indicado en las normas.
6. Se debe verificar que la tubería revestida no sufra daño durante su movilización
desde el estante hasta el tren de fabricación.
Estación de Alineamiento de Tubería
El alineamiento de tubería en la rampa de tendido debe efectuarse con un alineador
expansor interno tipo neumático, con la potencia suficiente y necesaria para corregir
ovalidades de los tubos (en caso de que se requiera), retirándose después de realizar el
armado y primer pase. El desalineamiento interior de la tubería no debe exceder de 1/8
pulgadas (3 mm).
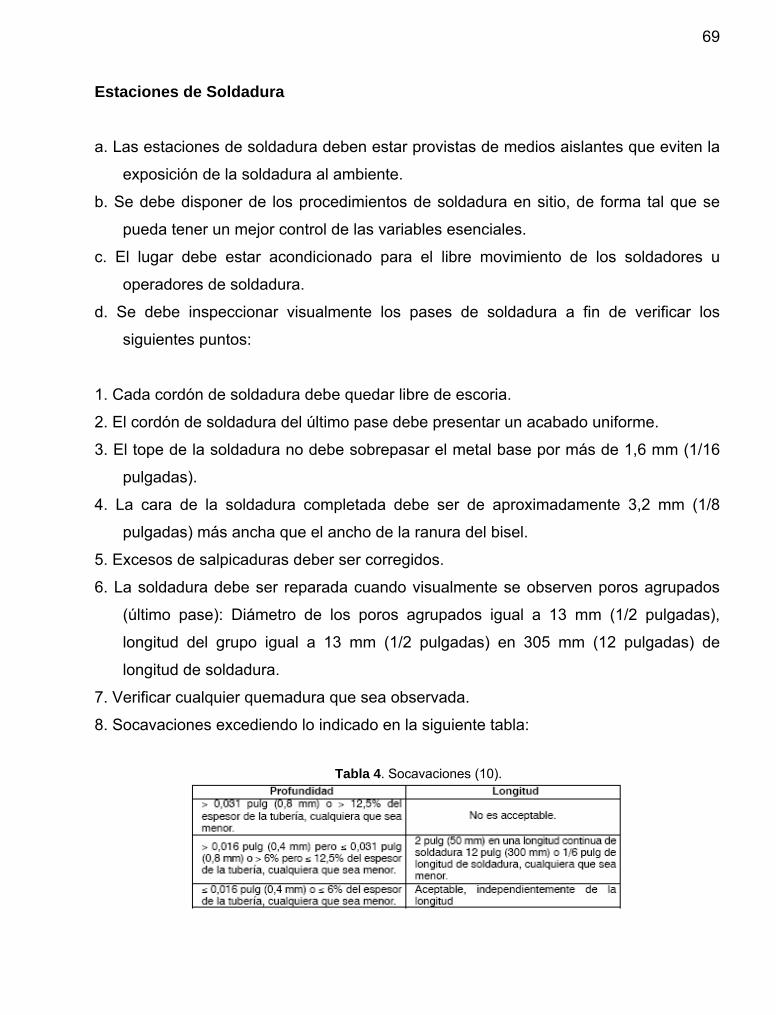
69
Estaciones de Soldadura a. Las estaciones de soldadura deben estar provistas de medios aislantes que eviten la
exposición de la soldadura al ambiente.
b. Se debe disponer de los procedimientos de soldadura en sitio, de forma tal que se
pueda tener un mejor control de las variables esenciales.
c. El lugar debe estar acondicionado para el libre movimiento de los soldadores u
operadores de soldadura.
d. Se debe inspeccionar visualmente los pases de soldadura a fin de verificar los
siguientes puntos:
1. Cada cordón de soldadura debe quedar libre de escoria.
2. El cordón de soldadura del último pase debe presentar un acabado uniforme.
3. El tope de la soldadura no debe sobrepasar el metal base por más de 1,6 mm (1/16
pulgadas).
4. La cara de la soldadura completada debe ser de aproximadamente 3,2 mm (1/8
pulgadas) más ancha que el ancho de la ranura del bisel.
5. Excesos de salpicaduras deber ser corregidos.
6. La soldadura debe ser reparada cuando visualmente se observen poros agrupados
(último pase): Diámetro de los poros agrupados igual a 13 mm (1/2 pulgadas),
longitud del grupo igual a 13 mm (1/2 pulgadas) en 305 mm (12 pulgadas) de
longitud de soldadura.
7. Verificar cualquier quemadura que sea observada.
8. Socavaciones excediendo lo indicado en la siguiente tabla:
Tabla 4. Socavaciones (10).

70
Estación de Ensayo No Destructivo
Luego de completada la soldadura se debe someter la misma a la evaluación
mediante ensayos no destructivos con la finalidad de comprobar que la unión se
encuentra libre de defectos que comprometan la integridad mecánica del tendido. La
evaluación debe iniciar con una revisión visual del cordón en su acabado final. Se debe
ejecutar un ensayo volumétrico para determinar la aceptación final de la unión soldada.
El ensayo volumétrico de preferencia para evaluar la soldadura, será la gamma grafía
industrial. En los casos donde esto no sea posible y se tenga que utilizar el ensayo
mediante ultrasonido (angular), se debe contar con equipos que permitan llevar
registros permanentes de las inspecciones.
a. Inspección Visual
La inspección visual se debe realizar de acuerdo con un procedimiento ya
establecido.
b. Radiografía
1. Las partes reparadas deberán ser radiografiadas, y la interpretación radiográfica
verificada por el inspector.
2. Cuando se detecten grietas en el cordón de soldadura, la junta debe ser cortada,
re–biselada y soldada.
3. Defectos en los pases de raíz y de relleno deben ser reparados con previa
autorización del inspector. Los defectos en el pase externo podrán ser reparados sin
esta autorización.
4. Las pruebas posteriores a la reparación serán realizadas de acuerdo a la norma
API 1104.
5. Toda junta soldada durante el tendido de la tubería debe ser radiografiada al
100% y evaluada conforme a los criterios de aceptación citados en la norma API 1104.
6. Cuando se especifique en el proyecto en método de radiografía, se debe
desarrollar un procedimiento escrito detallado.
c. Método de Partículas Magnéticas
71
1. Cuando se especifique en el proyecto el método de Partículas Magnéticas, se
debe desarrollar un procedimiento escrito detallado que cumpla con los requerimientos
de la norma ASTM E709 y que demuestre ser aceptable para su aplicación en campo.
2. Clasificación de las indicaciones
Las indicaciones producidas por el ensayo de partículas magnéticas, no
necesariamente son imperfecciones, por ejemplo, variaciones metalúrgicas y
magnéticas pueden producir indicaciones que son similares a las causadas por las
imperfecciones, pero que no necesariamente son relevantes para su aceptación. A
continuación se indican una serie de criterios que son aplicables para el proceso de
interpretación de las indicaciones que son reveladas mediante este ensayo.
– Cualquier indicación con una dimensión máxima de 1/16 pulgadas (1,6 mm) o
menor será clasificada como no relevante. De existir una indicación de mayor
dimensión, considerada no relevante ésta se podrá reevaluar nuevamente por
partículas magnéticas u otro ensayo no destructivo para determinar la existencia de la
imperfección. La superficie podrá ser esmerilada o acondicionada antes de la re–
evaluación. Después que una indicación no relevante ha sido re–examinada y se
determina la existencia de otra de las mismas características, ésta última no requiere
ser re–examinada.
Las indicaciones relevantes son causadas por imperfecciones. Se considera una
indicación lineal, aquellas en las cuales su longitud es mayor que tres veces su ancho.
Las indicaciones redondeadas son aquellas en las cuales su longitud es tres veces su
ancho o menor.
3. Criterios de Aceptación
Las indicaciones relevantes podrán ser consideradas defectos para cualquiera de las
siguientes condiciones:
– Indicaciones lineales son evaluadas como grietas tipo cráter o grietas estrella si
exceden 5/32 pulgadas (4 mm) en longitud.
– Indicaciones lineales son evaluadas como grietas y otras grietas tipo cráter o
grietas estrella.
– Indicaciones lineales son evaluadas como inadecuada fusión y exceden 1
pulgadas (25 mm) en una longitud total de 12 pulgadas (300 mm) de soldadura continua
o el 8% de la longitud de la soldadura.
72
Nota: Cuando exista duda del tipo de imperfección a ser revelada, se podrá verificar
usando otro método de ensayo no destructivo.
d. Método de Líquidos Penetrantes
1. Cuando se especifique en el proyecto el método de líquidos penetrantes, se
deberá desarrollar un procedimiento escrito detallado que cumpla con los
requerimientos de la norma ASTM E165 y que demuestre ser aceptable para su
aplicación en campo.
2. Clasificación de las Indicaciones
Las indicaciones producidas por el ensayo de líquidos penetrantes deberán cumplir
con lo indicado en la norma.
3. Criterios de Aceptación
e. Ultrasonido
1. Cuando se especifique en el proyecto el método de ultrasonido, se debe
desarrollar un procedimiento escrito detallado que demuestre ser aceptable para las
condiciones de aplicación en campo, tomando en cuenta todas las variables que
puedan afectar su desempeño.
2. Para los tendidos, las soldaduras deberán estar libres de revestimiento a los
extremos del cordón a una distancia que permite el libre desplazamiento del transductor
en la evaluación, esto incluye retirar salpicaduras y cualquier material extraño que limite
el acople del cristal con la superficie.
Estación de Colocación de Protección Mecánica/Revestimiento
Luego de fabricar las juntas mediante soldadura, el área soldada y el revestimiento
adyacente deben ser revestidos en campo. Se debe proporcionar protección
anticorrosiva mediante la aplicación de cintas o mangas termocontráctiles. En caso de
que ambos tubos de la junta tengan recubrimiento de concreto o material aislante, se
debe aplicar un material de relleno en el área de la unión con el fin de mantener
uniformidad en el diámetro de la línea.
Estación de Frenado / Tensionadores
El inspector y el Supervisor de la embarcación deben revisar las especificaciones
técnicas de ingeniería relacionadas a la profundidad del tendido con la finalidad de
73
verificar que el tren de fabricación, el puente y el sistema de freno estén dispuestos de
tal forma que la tubería adopte la curvatura adecuada según el nivel de esfuerzo
previamente calculado.
Etapa 6: Dragado, Enterrado y Acolchonamiento de la Línea
El dragado, enterrado, acolchonamiento y recubrimiento o tapado de tuberías
submarinas se realiza de acuerdo a los resultados emitidos por los estudios geofísicos,
geotécnicos y de estabilidad hidrodinámica, cruce por zonas con proyectos para
desarrollos futuros como instalación de plataformas, complejos ductos, monoboyas,
entre otros; así como el cruce por áreas especiales como lo son los arribos o
aproximaciones a la costa o cruce con canales de navegación. Previo al inicio del
dragado, el equipo de dragado debe probarse en un área libre de tuberías para calibrar
bombas, compresores, sistema de detección de profundidades, dinamómetros de
cargas laterales y de arrastre, ajuste al diámetro de la tubería a dragar, presión de
descarga de las bombas, compresores, velocidad de avance, sistema de
posicionamiento GPS, anclas y cables deberán garantizar estabilidad de la
embarcación cuando el equipo se encuentre posicionado sobre la tubería.
Posteriormente, la embarcación debe transitar y tomar posición en el área
preestablecida, localizar la tubería y guiar el zanjado con buzos y sonar sobre la tubería
calibrando profundidades, confirmando el tipo de suelo de manera continua mediante el
sonar, y de forma periódica mediante el buceo profundidad de la zanja de acuerdo a lo
establecido por la ingeniería del proyecto. Se debe llevar un registro de todos los
acontecimientos que se realizan en el dragado de la línea, incluyendo al equipo,
instrumentos y personal que interviene, para tener constancia documental de esta
actividad. Se deben evitar cruces y considerar tuberías existentes para hacer las
transiciones establecidas por la ingeniería del proyecto, continuándose con el dragado
hasta su terminación.
La cobertura mínima requerida a lo largo de la línea regular será de 91 cm (3 pies),
en el caso de aproximaciones a plataformas o cruces, la transición para lograr la
profundidad deseada estará de acuerdo al diámetro, espesor y grado de la tubería
74
especificado en la ingeniería del proyecto. Para el caso de áreas donde el evento de
fondeo de anclas sea frecuente como es el caso de los complejos y plataformas de
perforación la cobertura mínima en las tuberías será de 2,10 metros (7 pies) en todas
las aproximaciones de tuberías en un radio de 1500 metros de la plataforma en
mención. Para proteger las tuberías por rozaduras de cables de ancla. La cobertura en
aproximaciones a la costa estará establecida por los estudios geofísicos, geotécnicos y
de estabilidad hidrodinámica y acciones de corrientes de la zona en mención que para
el caso no deberá ser menor a 4 metros.
Equipo de Dragado
a. Los equipos de dragado utilizados y propuestos en una obra determinada deberán
seleccionarse de acuerdo del tipo de suelo a dragar, profundidad de la zanja, avance y
rendimiento esperado así como la disponibilidad, costo y/o renta del equipo.
b. Para el caso de aproximaciones a la costa estos pueden realizarse por medio de
dragas de succión y almeja. Siendo esta ultima la más eficiente. Montada en chalanes y
posicionándose con tres anclas en profundidades de 20 metros de tirante. Esta
actividad se apoya con equipo de posicionamiento GPS y alguna estación de apoyo en
playa y remolcadores de poco calado o fondo plano que permita aproximaciones a la
costa, equipo de buceo y eco sonda.
c. Los dragados de canales para aproximaciones a la costa sirven de acceso a las
embarcaciones de tendido que toman posición lo más cercano a la costa y desde donde
se lanza la tubería flotada. Posterior al lanzamiento de tubería y retiro de flotadores se
realizara el tapado de la tubería con el mismo material.
d. El plan de calidad aprobado establecerá los puntos de inspección, para corroborar
las profundidades, uniformidad de la zanja, realizando la inspección en el zanjado a 3
tramos atrás cuando la tubería este llena de agua y 5 tramos atrás del mismo cuando la
tubería este vacía, confirmando la profundidad de la zanja, profundidad del lomo del
tubo y del lecho natural, si se está removiendo el material bajo la tubería y si no se está
dañando el lastre o recubrimiento anticorrosivo.
e. En el caso de que no se esté dando la cobertura requerida se debe relocalizar el
zanjado con apoyo de buceó hasta la estación que se confirme dragado.
75
f. El dragado de la línea regular puede realizarse previo, durante o posterior al
tendido, dependiendo del tipo de draga a utilizar; en cualquiera de los casos el ejecutor
será responsable de garantizar un adecuado posicionamiento y control del equipo que
permita salvaguardar la integridad de las instalaciones existentes, operando fuera de
servicio o en construcción. Los equipos de dragado deben tener un sofisticado grado de
control para cumplir con las tolerancias mínimas requeridas con el mínimo riesgo para
las instalaciones existentes.
Cruces de Líneas
Para los casos donde exista cruces de línea se debe considerar dentro de la
especificación del proyecto, la instalación de puentes o separadores que eviten el
contacto entre la tubería en proceso de tendido y la tubería existente en el lecho. Se
recomienda como medida de separación mínima entre estas tuberías de 1 metro. Se
permite el dragado manual mediante el uso de sifón hasta descubrir estratos firmes
para la instalación de la tubería.
Etapa 7: Liberación
Antes de proceder a la liberación del sistema se deberán revisar los puntos de
control contenidos en el plan de calidad, los cuales deben contener la aprobación del
personal de inspección de equipos.
Todas las actividades de soldadura en tubería e instalación de accesorios, válvulas,
interconexiones, soportes, sistema de anclaje, deben de estar terminadas e
inspeccionadas al 100% antes de iniciar la liberación del tendido.
Limpieza preliminar
a. Culminado el tendido y su conexionado en las plataformas de superficie, se debe
ejecutar la limpieza de la tubería mediante el uso de herramienta con la finalidad de
remover la suciedad producto de la construcción.
Nota: La bomba de llenado para la limpieza y prueba hidrostática debe ser
dimensionada de tal manera que las herramientas de limpieza mantenga una velocidad
de desplazamiento que permita mantener un buen sello con la tubería. Esto reducirá el
riesgo de introducir aire u otras mezclas compresibles detrás de las herramientas. Aire u
otras mezclas compresibles pueden introducirse en el agua de prueba cuando la tubería

76
está vacía o llena con gas inerte o una mezcla de gas antes del llenado de la línea. Se
recomienda un mínimo de 2 ó 3 millas/ hora para la velocidad de arranque de la
herramienta.
En caso de que el llenado de la línea ocurra con alguna forma de contrapresión, a
medida que la herramientas viajan a través de la línea y bajo de la acción de una
pendiente y el peso de la columna de fluido pueden causar que la herramienta viaje a
mayor velocidad que lo permitido por las operaciones de llenado, de esta manera
introduciendo producto, aire o gas de tras de la herramienta.
Calibración de la Tubería
Se debe incluir dentro del proceso de liberación del tendido el paso de una
herramienta de calibración para verificar que la tubería está libre de abolladuras,
pandeos, obstrucciones y otros defectos.
El plato de medición, que va unido a la herramienta de calibración, debe tener un
diámetro equivalente al 95% del diámetro interno de la tubería. La herramienta de
calibración debe registrar las dimensiones internas de la tubería. Si el plato de medición
sufre deformaciones, después de pasar a través de la tubería, se propondrá un método
de inspección, con el cual se evalúe la magnitud de las abolladuras y su localización.
Nota: La herramienta de limpieza y la de calibración, deberán mantener una
separación de 1,6 Km., cuando estén circulando por la tubería.
Purga del Sistema
Previo a la prueba hidrostática y en conjunto con la operación de limpieza se deberá
considerar el desalojo/desplazamiento de aire del sistema mediante herramienta con la
finalidad de lograr una correcta distribución de la presión interna en el tendido.
Prueba Hidrostática
a. Finalizada las etapas del tendido de la línea se debe realizar la prueba
hidrostática, con el fin de garantizar su hermeticidad e integridad.
b. La ejecución de la prueba hidrostática debe realizarse bajo un procedimiento
escrito de trabajo, éste debe incluir toda la información referente a secciones de prueba,
presiones, puntos de control, sitios de toma y vertimiento del agua, inhibidores de
77
corrosión y su bomba de inyección, capturado res de oxígeno, equipos/herramientas a
utilizar, medidas de seguridad, planes de contingencia, entre otros. El procedimiento
debe describir con detalle cada una de las fases de la prueba hidrostática.
c. Es muy importante que durante la prueba hidrostática, se realice una supervisión
rigurosa de cada una de las operaciones, con objeto de garantizar la confiabilidad del
sistema. El inspector debe conocer detalladamente los planos, especificaciones,
normas de construcción, procedimientos y toda la información relacionada con el
proyecto, con el fin de ejecutar sus funciones adecuadamente.
d. El inspector debe verificar el estado y correcto funcionamiento de todos los
equipos y herramientas que se utilicen en la prueba, tales como: bombas de alto
volumen baja presión, bombas de bajo volumen alta presión, mangueras, equipos de
medición y control como manómetros, registradores de presión y temperatura, balanza
de pesos muertos, medidores de flujo, herramientas de limpiezas, compresores, entre
otros. Todos los instrumentos asociados a la prueba deberán estar calibrados y
certificados. Los manómetros utilizados se deben calibrar de tal forma que la indicación
de la presión de prueba no sea menor que el 30% ni mayor que el 70% de la lectura
máxima.
e. El resto de las consideraciones técnicas en cuanto a presión de prueba, duración,
medio de prueba, equipos, entre otros deberán estar basadas en lo establecido por la
norma.
Drenado y Secado
Posterior al drenado del agua utilizada en la prueba, la cual se realiza de forma
decreciente, se debe efectuar la limpieza interior del ducto para desalojar el líquido
utilizado en la prueba hidrostática, mediante la corrida de herramientas de limpieza con
aire, descargando el producto al mar previo permiso de la autoridad competente. El
inspector se debe cerciorar de la recuperación de las herramientas durante el proceso
de limpieza de la tubería, para ello se verifica tanto el inicio del lanzamiento del mismo
como su posterior recolección.
78
3.8 Procedimiento operacional del reemplazo de tuberías de 2” a 6” de diámetro.
Se describe a continuación el procedimiento actual para el reemplazo de tuberías de
gas o crudo, esta información fue mediante la opinión de expertos en la ejecución de
esta actividad.
• Reunir el personal calificado para la actividad de tendido asignando un capatáz al
cual se le deben suministrar planos de la ubicación de las instalaciones (pozo,
múltiple de gas, estación de flujo) y los requerimientos del tendido.
• Se traslada el personal vía lacustre hacia la gabarra de tendido de línea designada
para el trabajo, por medio de lanchas rápidas con capacidad suficiente. Esta lancha
se debe abastecer de agua, hielo, entre otros materiales para su consumo.
• Ya en la gabarra se iniciará con una charla de seguridad dictada por el capatáz.,
donde se les describe la actividad a todo el personal, se notifican los riesgos de
trabajo y advertir el uso de los implementos de seguridad. El personal firma
constancia de haberse realizado dicha charla.
• El mecánico revisa y/o calibra todos los equipos de la gabarra, winches, motores y
compresores. Mientras el capatáz inspecciona el lugar de trabajo, el remolcador y la
lancha de los buzos.
• Se verifica el área de la instalación origen y destino del tendido de línea (pozo,
múltiple de gas, estación de flujo). Se deben tomar las medidas del vertical a instalar
con los instrumentos de medición.
• Se efectúa la batimetría por parte de los buzos que debe indicar mediante boyas los
puntos de anclaje para la gabarra y se especifica si no hay ningún inconveniente
donde se va a tender la tubería.
• Se fondea y posiciona la gabarra de línea en el área de la instalación de origen. Se
dejan caer las anclas una por una por medio de controles de los winches de anclaje.
En ocasiones se recibe ayuda por el remolcador que lleva en su winche la guaya del
ancla para que ellos la hagan bajar en el otro extremo ahorrando tiempo a la actividad.
79
• Para la fabricación del vertical se traslada la tubería desde el rack hasta el tren de
rodamiento por medio de brazos mecánicos y gatos hidráulicos
• Se deben esmerilar los biseles de la tubería, bridas y codos para limpiarlos.
• Se procede a soldar tubería, bridas y codos.
• Después que se efectúa la soldadura se debe evaluar la calidad de la misma, por
eso se realizan pruebas de radiografías al terminar cada soldadura. En caso de que
no se haya realizado bien el trabajo de soldadura, se debe volver a esmerilar y
soldar nuevamente. Para dicha prueba se despeja del área todo el personal para
evitar la exposición de radiación.
• Al verificar que la calidad de la soldadura sea la indicada. Se procede a colocar la
manga termocontráctil para la protección de la soldadura. Esta se debe cortar de
modo que cubra todo el diámetro de la tubería.
• Se eslinga el vertical y se le colocan boyas de flotación para mantenerlo flotando
• Se alinea el vertical con la línea horizontal por medio de una grapa para el empalme
y luego soldar las partes.
• Se realizan las pruebas de radiografías evaluando la soldadura y se instala el
mango termo contráctil hasta colocarla en sitio de origen, para luego continuar el
reemplazo de la línea horizontal.
• Desplazar la gabarra para continuar soldando tubería y darle continuidad al tendido
de línea.
• Se deben limpiar y cepillar los biseles de la tubería con esmeril para evitar defectos
en el proceso de soldadura.
• Se moviliza tubería desde rack al tren de rodamiento para alinearla a la tubería que
se está tendiendo, con la ayuda de la grapa manual para evitar desnivel en las
paredes de la tubería.
• Posteriormente se efectúa la soldadura de las tuberías, se les realizan las pruebas
de radiografía para colocarles la manga termo contráctil a cada una de las juntas
(uniones). Estos mismos pasos se realizan para todo el reemplazo de la línea
horizontalmente.
• Mientras se realiza la actividad de tendido se va inspeccionando la tubería con el
detector de falla para verificar defectos en el revestimiento. En caso de conseguir
80
alguna falla de revestimiento se debe corregir con la barra termofundente con el
propósito de evitar corrosión externa en la tubería.
• Al llegar al área de destino se procede a esmerilar los biseles de tubos, bridas y
codos, para fabricar vertical que se colocara en la instalación destino.
• Se deben soldar la tubería, codos y bridas para evaluar los puntos de soldaduras
mediante la radiografía.
• Se instalan las mangas termocontráctiles para proteger soldadura del vertical y se
continúa eslingando la tubería.
• Al vertical se les colocan las boyas de flotación como se indicó en los primeros
pasos para poder realizar el empalme con la ayuda de la grapa manual, de esta
manera continuar esmerilando y soldando la línea.
• Seguidamente se le hacen las pruebas de radiografías para instalar la manga
termocontráctil en las juntas y así proceder a colocar el vertical en la instalación de
destino del tendido de la línea, el cual se amarra donde el custodio lo desee o en su
defecto en unos de los pilotes.
• Finalizado esto se le informa a sala de programación de tendido la culminación del
reemplazo de la línea.
• El personal debe limpiar y organizar el lugar y los equipos de trabajo.
• Se levantan las anclas para el retiro de la gabarra y el personal. Luego de dejar la
gabarra en sitio el personal se traslada en la lancha al muelle.
3.9 Equipos de apoyo requeridos
Para el desarrollo de la actividad de tendido o reemplazo de la tubería de pozos, con
diámetros desde 2” hasta 6” se requieren los siguientes equipos de apoyo:
• 1 Gabarra de tendido de líneas
• 1 Remolcador de cabotaje
• 1 Lancha equipada y con cuadrilla de buceo industrial
• 1 Lancha para el transporte del personal hasta el área de trabajo
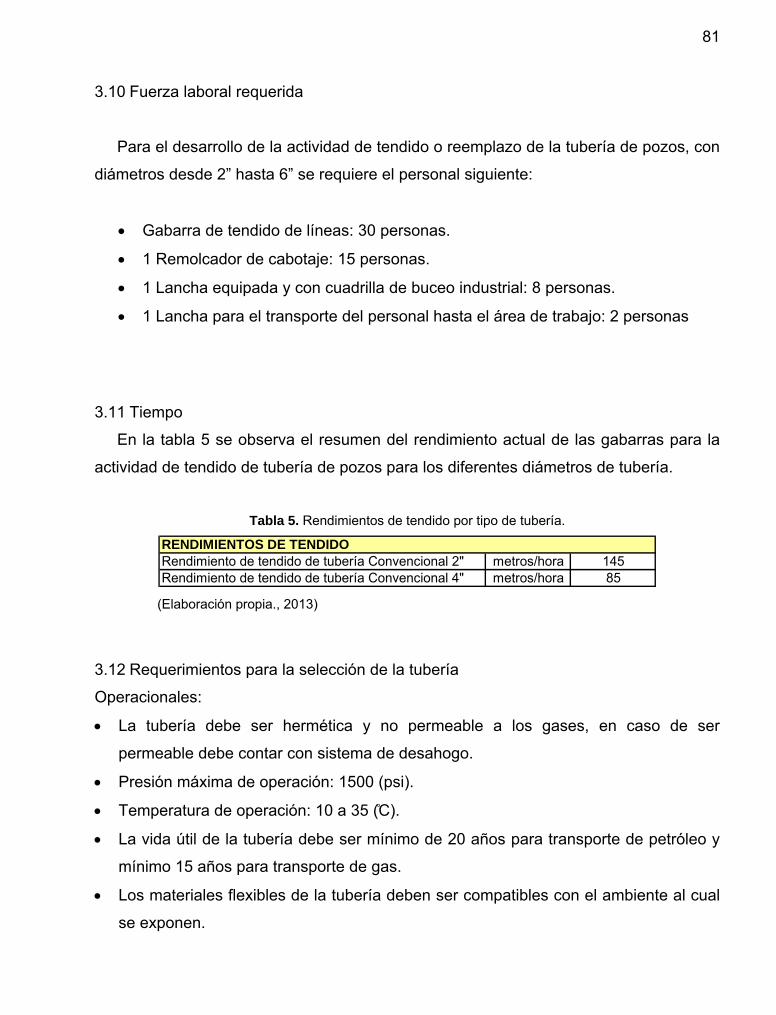
81
3.10 Fuerza laboral requerida
Para el desarrollo de la actividad de tendido o reemplazo de la tubería de pozos, con
diámetros desde 2” hasta 6” se requiere el personal siguiente:
• Gabarra de tendido de líneas: 30 personas.
• 1 Remolcador de cabotaje: 15 personas.
• 1 Lancha equipada y con cuadrilla de buceo industrial: 8 personas.
• 1 Lancha para el transporte del personal hasta el área de trabajo: 2 personas
3.11 Tiempo
En la tabla 5 se observa el resumen del rendimiento actual de las gabarras para la
actividad de tendido de tubería de pozos para los diferentes diámetros de tubería.
Tabla 5. Rendimientos de tendido por tipo de tubería.
Rendimiento de tendido de tubería Convencional 2" metros/hora 145Rendimiento de tendido de tubería Convencional 4" metros/hora 85
RENDIMIENTOS DE TENDIDO
(Elaboración propia., 2013)
3.12 Requerimientos para la selección de la tubería
Operacionales:
• La tubería debe ser hermética y no permeable a los gases, en caso de ser
permeable debe contar con sistema de desahogo.
• Presión máxima de operación: 1500 (psi).
• Temperatura de operación: 10 a 35 ( ̊C).
• La vida útil de la tubería debe ser mínimo de 20 años para transporte de petróleo y
mínimo 15 años para transporte de gas.
• Los materiales flexibles de la tubería deben ser compatibles con el ambiente al cual
se exponen.

82
• Los materiales flexibles de la tubería se deben ajustar a los requisitos del control de
la corrosión y la tubería debe ser compatible con las condiciones de fluido (aceites,
hidrocarburos gaseosos, agua, oxígeno disuelto, dióxido de carbono disuelto, sulfuro
de hidrógeno disuelto).
• Debe ser resistente al ambiente lacustre del Lago de Maracaibo, tanto química como
mecánicamente, tomando en cuenta olas corrientes marinas en la zona sumergida.
• Debe determinarse si la nueva tubería requiere protección catódica.
• Debe determinarse si la nueva tubería requiere aislamiento térmico.
Materiales metálicos:
• Deben indicarse las propiedades mecánicas y químicas del espiral de acero de
refuerzo que contiene la tubería en su interior, o en su defecto la norma que rige su
fabricación.
• Las conexiones de los de la tubería deben ser de acero inoxidable del tipo
austenitico AISI-SAE 316L, según la norma ASTM A-182
• La selección de materiales metálicos debe considerar adecuadamente el ataque al
cual estará sometido durante el tiempo de servicio de la tubería.
Manufactura:
• Certificación de, por lo menos, un instituto internacional.
• Fabricación de diámetros de 2” o en su defecto 3” para líneas de gas, y 4” para
líneas de flujo.
3.13 Alternativas en el mercado
Durante el proceso de investigación se realizó una revisión de las empresas que
actualmente desarrollan mejoras en cuanto a los procesos de reemplazos de tuberías
de pozos a nivel internacional. De esta revisión se encontró las mejoras en el uso de las
tuberías enrolladas, cuyos principales fabricantes se listan a continuación:
• FlexpipeSystems
83
• Future pipe industries
• Wellstream International
• Tenaris
Se solicitó a cada una de ellas la información técnica y los precios actuales para
actividades de reemplazo de 2” y 4”, para pozos de gas y crudo respectivamente. No
todos los fabricantes manifestaron interés en suministrar la detallada información,
algunos de ellos tienen una gran demanda cubierta por clientes internacionales. Por lo
tanto, se logró contactar información de los fabricantes de las tuberías Wellstream y
Tenaris, quienes amablemente manifestaron interés de ser proveedores de este
novedoso material a la industria petrolera del estado.
El manejo y uso de la tubería debe estar limitado a las condiciones de diseño y las
consideraciones especificadas para evitar posibles daños a la misma, así como a los
acoplamientos. Las instrucciones y recomendaciones deben utilizarse como una guía
general para ayudar al operador a desarrollar los procedimientos escritos detallados
para efectuar operaciones de emergencia normales y anómalas, así como actividades
de mantenimiento. Ninguna parte implícita debe sustituir los requerimientos
contractuales o el uso de buenas prácticas operativas y un juicio técnico fundamentado.
Existe una amplia experiencia en el uso submarino de tuberías flexibles de acero,
con muchos miles de kilómetros de tuberías instaladas, demostrando la excepcional
fiabilidad durante décadas de uso en servicios muy exigentes. Las aplicaciones van
desde líneas colectoras, con partes enterradas y partes expuestas en el fondo del mar,
a tuberías ascendentes dinámicas en aguas profundas que conectan cuerpos flotantes
en constante movimiento con instalaciones fijas en el lecho marino.
Según Wellstream International (2011), la tubería flexible es un diseño de
generación optimizado para combinar las características claves de las tuberías flexibles
con la competitividad de costos de las tuberías rígidas de acero, y destinándose a la
aplicación terrestre en ubicaciones que van desde tundras, pasando por desiertos,
hasta ciénagas y otros cuerpos de agua poco profundos. También se ha realizado una
investigación y desarrollo significativo en el área de las tuberías termoplásticas
reforzadas por uniones, obteniendo una estructura reforzada con fibra de aramida
Aunque este producto reforzado con fibra de aramida en general ha tenido un
rendimiento muy bueno, los problemas asociados con el comportamiento de rotura por
84
tensión de las estructuras de polímero reforzado con aramida y fibra de vidrio y la
degradación de fibras de vidrio cuando se exponen a ciertos entornos ha hecho que las
estructuras sin uniones de acero reforzado tradicionales vuelvan a considerarse el
producto enrollable más fiable y viable económicamente, tanto en aplicaciones
terrestres como submarinas.
Las tuberías flexibles suelen usarse en la producción de hidrocarburos, como en
oleoductos o gaseoductos, líneas de inyección de agua o gas y líneas de transferencia
de agua y carburante, de ámbito civil o militar. Otros usos relacionados incluyen
aplicaciones de empresas de servicios públicos, como ductos de transmisión de gas,
líneas de distribución de agua, líneas de aguas residuales, aplicaciones mineras y
agrícolas.
3.14 Estudio de mercado
La tubería flexible tiene una serie de ventajas que le aportan mayor rendimiento y
menores costes que las tuberías de acero. La principal ventaja es la facilidad de
instalación y recuperación típica en productos flexibles enrollables en carrete. Las
largas longitudes de la tubería reducen al mínimo la cantidad de soldaduras o
conexiones, maximizando su fiabilidad. La tubería flexible tiene una resistencia a la
corrosión interna y externa para una larga vida útil, generalmente eliminando los
inhibidores de corrosión, sistemas de protección catódica e inspecciones periódicas
requeridas para las tuberías de acero. Las láminas termoplásticas proporcionan a la
tubería flexible propiedades de aislamiento térmico muy superiores a las tuberías de
acero.
Según el fabricante de Tenaris sus características de flujo superior proceden del
bajo factor de fricción de flujo interno inherente en el diseño tubos lisos, incrementado
por las propiedades de aislamiento térmico que retienen el calor, minimizando la
viscosidad del líquido transportado. Además de los bajos costes de instalación, la
tubería flexible tiene bajos costes operativos debido a su alta confiabilidad, larga vida
útil y poco mantenimiento. La tubería flexible tiene los costes de instalación y operativos
más bajos.

85
Según Wellstream International (2011), las tuberías flexibles se instalan fácilmente
bajo tierra usando tecnología tradicional de zanjas. También es ideal para aplicaciones
de perforación direccional, o para aplicaciones de rehabilitación en que la tubería se
coloca por líneas de acero convencionales deterioradas. La tubería flexible es
especialmente atractiva para realizar rehabilitaciones gracias a su propia capacidad
inherente de retención de presión, y no depende de la integridad estructural del sistema
de tuberías en que se ubica. Las aplicaciones sin zanjas minimizan el impacto
ambiental al reducir la invasión en el terreno para la instalación.
Las tuberías flexibles también pueden instalarse sobre tierra. Con un aislamiento
adicional, son ideales para aplicaciones ambientalmente sensibles donde las líneas
expuestas sólo pueden instalarse con una infraestructura mínima, como soportes, y en
muchos casos pueden instalarse sin caminos. Para el desierto o aplicaciones de
exposición extrema a rayos ultravioletas se suministra de forma opcional un escudo
externo blanco resistente que está diseñado para exposiciones a radiación solar de alta
intensidad.
3.15 Nuevas Tecnologías
• Tubería flexible o enrollable flexsteel:
Esta tubería puede ser utilizada para transportar muchos productos diferentes y en
muchas aplicaciones. Los mercados primordiales de flexsteel son en la industria de
servicios de gas y de gas y aceite. Dentro de las aplicaciones se tiene recolección de
gas y aceite, aguas de desecho e inyección, condensados, gas combustible y otros.
Tiene productos en las categorías de clases de presión ANSI 300, 400, 600, 900 y
1,200.
Es fácil de instalar y para el uso por primera vez se ofrece el servicio de asistencia
técnica para apoyo en cuanto al manejo e instalación.
Se acopla por medio sistema de prensado. Se ofrecen cursos de acoplamiento en el
campo.

86
El material del conector final estándar es acero inoxidable 316L. La brida giratoria es
de acero al carbón ASTM A 105.
El conector final puede ser prensado al extremo de la tubería en unos 20-30
minutos.
FlexSteel no necesita el uso de elevadores o soportes para los elevadores. Se
puede llevar FlexSteel directamente a la superficie tal y como es.
FlexSteel puede ser instalada por medio de zanjas convencionales, arados,
rehabilitación de tuberías fallidas, o simplemente sobre el terreno como una tubería
superficial.
La capa de refuerzo de acero de FlexSteel elimina la necesidad de alambres
trazadores.
Está diseñada con un forro exterior robusto y tosco que hace ideal su instalación en
condiciones de terrenos rocosos sin necesidad de protección.
FlexSteel tiene aproximadamente un 10% de área libre entre las cintas de refuerzo
de acero. Esta abertura no solo ofrece flexibilidad a la tubería, sino que también permite
una vía de conducción para los gases permeados que corren a lo largo del tubo para
ser venteados a través de un puerto en el conector final.
El forro amarillo exterior estándar puede permanecer sobre el terreno expuesto por
aproximadamente 2 años. Exposiciones a la intemperie de mayor duración se puede
lograr con el forro blanco resistente a UV ofreciendo más de 20 años de protección de
rayos ultravioleta. FlexSteel está diseñada de acuerdo a API 17J (Especificación para
tubería flexible sin uniones).
La expansión termal o de presión no es problema. Cuando hay cambios en la
temperatura de la tubería, el estiramiento o contracción de las capas de polietileno se
acomodan por el cambio correspondiente del ángulo elíptico de las cintas de refuerzo.
Puede ser utilizada en aplicaciones de aguas someras. La profundidad permitida
depende del diámetro de la tubería, pero típicamente puede ser utilizada hasta
profundidades de 250 pies. Para aplicaciones de rehabilitación a mayores
profundidades son posibles ya que la tubería de acero es la que resiste la presión
hidrostática. En aplicaciones sumergidas, se deben tener consideraciones con el fluido
y la tubería FlexSteel.

87
• Tubería flexible o enrollable Tenaris:
Tenaris ofrece tubos de conducción enrollados como una alternativa a los tubos de
conducción convencionales de 12 metros de largo porque así se reduce el tiempo y los
costos de instalación, se mejora la integridad del revestimiento externo y se optimiza las
características de flujo de las operaciones de petróleo y gas. Los tubos de conducción
bobinados están disponibles con diámetros externos de hasta 5” y un rango de
espesores de pared para presiones nominales de hasta 10.000 psi.
Tenaris produce tubos de conducción bobinados en los siguientes grados:
• X-52-C
• X-65-C
• X-70-C
• X-80-C
• X-52-C
• X-65-C
• X-70-C
• X-80-C
Sistema de revestimiento Tenaris
Los sistemas de revestimiento aplicados a los tubos de conducción enrollados
ofrecen protección inigualable contra la corrosión en aplicaciones submarinas y en
superficie, e incluyen:
• Varias metros sin soldaduras de tubos
• Eliminación de los costosos pasos de soldadura, tratamiento térmico, rayos X e
inspección.
• Reducción sustancial del tiempo y los equipos de instalación
• Menores costos de derechos de paso e impacto ambiental
Calidad
Los procesos de fabricación y aseguramiento de la calidad están certificados para
producir tubos de conducción enrollados según una variedad de especificaciones, que

88
incluyen DNV-OS-F101. Poseen una planta certificada bajo la API 5CLP. Los tubos de
Tenaris han sido instalados a profundidades de agua de más de 2.200 metros y en
regiones árticas de alto desafío, tales como el Mar de Barents. Los tubos producidos
según las normas API 5LCP ofrecen una alternativa económica a ductos y líneas de
control submarinas convencionales, así como las enterradas o tendidas en superficie en
aplicaciones terrestres, para la recolección de conexiones del sistema e inyección a
gas.
CAPÍTULO IV
ANALISIS DE RESULTADOS
4.1 Presentación de los resultados
Luego de hacer la revisión y descripción de los procedimientos actuales para el
reemplazo de tuberías de pozos y un estudio de mercado haciendo énfasis en el
contexto operacional requerido se presenta en forma detallada el análisis de los
resultados del estudio de factibilidad técnica y el estudio de factibilidad económica.
Todo esto a fin de decidir por la propuesta que beneficie a la corporación tanto a nivel
técnico como de optimización de los recursos financieros.
4.1.1 Análisis Económico
Para obtener la tasa de descuento y los impuestos se consultaron los Lineamientos
para la evaluación económica de proyectos de inversión capital 2013 (LEEPIC -
PDVSA).La tasa de descuento es la tasa de retorno requerida sobre una inversión. La
tasa de descuento refleja la oportunidad perdida de gastar o invertir en el presente por
lo que también se le conoce como costo o tasa de oportunidad. Su operación consiste
en aplicar en forma contraria el concepto de tasa compuesta. Es decir, si a futuro la tasa
de interés compuesto capitaliza el monto de intereses de una inversión presente, la tasa
de descuento revierte dicha operación. En otras palabras, esta tasa se encarga de
descontar el monto capitalizado de intereses del total de ingresos percibidos en el
futuro. Para el cálculo de la inflación se obtuvieron valores mínimo y máximo desde
Junio del 2012 hasta Octubre del presente suministrados por el INPC del Banco
Central de Venezuela (BCV). Se utilizó la herramienta crystalball para elaborar
distribuciones probabilísticas y así determinar un valor acorde con el comportamiento de
estos índices.
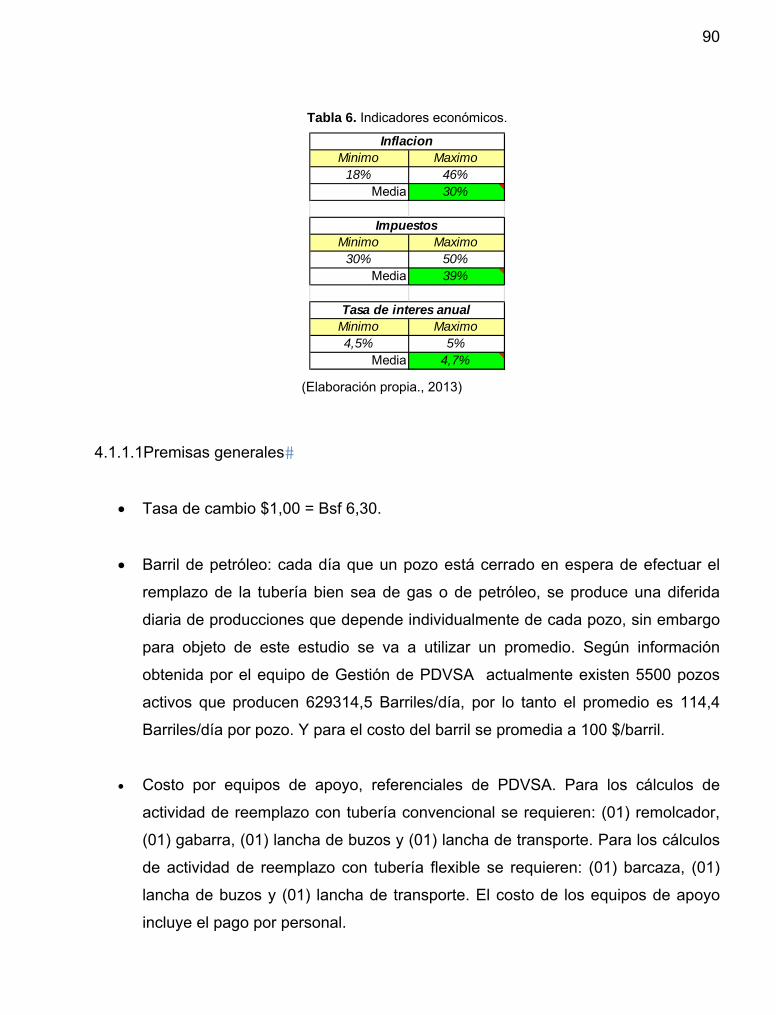
90
Tabla 6. Indicadores económicos.
Minimo Maximo18% 46%
Media 30%
Minimo Maximo30% 50%
Media 39%
Minimo Maximo4,5% 5%
Media 4,7%
Inflacion
Impuestos
Tasa de interes anual
(Elaboración propia., 2013)
4.1.1.1Premisas generales�
• Tasa de cambio $1,00 = Bsf 6,30.
• Barril de petróleo: cada día que un pozo está cerrado en espera de efectuar el
remplazo de la tubería bien sea de gas o de petróleo, se produce una diferida
diaria de producciones que depende individualmente de cada pozo, sin embargo
para objeto de este estudio se va a utilizar un promedio. Según información
obtenida por el equipo de Gestión de PDVSA actualmente existen 5500 pozos
activos que producen 629314,5 Barriles/día, por lo tanto el promedio es 114,4
Barriles/día por pozo. Y para el costo del barril se promedia a 100 $/barril.
• Costo por equipos de apoyo, referenciales de PDVSA. Para los cálculos de
actividad de reemplazo con tubería convencional se requieren: (01) remolcador,
(01) gabarra, (01) lancha de buzos y (01) lancha de transporte. Para los cálculos
de actividad de reemplazo con tubería flexible se requieren: (01) barcaza, (01)
lancha de buzos y (01) lancha de transporte. El costo de los equipos de apoyo
incluye el pago por personal.

91
Tabla 7. Equipos de apoyo.
Equipo Bsf /día $/díaRemolcador 53.296,80 8.459,81
Gabarra 208.952,76 33.167,10Lancha de Buzo 81.899,40 12.999,90
Lancha de transporte 15.910,32 2.525,45Barcaza 140.012,76 22.224,25
(Elaboración propia., 2013)
• Costo de materiales:
Los precios de las tuberías convencionales fueron suministrados por el equipo de
compra de PDVSA y los precios de las tuberías flexibles son precios extraídos de los
catálogos de los fabricantes. Se le debe adicionar a la tubería un recargo del 17% por
sobre costo por nacionalización y transporte tubería importada. La tubería convencional
requiere revestimiento adicional. A los accesorios flexsteel se le adiciona un sobrecargo
del 5% y a los accesorios de tenaris del 1% por nacionalización y transporte.
Tabla 8. Precios de las tuberías.
Tipo de tubería US$/Metro
Tubería flexsteel 3" 51,17 Tubería flexsTeel 4" 75,22 Tubería Tenaris 2" 65,72 Tubería Tenaris 4" 140,16 Tubería convencional 2" 35,72 Tubería convencional 4" 84,45
(Elaboración propia., 2013)
Tabla 9. Costo por revestimiento de la tubería.
Revestimiento para la tuberia convencional $ Total Requerido Anual ($)
Costo revestimiento por metro lineal tubería de 2" 2,8 7.236.039,80
Costo revestimiento por metro lineal tubería de 4" 6,4 8.191.800,00 (Elaboración propia., 2013)

92
Tabla 10. Precios de los accesorios.
Accesorios/Conectores US$/pieza Para cada pozo de 2115 mts ($)
Total Requerida ($)
Conectores flexsteel 3" (midline) 1526 3052 3.679.716,31 Conectores flexsteel 3" (fitting) 2198 4396 5.300.141,84 Conectores flexsteel 4" (midline) 2249 4498 2.710.029,05 Conectores flexsteel 4" (fitting) 1946 3892 2.344.916,20 Conectores tenaris 2" (midline) 1230 2460 2.965.957,45 Conectores tenaris 2" (fitting) 2340 4680 5.642.553,19 Conectores tenaris 4" (midline) 2720 5440 3.277.580,71 Conectores tenaris 4" (fitting) 2310 4620 2.783.533,62 Conectores convencional 2" No aplica No aplica No aplica Conectores convencional 4" No aplica No aplica No aplica
(Elaboración propia., 2013)
Para la inversión inicial de la tubería flexible se deben comprar los carretes donde se
enrolla la tubería, esto se compra solo una vez y luego solo se paga es el costo de la
tubería. Tabla 11. Costos por adquisición y manejo de los carretes.
Diametro Nominal 3 4 2 4Diametro Exterior 3,800" 4,800" 2,375" 4,500"
Precio de cada carrete para transporte e instalacion de tuberia
US$ 5.000,00 5.000,00 Incluido en el precio de la tuberia
Numero de carretes a adquirir inicialmente para 1000 metros de tuberia
Nr 1,190 1,980 0,131 0,410
Costo de los carretes a ser adquiridos inicialmente por 1000 metros de tuberia
US& 5.952,18 9.899,94
Ciclo de reabastecimiento
de Carretesmes 4,00 4,00 4,00 4,00
Nr de usos de cada
Carrete durante el periodo
de reabastecimiento
Nr 1,00 1,00 1,00 1,00
Cantidad a cargar por cada uso del carrete
US$ 5.952,18 9.899,94 0,00 0,00
Flete por los carretes para 1000 metros de tuberia
US$ 23.808,71 39.599,76 2.624,67 8.202,10
Costo total por concepto de carretes para 1000 metros de tuberia
US$ 29.760,88 49.499,70 2.624,67 8.202,10
Incluido en el precio de la tuberia
PARAMETROS DE LOS CARRETES FLEXSTEEL
UM
TENARIS
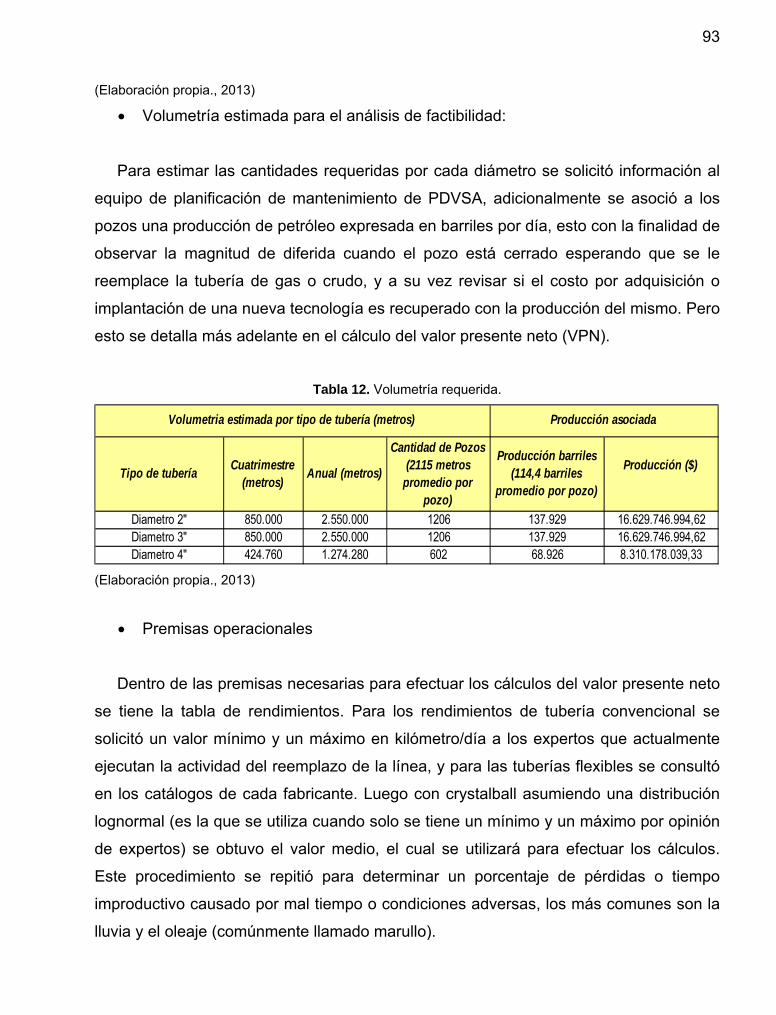
93
(Elaboración propia., 2013)
• Volumetría estimada para el análisis de factibilidad:
Para estimar las cantidades requeridas por cada diámetro se solicitó información al
equipo de planificación de mantenimiento de PDVSA, adicionalmente se asoció a los
pozos una producción de petróleo expresada en barriles por día, esto con la finalidad de
observar la magnitud de diferida cuando el pozo está cerrado esperando que se le
reemplace la tubería de gas o crudo, y a su vez revisar si el costo por adquisición o
implantación de una nueva tecnología es recuperado con la producción del mismo. Pero
esto se detalla más adelante en el cálculo del valor presente neto (VPN).
Tabla 12. Volumetría requerida.
Tipo de tubería Cuatrimestre(metros) Anual (metros)
Cantidad de Pozos(2115 metros
promedio por pozo)
Producción barriles(114,4 barriles
promedio por pozo)
Producción ($)
Diametro 2" 850.000 2.550.000 1206 137.929 16.629.746.994,62Diametro 3" 850.000 2.550.000 1206 137.929 16.629.746.994,62Diametro 4" 424.760 1.274.280 602 68.926 8.310.178.039,33
Volumetria estimada por tipo de tubería (metros) Producción asociada
(Elaboración propia., 2013)
• Premisas operacionales
Dentro de las premisas necesarias para efectuar los cálculos del valor presente neto
se tiene la tabla de rendimientos. Para los rendimientos de tubería convencional se
solicitó un valor mínimo y un máximo en kilómetro/día a los expertos que actualmente
ejecutan la actividad del reemplazo de la línea, y para las tuberías flexibles se consultó
en los catálogos de cada fabricante. Luego con crystalball asumiendo una distribución
lognormal (es la que se utiliza cuando solo se tiene un mínimo y un máximo por opinión
de expertos) se obtuvo el valor medio, el cual se utilizará para efectuar los cálculos.
Este procedimiento se repitió para determinar un porcentaje de pérdidas o tiempo
improductivo causado por mal tiempo o condiciones adversas, los más comunes son la
lluvia y el oleaje (comúnmente llamado marullo).

94
Tabla 13. Rendimientos.
Mínimo Máximo Mínimo Máximo4 5,1 3,5 4,0
Media 4,5 Media 3,8
Mínimo Máximo Mínimo Máximo6,5 7,3 5 7,0
Media 6,9 Media 5,9
Mínimo Máximo Mínimo Máximo3,76 4,9 1,95 2,8
Media 4,3 Media 2,4
Diámetro 2"
Diámetro 2"
Rendimiento tubería flexsteel (km/dia) Diámetro 4" Diámetro 3"
Diámetro 4"
Diámetro 4"
Rendimiento tubería convencional (km/dia)
Rendimiento tubería tenaris (km/dia)
(Elaboración propia., 2013)
Tabla 14. Tiempos improductivos por condiciones atmosféricas adversas.
Mínimo Máximo10% 15%
Media 12%
Mínimo Máximo35% 40%
Media 37%
% Tiempo indisponible x mal tiempo (flexible)
% Tiempo indisponible x mal tiempo (convencional)
(Elaboración propia., 2013)
4.1.1.2Cálculo del valor presente neto (VPN)
Según LEEPIC es el valor actual de todos los flujos de caja netos esperados,
descontados al año base. Para el cálculo de los valores presentes (VP), se deberán
descontar los flujos de caja de los años posteriores al año base, utilizando la tasa de
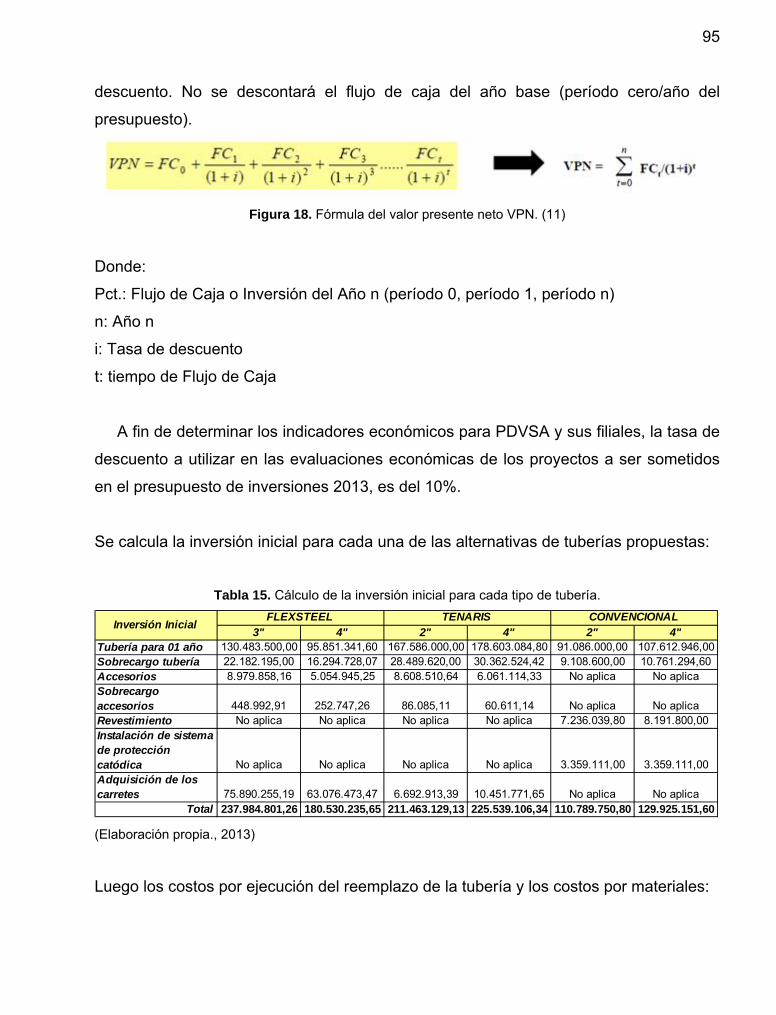
95
descuento. No se descontará el flujo de caja del año base (período cero/año del
presupuesto).
Figura 18. Fórmula del valor presente neto VPN. (11)
Donde:
Pct.: Flujo de Caja o Inversión del Año n (período 0, período 1, período n)
n: Año n
i: Tasa de descuento
t: tiempo de Flujo de Caja
A fin de determinar los indicadores económicos para PDVSA y sus filiales, la tasa de
descuento a utilizar en las evaluaciones económicas de los proyectos a ser sometidos
en el presupuesto de inversiones 2013, es del 10%.
Se calcula la inversión inicial para cada una de las alternativas de tuberías propuestas:
Tabla 15. Cálculo de la inversión inicial para cada tipo de tubería.
3" 4" 2" 4" 2" 4"Tubería para 01 año 130.483.500,00 95.851.341,60 167.586.000,00 178.603.084,80 91.086.000,00 107.612.946,00Sobrecargo tubería 22.182.195,00 16.294.728,07 28.489.620,00 30.362.524,42 9.108.600,00 10.761.294,60Accesorios 8.979.858,16 5.054.945,25 8.608.510,64 6.061.114,33 No aplica No aplicaSobrecargo accesorios 448.992,91 252.747,26 86.085,11 60.611,14 No aplica No aplicaRevestimiento No aplica No aplica No aplica No aplica 7.236.039,80 8.191.800,00Instalación de sistema de protección catódica No aplica No aplica No aplica No aplica 3.359.111,00 3.359.111,00Adquisición de los carretes 75.890.255,19 63.076.473,47 6.692.913,39 10.451.771,65 No aplica No aplica
Total 237.984.801,26 180.530.235,65 211.463.129,13 225.539.106,34 110.789.750,80 129.925.151,60
Inversión Inicial FLEXSTEEL TENARIS CONVENCIONAL
(Elaboración propia., 2013)
Luego los costos por ejecución del reemplazo de la tubería y los costos por materiales:

96
Tabla 16. Costos por ejecución del reemplazo de la tubería.
3" 4" 2" 4" 2" 4"Rendimiento (Km/dia) 4,54 3,75 6,90 5,92 4,28 2,37Días requeridos 562 339 369 215 595 538Días efectivos anuales 274 274 274 274 274 274Recursos requeridos 2 2 2 1 2 2
3" 4" 2" 4" 2" 4"21.211.178,44 12.812.833,26 13.946.238,57 8.119.400,15 34.025.821,60 30.745.780,25
FLEXSTEEL TENARIS CONVENCIONALCondiciones de operación
FLEXSTEEL TENARIS CONVENCIONALCosto por ejecución Año 1($)
(Elaboración propia., 2013)
Tabla 17. Costos materiales requeridos para la actividad.
3" 4" 2" 4" 2" 4"Tubería para 01 año 130.483.500,00 95.851.341,60 167.586.000,00 178.603.084,80 91.086.000,00 107.612.946,00Sobrecargo tubería 22.182.195,00 16.294.728,07 28.489.620,00 30.362.524,42 9.108.600,00 10.761.294,60Accesorios 8.979.858,16 5.054.945,25 8.608.510,64 6.061.114,33 No aplica No aplicaSobrecargo accesorios 448.992,91 252.747,26 86.085,11 60.611,14 No aplica No aplicaRevestimiento No aplica No aplica No aplica No aplica 7.236.039,80 8.191.800,00
Total 162.094.546,06 117.453.762,18 204.770.215,74 215.087.334,69 107.430.639,80 126.566.040,60
Costo por materiales Año 1
FLEXSTEEL TENARIS CONVENCIONAL
(Elaboración propia., 2013)
Para efectos de este estudio se utiliza un horizonte económico de 20 años que es el
tiempo de vida útil en promedio que tienen las tuberías propuestas, esto a fin de ver
económicamente que tan factible es mantener esta tubería hasta la fecha de su
desincorporación.
Se realizaron los análisis de sensibilidad para observar el comportamiento
probabilístico de la alternativa de la tubería convencional de 2” para líneas de pozos de
gas, notando que el VPN es negativo -$84.166.819,84, lo cual es el indicador inmediato
de que no es económicamente factible esta propuesta.
Por otro lado, en el análisis de sensibilidad para la propuesta de tubería
convencional de 4”para transporte de crudo se tiene un VPN > 1, con un valor más
probable de $13.109.434.098,25, y unos valor mínimo y máximo de $10.605.067.915,55
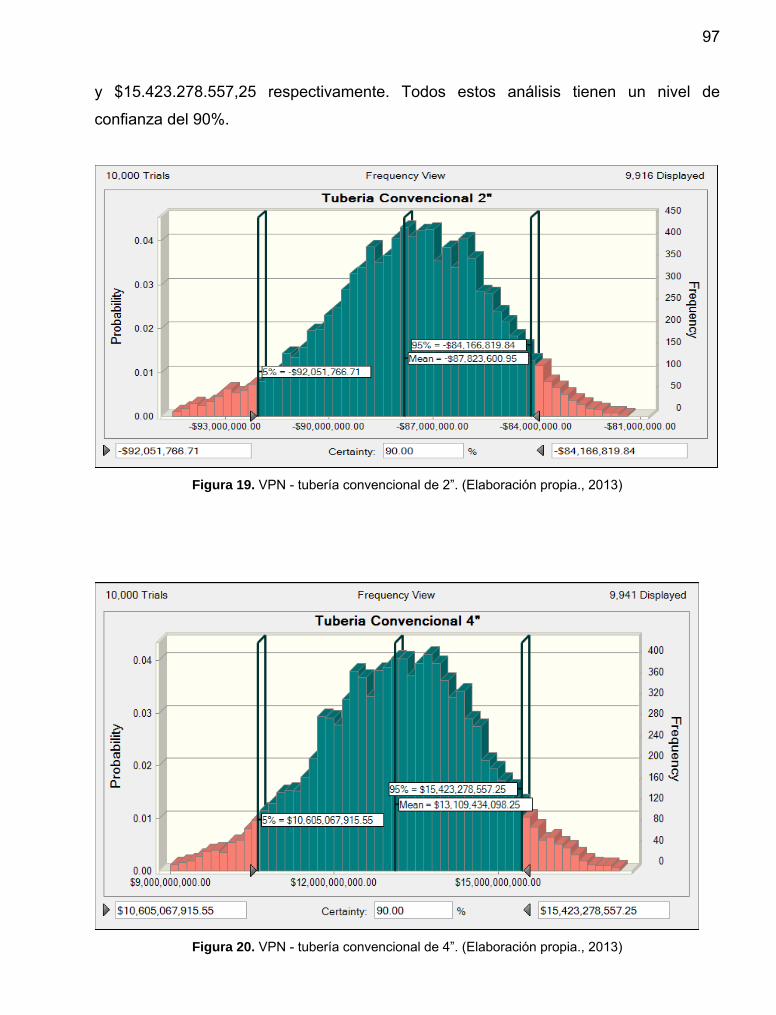
97
y $15.423.278.557,25 respectivamente. Todos estos análisis tienen un nivel de
confianza del 90%.
Figura 19. VPN - tubería convencional de 2”. (Elaboración propia., 2013)
Figura 20. VPN - tubería convencional de 4”. (Elaboración propia., 2013)

98
VPN para la alternativa Flexsteel:
Para el caso de la tubería flexsteel de 3” para líneas de gas el VPN es > 1, con un
valor más probable de $40.907.609.048,29 con un valor mínimo y máximo de
$33.185.265.714,44 y $47.759.153.660,55 respectivamente. Para el caso de la tubería
flexsteel de 4” para líneas de crudo el VPN es > 1, con un valor más probable de
$18.481.316.483,70 con un valor mínimo y máximo de $14.937.277.476,18 y
$21.662.571.137,46 respectivamente.
Figura 21. VPN - tubería flexsteel de 3”. (Elaboración propia., 2013)
Figura 22. VPN - tubería flexsteel de 4”. (Elaboración propia., 2013)
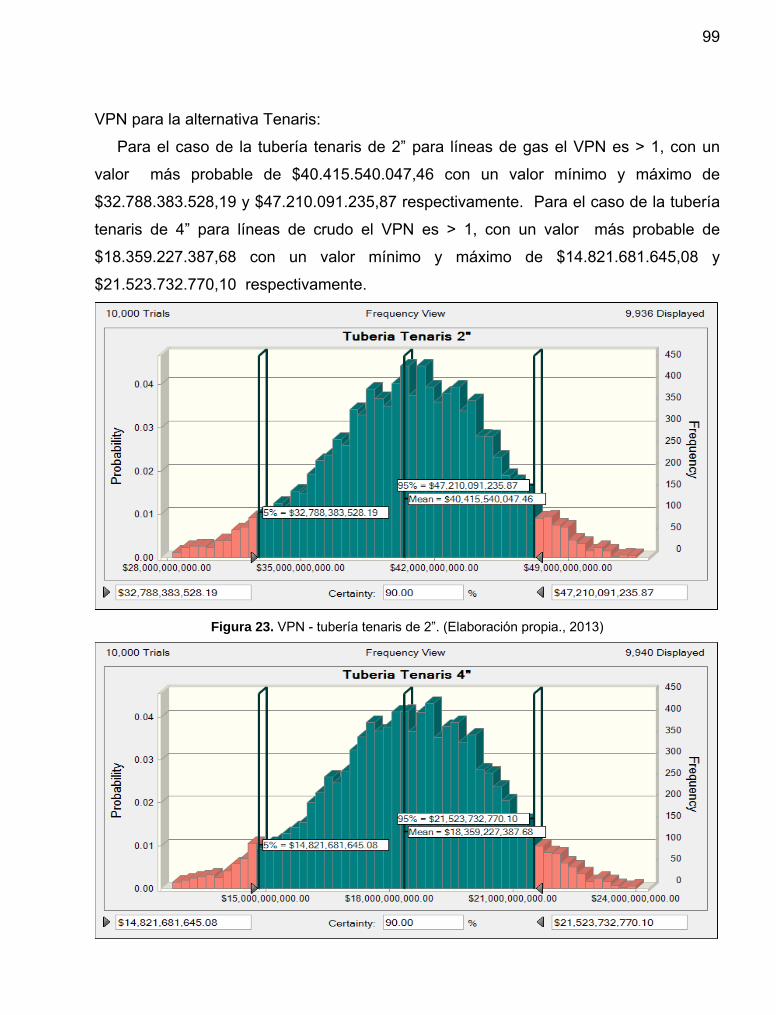
99
VPN para la alternativa Tenaris:
Para el caso de la tubería tenaris de 2” para líneas de gas el VPN es > 1, con un
valor más probable de $40.415.540.047,46 con un valor mínimo y máximo de
$32.788.383.528,19 y $47.210.091.235,87 respectivamente. Para el caso de la tubería
tenaris de 4” para líneas de crudo el VPN es > 1, con un valor más probable de
$18.359.227.387,68 con un valor mínimo y máximo de $14.821.681.645,08 y
$21.523.732.770,10 respectivamente.
Figura 23. VPN - tubería tenaris de 2”. (Elaboración propia., 2013)
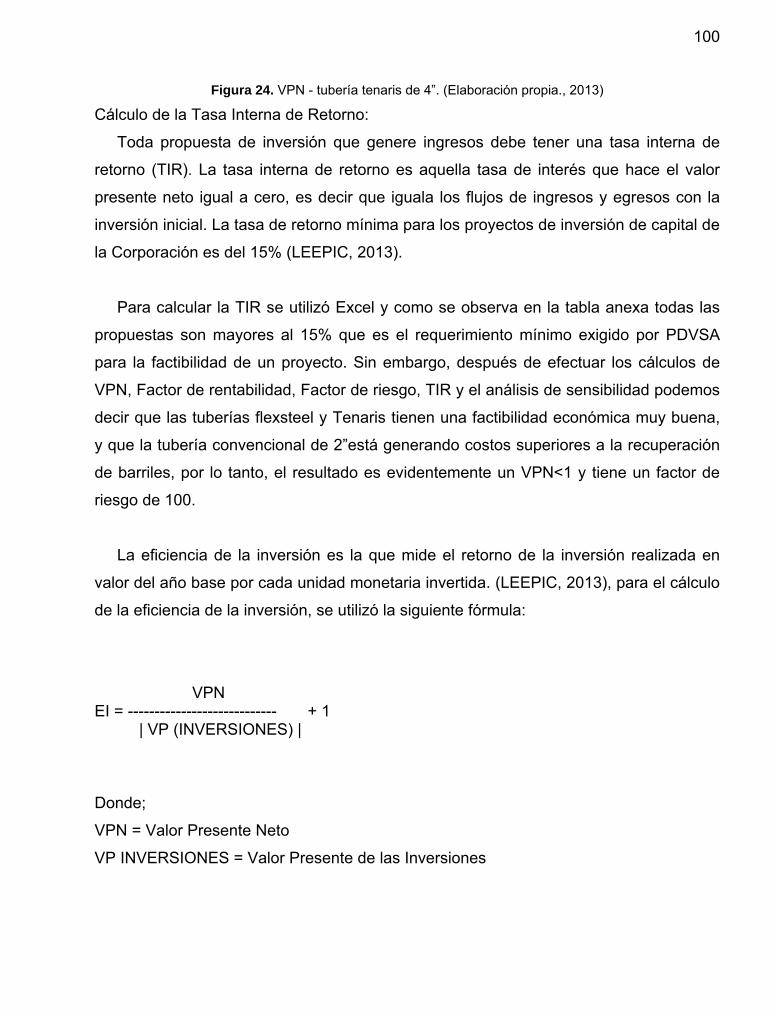
100
Figura 24. VPN - tubería tenaris de 4”. (Elaboración propia., 2013)
Cálculo de la Tasa Interna de Retorno:
Toda propuesta de inversión que genere ingresos debe tener una tasa interna de
retorno (TIR). La tasa interna de retorno es aquella tasa de interés que hace el valor
presente neto igual a cero, es decir que iguala los flujos de ingresos y egresos con la
inversión inicial. La tasa de retorno mínima para los proyectos de inversión de capital de
la Corporación es del 15% (LEEPIC, 2013).
Para calcular la TIR se utilizó Excel y como se observa en la tabla anexa todas las
propuestas son mayores al 15% que es el requerimiento mínimo exigido por PDVSA
para la factibilidad de un proyecto. Sin embargo, después de efectuar los cálculos de
VPN, Factor de rentabilidad, Factor de riesgo, TIR y el análisis de sensibilidad podemos
decir que las tuberías flexsteel y Tenaris tienen una factibilidad económica muy buena,
y que la tubería convencional de 2”está generando costos superiores a la recuperación
de barriles, por lo tanto, el resultado es evidentemente un VPN<1 y tiene un factor de
riesgo de 100.
La eficiencia de la inversión es la que mide el retorno de la inversión realizada en
valor del año base por cada unidad monetaria invertida. (LEEPIC, 2013), para el cálculo
de la eficiencia de la inversión, se utilizó la siguiente fórmula:
VPN EI = ---------------------------- + 1 | VP (INVERSIONES) |
Donde;
VPN = Valor Presente Neto
VP INVERSIONES = Valor Presente de las Inversiones

101
Tabla 18. Resumen de indicadores económicos
Tuberia Convencional 2" Tubería Flexsteel 3" Tuberia Tenaris 2"
INVERSIÓN INICIAL ($) 110.789.750,80 237.984.801,26 211.463.129,13VALOR PRESENTE NETO
(VPN) -$87.802.247,67 $40.811.004.210,74 $40.319.178.214,68FACTOR DE RIESGO 100,00% 0,00% 0,00%TASA INTERNA DE
RETORNO (TIR) 0,00% 36,96% 41,64%EFICIENCIA DE LA
INVERSION 0,00 172,49 191,67
Tuberia Convencional 4" Tubería Flexsteel 4" Tuberia Tenaris 4"
INVERSIÓN INICIAL ($)129.925.151,60 180.530.235,65 225.539.106,34
VALOR PRESENTE NETO (VPN) $13.085.857.640,06 $18.438.010.606,95 $18.317.016.498,94
FACTOR DE RIESGO 0,00% 0,00% 0,00%TASA INTERNA DE
RETORNO (TIR) 23,91% 24,24% 19,37%EFICIENCIA DE LA
INVERSION 101,72 103,13 82,21
TUBERIAS DE TRANSPORTE DE PETROLEO
TUBERIAS DE TRANSPORTE DE GAS
INDICADORES ECONÓMICOS POR TIPO
DE TUBERÍA
INDICADORES ECONÓMICOS POR TIPO
DE TUBERÍA
(Elaboración propia., 2013)
Figura 25. VPN vs TIR. Tuberías para transporte de gas (Elaboración propia., 2013)

102
Figura 26. VPN vs TIR. Tuberías para transporte de petróleo (Elaboración propia., 2013)
Cabe destacar que en la figura 25 se observa claramente que la opción de usar
tubería convencional para las tuberías de transporte de gas actualmente está
generando pérdidas, y entre las opciones de las tuberías flexibles están bastante
cercanos los indicadores, pero siendo la que mayor aporte muestra la de tenaris. En el
caso de las tuberías para transporte de petróleo el margen de ganancia lo presenta la
tubería flexsteel, sin embargo, requerimos un análisis técnico que permita tomar la
decisión final.
4.1.1.3 Análisis Técnico
Para realizar el análisis técnico se diseñó una tabla con 16 parámetros
operacionales, de mantenimiento e instalación, y para responder se consultó la
documentación técnica existente de cada una de las a fin de establecer la que tenga la
mayor puntuación. Esta práctica es comúnmente muy usada para tomar una primera
decisión y luego ahondar más en el análisis técnico de la propuesta que sea escogida.
En el cuadro se asignó la puntuación siguiente:
1 punto (nunca), 2 puntos (a veces), 3 puntos (casi siempre) y 4 puntos (siempre).
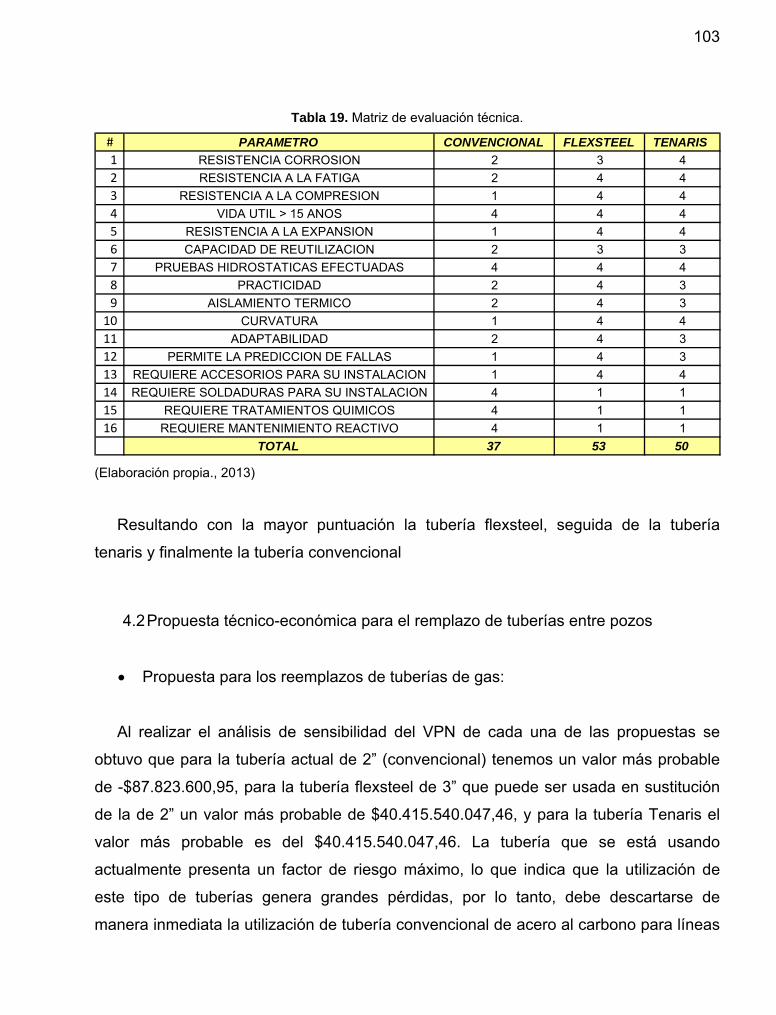
103
Tabla 19. Matriz de evaluación técnica.
# PARAMETRO CONVENCIONAL FLEXSTEEL TENARIS 1 RESISTENCIA CORROSION 2 3 42 RESISTENCIA A LA FATIGA 2 4 43 RESISTENCIA A LA COMPRESION 1 4 44 VIDA UTIL > 15 ANOS 4 4 45 RESISTENCIA A LA EXPANSION 1 4 46 CAPACIDAD DE REUTILIZACION 2 3 37 PRUEBAS HIDROSTATICAS EFECTUADAS 4 4 48 PRACTICIDAD 2 4 39 AISLAMIENTO TERMICO 2 4 3
10 CURVATURA 1 4 411 ADAPTABILIDAD 2 4 312 PERMITE LA PREDICCION DE FALLAS 1 4 313 REQUIERE ACCESORIOS PARA SU INSTALACION 1 4 414 REQUIERE SOLDADURAS PARA SU INSTALACION 4 1 115 REQUIERE TRATAMIENTOS QUIMICOS 4 1 116 REQUIERE MANTENIMIENTO REACTIVO 4 1 1
TOTAL 37 53 50 (Elaboración propia., 2013)
Resultando con la mayor puntuación la tubería flexsteel, seguida de la tubería
tenaris y finalmente la tubería convencional
4.2 Propuesta técnico-económica para el remplazo de tuberías entre pozos
• Propuesta para los reemplazos de tuberías de gas:
Al realizar el análisis de sensibilidad del VPN de cada una de las propuestas se
obtuvo que para la tubería actual de 2” (convencional) tenemos un valor más probable
de -$87.823.600,95, para la tubería flexsteel de 3” que puede ser usada en sustitución
de la de 2” un valor más probable de $40.415.540.047,46, y para la tubería Tenaris el
valor más probable es del $40.415.540.047,46. La tubería que se está usando
actualmente presenta un factor de riesgo máximo, lo que indica que la utilización de
este tipo de tuberías genera grandes pérdidas, por lo tanto, debe descartarse de
manera inmediata la utilización de tubería convencional de acero al carbono para líneas
104
de gas. De las dos opciones de tuberías flexibles la que aporta mayor factor de
rentabilidad es la tubería de flexsteel.
Sin embargo, no solo la rentabilidad es un factor que permitirá tomar la decisión
final. Tenemos las TIR que para la empresa están estipuladas en un valor mínimo del
15%, descartando ya la opción de la tubería convencional nos queda que para flexsteel
la TIR es 36,96% y para tenaris la TIR es del 41,64%, lo que indica que la tubería
tenaris es la que mayor tasa de rentabilidad tiene.
A nivel operacional y de ejecución de la actividad, la tubería convencional requiere
de más pagos por costos de equipos de apoyo y personal, debido a que se utiliza una
gabarra, un remolcador, una lancha de buzos y una lancha de transporte. Para las
tecnologías de tubería enrollada o flexible solo se necesita un barco en donde se
transporta la tubería y el personal, resultando en un ahorro de lancha por transporte,
por supuesto manteniendo la utilización de la lancha que garantiza el servicio de buceo.
Con este escenario es difícil decidir cuál de las dos alternativas de tubería enrollada
escoger. Para esto se diseñó una tabla o matriz con las características netamente
técnicas de las 3 propuestas. Analizando las propuestas de flexsteel y tenaris se
observó que la puntuación fue 53 y 50 respectivamente. Lo que quiere decir que entre
estas dos alternativas existe una competencia bastante cerrada en cuanto a
comportamiento.
En conclusión se puede decir que para los tendidos de líneas de gas se recomienda
la tubería flexsteel con una mayor factibilidad técnica y económica.
• Propuesta para los reemplazos de tuberías de crudo:
Al realizar el análisis de sensibilidad del VPN de cada una de las propuestas se
obtuvo que para la tubería actual de 4” (convencional) se tiene un valor más probable
de $13.109.434.098,25, para la tubería flexsteel de 4” el valor más probable es de
$18.481.316.483,70 y para la tubería tenaris el valor más probable es del
$18.359.227.387,68. A diferencia del caso de las tuberías para líneas de gas nos
encontramos en este escenario con los VPN’s mayores a 1, por lo tanto, tenemos muy
buenos factores de rentabilidad para las 3 alternativas.
105
Las tasas internas de retorno TIR que para la empresa están estipuladas en un valor
mínimo del 15%, para la tubería convencional es de 23,91%, para flexsteel la TIR es
24,24% y para tenaris la TIR es del 19,37% lo que indica que la tubería tenaris es la
que menor tasa de rentabilidad tiene.
A nivel operacional y de ejecución de la actividad, el análisis seria el mismo de la
propuesta anterior en donde observamos que para la tubería convencional requerimos
mayor cantidad de equipos de apoyo que para la flexible. Ahora es importante
detenerse a pensar si es factible cambiar la tecnología actual?
Analizando los beneficios de la tubería flexible nos encontramos con características
de versatilidad, rápida instalación, no requiere sistema de protección catódica, el
rendimiento del tendido es mayor, por lo tanto, la diferida por barriles de producción es
menor que la generada cuando se reemplaza la tubería con el proceso actual. Sin
embargo la desventaja es que viene en carretes que son pesados para manipular. Es
importante resaltar que a pesar que la inversión inicial para la implementación de esta
nueva tecnología es mayor a la de la tubería convencional pero aporta una eficiencia de
inversión. Concluyendo después de la revisión de los resultados se recomienda la
implementación de la tecnología de flexsteel por sus beneficios explicados
anteriormente y por su mayor aporte a la rentabilidad de la corporación.
• Detalles técnicos de la propuesta seleccionada:
Acorde con lo expuesto anteriormente se resumen las características resaltantes
para la propuesta presentada por el fabricante de flexsteel según la API 17J (Manual
técnico, operativo y de mantenimiento WSI Eng. N° Doc: R092E004).
1. El fluido transportado permanecerá sellado dentro del orificio de la tubería por una
funda interna de polímero extruido (PE). La funda interna de PE es prácticamente
hermética, pero permite que penetre una pequeña cantidad de gases como el CH4,
CO2, H2S y H2O. Según el fabricante, estos gases penetrantes se acumulan en el
ánulo de la tubería flexible. Los espirales internos flexibles de acero tienen un
sistema de ventilación que transporta los gases al acoplamiento final y hacia afuera
106
de la tubería; dado que no se especifican las propiedades mecánicas y químicas del
material utilizado por el fabricante para el acero (WS-MTL-5233), se desconoce la
influencia de dichos gases en la microestructura de este acero, sobre todo el H2S
que tiene a agrietar algunos tipos de aceros al carbono. En el ánulo de la tubería se
produce una ligera sobrepresión por encima de la presión atmosférico, conduciendo
los gases a los acoplamientos finales, donde se ventilan, evitando que se acumule
una presión excesiva, no está claro el volumen de los gases que permean las
paredes internas de la tubería. El acoplamiento final contiene un agujero roscado
con fines de ventilación. El sistema de ventilación puede conectarse a un colector de
escape en el extremo del satélite o la batería de la línea colectora. Desde el
colector, los gases pueden liberarse a la atmósfera, transportarse a una unidad de
eliminación o presurizarse y reinyectarse en el fluido transportado en el interior de la
tubería. Wellstream también puede suministrar válvulas de ventilación en la línea
que permitirán que el gas fluya a presiones algo superiores a la atmosférica a la vez
que impide la entrada de oxígeno, agua u otros fluidos ambientales.
2. Los diseños de tubería estándar actual tienen unos tamaños nominales de 3 y 4
pulgadas con unos índices de presión de 5,15 MPa (750 psi), 6,89 MPa (1.000psi),
10,3 MPa (1.500 psi) y (2.250 psi) para cada uno. Los fabricantes de PE consideran
que la temperatura máxima permisible de operación es 60 °C en servicios de
petróleo y gas. Esta limitación esta impuesta para el uso en tuberías de plástico sin
reforzar a fin de controlar la pérdida de propiedades estructurales que acompañan la
dilatación del PE producida por la plastificación. En servicios de tuberías flexibles
reforzadas, las propiedades estructurales del PE son secundarias porque las
láminas de acero resisten la presión interna. La tubería flexible y el material de PE
han mostrado ser adecuadas para el uso e instalación en climas fríos con
temperaturas próximas a -40 °C.
3. La tubería realizará su función para la vida de servicio conservando su buen estado
durante al menos de 50 años a 60 °C en la capa interna y al menos durante 20 años
considerando la capa externa, que el PE blanco opcional está especialmente
diseñado para una exposición a largo plazo de alta intensidad. Contiene una alta
concentración de pigmento de TiO2 (dióxido de titanio) y un paquete mejorado de
antioxidantes y estabilizadores. El relleno de TiO2 asocia la emisividad con la

107
opacidad. Refleja la mayoría de radiación para minimizar la ganancia de temperatura
durante el día y la perdida por la noche, y bloquea cualquier radiación ultravioleta
(UV) que esté reflejada. Los estabilizadores y antioxidantes están compuestos de
altas concentraciones para ofrecer al menos una vida útil de 20 años en
aplicaciones expuestas en el desierto.
4. La capa externa de PE no se ve afectada de forma significativa por el agua dulce o
salada, por lo que los materiales flexibles de la tubería son compatibles con el
ambiente al cual se expone y de esta manera se ajustan a los requisitos del control
de la corrosión mediante un revestimiento y un recubrimiento de polietileno.
5. El agua en el ánulo por sí misma no causa problemas de corrosión. Muchos años de
experiencia en aplicaciones submarinas con tuberías flexibles de acero demuestran
que el agua en el ánulo, incluso en presencia de iones, produce una corrosión
grave. El gas seco o el crudo muerto que ha sido procesado por una planta
separadora/secadora pueden considerarse seco y no hará que el agua permee en el
ánulo. Para las tuberías flexibles de acero Wellstream, los principales problemas con
la compatibilidad de fluidos son dilatación y el ampollado del forro. La dilatación se
produce por similitud química entre el disolvente y el PE. El CO2 se esparce
rápidamente en la matriz de PE. La cantidad de CO2 esparcido aumenta con la
temperatura, la presión parcial de CO2 y el grado de plastificación de la matriz de
PE. El N2 también se esparce en la matriz de PE, pero normalmente no tiene un
efecto significativo en el ampollado porque tiene una solubilidad menor a la del CO2
y es esencialmente inerte. En presencia de agua, el dióxido de carbono se disuelve
y forma acido carbónico, H2CO3. Con respecto al sulfuro de hidrogeno, se sabe que
es un gas toxico y corrosivo que se forma natural en ciertos fluidos de producción.
Se forma principalmente por la descomposición de materia orgánica que contiene
azufre. En concentraciones suficientes, el sulfuro de hidrogeno puede tener un
efecto significativo sobre el acero. Según NACE MR01-75 considera que los aceros
son adecuados para servicios ácidos con una dureza inferior a 22 HRC y una
deformación de la fibra exterior permanente de trabajo en frio de menos de 5%. Los
aceros que no cumplan estos criterios no tienen garantías de resistir un servicio
ácido y deben evaluarse para verificar su adecuación. El servicio de H2S es un
problema para las tuberías flexibles de acero dado su efecto potencial en los
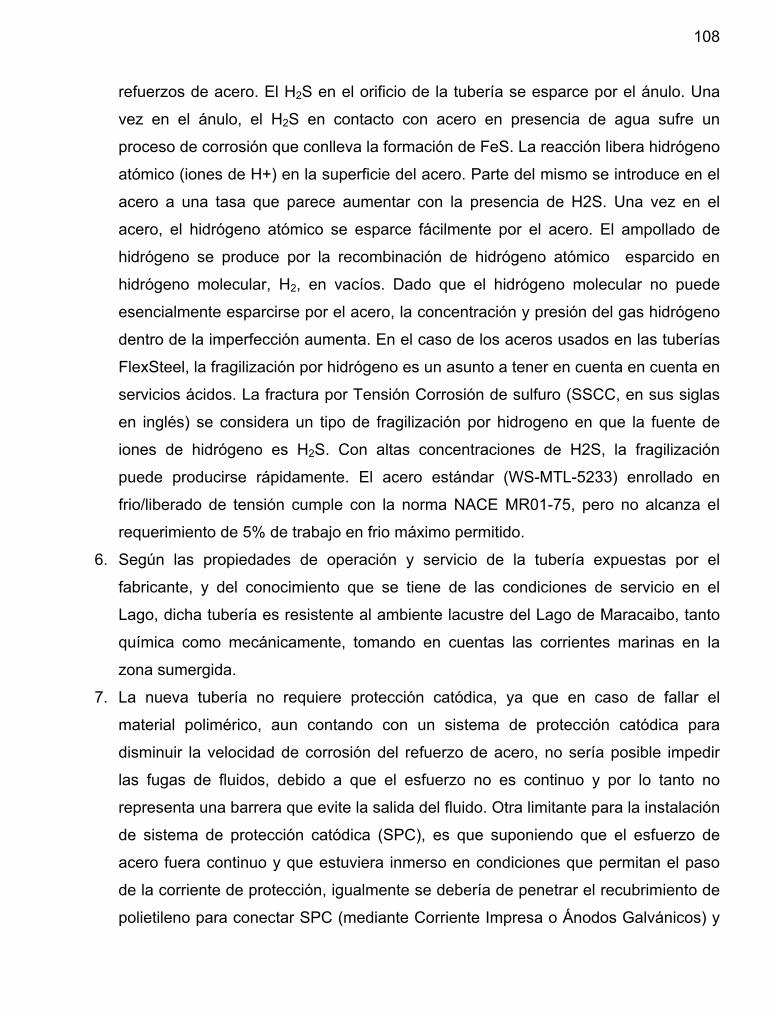
108
refuerzos de acero. El H2S en el orificio de la tubería se esparce por el ánulo. Una
vez en el ánulo, el H2S en contacto con acero en presencia de agua sufre un
proceso de corrosión que conlleva la formación de FeS. La reacción libera hidrógeno
atómico (iones de H+) en la superficie del acero. Parte del mismo se introduce en el
acero a una tasa que parece aumentar con la presencia de H2S. Una vez en el
acero, el hidrógeno atómico se esparce fácilmente por el acero. El ampollado de
hidrógeno se produce por la recombinación de hidrógeno atómico esparcido en
hidrógeno molecular, H2, en vacíos. Dado que el hidrógeno molecular no puede
esencialmente esparcirse por el acero, la concentración y presión del gas hidrógeno
dentro de la imperfección aumenta. En el caso de los aceros usados en las tuberías
FlexSteel, la fragilización por hidrógeno es un asunto a tener en cuenta en cuenta en
servicios ácidos. La fractura por Tensión Corrosión de sulfuro (SSCC, en sus siglas
en inglés) se considera un tipo de fragilización por hidrogeno en que la fuente de
iones de hidrógeno es H2S. Con altas concentraciones de H2S, la fragilización
puede producirse rápidamente. El acero estándar (WS-MTL-5233) enrollado en
frio/liberado de tensión cumple con la norma NACE MR01-75, pero no alcanza el
requerimiento de 5% de trabajo en frio máximo permitido.
6. Según las propiedades de operación y servicio de la tubería expuestas por el
fabricante, y del conocimiento que se tiene de las condiciones de servicio en el
Lago, dicha tubería es resistente al ambiente lacustre del Lago de Maracaibo, tanto
química como mecánicamente, tomando en cuentas las corrientes marinas en la
zona sumergida.
7. La nueva tubería no requiere protección catódica, ya que en caso de fallar el
material polimérico, aun contando con un sistema de protección catódica para
disminuir la velocidad de corrosión del refuerzo de acero, no sería posible impedir
las fugas de fluidos, debido a que el esfuerzo no es continuo y por lo tanto no
representa una barrera que evite la salida del fluido. Otra limitante para la instalación
de sistema de protección catódica (SPC), es que suponiendo que el esfuerzo de
acero fuera continuo y que estuviera inmerso en condiciones que permitan el paso
de la corriente de protección, igualmente se debería de penetrar el recubrimiento de
polietileno para conectar SPC (mediante Corriente Impresa o Ánodos Galvánicos) y
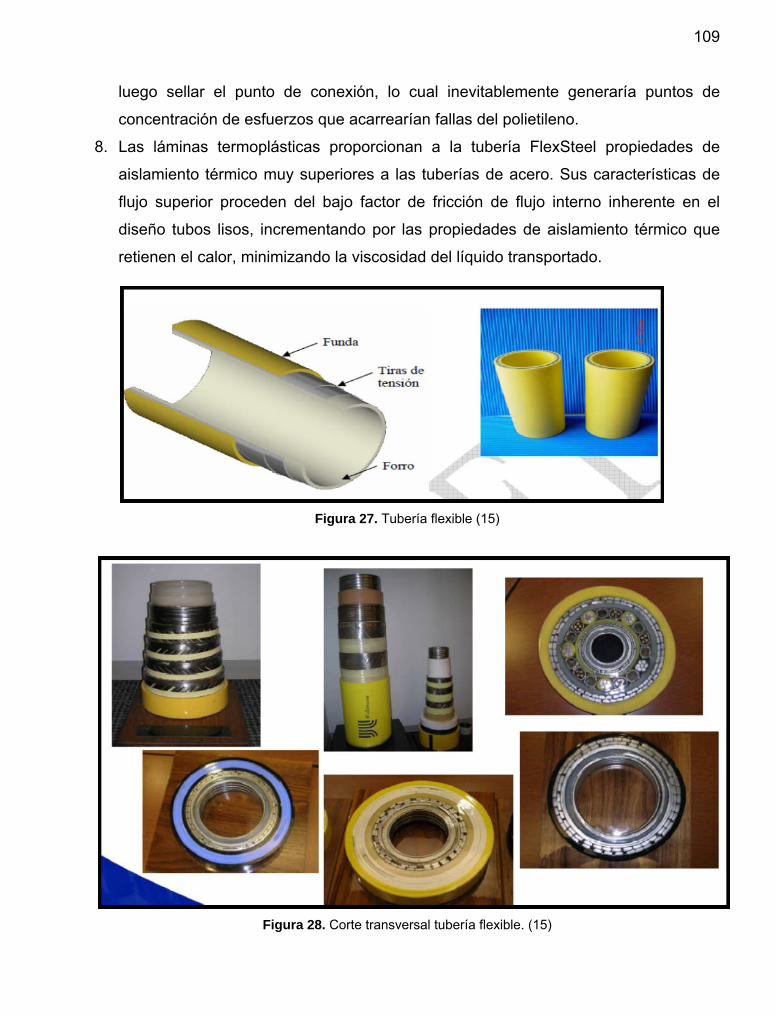
109
luego sellar el punto de conexión, lo cual inevitablemente generaría puntos de
concentración de esfuerzos que acarrearían fallas del polietileno.
8. Las láminas termoplásticas proporcionan a la tubería FlexSteel propiedades de
aislamiento térmico muy superiores a las tuberías de acero. Sus características de
flujo superior proceden del bajo factor de fricción de flujo interno inherente en el
diseño tubos lisos, incrementando por las propiedades de aislamiento térmico que
retienen el calor, minimizando la viscosidad del líquido transportado.
Figura 27. Tubería flexible (15)
Figura 28. Corte transversal tubería flexible. (15)
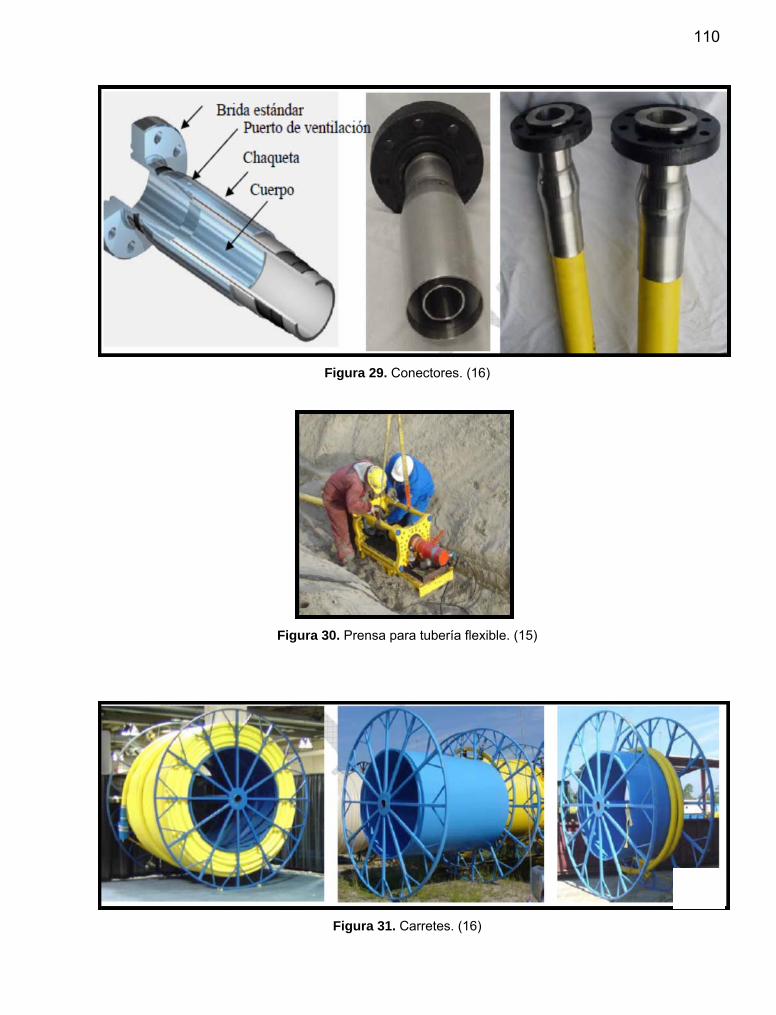
110
Figura 29. Conectores. (16)
Figura 30. Prensa para tubería flexible. (15)
Figura 31. Carretes. (16)

111
CONCLUSIONES
• El procedimiento actual de reemplazos de tuberías de cualquier diámetro está
regido por el Manual de Inspección Tendido de Líneas Costa Afuera de PDVSA y
actualmente no existe un manual que este normalizado en PDVSA que indique los
pasos a seguir para realizar reemplazos de tuberías de pozos con las tecnologías de
tuberías enrolladas. Luego de comparar las propuestas se pudo determinar que el
procedimiento de reemplazo de líneas con tubería flexible requiere menor cantidad
de personal y equipos de apoyo, lo que permite una optimización de los recursos.
• En el estudio de mercado se pudo determinar que las marcas fabricantes de
tuberías enrolladas tenaris y flexsteel se adaptan al contexto operacional de trabajo
para líneas de gas y crudo, lo cual permitió que se efectuara el presente estudio de
factibilidad. Para las líneas de gas se evaluaron las tuberías convencionales de 2”,
la flexsteel de 3” y la tenaris de 2”. Para las líneas de crudo se evaluaron las 3
alternativas con tuberías de 4”.Para la muestra se utilizó una volumetría de
2.550.000 y 1.274.280 metros para líneas de gas y crudo al año respectivamente,
estimando 2115 metros en promedio por longitud de la línea de cada pozo y una
producción individual promedio de 114,4 barriles por día.
• El estudio de factibilidad económica con un horizonte económico de 20 años
permitió escoger a la tubería flexsteel para los casos de líneas de gas y crudo con
un VPN de $40.907.609.048,29 y $18.481.316.483,70 respectivamente. Indicando
una TIR que supera la del 15% requerida por la empresa para las propuestas de
proyectos. La eficiencia de la inversión supera el 100% para cada escenario con
esta tubería.
• El estudio de factibilidad técnica permitió decidir por la tubería flexsteel debido a
que obtuvo la mayor puntuación por su practicidad, excelentes características
operacionales, adaptabilidad al lecho marino presente en nuestra zona, no requiere
ni revestimiento ni sistema de protección catódica y adicional a todos estos factores
permitirá la transferencia de conocimientos y adquisición de nuevas tecnologías que
hace que una empresa se mantenga a nivel clase mundial.
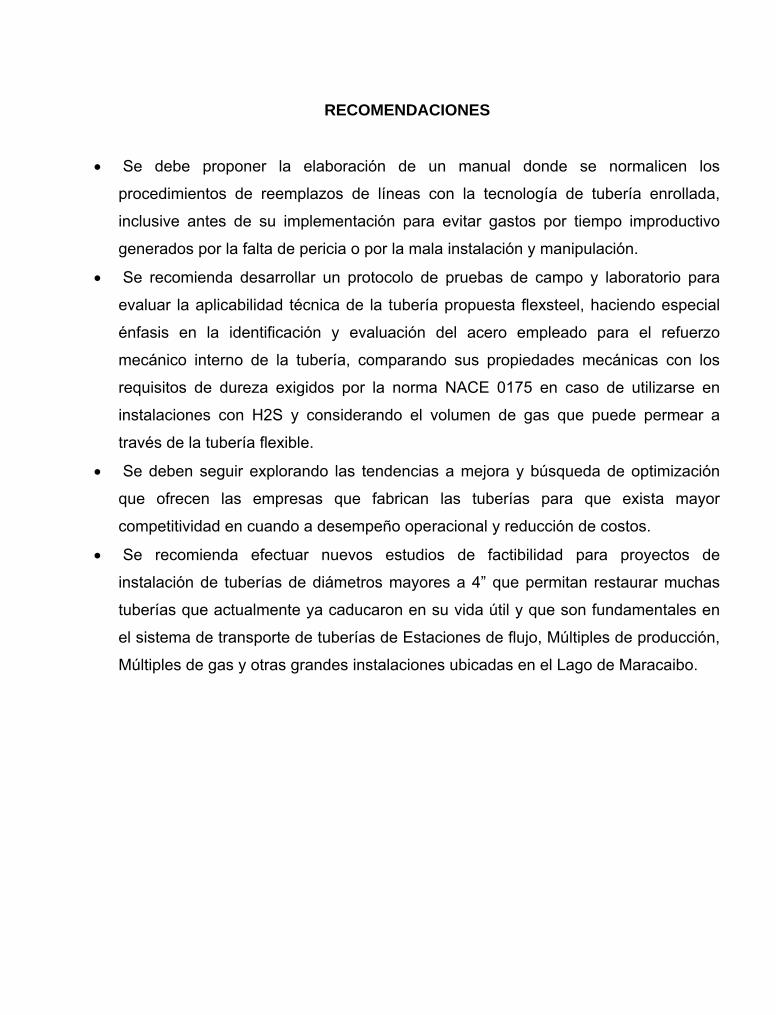
RECOMENDACIONES
• Se debe proponer la elaboración de un manual donde se normalicen los
procedimientos de reemplazos de líneas con la tecnología de tubería enrollada,
inclusive antes de su implementación para evitar gastos por tiempo improductivo
generados por la falta de pericia o por la mala instalación y manipulación.
• Se recomienda desarrollar un protocolo de pruebas de campo y laboratorio para
evaluar la aplicabilidad técnica de la tubería propuesta flexsteel, haciendo especial
énfasis en la identificación y evaluación del acero empleado para el refuerzo
mecánico interno de la tubería, comparando sus propiedades mecánicas con los
requisitos de dureza exigidos por la norma NACE 0175 en caso de utilizarse en
instalaciones con H2S y considerando el volumen de gas que puede permear a
través de la tubería flexible.
• Se deben seguir explorando las tendencias a mejora y búsqueda de optimización
que ofrecen las empresas que fabrican las tuberías para que exista mayor
competitividad en cuando a desempeño operacional y reducción de costos.
• Se recomienda efectuar nuevos estudios de factibilidad para proyectos de
instalación de tuberías de diámetros mayores a 4” que permitan restaurar muchas
tuberías que actualmente ya caducaron en su vida útil y que son fundamentales en
el sistema de transporte de tuberías de Estaciones de flujo, Múltiples de producción,
Múltiples de gas y otras grandes instalaciones ubicadas en el Lago de Maracaibo.
BIBLIOGRAFÍAS
1. Arias, Fidias. (2006).El Proyecto de Investigación. Quinta Edición. Editorial
Episteme.
2. Baca, Urbina. (2003). Fundamentos de Ingeniería Económica. Tercera Edición.
Editorial McGraw Hill Interamericana. 3. Blank Leland y Tarquin Anthony. (2004). Ingeniería Económica. Quinta Edición.
Editorial McGraw Hill Interamericana.
4. Carlos Sabino y Jesús Reyes. (1999). El Proyecto de Investigación. Tercera
Edición. Orial Ediciones.
5. Doria, Gonzalo y Morales, Ronald. (2001). Proyecto Modernización de la
enseñanza aprendizaje en la asignatura de ingeniería económica.
6. Duffa, S., Raouf, A. y Campbell, J. (2000). Sistemas de mantenimiento.
planeamiento y control. Editorial Limusa Wiley.
7. Hernández R., Fernández C. y Baptista P. (2006).Metodología de la investigación.
cuarta edición. Editorial McGraw Hill Interamericana.
8. Hurtado, Jacqueline. (2010). El proyecto de investigación. sexta edición. Quirón
ediciones.
9. Petróleos de Venezuela, S.A. y sus Filiales (2013). Análisis causa raíz de las
fallas recurrentes en líneas.
10. Petróleos de Venezuela, S.A. y sus Filiales (2012). Manual de inspección tendido
de líneas costa afuera.
11. Petróleos de Venezuela, S.A. y sus Filiales (2013).Lineamientos para la
evaluación económica de proyectos de inversión capital
12. Petróleos de Venezuela, S.A. y sus Filiales (2005). Registro estadístico de fallas
en líneas sublacustres y verticales.
13. Petróleos de Venezuela, S.A. y sus Filiales (2004). Procedimientos y estándares
de operación de los activo
14. Petróleos de Venezuela, S.A. y sus Filiales (1997). Manual de gerencia y
recursos humanos.
114
15. Tenaris (2010). Folletos y manuales.
16. Wellstream International (2006).Manual técnico, operativo y de mantenimiento
WSI Eng. Nº Doc.: R092E004.
17. Wellstream International (2009). Prime flexsteel tech manual.
18. Yáñez M., Medardo y Gómez de la Vega, Hernando (2007). Confiabilidad Integral.
19. Barrios, Pulgar, María Elena (2002). Estudio técnico-económico para implantación
de empresa de servicios y suministros en el área de ensayos no destructivos
20. Gutiérrez, Jessica (2008).Estudio de la factibilidad para la instalación de una
posada ecoturística en el pueblo de Chirimena ubicado en el Estado Miranda.
21. Magda, Orellana (2005). Estudio de factibilidad para la implantación de una
empresa de servicio de mantenimiento de máquinas de soldar (metalmecánica).
22. Méndez, Carlos. (2002). Metodología diseño y desarrollo del proceso de
investigación. tercera edición. Editorial McGraw Hill Interamericana.
23. Pérez, Nohaly (2005). Evaluación de factibilidad financiera de un proyecto de
mejora en SAP de una empresa de consumo masivo.
24. Pérez Soto, Edgar David (2002). Estudio de factibilidad técnico-económico de una
empresa de mantenimiento y servicios automotriz.
25. Sandoval F, C. E. (2008). Evaluación técnica y económica de concretos elaborados
con cemento de adición para el mantenimiento de obras civiles menores.
26. Silva Sánchez, Denisse (2002). Estudio técnico económico para la instalación de
una planta renovadora de caucho, sector vehículos de carga
27. Valero Domingo (2005). Estudio de la factibilidad técnico económico financiero
para la instalación de una fábrica de bolsas plásticas.
28. PI-07-03-03 Tendido de líneas costa afuera.
29. MR-02-15-04 Procedimientos y estándares de operación de los activos.
30. API 1104Estándares para soldaduras de tuberías y facilidades relacionadas
(Standard for Welding Pipelines and Related Facilities).
31. ASTM E709-01. Guía estándar para inspección con partículas magnéticas(Standard
guide for magnetic particle examination)
32. ASTM E165. Guía estándar para inspección con líquidos penetrantes (Standard test
method for liquid penetrant examination).
115
33. NACE 0175.Aleaciones resistentes a la corrosión para el Servicio Sulfuro (Corrosion
Resistant Alloys for Sulphide Service).
34. Petróleos de Venezuela, S.A. y sus Filiales. Sitio web. Glosario petrolero.
35. http://www.tuberias.mx/tuberiaacero.html
36. http://www.tubesolution.net/
37. http://www.solomantenimiento.com/m_p_catodica.htm
38. http://www.flexpipesystems.com/non_html/spanish/Flexpipe_PDS_FlexPipe_Spanis
h.pdf
39. http://academiadeingenieriademexico.mx/seccion_foro/archivos/Wellstream.pdf
40. http://www.tenaris.com/en/Products.aspx
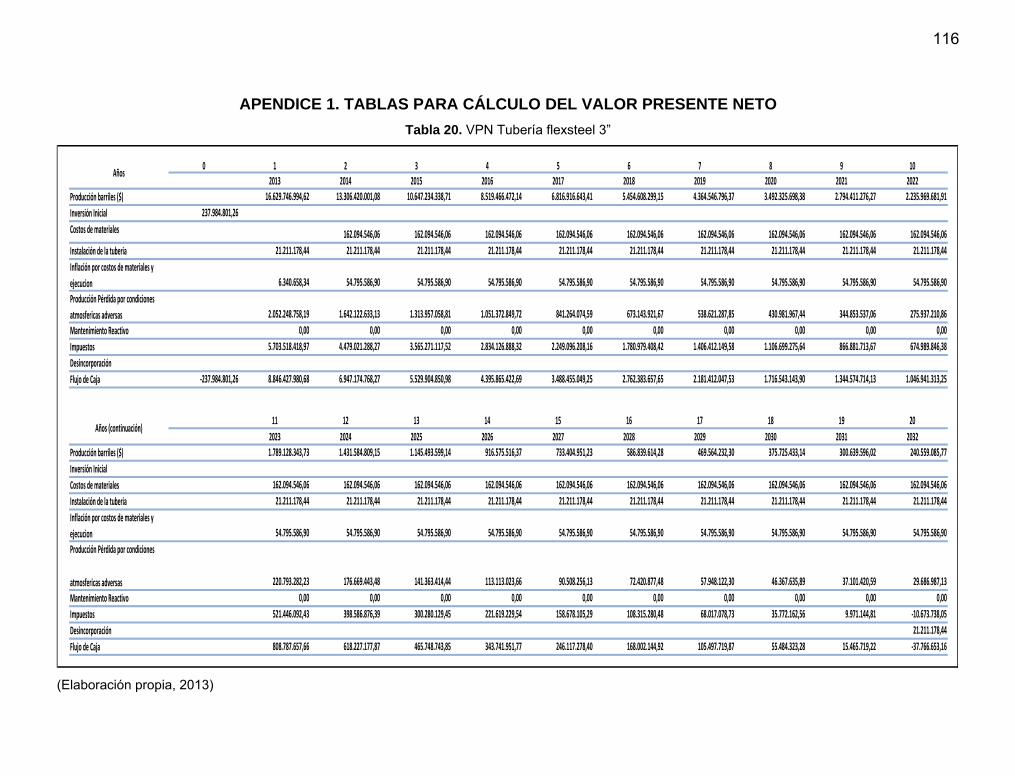
116
APENDICE 1. TABLAS PARA CÁLCULO DEL VALOR PRESENTE NETO Tabla 20. VPN Tubería flexsteel 3”
0 1 2 3 4 5 6 7 8 9 102013 2014 2015 2016 2017 2018 2019 2020 2021 2022
Producción barriles ($) 16.629.746.994,62 13.306.420.001,08 10.647.234.338,71 8.519.466.472,14 6.816.916.643,41 5.454.608.299,15 4.364.546.796,37 3.492.325.698,38 2.794.411.276,27 2.235.969.681,91Inversión Inicial 237.984.801,26Costos de materiales 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06Instalación de la tuberia 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44Inflación por costos de materiales y ejecucion 6.340.658,34 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90Producción Pérdida por condiciones atmosfericas adversas 2.052.248.758,19 1.642.122.633,13 1.313.957.058,81 1.051.372.849,72 841.264.074,59 673.143.921,67 538.621.287,85 430.981.967,44 344.853.537,06 275.937.210,86Mantenimiento Reactivo 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00Impuestos 5.703.518.418,97 4.479.021.288,27 3.565.271.117,52 2.834.126.888,32 2.249.096.208,16 1.780.979.408,42 1.406.412.149,58 1.106.699.275,64 866.881.713,67 674.989.846,38DesincorporaciónFlujo de Caja ‐237.984.801,26 8.846.427.980,68 6.947.174.768,27 5.529.904.850,98 4.395.865.422,69 3.488.455.049,25 2.762.383.657,65 2.181.412.047,53 1.716.543.143,90 1.344.574.714,13 1.046.941.313,25
11 12 13 14 15 16 17 18 19 202023 2024 2025 2026 2027 2028 2029 2030 2031 2032
Producción barriles ($) 1.789.128.343,73 1.431.584.809,15 1.145.493.599,14 916.575.516,37 733.404.951,23 586.839.614,28 469.564.232,30 375.725.433,14 300.639.596,02 240.559.085,77Inversión InicialCostos de materiales 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06 162.094.546,06Instalación de la tuberia 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44 21.211.178,44Inflación por costos de materiales y ejecucion 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90 54.795.586,90Producción Pérdida por condiciones
atmosfericas adversas 220.793.282,23 176.669.443,48 141.363.414,44 113.113.023,66 90.508.256,13 72.420.877,48 57.948.122,30 46.367.635,89 37.101.420,59 29.686.987,13Mantenimiento Reactivo 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00Impuestos 521.446.092,43 398.586.876,39 300.280.129,45 221.619.229,54 158.678.105,29 108.315.280,48 68.017.078,73 35.772.162,56 9.971.144,81 ‐10.673.738,05Desincorporación 21.211.178,44Flujo de Caja 808.787.657,66 618.227.177,87 465.748.743,85 343.741.951,77 246.117.278,40 168.002.144,92 105.497.719,87 55.484.323,28 15.465.719,22 ‐37.766.653,16
Años
Años (continuación)
(Elaboración propia, 2013)
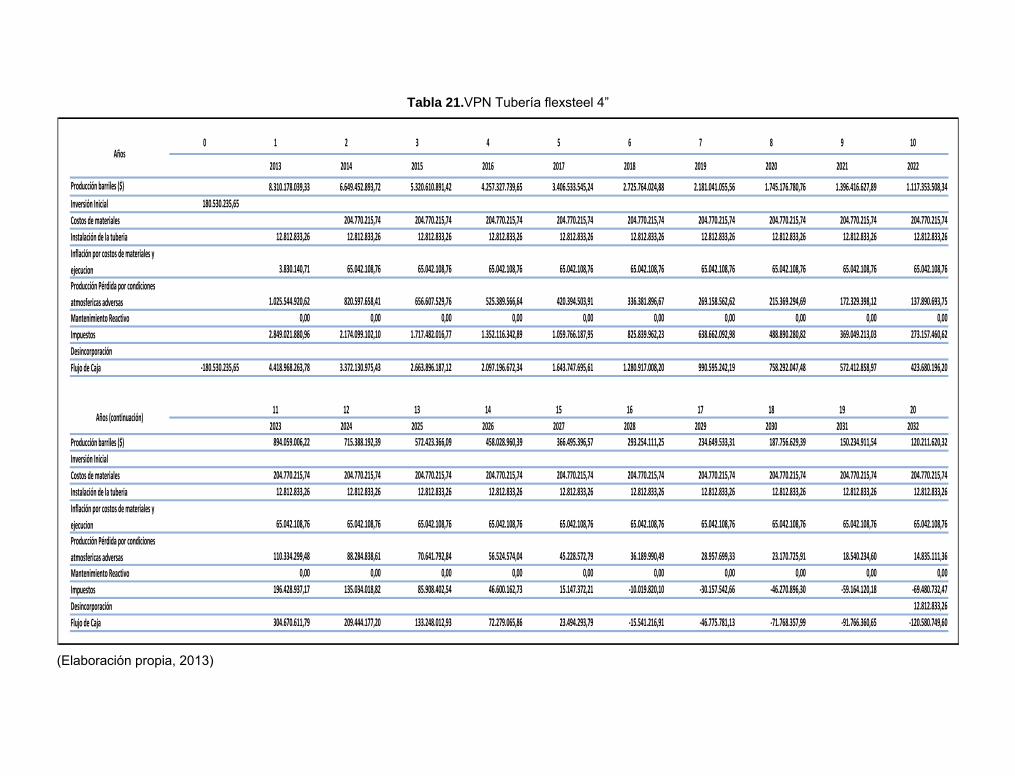
Tabla 21.VPN Tubería flexsteel 4”
0 1 2 3 4 5 6 7 8 9 10
2013 2014 2015 2016 2017 2018 2019 2020 2021 2022
Producción barriles ($) 8.310.178.039,33 6.649.452.893,72 5.320.610.891,42 4.257.327.739,65 3.406.533.545,24 2.725.764.024,88 2.181.041.055,56 1.745.176.780,76 1.396.416.627,89 1.117.353.508,34Inversión Inicial 180.530.235,65Costos de materiales 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74Instalación de la tuberia 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26Inflación por costos de materiales y ejecucion 3.830.140,71 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76Producción Pérdida por condiciones atmosfericas adversas 1.025.544.920,62 820.597.658,41 656.607.529,76 525.389.566,64 420.394.503,91 336.381.896,67 269.158.562,62 215.369.294,69 172.329.398,12 137.890.693,75Mantenimiento Reactivo 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00Impuestos 2.849.021.880,96 2.174.099.102,10 1.717.482.016,77 1.352.116.342,89 1.059.766.187,95 825.839.962,23 638.662.092,98 488.890.280,82 369.049.213,03 273.157.460,62DesincorporaciónFlujo de Caja ‐180.530.235,65 4.418.968.263,78 3.372.130.975,43 2.663.896.187,12 2.097.196.672,34 1.643.747.695,61 1.280.917.008,20 990.595.242,19 758.292.047,48 572.412.858,97 423.680.196,20
11 12 13 14 15 16 17 18 19 202023 2024 2025 2026 2027 2028 2029 2030 2031 2032
Producción barriles ($) 894.059.006,22 715.388.192,39 572.423.366,09 458.028.960,39 366.495.396,57 293.254.111,25 234.649.533,31 187.756.629,39 150.234.911,54 120.211.620,32Inversión InicialCostos de materiales 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74Instalación de la tuberia 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26 12.812.833,26Inflación por costos de materiales y ejecucion 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76 65.042.108,76Producción Pérdida por condiciones atmosfericas adversas 110.334.299,48 88.284.838,61 70.641.792,84 56.524.574,04 45.228.572,79 36.189.990,49 28.957.699,33 23.170.725,91 18.540.234,60 14.835.111,36Mantenimiento Reactivo 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00Impuestos 196.428.937,17 135.034.018,82 85.908.402,54 46.600.162,73 15.147.372,21 ‐10.019.820,10 ‐30.157.542,66 ‐46.270.896,30 ‐59.164.120,18 ‐69.480.732,47Desincorporación 12.812.833,26Flujo de Caja 304.670.611,79 209.444.177,20 133.248.012,93 72.279.065,86 23.494.293,79 ‐15.541.216,91 ‐46.775.781,13 ‐71.768.357,99 ‐91.766.360,65 ‐120.580.749,60
Años (continuación)
Años
(Elaboración propia, 2013)
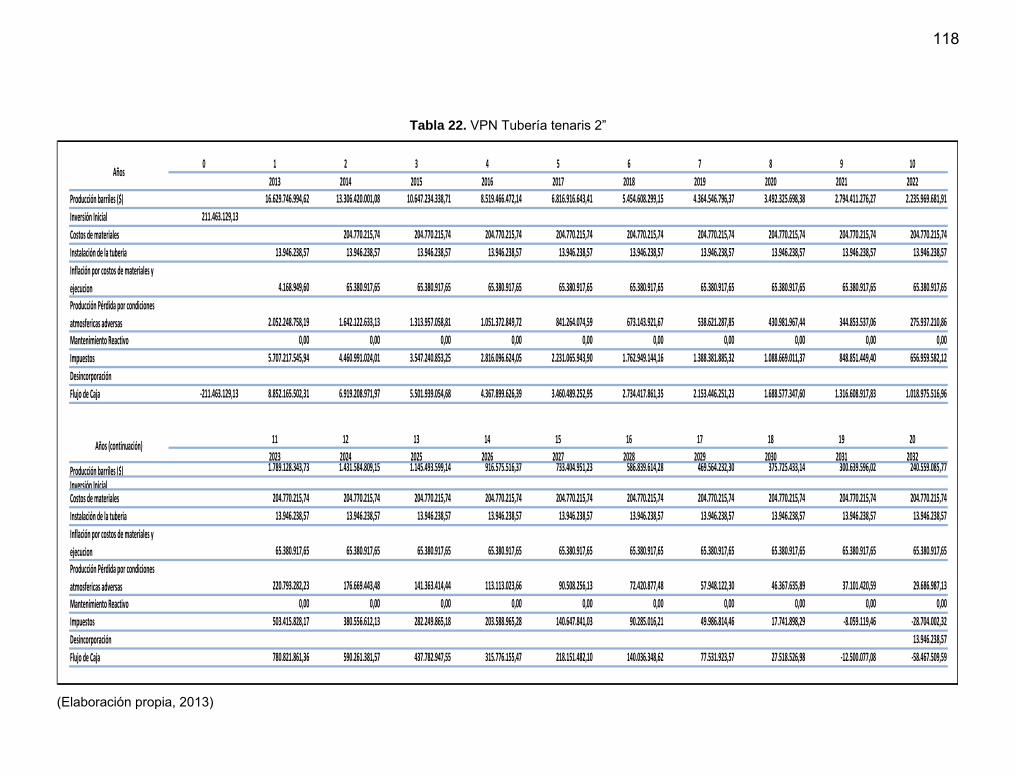
118
Tabla 22. VPN Tubería tenaris 2”
0 1 2 3 4 5 6 7 8 9 102013 2014 2015 2016 2017 2018 2019 2020 2021 2022
Producción barriles ($) 16.629.746.994,62 13.306.420.001,08 10.647.234.338,71 8.519.466.472,14 6.816.916.643,41 5.454.608.299,15 4.364.546.796,37 3.492.325.698,38 2.794.411.276,27 2.235.969.681,91Inversión Inicial 211.463.129,13Costos de materiales 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74Instalación de la tuberia 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57Inflación por costos de materiales y ejecucion 4.168.949,60 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65Producción Pérdida por condiciones atmosfericas adversas 2.052.248.758,19 1.642.122.633,13 1.313.957.058,81 1.051.372.849,72 841.264.074,59 673.143.921,67 538.621.287,85 430.981.967,44 344.853.537,06 275.937.210,86Mantenimiento Reactivo 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00Impuestos 5.707.217.545,94 4.460.991.024,01 3.547.240.853,25 2.816.096.624,05 2.231.065.943,90 1.762.949.144,16 1.388.381.885,32 1.088.669.011,37 848.851.449,40 656.959.582,12DesincorporaciónFlujo de Caja ‐211.463.129,13 8.852.165.502,31 6.919.208.971,97 5.501.939.054,68 4.367.899.626,39 3.460.489.252,95 2.734.417.861,35 2.153.446.251,23 1.688.577.347,60 1.316.608.917,83 1.018.975.516,96
11 12 13 14 15 16 17 18 19 202023 2024 2025 2026 2027 2028 2029 2030 2031 2032
Producción barriles ($) 1.789.128.343,73 1.431.584.809,15 1.145.493.599,14 916.575.516,37 733.404.951,23 586.839.614,28 469.564.232,30 375.725.433,14 300.639.596,02 240.559.085,77Inversión InicialCostos de materiales 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74 204.770.215,74Instalación de la tuberia 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57 13.946.238,57Inflación por costos de materiales y ejecucion 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65 65.380.917,65Producción Pérdida por condiciones atmosfericas adversas 220.793.282,23 176.669.443,48 141.363.414,44 113.113.023,66 90.508.256,13 72.420.877,48 57.948.122,30 46.367.635,89 37.101.420,59 29.686.987,13Mantenimiento Reactivo 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00Impuestos 503.415.828,17 380.556.612,13 282.249.865,18 203.588.965,28 140.647.841,03 90.285.016,21 49.986.814,46 17.741.898,29 ‐8.059.119,46 ‐28.704.002,32Desincorporación 13.946.238,57Flujo de Caja 780.821.861,36 590.261.381,57 437.782.947,55 315.776.155,47 218.151.482,10 140.036.348,62 77.531.923,57 27.518.526,98 ‐12.500.077,08 ‐58.467.509,59
Años
Años (continuación)
(Elaboración propia, 2013)
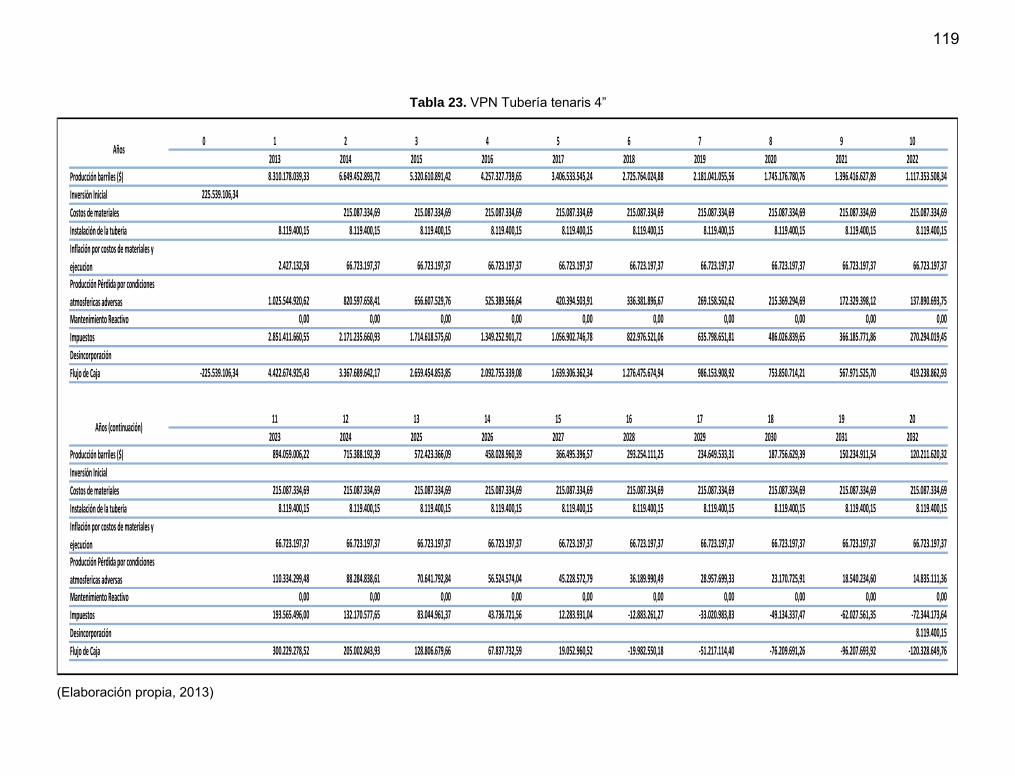
119
Tabla 23. VPN Tubería tenaris 4”
0 1 2 3 4 5 6 7 8 9 102013 2014 2015 2016 2017 2018 2019 2020 2021 2022
Producción barriles ($) 8.310.178.039,33 6.649.452.893,72 5.320.610.891,42 4.257.327.739,65 3.406.533.545,24 2.725.764.024,88 2.181.041.055,56 1.745.176.780,76 1.396.416.627,89 1.117.353.508,34Inversión Inicial 225.539.106,34Costos de materiales 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69Instalación de la tuberia 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15Inflación por costos de materiales y ejecucion 2.427.132,58 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37Producción Pérdida por condiciones atmosfericas adversas 1.025.544.920,62 820.597.658,41 656.607.529,76 525.389.566,64 420.394.503,91 336.381.896,67 269.158.562,62 215.369.294,69 172.329.398,12 137.890.693,75Mantenimiento Reactivo 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00Impuestos 2.851.411.660,55 2.171.235.660,93 1.714.618.575,60 1.349.252.901,72 1.056.902.746,78 822.976.521,06 635.798.651,81 486.026.839,65 366.185.771,86 270.294.019,45DesincorporaciónFlujo de Caja ‐225.539.106,34 4.422.674.925,43 3.367.689.642,17 2.659.454.853,85 2.092.755.339,08 1.639.306.362,34 1.276.475.674,94 986.153.908,92 753.850.714,21 567.971.525,70 419.238.862,93
11 12 13 14 15 16 17 18 19 202023 2024 2025 2026 2027 2028 2029 2030 2031 2032
Producción barriles ($) 894.059.006,22 715.388.192,39 572.423.366,09 458.028.960,39 366.495.396,57 293.254.111,25 234.649.533,31 187.756.629,39 150.234.911,54 120.211.620,32Inversión InicialCostos de materiales 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69 215.087.334,69Instalación de la tuberia 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15 8.119.400,15Inflación por costos de materiales y ejecucion 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37 66.723.197,37Producción Pérdida por condiciones atmosfericas adversas 110.334.299,48 88.284.838,61 70.641.792,84 56.524.574,04 45.228.572,79 36.189.990,49 28.957.699,33 23.170.725,91 18.540.234,60 14.835.111,36Mantenimiento Reactivo 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00Impuestos 193.565.496,00 132.170.577,65 83.044.961,37 43.736.721,56 12.283.931,04 ‐12.883.261,27 ‐33.020.983,83 ‐49.134.337,47 ‐62.027.561,35 ‐72.344.173,64Desincorporación 8.119.400,15Flujo de Caja 300.229.278,52 205.002.843,93 128.806.679,66 67.837.732,59 19.052.960,52 ‐19.982.550,18 ‐51.217.114,40 ‐76.209.691,26 ‐96.207.693,92 ‐120.328.649,76
Años
Años (continuación)
(Elaboración propia, 2013)

120
Tabla 24. VPN Tubería convencional 2”
0 1 2 3 4 5 6 7 8 9 102013 2014 2015 2016 2017 2018 2019 2020 2021 2022
Producción barriles ($) 16.629.746.994,62 13.306.420.001,08 10.647.234.338,71 8.519.466.472,14 6.816.916.643,41 5.454.608.299,15 4.364.546.796,37 3.492.325.698,38 2.794.411.276,27 2.235.969.681,91Inversión Inicial 110.789.750,80Costos de materiales 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80Instalación de la tuberia 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60Inflación por costos de materiales y ejecucion 10.171.340,09 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16Producción Pérdida por condiciones atmosfericas adversas 6.227.409.601,29 4.982.909.703,94 3.987.113.536,34 3.190.319.571,53 2.552.758.750,34 2.042.609.554,10 1.634.409.749,82 1.307.785.535,88 1.046.434.658,17 837.312.742,63Mantenimiento Reactivo 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22Impuestos 4.060.321.515,95 3.190.728.934,19 2.538.687.176,74 2.016.950.947,93 1.599.479.690,40 1.265.436.851,81 998.149.904,51 784.278.197,21 613.147.105,17 476.215.245,25DesincorporaciónFlujo de Caja ‐110.789.750,80 6.297.751.533,47 4.948.972.134,17 3.937.624.396,86 3.128.386.723,90 2.480.868.973,90 1.962.752.664,46 1.548.177.913,27 1.216.452.736,51 951.020.284,15 738.632.465,25
11 12 13 14 15 16 17 18 19 202023 2024 2025 2026 2027 2028 2029 2030 2031 2032
Producción barriles ($) 1.789.128.343,73 1.431.584.809,15 1.145.493.599,14 916.575.516,37 733.404.951,23 586.839.614,28 469.564.232,30 375.725.433,14 300.639.596,02 240.559.085,77Inversión InicialCostos de materiales 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80 107.430.639,80Instalación de la tuberia 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60 34.025.821,60Inflación por costos de materiales y ejecucion 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16 42.285.585,16Producción Pérdida por condiciones atmosfericas adversas 669.982.233,00 536.091.438,34 428.957.688,88 343.233.795,01 274.641.161,79 219.756.238,60 175.839.645,04 140.699.444,83 112.581.743,27 90.083.148,04Mantenimiento Reactivo 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22Impuestos 366.648.164,03 278.977.221,02 208.826.641,46 152.695.115,52 107.781.043,18 71.842.702,64 43.086.362,96 20.076.756,53 1.665.442,91 ‐13.066.511,33Desincorporación 34.025.821,60Flujo de Caja 568.688.717,92 432.706.921,01 323.900.040,02 236.837.377,07 167.173.517,48 111.431.444,27 66.828.995,52 31.140.003,00 2.583.181,06 ‐54.292.601,32
Años
Años (continuación)
(Elaboración propia, 2013)
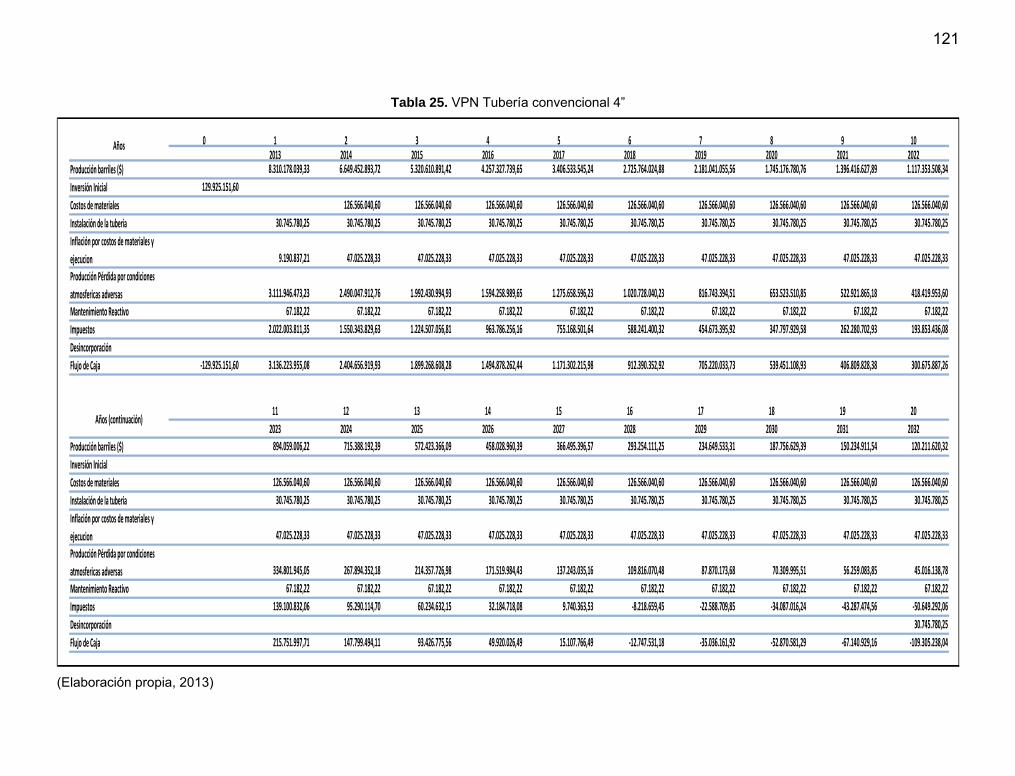
121
Tabla 25. VPN Tubería convencional 4”
0 1 2 3 4 5 6 7 8 9 102013 2014 2015 2016 2017 2018 2019 2020 2021 2022
Producción barriles ($) 8.310.178.039,33 6.649.452.893,72 5.320.610.891,42 4.257.327.739,65 3.406.533.545,24 2.725.764.024,88 2.181.041.055,56 1.745.176.780,76 1.396.416.627,89 1.117.353.508,34Inversión Inicial 129.925.151,60Costos de materiales 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60Instalación de la tuberia 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25Inflación por costos de materiales y ejecucion 9.190.837,21 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33Producción Pérdida por condiciones atmosfericas adversas 3.111.946.473,23 2.490.047.912,76 1.992.430.994,93 1.594.258.989,65 1.275.658.596,23 1.020.728.040,23 816.743.394,51 653.523.510,85 522.921.865,18 418.419.953,60Mantenimiento Reactivo 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22Impuestos 2.022.003.811,35 1.550.343.829,63 1.224.507.056,81 963.786.256,16 755.168.501,64 588.241.400,32 454.673.395,92 347.797.929,58 262.280.702,93 193.853.436,08DesincorporaciónFlujo de Caja ‐129.925.151,60 3.136.223.955,08 2.404.656.919,93 1.899.268.608,28 1.494.878.262,44 1.171.302.215,98 912.390.352,92 705.220.033,73 539.451.108,93 406.809.828,38 300.675.887,26
11 12 13 14 15 16 17 18 19 202023 2024 2025 2026 2027 2028 2029 2030 2031 2032
Producción barriles ($) 894.059.006,22 715.388.192,39 572.423.366,09 458.028.960,39 366.495.396,57 293.254.111,25 234.649.533,31 187.756.629,39 150.234.911,54 120.211.620,32Inversión InicialCostos de materiales 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60 126.566.040,60Instalación de la tuberia 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25 30.745.780,25Inflación por costos de materiales y ejecucion 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33 47.025.228,33Producción Pérdida por condiciones atmosfericas adversas 334.801.945,05 267.894.352,18 214.357.726,98 171.519.984,43 137.243.035,16 109.816.070,48 87.870.173,68 70.309.995,51 56.259.083,85 45.016.138,78Mantenimiento Reactivo 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22 67.182,22Impuestos 139.100.832,06 95.290.114,70 60.234.632,15 32.184.718,08 9.740.363,53 ‐8.218.659,45 ‐22.588.709,85 ‐34.087.016,24 ‐43.287.474,56 ‐50.649.292,06Desincorporación 30.745.780,25Flujo de Caja 215.751.997,71 147.799.494,11 93.426.775,56 49.920.026,49 15.107.766,49 ‐12.747.531,18 ‐35.036.161,92 ‐52.870.581,29 ‐67.140.929,16 ‐109.305.238,04
Años
Años (continuación)
(Elaboración propia, 2013)