79333152 399 20 79 23.3 .o23 -88 - 148.206.53.84148.206.53.84/tesiuami/uam9604.pdf · el objetivo...
TRANSCRIPT

PROYECTO TERMINAL DE SERVICIO SOCIAL
Nombre : ERIC
Matrícula : 79333152 -- -- c-
Teléfono : 399 20 79
Clave Servicio Social : 23.3 .O23 -88 Carrera : INGENIERIA BIOQUIMICA INDUSTRIAL
Lugar Servicio Social : INSTITUTO DE INVESTIGACIONES I_..- A/--- ---\ ---- --
BIOMEDICAS, UNAM.
Horas Semana : 20
Horas Totales : 560
Fecha de Inicio: l P d e JUNIO d e 1988
Fecha de Terminación : 31 d e ENERO de 1989 - - -- -.*. Nombre del Tutor : M. en C. SUSANA SAVAL, INVESTIGADOR ASOCIADO
Y JEFE 'bE LA UNIDAD DE ESCALAMIENTO DEL
INSTITUTO DE INVESTIGACIONES BIOMEDICAS DE
LA UNAM,. /'
Título del Proyecto : I*DISENO Y CONSTRUCCION DE UN FERMENTADOR.(,
CONVENCIONAL DE 1000 LITROS"/

O h
septiembre 6 de 1989.
M. en C. Arturo Preciado Ldpez Secretario Académico de la D. C. B. S. UAM-Iztapalapa Preselite.
Por medio de la presente me permito comunicar a Ud. , ~
que el alumno: ERIC SANDOR GONZALEZ BRUN, Matrfcula 79333152, cumplid su servicio social del l o de Junio de 1988 al 31 de enero de 1989, trabajando en el proyecto: "DISEflO Y CONSTRUCCION DE UN FERMENTADOR CONVENCIONAL DE 1000 LITROS". Cubriendo un total de 560 horas.
Atentamente, /
C.C.P. Director de Divisi6n C.C.P. Director de Carrera
I
M. en C. Susana Caval Jefe de la Unidad de Escalamiento Depto. de Biotecnologfa

.
Mi reconocimiento y gratitud al INSTITUTO DE INVESTIGACIONES BIOMEDICAS de la UNIVERSIDAD NACIONAL AUTONOMA DE MEXICO, por brindarme la oportunidad de dar una pequeña contribución al crecimiento de sus instalaciones, con las cuales busca dar apoyo a la formación científica y tecnológica de México.

Mi agradecimiento a:
M. en C . SUSANA SAVAL de HAD
Ing. A B E L BLANCAS
Ing. FERNANDO GARCIA HERNANDEZ
y a todas aquellas personas que desinteresadamente colaboraron
conmigo para la culminación de este trabajo.

Este trabajo, al igual que mi formación profesional, los dedico con amor y respeto a:
Mis padres
FIDEL GONZALEZ HERNANDEZ
ANA MARIA BRUN DE GONZALEZ
Mis hermanos
VICENTE AUGUSTO
SERGIO ADRIAN
ANA LORENA
Mis sobrinos
LORENA ROMINA
RODRIGO
DIEGO AUGUSTO
.

C O N T E N I D O . Página
CAPITULO 1 1.1 - TITULO DEL PROYECTO.............................. 1.2 - INTRODUCCION 2 '
1.3 - OBJETIVO......................................... 6
1 .....................................
CAPITULO 2 2.1 - DESCRIPCION DEL FERMANTADOR. ..................... 2.2 - REGLAS DE DISEÑO .................................
7
10 2.3 - SELECCION DE AGITADORES Y DISPERSORES I)E
AIRE (RESPUESTA DINAMICA) ........................ 17
2.4 - DIMENSIONES DEL FERMENTADOR... ................... 18
23
29
2.5 - CALCULO DE LA POTENCIA DEL MOTOR Y HOLD-UP....... 2.6 - MATERIALES DE CONSTRUCCION. ......................
CAPITULO 3
3.1 - CUERPO CILINDRICO................................ 35
3.2.- FONDO DEL FE~NTA~R............................ 4 1
3.3 - TAPA DEL FERMENTADOR............................. 46 3.4 - DIFUSOR E IMPULSORES.... ......................... 7 1
3.5 - SELECCION DE FLECHA Y SELLO...................... 7 5
CAPITULO 4
4.1 - CONTROL DE ESP~A............................ .... 92 4.2 - ESTERILIZACION.......... ......................... 94
4.3 - CONTROL DE TEMPERATURA........................... 97
4.4 - CONTROL DE OXIGENO Y PH .......................... 100 4.5 - DIAGRAMA MECANICO DE FLUJO.... ................... 103
4.6 - BIBLIOGRAFIA................... .................. 104 4.7 - RESUMEN FOTOGRAFICO............... ............... 106

CAPITULO 1
1.1 - TITULO DEL PROYECTO
1.2 - INTRODUCCION
1.3 - OBJETIVO

-1-
1.1 TITULO DEL PROYECTO:
DISERO Y CONSTRUCCION DE UN FERMENTADOR
CONVENCIONAL DE 1000 LITROS
ERIC SANDOR GONZALEZ BRUN
.

-2-
1.2 INTRODUCCION . Las fermentaciones pueden ser vistas como una reaccidn
quSmica catalizada, en la cual las Enzimas son el catalizador
y el material celular el soporte catalltico.
para poder diseñar una unidad fermentativa o fermentador y un
proceso de fermentacian adecuado, s e requiere de entender las
necesidades por parte de los Microorganismos participantes. - En general la materia 1io16gica activa requiere de condicio-
nes de supervivencia y manutención como lo son el Sustrato O
alimentación, fuente carbonada, sales minerales y vitaminas,
a s í como en la mayorfa de las veces, aire. Para poner en cog
tacto a los microorganismos con este medio ambiente creado de
manera artificial, y bajo condiciones controladas, se requie-
re de medios mecánicos para la agitación, o en algunos casos,
es el mismo aire el que proporciona este movimiento de contac - to, como en el caso de los fermentadores tipo "Air-Lift" usa-
dos en la industria de l a Cervecerla.
Debido a ésto,
De esta forma, se puede decir que el equipo básico de
fermentacibn, se compone de recipiente o tanque agitado por - medios mecánicos y de un número adecuado de servicios que per - mitan mantener las condiciones apropiadas para realizar con - éxito el proceso requerido.
El desarrollo de los procesos biotecnol6gicos se lleva
a cabo comúnmente en tres etapas, las cuales se van logrando
después de comprender hasta su totalidad cada una de ellas -

- 3 -
para pasar a la inmediata siguiente. A éste desarrollo por - etapas se le conoce como "ESCALAMIENTO", que viene a ser el -
. estudio de los problemas asociados con la transferencia de da - tos desde el laboratorio de investigación hasta una escala in - dustrial o viceversa. Este paso de una escala a otra, viene
a convertirse en un problema de gran importancia que no ~610
se da' en la biotecnologla, sino en l a industria en general. - Dentro de las fermentaciones el situarles a nivel industrial
o de produccibn, requiere de haber obtenido datos y experien-
cias, que al ser "escaladas" desde el laboratorio de investi-
gación y planta piloto, el análisis tanto biológico como fisi .-
coqulmico de cada una de estas etapas, deberá hacerse de mane I
ra cuidadosa y detallada.
La idea o concepcidn de un proyecto, generalmente se - desarrolla en el laboratorio de investigacibn, en donde se rng
nejan volúmenes desde algunos mililitros, hasta de un litro o
más, llevándose a cabo en matraces o en pequeños fermentado-
res. En esta etapa donde se buscan nuevos productos, se mejo - ran cepas de produccibn, se estudian mecanismos de control, - se lleva a cabo la caracterización del microorganismo y donde
se diseñan nuevos medios de cultivo.
En la planta piloto, que es la etapa siguiente a l iabo - ratorio de investigacibn, Los volúmenes adquieren un rango 5
y 1000 litros y es aqul donde se estudian los efectosdeairea
ción, temperatura, se controla el pH y es en esta etapa, don-
de los fermentadores pueden ser provistos de instrumental de

-4-
medicidn que puede ser conectado a equipos de c6mputo para PO - der determinar y manipular la dinámica de un cu,ltivo.
ésta etapa, por lo tanto, donde se puede optimizar informa-
cidn y obtener los criterios necesarios para poder desarro-
llar una unidad fermentativa prototipo.
. Es en
En’los fermentadores industriales o de produccibn, los
volúmenes manejados oscilan entre 5,000 y 500,000 litros ( n i -
gunos autores hasta 100,000 litros), por tanto, es donde los
procesos reditúan bienes económicos y donde se trata de incre - mentar la productividad, tomando en cuenta el tiempo de opera - cián.
La forma más común de escalamiento, es a partir del l a -
boratorio de investigacidn, se pasa a la planta piloto, y se
llega al nivel industrial, a la que se le conoce como Escala-
miento Ascendente o “Scale-Up”); pero también puede haber la
necesidad de escalar las condiciones ambientales dadas en un
volumen de produccidn hacia nivel laboratorio de investiga-
cion, con el objeto de estudiarlas y obtener los datos que - permitan manipular dichas condiciones, que generalmente tien-
den a mejorar l a productividad. A este escalamiento a partir
de un volumen industrial, planta piloto y laboratorio se le - denomina Escalamiento Descendente o t’Scale-Down”, en donde es
importante determinar el tamaño mlnimo a escalar.
Al llevar a cabo el escalamiento de un proceso de for-
ma Ascendente o Descendente, se deberán considerar algunos -
. ” .
-5-
criterios, como los que exponen a continuacidn Aiba y colabo- (1) radores .
-Tasa volumétrica de transferencia de oxfgeno (Kla) constante.
-Velocidad del impulsor (N) constante. -Gasto de potencia por unidad de Volumen
-Factores de transferencia de momentum (NRe) (P/v) constante.
similares. -El tiempo de mezclado deberá ser igual. -Control de retroalimentación o estado esta- cionario para mantener lo más cerca posible a una constante a los factores medioambien- ta les .
En la práctica es diflcil mantener una geometría simi-
lar de una unidad fermentativa a otra para realizar un escala - miento en base a un análisis dimensional, por lo que algunos
autores como Oldshue(5), han demostrado que se pueden escalar
procesos obteniendo la productividad prevista alterando l a - geometrfa establecida. Cabe decir que al mantener la simili-
tud geométrica, es imposible escalar más de un criterio.

-
-6-
1.3 OBJETIVO . El objetivo en la realizacidn de este proyecto, es el
proporcionar a los medios de investigacibn relacionados con - la Biotecnologla, un vehlculo que apoye la realizacidn de los
diversos ensayos sobre los procesos bioqufmicos que involu- - cren fermentaciones sumergidas en niveles de planta piloto
(1000 litros). Este vehlculo, se trata de un fermentador con - vencional con un volumen de operacidn de 1000 litros y que - tiene como mecanismo de agitacian, tres impulsores compuestos
cada uno, de una turbina de seis aspas planas para un flujo - radial. Esta unidad fermentativa complementard el equipo de
investigacidn instalado en l a unidad de escalamientc de l Ins-
tituto de Investigaciones Biomédicas de la Universidad Nacio-
nal Autdnoma de México, con lo que se conseguirá la formacidn
de una planta piloto, que otorgue l a ayuda necesaria para l a
realizaci6n de los procesos a desarrollar en la siguiente es-
cala de investigacibn, después de su obtencidn en el labora-
torio.
CAPITULO 2
2.1 - DESCRIPCION DEL FERMENTADOR
2.2 - REGLAS DE DISENO
2.3 - SELECCION DE AGITADORES Y DISPERSORES DE AIRE (RESPUESTA DINAMICA)
2.4 - DIMENSIONES DEL FERMENTADOR
2.5 - HOLD-UP
2.6 - MATERIALES P i CONSTRUCCION
- 7 -
2.1 DESCRIPCION DEL FERMENTADOR
En base a l a s necesidades de una planta p i l o t o para e l
desa r ro l l o de procesos b io tecnolbg icos , e l i n s t i t u t o de Inves - t i gac i ones Biomédicas de l a UNAM optó por e l desa r ro l l o de un
fermentador con un volumen operacional de 1000 l i t ros (1 m3).
Consiste esencialmente en un tanque ag i tado de cuerpo
c i l í n d r i c o , una tapa y un fondo toriesféricos de donde se aco
plan l a s d i ve rsas entradas y sa l i das de mater ia les para su - operación, además de los equipos aux i l i a r e s y de servicios.
E l planteamiento de es ta geometría se consideró en ba-
se a que es l a más adecuada para l a s necesidades de t ransfe-
renc ia de masa, requeridas en los procesos de fermentación.
Tomando en cuenta e l tamaño d e l fermentador, éste re-
qu ie re de una "chaqueta" o "camisa" que sea adecuida a l a s ne - cesidades de t ransferenc ia de c a l o r , por l o que se seiecciond
una d e l t i p o *'amartillada" o con hoyuelos que proporciona - - gran turbulencia y una mayor supe r f i c i e de contacto, conside-
rando que e s de gran importancia e l ahorro de energ ía a éstos
volúmenes.
En l a tapa d e l fermentador se l o ca l i z an l a s conexiones
necesar ias para control y servicios de una fermentacián, as€
como e l motor y dos m i r i l l a s que permiten una observaci6n d i -
r e c ta de l o ocurr ido dentro del tanque, y carga de l os nutr ien - tes.

-a-
En e l cuerpo c i l í n d r i c o se encuentran dispuestas tomas
de muestras y control, además de l os elementos necesar ios a - la chaqueta de vapor y sa l i da de condensados, a s í como una m i
r i l l a rectangular f r o n t a l que permite observar los n i v e l e s - d e l l í qu ido con e l que se e s t é operando l a unidad y fir.?.lm?xi-
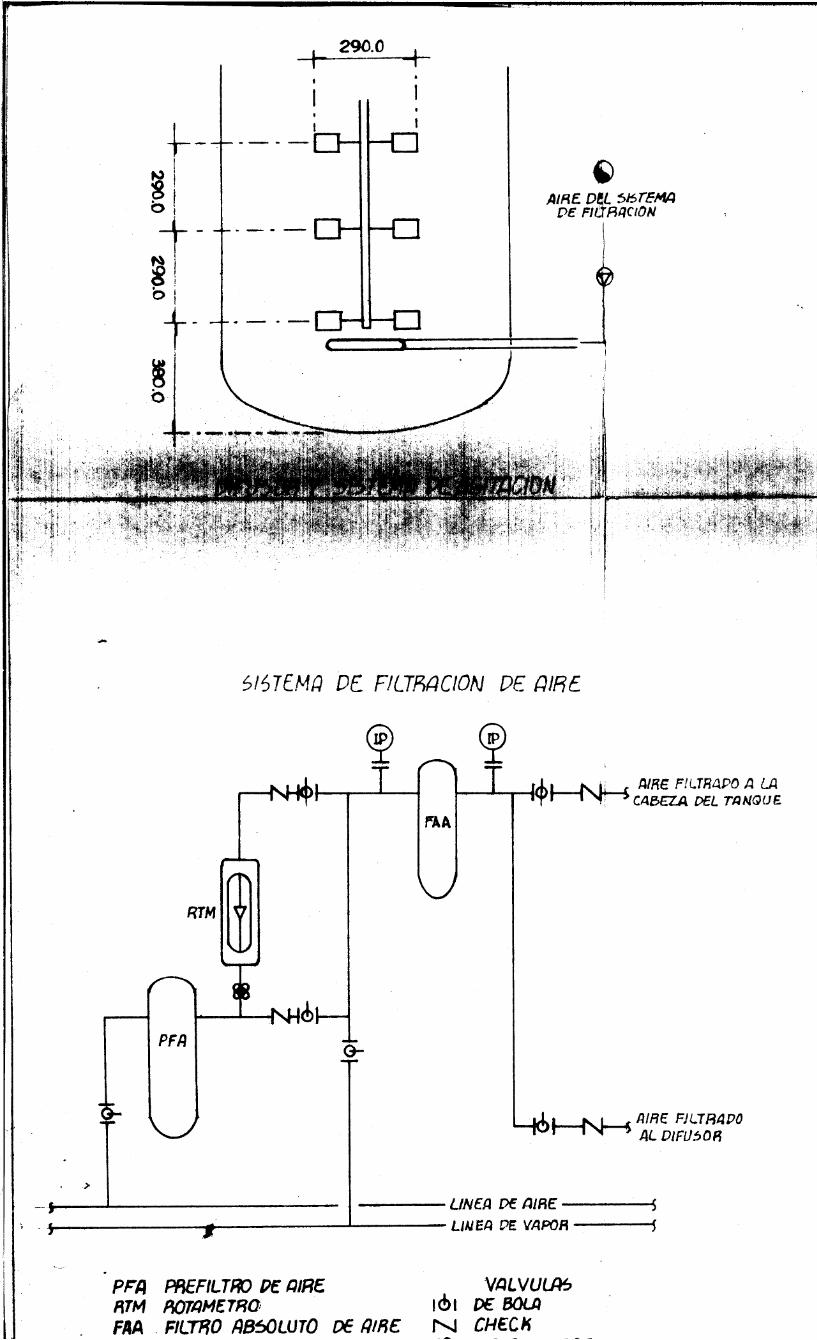
te, l a entrada de a i r e a l d i fuso r .
En e l fondo de l fermentador e s tá situada una toma de
muestra o cosecha d e l tanque.
En e l interior de l a unidad fermentativa se encuentra
e l sistema de ag i tac ión , que consiste en tres turbinas de - s e i s aspas planas dispuestas a l o l a r g o de una f l echa o e j e - de acero inox idable y en el cual, la geometría juega un papel
preponderante. Este sistema se complementa con cuatro 'Iba-
f f l es " o d e f l e c t o r e s dispuestas diametralmente y a 90' con - respecto a l a cara interna d e l tanque.
Tambien en e l interior y por debajo d e l Gltimo impul-
sor o turbina, se l o c a l i z a e l d i fusor , que cons is te en un tu-
bo c i r c u l a r oradado, que permite l a entrada en forma de burbu - j a s a l a i r e , necesar io para l a fermentación. Un diagrama ge-
nera l , se representa en l a F i g . l.
La in f raes t ruc tura a ocupar es l a plataforma, a l a que
se harán modi f icaciones necesar ias para dar cabida a l fermen-
tador, equipos aux i l i a r e s y de servicios.

z o 3
9
P W
O (u
. .I 1
8 I- o W a a
I S
1 5 W 3 2 a
cu o
E 8 a
d W
- B o a
H 3 8
o n

-10-
2.2 REGLAS DE DISER0
En los tanques más comúnmente usados en l a industria y
l a investigación, se emplean los cr i ter ios de selecci6n según
las necesidades de cada caso:
- S i se requiere ahorro de material (metal): Diámetro = A l tu ra
- S i se requiere transferencia de calor:
Diámetro > Altura
- S i se requiere transferencia de masa: Diámetro < A l t u r a
En e l caso de l a industria de l a fermentación, l o que
se requiere es un tanque esbelto donde e l diámetro es menor - que l a altura, que f a c i l i t e l a transferencia de masa.
t
E l ci l indro se puede cerrar con tapas chicas , esféri-
cas o curvas.
En las tapas curvas las hay:
-Toriesféricas, que tienen una parte recta
- E l ipsoidale s
-Hemisfericas
Para e l calentamiento, e l reactor se encaja en otro c i - lindro pero cerrado por abajo, a l que se l e denomina chaqueta
o camisa. Se cierra con f i erro ángulo soldado.

-11-
Espesores de cabezas o tapas.
Estos se encuentran determinados por l a pres ión inter -
na de trabajo:
c
- S i l a cabeza es e l i p s o i d a l ( s i n pa r t e r e c t a ) :
PD
2Se t = -
- S i l a cabeza es cónica:
PM 2(COS A) Se
t = 4
-S i l a cabeza es hemis€erica:
-Si l a cabeza es t o r i e s f é r i c a :
PLM t = PLW ¿j t = 2Se 2Se-0.2P
Donde :
t = Espesor indispensable (pg)
D = Diámetro interno (pg)
P = Presi6n máxima interna de t raba j o (manométrica) (lb/pg2 1
S = Máximo es fuerzo t e n s i l permit ido en e l mater ia l (ib/pg2)
e = E f i c i e n c i a de soldadura

-12-
L = Radio de corona
W = 0.8991 - 0.2805 I n Radio Codillo Radio Corona
Radio de Corona 1 4 Radio de Cod i l l o
-13-
volumen de cabezas Toriesféricas.
E l volumen tanto de cabezas toriesféricas, a s í como - - del fondo toriesférico se obtiene con l a suma de volúmenes
parciales de las tres secciones que l o componen:
Volumen de l a sección del toro:
Vt = ~ ~ ( D - 2 r ) r ~ / 4
Volumen de l a sección cil índrica:
VC = 0.785 (D -2 r I 2 r
Volumen del segmento de esfera:
V s = Se obtiene tabulado (vr. Manual de l
Ing. Químico Perry-Chilton)

CABEZA DEL REACTOR TAPA TORIE4FERICA
t LONGITUD EC?ESOR PdlTE RECTA
1/4" 2 1/4"
3/3 'I 3
5/8 3 1/2"
1 l/€P 4 1/2"
1 'I 4 I'
-14-
PROFIJT'?DIDAD (h) = 0.5 R
R ~ I O CODILLO (r) = 0.345 R
RADIO CORONA (L) = 1.81 R
donde:
R = D interno/2
1 c RADIO DE CORONA (L) = D interno - 6"
R.ID10 DE CODILLO (r) = 3 (e ) NUT7CA <6 $ D Siterno
T dTQUES
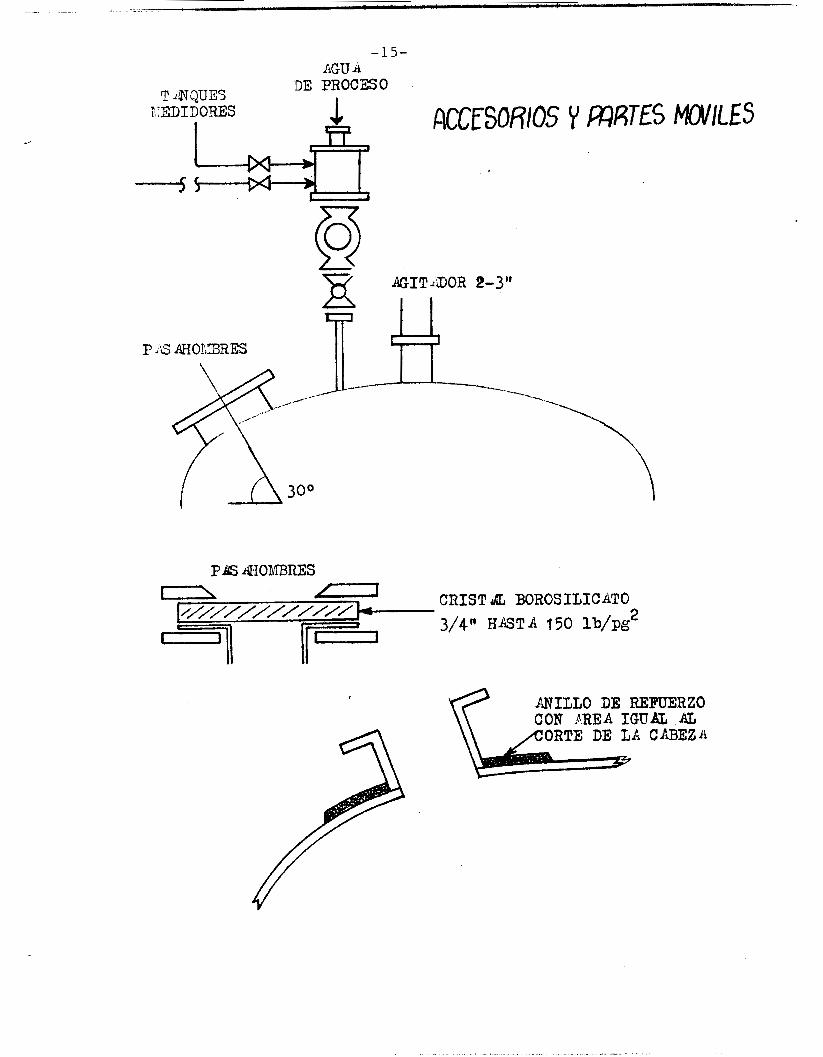
-15- fiGU H
DE PROCESO I
XEDIDORES J. 1 U I .
GRIST u& BOROSILICATO 3/4" HriSTA 150 ib/pg2
n 4z,///////////
ANILLO DE REIPrJERZO
/CORTE DE LA CIBEZH CON &REA IGUAL J&
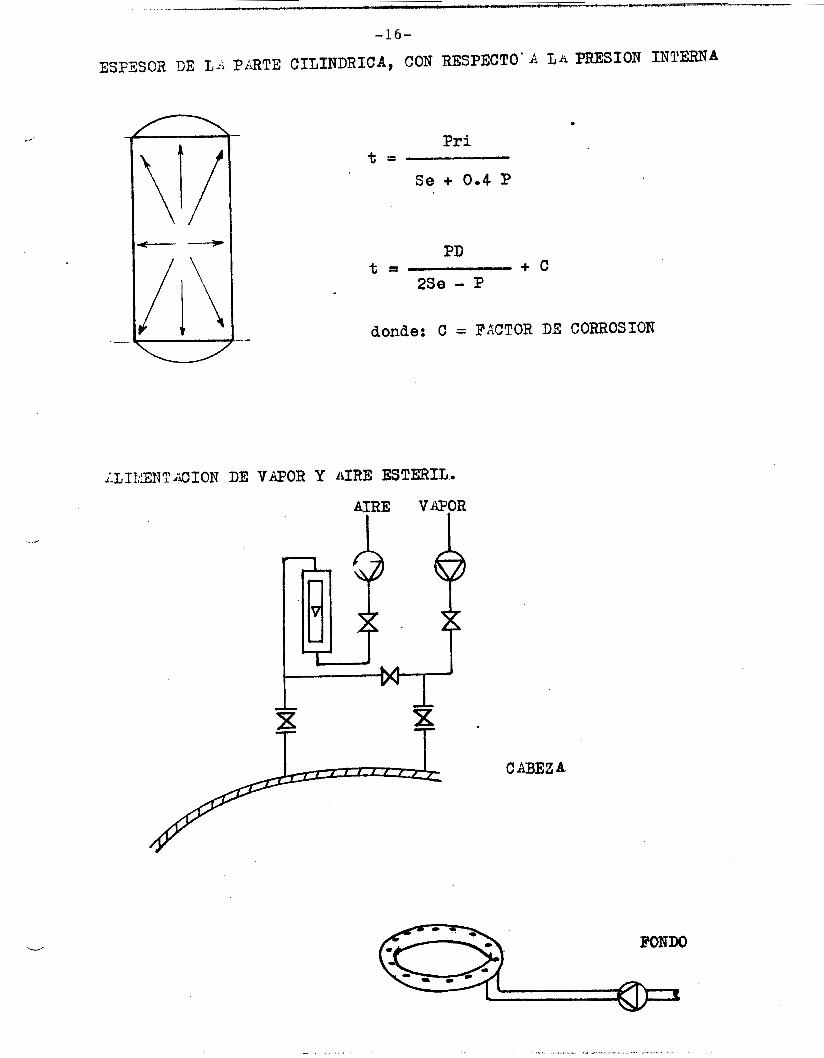
n . Pri
t = Se + 0.4 P
PD
2Se - P e = + c
--- donde: C = FACTOR DE CORROSION
CABEZA
. - ., , , ., .,. .- , , .a"-. , ~.

-17-
CAMISF O CHRWE7iS
7 1909 iiGU A . / 1 5OoC 25OC
T CONDENSADO
--~-CO"CJEaTA. CASI NUNCA
GLOBO. NUNCA
-e-BlrlCHO. ES BIJENB
BOLA. PREFERENTEMBNTE PARA BIOTECT?OLOGIA
.
, , __ . .." ... .. .
-18-
2.3 SELECCION DE AGITADORES Y DISPERSORES DE AIRE
Los ag i tadores por turbina para sistemas Gas-Líquido - son básicamente contactadores, l o s cuales crean un gran área
de t ransferenc ia y contacto ent re ambas fases . Una apl ica- - c i6n común involucra l a t ransferenc ia de masa de un gas solu-
b l e en un l í qu i do en donde una reacc ión puede ocurrir. En l a
industr ia , un gran número de ap l i cac iones requieren este sis-
tema, como por ejemplo:
Oxidacidn de compuestos qufmicos aromáticos, como e l
paso de Ciclohexano a Ciclohexanona.
Hidrogenacidn de g l i c é r i d o s no saturados.
Fermentaciones ba j o condic iones aerbbicas para produ-
c i r an t i b i ó t i c o s , e s t e ro ides y prote lna unicelular .
Las fermentaciones requieren de un adecuado abasteci--
miento de oxígeno en l a fase l í qu ida , para proporcionar c r e c i - miento c e lu l a r y resp irac ión.
Para entender las necesidades para un aprovechamiento
organizado d e l diseño, seguiremos las etapas mostradas en e l
diagrama de flujo de l a Figura 2. D e é s t a forma, podremos de - c i d i r sobre un ag i tador para los problemas de movimiento y - mezclado.

O G Q:
3,
c-, k. a
U
CT
L I
I VfJCWDQ D
4 I I
A
I .
-18-
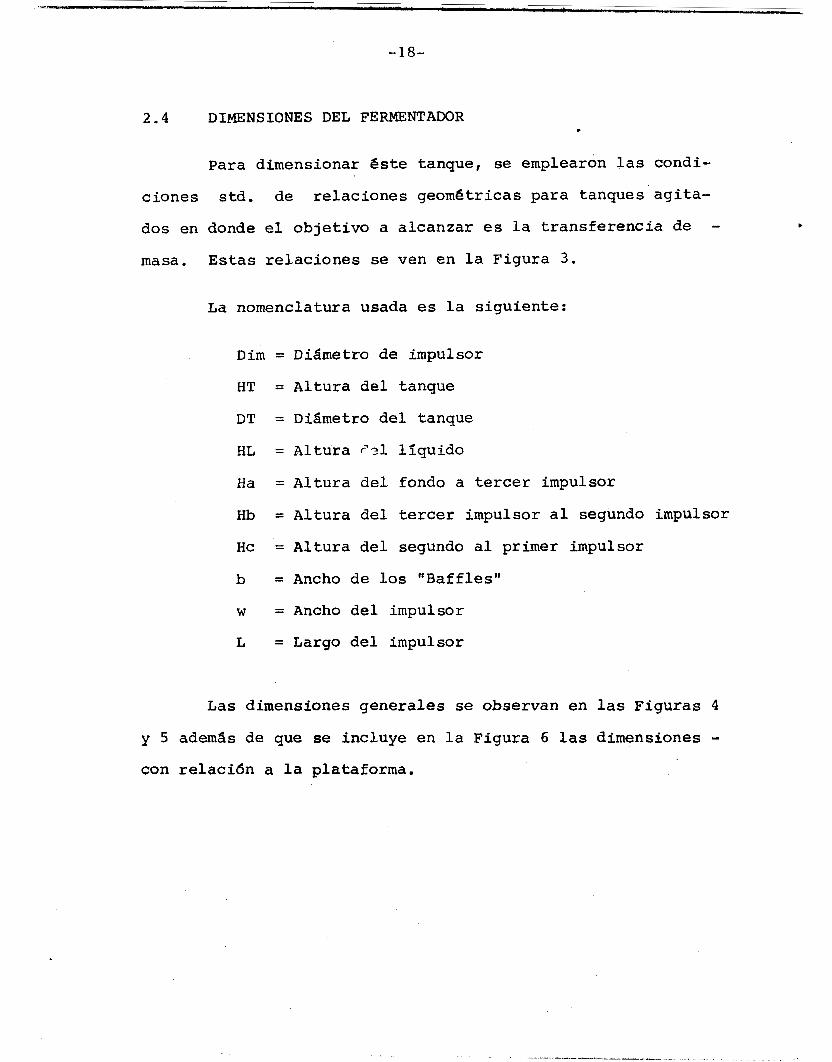
2 . 4 DIMENSIONES DEL FERMENTADOR . Para dimensionar éste tanque , se emplearon l a s condi -
c i o n e s s td . de r e l a c i o n e s geométricas para tanques agi ta-
dos en donde e l o b j e t i v o a a l c a n z a r es la t r a n s f e r e n c i a de -
masa. Estas r e l a c i o n e s se ven e n l a F i g u r a 3.
La nomenclatura usada es l a s i g u i e n t e :
D i m = Diámetro de impulsor
HT = A l t u r a d e l tanque
D T = Diámetro d e l tanque
HL = A l t u r a F.31 l í q u i d o
Ha = A l t u r a d e l fondo a tercer impulsor
Hb = A l t u r a d e l tercer impulsor a l segundo
H c = A l t u r a d e l segundo al primer impulsor
b = Ancho de los ffBaffles"
w = Ancho d e l impulsor
L = Largo d e l impulsor
impulsor
c
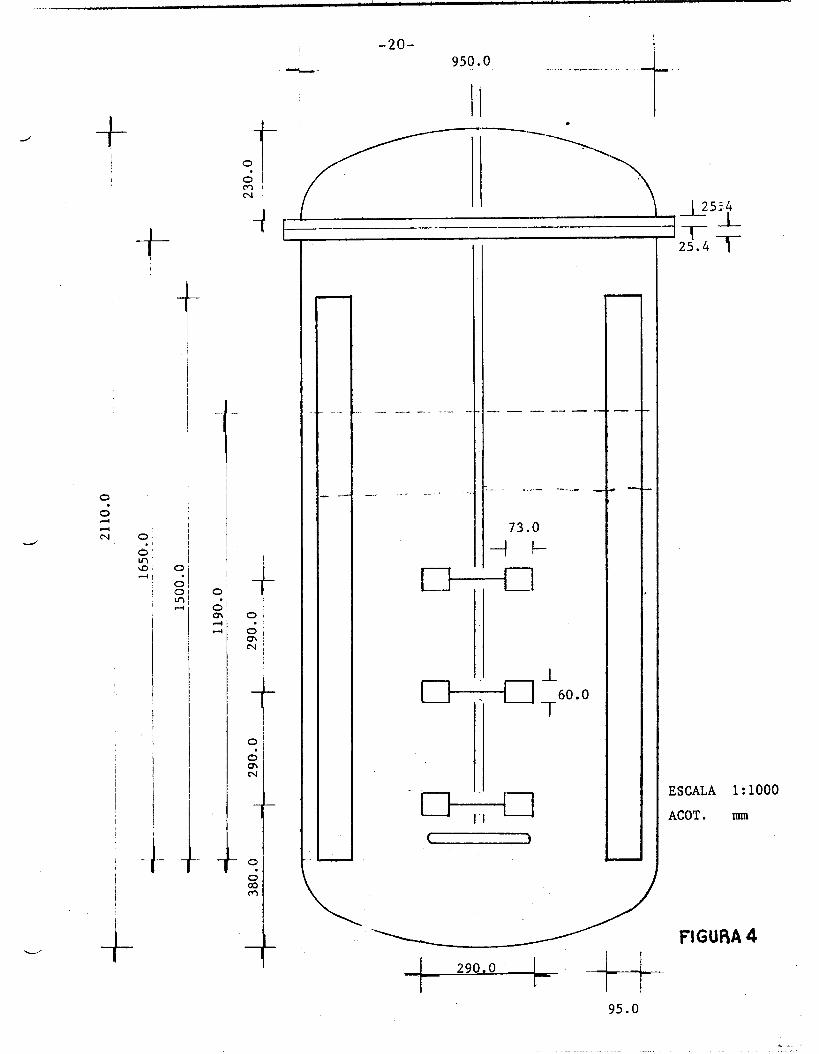
Las dimensiones g e n e r a l e s se observan en l a s F i g u r a s 4
y 5 además de que se i n c l u y e en l a F i g u r a 6 l a s dimensiones - con r e l a c i 6 n a la plataforma.

-19-
Fermentador 1 0 0 0 LITROS
RELACIONES GEOMETRICAS
ACERO INOXIDABLE 5/16" = 7 - 9 3 nU"l*
Dim DT -= 0 . 3 1
HT DT - = 1.73
HL HT - = 0 . 7 2
Ha D im - = 1 . 3
Hb D iiri -= 1.0
Hc Dim - = 1.0
- b = 0.10 D t
W Dim
-= 0.20
__--- I
'/-
-_
-3 I
-€I-
+--.
1 I Dim
t ,
HT
-
MtS . DT. = 0.95
Dim. = 0.29
HT = 1.65 '
HL = 1.19
Ha = 0.38
Hb = 0.29
Hc = 0 . 2 9
B = 0.95
w = 0.60
L =- C.073
L D im - = 0.25
FIGURA No. 3
+ +
I +
O
O m N I 1 -t
--- I
1 2 5 5 4
/ L
-
_-
ESCALA 1:lOOO ACOT. m
FiGURA 4 290.0 1 +t
95.0

+
-21-
RELACION DE VOLUMENES
I VOLUMEN SECCION TAPA VACIO I1 VOLUMEN SECCION RECTA VACIO
I11 VOLUMEN SECCION RECTA LIQUIDO IV VOLUMEN SECCION FONDO LIQUIDO
0.161 m3 0.326 m3 0.839 m3
0.161 m3
VOLUMEN TOTAL 1.487 m3
VOLUMEN DE OPERACION 1.0 m3
- CAPACIDAD DE 1.0 m3 67.24 %
ECUACIONES
h = 4V/ciT D2
V = Ti D2h/4
67.24 %
I
I1
111
IV 1
I 0 . 4 6 m
t 1.19 m
I I
I
I
0.23 + m 4-
FIGURA 5 .

! 0.8 5
-22-
--
I \ \ \
DIMENSIONES CON RELACION A LA PLATAFORMA

-23-
2.5 CALCULO DE LA POTENCIA DEL MOTOR
D e acuerdo a l a s d imens iones d e l fermentador:
-Diámetro de l tanque (T) = 0.95 m
-Diámetro d e l impulsor ( D i m ) = 0.30 m
S e p i e n s a e n un motor que pueda mane jar un número apro
ximado de 400 RPM como c o n d i c i o n e s máximas de o p e r a c i ó n p a r a
l a mezc la de f l u i d o s . Dentro de éstas c o n d i c i o n e s , podemos - tomar como r e f e r e n c i a l a s i n d i c a d a s por Aiba y colaboradores:
-Densidad de l í q u i d o s p = 0.8 - 1.65 gr/cm3
-Viscosidad de l í q u i d o s = 0.9 - 100.0 CP
-Tens ibn s u p e r f i c i a l o =27.0 - 72.0 Dinas/cm
Para e l c S l c u l o de l a p o t e n c i a r e q u e r i d a , i n i c i a l m e n t e
tomaremos c o n d i c i o n e s e s t a n d a r d de o p e r a c i e n de dens idad y - v i s c o s i d a d , referidas a l agua:
Considerando e l 100% de trabajo e n 400 RPM, tomaremos
un p o r c e n t a j e 6ptimo que p r o p o r c i o n e d u r a b i l i d a d , r e n t a b i l i o -
dad y economía, como l o es e l 60%, lo que n o s reduce e l traba
j o a aproximadamente 250 RPM.
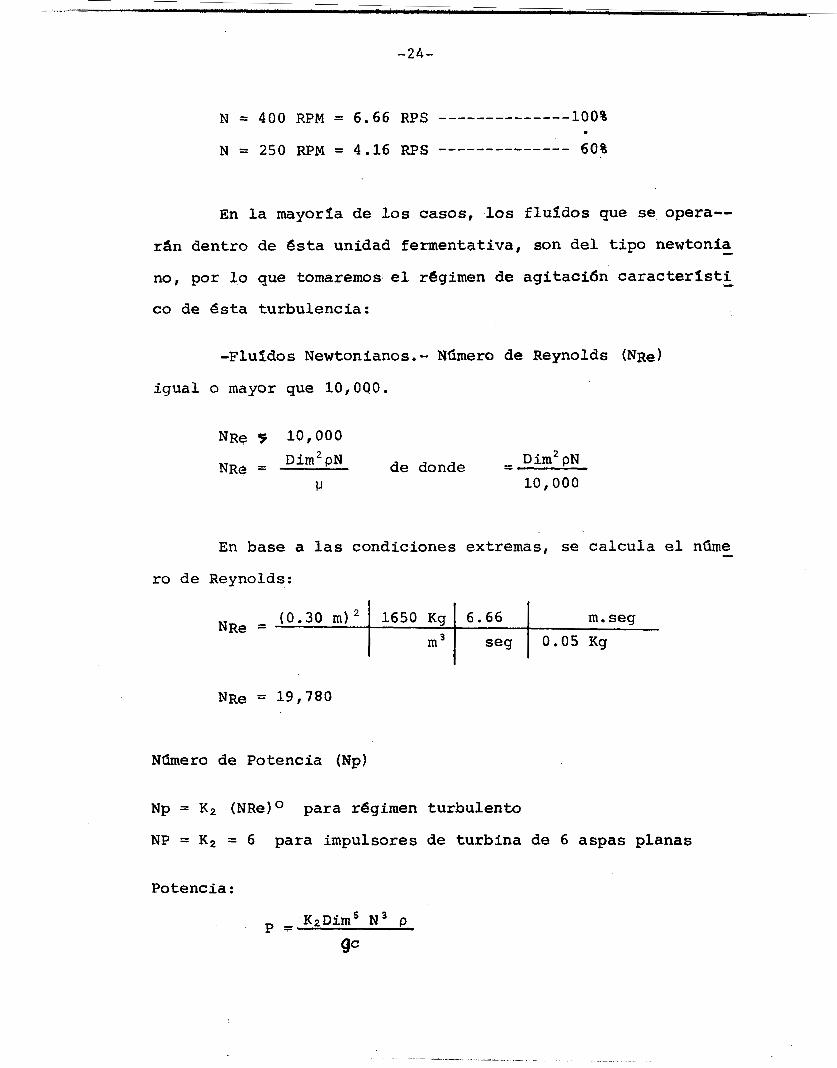
-24-
(0.30 m ) 2 NRe =
En l a mayoría de los casos, los f l u í d o s que se opera-
rán dentro de ésta unidad fermentativa, son de l t i p o newtonia - no, por l o que tomaremos e l régimen de ag i t ac i ón c a r a c t e r s s t i - co de és ta turbulencia:
1650 Kg 6.66 m.seg m 3 seg 0.05 Kg
-FluPdos Newtonianos. - Número de Reynolds (NRe)
i gual o mayor que 10,OQO.
- Dim' pN de donde - Dim2 pN NRe =
LO, O00 !J
En base a l a s condiciones extremas, se ca lcu la e l n b e - ro de Reynolds:
Nthero de Potencia (Np)
Np = K2 (NRe)O para régimen turbulento
NP = K2 = 6 para impulsores de turbina de 6 aspas planas
Potencia:
K 2 D i m S N 3 p P = 9=

-25-
P = 6 (0.30)~) ( 6 . 6 6 ) 3
Tomamos c o n d i c i o n e s máximas de o p e r a c i ó n d e densidad: . p = 1 .65 gr/cm3
= 725.16 Kgm/seg 1650 .9.8
725 .16 Kq.m 1 HP s e g 7 5 . 6 Kg.m
= 9 . 6 HP seg
P o t e n c i a l C a l c u l a d a (PI 10.0 HP
Vol aire vol medir
V.V.M =
E s t a p o t e n c i a se ve disminuída con l a a i r e a c i ó n .
C á l c u l o de l a p o t e n c i a con aireación (Pg)
minuto
P Na = - pg
Q D i m 3 N
N a =
Donde :
Na = Número de a i r e a c i ó n
Supondremos valores d e 0.5 W M . h a s t a 2 . 0 W M , debido a
- que ésta unidad fermentativa está d i s e ñ a d a p a r a m d l t i p l e s
usos, donde se i n c l u i r á n diversas velocidades d e l gas a t ra -
vés de l a s e c c i ó n t r a n s v e r s a l del tanque.

-Gastos de a i r e :
Para 0 . 5 W M
0.5 m 3 a i r e 1 .0 m 3 medio Q =
m medio-minuto
.
1 minuto 60 seg
2.0 m 3 a i r e 1.0 m 3 medio Q =
m 3 medio-minuto
8.3~10'~ m 3 aire/seg Q =
1 minuto 60 seg
8.3~10'~ Na = (0 .30 )3
3. 33X10m2 m 3 aire/seg Q = __--_._____
= 0.046 para 0.5 WM 6.66
Número de A i reac ión Na
Na = 3. 33X10'2 = 0.185 para 2.0 WM ( 0 . 3 0 ) 3 6.66
= 0.57 para 2.0 W M pg - = 0.72 para 0.5 VVM P P
Potenc ia real (Pg)
A 0 . 5 W M --___--- p g - - 7.2 HP (72%)
- 5 . 7 HP (57%) A ,2.0 W M --_____-. pg -

-27-
- pg Debemos tomar en cuenta que para- con valores cerca P
nos a 1 . 0 , e l sistema se torna ineficiente, y de manera con-
t r a r i a , cuando- pg tiende a valores de 0 . 3 , ex i s te mayor e f i - P
c iencia. Para nuestros valores, e l trabajo a 400 RPM (6.66
RPS) debemos considerar un gasto mayor a los 2.0 WM para dar - l e e f ic iencia a l sistema. Para caldos newtonianos que se ma-
nejan a 250 RPM (4.16 RPS) e l sistema se torna e f i c iente des-
de 0.5 a 2 . 0 WM, por lo que también se gana e n durabilidad - en un equipo con motor de 10.0 HP, debido a que las potencias
que manejará estarán en un rango del 50-70% de s u potencia no - minal.
Hold U p
El Hold up e s l a fracción volumétrica del a i r e en l a - dispersión. Este es un factor muy importante, dado que cono-
ciéndolo podemos predecir e l aumento del volumen e n e l tanque
en operación, con potencias y gastos diferentes. A continua-
ción se hace un resumen d e l hold up, con e l aumento d e l l l iqui - do de acuerdo a potencias y gastos de a i re :

VVM
0.5
1 .o
1.5
2 .o
0.5
1 .o
1.5
2.0
m Hr VS -
42.12
84.65
126.97
169.30
42.12
84.65
126.97
169.30
m3 aire Q seg
3
8.3X10'
1.6X10- a
2.5X10"
3.3X10"
8.3X10-
1.6X10' '
2.6X10- a
3.3X10' '
-28-
P (HI?)
5
5
5
5
10
10
10
10
Ho %
12.0
21 .I
24.5
30.5
18.5
24.5
36.5
38.5
AUMENTO DE W M LIQUIDO
90 14.2
90 25.0
90 29.19
90 36.2
250 22 .o
250 29.1
250 42.3
250 45.81
Potenc ia nominal 1 0 HP
Potenc ia con a i r e ( 0.5 W M ) 7.2 HP
Potenc ia con ai re ( 2.0 W M ) 5.2 HP

-29-
2.6 MATERIAL DEI CONSTRUCCION . El acero inoxidable es e l ma-erial prefi-'rido para pro-
cesos biológicos debido a que los recipientes construidos con
és te material, son resistentes a los factores más comúnmente
manifestados durante l a operación de l a industria fermentati-
va que son: temperatura, velocidad de reaccibn, pH, condicio-
nes óxido-reductoras y humedad. Por l o tanto, tomando en - cuenta que se t r a t a de un equipo para investigación y que se-
rá usado para una amplia.gama de fermentaciones l a s cuales en
mayor o menor medida producen metabolites corrosivos, ésta - eleccidn de material se hizo e n función de s u mSxima resisten - c i a a l atsque químico. Al ser ésta una de l a s principales ca
r a c t e r l s t i c a s de los aceros inoxidables, se buscó el más reco - mendable dentro d e l grupo, encontrándose como e l más adecuado
al acero inoxidable 316 L clave As 1 8 2 , además de ser e l más
cománmente usado en fermentadores para investigación, planta
pi loto y producción industrial.
TABLA 1
COMPOSICION DEL ACERO INOXIDABLE
ELEMENTO COMPOSICION EN %
C
C r
MO
N i
0.70
18.00 2.30
8.00
_ I . . . ._i_ . ," ". .. ... . .

d
-30-
COMPONENTES
COMPONENTE
Carbón
Molibdeno
Manganeso
columbium
Zirconium
S i l i c d n
Azu f re
TABLA 2
MENORES DEL ACERO INOXIDABLE
RANGO DE ADICION
%
0-0.4
0-3.25
0-1.2,
0-1.2
0-0.25
0.2-0.6
0-0.3
EFECTO DEL ADITIVO
Contro l de maleabi l idad e intemperismo.
Con f i e r e r e s i s t enc i a a l a cor ros ión química. Incrementa r e s i s t enc i a a l desgaste.
Brinda ca l i dad de corte y c a r a c t e r i s t i c a s de buena soldadura.
Es t ab i l i z ac idn después de l a soldadura.
Re f ina e l grano
Mejora maleabi l idad y moldeamiento . Mejora maleabi l idad y moldeamiento.

-31-
TABLA 3
PROPIEDADES FISICAS DEL ACERO INOXIDABLE
.
LPmite elástico mPnimo 120 Kg/mma
Carga de rotura 50-70 Kg/mz
M6dulo de elasticidad (aprox) 20,300 Kg/mrn'
Densidad 7.80 Kg/cm3
Conductividad térmica 0.035 CAL/cm S O C
Calor específico a 2OoC 0.035 CAL/$ O C
Los aceros inoxidables tipo 316 L y 317 con 2.5 a 3.5%
de molibdeno son más resistentes a l a corrosión. En e l grupo
de inoxidables e l nfquel aumenta en forma considerable l a re-
sistencia a la corrosión, formando una pelfcula exactamente - encima del cromo inoxidable.
d
Dos de los tipos más conocidos son las aleaciones 18:8
grados y por ésto, de los más usados:
FDP - Cr 18.0, Ni 8.0, S i , T i 0.6, Mn 0.4, 'C 0.12
FMP - Cr 18.0, N i 8.0, Mo 2.75, Mn 0.5, S i 0.3, C 0.07
Y se tienen a l menos otros siete 18:8 grados en regu--
l a r existencia.
-. -. .. . - , <^ "
-094360
-32-
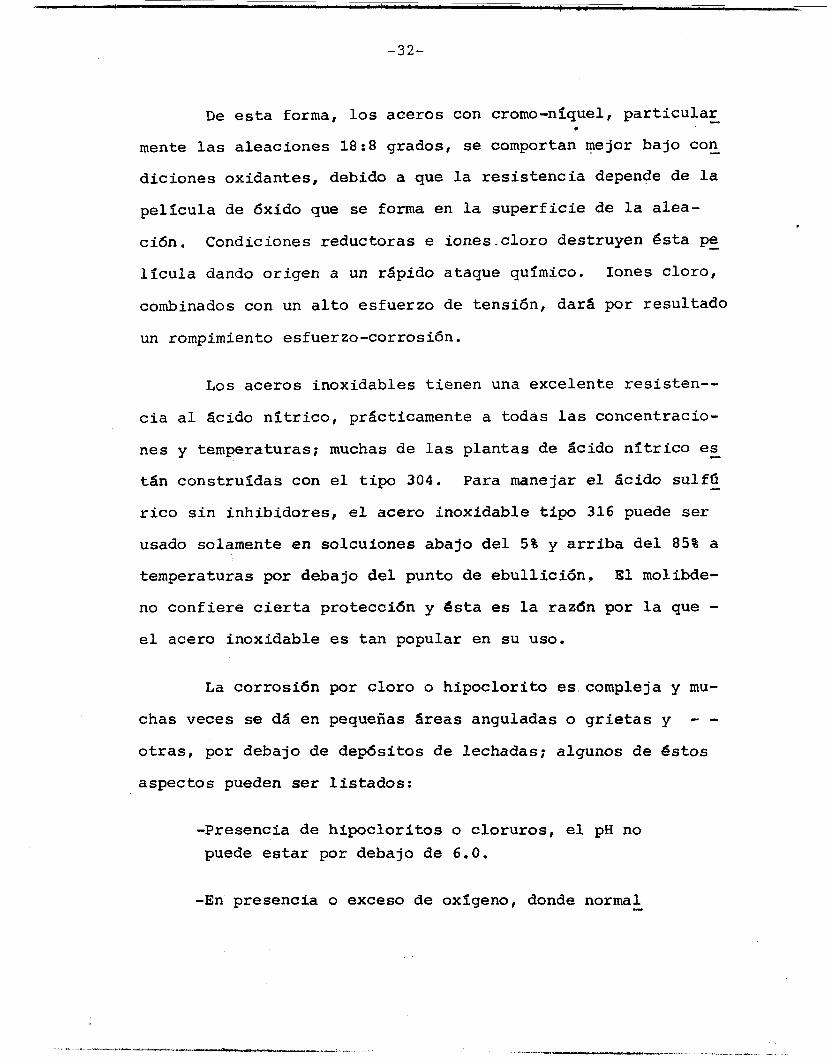
De es ta forma, los aceros con cromo-níquel, particular I
mente l a s aleaciones 18:8 grados, se comportan mejor bajo con - diciones oxidantes, debido a que l a resistencia depende de l a
.
película de Bxido que se forma en l a superficie de la alea-
cián.
l í c u l a dando origen a un rápido ataque químico.
combinados con un a l t o esfuerzo de tensión, dará por resultado
Condiciones reductoras e iones.cloro destruyen esta pe - Iones cloro,
un rompimiento esfuerzo-corrosión.
Los aceros inoxidables tienen una excelente resisten--
c i a a l ácido n í t r i c o , prácticamente a todas las concentracio-
nes y temperaturas; muchas de l a s plantas de ácido n í t r i co es - t d n construídas con e l tipo 304. Para manejar e l ácido su l f b
r i c o s i n inhibidores, e l acero inoxidable tipo 316 puede ser
usado solamente e n solcuiones abajo del 5% y arriba del 85% a
temperaturas por debajo del punto de ebullición. El molibde-
no confiere c i e r t a proteccidn y é s t a es l a razdn por l a que - e l acero inoxidable e s tan popular e n s u uso.
La corrosión por cloro o hipoclorito es compleja y mu-
chas veces se dá en pequeñas áreas anguladas o gr ie tas y - - otras , por debajo de depósitos de lechadas; algunos de éstos
aspectos pueden ser l istados:
-Presencia de hipocloritos o cloruros, e l pH no puede estar por debajo de 6.0.
-En presencia o exceso de oxígeno, donde normal -

- 3 3 -
mente se forma una película, l o s cloruros aparecen como inhibidores.
-Algunos agentes oxidantes forman una pe l fcu la . l e - chosa, donde e l hipoclorito se opone a ésta.
-Las condiciones anaerdbicas incrementan l a tasa de
corrosión. Esto se l leva a cabo s i e l sistema e s anaerobio, o s i l a s condiciones de aireación sólo se dan en pequeñas áreas.
-Para reducir l a incidencia de corrosión, se reco- mienda que a l tratamiento ácido, l e sigan lavados con detergentes y polifosfatos. Esta limpieza en s i t i o se aplica como método de limpieza de plan- t a s industriales.
Las aleaciones inoxidables fundidas, son también am- - pliamente usadas en l a fabricación de bombas, válvulas y co-
nexiones y es debido a 'sto q u e , para l a s diversas fermenta-
ciones que se puedan tener, e l más apropiado de los materia-
l e s para l a construcción de equipo, es e l acero inoxidable ti - PO 316, e l cual e s muy res is tente al ataque químico, a s í como
uno de l o s más usados y que se encuentra disponible fácilmen-
t e e n México, con s u s respectivas variantes.
En base a és te reconocimiento de materiales, e l acero
a u t i l i z a r e n l a fabricacidn d e l fermentador convencional de
1000 l i t r o s , e s e l s i g u i e n t e :

-34-
-Acero inoxidable 316 L en e l tanque agitado y p a r t e s . que e s t é n en c o n t a c t o con e l medio c e l u l a r .
-Acero inoxidable 3 0 4 en l a chaqueta .

.
CAPITULO 3
3.1 - CUERPO CILINDRICO
3.2 - FONDO DEL FERMENTADOR
3.3 - TAPA DEL FERMENTADOR
3.4 - DIFUSOR E IMPULSORES
3.5 - SELECCION DE FLECHA Y SELLO

.. -35-
3 . 1 CUERPO CILINDRICO . Después de haber sido determina6as l as dimensiones del
fermentador a s í como e l material para su construcci6n, e l si-
guiente paso es conocer e l espesor del cuerpo ci l índrico. Pa - r a lograr este objetivo, debemos saber cuál es l a presidn má-
xima de trabajo, l a temperatura máxima a l a que va a estar so - metido e l recipiente y e l diámetro externo e interno. En - - nuestro particular caso, podremos determinar e l espesor del - recipiente de acuerdo con l a siguiente ecuación:
t = PD + c 2Se -P
Donde :
t = Espesor de l a pared del cuerpo ci l índrico
cm (pg)
P = Presión de diseño o máxima presi6n de
trabajo Kg/cm2 ( lb/pg2
e = Factor de unión dependiendo del tipo de
soldadura.
D = Diámetro interno cm (pg)
C = Factor de corrosión
S = Carga de diseño Kg/cm2 (lb/W2)
Esta ecuación nos proporciona as í e l espesor mínimo -- requerido para l a construcción del recipiente.

-36 -
Una parte muy importante en e l diseño de este tipo de W
tanques agitados, es tomar e l cr i ter io de incrementar éste es - pesor, dado que además, influyen otros elementos de considera
cibn, como l a maleabilidad del acero, choques térmicos, l a 16 - mina comercial que se encuentre en e l mercado, costos, que e l
equipo tenga cierta rigidez para poder a s í aumentar e l tiempo
de durabilidad, además del ya citado factor de corrosibn, que
influye directamente en el tiempo que se desee dure e l equipo.
Este espesor está en función de l a presión interna O - sea, l a maxima presidn de operación a l a cual se puede operar
e l equipo. E l espesor requerido en funcidn de l a presibn ex-
terna es mínimo, debido a que cuando se está operando e l rec i - piente, l a presidn externa es l a atmosférica, y en este caso,
l a presión interna es mayor a l a externa, por lo tanto e l pe-
so en l a decisidn del espesor está determinado por l a presión
interna del recipiente.
Accesorios a l cuerpo ci l lndrico:
Dentro de los accesorios que componen e l ci l indro del
tanque, se cuentan también los utilizados en l a chaqueta o ca L
misa. Estos accesorios se componen de sensores y electrodos
de medicibn como e l electrodo de oxligeno, de bidxido de carbo - no, de pH y termopozos, además de tomas de muestra, l a miri-
l l a de obcervacibn del nivel de lPquido o "hold-up" y l a cha-
queta, que de igual manera posee accesorios como l a s entradas
y sal idas de vapor, agua de enfriamiento y condensados, válvu -

l a s de seguridad y venteo, a s í como de mandmetros c de medición
de presión.
c i l l n d r i c o .
Esto en l o re f e rente a l lado externo d e l cuerpo
En e l lado interno de b p a r t e c i l í n d r i c a se t i ene a - los d e f l e c t o r e s o qtbaf f lest l , los cuales desempeñan una fun- - c i6n importantIsima en l a operación de ag i tac idn y mezclado y
que se encuentran dispuestos de manera equid is tante a 90'
de l a cara interna d e l r e c i p i en t e y en t o t a l de cuatro.
tos b a f f l e s no están totalmente pegados a l cuerpo c i l í n d r i c o ,
se10 en algunos puntos, de manera que permitan l a turbulencia
y mezclado en l a s zonas en donde e l patr6n de movimiento d i s -
minuirla, además de que es una manera de impedir l a formación
de sólidos acumulados que propic ien o favorezcan l a contamina - c ión.
Es-
Para e l caso de l a chaqueta, Bsta ser3 construfda en - acero inox idable 304 (Fe, C r 19 , N i 9.0, C 0.08 mdx) . En l a
industr ia
a )
se conocen tres tipos d i f e r en t e s de chaquetas:
Standard.. Es una pared soldada a l fermentador y
puede ser completa o parc ia l .
Media cañuela.
Amartil lada.- Es de l tipo standard pero con ho-
yue los que permiten un área mayor de transferen-
c i a de ca lo r .
c

-38-
La chaqueta que se empleará para nuestro diseño es de
t ipo "amartillada", debido a que permite que se.empleen tiem-
pos muy cortos en l a operacibn de calentamiento y enfriamien-
t o , l o cual es de suma importancia e n l a s plantas de investi-
gación. El espesor de l a lámina a emplear e n l a construcci6n
de l a chaqueta e s igual a l calculado en e l espesor d e l tanque
c i l l n d r ico..
Los sensores y electrodos dispuestos en e l cuerpo c i -
l índrico estarán conectados a l equipo de monitoreo y medicián
establecido dentro de l a infraestructura de l a planta piloto.
Un esquema del cuerpo c i l índrico y accesorios se mues-
t r a e n e l Plano No. 1.

!
. I ! --
c 'i' t- b-
1
L
I - I
-__-
I
I I I
I I
I 1 + o 4

c z z c '4
li. Q c.
r, u. 7 Q a
4. *. .b!
. l .
Y 3 a U
._I
U) G
1 i
.i I I
- -- I
í i
.
-1 1
!
-4 w 3
*- 'I
-39 -
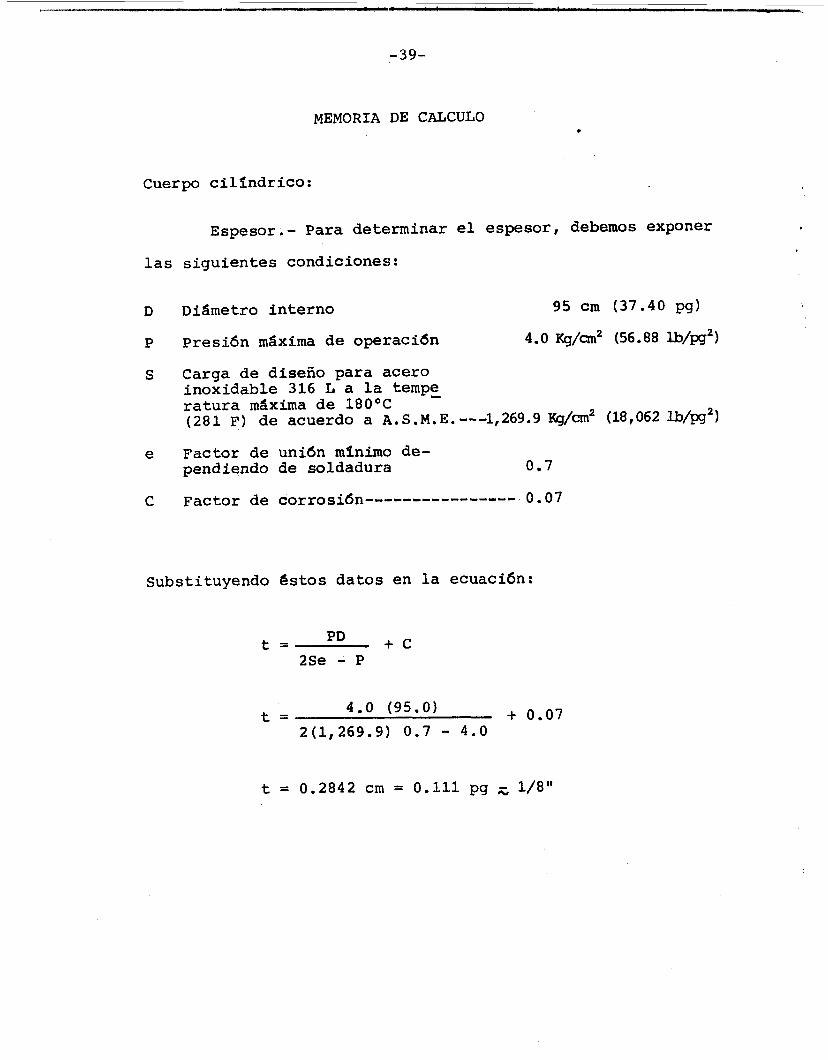
MEMORIA DE CALCULO
Cuerpo c i l í n d r i c o :
.
Espesor.- Para d e t e r m i n a r e l espesor, debemos exponer
l as s i g u i e n t e s c o n d i c i o n e s :
D Didmetro i n t e r n o
P P r e s i b n máxima de o p e r a c i ó n
9 5 c m ( 3 7 . 4 0 pg)
4.0 w/cm2 (56.88 Ib/pg2)
S Carga de d i s e ñ o para acero i n o x i d a b l e 316 L a l a tempe - r a t u r a máxima de 18OoC ( 2 8 1 F) de acuerdo a A.S.M.E.---1,269.9 Ks/cm2 (18,062 lb/m2)
e Factor de union mlnimo de- pendiendo de so ldadura 0 . 7
C Factor de corrosi6n---------------- 0.07
Subst i tuyendo éstos datos e n l a e c u a c i ó n :
t = PD + c 2Se - P
+ 0.07 4 . 0 ( 9 5 . 0 ) 2 ( 1 , 2 6 9 . 9 ) 0 . 7 - 4 . 0
t =
t = 0 . 2 8 4 2 c m = 0.111 pg ;t 1/8"
-40-
Por razones de seguridad entre los que se cuentan ma-- *
leabilidad del acero, choques térmicos, factor de corrosión.
Adeinác de que e l cuerpo c i l índr ico soportará el peso de la
brida, accesorios de l a tapa y e l peso d e l motor, se decidió
-
usar lámina de acero inoxidable 316 L 5/16" (0.7938 c m ) , ade-
más de ser comercialmente accesible y de f á c i l moldeamiento.
Espesor cuerpo c i l í n d r i c o :
t = 5/16'' (0.7938 c m ) Acero inoxidable 316 L
Espesor chaqueta:
t = 5/16" (0.7938 c m ) Acero inoxidable 304
-41-
3 . 2 FONDO DEL FERMENTADOR . E l fondo d e l fermentador consiste de una c a b e z a t c . r i e s d
ferica que
a)
b)
C)
se e n c u e n t r a compuesta de tres s e c c i o n e s :
Un borde c i l l n d r i c o o s e c c i ó n c i l S n d r i c a .
Un fondo de p la to que es una p o r c i ó n de
esfera, o s e c c i ó n de l a esfera.
La unión de éstas dos s e c c i o n e s , que pro-
p o r c i o n a una s e c c i ó n c u r v a o s e c c i ó n d e l
t o r o .
En las c a b e z a s o fondos toriesféricos se t i e n e un ra--
d io menor mínimo, que por reglas de c o n s t r u c c i ó n d e l código - A.S.M.E. no deberá ser menor de un 6% d e l diámetro i n t e r n o .
Estas c a b e z a s son u s a d a s para r e c i p i e n t e s a p r e s i d n e n
un rango de 1 . 0 5 a 14.05 Kg/cm2.
Las r e l a c i o n e s e n los fondos toriesfericos son l a s s i -
g u i e n t e s :
Profundidad (h) de 0 .5 R
Radio menor (r) de 0.345 R
Radio mayor (L) de 1.81 R
En donde R es e l radio d e l tanque.

La discontinuidad en el radio de curvatura, en l a unión
de l a charnela con e l fondo toriesferico es de 1'47 R.
E l volumen del fondo se obtiene sumando los voidmenes
parciales de l a s tres secciones que l o componen:
volumen de l a seccidn del toro
V t = 71' ( ~ - 2 r ) r2/4
Volumen de l a seccidn cil5ndrica
Vc = 0.785 (D-2r) 2 . r
Volumen del segmento de esfera
Vs = Se obtiene tabulado
E l volumen de l segmento de esfera (Vs) se obtiene cono e
ciendo un segmento de esfera@-r ) y e l diámetro de l a esfera
( 2 L).
diámetro de l a misma, arroja un valor de V/DS de donde pode-
mos conocer V, o sea:
La relacidn de l a altura del segmento de l a esfera a l
, (h-r) = he Altura del segmento de l a esfera
2L = De Diámetro de l a esfera
he / De Valor de l a relación altura-diámetro
c
por lo tanto:
Ve = De3 x e l valor de V/De3

-.
-43-
de donde podemos o b t e n e r e l volumen to ta l del . fondo toriesfé-
rico :
MEMORIA DEL CALCULO
Volumen d e l toro (Ve)
0.0411 m 3 n2 (0.95-0.3276) (0.0268)
Volumen de l a s e c c i d n c i l l n d r i c a (Vc)
Vc = 0.785 (D-2r) 2r
0.0498 m 3 ---------- V c = 0.785 (0.95-0.3276)2 0.1638
..-- - -44-
volumen d e l segmento de esfera (VS)
he
D e Ve = -
0.95
Volumen t o t a l d e l fondo tariecférico ( V t e )
ESPESOR DEL FONDO TORIESFERICO
E l espesor d e l fondo puede calcularse de l a s i g u i e n t e 3
manera :
Donde: P = Presidn máxima de diseño 4.0 Kg/cm2
PLM 2Se - 0.2P
t = L = Radio de corona 85.97 c m
S = Cargo de diseño 1144 Kg/cm2
e = Factor de uni6n 0.7 (ef iciencia de soldadura) I,
r = Radio de c o d i l l o 16.38 cm

Ii-..
-45-
4 Kg 85.97 cm 1.718 t = cm2
MEMORIA DE CALCULO
cm
2(1144) Kg 0 . 7 - (0.214
t = 0.258 cm
Debido a que e l espesor del cuerpo ci l índrico y e l del
fondo toriesférico son muy similares (por especificaci6n y re - gla de construcción, e l espesor del fondo nunca deberá ser me - nor a l del cuerpo c i l índr ico ) , se opt6 por fabricar l a cabeza
y fondo toriesférico con l a lámina de acero inoxidable 316 L
empleada en e l cuerpo ci l índrico, con un espesor de 0 .7938 cm
(5/16") , atendiendo l a s mismas consideraciones de seguridad,
mencionadas para e l tanque.
ESPESOR FONDO TORIESFERICO:
T = 0 .7938 cm (5/16") Acero inoxidable 316 L

-
- -46-
3.3 TAPA DEL FERMENTADOR . La tapa del fermentador consiste en una brida toriesf.6 -
r i c a que se sujeta a l a superficie anular d e l recipiente
(cuerpo c i l l n d r i c o ) , aumentada en 4.0 pg para tener un área - mayor de asentamiento para e l empaque y para dar cabida a los
o r i f i c i o s donde serán colocados los pernos de sujeción. Esto
se logra soldando ani l los d e l mismo material de 4 " de ancho - por 1" de espesor, tanto a l a figura tor ies fér i ca como a l - - cuerpo c i l índr ico , estriando además l a superficie para lograr
una mayor hermeticidad. La parte del ani l lo sujeta a l cuerpo
c i l índr ico as$ como l a brida, llevarán una ranura para a l o j a r -
una junta de neopreno, con e l objetivo de evi tar cualquier
fuga.
un material f l ex ib le que rellenará cualquier hueco que pudiera
quedar, y a que es muy res is tente a a l t a s temperaturas, como
l a de es ter i l izac ión (121OC).
- El neopreno a u t i l i z a r es e l tipo i i Y i i , debido a que e s
Las conexiones que l levará l a tapa son:
1 de medio frasco e n 1/2" NPT
1 de salida de gases en 3" NPT
1 de antiespumante e n 3/8" NPT
1 de a l c a l í e n 3/8" NPT
1 de ácido e n 3/8" NPT
1 n i p l e de inoculación e n 1/2" cuerda recta
1 de entrada de a i r e e s t é r i l niple 1/2"
-Todas e n acero inoxidable 316 L.

-47-
Además de éstas conexiones, l a tapa llevará:
1 m i r i l l a aux i l i a r luminosa 6 8.0 cm
1 m i r i l l a panorsmica # 15.0 cm
Con éstas miril las se podrá ver l a actividad de l a fer ..,. mentación y carga de nutrientes.
La conexión de salida de gases es un cople en 1" NPT
que se conecta a un tubo de acero inoxidable en e l cual están
colocados mediante una cruz el manómetro indicador de presibn
dentro del recipiente, una válvula de seguridad y e l f i l t r o - de descarga de gases de evolución. Los accesorios en l a tapa
se pueden ver en l a Figura 7.

- -48-
,
4
LiSTA DE ACCESORIOS f N thTAPA
I I
M- 1 I MIRILLA AUXILIAR LUMINCSA I 8 M-2 I MIR11LA PANORAMICA I 115 M-3 I COPORTE S U O Y MOmR I '5
GS I SALIDA GAS DE DIOLUCON I f AN 1 ENTRADA ANTIESPUMANIE I 114
U-1 I AUXILIAR 1 v4
1 I I
EA I ENTRADA DE AGUA I f
BRIDA
NlPLE I El CO?LE
~ MIRE
-49-
Para e l diseño de l a brida hay que tener en cuenta dos . aspectos importantes:
-La elección de l material adecuado para l a junta
- E l diseño correcto de l a junta
MATERIAL DE LA JUNTA
Todo material para juntas disponible e n l a industria,
t iene limitaciones que son caracter ís t icas de cada uno y res-
tringen l a s aplicaciones y usos d e l material.
ción de una junta adecuada, se consideran los factores mecánL
cos y sobre todo l a influencia de l a naturaleza d e l flusdo - que se maneje, además de l a temperatura que jamás deberá ser
mayor a l a recomendada por e l fabricante.
Para l a elec-
Dentro de l a naturaleza d e l fluldo, se deben tomar en
cuenta los siguientes aspectos para lograr una buena eleccián:
La concentracidn del agente corrosivo
La pureza del agente corrosivo
La temperatura del agente corrosivo
La construcción del material de l a junta afecta en for - ma importante su res is tencia a l ataque químico, haciendo que
exis ta encogimiento rápido, endurecimiento y resequedad que - causa agrietamientos, por l o tanto, és te factor no debe ser ,
económicamente hablando, una limitante en e l diseño de tan- - ques agitados.

-50-
DISERO DE LA JUNTA . Para real izar és te diseño se debe plantear como o b j e t i -
vo obtener un sellado efectivo y fuerte y e l material de l a - junta debe ser l o suficientemente comprensible para poder des - l i zarse por l a s irregularidades causadas a l material de brida,
rellenando todos los huecos, debido a l escurrimiento normal.
La cantidad necesaria de material de junta de empaque
que debe deslizarse para obtener un sellado hermético depende
de l a rugosidad de l a superficie.
La cantidad de fuerza que debe ser aplicada a l a junta
para que ésta se deslice y s e l l e l a s irregularidades de l a su Y
p e r f i c i e , se conoce como l a carga unitaria de asentamiento de
l a superficie de contacto d e l empaque iiYii y se expresa en u n i - dades de presión Kg/cm2 (lb/pg2> y es independiente de l a pre - sien interna d e l recipiente. Esta presidn de asentamiento re - presenta l a carga mínima que debe ser aplicada para que s e l l e
l a junta perfectamente, aún a bajas presiones de operación.
E l sellado hermético e n l a junta se obtiene mediante - la carga de pernos sobre la brida antes de que cualquier pre-
si6n interna sea aplicada en e l recipiente.
De esta manera, l a s fuerzas principales que actúan so-
bre l a junta son:

-51-
1.
2.
3.
La carga de pernos que t i e n d e a mantener unida l a
br ida y hace que l a j u n t a se desl ice .para o b t e n e r O
un se l lado hermético, W .
La f u e r z a h i d r o s t á t i c a d e l extremo que t i e n d e a se - parar l a br ida cuando existe una p r e s i ó n in terna .H.
La p r e s i ó n i n t e r n a , l a c u a l t i e n d e a d e s p l a z a r de
su p o s i c i ó n a l a j u n t a , P i .
Estas f u e r z a s se pueden apreciar en l a F i g u r a No. 8 .
D e acuerdo a l c 6 d i g o A.S.M.E. cuando una j u n t a soporta
una p r e s i ó n i n t e r n a , no se p r o d u c i r á una fuga si la brida se
apoya c o n t r a e l empaque con una p r e s i ó n que es de c ier to múl-
t i p l o de l a p r e c i a n i n t e r n a e n e l r e c i p i e n t e . Este m ú l t i p l o
se conoce como Factor de Empaque "m" . En e l código A.S.M.E.
se proporc ionan valores recomendados que v a r í a n de 0.5 para - e l caucho b lando a 2.0 para e l asbesto comprimido de 1/8 de - pulgada de espesor, y 6.5 para e l acero i n o x i d a b l e . Si l a - p r e s i ó n i n t e r n a es de 100 lb/pg2 y e l factor de empaque es de
2 . 0 , l a br ida deberá ejercer una p r e s i b n de 200 lb/pg2.
En n u e s t r a b r i d a , u t i l i z a r e m o s como material de empaque
el neopreno o asbesto impregnado, que s o p o r t a n t e m p e r a t u r a s - mayores a l a de e s t e r i l i z a c i b n (121OC) y que son r e s i s t e n t e s
a aceites c a l i e n t e s , g a s o l i n a s , d i s o l v e n t e s , a los c á u s t i c o s
y una a l t a r e s i s t e n c i a a medios ácidos.

-52-
Pi
H
f
H
FIGURA 8

- 5 3 -
Factor de empaque m = 2 .5
Carga u n i t a r i a de asentamiento Y = 154.67, Kg/cm2 (2,200 &/El2)
D e esta manera, tomando en c o n s i d e r a c i ó n l a p r e s i ó n de
La b r i - d i s e ñ o de 4.0 Kg/cm2 e n e l i n t e r i o r d e l fermentador.
da ejercerá una p r e s i ó n de aproximadamente 8.0 Kg/cm2.
Las dimensiones de l empaque i n f l u y e n tambi6.n a menudo
e n l a s e l e c c i ó n d e l material, pues deberá c o n s i d e r a r s e que s i
es muy a n g o s t o , l a p r e s i ó n sobre el empaque puede ser exceci-
v a ; y s i e l empaque es muy ancho, la carga de pernos se i n c r e - mentará i n n e c e s a r i a m e n t e .
Sobre éste a n á l i s i s se puede decir que:
Fuerza r e s i d u a l ’ d e l empaque
Fuerza d e l Fuerza de asentamiento - l a p r e s i ó n d e l empaque h i d r o s t á t i c a
- -
La fuerza r e s i d u a l de l empaque no puede ser menor que
l a r e q u e r i d a para e v i t a r fugas bajo p r e s i ó n de o p e r a c i ó n . For
l o t a n t o :
Donde :
Y = carga u n i t a r i a de asentamiento Kg/cm2(lb/pg )
P = P r e s i d n i n t e r n a Kg/cm2(lb/pg )
~-
-54-
do = Diámetro externo d e l empaque cm (pg)
d i = Diámetro in te rno de l empaque cm (pg)
m = Factor d e l empaque
D e é s t a ecuacidn se puede obtener e l s i gu i en t e arreg lo :
de donde se obt ienen l ou diámetros interno y externo que nos
s e r v i r án para conocer l a anchura mínima d e l empaque (A.M.E.)
que nos ayudará en e l criterio de selecciejn de l a s dimensio-
nes del empaque.
do-di 2
A.M.E. =
En e l d iseño de juntas de empaque es necesar io determi, - nar l a fuerza t o t a l d i spon ib le , primero para que l a junta ce-
da, y segundo para mantener un se l l ado p e r f e c t o en condic io-
nes normales de operación y servicio. Esta fuerza depende - d e l tamaño y número de t o r n i l l o s en l a br ida y en l a fuerza - máxima a p l i c a b l e a l a s tuercas. Esto se puede obtener por - cá l cu l o s basados en e l t i p o de mater ia l o empaque o por l a s - condic iones de diseño y c a r a c t e r í s t i c a s d e l mater ia l de que - están hechos los pernos.

-55-
REGLAS PARA EL DISERO DE BRIDAS . Carga de pernos : dos cargas de pernos e x i s t e n ; l a desa -
rrollada por l a p r e s i á n i n i c i a l de l o s pernos "Wm2' y ' l a que
existe ba jo l a s c o n d i c i o n e s de o p e r a c i ó n "Wmi". La carga de
pernos debida a l a p r e s i a n i n i c i a l debe s u m i n i s t r a r una c n a t i
dad s u f i c i e n t e de f u e r z a ilHy" s o b r e l a j u n t a para que esta - a s i e n t e y se obtenga un sellado h e r m é t i c o , ésta carga es i g u a l
a l área e f e c t i v a d e l empaque por l a p r e s i d n u n i t a r i a de asen-
tamiento :
Wm2 = Hy = TbGy
La carga de pernos ba jo c o n d i c i o n e s de o p e r a c i ó n con-
s iste de:
-La fuerza n e c e s a r i a para resistir l a p r e s i d n i n t e r n a .
-Guardar l a p r e s i ó n de l a j u n t a durante la o p e r a c i b n .
La p r e s i ó n i n t e r n a produce una f u e r z a en los extremos
*lHai dada por:
H = n/4 G2P
La f u e r z a r e q u e r i d a para guardar l a j u n t a e n su posi--
c i d n que no fugue I IHpi l está dada por:
Hp = 2bltGmp
Entonces : Wmi = H + Hp
c
- -56-
Donde : . Wmi = Carga de pernos n e c e s a r i a para c o n d i c i o n e s máxi-
mas de o p e r a c i ó n K g ( 1 b ) .
Wm2 = Carga i n i c i a l de pernos en c o n d i c i o n e s atmosféri -.
cas, s i n p r e s i 6 n i n t e r n a Kg(1b) .
H = Fuerza hidrostática e jercida por l a p r e s i ó n i n -
t e r n a sobre e l área comprendida por e l diámetro
de empaque K g ( 1 b ) .
G = Diámetro d e l empaque donde se l o c a l i z a l a reac-
c i ó n de carga c m (pg).
P = P r e s i d n máxima de o p e r a c i ó n Kg/cm2 ( lb/pg2)
b = Ancho de l a s u p e r f i c i e e f e c t i v a d e l empaque
c m ípg)
Y = Carga u n i t a r i a de asentamiento de la s u p e r f i c i e
de c o n t a c t o de empaque Kg/cm2 ( ib/pg2)
m = Factor de empaque
A r e a de pernos : ,'ara l a s c o n d i c i o n e s de o p e r a c i d n (con
p r e s i ó n i n t e r n a ) e l área mínima de pernos est6 dada p o r :
y para c o n d i c i o n e s atmosf6ricas s i n p r e s i ó n i n t e r n a , está dada
por:
Wmn A m 2 = -
Sa

- 5 7 -
Debemos de recordar que la presión de operación no di-
fiere en mucho de las condiciones atmosféricas,, ya que los -- .
procesos biotecnológicos que puedan desarrollarse en.este ti-
po de recipientes, no requiere de grandes presiones en la ope
ración.
Donde: Sb = Carga máxima permisible de los pernos a temperatura de operación Kg/cm2 (ib/pg2)
Sa = Carga máxima permisible de l o s pernos a temperatura atmosférica Kg/cm* (lb/pg2
El área de pernos real (Ab) sobrepasa a l área mfnima - de pernos, debido a que se usa un mGltipio de cuatro, pues se
requiere quela distancia entre pernos no sea RUY grande para
-que exista una presidn uniforme sobre el empaque.
Ab = 2 d2 (No. de pernos) 4
Donde: d = 4 del perno
Por otro lado, el exceso del área de pernos puede cau-
sar una sobrecarga en la brida en condiciones atmosféricas.
Para obtener un margen de seguridad contra la sobrecarga, la
regla específica para el diseño de la carga W a condiciones - atmosféricas se basa en el promedio de las áreas mlnimas y - reales de los pernos.
-58-
Am + Ab Sa w = . 2
En las condiciones de operation:
MOMENTOS DE BRIDA: Sobre la brida actúan varias fuerzas -- axiales, las cuales producen momentos que tratan de que la - brida se doble. La suma total de éstos momentos que actúan - sobre la brida es igual a un momento total (Mo).
Mo = MD + Mt -t MG
El momento se define como el producto de una carga por
la distancia o brazo de palanca, por lo tanto:
Momento debido a HD.
Momento debido a Ht.
Momento debido a HG.

I__
-59-
CARGAS:
da.
Fuerza hidrostática sobre el área interna . de la bri-
HD = 0 . 7 8 5 B 2 P Kg(lb)
Donde :
B = Diámetro interno de la brida cm ípg)
Fuerza debida a la diferencia entre la fuerza hidrostá - tics total y la fuerza sobre el área interna de la brida.
Fuerza debida a la diferencia entre la carga total de
pernos de diseño de brida y fuerza hidrostdtica total.
H G = W - H Kg ílb)
BRAZOS D E PALANCA: Distancia radial del círculo de pernos al
cfrculo donde actúa HD.
Donde :
C = Dibnetro del cfrculo de per- nos cm(pg)
Distancia radial del cJIrculo de pernos al cfrculo don-
de actda Ht.

-60-
Distancia radial de la carga de reaccidn del empaque - al círculo de pernos.
C - G 2
hG =
ESPESOR DE LA TAPA TORIESFER1CA.- Este se puede obtener median - te la ecuacidn que ya se vi6 en el punto de reglas de diseño
y en el espesor del fondo del tanque:
t = - PLW 2Se
Donde :
t E Espesor L = Radio de corona
R. CODILLO W = 0.9881-0.2805 In R.
S = Máximo esfuerzo tensil permitido del material
e = Eficiencia de soldadura

-61-
MEMORIA DE CALCULO . TAPA DEL FERMENTADOR:
Para poder diseñar la tapa del tanque, requerimos pri-
meramente de los datos del empaque, para poder conocer el an-
cho de la superficie efectiva cle empaque (b) y el diámetro - donde se localiza la accibn de la carga (G), que para nuestro
caso, es en la mitad del empaque.
El material para el empaque, como anteriormente se ex-
puso, es el neopreno que presenta:
Factor del empaque. m = 2,s
Carga unitaria de asentamiento Y = 154.67 Kg(cm2(lb/pg2)
Presidn P = 4.0 Kg/cm2 (56.88 lb/pg2)
Diámetro interno di = 95.0 cm (37.40 pg)
Diámetro externo del empaque (do)
154.67 - (4.0)(2.5) = 1.014 di 154.67 - 4-0(2.5+1)
do = 1.014 (di) = 1.014 (95) = -------- 96.33 cm(37.92 pg)

- -62-
ANCHURA MINIMA DEL EMPAQUE (AME) . 0.665 cm ( 0.261 pg) 96-33 - 95 = -------- do - di - - AME =
2 2
Con ésto obtenemos una anchura mfnima de empaque de - un poco más de 1/4 pg, pero considerando que la brida tendrá
un peso excesivo a causa de que sobre ésta se colocará el mo - tor y el Sello, además del peso propio de la brida, se esco-
ge un empaque de 1.27 cm ( 1 / 2 pg) de ancho por 0.63 cm
(1/4 pg) de espesor.
SUPERFICIE EFECTIVA DE EMPAQUE (b)
b=-=-- 1*27 - 0,635 cm (0.250 pg) 2 2
DIAMETRO DONDE SE REALIZA LA REACCION DE CARGA (G)
G = di f AME = 95 + 1-27 F -------- 96.27 cm (37.9 pg)
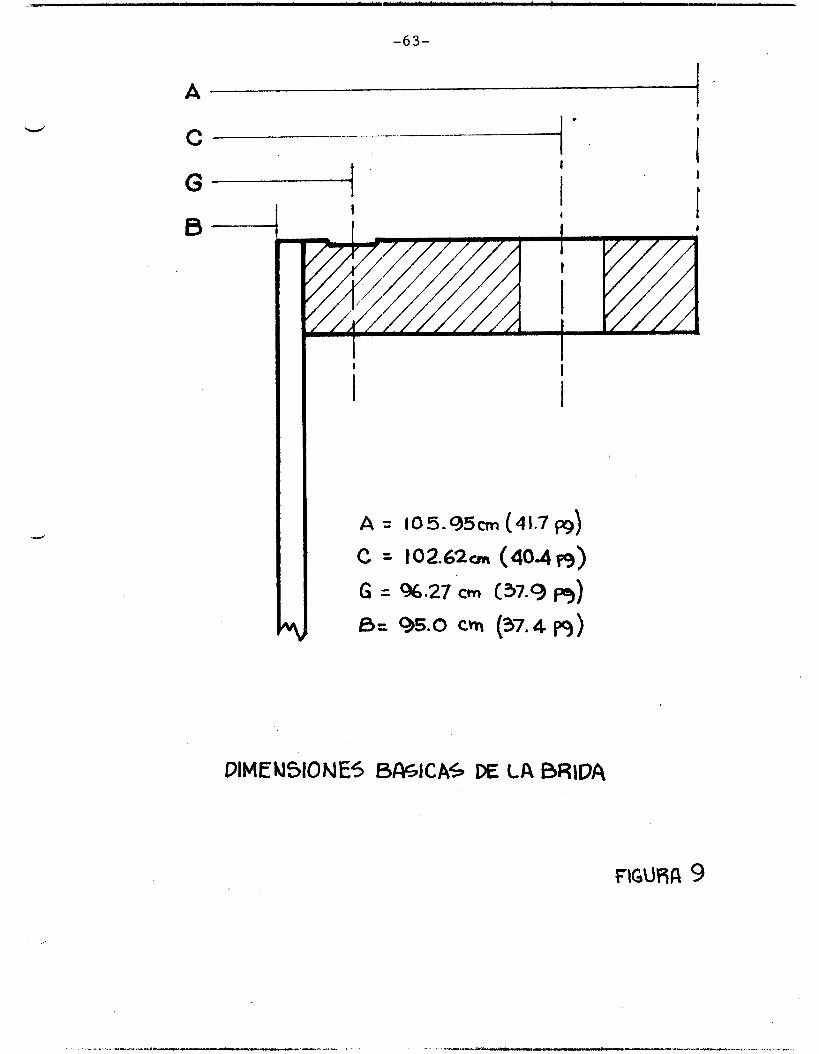
Con éstos datos, podemos obtener las dimensiones bási - cas de l a brida, como se aprecia en la Figura 9 .
-63 -
W
B
A = I05.95cm (41.7 p9)
C = t02.62un ( 4 0 4 ~ q )
G = 96.27 cm (37.9 p9)
a= 95.0 cm (37.4 p9)
DIMENStONE4 BA5ICA4 DE LA BRIDA
- 6 4 -
De esta manera, obtenemos l os siguientes datos: . P = 4.0 Kg/cm2
G = 96.27 cm (37.9 pg)
b = 0.635 cm (0.250 pg)
m = 2.5
Y = 154.67 Kg/cm2 (2,200 lb/pg2)
Sb = Carga máxima permisible para pernos a temperatura de 136OC (281OF) 996.74 Kg/cm2 (13.750 lb/pg2) (acero al carbón A.S.M.E. )
Sa = Carga máxima permisible para pernos a condiciones atmosféricas 996.74 Kg/cm2 (13.750 lb/pg2) (acero al carbdn A.S.M.E.)
St = Carga de diseño para acera inoxidable a temperatura de 121OC (249.8OF) 1,269 Kg/cm2 (18,062 lb/pg2)
CARGA DE PERNOS (W)
La carga de pernos a condiciones máximas de operacibn.
Donde :
H = 0.785 GZP = 0.785 (96.27)'(4)-------------- 29.101 Kg
Hp= 2bnGmP = 2(0.635)~(96.27) 2.5(4.0)--------- 3841.0 Kg

-65 -
Carga inicial de pernos a condiciones atmosféricas (sin c
presión interna).
Wm2 = HY = TbGY
Wm2 = ~(0.635)(96.27) 154.67 = ------------- 29704.0 Kg.
AREA DE PERNOS
Area de pernos con
Area de pernos sin
presión interna (Ami) :
= -------------- 33.05 cm (13.01 pg) 32942. O 996.74
presión interna ( ~ m ) :
29704.0 - 996.74
- (11.73 pg)
El área de pernos real (Ab) sobrepasa al área de diseño
dado a que se requiere que la distancia entre pernos no sea muy
grande. El número de pernos es de 24 pernos con un diámetro de
1.905 cm (3/4 pg).
Ab = d2 (No. pernos) 4
Donde: d = diámetro del perno.
Por lo tanto:
Ab = 0.785 (1.905)'24 = -------------- 68.37 cm (26.9 pg)
-66 -
Carga de pernos a condiciones máximas de operación (mi):
W = Wm1 = 32942.0 Kg
Carga de pernos considerando el área real de 24 pernos (W):
Am +Ab Sa= 33*05+68’37 996.74 = 50544 Kg w= 2
- 6 7 -
BRAZOS DE PALANCA . Distancia radial del. cfrculo de pernos al cfrculo donde
actúa HD.
Distancia radial de la carga de reaccidn del empaque HG
al cfrculo de pernos.
3.2 cm (1.26 pg) C-G - 10.62-96.27 = _,-_________ 2 h G = - - 2
Distancia radial del cfrculo de pernos al cfrculo donde
actúa Ht.
CARGAS
Fuerza hidrostática sobre el área interna de la brida - (HD) -
Fuerza debida a la diferencia entre la fuerza hidrostáti
ca total y la fuerza sobre el área interna de la brida (HT).

-68-
Fuerza debida a la diferencia entre l a carga total de - pernos de diseño de brida y la fuerza hidrostática total (HG).
MOMENTOS DE BRIDA
Momento debido a HD:
Momento debido a Ht:
Momento debido a HG:
Momento total :
Mo = MD + Mt + MG MO = 107956+2672.5+12291.2 = ------------- 122919.7 Kg-cm

-69- 7.9
++ .
I 76.2 1
BRIDA PARA TAPA T@?IE$FEl?ICA
23.4
30. i
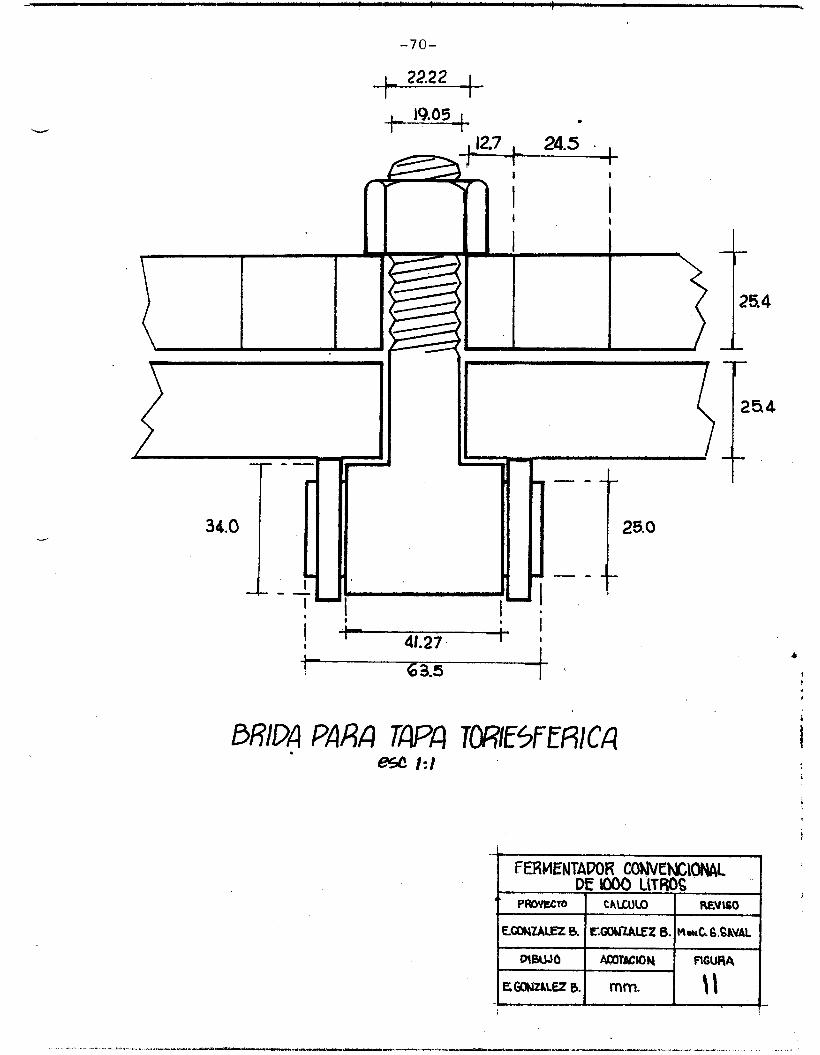
-70-
22.2 2
I9 05 . +--+ t--+
I : I 41.27 * 63.5
1 I
0RiDA PARA TAPA 7iWlE5FEUICA
t
I #
1
1
I
FERMENTAUOR CohlvCWloNc\L DEW0 LlTRoS

L
i
Y /
n
I
s E 3 U

- -
o B 8 o a
t
+
4
6 o
-- 1
-4- Z ! -L
I
1 3-7.- 6c
O +
.. -
.

-71-
3.4 DIFUSOR E IMPULSORES . En sistemas donde no se requiere agitación, el diseño -
del difusor no es de gran importancia, debido a que la forma - de alimentación del aire es la que promueve l a agitación y el
mezclado necesarios en la transferencia de masa como base de
cualquier proceso fermentativo; un ejemplo de éste tipo de - - aireacidn es el usado en los fermentadores tipo "Air-Lift" co-
múnmente usados en la industria de la cervecería. Otro diseño
de difusores es aquél que se compone de una sola perforación - igual al diámetro interno del tubo de abastecimiento y el cual
es muy concurrido en donde el sistema de agitación es preponde - rante. De igual manera, existe otro diseño de difusores que - consiste en un tubo circular con oradaciones en su cara supe-
rior, los cuales permiten la salida del aire hacia el medio
fermentativo, justo por debajo del sistema de agitation.
-
Es importante considerar el diseño del tipo de impulso-
res que se precise utilizar, dado a que es debido a éstos que
la dispersidn homogénea de l a s burbujas de aire que propician
el oxfgeno disuelto se puede lograr.
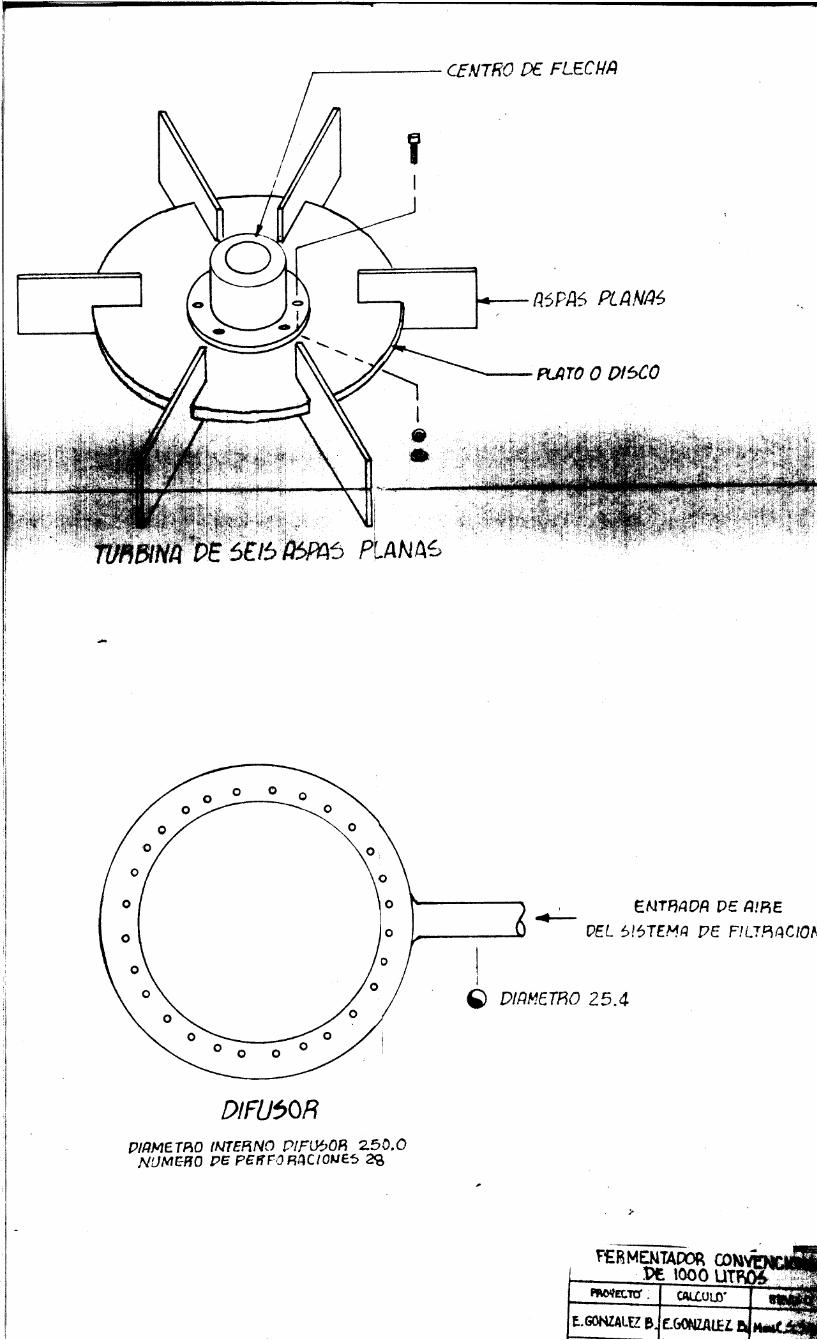
Para el caso de nuestro fermentador, usaremos el Gltimo
tipo de difusor mencionado, el cual se compone de un tubo de - acero inoxidable 316 L cédula 40 en forma circular y con orada - cienes en la parte superior. Este difusor se sitúa por debajo
del plato de sostén de las seis aspas planas de la turbina que

-72-
se u t i l i z a r á en nuestro sistema de agitacibn. El t i p o de tu r - bina se se lecc iond en base a l a cor re lac idn de potencia ex- - puesta en l a Figura 12.
Para e l diseño de éste t i p o de difusores, l a s r e g l a s - estandarizadas redomiendan que e l área t ransversa l de l tubo a
emplear sea menor que e l área t ransversa l d e l t o t a l de l a su-
ma de las oradaciones de sa l ida de l gas. Este diseño puede - aprec iarse en e l Plano 3.
25.4
I
DIFU50R
I - I

' -- - 7 4 -
MEMORIA DEL CALCULO . DIFUSOR:
Tubo acero inoxidable diámetro 25 .4 mm (1") cédula 40
Area = . r rD2/4
D . interno = 2 6 . 6 mm
Area t r a n s v e r s a l tubo A = 5.57X10" m2
D . p e r f o r a c i o n e s = 6.35 mm X 28 p e r f o r a c i o n e s
Area trangversal p e r f o r a c i o n e s A = 8.84X10'4 m 2
A p e r f o r a c i o n e s > A tubo
D i s t a n c i a entre oradaciones : 3 0 . 0 mm
Diámetro I n t e r n o d i f u s o r = 2 5 . 0 nun '
Diámetro d e l Impulsor = 3 8 . 0 mm

- 7 5 -
3.5 SELECCION DE FLECHA Y SELLO I . Un diseño apropiado en e l sistema de flecha-sello de l a
carcasa, e s l a clave para mantener l i b r e de contaminaciones a
un proceso. E l doble s e l l o mecánico rotativo es e l sistema - más frecuentemente usado en los proceso,s qulmicos y bioqulmi-
cos industriales, y son muy recomendados para s u empleo en - l a s partes rotativos del equipo que penetran l a s carcasas de
los reactores que manejan cultivos celulares.
Existen diseños para los s e l l o s en donde e l a i r e man-
t iene continuamente fluidizado e l sistema, y diseños en donde
los s e l l o s son fluidizados por condensados esteri l izados de - vapor, para luego ser conducidos a l drenaje general de l íqui-
dos contaminados.
En l o s sistemas donde se emplean s e l l o s , l a remoción - de calor y l a lubricacidn son muy importantes; como se mencio - n 8 anteriormente, l o s se l los pueden g i rar en seco (lubricados
por a i re ) o girar lubricados por condensados de vapor, ace i te
o grasa. E l problema que se presenta en l a lubricacidn con - ace i te o grasa, e s que éstos no se encuentran esteri l izados - por l o que pueden causar daños en los cultivos s i se cuelan y
penetran a través del s e l l o interno. E l a i re proporciona muy
poca prevenci6n a l deterioro por fr icción. Además de ser muy
poco e f i c iente en l a remocidn de calor. De cualquier manera,
se u t i l i z a e l a i r e cuando l a operación de los biorreactores - no excede velocidades de más de 100 RPM, por l o que és te sis-

- 7 6 -
tema de lubricación en seco para e l s e l l o es a menudo usado.
El sistema de lubricacidn por condensados esteri l izados de va - por son más recurridos en su empleo, y son preferidos porque
ex is te una mejor remoción de calor , mayor prevención a l des-
gaste por fr icc ión, es mejor lubricante y porque ayuda a pre-
venir l a contaminación. Este tipo de doble s e l l o mecánico rg
tativo lubricado por condensados, es e l que emplearemos en - nuestro tanque fermentador de 1000 l i t r o s . E l diseño de nues - t r o sistema además contar5 con l a s facilidades que permitan - separar a l s e l l o de l a flecha en s i t i o , l o que es de gran ay:
da cuando éstas piezas tengan que ser removidas para dar man-
tenimiento a l equipo, además de permitir observar l a integri-
dad d e l s e l l o s i n tener que emplear ningún desplazamiento.
.
Cuando e l s e l l o se opera bajo condiciones de presión - de a i r e o vapor, e s necesario insta lar un
sión que registre l a s posibles pérdidas e n e l se l lo . En és te
punto, e l constructor podrá insta lar alarmas que informen - - cuando decae l a presión de los l ímites aceptables.
indicador de pre-
E l motor impulsor (agitador drive) estará localizado - e n l a parte a l t a del tanque por encima de l a cabeza tor iesfé-
r i cas .
debido a que e l peso provocado por l a gravedad previene l a fog
macidn de gránulos y los ataques de agentes abrasivos que p u s
dan causar deterioro e n e l sel lo.
Esta posición es recomendable e n cultivos celulares, !

Por l o que respecta a l a f lecha, B s t a t i e n e . como p r i n -
c i p a l func ión t r a n s m i t i A e l momento de t o r c i ó n ( t o r q u e ) a paz
t i r de l a f u e r z a m o t r i z hacia e l impulsor de t u r b i n a . .Debido
a és to , se d i s e ñ a una flecha que t e n g a l a f u e r z a e s t r u c t u r a l
s u f i c i e n t e para mantener alejado e l problema de l a posible - f r a c t u r a o fa t iga de l o s materiales que se empleen e n s u c o n s - t r u c c i ó n . Este diseño además contempla los momentos de i n c l i
n a c i ó n (bending) causados por los e s f u e r z o s h i d r á u l i c o s que - a c t ú a n e n los impulsores .
Antes de r e a l i z a r e l diseño de l a flecha, se debe se--
l e c c i o n a r l a p o t e n c i a d e l motor, además de l a velocidad de l a
flecha que será t r a n s m i t i d a hacia l o s impulsores de t u r b i n a .
Los valores asumidos para l a p o t e n c i a d e l motor y velo L
cidad de l a flecha se Consideraron e n base a l a e x p e r i e n c i a - a d q u i r i d a e n p l a n t a s pi loto de i n v e s t i g a c i 6 n de varios países
d e l mundo, y que son reportados e n l i t e r a t u r a , además d e l cal .. c u l a d o e n n u e s t r o hold up (punto 2.5).
P o t e n c i a máxima d e l motor.............. 5.0 HP
Velocidad de f l echa . . . . . . . . . . . . . . . . . . . . 250 rpm
E l d i s e ñ o de flechas r e q u i e r e de dos etapas:
Etapa 1.- Establecer e l d i h e t r o mínimo n e c e s a r i o c o n s i d e r a n -
do los e s f u e r z o s que a c t ú a n en l a flecha.
Etapa 2.- Determinar l a f r e c u e n c i a n a t u r a l de v i b r a c i ó n para
flecha y t u r b i n a s .

, ‘I > ”
-78-
E l esfuerzo de torci6n transmitido por l a flecha, pue- . de adquirir un máximo valor (torque máximo) sobre l a turbina
mds a l t a , ésto es, l a más cercana a l motor.
Cuando l a potencia absorbida por e l equipo de sellado
e s insignif icante, e l máximo valor del esfuerzo de torción - (torque máximo) e s e l siguiente:
E l máximo momento de inclinación (máximo bending) e s l a
suma de los productos de los esfuerzos hidráulicos y de l a d i s
tancia desde los impulsores individuales hasta e l primer impul - sor.
M(máx) = C(19,OOO Hpt
Cuando e l momento de ,
ción actúan simultáneamente,
nclinación y el esfuerzo de :or-
éstos permiten combinarse y re-
solverse para e l esfuerzo t e n s i l y e l esfuerzo de corte que - actúan sobre l a flecha.
El valor d e l diámetro mSnimo de l a flecha, puede ser - e l mayor de los valores calculados a par t i r de las s iguientes
relaciones, cuando se conocen Los esfuerzos tensi l y de corte
respec tivamente :
(3)
I nus J

-79-
1 16 [M m6x + \J (T$d d x ) 2+(M máx) '1 l. d t = n u t
Para u t i l i z a r l as e w c i o n e s ( 3 ) y (4) debemos d e f i n i r
l os v a l o r e s permisibles d e l e s f u e r z o de corte y d e l e s f u e r z o
t e n s i l :
Para acero a l carbón y acero i n o x i d a b l e (304-316)
L í m i t e para e s f u e r z o de c o r t e
L í m i t e para e s f u e r z o t e n s i l
6 , 0 0 0 p s i
1 0 , 0 0 0 p s i
Estos v a l o r e s i n c l u y e n l a carga dinámica, s o b r e e s f u e r -
z o s y t o l e r a n c i a s de c o n s t r u c c i ó n .
F r e c u e n c i a n a t u r a l de v i b r a c i a n . El té rmino de f r e c u e n - c i a n a t u r a l es aplicado a sistemas donde hay v i b r a c i ó n y que
describe s u f r e c u e n c i a cuando o c u r r e r e s o n a n c i a . Los dos e le - mentos básicos de un sistema v i b r a c i o n a l son l a masa y l a v i -
b r a c i ó n . La masa por sí sola e n su l u g a r , puede t e n e r una - e n e r g l a p o t e n c i a l y cuando a d q u i e r e v e l o c i d a d , puede t e n e r - e n e r g í a c i n é t i c a . La v i b r a c 9 6 n puede otorgar e n e r g l a y l i b e -
rar la h a c i a l a masa. En este sistema, cuando se agrega un - tercer e lemento , como un amortiguador cuya f u n c i ó n es remover
e n e r g í a d e l sistema, puede c a u s a r un incremento e n l a ampli-
tud v i b r a c i o n a l . S i l a a d i c i ó n de e n e r g í a contincia durante - un período de tiempo, l a ampli tud de v i b r a c i ó n puede exceder
s u d e f l e c c i d n causando e s f u e r z o s e x c e s i v o s e n ésta parte d e l
. ." ~- ." , _._..

-80-
P
equipo. En es te aspecto, l a velocidad de operación de l a f l e - cha deberá mantenerse l o suficientemente le jos de l a frecuen-
c i a natural del cistern: para prevenir l a s deflecciones que en
exceso, causen esfuerzos no contemplados.
.
Se recomienda que para l a operación de l a velocidad - d e l agitador de l a flecha, no exceda e l 65% de su primera fre - cuencia natural del sistema.
para calcular l a primer frecuencia natural l a t e r a l -- cuando l a entrada d e l agitador es por arriba de la cabeza del
tanque y l a flecha es té dependiendo de é s t a , con un diámetro
constante, usamos:
O.388X1O6 (d21?m)
L' We L'+Sb N c = (5)
En l a ecuación ( 5 ) aparecen los términos Fm y We. Fm
e s un factor de propiedades del material que corrige a l a ecua - ción (5) de l a s propiedades del acero a l carbón y se calcula
por:
Fm
E l término We e s e.1 peso equivalente de todos los pesos
distribuidos y concentrados de l a flecha y de impulsores y se
calcula a par t i r de:

-81-
donde L' es l a distancia desde e l fondo de l a turbina más ba-
j a hasta e l primer co j inete en e l impulsor, y L 'n e s l a d i s - .
tancia del fondo de l a turbina más a l t a hasta e l primer c o j i -
nete en e l impulsor.
La primer elección en e l diámetro de l a flecha a par--
t i r de l a comparación con e l aná l i s i s de l a frecuencia natu-
r a l podría ser l a mlnima aceptable. S i l a frecuencia natural
es muy cercana a l a velocidad de operacibn, se puede recurrir
a l a s i g u i e n t e l i s t a de opciones de diseño:
1 . - Usar un estabilizador en los impulsores.
2.- incrementar el diámetro de l a flecha. Cuando és te
es usado, es una limitante e n e l tamaño de l a sa-
l ida de l a flecha como opción a otro motor.
3.- Remover e l exceso de peso de l a s turbinas.
4 . - Evitar e l largo excesivo de l a flecha.
5.- Recortar l a flecha. Esto es f á c i l de hacer, pero
l imita l a función de un proceso que requiera m t l l t i
ples impulsores.
-.
6.- E l e g i r una relación de bajo caballaje/velocidad.
Manteniendo e l escalamiento.

-82-
Peso
.remos es e l
de gas. El
de los impulsores.
de f l u j o radia l , que es ideal para l a dispersión
E l tipo de turbina que emplea
peso del impulsor se estima a part ir de una tabla
calculada para turbinas de acero a l carbdn y acero inoxidable,
en l a que a part ir del digmetro de l a flecha, conocemos el - peso del plato de sostén del impulsor.
DIAMETRO FLECHA
(PULGADAS)
1.5 2.0 2.5 3.0 3.5 4.0
PESO SOSTEN IMPULSOR (LIBRAS)
10 20 25 40 50 60
E l peso del sostén del impulsor de l a tabla anterior,
no incluye e l peso de l a s aspas, por lo que calculamos e l pe-
so de aspas por medio de:
La ecuación (8 ) estd diseñada para calcular e l peso de
cuatro aspas. Para calcular e l peso de seis aspas, se multi -
p l ica e l peso Wb por 1 . 3 ( 3 0 % ) .

’ -
-83-
Donde :
ds = Diámetro mínimo de f l echa para es fuerzo de corte
(Pg)
(Pg)
d t = Dihetro mínimo de f l echa para es fuerzo tensil
Em = Módulo de e l a s t i c i d a d para otro mater ia l (ps i )
Es = Módulo de e l a s t i c i dad para acero ( ps i )
Fm = Factor de propiedad d e l mater ia l
Hpt = Potencia d e l motor (HP)
D = Didmetro de impulsor (pg)
I,’ 3 Longitud de f l e cha desde e l es fuerzo h idráu l i co
hasta e l primer c o j i n e t e d e l motor (pa)
Mmáx = Máximo momento de inc l inac ión (pg-lb)
N = Velocidad de l a f l echa ( R P M )
Nc = Frecuencia natural (RPM)
Sb = Ancho d e l cojinete d e l motor (bearing) (pg)
TB(máx) = Máximo es fuerzo de torción (pg-lb)
W = Peso d e l impulsor ( l b )
Wb = Peso de aspas (lb)
We = Peso equiva lente (lb)
w = Peso de f l e cha ( l b )
Pm = Densidad de otro mater ia l (ib/pg3)
Ps = Densidad d e l acero ( lb/pg3)
as = Esfuerzo cor tante permis ib le ( ps i )
u t = Esfuerzo tensi l permis ib le ( ps i )

* - LI
-84-
MEMORIA DE CALCULO PARA FLECHA
Usamos:
L ' = 1 . 9 0 m ( 7 4 . 8 0 pg)
Hpt = 5 . 0 HP
N = 250 RPM
D. impulsor = 0 . 2 9 m (11.41 pg)
Sb = 0.355 m ( 1 4 . 0 pg)
Número de impulsores = 3
MAXIM0 ESFUERZO DE TORCION
T(dmáx) = C (63 .025 Hpt/N)
5.0(63025) + 5.0(63025) + 5.0(63025) 3 (250) 3 (250) 3 (250)
T(plmáx) =
Td (máx) _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ 1260.50 pg - l b ,
a t = Esfuerzo tensi l máximo permitido 1 0 0 0 0 psi
dt =\ 1 6 r ~ 4 1 . 4 4 + d (1260.512 + (1141.44) 2
IT 10000
-85-
E l diámetro m€nimo de flecha que recomiendan éstas -- . e c u a c i o n e s es de 1.5 pg, pero tomando e n c u e n t a . que se trata
de un tanque fermentador d iseñado para i n v e s t i g a c i ó n y que
por l o t a n t o , no se d e f i n e para un sólo proyecto específico,
s i n o para cas i c u a l q u i e r t i p o de proceso que r e q u i e r a fermen-
t a c i 6 n sumergida en volúmenes de 1000 l i t r o s , y que además ma - n e j a d i v e r s a s v i s c o s i d a d e s e n los caldos f e r m e n t a t i v o s , se - e l i g i ó una flecha con un diámetro de 2.5 pg (6.35 c m ) que de
acuerdo con l a tabla del peso d e l s o s t é n d e l impulsor , éste - t e n d r á un peso de 25.0 l b ( 1 1 . 3 4 Kg) que j u n t o con e l peso de
las aspas, n o s dan el peso t o t a l de un impulsor W.
-
Peso de aspas a 250 rpm:
1/2 Wb = (0.35 D3 Hpt/N)
0.35 (11.41) (5.0/3) wb =( 250
Peso de aspas e n t u r b i n a de seis aspas:
Wb = 1.86 (1.3) _ _ _ _ _ _ _ _ _ _ _ _ - 2.42 l b (1.10 Kg)
Peso e q u i v a l e n t e d e l sistema:
WL ' 3 [ L 3 3 + We = w + w l (2) + ........... Wn -

11.41 0.283 2.5 274.8 We= 27.42+27.42 49-21 3+2~.42 11*41 3+27.42 +- R- 74.8 74.8 74.. 8 4 2
Donde :
0.283 lb/pg3 es la densidad del acero
MAXIMA INCLINACION .
M(máx) = 5*0 (19000) (74.80 + 11.41 + 11.41) 3(250) (11.41)
DIAMETRO MINIM0 DE FLECHA
-PARA ESFUERZO CORTANTE : I r \
IT US I us = Esfuerzo cortante máximo permisible 6000 psi
ds = [16~(1260.5)2+(1i41.44); )i/a 1~6000 J
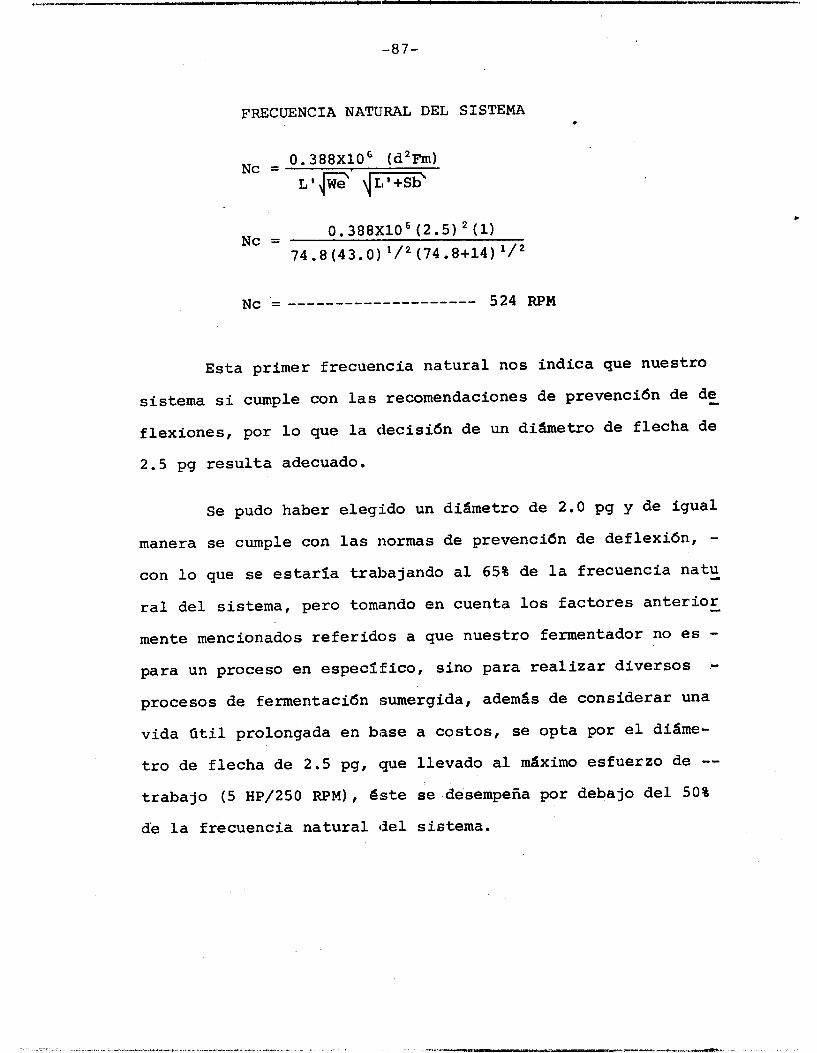
-87-
FRECUENCIA NATURAL DEL SISTEMA
O. 388X106 (d2Fm) N c = \IL‘+sb\
.
c
O.388X1O6 (2.5) (1) 74.8(43.0) 1/2 (74.8+14) ’/’ N c =
Esta primer f r e c u e n c i a n a t u r a l n o s i n d i c a que n u e s t r o
sistema s i cumple con l a s recomendaciones de prevenc idn de de - f l e x i o n e s , por l o que l a d e c i s i ó n de un diámetro de flecha de
2.5 pg r e s u l t a adecuado.
S e pudo haber elegido un diámetro de 2.0 pg y de i g u a l
manera se cumple con l a s normas de prevenc ión de d e f l e x i o n , - con l o que se estaría t r a b a j a n d o a l 65% de l a f r e c u e n c i a n a t u - r a l de l sistema, p e r o tomando e n c u e n t a los factores a n t e r i o r I
mente mencionados referidos a que n u e s t r o fermentador no es - para un proceso e n especlfico, s i n o para r e a l i z a r diversos - procesos de f e r m e n t a c i 6 n sumergida, además de c o n s i d e r a r una
vida ú t i l prolongada e n base a costos, se opta por e l diáme-
t r o de flecha de 2.5 pg, que llevado a l máximo e s f u e r z o de -- trabajo (5 HP/250 RPM), éste se desempeña por debajo d e l 50%
de l a f r e c u e n c i a n a t u r a l d e l sistema.
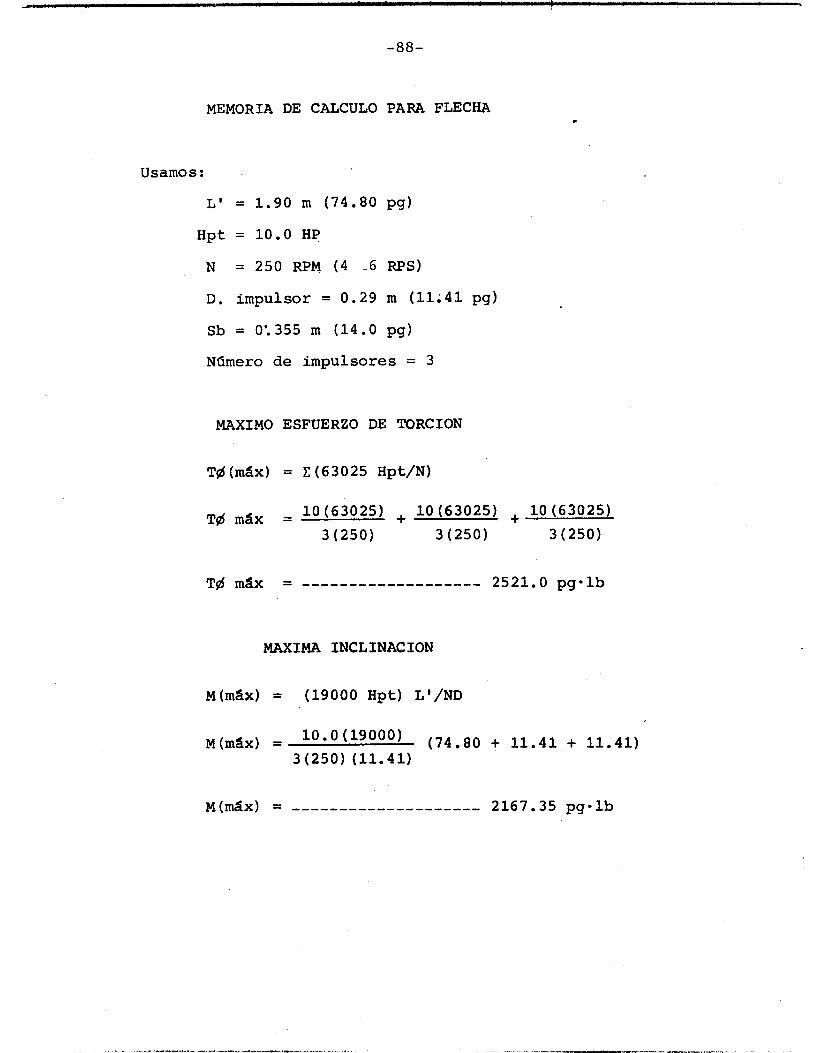
-88-
MEMORIA DE CALCULO PARA FLECHA
Usamos:
L' = 1 . 9 0 m (74.80 pg)
Hpt = 1 0 . 0 HP
N = 250 RPM (4 -6 RPS)
D. impulsor = 0.29 m (11i41 pg)
Sb = 0'.355 m (14.0 pg)
Número de impulsores = 3
MAXIM0 ESFUERZO DE TORCION
Td(mbx) = C(63025 Hpt/N)
lO(63025) + iO(63025) + iO(63025) 3 (250) 3 (250) 3 (250)
Td máx =
MAXIMA INCLINACION
M(máx) = iO*O(igOOO) (74.80 + 11.41 + 11.41) 3(250) (11,41)

-“4
I %
-89-
DIAMETRO M I N I M 0 DE LA FLECHA
d s =
us =
ds =
-PARA ESFUERZO CORTANTE:
7 (16 rz ( ~ d máx) +(M máx) I - . .
I
71 us 1 E s f u e r z o c o r t a n t e máximo permisible 6000 p s i
I J IT 6000
-PARA ESFUERZO TENSIL:
I u t = E s f u e r z o t e n s i l máximo permitido 10000 p s i
d t =I 16 12167.35 + \1(2521.0)2t(2167. 35) 2,
í7 10000
d t =,-,,-,------------------- 1.408 pg
El d i á m e t r o mínimo de flecha que recomiendan éstas e c u a - cienes es de aproximadamente 1.4 pg ( 3 . 5 5 cm) I pero tomando - e n c u e n t a que éstas c o n d i c i o n e s normales de o p e r a c i ó n que se
e l i g i e r o n (250 RPMI f l u l d o c newtonianos , 10 HP) , además de - que se t r a t a de un t a n a - 2 fermentador d iseñado para i n v e s t i g a -
. .... .. .. . .. . . -. . . . -

-90-
c i ó n y que por l o t a n t o , no se d e f i n e para l a s ú n i c a s condi- -
cienes de un sólo proyecta especffico, s i n o para una gran d i - .
versidad de f e r m e n t a c i o n e s sumergidas en volúmenes de .1000 li - tres, y que además maneja diversas v i s c o s i d a d e s e n los caldos
f e r m e n t a t i v o s , se e l i g i ó una flecha de 3.0 pg (7.62 c m ) que - de acuerdo con l a tabla de s o s t é n de l impulsor , éste t e n d r á - un peso de 40.0 lb (18.14 K g ) , que j u n t o con las aspas, nos - dan un peso t o t a l de impulsor W.
PESO DE ASPAS A 250 RPM:
1/2 Wb = (0.35 D3 H p t / N )
0.35(11.41) 3(10/3) I/ 2 Wb =
250
PESO DE ASPAS EN TURBINA DE SEIS ASPAS:
Wb = 2.63 (1.3) =: --------- 3.41 l b (1.55 Kg)
PESO DE IMPULSOR W = 43.41 lb (19.7 Kg)
PESO EQUIVALENTE DEL SISTEMA:
L'1 L'n WL' We = W + W - + ........ Wn- +- L' L' 4
49 21 11 41 11 41 0.283 74.8 74.8 74.8 4 2
KEF 43.41+43.41- +43.41 A +43.41- + - a 3.0' 74.8
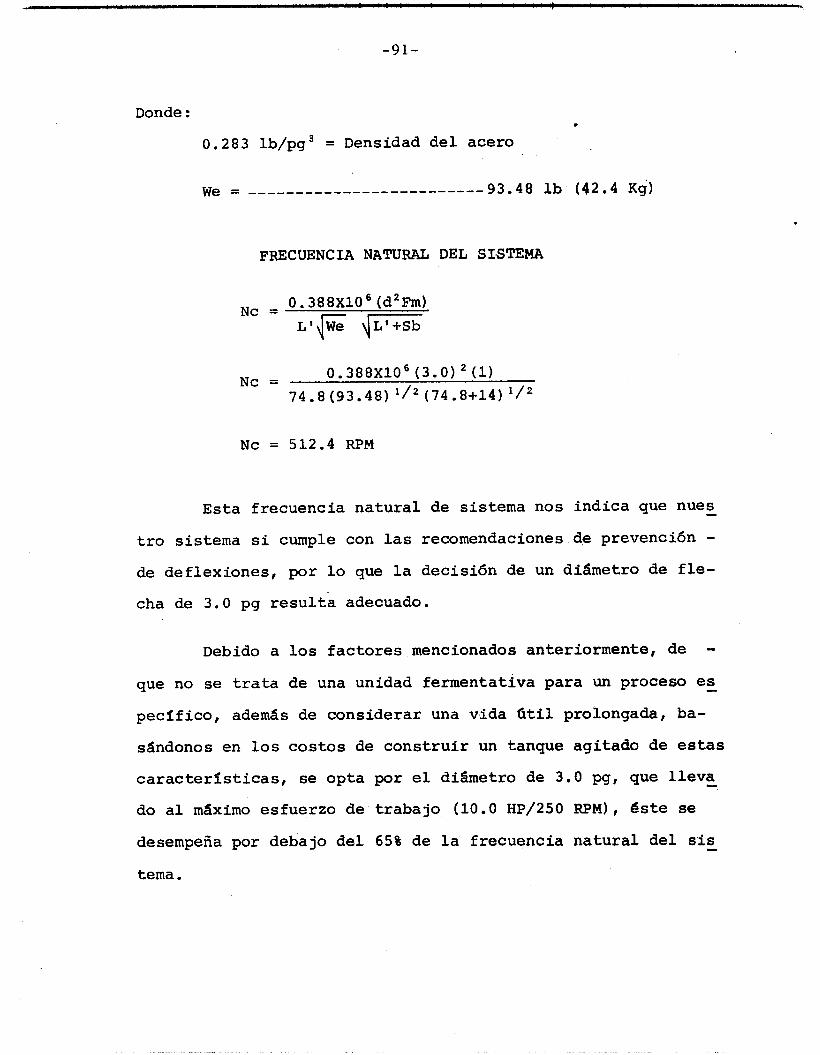
Donde :
0.283 lb/pg3 = Densidad d e l acero
93.48 l b (42.4 Kg) W e = _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
FRECUENCIA NATURAL DEL SISTEMA
O. 388x10 (d2Fm) N c =
O.388X1O6 (3.0) (1) N c = 74.8(93.48) (74.8+14)
N c = 512.4 R P M
Esta f r e c u e n c i a n a t u r a l de sistema n o s i n d i c a que nues - t r o sistema s i cumple con las recomendaciones de p r e v e n c i ó n - de d e f l e x i o n e s , por l o que la d e c i s i ó n de un diámetro de f le -
cha de 3.0 pg r e s u l t a adecuado.
Debido a los factores mencionados a n t e r i o r m e n t e , de - que no se trata de una unidad f e r m e n t a t i v a para un p r o c e s o es - pecíf ico, además de c o n s i d e r a r una vida ú t i l pro longada , ba-
sándonos e n los costos de c o n s t r u i r un tanque agitado de estas
caracterlsticas, se opta por e l diámetro de 3.0 pg, que l l eva - do a l máximo e s f u e r z o de trabajo (10.0 HP/250 RPM) , éste se
desempeña por debajo d e l 65% de l a f r e c u e n c i a n a t u r a l del s is - tema.

.
CAPITULO 4
4.1 - CONTROL DE ESPUMA
4.2 - ESTERILIZACION
4.3 - CONTROL DE TEMPERATURA
4 . 4 - CONTROL DE OXIGENO Y pH
4.5 - DIAGRAMA MECANICO DE FLUJO
4 . 6 - BIBLIOGRAFIA

-92-
4.1 CONTROL DE ESPUMA
En los biareactores l a formación de espuma es causada
por e l rompimiento químico de proteínas, polisacáridos y b c i -
dos grasos presentes e n e l medio. Otra fuente l a constituye
e l suero (llquido fluído animal) comúnmente usado en los me-
dios de cult ivo.
tabolizado por los microorganicmos y contribuyen a l a forma-
El gas que e s liberado como nutriente e s me -
ción de espuma.
Esta es una de l a s razones por la que se debe tener - cuidado en e l diseño del sistema de agitación-aireación, as€
como del dispositivo que permita l a transferencia de masa en-
t r e e l medio de cult ivo y los microorganismos participantes.
Un rompedor mecánico de espuma, e l cual provoque un re - torno a l medio líquido puede ser colocado e n l a cabeza d e l re - cipiente , o algunas veces e n una l ínea de descarga.
una forma de las más simples de controlar l a formacidn de es-
puma, pero no es del todo sat is factor ia para un cultivo c e l u -
l a r , debido a que en e l rompimiento también se pueden forma-
ciones nuevas de microorganismos.
Esta e s
Otra alternativa para controlar la formación de espuma,
es e l uso de agentes tensoactivos, como e l ace i te natural, e l
po l ig l i co l y polímeros de s i l i c b n . Desafortunadamente és to - puede causar otro tipo de problemas e n e l proceso, cuando se
r e a l i c e l a separación de los productos que se desee obtener.
-93-
E l control de espuma también se complica en los proce-
sos de escalamiento, dado que e n reactores de mayor volumen - .
se presentan otras alteraciones en las variables que en l a es - cala anterior ya habían sido controladas. Por ésto y por - - otras razones, es bueno l imitar e l escalamiento de bioreacto-
res e n e l orden de 10:1, a l o sumo 20:l. Un escalamiento del
orden de 1OO:l implica una cantidad considerable de riesgos.
En l a s consideraciones d e l diseño de nuestro reactor,
se contempló l a entrada de agentes químicos tensoactivos, de=
b id0 a que nuestra unidad es d e l carácter de investigación, - l o que implica e l t r a t a r de resolver e l problema d e l control
de espuma como una variable signif icativa de l proceso en cues - t i b n . Se cuenta con una entrada destinada a és te f i n , además
de una considerable longitud de claro de flecha, l o cual con-,
templa l a posibilidad de adaptar un rompedor mecánico de espu - ma s i n a l t e r a r l a geometría ya establecida d e l fermentador.

r
-94 -
4.2 E STERIL I ZACI ON . Antes de comenzar c u a l q u i e r b i o r e a c c i á n , e l r e c i p i e n t e
deberá estar conectado a l í n e a s que permitan s u e s t e r i l i z a c i ó n
durante 25-30 minutos a 121OC (250 F) en p r e s e n c i a de humedad
( e l calor seco no es s u f i c i e n t e ) . Para una fermentaci6n m i -
c r o b i a n a e l tanque puede ser l l e n a d o con e l caldo de c u l t i v o
y e s t e r i l i z a d o i n d i r e c t a m e n t e por medio de l a chaqueta . Esto
es usado cuando e l t i p o de microorganismo es t e r m o l á b i l . En
este caso, e l reactor puede ser l l e n a d o con agua destilada y
c a l e n t a d o de manera i n d i r e c t a . Después de l a e s t e r i l i z a c i ó n
e l agua puede ser desechada o usada para e n e l l a , se f a b r i q u e
el medio de c u l t i v o .
La e s t e r i l i z a c i ó n directa e n donde e l vapor vivo es i n - yectado a l r e c i p i e n t e , r e q u i e r e de un vapor de ba ja cal idad
( 3 . 5 Kg/cm2), el c u a l puede c a u s a r otras v a r i a c i o n e s , por l o
que hace d i f í c i l s u p r e d i c c i ó n cuando éste se condense, pues
éstos condensados pueden i n t e r f e r i r en el medio de cult ivo - causando una s o b r e d i l u c i ó n . Debido a éstas c a u s a s , es más re
comendable l a e s t e r i l i z a c i b n e n forma i n d i r e c t a .
La chaqueta debe t e n e r una capacidad adecuada para la
t r a n s f e r e n c i a de calor a par t i r de vapor ; de o t ra manera, l a
e s t e r i l i z a c i ó n puede tomar órdenes de pro longac ión de tiempo
de g r a n magnitud.
Para n u e s t r o fermentador (1480 l i t r o s de capacidad - -

-95-
t o t a l ) , e l cual es l l enado con 1000 l i t r o s de agua, 330 lb/hr
de vapor durante 30 minutos, cumplen sat is factor iamente un c i - c lo t í p i c o de e s t e r i l i z a c i ó n .
de un poco más de una hora, y un fermentador de gran tamaño
( indus t r i a l ) , puede usar serpentines sumergidos o insertados
Un fermentador mayor requiere
en l a chaqueta para cumplir e l c i c l o de e s t e r i l i z a c i ó n .
En los cultivos ce lu lares , algunas veces se requiere - de nutr ientes que son termolábi les . Estos pueden ser f i l t r a -
do -es te r i l i zados por medio de f i l t ros de 0.2 ym capaces de - re tener c é lu l as o microorganismos, para después ser adiciona-
dos a l tanque fermentador ya e s t e r i l i z ado .
Cuando l a conservación de l a energ ía es importante, un
medio que no sea termolábi l puede ser e s t e r i l i z a d o apar'te bom - bedndolo a t ravés de un intercambiador de calor. Los tubos y
partes que s i rvan o requieran de un tapón y que no están deb i - damente e s t e r i l i z ados , aumentan e l r i e s go de contaminaci6n de
un lote en operación. Es por ésto que se recomienda es ter i l i - zar partes de poco contacto con e l medio de cu l t i v o , de mane-
r a separada.
E l equipo de con t ro l automático de e s t e r i l i z a c i ó n re-
quiere de una invers ión ad ic ional , pero en cambio, éste puede
proporcionar mayor con f i ab i l i dad y ahorro en e l t raba jo a l - t r a t a r de entender un manual espec ia l i zado, especialmente cuan - do e l sistema de cont ro l automático pueda u t i l i z a r s e para va-
rios reac tores simultáneamente.

-96-
Las supe r f i c i e s internas de l a s d i f e r en t e s tuber ías, - vdlvulas y tomas de muestra deberán ser e s t e r i l i z ados , s i no
en e l mismo lugar, en un autoclave. Cuando se usen bombas pe - r i s t á l t i c a s para dos i f i cac i ón de r eac t i vos l í qu idos , é s tas de - berdn usar tuber las de hule, por l o que se recomienda ser es-
t e r i l i z a d o s en autoclave. Las bombas de diafragma pueden ser
e s t e r i l i z a d a s en e l mismo lugar.
I

-97-
4.3 CONTROL DE TEMPERATURA
Las c é lu l as son extremadamente sens ib les 'a l a tempera-
tura y por l o tanto, deberán tener var iac iones de +_O.l°C de - su temperatura óptima para que no sufran daños. El agua f r í a
o c a l i e n t e es frecuentemente usada en e l con t ro l de temperatu - ra de d i v e r sos medios. La t ransferenc ia de ca l o r se l l e v a a
cabo pasando agua o vapor a t ravés de l a chaqueta alrededor - del tanque o de serpent ines sumergidos en e l i n t e r i o r de l re-
c ip i en t e , dentro d e l ca ldo de cu l t i v o . Pequeños reac tores - con volúmenes de hasta 30.0 l i t r o s , pueden ser calentados o - enfr iados , a l pasar agua a t ravés de b a f f l e s huecos dentro - d e l r e c ip i en t e , o por medio de una co r r i en t e e l é c t r i c a ba ja o
pequeña r es i s t enc ia instalada aLrededor d e l tanque.
D e los modelos mencionados, e l sistema de serpent ines
dentro de l tanque crean un gran área de t ransferenc ia de ca-
lor, pero presentan l a desventaja de c rear mayores tasas de - esfuerzos de corte, adenioii; de hacer más d i f i c i l l a l impieza - in terna de l r e c ip i en t e . Con los b a f f l e s huecos, l a d i f i c u l -
tad que presenta es l a de mantener l a apropiada tasa de trans - f e renc ia de c a l o r cuando se cambie l a naturaleza y v iscos idad
d e l cultivo. Los b a f f l e s crean también una gran d is t r ibuc ión
de es fuerzos cor tantes , y debido a ésto, no son usados en cu l -- tivos microbianos. Aún a s í , cuando se requiera del uso de - b a f f l e s huecos, éstos deberán ser fáci lmente removibles y de
f á c i l l impieza.

-98 -
La temperatura del agua puede ser ajustada en un peque - ño intercambiador de calor, o por l a inyección directa de va-
por en l a chaqueta o en serpentines, aunque ésta inyección d i - recta puede causar problemas en su control, por lo que es más
recomendable e l uso del intercambiador de calor para e l ajus-
te de temperaturas.
Para monitorear y controlar l a temperatura en los tan-
ques se requiere del uso de sensores, uno en e l l íquido y otro
en e l tanque. Este tipo de sensores es comíínmente empleado,
debido a que es representativo de l a temperatura interna del
recipiente cuando se cuenta con un buen mezclado. Se puede - lograr un control más preciso empleando detectores de tempera - tura por resistencia (RTD) o termopozos tanto en l a chaqueta
como en el recipiente. Este tipo de detectores serán los em-
pleados en l a construcci6n de nuestro fermentador y se puede
apreciar e l modelo en l a Figura 1 3 .
Este sistema se compone de un circuito cerrado común - donde se puede controlar e l diferencial de‘ temperatura (AT)
entre e l recipiente y l a chaqueta, para de ésta manera preve-
n i r l a exposición a a l tas temperaturas a los organismos termo
ldb i les , particularmente a aquellos que se sitúen cerca de l a
- pared del tanque.

?
-99-
n
. I Y
/ 1 /
k'
I
W D
9
3

-100-
4 . 4 CONTROL DE OXIGENO Y pH
E l oxlgeno disuelto e n e l caldo fermentativo es medido
por un dispositivo específico: e l electrodo de oxígeno. En
l a s fermentaciones microbianas e l nivel de oxPgeno disuelto - puede ser controlado a l a justar l a tasa de agitación, f l u j o - de a i r e o presidn d e l tanque, pero es importante considerar a
los cult ivos de microorganismos los cuales son muy sensibles
a los cambios de l a s condiciones d e l medio, y en cambio, se - puede a jus tar l a cantidad de oxígeno en e l a i r e (de l estándar
21%) introduciendo O2 puro 6 N Z en e l ambiente.
E l sistema de pH e s controlado e n niveles entre 6.5 y
7 . 5 para cult ivos celulares, e l nivel específico depende del
tipo de microorganismo a t r a t a r , y e s és te e l que permite l a
optimización en e l caldo celular para l a obtención del rendi-
miento en s u s productos metabólicos.
E l pH es ajustado e n forma ascendente adicionando solu
cienes de bicarbonato de sodio, un amortiguador, e l cual con-
duce el carbdn hasta bióxido de carbono (COZ) . Esta solución,
a l igual que las otras adicionadas a l medio, deberán ser es te
r i l izadas e n autoclave o intercambiador de calor. Cuando se
requiera d i s m i n u i r e l valor d e l pH, se adiciona COZ gas a l me
dio de cultivo por bombeo.
-
-
d
Cuando se desea ev i tar l a adición de gran cantidad de
líquido amortiguador a? medio, entonces se eleva l a presión -

-101-
osmótica y se suprime e l crecimiento celular. D e igual forma,
e l O2 y e l N2 del a i r e afectan e l pH de l a mezcla y e l CO2 se
incrementa e n e l balance f i n a l de oxígeno disuelto.
Una forma de controlar e l proceso evitando és te tipo - de contratiempos, es integrando los controles, tanto de pH - como de Oxígeno Disuelto, compensando e l desplazamiento del
COZ por 0 2 y viceversa.
En l a Figura 14 se muestra e l sistema de los cuatro - controladores de gas diseñados para éste prop6sito. E l s i s t e
ma de alimentacidn de Aire, Oxígeno y Nitrógeno en secuencia
a través de un medidor de f l u j o , se presenta con e l objetivo
de mantener e l nivel de oxlgeno disuelto.
-
Para el control del. pH el sistema adiciona gas bióxido
de carbono o bicarbonato de oodio e n solución en forma pausa-
da a través de una bomba peris tdl t ica . E l sistema ajustado - automáticamente, e n razón de l o s efectos causados pro e l COZ
y e l a i re e n e l nivel de oxígeno disuelto, puede ser regulado
dentro de un margen de 0.02 unidades de pH.
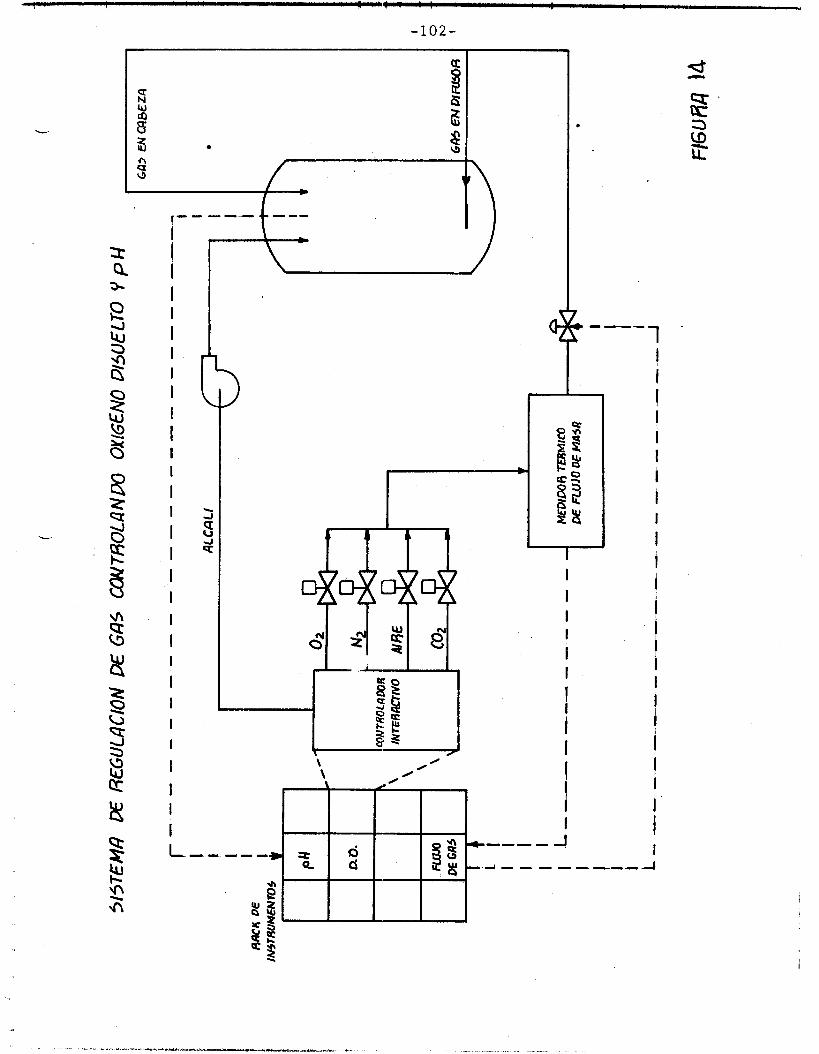
-102-
i 1 i I I I I 1 I I I I I I I I I I I I I I I I I 1
I I I I
I
.
f
b 1
i
* --- I
I I I I I I 1 I 1 I
I i I I i i I I 1 I I
I I
I I i I
I

f AGUA DE ENFRl
AGUA DE RETO1 i I i I VAPOR
I I RETORNO DE Ci I I
I AIRE ,
4
I 1 I
il TF - 02
Lri +- 2.15 m NIVEL UtJO nammormmmnmñrnn
_ _ 2.0 m - .
. I 60 - __ rn MVEL -- -- ELECTLODOC
1 LRC ==2
o o 8
t
t
DE RETORNO DE CONDENSAIDOS LINEA GENERAL
JIVEL CERO

CiSEf iO I E.GONZALEZ B. CALCULO REVISO I
E. GONZALEZ B. M EN C S. SAVAL
TRAMPA DE VAPOR DIfiUJO ACOTACON' PLANO No 4
* E. GONZALET 8. SIN 4
AMIENTO c \NO
NDENSADOS * I I I
I I I
c I
L
I \
.
I I I I l-
tZET I T I LRC I LRC I I LRC I LRC - a
O A TF02 DE TAO
S I M B O L O G I A -__._ -- . -
HAUA LINEA GENERAL DE RETORNO CONDENSADOS
TANQUE FERMENTADOR O2 AUXILIAR 1
AUXiLiAip 2 (ACID0 BASE ) AUXILIAR 3 ( ANTIESPUMANTE )
PRE- FILTRO AIRE
ROTA METRO
CONDENSADOR
FILTRO ABSOLUTO DE VAPOR
ENTRADAS AUXILIARES AL FERMENTADOR
LRC
TF02
TAO 1 TA02
TA03
P FA
RTM
C DS
FAV
AUX
&I
J VALVULA DE BOLA
CHECK
SOLENOIDE (ACTUADORA )
VALVULA MACHO INDICADOR DE PRESION
FERMENTADOR CONVENCIONAL DE 1000 LITROS
-104-
BIBLIOGRAFIA . 1.- A i b a S.A.E. Humphrey y N.F. M i l l s , B i o c h e m i c a l E n g i n e e r i n g ,
Academic Press, N e w York, 1973.
2 . - A t k i n s o n , B. B i o c h e m i c a i B i o r r e a c t o r s , P i o n , London, 1975.
3 . - B e c k , C h r i s t i n e , Howard S t i e f e l , and Thomas S t i n n e f f , N e w Brunswick S c i e n t i f i c Co. C e l l - C u l t u r e B i o r r e a c t o r s , Chem-
i c a l E n g i n e e r i n g , 198’7.
4 .- Q u i n t e r o , R . , I n g e n i e r í a BioquPmica, Depto. de B i o t e c n o l o -
g l a , I n s t i t u t o de Investigaciones B iomédicas , UNAM, 1981.
5.- L i q u i d A g i t a t i o n , Lewis E. Gates, T e r r y L. Henley and John
G . Fenic. How t o select t h e opt im t u r b i n e a g i t a t o r .
Chemical E n g i n e e r i n g , 1975.
6.- H i c k s , R i c h a r d W., Jerry R. Morton and John G. Fenic. How t o d e s i g n a g i t a t o r s for d e s i r e d p r o c e s s response . Chemical
E n g i n e e r i n g , 1976.
7.- Gates, Lewis E. J e r r y R . Morton and P h i l i p L. Fondy.
S e l e c t i n g a g i t a t o r systems t o suspended s o l i d s i n l i q u i d s .
Chemical E n g i n e e r i n g , 1976.
8.- H i c k s , R i c h a r d W. and Lewis E. Gates. How t o select t u r b i n e a g i t a t o r s for d i s p e r s i n g g a s i n t o l i q u i d s . Chem-
i c a l E n g i n e e r i n g , J u l y 1976.
9.- Ramsey, Wayne D. and Gerald C. Zoller. How to d e s i g n o f s h a f t s , seals and i m p e l l e r s affects a g i t a t o r performance.
Chemical E n g i n e e r i n g . August 1976.
10.- P i r t , S. John, P r i n c i p l e s o f microbe and ce l l cu l t iva t ion . B l a c k w e l l S c i e n t i f i c P u b l i c a t i o n s , London, 1975.

-105-
11.- Oldshue J.Y. I n d u s t r i a l S c a l e - u p , P r o c e s s Biochem.
August : (511, 1969).
12.- García Herndndez F. Diseño y C o n s t r u c c i 6 n de un.Fermen- tador T i p o A i r - L i f t . Ed. üNAM.
13.- Mizrahi A . , Van Wezel A.L. Advances i n B i o t e c h n o l o g i c a l
P r o c e s s , V o l . 1 , A l a n R. Liss I n c . , N e w York , 1983.
14.- Wang, D . I . C . Cooney C.L. e t a l . , F e r m e n t a t i o n and Enzime
Technology . John Wiley, N e w York , 1979.
15 . - Wang D.I.C. S e l e c t e d T o p i c s i n B i o e n g i n n e r i n g . Course Depto. de jBicotecnologZa y B i o i n g e n i e r l a . D i c . 1978.

7




j