20150829170819
DESCRIPTION
20150829170819TRANSCRIPT
Ingeniería Industrial - Máquinas HerramientaConcepto de número uno Clave - Conozca su máquina
El primer concepto clave es que usted debe entender el maquillaje básico de la herramienta de máquina CNC que va a trabajar con. Aunque esto puede sonar como una declaración simplista, en realidad hay dos puntos de vista para la comprensión de su o centro de mecanizado CNC. Para llegar a ser plenamente versado con la máquina, hay que entender la máquina desde el punto de vista de un programador, así como desde el punto de vista del operador. Desde que empezamos con la programación, ahora vamos a hablar de esas cosas sobre el CNC con el que un programador debe conocer. Mucho más tarde, durante la parte de la operación de este curso, vamos a hablar de esas cosas sobre tu persona instalación CNC u operador debe conocer.
1.1 Operaciones de Mecanizado AgujeroAgujero mecanizado se realiza con frecuencia en fresadoras CNC, especialmente los equipados con dispositivos de cambio de herramienta automática (centros de mecanizado). Por esta razón, la mayoría de los fabricantes de CNC le dan una serie de ciclos fijos especiales para ayudar con las operaciones de mecanizado agujero. Mientras ciclos fijos se discuten mucho más tarde en el curso, les mencionamos aquí para hacerle saber que hay comandos muy simples disponibles para ayudar con la programación de las operaciones de mecanizado agujero. En esta discusión, tenemos la intención de que se familiarice con los muchos puntos de la práctica de mecanizado básicas relacionadas con las operaciones de mecanizado hoyos, así como lo que usted necesita saber con el fin de desarrollar su pro grama CNC.
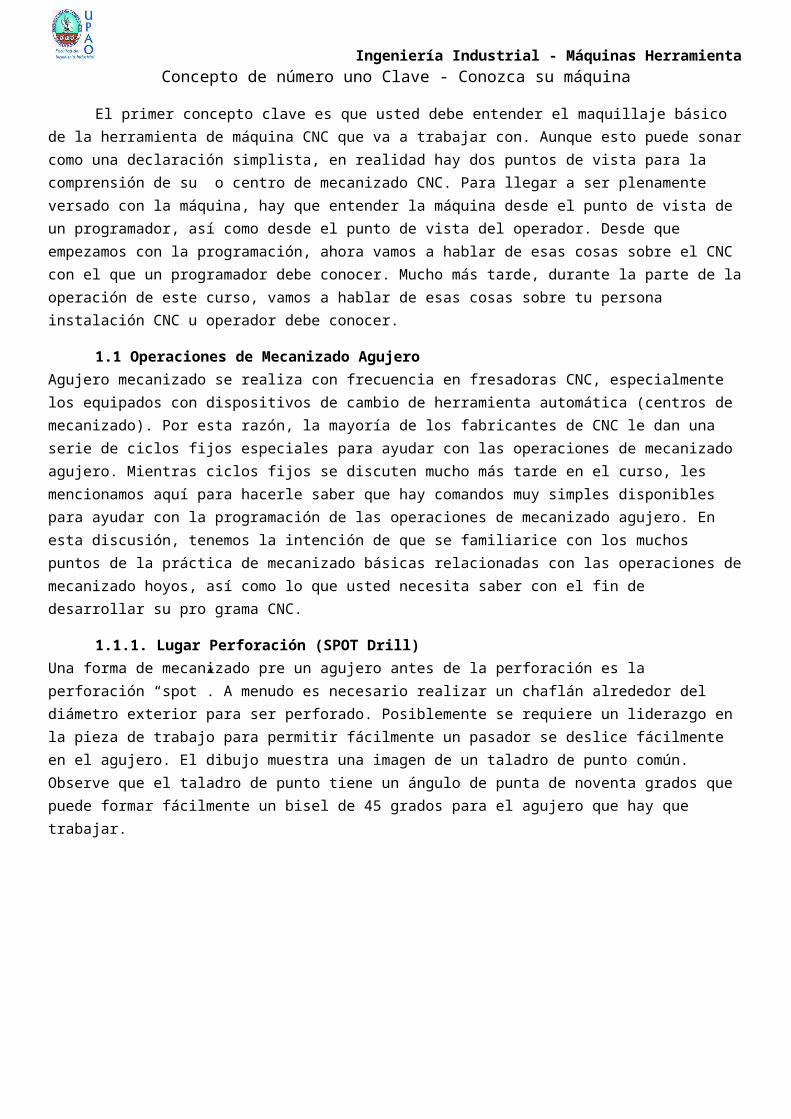
1.1.1. Lugar Perforación (SPOT Drill)Una forma de mecanizado pre un agujero antes de la perforación es la perforación “spot”. A menudo es necesario realizar un chaflán alrededor del diámetro exterior para ser perforado. Posiblemente se requiere un liderazgo en la pieza de trabajo para permitir fácilmente un pasador se deslice fácilmente en el agujero. El dibujo muestra una imagen de un taladro de punto común. Observe que el taladro de punto tiene un ángulo de punta de noventa grados que puede formar fácilmente un bisel de 45 grados para el agujero que hay que trabajar.
90 taladro de punto gradoLa profundidad del agujero perforado lugar determina el tamaño del chaflán, y es muy fácil de calcular. Basta con dividir el diámetro de chaflán deseada por dos para llegar a la profundidad. El siguiente dibujo muestra esto.
Ingeniería Industrial - Máquinas Herramienta
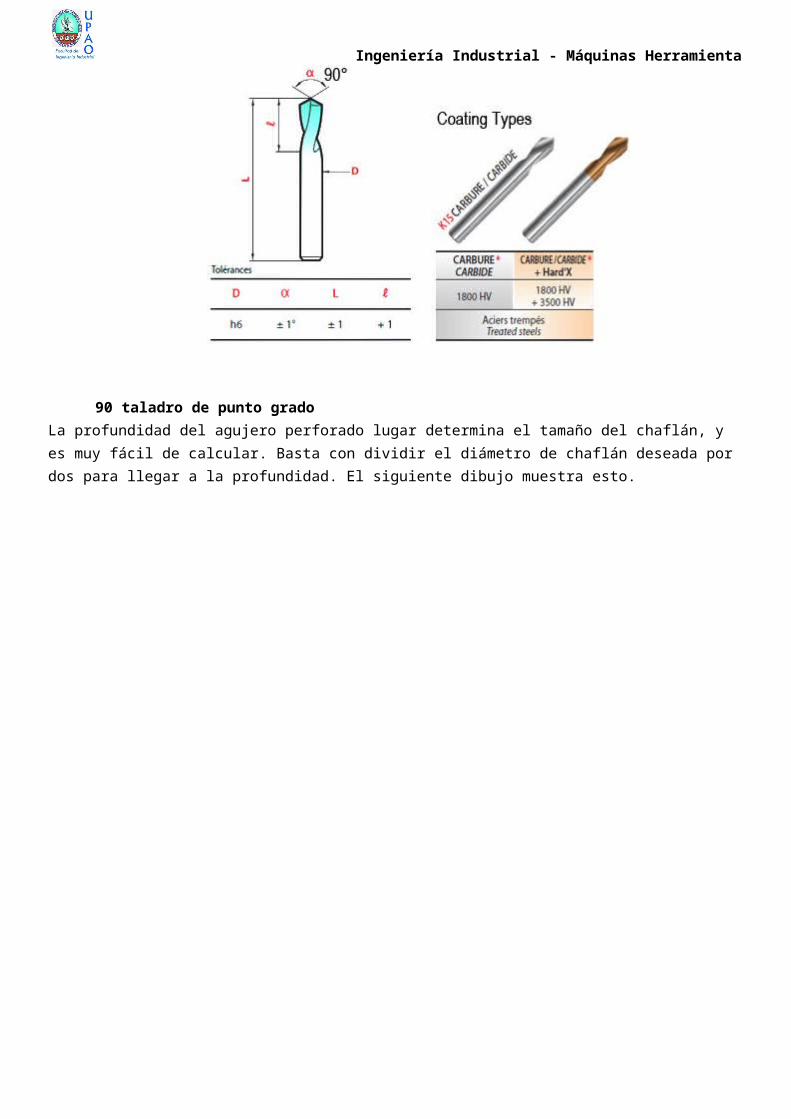
Por ejemplo,
Supongamos que desea para perforar el agujero de un diámetro de 0,250 (1/4). Usted quiere un chaflán 0.0312 (1/32) por 45 grados alrededor de la parte superior del agujero. En este caso, el diámetro de chaflán deseado es 0,3124 (5/16) pulgadas (0,25 + 0,0312 + 0,0312). La profundidad requerida para el taladro de punto en este caso es 0,1607 (0,3214 dividido por 2).
1.1.2. Brocas HelicoidalesHay muchos estilos diferentes de herramientas de perforación. El más común es una broca helicoidal. El próximo
La profundidad del agujero perforado punto es fácil de calcular para un taladro de punto de 90 grados. Basta con dividir el diámetro del chaflán por dos.
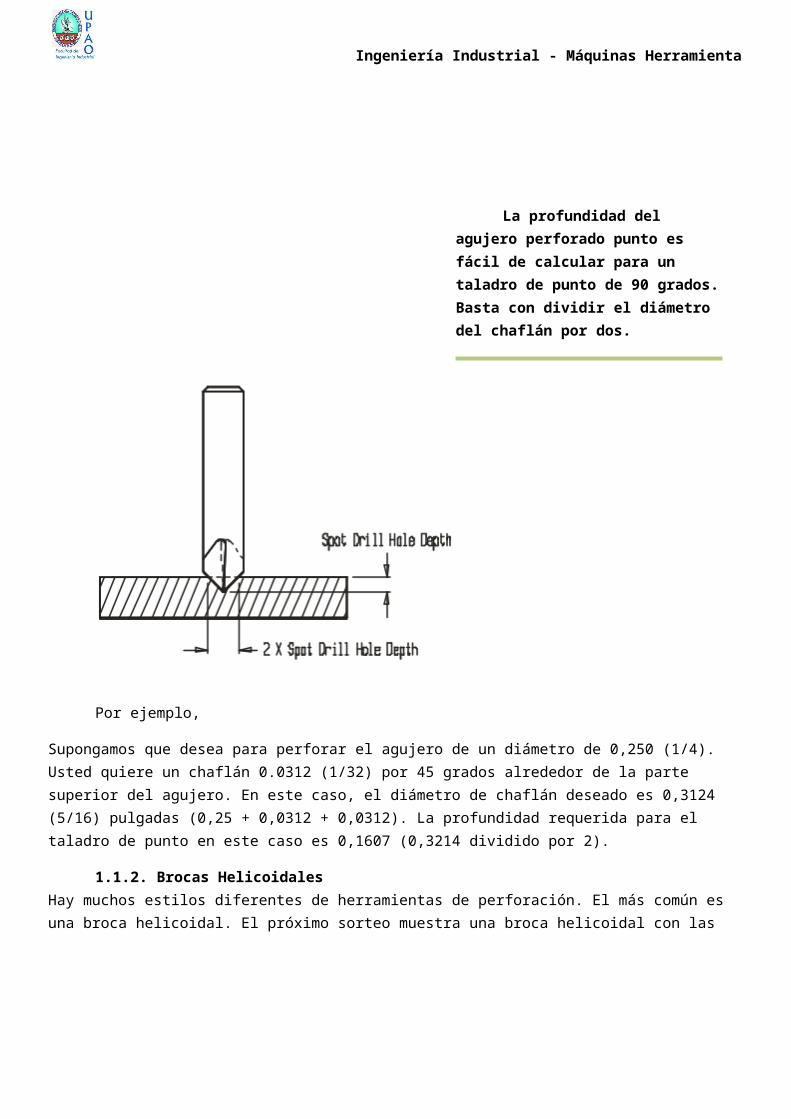
Ingeniería Industrial - Máquinas Herramientasorteo muestra una broca helicoidal con las principales anotaciones mostradas.
Broca helicoidal con los términos y especificaciones.Para la mayoría de las aplicaciones, la broca se desplomó a su profundidad final en una sola pasada. El taladro se retrae luego rápidamente desde el agujero.
Teniendo en cuenta el punto de taladroCuando la mayoría de los ingenieros de diseño especifican la profundidad de un agujero, por lo general significa para el agujero a mecanizar con el diámetro especificado a la profundidad dada. Esto significa que si se utiliza una broca helicoidal (o cualquier taladro con un ángulo de punta), el programador debe añadir la cantidad punto de perforación (llamado el plomo de la broca) a la profundidad de la agujero especificado en el programa. Aunque hay momentos en que el ingeniero de diseño especificará la profundidad del agujero hasta el punto de la broca, el punto de perforación generalmente se debe tener en cuenta cuando se mecaniza un agujero.Un agujero que no pasa a través de la superficie que se está mecanizando se llama un agujero "ciegas". Un agujero que pasa completamente a través de la superficie que se está mecanizando se llama un agujero "a través de".Para ángulo de punta de taladro estándar giro 118 grados, la cantidad de plomo taladro es fácil de calcular. Simplemente multiplicar el diámetro de los tiempos de perforación el valor constante de 0,30 para llegar a la cabeza de perforación. Por ejemplo, un 0,50 broca helicoidal de diámetro (1/2) pulgadas tiene una ventaja de 0,15 pulgadas (0,3 veces 0,5). En este caso, el valor de 0,15 se debe agregar a la profundidad del agujero indicada en el plano para llegar a la profundidad del agujero para el programa.
Cálculo de la profundidad de agujeros pasantesSi el mecanizado de un agujero a través de una superficie con una broca helicoidal, por supuesto, la ventaja de perforación debe ser añadido al espesor de la pieza. Además, debe agregar una pequeña cantidad de Ance claro que obliga al taladro para romper realmente a través de la superficie. Normalmente 0.030 (alrededor de 1/32 pulgadas) suele ser suficiente. Si no agrega esta pequeña cantidad de su profundidad de agujero, es probable que el agujero no será completamente mecanizada a través de la superficie. Esto es especialmente probable si el material es flexible,
Ingeniería Industrial - Máquinas Herramientaque tiene la tendencia a empujar lejos de los bordes de corte de la broca. Por ejemplo, si el mecanizado a través de una pieza de trabajo en 1,0 de espesor con un diámetro de 0,500 taladro, usted debe programar la profundidad del agujero como al menos 1,180 pulgadas (1,0 más 0,15 plomo, más 0,030).
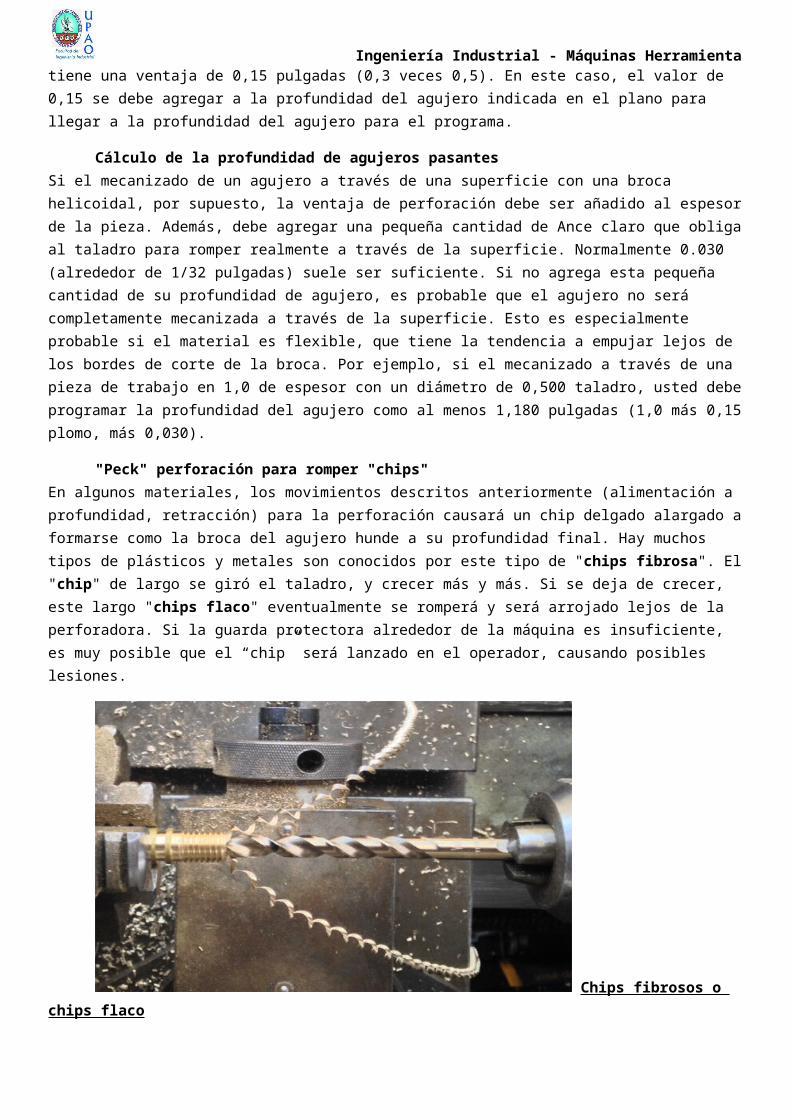
"Peck" perforación para romper "chips"En algunos materiales, los movimientos descritos anteriormente (alimentación a profundidad, retracción) para la perforación causará un chip delgado alargado a formarse como la broca del agujero hunde a su profundidad final. Hay muchos tipos de plásticos y metales son conocidos por este tipo de "chips fibrosa". El "chip" de largo se giró el taladro, y crecer más y más. Si se deja de crecer, este largo "chips flaco" eventualmente se romperá y será arrojado lejos de la perforadora. Si la guarda protectora alrededor de la máquina es insuficiente, es muy posible que el “chip” será lanzado en el operador, causando posibles lesiones.
Chips fibrosos o chips flaco
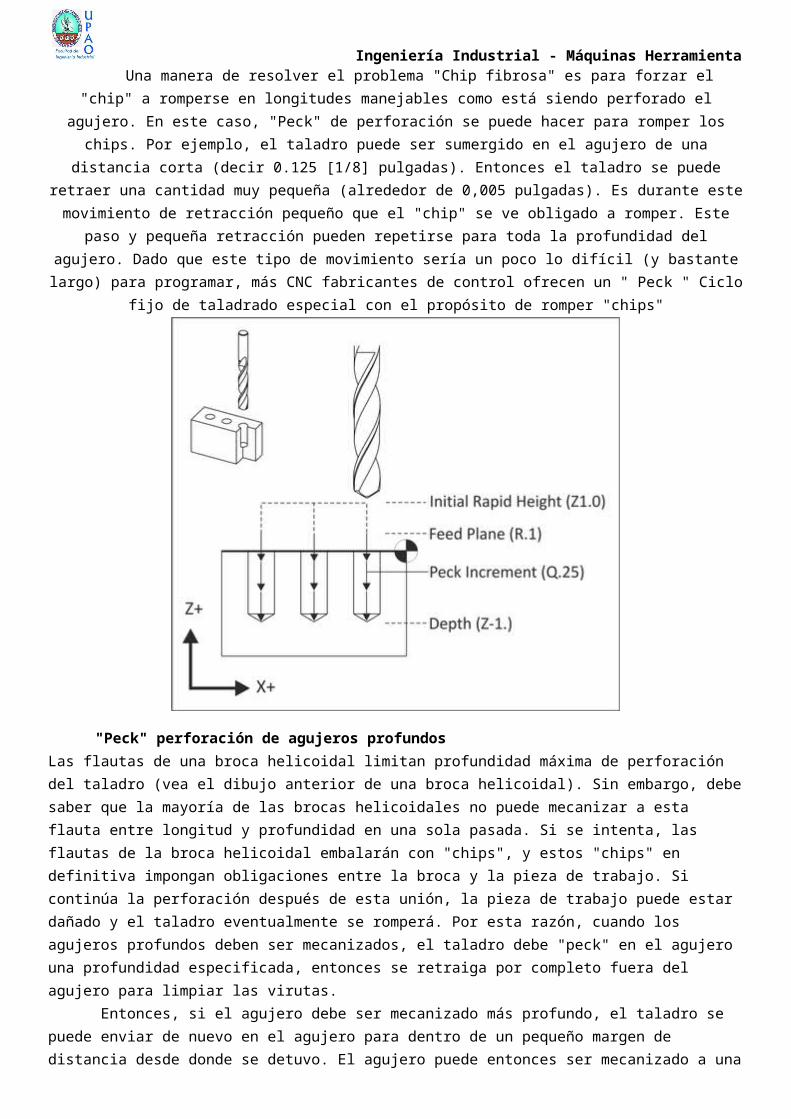
Una manera de resolver el problema "Chip fibrosa" es para forzar el "chip" a romperse en longitudes manejables como está siendo perforado el agujero. En este caso, "Peck" de perforación se puede hacer para romper
los chips. Por ejemplo, el taladro puede ser sumergido en el agujero de una distancia corta (decir 0.125 [1/8] pulgadas). Entonces el taladro se puede retraer una cantidad muy pequeña (alrededor de 0,005 pulgadas). Es durante este movimiento de retracción pequeño que el "chip" se ve obligado a romper. Este paso y pequeña
retracción pueden repetirse para toda la profundidad del agujero. Dado que este tipo de movimiento sería un poco lo difícil (y bastante largo) para programar, más CNC fabricantes de control ofrecen un " Peck " Ciclo fijo de taladrado
Ingeniería Industrial - Máquinas Herramientaespecial con el propósito de romper "chips"
"Peck" perforación de agujeros profundosLas flautas de una broca helicoidal limitan profundidad máxima de perforación del taladro (vea el dibujo anterior de una broca helicoidal). Sin embargo, debe saber que la mayoría de las brocas helicoidales no puede mecanizar a esta flauta entre longitud y profundidad en una sola pasada. Si se intenta, las flautas de la broca helicoidal embalarán con "chips", y estos "chips" en definitiva impongan obligaciones entre la broca y la pieza de trabajo. Si continúa la perforación después de esta unión, la pieza de trabajo puede estar dañado y el taladro eventualmente se romperá. Por esta razón, cuando los agujeros profundos deben ser mecanizados, el taladro debe "peck" en el agujero una profundidad especificada, entonces se retraiga por completo fuera del agujero para limpiar las virutas. Entonces, si el agujero debe ser mecanizado más profundo, el taladro se puede enviar de nuevo en el agujero para dentro de un pequeño margen de distancia desde donde se detuvo. El agujero puede entonces ser mecanizado a una mayor profundidad. Para la mayoría de materiales, esta profundidad máxima "Peck" se puede calcular multiplicando el diámetro de la broca tres veces. Es decir, una broca helicoidal tiene la capacidad de la máquina a una profundidad de alrededor de tres veces su diámetro sin temor a la "chips" de impacto. Si la profundidad requerida del agujero es más profunda de tres veces el taladro profundidad, debe utilizar las técnicas de taladrado para borrar los "chips".
Por ejemplo, se debe maquinar un agujero de 0,500 de diámetro a una profundidad de 2.5 pulgadas. Tres veces en 0.500 es de 1,5 pulgadas. En este caso, en primer lugar "peck" a una profundidad de 1.5 pulgadas, a continuación, retirar el taladro para borrar "chips". A continuación, enviar el taladro en el agujero a una posición de separación justo encima de donde el taladro parado (en el agujero de 1,4 pulgadas funcionará bien para este ejemplo). Por último, se le mandará que se perforará el equilibrio del agujero. Desde profundo agujero de perforación "peck" a menudo es necesario, y ya que puede ser incómodo para programar como se acaba de describir, la mayoría de los controles del centro de mecanizado tienen un profundo agujero "peck" perforación "ciclo fijo o canned cycle" para limpiar las virutas de esta manera.
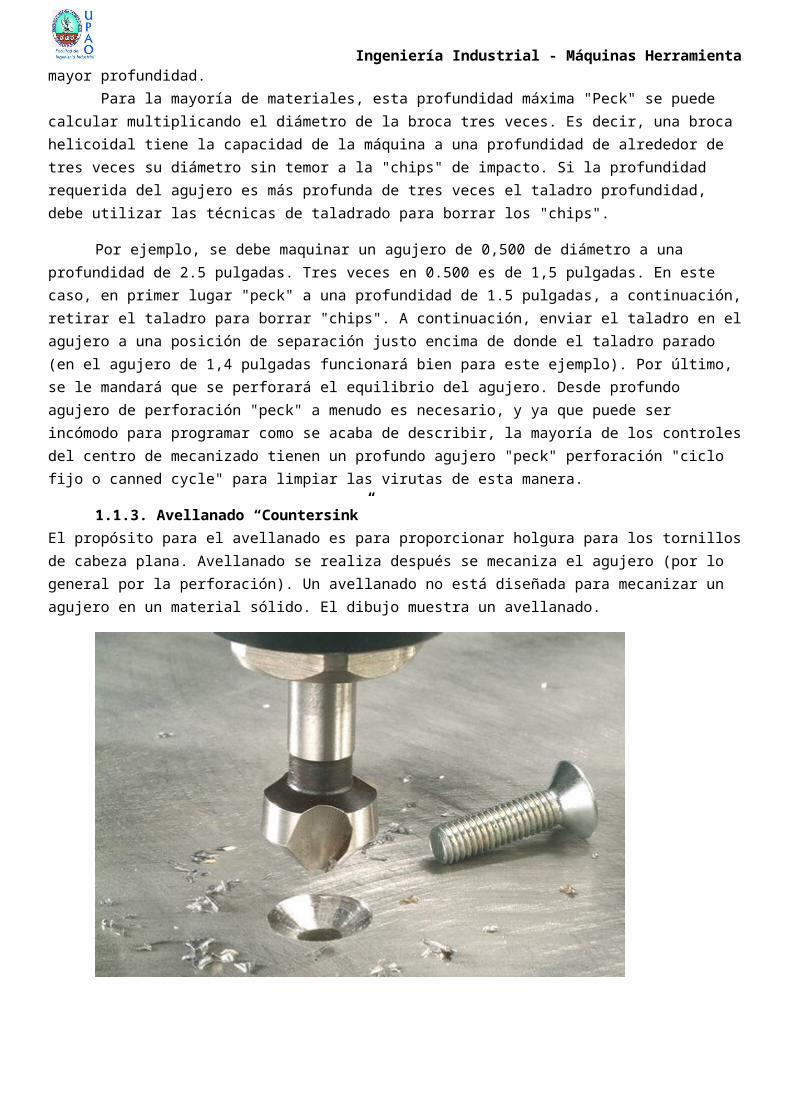
1.1.3. Avellanado “Countersink”El propósito para el avellanado es para proporcionar holgura para los tornillos de cabeza plana. Avellanado se realiza
Ingeniería Industrial - Máquinas Herramientadespués se mecaniza el agujero (por lo general por la perforación). Un avellanado no está diseñada para mecanizar un agujero en un material sólido. El dibujo muestra un avellanado.
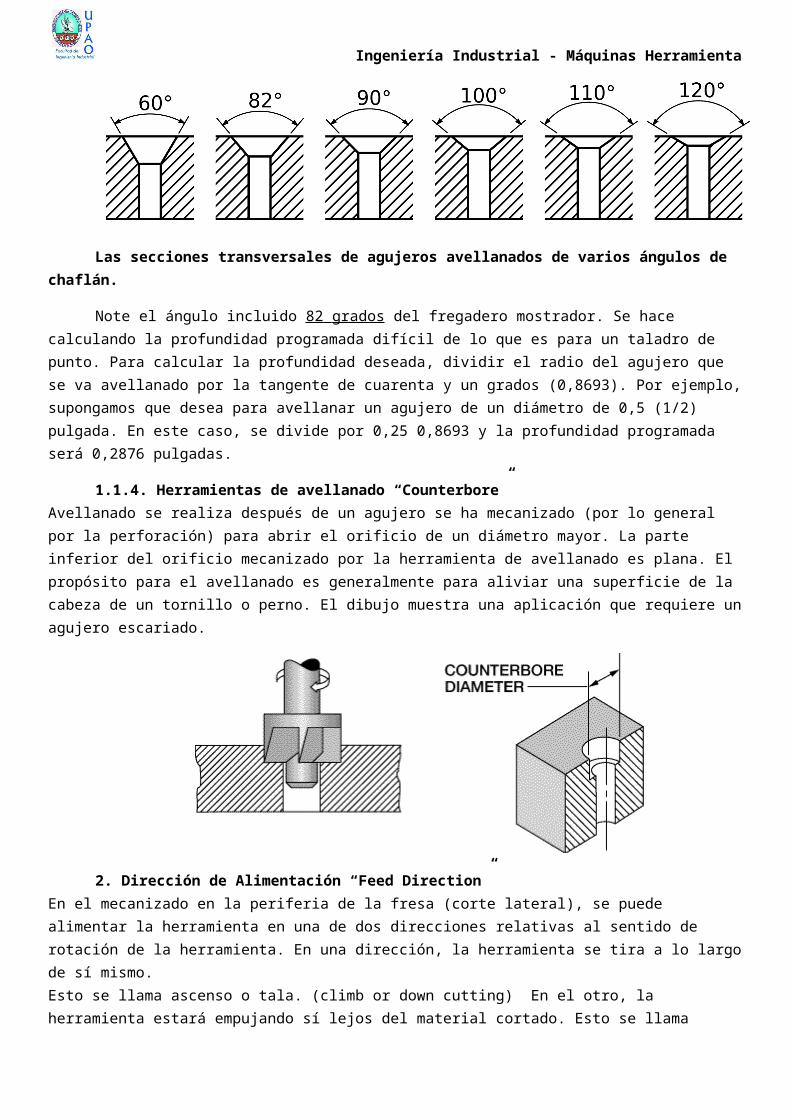
Las secciones transversales de agujeros avellanados de varios ángulos de chaflán.
Note el ángulo incluido 82 grados del fregadero mostrador. Se hace calculando la profundidad programada difícil de lo que es para un taladro de punto. Para calcular la profundidad deseada, dividir el radio del agujero que se va avellanado por la tangente de cuarenta y un grados (0,8693). Por ejemplo, supongamos que desea para avellanar un agujero de un diámetro de 0,5 (1/2) pulgada. En este caso, se divide por 0,25 0,8693 y la profundidad programada será 0,2876 pulgadas.
1.1.4. Herramientas de avellanado “Counterbore”Avellanado se realiza después de un agujero se ha mecanizado (por lo general por la perforación) para abrir el orificio de un diámetro mayor. La parte inferior del orificio mecanizado por la herramienta de avellanado es plana. El propósito para el avellanado es generalmente para aliviar una superficie de la cabeza de un tornillo o perno. El dibujo muestra una aplicación que requiere un agujero escariado.
Ingeniería Industrial - Máquinas Herramienta
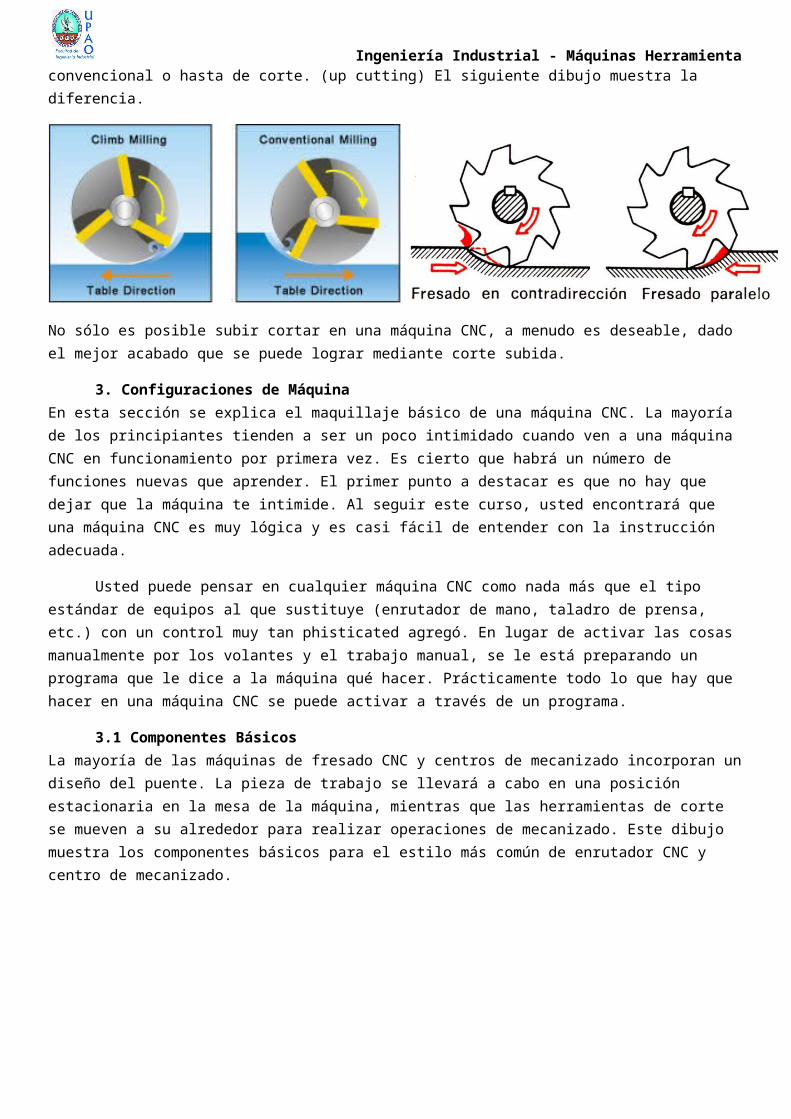
2. Dirección de Alimentación “Feed Direction”En el mecanizado en la periferia de la fresa (corte lateral), se puede alimentar la herramienta en una de dos direcciones relativas al sentido de rotación de la herramienta. En una dirección, la herramienta se tira a lo largo de sí mismo.Esto se llama ascenso o tala. (climb or down cutting) En el otro, la herramienta estará empujando sí lejos del material cortado. Esto se llama convencional o hasta de corte. (up cutting) El siguiente dibujo muestra la diferencia.
No sólo es posible subir cortar en una máquina CNC, a menudo es deseable, dado el mejor acabado que se puede lograr mediante corte subida.
3. Configuraciones de MáquinaEn esta sección se explica el maquillaje básico de una máquina CNC. La mayoría de los principiantes tienden a ser un poco intimidado cuando ven a una máquina CNC en funcionamiento por primera vez. Es cierto que habrá un número de funciones nuevas que aprender. El primer punto a destacar es que no hay que dejar que la máquina te intimide. Al seguir este curso, usted encontrará que una máquina CNC es muy lógica y es casi fácil de entender con la instrucción adecuada.
Usted puede pensar en cualquier máquina CNC como nada más que el tipo estándar de equipos al que sustituye (enrutador de mano, taladro de prensa, etc.) con un control muy tan phisticated agregó. En lugar de activar las cosas manualmente por los volantes y el trabajo manual, se le está preparando un programa que le dice a la máquina qué hacer. Prácticamente todo lo que hay que hacer en una máquina CNC se puede activar a través de un programa.
3.1 Componentes BásicosLa mayoría de las máquinas de fresado CNC y centros de mecanizado incorporan un diseño del puente. La pieza de trabajo se llevará a cabo en una posición estacionaria en la mesa de la máquina, mientras que las herramientas de corte se mueven a su alrededor para realizar operaciones de mecanizado. Este dibujo muestra los componentes básicos para el estilo más común de enrutador CNC y centro de mecanizado.
Ingeniería Industrial - Máquinas Herramienta
Componentes para un centro de mecanizado CNC
3.2 Direcciones de movimiento para fresadoras CNCUna de las primeras cosas que un programador CNC debe aprender son las direcciones de movimiento (ejes) y su polaridad para la máquina / s que se programan. Aunque la mayoría de centros de mecanizado CNC se adhieren a los métodos que se muestran en los dibujos anteriores, debe confirmarlos para la máquina / s con los que va a trabajar. Usted puede encontrar que los ejes X e Y se volvieron versados. Usted también puede encontrar sus polaridades parecen invertirse. Pero independientemente de cómo se organizan sus ejes, una vez que usted puede ver la máquina desde la perspectiva adecuada, se puede orientar fácilmente los dibujos que mostramos en este curso para la máquina / s con los que va a trabajar.
Direcciones de movimiento para fresadoras CNC
Ingeniería Industrial - Máquinas Herramienta3.3 Función programable de centros de mecanizado CNC
Aquí la lista de las cosas que el programador lo general se puede controlar dentro del programa y dar una visión somera de cómo se controla cada función. Nuestra intención aquí no es enseñar a los comandos de programación (todavía).Es simplemente darle a conocer el tipo de cosas que un programador puede controlar a través de un programa. Tendrá que confirmar que, en su caso, de estas características es programable.
3.3.1 Cambio de HerramientaLa mayoría de los centros de mecanizado CNC usan una letra T para especificar qué herramienta se debe colocar en la posición de preparado o en espera (a punto de ser colocada en el husillo de la máquina) y un M06 a causar en realidad el cambio de herramienta. Por ejemplo, el comando "T07 M06" colocará herramienta número siete en el husillo. La mayoría de las máquinas requieren que el eje Z estar en una posición especial para permitir el cambio de herramienta que se produzca. La posición de cambio de herramienta para la mayoría de centros de mecanizado CNC es el eje Z de cero máquina posición de retorno. Vamos a describir la posición de retorno cero un poco más tarde.
3.3.2 Velocidad de Giro “Spindle Speed”Un programador puede controlar con precisión qué tan rápido el cabezal gira en incrementos de RPM. Una letra S se utiliza para este propósito. Si el programador quiere 2350 RPM, la letra S2350 es mandado.
3.3.3 Dirección de HusillosUn programador también puede controlar la dirección en la que gira el husillo, hacia adelante o hacia atrás. La dirección de avance se utiliza comúnmente para herramientas mano derecha y la dirección inversa se utiliza para herramientas de mano izquierda. Dos códigos M controlan esta función. Un M03 gira el husillo en dirección hacia adelante. M04 se convierte en el husillo en una dirección inversa. Desde casi todas las herramientas de corte utilizadas con máquinas CNC son la mano derecha, usted casi siempre estarás usando M03 (hacia adelante) para arrancar el cabezal. M05 gira el husillo fuera.
3.3.4 Velocidad de alimentación “Feed Rate”Un programador puede controlar la velocidad de movimiento de cualquier operación de mecanizado. Esto se hace con una letra F. La letra F especifica la velocidad de alimentación en el modo por minuto. Si quieres trabajar en el sistema de medición en pulgadas, este avance será en pulgadas por minuto. Si usted trabaja en el sistema métrico, la velocidad de avance será en milímetros por minuto. Un avance de 3,5 pulgadas por minuto es programado como F3.5.
3.3.5 ¿Qué otra cosa podría ser programable?
Mientras que este curso le permitirá familiarizarse con las funciones programables más comunes de centros de mecanizado CNC, usted debe estar preparado para más. Otras características que pueden ser equipados en sus propias máquinas incluyen ejes giratorios (para permitir que la herramienta o pieza de trabajo a ser girados durante las operaciones de mecanizado), sistemas de soplado de aire (para quitar las virutas de la zona de trabajo), y una variedad de otras características basadas en la aplicación. Si usted tiene cualquiera de estas características, debe hacer referencia manual de programación de la máquina herramienta del constructor para aprender cómo se programan estas características especiales.
DETÉNGASE !! Hacer número ejercicio de práctica: