12. materiales para...
TRANSCRIPT

12. Materiales para 12. Materiales para herramientasherramientas
Contenido1. Materiales de herramientas2. Materiales de piezas3. Maquinabilidad

Finalidad de las herramientasFinalidad de las herramientas
•
Eliminar el exceso de material
en forma de viruta.•
Arrollar
las
virutas
para una evacuación correcta.
•
Disipar el calor
generado en el proceso.
•
Coste
adecuado a las prestaciones de la herramienta.

CaracterCaracteríísticas de los materiales para herramienta sticas de los materiales para herramienta
Las propiedades de los materiales de las herramientas necesarias
para el mecanizado, son:
–
Dureza
en frío–
Dureza
en caliente
–
Tenacidad–
Resistencia
al desgaste
–
Estabilidad química–
Coeficiente de rozamiento
–
Propiedades térmicas–
Coste

PropiedadesPropiedades
•
Dureza.–
La dureza está
relacionada
con la deformación
y el desgaste
de la herramienta.
–
La dureza de la herramienta debe ser mayor
que la del material a mecanizar.–
La dureza en frío
es la correspondiente a rangos de temperatura por debajo del ablandamiento del material.
•
Para aceros ≈
200º
C
–
La dureza en caliente
es más importante en velocidades elevadas. La cerámica puede seguir mecanizando estando “al rojo”

PropiedadesPropiedades
•
Tenacidad–
Es la capacidad de resistencia a impactos
y a presiones alternativas
en el filo.
–
En procesos con corte interrumpido, con vibraciones o materiales de la pieza poco homogéneos
es recomendable sacrificar dureza
en beneficio de la tenacidad.
–
La tenacidad puede incrementarse con un montaje adecuado
del elemento de corte.
•
Resistencia al desgaste–
La resistencia al desgaste
debe ser de la zona superficial
de la herramienta.–
La dureza mejora
el desgaste
en la superficie de desprendimiento.–
Se mejora con
la utilización de recubrimientos.
PropiedadesPropiedades
•
Rozamiento.–
Debe ser lo más bajo
como sea posible para reducir las fuerzas
de corte y el calentamiento
de la herramienta.
•
Propiedades térmicas.–
La conductividad térmica y el calor específico deben ser altos para conseguir una buena evacuación del calor
generado en el filo.–
El calor
del filo se evacua por el soporte
de la herramienta.–
El coeficiente de dilatación térmica
influye en las variaciones de la geometría de la herramienta.
•
Coste.–
Los incrementos en coste deben compensarse con la mayor capacidad de producción de las herramientas.

SelecciSeleccióón de material de la herramientan de material de la herramienta
•
Todas las propiedades
no se han simultáneamente
en un mismo material, la importancia relativa de cada una de ellas, depende de la aplicación:
–
Tipo de operación
(corte continuo-discontinuo, desbaste, acabado, rigidez, etc)
–
Tipo de herramienta
(ángulos, fijación, etc.)–
Tipo de máquina
(estado, rigidez, potencia,etc)–
Material
de la pieza (dureza, estructura, aleación, etc.)–
Volumen de
producción.

•
Los materiales básicos
usados en el filo de la herramienta son:
–
Aceros aleados (aceros rápidos)
–
Aleaciones fundidas (no ferrosas)
–
Carburos metálicos (metal duro)
–
Cermet
(cerámicas metálicas)
–
Óxidos (cerámicas)
–
Nitruros
–
Diamantes
•
Existen otros materiales usados como recubrimientos
y aleantes
de los anteriores.
Materiales para herramientasMateriales para herramientas
Dur
eza
Aceros aleados (aceros rAceros aleados (aceros ráápidos)pidos)
•
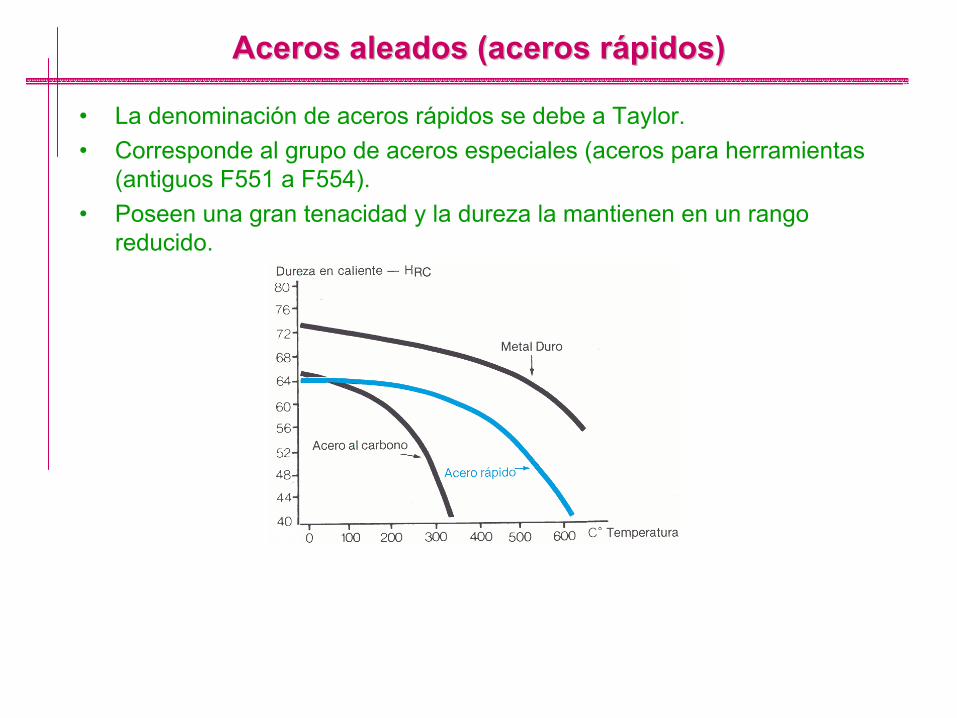
La denominación de aceros rápidos se debe a Taylor.•
Corresponde al grupo de aceros especiales (aceros para herramientas (antiguos F551 a F554).
•
Poseen una gran tenacidad y la dureza la mantienen en un rango reducido.
Aceros aleados (aceros rAceros aleados (aceros ráápidos)pidos)
•
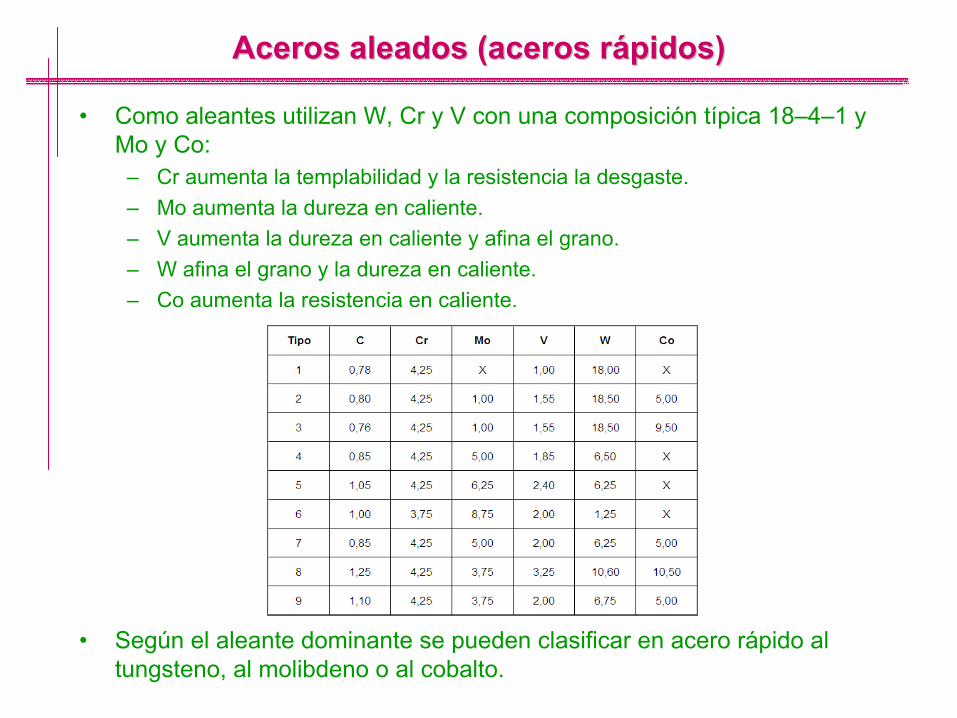
Como aleantes
utilizan W, Cr
y V con una composición típica 18–4–1 y Mo
y Co:
–
Cr
aumenta la templabilidad
y la resistencia la desgaste.–
Mo
aumenta la dureza en caliente.–
V aumenta la dureza en caliente y afina el grano.–
W afina el grano y la dureza en caliente.–
Co aumenta la resistencia en caliente.
•
Según el aleante
dominante se pueden clasificar en acero rápido al tungsteno, al molibdeno o al cobalto.
Aceros rAceros ráápidos recubiertospidos recubiertos•
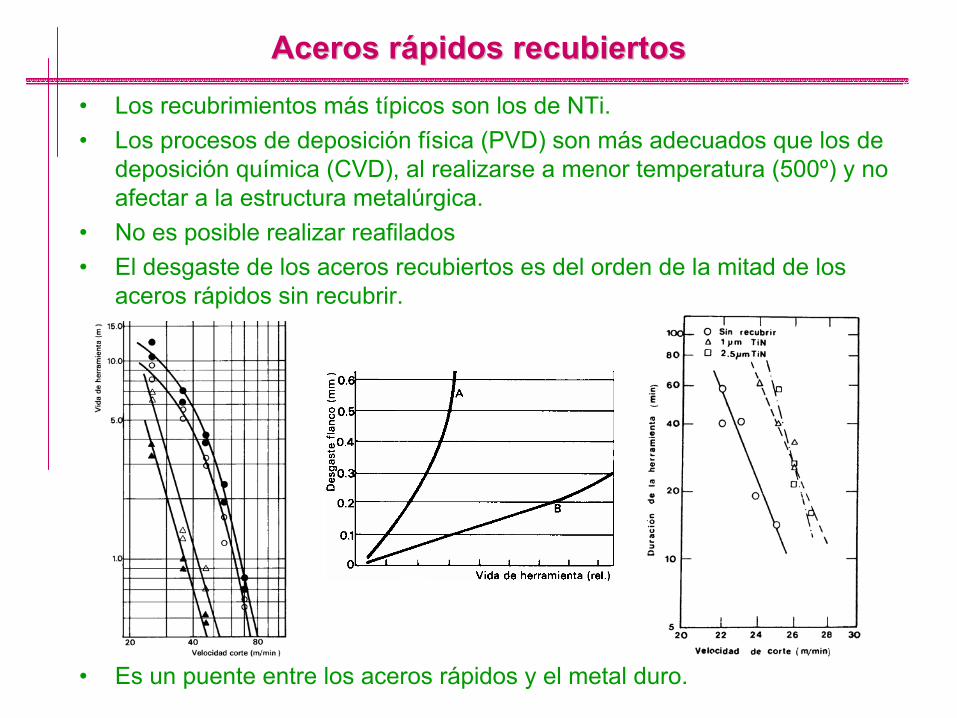
Los recubrimientos más típicos son los de NTi.
•
Los procesos de deposición física (PVD) son más adecuados que los de deposición química (CVD), al realizarse a menor temperatura (500º) y no afectar a la estructura metalúrgica.
•
No es posible realizar reafilados•
El desgaste de los aceros recubiertos es del orden de la mitad de los aceros rápidos sin recubrir.
•
Es un puente entre los aceros rápidos y el metal duro.
Carburos metCarburos metáálicos (metal duro)licos (metal duro)
•
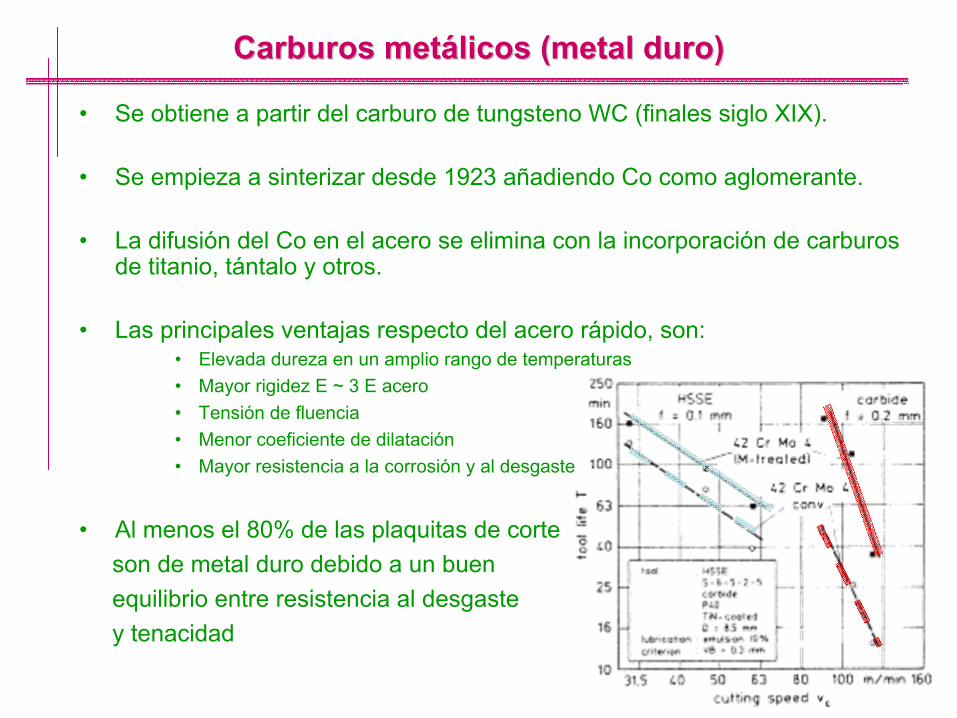
Se obtiene a partir del carburo de tungsteno WC (finales siglo XIX).
•
Se empieza a sinterizar desde 1923 añadiendo Co como aglomerante.
•
La difusión del Co en el acero se elimina con la incorporación de carburos de titanio, tántalo y otros.
•
Las principales ventajas respecto del acero rápido, son:•
Elevada dureza en un amplio rango de temperaturas•
Mayor rigidez E ~ 3 E acero•
Tensión de fluencia•
Menor coeficiente de dilatación•
Mayor resistencia a la corrosión y al desgaste
•
Al menos el 80% de las plaquitas de corteson de metal duro debido a un buenequilibrio entre resistencia al desgastey tenacidad

ComposiciComposicióón de los metales durosn de los metales duros
Otros componentes de los metales duros
•
TiC•
TaC•
NbC
Características de los componentes
OxidaciónDifusiónDureza en caliente
Fase dura con mayor estabilidad térmica. Mejora la

Carburos metCarburos metáálicos (metal duro)licos (metal duro)
•
Las propiedades finales de las herramientas de metal duro dependen, fundamentalmente, de:
–
La composición–
El tamaño del grano de las partículas–
El recubrimiento
•
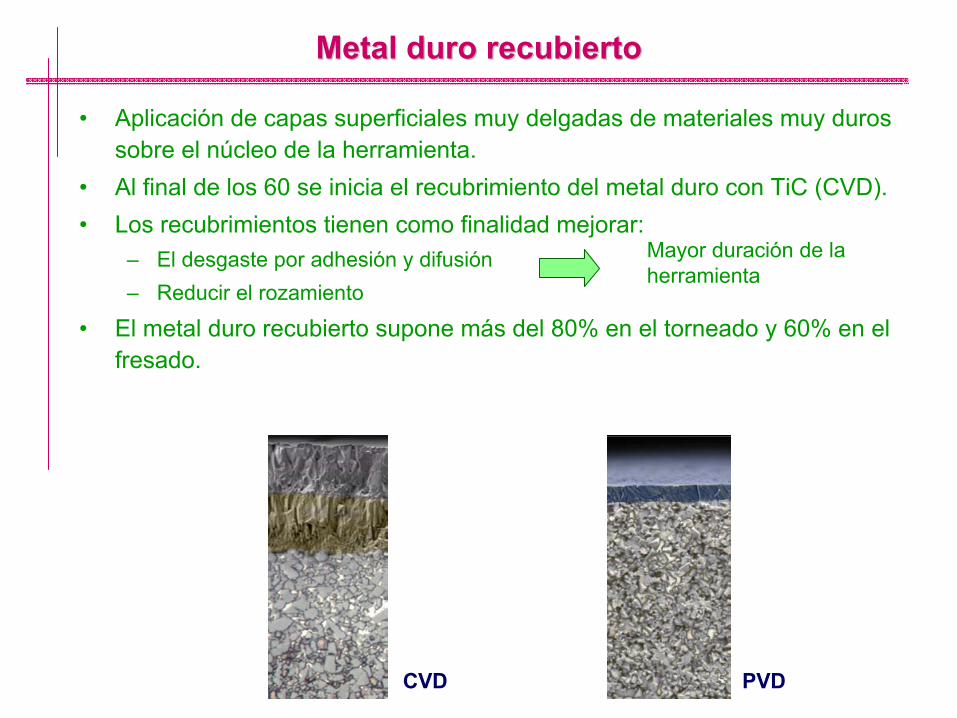
Aplicación de capas superficiales muy delgadas de materiales muy duros sobre el núcleo de la herramienta.
•
Al final de los 60 se inicia el recubrimiento del metal duro con
TiC
(CVD).•
Los recubrimientos tienen como finalidad mejorar:
–
El desgaste por adhesión y difusión –
Reducir el rozamiento
•
El metal duro recubierto supone más del 80% en el torneado y 60% en el fresado.
Metal duro recubiertoMetal duro recubierto
Mayor duración de la herramienta
CVD PVD

•
TiN: Mejora la resistencia al desgaste y su rozamiento bajo reduce el filo recrecido.
•
TiCN: Desgaste por abrasión y mejora la resistencia en la superficie de incidencia
•
Al2
O3
: Baja conductividad térmica y buena resistencia térmica, mejora la resistencia a la formación de cráteres y la deformación plástica.
Metal duro recubiertoMetal duro recubierto

•
Procesos para recubrimientos de herramientas de metal duro:•
CVD: Deposición Química en fase de Vapor a 700º
÷
1000º
consigue buena adherencia con el sustrato.
•
PVD: Deposición Física en fase de Vapor a 400º
÷
600º-
•
Los procesos de recubrimiento dan lugar a espesores de capa distintos. Con PVD se consiguen radios de filo más reducidos.
Metal duro recubiertoMetal duro recubierto
CVD PVD

CermetCermet
•
Se obtiene sinterizando carburo de titanio con Ni como aglomerante.•
Su obtención se inició
en 1929.
•
También pueden incluir carbonitruros
de titanio y nitruros
de titanio y recientemente se ha incorporado como aglomerante el molibdeno y a veces cobalto.
•
Se pueden considerar metales duros pero con otros componentes.•
Su consumo supone el 30% de los materiales usados en tornado de acabado.
•
Composición:

CermetCermet
•
Características.–
Se suelen comparar con las del metal duro. El TiC
es más duro que WC.•
Mayor resistencia al desgaste por abrasión, por lo tanto menor desgaste en el flanco (mayor precisión).
–
El TiC
es más resistente al calor por lo que su deformación plástica a altas velocidades es menor.
–
Mayor estabilidad química. Los compuestos de Ti son más estables con la temperatura:
•
Menor desgaste por mella menor (oxidación).•
Mayor resistencia al desgaste en la superficie de desprendimiento (cráter)
•
Actualmente–
Ti(CN) en el nucleo
resistencia al desgaste.–
(Ti,Nb,W)(C,N), segunda fase: resistencia deformación plástica.–
Co, aglomerante: mejora la tenacidad.

CermetCermet
•
Los cermet
recubiertos pueden mejorar algunas de su características negativas.
•
Campo de aplicación:–
Torneado de piezas con tolerancias estrechas–
Torneado de piezas con buen acabado superficial, debido:•
Mayor resistencia a la abrasión.•
Menor tendencia al filo aportado.•
Menor desgaste químico por oxidación.–
Materiales a mecanizar: aceros, aceros inoxidables, fundición gris y nodular.–
Operaciones de torneado:•
Acabados con ap
= 0,05 –
1,5•
a = 0,001 –
0,35

CerCeráámicas (micas (óóxidos de aluminio)xidos de aluminio)
•
Se sinteriza en 1938 y se inicia su utilización en herramientas en 1954.
•
Las más utilizadas son:–
Al2
O3
al 99,5% (y ZrO2): cerámica blanca–
Al2
O3
(90%) + óxidos de Cr, Fe y Ti: Cerámica marrón•
Mejor resistencia a la fatiga térmica al ser mejor conductor del calor

CerCeráámicas (micas (óóxidos de aluminio)xidos de aluminio)
•
Las características más importantes son:–
Alto punto punto de fusión–
Gran dureza–
Estabilidad química elevada–
Baja dilatación térmica –
Mayor fragilidad–
Baja conductividad térmica
•
Aplicaciones:

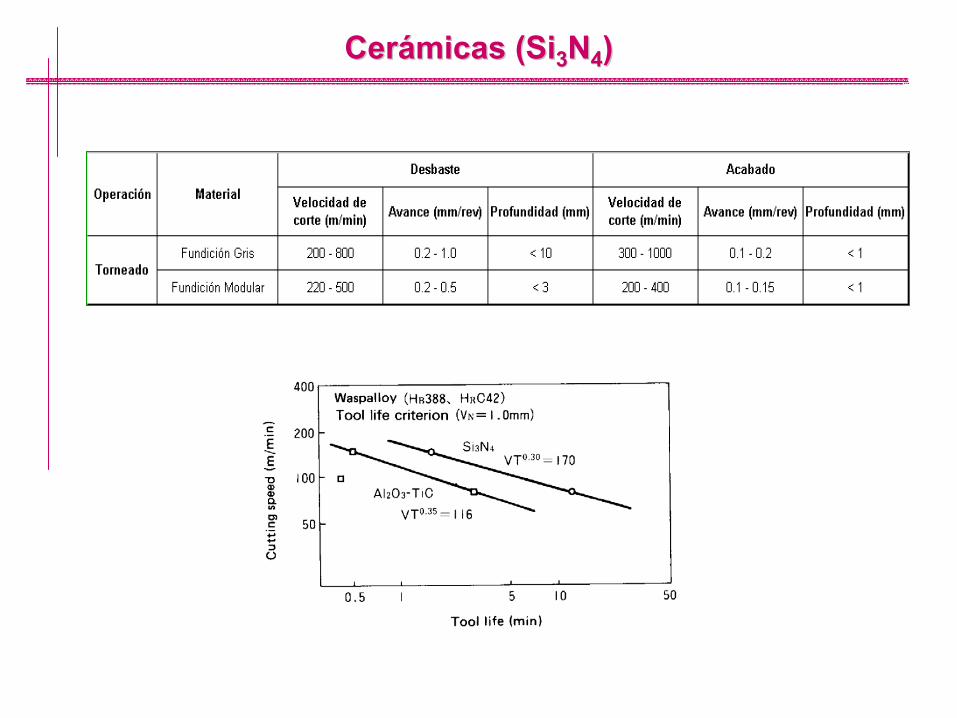
CerCeráámicas (micas (SiSi33
NN44
))
•
Es una cerámica con Si3
N4
como principal componente.•
Tiene más dureza y resistencia a alta temperatura que la cerámica convencional.
•
Buena conductividad térmica y baja dilatación térmica
CerCeráámicas (micas (SiSi33
NN44
))
Nitruro de BoroNitruro de Boro
•
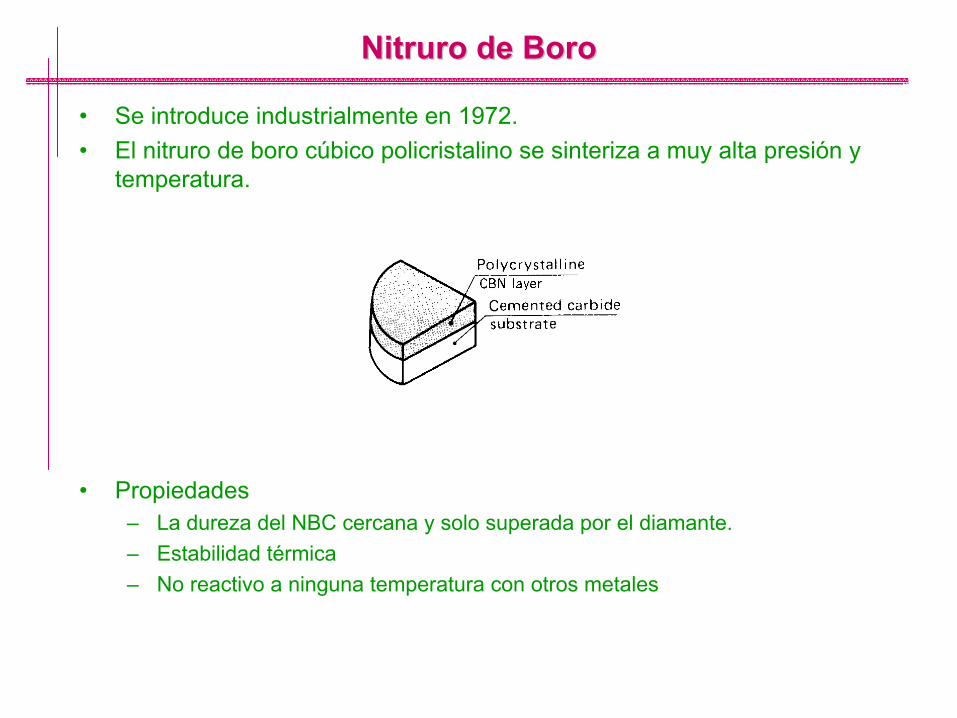
Se introduce industrialmente en 1972.•
El nitruro de boro cúbico policristalino se sinteriza a muy alta presión y temperatura.
•
Propiedades–
La dureza del NBC cercana y solo superada por el diamante.–
Estabilidad térmica–
No reactivo a ninguna temperatura con otros metales
Nitruro de BoroNitruro de Boro
•
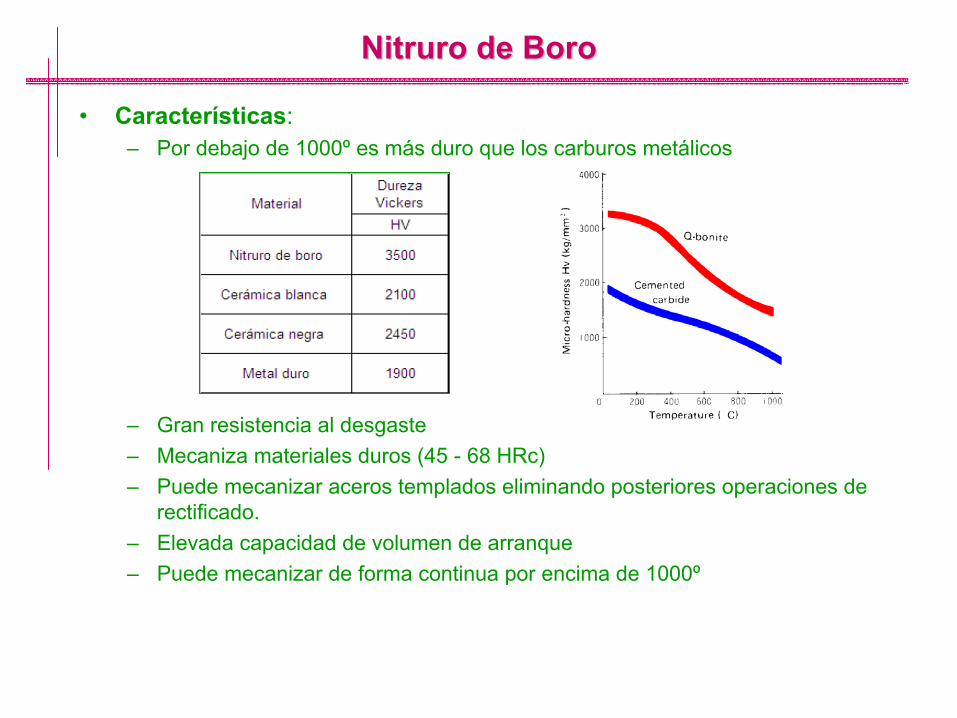
Características:–
Por debajo de 1000º
es más duro que los carburos metálicos
–
Gran resistencia al desgaste–
Mecaniza materiales duros (45 -
68 HRc)–
Puede mecanizar aceros templados eliminando posteriores operaciones de rectificado.
–
Elevada capacidad de volumen de arranque–
Puede mecanizar de forma continua por encima de 1000º

Nitruro de BoroNitruro de Boro
•
Aplicaciones:–
Acabado de materiales tratados–
Torneado y fresado de aceros cementados (HRc
58-62)–
Torneado y fresado de fundición de hierro gris–
Mecanizado de piezas de hierro sinterizadas–
Mecanizado a alta velocidad de aleaciones resistentes alta temperatura

ComparaciComparacióón diamanten diamante
•
Comparación entre acero rápido, metal duro y diamante en una operación de taladrado.

DiamantesDiamantes
•
Pueden ser naturales (falta de homogeneidad):–
Blancos–
Negros
•
Artificiales:–
Sinterizados como los NBC
•
Sus características:–
Máxima dureza–
Bajo coeficiente de dilatación–
Alta conductividad térmica–
Bajo rozamiento–
Gran fragilidad

DiamantesDiamantes
•
Se aplican para:–
Operaciones de buen acabado y con elevada precisión de materiales blandos.–
Para mecanizado de materiales muy duros: cerámica, cerámicas presinterizadas, carburos metálicos.
–
Mecanizado interrumpido de aleaciones de aluminio.–
Mecanizado de materiales blandos: cobre, bronce, cauchos duros, carbón, grafito, aluminios, plásticos.
–
Afilado de muelas.

ComparaciComparacióón de caractern de caracteríísticassticas
Diamante Nitruro boro
Cerámica recubierta
Cerámica
Cermet
Metal duro
Acero rápido
Velo
cida
d de
cor
te
Avance
Materiales de piezas.Materiales de piezas. MaquinabilidadMaquinabilidad
ClasificaciClasificacióón de los materialesn de los materiales
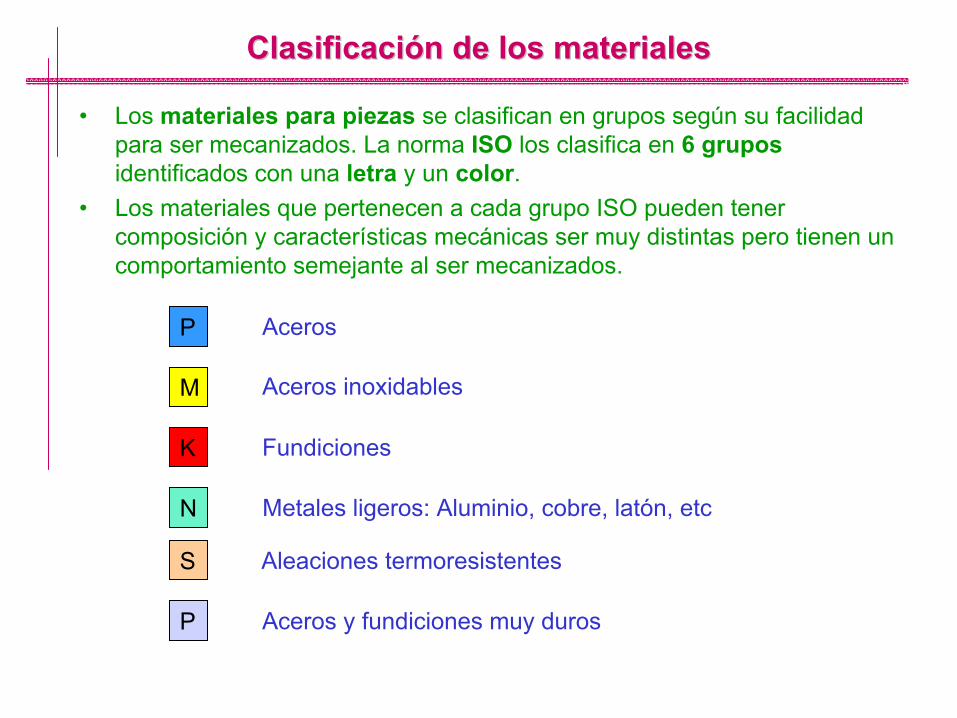
•
Los materiales para piezas
se clasifican en grupos según su facilidad para ser mecanizados. La norma ISO los clasifica en 6 grupos
identificados con una letra y un color.•
Los materiales que pertenecen a cada grupo ISO pueden tener composición y características mecánicas ser muy distintas pero tienen un comportamiento semejante al ser mecanizados.
P
M
K
N
S
P
Aceros
Aceros inoxidables
Fundiciones
Metales ligeros: Aluminio, cobre, latón, etc
Aleaciones termoresistentes
Aceros y fundiciones muy duros

•
La propiedad que expresa la facilidad
de un material para ser mecanizado se denomina maquinabilidad.
•
La maquinabilidad
de los materiales depende:–
Dureza–
Dureza superficial–
Composición–
Endurecimiento por deformación–
Disipación de energía–
Estructura metalúrgica–
Etc•
Algunos fabricantes subdividen los grupos
de materiales ISO en varios
niveles de subgrupos, como por ejemplo:
ClasificaciClasificacióón de los materiales IIn de los materiales II
Ejem: Alumnio
Ejem: Si ≤
1%
Ejem: Sinterizado
Ejem: sin tratar
Composición del material
Proceso de obtención de la preforma
Tratamiento
Material

Grupo ISO PGrupo ISO P
•
Materiales •
Aceros no aleados
hasta aceros muy aleados.•
Acero fundido•
Aceros inoxidables ferrítico
y martensítico
•
Maquinabilidad
–
En general tienen una buena
maquinabilidad–
EI C
influye en la dureza. A mayor dureza se produce un desgaste por abrasión. Un bajo contenido en carbono <0.2% contribuye a la aparición de filo de aportación
y a mala rotura de la viruta por lo que aumenta el desgaste por adhesión.
–
Cr, Mo, W, V,Ti, Nb, forman carburos y por lo tanto incrementan el desgaste por abrasión.
–
El O
forma incrustaciones no metálicas, oxidantes y abrasivas.–
Al, Ti, V, Nb
se utílizan
como tratamiento de grano fino para acero; hacen que el acero sea más tenaz y más difícil de mecanizar .
–
P, C, N
en la ferrita reducen la ductilidad y por ello se incrementa el
desgaste por adherencia.
–
El Pb
disminuye la fricción entre viruta y herramienta, reduce
el desgaste y mejora la rotura de la viruta.

Grupo ISO PGrupo ISO P
•
Maquinabilidad
(cont)
–
Ca, Mn
(+S)
forman sulfuros blandos de efecto lubricante. Un alto contenido de S mejora
la maquinabilidad
y la rotura de la viruta.–
En aceros no aleados
tienen tendencia a generar filo de aportación
para reducir esta tendencia se elevan las velocidades de corte y se utilizan filos y/o geometrías agudas, con cara de desprendimiento positiva y recubrimientos delgados.
–
La maquinabilidad
de aceros
aleados
se reduce
con la cantidad de aleantes
y la dureza–
Para durezas altas
se necesita buena resistencia al calor para soportar la deformación plástica.

Grupo ISO PGrupo ISO P

Grupo ISO MGrupo ISO M
•
Materiales –
Acero inoxidable austenítico–
Acero inoxidable
dúplex (contiene ferrlta
y austenita)–
Los aceros inoxidables ferríticos
y martensíticos
se mecanizan como los aceros por lo que están en el grupo P
•
Maquinabilidad
–
El endurecimiento
por deformación produce superficies y virutas duras, que a su vez provocan desgaste en entalladura. También crean adherencia y filo de aportación
–
La austenita
produce virutas largas, continuas y tenaces, que resultan difíciles
de romper. Al añadir S
se mejora la maquinabilidad, pero se reduce la resistencia a la corrosión.
–
Un mayor contenido de ferrita en los aceros duplex
mejora la maquinabilidad. Al mecanizar se producen virutas resistentes, que pueden provocar martillado y crear fuerzas de corte elevadas.
–
Se genera mucho calor
durante el
mecanizado y esto puede provocar deformación plástica
y un excesivo desgaste en cráter.

Grupo ISO MGrupo ISO M

Grupo ISO KGrupo ISO K
•
Materiales–
Fundición gris–
Fundición maleable–
Fundición nodular–
Fundición de grafito compactado
(CGI)–
Fundición dúctil austemperizada
(ADI)
•
Maquinabilidad
–
Material de viruta corta
con buen control de la misma en la mayor parte de condiciones. –
Al mecanizar a velocidades superiores, especialmente en fundición con incrustaciones de arena, se crea desgaste por abrasión.
–
La fundición se suele mecanizar con plaquitas negativas, ya que presentan filos robustos y aplicaciones seguras.
–
Cromo, molibdeno y
vanadio
forman carburos, que incrementan resistencia y dureza, pero reducen
la maquinabilidad.–
La fundición se suele mecanizar sin refrigerante, pero también se puede utilizar
lubricante, sobre todo para mantener al mínimo la contaminación del polvo de carbono y hierro...
–
La influencia de la dureza
en la maquinabilidad
de fundiciones sigue las mismas reglas que para el resto de materiales.
Grupo ISO KGrupo ISO K
•
Maquinabilidad
(cont)
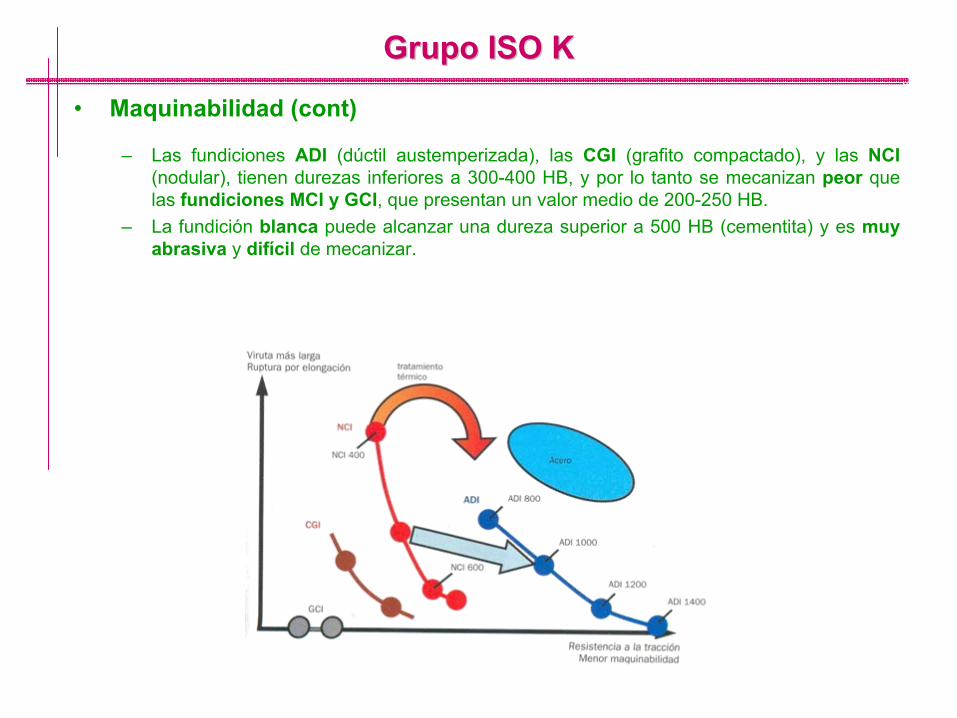
–
Las fundiciones ADI
(dúctil austemperizada), las CGI
(grafito compactado), y las NCI (nodular), tienen durezas inferiores a 300-400 HB, y por lo tanto se mecanizan peor
que las fundiciones MCI y GCI, que presentan un valor medio de 200-250 HB.
–
La fundición blanca
puede alcanzar una dureza superior a 500 HB (cementita) y es muy abrasiva
y difícil de mecanizar.

Grupo ISO KGrupo ISO K

Grupo ISO NGrupo ISO N
•
Materiales–
Aleaciones de
aluminio–
Aleaciones de magnesio–
Aleaciones de cobre (bronce, latón)–
Aleaciones de
zinc
•
Maquinabilidad
–
Material de viruta larga–
Control de viruta relativamente fácil, si está
aleado–
Las fuerzas
de corte y la potencia requerida en la máquina son bajas.–
Las aleaciones de alumnio
se pueden mecanizar con calidades de metal duro sin recubrimiento
y grano fino si el contenido de Si
es inferior al 7-8%, y con calidades de punta
PCD
para aluminio con mayor contenido de Si.–
El Al hipereutéctico
con contenido de Si > 12% es muy abrasivo.

Grupo ISO NGrupo ISO N
Grupo ISO SGrupo ISO S
•
Materiales
–
Superaleaciones termorresistentes
(HRSA) (resistentes hasta 1000º
C)•
Los elementos de aleación suelen ser–
Ni:
incrementa la resistencia a la tracción–
Co, Mo, W: incrementan la resistencia a alta temperatura.–
Cr, Si, Mn: mejoran la resistencia a la corrosión.–
C: incrementa el tamaño del grano•
Se pueden subagrupar
en:–
aleaciones de níquel–
de hierro
(desarrollado a partir de aceros inoxidables austeníticos)–
de cobalto
–
Titanio•
Las aleaciones de titanio se pueden dividir en cuatro clases, en
función de la estructura y de los elementos de aleación presentes.
–
Titanio sin tratar, comercialmente puro.–
Aleaciones alfa, con adición de Al, O o N.–
Aleaciones beta, con adición de Mb, Fe, V, Cr
o Mn.–
Aleaciones mixtas α+β
(las más utilizadas)

Grupo ISO SGrupo ISO S
•
Maquinabilidad
–
Superaleaciones termorresistentes
(HRSA)
•
La maquinabilidad
disminuye
de las aleaciones de hierro, a las de niquel
y a las de cobalto.
•
Deficiente conductividad térmica y alta dureza generan altas temperaturas
durante el mecanizado por lo que las herramientas deben tener una buena resistencia a la deformación plástica.
•
La viruta que se produce durante el mecanizado es segmentada, lo que unido a la alta resistencia a alta temperatura se generan altas fuerzas de corte
dinámicas•
La alta resistencia
y endurecimiento mecánico
crean desgaste en entalladura y un gran abrasión
en la herramienta.•
En general, se deben utilizar plaquitas con ángulo de posición grande
(plaquitas redondas) y ángulos de desprendiento
positivos.
•
En torneado y fresado se pueden utilizar
calidades de cerámica, según la
aplicación.

Grupo ISO SGrupo ISO S
•
Maquinabilidad
(cont)
–
Titanio•
La maquinabilidad
de las aleaciones de titanio es peor
que la de los acero
o aceros inoxidables
•
El titanio posee una baja conductividad
térmica por lo que producen altas temperaturas
en el filo de la herramienta.•
La elevada resistencia
a alta temperatura
genera altas fuerzas
de corte.•
Virutas delgadas
y muy recortadas crean un área de contacto estrecha en la cara de desprendimiento y generan fuerzas
de corte concentradas
en la proximidad del filo.•
Una velocidad
de corte demasiado alta
produce una reacción química
entre la viruta y el material de la herramienta, que puede derivar en rotura/astillamiento
de la plaquita.
•
El material de la herramienta de corte debe tener buena resistencia al calor, bajo contenido de cobalto y no reaccionar con el titanio.
•
Se suele utilizar metal duro de grano fino
sin recubrimiento.

Grupo ISO SGrupo ISO S

Grupo ISO HGrupo ISO H
•
Materiales–
Aceros con durezas 48 < HRC < 68•
Por ejemplo: acero carburizado
(-60 HRc), acero para cojinetes de bolas (-60 HRc), acero para herramientas (-68 HRc), fundición blanca (-50 HRc), fundición ADI/Kymenite
(-40 HRc), acero de construcción (40 -
45 HRc), acero al Mn
y los distintos tipos de recubrimientos duros, estelita, acero P/M, metal duro
•
Maquinabilidad
–
El mecanizado de piezas de acero templado es poco frecuente
y las
operaciones que se realizan en ellas suelen ser de acabado.
–
Las
fuerzas
de corte y la potencia requerida son altas.–
El material de la herramienta debe tener buena resistencia a la deformación plástica
(resistencia al calor), estabilidad química
(a alta temperatura), resistencia
mecánica y resistencia al desgaste por abrasión.–
El metal duro
se emplea fresado y taladrado hasta aprox. 60 HRc.–
La cerámica mixta
o reforzada con filamentos para tornear, cuando la pieza tiene una dureza demasiado alta para el metal duro
–
El CBN
permite tornear en lugar de rectificar

Grupo ISO HGrupo ISO H

Ensayos de Ensayos de maquinabilidadmaquinabilidad
•
Son ensayos específicos
cuya finalidad es comparar
–
El comportamiento de un conjunto de materiales para piezas
con una herramienta determinada de referencia.
•
Existen diferentes tipos de ensayos:
–
Ensayos de maquinabilidad
de larga duración
–
Ensayos de maquinabilidad
de corta duración•
Ensayo de taladrado. Se mide la fuerza axial
de penetración en el taladrado de un agujero con avance constante.
•
Ensayo de torneado, donde se mide el desgaste en
incidencia y en desprendimiento después de un tiempo determinado
(32 min). •
Determinar la velocidad que se puede alcanzar hasta que se alcance el desgaste de la herramienta en una longitud determinada.
–
Ensayos
funcionales
Ensayos de Ensayos de maquinabilidadmaquinabilidad
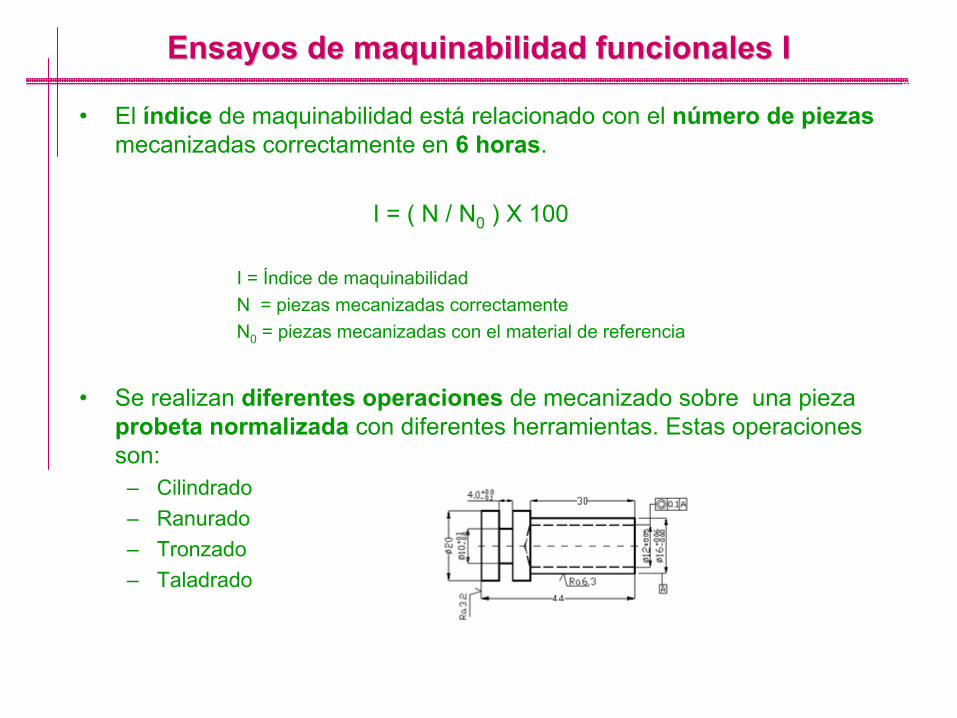
funcionales Ifuncionales I
•
El índice
de maquinabilidad
está
relacionado con el número de piezas mecanizadas correctamente en 6 horas.
I = ( N / N0
) X 100
I = Índice de maquinabilidadN = piezas mecanizadas correctamenteN0
= piezas mecanizadas con el material de referencia
•
Se realizan diferentes operaciones
de mecanizado sobre una pieza probeta normalizada
con diferentes herramientas. Estas operaciones
son:–
Cilindrado–
Ranurado–
Tronzado–
Taladrado

Ensayos de Ensayos de maquinabilidadmaquinabilidad
funcionales IIfuncionales II
•
Se vigila la evolución
de las magnitudes dimensionales
y de acabado.

Ensayos de Ensayos de maquinabilidadmaquinabilidad
funcionales IIIfuncionales III
Resultados del ensayo de maquinabilidad
funcional